Inhaltsverzeichnis · Pneumatische Förderung 13- 1 13.1 Einsatzbereiche 13- 1 13.2...
320
Inhaltsverzeichnis I Inhaltsverzeichnis 1 Einführung 1- 1 1.1 Beispiele stoffumwandelnder Verfahren mit mechanischen Grundprozessen 1- 3 1.1.1 Zementherstellung 1- 3 1.1.2 Aufbereitung von Erzen oder Abfällen 1- 6 1.1.3 Bayer-Verfahren zur Gewinnung von Tonerde aus Bauxit 1- 9 1.2 Literatur 1-10 2. Kennzeichnung grobdisperser Stoffsysteme 2- 1 2.1 Geometrische Partikelmerkmale 2- 3 2.1.1 Grössenbereiche, Definitionen 2- 3 2.1.2 Länge 2- 4 2.1.3 Flächen 2- 5 2.1.4 Volumen 2- 5 2.1.5 Äquivalentdurchmesser 2- 5 2.1.6 Partikelform 2- 8 2.1.7 Spezifische Oberfläche 2- 8 2.2 Sinkgeschwindigkeit 2- 9 2.3 Streuung und Absorption von Licht 2-10 2.4 Elektrische Feldstörung 2-11 2.5 Sonstige Dispersitätsgrössen 2-12 2.5.1 Brown’sche Molekularbewegung 2-12 2.5.2 Gasadsorption 2-12 2.5.3 Durchströmungswiderstand 2-13 2.6 Korngrössenmessverfahren und Probenahme 2-13 2.6.1 Messverfahren 2-13 2.6.2 Probevorbereitung 2-15 2.7 Symbole 2-20 2.8 Literatur 2-21 3. Partikelverteilung und ihre Darstellung 3- 1 3.1 Verteilungsfunktionen 3- 1 3.1.1 Ermittlung der Verteilungsdichte- und Verteilungssummenfunktion 3- 3 3.2 Umrechnung von Verteilungen 3- 4 3.3 Darstellung von Verteilungen 3- 6 3.3.1 Potenzverteilung 3- 6 3.3.2 RRSB-Verteilung 3- 7
Transcript of Inhaltsverzeichnis · Pneumatische Förderung 13- 1 13.1 Einsatzbereiche 13- 1 13.2...

Inhaltsverzeichnis
I
Inhaltsverzeichnis 1 Einführung 1- 1 1.1 Beispiele stoffumwandelnder Verfahren mit mechanischen Grundprozessen 1- 3
1.1.1 Zementherstellung 1- 3 1.1.2 Aufbereitung von Erzen oder Abfällen
1- 6 1.1.3 Bayer-Verfahren zur Gewinnung von Tonerde aus Bauxit 1- 9
1.2 Literatur 1-10 2. Kennzeichnung grobdisperser Stoffsysteme 2- 1 2.1 Geometrische Partikelmerkmale 2- 3
2.1.1 Grössenbereiche, Definitionen 2- 3 2.1.2 Länge 2- 4 2.1.3 Flächen 2- 5 2.1.4 Volumen 2- 5 2.1.5 Äquivalentdurchmesser 2- 5 2.1.6 Partikelform 2- 8 2.1.7 Spezifische Oberfläche 2- 8
2.2 Sinkgeschwindigkeit 2- 9 2.3 Streuung und Absorption von Licht 2-10 2.4 Elektrische Feldstörung 2-11 2.5 Sonstige Dispersitätsgrössen 2-12
2.5.1 Brown’sche Molekularbewegung 2-12 2.5.2 Gasadsorption 2-12 2.5.3 Durchströmungswiderstand 2-13
2.6 Korngrössenmessverfahren und Probenahme 2-13 2.6.1 Messverfahren 2-13 2.6.2 Probevorbereitung 2-15
2.7 Symbole 2-20 2.8 Literatur 2-21 3. Partikelverteilung und ihre Darstellung 3- 1 3.1 Verteilungsfunktionen 3- 1
3.1.1 Ermittlung der Verteilungsdichte- und Verteilungssummenfunktion 3- 3 3.2 Umrechnung von Verteilungen 3- 4 3.3 Darstellung von Verteilungen 3- 6
3.3.1 Potenzverteilung 3- 6 3.3.2 RRSB-Verteilung 3- 7

Inhaltsverzeichnis
II
3.3.3 Logarithmische Verteilung 3- 8 3.4 Verteilungsparameter: Mittelwerte, Streuungsmasse 3- 9
3.4.1 Lageparameter 3- 9 3.4.2 Streuungsparameter 3-10 3.4.3 Sauterdurchmesser 3-10
3.5 Symbole 3-11 3.6 Literatur 3-12 4. Einzelpartikel im Strömungsfeld 4- 1 4.1 Wirkende Kräfte 4- 1
4.1.1 Feldkraft 4- 2 4.1.2 Strömungskräfte oder Zähigkeitskräfte 4- 2 4.1.3 Druckkräfte 4- 3 4.1.4 Trägheitskräfte 4- 3 4.1.5 Stosskräfte 4- 4 4.1.6 Reibungs- und Kontaktkräfte 4- 4 4.1.7 Diffusionskräfte 4- 4
4.2 Allgemeines Widerstandsgesetz 4- 4 4.3 Widerstandsgesetz für die Umströmung einer Kugel 4- 5
4.3.1 Stokes’scher Bereich 4- 7 4.3.2 Übergangsbereich 4- 8 4.3.3 Quadratischer Bereich 4- 8 4.3.4 Kritische Reynolds-Zahl 4-10 4.3.5 Überkritischer Bereich 4-10 4.3.6 Näherungsfunktion für den Widerstandsbeiwert 4-10
4.4 Widerstandsbeiwerte nichtkugeliger Partikel 4-11 4.5 Sinkgeschwindigkeit von Partikeln 4-12
4.5.1 Sinkgeschwindigkeit von starren Kugeln 4-12 4.5.2 Sinkgeschwindigkeit von Blasen und Tropfen 4-15
4.6 Lastvielfaches starrer Partikel 4-17 4.7 Symbole 4-19 4.8 Literatur 4-21 5. Partikelkollektive im Strömungsfeld 5- 1 5.1 Einordnung der Partikel-Fluid Systeme 5- 1
5.1.1 Partikelkonzentration und Beweglichkeit 5- 1 5.1.2 Einteilung nach Bewegungszustand und wirkenden Kräften 5- 5 5.1.3 Ähnlichkeitsüberlegungen 5- 8
5.2 Durchströmung von Schüttungen 5- 9

Inhaltsverzeichnis
III
5.3 Durchströmung von Wirbelschichten 5-13 5.4 Förderung durch aufwärtsgerichtete Transportströmung 5-15
5.4.1 Beschleunigung der Partikel 5-15 5.4.2 Druckverlust bei wandreibungsfreier Förderung 5-18
5.5 Darstellung der Bewegungszustände von gegen die Schwere durchströmten Partikelkollektiven 5-20
5.5.1 Zustandsdiagramm für gleichmässig angeströmte monodisperse Kugeln 5-20 5.5.2 Allgemeines Zustandsdiagramm 5-23
5.6 Wärme- und Stofftransport zwischen Fluid und Partikel 5-25 5.7 Symbole 5-28 5.7 Literatur 5-30 6. Zerkleinern 6- 1 6.1 Beanspruchungsarten 6- 1 6.2 Zerkleinerungsvorgang bei der Einzelpartikel 6- 3 6.3 Zerkleinerungsvorgang bei Partikelkollektiven 6- 6 6.4 Zerkleinerungsarbeit 6- 7
6.4.1 Zerkleinerungsgesetze 6- 7 6.4.2 Energieausnutzung bei der Zerkleinerung 6-11
6.5 Zerkleinerungsmaschinen 6-12 6.5.1 Backen- und Kegelbrecher 6-13 6.5.2 Prallbrecher und Prallmühle 6-14 6.5.3 Hammerbrecher und Hammermühle 6-15 6.5.4 Walzenbrecher und Walzenmühle 6-16 6.5.5 Wälzmühlen 6-18 6.5.6 Trommelmühlen 6-19 6.5.7 Rührwerksmühlen 6-22 6.5.8 Strahlmühlen 6-24 6.5.9 Schneidmühlen 6-25
6.6 Symbole 6-26 6.7 Literatur 6-28 7. Trennprozesse 7- 1 7.1 Kennzeichnung von Trennungen 7- 2
7.1.1 Mengenbilanzen 7- 3 7.1.2 Trennkurve 7- 6 7.1.3 Trenngrenze und Trennschärfe 7- 7
7.2 Sieben und Klassieren 7- 9 7.2.1 Siebung 7-10

Inhaltsverzeichnis
IV
7.2.2 Stromklassieren 7-13 7.2.3 Windsichten 7-14
7.3 Sortieren 7-18 7.3.1 Trennung nach Dichte 7-19 7.3.2 Trennung nach magnetischen und elektromagnetischem Verhalten 7-19 7.3.3 Trennung durch Flotieren 7-21
7.4 Symbole 7-23 7.5 Literatur 7-25 8. Mechanische Flüssig/Feststofftrennung 8- 1 8.1 Sedimentieren 8- 5
8.1.1 Schwerkrafteindicker 8- 5 8.1.2 Hydrozyklone 8- 8 8.1.3 Sedimentierzentrifuge 8-12
8.2 Filtrieren 8-13 8.2.1 Filtergleichung der Kuchenfiltration 8-14 8.2.2 Waschen von Filterkuchen 8-20 8.2.3 Kapillardruck 8-20 8.2.4 Entfeuchtung von Filterkuchen 8-27 8.2.5 Filterapparate 8-30
8.3 Symbole 8-33 8.4 Literatur 8-37 9. Silolagerung und Austrag 9- 1 9.1 Klassifikation von Schüttgütern 9- 2 9.2 Fliesseigenschaften von Schüttgütern 9- 4 9.3 Ermittlung von Fliesseigenschaften durch Scherversuche 9- 8 9.4 Auslegung von Silos 9- 9 9.5 Symbole 9-12 9.6 Literatur 9-13 10. Mischen 10- 1 10.1 Mischungsvorgang und Mischungszustand 10- 2 10.2 Mischen von Flüssigkeiten 10- 4
10.2.1 Leistungscharakteristik des Rührkessels 10- 5 10.2.2 Mischzeit beim Homogenisieren 10- 9 10.2.3 Strahlmischen 10-13
10.3 Mischen von Feststoffen 10-14 10.3.1 Bauformen von Feststoffmischern 10-15

Inhaltsverzeichnis
V
10.3.2 Ideale Mischzustände 10-17 10.3.3 Statistische Beschreibung realer Mischzustände 10-18 10.3.4 Praktische Durchführung der Mischgutanalyse 10-21 10.3.5 Mischzeitverlauf 10-22 10.3.6 Kontinuierliches Feststoffmischen 10-24
10.4 Symbole 10-27 10.5 Literatur 10-29 11. Agglomeration 11- 1 11.1 Berechnung von Haftkräften 11- 2 11.2 Aufbauagglomeration 11- 4 11.3 Pressagglomeration 11- 6 11.4 Literatur 11- 9 12. Mechanische Gas/Feststoff-Trennung 12- 1 12.1 Auswahl von Staubabscheidern 12- 2 12.2 Zyklonabscheider 12- 4
12.2.1 Berechnung des Abscheidegrades nach Barth/Muschelknautz 12- 5 12.2.2 Druckverlust von Zyklonen 12-11 12.2.3 Geometrische Gestaltung von Zyklonen 12-12 12.2.4 Betrieb von Zyklonen 12-15
12.3 Elektrofilter 12-17 12.3.1 Partikelabscheidung im Elektrofilter 12-19 12.3.2 Elektrischer Staubwiderstand 12-20 12.3.3 Abscheidegrad 12-21
12.4 Tuchfilter 12-23 12.5 Nassabscheider 12-27 12.6 Symbole 12-30 12.7 Literatur 12-33 13. Pneumatische Förderung 13- 1 13.1 Einsatzbereiche 13- 1 13.2 Förderzustände 13- 3 13.3 Druckverlust bei wandreibungsbehafteter Förderung 13- 4 13.4 Gasgeschwindigkeit 13- 8 13.5 Betriebliche Aspekte pneumatischer Förderung 13-11
13.5.1 Krümmerverschleiss 13-11 13.5.2 Gebläseauslegung 13-12 13.5.3 Feststoffdosierung in pneumatischen Förderanlagen 13-13

Inhaltsverzeichnis
VI
13.6 Symbole 13-14 13.7 Literatur 13-15 14. Einführung in die Membrantechnik 14- 1 14.1 Übersicht zu Membrantrennverfahren 14- 2
14.1.1 Prozesse und treibende Kräfte 14- 2 14.1.2 Arbeitsbereiche und Grössenordnungen 14- 4 14.1.3 Heutiger Entwicklungsstand 14- 5
14.1.3.1 Anwendungsbeispiele 14- 5 14.1.3.2 Entwicklung des Membrantechnik-Marktes 14- 6
14.2 Membranmaterialien und Membranaufbau 14- 6 14.2.1 Anorganische Membranen 14- 6 14.2.2 Polymermembranen 14- 7
14.3 Stofftransport 14- 9 14.3.1 Das osmotische Phänomen und das chemische Potential 14- 9 14.3.2 Membrantransportmodelle 14-11
14.3.2.1 Phänomenologisches Modell 14-12 14.3.2.2 Lösungs-Diffusions-Modell 14-13 14.3.2.3 Porenmodell 14-18 14.3.2.4 Wahrer und scheinbarer Rückhalt einer Membran 14-19 14.3.2. 5 Konzentrationspolarisation und wahrer Rückhalt 14-20
14.4 Modulkonstruktion 14-21 14.5 Membrananlagen 14-22
14.5.1 Anlagenaufbau 14-22
14.5.2 Aspekte der Auslegung von Membrananlagen 14-23 14.6 Symbole 14-23 14.7 Literatur 14-25

1. Einführung
1-1
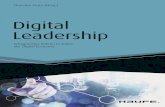
1. Einführung Die Mechanische Verfahrenstechnik befasst sich mit der Stoffumwandlung durch mechanische Einwirkung. Im allgemeinen sind hierdurch disperse Systeme wandelbar, deren Partikelgrössen im Bereich zwischen 1μm und 1m liegt (vgl. Abb. 1-1). Vor allem im Feinbereich bewegt sich dieser Bereich jedoch begünstigt durch verbesserte Messtechniken zu immer feineren Partikelgrössen. Die Partikel können Körner, Tropfen oder Blasen sein.
Durchmesserin Meter
1m
10 10− 10 8− 10 6− 10 4− 10 2− 100 102
1Å
AtomeMoleküle
Aerosole,Nebel
Stäube Granulate Gebr. Erze
FeinkörnigeFeststoffe,Kristalle
Pellets,Sinter
Kolloide
Partikelsysteme der
Mechanischen Verfahrenstechnik
Entwicklungs-richtung
Ultrafiltration,Membranen,Schwebestoff-abscheidung etc.
Abb. 1-1: Ordnungsschema disperser Systeme (nach [6, S. 13]). Die mechanische Stoffumwandlungen lassen sich nach den eintretenden Zustandsänderungen in zwei Gruppen gliedern:
1. Änderung des Mischungszustandes. Sie reicht von vollständiger Ent- bis zur vollständigen Vermischung eines Systems. Es handelt sich um Trenn- und Mischprozesse. 2. Änderung des Dispersitätszustandes. Der granulometrische Zustand disperser Systeme wird verändert. Dies geschieht durch Zerkleinerungs- oder Agglomerierprozesse.

1. Einführung
1-2
Diese Makroprozesse lassen sich je nach den beteiligten Phasen weiter unterteilen (Tab.1.1). Tab. 1.1: Einteilung mechanischer Makroprozesse (nach [6, S. 130]). Prozess-
Prozessuntergruppe Beispiel
haupt- gruppe
Charakter der beteiligten Phasen
Schematische Darstellung der Stoffumwandlung
fest/fest
Mischen körniger Stoffe
Mischen
fest/flüssig fest/gasförmig
Suspendieren Zerstäuben
flüssig/flüssig flüssig/gasförmig
Emulgieren Begasen
fest/fest
Klassieren (Trennen nach Partikelgrösse) Sortieren (Trennen nach stofflichen Eigenschaften)
Trennen
fest/flüssig fest/gasförmig
Filtrieren Sedimentieren Staubabscheiden
flüssig/flüssig flüssig/gasförmig
Trennen von Emulsionen Schaumbrechen
Zerteilen
fest
Zerkleinern
flüssig
Versprühen
Agglo-merieren
fest
Pressagglomerieren Aufbauagglomerieren
fest/flüssig
Koagulieren

1. Einführung
1-3
Wesentliche Grundlage für die mechanische Verfahrenstechnik ist die Physik, insbesondere die Mechanik der Teilchen und Kontinua und die statistische Mechanik [3, 8, 10]. In der Praxis sind die Prozesse der mechanischen Verfahrenstechnik meist eng mit thermischen und reaktionstechnischen Vorgängen kombiniert. Daher sind Kenntnisse der Chemie [5] wichtig, um die mechanischen Verfahrensschritte bei der Stoffumwandlung richtig einzusetzen. Vielfach bilden dabei die physikalischen Chemie und der Physik und Chemie der Phasengrenzflächen ein wesentliche Verbindungsglied [1, 3] und sind mitbestimmend für die Produkteigenschaften [2]. Die Literatur zur mechanischen Verfahrenstechnik ist sehr umfangreich. Zur Einarbeitung und Vertiefung des Stoffes, aber auch zum Vergleich verschiedener Ansätze und Methoden sind daher orientierende und eine Übersicht bietende Bücher wie z. B. [4, 6, 7, 11] hilfreich. 1.1 Beispiele stoffumwandelnder Verfahren mit mechanischen Grundprozessen Die nachfolgenden Beispiele sollen zeigen, wie wichtig mechanische Verfahrensschritte für stoffumwandelnde Prozesse sind. Ein Versagen eines Trennschrittes in einem Verfahren kann z. B. starke Auswirkungen auf die Qualität des erzeugten Endprodukts haben, da hierdurch Stoffanteile in folgenden Verfahrensschritte gelangen, die dort nicht mehr vollständig abgetrennt werden können. Andererseits kann eine unvollständige Mischung zweier oder mehrerer Komponenten vor einem Reaktor zu einem höchst unzulänglichen Ergebnis führen. Insbesondere wenn in einem Rohrreaktor Reaktionen in sehr kurzen Zeiträumen (< 0,1s) ablaufen, werden an die zeitliche Konstanz der zudosierten Ströme und deren Mischung hohe Anforderungen gestellt. 1.1.1 Zementherstellung Mergel und Kalk als mineralische Rohstoffe, mit je nach Abbauort starken Schwankungen in ihrer chemischen und physikalischen Zusammensetzung, werden im Steinbruch mit mechanischen Abbauvorrichtungen (Sprengen, Schrammeinrichtungen, Schaufeln) in grobstückiger Form (bis zu 1m Durchmesser) abgebaut, in Brechern auf mittlere Körnungen (ca. ≤ 25mm) zerkleinert und in Mischbetten gelagert. Durch gezieltes Ein- und Auslagern erfolgt hier bereits eine Vorhomogenisierung des Aufgabematerials für den folgenden Zementprozess, der heute überwiegend nach dem energiesparenden Trockenprozess durchgeführt wird (Abb. 1-2). In einer Mahltrockenanlage wird in mit heissem Abgas des

1. Einführung
1-4
Zementprozesses durchströmten Walzenschüssel- oder Rohrkugelmühlen die Rohmischung zu trockenem Rohmehl (Korngrösse < 100 μm) vermahlen.

1. Einführung
1-5
Abb. 1-2: Zementherstellung nach dem Trockenprozess. Das vorgetrocknete, gut fliessfähige Rohmehl wird in Homogenisiersilos zwischengelagert und in diesen zum Ausgleich von Schwankungen der Zusammensetzung des Aufgabegutes mit Luft teilfluidisiert und homogenisiert (Abb. 1-3).
Abb. 1-3: Tagesprofil der Ein- und Austrittsschwankungen des CaCO3-Gehaltes eines Homogenisiersilos in einer Zementfabrik. In einem mehrstufigen Suspensionswärmetauscher („Schwebegaswärmetauscher“) wird das Rohmehl vollständig entwässert (Kristallwasser). In einem Vorkalzinator erfolgt unter

1. Einführung
1-6
Zusatzbeheizung durch Verbrennung im direkten Kontakt Verbrennungsgas/Feststoff ein wesentlicher Teil der Entsäuerung, d. h. der endothermen Umwandlung CaCO CaO CO3 2→ + . Im anschliessenden Drehrohr-Brennofen geschieht die Restentsäuerung und die exotherme Festkörperreaktion der einzelnen Rohmehlbestandteile CaO, SiO2 und Al2O3 zum Zement, der unter Bildung von Festkörperbrücken zu einem Agglomerat (Korngrösse gegen 100 μm), dem sogenannten Zementklinker, zusammensintert. Dieser wird nach Abkühlung unter Wärmeverwertung einem Klinkersilo oder -lager zugeführt, in dem nochmals eine Homogenisierung zum Ausgleich von Schwankungen im Brenngrad durchgeführt werden kann. Mit Beigabe von Gips als Zuschlagstoff wird der Klinker in einem gekühlten Mahlkreislauf aus Rohrkugelmühle mit Sichter wieder feingemahlen (< 50 μm). Die fertiggemahlene Zementmischung wird in Zementsilos zwischengelagert, wo vor dem Abzug nochmals homogenisiert werden kann. Über pneumatische Rinnen wird der Zement der Verpackungsanlage, dem Silowagen oder einer Schiffsverladung zugeführt. 1.1.2 Aufbereitung von Erzen oder Abfällen Gemeinsam ist der Aufbereitung von Erzen und der heute immer mehr an Bedeutung gewinnenden Aufbereitung von Abfällen das Ziel der Konzentrierung der meist darin in geringen Gehalten vorliegenden Wertstoffe mit möglichst geringem Energieaufwand.

1. Einführung
1-7
Roherz
Siebrost Grobbrecher
Sieb BergeVorabsch. Berge
Feinbrecher
Mühle Strom-klassierer
Sortierstufe 1 BergeFilterKonzentrat
Feinmühle Hydrozyklon
Sortierstufe 2 BergeFilterKonzentrat
Mittelgut
Abb. 1-4: Grundmuster einer Aufbereitung.
Abb. 1-4 zeigt ein sehr vereinfachtes Grundmuster einer Erzaufbereitung. Die oberste Stufe dient der Grobzerkleinerung und zur Bergevorabscheidung. Hier wird versucht, möglichst früh wertloses Material aus dem Aufbereitungsprozess auszuschalten, um Apparate und Maschinen nicht unnütz zu belasten. Dabei werden meist Grob- oder Feinbrecher eingesetzt und durch Klaubebänder, Siebe und Schwimm-Sink-Scheider weiter abgetrennt. In der zweiten Stufe erfolgt dann eine Aufschlussmahlung z. B. in Stab- oder Kugelmühle, der meist ein Klassiergerät für energetisch optimalen Betrieb nachgeschaltet werden muss, um die groben Partikel abzuscheiden und der Mühle wieder zuzuführen. Das Feingut der Aufschlussmahlung wird in der ersten Sortierstufe in drei Teilströme zerlegt: - in wertlose Berge - in das der Spezifikation entsprechende Konzentrat und
- in Mittelgut, das aus verwachsenen Partikeln besteht, die noch Wertstoff enthalten

1. Einführung
1-8
Das Mittelgut kann in einer dritten Stufe durch Aufschlussmahlung auf ein wesentlich feineres Korngrössenniveau und durch Sortierung nach bekanntem Schema zu Konzentrat und Bergen aufgearbeitet werden.
Abb. 1-5: Aufbereitung eines Zink-, Zinn- und Wolframit-Erzes (Druckschrift LURGI). Oft schliessen sich hier bereits chemische oder thermische Aufschlussschritte zur Gewinnung von Wertstoffen an, da bei immer kleiner werdender Teilchengrösse mechanische Verfahren einen überproportional wachsenden Energieeinsatz erfordern. Abb. 1-5 zeigt als Beispiel das Fliessschema eines Aufbereitungsverfahrens eines Zink-, Zinn- und Wolframiterzes, bei dem es nun nicht um die Gewinnung einer sondern mehrerer Wertkomponenten geht. Ein solcher Aufbereitungsstammbaum wird merklich komplizierter und enthält aus Kapazitätsgründen eine Parallelschaltung gleichartiger Aggregate. Eine Aufbereitung von Abfällen, z. B. bei der Aufbereitung von Automobilschrott, bei der eine Vielzahl von Komponenten in verwertbarer Form gewonnen werden sollen, erfordert ebenfalls komplexe Aufbereitungsstammbäume. In Abb. 1-6 ist beispielhaft eine zweistufige Zyklonanlage für die NE-Metallschrottaufbereitung gezeigt, die in der zweiten Stufe mit einer Schwerflüssigkeit zum Trennen von Leicht- und Schwermetallen aufgrund ihres unterschiedlichen spezifischen Gewichtes arbeitet (leichte Teilchen schwimmen auf, schwere sinken ab).

1. Einführung
1-9
Mischer
Wasser-zyklon
Mischer
1. Stuge 2. Stufe
Sieb-kurve
Zufuhr
Wassertank
Gummi und andereNicht-Metalle
Wasser
Scherstofftank
Entwässerungs-sieb
Siebkurve Siebkurve
Wasch-siebe
Schwerstoff-zyklon
Verdickerzyklonfür Schwerstoff
Schwere NE-Metalle:Blei, Zink, Messing, Kupfer
Aluminium
Abb. 1-6: Zweistufige Zyklonanlage zur NE-Metallschrottaufbereitung (nach LURGI). 1.1.3 Bayer-Verfahren zur Gewinnung von Tonerde aus Bauxit Das Bayer-Verfahren ist ein Beispiel für ein stoffumwandelndes Verfahren, welches neben einer Vielzahl mechanischer Verfahrensschritte chemische und thermische Verfahrensstufen beinhaltet. Es ist in Abb. 1-7 dargestellt.

1. Einführung
1-10
Abb. 1-7: Apparateschema des BAYER-Verfahrens [9, S. 306]. Nach der Vorzerkleinerung des Rohbauxits wird in einer nassen Kugelmühle, in der mit dünner Natronlauge der Bauxit aufgeschlämmt wird, gleichzeitig Mahlung und chemischer Voraufschluss zu Na-Aluminatlauge durchgeführt. In einer thermischen Autoklavenstufe wird unter Druck der Aufschluss der Al2O3-Komponente (ca. 60%) des Bauxits in Na-Aluminatlauge vollständig durchgeführt. Nach Entspannung - unter möglichst vollständiger Rückgewinnung der Verdampfungswärme - erfolgt die Abtrennung grober und feiner Begleitstoffe (Sand, Rotschlamm) in einer Reihe hintereinander geschalteter Fest/Flüssig-Trennstufen (Hydrozyklon, Eindicker, Waschstufe, Rechenklassierer, Paddelwäscher, Vakuumtrommelfilter und Zentrifuge). Die in einem Kelly-Filter feingereinigte Aluminatlauge wird in den Bereich der Übersättigung an Al(OH)3 gebracht, dieses auskristallisiert und durch Trommelfilter abgetrennt sowie gewaschen. Das filterfeuchte Al(OH)3 wird bei Temperaturen von 900 bis 1000 oC in einem mehrstufigen Kalziniersystem energiesparend entwässert und in Al2O3, einer für die nachfolgende Metallgewinnung durch Elektrolyse brauchbare Kristallmodifikation, gebracht. Die Kalzinierung wird heute überwiegend in einem Wirbelschichtsystem durchgeführt, bei dem feinteilige Feststoffe in heissen Verbrennungsgasen suspendiert werden. Gas/Feststoff-Mischvorgänge spielen eine wichtige Rolle bei der Einhaltung konstanter Kalziniertemperaturen.

1. Einführung
1-11
1.2 Literatur [1] Atkins, P. W.; Physikalische Chemie, 2. Auflage, VCH, Weinheim, 1996 [2] Borho, K.; Polke, R.; Wintermantel, K.; Schubert, H.; Sommer, K.;
Produkteigenschaften und Verfahrenstechnik, Chem.-Ing.-Tech., 63 (1991), 792-808 [3] Grassmann, P.; Physikalische Grundlagen der Verfahrenstechnik, 3. Auflage, Verlag
Salle u. Sauerländer, Frankfurt u. Aarau, 1982 [4] Löffler, F., Raasch, J.; Grundlagen der Mechanischen Verfahrenstechnik, Vieweg,
Braunschweig, 1992 [5] Mortimer, C. E.; Chemie, 6. Auflage, Thieme, Stuttgart, 1996 [6] Schubert, H., Heidenreich, E., Liepe, F., Neeß, T.; Mechanische Verfahrenstechnik, 3.
Auflage, Deutscher Verlag für Grundstoffindustrie, Leibzig, 1990 [7] Stieß, M.; Mechanische Verfahrenstechnik, Bd.1 u. 2, 2. Auflage, Springer, Berlin, 1994 [8] Tipler, P. A.; Physik, Spektrum Akademischer Verlag, Heidelberg, 1994 [9] Ullmanns Enzyklopädie der technischen Chemie, Bd. 7, 4. Auflage, Verlag Chemie,
Weinheim, 1974 [10] Vogel, H.; Gerthsen Physik, 18. Auflage, Springer, Berlin, 1995 [11] Zogg, M.; Einführung in die Mechanische Verfahrenstechnik, 3. Auflage, Teubner,
Stuttgart, 1993

2. Kennzeichnung grobdisperser Stoffsysteme
2-1
2. Kennzeichnung grobdisperser Stoffsysteme Die Beschreibung von Stoffsystemen sollte mit einer Angabe ihrer chemische Zusammensetzung (z. B. Al2O3, Fe2O3) und der vorliegenden Modifikationen (z. B. Kristallform: α-S (rhombisch), β-S (monoklin); Kristallwasser: CuSO4, CuSO4⋅5H2O) beginnen. Ein weiteres Beispiel dafür ist Titandioxid (TiO2), das in der Kristallform "Rutil" als Pigment verwendet wird, während die Kristallform "Anatase" in der Katalyse zum Einsatz kommt. Neben dieser stofflichen Charakterisierung, die besonders bei Stoffgemischen (z. B. Aschen: Kohlenstoff- und Alkaligehalt) notwendig ist, können eine Vielzahl weiterer Angaben für Lagerung, Transport und Verarbeitung wie Fliessverhalten, Hygroskopizität, Reaktivität oder Toxizität wichtig sein (s. a. Kap. 9.1). Zur quantitativen Bewertung der Grundoperationen der mechanischen Verfahrenstechnik besteht die Notwendigkeit, die disperse Phase (Partikel) eines diskret-dispersen Systems eindeutig zu kennzeichnen. Hierfür teilt man die Partikel zweckmässig nach einer ihrer charakteristischen Eigenschaften ein. Diese muss eine messbare physikalische Grösse sein und wird Dispersitätsgrösse genannt. Die Messung solcher Partikeleigenschaften sowie die Interpretation der Messergebnisse hat sich zu einem so umfangreichen Spezialgebiet entwickelt, dass hier nur auf die wichtigsten Grössen und Messverfahren eingegangen werden kann und für weiterführende Informationen auf die Literatur (z. B. [1, 2, 5]) verwiesen werden muss. Je nach Aufgabenstellung sind verschiedene Merkmale der Partikel als Dispersitätsgrössen definierbar, die für die gleichen Partikel auch unterschiedliche Zahlenwerte ergeben. Bei den Dispersitätsgrössen unterscheidet man: - geometrische Dispersitätsgrössen
Länge, Fläche, Volumen
- optische Eigenschaften Streuung, Absorption
- Verhalten im Strömungsfeld Sinkgeschwindigkeit, Durchströmungswiderstand (Blaine-Test)
- elektrische Feldstörung Widerstand, Kapazität
- sonstige Dispersitätsgrössen Brown’sche Molekularbewegung, Gasadsorption (BET) Einen Überblick über die Grössenordnungen mit charakteristischen Längenabmessungen und Eigenschaften verschiedenster Partikel gibt Abb. 2-1.

2. Kennzeichnung grobdisperser Stoffsysteme
2-2
Abb. 2-1: Charakteristische Längenabmessungen von Partikeln [6, S. 322].

2. Kennzeichnung grobdisperser Stoffsysteme
2-3
2.1 Geometrische Partikelmerkmale 2.1.1 Grössenbereiche, Definitionen In einer Ansammlung von Partikeln haben können diese im allgemeinen verschiedene Partikelgrössen besitzen, d.h. Partikelkollektive sind in der Praxis meist polydispers. Im Idealfall, wenn alle Partikel dieselbe Grösse besitzen, liegen monodisperse Partikeln vor. Bei Partikelgrössen > 1 µm spricht man auch von Grobpartikeln, während dann Partikeln < 1 µm als Feinpartikeln bezeichnet werden. In den letzten Jahren haben Ultrafeinpartikeln oder Nanopartikeln an Bedeutung gewonnen, die im Grössenbereich <0.1 µm = 100 nm liegen. Zur Veranschaulichung der Verhältnisse der verschiedenen Grössenbereiche soll folgende Tabelle dienen: Partikelgrössenbereich Mikrobereich (× 104 ) Makrobereich 1 nm 0.1 mm = 100 µm z.B. Haare, Nadelkopf 250 nm 25 cm z.B. Fussball 100 µm 10 m z.B. Warmluftballon Anhand dieser Beispiele wird deutlich, dass es unmöglich ist, mit einer einzigen Messmethode den gesamten Bereich der in der Verfahrenstechnik relevanten Partikelgrössen (von < 10 nm bis > 1 m) abzudecken. Oftmals liegen die Partikel nicht isoliert sondern als Aggregate oder Agglomerate vor. Aggregate sind Gruppen von Partikeln, die sich einfach aufbrechen lassen, während Agglomerate wesentlich schwerer aufzubrechen sind. Beispielsweise kann ein 20 µm Aggregat von TiO2-Partikeln in einer Farbmischung durch mechanische Bewegung (z.B. Rühren) leicht kleiner als 1 µm werden. Primärpartikel sind die Bausteine der Agglomerate oder Aggregate. Häufig sind Aggregate oder Agglomerate fraktale Partikeln, bei denen die Partikelgrösse a und die Primärpartikelanzahl pro Agglomerat N z.B. mit folgender Gleichung korreliert werden können:
fDaN ∝ (2.1) Darin ist Df die sog. fraktale Dimension des Aggregates oder Agglomerates.

2. Kennzeichnung grobdisperser Stoffsysteme
2-4
2.1.2 Länge Für reguläre Körper genügt die Angabe des Formtyps und der Hauptabmessungen wie z. B. bei einer Kugel der Durchmesser oder bei einem Ellipsoid die beiden Hauptachsen. Bei unregelmässig geformten Partikeln ist eine eindeutige Beschreibung meist nicht möglich. Es bedarf einer genauen Festlegung, welche Länge gemessen werden soll. Beispielsweise können die Hauptabmessungen eines umschriebenen oder eingeschriebenen regulären Körpers verwendet werden. Daneben kann die Partikelgrösse durch das Messverfahren festgelegt sein wie etwa durch die Angabe der Maschenweite des feinsten Siebes, das die Partikel gerade noch passieren. Gebräuchlich sind auch statistische Längen (Abb. 2-2). Die drei gebräuchlichsten Längen sind: - Feret-Durchmesser xF (Projektion des Partikelumrisses senkrecht zur Messrichtung) - Martin-Durchmesser xM (zur Messrichtung parallele, die Projektionsfläche halbierende Sehne) - Längste Sehne in Messrichtung xc Daneben sind bei unregelmässigen Partikeln (z.B. Agglomeraten) noch folgende Durchmesser verbreitet:
- umschriebener Durchmesser (Durchmesser des kleinsten Kreises, der die Projektionsfläche des Partikels vollständig enthält) - einbeschriebener Durchmesser (Durchmesser des grössten Kreises, der in die Projektionsfläche des Partikels gelegt werden kann) - Maschenweite des feinsten Siebes, durch das die Partikeln gerade noch passen
Welcher dieser Durchmesser für die Beschreibung der Partikelgrösse am besten geeignet ist, hängt von der jeweiligen Anwendung ab.
xFxC
xM
Mes
sric
htun
g
Abb. 2-2: Statistische Längen. xF : Feret-Durchmesser x M : Martin-Durchmesser xc : längste Sehne

2. Kennzeichnung grobdisperser Stoffsysteme
2-5
Statistische Längen werden bei der automatischen Auswertung von Partikelbildern ermittelt, wobei die Teilchen relativ zur Messrichtung eine Zufallslage annehmen. Jedem nicht kugelförmigen Teilchen ist daher streng genommen eine Verteilung der statistischen Längen zugeordnet. 2.1.3 Flächen Als Flächen werden die Projektionsfläche
A xP =π4
2 (2.2)
und die Oberfläche S x= π 2 (2.3) verwendet. Für nicht-konkave Körper gilt das Cauchy-Theorem: S AP= 4 (2.4) 2.1.4 Volumen Das Volumen errechnet sich zu
V x=π6
3 (2.5)
2.1.5 Äquivalentdurchmesser Ein Äquivalentdurchmesser ist eine Abmessung einer Partikel von definierter geometrischer Form mit der gleichen Eigenschaft wie die betrachtete Eigenschaft der untersuchten Partikel. Häufig verwendete Äquivalentdurchmesser sind: - Durchmesser einer Kugel gleicher Projektionsfläche
d APm p=4π
(2.6)

2. Kennzeichnung grobdisperser Stoffsysteme
2-6
- Durchmesser einer Kugel gleicher Oberfläche
d SS = π
(2.7)
- Durchmesser einer Kugel gleichen Volumens
d VV =6
3π
(2.8)
Für konvexe Partikel gilt aufgrund des Cauchy-Theorems: d dS Pm= (2.9)
Daneben werden zur Charakterisierung des Verhaltens von Partikeln in Strömungen noch folgende Durchmesser verwendet (s. Abschnitt 2.2):
- Stokes-Durchmesser dSt = Durchmesser einer Kugel mit der gleichen Dichte und Sinkgeschwindigkeit wie das untersuchte Partikel
- aerodynamischer Durchmesser da = Durchmesser einer Kugel mit der Dichte 1 g/cm3 und der gleichen Sinkgeschwindigkeit wie das untersuchte Partikel
Stokes'sche Sinkgeschwindigkeit:
μρ
μρ
μρ
181818
20
22 gdgdgdv aStppp
St === (2.10)
µ = Zähigkeit, Viskosität des umgebenden Mediums, g = Schwerebeschleunigung

2. Kennzeichnung grobdisperser Stoffsysteme
2-7
Abb. 2-3: Schematische Darstellung der verschiedenen Äquivalentdurchmesser
Oberflächen-äquivalente Kugel
Volumen-äquivalente Kugel
tatsächliches Partikel
Kugel mit gleichem Stokes-Durchmesser
Kugel mit gleichem aerodynamischem Durchmesser

2. Kennzeichnung grobdisperser Stoffsysteme
2-8
2.1.6 Partikelform Neben der Grösse hängen die Partikeleigenschaften in vielen Fällen auch von der Partikelform ab. Die Beschreibung der Partikelform kann qualitativ (kugelig, länglich, flach usw.) erfolgen. Quantitativ wird die Partikelform durch den Formfaktor Ψα β,
Ψα βα
β, =
xx
(2.11)
beschrieben. Hierbei beschreiben xα und xβ geometrische Dispersitätsgrössen oder Äquivalentdurchmesser. Der Formfaktor ΨV S, ist demnach der Umrechnungsfaktor vom Durchmesser einer oberflächengleichen Kugel xS in den Durchmesser der volumengleichen Kugel xV . Die Grösse
ΨV SV
S
xx,
22
2= (2.12)
wird nach Wadell als Sphärizität bezeichnet. Für die Sphärizität gilt ΨV S,
2 1≤ (2.13)
wobei das Gleichheitszeichen nur für kugelförmige Partikel gilt. Beispiele: Würfel: 806.02
, =Ψ SV Zylinder (h = 10d) 579.02
, =Ψ SV Scheibe (d = 10h) 471.02
, =Ψ SV 2.1.7 Spezifische Oberfläche Als spezifische Oberfläche SV bezeichnet man den Quotienten aus der Oberfläche S und dem Volumen V :
S OberflächeVolumen
x
x
xxV
S
V
S
V
= = =ππ
2
3
2
3
6
6 (2.14)

2. Kennzeichnung grobdisperser Stoffsysteme
2-9
Die massenbezogene spezifische Oberfläche S M ist sinngemäss über die Masse M mit der Partikeldichte ρP definiert:
S OberflächeMasse
x
x
xxM
S
V PP
S
V
= = =π
πρ ρ
2
3
2
3
6
6 (2.15)
Für eine Kugel gilt d d dS V= = und damit:
SdV =6 (2.16)
SdM
P
=6
ρ (2.17)
Für ein beliebiges Partikelmerkmal gilt x xV V x= Ψ , (2.18) x xS S x= Ψ , (2.19)
und damit folgt:
SxV
S x
V x
=Ψ
Ψ,
,
2
3
6 (2.20)
Analog dazu lässt sich die massenbezogene spezifische Oberfläche definieren:
SS
MV
P
=ρ
(2.21)
2.2 Sinkgeschwindigkeit Die Sinkgeschwindigkeit von Partikeln in Fluiden ist als charakteristische Grösse z. B. für Sedimentations- und Zentrifugiervorgänge wichtig. Ihre direkte Messung hat den Vorteil, dass z. B. der Einflüsse der Partikelform auf den Strömungsvorgang bereits mit der Messung erfasst werden und nicht durch zusätzliche und in der Regel mit Unsicherheiten behaftete Korrekturen des geometrischen Äquivalentdurchmessers berücksichtigt werden müssen. Bei der Messung der Sinkgeschwindigkeit ist eine gleichmässige Dispergierung im Fluid notwendig. Ferner muss die gegenseitge Beeinflussung der Partikel bei höheren Konzentrationen in der Suspension beachtet werden (s. Kap. 5.4).

2. Kennzeichnung grobdisperser Stoffsysteme
2-10
2.3 Streuung und Absorption von Licht Die Ausbreitung eines Lichtstrahls wird durch Partikel gestört, indem das Licht teilweise absorbiert und gestreut wird. Die Grösse beider Effekte hängt stark von der Partikelgrösse ab und wird durch die Mie-Theorie beschrieben [8]. Zur Partikelgrössenanalyse werden vorwiegend folgende Effekte benutzt:
- Streulichtintensität von Einzelpartikel im vorgesehenen Winkelbereich - Abschattung durch Einzelpartikel - Abschattung durch Partikelkollektive (Extinktion) - Winkelabhängigkeit der Streulichtverteilung von Partikelkollektiven (Beugung)
Abb. 2-4: Relative Streulichtintensität als Funktion der Partikelgrösse [4, S. 51].
links: monochromatisches Licht, rechts: weisses Licht; n: Brechnungsindex, Θ: Streuwinkel Diese Effekte sind nur für Partikel, die gross gegenüber der Lichtwellenlänge sind, von den optischen Materialeigenschaften unabhängig ( dP mindestens einige μm). Bei kleineren Partikeln müssen Brechungsindex und Absorptionskoeffizient bekannt sein. Bei der Extinktionsmessung von Einzelpartikeln strömt die in der Flüssigkeit suspendierte Einzelpartikel durch einen engen Kanal. Die Streulichtimpulse werden nach ihrer Höhe gezählt und rechnerisch ausgewertet.

2. Kennzeichnung grobdisperser Stoffsysteme
2-11
Abb. 2-5: Partikelgrössenbestimmung aufgrund der Lichtextinktion. Bauprinzip des Hiac CMH-150 Sensors [1, S. 353].
Einsatzmöglichkeiten und Grenzen der optischen Messverfahren sind Gegenstand einer sehr umfangreichen Spezialliteratur. Für eine Übersicht und weiterführende Literaturhinweise sei auf [1, Bd.1, Kap. 9.4] verwiesen. 2.4 Elektrische Feldstörung In einem Elektrolyten suspendierte Partikel stören ein elektrisches Feld. Wird der Elektrolyt durch eine kleine Öffnung gepumpt und ist die Partikelkonzentration so gering, dass sich jeweils höchstens ein Teilchen in der Öffnung befindet, so ändert sich der elektrische Widerstand R beim Durchgang einer Partikel des Durchmessers dP um ΔR . Es gilt in erster Näherung ΔR k d p= 3 (2.22)
wobei k eine durch Kalibrierung zu bestimmende Konstante ist. Dieses Messprinzip, nach seinem Erfinder auch Coulter-Counter genannt, ist in Abb. 2-6 skizziert. Eine detaillierte Beschreibung der Funktionsweise und Hinweise zur Messdatenauswertung finden sich beispielsweise in [1, Bd. 1, Kap. 9.2]

2. Kennzeichnung grobdisperser Stoffsysteme
2-12
Abb. 2-6: Schema des Coulter-Counters (nach Firmenschrift Coulter Elektronics). Die zu zählenden Partikel werden in einer Elektrolytlösung suspendiert. Über ein Ventil wird mittels Vakuum Flüssigkeit durch das Messrohr gesogen und gleichzeitig eine Quecksilbersäule ins Ungleichgewicht gebracht. Nach Schliessen des Ventils sinkt die Quecksilbersäule und transportiert dadurch ein definiertes Volumen (bestimmbar mit durch das Quecksilber ausgelöste Start- und Stopzeiten für den Zähler) durch die Messöffnung. 2.5. Sonstige Dispersitätsgrössen 2.5.1 Brown’sche Molekularbewegung Infolge ihrer thermischen Energie führen Partikel in einer Suspension ungeordnete Bewegungen aus. Zur Korngrössenanalyse wird die Suspension mit kohärentem Licht beleuchtet. Die Brown’sche Molekularbewegung führt zu Frequenzverschiebungen des gestreuten Lichtes, die in mittlere Teilchendurchmesser umgerechnet werden [3]. 2.5.2 Gasadsorption Die spezifische Oberfläche eines feinkörnigen Feststoffes wird aus der Menge eines am Feststoff adsorbierten Gases bestimmt. Dabei wird die innere Oberfläche poröser Partikel bei offenen Poren miterfasst. Eine der gängigsten Auswertungsmethoden beruht auf der Adsorptionsisotherme nach Brunauer, Emmett und Teller. Die so bestimmte Oberfläche wird daher oft als BET-Oberfläche bezeichnet.

2. Kennzeichnung grobdisperser Stoffsysteme
2-13
2.5.3 Durchströmungswiderstand Eine aus Partikeln bestehende Schüttung setzt einem durchströmenden Fluid einen Widerstand entgegen. Aus der Porosität ε der Schüttung
ε =Hohlraumvolumen
Gesamtvolumen (2.23)
und dem Strömungswiderstand lässt sich ein Mass für die spezifische Oberfläche und damit für die Feinheit des untersuchten Materials gewinnen (Blaine-Zahl). Der Einfluss von Poren in den Partikeln hängt wesentlich von ihrem Typ ab. So sind für die Durchströmung die Abmessungen des Hohlraums zwischen den Körnern und von durchgehenden Kanälen in den Partikeln wichtig. Dagegen sind Sackporen für die Durchströmung vernachlässigbar, haben aber einen Einfluss auf die Partikeldichte. 2.6 Auswahl von Messverfahren und Probenahme Im folgenden werden einige allgemeine Gesichtspunkte für die Auswahl von Messverfahren und Aspekte der Probenahme vorgestellt. Detailliertere Angaben finden sich in der weiterführenden Literatur (z. B. [1, 2, 5]). 2.6.1 Messverfahren Die Auswahl des anzuwendenden Analyseverfahrens richtet sich nach der für die praktische Aufgabe notwendigen Dispersitätsgrösse. So ist etwa der hohe Aufwand zur Bestimmung einer vollständigen Partikelgrössenverteilung nicht gerechtfertigt, wenn z. B. eine einzige Masszahl wie die spezifische Oberfläche oder mittlere Korngrösse das Produkt für die Aufgabenstellung hinreichend charakterisiert. Ferner muss darauf geachtet werden, dass das zu analysierende Material sich nicht durch Lösung oder Flockung in einer Suspensionsflüssigkeit verändert. Grundregel: Für die Ermittlung der Partikelgrösse benutzt man meist ein Verfahren, das dem zu untersuchenden technischen Verfahren im physikalischen Mechanismus möglichst ähnlich ist: Luftstrahlsiebanalyse für Siebprobleme Bahco-Windsichter für Zyklonabscheider Sedimentationsanalyse für Eindicker Gasadsorption für Katalyse

2. Kennzeichnung grobdisperser Stoffsysteme
2-14
Damit werden methodische Fehler weitestgehend ausgeglichen. Abb. 2-7 gibt einen Überblick über heute übliche Partikelanalyseverfahren. Ihre Einsatzsbereiche sind nach Trenn-, Sedimentations- und Zählverfahren unterteilt. Daneben ist die jeweils erforderliche Probenmenge angegeben.
Abb. 2-7: Messbereiche der Verfahren zur Korngrössenanalyse und Anhaltswerte für die erforderliche Probemasse [7, S. 25]. Bildanalysegeräte, bei denen Partikelkollektive im Licht- oder Elektronenmikroskop abgebildet und durch Abtasten der Bilder und Auswertung der Impulse über Rechner die Partikelgrösse bestimmt wird, eignet sich besonders für die schnelle On-Line Analyse. Sie geben bei sorgfältiger Probevorbereitung ein Höchstmass an Information. On-Line Messgeräte, die prozessgekoppelt in kürzester Zeit Informationen über Änderungen von Dispersitätsgrössen geben, stehen zunehmend für die laufende Sicherung von Produkteigenschaften zur Verfügung.

2. Kennzeichnung grobdisperser Stoffsysteme
2-15
2.6.2 Probevorbereitung Bei der Probenahme ist darauf zu achten, dass die entnommene Probe dem Mittelwert des zu untersuchenden Stoffes entspricht, d.h. sie muss repräsentativ sein. Bei der Probenahme aus Haufwerken oder strömenden Suspensionen kann es beispielsweise zu einer Entmischung kommen. Die Probe ist dann nicht mehr repräsentativ. Je kleiner die Probenmenge, um so sorgfältiger muss die Probenahme nach statistischen Methoden erfolgen. Bei Zählverfahren ist deshalb grosse Sorgfalt für die Präparation der auszuzählenden Probe zu verwenden. Zunächst ist das zu analysierende Produkt nach - Feinheit - Stoffzusammensetzung - Agglomerationszustand zu beurteilen. Die Untersuchung einer Teilprobe unter dem Mikroskop kann beispielsweise zeigen, in welchem Mass eine Deagglomeration notwendig ist. Dies ist wichtig, wenn die Partikelgrössenverteilung von Agglomerate bildenden Primärpartikeln ermittelt werden soll. Oft ist jedoch die Grössenverteilung der Agglomerate von Interesse. Das gewählte Partikelgrössenanalyseverfahren soll dann möglichst wenig Agglomerate zerstören. Wie aus Abb. 2-7 zu sehen ist, kann die zu entnehmende Probenmenge je nach Analyseverfahren zwischen dem Bruchteil eines Milligramms (bei Zählverfahren) und mehreren Kilogramm (bei Siebanalyse) liegen. Diese Teilprobe muss dem zu analysierenden Material durch Probeteilung so entnommen werden, das ihre Zusammensetzung von der Grundmenge nur unwesentlich abweicht (Abb. 2-11) Abhängig von der Partikelgrössen-verteilung sind als Teilprobe bestimmte Mindestmengen erforderlich, um den statistischen Probenahmefehler gering zu halten (s. Kap. 10.3.3 und [9]). Bei feinstkörnigen Material ( x <10μm) ist die Dispergierung in Luft schwierig, weshalb möglichst in Flüssigkeiten gearbeitet werden sollte. Man beachte: Nicht allein die Genauigkeit eines Messgerätes ist für die Zuverlässigkeit von Dispersitätsgrössen bzw. deren Verteilungen massgeblich, sondern die richtige Verknüpfung von Probenahme, Probevorbereitung, Messung und Auswertung.

2. Kennzeichnung grobdisperser Stoffsysteme
2-16
Grundregeln für Probenahme: 1. Die Probenahme muss geschehen, wenn die Partikel in Bewegung sind. 2. Die Probe muss homogen aus dem gesamten Querschnitt der Partikelströmung entnommen werden. Auf keinen Fall darf die Probe über längere Zeit aus einem Teil der Strömung gesammelt werden.
Abb. 2-8: Verschiedene Möglichkeiten der Probenahme: (a) ungünstige Methode: durch Hin- und Herbewegung unterschiedlich lange Verweilzeit in den verschiedenen Zonen; (b) bessere Methode: Bewegung durch den Produktstrom mit konstanter Geschwindigkeit; unten: der Probenahmebehälter muss gross genug sein, um Überlaufen und damit verbundene Segregation zu vermeiden (Abbildung aus [1]).
Prozess oder Transport von Partikeln (10n kg)
Probenentnahme (Abb. 2.8 bis 2.10)
Grosse Probe (~ 1 kg)
Probenteilung (Abb. 2.11)
Laborprobe (~ 10 g)
Analyseproben
Messprobe (~ 10 mg)

2. Kennzeichnung grobdisperser Stoffsysteme
2-17
Abb. 2-9: Probenahme aus einem Förderband-Strom; oben: Einführen des umgedrehten Probenehmers; Mitte: Probeentnahme mit konstanter Geschwindigkeit; unten: Entleeren des Probenehmers in Sammelbehälter (aus [1]).

2. Kennzeichnung grobdisperser Stoffsysteme
2-18
Abb. 2-10: Probenahme aus einem Schüttgut-Fluss (aus [1]); oben: schlecht, da durch die Unebenheit der Unterlage eine Entmischung entstehen kann und bevorzugt kleine Partikeln in Spalten verlorengehen können; unten: schlecht, da nur ein Teil der Partikelströmung erfasst wird und da sich ein Haufen auf dem Probenehmer bildet, auf dem dann grosse Partikel bevorzugt abrollen.

2. Kennzeichnung grobdisperser Stoffsysteme
2-19
Abb. 2-11: Probenteiler: von der Grossprobe zur Laborprobe
Abb. 2-12: Probenteiler: von der Laborprobe zur Messprobe

2. Kennzeichnung grobdisperser Stoffsysteme
2-20
2.7 Symbole a m Partikelgrösse
A m2 Fläche
AP m2 Projektionsfläche
d m Durchmesser
ad m aerodynamischer Partikeldurchmesser
dP m Partikeldurchmesser
dPm m Durchmesser projektionsflächengleicher Kugel
dS m Durchmesser oberflächengleicher Kugel
Std m Stokes-Durchmesser
dV m Durchmesser volumengleicher Kugel
Df - fraktale Dimension
g m/s2 Schwerebeschleunigung
k Ω/m3 Proportionalitätskonstante
N - Primärpartikel pro Agglomerat bzw. Aggregat
R Ω elektrischer Widerstand
S m2 Oberfläche
S M m2/kg massenbezogene spezifische Oberfläche
SV m2/m3 volumenbezogene spezifische Oberfläche
V m3 Volumen
x m Länge, Partikelabmessung
xc m Länge der längsten Sehne in Messrichtung
x F m Feret-Durchmesser
xM m Martin-Durchmesser
x Pm m Abmessung projektionsflächengleicher Partikel
xS m Abmessung oberflächengleicher Partikel
xV m Abmessung volumengleicher Partikel
ε - Porosität
μ kg/(m⋅s) Zähigkeit, Viskosität
ρ kg/m3 Dichte

2. Kennzeichnung grobdisperser Stoffsysteme
2-21
0ρ kg/m3 Dichte von Wasser
ρP kg/m3 Partikeldichte
Ψ - Formfaktor
ΨV S,2 - Sphärizität
2.8 Literatur [1] Allen, T.; Particle size measurement, 5th Ed., Chapman & Hall, London, 1997 [2] Batel, W.; Einführung in die Korngrössenmesstechnik, 3. Auflage, Springer, Berlin, 1971 [3] Becker, R.; Theorie der Wärme, 3. Auflage, Bearbg. W. Ludwig, Springer, Berlin, 1985 [4] Dialer, K.; Onken, U.; Leschonski, K.; Grundzüge der Verfahrenstechnik und
Reaktionstechnik, Hanser, München, 1986 [5] DIN, Deutsches Institut für Normung e.V. (Hrsg.), DIN-Taschenbuch 133: Partikelmess-
technik, 4. Auflage, Beuth, Berlin 1997 [6] Grassmann, P.; Physikalische Grundlagen der Verfahrenstechnik, 3. Auflage, Verlag
Salle u. Sauerländer, Frankfurt u. Aarau, 1982 [7] Höffl, K.; Zerkleinerungs- und Klassiermaschinen, Springer, Berlin, 1986 [8] Kerker, M.; The scattering of light and other electromagnetic radiation, 2nd Printing,
Academic Press, New York, 1970 [9] Sommer, K.; Probeteilung von körnigen Produkten und Probenahme bei der
Korngrössenanalyse, Aufbereitungstechnik, 1 (1976), 605-612

3. Partikelverteilung und ihre Darstellung
3-1
3. Partikelverteilung und ihre Darstellung 3.1 Verteilungsfunktionen Bei der Ermittlung der Dispersitätsgrösse „Teilchendurchmesser“ durch Korngrössenmess-verfahren stellt man fest, das man es nur in sehr seltenen Fällen mit Systemen zu tun hat, in denen alle Teilchen den gleichen Durchmesser aufweisen. Beispiele solcher monodispersen Partikel sind Kugeln für Lager mit engen Fertigungstoleranzen. Reale Stoffsysteme sind polydispers und die Teilchen der grobdispersen Phase haben unterschiedliche Grösse und Form. Es muss also von einer Verteilung der Merkmale ausgegangen werden. Damit wird die Bestimmung „des“ Teilchendurchmessers ein für praktische Prozesse bedeutsames Problem. Neben der Dispersitätsgrösse x , nach der die zu messende Partikelmenge eingeteilt werden kann, muss zur vollständigen Beschreibung eines Partikelkollektivs noch der Anteil an der Gesamtmenge bekannt sein, der zwischen der minimalen Partikelgrösse xmin und xi liegt. Die Verteilungssummenfunktion ( )Q xr i gibt - bezogen auf die Gesamtmenge - an, welcher Mengenanteil kleiner ist als die Dispersitätsgrösse xi .
( )Q xMenge aller Partikel mit x x
Gesamtmenge aller Partikelr ii=
≤ (3.1)
Aus dieser Definition folgt die Normierungsbedingung: ( )Q xr min = 0 ( )Q xr max = 1 (3.2)
Der Index r der Summenfunktion wird zur Kennzeichnung der Mengenart verwendet: Tab. 3.1: Messverfahren und Mengenarten von Verteilungssummenfunktionen.
Messverfahren Mengenart Dimension Index Bezeichnung
Zählen Anzahl L0 r = 0 ( )Q x0
Extinktion Fläche L2 r = 2 ( )Q x2
Wiegen Masse
Volumen L3 r = 3 ( )Q x3

3. Partikelverteilung und ihre Darstellung
3-2
Bei der Siebanalyse wurden die traditionellen Bezeichnungen Durchgang ( )D x und Rückstand ( )R x beibehalten. Ist die Partikeldichte unabhängig von der Partikelgrösse, gilt: ( ) ( )Q x D x3 = ( ) ( )1 3− =Q x R x (3.3)
Bezieht man den Mengenanteil innerhalb eines Intervalls auf die dazugehörige Intervallbreite, so erhält man die Verteilungsdichte ( )q xr .
( )q x xr 1 2, =−
Mengenanteil zwischen x und xIntervallbreite x x
1 2
2 1
( ) ( )
=−
−=
Q x Q xx x
Q x xx
r r r2 1
2 1
1 2Δ
Δ
, (3.4)
Ist die Partikelzahl gross, so ist die Verteilungsfunktion ( )Q xr stetig differenzierbar und der Differentialquotient
( ) ( )q x
dQ xdxr
r= (3.5)
wird als Verteilungsdichte der Summenfunktion ( )Q xr bezeichnet. ( ) ( )q x dx dQ xr r=
( ) ( ) ( )q x dx Q x Q xrx
x
r r
1
2
2 1∫ = − (3.6)
Die Fläche unter der Verteilungsfunktion ( )q xr zwischen x1 und x2 entspricht also dem Mengenanteil zwischen x1 und x2 .

3. Partikelverteilung und ihre Darstellung
3-3
Abb. 3-1: Zusammenhang zwischen Summenfunktion und Verteilungsdichte [5, S. 5 u. 6]. Integriert man über den gesamten Bereich zwischen xmin und xmax , ergibt sich wiederum die Normierungsbedingung:
( ) ( )dQ x q x dxrx
x
rx
x
min
max
min
max
∫ ∫= = 1 (3.7)
3.1.1 Ermittlung der Verteilungsdichte- und Verteilungssummenfunktion Gemessen wird
- die absolute Menge mit x xi≤ : ( )Q xr i (3.8)
- die absolute Gesamtmenge: Qr (3.9)
Damit ergibt sich für den relativen Anteil der Gesamtmenge der Partikel x xi≤
( ) ( )Q x
Q x
Qr ir i
r
= (3.10)
und für die dazugehörige Verteilungsdichte
( )( )
q x xQ x x
x x Q
Q x x
x Qrr
r r1 2
1 2
2 1
1 2,, ,
=−
=Δ Δ
Δ (3.11)
Dabei wird die Verteilungssummenfunktion ( )Q xr i über der Intervallobergrenze, die Verteilungsdichte ( )q xr i über der Intervallmitte aufgetragen (s. Abb. 3-2).

3. Partikelverteilung und ihre Darstellung
3-4
Abb. 3-2: Bestimmung der Summenfunktion und Verteilungsdichte. 3.2. Umrechnung von Verteilungen Bei vielen Analysen besteht das Problem, eine in der Mengenart 1 gemessene Verteilung in die Mengenart 2 umzurechnen. Es sei beispielsweise die Anzahldichteverteilung ( )q x0 gegeben und die ( )q x3 -Verteilung gesucht.
( )q x absolute Menge im i ten IntervallGesamtmenge Intervallbreite
QQ x
i3
3
3
ΔΔ
Δ=
−⋅
=⋅
(3.12)
Ist das Partikelmerkmal xi eine Länge oder ein Äquivalentdurchmesser, lässt sich auch schreiben:
( ) ( )q x
x Q
x x Qi
i i i
i i i ii
3
30
30
=∑
Δ Ψ
Δ Δ Ψ (3.13)
Unter der Voraussetzung Ψ = const und mit Glg. (3.11) folgt daraus
( ) ( )( )( )
q xx Q q x x
x Q x q x xii i i
i i i ii
3
30 0
03
0
=∑
Δ
Δ Δ (3.14)
Für stetig differenzierbare Funktionen geht Glg. (3.14) beim Grenzübergang über in

3. Partikelverteilung und ihre Darstellung
3-5
( ) ( )
( )q x
x q x
x q x dxx
x3
30
30
=
∫min
max (3.15)
Für das Integral im Nenner schreibt man vereinfachend
( )M x q x dxx
x
3 03
0,
min
max
= ∫ (3.16)
( ) ( )q x x q x M3
30 3 0= / , (3.17)
M3 0, wird vollständiges 3. Moment der q0 -Verteilung genannt. Allgemein bezeichnet man
( )M x q x dxkk
x
x
,
min
max
0 0= ∫ (3.18)
als das vollständige k -te Moment der q0 -Verteilung. Damit gilt
( ) ( )q x
x q xMk
k
k
= 0
0,
(3.19)
Das Moment M k ,0 hat die Bedeutung eines integralen Mittelwertes oder eines Erwartungswertes der x k .
( )M x q x dxx Q x
Q xSumme aller x
Anzahlxk
k
x
x k
x
x kk
,
min
max
min
max
0 00
0
= = = =∫ ∑ Δ Δ
Δ (3.20)
Ausgehend von der Anzahldichteverteilung ( )q x0 errechnet sich beispielsweise das mittlere Partikelvolumen zu:
V = ( )( ) ( )π6 0 0 0
3
0 0 0ΨV xx
x
x x q x dx,min
max
⋅∫
==Ψ const
( )π6 0
303
0 0 0ΨV xx
x
x q x dx,
min
max
∫
= π π6 60 0
33 0
303Ψ ΨV x V xM x, , ,= (3.21)

3. Partikelverteilung und ihre Darstellung
3-6
Für den mittleren Durchmesser xV einer volumengleichen Kugel gilt damit
V x x xV V V x= ⇒ =π6
3033
0Ψ , (3.22)
Bildet man das Moment mit einer beliebigen ( )q xr -Verteilung, erhält man sinngemäss zur Gleichung (3.18) das vollständige k -te Moment der qr -Verteilung.
( )M x q x dxk rk
rx
x
,
min
max
= ∫ (3.23)
( ) ( )q x x q x Mr
r aa r a a= −
−/ , (3.24)
Für k = 0 gilt für ein beliebiges r die Normierung:
( )M x q x dxr rx
x
00 1,
min
max
= =∫ (3.25)
3.3 Darstellung von Verteilungen Die Verteilungssummenkurven von vielen Produkten lassen sich durch einfache analytische Funktionen darstellen. Diese ergeben in der Praxis für notwendige Vergleiche schnellere Auskunft über charakteristische Daten des Produktes [1]. Die meisten Verteilungen besitzen zwei Parameter. Der Lageparameter charakterisiert die Position der Verteilung, während der Streuungsparameter die Breite der Verteilung beschreibt. 3.3.1 Potenzverteilung Allgemein lautet die Potenzverteilung [1]:
( )Q x xxr
m
=⎛
⎝⎜
⎞
⎠⎟
max
(3.26)
Die Massenverteilung lautet:

3. Partikelverteilung und ihre Darstellung
3-7
( ) ( )Q x D x xx
m
3 = =⎛
⎝⎜
⎞
⎠⎟
max
(3.27)
Die Verteilung ergibt im doppelt-logarithmischen Netz eine Gerade.
( )lg lgmax
D x m xx
= ⋅⎛
⎝⎜
⎞
⎠⎟ (3.28)
Lageparameter: xmax grösster Partikeldurchmesser der Probe Streuungsparameter: m Besonders an den Rändern zeigen sich bei doppelt-logarithmischer Darstellung für reale Verteilungen starke Abweichungen vom linearen Verlauf. Deshalb ist meist eine stückweise Approximation erforderlich. 3.3.2 RRSB-Verteilung Die RRSB-Verteilung (nach Rosin, Rammler, Sperling und Bennet) lautet allgemein [3]:
( )Q x xxr
n
= − −′
⎛⎝⎜
⎞⎠⎟
⎛
⎝⎜
⎞
⎠⎟1 exp (3.29)
Die Massenverteilung lautet:
( ) ( ) ( )Q x D x R x xx
n
3 1 1= = − = − −′
⎛⎝⎜
⎞⎠⎟
⎛
⎝⎜
⎞
⎠⎟exp (3.30)
Die empirisch gefundene Verteilungsformel ergibt im speziell geteilten Netz eine Gerade.
( )
lg lg lg lg lg1R x
n xx
e= ⋅′+ (3.31)
Lageparameter: ′x Durchmesser für den R e= =1 36.8% gilt Streuungsparameter: n Die Formel versagt bei kleinen Korngrössen, sie approximiert jedoch im groben Bereich besser als die Potenzverteilung.

3. Partikelverteilung und ihre Darstellung
3-8
3.3.3 Logarithmische Normalverteilung Die logarithmische Normalverteilung ist aus der Gauss’schen Normalverteilung durch Substitution abgeleitet [2, 4]:
( )Q x dr
xxx
= −⎛⎝⎜
⎞⎠⎟
−∞∫
12 2
2
1
50
πξ
ξσ
exp
ln
mit ξσ
=−x x
x
50 (3.32)
In einem speziellen Netz lässt sich die Normalverteilung als Gerade darstellen. Lageparameter: x50 50% der Partikelmenge ist kleiner ist als x50 Streuungsparameter: σ Standardabweichung Abb. 3-3 zeigt die Kurvenform für eine Verteilung in vier verschiedenen Teilungsnetzen. Deutlich erkennbar ist, dass die logarithmische Normalverteilung die eindeutigste Charakterisierung (Gerade definierter Steigung) liefert obwohl auch bei ihr im Bereich kleiner Partikelgrössen Abweichungen von der Geradenform auftreten. Es wird empfohlen, die käuflich erhältlichen Wahrscheinlichkeitsnetze in denen logarithmische Normalverteilungen als Gerade dargestellt werden in der Praxis vermehrt zu nutzen.

3. Partikelverteilung und ihre Darstellung
3-9
Abb. 3-3: Darstellung einer Grössenverteilung in verschiedenen Wahrscheinlichkeitsnetzen. 3.4 Verteilungsparameter: Mittelwerte, Streuungsmasse Nicht in allen Fällen ist es notwendig den gesamten Verlauf einer Partikelgrössenverteilung anzugeben. Um Teilchenkollektive vergleichbar zu machen, genügt es häufig schon, nur Angaben über die Lage und die Breite der Verteilung zu machen. 3.4.1 Lageparameter Hierfür sind geeignet (s. Abb. 3.-4): - Medianwert x r50, - Modalwert xmod r, (Maximum der Verteilungsdichte ( )q xr ) - gewogenes Mittel x r (Abszisse Flächenschwerpunkt S von ( )q xr ) - integraler Mittelwert x k (= M k ,0 )
Abb. 3-4: Lageparameter [6, S. 17].

3. Partikelverteilung und ihre Darstellung
3-10
3.4.2 Streuungsparameter Über die Breite einer Verteilung geben folgende Parameter Auskunft: - Minimale und maximale Partikelgrösse x xmin max, - Differenzbetrag x xmax min− - Spezielle Partikelgrössen wie x x90 10,
- Varianz ( ) ( )σ r r r rx
x
r rx x q x dx M M2 22 1
2= − = −∫min
max
, ,
3.4.3 Sauterdurchmesser Der Kugeldurchmesser DS eines monodispersen Systems, welches das gleiche Gesamtvolumen V und die gleiche Gesamtoberfläche S wie das zu kennzeichnende System besitzt, wird Sauterdurchmesser genannt:
D VSS =
6 (3.33)
Andere übliche Bezeichnungen sind dSMD (Sauter Mean Diameter) oder d32 . Beim Sauterdurchmesser wird vorausgesetzt, dass beide verglichenen Systeme aus kugelförmigen Teilchen bestehen. Bei realen Teilchenkollektiven muss deshalb noch ein Formfaktor f eingeführt werden, mit dem sich der modifizierte Sauterdurchmesser DS
′ ergibt:
D f DS S′ = (3.34)
Für ein polydisperses Kollektiv gilt mit der Teilchenzahl dni im Intervall Di bis D dDi i+ :
DD dn
D dnS
i i
i i
= ∫∫
3
2 (3.35)

3. Partikelverteilung und ihre Darstellung
3-11
3.5 Symbole d m Durchmesser
d32 m Sauterdurchmesser
dSDM m Sauterdurchmesser (Sauter Mean Diameter)
( )D x kg Durchgang
DS m Sauterdurchmesser
DS′ m modifizierter Sauterdurchmesser
m - Exponent der Potenzverteilung
Ma b, ma vollständiges a-tes Moment der qb-Verteilung
n - Exponent der RRSB-Verteilung
( )q xr 1/m Verteilungsdichte(funktion)
( )Q xr - Verteilungssumme(nfunktion)
Q gemessene Menge
( )R x kg Rückstand
S m2 Oberfläche
V m3 Volumen
x m Abmessung, Partikelgrösse
x10 m Abmessung, bei der 10% der Partikelmenge kleiner als x10 sind
x r50, m Medianwert der qr-Verteilung
x90 m Abmessung, bei der 10% der Partikelmenge kleiner als x90 sind
x k mk integraler Mittelwert (= Mk,0)
xmax m maximale Abmessung
xmin m minimale Abmessung
x rmod, m Modalwert der qr-Verteilung
xr m gewogenes Mittel der qr-Verteilung
σ m Standardabweichung
ξ - Parameter der logarithmischen Normalverteilung
Ψ - Formfaktor
3.6 Literatur

3. Partikelverteilung und ihre Darstellung
3-12
[1] DIN 66143 [2] DIN 66144 [3] DIN 66145 [4] Kreyszig, E., Statistische Methoden und ihre Anwendung, 7. Auflage, 3. Nachdruck,
Vandenhoeck und Ruprecht, Göttingen, 1988 [5] Löffler, F.; Staubabscheiden, Thieme, Stuttgart, 1988 [6] Löffler, F.; Raasch, J.; Grundlagen der Mechanischen Verfahrenstechnik, Vieweg,
Braunschweig, 1992

4. Einzelpartikel im Strömungsfeld
4-1
4. Einzelpartikel im Strömungsfeld 4.1 Wirkende Kräfte Eine in einem Fluid suspendierte Einzelpartikel des Volumens VP und der Dichte ρP bewegt sich mit der Translationsgeschwindigkeit c und der Rotationsgeschwindigkeit ω . Das Fluid der Dichte ρF und der dynamischen Viskosität ηF strömt mit der Geschwindigkeit u .
u
cvrel
u
c
Abb. 4-1: Geschwindigkeiten einer Einzelpartikel und eines strömenden Fluids. Die Partikel wird mit der Relativgeschwindigkeit vrel v u crel = − (4.1)
gleichmässig angeströmt. Die Beschleunigungen des Fluids u und der Partikel c können verschiedene Richtungen haben. Die Richtung der Relativbeschleunigung vrel jedoch ist durch die Beziehung v u crel = − (4.2)
festgelegt. Abb. 4-2 zeigt die mit den Beschleunigungen verknüpften, am Partikel angreifenden Kräfte. Sie werden im folgenden näher erläutert.

4. Einzelpartikel im Strömungsfeld
4-2
DruckgradientKraftfeld
Strömung
vrel
W
Ad
vcF
T c
P
Abb. 4-2: Kräfte an einer Einzelpartikel in einem strömenden Fluid. 4.1.1 Feldkraft Die vielleicht bedeutendste Feldkraft F ist das Gewicht G : G V gP P= ρ (4.3) Daneben ist die elektrische Feldkraft Fel auf Partikel der Ladung Q im elektrischen Feld der Stärke E eine wichtige, technisch nutzbare Kraft (s. Kap. 12.3): F Q Eel = (4.4) 4.1.2 Strömungskräfte oder Zähigkeitskräfte Infolge der Anströmung der Partikel kann auf diese ein Drehmoment M und eine Kraft F wirken. Die Kraft kann man sich in eine Komponente in Richtung von vrel , der Widerstandskraft W , und in eine Komponente senkrecht dazu, dem dynamischen Auftrieb Ad , zerlegt denken.

4. Einzelpartikel im Strömungsfeld
4-3
4.1.3 Druckkräfte Ein Druckgradient grad p im Strömungsfeld übt die Druckkraft P aus: P V grad pP= − (4.5) Der Druckgradient ergibt sich aus der Navier-Stokes-Gleichung: grad p g u uF F F= − + ∇ρ ρ η 2 (4.6) Falls das Fluid ruht, vereinfacht sich diese Gleichung zu u = 0 : grad p gF= ρ (4.7) und die Druckkraft P reduziert sich zum statischen Auftrieb As : A V gs P F= − ρ (4.8)
4.1.4 Trägheitskräfte Für beschleunigte Partikel folgt nach dem Prinzip von d’Alembert in einem unbeschleunigten Bezugssystem eine Trägheitskraft T : T V cP P= − ρ (4.9) Im Falle der Rotation mit der Winkelgeschwindigkeit Ω relativ zum Bezugssystem treten am Radius R um die Rotationsachse als zusätzliche Trägheitskräfte die Fliehkraft Z ( )Z V RP P= − × ×ρ Ω Ω (4.10)
und aus der Sicht eines mit dem Bezugssystem mitbewegten Beobachters die Corioliskraft C ( )C V cP P= − ×ρ 2 Ω (4.11)
auf.

4. Einzelpartikel im Strömungsfeld
4-4
4.1.5 Stosskräfte Stosskräfte folgen den Gesetzmässigkeiten des plastischen oder elastischen Stosses [2, 9, 10] und können zwischen den Partikeln und zwischen Partikeln und Wänden auftreten. 4.1.6 Reibungs- und Kontaktkräfte Auch für die Reibungs- und Kontaktkräfte gilt, dass sie zwischen Partikeln und zwischen Partikel und Wand auftreten können. 4.1.7 Diffusionskräfte Die Diffusionskräfte entstehen durch Ausgleichsströmungen des Fluids infolge von Temperatur- und Konzentrationsunterschieden. 4.2 Allgemeines Widerstandsgesetz Aufgrund der Vielzahl von Einflussgrössen ist eine geschlossene Berechnung aller auf Partikel einwirkenden Strömungskräfte in allgemeiner Form nicht möglich. Daher werden folgende vereinfachenden Annahmen getroffen, deren Gültigkeit im Einzelfall zu prüfen ist: 1. Die Partikel ist starr. 2. Die Partikel sind geometrisch ähnlich und durch eine charakteristische Länge dP beschreibbar. 3. Feste Wände und freie Oberflächen sind weit entfernt. 4. Die Anströmung ist stationär, geradlinig und gleichförmig. 5. Das Fluid ist ein Kontinuum. 6. Das Fluid ist inkompressibel (ρF const= ) und newtonisch (ηF const= ). Mit diesen Annahmen erhält man das allgemeine oder Newton’sche Widerstandsgesetz:
( )W v c AFrel W=
ρ2
2 Re (4.12)
Die Widerstandskraft W wird mit dem Staudruck und dem Widerstandsbeiwert cW dargestellt. Der Staudruck wird dabei mit der Relativgeschwindigkeit vrel gebildet und auf die in Anströmrichtung betrachtete Projektionsfläche A der Partikel bezogen.

4. Einzelpartikel im Strömungsfeld
4-5
4.3 Widerstandsgesetz für die Umströmung einer Kugel Die Projektionsfläche einer Kugel in Strömungsrichtung ist
AdP=
π 2
4 (4.13)
und die Widerstandskraft ergibt sich mit der Reynolds-Zahl
Re Prel P
F
v d=
ν (4.14)
sowie dem Widerstandsbeiwert ( )α ReP der Einzelkugel nach Glg. (4.12) zu:
( )W vd
PF
relP= α
ρ πRe
2 42
2
(4.15)
Der vollständige Verlauf des Widerstandsbeiwertes ( )α ReP der Einzelkugel in Abhängigkeit von der Reynolds-Zahl ReP wurde experimentell ermittelt und ist in Abb. 4-3 dargestellt.
Abb. 4-3: Widerstandsbeiwert der umströmten Einzelkugel (nach [5, S. 1]).

4. Einzelpartikel im Strömungsfeld
4-6
Für andere Partikeltypen weisen die Widerstandsbeiwerte zwar eine ähnliche Abhängigkeit von der Reynolds-Zahl auf, der genaue Kurvenverlauf hängt jedoch stark von der Partikelform ab. In Abb. 4-4 ist als Beispiel ein Vergleich der Widerstandsbeiwerte der Kugel und des Zylinders dargestellt (s. a. Kap. 4.4).
Abb. 4-4: Vergleich der Widerstandsbei-werte einer Kugel und eines Zylinders (nach [4, S.25]).
Das Widerstandsverhalten der Einzelkugel ist die experimentell am besten gesicherte Grösse in der Fluiddynamik der Fluid/Partikel-Strömung. Sie wird daher von vielen Forschern direkt oder indirekt über die Sinkgeschwindigkeit als Bezugsgrösse verwendet. Aus der Art der Umströmung und den wirkenden Kräften ergeben sich fünf unterschiedliche Bereiche des Widerstandsbeiwertes. Sie sind in Abb. 4-5 anhand des Strömungsbildes skizziert.
Abb. 4-5: Strömungs-feld um eine Kugel für verschiedene Reynolds-Zahlen (nach [4, S. 25]. U=Umschlagpunkt, A=Ablösepunkt

4. Einzelpartikel im Strömungsfeld
4-7
4.3.1 Stokes’scher Bereich Im Bereich ReP ≤ 1 überwiegen Zähigkeitskräfte. Für die Widerstandskraft bei dieser „schleichenden“ Strömung fand Stokes eine analytische Lösung: ReP < 1 : W d vF P rel= 3π η (4.16) Der Widerstandsbeiwert der Kugel ergibt sich aus Glg. (4.15) zu:
ReP < 1 : ( )αηρ
ReReP
F
rel P F Pv d= =
24 24 (4.17)
Abb. 4-6: Strömungs-feld um eine Kugel im Stokes’schen Bereich [7].
In Abb. 4-6 ist das Strömungsfeld um eine Kugel für ReP < 1 dargestellt. Die Grenzschicht ist mit δ = dP 3 am Äquator sehr dick. In ihr strömt das Fluid im Mittel nur noch mit etwa 2/3 der ungestörten Geschwindigkeit vrel . Da die Grenzschicht einen grossen Anteil der Strömung umfasst, ist die gegenseitige Beeinflussung von nahe beieinander bewegten Partikeln in diesem Bereich der Reynolds-Zahl viel grösser als im Fall der Umströmung mit überwiegenden Druckkräften (quadratischer Bereich). Die Geschwindigkeitsverteilungen in der Grenzschicht um benachbarte Partikel bewirken Kräfte auf diese Partikel, die zur Cluster- oder Strähnenbildung führen können (s. Abb. 5-5).

4. Einzelpartikel im Strömungsfeld
4-8
4.3.2 Übergangsbereich Im Übergangsbereich 1 1000≤ ≤ReP nimmt der Einfluss der Trägheitskräfte zu. Die Strömung folgt nicht mehr vollständig der Kugelkontur sondern löst sich auf der Abstromseite in einzelnen Wirbeln ab. 4.3.3 Quadratischer Bereich Im Bereich 10 3 < <Re Re ,P P crit , mit einer kritischen Reynolds-Zahl Re ,P crit = ⋅3 10 5 für Kugeln, überwiegen Trägheitskräfte. Der Ablösepunkt wandert bis kurz von den Äquator. Die Grenzschicht wird sehr dünn, ist jedoch noch laminar. Der Druckwiderstand überwiegt wesentlich die Reibungswiderstände. Es gilt für die Kugel näherungsweise der konstante Widerstandsbeiwert 10 3 103 5< < ⋅ReP : ( )α Re .P ≈ 0 5 (4.18)
und damit für die Widerstandskraft:
W v dF rel P=πρ
162 2 (4.19)
Abb. 4-7: Strömungsfeld um eine Kugel im quadratischen Bereich [7].

4. Einzelpartikel im Strömungsfeld
4-9
Das Strömungsfeld um eine Kugel im quadratischen Bereich ist in Abb. 4-7 skizziert. Am Staupunkt S herrscht der Staudruck
p vFrel=
ρ2
2 (4.20)
als Überdruck. Er fällt in der Umgebung des Staupunktes nur wenig ab. Danach sinkt er schnell auf den Wert Null. Längs einer Kegellinie von 90o herrscht Umgebungsdruck. Für grössere Winkel sinkt der Wert schnell auf einen Unterdruck von
p vFrel≈ −0 4
22.
ρ. (4.21)
Der Widerstand entsteht hauptsächlich aus der Druckverteilung vor und hinter der Kugel, die ausserhalb dieser Zone wirkenden Kräfte bringen fast keinen Beitrag in Strömungsrichtung. Die von den Kegeln eingeschlossenen Querschnittsflächen sind je rund
A d P≈ 0 54
2.π
. (4.22)
Auf die vordere Staufläche wirkt ein mittlerer Druck von etwa
p vFrel120 6
2≈ .
ρ, (4.23)
auf der Rückseite herrscht dagegen der mittlere Druck
p vFrel220 4
2≈ − .
ρ. (4.24)
Daraus ergibt sich der Gesamtdruck zu
P W= ( )( )≈ − −0 54
0 6 0 42
2 2. . .π ρ
d vPF
rel
≈ 0 54 2
2 2.π ρ
d vPF
rel (4.25)
Dies erklärt den Widerstandsbeiwert ( )α Re .P ≈ 0 5 aus der Druckverteilung.

4. Einzelpartikel im Strömungsfeld
4-10
Die der Querschnittsfläche entsprechende Anströmmenge
V v dA rel P=π4
2 (4.26)
passiert die Kugel als Schlauch mit einer Ringweite von a dP≈ 0 2. . An der Kugeloberfläche entwickelt sich eine Grenzschicht, die laminar bleibt und z. B. eine Dicke von nur δ = 0 065. dP hat. Innerhalb dieser Grenzschicht strömen nur rund 3% der Anströmmenge VA . Der Anteil der Schubspannung am Widerstand ist gering (≈ 7%). Die Grenzschicht ist Ursache der Strömungsablösung kurz vor dem Äquator. Die Überhöhung der Geschwindigkeit von ca. 25% ist nach 0 6. dP bereits wieder abgeklungen. Die gegenseitige Beeinflussung von sich nebeneinander bewegenden Kugeln bleibt für diesen Strömungsbereich deshalb sehr klein. 4.3.4 Kritische Reynolds-Zahl Kurz bevor der Ablösepunkt erreicht ist, wird die Strömung in der Grenzschicht turbulent. Dies bewirkt, dass der Ablösepunkt nach hinten wandert. Der Widerstandsbeiwert bei der kritischen Reynolds-Zahl fällt auf Re ,P crit = ⋅3 10 5 : ( )α Re .,P crit ≈ 0 09 (4.27)
4.3.5 Überkritischer Bereich Im überkritischen Bereich Re Re ,P P crit> ist die Strömung in der Grenzschicht turbulent. Der Widerstandsbeiwert steigt wieder auf einen Wert von etwa 0.3 an. 4.3.6 Näherungsfunktion für den Widerstandsbeiwert Der Widerstandsbeiwert einer Kugel lässt sich nach Kaskas und Brauer [1, S. 200] näherungsweise mit
( )α ReRe Re
.PP P
= + +24 4 0 4 für ReP < 10 5 (4.28)
berechnen. Die Beziehung wurde aus der Überlagerung der Asymptoten für den Stokes’schen und den quadratischen Bereich gewonnen. Sie hat eine Genauigkeit von ca. 4%.

4. Einzelpartikel im Strömungsfeld
4-11
4.4 Widerstandsbeiwerte nichtkugeliger Partikel Für nichtkugelige Partikel gelten andere Widerstandsbeiwerte, die sich jedoch durch die für die Kugel gültigen Beziehungen annähern lassen. An die Stelle des Kugeldurchmessers tritt in der Reynoldszahl der äquivalenter Durchmesser einer volumengleichen Kugel dV . Im Bereich der Zähigkeitsströmung gilt:
( )c KW P
P
ReRe
=8 für Re .P < 0 5 (4.29)
Im Übergangsbereich gilt bis zur Grenze Re ,P Gr die Näherungsgleichung:
( )c A B CW pP P
ReRe Re
= + + für 0 5. Re Re ,≤ ≤P P Gr (4.30)
Im quadratischen Bereich hängt der konstante Widerstandsbeiwert stark von der Geometrie der Partikel ab: ( )c cW P W GrRe ,= für Re Re Re, ,P Gr P P crit< < (4.31)
Tabelle 4.1 enthält eine Zusammenstellung der Äquivalentdurchmesser, Konstanten der Gleichungen (4.28) bis (4.30) sowie der Re ,P Gr -Werte. Tab. 4.1: Konstanten in Glg. (4.28) - (4.30) für Widerstandsbeiwerte von Partikeln [7].
Partikeltyp Form Äquivalent- durchmesser dV
K A B C Re ,P Gr cW Gr,
Kugel
d 3 21.5 6.5 0.23 1000 0.46
Polyeder
110. a 3.25 24 6 0.35 800 0.60
Zylinder (L/d=1)
108. dZ 3.45 23 6 0.5 600 0.80
Würfel
1 24. a 3.55 27 4.5 0.65 400 0.98
ellipt. Korn
0 79. dK 3.70 25 6 0.4 800 0.65
ellipt. Linse 1 26. dL 4 28 6.5 0.7 150 1.4

4. Einzelpartikel im Strömungsfeld
4-12
4.5 Sinkgeschwindigkeit von Partikeln 4.5.1 Sinkgeschwindigkeit von starren Kugeln Sinkt eine starre Kugel in einem ruhenden Fluid unter Einfluss der Erdanziehung, so erreicht sie nach einer kurzen Anlaufzeit eine konstante Endgeschwindigkeit, die auch als Sinkgeschwindigkeit bezeichnet wird. In diesem Zustand sind die Widerstandskraft und die um den statischen Auftrieb verminderte Gewichtskraft der Kugel im Gleichgewicht: W G A= −
⇔ ( ) ( )αρ π π
ρ ρRePF
rel P P F Pv d g d2 4 6
2 2 3= − (4.32)
Umformen durch Division der Gleichung mit G A− ergibt:
( )
( ) ( )W
G Avg dP
rel
P
F
P F−=
−=α
ρρ ρ
Re 34
12
(4.33)
Das Verhältnis der Summe der Strömungskräfte (dynamisch Kräfte) zur um den Auftrieb geminderten Gewichtskraft (statische Kräfte) wird auch als Lastvielfaches n bezeichnet:
n StrömungskräfteGewichtskraft Auftrieb
=−
(4.34)
Demnach gilt für Kugeln im Zustand stationären Sinkens:
( ) ( )n
vg dP
rel
P
F
P F
=−
=αρ
ρ ρRe 3
41
2
(4.35)
Diese Beziehung lässt sich unter Verwendung Froude-Zahl FrP
Frvg dP
rel
P
=2
(4.36)
als Ähnlichkeitsbeziehung für die Sinkgeschwindigkeit schreiben:
( ) ( )1 3
42=
−α
ρρ ρ
ReP PF
P F
Fr (4.37)

4. Einzelpartikel im Strömungsfeld
4-13
Damit erhält man eine Beziehung, in der die Sinkgeschwindigkeit einer Kugel über den Widerstandsbeiwert und der Froude-Zahl gegeben ist. Sie kann nur iterativ gelöst werden. Löst man die Reynolds-Zahl ReP nach der Relativgeschwindigkeit vrel auf und ersetzt diese in der Froude-Zahl, so lässt sich Glg. (4.36) auch als
( ) ( ) ( )
34
34
122
32Fr
g dPF
P F
F
P
F
P FP
P
ρρ ρ
ν ρρ ρ α−
=−
=ReRe
(4.38)
bzw. mit der Archimedes-Zahl Ar
( )
Arg dv
P
F
P F
F
=−3
2
ρ ρ
ρ (4.39)
in der Form
( )Ar P P=34
2α Re Re (4.40)
darstellen. Sinngemäss erhält man durch Ersatz des Durchmessers dP durch die Reynolds-Zahl unter Verwendung der Ω - oder Ljatschenko-Zahl
( )Ω =−
vg
rel
F
F
P F
3
νρ
ρ ρ (4.41)
aus Glg. (4.36) die Beziehung:
( )
Ω =43
ReRe
P
Pα (4.42)
Die Ar - und die Ω -Zahl hängen nur noch von der ReP -Zahl ab. In einem Ar − Ω Diagramm können für gegebene Reynolds-Zahlen - und den damit bekannten Widerstandsbeiwerten - die Wertepaare der Ar - und Ω -Zahl für das stationäre Sinken einer Kugel als Kurve dargestellt werden. Da die Archimedes-Zahl nur von Stoffgrössen der Kugel und des Fluids abhängt, lässt sich über diese Kurve die zugehörige Ω -Zahl und damit aus Glg. (4.41) die Sinkgeschwindigkeit ermitteln.

4. Einzelpartikel im Strömungsfeld
4-14
Ar =g dP
3 (ρP - ρF )νF
2 ρF=
34
α ( ReP ) ReP2
Ω =vrel
3 ρF
νF g (ρP - ρF )=
43
RePα ( ReP )
104
ReP
103
102
101
10-8
10-7
10-6
10-5
10-4
10-3
10-2
10-1
100
101
102
103
104
105
106
Ω
10-2 10-1 100 101 102 103 104 105 106 107 108 109
Ar
100
10-1
10-2
10-3
Abb. 4-8: Ar − Ω Diagramm für eine stationär sinkende starre Kugel [3]. (Die Pfeile geben den Weg zur Ermittlung der Sinkgeschwindigkeit an)

4. Einzelpartikel im Strömungsfeld
4-15
4.5.2. Sink- und Steiggeschwindigkeit von Blasen und Tropfen Analoge Beziehungen für Sink- bzw. Steiggeschwindigkeiten von Tropfen und Blasen lassen sich durch Ähnlichkeitsbetrachtungen ermitteln. Tabelle 4-2 gibt dazu einen Überblick. Die angegebenen Beziehungen sind Näherungen für den Fall des stationären Sinkens oder Steigens. Tab. 4-2: Widerstandsbeiwerte und Kennzahlen für stationäre Sink- bzw. Steig-geschwindigkeit von starren Kugeln, Tropfen und Blasen (aus [8, S. 52]).
Partikelform Umströmung
Gültigkeitsbereich Ar Ω
Näherung cW Ω
starre Kugeln schleichend 0 05< <Re .P 0 ... 9 0 ... 0.014 24 ReP 1
18
32⎛
⎝⎜⎞⎠⎟ Ar
ablösungsfrei
0 510 1
. Re.
<<
P 9 ... 325 0.014 ... 3.18 27 0 8Re .P ( )0 0815 3 1 5. .Ar
beginnende Ablösung
10 1122
. Re<<
P 325107 104... . ⋅
3.18 ... 172 17 0 6Re .P ( )01623 3 1143. .Ar
mit Ablösegebiet
122< ReP <103 107 10
3 10
4
5
.
...
⋅
⋅ 172 3300... 6 5 0 4. Re .
P ( )0 3115 3 0 875. .Ar
10 103 5< <ReP
3 10 3 105 9⋅ ⋅... 3 3 10 3 3 102 5. .... .⋅ ⋅ 0 44. ( )173 3 1 2. Ar
Kugelblase, mit innerer Zirkulation
schleichend 0 05< <Re .P 0 6... 0 0 031... . 16 ReP 1
12
32⎛
⎝⎜⎞⎠⎟ Ar
ablösungsfrei
05
132 2 15
. Re
.
<
<
P
FK
6 128 0 254... .KF 0 031 12 0 324. ... . .KF 18 7 0 68. Re .P ( )0135 3 1 273. .Ar
Kugeltropfen mit innerer Zirkulation
schleichend 0 1< <ReP 0 16... 0 015... . 24 2 33 3ReP
F P
F P
η ηη η
++
118
3 32 3
32η η
η ηF P
F PAr
++
⎛
⎝⎜
⎞
⎠⎟
Ellipsoide Blase mit innerer Zirkulation
ablösungsfrei pendelnder Aufstieg
We KFr
F>
>
−5 60 56
0 0325
2
..
.
12822
0 254
0 5
KK
F
F
.
.... 12
2 0
0 324
0 25
.... .
.
.
KK
F
F
0 0062 4. We 1722 0 4 0 3K ArF. .−
Ellipsoide Blase ohne innere Zirkulation 107< KF <1011
mit Ablösegebiet pendelnder Aufstieg
We K
FrF>
>
−36
0 56
0 193
2
.
. 360
100
0 225
0 5
KKF
F
.
.... 5 23
6 59
0 204
0 25
.... .
.
.
KKF
F
0 68 0 5. .We 1253 1 6 1 6. Ar KF
Ellipsoider Tropfen
pendelnder Aufstieg
We KFr
F>
>
−890 56
0 161
2
.
. 1800
2700
0 207
0 33
KKF
F
.
.... 214
20 3
0 182
0 165
.... .
.
.
KKF
F
7 78 10 4 0 194 1 75. . .⋅ − K WeF 3 93 0 21 0 136. . .K ArF−
Schirmblase mit/ohne innere Zirkulation
mit Ablösegebiet
Fr 2 056≤ . > 22 0 5KF. /
> 100 0 5KF.
> 2 0 0 25. .KF /
> 6 59 0 25. .KF
2 4. ( )0 75 3 1 2. Ar

4. Einzelpartikel im Strömungsfeld
4-16
Da es sich bei Tropfen und Blasen um deformierbare Körper handelt, in denen zusätzlich auch im Inneren eine Strömung auftreten kann, muss dass Ausmass der Deformation und inneren Zirkulation bei der Bestimmung des Widerstandsverhaltens berücksichtigt werden. Die innere Zirkulation senkt bei gleicher Reynolds-Zahl und Geometrie den Widerstandsbeiwert. Überschreiten die Tropfen oder Blasen eine kritische Grösse, so werden sie zu Ellipsoiden oder bei noch grösseren Blasenvolumina zu Schirmen verformt. Dies hat einen Anstieg des Widerstandsbeiwertes zur Folge. Die Tropfen- oder Blasengrösse, ab der eine solche Deformation auftritt, sowie das Ausmass der Deformation werden durch die Weber-Zahl We beschrieben (s. Tab. 4.2). Sie ist das Verhältnis von Trägheits- zu Oberflächenspannungskraft:
Wed vV F rel=
ργ
2
(4.43)
Der charakteristische Durchmesser der Reynolds- und der Weber-Zahl ist der Äquivalentdurchmesser dV einer volumengleichen Kugel. Die in Tabelle 4.2 aufgeführte Fluidkonstante KF ist mit der Oberflächenspannung γ definiet als:
( )KFr
WeAr
We gFF F P F
= = =−
Re4
3
2
3
3
4 2
Ω γν ρ ρ ρ
(4.44)
Mit ihr wird versucht, die in Abb. 4.9 skizzierte Deformation und innere Zirkulation zu erfassen, die zu einer Änderung des Widerstandsbeiwertes und damit der stationären Sink- und Steiggeschwindigkeiten führt.
Kugelblaseohne Zirkulation
Kugelblasemit Zirkulation
ellipsoide Blaseohne Zirkulation
ellipsoide Blasemit Zirkulation
Schirmblase
Abb. 4-9: Blasenformen; Pfleile geben Strömungsrichtung für mitbewegten Beobachter an (nach [8, S. 59]).

4. Einzelpartikel im Strömungsfeld
4-17
Zu beachten ist ferner, dass bei hohen Relativgeschwindigkeiten Tropfen und besonders auch Blasen zerschert werden können. Grosse Blasen und Tropfen neigen ferner zu Schwingungen, die ebenfalls den Impulsaustausch mit dem umgebenden Fluid beeinflussen.

4. Einzelpartikel im Strömungsfeld
4-18
4.6 Lastvielfaches starrer Partikeln Eine Verallgemeinerung der im Abschnitt 4.5.1 erläuterten Beziehungen ergibt sich, wenn nicht nur der Fall des Kräftegleichgewichtes betrachtet wird. Falls die Widerstandskraft und die um den Auftrieb geminderte Gewichtskraft nicht gleich sind, wird die Kugel beschleunigt. Der Beschleunigungszustand der Kugel kann durch das Lastvielfache n
( ) ( )n
vg dP
rel
P
F
P F
=−
αρ
ρ ρRe 3
4
2
(4.45)
ausgedrückt werden. Anstelle der Gleichungen (4.39) und (4.41) treten dann die Beziehungen
( )
Arn
PP=
34
2α ReRe (4.46)
( )
Ω =43
n
PPα Re
Re (4.47)
(vgl. auch Kap. 5.3.1). Generell gilt der Zusammenhang: Ar PΩ = Re3 (4.48) In Abb. 4-10 sind Kurven der Wertepaare für verschiedene Lastvielfache eingezeichnet. Der in Abb. 4-8 gezeigte Fall stationären Sinkens ist als Kurve mit dem Lastvielfachen n = 1 enthalten. Eine weitere Verallgemeinerung ist möglich, wenn von der Kugel zu einer beliebigen starren Partikel übergegangen wird. Dann ist in den Gleichungen (4.45) und (4.46) anstelle des Widerstandsbeiwertes ( )α ReP der Kugel der Widerstandsbeiwert ( )cW PRe der Partikel zu verwenden. Ausserdem müssen die Archimedes- und die Reynolds-Zahl mit einem Äquivalentdurchmesser dP einer Kugel gleichen Volumens ( Ar ) und gleicher Projektionsfläche in Anströmrichtung ( Re ) wie die betrachtete Partikel gebildet werden. Ferner ist zu beachten, dass bei nicht kugelförmigen Partikeln neben der zur Relativgeschwindigkeit räumlich parallel orientierten Widerstandskraft auch ein dazu senkrecht orientierter dynamischer Auftrieb (s. Abb. 4.2) vorliegen kann. Ebenso kann ein Moment angreifen, das zu einer Rotationsbewegung der Partikel führt. Beide, dynamischer Auftrieb und Rotationsbewegung verändern den Impulsaustausch zwischen Partikel und Fluid und haben somit auch Auswirkungen auf das Widerstandsverhalten und somit auf die Beschleunigungs- oder Verzögerungsvorgänge.

4. Einzelpartikel im Strömungsfeld
4-19
10-4
10-3
10-2
10-1
100
101
102
103
104
105
106
Ω
10-1 100 101 102 103 104 105 106
Ar
n=1
101
10-1
10-2
102
103 10 3
10 2
10 1
10 -1
ReP =1
Ar =g dP
3 (ρP - ρF )νF
2 ρF
Ω =vrel
3 ρF
νF g (ρP - ρF )
ReP=dP vrelνF
n =FW
FG - FA
Abb. 4-10: Ar − Ω Diagramm für eine starre Kugel bei verschiedenen Lastvielfachen [6].

4. Einzelpartikel im Strömungsfeld
4-20
4.7 Symbole a m Abmessung
A N Auftrieb
m2 Fläche
- Konstante in der Näherungsfunktion von Kaskas und Brauer
Ad N dynamischer Auftrieb
Ad N dynamischer Auftrieb, vektoriell
As N statischer Auftrieb
As N statischer Auftrieb, vektoriell
Ar - Archimedes-Zahl
B - Konstante in der Näherungsfunktion von Kaskas und Brauer
c m/s Partikelgeschwindigkeit
c m/s Partikelgeschwindigkeit, vektoriell
c m/s2 Partikelbeschleunigung, vektoriell
C N Corioliskraft
- Konstante in der Näherungsfunktion von Kaskas und Brauer
C N Corioliskraft, vektoriell
cW - Widerstandsbeiwert
cW Gr, - Widerstandsbeiwert an der Grenze Re ,P Gr
d m Durchmesser
dP m Partikeldurchmesser
dV m volumenäquivalenter Kugeldurchmesser
E V/m elektrische Feldstärke, vektoriell
F N Kraft
F N Kraft, vektoriell
Fel N elektrische Feldkraft, vektoriell
FrP - Froude-Zahl für Partikel
g m/s2 Erdbeschleunigung
g m/s2 Erdbeschleunigung, vektoriell
G N Gewicht, Gewichtskraft

4. Einzelpartikel im Strömungsfeld
4-21
G N Gewicht, Gewichtskraft, vektoriell
K - Zahlenfaktor im Stokes’schen Widerstandsgesetz
KF - Fluidkonstante
M Nm Moment
M Nm Moment, vektoriell
n - Lastvielfaches
p Pa Druck
P N Druckkraft, vektoriell
Q As elektrische Ladung
R m Radius zur Rotationsachse, gerichtet nach aussen
Re - Reynolds-Zahl
ReP - Reynolds-Zahl für Partikel
Re ,P crit - kritische Reynoldszahl für Partikel
Re ,P Gr - Reynoldszahl, Grenze
T N Trägheitskraft
T N Trägheitskraft, vektoriell
u m/s Fluidgeschwindigkeit
u m/s Fluidgeschwindigkeit, vektoriell
u m/s2 Fluidbeschleunigung, vektoriell
vrel m/s Relativgeschwindigkeit
vrel m/s Relativgeschwindigkeit, vektoriell
vrel m/s2 Relativbeschleunigung, vektoriell
V m3 Volumen
VP m3 Partikelvolumen
VA m3/s Anströmmenge
W N Widerstandskraft
W N Widerstandskraft, vektoriell
We - Weber-Zahl
Z N Fliehkraft
Z N Fliehkraft

4. Einzelpartikel im Strömungsfeld
4-22
( )α ReP - Widerstandsbeiwert der Einzelkugel
γ N/m Grenzflächenspannung
δ m Grenzschichtdicke
η kg/(ms) dynamische Viskosität
ηF kg/(ms) dynamische Viskosität des Fluids
ν m2/s kinematische Viskosität
νF m2/s kinematische Viskosität des Fluids
ρ kg/m3 Dichte
ρF kg/m3 Fluiddichte
ρP kg/m3 Partikeldichte
ω 1/s Rotationsgeschwindigkeit
Ω - Omega- oder Ljatschenko-Zahl
Ω 1/s Winkelgeschwindigkeit (relativ zum Bezugssystem)
4.8 Literatur [1] Brauer, H.; Grundlagen der Einphasen- und Mehrphasenströmung, Sauerländer, Aarau
u. Frankfurt, 1971 [2] Grassmann, P.; Physikalische Grundlagen der Verfahrenstechnik, 3. Auflage, Verlag
Salle u. Sauerländer, Frankfurt u. Aarau, 1982 [3] Grassmann, P.; Reinhart, A.; Zur Ermittlung der Sinkgeschwindigkeit von Tropfen und
der Steiggeschwindigkeit von Blasen, Chem.-Ing.-Techn., 33 (1961), 348-349 [4] Löffler, F.; Staubabscheiden, Thieme, Stuttgart, 1988 [5] Molerus, O., Fluid-Feststoff-Strömungen, Springer, Berlin, 1982 [6] Müller, P.; Partikel-Widerstand und Druckabfall in beschleunigter Gas-Feststoff-
Strömung, Dissertation ETH Zürich Nr. 9842, 1992 [7] Muschelknautz, E.; Partikeldynamik; Preprints GVC-Tagung Technik der
Gas/Feststoffströmung, Köln, 1986, 7-32 [8] Schubert, H.; Heidenreich, E. Liepe, F.; Neeße, T.; Mechanische Verfahrenstechnik,
3. Auflage, Deutscher Verlag für Grundstoffindustrie, Leibzig, 1990 [9] Tipler, P. A.; Physik, Spektrum Akademischer Verlag, Heidelberg, 1994 [10] Vogel, H.; Gerthsen Physik, 18. Auflage, Springer, Berlin, 1995

5. Partikelkollektive im Strömungsfeld
5-1
5. Partikelkollektive im Strömungsfeld Die Strömung eines Fluides durch ruhende oder bewegte Partikelkollektive ist für eine Vielzahl von Prozessen wichtig. Solche Partikelkollektive im Strömungsfeld treten auf bei
- Vermischen von Feststoffen mit Fluiden - Transport von Feststoffen durch/mit Fluiden - Reaktion an/von Feststoffen - Trennen von Feststoffen von Fluiden
Beispiele sind das Dispergieren von Kohlepartikel in Brennluft, der pneumatische Transport von Pulvern, das Durchströmen von Katalysatorbetten oder die Staubabscheidung. 5.1 Einordnung der Partikel-Fluid Systeme 5.1.1 Partikelkonzentration und Beweglichkeit Eine erste Orientierung über Grössenordnungen, speziell in Gas-Feststoff-Systemen, erhält man durch Übertragung von Überlegungen der kinetischen Gastheorie (s. z. B. [8, S. 176]). Die Anzahl z der Kugeln gleichen Durchmessers dP einer Schicht der Höhe H in einem zylindrischen Rohr des Durchmessers D ergibt sich aus der Partikelvolumenkonzentration ϕ bzw. der Porosität ε :
ϕ = = − = −PartikelvolumenGesamtvolumen
HohlraumvolumenGesamtvolumen
1 1 ε =⋅
=z d
D Hz
dD H
PP
π
π6
4
23
3
2
3
2 (5.1)
⇔ z = ϕ32
2
3
D HdP
(5.2)
Daraus ergibt sich die auf das Reaktorvolumen bezogenen Anzahlkonzentration ′z :
′ = = =z zV
D Hd
D H dP
P
ϕ
π ϕπ
32
4
6
2
3
23 (5.3)

5. Partikelkollektive im Strömungsfeld
5-2
Sie ist in Abb. 5-1 für einige typische Partikeldurchmesser zusammen mit typischen Feststoffvolumenkonzentrationsbereichen gängiger Gas-Feststoff-Reaktoren dargestellt.
d p = 10 μm
dp = 100 μm
dp = 1 μm
10-7 10-6 10-5 10-4 10-3 10-2 10-1
Feststoffvolumenkonzentration ϕ [-]
dp = 1000 μm
dp = 1 μm
106
107
108
109
1010
1011
1012
1013
1014
1015
1016
Anz
ahl P
artik
elpr
o R
eakt
orvo
lum
en z
' [1/
m3 ]
a'
z'
Kohlestaubf.
d p = 1000 μm
FestbettreaktorStationäre WS
10-7 10-6 10-5 10-4 10-3 10-2 10-1
Feststoffvolumenkonzentration ϕ [-]
ZWS
ZWS
Abb. 5-1: Anzahlkonzentration von stochastisch verteilten Kugeln gleichen Durchmessers und Konzentrationsbereiche von Gas-Feststoff-Reaktoren. WS = Wirbelschicht; ZWS = Zirkulierende Wirbelschicht, Kohlestaubf. = Kohlestaubfeuerung
Man erkennt, dass in den meisten Reaktoren so hohe Anzahlkonzentrationen vorliegen, dass eine vom Verhaltens jeder Einzelpartikel ausgehenden Beschreibung der Verhältnisse in den Reaktoren bis heute nicht möglich ist. Eine solche Beschreibung würde ausserdem zu viele, letztlich für die Auslegung und den Betrieb der Reaktoren gar nicht benötigte Detailinformationen enthalten. Ferner ist unklar, ob die lokalen Vorgänge in den Reaktoren überhaupt einen rein deterministischen Charakter haben oder ob nicht unregelmässige Fluktuationen wesentliches Merkmal solcher Gas-Feststoff-Systeme sind. Zur Beschreibung dieser komplexen dynamischen Systeme erscheinen daher empirische, dimensionsanalytische und stochastische Beschreibungsmethoden sinnvoller.

5. Partikelkollektive im Strömungsfeld
5-3
Ein Beispiel ist die Beschreibung der Beweglichkeit der Partikel. Sie beeinflusst das Mischungsverhalten und die Wärme- und Stoffaustauscheigenschaften in einem Partikel-Fluid-System. Die Beweglichkeit von Partikeln hängt eng mit der freien Wegstrecke zwischen Zusammenstössen zusammen. Nach der kinetischen Gastheorie beträgt die mittlere freie Weglänge l für sich im Raum stochastisch verteilt bewegende Massenpunkte des Stossquerschnittsdurchmessers dP
ld zP
=′
12 2π
(5.4)
Die auf den Partikeldurchmesser bezogene mittlere freie Weglänge ist somit umgekehrt proportional zur Partikelvolumenkonzentration:
ldP
=1
6 2 ϕ (5.5)
0.0 0.1 0.2 0.3 0.4 0.5 0.6Feststoffvolumenkonzentration ϕ [-]
0
2
4
6
8
10
Ver
hältn
is v
on m
ittle
rer f
reie
n W
eglä
nge
der P
artik
el z
um P
artik
eldu
rchm
esse
r l/d
P
0
500
1000
1500
Vol
umen
spez
ifisc
hes F
ests
stof
f/Gas
-M
asse
nve r
hältn
is γ
[-]
ldP
γ =mSmG
ρG = 1.22 kg/m3
ρP = 1000 kg/m3
=ϕ ρP
(1-ϕ) ρG
l dP
Abb. 5-2: Relative mittlere freie Weglänge von stochastisch verteilten Kugeln gleichen Durchmessers und volumenspezifisches Feststoff/Gas-Massenverhältnis. Wie Abb. 5-2 zeigt, beträgt schon bei einer Partikelvolumenkonzentration von ϕ = 10% der mittlere Abstand der Partikel zueinander nur noch einen Partikeldurchmesser. Die Partikel sind somit nur noch sehr eingeschränkt beweglich. Dadurch wird der Temperatur- und

5. Partikelkollektive im Strömungsfeld
5-4
Konzentrationsausgleich behindert und somit letztlich die Selektivitätssteuerung von chemischen Reaktionen erschwert. Für die Reaktionstechnik ist die pro Reaktorvolumen verfügbare Oberfläche der Partikel wichtig, da über diese Oberfläche die Wärme- und Stoffaustauschvorgänge zwischen Fluid und Partikel ablaufen (s. a. Kap. 5.6). Für Kugeln erhält man aus der Anzahlkonzentration die maximal zur Verfügung stehende reaktorvolumenspezifische Oberfläche ′amax zu:
′ = =a c ddP
Pmax π
ϕ2 6 (5.6)
Die maximal verfügbare reaktorvolumenspezifische Oberfläche ′amax ist in Abb. 5-3 zusammen mit der relativen mittleren freien Weglänge l d P über der Partikelvolumenkonzentration ϕ dargestellt.
10-4
10-3
10-2
10-1
100
101
102
103
104
105
106
Theo
retis
che
Fest
stof
fobe
rflä
che
pro
Rea
ktor
volu
men
a' m
ax [m
2 / m3 ]
d p = 10 μm
dp = 100 μm
dp = 1000 μm
dp = 1 μm
10-7 10-6 10-5 10-4 10-3 10-2 10-1
Feststoffvolumenkonzentration ϕ [-]
dp = 1000 μm
dp = 1 μm
10-1
100
101
102
103
104
105
106
107
Rel
ativ
e m
ittle
re fr
eie
Weg
läng
ezw
isch
en P
artik
eln
l/dp [
-]
l/dP
a'
z'
ZWS
Kohlestaubf.
dPl
d p = 1000 μm
FestbettreaktorStationäre WS
10-7 10-6 10-5 10-4 10-3 10-2 10-1
Feststoffvolumenkonzentration ϕ [-]
ZWS
a'max
Abb. 5-3: Theoretisch maximal verfügbare reaktorvolumenspezifische Oberfläche und relative mittlere freie Weglänge von stochastisch verteilten Kugeln gleichen Durchmessers.

5. Partikelkollektive im Strömungsfeld
5-5
Ziel der Reaktorauswahl und -auslegung ist die günstige Kombination von möglichst grosser Oberfläche a und hoher Partikelbeweglichkeit. Wie Abb. 5-3 zeigt, sind diese Grössen gegenläufig von der Partikelvolumenkonzentration abhängig, so dass je nach den Anforderungen der durchgeführter Reaktion die günstigste Kombination auszuwählen ist. 5.1.2 Einteilung nach Bewegungszustand und wirkenden Kräften Die Partikelkollektive können nach dem Auflockerungs- und Bewegungszustand eingeteilt werden. Tab. 5-1 enthält eine verbale Umschreibung der vier Hauptarten. In Tab. 5-2 sind als Beispiel einige Gas-Feststoff-Reaktoren mit ihren wichtigsten Merkmalen beschrieben. Tab. 5-1: Einteilung von Partikelkollektiven nach Bewegungszustand.
ruhende Schüttschicht: Die Partikel bewegen sich nicht. Die Porosität des Partikelkollektivs (äussere Porosität) hängt von der Verteilung der Partikelgrösse-und Partikelform ab. Zufallsanordnung monodisperser Kugeln haben eine Porosität von etwa 40%. Der gleiche Wert findet sich auch für viele andere Stoffe.
bewegte Schüttschicht: Die Partikel haben wie bei einer ruhenden Schüttung gegenseitigen Kontakt. Die Schicht bewegt sich als ganzes durch den Prozessraum. Die Bewegung wird jedoch nicht durch das Fluid bewirkt.
Wirbelschicht: Der Strömungswiderstand und die Erdschwere sind im Mittel gleich gross. Die Partikel werden in der Schwebe gehalten. Sie bewegen sich relativ zueinander. Mit zunehmender Fluidgeschwindigkeit dehnt sich bei gleichbleibendem Druckverlust die Schicht aus. Die Partikel werden immer beweglicher. Bei hoher Expansion der Schicht werden zunehmend Partikel ausgetragen. Wird ein grosser Massenstrom von Partikeln über einen Abscheider zurückgeführt, spricht man von ener zirkulierenden Wirbelschicht.
Förderung: Bei sehr hohen Fluidgeschwindigkeiten werden die Partikel mit dem Fluidstrom abtransportiert.

5. Partikelkollektive im Strömungsfeld
5-6
Tab. 5-2: Gas-Feststoff-Reaktortypen, eingeteilt nach dem Feststoff-Bewegungszustand [12]. Schüttgut Wirbelschicht Förderung
Reaktortyp
überströmt
durchströmt
Fliessbett
Zirkulierende Wirbelschicht
Typische Reaktions- apparate
Muffeln Etagenofen Drehrohr Bandtrockner
Schachtofen Wanderroste Pellet- brennmaschinen Wanderrost-Kessel
Fliessbett Wirbelschicht- röster Mehretagen- fliessbetten
Zirkulierende Wirbelschicht Venturi- Wirbelschicht
Stromtrockner Zyklon-vorwärmer Schmelzzyklon Brenner
Feststoff- bewegung durch
Mechanik Schwerkraft Mechanik
Schwerkraft Gasströmung
Schwerkraft Gasströmung
Gas/Feststoff- führung
Gegenstrom Gleichstrom Kreuzstrom
Einstrom Gegenstrom in Stufen Kreuzstrom in Stufen
Gleichstrom Einstrom Rückf. Gegenstr. Stufen
Partikelgrösse klein-sehr gross mittel-sehr gross mittel sehr klein-klein sehr klein
Feststoff- verweilzeit
Stunden-Tage Stunden Minuten Sekunden und kleiner
Gas- verweilzeit
Sekunden Sekunden Sekunden und kleiner
Wärme- und Stoffübergang
sehr niedrig niedrig-mittel hoch sehr hoch sehr hoch
Temperatur- steuerung
mittel-gut schlecht-mittel gut sehr gut mittel-gut
Raum-Zeit- Ausbeute
sehr niedrig-mittel
mittel mittel-hoch hoch sehr hoch
Transportrichtung: Feststoff (falls bewegt)
Gas Die schon im Kapitel 4.1 diskutierten Kräfte wirken auch in verschiedener Weise bei Partikelkollektiven. Tabelle 5-3 gibt dazu einen Überblick. Aus ihr erkennt man, dass mit zunehmender Beweglichkeit der Partikel immer mehr Kräfte auf die Partikel wirken.

5. Partikelkollektive im Strömungsfeld
5-7
Tab. 5-3: Kräfte auf Partikel in durchströmten Partikelkollektiven. Schüttgut Wirbelschicht Förderung Druckkräfte (Auftrieb) Zähigkeitskräfte Schwerekräfte Trägheitskräfte Reibungskräfte zw. Partikeln Reibungskräfte Partikel-Wand Stosskräfte zw. Partikeln Stosskräfte zw. Partikel-Wand Kräfte durch Partikelform (Verhaken) Haft- und Abstossungskräfte
x x x x
x x x x x
(x) x
(x) x x
x x x x x x x x
(x) x
Je nachdem, ob die Partikelkollektive von einer Flüssigkeit hoher Dichte oder einem Gas niedriger Dichte durchströmt werden, bilden sich in der Wirbelschicht und bei der Förderung unterschiedliche Bewegungsformen aus. Sie sind in Abb. 5-4 skizziert.
Gemischwirbelung
Schüttung Blasen Stossen Strähnen Dispersion
Gleichmässige Anströmung der Einzelpartikel
Schüttung Dispersion(dicht)
Dispersion(dünn)
Gas-Festoff-Systeme
Flüssig-Feststoff-System
Abb. 5-4: Erscheinungsformen von Gas-Feststoff- und Flüssig-Feststoff-Systemen.

5. Partikelkollektive im Strömungsfeld
5-8
Bei der Durchströmung mit einer Flüssigkeit muss nur das um den Auftrieb geminderte Gewicht (scheinbare Partikeldichte ρ ρP F− ) in Schwebe gehalten werden. Aufgrund der hohen Dichte von Flüssigkeiten sind nur niedrige Anströmgeschwindigkeiten erforderlich, um die Wirbelschicht in Schwebe zu halten. Die Wirbelschicht dehnt sich annähernd gleichmässig aus und jede Partikel wird für sich angeströmt (homogene Wirbelschicht). Beim Übergang in den Förderbereich werden die Partikel näherungsweise als Dispersion gefördert. Bei Gas/Feststoffsystemen ist die Wirkung des Auftriebs auf das Schweben des Feststoffs vernachlässigbar klein (ρ ρP G>> ). Um das Schweben des Feststoffes zu bewirken, sind gegenüber der Durchströmung mit Flüssigkeiten sehr viel höhere Anströmgeschwindigkeiten nötig. Unter diesen Umständen lagert der Feststoff sich zu Aggregaten zusammen. Das Gas durchströmt die Schicht bei niedrigen Geschwindigkeiten teilweise in Blasen, bei höheren Geschwindigkeiten bilden sich Feststoffsträhnen. Der Partikeldurchmesser hat auf die Erscheinungsform der Inhomogenität (Blasen- oder Propfenbildung) einen grossen Einfluss. Bei Gas-Feststoffwirbelschichten liegt fast immer eine heterogene Wirbelschicht vor. 5.1.3 Ähnlichkeitsüberlegungen Zur Ähnlichkeit der Strömung von Mehrphasengemischen gehört neben den geometrischen Abmessungen des Strömungsraums auch die Ähnlichkeit der den Strömungsablauf bedingenden Kräfte. Die Vielzahl der in einem Zweiphasensystem wirkenden Kräfte schliesst eine vollkommene mechanische Ähnlichkeit meist aus. Eine erweiterte (abgeschwächte) Ähnlichkeit kann bei Vernachlässigung von Reibungs-, Stoss- und Haftkräften erreicht werden. Beschränkt man sich ferner auf eine gegen die Schwerkraft gerichtete Partikel/Fluidströmung mit Kugeln einheitlicher Grösse, bei der keine Entmischung in Form einer Clusterbildung auftritt, müssen für die Ähnlichkeit der Mehrphasenströmung immer noch folgende vier Bedingungen erfüllt sein:
1) geometrische Ähnlichkeit
2) RePA P
F
u dconst= =
ν (5.7)
3) Frug d
constPA
P
= = (5.8)
4) ( )
ρρ ρ
F
P F
const−
= (5.9)

5. Partikelkollektive im Strömungsfeld
5-9
Dabei gilt für die Anströmgeschwindigkeit uA :
Schüttschicht, Fliessbett: u v uV
AA relquer
= = =0 (5.10)
zirkulierende Wirbelschicht, Förderung u v u cA rel= = −0 (5.11)
Die Reynolds- und die Froude-Zahl werden mit der Anströmgeschwindigkeit uA gebildet. Diese ist für Schüttschichten und Fliessbetten gleich der Leerrohrgeschwindigkeit des Fluids (auf den Querschnitt des Apparates Aquer bezogener Volumenstrom) u0 während sie für die zirkulierende Wirbelschicht und Förderung gleich der Relativgeschwindigkeit vrel ist. 5.2 Durchströmung von Schüttungen Die Strömung eines Fluides durch eine Schüttung, auch Festbett genannt, erfolgt in den Hohlräumen zwischen den Partikeln. Der Volumenanteil dieser Hohlräume, die Porosität ε
ε =Hohlraumvolumen
Gesamtvolumen (5.12)
ist daher ein wesentlicher Parameter zur Beschreibung von Schüttungen. Um für alle Partikel-Fluid-Systeme eine einheitliche Darstellung zu verwenden, wird im folgenden aber trotzdem der Partikelvolumenanteil ϕ
ϕ ε= = −PartikelvolumenGesamtvolumen
1 (5.13)
benutzt. Neben dem Volumenanteil ist die für die Strömung die relative Lage der Partikel zueinander wichtig, da sie das Ausmass der Strömungsumlenkungen bestimmt. Abb. 5-5 zeigt einige Beispiele für Schüttungen aus monodispersen Kugeln.

5. Partikelkollektive im Strömungsfeld
5-10
einfach kubischeAnordnungϕ = 0 526.
kubischflächenzentrierteAnordnungϕ = 0 741.
Zufallsschüttungϕ ≈ 0 6.
Abb. 5-5: Struktur von Schüttungen monodisperser Kugeln. Eine der wichtigsten Grössen beim Durchströmen von Schüttungen ist der durch das Schüttgut verursachte zusätzliche Druckverlust ΔpS pro Schütthöhe H . Er wird üblicherweise als Funktion der Leerrohrgeschwindigkeit u0
uVA
vF
querrel0 = = (5.14)
angegeben. Da die Partikel selbst nicht bewegt sind ( c = 0) entspricht die Leerrohrgeschwindigkeit bei einer Schüttung der für Wärme- und Stoffaustauschvorgänge massgeblichen Relativgeschwindigkeit vrel . Vom Gesamtdruckverlust Δp ist zur Ermittlung des Druckverlustes der Schüttung ΔpS der bei gleicher Leerrohrgeschwindigkeit für die Strömung des Fluids im leeren Rohr auftretende Druckverlust ΔpF leer, abzuziehen: Δ Δ Δp p pS F leer= − , (5.15) Wie in Abb. 5-6 angedeutet, ist bei der experimentellen Bestimmung des Druckverlustes auf eine ausreichend grosse Anzahl von Partikeln im Querschnitt und über die Messhöhe zu achten ( D H dRohr P, > 10 ). Da die Porosität in Wandnähe zunimmt und damit dort der lokale Druckverlust kleiner ist, entstehen sonst zu grosse Ungleichverteilungen des Volumenstroms über den Gesamtquerschnitt. Diese Randgängigkeit würde bei zu kleinen Messquerschnitten keine für die eigentliche Schüttung typischen Werte ergeben. Gleiches gilt für sehr kleine Schüttungshöhen, da sich dann die lokalen Schwankungen der Partikelkonzentration in einer Zufallsschüttung bemerkbar machen.

5. Partikelkollektive im Strömungsfeld
5-11
Aquer u VA
vF
querrel0 = =
HDRohr
dP
Abb. 5-6: Druckverlustermittlung für eine Schüttung.
Für die Berechnung des Druckverlustes bei der Durchströmung von Haufwerken gibt es zahlreiche Ansätze. Dabei wird sowohl von der Betrachtung der Strömung im Schüttgut als Kanalströmung als auch von der Umströmung von Einzelkugeln ausgegangen. Die bekannteste Beziehung für den Druckverlust einer Schüttung bei der die laminar durchströmten Zwischenräume als Kanäle approximiert werden, ist die Beziehung von Carman-Kozeny [2]:
( )Δp
Hud
S
P PF=
−180 1 2
302
Reε
ερ für ReP < 1 (5.16)
Basierend auf der Annahme, dass in einer Strömung durch ein Schüttgut gleichzeitig laminare und turbulente Strömungsanteile vorhanden sein können, hat Ergun [3] für die Durchströmung mit einem inkompressiblen Fluid eine empirische Beziehung mit dem Gültigkeitsbereich 1 4000< <ReP aufgestellt:

5. Partikelkollektive im Strömungsfeld
5-12
( )Δp
Hud
S
PF=
−ψ
εε
ρ1
302
für 1 4000< <ReP (5.17)
( )ψ
ε=
−+150
1175
Re.
P
(5.18)
Diese Beziehung, deren Koeffizienten von Ergun ursprünglich für die Durchströmung von Schüttungen aus Kugeln, Sand und Kohlepartikel mit Gasen ermittelt wurden, ist später auch auf Flüssigkeiten (newtonisch) und andere Partikel wie z. B. Füllkörper übertragen worden (s. z. B. [1, Kap. 8.4]). Die Ergun-Beziehung ist heute die am häufigsten verwendete Beziehung zur Abschätzung von Druckverlusten in Schüttungen. Bei ihrer Anwendung ist zu beachten, dass sie nur für newtonische Fluide und Schüttungen ausreichend grosser Partikelzahl gilt, da sonst Ungleichverteilungen der Fluidströmung (lokale Porositätsunterschiede in der Schüttung, Porositätsanstieg in Wandnähe) für den Druckverlust bestimmend werden. Aus Glg. (5.17) kann durch Umformung ein Ausdruck für das Verhältnis der auf eine Schüttung wirkenden Widerstandskraft zu ihrem scheinbaren Gewicht abgeleitet werden:
( )( ) ( )
WG A
p A
A H gu
g dS quer
quer P F P
F
P F−=
− −=
−
Δ
1 302
ε ρ ρψε
ρρ ρ
(5.19)
Da dieses Verhältnis der Definition des Lastvielfachen n entspricht, hier aber als Mittelwert über alle Partikel aufgefasst werden muss, erhält man:
n =al emeinlg
( ) ( )
ΔpH g
S
P F1 − −ε ρ ρ (5.20)
=Ergun
( )
43
343
2
εψ
ρρ ρ
FrPF
P F− (5.21)
Für das gegen die Schwere durchströmte Haufwerk gilt im Mittel stets Schüttung: n ≤ 1 (5.22) Lediglich für eingeschlossene, unbewegliche Schüttungen oder in Richtung der Schwerkraft durchströmte Schüttungen kann das Lastvielfache beliebige Werte über 1 annehmen.

5. Partikelkollektive im Strömungsfeld
5-13
5.3 Durchströmung von Wirbelschichten Wird die Anströmgeschwindigkeit einer Schüttung gesteigert, bildet sich eine Wirbelschicht aus. Dieser Vorgang ist in Abb. 5-7 mit dem mittleren Lastvielfachen als dimensionslosem Druckverlust und der Reynolds-Zahl als dimensionsloser Anströmgeschwindigkeit dargestellt.
RePrel P
F
v d=ν
10 2− 10 1− 100 101 10210 1−
100
( )ε ϕL L= −1
( )ε ϕ0 01= −
FliessbettExpandierteWirbelschicht
Wirbelschicht
Förderung
Festbettϕ ϕ0 , L const= ϕ ϕL ≥ > 0 ϕ ϕL > > 0
101
()
np
Hg
S
PF
=−Δ
ρρ
ϕ
Abb. 5-7: Mittleres Lastvielfaches für eine durchströmte Schüttung und Wirbelschicht. Zunächst steigt das Lastvielfache n mit zunehmender Reynolds-Zahl ReP bis auf einen Wert knapp über 1 an. Bei weiterer Steigerung der Reynolds-Zahl setzt die Partikelbewegung ein und die Schicht verhält sich ähnlich einem Fluid, sie wird fluidisiert. Das Lastvielfache fällt dabei wieder auf den Wert 1 zurück und bleibt bei steigender Reynoldszahl konstant. Dies bedeutet, dass in der Wirbelschicht der Druckverlust trotz Erhöhung der Anströmgeschwindigkeit konstant ist. Der mit der höheren Anströmgeschwindigkeit verbundene grössere Volumenstrom bewirkt jedoch einen Anstieg der Porosität ε bzw. einen Abfall der Partikelvolumenkonzentration ϕ . Die Wirbelschicht expandiert. Der Druckverlust der Wirbelschicht ergibt sich aus
( )np
H gS
P F
=−
Δ
ϕ ρ ρ=1
⇔ ( )Δp H gS P F= −ϕ ρ ρ (5.23)

5. Partikelkollektive im Strömungsfeld
5-14
Die Überhöhung des Lastvielfachen kurz vor der Fluidisierung ist auf die Reibungs- und Haftkräfte zwischen den Partikeln zurückzuführen. Sind diese Kräfte überwunden, muss die Widerstandskraft nur noch das um den Auftrieb geminderte Gewicht der Partikel kompensieren, so dass sich für das Lastvielfache wieder der Wert 1 ergibt. Senkt man die Strömungsgeschwindigkeit wieder ab, bildet sich erneut eine Schüttung. Dabei ist allerdings wegen des Fehlens der Reibungs- und Haftkräfte zwischen sich berührenden Partikeln keine Überhöhung des Lastvielfachen mehr zu beobachten. Die nun entstehende Schüttung hat ausserdem eine Porosität ε L , die meist etwas höher ist als die Porosität der Ausgangsschüttung vor der ersten Fluidisierung. Der Schnittpunkt des Anstiegs des Lastvielfachen für die Schüttung mit der Porosität ε L mit der Horizontalen n = 1 wird als Lockerungspunkt bezeichnet. Die zugehörige Leerrohrgeschwindigkeit uL ist die Lockerungsgeschwindigkeit der Schüttung. Sie ist ein für das Material charakteristische Grösse. Eine homogene Wirbelschicht, wie sie z. B. bei Flüssigkeit/Feststoff-Systemen häufig beobachtet wird, dehnt sich mit wachsender Anströmgeschwindigkeit gleichmässig aus. Im Grenzfall liegen die Partikel praktisch als Einzelpartikel vor ( ϕ → 0 bzw. ε → 1). Es gilt dann das Widerstandsgesetz für die schwebende Einzelpartikel.
( ) ( )n FrP PF
P F
=−
=αρ
ρ ρRe
34
12 (5.24)
Steigt die Anströmgeschwindigkeit weiter, so werden die Partikel beschleunigt ( n > 1 ). Nach einem Anlaufvorgang werden die Partikel gleichmässig mit der Strömung mitbewegt und damit aus der Wirbelschicht ausgetragen. Die Relativgeschwindigkeit der Partikel zum Fluid ist dann gleich der Sinkgeschwindigkeit im ruhenden Fluid. Für inhomogene Wirbelschichten, wie sie z. B. bei Gas/Feststoff-Systemen häufig beobachtet werden, ist das Austragsverhalten von feinen und groben Partikeln unterschiedlich. Bei feinen Partikeln erfolgt der Übergang von der Wirbelschicht zum Transport weit oberhalb der Sinkgeschwindigkeit der Einzelpartikel. Dagegen erfolgt dieser Übergang bei groben Partikeln bereits vor Erreichen der Sinkgeschwindigkeit der Einzelpartikel. Wie in Abb. 5-8 angedeutet, ist die Ursache dafür die unterschiedliche gegenseitige Beeinflussung der Partikel.

5. Partikelkollektive im Strömungsfeld
5-15
Re : ,P Austrag Sink Einzelpartikelv v> <120
ideale Anströmung Einzelpartikel stärkste gegenseitige Beeinflussug,vollständige Entmischung
Re : ,P Austrag Sink Einzelpartikelv v< >120v vA ustrag Sink E inzelpartikel= ,
Abb. 5-8: Schweben von Partikeln bei verschiedener gegenseitiger Beeinflussung [11]. Die genauen Mechanismen dieser wechselseitigen Beeinflussung und die daraus resultierenden Strähnen- oder Clusterstrukturen sind bis heute noch nicht zweifelsfrei geklärt. Sie haben aber grossen Einfluss auf die tatsächlichen, für Wärme- und Stoffaustauschvorgänge wirksamen Relativgeschwindigkeiten sowie auf die wirksamen Austauschflächen. 5.4 Förderung durch aufwärtsgerichtete Transportströmung Der Effekt des Partikelaustrags, wie er bei hochexpandierten Wirbelschichten beobachtet wird, kann auch gezielt für den Transport von Partikeln genutzt werden. Dazu werden die Partikel in die aufwärtsgerichteten Strömung eingetragen und erfahren zunächst eine starke Beschleunigung. 5.4.1 Beschleunigung der Partikel Abb. 5-9 zeigt den Geschwindigkeitsverlauf für monodisperse Kugeln bei vernachlässigten Wandeinflüssen sowie ohne Reibung und Stoss der Partikeln untereinander oder mit der Wand. Die Partikel werden ohne vertikale Anfangsgeschwindigkeit im Gasstrom dispergiert und ihre radiale Geschwindigkeit beim Eintrag sei vernachlässigbar klein.

5. Partikelkollektive im Strömungsfeld
5-16
Feststoff-zugabe
c0 0=
Bes
chle
unig
ung
glei
chm
ässi
geFö
rder
ung
c, u
d P,1
c
u 0
dc dt=
0
d P,2<d
P,1
u0
v rel=u
0-c
Weg
, Zei
t
Abb. 5-9: Beschleunigung von Partikeln bei der vertikalen Förderung und kleiner Feststoffvolumen- konzentration (Näherung Verhalten Einzelpartikel zulässig).
Unmittelbar an der Aufgabestelle ist die vertikale Geschwindigkeit der Partikel c = 0 . Damit ist die für den Widerstandsbeiwert massgebliche Relativgeschwindigkeit der Partikel v u crel = −0 gerade gleich der Fluidgeschwindigkeit u0 . Die auf die Partikel wirkende aufwärts gerichtete Widerstandskraft ist ein Vielfaches des um den Auftrieb geminderten Partikelgewichts. Diese Kräftedifferenz bewirkt eine Beschleunigung der Partikel und damit eine Abnahme der Relativgeschwindigkeit bis letztlich die Relativgeschwindigkeit gleich der Sinkgeschwindigkeit wird und das Kräftegleichgewicht erreicht ist. Danach bewegen sich die Partikel mit konstanter Relativgeschwindigkeit zum Fluid. Je kleiner die Partikel sind, desto schneller läuft der Beschleunigungsvorgang ab und desto kleiner wird der dabei zurückgelegte Weg sowie die letztlich erreichte Relativgeschwindigkeit. Qantitativ kann dieser Vorgang für eine einzelne Kugel aus einer in Abb. 5-10 dargestellten Kräftebilanz abgeleitet werden (s. a. Kap. 4).

5. Partikelkollektive im Strömungsfeld
5-17
z
gc
u0
Abb. 5-10: Kräfte an einer Kugel in einer aufwärts gerichteten Fluidströmung.
An der Kugel greifen folgende Kräfte an:
Gewicht: G d gP P= −π
ρ6
3 (5.25)
Auftrieb: A P d gP F= =π
ρ6
3 (5.26)
Widerstandskraft: ( )W d v vP PF
rel rel= απ ρ
Re4 2
2 (5.27)
Trägheitskraft: T ddcdtP P= −
πρ
63 (5.28)
Damit ergibt sich: F W A T G= + + + =∑ 0
⇒ ( ) ( ) ( )34
1αρ
ρ ρ
ρ
ρ ρReP
rel rel
P
F
P F
P
P F
v vg d
dc dtg−
= +−
⇒ ( ) ( )34
12αρ
ρ ρReP P
F
P FgFr n
−= + (5.29)
Die mit der Erdbeschleunigung normierte Partikelbeschleunigung ng wird bei Erreichen der Sinkgeschwindigkeit gleich Null, da dann die Partikelgeschwindigkeit c konstant ist. Die Gleichung (5.29) geht im Grenzfall der unbeschleunigter Partikel in Glg. (5.24) über. Prinzipiell gelten bei gegenseitiger Beeinflussung der Partikel die gleichen Zusammenhänge. Allerdings sind dann andere, bis heute weitestgehend unbekannte Widerstandsbeiwerte massgeblich und es treten Querbewegungen der Partikel, Agglomeratbildung und -zerfall sowie Partikelkollisionen auf, die alle in der Impulsbilanz berücksichtigt werden müssten. Mangels genauer Quantifizierung dieser komplexen dynamischen Vorgänge ist eine

5. Partikelkollektive im Strömungsfeld
5-18
geschlossene Berechnung solcher Beschleunigungsvorgänge bis heute nicht exakt möglich und daher Gegenstand neuerer Forschungsarbeiten. 5.4.2 Druckverlust bei wandreibungsfreier Förderung Wird wie in Abb. 5-11 dargestellt der Partikelmassenfluss mP längs der Wegstrecke dh durch die Fluidströmung von der Geschwindigkeit c auf die Geschwindigkeit c dc+ beschleunigt, so muss diese Zunahme des Partikelimpulses aus dem Impuls des Fluides bestritten werden.
dH
u0
u0
p
p-dpc+dc
c
Abb. 5-11: Differentielle Impulsbilanz für eine wandreibungsfreie Förderung.
Es entsteht ein statischer Druckverlust ( )dp b : ( )A dp m dcquer b P= (5.30) Über die Höhe H integriert ergibt sich
( )A dp m dcquer b
H
P
H
0 0∫ ∫=
⇒ ( ) ( )( ) ( ) ( )( )A p A p p m c c m cquer b quer z z H P z H z PΔ Δ= − = − == = = =0 0 (5.31)
Der Beitrag der Partikelbeschleunigung nb zum Lastvielfachen n ergibt sich als Quotient aus der Beschleunigungskraft und dem um den Auftrieb geminderten Gewicht der Partikel:

5. Partikelkollektive im Strömungsfeld
5-19
( )( )
( )n
A p
A H g
dcdt
gbquer z b
quer P F
=−
≈Δ
ϕ ρ ρ (5.32)
Neben dem aus der Beschleunigung des Materials folgenden Druckverlust ( )Δpz b
ist
zusätzlich ein Druckverlust ( )Δpz s zu berücksichtigen, der die Partikel in der Schwebe hält:
( ) ( )A p A H gQuer z s quer P FΔ = −ϕ ρ ρ
⇒ ( )( )Δp
H gz s
P Fϕ ρ ρ−= 1 (5.33)
Der Druckverlust durch die Partikel ergibt sich durch Addition ( ) ( )Δ Δ Δp p pz z b z s= + (5.34)
und damit das Lastvielfache n zu:
( )np
H gnz
P Fb=
−= +
Δ
ϕ ρ ρ1 (5.35)
Im Fall monodisperser Partikel und beim Fehlen von Reibungs- und Stosskräften kann man sich die Förderung im Endzustand nb = 0 als gleichmässig bewegte Wirbelschicht vorstellen. Der Gesamtdruckverlust bei wandreibungsfreier Förderung setzt sich aus dem Druckverlust durch die Partikel (Beschleunigung und Schweben) Δpz und dem hydrostatischen Druckverlust des Fluids ΔpF ,stat zusammen: Δ Δ Δp p pF z= +,stat (5.36) Bei Fluiden mit geringer Dichte (z. B. Luft unter Normalbedingungen) kann dieser Anteil jedoch meist vernachlässigt werden. In praktischen Fällen bedingt die Wandreibung des Fluids und der Partikel weitere Druckverluste. Dies gilt besonders, wenn die Transportleitungen Krümmungen und Querschnittsänderungen aufweisen. Auf diese Besonderheiten wird im Kapitel zum pneumatischen Transport gesondert eingegangen.

5. Partikelkollektive im Strömungsfeld
5-20
5.5 Darstellung der Bewegungszustände von gegen die Schwere durchströmten Partikelkollektiven 5.5.1 Zustandsdiagramm für gleichmässig angeströmte monodisperse Kugeln Im Kapitel 5.1.3 wurden die Bedingungen für eine erweiterte Ähnlichkeit einer Zweiphasenströmung bei Vernachlässigung von Reibungs- und Stoss- und Haftkräften formuliert:
1) geometriche Ähnlichkeit
2) RePA P
F
u dconst= =
ν (5.37)
3) Frug d
constPA
P
= = (5.38)
4) ( )
ρρ ρ
F
P F
const−
= (5.39)
Unter diesen Voraussetzungen gilt bei idealer Anströmung monodisperser kugelförmiger Partikel für das Lastvielfache:
Schüttgut: ( )n P= ξ ϕ,Re ( )
34
2FrPF
P F
ρρ ρ−
≤ 1 (5.40)
Wirbelschicht: ( )n P= ξ ϕ,Re ( )
34
2FrPF
P F
ρρ ρ−
= 1 (5.41)
Schweben, Fördern
Einzelteilchen: ( )n P= α Re ( )
34
2FrPF
P F
ρρ ρ−
≥ 1 (5.42)
Schweben, Fördern
Suspension: ( )n P= ξ ϕ,Re ( )
34
2FrPF
P F
ρρ ρ−
≥ 1 (5.43)

5. Partikelkollektive im Strömungsfeld
5-21
In diesen Beziehungen tritt bei der Wirbelschicht und dem Transport einer Suspension das Widerstandsgesetz für die Wirbelschicht ( )ξ ϕ, ReP an die Stelle des Widerstandsgesetzes der Einzelpartikel ( )α ReP . Die Widerstandsgleichung von Ergun kann nicht in den Bereich der Wirbelschicht ausgedehnt werden. Der Grenzübergang ϕ → 0 liefert für diese Beziehung das unsinnige Ergebnis eines verschwindenden Widerstands der Partikel. Von Lewis, Gilliland und Bauer [6] wurde experimentell für homogene Wirbelschichten die Widerstandsfunktion
( ) ( ) ( )( )
ξ ϕα
ε
α
ϕ, Re
Re Re. .P
P P= =−4 65 4 651
(5.44)
ermittelt. Mit ihr kann der gesamte Bereich vom Lockerungspunkt einer Schüttung bis zum Schweben einer Einzelpartikel beschrieben werden. Mit dieser Beziehung kann ein Zustandsdiagramm (Abb. 5-12) gezeichnet werden, in dem die Linien kontanten Lastvielfachen n = 1 und konstanter Partikelvolumenkonzentration ϕ = const zur Beschreibung des Bewegungszustandes dienen. Es gilt Schüttung: ϕ S const= ≈ 0 6. n ≤ 1 konstant bei u const0 = Wirbelschicht: 0 ≤ ≤ϕ ϕ S n = 1 variabel konstant Förderung: 0 ≤ ≤ϕ ϕ S n ≥ 1 variabel variabel bei u const0 = Zur einfachen Auffindung von Betriebspunkten können die nur stoffabhängige Archimedes-Zahl Ar und die Anströmgeschwindigkeit charakterisierende Ω -Zahl benutzt werden. In Abb. 5-12 ist die Kurve für die Lockerungspunkte einer Zufallsschüttung und die Kurve für das Schweben einer Einzelpartikel eingezeichnet. Für ein bestimmtes Partikel-Fluid-System, dass bei monodispersen Kugeln durch eine Ar -Zahl gekennzeichnet ist, ergibt sich bei Steigerung der Relativgeschwindigkeit die als Pfeil dargestellte Zustandsänderung durch die Gebiete des Schüttguts, der homogenen Wirbelschicht und der Förderung. Im Gebiet der Wirbelschicht bewirkt eine Vergrösserung der Relativgeschwindigkeit eine Expansion der Wirbelschicht und damit eine Abnahme der Feststoffvolumenkonzentration ϕ .

5. Partikelkollektive im Strömungsfeld
5-22
Ar =g dP
3 (ρP - ρF )νF
2 ρF=
34
ξ (ϕ, ReP) ReP2
Ω =vrel
3 ρF
νF g (ρP - ρF )=
43
RePξ (ϕ, ReP)
10 4
10 3
10 2
10 1
10-8
10-7
10-6
10-5
10-4
10-3
10-2
10-1
100
101
102
103
104
105
106
ΩRe
P = 10 0
n <1
n >1
ϕ =0.6
, n=1
10 -2
ϕ =0, n
=1
Schüttgut
Förderung
homogene Wirb
elschich
t
n = 1
Schw
eben
Ein
zelp
artik
el
Lock
erun
g Sc
hüttu
ngEr
höhu
ng R
elat
ivge
schw
indi
gkei
t
10-2 10-1 100 101 102 103 104 105 106 107 108 109
Ar
Abb. 5-12: Zustandsdiagramm für monodisperse kugelförmige Partikel bei gleichmässiger Anströmung (nach [7, S. 243]).

5. Partikelkollektive im Strömungsfeld
5-23
5.4.2 Allgemeines Zustandsdiagramm Im allgemeinen Fall weisen sowohl die Fluidgeschwindigkeit als auch die Partikelgrösse eine Verteilung auf. Die Annahme von Partikeln eines Medianwertes d50 und einer mittleren Anströmgeschwindigkeit u0 ist eine Näherung, die nicht bei allen Aufgaben angewendet werden kann. Eine weitere wichtige Einschränkung für Abb. 5-12 ist die Voraussetzung einer homogenen Fluidisierung. Diese ist bei Gas-Feststoff-Systemen häufig nicht gegeben. Abb. 5-13 zeigt die modifizierte Version [9] eines verallgemeinerten Zustandsdiagramms [10], dass auch die inhomogene Fluidisierung beschreibt. Es enthält die wichtigsten Betriebskriterien von Gas/Feststoffreaktoren über den ganzen möglichen Bereich mit hinreichender Genauigkeit. Der dunkelgrau unterlegte Bereich entspricht dem Gebiet der homogenen Wirbelschicht (Flüssig-Feststoff) wie er auch in Abb. 5-12 gezeigt ist. Der hellgrau unterlegte Bereich kennzeichnet den Bereich inhomogene Wirbelschichten (Gas-Feststoff). Seine Grenzen lassen sich mit der modifizierte Froude-Zahl Fr ∗ beschreiben
( ) ( ) ( )Fr Frn
P PF
P F P P
∗ =−
= =34
12 ρ
ρ ρ α αRe Re (5.45).
Experimentelle Beobachtungen zeigen, dass bei inhomogenen Gas-Feststoffwirbelschichten die Partikel mehrheitlich vom Staudruck der Strömung getragen werden. Dies entspricht einem auf die Einzelkugel bezogenen Widerstandsbeiwert von ( )α ReP = 1 (5.46).
Die Annahme ( )α ReP = 1 bedeutet, dass auf die Partikel der Staudruck ohne widerstandserhöhende Reibungseinflüsse und ohne widerstandserniedrigende Wirbelablösung wirkt . Unter der weiteren Annahme, dass die Entmischungserscheinungen mit zunehmender Schichtausdehung wachsen und unter Verwendung des Staudrucks der Einzelkugel als Grenzbedingung zwischen Wirbelschicht und Förderung erhält man die Grenzkurve FrP
∗ = 1 . Linien konstanter Feststoffvolumenkonzentration ϕ = const bei n = 1 im Bereich der heterogenen Fluidisierung (ausgezogene Kurven) folgen aus der Interpolation zwischen dieser Grenzkurve und den (gestrichelt gezeichneten) Kurven für die homogene Fluidisierung. In Abb. 5-13 ist zusätzlich die Kurve ReP = 120 (vgl. Abb. 5-8) eingezeichnet. Sie beschreibt die Grenze einer einsetzenden Aggregation. Für Ar > 10 4 (grobe Partikel) verschiebt sich diese Grenze im Bereich der Wirbelschicht zu niedrigeren Werten der Reynolds-Zahl.

5. Partikelkollektive im Strömungsfeld
5-24
ϕ→0 n=1
n=10.10.2
0.3
0.4
0.5
n=10n=100
n=1 ϕ→0
ϕ=0.1
ϕ=0.2
ϕ =0.3
ϕ =0.4
n=1
ϕ=0
.6
ϕ =0.5
n=0.1
ϕ=0
.6
ϕ=0.6 n=1
ϕ=0.6 n=0.1
n=10 ϕ→0
n=100 ϕ→0
Transport(ϕ→0, n>1)
Fluidized Bed(ϕL ≥ ϕ ≥0, n=1)
Fixed Bed(ϕ0 =0.6, n<1)
ReP =10 -1
ReP =10 0
ReP =10 1
ReP =10 2
ReP =10 3
ReP =10 4
ReP =10 3
ReP =10 2
ReP =10 1
ReP =10 0
ReP =10 -1
Fr∗
P=10 -5
Fr∗
P=10 -4
Fr∗
P=10 -3
Fr∗
P=10 -2
Fr∗
P=10 -1
Fr∗
P=10 0
Fr∗
P=10 1Fr
∗P=10 2
Fr∗
P=10 3
Fr ∗ =10 3
Fr∗
P=10 2
Fr∗
P=10 1
Fr∗
P=10 0
Fr∗
P=10 -1
Fr∗
P=10 -2
Fr∗
P=10 -3
Fr∗
P=10 -4 Fr∗
P=10 -5
10-1 100 101 102 103 104 105 106 10810710-6
10-5
10-4
10-3
10-2
10-1
100
101
102
103
104
105
106
n=1000 ϕ→0
Ω
Ar
ReP =
Fr*P =
34 FrP
2 ρF(ρP- ρF)
FrP =vrel
g dP
Ar =g dP
3 (ρP- ρF)νF
2 ρF
dP vrelνF
Ω =vrel 3 ρFνF g (ρP - ρF )
Abb. 5-13: Allgemeines Zustandsdiagramm durchströmter Partikel [9, 10]. Die Kurven in diesem Diagramm beruhen auf anderen Widerstandsbeiwerten als die in Abb. 5-12 verwendete Beziehung des Widerstandsbeiwertes von Kaskas u. Brauer, weshalb z. B. die Lockerungspunkte beider Diagramme voneinander abweichen. Da auf Basis der Abb. 5-13 viele technische Anwendungen erfolgreich ausgelegt wurden, sollte dieses Diagramm verwendet werden.

5. Partikelkollektive im Strömungsfeld
5-25
In der Literatur ist eine phänomenologische Einteilung der Strömungszustände verbreitet (Geldart-Klassifikation, s. z. B. [5, S. 77 ff]), bei der das Erscheinungsbild der Gas-Feststoff-Strömung im wesentlichen als Folge von Partikeleigenschaften aufgefasst und die Fluideigenschaft Viskosität nicht berücksichtigt wird. Diese Klassifikation ist daher nur für das jeweils verwendete Fluid (i. allg. Luft unter Umgebungsbedingungen) gültig und eine Übertragung auf andere Zustände oder Fluide ist nur sehr eingeschränkt möglich. Strömungs-Regime-Karten ohne Fluidviskosität als Parameter (Grace, s. z. B. [5, S. 89]) sind aus dem gleichen Grund von beschränkter Gültigkeit. 5.6 Wärme- und Stoffaustausch zwischen Fluid und Partikeln
Bei Reaktionen ist zwischen umströmten Partikel und dem Gas sowohl ein Wärme- als auch ein Stoffaustausch notwendig (Abb. 5-14).
Zufuhr
AbfuhrExotherm
Endotherm
LeitungÜbergangTransport
DiffusionÜbergangTransport
Wärmeaustausch ChemischeReaktion
Stoffaustausch
k
dP
ε P
λ P
α
λ F
δ P
β
δF
Abb. 5-14: Kinetische Vorgänge bei Fluid-Feststoff-Reaktionen (nach [4]).
Der Einfluss der Partikelgrösse auf die kinetischen Vorgänge kann am Beispiel einer kugelförmigen Partikel verdeutlicht werden. Der Partikeldurchmesser beeinflusst in zweifacher Weise die Transportvorgänge. Eine Verkleinerung bewirkt
- eineVerkürzung des Transportweges zwischen äusserer Partikeloberfläche und Partikelkern. Damit werden die für die Selektivitiät von Reaktionen wichtigen
Temperatur- und Konzentrationsunterschiede im innern schneller abgebaut. - eine Vergrösserung der bei gleicher Gesamtmasse aller Partikeln pro Reaktorvolumen verfügbaren äusseren Partikeloberfläche. Diese ist wesentlich für den Wärme- und Stoffübergang zwischen Partikel und Fluid.

5. Partikelkollektive im Strömungsfeld
5-26
Wie aus Abb. 5-15 zu erkennen ist gehen die hohen spezifischen Oberflächen feiner Partikel direkt in die Grundgleichungen für den Wärme- und Stoffaustausch ein. Spezifische Oberflächen von 600 m2/kg für 10 μm Partikel sorgen bei Hochtemperaturreaktionen für den Ablauf von schnellen Reaktionen in Zeiträumen von bis zu wenigen tausendstel Sekunden.
10-3 10-2 10-1 100 101 10210-2
10-1
100
101
102
103
104
spez
ifisc
he O
berf
läch
e
10-3 100 103 106 109Ar
dPmm
S M m2 /
kg
Kugeln mit ρP= 1000 kg/m3
Luft (Normalbedingungen)
Wärmeübergang:
QM
S TP
M= α Δ
Wärmeleitung:
QM
SdTdxP
M= −λ
Stoffübergang:
MM
S cP
M= β Δ
Diffusion:
MM
SdcdxP
M= − δ
Abb. 5-15: Abhängigkeit der spezifischen Partikeloberfläche von der Partikelgrösse und Einfluss der spezifischen Partikeloberfläche auf Wärme- und Stofftransportvorgänge [12]. In Abb. 5-16 ist eine zusammenfassende Übersicht zu den Wärme- und Stoffaustauschgrössen zwischen Fluiden und Feststoffpartikeln gezeigt. Abfallende Werte der Wärme- und Stoffübergangsgrössen zwischen Fluid und Partikeln bei kleinen Reynolds-Zahlen ReP < −80 100 sind Folge der dort auftretenden Inhomogenitäten der Strömung. Sie führen dazu, dass die auf die Austauschfläche der Einzelpartikel bezogenen scheinbaren Nusselt- und Sherwood-Zahlen NuP schein, . bzw. ShP schein, . nicht die theoretischen Werte der Einzelpartikel erreichen. Dagegen stimmen mt zunehmender Homogenität der Strömung im Bereich ReP > −80 100 die Werte mit den Vorhersagen für Einzelpartikel NuP bzw. ShP und den theoretischen Werten für Schüttung NuP theor, . bzw. ShP theor, . überein.

5. Partikelkollektive im Strömungsfeld
5-27
10-1 100 101 102 103 104
ReP
10-3
10-2
10-1
100
101
102
103
104
NuP
ShP
Wirbels
chich
t Nu P,sc
hein.
Festbett NuP, theor.
Einzelkugel NuP
Experimentelle ErgebnisseNuP,schein. für Gase
Festbett ShP, theor.
Einzelkugel ShPWirbelschichtflüssig-fest
Wirbels
chich
t Sh P,sc
hein.
Einzelkugel: NuP G P= +2 0 6 1 3 1 2. Pr Re
Sh ScP G P= +2 0 6 1 3 1 2. Re Wirbelschicht: NuP schein P, .
.. Re= 0 03 1 3
0 1 100. Re< <P
ShP schein P, ... Re= 0 374 1 18
0 1 15. Re< <P Festbett: NuP theor G P, . . Pr Re= +2 18 1 3 1 2
Sh ScP theor G P, . . Re= +2 1 8 1 3 1 2
ReP > −80 100
Abb. 5-16: Wärme- und Stoffübergang Fluid-Partikel ([11], nach [5, Kap. 11] u. a. O.). Für stark expandierte Wirbelschichten und Förderreaktoren sind noch keine gesicherten, mit den Anströmbedingungen der Partikel korrelierten Übergangswerte bekannt. Modellrechnungen zur Abschätzungen des Wärmeübergangs an Partikelcluster in heterogenen Gas-Feststoffströmungen zeigen jedoch einen deutlichen Einfluss der Feststoffkonzentration auf die scheinbare Nusselt-Zahl für Einzelpartikel [13].
10-1 100 101 102 103
ReP
10-4
10-3
10-2
10-1
100
101
102
NuP 0.01
Einzelkugel
0.03
0.2
0.1
Festbett
0.4
ϕ=0.55 Experimentelle Ergebnisse
NuP,schein. für Gase
0.003
Abb. 5-17: Abschätzung des Einflusses der Feststoff-volumenkonzentration auf den Wärmeübergang in einer heterogenen Gas-Feststoff-Strömung [13].

5. Partikelkollektive im Strömungsfeld
5-28
5.7 Symbole
′amax m2/m3 maximale reaktorvolumenspezifische Oberfläche
A N Auftrieb
Aquer m2 Querschnittsfläche Apparat
c m/s Partikelgeschwindigkeit
d50 m Medianwert Partikeldurchmesser
dP m Partikeldurchmesser
DRohr m Rohrdurchmesser
FrP - Froude-Zahl Partikel
g m/s2 Erdbeschleunigung
G N Gewichtskraft
H m Höhe
l m mittlere freie Weglänge
mP kg/(m2s) Partikelmassenfluss
n - Lastvielfaches
n - mittleres Lastvielfaches
nb - Anteil Partikelbeschleunigung am Lastvielfachen
ng - normierte Partikelbeschleunigung
NuP - Nusselt-Zahl Partikel
NuP,schein. - scheinbare Nusselt-Zahl Partikel
NuP theor, . - theoretische Nusselt-Zahl Partikel
Δp Pa Druckverlust
Δpb Pa statischer Druckverlust aufgrund Partikelbeschleunigung
ΔpF leer, Pa Druckverlust Fluidströmung im Leerrohr
ΔpF stat, Pa hydrostatischer Druckverlust Fluid
ΔpS Pa Druckverlust aufgrund Partikel (Schüttung, Wirbelschicht)
Δpz Pa Druckverlust in z-Richtung
( )Δpz b Pa Druckverlust durch Partikelbeschleunigung in z-Richtung
( )Δpz S Pa Druckverlust durch Schweben der Partikel in z-Richtung

5. Partikelkollektive im Strömungsfeld
5-29
P N Druckkraft
PrG - Prandtl-Zahl des Gases
ReP - Reynolds-Zahl Partikel
ScG - Schmidt-Zahl des Gases
ShP - Sherwood-Zahl Partikel
ShP schein, . - scheinbare Sherwood-Zahl Partikel
ShP theor, . - theoretische Sherwood-Zahl Partikel
T N Trägheitskraft
u m/s Fluidgeschwindigkeit
u0 m/s Leerrohrgeschwindigkeit
uA m/s Anströmgeschwindigkeit
vrel m/s Relativgeschwindigkeit
V m3 Volumen
V m3/s Volumenstrom
W N Widerstandskraft
z - Partikelanzahl
′z 1/m3 Anzahlkonzentration
α W/(m2K) Wärmeübergangskoeffizient
( )α ReP - Widerstandsbeiwert Einzelkugel
β m/s Stoffübergangskoeffizient
δ F m2/s Diffusionskoeffizient im Fluid
δ P m2/s Diffusionskoeffizient in der Partikel
ε - Porosität
ϕ - Partikelvolumenkonzentration
ϕ 0 - Partikelvolumenkonzentration am Anfang
ϕ L - Partikelvolumenkonzentration am Lockerungspunkt
ϕ S - Partikelvolumenkonzentration Schüttung
λ F W/(mK) Wärmeleitfähigkeit des Fluid
λ P W/(mK) Wärmeleitfähigkeit der Partikel
ν F m2/s kinematische Viskosität des Fluids

5. Partikelkollektive im Strömungsfeld
5-30
ρF kg/m3 Fluiddichte
ρG kg/m3 Gasdichte
ρ L kg/m3 Luftdiche
ρP kg/m3 Partikeldichte
( )ξ ϕ, ReP - Widerstandsbeiwert Partikel in der Wirbelschicht
ψ - Widerstandsfunktion nach Ergun
Ω - Omega-Zahl, Lijatschenko-Zahl
5.8 Literatur [1] Brauer, H.; Grundlagen der Einphasen- und Mehrphasenströmung, Sauerländer, Aarau
u. Frankfurt, 1971 [2] Carman, P. C.; Flow of gases through porous media, Butterworth, London, 1956 [3] Ergun, S.; Fluid flow through packed columns, Chem. Eng. Progr., 48 (1952), 89-94 [4] Günther, R.; Jeschar, R.; Pötke, W.; Hochtemperatur-Verfahrenstechnik,
Besonderheiten-Teilgebiete-Schwerpunkte, Chem. Ing. Techn., 48 (1976), 749-758 [5] Kunii, D.; Levenspiel, O.; Fluidization Engineering, 2nd Ed., Butterworth-Heinemann,
Boston, 1991 [6] Lewis, W. K.; Gilliland, E. R.; Bauer, W. C.; Characteristics of fluidized particles, Ind.
Eng. Chem., 41 (1949), 1104-1116 [7] Molerus, O.; Fluid-Feststoff-Strömungen, Springer, Berlin, 1982 [8] Moore, W. J.; Physikalische Chemie, 3. Auflage, de Gruyter, Berlin, 1983 [9] Nicolai, R.; Experimentelle Untersuchungen zur Strömungsmechanik in eier
hochexpandierten zirkulierenden Gas/Feststoff-Wirbelschicht, Dissertation ETH Zürich Nr. 11344, 1995
[10] Reh, L.; Das Wirbeln von körnigem Gut im schlanken Diffusor als Grenzzustand zwischen Wirbelschicht und pneumatischer Förderung, Dissertation TH Karlsruhe, 1961
[11] Reh, L.; Strömungs- und Austauschverhalten von Wirbelschichten, Chem. Ing. Techn., 46 (1974), 180-189
[12] Reh, L.; Auswahlkriterien für nichtkatalytische Gas/Feststoff-Hochtemperaturreaktoren, Chem. Ing. Techn., 49 (1977), 786-795
[13] Shi, D.; Fluiddynamik und Wärmeübergang in einer zirkulierenden Wirbelschicht, Dissertation ETH Zürich Nr. 11908, Fortschritt-Berichte VDI, Reihe 3 Nr. 466, VDI-Verlag, Düsseldorf 1997

6. Zerkleinern
6-1
6. Zerkleinern Aufgabe des Zerkleinerns ist es, eine gewünschte Partikelgrösse herzustellen, die z. B. durch Partikelgrössenverteilungen geforderter Lage und Breite oder durch eine vorgegebene spezifische Oberfläche für anschliessende Reaktionen charakterisiert ist. Eine weitere Aufgabe kann das Freilegen von Wertstoffen sein (Erzaufbereitung, Recycling). Zunehmend werden Mühlen auch für Strukturänderungen zum Vorbereiten von Reaktionen, der mechanischen Aktivierung, eingesetzt. 6.1. Beanspruchungsarten Die vielzähligen Zerkleinerungsaufgaben haben zu einer grossen Zahl unterschiedlicher Zerkleinerungsmaschinen geführt, die physikalisch auf sehr unterschiedliche Arten der Beanspruchung beruhen. In Abb. 6-1 sind einige der gängigsten Beanspruchungarten wie Druck, Schub (Reibung), Prall (oder Schlag) und Schneiden skizziert. Ausserdem sind Zerkleinerungsvorgänge durch hydrodynamische Kräfte und mit dem Aufbau innerer Spannungen durch Erhitzen oder Abkühlen, elektrische Entladung und chemische Spaltung möglich. Letztere Mechanismen treten in Prozessen oft unerwünscht auf, sind aber in ihren Auswirkungen wichtig.
Druck Schub Prall
Schneiden hydrodynamischerSchub
Erhitzen, Abkühlenelektrische Entladungchemische Spaltung
Abb. 6-1: Beanspruchungsarten beim Zerkleinern.

6. Zerkleinern
6-2
Bei der Krafteinwirkung über Festkörperoberflächen lassen sich wiederum verschiedene Beanspruchungsformen unterscheiden. Eine Auswahl an Beispielen für die Druckbelastung zeigt Abb. 6-2. In Abb. 6-3 sind verschiedene Varianten der Prallbeanspruchung dargestellt und Abb. 6-4 skizziert ein Beispiel für Schneiden und Sägen.
Abb. 6-2: Beispiele für Druckbeanspruchung [2, S. 47]. a) Zerdrücken, b) Spalten, c) Schlagen, d) Biegen, e) Abscheren, f) Zerreiben
vP vA
vP
vA
vP1
vP2
vA = 0 vP = 0
Abb. 6-3: Beispiele für Prallbeanspruchung (nach [2, S. 48]).
Abb. 6-4: Beanspruchung durch Schneiden und Sägen (nach [2, S. 48]).

6. Zerkleinern
6-3
6.2 Zerkleinerungsvorgang bei der Einzelpartikel Die Grundlage jedes Zerkleinerungsprozesses ist der Bruchvorgang bei einer Einzelpartikel. Der Bruchvorgang ist letztlich das Ergebnis eines von aussen aufgeprägten Spannungsfeldes, das aus sehr unterschiedlichen Beanspruchungsbedingungen resultieren kann und in komplexer Weise von den Partikeleigenschaften abhängt (s. Abb. 6-5).
Spannungsfeld
KräfteEnergie
Eigenschaftender Werkzeuge
Beanspruchungsrate
Temperatur
mechanischeEigenschaften
thermischeEigenschaften
Partikelform
Partikelgrösse
RisseHomogenität
Reaktioneninelastische Verformung
Bruch
Partikel-eigenschaften
Beanspruchungs-bedingungen
Abb. 6-5: Grundschema des Elementarprozesses Partikelbruch (nach [6]). Die Untersuchung von Zerkleinerungsvorgängen an Einzelpartikeln unter definierten Bedingungen zeigt, dass zwischen der Bruchfestigkeit σ B , der molekularen Zerreissspannung σmol und dem Elastizitätsmodul E in erster Näherung der Zusammenhang
σ B ≈ −10 2 σmol ≈ −10 3 E (6.1)
besteht. Beim Bruchvorgang beobachtet man lokale Spannungserhöhungen an Kerbstellen und Mikrorissen. Diese sind meist Ausgangspunkte für den makroskopisch beobachtbaren Bruch. Die bei der Zerkleinerung aufgebrachte Arbeit W ist wesentlich grösser als der aus Oberflächenvergrösserung ΔS und Grenzflächenspannung γ resultierende Anstieg der Grenzflächenenergie:

6. Zerkleinern
6-4
W S>> Δ γ (6.2) Der zusätzliche Arbeitsaufwand resultiert im wesentlichen aus der plastischen Verformung an der Bruchspitze und wird in Wärme umgewandelt. Dabei kann es lokal zu Temperaturanstiegen von mehreren hundert Grad kommen. Ein Teil der Zerkleinerungsarbeit wird auch für die kinetische Energie der Bruchflächen und Zerkleinerungsprodukte aufgewandt. Die Beanspruchungsrate spielt ebenfalls für die Umsetzung der zugeführten Energie eine Rolle. Bei langsamer Beanspruchung können die Spannungsspitzen durch plastische Verformung über grössere Bereiche des Körpers abgebaut werden. Eine schnelle Beanspruchung dagegen lässt das Material als spröder erscheinen, da der gleiche Energiebetrag auf kleinerem Raum wirkt. Für die Umsetzungsrate der zugeführten Energie und ihren räumlichen Wirkungsbereich ist die Temperatur wichtig. Bei niedrigen Temperaturen verspröden die meisten Materialien, so dass sie leichter zu zerkleinern sind. Die Bruchwahrscheinlichkeit BW , also die Wahrscheinlichkeit für die Zerkleinerung einer Partikel, ist definiert als Verhältnis der Anzahl NZ oder Masse MZ der zerkleinerten Partikel zur Anzahl N oder Masse M der insgesamt beanspruchten Partikel:
BWNN
MM
Z Z= = (6.3)
Die Bruchwahrscheinlichkeit nimmt mit zunehmendem Energieeintrag zu. Sie ist dagegen bei gleichem Energieeintrag für kleinere Ausgangspartikeln niedriger (Abb. 6-6).

6. Zerkleinern
6-5
Abb. 6-6: Bruchwahrschein-lichkeit für Glaskugeln bei Prallbeanspruchung [3, S. 99].
Die Kräfte an der Kontaktstelle zwischen Partikel und Prallfläche nehmen mit der Prallgeschwindigkeit zu. Damit wird die Rissausbreitung wahrscheinlicher. In kleinen Partikeln ist die niedrigere Bruchwahrscheinlichkeit auf eine niedrigere Anzahl von Fehlstellen und Anrissen zurückzuführen. Abb. 6-7 zeigt dies nochmals für Kalkstein- und Polystyrolpartikel. Der Abbildung ist ausserdem zu entnehmen, dass für eine gleiche Bruchwahrscheinlichkeit beim spröderen Kalkstein eine geringere Energie benötigt wird.
Abb. 6-7: Vergleich der Bruchwahrscheinlichkeit für Kalkstein und Polystyrol [3, S. 100].

6. Zerkleinern
6-6
Bei der Einzelpartikelzerkleinerung entstehen verschieden grosse Bruchstücke. Deren Grössenverteilung verschiebt sich mit zunehmender Intensität der Beanspruchung zu kleineren Partikeln (Abb. 6-8).
Abb. 6-8: Grössenverteilung der Bruchstücke von 5mm-Glaskugeln nach Einzeldruckbeanspruchung [7, S. 96]. Wm : massenbezogene Zerkleinerungsarbeit
6.3 Zerkleinerungsvorgang bei Partikelkollektiven Bei den Zerkleinerungsvorgängen ist zwischen den Vorgängen an Einzelpartikeln und Partikelkollektiven zu unterscheiden, da bei letzteren der Krafteintrag eher der Situation einer Mehrpunktbeanspruchung am Einzelkorn entspricht (Abb. 6-9). Bei dieser Beanspruchungsart wird ein Teil der aufgeprägten Schubspannungen durch entgegengesetzte Druckspannungen aufgehoben. Daraus ergibt sich ein höherer Energiebedarf für die Zerkleinerung der Partikeln. Ausserdem wird eventuell ein Teil der eingetragenen Energie in eine Kompression des Partikelkollektivs und in Partikelbewegungen umgesetzt. Die Effekte sind um so ausgeprägter, je kleiner die beanspruchten Partikel gegenüber den Zerkleinerungsorganen der Maschine sind.
Abb. 6-9: Krafteintrag an Einzelpartikeln u. Partikel-schichten [2, S. 46]. a) einfache Beanspruchung, b) Mehrpunktbeanspruchung, c) Beanspruchung Partikelschicht; 1,2 Bruchfläche

6. Zerkleinern
6-7
Bei polydispersen Systemen ist die Verteilung der Kontaktkräfte von der granulometrischen Zusammensetzung abhängig (Abb. 6-10). Dadurch kann die auf Partikel wirkende resultierende Kraft verändert und damit die Häufigkeit eines Partikelbruchs verändert. Der Bruchanteil kleiner Partikel wird durch Zumischung grösserer Partikel erhöht, der Bruchanteil grösserer Partikel bei Zumischung kleinerer Partikel dagegen verringert (Abb. 6-11).
Abb. 6-10: Schematische Darstellung der Kontakt-situation in binären Mischungen für verschiedene Verhältnisse der Partikel-grösse (nach [6]).
Abb. 6-11: Fraktioneller Bruchanteil in binären Mischungen von 0.5mm und 2.0mm Quarzpartikeln bei Belastungen mit 14, 28 und 56 N/mm2 [1, S. 85].

6. Zerkleinern
6-8
6.4 Zerkleinerungsarbeit 6.4.1 Zerkleinerungsgesetze Der Zusammenhang zwischen Arbeitsaufwand pro Kilogramm Mahlgut und Partikelgrösse kann sehr grob mit Zerkleinerungsgesetzen abgeschätzt werden. Rittinger ging 1867 davon aus, dass die Zerkleinerungsarbeit W proportional der Vergrösserung der Oberfläche ΔS ist: Rittinger-Ansatz: W S∝Δ (6.4) Die massenbezogene spezifische Oberfläche SM ist wiederum proportional dem Querwert der Partikelgrösse
S SM
dd dMP
P P P P
= ∝ =2
3
1ρ ρ
(6.5).
Damit ergibt sich als Ansatz für die massenbezogene spezifische Zerkleinerungsarbeit WM
W WMM = (6.6)
unter Verwendung des Ansatzes nach Rittinger
Rittinger: W cd dM R R
P P,
, ,
= −⎛
⎝⎜
⎞
⎠⎟
1 1
ω α
(6.7)
wobei dP,α die Partikelgrösse des Aufgabegutes und dP,ω die Partikelgrösse des zerkleinerten Gutes sind. Die Konstante in Glg. (6.7) hängt sowohl von den Stoffeigenschaften des Zerkleinerungsgutes als auch von den Eigenschaften des Zerkleinerungsgerätes ab und muss experimentell ermittelt werden. Kick ging 1885 davon aus, dass die zur Zerkleinerung aufzuwendende Arbeit W proportional dem deformierten Volumen V ist: Kick-Ansatz: W V∝ (6.8) Für das Verhältnis von spezifische Zerkleinerungsarbeit und Oberfläche ergibt sich damit die Proportionalität

6. Zerkleinern
6-9
WS
WS
dd
dM K
M
P
PP= ∝ =,
3
2 (6.9)
Hieraus folgt, dass bei gegebener Partikelgrösse der energetische Aufwand für eine Vergrösserung der Oberfläche proportional der Partikelgrösse ist: dW d dSM K P M, ∝ (6.10)
Die Oberflächenänderung ist wiederum mit der Partikelgrösse verknüpft:
( )
dSd d
dMP
P
∝ − 2 (6.11)
Einsetzen von (6.11) in (6.10) und Integration von der Ausgangsgrösse dP,α zur Endgrösse dP,ω ergibt die spezifische Zerkleinerungsarbeit nach Kick:
Kick: W cddM K K
P
P,
,
,
ln= α
ω
(6.12)
Bei der Untersuchung von Mahlvorgängen an Partikelkollektiven wurde die Abhängigkeit der Zerkleinerungsarbeit von der Partikelgrösse entsprechend der Beziehung von Rittinger vor allem bei kleinen Endpartikelgrössen bestätigt. Die Ergebnisse bei grossen Endpartikelgrössen entsprechen dagegen eher dem Ansatz nach Kick. Da beide Ansätze auf Überlegungen für Einzelpartikel basieren, handelt es sich bei ihrer Anwendung auf Partikelkollektive streng betrachtet um empirische Verallgemeinerungen. Im Sinne einer solchen empirischen Verallgemeinerung formulierte Bond 1952 die Beziehung
Bond: W cd dM B B
P P,
, ,
= −⎛
⎝⎜⎜
⎞
⎠⎟⎟
1 1
ω α
(6.13)
Sie wird häufig auch in der speziellen Form
W Wd dM B i
P P,
, , , ,
= −⎛
⎝⎜⎜
⎞
⎠⎟⎟10 1 1
80 80ω α
(6.14)
angegeben. Dabei sind die einzusetzenden Partikelgrössen durch die Summenverteilungen definiert Aufgabegut dP, ,80 α : ( )Q dP, .α = 0 8 (6.15)

6. Zerkleinern
6-10
Produkt dP, ,80 ω : ( )Q dP, .ω = 0 8 (6.16) und dem Arbeitsindex Wi , der der Arbeit entspricht, um (im Prinzip unendlich) grosse Partikel in einer Laborkugelmühle auf d P, ,80 ω = 100 μm zu zerkleinern. In der Literatur sind Werte für cB [9, S. 56f]1 und Wi [4, S. 20-13f]2 sowie Hinweise zur Ermittlung und zum Gebrauch von Wi [2, S. 46 u. S. 214f] zu finden. Formuliert man alle drei Ansätze nach Charles in differentieller Form, so kann man sie einheitlich darstellen: ( )dW d d dM P
mP∝ (6.17)
Kick: m = −1 , Bond: m = −1 5. , Rittinger: m = −2
In Abb. 6-12 ist die aus diesen drei Ansätzen folgende Abhängigkeit der spezifischen Zerkleinerungsarbeit von der Partikelgrösse des Zerkleinerungsproduktes skizziert.
10-4 10-3 10-2 10-1 100 101 102 103 104
Partikelgrösse des zerkleinerten Gutes dP,ω / mm
10-1
100
101
102
103
104
spez
ifisc
he Z
erkl
eine
rung
sarb
eit
WM
/ k
Wh/
t
Rittinger
Bond
Kick
Abb. 6-12: Abhängigkeit der spezifischen Zerkleinerungsarbeit von der Partikelgrösse des Zerkleinerungsproduktes (gezeichnet für den Grenzfall sehr grosser Ausgangspartikelgrösse). Die Ansätze ergeben nur grobe Abschätzungen der spezifischen Zerkleinerungsarbeit. In der Praxis können erhebliche Abweichungen auftreten. Abb. 6-13 zeigt eine Zusammenfassung von Werten für technische Zerkleinerungsprozesse sowie für Einzelpartikelzerkleinerung.
1 Angegebene Werte wurden a. a. O. fälschlich mit metr. Tonnen statt short ton umgerechnet, daher sind die Werte mit 1.1 zu multiplizieren. 2 Angegeben in kWh/sht (≈ 1.1kWh/t) für Nassmahlung, wobei der Partikeldurchmesser in μm einzusetzen ist und anstelle des falschen Vorfaktors 100 der Vorfaktor 10 zu verwenden ist (vgl. dazu auch 5. Auflage).

6. Zerkleinern
6-11
Abb. 6-13: Spezifische Zerkleinerungsarbeit für verschiedene technische Zerkleinerungs-prozesse und bei der Einzelpartikelzerkleinerung [7, S. 296]. Der tatsächliche Leistungsbedarf hängt ausser von den Partikeleigenschaften auch stark vom Zerkleinerungsapparat ab. Zur groben Abschätzung sind spezielle Beziehungen formuliert worden (s. z. B. [2, Kap. 4; 5, Kap. 7; 8, Kap. 10]). 6.4.2 Energieausnutzung bei der Zerkleinerung Die zwischen den einzelnen Atomen im Kristallgitter wirkenden Kräfte sind als Funktion des Abstandes bekannt. Auch die Arbeit, die zur Trennung von zwei Gitterebenen erforderlich ist, kann berechnet werden. Vergleicht man die tatsächlich aufgewandte Arbeit mit dieser theoretischen Zerkleinerungsarbeit, so ergibt sich ein sehr niedriger Wirkungsgrad η :
ηγ
= ≈ ÷ΔSW
0 01 0 001. . (6.18)
Wie bereits im Kap. 6.1 erläutert, beruht der niedrige Wirkungsgrad darauf, dass ein erheblicher Teil der eingesetzten Arbeit an der Rissspitze für die plastischen Verformungen umgesetzt wird. Dieser Vorgang tritt bei jeder Rissausbreitung auf und ist zumindest teilweise für das Material und die Belastungsart eine charakteristische Grösse. Sie kann durch die Energieausnutzung EAEinzelpartikel ausgedrückt werden:
EA SWEinzelpartikel =Δ (6.19)

6. Zerkleinern
6-12
Die Effektivität Eff der bei technischen Zerkleinerungsvorgängen aufgewandten Arbeit kann durch Vergleich mit dem Arbeitsaufwand bei der Einzelpartikelzerkleinerung beurteilt werden. Dazu wird die Energieausnutzung der Maschine auf die Energieausnutzung bei der Zerkleinerung der Einzelpartikel bezogen:
EffEA
EAMaschine
Einzelpartikel
= (6.20)
Einige typische Werte der Effektivität sind in Tabelle 6.1 aufgeführt. Tab. 6.1: Effektivität von Zerkleinerungsmaschinen [3, S. 105] Maschine Effektivität Backen- u. Walzenbrecher 0.7 - 0.9 Prallbrecher 0.3 - 0.4 Wälzmühle 0.07 - 0.15 Kugelmühle 0.05 - 0.1 Prallmühle 0.01 - 0.1 6.5 Zerkleinerungsmaschinen Zerkleinerungsvorgänge und Maschinen können nach unterschiedliche Methoden eingeteilt werden. Richtet man sich nach der Partikelgrösse des Aufgabegutes, kann grob zwischen Feinst-, Fein-, Mittel- und Grobzerkleinerung unterschieden werden (Abb. 6-14). Die Maschinen lassen sich dann nach der Zerkleinerungsmethode einteilen (Abb. 6-15).
10 4− 10 3− 10 2− 10 1− 100 101 102 103 d mmP,α
Kolloidmahlung
Feinstmahlung
Feinmahlung
Grobmahlung
Nachbrechen
Grobbrechen
Mahlen
Brechen
Müh
len
Bre
cher
Abb. 6-14: Zuordnung von Zerkleinerungs-methoden zur Partikel-grösse des Aufgabe-gutes (nach [2, S. 39]).

6. Zerkleinern
6-13
Zerkleinerungsmaschinenmit Zerkleinerungswerkzeugen
Zerkleinerungsmaschinenohne Zerkleinerungswerkzeuge
Brecher Mühlen Mühlen
direktangetriebeneWerkzeuge
direktangetriebeneWerkzeuge
indirekt angetriebeneWerkzeuge
Backenbrecher
Kegelbrecher
Walzenbrecher
Prallbrecher
Hammerbrecher
Wälzmühlen
Hammermühlen
MechanischeFeinprallmühlen
Schläger-, Schlagrad- u.Gebläseschlägermühlen
Desintegratoren
Universalmühlen
Pralltellermühlen
Sturzmühlen
Schwingmühlen
Planetenmühlen
Rührwerksmühlen
Trommel- u. Rohr-mühlen mit kugel-oder stabförmigen Mahlkörpern (Kugel-oder Stabmühlen)
Sturzmühlen(Autogenmühlen)
Strahlmühlen
Prallmühlen
Backenbrecher Wälzmühle Stiftmühle Schwingmühle Sturzmühle Strahlmühle
Abb. 6-15: Einteilung der Zerkleinerungsmaschinen [2, vorderer Einband]. Berücksichtigt man zusätzlich die Festigkeitseigenschaften des zu zerkleinernden Materials und dessen Partikelgrösse, so ergeben sich für industriell gängige Zerkleinerungsmaschinen die in Abb. 6-16 gezeigten Einsatzgebiete.

6. Zerkleinern
6-14
10 6−
Ber
eich
e de
r obe
ren
Parti
kelg
röss
e d P
/mvo
m A
ufga
begu
t zum
Zer
klei
neru
ngsp
rodu
ktFestigkeitseigenschaften des Zerkleinerungsgutes
10 5−
10 4−
10 3−
10 2−
10 1−
100
feucht-klebend
weichmittelharthartsehr hart
Rührwerksmühlen
Strahlmühlen
Stabmühle
FlachkegelbrecherPrallbrecher
WalzengrobbrecherBacken- u. Steilkegelbrecher
fein
stfe
inm
ittel
grob
Autogenmühlen
Schwingmühlen
Hammerbrecheru. Hammermühlen
Prallmühle
WälzmühlenWalzenfeinbrecher
Kugelmühle
Abb. 6-16: Einsatzbereich von Zerkleinerungsmaschinen (nach [7, S. 299]). 6.5.1 Backen- und Kegelbrecher Backen- und Kegelbrecher eignen sich zum Zerkleinern harter bis mittelharter Stoffe. In der Abb. 6-17 sind jeweils zwei verschiedene Backen- und Kegelbrecher dargestellt. Das zu zerkleinernde Gut wird in diesen Brechern vornehmlich auf Druck beansprucht, nur beim Flachkegelbrecher tritt aufgrund der höheren Drehzahl vermehrt Schlagbeanspruchung auf. Während bei den Backenbrechern das Gut durch eine stossartige Bewegung der beweglichen Brechbacke an der festen Brechbacke zerkleinert wird, erfolgt bei den Kegelbrechern die Zerkleinerung durch eine taumelnde, nicht rotierende Bewegung des Kegels. Sowohl Backen- als auch Kegelbrecher kalibrieren das Material durch ihre veränderbare Austragsspaltweite. Bei Backenbrechern wird der Überlaufschutz durch rutsch- und drehmomentbegrenzte Kupplungen, bei den Kegelbrechern durch ein Feder-Hydrauliksystem am Mantel realisiert.

6. Zerkleinern
6-15
Abb. 6-17: Backen- und Kegelbrecher [7, S. 298]. a) Pendelschwingenbrecher b) Kurbelschwingenbrecher c) Steilkegelbrecher d) Flachkegelbrecher 1 und 2: Brechflächen 3: Schwinge bzw. Tragkegel 4: Zugstange 5: Druckplatte 6: Rückholfeder 7: Spaltweitenverstellvorrichtung 8: Brechkegelachse 9: Streuteller 10: Antriebswelle 11: Ausweichfeder bzw. Hydrauliksystem
6.5.2 Prallbrecher und Prallmühle Prallbrecher und Prallmühlen werden in einem breiten Partikelgrössenbereich eingesetzt. Während Prallbrecher im groben und mittelgroben Bereich arbeiten, sind Prallmühlen wie Pralltellermühlen und Schlagstiftmühlen für den Fein- und Feinstbereich einsetzbar. Bedingt durch den grossen Zerkleinerungsbereich sind viele konstruktive Varianten möglich (s. z. B. Abb. 6-18). Die Zerkleinerung erfolgt durch Prallbeanspruchung der Partikel durch die Prallorgane (Prallwalze, Prallplatte, Schlagstifte oder Pralleisten) sowie durch Stösse der Partikel untereinander. Mit abnehmender Anfangspartikelgrösse nimmt die Prallgeschwindigkeit zu und beträgt bei Prallmühlen zwischen 60 und 300 m/s.

6. Zerkleinern
6-16
Abb. 6-18: Prallbrecher und Prallmühlen [7, S. 324]. a) Einwalzenprallbrecher b) Einwalzenprallbrecher mit Mahlbahn c) Schleuderradprallmühle d) Pralltellermühle e) Schlagstiftmühle 1: Rotor 2: Prallelemente des Rotors 3: Prallplatte 4: Mahlbahn 5: Mahlring 6: Blende mit Leitschaufelsystem A: Aufgabegut F: Fertiggut L: Luft
6.5.3 Hammerbrecher und Hammermühlen Die mit einer Geschwindigkeit zwischen 20 und 60 m/s rotierenden Hämmer, die an den Rotoren beweglich befestigt sind, führen auf das Gut eine Prall- und Schlagbeanspruchung aus. Zerkleinert werden mittelharte bis weiche Stoffe, die auch zäh und feucht sein können. Für leichtere Bauarten sind dies z. B. Braunkohle, Steinkohle, Salze oder Gips, für schwere Bauarten Kalkstein oder Zementrohstoffe, für sogenannte Shredder besonders Schrott.
Abb. 6-19: Hammerbrecher und Hammermühlen [7, S. 308]. a) Hammerbrecher mit Siebrost und Schultereinlauf b) Hammerbrecher mit Kopfeinlauf und Gegenwalzen c) Prallhammerbrecher d) Shredder 1: Rotor 2: Hämmer 3: Rost 4: Gegenwalzen 5: Treibrollen 6: Amboss

6. Zerkleinern
6-17
6.5.4 Walzenbrecher und Walzenmühlen Zwischen gegenläufig rotierenden Walzenpaaren wird das Mahlgut vor allem durch Druck, bei unterschiedlichen Umfangsgeschwindigkeiten auch durch Scherung sowie bei schnell laufenden Nockenwalzenbrechern zusätzlich durch Schlag beansprucht. Im Bereich der Fein- und Feinstzerkleinerung werden auch Maschinen mit mehreren Walzenpaaren eingesetzt. Als vorteilhaft hat sich erwiesen, das Schüttgut zwischen Rollenpressen bei hohen Drücken von 50 MPa als Gutbett zu zerkleinern. Dabei wird das Schüttgut von oben aus einem gefüllten Aufgabeschacht angezogen, so dass sich am Walzenspalt ein Gutbett ausbildet. Die Partikelgrösse des Aufgabegutes ist bei dieser energiesparenden Mahlungsart kleiner als der Walzenspalt. Walzenfeinbrecher für Mittel- und Feinzerkleinerung von hartem Gut besitzen glatte Walzenoberflächen. Bei Walzenmühlen für die Fein- und Feinstzerkleinerung werden glatte oder geriffelte Walzen eingesetzt.
Abb. 6-20: Walzenbrecher und Walzenmühlen [7, S. 301]. a) Feinbrecher b) Grobbrecher c) Einwalzenbrecher d) Doppelwalzenstuhl e) Dreiwalzenstuhl 1: fest gelagerte Walze 2: verschiebbar gelagerte Walze 3: Schwinge 4: Speisewalze 5: Abstreifer bzw. Bürsten 6: Suspensionsschicht
Wichtig für die Funktion von Walzenmühlen ist das möglichst rutschfreie Einziehen des Aufgabegutes in den Walzenspalt. Glatte Walzen sind unter diesem Aspekt am ungünstigsten. Da bei ihnen aber die Einzugsverhältnisse am einfachsten zu erläutern sind, wird im folgenden für solche glatte Oberflächen die Aufnahme einer Kugel betrachtet (s. Abb. 6-21).

6. Zerkleinern
6-18
Abb. 6-21: Einzugsverhältnisse bei glatten Walzenoberflächen [7, S. 302]. Die radiale Stützkraft F lässt sich in die horizontale Komponente FH und die vertikale Komponente FV
F FV = sin β2
(6.21)
zerlegen. Letztere wirkt dem Einziehen in den Spalt entgegen. Die aus dem Reibungskoeffizienten μ folgende tangentiale Reibungskraft FR F FR = μ (6.22) versucht die Partikel in den Walzenspalt einzuziehen. Ihre Vertikalkomponente FS
F F FS R= =cos cosβ β
μ2 2
(6.23)
ist der Kraft FV entgegengerichtet. Daraus folgt als Bedingung für das Einziehen des Gutes:
F FS V> bzw. μβ
> tan2
(6.24)
Die Einzugsverhältnisse werden also nach Glg. (6.24) durch den Reibungskoeffizienten μ und den Einzugswinkel β bestimmt. Der Reibungskoeffizient ist durch die Walzen- und Gutoberfläche vorgegeben. Der Einzugswinkel hängt bei gegebener Kugelgrösse d0 vom Walzendurchmesser DW und der Spaltweite s ab. Nach Abb. 6-21 gilt der Zusammenhang:
D s
D dW
W
++
=0 2
cos β (6.25)

6. Zerkleinern
6-19
Daraus ergibt sich:
DW =−
−
d s0 2
12
cos
cos
β
β
=− +
+ −
d s02
2
12
12
1
tan
tan
β
β (6.26)
Mit der Bedingung nach Glg. (6.24) folgt somit:
Dd s
W ≥− +
+ −0
2
2
1
1 1
μ
μ (6.27)
Mit μ = 0 3. und einem Verhältnis d s0 4= ergibt dies: D dw ≥ 17 0 Für glatte Walzen wählt man D dw ≈ 20 0 Für profilierte Walzen ist dagegen D dW ≈ −10 12 0 möglich.
6.5.5 Wälzmühlen Bei Wälzmühlen walzen sich Mahlkörper auf Mahlbahnen ab und zerkleinern das dort in dünner Schicht liegende Gut durch Druckbeanspruchung und teilweise durch Scherung. Die Mahlbahnen können teller-, schüssel- oder ringförmig ausgebildet sein. Als Mahlkörper kommen Walzen, Kugeln oder Kegelstümpfe zur Anwendung. Wälzmühlen werden für Trockenmahlung (oft in Verbindung mit Mahltrocknung) eingesetzt. Um den Energieaufwand für die wenig selektive Mahlung gering zu halten, sind die Mühlen als Luftstrommühlen mit eingebautem Sichter ausgebildet (Abb. 6-22). Der den Mühlen zugegebene Luftstrom reisst die feingemahlenen Anteile mit sich, wobei im eingebauten Sichter die Abtrennung und Rückführung gröberer Partikel des Mahlgutes auf die Mahlbahn erfolgt. Hiermit sind relativ grosse Zerkleinerungsverhältnisse möglich (z. B. von 50mm auf 30% < 0.09mm). Die Mühlen sind relativ verschleissarm und werden vorteilhaft bei weichem bis mittelhartem Gut eingesetzt. Bei Walzenschüsselmühlen werden die Mahlkörper mit Federkraft auf die mit etwa 3 m/s Umfangsgeschwindigkeit rotierende Schüssel gedrückt, die über ein Kegelgetriebe angetrieben wird. Mahlbahnen und Walzen müssen halbjährlich oder jährlich erneuert werden.

6. Zerkleinern
6-20
Abb. 6-22: Wälzmühle mit Sichter, Darstellung im geteilten Schnitt mit unterschiedlichen Wälzkörpern links und rechts [1, S. 88]. 1 Mahlschüssel 2.1 Wälzkörper (Bauform Walzen) 2.2 Wälzkörper (Bauform Kegelstumpf) 3 Getriebe 4 Sichter
6.5.6 Trommelmühlen In einem horizontal gelagerten, zylindrischen rotierenden Mahlraum befindet sich das Mahlgut zusammen mit Mahlkörpern. Bei der Drehung der Trommel wird der Inhalt umgewälzt und dadurch das Mahlgut zerkleinert. Als Mahlkörper werden Stahlstäbe oder Kugeln aus Stahl oder Hartguss verwendet. Die Füllung mit Mahlkörpern beträgt maximal 45%. Man unterscheidet nach Mahlkörperart und Verhältnis der Trommellänge LT zum Trommeldurchmesser DT :
- Kugelmühlen: L DT T/ :≤ 2 1 Kugeln als Mahlkörper in Kreislaufmahlung eingesetzt
- Rohrmühlen: L DT T/ :≥ 4 1 Kugeln als Mahlkörper in Durchlaufmahlung eingesetzt
- Autogenmühlen: L DT T/ :≤ 1 2 Grobe Teile des selben Gutes als Mahlkörper
- Stabmühlen: L DT T/ :≤ 3 1 Stäbe als Mahlkörper
Die grössten im Einsatz befindlichen Kugelmühlen haben einen Durchmesser von 6.5m und erfordern eine Antriebsleistung von 8MW. Die Mahlkörperdurchmesser liegen typischerweise beim 5 bis 15-fachen der Aufgabepartikelgrösse.

6. Zerkleinern
6-21
Alle vorgenannten Mühlen werden sowohl für Trocken- als auch für Nassmahlung eingesetzt. Als Beispiel für Durchlauf- oder Kreislaufeinsatz zeigt Abb. 6-23 verschiedene Mahlsysteme für Rohrmühlen.
Abb. 6-23: Mahlsysteme für Zementklinker [7, S. 313]. a) Dreikammermühle in Durchlaufbetrieb b) Einkammermühle mit Windsichter c) Dreikammermühle mit Windsichter 1 Rohrmühle 2 Windsichter A Aufgabegut F Feingut
Die inneren Wandungen des Mahlraums sind hohen Belastungen ausgesetzt und deshalb mit verschleissfestem Material gepanzert. Die Form der Panzerung (glatt oder gerippt) beeinflusst die Reibungsverhältnisse der Mahlkörperfüllung an der Trommelwand und damit deren Bewegung und Mahlwirkung. Der Bewegungsablauf der Mahlkörper ist für die Mahlwirkung bestimmend. Er wird von der Drehzahl und dem Durchmesser der Trommel, der Art und Grösse der Mahlkörper, der Mahlkörperfüllung sowie von den Reibungsverhältnissen in der Mahlkörperfüllung und zwischen Mahlkörperfüllung und Wand bestimmt.
Abb. 6-24: Mahlkörperbewegung in Trommelmühlen [7, S. 313]. a) Kataraktbewegung b) Kaskadenbewegung zu Ebenen 1-3 siehe Text.

6. Zerkleinern
6-22
Abb. 6-24 zeigt die beiden wesentlichen Wirkungsarten. In der Zone zwischen Ebene 1 und 2 wird die Füllung durch die Zentrifugalkräfte an die Trommelwand gedrückt und mit nach oben bewegt. Bei einer glatten Wand kann dabei ein Schlupf auftreten. Das Mahlgut wird durch Druck, Scherung und Abrieb beansprucht. Zwischen Ebene 2 und 3 hängt der Bewegungsvorgang davon ab, wie hoch die Mahlkörper transportiert wurden. Die Mahlkörper können fallen (Kataraktwirkung) und beanspruchen das Mahlgut durch Schlag oder sie rollen und gleiten ab (Kaskadenwirkung) und beanspruchen das Mahlgut durch Scherung und Abrieb. Die oben beschriebene Mahlkörperbewegung findet ab einer kritische Drehzahl nkrit nicht mehr statt, da dann die auf die Mahlkörper wirkende Zentrifugalbeschleunigung rω 2 gleich der Schwerebeschleunigung g wird. Vernachlässigt man einen Schlupf, so gilt für die kritische Drehzahl:
n gDkrit
T
=1
2π (6.28)
Bei Schlupf ist die kritische Drehzahl höher als die hier errechnete theoretische Drehzahl. Für den Vergleich verschiedener Mühlen z. B. hinsichtlich ihres Leistungsbedarfs ist die relative Drehzahl
ψ =n
nkrit
(6.29)
von Bedeutung. Der Durchsatz einer Trommelmühle hängt neben der Länge der Trommel LT sehr stark vom deren Durchmesser DT ab: .m L DT T∝ 2 5 (6.30) Der Leistungsbedarf der Trommelmühle PM ergibt sich aus dem Leistungsbedarf für die Zerkleinerung PZ und dem Leistungsbedarf für den Antrieb PA über den Getriebewirkungsgrad ηG :
( )P P PMG
Z A= +1η
(6.31)
Die Abschätzung des Leistungsbedarfs für die Zerkleinerung ist sehr schwierig, da er von vielen Faktoren wie z. B. der Mahlkörper-Mahlgut-Masse, den geometrischen Abmessungen

6. Zerkleinern
6-23
des Mahlraums, dem Mahlkörper- und Mahlgutfüllgrad, der Drehzahl oder auch der Mahlkörperbewegung, abhängt. Meist gilt analog zum Durchsatz die Proportionalität P L DZ T T∝ ÷2 3 2 6. . (6.32) Für Kugel- und Stabmühlen mit Stahlmahlkörpern kann der Leistungsbedarf mit
PkW
Dm
Lm
K K KZ T TT=
⎛⎝⎜
⎞⎠⎟
8 442 5
..
ϕ ψ (6.33)
abgeschätzt werden [7, S. 314]. Darin ist KT ein von Mühentyp abhängiger Faktor:
KT = 1 für Nassüberlaufkugelmühlen KT = 113. für Nassaustragskammermühlen KT = 1 25. für Trockenaustragskammermühlen
Die Funktion Kϕ ist vom Mahlkörperfüllungsgrad ϕ und Kψ von der relativen Drehzahl abhängig. Beide Funktionen sind in Abb. 6-25 dargestellt.
Abb. 6-25: Funktionen zur Berücksichtigung des Mahlkörperfüllgrades ϕ und der relativen Drehzahl ψ bei der Berechnung des Leistungsbedarfs von Trommelmühlen [7, S. 315].
6.5.7 Rührwerkskugelmühlen In einem schlanken, meist vertikal angeordneten Behälter, der zu 70 bis 90 % mit Mahlkugeln (0.3 - 3mm) gefüllt ist, läuft ein Rührwerk. Der zu zerkleinernde Stoff wird durch den Mahlraum gepumpt und zwischen den Mahlkörpern durch Schlag, Druck und Scherung beansprucht. Es gibt eine Vielzahl von Ausbildungsformen der Rührwerke.

6. Zerkleinern
6-24
Abb. 6-26: Rührwerkskugelmühle [Druckschrift Matter + Partner]. links: Prinzip-Fliess-Schema 1: Produktaufgabe, 2: Dispergiermittel, 3: Slurry-Anrührbehälter, 4: Nassmühle (NRZK), 5: Mahlkörper-Rückführung, 6: Trennsieb, 7: Slurry-Kühlbehälter, 8: Endprodukt
rechts: Nass-Rezirkulations-Kugelmühle (NRZK) 1: Slurry-Einspeisung, 1a: Mahlkörper-Einspeisung, 2: Slurry/Mahlkörper-Austrag, 3: Rotor, 4: Stator, 5: Kühlmantel, 6: Auslaufventil, 7: Mahlkörper
Rührwerkskugelmühlen, insbesondere solche mit glatten Rotoren und engem Spalt haben eine besonders hohe Energiedissipation (vgl. Abb. 6-27). Rührwerkskugelmühlen dienen der Feinstzerkleinerung von Aufgabematerial mit einer Grösse kleiner 100μm auf Feinheiten von wenigen Mikron. Sie werden für die Zerkleinerung hochwertiger Produkte wie z. B. Pigmente, Farbstoffe, Pharmazeutika und Ausgangsstoffe für Keramiken eingesetzt.
Abb. 6-27: Spezifischer Leistungsbedarf von Rühr-werksmühlen [2, S. 273]. 1: Kugelmühle 2: Schwingmühle 3: langsamlaufende Rührwerksmühlen 4: Rührwerksmühle offen mit Scheibenrührwerk 5: Rührwerksmühle geschlossen mit Scheibenrührwerk 6: Stiftrührwerk 7: Stiftrührwerk mit Reibspalt 8: Trogkneter 9: Stempelkneter 10: Extruder

6. Zerkleinern
6-25
6.5.7 Strahlmühlen Beim Austritt von Gasen aus Düsen mit hohen Austrittsgeschwindigkeiten entstehen starke Turbulenzen. Partikel im Bereich dieser Turbulenzen werden heftigen Kollisionen unterworfen. Je nach Stossenergie kommt es dabei zum Zertrümmern oder Abreiben. Mahlmedium sind meist Druckluft oder überhitzter Dampf. Als Aufgabegut kommen Partikel von 0.1 bis 1mm zur Anwendung. Das Feingut hat eine Grösse unter 10 μm.
Abb. 6-28: Spiralstrahlmühle [2, S. 197]. 1 Aufgabegut-Dosiereinrichtung (Injektor) 2 Treibmittelzuleitung 3 Düsenring 4 Düsen 5 Mahlkammergehäuse 6 Mahlkammer (Zerkleinerungs- und Klassierzone) 7 Treibgas- und Mahlgutaustritt aus der Mahlkammer 8 Zyklon 9 Trägergas- und Feinstgutaustritt mit Anschluss zum Filter 10 Fertiggutbehälter
Bei der in Abb. 6-29 skizzierten Fliesbettstrahlmühle tritt das Mahlgut durch Laval-Düsen in den Mahlraum ein. Nach Zerkleinerung durch direkten Partikelstoss im Zentrum des Mahlraums wird das Feingut in einer Sichtzone ausgetragen und das Grobgut zirkuliert im Innern des Mahlraums.

6. Zerkleinern
6-26
Abb. 6-29: Fliessbett-Strahlmühle [Druckschrift Dyna-Systems]. 1 Laval-Düse 2 Mahlraum 3 Sichter 4 Feingut-Austrag
Bei Gegenstrahlmühlen lässt man expandierende Gasstrahlen aufeinandertreffen, woraus sich eine besonders hohe Beanspruchungsintensität ergibt. Sie eignen sich daher besonders für harte, stark schleissende Stoffe. Da die Partikel durch Zusammenprall zerkleinert werden, tritt nur eine sehr geringe Kontamination mit Abrieb des Wand- und Sichtermaterials auf.
Abb. 6-30: Wirbelbett-Gegenstrahlmühle [8].
6.5.9 Schneidmühlen Schneidmühlen zerkleinern durch Scherung mittels scharf geschliffener Messer. Sie werden für die Zerkleinerung von Stahl- und Kabelschrott sowie Kunststoffen eingesetzt und spielen im Abfallrecycling eine wichtige Rolle. In Abb. 6-31 ist eine Schneidmühle dargestellt, bei der das Gut zwischen Rotormesser und Ständermesser bei Umfangsgeschwindigkeiten von 10-15 m/s zerkleinert und durch den Siebrost ausgeschleudert wird.
2
1 1
4
3
2

6. Zerkleinern
6-27
Abb. 6-31: Schneidmühle [7, S. 319]. 1: Schneidrotor 2: Rotormesser 3: Ständermesser 4: Sieb
6.6 Symbole BW - Bruchwahrscheinlichkeit
cB Jm0.5/kg Konstante im Zerkleinerungsgesetz nach Bond
cK J/kg Konstante im Zerkleinerungsgesetz nach Kick
cR Jm/kg Konstante im Zerkleinerungsgesetz nach Rittinger
d0 m Kugelgrösse
dP m Partikeldurchmesser
dP,α m Partikelgrösse vor Zerkleinerung
dP, ,80 α m Partikelgrösse vor Zerkleinerung bei ( )Q DP, .α = 0 8
dP,ω m Partikelgrösse nach Zerkleinerung
d P, ,80 ω m Partikelgrösse nach Zerkleinerung bei ( )Q dP, .ω = 0 8
DT m Trommeldurchmesser
DW m Walzendurchmesser
E N/m2 Elastizitätsmodul
EA m2/J Energieausnutzung
Eff - Effektivität der Energieausnutzung
F N Kraft
FH N Horizontalkomponente einer Kraft
FR N Reibungskraft

6. Zerkleinern
6-28
FS N Vertikalkomponente der Reibungskraft
FV N Vertikalkomponente einer Kraft
g m/s2 Erdbeschleunigung
KT - Leistungsfaktor für Mühlentyp
Kϕ - Funktion des Füllgradeinflusses auf Leistungsbedarf
Kψ - Einfluss der relativen Drehzahl auf Leistungsbedarf
LT m Trommellänge
m - Exponent im Ansatz nach Charles
m kg/s Massendurchsatz Mühlen
M kg Masse
MZ kg Masse zerkleinerter Partikel
n s-1 Drehzahl
nkrit s-1 kritische Drehzahl einer Trommelmühle
N - Anzahl
NZ - Anzahl zerkleinerter Partikel
PA W Leistungsbedarf Antrieb
PM W Leistungsbedarf Mühle
PZ W Leistungsbedarf Zerkleinerung
( )Q dP - Summenfunktion der Partikelgrössenverteilung
s m Spaltweite
S m2 Oberfläche
ΔS m2 Oberflächenvergrösserung
SM m2/kg massenspezifische Oberfläche
V m3 Volumen
W J Zerkleinerungsarbeit
Wi Jm0.5/kg Arbeitsindex im Zerkleinerungsgesetz nach Bond
WM J/kg massenspezifische Zerkleinerungsarbeit
WM B, J/kg massenspezifische Zerkleinerungsarbeit nach Bond
WM K, J/kg massenspezifische Zerkleinerungsabeit nach Kick
WM R, J/kg massenspezifische Zerkleinerungsarbeit nach Rittinger

6. Zerkleinern
6-29
β - Einzugswinkel
γ N/m Grenzflächenspannung
η - Wirkungsgrad
ηG - Wirkungsgrad Getriebe
μ - Reibungskoeffizient
ϕ - Mahlkörperfüllungsgrad
ψ - relative Drehzahl einer Trommelmühle
ρP kg/m3 Partikeldichte
σ B N/m2 Bruchfestigkeit
σmol N/m2 molekulare Zerreissspannung
6.7 Literatur [1] Dialer, K.; Onken, U.; Leschonski, K.; Grundzüge der Verfahrenstechnik und
Reaktionstechnik, Hanser, München, 1986 [2] Höffl, K., Zerkleinerungs- und Klassiermaschinen, Springer, Berlin, 1986 [3] Löffler, F; Raasch, J., Grundlagen der Mechanischen Verfahrenstechnik, Vieweg,
Braunschweig, 1992 [4] Perry, R. H.; Green, D. W.; Perry’s Chemical Engineers’ Handbook, 7th Ed., McGraw-
Hill, New York, 1997 [5] Prasher, C. L.; Crushing and Grinding Process Handbook, Wiley, Chichester, 1987 [6] Schönert, K.; Grundlagen zur Feinzerkleinerung, Preprints GVC-Dezembertagung 1993,
Feinmahl- und Klassiertechnik, Köln 02.-03.12.1993, GVC-VDI-Gesellschaft Verfahrenstechnik (Hrsg), Düsseldorf, 1993
[7] Schubert, H., Heidenreich, E., Liepe, F., Neeß, T.; Mechanische Verfahrenstechnik, 3. Auflage, Deutscher Verlag für Grundstoffindustrie, Leibzig, 1990
[8] Stieß, M.; Mechanische Verfahrenstechnik Bd. 2, Springer, Berlin, 1994 [9] Ulfik, B.; Herold, H.; Benz, M.; Strahlmühlen, Preprints GVC-Dezembertagung 1993,
Feinmahl- und Klassiertechnik, Köln 02.-03.12.1993, GVC-VDI-Gesellschaft Verfahrenstechnik (Hrsg), Düsseldorf, 1993
[10] Zogg, M., Einführung in die mechanische Verfahrenstechnik, 3. Auflage, Teubner, Stuttgart, 1993

7. Trennprozesse
7-1
7. Trennprozesse Wie das Dosieren und Mischen sind Trennprozesse ein wichtiger Bestandteil jeder technisch durchgeführten physikalischen oder chemischen Veränderung, die nicht ein einziges Produkt liefert. Zerkleinerungsaggregate sind physikalische Reaktoren, die keine einheitliche Partikelgrösse liefern. Daher sind auch bei ihnen immer Trennvorgänge durchzuführen um die gewünschte Partikelgrösse zu erhalten.
Reaktor(phys./chem. Verändern)
Mischen
Trennen
Dosieren Dosieren
Abb. 7-1: Grundschema einer Stoffumwandlung.
Dabei werden Zerkleinerungs- und Trennaggregate stark miteinander verknüpft, um auf energie- und rohmaterialsparende Weise ein Maximum an Wertstoffen zu gewinnen. Wichtig ist dabei die Kombination von energie- und kosteneffektiver Zerkleinerung mit der Trennung des Grob- und Feingutes bzw. der Wertanteile vom „tauben“ Material (Bergen). Die Wirkungsweise des Trennapparates hat dabei besonders bei Kreislaufführung starken Einfluss auf die Vorgänge im Zerkleinerungsapparat. Bei Brechern, die man vorzugsweise über einem Stabrost gleichmässig beschickt, kann man sowohl im Durchlauf ohne Klassierung, als auch im Kreislauf mit nachgeschalteter Trenneinrichtung arbeiten (s. Abb. 7-2). Auch den Trenneinrichtungen kann wieder eine Zerkleinerungsstufe nachgeschaltet sein. In der Aufbereitungstechnik schaltet man so verschiedene Zerkleinerungs- und Trennstufen zu Aufbereitungsstammbäumen zusammen, die bis zu fünf Zerkleinerungsstufen umfassen können. Eine Verkürzung der Stammbäume durch geschickte Wahl der Zerkleinerungs- und Trennanlagen ist aus Kostengründen erwünscht, häufig jedoch nicht möglich.

7. Trennprozesse
7-2
Ia Ib IIa IIb Abb. 7-2: Durchlauf (I) und Kreislaufschaltung (II) von Brechern [2, S. 381f]. Ia) einfacher Durchlauf ohne Klassierung Ib) Durchlaufsystem mit Siebmaschine 1: Vorbrecher (Backenbrecher) 2: Siebmaschine 3: Nachbrecher (Flachkegelbrecher)
IIa) Vorbrecher und Siebmaschine IIb) Siebmaschine mit Nachbrecher 1: Backenbrecher 2: Siebmaschine 3: Förderer 4: Nachbrecher
7.1 Kennzeichnung von Trennungen Für die Auslegung von Trennprozessen ist die Beschreibung der Trennung eines Partikelkollektivs in zwei oder mehrere Teilfraktionen wichtig. Man unterscheidet:
a) Klassieren Die Trennung erfolgt nach der Partikelabmessung. Die entstandenen Teilfraktionen werden als Grob- und Feingut bezeichnet.
b) Sortieren Die Trennung erfolgt nach der Stoffart. Die Teilfraktionen bei Dichtetrennung werden als Schwer- und Leichtgut bezeichnet.
c) Abscheiden Die Trennung erfolgt nach Phasen. Fest-Flüssig : Zentrifugieren, Filtrieren Fest-Gasförmig : Staubabscheiden Flüssig-Gasförmig : Abscheiden von Blasen, Schaumtrennung Flüssig-Flüssig : Settler bei Extraktion, Ölabscheider

7. Trennprozesse
7-3
Die mathematische Formulierung der Kennzeichnung einer Trennung für die drei genannten Gebiete ist identisch (s. [1]). Sie wird im folgenden am Beispiel der Klassierung behandelt. 7.1.1 Mengenbilanzen Gegeben sei ein Partikelkollektiv als Aufgabegut mit der Summenverteilung ( )Q xA , der Dichteverteilung ( )q xA und der Gesamtmenge MA . Dieses Kollektiv wird in einem Trennapparat in zwei Fraktionen geteilt. Das dabei anfallende Grobgut der Menge MG habe die Verteilungen ( )q xG und ( )Q xG , das Feingut der Menge MF entsprechend die Dichteverteilung ( )q xF und die Summenverteilung ( )Q xF . Nach der integralen Mengenbilanz gilt: M M MA G F= + (7.1)
⇒ 1= + = +MM
MM
g fG
A
F
A
(7.2)
wobei gMM
G
A
= : Grobgutmengenanteil (7.3)
fMM
F
A
= : Feingutmengenanteil (7.4)
Aufgabegut
( )T x
( ) ( )Q x q xA A,
( ) ( )Q x q xG G, ( ) ( )Q x q xF F,
MA
MG MF
Grobgut(Abgeschiedenes)
Feingut(Durchlass)
Abb. 7-3: Fliessbild einer Zwei-Komponenten-Trennung [4, S. 28].

7. Trennprozesse
7-4
Für einen differentiell kleinen Bereich x x dx→ + gilt nach Glg. (7.2) ( ) ( ) ( )dM x dM x dM xA G F= + (7.5)
oder unter Verwendung der Definition der Dichteverteilung nach Glg. (3.5): ( ) ( ) ( )M q x dx M q x dx M q x dxA A G G f f= + (7.6)
Daraus erhält man die differentielle Mengenbilanz ( ) ( ) ( )q x gq x fq xA G f= + (7.7)
( ) ( ) ( )q x dx g q x dx f q x dxA
x
G
x
F
x
0 0 0∫ ∫ ∫= + (7.8)
( ) ( ) ( )Q x gQ x fQ xA G F= + (7.9)
Für beliebige Intervallgrenzen [ ]x x1 2, :
( ) ( ) ( )Q x x gQ x x fQ x xA G F1 2 1 2 1 2, , ,= + (7.10)
Grob- und Feingutmengenanteile g und f lassen sich aus den drei Verteilungssummen- oder Verteilungsdichtefunktionen berechnen:
( ) ( )( ) ( )
gQ x Q xQ x Q x
A F
G F
=−−
(7.11) ( ) ( )( ) ( )
fQ x Q xQ x Q x
A G
F G
=−−
(7.12)
oder
( ) ( )( ) ( )
gq x q xq x q x
A F
G F
=−−
(7.13) ( ) ( )( ) ( )
fq q x
q x q xA x G
F G
=−
− (7.14)
Besonders an den Grenzen xmin und xmax können durch sehr kleine Differenzen oft grosse Fehler auftreten. Werden die Mengen und Mengenanteile zusätzlich direkt gemessen, können die ermittelten Verteilungsfunktionen mit Glg. (7.1) kontrolliert werden (s. Abb. 7-4).

7. Trennprozesse
7-5
Abb. 7-4: Summenverteilung von Aufgabe-, Grob- und Feingut [4, S. 30].
Eine ideal scharfe Trennung ist dann erreicht, wenn, wie in Abb. 7-5 dargestellt, unterhalb einer bestimmten Partikelgrösse xt alle Partikel in das Feingut gelangen und oberhalb von xt alle Partikel in das Grobgut. In diesem Fall gilt:
( )q x dx fAx
xt
min
∫ = und ( )q x dx gAx
x
t
max
∫ = (7.15)
q(x)
xxmin xmax
( )q xA
f g
xt
Abb. 7-5: Ideale Trennung.
In der Praxis tritt dieser Fall jedoch nur selten auf. Meist gibt es einen Überlappungsbereich zwischen ( )q xG Gmin, und ( )q xF Fmax, . Partikel dieser Grösse können sowohl in das Grobgut als auch in das Feingut gelangen. Um das Trennergebnis grafisch darzustellen, zeichnet man innerhalb der Aufgabegut-Dichteverteilung ( )q xA die beiden Anteile ( )gq xG und ( )fq xF ein. Die Flächen unter den Kurven entsprechen dann den Mengenverhältnissen (s. Abb. 7-6).

7. Trennprozesse
7-6
Nach Glg. (7-7) gilt:
( ) ( ) ( )g q x dx f q x dx q x dxGx
x
Fx
x
Ax
x
G
F
min,
max
min
max,
min
max
∫ ∫ ∫+ = (7.16)
bzw. g f+ = 1 (7.17)
q(x)
xxmin
xmaxxmin,G xmax,F
( )q xA
( )f q xF⋅
( )g q xG⋅
Abb. 7-6: Reale Trennung.
7.1.2 Trennkurve Die Trennkurve ( )T x (Trompsche Kurve) beschreibt den Verlauf einer Trennung in Abhängigkeit von der Dispersitätsgrösse x :
( ) ( )( )
( )( )
T xdM xdM x
M q x dxM q x dx
G
A
G G
A A
= = (7.18)
Unter Verwendung von Glg. (7.3) folgt:
( ) ( )( )
T x gq xq x
G
A
= mit ( )0 1≤ ≤T x (7.19)

7. Trennprozesse
7-7
Abb. 7-7: Trennkurve [4, S. 32].
Die Funktion ( )T x wird auch als Trenngrad oder Fraktionsabscheidegrad bezeichnet. Sie ist unabhängig von der Mengenart. Für die präparative Trenngrenze x xt t= 50, gilt: ( )T xt = 0 5. : ( ) ( ) ( )gq x fq x q xG t F t A t= = 0 5. (7.20) Unter Verwendung der differentiellen Mengenbilanz nach Glg. (7.7) folgt ferner:
( ) ( )( )
( )( ) ( )
T x fq xq x
gq xgq x fq x
F
A
G
G F
= − =+
1 (7.21)
7.1.3 Trenngrenze und Trennschärfe Als präparative Trenngrenze bezeichnet man den Medianwert x t50, der Trennkurve. Er kennzeichnet diejenige Partikelgrösse x , deren Mengenanteil ( )q x dxA jeweils zur Hälfte in das Grobgut und in das Feingut gelangt.

7. Trennprozesse
7-8
Als analytische Trenngrenze wird diejenige Partikelgrösse xa t, bezeichnet, bei der die Fehlkornausträge, d. h. die Mengenanteile Grobes im Feingut bzw. Feines im Grobgut, jeweils gleich gross sind (s. Abb. 7-8).
Abb. 7-8: Analytische Trenngrenze [4, S. 34].
Mit Hilfe der Trennschärfe κ lassen sich Aussagen über die Güte einer Trennung machen. Genormt ist das Verhältnis
κ =xx
t
t
25
75
,
,
, κ ≤ 1 (7.22)
( )T x t25 0 25, .= (7.23) ( )T x t75 0 75, .= (7.24)
In der Praxis werden folgende κ -Werte erreicht:
ideale Trennung : κ = 1
technische Trennung : 0 3 0 6. .< <κ
scharfe techn. Trennung : 0 6 0 8. .< <κ
Analysentrennung : 0 8 0 9. .< <κ
Die κ -Werte kennzeichnen den mittleren Verlauf einer Trennung.

7. Trennprozesse
7-9
In Fällen, in denen die oberen und unteren Grenzen von Bedeutung sind, kann die in der Aufbereitungstechnik üblicher Trennschärfendefinition verwendet werden:
ExxM
t
t
= 90
10
,
,
(7.25) oder auch E x xM t t= −90 10, , (7.26)
7.2 Sieben und Klassieren Abb. 7-9 gibt einen Überblick zu den in der Praxis eingesetzten Klassiermaschinen.
Siebklassierer Stromklassierer
Sichter Nassstromklassiererunbewegte Rosteund Siebe
Siebmaschinen
feste Roste
feste Siebemit geraden undgekrümmtenTrennflächen
bewegte Roste
Trommelsiebe
Schwingsiebe
Wurfsiebe
Plan-Schwingsiebe
Siebkasten erregt
Siebbelag erregt
Stössel-Schwingsiebe
Spannwellen-Siebe
Kreis-Schwingsiebe
Ellipsen-Schwingsiebe
Linear-Schwingsiebe
Sonderformen
Schwerkraftsichter
Horizontalstromsichter
Aufstrom-(Gegenstrom-)Sichter
Gegenstrom-Umlenksichter
Zickzacksichter
Vibrator- und Pulsatorsichter
Zentrifugalkraftsichter
Streutellersichter
Sichter mit ruhendemSichtraum
Sichter mit umlaufen-dem Sichtraum
Schwerkraftklassierer
Horizontalstromklassierer
Aufstromklassierer
Mechanische Klassierer
Zentrifugalkraftklassierer
Bogensieb
bewegter Rost (Stangenrost)
Trommel- siebmaschine
Schwingsieb- maschine
Stössel- Schwingsieb
Schwerkraft- sichter (Aufstrom)
Zentrifugal- kraftsichter (Stabkorb)
Schwerkraft- klassierer
Zentrifugal- kraftklassierer (Dekanter)
Abb. 7-9: Einteilung der Klassiermaschinen [2, Einband].

7. Trennprozesse
7-10
7.2.1 Siebung Eine Trennung auf einem Sieb setzt für die das Sieb passierenden Partikel (Unterkorn) zwei Bedingungen voraus:
a) Die Partikel müssen auf dem Weg über das Sieb Gelegenheit erhalten sich über den Sieböffnungen einzuordnen (Auflockern von Schüttungen).
b) Eine ausreichend grosse Kraft muss die Partikel durch die Sieböffnungen fördern.
Relativbewegungen des Unterkorns zum Siebboden sind den jeweiligen Guteigenschaften anzupassen (Partikelgrössenverteilung, Oberflächenfeuchte etc.) und bei der kontinuierlichen Siebung mit der Transportbewegung zu kombinieren. Die Transportgeschindigkeit des Aufgabegutes und die Sieblänge bestimmen die für den Trennerfolg massgebliche Verweilzeit auf dem Siebboden. Partikel, die viel kleiner als die Siebweite sind, werden schon zu Beginn mit grosser Wahrscheinlichkeit ausgesiebt. Die Aussiebung der Partikel, die gerade noch das Sieb passieren können (Grenzkorn), ist schwieriger und bestimmt den Verlauf und die Trenngüte der Siebung. Wie man aus Abb. 7-10 ersieht, kann die Feststoffbewegung über das Sieb auf verschiedene Arten erfolgen. Das Material kann sowohl über feste Siebe und Roste rutschen, auf beweglichen Rosten bewegt, in Trommeln umgewälzt oder auf Wurfsiebe oder mit Stösseln erregten Plansieben weiterbewegt werden. Häufig angewendet werden Wurfsiebe. Feste Roste Siebmaschinen Strömungssiebe Roste Wälzsiebe Wurfsiebe Plansiebe
Abb. 7-10: Einteilung der Ausrüstung zum Siebklassieren nach Siebgutbewegung [5, S. 155].

7. Trennprozesse
7-11
Zur Charakterisierung der Beschleunigungs- und Bewegungsverhältnisse werden folgende dimensionslose Kennzahlen benutzt: Maschinenkennzahl K (oder Froude-Zahl): Sie wird aus dem Verhältnis der am Antrieb wirkenden Beschleunigungen zur Schwerebeschleunigung gebildet
K rg
=ω 2
(7.27)
wobei ω die Winkelgeschwindigkeit der Antriebswelle und r der Radius der Exzenterbewegung ist. Die Maschinenkennzahl K ist ein Mass für die dynamische Beanspruchung der Siebmaschinen. Sieb- oder Wurfkennzahl KV : Sie wird aus dem Verhältnis der maximal auftretenden Beschleunigung senkrecht zum Sieb aS,max und der Komponente der Schwerebeschleunigung senkrecht zum Sieb g cosβ gebildet:
KagV
S= ,max
cosβ (7.28)
Die Sieb- oder Wurfkennzahl KV charakterisiert die Beschleunigung des Siebgutes: KV > 1 : Abheben der Partikel 1 5 2 5. .< <KV : Schonendes Sieben KV → 8 : Schwieriges Sieben Als Regel gilt für Siebungen mit weiter Sieböffnung : tiefe Schwingungszahlen, grosse Amplitude kleine Sieböffung : hohe Schwingungszahlen, kleine Amplitude Die Wahrscheinlichkeit p , dass eine Partikel bei senkrechtem Auftreten ein Sieb ungehindert passiert ist vom Partikeldurchmesser d P , der Öffnungsweite des Siebs w und der Drahtstärke des Siebs s abhängig (s. a. Abb. 7-11a):
pw dw s
ww s
dw
P P=−+
⎛⎝⎜
⎞⎠⎟
=+
⎛⎝⎜
⎞⎠⎟
−⎛⎝⎜
⎞⎠⎟
2 2 2
1 (7.29)

7. Trennprozesse
7-12
Die Wahrscheinlichkeit des Durchgangs hängt von der offenen Siebfläche (1. Faktor) und von der relativen Grösse der Partikel d wP ab. Die Gleichung (7.29) gibt einen idealisierten Fall wieder. Sie beinhaltet z. B. nicht den Fall einer Partikel, die beim Auftreffen auf den Siebdraht so abgelenkt werden, dass sie das Sieb noch passieren (Abb. 7-11b). Bei kontinuierlicher Siebung mit schrägem Auftreffen der Partikel auf das Sieb hängt die Wahrscheinlichkeit für ein Passieren zusätzlich vom Auftreffwinkel ab (Abb. 7-11c).
s dP
(w-dP)
(w+s)
a) b) c)
Abb. 7-11: Partikeldurchgang durch ein Sieb (nach [5, S. 157]). a) Zur Ableitung der Wahrscheinlichkeit für das ungehinderte Passieren. b) Bewegung einer Partikel nach Auftreffen auf den Siebdraht. c) Auswirkung unterschiedlicher Auftreffwinkel.
Weitere Einflussfaktoren sind das Verstopfen von Sieböffnungen durch grössere Partikel oder Partikelagglomerate und die Feuchte des zu siebenden Gutes. Letztere kann die Beweglichkeit der Partikel erheblich einschränken und zur Bildung von Partikelagglomeraten führen. In der Abb. 7-12 sind spezifische Siebdurchsätze von Stösselschwingsieben, die für die kontinuierliche Feinsiebung geeignet sind, dargestellt. Bei diesen Siebmaschinen wird ein Siebboden (Gewebe) durch Stössel mit typischen Frequenzen von 25, 50 und 100 Hz zu Transveralschwingungen angeregt. Die Amplitude liegt bei Trennkorngrössen von 0.1-0.3 mm im Bereich von 0.1-0.4mm. Für Trennkorngrössen von 0.3-3mm Amplituden von 0.5-2mm üblich sind. Stösselschwingsiebmaschinen weisen eine im Vergleich zu anderen Schwingsiebmaschinen hohe spezifische Durchsätze auf. Sie zeigen dabei allerdings eine starke, von den Materialeigenschaften abhängige Abnahme der Siebleistung bei kleinerer Trennkorngrösse.

7. Trennprozesse
7-13
Abb. 7-12: Spezifischer Durchsatz auf Stössel-schwingsieben in Ab-hängigkeit von der Trennkorngrösse dT bei Trockensiebung (bezo-gen auf 1.5m Sieblänge) [5, S. 163].
7.2.2 Stromklassieren Beim Klassieren mittels eines strömenden Fluids wird zwischen trockener Klassierung (Windsichtung) und nasser Klassierung (Hydroklassierung) unterschieden. Das dem Klassierer aufgegebene Teilchenkollektiv nennt man Klassiergut. Es wird in Grob- (Unterlauf, Sände) und Feingut (Überlauf, Schlämme) getrennt. Die Klassierapparate lassen sich nach der Bewegung des Grobgutes im Klassierraum einteilen. Bewegt es sich im wesentlichen quer zur für die Trennung massgeblichen Fluidströmung handelt es sich um eine Querstromklassierung. Bei einer der Fluidströmung entgegengesetzten Bewegung des Grobgutes wird von einer Gegenstromklassierung gesprochen. Im Schwerefeld wird speziell zwischen der Horizontalstromklassierung und der Aufstromklassierung unterschieden.

7. Trennprozesse
7-14
7.2.3 Windsichten Die Einzelschritte einer Trennung durch Windsichten sind in Abb. 7-13 skizziert.
Aufgabegut
Dosieren
Dispergieren
Aufgeben
Trennen
Grobgut
Feingut+Luft
Abscheiden
Feingut
Abscheiden
Feingut
FI
FI
Abb. 7-13: Verfahrensschritte des Windsichtens [3]. Wichtig für ein gutes Trennergebnis sind die konstante Dosierung und gute Dispergierung des trennenden Stoffes im Aufgabeluftstrom des Sichters. Dies hat je nach Material und Anwendungsfall zu unterschiedlichen Bauarten geführt von denen Abb. 7-14 eine Übersicht zeigt. Die Sichtwirkung, beschrieben über die Trennkurven, ist bei den einzelnen Bauarten sehr unterschiedlich. Abb. 7-15 zeigt einige Trennkurven für verschiedene grosstechnische Umluftsichter.

7. Trennprozesse
7-15
Abb. 7-14: Übersicht über Sichterbauarten [2, S. 347]. a), b) Schwerkraftsichter; c) bis k) Zentrifugalkraftsichter 1 Horizontalstrom-(Querstrom-)Sichter, 2 Aufstrom-(Gegenstrom-)Sichter, 3 u. 4 Wirbelsichter, 5 Durchfluss-(Strom-)Sichter, 6 Finger-(Durchfluss-)Sichter, 7 u. 8 Stabkorb-(Durchfluss-)Sichter, 9 Umluftsichter mit Streuteller, 10 Zyklon-Umluftsichter mit Streuteller
Abb. 7-15: Trennkurven von Umluftsichtern [3]. Zur Gruppe der Gegenstrom-Fliehkraftsichter gehört der in Abb. 7-16 skizzierte Spiralwindsichter nach Rumpf. Die Trennzone besteht aus einer flachen, zylindrischen Trennkammer der Höhe H . Die Sichtluft wird von aussen durch einen verstellbaren Leitschaufelkranz angesaugt. In der Trennzone stellt sich die Spiralströmung ein, die sich durch Überlagerung einer Senkenströmung und einer freien Wirbelströmung ergibt.

7. Trennprozesse
7-16
Aufgabegut
Luft
Luft u. Feingut
H
Leitschaufel
ctan
urad
wbtR
Stromlinie
Grobgut
Abb. 7-16: Schema einer Spiralwindsichtung (nach [3]).
Das Kräftegleichgewicht für ein kugelförmiges Grenzkorn des Durchmessers xt und der Dichte ρP lautet im Bereich ReP ≤ 1 :
π
ρ π ηx
b x utP L t rad
3
63= (7.30)
⇒ ux b
w w bgrad
P t
Lbt gt= = =
ρη
2
18 (7.31)
Dabei ist wbt die Sinkgeschwindigkeit im Fliehkraftfeld, wgt die Sinkgeschwindigkeit im Schwerefeld, b die auf das Partikel wirkende Beschleunigung und urad die Radial-Komponente der Fluidgeschwindigkeit. Mit der von der Tangential-Komponente der Partikelgeschwindigkeit ctan abhängigen Beschleunigung b
bcR
= tan2
(7.32)

7. Trennprozesse
7-17
und der Radial-Komponente der Fluidgeschwindigkeit urad
u VRHrad = 2π
(7.33)
ergibt sich die Sinkgeschwindigkeit des Grenzkorns wgt zu
wx g g V
H cg Ru
cgtP t
L
rad= = =ρ
η π
2
2 218 2 tan tan
(7.34)
Man sieht, dass sich wgt durch Ändern des Luftdurchsatzes V und der Tangential-Partikelgeschwindigkeit ctan ändern lässt. Wie beim Zyklonabscheider ändert sich die Sinkgeschwindigkeit wgt der Trenngrenze wegen tanV c∝ umgekehrt proportional zu V :
w xVgt t∝ ∝2 1 (7.35)
Die Partikelgeschwindigkeit ctan auf dem Radius R unterscheidet sich von der Umfangsgeschwindigkeit der Strömung utan . Für die Spiralströmung gilt für die Änderung von utan mit dem Radius r : u r constm
tan = (7.36)
Der Exponent m ist von den Strömungsbedingungen der Trennzone abhängig: reibungsfreie Strömung : m = 1 reibungsbehaftete Strömung : 0 5 0 85. .≤ ≤m erzwungene Wirbelströmung, Starrkörperwirbel : m = −1 Der Verlauf der Spiralströmung ist sowohl von der Gutbeladung als auch von der Partikelgrössenverteilung des Aufgabegutes abhängig. Damit unterliegt auch der Exponent m diesen Einflüssen. Allgemein gilt für die Tangential-Komponente der Partikelgeschwindigkeit ctan :
( )c fuu
MM
Q xrad
S
LAtan
tan , ,=⎛
⎝⎜
⎞
⎠⎟ (7.37)

7. Trennprozesse
7-18
Wegen dieser komplexen Abhängigkeiten ist Glg. (7.34) für exakte Berechnungen nicht geeignet, sie gibt jedoch die prinzipiellen Zusammenhänge wieder.
Abb. 7-17: Schema einer Querstrom-Umlenk-sichtung [3].
Abb. 7-18: Charakteristik eines Querstrom-Umlenksichters [3]. Für hohe Trennleistungen ist der Querstrom-Umlenksichter, dessen Prinzip in Abb. 7-17 dargestellt ist, besonders gut geeignet. Dieser Sichter erlaubt Trenngrössen bis zu 1μm. Die Abb. 7-18 zeigt die Trenncharakteristik eines Querstrom-Umlenksichters. Man erkennt aus den auch im Bereich kleiner Trennkorngrössen steil verlaufenden Trennkurven die hohe Leistungsfähigkeit dieses Prinzips. 7.3 Sortieren Für eine Sortierung können verschiedene Dispersitätsgrössen verwendet werden. So wird etwa bei der Glastrennung eine Sortierung nach der Glasfarbe vorgenommen. Die gängigsten Grössen sind die jedoch die Dichte, das magnetische bzw. elektromagnetische Verhalten sowie Benetzungseigenschaften.

7. Trennprozesse
7-19
7.3.1 Trennung nach der Dichte In Suspensionen kann eine Trennung durch Schwimm-Sinkscheidung erfolgen. Man unterscheidet dabei nach der wirkenden Feldkraft zwischen Schwerkraftscheidern und Zentrifugalscheidern. Letztere ähneln stark den Hydrozyklonen in der Feststoff/Flüssigkeits-Trennung. Abb. 7-19 zeigt einen Tri-Flo-Scheider neuerer Bauart mit hoher Trennschärfe für Schwertrübe-Zentrifugaltrennung.
Abb. 7-19: Tri-Flo-Scheider.
Zu den Dichtetrennungen gehören auch die Setzapparate, bei denen durch ein Fluid ein Gut in Zonen niederer und höherer Dichte geschichtet wird, sowie die Rinnen, bei denen Auftriebskräfte für die Dichtesortierung durch die Turbulenz einer Strömung aufgebracht wird (s. z. B. [5, Kap. 5.3.1.2 und 5.3.1.3]). 7.3.2 Trennung nach magnetischen und elektromagnetischem Verhalten Das Wirkprinzip der Trennung nach magnetischen Verhalten ist in Abb. 7-20 skizziert. Es basiert auf Unterschieden der magnetischen Suszeptibilität der Aufgabegüter. Die Trennapparate sind überwiegend nach dem Konzept der Querstromtrennung aufgebaut. Abb. 7-21 zeigt das Wirkprinzip der Trennung nach elektrischem Verhalten. Es basiert sowohl auf unterschiedlicher Grösse als auch auf unterschiedlichem Vorzeichen der erzeugten elektrischen Ladung beim Aufgabegut. Die Ladung hängt dabei je nach Aufladungsvorgang von der Dielektrizitätskonstante oder der elektrischen Leitfähigkeit ab, wobei vorwiegend die

7. Trennprozesse
7-20
Eigenschaften der Partikeloberfläche massgeblich sind. Die Oberflächeneigenschaften können gezielt, aber auch ungewollt verändert werden (z. B. Adsorption, Verschmutzung, Feuchte) womit sich das Trennverhalten des Apparates ebenfalls ändern kann.
a) b) c)
Abb. 7-20: Wirkprinzip der Trennung mit magnetischen Feldern [5, S. 189]. a) Ablenksortierung (Trommelmagnetscheider mit oberer Aufgabe) b) Aushebesortierung (Trommelmagnetscheider mit unterer Aufgabe) c) Rückhaltesortierung (Plattenmagnetabscheider) A: Aufgabe, F: Magnetkraft, M: magnetisches Produkt, UM: unmagnetisches Produkt
a) b) c)
Abb. 7-21: Wirkprinzip der Trennung mit elektrischen Feldern [5, S. 195]. a) Ablenksortierung auf einem elektrostatischen Walzenscheider b) Ablenksortierung in einem elektrostatischen Kammerscheider c) Ablenksortierung auf einem Korona-Walzenscheider A: Aufgabe, B: Bürste, E: elektrische Gegenelektrode, HL: Halbleiter, K: Koronaelektrode, L: Leiter, NL: Nichtleiter, PL: Plattenelektrode, W: Walzenelektrode
Comment [I1]:

7. Trennprozesse
7-21
7.3.3 Trennung durch Flotieren Die abzutrennende Partikel haften durch Oberflächenkräfte an Fluidteilchen (Gasblasen, Öltropfen). Ihre Dynamik im Trennraum wird von den Eigenschaften der gebildeten Aggregate bestimmt. Es handelt sich beim Flotieren um eine Heterokoagulationstrennung.
wässrige Lösung
Zugabe von Flotationshilfsmittel
Taubgestein-Partikel
Wertstoff-Partikel
Luftblase
sedimentiert
schwimmtauf
Abb. 7-22: Wirkprinzip der Flotation.
Die Technik der Flotation ist von grosser praktischer Bedeutung. Flotationsvorgänge arbeiten im Fein- bis Feinstkornbereich und werden z. B. bei der Trennung von Erzen eingesetzt. Auch in der Abwasserreinigung sind Flotationsverfahren gängig. So werden etwa feinste Öltröpfchen und Schmutzteilchen im Abwasser an feine Gasblasen angelagert und schwimmen mit diesen an die Oberfläche, wo sie eine Schaumschicht bilden, die abgeschöpft werden kann. Die Begasung der Flotationsräume erfolgt entweder über Begasungsrührer (Abb. 7-23) oder bei hohen Durchströmungsgeschwindigkeiten über Begasungsreaktoren (Abb. 7-24). Feine Bläschen werden auch durch das Lösen von Luft in Wasser und anschliessender Entspannung erzielt Die Auswahl geeigneter Flotationshilfsmittel (anionen- oder kationenaktive Sammler), die die Anlagerung von Teilchen und Blasen begünstigen, ist für das Flotationsergebnis von grosser Bedeutung.

7. Trennprozesse
7-22
Abb. 7-23: Begasungsrührer in einer Flotationszelle.
Abb. 7-24: Begasungsreaktor einer Flotationszelle.

7. Trennprozesse
7-23
7.4 Symbole aS,max m/s2 maximale Beschleunigung senkrecht zum Sieb
b m/s2 Beschleunigung Partikel
c m/s Partikelgeschwindigkeit
ctan m/s Tangentialkomponente Partikelgeschwindigkeit
d P m Partikeldurchmesser
dT m Trennkorngrösse
EM - Trennschärfe der Aufbereitungstechnik
f - Feingutmengenanteil
g - Grobgutmengenanteil
g m/s2 Erdbeschleunigung
H m Höhe
K - Maschinenkennzahl
KV - Sieb- oder Wurfkennzahl
m - Exponent
M - Menge
MA - Menge Aufgabegut
MF - Menge Feingut
MG - Menge Grobgut
ML kg/s Masssenstrom Luft
MS kg/s Massenstrom Feststoff
p - Durchtrittswahrscheinlichkeit Siebung
q 1/m Verteilungsdichte
qA 1/m Mengenverteilungsdichte Aufgabegut
qF 1/m Mengenverteilungsdichte Feingut
qG 1/m Mengenverteilungsdichte Grobgut
Q - Mengenverteilungssumme
QA - Mengenverteilungssumme Aufgabegut
QF - Mengenverteilungssumme Feingut

7. Trennprozesse
7-24
QG - Mengenverteilungssumme Grobgut
r m Radius
R m Radius Grenzkorn
ReP - Reynolds-Zahl Partikel
s m Drahtstärke Sieb
( )T x - Trennkurve, Trompsche Kurve
u m/s Fluidgeschwindigkeit
urad m/s Radialkomponente Fluidgeschwindigkeit
utan m/s Tangentialkomponente Fluidgeschwindigkeit,
Umfangsgeschwindigkeit des Fluids
V m3/s Volumenstrom
w m Siebweite
wbt m/s Sinkgeschwindigkeit im Fliehkraftfeld
wgt m/s Sinkgeschwindigkeit im Schwerkraftfeld
x m Partikelgrösse
xa t, m analytische Trenngrenze
xmax m maximale Partikelgrösse
x Fmax, m maximale Partikelgrösse Feingut
xmin m minimale Partikelgrösse
x Gmin, m minimale Partikelgrösse Grobgut
xt m Trenngrenze, Grenzkorngrösse
x t50, m präparative Trenngrenze
β - Winkel
ηL kg/(ms) dynamische Viskosität Luft
κ - Trennschärfe
ρP kg/m3 Partikeldichte
ω 1/s Winkelgeschwindigkeit

7. Trennprozesse
7-25
7.5 Literatur [1] DIN 66142 [2] Höffl, K.; Zerkleinerungs- und Klassiermaschinen, Springer, Berlin, 1986 [3] Leschonski, K.; Die Technik des Windsichtens, Preprints GVC-Tagung Technik der
Gas/Feststoff-Strömung, Köln 1986, VDI-Verlag, Düsseldorf, 1986 [4] Löffler, F.; Raasch, J.; Grundlagen der Mechanischen Verfahrenstechnik, Vieweg, Braunschweig, 1992 [5] Schubert, H.; Heidenreich, E.; Liepe, F.; Neeße, T.; Mechanische Verfahrenstechnik, 3. Auflage, Verlag für Grundstoffindustrie, Leibzig, 1990

8. Mechanische Flüssig/Feststofftrennung
8-1
8. Mechanische Flüssig/Feststofftrennung Bei der mechanischen Trennung von Feststoffen und Flüssigkeiten kann sowohl die Gewinnung der Flüssigkeit als auch des Feststoffs das Hauptziel sein: Weitestgehende Abtrennung der Flüssigkeit vom Feststoff : Je nach Anforderung an den Flüssigkeitsgehalt des zu gewinnenden Feststoff handelt
es sich um eine Eindickung oder sogar um eine Entfeuchtung Vollständige Entfernung des Feststoffes aus der Flüssigkeit: In diesem Fall spricht man von einer Klärung. Diese Prozessziele können bei einer vorgegebenen Fest/Flüssigsuspension meist nur durch Hintereinanderschalten verschiedener Entwässerungsstufen vollständig durchgeführt werden. Die Wahl des Trennsystems ist stets stark abhängig vom Partikeldurchmesser des Feststoffs. Die Schwierigkeit der schnellen und vollständigen Trennung nehmen stark mit abnehmendem Partikeldurchmesser zu. So kann grober Kies der Partikelgrösse d50 3 10, = mm leicht unter Schwereeinfluss entwässert werden, indem er auf einem Sieb zu einem Haufwerk geschüttet oder in einem Bunker gelagert wird. Feiner Streusand der Partikelgrösse d50 3 200, = μm hält dagegen aufgrund von Kapillarkräften grosse Feuchtigkeitsmengen fest. Andererseits sedimentiert dieser Sand aus einer Suspension z. B. in einem Eindicker unter Schwerkraftwirkung schnell aus. Feine Tonteilchen mit der Partikelgrösse d50 3 1, = μm benötigen dagegen in einem Eindicker unter Schwerkrafteinwirkung wegen ihrer geringen Sinkgeschwindigkeit wesentlich längere Klärzeiten. Die Klärung wird überwiegend bei Suspensionen niedriger Feststoffgehalte eingesetzt. Je nach gefordertem Reinheitsgehalt der Klärflüssigkeit genügt die Einschaltung eines Kläreindickers bei nicht zu hohem Reinheitsanforderungen (z. B. Prozesskreislaufwasser) oder es muss eine Anschwemmfiltration eingesetzt werden (z. B. Klärung von Obstsaft, Abtrennung von Teer aus flüssigem Schwefel). Die Fest/Flüssigtrennung zum Zwecke der Eindickung kann bei mehr oder weniger hohen Feststoffkonzentrationen beginnen und läuft meist über die Prozessstufen der Sedimentation und Filtration. Die Abb. 8-1 zeigt eine Übersicht beider Prozesse sowie der in ihnen genutzten Kraftfelder und Apparate. In Abb. 8-2 sind die gängigsten Apparatetypen und ihre Wirkprinzipien zusammengestellt.

8. Mechanische Flüssig/Feststofftrennung
8-2
Prozess Kraftfeld Apparat
Sedimentation
Schwerkraft
Zentrifugalkraft
Kläreindicker
Hydrozyklon
Vollmantel-Zentrifuge
Entwässerungssiebe
Entwässerungsbunker
offene Sandfilter
Druckfilter
Vakuumfilter
Schwerkraft
Druckkraft
Zentrifugalkräfte
Filtration
Hyperbar-Filter
Druckzentrifuge
Vakuumzentrifuge
Hyperbar-Zentrifuge Abb. 8-1: Übersicht der Prozesse, Kraftfelder und Apparate bei der Fest/Flüssigtrennung. (hyperbar = Kombination von Vakuum und Druck) Prozess-gruppe
Sedimentaion Filtration Tropfenabscheidung
Wirkendes Kraftfeld
Schwerkraft Zentrifugal-kraft
Schwerkraft Druckkräfte Zentrifugal-kräfte
Trägheits-kräfte
Zentrifugal-kraft
Elektrische Kräfte
Apparate-beispiel
Kläreindicker Vollmantel-zentrifuge, Hydrozyklon
Entwässerungmit Sieben und Bunker, offene Sandfilter
Druckfilter, Vakuumfilter
Filterzentri-fugen
Drahtgestrickpackete, Lamellen-abscheider
Zyklone Platten-elektrofilter
Wirkprinzip
Abb. 8-2: Übersicht zum mechanischen Flüssigkeitsabtrennen und Klären [8, S. 202].

8. Mechanische Flüssig/Feststofftrennung
8-3
Oft ist die Fest/Flüssigtrennung damit nicht beendet, sondern die durch mechanische Trennung nicht mehr entfernbare Restfeuchte muss durch thermische Verfahren wie der Trocknung entfernt werden. Abb. 8-3 zeigt die Grössenordnung der spezifische Energieverbräuche und Kosteneinheiten für die Entwässerung, wie sie für feinkörnige Feststoffe typisch sind.
Abb. 8-3: Abhängigkeit der Entwässerungskosten vom Restwassergehalt bei der Entfernung von Wasser aus Suspensionen feinkörniger Feststoffe (nach [5]). Zwischen den spezifischen Energieverbräuchen der Sedimentation und Klärung von 25-35% Feuchtigkeit, der Filtration und des Zentrifugierens auf 8-15% Feuchtigkeit sowie der anschliessenden Resttrocknung liegen jeweils 2 Grössenordnungen (Faktor 100). Um den energetisch sehr teuren Schritt der Trocknung energiewirtschaftlich und kostenmässig günstiger zu gestalten, versucht man heute die mechanische Entwässerung durch ausgeklügelte Druck- und Druckpressfiltration oder durch Optimierung der Entfeuchtungsvorgänge im Filterkuchen zu niedrigeren Restfeuchten auszuweiten. Ferner können durch die Wahl geeigneter Partikelgrössen im Prozessablauf wie z. B. bei der Kristalisation, die mechanische Entwässerung begünstigt und dadurch Kosten gesenkt werden. Die Wahl der Entwässerungseinrichtung hängt also vom Feststoffgehalt der Ausgangssuspension und von der Teilchengrösse des zu entwässernden Feststoffes ab. Ein

8. Mechanische Flüssig/Feststofftrennung
8-4
Kennfeld mit Angaben zu Anwendungsbereichen typischer Apparate, wie es in Abb. 8-4 gezeigten ist, hilft wesentlich bei der Auswahl der geeigneten Aggregate.
Abb. 8-4: Kennfelder von Entwässerungs-apparaten [11, S. 239]. ϕ: Feststoffkonzentration
Neben dem Kläreffekt und dem Entfeuchtungsvermögen sind für Entwässerungsaggregate auch die Möglichkeit des Waschens der Filterkuchen zum vollständigen Trennen einer unerwünschten Flüssigkeitskomponente durch Verdünnen und Verdrängen und die Möglichkeit zur schonenden Behandlung des Feststoffes von Bedeutung. Tabelle 8-1 gibt einen Überblick der Eignungsbereiche der verschiedenen Entwässerungsapparate und eine Bewertung nach den vier Eignungskriterien.

8. Mechanische Flüssig/Feststofftrennung
8-5
Tab. 8.1: Eignung verschiedener Entwässerungsapparate (nach [11, S. 239]). Apparate- gruppe
Klär- effekt
Entfeuchtungs-
vermögen
Wasch- eignung
Feststoff- schonung
Partikel- grösse / μm
Feststoff- konzentration
Absetzapparate 2 4 5 - 1 - 100 (0.1 - 600)
0.3 - 50 (0 - 50)
Hydrozyklone 3 4 3 3 3 - 50 (0.5 - 300)
3 - 25 (0.1 - 35)
Schüttgutfilter 1 3-4 - 1 ohne Einschr. 0.2 - 0.04 (0 - 0.2)
Siebfilter 3 4 3 1 100 - 10000 (ab 5)
0.9 - 0.1 (ab 0)
Saugfilter 1-2 3 1 1 2 - 600 (0.1 - 80000)
1 - 30 (0 - 70)
Kapillarfilter 2 1-2 - 1 2 - 100 (0.1 - 500)
4 - 30 (1 - 90)
Druckfilter 1-2 2 2 2 1 - 50 (0.1 - 1000)
0.5 - 40 (0.002 - 30)
Sedimentier- zentrifugen
1-3 2-4 5 3-4 0.1 - 1000 (0 - 20000)
0.1 - 30 (0 - 60)
Filtrier- zentrifugen
1-5 1 2 2-4 2 - 3000 (0.1 - 4000)
6 - 80 (0.3 - 90)
Auspress- apparate
3 2 4 4 0.5 - 500 (0.1 - 1000)
10 -40 (1 - 80)
1: sehr gut, 2: gut, 3: ausreichend, 4: noch tragbar, 5: unbefriedigend
ohne Einschr. = ohne Einschränkung; Werte in Klammern: maximaler Bereich 8.1 Sedimentieren Absetzen unter Schwer- oder Zentrifugalkraftwirkung erzeugt einen Dickschlamm, der wie die geklärte Flüssigkeit kontinuierlich oder diskontinuierlich abgezogen wird. 8.1.1 Schwerkrafteindicker Man unterscheidet die Fälle der Einzelteilchensedimentation und der Zonensedimentation. Die Einzelteilchensedimentation tritt auf, wenn feine Teilchen in niedriger Feststoffkonzentration gleichmässig dispergiert sind. Bei ihr bestimmt die stationäre Absetzgeschwindigkeit der Teilchen die Apparategrösse.

8. Mechanische Flüssig/Feststofftrennung
8-6
Abb. 8-5: Teilprozesse in einem Rundeindicker [8, S. 203].
Im Gültigkeitsbereich des Stokes’schen Widerstandsgesetzes erreichen absinkende Partikel in sehr kurzer Zeit (Grössenordnung tausendstel Sekunden) die stationäre Sinkgeschwindigkeit vt (terminal velocity). Für den Fall des kleinsten nicht mehr sedimentierenden Grenzkorns des Durchmessers dt muss die nach unten gerichtete Sinkgeschwindigkeit ( )v dt t gleich der nach oben gerichteten, aus dem Volumenstrom der Flüssigkeit Vl und der Querschnittsfläche Aquer zu bildenden mittleren und als gleichmässig angenommenen Durchströmungs-geschwindigkeit des Kläreindickers sein:
( )v dV
At tl
quer
= (8.1)
Daraus ergibt sich die benötigte Klärfläche:
( ) ( )
AV
v dV
d gquerl
t t
l l
P l t
= =−
182
ηρ ρ
(8.2)
Bei der Anwendung von Glg. (8.1) und (8.2) sollte man die Geschwindigkeit mit einem empirischen Zuschlag von 50% versehen, da die Teilchen sich im Schwarm gegenseitig behindern (vgl. auch Kap. 5.4.1). Aus Glg. (8.2) sieht man, dass die Eindickerfläche umgekehrt proportional quadratisch mit der kleinsten zu sedimentierenden Partikelgrösse anwächst. Durch Zugabe von Flockungsmitteln lassen sich speziell die feinsten Partikel zu grösseren Aggregaten koagulieren bzw. „flocken“. Damit lässt sich die Eindickerleistung merklich steigern. Bei starker Flockung und hohen Feststoffkonzentrationen kommt man in den Bereich der Zonensedimentation. Die Eindickerauslegung erfolgt dann über Absetzversuche in einem Messzylinder (Abb. 8.6), bei denen Absetzkurven bestimmt werden (Abb. 8-7 und Abb. 8-8). Für die Auslegung existieren verschiedene, sich in den vereinfachenden Annahmen unterscheidende Methoden (s. z. B. [8, S. 205-214]).

8. Mechanische Flüssig/Feststofftrennung
8-7
Abb. 8-6: Absetzversuch im Messzylinder [8, S. 206]. A Klarflüssigkeitszone B Sedimentationszone C Übergangszone D Kompressionszone E Schicht grober Körner Ko Kompressionspunkt
Abb. 8-7: Absetzkurve für eine geflockte Suspension [8, S. 207].
Abb. 8-8: Typische Verläufe von Absetzkurven [8, S. 207]. a) Dicktrübe, geflockt oder nicht ungeflockt b) Trübe mittlerer Konzentration, geflockt oder ungeflockt, mit Anlaufperiode c) wie b), aber ohne Anlaufperiode d) Dünntrübe, geflockt e) Dünntrübe, ungeflockt Ko Kompressionspunkt

8. Mechanische Flüssig/Feststofftrennung
8-8
8.1.2 Hydrozyklone Beim Hydrozyklon bewegt sich die durch eine Pumpe über eine Einlaufdüse in den kreisförmigen Abscheideraum vom Radius R mit der Geschwindigkeit u gepumpte Suspension in Form eines Potentialwirbels mit einem wasserfreien Kern, der Trombe.
Abb. 8-9: Hydrozyklon [3, S. 369] 1: Trübezulauf; 2: Feinguttrübe-Überlaufrohr; 3: Gummidüse; 4: Druckluftkanal zur Einstellung von 3; 5: Grobgutaustrag (Unterlauf); 6: Verschleisselemente aus Gummi; 7 Wirbelströmung mit Luftkern
Die Zentrifugalbeschleunigung b1
b uR1
2
= (8.3)
treibt die Partikel zur Behälterwand. Der Primärwirbel transportiert Partikel in schraubenförmigen Bahnen zur Schlammaustrittsöffnung. Die geklärte Flüssigkeit strömt auf einer inneren Schraubenbahn, dem Sekundärwirbel, im axialen Gegenstrom zum Primärwirbel zur zentralen Überlaufdüse (entspricht dem Tauchrohr beim Gaszyklon). Näherungsweise gilt für die Umfangsgeschwindigkeit des Sekundärwirbels u0 und den Radius des Sekundärwirbels r0 : u r u R0
20
2= (8.4)

8. Mechanische Flüssig/Feststofftrennung
8-9
Daraus ergibt sich für den Innenwirbel die Beschleunigung b2 :
bur
u Rr2
02
0
2
02= = (8.5)
Ferner gilt für das Beschleunigungsverhältnis
bb
Rr
2
1 0
2
=⎛
⎝⎜
⎞
⎠⎟ (8.6)
Die Beschleunigungserhöhung im Sekundärwirbel ( b b2 1>> ) verhindert die Rückvermischung bereits abgeschiedener Partikel. Deshalb kann der Schlammstrom auch einfach über den Konus durch die zentrale Apexdüse abgezogen werden. Der Mittelwert der Beschleunigung nach Glg. (8.3) und Glg. (8.5) ist näherungsweise
b ur
=2
0
oder buR
= 02
(8.7)
Bis auf Reibungsdruckverluste wird der Druckabfall des Hydrozyklons zum Aufbau der Geschwindigkeit u0 umgesetzt:
u p
l0
2=
Δρ
(8.8)
Damit wird die mittlere Beschleunigung b nach Glg. (8.7)
b pRl
=2Δρ
(8.9)
oder das hier speziell als Schleuderziffer z bezeichnete Lastvielfache mit D R= 2
z bg
pg Dl
= =4Δρ
(8.10)
Andererseits beträgt der Druckverlust in Höhe H der Flüssigkeitssäule
H pg l
=Δρ
(8.11)

8. Mechanische Flüssig/Feststofftrennung
8-10
und damit
z HD
= 4 (8.12)
Die Trennkorngrösse des Zyklons errechnet sich unter Anwendung des Stokes’schen Widerstandsgesetzes zu
( ) ( )v d
d g zt t
t P l
l
=−2
18ρ ρ
η (8.13)
⇒ ( )
dv
g ztl t
P l
=−
18 ηρ ρ
(8.14)
Mit Einführen der aus dem Volumenstrom V und der zylinderförmigen Klärfläche Aquer gebildeten Klärflächenbelastung q
q VA
D g HD L
DL
g Hquer
= ∝ =2
(8.15)
ergibt sich aus der Gleichgewichtsbedingung für das Grenzkorn ( )v d qt t = (8.16) sowie unter Verwendung von Glg. (8.12) aus Glg. (8.14) die Beziehung
( )
d DL Ht
l
P l
∝−η
ρ ρ1
4 (8.17)
bzw. für geometrisch ähnlich gebaute Hydrozyklone mit L D∝
( )
d DHt
l
P l
∝−η
ρ ρ 4 (8.18)
Diese Formel nach Trawinski [10] ist nicht als Berechnungsformel zu gebrauchen, sondern zeigt nur die Haupteinflussgrössen auf. So ist die Abhängigkeit von der vierten Wurzel des Druckverlustes (beschrieben über H ) in der Praxis meist noch schwächer ausgeprägt, da mit zunehmendem Druck die Reibungsverluste zunehmen. Man kann aus Glg. (8.18) aber ersehen, dass hohe Zentrifugalbeschleunigungen und hohe Abscheidegrade mit grossem

8. Mechanische Flüssig/Feststofftrennung
8-11
Druckverlust (beschrieben über H ) und kleinen Durchmessern D zu erreichen sind. Ausserdem erkennt man, dass wegen der Proportionalitäten
d Dt ∝ und dHt ∝1
4
dabei die Herabsetzung des Durchmessers D wesentlich effektiver als die Erhöhung des Druckverlustes ist. Da hohe Drücke bei feststoffbeladenen Strömungen eine erhöhte Verschleissgefahr für Pumpen bergen, ist auch aus diesem Grund eine Verkleinerung von D zu bevorzugen. Ferner kann der Schluss gezogen werden, dass viele parallel geschaltete kleine Zyklone besser sind als wenige grosse (s. a. Abb. 8-10).
Abb. 8-10: Hydrozyklon-batterie zur Feststoffrück-gewinnung (Firmenschrift AKW).

8. Mechanische Flüssig/Feststofftrennung
8-12
8.1.3 Sedimentierzentrifuge In Abb. 8-11 sind verschiedenen Sedimentierzentrifugentypen nach Zulauf-, Ablauf- und Austragsart in einer Übersicht zusammengestellt.
Sedimentierzentrifugen
kontinuierlich diskontinuierlich
kontinuierlichkontinuierlich
diskontinuierlichkontinuierlich
diskontinuierlichdiskontinuierlich
Schnecken-Sedimentier-Zentrifuge Separator Separator
Zentrifugengruppe
Schn
ecke
n-K
egel
sedi
men
tier-Z
entri
fuge
,ke
gelig
e Tr
omm
el
Schn
ecke
n-K
egel
sedi
men
tier-Z
entri
fuge
,zy
lindr
.-keg
el. T
rom
mel
Schn
ecke
n-Zy
linde
rsed
imen
tier-Z
entri
fuge
Düs
ense
para
tor
Selb
sten
tsch
lam
men
der S
epar
ator
Ringkammer-zentrifuge
Rin
gkam
mer
-Zen
trifu
ge
Separator Zylinder-Sedimentier-Zentrifuge
Rin
gkam
mer
-Zen
trifu
ge
Steh
sedi
men
tierz
entri
fuge
Pend
else
dim
entie
rzen
trifu
ge
Schä
lsed
imen
tierz
entri
fuge
Roh
r-Se
dim
entie
rzen
trifu
ge
Zulauf
Sedim. AustragFugataustrag
Ausrüstungs-grundtyp
Ausführungs-form
Abb. 8-11: Einteilung der Sedimentierzentrifugen [11, S. 180]. Die Durchsatzleistung einer Sedimentierzentrifuge ergibt sich aus der Betrachtung der kleinsten abzuscheidenden Partikel. Sie muss solange in der Abscheidezone verweilen, bis sie von der Oberfläche zur Niederschlagsschicht gelangt. Für in Abb. 8-12 gezeigte Geometrie folgt daraus für die Verweilzeit der Suspension
τπ
=2 0L r h
Vm (8.19)
h0rm
L
Abb. 8-12: Sedimentationszentrifuge.

8. Mechanische Flüssig/Feststofftrennung
8-13
Andererseits gilt für die Absetzzeit einer sedimentierenden Partikel
thvt
= 0 (8.20)
mit ( )
vd g z
tt P l
l
=−2
18ρ ρ
η (8.21)
Aus der Bedingung τ = t (8.22) folgt für den Volumenstrom V = 2π L r vm t
( )
=−2
18
2π ρ ρ
η
L r d g zm t P l
l
(8.23)
8.2 Filtrieren Beim Filtrieren werden aus einer Suspension mit Hilfe eines Filtermittels (z. B. Tuch, Sieb oder auch Festbett) Feststoffe von einer Flüssigkeit abgetrennt. Der Fluidtransport durch das Filtermedium kann aufgrund unterschiedlicher Kräfte erfolgen:
Schwerkraft : Schwerkraftfiltration Unterdruck : Vakuumfiltration (Δp ≤ 0 5. bar) Überdruck : Druckfiltration (Δp = −1 25 bar) Zentrifugalkraft : Siebzentrifugen
Diese Kräfte können auch kombiniert genutzt werden (z. B. hyperbare Filtration: Kombination von Unter- und Überdruck [2], ev. zusätzlich zu Zentrifugalkraft [9].) Die Filtration wird nach den Mechanismen der Partikelabscheidung in zwei Grundtypen eingeteilt (s. a. Abb. 8-13): Oberflächenfiltration (als Kuchenfiltration oder Querstromfiltration) Tiefenfiltration Die Partikelabtrennung findet bei der Oberflächenfiltration an der Oberfläche des Filtermittels statt. Dies kann bei der Kuchenfiltration zum Aufbau einer Schicht aus bereits

8. Mechanische Flüssig/Feststofftrennung
8-14
abgeschiedenen Partikeln, dem Filterkuchen, führen. Die Partikelabtrennung erfolgt dagegen bei der Tiefenfiltration im Filtermedium. Die Partikel lagern sich in den Hohlräumen des Filtermediums, häufig auch unter Wirkung von Adsorption, ab.
Kuchenfiltration Querstromfiltration Tiefenfiltration
Filtratstrom
Suspensionsstrom
Filterkuchen
Filtermedium
Abb. 8-13: Filtrationsgrundtypen. Als Beispiel für die Beschreibung von Filtrationsvorgängen wird im nächsten Kapitel die Kuchenfiltration behandelt. An die Aufkonzentrierung des Feststoffes folgt oft nach Reinigung durch einen Waschvorgang die Entfeuchtung des Filterkuchens. Dabei treten Grenzflächen zwischen einem Gas und einer Flüssigkeit auf. Da diese Grenzflächen Einfluss auf die Druckverteilung und damit auf die Möglichkeit der mechanischen Entfeuchtung haben, wird zunächst auf den Kapillardruck eingegangen und dann der Entfeuchtungsvorgang eines Filterkuchens behandelt. Andere Filtrationsverfahren wie die Querstromfiltration und Tiefenfiltration sind in der Literatur beschrieben (z. B. [11, Kap. 7]). Für besonders kleine Partikel (<1μm) wird die Mikro- und Ultrafiltration verwendet, bei der spezielle, membranartige Filtermittel eingesetzt werden. Neben der rein mechanischen Rückhaltefunktion spielen dabei mit abnehmender Partikelgrösse Adsorptions- und Lösungseigenschaften eine zunehmende Rolle. Diese Filtrationstechniken stellen somit die Brücke zu den thermischen Trennverfahren dar. 8.2.1 Filtergleichung der Kuchenfiltration Bei der Kuchenfiltration wird der Feststoff aus dem Filtranden auf einem relativ dünnen Filtermittel als langsam anwachsende Schicht, dem Filterkuchen, abgelagert. Die Feststoffpartikel werden also im ersten Moment auf dem Filtermittel, später aber auf dem Filterkuchen abgeschieden.

8. Mechanische Flüssig/Feststofftrennung
8-15
Für die Herleitung der Filtrationsgleichung werden folgende Annahmen getroffen: a) Das Filtrat ist eine newtonsche und inkompressible Flüssigkeit b) Das Filtrat fliesst laminar. c) Die Feststoffpartikel sind starr. Sie werden durch die Beanspruchung während der Filtration weder zerkleinert noch koagulieren sie. d) Die Feststoffpartikel haben alle etwa die gleiche Grösse. e) Der Durchströmungswiderstand des Filtermittels ist konstant. f) Das Filtermedium hält den ganzen Feststoff zurück. Für den durch die Annahmen a) bis d) beschriebenen Fall hat Darcy einen Ansatz für den Zusammenhang zwischen Druckabfall Δp pro Länge L des durchströmten porösen Gutes und der auf den Gesamtquerschnitt Aquer bezogenen Geschwindigkeit u0
u VAquer
0 = (8.24)
formuliert:
Darcy: u k pL0 = ηΔ (8.25)
Dabei ist k die Permeabilitität des mit dem Fluid der dynamischen Viskosität η gesättigten Körpers. Mit diesem Ansatz gilt für die auf den Filterquerschnitt AF bezogene Filtratgeschwindigkeit uF bei einem Filterkuchen der Dicke hFK bzw. beim Filtermittel der Dicke dFM :
Filterkuchen: uA
dVdtF
F
F=1
=k p
hFK FK
FKηΔ
(8.26)
Filtermittel: uF =k p
dFM FM
FMηΔ
(8.27)
Der Gesamtdruckverlust ergibt sich aus der Summe der Druckverluste über den Filterkuchen ΔpFK und des Filtermittels ΔpFM : Δp = +Δ Δp pFK FM
= +⎛⎝⎜
⎞⎠⎟u
hk
dkF
FK
FK
FM
FM
η (8.28)

8. Mechanische Flüssig/Feststofftrennung
8-16
In der Filtrationstechnik ist es üblich, anstelle der Permeabilität des Filterkuchens mit dem als Kuchenwiderstand bezeichnetem Kehrwert α
α =1
kFK
(8.29)
zu arbeiten. Da die Dicke und Permeabilität des Filtermittels in den meisten Fällen konstant sind, ist es ferner gebräuchlich, deren Verhältnis zum Filtermittelwiderstand β zusammenzufassen:
β =dk
FM
FM
(8.30)
Mit diesen Definitionen und unter Verwendung der Definition für die Filtratgeschwindigkeit ergibt sich aus Glg. (8.28):
( )dVdt
p Ah
F F
FK
=+
Δ
η α β (8.31)
Die Höhe des Filterkuchens ist vom durchgesetzten Filtratvolumen VF abhängig. Für die Filterkuchenhöhe gilt mit der Feststoffvolumenkonzentration ϕ F im Filtratvolumen VF und der Filterkuchenporosität ε FK :
( )
hV
AFKF F
F FK F
=− −
ϕε ϕ1
(8.32)
In Glg. (8.31) eingesetzt ergibt sich die Druckverlustgleichung nach Carman:
( )
dVdt
A p
AV
F F
F
F FK FF
=
− −+
⎛
⎝⎜
⎞
⎠⎟
Δ
ηαϕε ϕ
β1
(8.33)
Falls unterstellt wird, dass neben dem Filtermittelwiderstand β auch der Kuchenwiderstand α und die Filterkuchenporosität ε FK konstant sind, gibt es für diese Differentialgleichung zwei praktisch wichtige Lösungen.

8. Mechanische Flüssig/Feststofftrennung
8-17
Ist die aufgeprägte Druckdifferenz konstant Δp const= (8.34) fällt der Filtratvolumenstrom mit der Zeit ab. Die Integration der Glg. (8.33) ergibt bei konstanter Druckdifferenz mit der Anfangsbedingung ( )V tF = =0 0) :
( )
tV A V
A p
F
FK FF F F
F
=− −
+⎛
⎝⎜
⎞
⎠⎟η
αϕε ϕ
β1
2
2
2
2 Δ (8.35)
Zur graphischen Auswertung eignet sich besonders die Umformung
( )t
V A pV
A pF
F
FK F
FF
F=
− −+
ηαϕ
ε ϕ ηβ12 2 Δ Δ
= a VF1 + a0 (8.36)
Wird t VF als Funktion von VF dargestellt, so ergibt sich eine Gerade. Aus ihrer Steigung lässt sich der Kuchenwiderstand α und aus dem Achsenabschnitt der Widerstand des Filtermediums β bestimmen (s. Abb. 8-14a). Änderungen im spezifischen Widerstand besonders in der Anfangsperiode der Kuchenbildung können zu einem gekrümmten Verlauf von t VF führen. In diesem Fall ist es nicht mehr möglich, den Achsenabschnitt auszuwerten. Auch eine Extrapolation würde falsche Werte ergeben (s. Abb. 8-14b).
VF VF
t/VF t/VF
a0
a1
p1
p2 p1<
a) ideale Filtergerade b) Filterkurve bei anfangs veränderlichem Filterwiderstand
Abb. 8-14: Auswertung von Filtrationsverläufen bei der Kuchenfiltration.

8. Mechanische Flüssig/Feststofftrennung
8-18
Falls der Filtratvolumenstrom konstant ist V constF = (8.37) steigt der Druck linear mit der Zeit an, wie sich aus der Integration von Glg. (8.33) mit der Anfangsbedingung ( )Δ Δp t pFM= =0) ergibt:
( )( )
Δp t
V
At
VA
F
FK FF
F
F
F=
− −+
ηαϕ
ε ϕ β η12
2 (8.38)
Durch Auftragen von Δp gegen t kann somit analog zum vorherigen Fall der Wert α bestimmt werden. Beide Betrachtungen gehen von einem konstanten Kuchenwiderstand α und einer konstanten Filterkuchenporosität ε FK aus. Mit zunehmendem Druck steigt aber im allgemeinen der Widerstand und die Porosität sinkt. Zur Beschreibung dieser Vorgänge sind empirische Ansätze vorgeschlagen worden [1], die vom Bezugsdruck p0 und den Bezugswerten α 0 sowie ε FK,0 ausgehend die Druckabhängigkeit über Potenz- oder Exponentialansätze beschreiben:
bezogener Kuchenwiderstand ααα
∗ =0
(8.39)
bezogene Kuchenporosität εεε
ε
ε∗ =
−
−FK
FK
FK
FK11 0
0
,
, (8.40)
bezogene Druckänderung Δpp p
p∗ =
− 0
0
(8.41)
Potenzansatz:
( )α αα
pot potn
c p pot∗ ∗= +1 ,,Δ und ( )ε ε
ε
pot pot
nc p pot∗ ∗
−
= +⎛⎝⎜
⎞⎠⎟1
1
,,Δ (8.42)
Exponentialansatz:
( )( )α αα
exp ,expexp exp∗ ∗= c pn
Δ und ( )ε εε
exp ,expexp ,exp∗ ∗= −⎛⎝⎜⎞⎠⎟c p
nΔ (8.43)

8. Mechanische Flüssig/Feststofftrennung
8-19
Welche der Beziehungen, Potenz- oder Exponentialansatz, geeignet ist, muss experimentell für jedes Filterkuchenmaterial bestimmt werden. Beispiele dazu sind in Abb. 8-15 dargestellt.
Abb. 8-15: Änderung des Filterkuchenwiderstandes und der Filterkuchenporosität [1]. Durch Substitution der bezogenen Druckänderung Δp∗ erhält man für den Zusammenhang zwischen bezogenem Kuchenwiderstand α∗ und bezogener Filterkuchenporosität ε∗ für den Potenzansatz
αε
εαε
αε
pot pot
n
cpot
∗∗
∗= +−⎛
⎝⎜
⎞⎠⎟1
1,
,
(8.44)

8. Mechanische Flüssig/Feststofftrennung
8-20
und für den Exponentialansatz
[ ]( )α εαεαε
exp ,expexp ln ,exp∗ ∗= −cn
(8.45)
In beiden Fällen gilt:
cc
c nαεα
εαε
= (8.46)
nnnαεα
ε
= (8.47)
Beispiele für diese Zusammenhänge sind ebenfalls in Abb. 8-15 dargestellt. 8.2.2 Waschen von Filterkuchen Behindert die Flüssigkeit des Filtrats aufgrund ihrer Aggressivität, Gefährlichkeit oder Unverträglichkeit die weitere Nutzung oder Behandlung des Filterkuchens, muss sie ersetzt werden. Prinzipiell stehen dafür zwei Wege offen. Der Filterkuchen kann in einer Waschflüssigkeit suspendiert und neu filtriert werden oder er wird mit der Waschflüssigkeit gespült. Dieser Spülvorgang ist meist weniger effektiv als die erneute Suspendierung, da es nur am Anfang zu einer Verdrängung der ursprünglichen Flüssigkeit kommt. Später kommt es überwiegend zur Vermischung der Flüssigkeiten zu Diffusionsvorgängen. Dies erhöht den Flüssigkeitsbedarf gegenüber der mehrfachen Suspendierung in frischer Waschflüssigkeit. Ein grundsätzlicher Nachteil aller Waschvorgänge ist, dass dabei Mischungen von Flüssigkeiten anfallen, die in zusätzlichen Verfahrensschritten wieder aufgearbeitet werden müssen. Ferner kann es bei den Waschvorgängen zu Änderungen der Partikeleigenschaften kommen. 8.2.3 Kapillardruck Geht man bei der Filtration vom Eindicken des Feststoffes zur Entfeuchtung über, treten Grenzflächen zwischen den fluiden Phasen auf. Abb. 8-16 zeigt eine gekrümmte Phasengrenzfläche zwischen den Phasen a und b mit den Drücken pa und pb . Geometrisch kann die Grenzfläche über die Hauptkrümmungsradien R1 und R2 beschrieben werden.

8. Mechanische Flüssig/Feststofftrennung
8-21
R1R2
dζ1
dζ2
ds1 ds2
γabγab
Δpk
Abb. 8-16: Gekrümmte Phasengrenz-fläche.
Als Folge der Grenzflächenspannung γ ab herrscht zwischen den Phasen die normal zur Grenzfläche gerichtete Differenzdruck Δp Δp p pa b= − (8.48) Für ein Flächenelement der Seitenlängen ds1 und ds2 mit ds R d1 1 1= ς (8.49)
ds R d2 2 2= ς (8.50) liefert das Kräftegleichgewicht ( )Δp R ds R ds R d d R d dab1 1 2 2 1 1 2 2 2 1= +γ ς ς ς ς (8.51)
die Laplace-Gleichung:
ΔpR Rab= +
⎛
⎝⎜
⎞
⎠⎟γ
1 1
1 2
(8.52)

8. Mechanische Flüssig/Feststofftrennung
8-22
Diese Druckdifferenz wird als Kapillardruck pk bezeichnet, wobei üblicherweise bezüglich des Vorzeichens die Festlegung getroffen wird, dass die Phase b die höhere Dichte hat. So ergibt sich als Definition des Kapillardrucks für eine Flüssigkeit und ein Gas:
p p pR Rk g l= − = +
⎛
⎝⎜
⎞
⎠⎟γ lg
1 1
1 2
(8.53)
Rδ
r
hk
Abb. 8-17: Flüssigkeitsanstieg in einer zylindrischen Kapillare.
Abb. 8-17 zeigt einen Schnitt durch eine zylindrische Kapillare des Radius r , die in eine die Kapillarwand benetzende Flüssigkeit der Dichte ρ l eingetaucht wurde. Die Flüssigkeit steigt auf eine Höhe hk an und bildet in einer engen zylindrischen Kapillare einen Meniskus mit näherungsweise kugelförmiger Grenzfläche zwischen Gas und Flüssigkeit aus. In diesem Fall sind die Krümmungsradien R1 und R2 identisch. Berücksichtigt man ferner, dass der Krümmungsradius der Grenzfläche R über den Randwinkel δ mit dem Kapillarradius r verknüpft ist
R r=
cosδ (8.54)
so ergibt sich für den Kapillardruck
prk =
2 γ δlg cos (8.55)

8. Mechanische Flüssig/Feststofftrennung
8-23
Die kapillare Steighöhe hk ergibt sich aus dem Kräftegleichgewicht zwischen dem hydrostatischen Druck der Flüssigkeitssäule und dem kapillaren Unterdruck:
hp
gkk
l
=ρ
(8.56)
oder unter Verwendung von Glg. (8.55)
hr gk
l
=2 γ δ
ρlg cos
(8.57)
Für Kapillare mit nicht kreisförmigem Querschnitt des Umfangs U und der Fläche A gilt in erster Näherung
γ δlg cos U p Ak= ⇒ pA Uk =
γ δlg cos (8.58)
Der Quotient A U wird als hydraulischer Radius m bezeichnet (im Gegensatz zum hydraulischen Durchmesser d A Uh = 4 in der Strömungslehre). In Schüttungen ergibt sich mit den Erweiterungen
m =AU
A LU L
= ≈ =Porenvolumen
PorenoberflächePorenvolumen
Feststoffoberfläche
=Porenvolumen
PackungsvolumenFeststoffvolumen
FeststoffoberflächePackungsvolumenFeststoffvolumen
und unter Verwendung der Definitionen der Porosität ε
ε =Porenvolumen
Packungsvolumen (8.59)
sowie der volumenspezifischen Oberfläche SV
S FeststoffoberflächeFeststoffvolumenV = (8.60)
die Abschätzung: ( )m SV= −− −ε ε1 11 (8.61)

8. Mechanische Flüssig/Feststofftrennung
8-24
Der Kapillardruck beträgt in diesem Fall
p Sk V=−
γ δε
εlg cos 1 (8.62)
Handelt es sich bei den Partikeln um monodisperse Kugeln, so gilt für die spezifische Oberfläche
SdV
P
=6 (8.63)
und damit für den Kapillardruck:
pdk
p
=−6 1 1
γ δε
εlg cos (8.64)
Nach Glg. (8.40) ist der Kapillardruck ein eindeutiger und nur von der Partikelgrösse abhängiger Wert. Tatsächlich zeigen aber gemessene Kapillardrücke eine Abhängigkeit vom Flüssigkeitsgehalt, der Transportrichtung und der Vorgeschichte. Solche Messungen können beispielsweise mit den in Abb. 8-18 gezeigten Apparaturen durchgeführt werden.
Abb. 8-18: Apparat zur Messung von Kapillardrücken (nach [7, S. 184]. a) Messzelle, b) Schüttung, c) Diaphragma, d) Pegelmessung, e) Druckerhöhung, f) Flüssigkeitsentzug

8. Mechanische Flüssig/Feststofftrennung
8-25
Der Kapillardruck ergibt sich in guter Näherung aus der hydrostatischen Druckdifferenz zwischen Probe und Messsäule: p g hk l= ρ Δ (8.65)
Der Flüssigkeitsgehalt wird bei diesen Messungen üblicherweise als Sättigungsgrad S
SV
VV
Vl
Hohl
l
ges
= =ε
(8.66)
ausgedrückt. Durch schrittweisen Entnahme oder Zugabe von Flüssigkeit kann der Flüssigkeitspegel im Messrohr und damit der Flüssigkeitsdruck verändert werden.
pk
S10 Sr
pe
Entfeuchtung
Befeuchtung
Abb. 8-19: Kapillardruck einer Schüttung.
Das Ergebnis eines Messzyklus ist in Abb. 8-19 skizziert. Ausgehend von der gesättigten Schüttung muss zunächst ein Mindestunterdruck aufgeprägt werden, bevor Flüssigkeit entzogen werden kann. Dieser Mindestunterdruck bei der Erstentfeuchtung eines gesättigten Systems wird daher auch als Erstentfeuchtungskapillardruck pe bezeichnet. Er wird im wesentlichen durch die Meniskenkrümmung an der grössten Porenöffnung der äusseren Oberfläche des gesättigten Systems bestimmt und daher auch Eintrittskapillardruck genannt. Bei weiterer Absenkung des Flüssigkeitsdrucks wird ein zunehmender Anteil der Hohlräume entfeuchtet. Gegen Ende der Entfeuchtung steigt der gemessene Kapillardruck wieder an, da nun die Flüssigkeit an den Kontaktstellen der Partikel abgezogen werden muss. Diese Flüssigkeit liegt in Form von Ringen mit starker Krümmung der Phasengrenzfläche zwischen

8. Mechanische Flüssig/Feststofftrennung
8-26
Gas und Flüssigkeit vor, so dass ein grosser Überdruck des Gases benötigt wird. Das Ende der mechanischen Entfeuchtung ist dann erreicht, wenn die Flüssigkeit keine zusammenhängende Phase mehr bildet, sondern in Form isolierter Flüssigkeitsbrücken zwischen Partikeln vorliegt. Ihr Gesamtvolumen ergibt den Restsättigungsgrad Sr . Bei der anschliessenden Befeuchtung beobachtet man für die gleichen Sättigungsgrade niedrigere Kapillardrücke. Die einfachste Erklärung dieses Phänomens ist in Abb. 8-19 angedeutet. Für gleiche Meniskenkrümmungen (gleicher Kapillardruck) existieren in einem Hohlraum mit sich aufweitendem und wieder verjüngendem Querschnitt mindestens zwei mögliche Meniskenpositionen und damit Sättigungsgrade. Führt man die Befeuchtung der Schüttung bis zum Kapillardruck Null durch, so erhält man aufgrund von Gaseinschlüssen nicht wieder ein gesättigtes System. Die anschliessende erneute Entfeuchtung ergibt eine sich asymptotisch der Erstentfeuchtungskurve nähernde Kurve. Je nach Hohlraumsystem, Geschwindigkeit der Ent- und Befeuchtungsvorgänge sowie Anzahl der ev. unvollständigen Ent- und Befeuchtungszyklen erhält man allerdings nicht immer diese geschlossene Hystereseschleife. Ebenso kann der erreichbare Restsättigungsgrad Sr sich verändern. Bei der Filtration ist neben dem erreichbaren Restsättigungsgrad besonders der Erstentfeuchtungskapillardruck von Bedeutung. Er bestimmt die minimale Grösse der aufzuprägenden Druckdifferenz für die Entfeuchtung eines Filterkuchens. Für Schüttungen aus Partikeln breiter Grössenverteilung und damit auch breiterer Porengrössenverteilung ist der Erstentfeuchtungskapillardruck experimentell oft nicht exakt bestimmbar. In diesen Fällen wird wie in Abb. 8-19 dargestellt, durch Extrapolation des steilen und des flachen Abschnitts der Erstentfeuchtungskurve ein Schätzwert für pe ermittelt. Nach Newett kann der Erstentfeuchtungskapillardruck pe für viele Schüttungen auch über Glg. (8.62) mit
SMM
cxV
S x
V x
= =62
32 0
3 0 2
Ψ
ΨΨ,
,
,
,
(8.67)
(8.62)
⇒ pcxk =
−γ δ
εεlg cos 1
2
Ψ (8.68)
abgeschätzt werden. Der Koeffizient cΨ hat meist einen Wert von 6 bis 8. Bei der Anwendung dieser Gleichung ist allerdings zu berücksichtigen, dass die Grenzflächenspannung γ lg stark von Verunreinigungen der Flüssigkeit abhängt und auch der Randwinkel empfindlich von Verschmutzungen der Feststoffoberfläche beeinflusst wird sowie beide Grössen meist nicht genau bekannt sind. Die Beziehung (8.68) ist ferner nicht auf Mischungen von Partikeln sehr unterschiedlicher Grösse anwendbar.

8. Mechanische Flüssig/Feststofftrennung
8-27
8.2.4 Entfeuchtung von Filterkuchen Soll durch Filtration der Feststoff gewonnen werden, muss dem Filterkuchen die Flüssigkeit entzogen werden. Aus Gründen der Energie- und damit Kostensenkung wird man versuchen, diese Entfeuchtung so weit wie möglich mechanisch durchzuführen. Die im vorherigen Abschnitt beschriebenen Kapillarkräfte und die Form der Flüssigkeitsverteilung im porösen Körper bestimmen dabei die Grenzen der mechanischen Entfeuchtung. Die mechanischen Entfeuchtungsmethoden werden nach der Ursache der Kräfte eingeteilt:
- Durchströmungsentfeuchtung : Gasdruckunterschied an den äusseren Oberflächen des Filterkuchens - Zentrifugalentfeuchtung : Flüssigkeitsdruckunterschied im Zentrifugalfeld - Kompressionsentfeuchtung : Flüssigkeitsdruckunterschied durch Kompression des Filterkuchens
Bei der Durchströmungsentfeuchtung wird die Flüssigkeit durch ein Gas verdrängt. Dieses Gas kann auch ein von aussen zugeführter oder durch Verdampfung der Kuchenflüssigkeit erzeugter Dampf sein. In diesem Fall findet eine kombinierte mechanisch-thermische Entfeuchtung und Trocknung statt. Die zur Durchströmungsentfeuchtung mindestens notwendige Druckdifferenz des Gases ist durch den Erstentfeuchtungskapillardruck pe gegeben.
Abb. 8-20: Durchströmungs-entfeuchtung [6].

8. Mechanische Flüssig/Feststofftrennung
8-28
Zu Beginn der Entfeuchtung ist der Volumenstrom des Gases sehr klein, da es lediglich die aus dem Porensystem verdrängte Flüssigkeit ersetzen muss (s. Abb. 8-20). Die Geschwindigkeit dieses Vorgangs wird dabei wegen der deutlich höheren Viskosität der Flüssigkeit durch deren Strömungswiderstand im Hohlraumsystem bestimmt. Nach kurzer Zeit steigt der Gasvolumenstrom stark an, da sich ein durchgehender Strömungspfad für das Gas ausbildet. Weitere Flüssigkeit wird dann durch Staudruck- und Reibungseffekte ausgetragen. Zusätzlich kommt es zu einer Verdunstung der Flüssigkeit wodurch der Filterkuchen thermisch getrocknet wird. Über diesen Trocknungsvorgang ist im Gegensatz zu den rein mechanischen Mechanismen eine vollständige Entfeuchtung möglich. Die Kosten der Durchströmungsentfeuchtung werden neben dem Arbeitsaufwand für die Gaskompression wesentlich durch die Aufbereitungskosten des Abgases bestimmt. Diese Kosten lassen sich beispielsweise durch Kreislaufführung des Gases begrenzen.
Abb. 8-21: Zentrifugal-entfeuchtung [6].
Bei der Zentrifugalentfeuchtung wird die Flüssigkeit durch die Zentrifugalbeschleunigung aus dem Porensystem gefördert (Abb. 8-21). Die Partikel werden durch das Filtermittel zurückgehalten und stützen sich gegenseitig ab. Dabei kann es auch zur Kompression des Filterkuchens kommen. Diese Entfeuchtungsmethode weist einen praktisch vernachlässigbaren Gasdurchsatz auf, womit auch alle bei der Durchströmungsentfeuchtung auftretenden Zusatzkosten für eine Gasreinigung entfallen. Bei der Kompressionsentfeuchtung wird die Flüssigkeit durch Verdichten des Filterkuchens aus dem Hohlraumsystem verdrängt. Die Verdichtung kann sowohl durch reine Druck- als auch durch eine kombinierte Druck- und Scherbeanspruchung erfolgen (s. Abb. 8-22). Die Scherbeanspruchung ist besonders bei agglomerierten oder geflockten Partikeln zum Entfernen von eingeschlossener Flüssigkeit vorteilhaft. Bei einzelnen Produkten kann eine vibrierende Druckbeanspruchung durch ständige Neuausrichtung und Umlagerung der Partikel das Entfeuchtungsergebnis verbessern.

8. Mechanische Flüssig/Feststofftrennung
8-29
Abb. 8-22: Kompressions-entfeuchtung [6].
Bei der Durchströmungsentfeuchtung und seltener bei der Zentrifugalentfeuchtung kann eine Rissbildung an der Filterkuchenoberfläche auftreten. Diese Risse entstehen, weil mit abnehmender Sättigung die Schüttung schrumpft und die übertragbaren Zugspannungen nach durchlaufen eines Maximums bei etwa 90% Sättigungsgrad stark abnehmen (s. Abb. 8-23).
Abb. 8-23: Kapillardruck und Zugfestigkeit in einer Schüttung [7, S. 222].

8. Mechanische Flüssig/Feststofftrennung
8-30
Die Risse bewirken bei der Durchströmungsentfeuchtung einen Bypass des Gases, wodurch die Entfeuchtungswirkung verschlechtert wird. Durch Vorkompression des Filterkuchens wird die Beweglichkeit der Partikel gegeneinander eingeschränkt und das Auftreten der Risse in Richtung niedrigerer Restfeuchtegehalte verschoben. Nachteil dieser Methode ist, dass durch die Kompression der Durchströmungswiderstand erhöht wird. 8.2.5 Filterapparate Filterapparate werden nach den wirkenden Kräften eingeteilt:
- Schwerkraftfilter - Zentrifugalkraftfilter - Saugfilter - Druck- und Pressfilter
In Abb. 8-24 sind einige Saugfilter schematisch dargestellt. Abb. 8-25 zeigt Bauarten von Druckfiltern. In Abb. 8-26 und 8-27 sind Beispiele von Filterpressen wiedergegeben. Zur Erhöhung des spezifischen Durchsatzes von Filterpressen zum Trennen von hochkonzentrierten Suspensionen mit feinen Partikeln werden die in Abb. 8-28 dargestellten Bandpressen bei hohen Drücken eingesetzt.
Abb. 8-24: Bauarten von Saugfiltern [8, S. 233]. a) Trommelzellenfilter, b) Scheibenfilter, c) Planzellenfilter, d) Bandzellenfilter V : Aufgabesuspension-Volumenstrom, V1 : Filtrat-Volumenstrom, FK: Filterkuchen, FM: Filtermittel

8. Mechanische Flüssig/Feststofftrennung
8-31
Abb. 8-25: Bauarten von Druckfiltern [8, S. 234]. a) Druckfilter mit loser Schüttung b) Drucknutschenfilter c) Druckblattfilter d) Druckkerzenfilter V : Aufgabesuspension-Volumenstrom V1 : Filtrat-Volumenstrom FK: Filterkuchen FM: Filtermittel
Abb. 8-26: Bauarten von Filterpressen [8, S. 235]. a) Rahmenfilterpresse, b) Kammerfilterpresse V : Aufgabesuspension-Volumenstrom, V1 : Filtrat-Volumenstrom FK: Filterkuchen, FM: Filtermittel, P: Platte, R: Rahmen

8. Mechanische Flüssig/Feststofftrennung
8-32
a) b)
Abb. 8-27: Beispiele für automatische Filterpressen(Firmenschrift LAROX). a) Pressfilter geschlossen b) Pressfilter offen c) Kammerpressfilter
c)
Abb. 8-28: Bauarten von Bandpressen [8, S. 237]. a) Winkelpresse, b) SEM-Presse, c) Dreibandpresse, A: Dickschlamm-Aufgabe, K: Presskuchen

8. Mechanische Flüssig/Feststofftrennung
8-33
Typische Einsatzbereiche für Filterapparate sind in Abb. 8-29 dargestellt (s. a. [11, Kap. 13]).
10-3 10-2 10-1 100 101 102 103
Feststoffkonzentration / g/l
100
101
102
103
Dur
chsa
tz
/
m3 /
h
13
8
5
12
15
13
4
611
7b
216
14
7a10
9
Abb. 8-29: Einsatzbereiche industrieller Filterapparate (nach [4]). 1: Anschwemm-Filtersysteme, 2: Bandfilter, 3: Beutelfilter, 4: Blattfilter, 5: Crossflow-Systeme, 6: Filterpresse, 7a: diskont. Filterzentrifuge, 7b: kont. Filterzentrifuge, 8: Kerzenfilter, 9: Nutsche, 10: Pressfilterautomat, 11: Scheibenfilter, 12: Schichtenfilter, 13: Schüttungsfilter, 14: Siebbandpresse, 15: Siebfilter, 16: Trommelfilter
8.3 Symbole a0 s/m3 Koeffizient der Filtergleichung
a1 s/m6 Koeffizient der Filtergleichung
A m2 Fläche
AF m2 Filterquerschnittsfläche
Aquer m2 Gesamtquerschnittsfläche
b m/s2 Zentrifugalbeschleunigung
cα ,exp - Konstante im Exponentialansatz Kuchenwiderstandsänderung
c potα , - Konstante im Potenzansatz Kuchenwiderstandsänderung
cε ,exp - Konstante im Exponentialansatz Kuchenporositätsänderung

8. Mechanische Flüssig/Feststofftrennung
8-34
c potε, - Konstante im Potenzansatz Kuchenporositätsänderung
cαε - Konstante Kuchenwiderstands-Porositätsbeziehung
cΨ - Konstante aus Formfaktoren
dFM m Dicke des Filtermittels
dh m hydraulischer Durchmesser (Strömungslehre)
dP m Partikeldurchmesser
dt m Grenzkorngrösse
D m Hydrozyklondurchmesser
g m/s2 Erdbeschleunigung
h0 m Höhe der Suspensionsschicht in der Sedimentierzentrifuge
hFK m Filterkuchendicke
hk m Höhe einer Kapillarsäule
Δh m Höhendifferenz
H m Höhe der Flüssigkeitssäule im Hydrozyklon
k m2 Permeabilität
kFK m2 Permeabilität des Filterkuchens
k FM m2 Permeabilität des Filtermittels
L m Länge
m m hydraulischer Radius (Kapillardruck)
M2 0, m2 vollständiges 2. Moment der Anzahldichteverteilung
M3 0, m3 vollständiges 3. Moment der Anzahldichteverteilung
nα ,exp - Exponent im Exponentialansatz Kuchenwiderstandsänderung
n potα , - Exponent im Potenzansatz zur Kuchenwiderstandsänderung
nε ,exp - Exponent im Exponentialansatz Kuchenporositätsänderung
n potε, - Exponent im Potenzansatz Kuchenporositätsänderung
nαε - Exponent Kuchenwiderstands-Porositätsbeziehung
p Pa Kompressionsdruck bei der Kuchenfiltration
p0 Pa Bezugsdruck der Filterkuchenkompression
pa Pa Druck in der Phase a
pb Pa Druck in der Phase b

8. Mechanische Flüssig/Feststofftrennung
8-35
pe Pa Erstentfeuchtungskapillardruck, Eintrittskapillardruck
pg Pa Druck in der Gasphase
pk Pa Kapillardruck
pl Pa Druck in der Flüssigkeit
Δp Pa Druckdifferenz, Druckverlust
Δp∗ - bezogene Druckänderung
ΔpFK Pa Druckverlust über den Filterkuchen
ΔpFM Pa Druckverlust über das Filtermittel
q m/s Klärflächenbelastung
r m Radius
r0 m Radius des Sekundärwirbels
rm m Radius der Suspensionsschicht in der Sedimentierzentrifuge
R m Radius, Krümmungsradius
s m Seitenlänge
S - Sättigungsgrad
Sr - Restsättigungsgrad
SV m2/m3 volumenspezifische Oberfläche
t s Absetzzeit
u m/s Suspensionsgeschwindigkeit
u0 m/s Umfangsgeschwindigkeit des Sekundärwirbels,
querschnittsmittlere Fluidgeschwindigkeit im Ansatz nach
Darcy
uF m/s Filtratgeschwindigkeit
U m Umfang
vt m/s stationäre Sinkgeschwindigkeit (terminal velocity)
VF m3 Filtratvolumen
Vges m3 Gesamtvolumen
VHohl m3 Hohlraumvolumen
Vl m3 Flüssigkeitsvolumen
Vl m3/s Volumenstrom Flüssigkeit
w kgl/kgges Massengehalt Feuchte eines Filterkuchens

8. Mechanische Flüssig/Feststofftrennung
8-36
t s Zeit
z - Beschleunigungsvielfaches, Schleuderziffer
α 1/m2 Filterkuchenwiderstand (längenspezifisch)
α 0 1/m2 Bezugswert des spezif. Filterkuchenwiderstandes
α∗ - bezogener Kuchenwiderstand
α exp∗ - bezogener Kuchenwiderstand nach Exponentialansatz
α pot∗ - bezogener Kuchenwiderstand nach Potenzansatz
β 1/m Filtermittelwiderstand
γ ab N/m Grenzflächenspannung zwischen den Phasen a und b
γ lg N/m Grenzflächenspannung zwischen Flüssigkeit und Gas
δ - Randwinkel
ε - Porosität
ε FK - Filterkuchenporosität
ε FK,0 - Bezugswert der Filterkuchenporosität
ε∗ - bezogene Filterkuchenporosität
ε exp∗ - bezogene Filterkuchenporosität nach Exponentialansatz
ε pot∗ - bezogene Filterkuchenporosität nach Potenzansatz
ϕ F - Feststoffvolumenkonzentration im Filtrat
η kg/(ms) dynamische Viskosität
ηl kg/(ms) dynamische Viskosität der Flüssigkeit
ρl kg/m3 Flüssigkeitsdichte
ρP kg/m3 Partikeldichte
ς - Winkel
τ s Verweilzeit einer Suspension
ΨS x, - Formfaktor zur Umrechnung der Partikelgrösse x in
Durchmesser einer oberflächengleichen Kugel
ΨV x, - Formfaktor zur Umrechnung der Partikelgrösse x in
Durchmesser einer volumengleichen Kugel

8. Mechanische Flüssig/Feststofftrennung
8-37
8.4 Literatur [1] Bender, W.; Redeker, D.; Fortschritte bei der mechanischen Flüssigkeitsabtrennung
durch Filtration, Chem.-Ing.-Tech., 53 (1981), 227-236 [2] Bott, R.; Anlauf, H.; Stahl, W. H.; Die kontinuierliche Druckfiltration - Stand der
Technik, Chem.-Ing.-Tech., 59 (1987), 685-694 [3] Höffl, K.; Zerkleinerungs- und Klassiermaschinen, Springer, Berlin, 1986 [4] Gasper, H.; Filterbauarten und ihre Einsatzbereiche, Chem.-Tech., 20 (1991) 9, 78-85 [5] Herriott, D. J.; Developments in solid/liquid separation, Int. Min., Jan. (1985), 22-23 [6] Redeker, D.; Steiner, K.-H.; Esser, U.; Das mechanische Entfeuchten von Filterkuchen,
Chem.-Ing.-Tech., 55 (1983), 829-839 [7] Schubert, H.; Kapillarität in porösen Feststoffsystemen, Springer, Berlin, 1982 [8] Schubert, H.; Heidenreich, E.; Liepe, F.; Neeße, T.; Mechanische Verfahrenstechnik, 3.
Auflage, Deutscher Verlag für Grundstoffindustrie, Leibzig, 1990 [9] Stadager, C.; Gasdurchsatz und thermische Trocknung der hyperbaren Zentrifugation,
Chem.-Ing.-Tech., 68 (1996), 1469-1473 [10] Trawinski, H.; Näherungsansätze zur Berechnung wichtiger Betriebsdaten für
Hydrozyklone und Zentrifugen, Chem.-Ing.-Tech., 30 (1958), 85-95 [11] Weiß, S. (Hrsg.), Verfahrenstechnische Berechnungsmethoden, Teil 3: Mechanisches
Trennen in fluider Phase, VCH-Verlag, Weinheim, 1985

9. Silolagerung und Austrag
9-1
9. Silolagerung und Austrag Bei der Anlieferung, der Zwischenlagerung und der Bereitstellung von Schüttgütern werden zum Ausgleich oft Silos eingesetzt. Die folgende, einführende Darstellung beschränkt sich auf die wichtigsten Aspekte, ausführlichere Darstellungen sind z. B. in [1] zu finden. Um einen störungsfreien Produktfluss zu gewährleisten, muss eine Siloauslegung auf der Basis gemessener Fliesseigenschaften durchgeführt werden. Schüttgüter sind disperse Systeme bestehend aus mindestens zwei Phasen: Feststoff und Gas. Normalerweise ist zusätzlich auch Flüssigkeit im Schüttgut vorhanden, die durch den Feuchtigkeitsgehalt beschrieben wird. Dieses komplexe System verhält sich weder wie eine Flüssigkeit, ein Feststoff oder ein Gas, auch wenn es dem Verhalten der drei Phasenzustände recht nahe kommen kann. Beispiele dafür sind zum einen das Fliessbett, in dem sich das Schüttgut fast wie eine Flüssigkeit verhält und zum anderen eine gepresste Tablette, bei der das Schüttgut einem elastischen Festkörper nahe kommt. Im Gegensatz zum Feststoff kann die Flüssigkeit in Ruhe keine Schubkräfte übertragen und bildet eine horizontale Oberfläche (s. Abb. 9-1). Ein Schüttgut kann dagegen beliebig geformte Oberflächen bilden, bis zu Neigungen, die seinem Böschungswinkel entsprechen.
Abb. 9-1: Unterschied zwischen Schüttgut und Flüssigkeit [8].
Die Drücke, die das Schüttgut auf Wände und Boden ausübt, nehmen nicht wie bei der Flüssigkeit linear mit der Tiefe zu, sondern erreichen bald einen Endwert. Ein Teil des Gewichtes wird durch die Wandreibung getragen. Beim Fliessverhaltens unterscheidet man zwischen kohäsionslosen und kohäsiven Schüttgütern. Bei den kohäsiven Schüttgütern sind die zwischen den Partikeln wirkenden Haftkräfte gegenüber den äusseren Kräften dominierend. Sie weisen daher eine schlechte Fliessfähigkeit auf. Da Kohäsion meist erst im Korngrössenbereich unter 100 μm eintritt, ist vor allem bei feinen Schüttgütern mit schlechterem Fliessverhalten zu rechnen. Feuchte, Lagerzeit und Temperatur, um nur die wichtigsten Parameter zu nennen, können die Fliessfähigkeit wesentlich beeinflussen. Aus diesem Grund ist für die Erfassung der Fliesseigenschaften eine genauere Charakterisierung des Schüttgutes notwendig.

9. Silolagerung und Austrag
9-2
9.1 Klassifikation von Schüttgütern Die Fédération Européenne de la Manutention (FEM) [2] empfiehlt eine Beschreibung und Kennzeichnung von Schüttgütern, deren Aufbau in Abb. 9-2 am Beispiel eines Hochofenkoksstaubs dargestellt ist.
Hochofenkoksstaub 0-0.250 (67%), I,II,IV, 400, o,t,w, 1<u<2 / 0,89, *
Name des Schüttgutes
Korngrösse d67=0,250 mm
Kornform I=Würfel II=Prisma IV=Kugel
Böschungswinkel
Eigenschaften o=abrasivt=staubend
w=hygroskopisch
Feuchtigkeit in % H2O
Schüttdichte in t/m3
Zusatzinformation
Abb. 9-2: Beispiel einer Schüttgutcharakterisierung nach FEM [2].
Schüttgutnamen: Es ist eine möglichst genaue Bezeichnung des Schüttgutes anzugeben. Bei Reinstoffen sollten die chemischen Formeln angeführt werden.
Partikelgrösse oder Partikelgrössenverteilung: Meist genügt eine Kurzbeschreibung der Grössenverteilung, bei der der Grössenbereich in mm angegeben wird innerhalb dessen die Gesamtmenge oder eine Teilmenge liegt und bei der der relative Mengenanteil in Klammern hinzugefügt wird (z. B: 0-200 (100%), 160-200 (15%) das Schüttgut hat einen Grössenbereich von 0-200 mm und 15% des Schüttgutes liegen im Intervall von 160-200mm. Wird nur ein Grössenbereich angegeben, so sollte der Massenanteil mindestens 50% betragen.
Partikelform:
I = Würfel II = Prisma III = Platte, Schuppe IV = Kugel V = Zylinder, Stab VI = Scheibe, Diskus VII = Faser, Faden
Sind Partikel unterschiedlicher Form vorhanden, werden die Bezeichnungen kombiniert. Gleiches gilt für Partikeln mit einer Mischform.

9. Silolagerung und Austrag
9-3
Böschungswinkel: Der Böschungswinkel ist der Winkel, den die Mantellinie des aus geringer Höhe gleichmässig langsam aufgeschütteten, kegelförmigen Haufwerkes mit der Horizontalen bildet. Die Winkel werden als gerundete Werte angegeben.
Eigenschaften des Gutes: Die Eigenschaften sind in der Regel nicht quantifizierbar, da hierfür meist keine genormten Messmethoden vorhanden sind. Häufig sind sie jedoch in der Praxis oder aus der Literatur bekannt. Wenn das Schüttgut eine oder mehrere von den 24 in einer Tabelle festgehaltenen Eigenschaften besitzt, so wird dies durch einen oder mehrere Kleinbuchstaben gekennzeichnet. Beispiele sind:
n = kohäsiv o = abrasiv p = korrosiv q= zerbrechlich r = explosiv s = brennbar t = staubend u = feucht v = klebrig w = hygroskopisch x = übelriechend y = giftig, z = radioaktiv
Treffen mehrere Eigenschaften zu, werden die Kennzeichnungen kombiniert. Eigenschaften, die nicht in der Tabelle aufgeführt sind, werden als Zusatzinformation in Klartext aufgeführt.
Feuchtigkeit: Der Feuchtigkeitsgehalt ist gleich dem Verhältnis der Wassermasse zur Masse des feuchten Gutes und wird in Prozent angegeben.
Schüttdichte: Die Schüttdichte ρb ist die Masse eines sich in Ruhe befindlichen, frei aufgeschütteten Gutes bezogen auf die Volumeneinheit (angegeben in t/m3). Es handelt sich hier um die sogenannte lose Schüttgutdichte.
Zusatzinformationen: Alle nicht durch Buchstaben erfassten Informationen werden in der Kurzbeschreibung durch das Symbol * vermerkt und danach in Klartext angegeben. Die meisten Schüttguteigenschaften sind nicht konstant sondern sind abhängig von den jeweils herrschenden Randbedingungen. Zur allgemeinen Beschreibung von Schüttgütern muss ein Zustand zugrunde gelegt werden, der für alle anzuwendenden Verfahren zutrifft. Daher wird für die allgemeine Schüttgutbeschreibung der Anlieferungszustand gewählt, in welchem sich das Schüttgut befindet, bevor es dem jeweiligen Förder- oder Lagerverfahren unterzogen wird. Bei der Siloauslegung ist zu beachten, dass sich die Eigenschaften der Schüttgüter zeitlich ändern können. So erfahren viele kohäsive Schüttgüter bei längerer Lagerung unter Druck eine Festigkeitssteigerung, die als Zeitverfestigung bezeichnet wird. In Planungsphasen und zum qualitativen Vergleich von Produkten erscheint die obige Klassifikation als gutes Hilfsmittel. Die Fliesseigenschaften, wie sie in Bezug auf die Silodimensionierung benötigt werden, sind hierin allerdings nicht enthalten.

9. Silolagerung und Austrag
9-4
9.2 Fliesseigenschaften von Schüttgütern Um das stationäre Fliessen eines Schüttgutes zu beschreiben, greift man auf die Festkörpermechanik zurück. Wirkt auf einen Körper eine Druckkraft N , ist zur Bewegung längs der Fläche A eine Schubkraft S nötig (s. Abb. 9-3).
N
SA
Schu
bspa
nnun
g
Normalspannung
Schu
bspa
nnun
g
Normalspannung
A
B
σ σ 1σ 2
ϕ ϕ
τ τ
σm
kohäsionslos kohäsiv
CoulombgeradeCoulombgerade
Abb. 9-3: Fliesskriterien für ein kohäsionsloses und kohäsives Schüttgut (nach [8]). Auf das Schüttgut übertragen heisst das, dass eine genügend grosse Schubspannung auf ein Schüttgutelement wirken muss, damit in dem Element Fliessen, also ein Abgleiten der Partikel, einsetzt. Bei kohäsionslosen Schüttgütern besteht ein linearer Zusammenhang zwischen Schub- und Druckkraft.
τ μσ= (9.1) τ =SA
(9.2) σ =NA
(9.3)
Die Verknüpfung erfolgt über den Reibungskoeffizienten μ μ ϕ= tan (9.4) mit dem Reibungswinkel ϕ . Die daraus resultierende Gerade im σ τ− -Diagramm wird Coulomb-Gerade genannt.

9. Silolagerung und Austrag
9-5
Für Schüttgüter mit Kohäsion verläuft die Coulomb-Gerade nicht durch den Koordinatenursprung. Den Schnittpunkt mit der τ -Achse bezeichnet man als Kohäsion c . Die Kohäsion ist damit die Scherfestigkeit bei einer Druckbeanspruchung von σ = 0 . Um den räumlichen Spannungszustand eines Schüttgutelementes vollständig beschreiben zu können, bedient man sich der Mohrschen Spannungskreise. Sämtliche möglichen Spannungszustände in Schnittebenen durch den betrachteten Punkt liegen auf den drei Spannungskreisen, die zwischen den Hauptnormalspannungen aufgespannt sind. Nur der grösste Spannungskreis, aufgespannt zwischen der kleinsten und grössten Hauptnormalspannung, ist für das Fliessen massgebend. Liegt der Spannungszustand unterhalb des Fliessortes (Spannungskreis A in Abb. 9-3), so tritt keine plastische Deformation ein. Spannungskreise, die die Coulomb-Gerade tangieren, führen zum Fliessen (Spannungskreis B). Spannungszustände jenseits der Coulomb-Geraden sind physikalisch nicht möglich. Betrachtet man die Fliessorte realer Schüttgüter, so unterscheiden sich diese in mehreren Punkten von der Coulomb-Geraden (s. Abb. 9-4):
- Der Fliessort hat im Bereich kleiner Druckspannungen einen gekrümmten Verlauf.
- Die Lage der Fliessorte ist von der Schüttgutdichte ρb abhängig. Eine aufgelockerte Schüttung fliesst erheblich besser als eine Schüttung hoher Packungsdichte.
- Der Fliessort hat einen Endpunkt in Richtung steigender Druckspannungen. Schüttgutelemente, deren Spannungszustand rechts vom Endpunkt liegt, werden weiter verdichtet ehe sie auf einem höher gelegenen Fliessort zu fliessen beginnen. Umgekehrt dehnen sich überverfestigte Schüttgutelemente aus wenn sie die Fliessgrenze erreichen. Hat ein Schüttgutelement den Spannungszustand des Endpunktes erreicht, so erfolgt stationäres Fliessen, d. h. Fliessen ohne Volumenänderung und ohne Änderung der Spannung.
Abb. 9-4: Fliessortdiagramm eines kohäsiven Schüttgutes [8].

9. Silolagerung und Austrag
9-6
Aus Abb. 9-4 ersieht man, dass der Winkel der inneren Reibung ϕ i , der aus der Neigung des Fliessortes gegen die σ -Achse folgt, nicht mehr wie bei der Coulomb-Geraden konstant ist, sondern von ρb und σ abhängt. Ebenso von der Schüttgutdichte ρb abhängig sind die Kohäsion c und die Zugfestigkeit σ t . In diesen beiden Grössen manifestieren sich die zwischen den Partikeln wirkenden Haftkräfte. Die Spannungskreise, die die Fliessorte im Endpunkt tangieren, kennzeichnen das stationäre Fliessen unter jeweils konstanter Schüttgutdichte. Die Gerade, die durch den Koordinatenursprung verläuft und den grössten Mohrschen Spannungskreis tangiert, wird nach Jenike [4] effektiver Fliessort genannt. Diese Gerade wird für die Dimensionierung von Silos verwendet. Der effektive Reibungswinkel ϕ e ist ein Mass für die innere Reibung beim stationären Fliessen. Die Verfestigungsspannung σ 1 ist die grösste Hauptspannung des Spannungskreises, der durch den Endpunkt (stationäres Fliessen) verläuft und den Fliessort tangiert. Die Schüttgutdruckfestigkeit σ c ergibt sich aus der grössten Hauptspannung des Mohrschen Spannungskreises, der den Fliessort tangiert und dessen Hauptspannung σ 2 0= ist. Dieser in einer Oberfläche maximal mögliche Spannungszustand tritt zum Beispiel in einer Gutbrücke im Silo auf (s. Kap. 9.4). Eine für die Siloauslegung wichtige Darstellung der Fliesseigenschaften ist die Fliessfunktion. Sie ergibt sich aus der Gegenüberstellung der Schüttgutfestigkeit σ c und der Verfestigungsspannung σ1 . Die einzelnen Wertepaare (σ1 ,σ c ) dieser Fliessfunktion ergeben sich jeweils aus einem Fliessort. In Abb. 9-5 sind verschiedene typische Fliessfunktionen aufgetragen. Während trockener Sand freifliessend ist, gewinnt der angefeuchtete Sand schon einige Festigkeit. Ein mehlartiges, kohäsives Produkt weist eine steiler verlaufende Fliessfunktion auf. Die Fliesseigenschaften hängen nicht allein von der Druckbeanspruchung σ1 ab, sondern auch von Schüttgutveränderungen wie Änderungen der Feuchte (s. Abb. 9-6) oder geänderten Betriebsbedingungen wie z. B. der Lagerzeit (s. Abb. 9-7).
σc
σ1
a
b
c
d
Abb. 9-5: Beispiele typischer Fliessfunktionen (nach [3]). a) trockener Sand b) feuchter Sand c) mehlartiges Produkt d) faseriges Schüttgut

9. Silolagerung und Austrag
9-7
σc
σ1
12.5 %
15.0 %
17.5 %
Abb. 9-6: Fliessfunktion für ein Schüttgut mit unter-schiedlicher Feuchte (nach [3]).
σc
σ1
0h
1h
24h
500h
Abb. 9-7: Fliessfunktion für ein Schüttgut nach unterschied-licher Lagerzeit (nach [3]).
Eine Einteilung der Schüttgüter nach ihrer Fliessfähigkeit geht auf Jenike zurück. Mit zunehmender Kohäsion steigt die Schüttgutfestigkeit σ c an und die Fliessfähigkeit wird schlechter. Da die Grösse σ c aber von der Verfestigungsspannung σ1 abhängt (vgl. Abb. 9-5) reicht die alleinige Angabe von σ c nicht. Jenike [5] hat als Mass für die Fliessfähigkeit das Verhältnis
σσ
1
ccff= (9.5)
definiert. Je kleiner der ffc -Wert, desto schlechter fliesst das Schüttgut.

9. Silolagerung und Austrag
9-8
Nach Jenike gilt folgende Einteilung: ffc < 2 : sehr kohäsiv, nicht fliessfähig 2 < ffc < 4 : kohäsiv 4 < ffc < 10 : leicht fliessend 10 < ffc : frei fliessend Die obigen Schüttguteigenschaften, die für die Siloauslegung benötigt werden, können nun aus den mittels Scherversuchen ermittelten Fliessorten abgeleitet werden. 9.3 Ermittlung der Fliesseigenschaften durch Scherversuche Die Ermittlung von Fliessorten erfolgt über ein von Jenike [5] entwickeltes Schergerät. Die in Abb. 9-8 dargestellte Scherzelle besteht aus zwei Ringen. Der bodenseitige Ring ist auf der Grundplatte des Gerätes fest fixiert. Der obere Scherring liegt horizontal verschiebbar auf dem unteren Ring und ist durch einen Deckel verschlossen. Während die mit Schüttgut gefüllte Zelle mit einer Normalkraft N belastet wird, wirkt seitlich die Scherkraft S . Aus den erhaltenen Spannungs-Dehnungs-Diagrammen lässt sich der Fliessort des Schüttgutes bestimmen (s. z. B. [5, 8]). Mit dem Schergerät lässt sich auch die Zeitverfestigung eines Schüttgutes untersuchen, indem die Scherzelle vor dem Versuch längere Zeit unter gleichbleibender Belastung gelagert wird.
Abb. 9-8: Jenike-Scherzelle zur Bestimmung von Fliessorten [6, 8]. N: Normalkraft S: Scherkraft 1: Ring 5: Hänger 2: Grundplatte 6: Bügel 3: Scherring 7: Scherpin 4: Scherdeckel 8:Scherstift
Eine weitere wichtige Schüttguteigenschaft ist der Wandreibungswinkel ϕw zwischen Schüttgut und Wandmaterial. Zur Messung wird, wie in Abb. 9-9 dargestellt, ein mit Schüttgut gefüllter Ring auf dem zu untersuchenden Wandmaterial verschoben. Wiederum lässt sich die Abhängigkeit ( )S N ermitteln.

9. Silolagerung und Austrag
9-9
Abb. 9-9: Jenike-Scherzelle zur Bestimmung von Wandfliessorten [6, 8].
Legende s. Abb. 9-8
Der Wandfliessort wird üblicherweise in der σ τ− -Ebene dargestellt. Bei metallischen Oberflächen und mineralischen Schüttgütern ist der Wandfliessort häufig eine Gerade durch den Ursprung (s. Abb. 9-10), während bei Kunststoffoberflächen, Lackierung und weichen Schüttgütern der Wandreibungswinkel mit zunehmender Normalspannung kleiner wird. In der Praxis äussert sich dieser Effekt in einer schlechten Restentleerung der Silos. Bei gefülltem Silo sind die Druckspannungen gross und damit die Wandreibung klein. Bei annähernd leerem Silo kann die Wandreibung aufgrund der kleinen Druckspannungen so gross werden, dass ein Abgleiten des Gutes auf dem Wandmaterial verhindert wird.
τc
N m2
σw
N m21040 5 103⋅
5 103⋅
ϕwo= 30
Abb. 9-10: Wandfliess-ort von Hochofenkoks-staub gegen unbeschich-teten Normalstahl (nach [3]).
9.4 Auslegung von Silos Die beschriebenen Fliesseigenschaften der Schüttgüter ermöglichen die Dimensionierung von Silos. Die Wandneigung, der Austrittsdurchmesser, das Wandmaterial und das Austragsorgan müssen so gewählt werden, dass ein störungsfreier Materialfluss gewährleistet ist.

9. Silolagerung und Austrag
9-10
Kaminbildung Kernfluss Brückenbildung Massenfluss
12
3
4
56
Abb. 9-11: Arten des Materialflusses aus einem Silo [6]. In Abb. 9-11 sind verschiedenen Arten des Materialflusses dargestellt. Bei der Kaminbildung wird nur ein eng begrenzter Bereich abgezogen, während die Randpartien stehenbleiben. Im Fall des Kernflusses stürzen die Randpartien erst mit fortschreitender Entleerung zusammen. Bei der Brückenbildung muss der Produktnachlauf durch äussere mechanische Einwirkungen wieder ausgelöst werden. Im angestrebten Fall des Massenflusses existieren keine Totzonen. Alle Produktteile befinden sich beim Austragen in Richtung des Auslaufes in Bewegung. Auf dem Weg durch das Silo ist jedes Gutelement sowohl beim Befüllen als auch beim Entleeren einer wechselnden Druckspannung unterworfen. Beim Entleeren hängt sie ausserdem von der Art des Materialflusses ab und kann mit verschiedenen Methoden abgeschätzt werden [7]. In Abb. 9-12 ist die grösste Hauptspannung σ 1 für den Fall ruhenden Materials wiedergegeben. Die wirkenden Drücke verdichten das Schüttgut (Abb. 9-13) und erzeugen eine bestimmte Festigkeit (fc-Linie in Abb. 9-12).
h
σ1, fc
σ1fc
Abb. 9-12: Spannungs-verlauf im Silo [6].

9. Silolagerung und Austrag
9-11
Abb. 9-13: Schüttdichte von Landweizen in Abhängigkeit des Drucks.
Die Auswirkung der Gutfeuchte auf den erforderlichen Siloauslaufdurchmesser zeigt Abb. 9-14. Mit zunehmendem Wassergehalt nimmt der erforderliche Durchmesser stark zu. Um das Ausflussverhalten zu verbessern, können Hilfsmassnahmen wie Klopfen, Rütteln, Vibrieren, Zugabe von Gleitmitteln oder der Einsatz von Rührarmen vorgesehen werden.
Abb. 9-14: Siloauslaufdurchmesser in Abhängigkeit vom Wassergehalt für ein typisches organisches Produkt [6].

9. Silolagerung und Austrag
9-12
Die wichtigste Bedingung beim Austragen ist es, Produkt (Schüttgut) über dem gesamten Siloauslaufquerschnitt gleichmässig abzuziehen, da bei einseitigem Abziehen Kernfluss, Kaminbildung sowie Brückenbildung auftreten kann. Deshalb ist beispielsweise bei Schneckenaustragsorganen zu beachten, dass deren Einlaufzone konisch progressiv erweitert ist, da bei konstantem Querschnitt die Gefahr besteht, dass sich Totzonen im Silo bilden.
Tot-zone
a)
b) c) d)
Abb. 9-15: Geometrie von Schneckenaustragsorganen. a) ungünstige Geometrie b) variable Transportquerschnitt c) variable Schneckengang d) Verdrängungskörper Für die genaue Auslegung der Silos einschliesslich aller Peripheriegeräte ist man in vielen Fällen auf die Erfahrung von Verfahrensingenieuren, Anlagenbauern und Siloherstellern angewiesen, um alle Einflussfaktoren zu berücksichtigen. 9.5 Symbole A m2 Fläche
c N/m2 Kohäsion
d m Partikeldurchmesser
d60 m Partikeldurchmesser mit ( )Q d60 0 6= .
dmin m minimaler Partikeldurchmesser
dmax m maximaler Partikeldurchmesser
ff c - Verhältnis von Verfestigungsspannung zu Schüttgutfestigkeit
N N Normalkraft
S N Schubkraft
ϕ - Reibungswinkel

9. Silolagerung und Austrag
9-13
ϕ e - effektiver Reibungswinkel
ϕ i - Winkel der inneren Reibung
ϕw - Wandreibungswinkel
μ - Reibungskoeffizient
σ N/m2 Normalspannung
σ c N/m2 Schüttgutdruckfestigkeit
σ1 N/m2 Verfestigungsspannung
σ t N/m2 Zugfestigkeit
τ N/m2 Schubspannung
ρb kg/m3 Schüttgutdichte
9.6 Literatur [1] Brown, C. J.; Nielsen, J.; Silos - Fundamentals of theory, behaviour and design, E & FN
Spon, London, 1998 [2] FEM Sektion II, Dokument 2.582; Allgemeine Schüttguteigenschaften hinsichtlich der
Klassifizierung und Symbolisierung, 1984 [3] FEM Sektion II, Dokument 2.381; Spezifische Eigenschaften der Schüttgüter in Bezug
auf die Silolagerung - Ermittlung und Darstellung der Fliesseigenschaften, 1986 [4] Jenike, A. W.; Gravity Flow of Bulk Solids, , Bull. No. 108, Engng. Exp. St., Univ. Utah,
Salt Lake City, 1961 [5] Jenike, A. W.; Storage and Flow of Solids, Bull. No. 123, Engng. Exp. St., Univ. Utah,
Salt Lake City, 1964 [6] Kühnemund, B.; Silolagerung von Schüttgütern, Aufbereitungs-Technik, 23 (1982) 2,
104-109 [7] Schwedes, J.; Feise, H.; Modelling of Pressures and Flow in Silos, Chem. Eng. Technol.,
18 (1995), 96-109 [8] Schwedes, J.; Wilms, H.; Fliesseigenschaften von Schüttgütern, Farbe und Lack, 93
(1987), 201-206

10. Mischen
10-1
10. Mischen Das Mischen von Stoffen kann zwei Ziele verfolgen. Zum einen werden Stoffe unterschiedlichen Aggregatzustandes oder verschiedener Phasen miteinander in Kontakt gebracht. Andererseits kann die Verringerung der räumlichen Gradienten einer Eigenschaft in einer Phase angestrebt werden. In beiden Fällen tritt eine Vermischung ein, wenn Teile der Gesamtmenge sich relativ zueinander bewegen. Im allgemeinen ist das Mischen umso einfacher, je ähnlicher die Bewegungseigenschaften der zu mischenden Komponenten sind und je höher ihre Beweglichkeit ist. So ist etwa die Vergleichmässigung der Temperatur oder Konzentration von Gasen wesentlich schneller, apparativ einfacher und mit geringerem Energieaufwand verbunden als die Vermischung zweier Flüssigkeiten oder die gleichmässige Verteilung von Partikeln (Feststoff oder Flüssigkeit) in einem Gas. Ein wichtiges Einsatzgebiet von Mischern ist die Reaktionstechnik, da jede Reaktion eine gute, der Stöchiometrie enstprechende Mischung der Komponenten voraussetzt. Eine schlechte Vermischung der Komponenten vermindert den Umsatz der Edukte und verschlechtert die Selektivität des Prozesses. Daher ist Mischen in der stoffumwandelnden Industrie ein zentraler Prozessschritt. In Verfahrensschritten, bei denen einzelne Komponenten zwischen verschiedenen Phasen ausgetauscht werden sollen, spielt die Mischung der Phasen ebenfalls eine wichtige Rolle da sie mitbestimmend ist für die pro Apparatevolumen nutzbare Stoffaustauschfläche. Tab. 10.1: Beispiele für Mischaufgaben. Beispiel Aggregatzustände spez. Phaseneigenschaften Apparate Verbrennung gasf. mit gasf. beliebig mischbar stat. Mischer Absorption flüssig in gasf. Dampfdruck Zerstäuber Katalyse fest in gasf.
gasf. in fest Sorptionsfähigkeit Wirbelschicht
Festbettreaktor Trocknung fest/pastös/flüssig
in gasf. Dampfdruck, Zähigkeit, Oberflächenspannung
Sprühtrockner (Düsen)
Begasung gasf. in flüssig Löslichkeit stat. Mischer, Düsen Extraktion flüssig mit flüssig Löslichkeit, Zähigkeit stat. Mischer, FüllkörperBefeuchtung flüssig mit fest Dampfdruck Zerstäuber Adsorption, Auflösen
fest in flüssig Löslichkeit Wirbelschicht Rührkessel
Pulvermetallurgie, Pharmazie
fest mit fest Mischer

10. Mischen
10-2
10.1 Mischungsvorgang und Mischungszustand Eine Mischung kann aufgrund von Konvektion oder Diffusion erfolgen. Eine Hauptanwendung des Mischens ist nicht nur die Dispergierung des Feststoffes oder Gases sondern die Verbesserung der Wärme- und Stoffaustausches. Dazu ist es notwendig, möglichst grosse, zugängliche Oberflächen zwischen den Phasen zu schaffen. Dies kann in Mehrphasensystemen durch Trägheits- und Scherkräfte bewirkt werden. Aufgrund von Geschwindigkeitsgradienten kommt es zu Teilungsprozessen. Die Konvektion verringert fortlaufend Grösse und Abstand der ungemischten Zonen.
Dispersion
Konvektion
Diffusion
Makro-Scale
Meso-Scale
Mikro-Scale
Apparate-teilvolumina
Strukturelementeder Strömung(Strähnen, Cluster)
Strukturelementedes Stoffsystems(Partikel, Moleküle)
Abb. 10-1: Mechanismen und Skalen des Mischens. Der grossräumige Mischvorgang im Apparat (Makro-Scale) wird durch Konvektion bewirkt. Mischvorgänge aufgrund lokaler Unterschiede der Strömungsgeschwindigkeiten werden oft als Dispersion bezeichnet. Sie finden in einer Grössenskala (Meso-Scale) statt, die durch die im Apparat auftretenden Strömungsstrukturen bestimmt sind (Strähnen aus Feststoffpartikeln, Flüssigkeitstropfen oder Gasblasen). Die kleinste Einheiten die beim Mischen bewegt werden

10. Mischen
10-3
sind bei Gasen und Flüssigkeiten die Moleküle, während es bei Feststoffen die einzelnen Partikel sind (Mikro-Scale). Für diese Einheiten tritt neben der Konvektion auch die Diffusion als Mischungsmechanismus auf. Diese stochastische Bewegung tritt bei Fluiden aufgrund der thermischen Eigenbewegung der Moleküle auf. Da Feststoffe eine solche Eigenbewegung nicht aufweisen, ist die Partikeldiffusion an die Bewegung des Partikelkollektivs gebunden. Eine genaue Abgrenzung der Grössenbereiche Makro-, Meso- und Mikro-Scale ist meist nicht möglich, da bis heute weder für die Strukturelemente einer Mehrphasenströmung noch für die Mischvorgänge selbst eine breit anwendbare Beschreibungsmethode existiert. Das Resultat eines Mischungsvorgangs ist nicht eine regelmässige Anordnung der Elemente. Aufgrund des stochastischen Charakters der Bewegung von Molekülen, Fluidballen oder Partikeln wird sich im besten Fall lediglich eine Zufallsverteilung der einzelnen Elemente zueinander ergeben (s. Abb. 10-2). Dieser stochastische Charakter zeigt sich besonders deutlich beim Feststoffmischen, da sich die Abmessungen der entnommenen Proben und der Partikel nicht um Grössenordnungen unterscheiden. So wird beim Feststoffmischen selbst bei unendlich langer Mischzeit die Konzentration einer Komponente in einem Probesatz stochastisch um einen Mittelwert verteilt sein, während beim Fluidmischen üblicherweise eine Probe derart viele Moleküle enthält, dass der stochastische Charakter nicht mehr auflösbar ist und deshalb die Probenkonzentration gleich der mittleren Konzentration ist.
a) b) c) Abb. 10-2: Idealisierte Mischungszustände. a) vollkommen entmischt, b) geordnet, c) zufällig
Zur Analyse eines Mischverfahrens werden generell zwei Kriterien verwendet. Zum einen ist die Mischungsgüte zu bewerten und zum anderen wird die zum Erzielen einer Mischungsgüte benötigte Zeit betrachtet.

10. Mischen
10-4
10.2 Mischen von Flüssigkeiten Für das Mischen von Flüssigkeiten haben sich besonders die Behälter- und Rohrmischer durchgesetzt (s. Abb. 10-3). Unter Behältermischer werden voluminöse Apparate verstanden, in denen entweder eine grossräumige Zirkulationsströmung durch Turbinen, Propeller, Rührer, Strahlen oder Gasblasen eingestellt wird oder dadurch, dass sich der ganze Behälter bewegt. Sie werden sowohl absatzweise als auch kontinuierlich betrieben. Beim Rohrmischen gibt es eine Haupttransportrichtung in einer (axialen) Richtung. Senkrecht dazu (radial oder tangential) wird durch koaxiale Jets, turbulente Strömung oder Einbauten wie statische Mischer etc. gemischt.
Diskontinuierliches Mischen
Rührsystem Behälter mitUmpumpsystem
Behälter mitreiner Gaszufuhr
Kontinuierliches Mischen
Behälter mitRührsystem
Behälter mitStrahlsystem
Strahlmischer statischer Mischer Durchlaufmischer
Behältersystem Mischrohr
Abb. 10-3: Einteilung der Mischer zum Homogenisieren von Fluiden.

10. Mischen
10-5
Zum absatzweisen Mischen von Flüssigkeiten werden oft Rührkessel verwendet. Sie werden sowohl kontinuierlich als auch diskontinuierlich eingesetzt. Das Grundschema eines solchen Rührkessels ist in Abb. 10-4 skizziert. Tabelle 10-2 zeigt die gängigsten Rührertypen und die dafür empfohlenen Einbaubedingungen.
Abb. 10-4: Hauptabmessungen eines Rührkesselsystems [10, S. 265]. a) mit Strombrecher b) ohne Strombrecher
10.2.1 Leistungscharakteristik des Rührkessels Der Leistungsbedarf P hängt bei newtonschen Flüssigkeiten von deren Dichte ρ l , und dynamischen Viskosität ηl ab. Neben der Füllhöhe h0 und dem Kesseldurchmesser D1 gehen mindestens noch die Rührerdrehzahl N , der Rührerdurchmesser D2 , die Blatthöhe h1 und die Erdbeschleunigung g ein (vgl. Abb. 10-4): ( )P P h D N D h gl l= ρ η, , , , , , , , ...0 1 2 1 (10.1)
Die Dimensionsanalyse ergibt als dimensionslose Leistungskennziffer die Newton-Zahl Ne
Ne PN D
Ne FrDD
hD
hDl
= =⎛⎝⎜
⎞⎠⎟
ρ 325
1
2
0
2
1
2
Re, , , , ,... (10.2)
wobei die Reynolds-Zahl Re und die Froude-Zahl Fr mit der Drehzahl N definiert sind:
Re =ρ
ηl
l
N D22
(10.3)
FrN D
g=
22 (10.4)

10. Mischen
10-6
Tab. 10.2 Rührertypen und empfohlene Einbaubedingungen [10, S. 266]. SB: Strombrecher, WSB: Wandstrombrecher, RSB: rührernaher Strombrecher Nicht in der Skizze enthaltene Abmessungen beziehen sich auf Abb. 10-4.
Benennung / Hauptabmessung Skizze empfohlene Einbaubedingungen
Blattrührer Rührer, bestehend aus 4 oder 2 Rührblättern h D1 2 1= 4 Blätter h D1 2 0 25= . 4 Blätter h D1 2 1= 2 Blätter
Rührerwelle mittig, 4 WSB, ohne SB möglich D D2 1 = 0.2 ... 0.5 h Dm2 1 = 0.3 ... 0.5 D D2 1 = 0.2 ... 0.5 h Dm2 1 = 0.15 ... 0.4 D D2 1 = 0.3 ... 0.6 h Dm2 1 = 0.3 ... 0.5
Schaufelrührer Scheibe mit 6 senkrechten radial stehenden Schaufeln D D2 = 0.75 h D1 2 = 0.2 l D2 = 0.25
Rührerwelle mittig, mit 4 WSB, ohne SB möglich exzentrisch oder schräg ohne SB h Dm2 2 = 0.5 ... 1 D D2 1 = 0.2 ... 0.4
Schrägblattrührer Rührer mit im Winkel α angestellten ebenen Blättern b D2 2 0 2= . 6 Schaufeln α= 45o 3 Schaufeln α=24o
Rührerwelle mittig, mit 4 WSB, exzentrisch; Rührerwelle schräg oder horizontal ohne SB D D2 1 = 0.15 ... 0.4 h Dm2 1 = 0.25 ... 1

10. Mischen
10-7
Schraubenrührer Rührer mit 3 verwundenen gekrümmten Schaufeln mit einer Steigung s D2 = 1 b D2 2 = 0.22 r D1 2 = 0.4
r D2 2 = 0.064
Rührerwelle, mittig, 4 WSB, exzentrisch, horizontale oder schräge Rührerwelle ohne SB, mittig: D D2 1 = 0.15 ... 0.4 h Dm2 2 = 0.25 ... 1 horizontal: D D2 1 = 0.015 ... 0.035 h Dm2 2 = 1 ... 2
Kreuzblattrührer Merhstufige Rührer, bestehend aus mehreren um 90o verstetzten, zweiflügligen Schrägblattrührern, deren Blätter um den Winkel α=45o angestellt sind oder senkrecht zur Drehrichtung stehen (α=90o) α = 45o b D2 2 0 2= . α = 90o b D2 2 0 2= .
Rührerwelle, mittig, 4 WSB, ohne WSB möglich D D2 1 = 0.4 ... 0.66 h D2 1 = 0.15 ... 0.2 Δh D1 = 0.2 ... 0.5
Schneckenrührer Rührer mit eingängiger Förderschnecke s D2 0 5 1= . …
Mittig mit Leitrohr D D2 1 = 0.55 ... 0.67 D DL 2 = 1.05 ... 1.1 h D3 1 = 0 4 0 1. h D ... ( )h D D D0 1 2 10 5− . oder exzentrisch D D2 1 = 0.6 ... 0.67 Förderrichtung Mitte nach unten: h D2 1 <0.15 Förderrichtung Mitte nach oben: h h h2 0 1= −
Impellerrührer Rührer mit 3 rückwärts gekrümmten Schaufeln h D1 2 = 0.125 r D2 = 0.4
Rührerwelle mittig, mit 4 WSB, 2 RSB, ohne SB möglich D D2 1 = 0.5 ... 0.7

10. Mischen
10-8
Die Froude-Zahl entspricht dem Verhältnis von Zentrifugal- zu Erdbeschleunigung. Hohe Froude-Zahlen treten nur in grossen Wirbeln oder Tromben auf. Diese sind bei Re < 300 nicht existent oder werden bei höheren Reynoldszahlen durch Einbauten (Strombrecher) vermieden. Dann ist die Newton-Zahl nur noch eine Funktion der Geometrieverhältnisse und der Reynolds-Zahl (Abb. 10-5).
Abb. 10-5: Abhängigkeit der Leistungskennzahl Ne von der Rührer- Re -Zahl [10, S. 274]. Im laminaren Strömungsbereich gilt: Ne constRe = (10.5) Daran schliesst sich ein Übergangsbereich an. Im turbulenten Bereich ist die Leistungskennzahl nahezu konstant: Ne const= (10.6) An den funktionellen Zusammenhang zwischen Leistungskennzahl und Reynoldszahl fällt auf, dass sie dem Zusammenhang zwischen Widerstandsbeiwert einer stationär umströmten Einzelkugel und Reynolds-Zahl ähnelt. Die Übereinstimmung liegt darin begründet, dass der Rührer ebenfalls eine Widerstandskraft im umströmenden Fluid erfährt, der sich in der Leistungsaufnahme niederschlägt.

10. Mischen
10-9
10.2.2 Mischzeit beim Homogenisieren Unter Homogenisieren wird das Vermischen von zwei oder mehreren ineinander löslichen Flüssigkeiten verstanden. Die Mischzeiten, die zur Homogenisierung benötigt werden, können beispielsweise durch spezielle Sondenmethoden ermittelt werden. Bei den Sondenmethoden wird an einem festen Ort der zeitliche Verlauf der Eigenschaften gemessen, in der sich die beiden Flüssigkeiten unterscheiden. Für eine grosse Auflösung sollte das Messvolumen sehr klein sein. Die Komponenten der Mischung können sich z. B. in Temperatur, Leitfähigkeit oder Lichtextinktion unterscheiden. Ein Beispiel der Mischzeitbestimmung mit Hilfe von Thermoelementen zeigt Abb. 10-6.
Abb. 10-6: Mischzeitbestimmung bei Flüssigkeiten unterschiedlicher Temperaturen [2]. Zum Zeitpunkt Null liegen die beiden Flüssigkeiten, die sich in ihrer Temperatur unterscheiden, räumlich getrennt vor. Wird der Mischer in Bewegung gesetzt, so ergibt sich ein Ausgleich und eine mittlere Temperatur wird sich einstellen. Diese mittlere oder

10. Mischen
10-10
Endtemperatur wird asymptotisch erreicht. Die Zeit, bei der x% dieses Endwertes erreicht sind, bezeichnet man als Mischzeit Θ x . In einer dimensionslosen Darstellung wird statt der Mischzeit die Anzahl der Rührerumdrehungen N xΘ benutzt. Diese dimensionslose Mischzeit enthält nur Informationen darüber, ob das Makromixing abgeschlossen ist. Die Vermischung auf molekularem Massstab (Mikromixing) wird hierdurch nicht erfasst. Die Effektivität eines Rührorganes oder einer Rühranordnung wird durch die Leistungsaufnahme und durch die zur Erfüllung einer bestimmten Mischaufgabe benötigten Mischzeit beschrieben. Mit zunehmender Leistung nimmt die Mischzeit ab (s. Abb. 10-7).
P
Θ
′Θ
′P
A P= ′ ⋅ ′Θ
Rühranordnung 1
Rühranordnung 2
Abb. 10-7: Abhängigkeit der Mischzeit Θ von der Rührerleistung P bei vorgegebenen Mischeffekt für zwei unterschiedliche Rühranordnungen.
Eine Kopplung von Mischzeit und Leistungscharakteristik leitete Zlokarnik [15] für newtonsche Flüssigkeiten mit geringen Dichte- und Viskositätsunterschieden her. Gesucht wird eine dimensionslose Darstellung, welche die drei Kenngrössen Ne , Re und N Θ beinhaltet. Als neue Durchmischungszahl definiert Zlokarnik mit dem Kesseldurchmesser D und dem Rührerdurchmesser d folgende Grösse:
K NDd
DDl
l
=⎛⎝⎜
⎞⎠⎟
=Θ Θ
Re2 2
ηρ
(10.7)
Als neue Leistungskennzahl definiert Zlokarnik:
K Ne Dd
P DA
l
l
= =Re 32
3
ρη
(10.8)

10. Mischen
10-11
Abb. 10-8: Arbeitsdiagramm zur Bestimmung von günstigen Rührbedingungen beim Homogenisieren von Flüssigkeiten mit geringen Zähigkeits- und Dichteunterschieden nach Zlokarnik [15]. Tab. 10.3: Geometrien der Rührersysteme in Abb. 10-8. I II III IV Propellerrührer Gitterrührer Blattrührer Wendelrührer H D 1 1 1 1 D d 3.33 2 2 1.02 h d 2 0.2 0.4 0.01 b d 1.5 1 1 δ d 0.1 0.1 l d 0.6

10. Mischen
10-12
Das Diagramm von Zlokarnik (Abb. 10-8) enthält Messkurven der als besonders günstig erkannten Rührer. Es gibt keinen über den ganzen Bereich optimalen Rührer. Zu jedem Bereich ist auch der jeweilige Bereich der Reynolds-Zahl und damit bei vorgegeben Einbaubedingungen ( D D1 2 ) die Rührerdrehzahl N festgelegt. Interessanterweise gibt es einen unteren Grenzwert (10-4) für die Durchmischungskennzahl K D , den keiner der Rührer zu unterbieten vermag. Die Mischzeit wird wesentlich durch den Kesseldurchmesser beeinflusst, da er quadratisch in die Mischkennzahl eingeht. So wird beispielsweise Wasser in einem Kessel von 2m Durchmesser in weniger als 7 Minuten durchmischt. Bei vorgegebener Mischzeit, Flüssigkeit und festgelegtem Apparatedurchmesser kann mit dem Arbeitsdiagramm nach Zlokarnik der günstigste Rührer, dessen Drehzahl und über die Leistungskennzahl die Leistungsaufnahme der Welle ermittelt werden. Die Reynolds-Zahl hat einen starken Einfluss auf die Mischzeit. Letztlich liegt die Ursache darin begründet, dass die Vermischung im laminaren und turbulenten Bereich stark unterschiedlich abläuft. Laminares Mischen, bei dem eine Mischwirkung durch Abscheren von Flüssigkeitsschichten erfolgt, sollte vermieden werden, da hier der Vermischungsprozess sehr lang andauert. Im turbulenten Bereich existieren Wirbel, die eine Homogenisierung bewirken. Grosse Wirbel zerfallen dabei fortlaufend in kleinere (Wirbelkaskade). Die Wirbel variieren in ihren Abmessungen von der Grösse des Apparates oder Rührers zu einem minimalen Durchmesser, der nach Kolmogoroff für isotropische Turbulenz nur vom spezifischen Leistungseintrag und der dynamischen Viskosität abhängt:
lV
PKolmogoroffl
l
=⎛
⎝⎜
⎞
⎠⎟
ηρ
3
2
14
(10.9)
Unterhalb dieser Länge erfolgt die Vermischung durch Diffusion. Obwohl die Rührkessel gerade in der chemischen Industrie sehr verbreitet sind, haben sie doch den Nachteil, dass zwischen Zonen des Rührorganes und den Aussenbereichen Turbulenzintensität und Leistungsdissipation ungleichmässig verteilt sind. Bei grossen installierten Rührkesselvolumina kann damit ein ungleichmässiges Produkt entstehen. Falls die Rühraufgabe mit einer exothermen chemischen Reaktion gekoppelt ist, besitzen grosse Rührkessel ein grosses Schadenspotential. Deswegen geht der Trend zu kontinuierlichen Rohr- und Strahlmischern mit kleinem Volumen, in denen hauptsächlich eine radiale Vermischung stattfindet.

10. Mischen
10-13
10.2.3 Strahlmischen Turbulente Strahlen werden eingesetzt um Flüssigkeiten zu vermischen. Meist wird eine Komponente mit hohem Impuls in eine langsamer fliessende oder stehende Flüssigkeit gespritzt. Durch die Geschwindigkeitsgradienten zwischen Strahlhülle und der langsamer fliessenden Flüssigkeit kommt es zu einer Vermischung, die stromabwärts weiter zunimmt. Bei den zwei gebräuchlichsten Rohrstrahlmischertypen (s. Abb. 10-9) wird entweder ein Teilstrom koaxial oder seitlich zugeführt.
A
A
B A
B
a) koaxial b) seitlich
Abb. 10-9: Rohrstrahlmischer. Der seitliche Eintritt wird bevorzugt, wenn ein Teilstrom deutlich kleiner als der andere Teilstrom ist. Die Mischwirkung kann noch gefördert werden, wenn es stromabwärts Einbauten wie Platten oder statische Mischelemente gibt (Abb. 10-10). Sie bewirken eine Reduzierung der Mischzeit bei gleichzeitiger Erhöhung des Druckverlustes (s. [5, 7]). Besteht genügend Zeit (Einbaulänge) für eine radiale Vermischung, ist das Rohr die kostengünstigere Alternative (Abb. 10-11).
Kenics-Mischer
SMV-Mischer (Sulzer)
Abb. 10-10: Beispiele statischer Mischer (aus [5, 7]).

10. Mischen
10-14
Abb. 10-11: Druckverlust und Mischzeit für Rohre mit und ohne Einbauten [9, S. 181].
Die Funktion statischer Mischer kann von einem Plattenwärmetauscher übernommen werden, wenn dieser mit einer geeigneten Plattenstruktur versehen ist. Der Druckverlust zur Mischung wird dann auch für den Wärmeaustausch genutzt (bzw. umgekehrt). 10.3 Mischen von Feststoffen Feststoffmischungen werden unter anderem in der Chemie, Grundstoff-, Nahrungsmittel- und pharmazeutischen Industrie hergestellt. Die Aufgabenstellung für den Mischer ist dabei sehr vielfältig. Die Komponenten können Unterschiede in der Partikelgrösse, Dichte, Oberflächenrauhigkeit, Partikelform etc. aufweisen. Bis heute lassen sich Feststoffe nur mit einer Vielzahl von Parametern bezüglich ihres Mischverhaltens beschreiben. Für eine grobe Charakterisierung werden die Partikel meist in frei fliessend oder kohäsiv unterteilt. Bei den letzteren sind die interpartikulären Kräfte (z. B. Flüssigkeitsbrücken oder van der Waals-Kräfte) genügend gross, um die freie Beweglichkeit der Partikel zu vermindern. Der Übergang von freifliessendem zu kohäsivem Verhalten findet bei trockenen Pulvern ungefähr bei einer Partikelgrösse von 50μm statt. Unterhalb dieser Grenze ist Mischen oft mit einer Agglomeration verbunden. Um diese Agglomeration aufzubrechen, muss der Mischer Scherkräfte aufbringen. Unterscheiden die Komponenten sich in Partikelgrösse, -form oder ihrer Dichte, ist dem Mischen meist ein Entmischungsvorgang (z. B. Aufschwimmen grosser Partikel, Durchsickern kleiner Partikel) überlagert, wodurch die Erzielung einer Mischung mit konstanter Homogenität erschwert wird. Für eine sichere Auslegung des Mischprozesses ist man deshalb immer noch auf Versuche angewiesen.

10. Mischen
10-15
Eine einfache Möglichkeit zum Mischen von Feststoffen besteht im gezielten Ein- und Auslagern in Bunker, Lagerhallen oder Halden. Für Mischbetten sind eine Reihe von Methoden wie das Chevron-, das Windrow- oder das Chevcon-Verfahren (s. Abb. 10-12) sowie Modelle zur Abschätzung der Vergleichmässigung entwickelt worden [11]. Die Mischwirkung lässt sich dabei einfach unterstützten, indem man die Halden in Längsrichtung aufschüttet, aber in Querrichtung abträgt.
1
2
3
Chevron-Halde
1
23
1
23
1
Windrow-Halde
1
2
3
Chevcon-Halde
12
3
23
4
Abb. 10-12: Mischbettverfahren. Die Zahlen geben die Reihenfolge der Aufschüttung an. 10.3.1 Bauformen von Feststoffmischern Für die verschiedenen Anwendungsgebiete wurden im Laufe der Zeit eine Vielzahl von Feststoffmischertypen entwickelt. Sie lassen sich in die zwei Hauptgruppen der Mischbunker und der rotierenden Mischer unterteilen (s. Tab. 10-4 u. 10-5). Die Mischbunker zeichnen sich durch sehr grosse Bauvolumen aus. Sie werden als Chargenmischer eingesetzt. Die Mischwirkung kommt mechanisch durch Schnecken oder das Einblasen von Luft zustande. Die rotierenden Mischer sind deutlich kleiner. Sie rotieren selbst, besitzen rotierende Werkzeuge oder kombinieren beide Prinzipien. Viele Mischer können kontinuierlich oder absatzweise betrieben werden.

10. Mischen
10-16
Tab. 10.4: Mischbunker, Einteilung nach Müller [6, S. 832]. A) Mischbunker: Gutbewegung durch Schnecken oder mittels Luft
Schwerkraft- mischer (stat. Mischsilo, Orgelpfeifensilo) Material: Granulat
Granulat- mischer Mischen durch pneumatisches Umwälzen (3-5 Zyklen) Material: Granulat V = 10-600 m3 dp >500 μm
Kegelschnecken-mischer drehender Arm oder drehende Schnecke Mat: Pulver, Gemenge V = 0.05 - 25 m3
Luftstrom- mischer
Luftvordruck 10 - 40 bar Luftstoss 3 - 10 s Stosszahl: 4 - 8 Luftverbrauch 10 - 30 Nm3/t V bis 70m3
(200m3)
Material: Pulver
Wirbelschicht- verfahren
a) gleichmässige Belüftung b) verstärkte Belüftung in Teilbereichen V = 10-103
(104)m3
dp < 500 μm
Siloschnecken- mischer zentrale Schnecke Material: Granulat
Tab. 10.5: Mischer mit Drehbewegung, Einteilung nach Müller [6, S. 832].
Apparat Bewegung Fr R g2 2= ω Grössen / m3 Leistung / kW/m3
freien Fall
< 1
< 2
< 1
Schub
< 1
< 30 / < 8
3 - 5
Schub Fliehkraft
> 1
< 30
10
Fliehkraft
>> 1
< 1.5
20

10. Mischen
10-17
10.3.2 Ideale Mischzustände Wenn die Konzentration an jeder zufällig gewählten Stelle der Mischung in einer Probe beliebiger Grösse gleich der Gesamtkonzentration ist, handelt es sich um eine perfekte Mischung. Die Varianz der perfekten Mischung ereicht den Wert Null. Dies ist nur für Gase und Flüssigkeiten möglich, die molekular mischbar sind. Die Probe ist um ein vielfaches grösser als die Bestandteile der Mischung. Für Mischungen von Feststoffen trifft dies nicht zu, da die Partikel eine Ausdehnung besitzen, die berücksichtigt werden muss. Die Varianz σ 2 hängt dann von der Probengrösse ab. Es gibt zwei Grenzzustände maximaler Homogenität bzw. minimaler Varianz. Sie sind in Abb. 10-2 als geordnete Mischung und Zufallsmischung für eine Zweikomponentenmischung skizziert. Eine gleichmässige Zufallsmischung liegt vor, wenn die Wahrscheinlichkeit, ein Mischungselement in irgendeinem Teilbereich des betrachteten Raumes anzutreffen, zu jedem Zeitpunkt für alle gleich grossen Teilbereich gleich gross ist. Diese Definition beschreibt einen Idealzustand. Sie setzt voraussetzt, dass die Partikel frei beweglich sind. In einer Zweikomponentenmischung kann eine Komponente als Tracer betrachtet werden. Die Konzentration des Tracers in der Mischung sei p und die der anderen Komponente q . Für beide gilt: p q+ = 1 (10.10) Für eine Zweikomponentenmischung mit gleich grossen Partikeln berechnet sich die Varianz der Zufallsmischung nach Lacey [4] zu
σ 2 =p qnP
(10.11)
wobei nP die Anzahl der Partikel in einer Probe ist. Mit zunehmender Probengrösse nimmt die Varianz der Zufallsmischung ab. Gleichung (10.11) liegt die Annahme einer Binomialverteilung zugrunde. Keine reale Mischung besteht aus Partikeln gleicher Grösse. Stange [13] berechnete die Varianz einer Zufallsmischung, in der die Komponenten eine Partikelgrössenverteilung besitzen. Er berücksichtigt für jede Komponente die mittlere Partikelmasse mp bzw. mq und die Standardabweichung der Partikelmassen σ p bzw. σ q . Den Quotienten aus Standardabweichung und mittlerem Partikelgewicht bezeichnet er mit der Variabilität c :
cmp
p
p
=σ
(10.12)

10. Mischen
10-18
cmq
q
q
=σ
(10.13)
Die Variabilität ist ein Mass für die Breite der Partikelgrössenverteilung. Je grösser c ist, umso breiter ist die Partikelgrössenverteilung. Die Probengrösse wird durch die Masse M und nicht durch die Anzahl der Partikel nP wie in Glg. (10.11) beschrieben. Für die Varianz der Zufallsmischung gibt Stange folgende Beziehung an:
( ) ( )[ ]σ 2 2 21 1= + + +p qM
pm c qm cq q p p (10.14)
Besitzen die Komponenten eine enge Partikelgrössenverteilung, d. h. sind cp und cq klein, nimmt die Varianz der Zufallsmischung ab. Gleiches wird mit einer Zerkleinerung der Partikel erreicht, da dann die mittleren Partikelmassen abnehmen. Die Varianz der Zufallsmischung ist umgekehrt proportional zur Probengrösse. Anstelle der Variabilitäten können auch die tatsächlichen Partikelgrössenverteilungen zur Berechnung der Varianz der idealen Zufallsmischung verwendet werden [12, Kap. 7.5]. Dies führt allerdings zu deutlich aufwendigeren Gleichungen. Nur für ideale Zufallsmischungen ist der Zusammenhang zwischen Probengrösse und Varianz bekannt. Bei realen Mischungen muss über die Stichprobenvarianz hinaus (s. nächstes Kap.) die Autokovarianzfunktion oder das Leistungsdichtespektrum bekannt sein, um Rückschlüsse auf die Varianz bei veränderter Probengrösse zu ermöglichen. 10.3.3 Statistische Beschreibung realer Mischzustände Anders als beim Mischen von Fluiden, bei denen die Moleküle im Vergleich zur Probengrösse so klein sind, dass zur Beurteilung der Mischungszustände die Angabe lokaler oder zeitabhängiger Konzentrationswerte ausreichend ist, muss beim Mischen von Feststoffen mit statistischen Kenngrössen gearbeitet werden. Da in der Regel keine ideale Mischung vorliegt, sind durch diese Kenngrössen zwei Aspekte quantitativ zu beschreiben. Zum einen muss beurteilt werden, in welchem Ausmass die Materialmenge bezüglich einer Eigenschaft homogen sein soll und zum anderen muss beschrieben werden, in welchem Grössenmasstab (Probenmenge) diese Homogenität auftritt. Die Probengrösse ist vom Anwender festzulegen. Sie kann sich je nach Anwendungsfall von einer Tablette über Müsliriegel bis zum Inhalt eines Eisenbahnwaggons erstrecken. Im folgenden wird für eine Zweikomponentenmischung eine Beschreibung des Mischungszustandes vorgeführt. In der Praxis werden natürlich auch Mischungen aus weit mehr als zwei Komponenten hergestellt. Auch in diesem Fall ist es prinzipiell möglich, eine

10. Mischen
10-19
Komponente als Tracer auszuwählen und alle anderen Komponenten zu einer Komponente zusammenzufassen. Dies vereinfacht die statistische Beschreibung des Mischungszustandes. Für Zweikomponentenmischungen ist es hinreichend zur Beurteilung der Mischgüte, nur den Konzentrationsverlauf einer Komponente, des Tracers, zu verfolgen. Die Beschreibung erfolgt ganz analog, wenn die interessierende Eigenschaft nicht die Konzentration, sondern die Feuchte, Partikelform oder Temperatur ist. Zieht man aus der Mischung Proben einer bestimmten Grösse und analysiert sie auf den Gehalt des Tracers, so werden die Tracerkonzentrationen xi in den Proben um die Tracerkonzentration p der ganzen Mischung (der Grundgesamtheit) zufällig schwanken. Die Güte der Mischung ist umso besser, je kleiner die Schwankungen der lokalen (Chargenmischen) oder zeitlichen (kontinuierliches Mischen) Probenkonzentrationen xi um die Mischungskonzentration p sind. Die Ermittlung der Mischgüte gehört in den Bereich der Qualitätskontrolle. Eine statistische Beschreibung aus den oben erwähnten Gründen ist unumgänglich. Es lässt sich nicht mit 100% Sicherheit behaupten, die Mischungsgüte sei besser als ein bestimmter Wert. Es ist nur die Aussage möglich, dass die Mischung mit einer bestimmten Wahrscheinlichkeit besser als dieser Wert sei. Mathematisch wird dies z. B. für eine Zweikomponentenmischung mit der Varianz der Konzentration σ 2 beschrieben. Die Varianz wird darum häufig als Mischgüte definiert. In der Literatur finden sich noch andere Definitionen für die Mischgüte, meist wird dabei die Varianz bezogen auf eine Anfangs- oder Endvarianz. Die theoretische Varianz bei endlicher Probengrösse berechnet sich zu
( )σ 2 2
1
1= −
=∑N
x pg
ii
Ng
(10.15)
Die Varianz wird ermittelt, indem man die gesamte Mischung, die Grundgesamtheit, in Ng Proben gleicher Grösse aufteilt und in jeder Probe die Konzentration xi bestimmt. Analysiert man nicht die ganze Mischung, sondern nur eine Anzahl n über die Grundgesamtheit zufällig verteilte Proben, erhält man die sogenannte Stichprobenvarianz S 2 . Wiederholt man dieses Vorgehen, wird sich ein neuer Wert für die Stichprobenvarianz ergeben. Jedes S 2 stellt einen Schätzwert für die unbekannte Varianz σ 2 dar. In vielen Fällen ist die Konzentration p ebenfalls unbekannt. Die Stichprobenvarianz ist dann mit dem arithmetischen Mittel μ der Probenkonzentration xi definiert:
( )Sn
xii
n2 2
1
11
=−
−=∑ μ (10.16)
μ ==∑1
1nxi
i
n
(10.17)

10. Mischen
10-20
Die Angabe der Stichprobenvarianz macht wenig Sinn, wenn man nicht angibt, wie genau sie die unbekannte wahre Varianz σ 2 beschreibt. Wünschenswert ist also die Angabe eines Vertrauensintervalls für σ 2 . Das Vertrauensintervall ist der Wertebereich, in dem mit einer bestimmten Wahrscheinlichkeit die Varianz σ 2 liegt. Zu dessen Berechnung benötigt man die Verteilung von S 2 . Aus dem zentralen Grenzwertsatz lässt sich herleiten, dass die Probenkonzentrationen näherungsweise normalverteilt sind. Ebenfalls ist bekannt, dass dann die Stichprobenvarianz eine χ 2 -Verteilung mit dem Freiheitsgrad n − 1 besitzt, wobei der Erwartungswert der Stichprobenvarianz der wahren Varianz entspricht: { }E S 2 2= σ (10.18)
Die Wahrscheinlichkeit W , dass die Varianz einen bestimmten oberen Grenzwert nicht überschreitet (einseitiges Vertrauensintervall) kann nach Raasch und Sommer [8] mit folgender Gleichung berechnet werden:
( ) ( )W n S
uuσ
χχ2
2
221 1< −
⎛
⎝⎜
⎞
⎠⎟ = − Φ (10.19)
Dabei ist ( )Φ χ 2 die Summenfunktion der χ 2 -Verteilung und χ u
2 bezeichnet die untere Schranke. Die Funktion ( )Φ χ 2 ist in statistischen Lehrbüchern tabelliert. Den Zusammenhang zwischen Probenanzahl und Vertrauensintervall verdeutlicht folgendes Beispiel: Aus einer Mischung werden n = 101 Proben gleicher Grösse gezogen. Die Stichprobenvarianz berechnet sich nach Glg. (10.16). Die Zahl der Freiheitsgrade ist n − =1 100 . Die Wahrscheinlichkeit, dass die Varianz kleiner als die obere Vertrauensgrenze sei, wird zu 95% gewählt. Damit wird ( )Φ χ u
2 0 05= . . Für χ u2 ergibt sich aus der Tabelle der
Summenfunktion ( )Φ 0 05 100. , der Wert 77 9. . Setzt man diese Werte in Glg. (10.19) ein ergibt sich folgende Aussage: Mit einer Wahrscheinlichkeit von 95% ist die Varianz der Mischung σ 2 kleiner als das 1.28-fache der gemessenen Stichprobenvarianz S 2 . Dies mag erstaunen. Trotz der hohen Anzahl an Proben ist die obere Vertrauensgrenze immer noch 28% über dem experimentell bestimmten Wert S 2 . Abb. 10-13 zeigt die mit der Varianz normierte Grösse des Vertrauensintervalls als Funktion der Stichprobenanzahl n . Bei wenigen Proben ist das Vertrauensintervall gross. Die Beurteilung der Mischqualität erfordert bei hoher Genauigkeit (kleine Konfidenzintervalle) viele Stichproben. Dies macht Mischversuche aufwendig und teuer.

10. Mischen
10-21
Abb. 10-13: Grösse des zweiseitigen Konfidenzintervalls, gemessen in Vielfachen von S 2 als Funktion der Probenanzahl (nach [3, S. 196]).
10.3.4 Praktische Durchführung der Mischgüteanalyse In den meisten Fällen ist es nicht möglich, mit einer schnellen on-line, in-line oder in-situ Messtechnik die Mischgüte zu bestimmen. Soll eine Vermischung bezüglich der Zusammensetzung kontrolliert werden, erfodert dies eine chemische Analyse von Feststoffpartikeln. Hierzu ist bis heute eine Probenahme mit nachfolgender langwieriger off-line Analyse notwendig. Für systematische Untersuchungen wurden deshalb meist Gemische gewählt, die sich schnell analysieren lassen (z. B. Salz-Sand: Leitfähigkeit).
Analyse
Steuerung
Proz
ess Probenahme
manuell
Analyse
Steuerung
Proz
ess Probenahme
automatisch
Aus
wer
tung
Steu
erun
g
Proz
ess Sonde
(im Prozessraum)
automatisch
Aus
wer
tung
Steu
erun
g
Proz
ess Sonde
(ausserhalb Prozessraum)
automatisch
off-line
on-line
in-line
in situ
Abb. 10-14: Verfahren zur Prozessüberwachung.

10. Mischen
10-22
Jede Probenahme kann bei unsachgemässer Durchführung das Ergebnis verfälschen, insbesondere wenn die Komponenten zur Entmischung neigen, da durch Bewegen, Teilen etc sich die Mischgüte verändern kann. Eine Mischgüteanalyse bedingt folgende Schritte: - Wahl der Probengrösse - Wahl des Messverfahrens - Anzahl der Proben - Art der Probennahme Bei der Bewertung der Analyse ist der Ort der Probennahme zu beachten. In der Regel wird man die Probenahme direkt nach dem Mischer durchführen, da auch beim Entladen eines Mischers Entmischungen auftreten können. Die Anzahl der Proben bestimmt die Genauigkeit und die Kosten der Untersuchung. Gegenüber einer systematischen Probenahme kommt die zufällige Probenahme mit einer geringeren Anzahl aus. Hierbei wird die zu analysierende Materialmenge in viele Teilmengen aufgeteilt, aus denen nach dem Zufallsprinzip zeitlich einem Produktstrom oder lokal einer Materialmenge die Proben entnommen werden. Hierzu wird zum Beispiel eine Materialmenge in eine Anzahl möglicher Probenahmeorte aufgeteilt und mit Raumkoordinaten durchnummeriert. Aus dieser Vielzahl von möglichen Probenahmeorten werden dann mit Zufallszahlen, wie sie in statistischen Lehrbüchern tabelliert sind, die Koordinaten festgelegt, an denen die Proben entnommen werden. 10.3.5 Mischzeitverlauf Eine Analyse der Proben erlaubt die Konzentrationsverteilung im Probensatz und damit die Stichprobenvarianz zu bestimmen. Natürlich hat auch das Messverfahren (inklusive Probenahme) einen Fehler, der sich in einer Messvarianz äussert:
( )σ σ σ σges syst end MmM
t2 1 2 2 21= −⎛⎝⎜
⎞⎠⎟
+ + (10.20)
Die Gesamtvarianz σ ges
2 setzt sich additiv aus den Varianzen der Messungenauigkeit σM2 ,
der Varianz nach Abschluss des Mischprozesses σ end2 und der systematischen Abweichung
σ syst2 , modifiziert um das Verhältnis aus maximaler Masse der Einzelpartikel m1 und der
gewählten Masse der Probe M , zusammen. Sollen Mischzeitverläufe aufgenommen werden, wird der Mischer beladen und in Betrieb gesetzt. In bestimmten Zeitabständen wird ein Probensatz dem Mischer entnommen und die Stichprobenvarianz bestimmt. Zu Beginn ergibt sich eine starke Abnahme der

10. Mischen
10-23
Stichprobenvarianz (s. Abb. 10-15). Sie läuft mit zunehmender Mischdauer asymptotisch gegen einen Endwert. Aussagen sind nur möglich, bis die experimentell ermittelte Stichprobenvarianz die Summe von σ end
2 und σM2 nicht unterschreitet. Sobald also die
Stichprobenvarianz in den Konfidenzbereich dieser Summe eintaucht, sind Aussagen nicht mehr möglich. Idealerweise sollte daher gelten: σ σend M
2 2>> (10.21)
ttMisch scheinb, . tMisch real,
σges2
σend2
σM,12
σM,22
σM,22 gross: fehlerhafte Mischzeitbestimmung
σM,12
σ σM syst2 2<<Bedingung Mischzeitbestimmung:
klein: korrekte Mischzeitbestimmung
Abb. 10-15: Zeitlicher Verlauf der Mischgüte und Einfluss der Messgenauigkeit auf die Bestimmung der Mischzeit (nach [14, S. 66]).
Der grosse systematische Abbau zu Beginn des Mischprozesses sollte nur vom Mischertyp abhängen, da sich in diesem Abbau ein grossräumiger Mischausgleich zeigt, der unabhängig vom Stoffsystem bei rieselfähigen Produkten ist. Der Endzustand ist hingegen stark vom Stoffsystem und der Partikelgrösse der Komponenten abhängig. Für ideale Mischzustände wird dies im folgenden Kapitel gezeigt. Schneller als diese recht aufwendigen Mischversuche mit Probenahme und Analyse lässt sich die Mischzeit mit einer in-line Messung bestimmen. Mithilfe einer optischen Sondentechnik kann die Konzentration einer farblich sich von der anderen Komponente unterscheidenden Tracerkomponente aufgezeichnet werden. Abb. 10-16 zeigt den zeitlichen Verlauf der Konzentration des Tracers vor der Sonde. Zunächst wurde dabei ein Pflugscharmischer mit der Hauptkomponente ( )Al OH 3 (weiss) befüllt. Auf diese Schüttung wurde lokal begrenzt ein schmaler Streifen Tracer SiC (schwarz) gegeben. Man erkennt, wie sich je nach Ausgangszustand unterschiedlich die Konzentrationsverläufe asymptotisch dem stationären Zustand annähern.

10. Mischen
10-24
Abb. 10-16: Mischzeitverläufe in des Pflugscharmischer MXC-150 (Gericke) mit einer faseroptischen in-line Messung ermittelt [14, S. 68]. Hauptkomponente: Al(OH)3 (weiss) Tracer: SiC (schwarz) Startposition des Tracers: 1) nahe der Sonde, 2) mittlere Entfernung zur Sonde 3) grosse Entfernung zur Sonde
Aus dem stationären Verlauf der Konzentration kann aufgrund der Fülle an Daten, die mit einer derartigen (systematischen) in-line Messung zur Verfügung stehen, eine umfassendere statistische Beschreibung des Mischungszustandes durchgeführt werden. Die Autokovarianzfunktion und ihr Pendant im Frequenzbereich, das Leistungsdichtespektrum, charakterisieren neben dem Ausmass der Entmischung (Varianz) zusätzlich noch die Struktur der Mischung (scale of segregation). 10.3.6 Kontinuierliches Feststoffmischen Wird ein Produkt in einem kontinuierlichen Prozess hergestellt, können kleinvolumige verfahrenstechnische Apparate eingesetzt werden. Zudem werden Pufferbehälter eingespart und eine Automatisierung des Prozesses erleichtert. Ist eine Mischstufe in den kontinuierlichen Prozess integriert, erlaubt nur die Verwendung eines kontinuierlichen Mischers, diese Vorteile beizubehalten. Besitzen die Komponenten ein stark unterschiedliches Bewegungsverhalten, entmischen sich die Komponenten. Während im Chargenmischer sich noch ein Beharrungszustand zwischen Mischung und Entmischung einstellt, wird in den nachgeschalteten Puffern oder bereits beim Entladen die Entmischung dominieren. Hier bietet der kontinuierliche Mischer Vorteile, da er direkt vor eine weiterverarbeitende Prozessstufe positioniert werden kann. Üblicherweise werden dem kontinuierlichen Mischer die Komponenten bereits dicht nebeneinander zugeführt. Die Vermischung muss nur über relativ kleine Distanzen erfolgen, so dass die Mischzeit und der spezifische Energieaufwand klein ist. Zudem kann ein kontinuierlicher Prozess vollkommen geschlossen betrieben werden. Besitzt das Stoffgemisch ein Gefahrenpotential, ist bei kontinuierlicher Fahrweise immer nur eine geringe Menge im Prozess vorhanden.

10. Mischen
10-25
Gengenüber dem Chargenbetrieb ist der kontinuierliche Prozess allerdings weniger flexibel. Desweiteren werden genaue Dosierer benötigt, um die zu mischenden Komponenten zeitkonstant dem Mischer zuzuführen. Ist die Dosierung schwankend, muss dies im Mischer durch eine Axialvermischung, gleichbedeutend mit einer breiten Verweilzeitverteilung im Mischapparat, ausgeglichen werden (s. Abb. 10-17).
L
r
zn
D
v
d
axiale Transportgeschwindigkeit
axiale Dispersion
Komponente 1
Komponente 2
Mischung
Bodensteinzahl Bo v LD
=⋅
kontinuierlicher Mischer
Abb. 10-17: Axiale Dispersion in einem kontinuierlichen Mischer (nach [14, S. 87]). Dankwerts [1] prägte zur Beurteilung von kontinuierlichen Mischern den Begriff der Varianzreduktion (variance reduction ratio):
VRR input
output
=σ
σ
2
2 (10.22)
Weinekötter [14] erweiterte ein Modell von Dankwerts, um die Varianzreduktion in Feststoffmischprozessen VRRsolids zu berechnen:
( ) ( ) ( )( )
1 20 0
2
2VRRR E t E t dt d
fsolidsxx feed
t
end
input
= + +=
∞
=
∞
∫ ∫τ
τ τ τσ
σ, (10.23)
Darin bezeichnet Rxx feed, die Autokorrelationsfunktion der Eigenschaften oder Zusammensetzung im Dosierstrom, die im Mischer zeitlich vergleichmässigt werden sollen. Diese Autokorrelationsfunktion kennzeichnet die Güte der Dosierung. Je breiter die Verweilzeitverteilung ( )E t und damit die Baugrösse des Mischers ist, umso grösser ist die axiale Vermischung. Bei Feststoffmischungen muss zudem noch berücksichtig werden, dass

10. Mischen
10-26
die Endvarianz nicht Null wird, sondern einen Endwert σ end2 besitzt, der im Grenzfall gleich
der Varianz der idealen Zufallsmischung ist. Je kleiner die Dosierschwankung, umso besser wird sie im Mischer abgebaut (s. Abb. 10-18).
Abb. 10-18: Varianzreduktion in einem kontinuierlichen Mischer [14, S. 81]. links: Kozentrationsverlauf, rechts: Leistungsdichtespektrum der Konzentration Die Dosierung des Tracers SiC erfolgte periodisch. Der Konzentrationsverlauf des SiC im SiC-Al(OH)3-Gemisch am Mischeingang wurde aus Waagensignalen ermittelt, der Konzentrationsverlauf am Mischerausgang wurde mit einer faseroptischen Messeinrichtung bestimmt. Der angegebene Parameter ist die Periodendauer der Dosierschwingung. Der Mischer ist ein Multiflux II Mischer der Firma Gericke.
Eine hohe Varianzreduktion wird durch drei Massnahmen erreicht:
- sehr gute Dosierung, nur hochfrequente Schwingungen gelangen in den Mischer - hohe Axialvermischung und damit breite Verweilzeitverteilung, begünstigt durch Zudosierung in der Mitte des Mischers, um die Mischwege zu verkleinern - grossvolumige Mischer mit grossen mittleren Verweilzeiten
Verfahrenstechnisch ist der erste Weg, die Verwendung eines genauen Dosiersystems, den anderen vorzuziehen. 10.4 Symbole

10. Mischen
10-27
a1 m Abstand Strombrecher von Rührkesselwand
b1 m Breite des Strombrechers
c - Variabilität nach Stange
D1 m Kesseldurchmesser
D2 m Rührerdurchmesser
{ }E S 2 - Erwartungswert der Stichprobenvarianz
( )E t 1/s Verweilzeitverteilung
f 1/s Frequenz der Schwankungen im Dosierstrom
Fr - Froude-Zahl
g m/s2 Erdbeschleunigung
h0 m Füllhöhe
h1 m Rührerblatthöhe
h2 m Abstand Rührerblattunterkante zum Kesselboden
h20 m Abstand Rührerblattoberkante zur ruhenden
Flüssigkeitsoberfläche
h m2 m Abstand Rührerblattmittellinie zum Kesselboden
h3 m Höhe des Strombrechers
hT m Tiefe der Trombe gegenüber ruhender Flüssigkeitsoberfläche
hw m Höhe der Trombe gegenüber ruhender Flüssigkeitsoberfläche
H m Höhe
KA - Leistungskennzahl nach Zlokarnik
KD - Durchmischungszahl nach Zlokarnik
l m Rührerblattbreite
lKolmogoroff m minimaler Turbulenzwirbeldurchmesser nach Kolmogoroff
m1 kg Masse einer Einzelpartikel
mp kg mittlere Partikelmasse des Tracers
mq kg mittlere Partikelmasse der Hauptkomponente
M kg Probenmasse
n - Anzahl Stichproben

10. Mischen
10-28
nP - Anzahl Partikel in einer Probe
N 1/s Drehzahl
Ng - Probenanzahl bei vollständiger Erfassung der Grundgesamtheit
Ne - Newton-Zahl
p - Konzentration der Tracerkomponente, Anzahlgehalt
P J/s Leistungsbedarf
q - Konzentration der Hauptkomponente, Anzahlgehalt
Rxx feed, - Autokorrelationsfunktion für Dosierstrom (Zulauf Mischer)
Re - Reynolds-Zahl
S 2 - Stichprobenvarianz
t s Zeit
V m3 Volumen
VRR - Varianzreduktion
VRRsolids - Varianzreduktion in Feststoffmischprozessen
W - Wahrscheinlichkeit, dass Varianz Grenzwert nicht überschreitet
xi - Konzentration in der Probe i
ηl kg/(ms) dynamische Viskosität der Flüssigkeit
Θ s Mischzeit
Φ - Summenfunktion der χ 2 -Verteilung
μ Mittelwert der Stichprobenkonzentrationen
χ 2 - χ 2 -Verteilung
χu2 - untere Schranke
σ p kg Standardabweichung mittl. Partikelmasse Tracers
σ q kg Standardabweichung mittl. Partikelmasse Hauptkomponente
σ 2 Varianz
σ end2 Endvarianz nach Abschluss des Mischprozesses
σ ges2 Gesamtvarianz im Mischprozess
σ input2 Varianz am Eingang eines Mischprozesses
σM2 Varianz aufgrund der Messungenauigkeit

10. Mischen
10-29
σ output2 Varianz am Ausgang eines Mischprozesses
τ s Zeit
ρl kg/m3 Flüssigkeitsdichte
10.5 Literatur [1] Dankwerts, P. V.; Continuous Flow Systems - Distribution of residence times, Chem.
Eng. Sci., 2 (1953), 1 [2] Hoogendoorn, C. J.; Den Hartog, A. P.; Model studies on mixers in the viscous flow
region, Chem. Eng. Sci., 22 (1967), 1689-1699 [3] Kreyszig, E.; Statistische Methoden und ihre Anwendungen, 7. Auflage, 3. Nachdruck,
Vandenhoeck und Ruprecht, Göttingen, 1988 [4] Lacey, P. M. C.; Mixing of Solid Particles, Trans. Inst. Chem. Eng., 21 (1943), 53-59 [5] Müller, W.; Statische Mischer, Aspekte zu Wärmeübergang, Druckabfall und
Mischgüte, Verfahrenstechnik, 15 (1981), 104-111 [6] Müller, W.; Methoden und derzeitiger Kenntnisstand für Auslegungen beim Mischen
von Feststoffen , Chem.-Ing.-Techn., 53 (1981), 831-844 [7] Pahl, M. H.; Muschelknautz, E.; Statische Mischer und ihre Anwendung, Chem.-Ing.-
Tech. 52 (1980), 285-291 [8] Raasch, J., Sommer, K.; Anwendung von statistischen Prüfverfahren im Bereich der
Mischtechnik, Chem.-Ing.-Tech., 62 (1990), 17-22 [9] Revill, B. K.; Jet Mixing; in: Harnby, N.; Edwards, M. F.; Nienow, A. W. (Ed.); Mixing
in the Process Industries, 2. Edition, Butterworth-Heinemann, Oxford, 1992 [10] Schubert, H., Heidenreich, E., Liepe, F., Neeß, T.; Mechanische Verfahrenstechnik, 3.
Auflage, Deutscher Verlag für Grundstoffindustrie, Leibzig, 1990 [11] Schulz, G.; Beitrag zur Simulation der Vergleichmässigung in Mischbettanlagen,
Schüttgut, 2 (1996) (1), 73-79 [12] Sommer, K.; Probenahme von Pulvern und körnigen Massengütern, Springer, Berlin,
1979 [13] Stange, K.; Die Mischgüte einer Zufallsmischung als Grundlage zur Beurteilung von
Mischversuchen, Chem.-Ing.-Tech., 26 (1954), 331-337 [14] Weinekötter, R., Gericke, H.; Mischen von Feststoffen, Springer, Berlin, 1995 [15] Zlokarnik, M.; Eignung von Rührern zum Homogenisieren von Flüssigkeitsgemischen,
Chem.-Ing.-Tech., 39 (1967), 539-548

11. Agglomeration
11-1
11. Agglomeration Die wichtigsten Ziele der Partikelvergrösserung durch Agglomeration sind:
- Staubfreiheit - gute Rieselfähigkeit - geringer Durchströmungswiderstand - günstiges Packungsverhalten - Vorbereiten für Reaktoren (Katalyse, Hochofen, etc.)
Mit kleiner werdender Partikelgrösse treten zunehmend Hafterscheinungen auf. Diese sind bei der Handhabung nachteilig und können den Einsatz in Reaktoren merklich stören. So können sie zum verkleben oder klumpen von Pulvern führen, die Brückenbildung in Auslauforganen begünstigen oder ganz allgemein die Fliesseigenschaften eines Pulvers verschlechtern. Andererseits kann man die Haftkräfte dazu nutzen, grössere Partikel aufzubauen. Beim Agglomerieren wird zwischen der Aufbau- und der Pressagglomeration unterschieden. Überwiegen die Haftkräfte gegenüber den Trennkräften, so lagern sich die Partikel selbständig aneinander und bauen so grössere Agglomerate auf. Bei der Pressagglomeration wird dagegen von aussen eine Kraft aufgeprägt.
Brücken
Anziehungskräfte Formschlüssige Bindung
• van der Waals
• elektrostatisch
• magnetisch
• Wasserstoffbrücken
• fasriges Material
• rauhe Oberfläche
Flüssigkeit Bindemittel Festkörper
• hochviskose Flüssigkeit (Klebstoff)
• härtende Bindemittel
• Kristallbrücken
• erstarrte Schmelzen
• Sinterung
Abb. 11-1: Haftmechanismen bei der Agglomeration. Die Haftung zwischen den Partikeln kann aufgrund sehr unterschiedlicher Mechanismen erfolgen. Abb. 11-1 zeigt eine Übersicht der häufigsten Haftmechanismen.

11. Agglomeration
11-2
11.1 Berechnung von Haftkräften Unter gewissen geometrischen Voraussetzungen lassen sich die Haftkräfte aufgrund von van der Waals-Kräften, elektrostatischen Anziehungskräften und bei Flüssigkeitsbrücken in ihrer Grössenordnung abschätzen. Abb. 11-2 zeigt eine solche Rechnung für ein ideal starres Modellsystem bestehend aus einer Kugel und einer Platte.
Abb. 11-2: Theoretische Haftkräfte verschiedener Binde-mechanismen für das ideal starre System Kugel/Platte nach Rumpf [2, S. 270]. ϖ : Energie van-der-Waals
Wechselwirkung U : Kontaktpotential β : Brückenwinkel (legt das Flüssigkeitsvolumen fest) δ : Randwinkel, hier = 0o smax : Maximalwert der Überschussladung Der Abstand zwischen Kugel-Platte ergibt sich aus kleinen Rauhigkeiten an der Oberfläche der Körper.
Diese Kräfte sind für Bewegungsabläufe stets in Relation zur Masse der Partikel zu sehen. Massenbezogen nehmen die Haftkräfte mit kleinerem Durchmesser stark zu. Dies ist auch der Grund für das meist schlechte Fliessverhalten feiner Pulver. Daneben muss die starke Abhängigkeit der Haftkräfte vom Abstand beachtet werden (s. a. Abb. 11-3). Kleine Flüssigkeitsbrücken reissen schon bei geringer Abstandsvergrösserung. Die van der Waals-Kräfte sind ungefähr umgekehrt proportional zur zweiten Potenz des Abstandes. Einzig die elektrostatischen Kräfte wirken auch über grössere Distanzen.

11. Agglomeration
11-3
Abb. 11-3: Haftkräfte einiger Bindemechanismen zwischen einer 10μm-Kugel und einer ebenen Platte als Funktion des Oberflächenabstandes a [2, S. 270]. Symbole siehe Abb. 11-2. Bei einer relative Feuchte von p p0 =0.5 bildet sich durch
Kapillarkondensation eine kleine Flüssigkeitsbrücke, der Brücken-winkel β =20o gilt dagegen für Brücken, die z.B. aus einer mechanischen Entfeuchtung resul-tiert.
Reale Partikeloberflächen sind im allgemeinen nicht glatt. Jede Rauhigkeitserhebung vergrössert den Abstand zwischen den Partikeln und führt damit zu einer deutlichen Reduktion der Haftkraft (s. Abb. 11-4). Dieser Zusammenhang wird auch technisch genutzt, indem auf die Partikeloberflächen feiner, schlechtfliessender Pulver künstliche Oberflächenrauhigkeiten in Form extrem kleiner Partikel aufgebracht werden. Die Grösse dieser sogenannten Aerosile liegt im Nanometerbereich.
Abb. 11-4: Einfluss von Rauhigkeiten auf die Haftkraft für das ideal starre System Kugel/Platte [2, S. 271]. Erläuterungen u. Symbole siehe Abb. 11-2 u. 11-3.

11. Agglomeration
11-4
11.2 Aufbauagglomeration In Abb. 11-5 sind einige für die Aufbauagglomeration verwendete Apparatetypen schematisch dargestellt. Der Aufbau der Partikel erfolgt durch die Abrollbewegung der Ausgangspartikel oder durch Partikelstösse. Bei der Rollagglomeration in Tellern oder Trommeln (Abb. 11-5a) werden näherungsweise kugelförmige Partikel aufgebaut. Dazu wird oft Flüssigkeit zugegeben, um die benötigten Haftkräfte zu erzielen. Bei Suspensionen als Ausgangsstoff kann die Trocknung und Agglomeration in der Wirbelschicht (Abb. 11-5b) kombiniert werden. Ebenfalls eine Kombination von Verfahren stellt die Mischagglomeration dar (Abb. 11-5c). Die Strahlagglomeration (Abb. 11-5d) wird z. B. bei Produkten eingesetzt, die in feuchter Umgebung klebrige Oberflächen bilden. Sehr ähnlich funktioniert die Agglomeration mittels einer Streuscheibe (Abb. 11-5e). Analog zur Mischagglomeration in Gasen als Fluid kann auch eine Agglomeration in Flüssigkeiten durchgeführt werden (Abb. 11-5f).
a) b) c)
d) e) f)
Abb. 11-5: Apparatetypen für die Aufbauagglomeration [1, S. 103]. a) Rollagglomeration, b) Wirbelschichtagglomeration, c) Mischagglomeration, d) Strahlagglomeration, e) Streuscheibe, f) Agglomeration in Flüssigkeiten A: Agglomerat, G: Gas, L: Flüssigkeit, P: Pulver

11. Agglomeration
11-5
Den Stoffstrom für eine Pelletiertrommel und einen Pelletierteller zeigt Abb. 11-6.
Abb. 11-6: Stoffstrom in Apparaten zur Aufbauagglomeration [3, S. 329]. a) Pelletiertrommel b) Pelletierteller A: Aufgabegut P: grüne Pellets W: Wasser
In beiden Beispielen wird davon ausgegangen, dass zur Agglomeration Wasser zugefügt wird, dass aufgrund der Kapillarkräfte zur Bildung der Pellets aus den Ausgangspartikeln beiträgt. Die Wirkungsweise ist schematisch in Abb. 11-7 skizziert.
Abb. 11-7: Anlagerungs-mechanismus bei der Pelletbildung nach Pietsch [3, S. 330].

11. Agglomeration
11-6
Während der Agglomeration stellt sich Wechselspiel von Aufbauvorgängen und Zerfalls- oder Zerkleinerungsvorgängen ein. Sie bestimmen zusammen die Pelletgrössenverteilung am Ausgang der Agglomerationsapparate. Ausgangspartikel und zu kleine Pellets werden in industriellen Pelletierprozessen abgetrennt und wieder in die Pelletiermaschine zurückgeführt. Ähnlich wie bei Mühlen muss dann das Verhalten des Agglomerier- und des Trennapparates zusammen betrachtet werden. 11.3 Pressagglomeration Bei der Pressagglomeration wird von aussen ein Druck aufgebracht und dadurch die Schüttung der Ausgangspartikel verdichtet (Abb. 11-8). Dies bewirkt zunächst durch Partikelbewegungen eine Erhöhung der Kontaktstellenanzahl zwischen den Partikeln und bei deformierbaren Partikeln und höheren Drücken einen Übergang von punkt- zu flächenförmigen Kontakten. Bei spröden Partikeln kann es zum Bruch kommen, wodurch nach Umlagerung der Zerkleinerungsprodukte ebenfalls eine Verdichtung erfolgt.
Abb. 11-8: Verdichtungsvorgänge beim Pressverdichten [3, S. 335]. a) Füllen grosser Poren durch Umordnen der Körner b) Füllen kleiner Poren durch Bruchvorgänge c) Füllen kleiner Poren durch plastisches Verformen Sowohl die Reibung der Partikel untereinander als auch die Deformation oder der Bruch sind mit Wärmeentwicklung verbunden, so dass zusätzlich lokal Sintervorgänge auftreten können. Die Haftung der Partikel kann zusätzlich durch Bindemittel verstärkt werden.

11. Agglomeration
11-7
Die wichtigsten Wirkprinzipien von Apparaten zur Pressagglomeration zeigt Abb. 11-9. Die Verdichtung kann durch die Geometrie oder durch die aufzuprägende Kraft begrenzt sein.
Abb. 11-9: Wirkprinzipien von Apparaten zur Pressagglomeration [3, S. 334]. a) in geschlossener Form, b) in offener Form, c) durch Walzendruck B : Agglomerat, Fp : Pressskraft, FR : Wandreibungskraft im Formkanal, h : Stempelhub,
l : Füllstand im unverdichteten Zustand, s : Presslingsdicke, k l s= : Verdichtung, 1: Presstempel, 2: Pressform In den Abbildungen 11-10 bis 11-12 sind schematisch die gängigsten auf diesen Prinzipien aufbauenden Geräte dargestellt. Während die Stempel- und Tablettenpressen (Abb. 11-10) mit geschlossenen Formen arbeiten, besitzen Strang- und Lochpressen (Abb. 11-11) einen offenen Pressraum mit kontinuierlichem Durchsatz des Pressgutes. Der entstehende Strang gepressten Materials zerfällt entweder von selbst (besonders bei intermettierender Arbeitsweise) oder er muss gezielt in Formlinge zerlegt werden (kontinuierlicher Betrieb). Bei den in Abb. 11-12 dargestellten Walzenpressen wird zwischen den Walzenpressen im eigentlichen Sinn mit gegenläufig rotierenden Walzen und den Ringwalzenpressen mit gleichsinnig rotierender Innenwalze und Aussenring unterschieden.
Abb. 11-10: Stempel- und Tablettenpresse [3, S. 337]. a) Stempelpresse b) Tablettenpresse 1: Exzenterantrieb 2: Oberstempel 3: Unterstempel 4: umlaufender Tisch 5: Fülltrichter

11. Agglomeration
11-8
Abb. 11-11: Strang- und Lochpressen [3, S. 338]. a) Stempelstrangpresse, b) Schneckenpresse, c) Einfachwalzenpresse mit Lochscheibe d) Lochwalzenpresse mit einer Lochwalze, e) Lochwalzenpresse mit zwei Lochwalzen, f) Lochringwalzenpresse, g) Lochwalzenpresse mit verzahnten Formwerkzeugen, 1: Ablösemesser, A: Aufgabegut, B: Produkt
Abb. 11-12: Walzenpressen [3, S. 339]. a) Walzenpresse i. e. S., b) Walzenpresse mit Formmulden, c) Ringwalzenpresse

11. Agglomeration
11-9
11.4 Literatur [1] Dialer, K.; Onken, U.; Leschonski, K.; Grundzüge der Verfahrenstechnik und
Reaktionstechnik, Hanser, München, 1986 [2] Schubert, H.; Grundlagen des Agglomerierens, Chem.-Ing.-Tech., 51 (1979), 266-277 [3] Schubert, H.; Heidenreich, E.; Liepe, F.; Neeße, T.; Mechanische Verfahrenstechnik, 3. Auflage, Deutscher Verlag für Grundstoffindustrie, Leibzig, 1990

12. Mechanische Gas/Feststofftrennung
12-1
12. Mechanische Gas/Feststofftrennung Die Abtrennung von Feststoffen aus Gasen ist wegen der unterschiedlichen physikalischen und chemischen Eigenschaften von Feststoffen und Gasen sehr vielseitig. Für einen gegebenen Prozess muss die richtige Lösung speziell zugeschnitten werden, wobei eine Vielzahl von Einflussgrössen zu beachten ist. Eine erste Gliederung ergibt sich aus den abzuscheidenden Partikelgrössen und deren Konzentration im Gas (s. Abb. 12-1).
Partikelgrösse
Feststoffgehaltkg/m3 mg/m3
mm μm
Staubabscheider Staubfilter
Fliehkraft-abscheider
FilterndeAbscheider
Nass-abscheider
Elektro-abscheider
benetztePrall-flächen
trockenemechanischeFilter
Elektro-filter
Kombinationen
grobporigesFiltermittel(Schüttschicht)
feinporigesFiltermittel(Gewebe)
Matten ausfeinen Fasern(Vliesse, Gewirre)
dichtgepackteporöse Materialien(Papier, Karton)
Filterkerzen(Metall, Keramik)
Abb. 12-1: Übersicht und Einordnung der Gas/Feststoffabscheider. Die Abtrennung fein- und feinstkörniger Stoffe bei kleinen Gehalten ( Grössenordung mg/m3) erfolgt meist mittels Staubfilter. Beispiele sind Filter in Klima- und Reinluftanlagen oder Filter für Motoren. Die Reinigung der Filter erfolgt absatzweise durch Auswaschen oder die Filter werden ausgewechselt. Die Abtrennung grob- bis feinkörniger Stoffe (1mm bis 1μm) bei höheren Gehalten (mg/m3 bis kg/m3) aus Prozessgasen erfolgt mittels Staubabscheider. Beispiele sind Zyklonabscheider in der Zementindustrie, Nasswäscher in Müllverbrennungsanlagen, Schlauchfilter hinter Kohlemühlen oder Elektrofilter hinter Kraftwerkskessel. Die Abreinigung dieser Abscheider erfolgt kontinuierlich. In der verfahrenstechnischen Industrie sind besonders die Staubabscheider von Bedeutung. Sie werden daher im folgenden näher betrachtet.

12. Mechanische Gas/Feststofftrennung
12-2
12.1 Auswahl von Staubabscheidern Die für die Auswahl von Staubabscheidern wichtigen Einflussgrössen und ihre Probleme sind im Detail in der Literatur diskutiert (s. z. B. [9]). Ziel der optimalen Auslegung eines Abscheiders ist, bei möglichst hohem spezifischem Gasdurchsatz mit möglichst niedrigem Energiebedarf einen grösstmöglichen Abscheidegrad zu erzielen. Beim Energiebedarf sind die für die Überwindung der Strömungswiderstände von Zyklonen erforderlichen Energien, bei Elektrofiltern die für den Aufbau des elektrischen Feldes und bei Wäschern die für das Versprühen oder Umpumpen benötige Energien sowie alle Energieaufwendungen für das Abreinigen der Abscheider zu berücksichtigen und zu minimieren. Nach dem Wirkprinzipien unterscheidet man zwischen folgenden Staubabscheidern:
- Schwerkraftabscheider, Absetzkammern - Fliehkraftentstauber - Tuchfilter, Filtrationsentstauber - Elektrofilter - Nasswäscher, Waschentstauber
In Tab. 12.1 sind die in diesen Abscheidern wirksamen Kräfte für die Bewegung der Partikel in der Strömung (Verschiebungskräfte) und die für die Abscheidung aus dem Gas wirksamen Kräfte (Abtrennungsursache) skizziert. Tab. 12.1: Übersicht zu den Wirkprinzipien von Staubabscheidern (nach [3]). Schwerkraft-
entstauber Fliehkraft-entstauber
Elektro-entstauber
Filtrations-entstauber
Wasch-entstauber
Schema
Verschiebungs-kräfte
Schwerkräfte Fliehkräfte elektrische Kräfte
Trägheitskräfte, thermodyn. und elektr. Kräfte
Trägheitskräfte (thermodyn.) und elektr. Kräfte
Abtrennungs-ursachen
Schwerkräfte im Strömungstot-raum
Überschreiten der Grenz- beladung
Haftkräfte Gitterwirkung Haftkräfte
Grenzflächen-kräfte
Reinigung des Abtrennungs-raums
mechanische Transportmittel
kontinuierlich durch Schwer- und Strömungskräfte
periodisch durch Abrütteln des Staubes, Flüssigkeitsfilm
Erneuern des porösen Stoffes, periodisches Abrütteln
Flüssigkeit im Durch- oder Umlauf
Δp niedrig hoch niedrig hoch sehr hoch Aufwand mech. o. elektr. Energie
niedrig niedrig hoch mittel mittel
Abscheide- niedrig gut sehr gut sehr gut gut - sehr gut

12. Mechanische Gas/Feststofftrennung
12-3
leistung
Elektrofilter
Tuchfilter
Nasswäscher
Zyklon
Absetzkammer
10-2 10-1 100 101 102 103
dP / μm
Absetzkammer
Zyklon
Mech. Nasswäscher
Tuchfilter
Trocken/Nass-Elektrofilter
Abb. 12-2: Anwendungsbereiche von Entstaubungssystemen. Betrachtet man die Abscheiderprinzipien bezüglich der abscheidbaren Partikelgrössen, so erkannt man, dass mit zwei Abscheidern der gesamte Grössenbereich abgedeckt werden kann:
bei trockenen Gasen : Zyklon + Trockenelektrofilter/Tuchfilter bei nassen Gasen : Mechanische Nasswäscher + Nasselektrofilter
Diese Kombinationen sind bei den heutigen Anforderungen an niedrige Feststoffgehalte im abgereinigten Gas (< 50 mg/m3) meist erforderlich. Zyklone und oft auch Wäscher scheiden als Endreiniger aus, da sie diese niedrigen Endgehalte nicht oder nur mit hohem Energieaufwand erreichen. Als Abscheider innerhalb eines Prozesses sind sie jedoch von grosser Bedeutung. Eine nasse Gasreinigung sollte nur eingesetzt werden, wenn neben Staub gleichzeitig gasförmige Schadstoffe abgeschieden werden. Sonst ist eine zusätzliche Fest/Flüssig-Trennung zum Abtrennen des Staubs aus der Waschflüssigkeit notwendig. Bei korrosiven Waschmedien ist zudem eine aufwendige Korrosions-Schutzauskleidung nötig.

12. Mechanische Gas/Feststofftrennung
12-4
Weitere Auswahlaspekte für Entstaubungsanlagen wie Explosionsschutz, Verschleiss oder Taupunktunterschreitung sind in der Literatur (s. z. B. [9, S. 370]) zusammengestellt. 12.2 Zyklonabscheider In Abb. 12-3 sind die wichtigsten Geschwindigkeitsverteilungen eines Zyklonabscheiders mit Schlitzeinlauf dargestellt. Der Zyklon besteht grundsätzlich aus dem drallerzeugenden Einlauf, dem zylindrischen und/oder konischen Abscheideraum. Dazu kommen ev. ein Tauchrohr zur Führung des Sekundärwirbels und ein Staubsammelbehälter oder Fallrohr zur Feststoffabfuhr. Diese einfache Bauweise, die eine hohe Betriebssicherheit, einen geringen Wartungsaufwand und eine hohe Abscheideleistung gewährleistet, hat zu einer weiten Verbreitung und grossen Formenvielfalt geführt.
a) reale Geschwindigkeitsverteilung b) Potentialwirbel Abb. 12-3: Gasströmung im Zyklon [5, S. 37; 7]. Die Partikelabscheidung des Zyklons ist äusserst komplex. Ihre vollständige Berechnung, die heute noch nicht exakt möglich ist, setzt die Kenntnis des Strömungsfeldes, der determinierten und der zufälligen Partikelbewegungen und der Wechselwirkungen zwischen den Partikeln voraus. In der Vergangenheit wurde eine Vielzahl von Modellen mit unterschiedlichen vereinfachenden Annahmen entwickelt [5, S. 57]. Ausgangspunkt der meisten Modelle dabei für die Gasgeschwindigkeitsverteilung der Ansatz
u r constm = (12.1)

12. Mechanische Gas/Feststofftrennung
12-5
wobei für eine reibungsfreie Strömung der Exponent m = 1 gilt. Aufgrund der Wandreibung liegt der tatsächliche Wert des Exponenten bei Werten m < 1 . Der Einfluss der Partikelkonzentration lässt sich allerdings mit diesen Modellen nicht erfassen. Dazu muss auf die Grenzbeladungshypothese nach Muschelknautz oder das Modell der agglomerationsbedingten Partikelabscheidung nach Mothes [6] übergegangen werden. 12.2.1 Berechnung des Abscheidegrades nach Barth/Muschelknautz Dieser Berechnungsansatz geht davon aus, dass zwei verschiedene Abscheidemechanismen auftreten. Zum einen werden Partikel durch die Bildung von Partikelsträhnen im Einlaufbereich des Zyklons bei Überschreiten einer Grenzbeladung gebildet (Grenzbeladungshypothese) und zum anderen werden Partikel im Zentrifugalkraftfeld eines Wirbels abgeschieden (Grenzkorngleichgewichtsbetrachtung). Die Beladung des Gasstroms ist definiert als Verhältnis des Partikelmassenstroms zum Luftmassenstrom
μ =MM
P
L
(12.2)
Überschreitet diese Beladung eine Grenze μGr , so ist nach der Grenzbeladungshypothese das Gas nicht mehr im Stande die Partikel in der Schwebe zu halten. Der über der Grenzbeladung μGr liegende Massenanteil fällt als Strähne aus und wird entlang der Wand nach unten transportiert. Die Grenzbeladung ergibt sich für Eintrittsbeladungen μ e > 0 1. zu [8, Lja]:
( )μ μGr e
dx
=⎛
⎝⎜
⎞
⎠⎟
∗
0 025 1050 3
0 15.
,
. (12.3)
Darin ist der Durchmesser d ∗ von der Zyklongeometrie (Radius am Zyklonkopf ra , Tauchrohrradius ri , Einlaufgeometrie) und dem Volumenstrom der Gas/Feststoffsuspension abhängig. Die Rechnungen erfordern die Abschätzung von Reibungseffekten der Strömung mit den Zyklonwänden, die bis heute nur mittels empirischer Wandreibungsbeiwerte möglich ist. Neuere Untersuchungen [2] zeigen, dass nicht erst beim Eintritt in den Zyklon eine Feststoffsträhne gebildet wird, sondern sich diese bereits im Einlaufkanal zum Zyklon hin formiert werden kann. Für hohe Abscheideleistungen ist es dann wesentlich, die bereits gebildete Strähne möglichst ungestört aus dem Zyklon zu führen.

12. Mechanische Gas/Feststofftrennung
12-6
Die der Grenzbeladung entsprechende oder diese unterschreitende Partikelmenge bewegt sich in der Wirbelströmung, die vereinfachend als ebene Wirbelströmung angenommen wird. An jeder Partikel greift die Widerstandskraft des Fluids und die um die Zentrifugalkraft verminderte Auftriebskraft an. Die Widerstandskraft ist zum Tauchrohr hin gerichtet, die Zentrifugalkraft treibt die Partikel nach aussen zur Wand. Sind beide gleich gross, so rotiert die Partikel auf einer Kreisbahn. Die auf einem gedachten Zylinder mit dem Tauchrohrradius ri rotierende Partikel wird nach Barth als Grenzkorn bezeichnet. Alle Partikel, die grösser als das Grenzkorn sind, müssen demnach abgeschieden werden, alle Partikel, die kleiner als das Grenzkorn sind, gelangen dagegen als Feingut ins Abgas.
Abb. 12-4: Ersatzströmungsmodell nach Barth/Muschelknautz (nach [5, S. 61]).
Für das Grenzkorn erhält man mit dem Ansatz des Stokes’schen Widerstandsgesetzes:
( )( ) ( )x
v r r
c rGrF rel rad i i
P F i
=−
182
η
ρ ρ,
tan
Da das Grenzkorn sich auf der Kreisbahn mit dem Radius ri bewegt und nach der Modellvorstellung im Grenzfall keine Radialgeschwindigkeit crad besitzt, ist seine radiale Relativgeschwindigkeit gerade gleich ( )u rrad i . Für die Tangentialgeschwindigkeit wird die besonders für grosse Partikel problematische Vereinfachung getroffen, dass die Partikel sich genauso schnell bewegen wie das Gas, d. h. c utan tan= . Somit erhält man letztlich für das Grenzkorn:

12. Mechanische Gas/Feststofftrennung
12-7
( )
( ) ( )xu r r
u rGrF rad i i
P F i
=−
182
η
ρ ρ tan
(12.4)
Das für die Abscheidung auf dem Tauchrohrradius ri wichtige Geschwindigkeitsverhältnis U aus tangentialer Geschwindigkeitskomponente ( )u ritan und der Leerrohrgeschwindigkeit ( )u ri im Tauchrohr lautet:
( )( )
Uu ru r F
rr
hr
i
i i
e i
= =+
tan 1
0α λ (12.5)
mit Flächenverhältnis : FAA
b hr
e
i
e e
i
= =π 2
Einlaufbeiwert : α
Einlaufbreite : be
Einlaufhöhe : he
mittlerer Einlaufradius : r r be a e= − 2
Leerrohrgeschwindigkeit Tauchrohr : ( )u rVri
i
=π 2
Die Radialgeschwindigkeit des Gases auf dem Tauchrohrradius errechnet sich zu:
( )u rVr hrad i
i i
=2 π
(12.6)
Der Einlaufbeiwert ist von der Einlaufform abhängig. In der Literatur [5, S. 59] sind dazu eine Reihe von Korrelationen zusammengestellt. Der Schlitzeinlauf ist eine kostengünstige Bauform. Für ihn gilt beispielsweise: α = −1 0 36 0 45. .F Be (12.7)
Bbre
e
a
= (12.8)
Nach Meissner ist α abhängig vom Wandreibungsbeiwert λ 0 des Zyklons (s. Abb. 12-5). Dieser wiederum ergibt sich aus dem Wandreibungsbeiwert der reinen Luftströmung λ L = 0 005. und der Beladung des Gasstroms:

12. Mechanische Gas/Feststofftrennung
12-8
μ < 1 : ( )λ λ μ0 1 2= +L (12.9)
μ > 1 : ( )λ λ μ0 1 3= +L (12.10)
Abb. 12-5 zeigt von Meissner ermittelte Einlaufbeiwerte als Funktion des Verhältnisses Be mit dem Wandreibungsbeiwert λ0 als Paramter. Der Wert λ0=0 entspricht dabei einer reibungsfreien Strömung.
Abb. 12-5: Einlaufbeiwert α für den Schlitzeinlauf nach Meissner. (Höhe Schlitzeinlauf = Höhe Zylindermantel)
Die Überlegungen zum Grenzkorn lassen Schleichströmungen entlang der Zyklondecke unberücksichtigt und unterstellen, dass unterhalb der Grenzbeladung die Partikel sich unabhängig voneinander bewegen und damit jede Einzelpartikel entsprechend ihrer Grösse abgeschieden oder weitertransportiert wird. Bei der Auftragung des Trenngrades ( )T x über dem Partikelgrössenverhältnis x xGr müsste ( )T x bei x xGr = 1 demnach im Idealfall bei Trennung von 0 auf 1 springen. Tatsächlich ergeben sich die in Abb. 12-6 dargestellten Trenngradkurven für die verschiedenen Geometrien. Erkennbar ist ein sehr flacher Trenngradverlauf für den Zyklon mit Axialeinlauf. Die Partikel werden durch die Nähe der Eintrittsströmung zum Tauchrohr in dieses abtransportiert. Ferner kann es zu einer Rückströmung von Partikeln aus dem Fallrohr/Staubsammbehälter in den Sekundärwirbel kommen. Bei hohen Beladungen kann die Einbindung der Partikel in eine Strähne (Grenzbeladungsüberschreitung) unvollständig sein oder durch Ablenkung der Strähne an Kanten (Übergang zylindrischer Teil in Konus und Konus in Fallrohr) eine Rückdispergierung des Feststoffs auftreten.

12. Mechanische Gas/Feststofftrennung
12-9
Kurve a b c Bauform
Einlauf axial tangential tangential h ri/ 15,0 13,0 10,0 h ri i/ 10,0 10,0 7,5 r ra i/ 2,0 3,0 4,0 A Ae i/ 2,70 0,90 0,44 b re a/ 0,40 0,27 0,19
Abb. 12-6: Trenngradkurven für verschiedene Zyklontypen [5, S. 62]. Das Grenzkorn-Gleichgewichtsmodell kann stochastische Mischbewegungen nicht beschreiben. Der Medianwert x50 der Trenngradkurven liegt angenähert bei: x xGr50 1 3≈ . (12.11)
Der Verlauf der Trenngradkurven für den tangentialen Einlauf lässt sich durch
( )T xx
xGr
= +⎛
⎝⎜
⎞
⎠⎟
⎛
⎝
⎜⎜⎜⎜⎜
⎞
⎠
⎟⎟⎟⎟⎟
−
1 23 564
1 235
.
.
(12.12)
näherungsweise beschreiben [5, S. 62].

12. Mechanische Gas/Feststofftrennung
12-10
Liegt die Eintrittsbeladung μ e unter der Grenzbeladung μGr , so entspricht der Gesamtabscheidegrad1 ηges dem sogenannten inneren Abscheidegrad im Zyklonwirbel ηi . Der Gesamtabscheidegrad wird durch die Trenngradkurve ( )T x und die Partikelgrössenverteilung ( )q xe des eintretenden Feststoffs bestimmt.
μe < μGr : ( ) ( ) ( ) ( )η ηges i ex
x
i e ix
x
T x q x dx T x Q x= = =∫ ∑min
max
min
max
Δ (12.13)
Ist die Aufgabegutbeladung μe über der Grenzbeladung μGr, so ergibt sich der Gesamtabscheidegrad aus der Abscheidung im Einlauf ηe und im Wirbel:
μe > μGr : ηges ( ) ( )= − + ∫1μμ
μμ
Gr
e
Gr
ee
x
x
T x q x dxmin
max
= − +1μμ
μμ
ηGr
e
Gr
ei (12.14)
10-4 10-3 10-2 10-1 100 101 102
μe
0.0
0.5
1.0
ηges
ηi
ηe = 1 - μGrμe
ηges
μGrμe
Abb. 12-7: Gesamtabscheidegrad als Funktion der Eintrittsbeladung des Zyklons (nach [7]). 1 In der Zyklontheorie ist das Symbol η anstelle des im Kapitel 7 eingeführten Symbols g für den Gesamtabscheidegrad gebräuchlich. Sinngemäss wird anstelle der Aufgabegutbeladung μA und deren Grössenverteilung qA(x) von der Eintrittsbeladung μe und deren Grössenverteilung qe(x) gesprochen.

12. Mechanische Gas/Feststofftrennung
12-11
Die Feingutverteilung des den Zyklon verlassenen Staubes lässt sich berechnen: ( ) ( ) ( )q x g q x f q xe G F= + (12.15) g f+ = 1 (12.16) ( ) ( ) ( )g q x T x q xG e= (12.17)
⇒ ( )( ) ( )[ ]
( ) ( )
( ) ( )[ ]
( ) ( )q x
q x T x
T x q x dx
Q xx
T x
T x Q xF
e
ex
x
e
ii
i e ix
x=−
−
=−
−∫ ∑
1
1
1
1min
max
min
max
ΔΔ
Δ (12.18)
Diese Feingutverteilung kann auch durch geschwindigkeitsgleiches (isokinetisches) Absaugen des Feinstaubs hinter dem Zyklon und Partikelanalyse gewonnen werden. Der Trenngrad des Zyklons kann aus dem Partikelmassenstrom M F im Auslaufrohr (Feingut) und dem Partikelmassenstrom Me im Zykloneintritt bestimmt werden:
( )( )( )T x
M xM x
F
e= −1 (12.19)
12.2.2 Druckverlust von Zyklonen Der gesamte Druckverlust eines Zyklons setzt sich aus den Druckverlusten der - Kanalströmung Δpk e→ - Einlaufströmung Δpe a→ - Hauptströmung Δpa i→ - Tauchrohrströmung Δpi m→
zusammen, wobei die Kanal- und die Tauchrohrströmung den Gesamtdruckverlust bestimmt: Δp = + + +→ → → →Δ Δ Δ Δp p p pk e e a a i i m
[ ]= + + +→ → → →
ρξ ξ ξ ξF
i k e e a a i i mu2
2 (12.20)
Die Strömung im Überleitungskanal ist wesentlich für die Ausbildung von Strähnen und für die Feststoffbeschleunigung. Der Druckverlust ist dabei stark von der Geometrie, der

12. Mechanische Gas/Feststofftrennung
12-12
Beladung und von den Strömungsbedingungen des vorgeschalteten Apparates abhängig [2]. Eine Abschätzung des Druckverlustes ergibt sich analog zur pneumatischen Förderung. Der Schlitzeinlauf meist wird als verlustfrei angenommen. Für den Druckverlust der Hauptströmung gilt:
ξ
λa i
i
a
i
Urr
U hr
→ =
−⎛
⎝⎜
⎞
⎠⎟
−
⎛
⎝
⎜⎜⎜⎜⎜
⎞
⎠
⎟⎟⎟⎟⎟
2
0
2
1
1
1 (12.21)
Für die Tauchrohrströmung, die den Druckverlust des Zyklons im wesentlichen bestimmt, da dort der grösste Teil der Energiedissipation erfolgt, gilt: ξ i m U U→ = + +2 3 4 3 2 (12.22)
Bei Zyklonen ohne Tauchrohr, die bei Hochtemperaturprozessen üblich sind, ist die Geschwindigkeit im Zyklonaustritt anstelle der Tauchrohrgeschwindigkeit bestimmend. 12.2.3 Geometrische Gestaltung von Zyklonen Die geometrische Gestaltung von Zyklonen richtet sich bis heute im wesentlichen an Erfahrungswerten aus. Eine Berechnung der Mehrphasenströmung und der Abscheidegrade ist bis heute nicht möglich. Für die Gestaltung der Zyklone muss daher auf Versuchs- oder Betriebsdaten zurückgegriffen werden. Dabei dominieren Messungen an eher kleinen Zyklonen mit Tauchrohr und ohne Deckenüberhöhung. Obwohl gerade diese beiden Aspekte sich in neueren Arbeiten [2] als überdenkenswert erwiesen, wird im folgenden mangels anderer Ergebnisse und wegen ihrer grossen Verbreitung zunächst auf diese Zyklontypen eingegangen. Abb. 12-8 zeigt verschiedene Zykloneinlaufformen. Abb. 12-9 zeigt verschiedene Arten der Führung der Zuströmung und ihren Einfluss auf relative Reingaskonzentrationen crein und Druckverlust Δp in % der Werte für den Zyklon mit geraden Einlauf. Beim Staubfallrohr mit geraden Anschlussrohr (Fall 3 in Abb. 12-10) die günstigste Lösung, da sie weniger verstopfungsanfällig ist als die Lösung mit Apexkegel.

12. Mechanische Gas/Feststofftrennung
12-13
a) Schlitzeinlauf ohne Deckenüberhöhung
b) Rohreinlauf c) Spiraleinlauf d) Wendeleinlauf
(bedingt) empfehlenswert
nicht empfehlenswert
Abb. 12-8: Tangentialeinlauftypen des Zyklon [5, S. 38]. re = mittlerer Einlaufradius, rRohr = Einlaufrohrradius
gerader Einlauf Krümmer von innen Krümmer von oben
crein=100% crein≈100% crein≈170-250% Δp = 100% Δp ≈ 104% Δp ≈ 95%
Zuströmwinkel
Rohrstück zwischen Krümmer und Zyklon
α = 0 O α = +15O α = +30 O α = −30 O L=0 L d=3 L d=10 crein=100% crein≈60% crein≈70% crein≈200% crein=100% crein≈80% crein≈70%

12. Mechanische Gas/Feststofftrennung
12-14
Abb. 12-9: Einfluss der Zuströmverhältnisse auf die Reingaskonzentration crein und den Druckverlust Δp beim Zyklon im Vergleich zum geraden Einlauf (nach [9, S. 268]).
crein=100% crein=88% crein=95% crein=105%
Abb. 12-10: Einfluss des Staubfallrohrs auf die Reingaskonzentration crein (nach [9, S. 269]. Als generelle Gestaltungsregeln lässt sich ableiten, dass ein schmaler Schlitzeinlauf ( h be e > 3 , s. Abb. 12-6) mit seitlichen Abstand zum Sekundärwirbelaustritt (=Tauchrohr, sofern überhaupt notwendig) und vertikalem Abstand zur Zyklondecke zu bevorzugen ist.
A
A
A-A
ohne Tauchrohr
schmalerSchlitz-einlauf
Deckeüberhöht
leicht geneigterSchlitzeinlauf
schlankerKonus
verjüngterSchlitzeinlauf
Abb. 12-11: Beispiel eines günstig gestalteten Zyklons für die Ab-scheidung von Feststoffen bei hoher Eintrittsbeladung.

12. Mechanische Gas/Feststofftrennung
12-15
Mit beiden Massnahmen wird der Einfluss der Schleichströmung verringert. Die Deckenüberhöhung verhindert ausserdem, dass bei einer Strähnenaufweitung beim Auftreffen auf die Zyklonwand Feststoff an die Decke transportiert wird. Durch eine leichte Neigung des Einlaufs nach unten kann der sich im Einlaufkanal ausbildenden Feststoffsträhne bereits eine Abwärtsbewegung aufgeprägt werden. Ein sich verjüngender Kanal begünstigt dabei die Strähnenbildung. Ferner sollte der Konus schlank sein, um die Ablenkung der Feststoffsträhnen an den Kanten so klein wie möglich zu halten. Dadurch wird ausserdem der Verschleiss des Wandmaterials reduziert und ein Apexkegel im Fallrohr oder Staubsammelbehälter wird überflüssig. Abb. 12-12 zeigt einen Vergleich von in einer zirkulierenden Wirbelschicht integrierten Zyklonen mit und ohne Deckenüberhöhung sowie die Wirkung kurzer und langer Konen auf den Trenngrad. Alle Zyklone hatten einen sich verjüngenden und leicht abwärts geneigten Schlitzeinlauf. Deutlich erkennbar ist, dass der Zyklon mit Deckenüberhöhung und schlankem Konus die besten Trenngrade aufweist.
1 10 100Partikeldurchmesser dp / μm
96
98
100
Tren
ngra
d
T(x
) /
%
d50,3=40 μm; Ar=5 u0,ze=12.4 m/s
Abb. 12-12: Vergleich der Trenngrade von Zyklonen unterschiedlicher Geometrie [2]. Die Geschwindigkeit u0,ze ist die
Leerrohrgasgeschwindigkeit am Eintritt
des Zyklons.
12.2.4 Betrieb von Zyklonen Neben den genannten geometrischen Regeln sollte der Zyklon so im System eingebunden werden, dass möglichst wenig Falschluft aus dem Staubsammelbehälter oder Fallrohr in den Zyklon zurückströmt und dadurch Partikel in den Sekundärwirbel einträgt. So kann etwa eine Erhöhung der Luftmenge in Fallrohr einer zirkulierenden Wirbelschicht, die eine

12. Mechanische Gas/Feststofftrennung
12-16
ausreichende Fluidisierung des rezirkulierten Feststoffs sicherstellt (sogenannte Stützluft), zu einer Verschlechterung des Trenngrades führen (s. Abb. 12-13). Für diese Effekte existieren bisher keine rechnerischen Vorhersagemöglichkeiten. Die Optimierung muss also im Versuchsbetrieb erfolgen.
10 100Partikeldurchmesser dp / μm
94
96
98
100
Tren
ngra
d
T(x)
/ %
Optimierte Stützluft
Erhöhte Stützluft
d50,3=125 μm; Ar=145
500
u0,ze=12.4 m/s
Abb. 12-13: Abnahme des Trenngrades von in einer ZWS integrierten Zyklone bei erhöhter, von der optimalen Stützluftmenge abweichender Belüftung des Fallrohrs [2]. u0,ze: Leerrohrgeschwindigkeit des
Gases am Zykloneintritt Stützluft: im Fallrohr eingespeister
Luftvolumenstrom zur Feststofff-
luidisierung
Für den Betrieb einer Anlage mit Zyklonen ist ferner wichtig, ob die Abscheideleistung sich mit dem Durchsatz verändert, da dann bei Teillastbetrieb der Anlage sich sowohl die Staubkonzentration und Partikelgrössenverteilung im Reingas als auch die rückgewonnene Feststoffmenge und deren Partikelgrössenverteilung ändern. Wie Abb. 12-14 zeigt, verringert eine Durchsatzverringerung, d. h. Erniedrigung der Einströmgeschwindigkeit, den Trenngrad eines Zyklons.

12. Mechanische Gas/Feststofftrennung
12-17
Abb. 12-14: Zusammen-hang zwischen Trenngrad und Gasdurchsatz beim Zyklon [4].

12. Mechanische Gas/Feststofftrennung
12-18
12.3 Elektrofilter Elektrische Abscheider werden vor allem zur Reinigung grosser Prozessgasströmungen bis zu einigen 106 m3/h eingesetzt. Solche Gasvolumenströme treten z. B. bei der Reinigung von Abgasen aus Kraftwerken, Eisen- und Metallhütten, Zementfabriken, Anlagen der chemischen Industrie und Müllverbrennungsanlagen auf. Durch Anlegen einer Hochspannung von bis zu 40kV zwischen isoliert aufgehängten Sprühdrähten und einer Niederschlagselektrode (s. Abb. 12-15) wird ein elektrisches Feld aufgebaut, in dem durchströmende Feststoffpartikel ionisiert werden (vgl. Abb. 12-16).
Reingas
Rohgas
Staub
Sammelbunker
Hochspannungs-aggregat
Isolator
SprühdrahtRohrelektrode
Abb. 12-15: Grundform eines Elektrofilters (nach LURGI-Druckschrift).
Die Partikel werden im elektrischen Feld zur Niederschlagselektrode transportiert und dort abgeschieden. Die an der Fläche anhaftenden, unter dem Einfluss elektrischer Aufladung agglomerierenden Staubpartikel werden durch Rütteln abgeklopft, fallen in einen Staubtrichter und werden aus diesem abgezogen. Elektrofilter lassen sich als Nasselektrofilter auch für die Abscheidung flüssiger Partikel, z. B. Nebel, einsetzen. In diesem Fall werden die Niederschlagselektroden mit Flüssigkeit benetzt, die als Film abfliesst. Mit Nasselektrofiltern kann ausserdem eine besonders reine Abluft erzielt werden, da Feststoffpartikel durch die Flüssigkeit an den Niederschlagselektroden festgehalten wird und damit ein Rückwirbeln des bereits abgeschiedenen Staubs nicht mehr möglich ist.

12. Mechanische Gas/Feststofftrennung
12-19
Sprühelektrode
Niederschlagselektrode
+ +
-Spannungs-umsetzs-anlage
Elektron
neutralesGasmolekül
ionisiertesGasmolekül
Abb. 12-16: Aufladevorgang in einem Elektrofilter (nach LURGI-Druckschrift). Nach der Elektrodenanordnung unterscheidet man zwischen Platten-, Rohr- und Wabenabscheidern und entsprechend der Durchströmungsrichtung zwischen Horizontal- und Vertikalabscheider. Typische Abstände zwischen Sprühdrähten und Niederschlagselektrode liegen für Plattenfilter bei 100-300mm, die angelegte Spannung zwischen 20kV und 70kV.
Horizontal-Plattenelektrofilter Vertikal-Röhrenelektrofilter
Plattenform Rohrform Wabenform
Abb. 12-17: Bautypen von Elektroabscheidern.

12. Mechanische Gas/Feststofftrennung
12-20
12.3.1 Partikelabscheidung im Elektrofilter Auf die geladenen Partikel wirkt eine elektrische Kraft Fel in Richtung des elektrischen Feldes, die sich aus der Partikelladung n e und der Feldstärke E ergibt: F n e Eel = (12.23) Vernachlässigt man bei den vorherrschenden niedrigen Gasgeschwindigkeiten die stochastische Turbulenz der Strömung, so lässt sich die determinierte Bewegung der Partikel berechnen. Mit der Trägheitskraft T und der Widerstandskraft W lautet die Bewegungsgleichung: T F Wel+ − = 0 (12.24)
Vernachlässigt man im Vergleich zum Gesamtweg die Beschleunigungsstrecke und geht bei feinen Partikeln der Grösse x und niedrigen Wanderungsgeschwindigkeiten w vom Widerstandsverhalten nach Stokes aus, so vereinfacht sich die Bewegungsgleichung zu: F Wel = (12.25)
⇒Stokes
n e E x wF= 3 π η (12.26) Bei konstanter Feldstärke im Abscheideraum Ea erhält man daraus für die Wanderungsgeschwindigkeit w :
wn e E
xa
F=
3 π η (12.27)
Für nicht zu feine Partikel gilt bei Feldaufladung in einer Aufladezone mit der Feldstärke E1 : x m> 1μ : n e konst E x= 1
2 (12.28)
Damit ergibt sich für die Wanderungsgeschwindigkeit:
wkonst E E xa
F= 1
3 π η (12.29)
Geht man davon aus, dass die Aufladungs- und die Abscheidezone gleiche Feldstärken aufweisen, so vereinfacht sich diese Gleichung weiter:

12. Mechanische Gas/Feststofftrennung
12-21
E E Ea1 ≈ = : wE x
F∝
2
η (12.30)
Die theoretische Wanderungsgeschwindigkeit wächst bei Feldaufladung linear mit der Partikelgrösse an. Die Wanderungsgeschwindigkeiten reichen von wenigen cm/s bei 1μm Partikel bis zu mehreren m/s bei 50μm Partikeln. Wegen wachsender Gas-Zähigkeiten sinkt bei steigender Temperatur die Wanderungsgeschwindigkeit. Für sehr feine Partikel überwiegt die Aufladung durch Diffusion. Ausserdem wird eine Korrektur des Stokes’schen Widerstandsgesetzes erforderlich. Unter Berücksichtigung der mittleren freien Weglänge λ für das Gas (≈0.1μm unter Normalbedingungen) gilt mit dem Cunningham-Korrekturfaktor Cu :
wn e E
xCua
F=
3 π η (12.31)
mit Cu Kx
= +1λ
(12.32)
Die Konstante K hat etwa einen Wert von 1.7. 12.3.2 Elektrischer Staubwiderstand Auf der Niederschlagselektrode abgeschiedene Partikel bilden eine Staubschicht mit sehr hoher Porosität (bis zu ε ≈ 0 9. ). Der spezifische elektrische Widerstand dieser Schicht beeinflusst das Abscheidevermögen des Filters stark. Der günstigste Bereich des Staubwiderstandes liegt zwischen 104 Ω/cm und 1011 Ω/cm. Bei Staubbelägen mit spezifischen Widerständen von mehr als 1011 Ω/cm fliesst die Ladung nur sehr langsam zur Elektrode ab. Es baut sich an der Niederschlagselektrode ein Feld auf, das die Potentialdifferenz im Abscheideraum verringert. Es kann dann Rücksprühen auftreten. Der Staubleitfähigkeit setzt sich aus zwei Anteilen zusammensetzt. Die Volumenleitfähigkeit ist von der Staubart abhängig (z. B. Schwefelgehalt, s. Abb. 12-18), während die Oberflächenleitfähigkeit von adsorbierten Molekülen bestimmt wird. Bei Temperaturerhöhung findet zunächst eine Desorption der Moleküle statt, wodurch der spezifische Staubwiderstand sich erhöht. Mit weiter zunehmender Temperatur steigt allerdings die Volumenleitfähigkeit an, so dass sich insgesamt ein Maximum des Staubwiderstandes ergibt (s. Abb. 12-18). Besonders interessant ist daher der Betrieb von Abscheidern als Heisselektrofilter im Bereich fallender Widerstandswerte bei Temperaturen über 300 oC. Einfluss auf den Staubwiderstand haben neben der Gastemperatur auch die

12. Mechanische Gas/Feststofftrennung
12-22
Gaszusammensetzung. Dies ist in Abb. 12-18 am Beispiel des Feuchteeinflusses (beschrieben durch den Taupunkt) dargestellt.
Abb. 12-18: Spezifischer elektrischer Staubwiderstand [5, S. 333]. a) Flugasche, Parameter: Schwefelgehalt S; b) Zementstaub, Parameter: Taupunkt
Der Staubwiderstand kann sich auch durch Lösung von Gasen an kondensiertem Wasser ändern. So bildet sich z. B. bei kleinen SO3-Konzentrationen eine stark verdünnte Schwefelsäure, die zwar den Staubwiderstand verringert, aber noch keine Korrosion an den Abscheideelektroden verursacht. 12.3.3 Abscheidegrad Der Gesamtabscheidegrad von Elektrofiltern, die von einem Volumenstrom V durchströmt werden, ergibt sich durch Integration über die Gesamtlänge L einer Platte aus einer differentiellen Mengenbilanz für die Konzentration c :
( ) ( ) ( )( )
( )T xc x c x
c xA w x
VL=
−= − −⎛
⎝⎜⎞⎠⎟
0
0
1 exp (12.33)
Dabei wird vorausgesetzt, dass sich Partikel gleicher Grösse x alle mit der konstanten Wanderungsgeschwindigkeit ( )w x in Richtung der Abscheideplatte mit der Fläche A bewegen. Tatsächlich gemessene Trenngrade weichen allerdings von den nach dieser Gleichung berechneten ab. Fasst man alle Abweichungen des realen Abscheidevorgangs in einer effektiven Wanderungsgeschwindigkeit ( )w xe zusammen, so kann aus den gemessenen Trenngraden über die Deutsch’sche Gleichung diese effektive Wanderungsgeschwindigkeit

12. Mechanische Gas/Feststofftrennung
12-23
ermittelt werden. Sie entspricht allerdings nicht der tatsächlichen Partikelgeschwindigkeit, da auch hier die Annahme getroffen wird, dass die effektive Wanderungsgeschwindigkeit konstant sei. Gemessene Partikelgeschwindigkeiten wexp zeigen dagegen eine Abhängigkeit von Ort. Für die Auslegung eines Elektrofilters muss daher auf am gleichen Bautyp gemessene Wanderungsgeschwindigkeiten ( )w xe zurückgegriffen werden. Mit der Kenntnis der Wanderungsgeschwindigkeit lässt sich die erforderliche Niederschlagsfläche A berechnen. Nach Festlegung des Gassenabstandes zwischen den Niederschlagselektroden und der Strömungsgeschwindigkeit, die zwischen 1m/s und 4m/s liegt, ergeben sich Querschnitt und Länge des Filters. Je nach Reingasstaubgehalt sind zwei oder drei elektrische Felder in Gasrichtung vorzusehen, wobei durch geeignete Konstruktion und Gestaltung der Staubbunker ein Reentrainment des bereits abgeschiedenen Staubes und ein Bypass des Gases vermieden werden muss (s. Abb. 12-19, Gasabweichbleche).
MannlochDecke
HochspannungsGleichrichter
SprühelektrodeStützisolator
Sprühelektroden-klopfwerk
Decke
Decken-Träger
Auslass-Kanal
Mannloch
Niederschlags-elektrode
Laufweg
Niederschlags-elektrodenklopfwerk
StaubbunkerGasabweichblech
Wärme-Isolation
Einlass-Kanal
Gasverteiler
Gas
Abb. 12-19: Mehrfeldiges Horizontal-Trockenelektrofilter (Mitsubishi Heavy Industries).

12. Mechanische Gas/Feststofftrennung
12-24
12.4 Tuchfilter Normale Gewebefilter ermöglichen Reststaubgehalte bis zu 2mg/m3 und darunter bei Druckverlusten zwischen 500 und 1500 N/m2. Beispiele sind in Abb. 12-20 und Abb. 12-21 dargestellt. Man benutzt als abscheidende Schicht regelmässige Filtergewebe mit Fasern gleichen Durchmessers, die in ihren Eigenschaften den Betriebstemperaturen und chemischen Beanspruchung angepasst sind. Eine Obergrenze für den Einsatz von Filtergeweben ergibt sich aus der Materialbeständigkeit bei hohen Temperaturen. Glasfasergewebe können bis zu Temperaturen von etwa 400 oC eingesetzt werden, sofern das Abgas keine Fluorverbindungen enthält, die das Glasmaterial angreifen. Die Untergrenze der Temperatur ist meist durch die Kondensation von Wasser oder anderen kondensierbaren Gaskomponenten und den damit verbundenen physikalischen (Verbacken) und chemischen Wirkungen gegeben (Säurebildung).
Abb. 12-20: Schlauchfilter mit Druckstossabreinigung [5, S. 248]. A: Filterschläuche B: Drahtstützkörbe C: Rohrstutzen D: Kopfplatte E: Einlassstutzen F: Filtergehäuse G: Druckluftdüsen H: Venturi-Rohre I: Staubtrichter K: Zellenrad L: Elektrofilter M: Steuergerät N: Manometer

12. Mechanische Gas/Feststofftrennung
12-25
Abb. 12-21: Druckschlauchhaus mit Rüttelabreinigung und Rückspülung [5, S. 248]. Eine erste Abscheidung von grossen Partikeln findet im Einströmbereich der Filterapparate statt. Der Gasverteilungsraum dient gleichzeitig als Absetzraum und kann bei geeigneter Geometrie sogar eine leichte Zyklonwirkung haben. Die Abscheidung am Filtergewebe erfolgt durch die Umströmung der Einzelfasern und der damit verbundenen Mechanismen. Bei staubbeladenem Filtertuch wird der Filtervorgang zusätzlich durch die Staubschicht unterstützt (analog Kuchenfiltration), weshalb zum Teil auch gezielt eine Vorbeladung (Precoat) erzeugt wird. Die wichtigsten Abscheidemechanismen im Filterapparat sind: - bei grossen Partikeln durch Absetzen im Einströmraum - Abscheidung auf Staubschicht - bei Partikel im Submikronbereich die Diffusion - die Wirkung elektrischer Ladungen Eine allgemeine Gleichung für die Abscheidung lässt sich wegen der komplexen Einflussgrössen nicht angeben. Die Dimensionierung erfolgt deshalb nach praktischen Kenngrössen, die jedoch einen weiten Ermessensspielraum offen lassen. Eine solche experimentell gewonnene Grösse ist die Filterflächenbelastung. Sie gibt an, wieviel m3 Gas

12. Mechanische Gas/Feststofftrennung
12-26
pro Minute durch 1m2 Filterfläche strömt. Die Filterflächenbelastung wird entsprechend in m3/(m2 min) angegeben. In der Literatur sind typische Filterflächenbelastungen für eine grosse Zahl von Stoffen zusammengestellt [5, S. 259]. Sie liegen meist im Bereich von 1 bis 4 m3/(m2 min). Neben den Staubeigenschaften spielen weitere Faktoren wie - Staubkonzentration am Eintritt - Partikelgrössenverteilung des Rohgasstaubs - Qualität des Filtergewebes - Abreinigungsmethode - Feuchtigkeit und Temperatur des Gases eine wichtige Rolle. Die wesentliche Grösse ist jedoch der Druckverlust, der sich aus der Durchlässigkeit des Filtergewebes bestimmt. Nach DIN 53801 wird die Luftmenge in Liter/Minute bei 20 oC während des Durchströmens von 100 cm2 Gewebefläche gemessen, wobei ein Druckverlust von 2mbar eingestellt wird. Bei unbeladenen Filtergewebe liegt die Durchlässigkeit bei 50 bis 450 l/(dm2 min). Bei wiederholter Abreinigung durch Rütteln, Rückblasen oder Druckstossabreinigung (s. Abb. 12-22 und 12-23) nimmt der Druckverlust im Laufe der Betriebszeit zu (s. Abb. 12-24). Gleichzeitig nimmt bei intaktem Filtergewebe die Reingaskonzentration ab, was auf zunehmende Precoat-Filterwirkung zurückzuführen ist.
Abb. 12-22: Schematische Darstellung von Abreinigungsverfahren [5, S. 229]. a) mechan. Rütteln, b) mechan. Vibrieren, c) pneum. Spülluftdüse, d) Kombination mech. u. pneum. Abreinigung, e) Druckluftstoss („on-line“-Reinigung)

12. Mechanische Gas/Feststofftrennung
12-27
Abb. 12-23: Filtrations- (a) und Abreinigungs-phase (b) eines Schlauchfilters mit Druckstoss- abreinigung [5, S. 215].
Abb. 12-24: Druckverlust und Reingaskonzentration bei einer Filtration mit periodischer Abreinigung der Filter bei konstantem Gasdurchsatz und konstanter Eintrittskonzentration [1, S. 63].
Störungen im Abscheideverhalten können auftreten durch:
- direkten Staubdurchtritt bei zu grossen Maschenweiten: „straight through“ - durch Löcher im Filtergewebe: „pinholes“ - Durchsickern von abgeschiedenen Partikeln bei Abreinigungsbewegungen:
„seepage“

12. Mechanische Gas/Feststofftrennung
12-28
a) b) c)
Abb. 12-25: Schematische Darstellung des Staubdurchtritts bei Schlauchfiltern nach Leith und First [5, S. 210] a) „straight through“, b) „pinholes“, c) „seepage“ Beschädigungen des Filtergewebes sind vor allem bei grossen Filtern schwierig festzustellen. Hier ist die richtige Auswahl des Materials besonders wichtig. Bei unsachgemässer Auswahl können hohe Kosten durch vorzeitiges Auswechseln der Filtergewebe entstehen. 12.5 Nassabscheider Bei den Nassabscheidern werden die Staubpartikel in Flüssigkeiten gebunden und mit der verunreinigten Flüssigkeit aus dem Gasstrom entfernt. Die Adhäsionskräfte des Fest-Flüssig-Systems reichen aus um selbst unbenetzbare Staubpartikel zu binden. Daher ist die Hauptaufgabe bei der Gestaltung der Nassabscheider die Zusammenführung von Partikeln und Flüssigkeit. Diese kann durch - Zusammentreffen der Staubpartikel-Flüssigkeitstropfen bei hoher Relativgeschwindigkeit - Abscheiden in Flüssigkeitsfilmen an festen Oberflächen - Kondensation von übersättigtem Dampf am Staubpartikel erfolgen. In Tabelle 12.2 sind verschiedene Wäschertypen mit ihren Kennzahlen zusammengestellt. Die erzielbaren Gesamtabscheidegrade zeigt Abb. 12-26. Modelle zur Auslegung sowie Trenngrad- und Druckverlustberechnung für Nassabscheider werden in der weiterführenden Literatur (s. z. B. [5, Kap. 3]) diskutiert.

12. Mechanische Gas/Feststofftrennung
12-29
Tab. 12.2: Wäschertypen und ihre wichtigsten Kennzahlen [1, S. 59] Waschturm Strahlwäscher Wirbelwäscher Rotations-
zerstäuber Venturiwäscher
Grenzkorn (μm) ρp=2.42 g/cm3
0.7 - 1.5
0.8 - 0.9
0.6 - 0.9
0.1 - 0.5
0.05 - 0.2
Relativgeschwindigkeit (m/s)
1
10 - 25
8 - 20
25 - 70
40 - 150
Druckverlust (mbar)
2 - 25
-
15 - 28
4 - 10
30 - 200
Wasser/Luft (l/m3)
0.05 - 5
5 - 20
(pro Stufe)
unbest.
1 - 3
(pro Stufe)
0.5 - 5
Energieaufwand (kWh/1000m3)
0.2 - 1.5
1.2 - 3
1 - 2
2 - 6
1.5 - 6

12. Mechanische Gas/Feststofftrennung
12-30
Abb. 12-26: Fraktions- und Gesamtabscheidegrade für verschiedene Wäschertypen [1, S. 60]. Ein Nachteil aller Nassabscheider ist, dass aus dem Abluftproblem ein Abwasserproblem gemacht wird. Es muss noch eine weitere Trenn- oder Aufbereitungsstufe für die Waschflüssigkeit ergänzt werden. Daher ist die Nassabscheidung dann besonders sinnvoll, wenn sie gleichzeitig als Absorptionsschritt für gasförmige Verunreinigungen genutzt wird. In diesem Fall ist allerdings auch die Möglichkeit zu prüfen, ob die Verunreinigung durch eine Gas/Feststoff-Absorption oder Reaktion entfernt werden kann, da bei ihr die Trennung des Feststoffes vom Gas aufgrund der grösseren Dichtedifferenz einfacher ist als die Trennung einer Flüsssigkeit von einem Gas. Ein weiterer Einsatzbereich für Nassabscheider ist die Staubabscheidung mit gleichzeitigem direkten Wärmetausch zur Abkühlung des Gases oder zur Kondensation von z. B. Wasser aus Gaskreisläufen. Bei allen Gaswäschen muss sich an die eigentliche Wäsche eine Tropfenabscheidung anschliessen. Prinzipiell können dafür die gleichen Methoden angewandt werden wie für die Abscheidung von Feststoffpartikeln aus Gasen (z. B. Zyklon). Aufgrund der Oberflächenspannung ist dabei die Abscheidung der Partikel erleichtert, da einmal abgeschiedene Tropfen an den Flächen des Apparates haften bleiben und als Flüssigkeitsfilm abfliessen. Dies erleichtert gegenüber Feststoffpartikel, die von den Wänden abprallen und ins Gas zurückgelangen können die Abscheidung. Erst bei hohen Gasgeschwindigkeiten kann es zu einem Abscheren von Tropfen (Entrainment) vom Flüssigkeitsfilm kommen. Da auch bei Tropfenabscheidern auf einen möglichst geringen Druckverlust wert gelegt wird, wurden unter Ausnutzung der Koagulationsneigung der Flüssigkeit aufgrund der Oberflächenspannung spezielle Bauformen wie z. B. der Lamellenabscheider entwickelt. Bei ihnen wird der Luftstrom mehrfach umgelenkt, wobei die Tropfen aufgrund ihrer Trägheit an die Innenwände geschleudert werden. An den Fangnasen (s. Abb. 12-27) wird der Flüssigkeitsfilm abgeleitet.
Abb. 12-27: Beispiele für Lamellenabscheider (Firmenschrift Envicon).

12. Mechanische Gas/Feststofftrennung
12-31
12.6 Symbole A m2 Fläche
Ae m2 Querschnittsfläche Einlauf
Ai m2 Querschnittsfläche Tauchrohr
Ar - Archimedes-Zahl
be m Einlaufbreite
Be - Verhältnis Einlaufbreite zu Zyklonradius
c Konzentration (in geeigneten Einheiten)
c0 Eintrittskonzentration (in geeigneten Einheiten)
cL Konzentration nach der Lauflänge L (in geeigneten Einheiten)
crein Reingaskonzentration (in geeigneten Einheiten)
Cu - Cunningham-Faktor
d m Durchmesser
d ∗ m Grenzdurchmesser
d P m Partikeldurchmesser
e As Elementarladung
E V/m elektrische Feldstärke
E1 V/m elektrische Feldstärke in der Aufladezone
Ea V/m elektrische Feldstärke im Abscheideraum
f - Feingutanteil
F - Flächenverhältnis
Fel N elektrische Kraft
h m Zyklonhöhe
he m Einlaufhöhe
hi m Zyklonhöhe abzüglich Eintauchtiefe Tauchrohr
K - Konstante
L m Länge
m - Exponent
Me kg/s Partikelmassenstrom am Zykloneintritt
M F kg/s Partikelmassenstrom Feingut (im Austritt des Zyklons)

12. Mechanische Gas/Feststofftrennung
12-32
ML kg/s Luftmassenstrom
MP kg/s Partikelmassenstrom
n - Anzahl Elementarladungen
Δp Pa Druckverlust
Δpa i→ Pa Druckverlust Hauptströmung
Δp e a→ Pa Druckverlust Einlaufströmung
Δpi m→ Pa Druckverlust Tauchrohrströmung
Δpk e→ Pa Druckverlust Kanalströmung
( )q xA 1/m Verteilungsdichtefunktion des Aufgabegutes
( )q xe 1/m Verteilungsdichtefunktion des eintretenden Feststoffs
( )q xF 1/m Verteilungsdichtefunktion des Feingutes
( )q xG 1/m Verteilungsdichtefunktion des Grobgutes
( )Q xA - Verteilungssummenfunktion des Aufgabegutes
r m Radius
ra m Aussenradius
re m mittlerer Einlaufradius
ri m Tauchrohrradius
T N Trägheitskraft
( )T x - Trenngrad
u m/s Gasgeschwindigkeit
ui m/s Gasgeschwindigkeit im Tauchrohr
urad m/s Radialkomponente der Gasgeschwindigkeit
utan m/s Tangentialkomponente der Gasgeschwindigkeit
u ze0 , m/s Leerrohrgasgeschwindigkeit am Zykloneintritt
U - Geschwindigkeitsverhältnis
V m3/s Volumenstrom
w m/s Wanderungsgeschwindigkeit
we m/s effektive Wanderungsgeschwindigkeit
wexp m/s gemessene Partikelgeschwindigkeit
W N Widerstandskraft

12. Mechanische Gas/Feststofftrennung
12-33
x m Partikelgrösse
x50 m Medianwert Partikelgrösse
xGr m Grenzkorngrösse
xmin m minimale Partikelgrösse
xmax m maximale Partikelgrösse
α - Einlaufbeiwert
- Winkel
ε - Porosität
λ m mittlere freie Weglänge
λ 0 - Wandreibungsbeiwert
ηF kg/(ms) dynamische Viskosität des Fluids
ηges - Gesamtabscheidegrad
ηi - innerer Abscheidegrad
μ (kg/s)/(kg/s) Beladung
μe (kg/s)/(kg/s) Eintrittsbeladung
μGr (kg/s)/(kg/s) Grenzbeladung nach Muschelknautz
ρF kg/m3 Fluiddichte
ρP kg/m3 Partikeldichte
ξ a i→ - Widerstandsbeiwert für Hauptströmung
ξ e a→ - Widerstandsbeiwert für Einlaufströmung
ξ i m→ - Widerstandsbeiwert für Tauchrohrströmung
ξ k e→ - Widerstandsbeiwert für Kanalströmung

12. Mechanische Gas/Feststofftrennung
12-34
12.7 Literatur
[1] Dialer, K.; Onken, U.; Leschonski, K.; Grundzüge der Verfahrenstechnik und
Reaktionstechnik, Hanser, München, 1986 [2] Hugi, E.; Auslegung hochbeladener Zyklonabscheider für zirkulierende Gas/Feststoff-
Wirbelschicht-Reaktorsysteme, Dissertation ETH Zürich Nr. 12171, 1997 [3] Jahn, G., Staubtechnik, VDI-Z., 116 (1974), 719-725 [4] Löffler, F. (Hrsg.); Unterlagen zum VII. Kurs Staubabscheiden, Institut für Mechanische
Verfahrenstechnik und Mechanik, Karlsruhe, 1986 [5] Löffler, F.; Staubabscheiden, Thieme-Verlag, Stuttgart, 1988 [6] Mothes, H.; Löffler, F.; Zur Berechnung der Partikelabscheidung in Zyklonen, Chem.
Eng. Process., 18 (1984), 323-331 [7] Trefz, M.; Muschelknautz, E.; Extended Cyclone Theory for Gas Flows with High
Solids Concentrations, Chem. Eng. Technol., 16 (1993), 153-160 [8] VDI-Wärmeatlas, 7. Auflage, Düsseldorf, 1994 [9] Weiß, S. (Hrsg.), Verfahrenstechnische Berechnungsmethoden, Teil 3: Mechanisches
Trennen in fluider Phase, VCH-Verlag, Weinheim, 1985

13. Pneumatische Förderung
13-1
13. Pneumatische Förderung Grosse Mengen Feststoff, wie sie in der Landwirtschaft (Weizen), der Energietechnik (Kohle) oder der Grundstoffindustrie (Zement) auftreten, werden ausschliesslich in Partikelform transportiert. Sofern der Feststoff nass transportiert werden kann und er in grossen Massenströmen über sehr lange Strecken transportiert werden muss, kann ein hydraulischen Transport mit Wasser eingesetzt werden. Für die meisten Anwendungen ist allerdings anschliessend eine aufwendige Fest-Flüssig-Trennung nötig. Oft wird daher ein trockener Transport bevorzugt. Dabei lassen sich drei Transportformen unterscheiden. Der Feststoff kann als Schüttgut in einem Transportbehälter oder auf einem Förderband bewegt werden. Diese Methode ist schonend, aber in ihrer Transportleistung beschränkt. Die Partikel des Schüttgutes können auch z. B. durch gezielte Luftzufuhr in Bewegung versetzt werden, so dass sich ein Fliessvorgang ergibt (pneumatische Rinne). Schliesslich kann die Fluidisierung soweit verstärkt werden, dass die Partikel als Beladungsgut zusammen mit dem Trägerfluid transportiert werden. In dieser Form wird der Feststoff witterungsgeschützt und für die Umgebung staubfrei in Rohrleitungen gefördert. Die Förderung kann zusätzlich mit einer chemischen Umsetzung (dampfgetriebener Transport von CaO zur Bildung von Ca(OH)2 für Entschwefelung), Trocknung (Weizen), Kühlung oder Erwärmung gekoppelt werden. Ein weiterer Vorteil ist der geringe Wartungsaufwand und die flexible Gestaltung der Rohrführung. Als Nachteil der pneumatischen Förderung sind der im Vergleich zu z. B. Transportbändern höhere Energieaufwand und der mögliche Verschleiss der Rohrleitungen und Abrieb der Partikel zu nennen. 13.1 Einsatzbereiche Zur Erzeugung der notwendigen Druckdifferenz zur Feststoffförderung kann entweder am Ende der Förderleitung ein Unterdruck (Saugförderung) oder am Anfang der Förderleitung ein Überdruck (Druckförderung) erzeugt werden. Die Saugförderung ist praktisch auf eine Druckdifferenzen von etwa 0.7 bar begrenzt, wodurch sowohl die Förderstrecke als auch die aus dem Massenströmen des Feststoffes M S und der Luft M L errechnete Beladung μ
μ =MM
S
L (13.1)
stark beschränkt sind. Die Auswahl des Anlagentyps richtet sich nach der gewünschten Förderstrecke, dem zu transportierenden Massenstrom und nach dem Energieaufwand. Die Abb. 13-1 und 13-2 zeigen typische Einsatzgebiete für pneumatische Förderanlagen.

13. Pneumatische Förderung
13-2
100 101 102 103 104
Förderweg / m
103
102
101
100
10-1
10-2
Fest
stof
fmas
sens
trom
/ t/
h
Flie
ssrin
nen
Hoch- undMitteldruck-förderung
Mitt
eldr
uck-
förd
erun
g
Saug- undNiederdruck-förderung
Abb. 13-1: Einsatzgebiete pneumatischer Förderanlagen (nach [4]).
Abb. 13-2: Spezifischer Energiebedarf pneumatischer Förderer (nach [2]).

13. Pneumatische Förderung
13-3
Sieht man vom Aspekt des Verschleisses ab, gilt es bei der Auslegung einer pneumatischen Förderung eine Optimierung zwischen Förderleistung und Druckverlust durchzuführen. Sie wird wesentlich durch die Dispergierung des Feststoffes (Dünnstrom: μ < 10 , Dichtstrom, Stopfgrenze), durch die Führung der Rohrleitungen mit den damit verbundenen Beschleunigungs- und Verzögerungsvorgängen für den Feststoff sowie durch die Förderrichtung (horizontal, vertikal) bestimmt. 13.2 Förderzustände Nach der Feststoffvolumenkonzentration des Feststoffes in der Förderluft bzw. deren Beladung wird zwischen Dünnstrom- und Dichtstromförderung unterschieden. Bei kleiner Beladung und hoher Leerrohrgeschwindigkeit ist der Feststoff relativ gleichmässig in der Luft verteilt. Diese Dünnstromförderung wird oft auch als Flugförderung bezeichnet. Zwischen ihr und der durch weitestgehende Entmischung von Feststoff und Luft gekennzeichneten Dichtstromförderung können sehr verschiedene Vermischungszustände auftreten, die in ihrer Erscheinungsform ausserdem von der Orientierung der Förderleitung (horizontal oder vertikal) und der Art der Umlenkungen abhängen. Sinkt die Gasgeschwindigkeit bei hohen Beladungen unter einen Minimalwert, so findet kein Partikeltransport mehr statt, Feststoff reichert sich an, der Druckverlust pro Rohrlänge steigt und die Leitung verstopft bei Überschreiten des Gebläsedrucks. Diese Untergrenze der Gasgeschwindigkeit bzw. Obergrenze der Beladung wird als Stopfgrenze bezeichnet.
FlugförderungSträhnenförderungBallen- und Dünen-förderung
Propfenförderung
zunehmende Luftgeschwindigkeit
zunehmender Druckverlustgradient ΔP/L
Abb. 13-3: Förderzustände bei pneumatischer Förderung.

13. Pneumatische Förderung
13-4
Innerhalb einer Förderanlage können verschiedenen Förderzustände durchlaufen werden. Als Beispiel zeigt Abb. 13-4 eine stationäre horizontale Förderung über 300 m Länge bei einer über die gesamte Rohrlänge im zeitlichen Mittel konstanten Beladung von μ = 20 . Als Folge der Gasexpansion bei abnehmendem Druck erhöht sich die Leerrohrgeschwindigkeit der Luft, so dass sich bei konstantem Rohrdurchmesser schliesslich eine Flugwolke ausbildet. Ist dies unerwünscht oder möchte man den mit zunehmender Luftgeschwindigkeit steigenden Druckverlust vermeiden, muss der Rohrdurchmesser stufenweise vergrössert werden.
Abb. 13-4: Horizontale Förderung von 2mm Kunststoffgranulat [8, Blatt Lh11]. 13.3 Druckverlust bei wandreibungsbehafteter Förderung Wenn durch Rohre kleinen Durchmessers grosse Partikelmengen gefördert werden, sind im Gegensatz zur Betrachtung in Kap. 5.4.2 die Wandreibungs- und Stosseinflüsse nicht zu vernachlässigen. Speziell für die pneumatische Förderung von Feststoffen mit Luft als Fluid sind daher Abschätzungsmethoden entwickelt worden, die diese Effekte berücksichtigen. Dabei wird von dem Ansatz ausgegangen, dass die durch einzelne Vorgänge verursachten Druckverluste addiert werden können [9, 11]. Dies entspricht physikalisch der Annahme, die

13. Pneumatische Förderung
13-5
Teilvorgänge seien voneinander unabhängig. Der Gesamtdruckverlustes setzt sich dann aus dem Druckverlust der Luftströmung ΔpL , verursacht durch die Wandreibung des Fluids, und dem durch den Feststofftransport hervorgerufenen Zusatzsdruckverlust ΔpT zusammen.
Luftgeschwindigkeit
Dru
ckve
rlust
MS = 0
MS > 0
ΔpΔpT
ΔpL
Δp
u0
Abb. 13-5: Luft- und Zusatzdruck-verlust durch Feststofftransport bei pneumatischer Förderung (nach [11]).
Der Druckverlust der Luftströmung ΔpL wird nach der Druckverlustbeziehung für die Einphasenströmung berechnet. Mit dem Rohrdurchmesser D und der Länge L sowie dem Widerstandsbeiwert der Luft λ L gilt:
Δp u LDL L L=
12 0
2ρ λ (13.2)
Der durch den Feststofftransport verursachte Zusatzdruckverlust ΔpT lässt sich aus einer Impulsbilanz für den Feststoff ermitteln. Für eine stationäre und inkompressible Strömung über die Förderlänge L gilt unter Verwendung der Beladung μ :
Δp u LDT L T=
12 0
2ρ λ μ (13.3)
Der Widerstandsbeiwert des Feststofftransportes λ T
λ λβ
T PWR
CC Fr
= +2
2 (13.4)
wird aus dem Verhältnis der Feststoff- zur Luftgeschwindigkeit C C c u= 0 (13.5)
sowie der Rohr-Froude-Zahl FrR

13. Pneumatische Förderung
13-6
Frug DR = 0 (13.6)
bebildet. Aus der Kräftebilanz an den Partikeln ergibt sich für C
( )12
2 2 22− = +
⎛
⎝⎜
⎞
⎠⎟C Fr C
FrRSPW
R
λ β (13.7)
wobei die Rohr-Froude-Zahl FrRS mit der Sinkgeschwindigkeit der Partikel w vs rel stationär= ,
Frwg DRS
S= (13.8)
zu bilden ist. In Glg. (13.4) und (13.7) sind damit nur noch der Widerstandsbeiwert für die Stösse Partikel-Wand λ PW und der Widerstandsbeiwert der Wandreibung β unbekannt. Der Widerstandsbeiwert für die Stösse zwischen Partikel und Wand λ PW hängt stark von der Paarung Fördermaterial/Wandmaterial ab. Dabei sind die Partikelform und Härte des Fördergutes sowie die Rauhigkeit und Härte der Rohrwand von grosser Bedeutung. Der Beiwert λ PW wird daher experimentell ermittelt. Anhaltwerte sind in [10] zu finden. Der Widerstandsbeiwert der Wandreibung β wird aus β = +Hubanteil Anteil ibung Partikel WandRe / = sinα +α αW rf cos (13.9)
bestimmt. Der Winkel α ist durch die Lage der Förderleitung gegeben. Der Gleitreibungswert Partikel/Wand fr und der an der Rohrunterseite rutschende Feststoffanteil αW sind experimentell zu bestimmen. Meist kann jedoch mit genügender Genauigkeit β = −0 5 0 6. . gesetzt werden. Da die Ermittlung von λ PW und β in der Praxis oft erhebliche Schwierigkeiten macht, werden an Versuchsanlagen die für spezielle Aufgabenstellungen ( D dP L P, , , ,μ ρ ρ ) gemessenen Zusatzdruckverluste als λ T über die Rohr-Froude-Zahl dargestellt (Abb. 13-6). Bei gleicher Paarung von Partikel- und Rohrwandmaterial lassen sich die Ergebnisse auf Grossanlagen übertragen, wenn folgende Ähnlichkeitsbedingungen eingehalten werden: grobe Partikel: Fr constR = Fr constRS =
μ = const ρρ
P
L
const= Dd
constP
=
feine Partikel: Fr constR = μ = const Dd
constP
=

13. Pneumatische Förderung
13-7
Zu weiteren Aspekten des Scale-Up einer pneumatischen Förderung nach dem Modell von Muschelknautz sei auf die Literatur [5] verwiesen.
Abb. 13-6: Widerstands-beiwert λ T in Abhängigkeit der Rohr-Froude-Zahl bei der Förderung von Weizen für verschiedene Rohrdurchmes-ser [11, a.a.O.].
Zur Förderung des Feststoffes muss dieser auf die Geschwindigkeit c beschleunigt werden. Die Impulserhaltung liefert dafür einen Druckverlust Δpb von:
Δp A M cb S=
⇔ Δp C ub L= μρ 02 (13.10)
Bei der Druckverlustberechnung ist ferner zu beachten, das in Krümmern das Gut durch Zentrifugalkräfte an die Aussenwand geschleudert wird, wo es durch Wandreibung stark abgebremst wird. In an Krümmer anschliessende gerade Rohrstrecken wird das Fördergut wieder beschleunigt, wodurch dort ein weiterer Druckverlust entsteht. Da beide Effekte kombiniert auftreten, werden sie meist zusammengefasst. Der durch n Krümmer entstehende zusätzlicher Druckverlust ΔpK kann analog zum Beschleunigungsdruckverlust aus der Geschwindigkeitsänderung ΔC mit
Δ Δp C uK Li
n
==∑μ ρ 0
2
1 (13.11)

13. Pneumatische Förderung
13-8
abgeschätzt werden. Siegel [6, S. 97] gibt als Anhaltswert für die Geschwindigkeitsänderung bei typischen Krümmungsradien RK von etwa dem sechsfachen des Rohrdurchmessers D den Wert
R DK ≈ 6 : ΔC C≈ 0 5. (13.12) an. Der Gesamtdruckverlust ergibt sich damit zu: Δ Δ Δ Δ Δp p p p pges L T b K= + + + (13.13) Die aufgeführten Abschätzungen gelten nur bei vernachlässigbarer Dichteänderung. Bei Expansion des Gases muss der mit zunehmender Strömungsgeschwindigkeit sich ändernde Druckverlust entlang des Förderwegs iterativ bestimmt werden. 13.4 Gasgeschwindigkeit Um den Druckverlust und damit auch die Kosten niedrig zu halten ist es wünschenswert mit möglichst niedriger Strömungsgeschwindigkeit zu arbeiten. Dadurch wird auch die geförderte Gasmenge, die neben dem Druckverlust die Gebläsedimensionierung bestimmt, klein gehalten. Andererseits muss die Gasgeschwindigkeit ausreichen, um bei einem gegebenen Feststoffmassenstrom (geforderte Förderleistung) den Feststoff noch transportieren zu können. Zur Abschätzung dieser minimalen Leerrohrgeschwindigkeit, bei der noch ein stationärer Transport vorliegt und bei deren Unterschreitung entweder eine Verstopfung der Leitungen (Stopfgrenze) oder ein instationärer Transport (Propfenförderung) auftritt, gibt es bis heute nur empirische Beziehungen [10]). So geben Muschelknautz und Krambrock beispielsweise die Stopfgrenze u S0, als Funktion der Schüttdichte der Strähne ρSS an:
uD g
SF SS
0 0 25, .=ρ ρ
bei μρρ
F
SS< 0 75. (13.14)
Der Zusammenhang zwischen Druckverlust, Gasgeschwindigkeit und auftretenden Förderzuständen bei gegebenem Feststoffmassenstrom wird üblicherweise in einem sogenannten Zustandsdiagramm dargestellt. Abb. 13-7 zeigt ein typisches Beispiel.

13. Pneumatische Förderung
13-9
Abb. 13-7: Zustandsdiagramm der pneumatischen Förderung von rieselfähigem Schüttgut mit einer Partikelgrösse von d mP > 10μ in einem Rohr mit D = 150 mm Durchmesser [8, Lh10]. Fördermedium Luft (bei 1.5 bar). Eine rechnerische Auslegung für den Bereich unterhalb der Stopfgrenze, die durch hohe Beladungen und niedrige Transportgeschwindigkeiten gekennzeichnet und im Fall der Propfenförderung zudem instationär ist, existiert bis heute nicht. Bei der Propfenförderung kann auch mit zusätzlichen Gaseindüsungen gearbeitet werden. Diese Sekundärluftzufuhr kann sowohl als durchgehende Belüftungsleitung ausgeführt als auch über die Förderstrecke verteilt angebracht sein. Durch gesteuerte Luftzugabe lassen sich dadurch grosse Propfen aufteilen und mit kleineren Druckdifferenzen als für einen grossen Propfen weitertransportieren. Die Sekundärluftzugabe bewirkt neben der verbesserten Propfenströmung eine Senkung des Gesamtluftvolumenstroms. Dafür muss allerdings ein höherer Installationsaufwand in Kauf genommen werden. Ein Beispiel einer solchen Propfenförderung mit Sekundärluftzugabe zeigt Abb. 13-8. In Abb. 13-9 ist ein Vergleich der Zustandsdiagramme mit und ohne gezielte Sekundärluftzufuhr dargestellt.

13. Pneumatische Förderung
13-10
Abb. 13-8: Stopfenverhin-derung durch gezielte Se-kundärluftzufuhr [3, S. 218]. Index H: Hauptrohr; N: Neben-rohr; Verläufe ΔpH1 und ΔpN 1 gelten für ungestörten pneu-matischen Transport, Verläufe ΔpH2 und ΔpN 2 für eine Ver-stopfung. Mit Drucksensor DS3 wird das Nebenrohr rechts des Schnittpunktes S gesperrt und Sekundärluft über die Rück-schlagventile RV5 und RV6 zugegeben, bis der Propfen sich aufgelöst hat.
Abb. 13-9: Vergleich der Zustandsdiagramme mit und ohne gezielte Sekun-därluftzufuhr (Pneumo-split) [3, S. 219]. Fördermedium Luft; Glaspartikel, d50,3=200 μm ρP=2600 kg/m3

13. Pneumatische Förderung
13-11
13.5 Betriebliche Aspekte pneumatischer Förderung 13.5.1 Krümmerverschleiss Bei der Umlenkung der Gas/Feststoff-Strömung kommt es zu einer Entmischung und die Feststoffpartikel treffen auf die Rohrwand auf. Dies kann sowohl beim Feststoff als auch bei den Rohrwänden zu Abrieb führen. Der Abrieb der Rohrwand kann durch geeignete Gestaltung der Krümmung (kleiner bzw. sehr grosser Krümmungsradius) oder durch Ausbildung sogenannter Umlenktöpfe abgeschwächt werden. Bei den Umlenktöpfen wird der Feststoff durch Aufprall auf eine Schicht aus ruhendem oder stark abgebremsten Feststoffes (s. Abb. 13-10) umgelenkt. Er muss allerdings anschliessend wieder stärker beschleunigt werden, so dass bei diese Konstruktion ein höherer Druckverlust auftritt als bei einem einfachen Rohrbogen. Kann der Rohrwandverschleiss nicht durch konstruktive Massnahmen verhindert werden, so kann der Krümmer mit auswechselbaren Auskleidungen versehen werden.
Abb. 13-10: Krümmerformen und Massnahmen zur Verschleissverringerung [1].

13. Pneumatische Förderung
13-12
13.5.2 Gebläseauslegung Von grosser Bedeutung für eine betriebssichere Auslegung pneumatischer Förderungen ist die richtige Wahl der Luftversorgung. Ihre Kennlinie sollte möglichst steil sein, d. h. grössere Druckänderungen sollen nur minimale Änderungen der Fördermenge zur Folge haben. Nur so ist wegen der Wechselwirkung der Kennlinie Gebläse/Förderung ein stabiler Betriebspunkt zu erzielen. Zum Beispiel ergeben sich bei der Wahl eines Kreiselgebläses in Abb. 13-11 bei gegebenem Kennlinienfeld der Förderung zwei mögliche Betriebspunkte als Schnittpunkt der Gebläsekennlinie mit der Kennlinie M S1 der Förderanlage. Bei einer plötzlichen Verringerung der Förderluftgeschwindigkeit kann der für die Förderung erforderliche Druck den vom Gebläse lierferbaren Druck übersteigen. Als Folge davon verstopft die Förderanlage.
u0
Δp
Stopfgrenze
Druckverlust-minimum
Kreiselgebläse
Drehkolbengebläse
MS=0
MS1
MS2
MS3
MS4
stabile Betriebspunkte
instabileBetriebspunkte
Abb. 13-11: Betriebspunkte einer pneumatischen Förderanlage mit verschiedenen Gebläsen. Mit einem Drehkolbengebläse, dass eine steile Kennlinie besitzt, können wegen des höheren Förderdrucks höhere Massenströme des Feststoffes gefördert werden. Der Betriebspunkt kann dicht an der Stopfgrenze gewählt werden. Wird die Förderluft einem Druckluftnetz entnommen, so sollte die Förderluftgeschwindigkeit möglichst über Laval-Düsen eingestellt werden, da diese ebenfalls eine steile Kennlinie haben. Windkessel zwischen Drucklufterzeugungs- und Förderanlage sind zu vermeiden.

13. Pneumatische Förderung
13-13
13.5.3 Feststoffdosierung in pneumatischen Förderanlagen Zur Vermeidung von Verstopfungen muss der Feststoff möglichst kontinuierlich und mit regelbarem Massenstrom in die Förderleitung gebracht werden. Bei Saugförderanlagen, die z. B. zur Entladung von Schiffen eingesetzt werden, wird der Feststoff mit einer Saugdüse aufgenommen. Für kleine Fördergutmassenströme (μ < 5 ) und kurze Förderleitungen kann ein grober Feststoff bei Druckförderanlagen durch Injektoren aufgebracht werden. Sie arbeiten nach dem Prinzip der Strahlpumpe. Vorteilhaft ist der einfache mechanische Aufbau, nachteilig der hohe Energieverbrauch (Druckverlust).
Saugdüse
Injektor
Zellenradschleuse
Abb. 13-12: Feststoffaufgabeorgane für die pneumatische Dünnstromförderung grober Partikel [9, S. 290 u. 297]. Im Gegensatz zu den beiden genannten Apparaten, bei denen der Feststoff kaum dosiert dem Luftstrom zugegeben wird, teilen Aufgabevorrichtungen mit Dosierfunktion den Feststoff entweder volumetrisch oder gravimetrisch. Schneckendosierer und Zellradschleusen gehören zu den volumetrisch arbeitenden Aggregaten. Bei ihnen wird ein bestimmtes Volumen Schüttgut taktweise zugegeben. Diese Vorgehensweise hat zwei Nachteile. Die Schüttdichte des zugegebenen Feststoffs kann sich ändern, womit auch der Massenstrom nicht mehr konstant ist. Andererseits entspricht die taktweise Zugabe nur über längere Zeitintervalle einem konstanten Zugabestrom. Bei Apperaten, deren Verweilzeit wesentlich kürzer ist als die Taktzeit des Dosieraggregates und bei dem die axiale Rückvermischung nur schwach ausgeprägt ist, kann diese Dosierschwankung nicht mehr ausgeglichen werden (s. a. Kap. 10). Während Zellradschleusen besonders für eine Dosierung von groben Partikeln in einer Dünnstromförderung eingesetzt werden, benutzt man für eine Dichtstromförderung feiner Partikel Schneckendosierer (auch Staub-, Möller- oder Fullerpumpe genannt) ein.

13. Pneumatische Förderung
13-14
Abb. 13-13: Schneckendosierer [7, S. 91]. Materialzugabe an der Stelle a. Das Fördergut wird von einer rasch umlaufenden Förderschnecke b (750-1000 U/min) erfasst und zum Blaskopf c gedrückt. An der Stelle d und am Umfang der Schnecke wird durch Düsen die Druckluft zugesetzt. Das Gemisch von Luft und Fördergut gelangt durch den Diffusor e in die Förderleitung. Eine Klappe f verhindert ein Zurückschlagen des Gemisches bei Störungen in der Förderleitung. Gravimetrisch arbeitende Aggregate wie Dosierbandwagen erlauben zwar eine im zeitlichen Mittel konstanten Massenstrom, aber auch bei ihnen ist meist keine Kurzzeitkonstanz gegeben. Diese Geräte sind ausserdem im Vergleich zu den volumetrisch arbeitenden Apperaten teurer und werden selten in Verbindung mit pneumatischen Förderanlagen eingesetzt. 13.6 Symbole A m2 Querschnittsfläche c m/s Feststoffgeschwindigkeit C - Verhältnis Feststoff-/Leerrohrgeschwindigkeit ΔC - Änderung des Geschwindigkeitsverhältnisses d P m Partikeldurchmesser D m Rohrdurchmesser f r - Gleitreibungswert Partikel-Wand FrR - Rohr-Froude-Zahl, mit Leerrohrgeschwindigkeit gebildet FrRS - Rohr-Froude-Zahl, mit Sinkgeschwindigkeit gebildet g m/s2 Erdbeschleunigung L m Rohrlänge M L kg/s Luftmassenstrom M S kg/s Feststoffmassenstrom n - Anzahl Δp Pa Druckverlust Δpb Pa Druckverlust aufgrund Feststoffbeschleunigung

13. Pneumatische Förderung
13-15
Δpges Pa Gesamtdruckverlust ΔpK Pa Druckverlust Krümmer ΔpL Pa Druckverlust der Luftströmung ΔpT Pa Druckverlust durch Feststofftransport RK m Krümmungsradius u0 m/s Leerrohrgeschwindigkeit u S0, m/s Stopfgrenze vrel stationär, m/s stationäre Relativgeschwindigkeit wS m/s stationäre Sinkgeschwindigkeit Einzelpartikel α - Winkel αW - Anteil des an der Rohrunterseite rutschenden Feststoffes β - Widerstandsbeiwert Wandreibung λ L - Widerstandsbeiwert Luftströmung λ PW - Widerstandsbeiwert Stösse Partikel-Wand λ T - Widerstandsbeiwert Feststofftransport μ (kg/s)S/(kg/s)L Beladung ρF kg/m3 Fluiddichte ρ L kg/m3 Luftdichte ρP kg/m3 Partikeldichte ρSS kg/m3 Schüttdichte einer Strähne 13.7 Literatur [1] Bohnet, M.; Fortschritte bei der Auslegung pneumatischer Förderanlagen, Chem.-Ing.-
Tech., 55 (1983), 524-539 [2] Harder, J.; Moderne Entaschungstechnik und Ascheverwertung bei Steinkohlekraft-
werken mit Trockenfeuerung, VGB Kraftwerkstechnik, 76 (1996), 791-798 [3] Krambrock, W.; Dichtstromförderung, in: GVC-VDI-Gesellschaft Verfahrenstechnik
und Chemieingenieurwesen (Hrsg.), Preprints GVC-Tagung Technik der Gas-Feststoffströmung - Sichten, Abscheiden, Fördern, Wirbelschichten Köln 1986, 199-231
[4] Muschelknautz, E.; Wojahn, H.; Auslegung pneumatischer Förderanlagen, Chem.-Ing.-Tech., 46 (1974), 223-235
[5] Ruf, A.; Buck, A.; Gas-Feststofförderung - Diskussion von Vergrösserungsvorschriften, Swiss Chem, 4 (1982) Nr. 10a, 36-40
[6] Siegel, W.; Pneumatische Förderung, Vogel, Würzburg, 1991 [7] Ullmann’s Encyklopädie der technischen Chemie, 1. Band, 3. Auflage, Urban &
Schwarzenberg, München-Berlin, 1951

13. Pneumatische Förderung
13-16
[8] VDI-Wärmeatlas, 7. Auflage, VDI-Verlag, Düsseldorf, 1994 [9] Weber, M.; Strömungsfördertechnik, Krauskopf-Verlag, Mainz, 1974 [10] Wirth, K.-E., Die Grundlagen der pneumatischen Förderung, Chem.-Ing.-Tech., 55
(1983), 110-122 [11] Wirth, K.-E., Pneumatische Förderung - Grundlagen; in: GVC-VDI-Gesellschaft
Verfahrenstechnik und Chemieingenieurwesen (Hrsg.), Preprints GVC-Tagung Technik der Gas-Feststoffströmung - Sichten, Abscheiden, Fördern, Wirbelschichten Köln 1986, 157-182

14. Einführung in die Membrantrenntechnik
14-1
14. Einführung in die Membrantrenntechnik Für viele Wissenschaftler und Techniker ist die Membran heute noch ein schwer definierbares Objekt. Ein Biologe oder Biophysiker wird unter einer Membran im allgemeinen etwa völlig anderes verstehen als ein Chemiker oder Verfahrenstechniker. Eine exakte und allgemein gültige Definition einer Membran ist in der Tat schwierig. Sie wird jedoch erheblich einfacher, wenn die Diskussion auf synthetische Strukturen beschränkt bleibt und Phänomene, wie z. B. der aktive Transport, ausgeschlossen werden. Eine Membran kann im weitesten Sinne als Zwischenphase aufgefasst werden, die zwei homogene Phasen voneinander trennt und dem Transport verschiedener chemischer Komponenten unterschiedlichen Widerstand entgegensetzt.
Phase 1 Phase 2
Komponente A
Komponente B
Komponente C
Membran(Zwischenphase)
Abb. 14-1: Zur Definition einer Membran. Die Membran kann sowohl homogen als auch heterogen in der Struktur sein. Sie kann neutral sein oder positive oder negative Ladungen tragen. Die Dicke einer Membran kann zwischen einigen Nanometern und mehreren Millimetern variieren und ihr elektrischer Widerstand mehrere tausend Megaohm oder auch nur wenige Milliohm betragen. Der Stofftransport durch eine Membran kann auf einer Diffusion von einzelnen Molekülen oder auf einem konvektiven Volumenstrom beruhen. Er kann durch einen Konzentrations-, Druck- und Temperaturgradienten oder durch eine elektrische Potentialdifferenz hervorgerufen werden. Eine Membran kann aus den unterschiedlichsten Materialien bestehen und die verschiedensten Strukturen besitzen. Oft lässt sich eine Membran besser durch ihre Funktion als durch ihren Aufbau beschreiben.

14. Einführung in die Membrantrenntechnik
14-2
Abb. 14-2 erläutert anhand dreier Beispiele die in der Membrantechnik gängigen Begriffe.
ZulaufFeedKonzentratRetentat
Filterkuchen
FiltratPermeat
“Dead End” Filtration
Feed
Permeat
Filtrat
Konzentrat
Retentat
Dialysator(Exktraktor)
Feed
Abgeber(B+C)
Extrakt
beladenerAufnehmer(A+C)
Konzentrat
RetentatRaffinat(B)
Lösungsmittel
SolventAufnehmerDialysat(A)
Tangentialfluss
“Perstraction”
Abb. 14-2: Begriffe der Membrantechnik. 14.1 Übersicht zu Membrantrennverfahren 14.1.1 Prozesse und treibende Kräfte Das Feld der Anwendungen von Membranen für Trennaufgaben ist dauernd gewachsen. So werden heute z. B. Salze von Wasser oder von Lösungen chemischer Produkte, Plasma von Blutzellen, Toxine aus Blut, Partikel von Lösungen, Öl von Wasser und Gase aus Gasgemischen getrennt oder derartige Lösungen mit Membranverfahren aufkonzentriert. Tab. 14.1 gibt einen Überblick über die wichtigsten Trennprozesse.

14. Einführung in die Membrantrenntechnik
14-3
Tab. 14.1: Technisch relevante Membrantrennprozesse. Verfahren treibende Kraft Retentat Permeat Anwendungsbeispiel
Mikrofiltration Druckdifferenz 0.5 - 5 bar
Partikel gelöste Komponenten
Waschen von Pigmenten; Reinigung und Recycling von Waschlösungen; Konzentrierung von Öl/Wasser Emulsionen; kombinierte Feststoffextraktion und Filtration
Ultrafiltration Druckdifferenz 1 - 10 bar
Partikel, Makromoleküle
gelöste Stoffe mit kleiner Molmasse, Ionen
Konzentrierung und Reinigung von biotechnologischen Produkten; Konzentrierung von Eiweiss, Gelatine, Molke
Nanofiltration Druckdifferenz 10 - 40 bar
Partikel, gelöste Stoffe, mehrwertige Ionen
gelöste Stoffe mit sehr kleiner Molmasse, einwertige Ionen
Reinigung, Entsalzung und Konzentrierung von Produkten wie Farbstoffe, Chemikalien, Pharmaprodukte; Konzentrierung, Recycling und Reinigung von Abwässern
Umkehrosmose Druckdifferenz bis 10 - 200 bar
Partikel und alle gelösten Komponenten
nur Lösungsmittel (Wasser, MeOH, EtOH)
Meerwasserentsalzung; Abwasserreinigung; Produktrecycling; Produktkonzentrierung
hydrophile Pervaporation
Partialdruck- differenz (Permeatseitig Vakuum 10 - 100 mbar)
Lösungsmittel und enthaltene Stoffe
Wasser (Azeotrope) Entwässerungen z.B. Alkohole, Ketone, Ester, organische Säuren, Dioxan
organophile Pervaporation
Partialdruck- differenz (Permeatseitig Vakuum 1- 100 mbar)
Wasser und enthaltene Stoffe
Lösungsmittel Lösungsmittelrückgewinnung Abwasserreinigung z.B. Ester, Ketone, Alkohole, chlorierte Kohlenwasserstoffe
Elektrodialyse elektrisches Feld ca. 1 V/Zelle
ungeladene Substanzen
Ionen Entsalzungen, elektrochemische Reaktionen, Säure/Base-Gewinnung aus Salzen
Gastrennung Differenzdruck bis 80 bar bzw. Permeatseitig Vakuum
Gas 1 bzw. Inertgas
Gas 2 bzw. Lösungsmittel
Stickstoff/Sauerstofftrennung Lösungsmittelrückgewinung aus Abluft
Dialyse Konzentrations-unterschied
Makromoleküle, Partikel
Verun- reinigungen Mw < 1000
Hämodialyse
Wasser
Lösungsmittel
Gas 2
Gas 1
Gas 2
Gas 1
Wasser
Lösungsmittel

14. Einführung in die Membrantrenntechnik
14-4
14.1.2 Arbeitsbereiche und Grössenordnungen Abb. 14-3 zeigt den durch Membrantrenntechniken abgedeckten Grössenbereich.
Trennprinzip
Umkehrosmose
Gasdiffusion
Ultrafiltration
MikrofiltrationDialyse
FaserfiltrationGelchromatographie
Elektrodial.
Elektrophorese
Ionentauscher
Piezodialyse
Rektifikation
Kristallisation
Absorption Extraktion
Ultrazentrifuge
Zentrifuge
Ionen
Pyrogene
Viren
Bakterien
10-1 100 101 102 103 104 105
niedermolekülarer
Bereich
makromolekulare
Bereich
kolloidale
Partikel
grobe
Partikel
Partikelradius / nm
Molekülgrosse
elektrischeIonenladung
Dampfdruck
Temperatur
Löslichkeit
spez. Dichte
Inhaltstoffevon Wasser
Nanofiltration
Abb. 14-3: Arbeitsbereich von Stofftrennprozessen als Funktion des Partikeldurchmessers der zu trennenden Komponenten.

14. Einführung in die Membrantrenntechnik
14-5
14.1.3 Heutiger Entwicklungsstand 14.1.3.1 Anwendungsbeispiele Tabelle 14.2 soll anhand einiger Beispiele zeigen, wie die Membrantrenntechnik heute bereits eingesetzt bei der Gewinnung von Rohstoffen, dem Recycling und der Medizintechnik eingesetzt wird. Detaillierte Ausführung von Beispielen findet sich zum Beispiel bei [5]. Tab. 14.2: Anwendungsgebiete der Membrantrenntechnik [14]. Einsatzgebiete Anwendungsgebiete Eingesetzte Verfahren Wasseraufbereitung Meerwasserentsalzung
Brackwasserentsalzung Kesselspeisewasseraufbereitung Reinstwasser Steriles Wasser Demineralisiertes Wasser
UO, ED UO, ED UO, ED UO, UF, ED MF. UF, UO UO, ED
Abwasserbehandlung Recyclinganwendungen
Öl-Wasser Emulsionen Galvanikspülwässer Elektrotauchlacke Prozesswasser in der Textil- und Papierindustrie
UF UO UF NF
Lebensmittelverarbeitung Frucht- und Gemüsesaftkonzenbtration Fruchtsaft-, Wein-, Bierklärung Essigklärung, Zuckerklärung Molke-, Eiweiss-, Gelatinekonzentration
UO, UF, ED UF, MF MF, UF UF
Medizinaltechnik Kontollierte Wirkstoffabgabe Hämodialyse
Dialyse
Chemische Industrie Prozesswasseraufbereitung Chloralkalielektrolyse Prozessgasrückgewinnung Farbstoffproduktion Pigmentproduktion Azeotroptrennung
UO, NF ED GS NF MF PV
Biotechnologie Sterilfiltration Fermenterbelüftung Abtrennung von Mikroorganismen aus Fermenterbrühen Produktisolierung, -reinigung und - aufkonzentrierung Enzymimmobilisierung im Hohlfasermembranreaktor Begasung von tierischen Zellkulturen
MF, UF MF MF, UF UF UF
Analytik Sensoren, ionenselektive Elektroden Abkürzungen: UO = Umkehrosmose, NF = Nanofiltration, UF = Ultrafiltration, MF = Mikrofiltration, ED = Elektrodialyse, GS = Gasseparation, PV = Pervaporation

14. Einführung in die Membrantrenntechnik
14-6
14.1.3.2 Entwicklung des Membrantechnik-Marktes Folgende Tabelle gibt eine Übersicht über den US-Amerikanischen Markt für Membranen und Membranmodule für verschiedene Anwendungsbereiche. Tab. 14.3: US-Markt für Membranen und Membranmodule in Mio US-$ [10].
1986 1988 1990 1995 2000 2005 Wachstum % p.a.Gastrennung 10 31 51 85 125 185 8Pervaporation 0 1 1 28 61 135 17Elektrochemie 14 20 22 31 57 105 13Lebensmittelind. 48 57 64 92 134 197 8Hämodialyse 87 96 110 175 222 283 5Umwelttech. 43 57 65 94 137 207 8Halbleiterind. 58 74 87 120 181 271 8Trink- Reinstwasser 47 57 62 102 160 256 9Biotech. 72 100 123 195 370 675 13Trocknung, Sonst. 1 1 3 5 15 30 20Gesamt 380 494 588 927 1462 2344 9.7
Der Weltmarkt dürfte mindestens um den Faktor 3 grösser sein, für Membrananlagen gilt noch einmal ein Faktor 3. Danach lässt sich für dass Jahr 2000 ein Weltmarkt für Membrantechnik von 13 Mrd. $ abschätzen, der ausserdem ein gutes Wachstum aufweist. 14.2 Membranmaterialien und Membranaufbau 14.2.1 Anorganische Membranen Keramische Membranen: Mikroporöse, keramische Strukturen gehören zu den ältesten Materialien, die zur Stofftrennung Verwendung finden. Ihre Herstellung ist äusserst einfach. Feinkörnige Silikat-, Ton- oder Metalloxidpulver werden zu Platten, Röhren oder Kerzen gepresst und gesintert. Dabei entsteht eine grob poröse Struktur mit einer relativ breiten Verteilung der Porengrössen. Der Durchmesser der mittleren Poren kann zwischen 0.1 und 100 μm eingestellt werden. Er wird durch die Korngrösse des verwendeten Pulvers bestimmt. Keramische Sintermembranen zeichnen sich durch gute Temperaturbeständigkeit und gute mechanische Festigkeit aus. Sie werden bei der Reinigung von heissen, aggressiven Gasen, bei der Filtration von Abwässern, bei der Belüftung verschiedener Flüssigkeiten, bei der Sterilfiltration und für verschiedene analytische und wissenschaftliche Untersuchungen im Labor eingesetzt. Auch auf Graphitbasis hergestellte Membranen, die in jüngster Zeit zur Ultrafiltration eingesetzt werden, gehören ihrer Herstellung nach in diese Gruppe.

14. Einführung in die Membrantrenntechnik
14-7
Glasmembranen: Obwohl Glas viele Anforderungen wie sie an potentielle und zukünftige Anwendungsgebiete gestellt werden erfüllt: definierte enge Porenverteilung, einstellbare Selektivität durch Oberflächenmodifizierung, Druckstabilität, Temperaturstabilität, Stabilität gegen organische Lösungsmittel, hat sie sich bisher u.a. wegen des Preises nicht durchgesetzt. Grundsubstanz zur Herstellung von Glasmembranen in Kapillarform sind die von chemisch resistenten Laborgläsern her bekannten Verbindungen Siliciumdioxid, Natriumoxid und Boroxid. Zeolithmembranen: Wie die Glasmembranen weisen Zeolithmembranen ähnliche Vorteile auf. Sie sind aber deutlich billiger herzustellen. Ihre Porengrösse liegt im Angström-Bereich. Sie sind daher z.B. zur Entwässerung von Lösungsmitteln einsetzbar. Metallmembranen: Metallmembranen werden im allgemeinen durch eine Verpressung und Sintern von Metallpulvern bestimmter Korngrösse oder aber durch Auslaugen einer Phase aus einer Metallegierung hergestellt. Sie haben bisher nur eine begrenzte Anwendung bei der Gastrennung, der Luftreinigung und bei der Reinigung von Flüssigkeiten gefunden. Die Porengrösse kann zwischen 0.1 und 5 μm eingestellt werden. Membranen aus Wolfram, Iridium, Molybdän und anderen Metallen zeichnen sich durch gute chemische und mechanische Stabilität aus, allerdings dürfte ein Einsatz im grossen Massstab durch die Herstellungskosten begrenzt sein. 14.2.2 Polymermembranen Die meisten heute kommerziell erhältlichen Membranen bestehen aus natürlichen oder synthetischen Polymeren. Die chemischen und physikalischen Eigenschaften dieser Rohstoffe haben nicht nur eine entscheidende Bedeutung für die Eigenschaften der fertigen Membranen (Wechselwirkung mit dem Permeat), sondern ebensosehr auch auf den Fabrikationsprozess. Die wichtigsten Materialien und ihre Eigenschaften sind daher in der Folge kurz beschrieben. Natürliche Polymere: Zur Fabrikation von Membranen wird praktisch ausschliesslich Cellulose verwendet. Cellulose, die aus Holz oder Baumwolle gewonnen wird, ist ein aus Glucoseeinheiten aufgebautes Polysaccharid. Da Cellulose selber weder in normalen Lösungsmitteln löslich noch thermoplastisch verarbeitbar ist, werden ausschliesslich chemisch modifizierte Cellulose-Derivate eingesetzt.

14. Einführung in die Membrantrenntechnik
14-8
Kunststoffe: Synthetische Polymere werden durch Polymerisation, Polykondensation oder Polyaddition aus unterschiedlichen Monomeren aufgebaut. Die Vielfalt der chemischen Strukturen wird noch erhöht, indem Polymere nicht nur aus einheitlichen Monomeren, sondern durch sogenannte Copolymerisation auch aus zwei oder mehr Oligomeren hergestellt werden können. Schliesslich werden auch häufig an bereits bestehende Polymere durch Propfpolymerisation neue Polymere angebaut. Eine weitere Variationsmöglichkeit liegt in Vernetzungsreaktionen, die anstelle von mehr oder weniger linear, meist relativ gut löslichen oder thermoplastischen Polymerketten zu sehr hochmolekularen, unlöslichen Netzwerken führen. Als Beispiel ist hier der Aufbau von vernetztem Polystyrol, einem in der Membranherstellung häufig verwendeten Kunststoff, zu nennen. Chemische Modifikation von Polymeren: Neben den bereits erwähnten Verfahren zur Herstellung von Makromolekülen unterschiedlichster Eigenschaften besteht auch die Möglichkeit, durch polymeranaloge Reaktionen nachträglich Polymere zu verändern. So kann z. B. Cellulose durch Nitrierung oder Veresterung in lösliche Derivate umgewandelt werden. Faservliesse und Sintermaterialien: Aus Polymerfasern, die durch einen Spinnprozess erzeugt werden, aus Polymergranulaten, die durch Mahlen und Sieben in einer relativ gut definierten Grössenverteilung erhalten werden können oder aus kleinen, nahezu idealen Polymerkugeln, die durch Polymerisation in Emulsion hergestellt werden können, lassen sich durch Pressen und Sintern poröse Materialien herstellen, die vorwiegend als Mikrofiltrationsmembranen eingesetzt werden. Dichte Polymermembranen: Kunststoffolien aus Thermoplasten können aus Schmelzen gegossen, extrudiert oder kalandriert (gewalzt) werden. Lösliche Polymere werden gegossen und sehr temperaturbeständige, unlösliche Duroplaste werden direkt in Folienform polymerisiert. Poröse Membranen: Alle Kunststoffe enthalten zwischen den Polymermolekülen mehr oder weniger freien Raum. Von porösen Stellen spricht man allerdings erst, wenn dieses Porenvolumen eine mit dem durch Polymermaterial ausgefüllten Raum vergleichbare Grössenordnung aufweist. Die grosse Mehrzahl der heute verwendeten Membranmaterialien gehört zu dieser Klasse. Phaseninversionsmembranen: Spezielle poröse Strukturen lassen sich erzielen, wenn beim Giessen von Polymerlösungen Phasentrennungen auftreten, wie sie etwa im Falle von Stoffsystemen mit einer Mischungslücke im Phasendiagramm möglich sind.

14. Einführung in die Membrantrenntechnik
14-9
14.3 Stofftransport 14.3.1 Das osmotische Phänomen und das chemische Potential Bei der idealen Osmose werden zwei homogene, flüssige Phasen, die aus einem Lösemittel und einer gelösten Komponente bestehen, durch eine semipermeable Membran getrennt. Diese Membran ist nur für das Lösungsmittel durchlässig. Eine Aussage über die Richtung des Lösungsmittelflusses ist nur über die Kenntnis des chemischen Potentials möglich. So wie die Temperaturdifferenz ΔT für den Wärmetransport verantwortlich ist und eine Druckdifferenz Δp Volumenänderungsarbeit verrichtet, so stellt der Gradient des chemischen Potentials μ j die treibende Kraft für einen Stofftransport der Komponente j dar. Das chemische Potential μ j der Komponente j in einem Mehrstoffsystem ist eine intensive thermodynamische Zustandsgrösse und als ( )μ μj j mT p n n n= , , , , ... ,1 2 (14.1)
darstellbar. In einer realen, flüssigen Mischung gilt z. B.: ( ) ( ) ( )μ μ υj j j jT p x T p p p RT a, , , ~ ln= + − +0 0 (14.2)
In Abb. 14-4 sind vier Zustände einer Versuchsanordnung beschrieben, bei der zwei Lösungen aus einem Lösungsmittel mit einer gelösten Komponente durch eine ideale Membran getrennt sind. Für den Fall des osmotischen Gleichgewichtes (Fall c)) müssen verschiedene Bedingungen erfüllt sein: μ μ1 2= (14.3)
T T1 2= (14.4) dn dngelöst gelöst1 2 0, ,= = (14.5) p p1 2> (14.6) x x1 2> (14.7)

14. Einführung in die Membrantrenntechnik
14-10
a) natuürliches Gleichgewicht
c cp p
1 2
1 2
1 2
1 2
==
⇒ =
⎫⎬⎪
⎭⎪=
π πμ μ
b) Osmotischer Fluss
c cp p
1 2
1 2
1 2
1 2
>=
⇒ >
⎫⎬⎪
⎭⎪<
π πμ μ
c) osmotisches Gleichgewicht
c cp pp
1 2
1 2 1 2
>>
⇒ =
⎫⎬⎪
⎭⎪=
Δ Δπμ μ
d) umgekehrte Osmose (reverse osmosis) Hyperfiltration
c cp pp
1 2
1 2 1 2
>>
⇒ >
⎫⎬⎪
⎭⎪>
Δ Δπμ μ
Lsm-fluss von(2) (1)
cp
1
1
1π
cp
2
2
2π
Lsm-fluss von(1) (2)
isotherm
(1) (2)
Abb. 14-4: Osmose und chemisches Potential [8]. Für den Fall des osmotischen Gleichgewichtes (Fall c)) gilt gemäss Gleichung (14.2) für das chemische Potential des Lösungsmittels: ( ) ( )μ μ υ1 1
01 1
01= + − +T p p p RT a, ~ ln (14.8)
( ) ( )μ μ υ2 2
02 2
02= + − +T p p p RT a, ~ ln (14.9)
Dabei stehen ( )μ 1
0T p, und ( )μ 20T p, für das Standardpotential der reinen Phase, also des
Lösungsmittels, und υ1 und υ 2 bezeichnen das Molvolumen des Lösungsmittels. Da auf beiden Seiten der Membran dasselbe Lösungsmittel eingesetzt ist, fallen bei einer Subtraktion der Gleichungen je die ersten Terme weg und υ υ υ1 2= = und μ μ1 2= :
⇒ ( )p pRT
a a1 2 1 2− = − +~
ln lnυ
(14.10)

14. Einführung in die Membrantrenntechnik
14-11
Diese im osmotischen Gleichgewicht mögliche hydrostatische Druckdifferenz p p1 2− wird als osmotische Druckdifferenz π π1 2− bezeichnet. Als Definitionsgleichung für den osmotischen Druck, d. h. für den Sonderfall, dass auf der Seite 2 reines Lösungsmittel ist, folgt damit
πυ
= −~
lnRT
a1 (14.11)
wobei die betrachtete Komponente das Lösungsmittel (z. B. Wasser) ist. Für den Grenzfall einer ideal verdünnten Lösung kann in guter Näherung eine lineare Abhängigkeit zwischen der Konzentration an Gelöstem xi und dem osmotischen Druck zugrunde gelegt werden. Mit a x xj j j i= ≈ −γ 1 und ln lna x xj i i≈ − ≈ −1 erhält man auch die Umrechnung auf die üblichere Konzentrationsangabe des gelösten i anstatt des Lösungsmittels j. Damit folgt
πυ
= = =RT
xn
nnV
RT c RTii
ges
gesi
~ ~ (14.12)
Gleichung (14.12) gilt für undissoziierte Lösungen. Infolge einer Molzahländerung durch Dissoziation vergrössert sich der osmotische Druck ideal verdünnter Elektrolytlösungen noch um den Faktor ( )β α ν= + −1 1 (14.13) wobei α der Dissoziationsgrad ist (0 < α < 1) und ν der stöchiometrische Koeffizient der Zerfallsreaktion (Zahl der Moleküle, die sich durch Dissoziation aus einem Molekül des Eduktes bilden, 1 < ν < ∞ ). 14.3.2 Membrantransportmodelle Auf folgenden Gründen formuliert man Membrantransportmodelle: • Verbesserung des Verständnisses der Mechanismen und des Zusammenwirkens der
Einflussgrössen • Zusammenfassende und veralgemeinernde Form der Darstellung von Messresultaten • Ersparnis von Experimenten durch Berechnungen im experimentell überprüften Bereich
der Theorie (Interpolation) • Voraussage von experimentell noch nicht erfassten Situationen

14. Einführung in die Membrantrenntechnik
14-12
Für die Wirtschaftlichkeit eines Membranprozesses sind zwei Eigenschaften von zentraler Bedeutung: • Die Selektivität der Membran, d.h. ihre Fähigkeit, zwischen den Komponenten einer
Mischung zu unterscheiden. • Die Permeabilität der Membran, d.h. der zu erzielende Permeatfluss unter bestimmten
Betriebsbedingungen.
Es wird angestrebt, Selektivität bzw. Rückhalt und Permeatfluss in Abhängigkeit der treibenden Kräfte mit Hilfe von auf chemisch-physikalischen Grundgesetzen beruhenden Modellvorstellungen, mit einer möglichst geringen Zahl von Parametern zu beschreiben. 14.3.2.1 Phänomenologisches Modell Ein sehr allgmeiner Ansatz ist das phänomenologische Modell, das den Fluss aller Komponenten i durch die Membran als die Summe der Gradienten Xi multipliziert mit einem Transportkoeffizienten Lij beschreibt. Nach diesem Modell sind alle Flüsse miteinander gekoppelt:
J L xi ij jj
N
==∑
1
(14.14)
Lässt man eine kinetische Kopplung verschiedener Flüsse in der Membran ausser acht, so ergibt sich der Fluss einer Komponente als Funktion des Gradienten im chemischen bzw. elektrochemischen Potential dieser Komponente: J L gradi i i= μ (14.15) bzw. J L gradi i i= η (14.16)
Hier sind Ji der Fluss der Komponente i , Li die Permeabilitätskonstante und grad iμ bzw. grad iη die Gradienten im chemischen bzw. elektrochemischen Potential der Komponente i in der Membran. Der Zusammenhang zwischen chemischem und elektrochemischem Potential ist durch die folgende Beziehung gegeben: η μ ϕi i iz F= + (14.17)
Hier sind μ i bzw. ηi das chemische bzw. elektrochemische Potential, zi die elektrochemische Wertigkeit einer Komponente i , F die Faradaykonstante und ϕ das elektrische Potential.

14. Einführung in die Membrantrenntechnik
14-13
Das chemische bzw. elektrochemische Potential ist eine Zustandsfunktion und daher von den Zustandsvariablen Temperatur, Druck, Volumen Zusammensetzung usw. abhängig. Die als treibende Kraft für den Stofftransport wirkende chemische bzw. elektrochemische Potentialdifferenz setzt sich folglich aus Konzentrations-, Druck-, Temperatur- oder elektrischen Potentialdifferenzen zusammen, und nur in sehr einfachen Fällen lassen sich die Gleichungen (14.15) und (14.16) durch Beziehungen wie das Ficksche, Ohmsche und Fouriersche Gesetz darstellen. Die Abhängigkeit des chemischen bzw. elektrochemischen Potentials von den Zustandsvariablen wird durch die Beziehungen der klassischen Thermodynamik beschrieben, die im einzelnen in den entsprechenden Lehrbüchern dargestellt sind. 14.3.2.2 Lösungs-Diffusions-Modell Die ideale Löslichkeitsmembran besteht im wesentlichen aus einer homogenen Polymerschicht, in der sich die unterschiedlichen, molekularen Komponenten wie in einer Flüssigkeit lösen und per Diffusion fortbewegen. Die Permeabilität einer Löslichkeitsmembran für verschiedene chemische Komponenten wird durch deren Konzentration und Beweglichkeit in der Membranmatrix und durch die treibenden Kräften bestimmt. Allgemein kann also die Stromdichte irgendeiner chemischen Komponente durch eine Löslichkeitsmembran durch die folgende Beziehung beschrieben werden: J c m gradi i M i M i= , , μ (14.18)
mit: graddi
M
μμ μ
=−1 2 (14.19)
Dabei ist ci M, die Konzentration der Komponente i in der Membran und mi M, die Mobilität der Komponente i in der Membran. Hier wird vorausgesetzt, dass die Absorptions- bzw. Desorptionsvorgänge an der Membranoberfläche gegenüber der Diffusion in der Membranmatrix schnell verlaufen und dass eine kinetische Kopplung der einzelnen Teilchenströme in der Membran vernachlässigt werden kann. Das Lösungs-Diffusionsmodell für druckgetriebene Membranprozesse: Setzt man als treibende Kräfte die Konzentrations- und die hydrostatischen Druckdifferenzen voraus, so ergibt sich unter Berücksichtigung von Gleichung (14.2): ( ) ( )μ μ υ1 2 1 2 1 2− = − + −i i ip p RT a a~ ln ln (14.20)

14. Einführung in die Membrantrenntechnik
14-14
Jc m
dp RT
aai
i M i M
Mi
i
i= +
⎛
⎝⎜
⎞
⎠⎟, , ,
,
~ lnυ Δ 2
1 (14.21)
Für das Lösungsmittel (Lsm): Der konzentrationsabhängige Term lässt sich durch den osmotischen Druck beschreiben und es folgt:
( )Jc m
dpLSM
LSM M LSM M LSM
M
= −, , υΔ Δπ (14.22)
Die Konzentration ci M, in der Membran kann mit der Konzentration in der Aussenphase durch den Verteilungskoeffizienten ki verbunden werden: c k ci M i i, = (14.23) Weiterhin gilt die Beziehung
mDRTi M
i M,
,~= (14.24)
welche die Mobilität der Komponente i in der Membranmatrix mit dem Diffusionskoeffizienten Di M, in Beziehung bringt. Dadurch vereinfacht sich (14.22) zu:
( )Jk D
RT dpLSM
LSM LSM M
M
= −,~ Δ Δπ (14.25)
wobei cLSM LSMυ ≈ 1 gesetzt wurde (Da für das partielle molare Volumenυ LSM in einer Lösung gilt, dass bei Zugabe von einem Mol Lsm das Volumen der Lösung um etwa das Molvolumen des Lösungsmittels ansteigt). Für die gelöste Komponente S: Da das partielle Molare Volumenυ S für die gelöste Komponente klein ist, darf der Druckterm in Gleichung (14.21) vernachlässigt werden. Weiterhin darf für verdünnte Lösungen der Aktivitätskoeffizient gleich 1 gesetzt werden. Damit wird aS proportional zu cS.

14. Einführung in die Membrantrenntechnik
14-15
Ausserdem gilt in der Nähe des Gleichgewichts:
lncc
cc
S
S
S
S
2
1
≈Δ
(14.26)
⇒ JS =⎛⎝⎜
⎞⎠⎟
c md
RTc
cS M S M
M
S
S
, , ~ Δ (14.27)
=D k
dcS M S
MS
, Δ (14.28)
Oft werden die beiden Gleichungen (14.25) und (14.28) auch wie folgt geschrieben: ( )J A pLSM = −Δ Δπ (14.29)
J B cS S= Δ (14.30)
wobei A und B Membrankonstanten sind. Festzuhalten ist, dass der Lösungsmittelfluss proportional zum Druckgefälle ist, während der Fluss des Gelösten proportional der Konzentrationsdifferenz ist. Anstelle der oben genannten Membrankonstanten wird oft das Rückhaltevermögen R und der Lösungsmittelfluss J LSM angegeben. Der Rückhalt einer Membran ist definiert als:
Rc c
ccc
F P
F
P
F
=−
= −1 (14.31)
Setzt man die beiden Gleichungen für das Lösungs-Diffusionsmodell in die Beziehung für
den Rückhalt ein, ergibt sich mit cJ
JPS
LSM
= :
( )RB
A pJ
J BLSM
LSM
= +−
⎛
⎝⎜⎜
⎞
⎠⎟⎟ =
+
−
11
Δ Δπ (14.32)
Damit ergibt sich prinzipiell folgendes Rückhalteverhalten einer idealen Lösungs-Diffusionsmembran:

14. Einführung in die Membrantrenntechnik
14-16
Rückhalt im LDM
0
0.2
0.4
0.6
0.8
1
0.01 0.1 1 10 100 1000J Lsm [l/m2h]
R [-
]
Abb. 14-5: Abhängigkeit des Rückhalts vom Permeatfluss nach dem Lösungs-Diffusionsmodell.
Der Rückhalt der idealen Lösungs-Diffusionsmembran wird 0 für verschwindenden Permeatfluss und wird 1 (vollständiger Rückhalt) für sehr hohen Permeatfluss. Das Lösungs-Diffusionsmodell für Prozesse mit Partialdruckdifferenz als treibende Kraft: Typischer Vertreter dieser Membranprozesse sind die Pervaporation und Dampfpermeation. Bei beiden wird auf der Permeatseite durch Vakuum ein tieferer Partialdruck für die abzutrennende Komponente eingestellt als im Feed. Die Verfahren werden zur Trennung von Lösungsmitteln und Lösungsmittel-Wassergemischen eingesetzt.
Feed Retentat
Vakuumpumpe
Permeat
Kondensator
Membran
Abb. 14-6: Prinzipschema der Pervaporation.
Bei den Verfahren zur Trennung von Lösungsmitteln ist die Selektivität Sij , wie in der Trenntechnik üblich, über die Zusammensetzung des Produktes und der Ausgangsmischung definiert:
S
yy
xx
ij
i
j
i
j
= (14.33)

14. Einführung in die Membrantrenntechnik
14-17
Löst man den Ansatz für das Lösungs-Diffusionsmodell nach Glg. (14.18) unter den bei der Pervaporation herschenden Bedingungen auf, so erhält man für den Fluss einer Komponente: ( )J P x p y pi i i i i i p= ⋅ ⋅ ⋅ − ⋅γ 0 (14.34)
y JJi
i
tot
= (14.35)
mit:
ip0 Sattdampfdruck pp Permeatdruck
xi Molanteil im Feed yi Molanteil im Permeat γ i Aktivitätskoeffizient Pi Permeabilität
Das bedeutet, dass z. B. bei der Entwässerung von Lösungsmitteln durch hydrophile Pervaporation der Permeatfluss für Wasser ansteigt bei: tieferem Permeatdruck, höherer Feedtemperatur oder höherer Feedkonzentration. Die Permeabilität Pi für die Komponente i ist, gemäss der Idee des Lösungs-
Diffusionsmodells:
PD S
di
i M i M
M=
⋅, , (14.36)
mit: Di M, Diffusionsskoeffizient der Komponente i in der Membran Si M, Sorptionskoeffizient der Komponente i in der Membran d M Membrandicke
Der Sattdampfdruck eines Lösungsmittels in Abhängigkeit der Temperatur lässt sich nach Antoine berechnen:
log p A BT Ci
0 = −+
(14.37)
mit: A B C, , Antoinekonstanten T Temperatur pi
0 Sattdampfdruck
Der Aktivitätskoeffizient lässt sich in Abhängigkeit der Konzentration und Temperatur z.B. nach einem Modell nach Wilson berechnen.

14. Einführung in die Membrantrenntechnik
14-18
14.3.2.3 Porenmodell Ein einfaches Porenmodell betrachtet die Membran als eine Schicht mit rohrförmigen Poren. Der Fluss durch diese Menbran kann dann wie der Fluss durch sehr feine Kapillaren betrachtet werden, solange man bei dem fliessenden Medium von einem Kontinuum sprechen kann. Der Druckverlust im Zylinderrohr wird nach der bekannten Gleichung
( )Δp u LdR
F= λρ
Re2 0
2 (14.38)
berechnet. Bei kleinen Strömungsgeschwindigkeiten im glatten Zylinderrohr mit ReR < 2300 ist die Strömung laminar. Dies der für die Durchströmung von Membranen mit ihren feinen Poren interessierende Bereich, mit Reynoldszahlen die häufig kleiner als 1 sind. Für die laminare Strömung im glatten Zylinderrohr gilt nach Hagen-Poiseuille λ = 64 Re . Damit ergibt sich für den Massenfluss durch Poren (Rohre) des Durchmessers dR :
m MA
d pLPoren
F R
F
= =ρ
η
2
32ΔΔ
(14.39)
Für die Strömung durch Schüttungen statt Kapillaren gilt mit der Kozeny-Konstante K , der Porosität ε und der volumenspezifischen Oberfläche SV :
( )
mK S
pL
F
F V
=−
ε ρη ε
3
2 21ΔΔ
(14.40)
Die Herleitung für den Rückhalt einer Porenmembran mit der Vorstellung von rohrförmigen Poren mit dem Radius rP und kugelförmigen zurückgehaltenen Partikeln mit dem Radius rS machte Ferry (1936). Das einfache Ergebnis lautet:
Rrr
rr
S
P
S
P
= −⎛⎝⎜
⎞⎠⎟
⎛
⎝⎜
⎞
⎠⎟2
2
(14.41)

14. Einführung in die Membrantrenntechnik
14-19
0.000.100.200.300.400.500.600.700.800.901.00
0 0.5 1
rs/rp [-]
R [-
]
Abb. 14-7: Abhängigkeit des Rückhalts vom Verhältnis Partikel-/Porengrösse nach dem Porenmodell nach Ferry.
14.3.2.4 Wahrer und scheinbarer Rückhalt einer Membran Für das wahre Rückhaltevermögen RW gilt
R c cc
ccW =
−= −2 3
2
3
21 (14.42)
Der wahre Rückhalt ist das, was die Membran unter den gegebenen Umständen (Konzentrationsüberhöhung an der Membran durch Konzentrationspolarisation) leisten muss. Für das scheinbare Rückhaltevermögen RS gilt:
R c cc
ccS =
−= −1 3
1
3
11 (14.43)
Der scheinbare Rückhalt ist das, was der Membranprozess bestehend aus Membran und feedseitigem Stoffübergang leistet. Der messbare, scheinbare Rückhalt ist immer kleiner als der wahre Rückhalt der Membran alleine. Abb. 14-8: Konzentrationsverhältnisse an der Membran.
Permeat
Feed
c2M
c3
c1
c2
c3M
Grenzschicht Deckschicht Membran

14. Einführung in die Membrantrenntechnik
14-20
14.3.2.5 Konzentrationspolarisation und wahrer Rückhalt Aufgrund des konvektiven Transports des Lösungsmittels durch die Membran erhöht sich die Konzentration der zurückgehaltenen Komponente in der Grenzschicht an der Membran so lange bis der Konzentrationsgradient gross genug ist, dass sich durch den diffusiven Rücktransport ein Gleichgewicht einstellt. Dieses Phänomen wird Konzentrationspolarisation genannt und ist bei der Auslegung von Prozessen zu minimieren, vor allem durch ausreichende Überströmung der Membran und damit Verringerung der Grenzschichtdicke. Aus der Stoffbilanz um ein Membranelement ergibt sich [13]:
⇒−−
c cc c
2 3
1 3 = exp ( )
JD
v δ (14.44)
und mit den Definitionen des wahren und scheinbaren Rückhalts:
⇒ = +−
−⎛⎝⎜
⎞⎠⎟
⎛⎝⎜
⎞⎠⎟−
R RR
JDw
s
s
v1 11
( ) exp δ (14.45)
Mit Hilfe von Stoffübergangsbeziehungen lässt sich die unbekannte Dicke der Grenzschicht berechnen:
Sh k dD
k Dh=⋅
= ;δ
⇒ =δdSh
h (14.46)
Die Sherwoodzahl wiederum kan aus Theorien wie z.B. Reynolds Analogie oder Nernst’sche Zweifilmtheorie hergeleitet werden. Sie weist folgende Form auf:
Sh a Scx y= ⋅Re (14.47)
mit
ScD
F=ν
(14.48)
( z.B. NaCl in Wasser: Sc≈600 )
und
Re =⋅u dh
F
0
ν (14.49)
(Umschlag laminar/turbulent: Re = 2300)
Viele Fälle wurden experimentell untersucht und die Sherwoodbeziehung an die erhaltenen Daten angepasst. Eine Zusammenstellung findet sich bei [13]. Abb. 14-9 gibt eine Vorstellung der Konzentrationsüberhöhung an der Membran für einen gelösten Farbstoff und eine Rohrmembran. Man sieht daran die Bedeutung der Konzentrationspolarisation und damit der nötigen Überströmung einer Membran. Es ergibt sich also beispielsweise für diese Rohrmembran bei einer Viskosität der Feedlösung von 10 cP und einer Durchströmung des Moduls mit 750 l/h und einem Permeatfluss von 30 l/m2h eine Konzentration an der Membran, die dreimal so hoch wie die Feedkonzentration ist!

14. Einführung in die Membrantrenntechnik
14-21
1.0010 100 1000
Permeatflux [l/m2h]
Abb. 14-9: Konzentrationspolarisation in einer Rohrmembran. 14.4 Modulkonstruktion Kernstück jeder Membrantrennanlage ist der Modul, eine zweckmässige Anordnung der Membran. Bei seiner Entwicklung müssen neben einer guten Strömungsführung ohne Totgebiete zusätzliche Gesichtspunkte berücksichtigt werden, die oft genug gegensätzliche Forderungen darstellen. Hierzu zählen:
- Reinigungsmöglichkeit - grosses Verhältnis von installierter Membranfläche zum Druckkammervolumen - kostengünstige Fertigung und kostengünstige Möglichkeit eines Membranaustausches
Da je nach Einsatzzweck verschiedene Gesichtspunkte im Vordergrund stehen, gibt es eine Reihe völlig unterschiedlich konstruierter Modultypen. Entsprechend der Membranform bzw. -anordnung unterscheidet man zwischen Rohrmodul, Kapillarmodul, Hohlfasermodul, Plattenmodul, Faltenmodul und Wickelmodul. Zur Bestimmung der erforderlichen Membranfläche bei vorgegebener Kapazität einer Membrananlage müssen neben der zu wählenden Membran noch das Stoffaustauschverhalten und die Widerstandscharakteristik des jeweiligen Moduls bekannt sein. Tab. 14-4: Typische Anwendungen verschiedener Membranmodultypen. Modultyp typisches Anwendungsgebiet spezif. Oberfläche
[m2/m3] Rohrmodul Mikrofiltration 80 Plattenmodul Elektrodialyse, Pervaporation 400 Wickelmodul Umkehrosmose 1000 Hohlfasermodul Gastrennung, Meerwasserentsalzung 10000

14. Einführung in die Membrantrenntechnik
14-22
14.5 Membrananlagen 14.5.1 Anlagenaufbau Im folgenden sind zwei Beispiele für den typischen Aufbau von druckgetriebenen Membranprozessen dargestell. Das Batchverfahren wird wegen seiner Flexibilität für verschiedene Produkte und schwankende Feedzusammensetzung und der Möglichkeit der Produktwaschung häufig in der chemischen und pharmazeutischen Industrie eingesetzt. Abb. 14-10: Batchanlage (Diafiltrations- -modus) Eine typische Batch-Nanofiltrationsanlage in der chemischen Industrie hat eine Membranfläche von einigen 100 m2 und ein Batchvolumen von 20 m3. Es existieren aber auch Anwendungen von Membrananlagen mit wenigen m2 Membranfläche, speziell in der Produktion von Pharmazeutika. Das in Abb. 14-11 dargestellte Prinzip der kontinuierlichen Membrananlage wird für Monoanlagen eingesetzt, deren wichtigsten Einsatzgebiete die Meerwasserentsalzung, die Reinstwassererzeugung oder die Pervaporation (mit zusätzlichem Vakuumteil) sind. Die Anlage unterscheidet sich von der Batchanlage häufig durch eine Rezirkulationspumpe und „Tannenbaumstruktur“ der Modulanordnung. Die Monoanlage ist weniger flexibel aber energiesparender. Für die Meerwasserentsalzung existieren Anlagen mit einer Trinkwasserkapazität (Permeat) von 60’000 m3/d und Membranflächen von 400’000 m2. Abb. 14-11: Kontinuierlicher Membranprozess.
Feed Kon-zentrat
Permea
Feed Konzentrat = Produkt
Permea
Waschlösung Druckhalteventil
Feedpumpe

14. Einführung in die Membrantrenntechnik
14-23
14.5.2 Aspekte der Auslegung von Membrananlagen Die Auslegung von Membrananlagen bedingt eine Reihe von vorhergehenden Abklärungen, die über die Wahl einer Membran mit hohem Rückhalt/Selektivität und hohem Permeatfluss hinausgehen. Folgende Punkte müssen unter anderem bedacht werden: • Anwesenheit von Feststoffen bzw. Auftreten von Ausfällungen beim Aufkonzentrieren • Abhängigkeit der Viskosität der Produktlösung von Konzentration und Temperatur • Nötige bzw. mögliche Überströmung der Membran • Reinigung der Membran • Produktbeanspruchung (Druck, Temperatur) • Abhängigkeit des Rückhalts von Druck und Temperatur • Batch- versus Kontiverfahren • Modulwahl, alternative Lieferanten • Wahl der Pumpen • Möglicher Aufkonzentrierfaktor • Diafiltration vor oder nach einer Aufkonzentrierung Membranverfahren können häufig als Bestandteil von integrierten Lösungen zu Qualitätssteigerung und Kosteneinsparung bei Produktionsproszessen sowie zur Schonung der Umwelt beitragen. Wichtig zur Auslegung von Membranprozessen sind dabei eine weitreichende Kenntnis der verfügbaren Membranen verschiedenster Hersteller, der Möglichkeiten und Grenzen der Membranprozesse und der verfahrenstechnischen Grundlagen, wie sie hier zum Teil dargestellt wurden. Ausserdem sind aber Labor- und Pilotversuche unerlässlich, da die zu trennenden Stoffsysteme meist sehr komplex sind und häufig auch eine Vielzahl von Nebenkomponenten enthalten. 14.6 Symbole a - Konstante in Sherwood-Beziehung ai - Aktivität der Komponente i A mol/(m2 Pa s) Membrankonstante Konstante in Antoine-Gleichung APoren m2 Querschnittsfläche der Poren B m/s Membrankonstante Konstante in Antoine-Gleichung ci mol/l molare Konzentration der Komponente i ci M, mol/l molare Konzentration der Komponente i in der Membran C Konstante in Antoine-Gleichung

14. Einführung in die Membrantrenntechnik
14-24
d m Durchmesser d h m hydraulischer Durchmesser d M m Dicke der Membran d R m Rohrdurchmesser D m2/s Diffusionskoeffizient Di M, m2/s Diffusionskoeffizient der Komponente i in der Membran F As/mol Faraday-Konstante Ji mol/(m2 s) Fluss der Komponente i Jv m3/(m2s) Volumenfluss k m/s Stoffübergangskoeffizient ki - Verteilungskoeffizient K m2 Kozeny-Konstante L m Kapillar- oder Rohrlänge Li Permeabilitätskonstante Lij allg Transportkoeffizient von Komponente i in Medium j m kg/(m2s) Massenfluss mi M, (m2mol)/(Js) Mobilität der Komponente i in der Membran M kg/s Massenstrom MW kg/kmol Molekulargewicht
ni mol Stoffmenge Komponente i p Pa Druck pp Pa Permeatdruck p 0 Pa Bezugsdruck pi
0 Pa Sattdampfdruck Δp Pa Druckdifferenz Pi mol/(m2s) Permeabilität rP m Porenradius rS m Radius zurückgehaltener Kugeln R - Rückhaltevermögen, Rückhalt RS - scheinbare Rückhaltevermögen RW - wahres Rückhaltevermögen ~R J/(mol K) universelle Gaskonstante Re - Reynolds-Zahl ReR - Reynolds-Zahl im Rohr oder Kapillare SV m2/m3 volumenspezifische Oberfläche Sij - Selektivität der Abtrennung von Komponente i gegenüber j Si M, mol/(Nm) Sorptionskoeffizient der Komponente i in der Membran Sc - Schmidt-Zahl Sh - Sherwood-Zahl T K Temperatur

14. Einführung in die Membrantrenntechnik
14-25
ΔT K Temperaturdifferenz u0 m/s Leerrohrgeschwindigkeit x - Exponent in Sherwood-Beziehung xi - Stoffmengengehalt der Komponente i X i allg. Gradient für Komponente i y - Exponent in Sherwood-Beziehung zi - elektrochemische Wertigkeit der Komponente i α - Dissoziationsgrad γ i - Aktivitätskoeffizient der Komponente i δ m Grenzschichtdicke ε - Porosität ηF - dynamische Viskosität des Fluids ηi J/mol elektrochemisches Potential der Komponente i λ - Widerstandsbeiwert Rohrströmung μ i J/mol chemisches Potential der Komponente i ν - stöchiometrischer Koeffizient νF m2/s kinematische Viskosität Fluid π Pa osmotischer Druck ρF kg/m3 Fluiddichte υi m3/mol molares Volumen der Komponente i ϕ V elektrisches Potential 14.7 Literatur Theoretische Grundlagen: [1] Bird, R. B.; Stewart, W. E.; Lightfoot, E. N.; Transport Phenomena, Wiley, New York,
(1960) [2] Sherwood, T., K.; Pigford, R., L.; Wilke, C., R.; Mass Trenasfer, McGraw-Hill
Chemical engineering Series, (1975) [3] Schlichting, H.; Grenzschichttheorie, 3. Auflage, Verlag G. Braun, Karlsruhe, (1958) [4] Cussler, E. L.; Multicomponent diffusion, Elsevier, Amsterdam, (1976)
Übersicht über Membrantechnik: [5] Rautenbach, R.; Albrecht, R.; Membrantrennverfahren, Otto Salle Verlag, Frankfurt
(1981)

14. Einführung in die Membrantrenntechnik
14-26
[6] Staude, E.; Membranen, Ullmanns Encyklopädie der technischen Chemie, 4. Auflage, Bd. 16, 515-533, (1978)
[7] Strathmann, H.; Trennung von molekularen Mischungen mit Hilfe synthetischer Membranen, Steinkopf Verlag, Darmstadt, (1979)
[8] Ruf, A., Schirg, P.; Vorlesung Membrantrenntechnik, Fachnr. 34-459, ETH-Zürich
Marktentwicklung [9] Londsdale, H. K.; The growth of Membran Technology, J. Membrane Science, 10
(1982), 81-181 [10] Crull, A.; Membrane Markets: Old and New, The 1995 Thirteenth Annual Membrane
Technology/Separations Planning Conference, Newton, MA; Business Communications Co.
Membranen in der Natur [11] Lodish, H. F.; Rothman, J. E.; Die Bildung von Zellmembranen, Spektrum der
Wissenschaft, 3 (1979), 30-47 [12] Keynes, R. D.; Ionenkanäle in Nervenmembranen, Spektrum der Wissenschaft, 5
(1979), 74-79
Einzelne Membranverfahren [13] Schirg, P.; Charakterisierung von Nanofiltrationsmembranen für die Trennung von
wässrigen Farbstoff-Salzlösungen, Diss. ETH Nr. 9607, (1992) [14] Egli, S.; Ruf, A.; Buck, A.; Gastrennung mittels Membranen - Eine Übersicht, Swiss
Chem, 6 (1984), 89-126 [15] Egli, S.; Entwicklung und Charakterisierung von Composite-Membranen für die Nano-
und Ultrafiltration, Diss. ETH Nr. 8816, (1989) [16] Kriechbauer, A.; Marr, A.; Herstellung, Stabilität und Spaltung multipler Emulsionen,
Chem.-Ing.-Techn., 55 (1983), 700
Membranherstellung [17] Pusch, W.; Watch, A.; Synthetische Membranen, Herstellung, Struktur und
Anwendung, Angew. Chem., 94 (1982), 670-695 [18] Mulder, M.; Basic Principles of Membrane technology, Kluwer Academic Publishers
Dordrecht, The Netherlands, (1991) [19] Bhave, R., R.; Inorganic Membranes - Synthesis , Characteristics and Applications, Van
Nostrand Reinhold, New York, (1991)