
Innovative Komplettlösungen durchunsere führende … · Notizen. 4 5 Hartauftragung - Plattieren...
15
Fülldrahtelektroden Hartauftragung Plattieren - Lichtbogenspritzen WA Cored Wires Welding Alloys Group
Transcript of Innovative Komplettlösungen durchunsere führende … · Notizen. 4 5 Hartauftragung - Plattieren...
FülldrahtelektrodenHartauftragung
Plattieren - Lichtbogenspritzen
WA Cored Wires
Innovative Komplettlösungen durchunsere führende Fülldraht-Technologie
WA ConsumablesEntwicklung und Herstellung
von Fülldrähten für alle erdenklichen
Schweißanwendungen
WA IntegraTM
Hartauftragung undReparaturschweißung inunseren Werkstätten mit
Welding Alloys Technologien
WA MachinesEntwicklung und Herstellung
von automatisiertenSchweißanlagen für Hartauftragung
und Reparaturschweißungen
www.welding-alloys.com
Welding Alloys Group 2016. WA Cored Wire, WA Integra, WA MultiSurfacer, Hardplate, Hardlite, Tuffplate and 3-DCarb trade and registered marks and logos are the property of the Welding Alloys Group. v1.0
Locale Präsenz Welding Alloys Tochterunternehmen
Strategische HandelspartnerWA distributors or sales representatives
Unsere weltweite Präsenz
WeldingAlloysGroup

Der weltweit größte Hersteller von Fülldrähten zur Hartauftragung
Dieser Katalog repräsentiert eine Auswahl von Standardprodukten für die Hartauftragung, dasPlattieren und das Lichtbogenspritzen. Welding Alloys Fülldrähte für das Verbindungsschweißen sind in einem gesonderten Katalog zu finden. Sonderwünsche werden gern geprüft. Bitte zögern Sie nicht, uns zu kontaktieren.
Seit ihrer Gründung 1966 entwickelte sich die Welding Alloys Gruppe zum weltweiten Spezialisten bei der Entwicklung von hochlegierten Fülldrähten und programmierbarem Equipment zum Auftragschweißen.
Unter Nutzung der eigens entwickelten Produktionsanlagen entwickelt und produziert Welding Alloys gegenwärtig eine auf dem Weltmarkt einzigartige Palette an Fülldrähten. Unter Berücksichtigung der Bedürfnisse unserer Kunden und bei Aufrechterhaltung eines gleichbleibenden und erheblichen Forschungsaufwandes sind wir in der Lage, den Markt für Fülldrahtelektroden anzuführen.
Leistungs- und Qualitätskriterien werden immer zwingender und erfordern immer komplexere Materialien. Rohmaterialverknappung führt zunehmend zur Entwicklung von Verbundkomponenten mit Oberflächen-beschichtung durch Hartauftragschweißung unter Verwendung technisch hochentwickelter Legierungen. Die Welding Alloys Gruppe ist stolz darauf, ihren Kunden wegweisende Technologien der Hartauftragung bieten zu können.
WA Leistungsgarantie bedeutet, dass wir immer das Produkt mit der höchsten Leistung entsprechend der Kundenanwendung anbieten.
2 3
Technische Informationen
• Geeignete technische Schutzgase (gemäß EN ISO 14175) werden in der abnehmenden Reihenfolge ihrer Präferenz empfohlen• Welding Alloys empfiehlt Schweißpulver, die explizit für den Gebrauch mit Welding Alloys Fülldrähten geeignet sind.• Technische Datenblätter sowie Sicherheitsdatenblätter für alle Produkte stimmen mit den EC Richtlinien 91/155/CEE und 93/112/CE sowie den internationalen Standards ISO 11014-1 überein.
Schweißprodukte und deren Techniken entwickeln sich konstant weiter. Alle Beschreibungen, Illustrationen und Eigenschaften die in diesem Katalog beschrieben sind, sind ohne Gewähr und gelten nur als generelle Richtlinie.
Hartauftragung - Plattieren - Lichtbogenspritzen
Version 6.0
Verpackung
Standard NettogewichtAußen Ø Innen Ø BreiteEN ISO 544
Plastikringspule *Standard NettogewichtAußen Ø Innen ØBreiteEN ISO 544
Dornspule *Standard NettogewichtAußen Ø Innen Ø Breite
Korbringspule
Standard NettogewichtAußen ØInnen ØBreiteEN ISO 544
Dornspule *
Standard Nettogewicht Außen Ø Innen Ø Breite EN ISO 544
Korbringspule
Standard Nettogewicht
Außen Ø Höhe
Fass
: 15kg: 390mm: 305mm: 90mm
: R 435
: 5kg: 200mm: 51.5mm: 55mm
: S 200 EN ISO 544 : BS 200
: 5kg: 200mm: 51.5mm: 55mm
: 15kg: 300mm: 51.5mm: 103mm
: S 300
: 15kg: 300mm: 51.5mm
: 330kg
: 595mm: 680mm
: 103mm
: BS 300
Standard NettogewichtAußen Ø Innen Ø
EN ISO 544
Korbringspule : 25kg: 410mm: 300mm: 105mmBreite
: B 450
* Fertigung auf Kundenwunsch
Produktbezeichnung Seite
Produkte in alphabetischer Reihenfolge
CHROMECORE 410CHROMECORE 414CHROMECORE 414NCHROMECORE 414DNCHROMECORE 414MMCHROMECORE 414COILERCHROMECORE 420CHROMECORE 430CORBRONZE 302HARDFACE 19 9 6
HARDFACE AP
HARDFACE BHARDFACE BNHARDFACE BNCHARDFACE CNHARDFACE CNVHARDFACE CVHARDFACE DCOHARDFACE DIAMONDHARDFACE HC
HARDFACE NCWBHARDFACE L
HARDFACE NICARBWHARDFACE NM14HARDFACE PHARDFACE STEELCARBW
HARDFACE THARDFACE TIC
HARDFACE VMOLCHARDFACE WHARDFACE WLCHARDFACE WMHARDFACE WMOLCROBODUR K 250ROBODUR K 350ROBODUR K 450ROBODUR K 600
STELLOY 1STELLOY 12STELLOY 21STELLOY 25STELLOY 6STELLOY 6 BCSTELLOY 6 HCSTELLOY CSTELLOY CCOSTELLOY NI520TRI S 307TRI S 308LTRI S 309LTRI S 309LMoTRI S 312TRI S 316LTRI S 347
1616161616161616186
6HARDFACE AR 10
81212121212101212
128
24
1468
14
814
14
10101010108888
22222222222222202020242424242424
HARDFACE 168NB
ROBODUR K 650 8ROBODUR K CERAMIC 8ROBOTOOL 46 10ROBOTOOL 47 10ROBOTOOL 58 10
HARDFACE STAINCARBW 14
HARDFACE TICM 14
245
68 101216182022
2727
6
24
27
InhaltEinleitungDefinitionen und Nutzung des KatalogesFülldrähte: Die führende Technologie
Kaltverfestigende Mangan-HartstähleNiedrig- und mittellegiertVergütbare Werkzeugstähle Abrasionsbeständige Legierungen Ferritische und martensitische EdelstähleAluminium-BronzenNickel-BasislegierungenKobalt-Basislegierungen
Technische InformationenProdukte in alphabetischer Reihenfolge
Hartauftragung
Plattieren
Verpackungseinheiten
100% Welding Alloys Technologie und Herstellung
26 27
Notizen

Hartauftragung - Plattieren - Lichtbogenspritzen4 5
Metall/Metall-Reibverschleiß
Mineralischer Abrieb
Abrasion unter Druck
Hochtemperaturverschleiß
Erosion
Kavitation
Stoß- und Schlagbeanspruchung
Mechanische Ermüdung
Thermische Ermüdung
Hochtemperaturoxidation
Korrosion
Metalloberflächen in relativer Bewegung mit oder ohne Schmiermittel sind zum Kontakt gezwungen. Materialverlust durch Mikro-Verschweißungen an den Berührungspunkten der Oberflächen
Verschleiß durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen
Verschleiß unter Druck durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen und oberflächliche Verformung hinterlassen
Wie oben, jedoch in Hochtemperaturumgebung, führt im Allgemeinen zur Enthärtung des Metalls oder seiner wesentlichen Bestandteile
Wiederholter Aufprall von Mineralpartikeln mit großer Geschwindigkeit auf die Materialoberfläche. Örtliche Zerstörung durch Herausschlagen von Metallpartikeln
Herausreißen von Körnern aus der Metalloberfläche durch Bildung und Implosion von Blasen in sich schnell bewegender Flüssigkeit
Schläge zwischen zwei Materialien, eines bewirkt Deformation oder Bruch des anderen. Die Erscheinung wird durch Zähigkeit oder Duktilität der beiden Materialien beeinflusst
Periodische Verformung, die nicht die Streckgrenze des Materials überschreitet. Zunehmende Schädigung im Zeitverlauf durch örtlich begrenzte Spannungskonzentrationen
Periodische Hochtemperatur-Belastungen, die zu einer dauerhaften Verformung durch Ausdehnung und Kontraktion führen. Struktur- und Eigenschaftsänderungen des Materials
Bildung einer locker sitzenden, sich stetig verändernden Oxidschicht. Zunehmende Schädigung durch Abnahme der Materialstärke
Schädigung des Materials durch chemische Reaktion mit seiner Umgebung. Komplexe Erscheinung mit einer Vielzahl von Einflüssen
Verschleißmechanismus Beschreibung
Wiederherstellung oder Plattierung
Pufferlage oder Verbindung
Schneidfähigkeit
Kaltverfestigung
Bearbeitbarkeit
Reparatur durch Auftragschweißen auf die originalen oder spezifizierten Maße. Auftragung einer korrosionsbeständigen Schutzschicht.
Lagen von Schweißgut mit gutem metallurgischem Übergang zwischen Grundwerkstoff und Beschichtung. Für Schweißverbindungen zwischen artgleichen oder ungleichen Werkstoffen.
Fähigkeit des Materials, Schlägen, hohen Temperaturen, Reibung und Abrasion gleichzeitig zu widerstehen.
Fähigkeit eines Materials, die Oberflächenhärte unter Einwirkung hohen Drucks zu erhöhen. Im Allgemeinen steigert dies die Verschleißbeständigkeit.
Eignung für die spanende Bearbeitung, z.B. Drehen, Fräsen oder Bohren
Attribute Beschreibung
Verstehen von Verschleißphänomenen und Materialeigenschaften
Jede Legierung setzt sich aus den in Gewichts-prozenten angegebenen Elementen zusammen. Die Werte dieser Elemente, die entscheidend für die physikalischen, chemischen und mechanischen Eigenschaften des Schweißgutes sind, werden in den Zusammensetzungstabellen hervorgehoben.
Chemische Zusammensetzung
Grundwerkstoff – Chemische Zusammensetzung?Arbeitsbedingungen?
Oberflächenbearbeitung erforderlich?
Schichtdicke – Anzahl der Lagen?Technische Zielsetzungen?
Größe und Form des zu schweißenden Teiles?Betriebsbedingte Schwierigkeiten?Arbeitsumgebung?
Benötigte Schweißausstattung?
Abrasion – Schlagbeanspruchung – Thermische Ermüdung – Korrosion
Schweißzustand – mechanisch bearbeitet – poliert
Funktion – Zuverlässigkeit – Standzeit
Schweißen in der Werkstatt – vor Ort
Hartauftragung mittels Lichtbogenschweißen ist eine Beschichtungstechnologie zur Standzeitverlängerung von industriellen Baugruppen, vorbeugend bei Neuteilen oder als Teil eines Instandhaltungsprogramms.
Das Ergebnis wesentlicher Einsparungen durch verkürzte Stillstandzeiten und gesenkte Produktionskosten hat gezeigt, dass dieser Prozess in vielen Industriezweigen akzeptiert und eingesetzt wird.
Für jede industrielle Anwendung und Verschleißerscheinung existieren Welding Alloys Fülldrähte zum Schutz vor diesem Verschleiß. Aufgrund der einzigartigen Flexibilität und einfachen Anwendung werden Fülldrähte in vielen Bereichen eingesetzt – in Werkstätten, vor Ort, für Neuteile oder zur Reparatur. Eine Legierung kann mit verschiedenen Schweißverfahren aufgetragen werden;
Open Arc, selbstschützend (O)
Metall-Schutzgasschweißen MIG/MAG (G)
Unterpulverschweißen (S)
Lichtbogenspritzen (wie symbolisiert)
Die Welding Alloys Qualitätskontrolle ist ein wesentlicher Bestandteil des Produktionsprozesses in all unseren Produktionsstätten, um der ständigen Verpflichtung zur Lieferung von hochqualitativen, standardisierten Schweißzusatzwerkstoffen nachzukommen.
••••
Welcher Prozess?
Open Arc, selbstschützend (O) Metall-Schutzgas-Schweißen MIG/MAG (G) Unterpulverschweißen (S) Lichtbogenspritzen (wie symbolisiert)
Welche Legierung?
Fülldrähte
Die führende Technologie
Definitionen und Hinweise zur Verwendung des Kataloges
Beispiel
Produktbezeichnung Zusammensetzung [%]
HARDFACE AP 0.40 0.5016.0 14.0
C SiMn Cr
24 25
TRI S 307 O 1.2 bis 3.2 T 18 8 Mn U 3T Fe10
TRI S 312 O 1.6 bis 2.4 T 29 9 U N 3T Fe12
TRI S 309L O 1.2 bis 2.4 T 23 12 L U N 3T Fe12
TRI S 308L O 1.2 bis 2.4 T 19 9 L U N 3T Fe12
TRI S 347L O 1.6 bis 2.4 T 19 9 Nb U N 3T Fe12
TRI S 309LMo O 1.6 bis 2.4 T 23 12 2 L U N 3T Fe12
TRI S 316L O 1.2 bis 2.4 T 19 9 L U N 3T Fe12
• Schweißgut weißt eine hohe Dehnung auf, ist kaltverfestigend und hochtemperaturbeständig• Regenerierung von mechanischen Bauteilen: Wellenzapfen oder Lagersitze• Pufferlage bei 12 - 14% -igen Manganstählen vor dem Auftragschweißen
Plattieren
Produkt-bezeichnung
TRI S 307 0.100 6.50 0.80 19.0 8.20
Chemische Zusammensetzung [%] – Rest Fe
TRI S 312 0.100 1.30 0.80 29.0 9.50 0.30TRI S 309L 0.030 1.75 0.80 24.5 13.0
NbMoNiCrSiMnC
TRI S 308L 0.030 1.80 0.80 20.5 10.0TRI S 347L 0.080 1.50 0.90 20.5 10.0 0.50TRI S 309LMo 0.030 1.80 0.80 24.0 13.0 2.80TRI S 316L 0.030 1.40 0.80 19.0 12.0 2.90
• Plattieren von Behältern mit Legierungstyp 316L für die chemische-, die pharmazeutische- oder Lebensmittelindustrie
• Plattieren von niedrig- und mittellegierten Stählen• Pufferlage vor dem Plattieren mit 316L• Übergangslage zu 316L Plattierungen
• Warmfeste Plattierung mit Legierungstyp 347 für die petrochemische Industrie
• Plattieren mit Legierungstyp 308L für die chemische- und petrochemische Industrie
• Plattieren von niedrig- und mittellegierten Stählen• Pufferlage vor dem Plattieren mit 308L oder 347• Übergangslage zu 308L Plattierungen
• Regenerierung von stark belasteten Bauteilen sowie Stählen mit hohem Kohlenstoffäquivalent• Hohe Initialhärte - kaltverfestigendes Schweißgut• Resistent gegen Reibverschleiß und Oxidation• Einsatzmöglichkeiten: Reparatur von Zahnradzähnen, Zahnkränzen, Kettenverbindungen
Hartauftragung - Plattieren - Lichtbogenspritzengeeignet besonders geeignetitable
O:SelbstschützendG:GaseschütztS: UP
StandardDurchmesser
(mm)
Prozess EN IS0 17633-AEN 014700
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produkt-bezeichnung
Beschreibung und Einsatzmöglichkeiten
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
Hartauftragung - Plattieren - Lichtbogenspritzen4 5
Metall/Metall-Reibverschleiß
Mineralischer Abrieb
Abrasion unter Druck
Hochtemperaturverschleiß
Erosion
Kavitation
Stoß- und Schlagbeanspruchung
Mechanische Ermüdung
Thermische Ermüdung
Hochtemperaturoxidation
Korrosion
Metalloberflächen in relativer Bewegung mit oder ohne Schmiermittel sind zum Kontakt gezwungen. Materialverlust durch Mikro-Verschweißungen an den Berührungspunkten der Oberflächen
Verschleiß durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen
Verschleiß unter Druck durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen und oberflächliche Verformung hinterlassen
Wie oben, jedoch in Hochtemperaturumgebung, führt im Allgemeinen zur Enthärtung des Metalls oder seiner wesentlichen Bestandteile
Wiederholter Aufprall von Mineralpartikeln mit großer Geschwindigkeit auf die Materialoberfläche. Örtliche Zerstörung durch Herausschlagen von Metallpartikeln
Herausreißen von Körnern aus der Metalloberfläche durch Bildung und Implosion von Blasen in sich schnell bewegender Flüssigkeit
Schläge zwischen zwei Materialien, eines bewirkt Deformation oder Bruch des anderen. Die Erscheinung wird durch Zähigkeit oder Duktilität der beiden Materialien beeinflusst
Periodische Verformung, die nicht die Streckgrenze des Materials überschreitet. Zunehmende Schädigung im Zeitverlauf durch örtlich begrenzte Spannungskonzentrationen
Periodische Hochtemperatur-Belastungen, die zu einer dauerhaften Verformung durch Ausdehnung und Kontraktion führen. Struktur- und Eigenschaftsänderungen des Materials
Bildung einer locker sitzenden, sich stetig verändernden Oxidschicht. Zunehmende Schädigung durch Abnahme der Materialstärke
Schädigung des Materials durch chemische Reaktion mit seiner Umgebung. Komplexe Erscheinung mit einer Vielzahl von Einflüssen
Verschleißmechanismus Beschreibung
Wiederherstellung oder Plattierung
Pufferlage oder Verbindung
Schneidfähigkeit
Kaltverfestigung
Bearbeitbarkeit
Reparatur durch Auftragschweißen auf die originalen oder spezifizierten Maße. Auftragung einer korrosionsbeständigen Schutzschicht.
Lagen von Schweißgut mit gutem metallurgischem Übergang zwischen Grundwerkstoff und Beschichtung. Für Schweißverbindungen zwischen artgleichen oder ungleichen Werkstoffen.
Fähigkeit des Materials, Schlägen, hohen Temperaturen, Reibung und Abrasion gleichzeitig zu widerstehen.
Fähigkeit eines Materials, die Oberflächenhärte unter Einwirkung hohen Drucks zu erhöhen. Im Allgemeinen steigert dies die Verschleißbeständigkeit.
Eignung für die spanende Bearbeitung, z.B. Drehen, Fräsen oder Bohren
Attribute Beschreibung
Verstehen von Verschleißphänomenen und Materialeigenschaften
Jede Legierung setzt sich aus den in Gewichts-prozenten angegebenen Elementen zusammen. Die Werte dieser Elemente, die entscheidend für die physikalischen, chemischen und mechanischen Eigenschaften des Schweißgutes sind, werden in den Zusammensetzungstabellen hervorgehoben.
Chemische Zusammensetzung
Grundwerkstoff – Chemische Zusammensetzung?Arbeitsbedingungen?
Oberflächenbearbeitung erforderlich?
Schichtdicke – Anzahl der Lagen?Technische Zielsetzungen?
Größe und Form des zu schweißenden Teiles?Betriebsbedingte Schwierigkeiten?Arbeitsumgebung?
Benötigte Schweißausstattung?
Abrasion – Schlagbeanspruchung – Thermische Ermüdung – Korrosion
Schweißzustand – mechanisch bearbeitet – poliert
Funktion – Zuverlässigkeit – Standzeit
Schweißen in der Werkstatt – vor Ort
Hartauftragung mittels Lichtbogenschweißen ist eine Beschichtungstechnologie zur Standzeitverlängerung von industriellen Baugruppen, vorbeugend bei Neuteilen oder als Teil eines Instandhaltungsprogramms.
Das Ergebnis wesentlicher Einsparungen durch verkürzte Stillstandzeiten und gesenkte Produktionskosten hat gezeigt, dass dieser Prozess in vielen Industriezweigen akzeptiert und eingesetzt wird.
Für jede industrielle Anwendung und Verschleißerscheinung existieren Welding Alloys Fülldrähte zum Schutz vor diesem Verschleiß. Aufgrund der einzigartigen Flexibilität und einfachen Anwendung werden Fülldrähte in vielen Bereichen eingesetzt – in Werkstätten, vor Ort, für Neuteile oder zur Reparatur. Eine Legierung kann mit verschiedenen Schweißverfahren aufgetragen werden;
Open Arc, selbstschützend (O)
Metall-Schutzgasschweißen MIG/MAG (G)
Unterpulverschweißen (S)
Lichtbogenspritzen (wie symbolisiert)
Die Welding Alloys Qualitätskontrolle ist ein wesentlicher Bestandteil des Produktionsprozesses in all unseren Produktionsstätten, um der ständigen Verpflichtung zur Lieferung von hochqualitativen, standardisierten Schweißzusatzwerkstoffen nachzukommen.
••••
Welcher Prozess?
Open Arc, selbstschützend (O) Metall-Schutzgas-Schweißen MIG/MAG (G) Unterpulverschweißen (S) Lichtbogenspritzen (wie symbolisiert)
Welche Legierung?
Fülldrähte
Die führende Technologie
Definitionen und Hinweise zur Verwendung des Kataloges
Beispiel
Produktbezeichnung Zusammensetzung [%]
HARDFACE AP 0.40 0.5016.0 14.0
C SiMn Cr
24 25
TRI S 307 O 1.2 bis 3.2 T 18 8 Mn U 3T Fe10
TRI S 312 O 1.6 bis 2.4 T 29 9 U N 3T Fe12
TRI S 309L O 1.2 bis 2.4 T 23 12 L U N 3T Fe12
TRI S 308L O 1.2 bis 2.4 T 19 9 L U N 3T Fe12
TRI S 347 O 1.6 bis 2.4 T 19 9 Nb U N 3T Fe12
TRI S 309LMo O 1.6 bis 2.4 T 23 12 2 L U N 3T Fe12
TRI S 316L O 1.2 bis 2.4 T 19 12 3 LUN3T Fe12
• Schweißgut weißt eine hohe Dehnung auf, ist kaltverfestigend und hochtemperaturbeständig• Regenerierung von mechanischen Bauteilen: Wellenzapfen oder Lagersitze• Pufferlage bei 12 - 14% -igen Manganstählen vor dem Auftragschweißen
Plattieren
Produkt-bezeichnung
TRI S 307 0.100 6.50 0.80 19.0 8.20
Chemische Zusammensetzung [%] – Rest Fe
TRI S 312 0.100 1.30 0.80 29.0 9.50 0.30TRI S 309L 0.030 1.75 0.80 24.5 13.0
NbMoNiCrSiMnC
TRI S 308L 0.030 1.80 0.80 20.5 10.0TRI S 347 0.080 1.50 0.90 20.5 10.0 0.50TRI S 309LMo 0.030 1.80 0.80 24.0 13.0 2.80TRI S 316L 0.030 1.40 0.80 19.0 12.0 2.90
• Plattieren von Behältern mit Legierungstyp 316L für die chemische-, die pharmazeutische- oder Lebensmittelindustrie
• Plattieren von niedrig- und mittellegierten Stählen• Pufferlage vor dem Plattieren mit 316L• Übergangslage zu 316L Plattierungen
• Warmfeste Plattierung mit Legierungstyp 347 für die petrochemische Industrie
• Plattieren mit Legierungstyp 308L für die chemische- und petrochemische Industrie
• Plattieren von niedrig- und mittellegierten Stählen• Pufferlage vor dem Plattieren mit 308L oder 347• Übergangslage zu 308L Plattierungen
• Regenerierung von stark belasteten Bauteilen sowie Stählen mit hohem Kohlenstoffäquivalent• Hohe Initialhärte - kaltverfestigendes Schweißgut• Resistent gegen Reibverschleiß und Oxidation• Einsatzmöglichkeiten: Reparatur von Zahnradzähnen, Zahnkränzen, Kettenverbindungen
Hartauftragung - Plattieren - Lichtbogenspritzengeeignet besonders geeignet
O:SelbstschützendG:GasgeschütztS: UP
StandardDurchmesser
(mm)
Prozess EN IS0 17633-AEN 14700
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produkt-bezeichnung
Beschreibung und Einsatzmöglichkeiten
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
6 7 Hartauftragung - Plattieren - Lichtbogenspritzen
C Mn Si Cr Ni
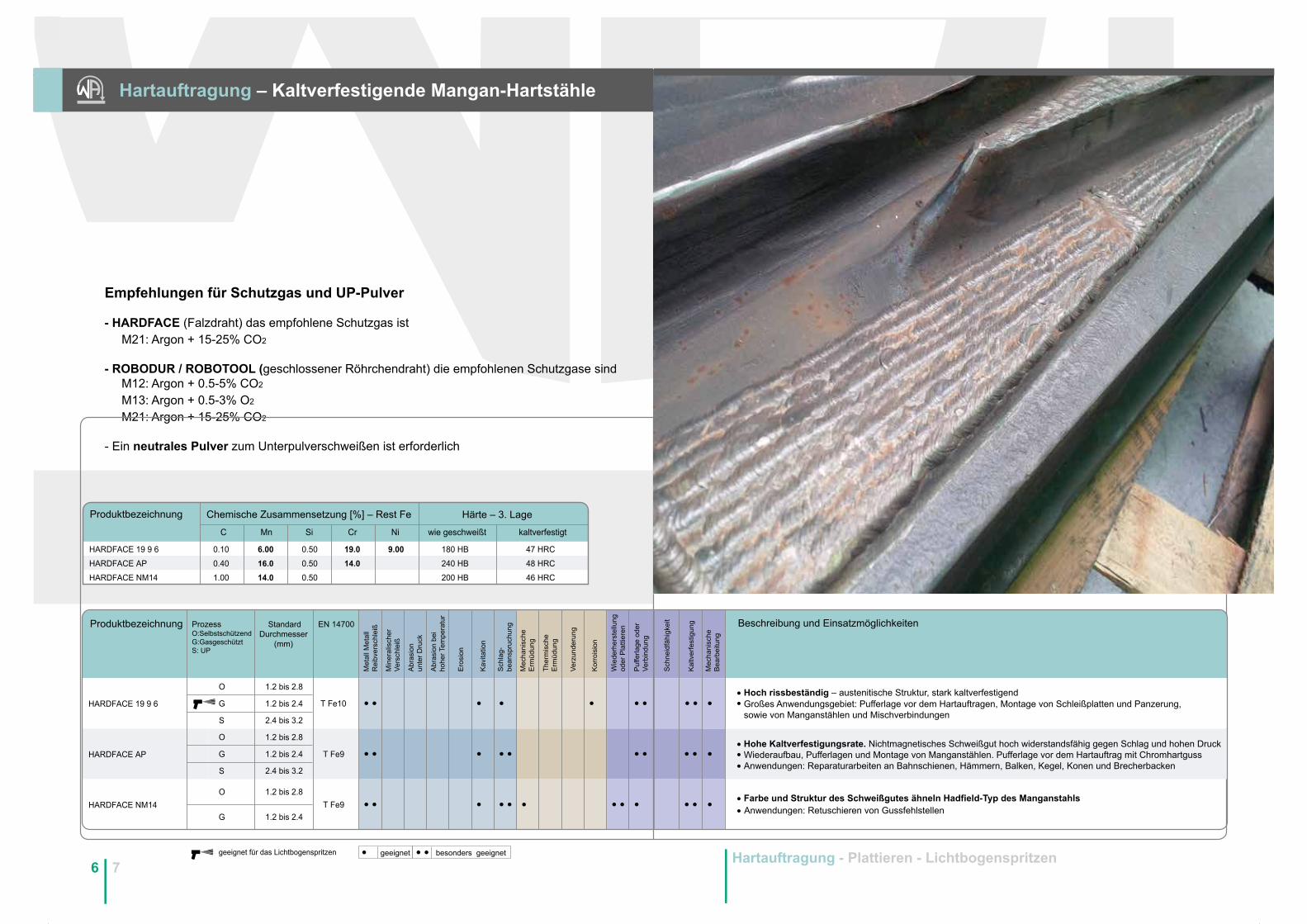
HARDFACE AP 0.40 0.50
HARDFACE 19 9 6 0.10 6.00 0.50 19.0 9.00240 HB
180 HB 47 HRC
HARDFACE NM14 1.00 14.0 0.50 200 HB
48 HRC
44 HRC
wie geschweißt kaltverfestigt
46 HRC
Produktbezeichnung Chemische Zusammensetzung [%] – Rest Fe Härte – 3. Lage
Hartauftragung – Kaltverfestigende Mangan-Hartstähle
16.0 14.0
Empfehlungen für Schutzgas und UP-Pulver
- HARDFACE (Falzdraht) das empfohlene Schutzgas ist M21: Argon + 15-25% CO2
- ROBODUR / ROBOTOOL (geschlossener Röhrchendraht) die empfohlenen Schutzgase sind M12: Argon + 0.5-5% CO2 M13: Argon + 0.5-3% O2 M21: Argon + 15-25% CO2
- Ein neutrales Pulver zum Unterpulverschweißen ist erforderlich
geeignet für das Lichtbogenspritzen geeignet besonders geeignet
HARDFACE 19 9 6 T Fe10
HARDFACE AP T Fe9
HARDFACE NM14 T Fe91.2 bis 2.8O
G 1.2 bis 2.4
G 1.2 bis 2.4
1.2 bis 2.8
2.4 bis 3.2S
O
G 1.2 bis 2.4
1.2 bis 2.8
2.4 bis 3.2S
O
ProzessO:SelbstschützendG:GasgeschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produktbezeichnung Beschreibung und Einsatzmöglichkeiten
• •
• •
• •
•
Hoch rissbeständig – austenitische Struktur, stark kaltverfestigend
Hohe Kaltverfestigungsrate. Nichtmagnetisches Schweißgut hoch widerstandsfähig gegen Schlag und hohen DruckWiederaufbau, Pufferlagen und Montage von Manganstählen. Pufferlage vor dem Hartauftrag mit ChromhartgussAnwendungen: Reparaturarbeiten an Bahnschienen, Hämmern, Balken, Kegel, Konen und Brecherbacken
Farbe und Struktur des Schweißgutes ähneln Hadfield-Typ des Manganstahls
Großes Anwendungsgebiet: Pufferlage vor dem Hartauftragen, Montage von Schleißplatten und Panzerung, sowie von Manganstählen und Mischverbindungen
Anwendungen: Retuschieren von Gussfehlstellen
22 23
STELLOY 25 G 1.2 bis 2.4 T ZCo
STELLOY 211.2 bis 2.4
T Co1
STELLOY 6 BC G 1.2 bis 2.4 T Co2
O 1.6 bis 2.4
STELLOY 6 T Co2
STELLOY 6 HC G 1.2 bis 2.4 T Co2
STELLOY 12 G 1.2 bis 2.4 T Co2
STELLOY 1 G 1.2 bis 2.4 T Co3
G
G 1.2 bis 2.4
O 1.6 bis 2.4
• Idealer Werkstoff für Bauteile die kombiniertem Verschleiß unterliegen• Korrosionsbeständig und widerstandsfähig gegenüber Kavitation• Gute Härte auch bei hohen Einsatztemperaturen• Kaltverfestigend, polierfähig, kleiner Reibungskoeffizient• Einsatzmöglichkeiten: Armaturen und Ventile, Gesenke und Warmschermesser
STELLOY 21 0.25 1.00 1.00 4.00
STELLOY 6 1.05 1.00 1.00 28.5 4.50
STELLOY 25 0.15 1.50 1.00 20.0 14.0
4.00
4.00
28.0Ni : 3.00Mo : 5.50
33 HRC
42 HRC
210 HB
47 HRC
40 HRC
STELLOY 6 BC 0.90 1.00 1.00 28.5 4.50 4.00 38 HRC
Ni : 9.50
STELLOY 12 1.50 1.00 1.00 30.0 7.50 4.00 45 HRCSTELLOY 6 HC 1.20 1.00 1.00 28.5 4.50 4.00 44 HRC
STELLOY 1 2.30 1.00 1.00 28.5 12.0 4.00 53 HRC
Geschweißt KaltverfestigtAndereFeWCrSiMnC
Produkt-bezeichnung
Chemische Zusammensetzung [%] – Rest Co Härte - 3. Lage
geeignet für das Lichtbogenspritzen
Hartauftragung – Kobalt-Basislegierungen
• Hochtemperaturbeständig und widerstandsfähig gegen Metall/Metall Reibverschleiß• Geringe Rissanfälligkeit• Gute Härte auch bei hohen Einsatztemperaturen• Einsatzmöglichkeiten: Richtrollen, Führungsrollen in Warmwalzwerken, Fußrollen in Stranggussanlagen
• Vergleichbar mit STELLOY 6 aber mit geringerem Kohlenstoffgehalt• Gute maschinelle Bearbeitbarkeit und geringere Rissanfälligkeit• Empfohlen für Pufferlagen auf großen Bauteilen und Viellagenschweißungen
• Vereinigt alle positiven Eigenschaften der Kobaltbasislegierungen, hohe Widerstandsfähigkeit gegen Abrasion und Erosion• Schweißgut mit mittlerer Härte bei gleichzeitig guter Bearbeitbarkeit• Großer Bereich der Einsatzmöglichkeiten: Maschinenmesser, Ventile und Ventilsitze für Schiffsmotoren oder in der petrochemischen Industrie, Pumpenlager und Lagersitze
• Vergleichbar mit STELLOY 6 jedoch mit höherem Kohlenstoffgehalt• Ergibt die notwendige Härte auf niedriglegierten Stählen schon in der ersten Lage• Einsatzmöglichkeiten: kleine Armaturen, Gesenke, Extruderdüsen
• Guter Verschleißschutz bei mineralischer Abrasion aufgrund der hohen Härte• Besonders geeignet für Schneidwerkzeuge• Einsatzmöglichkeiten: Holz und Papierindustrie, Extruderschnecken für die Verarbeitung von Kunststoffen
• Exzellente Warmverschleißfestigkeit und Metall/Metall Abrasionsbeständigkeit• Gute Härtewerte bei hohen Einsatztemperaturen• Einsatzmöglichkeiten: Richtrollen, Führungsrollen in Warmwalzwerken, Fußrollen in Stranggussanlagen, Gummikneter
Hartauftragung - Plattieren - Lichtbogenspritzengeeignet besonders geeignetitable
Empfehlung für das Schutzgas und UP-Pulver
- STELLOY (Kobalt-Basislegierungen) das empfohlene Schutzgas ist I1: 100% Argon
- Spezielle WIG-Varianten sind in den Durchmessern 1.2mm und 1.6mm verfügbar
- Varianten für das Unterpulverschweißen auf Anfrage erhältlich
O:SelbstschützendG:GaseschütztS: UP
StandardDurchmesser
(mm)
Prozess EN 14700
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produktbezeichnung Beschreibung und Einsatzmöglichkeiten
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
22 23geeignet für das Lichtbogenspritzen
Hartauftragung – Kobalt-Basislegierungen
geeignet besonders geeignet
STELLOY 25 G 1.2 bis 2.4 T ZCo
STELLOY 211.2 bis 2.4
T Co1
STELLOY 6 BC G 1.2 bis 2.4 T Co2
O 1.6 bis 2.4
STELLOY 6 T Co2
STELLOY 6 HC G 1.2 bis 2.4 T Co2
STELLOY 12G
1.2 bis 2.4 T Co2
STELLOY 1 G 1.2 bis 2.4 T Co3
G
G1.2 bis 2.4
O 1.6 bis 2.4
O:SelbstschützendG:GaseschütztS: UPTIG: Tungsten Inert Gas
StandardDurchmesser
(mm)
Prozess EN 14700
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produktbezeichnung
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
TIG
TIG
TIG
Hartauftragung - Plattieren - Lichtbogenspritzen
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t Beschreibung und Einsatzmöglichkeiten
• •
• •
• •
•
Hoch rissbeständig – austenitische Struktur, stark kaltverfestigend
Hohe Kaltverfestigungsrate. Nichtmagnetisches Schweißgut hoch widerstandsfähig gegen Schlag und hohen DruckWiederaufbau, Pufferlagen und Montage von Manganstählen. Pufferlage vor dem Hartauftrag mit ChromhartgussAnwendungen: Reparaturarbeiten an Bahnschienen, Hämmern, Balken, Kegel, Konen und Brecherbacken
Farbe und Struktur des Schweißgutes ähneln Hadfield-Typ des Manganstahls
Großes Anwendungsgebiet: Pufferlage vor dem Hartauftragen, Montage von Schleißplatten und Panzerung, sowie von Manganstählen und Mischverbindungen
Anwendungen: Retuschieren von Gussfehlstellen

8 9
Hartauftragung – Niedrig- und mittellegiert
Hardfacing - Cladding - Thermal Arc Spraying
HARDFACE B 0.10 1.50 0.40 1.00HARDFACE T 0.15 1.50 0.80 1.50HARDFACE P 0.20 2.00 0.80 3.00
260 HB360 HB
HARDFACE L 0.50 1.50 2.50 8.50 650 HB400 HB
ROBODUR K 250 0.10 1.50 0.70 1.50ROBODUR K 350 0.15 1.50 0.70 2.00ROBODUR K 450 0.40 1.50 0.70 2.50
250 HB350 HB
ROBODUR K 600 0.50 1.20 0.70 6.00 600 HB450 HB0.50
0.200.20
0.70
Produktbezeichnung Chemische Zusammensetzung [%] – Rest Fe Härte - 3. Lagewie geschweißt
MoCrSiMnC
ROBODUR K 650 0.50 1.30 1.30 5.60ROBODUR K CERAMIC 0.35 0.70 2.50 9.50 55-60 HRC
650 HB1.30
V
0.30
Description and applications
•
•
•
•
Crack-resistant deposit
Repair, rebuilding and buffering of castings
Automated welding of large parts, semi-automated welding for outdoor use
Applications: shafts, rollers, wheels, etc, in the mining and civil engineering industries
• Self-tempering deposit for hardfacing Wide field of application in the mining and civil engineering industries: bucket teeth and blades, slides, conveyor screws, etc
•
•
•
Seamless copper coated tubular wires for gas-shielded welding
Excellent weldability
Rebuilding and buffering of forged or rolled mechanical components: transmission shafts, rolls or chocks for steel making, roller bearing seats, rollers for gantry cranes, gear teeth, forging tools and dies
• M
achi
nabi
lity
Wor
k-ha
rden
ing
Cut
ting
abili
ty
HARDFACE – ROBODUR: Empfehlung von Schutzgas und Pulver – siehe Seite 6
HARDFACE B1.2 bis 2.8
T Fe1
HARDFACE T T Fe1
HARDFACE P T Fe1
HARDFACE L T Fe8
S
O
2.4 bis 3.2
1.2 bis 2.8
S
O
2.4 bis 3.2
1.2 bis 2.8
S
O
2.4 bis 3.2
1.2 bis 2.8
S
O
2.4 bis 3.2
ROBODUR K 250 G 1.0 bis 1.6 T Fe1
ROBODUR K 350 G 1.0 bis 1.6 T Fe1
ROBODUR K 450 G 1.0 bis 1.6 T Fe2
ROBODUR K 600 G 1.0 bis 1.6 T Fe2
•
•
•
•
Rissbeständiges Schweißgut
Reparatur, Wiederaufbau und Puffern von Gussteilen
Automatisiertes Schweißen von großen Teilen, halbautomatisiertes Schweißen für den Einsatz im Außenbereich
Anwendungen: Wellen, Walzen, Räder usw. in den Bereichen Bergbau und Bauindustrie
• Selbstanlassendes Schweißgut zur HartauftragungBreite Anwendungsbereiche im Bereich Bergbau und der Bauindustrie:Eimerzähne und -schaufeln, Rutschen, Förderschnecken usw.
•
•
•
Verkupferter Röhrchenfülldraht für das Schutzgasschweißen
Ausgezeichnete Schweißbarkeit
Wiederaufbau und Puffern von geschmiedeten oder gewalzten mechanischen Bauteilen:Getriebewellen, Rollen oder Böcke bei der Stahlherstellung, Rollenwälzlagersitze,Rollen für Portalkräne, Verzahnungen, Schmiedewerkzeuge und -gesenke
•
ProzessO:SelbstschützendG:GasgeschütztS: UP
Standard Durchmesser
(mm)
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
n un
ter
Dru
ck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ng
oder
Pla
ttier
en
Verz
unde
rung
Min
eral
isch
er
Vers
chle
iß
Kor
rois
ion
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenEN 14700
Mec
hani
sche
E
rmüd
ung
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
ROBODUR K 650 T Fe8
ROBODUR K CERAMIC T Fe8
G
G
1.0 bis 1.6
1.0 bis 1.6
Verkupferter Röhrchenfülldraht für das SchutzgasschweißenBehält eine hohe Härte bis 400°CAusgezeichnete SchweißbarkeitAnwendung zur Hartauftragung in allen Industrien: Sitze, Nocken, Laufbahnen, Pressen und TransportschneckenROBODUR K CERAMIC ist auf Grund der hohen Härte in der ersten Lage besonders geeignet für dieHartauftragung an neuen oder verschlissenen Keramikgussformen
• • • • •
geeignet für das Lichtbogenspritzen geeignet besonders geeignet
20 21Suited to thermal arc spraying
Hardfacing - Nickel Base
Hartauftragung - Plattieren - Lichtbogenspritzen
STELLOY NI 520 0.06 0.20 0.20 2.20Co : 11.5Ti : 3.00 190 HB6.00Al : 2.00
0.80
STELLOY CCO 0.05 1.00 0.60 15.5 3.00STELLOY C 0.05 0.60 0.50 16.0 5.00
220 HB200 HB
350 HB350 HB
16.016.0
Co : 2.304.40
as welded work hardenedOthersWMoFeCrSiMnC
13.0
4.50
Product Name Composition [%] - Ni balance Hardness - 3 layers
Shielding Gas and Flux RecommendationsSTELLOY (Nickel base) the recommended shielding gases are I1: 100% Ar M12: Ar + 0.5-5% C02 - A neutral flux is required for submerged arc welding
Joining WiresComplementary nickel base wires for joining are presented in the joining catalogue.
GAMMA 182 T Ni6182 (NiCr15Fe6Mn) B M21 3 ENiCrFe3T0-4
GAMMA V 4648 T Ni6083 (NiCr20Mn6Fe4Nb) P M21 1
GAMMA 625 T Ni6625 (NiCr22Mo9Nb) B M21 3 ENiCrMo3T0-4GAMMA V 625 T Ni6625 (NiCr22Mo9Nb) P M21 1
GAMMA 182-0
GAMMA 276GAMMA V 276GAMMA 400
T Ni6182 (NiCr15Fe6Mn) B NO 3
T Ni6276 (NiCr15Fe6Mn) B M21 3
T Ni6276 (NiCr15Fe6Mn) P M21 1T ZNi4060 (NiCu30Mn3Ti) B M21 3
ENiCrFe3T0-3ENiCr3T1-4
ENiCrMo3T1-4ENiCrMo4T0-4
ENiCrMo4T1-4ENiCu7T0-4
EN ISO standard AWS standardProduct Name
STELLOY NI520 G 1.6 bis 2.4 T Ni4
STELLOY CCO T Ni2
STELLOY C G 1.6 bis 2.8 T Ni2
S
O 2.4 und 2.8
2.4 bis 3.2
G 1.6 bis 2.8
O 2.4 und 2.8
• Geeignet für Reparaturen, zum Plattieren und als Verschleißschutzbeschichtungen • Einsatztemperaturbereich von -196°C bis +1050°C• Beständig gegenüber Spannungsrisskorrosion in schwefelwasserstoffhaltiger Umgebung• Empfohlen als Pufferlage für STELLOY NI520• Einsatzmöglichkeiten: Pumpen und Ventile für die chemische und petrochemische Industrie
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenProzessO:SelbstschützendG:GaseschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
E
rmüd
ung
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
n un
ter
Dru
ck
Min
eral
isch
er
Vers
chle
iß
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
B
earb
eitu
ng
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rois
ion
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
• Superlegierung für extremen Verschleißschutz bei hohen Einsatztemperaturen und thermischer Wechselbeanspruchung• Pufferlagen aus STELLOY C werden empfohlen• Einsatzmöglichkeiten: Schmiedehämmer, Schmiedegesenke, Schmiedesättel, Ziehringe
• Superlegierung für extremen Verschleißschutz bei anhaltend hoher Einsatztemperatur• Widerstandsfähig gegenüber Korrosion, Reibverschleiß und Hochtemperaturoxidation• Einsatzmöglichkeiten: Schmiedesättel, Rohrpresszylinder, Ziehringe
8 9Suitable Highly suitable
Hardfacing - Low and Medium Alloyed
Suited to thermal arc spraying
Hartauftragung - Plattieren - Lichtbogenspritzen
HARDFACE B 0.10 1.50 0.40 1.00HARDFACE T 0.15 1.50 0.80 1.50HARDFACE P 0.20 2.00 0.80 3.00
260 HB360 HB
HARDFACE L 0.50 1.50 2.50 8.50 650 HB400 HB
ROBODUR K 250 0.10 1.50 0.70 1.50ROBODUR K 350 0.15 1.50 0.70 2.00ROBODUR K 450 0.40 1.50 0.70 2.50
250 HB350 HB
ROBODUR K 600 0.50 1.20 0.70 6.00 600 HB450 HB0.50
0.200.20
0.70
Product Name Composition [%] - Fe balance Hardness3 layers
as weldedMoCrSiMnC
ROBODUR K 650 0.50 1.30 1.30 5.60ROBODUR K CERAMIC 0.35 0.70 2.50 9.50 55-60 HRC
650 HB1.30
HARDFACE – ROBODUR : for a description of shielding gas and flux recommendations – see page 6
Description and applications
•
•
•
•
Crack-resistant deposit
Repair, rebuilding and buffering of castings
Automated welding of large parts, semi-automated welding for outdoor use
Applications: shafts, rollers, wheels, etc, in the mining and civil engineering industries
• Self-tempering deposit for hardfacing Wide field of application in the mining and civil engineering industries: bucket teeth and blades, slides, conveyor screws, etc
•
•
•
Seamless copper coated tubular wires for gas-shielded welding
Excellent weldability
Rebuilding and buffering of forged or rolled mechanical components: transmission shafts, rolls or chocks for steel making, roller bearing seats, rollers for gantry cranes, gear teeth, forging tools and dies
• M
achi
nabi
lity
Wor
k-ha
rden
ing
Cut
ting
abili
ty
HARDFACE – ROBODUR: Empfehlung von Schutzgas und Pulver – siehe Seite 6
HARDFACE B1.2 to 2.8
T Fe1
HARDFACE T T Fe1
HARDFACE P T Fe1
HARDFACE L T Fe8
S
O
2.4 to 3.2
1.2 to 2.8
S
O
2.4 to 3.2
1.2 to 2.8
S
O
2.4 to 3.2
1.2 to 2.8
S
O
2.4 to 3.2
ROBODUR K 250 G 1.0 to 1.6 T Fe1
ROBODUR K 350 G 1.0 to 1.6 T Fe1
ROBODUR K 450 G 1.0 to 1.6 T Fe2
ROBODUR K 600 G 1.0 to 1.6 T Fe2
•
•
•
•
Rissbeständiges Schweißgut
Reparatur, Wiederaufbau und Puffern von Gussteilen
Automatisiertes Schweißen von großen Teilen, halbautomatisiertes Schweißen für den Einsatz im Außenbereich
Anwendungen: Wellen, Walzen, Räder usw. in den Bereichen Bergbau und Bauindustrie
• Selbstanlassendes Schweißgut zur HartauftragungBreite Anwendungsbereiche im Bereich Bergbau und der Bauindustrie:Eimerzähne und -schaufeln, Rutschen, Förderschnecken usw.
•
•
•
Verkupferter Röhrchenfülldraht für das Schutzgasschweißen
Ausgezeichnete Schweißbarkeit
Wiederaufbau und Puffern von geschmiedeten oder gewalzten mechanischen Bauteilen:Getriebewellen, Rollen oder Böcke bei der Stahlherstellung, Rollenwälzlagersitze,Rollen für Portalkräne, Verzahnungen, Schmiedewerkzeuge und -gesenke
•
ProzessO:SelbstschützendG:GaseschütztS: UP
Standard Durchmesser
(mm)
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
n un
ter
Dru
ck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ng
oder
Pla
ttier
en
Verz
unde
rung
Min
eral
isch
er
Vers
chle
iß
Kor
rois
ion
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenEN 14700
Mec
hani
sche
E
rmüd
ung
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
ROBODUR K 650 T Fe8
ROBODUR K CERAMIC T Fe8
G
G
1.0 to 1.6
1.0 to 1.6
Verkupferter Röhrchenfülldraht für das SchutzgasschweißenBehält eine hohe Härte bis 400°CAusgezeichnete SchweißbarkeitAnwendung zur Hartauftragung in allen Industrien: Sitze, Nocken, Laufbahnen, Pressen und TransportschneckenROBODUR K CERAMIC ist auf Grund der hohen Härte in der ersten Lage besonders geeignet für dieHartauftragung an neuen oder verschlissenen Keramikgussformen
• • • • •
20 21
STELLOY NI520 G 1.6 bis 2.4 T Ni4
STELLOY CCO T Ni2
STELLOY C G 1.6 bis 2.8 T Ni2
S
O 2.4 und 2.8
2.4 bis 3.2
G 1.6 bis 2.8
O 2.4 und 2.8
• Geeignet für Reparaturen, zum Plattieren und als Verschleißschutzbeschichtungen • Einsatztemperaturbereich von -196°C bis +1050°C• Beständig gegenüber Spannungsrisskorrosion in schwefelwasserstoffhaltiger Umgebung• Empfohlen als Pufferlage für STELLOY NI520• Einsatzmöglichkeiten: Pumpen und Ventile für die chemische und petrochemische Industrie
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenProzessO:SelbstschützendG:GasgeschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
E
rmüd
ung
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
n un
ter
Dru
ck
Min
eral
isch
er
Vers
chle
iß
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
B
earb
eitu
ng
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rois
ion
Verz
unde
rung
Ther
mis
che
Erm
üdun
gSTELLOY NI 520 0.06 0.20 0.20 2.20
Co : 11.5Ti : 3.00 250 HB6.00Al : 2.00
0.80
STELLOY CCO 0.05 1.00 0.60 15.5 3.00STELLOY C 0.05 0.60 0.50 16.0 5.00
220 HB200 HB
350 HB350 HB
16.016.0
Co : 2.304.40
Geschweißt KaltverfestigtAndereWMoFeCrSiMnC
13.0
4.50
Produkt-bezeichnung
Chemische Zusammensetzung [%] – Rest Ni Härte - 3. Lage
geeignet für das Lichtbogenspritzen
Hartauftragung – Nickel-Basislegierungen
Empfehlungen für Schutzgas und UP-Pulver- STELLOY (Nickel-Basislegierungen) Die empfohlenen Schutzgase sind I1: 100% Ar M12: Ar + 0.5-5% C02
- Ein neutrales Pulver wird für das UP Schweißen empfohlen
VerbindungsdrähteErgänzende Nickel-Basislegierungen für das Verbindungsschweißen sindim Katalog Verbindungschweißen beschrieben
• Superlegierung für extremen Verschleißschutz bei hohen Einsatztemperaturen und thermischer Wechselbeanspruchung• Pufferlagen aus STELLOY C werden empfohlen• Einsatzmöglichkeiten: Schmiedehämmer, Schmiedegesenke, Schmiedesättel, Ziehringe
• Superlegierung für extremen Verschleißschutz bei anhaltend hoher Einsatztemperatur• Widerstandsfähig gegenüber Korrosion, Reibverschleiß und Hochtemperaturoxidation• Einsatzmöglichkeiten: Schmiedesättel, Rohrpresszylinder, Ziehringe
Hartauftragung - Plattieren - Lichtbogenspritzen
GAMMA 182 T Ni6182 (NiCr15Fe6Mn) B M21 3 ENiCrFe3T0-4
GAMMA V 4648 T Ni6083 (NiCr20Mn6Fe4Nb) P M21 1
GAMMA 625 T Ni6625 (NiCr22Mo9Nb) B M21 3 ENiCrMo3T0-4GAMMA V 625 T Ni6625 (NiCr22Mo9Nb) P M21 1
GAMMA 182-0
GAMMA 276GAMMA V 276GAMMA 400
T Ni6182 (NiCr15Fe6Mn) B NO 3
T Ni6276 (NiCr15Fe6Mn) B M21 3
T Ni6276 (NiCr15Fe6Mn) P M21 1T ZNi4060 (NiCu30Mn3Ti) B M21 3
ENiCrFe3T0-3ENiCr3T1-4
ENiCrMo3T1-4ENiCrMo4T0-4
ENiCrMo4T1-4ENiCu7T0-4
EN ISO standard AWS standardProduktbezeichnung
400 HB
geeignet besonders geeignet
10 11
HARDFACE WLC
O 1.2 to 2.8
G 1.2 to 2.4S 2.4 to 3.2
T Fe3
HARDFACE W
O 1.2 to 2.8
G 1.2 to 2.4S 2.4 to 3.2
T Fe3
HARDFACE VMOLC G 1.2 to 2.8 T ZFe3
HARDFACE WM G 1.2 to 2.4 T Fe3
HARDFACE WMOLC G 1.2 to 2.8 T Fe3
HARDFACE R40 G 1.2 to 1.6 T Fe3
HARDFACE R46 G 1.2 to 1.6 T Fe3
HARDFACE R58 G 1.2 to 1.6 T Fe3
HARDFACE AR G 1.2 to 2.4 T ZFe4
HARDFACE DCO
O 1.6 to 2.4
G 1.2 to 2.4
S 2.4 to 3.2
T ZFe3
Suited to thermal arc spraying
Product Name ProcessO : open-arcG : gas-shieldedS : sub-arc
Standard diameters[mm]
EN 14700standard
Mec
hani
cal
fatig
ue
Impa
ct
Cav
itatio
n
Ero
sion
Hot
abr
asio
n
Abr
asio
nun
der
pres
sure
Min
eral
ab
rasi
on
Met
al/m
etal
fri
ctio
n
Buf
fer-
laye
r or
ass
embl
y
Reb
uild
ing
or c
ladd
ing
Cor
rosi
on
Hot
oxi
datio
n
Ther
mal
fatig
ue
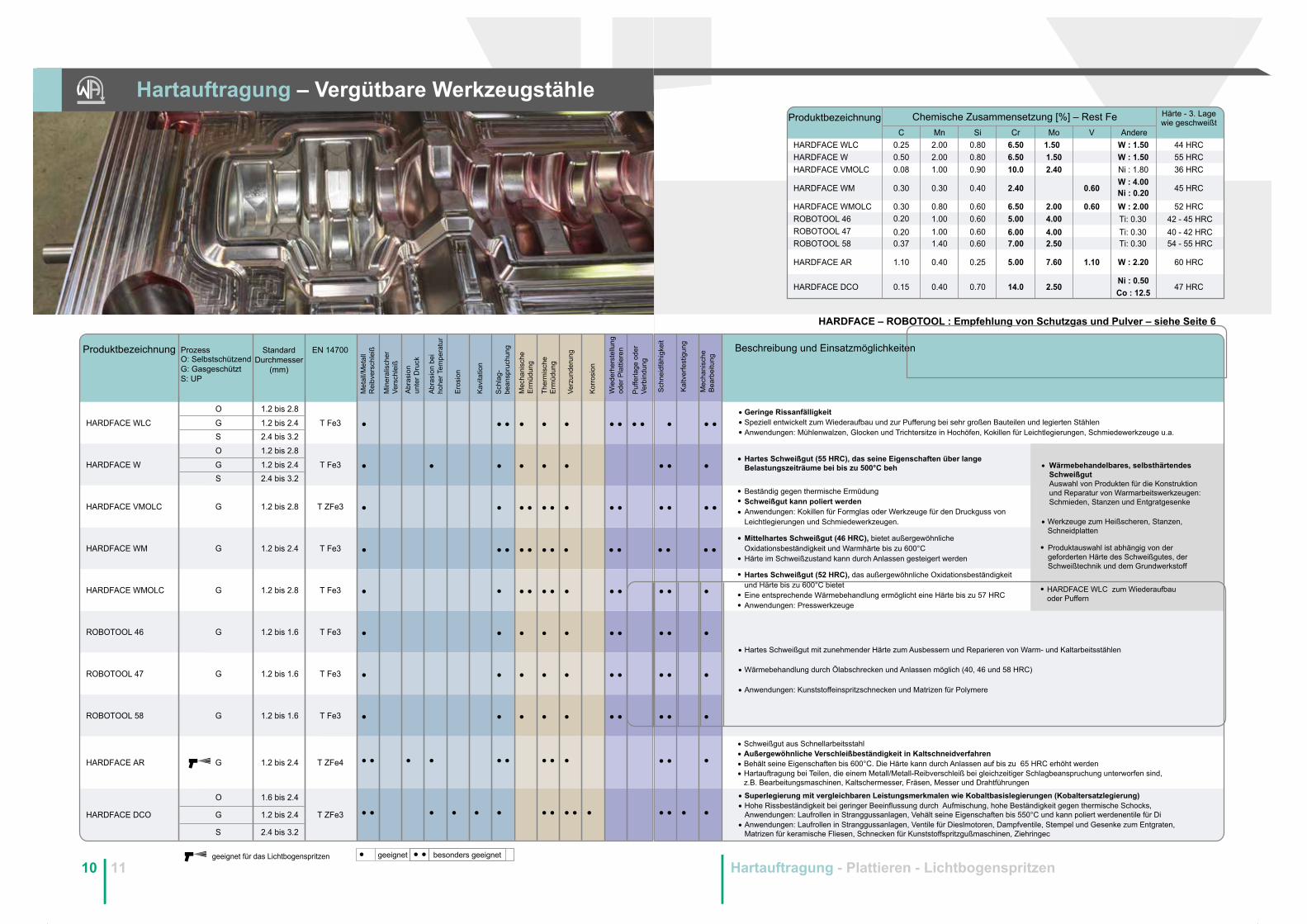
HARDFACE WLC 0.25 2.00 0.80 6.50 1.50 W : 1.50VMoCrSiMnC Andere
HARDFACE W 0.50 2.00 0.80 6.50 1.50 W : 1.50HARDFACE VMOLC 0.08 1.00 0.90 10.0 2.40 Ni : 1.80
HARDFACE WMOLC 0.30 0.80 0.60 6.50 2.00 W : 2.000.60ROBOTOOL 46 1.00 0.60ROBOTOOL 47
0.201.00 0.60
5.00
ROBOTOOL 58 0.37 1.40 0.60 7.00 2.50 Ti: 0.30
Ti: 0.30
HARDFACE AR 1.10 0.40 0.25 5.00 7.60 W : 2.20
HARDFACE DCO 0.15 0.40 0.70 14.0 2.50
44 HRC55 HRC36 HRC
52 HRC42 - 45 HRC
54 - 55 HRC
60 HRC
HARDFACE WM 0.30 0.30 0.40 2.40 1.10W : 4.00
45 HRC
47 HRCNi : 0.50
Ni : 0.20
Co : 12.5
0.60
1.10
Chemische Zusammensetzung [%] – Rest Fe Härte - 3. Lagewie geschweißtProduktbezeichnung
•
•• •
•
•
•
• •
Hartes Schweißgut (55 HRC), das seine Eigenschaften über langeBelastungszeiträume bei bis zu 500°C beh •
•
•
•
Wärmebehandelbares, selbsthärtendes Schweißgut Auswahl von Produkten für die Konstruktionund Reparatur von Warmarbeitswerkzeugen: Schmieden, Stanzen und Entgratgesenke
Werkzeuge zum Heißscheren, Stanzen, Schneidplatten
Produktauswahl ist abhängig von der geforderten Härte des Schweißgutes, der Schweißtechnik und dem Grundwerkstoff
HARDFACE WLC zum Wiederaufbauoder Puffern
• • •
Geringe RissanfälligkeitSpeziell entwickelt zum Wiederaufbau und zur Pufferung bei sehr großen Bauteilen und legierten StählenAnwendungen: Mühlenwalzen, Glocken und Trichtersitze in Hochöfen, Kokillen für Leichtlegierungen, Schmiedewerkzeuge u.a.
•
•
Wärmebehandlung durch Ölabschrecken und Anlassen möglich (40, 46 und 58 HRC)
Anwendungen: Kunststoffeinspritzschnecken und Matrizen für Polymere
Schweißgut aus Schnellarbeitsstahl
Behält seine Eigenschaften bis 600°C. Die Härte kann durch Anlassen auf bis zu 65 HRC erhöht werdenHartauftragung bei Teilen, die einem Metall/Metall-Reibverschleiß bei gleichzeitiger Schlagbeanspruchung unterworfen sind,z.B. Bearbeitungsmaschinen, Kaltschermesser, Fräsen, Messer und Drahtführungen
• • • •
Außergewöhnliche Verschleißbeständigkeit in Kaltschneidverfahren
• •
•
Superlegierung mit vergleichbaren Leistungsmerkmalen wie Kobaltbasislegierungen (Kobaltersatzlegierung)Hohe Rissbeständigkeit bei geringer Beeinflussung durch Aufmischung, hohe Beständigkeit gegen thermische Schocks, Anwendungen: Laufrollen in Stranggussanlagen, Vehält seine Eigenschaften bis 550°C und kann poliert werdenentile für DiAnwendungen: Laufrollen in Stranggussanlagen, Ventile für Dieslmotoren, Dampfventile, Stempel und Gesenke zum Entgraten,Matrizen für keramische Fliesen, Schnecken für Kunststoffspritzgußmaschinen, Ziehringec
Hardfacing - Heat Treated Steels for Tooling
Hartes Schweißgut (52 HRC), das außergewöhnliche Oxidationsbeständigkeitund Härte bis zu 600°C bietetEine entsprechende Wärmebehandlung ermöglicht eine Härte bis zu 57 HRC Anwendungen: Presswerkzeuge
Mittelhartes Schweißgut (46 HRC), bietet außergewöhnlicheOxidationsbeständigkeit und Warmhärte bis zu 600°CHärte im Schweißzustand kann durch Anlassen gesteigert werden
Beständig gegen thermische ErmüdungSchweißgut kann poliert werden Anwendungen: Kokillen für Formglas oder Werkzeuge für den Druckguss vonLeichtlegierungen und Schmiedewerkzeugen.
HARDFACE – ROBOTOOL : Empfehlung von Schutzgas und Pulver – siehe Seite 6
Hartauftragung - Plattieren - Lichtbogenspritzen Suitable Highly suitable
18 19
geeignet besonders geeignet
G 1.2 und 1.6 T Cu1
Description and applications
Mac
hina
bilit
y
Wor
k-ha
rden
ing
Cut
ting
abili
ty
• Low hardness, easily machined• For cladding or buffering on steel, cast iron or cupro aluminium alloys of high hardness
Product Name
CORBRONZE 100 8.00 0.50 0.50 0.40CORBRONZE 201 9.00 0.50 3.50 0.40CORBRONZE 301 11.5 0.50 3.50 0.40
150 HB210 HB320 HB
CORBRONZE 202 9.00 1.00 2.00 4.80CORBRONZE 302 11.5 1.00 2.00 4.80
210 HB320 HB
CORBRONZE 204 9.00 4.00CORBRONZE 304 11.5 4.00
210 HB320 HB
CORBRONZE 404 13.5 4.00CORBRONZE CMA1 8.00 11.5 3.00 2.00
420 HB210 HB
Composition [%] - Cu balance Hardness3 layers
as welded
geeignet für das Lichtbogenspritzen
Hartauftragung – Aluminium-Bronzen
NiFeMnAl
Shielding Gas Recommendation
CORBRONZE - The recommended shielding gases are 100% Argon (I1) and Argon + 10-50% Helium (I3)
• Best combination for resisting erosion, cavitation and corrosion by sea water or saline media • Applications: ship propellers, mixer blades, pump rotors
• For parts undergoing friction under high pressure • Applications: cold forming tools, punches and dies for stainless steel
• For parts undergoing friction under medium pressure • Applications: slideways, guide plates and rings, mandrel slides, coiler flanges
• For parts undergoing friction under low pressure • Applications: shafts, bushes
• Combines high hardness with resistance to marine corrosion• Applications: sealing seats, guides
• Best combination of weldability and corrosion resistance for multi-layer deposits• Applications: heat exchangers - covers and baffle plates
• Good resistant to hot friction• Applications: pistons for aluminium casting and injection, glass making moulds
• Usable over a wide temperature range• Suitable for cryogenic applications, valve shafts and seats, slideways
Hardfacing - Cladding - Thermal Arc Spraying
• Series of alloys with a low coefficient of friction, good heat resistance
• Resists corrosion by oxidising acids and sea water
• Toughness may be increased by a suitable thermal treatment
CORBRONZE 302
Produktbezeichnung ProzessO: SelbstschützendG: GasgeschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
iho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Min
eral
isch
erVe
rsch
leiß
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rosi
on
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
• Hartes Schweißgut mit zunehmender Härte zum Ausbessern und Reparieren von Warm- und Kaltarbeitsstählen
Ti: 0.304.00
0.20 6.00 4.00 40 - 42 HRC
Beschreibung und Einsatzmöglichkeiten
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
10 11
HARDFACE WLC
O 1.2 bis 2.8
G 1.2 bis 2.4S 2.4 bis 3.2
T Fe3
HARDFACE W
O 1.2 bis 2.8
G 1.2 bis 2.4S 2.4 bis 3.2
T Fe3
HARDFACE VMOLC G 1.2 bis 2.8 T ZFe3
HARDFACE WM G 1.2 bis 2.4 T Fe3
HARDFACE WMOLC G 1.2 bis 2.8 T Fe3
ROBOTOOL 46 G 1.2 bis 1.6 T Fe3
ROBOTOOL 47 G 1.2 bis 1.6 T Fe3
ROBOTOOL 58 G 1.2 bis 1.6 T Fe3
HARDFACE AR G 1.2 bis 2.4 T ZFe4
HARDFACE DCO
O 1.6 bis 2.4
G 1.2 bis 2.4
S 2.4 bis 3.2
T ZFe3
geeignet für das Lichtbogenspritzen
Produktbezeichnung Description and applicationsProzessO: SelbstschützendG: GasgeschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
iho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Min
eral
isch
erVe
rsch
leiß
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Mac
hina
bilit
y
Wor
k-ha
rden
ing
Cut
ting
abili
ty
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rosi
on
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
HARDFACE WLC 0.25 2.00 0.80 6.50 1.50 W : 1.50VMoCrSiMnC Others
HARDFACE W 0.50 2.00 0.80 6.50 1.50 W : 1.50HARDFACE VMOLC 0.08 1.00 0.90 10.0 2.40 Ni : 1.80
HARDFACE WMOLC 0.30 0.80 0.60 6.50 2.00 W : 2.000.60HARDFACE R40 0.12 0.60 0.50 6.30 3.20HARDFACE R46 0.22 1.00 0.50 5.00 3.80HARDFACE R58 0.35 1.20 0.50 6.80 2.20 Ti: 0.30
Ti: 0.25
HARDFACE AR 1.10 0.40 0.25 5.00 7.60 W : 2.20
HARDFACE DCO 0.15 0.40 0.70 14.0 2.50
44 HRC55 HRC36 HRC
52 HRC40 HRC45 HRC55 HRC
60 HRC
HARDFACE WM 0.30 0.30 0.40 2.40 1.10W : 4.00
45 HRC
47 HRCNi : 0.50
Ni : 0.20
Co : 12.5
0.60
1.10
Composition [%] - Fe balance Hardness3 layers
as welded
Product Name
•
•• •
•
•
•
• •
Hard deposit (55 HRC) that keeps it properties over long periods of exposure up to 500°C •
•
•
•
Heat treatable self-hardening depositsRange of products designed for the construction and repair of hot working tooling: forging, stamping and deburring dies
Tooling for hot shearing, punches, inserts
Product selection depending on the deposit hardness required, the welding technique and the base material
Use HARDFACE WLC for rebuilding or buffering
• • •
Low cracking sensitivitySpecially developed for rebuilding and buffering on very large components and alloyed steelsApplications: mill rolls, bells and hoppers seats in blast furnaces, moulds for light alloys, forging tooling,etc
•
•
•
Tough deposits with increasing hardness for touching up and repair of hot and cold working tooling
Can be heat treated by oil quenching and tempering (40, 46 and 58 HRC)
Seamless copper coated tubular wire giving a tough high speed steel deposit
Keeps its properties to 600°C. Hardness may be increased to ~65 HRC by tempering Hardfacing of parts subjected to metal-to-metal wear under moderate impact: machining tools, cold shearing blades, milling cutters, knives and wire guides
• • • •
Exceptional wear resistance in cold cutting operations
• • •
Superalloy offering similar performance to cobalt based alloysHigh cracking resistance little affected by dillution, highly resistant to thermal shock, may be polished and keeps its properties to 550°C Applications: traction rollers in continuous casting installations, valves for diesel engines, steam valves, deburring stamps and dies, moulds for ceramic tiles, screws for filled plastic
Hartauftragung – Vergütbare Werkzeugstähle
Hard deposit (52 HRC) offering exceptional oxidation resistance and hot toughness up to 600°CA suitable heat treatment enables hardnesses up to 57 HRC to be reached Applications: press tooling
Medium hardness deposit (46 HRC) offering exceptional oxidation resistance and hot toughness up to 600°CAs-welded hardness may be increased by tempering
Resists thermal fatigue and high pressureDeposit can be polished Applications: moulds for moulded glass or for pressure casting of light alloys and impact forging tools
HARDFACE – ROBODUR : for a description of shielding gas and flux recommendations – see page 6
Applications: plastic injection screws and moulds for polymers
Hardfacing - Cladding - Thermal Arc Spraying geeignet besonders geeignet
18 19Suitable Highly suitable
CORBRONZE 100 G 1.2 and 1.6 T Cu1
CORBRONZE 201 G 1.2 and 1.6 T Cu1
CORBRONZE 301 G 1.2 and 1.6 T Cu1
CORBRONZE 202 G 1.2 and 1.6 T Cu1
CORBRONZE 302 G 1.2 and 1.6 T Cu1
CORBRONZE 204 G 1.2 and 1.6 T Cu1
CORBRONZE 304 G 1.2 and 1.6 T Cu1
CORBRONZE 404 G 1.2 and 1.6 T Cu1
CORBRONZE CMA1 G 1.2 and 1.6 T Cu1
Product Name
Beschreibung und Einsatzmöglichkeiten
ProcessO : open-arcG : gas-shieldedS : sub-arc
Standard diameters[mm]
EN 14700standard
Mec
hani
cal
fatig
ue
Impa
ct
Cav
itatio
n
Ero
sion
Hot
abr
asio
n
Abr
asio
nun
der
pres
sure
Min
eral
ab
rasi
on
Met
al/m
etal
fri
ctio
n
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Buf
fer-
laye
r or
ass
embl
y
Reb
uild
ing
or c
ladd
ing
Cor
rosi
on
Hot
oxi
datio
n
Ther
mal
fatig
ue
Produktbezeichnung
CORBRONZE 302 11.5 1.00 2.00 4.80 320 HB
Chemische Zusammensetzung [%] – Rest Cu
Härte - 3. Lagewie
geschweißt
Suited to thermal arc spraying
Hardfacing - Cupro-aluminium
NiFeMnAl
Empfehlungen für das Schutzgas
- CORBRONZE das empfohlene Schutzgas ist I1: 100% Argon I3: 0.5-95% He
• Kombiniert hohe Härte und Schutz gegen Korrosion durch Meerwasser• Einsatzmöglichkeiten: Dichtungssitze, Gleitlager• Legierungen mit einem kleinen Reibungskoeffizienten und guter Temperaturbeständigkeit• Korrosionsbeständig gegen oxidierende Säuren und Meerwasser• Zähigkeit kann durch eine geeignete Wärmenachbehandlung verbessert werden
Hartauftragung - Plattieren - Lichtbogenspritzen

16 17
CHROMECORE 430 0.05 1.00 0.80 17.5CHROMECORE 410 0.08 1.20 0.80 12.5CHROMECORE 414 0.05 1.20 1.00 13.5 4.00
220 HB42 HRC
CHROMECORE 414N 0.08 1.00 0.60 13.5 42 HRC38 HRC0.50
Product Name Beschreibung und EinsatzmöglichkeitenProcessO : open-arcG : gas-shieldedS : sub-arc
Standard diameters[mm]
EN 14700standard
Mec
hani
cal
fatig
ue
Impa
ct
Cav
itatio
n
Ero
sion
Hot
abr
asio
n
Abr
asio
nun
der
pres
sure
Min
eral
ab
rasi
on
Met
al/m
etal
fri
ctio
n
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Cor
rosi
on
Hot
oxi
datio
n
Ther
mal
fatig
ue
T Fe8
CHROMECORE 414DN
GCHROMECORE 414MM
CHROMECORE 414COILER
CHROMECORE 420 G 1.2 to 2.4
S
O
S
S
S
O 1.6 to 2.8
2.4 to 3.2
• Hartmartensitischer Chromstahl• Beständig gegen Metall/Metall Reibverschleiß• Einsatzmöglichkeiten: Führungen und Rollen in Walzstraßen, Stranggussrollen, Bremseinrichtungen in Rangierbahnhöfen
Produktbezeichnung Chemische Zusammensetzung [%] – Rest Fe Härte - 3. Lagewie geschweißt
Hardfacing - Stainless - Ferritic and Martensitic
C Mn Si Cr Ni Mo
Shielding Gas and Flux Recommendations
CHROMECORE - The recommended shielding gases are: M12: Argon + 0.5-5% CO2 M13: Argon + 0.5-3% CO2 M21: Argon + 15-25% CO2 I1: 100% Argon - A neutral flux is required for submerged arc welding
Suited to thermal arc spraying
Hartauftragung - Plattieren - LichtbogenspritzenSuitable Highly suitable
CHROMECORE 414
CHROMECORE 414N
CHROMECORE 430
CHROMECORE 410
CHROMECORE 414DN 0.04 1.50 0.70 13.0CHROMECORE 414MM 0.15 1.20 0.50 12.3CHROMECORE 414COILER 0.30 1.00 0.70 13.0 1.20
40 HRC43 - 47 HRC
CHROMECORE 420 0.30 0.80 0.60 13.0 50 HRC50 - 54 HRC0.60
T Fe7G 1.2 to 2.4
1.6 to 2.8
2.4 to 3.2S
O
T Fe7G 1.2 to 2.4
S
O 1.6 to 2.8
2.4 to 3.2
T Fe7G 1.2 to 2.4
S
O 1.6 to 2.8
2.4 to 3.2
S
O
• Ferritischer Chromstahl mit 17% Chromanteil• Optimale Kombination aus Beständigkeit gegen Korrosion, Metall/Metall-Reibverschleiß und Temperaturbeanspruchung• Beständig gegen Meerwasser und verdünnte organische Säuren, kann poliert werden• Einsatzmöglichkeiten: Plattierungen, Pufferlagen vor dem Auftrag von martensitischem Schweißgut Beispiele: Stranggusswalzen, Ventilsitze, Pumpengehäuse und deren Rotoren
• Martensitischer Chromstahl mit 13% Chromanteil• Beständig gegen Metall/Metall Reibverschleiß, Erosion, Korrosion und thermische Alterung• Kann poliert werden• Einsatzmöglichkeiten: Stranggusswalzen, Dampfturbinen, Sicherheitsventile
• Weichmartensitischer Chromstahl• Beständig gegen Metall/Metall Reibverschleiß, Korrosion und thermische Alterung• Homogene Legierungsstruktur mit kontrolliertem Kohlenstoffanteil• Einsatzmöglichkeiten: Auftragschweißen von Stranggusswalzen, Hydraulikstempel, Ventilsitze
• Stickstofflegierter weichmartensitischer Chromstahl• Beständig gegen Metall/Metall Reibverschleiß, Erosison, Korrosion und thermische Alterung• Hartauftragung für Anwendungen bei hohen Temperaturen in korrosiven Umgebungen• Einsatzmöglichkeiten: Auftragschweißen an Stranggussrollen, Walzgerüsten, Dampfturbinen, Ventilsitzen
• Ferritisch-martensitischer Chromstahl mit Ni, Mo und W legiert• Beständig gegen Metall/Metall Reibverschleiß, und Korrosion• Optimiert für den Einsatz in Warmwalzwerken• Einsatzmöglichkeiten: Auftragschweißen an Rollen für die Haspelanlagen der Warmwalzwerke
• Ferritisch-martensitischer Chromstahl mit Ni und Mo legiert• Beständig gegen Metall/Metall Reibverschleiß, Korrosion und thermische Alterung• Einsatzmöglichkeiten: Auftragschweißen an Stranggussrollen, Walzen in Walzgerüsten in Warmwalzwerken.
• Besonders beständig gegen Thermoschock, Reibverschleiß und Korrosion• Hartauftragung für Anwendungen mit Temperaturwechselbeanspruchung in korrosiven Umgebungen• Einsatzmöglichkeiten: Auftragschweißen an Stranggussrollen, Walzgerüsten, Dampfturbinen, Ventilsitzen, Ventilklappen, Sicherheitsventilen
W
4.305.002.20
0.500.501.20
0.80
0.30
V
0.500.20
Co
0.20
N
0.100.07
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Anti-abrasion
12 13
Product Name
HARDFACE BNC 2.50 2.00 0.60 11.5HARDFACE NCWB 1.10 0.80 0.80 22.0HARDFACE HC 5.00 1.30 1.50 27.0
HARDFACE BN 0.50 1.80 1.20Ni : 2.00B : 4.50B : 2.20 67 HRC
60 HRC61 HRC
65 HRC
1350 - 3300
950 - 1450950 - 1450
HARDFACE CN 5.00 0.50 1.00 22.0 63 HRC 950 - 2000
2100 - 3300
HARDFACE CNV 5.50 0.50 1.50 22.0 5.50 65 HRC 950 - 29006.00
0.50 1.30 21.5 3.00W : 1.00
64 HRC 950 - 29006.20
5.00
7.00
V : 0.40W : 2.00V : 1.00
Composition [%] - Fe balance Hardness
NbMoCrSiMnC Others 3 layersas welded
Hard phases[micro-hardness HV]
HARDFACE BN 1.2 bis 2.8 T ZFe13
1.2 to 2.8 T ZFe
HARDFACE NCWB 1.6 bis 2.4
1.2 to 3.2 T Fe15
1.6 to 3.2
1.6 to 3.2
HARDFACE BNC
HARDFACE HC
O
O
G
O
Description and applications
Mac
hina
bilit
y
Wor
k-ha
rden
ing
Cut
ting
abili
ty
• Ultra-hard single layer deposit designed to resist pure abrasion. For welding on to unalloyed steels with C < 0.5%• Good weldability in the horizontal vertical position (PC) for the diameter 1.2 mm• Applications: equipment used in agriculture, quarrying, mining and civil engineering. Examples: screw conveyors, hoppers, strimmer cutters, etc
• Ultra-hard deposit offering extremely high resistance to abrasion under high stresses and moderate impacts• Contains boron carbides of extreme hardness• Applications: screw conveyors, riddles for hot materials, fans, crushers, etc
• Ultra-hard deposit offering highest resistance to abrasion • Applications: screw conveyors, fans, equipment used in agriculture and mining
• Highly abrasion resistant chromium carbide deposit• Combination of primary and eutectic chromium carbides in a tough matrix• Applications: design of high performance composite parts such as wear plates, mineral conveying equipment, dredger pumps, mixers and riddle plates
• High concentration of niobium and chromium carbides• Very good wear resistance to fine abrasive particles of high hardness• Application: vertical crushers, armouring of conveyors for coal, clinker and glass
• Highly alloyed chromium carbide based deposit with a high concentration of complex carbides• Resistant to combined abrasion and impacts at high temperatures• Applications: thick deposits for sinter processing in steelmaking. Examples: drop zones, sinter stars, sinter bars, thermal treatment of metal ores
• Highly-alloyed chromium cast iron with a high concentration of complex carbides • Resists combined abrasion and impacts at high temperatures. The properties are reached in only three layers • Applications: riddling, blast furnace hoppers, extractor fans
Hartauftragung – Abrasionsbeständige Legierungen
1.2 bis 3.2
1.2 bis 3.2
HARDFACE CV 5.50
HARDFACE – ROBOTOOL : for a description of shielding gas and flux recommendations – see page 6
geeignet für das Lichtbogenspritzen
Geringe Schlagbeanspruchung
Mittlere Schlagbeanspruchung
Hardfacing - Cladding - Thermal Arc Sprayinggeeignet besonders geeignet
HARDFACE CV 1.6 bis 3.2 T Fe16
T Fe15
HARDFACE CNV T Fe16
HARDFACE CN
O
O
O
1.6 bis 3.2
1.6 bis 3.2
HARDFACE DIAMOND 1.6 bis 3.2 T Fe16O
O
• Highly-alloyed chromium cast iron with a high concentration of complex carbides • Resists combined abrasion and impacts at high temperatures. The properties are reached in only three layers • Applications: riddling, blast furnace hoppers, extractor fans
HARDFACE DIAMOND > 5 0.50 1.20 > 10 63 HRC 950 - 2900 + V
3.50 3.50 W : 1.00
T ZFe8
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
iho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Min
eral
isch
erVe
rsch
leiß
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rosi
on
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
Produktbezeichnung ProzessO: SelbstschützendG: GasgeschütztS: UP
Standard Durchmesser
(mm)
EN 14700
Anti-abrasion
12 13
Produktbezeichnung
HARDFACE BNC 2.50 2.00 0.60 11.5HARDFACE NCWB 1.10 0.80 0.80 22.0HARDFACE HC 5.00 1.50 1.50 27.0
HARDFACE BN 0.50 2.00 1.30Ni : 2.00B : 4.50B : 2.20 67 HRC
66 HRC61 HRC
65 HRC
1350 - 3300
950 - 1450950 - 1450
HARDFACE CN 5.00 0.50 1.00 22.0 63 HRC 950 - 2000
2100 - 3300
HARDFACE CNV 5.50 0.50 1.50 22.0 5.50 65 HRC 950 - 29006.00
0.50 1.00 22.0 3.00W : 1.00
64 HRC 950 - 29006.00
5.00
7.00
V : 0.40W : 2.00V : 1.00
Chemische Zusammensetzung [%] – Rest Fe Härte
NbMoCrSiMnC Andere Härte - 3. Lagewie geschweißt
Hartphasen[Mikrohärte HV]
HARDFACE BN 1.2 to 2.8 T ZFe13
1.2 to 2.8 T ZFe
HARDFACE NCWB 1.6 to 2.4
1.2 to 3.2 T Fe15
1.6 to 3.2
1.6 to 3.2
HARDFACE BNC
HARDFACE HC
O
O
G
O
Product Name ProcessO : open-arcG : gas-shieldedS : sub-arc
Standard diameters[mm]
EN 14700standard
Mec
hani
cal
fatig
ue
Impa
ct
Cav
itatio
n
Ero
sion
Hot
abr
asio
n
Abr
asio
nun
der
pres
sure
Min
eral
ab
rasi
on
Met
al/m
etal
fri
ctio
n
Buf
fer-
laye
r or
ass
embl
y
Reb
uild
ing
or c
ladd
ing
Cor
rosi
on
Hot
oxi
datio
n
Ther
mal
fatig
ue
• Ultra-hartes Schweißgut in einer Lage, entwickelt um reiner Abrasion zu widerstehen.• Zur Hartauftragung auf unlegierten Stählen mit einem Kohlenstoffgehalt < 0.5%• Gute Schweißbarkeit in Querposition (PC) des Drahtes mit 1.2mm Durchmesser• Anwendungen Maschinen zur Bodenbearbeitung, in Steinbrüchen, im Berg- und Tiefbau. Zum Beispiel Schneckenförderer, Trichter, Mäher u.a.
• Ultra-hartes Schweißgut, bietet extremen Verschleißwiderstand bei hohem Druck und moderater Schlagbeanspruchung• Bildet Bor-Karbide mit extremer Härte• Anwendungen: Schneckenförderer, Rütteltische für Heißmaterialien, Lüfter, Brecher u.a.
• Das sehr harte Schweißgut bietet einen extrem hohen Abrasionswiderstand• Anwendungen: Förderschnecken, Ventilatoren, Ausrüstung für den Einsatz in der Landwirtschaft und im Bergbau
• Hoch verschleißfestes Schweißgut mit Chromkarbiden• Kombination von primären und eutektischen Chromkarbiden in zäher Matrix• Anwendungen: Entwicklung von leistungsfähigen Teilen aus Verbundpanzerplatten wie Schleißplatten, Förderanlagen für Mineralien, Baggerpumpen, Mischer und Rüttelplatten
• Hohe Konzentration von Niob- und Chromkarbiden• Sehr gute Verschleißbeständigkeit gegen feine, abrasive Partikel hoher Härte• Anwendungen: Vertikal brecher, Panzerung von Förderanlagen für Kohle, Klinker, Schlacke und Glas
• Hochlegiertes Schweißgut auf Chromkarbidbasis mit hoher Konzentration von komplexen Karbiden • Bei hohen Temperaturen beständig gegen Kombination aus Abrasion und Schlag • Anwendungen: dickes Schweißgut für Sinterprozess in der Stahlherstellung. Beispiele: Abwurfbereich, Sintersterne, Sinterbalken, Wärmebehandlung von Metallerzen
• Hochlegiertes Schweißgut mit Chromkarbiden und hoher Konzentration von komplexen Karbiden • Bei hohen Temperaturen beständig gegen Kombination aus Abrasion und Schlag. Eigenschaften werden in nur 3 Lagen erreicht• Anwendungen: Rüttelsiebe, Hochofenschächte, Absauggebläse
Hardfacing - Anti-abrasion
1.2 to 3.2
1.2 to 3.2
HARDFACE CV 5.50
HARDFACE – ROBODUR : Empfehlung von Schutzgas und Pulver - siehe Seite 6
Suited to thermal arc spraying
Low Impact
Moderate Impact
Hartauftragung - Plattieren - LichtbogenspritzenSuitable Highly suitable
HARDFACE CV 1.6 to 3.2 T Fe16
T Fe15
HARDFACE CNV T Fe16
HARDFACE CN
O
O
O
1.6 to 3.2
1.6 to 3.2
HARDFACE DIAMOND 1.6 to 3.2 T Fe16O
O
• Hochlegiertes Schweißgut mit verschiedenen komplexen Karbidarten• Ausgezeichnete Verschleißbeständigkeit gegen abrasive Partikel• Anwendungen: Vertikal-Mühlen, Fördereinrichtungen für mineralische Stoffe
HARDFACE DIAMOND > 5 0.20 1.20 > 10 63 HRC 950 - 2900 + V
3.50 3.50 W : 6.00
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t Beschreibung und Einsatzmöglichkeiten
16 17
CHROMECORE 430 0.08 0.90 0.70 17.5CHROMECORE 410 0.08 1.20 0.80 12.5CHROMECORE 414 0.08 1.00 0.60 13.5 4.00
220 HB42 HRC
CHROMECORE 414N 0.30 1.00 1.00 13.0 50 HRC38 HRC0.50
Produktbezeichnung ProzessO: SelbstschützendG: GasgeschütztS: UP
Standard Durchmesser
(mm)
EN 14700
T Fe8
CHROMECORE 414DN
GCHROMECORE 414MM
CHROMECORE 414COILER
CHROMECORE 420 G 1.2 bis 2.4
S
O
S
S
S
O 1.6 bis 2.8
2.4 bis 3.2
• Hard martensitic stainless steel deposit• Resists frictional wear• Applications: mechanical components suffering atmospheric corrosion, rolling mill guides, static brakes for railway marshalling yards
Product Name Composition [%] - Fe balance Hardness 3 layersas welded
Hartauftragung - Ferritische und martensitische Edelstähle
C Mn Si Cr Ni Mo
Empfehlungen für Schutzgas und UP-Pulver
- CHROMECORE die empfohlenen Schutzgase sind M12: Argon + 0.5-5% CO2 M13: Argon + 0.5-3% CO2 M21: Argon + 15-25% CO2 I1: 100% Argon
- Ein neutrales Pulver wird für das UP Schweißen empfohlen
geeignet für das Lichtbogenspritzen
Hardfacing - Cladding - Thermal Arc Sprayinggeeignet besonders geeignet
CHROMECORE 414
CHROMECORE 414N
CHROMECORE 430
CHROMECORE 410
CHROMECORE 414DN 0.08 0.90 0.70 17.5CHROMECORE 414MM 0.08 1.20 0.80 12.5CHROMECORE 414COILER 0.08 1.00 0.60 13.5 4.00
220 HB42 HRC
CHROMECORE 420 0.30 1.00 1.00 13.0 50 HRC38 HRC0.50
T Fe7G 1.2 bis 2.4
1.6 bis 2.8
2.4 bis 3.2S
O
T Fe7G 1.2 bis 2.4
S
O 1.6 bis 2.8
2.4 bis 3.2
T Fe7G 1.2 bis 2.4
S
O 1.6 bis 2.8
2.4 bis 3.2
S
O
• 17% chromium ferritic stainless steel deposit• Optimum combination of corrosion, frictional wear and temperature resistance• Resists sea water and dilute organic acids. Can be polished• Applications: anti-corrosion coatings or buffer layer before martensitic stainless steel coatings. Examples: continuous casting rolls, valves seats, shafts, pump bodies and rotors
• 13% chromium martensitic stainless steel deposit • Resists wear by friction, erosion, corrosion and thermal fatigue• Can be polished • Applications: continuous casting rolls, tooling for moulded glass, valves for steam and petroleum
• Soft martensitic stainless steel deposit • Resists thermal fatigue, corrosion and frictional wear• Homogeneous deposit structure with controlled ferrite content • Applications: hardfacing of continuous casting rolls, pulleys and rolls for port and waterway installations, hydraulic rams
• Nitrogen-containing martensitic stainless steel weld deposit• Resists corrosion, wear, galling and thermal fatigue• Applications: continuous casting rolls, hot-rolling mills, steam turbines, valve seats • Hardfacing for use at elevated temperatures and corrosive environments
• High-carbon ferritic-martensitic stainless steel deposit alloyed with nickel, molybdenum and tungsten • Resists thermal fatigue and galling• Applications: hardfacing of Hot strip mill rolls, pinch rolls, wrapper rolls, leveller rolls
• Hard ferritic-martensitic stainless steel deposit alloyed with Ni and Mo • Resists corrosion, wear, galling and thermal fatigue• Extensively used as a cladding alloy for rebuilding steel mill rolls subject to repetitive thermal stresses, corrosion and metal-to-metal wear.• Applications: cladding of continuous casting rolls and certain rolls used in hot rolling applications.
• Resists thermal shock, rubbing abrasion and corrosion• Applications: Continuous casting rolls, hot rolling mills, steam turbine components, valve seats, valve gates, valve wedges, safety valves
1.6 bis 2.8
2.4 bis 3.2
1.6 bis 2.8
2.4 bis 3.2
T ZFe7
T ZFe7
1.2 bis 2.4
2.4 bis 3.2T Fe7
2.4 bis 3.2 T Fe7
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
iho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Min
eral
isch
erVe
rsch
leiß
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rosi
on
Verz
unde
rung
Ther
mis
che
Erm
üdun
g

14 15
HARDFACE STEELCARBW O 1.6 bis 2.8 T Fe20
HARDFACE TIC O/G 1.2 bis 2.8 T Fe8
HARDFACE 168NB O 1.6 bis 2.8 T Fe8
• Mit Wolframkarbid gefüllter Falzdraht• Schweißgut besteht aus feinverteilten Wolframkarbiden in einer martensitischen Matrix• Extrem Verschleißfest gegenüber Abrasion, insbesondere bei feinkörnigen Partikeln• Einsatzmöglichkeiten: Entstaubungsventilatoren im Bergbau, in der Zement- und Stahlindustrie, Müllschredder, Bauteile für die Bodenbearbeitung, wie z.B. Pflugschare
• Mit Wolframkarbid gefüllter Falzdraht• Schweißgut besteht aus feinverteilten Wolframkarbiden in einer korrosionsbeständigen Edelstahl-Matrix• Die leicht raue Oberfläche dient dazu unter Einsatzbedingungen einen autogenen Verschleißschutz zu erhalten• Einsatzmöglichkeiten: Lebensmittelindustrie, Chemische Industrie, Gummi Industrie, Düngemittel, Erdbohrer
• Mit Wolframkarbid gefüllter Falzdraht• Schweißgut besteht aus feinverteilten Wolframkarbiden in einer korrosionsbeständigen Nickel-Basis Matrix• Die leichtraue Oberfläche dient dazu unter Einsatzbedingungen einen autogenen Verschleißschutz zu erhalten• Einsatzmöglichkeiten: Lebensmittelindustrie, Chemische Industrie, Gummi Industrie, Düngemittel, Erdbohrer
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenProzessO: SelbstschützendG: GasgeschütztS: UP
Standard Durchmesser
(mm)
EN 14700
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
iho
her T
empe
ratu
r
Abr
asio
n un
ter
Dru
ck
Min
eral
isch
erVe
rsch
leiß
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rosi
on
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
Mittlere Schlagbeanspruchung (Fortsetzung)
Hohe Schlagbeanspruchung
HARDFACE 168NB 1.3 1.00 1.00 6.00 58 HRC 950 - 3200
HARDFACE TICM 1.60 1.20 0.90 7.00 0.20
Mo : 1.1
59 HRC 950 - 3200Mo : 1.10Ti: 5.00
Nb : 8.5Ti: 0.2
HARDFACE STAINCARBW 52-62 HRC* 2000 - 2500
HARDFACE STEELCARBW WC : 50 bis 60 je nach Ø 60 HRC* 950 - 2000
WC : 50 to 60 je nach Ø
* Matrixhärte
Feinverteilte Wolframkarbide in einer Stahlmatrix
Feinverteilte Wolframkarbide in einerEdelstahl-Matrix
Produktbezeichnung Chemische Zusammensetzung [%] – Rest Fe HärteHärte - 3. Lagewie geschweißt
Hartphasen[Mikrohärte HV]VCrSiMnC Andere
Hartauftragung - Abrasionsbeständige Legierungen (Fortsetzung)
geeignet für das Lichtbogenspritzen
HARDFACE – ROBODUR : Empfehlung von Schutzgas und Pulver - siehe Seite 6
Hartauftragung - Plattieren - Lichtbogenspritzengeeignet besonders geeignet
• selbstschützender Fülldraht für die Hartauftragung von Bauteilen, die einer Kombination aus Stoß- und Schlagbeanspruchung sowie Abrasion unter hohem Druck ausgesetzt sind• Schweißgut ist rissfrei zu verarbeiten und trotz seiner hohen Härte noch maschinell bearbeitbar• geeignet für Mehrlagenschweißungen• Anwendungen: Kegelbrecher, Brecherwalzen, Baggerzähne, Räumschilde, Rollerpressen
• Titankarbidhaltige Standardlegierung• Mit Schlackenbildung für den Open Arc Schweißprozess• Ideale Lösung bei Verschleißproblemen im Bereich Abrasion, hohem Druck und Schlagbeanspruchung• Einsatzmöglichkeit: Brechen von harten Materialien, Shredder, Asphaltbrecher, Rollerpressen
HARDFACE NICARBW G 1.6 bis 2.8 T Ni20
HARDFACE STAINCARBW
HARDFACE TICM O/G 1.2 bis 2.8 T Fe8
• Weiterentwickelter Metallpulverfülldraht mit hoher Ausbringung• Außergewöhnlich gute Schweißbarkeit• DC (-) Pol Schweißen und mit Gasschutz für optimale Schweißgutqualität• Ideale Lösung bei Verschleißproblemen im Bereich Abrasion, hohem Druck und Schlagbeanspruchung• Einsatzmöglichkeit: Brechen von harten Materialien, Shredder, Asphaltbrecher, Rollerpressen
HARDFACE NICARBW 52-62 HRC* 2000 - 2500WC : 50 to 60 je nach Ø
Feinverteilte Wolframkarbide in einerNickel-Bor-Silizium Matrix
HARDFACE TIC 1.80 1.20 0.80 6.50 0.20 57 HRC 950 - 3200Mo : 0.80Ti: 5.00
G 1.6 bis 2.8 T Fe20

16 17
CHROMECORE 430 0.05 1.00 0.80 17.5CHROMECORE 410 0.08 1.20 0.80 12.5CHROMECORE 414 0.05 1.20 1.00 13.5 4.00
220 HB42 HRC
CHROMECORE 414N 0.08 1.00 0.60 13.5 42 HRC38 HRC0.50
Product Name Beschreibung und EinsatzmöglichkeitenProcessO : open-arcG : gas-shieldedS : sub-arc
Standard diameters[mm]
EN 14700standard
Mec
hani
cal
fatig
ue
Impa
ct
Cav
itatio
n
Ero
sion
Hot
abr
asio
n
Abr
asio
nun
der
pres
sure
Min
eral
ab
rasi
on
Met
al/m
etal
fri
ctio
n
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Cor
rosi
on
Hot
oxi
datio
n
Ther
mal
fatig
ue
T Fe8
CHROMECORE 414DN
GCHROMECORE 414MM
CHROMECORE 414COILER
CHROMECORE 420 G 1.2 to 2.4
S
O
S
S
S
O 1.6 to 2.8
2.4 to 3.2
• Hartmartensitischer Chromstahl• Beständig gegen Metall/Metall Reibverschleiß• Einsatzmöglichkeiten: Führungen und Rollen in Walzstraßen, Stranggussrollen, Bremseinrichtungen in Rangierbahnhöfen
Produktbezeichnung Chemische Zusammensetzung [%] – Rest Fe Härte - 3. Lagewie geschweißt
Hardfacing - Stainless - Ferritic and Martensitic
C Mn Si Cr Ni Mo
Shielding Gas and Flux Recommendations
CHROMECORE - The recommended shielding gases are: M12: Argon + 0.5-5% CO2 M13: Argon + 0.5-3% CO2 M21: Argon + 15-25% CO2 I1: 100% Argon - A neutral flux is required for submerged arc welding
Suited to thermal arc spraying
Hartauftragung - Plattieren - LichtbogenspritzenSuitable Highly suitable
CHROMECORE 414
CHROMECORE 414N
CHROMECORE 430
CHROMECORE 410
CHROMECORE 414DN 0.04 1.50 0.70 13.0CHROMECORE 414MM 0.15 1.20 0.50 12.3CHROMECORE 414COILER 0.30 1.00 0.70 13.0 1.20
40 HRC43 - 47 HRC
CHROMECORE 420 0.30 0.80 0.60 13.0 50 HRC50 - 54 HRC0.60
T Fe7G 1.2 to 2.4
1.6 to 2.8
2.4 to 3.2S
O
T Fe7G 1.2 to 2.4
S
O 1.6 to 2.8
2.4 to 3.2
T Fe7G 1.2 to 2.4
S
O 1.6 to 2.8
2.4 to 3.2
S
O
• Ferritischer Chromstahl mit 17% Chromanteil• Optimale Kombination aus Beständigkeit gegen Korrosion, Metall/Metall-Reibverschleiß und Temperaturbeanspruchung• Beständig gegen Meerwasser und verdünnte organische Säuren, kann poliert werden• Einsatzmöglichkeiten: Plattierungen, Pufferlagen vor dem Auftrag von martensitischem Schweißgut Beispiele: Stranggusswalzen, Ventilsitze, Pumpengehäuse und deren Rotoren
• Martensitischer Chromstahl mit 13% Chromanteil• Beständig gegen Metall/Metall Reibverschleiß, Erosion, Korrosion und thermische Alterung• Kann poliert werden• Einsatzmöglichkeiten: Stranggusswalzen, Dampfturbinen, Sicherheitsventile
• Weichmartensitischer Chromstahl• Beständig gegen Metall/Metall Reibverschleiß, Korrosion und thermische Alterung• Homogene Legierungsstruktur mit kontrolliertem Kohlenstoffanteil• Einsatzmöglichkeiten: Auftragschweißen von Stranggusswalzen, Hydraulikstempel, Ventilsitze
• Stickstofflegierter weichmartensitischer Chromstahl• Beständig gegen Metall/Metall Reibverschleiß, Erosison, Korrosion und thermische Alterung• Hartauftragung für Anwendungen bei hohen Temperaturen in korrosiven Umgebungen• Einsatzmöglichkeiten: Auftragschweißen an Stranggussrollen, Walzgerüsten, Dampfturbinen, Ventilsitzen
• Ferritisch-martensitischer Chromstahl mit Ni, Mo und W legiert• Beständig gegen Metall/Metall Reibverschleiß, und Korrosion• Optimiert für den Einsatz in Warmwalzwerken• Einsatzmöglichkeiten: Auftragschweißen an Rollen für die Haspelanlagen der Warmwalzwerke
• Ferritisch-martensitischer Chromstahl mit Ni und Mo legiert• Beständig gegen Metall/Metall Reibverschleiß, Korrosion und thermische Alterung• Einsatzmöglichkeiten: Auftragschweißen an Stranggussrollen, Walzen in Walzgerüsten in Warmwalzwerken.
• Besonders beständig gegen Thermoschock, Reibverschleiß und Korrosion• Hartauftragung für Anwendungen mit Temperaturwechselbeanspruchung in korrosiven Umgebungen• Einsatzmöglichkeiten: Auftragschweißen an Stranggussrollen, Walzgerüsten, Dampfturbinen, Ventilsitzen, Ventilklappen, Sicherheitsventilen
W
4.305.002.20
0.500.501.20
0.80
0.30
V
0.500.20
Co
0.20
N
0.100.07
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Anti-abrasion
12 13
Product Name
HARDFACE BNC 2.50 2.00 0.60 11.5HARDFACE NCWB 1.10 0.80 0.80 22.0HARDFACE HC 5.00 1.30 1.50 27.0
HARDFACE BN 0.50 1.80 1.20Ni : 2.00B : 4.50B : 2.20 67 HRC
60 HRC61 HRC
65 HRC
1350 - 3300
950 - 1450950 - 1450
HARDFACE CN 5.00 0.50 1.00 22.0 63 HRC 950 - 2000
2100 - 3300
HARDFACE CNV 5.50 0.50 1.50 22.0 5.50 65 HRC 950 - 29006.00
0.50 1.30 21.5 3.00W : 1.00
64 HRC 950 - 29006.20
5.00
7.00
V : 0.40W : 2.00V : 1.00
Composition [%] - Fe balance Hardness
NbMoCrSiMnC Others 3 layersas welded
Hard phases[micro-hardness HV]
HARDFACE BN 1.2 bis 2.8 T ZFe13
1.2 to 2.8 T ZFe
HARDFACE NCWB 1.6 bis 2.4
1.2 to 3.2 T Fe15
1.6 to 3.2
1.6 to 3.2
HARDFACE BNC
HARDFACE HC
O
O
G
O
Description and applications
Mac
hina
bilit
y
Wor
k-ha
rden
ing
Cut
ting
abili
ty
• Ultra-hard single layer deposit designed to resist pure abrasion. For welding on to unalloyed steels with C < 0.5%• Good weldability in the horizontal vertical position (PC) for the diameter 1.2 mm• Applications: equipment used in agriculture, quarrying, mining and civil engineering. Examples: screw conveyors, hoppers, strimmer cutters, etc
• Ultra-hard deposit offering extremely high resistance to abrasion under high stresses and moderate impacts• Contains boron carbides of extreme hardness• Applications: screw conveyors, riddles for hot materials, fans, crushers, etc
• Ultra-hard deposit offering highest resistance to abrasion • Applications: screw conveyors, fans, equipment used in agriculture and mining
• Highly abrasion resistant chromium carbide deposit• Combination of primary and eutectic chromium carbides in a tough matrix• Applications: design of high performance composite parts such as wear plates, mineral conveying equipment, dredger pumps, mixers and riddle plates
• High concentration of niobium and chromium carbides• Very good wear resistance to fine abrasive particles of high hardness• Application: vertical crushers, armouring of conveyors for coal, clinker and glass
• Highly alloyed chromium carbide based deposit with a high concentration of complex carbides• Resistant to combined abrasion and impacts at high temperatures• Applications: thick deposits for sinter processing in steelmaking. Examples: drop zones, sinter stars, sinter bars, thermal treatment of metal ores
• Highly-alloyed chromium cast iron with a high concentration of complex carbides • Resists combined abrasion and impacts at high temperatures. The properties are reached in only three layers • Applications: riddling, blast furnace hoppers, extractor fans
Hartauftragung – Abrasionsbeständige Legierungen
1.2 bis 3.2
1.2 bis 3.2
HARDFACE CV 5.50
HARDFACE – ROBOTOOL : for a description of shielding gas and flux recommendations – see page 6
geeignet für das Lichtbogenspritzen
Geringe Schlagbeanspruchung
Mittlere Schlagbeanspruchung
Hardfacing - Cladding - Thermal Arc Sprayinggeeignet besonders geeignet
HARDFACE CV 1.6 bis 3.2 T Fe16
T Fe15
HARDFACE CNV T Fe16
HARDFACE CN
O
O
O
1.6 bis 3.2
1.6 bis 3.2
HARDFACE DIAMOND 1.6 bis 3.2 T Fe16O
O
• Highly-alloyed chromium cast iron with a high concentration of complex carbides • Resists combined abrasion and impacts at high temperatures. The properties are reached in only three layers • Applications: riddling, blast furnace hoppers, extractor fans
HARDFACE DIAMOND > 5 0.50 1.20 > 10 63 HRC 950 - 2900 + V
3.50 3.50 W : 1.00
T ZFe8
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
iho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Min
eral
isch
erVe
rsch
leiß
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rosi
on
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
Produktbezeichnung ProzessO: SelbstschützendG: GasgeschütztS: UP
Standard Durchmesser
(mm)
EN 14700
Anti-abrasion
12 13
Produktbezeichnung
HARDFACE BNC 2.50 2.00 0.60 11.5HARDFACE NCWB 1.10 0.80 0.80 22.0HARDFACE HC 5.00 1.50 1.50 27.0
HARDFACE BN 0.50 2.00 1.30Ni : 2.00B : 4.50B : 2.20 67 HRC
66 HRC61 HRC
65 HRC
1350 - 3300
950 - 1450950 - 1450
HARDFACE CN 5.00 0.50 1.00 22.0 63 HRC 950 - 2000
2100 - 3300
HARDFACE CNV 5.50 0.50 1.50 22.0 5.50 65 HRC 950 - 29006.00
0.50 1.00 22.0 3.00W : 1.00
64 HRC 950 - 29006.00
5.00
7.00
V : 0.40W : 2.00V : 1.00
Chemische Zusammensetzung [%] – Rest Fe Härte
NbMoCrSiMnC Andere Härte - 3. Lagewie geschweißt
Hartphasen[Mikrohärte HV]
HARDFACE BN 1.2 to 2.8 T ZFe13
1.2 to 2.8 T ZFe
HARDFACE NCWB 1.6 to 2.4
1.2 to 3.2 T Fe15
1.6 to 3.2
1.6 to 3.2
HARDFACE BNC
HARDFACE HC
O
O
G
O
Product Name ProcessO : open-arcG : gas-shieldedS : sub-arc
Standard diameters[mm]
EN 14700standard
Mec
hani
cal
fatig
ue
Impa
ct
Cav
itatio
n
Ero
sion
Hot
abr
asio
n
Abr
asio
nun
der
pres
sure
Min
eral
ab
rasi
on
Met
al/m
etal
fri
ctio
n
Buf
fer-
laye
r or
ass
embl
y
Reb
uild
ing
or c
ladd
ing
Cor
rosi
on
Hot
oxi
datio
n
Ther
mal
fatig
ue
• Ultra-hartes Schweißgut in einer Lage, entwickelt um reiner Abrasion zu widerstehen.• Zur Hartauftragung auf unlegierten Stählen mit einem Kohlenstoffgehalt < 0.5%• Gute Schweißbarkeit in Querposition (PC) des Drahtes mit 1.2mm Durchmesser• Anwendungen Maschinen zur Bodenbearbeitung, in Steinbrüchen, im Berg- und Tiefbau. Zum Beispiel Schneckenförderer, Trichter, Mäher u.a.
• Ultra-hartes Schweißgut, bietet extremen Verschleißwiderstand bei hohem Druck und moderater Schlagbeanspruchung• Bildet Bor-Karbide mit extremer Härte• Anwendungen: Schneckenförderer, Rütteltische für Heißmaterialien, Lüfter, Brecher u.a.
• Das sehr harte Schweißgut bietet einen extrem hohen Abrasionswiderstand• Anwendungen: Förderschnecken, Ventilatoren, Ausrüstung für den Einsatz in der Landwirtschaft und im Bergbau
• Hoch verschleißfestes Schweißgut mit Chromkarbiden• Kombination von primären und eutektischen Chromkarbiden in zäher Matrix• Anwendungen: Entwicklung von leistungsfähigen Teilen aus Verbundpanzerplatten wie Schleißplatten, Förderanlagen für Mineralien, Baggerpumpen, Mischer und Rüttelplatten
• Hohe Konzentration von Niob- und Chromkarbiden• Sehr gute Verschleißbeständigkeit gegen feine, abrasive Partikel hoher Härte• Anwendungen: Vertikal brecher, Panzerung von Förderanlagen für Kohle, Klinker, Schlacke und Glas
• Hochlegiertes Schweißgut auf Chromkarbidbasis mit hoher Konzentration von komplexen Karbiden • Bei hohen Temperaturen beständig gegen Kombination aus Abrasion und Schlag • Anwendungen: dickes Schweißgut für Sinterprozess in der Stahlherstellung. Beispiele: Abwurfbereich, Sintersterne, Sinterbalken, Wärmebehandlung von Metallerzen
• Hochlegiertes Schweißgut mit Chromkarbiden und hoher Konzentration von komplexen Karbiden • Bei hohen Temperaturen beständig gegen Kombination aus Abrasion und Schlag. Eigenschaften werden in nur 3 Lagen erreicht• Anwendungen: Rüttelsiebe, Hochofenschächte, Absauggebläse
Hardfacing - Anti-abrasion
1.2 to 3.2
1.2 to 3.2
HARDFACE CV 5.50
HARDFACE – ROBODUR : Empfehlung von Schutzgas und Pulver - siehe Seite 6
Suited to thermal arc spraying
Low Impact
Moderate Impact
Hartauftragung - Plattieren - LichtbogenspritzenSuitable Highly suitable
HARDFACE CV 1.6 to 3.2 T Fe16
T Fe15
HARDFACE CNV T Fe16
HARDFACE CN
O
O
O
1.6 to 3.2
1.6 to 3.2
HARDFACE DIAMOND 1.6 to 3.2 T Fe16O
O
• Hochlegiertes Schweißgut mit verschiedenen komplexen Karbidarten• Ausgezeichnete Verschleißbeständigkeit gegen abrasive Partikel• Anwendungen: Vertikal-Mühlen, Fördereinrichtungen für mineralische Stoffe
HARDFACE DIAMOND > 5 0.20 1.20 > 10 63 HRC 950 - 2900 + V
3.50 3.50 W : 6.00
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t Beschreibung und Einsatzmöglichkeiten
16 17
CHROMECORE 430 0.08 0.90 0.70 17.5CHROMECORE 410 0.08 1.20 0.80 12.5CHROMECORE 414 0.08 1.00 0.60 13.5 4.00
220 HB42 HRC
CHROMECORE 414N 0.30 1.00 1.00 13.0 50 HRC38 HRC0.50
Produktbezeichnung ProzessO: SelbstschützendG: GasgeschütztS: UP
Standard Durchmesser
(mm)
EN 14700
T Fe8
CHROMECORE 414DN
GCHROMECORE 414MM
CHROMECORE 414COILER
CHROMECORE 420 G 1.2 bis 2.4
S
O
S
S
S
O 1.6 bis 2.8
2.4 bis 3.2
• Hard martensitic stainless steel deposit• Resists frictional wear• Applications: mechanical components suffering atmospheric corrosion, rolling mill guides, static brakes for railway marshalling yards
Product Name Composition [%] - Fe balance Hardness 3 layersas welded
Hartauftragung - Ferritische und martensitische Edelstähle
C Mn Si Cr Ni Mo
Empfehlungen für Schutzgas und UP-Pulver
- CHROMECORE die empfohlenen Schutzgase sind M12: Argon + 0.5-5% CO2 M13: Argon + 0.5-3% CO2 M21: Argon + 15-25% CO2 I1: 100% Argon
- Ein neutrales Pulver wird für das UP Schweißen empfohlen
geeignet für das Lichtbogenspritzen
Hardfacing - Cladding - Thermal Arc Sprayinggeeignet besonders geeignet
CHROMECORE 414
CHROMECORE 414N
CHROMECORE 430
CHROMECORE 410
CHROMECORE 414DN 0.08 0.90 0.70 17.5CHROMECORE 414MM 0.08 1.20 0.80 12.5CHROMECORE 414COILER 0.08 1.00 0.60 13.5 4.00
220 HB42 HRC
CHROMECORE 420 0.30 1.00 1.00 13.0 50 HRC38 HRC0.50
T Fe7G 1.2 bis 2.4
1.6 bis 2.8
2.4 bis 3.2S
O
T Fe7G 1.2 bis 2.4
S
O 1.6 bis 2.8
2.4 bis 3.2
T Fe7G 1.2 bis 2.4
S
O 1.6 bis 2.8
2.4 bis 3.2
S
O
• 17% chromium ferritic stainless steel deposit• Optimum combination of corrosion, frictional wear and temperature resistance• Resists sea water and dilute organic acids. Can be polished• Applications: anti-corrosion coatings or buffer layer before martensitic stainless steel coatings. Examples: continuous casting rolls, valves seats, shafts, pump bodies and rotors
• 13% chromium martensitic stainless steel deposit • Resists wear by friction, erosion, corrosion and thermal fatigue• Can be polished • Applications: continuous casting rolls, tooling for moulded glass, valves for steam and petroleum
• Soft martensitic stainless steel deposit • Resists thermal fatigue, corrosion and frictional wear• Homogeneous deposit structure with controlled ferrite content • Applications: hardfacing of continuous casting rolls, pulleys and rolls for port and waterway installations, hydraulic rams
• Nitrogen-containing martensitic stainless steel weld deposit• Resists corrosion, wear, galling and thermal fatigue• Applications: continuous casting rolls, hot-rolling mills, steam turbines, valve seats • Hardfacing for use at elevated temperatures and corrosive environments
• High-carbon ferritic-martensitic stainless steel deposit alloyed with nickel, molybdenum and tungsten • Resists thermal fatigue and galling• Applications: hardfacing of Hot strip mill rolls, pinch rolls, wrapper rolls, leveller rolls
• Hard ferritic-martensitic stainless steel deposit alloyed with Ni and Mo • Resists corrosion, wear, galling and thermal fatigue• Extensively used as a cladding alloy for rebuilding steel mill rolls subject to repetitive thermal stresses, corrosion and metal-to-metal wear.• Applications: cladding of continuous casting rolls and certain rolls used in hot rolling applications.
• Resists thermal shock, rubbing abrasion and corrosion• Applications: Continuous casting rolls, hot rolling mills, steam turbine components, valve seats, valve gates, valve wedges, safety valves
1.6 bis 2.8
2.4 bis 3.2
1.6 bis 2.8
2.4 bis 3.2
T ZFe7
T ZFe7
1.2 bis 2.4
2.4 bis 3.2T Fe7
2.4 bis 3.2 T Fe7
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
iho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Min
eral
isch
erVe
rsch
leiß
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rosi
on
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
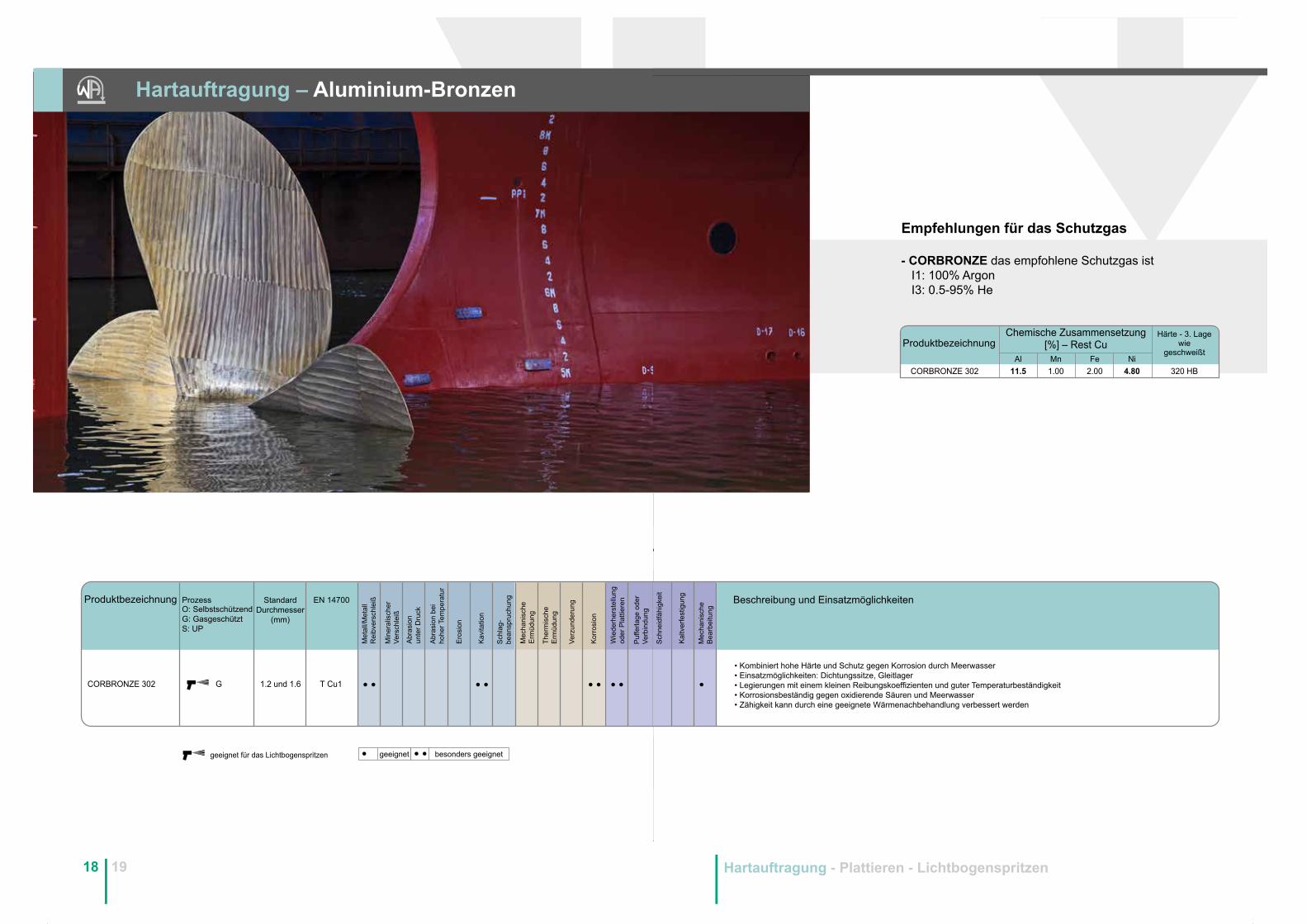
10 11
HARDFACE WLC
O 1.2 to 2.8
G 1.2 to 2.4S 2.4 to 3.2
T Fe3
HARDFACE W
O 1.2 to 2.8
G 1.2 to 2.4S 2.4 to 3.2
T Fe3
HARDFACE VMOLC G 1.2 to 2.8 T ZFe3
HARDFACE WM G 1.2 to 2.4 T Fe3
HARDFACE WMOLC G 1.2 to 2.8 T Fe3
HARDFACE R40 G 1.2 to 1.6 T Fe3
HARDFACE R46 G 1.2 to 1.6 T Fe3
HARDFACE R58 G 1.2 to 1.6 T Fe3
HARDFACE AR G 1.2 to 2.4 T ZFe4
HARDFACE DCO
O 1.6 to 2.4
G 1.2 to 2.4
S 2.4 to 3.2
T ZFe3
Suited to thermal arc spraying
Product Name ProcessO : open-arcG : gas-shieldedS : sub-arc
Standard diameters[mm]
EN 14700standard
Mec
hani
cal
fatig
ue
Impa
ct
Cav
itatio
n
Ero
sion
Hot
abr
asio
n
Abr
asio
nun
der
pres
sure
Min
eral
ab
rasi
on
Met
al/m
etal
fri
ctio
n
Buf
fer-
laye
r or
ass
embl
y
Reb
uild
ing
or c
ladd
ing
Cor
rosi
on
Hot
oxi
datio
n
Ther
mal
fatig
ue
HARDFACE WLC 0.25 2.00 0.80 6.50 1.50 W : 1.50VMoCrSiMnC Andere
HARDFACE W 0.50 2.00 0.80 6.50 1.50 W : 1.50HARDFACE VMOLC 0.08 1.00 0.90 10.0 2.40 Ni : 1.80
HARDFACE WMOLC 0.30 0.80 0.60 6.50 2.00 W : 2.000.60ROBOTOOL 46 1.00 0.60ROBOTOOL 47
0.201.00 0.60
5.00
ROBOTOOL 58 0.37 1.40 0.60 7.00 2.50 Ti: 0.30
Ti: 0.30
HARDFACE AR 1.10 0.40 0.25 5.00 7.60 W : 2.20
HARDFACE DCO 0.15 0.40 0.70 14.0 2.50
44 HRC55 HRC36 HRC
52 HRC42 - 45 HRC
54 - 55 HRC
60 HRC
HARDFACE WM 0.30 0.30 0.40 2.40 1.10W : 4.00
45 HRC
47 HRCNi : 0.50
Ni : 0.20
Co : 12.5
0.60
1.10
Chemische Zusammensetzung [%] – Rest Fe Härte - 3. Lagewie geschweißtProduktbezeichnung
•
•• •
•
•
•
• •
Hartes Schweißgut (55 HRC), das seine Eigenschaften über langeBelastungszeiträume bei bis zu 500°C beh •
•
•
•
Wärmebehandelbares, selbsthärtendes Schweißgut Auswahl von Produkten für die Konstruktionund Reparatur von Warmarbeitswerkzeugen: Schmieden, Stanzen und Entgratgesenke
Werkzeuge zum Heißscheren, Stanzen, Schneidplatten
Produktauswahl ist abhängig von der geforderten Härte des Schweißgutes, der Schweißtechnik und dem Grundwerkstoff
HARDFACE WLC zum Wiederaufbauoder Puffern
• • •
Geringe RissanfälligkeitSpeziell entwickelt zum Wiederaufbau und zur Pufferung bei sehr großen Bauteilen und legierten StählenAnwendungen: Mühlenwalzen, Glocken und Trichtersitze in Hochöfen, Kokillen für Leichtlegierungen, Schmiedewerkzeuge u.a.
•
•
Wärmebehandlung durch Ölabschrecken und Anlassen möglich (40, 46 und 58 HRC)
Anwendungen: Kunststoffeinspritzschnecken und Matrizen für Polymere
Schweißgut aus Schnellarbeitsstahl
Behält seine Eigenschaften bis 600°C. Die Härte kann durch Anlassen auf bis zu 65 HRC erhöht werdenHartauftragung bei Teilen, die einem Metall/Metall-Reibverschleiß bei gleichzeitiger Schlagbeanspruchung unterworfen sind,z.B. Bearbeitungsmaschinen, Kaltschermesser, Fräsen, Messer und Drahtführungen
• • • •
Außergewöhnliche Verschleißbeständigkeit in Kaltschneidverfahren
• •
•
Superlegierung mit vergleichbaren Leistungsmerkmalen wie Kobaltbasislegierungen (Kobaltersatzlegierung)Hohe Rissbeständigkeit bei geringer Beeinflussung durch Aufmischung, hohe Beständigkeit gegen thermische Schocks, Anwendungen: Laufrollen in Stranggussanlagen, Vehält seine Eigenschaften bis 550°C und kann poliert werdenentile für DiAnwendungen: Laufrollen in Stranggussanlagen, Ventile für Dieslmotoren, Dampfventile, Stempel und Gesenke zum Entgraten,Matrizen für keramische Fliesen, Schnecken für Kunststoffspritzgußmaschinen, Ziehringec
Hardfacing - Heat Treated Steels for Tooling
Hartes Schweißgut (52 HRC), das außergewöhnliche Oxidationsbeständigkeitund Härte bis zu 600°C bietetEine entsprechende Wärmebehandlung ermöglicht eine Härte bis zu 57 HRC Anwendungen: Presswerkzeuge
Mittelhartes Schweißgut (46 HRC), bietet außergewöhnlicheOxidationsbeständigkeit und Warmhärte bis zu 600°CHärte im Schweißzustand kann durch Anlassen gesteigert werden
Beständig gegen thermische ErmüdungSchweißgut kann poliert werden Anwendungen: Kokillen für Formglas oder Werkzeuge für den Druckguss vonLeichtlegierungen und Schmiedewerkzeugen.
HARDFACE – ROBOTOOL : Empfehlung von Schutzgas und Pulver – siehe Seite 6
Hartauftragung - Plattieren - Lichtbogenspritzen Suitable Highly suitable
18 19
geeignet besonders geeignet
G 1.2 und 1.6 T Cu1
Description and applications
Mac
hina
bilit
y
Wor
k-ha
rden
ing
Cut
ting
abili
ty
• Low hardness, easily machined• For cladding or buffering on steel, cast iron or cupro aluminium alloys of high hardness
Product Name
CORBRONZE 100 8.00 0.50 0.50 0.40CORBRONZE 201 9.00 0.50 3.50 0.40CORBRONZE 301 11.5 0.50 3.50 0.40
150 HB210 HB320 HB
CORBRONZE 202 9.00 1.00 2.00 4.80CORBRONZE 302 11.5 1.00 2.00 4.80
210 HB320 HB
CORBRONZE 204 9.00 4.00CORBRONZE 304 11.5 4.00
210 HB320 HB
CORBRONZE 404 13.5 4.00CORBRONZE CMA1 8.00 11.5 3.00 2.00
420 HB210 HB
Composition [%] - Cu balance Hardness3 layers
as welded
geeignet für das Lichtbogenspritzen
Hartauftragung – Aluminium-Bronzen
NiFeMnAl
Shielding Gas Recommendation
CORBRONZE - The recommended shielding gases are 100% Argon (I1) and Argon + 10-50% Helium (I3)
• Best combination for resisting erosion, cavitation and corrosion by sea water or saline media • Applications: ship propellers, mixer blades, pump rotors
• For parts undergoing friction under high pressure • Applications: cold forming tools, punches and dies for stainless steel
• For parts undergoing friction under medium pressure • Applications: slideways, guide plates and rings, mandrel slides, coiler flanges
• For parts undergoing friction under low pressure • Applications: shafts, bushes
• Combines high hardness with resistance to marine corrosion• Applications: sealing seats, guides
• Best combination of weldability and corrosion resistance for multi-layer deposits• Applications: heat exchangers - covers and baffle plates
• Good resistant to hot friction• Applications: pistons for aluminium casting and injection, glass making moulds
• Usable over a wide temperature range• Suitable for cryogenic applications, valve shafts and seats, slideways
Hardfacing - Cladding - Thermal Arc Spraying
• Series of alloys with a low coefficient of friction, good heat resistance
• Resists corrosion by oxidising acids and sea water
• Toughness may be increased by a suitable thermal treatment
CORBRONZE 302
Produktbezeichnung ProzessO: SelbstschützendG: GasgeschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
iho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Min
eral
isch
erVe
rsch
leiß
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rosi
on
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
• Hartes Schweißgut mit zunehmender Härte zum Ausbessern und Reparieren von Warm- und Kaltarbeitsstählen
Ti: 0.304.00
0.20 6.00 4.00 40 - 42 HRC
Beschreibung und Einsatzmöglichkeiten
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
10 11
HARDFACE WLC
O 1.2 bis 2.8
G 1.2 bis 2.4S 2.4 bis 3.2
T Fe3
HARDFACE W
O 1.2 bis 2.8
G 1.2 bis 2.4S 2.4 bis 3.2
T Fe3
HARDFACE VMOLC G 1.2 bis 2.8 T ZFe3
HARDFACE WM G 1.2 bis 2.4 T Fe3
HARDFACE WMOLC G 1.2 bis 2.8 T Fe3
ROBOTOOL 46 G 1.2 bis 1.6 T Fe3
ROBOTOOL 47 G 1.2 bis 1.6 T Fe3
ROBOTOOL 58 G 1.2 bis 1.6 T Fe3
HARDFACE AR G 1.2 bis 2.4 T ZFe4
HARDFACE DCO
O 1.6 bis 2.4
G 1.2 bis 2.4
S 2.4 bis 3.2
T ZFe3
geeignet für das Lichtbogenspritzen
Produktbezeichnung Description and applicationsProzessO: SelbstschützendG: GasgeschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
iho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Min
eral
isch
erVe
rsch
leiß
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Mac
hina
bilit
y
Wor
k-ha
rden
ing
Cut
ting
abili
ty
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rosi
on
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
HARDFACE WLC 0.25 2.00 0.80 6.50 1.50 W : 1.50VMoCrSiMnC Others
HARDFACE W 0.50 2.00 0.80 6.50 1.50 W : 1.50HARDFACE VMOLC 0.08 1.00 0.90 10.0 2.40 Ni : 1.80
HARDFACE WMOLC 0.30 0.80 0.60 6.50 2.00 W : 2.000.60HARDFACE R40 0.12 0.60 0.50 6.30 3.20HARDFACE R46 0.22 1.00 0.50 5.00 3.80HARDFACE R58 0.35 1.20 0.50 6.80 2.20 Ti: 0.30
Ti: 0.25
HARDFACE AR 1.10 0.40 0.25 5.00 7.60 W : 2.20
HARDFACE DCO 0.15 0.40 0.70 14.0 2.50
44 HRC55 HRC36 HRC
52 HRC40 HRC45 HRC55 HRC
60 HRC
HARDFACE WM 0.30 0.30 0.40 2.40 1.10W : 4.00
45 HRC
47 HRCNi : 0.50
Ni : 0.20
Co : 12.5
0.60
1.10
Composition [%] - Fe balance Hardness3 layers
as welded
Product Name
•
•• •
•
•
•
• •
Hard deposit (55 HRC) that keeps it properties over long periods of exposure up to 500°C •
•
•
•
Heat treatable self-hardening depositsRange of products designed for the construction and repair of hot working tooling: forging, stamping and deburring dies
Tooling for hot shearing, punches, inserts
Product selection depending on the deposit hardness required, the welding technique and the base material
Use HARDFACE WLC for rebuilding or buffering
• • •
Low cracking sensitivitySpecially developed for rebuilding and buffering on very large components and alloyed steelsApplications: mill rolls, bells and hoppers seats in blast furnaces, moulds for light alloys, forging tooling,etc
•
•
•
Tough deposits with increasing hardness for touching up and repair of hot and cold working tooling
Can be heat treated by oil quenching and tempering (40, 46 and 58 HRC)
Seamless copper coated tubular wire giving a tough high speed steel deposit
Keeps its properties to 600°C. Hardness may be increased to ~65 HRC by tempering Hardfacing of parts subjected to metal-to-metal wear under moderate impact: machining tools, cold shearing blades, milling cutters, knives and wire guides
• • • •
Exceptional wear resistance in cold cutting operations
• • •
Superalloy offering similar performance to cobalt based alloysHigh cracking resistance little affected by dillution, highly resistant to thermal shock, may be polished and keeps its properties to 550°C Applications: traction rollers in continuous casting installations, valves for diesel engines, steam valves, deburring stamps and dies, moulds for ceramic tiles, screws for filled plastic
Hartauftragung – Vergütbare Werkzeugstähle
Hard deposit (52 HRC) offering exceptional oxidation resistance and hot toughness up to 600°CA suitable heat treatment enables hardnesses up to 57 HRC to be reached Applications: press tooling
Medium hardness deposit (46 HRC) offering exceptional oxidation resistance and hot toughness up to 600°CAs-welded hardness may be increased by tempering
Resists thermal fatigue and high pressureDeposit can be polished Applications: moulds for moulded glass or for pressure casting of light alloys and impact forging tools
HARDFACE – ROBODUR : for a description of shielding gas and flux recommendations – see page 6
Applications: plastic injection screws and moulds for polymers
Hardfacing - Cladding - Thermal Arc Spraying geeignet besonders geeignet
18 19Suitable Highly suitable
CORBRONZE 100 G 1.2 and 1.6 T Cu1
CORBRONZE 201 G 1.2 and 1.6 T Cu1
CORBRONZE 301 G 1.2 and 1.6 T Cu1
CORBRONZE 202 G 1.2 and 1.6 T Cu1
CORBRONZE 302 G 1.2 and 1.6 T Cu1
CORBRONZE 204 G 1.2 and 1.6 T Cu1
CORBRONZE 304 G 1.2 and 1.6 T Cu1
CORBRONZE 404 G 1.2 and 1.6 T Cu1
CORBRONZE CMA1 G 1.2 and 1.6 T Cu1
Product Name
Beschreibung und Einsatzmöglichkeiten
ProcessO : open-arcG : gas-shieldedS : sub-arc
Standard diameters[mm]
EN 14700standard
Mec
hani
cal
fatig
ue
Impa
ct
Cav
itatio
n
Ero
sion
Hot
abr
asio
n
Abr
asio
nun
der
pres
sure
Min
eral
ab
rasi
on
Met
al/m
etal
fri
ctio
n
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Buf
fer-
laye
r or
ass
embl
y
Reb
uild
ing
or c
ladd
ing
Cor
rosi
on
Hot
oxi
datio
n
Ther
mal
fatig
ue
Produktbezeichnung
CORBRONZE 302 11.5 1.00 2.00 4.80 320 HB
Chemische Zusammensetzung [%] – Rest Cu
Härte - 3. Lagewie
geschweißt
Suited to thermal arc spraying
Hardfacing - Cupro-aluminium
NiFeMnAl
Empfehlungen für das Schutzgas
- CORBRONZE das empfohlene Schutzgas ist I1: 100% Argon I3: 0.5-95% He
• Kombiniert hohe Härte und Schutz gegen Korrosion durch Meerwasser• Einsatzmöglichkeiten: Dichtungssitze, Gleitlager• Legierungen mit einem kleinen Reibungskoeffizienten und guter Temperaturbeständigkeit• Korrosionsbeständig gegen oxidierende Säuren und Meerwasser• Zähigkeit kann durch eine geeignete Wärmenachbehandlung verbessert werden
Hartauftragung - Plattieren - Lichtbogenspritzen
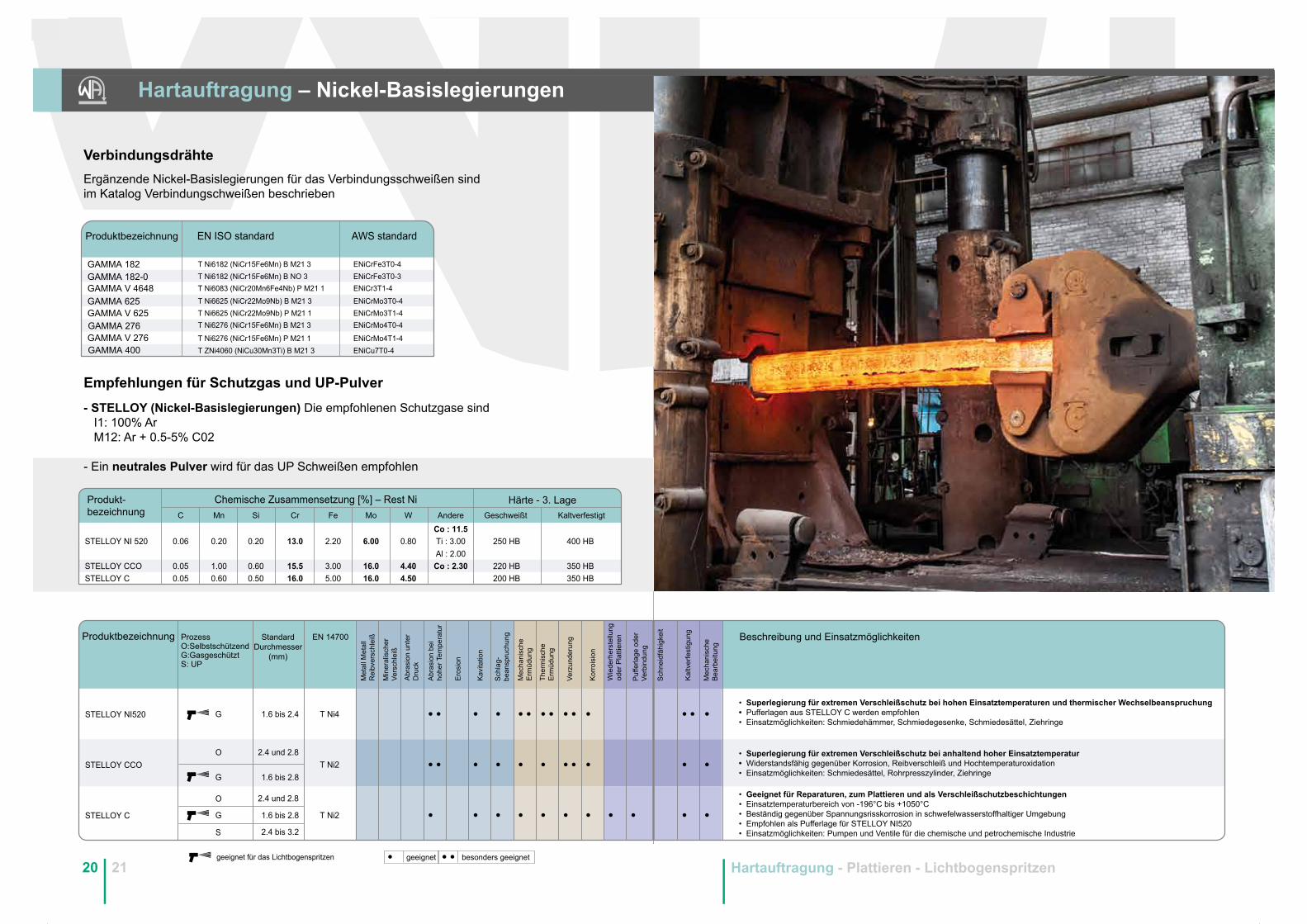
8 9Suitable Highly suitable
Hardfacing - Low and Medium Alloyed
Suited to thermal arc spraying
Hartauftragung - Plattieren - Lichtbogenspritzen
HARDFACE B 0.10 1.50 0.40 1.00HARDFACE T 0.15 1.50 0.80 1.50HARDFACE P 0.20 2.00 0.80 3.00
260 HB360 HB
HARDFACE L 0.50 1.50 2.50 8.50 650 HB400 HB
ROBODUR K 250 0.10 1.50 0.70 1.50ROBODUR K 350 0.15 1.50 0.70 2.00ROBODUR K 450 0.40 1.50 0.70 2.50
250 HB350 HB
ROBODUR K 600 0.50 1.20 0.70 6.00 600 HB450 HB0.50
0.200.20
0.70
Product Name Composition [%] - Fe balance Hardness3 layers
as weldedMoCrSiMnC
ROBODUR K 650 0.50 1.30 1.30 5.60ROBODUR K CERAMIC 0.35 0.70 2.50 9.50 55-60 HRC
650 HB1.30
HARDFACE – ROBODUR : for a description of shielding gas and flux recommendations – see page 6
Description and applications
•
•
•
•
Crack-resistant deposit
Repair, rebuilding and buffering of castings
Automated welding of large parts, semi-automated welding for outdoor use
Applications: shafts, rollers, wheels, etc, in the mining and civil engineering industries
• Self-tempering deposit for hardfacing Wide field of application in the mining and civil engineering industries: bucket teeth and blades, slides, conveyor screws, etc
•
•
•
Seamless copper coated tubular wires for gas-shielded welding
Excellent weldability
Rebuilding and buffering of forged or rolled mechanical components: transmission shafts, rolls or chocks for steel making, roller bearing seats, rollers for gantry cranes, gear teeth, forging tools and dies
• M
achi
nabi
lity
Wor
k-ha
rden
ing
Cut
ting
abili
ty
HARDFACE – ROBODUR: Empfehlung von Schutzgas und Pulver – siehe Seite 6
HARDFACE B1.2 to 2.8
T Fe1
HARDFACE T T Fe1
HARDFACE P T Fe1
HARDFACE L T Fe8
S
O
2.4 to 3.2
1.2 to 2.8
S
O
2.4 to 3.2
1.2 to 2.8
S
O
2.4 to 3.2
1.2 to 2.8
S
O
2.4 to 3.2
ROBODUR K 250 G 1.0 to 1.6 T Fe1
ROBODUR K 350 G 1.0 to 1.6 T Fe1
ROBODUR K 450 G 1.0 to 1.6 T Fe2
ROBODUR K 600 G 1.0 to 1.6 T Fe2
•
•
•
•
Rissbeständiges Schweißgut
Reparatur, Wiederaufbau und Puffern von Gussteilen
Automatisiertes Schweißen von großen Teilen, halbautomatisiertes Schweißen für den Einsatz im Außenbereich
Anwendungen: Wellen, Walzen, Räder usw. in den Bereichen Bergbau und Bauindustrie
• Selbstanlassendes Schweißgut zur HartauftragungBreite Anwendungsbereiche im Bereich Bergbau und der Bauindustrie:Eimerzähne und -schaufeln, Rutschen, Förderschnecken usw.
•
•
•
Verkupferter Röhrchenfülldraht für das Schutzgasschweißen
Ausgezeichnete Schweißbarkeit
Wiederaufbau und Puffern von geschmiedeten oder gewalzten mechanischen Bauteilen:Getriebewellen, Rollen oder Böcke bei der Stahlherstellung, Rollenwälzlagersitze,Rollen für Portalkräne, Verzahnungen, Schmiedewerkzeuge und -gesenke
•
ProzessO:SelbstschützendG:GaseschütztS: UP
Standard Durchmesser
(mm)
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
n un
ter
Dru
ck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ng
oder
Pla
ttier
en
Verz
unde
rung
Min
eral
isch
er
Vers
chle
iß
Kor
rois
ion
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenEN 14700
Mec
hani
sche
E
rmüd
ung
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
ROBODUR K 650 T Fe8
ROBODUR K CERAMIC T Fe8
G
G
1.0 to 1.6
1.0 to 1.6
Verkupferter Röhrchenfülldraht für das SchutzgasschweißenBehält eine hohe Härte bis 400°CAusgezeichnete SchweißbarkeitAnwendung zur Hartauftragung in allen Industrien: Sitze, Nocken, Laufbahnen, Pressen und TransportschneckenROBODUR K CERAMIC ist auf Grund der hohen Härte in der ersten Lage besonders geeignet für dieHartauftragung an neuen oder verschlissenen Keramikgussformen
• • • • •
20 21
STELLOY NI520 G 1.6 bis 2.4 T Ni4
STELLOY CCO T Ni2
STELLOY C G 1.6 bis 2.8 T Ni2
S
O 2.4 und 2.8
2.4 bis 3.2
G 1.6 bis 2.8
O 2.4 und 2.8
• Geeignet für Reparaturen, zum Plattieren und als Verschleißschutzbeschichtungen • Einsatztemperaturbereich von -196°C bis +1050°C• Beständig gegenüber Spannungsrisskorrosion in schwefelwasserstoffhaltiger Umgebung• Empfohlen als Pufferlage für STELLOY NI520• Einsatzmöglichkeiten: Pumpen und Ventile für die chemische und petrochemische Industrie
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenProzessO:SelbstschützendG:GasgeschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
E
rmüd
ung
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
n un
ter
Dru
ck
Min
eral
isch
er
Vers
chle
iß
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
B
earb
eitu
ng
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rois
ion
Verz
unde
rung
Ther
mis
che
Erm
üdun
gSTELLOY NI 520 0.06 0.20 0.20 2.20
Co : 11.5Ti : 3.00 250 HB6.00Al : 2.00
0.80
STELLOY CCO 0.05 1.00 0.60 15.5 3.00STELLOY C 0.05 0.60 0.50 16.0 5.00
220 HB200 HB
350 HB350 HB
16.016.0
Co : 2.304.40
Geschweißt KaltverfestigtAndereWMoFeCrSiMnC
13.0
4.50
Produkt-bezeichnung
Chemische Zusammensetzung [%] – Rest Ni Härte - 3. Lage
geeignet für das Lichtbogenspritzen
Hartauftragung – Nickel-Basislegierungen
Empfehlungen für Schutzgas und UP-Pulver- STELLOY (Nickel-Basislegierungen) Die empfohlenen Schutzgase sind I1: 100% Ar M12: Ar + 0.5-5% C02
- Ein neutrales Pulver wird für das UP Schweißen empfohlen
VerbindungsdrähteErgänzende Nickel-Basislegierungen für das Verbindungsschweißen sindim Katalog Verbindungschweißen beschrieben
• Superlegierung für extremen Verschleißschutz bei hohen Einsatztemperaturen und thermischer Wechselbeanspruchung• Pufferlagen aus STELLOY C werden empfohlen• Einsatzmöglichkeiten: Schmiedehämmer, Schmiedegesenke, Schmiedesättel, Ziehringe
• Superlegierung für extremen Verschleißschutz bei anhaltend hoher Einsatztemperatur• Widerstandsfähig gegenüber Korrosion, Reibverschleiß und Hochtemperaturoxidation• Einsatzmöglichkeiten: Schmiedesättel, Rohrpresszylinder, Ziehringe
Hartauftragung - Plattieren - Lichtbogenspritzen
GAMMA 182 T Ni6182 (NiCr15Fe6Mn) B M21 3 ENiCrFe3T0-4
GAMMA V 4648 T Ni6083 (NiCr20Mn6Fe4Nb) P M21 1
GAMMA 625 T Ni6625 (NiCr22Mo9Nb) B M21 3 ENiCrMo3T0-4GAMMA V 625 T Ni6625 (NiCr22Mo9Nb) P M21 1
GAMMA 182-0
GAMMA 276GAMMA V 276GAMMA 400
T Ni6182 (NiCr15Fe6Mn) B NO 3
T Ni6276 (NiCr15Fe6Mn) B M21 3
T Ni6276 (NiCr15Fe6Mn) P M21 1T ZNi4060 (NiCu30Mn3Ti) B M21 3
ENiCrFe3T0-3ENiCr3T1-4
ENiCrMo3T1-4ENiCrMo4T0-4
ENiCrMo4T1-4ENiCu7T0-4
EN ISO standard AWS standardProduktbezeichnung
400 HB
geeignet besonders geeignet8 9
Hartauftragung – Niedrig- und mittellegiert
Hardfacing - Cladding - Thermal Arc Spraying
HARDFACE B 0.10 1.50 0.40 1.00HARDFACE T 0.15 1.50 0.80 1.50HARDFACE P 0.20 2.00 0.80 3.00
260 HB360 HB
HARDFACE L 0.50 1.50 2.50 8.50 650 HB400 HB
ROBODUR K 250 0.10 1.50 0.70 1.50ROBODUR K 350 0.15 1.50 0.70 2.00ROBODUR K 450 0.40 1.50 0.70 2.50
250 HB350 HB
ROBODUR K 600 0.50 1.20 0.70 6.00 600 HB450 HB0.50
0.200.20
0.70
Produktbezeichnung Chemische Zusammensetzung [%] – Rest Fe Härte - 3. Lagewie geschweißt
MoCrSiMnC
ROBODUR K 650 0.50 1.30 1.30 5.60ROBODUR K CERAMIC 0.35 0.70 2.50 9.50 55-60 HRC
650 HB1.30
V
0.30
Description and applications
•
•
•
•
Crack-resistant deposit
Repair, rebuilding and buffering of castings
Automated welding of large parts, semi-automated welding for outdoor use
Applications: shafts, rollers, wheels, etc, in the mining and civil engineering industries
• Self-tempering deposit for hardfacing Wide field of application in the mining and civil engineering industries: bucket teeth and blades, slides, conveyor screws, etc
•
•
•
Seamless copper coated tubular wires for gas-shielded welding
Excellent weldability
Rebuilding and buffering of forged or rolled mechanical components: transmission shafts, rolls or chocks for steel making, roller bearing seats, rollers for gantry cranes, gear teeth, forging tools and dies
• M
achi
nabi
lity
Wor
k-ha
rden
ing
Cut
ting
abili
ty
HARDFACE – ROBODUR: Empfehlung von Schutzgas und Pulver – siehe Seite 6
HARDFACE B1.2 bis 2.8
T Fe1
HARDFACE T T Fe1
HARDFACE P T Fe1
HARDFACE L T Fe8
S
O
2.4 bis 3.2
1.2 bis 2.8
S
O
2.4 bis 3.2
1.2 bis 2.8
S
O
2.4 bis 3.2
1.2 bis 2.8
S
O
2.4 bis 3.2
ROBODUR K 250 G 1.0 bis 1.6 T Fe1
ROBODUR K 350 G 1.0 bis 1.6 T Fe1
ROBODUR K 450 G 1.0 bis 1.6 T Fe2
ROBODUR K 600 G 1.0 bis 1.6 T Fe2
•
•
•
•
Rissbeständiges Schweißgut
Reparatur, Wiederaufbau und Puffern von Gussteilen
Automatisiertes Schweißen von großen Teilen, halbautomatisiertes Schweißen für den Einsatz im Außenbereich
Anwendungen: Wellen, Walzen, Räder usw. in den Bereichen Bergbau und Bauindustrie
• Selbstanlassendes Schweißgut zur HartauftragungBreite Anwendungsbereiche im Bereich Bergbau und der Bauindustrie:Eimerzähne und -schaufeln, Rutschen, Förderschnecken usw.
•
•
•
Verkupferter Röhrchenfülldraht für das Schutzgasschweißen
Ausgezeichnete Schweißbarkeit
Wiederaufbau und Puffern von geschmiedeten oder gewalzten mechanischen Bauteilen:Getriebewellen, Rollen oder Böcke bei der Stahlherstellung, Rollenwälzlagersitze,Rollen für Portalkräne, Verzahnungen, Schmiedewerkzeuge und -gesenke
•
ProzessO:SelbstschützendG:GasgeschütztS: UP
Standard Durchmesser
(mm)
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
n un
ter
Dru
ck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ng
oder
Pla
ttier
en
Verz
unde
rung
Min
eral
isch
er
Vers
chle
iß
Kor
rois
ion
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenEN 14700
Mec
hani
sche
E
rmüd
ung
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
ROBODUR K 650 T Fe8
ROBODUR K CERAMIC T Fe8
G
G
1.0 bis 1.6
1.0 bis 1.6
Verkupferter Röhrchenfülldraht für das SchutzgasschweißenBehält eine hohe Härte bis 400°CAusgezeichnete SchweißbarkeitAnwendung zur Hartauftragung in allen Industrien: Sitze, Nocken, Laufbahnen, Pressen und TransportschneckenROBODUR K CERAMIC ist auf Grund der hohen Härte in der ersten Lage besonders geeignet für dieHartauftragung an neuen oder verschlissenen Keramikgussformen
• • • • •
geeignet für das Lichtbogenspritzen geeignet besonders geeignet
20 21Suited to thermal arc spraying
Hardfacing - Nickel Base
Hartauftragung - Plattieren - Lichtbogenspritzen
STELLOY NI 520 0.06 0.20 0.20 2.20Co : 11.5Ti : 3.00 190 HB6.00Al : 2.00
0.80
STELLOY CCO 0.05 1.00 0.60 15.5 3.00STELLOY C 0.05 0.60 0.50 16.0 5.00
220 HB200 HB
350 HB350 HB
16.016.0
Co : 2.304.40
as welded work hardenedOthersWMoFeCrSiMnC
13.0
4.50
Product Name Composition [%] - Ni balance Hardness - 3 layers
Shielding Gas and Flux RecommendationsSTELLOY (Nickel base) the recommended shielding gases are I1: 100% Ar M12: Ar + 0.5-5% C02 - A neutral flux is required for submerged arc welding
Joining WiresComplementary nickel base wires for joining are presented in the joining catalogue.
GAMMA 182 T Ni6182 (NiCr15Fe6Mn) B M21 3 ENiCrFe3T0-4
GAMMA V 4648 T Ni6083 (NiCr20Mn6Fe4Nb) P M21 1
GAMMA 625 T Ni6625 (NiCr22Mo9Nb) B M21 3 ENiCrMo3T0-4GAMMA V 625 T Ni6625 (NiCr22Mo9Nb) P M21 1
GAMMA 182-0
GAMMA 276GAMMA V 276GAMMA 400
T Ni6182 (NiCr15Fe6Mn) B NO 3
T Ni6276 (NiCr15Fe6Mn) B M21 3
T Ni6276 (NiCr15Fe6Mn) P M21 1T ZNi4060 (NiCu30Mn3Ti) B M21 3
ENiCrFe3T0-3ENiCr3T1-4
ENiCrMo3T1-4ENiCrMo4T0-4
ENiCrMo4T1-4ENiCu7T0-4
EN ISO standard AWS standardProduct Name
STELLOY NI520 G 1.6 bis 2.4 T Ni4
STELLOY CCO T Ni2
STELLOY C G 1.6 bis 2.8 T Ni2
S
O 2.4 und 2.8
2.4 bis 3.2
G 1.6 bis 2.8
O 2.4 und 2.8
• Geeignet für Reparaturen, zum Plattieren und als Verschleißschutzbeschichtungen • Einsatztemperaturbereich von -196°C bis +1050°C• Beständig gegenüber Spannungsrisskorrosion in schwefelwasserstoffhaltiger Umgebung• Empfohlen als Pufferlage für STELLOY NI520• Einsatzmöglichkeiten: Pumpen und Ventile für die chemische und petrochemische Industrie
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenProzessO:SelbstschützendG:GaseschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
E
rmüd
ung
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
n un
ter
Dru
ck
Min
eral
isch
er
Vers
chle
iß
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
B
earb
eitu
ng
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Kor
rois
ion
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
• Superlegierung für extremen Verschleißschutz bei hohen Einsatztemperaturen und thermischer Wechselbeanspruchung• Pufferlagen aus STELLOY C werden empfohlen• Einsatzmöglichkeiten: Schmiedehämmer, Schmiedegesenke, Schmiedesättel, Ziehringe
• Superlegierung für extremen Verschleißschutz bei anhaltend hoher Einsatztemperatur• Widerstandsfähig gegenüber Korrosion, Reibverschleiß und Hochtemperaturoxidation• Einsatzmöglichkeiten: Schmiedesättel, Rohrpresszylinder, Ziehringe
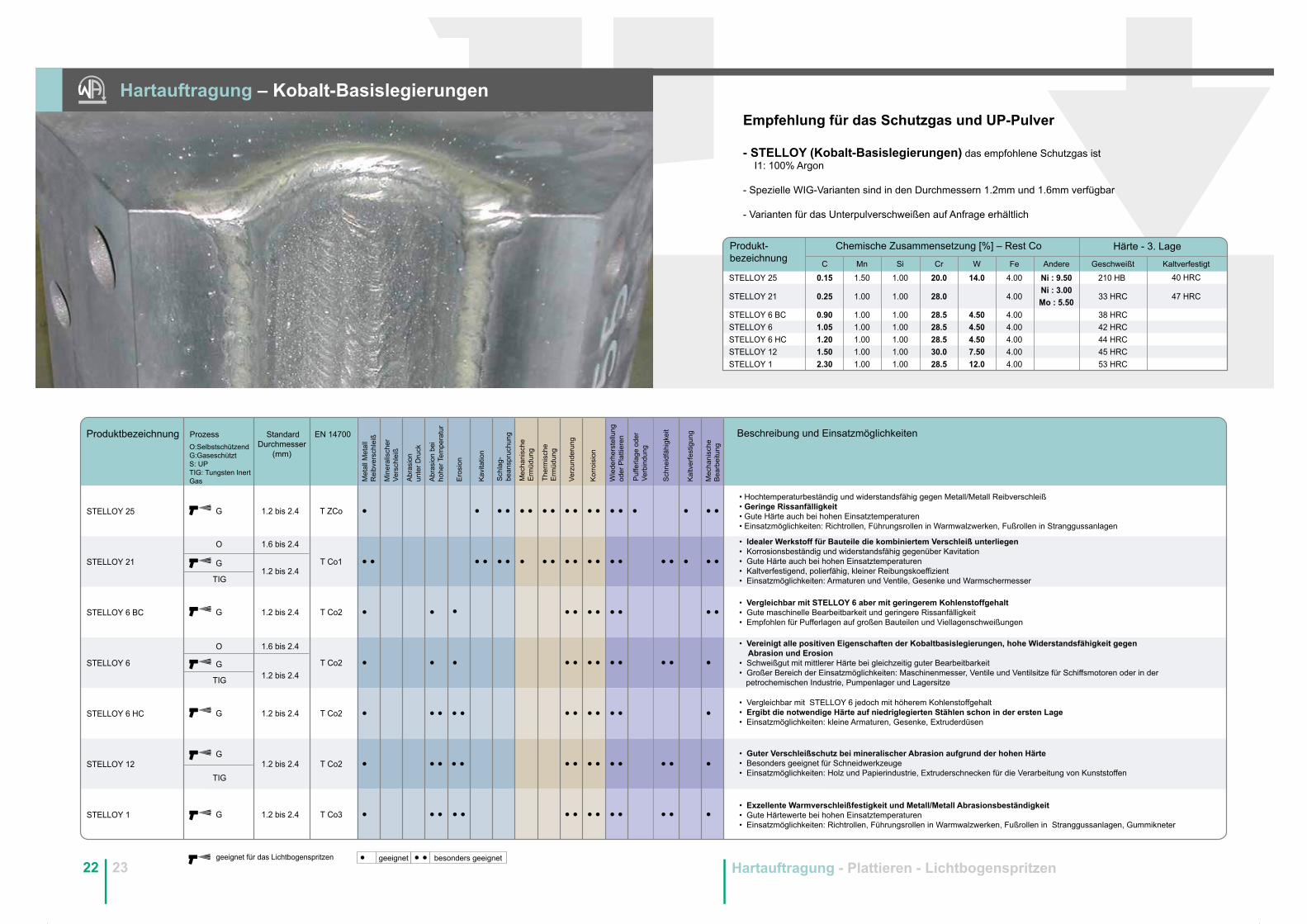
22 23geeignet für das Lichtbogenspritzen
Hartauftragung – Kobalt-Basislegierungen
geeignet besonders geeignet
STELLOY 25 G 1.2 bis 2.4 T ZCo
STELLOY 211.2 bis 2.4
T Co1
STELLOY 6 BC G 1.2 bis 2.4 T Co2
O 1.6 bis 2.4
STELLOY 6 T Co2
STELLOY 6 HC G 1.2 bis 2.4 T Co2
STELLOY 12G
1.2 bis 2.4 T Co2
STELLOY 1 G 1.2 bis 2.4 T Co3
G
G1.2 bis 2.4
O 1.6 bis 2.4
O:SelbstschützendG:GaseschütztS: UPTIG: Tungsten Inert Gas
StandardDurchmesser
(mm)
Prozess EN 14700
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produktbezeichnung
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
TIG
TIG
TIG
Hartauftragung - Plattieren - Lichtbogenspritzen
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t Beschreibung und Einsatzmöglichkeiten
• •
• •
• •
•
Hoch rissbeständig – austenitische Struktur, stark kaltverfestigend
Hohe Kaltverfestigungsrate. Nichtmagnetisches Schweißgut hoch widerstandsfähig gegen Schlag und hohen DruckWiederaufbau, Pufferlagen und Montage von Manganstählen. Pufferlage vor dem Hartauftrag mit ChromhartgussAnwendungen: Reparaturarbeiten an Bahnschienen, Hämmern, Balken, Kegel, Konen und Brecherbacken
Farbe und Struktur des Schweißgutes ähneln Hadfield-Typ des Manganstahls
Großes Anwendungsgebiet: Pufferlage vor dem Hartauftragen, Montage von Schleißplatten und Panzerung, sowie von Manganstählen und Mischverbindungen
Anwendungen: Retuschieren von Gussfehlstellen
6 7 Hartauftragung - Plattieren - Lichtbogenspritzen
C Mn Si Cr Ni
HARDFACE AP 0.40 0.50
HARDFACE 19 9 6 0.10 6.00 0.50 19.0 9.00240 HB
180 HB 47 HRC
HARDFACE NM14 1.00 14.0 0.50 200 HB
48 HRC
44 HRC
wie geschweißt kaltverfestigt
46 HRC
Produktbezeichnung Chemische Zusammensetzung [%] – Rest Fe Härte – 3. Lage
Hartauftragung – Kaltverfestigende Mangan-Hartstähle
16.0 14.0
Empfehlungen für Schutzgas und UP-Pulver
- HARDFACE (Falzdraht) das empfohlene Schutzgas ist M21: Argon + 15-25% CO2
- ROBODUR / ROBOTOOL (geschlossener Röhrchendraht) die empfohlenen Schutzgase sind M12: Argon + 0.5-5% CO2 M13: Argon + 0.5-3% O2 M21: Argon + 15-25% CO2
- Ein neutrales Pulver zum Unterpulverschweißen ist erforderlich
geeignet für das Lichtbogenspritzen geeignet besonders geeignet
HARDFACE 19 9 6 T Fe10
HARDFACE AP T Fe9
HARDFACE NM14 T Fe91.2 bis 2.8O
G 1.2 bis 2.4
G 1.2 bis 2.4
1.2 bis 2.8
2.4 bis 3.2S
O
G 1.2 bis 2.4
1.2 bis 2.8
2.4 bis 3.2S
O
ProzessO:SelbstschützendG:GasgeschütztS: UP
StandardDurchmesser
(mm)
EN 14700
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Ther
mis
che
Erm
üdun
g
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produktbezeichnung Beschreibung und Einsatzmöglichkeiten
• •
• •
• •
•
Hoch rissbeständig – austenitische Struktur, stark kaltverfestigend
Hohe Kaltverfestigungsrate. Nichtmagnetisches Schweißgut hoch widerstandsfähig gegen Schlag und hohen DruckWiederaufbau, Pufferlagen und Montage von Manganstählen. Pufferlage vor dem Hartauftrag mit ChromhartgussAnwendungen: Reparaturarbeiten an Bahnschienen, Hämmern, Balken, Kegel, Konen und Brecherbacken
Farbe und Struktur des Schweißgutes ähneln Hadfield-Typ des Manganstahls
Großes Anwendungsgebiet: Pufferlage vor dem Hartauftragen, Montage von Schleißplatten und Panzerung, sowie von Manganstählen und Mischverbindungen
Anwendungen: Retuschieren von Gussfehlstellen
22 23
STELLOY 25 G 1.2 bis 2.4 T ZCo
STELLOY 211.2 bis 2.4
T Co1
STELLOY 6 BC G 1.2 bis 2.4 T Co2
O 1.6 bis 2.4
STELLOY 6 T Co2
STELLOY 6 HC G 1.2 bis 2.4 T Co2
STELLOY 12 G 1.2 bis 2.4 T Co2
STELLOY 1 G 1.2 bis 2.4 T Co3
G
G 1.2 bis 2.4
O 1.6 bis 2.4
• Idealer Werkstoff für Bauteile die kombiniertem Verschleiß unterliegen• Korrosionsbeständig und widerstandsfähig gegenüber Kavitation• Gute Härte auch bei hohen Einsatztemperaturen• Kaltverfestigend, polierfähig, kleiner Reibungskoeffizient• Einsatzmöglichkeiten: Armaturen und Ventile, Gesenke und Warmschermesser
STELLOY 21 0.25 1.00 1.00 4.00
STELLOY 6 1.05 1.00 1.00 28.5 4.50
STELLOY 25 0.15 1.50 1.00 20.0 14.0
4.00
4.00
28.0Ni : 3.00Mo : 5.50
33 HRC
42 HRC
210 HB
47 HRC
40 HRC
STELLOY 6 BC 0.90 1.00 1.00 28.5 4.50 4.00 38 HRC
Ni : 9.50
STELLOY 12 1.50 1.00 1.00 30.0 7.50 4.00 45 HRCSTELLOY 6 HC 1.20 1.00 1.00 28.5 4.50 4.00 44 HRC
STELLOY 1 2.30 1.00 1.00 28.5 12.0 4.00 53 HRC
Geschweißt KaltverfestigtAndereFeWCrSiMnC
Produkt-bezeichnung
Chemische Zusammensetzung [%] – Rest Co Härte - 3. Lage
geeignet für das Lichtbogenspritzen
Hartauftragung – Kobalt-Basislegierungen
• Hochtemperaturbeständig und widerstandsfähig gegen Metall/Metall Reibverschleiß• Geringe Rissanfälligkeit• Gute Härte auch bei hohen Einsatztemperaturen• Einsatzmöglichkeiten: Richtrollen, Führungsrollen in Warmwalzwerken, Fußrollen in Stranggussanlagen
• Vergleichbar mit STELLOY 6 aber mit geringerem Kohlenstoffgehalt• Gute maschinelle Bearbeitbarkeit und geringere Rissanfälligkeit• Empfohlen für Pufferlagen auf großen Bauteilen und Viellagenschweißungen
• Vereinigt alle positiven Eigenschaften der Kobaltbasislegierungen, hohe Widerstandsfähigkeit gegen Abrasion und Erosion• Schweißgut mit mittlerer Härte bei gleichzeitig guter Bearbeitbarkeit• Großer Bereich der Einsatzmöglichkeiten: Maschinenmesser, Ventile und Ventilsitze für Schiffsmotoren oder in der petrochemischen Industrie, Pumpenlager und Lagersitze
• Vergleichbar mit STELLOY 6 jedoch mit höherem Kohlenstoffgehalt• Ergibt die notwendige Härte auf niedriglegierten Stählen schon in der ersten Lage• Einsatzmöglichkeiten: kleine Armaturen, Gesenke, Extruderdüsen
• Guter Verschleißschutz bei mineralischer Abrasion aufgrund der hohen Härte• Besonders geeignet für Schneidwerkzeuge• Einsatzmöglichkeiten: Holz und Papierindustrie, Extruderschnecken für die Verarbeitung von Kunststoffen
• Exzellente Warmverschleißfestigkeit und Metall/Metall Abrasionsbeständigkeit• Gute Härtewerte bei hohen Einsatztemperaturen• Einsatzmöglichkeiten: Richtrollen, Führungsrollen in Warmwalzwerken, Fußrollen in Stranggussanlagen, Gummikneter
Hartauftragung - Plattieren - Lichtbogenspritzengeeignet besonders geeignetitable
Empfehlung für das Schutzgas und UP-Pulver
- STELLOY (Kobalt-Basislegierungen) das empfohlene Schutzgas ist I1: 100% Argon
- Spezielle WIG-Varianten sind in den Durchmessern 1.2mm und 1.6mm verfügbar
- Varianten für das Unterpulverschweißen auf Anfrage erhältlich
O:SelbstschützendG:GaseschütztS: UP
StandardDurchmesser
(mm)
Prozess EN 14700
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produktbezeichnung Beschreibung und Einsatzmöglichkeiten
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g

Hartauftragung - Plattieren - Lichtbogenspritzen4 5
Metall/Metall-Reibverschleiß
Mineralischer Abrieb
Abrasion unter Druck
Hochtemperaturverschleiß
Erosion
Kavitation
Stoß- und Schlagbeanspruchung
Mechanische Ermüdung
Thermische Ermüdung
Hochtemperaturoxidation
Korrosion
Metalloberflächen in relativer Bewegung mit oder ohne Schmiermittel sind zum Kontakt gezwungen. Materialverlust durch Mikro-Verschweißungen an den Berührungspunkten der Oberflächen
Verschleiß durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen
Verschleiß unter Druck durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen und oberflächliche Verformung hinterlassen
Wie oben, jedoch in Hochtemperaturumgebung, führt im Allgemeinen zur Enthärtung des Metalls oder seiner wesentlichen Bestandteile
Wiederholter Aufprall von Mineralpartikeln mit großer Geschwindigkeit auf die Materialoberfläche. Örtliche Zerstörung durch Herausschlagen von Metallpartikeln
Herausreißen von Körnern aus der Metalloberfläche durch Bildung und Implosion von Blasen in sich schnell bewegender Flüssigkeit
Schläge zwischen zwei Materialien, eines bewirkt Deformation oder Bruch des anderen. Die Erscheinung wird durch Zähigkeit oder Duktilität der beiden Materialien beeinflusst
Periodische Verformung, die nicht die Streckgrenze des Materials überschreitet. Zunehmende Schädigung im Zeitverlauf durch örtlich begrenzte Spannungskonzentrationen
Periodische Hochtemperatur-Belastungen, die zu einer dauerhaften Verformung durch Ausdehnung und Kontraktion führen. Struktur- und Eigenschaftsänderungen des Materials
Bildung einer locker sitzenden, sich stetig verändernden Oxidschicht. Zunehmende Schädigung durch Abnahme der Materialstärke
Schädigung des Materials durch chemische Reaktion mit seiner Umgebung. Komplexe Erscheinung mit einer Vielzahl von Einflüssen
Verschleißmechanismus Beschreibung
Wiederherstellung oder Plattierung
Pufferlage oder Verbindung
Schneidfähigkeit
Kaltverfestigung
Bearbeitbarkeit
Reparatur durch Auftragschweißen auf die originalen oder spezifizierten Maße. Auftragung einer korrosionsbeständigen Schutzschicht.
Lagen von Schweißgut mit gutem metallurgischem Übergang zwischen Grundwerkstoff und Beschichtung. Für Schweißverbindungen zwischen artgleichen oder ungleichen Werkstoffen.
Fähigkeit des Materials, Schlägen, hohen Temperaturen, Reibung und Abrasion gleichzeitig zu widerstehen.
Fähigkeit eines Materials, die Oberflächenhärte unter Einwirkung hohen Drucks zu erhöhen. Im Allgemeinen steigert dies die Verschleißbeständigkeit.
Eignung für die spanende Bearbeitung, z.B. Drehen, Fräsen oder Bohren
Attribute Beschreibung
Verstehen von Verschleißphänomenen und Materialeigenschaften
Jede Legierung setzt sich aus den in Gewichts-prozenten angegebenen Elementen zusammen. Die Werte dieser Elemente, die entscheidend für die physikalischen, chemischen und mechanischen Eigenschaften des Schweißgutes sind, werden in den Zusammensetzungstabellen hervorgehoben.
Chemische Zusammensetzung
Grundwerkstoff – Chemische Zusammensetzung?Arbeitsbedingungen?
Oberflächenbearbeitung erforderlich?
Schichtdicke – Anzahl der Lagen?Technische Zielsetzungen?
Größe und Form des zu schweißenden Teiles?Betriebsbedingte Schwierigkeiten?Arbeitsumgebung?
Benötigte Schweißausstattung?
Abrasion – Schlagbeanspruchung – Thermische Ermüdung – Korrosion
Schweißzustand – mechanisch bearbeitet – poliert
Funktion – Zuverlässigkeit – Standzeit
Schweißen in der Werkstatt – vor Ort
Hartauftragung mittels Lichtbogenschweißen ist eine Beschichtungstechnologie zur Standzeitverlängerung von industriellen Baugruppen, vorbeugend bei Neuteilen oder als Teil eines Instandhaltungsprogramms.
Das Ergebnis wesentlicher Einsparungen durch verkürzte Stillstandzeiten und gesenkte Produktionskosten hat gezeigt, dass dieser Prozess in vielen Industriezweigen akzeptiert und eingesetzt wird.
Für jede industrielle Anwendung und Verschleißerscheinung existieren Welding Alloys Fülldrähte zum Schutz vor diesem Verschleiß. Aufgrund der einzigartigen Flexibilität und einfachen Anwendung werden Fülldrähte in vielen Bereichen eingesetzt – in Werkstätten, vor Ort, für Neuteile oder zur Reparatur. Eine Legierung kann mit verschiedenen Schweißverfahren aufgetragen werden;
Open Arc, selbstschützend (O)
Metall-Schutzgasschweißen MIG/MAG (G)
Unterpulverschweißen (S)
Lichtbogenspritzen (wie symbolisiert)
Die Welding Alloys Qualitätskontrolle ist ein wesentlicher Bestandteil des Produktionsprozesses in all unseren Produktionsstätten, um der ständigen Verpflichtung zur Lieferung von hochqualitativen, standardisierten Schweißzusatzwerkstoffen nachzukommen.
••••
Welcher Prozess?
Open Arc, selbstschützend (O) Metall-Schutzgas-Schweißen MIG/MAG (G) Unterpulverschweißen (S) Lichtbogenspritzen (wie symbolisiert)
Welche Legierung?
Fülldrähte
Die führende Technologie
Definitionen und Hinweise zur Verwendung des Kataloges
Beispiel
Produktbezeichnung Zusammensetzung [%]
HARDFACE AP 0.40 0.5016.0 14.0
C SiMn Cr
24 25
TRI S 307 O 1.2 bis 3.2 T 18 8 Mn U 3T Fe10
TRI S 312 O 1.6 bis 2.4 T 29 9 U N 3T Fe12
TRI S 309L O 1.2 bis 2.4 T 23 12 L U N 3T Fe12
TRI S 308L O 1.2 bis 2.4 T 19 9 L U N 3T Fe12
TRI S 347 O 1.6 bis 2.4 T 19 9 Nb U N 3T Fe12
TRI S 309LMo O 1.6 bis 2.4 T 23 12 2 L U N 3T Fe12
TRI S 316L O 1.2 bis 2.4 T 19 12 3 LUN3T Fe12
• Schweißgut weißt eine hohe Dehnung auf, ist kaltverfestigend und hochtemperaturbeständig• Regenerierung von mechanischen Bauteilen: Wellenzapfen oder Lagersitze• Pufferlage bei 12 - 14% -igen Manganstählen vor dem Auftragschweißen
Plattieren
Produkt-bezeichnung
TRI S 307 0.100 6.50 0.80 19.0 8.20
Chemische Zusammensetzung [%] – Rest Fe
TRI S 312 0.100 1.30 0.80 29.0 9.50 0.30TRI S 309L 0.030 1.75 0.80 24.5 13.0
NbMoNiCrSiMnC
TRI S 308L 0.030 1.80 0.80 20.5 10.0TRI S 347 0.080 1.50 0.90 20.5 10.0 0.50TRI S 309LMo 0.030 1.80 0.80 24.0 13.0 2.80TRI S 316L 0.030 1.40 0.80 19.0 12.0 2.90
• Plattieren von Behältern mit Legierungstyp 316L für die chemische-, die pharmazeutische- oder Lebensmittelindustrie
• Plattieren von niedrig- und mittellegierten Stählen• Pufferlage vor dem Plattieren mit 316L• Übergangslage zu 316L Plattierungen
• Warmfeste Plattierung mit Legierungstyp 347 für die petrochemische Industrie
• Plattieren mit Legierungstyp 308L für die chemische- und petrochemische Industrie
• Plattieren von niedrig- und mittellegierten Stählen• Pufferlage vor dem Plattieren mit 308L oder 347• Übergangslage zu 308L Plattierungen
• Regenerierung von stark belasteten Bauteilen sowie Stählen mit hohem Kohlenstoffäquivalent• Hohe Initialhärte - kaltverfestigendes Schweißgut• Resistent gegen Reibverschleiß und Oxidation• Einsatzmöglichkeiten: Reparatur von Zahnradzähnen, Zahnkränzen, Kettenverbindungen
Hartauftragung - Plattieren - Lichtbogenspritzengeeignet besonders geeignet
O:SelbstschützendG:GasgeschütztS: UP
StandardDurchmesser
(mm)
Prozess EN IS0 17633-AEN 14700
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produkt-bezeichnung
Beschreibung und Einsatzmöglichkeiten
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
Hartauftragung - Plattieren - Lichtbogenspritzen4 5
Metall/Metall-Reibverschleiß
Mineralischer Abrieb
Abrasion unter Druck
Hochtemperaturverschleiß
Erosion
Kavitation
Stoß- und Schlagbeanspruchung
Mechanische Ermüdung
Thermische Ermüdung
Hochtemperaturoxidation
Korrosion
Metalloberflächen in relativer Bewegung mit oder ohne Schmiermittel sind zum Kontakt gezwungen. Materialverlust durch Mikro-Verschweißungen an den Berührungspunkten der Oberflächen
Verschleiß durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen
Verschleiß unter Druck durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen und oberflächliche Verformung hinterlassen
Wie oben, jedoch in Hochtemperaturumgebung, führt im Allgemeinen zur Enthärtung des Metalls oder seiner wesentlichen Bestandteile
Wiederholter Aufprall von Mineralpartikeln mit großer Geschwindigkeit auf die Materialoberfläche. Örtliche Zerstörung durch Herausschlagen von Metallpartikeln
Herausreißen von Körnern aus der Metalloberfläche durch Bildung und Implosion von Blasen in sich schnell bewegender Flüssigkeit
Schläge zwischen zwei Materialien, eines bewirkt Deformation oder Bruch des anderen. Die Erscheinung wird durch Zähigkeit oder Duktilität der beiden Materialien beeinflusst
Periodische Verformung, die nicht die Streckgrenze des Materials überschreitet. Zunehmende Schädigung im Zeitverlauf durch örtlich begrenzte Spannungskonzentrationen
Periodische Hochtemperatur-Belastungen, die zu einer dauerhaften Verformung durch Ausdehnung und Kontraktion führen. Struktur- und Eigenschaftsänderungen des Materials
Bildung einer locker sitzenden, sich stetig verändernden Oxidschicht. Zunehmende Schädigung durch Abnahme der Materialstärke
Schädigung des Materials durch chemische Reaktion mit seiner Umgebung. Komplexe Erscheinung mit einer Vielzahl von Einflüssen
Verschleißmechanismus Beschreibung
Wiederherstellung oder Plattierung
Pufferlage oder Verbindung
Schneidfähigkeit
Kaltverfestigung
Bearbeitbarkeit
Reparatur durch Auftragschweißen auf die originalen oder spezifizierten Maße. Auftragung einer korrosionsbeständigen Schutzschicht.
Lagen von Schweißgut mit gutem metallurgischem Übergang zwischen Grundwerkstoff und Beschichtung. Für Schweißverbindungen zwischen artgleichen oder ungleichen Werkstoffen.
Fähigkeit des Materials, Schlägen, hohen Temperaturen, Reibung und Abrasion gleichzeitig zu widerstehen.
Fähigkeit eines Materials, die Oberflächenhärte unter Einwirkung hohen Drucks zu erhöhen. Im Allgemeinen steigert dies die Verschleißbeständigkeit.
Eignung für die spanende Bearbeitung, z.B. Drehen, Fräsen oder Bohren
Attribute Beschreibung
Verstehen von Verschleißphänomenen und Materialeigenschaften
Jede Legierung setzt sich aus den in Gewichts-prozenten angegebenen Elementen zusammen. Die Werte dieser Elemente, die entscheidend für die physikalischen, chemischen und mechanischen Eigenschaften des Schweißgutes sind, werden in den Zusammensetzungstabellen hervorgehoben.
Chemische Zusammensetzung
Grundwerkstoff – Chemische Zusammensetzung?Arbeitsbedingungen?
Oberflächenbearbeitung erforderlich?
Schichtdicke – Anzahl der Lagen?Technische Zielsetzungen?
Größe und Form des zu schweißenden Teiles?Betriebsbedingte Schwierigkeiten?Arbeitsumgebung?
Benötigte Schweißausstattung?
Abrasion – Schlagbeanspruchung – Thermische Ermüdung – Korrosion
Schweißzustand – mechanisch bearbeitet – poliert
Funktion – Zuverlässigkeit – Standzeit
Schweißen in der Werkstatt – vor Ort
Hartauftragung mittels Lichtbogenschweißen ist eine Beschichtungstechnologie zur Standzeitverlängerung von industriellen Baugruppen, vorbeugend bei Neuteilen oder als Teil eines Instandhaltungsprogramms.
Das Ergebnis wesentlicher Einsparungen durch verkürzte Stillstandzeiten und gesenkte Produktionskosten hat gezeigt, dass dieser Prozess in vielen Industriezweigen akzeptiert und eingesetzt wird.
Für jede industrielle Anwendung und Verschleißerscheinung existieren Welding Alloys Fülldrähte zum Schutz vor diesem Verschleiß. Aufgrund der einzigartigen Flexibilität und einfachen Anwendung werden Fülldrähte in vielen Bereichen eingesetzt – in Werkstätten, vor Ort, für Neuteile oder zur Reparatur. Eine Legierung kann mit verschiedenen Schweißverfahren aufgetragen werden;
Open Arc, selbstschützend (O)
Metall-Schutzgasschweißen MIG/MAG (G)
Unterpulverschweißen (S)
Lichtbogenspritzen (wie symbolisiert)
Die Welding Alloys Qualitätskontrolle ist ein wesentlicher Bestandteil des Produktionsprozesses in all unseren Produktionsstätten, um der ständigen Verpflichtung zur Lieferung von hochqualitativen, standardisierten Schweißzusatzwerkstoffen nachzukommen.
••••
Welcher Prozess?
Open Arc, selbstschützend (O) Metall-Schutzgas-Schweißen MIG/MAG (G) Unterpulverschweißen (S) Lichtbogenspritzen (wie symbolisiert)
Welche Legierung?
Fülldrähte
Die führende Technologie
Definitionen und Hinweise zur Verwendung des Kataloges
Beispiel
Produktbezeichnung Zusammensetzung [%]
HARDFACE AP 0.40 0.5016.0 14.0
C SiMn Cr
24 25
TRI S 307 O 1.2 bis 3.2 T 18 8 Mn U 3T Fe10
TRI S 312 O 1.6 bis 2.4 T 29 9 U N 3T Fe12
TRI S 309L O 1.2 bis 2.4 T 23 12 L U N 3T Fe12
TRI S 308L O 1.2 bis 2.4 T 19 9 L U N 3T Fe12
TRI S 347L O 1.6 bis 2.4 T 19 9 Nb U N 3T Fe12
TRI S 309LMo O 1.6 bis 2.4 T 23 12 2 L U N 3T Fe12
TRI S 316L O 1.2 bis 2.4 T 19 9 L U N 3T Fe12
• Schweißgut weißt eine hohe Dehnung auf, ist kaltverfestigend und hochtemperaturbeständig• Regenerierung von mechanischen Bauteilen: Wellenzapfen oder Lagersitze• Pufferlage bei 12 - 14% -igen Manganstählen vor dem Auftragschweißen
Plattieren
Produkt-bezeichnung
TRI S 307 0.100 6.50 0.80 19.0 8.20
Chemische Zusammensetzung [%] – Rest Fe
TRI S 312 0.100 1.30 0.80 29.0 9.50 0.30TRI S 309L 0.030 1.75 0.80 24.5 13.0
NbMoNiCrSiMnC
TRI S 308L 0.030 1.80 0.80 20.5 10.0TRI S 347L 0.080 1.50 0.90 20.5 10.0 0.50TRI S 309LMo 0.030 1.80 0.80 24.0 13.0 2.80TRI S 316L 0.030 1.40 0.80 19.0 12.0 2.90
• Plattieren von Behältern mit Legierungstyp 316L für die chemische-, die pharmazeutische- oder Lebensmittelindustrie
• Plattieren von niedrig- und mittellegierten Stählen• Pufferlage vor dem Plattieren mit 316L• Übergangslage zu 316L Plattierungen
• Warmfeste Plattierung mit Legierungstyp 347 für die petrochemische Industrie
• Plattieren mit Legierungstyp 308L für die chemische- und petrochemische Industrie
• Plattieren von niedrig- und mittellegierten Stählen• Pufferlage vor dem Plattieren mit 308L oder 347• Übergangslage zu 308L Plattierungen
• Regenerierung von stark belasteten Bauteilen sowie Stählen mit hohem Kohlenstoffäquivalent• Hohe Initialhärte - kaltverfestigendes Schweißgut• Resistent gegen Reibverschleiß und Oxidation• Einsatzmöglichkeiten: Reparatur von Zahnradzähnen, Zahnkränzen, Kettenverbindungen
Hartauftragung - Plattieren - Lichtbogenspritzengeeignet besonders geeignetitable
O:SelbstschützendG:GaseschütztS: UP
StandardDurchmesser
(mm)
Prozess EN IS0 17633-AEN 014700
Kav
itatio
n
Ero
sion
Abr
asio
n be
i ho
her T
empe
ratu
r
Abr
asio
nun
ter D
ruck
Met
all M
etal
l R
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Wie
derh
erst
ellu
ngod
er P
latti
eren
Verz
unde
rung
Min
eral
isch
erVe
rsch
leiß
Kor
rois
ion
Produkt-bezeichnung
Beschreibung und Einsatzmöglichkeiten
Mec
hani
sche
Erm
üdun
g
Sch
lag-
bean
spru
chun
g
Puf
ferla
ge o
der
Verb
indu
ng
Ther
mis
che
Erm
üdun
g
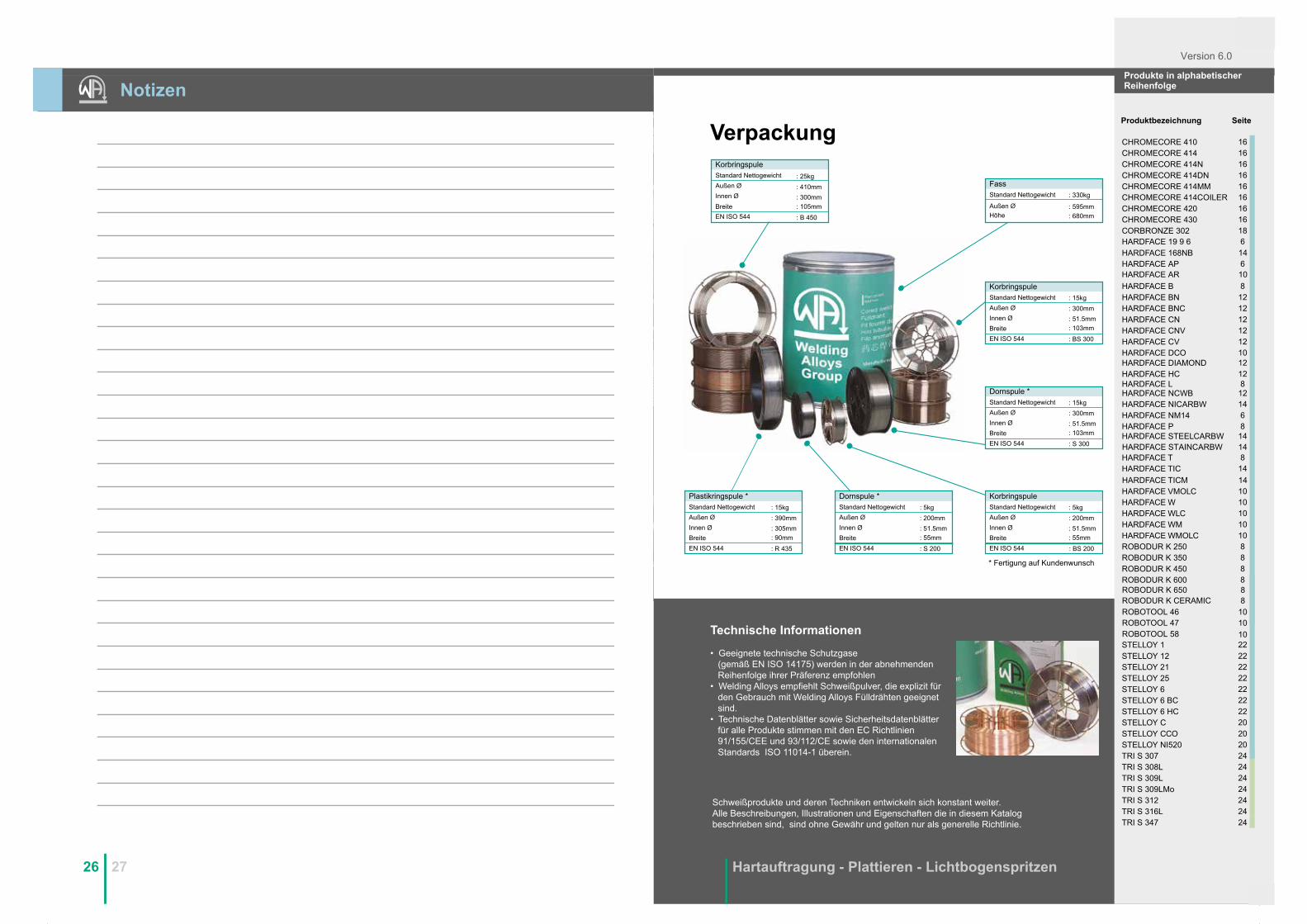
245
68 101216182022
2727
6
24
27
InhaltEinleitungDefinitionen und Nutzung des KatalogesFülldrähte: Die führende Technologie
Kaltverfestigende Mangan-HartstähleNiedrig- und mittellegiertVergütbare Werkzeugstähle Abrasionsbeständige Legierungen Ferritische und martensitische EdelstähleAluminium-BronzenNickel-BasislegierungenKobalt-Basislegierungen
Technische InformationenProdukte in alphabetischer Reihenfolge
Hartauftragung
Plattieren
Verpackungseinheiten
100% Welding Alloys Technologie und Herstellung
26 27
Notizen
Der weltweit größte Hersteller von Fülldrähten zur Hartauftragung
Dieser Katalog repräsentiert eine Auswahl von Standardprodukten für die Hartauftragung, dasPlattieren und das Lichtbogenspritzen. Welding Alloys Fülldrähte für das Verbindungsschweißen sind in einem gesonderten Katalog zu finden. Sonderwünsche werden gern geprüft. Bitte zögern Sie nicht, uns zu kontaktieren.
Seit ihrer Gründung 1966 entwickelte sich die Welding Alloys Gruppe zum weltweiten Spezialisten bei der Entwicklung von hochlegierten Fülldrähten und programmierbarem Equipment zum Auftragschweißen.
Unter Nutzung der eigens entwickelten Produktionsanlagen entwickelt und produziert Welding Alloys gegenwärtig eine auf dem Weltmarkt einzigartige Palette an Fülldrähten. Unter Berücksichtigung der Bedürfnisse unserer Kunden und bei Aufrechterhaltung eines gleichbleibenden und erheblichen Forschungsaufwandes sind wir in der Lage, den Markt für Fülldrahtelektroden anzuführen.
Leistungs- und Qualitätskriterien werden immer zwingender und erfordern immer komplexere Materialien. Rohmaterialverknappung führt zunehmend zur Entwicklung von Verbundkomponenten mit Oberflächen-beschichtung durch Hartauftragschweißung unter Verwendung technisch hochentwickelter Legierungen. Die Welding Alloys Gruppe ist stolz darauf, ihren Kunden wegweisende Technologien der Hartauftragung bieten zu können.
WA Leistungsgarantie bedeutet, dass wir immer das Produkt mit der höchsten Leistung entsprechend der Kundenanwendung anbieten.
2 3
Technische Informationen
• Geeignete technische Schutzgase (gemäß EN ISO 14175) werden in der abnehmenden Reihenfolge ihrer Präferenz empfohlen• Welding Alloys empfiehlt Schweißpulver, die explizit für den Gebrauch mit Welding Alloys Fülldrähten geeignet sind.• Technische Datenblätter sowie Sicherheitsdatenblätter für alle Produkte stimmen mit den EC Richtlinien 91/155/CEE und 93/112/CE sowie den internationalen Standards ISO 11014-1 überein.
Schweißprodukte und deren Techniken entwickeln sich konstant weiter. Alle Beschreibungen, Illustrationen und Eigenschaften die in diesem Katalog beschrieben sind, sind ohne Gewähr und gelten nur als generelle Richtlinie.
Hartauftragung - Plattieren - Lichtbogenspritzen
Version 6.0
Verpackung
Standard NettogewichtAußen Ø Innen Ø BreiteEN ISO 544
Plastikringspule *Standard NettogewichtAußen Ø Innen ØBreiteEN ISO 544
Dornspule *Standard NettogewichtAußen Ø Innen Ø Breite
Korbringspule
Standard NettogewichtAußen ØInnen ØBreiteEN ISO 544
Dornspule *
Standard Nettogewicht Außen Ø Innen Ø Breite EN ISO 544
Korbringspule
Standard Nettogewicht
Außen Ø Höhe
Fass
: 15kg: 390mm: 305mm: 90mm
: R 435
: 5kg: 200mm: 51.5mm: 55mm
: S 200 EN ISO 544 : BS 200
: 5kg: 200mm: 51.5mm: 55mm
: 15kg: 300mm: 51.5mm: 103mm
: S 300
: 15kg: 300mm: 51.5mm
: 330kg
: 595mm: 680mm
: 103mm
: BS 300
Standard NettogewichtAußen Ø Innen Ø
EN ISO 544
Korbringspule : 25kg: 410mm: 300mm: 105mmBreite
: B 450
* Fertigung auf Kundenwunsch
Produktbezeichnung Seite
Produkte in alphabetischer Reihenfolge
CHROMECORE 410CHROMECORE 414CHROMECORE 414NCHROMECORE 414DNCHROMECORE 414MMCHROMECORE 414COILERCHROMECORE 420CHROMECORE 430CORBRONZE 302HARDFACE 19 9 6
HARDFACE AP
HARDFACE BHARDFACE BNHARDFACE BNCHARDFACE CNHARDFACE CNVHARDFACE CVHARDFACE DCOHARDFACE DIAMONDHARDFACE HC
HARDFACE NCWBHARDFACE L
HARDFACE NICARBWHARDFACE NM14HARDFACE PHARDFACE STEELCARBW
HARDFACE THARDFACE TIC
HARDFACE VMOLCHARDFACE WHARDFACE WLCHARDFACE WMHARDFACE WMOLCROBODUR K 250ROBODUR K 350ROBODUR K 450ROBODUR K 600
STELLOY 1STELLOY 12STELLOY 21STELLOY 25STELLOY 6STELLOY 6 BCSTELLOY 6 HCSTELLOY CSTELLOY CCOSTELLOY NI520TRI S 307TRI S 308LTRI S 309LTRI S 309LMoTRI S 312TRI S 316LTRI S 347
1616161616161616186
6HARDFACE AR 10
81212121212101212
128
24
1468
14
814
14
10101010108888
22222222222222202020242424242424
HARDFACE 168NB
ROBODUR K 650 8ROBODUR K CERAMIC 8ROBOTOOL 46 10ROBOTOOL 47 10ROBOTOOL 58 10
HARDFACE STAINCARBW 14
HARDFACE TICM 14
Innovative Komplettlösungen durch unsere führende Fülldraht-Technologie
WA Consumables Entwicklung und Herstellung
von Fülldrähten für alle erdenklichen
Schweißanwendungen
WA IntegraTM
Hartauftragung undReparaturschweißung inunseren Werkstätten mit
Welding Alloys Technologien
WA Machines Entwicklung und Herstellung
von automatisiertenSchweißanlagen für Hartauftragung
und Reparaturschweißungen
www.welding-alloys.com
Welding Alloys Group 2017. WA Cored Wire, WA Integra, WA MultiSurfacer, Hardplate, Hardlite, Tuffplate and 3-DCarb trade and registered marks and logos are the property of the Welding Alloys Group.
Lokale Präsenz Welding Alloys Tochterunternehmen
Strategische HandelspartnerWA Partner
Unsere weltweite Präsenz


















