
Institut für Hochleistungsimpuls- und Mikrowellentechnik (IHM) · Höchstfrequenztechnik und...
24
-- 1 -- Zentrale Arbeitsgebiete des Instituts für Hochleistungsimpuls- und Mikrowellentechnik (IHM) sind die Forschung, Entwicklung, Ausbildung und in Zusammenarbeit mit MAP der Technologie- transfer auf den Gebieten der Impuls- und Mikrowellentechnik bei hohen Leistungen. In diesem Zusammenhang werden folgende Aufgabengebiete bearbeitet: Theoretische und expe- rimentelle Grundlagen der Leistungsimpuls- und der Hoch- leistungsmikrowellentechnik. Theorie und Praxis der Erzeugung hoher Energiedichten in Teilchenstrahlen, elektromagnetischen Feldern und Wellen sowie in Materialien. Anwendung dieser Verfahren bei der Energiegewinnung durch kontrollierte thermo- nukleare Fusion in magnetisch eingeschlossenen Plasmen, der Material-Prozesstechnik und der Umwelttechnik. Die Arbeiten der Abteilung für Hochleistungsimpulstechnik (Pulsed-Power-Technik) konzentrieren sich auf folgende Themenkreise: − Elektrodynamische Fragmentierung (FRANKA-Verfahren) zur Wiederverwertung von Feststoffen wie Rost- und Flugaschen aus Müllverbrennungsanlagen, Altbeton, anderen Baustoffen und zum Mahlen von Farbkörpern und Spezialgläsern (UMWELT, TTM). − Aufschluss (Elektroporation) von biologischen Zellen mit gepulsten elektrischen Feldern bei Feldstärken im Bereich 10 6 -10 7 V/m (KEA-Verfahren), z.B. bei der Gewinnung von Zucker aus Zuckerrüben. Hier konnte erstmals der erhebliche wirtschaftliche Vorteil dieses Verfahrens gegenüber konventionellen thermischen Aufschlussverfahren in der Nahrungsmittelindustrie belegt werden. Gepulste elektrische Felder sollen auch zur Sterilisation von gereinigten Abwässern aus Kläranlagen und zur Unterdrückung von Biofouling eingesetzt werden (UMWELT, TTM). − Oberflächenvergütung und Korrosionsschutz von Metallen und Legierungen mit großflächigen gepulsten, hochenergetischen Elektronen- (GESA-Technik) und Ionenstrahlen. Durch Einlegieren von Aluminium in Stahloberflächen mit Hilfe der GESA-Technik konnte erstmals ein wirksamer Langzeitschutz gegen Korrosionsangriff in Pb/Bi-gekühlten Reaktorsystemen bei Temperaturen bis zu 600 °C erreicht werden (NUKLEAR, MATERIAL). − Erzeugung biokompatibler und bioaktiver Schichten auf medizinischen Implantaten und Durchführungen (TTM). Die Abteilung für Hochleistungsmikrowellentechnik befasst sich mit folgenden Aufgaben: - Planung, Aufbau und Test des gesamten 10 MW, 140 GHz Elektronen-Zyklotron-Resonanz-Heizsystems (ECRH) für den Dauerbetrieb (CW) am neuen Stellarator W7-X des IPP Greifswald (PMW). Insbesondere wird hierbei in Zusammenarbeit mit dem CRPP Lausanne und der europäischen Mikrowellenröhrenindustrie eine 1 MW, 140 GHz, CW Gyrotronröhre und mit dem IPF der Universität Stuttgart das quasi-optische Übertragungssystem entwickelt. Eine Prototypröhre konnte in 2002 erfolgreich getestet werden, sie lieferte Weltrekordparameter (FUSION). - Entwicklung und Test von 2 MW Gyrotronröhren mit koaxialem Resonator, stufenweise frequenzdurchstimmbaren 1 MW Gyrotronröhren und randgekühlten Mikrowellen- Vakuumfenstern aus CVD-Diamant für ECRH-Anlagen an Tokamak-Großexperimenten (ITER, ASDEX-Upgrade) (FUSION). − Experimentelle und theoretische Untersuchungen zum Verhalten eines Divertors bei Plasma-Zusammenbrüchen und zur Tritiumprozesstechnik und -sicherheit (FUSION). − Sintern von fortschrittlichen Funktions- und Strukturkeramiken, insbesondere von nanostrukturierten Keramiken, mittels Hochleistungsmillimeterwellen bei einer Frequenz von 30 GHz und Systemstudien zu Mikrowellen-Applikatoren für verschiedenste Anwendungen bei den ISM (Industrial, Scientific, Medical)-Frequenzen 0,915 GHz, 2,45 GHz, 5,8 GHz und 24,125 GHz (MATERIAL, TTM). Zur Bearbeitung dieser theoretischen und experimentellen Themen stehen ein Workstation-Verbund und zahlreiche Expe- rimentieranlagen zur Verfügung: drei FRANKA-Anlagen, ELBA, KEA, KEA-ZAR, GESA I und II, DEMON, KOMPULS, zwei Gyrotron-Teststände mit einer gemeinsamen Mikrowellen- Messkabine, eine Kompakt-Technologie-Gyrotron-Anlage und der 2,45 GHz-Applikator HEPHAISTOS. Mit der Universität Karlsruhe und zahlreichen Universitäten und Forschungsinstituten des In- und Auslandes gibt es intensive, fruchtbare Kooperationen. Dabei besteht besonders mit der Universität Karlsruhe vor allem auch im Bereich der Ausbildung von Diplomanden und Doktoranden eine sehr enge Zusammen- arbeit. Dies zeigt sich in formaler Weise schon dadurch, dass − der Institutsleiter des IHM auch Professor am Institut für Höchstfrequenztechnik und Elektronik (IHE) der Universität Karlsruhe ist und an den Graduiertenkollegs "Mischfelder und nichtlineare Wechselwirkungen" und „Anwendungen der Supraleitung“ der Fakultät für Elektrotechnik und Informati- onstechnik mitwirkt; − der Leiter der Abteilung „Hochleistungsimpulstechnik“ (Prof. Dr.-Ing. Hansjoachim Bluhm) Außerplanmäßiger Professor in der Fakultät für Elektrotechnik und Informationstechnik der Universität Karlsruhe ist und auch eine Vorlesung im Inter- national Department der Fakultät hält; − Prof. Dr. habil. Edith Borie Außerplanmäßige Professorin in der Fakultät für Physik der Universität Karlsruhe ist. Zum Jahresende waren am Institut 43 Mitarbeiter/innen be- schäftigt, darunter 14 Akademiker/innen, 10 Ingenieure und 19 Sonstige Mitarbeiter/innen, davon 2 Halbtagskräfte. Wie oben erwähnt, ist ein Akademiker der Universität Karlsruhe Mitarbeiter des Instituts. Zusätzlich wurden 4 Akademiker, 1 Ingenieur und 8 Sonstige Mitarbeiter/innen, davon 2 Halbtags- kräfte, aus Fremdmitteln finanziert. Für Technologie-Transfer- Projekte waren ferner 2 Akademiker/innen und 2 Sonstige Mitarbeiter dem Institut zugeteilt. Schließlich zählen noch 5 Nachwuchswissenschaftler/innen zum Institut. Im Verlaufe des Jahres waren an den Arbeiten des Instituts insgesamt 10 Gastwissenschaftler/innen, 7 Doktoranden/innen (3 vom Forschungszentrum, 4 von der Universität Karlsruhe) und 8 Auszubildende beteiligt. Institut für Hochleistungsimpuls- und Mikrowellentechnik (IHM) Leitung: Prof. Dr. Dr. h.c. M. Thumm
Transcript of Institut für Hochleistungsimpuls- und Mikrowellentechnik (IHM) · Höchstfrequenztechnik und...
-- 1 --
Zentrale Arbeitsgebiete des Instituts für Hochleistungsimpuls- und Mikrowellentechnik (IHM) sind die Forschung, Entwicklung, Ausbildung und in Zusammenarbeit mit MAP der Technologie-transfer auf den Gebieten der Impuls- und Mikrowellentechnik bei hohen Leistungen. In diesem Zusammenhang werden folgende Aufgabengebiete bearbeitet: Theoretische und expe-rimentelle Grundlagen der Leistungsimpuls- und der Hoch-leistungsmikrowellentechnik. Theorie und Praxis der Erzeugung hoher Energiedichten in Teilchenstrahlen, elektromagnetischen Feldern und Wellen sowie in Materialien. Anwendung dieser Verfahren bei der Energiegewinnung durch kontrollierte thermo-nukleare Fusion in magnetisch eingeschlossenen Plasmen, der Material-Prozesstechnik und der Umwelttechnik.
Die Arbeiten der Abteilung für Hochleistungsimpulstechnik (Pulsed-Power-Technik) konzentrieren sich auf folgende Themenkreise:
− Elektrodynamische Fragmentierung (FRANKA-Verfahren) zur Wiederverwertung von Feststoffen wie Rost- und Flugaschen aus Müllverbrennungsanlagen, Altbeton, anderen Baustoffen und zum Mahlen von Farbkörpern und Spezialgläsern (UMWELT, TTM).
− Aufschluss (Elektroporation) von biologischen Zellen mit gepulsten elektrischen Feldern bei Feldstärken im Bereich 106-107 V/m (KEA-Verfahren), z.B. bei der Gewinnung von Zucker aus Zuckerrüben. Hier konnte erstmals der erhebliche wirtschaftliche Vorteil dieses Verfahrens gegenüber konventionellen thermischen Aufschlussverfahren in der Nahrungsmittelindustrie belegt werden. Gepulste elektrische Felder sollen auch zur Sterilisation von gereinigten Abwässern aus Kläranlagen und zur Unterdrückung von Biofouling eingesetzt werden (UMWELT, TTM).
− Oberflächenvergütung und Korrosionsschutz von Metallen und Legierungen mit großflächigen gepulsten, hochenergetischen Elektronen- (GESA-Technik) und Ionenstrahlen. Durch Einlegieren von Aluminium in Stahloberflächen mit Hilfe der GESA-Technik konnte erstmals ein wirksamer Langzeitschutz gegen Korrosionsangriff in Pb/Bi-gekühlten Reaktorsystemen bei Temperaturen bis zu 600 °C erreicht werden (NUKLEAR, MATERIAL).
− Erzeugung biokompatibler und bioaktiver Schichten auf medizinischen Implantaten und Durchführungen (TTM).
Die Abteilung für Hochleistungsmikrowellentechnik befasst sich mit folgenden Aufgaben:
- Planung, Aufbau und Test des gesamten 10 MW, 140 GHz Elektronen-Zyklotron-Resonanz-Heizsystems (ECRH) für den Dauerbetrieb (CW) am neuen Stellarator W7-X des IPP Greifswald (PMW). Insbesondere wird hierbei in Zusammenarbeit mit dem CRPP Lausanne und der europäischen Mikrowellenröhrenindustrie eine 1 MW, 140 GHz, CW Gyrotronröhre und mit dem IPF der Universität Stuttgart das quasi-optische Übertragungssystem entwickelt. Eine Prototypröhre konnte in 2002 erfolgreich getestet werden, sie lieferte Weltrekordparameter (FUSION).
- Entwicklung und Test von 2 MW Gyrotronröhren mit koaxialem Resonator, stufenweise frequenzdurchstimmbaren
1 MW Gyrotronröhren und randgekühlten Mikrowellen-Vakuumfenstern aus CVD-Diamant für ECRH-Anlagen an Tokamak-Großexperimenten (ITER, ASDEX-Upgrade) (FUSION).
− Experimentelle und theoretische Untersuchungen zum Verhalten eines Divertors bei Plasma-Zusammenbrüchen und zur Tritiumprozesstechnik und -sicherheit (FUSION).
− Sintern von fortschrittlichen Funktions- und Strukturkeramiken, insbesondere von nanostrukturierten Keramiken, mittels Hochleistungsmillimeterwellen bei einer Frequenz von 30 GHz und Systemstudien zu Mikrowellen-Applikatoren für verschiedenste Anwendungen bei den ISM (Industrial, Scientific, Medical)-Frequenzen 0,915 GHz, 2,45 GHz, 5,8 GHz und 24,125 GHz (MATERIAL, TTM).
Zur Bearbeitung dieser theoretischen und experimentellen Themen stehen ein Workstation-Verbund und zahlreiche Expe-rimentieranlagen zur Verfügung: drei FRANKA-Anlagen, ELBA, KEA, KEA-ZAR, GESA I und II, DEMON, KOMPULS, zwei Gyrotron-Teststände mit einer gemeinsamen Mikrowellen-Messkabine, eine Kompakt-Technologie-Gyrotron-Anlage und der 2,45 GHz-Applikator HEPHAISTOS.
Mit der Universität Karlsruhe und zahlreichen Universitäten und Forschungsinstituten des In- und Auslandes gibt es intensive, fruchtbare Kooperationen. Dabei besteht besonders mit der Universität Karlsruhe vor allem auch im Bereich der Ausbildung von Diplomanden und Doktoranden eine sehr enge Zusammen-arbeit. Dies zeigt sich in formaler Weise schon dadurch, dass
− der Institutsleiter des IHM auch Professor am Institut für Höchstfrequenztechnik und Elektronik (IHE) der Universität Karlsruhe ist und an den Graduiertenkollegs "Mischfelder und nichtlineare Wechselwirkungen" und „Anwendungen der Supraleitung“ der Fakultät für Elektrotechnik und Informati-onstechnik mitwirkt;
− der Leiter der Abteilung „Hochleistungsimpulstechnik“ (Prof. Dr.-Ing. Hansjoachim Bluhm) Außerplanmäßiger Professor in der Fakultät für Elektrotechnik und Informationstechnik der Universität Karlsruhe ist und auch eine Vorlesung im Inter-national Department der Fakultät hält;
− Prof. Dr. habil. Edith Borie Außerplanmäßige Professorin in der Fakultät für Physik der Universität Karlsruhe ist.
Zum Jahresende waren am Institut 43 Mitarbeiter/innen be-schäftigt, darunter 14 Akademiker/innen, 10 Ingenieure und 19 Sonstige Mitarbeiter/innen, davon 2 Halbtagskräfte.
Wie oben erwähnt, ist ein Akademiker der Universität Karlsruhe Mitarbeiter des Instituts. Zusätzlich wurden 4 Akademiker, 1 Ingenieur und 8 Sonstige Mitarbeiter/innen, davon 2 Halbtags-kräfte, aus Fremdmitteln finanziert. Für Technologie-Transfer-Projekte waren ferner 2 Akademiker/innen und 2 Sonstige Mitarbeiter dem Institut zugeteilt. Schließlich zählen noch 5 Nachwuchswissenschaftler/innen zum Institut.
Im Verlaufe des Jahres waren an den Arbeiten des Instituts insgesamt 10 Gastwissenschaftler/innen, 7 Doktoranden/innen (3 vom Forschungszentrum, 4 von der Universität Karlsruhe) und 8 Auszubildende beteiligt.
Institut für Hochleistungsimpuls- und Mikrowellentechnik (IHM) Leitung: Prof. Dr. Dr. h.c. M. Thumm

-- 2 --
IHM Beiträge zu Vorhaben der Arbeitsschwerpunkte/Projekte
Arbeitsschwer
punkt/ Projekt
Nr. des
Vorhabens
Bezeichnung des
Vorhabens
11 Programm Nachhaltigkeit, Energie- und Umwelttechnik (UMWELT)
11.03 Ressourcenschonung
11.03.01 Massenwerkstoffe für Bauen und Konstruktion 11.03.04 Stofffreisetzung und Immobilisierung von
Schadstoffen
31 Programm Kernfusion (FUSION) 31.02 Strukturwerkstoffe und hochbelastbare
Komponenten
31.02.03 Hochbelastbare Komponenten und
Versuchseinrichtungen 31.04 Plasmaheiztechnik
31.04.03 Fortschrittliche Hochleistungsgyrotrons
31.04.04 Hochleistungs-Millimeterwellen-Vakuumfenster 31.04.05 HGF-Strategiefonds-Projekt "Advanced ECRH"
31.07 Tritiumtechnologie
31.07.03 Tritium-Abtrennung aus Blanket-Spül- und Kühlgasen
31.20 Sonderprojekt Mikrowellenheizung (PMW) für
Wendelstein 7-X 31.20.10 Prototyp-Gyrotron-Entwicklung für ECRH an W7-X
31.20.20 Seriengyrotrons für ECRH an W7-X
31.20.30 Übertragungsleitung für ECRH an W7-X 31.20.40 In-Vessel-Komponenten für ECRH an W7-X
31.20.50 Kühlsystem für ECRH an W7-X
31.20.60 Energieversorgung für ECRH an W7-X 31.20.70 MSR-Technik für ECRH an W7-X
32 Programm Nukleare Sicherheitsforschung (NUKLEAR)
32.23 Studien zur Aktinidenumwandlung 32.23.05 Untersuchungen zu beschleunigergetriebenen,
unterkritischen Anordnungen
32.23.06 HGF-Strategiefonds-Projekt: Thermohydraulische und materialspezifische Untersuchungen zur
Wärmeabfuhr von thermisch hochbelasteten
Oberflächen mit Hilfe der Flüssigmetallkühlung
43 Programm Materialforschung (MATERIAL) 43.01 Pulvertechnologie
43.01.05 Elektrodynamische Erzeugung von nanokristallinen
Werkstoffen und Millimeterwellen-unterstützte Sintertechnik
43.02 Grenzflächen und Schichten
43.02.06 Erzeugung freinskaliger Schutzschichten auf hochbeanspruchte Maschinenteilen mit gepulsten
Elektronenstrahlen
61 Technologietransfer und Marketing (TTM) 61.02.31 Innovative Beschichtung von temperatursensitiven
Implantaten 61.02.31 Innovative Reaktions- und Verfahrenstechnik mit
Mikrowellen

-- 3 --
11 Programm Nachhaltigkeit, Energie- und Umwelttechnik (UMWELT)
11.03 Ressourcensschonung
11.03.01 IHM Massenwerkstoffe für Bauen und Konstruktion
Baustoffrecycling mit FRANKA-Stein
Mit der Anlage FRANKA-Stein soll durch die selektive Wirkung des Hochspannungsdurchschlags in heterogenen Material-verbünden (z.B. in Beton und anderen Baustoffen) in einem kontinuierlichen Prozess Altbeton möglichst vollständig in Kies, Sand und Zementmehl zerlegt werden. Deren Wiederverwen-dung zur Erzeugung von Neubeton ist unter dem Aspekt von Nachhaltigkeit und der Schonung natürlicher Ressourcen von gesellschaftlichem Interesse (siehe Beitrag ITC-ZTS).
Die im letzten Jahr begonnenen Arbeiten zum Recycling von Betonbruch an FRANKA-Stein, mit dem leistungsschwächeren Hochspannungs-Pulsgenerator M2 (Pulsspannung: 240kV, Pulsstrom: 10kA) wurden zu Beginn des Berichtszeitraums fortgesetzt. Die Wirksamkeit des zur Steuerung der Verweildauer des Materials im Reaktionsraum entwickelten Verfahrens konnte bei einem Materialdurchsatz von bis zu 0.9 t/h nachgewiesen werden: Durch die eingebrachte Energie ließen sich die Siebkurven des fragmentierten Materials an die DIN-Vorgaben anpassen.
Anschließend wurde der leistungsfähigere Hochspannungs-Pulsgenerator M3 (Pulsspannung: 240kV, Pulsstrom: 20kA) implementiert und in Betrieb genommen. Mit diesem konnte der Materialdurchsatz auf über 1t/h gesteigert werden. Dabei zeigte sich, dass die Energieeinkopplung EI in den Arbeitsfunken durch das im Reaktionsraum akkumulierte Feinmaterial reduziert wird. Die ausgefüllten (schwarzen) Symbole in den Diagrammen a, b, c der unteren Abbildung entsprechen Funkenentladungen in Materialschüttungen mit hohem Feinanteil. Deshalb muss in Zukunft das Feinmaterial durch eine geeignete Prozessführung kontinuierlich aus dem Reaktionsraum entfernt werden. Die Dia-
Einfluss von Feinmaterial und Frequenz auf die Energieeinkopplung EI in den Arbeitsfunken und auf die Zündverzugszeit ttd. Uc ist die Kondensatorladespannung, bei der die Generatorzündung erfolgte. Die gestrichelte Kurve in den Diagrammen a und d ist die Funkenenergie für den Durchschlag in einem Betonwürfel, der den Elektrodenabstand überbrückt. Sie stellt eine Obergrenze für die einkoppelbare Funkenenergie dar.
gramme zeigen neben der Reduktion der Funkenenergie eine starke Zunahme des Zündverzugs ttd sowie die Korrelation zwischen Zündverzug und Energieeinkopplung. Weiterhin zeigte sich, dass eine Steigerung der Pulsfrequenz ebenfalls zu geringeren Wirkungsgraden und zu häufigen Frühzündungen der Generatoren führte (Diagramme d, e, f). Durch externe Triggerung des Pulsgenerators oder ein geeignetes Gasspül-management im Funkenstreckenturm muss dieser Effekt reduziert werden
Wesentlich für die Effizienz der Funkenentladung und die Wirt-schaftlichkeit ist auch die Leitfähigkeit des Wassers im Prozess-raum. Die Aufsalzung des Prozesswassers erfordert dessen kontinuierliche Aufbereitung. Verfahren zur Wasseraufbereitung wurden in Kooperation mit dem ITC-WGT weiter untersucht und müssen fortentwickelt werden (siehe Beitrag ITC-WGT).
Abreinigung an FRANKA-0
Auf der Suche nach einem bereits jetzt wirtschaftlich attraktiven Produkt im Recyclingbereich für die FRANKA-Technologie wurden in Absprache mit einem potentiellen Industriepartner Vorversuche zur Aufbereitung von mit Schadstoffen (z.B. PCB, MKW, Schwermetalle) belasteten Baustoffen durchgeführt. Primäres Ziel ist dabei eine Reduktion der Deponiekosten durch Aufkonzentration der Schadstoffe in der Feinfraktion bei gleichzeitiger Minimierung der zu deponierenden und Maximierung der wieder verwertbaren Masse. Dieses Vorgehen besitzt zugleich den Vorteil, dass die Anlagengröße im ersten Schritt auf Durchsätze von 10-20 t/h beschränkt bleiben kann, womit der Extrapolationsschritt von der Labor- zur Industrieanlage nicht zu groß werden muss.
Zu optimieren sind für diese Anwendung die Parameter des Hochspannungs-Generators, des Prozessraums und des Prozesswassers. In den Vorversuchen mit MKW-belastetem Beton an der FRANKA-0 Anlage, bei denen die elektrischen Parameter des Pulsgenerators und die Zahl der eingebrachten Pulse verändert wurden, zeigte sich, dass - bei gleicher Pulszahl - mit einer stromstärkeren Version eine bessere Abreinigungsqualität bei vergleichbarer Massenausbringung erreicht werden kann. Als Indikator hierfür wurde die Wasseraufnahme der Grobfraktion verwendet. Inwieweit diese für die Abreinigungsqualität wirklich repräsentativ ist, muss noch erhärtet werden. Aufgrund der günstigen Ergebnisse der Vorversuche wurde mit dem Industriepartner eine vertragliche Kooperation zur Weiterentwicklung der Technologie vereinbart.
Abtragen und Bohren mittels FRANKA-xyz
An der Anlage FRANKA-xyz wurden erste grundlegende Experimente zum Abtragen von Oberflächen und zum Bohren sowohl in Beton als auch in Granit durchgeführt. Im Gegensatz zu den zuvor genannten Anwendungen werden hier die beiden Elektroden von der gleichen Seite an das zu behandelnde Objekt gebracht. Zwischen der Hochspannungs- und der Masseelektrode werden dann entweder durch die direkte Einwirkung der elektrischen Entladung oder der sie begleitenden Schockwelle Teile aus der Oberfläche abgesprengt.
Bei diesen Experimenten wurden die folgenden wesentlichen Ergebnisse erzielt: die Abtragrate im Beton lag bei 5 bis 10g/Puls, die im Granit war etwa um den Faktor 2 geringer. Ausgehend von diesen Zahlen wurden mit einem Industriepart-ner Konzepte für die Anwendung des Verfahrens für Bohrungen in Granit mit Durchmessern von 1 bis 3m entworfen, wobei der wesentliche Vorteil gegenüber den herkömmlichen Bohrmetho-den der stark reduzierte Energieaufwand wäre. Die Optimierung von Parametern wie Entladungsstrom und Pulsspannung sowie Elektrodenvorschub, Anpressdruck und Form der Elektroden ist Gegenstand zukünftiger Experimente.
40 50 600
100
200
300fr = 4Hz
b
d
f
e
a
UC [kV]
UC [kV] UC [kV]
UC [kV]
El [J]
El [J]El [J]
El [J]
0 1 20
100
200
300 c
tbd [µs]tbd [µs]
40 50 600
1
2
tbd [µs]tbd [µs]
40 50 600
100
200
300fr = 12Hz
0 1 20
100
200
300
40 50 600
1
2
-- 4 --
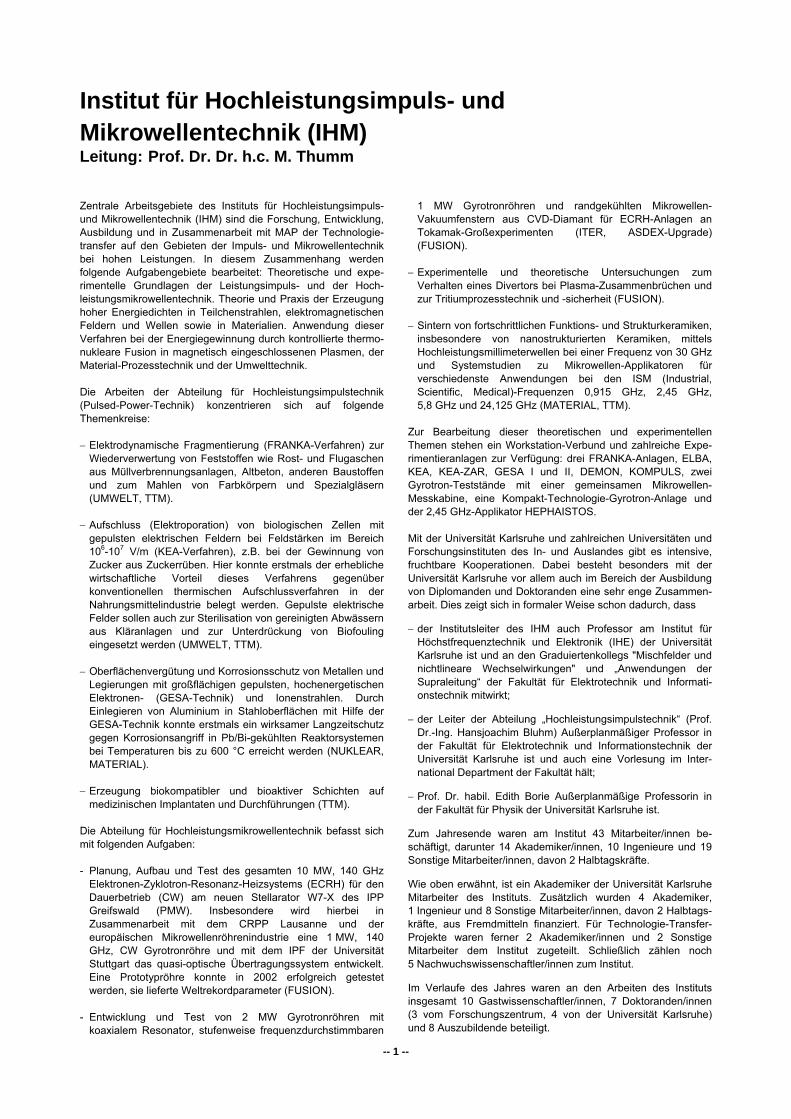
FRANKA-xyz Bohrkopf auf einem Granitblock. Man erkennt die Hochspannungselektrode in der Mitte und rechts davon die Erdelektrode.
Grundlagen des Mahlens mit FRANKA
Die nur geringfügige Verunreinigung des Mahlguts durch den Mahlvorgang ist ein wesentlicher Vorteil des Mahlens mittels elektrodynamischer Fragmentierung gegenüber herkömmlichen Mahlverfahren. Der Aufschluss des Mahlguts erfolgt weithin entlang natürlicher Materialinhomogenitäten. Verunreinigungen beispielsweise, liegen somit an der Oberfläche des gemahlenen Korns und sind in chemischen Nachreinigungsprozessen leichter angreifbar.
Die physikalischen Grundlagen des Mahlens mittels elektro-dynamischer Fragmentierung sind bislang nur ansatzweise ge-klärt. Ungeklärt ist vor allem, warum die Mahlleistung beim Erreichen von Partikelgrößen kleiner 1 mm stark einbricht. Im Hinblick auf eine industriell geforderte Endkorngröße im Bereich von 100 µm wurden Parametervariationen durchgeführt.
Das Ausgangsmaterial für Parameterstudien war ein vorge-mahlenes Siliziumboratglas in einem Partikelgrößenintervall von 1 mm < d < 5 mm. Nach der Bearbeitung durch Sieben er-mittelte Partikelverteilungen zeigen eine deutliche Steigerung des Feinanteils d < 500µm mit zunehmender Bearbeitungs-dauer, d.h. zunehmender Anzahl der durchgeführten Impuls-entladungen (Abbildung).
d<63 63<d<125 125<d<250 250<d<500 500<d<1000 d>10000
50
100
150
200
[g] 100 Impulse (20s) 200 Impulse (40s) 300 Impulse (60s) 450 Impulse (90s)
[µm]
Siliziumboratglas 500gAusgangskorn: 1<d<5mmHochspannungs-generatorversion
Zunahme des Feinanteils im Mahlgut mit der Bearbeitungs-dauer.
Aus der Theorie der elektrodynamischen Fragmentierung großer Festkörper ist bekannt, dass die Reflexion von entladungsin-duzierten Stosswellen (Druckimpulse) an akustischen Inhomogenitäten im Fragmentiergut zu Zugspannungen und
letztendlich zur Rissbildung führt. Die Amplitude der Stosswelle skaliert in erster Näherung mit dem Strom, der durch den Entladungskanal getrieben wird. Des weiteren nimmt der pro Impuls fragmentierte Festkörpervolumenanteil mit der Energie zu, die pro Impuls im Entladungskanal umgesetzt wurde.
Zur Prüfung der Übertragbarkeit dieser Gesetzmäßigkeiten auf das Mahlen von Kleinpartikeln wurden Mahlversuche mit verschiedenen Impulsgeneratorvarianten durchgeführt. Eine Hochstromgeneratorvariante (HC) liefert eine Impulsstrom-amplitude von I1max = 22 kA (Pulsspannung 150kV) gegenüber einer Hochspannungsvariante (HV) mit I1max = 13 kA (Puls-spannung 300kV). Bei beiden Varianten wurde in zusätzlichen Versuchen die in die Entladung eingekoppelte Energie durch externe Dämpfung des Generators weiter verringert. Damit konnte die Wirkung einer verringerten Energieeinkopplung bei konstanter maximaler Stromamplitude untersucht werden.
Diese Parametervariationen wurden mit einer Impulsfolge-frequenz von 5 Hz und einer festen Bearbeitungsdauer von 40 s durchgeführt.
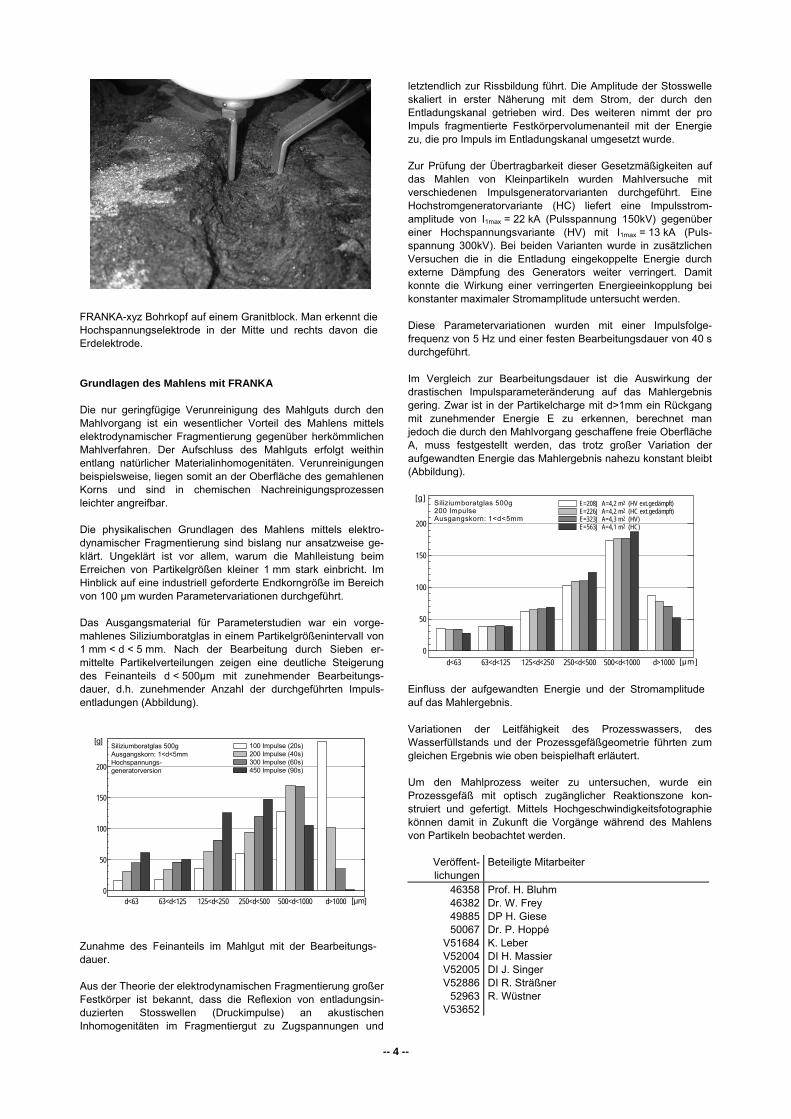
Im Vergleich zur Bearbeitungsdauer ist die Auswirkung der drastischen Impulsparameteränderung auf das Mahlergebnis gering. Zwar ist in der Partikelcharge mit d>1mm ein Rückgang mit zunehmender Energie E zu erkennen, berechnet man jedoch die durch den Mahlvorgang geschaffene freie Oberfläche A, muss festgestellt werden, das trotz großer Variation der aufgewandten Energie das Mahlergebnis nahezu konstant bleibt (Abbildung).
d<63 63<d<125 125<d<250 250<d<500 500<d<1000 d>10000
50
100
150
200
E=208J A=4,2 m2 (HV ext.gedämpft) E=226J A=4,2 m2 (HC ext.gedämpft) E=323J A=4,3 m2 (HV) E=563J A=4,1 m2 (HC)
[g]
[µm]
Siliziumboratglas 500g200 ImpulseAusgangskorn: 1<d<5mm
Einfluss der aufgewandten Energie und der Stromamplitude auf das Mahlergebnis. Variationen der Leitfähigkeit des Prozesswassers, des Wasserfüllstands und der Prozessgefäßgeometrie führten zum gleichen Ergebnis wie oben beispielhaft erläutert.
Um den Mahlprozess weiter zu untersuchen, wurde ein Prozessgefäß mit optisch zugänglicher Reaktionszone kon-struiert und gefertigt. Mittels Hochgeschwindigkeitsfotographie können damit in Zukunft die Vorgänge während des Mahlens von Partikeln beobachtet werden.
Veröffent-lichungen
Beteiligte Mitarbeiter
46358463824988550067
V51684V52004V52005V52886
52963V53652
Prof. H. Bluhm Dr. W. Frey DP H. Giese Dr. P. Hoppé K. Leber DI H. Massier DI J. Singer DI R. Sträßner R. Wüstner

-- 5 --
11.03.04 IHM Stofffreisetzung und Immobilisierung von Schadstoffen
Elektroporation
Mit Hilfe starker gepulster elektrischer Felder können irreversible Poren in der Membran biologischer Zellen induziert werden (Elektroporation). Ziel des Vorhabens ist es, diesen Effekt im technischen Maßstab zur effektiven Gewinnung der in den Zellen gespeicherten Rohstoffe und zur umweltschonenden Abtötung von Mikroorganismen weiterzuentwickeln.
Aufschluss pflanzlicher Zellen
Erfahrungen im Pilotmaßstab mit der Karlsruher Elektro-porationsanlage KEA beim Aufschluss von Zuckerrübenzellen haben gezeigt, dass die Elektroporation ein erhebliches Potential zur Energieeinsparung und zur Verbesserung der Rohsaftreinheit bei gleichem Aufschlussgrad wie mit konventioneller Technik besitzt. Um nachzuweisen, dass diese Vorteile auch unter fabrikmäßigen Produktionsbedingungen erreicht werden können, wurde im Berichtszeitraum zusammen mit einem Zuckerproduzenten und einer Ingenieursfirma eine Technikumsanlage für einen Durchsatz von bis zu 40 t/h aufgebaut und in der Zuckerrübenkampagne 2002 auf dem Gelände einer Zuckerfabrik in Betrieb genommen. Die beiden Generatoren des KEA-Zell-Aufschluss-Reaktors (KEA-ZAR) liefern 350 kV, 6 kA-Impulse mit einer Wiederholfrequenz von 20 Hz. Ihre elektrische Leistung beträgt 50 kW.
Zuckerrübenauswurf an der KEA-ZAR-Anlage (oben); Rüben nach der Elektroporation (unten). Nach Beseitigung von Isolationsproblemen in den Hochspannungszuleitungen erwiesen sich die Grundkonzepte der beiden Generatoren, der zugehörigen Hilfskomponenten und der Steuerung als zuverlässig und industrietauglich. Auch das auf einer Trommel basierende Förderkonzept hat sich bewährt. Verbesserungen sind allerdings bei der Feldverteilung erforderlich, um einen möglichst homogenen Aufschluss über den gesamten Querschnitt zu erreichen. Berechnungen der Feldkonfiguration sind wegen der komplexen dreidimensionalen Geometrie und wegen des vom jeweiligen Aufschlussgrad
abhängigen Einflusses der Rüben schwer durchzuführen. Daher sollen künftig Feldmessungen an Modellen zur Verbesserung der Feldhomogenitäten verwendet werden.
Sterilisation
Eine unfangreiche Literaturrecherche über die Anwendung gepulster elektrischer Felder (pulsed electric field (PEF) Methoden) zur Kaltsterilisation von flüssigen Nahrungsmitteln, zur Unterdrückung von Biofouling und zum Aufschluss von Zellen lieferte eine Vielzahl von Daten, zeigte aber auch, dass die Ergebnisse bisher sehr widersprüchlich und aufgrund der großen Zahl variabler Parameter (Impulsamplitude, Impuls-dauer, Repetitionsfrequenz, Anstiegszeit, Temperatur, Keimtyp, Stadium der Keimentwicklung,...etc) schwer vergleichbar sind. Mangelhafte Angaben und die Vernachlässigung von Effekten, wie die in manchen Untersuchungen sehr starke Joule’sche Erwärmung während der Behandlung, erschweren zusätzlich die Bewertung. Eine systematischere Untersuchung der durch PEF induzierten Effekte erscheint daher notwendig.
Hierfür sind ein geeigneter Impulsgenerator mit leicht zu ändernden Impulsparametern, eine autoklavierbare Behand-lungszelle mit homogener Feldverteilung und eine zuverlässige schnelle Diagnostik erforderlich. Mit dem Aufbau dieser Komponenten wurde im Berichtszeitraum begonnen. Als Pulsgenerator wurde ein Kettenleitergenerator aufgebaut. Über die L und C Werte eines Kettenelements, und die Anzahl der Kettenglieder kann die Impulsdauer festgelegt werden. Mit diesem Generator können Rechteckimpulse von 2-4 µs erzeugt werden. Ein schneller Impulsanstieg kann mit der optional einsetzbaren Aufsteilfunkenstrecke erreicht werden.
Die übliche Diagnostik zur Bestimmung der Abtötungsrate von Mikroorganismen ist die Plattierung der behandelten Zellsus-pensionen. Diese Diagnostik-Methode ist zwar sehr sicher aber zeitintensiv und aufwendig. Eine schnelle Diagnostik mit Hilfe von Markierungsfarbstoffen und Fluoreszenz-Mikroskopie wird zur Zeit aufgebaut und in Betrieb genommen.
Bislang wurde in Zusammenarbeit mit dem ITC-WGT der Einfluss zweier Impulsformen auf die keimabtötende Wirkung auf einen Laborbakterienstamm, Pseudomonas Puditas, untersucht. Ein Feldstärkeverlauf mit exponentiellem Abfall (in der unteren Abbildung Kurve 1) besitzt die geringste Keimabtötungsrate von etwa 2 Log-Stufen (Faktor 100) pro Impuls. Grund hierfür ist die ineffiziente Nutzung der Impulsenergie. Bei exponentiell abfallendem Feldstärkeverlauf ist die Zeitdauer, während der sich die Feldstärke oberhalb eines kritischen, keimabtötend wirksamen Wertes befindet, vergleichsweise kurz. Ein Großteil der Energie wird dann lediglich zur Joule´schen Erwärmung des Suspensionsmediums vergeudet.
Wird die Behandlungszelle mit einem nahezu rechteckförmigen Impulsverlauf des Kettenleitergenerators mit Impulsaufsteilung beaufschlagt, Kurve 2, ist die Beanspruchungsdauer mit hoher Feldstärke größer. Die Abtötungsrate steigt auf minimal 3 Log-Stufen pro Impuls. Inwiefern die Impulsanstiegszeit die Abtötung beeinflusst soll mittels der Impulsform 3 geklärt werden, einem Ausgangsimpuls des Generators ohne Impulsaufsteilung und Abschneideeinheit.
Bisher unverstanden ist die Beobachtung, dass die Abtötungsrate nicht proportional zur Anzahl der Impulse anwächst, sondern einem Sättigungswert zustrebt. Hierzu müssen weitere Untersuchungen durchgeführt werden.

-- 6 --
0 1 2 3 4 5 6 7-20
0
20
40
60
80
100
23
1
Zeitlicher Feldstärkeverlaufim Behandlungsvolumen bei
unterschiedlichen Generatortypen[kV/cm]
[µs]
Angewandte Feldstärkeverläufe zur Keimabtötung. Vorversuche zum Aufschluss von Sacharomices cerevisiae Zellen für die Gewinnung von Biopolymeren in Kooperation mit dem Umweltforschungszentrum Leipzig haben gezeigt, dass Nebeneffekte, wie die lokale Erwärmung der Zellsuspension, zur Proteindenaturierung führen können.
Veröffent-lichungen
Beteiligte Mitarbeiter
52252 V52355 V52389
Prof. H. Bluhm Dr. W. Frey Dr. C. Gusbeth V. Neubert Dr. M.Sack Dr. Ch. Schultheiß DI R. Sträßner R. Wüstner
31 Programm Kernfusion (FUSION)
31.02 Strukturwerkstoffe und hochbelastbare Komponenten
31.02.03 IHM Hochbelastbare Komponenten und Versuchseinrichtungen
In zukünftigen Fusionsreaktoren wie dem ITER-Tokamak können Plasmaabrisse (Disruption) , ELM- (Edge Localized Mode) und VDE- (Vertical Displacement Events) Ereignisse ein Problem darstellen. Es wird erwartet, dass solche Ereignisse Wärmebelastungen bis zu 30 GW/m2 mit Energiedepositionen von bis zu etwa 100 MJ/m2 am Divertor und anderen Wandflächen produzieren. Die daraus resultierende Erosion wird dominiert durch Verdampfen und Rissbildung bei kohlefaserverstärkten Schutzschichten, oder durch Schmelzen bei metallischen Schutzschichten aus Wolfram oder Molybdän. Das erodierte Material kann eine Dampfschicht bilden, die vor einem exzessiven weiteren Verlauf der Abtragung schützt. Jedoch genügt die in der Dampfschicht absorbierte Energie für Ionisationsprozesse, so dass die dadurch entstehenden Verunreinigungen sich entlang der magnetischen Feldlinien in der Plasma-Abschälschicht ausbreiten und die Plasmastabilität gefährden können.
Zur Untersuchung der Wanderosion war der zweidimensionale (2D) magnetohydrodynamische Strahlungstransportcode FOREV entwickelt worden. Zur Validierung von FOREV wurden bei kurzen Pulsen von 10−4 s (typisch für Disruptionen) Experi-mente durchgeführt in Russland und der Ukraine mit den Plas-makanonenanlagen MK-200 UG (Troitsk) und QSPA (Kharkov), und für quasistationäre Belastungen von einigen Sekunden (typisch für VDE-Ereignisse) in Deutschland an der Elektronen-
strahlanlage JUDITH (Jülich). Die Häufigkeit von ELMs erfordert eine Begrenzung der Energiebelastung an den Wänden. Die jüngst mit FOREV-2D erhaltenen maximal tolerierbaren ELM-Energien von 0.1 MJ/m2 berücksichtigen dabei auch diejenigen Kohlenstoffschichten, welche im Verlauf eines vorhergehenden Tokamakbetriebes enstanden sind. Dieser ziemlich geringe Grenzwert muss an einem existierenden Tokamak experimentell überprüft werden, da weder die Plasmakanonen noch die Elektronenstrahlanlagen ELM-Lastzeiten mit Zeitdauern von 10−3 s erreichen können.
Frühere Experimente und Modellierungen hatten ergeben, dass die Wanderosion durch Verdampfung nur einige µm beträgt. Der Hauptbeitrag jedoch stammt typischerweise von Rissbildung (Brittle Destruction: BD) oder Schmelzen. Zur Beschreibung der Rissbildung wurde zunächst ein einfaches phänomenologisches Modell entwickelt, in welchem eine feste Energieschwelle von 10 kJ/g für den Beginn des BD-Prozesses angenommen wurde. Dieses Modell wurde mit Ergebnissen von Experimenten mit JUDITH für feinkörnige Graphittargets mit guter Übereinstim-mung verglichen. CFC-Material jedoch erfordert eine andere Beschreibung sowohl von Faseranordnung als auch Matrix.
Für die Simulation von BD-Prozessen in den neuen Schutzma-terialien CFC NB31/NS31, die eine ziemlich komplexe dreidi-mensionale Kohlenstofffaserstruktur aufweisen, wurde deshalb der 3D Code Pegasus entwickelt. Er dient zur Abschätzung der makroskopischen Erosion bei zyklischer Wärmebelastung und zur Interpretation von Experimenten bei quasistationärer Ober-flächenheizung. Neuere Experimente an Elektronenstrahlanla-gen bei Leistungsdichten von 20 MW/m2 und Targettempera-turen von (3-4)×103 K wurden mit Pegasus-3D simuliert, um die ungewöhnlich hohen Erosionsraten von CFC zu untersuchen. Die Simulation ergab einen neuen BD-Mechanismus: Brüche an den Faseroberflächen bei thermischer Isolation der Fasern vom umgebenden Material, hervorgerufen durch lokale Überhitzung (Abbildung). CFC NB31/NS31 sind Kandidaten für Schutzschicht-Materialien in ITER, jedoch sind weitere Experimente und Simulationen notwendig, um ihre Eignung zu prüfen.
Mit Ausnahme der Separatrixregion, in der CFC zum Einsatz kommen soll ist Wolfram als Schutzschicht für den Divertor in ITER vorgesehen. Für eine Wolframoberfläche ist die Bewegung von geschmolzenem Material ein ernsthaftes Problem, weil nach einem einzigen nicht-normalen Ereignis mehrere Hundert µm des Materials auf mehrere Zentimeter an der Oberfläche verteilt werden können. Zur Beschreibung der Erosion dünner geschmolzener Schichten ist ein „Flachwassermodell (shallow water model)“ entwickelt worden (Code MEMOS-1.5D). Mit FOREV wurden verschiedene Szenarien simuliert, und die Ergebnisse als Eingangsdaten für MEMOS benutzt zur detail-lierten Erfassung von Wärmeleitfähigkeit, Viskosität, Ober-flächenspannung, Lorentzkräften, sowie Übergang der Schmel-ze in den festen Zustand. Das Modell wurde validiert mit Daten der Elektronenstrahlanlagen JEBIS (Japan) und JUDITH
Rissbildung bei Oberflächenheizung: Simulation mitPegasus: a) Faserstruktur des CFC Materials(Kohlenstoffmatrix nicht gezeigt) b) Erosionsmuster.

-- 7 --
(Jülich). Für die bei ITER erwarteten Disruptionsenergien wurde eine ziemlich große Erosion von 1 mm erhalten (Abbildung), was darauf hindeutet, dass der Einsatz von metallischen Schutzschichten eine signifikante Begrenzung der möglichen Anzahl von Disruptionsereignissen erfordert.
Zur Untersuchung der Erosion von Wolfram-Schutzschichten beim Normalbetrieb eines Tokamaks, hervorgerufen durch unvermeidbare Verunreinigungen wie z.B. Sauerstoff aus der Plasma-Abschälschicht (SOL), wurde der molekulardynamische Code CADAC entwickelt. Sauerstoffatome können mit Wolfram-atomen WxOy-Komplexe bilden, die bei den hohen Wandtem-peraturen von Tw ∼ 1×103 K leicht flüchtig sind und somit Wolf-ram aus der Schutzschicht zu entfernen vermögen (chemische Erosion). Die Oberflächenchemie wird stark beeinflußt durch das Bombardement mit heißen H-Ionen aus dem SOL (H steht für Deuterium oder Tritium). Die im Wolframgitter zurückgehal-tenen H-Atome können an der Oberfläche die ebenfalls leicht flüchtigen HxOy-Komplexe bilden, somit Sauerstoff entfernen und dem Abtrag von W durch WxOy-Komplexe entgegenwirken. Erste Simulationen mit CADAC bei Tw > 103 K und auch in diesem Zusammenhang durchgeführte analytische Unter-suchungen haben ergeben, dass der Einfluss des Wasserstoffs die chemische Erosion bis auf das Niveau der Zerstäubung (sputtering) durch H und O reduziert. Bei niedrigerem Tw wird die chemische Erosion signifikanter (Abbildung). Die Beschreibung dieses Bereichs ist kompliziert und Gegenstand zukünftiger Untersuchungen.
Veröffent-lichungen
Beteiligte Mitarbeiter
4811948667487175091150912509135091450930510675156851632
V51732V51984V52368V53726
Dr. B. Bazylev (Gastwissenschaftler) Dr. I. Landman Dr. S. Pestchanyi (Gastwissenschaftler) Dr. H. Würz (bis 30.04.02)
31.04 Plasmaheiztechnik 31.04.03 IHM Fortschrittliche
Hochleistungsgyrotrons Für Fusionsexperimente der nächsten Generation werden zum Heizen und zur Stabilitätskontrolle der magnetisch eingeschlos-senen Plasmen hohe Mikrowellenleistungen (ca. 40 MW bei ITER) bei Frequenzen um 170 GHz benötigt. Bei hoher Ausgangsleistung pro Gyrotron (~2 MW) könnten die Kosten des Mikrowellensystems reduziert und die Antennen im Torus kompakter gebaut werden. Im FZK wird an der Entwicklung von Hochleistungsgyrotrons mit koaxialem Resonator und einer Ausgangsleistung von 2 MW bei 170 GHz gearbeitet. In Kurzpulsexperimenten (bis ca. 20 ms) wurde die prinzipielle Machbarkeit demonstriert. Es folgt eine kurze Zusammenfassung der im Berichtszeitraum durchgeführten Untersuchungen: - Der Anteil der Mikrowellenstreustrahlung, welcher als Streustrahlung im Gyrotrongehäuse gefangen wird, wurde zu 9% der Mikrowellenausgangsleistung bestimmt. Ein verbesser-tes HF-Auskopplungssystem wurde entworfen, um die Größe der Streustrahlung zu reduzieren. - Der Einfluss einer radialen Dejustierung ∆r des koaxialen Innenleiters auf den Betrieb des Gyrotrons wurde untersucht. Die Abbildung zeigt die Verluste am Innenleiter in Abhängigkeit von der Dejustierung ∆r. Oberhalb ∆r ≅ 0.15 mm nehmen die Verluste deutlich zu. Zusätzlich wurde dabei eine Reduzierung des einmodigen Schwingbereiches des Gyrotronresonators beobachtet. Daraus ergibt sich eine notwendige Justiergenauigkeit des Innenleiters von etwa 0.15 mm.
Erosionskraterprofil nach Plasmaabriss (Disruption) miteiner Spitzenenergiebelastung von 30 MJ/m2 – Simulationmit MEMOS. Der Einfluss der Lorentzkraft ist hierbeobachtbar.
0,0 0,1 0,2 0,3 0,4 0,5 0,60,00
0,05
0,10
0,15
0,20
experiment
theory, ideal copper
p ins /
P out /
%
misalignment ∆ r / mm
Anteil von Wolframatomen, die aus der Wandoberflächeaustreten, durch chemische Erosion (Ychem) und durchZerstäubung (Ysput) bei einer Sauerstoffkonzentration von 1%im SOL.
Verluste am koaxialen Innenleiter relativ zur HF-Ausgangsleistung in Abhängigkeit von einer radialenVerschiebung des Innenleiters.

-- 8 --
- Eine Verlängerung der Pulslänge führte zu einer Begrenzung bei ca. 20 ms. Untersuchungen haben ergeben, dass die Ursache dieser Begrenzung das Auftreten einer Penning-Entladung im Bereich zwischen dem Innenleiter und der Kathode war. Daraufhin wurde die Geometrie der Kathode und des Innenleiters so modifiziert, dass Elektronen in diesem Bereich nicht gefangen werden können und somit der Aufbau einer Penning-Entladung verhindert wird. Als Bestätigung wurden mit den durchgeführten Änderungen Pulslängen bis 100 ms ohne Auftreten einer begrenzenden Penning-Entladung erreicht. - Der einmodige Schwingbereich wurde in Abhängigkeit von der Richtung der Änderung der Betriebsspannung untersucht. Ein ausgeprägter Hystereseeffekt wurde gefunden. Dieser Hystereseeffekt ermöglicht eine Modulation der Ausgangsleistung bis zu ca. 80%.
Ausgehend von den erzielten Ergebnissen wurden die technischen Anforderungen an die einzelnen Gyrotron-komponenten und deren Machbarkeit geprüft. Dabei wurde keine Unvereinbarkeit mit technischen Randbedingungen gefunden. Basierend auf den Ergebnissen wurde ein erster Entwurf eines 2 MW, 170 GHz koaxialen Gyrotrons durchgeführt (Abbildung). Im Rahmen eines EFDA-Tasks wurde im Berichtsjahr in Zusammenarbeit mit CRPP Lausanne, HUT Helsinki und Thales Electron Devices mit der Entwicklung einer solchen Röhre für ITER begonnen.
Veröffent-lichungen
Beteiligte Mitarbeiter
48098 48772 49901 51325
V51355 V51356 V51358
51428 V51558 V51566
51624
DI J. Anderer (Uni Karlsruhe) DI A. Arnold (Uni Karlsruhe) H. Baumgärtner Prof. E. Borie H. Budig Dr. G. Dammertz Dr. O. Drumm (bis 30.11.02) Dr. S. Illy Dr. M.V. Kartikeyan (AvH Fellow) DI K. Koppenburg H.-R. Kunkel
516265166351664
V5167951681
V51683V51872V51873V51874V51875V51894V52357
5249752740
Dr. M. Kuntze (bis 31.08.02) Dr. B. Piosczyk J. Szczesny Prof. M. Thumm R. Vincon
31.04.04 IHM Hochleistungs-Millimeterwellen-Vakuumfenster
Die Übertragung der Hochfrequenzwelle vom Gyrotron zum Plasmagefäß eines Fusionsreaktors erfordert vakuumdichte Millimeterwellenfenster, die gleichzeitig eine Barriere gegen das Entweichen von Tritium und aktiviertem Staub bilden müssen. Zur Zeit werden in Europa, Japan, Russland und den USA Hochleistungs-Millimeterwellen-Vakuumfenster entwickelt, die große, randgekühlte künstliche Diamant-Scheiben benutzen. Die Diamantscheiben wurden fast alle von DeBeers Industrial Diamond Division (UK) durch "microwave plasma assisted chemical vapor deposition" (MPACVD) hergestellt und besitzen Durchmesser bis 119 mm und Dicken bis 2,3 mm. Aufgrund der geringen Millimeterwellen-Verluste (tanδ = 2-3x10-5), der hohen thermischen Leitfähigkeit (~1800 W/mK), der guten Biege-steifigkeit (400 MPa) und der hohen Strahlenresistenz gegen Neutronenflüsse bis 1021 n/m2 (10-4 dpa) sind solche Diamant-scheiben als technische Lösung für CW Millimeterwellen-Vaku-umfenster von mehr als 1 MW ideal geeignet.
1 MW, CW Diamant-Gyrotron-Fenster für ITER
Ein 1 MW, 170 GHz, CW CVD-Diamant-Gyrotron-Fenster ist in Zusammenarbeit mit dem russischen ITER-Partner in das russische ITER-Gyrotron eingebaut und am Kurchatov Institut in Moskau erfolgreich getestet worden. Das Gyrotron wurde mit 0,5 MW Ausgangsleistung und Pulslängen bis zu 80 s betrieben. Die gemeinsamen Experimente werden mit dem Ziel, 1 MW bei 100 s Pulslänge zu erreichen, fortgeführt.
Mit dem Prototyp-Gyrotron für W7-X konnte gezeigt werden, dass die auf der Vakuumseite des CVD-Diamantfensters er-scheinenden Leuchtpunkte durch kleine amorphe oder nano-strukturierte Kohlenstoff-Oberflächenverschmutzungen hervor-gerufen werden und somit nicht gefährlich sind.
1 MW, CW Diamant-Torusfenster für ITER
In Zusammenarbeit mit JAERI, Japan, wurden an der mit 1021 Neutronen/m2 bestrahlten CVD-Diamantscheibe des For-schungszentrums erfolgreiche Überdrucktests durchgeführt (Abbildung). Bei einem Überdruck von 0.4 MPa (der für ITER spezifizierte Höchstwert ist 0.2 MPa) wurde eine Scheiben-durchbiegung von 48-50 µm gemessen. Dieser Wert ist in exzellenter Übereinstimmung mit numerischen FE-Rechnungen. Die radiale Verteilung der Durchbiegung hat eindeutig azimutale Symmetrie. Überdruckdauertest bei 0.4 MPa (30 mal für jede Scheibenseite) mit 10 min Länge und impulsförmige Über-drucktests (0.7 MPa bei 1 s Zeitdauer) wurden ebenfalls erfolg-reich durchgeführt.
Entwurf eines 2MW, CW, 170 GHz Gyrotrons mit koaxialemResonator.

-- 9 --
Diamant-Torusfenster-Testeinheit für ITER.
Bemerkenswerte Fortschritte sind auch bei der Entwicklung einer geeigneten Löttechnik für CVD-Diamantscheiben erzielt worden. Gemeinsam mit TED Velizy wurden Ag/Cu-Lötungen im Temperaturbereich zwischen 750-850 °C entwickelt, die folgende Vorteile gegenüber den bisher verwendeten Al-Lötungen (650 °C) bzw. Au/Cu-Lötungen (1000 °C) haben:
− An den Scheibenoberflächen bilden sich keine Verunreini-gungsschichten, die zur erhöhten Mikrowellenabsorption führen.
− Das Lot korrodiert nicht im Kühlwasser.
− Die Ausheiztemperatur des Fensters (z.B. im Gyrotron) kann bis zu 550 °C betragen.
Konzeptstudien für Einscheiben- und Doppelscheibenfenster-einheiten wurden im Rahmen des JET-EP Programms durch-geführt, und zwar für quasi-optische und für Hohlleiterübertra-gung. Aus Sicherheitsaspekten bei Tritiumbetrieb wird die Fenstereinheit als Doppelscheibenfenster ausgebildet, mit UHV-Vakuumbedingungen zwischen den Scheiben.
Da das ECRH-Projekt bei JET-EP nicht verwirklicht wird, wurde dieses Fensterkonzept für ITER und ASDEX-Upgrade übernommen. Es wurden zwei gleich dicke CVD-Diamant-Scheiben (Durchmesser: 106 mm, Dicke 1.803±0.002 mm) bei Element Six (früher DeBeers bzw. Drukker) beschafft und mikrowellentechnisch charakterisiert. Die beiden Scheiben sind sehr gut für ein Doppelscheibenfenster geeignet, das in der ersten Hälfte 2003 in Zusammenarbeit mit IMF I und TED gebaut werden soll.
Veröffent-lichungen
Beteiligte Mitarbeiter
51115 V51353 V51354 V51361 V51673 V51677
51682 51686
V51733 V51866 V51867 V52183 V52195
52250 V52351 V52352
52499 52500
V52519
DI A. Arnold (Universität Karlsruhe) Dr. G. Dammertz Dr. S. Illy Dr. B. Piosczyk Dr. R. Schneider J. Szczesny Prof. M. Thumm Dr. X. Yang Dr. R. Heidinger (IMF I) A. Meier (IMF I)
V52551V52590V53370V53373
31.04.05 IHM HGF-Strategiefondsprojekt „Advanced ECRH“
Magnetohydrodynamische (MHD) Instabilitäten zählen zu den Hauptbegrenzungen für den Plasmaeinschluß. Die Stabilität des Plasmas ist zu einem großen Teil durch die Verteilung der Plasmaströme festgelegt. Die Möglichkeit eines lokalen Strom-triebs im Plasma ist daher ein äußerst wichtiges Werkzeug, das Verhalten eines Tokamaks zu optimieren. Die Unterdrückung von druckgetriebenen limitierenden MHD Instabilitäten (soge-nannten „Neoklassische Tearingmoden“) durch lokalen Elektron-Zyklotron-Stromtrieb wurde erfolgreich an ASDEX-Upgrade demonstriert.
Die für die Absorption der HF-Strahlung notwendige Elektron-Zyklotron-Resonanz-Bedingung ist unter anderem vom magne-tischen Feld abhängig. Durch Änderung des Einstrahlwinkels und/oder der Einstrahlfrequenz kann der Ort des Stromtriebs variiert werden (Dopplereffekt). Somit wird für die weiteren ECRH- und ECCD-Experimente an ASDEX-Upgrade ein durchstimmbares Langpuls-Mehrfrequenzgyrotron mit 1MW Ausgangsleistung benötigt.
Gyrotrons müssen zur Vermeidung von Reflexionen mit einem in der Frequenz angepassten Ausgangsfenster ausgestattet sein. Im Falle des Mehrfrequenzgyrotrons ist dies entweder ein breitbandiges Brewsterfenster oder ein Zweischeibenfenster mit variablem Abstand, jeweils aus synthetischem Diamant (CVD).
Für die zur Zeit verfügbaren Einzelfenster ist die Anzahl möglicher Ausgangsfrequenzen gering, da die geforderte niedrige Fensterreflexion nur für die Frequenzen erfüllt wird, für die die Fensterdicke ein halbzahliges Vielfaches der Wellenlänge im Fenstermaterial ist. Eine dem Magnetfeld des Tokamaks von ASDEX-Upgrade entsprechende Frequenz ist 140 GHz. Eine weitere sollte im Bereich von 100 bis 115 GHz liegen, bei Benutzung eines konventionellen Einscheiben-fensters liegt sie bei 105 GHz.
Die TE22,8-Mode wurde bei 140 GHz als Gyrotron-Resonatormode gewählt. Die Ausgangsfrequenz von 105 GHz entspricht dabei der TE17,6-Mode. Um die Ergebnisse direkt mit denen des „Institut für Angewandte Physik (IAP)“ in Nizhny Novgorod vergleichen zu können, wurden die gleichen Betriebsmoden gewählt. Die Elektronenkanone, der Strahl-tunnel, der Kollektor und das supraleitende Magnetsystem des bereits am FZK existierenden TE22,6-Mode Gyrotrons können daher für das neue Experiment unverändert übernommen werden. Mit dem vorhandenen TE22,6-Mode Gyrotron wurde bereits erfolgreich die schnelle schrittweise Frequenzdurch-stimmung von Gyrotrons demonstriert.
Der Resonator mit Uptaper und der quasi-optische Wellentyp-wandler wurde berechnet und neu ausgelegt. Der Resonator wurde nicht nur für die beiden erwähnten Frequenzen sondern auch für die Moden von TE17,6 bis TE23,8 (nächste Abbildung) optimiert. Zusätzlich können die Moden von TE24,9 bis TE25,10
(nahe 170 GHz) angeregt werden.
Ein neuer quasi-optischer Modengenerator für Niedrigleis-tungstests wurde ausgelegt und gefertigt. Ein Gauß-ähnlicher Strahl wird durch zwei zylindrische Linsen und einen quasi-parabolischen Kaustikspiegel in einen perforierten Gyrotron-ähnlichen Resonator eingekoppelt. Der Kaustikspiegel ist so geformt, dass alle Wellen tangential zur sogenannten Kaustik
-- 10 --
der Mode verlaufen. Da die Eigenwerte eines überdimensio-nierten Resonators sehr eng beieinander liegen, wird wie beim koaxialen Gyrotron ein Innenleiter zur Verbesserung der Mo-denselektion benutzt. Da alle für ein Gyrotron relevanten Moden eine ähnliche Struktur haben, bei der der Kaustikradius ungefähr die Hälfte des Resonatorradius beträgt, wird nur ein Satz von Resonatoren und Linsen benötigt. Zur Anregung der verschiede-nen Moden ist nur eine geringe Änderung der Ausrichtung der quasi-optischen Komponenten notwendig. Erste Messungen der abgestrahlten Felder zeigten eine hohe Modenreinheit für die meisten Gyrotronausgangsfrequenzen. Die nächste Abbildung gibt die Verteilung für die TE22,8-Mode wieder.
Horizontale Ebene der Feldverteilung der TE22,8-Mode (140 GHz) des neuen Modengenerators. Der quasi-optische Modenwandler des Gyrotrons besteht aus einer Aperturantenne (Denisov-Launcher) und einem strahlfor-menden Spiegelsystem, welches für die 9 Moden von TE17,6 bis TE23,8 optimiert wurde. Bei diesen 9 Moden erzeugt die Aper-turantenne einen gut fokusierten Strahl mit wenig Beugungs-verlusten Die Abbildung zeigt die Feldverteilung der Denisov-Antenne (rechts) im Vergleich zu einer Vlasov-Antenne (links). Der erste Spiegel ist quasi-elliptisch ausgeführt, der zweite und der dritte Spiegel sind jeweils phasenkorrigierend mit einer nicht quadratischen Form der Oberfläche. Diese beiden Spiegel wurden ebenfalls optimiert für den breitbandigen Betrieb in allen 9 Designmoden.
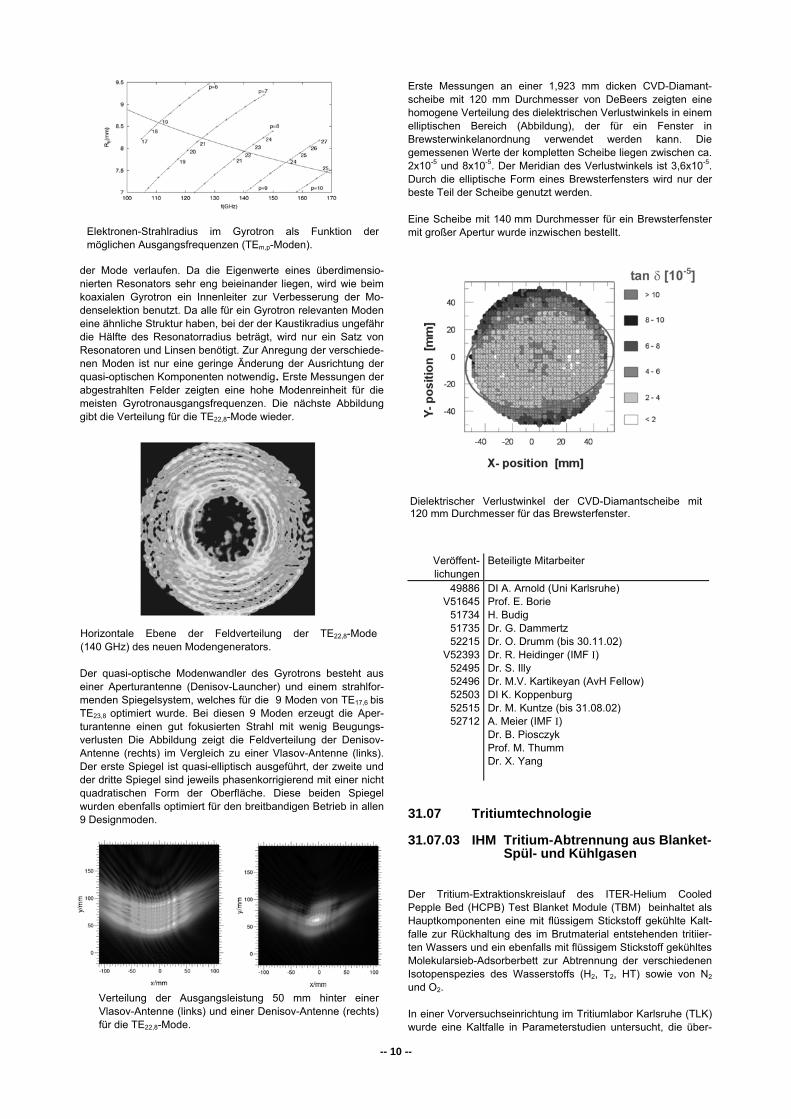
Erste Messungen an einer 1,923 mm dicken CVD-Diamant-scheibe mit 120 mm Durchmesser von DeBeers zeigten eine homogene Verteilung des dielektrischen Verlustwinkels in einem elliptischen Bereich (Abbildung), der für ein Fenster in Brewsterwinkelanordnung verwendet werden kann. Die gemessenen Werte der kompletten Scheibe liegen zwischen ca. 2x10-5 und 8x10-5. Der Meridian des Verlustwinkels ist 3,6x10-5. Durch die elliptische Form eines Brewsterfensters wird nur der beste Teil der Scheibe genutzt werden.
Eine Scheibe mit 140 mm Durchmesser für ein Brewsterfenster mit großer Apertur wurde inzwischen bestellt.
Veröffent-lichungen
Beteiligte Mitarbeiter
49886V51645
517345173552215
V523935249552496525035251552712
DI A. Arnold (Uni Karlsruhe) Prof. E. Borie H. Budig Dr. G. Dammertz Dr. O. Drumm (bis 30.11.02) Dr. R. Heidinger (IMF I) Dr. S. Illy Dr. M.V. Kartikeyan (AvH Fellow) DI K. Koppenburg Dr. M. Kuntze (bis 31.08.02) A. Meier (IMF I) Dr. B. Piosczyk Prof. M. Thumm Dr. X. Yang
31.07 Tritiumtechnologie
31.07.03 IHM Tritium-Abtrennung aus Blanket- Spül- und Kühlgasen
Der Tritium-Extraktionskreislauf des ITER-Helium Cooled Pepple Bed (HCPB) Test Blanket Module (TBM) beinhaltet als Hauptkomponenten eine mit flüssigem Stickstoff gekühlte Kalt-falle zur Rückhaltung des im Brutmaterial entstehenden tritiier-ten Wassers und ein ebenfalls mit flüssigem Stickstoff gekühltes Molekularsieb-Adsorberbett zur Abtrennung der verschiedenen Isotopenspezies des Wasserstoffs (H2, T2, HT) sowie von N2 und O2.
In einer Vorversuchseinrichtung im Tritiumlabor Karlsruhe (TLK) wurde eine Kaltfalle in Parameterstudien untersucht, die über-
Elektronen-Strahlradius im Gyrotron als Funktion dermöglichen Ausgangsfrequenzen (TEm,p-Moden).
Verteilung der Ausgangsleistung 50 mm hinter einerVlasov-Antenne (links) und einer Denisov-Antenne (rechts)für die TE22,8-Mode.
Dielektrischer Verlustwinkel der CVD-Diamantscheibe mit120 mm Durchmesser für das Brewsterfenster.

-- 11 --
einander angeordnete Kupferplatten als Kondensationsflächen für das Wasser enthält. Die bei den Versuchsläufen mit Helium-Gasdurchsätzen zwischen 100 l/h und 2000 l/h erzielten Ergeb-nisse bei Feuchtigkeitskonzentrationen von 10 ppmv (der er-warteten Konzentration des Spülgases am Austritt des HCPB) und höher zeigen, dass diese Konstruktion geeignet ist, den Gasstrom unter den genannten Bedingungen bis unter 0.1 ppmv zu trocknen. Die wichtigsten Betriebsparameter innerhalb der Kaltfalle sind der Temperaturgradient über die Kühlflächen (Abbildung) und die Strömungsgeschwindigkeit. Für den Ausfrierprozess wird eine Geschwindigkeit von 10 cm/sec emp-fohlen, während das Gas über die gekühlten Oberflächen strömt. Damit werden optimale Ausfrierbedingungen erreicht und die Bildung sehr kleiner gefrorener Teilchen (Aerosole), die vom Gasstrom mitgetragen werden vermieden. Die Abmessun-gen der im TLK eingesetzten Kaltfalle sind derart, dass die mittlere Strömungsgeschwindigkeit bei einem Gasdurchsatz von 1000 l/h ca. 10 cm/sec und bei einem Helium-Durchsatz von 2000 l/h ca. 20 cm/sec beträgt. Die zufriedenstellenden Ergeb-nisse, die selbst bei dem höheren Wert erreicht wurden, zeigen, dass die Strömungsgeschwindigkeit kein sehr sensitiver Parameter ist. Die Kaltfalle sollte aber in diesem Bereich betrie-ben werden. Die 2. Abbildung zeigt den Helium Durchsatz als Funktion der gesamten Gefrierfläche, die für eine gute Trocknung erforderlich ist. Die den Messpunkten zugeordneten Zahlen geben die Eintritts- bzw. die Austrittsfeuchte an.
Temperaturprofil in der Gefrierzone der Kaltfalle.
Das Tritium-Extraktionssystem des HCPB-Test Blanket Moduls von ITER hat einen Spülgasdurchsatz von 12 Nm3/h, d.h. das 6-fache des maximal möglichen Durchsatzes der Test-Kaltfalle. Deshalb muss eine hoch skalierte Kaltfalle die 6-fache Ausfrierfläche der Test-Kaltfalle von ca. 0,33 m2 anbieten. Die Durchmesser der Kupferplatten auf 1,98 m2 (sechs mal 0,33 m2) zu vergrößern und gleichzeitig die Strömungsgeschwindigkeit des Prozessgases bei dem geforderten Wert zu halten, führt zu einem Durchmesser des Apparates, der keinen Einbau in die für die ITER-Tritiumanlage vorgesehenen Handschuh-Boxen erlaubt. Außerdem sind solch große Flächen schwer
symmetrisch kühlbar. Deshalb wird vorgeschlagen, den Prozessgas-Strom aufzuteilen und mit einer entsprechenden Anzahl von parallel geschalteten Kaltfallen zu arbeiten. Vier parallele Kaltfallen mit einem Durchmesser der Kühlplatten von 600 mm und 20 mm Abstand zwischen den Platten erfüllen diese Bedingung. Der Gas-Vorkühler ist erforderlich, um das Gas auf die Eintrittstemperatur der Kaltfallen zu bringen. Er wird von dem zurück strömenden kalten Prozessgas gekühlt. Die parallelen Kaltfallen werden in einen gemeinsamen Vakuum-Isolierbehälter zusammen mit dem Vorkühler eingesetzt (3. Abbildung). Die vertikale Anordnung der vier Fallen im Vakuumbehälter führt zu einem Außendurchmesser von ca. 700 mm und ca. 4000 mm Länge, und passen damit in die Handschuhboxen (Höhe 6m; Länge 4m; Tiefe 1.2m).
Entwurf einer Kaltfalle für ITER.
Veröffent-lichungen
Beteiligte Mitarbeiter
4866651066
V52354
Dr. N. Bekris (HVT/TL) Dr. C. Caldwell-Nichols (HVT-TL) E. Hutter (IHM) G. Makarawiez (Student) U. Tamm (IHM) (bis 31.09.02)
31.20 Sonderprojekt Mikrowellenheizung (PMW) für Wendelstein 7-X
Das Vorhaben umfasst die Entwicklung, den Bau und die Inbe-triebnahme des kompletten 10 MW, 140 GHz Elektronen-Zyk-lotron-Resonanz-Heizsystems (ECRH) für nahezu stationären Betrieb (30 Minuten) am zukünftigen Stellarator W7-X in Greifs-wald in Zusammenarbeit mit dem IPP Garching/Greifswald und dem Institut für Plasmaforschung der Universität Stuttgart sowie in Abstimmung mit der Projektleitung Aufbau W7-X des Max-Planck-Institutes Garching/Greifswald (IPP). Mit der ECRH soll das Plasma aus dem neutralen Füllgas heraus erzeugt (ioni-siert) und aufgeheizt werden. Dadurch kann der für Fusionsre-aktoren relevante Plasmaparameterbereich mit großer freier Weglänge erreicht werden. Außerdem soll mit der ECRH auch ein nicht-induktiver Strom getrieben werden, der im stationären Betrieb durch die Kompensation unerwünschter Plasmaströme die Sicherstellung des optimierten Plasmaeinschlusses erlaubt.
Benötigte Kühloberfläche als Funktion des Gasdurch-satzes.

-- 12 --
Ausgangsleistung und Anstieg der Kollektor-Wassertemperatur als Funktion der Beschleunigungsspannung bei Variation der Abbremsspannung (links) bzw. der Kathodenspannung (rechts).
Die Mikrowellenleistung soll von zehn 140 GHz Gyrotrons mit einer Leistung von jeweils 1 MW erzeugt und über zwei Vielstrahl-Wellenleiter von etwa 55 m Länge von den Gyrotrons zum Plasmatorus übertragen werden.
31.20.10 IHM Prototyp-Gyrotron-Entwicklung für ECRH an W7-X
Die intrinsische Fähigkeit von Stellaratoren für einen konti-nuier-lichen experimentellen Betrieb (continuous wave: CW) kann nur mit einem Dauerstrichheizverfahren hoher Leistung demonstriert werden. Derzeit ist die Realisierung nur mit einem ECRH-Sys-tem möglich. Die Schlüsseltechnologien hierbei sind Hoch-leistungsgyrotrons sowie verlustarme Übertragungsleitungen bis hin zur Einstrahlantenne im Torusgefäß mit der Möglichkeit für CW-Betrieb. Für den Stellarator W7-X in Greifswald ist ein 10 MW ECRH-System bei 140 GHz vorgesehen.
Das Forschungszentrum Karlsruhe ist vertraglich verpflichtet, dieses 10 MW ECRH-System in Greifswald zu installieren, und in einer europäischen Zusammenarbeit zwischen dem For-schungszentrum Karlsruhe, dem Centre de Recherche de Physique des Plasmas (CRPP) Lausanne, dem Institut für Plasmaforschung (IPF) der Universität Stuttgart, dem Commis-sariat à l´Energie Atomique (CEA) in Cadarache und Thales Electron Device (TED) in Vélizy die Entwicklung der Gyrotrons mit einer Ausgangsleistung von 1 MW durchzuführen.
Die Probleme von Hochleistungs-Hochfrequenz-Gyrotrons sind gegeben durch die Ohmschen Verluste des Resonators, durch die dielektrischen Verluste im Ausgangsfenster, durch die Leis-tungskapazität des Kollektors und durch die Streustrahlung, die innerhalb des Gyrotrons absorbiert wird. Die technische Be-grenzung der Resonator-Leistungsdichte liegt bei 2 kW/cm². Daher arbeiten Gyrotrons in hohen Volumenmoden mit großem Resonatordurchmesser.
Ein Durchbruch zu hohen Leistungen in kontinuierlichem Betrieb gelang durch die Benutzung von synthetisch hergestellten Dia-mantfenstern (chemical vapor deposited diamond: CVD-dia-mond). Diese erlauben den kontinuierlichen Betrieb von Gy-rotron-Oszillatoren bei einer Leistung von 1 MW und höher.
Der Betrieb der Gyrotrons mit Energierückgewinnung erhöht den Wirkungsgrad der Oszillatoren auf über 50% und reduziert die Belastung des Kollektors erheblich.
Eine Vorprototypröhre („Maquette“) wurde im Kurz- und Lang-pulsbetrieb getestet. Im Kurzpulsbetrieb konnte eine Leistung von 1,15 MW bei einem Wirkungsgrad von 49%(mit Energie-rückgewinnung) erreicht werden; der Betrieb bei langen Pulsen wurde im Wesentlichen begrenzt durch Überschläge innerhalb der HF-Absorberlast und durch Druckanstieg innerhalb der Röhre. Eine Ausgangsleistung von 1 MW konnte bei Pulslängen von bis zu 10 s erreicht werden, der höchste Energie-Inhalt mit 90 MJ wurde bei 640 kW und einer Pulslänge von 140s erzielt.
Für Tokamaks ist es notwendig, stromgetriebenen Instabilitäten durch Erzeugung eines eng begrenzten lokalen Stromtriebs entgegenzuwirken. Für diesen Betrieb ist eine Modulation der HF-Leistung erforderlich. Für Stellaratoren ist die Modulation wünschenswert, da damit die Möglichkeit von Wärmetransport-untersuchungen gegeben ist.
Die Eigenschaften der Ausgangsleistung als Funktion der Be-triebsparameter, insbesondere der Beschleunigungsspannung, wurde an der „Maquette“-Röhre untersucht. Bei Energierückge-winnung lässt sich die Beschleunigungsspannung sowohl durch Variation der Abbremsspannung (Spannung zwischen Resona-tor und Kollektor) bei konstanter Kathodenspannung (zwischen
Kathode und Kollektor) als auch durch Variation der Kathoden-spannung bei konstanter Abbremsspannung ändern. Die Er-gebnisse sind für beide Möglichkeiten in der folgenden Abbil-dung dargestellt.
Beide Methoden erlauben eine Modulation der Ausgangsleis-tung zwischen 100 kW und 900 kW bei einer Änderung der Beschleunigungsspannung zwischen 69 kV und 82 kV. Der Vor-teil der Variation der Abbremsspannung liegt in dem einfachen und preiswerten Hochspannungsnetzgerät, nachteilig wirkt sich jedoch die erhöhte Leistungsdichte am Kollektor aus. Die Lei-stungsdichte, gemessen aus dem Anstieg der Wassertempera-tur am Kollektor, erhöht sich um etwa 30% (Abbildung). Bei Variation der Kathodenspannung ist der Temperaturanstieg und damit die Kollektorbelastung nahezu konstant.
Bei Modulation der Kathodenspannung konnte eine Leistungs-modulation von nahezu 90% mit einer Modulationsfrequenz von 50 kHz durchgeführt werden. Die nächste Abbildung zeigt das Ausgangssignal Pout einer HF-Detektordiode, die Modulation der Beschleunigungsspannung Uacc und die damit auf Grund des Schottky-Effektes verursachte geringe Modulation des Elektro-nenstroms Icath.
Bei Modulation der Abbremsspannung war die Modulations-frequenz begrenzt bei 1,5 kHz durch die geringe Anstiegs-steilheit des entsprechenden Netzgerätes.
Nach Beendigung der Experimente am „Maquette“-Gyrotron wurde die Röhre ans IPP Greifswald geliefert. In der nächsten Entwicklungsstufe wurde die Prototypröhre bei TED gebaut und im Forschungszentrum Karlsruhe zu Testzwecken installiert. Im Vergleich zur „Maquette“-Röhre war die Prototyp-Röhre ausge-stattet mit einer verbesserten Kühlung an der Spiegelbox, einer vergrößerten Oberfläche aus Edelstahl und einem Auslass-fenster aus Saphir zur Reduktion der Verlustleistungsdichte durch die interne Streustrahlung. Des weiteren war der Fehler im quasi-optischen System eliminiert (Design-Fehler bei der vorhergehenden Röhre), und die Diamantscheibe des Aus-gangsfensters war zum Hochfrequenzstrahl leicht gekippt (1,5°), um Auswirkungen möglicher geringer Reflektionen auf die Aus-gangsleistung zu vermeiden.
Oszillografensignale der Beschleunigungsspannung, des Elektronenstromes und der Ausgangsleistung.

-- 13 --
Das Diamantfenster war nach einem neuen gemeinsam mit TED entwickelten Lötverfahren hergestellt worden (Ag/Cu-Lötung). Dieses neue Lötverfahren ermöglicht höhere Ausheiz-Tempe-raturen des Gyrotrons und vermeidet gleichzeitig Korrosion der Lötung durch das Kühlwasser.
Als ursächlich für die lokale Überlastung der Absorberlast erwies sich die polarisationsabhängige Mikrowellenabsorption an der Absorberwand. Um die durch Überschläge in der Last verur-sachte Begrenzung in der Pulslänge zu vermeiden, wurde die Mikrowellen-Messkammer mit zwei Polarisatorspiegeln verse-hen, die den linear polarisierten Strahl des Gyrotrons in einen zirkular polarisierten umwandeln und damit für eine gleichmäßi-gere Wandbelastung sorgten.
Die Ergebnisse im Langpulsbetrieb sind in der folgenden Abbil-dung dargestellt, zusammen mit den Langpulsergebnissen der „Maquette“-Röhre. Bei der durch das Hochspannungsnetzgerät begrenzten Pulslänge von 180 s konnte eine kalorimetrisch bestimmte Ausgangsleistung von 890 kW erreicht werden. Der Wirkungsgrad betrug, bei einer Abbremsspannung von 29 kV, 41%. Bei kürzeren Pulslängen wurden höhere Leistungen ge-messen: 970 kW für 12 s ( Wirkungsgrad: 44%). Die spezifi-zierte gerichtete Leistung von 900 kW konnte in einem Puls von 55 s erreicht werden.
Es ist interessant, eine Bilanz der Verlustleitungen an den ein-zelnen Gyrotron-Komponenten durchzuführen. Dies wurde durch die verbesserte kalorimetrische Messanordnung möglich. Die interne Streustrahlung beträgt nur etwa 1,5% der gesamten Ausgangsleistung; die gesamte Streustrahlung (interne Strah-lung plus der ungerichteten Ausgangsstrahlung) beträgt nur 3,2%. Diese Werte zeigen die Qualität des eingebauten quasi-optischen Wandlers. Die Verluste im Ausgangsfenster betragen nur etwa 400 W (Ausgangsleistung: 900 kW), in Übereinstim-mung mit den theoretische Erwartungen.
Die Begrenzung der Pulslänge bei 890 kW ist bedingt durch die Auslegung des Hochspannungs-Netzgerätes. Bei niedrigeren Strahlströmen von bis zu 30 A ist ein kontinuierlicher Betrieb möglich. Die Tabelle zeigt die Pulslängen bei reduziertem Strahlstrom und damit bei reduzierter Leistung. Bei einer Aus-gangsleistung von 540 kW musste wegen zu starkem Druckan-
stieg in der Röhre der Hochfrequenzpuls nach 937 s abgebro-chen werden, bei Leistungen von 257 kW nach 1300 s. Mit einem Energie-Inhalt von 505 MJ stellt die Pulslänge von 937 s einen neuen Energie-Weltrekord je Puls bei dieser Frequenz dar. Trotz der geringen Streustrahlung innerhalb der Röhre wird die Begrenzung auf zu starke Erwärmung innerer Komponenten, insbesondere der im Gyrotron eingebauten Ionen-Getter-Pumpen zurückgeführt.
Pulslänge (s)
Leistung (kW)
Energieinhalt (MJ)
Begrenzung
180 890 160 HV-Netzgerät
937 539 505 Druckanstieg
1300 257 350 Druckanstieg
Ergebnisse der Prototypröhre.
Veröffent-lichungen
Beteiligte Mitarbeiter
49773V51680V51868V51869V51870V52003
52213V52394
52498
DI. A. Arnold Prof. E. Borie Dr. G. Dammertz B. Eisele (ab 15.7.02) A. Götz P. Grundel Dr. S. Illy DI. K. Koppenburg H.-R. Kunkel Dr. M. Kuntze (bis 31.8.02) DI W. Leonhardt R. Lukits D. Mellein DI. G. Neffe Dr. B. Piosczyk DI M. Schmid W. Spiess J. Szczesny Prof. M. Thumm Dr. H. Heidinger (IMF I) A. Meier (IMF I) Dr. W. Kasparek (IPF Stuttgart) Dr. G. Michel (IPP Greifswald) Dr. H. Laqua (IPP Greifswald) Dr. V. Erckmann (PMW)
31.20.20 IHM Seriengyrotrons für ECRH an W7-X
Die Spezifikationen sowohl für die supraleitenden Magnetsys-teme als auch für die Seriengyrotrons wurden erstellt und ent-sprechende Anfragen bei potentiellen Herstellern durchgeführt. Die Bestellungen werden vorbereitet.
Veröffent-lichungen
Beteiligte Mitarbeiter
Dr. G. Dammertz Prof. M. Thumm Dr. V. Erckmann (PMW)
Ausgangsleistung der Prototyp-Röhre für verschiedenePulslängen. Die Ausgangsleistung der „Maquette“-Röhreist zum Vergleich ebenfalls dargestellt.

-- 14 --
31.20.30 IHM Übertragungsleitungen für ECRH an W7-X Die Übertragungsleitungen – zwei für je 5 Gyrotrons mit insge-samt 5 MW Leistung – bestehen aus Einzelstrahl- und Vielstrahlelementen (Abbildung). Für jedes Gyrotron wird eine Anpasseinheit mit fünf Einzelstrahl-Elementen benutzt und je fünf Strahlen für die Vielstrahlübertragung zusammengefasst. Zwei dieser Einzelstrahlspiegel (M1,M2) formen den Gy-rotronstrahl zu einem Gauss’schen Strahl um, zwei weitere (P1,P2) werden zur geeigneten Polarisationsänderung des HF-Strahls benutzt. Spiegel M4 richtet den Einzelstrahl auf den ersten Spiegel des Vielstrahlsystems.
Blick in den Strahldukt mit Übertragungsleitung.
Da das Vielstrahl-Übertragungssystem im wesentlichen die Übertragungseigenschaften des Gesamtsystems bestimmt, wurde eine sorgfältige Optimierung der Spiegeloberflächen und ihrer Ausrichtung in Hinblick auf geringe Modenkonversion durchgeführt. Zwei der Vielstrahlspiegel wurden als Prototypen fertiggestellt. Nach kleinen Anfangsschwierigkeiten entspricht die Oberflächenqualität jetzt den geforderten Spezifikationen. Trotzdem soll die Haftfähigkeit der aufgalvanisierten Kupfer-oberfläche an den Edelstahlkörper durch bessere Qualitätskon-trolle sichergestellt werden.
Die Vermessung der Prototyp-Übertragungsleitung am IPF Stuttgart wurde mit einem in Bezug auf Modenreinheit verbes-serten Eingangsstrahl weitergeführt. Die Leistungsverteilung am Ausgang des Systems ist in der folgenden Abbildung wiederge-geben. Der Wirkungsgrad der Übertragungsleitung beträgt etwa 90% in guter Übereinstimmung mit theoretischen Berechnun-gen.
Alle Spiegel der Übertragungsleitung sind konstruiert und ent-weder bereits gefertigt oder in der Fertigung. Die ersten Spiegel (M1,M2) und die Polarisator-Spiegel wurden im Hochleistungs-teststand des Forschungszentrums getestet. Trotz schlechter Kühlung traten keine Schwierigkeiten auf, insbesondere zeigten die Polarisatoren, die die höchstbelasteten Komponenten der Übertragungsleitungen darstellen, keine besonderen Probleme durch HF-Überschläge. Die Fertigung der Spiegel M3 kann vollständig durchgeführt werden, wohingegen die Oberflächen der Spiegel M1,M2 von den HF-Strahleigenschaften abhängig sind. Die endgültige Oberflächenformgebung kann erst nach einer genauen Strahlvermessung der einzelnen Gyrotrons durchgeführt werden.
Der Einfluss von Verformungen ist theoretisch und experimentell bestimmt worden. Es hat sich herausgestellt, dass die Spiegel-deformation im wesentlich rotationssymmetrisch erfolgt. Dies führt nicht zu einer zusätzlichen Modenkonversion. Es konnte gezeigt werden, dass selbst im schlimmsten Fall eine Änderung des Strahlradius von nur 4% erwartet wird, der Strahlradius am Torusfenster bleibt praktisch unverändert.
Verteilung der Ausgangsleistung an der Prototyp-Übertragungs-leitung.
Veröffent-lichungen
Beteiligte Mitarbeiter
V51565V51644V52184V52395
Dr. G. Dammertz Prof. M. Thumm Dr. G. Gantenbein (IPF Stuttgart) M. Grünert (IPF Stuttgart) Dr. H. Hailer (IPF Stuttgart) Dr. W. Kasparek (IPF Stuttgart) M. Krämer (IPF Stuttgart) F. Müller (IPF Stuttgart) R. Munk (IPF Stuttgart) C. Rieper (IPF Stuttgart) P. Salzmann (IPF Stuttgart) H. Schlüter (IPF Stuttgart) R. Schütz (IPF Stuttgart) Dr. J. Shi (IPF Stuttgart) Dr. K. Schwörer (IPF Stuttgart) Dr. R. Wacker (IPF Stuttgart) DI M. Weißgerber (IPP Garching) Dr. V. Erckmann (PMW) F. Hollmann (IPP Greifswald) Dr. G. Michel (IPP Greifswald)
31.20.40 IHM In-Vessel-Komponenten für ECRH an W7-X Bis hin zu mittleren Plasmadichten (<1,2·1020/m3) wird die ECRH bei der zweiten Harmonischen (140 GHz) in der soge-nannten außerordentlichen Mode sehr effizient im Plasma ab-sorbiert.
Für darüber hinausgehende Dichten muss die sogenannte zweite harmonische ordentliche Mode verwendet werden. Hier ist die Absorption im ersten Durchgang nicht vollständig. Die HF-Welle muss deshalb in kontrollierter Weise in das Plasma zurückstrahlen, d.h. die Torusinnenseite muss mit geeigneten Materialien belegt werden. Diese Materialien müssen zusätzlich den plasmaphysikalischen Anforderungen genügen.
Arbeiten zur Untersuchung der Oberflächenstruktur für die HF-Reflektoren an der Innenseite des Plasmatorus wurden durch-geführt. Als alternative Möglichkeit für Mo-Legierungen, die als Wandmaterial geplant sind und die eine starke Reflektivität für Mikrowellen besitzen, wurden W-beschichtete Graphit-Ziegel untersucht. Es konnte gezeigt werden, dass dieses Material ebenfalls sehr gute Mikrowellen-Reflexionseigenschaften be-sitzt.
Die Verteilung der HF-Streustrahlung in einem leeren Plasma-gefäß wurde untersucht und damit die Gültigkeit von Computer-Simulationsrechnungen in Zusammenarbeit mit dem Institut für Plasmaphysik in Mailand, Italien, überprüft. Die experimentellen

-- 15 --
Arbeiten erfolgten am Vakuumgefäß von W7-AS. Wegen der ähnlichen Geometrie von W7-AS und W7-X wird angenommen, dass die Ergebnisse gut übertragbar sind, und die Genauigkeit der Vorhersagen zum HF-Verhalten im Plasma verbessert werden kann.
Die Parameter einer Test-Kammer wurden festgelegt, in der alle für Mikrowellen sensitiven Komponenten getestet werden kön-nen, bevor sie in den Plasmatorus eingebaut werden.
Die Planung der HF-Antennen innerhalb des Plasmagefäßes ist begonnen worden.
Veröffent-lichungen
Beteiligte Mitarbeiter
52214
Dr. G. Dammertz Prof. M. Thumm Dr. W. Kasparek (IPF Stuttgart) R. Wacker (IPF Stuttgart) Dr. H. P. Laqua (IPP Greifswald) Dr. G. Michel (IPP Greifswald) Dr. F. Gandini (IPP Mailand) Dr. V. Erckmann (PMW)
31.20.50 IHM Kühlsystem für ECRH an W7-X
Die Wasserkühl-Module für fünf Gyrotrons sind nach den Spezi-fikationen der Fa. Thales ED gebaut und im Gyrotronraum des IPP in Greifswald installiert (Abbildung). Die Anschlüsse der Kühlmodule an die Gyrotrons ist prototyphaft an einem Gy-rotron, der nach Greifswald gelieferten Vorprototype-Röhre („Maquette“), durchgeführt worden. Der Kollektorkühlkreislauf für die Gyrotrons hat eine Kühlleistung von 1,6 MW bei einem Wasserdurchfluss von etwa 100 m³/h.
Der größte Teil der weiteren Kühlsysteme sind bereits installiert, insbesondere die Kühlung der HF-Absorberlast für 1 MW HF-Leistung mit 50m³/h Kühlleistung sowie das Kühlaggregat für die Spiegelkühlung mit 150 m³/h. Die Verrohrung mit den einzelnen Spiegeln wird nach der Installation der Spiegel durchgeführt.
Die Verrohrung des automatischen Nachfüllsystems zur Küh-lung der supraleitenden Magnetsysteme mit 600 l/h ist durch-geführt, die Phasenabscheider sind in der Fertigung. Die Ver-rohrung zur Rückgewinnung des He-Gases ist ebenfalls in der Fertigung.
Das Vakuumsystem zum Betrieb der Gyrotron-Magnetkryostate ist gefertigt.
Veröffent-lichungen
Beteiligte Mitarbeiter
48166 Dr. G. Dammertz P. Grundel DI W Leonhardt D. Mellein DI G. Neffe DI M. Schmid Prof. M. Thumm Dr. G. Müller (IPF Stuttgart) F. Hollmann (IPP Greifswald) L. Jonitz (IPP Greifswald) F. Noke (IPP Greifswald) F. Purps (IPP Greifswald) T. Schulz (IPP Greifswald) Dr. V. Erckmann (PMW)
31.20.60 IHM Energieversorgung für ECRH an W7-X
Neben der (65 kV/45 A)-Hochspannungs-Hochstromversorgung, für deren Installation das IPP Greifswald verantwortlich zeichnet, sind für den Betrieb der Gyrotrons mit Energierückgewinnung zusätzliche Netzgeräte erforderlich: zunächst eines zur Einstellung der erforderlichen stabilen Beschleunigungsspan-nung mit präziser und schneller Spannungsregelung, ein schneller Thyratron-Crowbar zum Schutz des Gyrotrons sowie eine genaue Stromversorgung für die Kathodenheizung.
Die Schaltungsentwicklung für alle Zusatzgeräte der W7-X Seriengyrotrons erfolgte durch Computersimulation mittels P-Spice. Dabei mussten die spezifischen Eigenschaften der Hochspannungs-Hochstromversorgung, die noch nicht den spezifizierten Werten entspricht, berücksichtigt werden. Eine Vorprototypversion des HV-Modulators wurde gebaut und wird in Kürze an das IPP Greifswald geliefert. Messungen in Verbin-dungen mit dem Hochspannungs-Hochstromversorgungen werden durchgeführt, sobald dieses Netzgerät zur Verfügung steht.
Die wesentlichen Komponenten für den Bau des Prototyp-HV-Modulators sind bestellt und bereits geliefert, insbesondere die Netzgeräte der internen Spannungsversorgung, Regelungs-Leistungsröhren, deren Ölkühlung, Wärmetauscher usw.
Das Konzept für die Not-Abschaltung der Hochspannungs-versorgung sowie des gesamten Verriegelungs- und Sicher-heitssystems in Greifswald wurde erstellt. Dieses System wird mit einem Aktuator-Sensor-Interface „Safety at Work“ Bus (AS-i-Bus) gesteuert und überwacht und kommuniziert über Profibus-Schnittstellen mit den systemprogrammierbaren Steuerungen. Die notwendigen Komponenten für dieses System sind bereits geliefert und werden in Kürze in Greifswald installiert.
Veröffent-lichungen
Beteiligte Mitarbeiter
Dr. G. Dammertz DI W. Leonhardt DI M. Schmid Prof. M. Thumm H. Babilon (IPF Stuttgart) Dr. P. Brand (IPF Stuttgart) Dr. G. A. Müller (IPF Stuttgart) F. Müller (IPF Stuttgart) H. Schlüter (IPF Stuttgart) R. Schütz (IPF Stuttgart) Dr. H. Braune (IPP Greifswald) Dr. G. Michel (IPP Greifswald) Dr. V. Erckmann (PMW)
Kühlmodule für die Gyrotronkühlung.

-- 16 --
31.20.70 IHM MSR-Technik für ECRH an W7-X
Das Vorhaben umfasst die Entwicklung und den Aufbau der Mess-, Steuer- und Regelungstechnik (MSR), sowie der Mikro-wellendiagnostik für die ECRH an W7-X.
Dazu wurde das Konzept des Steuerungs- und Kontrollsystems im FZK-Gyrotronstand verbessert und erweitert, und an die Anforderungen der Messungen am Prototypgyrotron angepasst. Die Erweiterungen für die Messungen an den Seriengyrotrons im Forschungszentrum Karlsruhe sowie am IPP Greifswald werden bearbeitet.
Sowohl die Installationen für die Niederspannungsversorgung als auch die der optischen und elektrischen Signalleitungen wurden konzipiert und größtenteils durchgeführt.
Die Komponenten für das LAN wurden beschafft und installiert. Die Steuerung des Vakuumsystems wurde fertiggestellt.
Die Arbeiten an der Steuerung der LN2-Versorgung wurden aufgenommen.
Die Hardware für die in Greifswald einzusetzenden Arc-Detekto-ren wurde entwickelt und steht als Prototyp zur Verfügung. Das Konzept für das Interlocksystem in Greifswald wurde ausgear-beitet, die Hardware für einen Prototypen der Interlock-Boxen steht kurz vor der Fertigstellung.
Für die Ansteuerung der Hochspannungs-Hochstromanlage wurde ein grafisches Nutzer-Interface inklusive Timer-Steue-rung entwickelt und implementiert, welches bereits bei den o.g. Tests dieser Anlage eingesetzt wurde. Die Arbeiten zur Modul-arisierung des Nutzer-Interfaces wurden begonnen.
Veröffent-lichungen
Beteiligte Mitarbeiter
52504 Dr. G. Dammertz H. R. Kunkel DI W. Leonhardt R. Lukits Prof. M. Thumm L. Jonitz (IPP Greifswald) Dr. G. Michel (IPP Greifswald) F. Purps (IPP Greifswald) Dr. V. Erckmann (PMW)
32 Programm Nukleare Sicherheits-forschung (NUKLEAR)
32.23 Studien zur Aktinidenumwandlung
32.23.05 IHM Untersuchungen zu beschleuni- gergetriebenen, unterkritischen Anordnungen
Die Lösung der Korrosionsprobleme ist eine Voraussetzung für den Einsatz von Blei- bzw. Blei-WismutLegierungen als Kühl-mittel bzw. Spallationstarget in zukünftigen ADS-Systemen (beschleunigergetriebene Anordnungen). Die Flüssigmetallkor-rosion besteht in einer stetig voranschreitenden Auflösung von Legierungskomponenten des verwendeten Stahls. Oxidschich-ten auf dem Stahl können den Lösungsangriff des Flüssigme-talls unterbinden. Damit solche Oxidschichten über lange Zeit stabil bleiben ist eine Kontrolle der Sauerstoffaktivität im Flüs-sigmetall erforderlich.
Die Ergebnisse im Berichtszeitraum lassen sich wie folgt zu-sammenfassen:
- Es wurden Experimente im Pb/Bi – Kreislauf des Prometey-Institutes, St. Petersburg durchgeführt. Die Auslagerungen der Proben wurden um weitere 3000 h auf 7200 h ausgeweitet. Die Flüssigmetalltemperatur betrug 550 °C bei einer Fließgeschwin-digkeit von 0.5 m/s und einer nominellen Sauerstoffkonzentra-tion von 10-6 Gew %. Neben Stählen im Originalzustand wurde auch das Verhalten der Stähle mit Al-legierter Oberfläche unter-sucht. Aus den Untersuchungen an den Stählen im Originalzu-stand nach einer Auslagerung von 4000 h zeigte sich, dass die gebildeten dicken Oxidschichten (< 30 µm) in der Regel abplat-zen. Des weiteren konnten vor allem bei austenitischen Stählen erste Einlagerungen von Pb/Bi in die Stahloberfläche beobach-tet werden. Nach weiteren 3200 h hat sich nun gezeigt, dass sich neue Oxidschichten auf der Stahloberfläche bilden und der Schutzmechanismus erhalten bleibt. Diese Selbstheilung ist erstmals beobachtet worden. Auf allen Proben, die mittels Alu-minium in der Oberfläche legiert wurden, ist der Befund unver-ändert. Die sich bildende sehr dünne Aluminiumoxidschichten (< 1 µm), schützt die Stähle, sowohl vor dem Flüssigmetallan-griff als auch vor einer fortschreitenden Oxidation.
- Durch die Reaktion von Pb/Bi, das über ein kleines Leck ins Innere einiger Hüllrohre gelangt ist, konnte gezeigt werden, dass bei Sauerstoffmangel schwerwiegender Lösungsangriff erfolgt (siehe Bild unten). Daraus ergibt sich, dass in einer ADS-Anord-nung Stellen mit ruhendem Pb/Bi und damit Sauerstoffdefizit vermieden werden müssen.
Innenseite
Außenseite
Oxidschicht
Lösungsangriff
Beispiel eines erheblichen Lösungsangriffs auf der Rohrinnen-seite von 1.4970 Hüllrohrstahl bei 550 °C nach 7200 h Auslagerung durch eingedrungenes Pb/Bi mit Sauerstoffdefizit durch unzureichenden Austausch mit dem Flüssigmetall des Kreislaufs. - Im Rahmen des Kooperationsvertrages mit JNC, Japan, wur-den 5 neue Korrosionsteststände COSTA aufgebaut und in Betrieb genommen (siehe nächstes Bild). Damit ist es möglich gleichzeitig 240 Proben bei 5 unterschiedlichen Temperaturen und 10 unterschiedlichen Sauerstoffaktivitäten in flüssigen Bleilegierungen auszulagern. - Es wurden drei japanische Reaktorstähle (ODS, P122 und 316) bei 4 unterschiedlichen Temperaturen bis zu 2000 h in Pb/Bi ausgelagert und untersucht. Es zeigte sich, dass sich das Oxidationsverhalten von martensitischen Stählen bei Tempera-turen ab 600 °C radikal ändert. Anstelle von mehrlagigen dicken Oxidschichten aus Magnetid und Spinell bilden sich extrem dünne Cr-Oxidschichten. Allerdings scheinen diese Oxid-schichten nicht ausreichend zu schützen. Bei allen Proben im Originalzustand lässt sich bereits nach 800 h bzw. 2000 h lokal ein Lösungsangriff beobachten. Bei Temperaturen von 550 °C und darunter ist der Schutzmechanismus durch die üblichen ´dicken´ mehrlagigen Oxidschichten gewährleistet. Die entspre-chenden mittels GESA mit Aluminium in der Oberfläche legier-ten Proben zeigen den gewohnt wirksamen Schutzmechanis-mus, selbst bei Temperaturen von 650 °C.

-- 17 --
Ansicht der COSTA-Versuchsstände zur Untersuchung der Korrosion von Stahl in stagnierendem Pb/Bi.
Turbinenschaufeln
Die Arbeiten zur Oberflächenvergütung von Turbinenschaufeln im Rahmen des Vertrages mit einem Industriepartner wurden fortgesetzt. Ziel der Arbeiten ist, die Oberflächen der Schaufeln durch Behandlung mit der GESA-Anlage so zu konditionieren, dass eine lange Haftung von aufgebrachten Wärmedämm-schichten (WDS) in der Gasturbine gewährleistet ist. Der Ein-satz keramischer Wärmedämmschichten (WDS) auf Gasturbi-nenschaufeln hat die weitere Erhöhung des Wirkungsgrads der Gasturbinen zum Ziel. Dies erfordert eine Optimierung des MCrAlY-Coatings, das sowohl den Turbinenschaufelgrundwerk-stoff vor Oxidation schützen als auch eine gute Anbindung der WDS gewährleisten soll. Ein Versuchsprogramm ist abge-schlossen worden, um neben der bisher untersuchten Standard-MCrAlY-Schicht auch neuere Entwicklungen auf ihre Eignung als Haftvermittlerschicht zu untersuchen.
Die Arbeiten und Ergebnisse im Berichtszeitraum lassen sich wie folgt beschreiben:
- Proben mit Wärmedämmschichten bestehend aus Zirkonoxid (stabilisiert mit Yttriumoxid) wurden quasistationär bei 950/1000 °C an Luft ausgelagert. Ein Teil der Proben war vor dem Beschichten nur mechanisch geglättet, ein anderer war mit der GESA behandelt. Die Proben wurden in Intervallen von 200 h aus dem Ofen entnommen, auf Raumtemperatur abge-kühlt und visuell auf Abplatzungen untersucht. Außerdem wurden an allen Proben metallographische Untersuchungen an Querschliffen durchgeführt. Diese Untersuchungen hatten zum Ziel, das zeitliche Anwachsen der thermisch gewachsenen Oxidschicht (TGO), der β-verarmten Zone und die Interdiffusion zu ermitteln. In der folgenden Tabelle sind die Ergebnisse der visuellen Schadensinspektion dargestellt.
1000 °C 950 °C min.
[h] max. [h]
min. [h]
max. [h]
mech. gegl. 1000 >70% > > Standardschicht GESA beh. 3624 >70% > > mech. gegl. 804 3000 5480 >10%1.
Neuentwicklung GESA beh. 804 2854 3816 >10%
mech. gegl. 660 3000 5004 129902. Neuentwicklung GESA beh. 660 2854 5168 >10%
Zusammenfassende Darstellung der Ergebnisse bis zur aktuellen Auslagerungszeit von 13648 h. Die Spalte min. beschreibt den Zeitpunkt, bei dem erste Ausfälle beobachtet wurden, während max. den Zeitpunkt angibt, bei dem alle Proben versagt haben (> bedeutet mehr als 13648 h).
Es zeigt sich, dass die beiden Neuentwicklungen gegenüber der Standardschicht deutlich geringere Standzeiten aufweisen.
Während bei 1000 °C die Neuentwicklungen bereits nach 3000 h versagen, sind bei der Standardschicht noch 70 % der Proben intakt. Bei 950 °C haben, bis auf wenige Ausnahmen (10%), ebenfalls alle Neuentwicklungen versagt. Nur Proben, die mit der Standardschicht versehen wurden, zeigen auch nach der maximalen Auslagerungszeit von 13648 h kein Versagen. Ein Unterschied im Verhalten der Proben nach der GESA-Behandlung zu mechanisch geglätteten Proben konnte für alle Schichttypen nicht beobachtet werden. Aus den metallographi-schen Untersuchungen konnten mögliche Ursachen für das ungünstige Verhalten der Neuentwicklungen ermittelt werde. Dabei konnte nachgewiesen werden, dass entgegen der allge-meinen Annahme nicht das Erreichen einer kritischen Dicke der TGO ursächlich zum Versagen führt. Zur Klärung sind weitere Untersuchungen notwendig. - Ein Regenbogentest (unterschiedlich hergestellte Testschau-feln werden in einer Gasturbine getestet) mit GESA-behandelten Leitschaufeln wurde begonnen. Entsprechend den üblichen Inspektionsintervallen wird mit ersten Ergebnissen im nächsten Jahr gerechnet.
- Eine Designstudie für eine industrielle GESA - Anlage zur Behandlung von Turbinenschaufeln wurde abgeschlossen und dem Industriepartner übergeben (siehe Bild). Diese Anlage wurde für eine Bearbeitungskapazität von 3000 – 5000 Schau-feln pro Jahr ausgelegt.
Design-Studie einer GESA-Anlage zur Bearbeitung von Turbi-nenschaufeln. Strahlqualität
Für manche Anwendungen, z.B. auf dem Gebiet der Oberflä-chenhärtung, Bruchfestigkeitsverbesserung und Legierungsbil-dung ist die Homogenität der Elektronenstromdichte auf dem zu behandelnden Werkstück von großer Bedeutung. Außerdem ist die Kenntnis diverser Elektronenstrahlparameter unabdingbar für die Beschreibung des Umschmelzprozesses und des Trans-ports intensiver Elektronenstrahlen im Vakuum. Daher wurden im Berichtszeitraum weiterhin eine Reihe von experimentellen und theoretischen Grundlagenuntersuchungen zur Strahlerzeu-gung und zur Verbesserung der Strahlhomogenität durchge-führt. Die Ergebnisse lassen sich wie folgt zusammenfassen:
- Die Fokussierbarkeit und der Transport von Elektronenstrah-len, mittels eines externen Magnetfeldes, wird wesentlich von der Geschwindigkeitsverteilung der Strahlelektronen bestimmt. Es wurden deswegen systematische Messungen an den GESA-Anlagen zur Bestimmung der Winkelverteilung der Strahl-elektronen durchgeführt. Es zeigt sich, dass die Winkelvertei-lung im wesentlichen einer Gauß'schen Normalverteilung ent-spricht. Der Wert des Maximums der Verteilungsfunktion (Hauptwinkel) hängt von der Beschleunigungsspannung, der Magnetfeldstärke an der Kathode, dem Spiegelverhältnis und der Belegungsdichte der Graphitbüschel an der Kathode ab.

-- 18 --
Illustration der Strahlrotation.
- Unter Einsatz der neu entwickelten Röntgenstrahldiagnostik zur Messung der orts- und zeitaufgelösten Leistungsdichtev-erteilung am Target, konnte die Ursache für das Auftreten von zeitlichen Stromdichteoszillationen geklärt werden. Es konnte festgestellt werden, dass unter bestimmten Bedingungen der Elektronenstrahl als ganzes um die Magnetfeldachse rotiert (siehe Bild). Der Radius dieser Bewegung (Amplitude der Stromdichteschwankungen) hängt sowohl von der Magnetfeld-stärke als auch vom Targetmaterial ab. Er nimmt mit steigender Kernladungszahl Z des Targetmaterials zu und bei Vergröße-rung des Magnet-Spiegelverhältnisses ab. Die Periodendauer für einen Umlauf beträgt ca. 1,5 µs. Die Ursache dieser Strahl-rotation wird in der Wechselwirkung des Elektronenstrahls mit dem sich bildenden Targetplasma vermutet. Zur endgültigen Klärung werden weitere Untersuchungen durchgeführt.
Veröffent-lichungen
Beteiligte Mitarbeiter
49774 49897
V51560 V51561 V51562 V51563 V51564
V517645 52294 52308
V52380 52719
V52888 52894 52990
V53070
DI W. An Dr. K. Baumung Prof. H. Bluhm Dr. V. Engelko (Gastwissenschaftler) DG A. Heinzel R. Huber Dr. G. Müller Dr. G. Schumacher (Gastwissenschaftler) Dr. T.Y. Song (Gastwissenschaftler) Dr. D. Strauß Dr. A. Weisenburger DI (FH) F. Zimmermann
32.23.06 IHM HGF-Strategiefondsprojekt:
Thermohydraulische und mate-rialspezifische Untersuchungen zur Wärmeabfuhr von thermisch hochbelasteten Oberflächen mit Hilfe der Flüssigmetallkühlung
Ziel dieses HGF-Strategiefondsprojektes ist es, neue Methoden und Technologien zur Auslegung und Herstellung von Materia-lien mit hochbelastbaren Oberflächen (z. B. Strahlfenster) zu entwickeln. Diese Oberflächen sollen mit einem korrosiven schweren Flüssigmetall (eutektisches Blei-Wismut) gekühlt werden. Das Strahlfenster ist eine der entscheidenden Kompo-nenten eines Spallationstargets für ADS-Systeme. Aufgabe dieses Projektes ist die Entwicklung der wissenschaftlich-techni-schen Voraussetzungen zur Konzeption und detaillierten Ausle-gung eines Spallationstargets, das in die Entwicklung der euro-päischen Demonstrationsanlage für ein ADS einfließen wird. Dieses HGF-Strategiefondsprojekt ist im Juni dieses Jahres ausgelaufen.
- Im Berichtszeitraum wurde die am IHM entwickelte Kontrolle der Sauerstoffaktivität in flüssigem Pb/Bi nach zweijähriger,
erfolgreicher Testphase am THESYS-Kreislauf des KALLA-Labors auf die übrigen Kreisläufe (THEADES und CORRIDA) übertragen. Die Einstellung der Sauerstoffaktivität im Flüssig-metall basiert auf dem Austausch mit einer Gasphase definier-ten Sauerstoffpartialdrucks über der freien Oberfläche des Flüssigmetalls. - Für den Betrieb des Hochtemperaturkreislaufs CORRIDA wurde der Arbeitsbereich bezüglich der Sauerstoffkonzentration ermittelt. Für den Temperaturbereich zwischen 400 und 550 °C sollte die Konzentration des Sauerstoffs zwischen 10-7 und 10-5 Gew% liegen (siehe Bild). Für den Sauerstoffpartialdruck in der Gasphase über dem Flüssigmetall ergeben sich dadurch Werte bei 550 °C von 5,6x10-26 bis 8x10-22 bar. Für das Wasserstoff zu Wasser Verhältnis, das als Einstellgröße für den Sauerstoffpar-tialdruck genutzt wird, ergeben sich die entsprechenden Werte von 0,2 bis 0,002.
100 200 300 400 500 600 70010-14
10-12
10-10
10-8
10-6
10-4
10-2
Working range
COS(TMIN)
TmaxTmelt
Liquid metal corrosion
CO(Fe3O4)
COS
Oxy
gen
conc
entra
tion
in P
b/B
i [w
%]
Liquid metal temperature [°C]
CO(Fe3O4)(Tmax)
Arbeitsbereich bezüglich der Sauerstoffkonzentration im CORRIDA-Kreislauf des KALLA-Labors.
Alternativ zur Oberflächenlegierung von Stählen mit Al mittels des GESA–Verfahrens wurden unterschiedliche aluminium-haltige Schichten aus NiCrAlY mit dem LPPS-Verfahren (low pressure plasma spraying) auf Stähle aufgebracht und ihr Korrosionsverhalten in den Pb/Bi–Testständen COSTA getestet. Trotz ausreichend hohen Al-Gehalts kam es bei allen Schichttypen zu einem massiven Korrosionsangriff. Ursache hierfür ist die Ni – Basis dieser Schichten. Da Ni eine sehr hohe Löslichkeit in Bleischmelzen besitzt, gelingt es nicht, Al selektiv zu oxidieren. Deswegen wurde auf mehrere Hüllrohre eine 20 µm dicke LPPS-Schicht aus FeCrAlY mit 12 Gew% Al aufgebracht. Von der Eisenbasis wird ein weitaus günstigeres Verhalten erwartet. Prozessbedingt sind diese LPPS-Schichten rau und porös und haben eine ungenügende Haftung zum Grundmaterial. Um die Schichten zu glätten, zu verdichten und ihre Haftung zu erhöhen, wurden sie zusätzlich mit der GESA behandelt. Die Verbesserung der Haftung wird durch das teilweise Umschmelzlegieren der Schutzschicht in den Grundwerkstoff erreicht.
Veröffent-lichungen
Beteiligte Mitarbeiter
497755139852312
V53328
DG A. Heinzel R. Huber Dr. G. Müller Dr. G. Schumacher (Gastwissenschaftler) Dr. D. Strauß Dr. A. Weisenburger DI (FH) F. Zimmermann

-- 19 --
43 Programm Materialforschung (MATERIAL)
43.01 Pulvertechnologie
43.01.05 IHM Elektrodynamische Erzeugung von nanokristallinen Werk-stoffen und Millimeterwellen-unterstützte Sintertechnik
Metall-Matrix-Komposite
Für die Erzeugung von Metall-Matrix-Kompositen (MMC) aus Diamantpulver muss die Dichte der Preformen aus nano-kristallinem Diamantpulver genügend hoch sein und eine aus-reichende Bindung zwischen den Diamantkörnern entstehen. Beides lässt sich mit der Magnetpulskompression erreichen: Durch die hohen Kräfte beim Magnetpulsverdichten können reibschlüssige Verbindungen zwischen den Diamant-Nano-partikeln erzeugt und die Voraussetzungen für eine stabile Preform geschaffen werden.
In Zusammenarbeit mit der schweizerischen Firma EMPA wur-den Preformen von 10 mm Durchmesser und 2 mm Dicke mit einem Druck von ca. 1,7 GPa in 300µs verdichtet. Nach dem Verdichten erreichten die relativ stabilen Preformen ca. 55 % der theoretischen Dichte (TD) von Diamant. Diese hohen Dich-ten wurden nach unserer Kenntnis bisher mit keinem anderen Verfahren erreicht. Durch die Kombination der Magnetpulsver-dichtung mit dem Infiltrieren von flüssigem Metall könnte ein kostengünstiges, Verfahren zur Herstellung von MMCs auf Diamantbasis geschaffen werden. Das Infiltrieren von flüssigem Aluminium unter hohem Druck gelang in den ersten Versuchen jedoch nicht. Als möglicher Ausweg wird das Kompaktieren einer homogenen Pulvermischung aus Al und Diamant angese-hen.
Feinstkörnige Schneidkeramik
Zur Erzeugung von feinstkörniger Schneidkeramik wurden in einer Schwingmühle 22 Gew.% nanokristallines, monoklines ZrO2 mit 78 Gew.% nanokristallinem γ-Al2O3 gemischt. Das nanokristalline ZrO2 wurde von HITK (Hermsdorf) durch Flam-menpyrolyse hergestellt und hat einen mittleren Partikeldurch-messer von ca. 20nm. Das nanokristalline γ-Al2O3 mit einem mittleren Partikeldurchmesser von ca. 27nm wurde im IHM mittels Drahtexplosion erzeugt. Dieses Pulvergemisch wurde mit einem Druck von ca. 1,5 GPa zu Grünkörpern mit 15 mm Durchmesser und 2 mm Dicke gepresst. Die Gründichte der Proben beträgt zwischen 72 und 74 % der theoretischen Dichte. Einige der Proben wurden bereits mit Mikrowellen in Kombina-tion mit einer konventionellen Heizung (hybrid) und zum Ver-gleich ausschließlich konventionell bzw. ausschließlich mit Mikrowellen zu Mischkeramik gesintert. Nach dem Sintern ist das ZrO2 von der monoklinen in die tetragonale und das Al2O3 von der γ - in die α - Phase umgewandelt. Die Dichten der Ke-ramiken betragen, abhängig von den Sinterbedingungen, bis zu ca. 97 % der theoretischen Dichte (Abbildung).
89
90
91
92
93
94
95
96
97
98
99
100
Dic
hte
[% d
er th
eore
tisch
en D
icht
e]
1200 1220 1240 1260 1280 1300 1320 1340 1360Sintertemperatur [°C]
hybridkonventionellMM-Wellen
Dichte von Mischkeramiken als Funktion der Sinterparameter(Temperatur und Art)
Dichte von Mischkeramiken in % der theoretischen Dichte (TD) als Funktion der Sintertemperatur und der Sinterart.
1µm
REM-Aufnahme der Bruchfläche einer millimeterwellengesin-terten Probe mit 97% der theoretischen Dichte. Die Korngröße der Aluminiumoxidkörner in der gesinterten Mischkeramik, bestimmt aus den Halbwertsbreiten der Röntgen-reflexe, bleibt unterhalb von 150nm. Dies wird auch durch die REM-Aufnahme der Bruchfläche einer Probe mit ca. 97% der theoretischen Dichte bestätigt.
EU-Growth-Projekt STARELIGHT
Im Rahmen des EU Growth Projektes STARELIGHT, dessen Ziel es ist, transparente Keramik aus hochreinem Aluminiumoxid herzustellen, werden im Forschungszentrum neben dem Sinter-prozess auch die vorangehenden thermischen Prozessschritte bei der Pulverherstellung mit dem Ziel einer möglichst kleinen Korngröße mit Hilfe der Millimeterwellentechnik optimiert. Nur mit einer Korngröße in der gesinterten Keramik von weniger als 0,5 µm bei gleichzeitig verschwindend geringer Restporosität lassen sich bei diesem Werkstoff transparente Eigenschaften erzeugen. Versuche zur α-Al2O3-Pulverherstellung aus Alaun bzw. γ-Al2O3 mit Millimeterwellenheizung in Kombination mit einer konventionellen Heizung (hybrid) zeigen, dass eine we-sentlich schnellere und homogenere Durchwärmung und damit auch eine schnellere Umwandlung der Ausgangspulver möglich ist als im konventionellen thermischen Prozess. Mehrere Quali-täten der Ausgangspulver von der Firma Baikowski Chimie mit unterschiedlichen Dotierungen an α-Al2O3 wurden untersucht. Die Charakterisierung im Röntgendiffraktometer zeigt, dass sich mit dieser Hybridtechnik teilweise feinskaligere Ausgangspulver bei gleicher Phasenumwandlung gewinnen lassen als mit konventioneller Heizung (siehe Lot 10921 in Abbildung).
0 20 40 60 80 10030405060708090
100110120130140150
Lot10921 hybrid konv.
Lot12195 hybrid konv.
Lot12326 hybrid konv.
Kor
ngrö
sse
(XR
D)
in n
m
α-Al2O3 Gehalt in %
Korngröße von α-Al2O3, das aus γ- Al2O3 erzeugt wurde, in Abhängigkeit vom Konversionsanteil. In Zusammenarbeit mit dem ITC-WGT wurden Untersuchungen zur Delamination von Kaoliniten, sogenannten Schichtsilikaten mittels Mikrowelle durchgeführt, die deutlich nichtthermische Effekte der Mikrowellenheizung aufzeigen. Hier spiegelt sich ganz deutlich die selektive Ankopplung der Mikrowelle in den
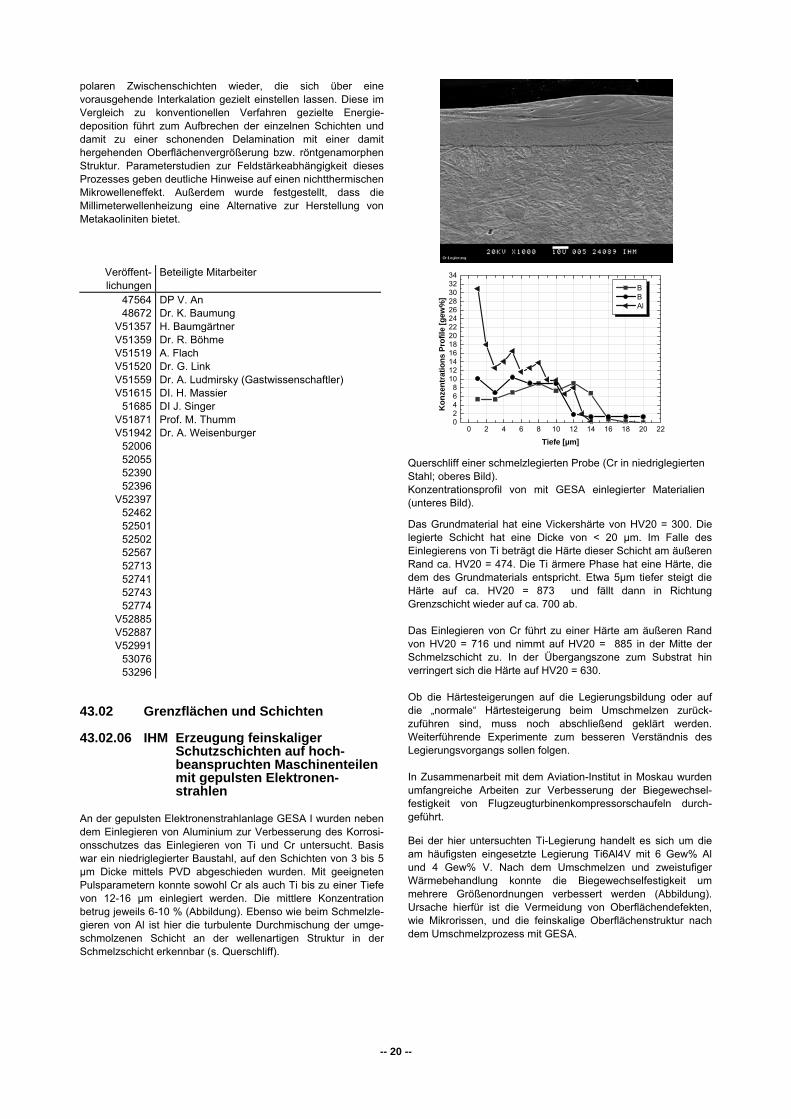
-- 20 --
polaren Zwischenschichten wieder, die sich über eine vorausgehende Interkalation gezielt einstellen lassen. Diese im Vergleich zu konventionellen Verfahren gezielte Energie-deposition führt zum Aufbrechen der einzelnen Schichten und damit zu einer schonenden Delamination mit einer damit hergehenden Oberflächenvergrößerung bzw. röntgenamorphen Struktur. Parameterstudien zur Feldstärkeabhängigkeit dieses Prozesses geben deutliche Hinweise auf einen nichtthermischen Mikrowelleneffekt. Außerdem wurde festgestellt, dass die Millimeterwellenheizung eine Alternative zur Herstellung von Metakaoliniten bietet.
Veröffent-lichungen
Beteiligte Mitarbeiter
47564 48672
V51357 V51359 V51519 V51520 V51559 V51615
51685 V51871 V51942
52006 52055 52390 52396
V52397 52462 52501 52502 52567 52713 52741 52743 52774
V52885 V52887 V52991
53076 53296
DP V. An Dr. K. Baumung H. Baumgärtner Dr. R. Böhme A. Flach Dr. G. Link Dr. A. Ludmirsky (Gastwissenschaftler) DI. H. Massier DI J. Singer Prof. M. Thumm Dr. A. Weisenburger
43.02 Grenzflächen und Schichten
43.02.06 IHM Erzeugung feinskaliger Schutzschichten auf hoch-beanspruchten Maschinenteilen mit gepulsten Elektronen-strahlen
An der gepulsten Elektronenstrahlanlage GESA I wurden neben dem Einlegieren von Aluminium zur Verbesserung des Korrosi-onsschutzes das Einlegieren von Ti und Cr untersucht. Basis war ein niedriglegierter Baustahl, auf den Schichten von 3 bis 5 µm Dicke mittels PVD abgeschieden wurden. Mit geeigneten Pulsparametern konnte sowohl Cr als auch Ti bis zu einer Tiefe von 12-16 µm einlegiert werden. Die mittlere Konzentration betrug jeweils 6-10 % (Abbildung). Ebenso wie beim Schmelzle-gieren von Al ist hier die turbulente Durchmischung der umge-schmolzenen Schicht an der wellenartigen Struktur in der Schmelzschicht erkennbar (s. Querschliff).
0 2 4 6 8 10 12 14 16 18 20 2202468
10121416182022242628303234
B B Al
Kon
zent
ratio
ns P
rofil
e [g
ew%
]Tiefe [µm]
Querschliff einer schmelzlegierten Probe (Cr in niedriglegierten Stahl; oberes Bild). Konzentrationsprofil von mit GESA einlegierter Materialien(unteres Bild).
Das Grundmaterial hat eine Vickershärte von HV20 = 300. Die legierte Schicht hat eine Dicke von < 20 µm. Im Falle des Einlegierens von Ti beträgt die Härte dieser Schicht am äußeren Rand ca. HV20 = 474. Die Ti ärmere Phase hat eine Härte, die dem des Grundmaterials entspricht. Etwa 5µm tiefer steigt die Härte auf ca. HV20 = 873 und fällt dann in Richtung Grenzschicht wieder auf ca. 700 ab.
Das Einlegieren von Cr führt zu einer Härte am äußeren Rand von HV20 = 716 und nimmt auf HV20 = 885 in der Mitte der Schmelzschicht zu. In der Übergangszone zum Substrat hin verringert sich die Härte auf HV20 = 630.
Ob die Härtesteigerungen auf die Legierungsbildung oder auf die „normale“ Härtesteigerung beim Umschmelzen zurück-zuführen sind, muss noch abschließend geklärt werden. Weiterführende Experimente zum besseren Verständnis des Legierungsvorgangs sollen folgen.
In Zusammenarbeit mit dem Aviation-Institut in Moskau wurden umfangreiche Arbeiten zur Verbesserung der Biegewechsel-festigkeit von Flugzeugturbinenkompressorschaufeln durch-geführt.
Bei der hier untersuchten Ti-Legierung handelt es sich um die am häufigsten eingesetzte Legierung Ti6Al4V mit 6 Gew% Al und 4 Gew% V. Nach dem Umschmelzen und zweistufiger Wärmebehandlung konnte die Biegewechselfestigkeit um mehrere Größenordnungen verbessert werden (Abbildung). Ursache hierfür ist die Vermeidung von Oberflächendefekten, wie Mikrorissen, und die feinskalige Oberflächenstruktur nach dem Umschmelzprozess mit GESA.
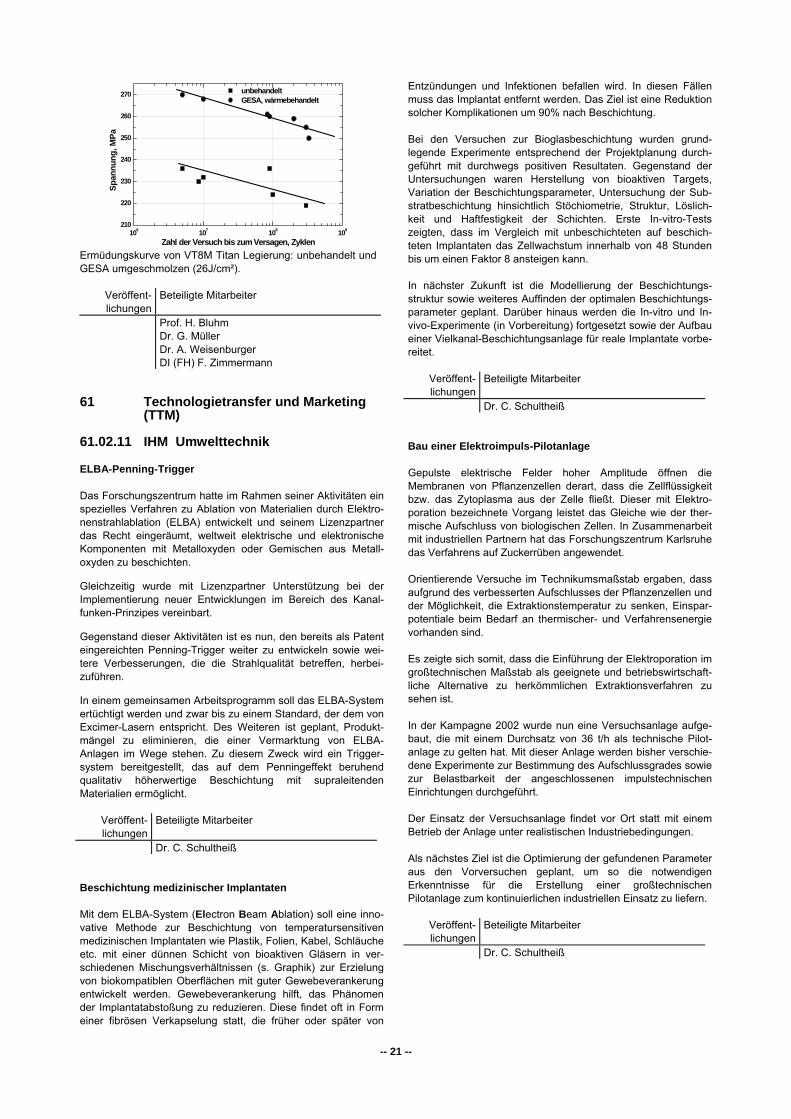
-- 21 --
106 107 108 109210
220
230
240
250
260
270 unbehandelt GESA, wärmebehandelt
Span
nung
, MPa
Zahl der Versuch bis zum Versagen, Zyklen Ermüdungskurve von VT8M Titan Legierung: unbehandelt und GESA umgeschmolzen (26J/cm²).
Veröffent-lichungen
Beteiligte Mitarbeiter
Prof. H. Bluhm Dr. G. Müller Dr. A. Weisenburger DI (FH) F. Zimmermann
61 Technologietransfer und Marketing (TTM)
61.02.11 IHM Umwelttechnik
ELBA-Penning-Trigger
Das Forschungszentrum hatte im Rahmen seiner Aktivitäten ein spezielles Verfahren zu Ablation von Materialien durch Elektro-nenstrahlablation (ELBA) entwickelt und seinem Lizenzpartner das Recht eingeräumt, weltweit elektrische und elektronische Komponenten mit Metalloxyden oder Gemischen aus Metall-oxyden zu beschichten.
Gleichzeitig wurde mit Lizenzpartner Unterstützung bei der Implementierung neuer Entwicklungen im Bereich des Kanal-funken-Prinzipes vereinbart.
Gegenstand dieser Aktivitäten ist es nun, den bereits als Patent eingereichten Penning-Trigger weiter zu entwickeln sowie wei-tere Verbesserungen, die die Strahlqualität betreffen, herbei-zuführen.
In einem gemeinsamen Arbeitsprogramm soll das ELBA-System ertüchtigt werden und zwar bis zu einem Standard, der dem von Excimer-Lasern entspricht. Des Weiteren ist geplant, Produkt-mängel zu eliminieren, die einer Vermarktung von ELBA-Anlagen im Wege stehen. Zu diesem Zweck wird ein Trigger-system bereitgestellt, das auf dem Penningeffekt beruhend qualitativ höherwertige Beschichtung mit supraleitenden Materialien ermöglicht.
Veröffent-lichungen
Beteiligte Mitarbeiter
Dr. C. Schultheiß
Beschichtung medizinischer Implantaten
Mit dem ELBA-System (Electron Beam Ablation) soll eine inno-vative Methode zur Beschichtung von temperatursensitiven medizinischen Implantaten wie Plastik, Folien, Kabel, Schläuche etc. mit einer dünnen Schicht von bioaktiven Gläsern in ver-schiedenen Mischungsverhältnissen (s. Graphik) zur Erzielung von biokompatiblen Oberflächen mit guter Gewebeverankerung entwickelt werden. Gewebeverankerung hilft, das Phänomen der Implantatabstoßung zu reduzieren. Diese findet oft in Form einer fibrösen Verkapselung statt, die früher oder später von
Entzündungen und Infektionen befallen wird. In diesen Fällen muss das Implantat entfernt werden. Das Ziel ist eine Reduktion solcher Komplikationen um 90% nach Beschichtung.
Bei den Versuchen zur Bioglasbeschichtung wurden grund-legende Experimente entsprechend der Projektplanung durch-geführt mit durchwegs positiven Resultaten. Gegenstand der Untersuchungen waren Herstellung von bioaktiven Targets, Variation der Beschichtungsparameter, Untersuchung der Sub-stratbeschichtung hinsichtlich Stöchiometrie, Struktur, Löslich-keit und Haftfestigkeit der Schichten. Erste In-vitro-Tests zeigten, dass im Vergleich mit unbeschichteten auf beschich-teten Implantaten das Zellwachstum innerhalb von 48 Stunden bis um einen Faktor 8 ansteigen kann.
In nächster Zukunft ist die Modellierung der Beschichtungs-struktur sowie weiteres Auffinden der optimalen Beschichtungs-parameter geplant. Darüber hinaus werden die In-vitro und In-vivo-Experimente (in Vorbereitung) fortgesetzt sowie der Aufbau einer Vielkanal-Beschichtungsanlage für reale Implantate vorbe-reitet.
Veröffent-lichungen
Beteiligte Mitarbeiter
Dr. C. Schultheiß
Bau einer Elektroimpuls-Pilotanlage
Gepulste elektrische Felder hoher Amplitude öffnen die Membranen von Pflanzenzellen derart, dass die Zellflüssigkeit bzw. das Zytoplasma aus der Zelle fließt. Dieser mit Elektro-poration bezeichnete Vorgang leistet das Gleiche wie der ther-mische Aufschluss von biologischen Zellen. In Zusammenarbeit mit industriellen Partnern hat das Forschungszentrum Karlsruhe das Verfahrens auf Zuckerrüben angewendet.
Orientierende Versuche im Technikumsmaßstab ergaben, dass aufgrund des verbesserten Aufschlusses der Pflanzenzellen und der Möglichkeit, die Extraktionstemperatur zu senken, Einspar-potentiale beim Bedarf an thermischer- und Verfahrensenergie vorhanden sind.
Es zeigte sich somit, dass die Einführung der Elektroporation im großtechnischen Maßstab als geeignete und betriebswirtschaft-liche Alternative zu herkömmlichen Extraktionsverfahren zu sehen ist.
In der Kampagne 2002 wurde nun eine Versuchsanlage aufge-baut, die mit einem Durchsatz von 36 t/h als technische Pilot-anlage zu gelten hat. Mit dieser Anlage werden bisher verschie-dene Experimente zur Bestimmung des Aufschlussgrades sowie zur Belastbarkeit der angeschlossenen impulstechnischen Einrichtungen durchgeführt.
Der Einsatz der Versuchsanlage findet vor Ort statt mit einem Betrieb der Anlage unter realistischen Industriebedingungen.
Als nächstes Ziel ist die Optimierung der gefundenen Parameter aus den Vorversuchen geplant, um so die notwendigen Erkenntnisse für die Erstellung einer großtechnischen Pilotanlage zum kontinuierlichen industriellen Einsatz zu liefern.
Veröffent-lichungen
Beteiligte Mitarbeiter
Dr. C. Schultheiß

-- 22 --
61.02.31 IHM Innovative Beschichtung von temperatursensitiven Implantaten
Das Ziel des EU-Projektes INCOMED ist das Beschichten von medizinischen Implantaten aus Metall bzw. Kunststoff mit bioaktiven Substanzen, die Weichgewebezellen zum Wachstum anregen und es ermöglichen, dass Weichgewebe mit einem Implantat fest zusammenwächst. Bis jetzt gibt es solche Situationen nur beim Verwachsen von Hartgewebe - also Knochen - mit Metallimplantaten wie z. B. Hüftgelenk, Zahnprothesen etc.. Die Implantate bestehen aus Titan und Titanlegierungen, die manchmal mit Hydroxylapatit beschichtet sind. Im Gegensatz dazu verbindet sich Weichgewebe mit Implantatmaterialien im Allgemeinen sehr schlecht. Deshalb kann bei transkutanen Implantaten immer wieder beobachtet werden, dass an der Verbindungslinie zwischen Gewebe und Implantat Bakterien eine Passage in den Körper finden und gefährliche Infektionen entstehen. Aber auch subkutane Implantate, wie z. B. sogenannte access ports für Injektionen, die in der Chemotherapie häufig verwendet werden, haben Probleme mit der Fixierung.
Die Ziele der ersten 12 von insgesamt 36 Monaten Projektdauer waren die Optimierung der Beschichtungstechnologie, die auf der gepulsten Elektronenstrahlablation beruht, und die Herstellung von Targets aus bioaktiven Gläsern sowie die Bereitstellung von Substraten aus Titanlegierung und Silicon-gummi (PDMS), die mit einer Dünnschicht im Mikrometerbereich versehen werden mussten. Dabei kamen verschiedene Diagnostiken und Testverfahren wie SEM/EDAX, α-Teilchen Rückstreuung, Röntgenbeugung, Lösungsstabilität, Haftfestig-keit etc., zur Charakterisierung der Schichten zum Einsatz.
Etwa 7 verschiedene Targetzusammensetzungen im und um den so genannten Weichgewebehaftungsbereich im Phasen-diagramm von bioaktiven Gläsern wurden in die Unter-suchungen einbezogen. Zusätzliche unvermeidbare Abweichungen von der Stöchiometrie der Targetzusammen-setzung resultieren aus der Verdampfung von Glasbestandteilen mit niedrigem Dampfdruck während der Herstellung der Glasschmelze.
Alle Substrate aus Titanlegierung bzw. PDMS wurden in der ersten Versuchsserie mit einer Targetmischung beschichtet, die sehr nahe am Weichgewebehaftungsbereich liegt (erste Abbildung). Die Schicht ist amorph, die Schichtdicke typisch 10 µm dick und die Haftfestigkeit bewegt sich im Bereich von 250 N/cm2. Erste in-vitro Experimente zeigen ein verstärktes Wachstum von L969 Mäuse-Fibroblastzellen auf beschichteten Oberflächen. Im Vergleich mit unbehandeltem Kontrollkunststoff (Gewebe-Kultur-Polystyrene) wird für beschichtetes PDMS ein Verstärkungsfaktor von 800 % gemessen. Diese Beobachtung wurde nach 48 Stunden Zellwachstum gemacht. Wie die zweite Abbildung zeigt, ist nach dieser Zeitspanne die gesamte Substratoberfläche mit Fibroblasten bedeckt. Die gute Zellanhaftung und Proliferation, die auf PDMS Substraten beobachtet werden konnte, bestätigte sich auch auf Proben aus Titanlegierungen, aber auf niedrigerem Niveau.
Bioaktives Glastarget (links), unbeschichtete Substrate aus TiAlV-Legierung (Mitte) and beschichtete Substrate (rechts, im Vergleich mit einem unbeschichteten Substat, s. raue Ober-fläche).
48-stündiges Wachstum von Weichgewebezellen auf einer mit bioaktiven Materialien beschichteten Kunststoffoberfläche in den Vergrösserungen 100, 200, 1000 und 2000.
Veröffent-lichungen
Beteiligte Mitarbeiter
49898V51517V52356
DP P. Brenner L. Buth Dr. Ch. Schultheiß
61.02.31 IHM Innovative Reaktions- und Verfahrenstechnik mit Mikrowellen
Temperierung und Prozessierung von harzinjizierbaren Verbundstrukturen mittels Mikrowellen
Das Ziel des Vorhabens liegt im Aufbau eines 2,45 GHz mikro-wellen-beheizten industriellen Prozesssystems (HEPHAISTOS – High Electromagnetic Power Heating Autoclave InSeT Oven System) zum Erwärmen, Prozessieren und Aushärten von kohlefaserverstärkten Verbundwerkstoffen (CFK) für kleinere und mittlere Strukturbauteile. Durch die Verwendung von industriellen 2,45 GHz Standard-Mikrowellenkomponenten wird das zu erstellende Autoklav-Nachrüstsystem sehr kostengünstig sein, dem ein hohes Marktpotential gegenübersteht. Das zu erstellende System integriert vorteilhaft die Verfahrensteilschritte von der Halbzeug- und Werkzeugeinbringung, Harz-temperierung und Durchtränkung der Fasergewebe/-gelege, sowie der Aushärtung der Verbunde unter industriellen Produk-tions- und Kostenanforderungen.
Im vergangenen Jahr konnte der Aufbau einer neuartigen Ver-suchsanlage mit Industrieparametern sowie deren Integration und Inbetriebnahme erfolgreich abgeschlossen werden. Es konnten sämtliche Verfahrensschritte in Prepreg, bzw. Nass-technologie für alle gängigen Verfahren und Branchen (Auto-mobile, Luftfahrt etc.) in überzeugender Form realisiert werden.
Dabei wurden die theoretischen und aus Simulationen gewon-nenen Vorhersagen vollständig experimentell verifiziert. Es konnte nicht nur gezeigt werden, dass mittels der Anlage eine

-- 23 --
gleichmäßige Aushärtung von CFK-Bauteilen möglich ist, viel-mehr konnte auch der erwartete Effekt einer Prozesszeitver-ringerung nachgewiesen werden.
Die Abbildung zeigt einen Vakuumaufbau (links) nach der Prozessierung in einem HEPHAISTOS (Modell BA), sowie die erfolgreich ausgehärtete Prepreg-Platte (rechts). In einem weiteren Schritt wurden bereits intensive Gespräche mit einem Autoklavenhersteller aufgenommen, um so zusam-men mit einem Industriepartner eine schnelle industrielle Um-setzung und Markteinführung zu realisieren.
Enteisung von Flugzeugen mittels Mikrowellen
Die Enteisung an Flugzeugen wird mittels mannigfaltiger Tech-niken betrieben. Dazu zählen unter anderem Besprühen der exponierten Stellen mit Eisbildung hemmenden Flüssigkeiten, Anwärmen mit Warmluft entnommen aus den Triebwerken oder Beheizen von verlegten Netz-/Heizmatten mittels elektrischem Strom.
Mit zunehmender Notwendigkeit zur Energieeinsparung müssen die Flugzeuge immer leichter gebaut werden. Aus heutiger Sicht kommen als Ersatz für bekannte Materialien nur CFK-Bauteile in Frage, die bereits an einigen Stellen Einsatz gefunden haben. Zu deren Enteisung können aber aufgrund der schlechten Wär-meleitung des CFKs und der damit verbundenen, hohen Tem-peraturgradienten die bekannten Verfahren nicht zum Einsatz gelangen.
Im abgelaufenen Jahr konnten nun erste erfolgreiche Versuche an realen Bauteilen durchgeführt werden, um die vereisungs-gefährdeten, aerodynamischen Bereiche mittels Mikrowellen zu enteisen.
Außerdem wurden erste grundlegende Versuche zum Erwär-mungsverhalten durchgeführt und mit einer Thermokamera vermessen. Ziel der Untersuchungen war es, Aufschluss über die Temperaturausbreitung an einem fluidischen Strip-System, die Quantifizierung der Temperaturabfälle entlang dieser Strips, sowie den erforderlichen Flüssigkeitsdurchfluss im Rohr (Menge, Pumpenleistung) zu erhalten.
Die Experimente zeigen klar auf, dass die Lagendicke das auftretende stationäre Temperaturprofil determiniert. Weiterhin konnte bewiesen werden, dass sich in Richtung des in der Struktur verlaufenden Rohres kein nennenswerter Temperatur-abfall feststellbar ist, was eine wesentliche Voraussetzung für die Effektivität dieses Systems darstellt.
Eine spezielles CFK-Nasensegment eines Flugzeugs wurde entsprechend dieser Ergebnisse vom DLR-Braunschweig ge-baut und an FZK ausgeliefert. Von der Fa. CPI wurde eine 5,85 GHz, 3 kW Testquelle zur Beaufschlagung dieses Seg-ments mit Mikrowellen angeschafft. Aufgrund der Insolvenz von Fairchild Dornier im Sommer 2002 konnte eine vertragsgerechte Weiterentwicklung bislang noch nicht durchgeführt werden. Der Kontakt mit geeigneten Herstellern, die diese Technologie ein-setzten können, wird intensiv betrieben.
Neuartige Mikro- und Millimeterwellensysteme für fort-schrittliche Speisentemperierung und -verteilung im Bereich gastronomischer Großküchenanwendungen
Das durch ein Magnetron und Wellenleitersystem versorgte Mikrowellenmodul zur möglichst gleichmäßigen Erwärmung von Speisen wurde optimiert und konnte so zur Übertragung in ein technisches Produkt bereitgestellt werden. Es wurden verschie-dene Türkonzepte entwickelt und getestet. Das Modul ist EMV-dicht und mobil verwendbar. Auch die anfänglich noch auftreten-den Probleme mit der Gleichmäßigkeit der Intensitätsverteilung bei 2,45 GHz konnten durch entsprechende Vorrichtungen (Modenrührer, diffraktometrische Schlitzeinkopplung) weitestge-hend behoben werden.
Die notwendige Umsetzung in ein technisches Produkt wurde vom Industriepartner aufgrund interner Neuausrichtung nicht weiter unterstützt, so dass wir jetzt in der Lage sind, aufbauend auf den bereits erworbenen Kenntnissen, weitere Industrie-partner für das einsatzbereite Produkt zu gewinnen.
Veröffent-lichungen
Beteiligte Mitarbeiter
49723508175081851096
V51885V52353
52390523915273552743
H. Baumgärtner Dr. L. Feher A. Flach H.-R. Kunkel Dr. G. Link V. Nuß Dr. M. Paulson (ab 05.07.02) DP P. Pozzo T. Seitz
Speisengenerierungsystem
Das durch ein Magnetron und Wellenleitersystem versorgte Mikrowellenmodul zur möglichst gleichmäßigen Erwärmung von Speisen wurde optimiert und konnte so zur Übertragung in ein technisches Produkt bereitgestellt werden. Es wurden verschie-dene Türkonzepte entwickelt und getestet. Das Modul ist EMV-dicht und mobil verwendbar.
Auch die anfänglich noch auftretenden Probleme mit der Gleichmäßigkeit der Intensitätsverteilung bei 2.45 GHz konnten weitestgehend erforscht werden und durch entsprechende Vorrichtungen (Modenrührer, Diffraktometrische Schlitz-einkopplung) reduziert werden.
Die anstehende, notwendige Umsetzung in ein technisches Produkt wurde vom Industriepartner aufgrund interner Neu-ausrichtung nicht weiter unterstützt, sodass wir jetzt in der Lage sind, aufbauend auf den bereits erworbenen Kenntnissen, weitere Industriepartner für das einsatzbereite Produkt zu gewinnen.
Veröffent-lichungen
Beteiligte Mitarbeiter
Dr. L. Feher (Projektleiter)
CFK-Prozessierung
Das Ziel des Vorhabens liegt im Aufbau eines 2,45 GHz mikro-wellen-beheizten industriellen Prozesssystems (HEPHAISTOS – High Electromagnetic Power Heating Autoclave InSeT Oven System) zum Erwärmen, Prozessieren und Aushärten von kohlefaserverstärkten Verbundwerkstoffen (CFK) für kleinere und mittlere Strukturbauteile. Durch die Verwendung von industriellen 2,45 GHz Standard-Mikrowellenkomponenten wird das zu erstellende Autoklav-Nachrüstsystem sehr kostengünstig sein, dem ein hohes Marktpotential gegenübersteht. Das zu

-- 24 --
erstellende System integriert vorteilhaft die Verfahrensteilschritte von der Halbzeug- und Werkzeugeinbringung, Harz-temperierung und Durchtränkung der Fasergewebe/-gelege, sowie der Aushärtung der Verbunde unter industriellen Produk-tions- und Kostenanforderungen.
Im vergangenen Jahr konnte der Aufbau einer neuartigen Ver-suchsanlage unter Industrieparametern sowie deren Integration und Inbetriebnahme erfolgreich abgeschlossen werden. Es konnten sämtliche Verfahrensschritte in Prepreg bzw. Nass-technologie für alle gängigen Verfahren und Branchen (Auto-mobile, Luftfahrt etc.) in überzeugender Form dargestellt wer-den. Dabei wurden die theoretischen und aus Simulationen gewonnenen Vorhersagen vollständig verifiziert. Es konnte nicht nur gezeigt werden, dass mittels der Anlage eine gleichmäßige Aushärtung von CFK-Bauteilen möglich ist, vielmehr konnte auch der erwartete Effekt einer Prozesszeitverringerung nach-gewiesen werden.
Die Abbildungen zeigen einen Vakuumaufbau (links) nach der Prozessierung in einem HEPHAISTOS-BA, sowie die erfolgreich ausgehärtete Prepreg-Platte. In einem weiteren Schritt wurden bereits intensive Gespräche mit einem Autoklavenhersteller aufgenommen, um so, zusammen mit einem Industriepartner, eine schnelle industrielle Umsetzung und Markteinführung zu realisieren.
Veröffent-lichungen
Beteiligte Mitarbeiter
Dr. L. Feher (Projektleiter)
FRANKA-Edelmetallrecycling
Das Projekt wurde nach Ablauf des Kooperationsvertrags mit dem industriellen Partner Ende Februar 2002 beendet. Als Ergebnis der Arbeiten stand eine Fragmentieranlage für Pilotversuche mit einem hohen Automatisierungsgrad zur Verfügung.
Zur Partikelabscheidung wurde anstelle des anfangs verwen-deten Hydrozyklons eine Zentrifuge verwendet. Durch weitere verfahrenstechnische Änderungen an der Prozesswasser-führung konnte die Partikelproduktion um mehr als Faktor 3 auf etwa 45 kg/h gesteigert werden (Sollwert).
Als weitere Anwendungsfelder zeigten sich das Mahlen eines in der Biotechnologie benötigten Borosilikatspezialglases und das Abreinigen des platinbeladenen Washcoats von Abgas-katalysatoren als aussichtsreich.
Versuche zur Abtrennung der Platinschicht von keramischen Bauteilen und zur Separierung des Edelmetallanteils aus IC-Schrott scheiterten jeweils an der stark abrasiven Wirkung des Nichtmetallanteils. Die gewünschte Edelmatallfraktion wurde zum Teil auf Partikelgrößen kleiner 10 µm gemahlen. Der nachfolgend erforderliche Separationsprozess wurde damit zu aufwendig.
Mitte 2001 wurden Umstrukturierungen im Konzern des Koope-rationspartners bekannt, welche zur Folge hatten, dass die ursprünglich projektierten Anwendungen nicht mehr in sein Kerngeschäft fielen. Die Folge war, dass der bis Ende Februar 2002 gültige Kooperationsvertrag nicht verlängert wurde.
Veröffent-lichungen
Beteiligte Mitarbeiter
Dr. W. Frey


















