iPul Pultrusions-Anlagen Mehr Tempo bei der · PDF fileEngineering Passion iPul...
8
Engineering Passion iPul Pultrusions-Anlagen Mehr Tempo bei der Pultrusion In Kooperation mit
Transcript of iPul Pultrusions-Anlagen Mehr Tempo bei der · PDF fileEngineering Passion iPul...

Engineering Passion
iPul Pultrusions-Anlagen Mehr Tempo bei der Pultrusion
In Kooperation mit
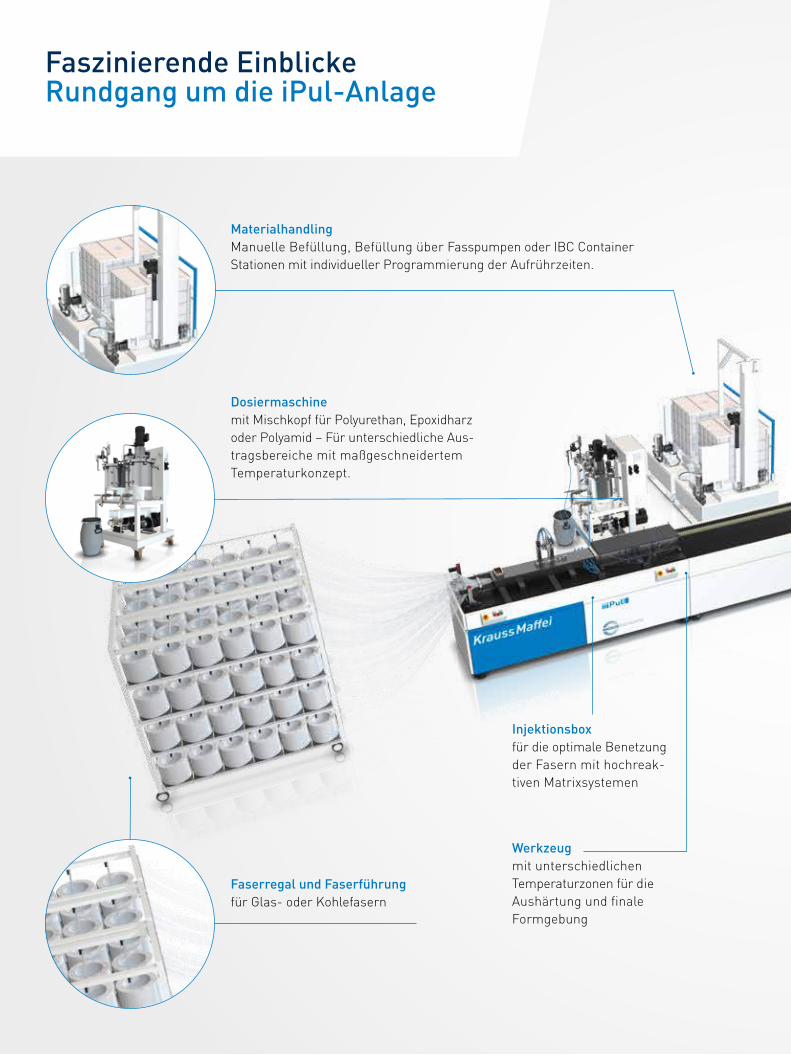
Faszinierende EinblickeRundgang um die iPul-Anlage
MaterialhandlingManuelle Befüllung, Befüllung über Fasspumpen oder IBC Container Stationen mit individueller Programmierung der Aufrührzeiten.
Faserregal und Faserführungfür Glas oder Kohlefasern
Injektionsboxfür die optimale Benetzung der Fasern mit hochreaktiven Matrixsystemen
Werkzeugmit unterschiedlichen Temperaturzonen für die Aushärtung und finale Formgebung
Dosiermaschinemit Mischkopf für Polyurethan, Epoxidharz oder Polyamid – Für unterschiedliche Austragsbereiche mit maßgeschneidertem Temperaturkonzept.

3
Zentrale Steuerungregelt und speichert alle Prozessparameter z.B. Austragsleistung und Abzugsgeschwindigkeit.
AbzugSynchronisierte Puller mit Spindelantrieb – ausführbar in verschiedenen Schließkräften für komplexe Profilgeometrien. Alternativ wird ein Raupen oder Bandabzug für einfache Geometrien eingesetzt.
Sägefür exaktes Ablängen und Vorkonfektionieren
Ablagetisch oder Aufwickler

Mehr Tempo bei der Pultrusion Produktivität und Wirtschaftlichkeitfür gerade und gekrümmte Profile
Die neue wirtschaftliche Systemlösungermöglicht Produktionsgeschwindigkeiten bis zu 3 m/min und arbeitet mit einer geschlossenen Injektionsbox. Neben einfachen und komplexen linearen Profilgeometrien können auch gekrümmte Profile produziert werden.
Beim Pultrusionsverfahren iPul werden Glasoder Kohlefasern aus einem Faserregal abgezogen und über Faserführungen durch die Injektionsbox geleitet. Die Dosiermaschine temperiert und mischt das Matrixmaterial (Polyurethan, Epoxy oder PolyamidSysteme) unter optimalen verfahrenstechnischen Konditionen im Mischkopf und fördert es in die Injektionsbox. Hier werden die Fasern mit
den hochreaktiven Matrixmaterialien bei einem Innendruck von 5 bis 100 bar optimal durchtränkt. Anschließend findet im Werkzeug in verschiedenen Heizzonen z.B. von 100 bis 250 °C die finale Formgebung und Aushärtung des Profils statt.
Der Profilstrang kann über eine elektropneumatische Ziehvorrichtung oder über einen Band bzw. Raupenabzug gezogen werden. Abschließend werden die Profile auf die gewünschte Länge geschnitten bzw. können nun aufgewickelt oder konfektioniert werden. Die zentrale Anlagensteuerung regelt die verfahrenstechnischen Parameter und die Abzugsgeschwindigkeit.
2. Dosiermaschine RimStar NanoInnovatives Dosiersystem mit akkurater Temperaturführung, geeinet für Matrixsysteme wie Polyurethan, Epoxidharz oder Polyamid.
Merkmale
Niederdruckmischkopf mit dynamischem Mischelement und optionaler Trennmittelzudosierung
Maßgeschneidertes Temperaturkonzept
Kompaktes Design mit Gestell auf Rollen
Kontinuierliches Rezirkulieren der Komponenten
Übersichtliche und selbsterklärende Bedienersoftware mit online Fernwartung
Mit iPul revolutioniert KraussMaffei die Pultrusion, das Strangziehverfahren zurkontinuierlichen Herstellung hochgefüllter faserverstärkter Kunststoffbauteile. Pultrudierten Profilen erschließen sich so neue Anwendungsfelder.
4 iPulMehr Tempo bei der Pultrusion
1. Materialhandling Prozessoptimierte Materialaufrührung und automatische Material befüllung der Tagesbehälter aus Fässern oder IBC Containern.
Merkmale
Individuell programmierbare Aufrührzeiten
Rezirkulieren des Materials
Spezielle Rührorgane
Trockenlaufschutz
Entlüftung zur Vermeidung von Blasenbildung
3. iPul Pultrusions-Linie Verschiedene Anlagenkonzepte für geradeund gekrümmte Profile sowie einfacheoder komplexe Geometrien.
Merkmale
Faserregal und Faserführung für Glas oder Kohlefasern
Elektropneumatische Ziehvorrichtung mit verschiedenen Abzugskräften für komplexe Profilgeometrien oder Raupen bzw. Bandabzug für einfache Geometrien
Definierter Längenzuschnitt durch eine Säge und Einsatz von Wicklern, sowie anderen Konfektionierungseinheiten
Prozesssichere Steigerung der Abzugsgeschwindigkeit und somit Produktivität bis zu 3 m/min
Zentrale Steuerung – Regelung der Austragsleistung gemäß der Abzugsgeschwindigkeit, sowie zentrale Speicherung der Prozessparameter

Druckmantel für eine Tiefseepipeline. Radiuspultrusion ermöglicht längere Riser und Flowlines.
Dosiermaschine RimStar Nano für Epoxidharz, Polyurethan oder Polyamid.
Faserverstärkte Fensterprofile ermöglichen schmale Rahmen mit hoher Isolationsfähigkeit auch für große Fensterflächen.
Niederdruckmischkopf mit dynamischem Statikmischer und Rezirkulierung.
Betonarmierungsstäbe (Rebars) aus Faserverbundmaterialien sind stabil und korrosionsbeständig.
Zentrale Bedienoberfläche: Prozessparameter werden an die Abzugsgeschwindigkeit angepasst, Produktionsdaten gespeichert.
Anwendungsbereiche: – Automobil– Infrastruktur– Bauindustrie (Fenster, Rebars)– Energiesektor (Windkraft)
Ihre Vorteile: – Anlagen, Werkzeug und Prozess
innovationen aus einer Hand– Hocheffiziente und hochqualitative
schlüsselfertige Anlagen– Vollautomatisierbarer Prozesskreislauf– Prozessoptimierung und beratung
sowie Schulung
4. Werkzeugtechnik Von der Bauteilanalyse bis zur Auslegung des passenden Werkzeugdesigns gemäß der geforderten Abzugsgeschwindigkeit.
Merkmale
Injektionsbox für eine optimale Faserbenetzung und den Einsatz von hochreaktiven PU, Epoxy und PAZweikomponentensystemen
Werkzeug mit individuellen Heizzonen zur finalen Formgebung
Steigerung der Produktivität durch Mehrfachkavitäten
Konzepte zur schnellen Öffnung und Verriegelung der Werkzeuge
5. Technologieunterstützung Beratung, Layoutempfehlung, Prozessoptimierung und Schulung, sowie Produktionsunterstützung und kundennaher Service.
Merkmale
Entwicklungskapazitäten für neue Ideen
Prototypenherstellung
Gutes Netzwerk bestehend aus Materiallieferanten und Instituten
Langjährige Erfahrung mit hochreaktiven MatrixSystemen
Schnelle Schnittstellenklärung
Problemerkennung und Lösung über Teleservice
Weltweite Vertriebs und Servicestruktur
Ersatzteilbevorratung
5
(Fot
o: C
oves
tro
/ Int
erno
rm)
(Fot
o: T
hom
as T
echn
ik)
(Fot
o: E
voni
k)

Für die Entwicklung innovativer Ideen und die Lieferung von schlüsselfertigen Serienanlagen arbeitet KraussMaffei eng mit Thomas Technik zusammen.
Zur optimalen Darstellung der Produktionskette für das iPul Verfahren bündeln wir gemeinsam mit unserem
Koopera tionspartner Thomas Technik + Innovation unsere Kompetenzen. Wir haben uns zum Ziel gesetzt gemeinsam die Vermarktung von schlüsselfertigen Anlagen für die Produktion von Profilen für die Bauindustrie, den Automobilbau, die Energiewirtschaft und den Flugzeugbau voranzutreiben. So können wir unsere Kunden mit unserem gebündel ten Knowhow beraten.
Ihre Vorteile: – Gebündelte Kompetenz entlang der
kompletten Produktionskette– Entwicklung, Prototypenherstellung
und Abmusterung von neuen Bauteilen– Optimierte Schnittstelle zwischen den
einzelnen Anlagenkomponenten– Prozessorientierte Bauteilauslegung,
entwicklung und produktion
6 iPulMehr Tempo bei der Pultrusion
Machbar - keitsstudie
Simulation der Faser-infiltration
Beratung bei der Material-auswahl
Unterstütz- ung bei der Kalkulation
Werkzeug- konzeption
Prototypen- herstellung
Definition der Produk tions-parameter
Bauteil-Analyse Werkzeug-Prototyp
Technologieführerschaft durch Kooperation

1 32 4
Radius Pultrusion Thomas Technik und Innovation KG
Die Kooperation mit Thomas Technik, dem Erfinder der Radius pultrusion erleichtert unseren Kunden den Einstieg in dieses innovative Verfahren und erschließt so neue Anwendungsfelder. Wir erstellen maßgeschneiderte Lösungen für die Fertigung gekrümmter Profile.
Die ständige Weiterentwicklung der produzierenden Märkte schafft fast täglichneue Visionen. Um von diesen Visionen zu profitieren, ist es notwendig, sie mit dem richtigen Konzept zu versehen und ihnen eine eigene, exakte Form zu geben. So werden aus Inspirationen Produkte, die überzeugen.
Der Greifer schließt und hält das Profilende fest.
Faserregal Dosiermaschine Beheiztes Werkzeug Puller Säge
Form bewegt sich auf dem Profil.
Greifer öffnet sich. Die Form bewegt sich in die Ausgangsposition. Keine Relativbewegung zwischen Form und Profil.
7
Vorbereitung der Fasern und der Matrix
Anfahren und Einstellen der Pultrusionslinie
Produktion von mehreren Kavitäten mit hohen Geschwin-digkeiten
Automatisierte Konfektionierung und Lagerung der Profile
Unterstützung bei Neuentwicklungen
Layout und Optimierung des Produktionsablaufs
WartungsplanErsatzteilpaketOnline Support
Serienfertigung Produktionsberatung
Radiuspultrusion ermöglicht die Fertigung gekrümmter Profile im industriellen Maßstab
Legende

KraussMaffei entwickelt mit einem Partnernetzwerk die Pultrusionstechnologie weiter. Dabei wird die Abzugsgeschwindigkeit maßgeblich erhöht ohne die hohen ge forderten Qualitätsstandards zu beeinträchtigten.
Anlagen, Prozess und Werkzeugtechnologie – Alles aus einer Hand: Gemeinsam mit dem Partner Thomas Technik ist KraussMaffei in der Lage die gesamte Prozesskette, von der Bauteilauslegung bis zur maßgeschneiderten iPulAnlage schlüsselfertig mit hoher Systemkompetenz und langjähriger Prozesserfahrung zu realisieren.
Die gebündelten Kompetenzen ermöglichen eine ganzheitliche Weiterentwicklung von Anlagen und der Prozesstechnologie zusammen mit den Kunden. Mit dieser Kooperation wird die Technologie und Marktführerschaft nachhaltig gefestigt und weiter ausgebaut.
iPul Pultrusions-AnlagenMehr Tempo bei der Pultrusion
www.kraussmaffei.com/pultrusion 1.0
WE
1. A
uflag
e 06
/17.
RPM
601
FL
06/2
017
DE
··· T
echn
isch
e Än
deru
ngen
vor
beha
lten
··· G
edru
ckt i
n de
r B
unde
srep
ublik
Deu
tsch
land