Jahresbericht 2005 - Fraunhofer IWS · Lasertechnik - Laserstrahlschweißen und -löten -...
103
Internet: www.iws.fraunhofer.de Jahresbericht 2005
Transcript of Jahresbericht 2005 - Fraunhofer IWS · Lasertechnik - Laserstrahlschweißen und -löten -...

Internet: www.iws.fraunhofer.de
Jahresbericht 2005
Fraunhofer IWS Jahresbericht 2005 1
Jahresbericht 2005


Prof. Beyer: Aber natürlich. Zu den indie industrielle Fertigung überführtenVerfahren gehören unter anderem vierEntwicklungen zum Laserhärten, eineKombinationslösung zum Beschichtenund Härten sowie ein Verfahren zumLaserschweißen mit Zusatzmaterial.Besonders stolz sind wir auf die Ent-wicklung eines Messsystems zurAbgasüberprüfung, welches die onli-ne-Prozessregelung einer CVD-Anlageermöglicht. Dieses Messsystem wurdein einem großen Unternehmen derMikroelektronikindustrie installiert.
Redaktion: Seit Ende November istdas IWS in vieler Munde, Ihr Faserla-serworkshop bewegt die Experten-gemüter und scheint die Faserlaserdis-kussion in Europa so richtig inSchwung gebracht zu haben. SehenSie sich hier in einer Art Vorreiterrolle?
Prof. Beyer: Ich denke, dass die Ent-wicklung von Faserlasern zu einemQuantensprung in der Lasermaterialbe-arbeitung geführt hat, und selbstver-ständlich jubelt da ein bisschen dasForscherherz, wenn man relativ unbe-kanntes Forschungsland betritt, anneuesten Entwicklungstrends teilhabenund sie vor allem mitbestimmen kann.Das empfinden sicherlich die Kollegenvom Fraunhofer-Verbund Oberflächen-technik und Photonik VOP sowie mei-ne Mitarbeiter ebenso. Auf jeden Fallwird der Faserlaser mit all seinenAnwendungsmöglichkeiten die Arbeitin unserem Institut nachhaltig beein-flussen.
Redaktion: Das klingt ja schon fastwie ein Startschuss ins nächste Jahr.
Prof. Beyer: Genau, denn es wirdwohl ein sehr spannendes Jahr, in daswir voller Optimismus starten.
Redaktion: Haben Sie vielen Dank fürdas Gespräch.
Redaktion: Das Jahr 2004 war durchdie Fertigstellung des IWS-Anbausgeprägt. Sie erhofften sich hierdurcheine deutliche Verbesserung derArbeitsbedingungen sowie weiteresWachstum für die Zukunft. Haben sichIhre Erwartungen in diesem Jahrerfüllt?
Prof. Beyer: Auf jeden Fall. Die letztenneuen Labore wurden in Betriebgenommen, so ist beispielsweise unsere Spritztechnik seit Mitte diesesJahres nach 18monatiger Pause wiedervoll im Einsatz, im Herbst wurde unserVR-Labor fertiggestellt. Nun sind wirwieder voll und ganz betriebsbereit,die besten Voraussetzungen, um mitneuen Energien das nächste Jahr zubeginnen.
Redaktion: Aber sehr gute Arbeitsbe-dingungen und neue Labore führen janicht unweigerlich zu einem konsoli-dierten Haushalt und zu Aufschwung,zumal vor allem auch äußere Faktoreneinen nicht unwesentlichen Einflussdarauf haben. Wie steht das IWS alsowirtschaftlich da?
Prof. Beyer: Das Jahr 2005 war nochstärker durch relativ leere öffentlicheKassen geprägt als das letzte Jahr. Dieshatte zur Folge, dass unsere Erträge imöffentlichen Bereich deutlich zurück-gingen und im wesentlichen durch EU-Projekte getragen wurden. Da dieseEntwicklung jedoch vorhersehbar war,hatten wir bereits im Januar begon-nen, unsere Kosten zu reduzieren. AlsErgebnis können wir zum Jahresendeeinen ausgeglichenen Haushalt vor-weisen.
Redaktion: Ein Fraunhofer-Institutwird immer auch daran gemessen, wieerfolgreich Forschungsergebnisse in dieindustrielle Fertigung überführt wer-den konnten. Gab es auch in diesemJahr Highlights, auf die Sie besondersstolz sind?
Tolle, lege! Tolle, lege!
Nimm und lies!Augustinus
Prolog
Fraunhofer IWS Jahresbericht 2005 3

Fraunhofer IWS Jahresbericht 20054
Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS
Winterbergstr. 28 01277 Dresden
Telefon: 0351 / 2583 324 Fax: 0351 / 2583 300
E-mail: [email protected] Internet: www.iws.fraunhofer.de
Prolog 3
Inhalt 5
Highlights im Jahr 2005 6
Das Institut im Profil 8
Kurzporträt 8
Organisation und Ansprechpartner 10
Anbindung an die TU Dresden 11
Zentren und externe Projektgruppen 12
Ausstattung 16
Das Institut in Zahlen 18
Kuratorium und Gremien 20
Die Fraunhofer-Gesellschaft 21auf einen Blick
Fraunhofer-Verbund Oberflächentechnik 22und Photonik VOP
Forschungs- und Entwicklungsangebote 24
Füge- und Randschichttechnologien 24
Laserabtragen und -trennen, Systemtechnik 38
Thermische Beschichtungsverfahren 46
CVD-Dünnschichttechnologie 54
PVD-Dünnschichttechnologie 62
Röntgen- und EUV-Optik 70
Marketing 78
Simulation und Grundlagen 82
Namen, Daten und Ereignisse 85
Diplomarbeiten und Dissertationen 85
Vorlesungen und Mitarbeit in Gremien 86
Preise des IWS 2005 87
Besondere Ereignisse 88
Messebeteiligungen 89
Patente und Marken 91
Veröffentlichungen 92
Tagungsvorträge 96
Informationsservice 100
Kontaktadressen und Anfahrt 101
Fraunhofer IWS Jahresbericht 2005 5
Inhalt

Fraunhofer IWS Jahresbericht 20056
Bundesministerin Bulmahn zu Gastim DOC
»Wir denken Stahl weiter.« Mit diesemSlogan begrüßte Dr. Michael Steinhorstam 14. Juli 2005 den Gast aus Berlin.Frau Bulmahn hatte sich das DOC alseines ihrer Ziele auf der Innovationstourim aktuellen Einstein-Jahr ausgewählt.Das IWS unterhält eine Außenstelle amDortmunder OberflächenCentrum der ThyssenKrupp Stahl AG, dessenGeschäftsführer Steinhorst Stahl alsHigh-Tech-Produkt präsentierte. Er bie-te aufgrund seiner vielfältigen Legie-rungsmöglichkeiten Chancen wie kaumein zweiter Werkstoff.
Ministerpräsident Georg Milbradt zur Eröffnungdes vom Fraunhofer IWS organisierten Sächsisch-Britischen Nanotechnologie-Forums
Highlights im Jahr 2005
Bundesforschungsministerin Edelgard Bulmahnim Gespräch mit IWS-Mitarbeitern in der Fraunhofer-Projektgruppe im Dortmunder OberflächenCentrum
Sächsisch-Britisches Nanotechnolo-gie-Forum in London
Am 03. Oktober fand in London dasSächsisch-Britische Nanotechnologie-Forum unter Beteiligung von mehr als100 Gästen aus Sachsen und Großbri-tannien statt. Die Veranstaltung, dieals ein Höhepunkt der Projektinitiative»D Saxony UK 2005« den FreistaatSachsen der britischen Öffentlichkeitals Kultur-, Wissenschafts- und Wirt-schaftsregion näher bringen sollte,wurde von Ministerpräsident GeorgMilbradt eröffnet.
Zuhörer beim Fraunhofer-Faserlaser-Workshopam IWS
Funktionsprinzip des in die Industrie überführtenin-situ-Multigassensors ISPROM® zur kontinuier-lichen Überwachung prozessrelevanter Gase
1. Internationaler Fraunhofer-Workshop »Faserlaser«
Am 22. November 2005 fand imFraunhofer IWS Dresden der ersteFraunhofer-Workshop »Faserlaser«statt. Nachdem Faserlaser in den letz-ten Jahren vorrangig im Bereich derTelekommunikation eingesetzt wur-den, stehen nun Systeme im Multkilo-wattbereich für die Materialbearbei-tung zur Verfügung. Diese neuenMöglichkeiten wurden den 180 Teil-nehmern des Workshops demonstriert.
ISPROM® - in-situ-Prozess-Sensorüberwacht 300 mm-Waferproduk-tion im Dresdner Infineon-Werk
Qualität und Kosten der Waferproduk-tion hängen vom Einhalten optimalerProzessbedingungen ab, die in vielenProduktionsschritten mit der Zusam-mensetzung der Prozessgasatmosphä-re direkt korreliert. Um dies zu errei-chen, wurde am Fraunhofer IWS Dres-den in Zusammenarbeit mit der FirmaSEMPA-Systems ein in-situ-Multigas-sensor (ISPROM®) auf Basis der Infra-rot-Fourier-Transformationsspektrosko-pie (FTIR) entwickelt. Der Sensor wurdean einem CVD-Produktionstool für 300 mm-Wafer (TEOS/O3-Prozess) imDresdner Infineon-Werk im Dauerein-satz evaluiert.
Das Fraunhofer IWS hat in engerZusammenarbeit mit dem Nanotech-nologie-Kompetenzzentrum »Ultra-dünne funktionale Schichten« dieseVeranstaltung im Auftrag des Sächsischen Staatsministeriums fürWirtschaft und Arbeit vorbereitet,organisiert und durchgeführt.

Fraunhofer IWS Jahresbericht 2005 7
Laserstrahlschweißen - IWS-Verfahrensentwicklungen für dieindustrielle Fertigung
Mit den Produktionsstarts bei ZF Achs-getriebe GmbH in Gotha im Septem-ber und bei Winkelmann-Palsis Motor-getriebe GmbH in Ahlen im Oktoberwurden im Jahr 2005 weitere nach derTechnologie des Laserstrahlschweißensgefügte Bauteile in die industrielleAnwendung überführt. Bei ZF Gothawerden beispielsweise zwei Bauteile(Differential und Hohlwelle) ge-schweißt; zur Qualitätssicherung wur-den bereits zum zweiten Mal eineplasmaspektroskopische Überwachungdes Schweißprozesses sowie ein Laser-reinigungsprozess integriert.
Prozess des vom IWS entwickelten Laserstrahl-schweißens mit Zusatzwerkstoff
Verfahrens- und Systementwicklung am IWS:Roboter zum Laserhärten und Laserauftrag-schweißen für die Härterei Gerster AG (Schweiz)
Roboter zum Laserhärten und Laserauftragschweißen
Die Firma ALOtec Dresden GmbH unddas Fraunhofer IWS Dresden konntenim Jahr 2005 einen Roboter für dieSchweizer Härterei Gerster AG in Eger-kingen in Betrieb nehmen, der nebendem Laserauftragschweißen auch Bau-teile temperaturgeregelt härten kann.Das System wird durch folgendeZusatz-Module aus der IWS-laser-tronic®-Familie ergänzt: lasertronic®
LompocPro zur Laserleistungsregelung,E-MaqS-Pyrometer zur Temperatur-erfassung und DCAM zur off-line-Programmierung.
Highlights im Jahr 2005
Anlage für ein vom IWS entwickeltes Laser-schweißverfahren mit Zusatzwerkstoff bei ZFGotha (Systemintegrator Arnold)
Laserstrahlhärten - IWS-Verfahrens-entwicklung für die industrielleFertigung
Im Rahmen des BMBF-Projektes »Inte-grierte Härterei« wurde im Sommer2005 ein vom Fraunhofer IWS ent-wickeltes Laserhärteportal für Groß-werkzeuge bei der BMW Fahrzeug-technik GmbH Eisenach in Betriebgenommen. Mit dieser Anlage könnenWerkzeuge nach der spanenden Bear-beitung zeitnah und kostengünstiggehärtet werden.
IWS-Verfahrensentwicklung: Laserhärteportal beiBMW Eisenach

Lasertechnik
- Laserstrahlschweißen und -löten - Laserstrahlhärten, -umschmelzen
und -auftragschweißen - Laseroberflächenveredelung mit
Zusatzwerkstoffen (Legieren, Disper-gieren)
- Reparaturbeschichten - Rapid-Prototyping-Verfahren - Laserstrahlschneiden und -trennen - Abtragen und Reinigen (für restaura-
torische und technische Zwecke) - Laserfeinbearbeitung - Mikrostrukturieren, Gravieren und
Markieren
Kurzporträt
Das Fraunhofer-Institut für Werkstoff-und Strahltechnik betreibt anwen-dungsorientierte Forschung und Entwicklung auf den Gebieten derLaser- und Oberflächentechnik. Schwerpunkte sind:
- das Laserstrahlfügen, -trennenund -abtragen,
- die Oberflächenbehandlungsowie
- das Aufbringen von dünnenSchichten zur Vergütung vonOberflächen.
Fraunhofer IWS Jahresbericht 20058
Hauptarbeitsgebiete des Fraunhofer IWS,
welche es uns erlauben,Ihnen Problemlösungen aus
einer Hand anzubieten
Schichttechnik
- Dünnschichttechniken auf der Basisvon Laser-, Vakuumbogen-, Sputter-,CVD- und Elektronenstrahlverfahren
- Schichtsysteme und Verfahren zurBeschichtung mit karbidischen, nitri-dischen und oxidischen Hartstoffen
- Beschichtungen mit superhartemamorphem Kohlenstoff
- Nanometer-Multischichten für rönt-genoptische Komponenten
- Atmosphärendruck-Plasma-CVD- Plasmaspritzen
Eine Besonderheit des Fraunhofer IWSsind die Erfahrungen in der Strahl- undSchichttechnik in Kombination mitfundiertem Werkstoff-Know-how, ver-bunden mit der Möglichkeit einerumfassenden Werkstoffcharakterisie-rung. Um Ihnen optimierte Lösungenanbieten zu können, beschäftigen wiruns neben der Strahltechnik auch mitalternativen Techniken. Dies führt zusogenannten Hybridverfahren, beidenen die Vorteile der Lasertechnik mitden besonderen Eigenschaften andererVerfahren zu einer kostengünstigenLösung kombiniert werden.
Durch die enge Zusammenarbeit mitAnlagen- und Systemanbietern könnenwir unseren Kunden Problemlösungenaus einer Hand anbieten. Diese beru-hen auf neuartigen Konzepten. AlsBasis hierfür dient die Gesamtbetrach-tung des Bearbeitungssystems, desVerfahrens sowie des Bauteilverhal-tens. Die Ausstattung des FraunhoferIWS erlaubt es, Ihr Problem mitmodernster Anlagentechnik zu bear-beiten. Darüber hinaus ist es uns mög-lich, Pilotanlagen zu installieren unddie erarbeiteten Problemlösungen anNullserien zu erproben.
Das Institut im Profil
Unser Ziel: Problemstellungen kundengerecht lösen! Diese sind erst dann gelöst, wenn unser Kunde mit der erarbeiteten Lösung Geld verdient. Hieran arbeiten wir.
Keine Begeisterung sollte größer seinals die nüchterne Leidenschaft zurpraktischen Vernunft.
Helmut Schmidt

Fraunhofer IWS Jahresbericht 2005 9
Angebot
Problemlösungen aus einer Hand:Wir bieten Ihnen unsere Dienstleistun-gen auf folgenden Gebieten an:
- Beratungen,- Machbarkeitsstudien,- Durchführung von FuE-Arbeiten, - Verfahrenserprobungen, - Systementwicklungen, zusammen
mit unseren Partnern, - Aufbau und Betrieb von Pilotanla-
gen, - Werkstoff- und Bauteilprüfung, - Schadensfallanalysen sowie die - Ausbildung von Wissenschaftlern,
Ingenieuren, Anlagenbedienernund Laboranten.
Hybridverfahren
- Induktiv unterstütztes Laserstrahl-schweißen
- Plasmaunterstützte Laserstrahlbear-beitung (Schweißen, Schmelzen)
- Laserunterstütztes Plasmaspritzen- Abscheidung dünner Schichten
durch Kombinationen von Laser-,Vakuumbogen-, Elektronenstrahl-und CVD-Verfahren
- Modellierung von Kurzzeit-Wärme-behandlungsprozessen
Werkstofftechnik
- Charakterisierung von strahltechno-logisch behandelten Werkstoffenund Bauteilen
- Verschleiß- und Ermüdungstests - Mechanische, tribologische und opti-
sche Schichteigenschaften - Bestimmung der Thermoschock-
festigkeit und Temperaturwechsel-beständigkeit von Keramiken
- Schadensfallanalysen
Strukturanalyse
- Metallographische Gefügecharakteri-sierung
- Strukturbestimmung mittels Elektro-nenmikroskopie (REM, TEM)
- Charakterisierung von Oberflächen-eigenschaften mit optischer Spek-troskopie
Systemtechnik
- Entwicklung von Systemkomponen-ten, u. a. High-Speed-Strahlbewe-gung, flexible Strahlformung undSchweißnahtsensorik
- Prozesstechnische Optimierung vonLaserbearbeitungsanlagen
- Prozessdiagnostik für PVD- undCVD-Verfahren
- Beschichtungsmodule für Atmo-sphärendruck-Plasma-CVD- undPVD-Verfahren
Internet: www.iws.fraunhofer.de
Verträge
Das Fraunhofer IWS bietet IhnenDienstleistungs- sowie Werkverträgean und garantiert Ihnen bei Bedarfstrikte Vertraulichkeit.
Das Institut im Profil

Fraunhofer IWS Jahresbericht 200510
Organisation und Ansprechpartner
Das Institut im Profil
- EFD Induction GmbH Freiburg, Außenstelle Dresden - ALOtec Angewandte Laser- und Oberflächensystemtechnik GmbH Dresden - AXO Dresden GmbH - Arc Precision Dresden GmbH
Gastfirmen im Fraunhofer IWS:

Fraunhofer IWS Jahresbericht 2005 11
Das Institut im Profil
Lehrstuhl für Laser- und Oberflächentechnik
2005 waren am Lehrstuhl 33 Mitarbei-ter beschäftigt. Die Drittmittelerträgelagen über 1,0 Mio. €.
Der Lehrstuhl für Laser- und Ober-flächentechnik ist tragende Säule desInstitutes für Oberflächentechnik undFertigungsmesstechnik der FakultätMaschinenwesen der TU Dresden. Diedurchgeführten Projekte sind stärkergrundlagenorientiert und ergänzendzu den Arbeiten des IWS angelegt. DieArbeitsgruppen behandeln folgendeThemen: - Fertigungsgestaltung - Lasertechnik - Oberflächentechnik - Schichttechnik - Klebtechnik - Abtragtechnik
Folgende Vorlesungen wurden ange-boten: - Prof. Beyer: Fertigungstechnik II - Prof. Beyer: Lasergrundlagen / Laser-
systemtechnik- Prof. Beyer: Plasmen in der Ferti-
gungstechnik - Prof. Beyer / Hr. Kötter: Rapid
Protocoating- Prof. Beyer: Robotik- Dr. Leson / Prof. Beyer: Oberflächen-
technik / Nanotechnologie - Prof. Schultrich: Dünnschicht-
technologie
Anbindung an die TU Dresden
CD zur Vorlesung Lasertechnik
Kooperation Fraunhofer IWS - TU Dresden
Durch eine Kooperationsvereinbarungist die Zusammenarbeit zwischen demIWS und der TU Dresden geregelt. AufBasis einer gemeinsamen Berufung istder Lehrstuhlinhaber, Prof. Beyer,gleichzeitig Leiter des Fraunhofer IWS.Hierbei gilt folgende Aufgabenteilung:Forschung und Lehre werden schwer-punktmäßig am Lehrstuhl, die ange-wandte Forschung und Entwicklungam IWS durchgeführt. Dabei sind IWS-Mitarbeiter in die Arbeiten des Lehr-stuhls und TU-Mitarbeiter ins IWSeingebunden. Letztlich stellenIWS und Lehrstuhl eine Einheitmit unterschiedlichenSchwerpunkten dar.
Vorteile für das IWS:- kostengünstige Grundla-
genforschung - Ausbildung von Nach-
wuchswissenschaftlern fürdas IWS
- Zugang zu wissenschaftli-chen Hilfskräften
Vorteile für die TU:- FuE - Einbindung in Industrieprojekte - Integration neues-
ter FuE-Ergebnissein die Lehre
- Ausbildung vonStudenten an modernstem Equip-ment
CD zur Vorlesung Fertigungstechnik II
Learning is like rowing against the current - if you stop, you'll start to drift.
Lernen ist wie Schwimmen gegen den Strom.Sobald man aufhört, treibt man zurück.
Benjamin Britten

Internationales Symposium Nano-fair 2005
Das neue internationale Congress Center Dresden war dieses Jahr Veran-staltungsort für das internationaleSymposium Nanofair 2005, das damitbereits zum zweiten Mal in Dresdenstattfand. Damit hat sich diese Veran-staltung in kurzer Zeit zu einemführenden Vortrags- und Diskussions-forum der Nanotechnologie in Europaentwickelt, das einen besonderenSchwerpunkt auf die Schnittstelle zwi-schen Wissenschaft und Wirtschaftund damit die angewandte Forschungund Entwicklung legt.
Angesichts der Bedeutung hatte dieBundesministerin für Bildung und For-schung Edelgard Bulmahn gemeinsammit ihrem französischen KollegenFrançois Goulard, Minister für Bildungund Forschung in Frankreich, dieSchirmherrschaft für die Veranstaltungübernommen. Tagungsleitung sowieder Vorsitz im wissenschaftlichen Pro-grammausschuss lagen in den Händenvon Dr. Andreas Leson vom IWS, dasdamit maßgeblich zu der gelungenenDurchführung beitrug. Mehr als 250Teilnehmer aus Wissenschaft undIndustrie nutzten die Gelegenheit, umsich über neueste Entwicklungen undProdukte der Nanotechnologie zuinformieren, und zu angeregten Fach-diskussionen. Die Themenschwerpunk-te der Tagung lagen auf den GebietenElektronik, Werkstoffe, Oberflächen,Optik, Automobilindustrie und Biowis-senschaften. Ergänzt wurde das Sym-posium durch eine begleitende Fach-ausstellung.
Eröffnung der Nanofair 2005 im InternationalenCongress Center Dresden
Zentren und externe Projektgruppen
12 Fraunhofer IWS Jahresbericht 2005
Das Institut im Profil
Gemeinschaftsstand der deutschen Kompetenz-zentren im Rahmen der Nanofair 2005
Nanotechnologie-Kompetenz-zentrum »Ultradünne funktionaleSchichten«
Die Nanotechnologie gehört zu denSchlüsseltechnologien des 21. Jahrhun-derts. Bereits heute gibt es marktreifeProdukte: Festplatten und Leseköpfefür die Datenspeicherung, die mitwenige Nanometer dünnen Schichtenüberzogen sind, oder Rastertunnelmi-kroskope, die die Welt der Atome undMoleküle sichtbar werden lassen, sindnur zwei Beispiele. Ultradünne Schich-ten sind dabei ein Schlüsselelementder Nanotechnologie.
Zur konsequenten Erschließung dieserindustriellen Anwendungsmöglichkei-ten haben 51 Unternehmen, 10 Hoch-schulinstitute, 22 außeruniversitäreForschungseinrichtungen und 5 Ver-bände ihr Know-how gebündelt undsich im September 1998 zu einemNetzwerk zusammengeschlossen. DieKoordination dieses Netzwerkes, dasvom Bundesforschungsministerium alsbundesweites Kompetenzzentrum fürden Bereich ultradünne funktionaleSchichten ausgezeichnet wurde, liegtbeim Fraunhofer IWS. WesentlicheSchwerpunkte bilden die Organisationund Durchführung von Veranstaltun-gen und Workshops sowie die Vermitt-lung von kompetenten Ansprechpart-nern. Darüber hinaus sind Beteiligun-gen an Fachmessen, eine aktiveÖffentlichkeitsarbeit sowie Fragen derAus- und Weiterbildung wichtige Akti-vitätsschwerpunkte.
Il est bien plus beau de savoir quelque chose de toutque de savoir tout d'une chose.
Es ist viel schöner, von allem etwas zu wissen, als von einer Sache alles zu wissen.
Blaise Pascal

Fraunhofer IWS Jahresbericht 2005 13
NanoCareer-Forum
Etwa 100 Studenten aus ganz Europatrafen sich zu der Veranstaltung Nano-Career-Forum, die im Fraunhofer IWSstattfand und vom Nanotechnologie-Kompetenzzentrum mitgetragen wur-de. Themen der Veranstaltung bildetendie heutigen Anforderungen, die dieIndustrie an Hochschul-Absolventenstellt, sowie die Karrieremöglichkeiten,die sich insbesondere in der Nanotech-nologie eröffnen. Hochkarätige Vertre-ter von Industrieunternehmen ausganz Europa, darunter u. a. AMD, Infi-neon, ASML, Minatec, Bayer undDegussa, schilderten aktuelle Entwick-lungen in ihren Firmen und die darausabgeleiteten Anforderungen an poten-zielle neue Mitarbeiter. Die anschlie-ßende Diskussion zu diesem Problem-kreis war sehr rege. Zudem schilderteein Vertreter der Europäischen Kom-mission die verschiedenen Möglichkei-ten, die die europäischen Mobilitäts-programme eröffnen. Besichtigungendes Fraunhofer IWS sowie der Gläser-nen Manufaktur rundeten das Pro-gramm ab.
Zum NanoCareer-Forum kamen Studenten ausganz Europa
Vortrag von Dr. Leson während der sächsischenDelegationsreise zum Deutschlandjahr in Japan
Das Institut im Profil
German-Canadian Round Table
In Verbindung mit der Nanofair 2005fand im Fraunhofer IWS ein bilateralesdeutsch-kanadisches Treffen zur wis-senschaftlich-technischen Zusammen-arbeit auf dem Gebiet der Nanotech-nologie statt. Führende deutscheExperten der Nanotechnik erörtertenmit der 16-köpfigen kanadischen Dele-gation Möglichkeiten einer engerenZusammenarbeit. Zugleich nutzten dieTeilnehmer die Gelegenheit, sich überneueste Entwicklungen des IWS aufdem Gebiet der Nanotechnologie zuinformieren.
4th Ukrainian-German Seminar onNanosciences and Nanotechnology
Aktuelle Forschungsergebnisse undneue Kooperationsansätze bildeten dieSchwerpunkte des bilateralen Seminarsmit deutschen und ukrainischen Teil-nehmern, das im Fraunhofer IWS statt-fand und von diesem maßgeblichorganisiert und gestaltet wurde. Inhalt-liche Schwerpunkte waren die ThemenNanomaterialien, Nanoelektroniksowie Nanobiotechnologie, derenaktueller Stand jeweils von ukraini-scher und deutscher Seite vorgestelltwurde. Die ukrainischen Teilnehmernutzten zudem die Möglichkeit, ihreErgebnisse zugleich bei der Nanofair-Konferenz zu präsentieren.
Deutschlandjahr in Japan
Im Rahmen des Deutschlandjahres inJapan beteiligte sich das IWS an einerDelegationsreise unter Leitung dessächsischen Wirtschaftsministers Tho-mas Jurk nach Japan. Auf drei Semina-ren in Tokio, Nagoya und Kyoto, dieüberaus großen Zulauf fanden, wur-den aktuelle FuE-Arbeiten des IWS ausdem Gebiet der Nanotechnik insbeson-dere auch im Hinblick auf Anwendun-gen in der Automobilindustrie vorge-stellt, die auf reges Interesse stießen.
Sächsisch-Britisches Nanotechnolo-gie-Forum
Mit den Themenschwerpunkten Nano-elektronik und Photonik, Nanomate-rialien, -oberflächen und -schichtensowie Nanobiotechnologie präsentiertesich Sachsen beim Sächsisch-BritischenNanotechnologieforum in London, dasvon Ministerpräsident Georg Milbradteröffnet wurde. Gut 130 Teilnehmerinformierten sich über aktuelle Ent-wicklungen und Forschungsergebnissein drei Workshops sowie einer gemein-samen Plenarveranstaltung, bei derunter anderem Sir David King, ChiefScientific Advisor to HM Government,und Prof. Bullinger, Präsident der FhG,vortrugen. Die Veranstaltung wurdemaßgeblich vom Fraunhofer IWS mit-gestaltet und organisiert und fandihren Ausklang in einem Empfang inder deutschen Botschaft London.
Diskussion der Teilnehmer am NanoCareer-Forum (28. November 2005)

Fraunhofer IWS Jahresbericht 200514
Industrielle Projektgruppe im Dortmunder OberflächenCentrum(DOC) der ThyssenKrupp Stahl AG
Dr. Axel ZwickLeiter der Projektgruppeam DOC in DortmundTel.: 0231 / 844 3512
Mit der Gründung des DortmunderOberflächenCentrums unter Beteili-gung der Fraunhofer-Gesellschaft bün-delte die ThyssenKrupp Stahl AG (TKS)ihre Kapazitäten und Kompetenzenauf dem Gebiet der Oberflächen-technik.
In diesem größten Forschungs- undEntwicklungszentrum Europas zurOberflächenveredelung von Flachstahlarbeiten TKS-Mitarbeiter und Mitarbei-ter des Fraunhofer-Instituts für Werk-stoff- und Strahltechnik IWS in Dres-den in einer neuen Form der »PublicPrivate Partnership« zusammen.Gemeinsames Ziel ist es, innovativeVerfahren der Oberflächentechnik zuentwickeln und in die industrielle Ferti-gung zu überführen.
Ein herausragendes Ergebnis dieserZusammenarbeit sind neuartige Zink-Legierungsüberzüge (ZE-Mg). Sie verei-nen bei einer Halbierung der Über-zugsdicke die sehr gute Korrosions-beständigkeit bewährter Zinküberzügemit einer wesentlich verbesserten Bear-beitbarkeit, wie die Fraunhofer-Projekt-gruppe für die Laserschweißeignungzeigen konnte. Außerdem wurdenHybrid- und Kombinationsprozesseentwickelt, insbesondere das Hybrid-schweißen von hochfesten Stahlbau-komponenten aber auch die Kombina-tionen aus Reinigen und Schweißen alsauch aus Schweißen und Nachverzin-ken.
Gebäude des Dortmunder OberflächenCentrums
Darüber hinaus bietet die Fraunhofer-Projektgruppe auf 1100 m2 Flächeeine Reihe sich ergänzender Verfahrenzur Oberflächenveredelung an. Mitmodernster Anlagentechnik lassen sichnahezu porenfreie und äußerst haft-feste Plasmaspritzschichten herstellenoder hoch beanspruchte Bereiche vonBauteilen und Werkzeugen mit demLaserauftragschweißen gezielt mit mil-limeterdicken Verschleißschutzschich-ten panzern. Aber auch im Vakuumlassen sich metergroße und tonnen-schwere Teile mit nano- bis mikro-meterdicken Höchstleistungsschichten,z. B. mit Diamor®-Schichtsystemen,versehen, die eine überragende Härtemit exzellenten Gleiteigenschaften ver-binden.
Die breite Palette dieser Verfahren, diesich teilweise untereinander kombinie-ren lassen, bietet zusammen mit demKnow-how der beteiligten Fraunhofer-Institute die Gewähr, dass der Kunde,sei es TKS, ein TKS-Kunde oder einanderes Unternehmen, die technischund wirtschaftlich optimale Problemlö-sung bekommt. Mit Hilfe eines mobi-len 4 kW-Festkörperlasers ist es sogarmöglich, Verfahrensentwicklungenaber auch »Trouble shooting« direktbeim Industriekunden zu realisierenund mit Hilfe von bis zu 75 m langenLichtleitkabeln produktionsnah umzu-setzen.
Das Institut im Profil
Wer alle seine Ziele erreicht hat,hat sie zu niedrig angesetzt.
Herbert von Karajan
www.iws.fraunhofer.de/doc

15
Das Institut im Profil
Fraunhofer Center for Coatings andLaser Applications (CCL)
Die USA-Aktivitäten des FraunhoferIWS Dresden sind im »Fraunhofer Cen-ter for Coatings and Laser ApplicationsCCL« zusammengefasst. Das CCL wirdvon Prof. Dr. Jes Asmussen (MichiganState University) geleitet. Prof. Asmus-sen ist Experte für Diamantbeschich-tungen. Seine bisherigen Arbeitenergänzen in idealer Weise das Know-how des IWS auf dem Gebiet der DLC-Beschichtungen. Unter Leitung vonProf. Asmussen wird in Lansing einKohlenstoffcenter aufgebaut.
Das CCL hat 2 Divisions, die »CoatingTechnology Division« an der MichiganState University in East Lansing unterLeitung von Dr. Thomas Schülke unddie »Laser Applications Division« imGebäude des Headquarters von Fraun-hofer USA unter Leitung von Eric Stiles.
Laser Applications Division2005 war ein weiteres sehr ereignisrei-ches Jahr für die Lasergruppe des CCLin Plymouth, Michigan. Die räumlicheNähe zu Detroit führte zu einer engenZusammenarbeit mit der amerikani-schen Autoindustrie. Die Gruppe führ-te zahlreiche Projekte zum Laserstrahl-schweißen von Bauteilen aus demAntriebsstrang fort, insbesondere fürdas Fügen von Differentialen, Getrie-ben und Antriebswellen. Außerdemwurden Technologien zum Laser-MIG-Schweißen von hochfesten Stählen fürPkw-Karosserien entwickelt.
Gebäude des CCL, des »Center for Laser Tech-nology« (CLT) und des Headquarters von Fraunhofer USA in Plymouth
Fraunhofer IWS Jahresbericht 2005
Prof. Jes AsmussenCenter Director
CCL / USATel. 1-517-355 4620
Gebäude des CCL in East Lansing, Michigan
Weitere Höhepunkte waren:- Entwicklung einer verschleißbestän-
digen Schicht für Bohrausrüstungen,hergestellt durch Laser-Auftrag-schweißen,
- Laserschweißen von Titanstrukturenfür Luftfahrtanwendungen.
Coating Technology DivisionDie Dünnschichtgruppe des CCL ist inEast Lansing, Michigan zu Hause.Durch die Zusammenarbeit mit derMichigan State University wurde dasTechnologiespektrum der Gruppeerheblich erweitert. Neben den bereitszuvor angebotenen PVD-Technologiengehören jetzt auch mikrowellen-basier-te CVD- und Materialbearbeitungs-technologien zum Arbeitsbereich desCCL in East Lansing. Darüber hinauswird als Folge der engen Einbindungder Gruppe in die Universitätsinfra-struktur ein erweiterter Charakterisie-rungsservice (Materialzusammenset-zung, Elektronenmikroskopie, Nanoin-denter, AFM) sowie die Entwicklungvon Prozessen zur Fertigung vonmikro-elektro-mechanischen Systemen(MEMS) angeboten.
Betriebshaushalt 2005 3,07 Mio. $
Personalaufwendungen 1,22 Mio. $Sachaufwendungen 1,85 Mio. $
www.ccl.fraunhofer.org

Fraunhofer IWS Jahresbericht 2005
Laserstrahlquellen
mehrere Faserlaser bis 4 kW-cw und 1 kW-pm
mehrere CO2-Laser, 2 bis 6 kW (HF-angeregt)
mehrere Nd:YAG-Laser bis 4,4 kW-cw(lampen- und diodengepumpt) und 1 kW-pm
Nd:YAG-Lasersysteme mit Pulslängenim ms-, ns- und ps-Bereich für dieFeinbearbeitung
mehrere Hochleistungs-Diodenlaser,1,4 bis 4,0 kW
TEA-CO2-Laser
Excimerlaser (193 nm und 248 nm)
frequenzvervielfachte Nd:YAG-Laser(532 und 355 nm)
gepulster Nd:YAG-Laser mit OPO
Handhabungssysteme
3D-Doppelgantry-Anlage, 22 Achsenmit zwei 3D-beweglichen Bearbei-tungsköpfen, Geschwindigkeit bis40 m min-1, Arbeitsraum 10 x 3 x 1,5 m3,zwei 4,5 kW-CO2-Laser
mehrere CNC-Laser-Bearbeitungsanla-gen mit bis zu 8 Achsen, Geschwindig-keiten bis 20 m min-1, Arbeitsraum2,4 x 1,8 x 0,6 m3 bzw. 4 x 3 x 1,5 m3,CO2-Laserstrahlquellen 2,5 bis 6 kW
Laserinduktions-Hybridanlage mit 5 Achsen (6 kW-CO2-Laser, 80 kW-MF-Induktionsgenerator)
Präzisionsanlagen (Genauigkeitsklasse5 µm) mit 5 bzw. 4 CNC-Achsen, mitCO2-Laserstrahlquelle bis 6 kW
CO2-Nd:YAG-Kombinationsanlage (2 bzw. 3 kW) mit 4 CNC-Achsen fürPräzisionsbeschichtung
Laserstrahlschweißanlage mit 6 kW-CO2-Hoch-leistungslaser
Schneidmaschine mit Linearantriebenbis 300 m min-1 Vorschub und CO2-Laserstrahlquelle bis 3,5 kW
universelle Excimerlaser-Mikrostruk-turierungsanlage
16
Beschichtungsanlagen
Laser-PVD-Beschichtungsanlagen (Nd:YAG-, Excimer-, TEA-CO2-Laser) im Hochvakuum- und Ultrahoch-vakuumbereich
Anlagen zur Beschichtung mittelsVakuumbogen (Laser-Arc, gepulsterHochstrombogen, Gleichstrombogen,Magnetfilter)
Anlagen zur plasmagestützten CVD-Beschichtung bei Atmosphärendruck(6 kW Mikrowelle, 30 kW dc-Arc)
Anlagen zur Abscheidung von Ultra-präzisions-Vielfachschichten mittelsPLD, Ionenstrahlsputtern und Magne-tronsputtern
Kombinations-Beschichtungsanlage[Elektronenstrahl (40 kW) und Hoch-strombogen]
Anlagen zum atmosphärischen (auchmit Laserunterstützung) und zumVakuum-Plasmaspritzen mit Roboter-handhabung (APS, LAAPS, VPS)
Anlage zum Hochgeschwindigkeits-Flammspritzen (HVOF)
Anlage zum Plasma-Pulver-Auftrag-schweißen (PTA, 6 kW)
Ausstattung
Das Institut im Profil
Hochgeschwindigkeits-3D-Laser-Schneidanlagemit Linearantrieben
Blick in die Technikumshalle des IWS
Spezielle Komponenten
statische und flexible dynamischeStrahlformungssysteme für Laser-leistungen bis 10 kW
CNC- bzw. sensorgesteuerte Draht-förderer für das Laserschweißen
mobile MF- und HF-Induktionsquellen(4 - 20 kHz, 100 - 400 kHz)
The optimist proclaims that we live in the best of all possible worlds; and the pessimist fears this is true.
Der Optimist erklärt, dass wir in der bestenaller möglichen Welten leben, und der Pessimist fürchtet, dass dies wahr ist.
James Branch Cabell

CNC-Bearbeitungszentrum zum 5-Achs-Fräsen und Laser- sowie Plasma-Auftragschweißen
laserintegriertes CNC-Fräszentrum zumGenerieren und Reparieren
mobile Anlage zur rutschhemmendenAusrüstung verlegter Böden (mitdiodengepumptem Nd:YAG-Laser)
Anlage zur Abscheidung von Nanometermulti-schichten auf Großflächen
Spezielle Bearbeitungsanlagen
mobiler 4 kW-Nd:YAG-Laser im Con-tainer
Rapid-Prototyping-Anlage zum Laser-sintern
transportabler Nd:YAG-Laser mit 5 · 107 Watt Pulsspitzenleistung (Puls-dauer 6 ns, max. Pulsfrequenz 20 Hz)mit Gelenkarm-Strahlübertragung undZoomoptik für Reinigungsarbeiten imAußeneinsatz
durchstimmbares Laserbearbeitungs-system (Wellenlänge 400 ... 2000 nm, > 100 mJ) mit flexiblem Strahlarm undCNC-Bauteilbewegung für das Abtra-gen dünner Schichten
Laserbearbeitungsstation mit Industrie-roboter und CO2-Slab-Laser Anlage zur Abscheidung von nitridischen
Hartstoffschichten
Fraunhofer IWS Jahresbericht 2005 17
modulares Pulverdüsensystem COAXnzum Laserstrahl-Präzisionsauftrag-schweißen
Prozessüberwachungssysteme für dasThermische Spritzen, Laserstrahl-Auf-tragschweißen und Laserschweißen
Softwarepaket zur DCAM Offline-Pro-grammierung von Robotern und CNC-Maschinen für alle thermischenBeschichtungsverfahren
Sensorsystem für die 3D-Geometrie-erfassung (automatisches teach-in) zurLaserbearbeitung von Bauteilen (On-und Offline-Konturverfolgung)
Strahldiagnosesysteme für CO2- undNd:YAG-Laser
UV/VIS-, FTIR- und NIR-Diodenlaser-Spektrometersysteme zur Diagnostikvon Prozessgasen und -plasmen
Messtechnik zur Kurzzeit-Prozessanaly-se (4-Kanal-Hochgeschwindigkeits-Bild-verstärkerkamera)
Das Institut im Profil
Vakuum-Plasmaspritzanlage
Messgeräte
Ausrüstung zur Gefügeanalyse ein-schließlich Präparationstechnik:- Metallographie - Transmissionselektronenmikroskopie - Rasterelektronenmikroskopie
Ausrüstung zur Werkstoffprüfung: - servohydraulische Prüfmaschinen - mechanische Zug- / Druck-Prüfma-
schine- Kerbschlagpendel - rechnergestütztes Mikrohärteprüf-
system, Härteprüfautomat - Resonanzermüdungsapparatur - Flachbiege-Torsions-Maschine - verschiedene Verschleißprüfsysteme
(Abrasiv-, Kavitations-, Oszillations-gleitverschleiß)
Laserakustik-Messsysteme zur Bestim-mung des E-Moduls von Schichten
Laserschock-Messsystem mit Hoch-geschwindigkeitspyrometer
Ausrüstung zur Oberflächen- undSchichtanalyse: - vollautomatisches Spektralellipsome-
ter (270 - 1700 nm) - UV-VIS-Spektrometer - Raman-Mikrospektrometer - FTIR-NIR-Spektrometer - FTIR-Spektrometer, FTIR-Mikroskop - registrierendes Eindruckmessgerät - Scratchtester - Rauheitsmessgerät - Tribometer - Eigenspannungsmessgerät
Röntgendiffraktometer (CuKα)Röntgendiffraktometer (MoKα)
optisches 3D-Koordinatenmesssystem

Fraunhofer IWS Jahresbericht 200518
Das Institut in Zahlen
Gesamtmitarbeiter
Aufgrund einer Kooperationsvereinbarung zwischen der TU Dresden und demFraunhofer IWS sind der Lehrstuhl für Laser- und Oberflächentechnik (Prof. Bey-er) und das IWS miteinander verbunden. Eine Reihe von Mitarbeitern des Lehr-stuhls arbeitet in einer Vielzahl von Projekten eng mit den IWS-Mitarbeiternzusammen. Dabei werden in der Regel die Forschungs- und Grundlagenarbeitenan der TU und die anwendungsbezogenen Verfahrensentwicklungen undsystemtechnischen Arbeiten am IWS durchgeführt.
Die Mitarbeiter teilen sich 2005 wie folgt auf:
Mitarbeiter im Fraunhofer IWS
Anzahl Personal 108 - Wissenschaftler 60 - Technische Angestellte 39 - Verwaltungsangestellte 9
Lehrlinge 14
Wissenschaftliche Hilfskräfte 60
Gesamt 182
Mitarbeiter am Lehrstuhl für Laser-und Oberflächentechnik der TUDresden
Anzahl Personal 33 - Wissenschaftler 20 - Technische Angestellte 12 - Verwaltungsangestellte 1
Studentische Hilfskräfte 8
Gesamt 41
Das nächste Spiel ist immer das schwerste.
Sepp Herberger
Gebäude 8000 m2
- Technikumshalle 1600 m2
- Laborräume 3070 m2
- Büroräume 2630 m2
- Infrastrukturräume 700 m2
Technikum im DOC (Dortmund) 1100 m2
Fraunhofer IWS Jahresbericht 2005 19
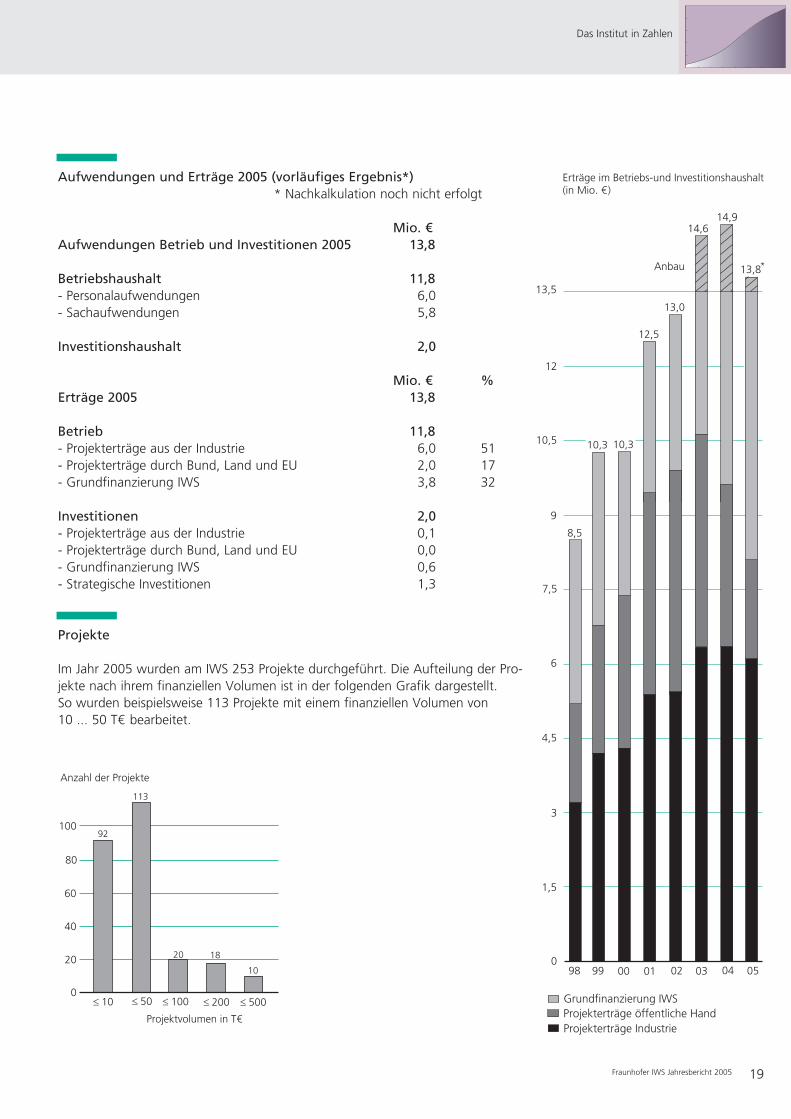
Aufwendungen und Erträge 2005 (vorläufiges Ergebnis*)* Nachkalkulation noch nicht erfolgt
Mio. € Aufwendungen Betrieb und Investitionen 2005 13,8
Betriebshaushalt 11,8 - Personalaufwendungen 6,0 - Sachaufwendungen 5,8
Investitionshaushalt 2,0
Mio. € % Erträge 2005 13,8
Betrieb 11,8- Projekterträge aus der Industrie 6,0 51 - Projekterträge durch Bund, Land und EU 2,0 17 - Grundfinanzierung IWS 3,8 32
Investitionen 2,0 - Projekterträge aus der Industrie 0,1 - Projekterträge durch Bund, Land und EU 0,0 - Grundfinanzierung IWS 0,6 - Strategische Investitionen 1,3
Projekte
Im Jahr 2005 wurden am IWS 253 Projekte durchgeführt. Die Aufteilung der Pro-jekte nach ihrem finanziellen Volumen ist in der folgenden Grafik dargestellt. So wurden beispielsweise 113 Projekte mit einem finanziellen Volumen von 10 ... 50 T€ bearbeitet.
Das Institut in Zahlen

Fraunhofer IWS Jahresbericht 200520
Kuratorium und Gremien
Kuratorium
Das Kuratorium berät und unterstütztdie Organe der Fraunhofer-Gesell-schaft sowie die Institutsleitung. Mit-glieder des Kuratoriums waren imBerichtszeitraum:
P. Wirth, Dr. Vorsitzender der Geschäftsführung der Rofin-Sinar Laser GmbH, Vorsitzender des Kuratoriums
R. Bartl, Dr. Director Production Planning MB Carsder DaimlerChrysler AG
I. Bey, Dr.Leiter des Projektträgers Forschungs-zentrum Karlsruhe und des BereichsProduktion und Fertigungstechnolo-gien der Forschungszentrum KarlsruheGmbH
H. Bücher, Dr. Koordinator Innovationsmanagementund Technologiemarketing im Deut-schen Zentrum für Luft- und Raum-fahrt e.V.
S. Clobes, RD’inLeiterin des Referates Produktions-systeme und -technologien des Bundesministerium für Bildung undForschung (Kuratorin seit Juni 2005)
D. FischerGeschäftsführer EMAG Leipzig Maschi-nenfabrik GmbH
F. Junker, Dr. Mitglied im Aufsichtsrat der Koenig &Bauer AG, Planeta-Bogenoffset
J. Klenner, Dr.Leader Centre of CompetenceEngineering Structure, Airbus
P. Lenk, Dr. Geschäftsführer der von Ardenne Anlagentechnik GmbH
P. Linden, Dr. Leiter Betriebsmittel KT / B4 der DaimlerChrysler AG
A. Mehlhorn, Prof. Dr. Institut für Organische Chemie derTechnischen Universität Dresden
R. J. Peters, Dr. Geschäftsführer des VDI-Technologie-zentrum GmbH
W. Pompe, Prof. Dr. Institut für Werkstoffwissenschaft derTechnischen Universität Dresden
F. Schmidt, MD Dr.Staatssekretär im Sächsischen Staats-ministerium für Wissenschaft undKunst
R. Zimmermann, MR Dr. Sächsisches Staatsministerium für Wissenschaft und Kunst
U. Jaroni, Dr. Mitglied des Vorstandes Division Autoder ThyssenKrupp Stahl AG(Gast)
Die 15. Zusammenkunft des Kura- toriums fand am 1. März 2005 imFraunhofer IWS Dresden statt.
Institutsleitungsausschuss (ILA)
Der Institutsleitungsausschuss (ILA)berät die Institutsleitung und wirkt beider Entscheidungsfindung über dieGrundzüge der Forschungs- undGeschäftspolitik des Institutes mit.
Mitglieder des ILA sind: Prof. Dr. E. Beyer Institutsleiter Dr. A. Leson Stellv. Institutsleiter Dr. S. Wilhelm Verwaltungsleiter Prof. Dr. B. Brenner Abteilungsleiter Dr. V. Hopfe Abteilungsleiter Dr. L. Morgenthal Abteilungsleiter Dr. S. Nowotny Abteilungsleiter Prof. Dr. B. Schultrich Abteilungsleiter
Gäste sind: Dr. S. Bonß WTR-Vertreter Prof. Dr. U. Günther LehrstuhlvertreterDr. C. Krautz MarketingDr. M. Panzner Betriebsrat Dr. S. Schädlich QM-Beauftragter
Wissenschaftlich-Technischer Rat(WTR)
Der Wissenschaftlich-Technische Rat(WTR) unterstützt und berät Organeder Fraunhofer-Gesellschaft. Ihm gehö-ren die Mitglieder der Institutsleitungund je Institut ein gewählter Vertreterder wissenschaftlich-technischen Mit-arbeiter an. Mitglieder des IWS imWTR waren im Berichtszeitraum: - Prof. Dr. E. Beyer - Dr. S. Bonß
Fraunhofer IWS Jahresbericht 2005 21
Die Fraunhofer-Gesellschaft
Die Fraunhofer-Gesellschaft betreibtanwendungsorientierte Forschung zumdirekten Nutzen für Unternehmen undzum Vorteil der Gesellschaft. Vertrags-partner und Auftraggeber sind Indu-strie- und Dienstleistungsunternehmensowie die öffentliche Hand. Im Auftragund mit Förderung durch Ministerienund Behörden des Bundes und derLänder werden zukunftsrelevante For-schungsprojekte durchgeführt, die zuInnovationen im öffentlichen Nachfra-gebereich und in der Wirtschaft beitra-gen.
Mit technologie- und systemorientier-ten Innovationen für ihre Kunden tra-gen die Fraunhofer-Institute zur Wett-bewerbsfähigkeit der Region, Deutsch-lands und Europas bei. Dabei zielen sieauf eine wirtschaftlich erfolgreiche,sozial gerechte und umweltverträglicheEntwicklung der Gesellschaft.
Ihren Mitarbeiterinnen und Mitarbei-tern bietet die Fraunhofer-Gesellschaftdie Möglichkeit zur fachlichen undpersönlichen Entwicklung füranspruchsvolle Positionen in ihrenInstituten, in anderen Bereichen derWissenschaft, in Wirtschaft und Gesell-schaft.
Die Fraunhofer-Gesellschaft betreibtderzeit rund 80 Forschungseinrichtun-gen, davon 58 Institute, an über 40Standorten in ganz Deutschland. Rund12 500 Mitarbeiterinnen und Mitarbei-ter, überwiegend mit natur- oder in-genieurwissenschaftlicher Ausbildung,bearbeiten das jährliche Forschungs-volumen von über 1 Milliarde €.Davon fallen mehr als 900 Millionen €auf den Leistungsbereich Vertragsfor-schung. Rund zwei Drittel dieses Lei-stungsbereichs erwirtschaftet die
Fraunhofer-Gesellschaft mit Aufträgenaus der Industrie und mit öffentlichfinanzierten Forschungsprojekten. EinDrittel wird von Bund und Ländernbeigesteuert, auch um damit den Insti-tuten die Möglichkeit zu geben, Pro-blemlösungen vorzubereiten, die infünf oder zehn Jahren für Wirtschaftund Gesellschaft aktuell werden.
Niederlassungen in Europa, in denUSA und in Asien sorgen für Kontaktzu den wichtigsten gegenwärtigenund zukünftigen Wissenschafts- undWirtschaftsräumen.
Mitglieder der 1949 gegründeten undals gemeinnützig anerkannten Fraunhofer-Gesellschaft sind namhafteUnternehmen und private Förderer.Von ihnen wird die bedarfsorientierteEntwicklung der Fraunhofer-Gesell-schaft mitgestaltet.
Namensgeber der Gesellschaft ist derals Forscher, Erfinder und Unter-nehmer gleichermaßen erfolgreiche Münchner Gelehrte Joseph von Fraunhofer (1787-1826).
Die Fraunhofer-Gesellschaft auf einen Blick
Le génie n'a pas de sexe.
Genie hat kein Geschlecht!Madame de Staël

Oben: Fraunhofer FEPMitte: Fraunhofer IPMUnten: Fraunhofer ILT
Fraunhofer IWS Jahresbericht 2005
22
Fraunhofer-Institut für Elektronen-strahl- und Plasmatechnik FEP
Ziel des FEP ist die Erforschung undEntwicklung innovativer Verfahren zurNutzung von Elektronenstrahlen hoherLeistung und dichter Plasmen in Pro-duktionsprozessen für die Oberflä-chentechnik. Dabei stehen praktischeFragestellungen wie Prozessmonito-ring, Qualitätskontrolle, Reproduzier-barkeit, Aufskalierung und Wirtschaft-lichkeit im Vordergrund.
Fraunhofer-Institut für Physikalische Messtechnik IPM
Das Fraunhofer IPM entwickelt opti-sche Systeme für die Spektroskopieund Laserbelichtungstechnik. Einbesonderer Schwerpunkt liegt dabeiauf der Verwirklichung hochdynami-scher Systeme. Neben der schnellenLaseransteuerung sind dafür besonde-re Kompetenzen bei der Signalverar-beitung gefragt. So wurden für dieInfrastrukturüberwachung von Hoch-geschwindigkeitsstrecken robuste,wartungsarme Messgeräte realisiert.
Kompetenz durch Vernetzung
Sechs Fraunhofer-Institute kooperieren im Verbund Oberflächentechnik undPhotonik. Aufeinander abgestimmteKompetenzen gewährleisten eine per-manente, schnelle und flexible Anpas-sung der Forschungsarbeiten an denraschen technologischen Fortschritt inallen industriellen Anwendungsberei-chen. Koordinierte, auf die aktuellenBedürfnisse des Marktes ausgerichteteStrategien führen zu Synergieeffekten. Es wird ein breiteres Leistungsangebot zum Nutzen des Kunden erzielt.
Fraunhofer-Verbund Oberflächentechnik und Photonik
Fraunhofer-Institut für LasertechnikILT
Im Bereich der Lasertechnik ist dasZusammenspiel zwischen Laserent-wicklung und Laseranwendung vonherausragender Bedeutung. NeueLaser erlauben neue Anwendungenund neue Anwendungen geben An-regungen für neue Lasersysteme. Des-halb erweitert das Fraunhofer ILTdurch die enge Kooperation mitführenden Laserherstellern und innova-tiven Laseranwendern ständig seineKernkompetenzen.
Fraunhofer IWS Jahresbericht 2005 23
Fraunhofer-Institut für Angewand-te Optik und Feinmechanik IOF
Hauptgegenstand der Forschungstätig-keit des Fraunhofer IOF ist die optischeSystemtechnik mit dem Ziel der immerbesseren Kontrolle von Licht. Schwer-punkte sind multifunktionale optischeSchichtsysteme, mikro-optische Syste-me, optische Messsysteme und Syste-me zur Optik-Charakterisierung, fein-mechanische Präzisionssysteme sowiedie Mikromontage.
Fraunhofer-Institut für Werkstoff-und Strahltechnik IWS
Das Fraunhofer IWS forscht auf denGebieten der Lasertechnik (z. B. Laser-schweißen, Laserschneiden, Laserhär-ten), der Oberflächentechnik (z. B.Auftragschweißen), der Mikrobearbei-tung sowie der Dünnschicht- undNanotechnologie. Die in die Forschungund Entwicklung integrierte Werkstoff-prüfung und -charakterisierung fun-diert und erweitert das Spektrum desIWS.
Fraunhofer-Institut für Schicht- undOberflächentechnik IST
Das Fraunhofer-Institut für Schicht-und Oberflächentechnik IST bündeltals industrienahes FuE-Dienstleistungs-zentrum Kompetenzen auf den Gebie-ten Schichtherstellung, Schichtanwen-dung und Schichtcharakterisierung.Zurzeit ist das Institut in folgendenGeschäftsfeldern tätig: Maschinenbauund Fahrzeugtechnik; Werkzeuge;Energie, Glas und Fassade; Optik,Information und Kommunikation;Mensch und Umwelt.
Kontakt / Koordination
Sprecher des Verbundes:Prof. Dr. Eckhard Beyer
Koordination:Udo KlotzbachTelefon: 0351 / 2583 252E-Mail: [email protected]
Die Institute:www.fep.fraunhofer.de www.ipm.fraunhofer.de www.ilt.fraunhofer.de www.ist.fraunhofer.de www.iof.fraunhofer.de www.iws.fraunhofer.de
Fraunhofer-Verbund Oberflächentechnik und Photonik
Oben: Fraunhofer ISTMitte: Fraunhofer IOFUnten: Fraunhofer IWS
FEP
IWS
IOF
IST
ILT
IPM


Fraunhofer IWS Jahresbericht 2005 25
Wissenschaft ... handelt mit Wissen,gewonnen durch Zweifel.
Galilei in »Leben des Galilei«von Bertolt Brecht
Redaktion: Im Jahresbericht 2004sprachen Sie über die beiden verfah-renstechnisch orientierten StandbeineIhrer Abteilung - das Laserstrahlfügenund die Randschichttechnologien. Wiesieht Ihre diesjährige Bilanz auf diesenGebieten aus?
Prof. Brenner: Wir freuen uns, dasses gelungen ist, sowohl durch öffent-lich geförderte Projekte als auch durcheine Vielzahl von Industrieprojektenunsere Kompetenz in beiden Richtun-gen weiter auszubauen und dies auchdurch sieben Industrieüberführungenvon technologisch und werkstofftech-nisch anspruchsvollen Problemlösun-gen in die industrielle Praxis nachzu-weisen.
Auf dem Gebiet des Laserstrahlschwei-ßens betrifft das z. B. die Weiterent-wicklung des Laserstrahlschweißensmit werkstoffangepasstem Schweißzu-satzwerkstoff für bisher nicht rissfreischweißbare Getriebebauteile und des-sen industrielle Überführung bei ZFGotha im Auftrag des Systemherstel-lers Arnold. Entwicklungsseitig möchteich noch die Arbeiten zur Eigen-schaftscharakterisierung und -verbes-serung laserstrahlgeschweißter Kom-ponenten für den Flugzeugbau, zumEinsatz von Faserlasern und zur Ver-meidung von Heißrissen in heißrissge-fährdeten Werkstoffen hervorheben.Die Schwerpunkte der Arbeiten zurRandschichtveredlung lagen im ver-gangenen Jahr auf der Auslegung underfolgreichen Inbetriebnahme von vierHLDL-Laserstrahlhärteanlagen zumRandschichthärten im Werkzeugbaubei inländischen (BMW) und ausländi-schen (Schweiz, Italien) Kunden. DieArbeiten banden viel Kapazität, bewie-sen aber, dass der eingeschlageneWeg zum zielgerichteten Aufbau vonSystemkompetenz durch Entwicklungverfahrensspezifischer Schlüsselkompo-nenten nebst dazugehöriger Softwarerichtig und erfolgreich ist.
Redaktion: Stichwort Faserlaser: Wel-che Bedeutung messen Sie dem Ein-satz des Faserlasers zum Laserstrahl-schweißen künftig zu?
Prof. Brenner: Das IWS verfügt seitkurzer Zeit über einen 1 kW- undeinen 4 kW-Faserlaser mit höchsterStrahlqualität (Strahlparameterprodukt0,35 bzw. 1,8 mm · mrad). In einerVielzahl von Schweißexperimenten anden wirtschaftlich wichtigsten Werk-stoffgruppen konnten wir herausra-gende Schweißergebnisse erreichen.Wir sind deshalb davon überzeugt,dass dem Faserlaser sowohl wegen sei-ner schweißtechnologischen Eignungals auch seiner leichten Integrierbarkeitin Robotersysteme bei 3D-Anwendun-gen, seiner Mobilität, seines einfachenAufbaus und hohen elektrooptischenWirkungsgrades eine große Zukunftbevorsteht.
Redaktion: Sie betonten bisher immerden ganzheitlichen Ansatz der Arbei-ten Ihrer Abteilung. Seit kurzemgehört auch die Gruppe »Klebtechnik«zur Abteilung. Wie passt das zu die-sem Ansatz und welche Effekte ver-sprechen Sie sich davon?
Prof. Brenner: Die Gruppe »Klebtech-nik« wurde in die Abteilung integriert,weil wir uns Synergieeffekte davonversprechen. Aus strategischer Sichtwerden in Zukunft unter dem Ge-sichtswinkel Leichtbau die Anforderun-gen an einen beanspruchungsoptimier-ten, aber trotzdem bezahlbaren Werk-stoffeinsatz steigen. Das hat den allge-meinen Trend zum Multi-Material-Design zur Folge. Diese Designphilo-sophie bleibt jedoch den Strahl-schweißverfahren zu großen Teilenverschlossen. Synergieeffekte schöpfenwir - über den durch das Kleben brei-teren Marktzugang hinaus - durch einespezifische Ausprägung der FuE-Arbei-ten in Richtung Laser- bzw. Plasmaein-satz zur Klebeflächenvorbehandlung,Klebeflächenaktivierung oder Wirkort-bezogene Klebstofferwärmung.
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien

Fraunhofer IWS Jahresbericht 200526
Prof. Berndt BrennerAbteilungsleiter (Tel. 2583 207,[email protected])
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Dr. Jens StandfußGruppenleiter Schweißen (Tel. 2583 212, [email protected])
Laserstrahlgeschweißtes Getriebebauteil
Schweißen schwer schweißbarerWerkstoffe
Das Laserstrahlschweißen ist ein mo-dernes Schweißverfahren, das einenbreitgefächerten industriellen Einsatz,insbesondere in der Massenfertigung,gefunden hat. Vorwiegend werden je-doch nur Werkstoffe mit allgemeinguter Schweißeignung verarbeitet.Einen neuen Zugang zur Herstellungrissfreier Schweißverbindungen aushärtbaren und hochfesten Stählen,Gusseisen, Al- und Sonderlegierungensowie Bauteilen mit hoher Steifigkeitermöglichen Laserstrahlschweißverfah-ren mit integrierter Kurzzeitwärme-behandlung sowie werkstoffangepass-ten Zusatzwerkstoffen. Auf der Basiseines umfangreichen metallphysikali-schen und anlagentechnischen Hinter-grundwissens bieten wir Ihnen an: - Entwicklung von Schweißtechnolo-
gien, - Prototypschweißungen, - Verfahrens- und Anlagenoptimierung,- Ausarbeitung von Schweißanweisun-
gen.
Technologien zum beanspru-chungsgerechten Härten vonStählen mittels Laser oder Induk-tion bzw. beidem
Bei Bauteilgeometrien, Verschleißfällenund Werkstoffen, bei denen konven-tionelle Härtetechnologien versagen, bietet das Laserhärten vielfach neueLösungsansätze zur Erzeugung ver-schleißfester Oberflächen. Das trifftinsbesondere zu auf die selektive Här-tung von Bauteilen mit mehrdimensio-nal gekrümmten, innenliegenden oderschwer zugänglichen Flächen, Bohrun-gen oder Kerben sowie auf stark ver-zugsgefährdete Bauteile. Gestützt auflangjährige umfangreiche Erfahrungen,fachübergreifendes Know-how von derAnalyse des Verschleißfalles bis zuroptimalen technologischen Realisie-rung von Härteaufgaben bieten wir an: - Entwicklung von Randschichthärte-
technologien mit Hochleistungs-Diodenlasern, CO2-Lasern, Nd:YAG-Lasern oder Induktion bzw. beidem,
- Randschichtveredelung von Entwick-lungs- und Prototypmustern.
Laserstrahlgehärtete Turboladerwellen
Dr. Steffen Bonß Gruppenleiter Randschichtverfahren(Tel. 2583 201,[email protected])

Fraunhofer IWS Jahresbericht 2005 27
Dr. Bernd WinderlichGruppenleiter Werkstofftechnik /Werkstoffcharakterisierung (Tel. 2583 224,[email protected])
Komplexe Werkstoff- und Bauteil-charakterisierung
Die Beherrschung moderner Füge- undRandschichtverfahren erfordert Kennt-nisse von den ablaufenden strukturel-len Änderungen bis zu den resultieren-den Bauteileigenschaften. Auf derBasis langjähriger Erfahrungen undeiner modernen Geräteausstattung fürdie strukturelle, mikroanalytische undmechanische Werkstoffcharakterisie-rung bieten wir an:- metallographische, elektronen-
mikroskopische (REM, TEM) undmikroanalytische (EDX) Charakterisie-rung der Realstruktur von Metallen,Keramiken und Werkstoffverbunden,
- Ermittlung von Werkstoffkennwertenfür die Bauteilauslegung und Qua-litätssicherung,
- Eigenschaftsbewertung von rand-schichtbehandelten und geschweiß-ten Bauteilen,
- Strategien zur werkstoff- und bean-spruchungsgerechten Bauteilgestal-tung,
- Aufklärung von Schadensfällen.
Beispiele aus den Arbeiten 2005
1. Integrierte Härterei - Laserstrahl-härten im Großwerkzeugbau 28
2. Dynamisches Strahlformungs-system zur industriellen Laserrand-schichtveredelung 30
3. Beidseitig gleichzeitiges Laser-strahlschweißen von großforma-tigen 3D-Luftfahrtstrukturen 31
4. Neue metallische Bauweisen für den innovativen Flugzeugbau 32
5. Charakterisierung der Belastbarkeitvon laserstrahlgeschweißten Stringer-Haut-Verbindungen 33
6. Laserstrahlschweißen von Guss-eisen-Stahl-Verbindungen imGetriebebau 34
7. Laserstrahlschweißen mit Faserla-sern - Neue Maßstäbe für Funktio-nalität und Wirtschaftlichkeit 35
8. Rissfreies Laserstrahlschweißen vonhärtbaren Automatenstählen - eineVision wird Wirklichkeit 36
9. Laserstrahlung verbessert die Alterungsbeständigkeit der Kleb-verbindung 37
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Klebtechnik
Die Hauptarbeitsgebiete der GruppeKlebtechnik sind:- Oberflächenvorbehandlung mittels
Plasma- und Lasertechnik sowie der Vergleich mit herkömmlichen Vorbe-handlungsmethoden,
- konstruktives Kleben verschiedenerMaterialien (Metalle, Kunststoffe,Glas, Holz),
- Charakterisierung der Oberflächensowie der geklebten Verbunde mit-tels Kontaktwinkel-, Rauheits- undSchichtdickenmessung, Lichtmikro-skopie, REM / EDX und spektroskopi-schen Methoden,
- Bestimmung der Klebfestigkeitenund Alterungsuntersuchungen,
- Simulation und Aufbau einer Daten-bank.
Klebflächenvorbehandlung eines Ansaugmodulsaus Magnesiumdruckguss mit Nd:YAG-Laser
Dr. Irene JansenGruppenleiterin Klebtechnik(Tel. 4633 52 10,[email protected])
Ermüdungstest an lasergaslegiertem Ti6Al4V

Fraunhofer IWS Jahresbericht 200528
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Aufgabenstellung
Die Herstellung von Großwerkzeugenund Vorrichtungen für den Karosserie-bau der Automobilindustrie ist ein Bei-spiel, bei dem der Bedarf von flexibeleinsetzbaren, automatisierbaren, ver-zugsarmen und in die spanende Bear-beitung integrierbaren Randschichthär-teverfahren besonders deutlich wird.Ziel ist es hier, die Herstellungskostender Werkzeuge zu senken und gleich-zeitig deren Standzeit zu erhöhen. DieAnforderungen an die Werkzeugober-flächen, an die Funktionsflächen derRohbauvorrichtungen und die Mate-rialien haben sich auf Grund schmalerBlechhaltungen mit hohen Flächen-pressungen, den Einsatz höherfesterBleche, diverser Blechbeschichtungenmit verändertem Reibverhalten, höhe-ren Anforderungen an die Außenhaut-qualität und hohen Stückzahlen erheb-lich erhöht.
Das Laserstrahlhärten wird seit mehre-ren Jahren industriell als externe Lohn-leistung angewendet. Es erfordert je-doch umfangreiches Know-How, umden Prozess einzurichten. Eine Vielzahlvon Parametern muss in Abhängigkeitvom Werkstoff und den zu erreichen-den Härtezonenparametern optimiertwerden. Das ist zur Zeit mit einemhohen Einrichtaufwand verbunden, derin der Regel von metallographischenUntersuchungen begleitet wird.
Ein Nachteil heutiger Hochleistungsdio-denlaser in Bezug auf das Härten vonWerkzeugen ist, dass die innerhalb desrechteckigen oder quadratischenStrahles zwar nahezu konstante Inten-sitätsverteilung nicht flexibel einstellbarist. Von den Laserherstellern ange-botene Zoom- oder Vario-Objektiveverändern nur die Strahlform abernicht die Intensitätsverteilung. Dasoptimale Härten von Kanten erfordertjedoch eine stufenlos und zudem nochwährend (!) des Härteprozesses verän-derbare Einstellung der Leistungsvertei-lung der Laserstrahlung.
Integrierte Härterei - Laserstrahlhärten im Großwerkzeugbau
Lösungsweg
Auf Basis des Laserstrahlhärtens sollteim Rahmen eines vom BMBF geförder-ten Projektes ein Technologiemodul»Integrierte Härterei« entwickelt wer-den. Dieses wird in verschiedenen Ma-schinensystemen eingesetzt. Durch die»Integrierte Härterei« soll das Laser-strahlhärten soweit weiterentwickeltwerden, dass es vom Expertenprozesszum Facharbeiterprozess hin verein-facht werden kann.
Die »Integrierte Härterei« bestehtdabei aus folgenden, erstmalig realisierten Komponenten, einem Technologieprozessor mit den Baustei-nen:- Berechnung der Härteparameter,- automatische Erstellung eines CNC-
Härte-Programmes aus CAD-Daten-files mit integrierter Parameteropti-mierung unter Berücksichtigung derlokalen Wärmeabfuhr,
- temperaturgeregelte Laserleistungs-steuerung und einem
Flexiblen Lasermodul, bestehend aus - Bereitstellungsmodul, - Hochleistungsdiodenlaser,- CNC-ansteuerbare flexible Strahlfor-
mungseinheit,- Medienübergabe, - integrierte Temperatursensorik.
Damit soll die partielle Wärmebehand-lung in die spanende Fertigung vonGroßwerkzeugen integriert werden.Anhand von drei Demonstratormaschi-nen werden die neuen Möglichkeitender »Integrierten Härterei« aufgezeigt.Es wurden bisher die direkte Integra-tion in ein Fräszentrum sowie die Inte-gration mit einer separaten Portalanla-ge in ein Palettenwechselsystem einesFräszentrums realisiert. Die Varianteauf Basis eines 6-Achs-Knickarm-Robo-ters wird Anfang 2006 in Betriebgenommen.
Abb. 2: Zweites Lasermodul, integriert in Laser-härteportal
Abb. 1: Konstruktionsdarstellung des ersten Lasermoduls

Fraunhofer IWS Jahresbericht 2005 29
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Abb. 3: Teilansicht des zweiten Lasermoduls beiseitlichem Strahlaustritt
Abb. 4: Demonstrator 2 beim Härten einerSchnittleiste
Ansprechpartner
Dr. Steffen BonßTel.: 0351 / 2583 201 [email protected]
Ergebnisse
Durch das Fraunhofer IWS wurde eineStrahlformungseinrichtung entwickelt,mit der variable Härtespurbreiten von4 bis über 40 mm realisiert werdenkönnen. Es wird dabei auf bewährteScannertechnik aus der Anwendungvon CO2-Lasern zurückgegriffen. Fürdie Anwendung mit Hochleistungsdi-odenlasern wurden verschiedene Spie-gelmaterialien und Beschichtungenuntersucht und eine geeignete Varian-te gefunden, die in Langzeitversuchenihre Stabilität bewiesen hat. EineBesonderheit liegt in der Lösung desProblems, dass die verwendeten Hoch-leistungsdiodenlaser zwei verschiedeneWellenlängen gleichzeitig emittierenund dies mit einem vergleichsweisegroßen Divergenzwinkel tun.
Um den meist näherungsweise recht-eckig geformten Strahl immer optimalin Bezug zur Vorschubrichtung drehenzu können, wurde das Lasermodul miteiner eigenen Drehachse ausgestattet.Diese 6. Achse wird in die Steuerungder Fräsmaschine oder des Härtepor-tals eingebunden und vom CAM-System als zusätzliche zu interpolieren-de Achse betrachtet. Für die verschie-denen Maschinen- und Steuerungs-systeme wird der Antrieb der 6. Achseaustauschbar gestaltet. Bei der An-wendung des Lasermoduls mit dem 6-Achs-Knickarmroboter kann auf dieseparate 6. Achse verzichtet werden.Zur Prozesskontrolle wird die Oberflä-chentemperatur mit einem Infrarot-strahlungspyrometer oder mit demkamerabasierten System »E-MAqS«gemessen. In beiden Fällen kann beisich verändernden Arbeitsabständensowie bei Wärmestau an Werkzeug-kanten die Prozessregelung immernach dem heißesten Punkt der Bauteil-oberfläche erfolgen. Anschmelzungenvon Werkzeugschneidkanten könnenso vermieden und optimale Austeniti-sierungstemperaturen eingehaltenwerden.
Die vom Fraunhofer IWS entwickelteund bereits kommerziell vertriebeneLaserleistungsregelung »LompocPro«ergänzt das Lasermodul um eineunverzichtbare hochdynamische Leistungsregeleinheit. Das Lasermodulselbst wurde als Leichtbaukonstruktionso ausgeführt, dass der Strahlfleck aufdem Bauteil bei Prozess üblichen Be-schleunigungen nicht mehr als 0,1 mmvon seiner Sollposition abweicht.
Das Lasermodul wird im ersten De-monstrator in einem 5-Achs-Ferti-gungszentrum Droop+Rein T25 50eingesetzt (Abb. 1). Dazu werden dienotwendigen Versorgungsmedien wieKühlwasser sowie Stromversorgungs-und Signalleitungen separat geführt.Das Lasermodul erhielt einen Park-platz, von dem aus die Maschine esautomatisch wie ein normales Werk-zeug einwechseln kann. Ist das Laser-modul nicht eingewechselt, ist dievolle Funktion des Bearbeitungszen-trums uneingeschränkt nutzbar.
Der zweite Demonstrator ist ein 5-Achs-Portal mit CNC-Steuerung. Dieses führt als separate Bewegungs-einheit das über die Standardschnitt-stellen angeflanschte Lasermodul (Abb. 2, 3). Das Portal wird später inden Palettenbahnhof eines Systemsvon 5-Achs-Bearbeitungszentren inte-griert. Damit kann mit der »Integrier-ten Härterei« parallel zur spanendenBearbeitung die Wärmebehandlungvon Großwerkzeugen durchgeführtwerden (Abb. 4). Der dritte Demon-strator ist ein 6-Achs-Knickarmroboter,der mit dem Technologiemodul »Inte-grierte Härterei« ausgestattet wird.
Diese Arbeiten wurden vom BMBFinnerhalb des Verbundprojektes »Inte-grierte Härterei« (FKZ: 02PD2280)gefördert.

Fraunhofer IWS Jahresbericht 200530
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Abb. 1: Konstruktionsansicht des Scannerkopfesmit eingezeichnetem Strahlengang
Ansprechpartner
Dr. Steffen BonßTel.: 0351 / 2583 [email protected]
Abb. 2: Scanningsystem für Hochleistungs-diodenlaser
Aufgabenstellung
Laserrandschichtveredelungsverfahrenwie Laserstrahlhärten, Laserstrahlum-schmelzen oder Laserstrahllegierensind in den letzten Jahren durch dieVerfügbarkeit preiswerterer zuverlässi-ger Laserstrahlquellen zunehmend alsNischenverfahren für lokal zu behan-delnde Bauteilkonturen bei industriel-len Anwendern interessant geworden.Dabei steht häufig die Aufgabe, Laser-bearbeitungsspuren mit einer Breitevon einigen Millimetern zu erzeugen.Dazu stehen speziell angepasste Opti-ken der Laserhersteller zur Verfügung.Möchte man jedoch variable Spurbrei-ten erzeugen und unter Umständensogar während der Bearbeitung Breiteund Leistungsverteilung des Laserspotsan lokale Erfordernisse anpassen, stößtman mit Fixoptiken an eng gesetzteGrenzen.
Dynamisches Strahlformungssystem zur industriellenLaserrandschichtveredelung
Lösungsweg
Eine sehr große Variabilität bieten fürdiese Anforderungen dynamischeStrahlformungssysteme mit Schwing-spiegeloptiken unter Verwendungeines oder mehrerer Galvanometer-scannerantriebe. Die Ansteuerungerfolgt durch frei definierbareSchwingfunktionen, die es ermögli-chen, die Leistungsverteilung im ge-scannten Laserspot zu variieren. AlsLaboraufbau existieren solche Systemebereits, für die industrielle Anwendungmüssen jedoch hohe Anforderungenbezüglich Robustheit und Prozess-sicherheit erfüllt werden.
Ergebnisse
Die Konstruktion eines vielseitig ein-setzbaren robusten Scannerkopfes fürdie Anwendung mit Hochleistungs-dioden- oder Nd:YAG-Lasern berück-sichtigte langjährige Erfahrungen mitsolchen Systemen im Labor. So wurdeneben der direkten Temperaturüber-wachung der wirksamen optischenElemente wie Umlenk- und Scanner-spiegel auch darauf geachtet, dassreflektierte Laser- oder Wärmestrah-lung auf aktiv gekühlte Flächen trifftund dass empfindliche Kunststoffkom-ponenten in Ihrer Funktion davon nichtbeeinträchtigt werden. Die Zugänglich-keit zum Wechseln von Verschleißtei-len wie Schutzgläser oder Spiegelstand ebenso im Blick des Konstruk-teurs wie der generelle Schutz vor Ver-schmutzung optischer Komponenten.Dazu ist das Gehäuse komplett ge-schlossen ausgeführt und kann mitgereinigter Druckluft oder z. B. Stick-stoff permanent gespült werden. AlleÜberwachungen werden mit einereigenen SPS realisiert, die in das Steu-ergerät des Strahlformungssystemsintegriert ist. Damit kann das Systemautark betrieben oder über eine elektrische Schnittstelle in Maschinen-steuerungen eingebunden werden.
Für die Prozessüberwachung sind zweiMöglichkeiten vorgesehen. Einerseitskann ein schnelles Pyrometer koaxialzum gescannten Laserstrahl mehrereMesswerte während einer Scanbewe-gung aufnehmen und einer Laserleis-tungsregelung zuführen. Andererseitsbesteht die Möglichkeit, das kamera-basierte und ortsauflösend messendeTemperaturerfassungssystem »E-MAqS« als Messsystem zu verwen-den. Der Scannerkopf ist so konstru-iert, dass auch beide Messsystemegleichzeitig verwendet werden kön-nen. Für die Bedienung des Systemsdient eine Software, die in Verbindungmit einer speziellen I/O-Karte aufeinem PC läuft.

Fraunhofer IWS Jahresbericht 2005 31
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Beidseitig gleichzeitiges Laserstrahlschweißen von großformatigen 3D-Luftfahrtstrukturen
Ansprechpartner
Dipl.-Ing. Jens LiebscherTel.: 0351 / 2583 481 [email protected]
Abb. 1: Verlauf der Nahtflankenwinkel, exemplarisch für einen Stringer desgeschweißten Hautfeldes
Abb. 2: Beidseitig-gleichzeitiges Schweißen vonStringer-Hautfeldverbindungen
Ergebnisse
Die Inbetriebnahme, Erprobung undOptimierung der gesamten Anlagewurde durch das Schweißen einesHautfeldes des Airbus A318 zu einemAbschluss gebracht, s. Abb. 2. DasBauteil besteht aus dem einen Haut-blech und 14 Stringern (Längssteifen).Die Ausbildung der Schweißnaht, ins-besondere der die Festigkeit der Ver-bindung bestimmende Nahtflanken-winkel, entsprach in allen Bereichenden vom Auftraggeber gestellten For-derungen (Abb. 1). Eine Nacharbeit, z. B. aufgrund von Fehlpositionierungdes Laserstrahls insbesondere imBereich von Achsumorientierungen,konnte mit dem realisierten Maschi-nenkonzept vermieden werden. Damitsteht eine zukünftigen Anforderungenentsprechende Anlagentechnik für dieserienbegleitende Bauweisen- und Pro-zessentwicklung zur Verfügung.
Das Projekt wurde vom SMWK (FKZ:4212/02-05 und -06) und von Airbusgefördert.
Aufgabenstellung
Das beidseitig-gleichzeitige Laserstrahl-schweißen von großen sphärisch ge-krümmten 3D-Bauteilen in beliebigenRaumrichtungen mit gleichzeitigerBauteilspannung erfordert neue Ma-schinenkonzepte (JB 2003, S. 104). Diedamit realisierte Laserstrahlschweißan-lage (JB 2004, S. 32) sowie die zuge-hörigen optischen Sensoren und dieneuartige CNC- und Softwarearchitek-tur sollten an einem besonders starkgekrümmten Hautfeld erprobt werden.
Lösungsweg
Im Grundkonzept besteht die Gantry-Anlage aus zwei unabhängig verfahr-baren Y-Brücken. Für eine verbesserteMaschinendynamik und zur Minimie-rung des Bauraums wurde ein hybridesBewegungskonzept (Gantryverband +verfahrbarer Maschinentisch) für dieRelativbewegung zwischen Laserstrahlund Bauteil gewählt.
An den Y-Brücken sind Z-Achsen mitunabhängig voneinander dreh- undschwenkbaren Einheiten befestigt. Die-se tragen die beiden Schweißköpfeeinschließlich der optischen Sensorenzur Detektion der Nahtlage währenddes Heft- oder Schweißprozesses. DieBauteilpositionierung übernimmt einedritte zusätzliche Z-Achse, die eine imRaum dreh- und schwenkbare Platt-form besitzt. Die für das Schweißenerforderlichen Koordinaten werden aufder Grundlage von CAD-Daten ermit-telt. Ein speziell entwickelter Postpro-zessor generiert ein komplettes NC-Programm, das neben sämtlichenSteuerbefehlen für Laser, Schutzgas,Crossjet, Sensorik usw. die notwendi-gen Bahndaten enthält.
Das Grundprinzip der Nahtführungbasiert auf der vektoriellen Additionvon aktueller Maschinenposition (Soll-position) mit den vom Sensor ermittel-ten Nahtlagedaten. Zur Erhöhung derGenauigkeit und zur Vermeidung vonFehlern wird ein Mittelwert aus denDaten beider Sensoren berechnet. DieProgrammierung der so berechnetenSollwerte erfolgt in einem NC-Satz.Nahtanfang bzw. -ende sowie Unter-brechungen in der zu fügenden Kon-tur werden ebenfalls von der Sensorikerkannt. Zur Erfassung der Nahtflan-kenwinkel wird die während desSchweißens errechnete Kontur nocheinmal mit aktivierten Sensoren abge-fahren. Ein spezieller Auswertealgo-rithmus liefert den Verlauf des Naht-flankenwinkels entlang der Schweiß-naht, s. Abb. 1.

Fraunhofer IWS Jahresbericht 200532
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Lösungsweg
Die Einhaltung minimaler Verzugstole-ranzen erfordert eine neuartige Strahl-quelle mit hoher Intensität, die diethermische Belastung des Bauteilsreduziert. Erfüllt wurden diese Randbe-dingungen durch den Einsatz eines 4 kW-Faserlasers. Im Vergleich zuanderen YAG-Strahlquellen hebt sichder Faserlaser mit dem sehr gutenStrahlparameterprodukt von ca. 2 mm · mrad deutlich ab. Die Strahl-führung wurde roboterbasiert mit Hilfeeiner Strahlablenkoptik umgesetzt.
Neue metallische Bauweisen für den innovativen Flugzeugbau
Aufgabenstellung
Für zukünftige Flugzeuggenerationengilt es, neuartige Bauweisen aus Metallzu entwickeln, die sich bei geringemGewicht durch sehr hohe Steifigkeitauszeichnen. Im konkreten Fall sollteein in Steckbauweise gefertigter De-monstrator verschweißt werden (Abb. 2). Die Aufgabe bestand darin,durch geeignete Wahl der Strahlquellekurze Schweißnähte bei gleichzeitigminimalem Verzug zu erzeugen. Bezo-gen auf das Deckblech der Strukturmit einer Fläche von ca. 430 cm2 soll-ten 10 Schweißnähte mit einer Ge-samtlänge von 830 cm erzeugt wer-den. Insgesamt sind 26 Schweißnähteauf einer Bauteilgröße von 210 x 210 x 100 cm3 zu realisieren(Abb. 3).
Ergebnisse
An einem Demonstrator konnte nach-gewiesen werden, dass innovativemetallische Bauweisen durch modern-ste Lasertechnik gefügt werden kön-nen. In Abb. 1 ist die Fügestellengeo-metrie mit Schweißnaht dargestellt.Die Kombination aus Faserlaser undStrahlablenkoptik bietet hier enormenHandlungsspielraum und eröffnet neueFelder der Fertigungstechnik.
Die Forderung nach minimalem Verzugwurde trotz der großen Anzahl vonSchweißnähten bezogen auf den Bau-raum erfüllt. Praktisch konnte keinVerzug festgestellt werden. Zusätzlichwurde eine toleranzoptimierteSchweißnahtfolge entwickelt, die ohneden Einsatz komplizierter Spanntechnikauskommt. Die Übertragung in die Fer-tigung kann aufgrund der Vielzahl vonkurzen Schweißnähten durch sensor-geführte Nahtverfolgungssysteme ver-einfacht werden.
Die Untersuchungen erfolgten inZusammenarbeit mit Airbus Deutsch-land und der InnoJoin GmbH & Co. KG.
Ansprechpartner
Dipl.-Ing. Dirk DittrichTel.: 0351 / 2583 [email protected]
Abb. 3: Laserstrahlgeschweißter Demonstrator
Abb. 1: Fügestellengeometrie und schematischeSchweißnaht
Abb. 2: Zusammensetzung der Steckbleche aus1,1 mm dünnem Aluminiumblech
Deckblech
Fraunhofer IWS Jahresbericht 2005 33
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Aufgabenstellung
Der Einsatz von laserstrahlgeschweiß-ten Integralschalen im Unterrumpfbe-reich der Airbusmodelle A318 undA380 sowie die Erschließung weitererGewichts- und Kosteneinsparungenerfordern die Verfügbarkeit von Festig-keitskennwerten für die Auslegungund Qualitätssicherung der laserstrahl-geschweißten Stringer-Haut-Verbin-dungen. Die Kopfzugfestigkeit dientals Auslegungskriterium für derartigeSchweißverbindungen. Die Aufgabebestand darin, bisher vorhandene prüf-technische Einflüsse des Kopfzugversu-ches auf den Festigkeitskennwert weit-gehend zu eliminieren.
Neben dem Festigkeitsverhalten istauch das Verhalten der geschweißtenStringer-Haut-Verbindungen bei Über-lastung bzw. im Versagensfall sowieder Einfluss der Bauweise auf diesesVerhalten von Interesse.
Charakterisierung der Belastbarkeit von laserstrahlgeschweißten Stringer-Haut-Verbindungen
Ergebnisse
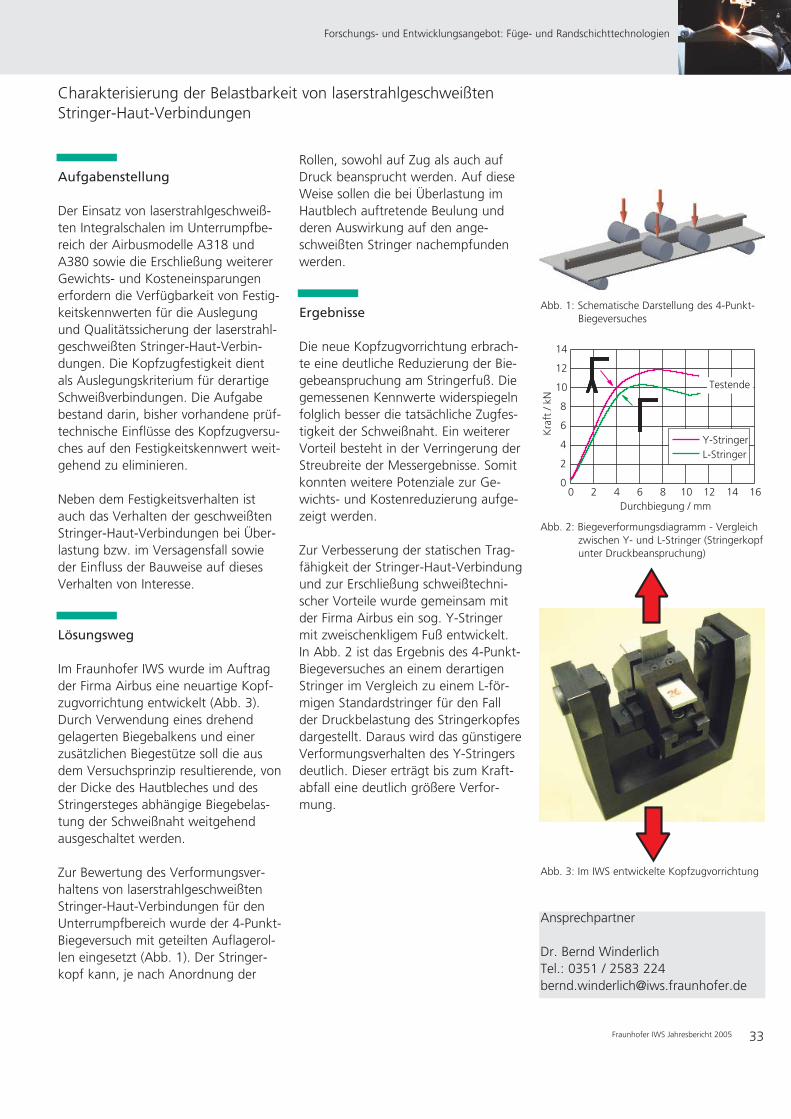
Die neue Kopfzugvorrichtung erbrach-te eine deutliche Reduzierung der Bie-gebeanspruchung am Stringerfuß. Diegemessenen Kennwerte widerspiegelnfolglich besser die tatsächliche Zugfes-tigkeit der Schweißnaht. Ein weitererVorteil besteht in der Verringerung derStreubreite der Messergebnisse. Somitkonnten weitere Potenziale zur Ge-wichts- und Kostenreduzierung aufge-zeigt werden.
Zur Verbesserung der statischen Trag-fähigkeit der Stringer-Haut-Verbindungund zur Erschließung schweißtechni-scher Vorteile wurde gemeinsam mitder Firma Airbus ein sog. Y-Stringermit zweischenkligem Fuß entwickelt.In Abb. 2 ist das Ergebnis des 4-Punkt-Biegeversuches an einem derartigenStringer im Vergleich zu einem L-för-migen Standardstringer für den Fallder Druckbelastung des Stringerkopfesdargestellt. Daraus wird das günstigereVerformungsverhalten des Y-Stringersdeutlich. Dieser erträgt bis zum Kraft-abfall eine deutlich größere Verfor-mung.
Lösungsweg
Im Fraunhofer IWS wurde im Auftragder Firma Airbus eine neuartige Kopf-zugvorrichtung entwickelt (Abb. 3).Durch Verwendung eines drehendgelagerten Biegebalkens und einerzusätzlichen Biegestütze soll die ausdem Versuchsprinzip resultierende, vonder Dicke des Hautbleches und desStringersteges abhängige Biegebelas-tung der Schweißnaht weitgehendausgeschaltet werden.
Zur Bewertung des Verformungsver-haltens von laserstrahlgeschweißtenStringer-Haut-Verbindungen für denUnterrumpfbereich wurde der 4-Punkt-Biegeversuch mit geteilten Auflagerol-len eingesetzt (Abb. 1). Der Stringer-kopf kann, je nach Anordnung der
Ansprechpartner
Dr. Bernd Winderlich Tel.: 0351 / 2583 [email protected]
Abb. 2: Biegeverformungsdiagramm - Vergleichzwischen Y- und L-Stringer (Stringerkopfunter Druckbeanspruchung)
Abb. 1: Schematische Darstellung des 4-Punkt-Biegeversuches
Abb. 3: Im IWS entwickelte Kopfzugvorrichtung
Rollen, sowohl auf Zug als auch aufDruck beansprucht werden. Auf dieseWeise sollen die bei Überlastung imHautblech auftretende Beulung undderen Auswirkung auf den ange-schweißten Stringer nachempfundenwerden.

Fraunhofer IWS Jahresbericht 200534
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Lösungsweg
Der hohe Gehalt an Schwefel undKohlenstoff im schwarzen TempergussGTS hat eine stark eingeschränkteSchweißeignung zur Folge. Durch denEinsatz eines werkstoffangepasstenNickelbasis-Zusatzwerkstoffes soll eineUnterdrückung der Heiß- und Kaltriss-neigung in der Schweißzone erreichtwerden.
Zur Bewertung der Belastbarkeit derSchweißnaht unter der für Radialnähtetypischen Schubbeanspruchung wurdeeine spezielle einschnittige Schervor-richtung entwickelt, mit welcher diestatische Scherfestigkeit des Schweiß-gutes ermittelt werden kann (Abb. 2).
Laserstrahlschweißen von Gusseisen-Stahl-Verbindungen im Getriebebau
Aufgabenstellung
In der Automobilindustrie werden füreine Vielzahl zu fügender BauteileWerkstoffe eingesetzt, die in der Regelnicht rissfrei schweißbar sind, beidenen aber das Fügen durch eineLaserschweißnaht vorteilhaft wäre.
Für den Einsatz im Bereich der Achs-ausgleichsgetriebe ist insbesondere dieWerkstoffpaarung Gusseisen mit Ein-satzstahl von Interesse. GeringererArbeitsaufwand sowie Platz- undMaterialeinsparungen gegenüber denkonventionellen Schraubverbindungenversprechen deutliche Kostenvorteile.
Für die industrielle Umsetzung sindKenntnisse der Prozessführung beimLaserstrahlschweißen, der sich ausbil-denden Schweißnahtqualität (Abb. 1)und der Tragfähigkeit der Schweißver-bindung erforderlich. Ziel der vorlie-genden Arbeit war es, eine beanspru-chungsgerechte Schweißverbindungder Werkstoffpaarung TS55/16MnCr5an rotationssymmetrischen Musterbau-teilen herzustellen.
Ergebnisse
Durch Verwendung eines nickelhalti-gen Schweißzusatzwerkstoffes und dieOptimierung von Nahtlage, Nahtgeo-metrie und Laserstrahlschweißparame-tern konnte an Musterbauteilen eineUnterdrückung der Rissanfälligkeitnachgewiesen werden. Ursache hierfürist vor allem der geringere Schwefelge-halt im Schweißgut, der aufgrund derDurchmischung mit dem Zusatzdrahtund der schwefelbindenden Wirkungdes im Zusatzdraht vorhandenen Man-gans im Schweißgut vorliegt.
Die Scherfestigkeitsversuche amSchweißgut von rissfrei geschweißtenFlachproben ergaben, dass der Bruchnicht in der Scherebene sondern in derbenachbarten hochaufgehärteten Wär-meeinflusszone des Gusswerkstoffeserfolgt. Das Schweißgut stellt somitnicht den kritischen Nahtbereich fürdie Schubfestigkeit der Schweißverbin-dung dar. Die erzielten Bruchlasten las-sen erwarten, dass die Schweißverbin-dungen insgesamt die Anforderungenan die statische Belastbarkeit unterSchubbeanspruchung sicher erfüllen.Für den industriellen Einsatz wird derBetriebsfestigkeitsnachweis an Ori-ginalbauteilen erbracht.
Ansprechpartner
Dr. Jens StandfußTel.: 0351 / 2583 [email protected]
Abb. 1: Querschliff an einer Laserstrahl-schweißverbindung GTS55/16MnCr5 mit einem Nickelbasiszusatzwerkstoff
Abb. 2: Schervorrichtung zur Ermittlung der lokalen Scherfestigkeit im Schweißgut
1 mm

Fraunhofer IWS Jahresbericht 2005 35
Aufgabenstellung
In den letzten Jahren sind Faserlasermit einer dem Nd:YAG-Laser vergleich-baren Strahlqualität [Strahlparameter-produkt von 11,6 bis 8,5 mm · mrad(SSP)] und Laserleistungen bis 20 kWauf den Markt gekommen. DieSchweißeignung dieser neuen Laserwurde ausführlich untersucht und diespezifischen Vorteile gegenüber ande-ren Strahlquellen analysiert. Seit kurzem sind jedoch Faserlaser miteiner um den Faktor 6 bis 50fach bes-seren Strahlqualität verfügbar, die bis-her nicht bekannte Leistungsdichtenbeim Laserschweißen ermöglichen.Nicht bekannt ist der Einfluss dieserhohen Leistungsdichte auf die Naht-ausbildung beim Schweißen, dieWechselwirkungsprozesse im Keyhole,die Rückwirkung auf den Laserresona-tor sowie die Eignung diese Systemefür verschiedene Schweißaufgaben.
Ergebnisse
Die recht umfangreichen Versuchser-gebnisse (ausführlicher siehe [1]) lassensich wie folgt zusammenfassen: DieFaserlaser mit höchster Strahlqualitätsind ein sehr effektives Werkzeug zumSchweißen der wichtigsten strahl-schweißbaren Werkstoffe mit gering-
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Laserstrahlschweißen mit Faserlasern - Neue Maßstäbe für Funktionalität und Wirtschaftlichkeit
Abb. 1: Querschliff einer Laserstrahlschweißnaht(Parameter: YLR4000; P = 4 kW; v = 4 m min-1; f = 300 mm; tS = 8 mm)
Lösungsweg
Das IWS verfügt seit Kurzem übereinen 1 kW-Single-Mode-FaserlaserTyp YLR 1000SM und ein 4 kW-System Typ YLR 4000 der Firma IPGmit herausragenden Strahlqualitäten(SPP: 0,35 bzw. 1,8 mm · mrad). Da-mit wurden Schweißversuche mit Typ-vertretern der wichtigsten Werkstoff-gruppen (Bau-, Einsatzhärte-, rostfreieStähle, Al-, Mg-Legierungen) unter-nommen, Schweißnomogrammeerstellt, vergleichende Schweißversu-che mit anderen modernen Laser-strahlquellen unternommen und ersteApplikationsbeispiele erprobt.
Ansprechpartner
Prof. Berndt BrennerTel.: 0351 / 2583 [email protected]
[1] B. Brenner, G. Göbel, D. Dittrich,R. Schedewy, J. StandfußVortrag 1st international Fraunhoferworkshop on fiber lasers, IWS Dres-den, 22.11.2005
1 mm
Abb. 2: Vergleich der Schweißnomogramme für verschiedene Laserstrahlquellen
stem Wärmeeintrag und sehr gerin-gem Verzug. Mit der extrem hohenLeistungsdichte lassen sich außerge-wöhnlich schlanke, dem Elektronen-strahlschweißen ähnliche Schweißnäh-te erzeugen (s. Abb. 1). Die Ein-schweißtiefe nimmt bis zu einemWerkstoff- und Schweißparameter-abhängigen Grenzwert mit zunehmen-der Strahlqualität deutlich zu. Dadurchübertrifft die mit Faserlasern höchsterStrahlqualität erreichbare Schweißtiefedie aller anderen Laserstrahlquellendeutlich (s. Abb. 2). Der relative Unter-schied in den Schweißtiefen nimmt mitder Geschwindigkeit zu. Aus betriebs-wirtschaftlicher und produktionstech-nischer Sicht ergeben sich vorerstbesonders interessante Anwendungs-gebiete für das Schweißen von Teilenim Pkw-Rohbau, hochpräzisen Bautei-len und Halbzeugen, Blechen, Rohrenund Bändern in sehr hohen Geschwin-digkeitsbereichen.

Fraunhofer IWS Jahresbericht 200536
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Rissfreies Laserstrahlschweißen von härtbaren Automatenstählen -eine Vision wird Wirklichkeit
Aufgabenstellung
Heißrisse und insbesondere Erstar-rungsrisse, die beim Abkühlen einerSchweißnaht entstehen, stellen beimFügen vieler industriell wichtiger Werk-stoffe ein ungelöstes Problem dar.Besonders betroffen sind u. a. Stählemit verbesserter Zerspanbarkeit (Auto-matenstähle), da diese aufgrund einesgezielt erhöhten Schwefelgehaltsbesonders heißrissgefährdet sind (Abb. 1). Schweißverbindungen solcherStähle untereinander bzw. Mischver-bindungen mit diesen sind daher inder Regel nicht möglich. Daher sollteein industrietaugliches Verfahrengefunden werden, das die Schweiß-barkeit ohne Veränderung bzw. Ein-grenzung der Zusammensetzung wie-derherstellt.
Ansprechpartner
Dipl.-Ing. Gunther Göbel Tel.: 0351 / 2583 [email protected]
Lösungsweg
Seit längerem beschäftigt sich dieGruppe Schweißtechnik mit Ansätzen,die Schweißbarkeit verschiedenerMaterialklassen mittels lokaler Wärme-einbringung zu verbessern, hauptsäch-lich über eine gezielte Verringerungder thermisch-metallurgischen Ursa-chen der Rissbildungen. Damit konnteauch bei Automatenstählen bereitseine Verbesserung der Schweißbarkeiterreicht werden. Die mechanischenUrsachen (also lokale Zugspannungen)spielen jedoch gerade bei Heißrisseneine mindestens ebenso große Rolle.Eine Einflussnahme auch auf diese Fak-toren erscheint daher sinnvoll, wirdjedoch in der Literatur bisher nurwenig betrachtet.
Ein entsprechendes Verfahren wurdedaher am IWS entwickelt und an be-sonders heißrissempfindlichen Materia-lien, sog. vergütbaren Automatenstäh-len, getestet.
Abb. 3: Ergebnisse der Schwingfestigkeitstests
Grundlage ist die berührungslose Ein-bringung von zusätzlichen Wärmefel-dern mittels Induktion, die ihrerseitslokale Dehnungen erzeugen, die mitder Schrumpfung der Naht überlagertwerden. Durch die Volumenwirkungder Induktion ergibt sich eine sehr ef-fektive und kostengünstige Einbrin-gung der erforderlichen Wärme auchbei größeren Blechdicken.
Ergebnisse
Durch Kombination der Einflussnahmeauf thermische und mechanische Riss-ursachen konnten bisher nichtschweißbare Automatenstähle rissfreigeschweißt werden. Vereinfacht wur-de die experimentelle Optimierung derkomplexen zeitlichen und räumlichenVerteilung der Wärmeeinbringungdurch numerische Berechnungen derthermisch-mechanischen Eigenschaftendes Schweißvorgangs im heißrisskriti-schen Gebiet (Abb. 2, berechnet inSYSWELD).
Eine direkte Abhängigkeit der erfor-derlichen Intensität der zusätzlichenWärmequellen vom Schwefelgehaltbzw. der Blechdicke wurde im Experi-ment sichtbar und konnte zur Vorher-sage der benötigten Einstellungen inAbhängigkeit von den konkreten Bau-teilwerten eingesetzt werden. Abb. 3zeigt einen Vergleich der Festigkeitenunter zyklischer Belastung. Hervorzu-heben ist hier, dass die Dauerfestigkeitetwa um den Faktor 4 angehobenwerden konnte und alle Proben mitangepasster Wärmeführung im Grund-werkstoff versagten, die Nahtfestigkeitalso trotz des hohen Schwefelgehaltsmindestens wieder auf Grundwerk-stoffniveau lag.
Die Untersuchungen wurden von derDFG (FKZ: BR 1690/2-2) gefördert.
Abb. 1: Naht-Längsschliff: typische Heißrissbil-dung einer laserstrahlgeschweißtenNaht eines härtbaren Automatenstahls,Werkstoff: 45S20
Abb. 2: Berechneter Spannungsverlauf der Naht-Längsspannungen kurz nach demSchmelzbad: die normalerweise auftre-tenden schrumpfungsbedingten Zug-spannungen werden bei geeigneterAnpassung der Wärmeführung in dasDruckgebiet verschoben
1 mm
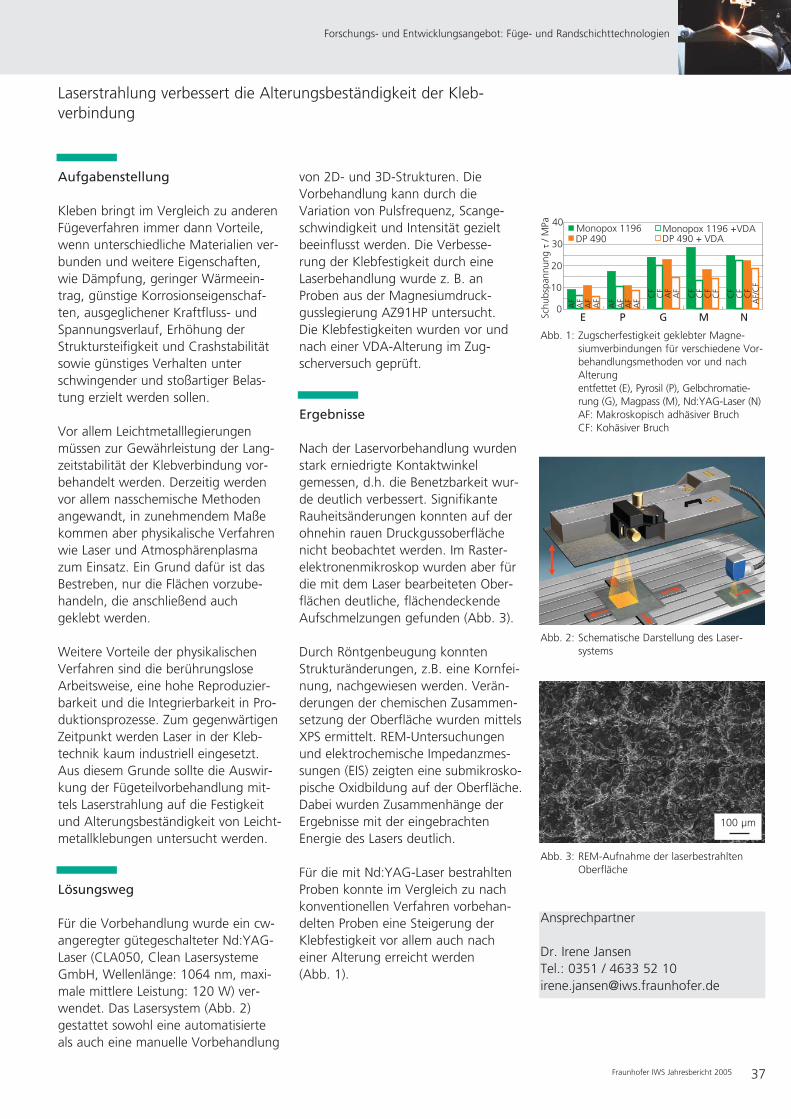
Fraunhofer IWS Jahresbericht 2005 37
Forschungs- und Entwicklungsangebot: Füge- und Randschichttechnologien
Ergebnisse
Nach der Laservorbehandlung wurdenstark erniedrigte Kontaktwinkelgemessen, d.h. die Benetzbarkeit wur-de deutlich verbessert. SignifikanteRauheitsänderungen konnten auf derohnehin rauen Druckgussoberflächenicht beobachtet werden. Im Raster-elektronenmikroskop wurden aber fürdie mit dem Laser bearbeiteten Ober-flächen deutliche, flächendeckendeAufschmelzungen gefunden (Abb. 3).
Durch Röntgenbeugung konntenStrukturänderungen, z.B. eine Kornfei-nung, nachgewiesen werden. Verän-derungen der chemischen Zusammen-setzung der Oberfläche wurden mittelsXPS ermittelt. REM-Untersuchungenund elektrochemische Impedanzmes-sungen (EIS) zeigten eine submikrosko-pische Oxidbildung auf der Oberfläche.Dabei wurden Zusammenhänge derErgebnisse mit der eingebrachtenEnergie des Lasers deutlich.
Für die mit Nd:YAG-Laser bestrahltenProben konnte im Vergleich zu nachkonventionellen Verfahren vorbehan-delten Proben eine Steigerung derKlebfestigkeit vor allem auch nacheiner Alterung erreicht werden (Abb. 1).
Laserstrahlung verbessert die Alterungsbeständigkeit der Kleb-verbindung
Abb. 2: Schematische Darstellung des Laser-systems
Abb. 3: REM-Aufnahme der laserbestrahltenOberfläche
Abb. 1: Zugscherfestigkeit geklebter Magne-siumverbindungen für verschiedene Vor-behandlungsmethoden vor und nachAlterung entfettet (E), Pyrosil (P), Gelbchromatie-rung (G), Magpass (M), Nd:YAG-Laser (N)AF: Makroskopisch adhäsiver BruchCF: Kohäsiver Bruch
Ansprechpartner
Dr. Irene JansenTel.: 0351 / 4633 52 [email protected]
Aufgabenstellung
Kleben bringt im Vergleich zu anderenFügeverfahren immer dann Vorteile,wenn unterschiedliche Materialien ver-bunden und weitere Eigenschaften,wie Dämpfung, geringer Wärmeein-trag, günstige Korrosionseigenschaf-ten, ausgeglichener Kraftfluss- undSpannungsverlauf, Erhöhung derStruktursteifigkeit und Crashstabilitätsowie günstiges Verhalten unterschwingender und stoßartiger Belas-tung erzielt werden sollen.
Vor allem Leichtmetalllegierungenmüssen zur Gewährleistung der Lang-zeitstabilität der Klebverbindung vor-behandelt werden. Derzeitig werdenvor allem nasschemische Methodenangewandt, in zunehmendem Maßekommen aber physikalische Verfahrenwie Laser und Atmosphärenplasmazum Einsatz. Ein Grund dafür ist dasBestreben, nur die Flächen vorzube-handeln, die anschließend auchgeklebt werden.
Weitere Vorteile der physikalischenVerfahren sind die berührungsloseArbeitsweise, eine hohe Reproduzier-barkeit und die Integrierbarkeit in Pro-duktionsprozesse. Zum gegenwärtigenZeitpunkt werden Laser in der Kleb-technik kaum industriell eingesetzt.Aus diesem Grunde sollte die Auswir-kung der Fügeteilvorbehandlung mit-tels Laserstrahlung auf die Festigkeitund Alterungsbeständigkeit von Leicht-metallklebungen untersucht werden.
Lösungsweg
Für die Vorbehandlung wurde ein cw-angeregter gütegeschalteter Nd:YAG-Laser (CLA050, Clean LasersystemeGmbH, Wellenlänge: 1064 nm, maxi-male mittlere Leistung: 120 W) ver-wendet. Das Lasersystem (Abb. 2)gestattet sowohl eine automatisierteals auch eine manuelle Vorbehandlung
von 2D- und 3D-Strukturen. DieVorbehandlung kann durch dieVariation von Pulsfrequenz, Scange-schwindigkeit und Intensität gezieltbeeinflusst werden. Die Verbesse-rung der Klebfestigkeit durch eineLaserbehandlung wurde z. B. anProben aus der Magnesiumdruck-gusslegierung AZ91HP untersucht.Die Klebfestigkeiten wurden vor undnach einer VDA-Alterung im Zug-scherversuch geprüft.
100 µm
E G M NP


Redaktion: Ihre Abteilung setzt dasMikrostrukturieren und die Mikrobear-beitung mit Lasern zunehmend für dieForschung und Entwicklung im Bereichder Medizintechik und der Biotechno-logie ein. Welche Perspektiven hat diePhotonik im Bereich Life Science?
Dr. Morgenthal: Das IWS hat in denletzten Jahren strategische Partner-schaften aufgebaut, die es ermögli-chen, komplexe Systeme für Life Scien-ce Applikationen auf einer Plattformzu realisieren. Beispiel dafür ist die Ent-wicklung eines universellen Chips zurmarkierungsfreien Detektion von Bio-molekülen wie DNA und Proteinen.Die Photonik bietet hier Möglichkeitenvon der Oberflächenfunktionalisierungdieser Chips oder der Erzeugung kom-plexer Zellleitstrukturen bis hin zurHerstellung von Spritzgusswerkzeugenund zum Fügen bzw. Schweißenkostengünstiger Polymerchips. Markt-studien prognostizieren, dass der Welt-markt für molekulare Diagnostik, alsnur einem Anwendungsgebiet für dieentwickelten Technologien, von sei-nem heutigen Volumen von ca. 1,5 Mrd. US$ in den nächsten fünfJahren auf 3,7 Mrd. US$ wachsenwird.
Redaktion: Die Remote-Technologiein Kombination mit der »on the fly«-Bearbeitung von Bauteilen und Halb-zeug wurde im letzten Jahr in Fach-kreisen verstärkt diskutiert. WelchesPotenzial sehen Sie in diesem Bereich?
Dr. Morgenthal: Das robotergeführteRemote-Schweißen mit der »on thefly« -Bearbeitung großer Bauteile wirdbei der Fertigung neuer Modelle imAutomobilbau einen Teil der konven-tionellen Punktschweißungen ersetzen.Antrieb dafür ist die nach einer McKinsey Studie mögliche Verkürzungder Teiletaktzeiten um bis zu 60 %.Die im Fraunhofer IWS in den letztenJahren dafür entwickelten system- undverfahrenstechnischen Bausteine, wie
kompakte, hochdynamische 3D-Strahl-ablenksysteme, Software für eine kor-respondierende Laser- und Scanneran-steuerung und Bahnplanungstools fürdie effektive off-line-Programmierungdes komplexen vielachsigen Bearbei-tungssystems versetzen uns hier in dieLage, gemeinsam mit PartnernGesamtlösungen anzubieten. Außer-dem gehen wir auch davon aus, dassdie jetzt verfügbaren neuartigen Fest-körperlaserstrahlquellen mit deutlichverbesserter Strahlqualität, Effizienzund Lebensdauer, die Faser- undScheibenlaser, diesen Prozess beför-dern werden.
Darüber hinaus hat diese Technologieauch das Potenzial, die Produktivitätbeim Konturschnitt nichtmetallischerMaterialien deutlich zu erhöhen.
Forschungs- und Entwicklungsangebot: Laserabtragen und -trennen, Systemtechnik
39Fraunhofer IWS Jahresbericht 2005
Die ungelösten Probleme halten einen Geist lebendig, nicht die gelösten.
Erwin Guido Kolbenheyer

Fraunhofer IWS Jahresbericht 200540
Beispiele aus den Arbeiten 2005
1. Remoteschweißen mit YAG-Lasern 42
2. Fehlerfreies Laserstrahlschweißenvon Getriebebauteilen durch Laserreinigung 43
3. Maßgeschneiderte Mikrofluidik-systeme für Lab-on-a-Chip, das miniaturisierte Labor 44
4. 3D-Laserstrahlschneiden - schnell und präzise 45
Dr. Lothar MorgenthalAbteilungsleiter (Tel. 2583 322,[email protected])
Forschungs- und Entwicklungsangebot: Laserabtragen und -trennen, Systemtechnik

Fraunhofer IWS Jahresbericht 2005 41
Dr. Lothar Morgenthal Gruppenleiter Schneiden und Systemtechnik (Tel. 2583 322, [email protected])
Laserstrahlschneiden
Angeboten wird angewandte For-schung zum Laserstrahlschneiden mitLasern unterschiedlicher Strahlleistungund Wellenlänge für Bauteile mitAbmessungen vom Millimeter- bis inden Meterbereich. Schwerpunkt ist dasform- und maßgenaue Hochgeschwin-digkeitsschneiden auf hochdynami-schen Schneidmaschinen mit Linear-direktantrieben oder durch Strahlab-lenkung. Für die Qualitätssicherungsteht ein Flat Part Measurement &Digitizing Scanner System für Teile-größen bis 1800 mm x 1200 mm zurVerfügung. Dazu bieten wir an: - Technologie- und Systementwick-
lung, -erprobung, -optimierung, - Machbarkeitstests, Musterfertigung
zu allen Varianten des Laserstrahl-schneidens an Werkstoffmusternund Bauteilen,
- Entwicklung von Systemkomponen-ten für Hochgeschwindigkeitsprozes-se sowie für Prozesskontrolle und -regelung.
Dipl.-Ing. Udo KlotzbachGruppenleiter Mikrobearbeiten undReinigen (Tel. 2583 252,[email protected])
Mikrostrukturieren mittels Laser
Die umfangreiche und moderne Aus-stattung sowie das fundierte Know-how ermöglichen angewandte For-schungen zur Mikro- und Feinbearbei-tung mit Laserstrahlen für die Miniatu-risierung von Funktionselementen imMaschinen-, Anlagen-, Fahrzeug- undGerätebau und die Bio- und Medizin-technik. Beispiele sind 3D-Strukturenim Sub-mm-Bereich und Flächenstruk-turen an Polymeren, Metallen, Kerami-ken oder quarzitischen und bio-kompatiblen Werkstoffen.
Wir bieten an: - Mikrostrukturierung unterschiedli-
cher Werkstoffe mit Excimer-, Faser-und Nd:YAG-Lasern
- Mikrobohren mit hohen Aspektver-hältnissen und unterschiedlichenBohrungsgeometrien,
- Reinigen mit Lasertechnik.
Schweißen der Rohr-Boden-Verbindung amAbgaswärmetauscher unter Nutzung einerStrahlablenkoptik
Systemtechnik, Fertigungstechnik
Die Abteilungen des IWS bieten dieserienreife Realisierung verfahrensan-gepasster Systemlösungen zu folgen-den Arbeitsgebieten an: - Bearbeitungsoptiken, Strahlablenk-
systeme für die Hochgeschwindig-keits- und Präzisionsbearbeitungsowie Prozesskontrolle und -rege-lung,
- Handlingsysteme, Prozesskontrolleund -regelung für den industriellenEinsatz von Hochleistungs-Dioden-lasern zur Oberflächenveredlung,
- Prototypentwicklung von Beschich-tungsanlagen bzw. deren Kern-modulen für die PVD-Präzisionsbe-schichtung von Stückgut und diekontinuierliche Atmosphärendruck-Band-PVD inklusive Anlagen- undProzesssteuerung (Software),
- Prozesskontrolle und -regelung fürBeschichtungsprozesse,
- Messsysteme zur Schichtcharakteri-sierung bzw. zerstörungsfreien Bau-teilprüfung mittels laserakustischerund spektroskopischer Methoden.
Laserstrahlgeschnittene Elektrobleche Mobile Anlage zur rutschhemmenden Aus-rüstung von Natursteinen
Forschungs- und Entwicklungsangebot: Laserabtragen und -trennen, Systemtechnik

Fraunhofer IWS Jahresbericht 200542
Forschungs- und Entwicklungsangebot: Laserabtragen und -trennen, Systemtechnik
Remote-Schweißen mit YAG-Lasern
Ansprechpartner
Dipl.-Ing. Annett KlotzbachTel.: 0351 / 2583 235 [email protected]
Abb. 1: StrahlAblenkOptik lasertronic® SAO1.06für das Remote-Schweißen mit Hoch-leistungs-YAG-Lasern
Vorteile
Für Anwendungen im Karosseriebau,zur Substitution des Widerstands-punktschweißens, findet das Remote-Schweißen mit Festkörperlaserngegenwärtig große Resonanz in derAutomobil- und Zuliefererindustrie.Beim Remote-Schweißen kann durchdie schnelle Strahlpositionierung dieProzessnebenzeit deutlich gesenktwerden. Dadurch verbessert sich dieWirtschaftlichkeit des technisch vorteil-haften Laserschweißens deutlich. Neu-esten Studien zufolge soll im Jahre2015 der Anteil der Remote-Technikan allen Fügeaufgaben im Karosserie-bereich 8 - 10 % betragen. Dies istangesichts der kurzen Historie derHochleistungs-Remote-Technik beacht-lich. Erste Industrieapplikationen mitHochleistungs-CO2-Lasern wurden inden späten 90er Jahren in den USAumgesetzt. Roboterbasierte Remotesy-steme für die Bearbeitung »on the fly«sind sogar erst seit ca. 1,5 Jahren mitder Verfügbarkeit von diodengepump-ten YAG-Lasern als Industrieprodukteeinsetzbar. Triebkräfte dieser neuenTechnologie sind der Kostendruck unddie Möglichkeit, die Flexibilität der Pro-duktionslinien zu steigern.
Lasertronic® SAO1.06
Das Remote-Bearbeitungssystem be-steht aus der entwickelten 3D-Strahl-ablenkoptik und einem konventionel-len Industrieroboter, die durch ihrespezielle Steuerung als gekoppeltesAchssystem betrieben werden können.Laserstrahlquelle ist ein YAG-Hochlei-stungslaser sehr guter Strahlqualität.CAD / CAM-Lösungen für die offline-Programmierung, Bahnplanung undJoboptimierung komplettieren dieSystemlösung.
Während der Schweißbearbeitungübernehmen die drei Achsen derStrahlablenkoptik die hochdynami-schen Bewegungsanteile der Laser-fleckbewegung. Der Industrieroboter
bewegt gleichzeitig die Strahlablenk-optik und sorgt damit für eine optima-le Erreichbarkeit und Zugänglichkeit zuden Schweißpositionen. Die exaktezeitliche und örtliche Synchronisationder Bewegungsachsen garantiert sehrhohe Bearbeitungsgenauigkeiten.
Bahnplanung und Taktzeitoptimie-rung
Prozessplanung, -optimierung und -steuerung sind wichtige Elemente fürdie Remotebearbeitung von 3D-Bautei-len. Deshalb hat das IWS zusammenmit Industriepartnern eine Bahnpla-nungssoftware entwickelt, welche eingebettet in eine kommerzielle CAD / CAM-Lösung eine interaktiveBahnplanung und Teiletaktzeitoptimie-rung für das Remote-Schweißen mitIndustrierobotern ermöglicht. Dadurchwird die Komplexität der Bewegungs-programmierung für die zwei dyna-misch sehr unterschiedlichen Achs-systeme wie den Roboter und dieStrahlablenkoptik für den Nutzer trans-parent und effektiv beherrschbar.
Optikauslegung und Prozessabbil-dung
Die Strahlablenkoptik für das Remote-Schweißen mit YAG-Lasern ist modularaufgebaut und besteht aus einerStrahlablenkeinheit und der Strahl-fokussierung. Das Kernstück derStrahlablenkeinheit bilden die leichtenUmlenkspiegel, die von Galvanometer-scannern bewegt werden. Die Ausle-gung der Strahlablenkoptik kann denErfordernissen der Anwendung ange-passt werden. Alle optischen Kompo-nenten sind für die Übertragung vonbis zu 4 kW Laserleistung ausgelegt.Spezielle Kühl-, Überwachungs- undSicherheitsstrategien sichern einen feh-lerfreien Betrieb auch unter hartenProduktionsbedingungen. Zur Überwa-chung des Schweißprozesses ist dieStrahlablenkoptik mit Komponentenzur Prozessabbildung und -diagnoseausgestattet.

Fraunhofer IWS Jahresbericht 2005 43
Forschungs- und Entwicklungsangebot: Laserabtragen und -trennen, Systemtechnik
Aufgabenstellung
Vollautomatische Laserschweißprozes-se bei der Getriebefertigung erfordernein Höchstmaß an Prozesssicherheit,um die Kosten für die Qualitätssiche-rung zu dämpfen. Fremdstoffe wieKühlschmierstoffe, Verschmutzungen,Phosphatschichten, Konservierungsmit-tel und andere Substanzen können zuFehlern in der Schweißnaht führen. Diegleichbleibende Sauberkeit der Füge-stellen hat dabei einen entscheidendenEinfluss auf die Reproduzierbarkeit undQualität des Schweißergebnisses. Dar-aus ergibt sich die Forderung nacheiner in den Fertigungsprozess inte-grierbaren Fügestellenreinigung. Vor-montierte Bauteile, wie beispielsweiseDifferentiale, stellen eine besondereHerausforderung dar. Eine konventio-nelle nasse Reinigung ist nicht mög-lich, da Lager ebenfalls entfettet wür-den. Gefragt ist ein partiell wirkendes,lokal begrenzt arbeitendes Reinigungs-verfahren.
Fehlerfreies Laserstrahlschweißen von Getriebebauteilen durch Laserreinigung
Ergebnisse
Das Laserreinigen von Fügestellen mitnachfolgendem Laserstrahlschweißenvon Gusseisen mit Einsatzstahl alsMischverbindung in der Differentialge-triebefertigung wurde bereits mehr-fach erfolgreich industriell umgesetzt.Die Laserreinigung erfolgt dabei in dergleichen Taktzeit wie das Laserstrahl-schweißen. Durch den Einsatz derStrahlablenkoptik lasertronic® SAO10.6(1D) konnten die Pausenzeitenbeim Werkstückwechsel des Lasers fürden vorgelagerten Reinigungsprozessausgenutzt werden. Die für denSchweißprozess verwendete Strahl-quelle wurde auch für die partielleFügestellen-Reinigung genutzt.Dadurch konnte der Anteil der Strahl-nutzungszeit des Lasers um den Faktorzwei erhöht werden.
Lösungsweg
Als Lösung bietet sich der Laserreini-gungsprozess an, der mit konstanthoher Strahlintensität bei extrem kur-zer Wechselwirkungszeit arbeitet (Abb. 1). Unter Ausnutzung der unter-schiedlichen optischen Eigenschaftenvon Bauteilwerkstoff und Verunreini-gung ist es möglich, Schmutzschichtenvom Bauteil schädigungsfrei abzutra-gen. Die eingestrahlte Laserenergiewird in Wärme umgewandelt. DieseWärmemenge ist ausreichend, um daszu entfernende Material rückstandsfreizu verdampfen.
Um bei hohen Laserleistungen extremkurze Wechselwirkungszeiten undhohe Abtragsraten für den Reinigungs-prozess zu erzielen, ist die Strahlab-lenkoptik lasertronic® SAO 10.6(1D) imIWS entwickelt worden, die einen
Abb. 2: Strahlablenkoptik lasertronic®
SAO 10.6(1D)
Ansprechpartner
Dipl.-Ing. Jan HauptmannTel.: 0351 / 2583 [email protected]
Abb. 1: Laserreinigungsprozess
Laserstrahlfleck hoher Intensitätäußerst schnell und präzise auf derBauteiloberfläche bewegen kann (Abb. 2).
Diese Strahlablenkoptik gestattet einehochfrequente Bewegung des Wirk-flecks senkrecht zur Vorschubrichtung.Durch die Variation der Ablenkampli-tude des verwendeten Galvanometer-scanners ist die Reinigungsspurbreiteeinstellbar. Zusätzlich ermöglicht einevon der Scannerposition abhängigeLaserleistungssteuerung eine flexibleAnpassung der Reinigungsparameteran die jeweils gewünschte Bauteilgeo-metrie. Die punktgenaue Bewegungs-steuerung des Galvanometerscanner-spiegels erfolgt über eine in einen In-dustrie-PC integrierbare modular aus-baubare PC-Karte. Die Kommunikationmit der Laseranlagen-CNC erfolgt überdigitale Schnittstellen und Profibus.

Fraunhofer IWS Jahresbericht 200544
Maßgeschneiderte Mikrofluidiksysteme für Lab-on-a-Chip, dasminiaturisierte Labor
Aufgabenstellung
Lab-on-a-Chip - das miniaturisierteLabor - ist zukünftig aus den Anwen-dungsbereichen Diagnostik, Analytik,Wirkstoffforschung, Biotechnologie,
Medizintechnikund Chemie nichtmehr wegzuden-ken. WesentlicheBestandteile sol-cher Systeme sindneben sehr sensiti-ven Detektorenausgeklügelte
Mikrofluidiksysteme, mit deren Hilfedie zu analysierenden Medien durchden Chip transportiert, aufgereinigt,gemischt, dosiert und zur Reaktiongebracht werden. Weiterhin gewinntdie Mikrofluidik bei der Herstellungvon Lab-on-a-Chip-Systemen zuneh-mend an Bedeutung, da sie durch Ver-fahren wie das direkte oder inverseMikrokontaktdrucken eine effektive,hochaufgelöste und reproduzierbareImmobilisierung von Nachweismo-lekülen auf den Sensoroberflächenermöglicht.
Hierfür sind die Mikrofluidiksysteme sozu gestalten, dass auch Moleküle mitmaximalem Abstand von der Sensor-fläche beim Überströmen mit großerWahrscheinlichkeit durch Diffusion biszur Sensorfläche gelangen und dortreagieren können.
Ergebnisse
Mit Hilfe der Technologiekette konn-ten maßgeschneiderte Mikrofluidik-systeme für SPR basierte DNA- undProteinchips entworfen und hergestelltwerden, die durch optimierte Strö-mungsprofile ihren Anforderungen invollem Umfang gerecht werden. Wei-terhin wurde ein Mikrofluidiksystemfür die Funktionalisierung von Chipsentwickelt, welches die parallele Funk-tionalisierung von 50 Messflächen miteiner Breite und einem Abstand von100 µm und einer Länge von 3 mmmit unterschiedlichen Molekülen durchinverses Mikrokontaktdrucken erlaubt.
Lösungsweg
Für die effektive Entwicklung vonanwendungsspezifischen Mikrofluidik-systemen wurde am IWS eine ge-schlossene Prozesskette vom Designüber die Simulation und das Rapid Pro-totyping bis hin zur Herstellung vonWerkzeugen für die Serienfertigungentwickelt. Der Entwurf der Mikro-
Abb. 2: Flusszelle zur ortselektiven Funktionali-sierung von Proteinchips (Kanalbreite 50µm)
Ansprechpartner
Dipl.-Ing. Frank SonntagTel.: 0351 / 2583 259 [email protected]
Forschungs- und Entwicklungsangebot: Laserabtragen und -trennen, Systemtechnik
Abb. 1: Simulation eines Mikrofluidiksystems
Abb. 3: Anschlussplatte mit Temperierung,DNA-Chip mit Flusszelle, gefrästerMaster zur Abformung der Flusszellen
fluidiksysteme erfolgt mittels CAD-Software. Die 3D-Daten werden in einStrömungssimulationssystem expor-tiert, vernetzt und ausgehend von denanwendungsspezifischen Randbedin-gungen das Geschwindigkeitsfeldberechnet. Für die Nachbildung derbiochemischen Prozesse wurde einModul entwickelt, welches durchÜberlagerung von Geschwindigkeits-feld und Brownscher Molekularbewe-gung die Zahl der nachzuweisendenbzw. ankoppelnden Moleküle berech-net. Ist die Simulation erfolgreich, wer-den im Rapid Prototyping durch Kom-bination von Fräsen und Laserbearbei-tung Master für die Abformung vonPDMS Flusszellen hergestellt. Im weite-ren Verlauf können bei der Abformungder Flusszellen zusätzliche Komponen-ten wie Membranen oder Fluidikan-schlüsse integriert werden. Hat sichdas System bewährt, können aus-gehend von den 3D-Daten Werkzeugefür die Serienfertigung abgeleitet undgefertigt werden.

Fraunhofer IWS Jahresbericht 2005 45
Forschungs- und Entwicklungsangebot: Laserabtragen und -trennen, Systemtechnik
Aufgabenstellung
Automobilhersteller und ihre Zulieferersetzen beim Einsatz umgeformterBlechbauteile auf immer höhere Mate-rialfestigkeiten. Dadurch wird die End-kontur dieser Bauteile immer schwieri-ger durch das bisher eingesetzte Stan-zen herstellbar. Dieser Trend forciertdie Anwendung des Laserstrahlschnei-dens für die Fertigbearbeitung dieser3D-Bauteile.
Dreidimensional kompliziert geformteWerkstücke mit hoher Präzision und inkurzen Taktzeiten zu bearbeiten, istauch für das Laserstrahlschneiden eineHerausforderung, insbesondere in Be-zug auf das Strahl- bzw. Teilehandha-bungssystem. Die Vorhersage von Tei-letaktzeiten und erreichbaren Schnitt-qualitäten wird von wesentlich mehrFaktoren als beim 2D-Schnitt beein-flusst. Für belastbare Aussagen ist einepraxisnahe experimentelle Verifizierungder Ergebnisse unterschiedlicher Bear-beitungsstrategien fast immer erfor-derlich und stand hier als Aufgabe.
3D-Laserstrahlschneiden - schnell und präzise
Ergebnisse
Eine grundsätzliche Aufgabe fast allerUntersuchungen ist die Minimierungder Teiletaktzeit bei gegebenerSchneidgenauigkeit und -qualität.Für ein typisches 3D-Schneidteil, eineC-Säule (Abb. 2) konnte beim Schnei-den auf der 3D-Laserbearbeitungsanla-ge eine bis zu 40 % geringere Takt-zeit im Vergleich zum Schneiden mitdem Roboter erzielt werden. Die dabeigeforderten Genauigkeiten lagen imBereich von + 0,1 mm zur Sollkontur.
Da fast die Hälfte der Teiletaktzeitver-ringerung auf der 3D-Laserbearbei-tungsanlage durch Optimieren derMaschinendaten und des Bearbei-tungsregimes erzielt wurden, bedeutetdie Taktzeitdifferenz zum Roboternicht dessen grundsätzliche Unterle-genheit für das 3D-Laserstrahlschnei-den.
Lösungsweg
Für Forschungsarbeiten und anwen-dungsbezogene Untersuchungen zum3D-Laserstrahlschneiden wurde im IWSin enger Zusammenarbeitet mit derMaschinenfabrik K. H. Arnold GmbH &Co. KG in Ravensburg ein neues Anla-genkonzept einer 3D-Laserbearbei-tungsanlage realisiert. Die im Januar2005 in Betrieb genommene Anlage(Abb. 1) ermöglicht die Laserbearbei-tung von Bauteilen in einem Arbeits-raum von 4200 x 2500 x 1000 mm3
mit Abweichungen von der Positionier-genauigkeit unter 30 µm. Lineardirekt-antriebe für die wichtigsten kartesi-schen Achsen und Torqueantriebe für die Rotationsachsen realisieren Vorschubgeschwindigkeiten bis 100 m min-1 bei hohen Beschleunigun-gen. Mit den zwei Bearbeitungsköpfen
Abb. 3: Geschnittene C-Säule
Ansprechpartner
Dipl.-Ing. Eduard PfeifferTel.: 0351 / 2583 [email protected]
Abb. 2: Simulation 3D-Schneidteil (Catia / FasTrim)
können alternativ oder synchron un-terschiedliche Bearbeitungsverfahren(Schneiden, Schweißen) oder verschie-dene Laserstrahlquellen (CO2-, Faser-Laser) ohne zeit- und kostenintensiveUmbauarbeiten genutzt werden. Fürdie Simulation der Bearbeitungsstrate-gie und das Erstellen der NC-Program-me wird das 3D-off-line Programmier-system FasTrim eingesetzt. Es nutzt dieleistungsfähige Fertigungs- und Simu-lationsstruktur von Delmia / Catia.
Als weitere Anlagentechnik für das3D-Laserstrahlschneiden besitzt dasIWS einen Roboter mit hoher Bahnge-nauigkeit (KR 30 HA). Kombiniert mitFaserlaserquellen von bis zu 4 kWsteht damit eine interessante Alternati-ve zur konventionellen Portalanlage fürdie Untersuchungen zur Verfügung.
Abb. 1: 3D-Hochgeschwindigkeits-Laserschneid-anlage


Fraunhofer IWS Jahresbericht 2005 47
Redaktion: Die Verfahrensgruppe desThermischen Spritzens ist eine der tra-genden Säulen Ihrer Abteilung. Mit dernunmehr abgeschlossenen Neuinstalla-tion war auch die technische Erweite-rung auf das attraktive Hochgeschwin-digkeits-Flammspritzen (HVOF) verbun-den. Welche Möglichkeiten eröffnetdieses für Ihre Kunden auf dem ent-sprechenden Markt?
Dr. Nowotny: Durch diese Verfahrens-variante können vollkommen neueAnwendungspotenziale des Thermi-schen Spritzens erschlossen werden.So war noch vor wenigen Jahren derEinsatz von Hartmetallschichten beiintensiven Punkt- und Linienbelastun-gen undenkbar. Heute sind hochbe-lastbare karbidische Schichten herstell-bar, die selbst den teilweise extremenBeanspruchungen in Verbrennungsmo-toren standhalten. Neue werkstoff-technische Lösungen ergeben sich wei-terhin auch dort, wo Hartmetalle, wiezum Beispiel WC/Co, aus Gewichts-und Kostengründen nicht für Massiv-bauteile eingesetzt werden können.Die nunmehr herstellbaren Schichtenverfügen über Eigenschaften, die klas-sischem Sinterhartmetall ähnlich sind,und bringen damit diese Werkstoff-gruppe in gespritzter Form für denAnwender wieder ins Spiel.
Redaktion: Das Laserstrahl-Auftrag-schweißen entwickelt sich sichtbar zueinem Standardverfahren für Präzi-sionsaufgaben in der modernen Ferti-gung. Welche Aufgaben ergeben sichdaraus für das Gebiet der Verfahrens-und Systemtechnik, was konnteerreicht werden?
Dr. Nowotny: In dem Maße, wie sichdas Laser-Pulver-Auftragschweißen inder industriellen Fertigung zu etablie-ren beginnt, wächst die Nachfrage anserientauglichen Lösungen zur Integra-tion der Verfahrens in den Produk-tionsablauf. So bewährt sich das wei-terentwickelte off-line-Programmiersy-stem DCAM als komfortables Werk-zeug in der Fertigungsvorbereitung. Es
steht nunmehr verfahrensübergrei-fend für verschiedene Lasertechno-logien wie auch für das ThermischeSpritzen zur Verfügung. Neben derBahnprogrammierung sowohl vonCNC-Maschinen als auch Roboternunterstützt es die Gestaltung derjeweiligen Bearbeitungsstrategie unddie Wahl der Prozessparameter. Dasmodulare Pulverdüsensystem COAXnkonnte um verkleinerte Varianten zurleichteren Integration in Maschinenund spezielle Diodenlaserdüsen erwei-tert werden. Aktuell wird an einer Version gearbeitet, die für die neueFaserlasertechnologie tauglich ist. EinÜberführungsbeispiel der gesamtenProzesskette ist eine Roboteranlage,die zum Auftragschweißen und Härtenin der Werkzeugfertigung und -instandsetzung verwendet wird.
Redaktion: Generierende Fertigungs-verfahren zur schnellen Muster-, Bau-teil- und Werkzeugherstellung aus denOriginal-Konstruktionswerkstoffen sindweltweit im Wachsen begriffen. Wiesteht es um die am IWS verfügbarenRapid-Technologien?
Dr. Nowotny: Das auf dem Laser-strahl-Auftragschweißen beruhendeDMD-Verfahren (Direct Metal Depositi-on) wird für verschiedene Titan-,Nickel- und Kobalt-Legierungen sowieStähle auf industrieller Anlagentechnikdurchgängig beherrscht. Darüber hin-aus steht für die schnelle und flexibleFertigung formkomplizierter Kunst-stoffteile das neue Precise Cast Proto-typing (pcPRO) zur Verfügung. Die Ferti-gung kleinerer Bauteile ist mit diesemVerfahren bereits ab Stückzahl Einswirtschaftlich. Zur Herstellung vonGroßwerkzeugen konnte dieMELATO®-Technologie weiter vervoll-kommnet werden. Im Auftrag vonKunden aus dem Automobil- undMetallurgiebereich gefertigte Werk-zeuge haben umfangreiche Tests unterProduktionsbedingungen erfolgreichabsolviert.
Wer die Laterne trägt, stolpert leichter als wer ihr folgt.
Jean Paul
Forschungs- und Entwicklungsangebot: Thermische Beschichtungsverfahren
Fraunhofer IWS Jahresbericht 200548
Dr. Steffen NowotnyAbteilungsleiter (Tel. 2583 241,[email protected])
Beispiele aus den Arbeiten 2005
1. Oxidation von Hartmetall-schichten 50
2. Off-line-Programmiersystem zumLaserstrahl-Auftragschweißen 51
3. COAXn: Modulare Systemtechnikzum Laserstrahl-Präzisions-auftragschweißen 52
4. Werkzeugbau mit der MELATO®-Prozesskette für Anwendungen im Automobil-bereich 53
Forschungs- und Entwicklungsangebot: Thermische Beschichtungsverfahren

Fraunhofer IWS Jahresbericht 2005 49
Forschungs- und Entwicklungsangebot: Thermische Beschichtungsverfahren
Dr. Anja TechelGruppenleiterin Auftragschweißen(Tel. 2583 255, [email protected])
Dr. Lutz-Michael BergerGruppenleiter Thermisches Spritzen(Tel. 2583 330, [email protected])
Reparatur von Gasturbinenschaufeln durch Auf-tragschweißen mit Hochleistungs-Diodenlaser
Plasmaspritzen einer Welle
Verschleißschutz und funktionaleBeschichtungen
Zum Beschichten von Bauteilen ausStahl, Leichtmetallen oder anderenWerkstoffen mit Metallen, Hartmetallenund Keramik stehen im IWS das atmo-sphärische (APS) und Vakuum-Plasma-spritzen (VPS) sowie das Flamm- undHochgeschwindigkeits-Flammspritzen(HVOF) zur Verfügung. Die Hybridtech-nologie des laserunterstützen atmo-sphärischen Plasmaspritzens (LAAPS)ergänzt das Verfahrensspektrum.
In Kooperation mit weiteren Institutendes Fraunhofer-Institutszentrums inDresden umfaßt das Angebotsspek-trum: - Konzeption beanspruchungsgerech-
ter Schichtsysteme, - Entwicklung von vollständigen
Beschichtungslösungen vom Werk-stoff bis zum beschichteten Bauteil,
- Entwicklung und Fertigung vonsystemtechnischen Komponenten,
- Mitwirkung bei der Systemintegration,- Unterstützung des Anwenders bei
der Technologieeinführung.
Reparieren und Generieren
Zur Reparatur und Beschichtung vonBauteilen, Formen und Werkzeugenstehen das Laserstrahl- und Plasma-Pulver-Auftragschweißen sowieHybridtechnologien in der Kombina-tion von Laser, Plasma und Induktionzur Verfügung. Durch Auftragen,Legieren oder Dispergieren von Metall-legierungen, Hartstoffen und Keramikkönnen dichte Schichten und 3D-Strukturen erzeugt werden. Für alleTechnologien ist die geschlossene Pro-zesskette von der Digitalisierung undDatenaufbereitung bis zur Endbearbei-tung nutzbar. Für diese Anwendungs-felder bieten wir an: - schnelle und flexible Bauteil-Digitali-
sierung und Datenbearbeitung, - präzise Reparatur und Beschichtung
von Bauteilen und Werkzeugen, - Fertigung von metallischen und hart-
stoffhaltigen Mustern und Prototy-pen direkt aus den CAD-Daten desAuftraggebers,
- systemtechnische Komponenten undUnterstützung bei der Fertigungsein-führung.

Fraunhofer IWS Jahresbericht 200550
Forschungs- und Entwicklungsangebot: Thermische Beschichtungsverfahren
Aufgabenstellung
Die Oxidation bestimmt die Einsatz-grenzen von Hartmetallschichten beider Einwirkung von hohen Temperatu-ren unter atmosphärischen Bedingun-gen. Aus diesem Grund wurden ver-schiedene mittels Hochgeschwindig-keitsflammspritzen (HVOF) hergestellteHartmetallschichten (WC-12Co, WC-17Co, WC-10Co-4Cr, WC-20(W,Cr)2C-7Ni, Cr3C2-25NiCr,(Ti,Mo)(C,N)-29Ni, (Ti,Mo)(C,N)-29Co)hinsichtlich ihres Oxidationsverhaltensbei hohen Temperaturen untersucht.Weiterhin kommt es bereits währenddes Spritzprozesses zur Oxidation bzw.Entkohlung und somit zu unterschied-lichen Ausgangszuständen. Folglichsind die Auswirkungen der verschiede-nen HVOF-Anlagensysteme zu betrach-ten gewesen.
Oxidation von Hartmetallschichten
Ansprechpartner
Dr. Lutz-Michael BergerTel.: 0351 / 2583 330 [email protected]
Abb. 3: REM-Aufnahme der bei 700 °C und 2 hoxidierten WC-17Co DJH-Spritzschicht
Lösungsweg
Durch den Einsatz von zwei verschie-denen HVOF-Anlagensystemen [TopGun (TG), Diamond Jet Hybrid (DJH)]wurden zwei verschiedene Schichtenjeder Zusammensetzung hergestellt(Abb. 1). Nach dem Spritzen wurdendie Hartmetallschichten in einem Tem-peraturbereich von 350 - 900 °C beiverschiedenen Zeiten oxidiert.
Ergebnisse
Der Einfluss der verschiedenen HVOF-Spritzsysteme auf das Oxidationsver-halten der Hartmetallzusammenset-zungen ist gering. Die TG-Spritzschich-ten zeichnen sich durch eine im Ver-gleich zum DJH-Verfahren stärkereOxidation bzw. Entkohlung aus. Diebeste Oxidationsbeständigkeit besitzendie Cr3C2-NiCr- und WC-(W,Cr)2C-Ni-Schichten. Nach der Oxidation bei 900 °C und 2 h beträgt die Oxid-schichtdicke dieser Hartmetallschichtenweniger als 10 µm. Mit einer Oxid-schichtdicke von lediglich 4 µm bei700 °C bzw. 8 µm bei 800 °C unter-scheiden sich die (Ti,Mo)(C,N)-Ni-Hart-metallschichten in der Oxidationsbe-ständigkeit nur geringfügig von denCr3C2-NiCr- und WC-(W,Cr)2C-Ni-Schichten. Für die (Ti,Mo)(C,N)-Oxid-schichten ist ein dreilagiger Aufbau(Abb. 2) charakteristisch. Die äußereLage der (Ti,Mo)(C,N)-Oxidschichtenbesteht aus dem Bindermetalloxid(Co3O4 bzw. NiO), die mittlere Lagesetzt sich aus CoMoO4 bzw. NiMoO4
und die innere Lage überwiegend ausTiO2 zusammen. Die Oxidschichtdickeder WC-Co- bzw. WC-Co-Cr-Spritz-schichten steigt bei Temperaturen über600 °C stark an (Abb. 3).
Abb. 1: Röntgendiffraktogramme der gespritz-ten WC-Co- und WC-CoCr-Schichten:(a) WC-17Co (DJH), (b) WC-12Co DJH,(c) WC-12Co (TG), (d) WC-10Co4Cr (DJH),(e) WC-10Co4Cr (TG)
Abb. 2: REM-Aufnahme einer oxidierten(Ti,Mo)(C,N)-Co-Schicht (800 °C und 90 min)
50 µm5 µm

Fraunhofer IWS Jahresbericht 2005 51
Forschungs- und Entwicklungsangebot: Thermische Beschichtungsverfahren
Ansprechpartner
Andreas SchmidtTel.: 0351 / 2583 490 [email protected]
Abb. 1: Bahnberechnung und Simulation derBahnbewegung in DCAM5
Abb. 2: Bauteilbeschichtung am Roboter
Aufgabenstellung
Das Laserstrahl-Auftragschweißenbewährt sich seit langem zum Be-schichten und Reparieren oder auchfür schnelle Designänderungen in derindustriellen Praxis. In wachsendemMaße kommen preiswerte Roboteran-lagen für vielfältige Aufgaben desräumlichen Auftragschweißens zumEinsatz. Die heute übliche Teach-In-Programmierung, wie sie zum Beispielbeim Instandsetzen komplexer Werk-zeugkonturen angewendet wird, istjedoch aufwändig und zeitraubend.Die Aufgabe bestand deshalb darin,das bewährte off-line-Programmier-system DCAM5 für die komfortableProgrammierung von Roboteranlagenzu qualifizieren.
Off-line-Programmiersystem zum Laserstrahl-Auftragschweißen
Lösungsweg
Das CAM-System DCAM5 wird seitJahren zur Programmierung von 3- und 5-Achs-Portalanlagen zum La-serstrahl-Auftragschweißen einge-setzt. Das Programm ermöglicht dasGenerieren von Einzelspuren, Schrift-zügen, Flächen und beliebigen Volu-menelementen auf ebenen, aber auchauf gekrümmten Flächen.
Ausgehend von den importierten oderim CAM-System erstellten 3D-CAD-Daten des Bauteils werden die zubeschichtenden Flächen am Bauteilzuerst separiert und dann die zuerzeugenden Bahnen berechnet. In derSoftware sind unterschiedlicheBeschichtungsstrategien hinterlegt.Entsprechende Parametereinstellungenwie z. B. Vorschub, Laserleistung,Spurbreite, Überlappung, Startpunkt-versatz, Ein- und Überläufe sind freiwählbar. Anschließend erfolgt die Prü-fung der Bahn zur Vermeidung vonKollisionen zwischen Werkstück undAnlagenteilen. Dies ist insbesonderedeshalb erforderlich, weil der Arbeits-
Ergebnisse
Mit dem off-line-ProgrammiersystemDCAM5 kann die Vorbereitung vonAuftragschweißprozessen erheblichverkürzt und die Anlagentechnik opti-mal ausgenutzt werden. Neben derProgrammierung von 3- und 5-Achs-CNC-Anlagen ist das System heuteauch für die Programmierung vonRoboteranlagen mit simultanem Dreh-und Schwenktisch sowie simultanerLinearachse geeignet.
Über das Laser-Auftragschweißen hin-aus kann das System zur off-line-Pro-grammierung verschiedener bahnge-steuerter Prozesse eingesetzt werden.So ist eine Nutzung des Systems bei-spielsweise auch beim Laserstrahlhär-ten, -schweißen und -schneiden, aberauch beim Dosieren von Lot oder Kleb-stoff denkbar.
abstand beim Laserauftragschweißengewöhnlich weniger als 15 mmbeträgt. Werden Kollisionen erkannt,ist die Änderung der Werkzeugausrich-tung oder des Anstellwinkels über diegesamte Bahn oder nur bereichsweisemöglich. Auch alle technologischenParameter sind nachträglich be-arbeitbar.
Bis zu diesem Arbeitsschritt muss dasBauteil nicht physisch vorliegen. Wirddas zu beschichtende Bauteil dannbereitgestellt, erfolgt lediglich ein Posi-tionsabgleich zwischen der Bauteillagein der Simulation und der realen Bau-teillage in der Aufspannung. Dafürwerden zumeist drei markante Punkteam Bauteil ertastet und in das CAM-System übertragen. Anschließenderfolgt die Bauteiltransformation. Wirdmit einer abschließenden Simulationder geplanten Bahnbewegungenbestätigt, dass im Beschichtungspro-zess volle Zugänglichkeit vorliegt, kön-nen die entsprechenden Programmeausgegeben und der Beschichtungs-prozess gestartet werden.

Fraunhofer IWS Jahresbericht 200552
Forschungs- und Entwicklungsangebot: Thermische Beschichtungsverfahren
Motivation
Die präzise Herstellung von Ober-flächenschutz- und Funktionsschichtensowie schnelle Reparaturen von Hoch-wertbauteilen zählen zu den wichtig-sten Anwendungsgebieten, in denensich das Laserstrahl-Auftragschweißenheute industriell etabliert hat. Einewichtige Voraussetzung für den erfolg-reichen Einsatz des Verfahrens sindrobuste Pulverdüsen, die einfach zuhandhaben sind und eine exakte sowiestabile Zufuhr des Schweißpulversauch an weniger gut zugänglichen Be-arbeitungsstellen sowie beim Beschich-ten von Freiformflächen ermöglichen.Mit dem modularen Pulverdüsen-system COAXn des Fraunhofer-Institu-tes für Werkstoff- und StrahltechnikIWS in Dresden steht dem Anwenderein flexibles Werkzeug zur Verfügung,das zusammen mit der entsprechen-den Lasertechnik leicht in Standard-Werkzeugmaschinen und Bearbei-tungssysteme integriert werden kann.
COAXn: Modulare Systemtechnik zum Laserstrahl-Präzisionsauftragschweißen
Ansprechpartner
Dr. Steffen NowotnyTel.: 0351 / 2583 241 [email protected]
Abb. 3: Koaxial-Pulverdüse zum Panzern vonÖlbohrwerkzeugen
Modulares Konzept
Die Laser-Beschichtungseinheiten wer-den heute in unterschiedlichen Varian-ten für das Oberflächenbeschichten,Reparieren und Generieren im Werk-zeug- und Formenbau, der Triebwerk-instandsetzung sowie im Motorenbaueingesetzt (Abb. 1). Eine solche Einheitbesteht grundsätzlich aus der kommer-ziell erhältlichen Laseroptik, die mitSensorik zur Prozessüberwachung aus-gestattet sein kann, einem xyz-Adapterzum Anschluß der Düse sowie dereigentlichen Koaxial-Pulverdüse mitAnschlüssen für alle Prozessgase undKühlwasser. Entsprechend der konkre-ten Anwendung kann aus einem Bau-kastensystem die jeweils optimaleDüsenkonfiguration zusammengestelltwerden.
Funktionsmerkmale
Je nach Anwendungsfall werden han-delsübliche Metall- oder Hartstoffpul-ver sowie Pulvergemische verarbeitet.Für große Pulvernutzungsgrade auchbei filigranen Beschichtungen kann derPulverstrahl bis auf einen minimalenDurchmesser von etwa 1 mm fokus-siert werden. Die Abschmelzleistungbeträgt 0,25 bis 3 kg h-1 Metallpulver.
Abb. 1: Modularer Beschichtungskopf, beste-hend aus Laseroptik, Justiereinheit undKoaxial-Pulverdüse
Abb. 2: Universelles Robotersystem zum Laser-strahl-Auftragschweißen
Systemintegration
Bei der Konstruktion des Pulverdüsen-systems wurde besonderes Augenmerkauf die leichte Integrierbarkeit inWerkzeugmaschinen und Robotergelegt, die heute oftmals bei denAnwendern bereits vorhanden sind.Einschließlich des Lasers kann somitdas komplette Beschichtungssystem alspreiswerter Nachrüstsatz erworbenund in die bestehende Anlagentechnikeingebaut werden.
Anwendungsbeispiele
Die mit den COAXn-Köpfen hergestell-ten Strukturen reichen von filigranenEinzelraupen mit Breiten und Höhenvon wenigen zehntel Millimetern übergrößerflächige Beschichtungen mitSchichtdicken von maximal 2,5 mm bishin zu 3D-Geometrieaufbauten. Bei-spiele für hochpräzise Anwendungensind Laseranlagen zur Reparatur vonkomplex geformten Triebwerkkompo-nenten wie Schaufeln, Scheiben undBlisks. Andererseits werden heute auchgroße Umformwerkzeuge aus demAutomobilbereich durch lokale Laser-Auftragschweißungen repariert undschnell im Design geändert. Beispieleaus dem Bereich des Oberflächen-schutzes sind Hartmetallpanzerungenfür Ölbohrwerkzeuge (Abb. 3) oder fürPrägewalzen zur Papierherstellung.

Fraunhofer IWS Jahresbericht 2005 53
Forschungs- und Entwicklungsangebot: Thermische Beschichtungsverfahren
Ansprechpartner
Dr. Anja TechelTel.: 0351 / 2583 255 [email protected]
Abb. 1: MELATO®-Doppelstempel nach demPaketieren
Abb. 2: MELATO®-Doppelstempel nach dempartiellen Verschleifen der Stufen
Abb. 3: Abgeformtes Bauteil
Aufgabenstellung
Die Fertigung von Prototypwerkzeugenzum Tiefziehen großer Blechplatinenkann durch die Nutzung generierenderVerfahren beschleunigt und kosten-günstiger werden. Die MELATO®-Pro-zesskette, eine neue Methode zurschnellen Fertigung von Werkzeugendurch Blechpaketieren, war am Bei-spiel eines Doppelstempels zur Herstel-lung der C-Säulen-Verstärkung imPKW zu erproben. Das so erzeugtePrototypwerkzeug sollte ohne mecha-nische Nachbearbeitung im Einsatzgetestet werden.
Werkzeugbau mit der MELATO®-Prozesskette für Anwendungen imAutomobilbereich
Lösungsweg
In den letzten Jahren wurde am IWSeine Automatisierungslösung für dasSchneiden, Paketieren und Verbindenvon Blechen geschaffen. Damit dieArbeitsvorbereitung für alle Teilprozes-se der Prozesskette am PC erfolgenkann, wurde mit industriellen Partnerndas Software-System DCAMnc unddas Zusatzmodul MELATO® entschei-dend weiterentwickelt.
Im Unterschied zu anderen generie-renden Fertigungsverfahren handelt essich bei MELATO® um eine offene Pro-zesskette, die bauteil- und beanspru-chungsgerecht modifiziert werdenkann. Die Diskussion möglicher Ferti-gungsvarianten steht deshalb generellam Beginn der Arbeiten. Durch dieAusrichtung der Blechzuschnitte imWerkzeug, die Schichtdicke und dieMethode zum Verbinden der Blechzu-schnitte werden die Eigenschaften desWerkzeuges in weiten Grenzen beein-flusst.
Aus einer Reihe möglicher Variantenwurde für das Beispiel Doppelstempeldas Laserschneiden von 1 mm dickemStahlblech DC01 und Verbinden durchZuganker und Schrauben ausgewählt.
Ergebnisse
Die Zeit für die gesamte CAM-Pro-grammierung, beginnend beim Einle-sen der modifizierten 3D-CAD-Datenüber das Zerlegen in Schichten undAnordnen der Schichten auf Blechta-feln bis zur Erstellung der NC-Program-me für das Laserstrahl-Schneiden undPaketieren betrug nur wenige Minu-ten. Der Unterbau wurde nachAbschluss der Planungsphase alsSchweißkonstruktion bei einem exter-nen Dienstleister ausgeführt. DasSchneiden, Paketieren und manuelleMontieren der Stahlblechzuschnitteerfolgte am Fraunhofer IWS. Insgesamtbetrug die Fertigungszeit des gesam-ten Doppelstempels etwa 400 h.Durch Parallelisierung der Arbeitsgän-ge ist eine Durchlaufzeit von 9 Arbeits-tagen möglich.
Die Erprobung des Werkzeuges erfolg-te bei ThyssenKrupp Drauz Nothelferin Ravensburg auf einer 800 t-Presse.Es wurden 0,6 mm dicke Platinen miteiner Stößelkraft von 640 t und einerZiehkissenkraft von 150 t tiefgezogen. Nach dem Einbau des Doppelstempelsin die Presse wurde der Kopfbereichmanuell nachbearbeitet und die Stu-fung eingeebnet. In Verbindung mitder manuellen Anpassung des Plati-nenzuschnittes konnten so bereitsnach 4 Stunden rissfreie Blechteileabgeformt werden.
Die beiden Stempelköpfe wurdendurch Blechpaketieren gefertigt, derUnterbau wurde als Schweißkonstruk-tion ausgeführt. Dementsprechend er-folgte die Modifizierung der 3D-CAD-Daten.


Fraunhofer IWS Jahresbericht 2005 55
Redaktion: Im Zuge des IWS-Erweite-rungsbaus erhielt auch die Abteilung»CVD-Dünnschichttechnologie« neuegroßzügige Büroräume, trotzdemwaren Ihre Mitarbeiter selten dortanzutreffen, wieso?
Dr. Hopfe: Da sie an den Beschich-tungsanlagen arbeiteten, im Spektro-skopielabor, am Elektronenmikroskopoder gerade optische Sensorik beimKunden in Betrieb nahmen…, um nureinige typische Arbeiten zu nennen.Komplexität und Breite der Arbeitenhaben im zurückliegenden Jahr deut-lich zugenommen. Schwerpunkte bil-deten das Einfahren von im IWS kon-struierten und aufgebauten Prototyp-Anlagen für plasmagestütze CVD-Pro-zesse, die Entwicklung von Schichtsys-temen für neue Applikationen und dieImplementierung hochempfindlicherSensoren zur Steuerung von Industrie-anlagen. Nach interner Konsolidie-rungsphase steht nunmehr in beidenArbeitsgruppen die effiziente kunden-orientierte Arbeitsweise im Mittel-punkt. Bei weiterem dynamischenWachstum konnte insbesondere dasVolumen der Industrie-Direktaufträgeanteilig gesteigert werden. Erfreuli-cherweise ergaben sich im zurücklie-genden Jahr zunehmend interessanteKooperationsmöglichkeiten mit orts-ansässigen Unternehmen. Das sorgtnicht nur für »kurze Wege«, sonderngestattet unseren spezifischen Auftragfür die Entwicklung der territorialenIndustrie besser wahrzunehmen.
Redaktion: Im vergangenen Jahr wur-de der vom IWS in Kooperation miteinem mittelständigen Dresdner Unter-nehmen entwickelter ISPROM® Multi-gassensor zum Langzeittest an einenamhafte ortsansässige Mikroelektro-nik-Fab transferiert. Wie ist der Testausgegangen?
Dr. Hopfe: Der Feldtest läuft noch,und das nunmehr seit einem Jahr. MitISPROM® wird in einem in der 300 mm-Waferlinie integrierten CVD-Cluster-tool die Gasatmosphäre kontinuierlich
in-situ monitoriert. Die für die Wafer-produktion verantwortlichen Mitarbei-ter berichteten über Korrelationen zwi-schen Waferqualität und Anlagenzu-stand, die mit Hilfe des innovativenSensorkonzepts gewonnen werdenkonnten. Damit wird die wesentlicheZielstellung erreicht und es bieten sichvielfältige Applikationsmöglichkeiten.Im Vorfeld des Feldtests stand zu-nächst die spannende Frage hinsicht-lich Langzeitstabilität und Störungsfrei-heit des Sensors in der Industrieanlage.Sie können sich sicher vorstellen, dassdas Angebot, einen bisher nur unterLaborbedingungen erprobten Sensorsofort in die Produktionsline mit derweltweit höchsten Wertschöpfung ein-zusetzen nicht nur Chancen eröffnete,sondern auch erhebliche Risiken in sichbarg. Es stimmt uns deshalb sehr zu-versichtlich, dass der Sensor praktischwartungsfrei funktioniert und auch imharten Dauereinsatz keinerlei Degrada-tionserscheinungen aufweist.
Redaktion: In Ihrer Abteilung werdenschwerpunktmäßig Atmosphären-druck-Plasma-Beschichtungsprozesseentwickelt. Sind die im vergangenenJahr durchgeführten Entwicklungenzum plasmachemischen Ätzen alsErgänzung oder als potenziell neuesGeschäftsfeld zu verstehen?
Dr. Hopfe: Letztlich als beides. Plas-machemischer Abtrag (das sog.Trockenätzen) ist verfahrenstechnischähnlich dem PECVD. Damit kann esmit geringfügigen Änderungen in denvon uns entwickelten Plasmaanlagenrealisiert werden. Die potenziellenAnwendungsgebiete sind sehr vielfältigund reichen von der Feinreinigung vorBeschichtungsprozessen bis hin zumflächigen Materialabtrag. Schwer-punktmäßig entwickeln wir derzeitVerfahren zur Fertigung photovoltai-scher Leistungszellen. Durch optimaleOberflächentexturierung wird die Ein-kopplung der Sonnenenergie maxi-miert und damit der Wirkungsgraderhöht.
My interest is in the futurebecause I am going to spend the rest of my life there.
Mein Interesse ist auf die Zukunft gerichtet,denn dort werde ich den Rest meines Lebens verbringen.
Charles F. Kettering
Forschungs- und Entwicklungsangebot: CVD-Dünnschichttechnologie

Fraunhofer IWS56
Dr. Volkmar HopfeAbteilungsleiter (Tel. 2583 402,[email protected])
Forschungs- und Entwicklungsangebot: CVD-Dünnschichttechnologie
Beispiele aus den Arbeiten 2005
1. Trockenätzen von Solarwafern mit Atmosphärendruck-Plasmen - Oberflächentextur und Gas-phasenchemie 58
2. ISPROM® - Ein Multigassensor zur in-situ-Überwachung und Rege-lung von industriellen Gas-phasenprozessen 59
3. Photokatalytische Aktivität TiO2-beschichteter Stahlober-flächen 60
4. Abscheidung von SiO2-Schichten mittels PECVD bei Atmosphären-druck 61

Fraunhofer IWS Jahresbericht 2005 57
Forschungs- und Entwicklungsangebot: CVD-Dünnschichttechnologie
Dr. Ines Dani Gruppenleiterin Atmosphärendruck-CVD (Tel. 2583 405,[email protected])
Dr. Wulf Grählert Gruppenleiter Prozess-Monitoring (Tel. 2583 406,[email protected])
FTIR-Monitoring von HochtemperaturprozessenBlick in den Beschichtungsraum der ArcJet-PECVD-Anlage
Plasmagestützte CVD-Verfahren beiAtmosphärendruck
Atmosphärendruck-Plasma-CVD-Pro-zesse (AP-PECVD) erlauben die groß-flächige Abscheidung qualitativ hoch-wertiger Funktionsschichten ohne Ein-satz kostenintensiver Vakuumanlagen.Damit sind kontinuierliche Beschich-tungsprozesse mit hohen Raten auftemperaturempfindlichen Materialien(wie Sonderstählen, Leichtmetallen,Gläsern und Kunststoffen) sowie leichtgekrümmten Substraten unterschiedli-cher Dicke realisierbar.
Am IWS werden Prototypen von AP-PECVD-Durchlaufreaktoren mit Gas-schleusen zur Herstellung von oxidi-schen und nichtoxidischen Schichtenbei Normaldruck entwickelt. Die Opti-mierung des Reaktordesigns basiertauf experimentellen Ergebnissen undthermofluiddynamischen Simulationen.Das modulare Reaktordesign sorgt füreine kostengünstige Adaption des Pro-zesses an neue Anwendungsgebieteund Schichtmaterialien.
Prozess-Monitoring
Die optimale Funktion von Industriean-lagen und die Qualität der gefertigtenProdukte steht oftmals im direktenZusammenhang mit der sich in derAnlage befindenden Gasatmosphäre,deren Zusammensetzung exakt über-wacht werden muss. Eine industrie-taugliche kontinuierliche in-situ-Gas-analytik ist beispielsweise essentiell beider Qualitätssicherung von chemischenBeschichtungs-, Ätz- oder Sinterpro-zessen sowie bei der Überwachungvon Emissionen aus Industrieanlagen.Für kundenspezifische Lösungen zurkontinuierlichen Überwachung derchemischen Zusammensetzung undKonzentration von Gasgemischennutzt das IWS Sensoren, die wahlweiseauf der NIR-Diodenlaser- oder FTIR-Spektroskopie beruhen.
Weiterhin werden Bauteiloberflächenund Schichtsysteme mit spektroskopi-schen Methoden wie FTIR-Spektrosko-pie, Spektro-Ellipsometrie oder Raman-Mikroskopie charakterisiert.

Fraunhofer IWS Jahresbericht 2005
Forschungs- und Entwicklungsangebot: CVD-Dünnschichttechnologie
58
Trockenätzen von Solarwafern mit Atmosphärendruck-Plasmen - Oberflächentextur und Gasphasenchemie
Ansprechpartner
Dr. Ines DaniTel.: 0351 / 2583 [email protected]
Aufgabenstellung
Für die Wettbewerbsfähigkeit der Pho-tovoltaik spielen die Kosten der Solar-zellen eine entscheidende Rolle. Mög-lichkeiten zur Kostensenkung bestehenin der Verwendung preiswertererMaterialien sowie in der Einführungkostengünstiger in-line-Herstellungs-verfahren. Als erster Teilschritt einerzukünftigen in-line-Solarzellenferti-gung soll die Realisierbarkeit einesDurchlauf-Plasmaätzprozesses beiAtmosphärendruck evaluiert werden.Dieser Prozess führt neben einer Sen-kung der Investitionskosten auch zurSenkung der Wafer-Handhabungsko-sten und der Waferbruchrate. For-schungsbedarf gibt es hinsichtlichMachbarkeit und Prozesseigenschaftenplasmachemischer Ätzprozesse beiAtmosphärendruck und des Einflussesder Ätzbedingungen auf die Ober-flächentextur. Eine günstige Texturie-rung verbessert die Lichteinkopplungund damit die Effizienz der Solarzelle.
Lösungsweg
Als Atmosphärendruck-Plasmaquellewurde eine linienförmige DC-Bogen-entladung mit einer Arbeitsbreite von150 mm eingesetzt. Das Plasmagasdurchströmt den Bogen senkrecht zuseiner Achse und transportiert ange-regte Plasmaspezies aus der Quelleheraus in Richtung Substrat. Als Ätzga-se werden aus der Mikroelektronikbekannte fluorhaltige Gase, beispiels-weise Schwefelhexafluorid SF6 sowieStickstofftrifluorid NF3 verwendet. Die-se Reaktivgase werden in das After-glow-Plasma eingeleitet, um die Lang-zeitstabilität der Plasmaquelle zugewährleisten. Das Substrat, einmonokristalliner Czochalski-Solarwafer,wird mit Geschwindigkeiten von bis zu100 mm s-1 durch den Reaktor
Ergebnisse
Mit dem beschriebenen Atmosphären-druck-Plasmaverfahren konnten unterVerwendung von polierten Si-WafernÄtzraten von 7 µm min-1 für SF6 und12 µm min-1 für NF3 erreicht werden.Das entspricht bei 100 mm s-1 Durch-laufgeschwindigkeit einer Ätztiefe von0,7 µm für SF6 bzw. 1,4 µm für NF3.Die geätzten Oberflächen zeigen inAbhängigkeit von den verwendetenProzessparametern unterschiedlicheTexturierungen. Bei geringen Ätzratenwurden poröse, nanotexturierte Ober-flächen erzeugt, während bei hohenÄtzraten mikrotexturierte Oberflächen,bestehend aus inversen Pyramiden,beobachtet wurde. Die Oberflächen-texturierung führt zu einer starkenVerminderung der an der Waferober-fläche reflektierten Strahlung. FTIR-spektroskopisch konnte sowohl dieFragmentierung des Ätzprecursors alsauch die Bildung des gasförmigen Ätz-produkts (SiF4) verfolgt werden, derenKonzentrationsverhältnisse stark vonden Prozessparametern beeinflusstwerden.
Abb. 3: Plasmachemisch geätzte Silizium-Ober-fläche - Pyramidentextur
Abb. 2: Plasmachemisch geätzte Silizium-Ober-fläche - poröse Struktur
Abb. 1: Reflexionsspektren der erzeugten Ober-flächenstrukturen in Vergleich zu dereiner unbehandelten Oberfläche
5 µm
1 mm
bewegt. Zum Wafertransport ist derDurchlauf-Laborreaktor beidseitigoffen. Ein durch fluiddynamischeSimulationen optimiertes Gas-Schleu-sensystem kontrolliert die Gasatmos-phäre in der Ätzzone und verhindert,dass gasförmige Reaktionsprodukteaus dem Reaktor in die Umgebunggelangen. Ein Abgasentsorgungssy-stem reinigt die abgesaugten Gase.Die plasmachemischen Reaktionen inder Ätzzone wurden mittels in-situFTIR-Gasphasenspektroskopie kontinu-ierlich verfolgt.

Fraunhofer IWS Jahresbericht 2005
Forschungs- und Entwicklungsangebot: CVD-Dünnschichttechnologie
59
ISPROM® - Ein Multigassensor zur in-situ-Überwachung und Rege-lung von industriellen Gasphasenprozessen
Ansprechpartner
Dr. Wulf GrählertTel.: 0351 / 2583 [email protected]
Abb. 2: Typische Gaskonzentrationsverläufe ineinem CVD-Tool zum Prozessieren von300 mm-Wafern
Aufgabenstellung
Eine Vielzahl von Fertigungsschrittender Halbleiterindustrie beruht auf kom-plexen Gasphasenprozessen, wie z.B.der Schichtabscheidung mittels Chemi-cal Vapour Deposition (CVD) oder demplasmachemischen Ätzen. Die Qualitätund Kosten der bearbeiteten Waferhängen im hohen Maße vom Erkennensowie vom permanenten Einhalten deroptimalen Prozessbedingungen ab. DieProzess-Performance wird von der Zu-sammensetzung (qualitativ und quanti-tativ) der Prozessgasatmosphäre direktbestimmt. Ziel der Arbeiten am Fraunhofer IWS ist die Entwicklungindustrietauglicher Sensoren zur konti-nuierlichen Überwachung von Gasat-mosphären, zur Qualitätssicherungund Prozessoptimierung.
Lösungsweg
Dafür wurde in Zusammenarbeit mitder Firma SEMPA-Systems ein in-situ-Multigassensor auf Basis der Infrarot-Fourier-Transformationsspektroskopie(FTIR) entwickelt - ISPROM®.
Der Entwicklung des industrietaugli-chen Sensors lagen langjährige Erfah-rungen zur FTIR-basierten Prozess-charakterisierung und -monitorierungzugrunde. Gepaart mit umfangreichenfluiddynamischen Simulationen zurErmittlung der Strömungsparameterwurde ein optimal kundenangepasstesSensordesign realisiert.
Ergebnisse
Der ISPROM®-Multigassensor, der alsmodular aufgebautes, flexibles und ineine IT-Infrastruktur integrierbaresFTIR-System konstruiert wurde, ermög-licht die kontinuierliche in-situ-Über-wachung fast aller prozessrelevantenGase direkt in oder in unmittelbarerNähe zur Prozesskammer. Je nach Pro-zessphase werden simultan die Precur-soren, Dotanten, Ätzgase und - beson-ders wichtig für die Prozesskontrolle -deren Zwischen- und Umsatzproduktekontinuierlich erfasst. Das Monitoringerfordert dabei kein aufwändigesExtrahieren und Aufbereiten des zuuntersuchenden Gasgemisches - dieMessung erfolgt genau dort, wo dieseGase vorhanden sind. Selbst in starkpartikelbelasteten Gasatmosphärenarbeitet der Sensor zuverlässig war-tungsfrei.
Die aufgezeichneten zeitlichen Verläu-fe der Gaskonzentrationen werdenüber Standardschnittstellen an dasübergeordnete Prozessleitsystem über-geben, in dem Korrelationen zum Pro-zesszustand und zur erwarteten Pro-duktqualität abgeleitet werden.
Der entwickelte in-situ Multigassensorwurde an einem CVD-Produktionstoolfür 300 mm-Wafer (TEOS / O3-Prozess)im Dauereinsatz evaluiert. Das flexibelaufgebaute Sensorsystem eröffneteiner Vielzahl von Industrieprozessen -nicht nur in der Halbleiterindustrie -die Möglichkeit einer on-line Prozess-überwachung und Prozessregelung.
Abb. 1: Funktionsprinzip des in-situ-Multigas-sensors ISPROM® zur kontinuierlichenÜberwachung prozessrelevanter Gas-mischungen

Fraunhofer IWS Jahresbericht 200560
Forschungs- und Entwicklungsangebot: CVD-Dünnschichttechnologie
Photokatalytische Aktivität TiO2-beschichteter Stahloberflächen
Ansprechpartner
Dr. Wulf GrählertTel.: 0351 / 2583 [email protected]
Aufgabenstellung
Photokatalytische Beschichtungen wer-den zunehmend eingesetzt, umGebäudeverglasungen oder Fassaden-elemente selbsttätig zu reinigen. UnterSonneneinstrahlung werden organi-sche Ablagerungen oxidativ entferntund gleichzeitig eine hydrophile Ober-fläche gebildet, auf der sich Regen-wasser gleichmäßig verteilt und dabeianhaftende Schmutzpartikel entfernt.Im IWS werden Atmosphärendruck-Plasma-CVD-Verfahren zur kostengün-stigen Herstellung photokatalytischerTiO2-Beschichtungen auf Stahl undanderen Materialien entwickelt. Fürdiese Materialien existieren aber bisherkeine standardisierten Testverfahrenzur Bewertung der photokatalytischenAktivität. Die Aufgabe bestand daherin der Entwicklung eines solchen Ver-fahrens.
Lösungsweg
Die photokatalytische Aktivität wirdüber die Abbaurate einer Modell-substanz (Stearinsäure) FTIR-spektro-skopisch quantifiziert. Wegen derNichttransparenz metallischer Substra-te sind dafür Messungen in gerich-teter Reflexion erforderlich, für die dasam Fraunhofer IWS speziell für denEinsatz an großen Bauteilen entwickel-te mobile FTIR-ReflektometerIRspecXL® zum Einsatz gelangte (Abb. 1). Zur Bestimmung der photo-katalytischen Aktivität der TiO2-beschichteten Stahlsubstrate wurdendiese mit einem mehrere nm dickenStearinsäure-Film überzogen und mitUV-Licht (254 nm) bestrahlt. Der pho-tokatalytische Abbau der organischenSchicht wird zeitaufgelöst quantifiziert.
Abb. 3: Optisches Modell zur Auswertung derReflexionsspektren
Abb. 2: Photokatalytischer Abbau von Stearin-säure-Schichten bei Bestrahlung mit 254 nm - Abnahme der Intensität derValenzschwingungsbanden mit derBestrahlungsdauer (Reflexionsspektren:Einfallswinkel 73°, p-Polarisation)
Abb. 1: IRspecXL - FTIR-spektroskopische Cha-rakterisierung der Oberflächen großerBauteile
Ergebnisse
In Abb. 2 sind die typischen Valenz-schwingungsbanden der Stearinsäureim Bereich zwischen 2700 cm-1 und3000 cm-1 gezeigt. Die Abnahme derIntensität mit der Bestrahlungsdauerresultiert aus der photooxidativenSchichtdickenabnahme und ist somitein Maß für die photokatalytische Akti-vität der TiO2-Schicht.
Im Gegensatz zur »klassischen« Ab-sorptionsspektroskopie an transparen-ten Substraten, bei der die direkte Pro-portionalität von Bandenfläche undStearinsäureschichtdicke genutzt wird,kann bei metallischen Substraten dieSchichtdicke nicht direkt aus denReflexionsspektren bestimmt werden.Erst die Anwendung optischer Simula-tionsrechungen unter Zuhilfenahmeoptischer Modelle ermöglicht eine kor-rekte Schichtdickenbestimmung. Diedazu notwendigen wellenzahlabhängi-gen optischen Funktionen [n( ), k( )]des Schichtmaterials standen zur Ver-fügung bzw. wurden im Falle derStearinsäure durch Auswertung vonTransmissions- und Reflexionsmessun-gen auf Silizium ermittelt. UnterAnwendung des optischen Modells(Abb. 3) ist die Stearinsäureschicht-dicke bestimmbar.
Die photokatalytische Aktivität TiO2-beschichteter Substrate kann nunmehrdirekt mit Testergebnissen an transpa-renten Substraten verglichen werden,beispielsweise von TiO2-beschichtetenGläsern. Für TiO2-Schichten auf Edel-stahl (hergestellt mittels Atmosphären-druck-Mikrowellen-PECVD) wurdenAbbauraten von bis zu 32 nm h-1
ermittelt (zum Vergleich: AbbauratePilkington ActivTM bis zu 15 nm h-1 [1],kommerziell TiO2-beschichtetes Glas).
[1] Mills A., et al.: Characterisation ofthe photocatalyst Pilkington ActivTM: a reference film photocatalyst?, Jour-nal of Photochemistry and Photobiolo-gy A: Chemistry 160 (2003), 213-224
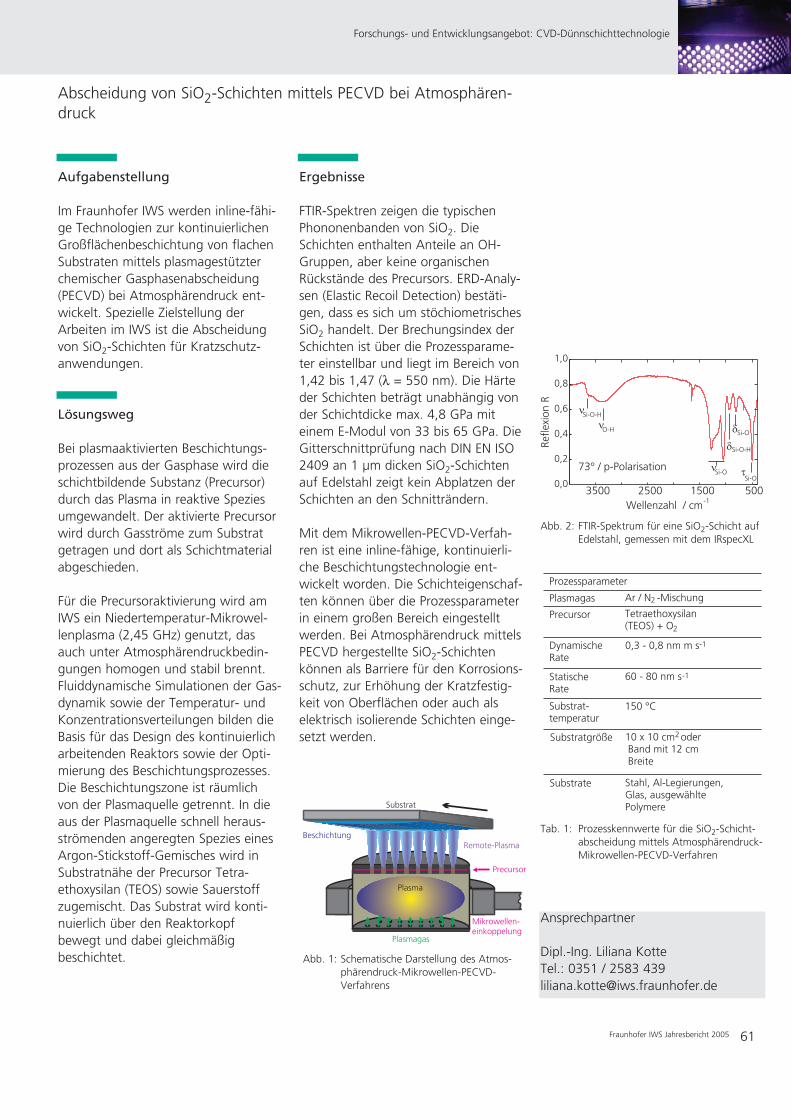
Fraunhofer IWS Jahresbericht 2005
Forschungs- und Entwicklungsangebot: CVD-Dünnschichttechnologie
61
Abscheidung von SiO2-Schichten mittels PECVD bei Atmosphären-druck
Ansprechpartner
Dipl.-Ing. Liliana KotteTel.: 0351 / 2583 [email protected]
Aufgabenstellung
Im Fraunhofer IWS werden inline-fähi-ge Technologien zur kontinuierlichenGroßflächenbeschichtung von flachenSubstraten mittels plasmagestützterchemischer Gasphasenabscheidung(PECVD) bei Atmosphärendruck ent-wickelt. Spezielle Zielstellung derArbeiten im IWS ist die Abscheidungvon SiO2-Schichten für Kratzschutz-anwendungen.
Lösungsweg
Bei plasmaaktivierten Beschichtungs-prozessen aus der Gasphase wird dieschichtbildende Substanz (Precursor)durch das Plasma in reaktive Speziesumgewandelt. Der aktivierte Precursorwird durch Gasströme zum Substratgetragen und dort als Schichtmaterialabgeschieden.
Für die Precursoraktivierung wird amIWS ein Niedertemperatur-Mikrowel-lenplasma (2,45 GHz) genutzt, dasauch unter Atmosphärendruckbedin-gungen homogen und stabil brennt.Fluiddynamische Simulationen der Gas-dynamik sowie der Temperatur- undKonzentrationsverteilungen bilden dieBasis für das Design des kontinuierlicharbeitenden Reaktors sowie der Opti-mierung des Beschichtungsprozesses.Die Beschichtungszone ist räumlichvon der Plasmaquelle getrennt. In dieaus der Plasmaquelle schnell heraus-strömenden angeregten Spezies einesArgon-Stickstoff-Gemisches wird inSubstratnähe der Precursor Tetra-ethoxysilan (TEOS) sowie Sauerstoffzugemischt. Das Substrat wird konti-nuierlich über den Reaktorkopfbewegt und dabei gleichmäßigbeschichtet.
Ergebnisse
FTIR-Spektren zeigen die typischenPhononenbanden von SiO2. DieSchichten enthalten Anteile an OH-Gruppen, aber keine organischenRückstände des Precursors. ERD-Analy-sen (Elastic Recoil Detection) bestäti-gen, dass es sich um stöchiometrischesSiO2 handelt. Der Brechungsindex derSchichten ist über die Prozessparame-ter einstellbar und liegt im Bereich von1,42 bis 1,47 (λ = 550 nm). Die Härteder Schichten beträgt unabhängig vonder Schichtdicke max. 4,8 GPa miteinem E-Modul von 33 bis 65 GPa. DieGitterschnittprüfung nach DIN EN ISO2409 an 1 µm dicken SiO2-Schichtenauf Edelstahl zeigt kein Abplatzen derSchichten an den Schnitträndern.
Mit dem Mikrowellen-PECVD-Verfah-ren ist eine inline-fähige, kontinuierli-che Beschichtungstechnologie ent-wickelt worden. Die Schichteigenschaf-ten können über die Prozessparameterin einem großen Bereich eingestelltwerden. Bei Atmosphärendruck mittelsPECVD hergestellte SiO2-Schichtenkönnen als Barriere für den Korrosions-schutz, zur Erhöhung der Kratzfestig-keit von Oberflächen oder auch alselektrisch isolierende Schichten einge-setzt werden.
Abb. 1: Schematische Darstellung des Atmos-phärendruck-Mikrowellen-PECVD-Verfahrens
Abb. 2: FTIR-Spektrum für eine SiO2-Schicht aufEdelstahl, gemessen mit dem IRspecXL
Tab. 1: Prozesskennwerte für die SiO2-Schicht-abscheidung mittels Atmosphärendruck-Mikrowellen-PECVD-Verfahren


Redaktion: Seit Jahren bilden diesuperharten amorphen Kohlenstoff-schichten (ta-C) einen Schwerpunktihrer Abteilung. Was gibt es Neues?
Prof. Schultrich: Die wichtigste Ent-wicklung auf diesem Gebiet spielt sichauf dem Markt ab. An den Anfragenund Projekten, vorrangig im Umfeldder Automobilindustrie, merken wirdas deutlich gesteigerte Interesse anden ta-C-Schichten.
Redaktion: Worauf ist diese gestei-gerte Nachfrage zurückzuführen?
Prof. Schultrich: Vorrangig auf dieehrgeizigen Ziele der Automobilindu-strie zur Reduzierung des Kraftstoffver-brauchs und der Emissionen. Dendamit zu erwartenden deutlichen Stei-gerungen der tribologischen Belastun-gen sind die bisher eingesetzten Mate-rialien und Oberflächenbehandlungennicht mehr gewachsen. Die ta-C-Schichten mit ihrer Kombination vonsehr hoher Härte und geringer Adhä-sionsneigung ermöglichen in vielenFällen einen aussichtsreichen Lösungs-ansatz. Sicher spielt auch der gewach-sene Bekanntheitsgrad der ta-C-Schichten und das zunehmende Ver-ständnis für die Unterschiede der ver-schiednen Kohlenstoffschichttypeneine Rolle.
Redaktion: Aber es gibt sicher auchKonkurrenz?
Prof. Schultrich: Ja, zum Glück, dennverschiedene Firmen haben bereitseigene positive Erfahrungen mit ta-C-Schichten konkurrierender Einrichtun-gen gewonnen oder wissen von derar-tigen Erfahrungen ihrer Konkurrentenund kommen gerade deshalb zu uns.
Redaktion: Dann müssen die ta-C-Schichten des IWS aber überzeugendeVorteile bieten?
Prof. Schultrich: Ja, unsere Diamor®-Schichten zeichnen sich vor allem
durch zwei Besonderheiten aus: Zumeinen können dank eines optimiertenSchichtaufbaus auch dickere Schichtenvon fünf Mikrometern und mehrzuverlässig und haftfest abgeschiedenwerden und zum anderen verfügenwir über Beschichtungstechnologien,die auch für die industrielle Massen-produktion geeignet sind. Nicht zuletztsind wir bereit und fähig, gemeinsammit unseren Partnern industrielleBeschichtungsanlagen mit integrierterta-C-Technologie zu liefern.
Redaktion: Wo sehen sie das künftigeEntwicklungspotenzial der ta-C-Schich-ten?
Prof. Schultrich: In der ganzheitlichenBetrachtung der beanspruchungsge-rechten und kostenoptimierten Ausle-gung der Fertigungskette. Ein aktuellerSchwerpunkt ist die Gestaltung derOberflächentopographie, die sowohldurch die Bearbeitung des Bauteils wieauch durch den Beschichtungsprozessbestimmt wird.
Redaktion: Gibt es neben den tribolo-gischen Komponenten weitere aus-sichtsreiche Marktsegmente für dieDiamor®-Schichten?
Prof. Schultrich: In erster Linie wer-den wir, aufbauend auf sehr überzeu-genden Erprobungsergebnissen, dieAnwendung der Diamor®-Beschich-tung für die spanende Bearbeitungvon Nichteisen-Metallen, insbesonderevon Aluminium-Legierungen vorantrei-ben. Bei Umformwerkzeugen ergebensich neue Ansätze durch die Umset-zung der positiven Erfahrungen mitgeglätteten Diamor®-Schichten. In derErprobung befindet sich die Nutzungals Ultrabarrieren. Einen Sprung in völ-lig neue Anwendungsgebiete habenwir mit den begonnenen Entwick-lungsarbeiten zur Massenherstellungvon einwandigen Kohlenstoff-Nano-röhren gewagt, die auf unsere Erfah-rungen mit der Kohlenstoff-Beschich-tung aufbaut.
Ein Versuch ist nichts, es zählt nur das Ergebnis.
George Bernard Shaw
Forschungs- und Entwicklungsangebot: PVD-Dünnschichttechnologie
Fraunhofer IWS Jahresbericht 2005 63

Fraunhofer IWS Jahresbericht 200564
Prof. Bernd SchultrichAbteilungsleiter (Tel. 2583 403,[email protected])
Forschungs- und Entwicklungsangebot: PVD-Dünnschichttechnologie
Beispiele aus den Arbeiten 2005
1. Superharte Kohlenstoffschichten für trocken laufende Zahnräder
66
2. Laserakustische Charakterisierungvon Low-k-Dielektrika 67
3. ProArc - die frei programmierbare Brennflecksteuerung für die Arc-Beschichtung 68
4. Superharte Beschichtung für die Zerspanung von Aluminium-Legierungen 69

Fraunhofer IWS Jahresbericht 2005 65
Forschungs- und Entwicklungsangebot: PVD-Dünnschichttechnologie
Dr. Otmar Zimmer Gruppenleiter PVD-Schichten (Tel. 2583 257,[email protected])
Metallverdampfung mittels Elektronenstrahltech-nologie
Beschichtung mittels aktivierterHochrateverfahren
Verfahren der Physikalischen Dampf-phasenabscheidung (PVD = PhysicalVapor Deposition) erlauben dieAbscheidung hochwertiger tribologi-scher und funktioneller Schichten imDickenbereich von wenigen Nanome-tern bis zu einigen zehn Mikrometern.Dazu stehen im IWS Verfahren von derHochrate-Bedampfung bis hin zuhochaktivierten Plasmaverfahren sowiederen Kombination zur Verfügung.Einen besonderen Schwerpunkt bildetdie umfassende Nutzung von Bogen-entladungen als der effektivsten Quelleenergiereicher Dampfstrahlen. Auf derGrundlage dieser Technologien bietenwir an: - Musterbeschichtungen,- Schichtcharakterisierung,- Entwicklung von Schichtsystemen,- kundenspezifische Anpassung von
Beschichtungsverfahren,- Wirtschaftlichkeits- und Machbar-
keitsstudien,- Entwicklung und Fertigung ange-
passter Anlagenkomponenten.
Anlage zur Abscheidung von superharten dia-mantähnlichen Kohlenstoffschichten (Diamor®)nach dem Laser-Arc-Verfahren
Prof. Bernd SchultrichGruppenleiter Kohlenstoffschichten (Tel. 2583 403,[email protected])
Beschichtung mit superhartemamorphem Kohlenstoff
Amorphe Kohlenstoffschichten mittetraedrischen Diamantbindungen (ta-C) vereinen sehr hohe Härte, niedri-ge Reibung und chemische Inertheit.Sie sind deshalb in hervorragendemMaße als Schutzschichten einsetzbar. Die vom IWS entwickelten ta-C-Schichtsysteme (Diamor®) können mitsehr guter Haftung im Schichtdicken-bereich von wenigen Nanometern biszu einigen zehn Mikrometern abge-schieden werden. Die Abscheidungerfolgt bei niedrigen Temperaturen imVakuum mit speziell entwickelten Puls-Bogen-Verfahren. Für die industrielleEinführung der Diamor®-Schichten lie-fert das IWS zusammen mit Partner-Unternehmen neben der Technologieauch die erforderlichen Beschichtungs-quellen und Beschichtungsanlagen.Das Angebot wird ergänzt durch dielaserakustische Prüftechnik Lawave®
zur Qualitätssicherung und Schicht-optimierung.
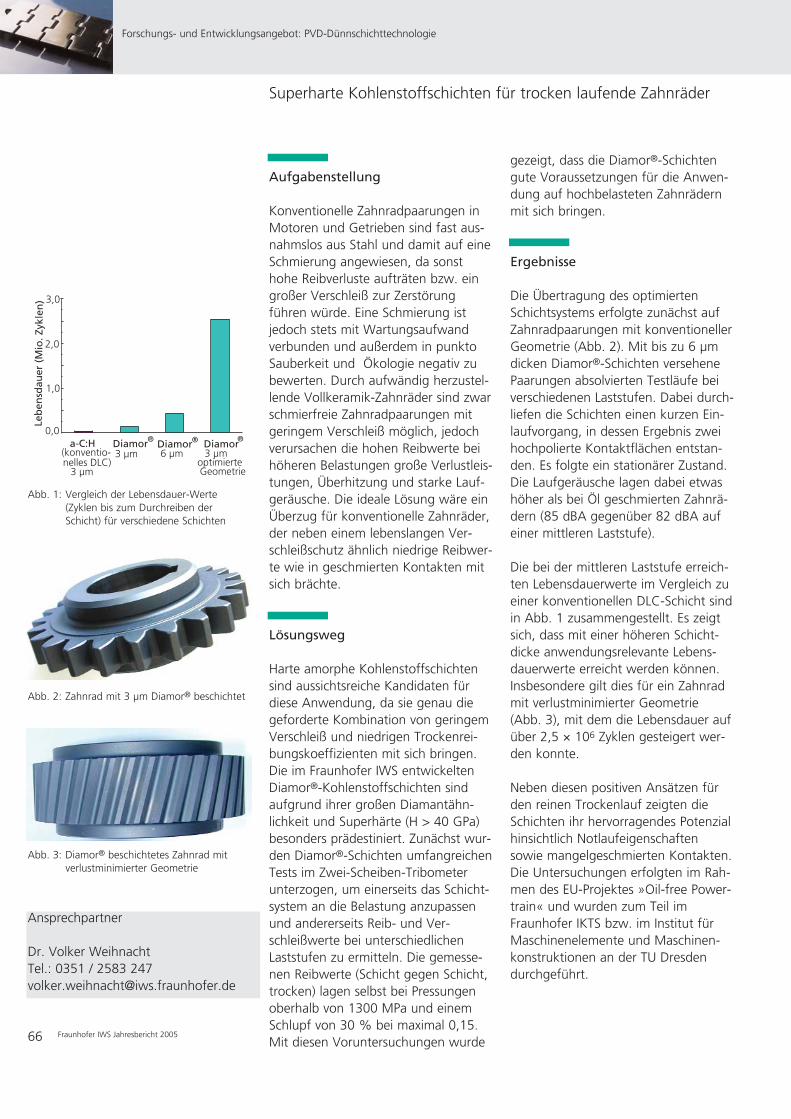
Fraunhofer IWS Jahresbericht 2005
Superharte Kohlenstoffschichten für trocken laufende Zahnräder
Ansprechpartner
Dr. Volker WeihnachtTel.: 0351 / 2583 247 [email protected]
Forschungs- und Entwicklungsangebot: PVD-Dünnschichttechnologie
Abb. 3: Diamor® beschichtetes Zahnrad mit verlustminimierter Geometrie
Aufgabenstellung
Konventionelle Zahnradpaarungen inMotoren und Getrieben sind fast aus-nahmslos aus Stahl und damit auf eineSchmierung angewiesen, da sonsthohe Reibverluste aufträten bzw. eingroßer Verschleiß zur Zerstörungführen würde. Eine Schmierung istjedoch stets mit Wartungsaufwandverbunden und außerdem in punktoSauberkeit und Ökologie negativ zubewerten. Durch aufwändig herzustel-lende Vollkeramik-Zahnräder sind zwarschmierfreie Zahnradpaarungen mitgeringem Verschleiß möglich, jedochverursachen die hohen Reibwerte beihöheren Belastungen große Verlustleis-tungen, Überhitzung und starke Lauf-geräusche. Die ideale Lösung wäre einÜberzug für konventionelle Zahnräder,der neben einem lebenslangen Ver-schleißschutz ähnlich niedrige Reibwer-te wie in geschmierten Kontakten mitsich brächte.
gezeigt, dass die Diamor®-Schichtengute Voraussetzungen für die Anwen-dung auf hochbelasteten Zahnrädernmit sich bringen.
Lösungsweg
Harte amorphe Kohlenstoffschichtensind aussichtsreiche Kandidaten fürdiese Anwendung, da sie genau diegeforderte Kombination von geringemVerschleiß und niedrigen Trockenrei-bungskoeffizienten mit sich bringen.Die im Fraunhofer IWS entwickeltenDiamor®-Kohlenstoffschichten sindaufgrund ihrer großen Diamantähn-lichkeit und Superhärte (H > 40 GPa)besonders prädestiniert. Zunächst wur-den Diamor®-Schichten umfangreichenTests im Zwei-Scheiben-Tribometerunterzogen, um einerseits das Schicht-system an die Belastung anzupassenund andererseits Reib- und Ver-schleißwerte bei unterschiedlichenLaststufen zu ermitteln. Die gemesse-nen Reibwerte (Schicht gegen Schicht,trocken) lagen selbst bei Pressungenoberhalb von 1300 MPa und einemSchlupf von 30 % bei maximal 0,15.Mit diesen Voruntersuchungen wurde
Ergebnisse
Die Übertragung des optimiertenSchichtsystems erfolgte zunächst aufZahnradpaarungen mit konventionellerGeometrie (Abb. 2). Mit bis zu 6 µmdicken Diamor®-Schichten versehenePaarungen absolvierten Testläufe beiverschiedenen Laststufen. Dabei durch-liefen die Schichten einen kurzen Ein-laufvorgang, in dessen Ergebnis zweihochpolierte Kontaktflächen entstan-den. Es folgte ein stationärer Zustand.Die Laufgeräusche lagen dabei etwashöher als bei Öl geschmierten Zahnrä-dern (85 dBA gegenüber 82 dBA aufeiner mittleren Laststufe).
Die bei der mittleren Laststufe erreich-ten Lebensdauerwerte im Vergleich zueiner konventionellen DLC-Schicht sindin Abb. 1 zusammengestellt. Es zeigtsich, dass mit einer höheren Schicht-dicke anwendungsrelevante Lebens-dauerwerte erreicht werden können.Insbesondere gilt dies für ein Zahnradmit verlustminimierter Geometrie (Abb. 3), mit dem die Lebensdauer aufüber 2,5 × 106 Zyklen gesteigert wer-den konnte.
Neben diesen positiven Ansätzen fürden reinen Trockenlauf zeigten dieSchichten ihr hervorragendes Potenzialhinsichtlich Notlaufeigenschaftensowie mangelgeschmierten Kontakten.Die Untersuchungen erfolgten im Rah-men des EU-Projektes »Oil-free Power-train« und wurden zum Teil im Fraunhofer IKTS bzw. im Institut fürMaschinenelemente und Maschinen-konstruktionen an der TU Dresdendurchgeführt.
66
Abb. 2: Zahnrad mit 3 µm Diamor® beschichtet
Abb. 1: Vergleich der Lebensdauer-Werte(Zyklen bis zum Durchreiben derSchicht) für verschiedene Schichten

Fraunhofer IWS Jahresbericht 2005
Forschungs- und Entwicklungsangebot: PVD-Dünnschichttechnologie
Abb. 1: Laserakustische Messkurven für low-k-Widerstandsschichten mit Schichtdickenim Bereich von d = 72 bis 821 nm
67
Tab. 1: Ergebnisse für Elastizitätsmodul E undDichte ρ von low-k-Widerstandsschich-ten mit abnehmender Schichtdicke
Laserakustische Charakterisierung von Low-k-Dielektrika
Aufgabenstellung
Die fortschreitende Integration mikro-elektronischer Schaltkreise verlangt dieEinführung von Isolationsschichten mitniedriger Dielektrizitätskonstante, dieauch als low-k-Schichten bezeichnetwerden. Vielversprechende Isolator-materialien sind SiCOH-Xerogele mithoher Porosität (bis zu 50 Prozent), mitdenen dielektrische Konstanten von k < 2,2 erreicht werden können. Ihrenguten elektrischen Eigenschaften stehtaber die auf Grund der hohen Porosi-tät noch unzureichende mechanischeFestigkeit in Kupfer-Damascene-Leiter-strukturen entgegen. Diese ist unbe-dingt zu verbessern, um die notwendi-gen chemo-mechanischen Polierpro-zesse unbeschadet überstehen zu kön-nen. Die Herstellung von hochporösenlow-k-Schichten mit ausreichender me-chanischer Festigkeit ist deshalb einewichtige Entwicklungsaufgabe, diedurch geeignete mechanische Prüf-technik unterstützt werden muss. DieAufgabe besteht darin, geeignete Cha-rakterisierungsverfahren zur Schichtop-timierung zu finden. Sie müssen in derLage sein, eine zuverlässige Charakteri-sierung des mechanischen Verhaltensder dünnen und porösen Schichten zugewährleisten. Die hohe Porosität er-schwert die Anwendung traditionellerTestverfahren, die darüber hinaus auchSchichtdicken erfordern, die deutlicherüber denen liegen, die für die prakti-sche Anwendung bedeutsam sind.
bestimmt. Deshalb können zwei wich-tige Schichtparameter ermittelt wer-den, der Elastizitätsmodul und dieDichte der Schicht. Dazu wird die ex-perimentell ermittelte Dispersionskur-ve, die Abhängigkeit der Ausbreitungs-geschwindigkeit von der Frequenz,durch die berechnete Dispersionskurvemit optimal gewählten Schichtparame-tern (Dichte, Elastizitätsmodul) ange-passt. Der Elastizitätsmodul ist einefundamentale mechanische Werkstoff-kenngröße, welche das elastischeDeformationsverhalten des Schichtma-terials kennzeichnet. Die Dichte ist einMaß für die Porosität, die einen wichti-gen Gefügeparameter für die elektri-sche Funktion des low-k-Schichtmate-rials darstellt. Das Verfahren kann auchfür dünne Schichten im Submikrome-terbereich angewendet werden.
Lösungsweg
Die laserakustische PrüfmethodeLAwave® beruht auf akustischen Ober-flächenwellen. Die äußerst geringeDeformation, die von diesen mechani-schen Wellen im Schichtmaterial her-vorgerufen wird, beeinflusst die Poren-struktur nicht, so dass das Messergeb-nis von verfälschenden Einflüssen desMessgerätes frei ist. Die akustischeWellenausbreitung wird von den elasti-schen Eigenschaften und der Dichte
Ergebnisse
Durch systematische Untersuchungenwurde die geringste Schichtdicke her-ausgefunden, bei der noch beideSchichtparameter, Elastizitätsmodulund Dichte unabhängig voneinanderbestimmt werden können. Abb. 1zeigt die Messkurven für Schichten miteiner Dicke d im Bereich von 72 bis821 nm. Die untere Grenze für dieBestimmung beider Schichtkennwerteliegt bei d = 155 nm. Unterhalb diesesGrenzwertes kann nur noch die Dichteder Schicht bestimmt werden.
Die Ergebnisse sind zahlenmäßig inTabelle 1 wiedergegeben. Sie bringenzum Ausdruck, dass die Messungengut reproduzierbar sind und auch fürSchichten durchgeführt werden kön-nen, deren Dicke im technisch interes-santen Bereich und damit deutlichunter denen der bisherigen Testverfah-ren liegen. Die Prüfung kann mit demLAwave®-Gerät einfach und in weni-ger als einer Minute durchgeführt wer-den. Dies ist optimal für die Werkstoff-entwicklung und die technologischeKontrolle.
Ansprechpartner
Dr. Dieter SchneiderTel.: 0351 / 2583 451 [email protected]

Fraunhofer IWS Jahresbericht 2005
Forschungs- und Entwicklungsangebot: PVD-Dünnschichttechnologie
68
ProArc-die frei programmierbare Brennflecksteuerung für die Arc-Beschichtung
Ansprechpartner
Dr. Otmar ZimmerTel.: 0351 / 2583 257 [email protected]
Aufgabenstellung
Der Kathodenabtrag bei Vakuumbo-genverdampfern (Arc-Verdampfern)erfolgt im kathodischen Brennfleck.Dessen Bewegung ist ausschlaggebendfür die Kathodenausnutzung, dasSchichtdickenprofil und die Plasma-eigenschaften. Herkömmliche Arc-Verdampfer haben entweder keineMöglichkeit der Steuerung (randomarc) oder es werden Permanentmagne-te genutzt, was in der Regel zu einemstark inhomogenen Kathodenabtragund damit zu einer unzureichendenTargetausnutzung führt. Mit solchenVerdampfern ist eine gezielte Beein-flussung des Schichtdickenprofiles(möglichst homogene Schichtdicken-verteilung oder gezielter Gradient) nurmit erhöhtem Aufwand möglich. Esgalt, ein Brennfleck-Steuersystem zuentwickeln, das bei der Verwendungvon Großflächenkathoden die Effekti-vität und Qualität der Vakuumbogen-beschichtung signifikant verbessert.
Lösungsweg
Mit Hilfe eines computergesteuertenMagnetsystems wird die Bewegungdes Vakuumbogen-Brennflecks auf derKathodenoberfläche dynamisch ge-steuert. Das Magnetsystem bestehtaus einer Matrix aus Elektromagneten,mit der das Steuermagnetfeld für denBrennfleck der Arc-Entladung geformt
Ergebnisse
Das Brennfleck-Steuersystem ProArcermöglicht eine deutlich verbesserteKathodenausnutzung, und definierteinstellbare Schichtdickenprofile. Eswird eine verstärkte Plasmaanregungereicht, wodurch Schichteigenschaftenwie Härte und Verschleißfestigkeitpositiv beeinflusst werden können.Dies gelingt durch die exakte Führungdes Kathodenbrennfleckes auf derKathodenoberfläche. Die vollautomati-sche Computersteuerung ermöglichtdie Programmierung komplexer Pro-zessabläufe, wodurch die Brennfleck-bahn den aktuellen Prozessbedingun-gen optimal angepasst werden kann.
Die dynamische BrennflecksteuerungProArc ist prinzipiell zur Verwendungan beliebigen Vakuumbogen-Großflä-chenverdampfern geeignet. Sie kannan verschiedene Verdampfergeometri-en angepasst und für unterschiedlicheEinsatzfälle modifiziert werden. Abbil-dung 2 zeigt das Steuersystem ProArc,installiert an einer industriellen Vaku-umbogen-Beschichtungsanlage. Abbil-dung 1 zeigt die Schichtdickenvertei-lung, wie sie mit dem ProArc-Systemerreicht werden kann. Zum Vergleichist die Verteilung dargestellt, die miteinem herkömmlichen Verdampfergleicher Größe erreichbar ist. Abbil-dung 3 zeigt beispielhaft die Wirkungdes Steuersystems auf die Bewegungdes Brennfleckes. Das System eignetsich sowohl zur Ausrüstung neuerAnlagen als auch zum Nachrüstenbestehender Anlagen.
Abb. 2: Arc-Beschichtungsanlage mit Brenn-flecksteuersystem ProArc
Abb. 1: Schichtdickenhomogenität auf einemSubstrat von 420 mm Länge (Länge derKathode: 400 mm)
a) b) c) d) e) f)
wird. Die Spulenströme können sepa-rat eingestellt und zeitlich variiert wer-den. Durch diese Konstruktion sindgezielt sehr unterschiedliche Brenn-fleckbahnen einstellbar, die dynamischverändert werden können.
Abb. 3: Brennfleckbahnen bei verschiedenen Magnetfeldkonfigurationen:a) ungesteuert, b) Steuerung mit Dauermagnet, c) - f): dynamische Steuerung mit ProArc

Fraunhofer IWS entwickelten ta-C-Schichten (Diamor®) beschichtet undanschließend bei BMW in der Klein-serienproduktion getestet. Dabei wur-den mit Minimalmengenschmierung14 mm-Bohrungen in Bauteilen ausden hochfesten AluminiumlegierungenAlMgSi0,5 und AlMgSi1 durch spiral-förmiges Zirkularfräsen auf 17,17 mmvergrößert. Die eingestellte Drehzahlvon 22000 min-1 entspricht Umfangs-geschwindigkeiten von 830 m min-1,der Vorschub von 0,11 mm pro Zahneiner Vorschubgeschwindigkeit von2,5 m min-1.
Den positiven Einfluss der hohen Härteder ta-C-Schichten erkennt man ausdem Vergleich mit a-C:H-Schichten,die ein vergleichbar günstiges Ad-häsionsverhalten zeigen. Die Standzeitwurde durch die Diamor®-Beschich-
tung gegenüber den a-C:H beschich-teten Werkzeugen von 180 min auf360 min verdoppelt. Es traten keineAufbauschneiden auf. Gleichzeitigwurde die Formtreue deutlich verbes-sert: Anstelle der bei den a-C:H-Schichten auftretenden konischenBohrungen mit Abweichungen von150 µm wurden mit den ta-C-beschichten Werkzeugen zylindrischeBohrungen mit minimalen Abwei-chungen realisiert.
Dieser Praxistest zeigt das großePotenzial der Diamor®-Schichten fürdie Leistungssteigerung und Qualitäts-verbesserung bei der spanenden Bear-beitung von Aluminium-Legierungen.Gegenwärtig laufen Untersuchungenzur Qualifizierung dieser Schichtsys-teme für die Aluminium-Umformung.
Fraunhofer IWS Jahresbericht 2005
Forschungs- und Entwicklungsangebot: PVD-Dünnschichttechnologie
69
Abb. 2: Schneidkante eines Diamor®-beschichte-ten Einzahnfräsers nach dem Einsatzohne erkennbare Aufbauschneiden-bildung
Superharte Beschichtung für die Zerspanung von Aluminium-Legierungen
Aufgabenstellung
Die Gewichtsreduzierung zur Vermin-derung des Treibstoffverbrauchs stellteine der Hauptentwicklungsrichtungenim Fahrzeugbau dar. Für den dazuerforderlichen Leichtbau werden in zu-nehmendem Maße Aluminium-Legie-rungen eingesetzt. Bei der Zerspanungdieser Legierungen treten zwei Proble-me auf: Das niedrig schmelzendeAluminium neigt zur Adhäsion amWerkzeug, verbunden mit Material-übertrag und Langspanbildung. Die inder Legierung enthaltenen hartenintermetallischen Phasen und Alumi-niumoxidpartikel führen zu einem star-ken abrasiven Werkzeugverschleiß. Eswar eine Beschichtung zu entwickeln,die einerseits den Werkzeugverschleißmindert und andererseits die Adhäsionzu Aluminium reduziert.
Lösungsweg
Die adhäsiven und abrasiven Wechsel-wirkungen können durch geeigneteWerkzeugbeschichtungen stark ver-mindert werden. Besonders aussichts-reich sind Beschichtungen mit tetra-edrisch gebundenem amorphem Koh-lenstoff (ta-C). Derartige Schichtenkombinieren eine sehr hohe Härte von40 bis 50 GPa mit einer sehr geringenAdhäsionsneigung. Der industriellenAnwendung bisher entgegenstehendeProbleme wurden im Fraunhofer IWSdurch gezielte Schichtentwicklung(besonders zur Erhöhung der Haft-festigkeit) und durch die Entwicklungeiner industriell einsetzbaren Anlagen-technik (auf der Basis gepulster Vaku-umbogenverfahren) überwunden.
Ergebnisse
Für die Firma Kennametal / Rübig wurden Einzahn-Hartmetallfräser(Durchmesser 12 mm) mit den im
Ansprechpartner
Dr. Volker WeihnachtTel.: 0351 / 2583 247 [email protected]
Abb. 1: Einzahn-Hartmetallfräser für das Zirkularfräsen hochfester Aluminium-Legierungen


Redaktion: Die KernkompetenzenIhrer Abteilung umfassen die Herstel-lung röntgenoptischer Komponentensowohl für den klassischen Bereich derRöntgenstrahlung im Spektrum wieauch für den EUV-Bereich. WelcheFortschritte hat es hier im Jahr 2005gegeben?
Dr. Leson: Wir haben unser Spektrumdeutlich erweitert und sind jetzt in derLage, für alle interessierenden Wellen-längenbereiche qualitativ hochwertigeMultischichtsysteme mit exzellententechnischen Parametern anzubieten.Dies ist besonders für die Röntgen-fluoreszenzanalytik interessant. ImEUV-Bereich, wo wir seit geraumer Zeitdie weltbesten Werte hinsichtlich derReflektivität erzielen, haben wir unserfolgreich um die Optimierung weite-rer Parameter, wie beispielsweise dieReduzierung der Eigenspannungenbemüht. Zudem konnten wir unsereKompetenz bei der Erzeugung vonGradientenschichtsystemen deutlichausbauen.
Redaktion: Im laufenden Jahr 2005haben Sie mit Ihrer Abteilung neueLaborräume in dem IWS-Anbau bezo-gen. Welche zusätzlichen Möglichkei-ten haben Sie dadurch gewonnen?
Dr. Leson: In der Tat waren unsereexperimentellen Möglichkeiten in denvergangenen Jahren durch die räumli-che Enge in den zur Verfügung ste-henden Labors teilweise sehr einge-schränkt. Durch die neuen Laborräu-me, die durch den Anbau des IWSjetzt zur Verfügung stehen, könnenwir unsere Anlagen unter wesentlichbesseren äußeren Bedingungen nut-zen. Durch den Betrieb der Anlagenunter reinraumnahen Bedingungen
erwarten wir eine deutliche Verbesse-rung der Präzision und Reproduzier-barkeit bei der Herstellung unsererMultischichten. Darüber hinaus habenwir unsere Anlagentechnik um eineneu aufgebaute Ionenstrahlsputter-Anlage ergänzt. Dieses für uns neueBeschichtungsverfahren erweitertunsere bisherigen Möglichkeiten desMagnetronsputterns und der Puls-Laser-Deposition. Wir erhoffen uns ins-besondere bei der Herstellung vonMultischichtsystemen mit ultradünnen,nur ein bis zwei Nanometer dickenEinzelschichten, mit dieser Technikdeutliche Vorteile gegenüber unserenanderen Verfahren.
Redaktion: Neben der Präzisionsbe-schichtung für röntgenoptische Kom-ponenten befasst sich Ihre Abteilungauch mit anderen speziellen Beschich-tungen. Welche sind dies?
Dr. Leson: Wir nutzen das Verfahrender Puls-Laser-Deposition nicht nur fürdie Herstellung von röntgenoptischenMultischichten sondern beispielsweiseauch für die Innenbeschichtung vonBauteilen, die sich mit anderen PVD-Verfahren nur sehr schwierig oder garnicht realisieren lässt. Im vergangenenJahr haben wir insbesondere die Erzeu-gung von sehr harten Kohlenstoff-schichten auf Innenflächen vervoll-kommnet.
Entdecken heißt, sehen, was jeder gesehen hat, und dabei denken, was niemand gedacht hat.
Albert Szent-Györgyi
Forschungs- und Entwicklungsangebot:Röntgen- und EUV-Optik
Fraunhofer IWS Jahresbericht 2005 71

Fraunhofer IWS Jahresbericht 200572
Forschungs- und Entwicklungsangebot: Röntgen- und EUV-Optik
Beispiele aus den Arbeiten 2005
1. Reflexionsschichten für den extrem ultravioletten (EUV) Spektralbereich 74
2. Hochreflektierende Monochro-matoren für die Röntgen-fluoreszenzanalyse 75
3. Ionenstrahlsputtern für die Multischichtsynthese 76
4. Verbesserung der Haftfestigkeitsuperharter amorpher Kohlen-stoffschichten auf Innen-flächen 77
Dr. Andreas LesonAbteilungsleiter (Tel. 2583 317,[email protected])

Fraunhofer IWS Jahresbericht 2005 73
Forschungs- und Entwicklungsangebot: Röntgen- und EUV-Optik
Dr. Stefan Braun Gruppenleiter Beschichtung(Tel. 2583 432, [email protected])
Substratbestückung an einer UHV-Präzisionsbe-schichtungsanlage zur Herstellung von nm-Mul-tischichten
Multischichten für EUV- und rönt-genoptische Anwendungen
Einfach- und Multischichtsysteme, diemittels Puls-Laser- und Magnetron-Sputter-Deposition hergestellt werden,zeichnen sich aus durch:- höchste Schichtdickengenauigkeit,- geringste Grenzflächenrauhigkeiten,- hohe chemische Reinheit,- hohe laterale Homogenität und- sehr gute Dickenreproduzierbarkeit.Schichtsysteme unterschiedlicherMaterialkombinationen können aufebenen oder gekrümmten Substratenmit bis zu 150 mm Durchmesser mitund ohne Gradient der Periodendickeabgeschieden werden.
Das Hauptanwendungsgebiet solcherMultischichten ist der Einsatz als rönt-genoptisches Bauelement zur Strahl-formung und Monochromatisierung.Neben der Synthese von Einfach- undMultischichten nach Kundenwunschbieten wir unsere langjährigen Erfah-rungen auf dem Gebiet der Präpara-tion, Charakterisierung und Simulationröntgenoptischer Bauelemente an.
Metrologie und Applikation
Arbeitsschwerpunkte sind die Reflekto-metrie, die Diffraktometrie sowie dieWeiterentwicklung von Optiksystemenund Messverfahren.
Mit Standard-Röntgenanalysegerätenwerden unter Einsatz von Cu-Kα- bzw.Mo-Kα-Strahlung zerstörungsfreieMessungen zur Bestimmung vonSchichtdicken, Schichtrauheiten undDichten sowie zur qualitativen Phasen-analyse, vornehmlich an dünnen und /oder Multilagen-Schichten und / oderan Pulvern durchgeführt.
Zur Optimierung der Analyseverfahrenwurden spezielle strahlformende Opti-ken, wie Beamkollimator und Beam-kompressor entwickelt.
Zur Charakterisierung und Optimie-rung von Optiken für EUV-Anwendun-gen wurde ein Labor-Reflektometermit der Arbeitswellenlänge von 10 bis16 nm aufgebaut.
Gesamtansicht des EUV-Reflektometers

Forschungs- und Entwicklungsangebot: Röntgen- und EUV-Optik
74 Fraunhofer IWS Jahresbericht 2005
Reflexionsschichten für den extrem ultravioletten (EUV) Spektral-bereich
Aufgabenstellung
Entsprechend der Roadmap der inter-nationalen Halbleiterbranche wird inwenigen Jahren der Einsatz von extremultraviolettem Licht (EUV) mit einerPhotonenwellenlänge von 13,5 nmnotwendig, um Schaltkreisstrukturenmit Abmessungen deutlich unterhalbvon 50 nm auf Siliziumwafern abbil-den zu können. Dies erfordert den Ein-satz reflektierender Röntgenoptiken,die durch die Abscheidung von hoch-präzisen Nanometer-Multischichtenerzeugt werden. In den vergangenenJahren wurden im IWS erfolgreichhochreflektierende Mo/Si-Multischich-ten entwickelt.
Für ein zuverlässiges Multischicht-System mit hohem Durchsatz, hoherPräzision und langer Lebensdauer sindfolgende Kriterien entscheidend:- hohe Reflexion der einzelnen Spiegel,- präzise Schichtdickengradienten,- geringe Eigenspannung der Schich-
ten. Besonderes Augenmerk galt im IWSder Spannungenskompensation dereinzelnen Schichten, da Eigenspannun-gen zu Deformationen bei Lithogra-phieoptiken sowie Mikrospiegelnführen können.
Lösungsweg
Die Herstellung von EUV-Spiegeln mithohen Reflexionsgraden erfordert Be-schichtungsbedingungen, die eine Er-zeugung von Multischichten mit glat-ten Oberflächen ermöglichen. Als Ver-fahren kommt hier die Magnetron-Sputter-Deposition (MSD) zum Einsatz,wobei mit geringstmöglichen Sputter-gasdrücken gearbeitet wird. Durch dasEinbringen von Barriereschichten kön-nen eine Verringerung von Diffusionsowie chemischen Reaktionen zwi-schen einzelnen Teilschichten erreichtwerden. Unter diesen Bedingungenkann im IWS ein Reflexionsgrad von70 % erreicht werden.
Ergebnisse
Durch die Verknüpfung der drei Vari-anten zur Verringerung der Eigenspan-nungen erhält man Multischichten, diedicker sind als reine optische Schich-ten, aber dennoch die gleiche Reflekti-vität aufweisen. Durch die deutlich ver-ringerte Gesamtspannung könnenDeformationen der Spiegel vermiedenwerden.Dies bedeutet einen deutlichenFortschritt bei der Beschichtung vonLithographie-Optiken (Abb. 2) und beider Mikrospiegel-Beschichtung.
Ansprechpartner
Dr. Stefan BraunTel.: 0351 / 2583 432 [email protected]
Abb. 1: Möglichkeiten zur Reduzierung undKompensation von inneren Spannungenin nm-Multischichten
Abb. 2: Modell eines EUV-Wafer-Steppers, beidem ultrapräzise Nanometerschicht-systeme zur Reflexion der Strahlungzum Einsatz kommen
Zur Erzeugung präziser Schichtdicken-gradienten kommen zwei Methodenzum Einsatz. Zum einen kann die Be-schichtungszeit in Abhängigkeit vonder Spiegelposition variiert werden,zum anderen ermöglicht der Einsatzvon Transmissionsmasken mit lateralunterschiedlicher Durchlässigkeit dieAbscheidung definierter zweidimensio-naler Schichtdickengradienten.
Neben einem möglichst hohen Refle-xionsgrad und präzisen Schichtdicken-gradienten muss weiterhin gesichertsein, dass die hochpräzise Oberflä-chenkontur des Spiegelsubstrates auchnach der Beschichtung erhalten bleibt.Aus diesem Grunde müssen die inne-ren Spannungen der Reflexionsschich-ten minimiert werden, ohne dass eineVerringerung des Reflexionsgradeserfolgt.
Die in Nanometer-Multischichten imAllgemeinen auftretenden innerenSpannungen können durch folgendeMaßnahmen kompensiert oder redu-ziert werden (Abb. 1):1. Designänderung durch den Einbau
von weiteren Schichten zur Span-nungsrelaxation,
2. Einbringung von Schichten oderSchichtstapeln mit entgegengesetz-tem Spannungszustand zur Span-nungskompensation,
3. Temperaturbehandlung der Schich-ten zur Spannungsrelaxation.

Fraunhofer IWS Jahresbericht 2005 75
Forschungs- und Entwicklungsangebot: Röntgen- und EUV-Optik
Abb. 3: Einsatz von im IWS hergestellten Multi-schicht-Monochromatoren in einemRFA-Gerät
Aufgabenstellung
Die Röntgenfluoreszenzanalyse (RFA)ist schon seit vielen Jahren als ein leis-tungsfähiges zerstörungsfreies Verfah-ren sowohl zur qualitativen als auchzur quantitativen Elementanalyse eta-bliert, das unter anderem in der Pro-duktion (z. B. Zement- und pharma-zeutische Industrie), der Qualitätssiche-rung (z. B. Nachweis von Schwefel inKraftstoffen) und der Umwelttechnik(z. B. Überwachung von Abwässernund Reinigungsflüssigkeiten) zum Ein-satz kommt.
Alle Anwendungen erfordern die steti-ge Weiterentwicklung der RFA-Geräte,um Nachweisgrenzen zu verringernoder Messzeiten zu verkürzen. For-schungsschwerpunkte des IWS sind dieVerbesserung der zur Monochromati-sierung eingesetzten Multischichtenhinsichtlich Reflexions- und Auflö-sungsvermögen sowie die Unterdrü-ckung von Strahlungsreflexionen höhe-rer Ordnungen.
Eine weitere Herausforderung stellt dieHerstellung von hochauflösenden Mul-tischicht-Monochromatoren dar. Dafürmüssen bis zu 1200 Einzelschichtenmit Dicken im Bereich zwischen 0,5und 1,0 nm präzise übereinandergestapelt werden. Aufgrund der gerin-gen Einzelschichtdicken können keineBarriereschichten zur Reduzierung derGrenzflächendiffusion eingebrachtwerden. Dies beschränkt die Material-auswahl auf wenige Materialien. Darü-ber hinaus muss der Beschichtungspro-zess stabilisiert werden, um jeglicheSchwankungen der Beschichtungsratezu vermeiden. Durch Reflexionsmes-sungen am SynchrotronstrahlungsringBESSY an W/B4C-Multischichten mit50, 300 und 600 Perioden und Peri-odendicken von dP = 1,24 nm konntenachgewiesen werden, dass dieErhöhung der Periodenanzahl nicht zueinem Rauheitsanstieg an den Grenz-flächen der Einzelschichtdicken führt.
Lösungsweg
Ein besonderer Vorteil von Multi-schicht-Monochromatoren ist die Tat-sache, dass Reflexionen höherer Ord-nungen gezielt unterdrückt werdenkönnen. So ist z. B. der gleichzeitigeNachweis von Sauerstoff und Natriummit Standard-Monochromatoren nichteindeutig möglich, da im Spektrumeine Überlagerung der Sauerstofflinieerster Ordnung mit der Natriumliniezweiter Ordnung vorliegt. Durch denEinsatz von Multischichten könnenhöhere Reflexionsordnungen gezieltunterdrückt werden, indem das Ver-hältnis der Einzelschichtdicken inner-halb einer Periode verändert wird.Durch eine angepasste Wahl derSchichtmaterialien kann auch für diesespeziellen Multischichten das Refle-xions- und Auflösungsvermögen opti-miert werden.
Ergebnisse
Im IWS können durch Auswahl geeig-neter Materialien und Schichtdickengezielt Multischicht-Monochromatorenfür verschiedene Kundenanforderun-gen entwickelt und hergestellt wer-den. Neben der Verbesserung derReflexion von Standard-Monochroma-toren für die RFA (IWS-ML-S) sind Mul-tischichten zur Unterdrückung höhererReflexionsordnungen (IWS-ML-SOS)entwickelt worden, die eine um nahe-zu zwei Größenordnungen bessereUnterdrückung der zweiten Reflexions-ordnung erlauben, ohne dass signifi-kante Reflexions- und Auflösungsver-luste zu verzeichnen sind.
Für Anwendungen mit hohen Anfor-derungen hinsichtlich des Auflösungs-vermögens stehen die Monochroma-tortypen IWS-ML-HR und IWS-ML-UHRzur Verfügung, die eine 3- bis 4facheVerbesserung gegenüber den Stan-dardsystemen bieten.
Hochreflektierende Monochromatoren für die Röntgen-fluoreszenzanalyse
Abb. 2: Auflösungsvermögen unterschiedlicherMultischicht-Monochromatortypen
Ansprechpartner
Dr. Stefan BraunTel.: 0351 / 2583 [email protected]
Abb. 1: Reflexionsgrad unterschiedlicher Multi-schicht-Monochromatortypen

Fraunhofer IWS Jahresbericht 200576
Aufgabenstellung
Hochreflektierende Multischichten fürOptiken im Röntgen- und EUV-Bereicherfordern sowohl glatte als auch mög-lichst scharfe Übergänge der optischenParameter an den Grenzflächen zwi-schen den Einzelschichten. Daher müs-sen zur Schichtherstellung Verfahreneingesetzt werden, welche die Sub-stratrauheiten im Verlauf des Schicht-wachstums nicht oder nur geringerhöhen. Dabei spielen insbesonderebei Multischichten mit Periodendickenim Nanometerbereich oder darunterdie Wachstumsbedingungen (z. B.Inselwachstum, Kristallisation etc.) dieentscheidende Rolle.
Bei dielektrischen Multischichten fürAnwendungen vom UV- bis zum IR-Bereich sind die wesentlichen Anforde-rungen neben der Dickenhomogenitätüber große Flächen vor allem die mög-lichst geringe Absorption der Schicht-materialien und der hohe Kontrast derBrechungsindizes.
strahlerzeugung, Sputterprozess undBeschichtungszone, die Herstellungqualitativ hochwertiger Multischichtenfür Anwendungen im Röntgen- undEUV-Bereich, aber auch für Systememit UV-, VIS- und IR-Strahlung. Esstellt damit eine hervorragende Ergän-zung der seit mehreren Jahren am IWSgenutzten Verfahren der Puls-Laser-Deposition und des Magnetronsput-terns dar.
Die Beschichtungsanlage ist mit zweilinearen ECR-Ionenstrahlquellen (100 x 400 mm2) ausgestattet, vondenen eine den primären Sputtervor-gang realisiert, die zweite auf das zubeschichtende Substrat gerichtet istund damit einen zusätzlichen Ionen-strom vor oder während der Beschich-tung bereitstellt. Dieser kann zur Glät-tung, Aktivierung oder auch Ätzungdes Substrates und der Schicht einge-setzt werden (Abb. 1 u. 2). Weiterhinist die Anlage mit einem Blenden- undSubstratbewegungssystem ausgerüs-tet, welches die Dickenhomogenisie-rung mit Abweichungen kleiner 0,1 %über die gesamte Beschichtungsflächeerlaubt (bis zu 200 mm Durchmesseroder 100 x 500 mm2).
Ansprechpartner
Dipl.-Phys. Peter GawlitzaTel.: 0351 / 2583 [email protected]
Ionenstrahlsputtern für die Multischichtsynthese
Forschungs- und Entwicklungsangebot: Röntgen- und EUV-Optik
Lösungsweg
Das neu am IWS etablierte Verfahrendes Ionenstrahlsputterns erlaubt auf-grund seiner besonderen Eigenschaf-ten, wie z.B. hoher Teilchenenergienund räumlicher Trennung von Ionen-
Ergebnisse
Bereits nach einer relativ kurzen Ein-fahrphase von wenigen Wochen konn-ten Multischichtsysteme hoher Regel-mäßigkeit und Dickenhomogenitäthergestellt werden. Die in Abb. 3 dar-gestellte Beschichtung des SystemsMo-Si weist eine Dickenabweichungvon <0,1% über einen Substratdurch-messer von ca. 160 mm auf, wobeinoch keine Blenden zur Formung desBeschichtungsstromes eingesetzt wur-den, die weitere Homogenitätssteige-rungen erwarten lassen. Weiterhinkonnten bis in den UV-Bereich absorp-tionsfreie dielektrische Multischichtender Materialien SiO2, Al2O3 und TiO2
mit Brechungsindizes n = 1,51; 1,67und 2,39 (@ 600 nm) erzeugt werden.
Abb. 2: Neue Ionenstrahl-Sputteranlage am IWS
Abb. 3: Röntgenreflektogramm (oben, @ CuKα)und Dickenverteilung (unten) einer mit-tels Ionenstrahlsputtern am IWS herge-stellten Mo/Si-Multischicht
Abb. 1: Prinzipskizze der geometrischen Anord-nung von Ionenstrahlquellen, Targetsund Substrat in der Ionenstrahl-Sputter-anlage

Fraunhofer IWS Jahresbericht 2005 77
Forschungs- und Entwicklungsangebot: Röntgen- und EUV-Optik
Abb. 3: Zeitlicher Verlauf der Eigenspannungeiner DLC-Schicht während der Laser-pulsbestrahlung
Aufgabenstellung
Beschichtungen aus diamantartigemKohlenstoff (Diamond Like Carbon -DLC) werden bereits erfolgreich zumVerschleiß- und Korrosionsschutz aufWerkzeugen eingesetzt. Durch denEinsatz von DLC-Schichten kann derSchmiermitteleinsatz auf ein Minimumreduziert oder sogar völlig vermiedenwerden, wodurch Standzeiten um einVielfaches gesteigert werden können.
Ein zentrales Problem bei der Beschich-tung mit DLC ist die Haftfestigkeit derSchichten auf der Bauteiloberfläche.DLC-Schichten weisen im Allgemeinenhohe Druckeigenspannungen auf. Die-se Eigenspannungen führen oft mitsteigender Schichtdicke zur Delamina-tion und damit zum Versagen derSchicht. Ziel der Untersuchungen wares, die Haftfestigkeit dieser Schichtenauf Innenkonturen zu erhöhen unddamit die maximal mögliche Beschich-tungsdicke zu steigern.
Lösungsweg
Um die DLC-Haftfestigkeit zu steigern,wurde der Einfluss von haftvermitteln-den Schichten zwischen Bauteil undDLC-Schicht untersucht, wobei dieHaftvermittlermaterialien Ti, TiC, Crund eine CrNi-Legierung zum Einsatzkamen. Diese Zwischenschichten wur-den wie die erzeugten DLC-Schichtenper Laserpulsabscheidung mittels güte-geschaltetem Nd:YAG-Laser bei einerLaserwellenlänge von 1064 nm er-zeugt.
Ein weiterer Lösungsansatz zur Haft-festigkeitssteigerung bestand in derMinderung der Schichteigenspannun-gen, welche durch Laserpulsbestrah-lung bei 355 nm Laserwellenlängeerfolgte.
Ergebnisse
Mit der am Fraunhofer IWSentwickelten Tech-nologie der Innen-beschichtung mittels Laserpulsab-scheidung (Abb. 1) gelingt es, Bauteilemit geringen Innendurchmessern(unter 7 mm) und großen Aspekt-verhältnissen homogen mit DLC zubeschichten.
Die Untersuchungen an DLC-Schichtenmit E-Moduln über 450 GPa zeigen,dass die Schichthaftung durch den Ein-satz geeigneter Haftvermittler erheb-lich gesteigert werden kann. Im Ver-gleich zu Proben ohne Haftvermittlerkann die DLC-Schichtdicke durch dasEinbringen von CrNi-Haftvermittler-schichten mehr als verzehnfacht wer-den (Abb. 2).
Durch das Bestrahlen der erzeugtenDLC-Schichten mit ns-Pulsen könnendie Schichteigenspannungen (unbe-strahlt: Druckspannung ca. 2 GPa) um80% reduziert werden, wobei Schicht-eigenschaften wie z. B. Härte weitest-gehend erhalten bleiben (Abb. 3). Ver-gleiche zu Schichteigenspannungenherkömmlicher, durch Excimerlaser-PLD oder Arc-Beschichtung erzeugter DLC-Schichten auf Außenkonturen(Druckspannung über 7 GPa) zeigen,dass die relaxierten Schichten (Druck-spannung unter 0,4 GPa) extrem span-nungsarm sind.
Verbesserung der Haftfestigkeit superharter amorpher Kohlenstoff-schichten auf Innenflächen
Abb. 2: Maximal erreichte DLC-Schichtdicken inAbhängigkeit vom Haftvermittler
Ansprechpartner
Dipl.-Ing. Sebastian LipfertTel.: 0351 / 2583 [email protected]
Abb. 1: Schematische Darstellung der Innenbeschichtung mittels Laserpuls-abscheidung
Die Schichthaftung wurde mittelsRockwell-Eindrucktest an Proben ausCrNi-Stahl X5CrNi1810 untersucht.Weitere Schichteigenschaften wieSchichtdicke, -dichte und E-Modulwurden per Tastschnitt, Röntgen-reflektometrie und Oberflächen-wellenspektroskopie ermittelt.


Fraunhofer IWS Jahresbericht 2005 79
Angebot: Marketing
Dr. Carsten KrautzAbteilungsleiter (Tel. 2583 332,[email protected])
Beispiele aus den Arbeiten 2005
1. Optimierung der Oberflächen-reinigung und -beschichtungdurch virtuelle Anlagen-simulationen 80
2. Generische Realisierung von Laserbearbeitungstechnologien in immersiven Installationen der virtuellen Realität 81
Dr. Ralf JäckelGruppenleiter Kommunikation(Tel. 2583 444, [email protected])
Externe und interne Kommunikation
Die Aufgaben der Gruppe Kommuni-kation innerhalb der Abteilung Marke-ting umfassen insbesondere folgendeBereiche der externen und internenKommunikation: - Bearbeitung von Kundenanfragen,- Messe- und Veranstaltungsorgani-
sation, auch für Partner des IWS,- Erstellung und Aktualisierung von
Printmedien,- Erstellung und Aktualisierung von
elektronischen Medien, auch fürunsere Kunden,
- produktspezifisches Marketing,- Patentrecherchen, die auch den Ver-
tragspartnern des IWS angebotenwerden.
Ferner unterstützen die Marketingmit-arbeiter die Fachabteilungen bei Ent-scheidungen in Fragen des strategi-schen Marketings sowie der nationalenund internationalen Forschungsförde-rung. Im vergangenen Jahr wurdeninsbesondere die Aktivitäten imBereich des produktspezifischen Mar-ketings und des Patentmanagementsverstärkt.
Kompetenz-Zentrum Multimedia
Die Vermittlung der Forschungs- undEntwicklungsergebnisse des IWS erfor-dert wegen des komplexen Charaktersder technologischen, werkstoffwissen-schaftlichen und physikalischen Zusam-menhänge häufig den Einsatz allerMöglichkeiten der modernen Kommu-nikationstechnik. Durch Kombinationvon Text, Bild, Video und Audio kön-nen auch unsichtbare oder sehr schnellablaufende Vorgänge veranschaulichtwerden. Von besonderer Bedeutungist das bei sicherheitsrelevanten Pro-zessen.
Folgende Dienstleistungen werden vonder Gruppe angeboten:- Herstellung von Akquisitionsmaterial
zu Technologien und Produkten,- Gestaltung von Präsentationen,- Photo- und Videoaufnahmen mit
modernster digitaler Technik, - Aufzeichnung wissenschaftlicher
Veranstaltungen und Wiedergabe alsLive-Präsentation oder interaktivbedienbare CD-ROM,
- Umsetzung physikalisch-technischerAbläufe in 3D-Simulationen,
- Entwicklungsarbeiten zur Bereitstel-lung moderner Werkzeuge der »vir-tual reality« und »augmented reali-ty« für die technologische Forschung,
- Aufbau eines Systems von Weiterbil-dungsveranstaltungen zur Laser- undOberflächentechnologie.
Dr. Siegfried Völlmar Gruppenleiter Medientechnik(Tel. 2583 434,[email protected])
Angebot: Marketing
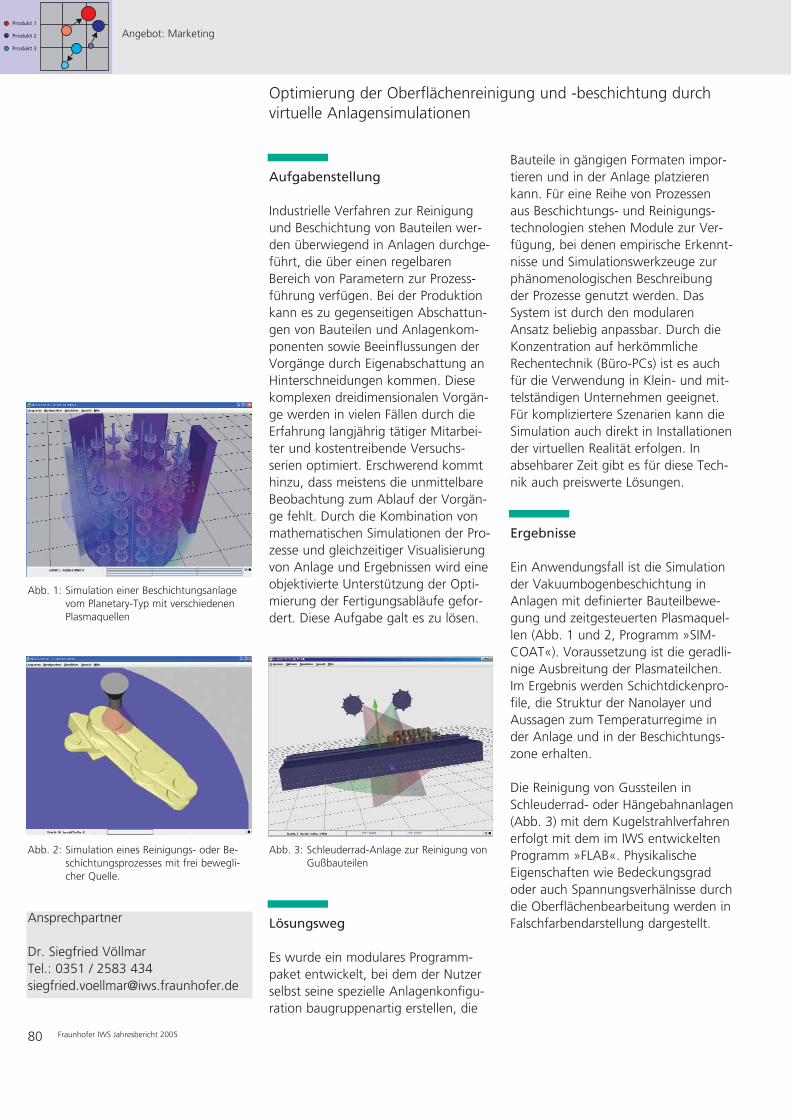
Fraunhofer IWS Jahresbericht 200580
Angebot: Marketing
Optimierung der Oberflächenreinigung und -beschichtung durchvirtuelle Anlagensimulationen
Aufgabenstellung
Industrielle Verfahren zur Reinigungund Beschichtung von Bauteilen wer-den überwiegend in Anlagen durchge-führt, die über einen regelbarenBereich von Parametern zur Prozess-führung verfügen. Bei der Produktionkann es zu gegenseitigen Abschattun-gen von Bauteilen und Anlagenkom-ponenten sowie Beeinflussungen derVorgänge durch Eigenabschattung anHinterschneidungen kommen. Diesekomplexen dreidimensionalen Vorgän-ge werden in vielen Fällen durch dieErfahrung langjährig tätiger Mitarbei-ter und kostentreibende Versuchs-serien optimiert. Erschwerend kommthinzu, dass meistens die unmittelbareBeobachtung zum Ablauf der Vorgän-ge fehlt. Durch die Kombination vonmathematischen Simulationen der Pro-zesse und gleichzeitiger Visualisierungvon Anlage und Ergebnissen wird eineobjektivierte Unterstützung der Opti-mierung der Fertigungsabläufe gefor-dert. Diese Aufgabe galt es zu lösen.
Lösungsweg
Es wurde ein modulares Programm-paket entwickelt, bei dem der Nutzerselbst seine spezielle Anlagenkonfigu-ration baugruppenartig erstellen, die
Ergebnisse
Ein Anwendungsfall ist die Simulationder Vakuumbogenbeschichtung inAnlagen mit definierter Bauteilbewe-gung und zeitgesteuerten Plasmaquel-len (Abb. 1 und 2, Programm »SIM-COAT«). Voraussetzung ist die geradli-nige Ausbreitung der Plasmateilchen.Im Ergebnis werden Schichtdickenpro-file, die Struktur der Nanolayer undAussagen zum Temperaturregime inder Anlage und in der Beschichtungs-zone erhalten.
Die Reinigung von Gussteilen inSchleuderrad- oder Hängebahnanlagen(Abb. 3) mit dem Kugelstrahlverfahrenerfolgt mit dem im IWS entwickeltenProgramm »FLAB«. PhysikalischeEigenschaften wie Bedeckungsgradoder auch Spannungsverhälnisse durchdie Oberflächenbearbeitung werden inFalschfarbendarstellung dargestellt.Ansprechpartner
Dr. Siegfried VöllmarTel.: 0351 / 2583 434 [email protected]
Abb. 2: Simulation eines Reinigungs- oder Be-schichtungsprozesses mit frei bewegli-cher Quelle.
Abb. 3: Schleuderrad-Anlage zur Reinigung vonGußbauteilen
Abb. 1: Simulation einer Beschichtungsanlagevom Planetary-Typ mit verschiedenenPlasmaquellen
Bauteile in gängigen Formaten impor-tieren und in der Anlage platzierenkann. Für eine Reihe von Prozessenaus Beschichtungs- und Reinigungs-technologien stehen Module zur Ver-fügung, bei denen empirische Erkennt-nisse und Simulationswerkzeuge zurphänomenologischen Beschreibungder Prozesse genutzt werden. DasSystem ist durch den modularenAnsatz beliebig anpassbar. Durch dieKonzentration auf herkömmlicheRechentechnik (Büro-PCs) ist es auchfür die Verwendung in Klein- und mit-telständigen Unternehmen geeignet.Für kompliziertere Szenarien kann dieSimulation auch direkt in Installationender virtuellen Realität erfolgen. Inabsehbarer Zeit gibt es für diese Tech-nik auch preiswerte Lösungen.

Fraunhofer IWS Jahresbericht 2005 81
Angebot: Marketing
Abb. 3: VR-Installation zur Visualisierung vonAnlagen und Prozessen
Aufgabenstellung
Bei der Umsetzung von Laserbearbei-tungstechnologien ist man mit denkomplexen dreidimensionalen Szena-rien aus Anlagenverhalten, Bauteilspe-zifik und der Einhaltung der aus demWerkstoffverhalten abgeleiteten Pro-zessführung bei extremen Genauig-keitsforderungen konfrontiert. In derPraxis kommt es auf die schnelle Um-setzung aller Forderungen an, diedurch eine genaue Visualisierungwesentlich gestützt werden kann. DieAufgabe besteht in der Bereitstellungeiner Entwicklungsumgebung, in wel-cher die werkstoffseitig vorgegebeneProzessführung und die einzusetzendeAnlagentechnik bereits vor der Reali-sierung simuliert und visualisiert wird.
nen sowohl herkömmliche VRML-Animationen als auch eigene frei pro-grammierbare Simulationen ablaufen.
Das Programmpaket besteht in Werk-zeugen zum freien Aufbau von Anla-gen beispielsweise aus Konstruktions-unterlagen, aus durch räumlichesScannen erfassten Bauteilen odermodellierten Baugruppen. Mit demsimulierten Aufbau gehen die Festle-gungen zu den Bewegungsmöglichkei-ten der Baugruppen (Rotationen,Translationen, Endschalter) einher undes wird die Kollisionskontrolle für alleBaugruppen bei der Simulation derBearbeitungsabläufe vorbereitet. Alszusätzliches Merkmal ist die Modellie-rung der Strahlführung möglich. DieBewegung der optischen Elemente istan die Dynamik der Bearbeitungsanla-ge gekoppelt.
Durch das Simulationswerkzeug kön-nen Arbeitsräume, Zugänglichkeiten,Kollisionsverhalten, Handhabung vonZusatzkomponenten, Strahlformungund Einhaltung der technologischenVorgaben wie Strahlführung am Bau-teil erprobt werden, bevor der Aufbauder Anlage oder der Fertigungstestbeginnt.
Lösungsweg
Die Lösung besteht in der Vereinigungeines Visualisierungssystems und einesProgrammpakets zur Simulation mögli-cher Anlagenkonzeptionen.
Die Visualisierung ist sowohl für einenDesktop als auch für VR-Installationenverwendbar und ermöglicht die Inter-aktion mit den virtuellen Anlagen. ImIWS steht dafür eine VR-Anlage zurVerfügung (Abb. 3). Die dreiseitigeCAVE ist mit optischem Tracking zurInteraktion mit dem 3D-Modell, einemAudio-System zur Sprachsteuerungund Einrichtungen für Videokonferen-zen ausgestattet. In der Anlage kön-
Ergebnisse
Als Beispiel ist in Abb. 1 das Abbildeiner kombinierten Laserstrahl-Här-teanlage und Laserstrahl-Auftrag-schweißanlage dargestellt. Die Steue-rung der Dynamik kann durch Kopp-lung mit dem BahnplanungssystemDCAM5 und einem virtuellen Control-ler für den Roboter erfolgen.
Als Muster für ein Strahlformungs-system wird in Abbildung 2 dieStrahlcharakteristik an der Bauteilober-fläche nach den notwendigen techno-logischen Umlenkungs- und Fokussie-rungsschritten dargestellt.
Generische Realisierung von Laserbearbeitungstechnologien inimmersiven Installationen der virtuellen Realität
Abb. 1: Visualisierung einer kombinierten Anla-ge zum Härten und Auftragschweißenmit Diodenlaser
Ansprechpartner
Dr. Siegfried VöllmarTel.: 0351 / 2583 [email protected]
Abb. 2: Dynamisches Strahlführungssystem mitberechnetem Intensitätsverlauf an derBauteiloberfläche

Forschungs- und Entwicklungsangebot: Simulation und Grundlagen
82 Fraunhofer IWS Jahresbericht 2005
Beispiele aus den Arbeiten 2005
1. Ausbildung thermoelektrischer Ströme in Schmelzbädern 83
2. Berechnung von Eigenspannun-gen beim Laser-Pulver-Auftrag- schweißen 84
Forschungs- und Entwicklungsangebot:Simulation und Grundlagen
Prozess-Simulation und Software-entwicklung für die Lasermaterial-bearbeitung
»Probieren geht über Studieren«, sagtder Volksmund, doch bei modernenHochtechnologien kann Probieren sehrteuer werden. Ein möglichst tiefgehen-des Verständnis der in der Prozesszoneablaufenden Vorgänge erleichtert nichtnur die Weiterentwicklung und Opti-mierung von Verfahren der Lasermate-rialbearbeitung und Beschichtung,sondern spart auch Kosten in der Pro-duktionsvorbereitung. Daher gehört im
Dr. Achim Mahrle Gruppe Simulation / Grundlagen (Tel. 2583 407,[email protected])
IWS zur Verfahrensentwicklung und -weiterentwicklung in zunehmendemMaße auch die Prozessmodellierungbis hin zur Entwicklung produktions-tauglicher Software (z. B. Laserhärten,Laser-Pulver-Auftragschweißen).
Modellgestützte Abschätzungenerleichtern oft die Prognose, ob undmit welchen Mitteln konkrete Kunden-wünsche erfüllt werden können(Machbarkeitsstudien) und unterstüt-zen die Ermittlung von geeigneten Pro-zessfenstern. Analytische Approxima-tionen und Modellexperimentegehören ebenfalls zum methodischenRepertoire des IWS. Sie dienen dazu,grundlegende physikalische Prozessebei der Lasermaterialbearbeitung zuvisualisieren und einer detailliertenAnalyse zugänglich zu machen; z. B.die Schmelzbadkonvektion und ihreBeeinflussung durch elektromagneti-sche Felder. Mittels dieser Methodenund in Verknüpfung mit experimentel-len Ergebnissen können auch wichtige,aber bisher unbekannte Material-parameter für Bearbeitungsverfahrenbestimmt werden, z. B. Absorptions-grade technischer Oberflächen.
Dr. Adrian Lange Gruppe Simulation / Grundlagen (Tel. 2583 328,[email protected])
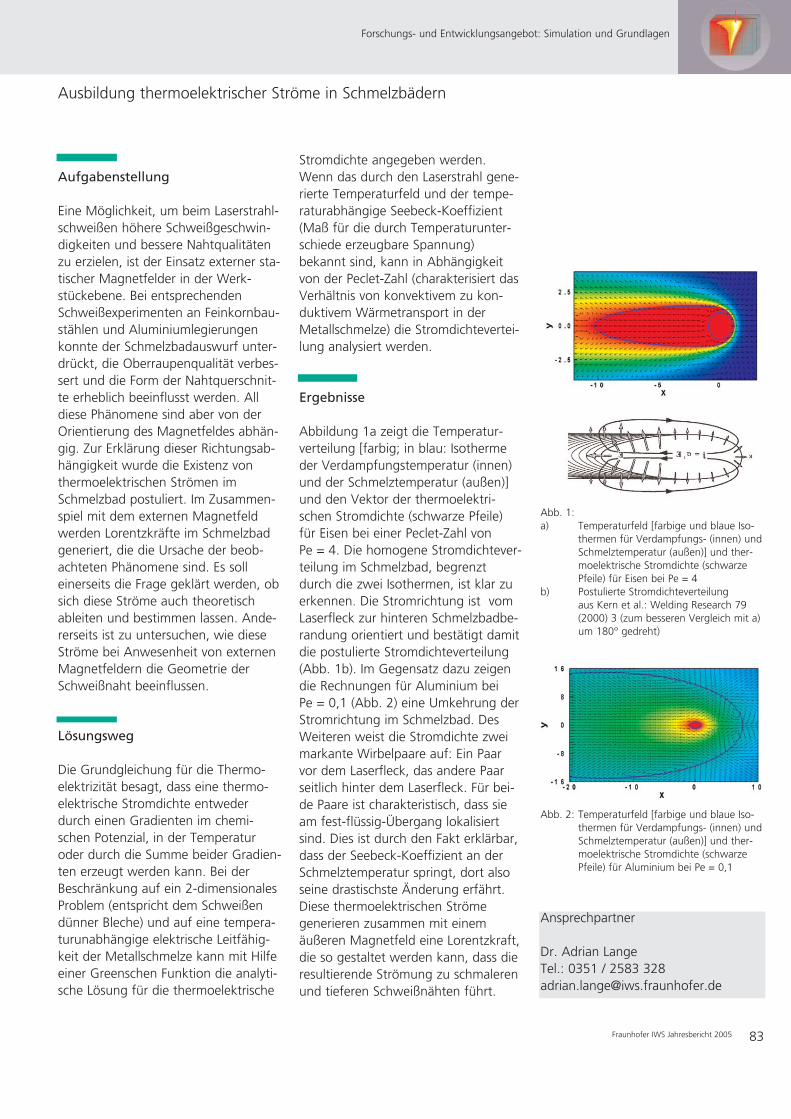
Fraunhofer IWS Jahresbericht 2005 83
Forschungs- und Entwicklungsangebot: Simulation und Grundlagen
Abb. 2: Temperaturfeld [farbige und blaue Iso-thermen für Verdampfungs- (innen) undSchmelztemperatur (außen)] und ther-moelektrische Stromdichte (schwarzePfeile) für Aluminium bei Pe = 0,1
Aufgabenstellung
Eine Möglichkeit, um beim Laserstrahl-schweißen höhere Schweißgeschwin-digkeiten und bessere Nahtqualitätenzu erzielen, ist der Einsatz externer sta-tischer Magnetfelder in der Werk-stückebene. Bei entsprechendenSchweißexperimenten an Feinkornbau-stählen und Aluminiumlegierungenkonnte der Schmelzbadauswurf unter-drückt, die Oberraupenqualität verbes-sert und die Form der Nahtquerschnit-te erheblich beeinflusst werden. Alldiese Phänomene sind aber von derOrientierung des Magnetfeldes abhän-gig. Zur Erklärung dieser Richtungsab-hängigkeit wurde die Existenz vonthermoelektrischen Strömen imSchmelzbad postuliert. Im Zusammen-spiel mit dem externen Magnetfeldwerden Lorentzkräfte im Schmelzbadgeneriert, die die Ursache der beob-achteten Phänomene sind. Es solleinerseits die Frage geklärt werden, obsich diese Ströme auch theoretischableiten und bestimmen lassen. Ande-rerseits ist zu untersuchen, wie dieseStröme bei Anwesenheit von externenMagnetfeldern die Geometrie derSchweißnaht beeinflussen.
Stromdichte angegeben werden.Wenn das durch den Laserstrahl gene-rierte Temperaturfeld und der tempe-raturabhängige Seebeck-Koeffizient(Maß für die durch Temperaturunter-schiede erzeugbare Spannung)bekannt sind, kann in Abhängigkeitvon der Peclet-Zahl (charakterisiert dasVerhältnis von konvektivem zu kon-duktivem Wärmetransport in derMetallschmelze) die Stromdichtevertei-lung analysiert werden.
Lösungsweg
Die Grundgleichung für die Thermo-elektrizität besagt, dass eine thermo-elektrische Stromdichte entwederdurch einen Gradienten im chemi-schen Potenzial, in der Temperaturoder durch die Summe beider Gradien-ten erzeugt werden kann. Bei derBeschränkung auf ein 2-dimensionalesProblem (entspricht dem Schweißendünner Bleche) und auf eine tempera-turunabhängige elektrische Leitfähig-keit der Metallschmelze kann mit Hilfeeiner Greenschen Funktion die analyti-sche Lösung für die thermoelektrische
Ergebnisse
Abbildung 1a zeigt die Temperatur-verteilung [farbig; in blau: Isothermeder Verdampfungstemperatur (innen)und der Schmelztemperatur (außen)]und den Vektor der thermoelektri-schen Stromdichte (schwarze Pfeile)für Eisen bei einer Peclet-Zahl von Pe = 4. Die homogene Stromdichtever-teilung im Schmelzbad, begrenztdurch die zwei Isothermen, ist klar zuerkennen. Die Stromrichtung ist vomLaserfleck zur hinteren Schmelzbadbe-randung orientiert und bestätigt damitdie postulierte Stromdichteverteilung(Abb. 1b). Im Gegensatz dazu zeigendie Rechnungen für Aluminium bei Pe = 0,1 (Abb. 2) eine Umkehrung derStromrichtung im Schmelzbad. DesWeiteren weist die Stromdichte zweimarkante Wirbelpaare auf: Ein Paarvor dem Laserfleck, das andere Paarseitlich hinter dem Laserfleck. Für bei-de Paare ist charakteristisch, dass sieam fest-flüssig-Übergang lokalisiertsind. Dies ist durch den Fakt erklärbar,dass der Seebeck-Koeffizient an derSchmelztemperatur springt, dort alsoseine drastischste Änderung erfährt.Diese thermoelektrischen Strömegenerieren zusammen mit einemäußeren Magnetfeld eine Lorentzkraft,die so gestaltet werden kann, dass dieresultierende Strömung zu schmalerenund tieferen Schweißnähten führt.
Ausbildung thermoelektrischer Ströme in Schmelzbädern
Abb. 1:a) Temperaturfeld [farbige und blaue Iso-
thermen für Verdampfungs- (innen) undSchmelztemperatur (außen)] und ther-moelektrische Stromdichte (schwarzePfeile) für Eisen bei Pe = 4
b) Postulierte Stromdichteverteilung aus Kern et al.: Welding Research 79(2000) 3 (zum besseren Vergleich mit a)um 180° gedreht)
Ansprechpartner
Dr. Adrian LangeTel.: 0351 / 2583 [email protected]

Fraunhofer IWS Jahresbericht 200584
Aufgabenstellung
Mittels des Laser-Pulver-Auftrag-schweißens lassen sich harte und tem-peraturbeständige Funktionsschichtenfür den Verschleiß- und Korrosions-schutz konturgenau auf Bauteile auf-tragen. Die bei der Abkühlung desschmelzflüssig aufgebrachten Zusatz-werkstoffs auftretenden Schrumpf-spannungen können aber - vor allembei hochfesten Schichtwerkstoffen - zuRissbildung und Delamination führen.Martensitbildung im Substrat verstärktdiesen Effekt noch. Das begrenzt diegegenwärtig erreichbaren Schichthär-ten und Prozessgeschwindigkeiten.
Im Rahmen eines DFG-Projektes wirdmit Hilfe der Prozesssimulation undthermomechanischer FEM-Rechnungennach Varianten der Energiedepositiongesucht, die die beim thermischenBeschichten mittels Laser entstehendenZugeigenspannungen minimieren.
Berechnet wird die prozessbedingteEigenspannungsverteilung in derSchweißraupe und ihrer Umgebung inAbhängigkeit von Parametern wie Vor-schubgeschwindigkeit und Schweiß-raupengröße. Außerdem werden Pro-zessvarianten mit zusätzlichen Energie-quellen (Laser, Induktor) zum Vor-oder Nachwärmen untersucht.
Ansprechpartner
Dipl.-Ing. Frank BrücknerTel.: 0351 / 2583 [email protected]
Berechnung von Eigenspannungen beim Laser-Pulver-Auftragschweißen
Forschungs- und Entwicklungsangebot: Simulation und Grundlagen
Lösungsweg
Durch Prozesssimulation mit dem imIWS entwickelten Programm LAVAwerden Form und Größe des Schmelz-bades und die daraus folgendeSchweißraupengeometrie ermittelt. DieErgebnisse dienen als Eingangsdatenfür thermomechanische Rechnungenmit dem kommerziellen FEM-Pro-gramm SYSWELD.
Ergebnisse
Erste Rechnungen wurden für dieBeschichtung eines Baustahls mit Stellit 21 durchgeführt. Sie zeigenZugeigenspannungen in der Schweiß-raupe, denen Druckeigenspannungenim Substrat das Gleichgewicht halten.Martensitbildung im Substrat verstärktdiese Druckspannungen und ausGleichgewichtsgründen auch die Zug-spannungen in der Schicht.
Durch Vorwärmen können dieSchrumpfspannungen reduziert unddie Abkühlgeschwindigkeit verkleinertwerden, wodurch sich auch die Mar-tensitbildung unterdrücken lässt. Dabeihat das lokale Vorwärmen mit einemin den Prozess integrierten Induktortechnologische Vorteile. Durch syste-matische Modellrechnungen wirdgegenwärtig nach optimalen Vor-wärmparametern gesucht (Vorwärm-leistung bzw. -temperatur, Induktor-größe und -position, Vorschubge-schwindigkeit usw.).
Abb. 1: Temperaturverteilung in der Prozesszonebeim Anlegen einer Schweißraupe beimLaser-Pulver-Auftragschweißen
Abb. 2: Querspannungsverteilung σxx(x, y) in einer Schweißraupea) ohne Vorwärmen,b) lokales Vorwärmen durch mitgeführten Induktor (maximale Vorwärmtemperatur: 800 °C),c) komplettes Vorwärmen des gesamten Bauteils auf 500 °C
σxx / MPa
-400-300-200-100
0100200300400
T / °C
200413626839
10521265147816911904
zy
x
z
x

Fraunhofer IWS Jahresbericht 2005 85
Namen, Daten und Ereignisse
Diplomarbeiten
H. Behrends(Technische Universität Dresden)»Entwicklung einer virtuellen Laserbe-arbeitungsanlage«
T. Birkeneder(Hochschule Mittweida (FH), Universityof Applied Sciences)»Untersuchungen zum Laserstrahl-schweißen von Aluminiumwerkstoffenim T-Stoß für luftfahrtspezifische Struk-turen mit Festkörperlasern«
R. Böhme(Hochschule für Technik und Wirt-schaft Dresden (FH))»Laservorbehandlung faserverstärkterKunststoffe vor dem Kleben«
W. Böhme(Hochschule für Technik und Wirt-schaft Dresden (FH))»Konzeption, Fertigung und Erprobungeiner Schmelz- und Dosiereinheit fürSchweißzusatzwerkstoffe«
K. Bretschneider(Berufsakademie Sachsen, StaatlicheStudienakademie Dresden (BA))»Prototypische Umsetzung einermodularen Schnittstellenplattform fürrealistische Robotersimulationen vonLasermaterialbearbeitungstechnologienin CAM Systemen und virtuellen Welten«
C. Eydam(Hochschule für Technik und Wirt-schaft Dresden (FH))»Konzeption, Fertigung und Erprobungeiner Gießvorrichtung zum Vordepo-nieren von Schweißzusatzwerkstoffenaus Aluminiumlegierungen«
H.-G. Hänig(Technische Universität Dresden)»Usability Untersuchung von Werkzeu-gen für 3D-Objekte bei VR-Anwendun-gen«
Dissertationen
T. Himmer(Technische Universität Dresden)»Werkzeugfertigung durch Fügen vonMetallblechen«
H. Wust(Technische Universität Dresden)»Die Wirkung von Laserstrahlung aufstrukturelle, chemische und physikali-sche Eigenschaften von Holz«
R. Zieris(Technische Universität Dresden)»Laserunterstütztes atmosphärischesPlasmaspritzen«
M. Hantke(Hochschule für Technik und Wirt-schaft Dresden (FH))»Konzeption und Konstruktion einerPrüfvorrichtung für getriebebautypi-sche Laserstrahlschweißverbindungen«
F. Heinrich(Technische Universität Dresden)»Implementierung einer Kollisionskon-trolle in die Bahnplanungssoftware füreine Laserauftragsschweißanlage zurReparatur von Turbinenschaufeln«
S. John(Fachhochschule Koblenz (FH))»Konzeption, Aufbau und Inbetrieb-nahme eines Laser-Scanner-Systemszur Mikrostrukturierung mittels direkt-schreibendem Verfahren und KrF-Exci-merlaser«
S. Kühn(Hochschule Mittweida (FH), Universityof Applied Sciences)»Konstruktion eines Bewegungs-systems für den simultanen Einsatz vonzwei Hochleistungsdiodenlasern«
J. Landgraf(Technische Universität Dresden)»Untersuchungen zum Laserstrahl-schweißen der WerkstoffpaarungGTS45 / 16MnCr5 für Getriebeteile«
S. Lipfert(Hochschule Mittweida (FH), Universityof Applied Sciences)»Untersuchungen zur Haftfestigkeitvon DLC-Schichten bei der Innenbe-schichtung mittels Laserpulsabschei-dung«
L. Matulia(Politecnico di Torino, Italien)»Generieren hoch-karbidhaltiger Bau-teile durch Auftragschweißen«
S. Müller(Technische Universität Dresden)»Untersuchung des Rissausbreitungs-verhaltens an laserstrahlgeschweißtenStumpfstoßverbindungen der Alumini-um-Luftfahrtlegierung 6013«
M. Norenz(Hochschule für Technik und Wirt-schaft Dresden (FH))»Qualifizierung von Systemen zur Pro-zessüberwachung für das Laserstrahl-Präzisionsauftragschweißen«
M. Piske(Hochschule für Technik und Wirt-schaft Dresden (FH))»Strukturanalytische Charakterisierungvon Lasermikrobohrungen«
D. Römer(Technische Universität Dresden)»Methoden zur Usability-Evaluationvon 3D-Benutzungsschnittstellen«
S. Saaro(TU Bergakademie Freiberg)»Charakterisierung von Oxidschichtenauf thermisch gespritzten (HVOF) Hart-metallbeschichtungen«
K. Sanselzon(Hochschule für Technik und Wirt-schaft Dresden (FH))»Laserinduktionsschweißen von Ge-triebebauteilen aus aufhärtungs-empfindlichen Stählen«
S. Sturm (Technische Universität Dresden)»Umformeigenschaften laserinduk-tionsgeschweißter hochfester Fein-bleche«

Namen, Daten und Ereignisse
Prof. E. Beyer:Mitglied des Board of Directors desLaser Institute of America
Prof. E. Beyer:Mitglied der Gesellschaft für Chemi-sche Technik und Biotechnologie e.V.(DECHEMA)
Prof. E. Beyer:Mitglied des International AdvisoryBoard des Journal of Laser Applications(JLA)
Prof. B. Brenner: Fachausschuß 9 der AWT »Rand-schichtbehandlung und Kurzzeit-austenitisierung«
Prof. B. Brenner:Mitglied Gutachterausschuss der AiF
Dr. I. Jansen:Mitglied der Gesellschaft für Chemi-sche Technik und Biotechnologie e.V.(DECHEMA), Fachsektion Klebtechnik
Dr. I. Jansen:Mitglied des Industriearbeitskreises»Intlaskleb« des BMBF
Dr. R. Jäckel: Arbeitskreis »Messe- und Öffentlich-keitsarbeit« des Materialforschungs-verbundes Dresden e.V.
Dr. G. Kirchhoff: Arbeitsausschuss »Schallemissions-analyse« der DGzfP
A. Kluge: Sprecher der Rechnerbetreiber in derFraunhofer-Gesellschaft
Dr. A. Leson: Member of the International ExpertPanel for the Nanomat-Program ofNorway
Dr. A. Leson: Sprecher des Nanotechnologie-Kompe-tenzzentrums »Ultradünne funktionaleSchichten«
Vorlesungen
Vorlesungen am Institut für Ober-flächentechnik und Fertigungsmess-technik der TU Dresden imWintersemester 2004 / 2005:- Prof. Beyer: Fertigungstechnik II
(Oberflächen- und Schichttechnik) - Prof. Schultrich: Dünnschichttechno-
logie (Sonderwerkstoffe) - Dr. Leson, Prof. Beyer: Oberflächen-
technik / Nanotechnologie - Prof. Beyer: Rapid Protocoating
Vorlesung am Institut für Ober-flächentechnik und Fertigungsmess-technik der TU Dresden im Sommersemester 2005:- Prof. Beyer: Lasergrundlagen / Laser-
systemtechnik - Prof. Beyer: Praktikum Lasersicher-
heits- und Laserverfahrenstechnik
Vorlesungen am Institut für Ober-flächentechnik und Fertigungsmess-technik der TU Dresden imWintersemester 2005 / 2006:- Prof. Beyer: Plasmen in der Ferti-
gungstechnik (Mechatronik)- Prof. Schultrich: Dünnschichttechno-
logie (Sonderwerkstoffe) - Dr. Leson, Prof. Beyer: Oberflächen-
technik / Nanotechnologie - Prof. Beyer / Hr. Kötter: Rapid Proto-
coating - Prof. Beyer: Robotik
Vorlesung an der Hochschule für Tech-nik und Wirtschaft Dresden:- Dr. Nowotny: Lasermaterial-
bearbeitung
Fraunhofer IWS Jahresbericht 200586
Mitarbeit in Gremien
Prof. E. Beyer: Mitglied des Präsidiums der Fraun-hofer-Gesellschaft
Prof. E. Beyer: Sprecher des Fraunhofer-VerbundesOberflächentechnik und Photonik
Prof. E. Beyer: Direktor des Institutes für Oberflächen-technik und Fertigungsmesstechnik IOFder TU Dresden
Prof. E. Beyer: Vorsitzender der Arbeitsgemeinschaft»Ingenieurwissenschaften« sowie Vize-Präsident der WissenschaftlichenGesellschaft für Lasertechnik WLT e.V.
Prof. E. Beyer:Mitglied des Materialforschungs-verbundes Dresden e.V.
Prof. E. Beyer:Mitglied der Sachsenberg-Gesellschafte.V.
Prof. E. Beyer:Mitglied des Bundesverbandes mittel-ständische Wirtschaft e.V.
Prof. E. Beyer:Kurator der Palucca Schule Dresden -Hochschule für Tanz
Prof. E. Beyer:Mitglied der Europäischen Forschungs-gesellschaft »Dünne Schichten« e.V.
Prof. E. Beyer:Mitglied des Kompetenzzentrums»Luft- und Raumfahrttechnik Sachsen /Thüringen e.V.«
Prof. E. Beyer:Mitglied des Universitären Zentrumsfür Luft- und Raumfahrt (UZLR)der TU Dresden
Prof. E. Beyer:Mitglied des Advisory Board des Euro-pean Laser Institute (ELI)

Fraunhofer IWS Jahresbericht 2005 87
Namen, Daten und Ereignisse
Dr. A. Leson: Kuratoriumsmitglied der Zeitschrift»Vakuum in Forschung und Praxis«
Dr. A. Leson: Mitglied des Arbeitskreises Zukunfts-technologien der Stadt Dresden
Dr. A. Leson:Mitglied des Wissenschaftlichen Beiratsdes Vereins Deutscher Ingenieure
Dr. A. Leson:Vorsitzender des VDI-KompetenzfeldesNanotechnik
Dr. A. Leson:Mitglied im Programmausschuss deswissenschaftlichen Beirats des VDI
Dr. A. Leson:Mitglied des International AdvisoryBoard der Zeitschrift »Micromaterialsand Nanomaterials«
Dr. A. Leson:Vorstandsmitglied des European Centerfor Micro- and Nanoreliability e.V.
Dr. A. Leson, Dr. H.-J. Scheibe, Prof. B. Schultrich:, Arbeitskreis Plasmaoberflächen-technologie
Dr. S. Nowotny: DVS-Arbeitsgruppe V9.2 / AA 15.2»Laserstrahlschweißen und verwandteVerfahren«
Dr. S. Nowotny:Gemeinschaft Thermisches Spritzen(GTS) e.V.
Prof. B. Schultrich: Vorstandsmitglied der Europäischen For-schungsgesellschaft »Dünne Schichten«e.V.
Dr. A. Techel, Dr. S. Nowotny: VDI-Arbeitsgruppe »Rapid Prototyping«im VDI-Bezirksverein Dresden
Dr. B. Winderlich: Arbeitsgruppe »Festigkeit und Konstruktion« des DVS-BV Dresden
Dr. S. Bonß, J. Hannweber und U. Karsunke beider Verleihung des Institutspreises für die besteinnovative Produktidee
Für ihre herausragenden Leistungen bei Organi-sation, Ausbau und Leitung einer Arbeitsgruppeam IWS erhielt Frau Dr. Dani einen Sonderpreis
Preise des IWS 2005
1. Beste innovative Produktidee
E. López, M. Rosina»Einführung kontinuierlicher Atmo-sphärendruck-Plasma-Verfahren in die Solarzellenproduktion«
Dr. S. Bonß, J. Hannweber, U. Karsunke, M. Seifert»Integrierte Härterei«
2. Beste wissenschaftlich-technische Leistung
F. Kretzschmar»Online Prozesskontrolle für dasLegierungsschweißen von Mischver-bindungen Gusseisen-Einsatzstahlim Bereich Powertrain«
3. Beste wissenschaftliche Leistung eines Nachwuchswissenschaftlers
H. Beese»Überwachung kritischer Spuren-gase in Prozess- und Spezialgasenmittels Diodenlaser-Spektroskopie«
4. Beste wissenschaftlich studentischeLeistung
S. Lipfert»Verbesserung der Haftfestigkeitsuperharter amorpher Kohlenstoff-schichten auf Innenflächen«
S. Saaro»Charakterisierung von Oxid-schichten auf thermisch gespritzten(HVOF) Hartmetallbeschichtungen«
5. Sonderpreise / außerordentlicher Dank
M. Schwach»Für seine besonderen Leistungen bei einer umfassenden Schadens-analyse und dem damit verbunde-nen Image-Gewinn für das IWS«
I. Dani»Für ihre herausragenden Leistun-gen bei Organisation, Ausbau und Leitung einer Arbeitsgruppe am IWS«
U. Klotzbach»Für seine herausragende Leistung als Geschäftsführer des VOP und den gleichzeitigen sehr erfolgrei-chen Ausbau seiner Arbeitsgruppe Mikrobearbeiten / Reinigen«

Fraunhofer IWS Jahresbericht 200588
Blick ins Foyer des Fraunhofer IWS zur »LangenNacht der Wissenschaften« (1. Juli 2005)
Namen, Daten und Ereignisse
Besichtigung der »Langen Nacht der Wissen-schaften« durch die Sächsische Wissenschafts-ministerin Barbara Ludwig (1. Juli 2005)
Besondere Ereignisse
02. Februar 2005 Jahrestagung des Nanotechnologie-Kompetenzzentrums »Ultradünnefunktionale Schichten« im FraunhoferIWS
01. Juli 2005 Beteiligung des Fraunhofer-Instituts-zentrums an der »Langen Nacht derWissenschaften« der LandeshauptstadtDresden
14. Juli 2005Besuch der Bundesforschungs-ministerin Bulmahn im DortmunderOberflächenCentrum der Thyssen-Krupp Stahl AG
21. September 2005Workshop »BioMeT vor Ort« im Fraunhofer IWS Dresden
03. Oktober 2005 Sächsisch-Britisches Nanotechnologie-forum in London (Mitorganisator:Fraunhofer IWS Dresden)
22. November 20051. Internationaler Fraunhofer-Workshop »Faserlaser«
23. - 24. November 2005 »Workshop on Laser Applications inEurope« im Fraunhofer IWS Dresden
28. November 2005 »NanoCareer-Forum - where Educa-tion meets Business« im FraunhoferIWS Dresden
28. November 2005 »German-Canadian Round Table onNanotechnology« im Fraunhofer IWSDresden
29. - 30. November 20054. Internationales Nanotechnologie-Symposium »Nanofair - Neue Ideen fürdie Industrie« in Dresden (Mitorganisa-tor: Fraunhofer IWS Dresden)
30. November 2005 7. Fachsymposium Oberflächentechnikim Dortmunder OberflächenCentrumder ThyssenKrupp Stahl AG
01. Dezember 2005 4th Ukrainian-German Seminar»Nanosciences and Nanotechnology«im Fraunhofer IWS Dresden
Bundesforschungsministerin Bulmahn im Dort-munder OberflächenCentrum der ThyssenKruppStahl AG (14. Juli 2005)

Fraunhofer IWS Jahresbericht 2005
Messebeteiligungen
Hannover-Messe Industrie 2005, 11. - 15. April 2005
Im Rahmen des VDI-Gemeinschafts-standes »SurfPlaNet« präsentierte dasIWS auf einer 40 m2 großen Fläche inder Halle 6 neueste Ergebnisse ange-wandter Forschung auf dem Gebietder Oberflächentechnik. Gezeigt wur-den diamantähnliche Kohlenstoff-schichten Diamor® für Zerspanungs-und Umformwerkzeuge, modulare Pul-verdüsen zum Laser-Auftragschweißenund der erreichte Stand beim thermi-schen Spritzen. Hauptanziehungspunktwar der Roboter, der neben demLaser-Auftragschweißen (mit dem imIWS entwickelten Pulverdüsensystem)auch zum Laserhärten genutzt werdenkann. Diese Doppelfunktion konnte indiesem Jahr erstmals bei einem Kun-den in die Produktion überführt wer-den.
Neben dieser IWS-Präsentation zeigtedas Nanotechnologie-Kompetenzzen-trum »Ultradünne funktionale Schich-ten«, welches vom IWS koordiniertwird, Anwendungen und Produkte derNanotechnologie, die von den Mitglie-dern des Zentrums zur Verfügunggestellt wurden.
Im Rahmen des Gemeinschaftsstandes»Laser Technology« präsentierte dasIWS in Halle 15 - Micro Technology -auf einer 15 m2 großen Fläche neuesteErgebnisse angewandter Forschungauf dem Gebiet der Lasermaterial- undMikrobearbeitung.
Außerdem beteiligten sich das Fraun-hofer IWS und der Lehrstuhl für Laser-und Oberflächentechnik der TU Dres-den am Gemeinschaftsstand »For-schung für die Zukunft« in Halle 2.Dort wurden die erreichten Ergebnissein der Klebflächenvorbehandlung undbeim Kleben gezeigt.
Die Richtigkeit der Entscheidung, diePräsentationen des IWS auf der Hanno-ver-Messe 2005 zu erweitern, wurdedurch ca. 145 relevante Kundenkontak-te bestätigt.
Rapid.Tech 2005 Erfurt,31. Mai - 01. Juni 2005
Erstmals beteiligte sich das IWS an die-ser Anwendertagung und Fachausstel-lung für Rapid-Technologien. ZentralesObjekt des Standes war die kombinier-te Gieß-Fräs-Anlage pcPro® für einhochgenaues Rapid-Prototyping vonGussteilen. Durch die Integration desGießverfahrens in eine Fräsmaschine istdie Fertigung einer Werkzeughälfteund unmittelbar im Anschluss die Kom-plettbearbeitung des Bauteiles in einerAufspannung möglich. Der hohe Auto-matisierungsgrad ermöglicht eineerhebliche Produktivitätssteigerung beihoher Flexibilität und Bauteilqualität.Anwendungspotenzial für die neueVerfahrenskombination wird in allenBereichen gesehen, wo Kunststoffteilezum Einsatz kommen.
89
Namen, Daten und Ereignisse
Präsentation des Fraunhofer IWS auf demGemeinschaftsstand »SurfPlaNet« auf der Hannover-Messe 2005, Halle 6
Präsentation der Fügestellenvorbehandlung aufdem Gemeinschaftsstand »Forschungsland Sach-sen« auf der Hannover-Messe 2005, Halle 2
Präsentation des Fraunhofer IWS auf demGemeinschaftsstand »Laser Technology« auf derHannover-Messe 2005, Halle 15

Fraunhofer IWS Jahresbericht 200590
Laser-Messe 2005 München,13. - 16. Juni 2005
Zusammen mit drei weiteren Fraunhofer-Instituten präsentierte sichdas IWS in Halle B3 auf dem 230 m2
großen Fraunhofer-Gemeinschafts-stand, der auch vom IWS koordiniertwurde. »Maßgeschneiderte Lösungenfür Laserhersteller und Anwender« wardas Leitthema des Standes. Gezeigtwurden neueste Technologieentwick-lungen auf dem Gebiet des Remote-schweißens mit YAG-Lasern und aufdem Gebiet des Laser-Pulver-Auftrag-schweißens. Die Inszenierung einerStrahlablenkoptik zeigte in Bild undTon klar die IWS-Kompetenzen:Optikauslegung, Taktzeitoptimierungund Qualitätssicherung.
Zugleich war das IWS auf dem Standvon Lambda Physik / Coherent mit derPräsentation einer Mikrostrukturie-rungsanlage mit frequenzverdreifach-tem, diodengepumptem Nd:YAG-Laservertreten.
Insgesamt wurde der Trend bestätigt,dass die Lasermesse zu einer Messegeworden ist, wo die Pflege bestehen-der Kontakte im Vordergrund steht.
Schweißen & Schneiden 2005 Essen,12. - 17. September 2005
Am Innovationsforum der Forschungs-vereinigung »Schweißen und Ver-wandte Verfahren e.V.« des DVSbeteiligte sich erstmals auch das Fraunhofer IWS Dresden. Am Innova-tionsforum zeigten 31 Forschungs-institute aktuelle Ergebnisse undzukünftige Trends aus der fügetech-nischen Gemeinschaftsforschung.
Das IWS zeigte insbesondere Exponatezum Laserstrahlschweißen von groß-formatigen 3D-Strukturen für die Flug-zeugindustrie und zum Laserinduk-tionsschweißen von Getriebebauteilenfür die Automobilindustrie.
Messe Parts2clean 2005 Essen,18. - 20. Oktober 2005
Das IWS präsentierte auf dieser Messeeine Lösung zur partiellen Reinigungvon Bauteilen mittels Laserstrahlen. Diebesonderen Merkmale sind die Inte-gration des Reinigungsschrittes in dieautomatisierte Fertigung, die Realisie-rung kurzer Taktzeiten, die Möglich-keit der Reinigung der für den Folgear-beitsschritt notwendigen Funktions-flächen an Bauteilen im vormontiertenZustand sowie der Verzicht auf Löse-mittel bzw. anderweitige Reinigungs-medien. Das Verfahren wurde am Beispiel der Abreinigung von z. B.Kühl- und Schmierstoffresten sowieKonservierungsmitteln im Bereich derFügestellen vor dem Laserstrahl-schweißen vorgestellt.
Messe Euromold 2005 Frankfurt / M.,30. November - 03. Dezember 2005
An der Branchenmesse zum Formen-,Modell- und Werkzeugbau sowie zurGießereitechnik beteiligte sich das IWSbereits zum zehnten Mal. Es wurdenErgebnisse aus dem Projekt »MELATO«vorgestellt, welches das Ziel verfolgt,eine neue Prozesskette zur schnellenFertigung von komplex geformtenWerkzeugen von bis zu 1,5 m Kanten-länge zu entwickeln. Die gezeigtenPräge- und Umformwerkzeuge wurdennach dem Prinzip des LOM-Verfahrens(Laminated Object Manufacturing) her-gestellt. Außerdem wurden Exponatezum 3D-Laser-Auftragschweißengezeigt, welches zur Reparatur vonWerkzeugen und zum Verschleiß-schutz eingesetzt werden kann. Eskonnten viele neue Kontakte zuAnwendern aufgebaut werden.
Besuch des Staatssekretärs im BMBF, Prof. Dr.Meyer-Kramer auf dem Fraunhofer-Gemein-schaftsstand zur Laser-Messe
Vortragsprogramm auf dem Innovationsforumder Messe Schweißen & Schneiden 2005
Präsentation der Strahlablenkoptik zum Remote-schweißen mit YAG-Lasern auf dem Fraunhofer-Gemeinschaftsstand zur Laser-Messe 2005
Namen, Daten und Ereignisse

Fraunhofer IWS Jahresbericht 2005 91
Patente und Marken
Patentanmeldungen
[P1] E. Beyer, S. Nowotny, J. Steinwandel, J. Höschele, A. Ohnesorge
»Integrierte Prozesskontrolle beim Laser-Pulver-Auftragschweißen mittels Koaxial-düse«
Anmelde-Az.: 10 2005 027 260.6
[P2] [M. Heintze, R. Möller, H. Wanka, E. Lopez, V. Hopfe, I. Dani, M. Rosina
»Verfahren zur Entfernung einer dotier-ten Oberflächenschicht an Rückseitenvon kristallinen Silizium-Wafern«
Anmelde-Az.: 10 2005 040 596.7
[P3] A. Klotzbach, V. Fleischer, L. Morgenthal
»Verfahren zur Bearbeitung von Werk-stücken mittels Laserstrahlung«
Anmelde-Az.: 10 2005 002 670.2
[P4] F. Kretzschmar, M. Leminski, L. Morgenthal, T. Schwarz, S. Thalheim
»Element und Verfahren zur Justierungeines Arbeitslaserstrahls«
Anmelde-Az.: 10 2005 012 556.5
[P5] L. Morgenthal, T. Schwarz, E. Pfeiffer
»Verfahren zur Bearbeitung von Werk-stücken mittels Laserstrahlung«
Anmelde-Az.: 10 2005 027 836.1
[P6] O. Zimmer, M. Schwach, B. Schultrich,C.-F. Meyer
»Anordnung und Verfahren zur Herstel-lung von Partikeln«
Anmelde-Az.: 10 2005 029 155.4
Marken
[P19] »IRspec XL«
EU-GemeinschaftsmarkeEintragungs-Nr.: 003 705 266
Patenterteilungen
[P7] S. Braun, H. Mai
»Methode zur Auswahl der Schicht-dicken eines reflektierenden Elementsfür elektromagnetische Strahlung imextremen ultravioletten Bereich«
Veröffentlichungs-Nr.: EP 1 351 258 B1
[P8] B. Brenner, V. Fux
»Process for producing wear-resistantsurface layers«
Veröffentlichungs-Nr.: US 6,843,866 B2
[P9] B. Brenner, B. Winderlich, J. Standfuß, J Schumacher, H. Brenneis, W. Zink
»Leichtbau-Strukturbauteil insbesonderefür Flugzeuge und Verfahren zu seinerHerstellung«
Veröffentlichungs-Nr.: DE 103 01 445 B4
[P10] A. Hartmann, F. Kretzschmar, A. Klotzbach, L. Morgenthal, D. Pollack,T. Schwarz
»Verfahren und Vorrichtung zur Laserbe-arbeitung von Werkstücken«
Veröffentlichungs-Nr.: DE 199 63 010B4
[P11] G. Mäder, W. Grählert, V. Hopfe, H. Beese, E. Hofmüller,
»Verfahren und Vorrichtung zur Unter-suchung von Gasen oder Gasgemischenmittels Laserdiodenspektroskopie«
Veröffentlichungs-Nr.: DE 103 60 111 B3
[P12] T. Holz
»Röntgenoptische Anordnung«
Veröffentlichungs-Nr.: EP 1 323 170 B1
[P13] T. Holz
»Vorrichtung zur Röntgenfluoreszenz-analyse«
Veröffentlichungs-Nr.: DE 199 32 275 B4
[P14] A. Lenk
»Verfahren und Vorrichtung zur regelba-ren Veränderung der Punktgröße bei derLaser-Innengravur«
Veröffentlichungs-Nr.: DE 199 25 801 B4
[P15] A. Lenk, G. Wiedemann
»Verfahren zum Trennen / Schneidenvon Bauteilen, Werkstücken und / oderProbekörpern beliebiger Dicke, Größeund weiterer Abmessungen aus Beton,Werkstein und anderen mineralischenBaustoffen mit wirtschaftlich vertretba-ren Trennungsgeschwindigkeiten«
Veröffentlichungs-Nr.: DE199 22 169 B4
[P16] S. Nowotny, K. Tangermann, R. Meier
»Beschichtungsverfahren für Bauteileaus Magnesiumlegierungen«
Veröffentlichungs-Nr.: DE 199 59 378B4
[P17] S. Rochler, M. Taschenberger, S. Siegel
»Verfahren zur Bestimmung des Vorhan-denseins von anorganischen, organi-schen oder Oxidschichten auf metalli-schen Substraten oder der Messung vonOberflächentemperaturen von Kunst-stoffsubstraten«
Veröffentlichungs-Nr.: DE 199 49 977 B4
[P18] C. Wallenhauer
»Schaltungsanordnung zur Reduzierungvon Messfehlern analoger pulsförmigerMesssignale eines Detektors«
Veröffentlichungs-Nr.: DE 10 2004 004 260 B3

[L01] L.-M. Berger, S. Saaro, M. Woydt
»Comparative Study of Self-MatedHVOF-Sprayed Hardmetal CoatingsUnder High Temperature Dry SlidingConditions«
Powder Metallurgy World Congress &Exhibition - PM 2005 (2005) S. 299-304
[L02] L.-M. Berger, S. Saaro, R. Zieris, M. Woydt
»Oxidation und ungeschmierterHochtemperatur-Gleitverschleiß von ther-misch gespritzten Hartmetallschichten«
6. Industriefachtagung »Oberflächen-und Wärmebehandlungstechnik« (OWT '05) und 8. WerkstofftechnischesKolloquium (WTK) (2005) S. 207-216
[L03] L.-M. Berger, M. Woydt, R. Zieris
»Comparative Study of HVOF-SprayedHardmetal Coatings under High Tempe-rature Dry Sliding Conditions«
Powder Metallurgical High PerformanceMaterials (2005) S. 878-892
[L04] L.-M. Berger, R. Zieris, S. Saaro
»Oxidation of HVOF-Sprayed HardmetalCoatings«
Thermal Spray Solutions - ITSC 2005(2005)
[L05] J. Berthold, B. Schultrich
»Amorpher Kohlenstoff als Ultrabarrierefür OLED's«
Dünne und ultradünne Schichten mitBarrierefunktion (2005) S. 1-6
[L06] E. Beyer, I. Jansen, H. Wust
»Laser in der Klebtechnik«
Kleben - Swiss Bonding 2005 (2005) S. 3-14
[L07] S. Beyer, D. Klemm, M. Bobeth, W. Pom-pe, O. Trommer, P. Gawlitza
»Improvement of the Adherence of Thermal Barrier Coatings for RocketCombustion Chambers«
Advanced Engineering Materials 7 (2005)1-2, S. 54-58
[L08] G. Blasek, B. Schultrich
»Potenzial der Vakuum- und Plasmaver-fahren für die dekorative Kunststoffbe-arbeitung«
Beschichtung und Modifizierung vonKunststoffoberflächen - 13. NDVak(2005)
[L09] S. Bonß,
»Laserstrahlhärten im Großwerkzeug-bau«
Photonik 37 (2005) 6, S. 18
[L10] S. Bonß, J. Hannweber, U. Karsunke, M. Seifert, B. Brenner, E. Beyer
»Integrierte Härterei - Laserstrahlhärtenim Großwerkzeugbau«
6. Industriefachtagung »Oberflächen-und Wärmebehandlungstechnik«(OWT '05) und 8. WerkstofftechnischesKolloquium (WTK) (2005) in press
[L11] S. Bonß, M. Seifert, J. Hannweber, U. Karsunke, E. Beyer
»Low Cost Camera Based Sensor Systemfor Advanced Laser Heat Treatment Pro-cesses«
ICALEO 2005 - Laser Materials Processing(2005) S. 851-855
[L12] H.-H. Böttcher, O. Rieder, H. Planck, F. Kretzschmar, D. Pollack, L. Morgenthal
»Laserstrahlschweißen von Textilien -Möglichkeiten und Grenzen«
Melliand Textilberichte 86 (2005) 9, S. 632-633
[L13] S. Braun
»EUV Microscope Far Below 1 Micron«
NanoS - The Nanotech Journal (2005) 2,S. 15
[L14] S. Braun, R. Dietsch
»Herstellung und Anwendung von Multi-schicht-Röntgenoptiken«
Dresdner Transferbrief 13 (2005) 2, S. 14
[L15] S. Braun, T. Foltyn, L. van Loyen, A. Leson, K. Walter, K. Bergmann, W. Neff
»Multilayer Optics Development for EUVMicroscopy«
Nanofair 2005 (VDI-Bericht 1920) (2005)S. 255
[L16] S. Braun, A. Leson
»Röntgenoptiken für die Elektronik undAnalytik«
Nanotechnologie in der industriellenAnwendung (2005)
[L17] B. Brenner, J. Standfuß, L. Morgenthal,E. Beyer
»New Applications with Laser HybridProcesses and Remote Welding«
The Laser Tool: State of the Art andTrends - ExpoLaser Fair 2005 (2005) inpress
[L18] R. Delmdahl, F. Sonntag
»Rapid Prototyping with Excimer Laserand UV-Scanner«
Lasers in Manufacturing 2005 (2005) S. 853
[L19] R. Dietsch, T. Holz, S. Braun, T. Leisegang, D. Meyer
»Analytische Anwendungen röntgen-optischer Systeme«
Nanofair 2005 (VDI-Bericht 1920) (2005)S. 85-89
[L20] T. Foltyn, S. Braun, L. van Loyen, A. Leson
»Preparation and Characterization ofMultilayers for EUV Applications«
Advances in Optical Thin Films II (Proc.of the SPIE 5963) (2005) S. 639-648
[L21] R. Franke, B. Brenner, C. Ulbricht, W. Zink
»Zur Bewertung des Festigkeits- undSchadenstoleranzverhaltens laserstrahl-geschweißter Rumpfstrukturen«
Festigkeit gefügter Bauteile (DVS-Bericht236) (2005) S. 89-94
[L22] R. Gnann, A. Techel, E. Willenborg
»Laserapplikationen im Werkzeugbau -Entwicklung und industrielle Anwen-dung«
8. 3D-Erfahrungsforum InnovationWerkzeug- und Formenbau (2005) S. 9.1-9.9
[L23] R. Grimme, M. Krieg, J. Hauptmann
»Lokale Reinigung von Funktions-flächen. Verfahren, Möglichkeiten undGrenzen«
mo metalloberfläche 59 (2005) 11, S. 35-37
Fraunhofer IWS Jahresbericht 200592
Veröffentlichungen

93Fraunhofer IWS Jahresbericht 2005
Veröffentlichungen
[L24] R. Hässler, I. Jansen
»Thermische und mechanische Untersu-chungen an Epoxidharz-Aluminium Ver-bunden«
19th International Symposium SwissBonding 2005 (2005) P11
[L25] T. Himmer, A. Techel, S. Nowotny, E. Beyer
»Recent Developments in Metal Lamina-ted Tooling«
ICALEO 2005 - Laser Materials Proces-sing (2005) S. 304-309
[L26] A. Jahn, B. Winderlich, B. Brenner, A. Zwick, R. Imhoff, S. Trümper
»Laser Hybrid Welding of Fatigue Loaded Structural Components Made of Quenched and Tempered HSLR SteelS1100QL«
58th IIW Annual Assembly and Interna-tional Conference (2005) IIW-Doc. No. IV-886-05
[L27] I. Jansen, H. Wust, E. Beyer
»Haftung optimieren. Laserstrahlungverbessert die Alterungsbeständigkeitvon Klebverbindungen«
mo metalloberfläche 59 (2005) 7-8, S. 34-35
[L28] I. Jansen, H. Wust, R. Böhme
»Vorbehandlung von faserverstärktenKunststoffen mit Nd:YAG-Laserstrah-lung«
19th International Symposium SwissBonding 2005 (2005) P15
[L29] R. Jäckel
»Ultradünne funktionale Schichten -Kompetenznetzwerke in Dresden«
OpenSource (2005) 10-11, S. 31
[L30] J. Kaspar, A. Luft, J. Bretschneider, S. Jacob, S. Bonß, B. Winderlich, B. Brenner, E. Beyer
»Laser Nitriding: A Promising Way toImprove the Cavitation Erosion Resi-stance of Ti-6Al-4V«
Lasers in Manufacturing 2005(2005) S. 393-398
[L31] J. Kaspar, A. Luft, S. Nolte, M. Will
»STEM and TEM Characterization ofMicro-Holes Produced in Steel by HelicalDrilling with Laser Pulses in the ns to fsRange«
Lasers in Manufacturing 2005(2005) S. 763-768
[L32] G. Kirchhoff, L. Brummer
»Prüfstand für Thermoschock- und Temperaturwechselfestigkeit«
Photonik 37 (2005) 5, S. 17
[L33] A. Klotzbach, V. Fleischer, L. Morgenthal, E. Beyer
»Sensor Guided Remote WeldingSystem for YAG - Laser Applications«
Lasers in Manufacturing 2005(2005) S. 17-19
[L34] U. Klotzbach, T. Kuntze, M. Panzner, F. Sonntag, G. Spiecker, E. Beyer
»Excimerlaser und Mikrospiegelarrays alsflexible hochdynamische Einheit - Ab-lenkungsmanöver für Laserstrahlen«
Mikroproduktion (2005) 3, S. 38-40
[L35] R. Lenk, A. Nagy, H.-J. Richter, A. Techel
»Werkstoffkonzepte für das Lasersinternvon SiC«
Fortschrittberichte der DKG 19 (2005) 1
[L36] D. Lepski, M. Beck, A. Mahrle, F. Brückner, E. Beyer
»Prozessmodelle in der Lasermaterialbe-arbeitung«
23rd CADFEM User's Meeting (2005) inpress
[L37] A. Leson
»Grußwort: Nanotechnologie in Dresden -Aufbruch in eine neue Dimension«
Dresdner Transferbrief 13 (2005) 2, S. 3
[L38] A. Leson
»Nanotechnologie: Die industrielleBedeutung wächst«
Konstruktion 57 (2005) 7-8, IW2 (S.40)
[L39] A. Leson
»There is Plenty of Room at the Bot-tom«
Vakuum in Forschung und Praxis 17(2005) 3, S. 123
[L40] A. Leson
»Nanotechnologie - Anwendungen undPerspektiven für den Automobilbau«
Micromaterials and Nanomaterials(2005) 4, S. 12
[L41] A. Leson
»Superhard Amorphous Carbon Coatings«
Saxon-German-Nanotechnology Forum(2005)
[L42] A. Leson
»Nanotechnology - Applications andPerspectives for the Automotive Indu-stry«
International Automotive Conference -IAC 2005 (2005) in press
[L43] A. Leson, T. Geßner
»Dresden / Chemnitz - A Great Place forSmall Things«
MST-News (2005) S. 42
[L44] L. van Loyen, T. Böttger, S. Schädlich, S. Braun, T. Foltyn, A. Leson, F. Scholze,S. Müllender
»Laboratory LPP EUV ReflectometerWorking with Non-Polarized Radiation«
Applied Surface Science 252 (2005) 1,S. 57-60
[L45] S. Martens, V. Weihnacht, L-M. Berger
»Oil-Free Powertrain: Ceramic Coatings«
Triboscience and Tribotechnology -COST 532 (2005) S. 111-121
[L46] P. Mottner, G. Wiedemann, G. Haber,W. Conrad, A. Gervais
»Laser Cleaning of Metal Surface - Laboratory Investigations«
Lasers in the Conservation of Artworks -LACONA V (2005) S. 79-86
[L47] S. Nowotny
»Gepanzert: Oberflächen hart im Neh-men. Modulares Pulverdüsensystem zumAuftragsschweißen mit Lasertechnik«
mo metalloberfläche 59 (2005) 5, S. 22-23

Fraunhofer IWS Jahresbericht 200594
[L48] S. Nowotny
»Laserstrahl-Auftragschweißen in derTriebwerkinstandsetzung«
Photonik 37 (2005) 3, S. 16
[L49] S. Nowonty
»Robotersystem zum Präzisionsauftrag-schweißen mit Diodenlaser«
Photonik 37 (2005) 4, S. 13
[L50] S. Nowotny
»Rapid Repairing: An Efficient Manu-facturing Concept for Reconditioning ofWorn Components and Tools«
High-Tech Solutions and Best-PracticeConcepts (2005) S. A6/1
[L51] S. Nowonty
»Turbinenreparatur per Laserauftrag-schweißen«
Schweizer Maschinenmarkt 106 (2005)13, S. 98
[L52] S. Nowotny
»COAXn: Modulares Pulverdüsensystemzum Auftragschweißen mit Lasertech-nik«
Laser Magazin (2005) 4, S. 22-23
[L53] S. Nowotny, S. Orban, K.-H. Richter
»Laser Beam Cladding in ControlledAtmosphere«
Lasers in Manufacturing 2005(2005) S. 337-338
[L54] S. Nowonty, S. Scharek, F. Kempe
»Laser System Technology for PreciseRepairing of Moulds and Tools«
Applicazioni Laser (2005) 6-7, S. 44-46
[L55] S. Nowotny, S. Scharek, F. Kempe, A. Schmidt, E. Beyer
»Technological Solutions for IndustrialApplications of Laser Beam Cladding«
Lasers in Manufacturing 2005(2005) S. 825
[L56] E. Pfeiffer
»3D-Präzisionsbearbeitung mittels Hoch-geschwindigkeits-Laserschneiden«
Photonik 37 (2005) 3, S. 16
[L57] O. Rieder, H. Planck, L. Morgenthal
»Diodenlasersystem im Einsatz beimThermofixieren textiler Flächen aus Che-miefasern«
Melliand Textilberichte 86 (2005) 9, S. 638
[L58] T. Sander, J. U. Schmidt, H. Schenk, H. Lakner, S. Braun, T. Foltyn, A. Leson
»Highly Reflective Thin-Film Coatings forHigh-Power Applications of Microme-chanical Scanning Mirrors in the NIR-VISSpectral Region«
Advances in Optical Thin Films II (Proc.of the SPIE 5963) (2005) S. 327-338
[L59] T. Sander, J. U. Schmidt, H. Schenk, H. Lakner, S. Braun, T. Foltyn, A. Leson,A. Gatto, M. Yang, N. Kaiser
»Micromechanical Scanning Mirrorswith Highly Reflective NIR Coatings forHigh Power Applications«
MEOMS Display and Imaging Systems III(Proc. of the SPIE 5721) (2005) S. 34-42
[L60] T. Sander, J. U. Schmidt, H. Schenk, H. Lakner, A. Gatto, M. Yang, N. Kaiser,S. Braun, T. Foltyn, A. Leson
»Highly Reflective Coatings for Micro-mechanical Mirror Arrays Operating inthe DUV and VUV Spectral Range«
MEOMS Display and Imaging Systems III(Proc. of the SPIE 5721) (2005) S. 72-80
[L61] P. Schaaf, M. Shinn, E. Carpene, J. Kaspar
»Direct Laser Synthesis of FunctionalCoatings«
Lasers in Manufacturing 2005(2005) S. 399-406
[L62] H.-J. Scheibe, T. Schülke, M. Becker, M. Leonhardt, E. Beyer, C.-F. Meyer, B. Schultrich, H. Schulz, V. Weihnacht
»Industrial Batch Coater with IntegratedLaser-Arco® Technology«
The Finishing Line 21 (2005) 2, S. 1-18
[L63] D. Schneider
»Laserakustische Prüfung von Schichtenund Werkstoffoberflächen«
Laser in der Elektronikproduktion &Feinwerktechnik - LEF 2005(2005) S. 203-211
[L64] D. Schneider, T. Schwarz, B. Schultrich
»Mechanische Prüfung von dünnenSchichten mit der laserakustischen Prüf-methode Lawave«
Messtechnik für die Qualitätssicherungin der Dünnschichtindustrie (2005) S. 1-9
[L65] B. Schultrich
»Superharte Beschichtungen für tribolo-gische Beanspruchung«
JOT - Journal für Oberflächentechnik 45(2005) 4, S. 76-78
[L66] H. Schulz, M. Leonhardt, H.-J. Scheibe,B. Schultrich
»Ultra Hydrophobic Wetting Behaviourof Amorphous Carbon Films«
Surface and Coatings Technology 200(2005) 1-4, S. 1123-1126
[L67] H. Stiele, S. Bonß
»Integration des Laserstrahlhärtens inden Großwerkzeugbau«
Elektrowärme International 63 (2005) 3,S. 122-125
[L68] T. Stucky, U. Baier, C.-F. Meyer, H.-J. Scheibe, B. Schultrich
»Large Area Deposition of SuperhardCarbon Films«
Vakuum in Forschung und Praxis 17(2005) S1, S. 20-25
[L69] A. Techel
»Kunststoffprototypen mit Fräs-genauigkeit - pcpro®«
Rtejournal - Forum für Rapid Techno-logie (2005) 2, S. 1-5
[L70] A. Techel
»MELATO® - Metal Laminated Tooling«
(2005) Fraunhofer IRB-Verlag
[L71] A. Techel, S. Nowotny
»Oberflächenbehandlung von Leichtme-tallen durch Laserauftragschweißen«
Galvanotechnik 96 (2005) 6, S. 1377-1386
[L72] J. Tuominen, J. Latokartano, J. Vihinen,P. Vuoristo, T. Mäntylä, T. Naumann, S. Scharek, L.-M. Berger, S. Nowotny
»Deposition of Thick Wear and Corrosi-on Resistant Coatings by High PowerDiode Laser«
Lasers in Manufacturing 2005(2005) S. 447-449
Veröffentlichungen

Fraunhofer IWS Jahresbericht 2005 95
Veröffentlichungen
[L73] V. Weihnacht, B. Schultrich
»Superharte Kohlenstoffschichten fürAutomobilkomponenten«
Funktionelle Oberflächen für den Auto-mobilbau (2005)
[L74] G. Wiedemann, K. Püschner, H. Wust,A. Kempe
»The Capability of the Laser Applicationfor Selective Cleaning and the Removelof Different Layers on Wooden Art-works«
Lasers in the Conservation of Artworks -LACONA V (2005) S. 179-190
[L75] H. Wust, U. Schwarz, K. Rehm
»Schmalflächenbeschichtung - alle Pro-bleme gelöst?«
Die Holzbearbeitung - HOB 52 (2005) 5,S. 148-149
[L76] R. Zieris, L.-M. Berger, I. Schulz, S. Martens, R. Enzl
»Investigation of Ceramic and Hard-metal Coatings in an Oscillating SlidingWear Test«
Thermal Spray Solutions - ITSC 2005(2005)
[L77] O. Zimmer
»Vacuum Arc Deposition by Using aVenetian Blind Particle Filter«
Surface and Coatings Technology 200(2005) 1-4, S. 440-443
[L78] O. Zimmer, B. Schultrich, T. Stucky, I. Endler, R. Schober, J. Vetter
»Beschichtung von Formwerkzeugen -Chancen oder Kostenfaktor?«
Beschichtete Werkzeuge - höhere Wirt-schaftlichkeit in der Ur- und Umform-technik (2005)
[L79] P. Zinin, S. Berezina, D. Schneider, D. Fei, D. A. Rebinsky, M. H. Manghnani, S. Tkachev
»Brillouin Scattering and Laser-SAWTechnique for Elastic Property Characte-rization of Diamond-Like Carbon (DLC)Films«
Review of Progress in Quantitative Nondestructive Evaluation 760 (2005) 1,S. 1182-1188

Fraunhofer IWS Jahresbericht 200596
[T01] L.-M. Berger
»Hartmetallschichten - eine praxisorien-tierte Beschreibung der Werkstoffe«
International Thermal Spray Conference& Exposition - ITSC 2005, Basel (CH) 02.-04. Mai 2005
[T02] L.-M. Berger
»Correlation between Oxidation and Tribological Properties of ThermalliySprayed Hardmetal Coatings«
COST 532 Meeting, Prag (CZ) 17. Februar 2005
[T03] L.-M. Berger, S. Saaro, M. Woydt
»Comparative Study of Self-MatedHVOF-Sprayed Hardmetal CoatingsUnder High Temperature Dry SlidingConditions«
Powder Metallurgy World Congress &Exhibition - Euro PM, 2005Prag (CZ) 02.-05. Oktober 2005
[T04] L.-M. Berger, S. Saaro, R. Zieris, M. Woydt
»Oxidation und ungeschmierterHochtemperatur-Gleitverschleiß vonthermisch gespritzten Hartmetallschich-ten«
6. Industriefachtagung »Oberflächen-und Wärmebehandlungstechnik« (OWT '05) und 8. WerkstofftechnischesKolloquium (WTK), Chemnitz (D) 29.-30. September 2005
[T05] L.-M. Berger, M. Woydt, R. Zieris
»Comparative Study of HVOF-SprayedHardmetal Coatings under High Tempe-rature Dry Sliding Conditions«
16. International Plansee Seminar, Reutte/Tirol (A) 30. Mai - 03. Juni 2005
[T06] L.-M. Berger, R. Zieris, S. Saaro
»Oxidation of HVOF-Sprayed HardmetalCoatings«
International Thermal Spray Conference& Exposition - ITSC 2005, Basel (CH) 02.-04. Mai 2005
[T07] J. Berthold, B. Schultrich
»Ultradichte Kohlenstoffschichten alsBarriere für Kunststoffolien«
EFDS-Workshop »Dünne und ultradün-ne Schichten mit Barrierefunktion«,Wörlitz (D) 03. Juni. 2005
[T08] E. Beyer
»Der CO2-Laser«
Neueste Entwicklungen der industriellenLasertechnik Wolfsburg, (D) 20. Oktober 2005
[T09] E. Beyer
»Fiber lasers of the new generation«
1. Workshop »Faserlaser«, Dresden (D)22. November 2005
[T10] E. Beyer, I. Jansen, H. Wust
»Laser in der Klebtechnik«
19. International Symposium Swiss Bon-ding 2005, Rapperswil (CH) 23.-25. Mai 2005
[T11] G. Blasek, B. Schultrich
»Potenzial der Vakuum- und Plasmaver-fahren für die dekorative Kunststoff-bearbeitung«
13. Neues Dresdner VakuumtechnischesKolloquium - NDVaK, Dresden (D) 13.-14. Oktober 2005
[T12] S. Bonß
»Integrierte Härterei - Laserstrahlhärtenim Großwerkzeugbau«
61. Kolloquium für Wärmebehandlungund Werkstofftechnik, Fertigungs- undVerfahrenstechnik, Wiesbaden (D) 05.-07. Oktober 2005
[T13] S. Bonß, J. Hannweber, U. Karsunke, M. Seifert, B. Brenner, E. Beyer
»Integrierte Härterei - Laserstrahlhärtenim Großwerkzeugbau«
6. Industriefachtagung »Oberflächen-und Wärmebehandlungstechnik« (OWT '05) und 8. WerkstofftechnischesKolloquium (WTK), Chemnitz (D) 29.-30. September 2005
[T14] S. Bonß, M. Seifert, J. Hannweber, U. Karsunke, E. Beyer
»Low Cost Camera Based Sensor Systemfor Advanced Laser Heat Treatment Pro-cesses«
24th International Congress on ICALEO2005, Miami (USA) 31. Oktober - 03. November 2005
[T15] S. Braun
»Nanostructures for Non-Volatile Memories«
1st Workshop »Synthesis and Analysisof Nanomaterials and Nanostructured«,Wroclaw (PL) 21.-22. November 2005
[T16] S. Braun, A. Leson
»Röntgenoptiken für die Elektronik undAnalytik«
Nanotechnologie in der industriellenAnwendung, Regensburg (D) 26.-27. November 2005
[T17] S. Braun. T. Foltyn, W. Friedrich, A. Leson, R. Dietsch, D. Weißbach
»Nanometer Multilayers as Monochro-mators for the X-Ray Fluorescence«
54th Annual Conference on Applicati-ons of X-Ray Analysis - The Denver X-Ray Conference, Colorado Springs(USA) 01.-05. August 2005
[T18] S. Braun, T. Foltyn, W. Friedrich, M. Menzel, A. Leson, F. Schäfers
»Improved Nanometer Multilayers for X-Ray Fluorescence Analysis«
Optical Systems Design 2005 - Advancesin Optical Thin Films II, Jena (D) 12.-16. September 2005
[T19] S. Braun, R. Dietsch, T. Foltyn, M. Menzel, A. Leson
»Multilayer Monochromators for X-RaySpectrometry»
PRORA 2005: Prozessnahe Röntgenana-lytik, Berlin (D) 24.-25. November 2005
[T20] B. Brenner, G. Göbel, D. Dittrich, R. Schedewy, J. Standfuß
»New results in the fiber laser weldingof light metal and steel materials«
1st International Fraunhofer Workshopon Fibre Lasers, Dresden (D) 22. November 2005
[T21] B. Brenner, A. Jahn, B. Winderlich, J. Standfuß
»Neuere Entwicklungen zum Laserstrahl-schweißen höherfester Feinbleche«
Fügen-Intensiv-Konferenz »Das Fügenzukünftiger Leichtbaukonzepte«,Bad-Nauheim (D) 07.-09. März 2005
[T22] B. Brenner, J. Standfuß, L. Morgenthal,E. Beyer
»New Applications with Laser HybridProcesses and Remote Welding«
ExpoLaser Conference »The Laser Tool:State of the Art and Trends«, Piacenza(I) 17.-19. November 2005
[T23] I. Dani
»Atmosphärendruck-Mikrowellen-PECVD zur Abscheidung von SiO2-Schichten«
XII. Erfahrungsaustausch »Oberflächen-technologie mit Plasma- und Ionen-strahlprozessen«, Mühlleithen (D) 15.-17. März 2005
Tagungsvorträge

Tagungsvorträge
[T40] J. Kaspar, A. Luft, E. Beyer
»Helical Drilling of Metals and Siliconwith ns to fs Pulses: A microscopicApproach«
3rd International WLT-Conference onLasers in Manufacturing, München (D)13.-16. Juni 2005
[T41] D. Klaffke, B. Schultrich, V. Weihnacht
»Einfluss von Umgebungsmedien undGegenkörperwerkstoff auf das tribologi-sche Verhalten dünner ta-C-Schichten«
Tribologie-Fachtagung, Göttingen (D)26.-28. September 2005
[T42] A. Klotzbach, V. Fleischer, L. Morgenthal, E. Beyer
»Sensor Guided Remote WeldingSystem for YAG - Laser Applications«
3rd International WLT-Conference onLasers in Manufacturing, München (D)13.-16. Juni 2005
[T43] A. Kunze, F. Sonntag, M. Rabenau, R. Poll
»Perfusion Chambers for Cell Tests withMicro Patterned Surface«
14th International Conference of Medi-cal Physics (ICMP 2005) & 39th AnnualConference of the German Society forBiomedical Engineering (BMT 2005),Nürnberg (D) 14.-18. November 2005
[T44] A. Lange, E. Beyer
»Conditions for the Formation of Ther-moelectric Currents in Laser MeltedPools«
18th Meeting on Mathematical Model-ling of Materials Processing with Lasers,Igls/Innsbruck (A) 19.-21. Januar 2005
[T45] A. Lange, E. Beyer
»Formation of Thermoelectric Currentsin Weld Pools«
Conference on Lasers and Electro-Optics / Europe 2005, München (D) 12.-17. Juni 2005
[T46] R. Lenk, A. Nagy, H.-J. Richter, A. Techel
»Werkstoffkonzepte für das Lasersinternvon SiC«
Rapid Prototyping - Verfahren undAnwendung in der Keramik, Erlangen (D)29.-30. November 2005
[T47] D. Lepski, M. Beck, A. Mahrle, F. Brückner, E. Beyer
»Prozessmodelle in der Lasermaterial-bearbeitung«
23rd CADFEM User's Meeting, Bonn (D)09.-11. November 2005
[T32] V. Hopfe, E. Lopez, M. Rosina, I. Dani,H. Wanke, M. Heintze, R. Möller
»Trockenätzen von Solarwafern mitAtmosphärendruck-Plasma - Gasphasen-chemie und Oberflächenstrucktur«
Freiberger Siliciumtage, Freiberg (D) 15.-17. Juni 2005
[T33] M. Jäger, M. Rabenau, R. Poll, F. Sonntag
»Perfusion Chamber for Cell Tests withMicro Patterned Surface«
14th International Conference of Medi-cal Physics (ICMP 2005) & 39th AnnualConference of the German Society forBiomedical Engineering (BMT 2005),Nürnberg (D) 14.-18. November 2005
[T34] A. Jahn, B. Winderlich, B. Brenner, A. Zwick, R. Imhoff, S. Trümper
»Laser Hybrid Welding of Fatigue Loaded Structural Components Made ofQuenched and Tempered HSLR SteelS1100QL«
58th IIW Annual Assembly and Interna-tional Conference, Prag (CZ) 10.-15. Juni 2005
[T35] I. Jansen
»Plasmavorbehandlung von Magnesium-legierungen«
Seminar bei PlasmaTreat, Steinhagen (D)24. Februar 2005
[T36] I. Jansen
»Elektrisch leitfähiges Kleben«
Seminar bei EPCOS, Deutschlandsberg (A)10. März 2005
[T37] I. Jansen
»Klebtechnik - Fügeteilvorbehandlungmit Plasma- und Lasertechnologien«
Kolloquium am Fraunhofer IZFP Dresden,Dresden (D) 15. September 2005
[T38] I. Jansen
»Dauerhafte Klebverbindungen durchOberflächenbehandlung mit Plasma-und Lasertechnologien«
5. Dresdner Materialforschungstag,Dresden (D) 11. November 2005
[T39] J. Kaspar, J. Bretschneider, S. Bonß, B. Winderlich, B. Brenner, E. Beyer
»Laser Nitriding: A Promising Way toImprove the Cavitation Erosion Resistance of Components Made of Titanium Alloys«
3rd International WLT-Conference onLasers in Manufacturing, München (D)13.-16. Juni 2005
[T24] R. Delmdahl, F. Sonntag
»Rapid Prototyping with Excimer Laserand UVScanner«
3rd International WLT-Conference onLasers in Manufacturing, München (D)13.-16. Juni 2005
[T25] R. Dietsch, T. Holz, S. Braun, T. Leisegang, D. Meyer
»Analytische Anwendungen röntgen-optischer Systeme«
Nanofair 2005: New Ideas for Industry,Dresden (D) 29.-30. November 2005
[T26] R. Dietsch, S. Braun, T. Foltyn, P. Gawlitza, T. Holz, A. Leson, M. Menzel, D. Weißbach
»Design and Application of Multilayer X-Ray Optics for X-Ray Analysis«
AXAA 2005 Conference & Exhibition,Perth (AUS) 14.-18. Februar 2005
[T27] R. Franke, B. Brenner, C. Ulbricht, W. Zink
»Zur Bewertung des Festigkeits- undSchadenstoleranzverhaltens laserstrahl-geschweißter Rumpfstrukturen«
Festigkeit gefügter Bauteile,Braunschweig (D) 01.-02. Juni 2005
[T28] P. Gawlitza
»Laserplasmen zur Abscheidung spannungsarmer Schichten auf Innen-flächen«
XII. Erfahrungsaustausch »Oberflächen-technologie mit Plasma- und Ionen-strahlprozessen«, Klingenthal-Mühlleithen (D) 16.-18. März 2005
[T29] W. Grählert
»In-situ Gasanalytik mittels Laserspektro-skopie«
14. Treffen des »Arbeitskreises Aus-rüstungen, Materialien und Dienst-leistungen für die HalbleitertechnologieDresden« gemeinsam mit dem »Arbeits-kreis Equipment von Silicon Saxony«,Dresden (D) 15. März 2005
[T30] T. Himmer
»Recent Developments in Metal Lamina-ted Tooling«
24th International Congress on ICALEO2005, Miami (USA) 31. Oktober - 03. November 2005
[T31] V. Hopfe
»Atmospheric Pressure Plasma CVD andPlasma Chemical Etching for HighThroughput Processing«
International Conference on Metallurgi-cal Coatings and Thin Films - ICMCTF2005, San Diego (USA) 02.-06. Mai 2005
Fraunhofer IWS Jahresbericht 2005 97
Fraunhofer IWS Jahresbericht 200598
Tagungsvorträge
[T63] S. Nowotny
»Rapid Repairing: An Efficient Manu-facturing Concept for Reconditioning ofWorn Components and Tools«
International User's Conference onRapid Prototyping & Rapid Tooling &Rapid Manufacturing - Euro-u Rapid2005, Leipzig (D) 10.-12. Mai 2005
[T64] S. Nowotny
»Precision laser build-up welding usingfiber lasers«
1. Workshop »Faserlaser«, Dresden (D)22. November 2005
[T65] S. Nowotny
»Schnelle Designänderungen und Repa-raturen von Werkzeugen durch direktenMetallauftrag mit Laserstrahlung«
Workshop »Laseranwendungen fürintelligente Werkzeugtechnik«,Dresden (D) 23. November 2005
[T66] S. Nowotny, T. Naumann, S. Orban, K.-H. Richter
»Laser Beam Cladding in ControlledAtmosphere»
3rd International WLT-Conference onLasers in Manufacturing, München (D)13.-16. Juni 2005
[T67] S. Nowotny, T. Naumann, S. Scharek, F. Kempe, A. Schmidt, E. Beyer
»Technological Solutions for IndustrialApplications of Laser Beam Cladding«
3rd International WLT-Conference onLasers in Manufacturing, München (D)13.-16. Juni 2005
[T68] T. Sander, J. U. Schmidt, H. Schenk, H. Lakner, S. Braun, T. Foltyn, A. Leson
»Highly Reflective Thin-Film Coatings forHigh-Power Applications of Microme-chanical Scanning Mirrors in the NIR-VISSpectral Region«
Optical Systems Design 2005 - Advancesin Optical Thin Films II, Jena (D) 12.-16. September 2005
[T69] T. Sander, J. U. Schmidt, H. Schenk, H. Lakner, S. Braun, T. Foltyn, A. Leson,A. Gatto, M. Yang, N. Kaiser
»Micromechanical Scanning Mirrorswith Highly Reflective NIR Coatings forHigh Power Applications«
Photonics West 2005: MEOMS, MEMS,Micro and Nanofabrication - MEOMSDisplay and Imaging Systems III,San Jose (USA) 22.-27. Januar 2005
[T48] A. Leson
»Entwicklungsschwerpunkte in derNanoelektronik«
Trendqualifikationen Nanotechnologie,Halle (D) 16. Februar 2005
[T49] A. Leson
»Nanotechnologie - Vision oder Realität«
120. Öffentliche Sitzung der Naturwis-senschaftlichen Gesellschaft ISIS Dres-den e.V., Dresden (D) 17. März 2005
[T50] A. Leson
»Nanotechnologie - Zukunftschancenoder Fiktion«
96. MNU-Kongress, Kiel (D) 20.-24. März 2005
[T51] A. Leson
»Nanotechnologie - Anwendungen undPerspektiven für den Automobilbau«
2. Fachkongress MicroCar 2005,Leipzig (D) 21.-22. Juni 2005
[T52] A. Leson
»Nanometerschichten für den Auto-mobilbau«
Workshop Nanomaterialien: Der»unsichtbare« Nutzen, Bayreuth (D) 29. Juni 2005
[T53] A. Leson
»Superhard Amorphous Carbon Coa-tings«
Saxon-German-Nanotechnology-Forum,London (GB) 03. Oktober 2005
[T54] A. Leson
»Nanotechnologie - Perspektiven undaktuelle Anwendungen«
Nanoworkshop 2005, Braunschweig (D)03. November 2005
[T55] A. Leson
»Nanotechnology - Applications andPerspectives for the Automotive Industry«
8th International Automotive Conferen-ce - ICA, Sunderland (GB) 05.-06. Oktober 2005
[T56] A. Leson
»Superhard Amorphous Carbon Coatings Applications and Perspectivesfor the Automotive Industry«
Sächsische Delegationsreise nach Japan,Seminar »Highlights of AutomotiveTechnology in Germany«, Tokio (Japan)21. Oktober 2005
[T57] A. Leson
»Superhard Amorphous Carbon Coa-tings Applications and Perspectives forthe Automotive Industry«
Sächsische Delegationsreise nach Japan,Seminar »Highlights of AutomotiveTechnology in Germany«, Nagoya(Japan) 24. Oktober 2005
[T58] A. Leson
»Superhard Amorphous Carbon Coa-tings«
Sächsische Delegationsreise nach Japan,Seminar »Highlights of German Tech-nological Development in Nanotech-nology« Kyoto, (Japan) 26. Oktober 2005
[T59] A. Leson
»Entwicklungsstand der Nanotech-nologie - Anwendungsgebiete, Visionen,Risiken«
Nanotechnologie in Sachsen - Potenziale - Chancen - Visionen,Dresden (D) 08. November 2005
[T60] A. Mahrle, E. Beyer
»Transient Behaviour of Laser InducedAxisymmetric Melt Pools«
18th Meeting on Mathematival Model-ling of Materials Processing with Lasers,Igls/Innsbruck (A) 19.-21. Januar 2005
[T61] S. Martens, V. Weihnacht, L.-M. Berger
»Ceramic Coatings«
Triboscience and Tribotechnology,Superior Friction and Wear Control inEngines and Transmissions - COST 532,Porto (Portugal) 18.-19. Oktober 2005
[T62] E. Marx, W. Grählert
»Insitu FTIR-Spectroscopy for ProcessOptimization and FDC at Infineon Tech-nology«
Workshop »Advanced Process Controlfor Future Oriented Manufacturing«,Dresden (D) 22.-23. September 2005

Fraunhofer IWS Jahresbericht 2005 99
Tagungsvorträge
[T70] T. Sander, J. U. Schmidt, H. Schenk, H. Lakner, A. Gatto, M. Yang, N. Kaiser,S. Braun, T. Foltyn, A. Leson
»Highly Reflective Coatings for Micro-mechanical Mirror Arrays Operating inthe DUV and VUV Spectral Range«
Photonics West 2005: MEOMS, MEMS,Micro and Nanofabrication - MEOMSDisplay and Imaging Systems III,San Jose (USA) 22.-27. Januar 2005
[T71] H.-J. Scheibe, M. Leonhardt, T. Schülke
»Deposition Technology, TribologicalProperties and Applications of Super-hard Amorphous (ta-c) Carbon Films«
Functional Coatings and SurfaceEngineering - FCSE, Montréal (CAN) 05.-09. Juni 2005
[T72] H.-J. Scheibe, M. Leonhardt, T. Schülke,C.-F. Meyer, H. Schulz, B. Schultrich, E. Beyer
»Laser-Arc Process and Technology forDeposition of Amorphous and Nano-structured Carbon Films«
8th International Conference on Applications of Diamond and RelatedMaterials and 1st NanoCarbon JointConference, Chicago (USA) 15.-19. Mai 2005
[T73] H.-J. Scheibe, T. Schülke, M. Becker, M. Leonhardt, E. Beyer, C.-F. Meyer, B. Schultrich, H. Schulz, V. Weihnacht
»Laser-Arc-Module System for IndustrialSeries Deposition of Super Hard Coatings«
International Conference on Metallur-gical Coating and Thin Films - ICMCTF2005, San Diego (USA) 02.-06. Mai 2005
[T74] B. Schultrich
»Nanostructured ceramic and carbonfilms for wear protection«
NATO-OVT Specialists Meeting AVT-122»Nanomaterials technology for militaryvehicle structurral applications«, Granada 03.-04. Oktober. 2005,
[T75] B. Schultrich, V. Weihnacht
»Superharte amorphe Kohlenstoff-schichten (ta-C) für Zerspanungs- undUmformwerkzeuge«
Tribologie-Fachtagung, Göttingen, (D)26.-28. September 2005
[T76] B. Schultrich, W. Grählert
»Von der nanostrukturellen Probenana-lyse zur Bauteilprüfung«
5. Dresdner Materialforschungstag,Dresden (D) 11. November 2005
[T85] J. Tuominen, P. Vuoristo, T. Mäntylä, J. Latokartano, J. Vihinen, T. Naumann,S. Scharek, L.-M. Berger
»Deposition of Thick Wear and Corrosion Resistant Coatings by 6 kWHigh Power Diode Laser«
24th International Congress on ICALEO2005, Miami (USA) 31. Oktober - 03. November 2005
[T86] S. Völlmar, E. Beyer
»Virtuelle Realität in der Laser-Material-bearbeitung und Oberflächentechnik«
Anwendungen der Virtuellen Realität imUmfeld der Ingenieurwissenschaften,Dresden (D) 22. März 2005
[T87] V. Weihnacht, B. Schultrich
»Superharte Kohlenstoffschichten (ta-C)für Automobilkomponenten«
EFDS-Workshop »Funktionale Ober-flächen für den Automobilbau«, Frank-furt (D) 14. November. 2005
[T88] T. Wünsche, W. Grählert
»In-Situ FTIR-Spectroscopy for ProcessOptimization and FDC at Infineon Tech-nology«
Workshop »Advances Process Controllfor Future Oriented Manufacturing«,Dresden (D) 22.-23. September 2005
[T89] H. Wust, P. Haller, G. Wiedemann
»Experimental Study of the Effect of aLaser Beam on the Morphology ofWood Surfaces«
European Conference on Wood Modifi-cation 2005, Göttingen (D) 06.-07. Oktober 2005
[T90] R. Zieris, L-M. Berger, I. Schulz, S. Martens, R. Enzl
»Investigation of Ceramic and Hard-metal Coatings in an Oscillating SlidingWear Test«
International Thermal Spray Conference& Exposition - ITSC 2005, Basel (CH) 02.-04. Mai 2005
[T91] O. Zimmer, B. Schultrich, T. Stucky, I. Endler, R. Schober, J. Vetter
»Beschichtung von Formwerkzeugen -Chance oder Kostenfaktor?«
EFDS-Workshop »Beschichtete Werkzeu-ge - höhere Wirtschaftlichkeit in der Ur-und Umformtechnik«, Dresden (D) 25. November. 2005
[T77] U. Schwarz, M. Oertel, H. Wust
»Schmalflächenbeschichtung im Brenn-punkt des Lasers«
2. Innovationsforum Holz, Lichtenstein (D) Dezember 2005
[T78] F. Sonntag, R. Poll, U. Klotzbach, M. Rabenau
»Technological Plattform for Cell MicroArray Based Biochips«
14th International Conference of Medi-cal Physics (ICMP 2005) & 39th AnnualConference of the German Society forBiomedical Engineering (BMT 2005),Nürnberg (D) 14.-18. November 2005
[T79] J. Standfuß, B. Brenner
»Laser Induction Welding - From BasicResearch to Industrial Applications«
Interntional Forum on Project Develop-ment, Bologna (I) 28. Februar - 01. März 2005
[T80] J. Standfuß, B. Brenner, A. Jahn, D. Dittrich
»Laserstrahlgeschweißte Leichtbaustruk-turen aus Stahl und Aluminium«
16. Weltmesse Schweißen und Schnei-den, Essen (D) 12.-17. September 2005
[T81] A. Techel
»Kunststoffprototypen mit Fräsgenauig-keit - pcpro®«
RapidTech 2005, Erfurt (D) 31. Mai - 01. Juni 2005
[T82] A. Techel
»Neue Hard- und Softwarelösungen fürdas roboterbasierte Laserhärten undAuftragschweißen«
EuroMold 2005, Frankfurt/Main (D) 30. November - 03. Dezember 2005
[T83] A. Techel
»Metal Laminated Tooling im Großwerk-zeugbau«
EuroMold 2005, Franfurt/Main (D) 30. November - 03. Dezember 2005
[T84] J. Tuominen, J. Latokartano, J. Vihinen,P. Vuoristo, T. Mäntylä, T. Naumann, S. Scharek, L.-M. Berger, S. Nowotny
»Deposition of Thick Wear and Corrosi-on Resistant Coatings by High PowerDiode Laser«
3rd International WLT-Conference onLasers in Manufacturing, München (D)13.-16. Juni 2005

Fraunhofer IWS Jahresbericht 2005100
Adresse:
Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS Dresden Gruppe KommunikationAnsprechpartner: Dr. Ralf Jäckel
Winterbergstr. 28 01277 Dresden
Tel.: 0351 / 2583 444 Fax: 0351 / 2583 300 E-mail: [email protected]
Internet: www.iws.fraunhofer.de
Wenn Sie mehr Informationen wün-schen, kreuzen Sie bitte das entspre-chende Feld an und senden bzw.faxen Sie eine Kopie dieser Seite anuntengenannte Adresse:
Bitte senden Sie mir:
� die Broschüre »Problemlösungen aus einer Hand«
� die Broschüre »One-Stop Solutions« (in englisch)
� den Jahresbericht 2003
� den Jahresbericht 2004
� einen weiteren Jahresbericht 2005
Bitte senden Sie mir Material über folgende Verfahren und Methoden:
Bereich Röntgen- und EUV-Optik
� Multischichten für EUV- und röntgenoptische Anwendungen
Bereich PVD-Dünnschichttechnologie
� Diamor® - Superharte, amorpheKohlenstoffschichten für Werkzeu-ge zur Bearbeitung von Leicht- undBuntmetallen sowie Kunststoffen
� Diamor® - Superharte, amorpheKohlenstoffschichten für Maschinender Verpackungs- undLebensmittelindustrie
� Laserakustisches Prüfgerät LAwave®
für Schichten und Werkstoffober-flächen
� Laser-Arc-Modul zur Abscheidungvon superharten amorphen Kohlen-stoffschichten
Bereich CVD-Dünnschichttechnologie
� FTIR-Spektroskopie zur CVD-Diag-nostik
� Optische Spektroskopie an Ober-flächen und Schichten
Bereich Thermische Beschichtungs-verfahren
� 3D-Laser-Pulver-Auftragschweißenmit dem Koaxial-Beschichtungskopf
� Laser-Rapid-Prototyping - Ein Ver-fahren zur schnellen Fertigung von Funktionsmustern
� Rapid-Prototyping von metallischenBauteilen durch Laser-Flüssig-phasen-Sintern von Verbundpulvern
Bereich Füge- und Randschicht-technologien
� Laserstrahlschweißen und Hybrid-schweißverfahren
� Laserstrahlschweißen mit Hoch-leistungs-Diodenlasern
� Induktiv unterstützte Laser-Materialbearbeitung
� Laserstrahlhärten - ein modernesVerfahren zur Verbesserung derSchwingfestigkeit von Bauteilen
� Werkstoffprüfung sichert Produkt-qualität
� GEOPT - Software zum Laserstrahl-härten
Bereich Systemtechnik / Laser-abtragen und -trennen
� lasertronic® - Systeme aus demFraunhofer IWS Dresden
� lasertronic® - High-Power-Strahl-ablenkoptik für das Laserstrahl-schweißen
� Formgenaues Hochgeschwindig-keits-Laserschneiden
� Laserstrahlabtragen dünner Deck-schichten
� Laserbearbeitung von Naturstein
� Patinafreilegungen mit dem Laser-strahl
� Mikroschneiden und -bohren mitultraviolettem Laserlicht
� Mikrostrukturierung von Keramikenmit Excimerlasern
� Rutschhemmende Ausrüstungpolierter Natursteinoberflächen mittels Lasermikrostrukturierung
Informationsservice

Fraunhofer IWS Jahresbericht 2005 101
Post-Adresse:
Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS Dresden
Winterbergstr. 28
01277 Dresden
Internet-Adresse:
http://www.iws.fraunhofer.de
Tel.: (0351) 2583 324 Fax: (0351) 2583 300 E-mail: [email protected]
Anfahrtsweg:
Mit dem Auto (ab Autobahn): - Autobahn A4 oder A13 bis Dreieck Dresden-
West, dann über die neue Autobahn A17,Ausfahrt Südvorstadt / Zentrum,
- Bundesstraße B170 folgend Richtung Stadtzen-trum bis Pirnaischer Platz (ca. 6 km),
- am Pirnaischen Platz rechts abbiegen Richtung»Gruna / VW-Manufaktur«,
- geradeaus, am Ende des »Großen Gartens«rechts in die Karcherallee,
- an der folgenden Ampel links in die Winter-bergstraße.
Mit der Straßenbahn (ab Dresden-Hauptbahn-hof): - Straßenbahnlinie 10 zum Straßburger Platz, - mit den Linien 1 oder 2 stadtauswärts (Rich-
tung Kleinzschachwitz bzw. Prohlis) bis Halte-stelle Zwinglistraße,
- 10 min zu Fuß (Richtung Grunaer Weg).
Mit dem Flugzeug: - ab Flughafen Dresden-Klotzsche mit dem Taxi
zur Winterbergstraße 28 (ca. 10 km), - oder mit der S-Bahn (unterirdische S-Bahn-
Station) zum Hauptbahnhof, weiter s. Bahn.
Kontaktadressen und Anfahrt

Impressum
Redaktion: Dr. Ralf Jäckel Dipl.-Ing. Karin Juch
Koordination / Gestaltung: Dipl.-Ing. Karin Juch Dr. Ralf Jäckel
Bildnachweis: S. 6 (Abb. r.): Franck Thibault, LondonS. 52 (Abb. 3): Fraunhofer CCL Plymouth, USAS. 90 (Abb. u.): Messe München GmbH alle anderen Abb.: Fraunhofer IWS Dresden
© Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS Dresden 2006
Bei Abdruck ist die Einwilligung der Redaktion erforderlich.
Fraunhofer IWS Jahresbericht 2005102