KALIBRIERZERTIFIKAT SCS CERTIFICAT D'ETALONNAGE SCS ... · This calibration certificate shall not...
6
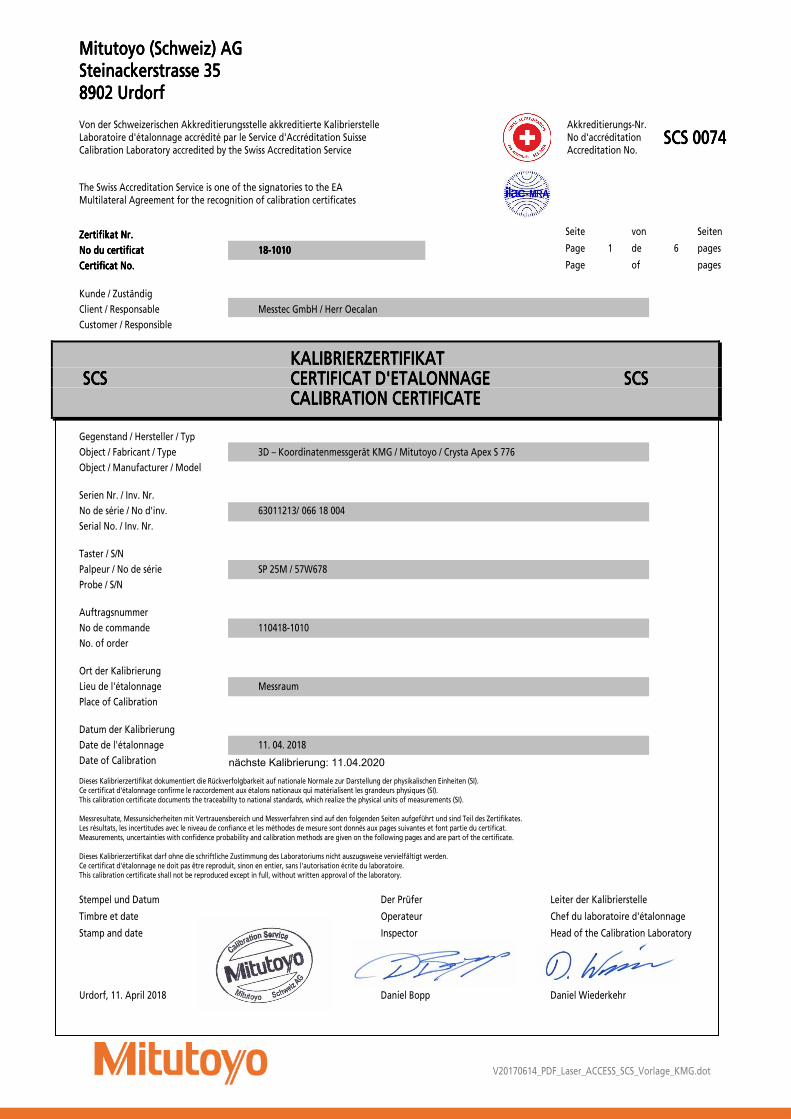
V20170614_PDF_Laser_ACCESS_SCS_Vorlage_KMG.dot Mitutoyo (Schweiz) AG Mitutoyo (Schweiz) AG Mitutoyo (Schweiz) AG Mitutoyo (Schweiz) AG Steinackerstrasse 35 Steinackerstrasse 35 Steinackerstrasse 35 Steinackerstrasse 35 8902 Urdorf 8902 Urdorf 8902 Urdorf 8902 Urdorf Von der Schweizerischen Akkreditierungsstelle akkreditierte Kalibrierstelle Laboratoire d'étalonnage accrédité par le Service d'Accréditation Suisse Calibration Laboratory accredited by the Swiss Accreditation Service Akkreditierungs-Nr. No d'accréditation Accreditation No. SCS 0074 SCS 0074 SCS 0074 SCS 0074 The Swiss Accreditation Service is one of the signatories to the EA Multilateral Agreement for the recognition of calibration certificates Zertifikat Nr. Zertifikat Nr. Zertifikat Nr. Zertifikat Nr. No No No No du certificat du certificat du certificat du certificat 18 18 18 18-1010 1010 1010 1010 Certificat No. Certificat No. Certificat No. Certificat No. Kunde / Zuständig Client / Responsable Messtec GmbH / Herr Oecalan Customer / Responsible Gegenstand / Hersteller / Typ Object / Fabricant / Type 3D – Koordinatenmessgerät KMG / Mitutoyo / Crysta Apex S 776 Object / Manufacturer / Model Serien Nr. / Inv. Nr. No de série / No d'inv. 63011213/ 066 18 004 Serial No. / Inv. Nr. Taster / S/N Palpeur / No de série SP 25M / 57W678 Probe / S/N Auftragsnummer No de commande 110418-1010 No. of order Ort der Kalibrierung Lieu de l'étalonnage Messraum Place of Calibration Datum der Kalibrierung Date de l'étalonnage 11. 04. 2018 Date of Calibration Dieses Kalibrierzertifikat dokumentiert die Rückverfolgbarkeit auf nationale Normale zur Darstellung der physikalischen Einheiten (SI). Ce certificat d'étalonnage confirme le raccordement aux étalons nationaux qui matérialisent les grandeurs physiques (SI). This calibration certificate documents the traceabillty to national standards, which realize the physical units of measurements (SI). Messresultate, Messunsicherheiten mit Vertrauensbereich und Messverfahren sind auf den folgenden Seiten aufgeführt und sind Teil des Zertifikates. Les résultats, les incertitudes avec le niveau de confiance et les méthodes de mesure sont donnés aux pages suivantes et font partie du certificat. Measurements, uncertainties with confidence probability and calibration methods are given on the following pages and are part of the certificate. Dieses Kalibrierzertifikat darf ohne die schriftliche Zustimmung des Laboratoriums nicht auszugsweise vervielfältigt werden. Ce certificat d'étalonnage ne doit pas être reproduit, sinon en entier, sans l'autorisation écrite du laboratoire. This calibration certificate shall not be reproduced except in full, without written approval of the laboratory. Stempel und Datum Der Prüfer Leiter der Kalibrierstelle Timbre et date Operateur Chef du laboratoire d'étalonnage Stamp and date Inspector Head of the Calibration Laboratory Urdorf, 11. April 2018 Daniel Bopp Daniel Wiederkehr KALIBRIERZERTIFIKAT KALIBRIERZERTIFIKAT KALIBRIERZERTIFIKAT KALIBRIERZERTIFIKAT SCS SCS SCS SCS CERTIFICAT D'ETALONNAGE CERTIFICAT D'ETALONNAGE CERTIFICAT D'ETALONNAGE CERTIFICAT D'ETALONNAGE SCS SCS SCS SCS CALIBRATION CERTIFICATE CALIBRATION CERTIFICATE CALIBRATION CERTIFICATE CALIBRATION CERTIFICATE Seite von Seiten Page 1 de 6 pages Page of pages nächste Kalibrierung: 11.04.2020
Transcript of KALIBRIERZERTIFIKAT SCS CERTIFICAT D'ETALONNAGE SCS ... · This calibration certificate shall not...
V20170614_PDF_Laser_ACCESS_SCS_Vorlage_KMG.dot
Mitutoyo (Schweiz) AGMitutoyo (Schweiz) AGMitutoyo (Schweiz) AGMitutoyo (Schweiz) AG Steinackerstrasse 35Steinackerstrasse 35Steinackerstrasse 35Steinackerstrasse 35 8902 Urdorf8902 Urdorf8902 Urdorf8902 Urdorf
Von der Schweizerischen Akkreditierungsstelle akkreditierte Kalibrierstelle Laboratoire d'étalonnage accrédité par le Service d'Accréditation Suisse Calibration Laboratory accredited by the Swiss Accreditation Service
Akkreditierungs-Nr. No d'accréditation Accreditation No.
SCS 0074SCS 0074SCS 0074SCS 0074
The Swiss Accreditation Service is one of the signatories to the EA Multilateral Agreement for the recognition of calibration certificates
Zertifikat Nr.Zertifikat Nr.Zertifikat Nr.Zertifikat Nr.
NoNoNoNo du certificatdu certificatdu certificatdu certificat 18181818----1010101010101010
Certificat No.Certificat No.Certificat No.Certificat No.
Kunde / Zuständig
Client / Responsable Messtec GmbH / Herr Oecalan
Customer / Responsible
Gegenstand / Hersteller / Typ
Object / Fabricant / Type 3D – Koordinatenmessgerät KMG / Mitutoyo / Crysta Apex S 776
Object / Manufacturer / Model
Serien Nr. / Inv. Nr.
No de série / No d'inv. 63011213/ 066 18 004 Serial No. / Inv. Nr.
Taster / S/N
Palpeur / No de série SP 25M / 57W678
Probe / S/N
Auftragsnummer
No de commande 110418-1010
No. of order
Ort der Kalibrierung
Lieu de l'étalonnage Messraum
Place of Calibration
Datum der Kalibrierung
Date de l'étalonnage 11. 04. 2018
Date of Calibration Dieses Kalibrierzertifikat dokumentiert die Rückverfolgbarkeit auf nationale Normale zur Darstellung der physikalischen Einheiten (SI). Ce certificat d'étalonnage confirme le raccordement aux étalons nationaux qui matérialisent les grandeurs physiques (SI). This calibration certificate documents the traceabillty to national standards, which realize the physical units of measurements (SI). Messresultate, Messunsicherheiten mit Vertrauensbereich und Messverfahren sind auf den folgenden Seiten aufgeführt und sind Teil des Zertifikates. Les résultats, les incertitudes avec le niveau de confiance et les méthodes de mesure sont donnés aux pages suivantes et font partie du certificat. Measurements, uncertainties with confidence probability and calibration methods are given on the following pages and are part of the certificate. Dieses Kalibrierzertifikat darf ohne die schriftliche Zustimmung des Laboratoriums nicht auszugsweise vervielfältigt werden. Ce certificat d'étalonnage ne doit pas être reproduit, sinon en entier, sans l'autorisation écrite du laboratoire. This calibration certificate shall not be reproduced except in full, without written approval of the laboratory.
Stempel und Datum Der Prüfer Leiter der Kalibrierstelle
Timbre et date Operateur Chef du laboratoire d'étalonnage
Stamp and date Inspector Head of the Calibration Laboratory
Urdorf, 11. April 2018 Daniel Bopp Daniel Wiederkehr
KALIBRIERZERTIFIKATKALIBRIERZERTIFIKATKALIBRIERZERTIFIKATKALIBRIERZERTIFIKAT SCSSCSSCSSCS CERTIFICAT D'ETALONNAGECERTIFICAT D'ETALONNAGECERTIFICAT D'ETALONNAGECERTIFICAT D'ETALONNAGE SCSSCSSCSSCS CALIBRATION CERTIFICATECALIBRATION CERTIFICATECALIBRATION CERTIFICATECALIBRATION CERTIFICATE
Seite von Seiten
Page 1 de 6 pages
Page of pages
nächste Kalibrierung: 11.04.2020
Kalibrier - Zertifikat Nr. 18-1010 Seite 2 von 6
INHALTSVERZEICHNISINHALTSVERZEICHNISINHALTSVERZEICHNISINHALTSVERZEICHNIS Seite 1 Protokolldaten / Rückverfolgbarkeit Seite 2 Inhaltsverzeichnis / Zusammenfassung Seite 3 Kalibrierverfahren Seite 4 Messergebnisse: Übersicht (Zusammenfassung) Seite 5 - 6 Messergebnisse: Detaillierte Messergebnisse
ZUSAMMENFASSUNGZUSAMMENFASSUNGZUSAMMENFASSUNGZUSAMMENFASSUNG GerätebeschreibungGerätebeschreibungGerätebeschreibungGerätebeschreibung
CNC gesteuertes 3D - Koordinatenmessgerät (KMG) mit Maschinenfehlerkompensation und Temperaturkompensation. Typ: Crysta Apex S 776 Messbereich: X 705 mm Y 705 mm Z 605 mm Auflösung: 0.1 µm Tastsystem: SP 25M (Renishaw)
GrenzwerteGrenzwerteGrenzwerteGrenzwerte (Mitutoyo-Spezifikationen)
Umgebungsbedingungen
Temperatur 18 - 22°C Längenmessabweichung
E0,MPE = ± (1.7 µm + 4.0 ⋅ 10-6 ⋅ L) Einzeltaster-Antastabweichung
PFTU,MPE = 1.7 µm mit Tasterlänge 30 mm
Kalibrier - Zertifikat Nr. 18-1010 Seite 3 von 6
KALIBRIERVERFAHRENKALIBRIERVERFAHRENKALIBRIERVERFAHRENKALIBRIERVERFAHREN GrundlageGrundlageGrundlageGrundlage
Management-System der SCS-Kalibrierstelle 0074, Kapitel K08-KV-10
Verwendete Messmittel und NormaleVerwendete Messmittel und NormaleVerwendete Messmittel und NormaleVerwendete Messmittel und Normale
MessgrösseMessgrösseMessgrösseMessgrösse
NormalNormalNormalNormal / / / / AusdAusdAusdAusd....koeff. koeff. koeff. koeff. (µm/m)°C(µm/m)°C(µm/m)°C(µm/m)°C / S/ S/ S/ Serien Nr.erien Nr.erien Nr.erien Nr.
Bereich / UnsicherheitBereich / UnsicherheitBereich / UnsicherheitBereich / Unsicherheit
KalibrierscheinKalibrierscheinKalibrierscheinKalibrierschein / Nr./ Nr./ Nr./ Nr.
E0
PFTU
Temp.°C
Stufenendmass 770 mm Stahl / 10.7 / 810102
Kugelnormal Ø 30 mm Keramik / 20832-50
Thermo Hygrometer Almemo 2390-8 / H05070107
770 mm / 0.21 µm + 0.34 x 10-6 x LS
30 mm / 0.15 µm
16°C - 24°C / (0.1+0.01rF) %rF / 0.02°C
RvA K 086 / T-00434235
METAS / 111-10247
SCS 0066 / 2017-2469
Überprüfung der Überprüfung der Überprüfung der Überprüfung der LängenmessLängenmessLängenmessLängenmessabweichabweichabweichabweichungungungung EEEE0000
Unter Längenmessabweichung wird verstanden, wie ein Koordinatenmessgerät den Abstand zweier Punkte bestimmt, welche sich auf parallelen Flächen gegenüberliegen. Die Verbindungslinie zwischen diesen Punkten wird Messlinie genannt.
Die folgenden 7 Messlinien werden überprüft und auf den entsprechenden Seiten protokolliert:
Pos.1 RUV–LOH Seite 5 Pos.2 RUH –LOV Seite 5 Pos.3 LUH–ROV Seite 5 Pos.4 LUV–ROH Seite 5 Pos.5 X – Achse 6 Pos.6 Y – Achse Seite 6 Pos.7 Z – Achse Seite 6
Bei den Messungen Pos.1-4 wird das Bezugsnormal räumlich diagonal im Messbereich positioniert. Die Bildung des Koordinatensystems (räumliche Ausrichtung) erfolgt auf der gewählten Messfläche am Bezugsnormal. Ausgehend von der grösstmöglichen Testlänge in der Messlinie, werden 5 Messstufen festgelegt und mit drei Wiederholungen gemessen. Für die Messungen Pos.5-7 wird das Normal zu der entsprechenden Maschinenachse parallel ausgerichtet.
Überprüfung der Überprüfung der Überprüfung der Überprüfung der EinzeltasterEinzeltasterEinzeltasterEinzeltaster----AntastabweAntastabweAntastabweAntastabweichungichungichungichung PPPPFTUFTUFTUFTU
Das Tastsystem wird mit einer Referenzkugel geprüft. Es werden 25 gleichmässig verteilte Punkte auf der Halbkugel angetastet. Aus den 25 Radien nach Gauss, in Bezug auf die Kugelmitte nach der Methode der kleinsten Quadrate, wird die Spannweite aus Rmax – Rmin als Einzeltaster-Antastabweichung PFTU ermittelt.
Kalibrier - Zertifikat Nr. 18-1010 Seite 4 von 6
MESSMESSMESSMESSERGEBNISERGEBNISERGEBNISERGEBNISSESESESE Die Konformitätsaussagen auf den Messprotokollen zu diesem Zertifikat beurteilen die Übereinstimmung der Genauigkeit des KMG mit den Mitutoyo-Spezifikationen bezüglich der Parameter E0 und PFTU gemäss den Normen EN ISO 10360-2 und EN ISO 10360-5. Bei diesen Konformitätsaussagen wurde die unten angegebene Messunsicherheit berücksichtigt.
MessunsicherheitMessunsicherheitMessunsicherheitMessunsicherheit
Die Messunsicherheit beträgt für U(E0) = 0.3 µm + 1.0 · 10-6 · L und für U(PFTU) = 0.11 µm. Angegeben ist die
erweiterte Messunsicherheit, die sich aus der Standardmessunsicherheit durch Multiplikation mit dem Erweiterungsfaktor k = 2 ergibt. Sie setzt sich zusammen aus Anteilen des Prüflings, der Kalibriereinrichtung, des Messbereichs und den Umgebungsbedingungen. Die Messunsicherheit wurde gemäss der Norm ISO/TS 23165 ermittelt. Der Wert der Messgrösse liegt mit einer Wahrscheinlichkeit von 95% im zugeordneten Werteintervall.
UmgebungsbedingungenUmgebungsbedingungenUmgebungsbedingungenUmgebungsbedingungen
Temperatur Bezugsnormal 21.16 - 21.73 °C
Bemerkung: Die Mitutoyo-Spezifikationen für die Umgebungsbedingungen wurden während der Kalibrierung in Bezug zur Temperatur erfüllt.
LängenmessLängenmessLängenmessLängenmessabweichabweichabweichabweichung Eung Eung Eung E0000
E0 Pos.1-7 siehe Protokollseiten 5-6
EinzeltasterEinzeltasterEinzeltasterEinzeltaster----AnAnAnAntastabweichungtastabweichungtastabweichungtastabweichung PPPPFTUFTUFTUFTU
Tastsystem: SP 25M S/N: 57W678 PFTU= 0.610 µm Änderung der KMG KompensationÄnderung der KMG KompensationÄnderung der KMG KompensationÄnderung der KMG Kompensation Die Linear- und Winkelfehler- Kompensationsdaten, vor und nach der Kalibrierung, werden protokoliert und auf Verlangen nachgereicht.
Wichtig:Wichtig:Wichtig:Wichtig: Der Inhalt dieses Zertifikates darf nur in vollständiger Form veröffentlicht oder weitergegeben
werden und bedarf der Genehmigung der ausstellenden Kalibrierstelle.
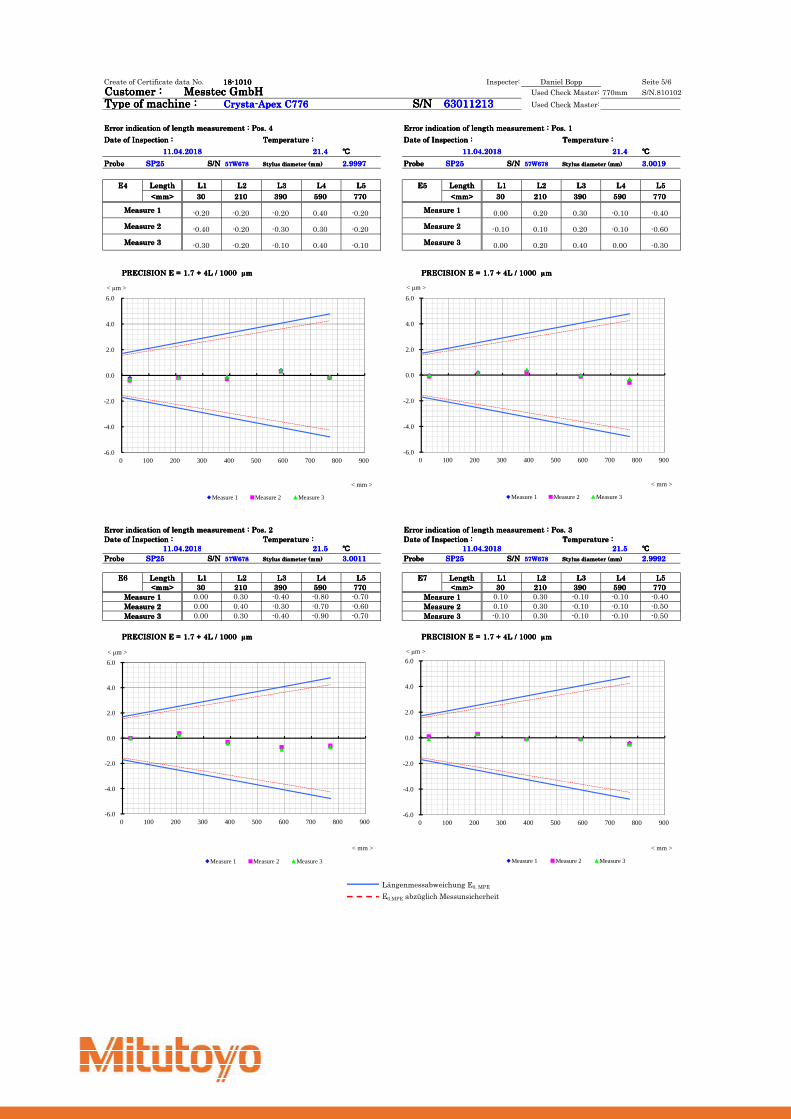
Create of Certificate data No. 18-101018-101018-101018-1010 Inspecter: Seite 5/6
Customer :Customer :Customer :Customer : Messtec GmbHMesstec GmbHMesstec GmbHMesstec GmbH Used Check Master: 770mm S/N.810102
Type of machine :Type of machine :Type of machine :Type of machine : S/NS/NS/NS/N Used Check Master:
Error indication of length measurement : Pos. 4Error indication of length measurement : Pos. 4Error indication of length measurement : Pos. 4Error indication of length measurement : Pos. 4 Error indication of length measurement : Pos. 1Error indication of length measurement : Pos. 1Error indication of length measurement : Pos. 1Error indication of length measurement : Pos. 1
Date of Inspection :Date of Inspection :Date of Inspection :Date of Inspection : Temperature :Temperature :Temperature :Temperature : Date of Inspection :Date of Inspection :Date of Inspection :Date of Inspection : Temperature :Temperature :Temperature :Temperature :
21.421.421.421.4 ℃℃℃℃ 21.421.421.421.4 ℃℃℃℃ProbeProbeProbeProbe SP25 SP25 SP25 SP25 S/NS/NS/NS/N 57W678 57W678 57W678 57W678 Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm) 2.99972.99972.99972.9997 ProbeProbeProbeProbe SP25 SP25 SP25 SP25 S/NS/NS/NS/N 57W678 57W678 57W678 57W678 Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm) 3.00193.00193.00193.0019
E4E4E4E4 LengthLengthLengthLength L1L1L1L1 L2L2L2L2 L3L3L3L3 L4L4L4L4 L5L5L5L5 E5E5E5E5 LengthLengthLengthLength L1L1L1L1 L2L2L2L2 L3L3L3L3 L4L4L4L4 L5L5L5L5
<mm><mm><mm><mm> 30303030 210210210210 390390390390 590590590590 770770770770 <mm><mm><mm><mm> 30303030 210210210210 390390390390 590590590590 770770770770
Measure 1Measure 1Measure 1Measure 1 -0.20 -0.20 -0.20 0.40 -0.20 Measure 1Measure 1Measure 1Measure 1 0.00 0.20 0.30 -0.10 -0.40
Measure 2Measure 2Measure 2Measure 2 -0.40 -0.20 -0.30 0.30 -0.20 Measure 2Measure 2Measure 2Measure 2 -0.10 0.10 0.20 -0.10 -0.60
Measure 3Measure 3Measure 3Measure 3 -0.30 -0.20 -0.10 0.40 -0.10 Measure 3Measure 3Measure 3Measure 3 0.00 0.20 0.40 0.00 -0.30
1.70 4.00 0 0.30 1.00
PRECISION E =PRECISION E =PRECISION E =PRECISION E = 1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm PRECISION E =PRECISION E =PRECISION E =PRECISION E = 1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm
Unsertanity(ChecMaser) .
0 385 770
1.55 2.90 4.25
-1.55 -2.90 -4.25
Catalog Accuracy
0 385 770 385
1.70 3.24 4.78
-1.70 -3.24 -4.78
1.70 1.73 1.73 1.85 1.99 2.13-1 -1.73 -1.73 -1.85 -1.99 -2.131.0 1.03 1.15 1.29 1.43 1.57-1 -1.03 -1.15 -1.29 -1.43 -1.57
Error indication of length measurement : Pos. 2Error indication of length measurement : Pos. 2Error indication of length measurement : Pos. 2Error indication of length measurement : Pos. 2 Error indication of length measurement : Pos. 3Error indication of length measurement : Pos. 3Error indication of length measurement : Pos. 3Error indication of length measurement : Pos. 3Date of Inspection :Date of Inspection :Date of Inspection :Date of Inspection : Temperature :Temperature :Temperature :Temperature : Date of Inspection :Date of Inspection :Date of Inspection :Date of Inspection : Temperature :Temperature :Temperature :Temperature :
21.521.521.521.5 ℃℃℃℃ 21.521.521.521.5 ℃℃℃℃ProbeProbeProbeProbe SP25 SP25 SP25 SP25 S/NS/NS/NS/N 57W678 57W678 57W678 57W678 Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm) 3.00113.00113.00113.0011 ProbeProbeProbeProbe SP25 SP25 SP25 SP25 S/NS/NS/NS/N 57W678 57W678 57W678 57W678 Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm) 2.99922.99922.99922.9992
E6E6E6E6 LengthLengthLengthLength L1L1L1L1 L2L2L2L2 L3L3L3L3 L4L4L4L4 L5L5L5L5 E7E7E7E7 LengthLengthLengthLength L1L1L1L1 L2L2L2L2 L3L3L3L3 L4L4L4L4 L5L5L5L5<mm><mm><mm><mm> 30303030 210210210210 390390390390 590590590590 770770770770 <mm><mm><mm><mm> 30303030 210210210210 390390390390 590590590590 770770770770
Measure 1Measure 1Measure 1Measure 1 0.00 0.30 -0.40 -0.80 -0.70 Measure 1Measure 1Measure 1Measure 1 0.10 0.30 -0.10 -0.10 -0.40Measure 2Measure 2Measure 2Measure 2 0.00 0.40 -0.30 -0.70 -0.60 Measure 2Measure 2Measure 2Measure 2 0.10 0.30 -0.10 -0.10 -0.50Measure 3Measure 3Measure 3Measure 3 0.00 0.30 -0.40 -0.90 -0.70 Measure 3Measure 3Measure 3Measure 3 -0.10 0.30 -0.10 -0.10 -0.50
PRECISION E =PRECISION E =PRECISION E =PRECISION E = 1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm PRECISION E =PRECISION E =PRECISION E =PRECISION E = 1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm
Längenmessabweichung E0, MPE
E0.MPE abzüglich Messunsicherheit
11.04.201811.04.201811.04.201811.04.2018
11.04.201811.04.201811.04.201811.04.2018
Daniel Bopp
63011213630112136301121363011213
11.04.201811.04.201811.04.201811.04.2018
11.04.201811.04.201811.04.201811.04.2018
Crysta-Apex C776Crysta-Apex C776Crysta-Apex C776Crysta-Apex C776
-6.0
-4.0
-2.0
0.0
2.0
4.0
6.0
0 100 200 300 400 500 600 700 800 900
< µm >
< mm >
Measure 1 Measure 2 Measure 3
-6.0
-4.0
-2.0
0.0
2.0
4.0
6.0
0 100 200 300 400 500 600 700 800 900
< µm >
< mm >
Measure 1 Measure 2 Measure 3
-6.0
-4.0
-2.0
0.0
2.0
4.0
6.0
0 100 200 300 400 500 600 700 800 900
< µm >
< mm >
Measure 1 Measure 2 Measure 3
-6.0
-4.0
-2.0
0.0
2.0
4.0
6.0
0 100 200 300 400 500 600 700 800 900
< µm >
< mm >
Measure 1 Measure 2 Measure 3
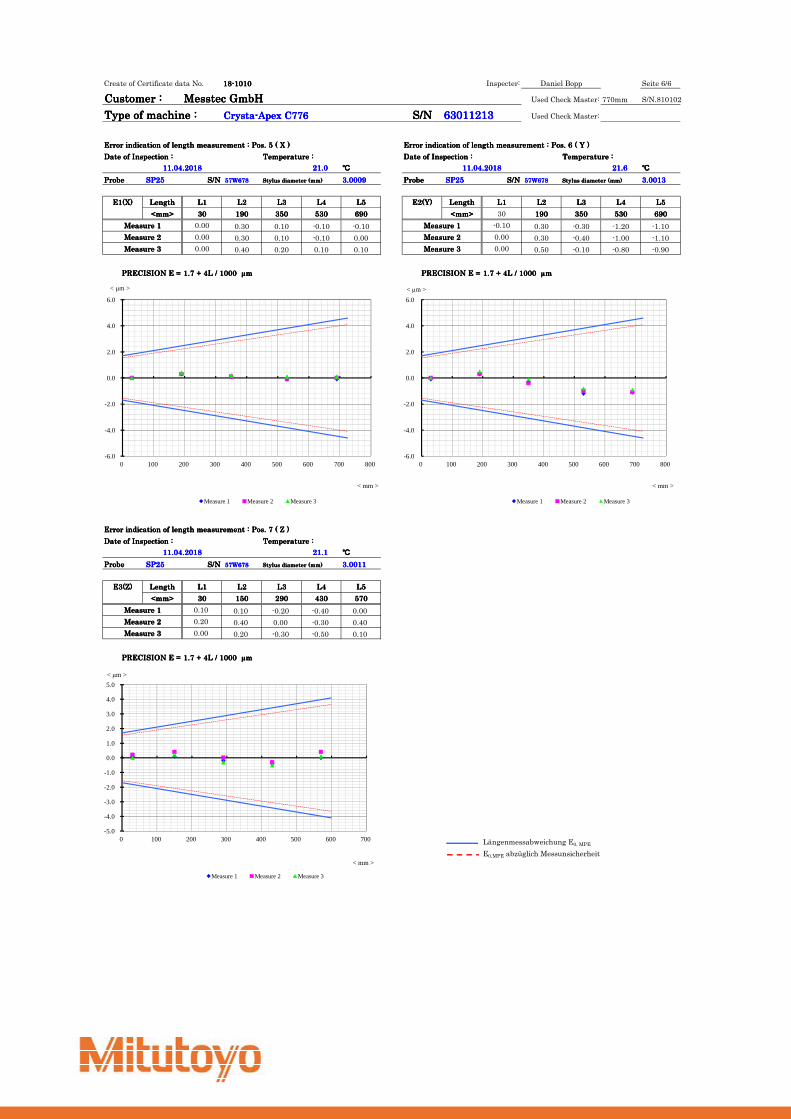
Create of Certificate data No. 18-101018-101018-101018-1010 Inspecter: Seite 6/6
Customer :Customer :Customer :Customer : Messtec GmbHMesstec GmbHMesstec GmbHMesstec GmbH Used Check Master: 770mm S/N.810102
Type of machine :Type of machine :Type of machine :Type of machine : S/NS/NS/NS/N Used Check Master:
Error indication of length measurement : Pos. 5 ( X )Error indication of length measurement : Pos. 5 ( X )Error indication of length measurement : Pos. 5 ( X )Error indication of length measurement : Pos. 5 ( X ) Error indication of length measurement : Pos. 6 ( Y )Error indication of length measurement : Pos. 6 ( Y )Error indication of length measurement : Pos. 6 ( Y )Error indication of length measurement : Pos. 6 ( Y )
Date of Inspection :Date of Inspection :Date of Inspection :Date of Inspection : Temperature :Temperature :Temperature :Temperature : Date of Inspection :Date of Inspection :Date of Inspection :Date of Inspection : Temperature :Temperature :Temperature :Temperature :
21.021.021.021.0 ℃℃℃℃ 21.621.621.621.6 ℃℃℃℃ProbeProbeProbeProbe SP25 SP25 SP25 SP25 S/NS/NS/NS/N 57W678 57W678 57W678 57W678 Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm) 3.00093.00093.00093.0009 ProbeProbeProbeProbe SP25 SP25 SP25 SP25 S/NS/NS/NS/N 57W678 57W678 57W678 57W678 Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm) 3.00133.00133.00133.0013
E1(X)E1(X)E1(X)E1(X) LengthLengthLengthLength L1L1L1L1 L2L2L2L2 L3L3L3L3 L4L4L4L4 L5L5L5L5 E2(Y)E2(Y)E2(Y)E2(Y) LengthLengthLengthLength L1L1L1L1 L2L2L2L2 L3L3L3L3 L4L4L4L4 L5L5L5L5
<mm><mm><mm><mm> 30303030 190190190190 350350350350 530530530530 690690690690 <mm><mm><mm><mm> 30 190190190190 350350350350 530530530530 690690690690
Measure 1Measure 1Measure 1Measure 1 0.00 0.30 0.10 -0.10 -0.10 Measure 1Measure 1Measure 1Measure 1 -0.10 0.30 -0.30 -1.20 -1.10
Measure 2Measure 2Measure 2Measure 2 0.00 0.30 0.10 -0.10 0.00 Measure 2Measure 2Measure 2Measure 2 0.00 0.30 -0.40 -1.00 -1.10
Measure 3Measure 3Measure 3Measure 3 0.00 0.40 0.20 0.10 0.10 Measure 3Measure 3Measure 3Measure 3 0.00 0.50 -0.10 -0.80 -0.90
1.7 4 0 0.30 1.00 0.30 1.00
PRECISION E =PRECISION E =PRECISION E =PRECISION E = 1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm 1.70 1.0 PRECISION E =PRECISION E =PRECISION E =PRECISION E = 1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm
For Graph for VDI/VDE X-axis for VDI/VDE Y-axis
Unsertanity(ChecMaser) 1.25 1.0 0 Unsertanity(ChecMaser) 1.25 1.0 0
0.00 362 725 1.25 1.0 0 0 362 725 1.25 1.0 0
1.55 2.82 4.09 for ISO E1 1.55 2.82 4.09 for ISO E2
-1.55 -2.82 -4.09 1.70 1.0 0 -1.55 -2.82 -4.09 1.70 1.0 0
For Graph 1.70 1.0 0 1.70 1.0 0
Catalog Accuracy Catalog Accuracy
0.00 362 725 362 0 362 725 362
1.70 3.15 4.60 1.70 3.15 4.60
-1.70 -3.15 -4.60 -1.70 -3.15 -4.60
1.70 1.73 1.89 2.05 2.23 2.39 1.70 1.73 1.89 2.05 2.23 2.39
-1.7 -1.73 -1.89 -2.05 -2.23 -2.39 -1.7 -1.73 -1.89 -2.05 -2.23 -2.39
1.0 1.03 1.19 1.35 1.53 1.69 1.0 1.03 1.19 1.35 1.53 1.69
-1 -1.03 -1.19 -1.35 -1.53 -1.69 -1 -1.03 -1.19 -1.35 -1.53 -1.69
1 0.00 725 0 0.00 0 1 0.00 725 0 0.00 0
VDI 1.25 1.00 0 0.00 0.00 VDI 1.25 1.00 0 0.00 0.00
-1.25 -1.00 0.00 0.00 -1.25 -1.00 0.00 0.00
ISO 1.70 1.00 0 0.00 0.00 ISO 1.70 1.00 0 0.00 0.00
-1.70 -1.00 0.00 0.00 -1.70 -1.00 0.00 0.00
Error indication of length measurement : Pos. 7 ( Z )Error indication of length measurement : Pos. 7 ( Z )Error indication of length measurement : Pos. 7 ( Z )Error indication of length measurement : Pos. 7 ( Z )
Date of Inspection :Date of Inspection :Date of Inspection :Date of Inspection : Temperature :Temperature :Temperature :Temperature :
21.121.121.121.1 ℃℃℃℃ProbeProbeProbeProbe SP25 SP25 SP25 SP25 S/NS/NS/NS/N 57W678 57W678 57W678 57W678 Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm)Stylus diameter (mm) 3.00113.00113.00113.0011
E3(Z)E3(Z)E3(Z)E3(Z) LengthLengthLengthLength L1L1L1L1 L2L2L2L2 L3L3L3L3 L4L4L4L4 L5L5L5L5
<mm><mm><mm><mm> 30303030 150150150150 290290290290 430430430430 570570570570
Measure 1Measure 1Measure 1Measure 1 0.10 0.10 -0.20 -0.40 0.00
Measure 2Measure 2Measure 2Measure 2 0.20 0.40 0.00 -0.30 0.40
Measure 3Measure 3Measure 3Measure 3 0.00 0.20 -0.30 -0.50 0.10
0.3 1
PRECISION E =PRECISION E =PRECISION E =PRECISION E = 1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm1.7 + 4L / 1000 µm
For Graph
Unsertanity(ChecMaser)
0 299 599
1.55 2.60 3.64
-1.55 -2.60 -3.64
Catalog Accuracy
0 299 599 299
1.70 2.90 4.09
-1.70 -2.90 -4.09
1.70 1.73 1.73 1.85 1.99 2.13
-1.7 -1.73 -1.73 -1.85 -1.99 -2.13
1.0 1.03 1.15 1.29 1.43 1.57
-1 -1.03 -1.15 -1.29 -1.43 -1.57Längenmessabweichung E0, MPE
E0.MPE abzüglich Messunsicherheit
Daniel Bopp
11.04.201811.04.201811.04.201811.04.2018
63011213630112136301121363011213Crysta-Apex C776Crysta-Apex C776Crysta-Apex C776Crysta-Apex C776
11.04.201811.04.201811.04.201811.04.2018
11.04.201811.04.201811.04.201811.04.2018
-6.0
-4.0
-2.0
0.0
2.0
4.0
6.0
0 100 200 300 400 500 600 700 800
< µm >
< mm >
Measure 1 Measure 2 Measure 3
-6.0
-4.0
-2.0
0.0
2.0
4.0
6.0
0 100 200 300 400 500 600 700 800
< µm >
< mm >
Measure 1 Measure 2 Measure 3
-5.0
-4.0
-3.0
-2.0
-1.0
0.0
1.0
2.0
3.0
4.0
5.0
0 100 200 300 400 500 600 700
< µm >
< mm >
Measure 1 Measure 2 Measure 3