
KANBAN in SAP - saphelp.it · Kanban-Hilfsmittel, wie z.B. Behälter, Karten, Signale usw., die ......
43
Fallstudien Logistik KANBAN in SAP Studienarbeit an der Hochschule Hof Studiengang Master Logistik Betreuer Bearbeiter Prof. Dr. Ina Löbus Tamar Kiessling Alfons-Goppel Platz1 Alberto Vera Ramirez 95028 Hof Jan Kriz Hof, den 24. Juni 2009
Transcript of KANBAN in SAP - saphelp.it · Kanban-Hilfsmittel, wie z.B. Behälter, Karten, Signale usw., die ......
Fallstudien Logistik
KANBAN in SAP
Studienarbeit an der Hochschule Hof
Studiengang Master Logistik
Betreuer Bearbeiter
Prof. Dr. Ina Löbus Tamar Kiessling
Alfons-Goppel Platz1 Alberto Vera Ramirez
95028 Hof Jan Kriz
Hof, den 24. Juni 2009
II
Inhaltsverzeichnis
1. Ziel der Seminararbeit ............................................................................ 1
2. Kanban .................................................................................................... 2
2.1. Definition und Geschichte des Kanban .............................................................. 2
2.2. Die traditionelle Materialbedarfsplanung .......................................................... 3
2.3. Philosophie des Kanban ..................................................................................... 4
2.3.1. Der Kanban-Regelkreis ..................................................................................... 5
2.3.2. Ein-Karten- und Zwei-Karten-Kanban-Systeme ............................................ 6
2.4. Nutzen von Kanban ........................................................................................... 7
3. Voraussetzungen zur Einführung von Kanban ...................................... 8
3.1. Auswahl Kanban-geeigneter Materialien und Produkte .................................. 10
4. Anwendung von Kanban in SAP ........................................................... 13
4.1. SAP .................................................................................................................. 13
4.2. Hilfsmittel der Kanban-Steuerung ................................................................... 14
4.2.1. Kanban-Impuls ................................................................................................. 14
4.2.2. Kanban-Tafel .................................................................................................... 16
4.2.3. Druck und Umlauf der Karten ....................................................................... 21
4.3. Stammdaten für Kanban ................................................................................. 24
4.3.1. Produktionsversorgungsbereich ..................................................................... 24
4.3.2. Materialstammdaten ........................................................................................ 26
4.3.3. Regelkreis .......................................................................................................... 27
4.4. Nachschubstrategien ........................................................................................ 32
4.5. Verschiedene Möglichkeiten der Durchführung von Kanban ......................... 33
4.5.1. Klassisches Kanban .......................................................................................... 33
4.5.2. Kanban mit Mengenimpuls ............................................................................. 33
4.5.3. Das “Ein-Karten“ Kanban .............................................................................. 34
4.5.4. Ereignisgesteuertes Kanban ............................................................................ 36
5. Fazit ....................................................................................................... 38
III
Abbildungsverzeichnis
Abbildung 1: Material und Informationsfluss ............................................................................ 4
Abbildung 2: Verkettung von Kanban-Prozessen, mehrere Regelkreise im Einsatz ................. 4
Abbildung 3: Überprüfung der Kanban-Fähigkeit .................................................................... 9
Abbildung 4: Wert- und Mengenverteilung in Prozent bei der ABC-Analyse. ....................... 11
Abbildung 5: Verbrauchsverlauf .............................................................................................. 12
Abbildung 6: ABC/ XYZ-Analyse .......................................................................................... 12
Abbildung 7: Auslösung des Kanban-Impulses durch Barcode ............................................... 15
Abbildung 8: Kanban-Karte mit Barcode ................................................................................ 15
Abbildung 9: Manuelle Auslösung des Kanban-Impulses ....................................................... 16
Abbildung 10: Statusfolge in SAP ........................................................................................... 17
Abbildung 11: Kanban-Tafel und Status Option ...................................................................... 18
Abbildung 12: Kanban-Information ......................................................................................... 18
Abbildung 13: Legende anzeigen ............................................................................................. 19
Abbildung 14: Kanban-Tafel aus der Verbrauchersicht .......................................................... 20
Abbildung 15:Kanban-Tafel Quellensicht ............................................................................... 21
Abbildung 16: Kanban-karte Drucken ..................................................................................... 23
Abbildung 17: Produktionsversorgungsbereiche in SAP ......................................................... 25
Abbildung 18: Produktionsversorgungsbereiche in SAP anzeigen .......................................... 26
Abbildung 19: Materialstammdaten in SAP ............................................................................ 27
Abbildung 20: Regelkreis – Beziehung zwischen Quelle und Verbraucher ............................ 28
Abbildung 21: Materialzuordnung im Regelkreis .................................................................... 28
Abbildung 22: Regelkreis im Kanban-Menü ........................................................................... 29
Abbildung 23: Angezeigter Regelkreis 13 in SAP ................................................................... 30
Abbildung 24: Kanban-Karten im Regelkreis 13 ..................................................................... 31
Abbildung 25: Produktionsversorgungsbereich im Regelkreis 13 ........................................... 31
Abbildung 26: Nachschubstrategie im Regelkreis 13 .............................................................. 31
Abbildung 27: Nachschubstrategie im Customizing-Menü ..................................................... 32
Abbildung 28: Anstoßen des Nachschub bei Status "in Verbrauch" ....................................... 35
Abbildung 29: Anstoßen des Nachschub bei Status "wartet" .................................................. 36
Abbildung 30: Ereignisgesteuertes Kanban ............................................................................. 37
1
1. Ziel der Seminararbeit
Diese Fallstudie mit dem Thema “Kanban in SAP“ beschäftigt sich mit der elektronischen
Abwicklung von Prozessen, die bei der Kanban-Auslösung im Hintergrund des SAP ablaufen.
Heutzutage nimmt die elektronische Steuerung immer wieder an der Bedeutung zu. Anhand
der elektronischen Abwicklung wird versucht die einzelnen Prozesse effektiver zu gestallten
und damit vor allem Kosten- und Produktionsvorteile zu gewinnen.
In der Fallstudie werden zunächst Geschichte und Grundprinzipien des Kanban beschrieben.
Dies ist der Schlüssel zum erkennen, für welche Produktionsarten die Kanban-Anwendung
geeignet und einsetzbar ist. Anschließend werden die primären Prozesse, die für elektronische
Kanban-Abwicklung notwendig sind, in SAP erläutert und mit geeigneten Bildern und
Screenshots ergänzt.
Das Thema “Kanban in SAP“ ist ein breites Thema. In der Fallstudie werden vor allem die
Abläufe geklärt, die die Logistik und den ganzen Materialfluss direkt betreffen.
2
2. Kanban
2.1. Definition und Geschichte des Kanban
Der Begriff Kanban stammt aus dem Japanischen. Im Deutschen kann es wörtlich als Karte,
Tafel, Zettel, bzw. Schild übersetzt werden. Die Kanban-Karte dient in der Wirtschaftsbranche
zur Übertragung von Informationen, die in der ganzen Wertschöpfungskette benötigt werden.1
Das ursprüngliche Kanban-System wurde 1947 von Taiichi Ohno in der japanischen Toyota
Motor Corporation entwickelt. Japan befand sich nach dem zweiten Weltkrieg im
industriellen Rückgang und wurde von anderen Staaten weder wirtschaftlich noch finanziell
unterstützt. Die blühende Inflation komplizierte die ökonomische Lage deutlich. Japan musste
sich auf eigene Kapazitäten und Quellen verlassen. Dies war der Grund dafür, dass in diesem
Zeitraum viele neuen Technologien wie Kanban, Just in Time, Kaizen, usw. (so genanntes
Toyota-Produktionssystem) entstanden, die die ganze Produktion und Wertschöpfungskette
vereinfachten und eine effektivere Produktion ermöglichten.2
Toyota operierte unter ganz anderen wirtschaftlichen Rahmenbedingungen als Ford und
General Motors. Diese amerikanischen Automobilhersteller profitierten aus dem national und
international ausgebauten Absatzmarkt und setzten generell auf Massenproduktion.
In Japan waren die meisten Industrien zerstört, Ressourcen waren begrenzt und der
Absatzmarkt zu klein. Das waren die Hauptgründe, warum Toyota beschloss, im Vergleich zu
USA, geringe Mengen an sehr unterschiedlichen Fahrzeugmodellen auf denselben
Fertigungsbändern zu produzieren. Die Japaner wollten eine ähnliche Qualität wie Ford und
GM, dies aber bei niedrigen Kosten, kurzen Durchlaufzeiten und höheren Flexibilität
erzielen.3
Um diese Vorteile zu generieren, wurde eine flexible und effiziente Fertigungstechnik
gesucht. So kam u.a. Kanban zum Einsatz.
Das Toyota-Produktionssystem zeigte sich als das richtige Steuerungskonzept, mit dem
Toyota später anderen Konkurrenten aus der Automotive-Branche überholte und diesen als
ein Vorbild in der effektiven Produktion diente. In den 70er Jahren des letzten Jahrhunderts
wurde das Steuerungssystem auch von Unternehmen in USA und Europa eingeführt, die
damit dem so-genannten Toyota Weg folgte4
1 Vgl. Imai (1998), S. 24. 2Vgl. Liker (2007), S. 30-31. 3 Vgl. Liker (2007), S. 48-49. 4 Vgl. http://de.wikipedia.org/wiki/Kanban (20.04.2009)
3
Um die Kanban-Vorteile in heutiger hochmodernisierter Zeit noch mehr zu nutzen, machten
viele Unternehmen in der Umsetzung einen weiteren Schritt. Sie versuchen die Kanban-
Prozesse elektronisch abzudecken und zu steuern und damit die Effektivität noch mehr zu
erhöhen. Diese elektronische Umsetzung ist ein Nachweis dafür, wie schnell sich neue
Technologien entwickeln.
Die reine Kanban-Philosophie ändert sich mit der neuen, technischen Umsetzung nicht. Es
handelt sich nur um die neue Implementierung und Weiterentwicklung des bestehenden
Kanban-Wissens.
2.2. Die traditionelle Materialbedarfsplanung
„Bei der traditionellen Bedarfsplanung werden die Produktionsmengen und -termine in
Abhängigkeit vom aktuellen Kunden- oder Planprimärbedarf auf Enderzeugnisebene
berechnet und die Einsatzmengen und Bereitstellungstermine der Komponenten dann über die
Stücklistenauflösung ermittelt. Die Produktionsmengen können für unterschiedliche Bedarfe
zu Losen zusammengefasst werden. Die Losgrößenbildung orientiert sich am gewählten
Losgrößenverfahren.
Pro Fertigungsstufe werden Lose meistens komplett hergestellt, bevor sie in einer folgenden
Fertigungsstufe weiter verwendet werden. Die in der Bedarfsplanung ermittelten Termine
sind Grundlage einer Feinplanung für die aktuelle Fertigungsstufe, auch wenn zum Zeitpunkt
der Planung oft nicht bekannt ist, wann genau das Material für die nächstfolgende
Fertigungsstufe benötigt wird.
Das Material wird aufgrund dieser Termine durch die Produktion geschoben (Pushprinzip).
Häufig ergeben sich dadurch Wartezeiten bis zum Beginn der Fertigung bzw. bis zur
Weiterverarbeitung. Diese Wartezeiten gehen schließlich als erhöhte Durchlauf- oder
Sicherheitszeiten in die Planung ein und werden selten unterboten. Das Resultat können hohe
Materialbestände und lange Durchlaufzeiten in der Produktion sein.“5
5http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
4
2.3. Philosophie des Kanban
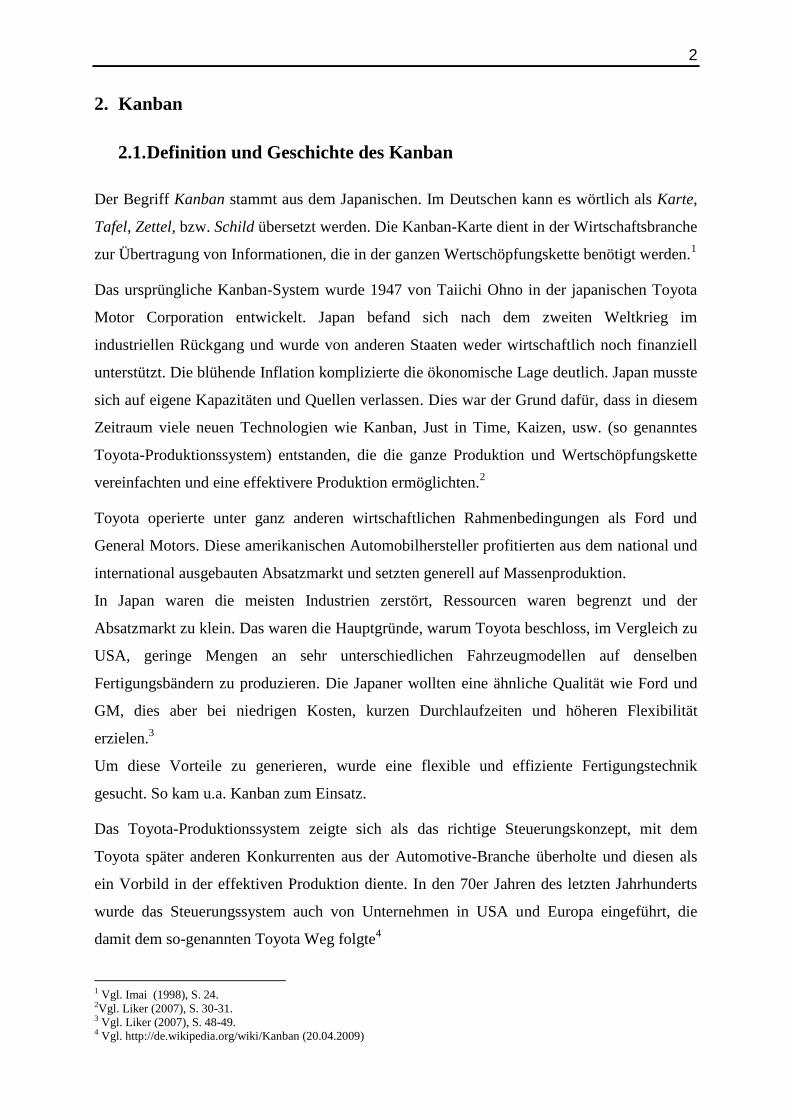
Kanban ist eine Methode der selbststeuernden Produktion, die nach dem Holprinzip
(Pullprinzip) realisiert wird. Der Materialfluss ist hierbei vorwärts gerichtet (vom Erzeuger
zum Verbraucher), während der Informationsfluss rückwärts gerichtet ist (vom Verbraucher
zum Erzeuger). Ziel des Kanban-Systems ist es die Produktionsprozesse harmonisch,
transparent und effizient zu steuern.6
Abbildung 1: Material und Informationsfluss (Quelle: Geiger (2003), S. 13.)
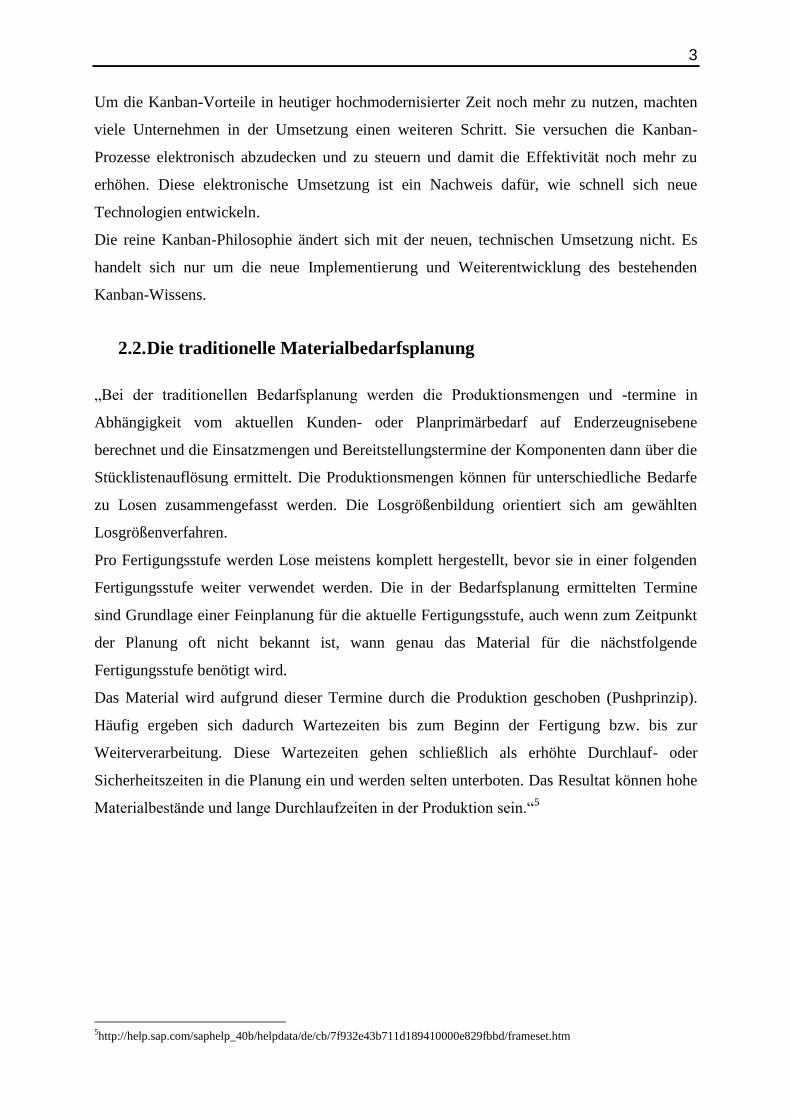
Taiichi Ohno beschrieb die Supermarktidee in diesen Worten: „Es müsste doch möglich sein,
den Materialfluss in der Produktion nach dem Supermarkt-Prinzip zu organisieren, das heißt,
ein Verbraucher entnimmt aus dem Regal eine Ware bestimmter Spezifikation und Menge;
die Lücke wird bemerkt und wieder aufgefüllt“.7
Abbildung 2: Verkettung von Kanban-Prozessen, mehrere Regelkreise im Einsatz (Quelle: Geiger (2003) S. 17)
6 Vgl. Geiger (2009), S. 12. 7 Zäpfel (2000), S. 228 f.
Materialfluss
Erzeuger Verbraucher
Informationsfluss
Stanzen
Bearbeiten
Montieren
Verpacken
Kunde
5
Das Kanban-System arbeitet eng mit der Just in Time Belieferung mit. Die transparente
Kommunikation durch Kanban-Karten ermöglicht die benötigte Menge in der benötigten Zeit
an die richtige Stelle zu beliefern.
Zu der Kommunikation zwischen dem Erzeuger und dem Verbraucher dienen verschiedene
Kanban-Hilfsmittel, wie z.B. Behälter, Karten, Signale usw., die später im Kapitel 4.2
ausführlich erläutert werden.
2.3.1. Der Kanban-Regelkreis
Die Kanban-Steuerung wird oft als Supermarktprinzip bezeichnet. Es funktioniert genau wie
in einem Warenhaus. Der Verbraucher entnimmt die Ware aus dem Regal und das Personal
füllt das Regal nach Bedarf wieder auf. Die Prozesssteuerung hängt von der räumlichen
Entfernung, Lieferzeiten, Nachfragen und vor allem von sauberem Informationsaustausch ab,
da der Erzeuger, bzw. die produzierende Stelle, ein Signal braucht, welche Teile in welcher
Menge benötigt werden. Zu der Informationsübertragung dienen eben die Kanban-Karten.
Die Karten zirkulieren in einem Regelkreis. Der Regelkreis besteht aus der
materialproduzierenden Quelle, aus der materialverbrauchenden Senke und aus einem
Pufferlager zwischen Quelle und Senke.
Die Senke holt grundsätzlich die von ihr benötigten Materialien aus dem Pufferlager ab. Bei
Erreichen des Mindestbestandes im Pufferlager benötigt die produzierende Stelle ein Signal,
das definiert, welche Teile in welchen Mengen und zu welchem Zeitpunkt bereitgestellt
werden müssen. Diese Informationen werden durch die Kanban-Karten übermittelt.
Bei Entnahme eines Teils aus dem Pufferlager wird die entsprechende Karte von hier zum
Lieferanten befördert. Beim Erhalt der Karte startet der Lieferant seinen Fertigungsauftrag.
Beim Empfang der Materialien kann durch einen weiteren Kanban-Impuls per Barcode der
Wareneingang beim Verbraucher automatisch gebucht werden.
Die Produktion erfolgt nur, wenn ein konkreter Bedarf vorliegt, damit wird die Entstehung
von überflüssigen Beständen vermieden. Je nach betrieblichen Voraussetzungen können
mehrere Regelkreise auf der Kanban-Art gesteuert und somit Abläufe vom Lieferanten bis zu
Kunden gelenkt werden.8
8 Vgl. Geiger (2009), S. 17.
6
2.3.2. Ein-Karten- und Zwei-Karten-Kanban-Systeme
Man unterscheidet zwei Kanban-Systeme:
Ein-Karten-Kanban-System
Zwei-Karten-Kanban-System
Das Ein- Karten-Kanban wird nur beim Produktionskanban verwendet Zwischen
produzierender und verbrauchender Stelle wird in diesem Fall nur eine Kanban-Karte
eingesetzt. Besteht bei der Senke ein Bedarf an bestimmten Teilen, wird ein leerer Kanban-
Behälter ins Pufferlager gestellt und ein voller Behälter mit den benötigten Teilen
entnommen. Der Mitarbeiter entfernt die Kanban-Karte des vollen Behälters und legt sie in
die dafür bestimmte Kanban-Sammelbox der Quelle. Diese Kanban-Karte stellt für die Quelle
einen Fertigungsauftrag für genau die Menge dar, die auf Kanban-Karte notiert ist. Der
zuständige Mitarbeiter bringt den vollen Behälter zu seinem Arbeitsplatz und fährt mit seiner
Tätigkeit fort.
Die fertigen Teile werden in der von Quelle in einen leeren Kanban-Behälter aus dem
Pufferlager gelegt. Die dann gefüllten Behälter werden nach dem Versehen mit einer Kanban-
Karte versendet und anschließend wieder im Pufferlager abgestellt.9 10
Beim Zwei-Karten-Kanban-System wird zwischen einem Produktions- und einer Transport-
Kanban-Karte unterschieden. Die Produktions-Kanban-Karte regelt die Produktion, wie im
vorangegangenen Abschnitt beschrieben. Die Transport-Kanban-Karte zirkuliert zwischen der
verbrauchenden Stelle (Senke) und dem Pufferlagerort, um die benötigte Menge aus dem
Lager abzurufen. Die erste Transport-Kanban-Karte dient zur Information der Quelle, wann
eine Senke eine Zuliefermenge aus dem Pufferlager entnommen hat. Die zweite Karte
beschriftet den entnommenen Behälter für die jeweilige Senke.
Das Zwei-Karten-Kanban-System ist bei räumlich weit auseinander liegenden Quellen,
Senken und Lagern gut geeignet.11 12
9 Vgl. Scheuermann (2005) S. 42 10 Vgl. Werner (2008) S142 11 Vgl. Wenzel (2001)S.230 12 Vgl. Löddig (2008) S.182
7
2.4. Nutzen von Kanban
Das Hauptziel der Einführung von Kanban aus ist Kostenersparnis. Die Vorteile von Kanban
wirken sich jedoch in mehreren Unternehmensbereichen aus und führen neben den
finanziellen Vorteilen auch zu einer effektiven Gestaltung der Produktion und der
Lieferantenverbindungen sowie einem effektiven Einsatz der Mitarbeiter.
Da die Produktion selbst gesteuert wird und nur bei konkretem Bedarf produziert wird,
wird eine Überproduktion vermieden. Dies führt zur Bestandssenkung von Material
sowie fertiger und unfertiger Erzeugnisse.
„Ein Unternehmen konnte das in Bestände gebundene Kapital durch die Einführung von
Kanban von 500 000 € innerhalb von 15 Monaten auf 200 000 € reduzieren. Zusätzlich
konnten Teile des Lagers an Fremdfirmen vermietet und somit die enorme Kosten der
Lagerhaltung noch einmal verringert werden.“13
Die geringere Kapitalbindung führt zur höheren Liquidität finanzieller Mitteln.
Durch Kanban wird eine frühzeitige Fehlerkennung möglich. Qualitätsmängel werden
sofort erkannt, da nur 100% Gutteile an die nächste Abteilung weitergehen. Es führt zur
Qualitätsverbesserung und zur Qualitätssicherung direkt an der Quelle und zur
Vermeidung der Nacharbeitungskosten. Je früher eventuelle Fehler entdeckt und behoben
werden, desto besser können Schwierigkeiten und Probleme in dem weiteren Verlauf der
Produktion vermieden werden.14
Durch schnellere und sicherere Prozesse bewirkt Kanban eine Steigerung der
Liefertreue und eine Verkürzung der Lieferzeiten. Die Einhaltung der Liefertermine
wirkt sich positiv auf die Kundenzufriedenheit aus.15
Ein weiterer Nutzen kann in besserer Ordnung und Sauberkeit in der Fertigung
gesehen werden.
13 Geiger (2003), S. 19. 14 Vgl. Geiger (2003), S. 20-21. 15 Vgl. Geiger (2003), S. 19.
8
3. Voraussetzungen zur Einführung von Kanban
Kanban ist in seiner einfachsten Form für Artikel geeignet, die in großen Mengen und
regelmäßig verbraucht werden. Kanban kann also überall dort eingesetzt werden, wo ein
stetiger Materialfluss vom Einkauf über die Produktion bis hin zum Vertrieb vorherrscht.
Bei der Beurteilung über den Einsatz des Kanban ist es wichtig die zeitliche Verteilung der
Nachfrage, die Produktlebenszyklen, die Produktstruktur, die Organisationsform der
Fertigung und das Ausfallverhaltens des Produktionsprozesses zugrunde zu legen. Daraus
folgt, dass es Voraussetzung für Einführung des Kanban-Systems ist, geringe
Bedarfsschwankungen der durch Kanban gesteuerten Artikel zu gewährleisten.16
Weitere Voraussetzung ist es, dass das Kanban-Modell für nicht für solche Produkte
eingesetzt werden sollte, deren Lebenszyklus sich in einer ruhigen Phase befindet. Das
Kanban-Modell ist idealerweise anwendbar für die Produkte, deren Lebenszyklus sich in einer
Reife- und Sättigungsphase befindet.
Kanban eignet sich für alle Unternehmen bei Artikeln mit hoher Verbrauchshäufigkeit und
Vorhersagbarkeit. Kanban setzt somit einen gewissen Standardisierungsgrad voraus. Häufig
wird Kanban im Einkauf als Anlieferkonzept und zur Disposition der Ware in der Produktion
zur fertigungssynchronen Bereitstellung zu verbauender Teile und in der Distribution,
beispielsweise für die Belieferung des Großhandels eingesetzt.
Weniger gut eignet sich Kanban für Einzelaufträge und Artikel, die nur in geringen Mengen
verbraucht werden. Auch Artikel, bei denen eine Monopolstellung hinsichtlich der
Anlieferungssituation herrscht, eignen sich weniger für Kanban. Die Vorteile von Kanban,
wie die Flexibilität in der Produktion, können in diesem Fall nicht genutzt werden.
Beispielsweise ist dann die Einhaltung der Wiederbeschaffungszeit nicht zuverlässig genug
gegeben. Zu prüfen ist jedoch, ob nicht durch geeignete Maßnahmen, wie beispielsweise
durch Standardisierung, die Verwendung von Gleichteilen oder den Einsatz einer
Plattformstrategie das Volumen einzelner Artikel erhöht werden kann, was zusätzlich weitere
positive Auswirkungen, wie die Einsparung von Materialkosten mit sich bringt.17
16 Vgl. Hansmann (2006) S. 380. 17 Vgl. Klevers (2007) S. 187.
9
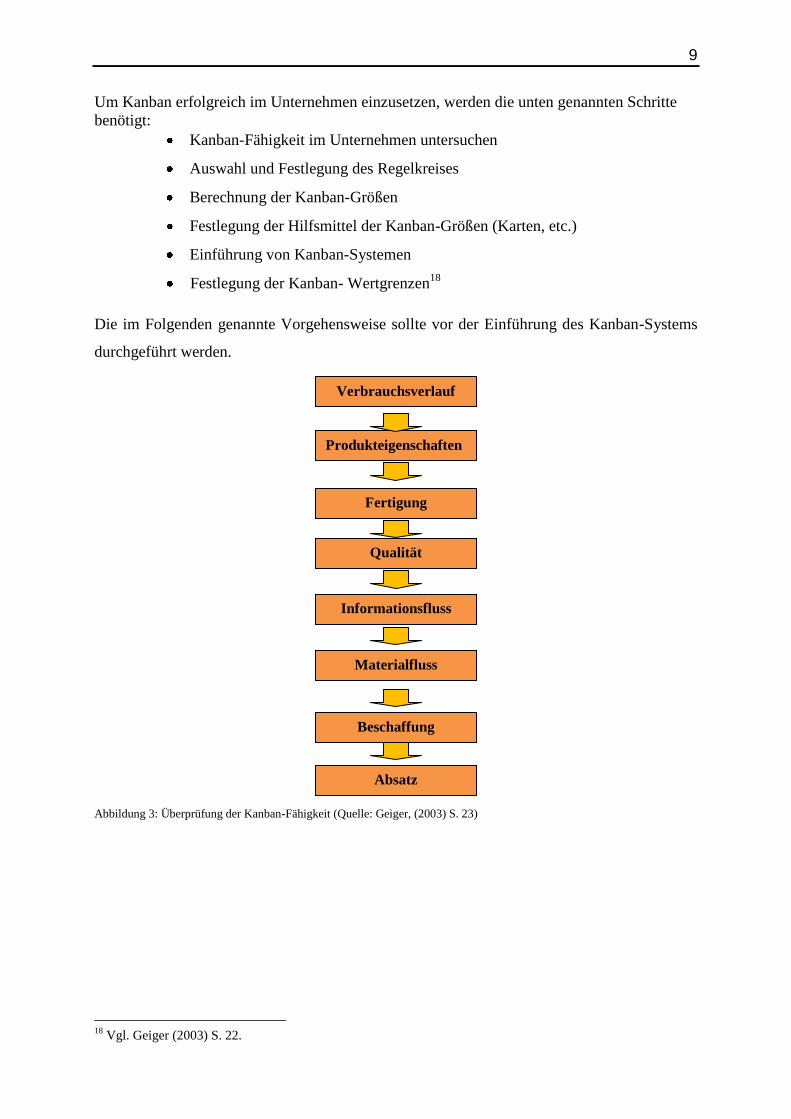
Um Kanban erfolgreich im Unternehmen einzusetzen, werden die unten genannten Schritte
benötigt:
Kanban-Fähigkeit im Unternehmen untersuchen
Auswahl und Festlegung des Regelkreises
Berechnung der Kanban-Größen
Festlegung der Hilfsmittel der Kanban-Größen (Karten, etc.)
Einführung von Kanban-Systemen
Festlegung der Kanban- Wertgrenzen18
Die im Folgenden genannte Vorgehensweise sollte vor der Einführung des Kanban-Systems
durchgeführt werden.
Abbildung 3: Überprüfung der Kanban-Fähigkeit (Quelle: Geiger, (2003) S. 23)
18
Vgl. Geiger (2003) S. 22.
Verbrauchsverlauf
Produkteigenschaften
Fertigung
Qualität
Informationsfluss
Materialfluss
Beschaffung
Absatz

10
3.1. Auswahl Kanban-geeigneter Materialien und Produkte
Allgemein können Regelungen in Prozessabläufen für jede Art von Produkten, bzw.
Materialien gefunden werden. Bei der Auswahl von für Kanban geeigneten Materialien
können uns zwei Verfahren helfen:
ABC-Analyse
XYZ-Analyse19
Die ABC-Analyse ist eine Planungs- und Ermittlungsmethode, die unter anderen in der
Materialwirtschaft angewendet wird. Mit Hilfe der ABC- Analyse erfolgt eine Einteilung des
Materialsortiments in:
A-Teile (Materialien mit hohem wertmäßigem Verbrauch)
B-Teile (Materialien mit mittlerem wertmäßigem Verbrauch)
C-Teile (Materialien mit niedrigem wertmäßigem Verbrauch)20
Die ABC-Analyse ist folglich ein Instrument zur Materialplanung und Steuerung. Das
Verfahren hilft, die jeweiligen Teile zu erkennen, die für das Unternehmen besondere
Bedeutung haben.
Da in der Praxis von vielen verschiedenen Lieferanten viele verschiedene Materialien zu
beschaffen sind, ist die ABC-Analyse bei der Beschaffungsplanung ein wertvolles Hilfsmittel.
Die Ergebnisse der ABC-Analyse geben erste Hinweise zur Durchführung der
Bedarfsprognose, Bestellmengen- und Bestellsystementscheidung.
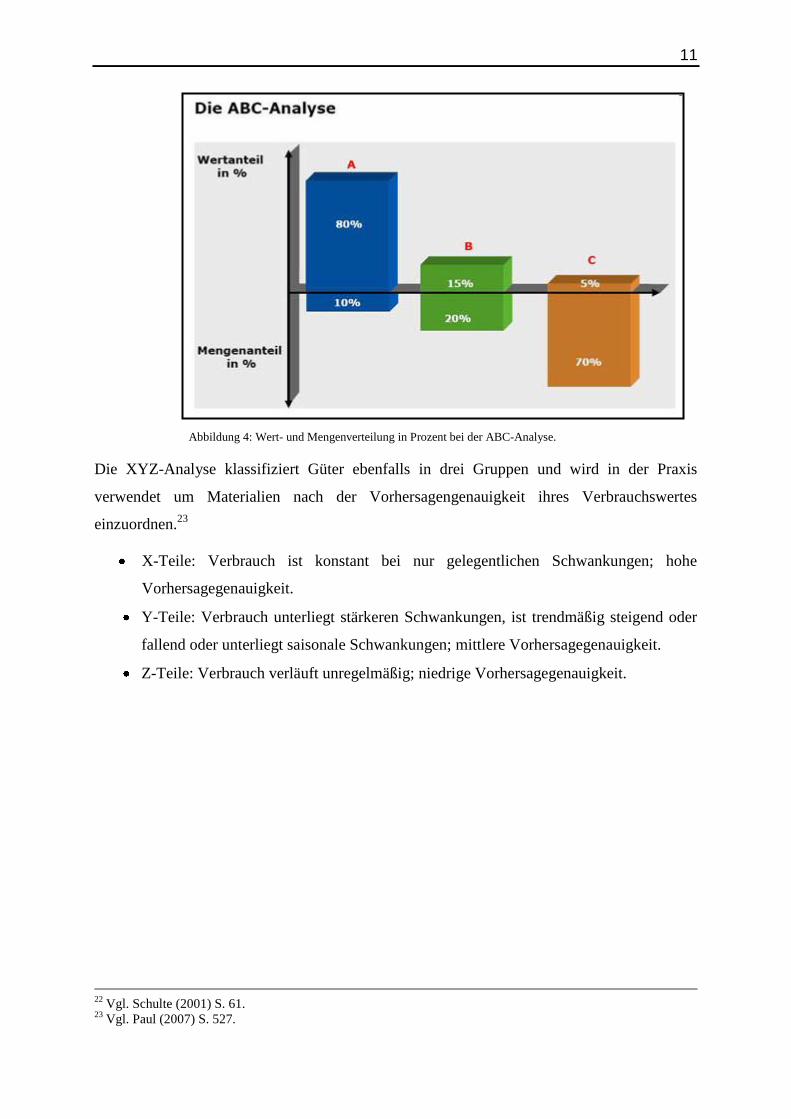
Bei der Durchführung der ABC-Analyse werden zunächst Wertgruppen vorgegeben. Dadurch
ergeben sich Mengenanteile der verwendeten Materialien. Ihre Prozentverteilung hängt vom
Umfang der in die Analyse einbezogenen Materialmengen ab. Ein Beispiel für die Festlegung
der Klassengrenzen zeigt unter genannte Ausstellung:
A-Teile: 10% aller Materialien bilden 80% des gesamten Kostenaufwandes.
B-Teile: 20% aller Materialien bilden 15% des gesamten Kostenaufwandes.
C-Teile: 70% aller Materialien bilden 5% des gesamten Kostenaufwandes.21
Die beschriebene Verteilung wird durch die unten stehende Abbildung verdeutlicht:22
19
Vgl. Geiger (2003) S. 23. 20
Vgl. Schulte (2001) S. 60. 21
Vgl. Schulte (2001) S. 61.
11
Abbildung 4: Wert- und Mengenverteilung in Prozent bei der ABC-Analyse.
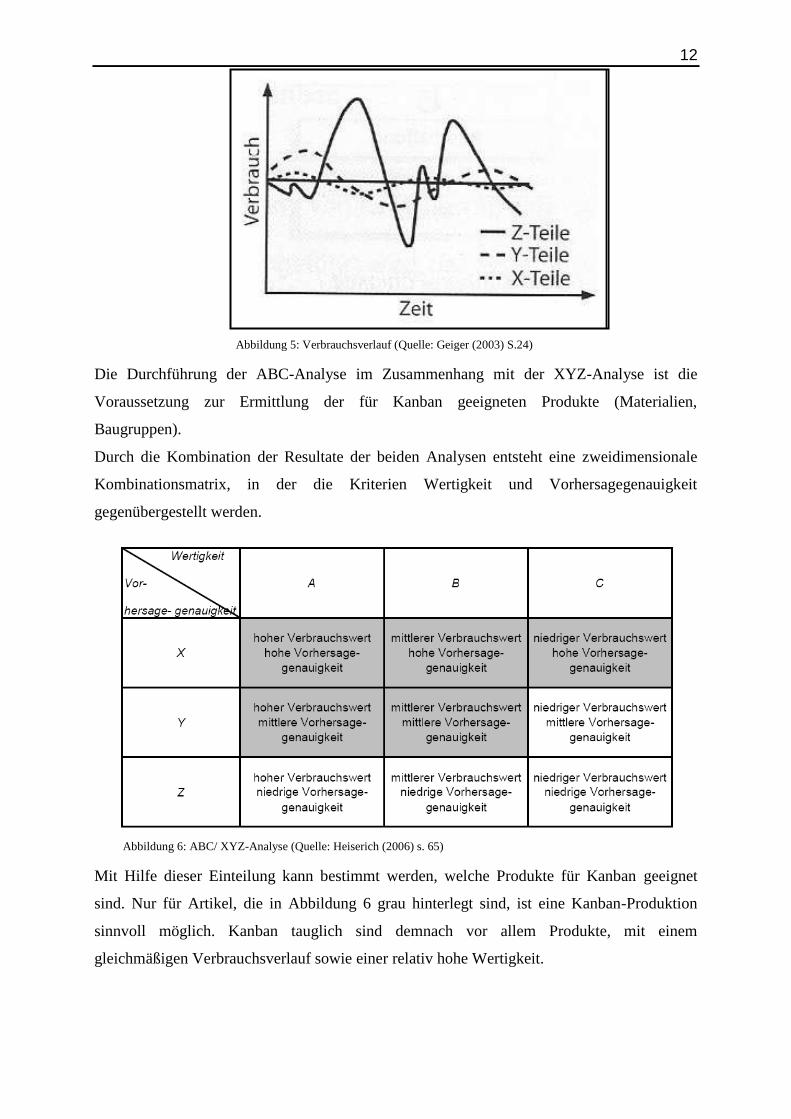
Die XYZ-Analyse klassifiziert Güter ebenfalls in drei Gruppen und wird in der Praxis
verwendet um Materialien nach der Vorhersagengenauigkeit ihres Verbrauchswertes
einzuordnen.23
X-Teile: Verbrauch ist konstant bei nur gelegentlichen Schwankungen; hohe
Vorhersagegenauigkeit.
Y-Teile: Verbrauch unterliegt stärkeren Schwankungen, ist trendmäßig steigend oder
fallend oder unterliegt saisonale Schwankungen; mittlere Vorhersagegenauigkeit.
Z-Teile: Verbrauch verläuft unregelmäßig; niedrige Vorhersagegenauigkeit.
22 Vgl. Schulte (2001) S. 61. 23 Vgl. Paul (2007) S. 527.
12
Abbildung 5: Verbrauchsverlauf (Quelle: Geiger (2003) S.24)
Die Durchführung der ABC-Analyse im Zusammenhang mit der XYZ-Analyse ist die
Voraussetzung zur Ermittlung der für Kanban geeigneten Produkte (Materialien,
Baugruppen).
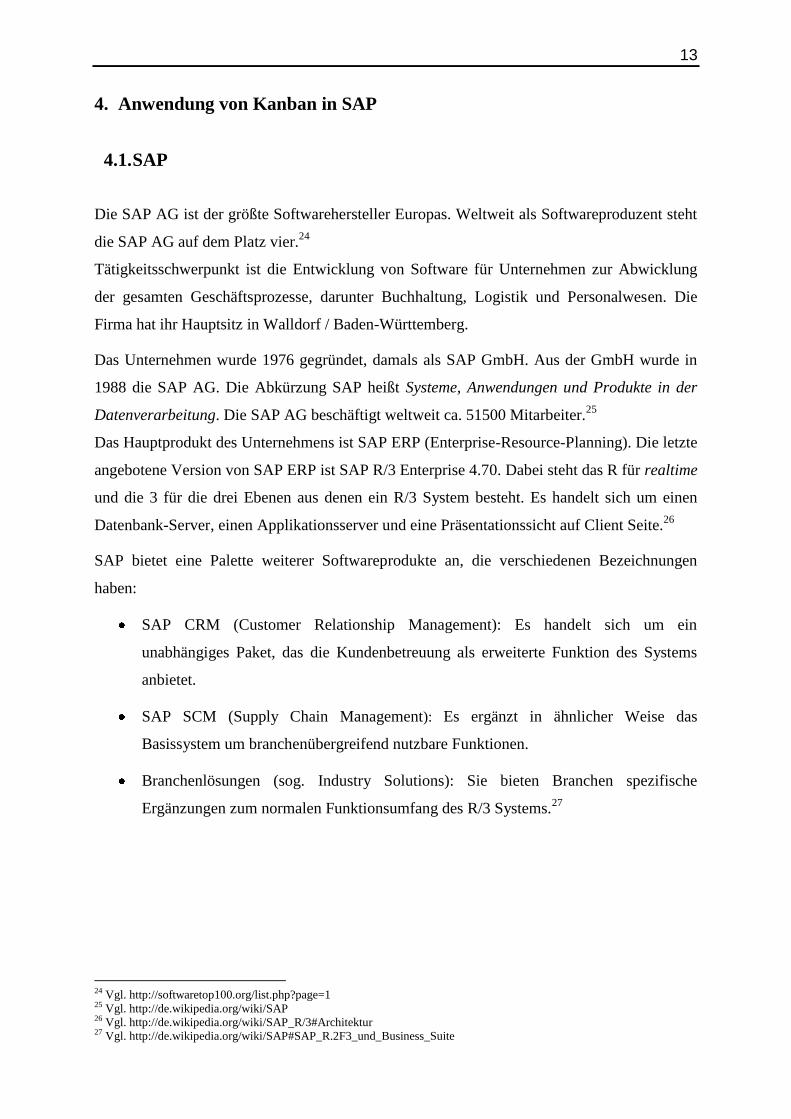
Durch die Kombination der Resultate der beiden Analysen entsteht eine zweidimensionale
Kombinationsmatrix, in der die Kriterien Wertigkeit und Vorhersagegenauigkeit
gegenübergestellt werden.
Abbildung 6: ABC/ XYZ-Analyse (Quelle: Heiserich (2006) s. 65)
Mit Hilfe dieser Einteilung kann bestimmt werden, welche Produkte für Kanban geeignet
sind. Nur für Artikel, die in Abbildung 6 grau hinterlegt sind, ist eine Kanban-Produktion
sinnvoll möglich. Kanban tauglich sind demnach vor allem Produkte, mit einem
gleichmäßigen Verbrauchsverlauf sowie einer relativ hohe Wertigkeit.
13
4. Anwendung von Kanban in SAP
4.1. SAP
Die SAP AG ist der größte Softwarehersteller Europas. Weltweit als Softwareproduzent steht
die SAP AG auf dem Platz vier.24
Tätigkeitsschwerpunkt ist die Entwicklung von Software für Unternehmen zur Abwicklung
der gesamten Geschäftsprozesse, darunter Buchhaltung, Logistik und Personalwesen. Die
Firma hat ihr Hauptsitz in Walldorf / Baden-Württemberg.
Das Unternehmen wurde 1976 gegründet, damals als SAP GmbH. Aus der GmbH wurde in
1988 die SAP AG. Die Abkürzung SAP heißt Systeme, Anwendungen und Produkte in der
Datenverarbeitung. Die SAP AG beschäftigt weltweit ca. 51500 Mitarbeiter.25
Das Hauptprodukt des Unternehmens ist SAP ERP (Enterprise-Resource-Planning). Die letzte
angebotene Version von SAP ERP ist SAP R/3 Enterprise 4.70. Dabei steht das R für realtime
und die 3 für die drei Ebenen aus denen ein R/3 System besteht. Es handelt sich um einen
Datenbank-Server, einen Applikationsserver und eine Präsentationssicht auf Client Seite.26
SAP bietet eine Palette weiterer Softwareprodukte an, die verschiedenen Bezeichnungen
haben:
SAP CRM (Customer Relationship Management): Es handelt sich um ein
unabhängiges Paket, das die Kundenbetreuung als erweiterte Funktion des Systems
anbietet.
SAP SCM (Supply Chain Management): Es ergänzt in ähnlicher Weise das
Basissystem um branchenübergreifend nutzbare Funktionen.
Branchenlösungen (sog. Industry Solutions): Sie bieten Branchen spezifische
Ergänzungen zum normalen Funktionsumfang des R/3 Systems.27
24 Vgl. http://softwaretop100.org/list.php?page=1 25 Vgl. http://de.wikipedia.org/wiki/SAP 26 Vgl. http://de.wikipedia.org/wiki/SAP_R/3#Architektur 27 Vgl. http://de.wikipedia.org/wiki/SAP#SAP_R.2F3_und_Business_Suite
14
4.2. Hilfsmittel der Kanban-Steuerung
Allgemein gibt es drei wichtige Hilfsmittel für die Umsetzung von Kanban in SAP. Diese
sind:
Der Kanban-Impuls
Die Kanban-Tafel
o Verbrauchersicht
o Quellensicht
Druck und Umlauf der Kanban-Karte
Diese drei Hilfsmittel werden im Rahmen dieses Abschnittest genauer erläutert. Dabei wird
zunächst auf den Kanban-Impuls als Hilfsmittel eingegangen. Danach erfolgt die Betrachtung
der Kanban-Tafel in ihren beiden Ausprägungen. Anschließend werden der Druck und der
Umlauf der Kanban-Karte beschrieben.
4.2.1. Kanban-Impuls
Der Impuls steuert den Statuswechsel und die damit verbundenen Aktivitäten wie z.B.
Buchen des Wareneingangs beim Vollsetzen oder beim Erzeugen eines Nachschubelements
beim Leersetzen. Daraus folg, dass die ganze Auslösung des Kanban-Impulses eine sehr hohe
Priorität in der Abwicklung hat. Die saubere Impulsübertragung ist dabei sehr wichtig.
Der Statuswechsel mit Hilfe des Kanban-Impulses kann auf drei verschiedenen Arten
ausgelöst werden.28
Durch den Barcode-Scanner
Der Scanner liest alle Informationen automatisch ein. Der Barcode enthält 10-stellige
Kanban-Ident-Nummer wobei die letzte Stelle entweder den Folgestatus, der gesetzt werden
soll, oder eine 0 enthält.
Falls der Folgestatus vorhanden ist, muss für jeden anderen Folgestatus ein unterschiedlicher
Barcode auf dem gleichen Kanban stehen. Mindestens also für Status “voll“ und “leer“.
Falls auf der letzten Stelle 0 steht, heißt das, dass es nur ein Barcode verwendet wird. Der
Folgestatus wird in der Regel automatisch im Hintergrund ermittelt. Im einfachsten Fall
28 Vgl.- http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
15
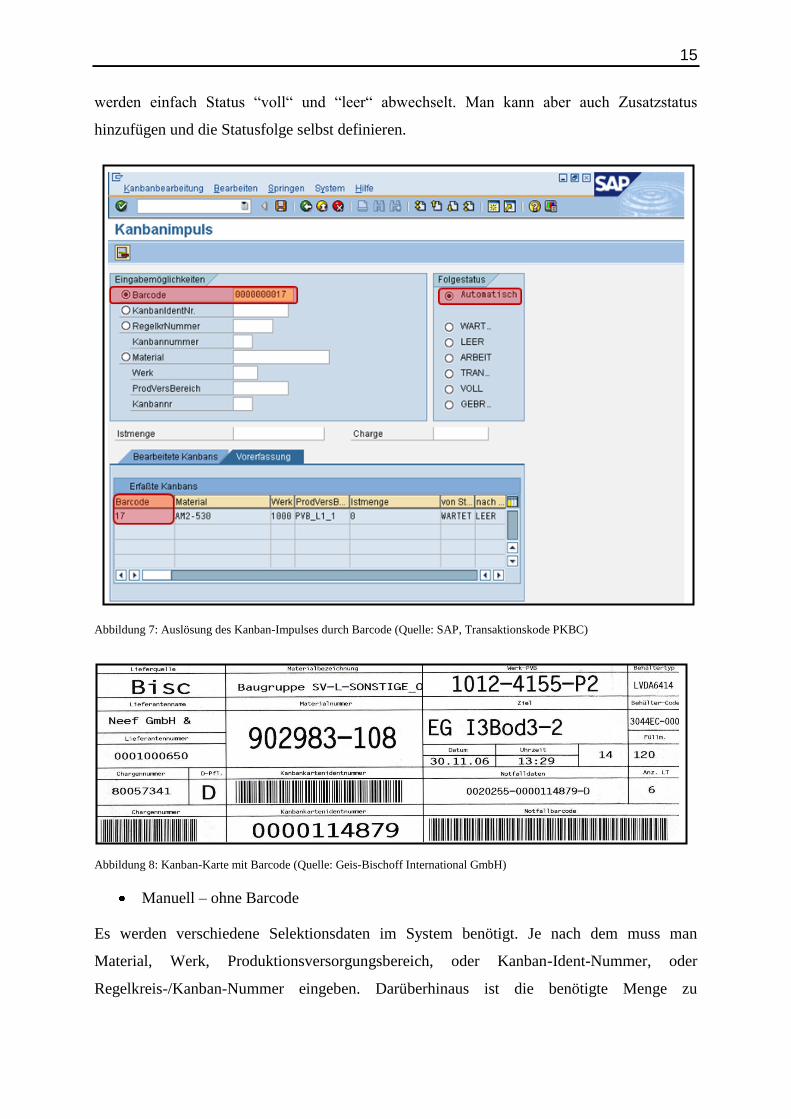
werden einfach Status “voll“ und “leer“ abwechselt. Man kann aber auch Zusatzstatus
hinzufügen und die Statusfolge selbst definieren.
Abbildung 7: Auslösung des Kanban-Impulses durch Barcode (Quelle: SAP, Transaktionskode PKBC)
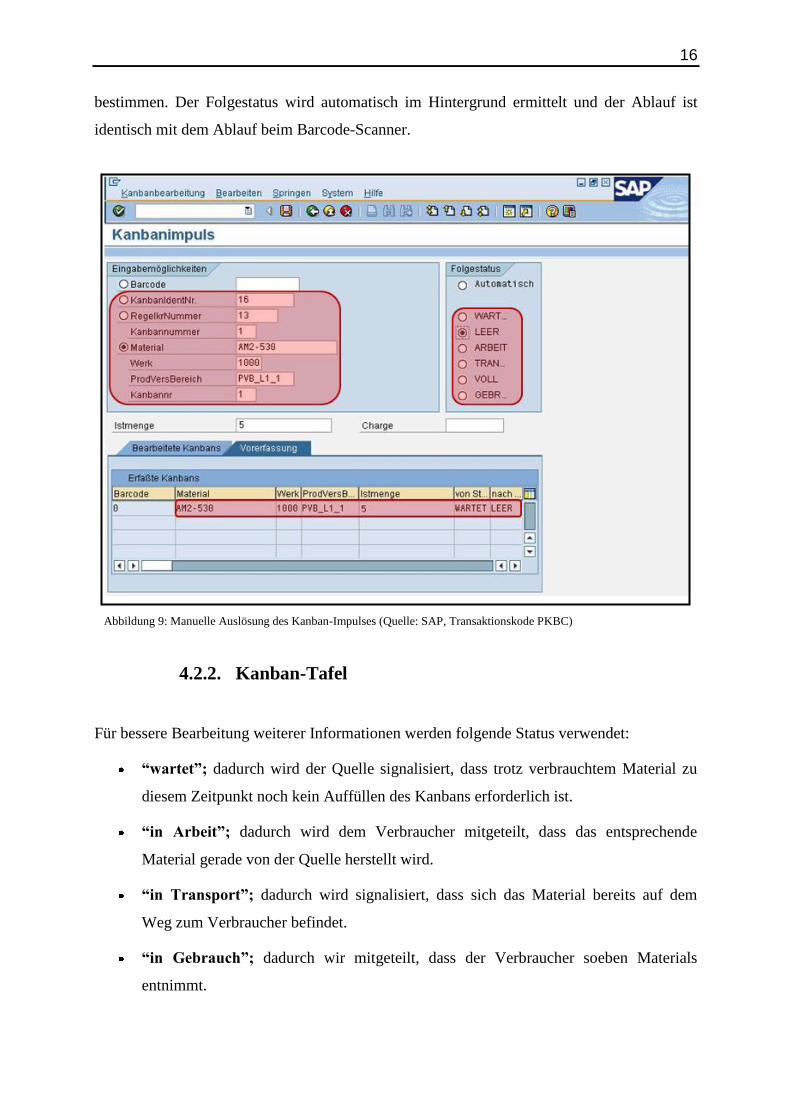
Abbildung 8: Kanban-Karte mit Barcode (Quelle: Geis-Bischoff International GmbH)
Manuell – ohne Barcode
Es werden verschiedene Selektionsdaten im System benötigt. Je nach dem muss man
Material, Werk, Produktionsversorgungsbereich, oder Kanban-Ident-Nummer, oder
Regelkreis-/Kanban-Nummer eingeben. Darüberhinaus ist die benötigte Menge zu
16
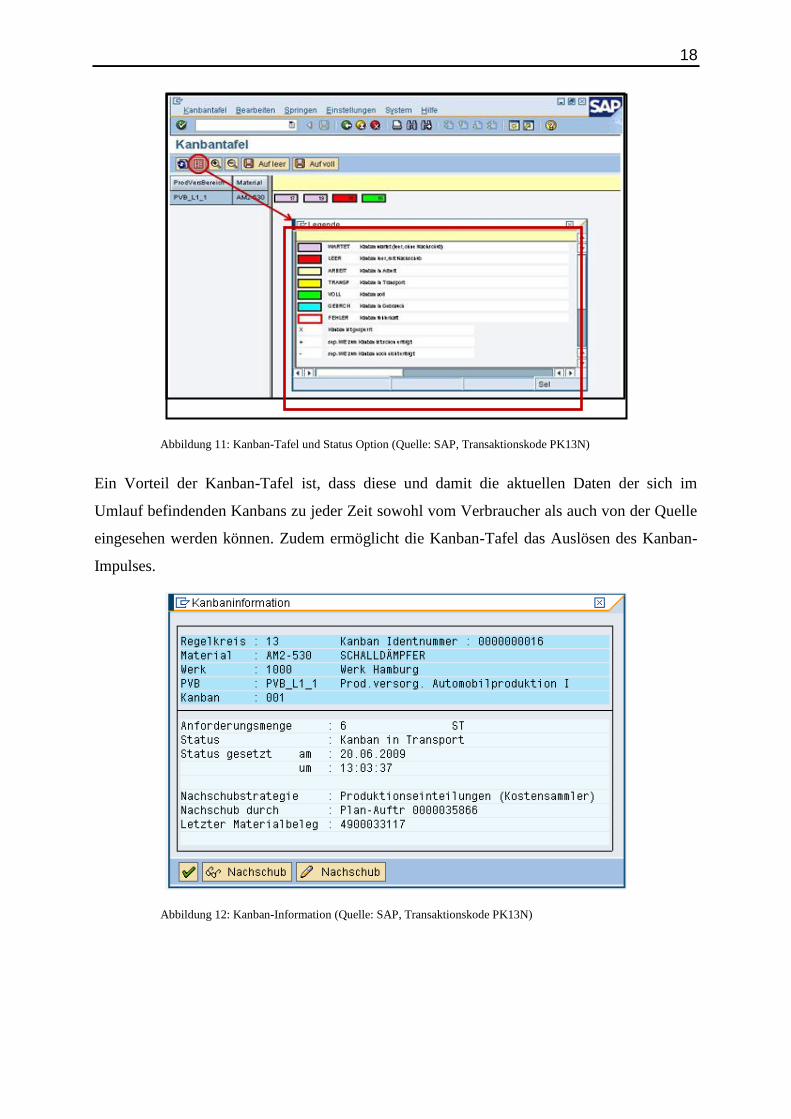
bestimmen. Der Folgestatus wird automatisch im Hintergrund ermittelt und der Ablauf ist
identisch mit dem Ablauf beim Barcode-Scanner.
Abbildung 9: Manuelle Auslösung des Kanban-Impulses (Quelle: SAP, Transaktionskode PKBC)
4.2.2. Kanban-Tafel
Für bessere Bearbeitung weiterer Informationen werden folgende Status verwendet:
“wartet”; dadurch wird der Quelle signalisiert, dass trotz verbrauchtem Material zu
diesem Zeitpunkt noch kein Auffüllen des Kanbans erforderlich ist.
“in Arbeit”; dadurch wird dem Verbraucher mitgeteilt, dass das entsprechende
Material gerade von der Quelle herstellt wird.
“in Transport”; dadurch wird signalisiert, dass sich das Material bereits auf dem
Weg zum Verbraucher befindet.
“in Gebrauch”; dadurch wir mitgeteilt, dass der Verbraucher soeben Materials
entnimmt.

17
“Fehler”; stellt eine Mitteilung des Systems dar, welche auf einen Fehler bei der
Festlegung des gewählten Status hinweist.
Die nachfolgende Abbildung gibt einen Überblick über die Statusfolge der zuvor
beschriebenen Ausprägungen des Kanban-Systems.29
Abbildung 10: Statusfolge in SAP (Quelle: SAP-Bibliothek-PP-KANBAN-Steuerung)
Allerdings setzt ein Gebrauch der ersten vier zusätzlichen Status die Verwendung einer
Kanban-Tafel voraus, in der diese Ausprägungen gesetzt werden und als Information über den
Arbeitsfortschritt dienen. Im Folgenden wird näher auf die Kanban-Tafel eingegangen.
Die Kanban-Tafel ist ein Werkzeug, welches bei der detaillierten Beobachtung des Kanbans
hilft. Mit ihr kann der Status, in dem sich das Kanban-System befindet, sowie der
Materialverbrauch zusammengefasst und bewertet werden. Des Weiteren lassen sich mit Hilfe
der Kanban-Tafel Fehler im System, Engpässe usw. der einzelnen, liefernden Bereiche
identifizieren. Aufgrund der modernen Benutzeroberfläche können die verschiedenen Status
sowie Fehler des Kanban-Systems durch unterschiedliche Farben dargestellt werden. Jede
Farbe repräsentiert einen Status oder spezifischen Fehler. Die Bedeutungen der einzelnen
Farben sind in speziellen Tabellen hinterlegt.
29 Vgl.- http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
18
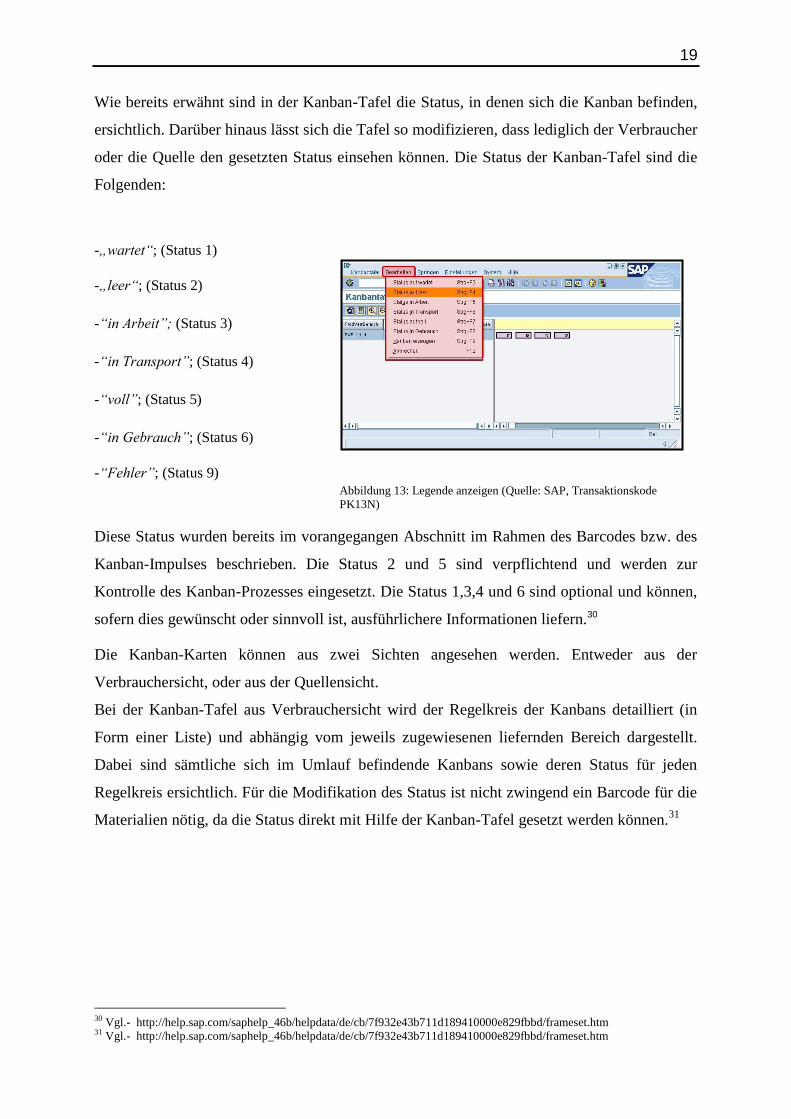
Abbildung 11: Kanban-Tafel und Status Option (Quelle: SAP, Transaktionskode PK13N)
Ein Vorteil der Kanban-Tafel ist, dass diese und damit die aktuellen Daten der sich im
Umlauf befindenden Kanbans zu jeder Zeit sowohl vom Verbraucher als auch von der Quelle
eingesehen werden können. Zudem ermöglicht die Kanban-Tafel das Auslösen des Kanban-
Impulses.
Abbildung 12: Kanban-Information (Quelle: SAP, Transaktionskode PK13N)
19
Wie bereits erwähnt sind in der Kanban-Tafel die Status, in denen sich die Kanban befinden,
ersichtlich. Darüber hinaus lässt sich die Tafel so modifizieren, dass lediglich der Verbraucher
oder die Quelle den gesetzten Status einsehen können. Die Status der Kanban-Tafel sind die
Folgenden:
-„wartet“; (Status 1)
-„leer“; (Status 2)
-“in Arbeit”; (Status 3)
-“in Transport”; (Status 4)
-“voll”; (Status 5)
-“in Gebrauch”; (Status 6)
-“Fehler”; (Status 9)
Abbildung 13: Legende anzeigen (Quelle: SAP, Transaktionskode
PK13N)
Diese Status wurden bereits im vorangegangen Abschnitt im Rahmen des Barcodes bzw. des
Kanban-Impulses beschrieben. Die Status 2 und 5 sind verpflichtend und werden zur
Kontrolle des Kanban-Prozesses eingesetzt. Die Status 1,3,4 und 6 sind optional und können,
sofern dies gewünscht oder sinnvoll ist, ausführlichere Informationen liefern.30
Die Kanban-Karten können aus zwei Sichten angesehen werden. Entweder aus der
Verbrauchersicht, oder aus der Quellensicht.
Bei der Kanban-Tafel aus Verbrauchersicht wird der Regelkreis der Kanbans detailliert (in
Form einer Liste) und abhängig vom jeweils zugewiesenen liefernden Bereich dargestellt.
Dabei sind sämtliche sich im Umlauf befindende Kanbans sowie deren Status für jeden
Regelkreis ersichtlich. Für die Modifikation des Status ist nicht zwingend ein Barcode für die
Materialien nötig, da die Status direkt mit Hilfe der Kanban-Tafel gesetzt werden können.31
30 Vgl.- http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm 31 Vgl.- http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm

20
Abbildung 14: Kanban-Tafel aus der Verbrauchersicht (Quelle: SAP, Transaktionskode PK13N)
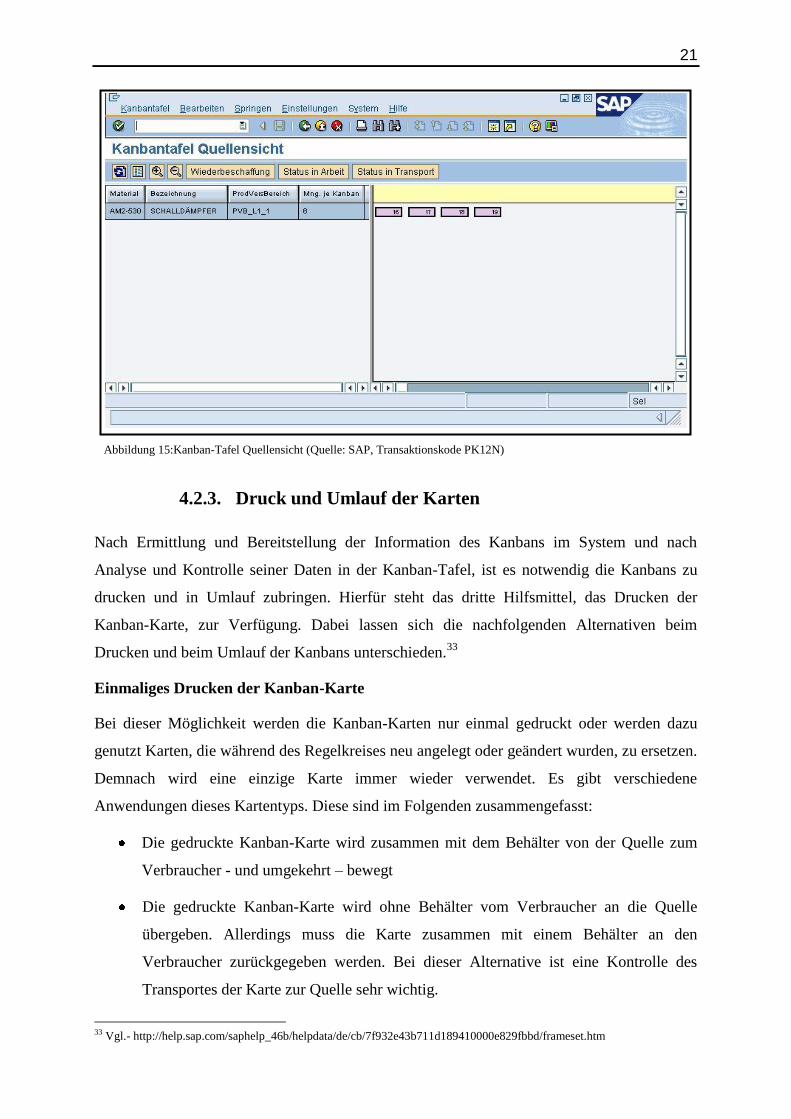
Das Arbeiten mit der Kanban-Tafel aus Quellensicht erfolgt analog zu dem aus der
Verbrauchersicht. Die Quelle kann mit Hilfe der Kanban-Tafel wichtige Informationen
beispielsweise darüber erhalten, auf welchen Status die Kanbans gesetzt sind. Des Weiteren
lassen sich die einzelnen Kanbans in den jeweiligen Regelkreisen verfolgen. Eine Festlegung
des Status eines Kanbans ist in der Quellensicht ebenfalls möglich.32
32 Vgl.- http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
21
Abbildung 15:Kanban-Tafel Quellensicht (Quelle: SAP, Transaktionskode PK12N)
4.2.3. Druck und Umlauf der Karten
Nach Ermittlung und Bereitstellung der Information des Kanbans im System und nach
Analyse und Kontrolle seiner Daten in der Kanban-Tafel, ist es notwendig die Kanbans zu
drucken und in Umlauf zubringen. Hierfür steht das dritte Hilfsmittel, das Drucken der
Kanban-Karte, zur Verfügung. Dabei lassen sich die nachfolgenden Alternativen beim
Drucken und beim Umlauf der Kanbans unterschieden.33
Einmaliges Drucken der Kanban-Karte
Bei dieser Möglichkeit werden die Kanban-Karten nur einmal gedruckt oder werden dazu
genutzt Karten, die während des Regelkreises neu angelegt oder geändert wurden, zu ersetzen.
Demnach wird eine einzige Karte immer wieder verwendet. Es gibt verschiedene
Anwendungen dieses Kartentyps. Diese sind im Folgenden zusammengefasst:
Die gedruckte Kanban-Karte wird zusammen mit dem Behälter von der Quelle zum
Verbraucher - und umgekehrt – bewegt
Die gedruckte Kanban-Karte wird ohne Behälter vom Verbraucher an die Quelle
übergeben. Allerdings muss die Karte zusammen mit einem Behälter an den
Verbraucher zurückgegeben werden. Bei dieser Alternative ist eine Kontrolle des
Transportes der Karte zur Quelle sehr wichtig.
33 Vgl.- http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
22
Die gedruckte Kanban-Karte bleibt immer beim Verbraucher. Dieser ist dafür
verantwortlich die Karten an den vollen Kanbans zu befestigen bzw. an einem
vorgeschrieben Ort aufzubewahren. Die Quelle wird mit Hilfe der Kanban-Tafel über
die entsprechenden Status der Kanbans informiert und kommt nie mit der gedruckten
Kanban-Karte in Berührung.34
Neudruck der Kanban-Karte nach jedem Durchlauf des Regelkreises
Bei dieser Alternative wird die Kanban-Karte vernichtet, sobald das Material geliefert wurde.
Es gibt verschiedene Möglichkeiten, nach denen der Neudruck der Karten erfolgen kann.
Diese sind nachfolgenden beschrieben.
Druck der Karte beim Auslösen des Auffüllvorgangs.
Die Karte wird bei Umlagerung oder Eigenfertigung an der Quelle gedruckt. Das hat
zur Folge, dass
o der Überführung der Kanban-Karte zur Quelle nicht mehr notwendig ist.
o die Karte wie eine schriftliche Bestellung gehandhabt werden kann.
o im Fall von Fertigungsaufträgen der Druck der neuen Karten mit Hilfe einer
Druckkontrolle der Fertigungsaufträge erfolgt. Für den Rest basiert der
Neudruck auf der Kanban-Transaktion.
Druck der Kanban-Karte beim Buchen des Wareneingangs.
Diese Form des Druckens der neuen Kanban-Karte ist zweckmäßig, wenn das
Material von einem externen Zulieferer bezogen wird und es einen zentralen
Wareneingang gibt. Dagegen erweist sich diese Alternative des Druckens für die
gleichzeitige, automatische Statusänderung des Kanbans auf „voll“ bei Eingang des
Materialien als nicht sinnvoll. Bei dieser Möglichkeit des Druckens wird die Kanban-
Karte mit Hilfe der Wareneingangsfunktion des Inventars gedruckt, um den
Wareneingang für eine Bestellung oder einen Fertigungsauftrag zu buchen. Das
bedeutet:
o Die Kanban-Karte wird mit den Dokumenten des Wareneingangs gedruckt
(oder an deren Stelle) und am entsprechenden Behälter angebracht.
o Die Kanban-Karte wird mit Hilfe der Drucksteuerung des Wareneingangs
erstellt.
Kartendruck bei Rückmeldung. Das heißt:
34 Vgl.- http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
23
o Die Kanban-Karte wird an der Quelle gedruckt und zusammen mit dem
Behälter an den Verbraucher geschickt.
o Die Kanban-Karte wird aufbauend auf den Optionen des Regelkreises
gedruckt.35
Die Kanban-Karte wird zusammen mit dem Auftrag gedruckt und diesem beigefügt.
Das bedeutet:
o Die Kanban-Karte wird zusammen mit dem Auftrag gedruckt und muss
darüber hinaus als Bestandteil des Bestellformulars festgelegt werden. Dabei
kontrolliert ausschließlich das Bestellformular und nicht die Informationen des
Regelkreises den Druck der Kanban-Karte.
o Der Kartendruck geht mit dem Druck des Auftrages einher.36
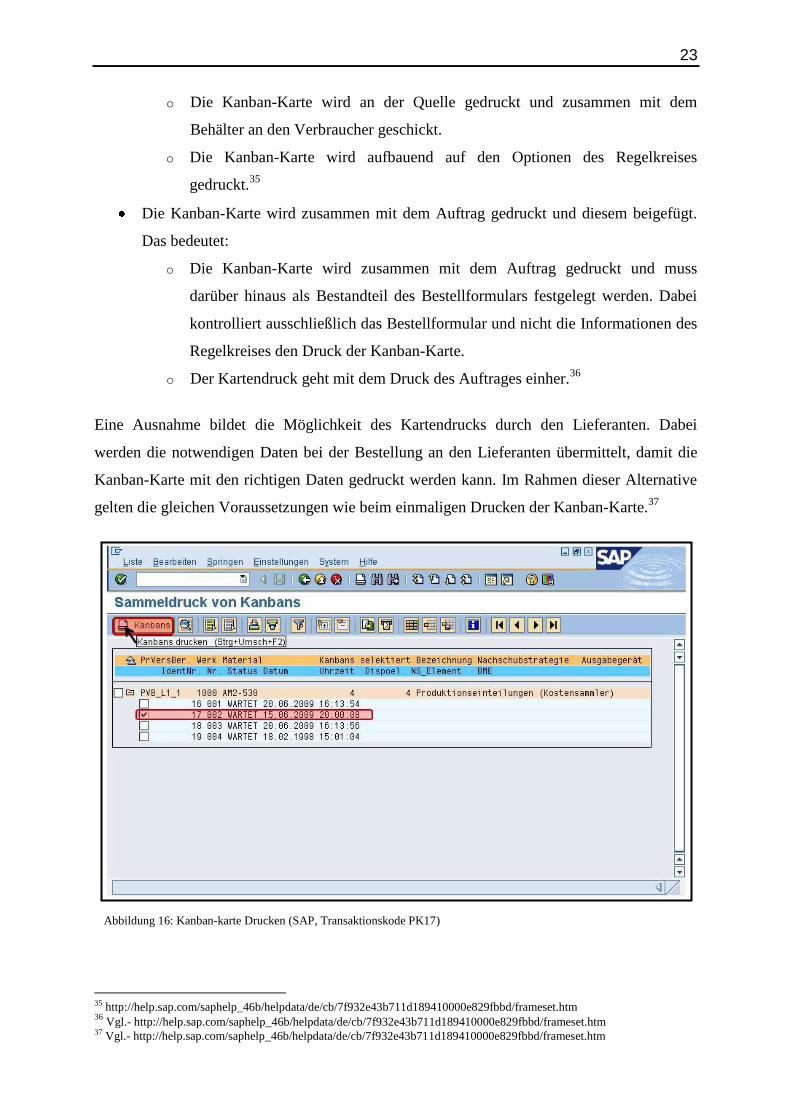
Eine Ausnahme bildet die Möglichkeit des Kartendrucks durch den Lieferanten. Dabei
werden die notwendigen Daten bei der Bestellung an den Lieferanten übermittelt, damit die
Kanban-Karte mit den richtigen Daten gedruckt werden kann. Im Rahmen dieser Alternative
gelten die gleichen Voraussetzungen wie beim einmaligen Drucken der Kanban-Karte.37
Abbildung 16: Kanban-karte Drucken (SAP, Transaktionskode PK17)
35 http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm 36 Vgl.- http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm 37 Vgl.- http://help.sap.com/saphelp_46b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
24
4.3. Stammdaten für Kanban
Um die ganze Produktionssteuerung vollautomatisch durchführen zu können, müssen
verschiedene Stammdaten in SAP definiert und zur Verfügung gestellt werden. Es gibt
mehrere Bereiche aus denen die Stammdaten benötigt werden.38
4.3.1. Produktionsversorgungsbereich
Der Produktionsversorgungsbereich dient als Zwischenlager in der Fertigung, um Material
direkt für die Produktion an der Linie bzw. am Arbeitsplatz bereitzustellen.
Es können Regale, speziell markierte Flächen auf dem Boden, spezielle Boxen usw. sein. Der
Produktionsbereich wird bei Vorbereitung des Materialflusses festgelegt.
Auf den Produktionsbereichen erfolgt keine Bestandsführung.
In SAP kann der Produktionsversorgungsbereich drei Objekten zugeordnet werden:
zu einem Werk.
zu einem Lagerort. Es können mehrere Produktionsversorgungsbereiche zu einem
Lagerort zugeordnet werden. Dann werden jedoch alle Bestände gemeinsam betrachtet
als eine Summe von allen Beständen.
zu einem Verantwortlichen. In SAP spricht man über Disponenten. Es handelt sich um
Personen, die Bestände kontrollieren und dafür zuständig sind. Der Verantwortliche
kann je nach der Fertigungsart entweder als Verbraucher oder als Quelle betrachtet
werden.
In der Fertigung bei der Stücklistenauflösung sucht SAP den Lagerort und
Produktionsversorgungsbereich in den sich die benötigten Materialien befinden. Es gibt vier
Strategien wie SAP diese Suche durchführt.
Kennzeichen 1 (nur Komponente). System prüft ob im Materialstamm ein
Produktionslagerort gepflegt ist. Dieses Verfahren wird nur in dem Fall verwendet,
wenn Komponenten nur aus einem bestimmten Lagerort entnommen werden.
Kennzeichen 2 (nur Baugruppe). System prüft ob in der Fertigungsversion der
Baugruppe ein Vorschlags-Entnahmelagerort gepflegt ist. Sollte kein
Entnahmelagerort für die Baugruppe gepflegt werden, übernimmt SAP den
Entnahmelagerort für die Komponenten.
38 Vgl. http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
25
Dieses Verfahren wird verwendet wenn alle Komponenten zusammen an einem
Lagerort nahe der Fertigungslinie, wo sie benötigt werden, liegen.
Kennzeihen 3. System geht erst wie bei Kenzeichen 1 vor. Sollte kein Lagerort
gefunden werden, geht System wie bei Kennzeichen 2 vor.
Kennzeichen 4. Der Ablauf ist genau umgekehrt wie bei Kennzeichen 3. Zuerst geht
System wie bei Kennzeichen 2 vor und anschließend wie bei Kennzeichen 1.
Der Produktionsversorgungsbereich hat neben der Materialbetrachtung noch eine andere
Funktion. Die Produktionsversorgugnsbereiche dienen in SAP auch als Kostenträger der im
System abgebuchten Bestände, die sich in der Tat auf den Produktionsversorgungsbereichen
befinden.
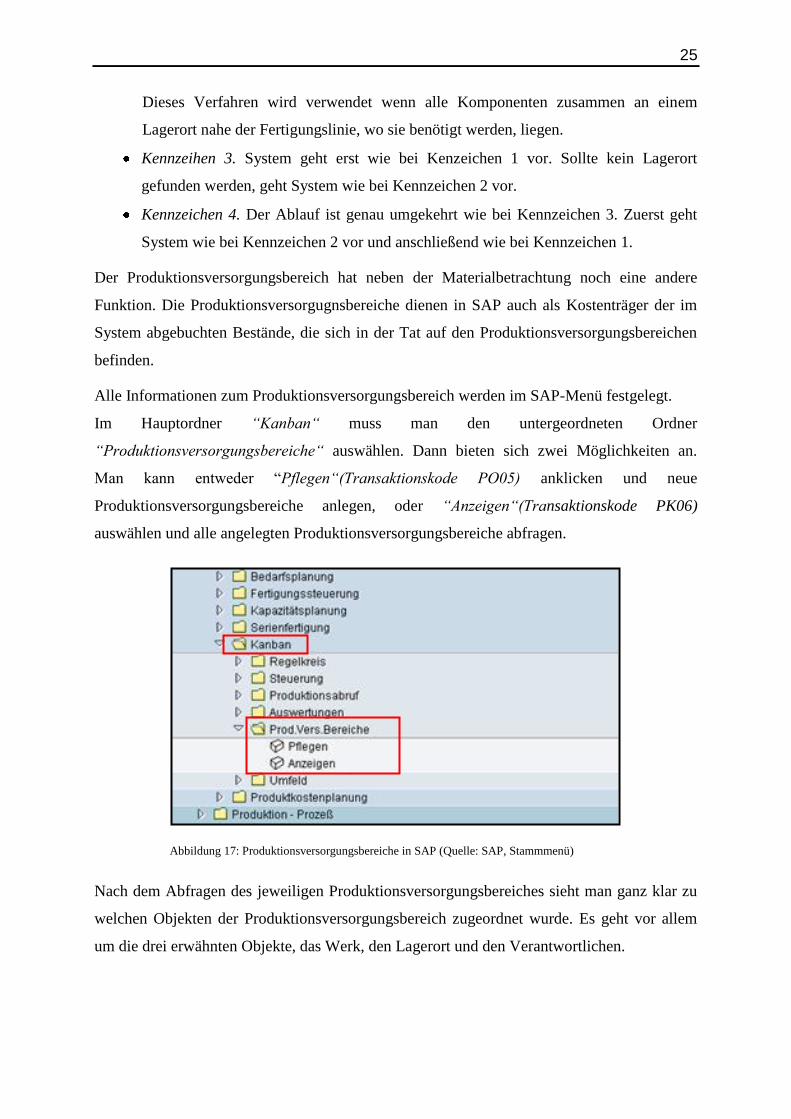
Alle Informationen zum Produktionsversorgungsbereich werden im SAP-Menü festgelegt.
Im Hauptordner “Kanban“ muss man den untergeordneten Ordner
“Produktionsversorgungsbereiche“ auswählen. Dann bieten sich zwei Möglichkeiten an.
Man kann entweder “Pflegen“(Transaktionskode PO05) anklicken und neue
Produktionsversorgungsbereiche anlegen, oder “Anzeigen“(Transaktionskode PK06)
auswählen und alle angelegten Produktionsversorgungsbereiche abfragen.
Abbildung 17: Produktionsversorgungsbereiche in SAP (Quelle: SAP, Stammmenü)
Nach dem Abfragen des jeweiligen Produktionsversorgungsbereiches sieht man ganz klar zu
welchen Objekten der Produktionsversorgungsbereich zugeordnet wurde. Es geht vor allem
um die drei erwähnten Objekte, das Werk, den Lagerort und den Verantwortlichen.
26
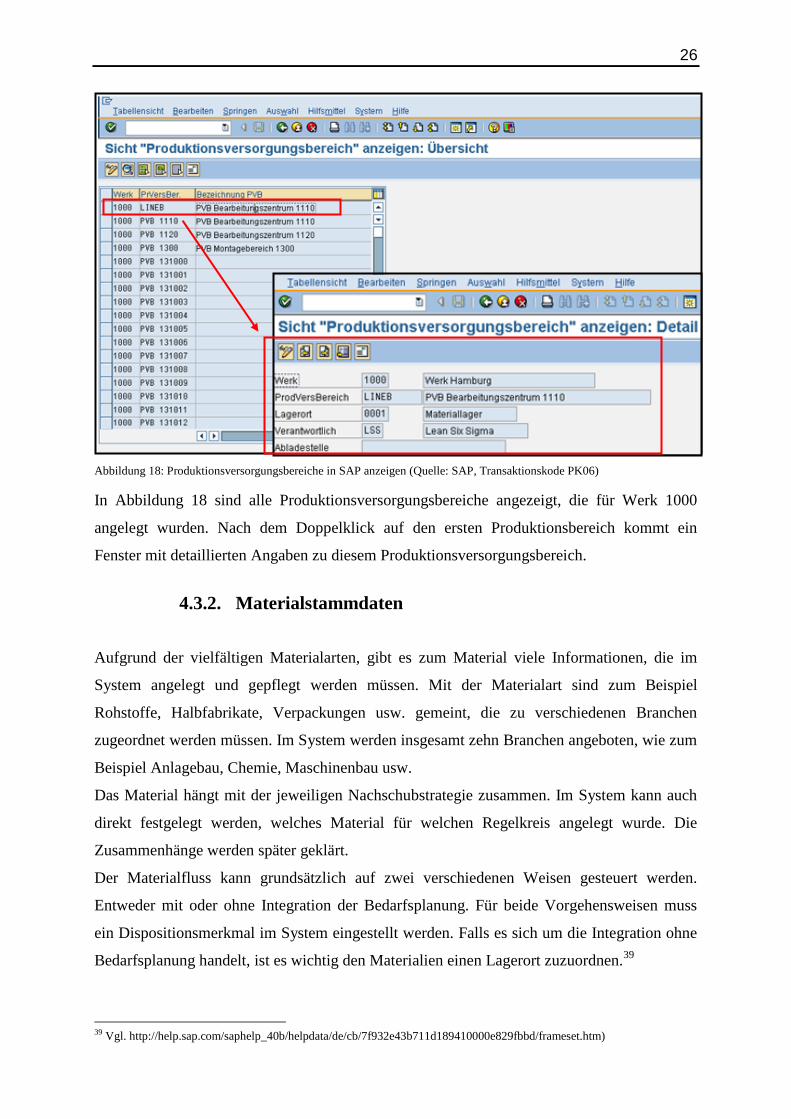
Abbildung 18: Produktionsversorgungsbereiche in SAP anzeigen (Quelle: SAP, Transaktionskode PK06)
In Abbildung 18 sind alle Produktionsversorgungsbereiche angezeigt, die für Werk 1000
angelegt wurden. Nach dem Doppelklick auf den ersten Produktionsbereich kommt ein
Fenster mit detaillierten Angaben zu diesem Produktionsversorgungsbereich.
4.3.2. Materialstammdaten
Aufgrund der vielfältigen Materialarten, gibt es zum Material viele Informationen, die im
System angelegt und gepflegt werden müssen. Mit der Materialart sind zum Beispiel
Rohstoffe, Halbfabrikate, Verpackungen usw. gemeint, die zu verschiedenen Branchen
zugeordnet werden müssen. Im System werden insgesamt zehn Branchen angeboten, wie zum
Beispiel Anlagebau, Chemie, Maschinenbau usw.
Das Material hängt mit der jeweiligen Nachschubstrategie zusammen. Im System kann auch
direkt festgelegt werden, welches Material für welchen Regelkreis angelegt wurde. Die
Zusammenhänge werden später geklärt.
Der Materialfluss kann grundsätzlich auf zwei verschiedenen Weisen gesteuert werden.
Entweder mit oder ohne Integration der Bedarfsplanung. Für beide Vorgehensweisen muss
ein Dispositionsmerkmal im System eingestellt werden. Falls es sich um die Integration ohne
Bedarfsplanung handelt, ist es wichtig den Materialien einen Lagerort zuzuordnen.39
39 Vgl. http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm)

27
Ein Beispiel für Materialfluss mit Integration der Bedarfsplanung ist Kanban mit
Mengenimpuls, das Klassische Kanban kann als Materialfluss ohne Integration der
Bedarfsplanung betrachtet werden.
Abbildung 19: Materialstammdaten in SAP (Quelle: SAP, Stammmenü)
Die Abbildung 19 zeigt im Kanban-Menü alle Materialarten, die in SAP angelegt werden
können und alle weiteren Angaben, die beim Materialanlegen erforderlich sind.
Darüberhinaus muss auch die jeweilige Branche angegeben werden.
4.3.3. Regelkreis
„Die Beziehung zwischen Verbraucher und Quelle wird im Regelkreis festgelegt. Der
Regelkreis bestimmt in der Hauptsache die Form der Wiederbeschaffung und die Anzahl der
Kanbans bzw. die Menge pro Kanban. Die Festlegung der Anzahl Kanbans bzw. der Menge
pro Kanban kann durch manuelle Eingabe erfolgen. Da in vielen Industriebereichen die
Bedarfssituation jedoch starken Schwankungen unterworfen ist, bietet das System auch eine
automatische Kanbanberechnung, um die Parameter regelmäßig zu überprüfen, zu berechnen
und anzupassen.“40
40 http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
28
Der Regelkreis ist stark von der Nachschubstrategie abhängig und er muss an die jeweilige
Strategie geeignet angepasst werden.
Es können Regelkreise für alle vier Kanban-Durchführungsmöglichkeiten verwendet und
gepflegt werden. Das heißt für klassisches Kanban, Kanban mit Mengenimpuls, Ein-Karten
Kanban und ereignisgesteuertes Kanban.
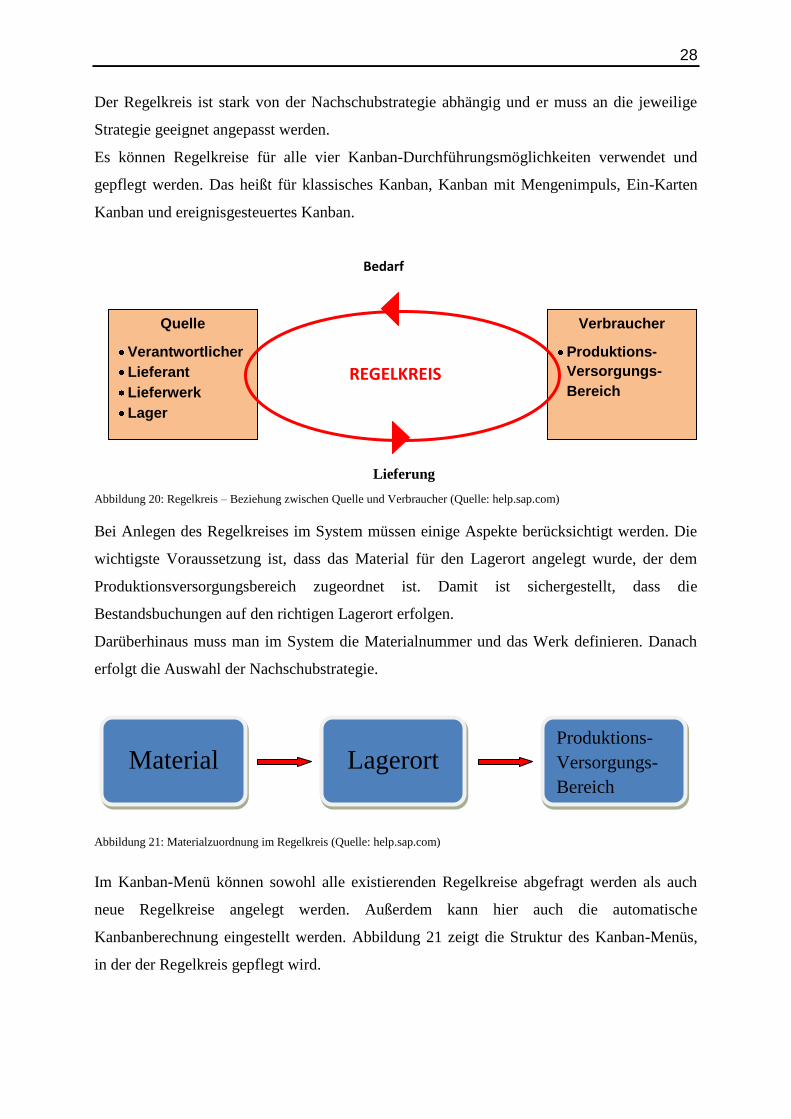
Abbildung 20: Regelkreis – Beziehung zwischen Quelle und Verbraucher (Quelle: help.sap.com)
Bei Anlegen des Regelkreises im System müssen einige Aspekte berücksichtigt werden. Die
wichtigste Voraussetzung ist, dass das Material für den Lagerort angelegt wurde, der dem
Produktionsversorgungsbereich zugeordnet ist. Damit ist sichergestellt, dass die
Bestandsbuchungen auf den richtigen Lagerort erfolgen.
Darüberhinaus muss man im System die Materialnummer und das Werk definieren. Danach
erfolgt die Auswahl der Nachschubstrategie.
Abbildung 21: Materialzuordnung im Regelkreis (Quelle: help.sap.com)
Im Kanban-Menü können sowohl alle existierenden Regelkreise abgefragt werden als auch
neue Regelkreise angelegt werden. Außerdem kann hier auch die automatische
Kanbanberechnung eingestellt werden. Abbildung 21 zeigt die Struktur des Kanban-Menüs,
in der der Regelkreis gepflegt wird.
Quelle
Verantwortlicher
Lieferant
Lieferwerk
Lager
Verbraucher
Produktions-
Versorgungs-
Bereich REGELKREIS
Bedarf
Lieferung
Material Lagerort Produktions-
Versorgungs-
Bereich
29
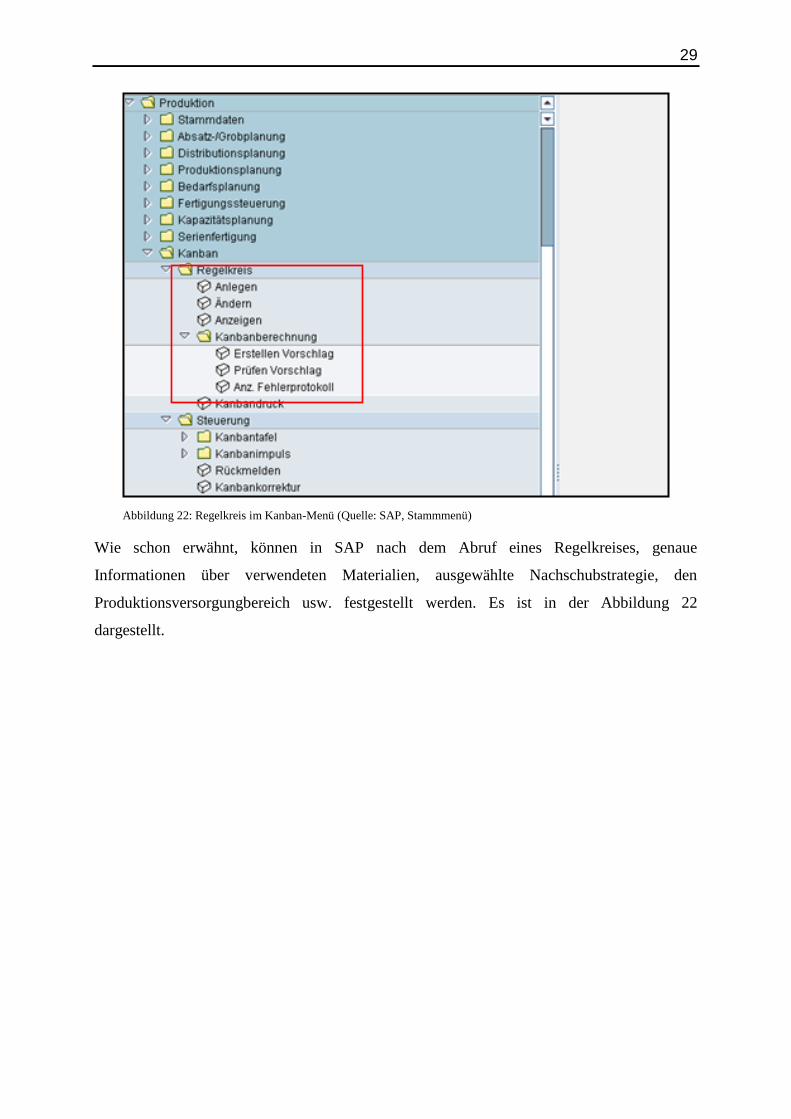
Abbildung 22: Regelkreis im Kanban-Menü (Quelle: SAP, Stammmenü)
Wie schon erwähnt, können in SAP nach dem Abruf eines Regelkreises, genaue
Informationen über verwendeten Materialien, ausgewählte Nachschubstrategie, den
Produktionsversorgungbereich usw. festgestellt werden. Es ist in der Abbildung 22
dargestellt.
30
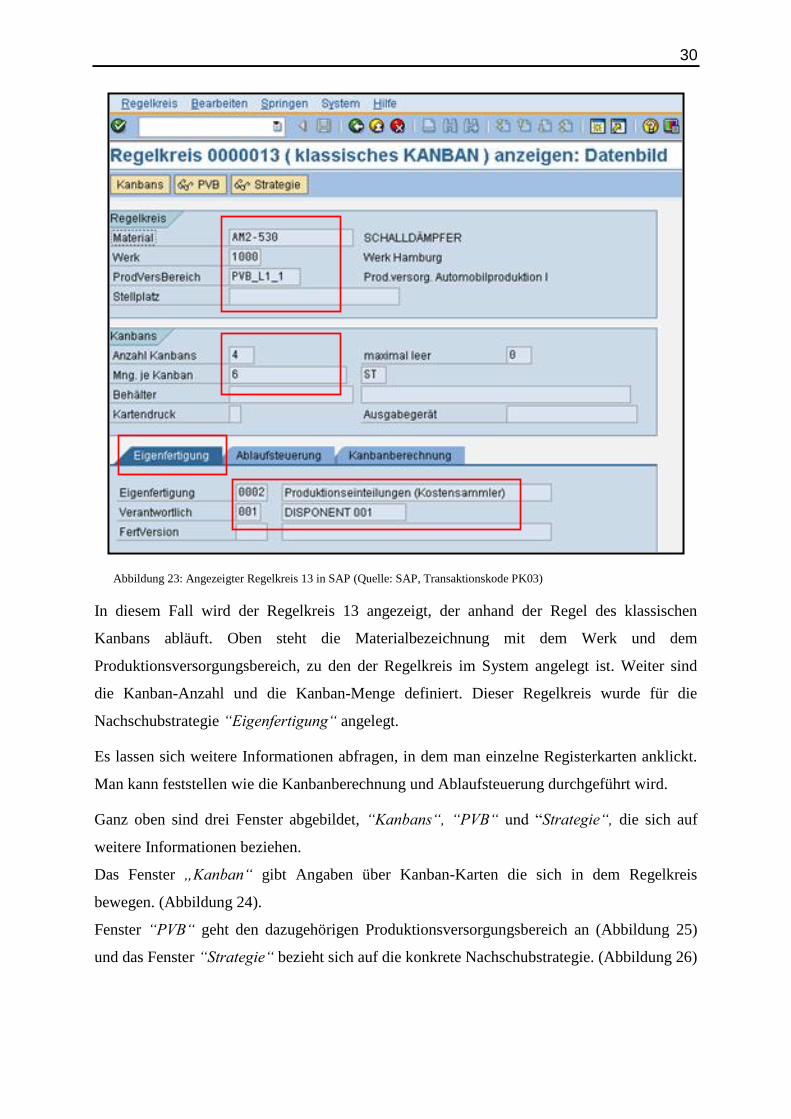
Abbildung 23: Angezeigter Regelkreis 13 in SAP (Quelle: SAP, Transaktionskode PK03)
In diesem Fall wird der Regelkreis 13 angezeigt, der anhand der Regel des klassischen
Kanbans abläuft. Oben steht die Materialbezeichnung mit dem Werk und dem
Produktionsversorgungsbereich, zu den der Regelkreis im System angelegt ist. Weiter sind
die Kanban-Anzahl und die Kanban-Menge definiert. Dieser Regelkreis wurde für die
Nachschubstrategie “Eigenfertigung“ angelegt.
Es lassen sich weitere Informationen abfragen, in dem man einzelne Registerkarten anklickt.
Man kann feststellen wie die Kanbanberechnung und Ablaufsteuerung durchgeführt wird.
Ganz oben sind drei Fenster abgebildet, “Kanbans“, “PVB“ und “Strategie“, die sich auf
weitere Informationen beziehen.
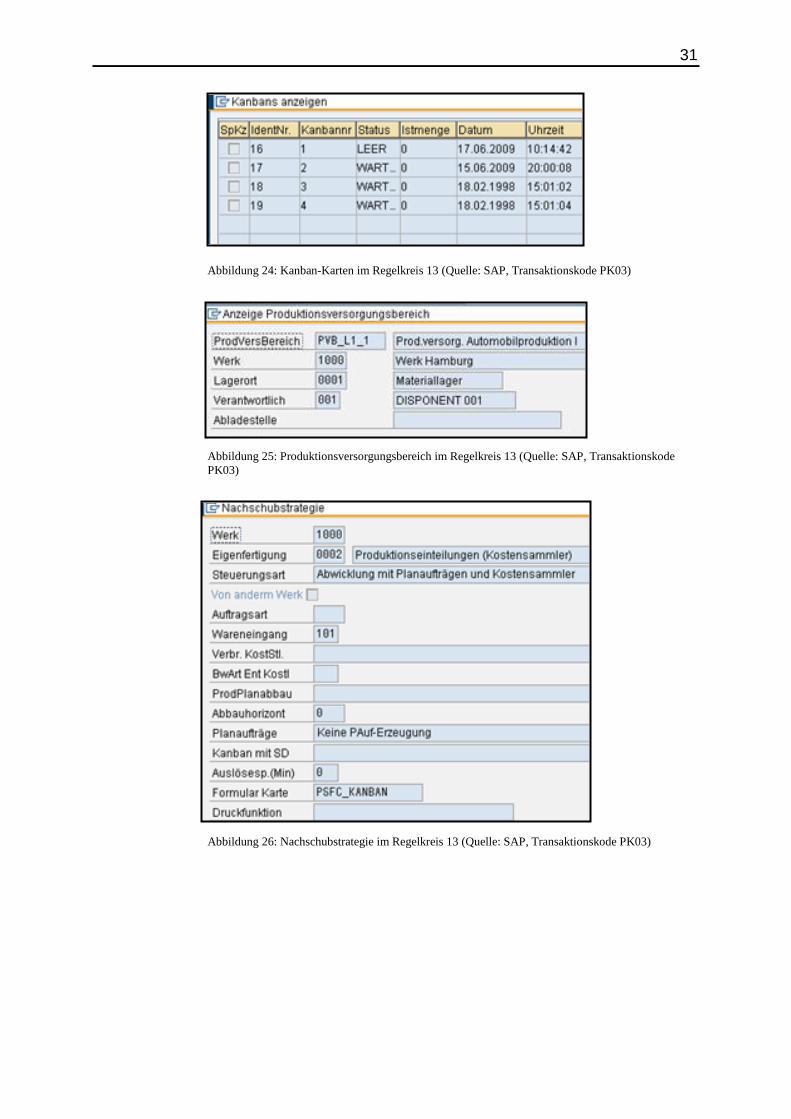
Das Fenster „Kanban“ gibt Angaben über Kanban-Karten die sich in dem Regelkreis
bewegen. (Abbildung 24).
Fenster “PVB“ geht den dazugehörigen Produktionsversorgungsbereich an (Abbildung 25)
und das Fenster “Strategie“ bezieht sich auf die konkrete Nachschubstrategie. (Abbildung 26)
31
Abbildung 24: Kanban-Karten im Regelkreis 13 (Quelle: SAP, Transaktionskode PK03)
Abbildung 25: Produktionsversorgungsbereich im Regelkreis 13 (Quelle: SAP, Transaktionskode
PK03)
Abbildung 26: Nachschubstrategie im Regelkreis 13 (Quelle: SAP, Transaktionskode PK03)
32
4.4. Nachschubstrategien
Die Nachschubstrategien regeln die Materialeinlieferung. Sie bestimmen die Art der
Lieferung sowohl die gefertigte als auch die beschaffte Menge.
Es werden drei unterschiedliche Abläufe definiert, bei denen unterschiedliche
Nachschubstrategien benutzt werden.
Nachschubstrategie bei Eigenfertigung
Nachschubstrategie bei Fremdbeschaffung
Nachschubstrategie bei Umlagerung
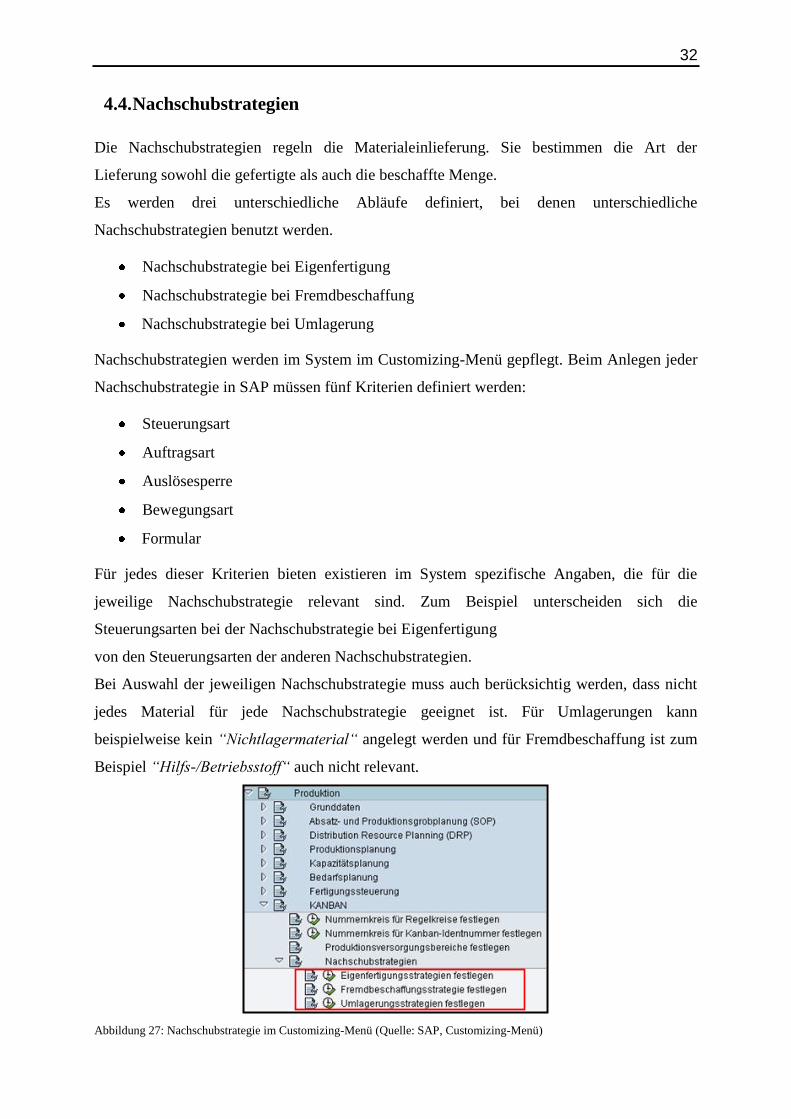
Nachschubstrategien werden im System im Customizing-Menü gepflegt. Beim Anlegen jeder
Nachschubstrategie in SAP müssen fünf Kriterien definiert werden:
Steuerungsart
Auftragsart
Auslösesperre
Bewegungsart
Formular
Für jedes dieser Kriterien bieten existieren im System spezifische Angaben, die für die
jeweilige Nachschubstrategie relevant sind. Zum Beispiel unterscheiden sich die
Steuerungsarten bei der Nachschubstrategie bei Eigenfertigung
von den Steuerungsarten der anderen Nachschubstrategien.
Bei Auswahl der jeweiligen Nachschubstrategie muss auch berücksichtig werden, dass nicht
jedes Material für jede Nachschubstrategie geeignet ist. Für Umlagerungen kann
beispielweise kein “Nichtlagermaterial“ angelegt werden und für Fremdbeschaffung ist zum
Beispiel “Hilfs-/Betriebsstoff“ auch nicht relevant.
Abbildung 27: Nachschubstrategie im Customizing-Menü (Quelle: SAP, Customizing-Menü)
33
4.5. Verschiedene Möglichkeiten der Durchführung von Kanban
Im SAP System werden vier unterschiedliche Möglichkeiten für die Durchführung von
Kanban angeboten.
Klassisches Kanban
Kanban mit Mengenimpuls
Ein-Karten Kanban
Ereignisgesteuertes Kanban
Diese vier Möglichkeiten sind von der betrieblichen Struktur und von den Anforderungen an
die Produktionssteuerung abhängig.
4.5.1. Klassisches Kanban
In diesem Fall geht es um die Grundform des Kanban-Umlaufs. Im Regelkreis werden der
Verbraucher und die Quelle definiert, des Weiteren die Anzahl der Kanban-Karten und die
Menge pro Kanban-Karte bestimmt. Der Kanban-Impuls erzeugt den Nachschub im
klassischen Kanban immer nur für die im Regelkreis festgelegte Menge pro Kanban-Karte.
Ohne Veränderung im Regelkreis ist es nicht möglich mehr Kanban-Karten umlaufen zu
lassen, als im Regelkreis festgelegt ist.41
Ein Nachteil beim klassischen Kanban ist es, dass nicht deutlich ist welche Menge sich vor
dem Leersetzen im Kanban noch befindet. Man stellt erst nach dem vollständigen Entleeren
fest, ob der Kanban-Status wirklich leer ist.42
4.5.2. Kanban mit Mengenimpuls
Mit dem Mengenimpuls wird der Ablauf der verbrauchenden Materialien transparent, weil im
System jede Entnahme automatisch von der aktuellen Kanban-Menge abgebucht wird.
Die Ist-Menge der Kanbans wird bei jeder Buchung um die eingegebene Entnahmemenge
reduziert. Das System erkennt, wann die Ist-Menge eines Kanbans null ist und setzt den
Kanban automatisch auf "leer".
41 Vgl. http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm 42 Vgl. http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
34
Sobald aus einem Kanban zum ersten Mal eine Menge entnommen wird, wird das Kanban auf
den Status “in Gebrauch“ gesetzt. Wenn er vollständig entleert ist, wird der Status auf "leer"
gesetzt und der Nachschub angestoßen. Falls die Entnahmemenge die Restmenge dieses
Kanbans übersteigt, wird die Ist-Menge des nächsten Kanbans reduziert und dieser wiederum
auf "in Gebrauch" gesetzt.43
Wichtige Voraussetzung für einen richtigen Durchgang ist, dass immer genügend Kanbans
mit dem Status “voll“ zur Verfügung stehen, durch den die leeren Kanbans ersetzt werden
können.
4.5.3. Das “Ein-Karten“ Kanban
Mit dieser Kanban-Anwendung wird versucht Bestände weiter zu reduzieren. In einem
Regelkreis werden für eine Ware normalerweise zwei Behälter verwendet, wobei sich ein
Behälter zeitweise auf dem inaktiven Status “wartet“ befinder. Dadurch lassen sich Bestände
reduzieren, besonders für den Fall, dass das Material überhaupt nicht gebraucht wird.44
„Der Nachschub wird bei dieser Verfahrensweise immer dann angestoßen, wenn der Kanban,
aus dem aktuell entnommen wird ca. halb entleert ist. Der neue Kanban kommt dann an,
bevor der aktuelle Kanban vollständig entleert ist.“45
Es gibt zwei Möglichkeiten den Nachschub anzufordern.
Anstoßen des Nachschub bei Status “in Verbrauch“
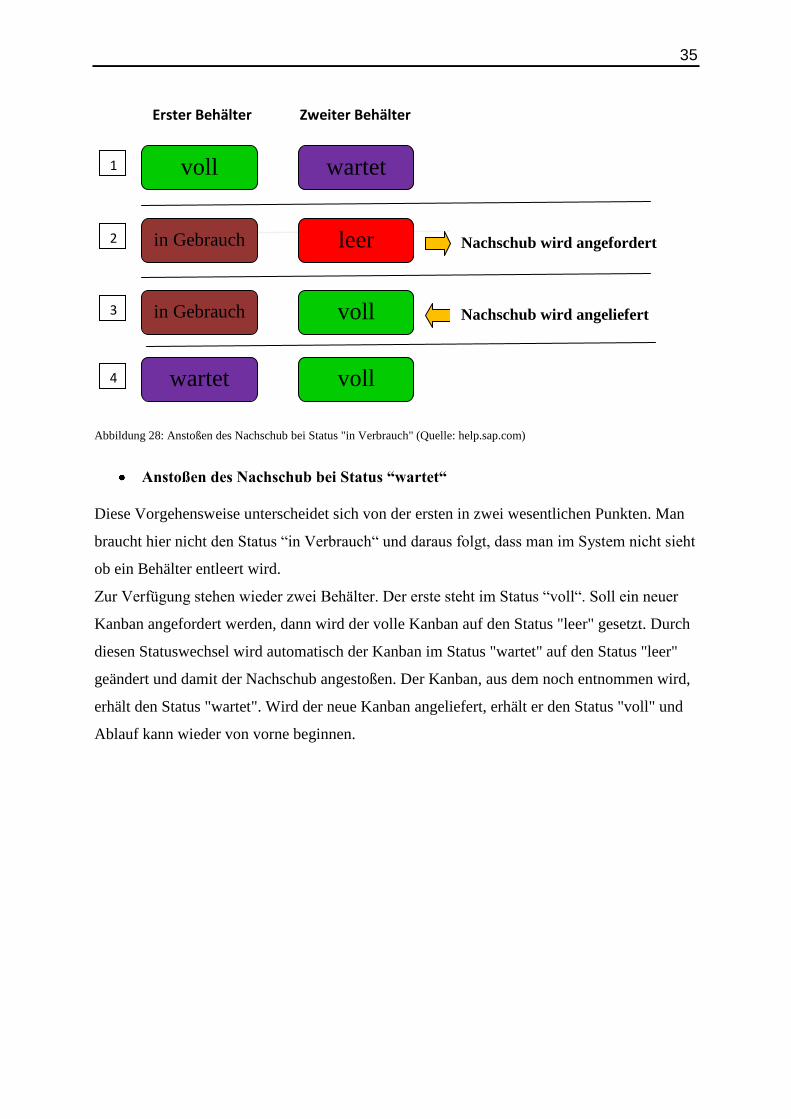
Es gibt insgesamt zwei Behälter. Am Anfang ist der erste Behälter im Status “voll“ und der
andere verbleibt im Status “wartet“.
Soll ein neuer Kanban-Behälter angefordert werden, dann wird der volle Kanban-Behälter auf
den Status "in Gebrauch" gesetzt. Durch diesen Statuswechsel wird automatisch der Kanban
im Status "wartet" auf den Status "leer" geändert und damit der Nachschub angestoßen. Wird
der Kanban angeliefert, erhält er den Status voll.
Sobald der Kanban, aus dem noch entnommen wird, mit dem Status "leer" versehen wird,
setzt das System ihn automatisch in den Status "wartet" und der Ablauf kann wieder von
vorne beginnen.
43 Vgl. http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm 44 Vgl. http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm 45 http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
35
Abbildung 28: Anstoßen des Nachschub bei Status "in Verbrauch" (Quelle: help.sap.com)
Anstoßen des Nachschub bei Status “wartet“
Diese Vorgehensweise unterscheidet sich von der ersten in zwei wesentlichen Punkten. Man
braucht hier nicht den Status “in Verbrauch“ und daraus folgt, dass man im System nicht sieht
ob ein Behälter entleert wird.
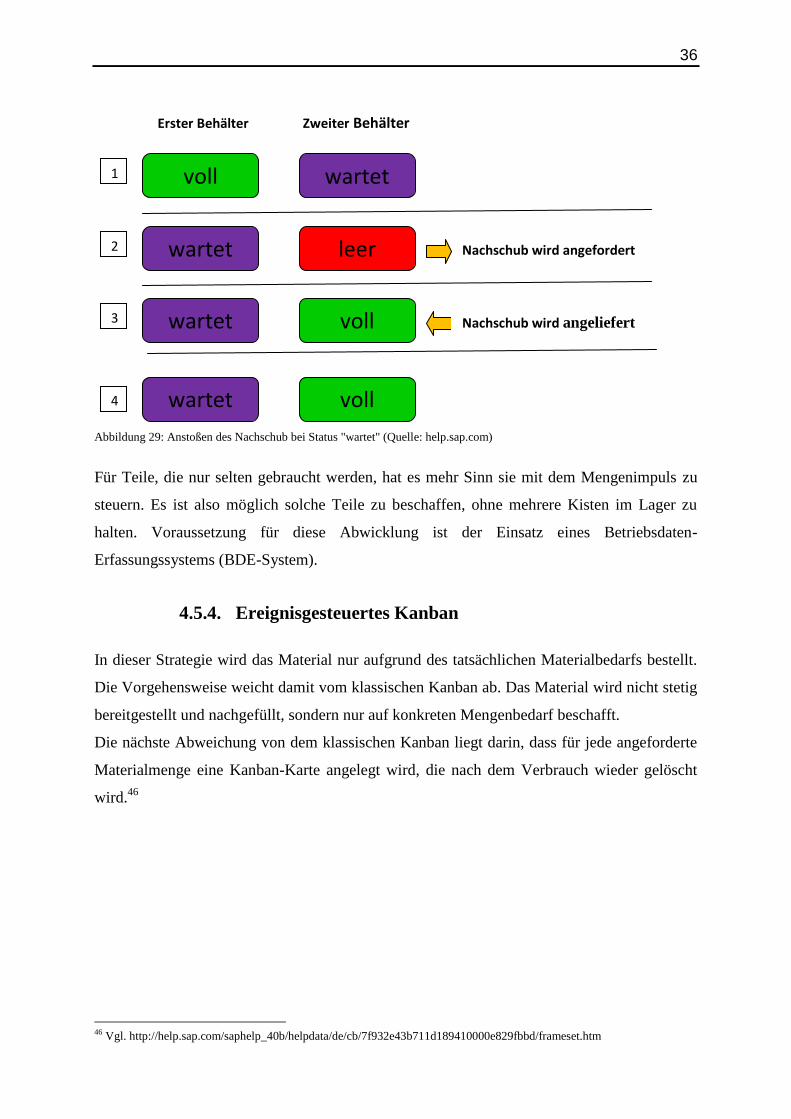
Zur Verfügung stehen wieder zwei Behälter. Der erste steht im Status “voll“. Soll ein neuer
Kanban angefordert werden, dann wird der volle Kanban auf den Status "leer" gesetzt. Durch
diesen Statuswechsel wird automatisch der Kanban im Status "wartet" auf den Status "leer"
geändert und damit der Nachschub angestoßen. Der Kanban, aus dem noch entnommen wird,
erhält den Status "wartet". Wird der neue Kanban angeliefert, erhält er den Status "voll" und
Ablauf kann wieder von vorne beginnen.
voll wartet
in Gebrauch leer
in Gebrauch voll
wartet voll
Erster Behälter Zweiter Behälter
Nachschub wird angefordert
Nachschub wird angeliefert
1
.
.
.
.
.
.
.
.
2
.
.
.
.
.
3
.
.
.
.
.
4
.
.
.
.
.
36
Abbildung 29: Anstoßen des Nachschub bei Status "wartet" (Quelle: help.sap.com)
Für Teile, die nur selten gebraucht werden, hat es mehr Sinn sie mit dem Mengenimpuls zu
steuern. Es ist also möglich solche Teile zu beschaffen, ohne mehrere Kisten im Lager zu
halten. Voraussetzung für diese Abwicklung ist der Einsatz eines Betriebsdaten-
Erfassungssystems (BDE-System).
4.5.4. Ereignisgesteuertes Kanban
In dieser Strategie wird das Material nur aufgrund des tatsächlichen Materialbedarfs bestellt.
Die Vorgehensweise weicht damit vom klassischen Kanban ab. Das Material wird nicht stetig
bereitgestellt und nachgefüllt, sondern nur auf konkreten Mengenbedarf beschafft.
Die nächste Abweichung von dem klassischen Kanban liegt darin, dass für jede angeforderte
Materialmenge eine Kanban-Karte angelegt wird, die nach dem Verbrauch wieder gelöscht
wird.46
46 Vgl. http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
voll wartet
wartet leer
wartet voll
wartet voll
Erster Behälter Zweiter Behälter
Nachschub wird angefordert
Nachschub wird angeliefert
1
.
.
.
.
.
.
.
.
2
.
.
.
.
.
3
.
.
.
.
.
4
.
.
.
.
.
37
Der ereignisgesteuerte Kanban wird mit einer eigenen Funktion erzeugt. Die zu beschaffende
Menge wird direkt in dieser Funktion festgelegt. Im Regelkreis kann die Festlegung der
beschaffenden Menge unterschiedlich erfolgen:
durch Rundungsmenge.
durch eine fixe Kanban-Menge. Sollte die angeforderte Menge kleiner sein, wird die
fixe Menge beschafft. Sollte die angeforderte Menge grösser sein, werden
entsprechend mehrere Kanbans in Höhe der fixen Menge beschafft. Wenn es nötig ist
wird ein neuer Wert der fixen Menge bestimmt.
Durch einen Vorschlagswert, der vom System eingesetzt wird.
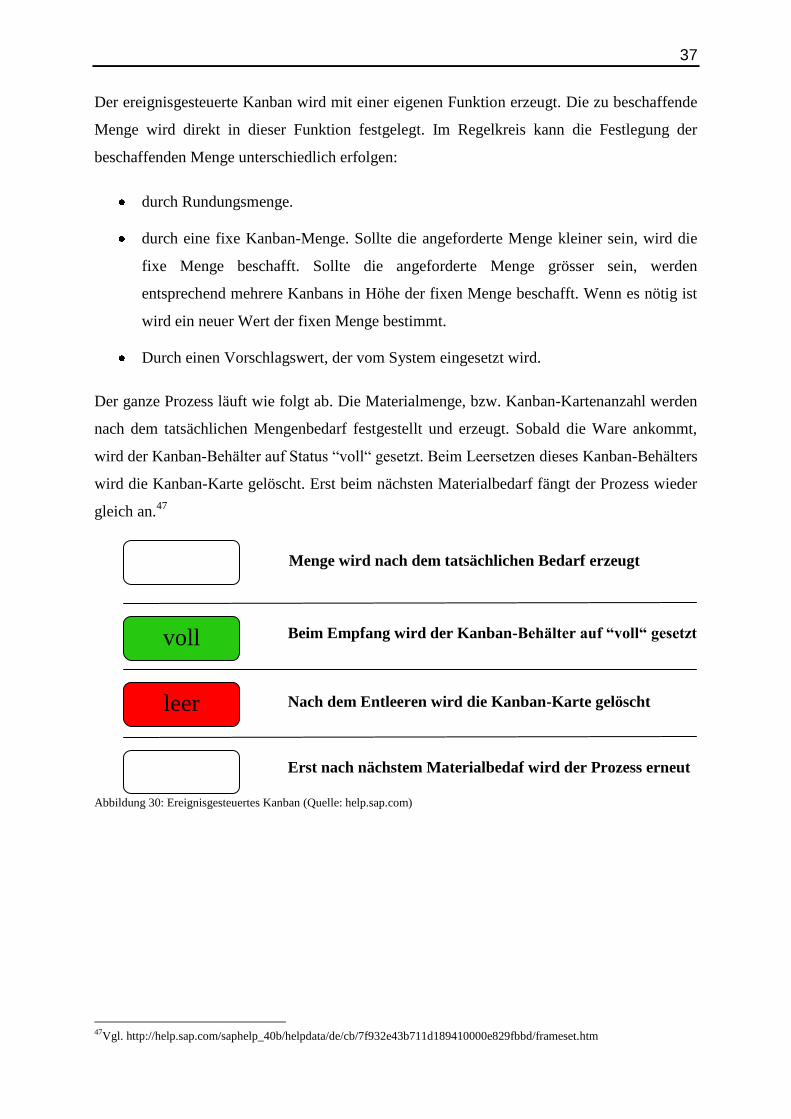
Der ganze Prozess läuft wie folgt ab. Die Materialmenge, bzw. Kanban-Kartenanzahl werden
nach dem tatsächlichen Mengenbedarf festgestellt und erzeugt. Sobald die Ware ankommt,
wird der Kanban-Behälter auf Status “voll“ gesetzt. Beim Leersetzen dieses Kanban-Behälters
wird die Kanban-Karte gelöscht. Erst beim nächsten Materialbedarf fängt der Prozess wieder
gleich an.47
Abbildung 30: Ereignisgesteuertes Kanban (Quelle: help.sap.com)
47Vgl. http://help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htm
voll
leer
Menge wird nach dem tatsächlichen Bedarf erzeugt
Beim Empfang wird der Kanban-Behälter auf “voll“ gesetzt
Nach dem Entleeren wird die Kanban-Karte gelöscht
Erst nach nächstem Materialbedaf wird der Prozess erneut
38
5. Fazit
Ziel dieser Fallstudie war es, die einzelne Prozesse, die im Hintergrund der Kanban-
Abwicklung in SAP durchgeführt werden, zu beschreiben und die daraus folgenden
Konsequenzen zu präsentieren.
Im Kapitel 3.2 werden die Grundprinzipien des Kanban-Ablaufs in SAP dargestellt. Das
Kapitel 3.3 beschäftigt sich mit den notwendigen Angaben, die für die Kanban-Abwicklung
erforderlich sind. Anschließend werden im Kapitel 3.4 die einzelnen Kanban-Ablaufs-
Möglichkeiten geklärt.
Beim Schreiben dieser Fallstudie wurde gleichzeitig in SAP gearbeitet, um das ganze Thema
besser zu verstehen.
Kanban in SAP ist ein umfangreiches Thema, das viele Prozesse und Abläufen angeht. Die
Fallstudie beschäftigt sich nicht mit dem Thema Buchhaltung und betrifft nicht die einzelnen
Kostenbuchungstechniken.
39
Quellenverzeichnis
Geiger u.a. (2003): Geiger, G. / Hering, E. / Kummer, R.; Kanban – Optimale Steuerung von
Prozessen, 2. Auflage, München / Wien 2003
Hansmann (2008): Hansmann, K. W.; Industrielles Management 8. Auflage, München 2008
Heiserich (2002): Heiserich, O. E.; Logistik: Eine praxisorientierte Einführung, 3. Auflage,
Wiesbaden 2002
Imai (1998): Imai, M.; KAIZEN – Der Schlüssel zum Erfolg der Japaner im Wettbewerb, 8.
Auflage, Berlin 1998
Klevers (2007): Klevers, T.; Wertstrom-Mapping und Wertstrom-Design. Verschwendung
vermeiden - Wertschöpfung steigern: Verschwendung erkennen -
Wertschöpfung steigern; Landsberg am Lech 2007
Koether (2007): Koether, R.; Taschenbuch der Logistik 3 Auflage, Leipzig 2008
Liker (2007): Liker, J. K.; Der Toyota Weg – 14 Managementprinzipien des Weltweit
erfolgreichsten Autimobilkonzerns, 3. unveränderte Auflage, München 2007
Löddig (2008): Löddig, H.; Verfahren der Fertigungssteuerung: Grundlagen, Beschreibung,
Konfiguration, 2. erweiterte Auflage 2008
Paul (2007): Paul, J.; Einführung in die Allgemeine Betriebswirtschaftslehre 1.Auflage,
Wiesbaden 2007
Pérez u.a. (1998): Pérez, M. /.Hildebrand, A. / Matzke, B. / Zencke, P.; Geschäftsprozesse im
Internet mit SAP R/3, 1. Auflage, Bonn 1998
Rudiger u.a. (2001): Rudiger, W. / Fischer G. / Metze, G. / Nieß, P.; Industriebetriebslehre:
Das Management des Produktionsbetriebs, 2001
Scheuermann (2005): Scheuermann, W.; Analyse und Optimierung der Materialfluss- und
Informationsfluss-Prozesse zwischen Lager- und Montagebereichen in einem
Automobilwerk, 1. Auflage, 2005
Schulte (2001): Schulte; Material- und Logistikmanagement, 2 Auflage, München 2001
40
Weihrauch u.a. (2001): Weihrauch, K. / Keller, G.; Produktionsplannung und -steuerung mit
SAP, Einführung in die diskrete Fertigung und die Serienfertigung mit SAP
PP, 1. Auflage, Bonn 2001
Werner (2008): Werner, H.; Supply Chain Management, 3 Auflage, 2008
Zäpfel (2000): Zäpfel, G.; Taktisches Produktionsmanagement, 2. Auflage, München / Wien
2000
Internetquellen:
help.sap.com (SAP R/3 and R/3 Enterprise – SAP R/3 Release 4.0B – PP-Kanban)
help.sap.com/saphelp_40b/helpdata/de/cb/7f932e43b711d189410000e829fbbd/frameset.htw
www.wikipedia.de


















