Kap 6.1 349 380 - bücher.de · Coupé, Lamborghini Gallardo Spider, Audi TT Coupé, Audi TT...
Transcript of Kap 6.1 349 380 - bücher.de · Coupé, Lamborghini Gallardo Spider, Audi TT Coupé, Audi TT...
-
360 6 Aufbau
kosten auch weiterhin einen hohen Marktanteil hal-ten. Während sich allerdings der Anteil des Qualitäts-stahles deutlich verringert, steigen die Anteile vonhöherfesten Stahlsorten und von Bake-hardening-Stählen, deren Festigkeit durch eine zusätzlicheWärmebehandlung erhöht wird.
Literatur
[1] Hucho, W.-H.: Aerodynamik des Automobils. 5. Aufl. Wiesba-den: Vieweg Verlag, 2005
[2] Hiement, R. u.a.: Optimierung von Karosserie und Fahrwerk desneuen Opel Astra als Beispiel für erfolgreiches Frontloading. In:VDI-Bericht 1398 (1998), S. 101 – 122
[3] Leuschen, B.; Hopf, B.: Fügen von Stahl, Aluminium und derenKombination. In: VDI-Bericht 1264, 1996
[4] ATZ/MTZ-Extra, April 2005, Der neue Passat[5] Hahn, O.; Gieske, D.: Ermittlung fertigungstechnischer und
konstruktiver Einflüsse auf die ertragbaren Schnittkräfte anDurchsetzfügeelementen. FAT-Bericht 116, 1995
[6] Braess, H.-H.: Negative Gewichtsspirale. In: ATZ 101 (1999), Nr. 1[7] Weitere Informationen insbesondere in den VDI-Berichten 665
(1988), 818 (1990), 968 (1992), 1134 (1994) und 1398 (1998)sowie in der ATZ
[8] Teske, L.; Strehl, R.; Hallik, M.: Das Karosseriekonzept desneuen OPEL Vectra C. In: VDI-Bericht 1674 (2002) S. 85 – 98
[9] GZVB, Faszination Karosserie, 2. Braunschweiger Symposium2005, ISBN 3-937655-00-4
[10] ATZ/MTZ -Extra-Ausgaben über Neuentwicklungen
6.1.2 Space-Frame
6.1.2.1 Einleitung
Weltweit ist seit Jahrzehnten eine deutliche Zunahmeder Fahrzeuggewichte in der Automobilindustrie zuverzeichnen. So betrug seit den achtziger Jahren dieGewichtszunahme in der Mittelklasse und unterenOberklasse im Schnitt etwa 15 kg pro Jahr. Im einzel-nen ist die stetige Gewichtszunahme auf höhere Si-cherheitsanforderungen, verschärfte Gesetzgebungen,gestiegene Komfortansprüche, zunehmend umfangrei-
cher werdende Zusatzausstattungen und die Universali-tät der Fahrzeuge zurückzuführen (Bild 6.1-9).Diese Gewichtszunahme bedingt bei gleichen Fahr-leistungen eine Anpassung des Motoren-/Getriebe-aggregates und damit verbunden stärkere Fahrwerkeund Bremsanlagen sowie ein größeres Tankvolumen.Die oben genannten Gewichtszunahmen bilden eineGewichtsspirale, die zu einer Steigerung des Energie-verbrauchs und der Umweltbelastung führt. So wer-den üblicherweise für 100 kg Mehrgewicht je nachFahrzeugtyp und Motorbauart etwa 0,3 l bis 0,6 lKraftstoffmehrverbrauch pro 100 km in Ansatz ge-bracht (Bild 6.1-10).Der Energieverbrauch eines Fahrzeuges wird wäh-rend der Laufzeit vom Gesamtfahrwiderstand unddem Energieverbrauch an Bord bestimmt. Danach istdie Masse eine wesentliche, den Fahrwiderstandbeeinflussende Größe.Nicht nur aus ökologischen Gründen werden vonmodernen Kraftfahrzeugen niedrigerer Kraftstoff-verbrauch, geringere Emissionen und Recyclefähigkeitgefordert. Aus Kundensicht sind auch eine kontinuier-liche Verbesserung der Fahreigenschaften wie Fahr-zeugdynamik oder Fahrzeugagilität gewünscht, wie siebei gleichbleibender Motorisierung durch eine Redu-zierung des Fahrzeuggewichts erzielt werden können.
6.1.2.2 AUDI-Space-Frame
Das größte Gewichtsmodul im Fahrzeug bildet dieKarosserie. Ein Karosserieleichtbau als primärer Schrittz.B. in Form einer Vollaluminiumkarosserie ermög-licht, zusammen mit der konsequenten Nutzung vonLeichtbauwerkstoffen im ganzen Fahrzeug, zusätzlichesekundäre Gewichtsreduzierungen. So sind dann ohneAbstriche bei den Fahrleistungen kleinere Motoreneinsetzbar. Weitere Gewichtserleichterungen resultie-ren aus geringeren Belastungen für Fahrwerk, Getriebe,Räder, Bremsen und aus einer verkleinerten Tankanla-ge und einer angepassten Abgasanlage (Bild 6.1-11).
130
120
110
100
ca. +20 kg/a
ca. +10 kg/a
Gründe für denGewichtsanstiegQu
l ta i ät
Kom
fort
Gesetzgebeung
Sicherheit
Interieur
Gew
icht
[%]
Baujahr
1984 1986 1988 1990 1992 1994 1996 1998 2000 2002 2004 Bild 6.1-9 Gewichtsent-wicklung im Automobilbau
-
6.1 Karosseriebauweisen 361
13,5% Mehrgewicht+ Getriebeanpassung+ 10% MehrleistungVerbrauch: 109,1%
BasisfahrzeugVerbrauch: 100% 10% Mehrgewicht
Verbrauch: 102%
Mehrgewicht von +3%durch Sekundäreffekte(Anpassung Federn, Lager,Bremsen, Crash, etc.)
13% MehrgewichtVerbrauch: 102,5%
12% kürzeres Getriebezum Erreichen gleicherElastizitäten wieBasismodell
13% Mehrgewicht+ Getriebeanpassung
Verbrauch: 108%
13% Mehrgewicht+ Getriebeanpassung+ 10% Mehrleistung
Verbrauch: 109%
Mehrgewicht von 10%
Leistungserhöhung überDrehzahl für gleicheBeschleunigung 0-100 km/hwie Basismodell
0,5% Mehrgewicht durchAkustikmaßnahmen zurKompensation der Mehrleistung
Ausgangsbasis: B-Segment im Leistungsspektrum 4 Zylinder Ottomotoren
Karosserie
Ausstattung
Elektrik
Flüssigkeiten
Motor
Fahrwerk
Anteil der Fahrzeugmodule an derGewichtszunahme
Gewichtsanteil derFahrzeugmodule
57
6
11
32
2135
14
25
55
17
Die Analyse möglicher Leichtbauwerkstoffe bezüg-lich spezifischem Gewicht, Festigkeit, Steifigkeit,Crashverhalten, Verfügbarkeit und Energiebedarfzeigt im Kfz-Karosseriebau deutliche Vorteile für denWerkstoff Aluminium.Die reine Substitution einer Stahlkarosserie, führt zueiner maximalen theoretischen Gewichtseinsparungvon 66 %. Eine funktionsgleiche Auslegung bezüg-lich Crashmanagement, statische und dynamischeSteifigkeiten und maximale Einzellasten, führt zueiner realistischen Gewichtseinsparung von 45 %.Die Nutzung der unterschiedlichen Halbzeugarten desAluminiums in funktionsgerechter Gestaltung machtden leichten Werkstoff zusätzlich sehr attraktiv.Neben dem eingesetzten Blech stehen mit Aluminium-Strangpressprofilen und Aluminium-Gussteilen kos-tengünstige Halbzeuge zur Verfügung, die sich zu eineraluminiumgerechten Konstruktion vereinigen lassen.Die Verwendung dieser Halbzeugarten führte imKarosseriebau zu einem neuen Konstruktionskonzept,dem Audi-Space-Frame (ASF®).Das Ergebnis der werkstoffgerechten Konzeptausle-gung im Audi A8 führte zu einer außergewöhnlichenProduktqualität und der besten Leichtbaugüte. DieLeichtbaugüte ist wie folgt definiert:
Leichtbaugüte 3Ger2
1
kg10
Nm/Grad m
mL
c A⎛ ⎞
= ⋅⎜ ⎟⋅ ⎝ ⎠⋅
mGer = Gerippegewicht (ohne Türen und Klappen)c1 = TorsionssteifigkeitA = Aufstandsfläche (Spur · Radstand)
Sie ist ein Maßstab dafür, mit wie wenig Masse beigegebener Radaufstandsfläche welche Steifigkeiterreicht wurde. Mit 220 kg Karosseriegewicht ohneTüren und Klappen und einer Torsionssteifigkeit von32.000 Nm/Grad erreicht die neue A8 ASF-Karosseeine Leichtbaugüte von 1,5 und ist damit eindeutigKlassenprimus. Die erreichte Gewichtseinsparungliegt gegenüber einer vergleichbaren heutigen Stahl-karosserie in Blechschalenbauweise bei etwa 45 %.Über diese Vorteile des ASF®-Konzeptes bezüglich derGewichtsreduzierungspotentiale und den damit ver-bundenen ökologischen und fahrdynamischen Konse-quenzen zeichnet sich die Aluminiumstruktur mitausgezeichnetem Energieabsorptionsvermögen, idealenRecyclingvoraussetzungen und sehr günstiger energeti-scher Bilanzierung aus. Derivate können mit erheblichreduziertem Aufwand gegenüber einer konventionellenKarosseriebauweise realisiert werden.
6.1.2.3 Das Karosseriekonzept des ASF®
Der Audi Space Frame wurde mit dem AUDI A8 imJahr 1994 erstmals für ein Serienfahrzeug eingeführt.Dieses Karosseriekonzept wurde dann im A2, wel-cher 1999 auf den Markt kam, für einen Großserien-
Bild 6.1-10 Kompensationüber Leistungssteigerung
Bild 6.1-11 Gewichtsanteilder einzelnen Module imFahrzeug und derenGewichtszunahme
-
362 6 Aufbau
einsatz weiterentwickelt. Das Produktportfolio derFahrzeuge mit ASF wurde bis Ende 2006 bei Audium folgende Modelle ergänzt: Lamborghini GallardoCoupé, Lamborghini Gallardo Spider, Audi TTCoupé, Audi TT Roadster und Audi R8. In der Ka-rosse des neuen TT findet zum ersten mal der ASF inhybrider Bauweise seine Anwendung.Ein besonderes Merkmal des ASF ist der verwendeteAluminiumhalbzeugmix aus Guss, Profilen undBlech. Sie bilden eine selbsttragende Rahmenstruk-tur, in die jedes Flächenteil mittragend integriert ist.Der ASF verwirklicht mit wenig Masse eine maxima-le Stabilität. Er wurde für höchste Steifigkeits-, Kom-fort- und Sicherheitsanforderungen dimensioniert.Konstruktive Merkmale sind multifunktionale Groß-gussteile, lange durchgehende Profile und ein hoherAnteil von geraden Strangpressprofilen.Es werden nur an den Stellen gebogene Profile einge-setzt, wo die Außenhautform dies notwendig macht(Bild 6.1-12).
Gussteil
Strangpressprofil
Blech
Bild 6.1-12 Spaceframe Audi A8 (D3). Das Mate-rialkonzept
Über die genannten konstruktiven Maßnahmen wirdeine deutliche Reduzierung der Teilezahl erreicht.Dies verbessert einerseits den Komfort (wenigerVerbindungsstellen zwischen den Bauteilen), ande-rerseits wirkt es sich günstig auf die Kosten und dieFertigungsprozesse aus. Die bekannten Verbindungs-techniken wie MIG-Schweißen, Nieten und Laser-schweißtechnik werden stetig weiter optimiert. DasLaserhybridschweißen vereint die Vorteile beiderthermischen Fügetechnologien (MIG- und Laser-schweißen), wobei die Verbindungsarten des MIG-Schweißens (Überlappnaht, Kehlnaht) und die Fes-tigkeit der Fügezone mit der geringeren Wärmezufuhrdes Laserschweißens bei gleichzeitig höheren Pro-zessgeschwindigkeiten kombiniert werden.
6.1.2.4 Der Aufbau der ASF Karosserie A8
Der Aufbau beginnt mit dem Vorder- und Hinterwa-gen. Diese beiden Baugruppen werden zusammen mitdem Unterboden zu einem Spaceframe zusammenge-baut. Zuletzt werden dann die einteilige Seite und das
Dach mit der Struktur verbunden, die dann mit Kot-flügel, Türen und Klappen vervollständigt wird,bevor sie nach dem Finish in den Lackierungsprozesseingesteuert wird.Der Vorderwagen enthält als zentrales Bauteil dasGroßgussteil Wasserkasten. Dieses Bauteil hält dieKlimaanlage, den Pedalbock, den Scheibenquerträgerund es verbindet die beiden Säulen A rechts und links.Die Säule A wird ebenfalls aus zwei Großgusshalb-schalen gebildet. Sie umschließen unten den Schwellerund oben den durchgehenden Dachrahmen seitlich.Diese beiden Strangpressprofile sind neben der Tun-nelstruktur die zentralen Bauteile für die Biegestei-figkeit der Karosserie (Bild 6.1-13).
Bild 6.1-13 A-Säule
Die Längsträger sind in einen vorderen und hinterenunterteilt und werden durch ein Gussteil verbunden.Das Gussteil ermöglicht durch seine hohe Gestal-tungsfreiheit die Vereinigung verschiedener Funktio-nen, wie die Aufnahmen des Hilfsrahmens, der Mo-tortraverse, der Kotflügelbankabstützung und derFederbeinabstützung. Der vordere Längsträger ist wiebeim Vorgänger geschraubt ausgeführt, um eineeinfache Reparatur möglich zu machen.Im Hinterwagen dominieren zwei zentrale Großguss-teile, das Verbindungsteil Schweller/Längsträger unddas Verbindungsteil Säule C/D. Das VerbindungsteilSchweller/Längsträger ist das größte Gussteil. Esnimmt den kompletten hinteren Hilfsrahmen auf undverbindet den Längsträger hinten mit dem Schweller.Seine hohe Steifigkeit schützt beim Heckcrash dendazwischenliegenden Tank. Das Verbindungsteil SäuleC/D nimmt die Luftfederung oben auf und an seinerVorderseite den Gurtroller. Es bildet das Portal für dieFederbeinaufnahme der Luftfederung (Bild 6.1-14).Der Vorderwagen und der Hinterwagen werden mitdem Dachrahmen seitlich, dem Schweller, den Sitzquer-trägern, dem Pfosten B und den Bodenblechen zu einemgeschlossenen Space Frame zusammengeführt. DerDachrahmen seitlich ist ein IHU (Innen-Hochdruck-Umformung) geformtes Strangpressprofil (Bild 6.1-15).
-
6.1 Karosseriebauweisen 363
Bild 6.1-14 Das Portal der Luftfederung hinten
A A
B
B C
C
A-A
C-C
B-B
GesamtlängeDachrahmen: 3000 mmWandstärke: 4,5 mm
Bild 6.1-15 Hydrogeformter Dachrahmen seitlich,3D gebogen
Es bildet an den unterschiedlichen Stellen, je nachNotwendigkeit, verschiedene Querschnitte aus. DerPfosten B ist ein multifunktionales Großgussteil, dassneben den Scharnieranbindungen für die hintere Türe
und der Schließbügelanbindung für die vordere Türauch die hohen Anforderungen aus den Seitencrash-disziplinen erfüllen muss. Weiterhin ist der Pfosten Bein zentrales Bauteil für den Komfort. Zum Ab-schluss werden die einteilige Seite und das Dachzugeführt. Der A8 hat eine einteilige Seite, die ebensowie das Dach über Laserschweißen mit der Strukturzusammengefügt wird.
6.1.2.5 Werkstoffe und Fertigungstechnologien
6.1.2.5.1 Blechteile und Verfahren
Warmaushärtbare Legierungen werden wegen derfließfigurenfreien Oberfläche hauptsächlich für dieAußenhaut verwendet. Entsprechende Legierungenwerden jetzt auch im Strukturbereich eingesetzt undbieten dort höhere Festigkeiten und ein höheres Ener-gieaufnahmepotenzial als die naturharten Legierungen.Mit Umsetzung einer neuen Prozesskette, ohne geson-derte Warmauslagerung der Karosserie kommen, erst-malig neuentwickelte, schnellaushärtende Legierungenim Außenhautbereich zum Einsatz (Bild 6.1-16).Diese Legierungen auf Basis der AA 6016 A errei-chen bei geringeren Temperaturen und Zeiten einvergleichbares Festigkeitsniveau wie die herkömm-lichen AA 6016 A-Legierungen. Im Innenbereichwerden Legierungen nach AA 6181 A eingesetzt. DieWarmbehandlung erfolgt jetzt im Zuge der KTL-Trocknung in der Lackiererei (Tabelle 6.1-3).Weiterhin wird mit teilweisem Verzicht von Ent-fettungs- und Passivierumfängen der Aufwand zurHerstellung der Karosserie weiter optimiert. AlleBlechlegierungen werden im Zustand T4 als Platineoder Coil angeliefert. Nach Umformung und Warm-behandlung wird die Streckgrenze auf über 200 MPaerhöht, was gegenüber einer nichtausgelagertenAußenhaut zusätzliche Gewichtspotenziale erschließt.
Walzwerk PresswerkEntfettung +Konversion Karosseriebau Vorbehandlung + KTL Lackiererei
LackierereiWalzwerk Presswerk Karosseriebau Vorbehandlung + KTL
Audi 8 (D2)
Audi 8 (D3)
1
12
Trocken-schmie-rung
KonversionTrocken-schmierung
HerstellungderPressteile
HerstellungderPressteile
Space-frame +Anbauteile
Space-frame +Anbauteile
separateWärmebe-handlung
Finish
Finish
Entfettung
Entfettung
Trocknung
Trocknung
20 Min. bei180 °C
20 Min. bei>185 °C
KTL
KTL
Bild 6.1-16 Fertigungsprozess Audi A8
-
364 6 Aufbau
Tabelle 6.1-3 Wärmebehandlung in der Lackiererei
Halbzeug Legierung/Zustand Zugfestigkeit Rmin MPa
Dehngrenze Rp0.2in MPa
BruchdehnungA80 in %
Blech AA6016/T4 ≤235 ≤130 A80 mm ≥ 24AA6016/T6 ≥240 ≥200 A80 mm ≥ 12AA6016 schnellhärtend/T4 ≤235 ≤130 A80 mm ≥ 24AA6016 schnellhärtend/T6* ≥240 ≥200 A80 mm ≥ 12AA6181 A/T4 ≤240 ≤140 A80 mm ≥ 23AA6181 A/T6 ≥280 ≥210 A80 mm ≥ 10
T6*: Wärmebehandlung mit 2 % Vordehnung bei > 185 °C/20 min
Gleichzeitig werden bleibende Beulen durch Hagel-schlag oder lokale Eindruckstellen beim Zudrückenvon Klappen oder dem Polieren vermieden.Aluminiumbleche sind gegenüber den im Stahlbereichgebräuchlichen Tiefziehblechen in ihrer Umformbar-keit eingeschränkt. Die Erfahrungen aus vorangegan-genen Audi-Aluminium-Karosserien erlaubte es aber,sehr komplexe Bauteilgeometrien, wie die der einteili-gen Seitenwand zu realisieren (Bild 6.1-17).
Bild 6.1-17 Seitenwand D3
6.1.2.5.2 Strangpressprofile und Verfahren
Die hohe Gestaltungsfreiheit bezüglich der Profil-querschnittsgeometrie erschließt dem Konstrukteureine Vielzahl neuer Möglichkeiten, die weit über diekonventionelle Blechbauweise hinausgehen. Strang-pressprofile sind ideale Tailored Tubes.Durch die Möglichkeiten von Wanddickenvariationenim Querschnitt, Flanschanpressungen zur Verbindunganschließender Bauteile, oder der Profilverrippungdurch Stege lassen sich die Halbzeuge hinsichtlichForm, Funktion und Gewicht hervorragend optimieren.Die Gestaltungsfreiheit der Profilrinnen-Verrippungbietet, ähnlich wie bei den Gußknoten, eine ideale Nut-zung der topologischen Optimierung. Schließlich ergibtsich aus den geschlossenen Strangpressprofilen durchdie Erhöhung der Funktionsintegration aufgrund dervariablen Querschnitte eine deutliche Reduzierung der
Anzahl der Einzelteile einer Karosserie. Dies wirkt sichauch positiv bei der Reduzierung der Fügelängen aus.Beachtet werden muss aber, dass das Fügen vonHohlprofilen typischerweise Fügeverfahren mit ein-seitiger Zugänglichkeit benötigt, es sei denn, dieVerbindung wird über einen angepressten Flanschvorgenommen. Das Audi-Spaceframe-Konzept ASFbedingt ein anderes Aufbau- und Fügekonzept als eineBlechschalenlösung. Voraussetzung für eine seriensi-chere, vollautomatisierte Aluminium-Verbindungs-technologie ist ein maximaler Spalt von etwa einemDrittel der minimalen Wanddicke der Profile zwischenden Fügestellen zweier Bauteile. Im Mittel weisen dieASF-Halbzeuge des A8 eine Wanddicke von 2,0 mmauf. Berücksichtigt man die Vorrichtungs- und Robo-tertoleranzen sowie den Schweißverzug aufgrund derWärmeeinbringung, liegen die Toleranzanforderungendes Karosserieentwicklers hinsichtlich Formlinie undProfilquerschnitt im Bereich von ±0,3 mm.Die Profile besitzen im Gegensatz zu den Blech-halbschalen des konventionellen Stahlkarosseriebausbereits als Einzelteile eine sehr hohe Bauteilsteifig-keit und bieten damit keine Möglichkeit, in Spann-vorrichtungen die notwendige Spaltgeometrie imVerbindungsbereich sicherzustellen. Die erhöhtenAnforderungen einer vollmechanisierten Fügetechnikim Karosseriebau bedingen Toleranzen, wie sie vonden Strangpressprofilherstellern im Großserienmaß-stab nur bedingt erzielt werden können. Daher müs-sen die Strukturbauteile des Audi Space Frames ASFteilweise durch einen nachgeschalteten Kalibrierpro-zess „in Form“ gebracht werden.Als Bauteilwerkstoffe kommen ausschließlich Legie-rungen aus dem Legierungssystem AlMgSi, ähnlichder EN-AW 6106, zum Einsatz. Abgeschreckt mit denMedien Luft, Wasser oder einem nebligem Gemischaus der Warmumformungstemperatur, kaltausgelagertund stabilisierungsgeglüht auf einen weitgehend stabi-len Zustand, erreichen Legierungen dieser Spezifika-tion Zugfestigkeiten um 200 MPa, Streckgrenzen vonzirka 100 MPa und Dehnungen (A5) um 25 %.
Kalibrierung und Innenhochdruckumformung
Die Toleranzanforderungen von ±0,3 mm an den Pro-filquerschnitt, aber auch an die Formlinie, bedingeneinen an das Strangpressen anschließenden Kalibrier-
-
6.1 Karosseriebauweisen 365
prozess. Das Innenhochdruckumformen gehört zu denwirkmedienunterstützten Verfahren. Die Extrusions-teile werden in einem in Ober- und Unterteil geteiltenWerkzeug, welches der Endkontur des Bauteils ent-spricht, mit einem Innendruck bis zu 1500 bar beauf-schlagt. 4-Säulen Pressen mit Zuhaltekräften bis zu5500 t übernehmen die Zuhaltung der Werkzeuge.
Neue Verfahren: Runden im Strangpressen
Als neues Verfahren wird im A8 erstmals ein Strang-pressprofil eingesetzt, welches direkt im Extrusi-onsprozess gerundet wurde und einen separatenStreckbiegevorgang überflüssig macht. Beim Rundenim Extrusionsprozess wird der auslaufende, rund550 °C heiße Strang durch Führungsrollen auf diegewünschte Biegekontur gebogen.Dieses Verfahren hat neben den einfachen, kostengüns-tigen Formgebungswerkzeugen den Vorteil, dass durchden Rundungsvorgang kein Umformvermögen verzerrtwird und keine Einfallungen durch das Biegen auftre-ten. Der Verzicht auf den nachfolgenden Streckbiege-vorgang reduziert zusätzlich die Fertigungskosten.
6.1.2.5.3 Gussteile und Verfahren
Der prozentuale Gewichtsanteil der Gussteile in derA8-Struktur stieg im Gegensatz zum Vorgängermodellvon zirka 27 % auf etwa 34 % an. Dies gelang bei einerdeutlich reduzierten Teilezahl. Die im A8 (D3) einge-setzten multifunktionalen Großgussteile stellen einekonsequente Weiterentwicklung der Gussteile dar. Eswurde großes Augenmerk auf die Funktionsintegrationund der Verringerung der Teileanzahl gelegt. Vorteileder Teilereduktion liegen insbesondere bei dem redu-zierten Logistikumfang. Weitere Kostenersparnissewerden durch den verkleinerten Fügeumfang erzielt.Durch die Rückführung einer Schweißgruppe auf einBauteil werden Fügetoleranzen vermieden und dieBaugruppengesamttoleranz wesentlich verbessert.
Vakuum-Druckguss
Dünnwandige Formgussteile für den Automobilbau,hergestellt in einem Vakuum-Druckgussverfahren,werden bei Audi seit 1993 in Karosseriestrukturenverbaut. Die Vorteile liegen auf der Hand. Durch dasbeanspruchungsgerechte, dreidimensional möglicheAnpassen der Wanddicken an die Betriebslastanforde-rungen und durch die lokale Versteifung durch ange-gossene Rippen ist es möglich, eine optimale Kombi-
nation von Gewicht und Funktionalität zu erzielen. DasVerfahren zur Bauteilherstellung ist Vakuum-Druckguss, mit dem gasarme, gut schweißbare undwärmebehandelbare Teile mit guten mechanischenEigenschaften und hoher Maßhaltigkeit erzielbar sind.Das Verfahren verbindet zudem eine hohe Produkti-vität mit der Fähigkeit zur Herstellung von „near-netshape“-Teilen. Eine Übersicht über die verwende-ten Gusswerkstoffe gibt folgende Tabelle 6.1-4.
6.1.2.6 Fügeverfahren
Das Fügen der Einzelteile zur Karosseriestruktur gehörtzum Kerngeschäft eines Automobilherstellers. Da dasAudi Space Frame-Konzept sich grundsätzlich voneinem (Stahl-) Blechkonzept unterscheidet, ist naturge-mäß sowohl die Aufbaufolge als auch die Fügetechnikunterschiedlich. Gegenüber den im alten A8 (D2)eingesetzten Fügeverfahren wurden im neuen A8 (D3)weiterentwickelte Technologien, wie das MIG-Schweißen, Stanznieten und Rollfalz-kleben, aber auchneue Fügetechnologien, wie das Laserstrahl- und dasLaserstrahl-MIG-Hybridschweißen, eingesetzt. Diebeim ASF angewandten Verfahren sollen hier mit ihrenspezifischen Eigenschaften näher erläutert werden.
6.1.2.6.1 MIG-Schweißen mit Impulslichtbogen
Beim MIG-Schweißen wurde ein Automatisierungs-grad von >80 % erreicht. Mit der neuen Stromquel-lengeneration wird die Reproduzierbarkeit der Gütevon Schweißverbindungen deutlich erhöht. Die Im-pulstechnik erlaubt auch bei Dünnblechen (t = 0,9–1,5 mm) die Verwendung von verhältnismäßig dickenDrahtelektroden (∅ 1,2 mm), wodurch die Drahtför-derung verbessert und somit prozesssicherer wird.Durch den Einsatz von Großspulgeräten zur Förderungdes Zusatzwerkstoffes wird die Rüstzeit zum Wechselnder Drahtrollen verringert. Gleichzeitig wird mit kon-stanten Eigenschaften der großen Gebinde die Stabilitätdes Schweißprozesses positiv beeinflusst. Ein wichtigerBeitrag zur Erhöhung der Prozesssicherheit liegt in derAnwendung von Systemen zur automatischen Brenner-vermessung und Korrektur des Roboterprogramms. Mitdiesen Systemen werden eventuelle maßliche Verände-rungen des Schweißbrenners während des Fertigungsab-laufes online erfasst und in der Ablaufsteuerung desRoboters berücksichtigt. Das MIG-Schweißen wirdvorwiegend zum Fügen von Strangpressprofilen,Druckgussbauteilen und zum Verbinden von Strang-
Tabelle 6.1-4 Guss-Werkstoffe im A8-Spaceframe
Halbzeug Legierung/Zustand Zugfestigkeit Rmin MPa
Dehngrenze Rp0,.2in MPa
BruchdehnungA5 in %
Guss GD-AlSi10Mg
GD-AlMg3Mn
AlSi7Mg Sandguss
≥180
≥180
≥200
120–155
120–155
≥160
≥15
≥15
≥7
-
366 6 Aufbau
pressprofilen mit Gussbauteilen eingesetzt. Die Füge-geschwindigkeit kann je nach Wanddicken bis auf zirka1 m/min erhöht werden. Dies und die Verringerung derins Bauteil eingebrachten Energie wirkten sich positivauf die Maßhaltigkeit der Baugruppen aus.
6.1.2.6.2 Stanznieten mit HalbhohlnietDas Stanznieten hat sich als punktförmige Verbin-dungstechnik bereits 1993 bei der A8 Al-Space-Frame-Karosserie gegenüber Widerstandspunktschweißen undClinchen durchgesetzt. Als kraft- und formschlüssigeVerbindung bietet das Stanznieten gegenüber anderenpunktförmigen Fügeverfahren deutlich höhere statischeund dynamische Verbindungsfestigkeiten mit sehrhohem Arbeitsaufnahmevermögen. Weitere Vorteilesind das Herstellen von wärmearmen Verbindungenohne thermische Bauteilverzüge, die zudem gas- undwasserdicht ausgeführt sind. Mit 2400 Stanznietenkommen in der neuen A8 Al-Space-Frame Karosserienun mehr als doppelt so viele Verbindungen als in derersten ASF-Karosserie zum Einsatz. Die Technologiewird großflächig sowohl in der Karosseriestruktur alsauch bei der Fertigung von Türen, Front- und Heck-klappe zum Einsatz gebracht.Dabei müssen Bleche, Strangpressprofile und Druck-gussteile in Kombination der unterschiedlichen Legie-rungen in einer Gesamtmaterialstärke von 2,0–6,0 mmverbunden werden. Für die rund 100 verschiedenenWerkstoff- und Materialstärkenkombinationen mitunterschiedlichen Oberflächen kommen lediglich dreiunterschiedliche Nietgeometrien mit gleicher Härtezum Einsatz. Bei einigen Anwendungen werden dieVerbindungen dreilagig ausgeführt (Bild 6.1-18).
Bild 6.1-18 Stanznieten mit Halbhohlniet
Um die hohen Qualitätsstandards im Serienprozesseinhalten zu können, wurde die Stanzniettechnologieüber die Jahre kontinuierlich weiterentwickelt. DurchOptimierungen des Stanznietequipments und gezielterOnline-Prozessüberwachung kann heute eine nahezuhundertprozentige Prozesssicherheit gewährleistet wer-den. Die Störhäufigkeit bei der Nietzuführung liegt
dabei unter 0,25‰. Im Karosseriebau des neuen AudiA8 wurde gezielt daraufhin gearbeitet die Automatisie-rung und die Fertigungsflexibilität die Stanzniettechnikweiter zu erhöhen. Weiterhin werden bei automatisier-ten Anwendungen erstmalig auch klappbare C-Rahmenzum Einsatz gebracht, um das Einschwenken derFügezangen in komplexe Bauteilstrukturen zu erleich-tern und Störkonturen in der Anlage zu verringern.
6.1.2.6.3 Laserstrahl-Schweißen
Im Audi A8 werden Nd:YAG-Festkörperlaser mit4 kW Ausgangsleistung eingesetzt. Neben dem güns-tigen Absorptionsverhalten des Laserstrahls gegen-über Aluminiumoberflächen bei einer Wellenlängevon λ = 1064 nm ist diese spezifische Wellenlängezur Strahlführung mittels flexibler Glasfaserkabelvom Strahlerzeuger zum Bauteil geeignet. Damit istdieses Lasersystem sehr gut mit Industrieroboternkombinierbar. Die hauptsächlichen Vorteile desLaserstrahlschweißens gegenüber mechanischenFügeverfahren sind linienförmige anstelle punktför-miger Verbindungen, geringere Flanschbreite beiÜberlappverbindungen und einseitige Zugänglichkeitbeim Fügen. Verglichen mit anderen Schweißverfah-ren ist der Laser-Prozess aufgrund der bei den gege-benen Blechdicken höheren, erreichbaren Schweißge-schwindigkeiten (3,3–5,5 m/min), der geringerenWärmeeinbringung und damit geringerem Bauteil-verzug und den geringeren Anforderungen an einendefinierten Oberflächenwiderstand vorteilhaft. Insge-samt werden rund 20 m Laser-Verbindungslänge imA8-Spaceframe realisiert. Beispiele hierfür sind dieAnbindung der Bodenbleche an die MIG-geschweißteStrangpressprofil-Rahmenstruktur, die Anbindung dereinteiligen Seitenwand an Dachrahmen und Schwel-ler und die Anbindung des Daches an die Dachrah-men (Bild 6.1-19).
Bild 6.1-19 Laserstrahl-Schweißen
6.1.2.6.4 Laserstrahl-MIG-Hybridschweißen
Über die Kombination der beiden Fügeverfahren MIG-und Laserstrahlschweißen lassen sich diverse synerge-tische Effekte erzielen, welche im Anwendungsfall diefertigungstechnischen Grenzen heutiger thermischerFügeverfahren hinsichtlich Nahtqualität, Produktivitätund Wirtschaftlichkeit erweitern. Im Vergleich zumLaserstrahlschweißen mit Zusatzwerkstoff wird die
-
6.1 Karosseriebauweisen 367
Prozesssicherheit und die Spaltüberbrückbarkeit ge-steigert, woraus sich hohe Nahtqualitätsgüten ergeben.Der Zusatzwerkstoff wird prozesstechnisch trivial überdie abschmelzende Drahtelektrode des MIG-Prozessesdem Schmelzgut zugeführt.Im Vergleich zum konventionellen MIG-Schweißenwird die Schweißgeschwindigkeit und die Ein-schweißtiefe signifikant gesteigert und der Lichtbo-genprozess stabilisiert. Im Anwendungsfall wird dieAnbindung von diversen Blechteilen auf das Strang-pressprofil Dachrahmen mittels Hybridschweißenumgesetzt (Bild 6.1-20).Insgesamt werden zirka 5 m Nahtlänge je Fahrzeugrealisiert. Bei der notwendigen hohen Materialdi-ckenpaarung von 2 auf 4 mm kann selbst gegenüberdem Laserstrahlschweißen der Energieeintrag in dasBauteil über die Steigerung der Schweißgeschwin-digkeit reduziert werden, woraus minimierte thermi-sche Verzüge der Baugruppe resultieren.
6.1.2.6.5 Rollfalzen + KlebenDie Verbindung von Innen- und Außenblech beiTüren und Klappen wird im A8 (D3) durch Rollfal-zen und Kleben mittels robotergeführter Werkzeugerealisiert. Vorteile des Verfahrens sind die kurzeEinarbeitungszeit, die hohe Flexibilität und einebessere Qualität und Anmutung des Falzes. Erstmaligwird eine Vorhärtung des Klebers durch ein integrier-tes induktives Gelieren vorgenommen.
6.1.2.7 ReparaturkonzeptFür die bisher entwickelten Aluminiumfahrzeuge derAudi AG wurden die Belange des Kundendienstesvon Anfang an berücksichtigt. Damit war es möglich,konsequent ein auf schnellen und kostengünstigenService ausgerichtetes Gesamtkonzept zu realisieren.Steifigkeitsstaffelungen in den unfallgefährdetstenKarosseriebereichen sollen die Schadenseindringtiefemöglichst gering halten. Die Deformationskraft desgeschraubten vorderen Längsträgers liegt unter derDeformationskraft des anschließenden hinterenLängsträgers und diese wiederum unter der Deforma-tionskraft der Fahrgastzelle (Bild 6.1-21).Im Bereich der Fahrzeugseite wurde die Karosserie-struktur unter anderem durch das Großgussteil Säule
Bild 6.1-21 Reparaturlösung – geschraubter Längs-träger
B so steif ausgelegt, dass die Verformungstiefe beieinem Seitenaufprall gering bleibt.Die Auslegung der Karosseriestruktur mit vorpro-grammierten, definierten Verformungszonen mini-miert nach einem Unfall Richtvorgänge am Fahrzeugund gibt die Reparaturabschnitte konstruktiv vor.Hierdurch werden die Reparaturzeiten verringert unddie Instandsetzungskosten liegen trotz neuer Karosse-rietechnik günstiger oder im gleichen Rahmen wiebei üblichen Stahlkarosserien.Für die Instandsetzung der Space-Frame-Karosseriedes A2 kommen in Abhängigkeit der unterschiedlichenHalbzeugarten Blech-, Guss- und Strangpressteileunterschiedliche Konzepte zum Einsatz: Blechteile mitgeringen Verformungen können rückverformt werden.Die Rückverformung geschieht unter gezielter Wärme-zufuhr. Beulen lassen sich mit einem neu entwickeltenWerkzeug durch ein dem Bolzenschweißen ähnlichesVerfahren problemlos beseitigen. Hierzu wird einBolzen im Beulbereich aufgeschweißt und die Beulemit dem Bolzen herausgezogen. Anschließend wird derBolzen durch Abschleifen entfernt.Stärker verformte Bleche lassen sich entweder kom-plett oder auch abschnittsweise austauschen. AlsVerbindungstechniken werden Nieten in Verbindungmit Kleben (kaltaushärtende Zweikomponentenkle-ber) eingesetzt. Das Spachteln und Lackieren ent-spricht der Vorgehensweise bei Stahlblechfahrzeu-gen. Blechreparaturen können von jedem dafür aus-
Bild 6.1-20 Laserstrahl-MIG-Hybridschweißen
-
368 6 Aufbau
gerüsteten und ausgebildeten AUDI-Händlerbetriebdurchgeführt werden.Beschädigte Gussteile müssen generell erneuertwerden. Aus Festigkeitsgründen ist eine Rückverfor-mung nicht zugelassen, da aufgrund der hohen Stei-figkeit die Gefahr einer Rissbildung besteht. AlsFügeverfahren kommen Schutzgasschweißen (MIG),Nieten und Kleben zum Einsatz.Strangpressprofile müssen bei Beschädigung ausge-tauscht werden, da eine Rückverformung hier unkon-trolliert abläuft. Der Austausch findet je nach Art derBeschädigung abschnittsweise unter Verwendung vonMuffen im Trennungsbereich oder aber komplettstatt. Die ausgetauschten Profilabschnitte bzw. kom-plette Profile werden wiederum durch Schutzgas-schweißen (MIG) gefügt.Laserstrahl-Schweißnähte werden im Reparaturfalldurch MIG-Schweißen oder durch Blindnieten mitzusätzlichem Kleben ersetzt. Zum Entfernen derLasernaht wird diese ausgeschliffen und die so von-einander getrennten Teile gelöst.
6.1.2.8 Energiebilanz
Die Verbesserung der Umweltverträglichkeit stehtheute, insbesondere bei Kraftfahrzeugen, im Mittel-punkt des Interesses. Hierzu ist es erforderlich, dengesamten Produktlebenszyklus zu betrachten und zuoptimieren. Dabei gilt es durch effiziente Nutzungnicht erneuerbarer Ressourcen und niedrige Schad-stoffemissionen die Umweltauswirkungen zu minimie-ren. Dies betrifft den gesamten Produktzyklus, von derWerkstoffgewinnung und Produkterzeugung über dieProduktnutzung bis zum Recycling für den nächstenZyklus bzw. zur umweltschonenden Entsorgung.Aufgrund der Wechselwirkungen der einzelnen Phasendes Gesamtzyklus handelt es sich dabei um eine Opti-mierungsaufgabe, die auch Kompromisse in einzelnenPhasen zugunsten der Gesamtbilanz erfordern kann.Studien zeigen, dass der überwiegende Energie-verbrauch eines Fahrzeuges durch den Fahrbetriebbestimmt wird. Es ist daher ökologisch günstiger, inden Phasen der Materialherstellung, der Fahrzeugfer-tigung oder des Recyclings einen höheren Aufwandin Kauf zu nehmen, wenn dafür im Fahrbetrieb Um-weltbelastungen verringert werden.Für die Herstellung von Primär-Aluminium wirdmehr Energie benötigt als für die Herstellung derentsprechenden Menge Stahl. Der Energiebedarf zurHerstellung einer Pkw-Karosserie aus reinem Primär-Aluminium wäre etwa doppelt so hoch wie der einervergleichbaren Stahlkarosserie. Im Verlaufe desFahrbetriebes würde die Summe der verbrauchtenEnergie aber durch den Minderverbrauch geringer alsbeim entsprechenden Stahl-Fahrzeug.Für ein theoretisches Fahrzeug mit einer aus Primär-aluminium hergestellten Karosserie liegt die Amortisa-tionsstrecke bei ca. 55000 km mit Otto-Motor, beieinem Fahrzeug mit TDI-Motor amortisiert sich die
Aluminiumkarosserie gegenüber einer konventionellenKarosserie bei ca. 85000 km – also ebenfalls sicherlichinnerhalb der Gesamtfahrstrecke eines Fahrzeuges.In der Praxis werden in allen Halbzeugen recycelteMaterialien in unterschiedlichen Mengenanteileneingesetzt, womit die erwähnten theoretischen Mo-delle eine noch positivere Energiebilanz für denEinsatz des Leichtbauwerkstoffes erfahren.Ökologisch ergibt der Karosserieleichtbau mit Alu-minium unter Einbeziehung der Recyclinggutschrifteine ausschließlich positive Energiebilanz.
Literatur[1] Rink, C.: Aluminium als Karosseriewerkstoff, Recycling und
energetische Betrachtungen. Dissertation, Hannover, 1996[2] Haldenwanger, H. G.: Zum Einsatz alternativer Werkstoffe und
Verfahren im konzeptionellen Leichtbau von Pkw-Rohkarosse-rien. Dissertation, TU Dresden, 1997
[3] Stümke, A.; Bayerlein, H.; Eckl, F.: Laseranwendungen beiAUDI. In: Lasermaterialbearbeitung im Transportwesen, Bre-men, BIAS Verlag, 1997
[4] Müller, S.: Robotereinsatz beim Fügen von Aluminium-Leichtbaustrukturen. In: Fügeverfahren zur Realisierung von in-novativen Leichtbaukonzepten, Erding, April 1999
[5] Rottländer, H. P.: Laserverbindungstechnik im Automobilkaros-seriebau. In: Aachener Kolloquium Lasertechnik, Aachen, 1998
[6] Ullrich, W.: Das Kundendienstkonzept zur Aluminium-Karos-serie. In: Auditorium, Aluminium-Technologie im Karosserie-bau, Oktober 1993
[7] Mayer, H.; Venier, F.; Koglin, K.: Die ASF-Karosserie des AudiA8. In: Der neue Audi A8. ATZ/MTZ Sonderheft, August 2002
[8] Ruch, W.; Eritt, U.; Wanka, R.: New technologies in the AudiA2, Aluminium World, Issue No. 2 – October 2001
[9] Hoffmann, A.; Birkert, A..: Gestaltungsrichtlinien für die Ausle-gung von innenhochdruckumgeformten Strukturbauteilen ausAluminium. DGM 6./7. 11. 2001 Internationale Konferenz„Hydroumformung“ in Fellbach.
[10] Hoffmann, A.: Innenhochdruckumformen von Aluminiumprofi-len. Aluminium-Kurier, Nr. 3, 2002
[11] Niemeyer, M.: Lasergestützte Fügeverfahren im Aluminium-Karosseriebau, Strahltechnik, Hrsg. G. Sepold, T. Seefeld, ISBN2-933762-09-X
[12] Christlein, J.; Schüler, L.: Audi A2: Realisierung eines zu-kunftsweisenden Leichtbaukonzepts mit Hilfe der Simulation,VDI-Tagung „Entwicklungen im Karosseriebau“, 11./12. 5. 2002
[13] Christlein, J.: Process chain simulation in aluminium car bodies,CRASHMAT 2002 „2nd Workshop for material and structuralbehaviour at crash processes“, 15./16.4.2002
[14] Schäper, S.: Zum Zielkonflikt Recyclingquoten versus Leicht-bau/About the Design Conflict between Recycling Quotas andLight Weight Construction; Vortrag zur GemeinschaftstagungFachhochschule Hamburg/VDI Gesellschaft Fahrzeugtechnik,7./8. Mai 2002; VDI Berichte 1674, pp. 213 – 229; ISBN 3-18-091674-5
[15] Timm, H.; Koglin, K.; Audi AG: Die neue Audi TT-Karosse.Konferenz „Automotive Circle International“, EuroCarBody2006, Bad Nauheim/Frankfurt, 26 Oktober 2006
[16] Scheurich, H.; Kappler, A.; Audi AG: The new Audi A8 body.Conference „Automotive Circle International“, Bad Nauheim/Frankfurt, 13./14. März 2007
[17] Elend, L.-E.; Hoffmann, A.; Scheurich, H.; Audi AG: Alumi-nium-Strangpreßprofile im Karosseriebau. DGM-SymposiumStrangpressen, Weimar, 26./27. Oktober 2006
[18] Koch, H.; Audi AG: Duktiler Druckguss – Anwendungen undTendenzen. Seminar „Eigenspannungen und Verzug beimGiessen von Leichtmetallen“, Kassel, 06. September 2005
-
6.1 Karosseriebauweisen 369
6.1.3 Karosserie Stahlleichtbau-Studien
6.1.3.1 Einleitung
Stahl ist noch immer mit über 50 %-Anteil der domi-nierende Werkstoff im Karosseriebereich. Um denAnforderungen des 21. Jahrhunderts hinsichtlichSicherheit, Umweltverträglichkeit und Kosten gerechtzu werden, wurden im Rahmen der ULSAB-Studiendrei eng verzahnte Einzelentwicklungsprojekte überden Zeitraum von 1994 bis 2001 durchgeführt.ULSAB (Ultralight Steel Auto Body) ist das ersteProjekt, das 1994 von einem Konsortium aus 35Stahlfirmen in Auftrag gegeben wurde. Auf demPackage einer viertürigen, fünfsitzigen Mittelklasse-Limousine (Bild 6.1-22) wurden die Möglichkeitendes Einsatzes von modernen Stahlwerkstoffen für denKarosserierohbau zur Erreichung maximaler Ge-wichtserleichterung untersucht. Zur Definition derfunktionalen Ziele und zur Ermittlung von Ver-gleichswerten wurde ein Benchmark von insgesamt32 Fahrzeugen bezüglich Gewicht, Steifigkeit, Pa-ckage und Konzept durchgeführt.
Bild 6.1-22 ULSAB-Karosserie
1997 startete das Projekt ULSAC (Ultralight SteelAuto Closures) [10] mit gleicher Aufgabenstellungfür Fahrzeugtüren und -deckel. Die Entscheidungbzgl. des Türkonzepts fiel bei diesem Projekt zuguns-ten einer rahmenlosen Tür und eines modularenMontagekonzepts.Zwei Jahre später begann die dritte Studie – ULSAB-AVC (Ultralight Steel Auto Body – Advanced VehicleConcepts) [7], die die Erfahrungen und Konzeptunter-suchungen der vorangegangenen Projekte um dieverbleibenden Komponenten einer Gesamtfahr-zeugentwicklung einschließlich Antrieb und Fahrwerkerweiterte. Dabei wurden die Rahmenbedingungenentsprechend neuer und zusätzlicher Ziele angepasstund Abgasgesetze sowie erweiterte Sicherheitsanfor-derungen berücksichtigt. Die Projekte ULSAB undULSAC fokussierten neben der Entwicklung, Planungund Wirtschaftlichkeitsbetrachtung die Herstellung vonPrototypen zu Versuchs- und Demonstrationszweckenund zur Validierung der Simulationsergebnisse.
6.1.3.2 Zielsetzung
Durch Einsatz moderner Stahlwerkstoffe, der zugehö-rigen Formgebungs- und Fügeverfahren, gewichtsori-entierte Packageauslegung und nicht zuletzt durchwerkstoffgerechte Konstruktion soll beim ULSABder Nachweis erbracht werden, dass eine Gewichtser-leichterung um 25 % gegenüber dem Durchschnitt derBenchmark-Karosserien realisierbar ist.Das Projekt umfasst die Konstruktion und rechnerischeSimulation des Steifigkeits-, Festigkeits- und Crash-verhaltens. Zu berücksichtigen sind die gesetzlichenGrenzwerte beim 0°-Front-Crash nach US-NCAP(New Car Assessment Program), 50 %-Offsetcrash mit55 km/h gegen die starre Barriere, Seitencrash 50 km/hnach ECE-R 95, Heckcrash mit 35 mph nach FMVSS301 und statischen Dacheindrücktest nach FMVSS-Standard 216. Der Nachweis der angestrebten stati-schen Torsions- und Biegesteifigkeiten (größer odergleich dem Durchschnitt der Vergleichsfahrzeuge)erfolgt zusätzlich durch Versuche an der Demonstra-tions-Hardware.Für die Türen, Front- und Heckdeckel des ULSAC-Projekts sind 10 % Gewichtseinsparung gegenüberdem leichtesten Vergleichsbauteil nachzuweisen.Dabei soll beim quasistatischen Türeindrückversuch(vergleichbar dem Türeindrücktest nach FMVSS 214)an Realbauteilen das gleiche Kraftniveau wie beimDurchschnitt der Vergleichstüren erreicht werden.Das Projekt ULSAB-AVC ergänzt den Kastenrohbaumit Türen und Deckeln um die verbleibenden In-terieur-, Exterieur- und Antriebsumfänge. Dabei istdie Karosserie an ein neues Styling angepasst und aufdie Erfüllung erweiterter Sicherheitsanforderungen(EURO-NCAP, Pfahl-Seitencrash) ausgelegt. Überein Gleichteil- und Plattformkonzept werden dieMarktanforderungen nach kostengünstiger Modell-vielfalt berücksichtigt. Auf einer Plattform können
Bild 6.1-23 Gleichteilkonzept ULSAB-AVC(C-Class oben, PNGV-Class unten)
-
370 6 Aufbau
Bru
chde
hnun
g/[%
]Fr
actu
rest
rain
A5
Zugfestigkeit/ [MPa]Tensile strength Rm
DP-WStählesteels
RA-W „TRIP“Stählesteels
FB-W 600Stählesteels
Konv.Stähleconv.steels
CP-WStählesteels
MS-WStählesteels
MS-W 1200 SStählesteels
60
50
40
30
20
10
0300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600
mit geringen Modifikationen zwei unterschiedlicheKarosserien, eine Fließheckvariante der europäischenKompaktwagenklasse (C-Class) und eine amerikani-sche Mittelklassen-Stufenhecklimousine der PNGV-Klasse (Partnership for a New Generation of Vehic-les), realisiert werden (Bild 6.1-23).
6.1.3.3 UmsetzungDurch konsequenten Werkstoff-, Form- und Ferti-gungsleichtbau und begleitende rechnerische Simula-tion werden Lösungen für die anspruchsvollen Pro-jektziele erarbeitet.
6.1.3.3.1 WerkstoffleichtbauHoch- und höherfeste Stahlgüten
Die bevorzugte Verwendung von Stahlwerkstoffen(Bild 6.1-24) mit Streckgrenzen Rp0,2 im Bereich von210 bis 800 MPa ermöglicht es beim ULSAB, Potenzi-ale zur Steigerung der Crashsicherheit, Steifigkeit undGewichtsreduktion konsequent zu nutzen.Zum Einsatz kommen Bake hardening-Stähle für dieKarosserieaußenhaut zur Erhöhung der Beulfestigkeitund mikrolegierte Feinkornstähle für die Aufbau- undPlattformstruktur.Um die Intrusionen in die Fahrgastzelle beim Front-und Seitenaufprall zu minimieren, werden Stirnwand-und Sitzquerträger aus borlegiertem Sondertiefzieh-stahl hergestellt. Das Material wird warm in das Um-formwerkzeug eingelegt, tiefgezogen und anschließendabgeschreckt, dabei erhält das Bauteil seine endgültigeFestigkeit (Rp0,2 > 800 MPa). Insgesamt sind 90 % desULSAB-Rohbaus in hoch- und höchstfesten Stahlgütengefertigt (Bild 6.1-25).Die ULSAC-Tür besitzt eine Rahmenstruktur ausSchloss- und Scharnierrohr mit 1,0 bzw. 1,2 mmBlechstärke und einer Streckgrenze von 280 MPa.Die obere prismatische bzw. untere rohrförmigeVerstärkung wird aus Dualphasenstahl DP 800 herge-stellt. Für die Türaußenhaut wird wie bei den UL-SAB-Außenteilen Bake hardening-Stahl mit einerStreckgrenze von 260 MPa verwendet.
45,1 %–350 MPa13,5 %–280 MPa
27,1 %–210 MPa
7,6 %–140 MPa 2,7 %–420 MPa
1,5 %–Steel Sandwich
2,5 % > 550 MPa
Bild 6.1-25 Gewichtsanteile der Blechgüten imULSAB nach Festigkeitsklassen
Die weitergehende Leichtbaustudie ULSAB-AVCverwendet für den Kastenrohbau über 95 % hoch-und höherfeste Bleche, davon allein 75 % Dualpha-senstähle mit einer Streckgrenze bis 700 MPa. ZumSchutz des Insassenraums bei Seitencrash werdenborlegierte Stähle als B-Säulen- und Tunnelverstär-kung eingesetzt.
0,14 mm 240 MPa0,65 mm PPE0,14 mm 240 MPa
Bild 6.1-26 Reserveradmulde aus Stahlsandwich
Bild 6.1-24 Verteilunghoch- und höchstfesterStähle (Bruchdehnung überZugfestigkeit)
-
6.1 Karosseriebauweisen 371
Stahl-Sandwichbleche
Für die Reserveradmulde und die Stirnwand des UL-SAB kommen 0,93 mm dicke Stahlsandwichblechezum Einsatz (Bild 6.1-26). Gegenüber konventionellenAkustikblechen ist die Deckschichtdicke auf 0,14 mmreduziert und die Mittelschicht aus Polypropylen auf0,65 mm erhöht. Dieser Wandaufbau ermöglicht eineHalbierung des Gewichts gegenüber den bisher hierfürverwendeten Stahlblechen von 0,8 mm Dicke.Für die Stirnwand werden darüber hinaus Sekundär-gewichtserleichterungen erzielt, weil sich die Schall-abstrahlung vom Motor- in den Fahrgastraum ver-ringert. Die isolierende Kunststofflage erlaubt keinPunktschweißen der Sandwichbleche. Sie werdendeshalb mit den angrenzenden Rohbauteilen verklebt.
6.1.3.4 Fertigungsleichtbau
6.1.3.4.1 Innenhochdruckumformung (IHU)
Innenhochdruckumformung ist ein Verfahren, wel-ches für Bauteile der Rohkarosserie noch seltengenutzt wird. Im Projekt ULSAB ist mit dem seitli-chen Dachrahmen eine besonders anspruchsvolleAnwendung realisiert worden (Bild 6.1-27).Dieses Bauteil integriert A-Säule, Dachrahmen und C-Säule und verläuft ohne Trennung von der vorderenScharniersäule bis an das hintere Radhaus. Die Quer-schnittsform ist entsprechend den Anforderungenbezüglich Festigkeit, Steifigkeit und Package (z.B.Sichtwinkel an der A-Säule) gewählt. Als Halbzeugdient ein lasergeschweißtes, hochfestes Rohr mit 96mm Durchmesser und 1,0 mm Wandstärke aus mikro-legiertem Stahl mit einer Streckgrenze von 280 MPa.An der ULSAC-Tür kommen ebenfalls innenhoch-druckumgeformte Teile zum Einsatz. Zusätzlich zumSteifigkeitsvorteil werden bei der Herstellung derinnenhochdruckumgeformten Schloss- und Scharnier-rohre Funktionsteile wie Türschlossbefestigungenund Scharnierbuchsenaufnahmen zur Durchführungder Scharnierschrauben angeformt. Der Türrohbauwird durch die geschlossenen, im Querschnitt an dieBelastung angepassten Profile bezüglich Durchhang,
Verdrehsteifigkeit und Eindrückwiderstand gewichts-optimal verstärkt.Bei der Folgestudie ULSAB-AVC wird neben demaus dem ULSAB bekannten Dachrahmen, der hieraus höchstfestem Dualphasenstahl gefertigt wird, dieInnenhochdruckumformung für die vorderen Längs-träger verwendet. Die Träger können aufgrund derflanschlosen Ausführung bei Ausnutzung des glei-chen Bauraums auf das Gewicht bezogen eine größe-re Crashenergie aufnehmen.Die dreidimensional gebogenen IHU-Bauteile derTür, die seitlichen Dachrahmen und vorderen Längs-träger werden in vier Schritten gefertigt:1. Herstellung des Rohres durch diskontinuierliches
Laser- oder Hochfrequenzschweißen2. Vorbiegen des Rohres auf einer Dornbiegema-
schine3. Vorformen zur korrekten Startgeometrie für das
anschließende Werkzeug zur Innenhochdruckum-formung
4. Beaufschlagung des in ein geschlossenes Werk-zeug eingelegten, vorgeformten Rohres mit hohemDruck (beim Schlossrohr 1500 bar) bis zur end-gültigen Formgebung. Dabei wird das Ausgangs-bauteil an die Innenkontur des Werkzeugs ange-formt. Die an den Rohrenden wirkende Axialkraftführt Material während des Verformungsprozessesin das Werkzeug nach und verringert den Dünn-zug bei der Umformung [4].
6.1.3.4.2 LaserschweißenDie besonderen Merkmale des Laserschweißens –geringer Wärmeverzug trotz linienförmiger Schweiß-naht, bei Automatisierung hohe Wiederholgenauig-keit und Schweißgeschwindigkeit – werden für alleLeichtbauprojekte konsequent berücksichtigt und beijedem Projekt sukzessive ausgebaut.Innenhochdruckgeformte Bauteile erfordern, auf-grund der entfallenen Schweißflansche, Fügeverfah-ren mit einseitiger Zugänglichkeit der Fügestelle. BeiBaugruppen in Schalenbauweise erhöhen die durch-gängigen Lasernähte die statische und dynamische
Bild 6.1-27 Dachrahmenseitlich ULSAB-AVC
-
372 6 Aufbau
Steifigkeit [5]. Beim ULSAB werden daher u.a. dieTür- und Scheibenausschnitte lasergeschweißt, unddie Crashträger vorne und hinten erhalten zur Erhö-hung der Energieaufnahme gegenüber konventionellpunktgeschweißten Strukturen durchgehende Laser-nähte. Bei quasistatischen Drückversuchen vonCrashträgern wurde nachgewiesen, dass durchgehendlasergeschweißte Deformationsträger mit gleicherGeometrie und aus dem gleichen Material eine bis zu40 % höhere massenspezifische Energieaufnahme alsdie punktgeschweißte Variante besitzen.Die Einzelanwendungen addieren sich in der UL-SAB-Karosserie zu insgesamt 18 m Lasernaht. Mitdiesen Verfahren werden bei der ULSAC-Tür (Bild6.1-28) die Türabschlussteile und das Spiegeldreieckauf den vorher im MIG-Fügeverfahren aus den IHU-Teilen und Verstärkungsrohren hergestellten Türrah-men geschweißt. Bei der ULSAB-AVC-Studie wirdder Einsatz von Laserschweißungen weiter intensi-
Bild 6.1-28 ULSAC-Türrahmen und Kompletttür
viert, so dass dem Karosserierohbau 723 Schweiß-punkte bei gleichzeitig 114 m Lasernaht genügen.
6.1.3.4.3 Tailored blanks/Tailored tubes
Durch maßgeschneiderte Platinen und Rohre kann derMaterialeinsatz im Rahmen der definierten Funk-tionsanforderungen bezüglich Gewicht optimiert wer-den. Darüber hinaus können Schweißbaugruppenersetzt und somit Fertigungszeit und Maßhaltigkeitverbessert werden.Die umfangreichste Einzelanwendung von Tailoredblanks stellt die Platine der Seitenwand des ULSAB-Rohbaus dar (Bild 6.1-29). Sie besteht aus fünf ein-zelnen Zuschnitten mit fünf unterschiedlichen Blech-dicken und drei Stahlgüten.Der vordere Türkörperabschluss der ULSAC-Tür istebenfalls aus einer Tailored blank-Platine gefertigt, umdie lokale Elastizität bei minimalem Werkstoffeinsatzso zu gestalten, dass der Türdurchhang unterhalb dergeforderten Grenzwerte bleibt. Die Blechdicke derunteren Scharnieranbindung ist örtlich auf 1,2 mmgegenüber 1,0 mm im oberen Bereich erhöht.31 % der Tiefziehteile der ULSAB-AVC-Karosseriesind Tailored blanks. Darüber hinaus werden Tailoredtubes an exponierten Bauteilen eingesetzt; so sind dievorderen, innenhochdruckumgeformten Längsträgeraus einem Halbzeugrohr mit zwei unterschiedlichenBlechdicken gefertigt. Der vordere, im Deformati-onsbereich liegende Teil wird in 1,5 mm Blechdickeund der verbleibende hintere Teil des Trägers in1,3 mm Blechdicke ausgeführt.
6.1.3.4.4 Formleichtbau
Unter Formleichtbau versteht man die werkstoffge-rechte Konstruktion, die die Bauteilgeometrie ent-sprechend der auf das Bauteil wirkenden Belastungund des verwendeten Werkstoffs berücksichtigt [6].Im Karosseriebau mit strukturmechanisch biegewei-chen Dünnblechen bedeutet dies, die Bauteile soauszuführen, dass Biegekräfte über Zug- und Druck-kräfte abgefangen werden. Der hintere Längsträgerdes ULSAB ist ein Beispiel für Form- und Ferti-gungsleichtbau. Er besteht aus lasergefügten Halb-schalen, die aus dreiteiligen Tailored blanks gefertigt
1,5 mm350 MPa
1,7 mm350 MPa
0,9 mm280 MPa
0,7 mm210 MPa1,3 mm
280 MPa
Bild 6.1-29 SeitenwandULSAB – Tailored blankPlatine und Fertigteil
-
6.1 Karosseriebauweisen 373
1 2 3
werden. Den verschiedenen Zonen des Trägers kom-men verschiedene Aufgaben zu.Der Übergang vom Längsträger zum Bodenträger istharmonisch gestaltet, um ohne zusätzliche Knotenver-steifungen die Stabilität des Trägers beim Heckaufprallzu gewährleisten (Bild 6.1-30). Der Querschnitt imDeformationsbereich ist hexagonal gestaltet, um einer-seits ein Maximum an längenspezifischer Energie-aufnahme beim Crash zu erreichen, und um ande-rerseits hinreichend Widerstand gegen Biegekollapsaufzuweisen.Crashboxen vor dem Fußraum des ULSAB-AVC sindweitere Ansätze im Formleichtbaukonzept (Bild 6.1-31). Anstelle von Trägern mit hoher Materialstärkewerden hier speziell Zonen mit definiertem Energieab-sorptionsvermögen integriert. Die Fahrzeugverzöge-rung und die Kompaktierung des Vorderwagens kön-nen hierdurch noch spezifischer auf die Anforderungenan die Insassenbelastungen abgestimmt werden.
Bild 6.1-31 Seitliche Crashboxen
6.1.3.5 Wirtschaftlichkeit
Die Auswahl der Karosserie- und Teilekonzepteeinschließlich der Füge- und Fertigungsmethodenberücksichtigt für alle Projekte ein Großserienpro-duktionsvolumen von 225000 Einheiten pro Jahr. DieWirtschaftlichkeitsbetrachtungen und das Ziel derKostenreduzierung werden durch optimalen Material-einsatz, Umstellung auf verschleißarme Fügeverfah-ren (von Widerstandspunkt- auf Laserschweißen) unddurch Teilereduktion aufgrund von Fertigungsverfah-ren, wie der Innenhochdruckumformung, und derVerwendung von Tailored blanks realisiert.Für die Kalkulation der Kosten von Bauteilen, Bau-gruppen, Fertigungsschritten und Fügeoperationenwurde von den Projektteams in Zusammenarbeit mitdem MIT (Massachusetts Institute of Technology,
Cambridge, USA) ein Kostenmodell erstellt. Diesesberücksichtigt alle in der Produktion anfallenden Kos-tenarten und relevanten Parameter. In die detailliertenKosten fließen unter anderem produktionsseitige Fakto-ren wie Jahresarbeitstage, Investitionskosten, Platzbe-darf der Einrichtungen, Wartungsaufwand, Anschluss-leistungen und Zykluszeiten der Maschinen, Material-preise, Löhne und das Verhältnis von indirekten zudirekten Arbeitskräften ein. Betriebswirtschaftlich wer-den bspw. Kosten aus kalkulatorischen Abschreibungenvon Maschinen und Gebäuden, kalkulatorische Zinsen,Umlaufkapitaldauer und Produktzyklus berechnet.
6.1.3.6 Ergebnis
Während der Entwicklung von ULSAB, ULSAC undULSAB-AVC wurde besonders auf einen durchgän-gigen Simultaneous Engineering-Prozess geachtet.Zur Erreichung der Projektziele wurde das Experten-wissen aus Konstruktion, Fahrzeugsicherheit, FEM-Berechnung, Werkstofftechnologie, Einzelteil- undZusammenbauplanung frühzeitig eingebracht.Die ULSAC-Tür erreicht mit 10,47 kg (flächennor-malisiert 13,27 kg/m2) gegenüber dem Mittelwert derVergleichstüren ein um 33 % geringeres Gewicht.Die ULSAB-Karosserie wiegt 203 kg und ist damit25 % leichter als der Durchschnittswert der Bench-mark-Karosserien. Crashberechnungen zeigen, dassdie Struktur das geforderte Deformationsverhaltenaufweist. Die statische Torsionssteifigkeit beträgt imVersuch 20.800 Nm/° und übertrifft den Durchschnittder Benchmark-Karosserien um 80 %. Für das Ge-samtfahrzeugkonzept ULSAB-AVC wurde ein Ka-rosseriegewicht von 202 kg für die Kompaktwagen-klasse und 218 kg für die Stufenhecklimousine derPNGV-Klasse errechnet.Damit wurde das aus der ULSAB-Studie abgeleiteteGewichtsziel, trotz gleichzeitig gestiegenen Sicher-heitsanforderungen, unterschritten. FEM-Simula-tionsergebnisse des EURO-NCAP-Crashs (64 km/hmit 40 % Überdeckung und deformierbarer Barriere)bestätigen die konzeptionelle Auslegung der Karosse-rie, da einerseits das gewünschte Deformationsverhal-ten, andererseits die notwendige Stabilität der Zelleunter Crash-Belastungen erreicht wurde. Verglichenmit aktuellen EURO-NCAP Untersuchungsergebnis-sen hat demzufolge ULSAB-AVC das Potenzial zueiner bestmöglichen 5-Sterne-Bewertung.Mit den ULSAB-, ULSAC- und ULSAB-AVC-Studien wurde gezeigt, dass bei konsequenter An-wendung heute bekannter Leichtbaumaßnahmen unddem Einsatz modernster Stahlwerkstoffe und Ferti-
Bild 6.1-30 Hinterer Längs-träger: (Zone 1: Aufnahme derFahrwerkskräfte, Zone 2:Aufnahme der Kofferraum-last, Zone 3: Energieaufnahmebeim Heckcrash)
-
374 6 Aufbau
SicherheitPotential für
5-Sterne-Einstufung
Kraftstoffverbrauch3,2 l/100 km4,4 l/100 km
CO -Emissionen286 g/km106 g/km
Fahrzeuggewicht966,3 kg933,0 kg
FahrleistungBeschleunigung (0–100 kim/h)
13,4 s13,5 s
Herstellungskosten9.899 US$9.190 US$
VerarbeitungGroßserienfähigkeit
AdvancedVehicle Concepts
gungstechnologien deutliche Gewichtsreduzierungengegenüber heutigen Großserienkarosserien ohneEinbußen bei Funktion, Sicherheit und Wirtschaft-lichkeit möglich sind (Bild 6.1-32).
Literatur[1] ULSAB Phase 2 Endgame Presentation Package, The ULSAB
Consortium 1998[2] ULSAC Overview Report, Stahl-Informations-Zentrum 2000[3] ULSAB-AVC Overview Report, The ULSAB-AVC Consortium
2002[4] Leitloff, F. U.: Innenhochdruckumformung – Grundlagen, An-
wendungen, Perspektiven, Vortragsreihe VDI, Stuttgart 1998[5] Hornig, J.: Laser-strahlende Zukunftsaussichten beim Schwei-
ßen im Karosseriebau, VDI Berichte Nr. 1264, S. 149 ff., VDI-Verlag GmbH Düsseldorf 1996
[6] Lüdke, B.: Funktionaler Karosserie-Leichtbau; Von den Anforde-rungen an die Rohkarosserie zu den Anforderungen an die Roh-karosseriewerkstoffe, VDI Berichte Nr. 1543, S. 115 ff., Düssel-dorf 2000
[7] ULSAB-AVC Engineering Summary, Automotive (R)Evolutionin Steel, http://www.stahl-info.de/stahl_im_automobil/ ultra-leicht_stahlkonzepte/ulsab_avc/ulsab_avc.pdf
[8] Warmband – Qualität in großer Bandbreite, ThyssenKrupp Stahl,Duisburg, April 2002, http://www.thyssen-krupp-stahl.com
[9] ULSAB – Materials and Processes, The ULSAB-AVC Con-sortium, http://www.autosteel.org/ulsab/
[10] Ultraleichte Automobil-Anbauteile aus Stahl, Übersetzung desULSAC Overview Report 1. Auflage, ISSN 0175-2006, Stahl-Informations-Zentrum, Düsseldorf 2000, http://www.auto-steel.org/ulsac/
Weiterführende Literatur[11] Hilfrich, E.: Closures-Konzepte aus Stahl, mobiles 29, Fachzeit-
schrift für Konstukteure, Ausgabe 2003/2004, Hamburg, S. 83 ff.[12] Adam, H.; Osburg, B.; Ramm, St.: Die Zukunft der Stahlkarosse-
rie – Evolution und Revolution, mobiles 28, Fachzeitschrift fürKonstrukteure, Ausgabe 2002/2003, Hamburg, S. 16 ff.
[13] Groche, P.; Henkelmann, M.: Herstellung von Profilen aushöher- und höchstfesten Stählen durch Walzprofilieren, Institutfür Produktionstechnik und Umformmaschinen, TU Darmstadt,http://www.ptu.tu-darmstadt.de/content/personal/henkelmann/henkelmann.html
[14] div. Publikationen (Zwischen-, Abschlussberichte) unterhttp://www.autosteel.org/
6.1.4 Cabriolet
6.1.4.1 Einführung
Unter Cabriolets werden Fahrzeuge verstanden, derenDach aufklappbar oder abnehmbar ist und deren Fens-ter versenkt werden können. Vom Cabriolet zu unter-scheiden sind die zweisitzigen Roadster und der Spi-der, wobei der Spider ein Fahrzeug ohne Dach ist.Cabriolets haben seit Jahren eine Renaissance erlebt.1987 sind in Deutschland 30400 neue Cabrioletszugelassen worden. 2004 haben sich die Zulassungs-zahlen mit ca. 160000 mehr als verfünffacht. Damithaben Cabriolets einen Marktanteil bei den Neuzulas-sungen von 4,9 %. 2007 sind nahezu 50 CabrioletFahrzeuge über alle Fahrzeugklassen von ca. 30 Her-stellern im Angebot.Da Cabriolets trotz des gestiegenen MarktanteilsNischenfahrzeuge sind, werden sie häufig aus Kos-tengründen als Derivate von Großserienfahrzeugenentwickelt (Beispiel Bild 6.1-33).
Bild 6.1-33 Ansicht eines Audi A4 Cabrios
6.1.4.2 Rohbau
Wird das Dach einer Limousine durch ein bewegli-ches Verdecksystem ersetzt, werden struktuelleÄnderungen des Karosserierohbaus gegenüber einerLimousine notwendig. In Bild 6.1-34 ist der Rohbaueines Cabriolets dargestellt.Cabrioletspezifische Änderungen am Rohbau sind indem Bild markiert. Die kleinen Bildausschnitte wer-den im Laufe des Artikels erläutert. Die Bezeich-
Bild 6.1-32 ULSAB-AVC-Ergebnisse für das Kompakt-klassen-Modell
-
6.1 Karosseriebauweisen 375
34.1 34.2
34.3
34.4
34.5
34.634.6
Bild 6.1-34 Rohbau eines Cabriolets
nung der kleinen Bilder wird im Folgenden obenlinks mit (34.1) beginnend und über das Bild obenrechts (34.3) bis zu Bild unten rechts (34.6) durchnummeriert.Konstruktiv muss für die Unterbringung des Ver-decks gesorgt werden. Bei Cabriolets wird zumeistdas Verdeck vollständig in der Karosserie versenkt,indem es in einer Verdeckwanne abgelegt wird. DieVerdeckwanne wird entweder aus Steifigkeitsgründenkarosseriefest ausgeführt oder variabel, z.B. als Rollo,damit bei geschlossenem Verdeck ein größeres Kof-ferraumvolumen zur Verfügung steht. Durch einenfesten Verdeckdeckel oder durch eine flexible Per-senning wird das abgelegte Verdeck geschützt.Da die meisten Karosserien selbsttragend konstruiertsind, führt das Entfernen des Daches zu einem erheb-lichen Steifigkeitsverlust. Dieses hätte nachteiligeAuswirkungen sowohl auf das Schwingungsverhaltenals auch auf das Crashkonzept des Cabriolets. Durchentsprechende Versteifungsmaßnahmen muss beidementgegen gewirkt werden.Bei einer Neukonstruktion eines Cabriolets/Roadstersoder Spiders findet neben der selbsttragenden Karos-serie auch die Spaceframe-Technik Anwendung(Kap. 6.1.2). Diese Technik bietet den Vorteil, dassz.B. im Bodenbereich gezielt höhere Steifigkeitenerreicht werden können. Weiterhin bietet diese Tech-nik Vorteile beim Gewicht und beim Verformungs-verhalten im Crashfall. Die Außenhaut des Fahrzeugs
aus Kunststoff- oder Blechteilen wird an der Rah-menkonstruktion befestigt.
6.1.4.2.1 Karosseriesteifigkeit
Zu geringe statische Karosseriesteifigkeiten könnendie Fahrdynamik des Fahrzeugs negativ beeinflussenund zusätzlich zur Folge haben, dass die Türen,Klappen und vor allem das Verdeck z.B. beim Parkenauf einem Bordstein sich nicht einwandfrei öffnenoder schließen lassen.Die dynamische Steifigkeit einer Karosserie bestimmtwesentlich den Schwingungskomfort eines Fahrzeugs.Eigenfrequenzen der Karosserie sollten nicht mit Ei-genfrequenzen von schwingungsfähigen Komponentenwie z.B. Motor, Achse, Abgasanlage und Lenksäuleübereinstimmen, um Resonanzanregung zu vermeiden.Bei Cabriolets ist der erste zu beobachtende Karosse-riemode immer der erste Torsionsmode. Die Eigenfre-quenz dieses Modes liegt nahe der Motor- und Achsei-genfrequenz. Der erste Torsionsmode ist daher für denFahrkomfort als besonders kritisch zu bewerten, da erdurch Motor- und Achsschwingungen leicht angeregtwerden kann. Das Ziel ist es, eine möglichst hoheSteifigkeit zu erreichen, um die Karosserie insbesonderevon Motor- und Achsschwingungen zu entkoppeln.Limousinenkarosserien sind unter Einbeziehung desDaches selbsttragend konstruiert, so dass das Entfer-nen des Daches zu einem Steifigkeitsverlust um ca.85 % führt.
-
376 6 Aufbau
Zur Kennzeichnung der dynamischen Steifigkeit zeigtBild 6.1-35 Werte der Torsionseigenfrequenz desRohbaus von viersitzigen Cabriolets. Limousinenhaben erste Rohbaueigenfrequenzen von bis zu50 Hz, moderne Cabrioletrohbauten erreichen meistnur 50 % dieser Steifigkeit.
Typ A Typ B Typ C Typ D Typ E
22,324,4 26,1
27,028,6
Roh
bau-
Eig
enfr
eque
nzin
Hz
30
25
20
15
10
5
0
1999
2000
2001
2003
2006
Bild 6.1-35 Erste Torsionseigenfrequenz Rohbauvon viersitzigen Cabriolets
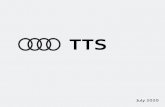
Als Gesamtfahrzeug haben viersitzige Cabriolets eineerste Torsionseigenfrequenz um 15 Hz. Genau indiesem Frequenzbereich sind Achs- und Motorreso-nanzen zu erwarten, so dass die für den Fahrer stö-renden Torsionsschwingungen der Karosserie ver-stärkt angeregt werden. Die Torsionsschwingung istdie komfortbestimmende Schwingung im Cabriolet.Durch die Torsionsschwingungen der Karosseriewerden Rückspiegel- und Lenkradzittern verursacht.In Bild 6.1-36 werden Querschwingungen des Rück-spiegels eines Cabriolets mit denen eines Coupésverglichen. Bei ca. 15 Hz werden beispielsweise beimCabriolet um mehr als das zehnfache höhere Schwin-gungsamplituden am Rückspiegel beobachtet.
1,5
1,0
0,5
05 10 15 20 25 30
Frequenz [Hz]
Bes
chle
unig
ung
[m/s
]2
Bild 6.1-36 Querbeschleunigung des Rückspiegelsauf Hydropulsprüfstand ––: Cabriolet; -----: Coupé
Im Sitz sind verstärkt Schwingungen spürbar. Dieseresultieren aber aus Biegeschwingung der Karosserie.Folgende Maßnahmen haben sich zur Erhöhung derKarosseriesteifgkeit bewährt:
• vergrößerte Längsträgerquerschnitte (z.B. Tür-schweller)
• Querwände• Optimierung der Übergänge vom Längsträger auf
A- und B-Säule
• Diagonalstreben vorne und hinten (Bild 6.1-34.5)• Einbinden von Anbauteilen in den Kraftfluss der
Torsion (z.B. vorderer Hilfsrahmen, Motorunter-fahrschutz)
Diese Versteifungsmaßnahmen erhöhen das Gewichteiner Cabrioletkarosserie um bis zu 120 kg im Ver-gleich zur entsprechenden Limousine.
6.1.4.2.2 Karosserietilger
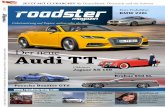
Stellt sich bei der Entwicklung eines Cabrioletsheraus, dass der Schwingungskomfort nicht ausrei-chend ist, wird die erste Torsionsmode einer Karosse-rie in der Regel mit Tilgern gedämpft (vgl. Bild 6.1-34.6). Als Tilgermasse werden die Batterie, derMotor, bei automatischen Verdecken auch die Hyd-raulikpumpe oder Zusatzmassen genutzt.Das Bild 6.1-37 verdeutlicht die Wirkungsweiseeines Tilgers. Dargestellt ist die gemessene Be-schleunigung in Querrichtung am Windschutzrahmenals Funktion der Erregungsfrequenz für ein Fahrzeugmit bzw. ohne Tilger. Ohne Tilger ist bei etwa 14 Hzein Maximum im Spektrum zu erkennen. In dem Bilderkennt man die Wirkungsweise eines klassischenTilgers: Die Resonanzspitze wird in zwei Seitenbän-der aufgespalten und die Amplitude wird gesenkt.
Bes
chle
unig
ung
amW
indl
auf [
m/s
]2
8 10 12 14 16 18 20 22
Frequenz [Hz]
ohne Tilger
mit Tilger
Bild 6.1-37 Wegamplitude in Querrichtung amWindschutzrahmen als Funktion der Erregerfrequenzfür ein Fahrzeug mit bzw. ohne Tilger
Als Einbauort der Tilger eignen sich Orte der größtenSchwingungsamplituden der ersten Torsionsmode.Diese werden immer an den äußeren Ecken einerKarosserie liegen. In vielen Cabriolets sind Tilger miteiner Masse von 12 kg und mehr verbaut.
-
6.1 Karosseriebauweisen 377
Wird die Batterie als Tilger genutzt, ist bei der Ent-wicklung besonders auf die Dauerhaltbarkeit derBatterie zu achten. Die Batterie als Tilger wird z.B.im 3er BMW Cabriolet eingesetzt.Den Motor als Tilger zu nutzen ist besonders reizvoll,da hierdurch keine zusätzlichen Massen in das Fahr-zeug eingebracht werden müssen. Jedoch ist dieAuswirkung der Änderung der Steifigkeit der Motor-lager auf das Innengeräusch zu beachten. Für denPorsche Boxster und das New Beetle Cabriolet wirdder Motor als Tilger erfolgreich genutzt.Bei der Auslegung des Tilgers ist zu beachten, dasssich die dynamische Steifigkeit des Fahrzeug mit demÖffnen und Schließen des Verdecks verändert, jedochder Tilger auf nur eine Frequenz abgestimmt seinkann. Durch eine ausreichend hohe Dämpfung isteine entsprechende Breitbandigkeit der Tilgerwirkungerzielbar.Aktive Schwingungsreduktionssysteme für Cabrioletsbefinden sich noch im Forschungsstadium [2].
6.1.4.2.3 Betriebsfeste Auslegungvon Cabrioletkarosserien
Die Betriebsfestigkeit einer Karosserie und der be-troffenen Anbauteile ist eine weitere wesentlicheAnforderung.Die notwendigen Maßnahmen zur Steifigkeitserhö-hung (Längsträger, Querwände, Säulenübergänge,Diagonalstreben), sowie die Sicherstellung der Crash-eigenschaften und die Forderung nach Leichtbaustellen miteinander konkurrierende Eigenschaftendar.Die notwendigen Aussteifungen führen zu lokalengroßen Steifigkeitssprüngen. Die hieraus resultieren-den Überhöhungen in den Materialspannungen kön-nen die Betriebsfestigkeit des Cabriolets gegenüberder Basislimousine herabsetzen (z.B. AnbindungDiagonalstrebe an Rohbau oder Übergang A – Säu-lenfuss in Schweller).Hinzu kommt, dass die Karosserie eines Cabrioletswegen der deutlich geringeren Steifigkeit bei gleichenäußeren Belastungen größeren Verformungen unddamit Bauteilbeanspruchungen ausgesetzt ist.Da ein Cabriolet im allgemeinen eine Derivatent-wicklung ist, verschieben sich so oftmals hohe lokaleBeanspruchungen in die Fügezone von Übernahme-teilen.Ca. 90 % der Ermüdungsschäden in einer Cabriolet-karosserie haben ihren Ursprung in Fügestellen(MIG-/MAG-Nähte, Schweisspunkte etc.). Folgendegrundsätzliche Konstruktionsprinzipien zur Vermei-dung von Ermüdungsschäden (mangelnde Betriebs-festigkeit) gelten für die Cabrioletentwicklung inbesonderem Maße:
• Vermeidung von großen Steifigkeitssprüngen• Fügestellen nach Möglichkeit ausserhalb hochbe-
anspruchter Bereiche.
Möglichkeiten zur Betriebsfestigkeitsoptimierungliegen in der Modifikation der Bauteilgestaltung, derWerkstoffwahl und des Fertigungsprozesses. Dabeiliegt das größte Potenzial in der Geometrieoptimie-rung.Die Betriebsfestigkeitsoptimierung erfordert einegenaue Kenntnis des cabriospezifischen Belastungs-profils.
6.1.4.3 Sicherheitsrelevante Auslegungvon Cabriolets
Mit den gestiegenen Anforderungen an die Fahrzeug-sicherheit werden nunmehr nicht nur Bauteile, son-dern auch Sicherheitssysteme von den Basisfahrzeu-gen übernommen oder cabrioletspezifisch neuentwi-ckelt. Hierbei muss das Cabriolet die gleichen Si-cherheitsanforderungen erfüllen wie das Basisfahr-zeug.
Frontcrash
Bei einem Frontalcrash wird der Großteil der Crash-energie über den Fahrzeugboden und cabriospezifischüber den Kraftpfad Tür abgebaut. Deshalb werden dieSchweller durch doppelte Blechstärken, TailoredBlanks oder Versteifungsrohre verstärkt und die Türim Brüstungsbereich und an der Türanbindung steiferausgeführt.
Seitencrash
Die zu einem festen Dach durchgehende fehlende B-Säule bei Cabriolets wird durch eine Versteifung desBodens, der unteren B-Säule und der Seitenwandkompensiert.Hierfür werden vielfach Rohrverstärkungen einge-setzt (vgl. Bild 6.1-34.2).Durch die beim Cabriolet versteiften A- und B-Säulen werden das Türschloss und die Scharnierestärker beansprucht.Zum Abfangen des Insassen kann der im Sitz oder inder Türverkleidung vorhandene Thoraxairbag zueinem Kopf-Thorax-Airbag vergrößert werden.
Heckcrash
Der Heckcrash ist wie bei der Limousine der Haupt-belastungsfall für die Tankanlage. Anders als bei derLimousine ist für das Cabriolet auch sicherzustellen,dass für beide Lagen des Verdeckes (geschlossen/geöffnet) keine Teile in den Fahrgastraum eindringenkönnen.
Überschlag
Bei einem Überschlag muss für einen ausreichendgroßen Überlebensraum gesorgt werden.Dabei wird die A-Säule des Fahrzeugs besondersbeansprucht. Ein Abknicken der Säule muss vermie-den werden. Dazu wird die A-Säule durch integrierteRohre aus hochfestem Stahl und der Windlauf durch
-
378 6 Aufbau
Blechdickenerhöhung und durch Querschnittsvergrö-ßerungen verstärkt (vgl. Bild 6.1-34.1).Zur Unterstützung der A-Säule dient in vielen Cabrio-lets ein Überrollbügelsystem. Es existieren feste Über-rollbügel in Höhe der B-Säule und Überrollbügel, dieerst im Notfall ausfahren. Konstruktiv gelöst wird dieseArt Überrollschutz als Überschlagcassette oder auf-stellbare Bügel, bei der stabile Rohre im Notfall durchFederkraft hochschnellen und verriegeln.Zur Auslösung des Überschlagschutzsystems regist-rieren Sensoren die Schräglage des Fahrzeugs und dieBeschleunigungen um die Fahrzeuglängs- bzw. Fahr-zeugquerachse sowie ob am Fahrzeug eine „schwere-loser“ Zustand (Verlust der Bodenhaftung oder voll-ständiges Ausfedern der Räder) vorliegt.
6.1.4.4 Türen
Cabriolets erfordern rahmenlose Türen. Bei einerrahmenlosen Tür nimmt die Scheibe Druck-, Torsi-ons- und Biegekräfte auf, die sonst vom Türrahmenaufgenommen werden. Diese Kräfte entstehen durchden Schließgegendruck der Tür an die A-Säule undan das Verdeck sowie durch Auszugskräfte aufgrundvon Unterdruck bei Fahrt an der Türscheibe.Um diesen Anforderungen zu genügen, muss dieMaterialstärke der Türscheibe erhöht, der Türschachtverstärkt und meist auch das System des Fensterhe-bers angepasst werden.
6.1.4.5 Dachsystem
Zu den Dachsystemen bei Cabriolets zählen Stoffver-decke und die faltbaren Festdächer (RetractableHardtop RHT). Mischformen aus beiden Systemenwie das Dualtop oder eine Teilöffnung wie zumBeispiel das Targa-Dach werden hier nicht behan-delt.
6.1.4.5.1 Faltbares Festdach(Retractable Hardtop)
Als Erweiterung des klassischen Stoffverdeckes sindseit Erscheinen des DC SLK und des Peugeots 206CC die Retractable Hardtops (RHT) zu sehen. Siebieten Vorteile im Fahrkomfort aufgrund geringererWindgeräusche und höherer Karosseriesteifigkeit beigeschlossenem Dach, in der Herstellung, der ver-meintlichen Anti-Vandalismusfähigkeit und desDesigns. Die erfolgreichsten auf dem Markt befindli-chen RHT’s sind in 2 Bereiche aufgeteilt, den vorde-ren Dachbereich und den hinteren Heckscheibenbe-reich. Die festen Dachteile bestehen aus Blech inSchalenbauweise, sind in Wagenfarbe lackiert oderhaben einen Glaseinsatz. Sie falten sich über eineeinfache Kinematik in den Kofferraum und benötigenaufwändige Heckklappen und Hutablagen. Durch diePackungshöhe des gefalteten Dachs ist das Koffer-raumvolumen eingeschränkt.
Für 4-sitzige Cabriolets mit RHT sind seit 2006 Fahr-zeuge im Markt, die bis zu 5 bewegliche Dachteile imKofferraum ablegen können (VWEOS) [7] (Bild 6.1-38).
Bild 6.1-38 Technik des Dachs (transparent) desEOS (Quelle: Volkswagen AG)
6.1.4.5.2 Stoffverdeck (Softtop)
Ein Stoffverdeck muss ganzjahrestauglich sein, hohenoptischen Ansprüchen genügen und die Lebensdauerdes Fahrzeuges erreichen. Es besteht aus einemVerdeckgestell und einem textilen Dachaufbau.
Verdeckaufbau
Ein Verdeckaufbau kann über 300 Teile umfassenund verwendet nahezu alle in der Fahrzeugtechnikgebräuchlichen Materialien.Das Verdeckgestell wird zunehmend aus Gewichts-gründen in Leichtbauweise hergestellt. Es werdenProfile oder Druckgussteile aus Aluminium oderMagnesium verwendet. Nur hoch belastete Teilewerden in Stahl ausgeführt.In dem Bild 6.1-39 sind die Komponenten einesVerdeckgestells dargestellt. Zu unterscheiden sindVerdecke mit klappbarem Verdeckstoffhaltebügelvon Verdecken mit einer karosseriefesten Anbindung.Die Spriegel sorgen für eine Steifigkeit des Verdeck-gestells in Querrichtung und dienen gleichzeitig alsAuflage für den Verdeckstoff.Es gibt manuell betriebene Verdecke und im zunehmen-dem Maße halb- bzw. vollautomatische. Bei halbauto-matischen Verdecken wird das Verdeck im Gegensatzzum vollautomatischen manuell verriegelt. Das Öffnendes Verdecks erfolgt bei beiden Varianten automatisch.Die Verdeckspitze wird entweder durch zwei seitlicheVerschlüsse oder durch einen mittig angebrachtenZentralverschluss am Windlauf verriegelt. Bei Verde-cken mit klappbaren Verdeckstoffhaltebügeln ohneÜbertotpunktkinematik sind zusätzlich ein oder zweiVerriegelungen notwendig, die den Verdeckstoffhal-tebügel am Verdeckdeckel verschließen.Bei den halb- bzw. vollautomatischen Verdecken wer-den elektromechanische und elektrohydraulische An-triebe verwendet. Bei Systemausfall ist eine Notbetäti-gung möglich. Elektrohydraulische Antriebe haben denVorteil, dass sie flexibel in der Auslegung sind, da siedurch eine Vielzahl von Zylindergrößen auch in en-gen Fahrzeugbauräumen unterzubringen sind. Ist eine
-
6.1 Karosseriebauweisen 379
Hydraulikanlage für das Verdeck im Fahrzeug instal-liert, können auch andere Elemente wie Deckel undSchlösser mit Hydraulikzylindern angetrieben werden.Ein weiteres Unterscheidungsmerkmal bei Verdeckenist die Heckscheibe, die in Form einer festen Mine-ralglasscheibe oder einer flexiblen Kunststoffscheibeausgeführt sein kann. Durch eine feste Heckscheibeerfährt das Verdeck höhere Stoffspannungen beimÖffnen bzw. Schließen und hat eine größere Pa-ckungshöhe. Die Mineralglasscheibe kann im Gegen-satz zur Kunststoffscheibe beheizt werden und istunempfindlicher gegen Verkratzung.
Textilumfang
Der Textilumfang im Verdeck besteht bei einemCabriolet aus dem Bezug, einem Verdeckpolster unddem Innenhimmel. Das Verdeck eines Roadsters istnicht gepolstert und in einigen Fällen wird auch aufden Innenhimmel verzichtet.Bei der Auswahl der Verdeckstoffe ist auf eine guteFaltenreversibilität und auf eine Resistenz gegenTemperatur- und Umwelteinflüsse zu achten.Der Bezug sorgt für Dichtigkeit bei Regen.Stand der Technik für den Bezugstoff ist eine dreilagi-ge Ware. Die obere Lage des Bezugstoffes bestehtentweder aus einem PVC-Material mit Narbung oderaus einem gewebten Stoff. Als Stoff wird meistensPolyacryl verwendet. Eine Gummierung zwischenOber- und Unterschicht des Bezugs sorgt für die Was-serundurchlässigkeit des Verdecks. Die untere Lage,wiederum aus einem gewebten Stoff (meist Polyester)gefertigt, dient der Optik und der Haltbarkeit.Das Verdeck wird zur thermischen und akustischenIsolation geplostert. Weiterhin kann die Polsterungzur äußeren Kaschierung der Spriegel dienen. DerKern einer Polstermatte besteht in der Regel auseinem Vliesmaterial, das sich beim Schließen desVerdecks gut komprimieren lässt und das beim Öff-nen ein gutes Rückstellverhalten zeigt. Damit diePolstermatte Zugkräfte aufnehmen kann, wird sie ander Ober- und Unterseite mit einem Gewebe umhüllt.Der Innenhimmel dient nur optischen Zwecken undbesteht aus einem stückgefärbten Profilgewirke.
Ziel beim Verdeckaufbau ist eine vollständig klebe-freie Anbindungstechnik, um die Aufwände in derFertigung zu minimieren.
Dichtungen
Das Verdeck muss gegen die Karosserie und gegendie Fenster so abgedichtet werden, dass das Cabrioletwaschstraßentauglich ist. Für Cabriolets ist ein eigen-ständiges Wassermanagement mit speziellen Dich-tungen notwendig.Verwendet werden großvolumige Dichtungen, umToleranzen ausgleichen zu können. Da viele Dich-tungen bei geöffnetem Verdeck gut zu erkennen sind,müssen sie auch optischen Ansprüchen genügen.Um den Übergang Türscheibe-Verdeck abzudichten,wird vielfach mit Kurzhubabsenkung gearbeitet.Dabei wird beim Öffnen bzw. beim Schließen der Türdie Türscheibe automatisch einige Milimeter abge-senkt oder angehoben.Die Minimierung von Windgeräuschen und dieSchallisolation sind bei der Dichtungsentwicklungwichtige Nebenziele.
Literatur[1] Hanus, K.H., Paul, A.: Reduzierung von Karosserieschwingungen
und Innengeräusch mit Hilfe von Tilgern, Stuttgarter SymposiumKraftfahrwesen u. Verbrennungsmotoren, Symposium (1997)
[2] Kalinke, P., Gnauert, U.: Potenzialanalyse von aktiven Schwin-gungsreduktionssystemen zur Verbesserung des Schwingungs-komforts bei Cabriolets, mobiles 28 (Ausgabe 2002/ 2003)
[3] Papenheim, T., Lüdorff, J.: Sicherheitsrelevante Auslegung vonCabriolets, VDI Tagung Innovativer KFZ – Insassen- und Part-nerschutz, Berlin, September 2001
[4] Wohlgemuth, J., Nordhoff, R.: Verdecktextilien von der Entwick-lung bis zur Fertigung, dargestellt am Beispiel des MB CLK Cab-riolets, Haus der Technik e.V. Essen: Cabrio-Systeme (1998)
[5] Schulte-Frankenfeld, N.: Fahrzeugstrukturen für hohen Insassen-schutz bei Cabriolets, European Automotive Safety, Bad Nauheim(2004)
[6] Borne, P.: Spezifische Anforderungen an die Aeroakustik beiCabriolets, Haus der Technik, Essen (2004)
[7] Franke, S.; Oehmke, B.: Das innovative Dach- und Karosserie-Konzept des neuen Volkswagen EOS. Karosseriebautage Ham-burg, 2006
Bild 6.1-39 Darstellung derKomponenten eines Ver-deckgestells
-
380 6 Aufbau
6.1.5 Frontendmodule
Frontendmodule sind aus der modernen Pkw-Entwicklung nicht mehr wegzudenken, z.T. wie beimVW-Golf, werden sie bereits in der dritten Fahrzeug-generation eingesetzt (Bild 6.1-40). Verbunden mitdem Konzept des offenen Vorderwagens, in den derMotor von vorn eingesetzt wird, sind Frontendmodu-le die Baugruppen mit denen das Fahrzeug an derFront verbunden und geschlossen wird. Das Welt-markvolumen für Frontendmodule liegt derzeit bei 12Mio. Einheiten und wird bis zum Jahr 2009 auf 14Mio. Einheiten davon über 7 Mio. Einheiten imeuropäischen Markt steigen. Unterschieden werdenkann zwischen Projekten, bei denen der Fahrzeugher-steller die Module selbst entwickelt und fertigt (In-house: Etwa 26 % des Weltmarktes), Projekten beidenen die reine Montage an Zulieferer vergeben wird(Assembly: Etwa 15 % des Weltmarktes) und Projek-ten, bei denen sowohl Entwicklung als auch Montagevom Zulieferer durchgeführt wird [1].
Bild 6.1-40 Frontendmodul VW Golf
6.1.5.1 Bestandteile von Frontendmodulen
Der Begriff Frontend ist nicht genormt, so dass her-steller- und projektspezifisch unterschiedliche Um-fänge gemeint sein können. Je größer der Umfang beider Konzeption eines Frontendmoduls, desto höherdas Kosteneinsparpotenzial. Typische Hauptbestand-teile sind:
• Strukturträger• Kühlkomponenten• Stoßfängerquerträger und Crashboxen• Scheinwerfer und weitere Front- und Signalleuch-
ten• Ggf. der Stoßfängerüberzug
Der Strukturträger ist die Integrationsplattform allerEinzelkomponenten für das Frontendmodul. Außer-dem integriert er das Haubenschloss, den Baudenzug,die Fanghaken und die Anschlagpuffer. Technolo-gisch gibt es heute unterschiedlichste Lösungen fürden Strukturträger. Er kann aus Plastik, Aluminiumoder Stahl bestehen, wird immer häufiger aber auchals Hybridbauteil (PP- oder PA-Plastik/Stahl) im In-Mold oder Post-Mold Verfahren hergestellt. Besonde-re Vorteile der Hybridträger liegen in der Möglich-keit, hohe Funktionsintegration und geringe Toleran-
zen bei gleichzeitig hoher Steifigkeit und hoherWärmebeständigkeit zu realisieren.Idealerweise sollte der Strukturträger in der Lagesein, die je nach Motorisierung unterschiedlichenKühlergrößen und Ausstattungen möglichst effizientzu integrieren.Der Querträger mit den Crashboxen stellt imNormalbetrieb ein „Verschlusselement“ des offenenVorderwagens dar und versteift die Karosserie. ImCrashfall (bis 16 km/h gegen eine feste Barriere) solldie Crashenergie gezielt durch die Deformation desQuerträgers und der betreffenden Crashbox abgebautwerden. Die Integration der Scheinwerfer und desStoßfängerüberzugs sind stark durch Designanforde-rungen geprägt. Hier geht es darum, die sich ergeben-den Spalten und Fugen klein und gleichmäßig zuhalten. Das Ziel aller Überlegungen ist es, dass sichdas gewünschte Bild am Montageband beim Fügendes Frontends ohne Nachstellarbeiten ergibt [2].
6.1.5.2 Entwicklungs- und Fertigungskompetenzfür Frontendmodule
Für reine Montageprojekte liegt der Schlüssel zurerwünschten Kostenreduzierung beim Einsatz vonFrontendmodulen in sehr effizienter Just-In-Time, Just-In-Sequence Fertigung und einem effizienten Projekt-management. Aufgrund der extrem hohen Varianten-zahl (Wagenfarbe, Motorisierung/Kühlung, Beleuch-tungsausstattung) kann jedes Modul erst auf Abrufgefertigt werden und muss dann genau in der Reihen-folge der Fahrzeugproduktion am Montageband ange-liefert werden, um aufwendige Zwischenlagerungen zuvermeiden. Die entscheidenden Fertigungsschritte in derModulfabrik sind Montagen der beigestellten Kompo-nenten häufig durch Klipsen oder Schrauben.Werden auch die Entwicklungsumfänge modulbezo-gen vergeben, so stehen neben der Hauptaufgabe desFrontends, den Vorderwagen abzuschließen und zu-sammenzuhalten, folgende Anforderungen im Fokus:
• Umsetzung der Designaspekte des Automobilher-stellers
• Integration von Lichttechnik und Kühlfunktion• Außenumströmung• Gewährleistung des Fußgängerschutzes• Effizientes Crashmanagement• Kostengünstige Montage
6.1.5.3 Innovationen für Frontendmodule
Durch den zunehmenden Einsatz von Kunststoffüber-zügen, z.B. auch für die Seitenwand, ergeben sichvöllig neue Lösungsansätze, welche die Vision vonder fugenlosen Fahrzeugfront in realisierbare Näherücken. Bild 6.1-41 zeigt ein Frontendmodulkonzept,bei dem die Funktion der Schweinwerferabschluss-scheibe so erweitert wurde, dass sie partiell auch alsStoßfängerüberzug dient. Die großflächige Scheibeaus Polycarbonat ist nur dort transparent, wo dies für
-
6.2 Materialien der Karosserie 381
Bild 6.1-41 Hochintegriertes Frontendmodul (Quel-le: HBPO)
die dahinter liegende Licht- und Elektronikfunktionennotwendig ist. Der Rest der Scheibe ist in Wagen-farbe lackiert. Die beiden außenliegenden Scheibenbilden zusammen mit einem Mittelteil, welches durch„Sliding Tabs“ fugenlos mit ihnen verbunden wird,den Stoßfängerüberzug [3].Die Integration komplexerer Lichttechnik, ausge-reifterer Kühlerregelungen sowie von Sensoren fürFahrerassistenz und Crash-Management erhöht denElektronikanteil im Frontendmodul erheblich undführt zu der Herausforderung, hier innovative Integra-tionskonzepte zu entwickeln.Mit den neuen gesetzlichen Regelungen zum Fuß-gängerschutz (EU Verordnung 2003/102/EC) in derfestgelegt ist, dass Pkw und leichte Nutzfahrzeuge abOktober 2005 Tests für den Unterschenkel- undKinderkopfaufprall bestehen müssen und ab Septem-ber 2010 erhöhte Anforderungen auch für Oberschen-kel- und Erwachsenenkopf gelten, gehen erheblicheneue Anforderungen an Frontendmodule einher. Fla-chere Kühlerkonzepte sind notwendig, um mehrFreiraum zwischen Außenhaut und den darunter lie-genden Komponenten für Crashmaßnahmen im
Hinblick auf Oberschenkel- und Kinderkopfaufprall zubekommen. Optimierter Fußgängerschutz wird aberauch realisiert durch verstärkte Stoßfängerüberzügeoder den gezielten Einsatz von Fußgängerschutzquer-trägern unterhalb des Stoßfängers, die dem Körper beieiner Frontalkollision eine Drehbewegung aufzwingen,so dass er über die Motorhaube abrollt [3].
Literatur[1] Frost & Sullivan, European Market for Front-end Modules, 2006[2] Div. Firmenschriften, HBPO GmbH, Lippstadt, hbpogroup.com[3] Opperbeck, Hassdenteufel, Krasenbrink, Cheron: Hochintegrier-
tes Frontendmodul. ATZ 108, 2006
6.2 Materialien der Karosserie6.2.1 Historischer RückblickIn den Anfängen des Automobilbaus wurden Karos-serieformen und -strukturen weitgehend nach derForm von Kutschen realisiert. Die entsprechendenKarosserien bestanden überwiegend aus Stahl undHolz und wurden häufig auf Fahrgestelle montiert. Esdominierte die Einzelanfertigung auf Kundenwunsch;erst später wurden im Zuge der zunehmenden Indust-rialisierung kostengünstigere Herstell- und Bearbei-tungsverfahren entwickelt. Im heutigen automobil-technischen Großserienbau dominieren maßgeschnei-derte werkstofftechnische Systemlösungen, wobei imKarosseriebau eine breite Materialvielfalt verwendetwird, bestehend aus hochfesten und vergüteten Stäh-len, Leichtmetallen, wie z. B. Aluminium und Mag-nesium, sowie thermoplastischen und duroplastischenKunststoffen [1] (Bild 6.2-1 und Bild 6.2-2).
Gesamtgewicht: 535 kg
Metalle380 kg
Holz50 kg
Polstermaterialien45 kg
Glas25 kg
Kautschuk15 kg
Sonstige20 kg
Bild 6.2-1 WerkstoffeinsatzBMW DIXI