Kapitel 6_Einstellarbeiten.pdf
20
11 Kapitel 6 Einstellarbeiten Sicherheitshinweise ................... .. . 6-2 1. Schneidkopf wechseln (Linsenschnell-wechsel) · 6-3 2. Strahl zur Düse zentrieren . . . . · 6-5 2.1 Vorgehensweise mit Klebestreifen. · 6-5 3. Fokus einstellen. ......... · 6-8 3.1 Verfahren . · 6-8 3.2 Fokuseinstellung nach der Plasmafärbung · 6-8 3.3 Fokussuchprogramm . . . . . . . . . . . . .6-10 3.4 Fokus verstellen. .............. .6-11 Einstellmaß ES am Schneidkopf einstellen .6-12 4. Einstellarbeiten an der Abstandsregelung . .6-13 4.1 Kennlinie automatisch aufnehmen. .6-13 4.2 Kennlinie manuell aufnehmen . . . . . . . . . .6-14 5. Einstellarbeiten an der Palettentransporteinrichtung.6- 15 Mitnehmerteil tauschen. . . . . . . .6-15 Palettentransportkette austauschen .6-17 Kettenlängung kontrollieren. . . . . .6-17 6. Manuelle Pointingkompensation (TC L 4030, TC L 6030) . .6-18 6.1 Nachjustage der Laserkonsole . . . .6-19 6.2 Nachjustage der 180·-Umlenkung . .6-20 820306 Einstellarbeiten 6-1
Transcript of Kapitel 6_Einstellarbeiten.pdf

11
Kapitel 6
Einstellarbeiten
Sicherheitshinweise 6-2
1 Schneidkopf wechseln (Linsenschnell-wechsel) middot 6-3
2 Strahl zur Duumlse zentrieren middot 6-5
21 Vorgehensweise mit Klebestreifen middot 6-5
3 Fokus einstellen middot 6-8
31 Verfahren middot 6-8 32 Fokuseinstellung nach der Plasmafaumlrbung middot 6-8 33 Fokussuchprogramm 6-10
34 Fokus verstellen 6-11
Einstellmaszlig ES am Schneidkopf einstellen 6-12
4 Einstellarbeiten an der Abstandsregelung 6-13
41 Kennlinie automatisch aufnehmen 6-13
42 Kennlinie manuell aufnehmen 6-14
5 Einstellarbeiten an der Palettentransporteinrichtung 6shy15
Mitnehmerteil tauschen 6-15
Palettentransportkette austauschen 6-17
Kettenlaumlngung kontrollieren 6-17
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030) 6-18
61 Nachjustage der Laserkonsole 6-19
62 Nachjustage der 180middot-Umlenkung 6-20
820306 Einstellarbeiten 6-1
Ii Sicherheitshinweise
Die nachfolgenden Ausfuumlhrungen dienen Ihrer Sicherheit bei der Durchfuumlhrung von Einstellarbeiten an der TC L 3030 TC L 4030 TC L 6030 insbesondere wenn die Arbeiten bei gezuumlndetem Laserstrahl erfolgen
Tabelle der Einstellarbeiten
x X 25 s 100 Service personal
X X 25 s 100 Serviceshypersonal
X X 600 s 10 Serviceshypersonal
Einstellung erfolgt im Normalbetrieb Bediener (Lasereinrichtung Klasse 1)
Einstellung erfolgt im Normalbetrieb Bediener (Lasereinrichtung Klasse 1)
Einstellarbeiten fuumlr die 100-Laserleistung benoumltigt werden duumlrfen nur von speziell geschultem Servicepersonal durchgefuumlhrt werden
Bei Einstellarbeiten mit eingeschaltetem Laser muumlssen grundsaumltzlich Schutzhandschuhe und eine Laserschutzbrille getragen werdenI Gegebenenfalls muszlig der Gefahrenbereich kundenseitig zusaumltzlich abgesichert werden (z B mit Stellwaumlnden aus Stahlblech oder Polycarbonat)
~ Gefahrenklasse der Lasereinrichtung im Servicebetrieb Klasse 4
Die Einstellarbeiten die vom Bediener durchgefuumlhrt werden koumlnnen im Normalbetrieb vorgenommen werden
~ Gefahrenklasse der Lasereinrichtung im Normalbetrieb Klasse 1
6-2 Einstellarbeiten 820306
Ii ~ Bitte beachten Sie daszlig alle Einstell- und Wartungsarbeiten
an den optischen Bauteilen der Maschine unbedingt in sauberer Umgebung und mit sauberen Haumlnden durchgefuumlhrt werden muumlssen
1 Schneidkopf wechseln (Linsenschnellshywechsel)
Durch das Wechseln des Schneidkopfes kann eine rasche Anpasshysung der fuumlr den jeweiligen Werkstoff guumlnstigsten Fokussierlinse erfolgen Voraussetzung dafuumlr ist daszlig der Kunde zwei oder mehr Schneidkoumlpfe zur Verfuumlgung hat (Option)
Vorgehensweise (5 Fig o Abdeckblech des Schneidkopfes aufklappen 5629)
o Der Schneidkopf befindet sich in Position Z115
o Anschluszlig der Abstandsregelung durch Drehen der Raumlndelshyschraube nach links loumlsen
o Schraube (1) im Spannhebel mit InnensechskantshySteckschluumlssel SW 6 gegen Uhrzeigersinn bis zum Anschlag (ca 25 Umdrehungen) herausdrehen
o Spannhebel (1) mit Spezialschluumlssel SW 12 (Id-Nr 244221) gegen Uhrzeigersinn gegen Anschlagschraube (2) drehen
o Schneidkopf aus der Fuumlhrung herausziehen
o Oumlffnung der Linsenaufnahme mit Aluminiumfolie abdecken wegen Verschmutzungsgefahr
o Bohrungen der Gasfuumlhrung mit den mitgelieferten Stopfen verschlieszligen
o Vor erneutem Einbau des Schneidkopfes muumlssen beide Dichtringe gereinigt werden die unten am Aufnahmewinkel der Z-Achse befestigt sind und den Spalt zum Schneidkopf hin schlieszligen Dazu nur ein sauberes fusselfreies Tuch verwenden Auszligerdem ist die Linse auf Sauberkeit zu pruumlfen und gegebenenfalls zu reinigen
o Uumlberpruumlfen ob die O-Ringe an der Aufnahme zur Abdichtung der Gasanschluumlssevorhanden und nicht beschaumldigt sind
o Stopfen aus den Bohrungen der Gasfuumlhrung entfernen
o Neuen Schneidkopf mit anderer Linse einwechseln
o Dazu die Bohrung im Schneidkopf uumlber den Bolzen des Spannhebels schieben Bolzen dient als Einfuumlhrhilfe und Vorshyzentrierung
o Spannhebel (1) mit Spezialschluumlssel SW 12 (Id-Nr 244221) im Uhrzeigersinn bis zum Anschlag drehen
820306 Einstellarbeiten 6-3
Ii IJ Schraube (1) im Spannhebel mit
Steckschluumlssel SW 6 im Uhrzeigersinn anlegen (nicht fest anziehen)
Innensechskantshygegen Anschlag
IJ Anschluszlig der Abstandsregelung durch Drschraube nach rechts anbringen
ehen der Raumlndelshy
Wurde nur der Schneidkopf und nicht auch die Linse gewechselt ist eine Einstellung der Linse in der Regel nicht notwendig Es muumlssen lediglich die Skalenwerte mit den notierten Werten verglichen werden
1 Spannhebel 2 Anschlagschraube
Verriegelung des Schneidkopfs Fig5629
6-4 Einstellarbeiten 820306
Ii
2 3
4
Verriegelungszapfen 3 Anschluszlig Blasluft Sollbruchstelle 4 Anschluszlig Schneidgas (deg2- N2)
2 Anschluszlig Ouumlsenkuumlhlung
Ruumlckseite des Schneidkopfs Fig11154
2 Strahl zur Duumlse zentrieren
Nach der Reinigung bzw dem Tausch der Fokussierlinse am Schneidkopf muszlig die Linse so eingerichtet werden daszlig der Lasershystrahl mittig durch die Duumlsenbohrung tritt
Hilfsmittel 0 Innensechskantstiftschluumlssel SW 5 (ldNr 080250)
o Thermokarton o Meszliglupe (10-20 fache Vergroumlszligerung) und Klebestreifen
(Scotch Magic Klarsichtfilm) o Filzschreiber Edding 400
Voraussetzung 0 Die Kennlinienaufnahme der Abstandsregelung ist bereits erfolgt
21 Vorgehensweise mit Klebestreifen
Hilfsprogramm 999990824 Die Zentrierung des Strahls zur Duumlse erfolgt mit Hilfe des menuumlgefuumlhrten Programms 999990824
o Programm 999990824 aufrufen
B20306 Einstellarbeiten 6middot5
Ii D X- Y- und Z-Achsposition fuumlr Justage werden an der
Oberflaumlche angezeigt ggf muumlssen die Positionen geaumlndert werden Dazu Softkey PARAMETER AENDERN betaumltigen ZshyAchsposition sollte ca der Schneidhoumlhe entsprechen
D Stellung der Duumlse markieren D Klebestreifen auf die Duumlsenbohrung kleben D Klemmschraube (1 Fig 5624) fuumlr Verstellmechanismus
loumlsen Wichtig Die Klemmung muszlig sicher geloumlst sein D Verstellbereich in X- und V-Richtung nach Skala an den Vershy
stellschrauben (5+6) auf 0 stellen Grundsaumltzlich gilt beim Einstellen Die Meszligwerte duumlrfen nur durch Rechtsdrehen der Stellshyschrauben angefahren werden
D Thermokarton auf Blechunterlage legen D Schutztuumlre schlieszligen D Laserimpuls durch Betaumltigen des Softkeys PULS ausloumlsen D Schutztuumlre oumlffnen D Uumlber Verfaumlrbung des Thermokartons kann kontrolliert werden
ob der Strahl gezuumlndet hat D Duumlse (8) herausschrauben
~ Ist trotz gezuumlndetem Laserstrahl kein Loch oder ein Loch ganz am Rand der Duumlsenbohrung zu erkennen muszlig eine Duumlse mit groumlszligerem Durchmesser verwendet werden
D Ist das Loch im Klebestreifen nicht mittig zur Duumlsenbohrung so muszlig anhand der Markierung an der Duumlse festgestellt wershyden in welche Richtung eine Verstellung erfolgen muszlig
D Mit Hilfe der Verstellschrauben in X-Richtung (5) und in YshyRichtung (6) kann die Linse und damit der Strahl zur Duumlsenshybohrung eingestellt werden
D Nach jeder Verstellung einen neuen Klebestreifen auf die Duumlsenbohrung kleben und Duumlse wieder einschrauben
D Schutztuumlre schlieszligen D Erneut einen Laserimpuls durch Betaumltigen des Softkeys
PULS ausloumlsen D Schutztuumlre oumlffnen D Mit der Lupe das Loch auf Zentrizitaumlt uumlberpruumlfen D Vorgehensweise wiederholen bis Loch mittig zur Duumlsenbohshy
rung ist D Klemmschraube (1) wieder anziehen D Ermittelte Skalenwerte auf den entsprechenden Feldern
(12+13) am Schneidkopf mit Filzschreiber notieren
Die Stellschrauben sind mit einer Verdrehsicherung ausgeruumlstet Daher muumlssen die Stellschrauben beim Verstellen gedruumlckt werden Das Verschieben um 01 mm sowie die nachfolgende Gegenverschiebung durch Drehen der Stellschrauben nach rechts dient dem Ausgleich des Spieles der Gewindeschrauben
6-6 Einstellarbeiten 820306
Ii
5-----1r~ __ -r--
~ ~ )~ 4- -- _I
----+-----~-~----
r ~~ I-shy
1----rF~~ ~~==
2 --++-~~~~~-ltJ7lLt)1__-3
y 8-bull 9
ij)shy 10
11 12 13
15 14
nrr-ar--t--zr~-4
~~~~t-7
1 Klemmschraube 2 Meszligstift Z 3 Skalenring Z 1 mm bull Teilung 4 Stellring Z-Verstellung 5 Verstellschraube X mit Skala 6 Verstellschraube Y mit Skala 7 Skalenring Z 01 mm - Teilung 8 Feld fuumlr Schneidkopfnummer
~~---16
9 Feld fuumlr Identnummer 10 Feld fuumlr Linsentyp 11 Feld fuumlr Einstellwert in X 12 Feld fuumlr Einstellwert in Y 13 Feld fuumlr Versatzmaszlig Z 14 Feld fuumlr Offset Duumlsenbohrung X 15 Feld fuumlr Offset Duumlsenbohrung Y 16 Duumlse
Schneidkopf von vome und von oben Fig13681
8203D6 Einstellarbeiten 6-7
Ii
Referenzmaszlig R
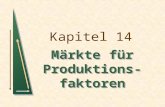
Grundlage des Verfahrens (siehe Fig 1579)
3 Fokus einstellen
31 Verfahren
Um gute Schnittqualitaumlten bei der Bearbeitung von Werkstuumlcken zu erzielen ist es erforderlich den Brennpunkt (Fokus) des Lasershystrahis in eine genau definierte Lage zu positionieren
Bei der Erstmontage des Schneidkopfs wird mit Hilfe einer Vorrichshytung der Fokuspunkt theoretisch an die Duumlsenspitze gelegt In dieser Stellung des Linsenrohrs werden die Skalen (2+3) fuumlr die ZshyEinstellung abgenullt
Das Referenzmaszlig R ist die Differenz zwischen der NUllstellung und dem uumlber das Plasmaabriszligverfahren ermittelten linsenabshyhaumlngigen tatsaumlchlichen Einstellmaszlig
Bei diesem Maszlig liegt der mit dem Laser ermittelte Fokuspunkt an der Duumlsenspitze
Das Referenzmaszlig R wird im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt
Daraus ergeben sich zwei Moumlglichkeiten der Fokuseinstellung
o Fokuseinstellung nach den theoretischen Maszligen
o Fokuseinstellung nach der Plasmafaumlrbung Das Referenzmaszlig R wird nach dem Plasmaabriszligverfahren ermittelt Die genaue Beschreibung dieses Verfahrens wird im Folgenden gegeben
~ Die Einstellung des Referenzmaszlig R sollte grundsaumltzlich im vorderen (dem Bedienpult der Maschine zugewandten) Bereich durchgefuumlhrt werden
32 Fokuseinstellung nach der Plasmafaumlrbung
Trifft ein fokussierter Laserstrahl auf eine Blechoberflaumlche siedet und verdampft Metall und es entsteht eine weiszligblaue Plasma wolke Bei Aumlnderung des Abstandes zwischen Linse und Blechshyoberflaumlche wird die weiszligblaue Plasmawolke schwaumlcher und vershyfaumlrbt sich orangeAuf diese Weise laumlszligt sich ein oberer und unterer Farbumschlag feststellen Diese Eigenschaften werden ausgeshynutzt um den Brennpunkt (Fokus) des Laserstrahis in eine genau definierte Lage zu positionieren
6203066middot8 Einstellarbeiten
11 Durch ein Programm werden jeweils 3 Laserimpulse nebeneinanshyder auf die Blechoberflaumlche abgegeben dann verfaumlhrt der Schneidkopf um 02 mm in der Houmlhenlage der Schneidkopf wird versetzt und es werden wiederum 3 Impulse abgegeben Waumlhrend des Programmablaufes lassen sich oberer und unterer Farbumschlagpunkt gut feststellen (Verfaumlrbung von orange nach weiszligblau bzw umgekehrt) Genau in der Mitte dieser beiden Punkte liegt der Fokus auf der Blechoberflaumlche
Aus verfahrenstechnischen Gruumlnden ist es erforderlich die Fokusshylage je nach Anwendungsfall und Blechdicke unterschiedlich zu waumlhlen Die empfohlenen Werte sind der Schneiddatensammlung zu entnehmen
A B c
1 Linse A oberer Farbumschlagpunkt 2 Blech B unterer Farbumschlagpunkt 3 Fokus (Brennpunkt) C Fokuslage auf der Blechobershy4 Bereich der weiszligblauen Plasmashy flaumlche
wolke X Abstand Linse - Blech
Fig1579
B20306 Einstellarbeiten 6-9
Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
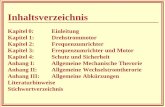
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii Sicherheitshinweise
Die nachfolgenden Ausfuumlhrungen dienen Ihrer Sicherheit bei der Durchfuumlhrung von Einstellarbeiten an der TC L 3030 TC L 4030 TC L 6030 insbesondere wenn die Arbeiten bei gezuumlndetem Laserstrahl erfolgen
Tabelle der Einstellarbeiten
x X 25 s 100 Service personal
X X 25 s 100 Serviceshypersonal
X X 600 s 10 Serviceshypersonal
Einstellung erfolgt im Normalbetrieb Bediener (Lasereinrichtung Klasse 1)
Einstellung erfolgt im Normalbetrieb Bediener (Lasereinrichtung Klasse 1)
Einstellarbeiten fuumlr die 100-Laserleistung benoumltigt werden duumlrfen nur von speziell geschultem Servicepersonal durchgefuumlhrt werden
Bei Einstellarbeiten mit eingeschaltetem Laser muumlssen grundsaumltzlich Schutzhandschuhe und eine Laserschutzbrille getragen werdenI Gegebenenfalls muszlig der Gefahrenbereich kundenseitig zusaumltzlich abgesichert werden (z B mit Stellwaumlnden aus Stahlblech oder Polycarbonat)
~ Gefahrenklasse der Lasereinrichtung im Servicebetrieb Klasse 4
Die Einstellarbeiten die vom Bediener durchgefuumlhrt werden koumlnnen im Normalbetrieb vorgenommen werden
~ Gefahrenklasse der Lasereinrichtung im Normalbetrieb Klasse 1
6-2 Einstellarbeiten 820306
Ii ~ Bitte beachten Sie daszlig alle Einstell- und Wartungsarbeiten
an den optischen Bauteilen der Maschine unbedingt in sauberer Umgebung und mit sauberen Haumlnden durchgefuumlhrt werden muumlssen
1 Schneidkopf wechseln (Linsenschnellshywechsel)
Durch das Wechseln des Schneidkopfes kann eine rasche Anpasshysung der fuumlr den jeweiligen Werkstoff guumlnstigsten Fokussierlinse erfolgen Voraussetzung dafuumlr ist daszlig der Kunde zwei oder mehr Schneidkoumlpfe zur Verfuumlgung hat (Option)
Vorgehensweise (5 Fig o Abdeckblech des Schneidkopfes aufklappen 5629)
o Der Schneidkopf befindet sich in Position Z115
o Anschluszlig der Abstandsregelung durch Drehen der Raumlndelshyschraube nach links loumlsen
o Schraube (1) im Spannhebel mit InnensechskantshySteckschluumlssel SW 6 gegen Uhrzeigersinn bis zum Anschlag (ca 25 Umdrehungen) herausdrehen
o Spannhebel (1) mit Spezialschluumlssel SW 12 (Id-Nr 244221) gegen Uhrzeigersinn gegen Anschlagschraube (2) drehen
o Schneidkopf aus der Fuumlhrung herausziehen
o Oumlffnung der Linsenaufnahme mit Aluminiumfolie abdecken wegen Verschmutzungsgefahr
o Bohrungen der Gasfuumlhrung mit den mitgelieferten Stopfen verschlieszligen
o Vor erneutem Einbau des Schneidkopfes muumlssen beide Dichtringe gereinigt werden die unten am Aufnahmewinkel der Z-Achse befestigt sind und den Spalt zum Schneidkopf hin schlieszligen Dazu nur ein sauberes fusselfreies Tuch verwenden Auszligerdem ist die Linse auf Sauberkeit zu pruumlfen und gegebenenfalls zu reinigen
o Uumlberpruumlfen ob die O-Ringe an der Aufnahme zur Abdichtung der Gasanschluumlssevorhanden und nicht beschaumldigt sind
o Stopfen aus den Bohrungen der Gasfuumlhrung entfernen
o Neuen Schneidkopf mit anderer Linse einwechseln
o Dazu die Bohrung im Schneidkopf uumlber den Bolzen des Spannhebels schieben Bolzen dient als Einfuumlhrhilfe und Vorshyzentrierung
o Spannhebel (1) mit Spezialschluumlssel SW 12 (Id-Nr 244221) im Uhrzeigersinn bis zum Anschlag drehen
820306 Einstellarbeiten 6-3
Ii IJ Schraube (1) im Spannhebel mit
Steckschluumlssel SW 6 im Uhrzeigersinn anlegen (nicht fest anziehen)
Innensechskantshygegen Anschlag
IJ Anschluszlig der Abstandsregelung durch Drschraube nach rechts anbringen
ehen der Raumlndelshy
Wurde nur der Schneidkopf und nicht auch die Linse gewechselt ist eine Einstellung der Linse in der Regel nicht notwendig Es muumlssen lediglich die Skalenwerte mit den notierten Werten verglichen werden
1 Spannhebel 2 Anschlagschraube
Verriegelung des Schneidkopfs Fig5629
6-4 Einstellarbeiten 820306
Ii
2 3
4
Verriegelungszapfen 3 Anschluszlig Blasluft Sollbruchstelle 4 Anschluszlig Schneidgas (deg2- N2)
2 Anschluszlig Ouumlsenkuumlhlung
Ruumlckseite des Schneidkopfs Fig11154
2 Strahl zur Duumlse zentrieren
Nach der Reinigung bzw dem Tausch der Fokussierlinse am Schneidkopf muszlig die Linse so eingerichtet werden daszlig der Lasershystrahl mittig durch die Duumlsenbohrung tritt
Hilfsmittel 0 Innensechskantstiftschluumlssel SW 5 (ldNr 080250)
o Thermokarton o Meszliglupe (10-20 fache Vergroumlszligerung) und Klebestreifen
(Scotch Magic Klarsichtfilm) o Filzschreiber Edding 400
Voraussetzung 0 Die Kennlinienaufnahme der Abstandsregelung ist bereits erfolgt
21 Vorgehensweise mit Klebestreifen
Hilfsprogramm 999990824 Die Zentrierung des Strahls zur Duumlse erfolgt mit Hilfe des menuumlgefuumlhrten Programms 999990824
o Programm 999990824 aufrufen
B20306 Einstellarbeiten 6middot5
Ii D X- Y- und Z-Achsposition fuumlr Justage werden an der
Oberflaumlche angezeigt ggf muumlssen die Positionen geaumlndert werden Dazu Softkey PARAMETER AENDERN betaumltigen ZshyAchsposition sollte ca der Schneidhoumlhe entsprechen
D Stellung der Duumlse markieren D Klebestreifen auf die Duumlsenbohrung kleben D Klemmschraube (1 Fig 5624) fuumlr Verstellmechanismus
loumlsen Wichtig Die Klemmung muszlig sicher geloumlst sein D Verstellbereich in X- und V-Richtung nach Skala an den Vershy
stellschrauben (5+6) auf 0 stellen Grundsaumltzlich gilt beim Einstellen Die Meszligwerte duumlrfen nur durch Rechtsdrehen der Stellshyschrauben angefahren werden
D Thermokarton auf Blechunterlage legen D Schutztuumlre schlieszligen D Laserimpuls durch Betaumltigen des Softkeys PULS ausloumlsen D Schutztuumlre oumlffnen D Uumlber Verfaumlrbung des Thermokartons kann kontrolliert werden
ob der Strahl gezuumlndet hat D Duumlse (8) herausschrauben
~ Ist trotz gezuumlndetem Laserstrahl kein Loch oder ein Loch ganz am Rand der Duumlsenbohrung zu erkennen muszlig eine Duumlse mit groumlszligerem Durchmesser verwendet werden
D Ist das Loch im Klebestreifen nicht mittig zur Duumlsenbohrung so muszlig anhand der Markierung an der Duumlse festgestellt wershyden in welche Richtung eine Verstellung erfolgen muszlig
D Mit Hilfe der Verstellschrauben in X-Richtung (5) und in YshyRichtung (6) kann die Linse und damit der Strahl zur Duumlsenshybohrung eingestellt werden
D Nach jeder Verstellung einen neuen Klebestreifen auf die Duumlsenbohrung kleben und Duumlse wieder einschrauben
D Schutztuumlre schlieszligen D Erneut einen Laserimpuls durch Betaumltigen des Softkeys
PULS ausloumlsen D Schutztuumlre oumlffnen D Mit der Lupe das Loch auf Zentrizitaumlt uumlberpruumlfen D Vorgehensweise wiederholen bis Loch mittig zur Duumlsenbohshy
rung ist D Klemmschraube (1) wieder anziehen D Ermittelte Skalenwerte auf den entsprechenden Feldern
(12+13) am Schneidkopf mit Filzschreiber notieren
Die Stellschrauben sind mit einer Verdrehsicherung ausgeruumlstet Daher muumlssen die Stellschrauben beim Verstellen gedruumlckt werden Das Verschieben um 01 mm sowie die nachfolgende Gegenverschiebung durch Drehen der Stellschrauben nach rechts dient dem Ausgleich des Spieles der Gewindeschrauben
6-6 Einstellarbeiten 820306
Ii
5-----1r~ __ -r--
~ ~ )~ 4- -- _I
----+-----~-~----
r ~~ I-shy
1----rF~~ ~~==
2 --++-~~~~~-ltJ7lLt)1__-3
y 8-bull 9
ij)shy 10
11 12 13
15 14
nrr-ar--t--zr~-4
~~~~t-7
1 Klemmschraube 2 Meszligstift Z 3 Skalenring Z 1 mm bull Teilung 4 Stellring Z-Verstellung 5 Verstellschraube X mit Skala 6 Verstellschraube Y mit Skala 7 Skalenring Z 01 mm - Teilung 8 Feld fuumlr Schneidkopfnummer
~~---16
9 Feld fuumlr Identnummer 10 Feld fuumlr Linsentyp 11 Feld fuumlr Einstellwert in X 12 Feld fuumlr Einstellwert in Y 13 Feld fuumlr Versatzmaszlig Z 14 Feld fuumlr Offset Duumlsenbohrung X 15 Feld fuumlr Offset Duumlsenbohrung Y 16 Duumlse
Schneidkopf von vome und von oben Fig13681
8203D6 Einstellarbeiten 6-7
Ii
Referenzmaszlig R
Grundlage des Verfahrens (siehe Fig 1579)
3 Fokus einstellen
31 Verfahren
Um gute Schnittqualitaumlten bei der Bearbeitung von Werkstuumlcken zu erzielen ist es erforderlich den Brennpunkt (Fokus) des Lasershystrahis in eine genau definierte Lage zu positionieren
Bei der Erstmontage des Schneidkopfs wird mit Hilfe einer Vorrichshytung der Fokuspunkt theoretisch an die Duumlsenspitze gelegt In dieser Stellung des Linsenrohrs werden die Skalen (2+3) fuumlr die ZshyEinstellung abgenullt
Das Referenzmaszlig R ist die Differenz zwischen der NUllstellung und dem uumlber das Plasmaabriszligverfahren ermittelten linsenabshyhaumlngigen tatsaumlchlichen Einstellmaszlig
Bei diesem Maszlig liegt der mit dem Laser ermittelte Fokuspunkt an der Duumlsenspitze
Das Referenzmaszlig R wird im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt
Daraus ergeben sich zwei Moumlglichkeiten der Fokuseinstellung
o Fokuseinstellung nach den theoretischen Maszligen
o Fokuseinstellung nach der Plasmafaumlrbung Das Referenzmaszlig R wird nach dem Plasmaabriszligverfahren ermittelt Die genaue Beschreibung dieses Verfahrens wird im Folgenden gegeben
~ Die Einstellung des Referenzmaszlig R sollte grundsaumltzlich im vorderen (dem Bedienpult der Maschine zugewandten) Bereich durchgefuumlhrt werden
32 Fokuseinstellung nach der Plasmafaumlrbung
Trifft ein fokussierter Laserstrahl auf eine Blechoberflaumlche siedet und verdampft Metall und es entsteht eine weiszligblaue Plasma wolke Bei Aumlnderung des Abstandes zwischen Linse und Blechshyoberflaumlche wird die weiszligblaue Plasmawolke schwaumlcher und vershyfaumlrbt sich orangeAuf diese Weise laumlszligt sich ein oberer und unterer Farbumschlag feststellen Diese Eigenschaften werden ausgeshynutzt um den Brennpunkt (Fokus) des Laserstrahis in eine genau definierte Lage zu positionieren
6203066middot8 Einstellarbeiten
11 Durch ein Programm werden jeweils 3 Laserimpulse nebeneinanshyder auf die Blechoberflaumlche abgegeben dann verfaumlhrt der Schneidkopf um 02 mm in der Houmlhenlage der Schneidkopf wird versetzt und es werden wiederum 3 Impulse abgegeben Waumlhrend des Programmablaufes lassen sich oberer und unterer Farbumschlagpunkt gut feststellen (Verfaumlrbung von orange nach weiszligblau bzw umgekehrt) Genau in der Mitte dieser beiden Punkte liegt der Fokus auf der Blechoberflaumlche
Aus verfahrenstechnischen Gruumlnden ist es erforderlich die Fokusshylage je nach Anwendungsfall und Blechdicke unterschiedlich zu waumlhlen Die empfohlenen Werte sind der Schneiddatensammlung zu entnehmen
A B c
1 Linse A oberer Farbumschlagpunkt 2 Blech B unterer Farbumschlagpunkt 3 Fokus (Brennpunkt) C Fokuslage auf der Blechobershy4 Bereich der weiszligblauen Plasmashy flaumlche
wolke X Abstand Linse - Blech
Fig1579
B20306 Einstellarbeiten 6-9
Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii ~ Bitte beachten Sie daszlig alle Einstell- und Wartungsarbeiten
an den optischen Bauteilen der Maschine unbedingt in sauberer Umgebung und mit sauberen Haumlnden durchgefuumlhrt werden muumlssen
1 Schneidkopf wechseln (Linsenschnellshywechsel)
Durch das Wechseln des Schneidkopfes kann eine rasche Anpasshysung der fuumlr den jeweiligen Werkstoff guumlnstigsten Fokussierlinse erfolgen Voraussetzung dafuumlr ist daszlig der Kunde zwei oder mehr Schneidkoumlpfe zur Verfuumlgung hat (Option)
Vorgehensweise (5 Fig o Abdeckblech des Schneidkopfes aufklappen 5629)
o Der Schneidkopf befindet sich in Position Z115
o Anschluszlig der Abstandsregelung durch Drehen der Raumlndelshyschraube nach links loumlsen
o Schraube (1) im Spannhebel mit InnensechskantshySteckschluumlssel SW 6 gegen Uhrzeigersinn bis zum Anschlag (ca 25 Umdrehungen) herausdrehen
o Spannhebel (1) mit Spezialschluumlssel SW 12 (Id-Nr 244221) gegen Uhrzeigersinn gegen Anschlagschraube (2) drehen
o Schneidkopf aus der Fuumlhrung herausziehen
o Oumlffnung der Linsenaufnahme mit Aluminiumfolie abdecken wegen Verschmutzungsgefahr
o Bohrungen der Gasfuumlhrung mit den mitgelieferten Stopfen verschlieszligen
o Vor erneutem Einbau des Schneidkopfes muumlssen beide Dichtringe gereinigt werden die unten am Aufnahmewinkel der Z-Achse befestigt sind und den Spalt zum Schneidkopf hin schlieszligen Dazu nur ein sauberes fusselfreies Tuch verwenden Auszligerdem ist die Linse auf Sauberkeit zu pruumlfen und gegebenenfalls zu reinigen
o Uumlberpruumlfen ob die O-Ringe an der Aufnahme zur Abdichtung der Gasanschluumlssevorhanden und nicht beschaumldigt sind
o Stopfen aus den Bohrungen der Gasfuumlhrung entfernen
o Neuen Schneidkopf mit anderer Linse einwechseln
o Dazu die Bohrung im Schneidkopf uumlber den Bolzen des Spannhebels schieben Bolzen dient als Einfuumlhrhilfe und Vorshyzentrierung
o Spannhebel (1) mit Spezialschluumlssel SW 12 (Id-Nr 244221) im Uhrzeigersinn bis zum Anschlag drehen
820306 Einstellarbeiten 6-3
Ii IJ Schraube (1) im Spannhebel mit
Steckschluumlssel SW 6 im Uhrzeigersinn anlegen (nicht fest anziehen)
Innensechskantshygegen Anschlag
IJ Anschluszlig der Abstandsregelung durch Drschraube nach rechts anbringen
ehen der Raumlndelshy
Wurde nur der Schneidkopf und nicht auch die Linse gewechselt ist eine Einstellung der Linse in der Regel nicht notwendig Es muumlssen lediglich die Skalenwerte mit den notierten Werten verglichen werden
1 Spannhebel 2 Anschlagschraube
Verriegelung des Schneidkopfs Fig5629
6-4 Einstellarbeiten 820306
Ii
2 3
4
Verriegelungszapfen 3 Anschluszlig Blasluft Sollbruchstelle 4 Anschluszlig Schneidgas (deg2- N2)
2 Anschluszlig Ouumlsenkuumlhlung
Ruumlckseite des Schneidkopfs Fig11154
2 Strahl zur Duumlse zentrieren
Nach der Reinigung bzw dem Tausch der Fokussierlinse am Schneidkopf muszlig die Linse so eingerichtet werden daszlig der Lasershystrahl mittig durch die Duumlsenbohrung tritt
Hilfsmittel 0 Innensechskantstiftschluumlssel SW 5 (ldNr 080250)
o Thermokarton o Meszliglupe (10-20 fache Vergroumlszligerung) und Klebestreifen
(Scotch Magic Klarsichtfilm) o Filzschreiber Edding 400
Voraussetzung 0 Die Kennlinienaufnahme der Abstandsregelung ist bereits erfolgt
21 Vorgehensweise mit Klebestreifen
Hilfsprogramm 999990824 Die Zentrierung des Strahls zur Duumlse erfolgt mit Hilfe des menuumlgefuumlhrten Programms 999990824
o Programm 999990824 aufrufen
B20306 Einstellarbeiten 6middot5
Ii D X- Y- und Z-Achsposition fuumlr Justage werden an der
Oberflaumlche angezeigt ggf muumlssen die Positionen geaumlndert werden Dazu Softkey PARAMETER AENDERN betaumltigen ZshyAchsposition sollte ca der Schneidhoumlhe entsprechen
D Stellung der Duumlse markieren D Klebestreifen auf die Duumlsenbohrung kleben D Klemmschraube (1 Fig 5624) fuumlr Verstellmechanismus
loumlsen Wichtig Die Klemmung muszlig sicher geloumlst sein D Verstellbereich in X- und V-Richtung nach Skala an den Vershy
stellschrauben (5+6) auf 0 stellen Grundsaumltzlich gilt beim Einstellen Die Meszligwerte duumlrfen nur durch Rechtsdrehen der Stellshyschrauben angefahren werden
D Thermokarton auf Blechunterlage legen D Schutztuumlre schlieszligen D Laserimpuls durch Betaumltigen des Softkeys PULS ausloumlsen D Schutztuumlre oumlffnen D Uumlber Verfaumlrbung des Thermokartons kann kontrolliert werden
ob der Strahl gezuumlndet hat D Duumlse (8) herausschrauben
~ Ist trotz gezuumlndetem Laserstrahl kein Loch oder ein Loch ganz am Rand der Duumlsenbohrung zu erkennen muszlig eine Duumlse mit groumlszligerem Durchmesser verwendet werden
D Ist das Loch im Klebestreifen nicht mittig zur Duumlsenbohrung so muszlig anhand der Markierung an der Duumlse festgestellt wershyden in welche Richtung eine Verstellung erfolgen muszlig
D Mit Hilfe der Verstellschrauben in X-Richtung (5) und in YshyRichtung (6) kann die Linse und damit der Strahl zur Duumlsenshybohrung eingestellt werden
D Nach jeder Verstellung einen neuen Klebestreifen auf die Duumlsenbohrung kleben und Duumlse wieder einschrauben
D Schutztuumlre schlieszligen D Erneut einen Laserimpuls durch Betaumltigen des Softkeys
PULS ausloumlsen D Schutztuumlre oumlffnen D Mit der Lupe das Loch auf Zentrizitaumlt uumlberpruumlfen D Vorgehensweise wiederholen bis Loch mittig zur Duumlsenbohshy
rung ist D Klemmschraube (1) wieder anziehen D Ermittelte Skalenwerte auf den entsprechenden Feldern
(12+13) am Schneidkopf mit Filzschreiber notieren
Die Stellschrauben sind mit einer Verdrehsicherung ausgeruumlstet Daher muumlssen die Stellschrauben beim Verstellen gedruumlckt werden Das Verschieben um 01 mm sowie die nachfolgende Gegenverschiebung durch Drehen der Stellschrauben nach rechts dient dem Ausgleich des Spieles der Gewindeschrauben
6-6 Einstellarbeiten 820306
Ii
5-----1r~ __ -r--
~ ~ )~ 4- -- _I
----+-----~-~----
r ~~ I-shy
1----rF~~ ~~==
2 --++-~~~~~-ltJ7lLt)1__-3
y 8-bull 9
ij)shy 10
11 12 13
15 14
nrr-ar--t--zr~-4
~~~~t-7
1 Klemmschraube 2 Meszligstift Z 3 Skalenring Z 1 mm bull Teilung 4 Stellring Z-Verstellung 5 Verstellschraube X mit Skala 6 Verstellschraube Y mit Skala 7 Skalenring Z 01 mm - Teilung 8 Feld fuumlr Schneidkopfnummer
~~---16
9 Feld fuumlr Identnummer 10 Feld fuumlr Linsentyp 11 Feld fuumlr Einstellwert in X 12 Feld fuumlr Einstellwert in Y 13 Feld fuumlr Versatzmaszlig Z 14 Feld fuumlr Offset Duumlsenbohrung X 15 Feld fuumlr Offset Duumlsenbohrung Y 16 Duumlse
Schneidkopf von vome und von oben Fig13681
8203D6 Einstellarbeiten 6-7
Ii
Referenzmaszlig R
Grundlage des Verfahrens (siehe Fig 1579)
3 Fokus einstellen
31 Verfahren
Um gute Schnittqualitaumlten bei der Bearbeitung von Werkstuumlcken zu erzielen ist es erforderlich den Brennpunkt (Fokus) des Lasershystrahis in eine genau definierte Lage zu positionieren
Bei der Erstmontage des Schneidkopfs wird mit Hilfe einer Vorrichshytung der Fokuspunkt theoretisch an die Duumlsenspitze gelegt In dieser Stellung des Linsenrohrs werden die Skalen (2+3) fuumlr die ZshyEinstellung abgenullt
Das Referenzmaszlig R ist die Differenz zwischen der NUllstellung und dem uumlber das Plasmaabriszligverfahren ermittelten linsenabshyhaumlngigen tatsaumlchlichen Einstellmaszlig
Bei diesem Maszlig liegt der mit dem Laser ermittelte Fokuspunkt an der Duumlsenspitze
Das Referenzmaszlig R wird im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt
Daraus ergeben sich zwei Moumlglichkeiten der Fokuseinstellung
o Fokuseinstellung nach den theoretischen Maszligen
o Fokuseinstellung nach der Plasmafaumlrbung Das Referenzmaszlig R wird nach dem Plasmaabriszligverfahren ermittelt Die genaue Beschreibung dieses Verfahrens wird im Folgenden gegeben
~ Die Einstellung des Referenzmaszlig R sollte grundsaumltzlich im vorderen (dem Bedienpult der Maschine zugewandten) Bereich durchgefuumlhrt werden
32 Fokuseinstellung nach der Plasmafaumlrbung
Trifft ein fokussierter Laserstrahl auf eine Blechoberflaumlche siedet und verdampft Metall und es entsteht eine weiszligblaue Plasma wolke Bei Aumlnderung des Abstandes zwischen Linse und Blechshyoberflaumlche wird die weiszligblaue Plasmawolke schwaumlcher und vershyfaumlrbt sich orangeAuf diese Weise laumlszligt sich ein oberer und unterer Farbumschlag feststellen Diese Eigenschaften werden ausgeshynutzt um den Brennpunkt (Fokus) des Laserstrahis in eine genau definierte Lage zu positionieren
6203066middot8 Einstellarbeiten
11 Durch ein Programm werden jeweils 3 Laserimpulse nebeneinanshyder auf die Blechoberflaumlche abgegeben dann verfaumlhrt der Schneidkopf um 02 mm in der Houmlhenlage der Schneidkopf wird versetzt und es werden wiederum 3 Impulse abgegeben Waumlhrend des Programmablaufes lassen sich oberer und unterer Farbumschlagpunkt gut feststellen (Verfaumlrbung von orange nach weiszligblau bzw umgekehrt) Genau in der Mitte dieser beiden Punkte liegt der Fokus auf der Blechoberflaumlche
Aus verfahrenstechnischen Gruumlnden ist es erforderlich die Fokusshylage je nach Anwendungsfall und Blechdicke unterschiedlich zu waumlhlen Die empfohlenen Werte sind der Schneiddatensammlung zu entnehmen
A B c
1 Linse A oberer Farbumschlagpunkt 2 Blech B unterer Farbumschlagpunkt 3 Fokus (Brennpunkt) C Fokuslage auf der Blechobershy4 Bereich der weiszligblauen Plasmashy flaumlche
wolke X Abstand Linse - Blech
Fig1579
B20306 Einstellarbeiten 6-9
Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii IJ Schraube (1) im Spannhebel mit
Steckschluumlssel SW 6 im Uhrzeigersinn anlegen (nicht fest anziehen)
Innensechskantshygegen Anschlag
IJ Anschluszlig der Abstandsregelung durch Drschraube nach rechts anbringen
ehen der Raumlndelshy
Wurde nur der Schneidkopf und nicht auch die Linse gewechselt ist eine Einstellung der Linse in der Regel nicht notwendig Es muumlssen lediglich die Skalenwerte mit den notierten Werten verglichen werden
1 Spannhebel 2 Anschlagschraube
Verriegelung des Schneidkopfs Fig5629
6-4 Einstellarbeiten 820306
Ii
2 3
4
Verriegelungszapfen 3 Anschluszlig Blasluft Sollbruchstelle 4 Anschluszlig Schneidgas (deg2- N2)
2 Anschluszlig Ouumlsenkuumlhlung
Ruumlckseite des Schneidkopfs Fig11154
2 Strahl zur Duumlse zentrieren
Nach der Reinigung bzw dem Tausch der Fokussierlinse am Schneidkopf muszlig die Linse so eingerichtet werden daszlig der Lasershystrahl mittig durch die Duumlsenbohrung tritt
Hilfsmittel 0 Innensechskantstiftschluumlssel SW 5 (ldNr 080250)
o Thermokarton o Meszliglupe (10-20 fache Vergroumlszligerung) und Klebestreifen
(Scotch Magic Klarsichtfilm) o Filzschreiber Edding 400
Voraussetzung 0 Die Kennlinienaufnahme der Abstandsregelung ist bereits erfolgt
21 Vorgehensweise mit Klebestreifen
Hilfsprogramm 999990824 Die Zentrierung des Strahls zur Duumlse erfolgt mit Hilfe des menuumlgefuumlhrten Programms 999990824
o Programm 999990824 aufrufen
B20306 Einstellarbeiten 6middot5
Ii D X- Y- und Z-Achsposition fuumlr Justage werden an der
Oberflaumlche angezeigt ggf muumlssen die Positionen geaumlndert werden Dazu Softkey PARAMETER AENDERN betaumltigen ZshyAchsposition sollte ca der Schneidhoumlhe entsprechen
D Stellung der Duumlse markieren D Klebestreifen auf die Duumlsenbohrung kleben D Klemmschraube (1 Fig 5624) fuumlr Verstellmechanismus
loumlsen Wichtig Die Klemmung muszlig sicher geloumlst sein D Verstellbereich in X- und V-Richtung nach Skala an den Vershy
stellschrauben (5+6) auf 0 stellen Grundsaumltzlich gilt beim Einstellen Die Meszligwerte duumlrfen nur durch Rechtsdrehen der Stellshyschrauben angefahren werden
D Thermokarton auf Blechunterlage legen D Schutztuumlre schlieszligen D Laserimpuls durch Betaumltigen des Softkeys PULS ausloumlsen D Schutztuumlre oumlffnen D Uumlber Verfaumlrbung des Thermokartons kann kontrolliert werden
ob der Strahl gezuumlndet hat D Duumlse (8) herausschrauben
~ Ist trotz gezuumlndetem Laserstrahl kein Loch oder ein Loch ganz am Rand der Duumlsenbohrung zu erkennen muszlig eine Duumlse mit groumlszligerem Durchmesser verwendet werden
D Ist das Loch im Klebestreifen nicht mittig zur Duumlsenbohrung so muszlig anhand der Markierung an der Duumlse festgestellt wershyden in welche Richtung eine Verstellung erfolgen muszlig
D Mit Hilfe der Verstellschrauben in X-Richtung (5) und in YshyRichtung (6) kann die Linse und damit der Strahl zur Duumlsenshybohrung eingestellt werden
D Nach jeder Verstellung einen neuen Klebestreifen auf die Duumlsenbohrung kleben und Duumlse wieder einschrauben
D Schutztuumlre schlieszligen D Erneut einen Laserimpuls durch Betaumltigen des Softkeys
PULS ausloumlsen D Schutztuumlre oumlffnen D Mit der Lupe das Loch auf Zentrizitaumlt uumlberpruumlfen D Vorgehensweise wiederholen bis Loch mittig zur Duumlsenbohshy
rung ist D Klemmschraube (1) wieder anziehen D Ermittelte Skalenwerte auf den entsprechenden Feldern
(12+13) am Schneidkopf mit Filzschreiber notieren
Die Stellschrauben sind mit einer Verdrehsicherung ausgeruumlstet Daher muumlssen die Stellschrauben beim Verstellen gedruumlckt werden Das Verschieben um 01 mm sowie die nachfolgende Gegenverschiebung durch Drehen der Stellschrauben nach rechts dient dem Ausgleich des Spieles der Gewindeschrauben
6-6 Einstellarbeiten 820306
Ii
5-----1r~ __ -r--
~ ~ )~ 4- -- _I
----+-----~-~----
r ~~ I-shy
1----rF~~ ~~==
2 --++-~~~~~-ltJ7lLt)1__-3
y 8-bull 9
ij)shy 10
11 12 13
15 14
nrr-ar--t--zr~-4
~~~~t-7
1 Klemmschraube 2 Meszligstift Z 3 Skalenring Z 1 mm bull Teilung 4 Stellring Z-Verstellung 5 Verstellschraube X mit Skala 6 Verstellschraube Y mit Skala 7 Skalenring Z 01 mm - Teilung 8 Feld fuumlr Schneidkopfnummer
~~---16
9 Feld fuumlr Identnummer 10 Feld fuumlr Linsentyp 11 Feld fuumlr Einstellwert in X 12 Feld fuumlr Einstellwert in Y 13 Feld fuumlr Versatzmaszlig Z 14 Feld fuumlr Offset Duumlsenbohrung X 15 Feld fuumlr Offset Duumlsenbohrung Y 16 Duumlse
Schneidkopf von vome und von oben Fig13681
8203D6 Einstellarbeiten 6-7
Ii
Referenzmaszlig R
Grundlage des Verfahrens (siehe Fig 1579)
3 Fokus einstellen
31 Verfahren
Um gute Schnittqualitaumlten bei der Bearbeitung von Werkstuumlcken zu erzielen ist es erforderlich den Brennpunkt (Fokus) des Lasershystrahis in eine genau definierte Lage zu positionieren
Bei der Erstmontage des Schneidkopfs wird mit Hilfe einer Vorrichshytung der Fokuspunkt theoretisch an die Duumlsenspitze gelegt In dieser Stellung des Linsenrohrs werden die Skalen (2+3) fuumlr die ZshyEinstellung abgenullt
Das Referenzmaszlig R ist die Differenz zwischen der NUllstellung und dem uumlber das Plasmaabriszligverfahren ermittelten linsenabshyhaumlngigen tatsaumlchlichen Einstellmaszlig
Bei diesem Maszlig liegt der mit dem Laser ermittelte Fokuspunkt an der Duumlsenspitze
Das Referenzmaszlig R wird im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt
Daraus ergeben sich zwei Moumlglichkeiten der Fokuseinstellung
o Fokuseinstellung nach den theoretischen Maszligen
o Fokuseinstellung nach der Plasmafaumlrbung Das Referenzmaszlig R wird nach dem Plasmaabriszligverfahren ermittelt Die genaue Beschreibung dieses Verfahrens wird im Folgenden gegeben
~ Die Einstellung des Referenzmaszlig R sollte grundsaumltzlich im vorderen (dem Bedienpult der Maschine zugewandten) Bereich durchgefuumlhrt werden
32 Fokuseinstellung nach der Plasmafaumlrbung
Trifft ein fokussierter Laserstrahl auf eine Blechoberflaumlche siedet und verdampft Metall und es entsteht eine weiszligblaue Plasma wolke Bei Aumlnderung des Abstandes zwischen Linse und Blechshyoberflaumlche wird die weiszligblaue Plasmawolke schwaumlcher und vershyfaumlrbt sich orangeAuf diese Weise laumlszligt sich ein oberer und unterer Farbumschlag feststellen Diese Eigenschaften werden ausgeshynutzt um den Brennpunkt (Fokus) des Laserstrahis in eine genau definierte Lage zu positionieren
6203066middot8 Einstellarbeiten
11 Durch ein Programm werden jeweils 3 Laserimpulse nebeneinanshyder auf die Blechoberflaumlche abgegeben dann verfaumlhrt der Schneidkopf um 02 mm in der Houmlhenlage der Schneidkopf wird versetzt und es werden wiederum 3 Impulse abgegeben Waumlhrend des Programmablaufes lassen sich oberer und unterer Farbumschlagpunkt gut feststellen (Verfaumlrbung von orange nach weiszligblau bzw umgekehrt) Genau in der Mitte dieser beiden Punkte liegt der Fokus auf der Blechoberflaumlche
Aus verfahrenstechnischen Gruumlnden ist es erforderlich die Fokusshylage je nach Anwendungsfall und Blechdicke unterschiedlich zu waumlhlen Die empfohlenen Werte sind der Schneiddatensammlung zu entnehmen
A B c
1 Linse A oberer Farbumschlagpunkt 2 Blech B unterer Farbumschlagpunkt 3 Fokus (Brennpunkt) C Fokuslage auf der Blechobershy4 Bereich der weiszligblauen Plasmashy flaumlche
wolke X Abstand Linse - Blech
Fig1579
B20306 Einstellarbeiten 6-9
Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii
2 3
4
Verriegelungszapfen 3 Anschluszlig Blasluft Sollbruchstelle 4 Anschluszlig Schneidgas (deg2- N2)
2 Anschluszlig Ouumlsenkuumlhlung
Ruumlckseite des Schneidkopfs Fig11154
2 Strahl zur Duumlse zentrieren
Nach der Reinigung bzw dem Tausch der Fokussierlinse am Schneidkopf muszlig die Linse so eingerichtet werden daszlig der Lasershystrahl mittig durch die Duumlsenbohrung tritt
Hilfsmittel 0 Innensechskantstiftschluumlssel SW 5 (ldNr 080250)
o Thermokarton o Meszliglupe (10-20 fache Vergroumlszligerung) und Klebestreifen
(Scotch Magic Klarsichtfilm) o Filzschreiber Edding 400
Voraussetzung 0 Die Kennlinienaufnahme der Abstandsregelung ist bereits erfolgt
21 Vorgehensweise mit Klebestreifen
Hilfsprogramm 999990824 Die Zentrierung des Strahls zur Duumlse erfolgt mit Hilfe des menuumlgefuumlhrten Programms 999990824
o Programm 999990824 aufrufen
B20306 Einstellarbeiten 6middot5
Ii D X- Y- und Z-Achsposition fuumlr Justage werden an der
Oberflaumlche angezeigt ggf muumlssen die Positionen geaumlndert werden Dazu Softkey PARAMETER AENDERN betaumltigen ZshyAchsposition sollte ca der Schneidhoumlhe entsprechen
D Stellung der Duumlse markieren D Klebestreifen auf die Duumlsenbohrung kleben D Klemmschraube (1 Fig 5624) fuumlr Verstellmechanismus
loumlsen Wichtig Die Klemmung muszlig sicher geloumlst sein D Verstellbereich in X- und V-Richtung nach Skala an den Vershy
stellschrauben (5+6) auf 0 stellen Grundsaumltzlich gilt beim Einstellen Die Meszligwerte duumlrfen nur durch Rechtsdrehen der Stellshyschrauben angefahren werden
D Thermokarton auf Blechunterlage legen D Schutztuumlre schlieszligen D Laserimpuls durch Betaumltigen des Softkeys PULS ausloumlsen D Schutztuumlre oumlffnen D Uumlber Verfaumlrbung des Thermokartons kann kontrolliert werden
ob der Strahl gezuumlndet hat D Duumlse (8) herausschrauben
~ Ist trotz gezuumlndetem Laserstrahl kein Loch oder ein Loch ganz am Rand der Duumlsenbohrung zu erkennen muszlig eine Duumlse mit groumlszligerem Durchmesser verwendet werden
D Ist das Loch im Klebestreifen nicht mittig zur Duumlsenbohrung so muszlig anhand der Markierung an der Duumlse festgestellt wershyden in welche Richtung eine Verstellung erfolgen muszlig
D Mit Hilfe der Verstellschrauben in X-Richtung (5) und in YshyRichtung (6) kann die Linse und damit der Strahl zur Duumlsenshybohrung eingestellt werden
D Nach jeder Verstellung einen neuen Klebestreifen auf die Duumlsenbohrung kleben und Duumlse wieder einschrauben
D Schutztuumlre schlieszligen D Erneut einen Laserimpuls durch Betaumltigen des Softkeys
PULS ausloumlsen D Schutztuumlre oumlffnen D Mit der Lupe das Loch auf Zentrizitaumlt uumlberpruumlfen D Vorgehensweise wiederholen bis Loch mittig zur Duumlsenbohshy
rung ist D Klemmschraube (1) wieder anziehen D Ermittelte Skalenwerte auf den entsprechenden Feldern
(12+13) am Schneidkopf mit Filzschreiber notieren
Die Stellschrauben sind mit einer Verdrehsicherung ausgeruumlstet Daher muumlssen die Stellschrauben beim Verstellen gedruumlckt werden Das Verschieben um 01 mm sowie die nachfolgende Gegenverschiebung durch Drehen der Stellschrauben nach rechts dient dem Ausgleich des Spieles der Gewindeschrauben
6-6 Einstellarbeiten 820306
Ii
5-----1r~ __ -r--
~ ~ )~ 4- -- _I
----+-----~-~----
r ~~ I-shy
1----rF~~ ~~==
2 --++-~~~~~-ltJ7lLt)1__-3
y 8-bull 9
ij)shy 10
11 12 13
15 14
nrr-ar--t--zr~-4
~~~~t-7
1 Klemmschraube 2 Meszligstift Z 3 Skalenring Z 1 mm bull Teilung 4 Stellring Z-Verstellung 5 Verstellschraube X mit Skala 6 Verstellschraube Y mit Skala 7 Skalenring Z 01 mm - Teilung 8 Feld fuumlr Schneidkopfnummer
~~---16
9 Feld fuumlr Identnummer 10 Feld fuumlr Linsentyp 11 Feld fuumlr Einstellwert in X 12 Feld fuumlr Einstellwert in Y 13 Feld fuumlr Versatzmaszlig Z 14 Feld fuumlr Offset Duumlsenbohrung X 15 Feld fuumlr Offset Duumlsenbohrung Y 16 Duumlse
Schneidkopf von vome und von oben Fig13681
8203D6 Einstellarbeiten 6-7
Ii
Referenzmaszlig R
Grundlage des Verfahrens (siehe Fig 1579)
3 Fokus einstellen
31 Verfahren
Um gute Schnittqualitaumlten bei der Bearbeitung von Werkstuumlcken zu erzielen ist es erforderlich den Brennpunkt (Fokus) des Lasershystrahis in eine genau definierte Lage zu positionieren
Bei der Erstmontage des Schneidkopfs wird mit Hilfe einer Vorrichshytung der Fokuspunkt theoretisch an die Duumlsenspitze gelegt In dieser Stellung des Linsenrohrs werden die Skalen (2+3) fuumlr die ZshyEinstellung abgenullt
Das Referenzmaszlig R ist die Differenz zwischen der NUllstellung und dem uumlber das Plasmaabriszligverfahren ermittelten linsenabshyhaumlngigen tatsaumlchlichen Einstellmaszlig
Bei diesem Maszlig liegt der mit dem Laser ermittelte Fokuspunkt an der Duumlsenspitze
Das Referenzmaszlig R wird im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt
Daraus ergeben sich zwei Moumlglichkeiten der Fokuseinstellung
o Fokuseinstellung nach den theoretischen Maszligen
o Fokuseinstellung nach der Plasmafaumlrbung Das Referenzmaszlig R wird nach dem Plasmaabriszligverfahren ermittelt Die genaue Beschreibung dieses Verfahrens wird im Folgenden gegeben
~ Die Einstellung des Referenzmaszlig R sollte grundsaumltzlich im vorderen (dem Bedienpult der Maschine zugewandten) Bereich durchgefuumlhrt werden
32 Fokuseinstellung nach der Plasmafaumlrbung
Trifft ein fokussierter Laserstrahl auf eine Blechoberflaumlche siedet und verdampft Metall und es entsteht eine weiszligblaue Plasma wolke Bei Aumlnderung des Abstandes zwischen Linse und Blechshyoberflaumlche wird die weiszligblaue Plasmawolke schwaumlcher und vershyfaumlrbt sich orangeAuf diese Weise laumlszligt sich ein oberer und unterer Farbumschlag feststellen Diese Eigenschaften werden ausgeshynutzt um den Brennpunkt (Fokus) des Laserstrahis in eine genau definierte Lage zu positionieren
6203066middot8 Einstellarbeiten
11 Durch ein Programm werden jeweils 3 Laserimpulse nebeneinanshyder auf die Blechoberflaumlche abgegeben dann verfaumlhrt der Schneidkopf um 02 mm in der Houmlhenlage der Schneidkopf wird versetzt und es werden wiederum 3 Impulse abgegeben Waumlhrend des Programmablaufes lassen sich oberer und unterer Farbumschlagpunkt gut feststellen (Verfaumlrbung von orange nach weiszligblau bzw umgekehrt) Genau in der Mitte dieser beiden Punkte liegt der Fokus auf der Blechoberflaumlche
Aus verfahrenstechnischen Gruumlnden ist es erforderlich die Fokusshylage je nach Anwendungsfall und Blechdicke unterschiedlich zu waumlhlen Die empfohlenen Werte sind der Schneiddatensammlung zu entnehmen
A B c
1 Linse A oberer Farbumschlagpunkt 2 Blech B unterer Farbumschlagpunkt 3 Fokus (Brennpunkt) C Fokuslage auf der Blechobershy4 Bereich der weiszligblauen Plasmashy flaumlche
wolke X Abstand Linse - Blech
Fig1579
B20306 Einstellarbeiten 6-9
Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii D X- Y- und Z-Achsposition fuumlr Justage werden an der
Oberflaumlche angezeigt ggf muumlssen die Positionen geaumlndert werden Dazu Softkey PARAMETER AENDERN betaumltigen ZshyAchsposition sollte ca der Schneidhoumlhe entsprechen
D Stellung der Duumlse markieren D Klebestreifen auf die Duumlsenbohrung kleben D Klemmschraube (1 Fig 5624) fuumlr Verstellmechanismus
loumlsen Wichtig Die Klemmung muszlig sicher geloumlst sein D Verstellbereich in X- und V-Richtung nach Skala an den Vershy
stellschrauben (5+6) auf 0 stellen Grundsaumltzlich gilt beim Einstellen Die Meszligwerte duumlrfen nur durch Rechtsdrehen der Stellshyschrauben angefahren werden
D Thermokarton auf Blechunterlage legen D Schutztuumlre schlieszligen D Laserimpuls durch Betaumltigen des Softkeys PULS ausloumlsen D Schutztuumlre oumlffnen D Uumlber Verfaumlrbung des Thermokartons kann kontrolliert werden
ob der Strahl gezuumlndet hat D Duumlse (8) herausschrauben
~ Ist trotz gezuumlndetem Laserstrahl kein Loch oder ein Loch ganz am Rand der Duumlsenbohrung zu erkennen muszlig eine Duumlse mit groumlszligerem Durchmesser verwendet werden
D Ist das Loch im Klebestreifen nicht mittig zur Duumlsenbohrung so muszlig anhand der Markierung an der Duumlse festgestellt wershyden in welche Richtung eine Verstellung erfolgen muszlig
D Mit Hilfe der Verstellschrauben in X-Richtung (5) und in YshyRichtung (6) kann die Linse und damit der Strahl zur Duumlsenshybohrung eingestellt werden
D Nach jeder Verstellung einen neuen Klebestreifen auf die Duumlsenbohrung kleben und Duumlse wieder einschrauben
D Schutztuumlre schlieszligen D Erneut einen Laserimpuls durch Betaumltigen des Softkeys
PULS ausloumlsen D Schutztuumlre oumlffnen D Mit der Lupe das Loch auf Zentrizitaumlt uumlberpruumlfen D Vorgehensweise wiederholen bis Loch mittig zur Duumlsenbohshy
rung ist D Klemmschraube (1) wieder anziehen D Ermittelte Skalenwerte auf den entsprechenden Feldern
(12+13) am Schneidkopf mit Filzschreiber notieren
Die Stellschrauben sind mit einer Verdrehsicherung ausgeruumlstet Daher muumlssen die Stellschrauben beim Verstellen gedruumlckt werden Das Verschieben um 01 mm sowie die nachfolgende Gegenverschiebung durch Drehen der Stellschrauben nach rechts dient dem Ausgleich des Spieles der Gewindeschrauben
6-6 Einstellarbeiten 820306
Ii
5-----1r~ __ -r--
~ ~ )~ 4- -- _I
----+-----~-~----
r ~~ I-shy
1----rF~~ ~~==
2 --++-~~~~~-ltJ7lLt)1__-3
y 8-bull 9
ij)shy 10
11 12 13
15 14
nrr-ar--t--zr~-4
~~~~t-7
1 Klemmschraube 2 Meszligstift Z 3 Skalenring Z 1 mm bull Teilung 4 Stellring Z-Verstellung 5 Verstellschraube X mit Skala 6 Verstellschraube Y mit Skala 7 Skalenring Z 01 mm - Teilung 8 Feld fuumlr Schneidkopfnummer
~~---16
9 Feld fuumlr Identnummer 10 Feld fuumlr Linsentyp 11 Feld fuumlr Einstellwert in X 12 Feld fuumlr Einstellwert in Y 13 Feld fuumlr Versatzmaszlig Z 14 Feld fuumlr Offset Duumlsenbohrung X 15 Feld fuumlr Offset Duumlsenbohrung Y 16 Duumlse
Schneidkopf von vome und von oben Fig13681
8203D6 Einstellarbeiten 6-7
Ii
Referenzmaszlig R
Grundlage des Verfahrens (siehe Fig 1579)
3 Fokus einstellen
31 Verfahren
Um gute Schnittqualitaumlten bei der Bearbeitung von Werkstuumlcken zu erzielen ist es erforderlich den Brennpunkt (Fokus) des Lasershystrahis in eine genau definierte Lage zu positionieren
Bei der Erstmontage des Schneidkopfs wird mit Hilfe einer Vorrichshytung der Fokuspunkt theoretisch an die Duumlsenspitze gelegt In dieser Stellung des Linsenrohrs werden die Skalen (2+3) fuumlr die ZshyEinstellung abgenullt
Das Referenzmaszlig R ist die Differenz zwischen der NUllstellung und dem uumlber das Plasmaabriszligverfahren ermittelten linsenabshyhaumlngigen tatsaumlchlichen Einstellmaszlig
Bei diesem Maszlig liegt der mit dem Laser ermittelte Fokuspunkt an der Duumlsenspitze
Das Referenzmaszlig R wird im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt
Daraus ergeben sich zwei Moumlglichkeiten der Fokuseinstellung
o Fokuseinstellung nach den theoretischen Maszligen
o Fokuseinstellung nach der Plasmafaumlrbung Das Referenzmaszlig R wird nach dem Plasmaabriszligverfahren ermittelt Die genaue Beschreibung dieses Verfahrens wird im Folgenden gegeben
~ Die Einstellung des Referenzmaszlig R sollte grundsaumltzlich im vorderen (dem Bedienpult der Maschine zugewandten) Bereich durchgefuumlhrt werden
32 Fokuseinstellung nach der Plasmafaumlrbung
Trifft ein fokussierter Laserstrahl auf eine Blechoberflaumlche siedet und verdampft Metall und es entsteht eine weiszligblaue Plasma wolke Bei Aumlnderung des Abstandes zwischen Linse und Blechshyoberflaumlche wird die weiszligblaue Plasmawolke schwaumlcher und vershyfaumlrbt sich orangeAuf diese Weise laumlszligt sich ein oberer und unterer Farbumschlag feststellen Diese Eigenschaften werden ausgeshynutzt um den Brennpunkt (Fokus) des Laserstrahis in eine genau definierte Lage zu positionieren
6203066middot8 Einstellarbeiten
11 Durch ein Programm werden jeweils 3 Laserimpulse nebeneinanshyder auf die Blechoberflaumlche abgegeben dann verfaumlhrt der Schneidkopf um 02 mm in der Houmlhenlage der Schneidkopf wird versetzt und es werden wiederum 3 Impulse abgegeben Waumlhrend des Programmablaufes lassen sich oberer und unterer Farbumschlagpunkt gut feststellen (Verfaumlrbung von orange nach weiszligblau bzw umgekehrt) Genau in der Mitte dieser beiden Punkte liegt der Fokus auf der Blechoberflaumlche
Aus verfahrenstechnischen Gruumlnden ist es erforderlich die Fokusshylage je nach Anwendungsfall und Blechdicke unterschiedlich zu waumlhlen Die empfohlenen Werte sind der Schneiddatensammlung zu entnehmen
A B c
1 Linse A oberer Farbumschlagpunkt 2 Blech B unterer Farbumschlagpunkt 3 Fokus (Brennpunkt) C Fokuslage auf der Blechobershy4 Bereich der weiszligblauen Plasmashy flaumlche
wolke X Abstand Linse - Blech
Fig1579
B20306 Einstellarbeiten 6-9
Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii
5-----1r~ __ -r--
~ ~ )~ 4- -- _I
----+-----~-~----
r ~~ I-shy
1----rF~~ ~~==
2 --++-~~~~~-ltJ7lLt)1__-3
y 8-bull 9
ij)shy 10
11 12 13
15 14
nrr-ar--t--zr~-4
~~~~t-7
1 Klemmschraube 2 Meszligstift Z 3 Skalenring Z 1 mm bull Teilung 4 Stellring Z-Verstellung 5 Verstellschraube X mit Skala 6 Verstellschraube Y mit Skala 7 Skalenring Z 01 mm - Teilung 8 Feld fuumlr Schneidkopfnummer
~~---16
9 Feld fuumlr Identnummer 10 Feld fuumlr Linsentyp 11 Feld fuumlr Einstellwert in X 12 Feld fuumlr Einstellwert in Y 13 Feld fuumlr Versatzmaszlig Z 14 Feld fuumlr Offset Duumlsenbohrung X 15 Feld fuumlr Offset Duumlsenbohrung Y 16 Duumlse
Schneidkopf von vome und von oben Fig13681
8203D6 Einstellarbeiten 6-7
Ii
Referenzmaszlig R
Grundlage des Verfahrens (siehe Fig 1579)
3 Fokus einstellen
31 Verfahren
Um gute Schnittqualitaumlten bei der Bearbeitung von Werkstuumlcken zu erzielen ist es erforderlich den Brennpunkt (Fokus) des Lasershystrahis in eine genau definierte Lage zu positionieren
Bei der Erstmontage des Schneidkopfs wird mit Hilfe einer Vorrichshytung der Fokuspunkt theoretisch an die Duumlsenspitze gelegt In dieser Stellung des Linsenrohrs werden die Skalen (2+3) fuumlr die ZshyEinstellung abgenullt
Das Referenzmaszlig R ist die Differenz zwischen der NUllstellung und dem uumlber das Plasmaabriszligverfahren ermittelten linsenabshyhaumlngigen tatsaumlchlichen Einstellmaszlig
Bei diesem Maszlig liegt der mit dem Laser ermittelte Fokuspunkt an der Duumlsenspitze
Das Referenzmaszlig R wird im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt
Daraus ergeben sich zwei Moumlglichkeiten der Fokuseinstellung
o Fokuseinstellung nach den theoretischen Maszligen
o Fokuseinstellung nach der Plasmafaumlrbung Das Referenzmaszlig R wird nach dem Plasmaabriszligverfahren ermittelt Die genaue Beschreibung dieses Verfahrens wird im Folgenden gegeben
~ Die Einstellung des Referenzmaszlig R sollte grundsaumltzlich im vorderen (dem Bedienpult der Maschine zugewandten) Bereich durchgefuumlhrt werden
32 Fokuseinstellung nach der Plasmafaumlrbung
Trifft ein fokussierter Laserstrahl auf eine Blechoberflaumlche siedet und verdampft Metall und es entsteht eine weiszligblaue Plasma wolke Bei Aumlnderung des Abstandes zwischen Linse und Blechshyoberflaumlche wird die weiszligblaue Plasmawolke schwaumlcher und vershyfaumlrbt sich orangeAuf diese Weise laumlszligt sich ein oberer und unterer Farbumschlag feststellen Diese Eigenschaften werden ausgeshynutzt um den Brennpunkt (Fokus) des Laserstrahis in eine genau definierte Lage zu positionieren
6203066middot8 Einstellarbeiten
11 Durch ein Programm werden jeweils 3 Laserimpulse nebeneinanshyder auf die Blechoberflaumlche abgegeben dann verfaumlhrt der Schneidkopf um 02 mm in der Houmlhenlage der Schneidkopf wird versetzt und es werden wiederum 3 Impulse abgegeben Waumlhrend des Programmablaufes lassen sich oberer und unterer Farbumschlagpunkt gut feststellen (Verfaumlrbung von orange nach weiszligblau bzw umgekehrt) Genau in der Mitte dieser beiden Punkte liegt der Fokus auf der Blechoberflaumlche
Aus verfahrenstechnischen Gruumlnden ist es erforderlich die Fokusshylage je nach Anwendungsfall und Blechdicke unterschiedlich zu waumlhlen Die empfohlenen Werte sind der Schneiddatensammlung zu entnehmen
A B c
1 Linse A oberer Farbumschlagpunkt 2 Blech B unterer Farbumschlagpunkt 3 Fokus (Brennpunkt) C Fokuslage auf der Blechobershy4 Bereich der weiszligblauen Plasmashy flaumlche
wolke X Abstand Linse - Blech
Fig1579
B20306 Einstellarbeiten 6-9
Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii
Referenzmaszlig R
Grundlage des Verfahrens (siehe Fig 1579)
3 Fokus einstellen
31 Verfahren
Um gute Schnittqualitaumlten bei der Bearbeitung von Werkstuumlcken zu erzielen ist es erforderlich den Brennpunkt (Fokus) des Lasershystrahis in eine genau definierte Lage zu positionieren
Bei der Erstmontage des Schneidkopfs wird mit Hilfe einer Vorrichshytung der Fokuspunkt theoretisch an die Duumlsenspitze gelegt In dieser Stellung des Linsenrohrs werden die Skalen (2+3) fuumlr die ZshyEinstellung abgenullt
Das Referenzmaszlig R ist die Differenz zwischen der NUllstellung und dem uumlber das Plasmaabriszligverfahren ermittelten linsenabshyhaumlngigen tatsaumlchlichen Einstellmaszlig
Bei diesem Maszlig liegt der mit dem Laser ermittelte Fokuspunkt an der Duumlsenspitze
Das Referenzmaszlig R wird im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt
Daraus ergeben sich zwei Moumlglichkeiten der Fokuseinstellung
o Fokuseinstellung nach den theoretischen Maszligen
o Fokuseinstellung nach der Plasmafaumlrbung Das Referenzmaszlig R wird nach dem Plasmaabriszligverfahren ermittelt Die genaue Beschreibung dieses Verfahrens wird im Folgenden gegeben
~ Die Einstellung des Referenzmaszlig R sollte grundsaumltzlich im vorderen (dem Bedienpult der Maschine zugewandten) Bereich durchgefuumlhrt werden
32 Fokuseinstellung nach der Plasmafaumlrbung
Trifft ein fokussierter Laserstrahl auf eine Blechoberflaumlche siedet und verdampft Metall und es entsteht eine weiszligblaue Plasma wolke Bei Aumlnderung des Abstandes zwischen Linse und Blechshyoberflaumlche wird die weiszligblaue Plasmawolke schwaumlcher und vershyfaumlrbt sich orangeAuf diese Weise laumlszligt sich ein oberer und unterer Farbumschlag feststellen Diese Eigenschaften werden ausgeshynutzt um den Brennpunkt (Fokus) des Laserstrahis in eine genau definierte Lage zu positionieren
6203066middot8 Einstellarbeiten
11 Durch ein Programm werden jeweils 3 Laserimpulse nebeneinanshyder auf die Blechoberflaumlche abgegeben dann verfaumlhrt der Schneidkopf um 02 mm in der Houmlhenlage der Schneidkopf wird versetzt und es werden wiederum 3 Impulse abgegeben Waumlhrend des Programmablaufes lassen sich oberer und unterer Farbumschlagpunkt gut feststellen (Verfaumlrbung von orange nach weiszligblau bzw umgekehrt) Genau in der Mitte dieser beiden Punkte liegt der Fokus auf der Blechoberflaumlche
Aus verfahrenstechnischen Gruumlnden ist es erforderlich die Fokusshylage je nach Anwendungsfall und Blechdicke unterschiedlich zu waumlhlen Die empfohlenen Werte sind der Schneiddatensammlung zu entnehmen
A B c
1 Linse A oberer Farbumschlagpunkt 2 Blech B unterer Farbumschlagpunkt 3 Fokus (Brennpunkt) C Fokuslage auf der Blechobershy4 Bereich der weiszligblauen Plasmashy flaumlche
wolke X Abstand Linse - Blech
Fig1579
B20306 Einstellarbeiten 6-9
Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

11 Durch ein Programm werden jeweils 3 Laserimpulse nebeneinanshyder auf die Blechoberflaumlche abgegeben dann verfaumlhrt der Schneidkopf um 02 mm in der Houmlhenlage der Schneidkopf wird versetzt und es werden wiederum 3 Impulse abgegeben Waumlhrend des Programmablaufes lassen sich oberer und unterer Farbumschlagpunkt gut feststellen (Verfaumlrbung von orange nach weiszligblau bzw umgekehrt) Genau in der Mitte dieser beiden Punkte liegt der Fokus auf der Blechoberflaumlche
Aus verfahrenstechnischen Gruumlnden ist es erforderlich die Fokusshylage je nach Anwendungsfall und Blechdicke unterschiedlich zu waumlhlen Die empfohlenen Werte sind der Schneiddatensammlung zu entnehmen
A B c
1 Linse A oberer Farbumschlagpunkt 2 Blech B unterer Farbumschlagpunkt 3 Fokus (Brennpunkt) C Fokuslage auf der Blechobershy4 Bereich der weiszligblauen Plasmashy flaumlche
wolke X Abstand Linse - Blech
Fig1579
B20306 Einstellarbeiten 6-9
Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii 33 Fokussuchprogramm
Fokussuchprogramm Zur Ermittlung des Referenzmaszlig R ist in der Steuerung der P999990100 Maschine das Fokussuchprogramm P999990100 abgelegt Mit
Hilfe dieses menuumlgefuumlhrten Programms kann das Referenzmaszlig R sicher und schnell ermittelt werden
Voraussetzungen o Ebenes oumllfreies Blech (St37) mit gebeizter Oberflaumlche mit s = 4-6 mm
o Kennlinie der Abstandsregelung wurde neu aufgenommen
o Die Technologietabelle 99999010 wurde mit folqenden Parashymetern erstellt Laserleistung mit 5-Linse 50-80 W Laserleistung mit 75-Linse 150-180 W Tastfrequenz 1 KHz Schneidgas Stickstoff 3 bar Schneidkopfnummer siehe Schneidkopf ~middotc-UAA (J bJ~A ~ ~
~ Alle weiteren Parameter muumlssen eingegebenl werden sind jedoch fuumlr das Fokussuchprogramm nicht relevant
o Die Startposition fuumlr das Programm kann bel aktivem Proshygramm eingegeben und veraumlndert werden
o Am Schneidkopf ist das Einstellmaszlig ES eingestellt
o Wenn nach Aufruf des Programms 9999901O~ Einstellungen geaumlndert werden muumlssen ist das Programn1l zunaumlchst mit dem Softkey PROGRAMMENDE zu beenden
o Beim Wiederholen des Programms muszlig die Anfangsposition des Programms etwas versetzt werdenl
6-10 Einstellarbeiten 820306
11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

11 34 Fokus verstellen
Am Ende des Fokussuchprogramms steht als Ergebnis das Refeshyrenzmaszlig R
Das Referenzmaszlig R kann im entsprechenden Feld (Versatzmaszlig Z) am Schneidkopf mit einem Filzstift vermerkt werden In der Praxis hat es sich bewaumlhrt die Skalen zur Z-Verstellung (siehe Fig 5624 Pos 2+7) abzunullen
~ Alle weiteren Berechnungen werden ausgehend von diesem Referenzmaszlig R durchgefuumlhrt Wurden die Skalen fuumlr die Z-Verstellung abgenullt ist das Referenzmaszlig =O
Einstellmaszlig ES Das Einstellmaszlig ES (EinstelJmaszlig fuumlr das Laserschneiden) wird fuumlr die jeweilige Anwendung wie folgt berechnet
ES = R - Schneidabstand + Fokuslage
Die von TRUMPF empfohlene Fokuslage zur Blechoberflaumlche und der Schneidabstand sind den Schneiddaten in der Datensammlung zu entnehmen
Dabei gilt
Fokus am Referenzmaszlig R Fokuslage zur Blechobershyflaumlche = 0
Fokusverschiebung nach unten Fokuslage zur Blechobershyflaumlche =negativer Wert
Fokusverschiebung nach oben Fokuslage zur Blechobershyflaumlche =positiver Wert
Beispiel Fokusage -2 mm Abstand DuumlseBlech 1 mm Referenzmaszlig R Omm
EinstelJmaszlig ES = 0- 1 + (-2) ES = -30 mm
820306 Einstellarbeiten 6-11
Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii Einstellmaszlig ES am Schneidkopf einstellen
Hilfsmittel Innensechskantstiftschluumlssel (SW 5)
Vorgehensweise 0 Klemmschraube (1) loumlsen
~ Klemmung fuumlr X- und V-Verstellung ist ebenfalls geloumlst Wenn die Einstellungen fuumlr X und V verstellt werden muszlig die urspruumlngliche Einstellung wiederhergestellt werden
o Linse durch Drehen am Stellring (4) gegen den Uhrzeigersinn (= nach unten) oder im Uhrzeigersinn (= nach oben) um den Differenzbetrag (ES) verstellen
o Klemmschraube (1) anziehen
--igt-------16
1 Klemmschraube 10 Feld fuumlr Linsentyp 2 Meszligstift Z 11 Feld fuumlr Einstellwert in X 3 Skalenring Z 1 rnrn- Teilung 12 Feld fuumlr Einstellwert in Y 4 Stellring Z-Verstellung 13 Feld fuumlr Versatzmaszlig Z 7 Skalen ring Z 01 mm - Teilung 14 Feld fuumlr Offset Duumlsenbohrung X 8 Feld fuumlr SChneidkopfnummer 15 Feld fuumlr Offset Duumlsenbohrung Y 9 Feld fuumlr Identnummer 16 Duumlse
Schneidkopf der TC L 3030 Fig5624
6-12 Einstellarbeiten 820306
Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii 4 Einstellarbeiten an der
Abstandsregelung
Die Abstandsregelung DIAS 111 arbeitet mit einer Kennlinie die nach dem Einschalten der Maschine und nach einem Schneidkopfwechsel neu aufgenommen werden muszlig
41 Kennlinie automatisch aufnehmen
Die Steuerung wechselt in den beiden nachfolgend beschriebenen Faumlllen direkt in das Menuuml zur automatischen Kennlinienaufnahme
D Die Maschine wurde eingeschaltet
D Die Steckverbindung des Sensorkabels zum Schneidkopf wurde geloumlst z B beim Schneidkopfwechsel und ein Programm wurde aufgerufen
In beiden Faumlllen muszlig eine Kennlinienaufnahme durchgefuumlhrt werden
Vorgehensweise
Nachfolgend werden die notwendigen Arbeitsschritte zur automatischen Kennlinien-Aufnahme beschrieben
Voraussetzungen D Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
D Seit dem Einbau des Schneidkopfs sind min 30 s (Zeit fuumlr internen Abgleich der Sensorik) vergangen
Softkey KENNLINIE AUFNEHMEN betaumltigen
(Wenn keine Kennlinieaufnahme noumltig ist z B der Schneidkopf wurde nicht ausgebaut sondern nur das Verbindungskabel geloumlst kann durch Betaumltigen des Softkeys WEITER das angewaumlhlte Programm abgearbeitet werden)
bullx- und YmiddotPosition an der Kennlinienaufnahme erfolgen soll eingeben min 75 mm vom Rand der Blechtafel
bull
Softkey POSITION ANFAHREN betaumltigen
Wenn die x- und V-Position nochmals geaumlndert werden muumlssen Softkey PARAMETER AENDERN betaumltigen
B20306 Einstellarbeiten 6-13
Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii
Softkey KEIlNLlNIE AUFNEHMEN betaumltigen
Kennlinienaufnahme laumluft automatisch ab
Nach der Kennlinienaufnahme wird das angewaumlhlte Programm sofort gestartet
42 Kennlinie manuell aufnehmen
Wenn unabhaumlngig von den oben beschriebenen Faumlllen eine Kennlinienaufnahme durchgefuumlhrt werden soll ist die folgende Vorgehensweise zu beachten
Vorgehensweise
Blechtafel mit sauberer und glatter Oberflaumlche liegt auf (min 150 mm x 150 mm oumll- und fettfrei)
Position an der Kennlinienermittlung erfolgen soll in X- und in V-Richtung im Tippbetrieb anfahren
Gruppenbetriebsart MASCHINE anwaumlhlen
Softkey MASCHINENBEDIENUNG betaumltigen
Softkey Z-ACHSE betaumltigen
Softkey TEACHFUNKTIONEN betaumltigen
Softkey KENNLINIENAUFNAHME betaumltigen
Programm laumluft automatisch ab
6-14 Einstellarbeiten 820306
11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

11 5 Einstellarbeiten an der
Palettentransporteinrichtung
Anwendung 0 Bei Tausch des Mitnehmerteils
o Bei Tausch der Kette
o Bei Fehlermeldung VS-Halt Transportkette PW durch Schalshyter +22-S6
Mitnehmerteil tauschen
Vorgehensweise 0 Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304+9305
o Kette von Hand in Ausfahrrichtung ca 1 m verschieben
o Schraube (3) loumlsen bzw zuruumlckdrehen
o Kette (1) vom Kettenrad abnehmen
o Verschluszligglieder an der Kette loumlsen
o Neues Mitnehmerteil einsetzen und Verschluszligglieder montieren
o Mitnehmerleisten an der Palette tauschen
o Kette wieder auf Kettenrad legen Beim Auflagen der Kette muszlig der vordere Schalter betaumltigt sein
o Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
~ Bei der Montage darauf achten daszlig der Spannhebel (4) mittig auf der Druckplatte (6) aufliegt
o Kette von Hand in Einfahrrichtung in Grundstellung schieben
B20306 Einstellarbeiten 6-15
11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

11 1
j
Fig9304Mitnehmerteil komplett
5 7 6
I I I I
5400NI 1 i
I
I 11I Si
11i
I
$
1
J
2
1 2 3 4
Kette Mitnehmerscheibe Schraube Spannhebel
5 6 7
Schalter +22-S6 Druckplatte Schaltnocken
Fig9305
Schalterposition pruumlfen o
u
Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
Gegebenenfalls auf Mitte einstellen
6-16 Einstellarbeiten B203D6
11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

11 Palettentransportkette austauschen
Anwendung Bei Kettenbruch oder bei Tausch abgenuumltzter Kette
Vorgehensweise D Bremse loumlsen (Vorgehensweise siehe Kap 5) siehe hierzu Fig 9304 + 9305
D Schraube (3) loumlsen bzw zuruumlckdrehen
D Kette (1) vom Kettenrad abnehmen
D Neue Kette auf Kettenrad legen
D Schraube (3) wieder anziehen bis Einstellmaszlig 65 mm erreicht ist
D Schalter (5) muszlig mittig auf Schaltnocken (7) stehen
D Gegebenenfalls auf Mitte einstellen
D Kette von Hand in Einfahrrichtung in Grundstellung schieben dabei Palette einfaumldeln
D Gegebenenfalls beschaumldigte Mitnehmerleisten an der Palette austauschen
~ Beim AUflegen der Kette darauf achten daszlig der Mitnehmer an der Kette sich am unteren Kettenstrang befindet Der Mitnehmer an der Kette kann nur von unten in die Mitnehmerleisten an der Palette eingefaumldelt werden
Kettenlaumlngung kontrollieren
Bei Kettenlaumlngung verschiebt sich der Schaltnocken (7) gegenuumlber dem Schalter (5)
D Bei einer Auszligermittigkeit von 15 mm muszlig die Vorspannkraft (Federlaumlnge ) von 65 mm (68 mm bei TC L 4030 + TC L 6030) neu eingestellt werden
D Danach muszlig der Schalter wider mittig eingestellt werden
820306 Einstellarbeiten 6-17
Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii
Definition
Kompensationseinrichtung
bull r==tmiddot
eA
bullbull)= middotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddotmiddot0 -
i
I
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull_bullbull_bullbullbullbullbullbullbullbullbullbullbullbullbull
A Kompensationseinrichtung an der Laserkonsole
8 Kompensationseinrichtung an der 180-Umlenkung
Lage der Kompensationseinrichtungen am Maschinenkoumlrper Fig13060
Die Kompensationseinrichtungen bestehen im wesentlichen aus
o Wellen-Wasserwaage (Genauigkeit 002 mmlm)
o Justierschraube zur Verstellung der Laserkonsole bzw der 180 -Umlenkung
Anwendungen Es wird empfohlen die Wasserwaagen zweimal taumlglich zu kontrolshylieren jeweils morgens nach dem Einschalten der Maschine und am Nachmittag
6 Manuelle Pointingkompensation (TC L 4030 TC L 6030)
Die zentrische Zuordnung des Laserstrahis zur Linse wird als Pointing bezeichnet Durch groszlige Temperaturschwankungen in der Maschinenumgebung (z B in der Halle) kann es zu Veraumlnderunshygen beim Pointing kommen Durch die Temperaturschwankungen wird der Maschinenkoumlrper geringfuumlgig verformt und somit die Zuordnung von Laserkonsole und 180 -Umlenkung veraumlndert
Um die hohe Genauigkeit und Schneidqualitaumlt optimal nutzen zu koumlnnen sind die Maschinen (TC L 4030 TC L 6030) mit Kompenshysationseinrichtungen ausgeruumlstet
Die Kompensationseinrichtungen befinden sich jeweils an
o Laserkonsole und
o 180-Umlenkung
B shy
(
- ~ - middotmiddotmiddot~fmiddotmiddot
lt )
-__~__
_ ____ bull I
6-18 Einstellarbeiten 820306
Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii Eine Nachjustage ist erst dann erforderlich wenn sich die Luftshyblase der Wasserwaage um mehr als 3 Teilstriche aus der MittelshysteIlung bewegt hat
I I
-_ ----shy -- shy
lI r _~-
1
Luftblase in der Wasserwaage
Oraufsicht der Skala der Wellenwasserwaage Fig13062
61 Nachjustage der Laserkonsole
Siehe hierzu Fig 13061 Laserkonsole mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
bull
l --- I Il__J
~---------------+------------- L = _
1 2 2
1 Wasserwaage an der Laserkonsole
2 Justierschraube
Kompensationseinrichtung an der Laserkonsole Fig13061
820306 Einstellarbeiten 6-19
Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306

Ii 62 Nachjustage der 1800 -Umlenkung
Siehe hierzu Fig 13130 180middot-Umlenkung mit Differentialspindel uumlber die Justierschraube (2) so lange verstellen bis die Wellenwasserwaage (1) wieder im Wasser steht
rr-----2o
--t--3
o o
Wasserwaage an der 180degshy 2 Justierschraube Umlenkung 3 Seitentraumlger von innen
__ _-__----- __ -- --_~-
Kompensationseinrichtung an der 1800-Umlenkung
Fig13130
6-20 Einstellarbeiten 820306