KO 5 DuPont Konstruktionsprinzipien Kunststoff
153
DuPont ™ Technische Kunststoffe Allgemeine Konstruktionsprinzipien – Modul I ® Marke von E.I. du Pont de Nemours and Company
-
Upload
christopher-shaffer -
Category
Documents
-
view
801 -
download
62
description
Hilfe bei der Konstruktion von plastikteilen
Transcript of KO 5 DuPont Konstruktionsprinzipien Kunststoff

DuPont™ Technische Kunststoffe
Allgemeine Konstruktionsprinzipien – Modul I
® Marke von E.I. du Pont de Nemours and Company

Allgemeine Konstruktionsprinzipien für technische Kunststoffe
Inhalt1 Allgemeines Seite
Festlegung der Anforderungen für eine Anwendung ..... 3Konstruktions-Checkliste ............................................... 4Von der Konstruktion zum Prototyp............................... 5Computersimulationen ................................................... 5Erprobung der Konstruktion........................................... 6Erstellung aussagekräftiger Spezifikationen .................. 6
2 SpritzgießenVerfahren und Ausrüstung.............................................. 7Anleitung zur Fehlersuche bei Verarbeitungsproblemen ... 8
3 Kriterien für das SpritzgießenEinheitliche Wanddicke .................................................. 11Konstruktionshinweise ................................................... 11Konizität und Auswerferstifte ........................................ 12Ausrundungen und Rundungshalbmesser ...................... 12Gewindeaugen ................................................................ 13Rippen ............................................................................ 13Löcher und Auskernungen ............................................. 13Gewinde.......................................................................... 15Hinterschneidungen........................................................ 16Umspritzte Einlegeteile .................................................. 17Toleranzen ...................................................................... 18Schwindung und Verzug................................................. 19
4 Berechnungsgleichungen für tragende KonstruktionenKurzzeitbelastungen ....................................................... 21Modul für isotrope Materialien ...................................... 22Orthotrope Materialien ................................................... 23Andere Beanspruchungen............................................... 23Dauerbelastungen ........................................................... 24Rippen und Verstärkungen ............................................. 27Berechnungsgleichungen für tragendeKonstruktionen ............................................................... 33
5 KonstruktionsbeispieleNeue Radkonstruktionen ................................................ 45Stuhlsitze – neu durchdacht............................................ 48Schubkarrenrahmen – eine mögliche Konstruktion ....... 48
6 Federn und flexible ScharniereKonstruktion von flexiblen Scharnieren......................... 50
7 LagerHärte und Oberflächengüte der Welle ............................ 51Lageroberfläche.............................................................. 51Genauigkeit .................................................................... 52Lagerspiel ....................................................................... 53Schmierung..................................................................... 53Schutz gegen Eindringen von Schmutz.......................... 53Thermische Bedingungen............................................... 54Berechnung von Lagern ................................................. 54Anwendungsbeispiele..................................................... 56Richtlinien für die Erprobung von Lagern ..................... 57
8 ZahnräderZahnradkonstruktion ...................................................... 59Konstruieren für statische Drehmomentbeanspruchung . 61Zahnradabmessungen ..................................................... 61Genauigkeit und Toleranzgrenzen.................................. 63Zahnspiel und Achsabstände .......................................... 64Materialpaarungen.......................................................... 65Schmierung..................................................................... 66Erprobung spanend bearbeiteter Prototypen .................. 66Testen von Prototypen .................................................... 66Konstruktion schrägverzahnter Zahnräder ..................... 66Konstruktion von Schneckenrädern ............................... 67
8 Zahnräder (Fortsetzung) SeiteMaterialpaarungen.......................................................... 70Kegelradkonstruktion ..................................................... 70Rundungshalbmesser...................................................... 70Befestigungsmethoden ................................................... 70Beispiele für kombinierte Funktionen ............................ 71Wann DELRIN® und wann ZYTEL®? ..................................... 73
9 Verbindungstechniken – Kategorie IMechanische Befestigungen......................................... 75Schraubverbindungen ................................................... 78Preßverbindungen......................................................... 81Schnappverbindungen .................................................. 83Nabenverbindungen...................................................... 87
10 Verbindungstechniken – Kategorie IIROTATIONSSCHWEISSEN ....................................... 91Praktisch anwendbare Methoden.................................. 91Drehzapfenschweißen................................................... 91Schweißen mittels Schwungmasse-Werkzeugen .......... 94Schwungmasse-Schweißmaschinen ............................. 96Mitnahme- und Haltevorrichtungen ............................. 98Schweißnahtprofile....................................................... 101Berechnung von Schwungmasse-Werkzeugen und Maschinen ............................................................. 102Graphische Bestimmung der Schweißgrößen .............. 103Qualitätskontrolle geschweißter Teile .......................... 104Schweißen von Teilen mit Doppelnähten..................... 106Das Verschweißen gefüllter und verschiedenartiger Kunststoffe .............................. 107Rotationsschweißen...................................................... 107ULTRASCHALLSCHWEISSEN................................. 111Das Ultraschall-Schweißverfahren ............................... 111Schweißgeräte............................................................... 112Konstruktive Überlegungen.......................................... 115Maßgebliche Faktoren .................................................. 119Anleitung zum Einsatz der Ausrüstung........................ 120Schweißergebnisse ....................................................... 121Andere Ultraschall-Verbindungstechniken................... 123Sicherheit...................................................................... 125VIBRATIONSSCHWEISSEN ..................................... 126Grundprinzip ................................................................ 126Definition des Bewegungszentrums ............................. 126Typische Vorrichtungen ................................................ 127Schweißbedingungen.................................................... 128Auslegung von Schweißnähten .................................... 129Testergebnisse bei winkelverschweißten Stumpfnähten................................................................ 130Schweißnahtfestigkeit in Abhängigkeit von der Schweißfläche ................................................. 130Schweißnahtfestigkeit in Abhängigkeit vom spezifischen Schweißdruck .................................. 131Anwendungsbeispiele................................................... 131Vergleich mit anderen Schweißtechniken .................... 132Konstruktive Erwägungen ............................................ 133HEIZELEMENTSCHWEISSEN ................................. 135TRANSMISSION-LASERSTRAHLSCHWEISSEN.. 138NIETEN........................................................................ 142
11 Bearbeitungs-, Zerspanungs- und FertigungstechnikenBearbeitung von HYTREL® ............................................ 145Bearbeitung und Zerspanung von DELRIN® .................. 146Oberflächenbearbeitung von DELRIN® .......................... 148Vergüten von DELRIN® .................................................. 148Bearbeiten und Zerspanen von ZYTEL® ........................ 149Oberflächenbearbeitung von ZYTEL® .......................... 151Vergüten von ZYTEL® .................................................. 152
1

1 – Allgemeines
EinführungDieses Handbuch ist in Verbindung mit den Produktdaten fürspezielle technische thermoplastische Kunststoffe von DuPontzu verwenden – DELRIN® Polyacetale, ZYTEL® Polyamide,einschl. glasfaserverstärkte Typen, MINLON® thermoplastischeKonstruktionswerkstoffe sowie CRASTIN® (PBT) und RYNITE®
(PET) thermoplastische Polyester. Konstrukteure, die mit derAuslegung von Kunststoffteilen weniger vertraut sind, soll-ten besonders die Eigenschaften von Kunststoffen beachten,durch die sie sich von Metallen unterscheiden: vor allem giltdies für den Einfluß der Umgebungsbedingungen und vonDauerbelastungen.
Eigenschaften und Kenndaten von Kunststoffen werden durchphysikalische Versuche unter Laborbedingungen ermittelt undin ähnlicher Weise wie bei metallischen Werkstoffen darge-stellt. Probestäbe werden in hochpolierten Werkzeugen unteroptimalen Bedingungen spritzgegossen und unter Norm-Bedingungen bei genau festgelegten Zug- und Feuchtigkeits-werten, Temperaturen usw. getestet. Die angegebenen Wertesind als typisch anzusehen. Dabei ist aber zu beachten, daßdas neu konstruierte Kunststoffteil nicht unter exakt den gleichen Spritzgießbedingungen hergestellt und den gleichenBeanspruchungen ausgesetzt sein wird.
Folgende Faktoren beeinflussen die Festigkeit, Zähigkeitund Gebrauchstauglichkeit eines Kunststoffteils:
• Teiledicke und Geometrie,
• Wert und Dauer der Belastung,
• Richtung der Glasfaserorientierung,
• Fließnähte,
• Oberflächenfehler,
• Spritzparameter.
Ferner muß der Einfluß von Wärme, Feuchtigkeit, Sonnen-licht, Chemikalien und Spannungen berücksichtigt werden.
Beim Konstruieren mit Kunststoffen ist daher ein umfassendesVerständnis der Anwendung, die Verwertung möglichst anwen-dungsnaher Vergleichsinformationen, die Herstellung vonPrototypen und Tests unter Betriebsbedingungen von größterWichtigkeit.
Dieses Handbuch soll Konstrukteuren die erforderlichen Infor-mationen vermitteln, um den Einfluß der Umgebung, der Ver-arbeitung und der Betriebsbedingungen zu berücksichtigen,damit er mit den optimalen Materialien in kürzester Zeit zueiner effektiven, funktionellen Konstruktion gelangt.
® Marke von E.I. du Pont de Nemours and Company
Diese Informationen ermöglichen die Konstruktion von Teilenmit einem minimalen Gewicht, wobei gleichzeitig ein Höchst-maß an Demontage- und Recyclingmöglichkeiten gebotenwird, so daß der Umwelteinfluß reduziert werden kann.
Eine gute Konstruktion reduziert Verarbeitungs- und Montage-kosten, Produktionsabfälle in Form von Ausschußteilen,Angüssen und Verteilern. Da ein vorzeitiges Versagen des hergestellten Gerätes vermieden wird, vermindern sich auchAbfälle an Endprodukten.
Festlegung der Anforderungen für eine AnwendungDer wichtigste Schritt bei der Konstruktion eines Kunststoff-teils besteht darin, die Umgebung, in der das Teil arbeitensoll, richtig und vollständig zu definieren. Eigenschaften vonKunststoffen werden in der Regel durch Temperaturänderun-gen, Chemikalien und aufgebrachte Spannungen wesentlichverändert. Diese Umgebungseinflüsse müssen sowohl unterdem Gesichtspunkt kurzfristiger als auch langfristiger Bela-stungen, natürlich je nach der Art der Anwendung, definiertwerden. Die Dauer von Spannungs- und Umgebungsbela-stungen beeinträchtigt entscheidend die Eigenschaften undsomit das Verhalten des Kunststoffteils. Muß ein Konstrukti-onsteil unter schwankenden Betriebstemperaturen arbeiten,genügt es nicht, die Maximaltemperatur zu definieren, der esausgesetzt sein wird. Zusätzlich muß auch berechnet werden,wie lange das Teil während der zu erwartenden Lebensdauerdieser Temperatur ausgesetzt sein wird. Gleiches gilt für dieBeanspruchung durch Belastung. Wenn das Teil wechseln-den Beanspruchungen ausgesetzt ist, sind ferner auch Dauerund Häufigkeit dieser Beanspruchungen von großer Bedeu-tung. Kunststoffmaterialien neigen unter Belastung zumKriechen, und zwar um so mehr, je höher die Temperatur ist.Bei periodischer Belastung kommt es innerhalb bestimmterGrenzen zu einer verminderten Rückstellung des Kunststoff-teils, die von der Höhe und Dauer der Belastung, der Dauerder vollständigen oder teilweisen Entlastung und der jeweilsdabei herrschenden Temperatur abhängig ist. Der Einfluß vonChemikalien, Gleitmitteln usw. ist ebenfalls zeit- und last-abhängig. Einige Materialien werden im unbelasteten Zustandnicht beeinträchtigt, bilden aber Spannungsrisse, wenn sieChemikalien längere Zeit mit und ohne Belastung ausgesetztwerden. DELRIN® Polyacetale, ZYTEL® Polyamide, MINLON®
thermoplastische Konstruktionswerkstoffe und RYNITE®
thermoplastische Polyester sind hiergegen besonders beständig.
Die nachstehende Prüfliste kann als Leitfaden benutzt werden.
3

Konstruktions-Checkliste
Teilebezeichnung
Firma
Druck-Nr.
Projekt-Nr.
A. TEILEFUNKTION
B. BETRIEBSBEDINGUNGEN
Betriebstemperatur
Einsatzleben (Std.)
Belastung (N, Drehzahl usw. – ausführlicheBeschreibung auf der Rückseite)
in Betrieb, Std.
Belastungsdauer
außer Betrieb, Std.
Sonstiges (Schlag, Stoß, Überlastung usw.)
C. UMGEBUNG Chemikalien Feuchtigkeit
Umgebungstemperatur, wenn außer Betrieb Sonnenlicht direkt indirekt
Vorschriften für Abfallentsorgung Produktion Einsatz
D. KONSTRUKTIONSANFORDERUNGEN
Sicherheitsfaktor Max. Biegung
Toleranzen Verbindungstechnik
Oberfläche/Dekoration Instanz/Code-Zulassungen
Demontage nach Einsatzleben Recyclingfähigkeit
E. LEISTUNGSTESTS – Falls es bereits ein Lastenheft für das Teil bzw. Gerät gibt, fügen Sie bitte eine Kopie bei.Falls nicht, beschreiben Sie alle bekannten Anforderungen, die oben nicht abgedeckt sind.
F. ZULASSUNGEN Vorschrift Einstufung
Nahrungsmittel, Automobile, Militär, Luft- und Raumfahrt, Elektrogeräte
G. SONSTIGES
Geben Sie hier und auf der Rückseite alle zusätzlichen Informationen an, die ein völliges Verständnis der Teilefunktion,der Einsatzbedingungen, der mechanischen und Umgebungsbelastungen sowie der fehlerhaften Benutzung erlauben,der das Teil widerstehen muß. Ergänzen Sie außerdem alle Hinweise, die obige Informationen verdeutlichen.
NORMAL MAX. MIN.
4

Von der Konstruktion zum PrototypUm ein Bauteil von der Konstruktionsphase bis zur Mark-treife zu bringen, ist es in der Regel erforderlich, Prototypenfür Versuche und Modifikationen anzufertigen. Die bevor-zugte Methode für die Herstellung von Prototypen bestehtdarin, daß das Fertigungsverfahren der kommerziellen Pro-duktion so genau wie möglich simuliert wird. Da die meistenTeile aus technischen Kunststoffen im Spritzgießverfahrenhergestellt werden, empfiehlt es sich, auch die Prototypenmit einem Einfach-Werkzeug oder Versuchswerkzeug zuspritzen. Für dieses Vorgehen gibt es wichtige Gründe, die jedem Konstrukteur verständlich werden müssen. Nachstehend werden die unterschiedlichen Methoden zur Herstellung von Prototypen mit ihren jeweiligen Vor- undNachteilen beschrieben.
Spanende Bearbeitung von PrototypenWird eine geringe Anzahl von Prototypen benötigt und liegteine einfache Geometrie des Bauteils vor, wird dieseMethode häufiger verwendet. Sie ist aber nur als ein erstertastender Entwurf anzusehen. Die spanende Bearbeitungkomplexer Formen kann sehr teuer werden, vor allem dann,wenn mehr als ein Prototyp benötigt wird. Spanend bearbei-tete Teile können dazu dienen, eine ausgereiftere Konstruk-tion zu entwickeln, und sollten nur in begrenztem Rahmenfür Tests herangezogen werden. Aus nachstehend aufgeführ-ten Gründen dürfen sie niemals zur endgültigen Auswertungfür die Markteinführung benutzt werden:
– Die durch maschinelle Bearbeitung hervorgerufenen Riefen können Eigenschaften wie Festigkeit, Zähigkeitund Dehnung gegenüber denen eines Spritzgießteils verschlechtern.
– Festigkeit und Steifigkeit können wegen des höherenKristallinitätsgrades von Stäben oder Platten höher seinals bei einem Spritzgießteil.
– Oberflächenmerkmale wie Markierungen von Ausdrück-stiften, Angußmarkierungen und die für Spritzgießteiletypische «amorphe» Oberflächenstruktur entfallen bei spanend bearbeiteten Teilen.
– Der Einfluß von Bindenähten in Spritzgießteilen kannnicht untersucht werden.
– Die Dimensionsstabilität kann infolge sehr unterschied-licher innerer Spannungen irreführen.
– Lunker, wie sie in Stäben oder Platten häufig vorkommen,können die Festigkeit des Teils beeinträchtigen. Aus demgleichen Grunde kann der Einfluß von Lunkern, die gele-gentlich in dickeren Querschnitten von Spritzgießteilenanzutreffen sind, nicht beurteilt werden.
– Es steht nur eine begrenzte Auswahl von Kunststoffen inForm von Stäben oder Platten zur Verfügung.
DruckgußwerkzeugWenn ein Druckgußwerkzeug vorhanden ist, läßt es sich inder Regel für das Spritzgießen von Prototypen modifizieren.Die Verwendung eines solchen Werkzeugs kann die Anferti-gung eines Prototypen-Werkzeugs erübrigen und eine Reihepreiswerter Teile für erste Versuche liefern.
5
Der Wert dieser Methode ist jedoch begrenzt, weil das Werk-zeug für Metalldruckguß und nicht für Kunststoffe ausgelegtist. Die Wandungen und Rippen werden folglich nicht kunst-stoffgerecht ausgelegt sein, die Anschnitte sind in der Regelzu groß und zum Spritzgießen von Kunststoff nicht optimalangeordnet. Außerdem ist eine Kühlung des Druckgußwerk-zeuges für die zu produzierenden Kunststoffteile nicht möglich. Der Markteinführung sollten daher unbedingt Test-reihen mit Spritzgießteilen vorausgehen, deren Konstruktionauf das Material der Wahl abgestimmt ist.
Prototypen-WerkzeugMit Prototypen-Werkzeugen aus leicht zu bearbeitendenoder preiswerten Materialien wie Aluminium, Messing usw.lassen sich Teile herstellen, die als nichtfunktionelle Prototy-pen dienen können. Da die richtigen Spritzgießbedingungen,die das Material und die Teilegeometrie verlangen, in denmeisten Fällen nicht angewandt werden können (insbeson-dere Werkzeugtemperatur und Druck), können solche preiswerten Formwerkzeuge keine Teile produzieren, dieeine Beurteilung unter Betriebsbedingungen gestatten.
Vorläufiges ProduktionswerkzeugDer beste Ansatz für die konstruktive Entwicklung von Prä-zisionsspritzgießteilen ist die Anfertigung eines vorläufigenProduktionswerkzeuges aus Stahl. Dabei kann es sich um einEinfach-Werkzeug oder um ein einzelnes Formnest in einemMehrfach-Werkzeugrahmen handeln. Die Formhöhlung wirdspanend herausgearbeitet, aber nicht gehärtet, so daß klei-nere Änderungen noch möglich sind. Das Werkzeug weistdie gleiche Kühlung auf wie das Produktionswerkzeug, sodaß sich eventuelle Verzugs- und Schwindungsproblemeuntersuchen lassen. Mit den richtigen Auswerferstiften kanndas Werkzeug mit einem fertigungstypischen Zyklus gefah-ren werden, so daß sich realistische Zykluszeiten ermittelnlassen. Vor allem aber können diese Teile unter realen undsimulierten Betriebsbedingungen auf ihre Festigkeit, Schlag-zähigkeit, Abriebfestigkeit und sonstigen physikalischenEigenschaften untersucht werden.
ComputersimulationenHäufig lassen sich Prototypenkosten durch Computersimu-lationen beträchtlich reduzieren. Da computergenerierteModelle bereits für die Werkzeugherstellung erforderlichsind, können diese ebenfalls verwendet werden, um Finite-Element-Modelle abzuleiten, die wiederum einsetzbar sindfür:
– die Simulation des Spritzgießverfahrens; die Informationenüber den erforderlichen Einspritzdruck, die Schließkraft,Schmelzetemperaturen im Formnest, Positionierung vonBindenähten, Lufteinschlüssen usw liefert.
– Simulation des Bauteilverhaltens unter mechanischenBelastungen; die Informationen über Verformungen undSpannungen im Teil ergibt.
Am sinnvollsten ist es, Simulationen in einer frühen Phasedes Konstruktionsprozesses durchzuführen, um kostenauf-wendige Fehler zu vermeiden und die Zahl der erforder-lichen Prototypen auf ein Minimum zu reduzieren.

Erprobung der KonstruktionJede Konstruktion sollte bereits in der Entwicklungsphasesorgfältig geprüft werden. Je früher Fehler oder konstruktiveSchwachstellen aufgedeckt werden, desto mehr Einsparungenan Zeit, Arbeit und Material sind möglich.
– Am aussagekräftigsten ist eine Erprobung des Prototypsunter realen Betriebsbedingungen. Dabei treffen alleAnforderungen an das Leistungsverhalten zusammen underlauben eine umfassende Beurteilung der Konstruktion.
– Auch simulierte Anwendungsversuche können durchge-führt werden. Der Wert solcher Tests hängt davon ab, wiegenau die Betriebsbedingungen simuliert werden können.So sollte ein Kfz.-Motorteil zum Beispiel Temperatur-,Vibrations- und Kohlenwasserstoffbeständigkeitstestsunterzogen werden; Kofferbeschläge sollten auf Abriebund Schlagzähigkeit, ein elektronisches Bauteil auf elek-trische und thermische Isolation getestet werden.
– Probeläufe sind unentbehrlich. Langfristige Probeläufeoder Betriebsversuche zur Beurteilung des wichtigen Zeit-faktors unter Last oder Wärme sind jedoch manchmalunpraktikabel oder unwirtschaftlich. Wenn geraffte Test-programme Voraussagen über das Langzeitverhaltenanhand kurzfristiger «erschwerter» Tests machen sollen,ist Vorsicht geboten. Nicht immer ist das Verhalten zwi-schen Langzeittests und kurzfristigen, beschleunigten Test-verfahren bekannt. Sollten Sie beschleunigte Testverfahrenerwägen, ziehen Sie stets Ihren Du Pont Repräsentantenvorher zu Rate.
6
Erstellung aussagekräftiger SpezifikationenSpezifikationen sollen herstellungsbedingte Abweichungenfertiger Produkte in funktionellen, ästhetischen und wirt-schaftlichen Anforderungen eingrenzen. Die Bauteile müssenden vorgeschriebenen Spezifikationen und Anforderungenentsprechen.
Der Konstrukteur sollte folgende Angaben in seine Spezifi-kationen aufnehmen:
– Handelsname des Materials und Typenbezeichnung (z.B. ZYTEL® 101, Polyamid 66).
– Oberflächenbeschaffenheit.
– Lage der Trennebene.
– Zulässiger Grat.
– Zulässige Anguß- und Bindenahtmarkierungen (möglichstweit von kritischen Spannungspunkten entfernt).
– Bereiche, in denen Lunker unzulässig sind.
– Zulässiger Verzug.
– Toleranzen.
– Farbe.
– Dekorative Erfordernisse.
– Leistungsanforderungen.
Weitere Informationen finden Sie in der «Konstruktions-Kontrolliste» auf Seite 4.

2 – Spritzgießen
Verfahren und AusrüstungDa die meisten Teile aus technischen Kunststoffen im Spritz-gießverfahren hergestellt werden, ist es für den Konstrukteursehr wichtig, das Verfahren, seine Möglichkeiten und seineGrenzen zu kennen.
Das Verfahren ist im Grunde recht einfach. ThermoplastischeKunststoffe wie DELRIN® Polyacetale, RYNITE® thermoplasti-sche Polyester oder ZYTEL® Polyamide, die in Granulatformerhältlich sind, werden – soweit erforderlich – getrocknet,geschmolzen und unter Druck in ein Werkzeug gespritzt, in dem der Kunststoff abkühlen kann. Danach wird dasWerkzeug geöffnet und die Teile werden ausgedrückt. NachSchließung des Werkzeuges beginnt der Zyklus von neuem.
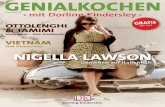
Abb. 2.01 ist eine schematische Darstellung einer Spritzgieß-maschine.
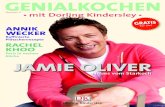
Abb. 2.02 stellt eine schematische Schnittzeichnung des Plastifizierzylinders und des Werkzeugs dar.
Abb. 2.01 Spritzgiessmaschine
Die SpritzgießmaschineAufgabe der Plastifizier- und Spritzeinheit ist es, den Kunst-stoff zu schmelzen und in das Werkzeug zu spritzen. Die Einspritzgeschwindigkeit und der im Werkzeug erzielteDruck werden durch das Hydrauliksystem der Maschinegeregelt. Die Einspritzdrücke reichen von 35 bis 140 MPa.Die verwendeten Schmelzetemperaturen variieren von nuretwa 205° C für DELRIN® Polyacetale bis zu rund 300° C für einige der glasfaserverstärkten ZYTEL® Polyamide undRYNITE® thermoplastischen Polyester.
Verarbeitungsbedingungen, Methoden und Konstruktions-materialien zum Spritzgießen technischer Kunststoffe vonDu Pont sind in den Leitfäden zum Spritzgießen dargestellt,die für DELRIN® Polyacetale, MINLON® thermoplastische Konstruktionswerkstoffe, RYNITE® thermoplastische Poly-ester und ZYTEL® Polyamide erhältlich sind.
Feed Hopper
Mould MeltingCylinder
EinfülltrichterWerkzeug Aufschmelz-
zylinder
Abb. 2.02 Plastifizierzylinder und Werkzeug
Das WerkzeugDie Werkzeugkonstruktion ist entscheidend für die Qualitätund Wirtschaftlichkeit eines Spritzgießteils. Aussehen, Festigkeit, Zähigkeit, Größe, Form und Herstellungskosten hängen sämtlich von der Güte des Werkzeugs ab. WichtigsteKriterien für technische Kunststoffe sind:
– Richtige Auslegung auf Festigkeit, um dem hohenBetriebsdruck standzuhalten.
– Richtige Auswahl der Werkzeugmaterialien, vor allem,wenn verstärkte Kunststoffe verarbeitet werden.
– Korrekt ausgelegte Fließwege, damit der Kunststoff alleStellen der Formhöhlung korrekt ausfüllt.
– Richtige Entlüftung, damit die Luft, die der Kunststoffbeim Eindringen in das Werkzeug vor sich hertreibt,schnellstens abgeleitet wird.
– Sorgfältige Auslegung der Kühlung, um das Abkühlenund das Erstarren der Spritzgießteile zu regeln.
– Einfaches und gleichförmiges Auswerfen der Spritzgieß-teile.
Bei der Konstruktion von Spritzgießteilen ist der in den folgenden Kapiteln näher erörterte Einfluß zu beachten, den Lage und Größe der Anschnitte auf Fließverhalten,Schwindung, Verzug, Abkühlung, Entlüftung usw. haben. Ihr Du Pont Repräsentant stellt Ihnen gern weitere Informa-tionen und Anregungen für die Werkzeugkonstruktion undVerarbeitung zur Verfügung.
Der gesamte Verarbeitungszyklus kann in nur zwei Sekun-den beendet sein, aber auch bis zu mehreren Minuten dau-ern. Bei jeder Öffnung des Werkzeugs können ein einzigesoder aber mehrere Dutzend Teile zugleich ausgeworfen wer-den. Die Zykluszeit kann durch die Wärmeabfuhrleistungdes Werkzeugs begrenzt sein, sofern sich nicht schon dieZyklus- oder Aufschmelzleistung der Maschine begrenzendauswirkt.
FehlersucheFalls Formteile die Anforderungen nicht erfüllen, müssendie Gründe ermittelt werden. Tabelle 2 zeigt eine Liste vongrundlegenden Lösungen bei allgemeinen Verarbeitungs-problemen. Für weiter Einzelheiten setzen Sie sich mit demtechnischen Service von DuPont in Verbindung.
7
MachinePlaten
MachinePlaten
PlastifyingCylinder
Mould
FeedHopper
Aufspann-platte
Einfülltrichter
Plastifizierzylinder
Aufspann-platte
Werkzeug

oblemen
Fehler Abhilfe
Unzureichende 1. Dosierhub vergrößern.Füllung. 2. Einspritzdruck erhöhen.Schlechte
3. Maximale Verfahrgeschwin-Oberflächenqualität
digkeit.
4. Materialpolster reduzieren.
5. Materialtemperatur durchErhöhen der Zylindertemperatursteigern.
6. Werkzeugtemperatur steigern.
7. Gesamtzyklus verlängern.
8. Überprüfen des Füllvolumensgegenüber der Nennkapazität derMaschine; falls das Füllvolumen75% der Nennkapazität (Styrol)überschreitet, setzen Sie eineMaschine mit größerer Kapazitätein.
9. Anguß, Verteiler oder Anschnittevergrößern.
Gratbildung 1. Materialtemperatur durch Senken der Zylindertemperatur reduzieren.
2. Einspritzdruck reduzieren.
3. Gesamtzyklus verkürzen.
4. Kolbenvorlaufzeit reduzieren.
5. Formschließung prüfen (mögli-ches Fremdmaterial zwischenden Werkzeughälften).
6. Formentlüftung verbessern.
7. Pressplatten auf Parallelität prüfen.
8. Werkzeug auf größere (Spann-)Platte bringen.
Anleitung zur Fehlersuche bei Verarbeitungspr
8
Fehler Abhilfe
Material tropft aus 1. Düsentemperatur reduzieren.der Düse 2. Materialtemperatur durch
Senken der Zylindertemperatur reduzieren.
3. Restdruck in Zylinder senkendurch:
a. Reduzieren der Kolbenvor-laufzeit und/oder desStaudrucks;
b. Erhöhen der «Entspannungs-zeit» (falls Presse über dieseRegelung verfügt).
4. Verkürzen der Düsenöffnungs-zeit.
5. Düse mit positiver Rückstrom-sperre verwenden.
Erstarrtes Material 1. Düsentemperatur erhöhen.in der Düse 2. Zykluszeit verkürzen.
3. Einspritzdruck erhöhen.
4. Werkzeugtemperatur erhöhen.
5. Düse mit größerer Öffnung verwenden.
Verfärbung 1. Heizzylinder reinigen.
2. Materialtemperatur durch Sen-ken der Zylindertemperaturreduzieren.
3. Düsentemperatur reduzieren.
4. Gesamtzyklus verkürzen.
5. Trichter und Einzugszone aufVerunreinigungen überprüfen.
6. Zylinder und Kolben oderSchneckensitz auf zu großesSpiel überprüfen.
7. Zusätzliche Entlüftungsöffnun-gen im Werkzeug vorsehen.
8. Werkzeug auf Pressen mit klei-nerem Füllvolumen bringen.

Anleitung zur Fehlersuche bei Verarbeitungsproblemen
Fehler Abhilfe
Verbrannte Flecken 1 Kolbengeschwindigkeit senken.
2. Einspritzdruck senken.
3. Entlüftung in Formhöhlung verbessern.
4. Lage des Anschnitts ändern, um Fließweg zu verbessern.
Spröde Teile 1. Material vortrocknen.
2. Schmelzentemperatur und/oderVerweilzeit senken.
3. Werkzeugtemperatur steigern.
4. Anteil an Mahlgut verringern.
Festkleben in 1. Einspritzdruck senken.Formhöhlungen 2. Kolbenvorlaufzeit und Kompak-
tierzeit/-druck senken.
3. Formschließzeit erhöhen.
4. Werkzeugtemperatur senken.
5. Zylinder- und Düsentemperatursenken.
6. Werkzeug auf Hinterschneidun-gen und/oder unzureichendeKonizität überprüfen.
7. Externe Schmiermittel verwenden.
Festkleben in 1. Einspritzdruck senken.Angußbuchse 2. Kolbenvorlaufzeit und
Kompaktierzeit/-druck senken.
3. Formschließzeit erhöhen.
4. Werkzeugtemperatur an Anguß-buchse erhöhen.
5. Düsentemperatur erhöhen.
6. Größen und Ausrichtung vonLöchern in Düse und Anguß-buchsen prüfen (Loch in Anguß-buchse muß größer sein).
7. Effizienteren Angußabreißer verwenden.
Fehler Abhilfe
Bindenähte ohne 1. Einspritzdruck erhöhen.ausreichende 2. Kompaktierzeit/-druckFestigkeit
3. Werkzeugtemperatur erhöhen.
4. Materialtemperatur erhöhen.
5. Entlüftung der Formhöhlung imBindenahtbereich.
6. Ausflußkanal dicht neben demBindenahtbereich vorsehen.
7. Lage des Anschnitts ändern, umFließweg zu verbessern.
Einfallstellen und/ 1. Einspritzdruck erhöhen.oder Lunker 2. Kompaktierzeit/-druck erhöhen.
3. Maximale Verfahrgeschwindig-keit einsetzen.
4. Werkzeugtemperatur erhöhen(Einfallstellen).
5. Werkzeugtemperatur senken(Lunker).
6. Materialpolster reduzieren.
7. Anguß, Verteiler oder Anschnittevergrößern.
8. Anschnitte näher an dickwandi-gen Sektionen anordnen.
Verzug/verformte 1. Werkzeugtemperatur erhöhen, Teile gleichmäßig?
2. Anschnitt und Verteiler vergrößern.
3. Einfüllgeschwindigkeit steigern.
4. Einspritzdruck und Kompaktier-zeit/-druck erhöhen.
5. Fließweg prüfen und Anschnitt-lage ändern und/oder Teilekon-struktion verbessern.
9

Anleitung zur Fehlersuche bei Verarbeitungsproblemen
Fehler Abhilfe
Schlechte 1. Gleichmäßige Zykluszeiten Dimensionskontrolle einstellen.
2. Gleichmäßige Dosierung undMaterialkissen von Zyklus zuZyklus.
3. Form so schnell wie möglichfüllen.
4. Hydraulik- und Elektrosystemeder Maschine auf fehlerhafteLeistungen überprüfen.
5. Anschnitt vergrößern.
6. Formhöhlungen strömungs-günstig auslegen.
7. Anzahl an Formhöhlungen reduzieren.
10

3 – Kriterien für das Spritzgießen
Einheitliche WanddickeBei der Konstruktion von Kunststoffteilen ist eine einheitlicheWanddicke von ausschlaggebender Bedeutung. Ungleichför-mige Wanddicken können zu großen Verzugs- und Maßhaltig-keitsproblemen führen. Wird höhere Festigkeit oder Steifig-keit gefordert, ist es wirtschaftlicher, Rippen vorzusehen, alsdie Wanddicke zu vergrößern. Kommt es bei einem Teil aufeine einwandfreie Oberflächenbeschaffenheit an, sollten Rip-pen weitgehend vermieden werden, da Einfallstellen auf derAußenfläche unvermeidlich sind. Kann bei einem solchen Teilauf Rippen nicht verzichtet werden, lassen sich Einfallstellenhäufig durch konstruktive Details verbergen, zum Beispieldurch eine Gegenrippe, eine strukturierte Oberfläche usw.
Selbst wenn einheitliche Wandstärken angestrebt werden,können unbeabsichtigte größere Querschnitte auftreten, dienicht nur Einfallstellen, sondern auch Lunker und ungleich-mäßige Schwindung zur Folge haben. So kann zum Beispielein einfaches L-Profil (Abb. 3.01) mit einer scharfen Außen-kante und einer ordnungsgemäß ausgerundeten Innenkantewegen der größeren Wandstärke im Kantenbereich zu Proble-men führen. Um eine einheitliche Wanddicke zu erzielen, sollteeine Außenrundung wie in Abb. 3.02 verwendet werden.
Sink Mark
Differencial
Shrinkage
Sink Mark
Draw-In
Moulded in stressesWarpageSinksVoidsWider tolerances
ungünstig günstig ungünstig
unterschiedliche
Schwindung
Einfallstelle
Einzug
Einfallstelle
Durch Verarbeitungeingebrachte EigenspannungenVerzugEinfallstellenLunkergrössere Toleranzen
Abb. 3.01 Auswirkungen ungleicher Wanddicken auf Spritzgußteil
Abb. 3.02 Wandstärke im Kantenberreich
KonstruktionshinweiseAndere Methoden, gleichförmige Wanddicken zu konstruie-ren, werden in den Abbildungen 3.03 und 3.04 gezeigt.Natürlich stehen dem Konstrukteur mehrere Möglichkeitenoffen, auftretenden Problemen aus dem Wege zu gehen.Auch durch Auskernen lassen sich einheitliche Wanddickenerzielen. Abb. 3.04 zeigt, wie eine Konstruktion durch Aus-kernen verbessert werden kann. Wenn sich unterschiedlicheWanddicken nicht vermeiden lassen, sollte der Konstrukteureinen allmählichen Übergang von einer Wanddicke zur anderen vorsehen.
Abrupte Änderungen der Wanddicken führen immer zuerhöhten Spannungen. Darüberhinaus sollte das Werkzeugnach Möglichkeit im Bereich des größten Querschnitts angebunden sein, um eine einwandfreie Füllung zu gewähr-leisten (Abb. 3.05).
Als allgemeine Regel sollte die geringste Wanddicke verwendet werden, bei der das Teil sich noch einwandfreiverhält. Dünne Wandungen erstarren schneller als dicke.Abb. 3.06 zeigt den Einfluß der Wanddicke auf die Produk-tionsgeschwindigkeit.
11
A
A A–A
Abb. 3.04 Auslegung auf einheitliche Wanddicke
Abb. 3.03 Abmessungen von Rippen
Rippen Gewindeaugen
Gute Auslegungen Nein
Weniger gute Auslegungen Ja

Konizität und AuswerferstifteDie Konizität ist entscheidend für das Entformen der Teileaus dem Werkzeug. Wird eine minimale Konizität erwünscht,kann ein Polieren der Entformungsschräge dazu beitragen,das Ausdrücken der Teile aus dem Werkzeug zu erleichtern.Die nachstehende Tabelle kann als Richtlinie verwendetwerden.
Part Thickness (mm)
Cyc
le C
ost F
acto
r
1 6
1
4
8
DELRIN® 100,500,900Fine Tolerance
Normal Tolerance
scharfe Ecke
schlecht
besserAuskernung
Anschnitt 1,5 t
3 t
Anschnitt
gut
12
Tabelle 3.01 Winkel der Konizität*
Flache Konizität Tiefe Konizität(weniger als (mehr als25 mm tief) 25 mm tief)
CRASTIN® PBT 0 – 1⁄4° 1⁄2°
DELRIN® 0 – 1⁄4° 1⁄2°
ZYTEL® 0 – 1⁄8° 1⁄4° – 1⁄2°
Verstärkte Polyamide 1⁄4° – 1⁄2° 1⁄2° – 1°
Verstärktes PBT 1⁄2° 1⁄2° – 1°
RYNITE® PET 1⁄2° 1⁄2° – 1°
Rel
ativ
e Fe
rtig
un
gsk
ost
en
Toleranzbereich«Präzision»
Toleranzbereich«Standard»
Wanddicke des Teils in mm
Abb. 3.05 Übergang zwischen unterschiedlichen Wanddicken
Abb. 3.06 Relative Fertigungskosten als Funktion der Teiledicke
* Für hochglänzende strukturierte Oberflächen Konizität um 1° pro 0,025 mm Strukturtiefeerhöhen.
Werden zur Zwangsentformung Auswerferstifte verwendet,ist deren richtige Anordnung wichtig, da sie die Teile beimAusdrücken beschädigen können. Auch muß die Stiftflächegroß genug sein, um ein Durchstoßen, Beschädigen oderMarkieren der Teile zu verhindern. In einigen Fällen kann eserforderlich sein, die Auswerferstifte durch Abstreifplattenoder -ringe zu ergänzen oder zu ersetzen.
Ausrundungen und RundungshalbmesserScharfe Ecken und Einkerbungen sind wohl die häufigstenUrsachen für das Versagen von Kunststoffteilen. Dies ist aufeine abrupte Spannungszunahme in den scharfen Eckenzurückzuführen und hängt von der spezifischen Geometriedes Teils und der Schärfe der Ecke oder der Einkerbung ab.Die meisten Kunststoffe sind kerbempfindlich, und diehöhere Spannung im Bereich der Einkerbung, auch «Kerb-spannung» genannt, führt zur Rißbildung. Um sicherzustel-len, daß eine bestimmte Zone einer Konstruktion innerhalbsicherer Spannungsgrenzen liegt, können die Spannungskon-zentrationsfaktoren für alle Eckbereiche berechnet werden.Formeln für spezifische Profile finden sich in den Nach-schlagewerken zur Spannungsanalyse. Abb. 3.07 zeigt einBeispiel für die Spannungsfaktoren, die an der Ecke einesKragträgers wirksam werden.
Aus dieser Kurve läßt sich die Faustregel für das Maß derAusrundung ableiten: der Rundungshalbmesser sollte derhalben Wanddicke des Teils entsprechen. Wie die Kurvezeigt, läßt sich die Spannung durch Verwendung einesgrößeren Halbmessers nur noch unwesentlich senken.
In spritzgießtechnischer Hinsicht ermöglichen glatte Ausrun-dungen im Gegensatz zu scharfen Ecken strömungsgünstigeFließwege im Werkzeug und erleichtern das Ausdrücken der Teile. Ausrundungen verlängern auch die Lebensdauerdes Werkzeugs, weil sie Auswaschungen im Werkzeug ver-ringern. Der empfohlene Mindesthalbmesser für Ecken ist0,5 mm und läßt sich in aller Regel auch dort verwirklichen,wo eine scharfe Kante erforderlich ist (Abb. 3.08).
Abb. 3.07 Spannungskonzentrierende Faktoren bei einerfreitragenden Struktur
R/T
Str
ess-
Con
cent
ratio
n F
acto
r
0,2 0,4 0,6 0,8 1,0 1,2 1,40
1,5
2,0
2,5
3,0
1,0
Usual
T
P
P = Applied LoadR = Fillet RadiusT = Thickness
R
Sp
ann
un
gsk
on
zen
trat
ion
sfak
tor
P = Beaufschlagte LastR = AusrundungshalbmesserT = Teildicke
Üblicher Wert

GewindeaugenGewindeaugen werden als Montagehilfe oder zur Verstär-kung von Löchern eingesetzt. Abb. 3.09 zeigt ein Konstruk-tionsbeispiel.
In der Regel sollte der Außendurchmesser eines Gewindeau-ges 2 bis 3mal so groß sein wie der Lochdurchmesser, umeine ausreichende Festigkeit zu gewährleisten. Für die Kon-struktion von Gewindeaugen gelten die gleichen Grundsätzewie für Rippen, d.h. dicke Querschnitte sollten vermiedenwerden, um die Bildung von Lunkern und Einfallstellensowie verlängerte Zykluszeiten zu vermeiden.
Eine weniger gute Auslegung von Gewindeaugen kann zuEinfallstellen (oder sogar Lunkern) führen, siehe Abb. 3.10.
Bindenähte in Gewindeaugen sollten vermieden werden.
Radii on Exteriorof Corner
Radii on Interiorof Corner
Rundung der Außenecken Rundung der Innenecken
Abb. 3.08 Verwendung von Außen- und Innenrundungen
Abb. 3.09 Gute Auslegung eines Gewindeauges
RippenVerstärkungsrippen sind ein wirksames Hilfsmittel, um dieSteifigkeit und Festigkeit von Spritzgußteilen zu erhöhen.Der richtige Einsatz von Rippen kann Material und Gewichteinsparen, die Spritzzyklen verkürzen und dicke Querschnitt-bereiche vermeiden helfen, die beim Spritzgießen zu Proble-men führen könnten. Wenn Einfallstellen auf der einer Rippegegenüberliegenden Seite nicht akzeptabel sind, können siedurch strukturierte Oberflächen oder andere geeignete Unter-brechungen im Bereich der Einfallstelle kaschiert werden.
Rippen sollten nur verwendet werden, wenn der Konstrukteurüberzeugt ist, daß die tragende Funktion des Teils dadurchwesentlich verbessert werden kann. Der Begriff «wesentlich»ist hier hervorzuheben, weil Rippen allzu häufig als zusätz-licher Sicherheitsfaktor vorgesehen werden, aber nur Verzugund Spannungskonzentration bewirken. Es ist besser, imZweifelsfall beim Entwurf erst einmal auf Rippen zu ver-zichten; sie lassen sich nachträglich immer noch problemlosvorsehen, wenn Tests mit Prototypen dies aufzeigen.
Konstruktion mit Rippen siehe Kap. 4.
Löcher und AuskernungenLöcher in Spritzgußteilen lassen sich auf einfache Weise durchLochstifte erzeugen, die in die Formhöhlung hineinragen.Durchgängige Löcher lassen sich leichter spritzen als Sack-löcher, weil der Lochstift an beiden Enden abgestützt werdenkann. Sacklöcher, die durch an nur einem Ende befestigteLochstifte erzeugt werden, können exzentrisch ausfallen, wennder Lochstift durch den Druck der einströmenden Schmelze in die Formhöhlung bewegt wird. Deshalb ist die Tiefe einesSacklochs im allgemeinen auf das Doppelte des Lochstift-durchmessers begrenzt. Um eine größere Lochtiefe zu erzielen,kann ein stufenförmiger Lochstift verwendet werden, odereine Wandung wird mit einer Gegenbohrung versehen, um dieLänge des freitragenden Lochstiftes zu verringern (Abb. 3.11).
Löcher, deren Achse senkrecht zur Öffnungsrichtung desWerkzeugs verläuft, erfordern einziehbare Lochstifte oderzweigeteilte Werkzeuge. Bei einigen Konstruktionen läßtsich dies umgehen, indem man Löcher in senkrecht zurTrennebene verlaufenden Wandungen plaziert und Stufenoder extreme Konizitäten in der Wandung vorsieht (Abb. 3.12).Lochstifte sollten poliert und mit einer Entformungsschrägeversehen werden, um das Ausdrücken zu erleichtern.
13
Einfallstellen
Einfallstelle
Einfallstelle
Abb. 3.10 Weniger gute Auslegung eines Gewindeauges

Werden Bindenähte, die durch das Fließen der Schmelze umLochstifte herum verursacht werden, aus Gründen der Fest-igkeit oder des Aussehens nicht zugelassen, können dieLöcher – wie in Abb. 3.13 dargestellt – angesenkt oder teil-weise ausgekernt werden, um ein anschließendes Bohren zuerleichtern.
Die nachstehende Anleitung, die sich auf Abb. 3.14 bezieht,kann dazu beitragen, Rißbildung oder ein Ausreißen desKunststoffteils zu vermeiden.
d = Durchmesser
b ≥ d
c ≥ d
D ≥ d
t = Wanddicke
Für ein Sackloch sollte die Dicke des Bodens nicht wenigerals 1⁄6 des Lochdurchmessers betragen, um ein Ausbauchenzu vermeiden (Abb. 3.15A). Abb. 3.15B zeigt eine bessereKonstruktion, bei der die Wanddicke überall gleich ist undscharfe Ecken, an denen sich eine Spannungskonzentrationbilden könnte, vermieden werden.
Fig. 3.11 Stufenförmiges Lochstift, Gegenbohrung
Stufenförmiges Loch
Gegenbohrung
14
Fig. 3.12 Löcher senkrecht zur Trennebene
Fig. 3.13 Bohrlöcher
Loch senkrecht zurÖffnungsrichtung
Querschnitt A–A
Kunststoffteil
Auskernung
Formhöhlung
Kunststoffteil
Anschnitt
Bindenähte
A B
Bohr-löcher
WerkzeugQuerschnitt
Kunststoffteil
gespritzteAnsenkung
AnsenkungAnsenkung
HinterschneidungKunststoffteilQuerschnittA-A
parallel zur Konizitätgespritzte Ansenkung
senkrecht zur Koni-zität gespritzteAnsenkung
2/3 D D
A
A
A

GewindeSoweit erforderlich, lassen sich beim Spritzgießen auchAußen- und Innengewinde automatisch in das Teil einbrin-gen, so daß sich ein späteres Nachschneiden des Gewindeserübrigt.
AußengewindeTeile mit Außengewinden lassen sich auf zweierlei Weisespritzgießen. Die preiswerteste Methode besteht darin, dieTrennebene mitten durch das Gewinde verlaufen zu lassen,siehe Abb. 3.16. Dabei sollte jedoch beachtet werden, daß esim allgemeinen nicht möglich ist, eine Hinterschneidung inder Trennebene zu vermeiden. Dies führt beim Ausdrückenmeist zu einer Verformung des Gewindes. Wenn dies nichthingenommen werden kann oder die Gewindeachse in derRichtung der Werkzeugöffnung verläuft, besteht die Alterna-tive darin, das Werkzeug mit einer externen, gewindelösen-den Vorrichtung zu versehen.
InnengewindeTeile mit Innengewinden werden gespritzt, indem man auto-matische gewindelösende Vorrichtungen oder zusammenfalt-bare Backeneinsätze verwendet. Eine dritte Methode bestehtdarin, manuell eingelegte Gewindeeinsätze zu verwenden,die zusammen mit dem Teil aus dem Werkzeug ausgedrücktund später ausgeschraubt werden.
A
A
D
1/6 DMin.
A B
Querschnitt A–A
d
C
t
d
Lochkonstruktion
t
D
c
b
Fig. 3.14 Lochkonstruktion
Fig. 3.15 Sacklöcher
AbstreifgewindeWerden mit Gewinde versehene Teile vom Werkzeug abge-streift, muß das Gewinde ein Walzen- oder Rundgewindesein. Die normale Konfiguration ist in Abb. 3.17 dargestellt;dabei ist R = 0,33 Steigung. Die Erfordernisse für Abstreif-gewinde entsprechen weitgehend denen für Hinterschnei-dungen. Mit Gewinden versehene Teile, bei denen das Ver-hältnis von Durchmesser zur Wanddicke größer als 20: 1 ist,lassen sich normalerweise aus einem Werkzeug abstreifen. Abb. 3.18 und 3.19 zeigen Methoden der Zwangsentformung.
Stripperplate or sleeve
Female tool
PitchR
Fixed threadedmale core
Depth of thread = R
Clearance between stripperand apex of thread = 1/2 R
15
geöffnetesWerkzeug
gespritztesAußengewinde
Auswerferrichtung
Auswerfer-stift
feststehender Lochstift
Spritzgußteil
negative Formhöhlung
Quelle: Injection-Mould Design Fundamentals, A. B. Glanville and E. N. DentonMachinery Publishing Co., London 1965
Negativ-Werkzeug
Steigung
Abstreifplatteoder -buchse
feststehendesPositiv-Werkzeug(Stempel) mitGewinde
Gangtiefe = R
Abstand zwischen Abstreifer undScheitelpunkt des Gewindes = 1/2 R
Fall 2: Spritzgußteil mit Außengewinde; Werkzeug geöffnet, Teil in der Negativ-Formhöhlung
Abb. 3.16 Spritzgießen von Außengewinden ohne seitlicheAuskernung
Abb. 3.17 Abstreifen walzenförmiger Gewinde
Abb. 3.18 Auswerfen gerundeter Hinterschneidungen in Form einesAußengewindes

Einfluß des KriechensWerden durch Gewinde miteinander verbundene Teile ausMetall und Kunststoff konstruiert, empfiehlt es sich, dasMetallteil außen und das Kunststoffteil innen anzuordnen, dasheißt, das Außengewinde sollte sich am Kunststoffteil befin-den. Bei einer aus Metall und Kunststoff zusammengefügtenKonstruktion müssen jedoch die sehr unterschiedlichen linea-ren Wärmeausdehnungs-koeffizienten von Metall und Kunst-stoff sorgfältig beachtet werden. Temperaturspannungen, diesich aus diesem Unterschied ergeben, führen nach einer länge-ren Zeitspanne zum Kriechen oder zur Spannungsrelaxationdes Kunststoffteils, besonders wenn die Konstruktion schwan-kenden oder hohen Einsatztemperaturen ausgesetzt ist. Mußdas Kunststoffteil außen liegen, wird oft eine Verstärkungs-muffe aus Metall erforderlich sein, vgl. Abb. 3.22.
HinterschneidungenHinterschneidungen werden unter Verwendung mehrteiligerWerkzeuge oder zusammenfaltbarer Kerne gebildet.
Fall 1: Spritzgußteil mit Innengewinde; Werkzeug geöffnet, Teil auf dem Lochstift
Negativwerkzeug
Auswerfrichtung
Spritzteil gleitender Auswurfring
Lochstift
gut
1 mm
schlecht
1 mm
1 mm
1 mm
1 mm
Abb. 3.19 Auswerfen gerundeter Hinterschneidungen in Form eines Innengewindes
Abb. 3.20 Korrekte Gewindeenden
Abb. 3.21 Empfohlener Endabstand von Gewinden
16
Innere Hinterschneidungen lassen sich spritzen, indem manzwei getrennte Lochstifte wie in Abb. 3.23 A verwendet.Dies ist eine sehr praktische Methode, bei der aber daraufgeachtet werden muß, daß sich an der Berührungsstelle derbeiden Stifte kein Grat bildet.
Abb. 3.23B zeigt eine andere Methode, bei der die Hinter-schneidung durch eine benachbarte Wandung erfolgt.
Exzentrisch geformte Ausdrückstifte können für Hinter-schneidungen oder Löcher in Innenwänden eingesetzt werden (Abb. 3.23C).
Die vorstehenden Methoden machen eine Zwangsentfor-mung überflüssig und umgehen so die damit verbundeneBegrenzung der Hinterschneidungstiefe.
Hinterschneidungen lassen sich auch herstellen, indem dasFormteil im Werkzeug über den Hinterschnitt zwangsent-formt wird. Dabei muß das Werkzeug so konstruiert sein,daß beim Abziehvorgang die erforderliche Auslenkung fürdie Hinterschneidung vorhanden ist.
Für zwangsentformte Hinterschneidungen gelten für spezifi-sche Kunststoffe ganz bestimmte Richtlinien:
– DELRIN® Polyacetale – Die Teile lassen sich aus der Form-höhlung abstreifen, wenn die Hinterschneidungen wenigerals 5% des Durchmessers betragen und abgeschrägt sind.Im allgemeinen eignet sich für hinterschnittene Bohrungennur die Kreisform. Andere Formen wie Rechtecke bein-halten hohe Spannungskonzentrationen in den Ecken, dieein erfolgreiches Abstreifen verhindern.
Nein Ja
Metallverstärkung
Ja
A B
Hinter-schnei-dung
Lochstifte-Trennebene
Kunststoffteil
Kunststoff-teil
Stempel
Form-höhlung
Auswerf-erteil
Formhöhlung
Spritzgußteil
exzentrischerAuswerferstiftAuswerferplatte
C
Spritzgußteil,entformt
Bewegungdes Auswer-ferstiftes
Abb. 3.22 Metall-Kunststfoff Verbindungen
Abb. 3.23 Methoden für Hinterschneidungen

Ein zusammenfaltbarer Kern oder andere vorstehendbeschriebene Methoden sollten verwendet werden, umeinwandfreie Teile mit Hinterschneidungen von mehr als5% zu erzielen.
– ZYTEL® Polyamide – Teile aus ZYTEL® mit Hinterschnei-dungen von 6% bis 10% lassen sich im allgemeinen nochaus der Formhöhlung abstreifen. Abb. 3.24 zeigt, wie diezulässige Hinterschneidung zu berechnen ist. Sie ist vonder Wanddicke und dem Durchmesser abhängig. Die Hin-terschneidung sollte abgeschrägt sein, um das Ausdrückenaus dem Werkzeug zu erleichtern und eine Überbeanspru-chung des Teils zu vermeiden.
– Verstärkte Kunststoffe – Obwohl für Hinterschneidungenbei glasfaserverstärkten Kunststoffen faltbare Kerne odermehrteilige Werkzeuge empfohlen werden, um beim Ent-formen hohe Spannungen weitgehend zu vermeiden, las-sen sich sorgfältig konstruierte Hinterschneidungen auchzwangsentformen. Die Hinterschneidung sollte gerundetsein und beim Entformen aus einem 40° C heißen Werk-zeug nicht mehr als 1% betragen. Erfolgt dagegen dieZwangsentformung aus einem 90° C heißen Werkzeug,darf die Hinterschneidung auf 2% vergrößert werden.
Umspritzte EinlegeteileBei einer Reihe von Konstruktionen lassen sich durch zusätz-liche Rippen, Gewindeaugen oder Einlegeteile manche Pro-bleme lösen; zugleich können dadurch aber auch neue Pro-bleme entstehen. Rippen können die erforderliche Steifigkeitbewirken, aber Verzug zur Folge haben. Gewindeaugen die-nen zwar als geeignete Befestigung für selbstschneidendeSchrauben, rufen aber in vielen Fällen Einfallstellen an derOberfläche hervor. Gewindeenthaltende Einlegeteile hingegenbewirken, daß das Teil viele Male montiert und wieder demon-tiert werden kann, ohne das Gewinde zu beeinträchtigen.
Angesichts dieser möglichen Probleme ist zu fragen, wannEinlegeteile verwendet werden sollten. Die Antwort ist diegleiche wie für Rippen und Gewindeaugen: Einlegeteile soll-ten verwendet werden, wenn eine funktionelle Notwendig-keit dafür besteht und das verbesserte Verhalten des Produktesdie zusätzlichen Kosten rechtfertigt.
B
A
B
A
C
B
A
C
B
A
% Hinterschnei-dung =
(A – B) · 100B
% Hinterschnei-dung =
(A – B) · 100C
Außen-seite des
Spritzguß-teils
Innenseitedes
Spritz-gußteils
Abb. 3.24 Zulässige Hinterschneidungen für ZYTEL®
Es gibt vier Hauptgründe für die Verwendung von Einlege-teilen aus Metall:
– um Gewinde zu erhalten, die unter Dauerlast einsetzbarsind oder eine häufige Demontage des Teils ermöglichen;
– um enge Toleranzen bei Innengewinden einzuhalten;
– um eine dauerhafte Verbindung zweier hochbelasteter tra-gender Teile zu ermöglichen, z.B. eines Zahnrades miteiner Welle;
– um ein elektrisch leitendes Teil herzustellen.
Sobald feststeht, daß Einlegeteile erforderlich sind, solltenalternative Methoden zu ihrer Befestigung erwogen werden.Statt Einlegeteile zu umspritzen, sollte man prüfen, ob sie mit Preßpassungen, Schnappsitzen oder Ultraschall-Schweiß-verfahren befestigt werden können. Ausschlaggebend sind dieGesamtherstellungskosten.
In jedem Falle sollten aber – über die bereits erwähnten Nach-teile hinaus – weitere mögliche Nachteile von Einlegeteilenberücksichtigt werden:
– Einlegeteile können «schwimmen», sich verlagern und dasWerkzeug beschädigen.
– Die Beschickung mit Einlegeteilen ist oft schwierig undkann den Spritzzyklus verlängern.
– Einlegeteile können eine Vorheizung erforderlich machen.
– Einlegeteile in Ausschußware lassen sich nur schwer wiedergewinnen.
Der am häufigsten beklagte Nachteil von Einlegeteilen sindspannungsbedingte Risse im umgebenden Kunststoff. DasAusmaß der Spannung läßt sich anhand eines Spannungs/Dehnungsdiagramms für das jeweilige Material ermitteln.Um die Umfangsspannung abzuschätzen, geht man davonaus, daß die Spannung in dem Material, in dem sich das Ein-legeteil befindet, gleich der Formschwindung ist. Multipli-zieren Sie nun die Formschwindung mit dem entsprechendenBiege-E-Modul des Materials (Schwindung mal E-Modulgleich Spannung). Ein kurzer Vergleich der Schwindungs-werte von Polyamiden und Acetalhomopolymer kann dieDinge jedoch besser verdeutlichen.
Polyamid, das einen Schwindungsnennwert von 0,015 mm/mm*aufweist, ist Acetalhomopolymer mit einem Schwindungsnenn-wert von 0,020 mm/mm* deutlich überlegen. Daher stellen mitZYTEL® Polyamid umspritzte Einlegeteile keine so großenProbleme in bezug auf Rißbildung dar.
Der höhere Schwindungswert für Acetalhomopolymer ergibteine Spannung von etwa 52 MPa, die etwa 75 Prozent derBruchfestigkeit des Materials entspricht. Die Dicke desWulstmaterials, das ein Einlegeteil umgibt, muß ausreichendbemessen sein, um dieser Spannung standzuhalten. Mitzunehmender Dicke nimmt auch die Formschwindung zu.
Wenn die Lebensdauer des Teils 100000 Stunden beträgt, wirddie Spannung von 52 MPa auf ungefähr 15 MPa sinken.
* 3,2 mm Wanddicke = empfohlene Spritzparameter
17

Dies würde normalerweise als unkritisch gelten können,wenn nicht (aus Daten über Kunststoffrohre gewonnene)Langzeit-Meßdaten für das Kriechverhalten darauf hindeute-ten, daß eine konstante Spannung von 18 MPa über einenZeitraum von 100000 Stunden zum Versagen des Acetal-homopolymerteils führt. Wird das Teil höheren Temperaturen,höherer Beanspruchung, spannungserhöhenden Faktoren odereiner belastenden Umgebung ausgesetzt, könnte es leicht zuBruch gehen.
Wegen der Möglichkeit eines solchen Langzeitversagenssollte der Konstruktor schlagzähe Acetaltypen in Betracht ziehen, wenn Kriterien wie Steifigkeit, geringe Reibung undfedernde Eigenschaften Acetal als das beste Material für diesebestimmte Anwendung erscheinen lassen. Diese schlagzähenTypen weisen eine bessere Dehnung, geringere Formschwin-dung und eine bessere Beständigkeit gegen Spannungs-konzentrationen auf, wie sie durch die scharfen Kanten vonEinlegeteilen aus Metall hervorgerufen werden.
Da glasfaser- und mineralverstärkte Kunststoffe eine gerin-gere Formschwindung als ihre unverstärkten Grundmateria-lien aufweisen, lassen sie sich in geeigneten Anwendungenmit Erfolg bei Einsatz von Einlegeteilen ersetzen. Ihre gerin-gere Dehnung wird durch eine typische geringere Form-schwindung im Bereich von 0,3 bis 1,0% aufgewogen.
Obwohl Bindenähte von Kunststoffen mit hohem Glasfaser-oder Mineralanteil unter Umständen nur 60% der Festigkeiteines unverstärkten Materials aufweisen, kann eine zusätz-liche Verrippung die Festigkeit der Bindenaht erheblich ver-bessern (siehe Abb. 3.25).
Ein weiterer Aspekt, den der Konstrukteur bedenken sollte,ist die Verwendung nichtmetallischer Materialien ür das Einlegeteil. So sind bereits Filter aus Polyestergewebe alsEinlegeteile in einem Rahmen aus glasfaserverstärktemPolyamid verwendet worden.
18
D
1,5 D
D
tt
t
Der Durchmesser des Domes sollte demEineinhalbfachen des Durchmessers desEinlegeteils entsprechen. Eine Rippe an der Schweißlinie kann dieStützwirkung erhöhen.
Ungenügende Tiefeunter dem Einlegeteilkann zu schwachen Bindenähten und Einfallstellen führen.
1⁄6 D
Abb. 3.25 Einlegeleteil und Dom
Einzelteilkonstruktionen mit EinlegeteilenBei der Konstruktion mit Einlegeteilen sind einige Beson-derheiten zu beachten:
– Einlegeteile sollten keine scharfen Ecken aufweisen. Sie sollten rund sein und gerundete Rändel haben. EineHinterschneidung sollte vorgesehen werden, um ein Ausreißen zu verhindern (siehe Abb. 3.25).
– Das Einlegeteil sollte mindestens 0,4 mm in die Form-höhlung des Werkzeuges hineinragen.
– Die Dicke des Materials unterhalb des Einlegeteils solltemindestens ein Sechstel des Durchmessers des Einlege-teils betragen, um Einfallstellen weitgehend zu vermeiden.
– Schlagzäh modifizierte Typen der verschiedenen Kunst-stoffe sollten in Erwägung gezogen werden. Diese Typenbieten eine höhere Dehnung als die Standardtypen undsind beständiger gegen Rißbildung.
– Einlegeteile sollten vor dem Spritzgießen vorgeheizt wer-den: 95° C für Acetal, 120° C für Polyamid. Dieses Ver-fahren reduziert die Nachschwindung, dehnt das Einlege-teil vor und verbessert die Festigkeit der Fließnähte.
– Ausgedehnte Testreihen unter Betriebsbedingungen soll-ten durchgeführt werden, um Probleme schon in der Pro-totyp-Phase der Produktentwicklung zu erkennen. DieTests sollten auch Temperaturzyklen im Bereich der zuerwartenden Betriebstemperaturen umfassen.
Vom Kostenstandpunkt aus gesehen – insbesondere bei voll-automatisch und in hohen Stückzahlen hergestellten Anwen-dungen – sind die Kosten für den Einsatz von Einlegeteilenmit denen anderer angewandter Montageverfahren vergleich-bar. Um mit Einlegeteilen das beste Kosten/Leistungsver-hältnis zu erzielen, kommt es entscheidend darauf an, daßder Konstrukteur weiß, mit welchen Problemen er mögli-cherweise zu rechnen hat. Einlegeteile sollten generell nur dort vorgeschrieben werden, wo sie eine notwendigeFunktion erfüllen.
Für die Berechnung der Ausreißkräfte von Metalleinsätzensiehe Kapitel 9, «Montagetechniken».
ToleranzenDie bei der Verarbeitung erreichbare Toleranz entspricht:
∆a = ± (0,1 + 0,0015 a) mm,
mit a = Abmessung (mm)
In dieser Gleichung bleiben Nachschwindung, Wärmedeh-nung und/oder Kriechen unberücksichtigt und der Einsatzvon guten Verarbeitungstechniken wird vorausgesetzt. Wirdeine hohe Genauigkeit gefordert, können 70% der obigenToleranz erreicht werden. Bei einer etwas gröberen Verarbei-tung sollten 140% gewählt werden.
Bei hochpräziser Verarbeitung sind 40-50% von ∆a verwendbar.

Schwindung und VerzugWird Kunststoffmaterial in eine Formhöhlung gespritzt,beginnt es abzukühlen und sein Volumen zu reduzieren. EinMaß für diese Volumenabnahme ergibt sich durch die Diffe-renz zwischen dem Volumen im aufgeschmolzenen und imfesten Zustand. Da die Kühlraten im Formnest sehr hoch undungleichmäßig sind, weist das erstarrte Material überdiesEigenspannungen auf. Diese Spannungen können nach demAuswerfen des Teils aus dem Formnest nachlassen. Beschleu-nigt werden kann dieser Prozeß, indem das Teil temperiertwird.
Die Schwindung kann mit folgender Gleichung definiertwerden:
S = (D – d) / D (× 100%)
D = Abmessungen des Formnestes
d = Abmessungen des Formteils
Schwindung ist in der Regel nicht isotrop, sondern richtungs-abhängig, vor allem bei glasfaserverstärkten Materialien. Zuunterscheiden ist:
– Schwindung in Fließrichtung;
– Schwindung quer zur Fließrichtung;
– Schwindung in Abhängigkeit der Dicke.
Die Summe dieser Schwindungen muß der Volumenminde-rung eines Materials entsprechen, die sich aus der Differenzzwischen Schmelze- und Festkörpervolumen oder aus pVT-Diagrammen ermitteln läßt.
Abgesehen vom Material hängt die Schwindung zudem vonden Verarbeitungsbedingungen (Spritzgeschwindigkeit, Nach-druck, Nachdruckzeit, Verteiler-/Anschnittabmessungen und Werkzeugtemperatur), von der Teilegeometrie (währenddes Einspritzens kann sich die Fließrichtung ändern) und der Wandstärke ab (dickwandigere Teile weisen in der Regeleine dickere mittlere Schicht mit geringerer Orientierung auf).
Die durch Spannungsabbau nach dem Auswerfen erzeugteSchwindung nennt man Nachschwindung.
Schwindung wird durch Eigenspannungen verursacht, diewiederum auf anisotrope Schwindungseigenschaften undungleichmäßige Schwindungen zurückzuführen sind.
Ein anisotropes Schwindungsverhalten wird hauptsächlichdurch Verstärkungsmaterialien mit hohen Reckverhältnissendefiniert (kurze Glasfasern: Verhältnis = 20), jedoch auchdurch ein unterschiedliches elastisches Verhalten gestreckterKristalle während des Füllvorgangs (Restspannungen).
Gründe für ungleichmäßige Schwindungen:
– anisotrope Schwindung;
– ungleichmäßige Wandstärken;
– ungleichmäßige Orientierung;
– ungleichmäßige Werkzeugtemperaturen;
– ungleichmäßiger Nachdruck (Nachdruckzeit).
Computersimulationen wurden entwickelt, um Schwindungund Verzug vorauszusagen. Die Ergebnisse dieser Voraus-sagen werden immer zuverlässiger, vor allem für Teile ausglasfaserverstärkten Materialien, da heute ebenfalls Metho-den verfügbar sind, die Schwindung in Abhängigkeit derDicke mit einschließen. Hier spielt DuPont eine wichtigeRolle.
Dennoch sollte man sich bewußt bleiben, daß es sehr schwie-rig ist, in allen Fällen gute Ergebnisse zu garantieren, da dasanisotrope Schwindungsverhalten eines glasfaserverstärktenMaterials beispielsweise durch die Schnecke und Düse einerSpritzgießmaschine sowie durch schmale Anschnitte leichtbeeinflußt werden kann. An diesen Stellen sind beträchtlicheFaserbrüche möglich, die anisotrope Eigenschaften beein-flussen.
19


4 – Berechnungsgleichungen für tragende Konstruktionen
KurzzeitbelastungenWird ein Kunststoffteil nur kurzfristig (10 bis 20 Minutenlang) und nicht über seine Elastizitätsgrenze hinaus bean-sprucht, lassen sich die klassischen Regeln der Mechanik,wie sie in Konstruktionshandbüchern zu finden und hier wie-dergegeben sind, mit hinreichender Genauigkeit verwenden.Diese Formeln beruhen auf dem Hookeschen Gesetz, dasbesagt, daß das Teil innerhalb seines Elastizitätsbereichesnach der Belastung wieder seine ursprüngliche Form annimmtund die Spannung der Dehnung proportional ist.
Zugbeanspruchung – kurzfristigDas Hookesche Gesetz lautet wie folgt:
� =�E
Es bedeuten:
� = Dehnung (%/100) =
� = Spannung (MPa), definiert als � =
� = Elastizitätsmodul (MPa)
F = Gesamtkraft (N)
A = Gesamtfläche (mm2)
l = Länge (mm)
�l = Dehnung (mm)
BiegebeanspruchungBei der Biegebeanspruchung errechnet sich die maximaleSpannung wie folgt:
�b =My
=M
I Z
Es bedeuten:
�b = Biegespannung (MPa)
M = Biegemoment (Nmm)
I = axiales Flächenträgheitsmoment (mm4)
y = Randfaserabstand (mm)
Z = Widerstandsmoment (mm3)
Die I- und -Werte für einige typische Querschnitte sind inTabelle 4.01 aufgeführt.
TrägerVerschiedene Lastfälle für den Träger sind in Tabelle 4.02aufgeführt.
Iy
�l
lFA
Träger unter TorsionsbeanspruchungWird ein Kunststoffteil auf Verdrehung beansprucht, ist dasVersagenskriterium die Überschreitung der Scherfestigkeit.
Die Grundformel für die Torsionsspannung lautet: � = MTrK
Es bedeuten:� = Scherspannung (MPa)MT = Verdrehungsmoment (N · mm)r = Radius (mm)K = polares Flächenträgheitsmoment (mm4)
Formeln für Querschnitte unter Torsionsbeanspruchung sindin Tabelle 4.03 aufgeführt.
Um den Verdrehungswinkel � eines Teils mit der Länge l zubestimmen, wird die folgende Gleichung verwendet:
� =MTl
KG
Es bedeuten:� = Verdrehungswinkel (Bogenmaß) K = polares Flächenträgheitsmoment (mm4)l = Tragende Länge (mm)G = Schubmodul (MPa)
Zur Berechnung des Schubmoduls G wird die folgende Glei-chung verwendet:
G = E2 (1+�)
Es bedeuten:E = Modul (MPa)� = Poissonsche Zahl, generell für Kunststoffe:E < 500: � = 0,45500 < E < 2500: � = 0,40E > 2500: � = 0,35
Rohre und DruckgefäßeDer Innendruck in einem Rohr, Schlauch oder Druckgefäßerzeugt drei Arten von Spannungen: Umfangs- bzw. Tangen-tial-, Axial- und Radialspannung. Siehe Tabelle 4.04
Knicken von Stäben, Ringen und BögenDas Spannungsniveau eines kurzen Stabes unter Druckbela-stung ergibt sich aus der Gleichung
�c = FA
Kurze Stäbe versagen durch das Überschreiten der Druck-festigkeit. Mit zunehmender Länge des Stabes verliert dieseeinfache Gleichung aber ihre Gültigkeit und der Stab neigtmehr und mehr zum Ausknicken. Um zu bestimmen, ob eszu einem Ausknicken kommen wird, soll ein dünner Stabmit der Länge l angenommen werden, der reibungsfreiegerundete Enden hat und mit der Kraft F belastet wird. Mitzunehmender Kraft F verkürzt sich der Stab entsprechenddem Hookeschen Gesetz.
21
(für isotrope Materialien)

F kann erhöht werden, bis ein kritischer Wert FC erreichtwird. Jede über FC hinausgehende Beanspruchung läßt denStab ausknicken. Die Gleichung für diesen Fall lautet
FC =2 Et I
l 2
und wird als das Eulersche Gesetz für Stäbe mit rundenEnden bezeichnet.
In dieser Formel sind:
Et = Tangentenmodul bei Spannung Sc
I = Trägheitsmoment des Querschnitts
Ein Sicherheitsfaktor von 3 bis 4 sollte verwendet werden.
Liegt der Wert für FC unterhalb der zulässigen Grenze fürreine Kompromisse, sollte daher die Knickformel benutztwerden.
Bei von gerundeten Enden abweichenden Bedingungen, wiesie für die meisten Kunststoffteile gelten, ändert sich auchdie Grenzbeanspruchung FC. Vgl. Tabelle 4.05 für andereRandbedingungen bei belasteten Stäben.
Flache PlattenEine weitere bei der Konstruktion von Kunststoffteilen anzu-treffende Standardform ist die flache Platte. Ihre Analysekann für die Konstruktion von Produkten wie Pumpenge-häusen und Ventilen nützlich sein.
Einige der gebräuchlichsten geometrischen Formen sind inTabelle 4.06 dargestellt.
Beliebige StrukturenViele spritzgegossene Formteile haben eine Form, die sichnicht mit den Strukturen in den Tabellen 4.01 bis 4.06 ver-gleichen läßt.
Verformungen und Spannungen in diesen Teilen lassen sichmit der Finite-Elemente-Technik analysieren.
In bezug auf empfohlene Materialeigenschaften, zu verwen-dende Vernetzung, Belastungssimulation und Randbedin-gungen sowie Bewertung der Resultate kann der technischeKundendienst von DuPont Hilfestellung leisten.
Äquivalenzspannung / zulässige SpannungZug- und Biegespannungen wirken immer senkrecht (normal)zum Querschnitt, Scherspannungen hingegen parallel zumQuerschnitt. An einer gegebenen Stelle wirken häufig meh-rere Spannungsarten gleichzeitig. Um die «Gefahrenstufe»eines solchen mehraxigen Spannungszustandes in nur einereinzigen Zahl auszudrücken, werden Vergleichsspannungenverwendet. Eine bekannte Gleichung zur Berechnung derVergleichsspannungen in isotropen Materialien ist das «VonMises» Kriterium (zweidimensional):
�eq, VonMises = �x2 + �y
2 – �x �y + 3�xy
mit: �x, �y: Normalspannung
�xy: Scherspannung
22
gemäß:
«Tresca» ist ein weiteres bekanntes Kriterium:�eq, Tresca = �1 – �2
mit: �1 = maximale Hauptspannung�2 = minimale Hauptspannung (≤ 0)
Hauptspannungen sind normale Spannungen an einem gege-benen Ort, wobei die Querschnittsebene derart gedreht wird,daß die Scherspannung �xy = 0 ist, siehe Bild oben.
Die Äquivalenzspannung sollte bei Konstruktionsbedingun-gen unterhalb der an Prüfkörpern gemessenen Streckgrenzeliegen. Hierbei müssen von der Anwendung abhängige Sicher-heitsfaktoren berücksichtigt werden:
�eq ≤ �gesamt = �Zug/S
mit: S = Sicherheitsfaktor (≥ 1).für statische Belastungen empfohlen: S = 1,5–2,0.
Spröde MaterialienFür spröde Materialien (�B < 5%) sollten auch folgendeBedingungen erfüllt sein:
�eq ≤�B E
S × SCF
wobei: �B = Bruchdehnung (%/100)E = ElastizitätsmodulS = Sicherheitsfaktor (≥ 1)SCF = Spannungskonzentrationsfaktor (≥ 1):
normale Konstruktion = SCF = 3,0gut abgerundet = SCF = 2,0scharfe Kanten = SCF = 4,0 – 6,0
Modul für isotrope MaterialienFür die Analysen von Verformungen, Spannungen und zuläs-sigen Belastungen ist der Elastizitätsmodul erforderlich.Werte für die meisten technischen Kunststoffe von DuPontsind im CAMPUS zu finden. Diese Datenbank kann kosten-los aus dem Internet heruntergeladen werden. Man solltejedoch bedenken, daß die im CAMPUS angegebenen Wertegemäß ISO-Normen gemessen wurden und diese Normennicht unbedingt mit den tatsächlichen Bedingungen vergleich-bar sind, beispielsweise hinsichtlich der aufgebrachten Bela-stung, Belastungsdauer und Orientierung der Glasfasern imFall von glasfaserverstärkten Materialien.
τxy
τxy
σy
σx
σx
ϕ
σy

Die folgenden Richtlinien sollten zu präziseren Resultatenbei Analysen mit isotropen Materialien führen:
– Statische Analysen,Einsatz von Spannungs-Dehnungsdiagramm bei Betriebs-temperatur– unverstärkte Materialien:
Einsatz des scheinbaren Moduls bei 1% Dehnung;
– verstärkte Materialien:Festlegung des scheinbaren Moduls bei 0,5% Dehnung,90% des scheinbaren Moduls für stark orientierte Fasernverwenden;80% des scheinbaren Moduls für gut orientierte Fasernverwenden;50% des scheinbaren Moduls für schlecht orientierteFasern verwenden.
Der scheinbare Modul wird durch die Steigung der Liniedefiniert, die den Ursprung des Spannungs-Dehnungs-diagramm mit einem Punkt bei einer gegebenen Dehnungverbindet:
Eapp = σ0/ε0, siehe auch Abb. 4.01.
Für Polyamide sind die Spannungs-Dehnungsdiagramme bei50 r.L. (konditioniert) auszuwählen.
Korrekturen für das Kriechen sind erforderlich, wenn dieBelastung länger als 0,5 Stunden andauert – siehe auchKapitel «Dauerbelastungen». Dann ist anstelle des normalenSpannungs-Dehnungsdiagramms ein isochrones Spannungs-Dehnungsdiagramm bei gegebener Temperatur und für denentsprechenden Zeitraum zu verwenden.
– Dynamische Analyse,Verwendung von Messungen des dynamisch-mechanischenAnalysegeräts– unverstärkte Materialien:
verwenden Sie den Wert bei Temperatur unter Einsatz-bedingungen;
– verstärkte Materialien:verwenden Sie 85% des Wertes bei Temperatur unterEinsatzbedingungen.
Orthotrope MaterialienDie Eigenschaften von glasfaserverstärkten Kunststoffen(Elastizitätsmodul, linearer Ausdehnungskoeffizient, Zug-festigkeit) sind in Fließrichtung und quer zur Fließrichtungextrem unterschiedlich. Eine Analyse mit orthotropen (anisotropen) Materialien ist in der Regel nur mit der Finite-Elemente-Technik möglich. Dieser Ansatz umfaßt eineFließanalyse, um die Faserorientierung der Elemente zuberechnen. Zwar gibt es Gleichungen zur Berechnung derÄquivalenzspannungen in orthotropen Materialien, dochsind sie recht kompliziert. Ein einfacherer (aber immer nochausreichender) Ansatz ist die Anpassung der zulässigenSpannung (�Zug / S), an den für die gegebene Orientierunggültigen Wert.
Andere BeanspruchungenErmüdungsfestigkeitWerden Werkstoffe zyklisch belastet, neigen sie bereits beiunterhalb ihrer Reißfestigkeit liegenden Spannungen zumVersagen. Diese Erscheinung wird als «Ermüdungsbruch»bezeichnet.
Werte für die Ermüdungsfestigkeit (in Luft) für spritz-gegossene Testproben sind in den Produkt-Datenblätternzu finden. Diese Werte wurden ermittelt, indem man Pro-ben in einem «Sonntag»-Universalprüfgerät mit konstanterFrequenz von 1800 Zyklen in der Minute belastete und diejeweilige Anzahl der Zyklen bis zum Bruch ermittelte.
Versuche haben gezeigt, daß die Frequenz die Zahl der Zyklenbis zum Bruch bei einer gegebenen Beanspruchung nichtbeeinflußt, solange diese Frequenz unter 1800 Zyklen proMinute liegt. Es ist jedoch davon aus-zugehen, daß die beihöheren Frequenzen auftretende Wärme zu einem rascherenVersagen führt.
SchlagzähigkeitDie Anwendungsbereiche verschiedener Werkstoffe lassensich in zwei Kategorien einteilen:– Anwendungen, bei denen das Teil im Laufe seiner
Gebrauchsdauer nur wenigen Schlagbeanspruchungenstandhalten muß,
– Anwendungen, bei denen das Teil im Laufe seinerGebrauchsdauer häufig wiederholten Schlagbean-spruchungen standhalten muß.
Werkstoffe, die für eine hohe Schlagzähigkeit eingesetztwerden, unterscheiden sich erheblich in ihrer Fähigkeit,Dauerschlagbeanspruchungen zu widerstehen. Geht es umAnwendungen, bei denen mit wiederholten Schlagbean-spruchungen zu rechnen ist, sollte der Konstrukteur sorgfäl-tig die technischen Daten studieren, bevor er sich für einenbestimmten Werkstoff entscheidet. DELRIN® Polyacetale undZYTEL® Polyamide, die sich beide durch eine hervorragendeDauerschlagzähigkeit auszeichnen, enthalten die benötigtentechnischen Daten in den Produktbeschreibungen und Kon-struktionshandbüchern.
Die auftretende Schlagenergie muß entweder absorbiert oderweitergegeben werden, wenn ein Bauteil nicht mechanischzerstört werden soll. Zwei konstruktive Ansätze zur Erhöhungder Schlagzähigkeit eines Bauteils sind möglich:
– Vergrößerung der Lastaufnahmefläche, um die Spannungzu vermindern,
– Umwandlung der Schlagenergie, indem das Teil so ausge-legt wird, daß es sich unter Belastung biegt.
Wird ein Bauteil flexibel ausgelegt, wird das Volumen, das dieSchlagenergie aufnehmen muß, erheblich vergrößert. Dadurchwerden die inneren Kräfte, die dem Schlag widerstehen müs-sen, deutlich verringert. Es muß darauf hingewiesen werden,daß die konstruktive Auslegung auf Schlagzähigkeit in derRegel ein sehr komplexes und häufig empirisches Unterfan-gen ist. Da es spezielle Einstellungen technischer Kunststoffefür schlagbeanspruchte Anwendungen gibt, sollte der Kon-strukteur in der ersten Entwurfsphase von den Eigenschaftendieser Materialien ausgehen.
23

Die endgültige Werkstoffauswahl wird durch Prototypen auseinem Prototypenwerkzeug getroffen, die unter realen Ein-satzbedingungen gründlichst getestet worden sind.
Thermische Expansion und SpannungBei der Konstruktion mit thermoplastischen Werkstoffen darf der Einfluß thermischer Expansion nicht übersehen werden.
Bei unverstärkten Kunststoffen kann der Wärmeausdehnungs-koeffizient sechs- bis achtmal höher sein als der Ausdehnungs-koeffizient der meisten Metalle. Diese Eigenschaft ist beigleichzeitigem Einsatz von Kunststoff und metallischen Werk-stoffen zu berücksichtigen. Bei entsprechender Konstruktion,Wahl der erforderlichen Ausdehnungsmöglichkeiten, Passun-gen usw. sind diese Verbundkonstruktionen problemlos ein-setzbar.
Wird zum Beispiel ein regelmäßig geformter gerader Stab,dessen Enden nicht eingespannt sind, einer Temperatur-änderung DT ausgesetzt, läßt sich die Änderung seinerLänge wie folgt berechnen:
�L = �T × � × L
Es bedeuten:
�L = Längenänderung (mm)
�T = Temperaturänderung (° C)
� = Wärmeausdehnungskoeffizient (mm/mm° C)
L = ursprüngliche Länge (mm)
Sind die Enden eingespannt, errechnet sich die Spannung:
� = �T × � × E
Es bedeuten:
� = Druckspannung (MPa)
E = Elastizitätsmodul (MPa)
Die thermischen Spannungen in einer an den Rändernbeanspruchten Platte erhält man durch:
� = �T × � × E / (1 – �)
wobei: � = Poissonsche Zahl
Wird ein Kunststoffteil von Metall umschlossen, ist zudemder Einfluß der Spannungsrelaxation besonders bei Tempera-turwechsel zu berücksichtigen, da das steifere Metallteil denKunststoff daran hindert, sich auszudehnen bzw. sich zusam-menzuziehen.
DauerbelastungenKunststoffmaterialien, die unter Belastung stehen, erleidenzuerst eine Anfangsverformung, die sofort bei Beginn derBelastung eintritt, und verformen sich bei fortdauernderBelastung mit geringerer Geschwindigkeit weiter. Diesezusätzliche, im Laufe der Zeit auftretende Verformung wirdals «Kriechen» bezeichnet.
24
Kriechen, definiert als Dehnung (%) innerhalb einer bestimm-ten Zeit unter gleichbleibender Spannung, kann unter Zug-,Druck-, Biege- oder Scherbelastung auftreten. Abb. 4.01 zeigtdieses Verhalten in einem typischen Spannungs–Dehnungs-Diagramm.
Die Spannung, die erforderlich ist, um ein Kunststoffmaterialum einen bestimmten Betrag zu verformen, nimmt aufgrunddieses Kriechphänomens im Laufe der Zeit ab. Dieser Span-nungsabbau im Laufe der Zeit wird als Relaxation bezeichnet.
Relaxation wird als Abnahme der Spannung (MPa) inner-halb einer bestimmten Zeit definiert, in der die Dehnungkonstant gehalten wird. Wie das «Kriechen» kann auch sieunter Zug-, Druck-, Biege- oder Scherbelastung auftreten.Abb. 4.02 zeigt die Relaxation anhand eines typischen Spannungs–Dehnungs-Diagramms.
�o �t
�o �o�o �o�t
Strain (�), %
Str
ess
(�),
MP
a
initial apparant creep
Kriechverhalten während der Zeit t – to = �t – �o in (%). Der Kriechmodul Ec (Pa) für Konstruktionen unter der Spannung �o in der Zeit t ergibt sichaus dem Anstieg der Geraden vom Koordinatenursprung zum Punkt �o �t.
Dehnung (�), %
Spa
nnun
g (σ
), M
Pa
�o
�o
�t
�o�o
�t�o
Relaxation während der Zeit t – to = �o– �t. Der Relaxationsmodul T fürKonstruktionen, die spannungskritisch sind (z.B. Preßpassungen) ergibt sich in der Zeit t aus dem Anstieg der Geraden vom Koordinatenursprungzum Punkt �t, �o.
Abb. 4.01 Kriechverhalten
Abb. 4.02 Relaxation
Sp
ann
un
g (
σ), M
Pa
Dehnung (�), %
anfänglich scheinbar Kriechen

Laborversuche an spritzgegossenen Probeteilen haben gezeigt,daß bei Spannungen, die kleiner als etwa 1⁄3 der Reißfestigkeitdes Materials sind, die Kriech- und Relaxationsmodule fürjede beliebige Temperatur und Belastungszeit für konstruk-tive Zwecke als gleich groß angenommen werden können.Darüberhinaus sind die Kriech- und Relaxationsmodule unterdiesen Bedingungen auch für Zug, Druck und Biegungannähernd gleich.
Nachstehend wird eine typische Problemstellung unter Verwendung von Kriechdaten, wie sie in den technischenDatenblättern zu finden sind, erörtert :
Zylinder unter DruckBeispiel 1: Druckbehälter unter Dauerbelastung
Wie schon erwähnt, kommt es für den Konstrukteur darauf an,die einsatzbedingten Anforderungen und äußere Einflüsse, dieauf eine Konstruktion einwirken, zu spezifizieren. Erst dannkann die Geometrie des Teils festgelegt werden. Dies gilt ins-besondere für Druckbehälter, bei denen die Sicherheit ein über-aus kritischer Faktor ist. In diesem Beispiel soll die Wand-stärke der Seitenwand eines Gasbehälters bestimmt werden,der folgenden Anforderungen genügen muß: (a) Innendruck0,7 MPa, (b) für die Dauer von 10 Jahren, (c) bei 65°C.
Der Innenhalbmesser des Zylinders soll 9 mm, die Länge 50 mm betragen. Da das Teil sehr lange Zeit unter Drucksteht, wäre es nicht zu verantworten, sich auf kurzfristigeSpannungs-Dehnungs-Werte zu verlassen; vielmehr sindKriechdaten oder noch besser Langzeit-Berstdaten aus realen Druckzylinderversuchen heranzuziehen. TypischeDaten dieser Art für Polyamide 66 sind der Abb. 4.03 zuentnehmen, in der die Umfangsspannung als Funktion derZeit bis zum Versagen für verschiedene hohe Feuchtig-keitsgehalte bei 65° C dargestellt ist. ZYTEL® 101 würde
Abb. 4.03 Umfangsspannung als Funktion der Zeit bis zum Bruch, ZYTEL® 101 bei 50% r.L. und bei Sättigung, 65°C
10010 1000 10000 1000001
5
0
15
10
20
25
30
35
Zeit (Stunden)
Um
fang
span
nung
(M
Pa)
1 Jahr
50% r.L.
Gesättigt
sich für diese Anwendung gut eignen, da es im stabilisier-ten Zustand bei 50% r.L. eine hohe Schlagzähigkeit auf-weist und die höchste Dehnspannung aller unverstärktenPolyamide hat.
Aus der Kurve läßt sich eine Umfangsspannung von 19 MPabei 10 Jahren ablesen. Auf diese Spannung kann die Kon-struktion ausgelegt werden. Die Formel für die Umfangs-spannung eines Druckgefäßes lautet:
t =Pr × F.S.�
Es bedeuten:
t = Wanddicke, mm
P = Innendruck, MPa
r = Innenradius, mm
� = zulässige Umfangsspannung, MPa
F.S. = Sicherheitsfaktor = 3 (z.B.)
t =(0,7) (9) (3)
= 1,0 mm19
Die beste Form für Zylinderböden ist eine Halbkugel. Halb-kugelförmige Böden stellen jedoch ein konstruktives Pro-blem dar, wenn der Zylinder aufrecht stehen soll. Ein flacherBoden wäre ungünstig, weil er im Laufe der Zeit beulen oderzu Bruch gehen würde. Die beste Lösung besteht folglichdarin, einen halbkugelförmigen Boden mit einer verlänger-ten Zylinderwand oder einem Standsaum vorzusehen, umihm Stabilität und Standfestigkeit zu verleihen (Abb. 4.04).
Für langzeitbelastete Kunststoffteile werden Belastungen,Durchbiegungen usw. anhand klassischer Konstruktions-formeln unter Verwendung der Daten aus den Spannungs-Dehnungsdiagrammen ermittelt. Der Elastizitätsmodul wirdnicht verwendet, sondern an seiner Stelle der Kriechmodulin der Gleichung:
25

Ec =�
�o + �c
� = gegebene Spannung (MPa)
�o = Anfangsdehnung (% / 100)
�c = Kriechdehnung (% / 100)
Die Dehnungen in der obigen Gleichung lassen sich häufig berechnet mit:
�o + �c =� + � AtB = � (1+ AtB)Eo Eo Eo
wobei: Eo = scheinbarer Modul bei Konstruktions-bedingungen (MPa)
t = Zeit (h)A, B = Materialkonstanten
20 mm
1,0 mm
Fig. 4.04 Konstruktion eines Druckgefäßes für Langzeitbelastung
ZugbelastungenBeispiele für Langzeitbelastungen
Zu bestimmen sind die Spannung und die Dehnung des in Abb. 4.05 dargestellten rohrförmigen Teils nach1000 Stunden.
Material = ZYTEL® 101, 23° C, 50% RH
Zugbelastung = 1350 N
Außendurchmesser = 25 mm
Wanddicke = 1,3 mm
Länge = 152 mm
Spannung = F =A
4 F = (4) (1350) = 14 MPa� (Do2 – Di2) � (252 – 22,42)
Eine bestimmte Form der Darstellung von Kriechdaten wirdin Abb. 4.06 gezeigt.
Aus Abb. 4.06 ergibt sich bei 14 MPa und 100 Stunden eineDehnung von 3%. Somit ergibt sich eine Längenzunahme:
�L = L × � = 152 × 0,03 = 4,56 mm.
(Bei diesem Beispiel wurde davon ausgegangen, daß dasKriechen unter Zugbeanspruchung dem Kriechen unter Bie-gebeanspruchung entspricht, was nicht immer korrekt ist).
25 mm
F=1350 N
1,3 mm
152
mm
Abb. 4.05 Beispiel der Kriechdehnung in einem rohrförmigen Teil
26
Abb. 4.06 Kriechverhalten von ZYTEL® 101 bei 23°C, 50% r.L., unter Biegebeanspruchung; (�t = � (1+ 0,65 t 0.2) / Eo ; Eo = 1550 MPa)
0,10,01 101,0 1000 100001000,001
2
3
4
5
0
1
14 MPa
7 MPa
3,5 MPa
Zeit (Stunden)
Deh
nung
(%
)

Rippen und VerstärkungenRippen können die Steifigkeit einfacher Träger erheblicherhöhen. Oft lassen sich dickwandige Bereiche mit deutli-cher Materialersparnis durch dünnere Querschnitte (wie z.B.«T»-Profile) ersetzen. Es ist aber sicherzustellen, daß die fürdas jeweilige Material zulässigen Belastungen nicht über-schritten werden.
Der Konstrukteur muß bei der Verwendung von Rippen inSpritzgußteilen sehr sorgfältig vorgehen. Sie können zwar dieerforderliche Steifigkeit verleihen, aber auch dazu führen, daßsich das Teil nach dem Spritzgießen verzieht. Deshalb solltenRippen anfangs mit Vorsicht vorgeschrieben werden, da esleichter und einfacher ist, weitere Rippen in ein Werkzeug einzubringen, als sie nachträglich zu entfernen.
Rippen und Verstärkungen sollten 1⁄2 bis 2⁄3 so dick sein wiedie zu verstärkenden Wände. Hohe Rippen erfordern Entfor-mungsschrägen von 1⁄4 bis 1⁄2°, um das Ausdrücken aus dem Werkzeug zu erleichtern (siehe Tabelle 3.01). Für diegeringere Rippendicke sprechen zwei Gründe: erstens, umEinfallstellen in der Oberfläche zu verringern, die durcherhöhte Schwindung an der Verbindungsstelle von Rippeund Wandung hervorgerufen werden, und zweitens, um einVerziehen des Teils zu vermeiden, das ebenfalls durch dengrößeren Querschnitt an der Rippenwurzel hervorgerufenwerden kann. Abb. 4.07 veranschaulicht diesen Effekt.
Die Dicke des jeweiligen Querschnitts läßt sich vergleichen,indem man im Bereich der Rippenwurzel einen einbeschrie-benen Kreis zeichnet. Eine der Wanddicke entsprechendeRippendicke (T) ergibt bei einem Ausrundungshalbmesservon 0,5 T einen Kreis, dessen Durchmesser 1,5 T beträgtund damit um 50% größer ist als die Wanddicke. Eine stär-kere Ausrundung über 0,5 T hinaus würde die Festigkeit derEcke nur unwesentlich erhöhen, jedoch den Durchmesserdes Kreises und damit die Gefahr der Lunkerbildung in diesem Bereich vergrößern.
r = 0,5 T
T
TT1
∅ = 1,5 T
r = 0,5 T
Abb. 4.07 Abmessungen von Rippen
27
Abb. 4.08 Berechnungsdiagramm für über Kreuz Verrippungen
tA x NW
0,050 0,15 0,200,100,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
tBtA
TtA
2,20 2,152,10
2,052,00
1,951,90
1,00
1,40
1,45
0,99 = VB
VA
1,50
1,55
1,60
1,651,70
1,751,80
1,85
0,98
0,970,96
0,95
0,90
0,80
0,70
0,60
0,50

28
Wird die Rippe jedoch dünner gestaltet als die angrenzendeWand (gestrichelte Konturen in Abb. 4.07) und steht dieAusrundung der Ecken im richtigen Verhältnis zur neuenRippendicke T1, lassen sich hohe Spannungskonzentrationenund Lunker in der Rippenwurzel vermeiden, ohne denDurchmesser des einbeschriebenen Kreises zu vergrößern.
Das Verrippen ist eine sehr häufig angewandte Methode,die Steifigkeit von Bauteilen zu erhöhen und gleichzeitigKosten und Gewicht zu sparen. Daher sind eine Reihe von vereinfachten Verfahren entwickelt worden, um die für eine benötigte Festigkeit erforderlichen Abmessungenund Abstände für Rippen festzulegen.
Den meisten Gehäusen – Kassettengehäusen, Druckbehäl-tern, Meßgerätekapseln und auch ganz einfachen Behältern– ist eine funktionelle Voraussetzung gemeinsam: sie müs-sen unter Belastung steif genug sein. Da die Steifigkeitdem Trägheitsmoment des Querschnitts der Gehäusewanddirekt proportional ist, ist es in der Praxis einfach (wenn auch mathematisch bisweilen kompliziert), eine gleichförmig dicke Wand durch eine dünnere, verrippteStruktur mit gleicher Steifigkeit, aber weniger Gewicht zu ersetzen. Zur Vereinfachung einer solchen Analyse istdie Bestimmungskurve in Abb. 4.08 entwickelt worden, in der sich ablesen läßt, ob die Verrippung eines Bauteilssinnvoll ist oder nicht (Hintergrund siehe Tab. 4.01).
Über Kreuz VerrippungDie Kurve der Abb. 4.08 beschreibt die Abmessungsverhält-nisse zwischen einfachen und über Kreuz verrippten Platten(Abb. 4.09) mit identischen Trägheitsmomenten. Die Basisli-nie des Nomogramms zeigt Werte von 0 bis 0,2 für das Produkt aus – unverrippter – Wanddicke (tA) und der Zahl der Rippen pro mm (N), geteilt durch die Länge der Platte(W). Für das Diagramm wurde W mit einem festen Wert von 1 zugrundegelegt.
Dabei ist zu beachten, daß die gleiche Dicke (tB) für Rippenund Wand zugrundegelegt wurde. Sollen zur Vermeidungvon Einfallstellen dünnere Rippen verwendet werden, so las-sen sich deren Abmessungen leicht berechnen. Sind z.B. dieRippen 2,5 mm dick und weisen einen Abstand von 25 mm
tA
tB
W = 1 W = 1
T
Abb. 4.09 Entsprechende flache Platte und verrippte Struktur
auf, so ergeben 1,25 mm dicke Rippen mit einem Abstandvon 12,5 mm voneinander die gleiche Steifigkeit. Die linkeOrdinate gibt Werte von 0,3 bis 1,0 für das Verhältnis von verrippter (tB) zu unverrippter Wanddicke (tA) an. Die rechte Ordinate zeigt Werte von 1,0 bis 2,2 für das Ver-hältnis der gesamten Wanddicke einschließlich der Rippen-höhe (T) zur unverrippten Wanddicke (tA).
Neben der Kurve sind in zur Interpolation geeignetenAbständen die Volumenverhältnisse von verrippten (VB) und unverrippten Platten (VA) angegeben. Für gegebeneWerte T, tB und N läßt sich mit dieser Kurve die Volumen-einsparung gegenüber einer gleich steifen unverripptenPlatte errechnen. Beispiele für die Anwendung des Dia-gramms werden in den folgenden Berechnungen gegeben.
Beispiel 1 – Unterliegt die Geometrie der neuen, verripptenWand keinen Beschränkungen, kann anhand der Kurveermittelt werden, bei welchen Abmessungen die angestrebteMaterialkostenersparnis erzielt werden kann.
Gegeben: Bisherige Wanddicke (tA) = 4,5 mm
Gefordert: Materialverringerung um 40%
oderVB = 0,60VA
Aus Abb. 4.08 erhält man:
(tA) (N) = 0,135, or N =
0,135 ×1= 0,03 Rippen/mm
W 4,5 oder etwa 3 Rippenpro 100 mm
tB = 0,44, oder tB = (0,44) (4,5) = 2,0 mmtA
T = 1,875, oder T = (1,875) (4,5) = rund 8,5 mm
tA
Beispiel 2 – Wenn das Fließvermögen des Kunststoffs die neu berechnete Wanddicke nach unten begrenzt, kann die Geometrie des Teils wie folgt berechnet werden:
Gegeben: Bisherige Wanddicke (tA) = 2,5 mm
Gefordert: Minimale Wanddicke (tB) = 1 mm
or tB = 1 = 0,4tA 2,5
oder Fig. 4.08
T = 1,95, or T = (1,95) (2,5) = 5 mmtA
(tA) (N) = 0,125, or N =
0,125�1= 0,05 Rippen pro mm
W 2,5 oder 1 Rippe pro 20 mm
VB = 0,55VA
Flache Platte Verripte Konstruktion

Die 1 mm dicke verrippte Wand hat somit eine Gesamthöhevon 5 mm, 0,05 Rippe pro mm (oder alle 20 mm eine Rippe)und führt zu einer Materialersparnis von 45 Prozent.
Beispiel 3 – Aus Funktionsgründen darf die Gesamthöhe Teinen bestimmten Wert nicht überschreiten.
Gegeben: Bisherige Wanddicke (tA) = 6,5 mm
Gefordert: Maximale Gesamthöhe der verrippten Wand (T) = 10,8 mm
oderT
=10,8
= 1,66tA 6,5
Aus Abb. 4.08 erhält man:
(tA) (N) = 0,175, oder N =
0,175�1= 0,027 Rippen pro mm
W 6,5 oder 1 Rippe pro 37 mm
tB = 0,56, oder tB = (0,56) (6,5) = 3,65 mmtA
VB = 0,76VA
Die verrippte Konstruktion führt zu einer Materialersparnisvon 24 Prozent. Sie hat 0,027 Rippen pro mm (oder alle 37 mm eine Rippe) und eine Wanddicke von 3,65 mm. Wennaus funktionellen oder ästhetischen Gründen dünnere Rippenverwendet werden sollen, läßt sich die gleiche Steifigkeiterzielen, sofern nur das Produkt aus Rippenzahl und Rippen-dicke gleich bleibt. Wenn hier beispielsweise die Dicke derRippen auf 1,8 mm halbiert würde, sollte die Zahl der Rip-pen von einer auf zwei Rippen pro 37 mm verdoppelt werden.
Beispiel 4 – Wenn aus Funktionsgründen die Anzahl derRippen pro Längeneinheit festgelegt ist oder der Rippenab-stand mit dem Raster des außen aufgebrachten Dekors übe-reinstimmen muß, lassen sich mit Hilfe des Diagramms dieübrigen Abmaße sowie die größtmögliche Materialersparnisberechnen.
Gegeben: Bisherige Wanddicke (tA) = 4,0 mm
Gefordert: Rippen pro mm (N) = 0,04 Rippen pro mmoder 4 Rippen pro 100 mm
Auf der Basis W somit:
(tA) (N) =
(4,0) (0,04) = 0,16
W 1
Aus Abb. 4.08 erhält man:
tB = 0,5, oder tB = 0,5 � 4,0 = 2,0 mmtA
T = 1,75, oder T = 1,75 � 4,0 = ungefähr 7,0 mm
tA
VB = 0,68VA
Daraus ergibt sich eine Konstruktion mit einer Gesamthöhevon 7,0 mm, einer Wanddicke von etwa 2,0 mm und einerMaterialersparnis von 32 Prozent. (Eine weitere Lösung istmit einem VB/VA -Wert von 0,90 möglich, erbringt aber nureine Materialersparnis von 10 Prozent. Die Wahl hängt vonder erwünschten Wanddicke und Gesamthöhe ab.)
Parallel verlaufende VerrippungenEs sind Kurven erarbeitet worden, die anhand dimensionsun-abhängiger Verhältniszahlen die Geometrie flacher Plattenund parallel verrippter Strukturen gleicher Steifigkeit mit-einander vergleichen. Die Dicke der unverrippten Platte wirdzunächst für die gegebene Belastung rechnerisch ermittelt.Sind die Abmessungen des rechteckigen Querschnitts einersolchen Platte berechnet, teilt man dessen Länge in eineReihe gleichgroßer, kleinerer Abschnitte auf, berechnet dasTrägheitsmoment des einzelnen Abschnitts und vergleicht esmit dem eines verrippten Gegenstücks. Die Summe derTrägheitsmomente der kleineren Abschnitte entspricht demTrägheitsmoment des ursprünglichen Querschnitts.
Die Nomenklatur für den Querschnitt wird nachstehenderläutert :
t = T–2H tan �
A (area) = BW +H (T+t)
2
Wd = Dicke für Durchbiegung
WS = Dicke für Spannung
Um einen der kleineren Abschnitte der Gesamtstruktur zu definieren, wird der Ausdruck BEQ verwendet.
BEQ = Gesamtlänge des Abschnitts = BZahl der Rippen N
Auf der Grundlage der Trägheitsmomentgleichungen fürdiese Abschnitte werden die Dickenverhältnisse bestimmtund als Kurve dargestellt. Diese Berechnungen beruhen auf einer Rippendicke von 60 Prozent der Wanddicke. Die Kurven in den Abbildungen 4.10 und 4.11 beruhen auf den Dickenverhältnissen für Durchbiegung (Wd / W) oder Spannung (WS / W).
Die Abszissen geben das Verhältnis der Rippenhöhe zurWanddicke (H/W) an. Die folgenden Problemstellungen und ihre schrittweise Lösung zeigen, wie die Verwendungdieser Kurven die Berechnung der Durchbiegung und derSpannung vereinfachen kann.
Problem 1:
Eine 4 mm dicke Kupferplatte (C), die an einem Ende festeingespannt und einer gleichmäßigen Belastung von 320 Nausgesetzt ist, soll durch eine aus DELRIN® Polyacetalgespritzte Platte ersetzt werden. Zu berechnen ist der entsprechende gerippte Querschnitt für die neue Platte,Abmessungen siehe Zeichnung unten.
29
H
W
T
t
B
B
Wd - Ws
�¡

30
Biege-E-Modul für KupferEC = 105 000 MPa
Biege-E-Modul für DELRIN® PolyacetalED = 3000 MPa
Die Wanddicke für eine Platte aus DELRIN® Polyacetal mitgleicher Steifigkeit wird berechnet, indem man die Produkteaus Modul und Trägheitsmoment der beiden Materialiengleichsetzt.
EC × WC3 = ED × Wd
3; oder: 105000 × 43 = 3000 × Wd3
also: Wd = 13 mm.
Da eine Wanddicke von 13 mm für Kunststoffstrukturen imallgemeinen – vor allem aufgrund von Verarbeitungsproble-men – als nicht praktikabel gilt, ist eine Verrippung zu emp-fehlen. Deshalb soll eine realistischere Wanddicke von 3 mmvorgegeben und eine Platte mit 9 im gleichen Abstand von-einander angeordneten Rippen, Rippenhöhe, Biegung undSpannung berechnet werden.
Wd = 13 = 4,33W 3
BEQ = B =100 = 11,1 BEQ = 11,1 = 3,7N 9 W 3
Aus dem Durchbiegungsdiagramm (Abb. 4.10) erhält man:
H = 5,7 H = 5,7 × 3 = 17,1 mmW
Aus dem Spannungsdiagramm (Abb. 4.11) für H = 5,7 W
BEQ = 3,7 erhält man:W
WS = 2,75 WS = 2,75 × 3 mm = 8,25 mmW
Ermitteln des Trägheitsmoments und des Sektions-Modulsfür die verrippte Fläche, das identisch mit dem der festenKunststoffplatte ist:
I = B WD3
= 100 × 133
= 18300 mm4
12 12
Z = BWs2
= 100 × 8,252
= 1130 mm3
6 6
Maximale Durchbiegung am freien Ende:
250 mm
320 N
4 mm
100 mm
� max = FL3
= 320 × 250 3
= 11,4 mm8 EI 8 × 3000 × 18300
Maximale Spannung am freien Ende:
� max = FL = 320 × 250 = 35,4 MPa2 Z 2 × 1130
Da DELRIN® Polyacetal eine Zugfestigkeit von 69 MPa aufweist, ergibt sich ein Sicherheitsfaktor von 2.
Problem 2:
Zu bestimmen sind die Durchbiegung und die Spannung fürdie abgebildete Struktur aus RYNITE® 530 thermoplastischemPolyester, beidseitig eingespannt.
Durch Einsetzen der bekannten Größen erhält man:
BEQ = B = 60 = 15 BEQ = 15 = 5N 4 W 3
H = 18 – 3 = 15 H = 15 = 5W 3
Aus den Diagrammen erhält man:
Wd = 3,6 Wd = 3,6 × 3 = 10,8W
WS = 2,25 WS = 2,25 × 3 = 6,75 mmW
I = BWd3
= 60 ×10,83= 6300 mm4
12 12
Z = BWs2
= 60 × 6,752= 455 mm3
6 6
� max = 5 × FL3= 5 × 667,2 × 5083
= 20 mm384 EI 384 × 9000 × 6300
� max = FL = 667,2 × 508 = 93 MPa8 Z 8 × 455
Die Zugfestigkeit von RYNITE® 530, beträgt 158 MPa gemes-sen an Prüfstäben. Die zulässige Spannung für komplexereTeile hängt von der örtlichen Glasfaserorientierung ab. Legtman hier eine gute Orientierung zugrunde, ist ein Reduktions-faktor von 0,8 realistisch. Somit beträgt die zulässige Span-nung = 0,8 × 158 = 126 MPa.Der anzuwendende Sicherheitsfaktor ist somit:S = 126 / 93 = 1,35.
Anmerkung: Rippen mit einer Höhe, die das 5fache ihrerDicke überschreitet und höheren Druckspannungen unter-worfen sind, sollten auf die Gefahr des Durchknickens(Instabilität) geprüft werden.
667,2 N 60
1,8 mm3 mm
18 mm
1°
508 mm

Abb. 4.10 DurchbiegungskurvenDie in dem unten wiedergegebenen Diagramm enthaltenen, mit dem Computer berechneten Kurven für Rippendicken von 60 Prozent der Wanddicke sind als Hilfsmittel zur Berechnung der maximalen Durchbiegung einer verrippten Struktur gedacht.(Verwenden Sie für andere Rippendicken die Formeln in Tabellen 4.01 und 4.02)
H W
1098765432100
1
2
3
4
0,62
1,0
1,25
1,87
2,5
3,75
5,06,257,5
10,012,515,020,025
37,55075
150
5
6
7
8
9
10
Height of rib ratio
Wd
W W
all t
hick
ness
rat
io
BE
Q
W
B
B
0,6 W
0,03R H
R
W
Wd
1°
Verh
ältn
is d
er W
and
dic
ken
Höhenverhältnis der Rippen
0,5 W
0,6 W
31

Abb. 4.11 SpannungskurvenDie in dem unten wiedergegebenen Diagramm enthaltenen, mit dem Computer berechneten Kurven für Rippen-dicken von 60 Prozentder Wanddicke sind als Hilfsmittel zur Berechnung der maximalen Spannungstoleranzen einer verrippten Struktur gedacht.
1 2 3 4 5 6 7 8 9 10
0,62
1,0
1,25
1,87
2,5
3,75
5,06,257,5
10,012,5
15,020,0
2537
5075150
0
10
9
8
7
6
5
4
3
2
1
0
B
B
0,6 W
0,03R H
R
W
Ws
1°
H
WHeight of rib ratio
Ws
W W
all t
hick
ness
rat
io
BE
Q
W
Verh
ältn
is d
er W
and
dic
ken
Höhenverhältnis der Rippen
0,5 W
0,6 W
32

33
Berechnungsgleichungen für tragende Konstruktionen
Tabelle 4.01 Querschnittsformen
y1�
y2
h
b
H
H
C
h
h
h
b2
b2
B2
B2
B
B
b
H
b y1
y2
HHh h
B
B B
b
H
y1
y2
h
b
b2b
2
A = bh y1 = y2 = h cos � + b sin �2
y1 = y2 = H2
y1 = y2 = H2
y1 = y2 = 1 a2
I1 = I2 = I3 = 1 a4
12
y1 = H – y2
y2 =1 aH2 + B1d2 + b1d1 (2H – d1)2 aH + B1d + b1d1
y1 = H – y2
y2 = aH2 + bd2
2(aH + bd)
I1 = bh (h2 cos2 � + b2 sin2 �)12
I1 = BH3 + bh3
12
r1 = � (h2 cos2 � + b2 sin2 �)12
r1 = � BH3 + bh3
12 (BH + bh)A = BH + bh
A = BH – bh
A = bd1 + Bd+ a(H – d – d1)
I1 = BH3 – bh3
12
I1 = 1 (By3 – B1h3 + by3 – b1h3)3 2 1 1
I1 = 1 (By3 – bh3 + ay3 )3 2 1
r1 = � BH3 – bh3
12 (BH – bh)
r1 = � I(Bd + bd1) + a(h + h1)
r1 = � IBd + a(H – d)
Querschnitt Fläche ARandfaserabstände
y1, y2
Flächenträgheitsmomente I1 und I2
an den Hauptachsen 1 und 2
Trägheitsradius r1 und r2
an den Hauptachsen 1 und 2
H
B
dh
d1h1
b
B12
B12
b2
y1
y2
B
B B
b
a
b2
a2
b2
dh
h H H
dd
b
a
H
a2
y
y
y1
y2
d
A = Bh – b(H – d)
A = a2
A = bd
y1
y2
a
a
1 1
y1
y2
d
b
1 1y1 = y2 = 1 d
2I1 = 1 bd3
12
r1 = r2 = r3 = 0.289a
r1 = 0.289d

y1
y2
d
b
1 1
A = 1 bd2
y1 = 2 d3
y2 = 1 d3
I1 = d3 (B2 + 4Bb + b2)
36(B + b)r1 =
d � 2(B2 + 4Bb + b2)6(B + b)
Querschnitt Fläche ARandfaserabstände
y1, y2
Flächenträgheitsmomente I1 und I2
an den Hauptachsen 1 und 2
Trägheitsradius r1 und r2
an den Hauptachsen 1 und 2
y1
y2
d
B
b
1 1
A = 1 (B + b)d2
y1 = d 2B + b3(B + b)
y2 = d B + 2b3(B + b)
I1 = 1 bd3
36r1 = 0.2358d
R
R
A = � R2 y1 = y2 = R I = 1 � R4
4r = 1 R
2
R R01 1R0R
A = � (R2 – R 2)0y1 = y2 – R I = 1 � (R4 – R4)
4 0
R
2
2
1 1y1
y2
1��
2
2
R 1y
1
y2
��
2
2
R11y
1
y2
A = 1 � R2
2y1 = 0.5756R
y2 = 0.4244R
I1 = 0.1098R4
I2 = 1 � R4
8
r1 = 0.2643R
r2 = 1 R2
A = � R2
A = 1 R2 (2�2– sin 2�)
I1 = 1 R4 � � + sin � cos �4
+ 2 sin3 � cos �
I1 = R4
�� + sin � cos �4
I2 = 1 R4 �� – sin � cos ��4
– 16 sin6 �9(� – sin � cos � �
– 16 sin2 � �9�
r1 =
1 R � 1 + sin � cos � 16 sin2 �2 � 9�2
y1 = R �1 – 4 sin3 � 6� – 3 sin 2�
R � 4 sin3 � – cos � 6� – 3 sin 2�y2 =
r2 =1 R � 1 – 2 sin3 � cos �2 3(� – sin � cos �)
r2 = 1R � 1 – sin � cos �2 �
r2 = 1R �1 + 2 sin3 � cos �2 � – sin � cos �
– 64 sin6 �9(2� – sin 2�)2
– 2 sin3 � cos ��
I2 = R4�3� – 3 sin � cos �
12
R
tR
��
2
2
R1
t
1
y1
y2
A = 2 � Rt
A = � (2 R-t) t
y1 = y2 = R I = � R3 t r = 0.707R
y1 = R �1 – 2 sin � 3�
y2 = 2R sin �3�
y1 = R �1 – sin � + t� 2
y2 = 2R � sin � – cos � + t cos �� 2
– 2 sin2 � + � Rt 3
� 6
I1 =R3 t �� + sin � cos �
I2 =R3 t (� – sin � cos �)
r1 =
R � � + sin � cos � – 2 sin2 �/�2�
r2 = R � � – sin � cos �2�
(1) Kreisförmiger Querschnitt(2) Dünnwandiger Kreisring(3) Dünnwandiger Kreisringsektor
(1)
(2)
(3)Dünnwandig
(für dickwandige:siehe «Roark &Young»)
r = � (R2 + R 2)014
34

35
Tabelle 4.02 Berechnungsgleichungen für Querkraft- und Momentenverläufe; Biegelinien von Trägern; Auflagerreaktionenstarrer Systeme
Bezeichnungen: W = Kraft (N) ; w = Flächenbelastung (N/mm linear) ; M ist im Uhrzeigersinn positiv ; V in Aufwärtsrichtung positiv ; y in Aufwärtsrichtungpositiv. Reaktionsmomente, einwirkende Momente und Belastungen sowie Auflagerkräfte sind positiv, wenn sie im dargestellten Sinn wirksam sind. Alle Kräfte sind in N, alle Momente in Nmm, alle Durchbiegungen und Abmessungen in mm angegeben. � ist in Bogenmaß angegeben und tan � = �, I = Flächenträgheitsmoment des Querschnitts (mm4).
l
x
y
WY
O BX
A�
R2 = + W
V = – W
M = –Wx
Max M = –Wl bei B
Belastung,Einspannbedingung
Auflagerkräfte R1 und R2,Quekraft V
Biegemoment Mund maximalesBiegemoment
Durchbiegung y, maximale Durchbiegung,und Endneigung �
l
WY
OC
X
A B
b a
R2 = + W
(A bis B) V = 0
(B bis C) V = – W
y = 1 W (x3 – 3l 2 x + 2l 3)6 El
Max y = – 1 Wl 3 bei A3 El
� = + 1 Wl 2 bei A2 El
l
Y
OB
X
A
W = wl
R2 = + W
V = – W xl
(A bis B) M = 0
(B bis C) M = –W(x – b)
Max M = –Wa bei C
M = M0
Max M = M0 (A bis B)
(A bis B) M = 0
(B bis C) M = M0
Max M = M0 (B bis C)
(A bis B) M = + 1 Wx2
(B bis C) M = + 1 W (l – x)2
Max M = + 1Wl bei B4
(A bis B) y = – 1 W (–a3 + 3a2l – 3a2x)6 El
l
YA
M0
BXO
R2 = 0
V = 0
l
YA
a
BM0
CXO
Bl
YA W C
XO
l2
R2 = 0
V = 0
M = – 1 W x2
2 l
R1 = + 1 W2
R2 = + 1 W2
(A bis B) V = + 1 W2
(B bis C) V = – 1 W2
(B bis C) y = – 1 W �(x – b)3 – 3a2 (x – b) + 2a3�6 El
Max y = – 1 W (3a2l – a3)6 El
� = + 1 Wa2(A bis B)
2 El
y = – 1 W (x4 – 4l 3 x + 3l 4)24 Ell
Max y = – 1 Wl 3
8 El
Freiträger,Endlast
Freiträger, beliebigangreifendeEinzellast
Freiträger,gleichmässig verteilteFlächenlast
Freiträger,Momentanlast
Freiträger, beliebigangreifendeMomentanlast
Beidsetig aufliegendeTräger, mittigangreifende Einzellast
Max M = – 1Wl bei B2
� = + 1 Wl 2 bei A6 El
y = 1 M0 (l 2 – 2l x + x2)2 El
Max y = + 1 M0l 2 bei A2 El
(A bis B)
y = M0a �l – 1 a – xEl 2
(B bis C)
y = 1 M0 �(x – l + a)2 – 2a (x – l + a) + a2�2 El
(A bis B) y = – 1 W (3l 2 x – 4x3)48 El
Max y = M0a �l – 1 a bei AEl 2
� = – M0a (A bis B)El
Max y = – 1 Wl 3 bei B48 El
� = – 1 Wl 2 bei A16 E
� = + 1 Wl 2 bei C16 El
� = – M0l bei AEl

l
Y
Aw
BX
O
W=wl
R1 = + 1 W2
R2 = + 1 W2
V = 1 W �1 – 2x 2 l
M = 1 W �x – x2
2 l
Belastung,Einspannbedingung
Auflagerkräfte R1 und R2,Quekraft V
Biegemoment Mund maximalesBiegemoment
Durchbiegung y, maximale Durchbiegung,und Endneigung �
l
Y
A
a bW
CX
BO
R1 = + W bl
R2 = + W al
(A bis B) V = + W bl
(B bis C) V = – W al
y = – 1 Wx (l 3 – 2l x2 + x3)24 Ell
l
Y
BX
O
AM0
(A bis B) M = + Wb xl
(B bis C) M = + Wa (l – x)l
Max M = + W ab bei Bl
(A bis B)y = – Wbx �2l (l – x) – b2 – (l – x)2�6Ell
B
W
l
Y
XO
CA M2
l2
l
B
Y W
XO
CAb a
M2
(B bis C)y = – Wa (l – x)�2l b – b2 – (l – x)2�6Ell
Max y = – Wab (a + 2b) �3a (a + 2b)27Ell
Beidseitig aufliegenderTräger, gleichmäßigverteilte Flächenlast
Beidseitig aufliegenderTräger, beliebigangreifende Flächenlast
Beidseitig aufliegenderTräger, Momentanlast
An einem Endeeingespannter, amanderen Endeaufliegender Träger.Momentanlast (4)
An einem Endeeingespannter, amanderen Endeaufliegender Trägerbeliebig angreifendeEinzellast (4)
(A bis B) y = 1 W (5x3 – 3l 2x)96 El
(B bis C) y = 1 W �5x3 – 16 �x – l 3
– 3l 2x�96 El 2
Max M = + 1 Wl8
bei x = 1 l
2
Max y = – 5 Wl 3 bei x = 1l
384 El 2
� = – 1 Wl 2 bei A; � = + 1 Wl 2 bei B24 El 24 El
R1 = – M0
l
R1 = + M0
l
V = R1
M = M0 + R1x
Max M = M0 bei A
(A bis B)
M = 5 Wx16
(B bis C)
M = W �1l –11 x2 16
Max +M = 5 Wl bei B32
Max –M = – 3 Wl bei C16
bei x = � 1 a (a + 2b) wenn a > b3
� = – 1 W �bl – b3
bei A6 El l
� = + 1 W �2bl + b3 – 3b2 bei C
6 El l
y = – 1 M0 �3x2 – x3– 2l x6 El l
R1 = 5 W16
R2 = 11 W16
M2 = 3 Wl16
(A bis B) V = + 5 W16
(B bis C) V = – 11 W16
Max y = 0.0642 M0l 2
bei x = 0.422lEl
� = – 1 M0l bei A; � = + 1 M0l bei B3 El 6 El
(A bis B) M = R1x
(B bis C)
M = R1x – W(x – l + a)
Max + M = R1(l – a) bei B;
höchst möglicher Wert
= 0.174 Wl
wenn a = 0.634l
Max – M = – M2 bei C;
höchst möglicher Wert
= – 0.1927Wl
wenn a = 0.4227l
R1 = 1 W �3a2l – a3
2 l 3
R2 = W – R1
(A bis B) V = + R1
(B bis C) V = R1 – W
M2 = 1 W �a3 + 2al 2 – 3a2l
Max y = – 0.00932 Wl 3 bei x = 0.4472lEl
� = – 1 Wl 2 bei A32 El
(A bis B) y = 1 �R1 (x3 – 3l 2x) + 3Wa2x�6El
(B bis C)
y = 1 R1 (x3 – 3l 2x) + W �3a2x – (x – b)3��6El
Wenn a < 0.586l, max y ist zwischen A und B bei:
Wenn a > 0.586l, max y ist bei: x = l (l 2 + b2)3l 2 – b2
Wenn a > 0.586l, max y ist bei B und x = – 0.0098 Wl 3,El
max. höchst mögliche Durchbiegung
� = 1 W �a3– a2 bei A
4 El l
x = l �1 – 2l
3l – a
36
(4) M2 = Reaktionsmoment

l
Y
Aw
B XO
W = wl
M2
R1 = 3 W8
R2 = 5 W8
M2 = 1 Wl8
V = W � 3 – x 8 l
M = W � 3 x – 1 x2
8 2 l
Belastung,Einspannbedingung
Auflagerkräfte R1 und R2,Reaktionsmomente
M1 und M2, Quekraft V
Biegemoment Mund maximale positive und negative
Biegemoment
Durchbiegung y, maximale Durchbiegung,und Endneigung �
R1 = – 3 M0
2 l
R2 = + 3 M0
2 l
M2 = 1 M02
V = – 3 M0
2 l
y = – 1 W (3l x3 – 2x4 + l 3x)48 Ell
l
Y
A CX
O
M2M0
B
a
M = 1 M0 �2 – 3 x 2 l
Max + M = M0 bei A
Max – M = 1 M0 bei B2
y = 1 M0 �2x2 – x3– x l 4 El l
l
B
WY
XO
CA M2M1
l
2
An einem Endeeingespannter, amanderen aufliegenderTräger. Gleichmäßigverteilte Flächenlast
An einem Endeeingespannter, amanderen Endeaufliegender Träger,Momentanlast
An einem Endeeingespannter, amanderen Endeaufliegender Träger.Beliebig angreifendeMomentanlast
BeidseitigeingespannterTräger. Mittenlast
(A bis B) y = – 1 W (3l x2 – 4x3)48 El
Max y = – 1 W l 3 bei B192 El
Max + M = 9 Wl bei x = 3l
128 8
Max – M = – 1 Wl bei B8
Max y = – 0.0054 Wl 3 bei x = 0.4215l
El
� = – 1 Wl 2 bei A24 El
R1 = – 3 M0 �l 2 – a2
2 l l 2
R2 = + 3 M0 �l 2 – a2
2 l l 2
M2 = 1 M0 �1 – 3 a2 2 l 2
(A bis B) V = R1
(B bis C) V = R1
(A bis B) M = R1x
(B bis C) M = R1x + M0
Max + M = M0 �1 – 3a(l 2 – a2)�2l 3
bei B (rechts)
Max – M = –M2 bei C
(wenn a < 0.275 l )
Max – M = R1a bei B (links)
(wenn a > 0.275 l )
(A bis B) M = 1 W (4x – l )8
(B bis C) M = 1 W (3l – 4x)8
Max + M = 1 Wl bei B8
Max – M = – 1 Wl bei A und C8
(A bis B)
y = M0 �l 2 – a2
(3l 2x – x3) – (l – a)x�El 4l 3
R1 = 1 W2
R2 = 1 W2
M1 = 1 Wl8
M2 = 1 Wl8
(A bis B) V = + 1 W2
(B bis C) V = – 1 W2
Max y = – 1 M0l 2 bei x = 1l
27 El 3
� = – 1 M0l bei A4 El
(B bis C)
y = M0 �l 2 – a2
(3l 2x – x3) – l x + 1 (x2 + a2)�El 4l 3 2
� = M0 �a – 1l – 3 a2
bei AEl 4 4 l
l
Y
A BM0
XO
M2
37

l
B
W
Y
XO
CAa b
M2M1
R1 = Wb2(3a + b)
l 3
R2 = Wa2(3b + a)
l 3
M1 = W ab2
l 2
M2 = W a2bl 2
(A bis B) V = R1
(B bis C) V = R1 – W
(A bis B)
M = – W ab2+ R1x
l 2
Belastung,Einspannbedingung
Auflagerkräfte R1 und R2,Reaktionsmomente
M1 und M2, Quekraft V
Biegemoment Mund maximale positive und negative
Biegemoment
Durchbiegung y, maximale Durchbiegung,und Endneigung �
l
Y
A BX
O
W = wl
M1 M2
R1 = 1 W2
R2 = 1 W2
M1 = 1 Wl12
M2 = 1 Wl12
V = 1 W �1 – 2x 2 l
(A bis B)
y = 1 Wb2x2(3ax + bx – 3a l )
6 Ell 3
l
YCA
XO
M2M0M1
B
a
M = 1 W �x – x2
– 1 l 2 l 6
Max + M = 1 Wl bei x = 1l
24 2
Max – M = – 1 Wl bei A und B12
y = 1 Wx2(2l x – l 2 – x2)
24 Ell
Beidseitig einge-spannter Träger.Beliebig angreifendeMomentallast
Beidseitig einge-spannter Träger.Gleichmäßig verteilteFlächenlast
Beidseitig einge-spannter Träger.Beliebig angreifendeMomentanlast
R1 = – 6 M0 (al – a2)l 3
R2 = 6 M0 (al – a2)l 3
M1 = – M0 (4l a – 3a2 – l 2)l 2
M2 = M0 (2l a – 3a2)l 2
V = R1
(A bis B) M = – M1 + R1x
(B bis C) M = – M1 + R1x + M0
Max + M = M0 �4 a – 9 a 2+ 6 a3
– 1 l l 2 l 3
(A bis B)
y = – 1 (3M1x2 – R1x3)6El
(B bis C)
y = 1 �(M0 – M1) (3x2 – 6l x + 3l 2)6El
– R1 (3l 2x – x3 – 2l 3)�
Max y = – 1 Wl 3 bei x = 1 l
384 EI 2
(B bis C)
M = – W ab2+ R1x – W (x – a)
l 2
Max + M = – W ab2+ R1 bei B;
l 2
höchstmöglicher Wert = 1 Wl8
wenn a = 1l
2Max – M = – M1 wenn a < b;
höchstmöglicher Wert = –0.1481 Wl
wenn a = 1l
3Max – M = – M2 wenn a > b;
höchstmöglicher Wert = –0.1481 Wl
wenn a = 2l
3
(B bis C)
y = 1 Wa2 (l – x)2�(3b + a) (l – x) – 3bl �
6 Ell 3
Max y = – 2 W a3b2
3 El (3a + b)2
Max y = – 2 W a2b3
3 El (3b + a)2
bei x = l – 2bl wenn a < b3b + a
bei x = 2a l wenn a > b3a + b
Max + M = M0 �4 a – 9 a 2+ 6 a 3
l l 2 l 3
gerade rechts von B
gerade links von B
Max – y bei x =2M1 wenn a >
1l
R1 3
Max – y bei x = l –2M2 wenn a <
2l
R2 3
38

Tabelle 4.03 Berechnungsgleichungen für Torsionsverformung und -spannung
Allgemeine Formeln : � = MT l, � =
MT , Es bedeuten � = Torsionswinkel (rad) ; MT = Torsionsmoment (N · mm) ; KG Q
l = Länge (mm) ; � = Schubspannung (MPa) ; G = Schubmodul (MPa) ; K (mm4) sind Funktionen des Querschnitts.
Form und Abmessungen der Querschnitte
Massiver Kreisquerschnitt
Formel für K in � = MT l
KG
K = 1 �r 4
2
Schubspannung
Max � = 2MT am Rand� r3
2r
Massiver elliptischer Querschnitt
2 b
2a
K = �a3b3
a2 + b2Max � = 2MT an den Enden der
� ab2kleineren Achse
Massiver quadratischer Querschnitt
a
K = 0.1406a4 Max � = MT am Mittelpunkt0.208a3
jeder Seite
Massiver rechteckiger Querschnitt
a
b
Max � = MT(1.8a + 3.0b) am Mittelpunkt jedera2b2
längeren Seite
Hohler konzentrischer Kreisquerschnitt
r1
r0
K = 1 � (r 4 – r 4)2 1 0 Max � = 2MT r1 am äußeren Rand
� (r4 – r4)1 0
t
K = 1 Ut3
2 Max � = MT(3U + 1.8t) , längs beider vonU2t 2
den Enden entfernter Ränder (unter der Voraus-setzung, daß t klein im Vergleich zu dem kleinstenKrümmungshalbmesser der Mittellinie ist)
Beidseitig offener dünnwandiger Querschnittgleichmäßiger Dicke. U = Länge der Mittellinie(gestrichelt gezeichnet)
(b ≥ a)
K = a3b� 1 – 0.28 a �1 – a4
�3 b 12b4
39

Tabelle 4.04 Berechnungsgleichungen für Spannungen und Verformungen in DruckgefäßenBezeichnungen für dünnwandige Druckgefäße: p = gleichmäßiger Druck (MPa) ; σ1 = axiale Membranspannung, positiv bei Zug (MPa) ; σ2 = tangentiale Membranspannung, positiv bei Zug (MPa) ; τs = Schubspannung (MPa) ; E = mittlerer Radius des Umfangs (mm) ; t = Wanddicke (mm) ; E = Elastizitätsmodul (MPa) ; v = Poissonsche Zahl.Bezeichnungen für dickwandige Druckgefäße: σ1 = axiale Wandungsspannung, positiv, soweit im dargestellten Sinn wirkend (MPa) ; σ2 = tangentiale Wandungsspannung, positiv, soweit im dargestellten Sinn wirkend (MPa) ; σ3 = radiale Wandungsspannung, positiv, soweit im dargestellten Sinn wirkend (MPa) ; a = innerer Radius des Gefäßes (mm) ; b = äußerer Radius des Gefäßes (mm) ; r = Radius von der Achse bis zu dem Punkt, an dem die Spannung auftritt (mm) ; ∆a = Veränderung des inneren Radius infolge des Drucks ; positiv bei Zunahme (mm) ; ∆b = Veränderung des äußeren Radius infolge des Drucks ; positiv bei Zunahme (mm). Sonstige Bezeichnungen wie bei dünnwandigen Druckgefäßen.
Form des Druckgefäßes
Zylindrisch
Kugelförmig
Ringkörper
Art der Belastung
Gleichmäßiger Innendruck(oder Außendruck) p, (MPa)
Gleichmäßiger Innendruck(oder Außendruck) p, (MPa)
Vollständiger Ringkörper unter gleichmäßigemInnendruck p, (MPa)
1 = pR2t
2 = pRt
Radiale Verschiebung = R ( 2 – v 1).E
Äußerer Quetschdruck p� =t � y R 1 + 4 y �R2
E t
Innerer Berstdruck pu = 2 utR
Hier u = max. Zugfestigkeit,
mit y = Quetschgrenze des Materials. Diese Gleichung gilt für nichtelastischen
Bruch und nur, wenn p�R > Proportionalitätsgrenze.t
1 = 2 = pR2t
Radiale Verschiebung = 1 (1 – v ) RE
1 = pb �1 + at 2r
Max 1 = pb � 2a – b bei 0t 2a – 2b
2 = pR (überall gleich)2t
Formeln
Dünnwandige Druckgefäße – Membranspannungen 1 (axial) und 2 (tangential)
t 2
1R
t
2
1
R
O
t
r a b
1
Dickwandige Druckgefäße – Wandspannungen σ1 (axial), σ2 (tangential) und σ3 (radial)
40

Form des Druckgefäßes
Zylindrisch
Art der Belastung
1. Gleichmäßig radialerInnendruck p, (MPa)(Längsdruck gleich null odervon aussen ausgeglichen)
2. Gleichmäßiger radialerAußendruck p, (MPa)
3. Gleichmäßig radialerInnendruck p, (MPa) in allen Richtungen
Gleichmäßiger Innendruck p, (MPa)
2. Gleichmäßiger Außendruck p, (MPa)
1 = 0
2 = p a2 (b2 + r2) Max 2 = p b2 + a2an der Innenfläche
r2 (b2 – a2) b2 – a2
3 = – p a2 (b2 – r2) Max 3 = – p an der Innenflächer2 (b2 – a2)
Max � = p b2an der Innenfläche
b2 – a2
�a = p a � b2 + a2+ v ;
E b2 – a2
�b = p b � 2a2
E b2 – a2
Formeln
Dickwandige Druckgefäße – Wandspannungen σ1 (axial), σ2 (tangential) und σ3 (radial)
σ2
σ1
σ3
ra
b
Kugelförmig
σ2
σ1σ3
ra
b
1 = 2 = p a3 (b3 + 2r3) Max 1 = max 2 = p b3 + 2a3an der Innenfläche
2r3 (b3 – a3) 2(b3 – a3)
3 = – p a3 (b3 – r3) Max 3 = – p an der Innenflächer3 (b3 – a3)
Max � = p 3b3an der Innenfläche
4(b3 – a3)
�a = p a � b3 + 2a3(1 – v ) + v� ;
E 2(b3 – a3)
�b = p b � 3a3(1 – v )�E 2(b3 – a3)
Druck bei Streckspannung py =2 y �1 –
a3
3 b3
1 = 0
2 = – p a2 (b2 + r2) Max 2 = – p 2b2an der Innenfläche
r2 (b2 – a2) b2 – a2
3 = – p b2 (r2 – a2) Max 3 = – p an der Außenflächer2 (b2 – a2)
Max � = 1 max 2 an der Innenfläche2
�a = – p a � 2b2
;E b2 – a2
�b = – p b �a2 + b2– vE b2 – a2
1 = p a2, 2 und 3 gleiche Werte wie im Fall 1.
b2 – a2
�a = p a �b2 + a2– v � a2
– 1 � ;E b2 – a2 b2 – a2
�b = p b � a2(2 – v)�E b2 – a2
1 = 2 = – p b3 (a3 + 2r3) Max 1 = – max 2 = – p 3b3an der Innenfläche
2r3 (b3 – a3) 2(b3 – a3)
3 = – p b3 (r3 – a3) Max 3 = – p an der Außenflächer3 (b3 – a3)
�a = – p a � 3b3(1 – v )� ;
E 2(b3 – a3)
�b = – p b � a3 + 2b3(1 – v ) – v �E 2(b3 – a3)
41

Tabelle 4.05 Knicken von Stäben, Ringen und BögenE = Elastizitätsmodul, I = Flächenträgheitsmoment des Querschnitts um die Mittenachse und senkrecht zur Knickebene. Alle Abmessungen in mm,alle Kräfte in N, alle Winkel in Bogenmaß.
Stabform,Art der Belastung und Abstützung
Gerader Stab. Ein Ende freitragend, dasandere eingespannt
Fc = �2 El4 l 2
Formeln für die kritische Last Fc, oder die kritische Flächenlast qc
l
F
Gerader Stab. Beide Ende gelenkig gelagert
l
F
F
0.7l
0.3l
Fc = �2 Ell 2
Fc = �2 El(0.7l ) 2
Gerader Stab. Ein Ende eingespannt, dasandere gelenkig gelagert und über demeingespannten Ende horizontal fixiert
q
r
qc = 3 Elr2
Kreisförmiger Ring unter gleichmäßigemRadialdruck q N•m.r = mittlerer Radius des Rings
2�
q
qc = El � �2– 1 r3 �2
Kreisbogen unter gleichmäßigen Außendruck q.r = mittlerer Radius. Enden gelenkig gelagert
2�
q
qc = El (k2 – 1)r3
Kreisbogen unter gleichmäßigen Außendruck q.r = mittlerer Radius. Enden eingespanntt
Dabei ist k von � abhängig und läßt sich näherungsweise durch die Gleichung: k tan � cot k� = 1 oderaus der nachstehende Tabelle ermitteln:
� = 15° 30° 45° 60° 75° 90° 120° 180°
k = 17.2 8.62 5.80 4.37 3.50 3.00 2.36 2.00
l
l
0,7 l
0,3 l
42

Tabelle 4.06 Berechnungsgleichungen für ebene PlattenBezeichnungen : W = gesamte wirksame Belastung (N) ; p = wirksame Flächeneinheitsbelastung (MPa) ; t = Dicke der Platte (mm) ; � = Spannung an der Plattenoberfläche (MPa) ; y = vertikale Durchbiegung der Platte gegenüber der ursprünglichen Position (mm) ; � = Neigung der Platte gegenüber der Horizontalen (Bogenmaß) ; E = Elastizitätsmodul ; � = Poissonsche Zahl ; r gibt die Distanz vom Mittelpunkt einer kreisförmigen Platte an. Andere Abmessungen und entsprechende Symbole sind bei den jeweiligen Abbildun-gen angegeben. � mit positiven Vorzeichen bedeutet Zug auf die obere und gleich starken Druck auf die untere Plattenfläche, bei negativem Vorzeichen umgekehrte Verhältnisse. y mit positivem Vorzeichen bedeutet Beulung nach oben, mit negativem Vorzeichen Beulung nach unten. Die für � verwendeten Indizes r, t und a oder b bezeichnen jeweils radiale Richtung, tangentiale Richtung und Richtung der Dimension a oder b. Alle Abmessungen in mm.
Art der Belastung
Seiten aufliegendGleichmäßige Belastung der gesamtenOberfläche
Formeln für Spannung und Beulung
Y
W = p�a2
Kreisförmig und massiv
(Am r) �r = – 3W �(3 + �)�1 – r2
�8�t2 a2
�t = – 3W �(3 + �) – (1 + 3�) r2
8�t2 a2
(Im Mittelpunkt) Max �r = �t = – 3W (3 +�)8�t2
Max y = – 3W (1 – �) (5 + �) a2
16�Et3
r1
a
Seiten eingespanntGleichmäßige Belastung der gesamtenOberfläche
l
W = p�a2
Gleichmäßige Belastung der gesamtenOberfläche
(b ≥ a)
(Am r) �r = 3W �(3 + �) r2– (1 + �)8�t2 a2
�t = 3W �(3 + �) r2– (1 + �)8�t2 a2
(Am Rand) Max �r = 3W ; �t = � 3W4�t2 4�t2
(Am Rand)� = 3W (1 – �) a2�Et3
(Im Mittelpunkt) �r = �r = – 3W (1 + �)8�t2
Max y = – 3W (1 – �2) a2
16�Et3
(0 ≤ r ≤ a)
� = 0.50 a2 p
t2 �1+0.623 a6
�b6
� = 0
0.142 a4 p
Et3 �1+2.21 a3
�b3
0.0284 a4 p
Et3 �1+1.056 a5
�b5
� = 0.167 a2 p
t2
(a=b)
� = 0.75 a2 p
t2 �1 + 1.61 a3
�b3
Max. y
Platten-zentrum
Ränder aufliegend Ränder eingespannt
Rand-zentrum
b
a
43

Art der Belastung Formeln für Spannung und Beulung
gleichseitiges Dreieck, massiv
kreisförmiges Teil, massiv
Seiten aufliegendGleichmäßige Belastung der gesamtenOberfläche
1/3ay
aO
X
O
a
�
Seiten aufliegendGleichmäßige Belastung der gesamtenOberfläche
A CC
BL
Seiten eingespanntGleichmäßige Belastung der gesamtenOberfläche
Max �r = ß pa2Max �1 = ß1
pa2Max y = pa4
t2 t2 Et2
(Werte für � = 0.3)
� 45° 60° 90° 180°ß 0.102 0.147 0.240 0.522ß1 0.114 0.155 0.216 0.312 0.0054 0.0105 0.0250 0.0870
Max � = �r bei A = 0.42pa2
t2
�r bei B = 0.36pa2
t2
Max �t = 0.21pa2bei C
t2
Max �x = 0.1488 pa2bei y = 0, x = – 0.062a
t2
Max �y = 0.1554 pa2bei y = 0, x = 0.129a (Werte für � = 0.3)
t2
Max y = pa4 (1 – �2) Im Mittelpunkt O.81Et3
massive, halbkreisförmige Platte
44

5 – Konstruktionsbeispiele
Neue RadkonstruktionenRotierende Kunststoffteile – Zahnräder, Radscheiben, Walzen,Nocken, Drehscheiben usw. – waren lange Zeit eine Haupt-stütze der Industrie. Erst kürzlich hat man die konstruktivenMöglichkeiten von Kunststoffen für größere rotierende Teilewie Fahrrad-, Motorrad- und sogar Automobilräder erkannt.Da die Art der Beanspruchung grundverschieden sein kann,erscheint es angebracht, einige der Gesichtspunkte zu erörtern,die bei der Konstruktion eines Rades aus Kunststoff berück-sichtigt werden müssen – insbesondere im Bereich der Felgeund der Radscheiben oder Speichen.
Rad- und SpeichenkonstruktionVom Standpunkt des Spritzgießers aus gesehen müßte dasideale Rad eine überall gleichmäßige Wandstärke haben, umdie Füllung zu erleichtern und eine gleichmäßige Abkühlungim Werkzeug zu gewährleisten. Anstelle von Speichenwürde der Bereich zwischen Nabe und Felge aus einer mas-siven Radscheibe bestehen, um einen symmetrischen Flußder Kunststoffschmelze zur Felge zu ermöglichen und Bin-denähte an der Felge auszuschließen. In der Tat haben derar-tige Räder kommerzielle Anwendung gefunden, wenn auchmit leichten Veränderungen im Interesse einer verbessertenStruktur. Das Rad und die Radscheibe, die in Abb. 5.01gezeigt werden, sind ein typisches Beispiel einer solchenKonstruktion. Die Radscheibe aus DELRIN® Polyacetal mit114 mm Durchmesser ersetzt ein Druckgußteil bei niedrige-ren Kosten und geringerem Gewicht.
Die Radscheibe ist zwar massiv; die axiale Stabilität wirdaber vor allem durch die gewellte Oberfläche bewirkt. Diese Radscheibenform wurde gegenüber einer radialen Verrippung bevorzugt, weil sie die mit einer Verrippung verbundene größere Wandstärke (Abb. 5.02) und die daraufberuhende radial unterschiedliche Schwindung vermeidet;außerdem wird die Gefahr von Lufteinschlüssen währenddes Spritzgießens vermindert.
Sind Speichen erforderlich – zum Beispiel, weil die Seiten-windlast kritisch oder eine minimale Oberfläche wünschens-wert ist – sollte sorgfältig darauf geachtet werden, wievieleSpeichen und welche Wanddicke vorgeschrieben werden undwie die Verbindungsstelle der Speiche mit der Felge und derNabe ausgelegt wird. Je höher die Zahl der Speichen, destobesser. Wenn zum Beispiel fünf Speichen mit der zweifachenWanddicke der Nabe und der Felge verwendet würden, könn-ten die unterschiedlichen Schwindungen die Felge unrundwerden lassen. Hingegen würden zehn Speichen der gleichenWanddicke sowohl die erforderliche Festigkeit als auch einegleichmäßige Schwindung gewährleisten.
Je kleiner im übrigen der Abstand der Speichen an der Felgeist, desto geringer ist die unterschiedliche Festigkeit der rotie-renden Felge. Da die Verformung der Felge sich mit der drit-ten Potenz der Entfernung der Speichenstützpunkte verändert,reduziert eine Verdopplung der Speichen die Verformungeines gegebenen Felgenquerschnitts um den Faktor acht.
Die Wanddicke der Speiche sollte zwischen Nabe und Felgekonstant sein, um eine ausgeglichene Kühlung sicherzustel-len. Die Speichenkanten sollten zur axialen Verstärkungzusätzlich verrippt werden, um eine minimale Änderung desWandquerschnitts zu erzielen (Abb. 5.03).
Speichen sollten in ihren Konturen der Nabe und der Felgeangepaßt werden, um das Fließverhalten beim Spritzgießenzu verbessern und die Spannungskonzentration am Verbin-dungspunkt zu reduzieren. Das ist besonders an der Felgewichtig, weil eine solche Konturanpassung die Felge ver-stärkt und so deren Verformung unter Last verringert.
45
Eine dreieckförmige Auskehlung ver-stärkt die Festigkeit einer Radscheibe aus DELRIN® (vorn) und senkt ihre Kostengegenüber verzinkten Radscheiben um90%.
Axiale Stabilität wird bei diesem Radaus Polyamid durch die gewellteForm der Radscheibe erzielt.
Übliche Rippenkon-struktion mit erheblichvergrößerter Wand-dicke an den Schnitt-punkten.
Versetzte Rippenanord-nung mit geringfügigvergrößerter Wand-dicke an den Schnitt-punkten.
Gewellte Rippen-konstruktion mit mini-maler Veränderung derWanddicke.
empfehlenswert
Abb. 5.01 Neue Radkonstruktionen
Abb. 5.02 Radscheiben mit Verrippung
Abb. 5.03 Speichenformen

FelgenkonstruktionDie Anforderungen an die Felgenkonstruktion sind davonabhängig, ob ein Reifen vorhanden ist und ob dieser massivoder luftgefüllt ist.
Reifenlose Räder werden häufig in Förderanlagen verwendet,bei denen Vibration und Geräuschentwicklung unkritisch sind.Die Schlagzähigkeit ist bei solchen Anwendungen von größ-ter Bedeutung und Felgen werden häufig mit Wandstärkenbis zu 9,5 mm gespritzt. Der verlängerte Spritzzyklus kanndie Herstellungskosten aber derart verteuern, daß es wirt-schaftlicher wäre, ein Rad mit geringerer Wandstärke zuspritzen und – indem man das Rad als Einlegeteil benutzt –einen elastomeren Reifen um das Rad herum zu spritzen.
Wenn luftgefüllte Reifen verwendet werden, steht die Felgeunter konstantem Druck und der Einfluß des Kriechens aufdie Geometrie der Felge muß berücksichtigt werden. Es läßtsich nachweisen, daß die äußere, auf die Felge einwirkendeKraft dem Produkt aus Reifeninnendruck und Radius desReifenquerschnitts zuzüglich des unmittelbar auf die Felgeselbst geübten Drucks entspricht.
Bezogen auf Abb. 5.04A sind die Spannungen in den kritischen Querschnitten:
FReifen = pr sin (45)
FFelge = FReifen sin (45)
Biegebeanspruchung:
�B = 6 (FFELGE L + 1/2 pL2) / t2
Membranspannung:
�M = FFELGE / t
Für r = 16 mm, L = 18 mm, t = 8 mm und p = 0,5 MPa
Dies ergibt:
FFelge = 4 N
�B = 14,5 MPa
�M = 0,5 MPa
FReifen
FFelgeL
p
45°
rp
A B
r
p
L
Innenrohr
kritischer Querschnitt,Dicke t
Abb. 5.04 Felgengeometrien
46
Es hängt von der Konstruktionstemperatur ab, ob die Gesamt-spannung von 15 MPa niedrig genug ist, um die Kriechdeh-nung zu begrenzen. Geringe Spannungen können mit einerniedrigen Felgenhöhe (Eigendruck unterworfen) erreicht werden, siehe Abb. 5.04B. Wie gezeigt wird, können radialeRippen ergänzt werden, um die Felge für radiale Belastungenstärker zu versteifen.
DruckgefäßdichtungenDichtungen in Abdeckungen von Druckgefäßen sind sorgfäl-tig anzuordnen, um das Kriechen auf ein Minimum zu redu-zieren. Abb. 5.05 zeigt Beispiele einer falschen Anbringung(Kriechen erhöht den Druck auf die Dichtung und sie wirdundicht). Eine korrekte Lösung zeigt Abb. 5.05B. Hier wer-den außerdem Metallbuchsen verwendet, so daß die Schließ-kräfte durch Kriechen nicht reduziert werden.
Bei Endkappen mit einer Schnappverbindung sollte dieAbdeckung so ausgelegt werden, daß der Druck nur auf den Innenzylinder wirkt, siehe Abb. 5.06.
A
Nein
B
Ja
– Der O-Ring wird radialkomprimiert. ZusätzlicheWege zur Reduzierung vonKriechen können sein:1. Flansche können mit
Rippen verstärkt werdenoder
2. Metallringe werden rund-herum unter den Schrau-ben angeordnet
Abb. 5.05 Abdichtung einer verschraubten Abdeckung
Abb. 5.06 Abdichtung einer schnappverbundenen Abdeckung
Druck
Nein Ja

Wirtschaftliche Konstruktionen im Vergleich zu den Kosten des RohmaterialsEine der Hauptaufgaben des Konstrukteurs, der ein neuesProdukt entwirft, besteht darin, die wirtschaftlichste Kon-struktion zu entwickeln; häufig läßt er sich aber dazu verlei-ten, das Material mit dem niedrigsten Preis vorzuschreiben.Daß dies nicht der richtige Weg zu höherer Wirtschaftlich-keit ist, wird durch die nachstehenden Beispiele belegt:
Radkonstruktion für ein FahrradBei der Spezifikation eines Materials für das Rad eines Fahr-rades geht es im allgemeinen zuerst darum, die richtige Kom-bination von Zähigkeit und Steifigkeit zu finden. Zu denMaterialien, die als Ersatz für das bei dieser Anwendung seitJahren bewährte glasfaserverstärkte ZYTEL® ST in Betrachtkommen und die physikalischen Anforderungen (unterBerücksichtigung einer ausreichenden Sicherheit) nahezuerfüllen, zugleich aber einen deutlich günstigeren Kunst-stoffpreis bieten, zählt ein (mit 20% Glasfasern verstärkter)Polypropylen-Typ (siehe Abb. 5.07).
Das in Polypropylen konstruierte Rad würde zwar zusätz-liche 145 g Material erfordern, um den Anforderungen an dieSteifigkeit zu genügen; dennoch ließen sich drastische Ein-sparungen erzielen, wenn man allein den Kunststoffpreis inBetracht ziehen würde:
ZYTEL® ST Polypropylen
Radgewicht $ 0,91 kg $ 1,05 kgKunststoffpreis (pro kg) $ 4.12 $ 1.76Kunststoffkosten pro Rad $ 3.73 $ 1.86NB: angegebene Preise sind Änderungen unterworfen!
Polypropylen
ZYTEL® ST
Abb. 5.07 Radfelge
Aber auch andere Faktoren beeinflussen die Kosten. Bei Verwendung eines Einfach-Werkzeugs kann eine 4,9 Mega-newton-Presse bei zwei Arbeitsschichten jährlich 250000Räder aus ZYTEL® ST Polyamid produzieren. Wegen der län-geren Zykluszeit von Polypropylen – 130 Sekunden gegen-über 60 Sekunden für ein Rad aus Polyamid – wären zweiEinfach-Werkzeuge erforderlich, um die gleiche Menge produzieren zu können.
Da auch das Materialvolumen höher ist, wären zwei Pressenmit je 5,8 Meganewton erforderlich.
Der unmittelbare Investitionsaufwand würde sich somit mehrals verdoppeln, und wenn man noch amortisierte Zinsbela-stung, längere Maschinenzeiten und höhere Arbeitskostenhinzurechnet, ergibt sich ein anderes Bild. (Dabei ist nichteinmal versucht worden, die zusätzlichen Kosten der Qua-litätskontrolle einzubeziehen, die möglicherweise aufgrundvon Problemen wegen der dickeren Wandungen zu erwartensind.) Rechnet man die üblichen Vertriebskosten und dieInvestitionsrendite hinzu, sieht die Vergleichsrechnung eherwie folgt aus:
ZYTEL® ST Polypropylen
Endverbraucherpreis pro Rad $ 6.01 $ 5.77
Obwohl der Verkaufspreis des Polypropylenrades damitimmer noch vier Prozent günstiger ist, kann dieser Vorteilbei weitem nicht die enorme Überlegenheit des Polyamid-rades im Hinblick auf eine so bedeutsame Eigenschaft wiedie Schlagzähigkeit aufwiegen. ZYTEL® ST801 Polyamidweist eine Schlagzähigkeit nach Izod (1000 J/m bei Raum-temperatur und 50% r.L.) auf, die der von Polypropylen umdas 20fache überlegen ist.
Das «billigere» Rad würde bei Raumtemperatur zwar diegleiche Steifigkeit und die gleichen Sicherheitsfaktoren bie-ten; bei erhöhten Temperaturen könnte das Polypropylenradjedoch nicht die Eigenschaften des Polyamidrades erreichen.Bei 65° C, einer im Südwesten der USA nicht ungewöhn-lichen Radtemperatur, würde die Festigkeit und Steifigkeit des Polypropylenrades nur noch etwa 80 Prozent der entsprechenden Werte des Rades aus ZYTEL® ST erreichen.Das gleiche würde für die Zeitstandfestigkeit gelten, die für die Funktion der Luftbereifung im Betriebszustand vonentscheidender Bedeutung ist.
Diese und andere Markt- und Herstellungsnachteile desPolypropylenrades wie zum Beispiel 16 Prozent mehrGewicht und das klobige Aussehen lassen erkennen, daßZYTEL® ST in der Tat die klügere Wahl ist.
47

48
Stuhlsitze – neu durchdachtEine ähnliche Untersuchung wurde bei einem Produkt durch-geführt, das bereits in großen Massen aus einem «billigeren»Kunststoff hergestellt wird: dem typischen leichten Stuhl, wieer in Wartezimmern und öffentlichen Gebäuden anzutreffenist. Hier wurde ein schlagzäh modifiziertes, glasfaserverstärk-tes Polyamid zum Preis von $ 3,95 pro kg unverstärktem Poly-propylen, das $ 1,08 pro kg kostet, gegenübergestellt. Aus jedem der beiden Materialien wurde eine Sitzfläche unterVerwendung einer verstärkenden Rippenstruktur mit gleichenSicherheitsfaktoren und Steifigkeitswerten und möglichstwenig Material konstruiert (siehe Abb. 5.08). Wiederum sinddie Ergebnisse unter Berücksichtigung der typischen Kosten-faktoren bei einer Jahresproduktion von 250000 Einheitennicht überraschend.
ZYTEL®
73G30L Polypropylen
Gewicht der Sitzfläche $ 1,27 kg $ 2,29 kgKunststoffkosten $ 5.01 $ 2.47Endverkaufspreis pro Sitz $ 7.21 $ 6.72NB: angegebene Preise sind Änderungen unterworfen!
Im Endverkaufspreis sind $ 0,36 Mehrkosten pro Teil ent-halten, die bei Polypropylen durch die längere Zykluszeit(100 Sekunden gegenüber 35 Sekunden für die Sitzflächeaus glasfaserverstärktem ZYTEL®) bedingt sind und die denPreisvorteil, der zunächst 19 Prozent auszumachen schien,auf 13% reduziert. Dieser Vorteil wird jedoch durch denWegfall von Einlegeteilen aus Metall für die Stuhlbein- undArmlehnenbefestigung sowie die Versandkostenvorteile beieinem 44% leichteren Sitz mehr als aufgewogen.
Noch bedeutsamer ist der Umstand, daß ein Sitz aus glasfaser-verstärktem ZYTEL® eine weit höhere Zeitstandfestigkeit auf-weisen würde, vor allem, wenn die Stühle in Lagerräumen mithohen Temperaturen gestapelt werden. Er würde sich auchdurch eine viel höhere Schlagzähigkeit auszeichnen, ein imöffentlichen Bereich besonders wichtiges Kriterium.
3,3 mm
ZYTEL® 73G30L
46,6 mm
Polypropylen
42 mm5,1 mm
24,4 mm
10,2 mm
1,7 mm
22,1 mm
Abb. 5.08 Stuhl-Sitzfläche
Schubkarrenrahmen – eine mögliche KonstruktionWährend einige Schubkarrenhersteller bereits Produkte her-stellen, die sich das geringe Gewicht und die Korrosions-beständigkeit von Polyethylen hoher Dichte oder Polypro-pylen für die Transportwanne zunutze machen, hat – soweituns bekannt – noch keiner einen Rahmen aus Kunststoffgebaut. Diese Analyse läßt eine mögliche Ursache hierfürahnen: aus preiswertem Kunststoff wäre er erstens zu schwerund zweitens zu teuer!
Auf der Grundlage gleicher Steifigkeit und gleicher Sicher-heitsfaktoren wurden geeignete Rahmenquerschnitte (sieheAbb. 5.09) für RYNITE® 530 thermoplastischen Polyester, ein mit 30% Glasfasern verstärktes Polyethylenterephthalat(PET) und für ebenfalls mit 30% Glasfasern verstärktesPolypropylen berechnet. Hier das Ergebnis:
RYNITE® 530 Polypropylen
Rahmengewicht $ 8,16 kg $ 16,78 kgKunststoffkosten (pro kg) $ 3.24 $ 1.83Kunststoffkosten $ 26.46 $ 30.71Endverkaufspreis pro Rahmen $ 36.86 $ 43.61NB: angegebene Preise sind Änderungen unterworfen!
Wiederum sind wegen des Materialvolumens und der Zyklus-zeit (65 Sekunden für RYNITE® thermoplastischen Polyestergegenüber 120 Sekunden für Polypropylen) zwei Werkzeugeund zwei größere Maschinen erforderlich, um 250000 Poly-propylenrahmen im Jahr herzustellen. Und wie bei den vorhe-rigen Beispielen hält auch hier das Produkt aus dem preisgün-stigeren Material einem Vergleich von Eigenschaften wieFestigkeit, Steifigkeit und Schlagzähigkeit bei erhöhten Tem-peraturen nicht stand. Das teure Material ist zugleich daswirtschaftlichere.
Das Beispiel des Rades, des Stuhlsitzes und des Schubkarren-rahmens zeigt deutlich, daß eine Wirtschaftlichkeitsanalyseeiner Konstruktion auch Gesichtspunkte des Leistungsver-haltens, der Herstellung und des Vertriebs berücksichtigenmuß, und daß das teurere Material nicht selten das wirt-schaftlichere ist, vor allem, wenn das Produkt hoher Bean-spruchung ausgesetzt ist.
Abb. 5.09 Schubkarrenrahmen
7,6 mm
Polypropylen
RYNITE® 530
18,7 mm
Polypropylen RYNITE® 530
35,6 mm
43,2 mm

6 – Federn und flexible Scharniere
Federn aus technischen Kunststoffen von Du Pont haben sichin zahlreichen Anwendungen bewährt, bei denen eine inter-mittierende Federwirkung erforderlich ist. Unter den unver-stärkten Kunststoffen ist DELRIN® Polyacetal dank seinerhohen Rückfederung das beste Material. Federn, die unterstatischer Last oder Biegebeanspruchung stehen, sollten ausFederstahl konstruiert werden. Kunststoffe sind, von speziel-len Verbundstrukturen abgesehen, wegen ihrer Neigung zumKriechen und zur Spannungsrelaxation für unter Dauerlastarbeitende Federn weniger gut geeignet.
Integrierte, leichte Federelemente lassen sich kostengünstigmit Spritzgußteilen aus DELRIN® Polyacetal verwirklichen,indem man sich die Verarbeitungsfähigkeit und die besonde-ren Eigenschaften dieser Werkstoffe zunutze macht, die fürFederanwendungen wichtig sind. Dazu gehören, von derRückfederung abgesehen, ein hoher Elastizitätsmodul sowieFestigkeit, Ermüdungsfestigkeit und gute Beständigkeit gegenFeuchtigkeit, Lösungsmittel und Öl.
Bei der Konstruktion von Federn aus DELRIN® Polyacetal sindgewisse grundlegende Aspekte der Federungseigenschaftenvon DELRIN® Polyacetalen zu beachten.
– Der Einfluß der Temperatur und der chemischen Beschaf-fenheit der Umgebung auf die mechanischen Eigenschaf-ten muß berücksichtigt werden.
– Die zulässigen Spannungen für wiederholt betätigte Federndürfen die Ermüdungsfestigkeit von DELRIN® Polyacetalunter den gegebenen Einsatzbedingungen nicht übersteigen.
– Scharfe Ecken sollten mit Hilfe großzügig bemessenerAusrundungen vermieden werden.
Federn, deren Auslegung auf Formeln für Träger konstanterFestigkeit beruht, arbeiten bei gleichen Federungswerten undgleichem Teilegewicht auf niedrigerem Spannungsniveau alsanders geformte Federn. Abb. 6.01 zeigt einen Vergleich zwi-schen verschiedenen Federformen, die die gleiche Federratehaben. Die obere Feder (A) hat einen einheitlichen rechtecki-gen Querschnitt und eine anfängliche Federrate, die sich ausder Ablenkungsformel für einen Freiträger (W/y = EI/L3)errechnet, wobei W die Last und y die Auslenkung desFederendes ist. Die anderen Federn wurden unter Verwendungvon Formeln für Träger konstanter Festigkeit ausgelegt, umidentische Federraten zu erhalten. Dies führt zu geringerenSpannungswerten und in einigen Fällen zu einer Gewichts-reduktion. Zum Beispiel erreicht die Spannung in der Feder(C) nur zwei Drittel der Spannung in der Feder (A) und dasGewicht wird um 25% reduziert. Diese Gewichtsreduktionkann auch als Beitrag zur Kostensenkung bedeutsam sein,wenn eine Massenproduktion geplant ist. Ein wichtigerUmstand, der nicht vernachlässigt werden darf, ist die Tat-sache, daß sich im Spritzgießverfahren durchaus konischeFedern herstellen lassen. Durch Stanzen oder Umformenhergestellte Metallfedern mit den Formen (D) oder (E) wür-den einen unvertretbar hohen Kostenaufwand erfordern.
Für eine spezielle Anwendung von Kunststoffedern siehe«Montagetechniken», «Schnappverbindungen».
Abb. 6.01 Biegespannung als Funktion des Federgewichts beiverschiedenen Federkonstruktionen (23°C)
A
B
100
5
10
15
20
25
32 54 76
CD
E
Max
imal
e B
ieg
esp
ann
un
g, M
Pa
Federgewicht, g
b
L
h
b
h+
b+
h
b
A
B
C
D
E
h+
b+
h
49

Konstruktion von flexiblen Scharnieren
Bei einer 180° Biegung: R =L�
Dehnung in äußerster Faser: � =� b2 L
Spannung in äußerster Faser: � =� b E
2 L (1 – �2)
Für das elastische Verhalten sollte folgendes erfüllt sein:
b<
2 �e (1 � �2) (1)L � E
Bei anderen Knickwinkeln als 180°, korrigieren Sie � inder obigen Gleichung.
Flexible Scharniere, die für ein elastisches Verhalten kon-struiert werden, weisen recht große Abmessungen auf,was sie weniger praktikabel macht.
Ein bestimmtes Maß an Plastizität ist vor dem Bruch zulässig,wordurch sich die Gleichnung (1) wie folgt modifiziert:
b<
2 �y ( 1 – �2) =2 �y (1 – �2) (2)
L � E �
L
R� = Poissonsche ZahlE = Elastizitätsmodul�y = Streckgrenze�e = elastische Festigkeit
Abb. 6.02 Empfohlene Form von flexiblen Scharnieren
b l = b/2
bl
50

* Druckringtest – ungeschmiert; P = 0,04 MPa, V = 0,95 m/s.
7 – LagerLager und Buchsen aus ZYTEL® Polyamid und DELRIN®
Polyacetal haben sich in zahlreichen kommerziellen Anwen-dungen bewährt. ZYTEL® ist unübertroffen für abriebinten-sive Umgebungen, wie sie in Zementfabriken und Werkenherrschen, in denen Staub ein ständiges Problem ist. Lageraus ZYTEL® werden unter den verschiedensten Umweltein-flüssen erfolgreich eingesetzt, unter anderem unter dem Ein-fluß verschiedener Öle, Fette, Chemikalien und Reagenzien,vielfach auch solchen, die andere Werkstoffe angreifen.
Lager aus DELRIN® Polyacetal bieten den einzigartigen Vor-teil eines «ruckfreien» Laufs, d.h. der statische Reibungsko-effizient ist gleich dem dynamischen oder sogar geringer.Typische Anwendungen sind Kugelschalen für Kugelgelenkein Automobilen, Gehäuseteile von Küchengeräten, diegleichzeitig als Lager dienen, sowie integrierte Bauteile mitZahnrad-, Feder- und Nockenfunktionen in Rechenmaschi-nen, Uhrenlagern usw. Die weite Verbreitung von DELRIN®
Polyacetal als Lagermaterial ist auf die Kombination vonniedrigem Reibungskoeffizienten mit selbstschmierendenEigenschaften, guten mechanischen Eigenschaften undDimensionsstabilität in zahlreichen chemischen Umge-bungen zurückzuführen.
Das Leistungsverhalten eines Lagers hängt von einer Reihevon Faktoren ab:
Härte und Oberflächengüte der WelleWenn eine Welle aus Metall in einem Lager aus DELRIN®
Polyacetal oder ZYTEL® Polyamid läuft, ist die Oberflächen-härte dieser Welle der wichtigste Faktor. Wenn eine Metall-welle in einem ungeschmierten Lager aus DELRIN® Polyacetaloder ZYTEL® Polyamid läuft, sollte das Metall so hart und glattsein, wie dies mit den Anforderungen an die Lebensdauer undden Kosten des Lagers zu vereinbaren ist. Die übliche spitzen-los geschliffenen Stahlwellen sind brauchbar; eine höhereHärte und Oberflächengüte verlängert jedoch die Lebensdauerdes Lagers.
Das tatsächliche Abriebverhalten hängt von der Geschwin-digkeit, der Belastung und der Art des Materials der Gleit-flächen ab.
Weicher oder rostfreier Stahl sowie alle Nichteisenmetallelaufen nicht besonders gut in Kunststofflagern, auch nicht insolchen, die mit «selbstschmierenden» Füllstoffen versehensind. Es ist nur eine Frage der Last, der Geschwindigkeit undder Zeit, bis der Abrieb rasch zunimmt und zu einem vorzei-tigen Versagen führt. Die Härte der Welle wird um so wichti-ger, je höher der PV-Wert und/oder je länger die geforderteLebensdauer ist. Selbst eine hochpolierte Oberfläche kanndas Abriebverhalten nicht verbessern, wenn die Härte unzu-reichend ist.
Dennoch gibt es eine große Zahl von Lageranwendungen,die in Verbindung mit langsam laufenden weichen Metall-wellen und geringer Belastung zufriedenstellend funktionie-ren, wie zum Beispiel Lager für Uhren und Zähler. DELRIN®
Polyacetal ist anderen Kunststoffen als Reibpartner für wei-che Metalle in der Regel überlegen. Wenn ein Lager ausfällt,ist es jedoch besonders wichtig, die Härte der darin laufen-den Metallwerke sorgfältig zu überprüfen, da sie für das Versagen mitursächlich sein kann.
LageroberflächeDer Einfluß der Auflagefläche auf das Abriebverhalten istfür DELRIN® Polyacetal und einige andere Materialien inAbb. 7.01 dargestellt. Ein Vergleich der Kurven 1, 2 und 3 zeigt eine erhebliche Verbesserung des Abriebverhaltensmit zunehmender Härte des Materials. Den deutlichstenUnterschied zeigt Kurve 4, bei der DELRIN® Polyacetal gegen ZYTEL® 101 Polyamid läuft.
DELRIN®500
DELRIN®900F
Ab
rieb
DELRIN®500CL
Zeit
Abb. 7.02 Abriebverhalten von DELRIN® 500 gegenüber weichem Stahl*
51
DELRIN®gegen weichenStahl
DELRIN®gegen gehär-teten Stahl
DELRIN® gegenWolframkarbid
DELRIN® gegen gehärtetenStahl mit Spannuten
Delrin gegen ZYTEL® 101
1 2 3
4
5
1Zeit
Ab
rieb
Abb. 7.01 Abriebverhalten von DELRIN® 500 gegenüber unterschiedlichen Reibpartnern* *Druckringtest – ungeschmiert–; P = 2 MPa, V = 50 mm/s; Kohlenstoffstahl AISI 1080

Abb. 7.03 Typische Lager mit Nuten oder Löchern
Abb. 7.04 Lager für kleine Lasten
Die Abriebfestigkeit von DELRIN® 500, DELRIN® 900F undDELRIN® 500CL als Reibpartner von weichem Stahl ist inAbb. 7.02 dargestellt. Vergleichbare Daten, die die Eignungvon DELRIN® Polyacetal als Reibpartner für Aluminium undMessing zeigen, liegen ebenfalls vor. Bei geringer Belastungund niedrigen Arbeitsgeschwindigkeiten wie in Uhren undmanuell betätigten Fensterkurbeln lassen sich eloxiertesAluminium und Hartmessing als Lageroberflächen zusammenmit DELRIN® Polyacetal einsetzen.
Das tatsächliche Abriebverhalten der einzelnen Kunst-stoffe hängt von der Belastung, der Geschwindigkeit, der Lagerfläche, der Schmierung und dem Lagerspiel ab.Verschleißwerte sind in den jeweiligen Produktbeschrei-bungen aufgeführt.
Die Lageroberfläche sollte stets mit Nuten oder Löchern ver-sehen sein, damit Abrieb aufgenommen und so weit wie mög-lich von der Lauffläche entfernt werden kann. Dies läßt sich je nach den konstruktiven Möglichkeiten mit Hilfe axialerSchlitze oder auch einfach durch radiale Bohrungen erreichen.
Durch umfangreiche Untersuchungen konnte nachgewiesenwerden, daß die Erhaltung einer sauberen Lauffläche dieLebensdauer beträchtlich erhöht (vgl. Abb. 7.01, Kurve 5).Spannuten, wie sie in Abb. 7.03 dargestellt sind, stellen dienützlichste konstruktive Einzelverbesserung eines Lagers oder einer Buchse aus Kunststoff dar.
52
Da die Lebensdauer entscheidend davon abhängt, wie gutAbriebpartikel von der Lauffläche entfernt werden, empfiehltsich die Beachtung folgender konstruktiver Faustregeln:1. Verwendung von mindestens drei Spannuten;2. Diese Spannuten sollten so tief wie technisch möglich
ausgeführt werden;3. Die Breite der Spannut sollte ungefähr 10 Prozent des
Wellendurchmessers betragen;4. Wenn die Wanddicke für Spannuten zu gering ist, sollten
Bohrungen vorgesehen werden.
Ein weiterer wichtiger Faktor ist, daß die Druckbelastung aufdas Lager gleichmäßig über die axiale Länge verteilt wird. Inder in Abb. 7.04 gezeigten Konstruktion ist dies fragwürdig.Eine bessere Lösung wird in Abb. 7.05 gezeigt.
GenauigkeitEin bestimmter Faktor ist die geometrische Form der Lager-bohrung. Wie in Abb. 7.06 gezeigt wird, kann eine einfacheManschette, die in einen Metallrahmen gepreßt wird, ausrei-chende Genauigkeit bieten.
Die meisten Kunststofflager sind jedoch Bestandteil einergrößeren Baugruppe oder mit anderen Bauelementen kombi-niert. Abb. 7.07 zeigt drei typische Beispiele, bei denen esschwierig oder sogar ganz unmöglich ist, eine vollkommenrunde und/oder zylindrische Bohrung zu erzielen, weil dieGeometrie des Teils eine gleichmäßige Formschwindung verhindert.
Abb. 7.06 Eingepreßtes Gleitlager
Abb. 7.05 Lager für grössere Lasten

Abb. 7.07 Typische Konstruktionen von Bauteilen mit integrierterLagerfunktion
Die Last wird daher nur von einem Teil der Lagerfläche auf-genommen, was einen örtlich erhöhten spezifischen Lager-druck und sofortigen Anfangsverschleiß zur Folge hat. BeiLagern mit hohem PV-Wert kann dies verheerende Wirkunghaben, weil die Abriebpartikel beständig im Lager mitbewegtwerden, den Abrieb erhöhen und so die Lebensdauer verkür-zen. Bei Lagern mit niedrigem PV-Wert oder solchen, die nurgelegentlich arbeiten, kann dies bedeutungslos sein. Lager fürhöchste Anforderungen müssen hingegen in vielen Fällen spa-nend nachgearbeitet werden, um eine vollkommen runde undzylindrische Bohrung zu erhalten, die das Leistungsverhaltendeutlich verbessert.
LagerspielKunststofflager erfordern im allgemeinen ein größeres Spielals Metallager, vor allem wegen des weit höheren linearenWärmeausdehnungskoeffizienten des Kunststoffmaterials.Der Konstrukteur muß ferner die Tatsache berücksichtigen,daß sich der Lagerdurchmesser nach Inbetriebnahme durchNachschwindung weiter verringern kann, vor allem beierhöhten Arbeitstemperaturen. Die Nachschwindung kanndurch geeignete Spritzgießparameter auf ein Minimum redu-ziert werden. Der Konstrukteur sollte in seinen Spezifikatio-nen eine Grenze für die Nachschwindung vorschreiben. Dieseläßt sich im Rahmen der Qualitätskontrolle überprüfen, indemman das Teil ungefähr eine Stunde lang einer Temperaturaussetzt, die rund 28°C über der höchsten Arbeitstemperatur,höchstens jedoch 17° C unterhalb des Schmelzpunktes liegt.
Nicht sorgfältig überprüftes und eingestelltes Spiel ist eineder häufigsten Ursachen für das Versagen von Lagern. Das
Lagerspiel sollte 0,2 bis 0,4% des Wellendurchmessers kei-nesfalls unterschreiten im Fall DELRIN® acetal angewendet.Für ZYTEL® 101 sind diese Werte 0,3-0,5%.
Wenn die Anwendung engere Lauf- oder Gleittoleranzen verlangt, haben sich zweigeteilte Lagereinsätze aus DELRIN®
Polyacetal oder ZYTEL® Polyamid vielfach bewährt. Hierbraucht der Einfluß der Umgebung auf die Dimensionen unddamit auf das Lagerspiel nur bei der Wandstärke und wenigerbeim Umfang berücksichtigt zu werden.
SchmierungDer Hauptgrund für die Verwendung von DELRIN® Polyacetalund/oder ZYTEL® Polyamid ist die Tatsache, daß sich mit diesen Werkstoffen Lager verwirklichen lassen, die ein gutesAbriebverhalten unter absoluten Trockenlaufbedingungen(beispielsweise in der Lebensmittelindustrie) oder mit einereinmaligen Anfangsschmierung (Lager für Untersetzungs-getriebe aller Art in geschlossenen Gehäusen, z.B. in Haus-haltsgeräten) aufweisen.
Dauergeschmierte Lager sind bei Kunststofferzeugnissenselten anzutreffen und sollen hier nicht besprochen werden.
Eine Anfangsschmierung sollte stets vorgesehen werden. Sie erleichtert nicht nur das Einlaufen, sondern verlängertauch die Gesamtlebensdauer. Sofern nicht besondere Vor-kehrungen zur Rückhaltung des Schmiermittels getroffenwerden, ist die Wirkung des Schmiermittels zeitlich begrenzt;anschließend läuft das Lager praktisch trocken. Ein anfänglichgeschmiertes Lager, bei dem das Schmiermittel nicht zurück-geführt werden kann, kann folglich keine höhere Last auf-nehmen, wird aber länger halten und ein besseres Verschleiß-verhalten zeigen. Die Anfangsschmierung empfiehlt sichinsbesondere bei Wellen aus weichen Metallen.
Schutz gegen Eindringen von SchmutzLager aus DELRIN® Polyacetal, ZYTEL® Polyamid und RYNITE®
thermoplastischem Polyester sind zwar weniger empfindlichgegen Fremdstoffe als Lager aus Metall, arbeiten aber besser,wenn sie gegen das Eindringen von Staub, Schmutz und Was-ser geschützt werden. Der Vorteil einer Anfangsschmierungkann völlig zunichte gemacht werden, wenn Schmutzteilchenzwischen die Laufflächen geraten und mit dem Schmiermitteleine Art Schleifpaste bilden. Mit hohem PV-Wert arbeitendeLager sollten deshalb durch Filzringe oder Kautschukdichtun-gen geschützt werden, die nicht nur Schmutz fernhalten, sondern auch das Schmiermittel zurückhalten. Es ist ein weit-verbreiteter Irrtum zu glauben, Kunststofflager würden durchSchmutz nicht beeinträchtigt. Abrieb von der Metallwelle undSchmutzpartikel können sich in das Kunststofflager einfressenund dessen Lebensdauer erheblich verkürzen.
Es ist in der Praxis nicht immer möglich, ein Lager wirksamin der beschriebenen Weise zu schützen. Das bedeutet abernicht zwingend, daß Kunststofflager in ungünstigen Umge-bungen nicht eingesetzt werden könnten. Der Konstrukteurmuß diese Probleme berücksichtigen und entsprechendeAbstriche in bezug auf den Lagerdruck, die Geschwindigkeitund die Lebensdauer machen. Erfolgreiche Anwendungendieser Art sind zum Beispiel in Transporteinrichtungen, Ketten und Lagern von Textilmaschinen zu finden.
53

In Umgebungen, in denen sich Staub und Schmutz nicht vermeiden lassen, ist ZYTEL® Polyamid das bevorzugteMaterial. Bei solchen Anwendungen kann es von Vorteilsein, auf eine Anfangsschmierung zu verzichten.
Die Faktoren, die für das Verhalten und die Lebensdauer von Lagern aus DELRIN® Polyacetal, ZYTEL® Polyamid undRYNITE® thermoplastischem Polyester von Bedeutung sind,lassen sich wie folgt zusammenfassen:
– Oberflächenhärte und -güte der Metallwelle.
– Geometrische Genauigkeit der Lagerbohrung.
– Richtiges Lagerspiel.
– Spannungen oder Bohrungen in der Lauffläche.
– Anfangsschmierung.
– Vorkehrungen zum Schutz des Lagers vor eindringendemSchmutz und zur Rückhaltung des Schmiermittels.
Thermische BedingungenDas Lagerspiel verändert sich mit der Temperatur und kannso die zulässige Belastung beeinflussen. Darüber hinauserweicht Kunststoff bei höheren Temperaturen. Daher solltedie maximale Oberflächentemperatur, die durch Reibungund äußere Einwirkungen hervorgerufen wird, 70-80° C beiLagern aus DELRIN® und 80-100° C für solche aus ZYTEL®
nicht überschreiten, wenn eine gute Leistungsfähigkeit undeine lange Lebensdauer erwartet werden.
Berechnung von LagernEin Kunststofflager, das einer langsam aber stetig zunehmen-den Last und/oder Geschwindigkeit ausgesetzt wird, wirdeinen Punkt erreichen, an dem es wegen zu hoher Tempera-turentwicklung versagt. Diese Grenze wird als maximalerPV-Wert bezeichnet und häufig herangezogen, um verschie-dene Kunststoffmaterialien im Hinblick auf ihre Verschleiß-festigkeit zu vergleichen. Die Oberflächentemperatur einesLagers ist nicht nur von der Last, der Geschwindigkeit unddem Reibungskoeffizienten, sondern auch von der Wärme-abfuhr abhängig. Letztere hängt weitgehend von der Gesamt-konzeption des Prüfgerätes ab, für das es aber keine inter-national gültigen Normen gibt. Es ist daher sinnlos, Werte
miteinander vergleichen zu wollen, die nicht unter exaktgleichen Bedingungen ermittelt wurden. Aber selbst untergleichen Bedingungen ermittelte Werte wären für den Kon-strukteur keine große Hilfe, und zwar aus folgenden Gründen:
– Ein Lager, das nahe an der so ermittelten PV-Grenze läuft,weist normalerweise einen so hohen Verschleiß auf, daßdieser Wert nur für sehr spezielle Fälle praktische Bedeu-tung haben kann.
– Die unter spezifischen Laborbedingungen ermittelten PV-Werte von Kunststoffmaterialien können sich unterrealen Anwendungsbedingungen aus den verschiedenstenGründen als falsch oder gar irreführend erweisen.
– Viele sogenannte «spezielle Lagerwerkstoffe» mit entspre-chenden Zusatzstoffen weisen höhere PV-Werte als dasGrundmaterial auf. Dies ist allein darauf zurückzuführen,daß die Zusatzstoffe den Reibungskoeffizienten verrin-gern, infolgedessen weniger Wärme entwickeln und es so ermöglichen, daß das Lager mit höheren PV-Wertenlaufen kann.
Dieser Umstand bietet aber keine Gewähr für wenigerAbrieb. Versuche haben gezeigt, daß die meisten ungefüll-ten Werkstoffe ein günstigeres Abriebverhalten aufweisenals die gleichen Materialien mit Zusatzstoffen. Das ist sehrwichtig, denn es ist ein weitverbreiteter Irrtum, ein niedri-ger Reibungskoeffizient sei gleichbedeutend mit höhererAbriebfestigkeit. DELRIN® Polyacetal AF bildet eine Aus-nahme, weil sowohl der niedrigere Reibungskoeffizient alsauch der geringere Abrieb auf der Zugabe von TEFLON® -Fasern beruhen. Kunststoffe mit Zusatzstoffen können fürsehr spezielle Anwendungen, bei denen es vor allem aufeinen niedrigen Reibungskoeffizienten ankommt, zu emp-fehlen sein. Ein Beispiel hierfür sind sehr stark belasteteLager, die jeweils nur kurze Zeit laufen und bei denen nureine begrenzte Lebensdauer gefordert wird.
Der Reibungskoeffizient eines Werkstoffs ist weniger eineMaterialkonstante; er spiegelt vielmehr das Verhalten derLageroberfläche unter einer bestimmten dynamischen Bela-stung wider. Die in Tabelle 7.01 angegebenen Reibungskoef-fizienten ermöglichen einen Vergleich zwischen DELRIN®
Polyacetal und ZYTEL® Polyamid gegenüber Stahl usw. unterfestgelegten Prüfbedingungen. Ein geringerer Reibungskoef-
54
0,01 1010,12
4
68
10 *1 *2 *3 *4 *5
*620
200
406080
100120
Bearing pressure, MPa
Vel
oci
ty, m
/min
.
Abb. 7.08 PV-Diagramm für Lager *Siehe Tabelle 7.02 als Anleitung zur Auswahl der richtigen Kurve.
Ges
chw
ind
igke
it, m
/min
.
Lagerdruck, MPa

fizient bei Trockenlaufbedingungen kann für den Konstruk-teur weniger Energieaufwand und größere Laufruhe bedeu-ten. Tabelle 7.01 zeigt auch die konstruktiven Möglichkeitenfür einen «ruckfreien» Lauf mit DELRIN® Polyacetal auf, des-sen statischer Reibungskoeffizient unter dem dynamischenliegt, vor allem beim Lauf gegen eine Welle aus ZYTEL®
Polyamid.
Das Diagramm in Abb. 7.08 enthält Angaben über vertretbarePV-Werte unter Berücksichtigung des Materials der jeweil-igen Reibpartner und des Ausmaßes spanender Nacharbeit.Nicht berücksichtigt sind hingegen ungünstige Betriebsbe-dingungen wie höhere Temperaturen oder Verunreinigungdurch Schmutz, Staub, Textilfaserpartikel oder andereabriebfördernde Materialien.
Tabelle 7.02 zeigt, wie die richtige Kurve in Abb. 7.08 zufinden ist. Dieser Leitfaden geht von der Voraussetzung aus,daß Konstruktion, Lagerspiel, Genauigkeit der Bohrung, Ver-arbeitungsbedingunge und die Lastverteilung des Lagers ein-wandfrei sind.
Tabelle 7.01 Reibungskoeffizienten*Statisch Dynamisch
DELRIN® Polyacetal gegen StahlDELRIN® 100, 500, 900 0,20 0,35DELRIN® 500F, 900F – 0,20DELRIN® 500CL 0,10 0,20DELRIN® AF 0,08 0,14
DELRIN® gegen DELRIN®
DELRIN® 500/DELRIN® 500 0,30 0,40DELRIN® gegen ZYTEL®
DELRIN® 500/ZYTEL® 101L 0,10 0,20ZYTEL® gegen ZYTEL®
Max. 0,46 0,19Min. 0,36 0,11
ZYTEL® gegen StahlMax. 0,74 0,43Min. 0,31 0,17
RYNITE® gegen RYNITE®
Max. 0,27Min. 0,17
RYNITE® gegen StahlMax. 0,20Min. 0,17
HYTREL® 4056 gegen Stahl 0,32 0,29HYTREL® 5556 gegen Stahl 0,22 0,18HYTREL® 6346 gegen Stahl 0,30 0,21HYTREL® 7246 gegen Stahl 0,23 0,16PC gegen Stahl 0,50 –ABS gegen Stahl 0,50 –PBT gegen Stahl 0,40 –PBT gegen PBT 0,40* Angaben über ZYTEL® Polyamid und DELRIN® Polyacetal ermittelt im Druckringtest – ungeschmiert, 23°C;
Lagerdruck 2,1 MPa; Geschwindigkeit 3 m/min. Angaben über RYNITE® thermoplastichen Polyester ermitteltgemäß ASTM D1894.
Tabelle 7.02 Parameter der Kurven in Abb. 7.08 für maximal zulässigePV-Werte
Welle Bohrunggespritzt gefräst
Gehärteter und geschliffener Stahl – galvanisch verchromt Rc >50, ZYTEL® 3 4Edelstahl – Eloxiertes Aluminium Rc 30-35, DELRIN® 2-3DELRIN® gegen Stahl Rc >70, dry 5DELRIN® gegen Stahl, Rc >70, lubricated, DELRIN® AF 6Weicher Stahl – geschliffener Edelstahl 2 2-3Blankstahl, ungeschliffen 1-2 2NE-Metalle – Druckgußlegierungen 1 oder darunter –
DefinitionenDie Parameter Geschwindigkeit und Lagerdruck in Abb. 7.08werden wie folgt definiert (siehe auch Abb. 7.09):
Lagerfläche unter Druck f = d × l (mm2)
Spezifischer Lagerdruck p = P (MPa)d × l
Umfangsgeschwindigkeit v = d × n × � (m/min)1000
PV-Wert PV = p · v (MPa · m / min)
Tabelle 7.03 Maximale Werte für PV ohne SchmierungMaterial MPa · m/minZYTEL® 101 6DELRIN® 100/500 10DELRIN® 500CL 15DELRIN® 500AF 25HYTREL® 5556/5526 2
P
V
d
s
l
d = Wellendurchmesser, mml = Lagerlänge,mmv = Umfangsgeschwindigkeit, m/minP = Gesamtlast, N
Abb. 7.09 Definitionen
55

56
Anwendungsbeispiele
GetriebelagerAbb. 7.10 zeigt einige Lösungen, die in der Feinmechanikverwendet werden, besonders bei Getriebelagern. Bei hoch-leistungsfähigen technischen Antrieben wie Zeitschalter undNormaluhren werden die gehärteten und geerdeten Wellen in der Regel fest in der Platte gehalten, wie in Abb. 7.10Agezeigt wird. Sollte der Kern in bezug zum Durchmesser zu lang werden, kann die Bohrung, wie gezeigt, konischgeformt und mit einer zusätzlichen Buchse versehen werden.Diese Lösung ist nur dann zu verwenden, wenn die Nabenicht verkürzt werden kann. Wenn Rad und Zapfen integriertgefertigt werden, sollten die Lagerbohrungen tiefgezogenoder zumindest feingestanzt werden (Abb. 7.10B).
Normal gestanzte Löcher haben eine rauhe Oberfläche undverursachen selbst bei niedrigen PV-Werten einen zu hohenVerschleiß am Zapfen. Wenn sich die Welle zusammen mitdem Getriebe dreht, kann sie eingespritzt oder eingepreßtwerden, wie Abb. 7.10C zeigt.
In diesem Fall sind die Platten mit zusätzlichen Lagerbuch-sen zu versehen, siehe Abb. 7.11. Welche Auslegung für einespezielle Anwendung vorzuziehen ist, hängt vor allem vonwirtschaftlichen Faktoren, der erforderlichen Lebensdauerund der Gesamtkonstruktion der Vorrichtung ab.
1
A B C
A-A
d + 3%
d + 3%
d
d
A
A
3
4
2
Abb. 7.10 Getriebelager
Abb. 7.11 Befestigen von Kunststofflagern
PendellagerDer Einsatz von Kunststoffen als technische Werkstoffeerlaubt häufig die Integration mehrerer unterschiedlicherFunktionen in einem Teil, ohne daß höhere Kosten entstehen.Dem Konstrukteur steht eine große Vielfalt von neuen kon-struktiven Möglichkeiten zur Verfügung, die ausgeklügelteund einfache Lösungen erlauben. Abbildungen 7.12-7.17 zeigen einige wenige Beispiele, um dies zu verdeutlichen.
Abb. 7.12: Befestigungsflansch eines kleinen Motors miteiner flexiblen Lageraufhängung. Das Lager richtet sich bis zu einem gewissen Grade selbst aus.
Abb. 7.13: Selbsteinstellende Buchse mit Kühlschlitzen, direktmit dem Befestigungsflansch schnappverbunden. Letzterer istin dem Blechgehäuse mittels 3 Schnappköpfen befestigt.
Abb. 7.12 Motorflansch mit flexibler Lageraufhängung
Abb. 7.13 Selbsteinstellende Buchse
Abb. 7.14 Kleines, elastisches Pendellager

Abb. 7.14: Kleines, elastisches Pendellager, schnappverbun-den mit Blech.
Abb. 7.15: Pendel- und Radiallager. Zu beachten ist der Haken,der ein Drehen verhindert.
Abb. 7.16: Pleuelkugellager aus DELRIN® mit schnappver-bundenem Sicherungsring. Die Kugel aus Polyamid stelltgute Lagereigenschaften bei niedrigem Verschleiß sicher,selbst bei vollkommen trockenem Lager.
Abb. 7.17: Ähnliche Auslegung, doch mit rotationsgeschweiß-tem Sicherungsring für hohe Axialbelastungen.
Abb. 7.15 Pendel- und Radiallager
Abb. 7.16 Pleuelkugellager mit Schnappverbindung
Abb. 7.17 Pleuelkugellager mit geschweisstem Ring
Um die Deutlichkeit der Abbildungen sicherzustellen, werdendie axialen Nuten in diesen Beispielen nicht gezeigt. Natür-lich sind sie in jedem Fall vorzusehen.
Richtlinien für die Erprobung von LagernUm Vergleichswerte für das Abriebverhalten verschiedenerKunststoffe zu erhalten, wird häufig ein Versuchswerkzeughergestellt und dazu benutzt, ein bestimmtes Lager ausunterschiedlichen Werkstoffen zu spritzen. Dieses Verfahrenhat jedoch bei Radiallagern zu falschen und irreführendenErgebnissen geführt. Wegen der unterschiedlichen Schwin-dung der verschiedenartigen Kunststoffe sind nämlich dieGenauigkeit der Bohrung und insbesondere das Lagerbei-spiel alles andere als identisch und ergeben notwendiger-weise Verschleißwerte, die nicht vergleichbar sind. DerartigeVersuche sollten daher nur mit Axiallagern durchgeführtwerden, bei denen das Lagerspiel ohne Belang ist.
Auch hier ist jedoch zu beachten, daß unter Laborbedingun-gen erzielte Vergleichswerte in der tatsächlichen Anwendungdurchaus nicht immer wiederholbar sind. Endgültige Klarheitläßt sich nur durch Versuche erzielen, die mit für die Produk-tion repräsentativen Spritzgußteilen unter Bedingungen durch-geführt werden, die den tatsächlichen Betriebsbedingungenso nahe wie möglich kommen.
Beschleunigte Untersuchungen mit höheren PV-Werten sindsinnlos, weil die Oberflächentemperatur bei solchen Versu-chen viel höher ist als unter realen Betriebsbedingungen undzu vorzeitigem Versagen führen kann. Andererseits kann einLager, das nur für gelegentlichen Kurzzeitbetrieb bestimmt ist, durchaus in einem kontinuierlichen Probelauf getestet werden, sofern die Temperatur sich innerhalb der Grenzenhält,die durch die vorgesehene Verwendung vorgegeben sind.
Die Beachtung der vorstehenden Hinweise, sachgerechteTestanordnungen unter Betriebsbedingungen und geeigneteMethoden der Qualitätskontrolle sind die besten Vorausset-zungen für erfolgreiche Lagerkonstruktionen.
SchlußbetrachtungLageranwendungen aus Kunststoff werden durch den zuläs-sigen Verschleiß mehr eingeschränkt als durch zulässige PV-Werte. Der Lagerbetrieb an der Grenze des zulässigenPV-Wertes zeigt in der Regel einen hohen Verschleiß, so daßnur eine kurze Lebensdauer erwartet werden kann. BestimmteKunststoffe lassen sich aufgrund ihres hohen Schmelzpunk-tes höher belasten, werden jedoch ebenso übermäßigen undunzulässigen Verschleiß in der Nähe maximaler PV-Werteaufweisen. Daher ist es ein Fehler, den in der Literaturgenannten maximalen PV-Werten eine zu große Bedeutungbeizumessen oder verschiedene Kunststoffe auf dieser Basisvergleichen zu wollen. Wie hier betont wird, ist ein Lageraus Kunststoff nur so gut, wie es konstruiert und gefertigtwird und es ist somit die Aufgabe des Konstrukteurs, alleFaktoren von Anfang an zu berücksichtigen, die den Ver-schleiß beeinflussen.
Es sollte zudem nicht vergessen werden, daß der Einsatz vonKunststofflagern seine natürlichen Grenzen hat und daherkeine Leistungen erwartet werden können, zu denen sie nichtfähig sind.
57


8 – Zahnräder
EinführungDELRIN® Polyacetale und ZYTEL® Polyamide haben sich welt-weit in einer Vielzahl unterschiedlichster Getriebeanwendun-gen bewährt. Von allen thermoplastischen Zahnradwerkstof-fen bieten sie den weitesten Temperatureinsatzbereich sowiedie höchste Ermüdungsfestigkeit. Ihre fast universelle Verwen-dung in nichtmetallischen Getrieben wird hierdurch erklärt.
Das Hauptmotiv für die Verwendung von Getrieben aus Kunst-stoff anstelle von Metall ist der große wirtschaftliche Vorteil,den das Spritzgießverfahren bietet.
Darüberhinaus können Nocken, Lager, Sperrklinken, Federn,Getriebewellen und andere Getriebeteile als integrierte Teilein einem einzigen Spritzgießvorgang hergestellt werden. Hier-bei erübrigen sich kostspielige Herstellungs- und Montage-verfahren. Toleranzen für Kunststoffzahnräder sind häufigweniger kritisch als bei Metallzahnrädern, weil die demKunststoff eigentümliche Rückfederung es den Zähnen erlaubt,sich leichten Teilungs- und Profilfehlern anzupassen. DieseRückfederung ist es auch, die ihnen die Fähigkeit verleiht,Stöße oder Schlagbeanspruchungen zu dämpfen. Die Ver-wendung von ZYTEL® Polyamid für Kettenräder von Maschi-nen-Steuerketten ist ein hervorragendes Beispiel für denzuletzt genannten Vorteil. In diesem Fall wird die Lebens-dauer der Steuerkette verlängert, weil Polyamid die Über-tragung der Stoßbelastungen durch die Kraftstoffzündungetwas dämpft. ZYTEL® Polyamid und DELRIN® Polyacetalhaben geringe Reibungskoeffizienten und gute Verschleiß-eigenschaften. Dadurch können diese Werkstoffe unge-schmiert oder mit nur wenig Schmiermitteln eingesetzt werden. Sie können auch in Medien betrieben werden, dieMetallzahnräder angreifen würden. Eine Zusammenfassungder Vorteile und Einsatzgrenzen von Kunststoffzahnrädernfindet sich in Tabelle 8.01.
Die Kenntnis der Verhaltenseigenschaften des Materials unddie Verwertung der einschlägigen Informationen über dieKonstruktion von Zahnrädern sind eine wichtige Vorausset-zung für erfolgreiche Zahnradanwendungen aus DELRIN®
Polyacetal und ZYTEL® Polyamid.
Tabelle 8.01 Vorteile und Grenzen von Kunststoffzahnrädern
Vorteile GrenzenWirtschaftliches Spritzgießen LastaufnahmevermögenKombination von Funktionen UmgebungstemperaturKeine Nacharbeit oder Gratentfernung Höherer WärmeausdehnungskoeffizientGewichtsreduktion Geringere DimensionsstabilitätBetrieb ohne oder mit nur wenig Schmiermittel HerstellungsgenauigkeitStoß- und VibrationsdämpfungNiedrigerer GeräuschpegelKorrosionsbeständigkeit
ZahnradkonstruktionDer entscheidende Gesichtspunkt bei der Zahnradkonstruk-tion ist die Berechnung der zulässigen Zahnbiegebeanspru-chung. Die Herstellung von Zahnrad-Prototypen ist kostspieligund zeitaufwendig, so daß eine anfangs falsch eingeschätzteZahnbiegebeanspruchung teuer werden kann. Für jedes gege-bene Material hängt die zulässige Biegebeanspruchung voneiner Reihe von Faktoren ab, darunter:
– Gesamtlaufzeit während der Lebensdauer.
– Kurzzeitbetrieb oder Dauerbetrieb.
– Umgebungs-Temperatur, Feuchtigkeit, Lösungsmittel,Chemikalien usw.
– Temperatur- und feuchtigkeitsabhängige Änderung desDurchmessers und des Achsabstandes.
– Teilkreisgeschwindigkeit.
– Pitchteilung (Zahngröße) und Zahnform.
– Genauigkeit der Zahnform, Schrägungswinkel, Teilkreis-durchmesser usw.
– Materialpaarungen sowie Oberflächengüte und -härte.
– Art der Schmierung (Reibungswärme).
Die Wahl des korrekten Spannungsniveaus erfolgt am bestenempirisch anhand ähnlicher bewährter Getriebeanwendungen.Abb. 8.01 zeigt eine Reihe erfolgreicher Getriebeanwendun-gen aus DELRIN® Polyacetal und ZYTEL® Polyamid in bezugauf Umfangsgeschwindigkeit und Zahnbiegebeanspruchung.Zu beachten ist, daß alle diese Anwendungen für Raum-temperatur und unter Innenraumbedingungen ausgelegt sind.Für ähnliche Anwendungen bei höheren Temperaturen ist diezulässige Spannung zu korrigieren, siehe Faktor C1 in Tabelle8.02. Da die Ermüdungsfestigkeit mit steigender Temperaturgeringfügig abnimmt, muß dieser Effekt beachtet werden. Beisehr hohen Temperaturen kann die Wärmealterung Bedeutungerlangen.
Wenn geeignete Erfahrungswerte nicht zur Verfügung stehen,muß die zulässige Zahnbiegebeanspruchung sorgfältig anhandaller vorstehend aufgezählten Faktoren und der verfügbarenTestdaten des gewählten Zahnradmaterials ermittelt werden.
59

Vor einigen Jahren ließ DuPont eine umfangreiche Versuchs-reihe mit Zahnrädern aus DELRIN® Polyacetalen und ZYTEL®
Polyamiden durchführen, die zu den in den Tabellen 8.02und 8.03 zusammengefaßten Resultaten führten. Die Datenermöglichen bei Umgebungsbedingungen eine Berechnungder zulässigen Zahnbiegebeanspruchung.
Unabhängig davon, ob vergleichbare Erfahrungswerte vor-handen sind oder nicht, ist es unbedingt erforderlich, einVersuchswerkzeug anzufertigen und Prototypen unter realenoder simulierten Betriebsbedingungen gründlich zu testen.
Tabelle 8.02 Zulässige Ermüdungsfestigkeit für DELRIN® und ZYTEL® 101
�n = �1 [1–Cn log (n)] (MPa)
wobei: �1 = Ermüdungsfestigkeit für 106 Zyklen,siehe Tabelle 8.03
Cn = 0,20 für ZYTEL® 101; = 0,22 für DELRIN®
n = Anzahl Zyklen in Millionen(industrielle Anwendunge: n ≥ 1000)
�all = c1c2c3�n (MPa)
wobei: c1 = 1–0,6 (T–20) / 80T = Temperatur in ° C
c2 = Faktor für Stoßbelastungkeine Stöße: c2 = 1,0schwere Stöße: c2 = 0,5
c3 = Faktor für Geschwindigkeit = l / (l + v)
v = Umfangsgeschwindigkeit, ≤ 5 (m /s)
v = � d ω / 60000 (m /s)
d = Pitchdurchmesser (mm)
ω = Umdrehungsgeschwindigkeit (U/min)
Tabelle 8.03 Ermüdungsfestigkeit (σ1) für Zahnradmaterialien von DuPont für 106 Zyklen (MPa)
SchmierungMaterial dauernd anfänglichDELRIN® 100 45 27DELRIN® 500 36 18ZYTEL® 101 36 18
Sobald die zulässige Zahnbiegebeanspruchung ermittelt ist, kann der Konstrukteur die anderen Variablen festlegen. Hierbei ist ein Verständnis der für Zahnräder verwendetenBasisterminologie hilfreich. Die geläufigsten Begriffe sind:
– Pitchdurchmesser (d) ist der am Teilkreis gemesseneDurchmesser.
– Diametral Pitch (Pd) ist die Zahl der Zähne pro mm Pitch-durchmesser, üblich in den USA.
– Modul (M) ist der Pitchdurchmesser geteilt durch dieAnzahl Zähne (z). Somit: M = d/z.
Für Standard-Zahnräder:
• Außendurchmesser = d + 2M;
• Zahndicke = 0,5 πM;
• Zahnhöhe = 2M + Spiel.
– Ritzel ist das kleinere Rad eines Räderpaares.
– Zahnrad ist das größere Rad eines Räderpaares.
– Verhältnis ist Zahl der Zahnräder / Zahl der Ritzel.
Tooth stress (MPa)
Per
iphe
rical
spe
ed, m
/s
0 2 4 6 8 10 12 14 16 18 20 22
2,0
1,5
1,0
0,5
4,0
4,5
3,5
3,0
2,5
0
60
Handbohrmaschine 300 W
Abb. 8.01 Geschwindigkeiten und Spannungen bei typischen Zahnradanwendungen
Fleischwolf, 2. und 3. Untersetzungsstufe
Planetengetriebe (fürWaschmaschinen und allge-meine industrielle Zwecke)
Planetengetrieb
Planetengetriebe für Waschmaschinen
Handbohrmaschine 130 W
Fleischwolf (1. Untersetzungsstufe)
Teppichreiniger (Kegelradgetriebe)
Zahnbiegebeanspruchung, MPa
Um
fan
gsg
esch
win
dig
keit
, m/s

In einem Sammelgetriebe wird ein Drehmoment mittelseiner Umfangskraft am Pitchdurchmesser in folgendem Verhältnis übertragen (siehe auch Abb. 8.02):
F = 2000 T/dF = Umfangskraft (Tangentialkraft) (N)T = Drehmoment, T = 9550 P/w (N·m)d = Pitchdurchmesser (mm)P = übertragene Kraft (kW)ω = Umdrehungsgeschwindigkeit (U/min.)
Falls sowohl das Zahnrad als auch das Ritzel eine größereAnzahl von Zähnen aufweist, ist ein Kontakt mehrerer Zähnewährend des Betriebs wahrscheinlich. Für einen leichten Gangmit minimaler Vibrationsentwicklung (Geräusch), sollte dieZahl der Zahnkontakte vom Drehwinkel unabhängig sein undauch der Übergang der Umfangskraft auf neue Verzahnun-gen sollte leichtgängig sein. Aus diesem Grund werdenZahnräder häufig mit einer leichten Schrägverzahnung ausgelegt.
Für einen Satz normal geformter Zähne wurde die folgendeGleichung für die Biegespannungen im Zahn eines Stirnrad-getriebes abgeleitet:
σ = F / (y M f) (MPa)y = Zahnformfaktor, y = 0,25 z0,25
f = Zahnbreite (mm)z = Anzahl Zähne
Die berechnete Biegebeanspruchung sollte immer niedrigersein als die zulässige Biegebeanspruchung gemäß Tabelle 8.02.
Vom rein funktionellen und technischen Standpunkt ausbesteht kein Anlaß, einen größeren Zahn als erforderlichvorzusehen. Bei Zahnradkonstruktionen aus Kunststoff wirddie Zahngröße häufig sogar kleiner als erforderlich gewählt,und zwar aus den folgenden Gründen:
– Bei gleichem Durchmesser verteilen kleinere Zähne dieLast auf eine größere Zahl von Zähnen.
– Die Spritzgießtoleranzen sind weniger kritisch.
– Geringere Empfindlichkeit gegenüber Temperaturänderun-gen, Nachschwindung und Dimensionsstabilität.
– Grobe Zahnteilungen werden durch höhere Gleitgeschwin-digkeiten und höheren Berührungsdruck begrenzt.
� = F� �allyMf
Abb. 8.02 Zahnradkonstruktion
M
f
F
d
Konstruieren für statische DrehmomentbeanspruchungIn vielen Anwendungen muß das Getriebe für Drehmomentegegen Blockieren ausgelegt werden, die um einiges höhersind als normale Drehmomente. In einigen Fällen kann dieseBlockierlast für die Zahnradkonstruktion ausschlaggebendsein. Um die statische Drehmomentbelastung zu ermitteln,die eine gegebene Getriebekonstruktion bewältigen kann,wird die Streckgrenze des Materials bei erwarteten Betriebs-temperaturen unter Blockierlast verwendet. Nur ein kleinerSicherheitsfaktor (S) 1,3 – 1,5) ist vorzusehen, wenn es sichum ZYTEL® Polyamid oder DELRIN® 100 handelt, da die elastische Erholung dieser Materialien eine Verteilung derBlockierlast über mehrere Zähne erlaubt.
Einige Anwendungen, wie Fensterhebergetriebe für Autos,verwenden eine Schnecke aus Stahl und ein schrägverzahntesRad aus Kunststoff (= Schneckengetriebe), bei dem die Zahn-dicke der Schnecke zu Gunsten der Zahndicke des Kunst-stoffrades reduziert wurde. In diesem Fall kann die Getriebe-festigkeit durch die Scherfestigkeit des belasteten Zahnsbegrenzt werden, wie folgende Gleichung zeigt:
Fmax = n f t τ (N)
n = Anzahl Zähne in vollem Kontakt
f = Zahnbreite (mm)
t = Zahndicke (mm)
τ = Scherfestigkeit = σy / (1,7 S) (MPa)
σy = Streckgrenze bei gegebener Temperatur (MPa)
Auch hier ist ein angemessener Test des geformten Prototypserforderlich.
ZahnradabmessungenSobald die grundlegenden Parameter der Zahnradauslegungfestgelegt sind, kann die Konstruktion des Zahnrades abge-schlossen werden. In diesem Stadium ist es sehr wichtig,Zahnradproportionen zu wählen, die die Herstellung exakterSpritzgußteile mit minimaler Verzugsneigung infolge Nach-schwindung oder Spannungsrelaxation erleichtern.
Eine ideale Konstruktion in bezug auf die Formgebung zeigtAbb. 8.03. Wegen der mechanischen Festigkeit wird emp-fohlen, den Kranzbereich mit der doppelten Zahndicke «t»vorzusehen.
61
D
Nabe
hSteg
2 tt
L
1,5 t
Abb. 8.03 Empfohlene Zahnradproportionen

Die anderen Abschnitte hängen sowohl von funktionellenErfordernissen als auch von der Lage des Anschnitts ab. Wennder Nabenquerschnitt «h» aus bestimmten Gründen dickerals die Radscheibe sein soll, muß das Teil zentral angespritztwerden, um alle Abschnitte einwandfrei zu füllen, und dieRadscheibe «w» entspräche 1,5 t.
Wenn der Anschnitt im Zahnkranz oder in der Radscheibe liegen muß, sollte die Dicke der Radscheibe der Nabendickeentsprechen, da kein Querschnitt einer gegebenen Dicke aus-reichend über einen dünneren gefüllt werden kann. Die maxi-male Wanddicke der Nabe sollte in der Regel 6 mm nicht über-steigen. Im Interesse möglichst geringer Rundlauffehler wirdein Zentralanschnitt empfohlen.
Für Zahnräder, die Teil eines multifunktionalen Bauelementssind oder spezielle Anforderungen erfüllen müssen, wie siein Abbildungen 8.20 bis–8.25 gezeigt werden, läßt sich diein Abb. 8.03 wiedergegebene ideale symmetrische Auslegungin der Praxis möglicherweise nicht verwirklichen. In diesemFall muß das Bauelement so konstruiert werden, daß eineetwas geringere Genauigkeit der Zahnradabmessungen hinge-nommen werden kann.
Im folgenden sollen anhand von Beispielen einige Zahnrad-formen erörtert werden, die spritzgieß- oder funktions-technische Probleme zur Folge haben können:– Relativ breite Zahnräder mit einseitiger Radscheibe lassen
sich nur schwer einwandfrei zylindrisch spritzen, insbe-sondere wenn der Kern nicht optimal temperiert wird.
62
Abb. 8.04 Zahnrad mit seitlicher Radscheibe
Abb. 8.05 Auswirkungen radialer Rippen
Wenn die Arbeitstemperatur hoch ist, ist der von der Rad-scheibe am weitesten entfernte Teilkreisdurchmesser mei-stens kleiner als der Teilkreisdurchmesser an der Rad-scheibe selbst (Abb. 8.04).
– Radiale Rippen, die den Zahnkranz zusätzlich abstützensollen, verringern häufig die Genauigkeit und sollten nurvorgesehen werden, soweit sie wegen hoher Axialkräfteunbedingt erforderlich sind. Schrägverzahnte Räder werden häufig auf diese Weise ausgelegt, obwohl dieauftretenden Axialkräfte vernachlässigt werden können(Abb. 8.05).
– Bei hoch belasteten, großen Kegelzahnrädern kann dieAxialbeanspruchung der Zahnkrone so groß sein, daß Rip-pen häufig nicht zu umgehen sind. Die Grundregeln fürgute Rippenkonstruktionen gelten auch hier (Abb. 8.06)
– Gleiches gilt für Schneckenradantriebe, die unter Blockier-last erhebliche Axialkräfte aufnehmen müssen und dahereiner axialen Abstützung bedürfen.
Bei Scheibenwischergetrieben hat man beispielsweise fest-gestellt, daß eine Verrippung notwendig sein kann, um zuverhindern, daß das Schneckenrad unter Blockierbedingun-gen von der Schnecke weggebogen wird (Abb. 8.07).
– Zu beachten ist auch, daß sich jeder größere Durchbruchin der Radscheibe, vor allem dicht am Zahnkranz, imAbwälzdiagramm bemerkbar macht und bei schnell lau-fenden Getrieben zu verstärktem Abrieb und Laufgeräu-schen führen kann (Abb. 8.08).
Abb. 8.06 Kegelrad mit Verrippung
Abb. 8.07 Anlauf-Schneckenrad mit Verrippung
f
r

– Die Abbildungen 8.09 und 8.10 verdeutlichen, wie Kon-struktion und Art des Anschnitts mitunter darüber entschei-den können, ob ein Zahnrad einwandfrei arbeitet oder nicht.In beiden Fällen handelt es sich um beinahe gleich gestal-tete Zahnräder eines Scheibenwischergetriebes, die aufgerändelte Achsen aufgespritzt werden. Das Zahnrad inAbb. 8.09 wird zentral angespritzt und bereitet keinerleiSchwierigkeiten.
– Das in Abb. 8.10 gezeigte Zahnrad wird durch drei Punkt-anschnitte in der Radscheibe gefüllt. Außerdem befindensich dicht an der Radnabe drei Bohrungen für die Befesti-gung einer Metallscheibe. Die Folge ist eine ungenügendeFüllung der Nabe und die drei Fließlinien bilden Schwach-stellen, die den Spannungen, die durch das Metall-Einle-geteil und die scharfkantigen Ecken der gerändelten Welleentstehen, nicht standhalten können.
geringe Schwindung
hohe Schwindung
Anschnitt
DreiAnschnitte
Fließlinien
Abb. 8.08 Rippen und Durchbrüche in spritzgegossenen Zahnrädern
Abb. 8.09 Zahnrad mit Zentralanschnitt
Abb. 8.10 Zahnrad mit Anschnitten in der Radscheibe
Genauigkeit und ToleranzgrenzenWie bereits erwähnt, erlauben Zahnräder aus Kunststoff aufgrund ihrer elastischen Erholung größere Toleranzen alsMetallzahnräder. Diese Aussage sollte jedoch nicht zu sehrverallgemeinert werden. Ungenaue Zahnprofile, Unrundheitund schlechte Zahnflächen können bei Kunststoffzahnräderndurchaus für Geräuschbildung, übermäßigen Verschleiß undvorzeitiges Versagen verantwortlich sein. Andererseits wärees sinnlos, Toleranzen vorzuschreiben, die nicht wirklicherforderlich sind oder bei hohen Produktionsausstößen nichterreichbar wären.
Das Hauptproblem bei der Herstellung präziser Zahnräderaus Kunststoff ist natürlich die Formschwindung. Die Form-höhlung muß nicht nur eine Schwindung des Durchmessers,sondern bei Präzisions-Zahnrädern auch den Einfluß derSchwindung auf das Zahnprofil berücksichtigen, was einenhochqualifizierten und erfahrenen Werkzeughersteller erfor-dert.
Bei einer Formhöhlung, die Schwindungen korrekt kompen-siert, müssen die Verarbeitungsbedingungen kontrolliert wer-den, um die Genauigkeit zu bewahren. Die Gesamtabweichungvom theoretischen Zahnprofil kann mit Spezialgeräten gemes-sen werden, wie sie die Uhrenindustrie verwendet. Ein über-triebenes Zahnprofil ist in Abb. 8.11-a dargestellt und zeigtdie Messungen von Oberflächenmarkierungen durch einFormnest sowie Unregelmäßigkeiten durch schlechte Ver-arbeitungsbedingungen.
In der Praxis ist die herkömmlichste Methode zur Prüfungder Zahnradgenauigkeit ein Teilkreisabstands-Meßgerät, dargestellt in Abb. 8.11-b.
Das Zahnrad aus Kunststoff greift in ein hochpräzises Lehr-zahnrad aus Metall und erzeugt ein Diagramm der Abstands-abweichungen, wie Abb. 8.11-c zeigt.
Anhand dieses Diagramms kann der Konstrukteur die Genauig-keit des Zahnrades und eine Klassifizierung gemäß AGMAoder DIN-Spezifikation vornehmen.
AGMA Spezifikation Nr. 390.03 stuft Zahnräder in 16 Kate-gorien ein, wobei die Klasse 16 die höchste und die Klasse 1die geringste Präzision aufweist. Geformte Zahnräder liegenin der Regel zwischen den Klassen 6 und 10. Klasse 10 erfordert ausgezeichnete Werkzeuge und Verarbeitungs-bedingungen.
In ähnlicher Weise stuft die DIN-Spezifikation Nr. 3967 Zahn-räder in 12 Kategorien ein, wobei die Klasse 1 die höchsteund die Klasse 12 die geringste Präzision aufweist. In denDIN-Kategorien liegen geformte Zahnräder in den Klassen 8bis 11.
63
Abb. 8.11-a Messung eines Zahnprofilfehlers
Profilfehler

Der in Abb. 8.11-c gezeigte Fehler kann teilweise durch eineinkorrekte Formhöhlung, Anschnittauslegung oder schlechteVerarbeitung bedingt sein.
Falls mehrere Kurven eines Produktionslaufes wie in Abb.8.11-d übereinandergelegt werden, ergibt der Abstand «T»zwischen der höchsten und der niedrigsten Kurve die Ver-arbeitungstoleranz.
Zahnspiel und AchsabständeAls Zahnspiel wird der in Abb. 8.11-e dargestellte tangentialeFlankenabstand zweier im Eingriff stehender Zähne bezeich-net. Abb. 8.12 zeigt den Bereich des empfohlenen Zahnspiels,das für erste Erprobungen eingestellt werden sollte.
Wichtig ist, daß das korrekte Zahnspiel bei Arbeitstemperaturund unter realen Einsatzbedingungen gemessen und einge-stellt wird. Viele Getriebe sind zwar richtig ausgelegt undgespritzt, versagen aber wegen eines ungeeigneten Zahnspielsunter Einsatzbedingungen.
64
Abb. 8.11-b Achsabstands-Meßgerät
Abb. 8.11-c Diagramm Achsabstandsänderung
Abb. 8.11-d Verarbeitungstoleranzen ermittelt durch Achsabstands-diagramm
Sammelfehler
Unrundheit
eine Zahnumdrehung
Zahn-Zahn-Fehler
T1
T
Der Konstrukteur muß vor allem beachten, daß ein bei derMontage korrekt eingestelltes Zahnspiel sich unter Einsatz-bedingungen im Laufe der Zeit aufgrund folgender Faktorenändern kann:– Temperaturschwankungen– Nachschwindung.
Wenn das Getriebegehäuse ebenfalls aus Kunststoff gespritztist, gelten auch insoweit die gleichen Überlegungen. Der Achsabstand kann sich verändern und das Zahnspielbeeinflussen; infolgedessen ist auch die Dimensionsstabilitätdes jeweiligen Gehäusematerials zu berücksichtigen.
Ein erhöhtes Zahnspiel führt dazu, daß die Zahnräder nichtmehr am Teilkreisdurchmesser kämmen, was verstärktenAntrieb zur Folge hat. Zu geringes Zahnspiel kann dieLebensdauer verringern oder gar zum Klemmen und zurraschen Zerstörung führen.
Häufig ist es einfacher, den Achsabstand erst festzulegen,nachdem die Zahnräder hergestellt und vermessen sind.Dabei ist jedoch zu beachten, daß diese Methode erhöhtenAbrieb zur Folge haben kann, weil die Zahnräder möglicher-weise nicht mehr exakt am theoretischen Teilkreisdurchmes-ser kämmen.
Zahnspiel
Abb. 8.11-e Messung des Zahnspiels
0,10 0,150,05
1
0,85
1,25
1,5
2,0
3
Backlash, mm
Mod
ule,
mm
Abb. 8.12 Empfohlenes Zahnspiel für Zahnräder aus DELRIN®
und ZYTEL®
Zahnspiel, mm
Mo
du
l, m
m

MaterialpaarungenReibungskoeffizient und Abrieb von DELRIN® Polyacetalgegen DELRIN® sind nicht so günstig wie von DELRIN® gegengehärteten Stahl, siehe Tab. 7.01. Dennoch gibt es sehr vielekommerzielle Anwendungen, bei denen ganze Getriebe inDELRIN® Polyacetal ausgeführt sind (insbesondereHauthaltsgeräte und feinmechanische Reduziergetriebe fürUhren, Programmschalter und andere mechanische Geräte).
– Wenn gepaarte Räder aus DELRIN® Polyacetal gespritzt wer-den, wird die Abriebfestigkeit durch Verwendung unter-schiedlicher Typen, z.B. DELRIN® 100 gegen DELRIN® 900Foder DELRIN® 500CL, nicht erhöht.
– In vielen Fällen läßt sich der Abrieb aber wesentlich ver-mindern, indem man DELRIN® Polyacetal gegen ZYTEL®
Polyamid laufen läßt. Diese Kombination ist besondersgünstig, wenn eine lange Lebensdauer gefordert wird, undbietet erhebliche Vorteile, wenn eine Anfangsschmierungnicht in Betracht kommt.
– In allen Fällen, in denen zwei Zahnräder aus Kunststoffgegeneinander laufen, muß für eine Wärmeabfuhr gesorgtwerden. Die Wärmeabfuhr ist von der Gesamtkonstruktiondes Getriebes abhängig und erfordert besondere Beach-tung, wenn beide Materialien gute Wärmeisolatoren sind.
– Wenn Kunststoffzahnräder gegen Metall laufen, wird dieWärme weit besser abgeleitet, so daß höhere Leistungenübertragen werden können. Sehr oft wird das erste Ritzeleines Getriebes unmittelbar aus der schnell laufendenMotorwelle herausgearbeitet. Die durch die Welle über-tragene Wärme der Lager und Motorwicklungen kann dieZahntemperatur jedoch über den erwarteten Wert hinauserhöhen. Der Konstrukteur sollte sein Augenmerk daherinsbesondere auf eine ausreichende Motorkühlung richten.
– Zahnradpaarungen aus Kunststoff und Metall können bes-ser und abriebärmer als Paarungen aus Kunststoff arbeiten.Dies gilt allerdings nur, wenn das Metallrad eine gehärteteOberfläche hat.
65
Tabelle 8.04 Materialpaarungen für geradverzahnte Zahnräder aus DELRIN®
Antriebsrad Gegenrad
DELRIN® 500 DELRIN® 500 Allgemeine Anwendungen, mittlere Belastung, Geschwindigkeit und Lebensdauer, z.B. Uhr- und Zähl-werke.
DELRIN® 100 DELRIN® 100 Anwendungen mit erhöhten Anforderungen an Belastbarkeit, Ermüdungsfestigkeit und Schlagzähigkeit,z.B. Handbohrmaschinen, diverse Haushaltsgeräte, Scheibenwischergetriebe, Waschmaschinenantriebe(insbesondere für Reversierbetrieb). Zahnräder mit angespritzten Sperrklinken, Federn oder Kupplungen.
DELRIN® 500 DELRIN® AF Kleingetriebe, bei denen es auf ruckfreien Lauf und geringen Leistungsverlust ankommt (z.B. Meßinstru-weiche Metalle mente, miniaturisierte Untersetzungsgetriebe). Diese Werkstoffpaarung führt nicht notwendigerweise
zu einem besseren Abriebverhalten.
Gehärteter Stahl DELRIN® 100 Hervorragend geeignet für hohe Geschwindigkeiten und Lasten, lange Lebensdauer, geringer Abrieb. (Oberflächen härte Eignet sich insbesondere für die erste Untersetzungsstufe schnell laufender Motoren, bei denen das etwa 50 RC) Ritzel aus der Motorwelle herausgearbeitet ist (z.B. Haushaltsgeräte, Bohrmaschinen und andere
Elektrowerkzeuge).
Weicher Stahl, DELRIN® 500CL Als Gegenmaterial zu weichen Metallen zeigt DELRIN® 500CL ein deutlich besseres Abriebverhalten Nichteisen-Metalle als alle anderen DELRIN®-Typen. Außerdem beansprucht DELRIN® 500CL die Metalloberfläche
nur geringfügig. Für geringe Lasten, aber hohe Lebensdauer zu empfehlen (z.B. hochwertige Präzisions-getriebe).
Tabelle 8.05 Empfohlene Materialpaarungen für Zahnräder aus ZYTEL® Polyamid
Antriebsrad Gegenrad
ZYTEL® 101L ZYTEL® 101L Weit verbreitet in Anwendungen für geringe bis mittlere Belastung.
Gehärteter Stahl ZYTEL® 101L Empfohlen für hohe Geschwindigkeiten und Lasten. Beste Geräusch- und Stoßabsorption. GeringsterAbrieb.
ZYTEL® 101L DELRIN® 100, Geringste Reibung und niedrigster Abrieb im Vergleich zu jedem der beiden Materialien gegen Stahl 500, 900 oder gegen sich selbst. Für mittlere Belastung sehr zu empfehlen. Für das Antriebsrad kann jedes
Material eingesetzt werden; dank seiner höheren Dimensionsstabilität ist DELRIN® Polyacetal jedoch als Material für das größere Zahnrad prädestiniert.

SchmierungDie Erfahrung hat gezeigt, daß eine Anfangsschmierung nurzeitlich begrenzt wirksam ist. Bei Getrieben, die am Endeihrer Lebensdauer demontiert wurden, zeigte sich, daß allesFett an die Gehäuseinnenwände geschleudert wurde; die Zahn-räder liefen dann völlig trocken. Die Anfangsschmierung läßtkeine höheren Lasten zu; sie sollte als zusätzlicher Sicher-heitsfaktor angesehen werden. Sie sollte jedoch stets vorge-sehen werden, weil sie während der Einlaufphase eine großeHilfe darstellt.
Bei Anwendungen, für die Schmiermittel nicht in Betrachtkommen, bietet die Paarung von DELRIN® Polyacetal mitZYTEL® Polyamid große Vorteile. Selbst unter Trockenlauf-bedingungen arbeiten solche Getriebe ruhig und leise.
Wenn eine kontinuierliche Schmierung von Zahnrädern ausDELRIN® Polyacetal und ZYTEL® Polyamid praktikabel undder Flankendruck auf die im Eingriff stehenden Zähne nichtallzu groß ist, kann der Abrieb vernachlässigt werden und dieLebensdauer hängt allein von der Ermüdungsfestigkeit ab.
Erprobung spanend bearbeiteter PrototypenObwohl man meinen könnte, das Leistungsverhalten einesneu entworfenen Zahnrades ließe sich am einfachsten anhandgefräster Prototypen testen, sind die Ergebnisse solcher Ver-suche mit größter Vorsicht zu interpretieren. Der Konstruk-teur kann sich nicht darauf verlassen, daß das anschließendspritzgegossene Zahnrad das gleiche Verhalten zeigen wird.Deshalb lassen sich aus Versuchen mit spanend bearbeitetenZahnrädern keine endgültigen Schlüsse ziehen. Die Anferti-gung eines Versuchswerkzeugs ist der einzig sichere Weg,Prototypen einer Zahnradkonstruktion herzustellen. Diesgewährleistet nicht nur aussagekräftige Tests, sondern ermög-licht auch die Messung der Schwindung, des Zahnprofils, desTeilkreisdurchmessers und der Gesamtgenauigkeit.
Es wird dringend empfohlen, die Zahnqualität mit einemProfilprojektor zu überprüfen, mit dessen Hilfe sich Abwei-chungen von der theoretischen Kurve feststellen lassen.
Testen von PrototypenDie Bedeutung geeigneter Testmethoden für spritzgegosseneZahnrad-Prototypen ist bereits herausgestellt worden. Hierfürgelten die folgenden Richtlinien:
Beschleunigte Tests mit höheren als den für eine bestimmteAnwendung erforderlichen Geschwindigkeiten sind wertlos.Temperaturen, die die normale Arbeitstemperatur überstei-gen, können zu einem raschen Versagen führen, obwohl dasZahnrad unter normalen Betriebsbedingungen einwandfreiarbeiten würde. Die Versuchsbedingungen sollten stets sofestgelegt werden, daß diese den realen Betriebsbedingungenmöglichst nahekommen.
66
Die folgenden Beispiele erläutern die Notwendigkeit aussage-kräftiger Tests unter Betriebsbedingungen.
– Hochbelastete Zahnräder (z.B. in Haushaltsgeräten), dienur kurzzeitig in Betrieb sind, sollten nicht im Dauer-betrieb, sondern in Betriebszyklen getestet werden, die es dem Gerät erlauben, zwischen den Betriebsphasen aufRaumtemperatur abzukühlen.
– Nur gelegentlich arbeitende, langsam laufende Zahnräder(wie z.B. für Rolladenantriebe) können im Dauerbetriebgetestet werden, aber nur mit der gleichen Geschwindig-keit und unter der Voraussetzung, daß der Temperatur-anstieg an den Zahnoberflächen unerheblich bleibt.
– Anwendungen wie z.B. Scheibenwischergetriebe erreichenihre maximale Betriebstemperatur sehr schnell und arbei-ten während des größten Teils ihrer Lebensdauer unterdiesen Bedingungen. Sie sollten daher im Dauerbetriebgetestet werden.
Wertvolle Schlüsse lassen sich häufig aus dem statischenDrehmoment ziehen, bei dem ein spritzgegossenes Zahnradversagt. Wenn das zum Bruch führende Drehmoment dasAcht- bis Zehnfache der Betriebslast beträgt, ist dies in derRegel ein Anhaltspunkt für eine lange Lebensdauer des Zahn-rades. Kunststoffzahnräder arbeiten jedoch häufig dicht ander Ermüdungsgrenze und diese Faustregel sollte nicht alsfür alle Fälle gültig angesehen werden.
In jedem Falle muß das Zahnspiel bei allen Versuchen über-prüft werden. Wenn ein Zahnrad ausgefallen ist, läßt sichnachträglich kaum noch feststellen, ob dies ganz oder teil-weise auf ein falsches Zahnspiel zurückzuführen ist.
Konstruktion schrägverzahnter ZahnräderSchrägverzahnten Rädern ist nach Möglichkeit der Vorzugvor geradverzahnten zu geben. Von anderen Vorteilen abge-sehen laufen sie ruhiger und erzeugen weniger Laufgeräu-sche. Allerdings erfordern sie nicht nur exakte Zahnprofile,sondern auch genaue Schrägungswinkel. Diese Forderung istmanchmal schwer zu erfüllen, vor allem, wenn das Kunst-stoffrad gegen ein Metallzahnrad laufen soll.
Schrägverzahnte Räder erzeugen Axialkräfte, die berück-sichtigt werden müssen. Es empfiehlt sich, den Schrägungs-winkel nicht größer als 15° zu wählen. Verglichen mit einemgeradverzahnten Rad weist das schrägverzahnte Rad beigleichem Modul eine etwas höhere Zahnfestigkeit auf. Dakleine Schrägungswinkel die Regel darstellen, kann dieserFestigkeitsgewinn bei der Festlegung des Moduls vernach-lässigt und lediglich als zusätzlicher Sicherheitsfaktorbetrachtet werden.

Konstruktion von SchneckenrädernDie meisten spanend hergestellten Schneckenräder weiseneine gekehlte Form auf, die eine linienförmige Berührungmit der Schnecke bewirkt. Da sich solche Schneckenräder imSpritzgießverfahren nur schwer herstellen lassen, wird übli-cherweise ein einfaches schrägverzahntes Zahnrad verwen-det. Infolgedessen wird die Leistung nur punktförmig über-tragen, was erhöhten Flankendruck, höhere Temperatur underhöhten Abrieb zur Folge hat.
Verschiedene Konstruktionen zielen darauf ab, den Abriebzu verringern, die Leistungsübertragung zu erhöhen und diepunktförmige Berührung in eine linienförmige zu verwan-deln. Die folgenden Beispiele praktischer Anwendungen zeigen einige dieser Möglichkeiten auf:
Abb. 8.13 zeigt ein aus einem Stück spritzgegossenes Schne-ckenrad aus DELRIN® 100, das in einem von Hand angetrie-benen Mechanismus gegen eine Schnecke aus ZYTEL® 101Lläuft. Die durch die Kehlung bedingte Hinterschneidungbeträgt nur rund 4%, so daß sich das Rad problemlos aus derForm ausdrücken läßt. Dieses Verfahren, ein Schneckenradaus einem Stück zu spritzen und auszuwerfen, wird bei zahl-reichen Anwendungen eingesetzt, obwohl es Erfahrung undGeschick bei der Werkzeugherstellung voraussetzt. Zu beach-ten ist, daß diese siebengängige Schnecke nicht in einemZweiplattenwerkzeug mit der Trennebene in der Achsegespritzt werden kann. Da der Steigungswinkel mit 31°größer ist als der Eingriffswinkel (20°), ergibt sich eine Hinterschneidung entlang der Trennebene. Die Schneckemuß daher aus dem Werkzeug herausgeschraubt werden.
Abb. 8.13 Einteiliges Schneckenrad
Abb. 8.14 zeigt ein Scheibenwischergetriebe, das auf andereWeise hergestellt wird. Wegen der Hinterschneidung von rund7% und der steifen Konstruktion scheidet ein Auswerfen aus.Das Werkzeug wird daher mit 9 Seitenzügen ausgestattet, die jeweils 6 Zähne ausformen. Mit diesem Verfahren lassensich qualitativ hochwertige Schneckenräder herstellen, aller-dings immer nur eines pro Werkzeug. Auch die Werkzeug-kosten sind natürlich höher.
Abb. 8.14 Im Backenwerkzeug hergestelltes Schneckenrad
9 Seitenzüge
Das Schneckenrad in Abb. 8.15 ist ebenfalls für ein Scheiben-wischergetriebe bestimmt und stellt eine Mittellösung dar. Esbesteht aus einem halbgekehlten und einem schrägverzahn-ten Teil. Der Eingriff erfolgt im Bogenabschnitt, während dieSchrägverzahnung lediglich die Zahnfestigkeit und somit dasDrehmoment im Blockierfall erhöht. Obwohl diese Lösungnicht ideal ist, bietet sie deutliche Vorteile gegenüber einemnur schrägverzahnten Stirnrad.
Abb. 8.15 Halbgekehltes Schneckenrad
Ein vollständig gekehltes Schneckenrad ist in Abb. 8.16 in Gestalt eines zweigeteilten Schneckenrades abgebildet. Die beiden Hälften sind so konstruiert, daß sie im gleichenWerkzeug hergestellt und durch gegenüberliegende Zapfen undBohrungen (siehe auch Abb. 8.17) zentriert und auf exakteZahndeckung ausgerichtet werden können. So lassen sich auchmit einem Einfachwerkzeug vollständige Getriebeteile herstel-len, die sich mit Schnappsitzen, durch Ultraschallschweißenoder Nieten montieren lassen. Bei entsprechendem Produk-tionsbedarf können später auch Mehrfachwerkzeuge eingesetztwerden.
Abb. 8.16 Zweigeteiltes Schneckenrad67

Die Breite der Schneckenräder kann so groß gewählt werden,wie es die Eingriffsverhältnisse zulassen. Diese Konstruktionkommt dem klassischen spanend hergestellten und voll gekehl-ten Metall-Schneckenrad am nächsten, wobei die Werkzeug-kosten nicht höher als für das in Abb. 8.15 dargestellteSchneckenrad sind. Zweigeteilte Schneckenräder sind wegender erheblichen Leistungsverbesserung insbesondere fürgrößere Schneckendurchmesser zu empfehlen.
Der Vorteil gekehlter Schneckenräder gegenüber schrägver-zahnten Rädern beruht hauptsächlich darauf, daß die Lastüber einen größeren Bereich des Zahnes verteilt wird, was zugeringeren örtlichen Temperaturen und Biegebeanspruchun-gen führt. Versuche haben gezeigt, daß zweigeteilte Schnecken-räder einfachen schrägverzahnten Stirnrädern um das Zwei-bis Vierfache überlegen sind.
Varianten der gleichen Auslegung
Abb. 8.17 Schnappverbundenes Schneckenrad
68
Ein Beispiel eines schnappverbundenen Schneckenrades wirdin Abb. 8.17 gezeigt.
Bei der Konstruktion dieser gekehlten Schneckenräder soll-ten jedoch auch einige Nachteile gegenüber schrägverzahn-ten Rädern berücksichtigt werden, nämlich:
– Höhere Werkzeugkosten.
– Schnecke und Schneckenrad müssen exakt positioniertwerden. Schon geringer Versatz führt dazu, daß die Lastnur von einem Teil der Zahnbreite übertragen wird, was zu erhöhtem Abrieb und frühzeitigem Versagen führt.
– Das Schneckenrad ist besonders empfindlich gegenübervoneinander abweichenden Schrägungswinkeln.
– Die Schnecke und das Schneckenrad müssen in einerbestimmten Reihenfolge montiert werden. Wenn dieSchnecke beispielsweise bereits im Gehäuse montiert ist,kann ein gekehltes Rad nur noch in radialer Richtung ein-gebaut werden, während ein einfaches schrägverzahntesRad (oder ein Zahnrad der in Abb. 8.13 gezeigten Art)auch noch von der Seite montiert werden kann.
Schneckengetriebe ermöglichen hohe Untersetzungen mit nurzwei Bauteilen. Sie werden daher häufig in Verbindung mitschnell laufenden Motoren eingesetzt, wobei die Schnecke spa-nend oder durch Rollen in die Metallwelle eingearbeitet wird.
Da die Anforderungen der unterschiedlichen Anwendungenstark voneinander abweichen, sind Verhalten und Möglich-keiten von Schneckenrädern aus DELRIN® Polyacetal undZYTEL® Polyamid weitgehend von der jeweiligen Anwen-dung abhängig.
So kann beispielsweise ein Scheibenwischergetriebe wieder-holt eine beträchtliche Zeit bei hohen Temperaturen arbeiten.Es kann darüberhinaus sehr starken statischen Drehmomen-ten ausgesetzt sein, wenn die Wischerblätter angefroren sind. Da dies bei niedrigen Temperaturen geschieht, ist der Durch-messer des Zahnrades aufgrund der thermischen Kontraktiongeringer, so daß die Zähne näher an der Spitze belastet wer-den, was eine erhöhte Biegespannung bedeutet. Häufig gibtdiese Situation für die Konstruktion eines Getriebes denAusschlag.
Das Getriebe eines elektrischen Fensterhebers arbeitet hinge-gen unter normalen Bedingungen jeweils nur für ein paarSekunden lang, mit langen zwischenzeitlichen Unterbre-chungen. Infolgedessen ist mit einem Temperaturanstieg nichtzu rechnen und das Zahnrad kann weit höhere Lasten auf-nehmen. Da die gesamte Belastungsdauer im Vergleich zurBetriebszeit eines Scheibenwischergetriebes sehr kurz ist, istauch der Abrieb wenig problematisch. Viele dieser elektrischbetriebenen Fensterheber sind aber erheblichen Drehmomen-ten ausgesetzt, wenn das Fenster geschlossen ist. Das Zahn-rad muß daher fest genug sein, damit die Zähne nicht durchKriechen beeinträchtigt werden, vor allem nicht bei Sommer-temperaturen und geschlossenem Fahrzeug.
Bei Haushaltsgeräten gelten wieder ganz andere Anforderun-gen. Die Betriebsdauer ist in der Regel auf dem Gerät ange-geben und strikt auf jeweils ein paar Minuten beschränkt.Dadurch lassen sich kleinere, kurzzeitig überlastbare Moto-ren einsetzen, die sich aber sehr schnell aufheizen und dieWärme über die Motorwelle auf die Schnecke übertragen.Wenn das Gerät vorschriftsmäßig benutzt wird, hält die Tem-peratur sich in Grenzen. Wenn die Geräte jedoch länger oderin zu kurzen Abständen benutzt werden, können die Tempe-raturen einen Wert erreichen, bei dem mit hohem Abrieb undvorzeitigem Versagen gerechnet werden muß.

Diese Beispiele zeigen, wie wichtig es ist, die zu erwartendenBetriebsbedingungen sorgfältig zu ermitteln und die Schneckeund das Schneckenrad entsprechend auszulegen und zu dimen-sionieren.
Über die vorstehend erwähnten Beschränkungen hinaus sindauch weitere Faktoren sorgfältig zu beachten, nämlich:
– Schnecken aus Metall, die unmittelbar in Motorwellen spa-nend eingearbeitet sind, haben üblicherweise sehr geringeDurchmesser. Sofern sie nicht an beiden Enden gelagertsind, können sie bei Überlastung und unter Blockierbedin-gungen durchbiegen und zu ungenauem Kämmen führen.
– Unter den gleichen Bedingungen können sich unzureichendgelagerte Schneckenräder aus Kunststoff mit der gleichenFolge axial verformen.
– Wenn die Schnecken in Motorwellen mit geringem Durch-messer eingearbeitet werden, ist die Zahngröße sehrbegrenzt. Deshalb arbeiten viele Schneckengetriebe, ins-besondere in Haushaltsgeräten, nur so lange zufrieden-stellend, wie die Anfangsschmierung wirksam ist. Im Hin-blick auf die relativ kurze Gesamtbetriebsdauer kann diesaber akzeptabel sein.
Obwohl die Anfangsschmierung nur zeitlich begrenzt wirk-sam ist, wird sie für alle Schneckengetriebe dringend em-pfohlen, weil die Reibung das Hauptproblem darstellt. Über-dies sollte nach Möglichkeiten dafür Sorge getragen werden,daß das Schmiermittel auf den Zahnflanken bleibt. Deshalbsollte ein Fett gewählt werden, das bei der Betriebstempera-tur flüssig wird und auf die Zahnflanken zurückfließt. Wirddas Zahnrad hohen Blockierlasten ausgesetzt, muß auch dieBiegebeanspruchung und die Scherfestigkeit überprüft wer-den. Wie oben dargelegt, konzentriert sich Last auf einensehr kleinen Bereich auf den Flanken des schrägverzahntenRades, so daß sich die Last ungleichmäßig über die Zahn-breite verteilt. Infolgedessen sollte die Zahnbreite f zurBestimmung der statischen Drehmomentbeanspruchung nichtmehr als ungefähr das Doppelte der Zahnhöhe betragen. Für
einen metrischen Modul von 1, f = 4 mm. Bei Raumtempera-tur sollten Biegespannungen von rund 30 MPa nicht über-schritten werden (für einen Sicherheitsfaktor von S = 1,5).
Einige Hersteller fräsen Schneckenräder aus spritzgegosse-nen Rohlingen. Dies hat jedoch nur einen Sinn, wenn auchdie Zähne bereits vorgeformt sind, weil andernfalls die Gefahrbesteht, daß sich Lunker im Bereich des Zahnkranzes bilden.Viele Schneckenräder aus Kunststoff versagen, weil sich imhochbelasteten Fußbereich der Zähne winzige Lunker befin-den, wenn der Zahnkranz ohne Aussparungen gespritzt wurde.(Das gleiche gilt auch für die Herstellung anderer Arten vonZahnrädern.)
Die meisten Schneckengetriebe-Anwendungen bestehen auseiner eingängigen Schnecke mit einem schrägverzahntenSchneckenrad. Die Zähne des schrägverzahnten Schnecken-rades sind schwächer als die Gänge der Schnecke, die Leistungwird daher durch das maximal übertragbare Drehmoment amSchneckenrad begrenzt. Ein großzügiger Sicherheitsfaktor (3 bis 5) sollte vorgesehen werden, um Spannungskonzentra-tionen zu berücksichtigen, die sich aus der theoretisch punkt-förmigen Berührung und der hohen Gleitgeschwindigkeitergeben. Bei einer Schnecke aus ZYTEL® Polyamid und einemSchneckenrad aus DELRIN® Polyacetal ist die Wärmeabfuhrbegrenzt, da beide Materialien keine guten Wärmeleiter sind. Daher wird empfohlen, eine Gleitgeschwindigkeit von0,125 m/s nicht zu überschreiten. Bei einer Stahlschnecke istdie Wärmeabfuhr wesentlich besser, so daß bei einer Anfangs-schmierung Gleitgeschwindigkeiten bis zu 1,25 m/s zugelas-sen werden können. Mit Dauerschmierung oder bei Kurz-zeitbetrieb sind Geschwindigkeiten bis zu 2,5 m/s möglich.
Gleichung zur Ermittlung der Gleitgeschwindigkeit:
v = 0,001 π d ω (m/s)60 cos(α)
d = Schneckenpitch-Durchmesser (mm)ω = Schneckengeschwindigkeit (U/m)α = Steigungswinkel (Abb. 8.18)
Material der Schnecke Material des Mögliche AnwendungenSchneckenrades
Weicher Stahl (spanend DELRIN® 500CL Ausgezeichnete Verschleißfestigkeit ; geeignet für Kleingeräte (z.B. Haushaltsgeräte, Zählwerke, kleine, bearbeitet oder gerollt) hochpräzise mechanische Untersetzungen).
Weicher und DELRIN® 100 Geringere Verschleißfestigkeit, aber höhere Ermüdungsfestigkeit und Schlagzähigkeit, für hohe gehärteter Stahl Blockierlasten geeignet (z.B. Scheibenwischergetriebe, Fensterhebergetriebe, hoch belastete Haus-
haltsgeräte wie Fleischwölfe, bei denen mit hohen Schlagbelastungen zu rechnen ist). Schnecken aus gehärtetem Stahl sind weitaus abriebfester.
Nichteisenmetalle DELRIN® 500CL DELRIN® 500CL hat sich als wesentlich abriebfester als alle anderen DELRIN®-Polyacetaltypen (Messing, erwiesen, obwohl die Wärmeentwicklung nicht geringer ist. (Geeignet für Tachometer, Zinklegierungen) Zähler und andere feinmechanische Geräte.)
ZYTEL® 101L DELRIN® 500 Hervorragend geeignet für handbetriebene oder kurzzeitig und langsam laufende Geräte (Polyamid 66) DELRIN® 100 (z.B. Rolladenantrieb, Fensterheber in Kraftfahrzeugen, im Dauerbetrieb, aber langsam laufende
Untersetzungsgetriebe geringer Beanspruchung wie Tachometer und Zähler). Sehr gute Trockenlaufeigenschaften.
DELRIN® 500 DELRIN® 500 Sollte wegen geringer Abriebfestigkeit und hohem Reibungskoeffizienten vermieden werden. Dennoch weit verbreitet bei Anwendungen mit langsam laufenden Getrieben für minimale Belastung.
Tabelle 8.06 Werkzeugpaarung für Schneckengetriebe
69

70
MaterialpaarungenIm allgemeinen haben alle Schnecken-Reduziergetriebewegen der hohen Geschwindigkeit, die einen großen Teil der Antriebsleistung in Wärme umwandelt, einen schlechtenWirkungsgrad. Deshalb ist es wichtig, auf eine Material-paarung mit geringem Abrieb und niedrigem Reibungskoef-fizienten zu achten. Unter diesem Gesichtspunkt stellt eineSchnecke aus ZYTEL® 101, die gegen ein Schneckenrad ausDELRIN® Polyacetal läuft, eine gute Kombination dar. Wegender geringen Wärmeabfuhr ist diese Lösung aber auf Anwen-dungen für geringe Belastungen beschränkt. Der in Abb. 8.18abgebildete Dosenöffner ist ein gutes Beispiel für eine kommerzielle Konstruktion, die diese Materialkombinationverwendet.
Die Motordrehzahl von 4000 U/min wird in einer ersten Stufemit einem Ritzel und einem Innenzahnrad und sodann ineiner zweiten Stufe durch ein Schneckengetriebe mit einerSchnecke aus ZYTEL® 101 reduziert. Die Betriebsdauer ist so kurz, daß sich kein nennenswerter Temperaturstau bildenkann.
KegelradkonstruktionDie Formel für die Berechnung der Biegebeanspruchung ineinem Stirnrad muß wie folgt korrigiert werden:
σ = {r / (r-f)} F / (y M f)r = Pitchradius (r = 0,5 dmax, siehe Abb. 8.06)f = Zahnbreite
Bei Kunststoffen ist die Unterstützung des Kranzes äußerstwichtig und verstärkende Rippen sind fast immer erforderlich.
RundungshalbmesserDie meisten Zahnradmaterialien, auch DELRIN® Polyacetalund ZYTEL® Polyamid, sind kerbempfindlich. Deshalb kanndie Bedeutung ausreichender Rundungshalbmesser nichtgenug betont werden. Standard-Ausrundungen haben sich in den meisten Anwendungsfällen als ausreichend erwiesen.Versuche haben ergeben, daß eine voll ausgebildete Ausrun-dung die Lebensdauer von Zahnrädern aus DELRIN® Poly-acetal bei Dauerschmierung um etwa 20% verlängert. Vollausgebildete Ausrundungen können sich auch als vorteilhafterweisen, wenn Stöße oder hohe Schlagbelastungen auftreten.
Schneckenrad aus DELRIN®
Schnecke aus ZYTEL® 101
Abb. 8.18 Dosenöffner mit Schneckengetriebe
d
α
BefestigungsmethodenDer radial geschlitzte Federstift ist die beste Art, Kunststoff-zahnräder auf Wellen zu befestigen. Sind die zu übertragen-den Drehmomente sehr gering, kann auch Lösung A1 ver-wendet werden. Obwohl auch Federn und Klemmschraubenerfolgreich eingesetzt worden sind, sollten sie vermiedenwerden, weil sie eine unsymmetrische Geometrie der Nabeerfordern. Werden Klemmschrauben verwendet, müssen siein eine Auskehlung in der Welle hineinragen.
Preßpassungen können unter der Voraussetzung verwendetwerden, daß das zu übertragende Drehmoment gering ist, dadie Spannungsrelaxation des Kunststoffmaterials zum Rut-schen führen kann. Ein Rändeln der Welle kann da Abhilfeschaffen. Auch Gewindestifte sollten selbst bei niedrigenDrehzahlen nicht verwendet werden. Kunststoff kann während
A2
Hier gibt es zwei alternativeLösungen. Die Wahl zwischenA1 und A2 hängt von der zuübertragenden Drehzahl ab.
B1
B2
Abb. 8.19 Alternativen für Gewindestifte
A1

der Montage brechen oder im Einsatz kriechen, selbst wennein metallischer Gewindeeinsatz verwendet wird.
Die Verwendung von umspritzten Einlegeteilen in Zahnrädernaus DELRIN® Polyacetal und ZYTEL® Polyamid hat sichbewährt. Das gebräuchlichste Einlegeteil dieser Art ist einegerändelte Welle. Ringnuten im gerändelten Bereich könnendazu dienen, eine axiale Bewegung bei Schrägzahn-,Schnecken- oder Kegelrädern zu verhindern. Gestanzte undspritzgegossene Einlegeteile aus Metall lassen sich ebenfallsmit Erfolg verwenden. Die schon erwähnten Maschinen-Steuerkettenräder verwenden ein Einlegeteil aus Aluminium-druckguß mit unvollständig ausgebildeten Zähnen. DiesesEinlegeteil wird mit ZYTEL® Polyamid umspritzt, um dieZähne auszuformen. Diese Kombination ist ein gutes Beispieldafür, wie man sich die besten Eigenschaften beider Materia-lien zunutze machen kann, um ein dimensionsstabiles, kosten-günstiges und verbessertes Steuer-Zahnrad zu erzielen. AuchAutomatengewinde-Einlegeteile lassen sich verwenden. Wich-tig ist aber, zum Umspritzen von Einlegeteilen aus MetallWerkstoffe mit ausreichender Dehnung auszuwählen, so daßdie aus der Formschwindung resultierende Restspannungnicht zu Spannungsrissen rund um das Einlegeteil führt. Indieser Hinsicht sind sämtliche ZYTEL®-Polyamidtypen geeig-net. DELRIN® Polyacetale weisen im allgemeinen eine gerin-gere Dehnung als ZYTEL® Polyamide und eine höhere Dauer-standfestigkeit auf, so daß bei Kunststoffen wie DELRIN® 500und 900 eine latente Rißbildung im Bereich von Einlegeteilenauftreten kann. DELRIN® 100ST hat hingegen eine sehr hoheDehnung und kann zur Verwendung mit Einlegeteilen emp-fohlen werden. Diese Teile können eingepreßt oder mitUltraschall eingesetzt werden, um die Restspannung zu vermindern.
Stanzteile werden in Form von Platten verwendet, die mitSchrauben oder Nieten oder durch Ultraschall-Stiftschweißenmit der Radscheibe des Zahnrades verbunden werden.
Bei jeder Befestigungsmethode kommt es darauf an, span-nungserhöhende Faktoren zu vermeiden. Ausrundungen an den Keilnuten, Einlegeteilen usw. sind äußerst wichtig.
Abb. 8.20 Zahnrad mit angespritzten Sperrklinken
Beispiele für kombinierte FunktionenWie bereits erwähnt, bieten Kunststoffzahnräder erheblichewirtschaftliche Vorteile gegenüber Metallzahnrädern, unddie größten Kosteneinsparungen lassen sich dadurch erzie-len, daß man eine nahezu unbegrenzte Zahl von Elementenund Funktionen in einem einzigen Teil vereinigen kann.
– In diesem Beispiel (Abb. 8.20) ist ein Zahnrad aus DELRIN®
Polyacetal mit angespritzten Federn versehen, die auf einKlinkenrad aus ZYTEL® Polyamid einwirken, das seiner-seits mit einem anderen Zahnrad verbunden ist. Es gibteine Vielzahl verschiedener Typen von Sperrklinken ausDELRIN® Polyacetal, die störungsfrei funktionieren, solangedie Klinkenfedern nicht zu lange im ausgelenkten Zustandgehalten werden.
– In vielen Fällen kommt es entscheidend darauf an, dieZähne vor Schlagbelastungen zu schützen. Dies läßt sich –wie in Abb. 8.21 dargestellt – erreichen, indem man Zahn-kranz und Nabe durch richtig dimensionierte elastischeStege verbindet. Manchmal wird diese Lösung auch fürDruckräder gewählt, um einen gleichbleibenden Abdrucktrotz größerer Fertigungstoleranzen zu erzielen.
Abb. 8.21 Radnabe mit schlagfesten Stegen
Abb. 8.22 Spielfreier Antrieb
71

72
–
–
–
Abb. 8.22 zeigt eine spielfreie Justiervorrichtung für eineAutouhr. Die Bewegung wird vom Ritzel über ein flexiblesZahnrad auf das Zahnsegment übertragen. Beim Zusam-menbau wird das Zahnrad oval zusammengedrückt undbewirkt so eine gewisse Vorspannung auf das Ritzel unddas Segment. Da das zu übertragende Drehmoment sehrgering ist, wird die exakte Funktion durch Spannungs-relaxation nicht in Frage gestellt.Darüberhinaus wird das ovale Zahnrad bei jeder Neujustie-rung des Mechanismus in eine andere Stellung gedreht, sodaß die Vorspannung erhöht wird und der zuvor belasteteAbschnitt sich erholen kann. Als weitere Besonderheit istdas Segment mit zwei Nocken versehen, die ein Überdre-hen verhindern. Wenn einer dieser Nocken mit dem Zahn-rad in Berührung kommt, kann das Ritzel ohne die Gefahreiner Beschädigung weitergedreht werden, weil das fle-xible Zahnrad über die Zähne des Ritzels gleiten kann.
Abb. 8.23 ist ein weiterer Konstruktionsvorschlag für einespielfreie Bewegungsübertragung zwischen zwei Zahn-rädern. Das Hauptzahnrad ist mit angespritzten Federnversehen, die in entsprechende Schlitze in das zweiteZahnrad eingreifen. Wenn die Zahnräder mit dem Ritzelzusammenmontiert sind, sind die beiden Zahnkränze einwenig versetzt angeordnet, so daß die Federn gespanntsind und jedes Spiel unterdrücken. Auch hier verringertsich die Anpreßkraft durch Spannungsrelaxation. DiesesKonstruktionsprinzip eignet sich daher nur für geringe Dreh-momente, wie sie in Uhren- und Meßgerätejustierungenauftreten.
Abb. 8.23 Spielfreier Antrieb
Drehmomentbegrenzende Vorrichtungen sind häufig sehrnützlich für Kunststoffgetriebe, um eine Beschädigung derZähne durch Überlastung (zum Beispiel bei Übertragungvon hohen Drehmomenten wie in Fleischwölfen, Dosen-öffnern und Handbohrmaschinen) zu vermeiden. Abb. 8.24zeigt eine von vielen möglichen Konstruktionen. Wichtigist, daß die Federn nicht versehentlich im ausgelenktenZustand bleiben. In dem dargestellten Beispiel wird dies durch drei drehbareFedern erreicht.
Abb. 8.24 Zahnrad mit Drehmomentbegrenzung
– Für spezielle Anforderungen bietet sich auch die Möglich-keit, Zahnräder mit Ruschkupplungen zu kombinieren.Abb. 8.25 zeigt ein Zahnrad aus DELRIN® Polyacetal, dasmit einem Schnappsitz auf eine Welle aus ZYTEL® 101 auf-montiert ist, deren unterteilte Nabe als Rutschkupplung füreine kleine Skalen-Einstellvorrichtung dient. Da das zuübertragende Drehmoment – wie in diesem Fall – sehrgering ist, kann eine Spannungsrelaxation der Federstegedie perfekte Funktion für eine ausreichende Gebrauchs-dauer nicht gefährden. Wenn hingegen ein konstantes Dreh-moment für lange Zeit übertragen werden muß, wäre einezusätzliche, um die Nabe gelegte Metallfeder erforderlich,um die Kraft konstant zu halten.
Abb. 8.25 Zahnrad mit Rutschkupplung
Wann DELRIN® und wann ZYTEL®?ZYTEL® Polyamid und DELRIN® Polyacetal sind Werkstoffe,die sich ausgezeichnet zur Herstellung von Zahnrädern eig-nen und weite Verbreitung in einer großen Zahl von Anwen-dungen gefunden haben. Es mag zunächst unklar erscheinen,welchem der beiden Materialien im Einzelfall der Vorzug zugeben ist, aber wenn man die spezifischen Anforderungender Anwendung untersucht, wird die Wahl recht einfach.Obwohl die beiden Werkstoffe einander in mancherlei Hinsicht ähnlich sind, weisen sie deutlich unterschiedlicheEigenschaften auf, und diese Eigenschaften sind für die Auswahl entscheidend. Nachstehend einige Anhaltspunkte:
ZYTEL® Polyamid
– Höchste Arbeitstemperatur
– Höchste Schlag- und Stoßabsorption
– Verwendung von Einlegeteilen
– Höchste Abriebfestigkeit
– Höhere Beständigkeit gegen schwache Säuren und Basen
– Ruhigerer Lauf
DELRIN® Polyacetal
– Beste Dimensionsstabilität
– Angespritzte Federn
– Guter Lauf gegen weiche Metalle
– Geringe Feuchtigkeitsaufnahme
– Beste Beständigkeit gegen Lösungsmittel
– Gute Korrosionsbeständigkeit
– Höhere Steifigkeit und Festigkeit in sehr feuchten Umge-bungen
Wie schon erwähnt, kommt es beim Lauf von DELRIN®
Polyacetal gegen ZYTEL® Polyamid zu weniger Abrieb undgeringerer Reibung, als wenn einer dieser beiden Werkstoffegegen Stahl läuft (dies gilt aber unter Umständen dann nicht,wenn hohe Belastungen auftreten und die Wärmeabfuhreinen Begrenzungsfaktor darstellt).
Einigen Konstrukteuren ist es gelungen, mit dieser Werk-stoffpaarung neue, leistungsfähigere Getriebesysteme zu entwickeln.
Werden die Eigenschaften von Delrin‚ Polyacetal benötigt,ist DELRIN® 100 der bevorzugte Werkstoff für Zahnräder, daer eine höhere Zähigkeit und Bruchdehnung aufweist alsDELRIN® 500. DELRIN® 100 hat die höchste Schmelzenvisko-sität und läßt sich in schwer zu füllenden Werkzeugen nichtimmer verwenden. In solchen Fällen haben sich DELRIN® 500und DELRIN® 900 vielfach bewährt.
Ist hingegen ZYTEL® Polyamid das Material der Wahl, wirdZYTEL® 101L am häufigsten verwendet. ZYTEL® 103 HSL,eine wärmestabilisierte Version von ZYTEL® 101L, sollte vorgeschrieben werden, wenn die Anforderungen an dieLebensdauer und die Arbeitstemperaturen hoch sind.
Glasfaserverstärkte Typen der beiden Werkstoffe sollten nichtbenutzt werden. Die Glasfasern wirken wie ein Schleifmittelund haben einen sehr starken Abrieb sowohl des Kunststoff-zahnrades als auch des Gegenrades zur Folge. Lediglich Zahn-räder für extrem kurzzeitigen Betrieb werden im Interessehöherer Steifigkeit, Festigkeit oder Dimensionsstabilität ausglasfaserverstärktem Kunststoff hergestellt. Dies setzt abersehr umfangreiche Versuche voraus.
Die Spritzgießparameter müssen äußerst sorgfältig eingestelltwerden, und zwar nicht nur wie üblich im Interesse derGenauigkeit der Zahnräder, sondern auch, weil glasfaserver-stärkte Kunststoffe auf Änderungen der Spritzgießbedingun-gen, insbesondere der Werkzeugtemperatur, mit stark unter-schiedlicher Oberflächenbeschaffenheit reagieren. Es istmöglich, die Werkzeugtemperatur ohne Dimensionsänderungzu verändern, indem andere Verarbeitungsparameter zumAusgleich entsprechend angepaßt werden. Daher solltenSpezifikationen für die Oberflächengüte aufgestellt werden,um sicherzustellen, daß die Oberfläche der Probezahnräderauch in der Produktion erzielt wird.
73


rie I ndungen
EinführungKunststoffteile können unter Verwendung einer Reihe vonMontagetechniken zusammengefügt werden: Einige bildeneine lösbare (Kategorie I) und andere eine unlösbare Verbin-dung (Schweißen, Kategorie II).
– Mechanische BefestigungenDie selbstschneidende Schraube schneidet oder formt beimEinsetzen ein Gewinde und macht somit spritzgegosseneInnengewinde oder gesonderte Arbeitsgänge zum Schnei-den eines Gewindes überflüssig.
– KunststoffgewindeSoweit erforderlich, lassen sich Außen- und Innengewindebeim Spritzgießen im Teil abformen, so daß sich ein späte-res Nachschneiden des Gewindes erübrigt.
– PreßpassungenDiese Technik bietet hochfeste Verbindungen zu geringenKosten. Im allgemeinen sind die empfohlenen Untermaßezwischen Kunststoffteilen wegen des geringeren Elastizitäts-moduls größer als zwischen Metallteilen. Das größereUntermaß kann infolge des erweiterten Spielraums bei denProduktionstoleranzen zu einer Senkung der Herstellungs-kosten beitragen. Der Einfluß der Temperaturwechsel-beanspruchung und der Spannungsrelaxation auf die Fest-igkeit der Verbindung muß sorgfältig überprüft werden.
– SchnappverbindungenSchnappverbindungen stellen eine einfache, preiswerte undschnelle Methode der Montage von Kunststoffteilen dar.Im einfachsten Fall rastet eine Lippe auf dem einen Teil ineine gespritzte Hinterschneidung in dem anderen Teil ein.Dieses Montageverfahren eignet sich hervorragend fürThermoplaste wegen deren Biegsamkeit, hohen Dehnungund Fähigkeit, sich zu komplexen Formen spritzen zulassen.
– Rotationsschweißen (siehe Kap. 10)Durch Rotationsschweißen entstehen feste, dauerhafte undspannungsfreie Schweißverbindungen. Beim Rotations-schweißen werden die Berührungsflächen der miteinanderzu verschweißenden Teile zusammengedrückt, währendman sie mit hoher Geschwindigkeit gegeneinander rotie-ren läßt. Dadurch entsteht an den Berührungsflächen Rei-bungswärme. Sobald sich eine Schicht geschmolzenenKunststoffs gebildet hat, wird die Rotation beendet unddie Schweißstelle kann sich unter Druck verfestigen.
– Ultraschallschweißen (siehe Kap. 10)Teile aus einander ähnlichen Kunststoffen können durchErzeugung von Reibungswärme beim Ultraschallschweißenmiteinander verschmolzen werden. Diese schnelle Schweiß-technik – in der Regel weniger als zwei Sekunden – kannvollautomatisiert werden, um eine schnelle Produktion mithohen Stückzahlen zu ermöglichen. Details wie die Kon-struktion des Teils und der Verbindungen, Schweißvariable,Arretierung und Feuchtigkeitsgehalt müssen sehr genaubeachtet werden.
9 – Verbindungstechniken – KategoSchraub-, Press-, Schnappverbi
– Vibrationsschweißen (siehe Kap. 10)Vibrationsschweißen beruht auf dem Prinzip des Reibungs-schweißens. Beim Vibrationsschweißen wird die zumSchmelzen des Kunststoffs erforderliche Wärme dadurcherzeugt, daß ein Teil gegen das andere gepreßt wird undbeide Teile an der Verbindungsstelle gegeneinander vibrie-ren. Die durch die Reibung erzeugte Wärme schmilzt denKunststoff an den Berührungsflächen. Die Vibration wirdangehalten und das Teil automatisch ausgerichtet; der Druckwird aufrechterhalten, bis der Kunststoff sich verfestigtund die Teile miteinander verbindet. Die Festigkeit derVerbindung kommt der des Grundmaterials nahezu gleich.
– Heizelementschweißen (siehe Kap. 10)Das Heizelementschweißen ist eine Technik zum Verbin-den von thermoplastischen Formteilen. AsymmetrischeTeile mit zerbrechlichen Innenbauteilen eignen sich fürdiese Technik.
– Laserschweißen (siehe Kapitel 10)Zwei Kunststoffteile, von denen eines aus einem durch-lässigen Material bestehen muß, werden mit Laserlichtverschweißt, das beide Materialien an der Berührungsflächeverschmilzt.
– Kalt- oder Heißstauchen/Nieten (siehe Kap. 10)Diese nützliche, kostengünstige Technik schafft feste,dauerhafte mechanische Verbindungen. Das Stauchenerfolgt durch Kompressionsdruck auf das Ende einesNiets, während die Nietschaft umfaßt und festgehaltenwird.
– Kleben (siehe Kap. 10)Diese Technik wird benutzt, um Kunststoffe miteinanderoder mit anderen Materialien zu verbinden. Sie eignet sichzur Verbindung großer oder komplexer Formen. Einzel-heiten zur Methode und zur Technik sind in den einzelnenProduktabschnitten zu finden.
Konstruktion von lösbaren VerbindungenUm die Umweltbelastung auf ein Minimum zu reduzieren,sollten Konstruktionen und Materialien ausgewählt werden,die den effizientesten Einsatz des Teils während seiner Lebens-dauer erlauben. So kann das Teil oder einige seiner Kompo-nenten wiederverwendet werden. Aus diesem Grund ist esäußerst wichtig, «lösbare Verbindungen zu konstruieren». In Kapitel 10 werden Informationen und Empfehlungen zudiesem Thema gegeben, die Konstrukteuren helfen sollten,optimalere Lösungen zu finden.
Mechanische BefestigungenSelbstschneidende SchraubenSelbstschneidende Schrauben ermöglichen eine wirtschaft-liche Montage von Kunststoffteilen. VerschiedenartigeWerkstoffe lassen sich miteinander verbinden und wieder-holt montieren und demontieren.
75

Die Grundtypen selbstschneidender Schrauben sind gewin-deformende und gewindeschneidende Ausführungen. Wieder Name besagt, verformen gewindeformende Schraubendas Material, in das sie hineingedreht werden, indem sie einGewinde in das Kunststoffteil einformen.
Gewindeschneidende Schrauben bilden hingegen ein Gewinde,indem sie wie ein Maschinengewindebohrer physikalischMaterial entfernen. Um entscheiden zu können, welche Artvon selbstschneidenden Schrauben sich für eine Aufgabe ambesten eignet, muß der Konstrukteur wissen, welcher Kunst-stoff verwendet werden soll und welchen Elastizitätsmodul er hat.
Wenn der Biege-E-Modul unter 1500 MPa liegt, sind gewinde-formende Schrauben geeignet, weil das Material verformt wer-den kann, ohne daß sich hohe Umfangsspannungen bilden.
Wenn der Biege-E-Modul eines Kunststoffs zwischen 1500 und3000 MPa liegt, läßt sich nicht ohne weiteres sagen, welche Artselbstschneidender Schrauben am besten geeignet ist. Im allge-meinen sind die Spannungen, die durch eine gewindeformendeSchraube hervorgerufen werden, zu hoch für diese Gruppe vonKunststoffen, so daß gewindeschneidende Schrauben verwen-det werden sollten. Kunststoffe wie ZYTEL® Polyamid und DELRIN® Polyacetal lassen sich jedoch gut zusammen mit
76
D d
L
45° ± 5°
LTyp AB
Typ B
Typ BP
Typ U
S
P
D d
A
HS
P D
45° – 65°
Typ T
L
S
PD
S
40° ± 8°
D d
Abb. 9.01 Selbstschneidende Schraube
gewindeformenden Schrauben einsetzen. Dennoch ist gewin-deschneidenden Schrauben der Vorzug zu geben, es sei denn,daß eine häufige Montage und Demontage erforderlich ist.
Die in Abb. 9.01 gezeigten gewindeformenden Schrauben«AB» und «B» sind schnellschraubende Typen mit groberSteigung.
Die Schraube «BP» entspricht weitgehend der Schraube «B»,hat aber einen Spitzenwinkel von 45° und eine gewindefreieAnsatzspitze. Die Ansatzspitze trägt dazu bei, Aufnahme-bohrungen bei der Montage zu zentrieren. Der Typ «U», mitstumpfem Ansatz, ist eine mehrgängige Gewindeschraubefür Dauerbefestigung. Schrauben des Typs «U» werden nichtempfohlen, wenn damit zu rechnen ist, daß die Schraubespäter einmal wieder entfernt werden muß. Spezielle gewin-deformende Schrauben wie die Dreikantschraube, die aufeine Verminderung des Radialdrucks ausgelegt sind, lassensich häufig für diesen Elastizitätsmodulbereich verwenden,siehe Abb. 9.02.Schrauben mit nicht runden Querschnitten haben in der Regelleicht erhöhte Halte- und Ausreißkräfte
Eine andere besondere Gewindeform, die Hi-Lo-Doppelwen-delschraube, hat ein doppeltes Führungsgewinde mit hohenund niedrigen Gewindegängen. Ein spitzer Flankenwinkel von30° ermöglicht ein tieferes Eindringen in das Material undvermindert die Umfangsspannung, die von einer herkömm-lichen Form mit einem Flankenwinkel von 60° hervorgerufenwürde. Eine weitere konstruktive Besonderheit der Hi-Lo-Schraube besteht darin, daß sie einen kleineren Kerndurch-messer als herkömmliche Schrauben aufweist. Das erhöht dieMaterialmenge, die zwischen den einzelnen Gewindegängeneingeschlossen wird, und vergrößert den axialen Scherbereich.All dies trägt dazu bei, das Ausreißen zu erschweren und einefestere Verbindung zu schaffen. Diese Schraube kann ent-weder gewindeformend oder gewindeschneidend sein; die
Dreikant
Die von der Fa. Continental Screw Co. konstruierte (und von anderen Firmen inLizenz hergestellte) Dreikant-Konstruktionstellt eine weitere Möglichkeit dar, großeKunststoffmengen aufzunehmen. Nachdem Eindrehen drängt der Kunststoff durchkaltes Fließen oder Relaxation in denBereich zwischen den Flügeln zurück. DieDreikant-Konstruktion bildet zudem beimEindrehen einen längs der Schraube ver-laufenden Luftkanal und vermeidet so den«Stößeleffekt», der bei einigen duktilenKunststoffen dazu führt, daß sich in demHohlraum unterhalb der Schraube beimEindrehen Druck aufbaut und zur Zer-störung oder zu Rissen im Material führt.
Spitzflanke
Einige Sonderausführungen haben klei-nere Flankenwinkel als die bei den meistenStandardschrauben üblichen 60°. Spitzen-winkel von 30° oder 45° ergeben spitzereGewinde, die sich in duktile Kunststoffeleichter eindrehen lassen, tiefere Gegen-gewinde bilden und die Spannung ver-ringern. Kleinere Flankenwinkel erlauben in einigen Fällen kleinere Gewindeaugen.
HI-LO-Doppelwendel
Diese Doppelwendelkonstruktion der Fa.ELCO Industries mit zwei unterschiedlichhohen Gewindegängen vergrößert die Haltekraft, indem mehr Kunststoff zwischenden Gewindegängen eingeschlossen wird.
Beispiel: EJOT-PT Schraube
Abb. 9.02 Sonderausführeungen Selbstschneidende Schrauben

gewindeschneidende Ausführung läßt sich sogar für Werk-stoffe mit noch höherem Modul verwenden.Die dritte Gruppevon Kunststoffen mit Biege-Elastizitätsmodulen im Bereichzwischen 3000 und 7000 MPa verdankt ihre Festigkeit ver-stärkenden Faserbeimischungen.
Typisch für Kunststoffe dieser Kategorie sind das 13% glas-faserverstärkte ZYTEL® Polyamid und die mineralverstärktenMynlon thermoplastischen Konstruktionswerkstoffe. DieseKunststoffe lassen sich am besten mit gewindeschneidendenSchrauben verbinden. In diesen steiferen Materialien erzielengewindeschneidende Schrauben eine hohe Halte- und Anpreß-kraft, ohne hohe Restspannungen hervorzurufen, die zum Ver-sagen des Teils nach dem Verschrauben führen könnten.
Die letzte Kunststoffgruppe mit Biege-Elastizitätsmodulenvon mehr als 7000 MPa ist relativ spröde und neigt gelegent-lich dazu, zwischen den Gewindegängen zu zerbröckeln, sodaß ein Ausreißen schon bei geringeren als den erwartetenZugkräften möglich ist. Zu den Kunststoffen dieser höherenModulkategorie gehören die mit 33% und 43% Glasfasernverstärkten ZYTEL® Polyamide, verstärktes PolyesterterephtalatRYNITE® PET, verstärktes Polybutylterephtalat CRASTIN® PBT
und das Hochleistungs-Polyamid ZYTEL® HTN von DuPont.
Für diese Materialien werden die feineren Gewinde derSchraube des Typs T empfohlen. Selbst bei Feingewinde-schrauben führt ein Ausschrauben dazu, daß die meistenGewindegänge im Kunststoff abscheren, was die erneute Verwendung einer Schraube gleicher Größe unmöglich macht.Wenn es bei dieser Gruppe von Werkstoffen erforderlich ist,Schrauben ausdrehen und erneut eindrehen zu können, emp-fiehlt es sich, Metalleinsätze zu verwenden oder den Durch-messer des Gewindeauges so großzügig zu bemessen, daßdas Auge den nächstgrößeren Schraubentyp aufnehmen kann,(siehe Abb. 3.25). Die größeren Schraubendurchmesser lassen sich im Reparaturfall verwenden und ermöglichengrößere Haltekräfte als die ursprüngliche Befestigung. WennMetalleinsätze verwendet werden, stehen fünf Arten zur Ver-fügung: durch Ultraschall eingebettete Einsätze, vorgewärmteEinsätze, umspritzte Einsätze, Expansionseinsätze oder mas-sive Gewindebuchsen (Abb. 9.03). Die Einsätze werden
A – Ultraschall
B – Umspritzter Einsatz
C – Expansionseinsatz
D – Massive Gewindebuchse
Abb. 9.03 Einsatzarten
durch Rändel, Riefen oder Schlitze festgehalten und sinddarauf ausgelegt, sowohl Axial- als auch Drehbewegungenzu verhindern.
– Durch Ultraschall eingebettete EinsätzeDiese Einsätze werden in den Kunststoff, der durch hoch-frequente Ultraschallschwingungen plastifiziert wird, ein-gepreßt und durch die Erstarrung der Schmelze festgehal-ten. Diese Methode ist wegen der geringen Spannung nachMöglichkeit vorzuziehen.
– Vorgewärmte EinsätzeDer Einsatz wird auf 30-50° C über der Schmelzetempe-ratur erhitzt und in das leicht unterdimensionierte Lochgepreßt.
– Umspritzte EinsätzeDer Einsatz wird in das Werkzeug eingelegt und sollte sogeformt sein, daß sich beim Abkühlen möglichst geringeSchrumpfspannungen bilden.
– ExpansionseinsätzeDer Expansionseinsatz wird in die Bohrung eingeführtund sitzt fest, sobald er durch die eingedrehte Schraubegespreizt wird.
– Massive GewindebuchsenBei diesen Buchsen handelt es sich im allgemeinen umzweiteilige Einsätze. Der Hauptteil wird in die vorberei-tete Bohrung eingeschraubt und mit einem Ring arretiert.
Empfohlene AuslegungenWenn man Kunststoffteile für selbstschneidende Schraubenauslegt, sind eine Reihe von Faktoren zu beachten: (sieheauch Abb. 3.09 wegen Konstruktion)
– Innendurchmesser des GewindeaugesUm ein möglichst hohes Verhältnis zwischen Überdreh-und Eindrehmoment zu erzielen, sollte die Bohrung dengleichen Durchmesser haben wie der Flankendurchmesserder Schraube, (dh ≅ 0,8 Ds, Abb. 9.01-9.02).
– Außendurchmesser des GewindeaugesIn der Praxis hat sich ein Gewindeaugen-Außendurch-messer bewährt, der dem 2–2,5fachen des Schrauben-durchmessers entspricht. Gewindeaugen mit zu geringerWandstärke können reißen, während sich mit dickerenGewindeaugen keine nennenswerte Steigerung des Über-drehmoments erzielen läßt.
– Einfluß der SchraubenlängeDas Überdrehmoment nimmt mit zunehmender Einschraub-tiefe rasch zu und flacht wieder ab, sobald die Einschraub-tiefe etwa 2,5 mal so groß wie der Flankendurchmesser derSchraube ist.
Ein praktischer Maßstab zur Ermittlung, ob sich ein Befesti-gungselement in der Herstellung verwirklichen läßt, ist das Verhältnis von Überdreh- zu Eindrehmoment. Für dieMassenproduktion mit Maschinenwerkzeugen sollte diesesVerhältnis etwa 5 zu 1 betragen. Bei gut ausgebildetenBedienungskräften, die mit gleichbleibenden Teilen und Hand-werkzeugen arbeiten, kann ein Verhältnis von 2 zu 1 akzep-tabel sein. In jedem Fall sind Schmiermittel zu meiden, weilsie dieses Verhältnis gravierend verschlechtern.
77

Theoretische Gleichungen für das Überdrehmoment und die Ausreißkraft für selbstschneidende SchraubenDas Überdrehmoment kann wie folgt berechnet werden:
T = F r f1 + f2 + p
2�rEs bedeuten:T = Drehmoment zur Entwicklung der Ausreißkraft,rp = Flankendurchmesser der Schraube, = Dp/2p = Kehrwert der Anzahl der Gänge pro Längeneinheit,F = Ausreißkraft undf1 = Reibungskoeffizient Schraube-Kunststoff, Tabelle 7.01f2 = Reibungskoeffizient Schraubenkopf- unteres Material
AusreißkraftDer letztlich entscheidende Test für eine selbstschneidendeSchraube ist die Ausreißkraft. Sie läßt sich durch folgendeGleichung errechnen:
F = τ π DpL / S
Es bedeuten:F = Ausreißkraft
� = Scherspannung =σt
√ 3σt = Zugspannung an der Streckgrenze,Dp = FlankendurchmesserL = Axiallänge der vollen GewindeeinschraubtiefeS = Sicherheitsfaktor = 1.2 c1 c2
c1 = 1.0 für spezielle Schraubenc1 = 1.5 für normale Schraubenc2 = 10/εbr (� 1.0)εbr = Bruchdehnung (%)
� �
� �
Die vorstehenden Angaben lassen sich vergleichen, indemman Prototyp-Tests mit Gewindeaugenplatten oder flachenPlatten durchführt, die aus dem ausgewählten Kunststoffgespritz werden.
Die Tabellen 9.01 und 9.02 enthalten numerische Werte fürdie Ausreißfestigkeit, das Überdrehmoment und die Abmes-sungen für Schrauben des Typs AB in verschiedenen Größen.Die Nomenklatur für selbstschneidende Schrauben istbeschrieben. Die Einschraubtiefe «L» ist das 2,5fache desSchraubendurchmessers.
Anwendungsbeispiele von selbstschneidenden Schraubensind gezeigt in Abb. 9.36–9.38.
Ausreißkraft von MetalleinsätzenFür die Berechnung der Ausreißkraft von Metalleinsätzenkann die Formel für selbstschneidende Schrauben verwendetwerden, allerdings mit einer wirksamen Länge von 0,3-0,5 L,siehe auch Abbildungen 9.03 a/b.
Schraubverbindungen
EinleitungDiese konventionelle Verbindungsmethode kann für Teileaus DELRIN® Polyacetal und aus ZYTEL® Polyamid oder für Teile aus anderen thermoplastischen Kunststoffen ange-wandt werden.
Mit Hilfe der Schraubverbindung können verschiedenartigeMaterialien verbunden werden, wobei das Gewinde der Teileaus Kunststoff spritzgegossen wird.
78
Schraube Nr. 6 7 8 10 12 14
Ds mm 3,6 4 4,3 4,9 5,6 6,5
ds mm 2,6 2,9 3,1 3,4 4,1 4,7
Dh mm 8,9 10 10,8 12,2 14 16,2
dh mm 2,9 3,3 3,5 4,1 4,7 5,5
DELRIN® 500 NC010 N 3100 3800 4500 5250 6500 9 000
DELRIN® 570 N 3050 3600 4250 4950 6000 8 300
ZYTEL® 101L NC010 N 2250 3250 3850 4300 5100 6 400
ZYTEL® 79G13L N 2200 3100 3400 3700 4400 5 900
ZYTEL® 70G30HSL N 2300 3200 3500 3900 4850 6 200
MINLON® 10B140 N 3200 3330 5370 5690 8710 10 220
MINLON® 11C140 N 2880 3200 3540 4510 5070 6 480
RYNITE® 530 N 3300 4100 4400 4900 * *
RYNITE® 545 N 4300 4470 4500 5660 6020 *
RYNITE® 555 N 2480 2940 2740 3780 4120 *
Tabelle 9.01 Ausreißverhalten bei verschiedenen Schraubenabmessungen und Materialien
Ds
ds
Dh
dh
Ausr
eißk
raft
* Nabenbruch unter der Schraube

Schraube Nr. 6 7 8 10 12 14
Ds mm 3,6 4 4,3 4,9 5,6 6,5
ds mm 2,6 2,9 3,1 3,4 4,1 4,7
Dh mm 8,9 10 10,8 12,2 14 16,2
dh mm 2,9 3,3 3,5 4,1 4,7 5,5
DELRIN® 500 NC010 N.m 2,5 3,5 4,6 5,8 7,5 11,2
DELRIN® 570 N.m 2,5 3,5 4,7 6,2 8,2 12,0
ZYTEL® 101L NC010 N.m 1,6 2,5 3,6 5,0 7,0 10,0
ZYTEL® 70G13L N.m 2,0 3,0 4,0 5,3 6,9 8,5
ZYTEL® 70G30HSL N.m 2,5 3,5 4,8 6,3 8,0 10,0
MINLON® 10B140 N.m 2,4 3,5 4,8 6,4 10,2 13,8
MINLON® 11C140 N.m 2,5 3,0 4,3 6,0 7,3 11,3
RYNITE® 530 N.m 3,3 4,3 4,6 7,2 - -
RYNITE® 545 N.m 4,7 5,1 5,3 8,6 10,4 11,8
RYNITE® 555 N.m 4,3 4,7 4,2 6,0 a) 6,6 a) 9,8 a)
Tabelle 9.02 Überdrehverhalten bei verschiedenen Schraubenabmessungen und MaterialienÜb
erdr
ehm
omen
t
Ds
ds
Dh
dh
a) Bei diesen Grössen wurde «dh» um 10% vergrössert, um Nabenbruch an der Schweissnaht zu vermeiden
a a
ri ro r
A
Sägegewinde
a = Gewindesteigung, p
p
�
R rI ro r
C
B
Rundgewinde
Abb. 9.04 Kunststoffschrauben
GrundsätzlichesBei der Konstruktion einer Schraubverbindung müssenscharfe Kanten vermieden werden. Der Gewindeanfang undGewindeauslauf sollten ausgerundet sein, um den Kerbein-fluss zu verhindern. Siehe Abb. 9.04A.
Falls beide Teile aus Kunststoff bestehen, sollte die Form desGewindes in einen der zwei in Abb. 9.04B-9.04C gezeigtenTypen geändert werden.
Bestehen beide Teile aus Kunststoff, so sollte die Gewinde-form einer der beiden untenstehenden Abbildungen 9.04B-9.04C entsprechen.
Konstruktionswerkstoffe, wie z.B. DELRIN® Polyacetal, kön-nen normalerweise eine höhere Druck- als Zugspannung auf-nehmen, darum sollte für das Teil aus Kunststoff ein Außen-gewinde vorgesehen werden, wenn es mit einem Metallteilverschraubt wird, Abb. 9.05.
79
Abb. 9.05 Bevorzugte Kunststoff-Metall-Verbindung für Schraubverbindungen
Metallrohr

Anwendungsbeispiele für SchraubverbindungenBeispiele für Schraubverbindungen, siehe Abb. 9.06-9.08.
Abb. 9.06 Schraubverschluß
Abb. 9.07 Schlauchkupplung
Abb. 9.08 Kupplung
80
Auslegung von KunststoffschraubenTheoretische Gleichungen zur Berechnung der Festigkeitvon Schraubverbindungen aus Kunststoff.
Drehkraft auf Schraubenkopf:
Mh = F rf1 R
+f2 +
p= F r far cos(�) 2�r
wobei:
F = Axialkraft in Schraube [N]
R = Radius der Schraubenkopf-Kontaktfläche
r = Teilkreisradius des Gewindeganges, Abb. 9.04B
f1 = Reibung zwischen Schraubenkopf und Teil
f2 = Reibung zwischen Gewindegängen
p = Gewindesteigung, Abb. 9.04B
� = Abb. 9.04B
Drehkraft im Gewinde:
MT = F rf2 +
p= F r fbcos(�) 2�r
Spannungen in Schraubenschaft:
axial: �ax = F / A
Scherspannung: � = r MT / Ip
Äquivalenzspannung: � = �2ax + 3 �2 ≤ �y
wobei:
A = � (ro2 – ri
2)
Ip =�
(ro4 – ri
4)2
ro = Außenradius von Schraubenkern, Abb. 9.04A
ri = Innenradius von Hohlschraube, (voll: ri = 0)
�y = Streckspannung bei 1% Dehnung
Maximale Drehkraft auf Schraubenkopf:
Mh, max = �y / 1+ 3
rfb
r faA Ip fa
Scherspannungen im GewindeWegen unterschiedlicher Festigkeiten von Bolzen und Mut-ter sind die Gewindekräfte über die Länge des Bolzens nichtgleich. Berechnungen mit der Finite Elementmethode zeigen,daß das erste Gewinde bis zu 50% der gesamten Axiallastaufnehmen kann.Um Reißen der Gewinde auszuschliessen, soll die Axialkraftdeswegen beschränkt sein bis auf
Fax ≤ 2 � r p �y
3
� �
� �
� �� �2 2

PressverbindungenPreßverbindungen stellen eine einfache, schnelle und kosten-günstige Methode zur Montage von Teilen dar. Preßverbin-dungen lassen sich mit gleich- oder verschiedenartigenMaterialien verwirklichen und können Schrauben, Metall-einsätze, Verklebungen und dergleichen überflüssig machen.Bei der Verwendung verschiedenartiger Materialien könnenunterschiedliche lineare Wärmeausdehnungskoeffizientenbei Temperaturänderungen das Untermaß verringern, indemsich die beiden Materialien durch Schwindung des einenoder Expansion des anderen Materials voneinander entfer-nen, oder thermische Spannungen zur Folge haben. Da Kunststoffe unter Dauerbelastung kriechen oder sichentspannen, ist zumindest mit einer gewissen Lockerungder Preßverbindung zu rechnen. Tests mit den zu erwarten-den Temperaturzyklen sind daher unbedingt erforderlich.
Zulässige UntermaßeDie allgemeine Gleichung für dickwandige Zylinder wirdverwendet, um das zulässige Untermaß zwischen einer Welleund einer Nabe zu bestimmen.
I =�dDs [ W+νh +
l–νs ] (15)W Eh Es
und
W =(Dh
2 + Ds2)
(16)(Dh
2 – Ds2)
Es bedeuten
I = Untermaß (Durchmesserdifferenz), mm
�d = Gegebene Streckspannung, MPa
Dh = Außendurchmesser der Nabe, mm
Ds = Durchmesser der Welle, mm
Eh = Elastizitätsmodul der Nabe, MPa
Es = Elastizitätsmodul der Welle, MPa
νh = Poissonsche Zahl des Nabenmaterials
νs = Poissonsche Zahl des Wellenmaterials
W = Geometriefaktor
Fall 1. Welle und Nabe aus dem gleichen Kunststoff.
Eh = Es; νh = νs. Gleichung 15 läßt sich daher wie folgtvereinfachen:
I =�dDs × W + 1 W Eh
Abb. 9.09 Höchstzulässiges Untermaß
Abb. 9.10 Theoretisch zulässige Untermaße für PreßverbindungenAuf der Grundlage der Streckspannung und des Elastizitätsmoduls bei Raumtemperatur und durchschnittlichen Feuchtigkeitsbedingungen
Fall 2. Welle aus Metall, Nabe aus Kunststoff. Wenn dieWelle aus einem Metall mit hohem E-Modul oder einemanderen Material mit hohem E-Modul besteht (E größerals 50 × 103 MPa), kann der letzte Ausdruck in Gleichung15 vernachlässigt werden und die Gleichung vereinfachtsich wie folgt :
I =�dDs × W + νh
W Eh
Die theoretischen Untermaßgrenzen für DELRIN® Polyacetalund ZYTEL® Polyamid sind in Abbildungen 9.09 und 9.10dargestellt.
4321,5
6
5
4d1
2·d
D
d
3
Welle aus Stahl
Welle aus DELRIN®
Verhältnis D/d
Nabe aus DELRIN® 500Höchstzulässiges Untermaß
% d
es E
insa
tzd
urc
hm
esse
rs1 2 3 4 5
4
2
6
8
10
Welle aus ZYTEL®
Welle aus Stahl
Nabe aus ZYTEL® 101
Verhältnis D/d
Hö
chst
zulä
ssig
es U
nte
rmaß
cm
/cm
des
Wel
len
du
rch
mes
sers
d
d1
81

Preßverbindungen lassen sich einfacher herstellen, wennman das Innenteil kühlt oder das Außenteil erwärmt, um das Untermaß unmittelbar vor der Montage zu verringern. Die temperaturbedingte Veränderung des Durchmessers läßtsich anhand des linearen Wärmeausdehnungskoeffizientender Materialien ermitteln.
Somit gilt:
D–Do = � (T–To) Do
Es bedeuten:
D = Durchmesser bei Temperatur T, mm
Do = Durchmesser bei Anfangstemperatur To, mm
� = Linearer Wärmeausdehnungskoeffizient (1/°K).
Einfluß der Zeit auf die Festigkeit der VerbindungWie bereits erwähnt, wird eine Preßverbindung mit der Zeitkriechen und/oder sich entspannen. Dies reduziert den Preß-druck und die Klemmkraft des Bauteils. Um dem entgegen-zuwirken, sollte der Konstrukteur das Teil mit Rändeln oderRiefen versehen. Der Kunststoff wird dann dazu neigen, indie Riefen zu fließen und die Haltekraft der Verbindung zuerhalten.
Die Ergebnisse von Versuchen mit einer Stahlwelle, die ineine Buchse aus DELRIN® Polyacetal gepreßt wurde, sind inAbb. 9.11-9.13 dargestellt. Die Versuche wurden bei Raum-temperatur durchgeführt. Höhere Temperaturen würden die Spannungsrelaxation beschleunigen. Die Ausreißkraft ist auch von der Rauhigkeit der Wellenoberfläche abhängig.
Abb. 9.11 Festigkeit der Verbindung in Abhängigkeit von der Zeit –2% Untermaß
Herstellung von PreßverbindungenDie erforderliche Kraft, um zwei Teile zusammenzupressen,läßt sich mit folgender Gleichung annähernd berechnen:
F = � • f • P • Ds • L
0 1 10 100 103 104 105
1000
4
3
2
1,5
0
2000
3000
20
Dd = 10
Time, h
Pul
l-out
For
ce, N
2% Untermaß
Verhältnis D/d = 1,5
Au
srei
ßkr
aft,
N
Zeit, h
234
82
Abb. 9.12 Festigkeit der Verbindung in Abhängigkeit von der Zeit –3% Untermaß
Abb. 9.13 Festigkeit der Verbindung in Abhängigkeit von der Zeit –4% und 5% Untermaß
und
P = �d
W
wobei:
F = Montagekraft
f = Reibungskoeffizient
P = Verbindungskraft
Ds = Wellendurchmesser
L = Länge der Preßfläche
�d = Konstruktionsspannung
W = Geometriefaktor (Gleichung 16)
0 1
2
3
4
10 100 103 104 105
2000
3000
0
1000 1,5
Time, h
Pul
l-out
For
ce, N
1000
0
2000
3000
0 1 10
3
2
1,5
4
100 103 104 105
Time, h
Pul
l-out
For
ce, N
3% UntermaßVerhältnis D/d = 1,5
Untermaß:4% 5%
Au
srei
ßkr
aft,
NA
ure
ißkr
aft,
N
Zeit, h
Zeit, h
Verhältnis D/d =1,5
234
234

Der Reibungskoeffizient hängt von vielen Faktoren ab undvariiert von Anwendung zu Anwendung. Koeffizienten ausTabelle 7.01 können als Annäherungswerte für grobe Festig-keitsberechnungen verwendet werden. Ist eine höhere Genau-igkeit gefordert, werden Tests mit Prototypen empfohlen.
TorsionsfestigkeitDie Torsionsfestigkeit einer übermaßbedingten Verbindungerhält man mit der Gleichung:
T = F Ds (N .mm)2
Beispiele
Beispiele von Preßverbindungen werden in den Abbildungen9.14–9.15 gegeben.
In diesem Griff einer Bohrmaschinenkurbel werden drei Stiftemit einem Übermaß von 4% in die dazugehörigen Bohrungengepreßt.
Kugellager werden in die Keilriemenscheibe eingepreßt.
A
A
3
5∅
Pre
ßve
rbin
du
ng
1%
4
2
Abb. 9.14 Griff für Bohrmaschinenkurbel
Abb. 9.15 Kugellager
SchnappverbindungenDie drei gebräuchlichsten Arten von Schnappverbindungensind:
1. solche mit einer vollzylindrischen Hinterschneidung undentsprechender Gegenlippe (Abb. 9.16, Tab. 9.03),
2. solche mit flexiblem freitragendem Schnapphaken (Abb. 9.17) und
3. solche mit runder Hinterschneidung (Abb. 9.18).
Ringschnappverbindungen können als spezielle zylindrischeSchnappverbindungen betrachtet werden. ZylindrischeSchnappverbindungen sind im allgemeinen fester, erfordernaber höhere Montagekräfte als Schnapphaken.
Tabelle 9.03 Abmessungen von zylindrischen Schnappverbindungend D (max., mm) e (mm)mm DELRIN® ZYTEL® 101 DELRIN® ZYTEL® 1012 5 0,053 8 0,074 10 12 0,10–0,15 0,125 11 13 0,12–0,18 0,1610 17 20 0,25–0,35 0,3015 22 26 0,35–0,50 0,4520 28 32 0,50–0,70 0,6025 33 38 0,65–0,90 0,7530 39 44 0,80–1,05 0,9035 46 50 0,90–1,20 1,05
d
e Fügewinkel
Haltewinkel
d D
Haltewinkel
Fügewinkel
h
t
30 - 45°3/4 t
�h � 0,02· l 2
t
Abb. 9.17 Freitragender Schnapphaken
83
l
Abb. 9.16 Zylindrische Schnappverbindung

Abb. 9.18 Kugelschnappverbindung
Bei zylindrischen Schnappverbindungen wird häufig das miteiner Hinterschneidung versehene Teil zwangsentformt,indem es von einem Kern abgedrückt wird. Das setzt eine Deformation während des Ausdrückens und folglichWerkstoffe mit guten Rückformeigenschaften voraus. Beim Spritzen komplizierter Teile können Schnapphakenden Spritzgießvorgang vereinfachen.
Auslegung von Schnappverbindungen mit HinterschneidungUm einwandfreie Ergebnisse zu erzielen, muß dieKonstruktion von Schnappverbindungen mit Hinterschnei-dung bestimmte Anforderungen erfüllen:
– Einheitliche WanddickeEs ist wichtig, die Wanddicke in allen Bereichen konstantzu halten. Alle spannungserhöhenden Faktoren sind nachMöglichkeit zu vermeiden.
– Ungehinderte Bewegung und VerformungDie Schnappverbindung ist an einer Stelle vorzusehen, ander sich der Schnappsitz ungehindert dehnen kann.
– FormDie ideale Geometrie für diese Art von Schnappsitzen istder Kreisring. Je mehr die Form von einem Kreis abweicht,desto schwieriger werden das Entformen des Teils und seineMontage. Rechteckige Schnappsitze funktionieren nichtzufriedenstellend.
– Angüsse – FließnähteDas Entformen einer Hinterschneidung aus dem Werkzeugwird durch den Umstand erleichtert, daß der Kunststoffnoch eine sehr hohe Temperatur aufweist, so daß sein Ela-stizitätsmodul geringer und die Dehnung größer ist. Beider späteren Montage der Teile sind diese Voraussetzun-gen jedoch nicht mehr gegeben. Häufig reißt ein hinter-schnittenes Teil bei der Montage, weil Fließnähte, Anguß-turbulenzen oder Lunker Schwachstellen bilden. WennProbleme mit Fließnähten auftreten und sich durch eineÄnderung der Gesamtkonzeption oder Verlagerung desAnschnitts nicht vermeiden lassen, kann der belasteteQuerschnitt im Bereich der Fließnaht durch Rippen ver-stärkt werden.
Erforderliche MontagekräfteBei der Montage sind Teile mit zylindrischen Schnappverbin-dungen wegen des konstruktionsbedingten Untermaßes Span-nungsbelastungen unterworfen. Das Ausmaß dieser Beanspru-chung läßt sich nach dem gleichen Verfahren berechnen, dasim vorhergehenden Kapitel für Preßverbindungen erläutertworden ist. Bei Schnappverbindungen sind wegen der nurvorübergehenden Belastung höhere Spannungswerte und nied-rigere konstruktive Sicherheitsfaktoren zulässig.
84
dF
e
c
D
Die Kraft, die erforderlich ist, um Teile mit Schnappverbindun-gen zu montieren und zu demontieren, hängt von der Geome-trie der Teile und dem Reibungskoeffizienten ab. Diese Kraftläßt sich willkürlich in zwei Elemente aufteilen: die Kraft, die anfänglich erforderlich ist, um die Nabe aufzuweiten, unddie zur Überwindung der Reibung erforderliche Kraft.
Während die kegelförmigen Kanten aneinander vorbeiglei-ten, tritt die höchste Spreizkraft an dem Punkt der maxima-len Nabenausweitung auf und läßt sich annähernd wie folgtberechnen:
Fe =[tan ( ) + f ] �d � DsLh
W
Es bedeuten
Fe = Spreizkraft, N
f = Reibungskoeffizient (Tab. 7.01)
= Winkel der abgeschrägten Oberflächen
�d = Durch Untermaß erzeugte Spannung, MPa
Ds = Wellendurchmesser, mm
W = Geometriefaktor (Preßverbindung Gleichung 16)
Lh = Länge der gespreizten Nabe, mm
Reibungskoeffizienten sind in Tabelle 7.01 angegeben. Die Formeln für das maximale Untermaß I und den Geometrie-faktor W sind bei Pressverbindungen wiedergegeben. Für Blindnaben läßt sich die Länge der gespreizten Nabe Lh
annähernd mit dem Doppelten des Wellendurchmessers angeben. Die Poissonsche Zahl ist der Produktbeschreibung zu entnehmen.
Die zur Überwindung der Reibung erforderliche Kraft läßtsich näherungsweise wie folgt berechnen:
Ff = �f �dDsLs
W
Es bedeuten:
Ls = Länge der Untermaß-Gleitfläche
Im allgemeinen ist die Reibung bei den meisten Bauteilengeringer als die zum Ausweiten der Nabe erforderlicheKraft. Der Wert von [γ + atan (f)] sollte unter 90° liegen, um die Teile verbinden zu können.
BeispieleEmpfohlene Abmessungen und Untermaße für die Schnapp-verbindung einer Stahlwelle mit einer Blindnabe aus ZYTEL®
Polyamid sind in Tabelle 9.03 angegeben. Die Terminologieist in Abb. 9.16 erläutert. Ein Haltewinkel von 45° ist für diemeisten Anwendungen ausreichend. Eine dauerhafte Verbin-dung läßt sich mit einem Haltewinkel von 90° erzielen; indiesem Falle muß die Nabe eine Durchgangsbohrung auf-weisen. In der Praxis hat es sich bewährt, einen Spitzenwin-kel von 30° am Wellenende vorzusehen, um die Einführungin die Nabe zu erleichtern.
Die Zahnriemenscheibe in Abb. 9.19 ist keiner nennenswer-ten Axialbelastung ausgesetzt. Ein geschlitzter Schnappsitzreicht daher ohne weiteres aus. Er ermöglicht eine tiefereRiefe und damit eine höher belastbare Lagerschulter, wassich vorteilhaft auf den Verschleiß auswirkt.

Ein anderes Beispiel einer Schnappverbindung ist mit demBremsgriff in Abb. 9.20 aufgezeigt.
SchnapphakenBei der zweiten Art von Schnappbefestigungen handelt essich um freitragende Schnapphaken, bei denen die Haltekraftvor allem eine Funktion der Biegesteifigkeit ist. Es handeltsich um spezielle Federkonstruktionen, die bei der Montagehohen Biegebeanspruchungen ausgesetzt werden. Im mon-tierten Zustand sind diese Haken entweder vollständig entla-stet, wenn sich die miteinander verbundenen Teile gegenein-ander bewegen müssen, oder teilweise vorgespannt, wenneine dichte Verbindung erforderlich ist. Ein typisches Merk-mal dieser Schnappverbindungen ist eine Hinterschneidungvon 90°, die stets durch Seitenzüge oder entsprechende Aus-sparungen im Spritzteil ausgeformt werden. Das geteilteSchneckenrad in Abb. 9.21 ist ein Beispiel für zwei identi-sche (in der gleichen Formhöhlung spritzgegossene) Teile,die mit Hilfe von Schnapphaken verbunden und im Interessehöherer Steifigkeit zusammengepreßt werden. Zur Positio-nierung greifen zwei zylindrische Nocken in entsprechendeBohrungen des gegenüberliegenden Teils ein.
Das gleiche Prinzip eignet sich insbesondere für nicht rundeGehäuse und Behälter aller Art. Ein Beispiel hierfür ist dasMikroschaltergehäuse in Abb. 9.22, bei dem eine Hinter-schneidung in dem rechteckigen Gehäuse keine zufrieden-stellende Lösung wäre.
Abb. 9.19 Zahnriemenscheibe
Abb. 9.20 Bremsgriff
Ein ähnliches Prinzip wurde bei dem Lagerring mit einge-schnapptem Kugellager in Abb. 9.23 verwirklicht. Der Kernsetzt sich aus sechs Segmenten zusammen. Auf jeder Seitesind drei Hinterschneidungen von 90° vorgesehen, die sichproblemlos entformen lassen und starke Lagerschultern zurÜbertragung hoher Axialkräfte darstellen.
85
Abb. 9.23 Lagerring mit eingeschnapptem Kugellager
Abb. 9.21 Zweigeteiltes, durch Schnappsitz verbundenesSchneckenrad
Abb. 9.22 Gehäuse eines Mikroschalters

Die Auslegung von freitragenden SchnapphakenSchnapphaken sollten so ausgelegt werden, daß die zulässigenSpannungen bei der Montage nicht überschritten werden.Gegen dieses Gebot wird bei der Schnappbefestigung von Teilen aus DELRIN® Polyacetal in Blech häufig verstoßen. Zu kurze Schnapphaken können brechen (Abb. 9.24). Diese Gefahr wird bei der Schalterkonstruktion in Abb. 9.25vermieden; hier sind die Schnapphaken wesentlich längerund die Spannungen infolgedessen geringer.
Abb. 9.24 Zu kurze Schnapphaken
Abb. 9.25 Richtig dimensionierte Schnapphaken
Schnapphaken sollten so ausgelegt werden, daß die Span-nung über die gesamte Länge gleich ist. Dies läßt sich durcheine leichte Konizität oder eine zusätzliche Rippe erreichen(Abb. 9.17). Insbesondere ist darauf zu achten, daß scharfeKanten und andere spannungserhöhende Faktoren vermiedenwerden.
86
Um die Spannungen in einem Schnapphaken zu überprüfen,sind die Gleichungen für Freiträger zu verwenden:
Durchbiegung: h = Fl 3[mm]
3 EI
Biegungskraft: F = 3 EI h [N]l 3
Montagekraft: Fa = F (f + tan ) [N](pro Schnapphaken)
Biegespannung: σ = CFl
y [MPa] (elastich)I
Dehnung: ε = 100 � [%]E
wobei:
F = Entformungskraft für Schnappverbindung mit Hinterschneidung h [N]
l = effektive Länge der Schnapphaken[mm]
E = Elastizitätsmodul [MPa]
I = Trägheitsmoment des mittleren Querschnitts1), Tabelle 4.01 [mm4]
f = Reibungskoeffizient
γ = obere Winkel, [ + atan (f)]<90
y = Abstand zu neutraler Achse auf Spannungsseite, Tabelle 4.01 [mm]; Rechteck: y = 0,5 × Dicke
C = Spannungskonzentrationsfaktor
C = 1,0 für Schnappverbindungen mit Rundungshalbmesser
C = 2,0 für schlecht abgerundete Ecken an kritischen Querschnitten
Der zulässige Dehnungsbetrag hängt vom Material ab unddavon, ob das Teil häufig montiert und demontiert wird.
Tabelle 9.04 zeigt empfohlene Werte für zulässige Spannun-gen.
Tabelle 9.04 Empfohlene zulässige Dehnungen (%) für Schnapphaken
Zulässige Dehnungeinmal verwendet häufig
Material (neues Material) verwendetDELRIN® 100 8 2–4DELRIN® 500 6 2–3ZYTEL® 101, trocken 4 2ZYTEL® 101, 50% r.L. 6 3ZYTEL® verstärkt, trocken 0,8–1,2 0,5–0,7ZYTEL® verstärkt, 50% r.L. 1,5–2,0 1,0RYNITE® PET verstärkt 1 0,5CRASTIN® PBT verstärkt 1,2 0,6HYTREL® 20 10
1) Falls der Schnapphaken verjüngt ist, nimmt die Genauigkeit der Trägerformel ab. In diesem Fallempfiehlt sich ein komplizierteres Modell (z.B. finite Elemente)

Beispiele
Für bestimmte Anwendungen kann der Bereich des Schnapp-sitzes mit Schlitzen versehen werden, wie dies in Abb. 9.26gezeigt wird. Dieses Prinzip ermöglicht weit stärkere Hinter-schneidungen, allerdings in der Regel auf Kosten der Halte-kraft. Für Teile, die häufig montiert und demontiert werdenmüssen, ist diese Lösung recht vorteilhaft. Sie wird beispiels-weise mit Erfolg für die Schnappbefestigung eines Thermo-statgehäuses auf einem Heizkörperventil verwendet (Abb. 9.27). Hier sichert ein Metallring den festen Sitz.
Druckbelastete pneumatische und hydraulische Membran-ventile und ähnliche Druckbehälter erfordern manchmalhöhere Haltekräfte für Schnappverbindungen. Dies läßt sichmit Hilfe einer überlappend einrastenden Hinterschneidungerreichen, wie sie in Abb. 9.28 gezeigt wird. Eine gewisseZahl von Segmenten (üblicherweise 6 oder 8) wird mit 90°-Hinterschneidungen versehen, die sich dank entsprechenderSchlitze ausdrücken lassen. In den Bereichen zwischen denSegmenten finden sich keine Hinterschneidungen. Mit dieserKonstruktion lassen sich sehr kräftige Schnappverbindungenverwirklichen, die nur in der erforderlichen Dehnung undder zur Montage notwendigen Kraft eine Begrenzung finden.Es kann auch ratsam sein, das äußere Teil vorzuheizen, umdie Montage zu vereinfachen.
Abb. 9.26 Schnappverbindung mit Schlitzen
Abb. 9.27 Thermostatgehäuse mit Schnappverbindung
NabenverbindungenBeim Übertragen eines Drehmomentes von Welle zu Welledurch Zahnräder empfiehlt sich diese Verbindungsmethode.Sie wird auch angewandt, um eine mechanische Bewegungdurch eine Nocke, ein Pumpenrad oder ein Lüfterrad zu über-tragen. Die Verbindung wird durch eine Passfeder, durchSchrauben oder eine spezielle Formgebung der Welle her-gestellt.
Werden Kunststoffe eingesetzt, sollte man bei der Konstruk-tion der Nabenverbindung besonders sorgfältig vorgehen,damit Fehler vermieden werden. Rundungshalbmesser sindsehr wichtig. Die nachfolgenden Abbildungen zeigen guteKonstruktionslösungen. Ihre Beachtung hilft, schon einmalgemachte Fehler zu vermeiden.
Anwendungsbeispiele, siehe Abb. 9.29–9.35.
87
Abb. 9.29 Lüftergebläse
Abb. 9.30 Kettenrad
Abb. 9.28 Membranventil mit Schnappverbindung

Abb. 9.31 Zahnrad
Abb. 9.32 Keilriemenscheibe
Abb. 9.33 Kreiselpumpe
88
Abb. 9.35 Vorschlag für eine Nabenverbindung
Abb. 9.34 Turbinenrad

Abb. 9.36 Waschmaschinenpumpe
Abb. 9.37 Pumpen
Abb. 9.38 Ausstellfenster-Antrieb
89


orie II
RotationsschweißenEinleitungFür alle rotationssymmetrischen Teile aus thermoplastischenKunststoffen, die miteinander fest und dicht verbunden werden müssen, stellt die Rotationsschweißung das idealeVerfahren dar. Hat der Konstrukteur die Wahl zwischen einer Ultraschall- und einer Rotationsschweißung, so wird er sich ohne Zögern für die letztere Methode entschließen,wenn folgende eindeutige Vorteile berücksichtigt werden:
– Die Investitionskosten sind für einen gleichen Ausstoßgeringer. Es ist ohne besondere Schwierigkeiten möglich,eine Anlage ganz oder teilweise in der eigenen Werkstattund unter weitgehender Verwendung von handelsüblichenMaschinenelementen herzustellen.
– Das Verfahren beruht auf einfachen physikalischen Vor-gängen, die jedermann versteht und beherrscht. Wenndas Werkzeug gut konstruiert und die Schweißbedingun-gen einmal richtig festgelegt sind, kann das Schweißer-gebnis durch Verändern einer einzigen Größe, nämlich derGeschwindigkeit, genau angepaßt werden.
– Die Kosten für elektrische Kontrollausrüstung sindbescheiden, sogar für vollautomatisches Schweißen.
– Konstruktiv besteht eine viel größere Freiheit in der Gestal-tung der Teile. Ein Abbrechen vorstehender Nocken, Bol-zen oder Rippen ist nicht zu befürchten. Ebenso werdenumspritzte Metallteile nicht lose und vormontierte mecha-nische Elemente nicht beschädigt. Eine gewisse Symmetrieoder eine gleichmäßige Verteilung der Materialmasse istim Gegensatz zur Ultraschallschweißung ebenfalls nichterforderlich.
Wenn die Position der beiden Teile zueinander eine Bedingungist, muß auf Ultraschall- oder Vibrationsschweißen zurück-gegriffen werden.
Es gibt allerdings in der Praxis immer wieder Teile, die diese Bedingung erfüllen müssen, nur weil die Konstruktionungeschickt ausgelegt wurde. Der Konstrukteur sollte dieTeile nach Möglichkeit so ausbilden, daß die Schweißnahtan eine Stelle gelegt werden kann, wo eine Positionierungder beiden zu verschweißenden Teile nicht notwendig ist.
GrundprinzipBeim Rotationsschweißen wird, wie der Name besagt, mittelseiner Drehbewegung und unter gleichzeitigem Andrücken dienotwendige Schmelzwärme erzeugt. Deshalb ist das Verfahrennaturgemäß nur für kreisrunde Teile anwendbar. Dabei ist esnatürlich unwichtig, welche der beiden Hälften festgehaltenwird und welche dreht. Bei Teilen ungleicher Längen ist esvorteilhaft, das kürzere Teil drehen zu lassen, um die beweg-ten Massen möglichst kurz zu halten.
10 – Verbindungstechniken – KategSchweißen, Kleben
Für die Auswahl der nachfolgend eingehend beschriebenenMethoden und Einrichtungen sind im wesentlichen die geo-metrische Form des Teiles, die geplante Stückzahl und die Investitionsmöglichkeit ausschlaggebend. Auf Grund desverhältnismäßig geringen notwendigen Aufwandes an mecha-nischen Elementen werden die Einrichtungen gelegentlich imSelbstbau hergestellt. Dabei kann man jedoch häufig prinzi-pielle Fehler im Ablauf des Schweißvorgangs feststellen,die in diesem Aufsatz noch eingehend geschildert werden.
Praktisch anwendbare MethodenDie der Praxis zur Verfügung stehenden Methoden könnennach folgenden Gesichtspunkten grob in zwei Gruppenunterteilt werden:
DrehzapfenschweißenDie Aufnahmevorrichtung für das rotierende Teil wird mitder Antriebsspindel während der Schweißzeit unter gleich-zeitigem Andrücken der Teile eingekuppelt. Nach Ablauf der Schweißzeit wird ausgekuppelt, und der Druck noch eine dem Kunststoff entsprechende Zeit aufrecht erhalten.
Schwungmasse-SchweißenDie zum Schweißen erforderliche Energie wird zuerst in einer auf die entsprechende Drehzahl beschleunigten Masseaufgespeichert, die gleichzeitig die Aufnahmevorrichtung mit dem einen Kunststoffteil trägt. Sodann werden die Teileunter hohem Druck zusammengefahren, wobei die kinetischeEnergie durch Reibung in Wärme umgewandelt und dieSchwungmasse zum Stillstand gebracht wird. Dieses Ver-fahren hat sich in der Praxis am besten durchgesetzt und soll dementsprechend eingehend behandelt werden.
DrehzapfenschweißenDrehzapfenschweißen mit der DrehmaschineDie wohl einfachste, aber auch umständlichste Schweißungdieser Gruppe läßt sich auf jeder Drehmaschine geeigneterGröße ausführen. Die prinzipielle Anordnung ist in Abb. 10.01dargestellt.
Das eine der zu schweißenden Teile a wird in einer Vorrich-tung b eingespannt. Dies kann ein normales Spannfutter, ein Schnellspannfutter, eine pneumatische Vorrichtung oderirgend eine andere geeignete Einrichtung sein.
Wesentlich ist nur, daß das Teil sicher gehalten, zentriert undmitgedreht wird.
Die federnde Spitze c im Reitstock muß den erforderlichenAnpressdruck aufbringen können und soll einen Federwegvon 5-10 mm aufweisen. Im weiteren wird der Querschnitt dvorteilhaft mit einer Hebelbetätigung ausgerüstet.
Um das Kunststoffteil a mittels des Anschlages e am Drehenhindern zu können, muß dieses mit einer vorstehenden Partie(Rippe, Nocken) versehen sein.
91

Der Ablauf des Schweißvorganges spielt sich sodann folgen-dermaßen ab:
– Nach Aufspannen des Teils a wird das Gegenstück a1 auf-gesetzt und mit der federnden Spitze angedrückt.
– Der Querschlitten d fährt nach vorne, wobei der Anschlag eunter eine vorstehende Partie dieses Teils a1 zu liegenkommt.
– Die Spindel wird eingekuppelt oder der Motor eingeschaltet.
– Nach Ablauf der Schweißzeit fährt der Querschlitten dzurück und gibt das Teil a1 frei, das nun sofort mitdreht.
– Die Maschine wird abgestellt (oder die Spindel ausgekup-pelt).
– In Abhängigkeit der Erstarrungs-Eigenschaften des Kunst-stoffes muß der Druck der Spitze noch kurze Zeit aufrech-terhalten bleiben, bevor die Teile herausgenommen werdenkönnen.
Häufig wird dieser Ablauf in dem Sinne vereinfacht, daß amEnde der Schweißzeit der Anschlag e nicht weggefahren,sondern einfach ausgekuppelt oder der Motor abgeschaltetwird. Da jedoch die bewegten Massen der Maschine meistverhältnismäßig groß sind, geht die Drehzahl zu langsamzurück, wodurch das im Erstarren befindliche Material der Schweißnaht Scherbeanspruchungen ausgesetzt ist. DieNaht weist dann oft geringe Festigkeit auf oder ist überhauptunbrauchbar.
Allgemein kann man sagen, daß die Relativgeschwindigkeitder beiden Teile umso schneller auf Null zurückgehen muß,je enger der Temperaturbereich ist, in dem der Kunststoffvom flüssigen in den festen Zustand übergeht. Mit anderenWorten: Entweder muß das stehende Teil schnell beschleu-nigt oder das rotierende schnell abgebremst werden.
Das Rotationsschweißen auf Drehmaschinen hat für die Serienfertigung wenig Bedeutung, wird aber gelegentlich fürNullserien und Handmuster angewendet. Das Aufschweißenvon Endmuffen und Gewindenippeln auf lange Rohre läßtsich dagegen auf diese Weise recht gut ausführen. Dabei mußder Reitstock durch eine aufklappbare Vorrichtung ersetztwerden, die das Rohr klemmt und gleichzeitig ein federndesAndrücken erlaubt. Die Drehmaschine muß jedoch für dieseArbeitsweise mit einer Kupplung und einer Schnellbremseausgerüstet sein, da ein Loslassen und Mitdrehen des Rohresnicht in Frage kommt.
92
ab a1 c
de
Abb. 10.01 Drehzapfenschweißen mit einer Drehmaschine
Drehzapfenschweißen auf BohrmaschinenMit besonders dafür gebauten Drehzapfenwerkzeugen können Teile bis etwa 60 mm Durchmesser auf Tischbohr-maschinen recht gut verschweißt werden. Die Methode istvorzüglich geeignet für Nullserien, Handmuster oder Repa-raturen. Dagegen würde eine Vollautomatisierung des Vor-ganges einen gewissen Aufwand erfordern, der das Verfah-ren dafür uninteressant macht. Die Erzielung regelmäßigerSchweißnähte erfordert einige Übung, da bei Handbetätigungdie Schweißzeit und der Druck nur einigermaßen genau ein-gehalten werden können.
Das in Abb. 10.02 gezeigte Werkzeug ist mit einer auswech-selbaren Zahnkrone a versehen, deren Durchmesser demKunststoffteil entsprechen muß. Ein Satz von 3-4 Zahn-kronen genügt, um Teile mit einem Durchmesser von etwa12-60 mm schweißen zu können.
Der Federdruck der Spitze kann mittels der Rändelmutter bder Nahtoberfläche entsprechend eingestellt werden. Es istsehr wichtig, den richtigen Spitzendruck durch Versuche zuermitteln, da er für die Dichtigkeit und Festigkeit der Nahtausschlaggebend ist.
Zum Schweißen wird die Bohrspindel langsam nach untengefahren, bis die Zahnkrone nur noch wenige Millimeterüber dem Teil steht (Abb. 10.03a). Sodann muß schlagartigeingekuppelt werden, damit das zu schweißende Teil unver-züglich mitgedreht wird, und die Zähne keine unsauberenEindrücke hinterlassen. In dieser in Abb. 10.03b gezeigtenArbeitsstellung soll unter möglichst konstantem Druck solange verharrt werden, bis ringsherum eine gleichmäßigeSchweißbraue ausgetreten ist. Dann muß die Zahnkroneebenso schnell wieder aus dem Eingriff gebracht werden(Abb. 10.03c), jedoch nur soweit, daß die Spitze noch aufdas Teil drückt und zwar so lange, bis der Kunststoff genü-gend erstarrt ist.
Abb. 10.02 Drehzapfenschweißen für Bohrmaschinen
b
a

Die Spitze dient also ausschließlich dazu, den Nachdruck zuerzeugen. Die Kunststoffteile sollen jedoch mit Zentrierungenversehen sein, um eine bessere Werkzeugführung und einenguten Rundlauf zu erreichen.
Um eine korrekte Schweißung zu erzielen, braucht man einegewisse, vom Kunststoff abhängige Wärmemenge. Diese istein Produkt aus Druck, Geschwindigkeit und Zeit. Anderer-seits muß das Produkt aus Druck × Geschwindigkeit einenbestimmten Minimalwert aufweisen, da sonst an der Nahto-berfläche nur Abrieb und kein genügender Temperaturanstiegauftritt. Da auch der Reibwert einen Einfluß hat, lassen sichdiese Größen nicht für alle Kunststoffe allgemein angeben,sondern müssen individuell bestimmt werden.
Als erste Annahme für die Umfangsgeschwindigkeit beiDELRIN® Acetalhomopolymer und ZYTEL® PA66 kann manrund 3-5 m/s. wählen. Dann wird man den Druck so einstel-len, daß eine Schweißzeit von 2-3 Sekunden das gewünschteResultat ergibt.
Voraussetzung für gute Ergebnisse sind natürlich korrekteNahtprofile. (Vorschläge und Dimensionen siehe Abschnitt 8).
Drehzapfenschweißen mit besonders dazu gebauten MaschinenDas oben beschriebene Verfahren läßt sich nicht ohne einengewissen Aufwand automatisieren, weshalb es für die Groß-produktion kaum mehr angewendet wird.
Leicht abgeändert und mit besonders dazu konstruiertenMaschinen (Abb. 10.04) kann man indessen einen einfache-ren Funktionsablauf erreichen.
Abb. 10.03 Vorgang des Drehzapfenschweißens
a
b
c
Die Maschine ist mit einer vorzugsweise elektromagnetischbetätigten Kupplung a versehen, die ein schnelles Ein- undAuskuppeln der Arbeitsspindel b gestattet. Letztere ist ineinem Rohr c gelagert, das seinerseits den pneumatischenKolben d trägt.
Das Antriebsteil e kann eine Zahnkrone oder wie weiterunten beschrieben, irgend eine andere dem Kunststoffteilangepaßte Mitnehmervorrichtung sein.
Der Schweißvorgang geht folgendermaßen vor sich:
– Einlegen beider Teile in die untere Aufnahme f.
– Herunterfahren des druckluftbetätigten Kolbens mit derArbeitsspindel.
– Einschalten der Kupplung, wodurch das Drehen des oberenKunststoffteils erfolgt.
– Nach der durch ein Zeitrelais gesteuerten Schweißzeitschaltet die Kupplung aus, wogegen der Druck noch einevom Kunststoff abhängige Zeit aufrechterhalten wird.
– Hochfahren der Spindel und Auswerfen der geschweißtenTeile (oder Weiterschalten des Rundtisches).
93
Abb. 10.04 Prinzip einer Drehzapfenschweißmaschine
b
a
c
d
e
f

Die Mitnahmevorrichtung kann für Teile, die sich dazu eig-nen, eine Zahnkrone (Abb. 10.16) sein. Es können indessenauch vorstehende Partien wie Rippen, Zäpfchen oder der-gleichen zum Antreiben benützt werden, da die Spindel jaerst nach dem Eingreifen der Mitnahme eingekuppelt wird.
Abb. 10.05 zeigt ein Teil, bei dem Mitnahme über 4 Rippendurch entsprechend angeordnete Klauen erfolgt. Bei dünn-wandigen Teilen muß allerdings ein Rand a vorgesehen wer-den, der ringsherum einen gleichmäßigen Druck auf die Nahtgewährleistet. Die Klauen dienen also nicht zum Aufdrücken,sondern nur zum Mitdrehen.
Gelegentlich gibt es Teile, die sich nicht auf die beschriebeneArt antreiben lassen. So müßte zum Beispiel die Abschluß-kappe mit dem seitlichen Rohranschluß nach Abb. 10.06 vonHand vor dem Herunterfahren der Spindel in die obere Auf-nahmevorrichtung gelegt werden, wodurch natürlich einautomatischer Betrieb unmöglich wird.
94
a
Abb. 10.05 Antrieb durch vier Rippen
Abb. 10.06 Antrieb mittels vorstehender Partien
Eine weitere Möglichkeit besteht darin, die Spindel, wieAbb. 10.07 zeigt, fest einzubauen und die untere Aufnahme-vorrichtung auf dem Druckluftzylinder anzuordnen. Dermechanische Aufwand wird dadurch geringer, jedoch läßtsich damit kein Drehtisch und somit kaum eine automatischeProduktion kombinieren.
Diese Verfahren haben im Gegensatz zur Schwungmasse-methode den Nachteil, daß bei größeren Durchmessern undNahtflächen erhebliche Motorleistungen notwendig sind.
Schweißen mittels Schwungmasse-WerkzeugenDie weitaus einfachste Rotationsschweißmethode, die dem-entsprechend auch die größte Verbreitung gefunden hat, istmittels Schwungmasse. Sie benötigt den geringsten Aufwandan mechanischen und elektrischen Elementen und erzeugtgleichmäßige und gute Verbindungen.
Das Grundprinzip besteht darin, eine rotierende Masse auf die geeignete Drehzahl zu bringen und sodann auszukuppeln.Durch Herunterfahren der Spindel werden die Kunststoffteilezusammengepreßt und die gesamte in der Schwungmasse ent-haltene kinetische Energie durch Reibung auf der Nahtober-fläche in Wärme umgesetzt.
Die einfachste praktische Anwendung dieser Methode erfolgtmit besonders dazu konstruierten Werkzeugen, die auf norma-len Bohrmaschinen zum Einsatz kommen können.
Abb. 10.08 zeigt eine typische Vorrichtung dieser Art. DieSchwungmasse a ist auf der Antriebswelle b frei gelagert.
Abb. 10.07 Schweißmaschine mit unten angeordnetem Zylinder

Die Mitnahme erfolgt also nur durch die Reibung der Kugel-lager und die Fettfüllung.
Sobald die Schwungmasse die Drehzahl der Spindel erreichthat, fährt letztere nach unten, wobei die Zahnkrone c in dasobere Kunststoffteil d eingreift und es mitdreht.
Durch den hohen Flächendruck auf den Nahtoberflächenwird die Schwungmasse schnell abgebremst und der Kunst-stoff erreicht den Schmelzpunkt. Auch hier muß der Druckdem Material entsprechend noch kurze Zeit aufrechterhaltenwerden.
Da das Werkzeug nach Abb. 10.08 keine mechanische Kupp-lung besitzt, dauert es eine gewisse, vom Trägheitsmomentund der Spindeldrehzahl abhängige Zeit, bis die Schwung-masse zur nächsten Schweißung bereit ist. Bei größeren Werk-zeugen oder Automaten würde der Zyklus deshalb zu lang.Vor allem bei Handbetrieb besteht auch die Gefahr, daß dienächste Schweißung vorgenommen wird, bevor die Schwung-masse die Enddrehzahl völlig erreicht hat, so daß die Nahtfe-stigkeit schlecht wird. Die in Abb. 10.08 gezeigten Werkzeugewerden deshalb nur etwa bis zu einer Größe von ∅ 60-80 mmeingesetzt.
Da das Schweißen mittels Schwungmasse bei entsprechendhohen Drehzahlen auch für kleine Druckmesser geeignet ist,werden gelegentlich auch Kleinstwerkzeuge mit Durchmessernvon 30-45 mm zum direkten Einspannen in Bohrfutter gebaut.
Abb. 10.09 zeigt eine derartige Einrichtung zum Verschweißenvon Verschlußzapfen. Da man dazu Drehzahlen von 8 bis 10 000 U/min benötigt, ist unter Umständen ein Drehzapfen-werkzeug entsprechend Abb. 10.02 vorzuziehen.
Abb. 10.08 Schwungmasse-Werkzeug für Bohrmaschinen
b
a
c
d
95
Abb. 10.09 Kleines schnellaufendes Schwungmasse-Werkzeug
Abb. 10.10 Schwungmasse-Werkzeug mit Konuskupplung
b
d
a
c

Werkzeuge mit Durchmessern von über 60-80 mm, die eineschnelle Schweißfolge gestatten müssen, werden vorteilhaftmit einer mechanischen Kupplung, etwa nach Abb. 10.10,versehen. Bei dieser Konstruktion ist die Schwungmasse a inbezug auf die Welle b axial verschiebbar. Im Leerlauf drückendie Federn c die Schwungmasse nach unten, wodurch letztereüber die Konuskupplung d mit der Welle kraftschlüssig wird.Die Beschleunigung der Masse auf Betriebsdrehzahl erfolgtsomit praktisch augenblicklich.
Sobald die Zahnkrone beim Herunterfahren der Spindel aufdas Kunststoffteil auftritt, verschiebt sich die Schwungmassein bezug auf die Welle nach oben, wodurch ausgekuppeltwird (Abb. 10.10).
Da jedoch der Spindeldruck erst dann vollständig übertragenwird, wenn die Kupplung den Endanschlag erreicht, tritt inder Mitnahme eine gewisse Verzögerung auf. Die Folgedavon ist eine Tendenz zur Spanbildung an der Zahnkrone,vor allem wenn die Vorschubgeschwindigkeit der Spindelungenügend ist.
Selbstverständlich kann an Stelle der gehärteten und geschlif-fenen Konuskupplung eine Flachkupplung mit Belag verwen-det werden (Abb. 10.13).
Für das Arbeiten mit Schwungmassewerkzeugen auf Bohr-maschinen sind folgende Regeln zu beachten:
– Das Herunterfahren der Spindel muß schlagartig erfolgen.Handelsübliche pneumatisch-hydraulische Vorschubein-heiten, wie sie an Bohrmaschinen angebaut werden, sindwegen der zu kleinen Geschwindigkeit ungeeignet.
– Der Druck muß so groß sein, daß das Werkzeug nach 1-2 Umdrehungen zum Stillstand kommt. Dies ist vor allembei kristallinen Kunststoffen, die ja einen eng begrenztenSchmelzpunkt aufweisen, wichtig (siehe allgemeineSchweißbedingungen).
– Schwungmasse-Werkzeuge müssen absolut rund und vibra-tionsfrei drehen. Wenn sie mit einem Morsekonus versehensind, ist es unerläßlich, denselben gegen Herausfallen zusichern. Vorzugsweise sollen Morsekegel nicht mit Innen-gewinde und Sicherungsbolzen (Hohlspindel) verwendetwerden. Schwungmasse-Werkzeuge, die sich lösen oderWellenbruch erleiden, können zu tödlichen Geschossenwerden.
96
Abb. 10.11 Umgebaute Tischbohrmaschine
– Die Spindelbewegung muß in der unteren Endstellungmittels eines mechanischen Anschlages so begrenzt wer-den, daß die beiden Aufnahmevorrichtungen keinesfalls in Berührung kommen können, wenn keine Kunststoffteileeingelegt sind.
Obwohl auch durch die Handbetätigung der Bohrmaschinendurchaus gleichmäßige Nähte erreicht werden können, istschon für eine kleine Produktion ein Umbau auf pneumati-schen Vorschub unbedingt zu empfehlen. Dies geschieht ameinfachsten, indem man nach Abb. 10.11 die Kreuzarmedurch ein Ritzel, das über eine Zahnstange betätigt wird,ersetzt. Weiterhin ist es vorteilhaft, die Maschine mit einerstufenlosen Drehzahlregulierung der Spindel zu versehen,damit ein gutes Resultat ohne Veränderung der Schwung-masse erreicht werden kann.
Schwungmasse-SchweißmaschinenSchwungmasse-Schweißmaschinen können auf Grund deseinfachen Prinzips schon mit recht bescheidenen Mittelngebaut werden. Es sollen deshalb nachstehend vor allemEinrichtungen beschrieben werden, die nur die zur einwand-freien Funktion absolut notwendigen Elemente enthalten.
Eine Maschine, die zur Verbindung eines bestimmten, immergleichen Teils besonders eingesetzt wird, braucht im allge-meinen keine regulierbare Drehzahl. Falls eine Anpassungderselben unerläßlich ist, kann dies durch Verändern der Riemenscheiben erfolgen.
Die in Abb. 10.12 gezeigte Maschine (Konstruktion DuPont,Genf), ist mit Ausnahme des Schweißkopfes aus handelsübli-chen Einheiten zusammengebaut. Sie besteht im wesentlichenaus dem Druckluftzylinder a mit durchgehender Kolbenstangeauf dem aufgesetzten Steuerventil b.
a
b
c
d
e
f
Abb. 10.12 Tisch-Rotationsschweißmaschine (Bauart DuPont)

Das untere Ende der Kolbenstange trägt den Schweißkopf c(siehe Abb. 10.13), der vom Motor d über den Flachriemen eangetrieben wird. Des weitern ist noch eine Drucklufteinheitf mit Reduzierventil, Filter und Schmiergerät angebaut.
Der Schweißkopf nach Abb. 10.13 besteht aus der kontinuier-lich drehenden Riemenscheibe a, die den Kupplungsbelag bträgt. In der gezeichneten Stellung ist die Kolbenstange hoch-gefahren und die Drehbewegung wird über die Kupplung aufdie Schwungmasse c übertragen.
Beim Herunterfahren der Spindel kommt die Kupplung ausdem Eingriff, und die Zahnkrone kuppelt in den Deckel desals Beispiel gezeigten Schwimmers ein.
Teile, die nicht durch eine Zahnkrone angetrieben werdenkönnen, sondern von Hand in die obere Aufnahme eingelegtwerden (siehe Abb. 10.06), erfordern eine zusätzliche Ein-richtung in der Steuerung. Der Kolben muß beim Hochfah-ren kurz vor dem Einkuppeln anhalten, um das Einlegen derTeile zu gestatten. Dieses Ziel kann auf verschiedene Weisenerreicht werden. Es gibt zum Beispiel handelsübliche Druck-luftzylinder, die bereits mit entsprechenden Vorrichtungenversehen sind. Der Schaltimpuls wird vom durchfahrendenKolben direkt in einem außen angeordneten Reed-Relaisausgelöst.
Um die Teile bequem herausnehmen zu können, muß derKolbenhub allgemein etwa 1,2 mal der totalen Länge derverschweißten Einheit entsprechen. Diese Forderung kannbei langen Teilen zu erheblichen Kolbenhüben führen, wasunpraktisch und teuer ist. Ein typisches derartiges Beispielstellt der in Abb. 10.14 gezeigte Druckkörper dar, für den in der normalen Bauweise ein Kolbenhub von 1,2 mal L notwendig wäre.
Abb. 10.13 Drehmasse mit Reibkupplung (Bauart DuPont)
a
b
c
d
Um dies zu vermeiden, kann man folgende Wege einschlagen:
– Die untere Aufnahme a kann mittels einer Klemm- undZentriervorrichtung mit wenigen Handgriffen gelöst undseitwärts weggezogen werden.
– Man sieht zwei Aufnahmen a und b, welche auf einer dreh-baren Grundplatte c um die Achse «X» 180° geschwenktwerden können. Die ausgefahrenen Teile wechselt manwährend des Schweißvorganges aus, was die Zykluszeiterheblich verkürzt.
– Wenn die Produktion es rechtfertigt, kann natürlich auchein Drehtisch vorgesehen werden, der zum Beispiel 3Schaltstellungen hat, die zum Schweißen, Auswerfen undEinlegen benützt werden.
Auf Grund dieser Einrichtungen wird der Kolbenhub auf L1reduziert, so daß die Schwungmasse in der Schweißstellungviel näher an der Kolbenstangenführung liegt.
Da der Schweißdruck verhältnismäßig hoch ist, werden derKupplungsbelag und die Kugellager der Riemenscheibe inder oberen Stellung unnötig stark belastet. Es ist deshalbvorteilhaft, mit zwei verschiedenen Drücken zu arbeiten,was allerdings eine kompliziertere pneumatische Einrichtungerfordert. Man kann aber auch eine Spiralfeder über demKolben einbauen, so daß in der oberen Endstellung ein Teilder Kraft aufgehoben wird.
Auf jeden Fall muß die Kolbengeschwindigkeit kurz vordem Einkuppeln stark gedämpft werden, um die Anfahr-beschleunigung der Masse zu reduzieren und den Kupp-lungsbelag zu schonen.
An Maschinen, die mit einem Drehtisch ausgerüstet sind,werden die Teile ausgeworfen, nachdem sie unter der Spin-del weggefahren sind. Der Kolbenhub kann in solchen Fäl-len, wie z.B. für den in Abb. 10.13 gezeigten Schwimmer,wesentlich kleiner gewählt werden.
97
Abb. 10.14 Schwenkbare Aufnahmevorrichtung
L1
a
c
L
b
X
X

Es besteht auch die Möglichkeit, den Druck mittels einerMembraneinheit, wie in Abb. 10.15 dargestellt, zu erzeugen.Die Gummimembrane ist unten mit einer Feder und oben mitDruckluft beaufschlagt. Die Feder muß genügend starkgewählt werden, um die Schwungmasse anzuheben und dieKupplung mit der erforderlichen Kraft anzudrücken. Für eineProduktionsmaschine wird die Welle vorteilhaft in Axial-Kugelbüchsen gelagert. Die dargestellte Einrichtung hatgegenüber einem normalen Zylinder den Vorteil geringererReibverluste und längerer Lebensdauer. Immerhin sind die spe-zifischen zulässigen Drücke auf die Membrane begrenzt, sodaß mit größeren Durchmessern gerechnet werden muß, umeinen bestimmten Schweißdruck zu erreichen. (Der Schweiß-kopf mit der Schwungmasse und dem Riemenantrieb ent-spricht Abb. 10.13.)
Die Konstruktion mit Gummimembrane eignet sich fürHübe von max. 10-15 mm und spezifischen Drücken von 0,3-0,4 N/mm2.
Da, wie schon erwähnt, die Betriebsdrehzahl durch Anpassender Motorriemenscheibe verändert werden kann, ist ein regel-barer Motor nicht unerläßlich. Immerhin gibt es in jeder Pro-duktion Fälle, die zumindest eine begrenzte Anpassungsmög-lichkeit der Drehzahl als wünschenswert erscheinen lassen.
Die in der rotierenden Masse enthaltene kinetische Energieverändert sich mit dem Quadrat der Drehzahl und deshalb istes wichtig, letztere möglichst genau konstant zu halten.
Diese Bedingung ist nicht immer ohne weiteres erfüllt, da einenennenswerte Motorleistung nur zum Beschleunigen derMasse notwendig ist. Sobald die Betriebsdrehzahl erreichtwird, muß nur noch die Reibung überwunden werden, wozueine vernachläßigbar kleine Leistung genügt. Der Motor drehtdann nahezu im Leerlauf und kann sich in einem unstabilenZustand befinden (z.B. seriegeschaltete Kollektormotoren).
98
Abb. 10.15 Membran-Druckeinheit für kleine Hübe
Geeignete Antriebe für Rotationsschweißmaschinen dieserBauart sind zum Beispiel:
– Repulsionsmotoren, die auf dem Prinzip der Bürsten- und damit der Feldverschiebung beruhen. In den meistenFällen werden Einphasenmotoren von 0,5 PS bei ca. 4000 U/min genügen.
– Frequenzgesteuerte Drehstrom- oder Einphasen-Kurz-schlußankermotoren. Die Steuereinheit muß eine lastunab-hängige Regulierung gestatten, was nicht immer der Fallist. Die maximale mögliche Drehzahl beträgt indessen nuretwa 2800 U/min.
– Sehr gut geeignet sind auch Gleichstrom Nebenschluß-motoren mit Ankerspannungs-Regulierung. Der steuersei-tige Aufwand ist recht gering, so daß die Gesamtkosten inerträglichem Rahmen bleiben. Die Drehzahlkonstanz ist auch ohne Tachodynamo ausrei-chend und der Regelbereich sehr groß.
Schweißmaschinen, die für Versuchszwecke verwendet oderin der Produktion häufig auf Teile verschiedener Durchmes-ser umgerüstet werden müssen, sind unbedingt mit einemder erwähnten Antriebe auszurüsten.
Maschinen, die ausschließlich zum Verbinden eines bestim-mten Teils zum Einsatz kommen, brauchen, wie schon frühererwähnt, nicht unbedingt einen Regelantrieb, obwohl der-selbe auch dort recht nützlich ist. Wird eine Maschine miteinem nicht regelbaren Antrieb ausgerüstet, so sieht man dieSpindeldrehzahl vorteilhaft etwas zu hoch vor. Dadurcherreicht man einen gewissen Energieüberschuß und schweißtdie Teile auch dann korrekt, wenn die Nahtprofile auf Grund zu großer Toleranzen schlecht aufeinander passen.Dabei wird natürlich eine größere Menge Schmelze erzeugtals tatsächlich erforderlich wäre.
Gelegentlich werden auch Druckluft-Lamellenmotoren oderTurbinen als Antriebe verwendet. Diese sind jedoch in derAnschaffung und im Betrieb weniger wirtschaftlich als elek-trische Motoren und rechtfertigen sich deshalb kaum.
Mitnahme- und HaltevorrichtungenMitnahme- und Haltevorrichtungen können in folgendeGruppen unterteilt werden:
– Teile, die mit einer beim Herunterfahren der Spindel schonrotierenden Mitnahme in Eingriff gebracht werden.
– Teile, die bei ruhender Spindel in die Mitnahme eingelegtwerden müssen.
Selbstverständlich ist die erste Lösung in bezug auf die Zyklus-zeit immer vorteilhafter und sollte deshalb, wo möglich, vorge-zogen werden. Dazu geeignet sind folgende Einrichtungen:
– Zahnkronen nach Abb. 10.16 greifen beim Herunterfahrender Spindel in den entsprechend ausgebildeten Rand desKunststoffteils ein und drehen ihn mit. Bei richtiger Aus-legung der Zähne und genügend hoher Vorschubgeschwin-digkeit des Kolbens können die unvermeidlichen Eindrückeklein und sauber gehalten werden. Dazu ist allerdings eineabsolut scharfe Schneidkante der Zähne unerläßlich.

Im allgemeinen werden die Zahnflanken nicht geschliffen,doch muß die Krone, vor allem an Produktionswerkzeugen,gehärtet sein.
– Die in Abb. 10.17 vorgeschlagenen Dimensionen sindRichtwerte und müssen dem Durchmesser angepaßt wer-den. Bei sehr dünnwandigen Teilen ist die Zahndistanzeher zu verringern, um auch zwischen den Zähnen genü-gend Druck auf die Naht auszuüben.
– Bei größeren oder komplizierten Mitnehmern ist es vorteil-haft, die Zahnkrone getrennt auszuführen, um sie gegebe-nenfalls auswechseln zu können.
– Abb. 10.18 zeigt zwei typische Nahtprofile und die ent-sprechenden Zahnkronen bzw. Haltevorrichtungen.
– Bei Nähten ohne Außenrand nach Abb. 10.18 muß dieuntere Aufnahme a nahe an die Naht reichen, um ein Auf-weiten, vor allem bei dünnen Wänden, zu vermeiden. Dasobere Kunststoffteil b wird vorteilhaft mit einem gerunde-ten Rand versehen, der das Eingreifen der Zähne c erleich-tern soll. Bei Schwungmassewerkzeugen ist manchmal einAußenring d erforderlich, um ein genaues Zentrieren zugewährleisten. Dies kann der Fall sein, wenn das untereKunststoffteil zuviel Spiel in der Haltevorrichtung aufweist,oder die Kolbenstangenführung zu ungenau ist.
30°
1-2
~ 4-8 ~ 3-6
b
d
a
c
s
1-2 mm
Abb. 10.16 Auswechselbare Antriebs-Zahnkrone
Abb. 10.17 Bevorzugte Zahnform
Abb. 10.18 Halte- und Mitnehmer-Vorrichtungen
– Das untere Kunststoffteil kann sinngemäß mit einer glei-chen Zahnkrone (siehe Abb. 10.13 und 10.20) festgehaltenwerden. An dem in Abb. 10.19 gezeigten Venturirohr wirdder seitliche Rohrstutzen zum Halten benutzt. Es ist klar,daß diese Lösung ein automatisches Einlegen erschwertoder gar unmöglich macht. Da der untere Rohrstutzenetwa 200 mm lang ist, wäre eine Automatisierung aller-dings ohnehin zu aufwendig. Das in Abschnitt 6 betref-fend des erforderlichen minimalen Kolbenhubes Gesagtekommt an diesem Beispiel besonders gut zum Ausdruck.Da die totale Länge der verschweißten Teile etwa 300 mmbeträgt, müßte man mit einem Kolbenhub von 350 mmrechnen. Eine derartige Maschine wäre unpraktisch undaufwendig. Auch stellt die rotierende Schwungmasse ander langen, ausgefahrenen Kolbenstange eine Gefahr dar.Man könnte das Problem durch Verwendung eines Dreh-tisches umgehen, doch wäre auch diese Lösung aufgrundder großen Länge der Teile unpraktisch.
– Die in Abb. 10.19 vorgeschlagene Anordnung besteht des-halb darin, daß die Aufnahme a nur die Hälfte des Teilsumschließt, und daß Letzteres mittels einer pneumatischenVorrichtung b angedrückt wird. Dadurch kann der Kolben-hub klein gehalten, und die Teile leicht eingelegt und her-ausgenommen werden. Auch gestattet diese Lösung, dieNaht auf den ganzen Umfang zu stützen.
– Oft kann die Zahnkrone nicht direkt über der Naht ange-ordnet werden. An dem in Abb. 10.20 gezeigten Schwim-mer ist das z.B. aus technischen Gründen unmöglich. Insolchen Fällen muß die Länge L, d.h. der Abstand von derNaht zur Zahnkrone, in einem vernünftigen Verhältnis zurWandstärke stehen, damit das hohe Drehmoment und derSchweißdruck ohne nennenswerte Deformation aufge-nommen werden können. Das gilt natürlich sinngemäßauch für das untere Kunststoffteil.
– Die Auswahl der Nahtprofile und der Mitnahme- bzw.der Haltevorrichtung ist oft von der Wandstärke abhängig.
99
Abb. 10.19 Pneumatische Klemmvorrichtung für langes Venturirohr
a
b

Antreiben durch ZahnkupplungAnstelle einer Zahnkrone, die in den Kunststoff eingedrücktwerden muß, um das Drehmoment zu übertragen, werdengelegentlich auch Zahnkupplungen verwendet. Das Prinzipbesteht darin, daß am Kunststoffteil geeignete Zähne ange-spritzt werden. Dieselben können vorstehen, oder, wie inAbb. 10.21 gezeigt, versenkt angeordnet sein, wodurch sieweniger störend wirken.
Die Mitnahmevorrichtung a weist gleiche aber entgegenge-setzt gerichtete Zähne auf, die bei genügend großem Spindel-vorschub in das Kunststoffteil eingreifen, ohne es zu beschä-digen. Es ist vorteilhaft, innerhalb und außerhalb der KupplungRingflächen b vorzusehen, die den Schweißdruck auf das Teilausüben, ohne daß die Zähne unten aufliegen. Letztere dienenalso nur der Übertragung des Drehmomentes. Ihre Anzahlsoll klein gehalten werden, um die Gefahr des Abschlagensder Zahnspitzen zu verringern.
Die Zähne sollen nicht spitz ausgelegt werden, sondern einekleine Fläche c von 0,3-0,5 mm aufweisen.
Dieses Prinzip ist auch geeignet für zuvor beschriebene Dreh-zapfenwerkzeuge, die mit geringeren Geschwindigkeitenarbeiten als Drehmassewerkzeuge. Bei letzteren ist auf Grundder hohen Umfangsgeschwindigkeit ein sauberes Eingreifender Zähne schwieriger.
100
Abb. 10.20 Antrieb und Aufnahme für Schwimmer ohne Außenrand
a
bc
-15°
Abb. 10.21 Reibschweißteil mit integrierter Zahnkrone
L
Antreiben durch Gießmassen
In gewissen Fällen besteht auch die Möglichkeit, das Antrei-ben bzw. Festhalten der Teile durch Aufnahmen aus Elastome-ren zu verwirklichen. Zu diesem Zweck wird die Gießmassedirekt in die Mitnehme- bzw. Haltevorrichtung gegossen,wobei ein Kunststoffteil das Gegenstück bildet und somit dieentsprechende Oberflächenform direkt erzeugt.
Da die übertragbaren Drehmomente begrenzt sind, wie übri-gens auch der zulässige Flächendruck, ist diese Methode nurfür Teile in Betracht zu ziehen, die verhältnismäßig großeAuflageflächen bieten.
Konische Teile, wie die in Abb. 10.22 dargestellten, sind fürdiese Lösung am besten geeignet, da bei gegebenem Schweiß-druck ein höheres Übertragungsmoment erzielt wird.
Wenn ein Schwungmassewerkzeug mit einer derartigen Mitnahme ausgerüstet ist und das Kunststoffteil vom ruhenden Zustand aus auf die erforderliche Schweißdrehzahlbringen muß, so entsteht naturgemäß ein gewisser Schlupf.Wenn dieser zu groß ist, kann an der Oberfläche ein unzuläs-siger Temperaturanstieg auftreten.
Die Auswahl der korrekten Härte der Gießmasse ist deshalbvon größter Wichtigkeit und muß experimentell bestimmtwerden. Wie in Abb. 10.22 prinzipiell dargestellt, muß dieGießmasse a selbstverständlich mittels Bolzen, Hinterschnit-ten oder Ausfräsungen an den Metallteilen gut verankertwerden. Die Aussparungen b wurden nachträglich bearbeitet,da ein Kontakt an diesen Stellen eher hinderlich ist.
Die Herstellung von Gießmasse-Mitnahmen erfordert Erfah-rung und entsprechende Einrichtungen. Auch sind die Geste-hungskosten verhältnismäßig hoch, weshalb diese Lösung inder Praxis keine große Verbreitung gefunden hat.
Bei Drehtischmaschinen, die mehrere gleiche Mitnahmevor-richtungen erfordern, kann dieses Verfahren indessen unterUmständen wirtschaftlich interessant werden.
a
a
b
b
Abb. 10.22 Schweißvorrichtung mit Gießmasse-Mitnehmern

SchweißnahtprofileUm einwandfreie Resultate in bezug auf Dichtigkeit undmechanische Festigkeit zu gewährleisten, müssen die Naht-profile gewisse Bedingungen erfüllen. Da die Festigkeit derNaht mindestens der allgemeinen Festigkeit der beiden ver-schweißten Teile entsprechen soll, muß die Schweißflächeetwa 2-2,5 mal dem Wandquerschnitt entsprechen.
Am besten bewährt haben sich die seit vielen Jahren ange-wendeten V-Nähte, von denen zwei typische Beispiele in denAbbildungen 10.23 a und 10.23 b gezeigt werden.
Das Profil in Abb. 10.23 a kommt für Teile mit gleichenInnendurchmessern zur Anwendung und ebenfalls für sol-che, die zum Antreiben bzw. Festhalten mit Außenschulternversehen werden können (z.B. zylindrische Gehäuse oderDruckbehälter, die wegen der großen Länge in der Mittegeteilt werden müssen). Das Profil in Abb. 10.23 b ist füraufgeschweißte Böden und Abschlußklappen besonders gutgeeignet (z.B. Butangaspatronen für Feuerzeuge, Feuerlö-scher, Aerosolflaschen).
Die als Funktion der Wanddicke eingetragenen Dimensionensind selbstverständlich als Vorschläge zu betrachten, die derTeilkonstruktion entsprechend angepaßt werden können.Immerhin darf die Schweißfläche nicht verkleinert werden.Kunststoffe mit hohem Reibwert neigen überdies bei zu klei-nen Schrägungswinkeln zu Selbsthemmung, so daß dieZahnkrone das Teil nicht drehen kann und nur Materialabfräst. Der Winkel von 15° darf deshalb nur in Sonderfällenunterschritten werden.
Bei Nähten entsprechend Abb. 10.23 a soll zwischen den senk-recht zur Teilachse liegenden Flächen im ungeschweißtenZustand etwas Spiel vorhanden sein. Damit bezweckt man, denganzen Anpressdruck zuerst auf die Schrägflächen zu leiten, dadieselben fast den ganzen Anteil an Festigkeit ausmachen.
An diesen Nähten ist das Austreten einer Schweißbraue nichtzu vermeiden, was oft störend wirkt und eine Nacharbeiterfordert. Bei verschweißten Gehäusen, die bewegte mechani-sche Teile enthalten, kann das Abbröckeln der Schweißbraueim Inneren die Funktion gefährden und muß deshalb unbe-dingt verhindert werden.
Die Abbildungen 10.24 a bis 10.24 d zeigen vier Vorschlägevon Nahtformen, die mit Rillen zur Aufnahme der Schweiß-braue ausgerüstet sind.
Eine einfache Rille nach Abb. 10.24 a verdeckt zwar dieBraue nicht, verhindert aber ein Vorstehen derselben überden Außendurchmesser, was in gewissen Fällen genügt. Oft wird auch eine überlappte Lippe mit einem kleinen Spalt entsprechend Abb. 10.24 b verwendet.
Bei Abb. 10.24 c sind die Rillen so angeordnet, daß sie amEnde der Verschweißung abschließen.
Abb. 10.24 d zeigt innen eine leicht überlappende Lippe, diedie Rille völlig abschließt und jedes Austreten von Materialverhindert. Die äußere Lippe liegt nach dem Verschweißenauf dem Gegenrand auf.
Die Naht in Abb. 10.23 b kann, sofern die Abschlußkappeaußen vorstehen darf, ebenfalls mit einem Rand versehenwerden.
Abb. 10.25 zeigt einen entsprechenden Vorschlag, wie ergelegentlich an Butangaspatronen verwendet wird. Im allge-meinen ist eine offene Rille ausreichend. Es besteht indessenauch die Möglichkeit, eine dünne Lippe mit einem Hinter-schnitt entsprechend a vorzusehen, wodurch die Auffangrillevollständig abgedeckt wird. Diese Lösung kann selbstver-ständlich auch außen erwünscht sein. Sie erfordert indesseneine etwas kompliziertere Werkzeugauslegung zum Auswer-fen und sollte deshalb auf die Fälle beschränkt bleiben, wosie unerläßlich ist.
101
a b
c d
a b
t
0,4 t
15° 0,5 t
5°
1,8
t
30°
1,5
t0,
2 t5°
0,5 t
15°15°
0,6
t
0,4 t
0,6 t
0,05 t
t 0,6 t (min. 1 mm)
t0,
1 t
0,8
t0,
8 t 1,
8 t
Abb. 10.23 a. Nahtprofil mit Außenrandb. Nahtprofil ohne Außenrand
Abb. 10.24 Nahtprofil mit Aufnahmerillen für die Schweißbraue

Berechnung von Schwungmasse-Werkzeugen und MaschinenUm einen Kunststoff vom festen in den flüssigen Zustand zubringen, ist eine gewisse, vom Material abhängige Wärme-menge notwendig. In der Praxis machen sich die Unter-schiede innerhalb der technischen Kunststoffe indessenwenig bemerkbar, so daß sie in den nachfolgenden Betrach-tungen vernachläßigt werden.
Die zum Schmelzen erforderliche Wärme wird durch die inder rotierenden Masse enthaltene Energie erzeugt. Die beimZusammenpressen der Nahtoberflächen entstehende Reibungbringt die Schwungmasse in weniger als einer Sekunde zumStehen.
Bei Kunststoffen, die einen engbegrenzten Schmelzpunktbesitzen, wie z.B. DELRIN® Acetalhomopolymer, sollte dasWerkzeug nach dem Aufsetzen kaum mehr als 1-2 Umdre-hungen ausführen. Ist der Anpreßdruck ungenügend, sodreht die Schwungmasse zu lange durch und schert das imErstarren begriffene Material wieder ab. Dadurch entstehenabgeschwächte oder undichte Nähte.
Für amorphe Kunststoffe ist diese Bedingung weniger wich-tig, da sie langsamer erstarren. Man arbeitet indessen beiallen Kunststoffen vorteilhaft mit höheren Anpreßdrückenals unbedingt notwendig, da die Qualität der Schweißnahtdarunter nicht leidet.
0,8 T
0,3 T
a
T
Abb. 10.25 Nahtprofil mit Außen- und Innenabdeckung
102
Um mit Schwungmasse-Werkzeugen gute Nähte zu erzielen,müssen folgende Größen betrachtet werden.
– Umfangsgeschwindigkeit an der SchweißnahtSofern dies technisch möglich ist, sollte sie nicht unter 10 m/s liegen. Bei kleinen Teildurchmessern ist man indes-sen gelegentlich gezwungen, zwischen 5 und 10 m/s zuarbeiten, da sonst die Drehzahl zu hoch wird. Allgemeinkann man indessen sagen, daß hohe Umfangsgeschwindig-keiten bessere Ergebnisse zeigen. Auch bezüglich derAbmessungen der Schwungmasse ist es von Interesse, mitmöglichst hohen Drehzahlen zu arbeiten, da die Werk-zeuge für ein gegebenes Teil kleiner werden.
– Die SchwungmasseDa die in der Schwungmasse enthaltene Energie eine Funk-tion der Drehzahl und des Trägheitsmomentes ist, müssenbeide Größen in Abhängigkeit zueinander festgelegt wer-den. Der Einfluß der Drehzahl erfolgt im Quadrat, so daßschon geringe Veränderungsmöglichkeiten derselben einegute Anpassung an das gewünschte Resultat zulassen. Für technische Kunststoffe kann man allgemein annehmen,daß zum Verschweißen von 1 cm2 projezierter Nahtober-fläche 50 Nm Arbeit notwendig sind.Die Materialmenge, die geschmolzen werden muß, hängtindessen noch zusätzlich von der Genauigkeit ab, mit derdie Nahtprofile aufeinander passen, also auch von denSpritztoleranzen. Es wäre deshalb müßig, zu genaueBerechnungen anzustellen, da man ohnehin meistens mit einer Anpassung der Drehzahl rechnen muß.
– Der AnpreßdruckWie schon weiter oben erwähnt, ist der Anpreßdruck so zu bemessen, daß das Werkzeug nach dem Aufsetzen nurnoch etwa 1–2 Umdrehungen macht.Als Berechnungsgrundlage kann man annehmen, daß einspezifischer Druck von 5 MPa auf die projezierte Naht-fläche erforderlich ist. Es genügt indessen nicht, den Kol-bendurchmesser und den Luftdruck entsprechend festzule-gen. Auch die Zufuhrleitungen und die Ventile müssen sodimensioniert sein, daß der Kolbenvorschub schlagartigerfolgt. Ist dies nicht der Fall, so fährt das Werkzeug zulangsam nach unten, und der Druck im Zylinder baut sichzu spät auf. Eine große Zahl fehlerhafter Schweißnähte inder Praxis sind auf diese Fehler zurückzuführen.
– Der NachdruckDas sich im flüssigen Zustand befindliche Material brauchteine gewisse Zeit zum Erstarren. Es ist deshalb unbedingtnotwendig, den Druck entsprechend lange aufrechtzuer-halten. Die Zeitdauer hängt vom Kunststoff ab und wirdam besten durch Versuche ermittelt. Für DELRIN® liegt siebei 0,5-1 Sekunde, während für amorphe Kunststoffeetwas mehr Zeit benötigt wird.

Graphische Bestimmung der SchweißgrößenDas Nomogramm, Abb. 10.26, gestattet eine schnelle undeinfache Festlegung der wichtigsten Daten und ist für alletechnischen Kunststoffe durchaus geeignet.
Zuerst bestimmt man den mittleren Nahtdurchmesser d inAbb. 10.27 sowie die projezierte Nahtfläche F.
Beim eingezeichneten Beispiel beträgt die Fläche F etwa 3 cm2
und der mittlere Nahtdurchmesser d 60 mm. Man fährt alsovon der linken Skala von 3 cm2 ausgehend nach rechts bis zumSchnittpunkt mit der Durchmesserlinie 60 (Punkt 1) und vondort senkrecht nach oben. Dort wählt man dann einen Durch-messer und die dazugehörende
Länge der Schwungmasse beliebig (Abb. 10.28). Immerhinsollte der Durchmesser größer sein als die Länge, um dieGesamthöhe des Werkzeuges klein zu halten.
Im gezeigten Beispiel hat man einen Durchmesser von 84 mmgewählt, was eine Länge von 80 mm ergibt (Punkt 2).
Dem Nomogramm ist eine Umfangsgeschwindigkeit von10 m/s zu Grunde gelegt, was für das gezeigte Beispielvon 60 mm ∅ eine Drehzahl von etwa 3200 U/min ergibt.Man kann indessen auch eine höhere Drehzahl, z.B. 4000,wählen, welche den Schnittpunkt 3 ergibt. Wenn man vondiesem Punkt nach oben fährt, werden die Werkzeug-abmessungen selbstverständlich kleiner. Im gezeigten Fallwurde auf Punkt 4 ein Durchmesser von 78 mm gewählt,zu dem eine Länge von 70 mm gehört.
Abb. 10.26 Nomogramm zur Bestimmung der Schweißparameter
120
110
100959085807570
65
6055
50
20
1086543
21,5
10,80,6
0,40,3
0,2
ø D (mm)
L (mm)
F (cm2)
10000
5000
3000
2000
P (N)
1000
500400
300
200
100
30 40 50 60 7080 100
90 120
8000 t/min
ød25 m
m
7000
28
6000
33
5000
40
4000
50
3500
57
3000
65
2500
80
2000
100
1800
110
1600
125
1400
140
1200
165
1000
200
4
2
3 1
Wenn man von der Fläche 3 cm2 horizontal auf die rechteSkala geht, findet man gleichzeitig den notwendigenAnpreßkraft, der im gezeigten Beispiel etwa 1500 N beträgt.
Das Nomogramm berücksichtigt nur die Außenabmessungendes Werkzeuges und vernachläßigt die Bohrungen. Diesewerden jedoch von der Aufnahmevorrichtung einigermaßenkompensiert, so daß die Werte trotzdem genügend genausind.
103
Abb. 10.27 Bestimmung des mittleren Nahtdurchmessers
Abb. 10.28 Schweißkopf-Abmessungen
Ø dØ d
F F
Ø D
P
L

MotorantriebsleistungSchwungmasse-Werkzeuge haben neben vielen anderenpositiven Eigenarten auch den Vorteil, daß zum Antrieb nur geringe Leistungen benötigt werden.
Da die totale Zykluszeit bei einer halb- oder vollautomati-schen Anlage zwischen einer und zwei Sekunden liegt, hatder Motor genügend Zeit, die Schwungmasse auf dieBetriebsdrehzahl zu beschleunigen. Die im Werkzeug enthal-tene kinetische Energie wird während des Schweißvorgangesin so kurzer Zeit in Wärme umgesetzt, daß dabei erheblicheLeistungen auftreten.
Wenn z.B. die beiden auf dem Nomogramm (Abb. 10.26)aufgeführten Werkzeuge in 0,05 s abgebremst werden, gebensie während dieser Zeitdauer eine Leistung von etwa 3 kWab. Wenn sie bis zur nächsten Schweißung eine Sekunde Zeitfür die Wiederbeschleunigung haben, wäre dazu theoretischnur eine Leistung von 150 W notwendig.
Für die meisten in der Praxis anfallenden Teile genügen des-halb Motorleistungen von 0,5 kW.
Wie schon bereits erwähnt, ist eine Anpassungsmöglichkeitder Drehzahl wünschenswert. Handelt es sich indessen umeine Produktionsanlage, auf der immer gleiche Teile ver-schweißt werden, so erfolgt die Anpassung der Drehzahlmeistens durch Verändern der Riemenscheibendurchmesser.
Qualitätskontrolle geschweißter TeileUm eine gleichmäßig gute Qualität zu erreichen, sollten dieNähte am Profilprojektor zuerst auf Paßgenauigkeit untersuchtwerden. Zu große Abweichungen der Profile sowie derDurchmesser (Spritzgußtoleranzen) können den Schweißvor-gang erschweren und die Qualität vermindern. Korrekt dimen-sionierte Nähte und gewissenhaft verarbeitete Teile erübrigenohne weiteres eine spätere systematische Kontrolle.
Stimmen beispielsweise die Winkel der beiden Profile schlechtaufeinander, so entsteht nach Abb. 10.29 eine äußerst spitzeKerbe, die unter Belastung unzulässige Spannungsspitzenerzeugt, und damit die Festigkeit des ganzen Teils vermindert.Auch muß zuviel Material weggeschmolzen werden.
Abb. 10.29 Profilfehler
104
Ausschlaggebend für die Beurteilung der Naht ist je nach derAnwendung die mechanische Festigkeit, die Dichtigkeitgegen flüssige oder gasförmige Stoffe oder beides zusam-men. Die möglichen Prüfverfahren können wie folgtbeschrieben werden:
– Eine visuelle Kontrolle der Nähte ist nur sehr begrenztmöglich und gibt keine Auskunft betreffend der Festigkeitund der Dichtigkeit. Sie kann nur an Teilen erfolgen, andenen die Schweißbraue sichtbar ist. Wenn die Schweiß-bedingungen korrekt sind, muß am ganzen Nahtumfangeine kleine, gleichmäßige Braue austreten.
Ist sie unregelmäßig, zu groß oder gar nicht vorhanden, so muß die Drehzahl korrigiert werden. Selbstverständlichhat man kein Interesse, mehr Kunststoff wegzuschmelzenals unbedingt erforderlich. Wenn indessen überhaupt keinMaterial austritt, hat man keine Gewähr, daß die Nahtgenügend gut verschweißt ist.
Das Aussehen der Schweißbraue hängt nicht nur vomKunststoff, sondern auch von der Viskosität und eventuel-len Zusätzen ab. So ergibt z.B. DELRIN® 100 eher eine faser-ige Braue, während DELRIN® 500 einen verschmolzenenSchweißgrat zeigt. Des weiteren hat auch die Umfangs-geschwindigkeit einen Einfluß auf das Aussehen, so daßdaraus keine Schlüsse in bezug auf die Qualität gezogenwerden können.
– Festigkeitsprüfungen der Nähte bis zu deren Zerstörungsind die einzige Möglichkeit, die Qualität der Schweißungrichtig beurteilen und daraus endgültige Schlüsse ziehenzu können. Die weitaus meisten rotationsgeschweißtenTeile sind geschlossene Behälter, die unter dauerndemoder kurzzeitigem Innen- oder Außendruck stehen (Feuer-zeuge, Gaspatronen, Feuerlöscher). Daneben gibt es einegroße Zahl Schwimmer, welche unbelastet sind und nureine dichte Schweißung aufweisen müssen. Alle derarti-gen Teile wird man ungeachtet der im Betrieb tatsächlichauftretenden Spannungen am besten und einfachsten mit-tels langsam aber kontinuierlich ansteigendem Innendruckzum Bersten bringen. Eine derartige Anlage sollte dieMöglichkeit bieten, die Teile während des Druckanstiegesbeobachten zu können.
Aus sichtbaren, vor dem Bersten auftretenden Deformatio-nen können sehr oft wertvolle Rückschlüsse auf eventuelleKonstruktionsfehler und daraus resultierende Schwach-stellen gezogen werden.
Nach dem Berstversuch sollen die Teile, vor allem aberdie Schweißnähte, gründlich untersucht werden. Wenn dieNaht korrekt dimensioniert und verschweißt ist, dürfen dieProfilflächen nicht sichtbar sein. Die Brüche müssen querdurch die Naht oder an ihr entlang gehen. Im letzteren Fallläßt sich allerdings nicht feststellen, ob die Naht direkteUrsache des Bruches ist. Dies kann der Fall sein, wenn,wie z.B. in Abb. 10.29 gezeigt, eine starke Kerbwirkungvorhanden ist. Wenn es sich um Teile handelt, die imBetrieb unter dauerndem Innendruck stehen und Temperatur-schwankungen ausgesetzt sind, so muß der Berstdruck 8-10 mal dem Betriebsdruck entsprechen. Nur dann hatman Gewähr, daß sich das Teil über die ganze Lebens-dauer den Erwartungen entsprechend verhält (z.B. Butan-gas-Feuerzeuge).

Da es sich immer um zylindrische Körper handelt, ist es sehraufschlußreich, die Tangential-Bruchspannungen nachzurech-nen und sie mit der tatsächlichen Zugfestigkeit des Kunststof-fes zu vergleichen. Ist das Verhältnis schlecht, so muß dieUrsache nicht unbedingt in der Schweißnaht gesucht werden.Konstruktionsfehler, Orientierung beim Füllen dünner Wände,ungünstige Anordnung oder Dimensionierung des Anschnit-tes, Schweißlinien oder seitliches Ausweichen des Kerns undsomit unregelmäßige Wanddicken können ebenfalls Gründedafür sein.
Bei glasfaserverstärkten Kunststoffen liegen die Verhältnisseetwas anders. Mit zunehmendem Glasgehalt erhöht sicheinerseits die Festigkeit, andererseits wird der Anteil derschweißbaren Oberfläche wegen der vorhandenen Glasfasernkleiner. Somit wird das Verhältnis vom tatsächlichen zumtheoretischen Berstdruck ungünstiger und die Schweißnahtkann in gewissen Fällen die schwächste Stelle werden.
Wie wichtig schon die konstruktive Gestaltung rotationsver-schweißter Druckbehälter ist, geht aus den folgenden zweiBeispielen hervor:
Die beiden Patronen aus DELRIN® 500 Acetalhomopolymernach Abb. 10.30 wurden nach dem Verschweißen unterInnendruck geborsten und ergaben folgende Resultate:
Patrone A riß in der Ebene X-X, ohne daß der zylindrischeTeil oder die Schweißnaht beschädigt wurden. Dieser Bruchist zweifellos auf den flachen Boden und die scharfe Innen-kante, also einen Konstruktionsfehler, zurückzuführen. Der Berstdruck betrug nur 37% des theoretisch möglichen.
Patrone B barst zuerst in der Fließrichtung des Zylinders und anschließend der Naht entlang, ohne sie aufzureißen.Der Berstdruck betrug 80% des theoretisch errechneten,was als annehmbar betrachtet werden darf.
Aus den Werten der mechanischen Nahtfestigkeit kann manallerdings keine Schlüsse in bezug auf die Dichtigkeit gegenFlüssigkeiten oder Gase ziehen.
Druckbehälter und Schwimmer müssen deshalb noch zusätz-lich mit dem entsprechenden Medium geprüft werden. UnterInnendruck stehende Gefäße wird man etwa mit dem halbenBerstdruck belasten, um schwache Stellen sicher ermittelnzu können.
A (schlecht) B (gut)
X X
X
Abb. 10.30 Schlecht und gut ausgelegte Druckkörper
Schwimmer und andere geschlossene Behälter werden durchEintauchen in heißes Wasser auf Blasenbildung an der Nahtuntersucht. Schneller und sicherer ist das Arbeiten mitUnterdruck, wozu ein einfaches Gerät, wie es gelegentlichzum Prüfen von wasserdichten Uhren verwendet wird,genügt.
– Abb. 10.31 veranschaulicht ein solches Gerät und stellteinen entsprechenden Vorgang dar.Ein runder Glasbehälter a, dessen Größe den Teilen ent-sprechend gewählt wird, ist mit einem lose aufgelegtenDeckel b über eine Weichgummidichtung verschlossen.Ein Sieb c hält die Prüflinge unter Wasser. Da das Wasser-niveau bis nahe an den Gefäßrand reicht, muß nur eingeringes Luftvolumen abgesaugt werden, um einen ausrei-chenden Unterdruck zu erzeugen. Dazu genügt schon eineinziger Kolbenhub einer handbetätigten Pumpe. Vorzugs-weise wird man das Gerät mit einem einstellbaren Ventilversehen, um den Unterdruck zu begrenzen und damitBlasenbildung durch Sieden zu vermeiden.
Prüfung von Schweißnähten durch MikrotomschnitteWenn die konstruktive Auslegung und die Schweißung kor-rekt durchgeführt werden, sollten sich Mikrotomschnitte erü-brigen. Sie erfordern nicht nur einen erheblichen Aufwandan Einrichtungen, sondern auch entsprechende Erfahrungen.
Immerhin läßt sich damit gelegentlich die Ursache undichterNähte feststellen, wie dies z.B. auf Abb. 10.32 der Fall ist.Man sieht hier deutlich, wie die V-Rille durch die Schweiß-pressung aufgedrückt und das Gegenprofil nicht bis auf denGrund geschweißt wurde. Der offen gebliebene Hohlraummit der scharfen Ecke hat nicht nur eine Kerbwirkung, son-dern erhöht auch die Gefahr der Undichtheit.
Die Prüfung von Rotationsschweißnähten sollte nur zu Beginneiner Produktion und später nur noch in Form von Stichprobendurchgeführt werden oder wenn die Gefahr besteht, daß sichin der Verarbeitung oder im Schweißvorgang etwas veränderthat. Die Ausschußquote bleibt bei richtigem Vorgehen kleinund rechtfertigt deshalb nicht die systematische Prüfung allerTeile.
105
a
b
c
d
Abb. 10.31 Vakuum-Dichtigkeitsprüfgerät

Schweißen von Teilen mit DoppelnähtenDas gleichzeitige Schweißen von zwei Nähten, wie dies z.B.für den Vergaserschwimmer nach Abb. 10.33 notwendig ist,erfordert besondere Maßnahmen und vermehrte Sorgfalt. DiePraxis hat gezeigt, daß keine guten Resultate erzielt werdenkönnen, wenn die beiden Hälften mittels Zahnkronen ange-trieben bzw. gehalten werden. Es müssen deshalb auf jedenFall Vertiefungen oder Rippen vorgesehen werden. Weiter-hin ist es vorteilhaft, am Werkzeug die innere Auflageflächegegenüber der äußeren in der Höhe einstellbar vorzusehen,um damit den Anpressdruck den Anforderungen entsprechendauf die beiden Nähte verteilen zu können.
Die Schwungmasse und den Anpressdruck wird man in sol-chen Fällen für die Summe der Nahtoberflächen bemessen.Dagegen soll die Drehzahl dem kleineren Durchmesser ent-sprechend gewählt werden.
Abb. 10.33 zeigt einen Doppelnaht-Schwimmer mit geeigne-ten, einstellbaren Aufnahmen und kleinen Rippen zumAntreiben bzw. Festhalten der Teile. Nach dem Schweißenfährt die Spindel nicht ganz nach oben, um ein Einlegen desTeils in das stehende Werkzeug zu ermöglichen.
Erst danach wird eingekuppelt und die Schwungmasse aufDrehzahl gebracht.
Es ist empfehlenswert, die Kunststoffteile so zu dimensionie-ren, daß man die innere Naht zuerst anfängt zu schweißen,d.h. wenn die äußere noch etwa 0,2-0,3 mm Luft aufweist(Abb. 10.34).
Das Schweißen von doppelten Nähten wird umso schwieriger,je größer das Verhältnis der beiden Durchmesser ist. Obwohlman in der Praxis Teile mit einem Außendurchmesser von50 mm und einem Innendurchmesser von 10 mm noch ver-binden konnte, sind das doch Ausnahmefälle.
Abb. 10.32 Dünnschnitt-Kontrolle
106
Abb. 10.35 Umgehen der Doppelschweißung mittels eines drittenTeils (Zerlegung der Doppelnaht in zwei getrennteSchweißungen)
Abb. 10.34 Verzögerter Beginn der Außenhautschweißung
Abb. 10.33 Doppelnaht-Schweißung mit Antriebs- bzw. Halterippen

Man darf derartige Konstruktionen nur mit größter Vorsichtund nach entsprechender Beratung durch Fachleute ausführen.
Wenn man den sicheren Weg beschreiten und kein Risiko eingehen will, wählt man besser eine Lösung entsprechendAbb. 10.35. Hier ist die Doppelnaht in zwei einfache Schweiß-ungen getrennt, die nacheinander erfolgen und bei richtigerAnpassung keine Probleme darstellen. Da bei dieser Lösungdie Teile normal mit Zahnkronen angetrieben werden kön-nen, lassen sie sich leichter in eine vollautomatische Anlageeinfügen. Der Gesamtaufwand ist deshalb kaum größer alsfür eine Doppelnaht, dagegen sind keine langwierigen undkostspieligen Vorversuche notwendig
.
Das Verschweißen gefüllter und verschiedenartiger KunststoffeGefüllte Kunststoffe lassen sich im allgemeinen ebenso gutrotationsschweißen wie ungefüllte. Wenn die Füllstoffe denReibwert vermindern, muß unter Umständen der Schweiß-druck erhöht werden, um die Abbremszeit der Schwung-masse kurz zu halten.
Bei glasfasergefüllten Materialien wird die Nahtfestigkeittheoretisch kleiner, da die Glasfasern die tatsächlich ver-schweißte Fläche verringern. Diese Tatsache macht sich in der Praxis indessen selten bemerkbar, da der schwächstePunkt meistens ohnehin nicht in der Naht liegt. Falls erfor-derlich, kann das Nahtprofil etwas vergrößert werden. Glasfasern bewirken in allen Kunststoffen eine erheblicheVerkleinerung der Bruchdehnung, so daß Spannungskonzen-trationen verheerend wirken. Diesem Umstand wird in derKonstruktion viel zu wenig Rechnung getragen.
Gelegentlich steht man auch vor dem Problem, Kunststoffeverschiedener Gruppen und ungleicher Schmelzpunkte ver-schweißen zu müssen. Dies wird naturgemäß umso schwier-iger, je weiter die Schmelzpunkte auseinander liegen. Mankann in solchen Fällen nicht mehr von einer eigentlichenVerschweißung sprechen, da es sich mehr um ein mechani-sches Verhängen der Oberflächen handelt. Die Nahtfestigkeitgenügt dann nur noch geringen Anforderungen. Es kann auchnotwendig sein, spezielle Nahtprofile anzuwenden und mitsehr hohen Schweißdrücken arbeiten zu müssen.
Die wenigen in der Praxis vorkommenden Verbindungendieser Art betreffen indessen ausschließlich unbelasteteSchweißnähte.
Als typische Beispiele dieser Art kann man Ölstandsanzeigerund Schaugläser aus Polycarbonat erwähnen, die in Gehäuseaus DELRIN® eingeschweißt werden.
Nachfolgende Versuchsresultate sollen einige Anhaltspunkteüber mögliche Verbindungen von DELRIN® mit anderen Kunst-stoffen geben:
Der in Abb. 10.13 gezeigte Schwimmer aus DELRIN® erreichteinen Berstdruck von etwa 4 MPa.
107
Wird eine Abschlußkappe aus einem anderen Material aufden Körper aus DELRIN® geschweißt, so ergeben sich fol-gende Berstdrücke:
ZYTEL® 101 (Polyamid) 0,15–0,7 MPa
PC 1,2 –1,9 MPa
PMMA 2,2 –2,4 MPa
ABS 1,2 –1,6 MPa
Dabei ist zu beachten, daß bei allen erwähnten Verbindungendie Schweißnaht schwächer ist als die Materialfestigkeit.
Rotationsschweißen von weichenThermoplasten und ElastomerenVon wenigen Ausnahmen abgesehen (PTFE) hat ein Kunst-stoff einen umso höheren Reibwert, je weicher er ist. Das Rotationsschweißen wird deshalb aus drei Gründen mitzunehmender Weichheit schwieriger oder sogar unmöglich.
– Der hohe Reibwert hat eine so starke Bremswirkung, daßdie Schwungmasse nicht im Stande ist, durch ReibungWärme zu erzeugen. Ein großer Teil der Energie wirddurch die Deformation des Teils absorbiert, ohne daßgenügend Relativbewegung auf den Schweißflächen statt-findet. Erhöht man die Energie, so riskiert man eher eineBeschädigung der Teile als eine Verbesserung der Verhält-nisse.
Das Problem kann manchmal so gelöst werden, daß manSchmierstoff auf die Nahtfläche sprüht (z.B. Silikon-Formtrennmittel). Dadurch wird der Reibwert zuerst sehrklein und die Drehung findet normal statt. Auf Grund derhohen spezifischen Pressung wird der Schmierstoff jedochsehr schnell weggedrückt, wodurch der Reibwert ansteigtund das Material zum Schmelzen kommt.
– Bei weichen Kunststoffen, die im Gegenteil einen sehrniedrigen Reibwert aufweisen (PTFE), müßte der spezifi-sche Flächendruck sehr viel höher sein, um in kurzer Zeitgenügend Reibwärme zu erzeugen. Die meisten Teile wärenohnehin nicht im Stande, den hohen Axialdruck ohne blei-bende Deformation aufzunehmen. Für diese Kunststoffegibt es gegenwärtig noch kein sicheres Vorgehen, umbefriedigende Rotationsschweißungen zu erzeugen.
– Teile aus weichen Kunststoffen können nur schwer in Auf-nahmevorrichtungen festgehalten bzw. gedreht werden. DieÜbertragung des hohen Drehmomentes wird deshalb einoft unlösbares Problem, vor allem auch, weil kaum Zahn-kronen verwendet werden können.
Zusammenfassend kann man deshalb sagen, daß derartigeGrenzfälle mit äußerster Vorsicht zu behandeln sind, und daßdie Entwicklungen entsprechende Vorversuche unumgänglichmachen.
Beispiele handelsüblicher und experimenteller SchweißmaschinenDie in Abb. 10.36-10.38 gezeigten Maschinen sollen einigeausgewählte Beispiele aus der großen Zahl der in der Praxisverwendeten Schweißvorrichtungen illustrieren.

Beispiele für handelsübliche Mecasonic Rotationsschweißmaschine sowie für Versuchsmaschinen
108
Abb. 10.36 Handelsübliche Mecasonic Rotationsschweißmaschine

Abb. 10.37 Tisch-Rotationsschweißmaschine In der Grundausführung, die das Bild zeigt, ist die Maschine mit einem Dreiphasen-Kurzschlußankermotor ausgerüstet. Die Schwungmasse mit der Aufnahmevorrichtung ist direkt auf der Kolbenstange gelagert und entspricht dem in Abb. 10.12/10.13gezeigten Prinzip. Die Maschine wird auch mit Drehtisch, regelbarer Drehzahl und vollautomatischer Zuführung verwendet.
109

Abb. 10.38 Rotationsschweißmaschine
110

Ultraschallschweißen
EinführungDas Ultraschallschweißen ist ein schnelles und wirtschaft-liches Verfahren zur Verbindung von Kunststoffteilen und eignet sich hervorragend zur Montage qualitativ hochwertiger,in großen Stückzahlen hergestellter Kunststoffartikel.
Das Ultraschallschweißen ist ein relativ neues Verfahren, dassich bei amorphen Kunststoffen wie Polystyrol, die eine nied-rige Erweichungstemperatur aufweisen, problemlos anwen-den läßt. Beim Verschweißen von amorphen Kunststoffen mithöheren Erweichungstemperaturen, von kristallinen Kunst-stoffen und von Kunststoffen mit geringer Steifheit erforderndie Konstruktion sowie die Montage sorgfältige Planung undKontrolle.
Dieser Beitrag soll die theoretischen Grundlagen und diepraktischen Leitlinien für das Ultraschallschweißen von Tei-len aus technischen Kunststoffen von DuPont darstellen.
Das Ultraschall-SchweißverfahrenBeim Ultraschallschweißen werden hochfrequente Schwin-gungen mit Hilfe eines vibrierenden Schweißwerkzeuges,der sogenannten «Sonotrode», auf zwei zu verschweißendeTeile oder Werkstoffschichten übertragen. Die Verschweißungtritt infolge der Wärme ein, die an den Berührungsflächender schwingenden Teile oder Schichten erzeugt wird.
Die zum Ultraschallschweißen benötigte Geräteausrüstungbesteht aus einer Haltevorrichtung zur Fixierung der Teile,einer Sonotrode, einem elektromechanischen Wandler zurErregung der Sonotrode, einem Hochfrequenzgenerator undeiner Zeitsteuerung.
Hochfrequenzgenerator
Zeitsteuerung
Wandler oderKonverter
Sonotrode
Kunststoffteile
Haltevorrichtung
Abb. 10.41 Aufbau eines Ultraschall-Schweißgerätes
Das in Abb. 10.41 dargestellte Schweißgerät wird weiter untennoch im einzelnen beschrieben. Typische handelsübliche Ultra-schallschweißgeräte sind in Abbildung 10.42 dargestellt.
Die durch die Sonotrode auf die zu verschweißenden Teileübertragenen Schwingungen lassen sich als Wellen verschie-dener Arten beschreiben:
a. Längswellen breiten sich in jedem Material aus: in Gasenund Flüssigkeiten ebenso wie in festen Stoffen. Sie pflan-zen sich in der Richtung der Achse der Schwingungsquellefort. Identische Schwingungszustände (d.h. Schwingungs-phasen) sind sowohl dimensional als auch longitudinalvon der Wellenlänge abhängig. Beim Betrieb mechani-scher Resonatoren spielt die Längswelle fast ausschließ-lich die Rolle eines immateriellen Energieträgers (Abb. 10.43a).
b. Im Gegensatz zur Längswelle kann die Transversalwellenur in festen Körpern erzeugt und weitergeleitet werden.Transversalwellen sind hochfrequente elektromagnetischeWellen, Licht usw. Scherspannungen sind erforderlich,um eine Transversalwelle zu erzeugen. Letztere bewegtsich in einer Richtung, die rechtwinklig zur Schwingungs-quelle verläuft (Transversalschwingung). Diese Art vonWellen ist so weit wie möglich beim Ultraschallschweißenzu unterdrücken, da nur die Grenzflächenschicht derSonotrode Schwingungen unterworfen ist und somitkeine Energie auf die Berührungsflächen der Energie-verbraucher übertragen wird (Abb. 10.43b).
111
Abb. 10.42 Typische Ultraschall-Schweißgeräte, b mit magneto-striktivem Wandler, a mit piezoelektrischem Wandler
a
b

t
c. Zirkularwellen werden ausschlielich durch die Längs-erregung eines Teils hervorgerufen. Darüberhinaus setztdie Entstehung solcher Wellen im Anwendungsbereichvon Ultraschall asymmetrische Massenverhältnisse vor-aus. In dem Bereich, mit dem wir uns befassen, bringtdiese Wellenart erhebliche Probleme mit sich. Wie inAbb. 10.43c dargestellt, werden an der Oberfläche desbenutzten Mediums Bereiche geschaffen, die hohenDruckbelastungen ausgesetzt sind; es treten auch Berei-che hoher Zugspannung auf, was bedeutet, daß partielleKräfte hoher Intensität erzeugt werden.
Übrigens werden bei der Übertragung der Ultraschallwellenvom Wandler zur Sonotrode durch diese Wellen reziprokeSchwingungen vom piezoelektrischen Keramikinstrumentzum Wandler hervorgerufen, die zur Zerstörung der Piezo-elemente führen können.
Bei der Konstruktion von Sonotroden sollten diese Gegeben-heiten und die Unterdrückung zirkular polarisierter Wellensorgfältig beachtet werden.
Beim Schweißvorgang setzt die wirksame Verwendung derUltraschallenergie voraus, daß eine bestimmte Menge örtlichbegrenzter molekulärer Reibungswärme erzeugt wird, umabsichtlich eine gewisse «Ermüdung» der Werkstoffschichtan der Nahtstelle oder Berührungsfläche zwischen den zuverschweißenden Kunststoffteilen hervorzurufen.
Während des Schweißens wird in den zu verschweißenden Tei-len durchgängig Wärme erzeugt. Abb. 10.44 illustriert einenVersuch, bei dem ein Stab von 10 × 10 mm Durchmesser und60 mm Länge mit einem flachen Block aus einem ähnlichenKunststoff verschweißt wird. Zur Übertragung von Ultraschall-schwingungen auf den Stab wird an dessen oberem Ende einUltraschall-Schweißwerkzeug angebracht.
112
B A B A B A
Bewegungsrichtung der Partikel
Fortpflanzungsrichtungder Wellen
(a)
�
�
�
Schwingungs-richtung derPartikel
Fortpflanzungsrichtungder Wellen
Fortpflanzungsrichtung der Wellen
(b)
(c)
Wellenlänge Bewegungsrichtungder Partikel
Abb. 10.43 a. Längswelle – b. Transversalwelle – c. Zirkularwelle
Der Block ruht auf einer festen Unterlage, die als Reflektor fürdie Schallwellen dient, die durch den Stab und den Block wan-dern. An verschiedenen Punkten entlang des Stabes werdenThermoelemente angebracht. Ultraschall-Schwingungen wer-den 5 Sekunden lang zur Anwendung gebracht. Das Diagrammzeigt die zeitabhängige Temperaturänderung an den 5 Meß-punkten entlang des Stabes. Die höchsten Temperaturen sindan der Berührungsfläche zwischen Schweißwerkzeug und Stabsowie an der Berührungsfläche zwischen Stab und Block anzu-treffen, sie treten jedoch zu verschiedenen Zeitpunkten auf.
Wenn an der Berührungsfläche zwischen den Teilen genügendWärme erzeugt wird, kommt es zur Erweichung und zumSchmelzen der Kontaktflächen. Unter Druck entsteht eineSchweißnaht.
SchweißgeräteDie zum Ultraschallschweißen erforderlichen Geräte sind imVergleich zu der Ausrüstung, die für andere Schweißverfah-ren wie Reibschweißen oder Heizelementschweißen benötigwird, relativ aufwendig und kompliziert. Zu einem komplet-ten System gehören ein elektrischer Hochfrequenzgenerator,Zeitsteuerungen, ein Wandler, der elektrische Energie inmechanische Schwingungen umsetzt, eine Sonotrode undeine – gegebenenfalls automatisierte – Haltevorrichtung für die zu verschweißenden Teile.
a. HochfrequenzgeneratorBei den meisten handelsüblichen Geräten erzeugt die Gene-ratoreinheit eine Ausgangsfrequenz von 20 kHz mit einerdurchschnittlichen Nennleistung, die zwischen einigen hun-dert und über tausend Watt liegen kann. In neuerer Zeit her-gestellte Generatoren sind volltransistoriert, arbeiten mit niederigeren Spannungen als die früheren Röhrengeräte undweisen Impedanzen auf, die denen der gebräuchlichstenWandler, die an den Generatorausgang angeschlossen wer-den, recht nahe kommen.
b. WandlerDie zum Ultraschallschweißen verwendeten Wandler sindelektromechanische Vorrichtungen, die dazu dienen, hoch-frequente elektrische Impulse entweder nach dem piezoelek-trischen oder aber nach dem magnetostriktiven Prinzip inhochfrequente mechanische Schwingungen umzuwandeln.Piezoelektrische Werkstoffe ändern ihre Länge, wenn eineelektrische Spannung angelegt wird. Sie können eine Kraftauf alles ausüben, was sie daran zu hindern sucht, ihreAbmessungen zu verändern – so zum Beispiel die Trägheiteiner an das piezoelektrische Material angrenzenden Masse.
c. SonotrodeAn den Ausgang des Wandlers wird eine Sonotrode ange-schlossen. Diese Sonotrode hat zwei Funktionen:
a. sie überträgt die Ultraschall-Schwingungen auf die zuverschweißenden Teile;
b. sie erzeugt den Druck, der erforderlich ist, um eineSchweißnaht zu bilden, sobald die Berührungsflächengeschmolzen sind.

20100
5
1
2
3
4
1515
1515
30 40 0 15 30 45 60
100140
100
240200
250
200
Tem
pera
ture
, °C
Tem
pera
ture
, °C
Sonotrode
Reflektor
(a)
N 1
N 2
N 3
N 4
N 5
t, s(b)
Sonotroden
Reflektorp
Thermoelemente
N 1 N 2 N 3 N 4 N 5
(c)
Schweißnaht
p
Abb. 10.44 Temperaturunterschiede entlang einem Kunststoffstab, der T-förmig durch Ultraschall mit einer Platte aus dem gleichen Werkstoffverschweißt wurde. a. Schematische Darstellung des Wandlers, der zu verschweißenden Stücke und der Thermoelemente. b. Temperaturänderung in Abhängigkeit von der Zeit an verschiedenen Punkten entlang des Stabes. c. Abgelesene Temperaturwertebei anliegender maximaler Schweißtemperatur (gestrichelte Linie) und im Stab erzeugte Spitzentemperaturen (durchgezogene Linie).
Tem
per
atu
r, °
C
Tem
per
atu
r, °
C
l, mm
Die Kunststoffteile stellen für den Wandler eine «Last» oderImpedanz dar. Die Sonotrode dient zur Anpassung des Wand-lers an diese Last und wird deshalb manchmal auch als Impe-danz-Anpassungstransformator bezeichnet. Die Anpassungerfolgt durch Vergrößerung der Amplitude (und damit auchder Geschwindigkeit) der vom Wandler erzeugten Schwin-gungen. Als Maß für die Verstärkung kann die Gesamtbewe-gung oder doppelte Amplitude des Wandlerausgangs bei-spielsweise ungefähr 0,013 mm betragen, während die fürden Schweißbereich geeigneten Schwingungen von 0,05 bis0,15 mm reichen können. Die Verstärkung oder der «Gewinn»ist einer der für die Konstruktion von Sonotroden ausschlag-gebenden Faktoren. Einige typische Sonotroden sind in Abb. 10.45 dargestellt.
113
Abb. 10.45 Typische Sonotroden
Sonotroden mit stufenförmigem, konischem, Exponential-,Katenoid- oder Fourier-Profil und relativer Angabe derSchwingungsamplitude (bzw. -geschwindigkeit) und der sich daraus ergebenden Spannungsverteilung entlang desSonotrodenkörpers können an den «Spannungsbäuchen», die an den Enden eines jeden Halbwellen-Elements auftre-ten, vgl. Abb. 10.46, kaskadenartig miteinander verbundenwerden.
Derart gekoppelte Sonotroden verstärken die Schwingungs-amplitude der letzten in Serie geschalteten Sonotrode (oderschwächen sie ab, soweit erwünscht). Eine solche Anord-nung ist in Abb. 10.47 dargestellt. Die mittlere, zwischenWandler und Schweiß-Sonotroden angeordnete Sonotrodewird üblicherweise als Booster bezeichnet und stellt einebequeme Methode dar, die Amplitude zu verändern, die eine wichtige Variable beim Ultraschallschweißen darstellt.
Bei der Kopplung von Sonotroden ist sorgfältig darauf zu ach-ten, daß die Schweiß-Sonotrode beim Betrieb nicht überlastetwird, was zu ihrer Zerstörung infolge Ermüdung führt.
Einige Sonotroden-Werkstoffe sind anderen darin überlegen,große Bewegungen ohne Zerstörung zu überstehen. Hoch-leistungs-Titanlegierungen stehen insoweit an erster Stelle.Andere geeignete Werkstoffe für Sonotroden sind Monel-Metall, Edelstahl und Aluminium. Sonotrodenwerkstoffedürfen keine akustische Energie in Wärme umwandeln. Kupfer, Blei, Nickel und Gußeisen sind als Werkstoffe für Sonotroden ungeeignet. Die in Abb. 10.46 gezeigtenSonotrodenkonstruktionen eignen sich nur zum Schweißenkleinerer Teile aus technischen Kunststoffen von DuPont.

Teile aus Werkstoffen wie Polystyrol mit einer Gesamtgröße,die größer ist als der Endbereich einer Sonotrode, könnenmit «Punkt»-Sonotroden verschweißt werden, wie sie inAbb. 10.45 gezeigt sind.
Zum Verschweißen größerer Einzelteile aus technischenKunststoffen von Du Pont, deren Durchmesser 25 mm über-steigt, sollte die Form des Sonotrodenendes der Auslegungder Schweißverbindung entsprechen. Stab- und Hohlsonotro-den, wie sie in Abb. 10.47 dargestellt sind, eignen sich zumSchweißen größerer rechteckiger bzw. kreisförmiger Stücke.Weitere Einzelheiten dieser wichtigen Beziehung zwischender Konstruktion der Teile und der Gestaltung der Sonotrodewerden im Abschnitt Konstruktive Überlegungen ausführli-cher erörtert.
114
Wandler-einheit
Booster-Sonotrode
Schweiß-sonotrode
A
N
A
N
A
A
A
0
50
100
150
200
250
300
350
400
Län
ge
(mm
)
25 µm
700 bars
� 0 �
�
25 µm
700 bars�
�
ProfilGeschwin-digkeitSpannung
ProfilGeschwin-digkeitSpannung
ProfilGeschwin-digkeitSpannung
ProfilGeschwin-digkeitSpannung
ProfilGeschwin-digkeitSpannung
Abb. 10.46 Folgende Sonotrodenprofile dienen der Verstärkung derWandlerausgangsleitung: a. stufenförmig. b. konisch. c. exponential. d. Katenoid. e. Fourier. Die Änderung derPartikelgeschwindigkeit und der Spannung entlang derSonotrode ist unter dem jeweiligen Profil graphisch dargestellt.
Abb. 10.47 Konische oder stufenförmige Sonotroden können kas-kadenförmig gekoppelt werden, um eine höhere Ver-stärkung zu erzielen. Die Abbildung zeigt die Meßwerteder Amplitude und der Spannung an verschiedenenPunkten entlang des Systems. Schwingungsknoten undSchwingungsbäuche treten jeweils an den mit N und Agekennzeichneten Punkten auf.
a.
b.
c.
d.
e.
Die Breite oder der Durchmesser stabförmiger oder hohlerSonotroden ist in vielen Fällen auf Abmessungen beschränkt,die 1/4 der Wellenlänge des Ultraschalls im Sonotrodenwerk-stoff nicht übersteigen. Wenn die Breite einer Sonotrode diesenGrenzwert überschreitet, werden seitliche Schwingungskom-ponenten in der Sonotrode angeregt. Dadurch verringert sichder Wirkungsgrad der Sonotrode. Für Titan-Sonotroden mitStandard-Konstruktionen stellen Breiten von 65 bis 75 mm die Obergrenze dar. Größere Sonotroden können mit Einker-bungen hergestellt werden, durch die seitliche Abmessungenvon mehr als 1/4 der Wellenlänge unterbrochen werden.
Große Teile können auch mit mehreren zusammengefaßtenSonotroden verschweißt werden. Eine Methode bestehtdarin, mehrere mit je einem Wandler versehene Sonotrodengleichzeitig aus einzelnen Generatoren oder der Reihe nachaus einem Generator zu speisen. Bei einer anderen Methodewird eine Gruppe von Sonotroden an einen einzigen Wandlerangeschlossen, der, sobald er eingeschaltet wird, sämtlicheSonotroden gleichzeitig erregt.
Wirksames Schweißen setzt voraus, daß die Sonotroden eineResonanzfrequenz aufweisen, die der Nennfrequenz desSchweißgerätes von 20 kHz sehr nahe kommt. Deshalb stim-men die Hersteller von Schweißgeräten die Sonotroden elektronisch ab, indem sie minimale Veränderungen der Sono-trodenabmessungen vornehmen, um ein optimales Leistungs-verhalten zu erzielen. Einfache stufenförmige Sonotroden ausAluminium lassen sich zwar ohne Schwierigkeiten im Laborherstellen, um damit Prototypen von Schweißnähten auszu-werten; solche Sonotroden versagen aber rasch infolge Ermü-dung, werden leicht schartig oder beschädigt und hinterlassenhäufig Spuren auf den verschweißten Teilen. Deshalb solltender Entwurf und die Anfertigung komplexer Sonotroden, oderSonotroden aus speziellen Werkstoffen, solchen Geräteherstel-lern überlassen werden, die über die notwendigen Erfahrun-gen und Kenntnisse für die analytische und empirische Kon-struktion von Sonotroden verfügen.
d. HaltevorrichtungHaltevorrichtungen, mit denen die Teile ausgerichtet undwährend des Schweißens festgehalten werden, sind ein wichti-ger Bestandteil des Schweißgerätes. Die Teile müssen zumEnde der Sonotrode so ausgerichtet und fixiert werden, daßwährend des Schweißvorganges ein gleichmäßiger Druck zwi-schen den Teilen aufrechterhalten wird. Wenn das untere derbeiden zu verschweißenden Teile einfach auf den Schweiß-tisch gelegt wird, können beide Teile während des Schweißensunter der Sonotrode fortgleiten. Hochfrequente Schwingungenverringern die Wirkung von Reibungskräften, die die Teileunter normalen Umständen festhalten würden. Eine typischeHaltevorrichtung ist in Abb. 10.48 dargestellt.
Die am häufigsten verwendeten Haltevorrichtungen sind soausgebildet, daß sie das untere der zu verschweißenden Teileaufnehmen und in der gewünschten Position sicher festhalten.Die Frage, ob ein Teil während des Schweißens so gut wie unbeweglich gehalten werden muß, ist bis heute nochnicht durch geeignete, kontrollierte Versuche geklärt worden. Einwandfreie Verschweißungen sind sowohl in Fällen beobachtet worden, in denen die Teile positioniert wurden,aber frei schwingen konnten, als auch in Fällen, in denen die Teile starr eingeklemmt waren.

Die Haltevorrichtung sollte starr sein, so daß sich eine relativeBewegung zwischen dem Werkzeug und dem Amboß ent-wickelt und die Bewegungsenergie auf diese Weise auf dasKunststoffmaterial übertragen wird. Dies kann dadurch erreichtwerden, daß man den Amboß kurz und massiv gestaltet oderaber auf ein Viertel der Wellenlänge abstimmt. Probleme kön-nen auftauchen, wenn der Anwender den Amboß ungewollt sobemißt, daß seine Länge der halben Wellenlänge entspricht, sodaß er bei oder nahe bei 20 kHz in Resonanz gerät. Dies würdebewirken, daß der Amboß sich im Takt mit der Sonotrodebewegen kann und die dem Teil zugeführte Energie auf dieseWeise entscheidend reduziert wird. Wenn seine Resonanzfre-quenz geringfügig über oder unter 20 kHz liegt, treten unan-genehme kreischende und heulende Geräusche auf, sobalddie beiden Frequenzen sich zu überladen beginnen.
Unterschiedliche Abflachungen oder Wandstärken einigerFormteile, die andernfalls eine gleichmäßige Verschweißungverhindern könnten, lassen sich durch Haltevorrichtungenausgleichen, die mit elastomerem Material ausgekleidet sind.Gummistreifen oder gegossener und gehärteter Silikon-kautschuk ermöglichen es, Teile in Haltevorrichtungen unternormalem statischem Druck auszurichten; unter hochfre-quenten Schwingungen wirken sie jedoch wie starre Begren-zungen. Eine Gummiauskleidung kann auch dazu beitragen,unerwünschte Nebenschwingungen zu absorbieren, die häu-fig zur Rißbildung oder zum Schmelzen von Teilen an vonder Schweißnaht entfernten Stellen führen. Eine anderebequeme Vorrichtung zur erstmaligen Ausrichtung der Teileund der Sonotrode ist ein einstellbarer Tisch, der in einerzum Ende der Sonotrode parallelen Fläche in zwei Achsengeneigt werden kann. Statt eines einstellbaren Tisches wer-den häufig dünne Unterlegeblöcke verwendet.
Anwendungen mit hohen Produktionsmengen erfordern häu-fig die Verwendung automatisierter Geräte zur Handhabungund Fixierung der Teile. Für kleine Teile werden Rütteltrich-ter und Füllrinnen eingesetzt, um die Teile auf einen Karus-selltisch zu befördern, der mit einer Vielzahl von Haltevor-richtungen zur Fixierung der Teile ausgestattet ist. Nichtselten werden mehrere Schweißvorgänge an verschiedenen,aufeinanderfolgenden Positionen des Karusselltisches ausgeführt.
Sonotrode
Kunststoffteile
Haltevorrichtung
Luftdruck-Aus-wurfvorrichtung(beliebig)
Abb. 10.48 Haltevorrichtung
Konstruktive ÜberlegungenDie Konstruktion der Teile ist ein wichtiger Faktor, der häufigvernachlässigt wird, bis die Werkzeuge zusammengestellt und die ersten Schweißversuche mit Formteilen unternommenworden sind.
a. Auslegung der SchweißnahtDer wohl kritischste Aspekt der Konstruktion von Teilen fürdas Ultraschallschweißen ist die Auslegung der Schweißnaht,insbesondere bei Werkstoffen mit kristalliner Struktur undhohem Schmelzpunkt, zu denen auch die technischen Kunst-stoffe von Du Pont gehören. Für das Schweißen amorpherKunststoffe ist die Nahtauslegung weniger kritisch. Es gibtzwei grundlegende Arten von Schweißnähten, die Schernahtund die Stumpfschweißnaht.
SchernahtDie Schernaht ist die beim Ultraschallschweißen bevorzugteVerbindung. Sie wurde 1967 von Ingenieuren der AbteilungTechnische Kunststoffe von DuPont in Genf entwickelt undwird seitdem weltweit mit großem Erfolg für die verschieden-sten Anwendungen eingesetzt. Die Grundform einer Scher-naht mit Standardabmessungen ist in den Abbildungen 10.49und 10.50 dargestellt, vor und nach dem Schweißvorgang.
Abb. 10.51 zeigt verschiedene Ausführungen dieser Naht-form. Wichtig ist, daß der anfängliche Kontakt auf einen klei-nen Bereich beschränkt wird, der üblicherweise in einer Ver-tiefung oder Stufe eines der beiden zueinander auszurichten-den Teile besteht. Die Verschweißung erfolgt, indem zunächstdie Berührungsflächen geschmolzen werden; in dem Maße, in dem die Teile dann aufeinander zugleiten, setzt sich derSchmelzvorgang entlang den vertikalen Wandungen fort. Der Schmiereffekt an den beiden Schmelzflächen verhindertLeck- und Hohlstellen, so daß dies die beste Schweißnaht fürfeste, hermetisch abschließende Verbindungen ist.
115
A
B
B
CE
BD
Maß A: 0,2 bis 0,4 mm. Maß B: Dies ist die allgemeine Wanddicke.Maß C: 0,5 bis 0,8 mm. Diese Aussparung gewährleistet einen genau
passenden Sitz des Deckels.Maß D: Diese Aussparung sollte vorgesehen werden, um einen guten
Kontakt mit der Sonotrode zu erzielen.Maß E: Schweißtiefe. Sollte dem 1,25- bis 1,5fachen von B entsprechen,
um maximale Festigkeit der Schweißnaht zu erzielen.
Abb. 10.49 Abmessungen einer Schernaht

Von allen Schweißnähten erfordert die Schernaht dengeringsten Energieaufwand und die kürzeste Schweißzeit.Dies beruht auf der geringen anfänglichen Kontaktflächeund auf dem gleichmäßig fortschreitenden Schweißvorgangbeim Schmelzen des Kunststoffs und dem Zusammenglei-ten der Teile. Die an der Nahtstelle erzeugte Wärme bleibterhalten, solange die Schwingungen andauern, weil dergeschmolzene Kunststoff während des Zusammengleitensund Verschmierens nicht mit Luft in Berührung kommt, dieeine zu rasche Abkühlung bewirken würde.
Abb. 10.52 stellt eine Kurve dar, die typische Schweißergeb-nisse bei Verwendung von Schernähten veranschaulicht. Siestellt das Verhältnis von Schweißzeit und Schweißtiefe bzw.Festigkeit der Verschweißung dar. Schweißtiefe und Festig-keit sind einander direkt proportional.
116
Vor dem Schweißen Während desSchweißens
Nach demSchweißen
Schweiß-grat
Naht
Schweiß-grat
Haltevor-richtung
C
D
AB1
B
B1
E
Abb. 10.50 Ablauf einer Schernahtschweißung
Abb. 10.51 Verschiedene Ausführungen von Schernähten
Abb. 10.52 Schernaht, typische Werte
0,80 0,4 1,2 1,6
0,80 0,4 1,2 1,6
1
0
2
3
4
50
100
0
Weld time, s
Dep
th o
f wel
d, m
m
Weld time, s
Bru
st p
ress
ure,
MP
aB
erst
dru
ck, M
Pa
Sch
wei
ßti
efe,
mm
Schweißzeit, s
Schweißzeit, s
Die Festigkeit der Schweißverbindung wird daher durch dieTiefe des eingetauchten Schweißteils bestimmt, die wiederumeine Funktion der Schweißzeit und der Konstruktion des Tei-les ist. Die Schweißnähte können stärker als die angrenzendenWandungen ausgebildet werden, indem man die Tiefe der Eintauchung mit der 1,25- bis 1,5fachen Wandstärke bemißt,um geringe Abweichungen der Formteile aufzufangen (sieheMaß E in Abb. 10.49).
Verschiedene wichtige Aspekte der Schernaht müssen berück-sichtigt werden: das obere Teil sollte so flach wie möglichsein, also nur einen Deckel darstellen. Die Wandungen desunteren Schweißteils müssen an der Schweißnaht durch eineenge Haltevorrichtung gestützt werden, um ein Ausdehnendurch den Schweißdruck zu verhindern.
Nicht durchgängige oder qualitativ minderwertige Schweiß-nähte entstehen, wenn das obere Teil seitlich verrutscht odervom unteren Teil abgleitet, der Rand des oberen Teils sich nachinnen biegt oder die stufenförmige Kontaktfläche zu klein ist.Deshalb sollte die Passung zwischen den beiden Teilen vordem Schweißen so eng wie möglich sein, ohne daß die Teilejedoch fest sitzen. Abgewandelte Auslegungen der Schweiß-naht, wie sie in Abbildung 10.53 dargestellt sind, sollten fürgrößere Teile wegen möglicher Maßabweichungen sowie fürTeile, bei denen das Oberteil tief und flexibel ist, in Betrachtgezogen werden. Die Sonotrode muß die Schweißnaht amFlansch berühren (Nahfeld-Methode).
Abb. 10.53 Schernaht, Variante für große Teile
Abb. 10.54 Schernähte mit Schweißgratspeichern
0,3 mm
Stütze

Bei der Auslegung der Schweißnaht sollte Vorsorge getroffenwerden, daß der beim Schweißen verdrängte geschmolzeneWerkstoff fließen kann. Wenn eine Gratbildung aus ästheti-schen oder funktionellen Gründen vermieden werden muß,können Schweißgratspeicher in die Schweißnaht integriertwerden, wie dies aus Abb. 10.54 ersichtlich ist.
StumpfschweißnahtDie zweite Grundform der Verbindung ist die Stumpfschweiß-naht, die – mit Abwandlungen – in den Abbildungen 10.55,10.56 und 10.57 dargestellt ist. Von diesen weist die Nut- und Federverbindung die höchste mechanische Festigkeitauf. Obwohl die Stumpfschweißnaht recht einfach zu kon-struieren ist, ist es außergewöhnlich schwierig, feste oderhermetisch schließende Schweißnähte in kristallinen Kunst-stoffen zu erzielen. Feste Verbindungen lassen sich dagegenmit amorphen Kunststoffen erzielen; bei komplexen Teilenkann es jedoch schwierig werden, hermetische Dichtungenzu erreichen.
Maß A: 0,4 mm für B-Maße von 1,5 bis 3 mm und entsprechend größeroder kleiner bei anderen Wandstärken.
Maß B: Allgemeine Wanddicke.Maß C: Empfohlene Aussparung, um einen genau passenden Sitz des
Deckels zu gewährleisten.Maß D: Spiel pro Seite 0,05 bis 0,15 mm.
Maß A: 0,4 mm für B-Maße von 1,5 bis 3 mm und entsprechend größeroder kleiner bei anderen Wandstärken.
Maß B: Allgemeine Wanddicke.Maß C: Empfohlene Aussparung, um einen genau passenden Sitz des
Deckels zu gewährleisten.
60°
10°
10°
0,6 B
0,6 B0,4 B
1,5
B
B
C
A
0,5
B
B
A
0
,5 B
90°
D
0,6 B
B
1,4 B
B
A
B
C
Abb. 10.55 Stumpfschweißnaht mit Energieleiter
Abb. 10.56 Nut- und Federverbindung
Das Hauptmerkmal der Stumpfschweißnaht ist eine V-förmigeSchweißraupe auf einer der beiden Berührungsflächen, dersogenannte Energieleiter, welcher die Energie konzentriertund den anfänglichen Kontakt auf eine sehr kleine Flächebegrenzt, um eine rasche Erwärmung und ein rasches Schmel-zen zu bewirken. Sobald der schmale Bereich weich zu wer-den und zu schmelzen beginnt, sinkt die Impedanz, und derweitere Schmelzvorgang erfolgt mit höherer Geschwindigkeit.Der Kunststoff im Energieleiter schmilzt zuerst und verteiltsich über die zu verschweißenden Flächen. Amorphe Kunst-stoffe zeichnen sich durch einen weiten, nicht genau defi-nierten Erweichungstemperaturbereich statt eines präzisenSchmelzpunktes aus. Wenn der Kunststoff fließt, behält dieSchmelze genügend Wärme, um eine gute Verschweißungüber die gesamte Breite der Schweißnaht hervorzurufen.
DELRIN®, ZYTEL®, MINLON® und RYNITE® sind kristallineKunststoffe ohne Erweichung vor dem Schmelzen und einemgenau definierten Schmelzpunkt; sie verhalten sich andersals amorphe Kunststoffe. Wenn der Energieleiter schmilztund über die Berührungsflächen fließt, kann die der Luftausgesetzte Schmelze kristallisieren, bevor genügend Wärmeerzeugt ist, um die volle Breite der Naht zu verschweißen. Esist daher erforderlich, die gesamte Kontaktfläche zu schmel-zen, bevor eine nennenswerte Festigkeit erzielt werden kann.(Im Falle von ZYTEL® kann der Kontakt der erhitztenSchmelze mit der Luft zu oxidativem Abbau führen, derspröde Schweißverbindungen zur Folge hat.) Diese Phasedes Schweißzyklus ist sehr lang, wie aus Abbildungen 10.58und 10.59 ersichtlich ist, in denen Kurven abgebildet sind,die typische Schweißsequenzen für Teile aus DELRIN® undZYTEL® bei Verwendung der Grundform der Stumpfschweiß-naht darstellen.
117
Abb. 10.57 Verschiedene Ausführungen von Stumpfschweißnähten
Abb. 10.58 Leistungsmerkmale von Stumpfschweißnähten. Berstdruck in Abhängigkeit von der Schweißzeit
0 0,40,2 0,80,6 1,21,0 1,61,4
7,5
10
12,5
15
5
2,5
0
Weld time, s
Bru
st p
ress
ure,
MP
a
DELRIN® 500 und 900F
DELRIN® 100
Schweißzeit, s
Ber
std
ruck
, MP
a

Die gestrichelten Linien geben die Schweißzeit an, bei derübermäßig viel Schweißgrat auftritt. Dieser Schweißgrat stellteinen einschränkenden Faktor für die meisten Anwendungendar. Bei Überschreitung dieser Zeit fallen die Ergebnisseäußerst unterschiedlich aus, vor allem bei ZYTEL®.
b. Gestaltung der TeileDer Einfluß der allgemeinen Gestaltung der Teile auf dasUltraschallschweißen ist noch nicht abschließend geklärt.Einige allgemeingültige Regeln für die Konstruktion vonTeilen und ihren Einfluß auf das Schweißergebnis lassensich jedoch aufstellen.
Die Festlegung der Berührungsfläche der Sonotrode auf dasTeil ist ein sehr wichtiger Aspekt für die Konstruktion derTeile. Einige hierfür maßgebliche Gesichtspunkte sind bereitsbei den verschiedenen Schweißnahtformen erwähnt worden.
Es gibt zwei Schweißmethoden, die Nahfeld- und die Fern-feldmethode, die in Abb. 10.60 veranschaulicht sind. Sieunterscheiden sich durch die Entfernung zwischen der Kon-taktstelle der Sonotrode und der Schweißnaht. Die bestenErgebnisse werden bei allen Kunststoffen mit der Nahfeld-methode erzielt. Deshalb sollten Teile nach Möglichkeit sokonstruiert werden, daß die Sonotrode unmittelbar von obenund so nahe wie möglich an der Schweißnaht auftritt.
118
Abb. 10.59 Leistungsmerkmale von Stumpfschweißnähten.Berstdruck in Abhängigkeit von der Schweißzeit
0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
2,5
0
7,5
5
10
12,5
Weld time, s
Bru
st p
ress
ure,
MP
a
ZYTEL® 101 (trocken)
Sonotrode
Nahfeld Fernfeld
Abb. 10.60 Nahfeld- und Fernfeldschweißverfahren
Schweißzeit, s
Ber
std
ruck
, MP
a
Bei der Fernfeldmethode trifft die Sonotrode in einer größerenEntfernung von der Schweißnaht auf das obere Teil auf undüberträgt über den Kunststoff die Schwingungen zur Schweiß-naht. Steife, amorphe Kunststoffe übertragen die Ultraschall-energie sehr gut. Steife Kunststoffe wie DELRIN®, ZYTEL®,MINLON® und RYNITE® weisen eine kristalline Struktur auf. Siekönnen Schwingungen ohne nennenswerte Wärmeerzeugungabsorbieren statt sie weiterzuleiten. Es ist daher schwieriger,sie nach der Fernfeldmethode zu verschweißen.Weiche Kunststoffe wie zum Beispiel Polyethylen lassensich nur mit der Nahfeldmethode verschweißen. Da sie einenhohen akustischen Dämpfungsfaktor aufweisen, schwächensie die Ultraschallschwingungen beim Eintritt in den Werk-stoff stark ab. Bei großer Entfernung der Schweißnaht zurSonotrode gelangt die Energie nicht bis zur Schweißnaht.Der Kunststoff schmilzt stattdessen an der Berührungsflächemit der Sonotrode.
Kunststoffe sind schlechte Leiter für Scherwellen. Diese Tatsache erschwert bei verwickelter Geometrie des oberenTeils das Schweißen. Schwingungen werden insbesondere an Krümmungen, Abschrägungen und Unterbrechungen wieLöchern in der geometrischen Struktur zwischen der Sono-trode und der Schweißnaht abgeschwächt oder vernichtet.Solche Konstruktionen sollten vermieden werden.
Um die Fortpflanzung der Schwingungen zu maximieren,sollten die Teile mit einer ebenen Kontaktfläche für dieSonotrode konstruiert werden. Diese Oberfläche sollte sobreit wie möglich sein und im Bereich der Schweißnaht keineUnterbrechungen aufweisen. Unterbrechungen des Kontaktesder Sonotrode mit dem Teil könnten zu diskontinuierlicherVerschweißung führen.
Für alle Teile, die mit Ultraschall geschweißt werden, sindAbrundungen an scharfen Kanten empfehlenswert. Da diegesamte Struktur der beiden miteinander zu verschweißen-den Teile Schwingungen ausgesetzt ist, treten an scharfenInnenkanten sehr hohe Belastungen auf.
Dies führt häufig zum Bruch oder zu sporadischem Schmel-zen. Rundungsradien, die auch spritztechnisch und konstruk-tiv den allgemein anerkannten technischen Grundregeln ent-sprechen, werden empfohlen.
Wegen durchgängiger Schwingungen ist beim Schweißenvon Teilen mit frei abstehenden Profilen und großen Spann-weiten Vorsicht geboten. Die Schwingungen können sich alsstark genug erweisen, um zum Beispiel eine freitragendeFeder, die aus der Wandung eines Teils herausragt, regel-recht aufzulösen. Maßnahmen wie mit Gummi ausgekleideteHaltevorrichtungen oder ein an der Sonotrode angebrachterGummidämpfer lassen sich zur Verringerung solcher Schwin-gungen einsetzen. Dieses Phänomen kann aber auch nutz-bringend angewandt werden: Versuche haben gezeigt, daßFormteile mit glatter Oberfläche sich rasch von Angüssenbefreien lassen, wenn man die Angußverteiler mit Ultra-schall beaufschlagt.

Maßgebliche Faktoren für das UltraschallschweißenDie wichtigsten Faktoren beim Ultraschallschweißen sindSchweißzeit, Haltezeit, Druck und Schwingungsamplitude.
a. SchweißzeitDie Schweißzeit ist die Zeitspanne, während derer Schwin-gungen eingesetzt werden. Die richtige Schweißzeit ist fürjede Anwendung durch praktische Versuche zu ermitteln. Es ist wichtig, ein Überschweißen zu vermeiden. Abgesehenvom Auftreten übermäßiger Schweißgrate, die eine Nachbe-arbeitung erforderlich machen können, können zu langeSchweißzeiten die Güte der Verschweißung beeinträchtigenund zu Leckstellen in Teilen führen, die einen hermetischenAbschluß benötigen. Zudem kann die Sonotrode die Ober-fläche beschädigen. Auch können, wie schon in Abb. 10.44gezeigt, bei längeren Schweißzeiten andere vom Bereich derSchweißnaht entfernte Bereiche schmelzen oder brechen,vor allem im Bereich von Bohrungen, Schweißlinien undscharfen Kanten.
b. HaltezeitAls Haltezeit wird die Zeitspanne nach dem Schweißenbezeichnet, während derer die Teile zusammengehaltenwerden, damit sie unter Druck, aber ohne Schwingungenerhärten können. Sie stellt bei den meisten Anwendungenkeine kritische Größe dar ; 0,3 bis 0,5 Sekunden reichen fürdie meisten Anwendungen aus, es sei denn, daß eine innereKraft die miteinander verschweißten Teile auseinanderzu-treiben versucht, wie zum Beispiel bei einer Feder, die vordem Schweißen zusammengedrückt wurde.
c. SchwingungsamplitudeDie physikalische Amplitude der auf die zu verschweißendenTeile übertragenen Schwingungen ist eine wichtige Prozeß-variable. Eine hohe – doppelte – Schwingungsamplitude vonca. 0,10 bis 0,15 mm ist erforderlich, um eine wirksame undrasche Energiezufuhr in technische Kunststoffe von DuPontzu bewirken. Da der zugrundeliegende Wandler seine Energiemit hohem Druck und geringer Amplitude abgibt, muß dieAmplitude stufenweise erhöht werden, bevor sie zur Spitzeder Sonotrode gelangt. Die Konstruktion der Sonotrode siehtin der Regel eine Amplitudentransformation vor, die sich dar-aus ergibt, daß sich das Profil der Sonotrode stufenförmigoder konisch bis zu einem schmalen Durchmesser verjüngt.Wenn die Geometrie der Teile eine große oder kompliziertgeformte Sonotrodenspitze erfordert, ist es unter Umständennicht möglich, solch eine Verstärkung in der Sonotrode selbstzu erzielen. In diesem Fall kann die Verstärkung bei den mei-sten handelsüblichen Systemen recht einfach durch Verwen-dung eines abgestimmten Zwischenstücks erreicht werden,das als Booster bezeichnet wird. Booster mit Verstärkungenbis zu 2,5: 1 sind im Handel erhältlich. Negative Booster biszu 0,4: 1 für Sonotroden, deren Amplitude für eine gegebeneAnwendung zu hoch ist, stehen ebenfalls zur Verfügung.
In der Regel werden Booster mit einem Verstärkungsfaktorvon 2: 1 oder 2,5: 1 benötigt; eine Ausnahme bilden Teile, die so klein sind, daß sie die Verwendung von Sonotroden mit hoher Verstärkung gestatten.
Eine Vergrößerung der Amplitude verbessert die Güte derVerschweißung von Teilen mit Schernähten. Auch beiStumpfschweißnähten nimmt die Güte der Verschweißungmit steigender Amplitude zu; zugleich verringert sich dieSchweißzeit.
d. DruckDer Schweißdruck liefert die statische Kraft, die erforderlichist, die Sonotrode mit den Kunststoffteilen mechanisch zu«koppeln», so daß die Schwingungen auf sie übertragen wer-den können. Die gleiche statische Kraft gewährleistet, daß die Teile unter Druck zusammengehalten werden, wenn dergeschmolzene Werkstoff in der Schweißnaht während derHaltezeit erhärtet. Die Ermittlung des optimalen Drucks ist für eine gute Verschweißung von entscheidender Bedeutung.Ist der Druck zu gering, arbeitet das Gerät wenig effektiv, wasunnötig lange Schweißzyklen zur Folge hat. Ist der Druck hin-gegen im Verhältnis zur Amplitude an der Sonotrodenspitzezu hoch, kann eine Überlastung auftreten, die die Sonotrodeblockiert und die Schwingungen dämpft. Der kumulierteAmplitudengewinn, der durch den Booster und die Sonotrodeerzielt wird, ist der Lastanpassung vergleichbar, die sich beieinem Kraftwagen aus dem Übersetzungsverhältnis zwischenMotor und Antriebsrädern ergibt. Beim Ultraschallschweißenwird geringer Druck bei einer hohen Amplitude und hoherDruck bei einer geringen Amplitude benötigt.
Dies zeigt die Kurve in Abbildung 10.61. Sie stellt das Ver-hältnis von Schweißeffektivität und Schweißdruck für dreiAmplitudenpegel dar, die durch die angegebenen Boostererzielt werden. Es gibt mehrere Methoden, die Schweiß-effektivität zu messen; sie werden im nächsten Kapitel aus-führlich behandelt. Über das Verhältnis von Amplitude undDruck hinaus wird ein weiterer sehr wichtiger Effekt verdeut-licht: mit zunehmender Amplitude verengt sich der Bereichgeeigneten Drucks. Deshalb ist die Ermittlung des optimalenDrucks von allerhöchster Bedeutung, wenn hohe Amplitudeneingesetzt werden.
Abb. 10.61 Schweißleistung in Abhängigkeit von Amplitude und Druck
Booster 2 : 1
ohne Booster
Booster 1,5 : 1
Schweißdruck
Sch
wei
ßle
istu
ng
119

Anleitung zum Einsatz der AusrüstungEine einwandfreie Arbeitsweise des Schweißgerätes ist ausschlaggebend für den Erfolg des Ultraschallschweißens. Die folgenden Hinweise sollen als Leitfaden für den Einsatzvon Ultraschall-Schweißgeräten in Verbindung mit techni-schen Kunststoffen von DuPont dienen.
a. Aufbau eines Ultraschall-Schweißgerätes
Installation der SonotrodeDer Wandler, die Sonotrode und (sofern erforderlich) der Booster müssen fest miteinander verschraubt werden, um einewirksame Übertragung der Schwingungen vom Wandler aufdie Teile sicherzustellen. Die Endflächen des Wandlerausgangsund der Sonotroden sind üblicherweise bis auf wenige Mikronsplangeschliffen. Um jedoch eine wirksame Kopplung sicher-zustellen, wird schweres Silikonfett oder eine 0,05 bis 0,08 mmdünne Messing- oder Kupferunterlegscheibe zwischen denSonotroden eingesetzt. Zum Festziehen der Sonotroden wer-den lange Schraubenschlüssel benutzt. Es ist sorgfältig daraufzu achten, daß beim Festziehen das Ausgangsende des Wand-lers nicht verdreht wird. Ein solches Verdrehen könnte zumAbriß der Anschlußdrähte des Wandlers führen.
Ist die Sonotrode installiert, muß der Hochfrequenzgeneratorbei manchen Schweißgeräten von Hand abgestimmt werden.Durch geringfügige, aber wichtige Veränderungen der Genera-torfrequenz wird eine genaue Abgleichung mit der Resonanz-frequenz der Sonotrode erzielt. Einige Schweißgeräte nehmendiesen Feinabgleich automatisch vor. Die Bedienungsanleitun-gen der jeweiligen Schweißgeräte sollten eine Beschreibungder erforderlichen Abgleichprozedur enthalten. Diese Abglei-chung muß stets bei einer Auswechslung einer Sonotrode odereines Boosters neu vorgenommen werden.
Ist die Schwingungsamplitude einer Sonotrode unbekannt,kann sie relativ einfach entweder mit einem Mikroskop odermit einer Skalenlehre ermittelt werden. Ein Booster solltenicht verwendet werden, wenn allein die Amplitude derSonotrode ermittelt werden soll. Ein Mikroskop mit einerVergrößerung von 100× und einem geeichten Fadenkreuz imOkular eignet sich für optische Messungen. In der Vergröße-rung sieht die geschliffene Oberfläche der Sonotrode wieeine Landschaft aus hellen und dunklen Höhen und Tälernaus. Schwingt die Sonotrode, verschwimmt eine solche Spitzezu einem Streifen. Die Länge dieses Streifens entspricht derdoppelten Amplitude bzw. der Gesamtablenkung des Endesder Sonotrode nach oben und unten.
Eine Maschinenschlosser-Skalenlehre kann ebenfalls Verwen-dung finden, um die einfache Amplitude bzw. die halbe Bewe-gung der Sonotrode zu messen. Die Skalenlehre wird so ange-bracht, daß eine ihrer Spitzen die untere Fläche der Sonotrodeberührt, und zwar dergestalt, daß die Spitze sich in vertikalerRichtung bewegt. Bei stillstehender Sonotrode wird die Ska-lenlehre auf Null eingestellt. Wenn die Sonotrode schwingt,lenkt sie die Spitze der Skalenlehre nach unten ab. Da dieSkalenlehre der schnellen Bewegung der Sonotrode nicht zufolgen vermag, verharrt ihre Spitze in dieser unteren Positionund mißt auf diese Weise exakt die Halbwellenamplitude derSonotrode. Diese Messungen werden vorgenommen, ohnedaß die Sonotrode ein Teil verschweißt.
120
Obwohl die Schwingungsamplitude unter maximalem Schweiß-druck etwas reduziert wird, stellt die «im Leerlauf» gemesseneAmplitude immer noch ein brauchbares Maß für diesen wichti-gen Schweißparameter dar.
Ausrichtung des Teils und der HaltevorrichtungDie Teile, die Haltevorrichtung und die Sonotrode müssen so ausgerichtet sein, daß der Druck und die Schwingungengleichförmig und reproduzierbar wirksam werden. Wie schonaus Abb. 10.41 ersichtlich, wird der Ultraschallwandler aneinem Stativ befestigt. Das Wandleraggregat gleitet an derStativsäule auf und ab und wird durch einen pneumatischenZylinder bewegt. Wenn der Druck verringert wird, läßt sichdie Wandlereinheit leicht von Hand heben und senken. Sobalddie zu verschweissenden Teile sich in einer geeigneten Halte-vorrichtung befinden, wird die Sonotrode von Hand herunter-gezogen, während die Haltevorrichtung positioniert und arre-tiert wird.
Die Ausrichtung der Teile und der Haltevorrichtung in einerzur Endfläche der Sonotrode parallelen Ebene kann auf verschiedene Weise erreicht werden. Eine Methode bestehtdarin, ein Blatt unbenutztes Kohlepapier mit der Schichtseiteauf ein Blatt Schreibpapier und beide Blätter sodann zwi-schen die Sonotrode und die zu verschweissenden Teile zulegen. Die «Schweißzeit» wird auf den geringstmöglichenWert eingestellt. Vibriert die Sonotrode gegen die Teile, bildet sich ein Abdruck auf dem Schreibpapier, dessen unter-schiedliche Schwärzung die Druckunterschiede anzeigt.Diese Methode kann sowohl bei Scher- als auch bei Stumpf-schweißnähten angewandt werden.
Die Parallelausrichtung ist bei Schernähten weniger kritischals bei Stumpfschweißnähten. Wegen der Tiefe der Schweiß-naht beeinflussen kleinere Abweichungen weder die Festig-keit noch die Dichteigenschaften der Schweißnaht. Aus demgleichen Grunde kann bei dieser Schweißnaht ein größeresAusmaß konkaver oder konvexer Verformung der Teile hingenommen werden. Die Parallelausrichtung gewinntjedoch an Bedeutung, je kritischer die Dimensionen der zuverschweißenden Teile sind.
Für Stumpfschweißnähte kann eine andere Technik angewandtwerden. Zunächst wird die Schweißzeit so eingestellt, daß das Schweißgerät an der Nahtstelle der Teile einen geringenSchweißgrat hervorruft. Die Haltevorrichtung wird dannanschließend so eingestellt oder mit Einlegekeilen versehen,daß ein gleichmäßiger Grat rund um die Schweißnaht entsteht.
Alle Schweißmaschinen verfügen über eine Vorrichtung, mit der die Höhe der Wandlereinheit über dem Arbeitstischvariiert werden kann. Die Höhe ist so einzustellen, daß dieAbwärtsbewegung der Wandlereinheit geringer ist als diemit der Schweißmaschine erreichbare maximale Höhendiffe-renz, da andernfalls während des Schweißvorgangs ein un-genügender oder fehlerhafter Druck auftreten würde.
Bei einigen Schweißmaschinen ist ein Auslöseschalter zubetätigen, sobald die Sonotroden installiert und die Teile und die Haltevorrichtung ausgerichtet sind. Ein solcher Auslöseschalter schließt den Stromkreis, der dem WandlerEnergie zuführt, und startet zugleich die Zeitsteuerung fürdie Schweißzeit.

Der Auslöseschalter ist so einzustellen, daß die Maschine kurzvor Berührung der Sonotrode mit den zu verschweißendenTeilen eingeschaltet wird. Versucht man die Maschine untervollem Druck zu starten, könnte das System blockieren. Diemeisten modernen Schweißmaschinen werden durch einenauf Druck reagierenden Schalter aktiviert, so daß die Höhen-einstellung eines Auslöseschalters nicht mehr erforderlich ist.
b. Optimierung des Schweißzyklus Amplitude, Schweißdruck und Schweißzeit sind für jedeAnwendung einzustellen und zu optimieren. Jede Variable wird einzeln untersucht, indem mehrere Teile bei einer Reiheverschiedener Einstellungen geschweißt werden, wobei alleanderen Variablen konstant gehalten werden. Die Ergebnisseeiner jeden Schweißung werden gemessen und aufgezeichnetund daraus der optimale Wert ermittelt.
Es gibt mehrere Maßstäbe für die Schweißqualität oderSchweißeffektivität, die zur Optimierung der Schweißbedin-gungen benutzt werden können. Dazu gehören Messungender Schweißtiefe (bei Schernähten), physikalische Tests angeschweißten Teilen wie z.B. die Bruch- oder Reißfestigkeitsowie die Kontrolle der Belastung des Hochfrequenzgenera-tors oder der Einsatz von Leistungsmeßgeräten. Für welchenMaßstab man sich entscheidet, wird von den Anforderungenabhängen, die durch den Verwendungszweck der Teile vor-gegeben sind.
Kommt es auf größtmögliche Genauigkeit an, sollten physi-kalische Tests in Betracht gezogen werden. Dies gilt insbe-sondere für unter Druck stehende Behälter wie Tanks vonGasfeuerzeugen und Aerosolbehälter, bei denen Berstfestig-keitstests von ausschlaggebender Bedeutung sind. DieseTests sind zeitaufwendig sowie arbeitsintensiv und solltendaher nur bei Bedarf durchgeführt werden.
Die Tiefe der Schweißnaht (oder Differenzhöhe der ver-schweißten Teile) kann beim Schweißen von Schernähtengemessen werden. Dies ist eine weniger kostspielige undzeitaufwendige Methode, die hinreichend genau ist, um dieBedingungen zu optimieren. Zwischen Schweißtiefe undFestigkeit der Schweißung ist eine ausgezeichnete Korrelationfestgestellt worden.
Die meisten Hochfrequenzgeneratoren sind mit Leistungs-meßgeräten ausgestattet, die Aufschluß über die Effektivitätder Schweißung geben können. Den Ausschlag dieses Meß-gerätes während des Schweißens zu beobachten ist eine einfa-che Technik, die allerdings die geringste Genauigkeit liefert.
Druck und AmplitudeDer erste Schritt zur Optimierung der Bedingungen bestehtdarin, eine Kombination von Sonotrode und Booster oderKopplungszwischenstück auszuwählen, die die erforderlicheAmplitude (doppelte Amplitude) liefert. Es ist hilfreich, abernicht unbedingt erforderlich, die spezifische Amplitude derSonotrode oder der Sonotrodenkombination zu kennen.
Um die optimalen Druck- und Amplitudenbedingungen zuermitteln, sollte die Schweißzeit konstant gehalten werden. FürSchernähte wird eine relativ kurze Zeit (0,03 bis 0,6 Sekunden)empfohlen. Für Stumpfschweißnähte empfiehlt sich eine langeSchweißzeit. Die Haltezeit sollte ebenfalls konstant gehaltenwerden.
Sie stellt eine unkritische Variable dar. Der gleiche Wertkann für alle Schweißungen während der Einstell- und derProduktionsphase benutzt werden.
Eine Reihe von Teilen wird bei unterschiedlichen Schweiß-druck-Einstellungen, zum Beispiel 0,15 - 0,20 - 0,25 - 0,30 -0,35 MPa verschweißt. Die Werte für die Schweißeffektivität(Leistungsmessung, Schweißtiefenmessung oder physika-lische Testmethode) können wie aus Abb. 10.61 ersichtlichgrafisch aufgezeichnet werden, um den optimalen Druck fürdie ausgewählte Amplitude zu ermitteln. Unter realen Bedin-gungen wird die grafische Darstellung keine Kurve ergeben,sondern ein schmales Band, das einen Streubereich der Wertedarstellt. Der optimale Druck wird durch den höchsten undam schärfsten definierten Bereich der Werte bestimmt. Umden optimalen Druck noch genauer einzugrenzen, ist es emp-fehlenswert, weitere Probestücke im Bereich dieser Druck-werte zu verschweißen. Liegt der Spitzenwert zum Beispielzwischen 0,15 und 0,25 MPa, sollten zusätzlich Proben bei0,18 und 0,22 MPa verschweißt werden.
Die optimale Amplitude wird ermittelt, indem man die vorste-henden Schritte wiederholt und dabei Amplituden einsetzt, die größer bzw. geringer als die Ausgangsamplitude sind. Dies läßt sich am einfachsten durch Auswechseln der Boostererreichen. Bestehen zwischen den Spitzenwerten verschiede-ner Amplituden geringe oder keine Unterschiede (was der Fallsein kann, wenn bei Schernähten die Schweißtiefe gemessenwird), wählen Sie die höchste Amplitude.
SchweißzeitDie richtige Schweißzeit ist die letzte Einstellung, die zuermitteln ist. Unter Verwendung der ausgewählten Amplitudeund des für diese Amplitude optimalen Drucks werden dieTeile bei Schweißzeit-Einstellungen geschweißt, die höherbzw. niedriger als der ursprüngliche Wert sind, bis die erfor-derliche Schweißtiefe, Festigkeit der Schweißnaht oder daserwünschte Aussehen erzielt wird.
Für die Auswahl der Schweißbedingungen ist häufig das Aus-sehen der Teile wichtig. In vielen Fällen läßt sich eine hoheFestigkeit aber nicht ohne die Bildung sichtbarer äußererSchweißgrate erzielen, es sei denn, daß man Schweißgratspei-cher in die Naht einkonstruiert (siehe den Abschnitt über dieAuslegung von Schweißnähten). Bei manchen Anwendungenkann ein mechanisches Abgraten erforderlich werden.
Das Verfahren zur Optimierung der Schweißbedingungenläßt sich anhand von Erfahrungen mit früheren Schweiß-anwendungen erheblich verkürzen.
Schweißergebnisse
a. Einfluß von MaterialeigenschaftenDie Eigenschaften der Kunststoffe beeinflussen den Erfolgdes Ultraschallschweißens. Eigenschaften, die für die Aus-wahl des Werkstoffs für eine bestimmte Anwendung denAusschlag geben, erschweren häufig das Schweißen, wiezum Beispiel hohe Schmelztemperaturen oder Kristallinität.Die Steifheit des zu verschweißenden Materials ist einewichtige Eigenschaft, die durch die Temperatur und Feuch-tigkeit der Umgebung beeinflußt werden kann.
121

Von noch größerer Bedeutung sind die Einflüße von Pigmen-ten, Formentrennmitteln, Glasfaserzusätzen und Verstärkungs-mitteln.
DELRIN® PolyacetaleDELRIN® ist ein hochkristalliner Kunststoff mit einem hohen,scharf definierten Schmelzpunkt sowie hoher Festigkeit, Härteund Steifheit bei höheren Temperaturen. Von den beiden DELRIN®-Einstellungen mit unterschiedlichen Fließeigenschaf-ten lassen sich Teile aus DELRIN® 500 leichter schweißen alsTeile aus DELRIN® 100, das eine höhere Viskosität der Schmelzeaufweist. Der Unterschied ist bei der Schernaht sehr gering,bei der Stumpfschweißnaht aber ausgeprägter. DELRIN® 570,eine glasfaserverstärkte Einstellung, eignet sich ebenfallszum Ultraschallschweißen. Gleitmittel und Pigmente beein-trächtigen die Schweißung, wie nachstehend erörtert wird.Höhere Luftfeuchtigkeit scheint das Verschweißen von Tei-len aus DELRIN® hingegen nicht zu beeinträchtigen.
ZYTEL® PolyamideZYTEL® Polyamide sind ebenfalls kristalline Kunststoffe mithohen Schmelzpunkten. Bei den verschiedenen Familien vonZYTEL® Kunststoffen sind unterschiedliche Schweißergebnissebeobachtet worden. Teile aus ZYTEL® 101 und anderen 6.6 Grundpolyamiden lassen sich ebenso einfach verschweißenwie Teile aus DELRIN® . Eine zusätzliche Voraussetzung istallerdings, daß sich die Teile in «spritztrockenem» Zustandbefinden. Der Einfluß von Feuchtigkeit auf das Schweißen vonTeilen aus ZYTEL® wird nachstehend eingehender erörtert.
Formteile aus ZYTEL® 408 und anderen modifizierten 6.6 Poly-amiden lassen sich ebenfalls mit Ultraschall verschweißen,allerdings etwas schwieriger als ZYTEL® 101. Die etwasgeringere Steifheit dieser Kunststoffe kann einige Problemein Gestalt von Oberflächenbeschädigungen und Gratbildungunter der Sonotrode mit sich bringen.
Infolge der geringen Steifheit auch in spritztrockenem Zustandlassen sich aus ZYTEL® 151 und anderen aus 612 Polyamidengespritzte Teile etwas schwieriger als ZYTEL® 101 schweißen.Da diese Kunststoffe sich durch ihre sehr geringe Feuchtig-keitsaufnahme auszeichnen, ist es – von besonders kritischenAnwendungen abgesehen – nicht erforderlich, die Teile vordem Schweißen zu trocknen oder trocken zu halten.
Teile aus glasfaserverstärktem ZYTEL® Polyamid könnenebenfalls mit Ultraschall verschweißt werden; manchmalsogar einfacher als unverstärktes Material. Mit Kunststoffenaus den ZYTEL®-Serien 79G und 70G lassen sich beimSchweißen nur Festigkeiten erzielen, die denen des zugrun-deliegenden unverstärkten Kunststoffs entsprechen, weil ander Schweißnaht keine Glasfaserverstärkung wirksam wird.Wenn die Festigkeit der Schweißnaht derjenigen des ver-stärkten Kunststoffs entsprechen muß, ist es daher erforder-lich, den Nahtbereich im Verhältnis zur Wandstärke zu ver-größern. Dies läßt sich mit der Schernaht leicht erreichen.
Von allen glasfaserverstärkten ZYTEL® Kunststoffen läßt sichZYTEL® 79G13 am schwierigsten verschweißen. Bei einemGlasfaseranteil von 13% können immer noch übermäßigeOberflächenbeschädigungen und Schweißgrate unter derSonotrode auftreten.
122
MINLON® thermoplastische KonstruktionswerkstoffeDie vorgehenden Anmerkungen zu glasfaserverstärktemZYTEL® gelten auch für MINLON® , da die Grundmaterialiendieser Kunststoffe gleich sind. MINLON® enthält 40% Mine-ralzusatz, der eine hervorragende Schweißgeschwindigkeitzuläßt (30 bis 50% schneller als DELRIN® 500). Jedoch isteine gewisse Empfindlichkeit der Spritzteile gegenüberscharfen Kanten, schlecht abgeschnittenen Angüssen undallen sonstigen Schwachstellen festzustellen, die unter Ultra-schalleinwirkung brechen können, so daß der Konstruktionder Teile besondere Aufmerksamkeit gewidmet werden sollte,insbesondere bei MINLON® 10B140.
RYNITE® thermoplastische PolyesterDank seiner hohen Steifheit ist dieser glasfaserverstärktePolyester leicht zu verschweißen. Es empfiehlt sich, stetseine stufenförmige Schweißnaht für diesen Kunststoff vor-zusehen, der häufig für sehr anspruchsvolle Anwendungen(manchmal sogar bei hohen Temperaturen) verwendet wird.Eine Überschreitung der Schweißzeit kann zu verbranntemWerkstoff im Bereich der Sonotrode führen.
b. Einfluß von Feuchtigkeit auf ZYTEL®
Polyamide nehmen nach dem Spritzen etwas mehr Luftfeuch-tigkeit auf als die meisten anderen Kunststoffe. Wenn währenddes Schweißens aus einander berührenden Flächen Feuchtig-keit austritt, verursacht sie eine schlechte Schweißqualität. Um beste Ergebnisse zu erzielen, sollten Teile aus ZYTEL®
entweder unmittelbar nach dem Spritzgießen ultraschallge-schweißt oder vor dem Schweißen in spritztrockenem Zustandgehalten werden. Wenn ZYTEL® einen oder zwei Tage lang50% relativer Luftfeuchtigkeit bei 23° C ausgesetzt wird,genügt dies, die Güte der Verschweißung um 50% oder mehrzu senken, wie dies aus Abb. 10.62 hervorgeht. Werden dieTeile mit längeren als normalen Schweißzeiten verschweißt,kann der Verlust an Schweißqualität ausgeglichen werden;häufig muß dann aber eine erhebliche Schweißgratbildung undOberflächenzerstörung unter der Sonotrode hingenommenwerden. Wie aus Abb. 10.44 ersichtlich, nähert sich beimSchweißen die Temperatur des Teils in der Nähe der Sonotrodederjenigen an der Schweißnaht, so daß eine Verlängerung derSchweißzyklen ernsthafte Probleme mit sich bringen kann.
0 1 10 100
20
10
0
50
40
30
80
70
60
90
Exposure time, h
Wel
d st
reng
th, M
Pa
Abb. 10.62 Auswirkungen auf die Festigkeit der Verschweißung in Abhängigkeit von der Verweilzeit (vor dem Verschweißen) in Luft bei 23°C, 50% rel. Luftfeuchtigkeit, für ZYTEL® 101 NC010 Polyamid.
Fest
igke
it d
er S
chw
eiß
nah
t, M
Pa
Verweilzeit, Std.

Die Teile können über Zeitspannen von bis zu mehrerenWochen trocken gehalten werden, indem man sie unmittelbarnach dem Spritzgießen luftdicht in Polyethylensäcken ver-schließt. Für längere Zeiträume sind weitergehende Schutz-maßnahmen zu ergreifen wie die Verwendung von Glasge-fäßen, Dosen oder heißsiegelbaren Säcken mit Feuchtigkeits-sperre. Teile, die Feuchtigkeit aufgenommen haben, könnenvor dem Schweißen in einem Trockenofen getrocknet wer-den. Die entsprechenden Verfahren sind in den Konstrukti-ons- und Verarbeitungsanleitungen für ZYTEL® erläutert.
c. Pigmente, Gleitmittel, FormentrennmittelDer Einfluß von Pigmentsystemen auf das Ultraschall-schweißen kann beträchtlich sein. Die meisten Pigmentesind anorganische Compoundmassen, die typischerweise inKonzentrationen von 0,5% bis 2% verwendet werden. BeiSchweißgeräten, die auf Bedingungen eingestellt sind, wel-che qualitativ einwandfreie Schweißergebnisse bei unpig-mentierten Teilen ergeben, kann die Güte der Verschweißungpigmentierter Teile deutlich geringer ausfallen. SchlechteSchweißqualität äußert sich in Schweißnähten durch geringereFestigkeit und größere Sprödigkeit.
Die Mechanismen, durch die Pigmente das Schweißenbeeinflussen, sind bis jetzt nicht entschlüsselt worden. DasVorhandensein von Pigmenten scheint den Vorgang der Wär-meerzeugung an der Schweißnaht zu beeinträchtigen. Häufigläßt sich eine mindere Schweißqualität dadurch ausgleichen,daß pigmentierte Teile mit längeren Schweißzeiten verschweißtwerden als den für nicht pigmentierte Teile ermittelten. EineVerlängerung der Schweißzeiten um 50% oder mehr kannerforderlich werden. Diese längeren Schweißzeiten könnenjedoch unerwünschte Nebenwirkungen wie die Bildung über-mäßiger Schweißgrate und Oberflächenbeschädigungen unterden Sonotroden zur Folge haben.
Wird das Ultraschallschweißen zur Montage von Teilen ein-gesetzt, die aus pigmentiertem Werkstoff gespritzt werdenmüssen, empfehlen sich Probeschweißungen mit Prototyp-Spritzlingen, um festzustellen, ob die beabsichtigte Anwen-dung realisierbar ist. Bei zahlreichen kommerziellen Anwen-dungen sind Festigkeit und Zähigkeit der Schweißnahtunkritische Erfordernisse. Die Verwendung von Färbemittel-systemen, die das Ultraschallschweißen nicht nennenswertbeeinflussen, bietet sich als Alternativlösung an.
Die vorstehenden Hinweise gelten auch für das Verschweißenvon Werkstoffen mit eingearbeiteten oder nachträglich zuge-fügten Gleitmitteln und Formentrennmitteln. Schon relativgeringfügige Mengen dieser Stoffe scheinen den Vorgangder Wärmeerzeugung an der Schweißnaht während desSchweißens zu beeinträchtigen.
Metall- oder Kunststoffteil
Kunststoffteil
Abrundung 0,25
D1,6 D
2 D
0,5 D
0,5 D
Nietsonotrode
Austauschbare Spitze
Abb. 10.63 Ultraschall-Nieten
Obwohl eine Verlängerung der Schweißzeit diesen Einfluß biszu einem gewissen Grade ausgleichen kann, können die obenangeführten Folgeerscheinungen problematisch werden. Wennbeim Spritzgießen ansonsten gleitmittelfreier Werkstoffe-For-mentrenn-Sprays verwendet werden, sollten die Teile vor demVerschweißen sorgfältig gereinigt werden.
Andere Ultraschall-Verbindungstechniken
a. UltraschallnietenUltraschallgeräte können auch zum Nieten oder Meißelnietenbenutzt werden, um Teile aus technischen Kunststoffen vonDuPont mit Teilen aus andersartigen Werkstoffen, üblicher-weise Metall, fest zu verbinden. Aus dem unteren Kunststoff-teil ragt ein Stift durch eine Bohrung des zweiten Teils. Eine besonders geformte Sonotrode berührt die Spitze des Stiftes, schmilzt sie und formt einen nietenförmigen Kopf. Dies bewirkt eine feste Verbindung, weil keine elastischeErholung wie beim Kaltstauchen auftritt.
Empfohlene Sonotroden- und Teilekonstruktionen sind inAbb. 10.63 dargestellt. Das Volumen des verdrängtenKunststoffs entspricht der Vertiefung in der Sonotrode. Zur Anpassung an spezifische Anwendungen sind zahlrei-che Abwandlungen der Konstruktion möglich. Nach Mög-lichkeit sollten eine ringförmige Hinterschneidung an derStiftwurzel und eine Abrundung am Loch des zu befesti-genden Teiles vorgesehen werden. Dies erhöht die Festig-keit und Zähigkeit der genieteten Verbindung. Ein dünneresals das gezeigte Kopfprofil wird nicht empfohlen.
b. StiftschweißenUltraschall-Stiftschweißen, eine Abwandlung der Schernaht-technik, eignet sich zur Verbindung von Kunststoffteilen aneinem oder an mehreren Punkten.
Für viele Anwendungen, die eine dauerhafte Montage erfor-dern, ist eine durchgängige Schweißnaht nicht erforderlich.Häufig setzen die Größe und Komplexität der Teile engeGrenzen für die Anordnung der Befestigungspunkte oder diePosition der Schweißnaht. Bei verschiedenartigen Werkstof-fen wird diese Art der Verbindung üblicherweise entwederdurch Kaltstauchen, Ultraschallnieten oder durch Verwen-dung von Metallnieten oder Schrauben bewerkstelligt.
123
Abb. 10.64 Ultraschall-Stiftschweißen
Maß A: 0,25 bis 0,4 mm für D bis 13 mm.
Maß B: Schweißtiefe B = 0,5 D für höchste Festigkeit (Schweißnaht festerals der Stift selbst).
Maß C: 0,04 mm minimale Einführung.
Maß D: Stiftdurchmesser.
B
A
D
Vor dem Schweißen Während des Schweißens Nach dem Schweißen
C

Bei Verwendung einander ähnlicher Kunststoffe kann dasUltraschall-Stiftschweißen diese Aufgabe einfacher und preis-günstiger erfüllen. Der Energiebedarf ist wegen der kleinenSchweißfläche gering und der Schweißzyklus ist kurz, fastimmer weniger als eine halbe Sekunde.
Zu den zahlreichen Anwendungen, die sich für das Ultraschall-Stiftschweißen eignen, zählen Uhrengehäuse, Kurzzeitmesser,elektromechanische Teile, elektrische Verbindungsstecker undSchaufelräder für Pumpen.
Abb. 10.64 zeigt die Grundform der Stiftschweißverbindungvor, während und nach dem Schweißen. Die Schweißverbin-dung entsteht entlang des Stiftumfangs. Die Festigkeit derSchweißverbindung ist eine Funktion des Stiftdurchmessersund der Schweißtiefe. Maximale Zugfestigkeit wird erzielt,wenn die Schweißtiefe dem halben Durchmesser entspricht. In diesem Falle ist die Schweißverbindung stärker als der Stift.
Das radiale Übermaß A muß gleichförmig sein und sollte beiStiften mit einem Durchmesser von 13 mm oder weniger imallgemeinen 0,25 bis 0,4 mm betragen. Versuche haben erge-ben, daß ein größeres Übermaß nicht die Festigkeit der Ver-bindung, wohl aber die Schweißzeit erhöht. So benötigenbeispielsweise Stifte mit einem Durchmesser von 5 mm und0,4 mm Übermaß die vierfache Schweißzeit von Stiften mit0,25 mm Übermaß, die bis zur gleichen Tiefe geschweißtwerden. Das Loch sollte genügend Abstand von der Kantehaben, um ein Ausbrechen zu verhindern.
An der Verbindungsstelle kann sich die Vertiefung am Endedes Stiftes oder an der Öffnung des Lochs befinden, wie diesbei mehreren der gezeigten Beispiele ersichtlich ist. Bei Ver-wendung der zweiten Alternative kann eine leichte Abschrä-gung vorgesehen werden, um eine rasche Ausrichtung zuermöglichen.
Um eine Spannungskonzentration während des Schweißensund beim späteren Gebrauch zu vermeiden, sollte am Fußedes Stiftes eine Abrundung mit großzügig bemessenemRadius vorgesehen werden.
A B
vorher nachher vorher nachher
A – Blindloch B – Doppelt abgestuft
vorher
nachhervorher
nachher
2 B
B
Abb. 10.65 Stiftschweißungen – Verschiedene Ausführungen
Abb. 10.66 Stiftschweißen – Varianten
124
Eine Hinterschneidung der Abrundung unterhalb der Ober-fläche dient als Schweißgratspeicher, der einen sauberabschließenden Kontakt der Teile ermöglicht.
Andere Einsatzmöglichkeiten des Stiftschweißens sind inAbb. 10.65 dargestellt. Ein drittes Teil aus einem andersarti-gen Werkstoff kann wie in Ansicht A dargestellt fixiert wer-den. Ansicht B zeigt getrennt gespritzte Nieten statt selbst-schneidender Metallschrauben oder Nieten, die – anders alsMetallbefestigungen – eine relativ spannungsfreie Montageergeben.
Abb. 10.66A zeigt eine Abwandlung, die Verwendung findet,falls es auf das Aussehen ankommt oder eine unterbrechungs-freie Oberfläche erforderlich ist. Der Stift wird in einen Wulsthineingeschweißt. Der Außendurchmesser des Wulstes solltemindestens dem doppelten Stiftdurchmesser entsprechen. Wirdder Stift in ein Blindloch hineingeschweißt, kann es erforderlichwerden, für einen Luftauslaß zu sorgen. Hier bieten sich zweiMethoden an: ein Mittelloch durch den Stift oder ein kleiner,schmaler Schlitz in der Innenwand des Wulstes.
Werden der beim Schweißen auftretenden relativen Bewegungder beiden miteinander zu verbindenden Teile Grenzen gesetzt,wie zum Beispiel beim Positionieren von Getrieben sowieanderen inneren Bauteilen, sollte eine doppelt abgestufteStiftschweißung erwogen werden, wie sie in Abb. 10.66Bdargestellt ist. Dies reduziert die Bewegung um 50%,während die Schweißfläche und die Festigkeit der Schweiß-verbindung unverändert bleiben.
Diese Abwandlung ist auch sinnvoll, wenn Stopfen in dünneWände von 1,5 mm hineingeschweißt werden, dargestellt inAbb. 10.67. Bei der einfachen Stiftverbindung reduziert dieerforderliche Einführung die verfügbare Fläche und Festigkeit.
Standard-Sonotroden ohne spezielle Ausgestaltung der Spitze(wie sie für das Ultraschallnieten benötigt werden) findenVerwendung. Im allgemeinen sind Sonotroden mit großerAmplitude oder Kombinationen aus Sonotrode und Boostererforderlich. Die besten Ergebnisse lassen sich erzielen, wenndie Sonotrode das Teil unmittelbar über dem Stift und seit-lich möglichst nahe an der Verbindungsstelle berührt. Wer-den mehrere Stifte eines einzelnen Teils verschweißt, genügthäufig die Verwendung einer einzigen Sonotrode. Weisendie Stifte aber größeren Abstand voneinander auf (mehr als75 mm zwischen den am weitesten auseinanderliegendenStiften), so müssen in der Regel mehrere kleine, simultanerregte Sonotroden verwendet werden. Einige Schweiß-geräte, die dazu in der Lage sind, sind bereits an frühererStelle beschrieben worden.
Abb. 10.67 Stiftschweißen – Stopfen in dünnwandigen TeilenT
0,4
mm T = Wanddicke
0,5
T
vorher nachher vorher nachher
0,4 mm0,25 mm
0,2 mm

c. Einsetzen von Teilen durch UltraschallMetallteile können mit Ultraschall in Teile aus technischenKunststoffen von Du Pont eingesetzt werden und so umspritzteoder eingepreßte Einlegeteile ersetzen. Gegenüber umspritz-ten Einlegeteilen ergeben sich mehrere Vorteile:
– Vermeidung von Verschleiß und Veränderung der Formen,
– Vermeidung des Vorwärmens sowie der manuellenZuführung der Einlegeteile,
– verkürzte Taktzeiten beim Spritzgießen,
– weniger kritische Maßtoleranzen der Einlegeteile,
– erheblich reduzierte innere Spannungen.
Wie in Abb. 10.68 gezeigt wird, können die Einlegeteile mitUltraschall entweder in ein Spritzgußteil eingesetzt werden,oder das Spritzgußteil kann um das Einlegeteil herum mon-tiert werden.
Im Handel sind verschiedene Arten von Ultraschall-Einlege-teilen erhältlich, deren Konstruktionsprinzipien einandersehr ähnlich sind.
Der Druck und die Ultraschallschwingung des Einlegeteilsschmelzen den Kunststoff an der Berührungsfläche zwischenMetall und Kunststoff und treiben das Einlegeteil in ein vorgeformtes oder vorgebohrtes Loch. Der geschmolzeneKunststoff fließt in eine oder mehrere Aussparungen desEinlegeteils. Nach Erhärtung des Kunststoffes ist dadurchdas Einlegeteil fixiert. Das Volumen des verdrängten Werk-stoffs sollte dem Volumen der Aussparungen des Einlegeteilsentsprechen oder geringfügig übersteigen. Die Einlegeteilesind mit Abflachungen, Kerben oder axialen Auszackungenversehen, um ein Verdrehen infolge auftretender Torsions-kräfte zu verhindern.
SicherheitUltraschallschweißen ist ein unfallsicheres Verfahren.Gewisse Vorsichtsmaßnahmen sollten jedoch getroffen werden, um die Sicherheit zu gewährleisten.
Abb. 10.68 Einsetzen von Teilen durch Ultraschall
Sonotrode
Einlegeteil ausMetall
Kunststoff
nachhervorher
a. Ultraschall-Schweißmaschinen sollten mit Doppelbetäti-gungsschaltern ausgestattet sein, um sicherzustellen, daßdie Hände der Bedienungskraft der Sonotrode fernbleiben.Abschalt- oder Sicherheits-Unterbrechungsschalter solltenebenfalls installiert sein, um die Schweißmaschinen zujedem beliebigen Zeitpunkt während des Schweißzyklussowie ihrer Abwärtsbewegung anzuhalten.
b. Schwingende Sonotroden sollten weder zusammen-gedrückt noch festgehalten werden; ebensowenig solltedie Einheit von Hand herabgesenkt werden, solange derpneumatische Zylinder aktiviert ist. Ersteres kann zuleichten Hautverbrennungen, letzteres zu schweren Ver-brennungen sowie mechanischen Quetschungen führen.
c. Schweißgeräte arbeiten mit einer Frequenz von 20000Schwingungen pro Sekunde, also außerhalb des normalenHörbereiches der meisten Menschen. Manche Menschenwerden jedoch durch diese Frequenz und durch Schwin-gungen niedrigerer Frequenz, die sich im Stativ und inden zu verschweißenden Teilen bilden, geschädigt. Einemit schalldämpfendem Material ausgekleidete Umhüllung,ähnlich der in Abb. 10.69 gezeigten, kann dazu beitragen,die Geräuschentwicklung und andere mögliche Auswir-kungen der Schwing-ungen zu reduzieren. Die Umhül-lung sollte umfassend sein und nicht nur aus einer Trenn-scheibe bestehen. Wo dies nicht möglich ist, sollten alleBedienungspersonen und sonstigen in der Nähe derSchweißanlage arbeitenden Personen Ohrschützer tragen.
Labortechniker, die nur gelegentlich mit Ultraschall-Schweiß-geräten arbeiten, sollten Ohrschützer tragen, wenn sie dievon der Schweißmaschine erzeugten Geräusche als unange-nehm empfinden. Einige Sonotroden mit Formen, die sehrstark einer Glocke ähneln, können unter ungünstigenBetriebsbedingungen starke Schallwellen erzeugen. DieseSchwingungen können Übelkeit, Schwindel und sogar dieGefahr bleibender Gehörschäden verursachen.
125
Abb. 10.69 Lärmschutzabdeckung

Vibrationsschweißen
EinführungDas Vibrationsschweißen ist eine seit vielen Jahren bekannteFügetechnik, die in einigen speziellen Bereichen eingesetztwird. Du Pont hat jedoch diese Technik weiterentwickelt undso weit verbessert, daß sie mit einer breiten Palette an tech-nischen Kunststoffmaterialien eingesetzt werden kann. Zudemwar Du Pont das erste Unternehmen, das geeignete Proto-typen der Maschinen hergestellt hat, um die Durchführbar-keit und Brauchbarkeit dieser Methode für das Verbindenvon technischen Kunststoffteilen zu demonstrieren.
Das Vibrationsschweißen ist eine einfache Technik underfordert keine hochentwickelte mechanische oder elektri-sche Ausstattung. Der Schweißzyklus läßt sich in folgendeSchritte unterteilen:
1. Die beiden Teile werden in entsprechend geformten Haltevorrichtungen an der Maschine befestigt.
2. Die Vorrichtungen laufen aufeinander zu, um die Ver-bindungsflächen unter ständigem Druck aufeinander zu bringen.
3. Mit einem Getriebe oder einem Elektromagneten erzeugteVibrationen werden auf die Haltevorrichtungen übertragenund über diese auf die Berührungsflächen. Die beidenTeile bewegen sich in entgegengesetzte Richtungen underzeugen so eine relative Geschwindigkeit an den Kontakt-flächen. Aufgrund der Reibung steigt die Temperatursofort an und erreicht in der Regel in weniger als einerSekunde den Schmelzpunkt des Kunststoffes.
4. Nach einer vorgewählten Zeit bremst eine elektrischeKontrollvorrichtung die Vibrationen ab, während derDruck auf der Schweißfläche erhalten bleibt. Gleichzeitigwerden die Teile korrekt ausgerichtet.
5. Der Druck wird einige Sekunden aufrecht erhalten, damitdie Schmelze erstarren kann. Dann öffnen sich die Vorrichtungen und die verschweißten Teile werden ausgeworfen.
GrundprinzipDie verschiedenen Schweißtechniken für das Verbinden vonTeilen aus thermoplastischem Material unterscheiden sichwesentlich in der Methode, wie Wärme an den Verbindungs-flächen aufgebaut wird.
Die gegenwärtig bekannten Verfahren lassen sich grundsätz-lich in zwei Hauptgruppen unterteilen:
1. Die zum Erreichen der Schmelzetemperatur erforderlicheWärme wird durch eine Fremdquelle zugeführt. Dies istder Fall beim Heizelementschweißen, Induktions-schweißen und Heißluftschweißen.
2. Die erforderliche Wärme wird direkt an den Verbin-dungsflächen durch Reibung erzeugt. Die bekanntestenMethoden, die mit diesem Verfahren arbeiten, sind dasRotations- und Ultraschallschweißen.
126
Sie bieten den offensichtlichen Vorteil, daß der geschmol-zene Kunststoff nicht der Umgebungsluft ausgesetzt und soZersetzung oder Oxydation verhindert wird, was für einigeKunststoffe unbedingt erforderlich ist. Das Rotations-schweißen ist jedoch auf kreisrunde Teile begrenzt, dieaußerdem keine Positionierung erfordern. Wenn die zweiTeile exakt aufeinander ausgerichtet werden müssen, wirddas Rotationsschweißen sehr kostenaufwendig, da keineeinfachen mechanischen Mittel verfügbar sind, um dieseAnforderung zu erfüllen.
Das Vibrationsschweißen gehört zu der zweiten Gruppe, da es Wärme durch Reibung der zwei Berührungsflächenerzeugt. Im Gegensatz zum Rotationsschweißverfahren ist das Vibrationsschweißen nicht auf kreisförmige Teilebegrenzt. Es läßt sich für fast jede Form einsetzen, falls die Auslegung der Teile ein freies Vibrieren innerhalb einer gegebenen Amplitude erlaubt.
Definition des BewegungszentrumsDas Zentrum, um das die zwei Teile vibrieren, kann folgen-dermaßen angeordnet werden:
a. innerhalb der Schweißfläche;
b. außerhalb der Schweißfläche;
c. in einer unbegrenzten Distanz. In diesem Fall wird dieBewegung linear.
Auf dieser Basis lassen sich zwei verschiedene Variantendefinieren: Winkel- und Linearschweißen
a. Bewegungszentrum innerhalb der SchweißflächeAlle Teile, die eine kreisrunde Schweißnaht aufweisen,würden logischerweise um ihr eigenes Zentrum vibrieren,wie in Abb. 10.71A gezeigt wird. Solche Teile können miteiner V-förmigen Schweißnaht versehen werden, wie imKapitel «kreisförmige Teile» beschrieben wird. Alle Teile,die keine kreisförmige Form haben, müssen natürlich eineflache Schweißfläche aufweisen. Hat die Schweißflächeeine unregelmäßige Form wie z.B. in Abb. 10.71B, kanndas Teil immer noch um ein Innenzentrum schwingen.Letzteres würde jedoch an einer Stelle gewählt, die diegeringstmögliche Differenz der Umfangsgeschwindigkeiterzeugt.
Versuchsreihen ergaben, daß das Bewegungszentrumaußerhalb der Schweißfläche angeordnet werden muß,wenn das Verhältnis von X/Y ~1,5 übersteigt.
X
Y
A B
X = max. Abstand bis BewegungszentrumY = min. Abstand
Abb. 10.71 Schweißnahtprofile

Formteile mit einer rechteckigen Schweißfläche, ähnlichwie in Abb. 10.72A, können ebenso um ihr eigenes Zen-trum vibrieren, falls das oben genannte Verhältnis ~1,5 bis1,0 nicht übersteigt.
Bei einer Form, wie sie in Abb. 10.72B gezeigt wird,müßte das Bewegungszentrum außerhalb angeordnetwerden, um ähnliche Schweißgeschwindigkeiten auf der gesamten Schweißfläche zu erhalten.
b. Bewegungszentrum außerhalb der SchweißflächeWerden die oben beschriebenen Bedingungen nichterfüllt, müssen die Teile weit genug vom Bewegungszen-trum entfernt angeordnet werden, um ein Verhältnis vonX/Y < 1,5 zu erhalten, wie in Abb. 10.73A gezeigt wird.
Diese Anordnung erlaubt das gleichzeitige Schweißenvon zwei oder mehreren Teilen. Es ist außerdem möglich,Teile mit unterschiedlichen Größen und Formen gleich-zeitig zu verschweißen. Sie müssen jedoch symmetrischin der Vibrationsvorrichtung angeordnet werden, um dengleichen Oberflächendruck auf alle Verbindungen zuerhalten, wie in Abb. 10.73B gezeigt wird.
c. LinearschweißenTeile, die aufgrund ihrer Form oder Größe nicht in einerunde Vorrichtung passen, lassen sich linear verschweißen.Diese Methode eignet sich besonders für großvolumige,nichtrunde Teile mit einer Länge von über 100-150 mm.Es ist jedoch auch möglich, mehrere Teile gleichzeitig zu verschweißen, wenn sie sich an den Vibrationsplattenbefestigen lassen.
Y
X
X
Y
+
A B
A B
Abb. 10.72 Ermittlung des Bewegungszentrums
Abb. 10.73 Simultanschweißen von mehreren Teilen
Typische Vorrichtungen für das Erzeugen von VibrationenObwohl Vibrationen mit Wechselstrommagneten erzeugtwerden können, wurden alle verfügbaren Maschinen bishermit mechanischen Vibratoren ausgestattet.
Abb. 10.74 zeigt schematisch die Funktion einer Linear-schweißmaschine, wie sie von Du Pont zuerst optimiert wurde.Die Vibrationen werden von zwei Exzenterscheiben «a»erzeugt, die sich um das Zentrum «b» drehen und über Stan-gen «d» auf Vorrichtungen «c» übertragen werden. Die unte-ren Vorrichtungen gleiten in zwei Kugellagerschienen, die einefreie Bewegung in Längsrichtung erlauben. Die obere Vorrich-tung wird von vier pneumatisch betätigten Hebeln «e»heruntergedrückt. Es ist äußerst wichtig, die Bewegungen der Hebel mechanisch zu synchronisieren, um eine perfekteParallelität der zu schweißenden Teile zu erreichen.
Am Ende des Schweißzyklusses wird die Bewegungsüber-tragung abgestellt, worauf beide Teile in ihre Endpositiongebracht werden. Der Druck bleibt kurzfristig aufrecht erhal-ten, damit der geschmolzene Kunststoff erstarren kann.
Das gleiche Grundprinzip gilt für eine Winkelschweißma-schine, Abb. 10.75. In diesem Fall werden Vibrationen aufobere und untere Vorrichtungen «a» übertragen, die sich aufKugellagern drehen. Die obere Vorrichtung wird direkt aufder Kolbenstange «b» montiert, um den Druck zu liefern.
Theoretisch könnte das gleiche Schweißergebnis mit einemfeststehenden und einem vibrierenden Teil erreicht werden,das bei doppelter Frequenz vibriert.
127
Abb. 10.74 Prinzip der Linearschweißmaschine
Abb. 10.75 Prinzip der Winkelschweißmaschine
e
c
e
b
d
a
f
a
b

Erfahrungen haben jedoch gezeigt, daß diese Methode aus ver-schiedenen Gründen unzufriedenstellend ist. Wie in Abb.10.74 und 10.75 veranschaulicht wird, heben sich die beträcht-lichen Beschleunigungs- und Verzögerungskräfte auf, wenndas Gewicht der oberen Vorrichtung mit Kunststoffteil demGewicht der unteren Vorrichtung mit Kunststoffteil entspricht.(Beim Winkelschweißen müssen die beiden Trägheitsmomenteidentisch sein, um gleiche und entgegengesetzte Trägheits-kräfte zu erzielen).
Falls nur ein Teil bei doppelter Frequenz vibriert, sind dieBeschleunigungs- und Verzögerungskräfte viermal höherund müßten über eine zusätzliche und regelbare Vorrichtungkompensiert werden. Das gesamte Getriebe würde somitweitaus schwerer und teurer für eine Maschine mit gleicherKapazität. Außerdem haben Erfahrung gezeigt, daß sich einegute und feste Verbindung leichter erhalten läßt, wenn beideTeile schwingen.
SchweißbedingungenUm den Schmelzpunkt des Materials zu erreichen, müssen diezwei Teile zusammengepreßt werden und bei einer bestimm-ten Frequenz und Amplitude schwingen. Diese Bedingungenkönnen als PV-Werte definiert werden, wobei «P» der spezifi-sche Kontaktdruck in MPa und «V» die Flächengeschwindig-keit in m/s ist.
Die zwei Exzenterscheiben erzeugen eine sinusförmigeGeschwindigkeitskurve wie in Abb. 10.76. Da sie in entge-gengesetzte Richtungen laufen, beträgt die maximale relativeGeschwindigkeit des einen Teils gegenüber dem anderenTeil 2 W. Die resultierende relative Geschwindigkeit liegtsomit beim 1,27fachen des maximalen Wertes «W».
Beispiel: Eine Maschine, die Acetalpolymer schweißt, wiein Abb. 10.74 hat einen Exzenterabstand «f» von 3 mm und läuft bei einer Geschwindigkeit von 5000 U/min.
Die Umfangsgeschwindigkeit ist somit wie folgt:
V = f × � × n = 0,003 m × � × 5000
= 0,78 m /s60
128
Y = 0,635 W 2 Y = 1,27 W
1 Umdrehung
W = maximale Geschwindigkeit jedes TeilsY = Durchschnittsgeschwindigkeit jedes Teils
W
W
Y
Y
2 Y 2
W
Abb. 10.76 Geschwindigkeitskurven beim Vibrationsschweißen
Dies entspricht der maximalen Geschwindigkeit «W» inAbb. 10.76. Die durchschnittliche relative Geschwindig-keit eines Teils gegen das andere wäre dann:
1,27 × 0,78 = 1 m / s
Bei einem spezifischen Kontaktdruck von 3 MPa wird derresultierende PV-Wert:
3 × 1 = 3 MPa × m / s
Da die erzeugte Wärme außerdem eine Funktion des Rei-bungskoeffizienten ist, muß der obige PV-Wert auf das zuschweißende Material bezogen werden. GlasfaserverstärktePolyamide wurden zum Beispiel erfolgreich bei einem PV-Wert von 1,3 verschweißt. Hieraus läßt sich folgern, daß beieiner Maschine, die verschiedene Materialien und Formteil-größen verschweißen soll, Druck, Drehzahl und Amplitudeverstellbar sein müssen. Sobald die optimalen Arbeitsbedin-gungen für ein gegebenes Teil festgelegt sind, dürfte dieMaschine jedoch mit Ausnahme des Druckes keine weiterenEinstellungen erfordern.
Die Schweißzeit ist das Produkt von Geschwindigkeit, Druckund Amplitude. Die Praxis hat jedoch gezeigt, daß dieSchweißnahtfestigkeit oberhalb eines bestimmten Druckeseher abnimmt – möglicherweise aufgrund von ausgequetsch-tem geschmolzenem Kunststoff. Auf der anderen Seite legendie resultierenden mechanischen Belastung des GetriebesBeschränkungen auf. So vervierfacht eine Verdopplung derGeschwindigkeit die Beschleunigungskräfte der vibrierendenMassen.
Umfangreiche Tests haben ergeben, daß sich eine Frequenzvon etwa 100 Hz für kleine und mittelgroße Teile sehr gut eignet, während größere, schwere Formteile bei einerFrequenz von 70-80 Hz verschweißt werden.
So wurden auch große Teile wie Ansaugrohre erfolgreich,mit Frequenzen bis zu 250 Hz, verschweißt. Siehe auchAbb. 10.79D.
Bei Linearmaschinen sollte der Abstand der beiden Exzen-terscheiben («f» in Abb. 10.74) so eingestellt werden, daßeine relative Bewegung von etwa 0,9 × Schweißnahtbreiteerzielt wird, siehe Abb. 10.77.
Der spezifische Oberflächendruck, der die höchste Schweiß-nahtfestigkeit ergibt, muß über Tests ermittelt werden. AlsFaustregel gilt, daß eine Maschine einen Druck von 4 MPaauf die zu schweißende Fläche erzeugen muß.
W
� 0,9 W
Abb. 10.77 Relative Bewegung – Schweißnahtbreite

c
a
ba
d
a b c d e
Abb. 10.78 Schweißnahtprofile – runde Teile
Auslegung von Schweißnähten
a. Kreisförmige TeileKreisförmige Teile sollten – wie beim Rotationsschweißen –immer mit einer V-förmigen Schweißnaht versehen werden.Eine solche Auslegung erlaubt nicht nur eine perfekte Aus-richtung der beiden Hälften, sondern die Schweißfläche kannvergrößert werden und so die Festigkeit der Wandflächeerreichen. Während des Schweißbetriebes baut sich einebestimmte Menge an Grat an beiden Seiten der Schweißnahtauf. Bei bestimmten Anwendungen muß dies vermiedenwerden, entweder aus ästhetischen Gründen oder weil er eineFehlerquelle für innenliegende mechanische Teile darstellenkann. In solchen Fällen sollten Verbindungen mit Gratspei-chern versehen werden.
Um Vibrationen mit dem geringstmöglichen Verlust auf dieKontaktfläche zu übertragen, müssen die Kunststoffteile festin den Haltevorrichtungen eingespannt werden. Es ist oft ratsam, die Schweißfläche mit 5 oder 8 Mitnehmerrippen zuversehen. Das gilt besonders bei dünnwandigen Behälternaus weichen Materialien.
Eine typische Schweißnahtauslegung mit einem externenGratspeicher und Mitnehmerrippen direkt auf der Schulterwird in Abb. 10.78a gezeigt. Einige grundsätzliche Anforde-rungen sind dabei zu beachten:
– Vor dem Schweißen sollten die flachen Flächen durcheinen Spalt «a» getrennt werden, der etwa das 0,1facheder Wandstärke beträgt.
– Der Winkel «b» sollte mindestens 30° betragen, um einenselbsthemmenden Effekt zu verhindern.
– Die Schweißnahtlänge «c–d» muß, abhängig von dergewünschten Festigkeit, mindestens das 2,5fache derWandstärke betragen. Da einige Kunststoffe sich schwererverschweißen lassen als andere, sollte dieser Wert entspre-chend erhöht werden.
Abbildungen 10.78b und 10.78c zeigen weitere möglicheAnordnungen für externe Gratspeicher.
Bei Teilen, für die ästhetische Aspekte nicht so wichtig sind,reicht häufig eine einfache Rille aus, siehe Abb. 10.78d. Sie verdeckt zwar den Grat nicht, er verbleibt jedoch imBereich des Außendurchmessers.
Falls sowohl interne als auch externe Gratspeicher erforder-lich sind, können sie wie in Abb. 10.78e ausgelegt werden.
b. Nicht kreisförmige TeileTeile, die nicht kreisförmig sind, können mit flachen Schweiß-flächen auf Winkel- oder Linearmaschinen verschweißt wer-den, siehe Abb. 10.79A. Die Schweißnahtbreite «B» solltemindestens das zweifache der Wandstärke betragen, abhängigvon den Festigkeitsanforderungen und dem verwendetenKunststoff. Die Festigkeit steigt aufgrund ungleichmäßigerSpannungsverteilung (siehe auch Abb. 10.81) über einemB/D-Verhältnis von 2,5-3,0 nicht beträchtlich .
Quadratische und rechteckige Teile, besonders solche mitdünnen Wandstärken oder aus weichen Kunststoffen, sindnicht steif genug, um Vibrationen ohne Verlust zu übertra-gen. Sie müssen daher eine Schweißnaht mit einer Rille umden gesamten Umfang aufweisen, Abb. 10.79B. Diese Rillepaßt in eine Schweißraupe an der Vorrichtung «a», um zuverhindern, daß die Wände nach innen zusammenfallen. Esist äußerst wichtig, die Verbindung an beiden Flächen «b»und «c» zu stützen, um eine perfekte Schweißdruckvertei-lung zu erzielen.
Ein möglicher Weg zum Anbringen von Gratspeichern anStumpfschweißnähten wird in Abb. 10.79C gezeigt. Der Spalt«a» muß angepaßt werden, damit sich die beiden Außenlippennach dem Schweißen vollständig schließen. Die Auslegungreduziert die effektive Schweißfläche und kann breitereSchweißnähte für eine gegebene Festigkeit erfordern.
Eine andere Auslegung der Schweißnähte mit Rillen ist inAbb. 10.79D dargestellt. Diese Schweißnaht wurde erfolg-reich für einen vibrationsgeschweißten Deckel eines Ansaug-rohrs mit einer Frequenz bis zu 280 Hz und einer Amplitudevon 1,2 mm angewendet.
129

Abb. 10.79 Schweißnahtauslegung, nicht kreisförmige Teile
R R
T
R = 0,1 T
(2 Ö 3) T
bc
a
T
A B
D
2,0
2,0
2,0
1,0
2,0
3,0
5,0
7,0
2,5
1,5
==
2,5
C
W = (2 Ö 3) T
a
1,2T 3T
2,0
2,0
2,5-3,0
DETAIL
Aufnahmevorrichtung
Amplitude: 0,9 – 1,2 mm
Frequenz: 240 – 280 Hz
Deckel
Ansaugrohr
Zu
en
twic
keln
de
Sch
wei
ßti
efe
130
Testergebnisse bei winkelverschweißten StumpfnähtenDer in Abb. 10.80 rechteckig geschweißte Kasten wurde fürumfangreiche Druckprüfungen aus verschiedenen
DuPont Materialien verwendet. Der Berstdruck jedes Behäl-ters wird von drei Hauptfaktoren beeinflußt:
– Gesamtauslegung.
– Verschweißbarkeit des Materials.
– Schweißnahtauslegung.
Die unten beschriebenen erzielten Resultate sollten dahersorgfältig auf Formteile mit unterschiedlichen Formen undFunktionen übertragen werden. Das gleiche Formteil wirdein sehr unterschiedliches Verhalten aufweisen, wenn es ausverschiedenen Kunststoffen hergestellt wird. Während dieSchweißnaht in einigen Fällen der schwächste Punkt seinkann, ist sie bei anderen technischen Kunststoffen eventuellfester als das Teil selbst.
Schweißnahtfestigkeit in Abhängigkeit von der SchweißflächeAbb. 10.81 zeigt die Zugfestigkeit als Funktion von derSchweißnahtbreite, die von dem in Abb. 10.80 gezeigtenBehälter erhalten wurde. Ein linearer Festigkeitsanstieg kannbis zu einem B/D-Verhältnis von ca. 2,5 beobachtet werden.Oberhalb dieses Werts flacht die Kurve ab und eine Verbrei-terung bleibt ohne Einfluß auf die Festigkeit.
1 1,5 2 2,5 3
BD
Berstdruck
Verhältnis BD
7 cm2
36
45
Abb. 10.80 Berstdruck Prüfteil
Abb. 10.81 Schweißnahtfestigkeit in Abhängigkeit von der Nahtgröße
B
D

Schweißnahtfestigkeit in Abhängigkeit vom spezifischen SchweißdruckWie bereits erwähnt, sollte der geeignete spezifische Schweiß-druck für jeden Kunsstoff mit Versuchen ermittelt werden. Für DELRIN® 500 ergab sich zum Beispiel ein Druck von etwa3,3 MPa, wie die Kurve in Abb. 10.82 zeigt. Es scheint, daßein zu hoher Druck die Nahtfestigkeit ebenso reduziert wie einzu niedriger Druck.
Alle DELRIN® Typen eignen sich für das Vibrationsschweißen.DELRIN® 500P zeigt die besten Ergebnisse, wohingegen DELRIN® 100 etwas schwächer ist. Schweißnähte in Teilen ausDELRIN® 100 sind in der Regel der schwächste Bereich auf-grund der hohen Dehnung dieses Kunststoffes. Dies galt auchfür den Prüfbehälter in Abb. 10.80. Das gleiche Teil aus glas-faserverstärktem DELRIN® bricht nicht an der Schweißnaht,sondern wegen seiner geringeren Dehnung an einer Ecke. Es muß außerdem beachtet werden, daß eingefärbte Einstel-lungen eine niedrigere Schweißnahtfestigkeit erzeugen als diegleichen ungefärbten Typen. Dies gilt für alle Kunststoffe.Pigmentanteile haben einen leichten negativen Einfluß auf die Eigenschaften. Obwohl die durchschnittlichen Festigkeits-werte von Typ zu Typ leicht variieren, ist es überraschendfestzustellen, daß die obere Grenze bei 14 MPa Zugfestigkeitfür die meisten Typen liegt.
Das Vibrationsschweißen eignet sich außerdem für alleZYTEL® Polyamidtypen. Es erlaubt viele neue und attraktiveAnwendungen, für die keine andere Fügetechnik in Fragekäme. Besonders die Automobilindustrie braucht verschie-dene eckige Behälter im Kühlkreislauf und für Emissions-kontrollfilter.
Der Wasseraufnahme muß vor dem Schweißen keine beson-dere Beachtung geschenkt werden, falls die Teile bei einerrelativen Feuchtigkeit von maximal 50% gelagert werden.
Stumpfnähte in Formteilen aus unverstärktem Polyamid sindin der Regel fester als das Teil selbst. Füllstoffe und Glas-fasern reduzieren die Nahtfestigkeit je nach der Materialqua-lität. So bewirkt ein Glasfaseranteil von 30% eine Reduzie-rung der Festigkeit um 50%. Teile aus diesem Kunststoffmüssen sorgfältig ausgelegt werden.
2 3 4
Berstdruck
Schweißnahtfestigkeit in Abhängigkeit vom spezifischem Schweißdruck
Abb. 10.82 Spezifischer Schweißdruck
AnwendungsbeispieleAbb. 10.83. Eine typische Auslegung einer Zentrifugal-pumpe mit einem winkelverschweißten Spiralgehäuse ausDELRIN®.
Abb. 10.84. Ein Automobiltank aus ZYTEL® Polyamid 66.Die Schweißnaht ist mit einem Gratspeicher versehen, umNachbearbeitungs- und Entgratungsgänge zu vermeiden.
Abb. 10.83 Zentrifugalpumpe
Abb. 10.84 Automobiltank
131

Abb. 10.85. Ein linearverschweißter Kraftstofftank einesMotorrades aus ZYTEL®. Die Rille in der Schweißnaht sam-melt den Grat und anschließend wird ein PVC-Profil überdem Flansch schnappverbunden. Dies ist eine Lösung, diedie gesamte Schweißnaht effektiv verdeckt.
Abb. 10.86a. Ein winkelverschweißtes, rechteckig geformtesKraftstoff-Filtergehäuse aus ZYTEL®. Die Naht ist mit einerFuge versehen, um die dünnen Wände in den Vorrichtungenzu halten und somit ein Zusammenfallen während desSchweißens zu verhindern.
Abb. 10.86b. Ein winkelverschweißter Behälter aus ZYTEL®.Verbindungen an Körper und Abdeckung müssen in der gege-benen Position orientiert werden. Eine klassische Reibungs-schweißnaht mit einem externen Gratspeicher wurde für dieseVibrationsschweißtechnik verwendet.
Abb. 10.87. Gummimembranbaugruppen können ebenso mitWinkelvibrationen verschweißt werden. Es müssen jedochVorkehrungen getroffen werden, die verhindern, daß dasobere Teil direkt auf das Gummi Vibrationen überträgt. Dieskann mit einer sehr dünnen Unterlegscheibe aus Polyamid,mit Grafitpulver oder einem Öltropfen auf der Membraneerreicht werden.
132
Abb. 10.85 Motorradtank
Abb. 10.86 Winkelverschweißte Teile
a b
Bei dem hier gezeigten Magnetventil aus glasfaserverstärk-tem ZYTEL®Polyamid liegt der Berstdruck bei 8-9 MPa. Ein bedeutender Vorteil gegenüber selbstschneidenden Schrau-ben liegt darin, daß ein verschweißter Körper bis zum Berst-druck dicht bleibt.
Vergleich mit anderen SchweißtechnikenDas Vibrationsschweißen überschneidet sich in der Praxisnicht mit dem Ultraschallschweißverfahren, obwohl sie ineinigen Fällen beide anwendbar sind. Das Magnetventil in Abb. 10.87 läßt sich zum Beispiel leicht ultraschallver-schweißen. Die hohe Frequenz kann jedoch die dünne Metall-feder brechen. In diesem Fall wird das gesamte Gehäuseunbrauchbar. Manchmal verhindert eine komplexe Teile-geometrie, daß eine Sonotrode nicht nahe genug an dieSchweißnaht kommt. Zudem erfordern gas- und luftdichteUltraschallschweißnähte enge Toleranzen, die sich nichtimmer erreichen lassen.
Dünnwandige Behälter wie Taschenlampen können niemalsmit einer Schweißnaht versehen werden, die groß genug ist,um den erforderlichen Berstdruck zu erreichen. Daher wärees unklug, sie auf Vibrationsmaschinen zu verschweißen. Hierist das Ultraschallverfahren zu bevorzugen.
Das Vibrationsschweißen kann in vielen Anwendungen inKonkurrenz zum Heizelementschweißen stehen. Hier bietetes einige wichtige Vorteile:
– sehr viel kürzerer Gesamtzyklus;
– geringere Verzugsempfindlichkeit, da der relativ hoheSchweißdruck das Teil abflacht;
– da der geschmolzene Kunststoff nicht der Umgebungsluftausgesetzt wird, eignet sich das Verfahren für alle Kunst-stofftypen.
Das Vibrationsschweißen steht nicht in Konkurrenz zum rei-nen Rotationsschweißen. Für alle kreisförmigen Teile, diekeine festgelegte Positionierung erfordern, ist das Rotations-schweißen immer noch die günstigste und schnellste Füge-technik.
Abb. 10.87 Membrangehäuse

Konstruktive Erwägungen für vibrationsverschweißte TeileTeile, die für ein Verbinden mit der Vibrationsschweißtech-nik gedacht sind, müssen korrekt ausgelegt werden, um Feh-ler und Ausschüsse zu vermeiden. Es ist unbedingt erforder-lich, daß die Verbindungsflächen aneinander anschliessen.
Der erste Schritt ist die Wahl einer geeigneten Schweißnahtmit der erforderlichen Festigkeit und Dichte. In dieser Entwicklungsphase sollte entschieden werden, ob Grat-speicher oder Mittel zur Verdeckung oder zum Versteckender Schweißnaht erforderlich sind.
Wichtig ist es, den Schweißflansch um das Teil herum zustützen, um einen gleichmäßigen Druck über der gesamtenSchweißfläche aufrecht zu erhalten.
Falls, wie in Abb. 10.88 gezeigt wird, die Vorrichtung dieseAnforderung aufgrund einer Unterbrechung nicht erfüllenkann, sind Schwachstellen oder Leckstellen zu erwarten.
Dünne Rippen sind jedoch zulässig, falls ihre Dicke etwa80% des Wandquerschnittes (Abb. 10.89) nicht überschreitet.
Besondere Sorgfalt muß darauf verwendet werden, daß dieVibrationen von der Vorrichtung auf das Teil mit so wenigEnergieverlust wie möglich übertragen werden müssen. Solcher Verlust kann von einem zu großem Spiel in der Vorrichtung herrühren oder weil das Teil zu weit von derSchweißnaht entfernt gehalten wird.
Kreisförmige Teile ohne Vorsprünge, die ein festes Einspan-nen erlauben, müssen mit Rippen versehen werden, wie inAbb. 10.78a gezeigt wird.
Bei Teilen mit relativ dünnen Wänden oder Teile aus wei-chen Materialien sollten Vibrationen auf das Formtteil sonahe wie möglich an der Schweißfläche übertragen werden.Bei nicht kreisförmigen Teilen ist dies häufig nur möglichmit einer Auslegung, die der in Abb. 10.79B ähnelt, unge-achtet ob es sich um eine Linear- oder Winkelschweißnahthandelt.
L = 0,8 T T
Abb. 10.88 Schlechte Schweißnahtauslegung
Abb. 10.89 Rippen in vibrationsverschweißten Teilen
Einige Materialien mit einem hohen Reibungskoeffizientenwie zum Beispiel Elastomere, erfordern eine anfänglicheOberflächenschmierung, bevor sie zufriedenstellend imVibrationsschweißverfahren verschweißt werden können.
Die während des Vibrationszyklusses erzeugte Menge angeschmolzenem Kunststoff steht in direkter Beziehung zurFlachheit der Oberfläche. Steife Teile, besonders aus glas-faserverstärkten Kunststoffen, flachen möglicherweise nichtvollständig durch den Schweißdruck ab und erfordern somitlängere Vibrationszyklen, um eine gute Schweißnaht zuerhalten. Bei der Auslegung und Herstellung solcher Teile ist somit zu beachten, daß die gesamte Montagezeit teilweisevon der Planheit der Schweißnaht abhängt, die wiederum miteiner entsprechenden Auslegung verbessert werden kann.
Abb. 10.90a Vibrationsschweißmaschine
133

Abb. 10.90b Kommerzielle Linear- und WinkelschweißmaschineHersteller: Mecasonic SA, Zone industrielle, Rue de Foran, Ville-la-Grand, Case postale 218,74104 Annemasse Cédex, Frankreich.
134
Abb. 10.90c Kommerzielle Linearschweißmaschine.

Heizelementschweißen
EinleitungBeim Heizelementschweißen werden Teile aus thermoplasti-schen Kunststoffen miteinander verbunden. Diese Verbin-dungstechnik eignet sich für nicht-symmetrische Teile mitempfindlichen Einbaukomponenten, die man dem Vibra-tions- oder Ultraschallschweißen nicht aussetzen kann.
Die Verbindung der Teile aus Thermoplasten wird dadurchbewirkt, daß man ihre Verbindungsflächen mit einem Heiz-element in Berührung bringt, das mit TEFLON® PTFEbeschichtet und elektrisch aufgeheizt ist. Anschließend wer-den die Kontaktflächen zusammengepreßt. Beim Einsatz vonspeziell konstruierten Schweißmaschinen können die Verbin-dungsflächen auch durch Strahlung erwärmt werden.
SchweißzyklusDie Abb. 10.91 zeigt einen typischen Schweißzyklus, beidem ein elektrisch erwärmtes, mit TEFLON® PTFE beschich-tetes Heizelement zum Schmelzen der Verbindungsflächenbenutzt wird.
Konstruktion der SchweißnahtBeim Heizelementschweißen von Konstruktionswerkstoffensollte die Schweißfläche «W» mindestens 2,5 × Wanddicke«T» betragen (Abb. 10.92a).
Abb. 10.92b-c zeigen Möglichkeiten, durch Materialaufnah-merillen den entstehenden Grat zu verdecken. Spalt «a» mußso ausgebildet sein, daß sich die äußeren Lippen nach demSchweißen vollständig schließen. Da diese Lösung die wirk-same Schweißfläche reduziert, kann es nötig sein, breitereKontaktflächen vorzusehen, um die Festigkeit einer einfa-chen Schweißnaht zu erreichen.
I II III
IV V VI
1
2
3
Abb. 10.91 Heizelement-Schweißzyklus
Dünnwandige Teile können eine Führungsaufnahme erfor-derlich machen, wie zum Beispiel «a» in Abb. 10.92d. So wird sichergestellt, daß ein gleichmäßiger Druck auf dieganze Schweißfläche wirkt.
Man beachte in diesem Beispiel die durch Rippen verstärkteSchweißfläche und die Unterstützung durch die Aufnahmean den Punkten «b» und «c», die eine gute Schweißdruck-verteilung bewirken.
Konstruktionshinweise für das HeizelementschweißenDie Teile müssen so konstruiert sein, daß kein Ausschuß entsteht. Es ist unbedingt erforderlich, daß die Verbindungs-flächen plan sind, deshalb sollten die Gestaltungsprinzipienfür Konstruktionswerkstoffe strikt eingehalten werden.Gleichmäßige Wanddicken und ausgerundete Ecken sindabsolut notwendig.
135
Abb. 10.92 Auslegung der Schweißnaht für Heizelementschweißen
a
T
W = 2,5 T
W = 3 T
T
0,5 T
T
b
3-3,5 T
a
c
1,2
T 3 T
a b
c d

Grenzen des Heizelementschweißens– Polyamide eignen sich nicht für das Heizelementschweißen,
da die Schmelze während des Schweißvorganges oxidiert.Das oxidierte Material läßt sich nicht zufriedenstellendverschweißen.
– Verglichen mit anderen Schweißverfahren, sind dieZyklen beim Heizelementschweißen lang (im Bereich von 30-45 s).
– Es können Probleme dadurch auftreten, daß das Polymeran dem Heizelement haftet. Eine Beschichtung des Heiz-elementes mit TEFLON® PTFE verringert dieses Problemerheblich.
– Bei dieser Methode können nur Materialien mit ähnlicherStruktur verschweißt werden.
AnwendungsbeispieleAnwendungsbeispiele für das Heizelementschweißen werdenin Abb. 10.93 gezeigt.
Abb. 10.93 a – Teile für Gaszähler
b – Abfluß
136
Heizelementschweißen von ZYTEL®
Zwei der Hauptprobleme beim Verschweißen von ZYTEL®
Polyamid 66 sind Oxidation und Kristallisationsgeschwin-digkeit. Im Gegensatz zu den Schernähten beim Ultraschall-verschweißen oder den Schweißnähten beim Vibrationsver-fahren wird die Nahtfläche kalter Luft ausgesetzt, sobald dieHeizelemente entfernt werden, um die beiden Teile mitein-ander zu verbinden. Während dieser Zeit weist der Kunst-stoff eine hohe Oxidationsneigung auf, wodurch sich dieSchweißnahtfestigkeit verschlechtert.
Doch bei sorgfältiger Beachtung gewisser Parameter lassensich mit dem Heizelementverfahren Schweißnähte mit hoherFestigkeit erzielen – ausgehend von der Festigkeit des Grund-materials.
ZYTEL® muß sich im spritztrockenen Zustand befinden. Idealist ein Verschweißen direkt nach dem Formgebungsprozeß,obwohl auch nach 48 Stunden noch akzeptable Ergebnisseerzielt werden. Falls dies nicht durchführbar ist, müssen dieTeile auf einen Feuchtegehalt von unter 0,2% herunterge-trocknet werden. Die Feuchtigkeit beeinflußt die Schweiß-nahtqualität in großem Maße. Ein schaumartiger Schweiß-wulst deutet darauf hin, daß «feuchtes» Material verwendetwurde. Feuchtigkeit wird die Oxidationsneigung und Porösitätder Schweißnaht erhöhen und so die Schweißnahtfestigkeitum bis zu 50% reduzieren.
Füllstoffe im Kunststoff beeinträchtigen ebenso die Schweiß-nahtfestigkeit. Die stärkste Naht wird mit ungefärbtem, unver-stärktem Polyamid erreicht. Da sich Glasfasern nicht ver-schweißen lassen und über die Naht legen, wird die Schweiß-naht ähnlich schwach wie in einem Formteil: die Festigkeitwird um bis zu 50% reduziert. Die Nahtfestigkeit steht imumgekehrt proportionalen Verhältnis zum Glasfaseranteil.
Mehr Glasfasern = niedrigere Festigkeit. Ruß beeinträchtigtebenso die Schweißnahtqualität.
Heizplattentemperatur. Als allgemeine Richtlinie gilt eineTemperatureinstellung der Platte auf +20° C über derSchmelzentemperatur des zu schweißenden Kunststoffs.
Bei ZYTEL® PA66 mit einer Schmelzentemperatur von 262°Cläge die Plattentemperatur bei etwa 285° C. Dabei ist aufTEFLON® oder PTFE-Beschichtungen der Platten zuachten,
c – Feuerzeug

die ein Festkleben verhindern sollen, da sich die TEFLON®
Versiegelung bei dieser Temperatur aufzulösen beginnt.
Bei einer Temperatur von 270-275° C beginnt TEFLON® zu verdampfen und das PTFE-Band zeigt sichtbare Blasen. Umdiese Problem zu vermeiden, sollte die Temperatur der Platte265-270°C betragen. Da sie somit unterhalb der –20°C-Regelliegt, ist eine längere Durchwärmzeit erforderlich, um dieniedrigere Temperatur auszugleichen. Ein weiteres Schweiß-problem bei hohen Temperaturen ist ein Verzug der Alumini-umplatte bei etwa 275° C. Hier sollten Aluminium-Bronze-Platten verwendet werden, die bis 500° C beständig sind.
Die Einspannposition der beiden Teile ist äußerst wichtig. Fallsder Halter aus Metall besteht und das Teil bis in Schweißnaht-nähe umfaßt, wirkt er wie ein starker Wärmeabzug, da er die während der Durchwärmzeit im Teil aufgebaute Wärmeentzieht. Eine schnelle Kühlung der Teile führt zu einerhohen Kristallisationsrate, die ein zufriedenstellendes Ver-schweißen der Teile verhindert. Eine langsame Kühlung istgenerell von Vorteil. Dieses Problem kann mit nichtmetal-lischen Haltern gelöst werden.
Andere ParameterDurchwärmzeit, abhängig vom Teil und von der Naht, normalerweise im Bereich von min. 15 Sekunden.
Kühl-/Haltezeit, ähnlich wie Durchwärmzeit.
Drücke während der Schweißphase von 0,5 bis 2 MPa = 5 – 20 bar.
Nahtauslegung, als Faustregel gilt:
Nahtabmessung = 2,5 × Dicke. Tests ergaben, daß dieSchweißnaht bei einer generellen Wandstärke von 2 mm 5 mm dick sein sollte. Je nach Einsatzbedingungen des Teils,ist eine maximale Festigkeit unter Umständen nicht erforder-lich. Für ein kleines Entlüftungsrohr zum Beispiel wäre keineso hohe Nahtfestigkeit erforderlich wie für eine Befestigungs-schelle. So kann mit einer dünneren Schweißnaht gearbeitetwerden, 1,5 bis 2 × T.
Das Durchwärmen einer kleineren Oberfläche beschleunigtdie Schweißzyklen.
Abb. 10.94 Heizelement-Schweißmaschine.
137

Transmissions-LaserstrahlschweißenZwei Teile, von denen eines aus einem durchlässigen Materialbestehen muß, werden mit Laserlicht verschweißt, wodurchbeide Materialien an den Grenzflächen verschmolzen werden.
Das Wort «LASER» ist ein Akronym und steht für:
Light Amplification by the Stimulated Emission
of Radiation(Lichtverstärkung durch angeregte Strahlungsemission)
Das Laserkonzept wurde erstmals 1917 von Albert Einsteineingeführt, doch erst 1960 stellte Edward Teller den erstenLaser her. In nur 40 Jahren sind Laser zu einem Teil unseresalltäglichen Lebens geworden – in Druckern, CD-Playern,Barcode-Scannern, in der Chirurgie und in Kommunikations-geräten.
Ein Laser erzeugt und verstärkt einen intensiv gebündeltenStrahl aus kohärentem Licht. Elektronen emittieren Strahlungund normalerweise streut ihr Licht zufällig in beliebige Rich-tungen. Das Ergebnis ist inkohärentes Licht – ein Fachbegrifffür ein Gewimmel von Photonen, die sich in alle Richtungenzerstreuen. Der Trick bei der Erzeugung von kohärentem Lichtliegt darin, die richtigen Atome mit den richtigen innerenSpeichermechanismen zu finden und ein Umfeld zu erzeu-gen, in dem sie alle kooperieren, um ihr Licht zur richtigenZeit in nur eine Richtung abzustrahlen.
In dem Laser von Ed Teller werden Atome oder Moleküleeines Rubins in einem sogenannten Laser-Resonator erregt.Aufgrund von Spiegeln an beiden Enden des Resonators wirdEnergie hin und her reflektiert und bei jedem Durchgang auf-gebaut, bis der Prozeß an einem bestimmten Punkt einenplötzlichen Ausbruch an kohärenter Strahlung erzeugt, dasich alle Atome in einer schnellen Kettenreaktion entladen = der Laserstrahl.
Atome verschiedener Materialien erzeugen Laserstrahlenunterschiedlicher Wellenlängen. Lichtwellenlängen sind sehr klein und werden gewöhnlich in Nanometern gemessen,wobei 1 nm = 0,000001 mm ist.
Sichtbare Strahlung (Licht) für das menschliche Auge hateine Wellenlänge zwischen 300 nm und 780 nm.
Verschiedene LasertypenEinige der herkömmlichsten Laser sind unten aufgelistet:CO2 Kohlendioxidmoleküle, emittieren Infrarotlicht.Nd:YAG Neodymium: Yttrium Aluminium Garnet synthe-
tischer Kristall.Diode Halbleiter.Excimer Gasgemisch, emittiert ultraviolettes Licht.
Tabelle 10.01 Verschiedene Lasertypen
CO2 Nd:YAG Diode Excimer
Wellenlänge nm 10,600 1,060 800-1,000 150-350
Leistung KW 45 4 4 1
Effizienz % 10 3 30 1
Ca. Preis $ 30,000* 60,000* 15,000* 120,000*
(*pro 100 W)
138
Laser werden in der Industrie seit einiger Zeit für das Schnei-den von Werkstoffen verwendet. Wenn er Stahl bei sehr hohenTemperaturen schmelzen kann, so schlußfolgerte man, müsseein leistungsschwächerer Laser auch Kunststoffe schneidenkönnen, ohne die gesamte Probe zu verdampfen. Dann wurdeentdeckt, daß einige Kunststoffe in der Wellenlänge einesLaserlichts durchlässig erscheinen, während andere dieEnergie absorbieren und Hitze erzeugen.
Angesichts dieses Konzepts wurde das Verfahren des Trans-missions-Laserschweißens (TLW) entwickelt.
Der Laserstrahl passiert das obere Material ohne Energiever-luste oder Beschädigung des Kunststoffes. Der Strahl wirddann vom unteren Material absorbiert und verursacht einschnelles Aufheizen. Dieser thermische Effekt schmilzt dasuntere Material auf, welches wiederum das obere Materialerwärmt und eine Schweißstelle erzeugt. Tabelle 10.01 zeigt,warum der Diodenlaser aufgrund seiner hohen Effizienzgegenüber anderen Lasertypen in der Industrie für dieseSchweißtechnik bevorzugt wird.
Vorteile des TLW– Hohe Schweißgeschwindigkeiten, 15 m/min. nachgewiesen.– Laserkosten sind heute gegenüber anderen Fügetechniken
konkurrenzfähig.– Niedrige Laserenergie erforderlich, <50 W für typische
dünnwandige Teile.– Leichte Handhabung komplexer Teile – Roboter bewegen
den Laserkopf.– Keine sichtbaren Markierungen oder Beschädigungen
außerhalb der Naht.– Keine Vibrationsschäden innerhalb des Bauteils.– Verfahren, Schweißposition und Temperatur präzise regel-
bar.– Kleine gebündelte Wärmemenge, geringe thermische
Schäden und Verzug.– Kein Schmelzeaustrieb, sehr flache Schmelzepolster.– Jetzt ist es möglich, jede Farbe mit jeder Farbe zu ver-
schweißen, z.B. transparent mit transparent.– Verschiedene Materialien können verschweißt werden –
d.h. HYTREL® mit CRASTIN®.– Einspannen möglich mit transparenten Klammern.
Fig. 10.95a Transmissions-Laserschweißkonzept
durchlässiges oberesMaterial
Absorbierendesunteres Material
gebündelterLaserstrahl

Begrenzungen– Materialien mit unterschiedlichen Absorptionseigenschaf-
ten für Laserenergie sind erforderlich.
– Enger Kontakt an der Naht erforderlich, kein Teileverzug,sehr geringe Fugenfüllfähigkeit.
– Einschränkungen der Nahtauslegung, Laser muß die Nahtsehen.
– Füllstoffe können Probleme erzeugen, d.h. Mineralien,Glasfasern, Kohlenstoffe.
Für TLW erforderliche MaterialeigenschaftenDas obere transparente Material muß eine gute Durchlässig-keit aufweisen, um ein wirksames Schweißen zu ermöglichen.Vorhandene Glasfasern, Füllstoffe usw. wirken wie kleineReflektoren, die den Laserstrahl zerstreuen und so die Ener-gie an der Grenzfläche reduzieren. Die meisten ungefärbtenTypen (NC) von DuPont weisen mit wenigen Ausnahmen,z.B. ZENITE®, eine ausreichende Durchlässigkeit für dasLaserschweißen auf.
Das untere absorbierende Material muß die Laserenergieaufnehmen, jedoch nicht zu schnell. Das einfachste Additivfür eine Absorption ist Kohlenstoff, daher absorbieren fastalle unseren schwarzen Kunststoffe die Laserenergie. Fallsdas Material zu viel Kohlenstoff enthält, verbrennt es even-tuell zu schnell, bevor eine gute Schmelzzone erreicht wer-den kann. Zu wenig Kohlenstoff läßt den Laserstrahl dasMaterial passieren, ohne eine ausreichende Hitze zu erzeu-gen, die ein Schmelzen an der Grenzfläche bewirkt. Einesorgfältige Balance ist erforderlich.
MaterialfarbenErste Tests wurden mit ungefärbten Kunststoffen (NC) aufeinem mit Kohlenstoff gefärbten Kunststoff durchgeführt. In bestimmten Anwendungen ist diese Schwarz-Weiß-Optikakzeptabel, in anderen Segmenten ist eine völlig schwarzeBaugruppe erforderlich – vor allem in Automobilanwen-dungen.
Dies kann durch den Einsatz spezieller Pigmente erreichtwerden. Sie sorgen dafür, daß die Transparenz des oberenTeils vom Laser aus betrachtet mit ihrem ungefärbtenZustand identisch ist, für das menschliche Auge jedochabsorbiert das Material das Licht und erscheint schwarz.
800-950
100
0
400 780
Abb. 10.05b Wellenlängenbereich, in dem ein schwarzes Materialtransparent wird
Wellenlänge, nm
sichtbare Zone
UV IR
Tran
spar
enz,
%
Eigenschaften von Materialien von DuPontTabelle 10.02 zeigt eine Reihe von NC-Typen von DuPont.Mit diesen Werten läßt sich bestimmen, ob ein Kunststoff im Laserverfahren verschweißt werden kann.
Tabelle 10.02 Mittlere Infrarot-Analyse bei 940 nm Wellenlänge
% Durchlässigkeit % Reflektion % Absorption
DELRIN® 500P 45,14 47,81 7,05
HYTREL® G4774 29,96 52,14 17,9
HYTREL® G5544 27,74 56,55 15,71
HYTREL® 4078W 34,7 42,8 22,5
HYTREL® 4556 33,32 45,53 21,15
HYTREL® 5556 28,38 53,92 17,7
RYNITE® 530 5 42 53
RYNITE® FR515 5,9 64,43 29,67
CRASTIN® SK605 8 59 33
ZYTEL® 101 80,61 9,64 9,75
ZYTEL® 73G30 48,28 12,72 39
ZYTEL® 70G33 36,8 23,68 39,52
ZYTEL® HTN51G35 19,15 29,48 51,37
ZENITE® 6330 0,65 76 23,35
ZENITE® 7130 0,13 69 30,87
Zu sehen ist, daß ZENITE® einen Großteil der Laserenergiereflektiert und daher nicht verschweißt werden kann. AuchRYNITE® hat eine geringe Transparenz und erfordert hoheLaserenergien, um eine Schweißnaht zu erzeugen.
SchweißnahtfestigkeitDie Schweißnahtfestigkeit kann auf vielfältigen Wegengemessen werden. Häufig wird sie aufgrund einer Zugprüfungin «MPa» angegeben. Diese Einheit kann mit ISO-Daten fürungeschweißte Prüfstäbe verglichen werden und ist unabhän-gig von der Schweißnahtgröße. Dies ist dann übertragbar ineinen Schweißfaktor, d.h. die Schweißnahtfestigkeit (MPa)geteilt durch die Festigkeit des Grundmaterials. Beträgt einSchweißfaktor somit 1, bedeutet dies, daß die Schweißnaht-festigkeit identisch ist mit der Festigkeit des Grundmaterials.Dies ist eine wirksame Methode, um Materialien mit der glei-chen Nahtgröße zu vergleichen.
Mit dem Laserstrahlschweißverfahren kann die Nahtgrößedurch eine Anpassung der Schweißzone leicht verändertwerden, indem der Laserabstand zur Schweißnaht ganz ein-fach vergrößert oder verkleinert wird. Die maximale Festig-keit (gemessen in N) der Schweißnaht kann dann für einengegebenen Materialtyp erhöht werden.
Mit einer guten Nahtauslegung und guten Verarbeitungspara-metern tritt ein Versagen häufig im Grundmaterial von derNaht entfernt auf.
139

Typische Nahtauslegungen
Abb. 10.95c Unterschiedliche Auslegung von Laser-Schweißnähten
Maschinenlieferanten und InstituteVerschiedene bekannte Hersteller von Fügeanlagen sind imTLW-Bereich tätig. Branson und Bielomatik aus Deutsch-land bieten kommerzielle Laserschweißanlagen an, zielenjedoch nicht auf den Ersatz von Vibrations-, Heizelement-und Ultraschallschweißgeräten ab, sondern auf eine Erweite-rung durch alternative Verfahren. Ihre Maschinen haben einenLeistungsbereich bis zu 50 W.
Institute wie das TWI in Großbritannien und das FraunhoferInstitut in Deutschland verfügen ebenso über große Erfahrun-gen und haben Zugang zu leistungsfähigeren Lasern. AndereMaschinenhersteller sind Herfurth aus Großbritannien undLeister aus der Schweiz.
140
Eine Dioden-Lasermaschine von Leister ist in Meyrin instal-liert und weist folgende Merkmale auf:
Lasertyp = Diode-Laser
Wellenlänge λ = 940 nm
Max. Leistung = 35 W
Max. Lichtregeldurchmesser = ∅ 0,6 mm bis ∅ 3 mm
Max. Geschwindigkeit = 150 mm/s
Positioniergenauigkeit = 2 mm
Ebenso verfügbar innerhalb der Organisation von DuPont istein 500 W Diodenlaser in Japan.

Abb. 10.95d Laserstrahlschweißmaschine
141

Nieten
NietmaschinenNieten ist eine vorteilhafte und kostengünstige Montagetech-nik zur festen, dauerhaften mechanischen Verbindung vonTeilen. Sie beruht auf der bleibenden Verformung oder Deh-nung eines Niets, eines Zapfens oder eines ähnlichen Teilsbei Raumtemperatur oder bei erhöhten Temperaturen.
Stauchen erfolgt durch Druckbelastung des Endes eines Niet-schafts, während der Teilkörper eingespannt und umschlos-sen wird. Ein Nietkopf wird durch Fließen des Kunststoffsgebildet, wenn die Druckbelastung die Streckspannung über-steigt.
Die verwendete Ausrüstung reicht von einer einfachen Dorn-presse und einem Handschraubstock bis zu einem Stanzwerk-zeug mit einer automatischen Aufspannvorrichtung für kom-plexes Mehrfachstauchen. Beispiele für Werkzeuge zumStauchen von Nieten sind in Abbildungen 10.96 und 10.97dargestellt. Wenn das Werkzeug mit den zu verbindendenTeilen in Kontakt gebracht wird, wird der Bereich um denvorstehenden Nietschaft mit einer federgespannten Schaft-hülse vorbelastet, um eine exakte Passung der Teile zu ge-währleisten. Der Stauchstempel des Werkzeugs staucht danndas Ende des Nietschafts und schafft eine feste, dauerhaftemechanische Verbindung.
Das Stauchen eignet sich für viele Anwendungen. Die nach-stehenden Leitlinien sollten bei der Konstruktion berück-sichtigt werden.
Die verschiedenen Stufen eines Nietvorganges werden inAbb. 10.98 gezeigt.
Stauchwerkzeug
Werkzeughub
Stauch-werkzeug
Pilot
Vorspann-feder
Vorlast-Schafthülse
Kunststoff-Formstück
D>d
Stützplatte
Abb. 10.96 Stauchwerkzeug
D
d
142
Der NietvorgangDie plastische Verformung wird durch Druck und nichtdurch Schlag verursacht.
Die folgende Tabelle zeigt die empfohlene Werkzeugkraftund Federvorspannung für verschiedene Nietdurchmesser.
t 2 mm 3 mm 4 mm 5 mm 6 mm 8 mm 10 mmFedervor- 20 kg 45 kg 80 kg 120 kg 200 kg 300 kg 500 kgSpannung
Werkzeug- 40 kg 90 kg 160 kg 240 kg 400 kg 600 kg 1000 kgkraft (min.)
Vorspannfeder
Stauchwerkzeug
Pilot-Schafthülse
Ø 1,4 t
Ø 1,0 t
Ø 2,5 t
Ø 1,5 t
Ø t
0,7
t
0,2
t
0,1
t
t 0,7
t
1,5
t
r 0,1 t
90 °
Abb. 10.97 Stauchwerkzeug
Abb. 10.98 Nietvorgang
1. Ausrichten des Werkzeuges
2. Nieten 3. Geformter Kopf

Relaxation von Niet und NietkopfDie Neigung eines geformten Nietkopfes, seine ursprüngli-che Form wieder einzunehmen, hängt von den Relaxations-eigenschaften des eingesetzten Materials und der Umge-bungstemperatur ab.
AnwendungsbeispieleAbb. 10.99 zeigt Beispiele von genieteten Teilen.
Besondere Hinweise– Wird unmodifiziertes ZYTEL® Polyamid genietet, so ist es
ratsam, das Teil auf Gleichgewichtszustand bei 50% rel.Luftfeuchte zu konditionieren. Im spritztrockenen Zustandist das Material zu spröde. Schlagfeste Kunststoffe, wiez.B. ZYTEL® ST und ZYTEL® 408 Polyamide, können inspritztrockenem Zustand genietet werden.
– Beim Nieten auf Blech ist es notwendig, alle Bohrungenzu entgraten, um das Abscheren des Kopfes zu vermeiden.Um sicherzustellen, daß die Verbindung von Blech undThermoplasten sich nicht löst, sollte in diesem Fall dasUltraschall-Nieten angewandt werden.
143
Abb. 10.99 Anwendungsbeispiele für das Nieten
b – Turbinenrad c – Gehäuse für Untersetzungsgetriebe
a – Turbinenrad

Konstruieren von lösbaren VerbindungenUm die Recyclingfähigkeit von Kunststoffteilen zu verbes-sern, sollten Bauteile so konstruiert werden, daß eineDemontage möglich ist. In diesem Zusammenhang sind folgende Aspekte zu berücksichtigen:
Verwenden Sie soweit wie möglich Standardmaterialien
• Werden mehrere Materialien in einem Teil verwendet, nutzen Sie Verbindungsarten, die sich zu einem späterenZeitpunkt leicht lösen lassen, siehe auch Tabelle 10.03.
144
• Eine Demontage sollte möglichst durch Roboter erfolgenkönnen.Die Konstruktion sieht eine einfache Reinigung und Wiederverwertung des Teils vor.
• Das Material ist durch eine Teilecodierung identifizierbar,beispielsweise >PA66-35GF< für PA66 mit 35% Glas-faserverstärkung.
• Einsätze (andere Materialien) sind leicht entfernbar, beispielsweise durch «Ausbrechtechniken».
Tabelle 10.03 Verbindungstechniken für Kunststoffteile im Vergleich
Verbindungstechnik Materialpaarung Recyclingfähigkeit Lösbarkeit
Schrauben beliebig gut gut, aber zeitaufwendig
Schnapphaken beliebig sehr gut gut, wenn korrekt konstruiert
Pressen beliebig gut mangelhaft bis befriedigend
Schweißen Typen einer Serie sehr gut nicht lösbar (nicht immeranwendbar)
Kleben beliebig mangelhaft mangelhaft
Umspritzen beliebig befriedigend mangelhaft

nd Fertigungstechniken
SicherheitsvorkehrungenEs gelten die herkömmlichen Sicherheitsvorschriften fürmechanische Arbeitsgänge. Im Gegensatz zu Metallen kanndie maschinelle Bearbeitung, das Schneiden und die Ober-flächenbehandlung von Kunststoffteilen allerdings ein ört-liches Erhitzen des Kunststoffes bis zu seinem Schmelz-punkt oder sogar bis zu seiner Zersetzung bewirken. Daherempfiehlt es sich, ähnliche Arbeitssicherheitsmaßnahmen zu ergreifen, wie sie bei der Herstellung von Kunststoffteilengelten – insbesondere eine ausreichende Entlüftung desArbeitsbereichs. Ausführlichere Informationen über den speziell verwendeten Kunststofftyp sind im entsprechendenSicherheitsdatenblatt aufgeführt. In der Regel eignet sich dererzeugte Abfall aufgrund einer möglichen Verunreinigungnicht für die Aufbereitung.
Bearbeitung von HYTREL®
Formteile aus dem elastischen thermoplastischen PolyesterHYTREL® werden in der Regel mit dem Spritzgieß-, Extrusions-oder Schmelzgießverfahren hergestellt. Prototypen oder kleineProduktionsmengen lassen sich jedoch aus Blöcken oder Stä-ben aus HYTREL® maschinell bearbeiten. Zudem kann die Ferti-gung von komplizierten Formteilen manchmal durch Nachbe-arbeitungsgänge vereinfacht werden. Dieses Kapitel beschreibteinige Richtlinien für die Bearbeitung von HYTREL®.
AllgemeinesJede Bearbeitungsart führt gewöhnlich zu einer matten Ober-fläche der Teile aus HYTREL® thermoplastischem Polyester.Diese Oberfläche beeinträchtigt die Leistungsfähigkeit derTeile nur dann, wenn die Gleitreibung einen entscheidendenFaktor darstellt.
Da HYTREL® ein Elastomer ist und ein starkes Rückstellver-halten aufweist, führen hohe Schnittkräfte zu lokalen Verfor-mungen, die wiederum einen Teileverzug bewirken können.Daher sind gemäßigte Drücke und Schnittgeschwindigkeiteneinzusetzen. Weichere Typen sollten mit geringerem Druckbearbeitet werden als härtere Typen*. Werkstücke sind ein-zuspannen oder zu stützen, um den Verzug auf ein Minimumzu reduzieren.
HYTREL® ist ein schlechter Wärmeleiter. Er nimmt nicht – wieMetalle – sofort Wärme von den Schneidwerkzeugen auf.Während der Bearbeitung erzeugte Reibungswärme kann dieSchnittflächen aufschmelzen. Dies läßt sich durch ein Kühlender Schnittfläche verhindern, entweder mit einem dünnenHochdruckluftstrahl am Schneidwerkzeug oder durch Spülungder Fläche mit Wasser oder einer Wasser/Öl-Emulsion.
Im folgenden einige Richtlinien für spezielle Bearbeitungs-gänge. Selbst wenn es in den Richtlinien nicht ausdrücklichbetont wird, bedenken Sie, daß ein Kühlen der Schnittflächedie Bearbeitungsergebnisse immer verbessern wird.
11 – Bearbeitungs-, Zerspanungs- u
* «Weiche Typen» oder «weiche Kunststoffe» beziehen sich generell auf Hytrel Typen mit einemElastizitätsmodul von unter ca. 240 MPa, während «harte Typen» oder «harte Kunststoffe» sich auf die Typen beziehen, deren Elastizitätsmodul über diesem Wert liegt. Es gibt jedoch keine klareTrennungslinie. Die Bearbeitungsbedingungen werden graduell von Typ zu Typ abweichen.
DrehenStandard-Hochleistungs-Stahlwerkzeuge können für die Dreh-bearbeitung verwendet werden. Die Werkzeuge sollten sehrscharf sein, um Reibungswärme zu minimieren. Ein Neigungs-winkel an der Schnittkante von 10° ist empfehlenswert.
Drehgeschwindigkeiten von 2,0 bis 2,5 m/s eignen sich ambesten, wenn kein Kühlmittel verwendet wird. Grobe Schnittekönnen bei niedrigeren Geschwindigkeiten erfolgen, führenjedoch zu rauheren Oberflächen. Späne aus HYTREL® lassensich nicht zerkleinern. Sie bleiben ein durchgehender Strang.Bei der Bearbeitung von weichen Kunststoffen mit hohenDrehzahlen können die Späne an der Oberfläche wegen derReibungswärme kleben bleiben oder die Oberfläche beschädi-gen. Die Rohbearbeitung erzeugt dickere Stränge, die wenigerzum Kleben an der Oberfläche neigen. Härtere Kunststoffelassen sich leichter schneiden und erzeugen gute Oberflächen.
Feinabmessungen werden in der Regel mit Schmirgelleinen bisauf den gewünschten Durchmesser abgeschliffen. Abmessun-gen können bis 0,125 mm bei den weichen HYTREL® Typenund bis 0,050 mm bei den härteren Typen erreicht werden.
Lange Formteile mit großen Durchmessern lassen sich zufrie-denstellend drehen, wenn das Zentrum gestützt wird, um einBeulen zu verhindern.
FräsenHYTREL® wurde erfolgreich mit einem scharfen Einblatt-Schlagfräser mit einem Rückspanwinkel von 10° und einemFingerfräser gefräst. Ein 76 mm Schlagfräser und eineArbeitsgeschwindigkeit von 10 m/s führt zu einer gutenFräsbearbeitung.
Blöcke aus HYTREL® müssen vor dem Fräsen gesichert wer-den. Spannen Sie sie mit leichtem Druck in einen Schraub-stock oder kleben Sie das Werkstück mit doppelseitigemKlebeband am Arbeitstisch fest. Blöcke unter 9,5 mm Dickesind schwer zu halten wegen des Verzugs.
BohrenTeile aus HYTREL® thermoplastischem Polyesterelastomerkönnen mit Standard-Hochleistungs-Spiralbohrern bearbeitetwerden. Bohrer mit einem Keilwinkel von 118° wurdenzufriedenstellend eingesetzt, doch sollten kleinere Winkeldie Bohrfähigkeit verbessern. Der Bohrer muß sehr scharfsein, um ein sauberes, glattes Loch zu erhalten.
Mit den harten HYTREL® Typen werden gute Resultate beiBohrgeschwindigkeiten von 500 bis 3500 U/min. undSchnittgeschwindigkeiten von 0,13 bis 3,6 m/s erzielt. Die erforderliche Kraft für den Bohrervorschub nimmt mitsteigender Drehzahl ab. Da die weicheren Typen elastischersind, ergeben sie in der Regel eine schlechtere Oberflächen-qualität. Ein Spülen mit einem Kühlmittel verbessert dieOberfläche. Doch wurde selbst bei den weichsten HYTREL®
Typen ohne Kühlmittel kein Schmelzen der Oberfläche beiBohrgeschwindigkeiten von 5160 U/min. und Bohrergrößenvon bis zu 25 mm Durchmesser beobachtet.
145

Das Einhalten von Toleranzen kann schwierig sein. HYTREL®
verfügt über ein «elastisches Gedächtnis», wodurch es sich anLöchern, die gebohrt werden, zurückstellt. Folglich werdendie endgültigen Lochabmessungen in der Regel etwas kleinersein als die Bohrgröße, soweit kein Bohrerschlag stattfindet.Um exakte Abmessungen zu erhalten, verwenden Sie leichtüberdimensionierte Bohrer oder schleifen Sie das Loch auf dieentsprechende Größe. In Testbohrungen lagen endgültigeLochgrößen mit einem 12,7 mm Bohrdurchmesser zwischen12 mm – 5% Untermaß – bei niedrigen Drehzahlen und 13 mm – 3% Übermaß – bei hohen Drehzahlen.
Gewindeschneiden und -rollenAufgrund der Neigung von HYTREL®, sich in Löchern zurück-zustellen (siehe Bohren), ist das Schneiden von Gewindenbei weicheren Typen unmöglich und bei den härteren Typen sehr schwierig. Konstruktionen, die ein Gewindeschneidenvon HYTREL® erfordern, sollten vermieden werden.
Außengewinde lassen sich mit einem einschneidigen Werk-zeug herstellen. Blockierung und Verzug sind jedoch häufigeBegleiterscheinungen beim Gewindeschneiden von Teilenaus HYTREL®.
BandsägenDie folgenden Sägeblatttypen wurden zufriedenstellend ein-gesetzt, um HYTREL® thermoplastisches Polyesterelastomerzu sägen:
– 1,6 Zähne pro cm, Räumerschränkung
– 1,6 Zähne pro cm, breite Zahnlücken, Räumerschränkung
– 4 Zähne pro cm, Räumerschränkung
Schnittgeschwindigkeiten von 0,7 bis 30 m/s werden verwendet.
Bei niedrigen Geschwindigkeiten ist die Schnittleistungreduziert und mehr Kraft erforderlich. Hohe Geschwindig-keiten reduzieren die erforderliche Kraft zum Vorschub.Die optimale Schnittgeschwindigkeit mit einem Räumblattmit 1,6-Zähnen beträgt etwa 18 m/s. Ein leichtes Schmel-zen wurde mit einem 4-zahnigen Blatt bei 30 m/s beobach-tet, was andeutet, daß feinere Zähne bei hohen Geschwin-digkeiten höhere Reibungswärme erzeugen.
Ein Spülen des Sägeblattes mit einem Kühlmittel erzeugteinen guten, sauberen Schnitt, da kaum oder gar keine Reibungswärme erzeugt wird. Wird eine Säge verwendet,die ohne Kühlmittel arbeitet, empfehlen sich Blätter miteiner breiten Zahnanordnung zur Reduzierung der Reibungs-wärme. Das Sägen kann verbessert werden, indem der Schnittoffen verkeilt wird, um ein Feststecken des Blattes zu verhindern.
Bearbeitung und Zerspanung von DELRIN®
DELRIN® läßt sich durch Sägen, Fräsen, Drehen, Bohren, Rei-ben, Hobeln und Gewindeschneiden und -rollen bearbeiten.Diese Vorgänge sind mit DELRIN® leichter als mit den meistenbearbeitbaren Messing- oder Aluminiumlegierungen durch-zuführen.
Selten müssen Schneidöle, Wasser oder andere Schneidhilfenverwendet werden, außer beim üblichen Naßbandschleifen,wo ohnehin Wasser zugeführt wird. Die Bearbeitbarkeit istim Langsamgang bei schnellem Vorschub sowie bei langsa-mem Vorschub und im Schnellgang unter Einsatz einfacherSchneidwerkzeuge hervorragend. In den meisten Fällen lei-sten Spänezerkleinerer an den Werkzeugen entsprechendeArbeit.
146
Bearbeitungstabelle für HYTREL® thermoplastisches PolyesterelastomerHYTREL® Empfohlene optimale Schnitt-
Bearbeitungsart Typen Werkzeuge geschwindigkeit VorschlägeBandsägen alle Typen 1,6 bis 1,4 Zähne/cm 18 m/s Schnitt verkeilen, um Feststecken zu verhindern.
Blatt, Räumerschränkung Blatt mit Kühlmittel spülen.
Drehen alle Typen (härtere Standard-Hochleistungs- 2,0 bis 2,5 m/s wenn Werkzeuge sollten sehr scharf sein. Schmirgeln Typen sind leichter Stahlwerkzeuge mit kein Kühlmittel mit Schmirgelleinen für Feinabmessungen.zu bearbeiten) Neigungswinkel von 10° verwendet wird.
an der Schneidkante
Fräsen alle Typen Einblatt-Schlag- 10 m/s Werkzeuge sollten sehr scharf sein. fräser mit 10° Werkstücke für das Fräsen sichern.Rückspanwinkel
Bohren alle Typen (härtere Typen Standard-Hochleistungs- 0,13 bis 3,6 m/s Verwenden Sie leicht überdimensionierte Bohrer lassen sich leichter bohren) Spiralbohrer für härtere Typen oder schleifen Sie auf endgültige Größe.
Verwenden Sie Kühlmittel für glattere Oberfläche.
Gewindeschneiden nur härteste Typen – – Gewindeschneiden von HYTREL® ist sehr schwierig, da der Kunststoff dazu neigt, sich in Löchern zurückzustellen, die geschnitten werden. Vermeiden Sie Konstruktionen, die ein Gewindeschneiden erfordern.

SägenZum Sägen von DELRIN® lassen sich normale Elektrowerkzeugewie Bandsägen, Schweifsägen und Tischsägen ohne jeglicheAbänderung einsetzen. Im allgemeinen ist die Geschwindigkeitdes Sägeblatts nicht besonders zu beachten; es ist allerdingswichtig, daß die Zähne der Sägeblätter eine leichte Schränkunghaben. DELRIN® ist ein thermoplastisches Material, und daherführt Reibungswärme dazu, daß es schmilzt, so daß beim Sägenein gewisses Zahnspiel vonnöten ist.
BohrenNormale Spiralbohrer eignen sich für die Arbeit mit DELRIN®.Die große Ganghöhe und die hochglatten Fasen der sogenann-ten Kunststoffbohrer sind beim Bohren von DELRIN® vongroßem Nutzen. Allerdings sind die Stirnkanten dieser Bohrer normalerweise flach geschliffen und sollten durchÄnderung des Bohrerkeilwinkels so umgestaltet werden, daß sie eher zerspanen als schaben.
Beim dung eines Kühlmittels wie Wasser oder Schneidöl zur Minderung der erzeugten Reibungswärme ratsam sein. Wenn keine Kühlmittel verwendet werden, sollte der Bohrergelegentlich aus dem Loch herausgezogen werden, um dieSpäne zu entfernen und Überhitzung zu vermeiden. Löcherkönnen auf Maß gebohrt werden, vorausgesetzt, die Bohrerwerden kühl gehalten.
DrehenDELRIN® läßt sich auf jeder herkömmlichen metallverarbei-tenden Drehbank drehen. Die Drehstähle sollten geschliffensein, wie sie normalerweise für Arbeiten mit Automaten-messing vorgesehen werden. Ein Neigungswinkel an derSchneidekante und ein großer Spänezerkleinerer werden inden meisten Fällen zur Beseitigung von Fließspänen oderBehebung von Störungen von Nutzen sein. Wie bei anderenMaterialien wird die beste Oberflächengestaltung mit einerhohen Geschwindigkeit und Feinvorschub erzielt.
Abb. 11.01 Bohren Bearbeitungsbedingungen: Schnittgeschwindig-keit 1500 U/min; Durchmesser 13 mm, Standard 118° Spiralbohrer; mittlerer Vorschub. Kein Kühlmittel. Material: DELRIN® 500.
In einigen Fällen, in denen die Länge des zu drehenden Mate-rials groß und der Durchmesser des Teils klein ist, wird maneine feststehende Lünette einsetzen müssen, um ein Schlagendes Materials zu verhindern. Bei hoher Drehgeschwindigkeitdes Werkstücks muß der Lünette vermutlich ein Kühlmittelzugeführt werden, um die dadurch verursachte Reibungs-wärme abzuführen.
FräsenFür DELRIN® lassen sich übliche Fräsmaschinen und Fräs-werkzeuge einsetzen, vorausgesetzt, die Schneidkanten wer-den sehr scharf gehalten. Bei Verwendung von Schaftfräsernhat es sich als ratsam herausgestellt, einzelne Nutenfräser zuverwenden, die über einen größeren Spänedurchlaß verfügenund eine geringere Reibungswärme erzeugen.
HobelnDELRIN® kann auf üblichen Hobelmaschinen ohne jeglicheÄnderung an der Maschine oder den Werkzeugen verarbeitetwerden. Mit dieser Vorrichtung lassen sich hervorragendeErgebnisse erzielen.
ReibenDELRIN® kann sowohl mit Hand- als auch Rundahlen geriebenwerden, um Löcher guter Ausführung und exakter Abmessun-gen zu erzielen. Spreizahlen sind im allgemeinen vorzuziehen.Aufgrund des Rückstellverhaltens von DELRIN® neigen miteiner feststehenden Reibahle hergestellte Spanabhebungen zurUntergröße, wenn nicht mindestens 0,15 mm beim Nachreibenentfernt werden.
Gewindeschneiden und -rollenMit üblichen Einrichtungen lassen sich bei DELRIN® Gewindeschneiden oder rollen. Auf automatischen oder halbautomati-schen Geräten lassen sich selbstöffnende Gewindebacken mitSchnellstrehlern einsetzen. Die Verwendung eines Schmier-oder Kühlmittels ist bisher noch nicht für notwendig erachtetworden, kann jedoch in einigen Fällen bei sehr schnellenArbeiten von Nutzen sein. Unter Verwendung üblicher Einstahlwerkzeuge können auf einer Drehbank Gewinde in DELRIN® geschnitten werden.
Wie bei Metallen sollten mehrere aufeinanderfolgendeSchnitte von 0,15 bis 0,25 mm durchgeführt werden. Die Fertigschnitte sollten aufgrund des Rückstellverhaltensvon DELRIN® nicht unter 0,15 mm betragen. Beim Gewinde-schneiden großer Längen von Stangenmaterial ist es erfor-derlich, eine mitlaufende Lünette oder sonstige Halterungvorzusehen, um das Werkstück gegen den Stahl zu halten.
Schneiden und StanzenKleine flache Teile wie Unterlegscheiben, Durchführungs-dichtungen und Nicht-Präzisionszahnräder (bis zu 1,5 mmDicke) lassen sich häufig wirtschaftlicher durch Stanzenoder Schneiden aus einer DELRIN®-Platte herstellen. ÜblicheStempel werden entweder in Hand- oder Elektrostanzpressenverwendet. Mit erstklassigen Stempeln können Teile beihohen Geschwindigkeiten sauber aus DELRIN® geschnittenoder gestanzt werden. Sollte Rißbildung auftreten, so läßtsich dies gewöhnlich durch Vorheizen der Platte vermeiden.
147

Oberflächenbearbeitung von DELRIN®
EntgratenObgleich es verschiedene Arten der Entgratung gibt, ist esbesser, die Bildung von Graten von vornherein zu vermei-den. Dies wird am besten dadurch erzielt, daß die Schneid-kanten an den Stählen immer scharf bleiben und für einenausreichenden Spänedurchlaß gesorgt wird. Wenn nur einigewenige Teile gefertigt werden, ist es oftmals am einfachsten,die Grate mit Handwerkzeugen abzustechen oder abzukrat-zen. Wenn die Grate nicht zu groß sind, können sie ebenfallsmit Dampfstrahl- oder Hongeräten entfernt werden. Es istdarauf zu achten, daß nicht zu viel Material entfernt wird.Eine weitere Art der Entgratung von Teilen aus DELRIN® istdie Verwendung handelsüblicher Putztrommeln. Die genaueSplitt-Schlamm-Zusammensetzung und der Trommelzykluslassen sich am besten durch Experimentieren ermitteln.
Feilen und SchleifenEine Feilmaschine mit tiefen, einzelnen, geschnittenen, grobgebogenen Zähnen, gemeinhin als «Vixen»-Feile bekannt, istbei DELRIN® sehr wirkungsvoll. Diese Art Feile hat sehr scharfeZähne und bewirkt einen Abschälvorgang, bei dem DELRIN®
glatt und sauber entfernt wird. Mit hohen Geschwindigkeitenarbeitende elektrisch betätigte Drehstahlsenker oder Schleif-scheiben erbringen bei der Fertigbearbeitung von Teilen ausDELRIN® gute Leistung. Übliche Flächenschleifer und spit-zenlose Schleifmaschinen können ebenfalls zur Herstellungglatter Oberflächen aus DELRIN® verwendet werden.
Schmirgeln und PolierenDELRIN® kann auf Band- oder Scheibenschleifmaschinen naßgeschmirgelt werden. Nach dem Schmirgeln zu einer glattenOberfläche kann diese durch Verwendung eines üblichen Polier-geräts hochglanzpoliert werden. Bei diesen Arbeiten ist daraufzu achten, daß zu schnelle Vorschübe vermieden werden, dieleicht zu einer Überhitzung von DELRIN® führen können.
Der Poliervorgang besteht normalerweise aus drei Schritten:Schwabbeln, Polieren und Wischen.
Das Schwabbeln erfolgt mit einer belüfteten Scheibe offenerBauart, die man aus Schichten von Musselinscheiben vonabwechselnd 30 und 15 cm zusammensetzen kann. Auf dieseWeise läßt sich eine Schwabbelscheibe von 10 bis 12 cmDicke aufbauen. Die Schwabbelscheibe wird während desSchwabbelns ständig mit einem Schlamm aus Naturbimsund Wasser beschichtet. Das Teil aus DELRIN® wird leichtgegen die Scheibe gedrückt und in ständiger Bewegunggehalten, um Brand oder ungleichmäßiges Schwabbeln zu verhindern. Um beste Ergebnisse zu erzielen, sollte die Drehzahl der Scheibe rund 1000 U/min betragen.
Das Polieren wird in vergleichbarer Weise auf einer ähnlichaufgebauten Schwabbelscheibe durchgeführt. Der Unterschiedliegt darin, daß die Scheibe trocken betrieben und ein Schleif-mittel auf die Hälfte der Scheibenfläche aufgetragen wird.Die andere Hälfte bleibt unbehandelt.
Das Teil aus DELRIN® wird zunächst zum Polieren gegen die behandelte Hälfte der Scheibe gehalten und dann zu dernicht behandelten Seite geführt, um das Schleifmittel abzu-wischen. Die optimale Drehzahl für die Polierscheibe liegtzwischen 1000 und 1500 U/min.
148
VorsichtsmaßnahmenKleine Schnitzel, Dreh- und andere Späne usw. müssen entfernt werden, damit sie sich nicht aufbauen können. Das Polyacetal DELRIN® ist brennbar, und eine Anhäufungvon Spänen könnte eine Brandgefahr darstellen.
Vergüten von DELRIN®
Das Vergüten ist aufgrund der Kosten und der Schwierigkeitbei der Vorherbestimmung der Abmessungen im allgemeinenals Produktionsmaßnahme nicht erforderlich. Wenn Genauig-keits-Toleranzen verlangt werden, sollten die Teile in erhitz-ten Formen (90 bis 110° C) geformt werden, um sich so weitwie möglich der natürlichen Kristallinität zu nähern und dasSchrumpfen nach dem Formen so gering wie möglich zuhalten.
Das Vergüten bietet sich als Prüfverfahren bei der Festlegungvon Formbedingungen bei einer neuen Form an, um dasSchrumpfen nach dem Formen und eingeformte Spannungenzu bewerten. Die Änderung in den Abmessungen des Teilswährend des Vergütens wird etwa die endgültige Änderungder betreffenden Teileabmessung darstellen, wenn das Teilseine natürliche Kristallinität erreicht.
Die meisten Hersteller von Serienprofilen vergüten ihr Produktzur Entspannung. Allerdings kann eine weitere Vergütungwährend des Bearbeitens von Teilen mit engen Toleranzenerforderlich sein, um eingearbeitete Spannungen insbesonderenach kräftiger spanabhebender Bearbeitung freizusetzen. Das Vergüten bearbeiteter Teile geht normalerweise einemabschließenden leichten Schlicht- oder Polierfräsen voraus.
LuftvergütenDas Luftvergüten von DELRIN® wird am besten in Luftum-lauföfen durchgeführt, die in der Lage sind, eine gleich-mäßige Lufttemperatur aufrechtzuerhalten, die auf ± 2° Cregelbar ist.
In Luft ist eine Verweilzeit von 1 Stunde bei 160°C erforder-lich, um denselben Grad der Vergütung zu erreichen, wie er in30 Minuten in Öl bei 160°C erzielt wird, da die Wärmeüber-tragung in Luft langsamer erfolgt als in Öl. Die Vergütungszeitbeträgt 30 Minuten für eine Teilewärme bis zu 160° ± 2°C unddanach weitere 5 Minuten pro 1 mm Wandstärke.
ÖlvergütenEmpfohlene Öle sind «Primol» 342* und «Ondina» 33* oderandere raffinierte Vergütungsöle. Teile können bei einer«Teile»-Temperatur von 160° ± 2° C vergütet werden. DieVergütungszeit bei 160°C beträgt 5 Minuten pro 1 mm Wand-stärke, nachdem die Teile die Temperatur des Vergütungsbadserreicht haben (15 bis 20 Minuten).
Für gründliche Bewegung ist zu sorgen, um für eine gleich-mäßige Badtemperatur zu sorgen und um ein Überhitzen des Öls an einzelnen Stellen zu vermeiden. Dieser letztereUmstand kann zur Verformung oder sogar zum Schmelzender Teile führen. Die Teile sollten weder einander noch dieWände des Bads berühren.
* Lieferanten von Vergütungsölen – Europa «Primol» 342 und «Primol» 355 (Esso) «Ondina» 33(Shell) White Oil N 15 (Chevron).

KühlenWenn vergütete Teile aus der Vergütungskammer kommen,sollten sie ungestört langsam bis auf Raumtemperatur abküh-len. Stapeln oder Aufschichten, was zu einer Verformung derTeile führen könnte, solange sie warm sind, ist zu unterlassen,bis die Teile nur noch handwarm sind.
Bearbeiten und Zerspanen von ZYTEL®
ZYTEL® läßt sich unter Anwendung von Techniken bearbeiten,wie sie normalerweise bei weichem Messing angewandt wer-den. Obgleich der Einsatz von Kühlmitteln wie Wasser oderlöslichen Ölen höhere Schnittgeschwindigkeiten erlaubt, sindKühlmittel im allgemeinen zur Herstellung von Arbeiten guterQualität nicht erforderlich. Da ZYTEL® nicht so starr ist wieMetall, muß das Material während der Bearbeitung gut abge-stützt werden, um ein Verbiegen und sich daraus ergebendeUngenauigkeiten zu verhindern. Vor dem Überprüfen derAbmessungen sollten die Teile normalerweise auf Raum-temperatur gebracht werden.
WerkzeugkonstruktionFür ZYTEL® eingesetzte Schneidwerkzeuge müssen scharf seinund über einen ausreichenden Freiwinkel verfügen. Die Erfor-dernis scharfer Schneidkanten und der einfachen Beseitigungvon Spänen kann nicht genügend betont werden. StumpfeWerkzeuge oder Werkzeuge mit Kanten, die eher schaben alsschneiden, führen zu übergroßer Wärme. Werkzeuge ohneausreichenden Freiwinkel für die sofortige Beseitigung vonSpänen führen zu einem Verkleben und Schmelzen der Späne.
Wie bei Metallen können hartmetall- und diamantbestückteWerkzeuge bei der Bearbeitung von ZYTEL® bei langen Pro-duktionsdurchgängen von Vorteil sein.
SägenZum Sägen von ZYTEL® lassen sich normale Elektrowerk-zeuge wie Bandsägen, Schweifsägen und Tischsägen ohnejegliche Abänderung einsetzen. Es ist allerdings wichtig, daßdie Zähne bei allen Sägeblättern, Bändern und Kreissägeneine leichte «Schränkung» haben. Die sogenannten hohlge-schliffenen «Kunststoffsägen», bei denen die Zähne keine«Schränkung» haben, erbringen bei ZYTEL® keine zufrieden-stellende Leistung. Beim Sägen von ZYTEL® wird mehr Rei-bungswärme entwickelt als bei den meisten anderen Kunst-stoffen, so daß ein ausreichendes Zahnspiel vorzusehen ist,um ein Verkleben und Schmelzen zu verhindern.
Obgleich sich ZYTEL® ohne Kühlmittel sägen läßt, ermöglichtdie Verwendung von Kühlmitteln höhere Schnittgeschwindig-keiten.
BohrenZYTEL® läßt sich mit üblichen Spiralbohrern bohren. Der Spit-zenwinkel sollte 118° betragen, während die Zuschärfungs-winkel bei 10 bis 15° liegen sollten. Sogenannte «Kunststoff-bohrer» oder «Messingbohrer» leisten bei ZYTEL® keinezufriedenstellende Arbeit. Die Anstiegsflanke dieser Bohrer istflach geschliffen, um eine «schabende» Wirkung zu erzielen.Bei ZYTEL® führt dies zu Überhitzung und eventuellem Fest-
fressen. Allerdings können aufgrund der langen Ganghöhe und der hochglanzpolierten Fasen der «Kunststoffbohrer» dieSpäne sofort aus tiefen Löchern abfließen. Beim Bohren vonZYTEL® ist dies eine sehr wünschenswerte Eigenschaft. DurchVeränderung des Bohrerzuschärfungswinkels, so daß er eherschneidet als schabt, arbeiten diese Bohrer bei ZYTEL® sehr gut.Starke Vorschübe sollten entsprechend der gewünschten Aus-führung gewählt werden, um übergroße Hitze zu vermeiden,die sich aus dem Schaben anstatt Schneiden ergeben würde.
Beim Bohren von ZYTEL® sind nach Möglichkeit Kühlmittelzu verwenden. Wenn keine Kühlmittel eingesetzt werden, ist der Bohrer häufig aus dem Loch herauszuziehen, umdie Späne zu entfernen und eine Überhitzung zu vermeiden.Löcher können auf Maß gebohrt werden, vorausgesetzt, dieBohrer werden kühl gehalten.
149
Abb. 11.02 Sägen Bearbeitungsbedingungen: Sägegeschwindigkeit 1200 m pro Minute; Blatt 6 mm breit, 4 Zähne pro cm; kein Kühlmittel.Material: ZYTEL® 101 – 35 mm dick.
Schnitt A–A Schnitt B–B
20°15°-20°
0°-5° pos15°-20°
A
A
Drehwerkzeug Stechdrehmeissel
5°B
B
7°0°-5° pos
20°-30°7°

ReibenZYTEL® kann mit herkömmlichen Ahlen gerieben werden,um Löcher guter Ausführung und exakter Abmessungen zu erzielen. Spreizahlen sind vorzugsweise einzusetzen.
Aufgrund des Rückstellverhaltens von ZYTEL® neigen miteiner feststehenden Reibahle hergestellte Spanabhebungenzur Untergröße.
Es ist schwierig, beim Reiben von ZYTEL® weniger als 0,05 mm zu entfernen. Obgleich die Ahle durch das Lochgeht, wird kein Material entfernt, und das Loch behält seine ursprüngliche Größe, nachdem die Ahle wieder her-ausgenommen wurde. Beim Nachreiben sollten mindestens0,15 mm entfernt werden, wenn ein Loch exakter Größe herzustellen ist.
Gewindeschneiden und -rollenMit herkömmlichen Geräten können Gewinde in ZYTEL®
geschnitten oder gerollt werden. Obgleich ratsam, ist derEinsatz eines Schmier- oder Kühlmittels beim Gewinde-schneiden oder -rollen in ZYTEL® nicht immer erforderlich.
Unter Verwendung herkömmlicher Einstahlwerkzeuge kön-nen auf einer Drehbank Gewinde in ZYTEL® geschnitten wer-den. Wie bei Metallen sollten mehrere aufeinanderfolgendeSchnitte von 0,15 bis 0,25 mm durchgeführt werden. Derabschließende Schnitt sollte wegen des Rückstellverhaltensdes Materials nicht unter 0,15 mm liegen. Beim Gewinde-schneiden großer Längen von Stangenmaterial ist es erfor-derlich, eine mitlaufende Lünette oder eine sonstige Stütz-vorrichtung zu verwenden, um das Werkzeug gegen denStahl zu halten.
Beim serienmäßigen Gewindeschneiden ist es oft ratsam,einen Gewindebohrer mit 0,15 mm Übergröße zu verwen-den, sofern kein selbstsicherndes Gewinde gewünscht wird.
150
Abb. 11.03 Bohren Bearbeitungsbedingungen: Bohrergröße 10 mm ; Drehzahl 1000 U/min, kein Kühlmittel. Material: ZYTEL® 101 – 35 mm dick.
DrehenZYTEL® kann problemlos auf jeder üblichen oder automatischenMetalldrehbank gedreht werden. Besondere Vorsichtsmaßnah-men sind nicht zu beachten, obgleich wie bei anderen Bearbei-tungsvorgängen die Werkzeuge sehr scharf sein sollten.
Die Werkzeugspitzen sind wie für weiches Messing zuschleifen; mit einem Neigungswinkel an der Schneidekante,der für eine ungehinderte Entfernung des Fließspans sorgt,und mit einem großen Durchlaß, um ein Aufbauen der Fließspäne zu verhindern oder Störungen zu beseitigen. Spänezerkleinerer sind im allgemeinen bei ZYTEL® wegendessen Zähigkeit nicht wirksam. Wo gewünscht, kann einSpänefänger als Hilfsmittel zum Abtragen der Drehspäneeingesetzt werden. Wie bei anderen Materialien wird diebeste Ausführung mit hoher Drehzahl und Feinvorschuberzielt.
FräsenZYTEL® läßt sich problemlos unter Verwendung herkömm-licher Fräsmesser fräsen, vorausgesetzt, die Schneidkantenwerden sehr scharf gehalten. Nach Möglichkeit sollte Gleich-lauffräsen durchgeführt werden, um die Gratbildung beiZYTEL® so gering wie möglich zu halten. Schnittgeschwindig-keiten von über 300 m/min und starke Vorschübe von über230 mm/min wurden bereits erfolgreich realisiert.
Schneiden und StanzenKleine flache Teile wie Unterlegscheiben, Durchführungs-dichtungen und Nicht-Präzisionszahnräder bis zu 2 mm Dickelassen sich häufig wirtschaftlicher durch Stanzen oder Schnei-den aus einem extrudierten ZYTEL®-Band als durch Spritzgußherstellen. Übliche Stempel werden entweder in Hand- oder
Abb. 11.04 Drehen Bearbeitungsbedingungen: Drehzahl der Drehbank 980 U/min; Schnittgeschwindigkeit 185 m/min; Vorschub 0,15 mm; Schnitt-Tiefe 2,5 mm ; kein Kühlmittel.Material: ZYTEL® 101 – 60 mm Durchmesser.

Elektrostanzpressen verwendet. Mit erstklassigen Stempelnkönnen Teile bei hohen Geschwindigkeiten sauber aus ZYTEL®
geschnitten oder gestanzt werden. Sollte Rißbildung auftreten,so läßt sich dies gewöhnlich durch Vorheizen des Bandes oderdurch Eintauchen in Wasser beheben, bis rund 2% Feuchtig-keit absorbiert wurden.
Oberflächenbearbeitung von ZYTEL®
EntgratenEinige Bearbeitungsvorgänge neigen zur Gratbildung am Teil.Obgleich es verschiedene Arten der Entgratung gibt, ist esbesser, die Bildung von Graten von vornherein zu vermei-den. Dies wird am besten dadurch erzielt, daß die Schneid-kanten an den Stählen immer scharf bleiben und für einenausreichenden Spänedurchlaß gesorgt wird.
Wenn nur einige wenige Teile gefertigt werden, ist es oftmalsam einfachsten, die Grate mit Handwerkzeugen abzustechenoder abzukratzen.
Wenn die Grate nicht zu groß sind, lassen sie sich erfolgreichdurch Sengen oder Schmelzen entfernen. Beim Sengen wer-den die Grate abgebrannt, indem man eine Alkoholflammeauf das Teil richtet. Die Grate können abgeschmolzen werden,indem heißes Stickstoffgas von 290° C kurz über die Ober-fläche des Teils geführt wird. Das Teil sollte der Flamme oderdem Gas nur ganz kurz ausgesetzt werden, damit die Abmes-sungen des Teils nicht beeinträchtigt werden.
Feine Grate lassen sich ebenfalls mit Dampfstrahl- oderHongeräten entfernen. Bei kritischen Abmessungen solltedarauf geachtet werden, daß nicht zu viel Material entferntwird. Handelsübliche Putztrommeln werden ebenfalls zum Entgraten von Teilen aus ZYTEL® verwendet, aber der
Abb. 11.05 Fräsen Bearbeitungsbedingungen: Schnittgeschwindigkeit 250 mm/min;100 mm Fräsmesser; 25 mm Spindel, Vorschub 150 mm/min; Schnitt-Tiefe 2,5 mm; kein Kühlmittel. Material: ZYTEL® 101.
Trommelzyklus ist normalerweise viel länger als bei Metall-teilen. Allerdings läßt sich die genaue Splitt-Schlamm-Zusammensetzung für ein bestimmtes Teil am besten durchExperimentieren ermitteln. Der Splitt-Volumengehalt ist normalerweise zweimal so groß wie das Volumen der Teileaus ZYTEL®. Ein Reinigungsmittel wird ebenfalls der Wasser-Splitt-Mischung hinzugefügt, um zu verhindern, daß dieTeile durch den Splitt verfärbt werden.
Feilen und SchleifenWegen der Zähigkeit und Abriebfestigkeit von ZYTEL®-Polyamiden arbeiten herkömmliche Feilen nicht zufrieden-stellend. Allerdings sind mit hohen Drehzahlen arbeitendemotorbetriebene Drehstahlsenker effektiv. Schleifscheiben,die auf einer biegsamen Welle oder auf einem Handschnell-schleifer eingesetzt werden, entfernen das Material von Teilen aus ZYTEL® schnell und wirksam. Für diese Betriebs-weise ist generell der Einsatz eines Kühlmittels ratsam.
Eine Feilmaschine mit tiefen, einzelnen, geschnittenen, grobgebogenen Zähnen (gemeinhin als «Vixen»-Feile bekannt),wie sie für Aluminium und andere Weichmetalle eingesetztwird, ist bei ZYTEL® sehr effektiv. Diese Art Feile hat sehrscharfe Zähne und bewirkt einen Abschälvorgang, bei demZYTEL® glatt und sauber entfernt wird.
Schmirgeln und PolierenZYTEL® kann auf Band- oder Scheibenschleifmaschinen naßgeschmirgelt werden. Nach dem Schmirgeln zu einer glattenOberfläche kann diese durch Verwendung eines üblichenPoliergeräts hochglanzpoliert werden.
Der Poliervorgang besteht normalerweise aus drei Schritten:Schwabbeln, Polieren und Wischen.
Das Schwabbeln erfolgt mit einer belüfteten Scheibe offenerBauart, die man aus Schichten von Musselinscheiben vonabwechselnd etwa 200 und 460 mm zusammensetzen kann.Auf diese Weise läßt sich eine Schwabbelscheibe von rund100 bis 130 mm Breite aufbauen. Die Schwabbelscheibewird während des Schwabbelns ständig mit einem Schlammaus Naturbims und Wasser beschichtet. Das Teil aus ZYTEL®
wird leicht gegen die Scheibe gedrückt und in ständigerBewegung gehalten, um Brand oder ungleichmäßigesSchwabbeln zu verhindern. Die Drehzahl der Scheibe sollterund 1000 bis 1200 U/min bei Scheiben von 300 bis 400 mmDurchmesser betragen. Es ist wichtig, die Scheibe langsamgenug zu betreiben, damit sie eine gewisse Menge desSchlamms behält.
Das Polieren wird in vergleichbarer Weise auf einer ähnlichaufgebauten Schwabbelscheibe durchgeführt. Der Unterschiedliegt darin, daß die Scheibe trocken betrieben und ein Schleif-mittel auf die Hälfte der Scheibenfläche aufgetragen wird.Die andere Hälfte bleibt unbehandelt.
Das Teil aus ZYTEL® wird zunächst zum Polieren gegen diebehandelte Hälfte der Scheibe gehalten und dann zu der nichtbehandelten Seite geführt, um das Schleifmittel abzuwischen.Die optimale Drehzahl für die Polierscheibe liegt zwischen1000 und 1500 U/min für eine Scheibe von 400 mm Durch-messer.
151

Vergüten von ZYTEL®
Wenn ZYTEL® vergütet werden muß, so sollte dies unterAbschluß von Luft vorzugsweise durch Eintauchen in eineentsprechende Flüssigkeit geschehen. Die Temperatur derVergütungsflüssigkeit sollte mindestens 28° C über der Tem-peratur liegen, der der Gegenstand während des Gebrauchsausgesetzt sein wird – oftmals wird eine Temperatur von150° C für allgemein übliches Vergüten angewandt. Dadurchwird eine Sicherheit gegen Maßänderung erzielt, die durchunkontrollierte Entspannung unterhalb dieser Temperaturverursacht würde. Die erforderliche Vergütungszeit beträgtnormalerweise 5 Minuten pro 1 mm Querschnitt. Nach demEntfernen aus dem Vergütungsbad sollte das Teil ohne jedeLuftströmung langsam abkühlen; andernfalls könntenOberflächenspannungen aufgebaut werden. Das Einlegendes erhitzten Teils in einen Pappbehälter ist ein einfachesVerfahren, um ein langsames gleichmäßiges Abkühlen zugewährleisten.
Die Wahl der Flüssigkeit, die als Wärmeübertragungsmitteleinzusetzen ist, sollte auf folgenden Erwägungen beruhen:
– Ihr Wärmebereich und ihre Stabilität müssen angemessensein.
– Sie darf ZYTEL® nicht angreifen.
– Sie darf keine schädlichen Gase oder Dämpfe abgeben.
– Sie darf keine Brandgefahr darstellen.
Hochsiedende Kohlenwasserstoffe wie Öle oder Wachse kön-nen als Wärmeübertragungsmittel verwendet werden, wenngegen die auf der Oberfläche des Formteils verbliebene Ablagenichts einzuwenden ist, wie es der Fall bei den Teilen ist, diewährend des Einsatzes geschmiert werden. Empfohlene Ölesind «Ondine» 33 (Shell) und «Primol» 342 (Esso). Experi-mente haben ebenfalls gezeigt, daß Vergüten in einem Ofenunter Einsatz einer Stickstoffatmosphäre geeignet ist, obgleichdazu eine Spezialausrüstung benötigt wird.
Das Vergütungsbad sollte elektrisch aufgeheizt und bis zurgewünschten Temperatur thermostatisch geregelt werden.Für optimale Wärmeregelung sollte Wärme sowohl durchdie Seitenwände als auch durch den Boden des Gefäßesgeleitet werden. Eine große Anzahl kleiner Teile wird ambesten gehandhabt, indem man sie in einen Drahtkorb legt,der mit einem Deckel ausgestattet ist, um zu verhindern, daßdie Teile schwimmen, und indem man den Korb für dieerforderliche Zeit in das Bad eintaucht.
Bei Einsätzen, in denen die maximale Temperatur 70° C oderdarunter beträgt, kann eine brauchbare Entspannung durchEintauchen in kochendes Wasser erzielt werden. Dieses Ver-fahren bietet darüber hinaus den Vorteil, daß das ZYTEL®
eine gewisse Feuchtigkeit absorbiert, wodurch die Feuchtig-keit des Teils teilweise geregelt wird. Zur Entspannung sind15 Minuten pro 3 mm Querschnitt ausreichend. Längere Zei-ten sind erforderlich, wenn der Feuchtigkeitsgehalt des Teilsausgeglichen oder nahezu ausgeglichen werden soll.
152
Feuchtigkeitsregelung (Konditionieren)Das praktischste Verfahren zur Feuchtigkeitsregelung beiEinsatz in Luft, bei dem 2,5% Wasser zugesetzt werdenmüssen, ist ein einfaches Eintauchen in kochendes Wasser.Allerdings führt dieses Verfahren nicht zum wirklichen Ausgleich, da an der Oberfläche überschüßige Feuchtigkeitaufgenommen wird, die sich nur im Laufe der Zeit wiederverteilen kann.
Ein Verfahrensvorschlag ist, rund 3 bis 4 GewichtsprozentWasser in die Teile hineinzubringen. Die überschüssigeMenge wird im Laufe der Zeit von der Oberfläche verdun-sten. Kochzeiten bis zu 3% Feuchtigkeit sind in Abb. 11.06dargestellt.
Ein ausgezeichnetes Verfahren zur Vorbereitung einiger weni-ger Teile zu Prüfzwecken ist das Erhitzen in einer kochendenLösung aus Kaliumacetat (1250 Gramm Kaliumacetat pro 1 Liter Wasser). Ein abgedecktes Gefäß und ein Rücklaufkon-densator sind zur Aufrechterhaltung der Lösungskonzentrationzu verwenden. Dichte der Lösung 1,305 bis 1,310 bei 23° C.Maximal 2,5% Feuchtigkeit werden von ZYTEL® absorbiert,ungeachtet dessen, wie lange die Behandlung fortgesetzt wird.Die erforderliche Zeit schwankt von 4 Stunden für eine Dickevon 2 mm bis zu 20 Stunden für eine Dicke von 3 mm.
Das Konditionieren in kochendem Wasser ist ein gutes Ver-fahren zur Feuchtigkeitsregelung von Teilen, die in Wasseroder in wässrigen Lösungen eingesetzt werden sollen. DasTeil wird bewässert, bis die Sättigung im wesentlichen abge-schlossen ist, wie durch die Sättigungslinie in Abbildung 11.06dargestellt. Bei dickwandigen Profilen (3 mm oder darüber)ist es praktischer, den Feuchtigkeitsgehalt des Teils nur teil-weise zu regeln, da die Absorption über 4 oder 5% hinaussehr langsam wird.
10 100 100010,1
4
0
2
6
10
8
12
Time, h
Thi
ckne
ss, m
m
bis zur Sättigung
Abb. 11.06 Feuchtigkeitsregelung von ZYTEL® 101(Eintauchzeit in kochendes Wasser)
bis 3% Feuchtigkeit
Zeit, h
Wan
dd
icke
, mm

Belgique/BelgiëDu Pont de Nemours (Belgium)Antoon Spinoystraat 6B-2800 MechelenTel. (15) 44 14 11Telefax (15) 44 14 09
BulgariaSiehe Biesterfeld Interowa GmbH & Co. KG unter Österreich.
C̆eská Republika a Slovenská RepublikaDu Pont CZ, s.r.o.Pekarska 14/268CZ-15500 Praha 5 – JinoniceTel. (2) 57 41 41 11 Telefax (2) 57 41 41 50-51
DanmarkDu Pont Danmark A/SSkjøtevej 26P.O. Box 3000DK-2770 KastrupTel. 32 47 98 00Telefax 32 47 98 05
DeutschlandDu Pont de Nemours (Deutschland) GmbHDuPont Straße 1D-61343 Bad HomburgTel. (06172) 87 0Telefax (06172) 87 27 01
EgyptDu Pont Products S.A.Bldg no. 6, Land #7, Block 1New MaadiET-CairoTel. (00202) 754 65 80Telefax (00202) 516 87 81
EspañaDu Pont Ibérica S.A.Edificio L’IllaAvda. Diagonal 561E-08029 BarcelonaTel. (3) 227 60 00Telefax (3) 227 62 00
FranceDu Pont de Nemours (France) S.A.137, rue de l’UniversitéF-75334 Paris Cedex 07Tel. 01 45 50 65 50Telefax 01 47 53 09 67
HellasRavago Plastics Hellas ABEE8, Zakythou Str.GR-15232 HalandriTel. (01) 681 93 60Telefax (01) 681 06 36
IsraëlGadot Chemical Terminals (1985) Ltd.22, Shalom Aleichem StreetIL-633 43 Tel AvivTel. (3) 528 62 62Telefax (3) 528 21 17
ItaliaDu Pont de Nemours Italiana S.r.L.Via Volta, 16I-20093 Cologno MonzeseTel. (02) 25 30 21Telefax (02) 25 30 23 06
MagyarországSiehe Biesterfeld Interowa GmbH & Co. KG unter Österreich.
MarocDeborel Maroc S.A.40, boulevard d’Anfa – 10°MA-CasablancaTel. (2) 27 48 75Telefax (2) 26 54 34
NorgeDistrupol Nordic Niels Leuchsvei 99N-1343 EiksmarkaTel. 67 16 69 10Telefax 67 14 02 20
ÖsterreichBiesterfeld Interowa GmbH & Co. KGBräuhausgasse 3-5P.O. Box 19AT-1051 WienTel. (01) 512 35 71-0Fax (01) 512 35 71-31e-mail: [email protected]: www.interowa.at
PolskaDu Pont Poland Sp. z o.o.ul. Powazkowska 44CPL-01-797 WarsawTel. +48 22 320 0900Telefax +48 22 320 0910
PortugalACENYLRua do Campo Alegre, 672 – 1°P-4100 PortoTel. (2) 69 24 25/69 26 64Telefax (2) 600 02 07
RomaniaSiehe Biesterfeld Interowa GmbH & Co. KG unter Österreich.
RussiaE.I. du Pont de Nemours & Co. Inc.Representative OfficeB. Palashevsky Pereulok 13/2SU-103 104 MoskvaTel. (095) 797 22 00Telefax (095) 797 22 01
Schweiz/Suisse/SvizzeraDolder AGImmengasse 9Postfach 14695CH-4004 BaselTel. (061) 326 66 00Telefax (061) 322 47 81Internet: www.dolder.com
SlovenijaSiehe Biesterfeld Interowa GmbH & Co. KG unter Österreich.
Suomi/FinlandDu Pont Suomi OyBox 62FIN-02131 EspooTel. (9) 72 56 61 00Telefax (9) 72 56 61 66
SverigeDu Pont Sverige ABBox 23SE-164 93 Kista (Stockholm)Tel. (8) 750 40 20Telefax (8) 750 97 97
TürkiyeDu Pont Products S.A.Turkish Branch OfficeSakir Kesebir cad. Plaza 4No 36/7, BalmumcuTR-80700 IstanbulTel. (212) 275 33 82Telefax (212) 211 66 38
UkraineDu Pont de Nemours International S.A.Representative Office3, Glazunova StreetKyiv 252042Tel. (044) 294 96 33/269 13 02Telefax (044) 269 11 81
United KingdomDu Pont (U.K.) LimitedMaylands AvenueGB-Hemel HempsteadHerts. HP2 7DPTel. (01442) 34 65 00Telefax (01442) 24 94 63
ArgentinaDu Pont Argentina S.A.Avda. Mitre y Calle 5(1884) Berazategui-Bs.As.Tel. +54-11-4229-3468Telefax +54-11-4229-3117
BrasilDu Pont do Brasil S.A.Al. Itapecuru, 506 Alphaville06454-080 Barueri-São PauloTel. (5511) 7266 8229
Asia PacificDu Pont Kabushiki KaishaArco Tower8-1, Shimomeguro 1-chomeMeguro-ku, Tokyo 153-0064Tel. (03) 5434-6935Telefax (03) 5434-6965
South AfricaPlastamid (Pty) Ltd.43 Coleman StreetP.O. Box 59Elsies River 7480Cape TownTel. (21) 592 12 00Telefax (21) 592 14 09
USADuPont Engineering PolymersBarley Mill Plaza, Building #22P.O. Box 80022Wilmington, Delaware 19880Tel. (302) 999 45 92Telefax (302) 892 07 37
Anfragen aus oben nicht angeführten Ländern richten Sie sich bitte an:Du Pont de Nemours International S.A.2, chemin du PavillonCH-1218 Le Grand-Saconnex, GenfTel. (022) 717 51 11Telefax (022) 717 52 00
Die Informationen zu diesem Thema entsprechen unseremKenntnisstand zum Zeitpunkt der Veröffentlichung. Sobaldneue Erkenntnisse und Erfahrungen vorliegen, können sierevidiert werden. Die aufgeführten Daten liegen im norma-len Bereich der Produkteigenschaften und beziehen sichausschließlich auf das speziell angegebene Material. Fallsnicht ausdrücklich vermerkt, sind diese Daten nicht zwangs-läufig gültig, wenn das entsprechende Material in Kom-bination mit anderen Materialien oder Additiven bzw.Verfahren verwendet wird. Die angegebenen Daten solltenweder zur Festlegung von Spezifikationen noch als alleinigeGrundlage für Konstruktionen herangezogen werden. DieseDaten ersetzen in keiner Weise Prüfungen die von Ihnen zurErmittlung der Eignung eines spezifischen Materials für Ihrebesonderen Zwecke eventuell durchzuführen sind. DaDuPont nicht alle Bedingungen in aktuellen Endeinsätzenvoraussehen kann, übernimmt das Unternehmen keineGarantie und Verpflichtung bzw. Haftung in Verbindung mitdiesen Informationen. Diese Veröffentlichung ist weder alsLizenz noch als Empfehlung zu betrachten, jegliche Patent-rechte zu verletzen.Vorsicht: Verwenden Sie dieses Produkt nicht für medizi-nische Anwendungen, die eine ständige Implantation immenschlichen Körper erfordern. Weitere medizinischeAnwendungen finden Sie in der Broschüre «DuPont MedicalCaution Statement».
Weitere Informationen über technische Kunststoffe erhalten Sie von : Internet location : http://plastics.dupont.com
L-12565-2 03.02 ® Marken von E.I. du Pont de Nemours and Company Gedruckt in der Schweiz