Konfiguration und Programmierung eines … · welches mit dem bereitgestellten Simulations- und...
40
Versuchsanleitung zum Ingenieurwissenschaftlichen Praktikum Konfiguration und Programmierung eines Automatisierungsmodelles mit MecLab® Lehrstuhl für Automatisierungs- und Energiesysteme Prof. Dr.-Ing. Georg Frey PrDr.-Ing. Georg Frey
Transcript of Konfiguration und Programmierung eines … · welches mit dem bereitgestellten Simulations- und...
Versuchsanleitung zum
Ingenieurwissenschaftlichen Praktikum
Konfiguration und Programmierung eines Automatisierungsmodelles
mit MecLab®
Lehrstuhl für
Automatisierungs- und Energiesysteme
Prof. Dr.-Ing. Georg Frey
PrDr.-Ing. Georg Frey
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 2
INHALTSVERZEICHNIS
1. EINFÜHRUNG: ...................................................................................................................... 4
1.1 ORGANISATORISCHE HINWEISE: ........................................................................................................................ 4
1.2 ALLGEMEINES: .............................................................................................................................................. 4
2. ÜBERSICHT ÜBER DAS LERNSYSTEM MECLAB®: ..................................................................... 5
2.1 ALLGEMEINES: .............................................................................................................................................. 5
2.2 STEUERUNGSSOFTWARE FLUIDSIM®: ................................................................................................................ 6
3. STATION STAPELMAGAZIN: ................................................................................................ 10
3.1 TECHNISCHE BEDEUTUNG: ............................................................................................................................. 10
3.2 KOMPONENTEN DER STATION STAPELMAGAZIN: ................................................................................................ 10
4. STATION TRANSPORTBAND: ............................................................................................... 12
4.1 TECHNISCHE BEDEUTUNG: ............................................................................................................................. 12
4.2 KOMPONENTEN DER STATION TRANSPORTBAND: ............................................................................................... 12
5. STATION HANDLING: .......................................................................................................... 14
5.1 TECHNISCHE BEDEUTUNG: ............................................................................................................................. 14
5.2 KOMPONENTEN DER STATION HANDLING: ........................................................................................................ 14
6. LINEARE ABLAUFSTEUERUNG ............................................................................................. 16
7. AUFGABEN: ........................................................................................................................ 18
7.1 VORBEREITENDE AUFGABEN: ......................................................................................................................... 18
7.1.1 Arbeitsablaufplan Arbeitsstation 1 ............................................................................................... 19
7.1.2 Arbeitsablaufplan Arbeitsstation 2 ............................................................................................... 19
7.2 PRAKTISCHE AUFGABEN: ............................................................................................................................... 20
7.2.1 Simulation und Steuerung der einzelnen Arbeitsstationen: .......................................................... 20
a) das Stapelmagazin und das Förderband nach der Spezifikation! ...................................................... 20
b) die Station Handling nach der Spezifikation! ..................................................................................... 20
7.2.2Simulation und Steuerung des gesamten Produktionsprozesses: ........................................................ 20
ANHANG A – BAUTEILE ............................................................................................................... 21
1. RELAIS: ...................................................................................................................................................... 21
Anwendungen von Relais:............................................................................................................................ 21
Aufbau eines Relais ...................................................................................................................................... 21
Zeitrelais: ..................................................................................................................................................... 22
2. MAGNETISCHE SENSOREN: ............................................................................................................................ 23
3. INDUKTIVE NÄHERUNGSSCHALTER: .................................................................................................................. 24
ANHANG B – LOGIK .................................................................................................................... 25
ANHANG C – BEISPIEL FÜR DIE ENTWICKLUNG EINES EINFACHEN PROGRAMMES: ....................... 26
ANHANG D – BEISPIELPROGRAMM: ............................................................................................ 27

Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 3
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 4
1. Einführung:
1.1 Organisatorische Hinweise:
Die Bearbeitung dieses Praktikums erfolgt am Lehrstuhl für Automatisierungs- und Energiesysteme,
Gebäude A5.1, Raum 1.39.
Die Gruppengröße umfasst vier Studierende, d.h. es arbeiten jeweils zwei Personen an einer
Arbeitsstation.
Der Inhalt dieses Skriptes wird vor Versuchsbeginn in Form eines Antestates geprüft!
1.2 Allgemeines:
Im Zeitalter des 21. Jahrhundert gewinnt die Automatisierungstechnik als ein wichtiger Teilbereich
der Ingenieurswissenschaften zunehmend an Bedeutung.
Täglich werden wir Menschen durch die Nutzung von Rolltreppen oder automatisch öffnenden Türen
mit automatisierten Systemen konfrontiert. Selbst ein einfacher Einkauf wird durch den
Warentransport an der Kasse eines Supermarktes zu einem automatisierten Geschehen.
Ziel dieses Versuchs des mechatronischen Praktikums ist es, sich mit automatisierten technischen
Systemen vertraut zu machen.
Hierzu steht das von Festo Didactic entwickelte Lehr – und Lernsystem MecLab® zur Verfügung,
welches mit dem bereitgestellten Simulations- und Steuerprogramm FluidSIM®
(Baukastenprogrammierung) die Teilsysteme Stapelmagazin, Transportband und Handling zur
Umsetzung einer einfachen Fertigungsstrecke bietet.

Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 5
2. Übersicht über das Lernsystem MecLab®:
2.1 Allgemeines:
Das Lernsystem MecLab® besteht im Wesentlichen aus drei Stationen, welche die Funktionen:
Magazinieren und Vereinzeln (= Station Stapelmagazin)
Transportieren und (= Station Transportband)
Handhaben (= Station Handling)
modellhaft nachbilden. Diese drei Prozesse sind typisch für jede automatisierte Fertigung.
Außer den Stationen besteht das Lernsystem aus folgenden Komponenten:
Kompressor zur Versorgung der Stationen mit Druckluft
Simulation- und Steuerprogramm FluidSIM®
EasyPort zur Verbindung der Stationen mit dem PC
Netzteile zur Stromversorgung der EasyPorts
Werkstücke
Die Steuerung der Stationen erfolgt über das Simulations- und Steuerprogramm FluidSIM® in
Verbindung mit einem EasyPort. Über den EasyPort kann FluidSIM® Sensorsignale von den Stationen
einlesen und die Antriebe der Stationen ansteuern.
Eine Station wird über den EasyPort mit der USB – Schnittstelle des PC verbunden.
Um eine Verbindung vom Computer zu den einzelnen Bauteilen herstellen zu können, ist es
erforderlich, die Sensoren mit dem Multipolverteiler zu verbinden.
Die Kabel der Ventile werden in der mit ungeraden Ziffern [1, 3, 5, 7, 9, 11] bezeichneten Reihe
(Eingänge) angeschlossen. In der mit geraden Ziffern [2, 4, 6, 8, 10] bezeichneten Reihe (Ausgänge)
werden die Kabel der Sensoren angeschlossen.
Abbildung 2.1: Darstellung der Stationen
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 6
2.2 Steuerungssoftware FluidSIM®:
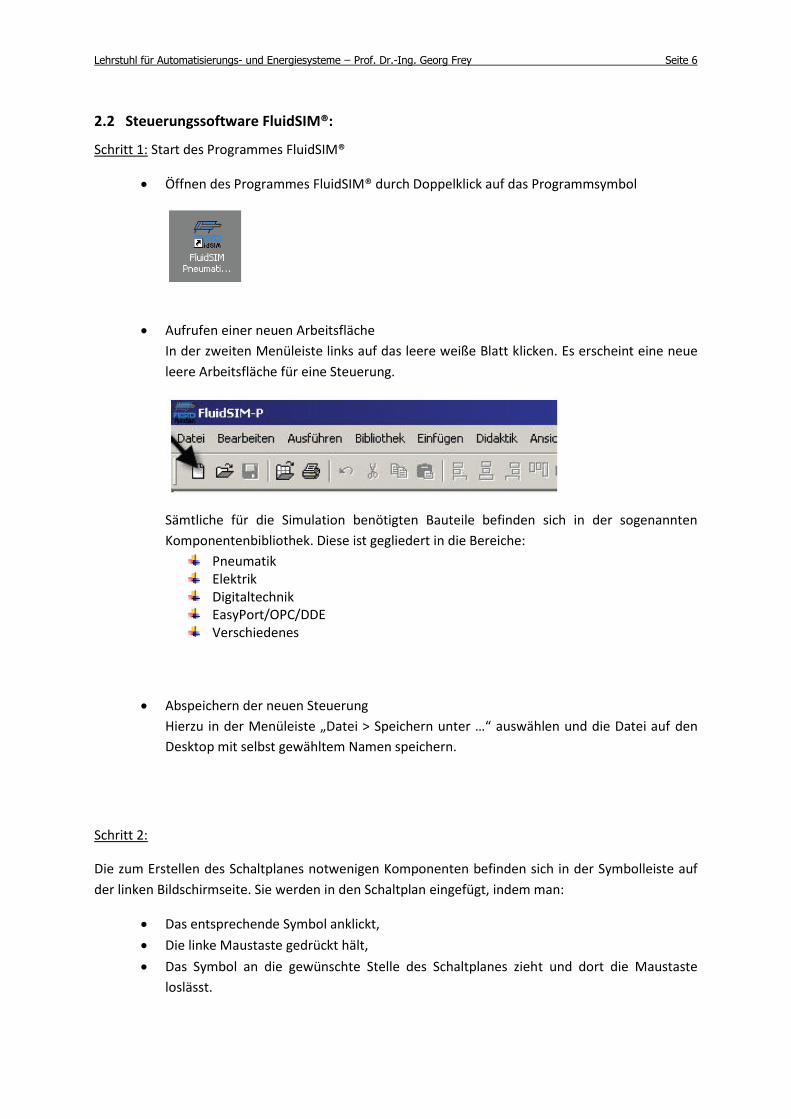
Schritt 1: Start des Programmes FluidSIM®
Öffnen des Programmes FluidSIM® durch Doppelklick auf das Programmsymbol
Aufrufen einer neuen Arbeitsfläche
In der zweiten Menüleiste links auf das leere weiße Blatt klicken. Es erscheint eine neue
leere Arbeitsfläche für eine Steuerung.
Sämtliche für die Simulation benötigten Bauteile befinden sich in der sogenannten
Komponentenbibliothek. Diese ist gegliedert in die Bereiche:
Pneumatik Elektrik Digitaltechnik EasyPort/OPC/DDE Verschiedenes
Abspeichern der neuen Steuerung
Hierzu in der Menüleiste „Datei > Speichern unter …“ auswählen und die Datei auf den
Desktop mit selbst gewähltem Namen speichern.
Schritt 2:
Die zum Erstellen des Schaltplanes notwenigen Komponenten befinden sich in der Symbolleiste auf
der linken Bildschirmseite. Sie werden in den Schaltplan eingefügt, indem man:
Das entsprechende Symbol anklickt,
Die linke Maustaste gedrückt hält,
Das Symbol an die gewünschte Stelle des Schaltplanes zieht und dort die Maustaste
loslässt.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 7
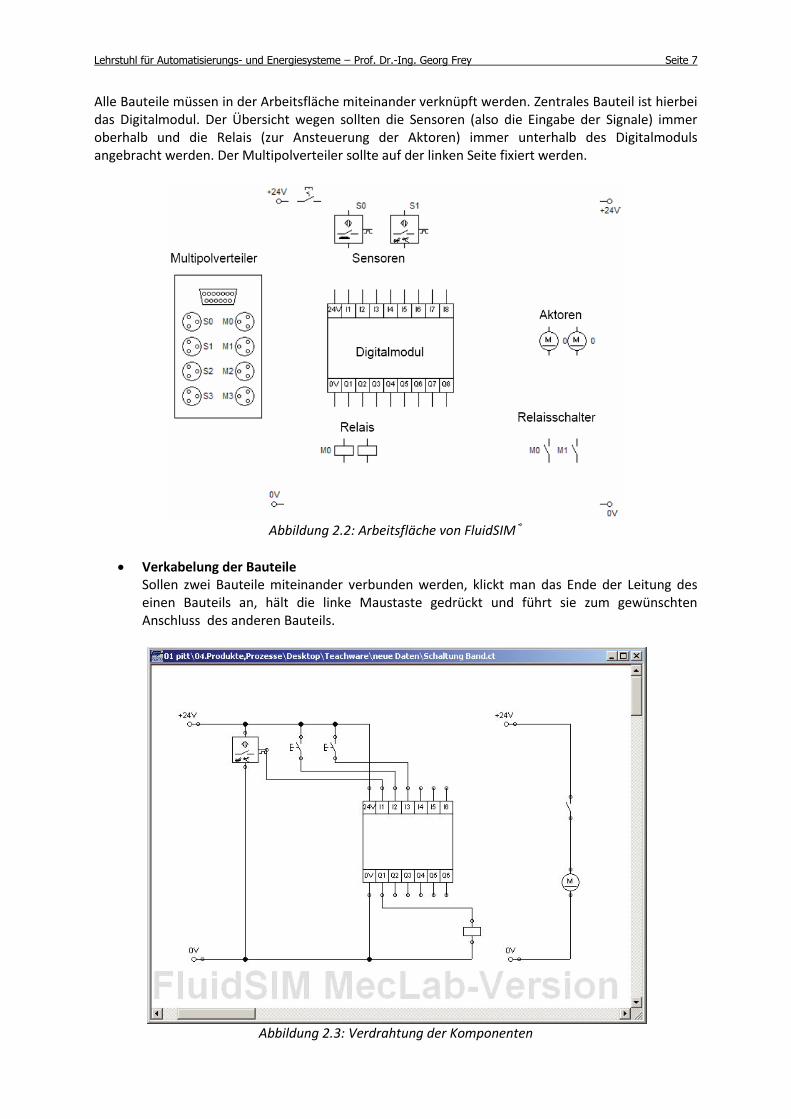
Alle Bauteile müssen in der Arbeitsfläche miteinander verknüpft werden. Zentrales Bauteil ist hierbei das Digitalmodul. Der Übersicht wegen sollten die Sensoren (also die Eingabe der Signale) immer oberhalb und die Relais (zur Ansteuerung der Aktoren) immer unterhalb des Digitalmoduls angebracht werden. Der Multipolverteiler sollte auf der linken Seite fixiert werden.
Abbildung 2.2: Arbeitsfläche von FluidSIM®
Verkabelung der Bauteile Sollen zwei Bauteile miteinander verbunden werden, klickt man das Ende der Leitung des einen Bauteils an, hält die linke Maustaste gedrückt und führt sie zum gewünschten Anschluss des anderen Bauteils.
Abbildung 2.3: Verdrahtung der Komponenten
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 8
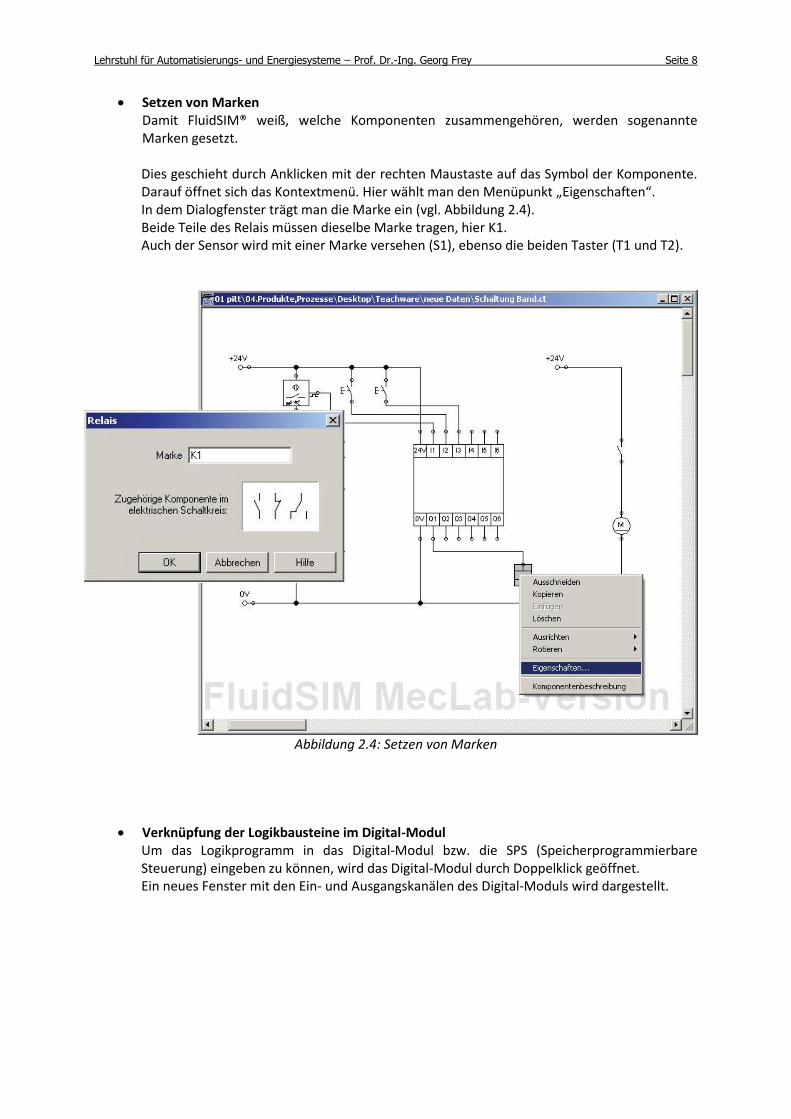
Setzen von Marken Damit FluidSIM® weiß, welche Komponenten zusammengehören, werden sogenannte Marken gesetzt. Dies geschieht durch Anklicken mit der rechten Maustaste auf das Symbol der Komponente. Darauf öffnet sich das Kontextmenü. Hier wählt man den Menüpunkt „Eigenschaften“. In dem Dialogfenster trägt man die Marke ein (vgl. Abbildung 2.4). Beide Teile des Relais müssen dieselbe Marke tragen, hier K1. Auch der Sensor wird mit einer Marke versehen (S1), ebenso die beiden Taster (T1 und T2).
Abbildung 2.4: Setzen von Marken
Verknüpfung der Logikbausteine im Digital-Modul Um das Logikprogramm in das Digital-Modul bzw. die SPS (Speicherprogrammierbare Steuerung) eingeben zu können, wird das Digital-Modul durch Doppelklick geöffnet. Ein neues Fenster mit den Ein- und Ausgangskanälen des Digital-Moduls wird dargestellt.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 9
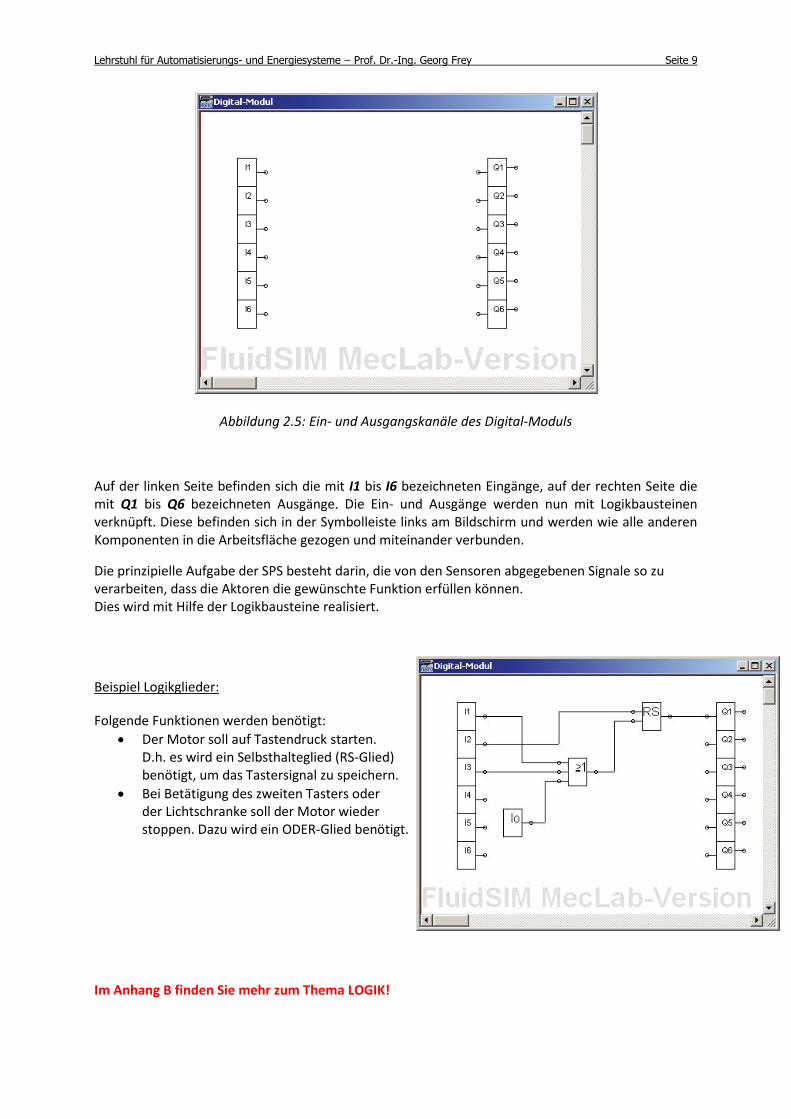
Abbildung 2.5: Ein- und Ausgangskanäle des Digital-Moduls
Auf der linken Seite befinden sich die mit I1 bis I6 bezeichneten Eingänge, auf der rechten Seite die mit Q1 bis Q6 bezeichneten Ausgänge. Die Ein- und Ausgänge werden nun mit Logikbausteinen verknüpft. Diese befinden sich in der Symbolleiste links am Bildschirm und werden wie alle anderen Komponenten in die Arbeitsfläche gezogen und miteinander verbunden.
Die prinzipielle Aufgabe der SPS besteht darin, die von den Sensoren abgegebenen Signale so zu verarbeiten, dass die Aktoren die gewünschte Funktion erfüllen können. Dies wird mit Hilfe der Logikbausteine realisiert.
Beispiel Logikglieder:
Folgende Funktionen werden benötigt:
Der Motor soll auf Tastendruck starten. D.h. es wird ein Selbsthalteglied (RS-Glied) benötigt, um das Tastersignal zu speichern.
Bei Betätigung des zweiten Tasters oder der Lichtschranke soll der Motor wieder stoppen. Dazu wird ein ODER-Glied benötigt.
Im Anhang B finden Sie mehr zum Thema LOGIK!

Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 10
3. Station Stapelmagazin:
3.1 Technische Bedeutung:
In jeder Produktionslinie müssen Materialien oder Zwischenprodukte zwischengelagert werden.
Dies kann sowohl auf Paletten im produktionsnahen Umfeld geschehen, aber auch in
Stapelmagazinen. Dennoch steht jederzeit die Effektivität der Zurückführung zum
Produktionsprozess im Vordergrund.
Das Stapelmagazin ist eine der einfachsten Möglichkeiten, Werkstücke geordnet zu lagern und
anschließend zu verteilen.
3.2 Komponenten der Station Stapelmagazin:
Die Station Stapelmagazin besteht aus mehreren Einzelkomponenten, die je nach geforderter
Aufgabenstellung individuell genutzt und kombiniert werden kann.
Als Basis für die Station Stapelmagazin dient eine Aluminiumprofilplatte mit Nuten, auf der die
Einzelteile des Stapelmagazins befestigt werden können.
Abbildung 3.1: Möglicher Aufbau der Station Stapelmagazin
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 11
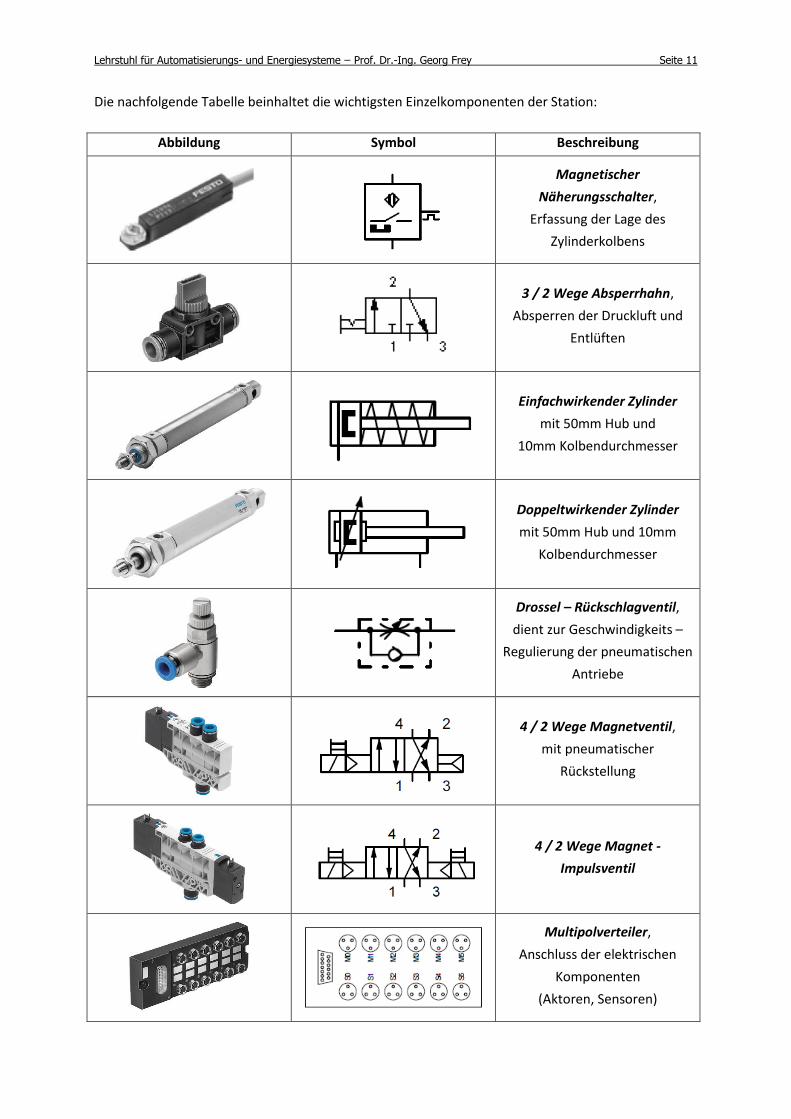
Die nachfolgende Tabelle beinhaltet die wichtigsten Einzelkomponenten der Station:
Abbildung Symbol Beschreibung
Magnetischer
Näherungsschalter,
Erfassung der Lage des
Zylinderkolbens
3 / 2 Wege Absperrhahn,
Absperren der Druckluft und
Entlüften
Einfachwirkender Zylinder
mit 50mm Hub und
10mm Kolbendurchmesser
Doppeltwirkender Zylinder
mit 50mm Hub und 10mm
Kolbendurchmesser
Drossel – Rückschlagventil,
dient zur Geschwindigkeits –
Regulierung der pneumatischen
Antriebe
4 / 2 Wege Magnetventil,
mit pneumatischer
Rückstellung
4 / 2 Wege Magnet -
Impulsventil
Multipolverteiler,
Anschluss der elektrischen
Komponenten
(Aktoren, Sensoren)

Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 12
4. Station Transportband:
4.1 Technische Bedeutung:
Zum Teil schwere und auch monotone Handarbeiten werden immer mehr durch automatisierte
Anlagen ersetzt.
Zum Transport materieller Güter übernehmen Transportbänder eine sehr wichtige Aufgabe in jeder
Produktionslinie.
4.2 Komponenten der Station Transportband:
Die Station Transportband kann sowohl als integriertes als auch autonomes (eigenständiges)
technisches Teilsystem betrachtet werden.
Nachfolgender Aufbau geht von einem eigenständigen System aus.
Abbildung 4.1: Möglicher Aufbau der Station Förderband
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 13
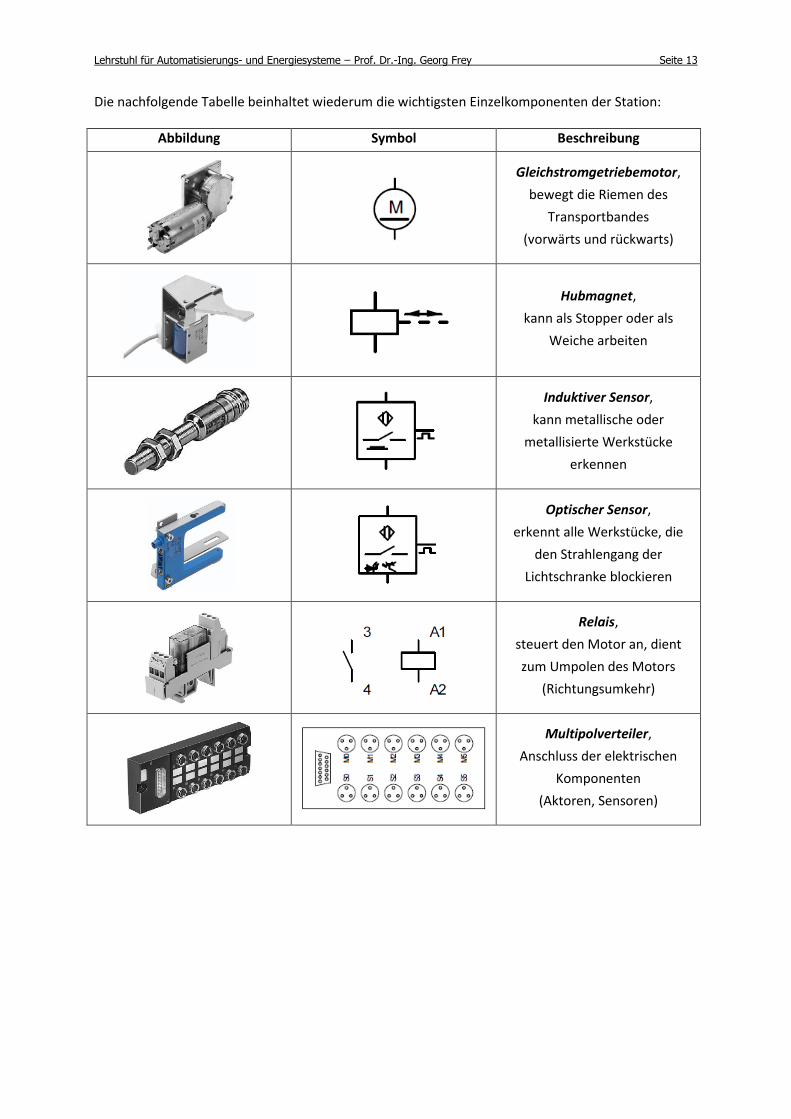
Die nachfolgende Tabelle beinhaltet wiederum die wichtigsten Einzelkomponenten der Station:
Abbildung Symbol Beschreibung
Gleichstromgetriebemotor,
bewegt die Riemen des
Transportbandes
(vorwärts und rückwarts)
Hubmagnet,
kann als Stopper oder als
Weiche arbeiten
Induktiver Sensor,
kann metallische oder
metallisierte Werkstücke
erkennen
Optischer Sensor,
erkennt alle Werkstücke, die
den Strahlengang der
Lichtschranke blockieren
Relais,
steuert den Motor an, dient
zum Umpolen des Motors
(Richtungsumkehr)
Multipolverteiler,
Anschluss der elektrischen
Komponenten
(Aktoren, Sensoren)
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 14
5. Station Handling:
5.1 Technische Bedeutung:
In jeder automatisierten Montageanlage müssen die Werkstücke bewegt, orientiert und montiert
werden. Diese Aufgabe übernehmen sogenannte Handhabungsroboter.
Für viele Montageaufgaben sind einfache Handhabungsroboter ausreichend, welche nur wenige –
meist zwei – Achsen verfahren können.
Eines der wichtigsten Teilsysteme eines Handhabungsgerätes ist der Greifer, mit denen der Kontakt
zum Werkstück hergestellt wird. Hiervon gibt es viele verschiedene Ausführungen (mechanischer
Greifer, Vakuumgreifer, Magnetgreifer, Haftgreife, usw.)
Die häufigste Aufgabe der Station Handling besteht darin Pick&Place – Bewegungen auszuführen,
d.h. Werkstücke aus einem Magazin zu entnehmen (Pick) und anschließend woanders wieder
abzulegen bzw. zu montieren (Place).
5.2 Komponenten der Station Handling:
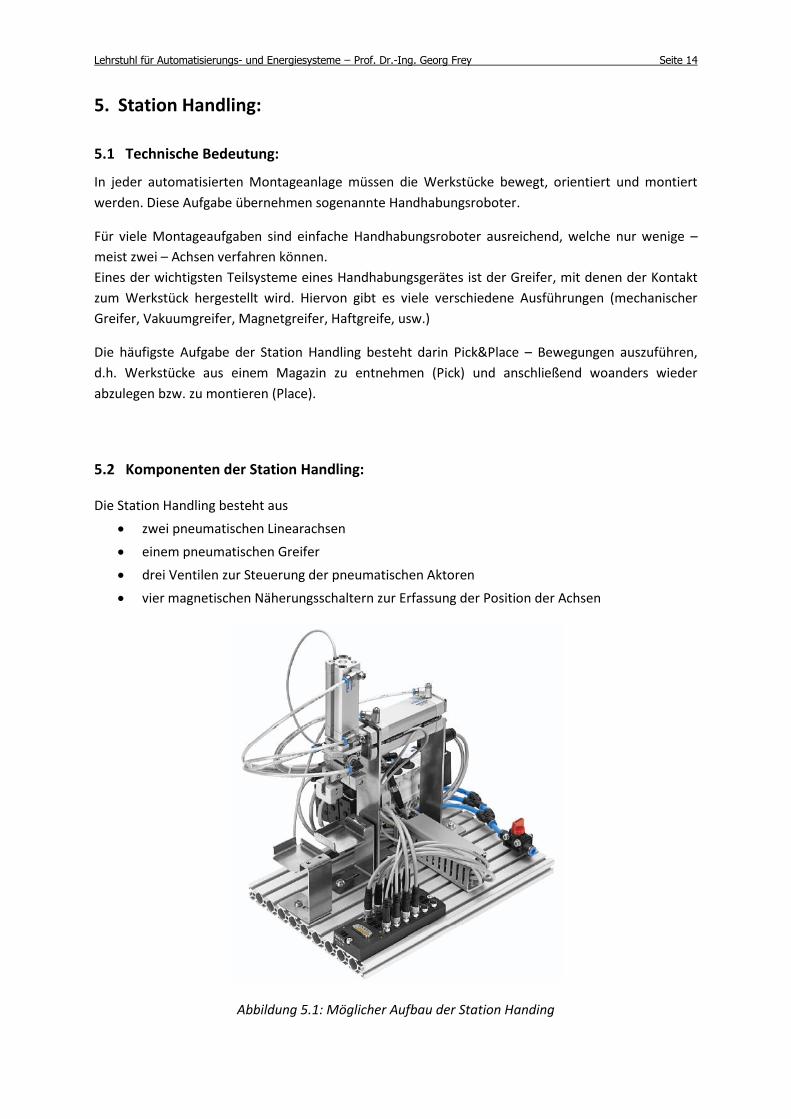
Die Station Handling besteht aus
zwei pneumatischen Linearachsen
einem pneumatischen Greifer
drei Ventilen zur Steuerung der pneumatischen Aktoren
vier magnetischen Näherungsschaltern zur Erfassung der Position der Achsen
Abbildung 5.1: Möglicher Aufbau der Station Handing
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 15
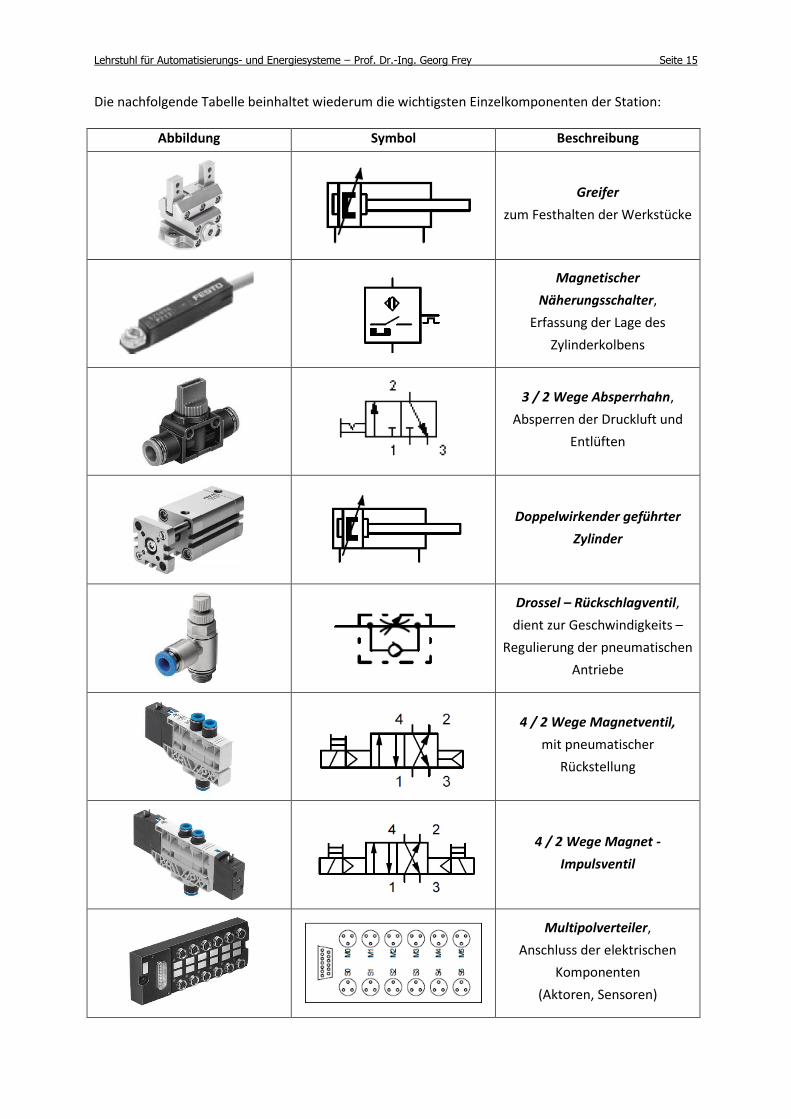
Die nachfolgende Tabelle beinhaltet wiederum die wichtigsten Einzelkomponenten der Station:
Abbildung Symbol Beschreibung
Greifer
zum Festhalten der Werkstücke
Magnetischer
Näherungsschalter,
Erfassung der Lage des
Zylinderkolbens
3 / 2 Wege Absperrhahn,
Absperren der Druckluft und
Entlüften
Doppelwirkender geführter
Zylinder
Drossel – Rückschlagventil,
dient zur Geschwindigkeits –
Regulierung der pneumatischen
Antriebe
4 / 2 Wege Magnetventil,
mit pneumatischer
Rückstellung
4 / 2 Wege Magnet -
Impulsventil
Multipolverteiler,
Anschluss der elektrischen
Komponenten
(Aktoren, Sensoren)
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 16
6. Lineare Ablaufsteuerung
In der Praxis treten oft Probleme auf, bei denen unterschiedliche Aktionen sequentiell ausgeführt
werden müssen. Das heißt eine Aktion n wird durchgeführt, sobald die Aktion n-1 abgeschlossen
wurde, und gleichzeitig bestimmte Bedingungen (z.B. die Aktivierung von Sensoren) erfüllt sind. So
soll beispielsweise ein Aufzug losfahren (Aktion n) sobald die Taste betätigt wurde (Aktion n-1) und
ein Sensor anzeigt dass die Tür geschlossen ist (Bedingung).
Zur Realisierung solcher Prozesse werden Logische Schaltglieder wie UND, ODER, NICHT-Gatter,
Selbsthalteglieder und Zeitschaltuhren miteinander verschaltet. Da diese Schaltungen schon bei
einfachen Problemen leicht unübersichtlich werden können und ohne formale Methoden schwer zu
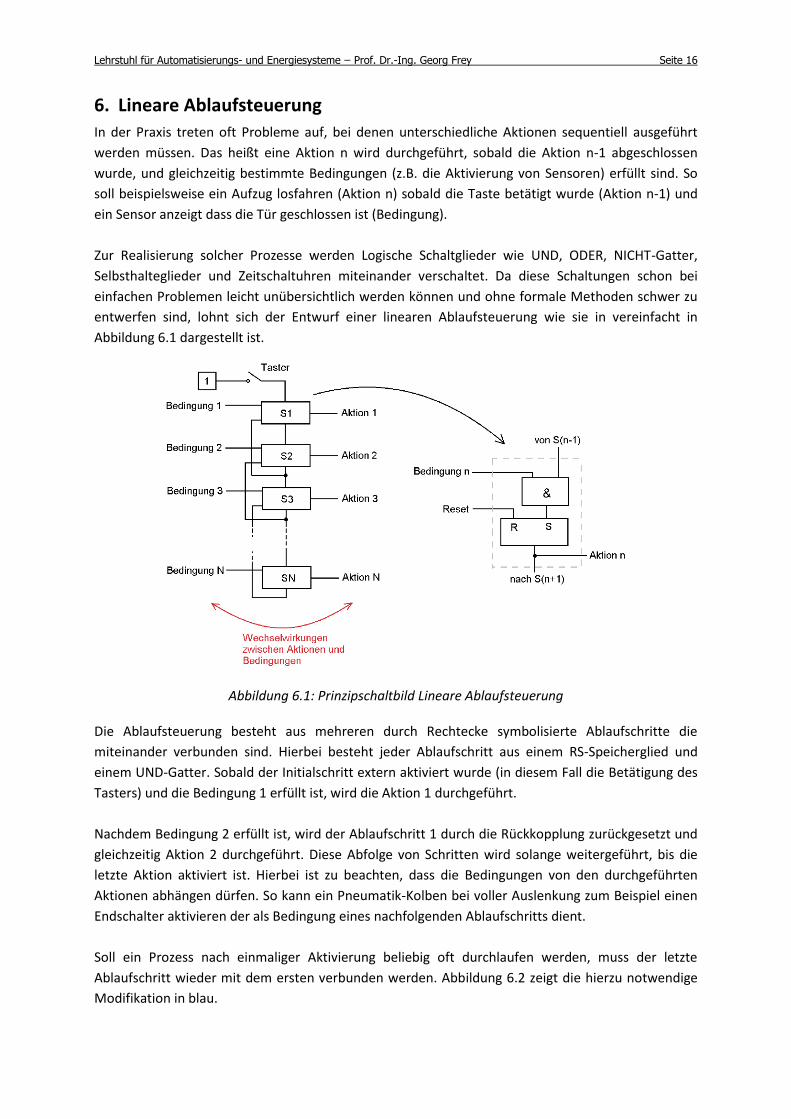
entwerfen sind, lohnt sich der Entwurf einer linearen Ablaufsteuerung wie sie in vereinfacht in
Abbildung 6.1 dargestellt ist.
Abbildung 6.1: Prinzipschaltbild Lineare Ablaufsteuerung
Die Ablaufsteuerung besteht aus mehreren durch Rechtecke symbolisierte Ablaufschritte die
miteinander verbunden sind. Hierbei besteht jeder Ablaufschritt aus einem RS-Speicherglied und
einem UND-Gatter. Sobald der Initialschritt extern aktiviert wurde (in diesem Fall die Betätigung des
Tasters) und die Bedingung 1 erfüllt ist, wird die Aktion 1 durchgeführt.
Nachdem Bedingung 2 erfüllt ist, wird der Ablaufschritt 1 durch die Rückkopplung zurückgesetzt und
gleichzeitig Aktion 2 durchgeführt. Diese Abfolge von Schritten wird solange weitergeführt, bis die
letzte Aktion aktiviert ist. Hierbei ist zu beachten, dass die Bedingungen von den durchgeführten
Aktionen abhängen dürfen. So kann ein Pneumatik-Kolben bei voller Auslenkung zum Beispiel einen
Endschalter aktivieren der als Bedingung eines nachfolgenden Ablaufschritts dient.
Soll ein Prozess nach einmaliger Aktivierung beliebig oft durchlaufen werden, muss der letzte
Ablaufschritt wieder mit dem ersten verbunden werden. Abbildung 6.2 zeigt die hierzu notwendige
Modifikation in blau.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 17
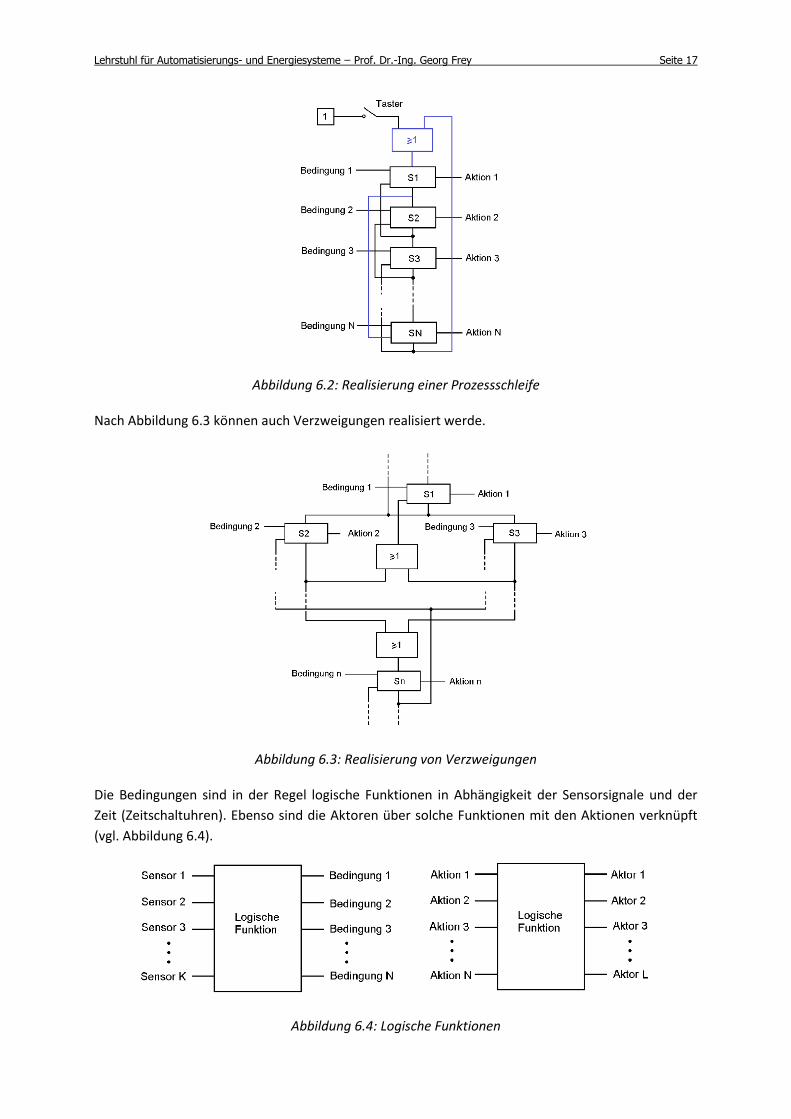
Abbildung 6.2: Realisierung einer Prozessschleife
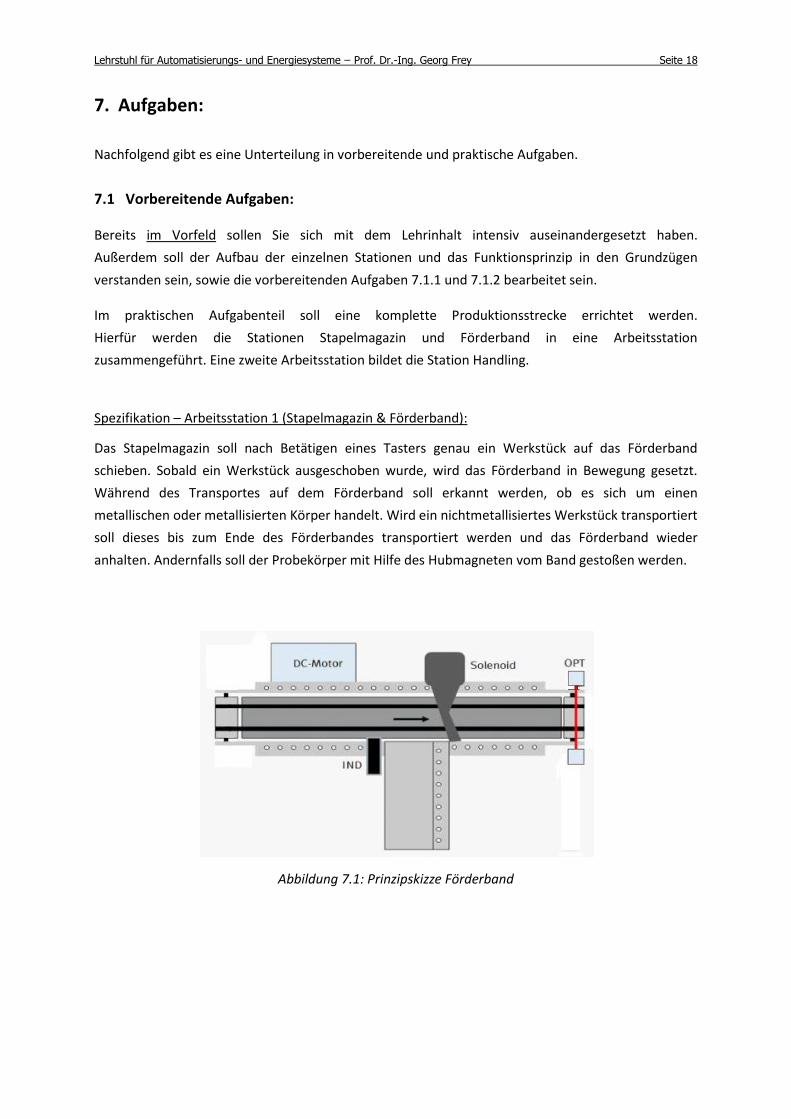
Nach Abbildung 6.3 können auch Verzweigungen realisiert werde.
Abbildung 6.3: Realisierung von Verzweigungen
Die Bedingungen sind in der Regel logische Funktionen in Abhängigkeit der Sensorsignale und der
Zeit (Zeitschaltuhren). Ebenso sind die Aktoren über solche Funktionen mit den Aktionen verknüpft
(vgl. Abbildung 6.4).
Abbildung 6.4: Logische Funktionen
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 18
7. Aufgaben:
Nachfolgend gibt es eine Unterteilung in vorbereitende und praktische Aufgaben.
7.1 Vorbereitende Aufgaben:
Bereits im Vorfeld sollen Sie sich mit dem Lehrinhalt intensiv auseinandergesetzt haben.
Außerdem soll der Aufbau der einzelnen Stationen und das Funktionsprinzip in den Grundzügen
verstanden sein, sowie die vorbereitenden Aufgaben 7.1.1 und 7.1.2 bearbeitet sein.
Im praktischen Aufgabenteil soll eine komplette Produktionsstrecke errichtet werden.
Hierfür werden die Stationen Stapelmagazin und Förderband in eine Arbeitsstation
zusammengeführt. Eine zweite Arbeitsstation bildet die Station Handling.
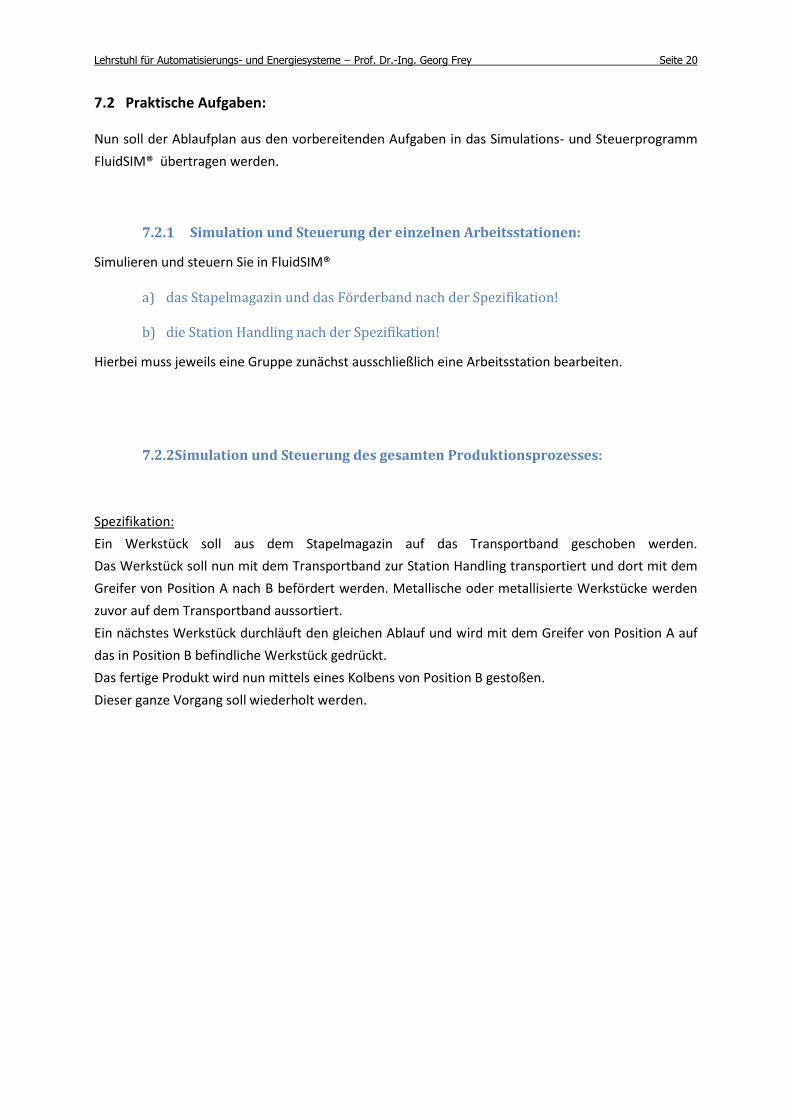
Spezifikation – Arbeitsstation 1 (Stapelmagazin & Förderband):
Das Stapelmagazin soll nach Betätigen eines Tasters genau ein Werkstück auf das Förderband
schieben. Sobald ein Werkstück ausgeschoben wurde, wird das Förderband in Bewegung gesetzt.
Während des Transportes auf dem Förderband soll erkannt werden, ob es sich um einen
metallischen oder metallisierten Körper handelt. Wird ein nichtmetallisiertes Werkstück transportiert
soll dieses bis zum Ende des Förderbandes transportiert werden und das Förderband wieder
anhalten. Andernfalls soll der Probekörper mit Hilfe des Hubmagneten vom Band gestoßen werden.
Abbildung 7.1: Prinzipskizze Förderband

Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 19
Spezifikation – Arbeitsstation 2 (Handling):
Ein Produkt besteht immer aus zwei Werkstücken, einem Bodenwerkstück und einem
Deckelwerkstück. Untenstehende Skizze soll die Ausgangssituation beschreiben.
Abbildung 7.2: Prinzipskizze Station Handling
Sobald sich ein Bodenwerkstück in Position A befindet, soll dieses mit Hilfe des Greifers zu Position B
befördert werden. Dabei ist zu beachten, dass es sich um einen mechanischen Greifer handelt,
welcher geöffnet bzw. geschlossen werden muss, um ein Bauteil zu transportieren.
Das Bodenwerkstück verbleibt auf Position B und ein Deckelwerkstück wird sobald es in Position A
liegt zu Position B gebracht. Hierbei wird das Deckelwerkstück auf das Bodenwerkstück gesteckt und
das Produkt ist „gefertigt“.
Anschließend soll das fertige Produkt mit einem Kolben von der Position B entfernt werden, sodass
weitere Produkte dort Platz finden können.
7.1.1 Arbeitsablaufplan Arbeitsstation 1
Erstellen Sie einen Arbeitsablaufplan (siehe Vorlage in Anhang C) der Arbeitsstation 1 (Stapelmagazin
und Förderband), welcher den zeitlichen Ablauf der einzelnen Arbeitsschritte erkenntlich macht.
7.1.2 Arbeitsablaufplan Arbeitsstation 2
Erstellen Sie einen Arbeitsablaufplan der Arbeitsstation 2 (Handling), welcher den zeitlichen Ablauf
der einzelnen Arbeitsschritte erkenntlich macht.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 20
7.2 Praktische Aufgaben:
Nun soll der Ablaufplan aus den vorbereitenden Aufgaben in das Simulations- und Steuerprogramm
FluidSIM® übertragen werden.
7.2.1 Simulation und Steuerung der einzelnen Arbeitsstationen:
Simulieren und steuern Sie in FluidSIM®
a) das Stapelmagazin und das Förderband nach der Spezifikation!
b) die Station Handling nach der Spezifikation!
Hierbei muss jeweils eine Gruppe zunächst ausschließlich eine Arbeitsstation bearbeiten.
7.2.2Simulation und Steuerung des gesamten Produktionsprozesses:
Spezifikation:
Ein Werkstück soll aus dem Stapelmagazin auf das Transportband geschoben werden.
Das Werkstück soll nun mit dem Transportband zur Station Handling transportiert und dort mit dem
Greifer von Position A nach B befördert werden. Metallische oder metallisierte Werkstücke werden
zuvor auf dem Transportband aussortiert.
Ein nächstes Werkstück durchläuft den gleichen Ablauf und wird mit dem Greifer von Position A auf
das in Position B befindliche Werkstück gedrückt.
Das fertige Produkt wird nun mittels eines Kolbens von Position B gestoßen.
Dieser ganze Vorgang soll wiederholt werden.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 21
ANHANG A – Bauteile
1. Relais:
Anwendungen von Relais:
In elektropneumatischen Steuerungen werden Relais für folgende Funktionen eingesetzt:
zur Signalvervielfachung
zum Verzögern und Wandeln von Signalen
zum Verknüpfen von Informationen
zum Trennen von Steuer- und Hauptstromkreis
In rein elektrischen Steuerungen nutzt man sie zusätzlich zur Trennung von Gleich- und Wechselstromkreisen.
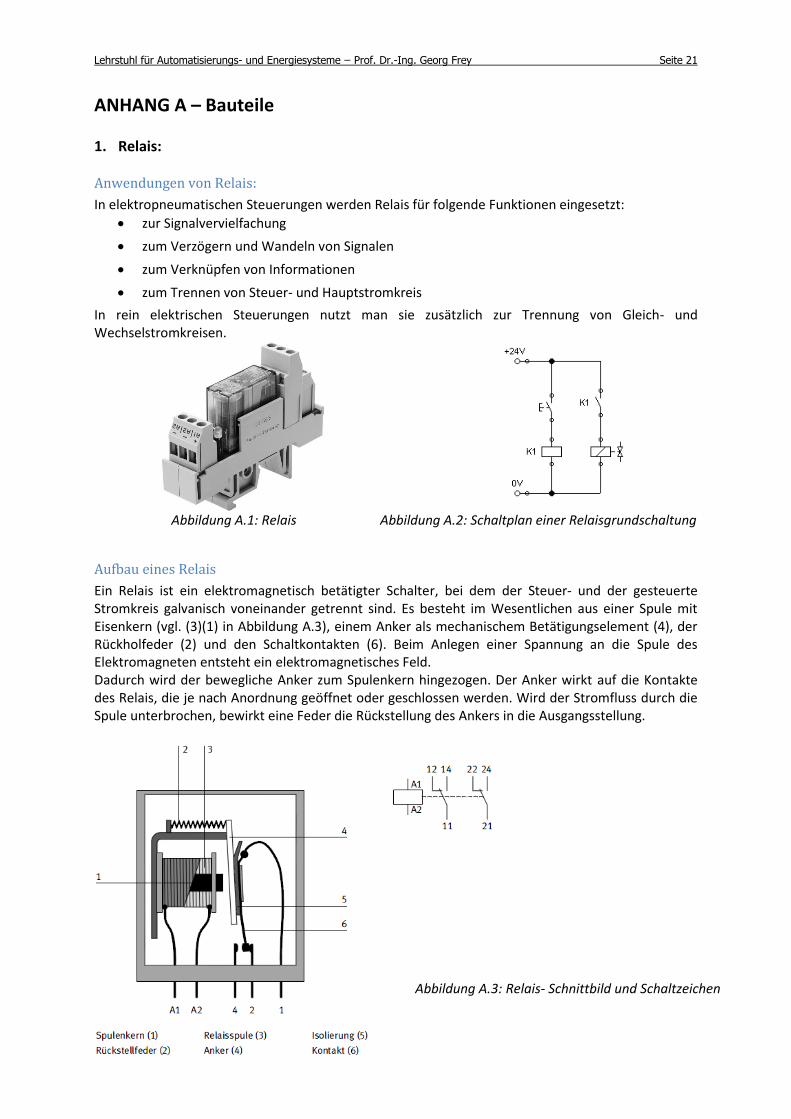
Abbildung A.1: Relais Abbildung A.2: Schaltplan einer Relaisgrundschaltung
Aufbau eines Relais
Ein Relais ist ein elektromagnetisch betätigter Schalter, bei dem der Steuer- und der gesteuerte Stromkreis galvanisch voneinander getrennt sind. Es besteht im Wesentlichen aus einer Spule mit Eisenkern (vgl. (3)(1) in Abbildung A.3), einem Anker als mechanischem Betätigungselement (4), der Rückholfeder (2) und den Schaltkontakten (6). Beim Anlegen einer Spannung an die Spule des Elektromagneten entsteht ein elektromagnetisches Feld. Dadurch wird der bewegliche Anker zum Spulenkern hingezogen. Der Anker wirkt auf die Kontakte des Relais, die je nach Anordnung geöffnet oder geschlossen werden. Wird der Stromfluss durch die Spule unterbrochen, bewirkt eine Feder die Rückstellung des Ankers in die Ausgangsstellung.
Abbildung A.3: Relais- Schnittbild und Schaltzeichen
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 22
Mit einer Relaisspule können ein oder mehrere Kontakte geschaltet werden. Neben dem oben beschriebenen Relaistyp gibt es weitere Bauformen elektromagnetisch betätigter Schalter, z. B. das Remanenzrelais, das Zeitrelais und das Schütz.
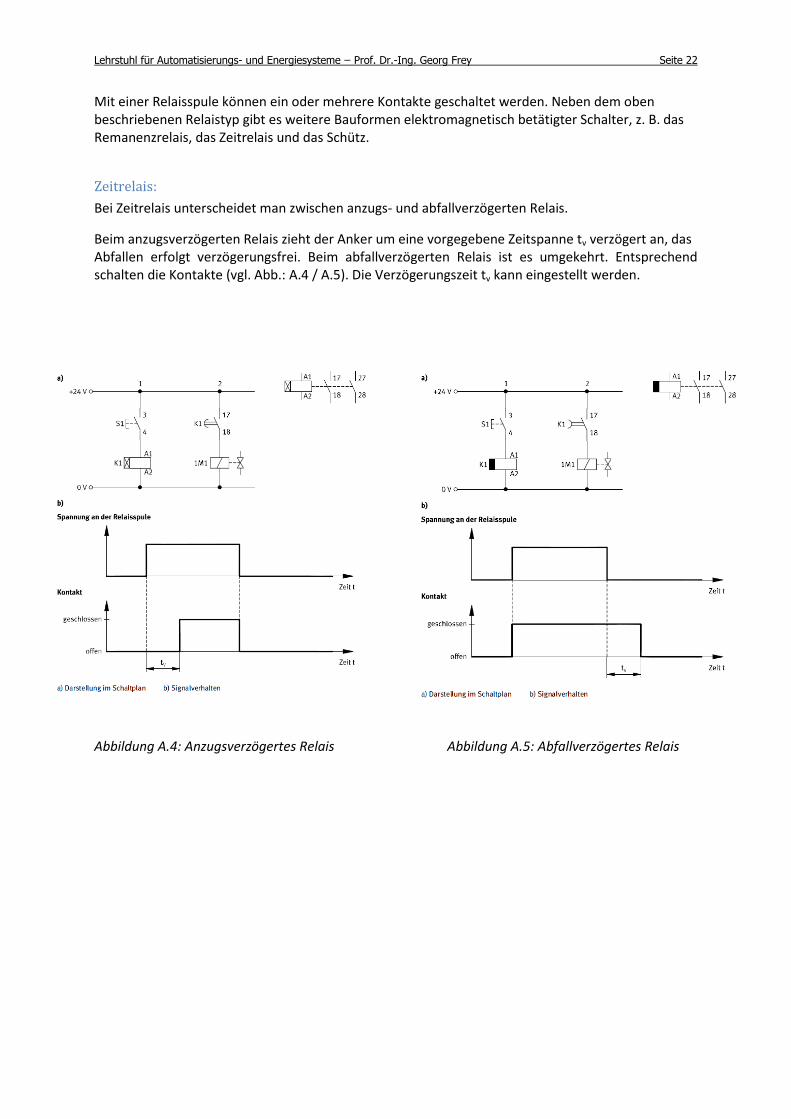
Zeitrelais:
Bei Zeitrelais unterscheidet man zwischen anzugs- und abfallverzögerten Relais.
Beim anzugsverzögerten Relais zieht der Anker um eine vorgegebene Zeitspanne tv verzögert an, das Abfallen erfolgt verzögerungsfrei. Beim abfallverzögerten Relais ist es umgekehrt. Entsprechend schalten die Kontakte (vgl. Abb.: A.4 / A.5). Die Verzögerungszeit tv kann eingestellt werden.
Abbildung A.4: Anzugsverzögertes Relais Abbildung A.5: Abfallverzögertes Relais
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 23
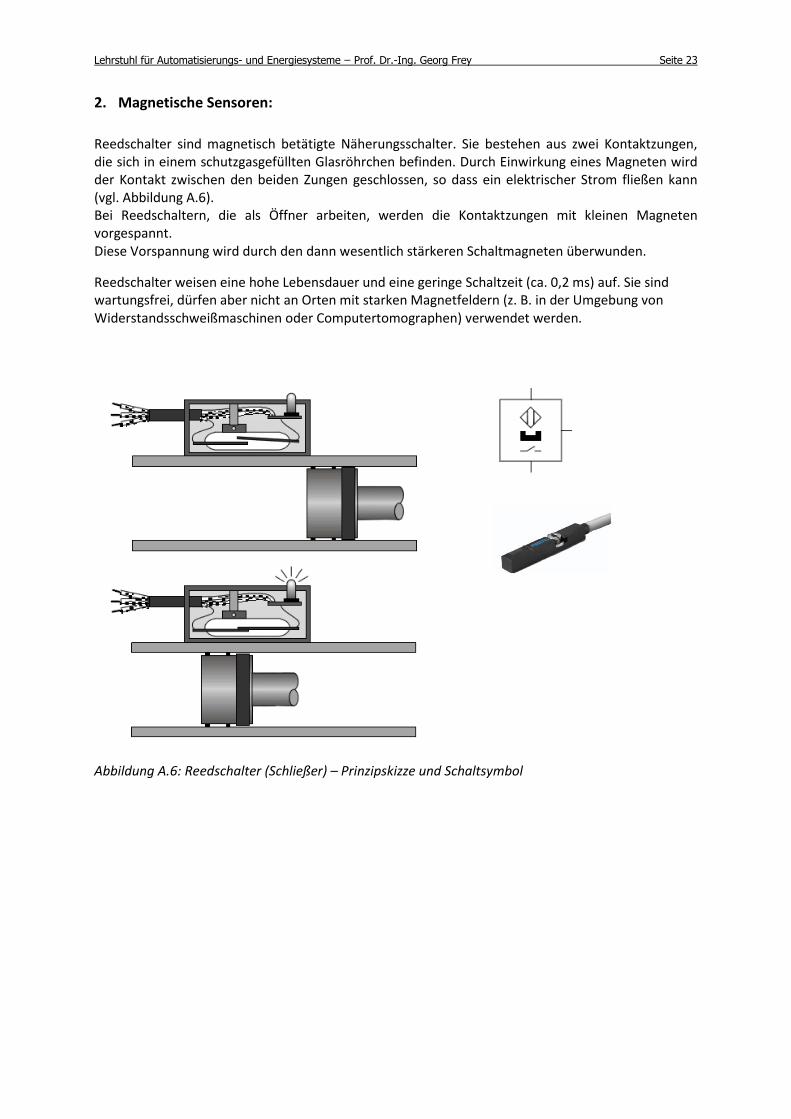
2. Magnetische Sensoren:
Reedschalter sind magnetisch betätigte Näherungsschalter. Sie bestehen aus zwei Kontaktzungen, die sich in einem schutzgasgefüllten Glasröhrchen befinden. Durch Einwirkung eines Magneten wird der Kontakt zwischen den beiden Zungen geschlossen, so dass ein elektrischer Strom fließen kann (vgl. Abbildung A.6). Bei Reedschaltern, die als Öffner arbeiten, werden die Kontaktzungen mit kleinen Magneten vorgespannt. Diese Vorspannung wird durch den dann wesentlich stärkeren Schaltmagneten überwunden.
Reedschalter weisen eine hohe Lebensdauer und eine geringe Schaltzeit (ca. 0,2 ms) auf. Sie sind wartungsfrei, dürfen aber nicht an Orten mit starken Magnetfeldern (z. B. in der Umgebung von Widerstandsschweißmaschinen oder Computertomographen) verwendet werden.
Abbildung A.6: Reedschalter (Schließer) – Prinzipskizze und Schaltsymbol
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 24
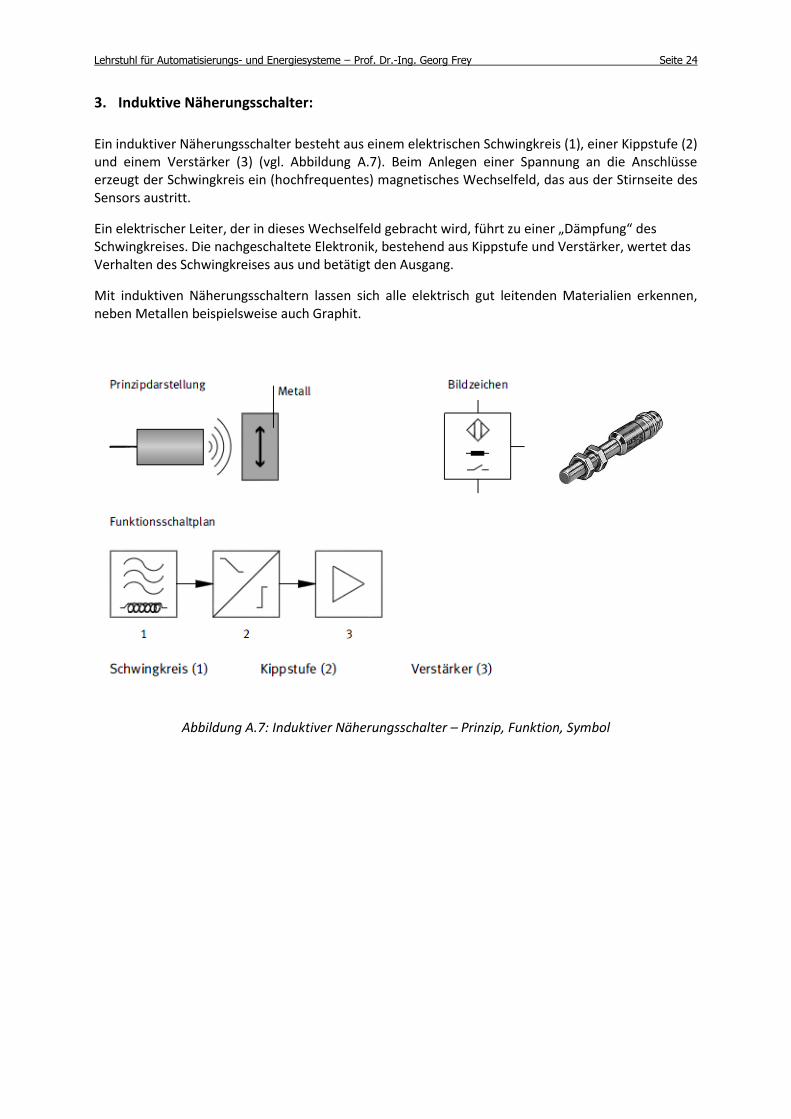
3. Induktive Näherungsschalter:
Ein induktiver Näherungsschalter besteht aus einem elektrischen Schwingkreis (1), einer Kippstufe (2) und einem Verstärker (3) (vgl. Abbildung A.7). Beim Anlegen einer Spannung an die Anschlüsse erzeugt der Schwingkreis ein (hochfrequentes) magnetisches Wechselfeld, das aus der Stirnseite des Sensors austritt.
Ein elektrischer Leiter, der in dieses Wechselfeld gebracht wird, führt zu einer „Dämpfung“ des Schwingkreises. Die nachgeschaltete Elektronik, bestehend aus Kippstufe und Verstärker, wertet das Verhalten des Schwingkreises aus und betätigt den Ausgang.
Mit induktiven Näherungsschaltern lassen sich alle elektrisch gut leitenden Materialien erkennen, neben Metallen beispielsweise auch Graphit.
Abbildung A.7: Induktiver Näherungsschalter – Prinzip, Funktion, Symbol
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 25
ANHANG B – Logik
Steuerungen können nur dann technisch sinnvoll eingesetzt werden, wenn ihre Abläufe genau zum richtigen Zeitpunkt, an der exakten Position und in der richtigen Reihenfolge erfolgen. Dazu ist neben einer zuverlässigen Hardware eine Software notwendig, mit der komplexe technische Abläufe geplant, aber auch gesteuert werden können und die eine Benutzeroberfläche besitzt, die internationale Standards beachtet. Die Software FluidSIM® entspricht diesen Anforderungen.
FluidSIM® bietet drei Möglichkeiten zur Entwicklung einer Steuerung:
pneumatische Schaltkreise,
elektrische Schaltkreise,
logische Schaltkreise.
Alle diese Schaltkreisarten sind miteinander kombinierbar und der Simulationsmodus ermöglicht die Erprobung von Steuerungsfunktionen, bevor sie am realen Modul verwirklicht werden. So können durch rechtzeitige Überprüfung der entwickelten Lösung am Computer Schäden am Technischen System vermieden werden.
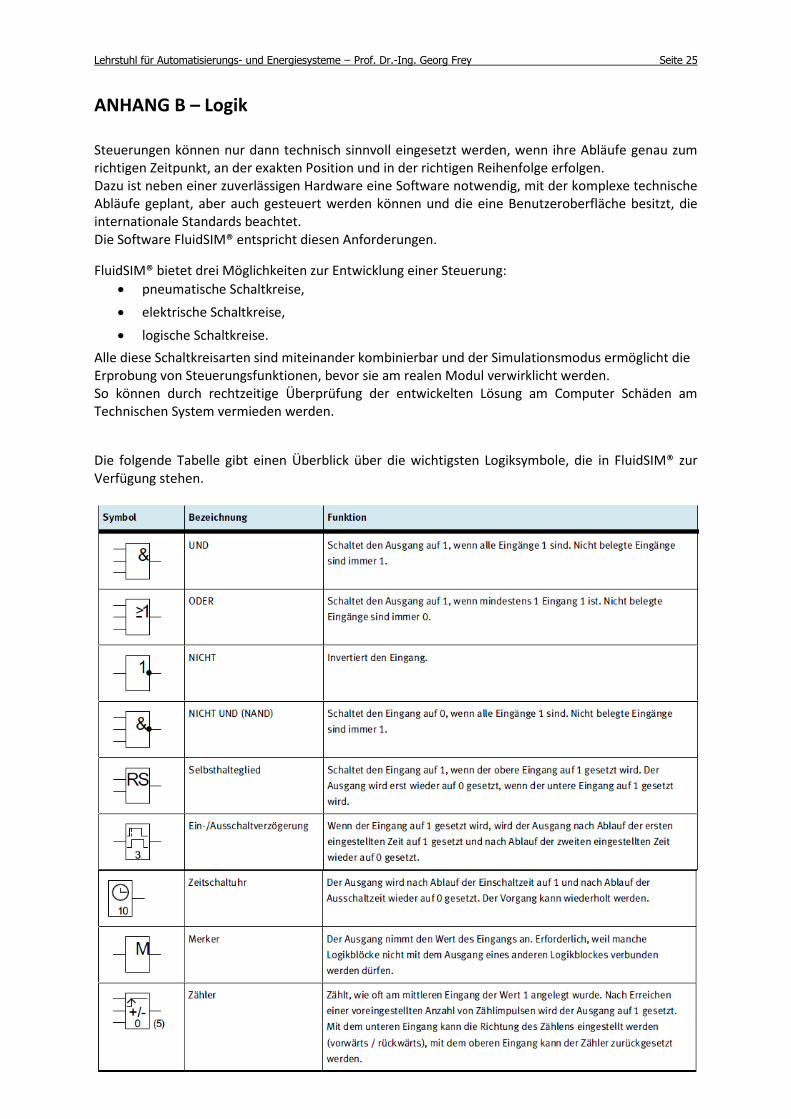
Die folgende Tabelle gibt einen Überblick über die wichtigsten Logiksymbole, die in FluidSIM® zur Verfügung stehen.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 26
ANHANG C – Beispiel für die Entwicklung eines einfachen Programmes:
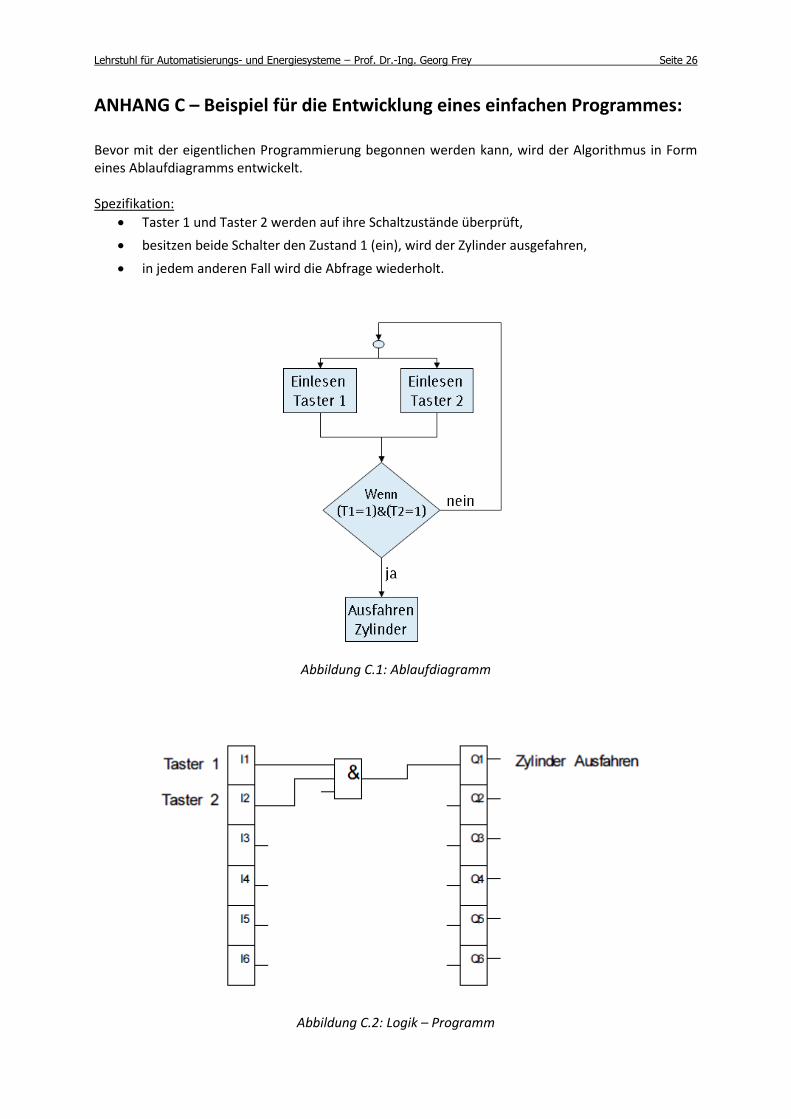
Bevor mit der eigentlichen Programmierung begonnen werden kann, wird der Algorithmus in Form eines Ablaufdiagramms entwickelt. Spezifikation:
Taster 1 und Taster 2 werden auf ihre Schaltzustände überprüft,
besitzen beide Schalter den Zustand 1 (ein), wird der Zylinder ausgefahren,
in jedem anderen Fall wird die Abfrage wiederholt.
Abbildung C.1: Ablaufdiagramm
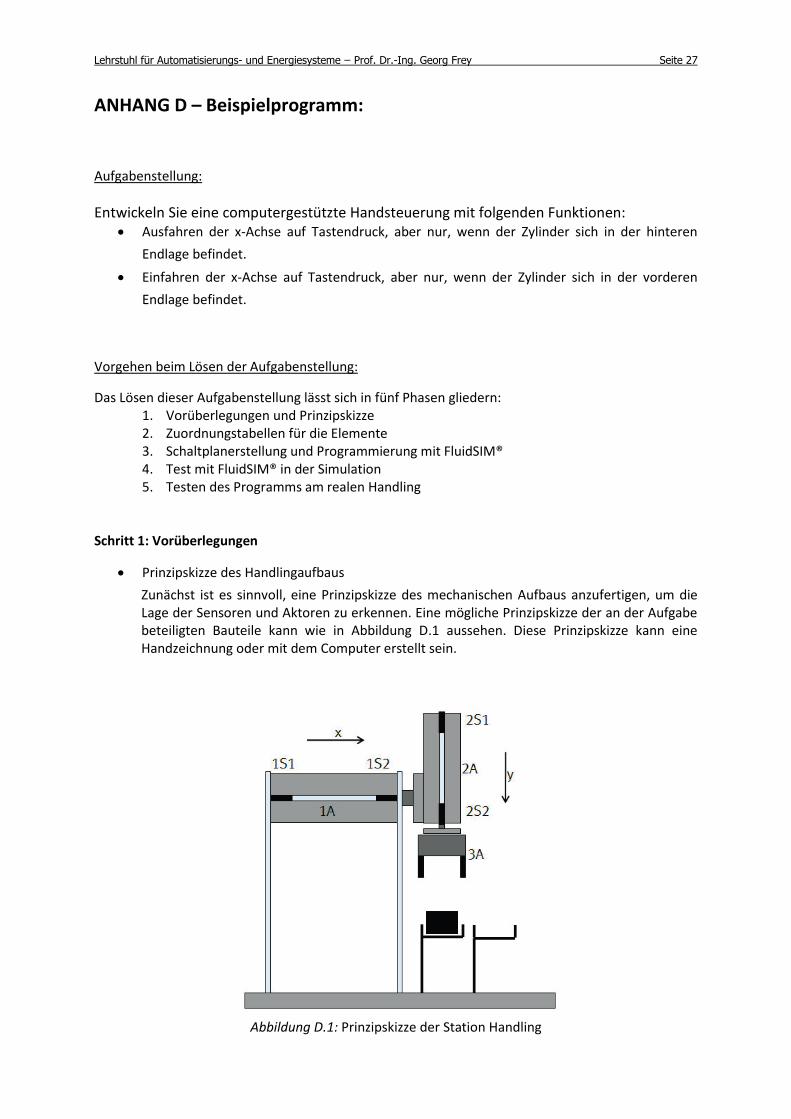
Abbildung C.2: Logik – Programm
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 27
ANHANG D – Beispielprogramm:
Aufgabenstellung:
Entwickeln Sie eine computergestützte Handsteuerung mit folgenden Funktionen: Ausfahren der x-Achse auf Tastendruck, aber nur, wenn der Zylinder sich in der hinteren
Endlage befindet.
Einfahren der x-Achse auf Tastendruck, aber nur, wenn der Zylinder sich in der vorderen
Endlage befindet.
Vorgehen beim Lösen der Aufgabenstellung:
Das Lösen dieser Aufgabenstellung lässt sich in fünf Phasen gliedern: 1. Vorüberlegungen und Prinzipskizze 2. Zuordnungstabellen für die Elemente 3. Schaltplanerstellung und Programmierung mit FluidSIM® 4. Test mit FluidSIM® in der Simulation 5. Testen des Programms am realen Handling
Schritt 1: Vorüberlegungen
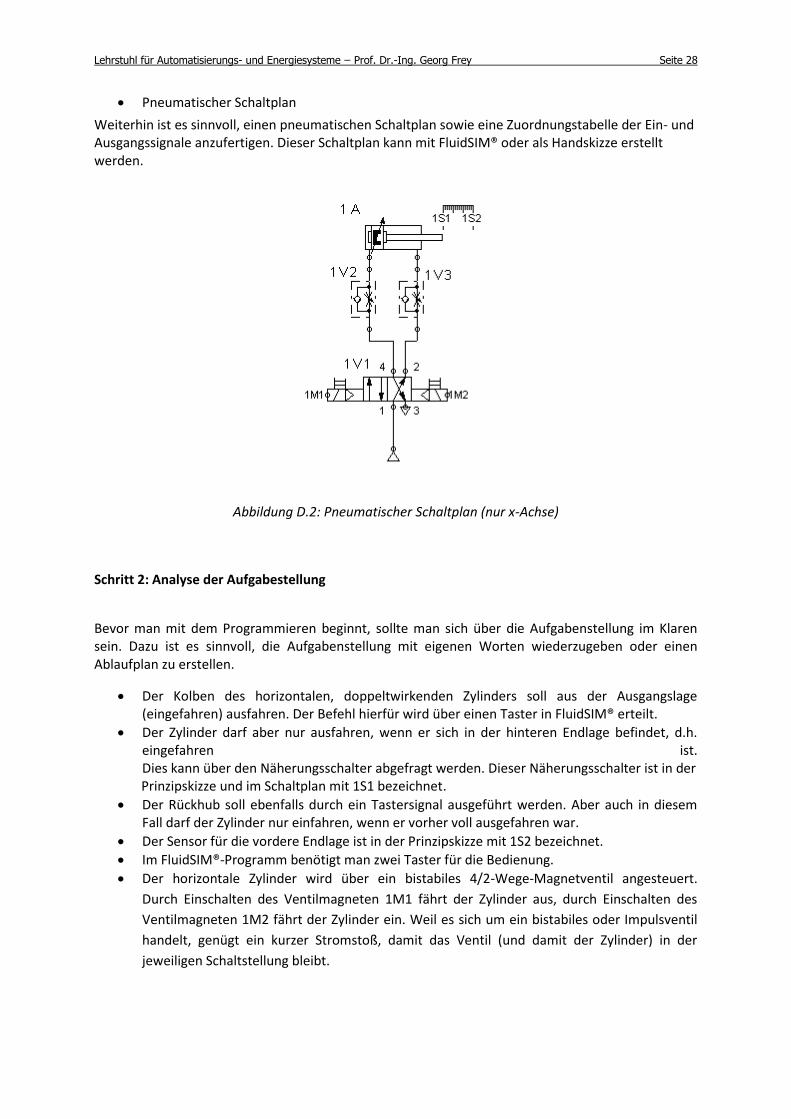
Prinzipskizze des Handlingaufbaus
Zunächst ist es sinnvoll, eine Prinzipskizze des mechanischen Aufbaus anzufertigen, um die Lage der Sensoren und Aktoren zu erkennen. Eine mögliche Prinzipskizze der an der Aufgabe beteiligten Bauteile kann wie in Abbildung D.1 aussehen. Diese Prinzipskizze kann eine Handzeichnung oder mit dem Computer erstellt sein.
Abbildung D.1: Prinzipskizze der Station Handling
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 28
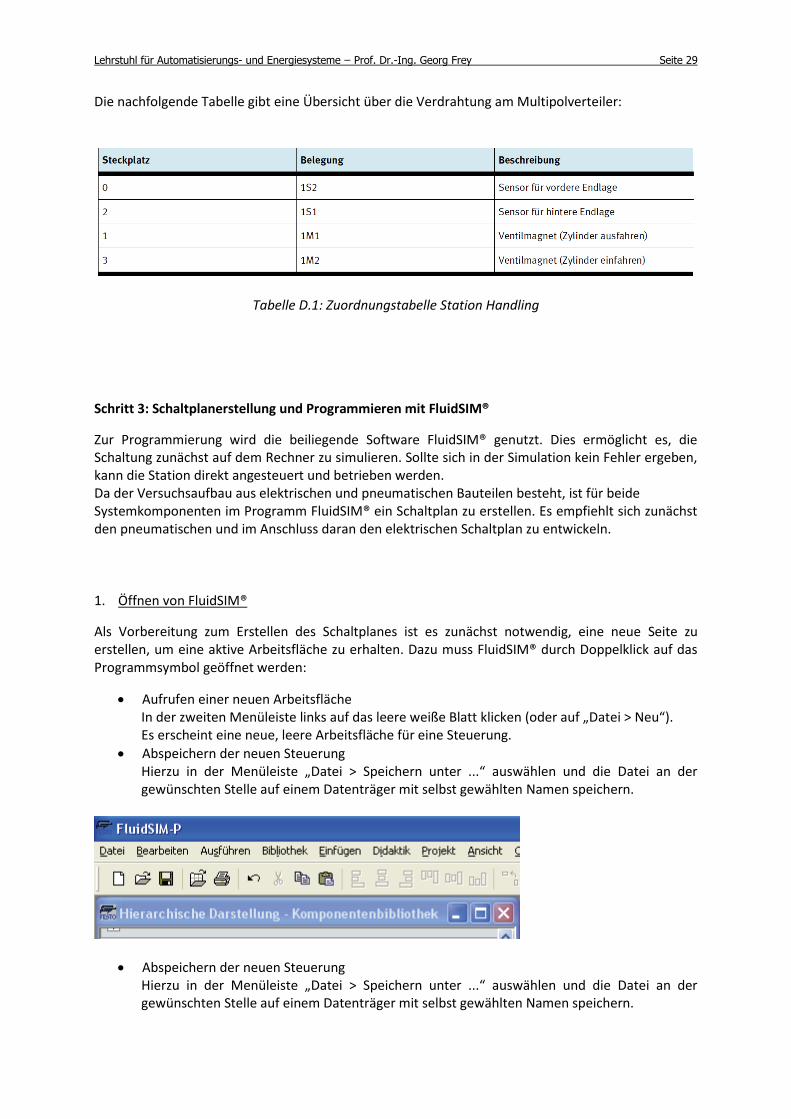
Pneumatischer Schaltplan
Weiterhin ist es sinnvoll, einen pneumatischen Schaltplan sowie eine Zuordnungstabelle der Ein- und Ausgangssignale anzufertigen. Dieser Schaltplan kann mit FluidSIM® oder als Handskizze erstellt werden.
Abbildung D.2: Pneumatischer Schaltplan (nur x-Achse)
Schritt 2: Analyse der Aufgabestellung
Bevor man mit dem Programmieren beginnt, sollte man sich über die Aufgabenstellung im Klaren sein. Dazu ist es sinnvoll, die Aufgabenstellung mit eigenen Worten wiederzugeben oder einen Ablaufplan zu erstellen.
Der Kolben des horizontalen, doppeltwirkenden Zylinders soll aus der Ausgangslage (eingefahren) ausfahren. Der Befehl hierfür wird über einen Taster in FluidSIM® erteilt.
Der Zylinder darf aber nur ausfahren, wenn er sich in der hinteren Endlage befindet, d.h. eingefahren ist. Dies kann über den Näherungsschalter abgefragt werden. Dieser Näherungsschalter ist in der Prinzipskizze und im Schaltplan mit 1S1 bezeichnet.
Der Rückhub soll ebenfalls durch ein Tastersignal ausgeführt werden. Aber auch in diesem Fall darf der Zylinder nur einfahren, wenn er vorher voll ausgefahren war.
Der Sensor für die vordere Endlage ist in der Prinzipskizze mit 1S2 bezeichnet.
Im FluidSIM®-Programm benötigt man zwei Taster für die Bedienung.
Der horizontale Zylinder wird über ein bistabiles 4/2-Wege-Magnetventil angesteuert.
Durch Einschalten des Ventilmagneten 1M1 fährt der Zylinder aus, durch Einschalten des
Ventilmagneten 1M2 fährt der Zylinder ein. Weil es sich um ein bistabiles oder Impulsventil
handelt, genügt ein kurzer Stromstoß, damit das Ventil (und damit der Zylinder) in der
jeweiligen Schaltstellung bleibt.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 29
Die nachfolgende Tabelle gibt eine Übersicht über die Verdrahtung am Multipolverteiler:
Tabelle D.1: Zuordnungstabelle Station Handling
Schritt 3: Schaltplanerstellung und Programmieren mit FluidSIM®
Zur Programmierung wird die beiliegende Software FluidSIM® genutzt. Dies ermöglicht es, die Schaltung zunächst auf dem Rechner zu simulieren. Sollte sich in der Simulation kein Fehler ergeben, kann die Station direkt angesteuert und betrieben werden. Da der Versuchsaufbau aus elektrischen und pneumatischen Bauteilen besteht, ist für beide Systemkomponenten im Programm FluidSIM® ein Schaltplan zu erstellen. Es empfiehlt sich zunächst den pneumatischen und im Anschluss daran den elektrischen Schaltplan zu entwickeln. 1. Öffnen von FluidSIM®
Als Vorbereitung zum Erstellen des Schaltplanes ist es zunächst notwendig, eine neue Seite zu erstellen, um eine aktive Arbeitsfläche zu erhalten. Dazu muss FluidSIM® durch Doppelklick auf das Programmsymbol geöffnet werden:
Aufrufen einer neuen Arbeitsfläche In der zweiten Menüleiste links auf das leere weiße Blatt klicken (oder auf „Datei > Neu“). Es erscheint eine neue, leere Arbeitsfläche für eine Steuerung.
Abspeichern der neuen Steuerung Hierzu in der Menüleiste „Datei > Speichern unter ...“ auswählen und die Datei an der gewünschten Stelle auf einem Datenträger mit selbst gewählten Namen speichern.
Abspeichern der neuen Steuerung Hierzu in der Menüleiste „Datei > Speichern unter ...“ auswählen und die Datei an der gewünschten Stelle auf einem Datenträger mit selbst gewählten Namen speichern.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 30
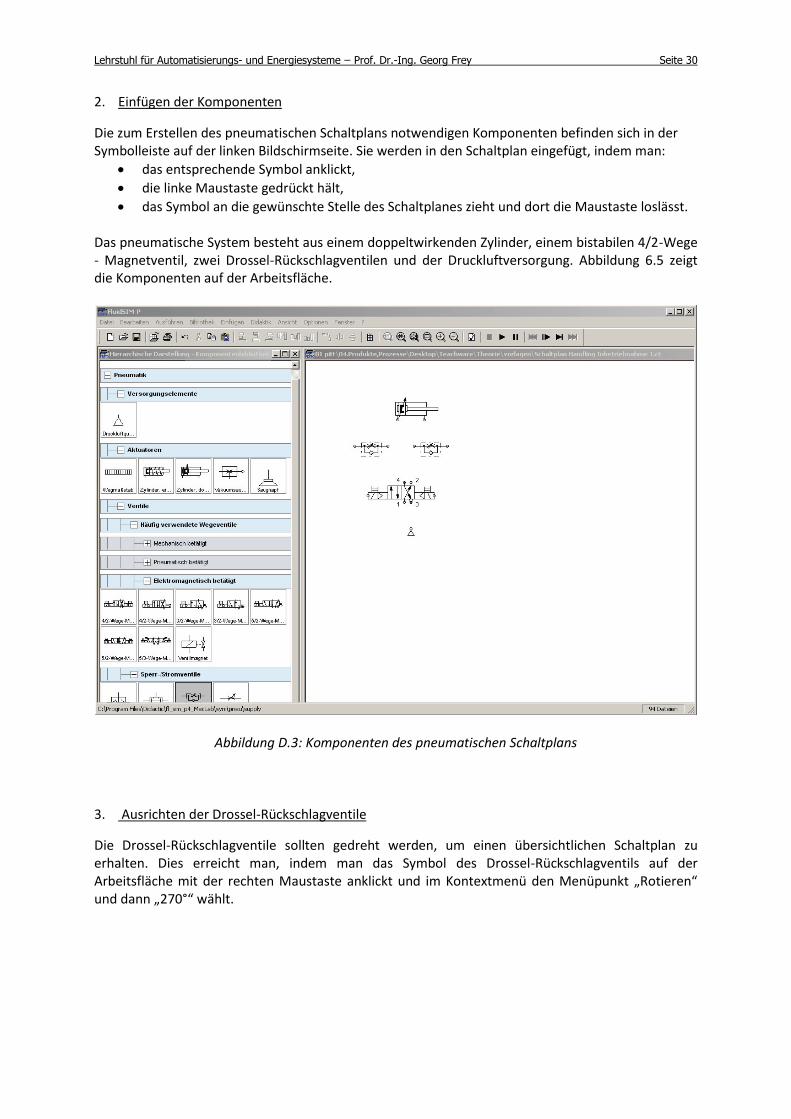
2. Einfügen der Komponenten
Die zum Erstellen des pneumatischen Schaltplans notwendigen Komponenten befinden sich in der Symbolleiste auf der linken Bildschirmseite. Sie werden in den Schaltplan eingefügt, indem man:
das entsprechende Symbol anklickt,
die linke Maustaste gedrückt hält,
das Symbol an die gewünschte Stelle des Schaltplanes zieht und dort die Maustaste loslässt. Das pneumatische System besteht aus einem doppeltwirkenden Zylinder, einem bistabilen 4/2-Wege - Magnetventil, zwei Drossel-Rückschlagventilen und der Druckluftversorgung. Abbildung 6.5 zeigt die Komponenten auf der Arbeitsfläche.
Abbildung D.3: Komponenten des pneumatischen Schaltplans 3. Ausrichten der Drossel-Rückschlagventile
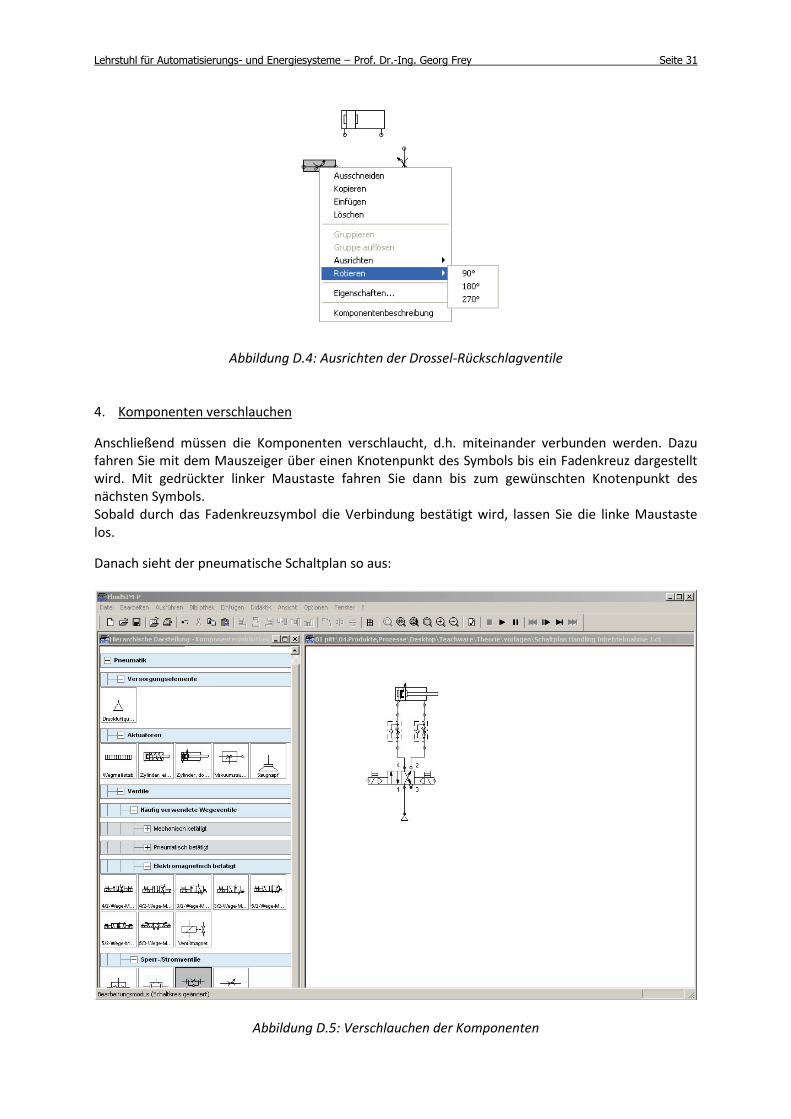
Die Drossel-Rückschlagventile sollten gedreht werden, um einen übersichtlichen Schaltplan zu erhalten. Dies erreicht man, indem man das Symbol des Drossel-Rückschlagventils auf der Arbeitsfläche mit der rechten Maustaste anklickt und im Kontextmenü den Menüpunkt „Rotieren“ und dann „270°“ wählt.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 31
Abbildung D.4: Ausrichten der Drossel-Rückschlagventile
4. Komponenten verschlauchen
Anschließend müssen die Komponenten verschlaucht, d.h. miteinander verbunden werden. Dazu fahren Sie mit dem Mauszeiger über einen Knotenpunkt des Symbols bis ein Fadenkreuz dargestellt wird. Mit gedrückter linker Maustaste fahren Sie dann bis zum gewünschten Knotenpunkt des nächsten Symbols. Sobald durch das Fadenkreuzsymbol die Verbindung bestätigt wird, lassen Sie die linke Maustaste los.
Danach sieht der pneumatische Schaltplan so aus:
Abbildung D.5: Verschlauchen der Komponenten

Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 32
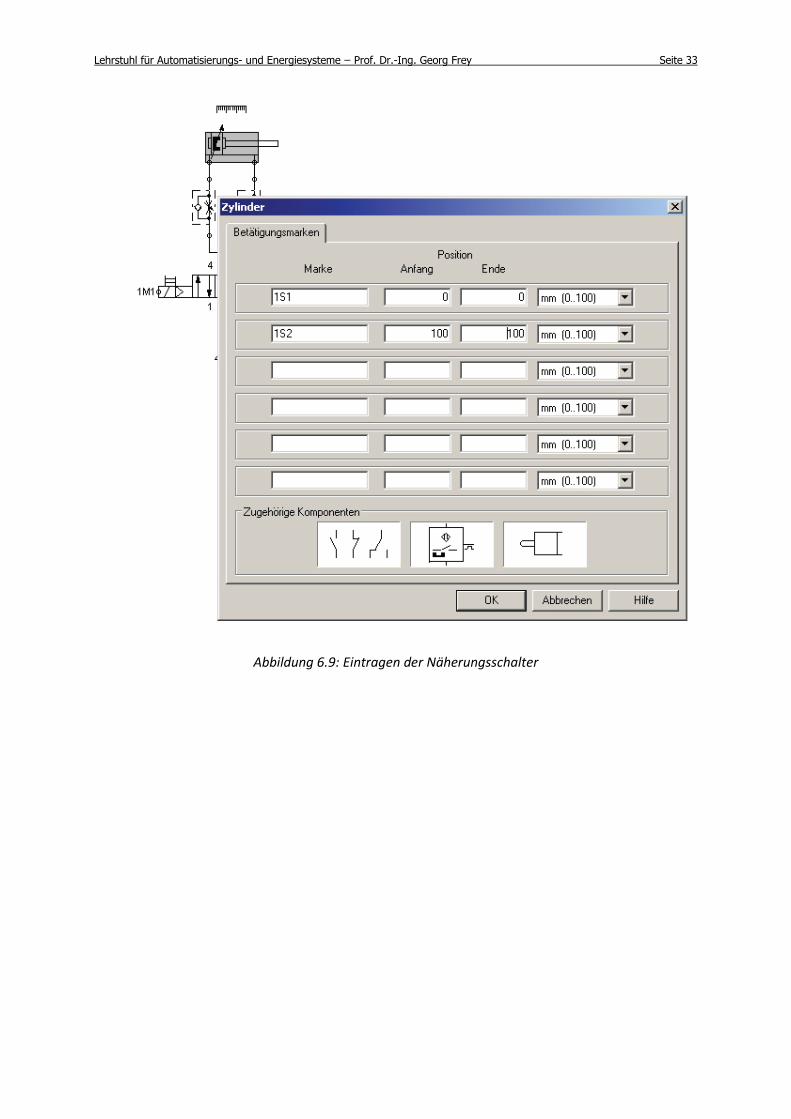
5. Marken setzen und Näherungsschalter einfügen
Damit später die Verknüpfung mit dem elektrischen Schaltplan und der realen Hardware hergestellt werden kann, müssen Marken gesetzt werden. Diese Marken benötigt man für alle elektrischen Komponenten, also Ventilmagnete und Näherungsschalter. Um die Ventilmagnete zu markieren, klickt man mit der rechten Maustaste auf den Ventilmagnet und wählt den Menüpunkt „Eigenschaften“. Im Feld „Marke“ wird die Bezeichnung des Ventilmagnets eingetragen, hier 1M1 und 1M2 (für den ersten bzw. zweiten Ventilmagnet des ersten Ventils).
Abbildung D.6: Eintragen einer Marke am Ventilmagnet
Um die Näherungsschalter am Zylinder anzubringen, klickt man mit der rechten Maustaste auf den Zylinder. Es wird ein Fenster geöffnet, in dem man die am Zylinder angebrachten Näherungsschalter und deren Position eintragen kann.
Der Zylinder trägt zwei Näherungsschalter, einen in der hinteren und einen in der vorderen Endlage. Die Position des einen Näherungsschalters ist daher 0 mm, die des anderen 100 mm. Die Näherungsschalter werden mit 1S1 und 1S2 bezeichnet (für den ersten und zweiten Näherungsschalter des ersten Zylinders).
Durch Klick auf „OK“ wird das Eingabefenster wieder geschlossen.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 33
Abbildung 6.9: Eintragen der Näherungsschalter
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 34
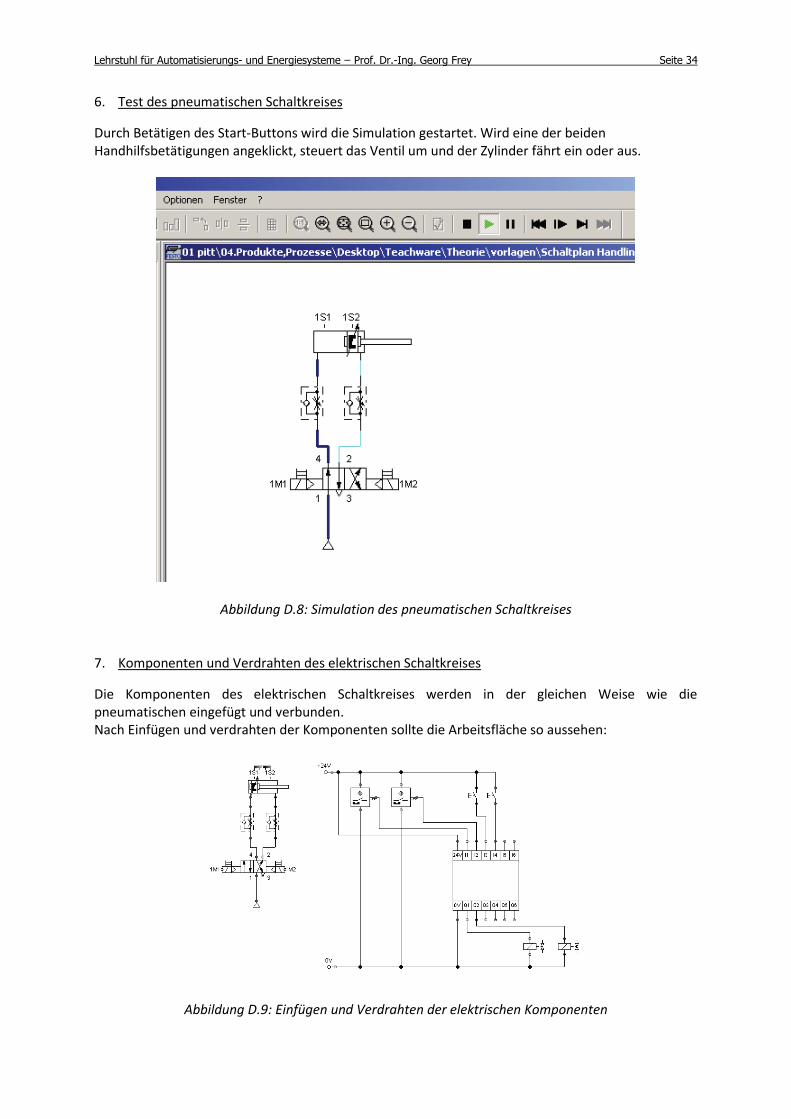
6. Test des pneumatischen Schaltkreises
Durch Betätigen des Start-Buttons wird die Simulation gestartet. Wird eine der beiden Handhilfsbetätigungen angeklickt, steuert das Ventil um und der Zylinder fährt ein oder aus.
Abbildung D.8: Simulation des pneumatischen Schaltkreises 7. Komponenten und Verdrahten des elektrischen Schaltkreises
Die Komponenten des elektrischen Schaltkreises werden in der gleichen Weise wie die pneumatischen eingefügt und verbunden. Nach Einfügen und verdrahten der Komponenten sollte die Arbeitsfläche so aussehen:
Abbildung D.9: Einfügen und Verdrahten der elektrischen Komponenten
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 35
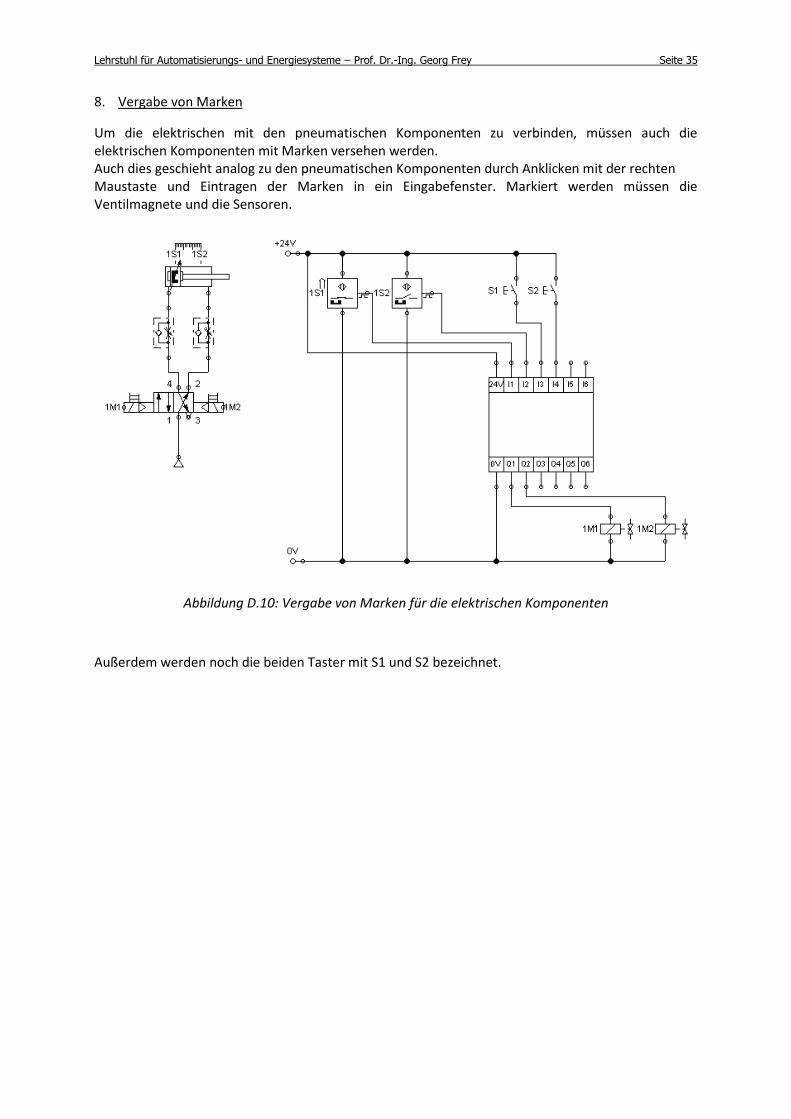
8. Vergabe von Marken
Um die elektrischen mit den pneumatischen Komponenten zu verbinden, müssen auch die elektrischen Komponenten mit Marken versehen werden. Auch dies geschieht analog zu den pneumatischen Komponenten durch Anklicken mit der rechten Maustaste und Eintragen der Marken in ein Eingabefenster. Markiert werden müssen die Ventilmagnete und die Sensoren.
Abbildung D.10: Vergabe von Marken für die elektrischen Komponenten
Außerdem werden noch die beiden Taster mit S1 und S2 bezeichnet.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 36
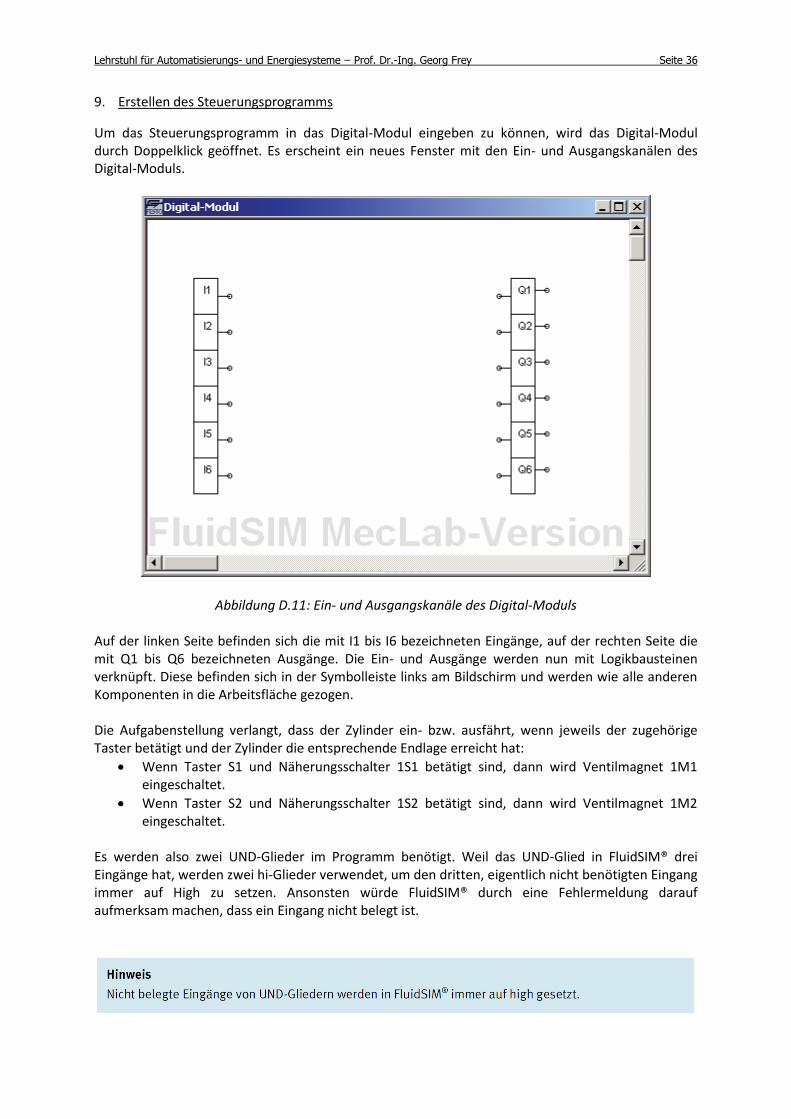
9. Erstellen des Steuerungsprogramms
Um das Steuerungsprogramm in das Digital-Modul eingeben zu können, wird das Digital-Modul durch Doppelklick geöffnet. Es erscheint ein neues Fenster mit den Ein- und Ausgangskanälen des Digital-Moduls.
Abbildung D.11: Ein- und Ausgangskanäle des Digital-Moduls Auf der linken Seite befinden sich die mit I1 bis I6 bezeichneten Eingänge, auf der rechten Seite die mit Q1 bis Q6 bezeichneten Ausgänge. Die Ein- und Ausgänge werden nun mit Logikbausteinen verknüpft. Diese befinden sich in der Symbolleiste links am Bildschirm und werden wie alle anderen Komponenten in die Arbeitsfläche gezogen. Die Aufgabenstellung verlangt, dass der Zylinder ein- bzw. ausfährt, wenn jeweils der zugehörige Taster betätigt und der Zylinder die entsprechende Endlage erreicht hat:
Wenn Taster S1 und Näherungsschalter 1S1 betätigt sind, dann wird Ventilmagnet 1M1 eingeschaltet.
Wenn Taster S2 und Näherungsschalter 1S2 betätigt sind, dann wird Ventilmagnet 1M2 eingeschaltet.
Es werden also zwei UND-Glieder im Programm benötigt. Weil das UND-Glied in FluidSIM® drei Eingänge hat, werden zwei hi-Glieder verwendet, um den dritten, eigentlich nicht benötigten Eingang immer auf High zu setzen. Ansonsten würde FluidSIM® durch eine Fehlermeldung darauf aufmerksam machen, dass ein Eingang nicht belegt ist.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 37
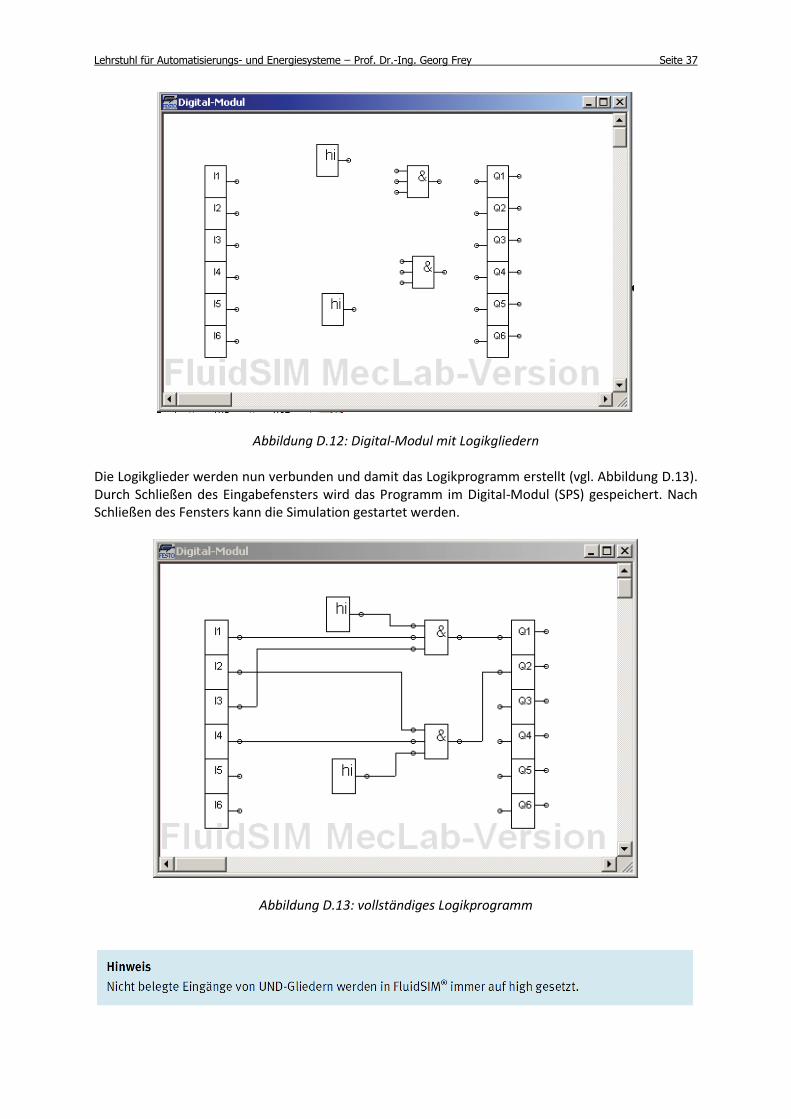
Abbildung D.12: Digital-Modul mit Logikgliedern Die Logikglieder werden nun verbunden und damit das Logikprogramm erstellt (vgl. Abbildung D.13). Durch Schließen des Eingabefensters wird das Programm im Digital-Modul (SPS) gespeichert. Nach Schließen des Fensters kann die Simulation gestartet werden.
Abbildung D.13: vollständiges Logikprogramm
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 38
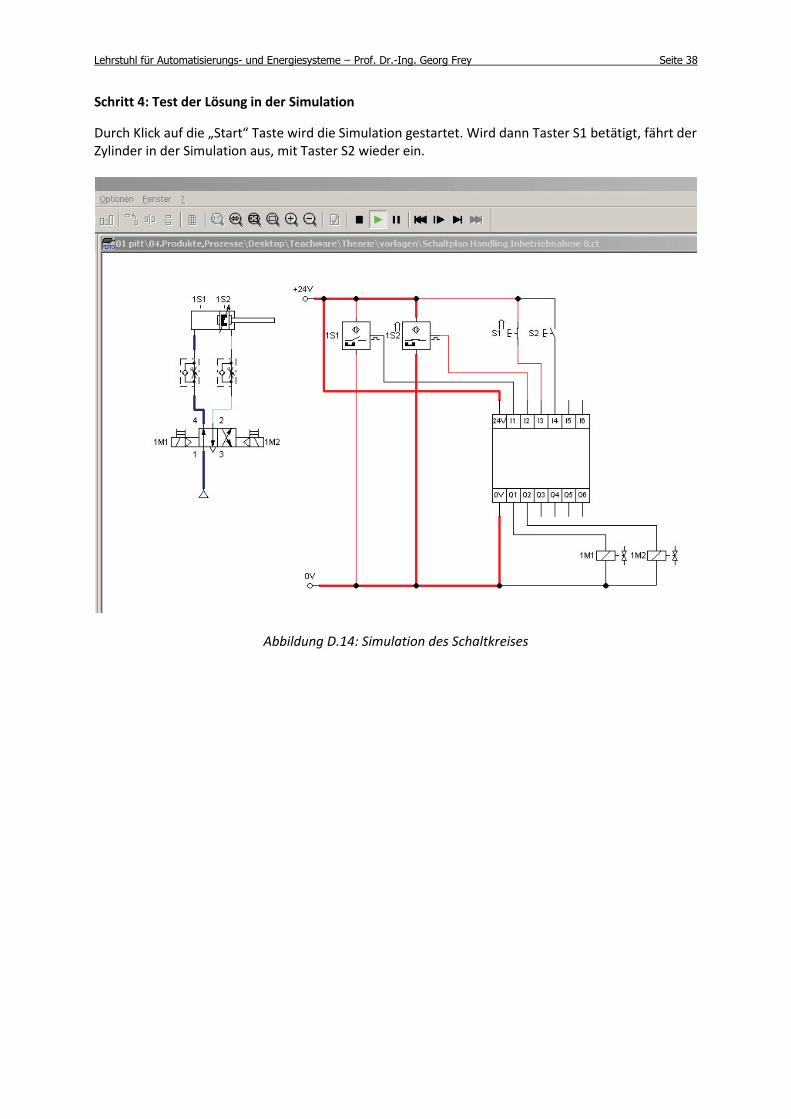
Schritt 4: Test der Lösung in der Simulation
Durch Klick auf die „Start“ Taste wird die Simulation gestartet. Wird dann Taster S1 betätigt, fährt der Zylinder in der Simulation aus, mit Taster S2 wieder ein.
Abbildung D.14: Simulation des Schaltkreises
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 39
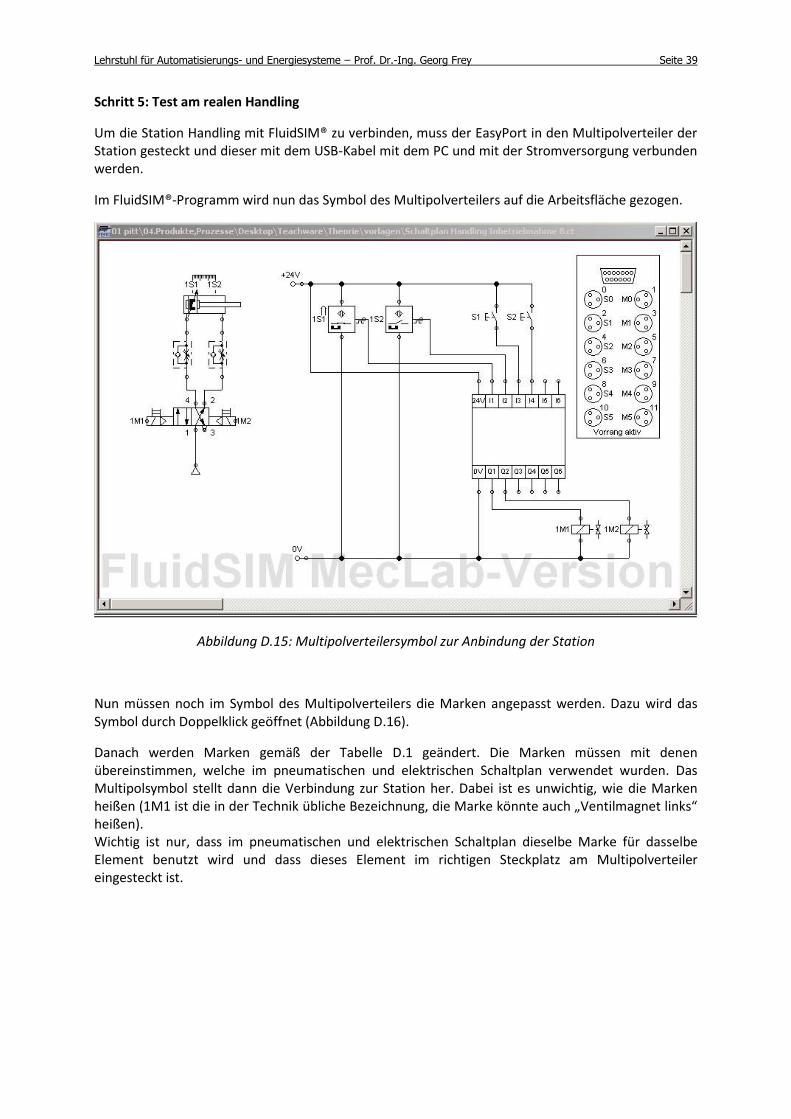
Schritt 5: Test am realen Handling
Um die Station Handling mit FluidSIM® zu verbinden, muss der EasyPort in den Multipolverteiler der Station gesteckt und dieser mit dem USB-Kabel mit dem PC und mit der Stromversorgung verbunden werden.
Im FluidSIM®-Programm wird nun das Symbol des Multipolverteilers auf die Arbeitsfläche gezogen.
Abbildung D.15: Multipolverteilersymbol zur Anbindung der Station
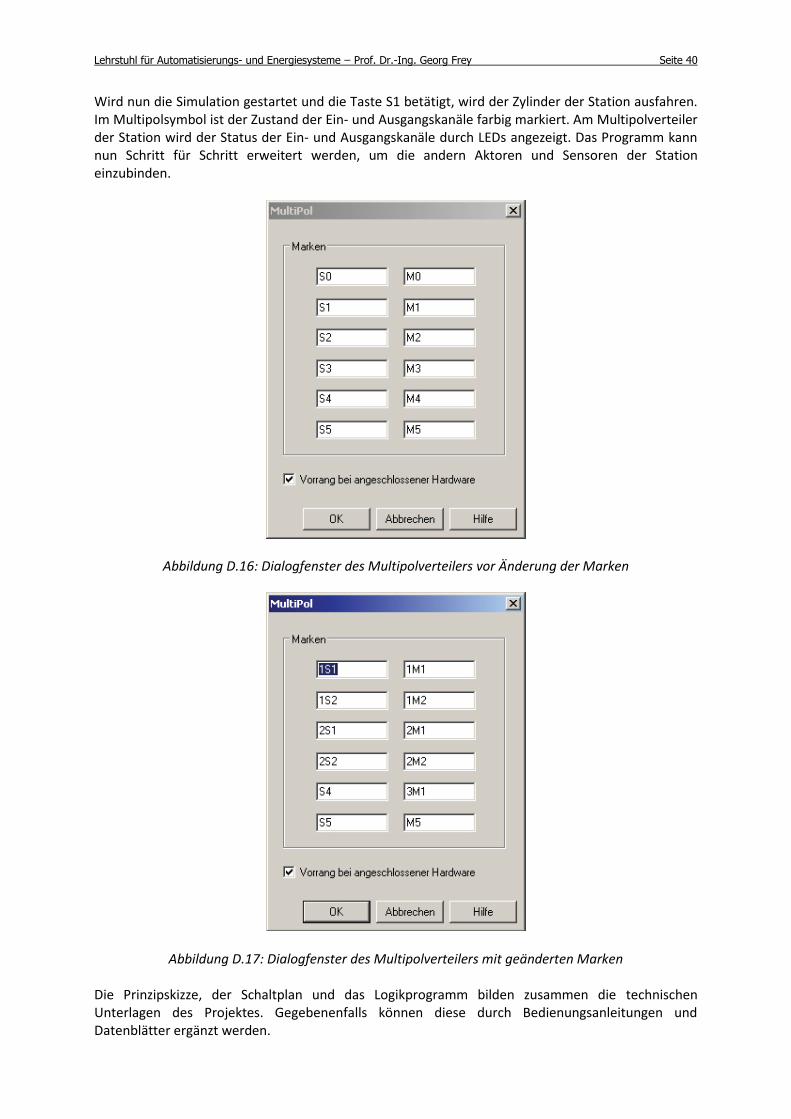
Nun müssen noch im Symbol des Multipolverteilers die Marken angepasst werden. Dazu wird das Symbol durch Doppelklick geöffnet (Abbildung D.16).
Danach werden Marken gemäß der Tabelle D.1 geändert. Die Marken müssen mit denen übereinstimmen, welche im pneumatischen und elektrischen Schaltplan verwendet wurden. Das Multipolsymbol stellt dann die Verbindung zur Station her. Dabei ist es unwichtig, wie die Marken heißen (1M1 ist die in der Technik übliche Bezeichnung, die Marke könnte auch „Ventilmagnet links“ heißen). Wichtig ist nur, dass im pneumatischen und elektrischen Schaltplan dieselbe Marke für dasselbe Element benutzt wird und dass dieses Element im richtigen Steckplatz am Multipolverteiler eingesteckt ist.
Lehrstuhl für Automatisierungs- und Energiesysteme ̶ Prof. Dr.-Ing. Georg Frey Seite 40
Wird nun die Simulation gestartet und die Taste S1 betätigt, wird der Zylinder der Station ausfahren. Im Multipolsymbol ist der Zustand der Ein- und Ausgangskanäle farbig markiert. Am Multipolverteiler der Station wird der Status der Ein- und Ausgangskanäle durch LEDs angezeigt. Das Programm kann nun Schritt für Schritt erweitert werden, um die andern Aktoren und Sensoren der Station einzubinden.
Abbildung D.16: Dialogfenster des Multipolverteilers vor Änderung der Marken
Abbildung D.17: Dialogfenster des Multipolverteilers mit geänderten Marken Die Prinzipskizze, der Schaltplan und das Logikprogramm bilden zusammen die technischen Unterlagen des Projektes. Gegebenenfalls können diese durch Bedienungsanleitungen und Datenblätter ergänzt werden.