Laser in der industriellen Fertigung - igp.fraunhofer.de · Laser-Doppler-Spektrometer Medizin /...
58
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Laser in der industriellen Fertigung Dipl.-Phys. Jan Hoffmann Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern Alter Hafen Süd 4 18069 Rostock Tel.: 0381 811 5010 Fax: 0381 811 5099 E-Mail: [email protected]
Transcript of Laser in der industriellen Fertigung - igp.fraunhofer.de · Laser-Doppler-Spektrometer Medizin /...
Schweißtechnische Lehr- und Versuchsanstalt
Mecklenburg-Vorpommern GmbH
Laser in der industriellen FertigungDipl.-Phys. Jan Hoffmann
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern
Alter Hafen Süd 4
18069 Rostock
Tel.: 0381 811 5010
Fax: 0381 811 5099
E-Mail: [email protected]
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 2
Gliederung der Vorlesung
1. Einführung
2. Physikalische Grundlagen des Lasers
3. Lasertypen
4. Strahlführung/ -formung
5. Ausgewählte Bearbeitungsverfahren
5.1 Lasertrennen
5.2 Laserfügen
5.3 Oberflächenbehandlung
5.4 Lasermikrostrukturierung
5.5 Generative Laserverfahren / Rapid Prototyping
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 3
Gliederung der Vorlesung
1. Einführung
2. Physikalische Grundlagen des Lasers
3. Lasertypen
4. Strahlführung/ -formung
5. Ausgewählte Bearbeitungsverfahren
5.1 Lasertrennen
5.2 Laserfügen
5.3 Oberflächenbehandlung
5.4 Lasermikrostrukturierung
5.5 Generative Laserverfahren / Rapid Prototyping
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 4
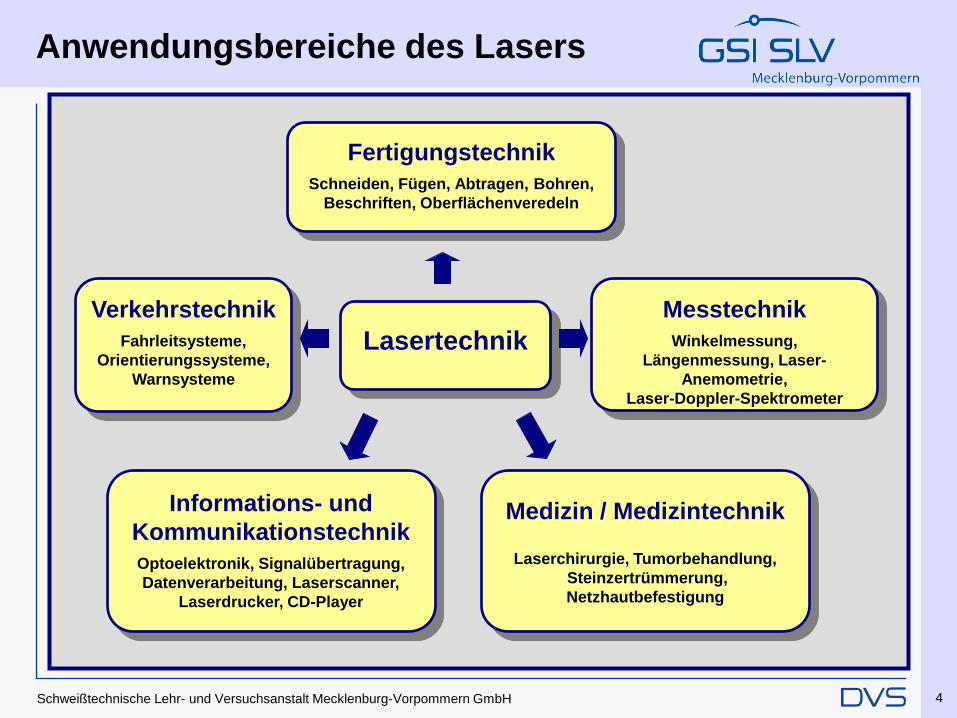
Anwendungsbereiche des Lasers
Lasertechnik
Fertigungstechnik
Schneiden, Fügen, Abtragen, Bohren,
Beschriften, Oberflächenveredeln
Informations- und
Kommunikationstechnik
Optoelektronik, Signalübertragung,
Datenverarbeitung, Laserscanner,
Laserdrucker, CD-Player
Verkehrstechnik
Fahrleitsysteme,
Orientierungssysteme,
Warnsysteme
Messtechnik
Winkelmessung,
Längenmessung, Laser-
Anemometrie,
Laser-Doppler-Spektrometer
Medizin / Medizintechnik
Laserchirurgie, Tumorbehandlung,
Steinzertrümmerung,
Netzhautbefestigung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 5
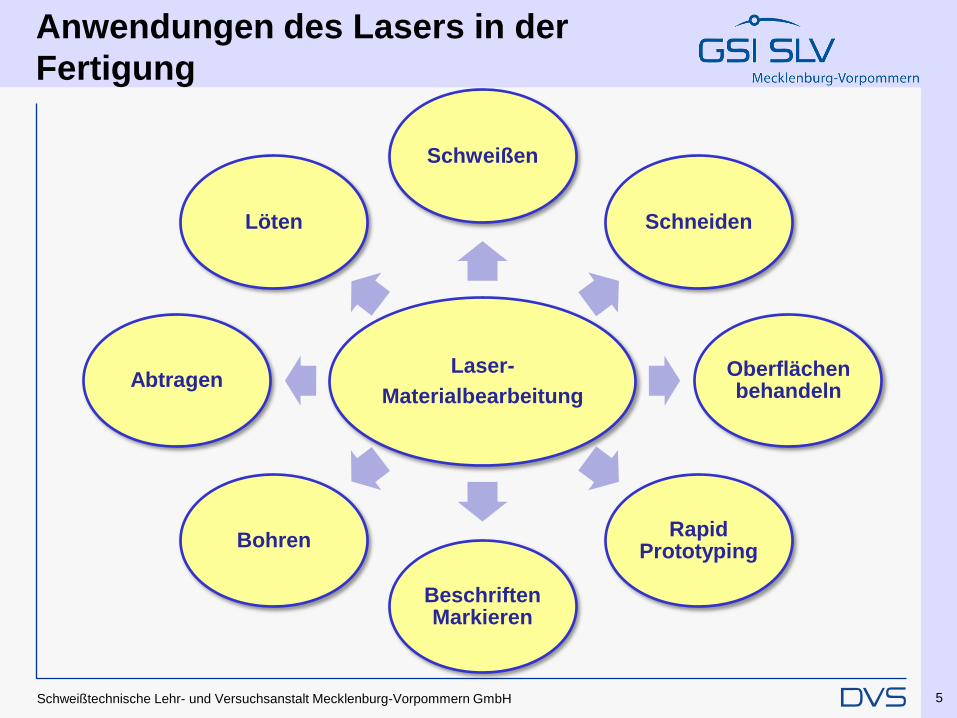
Anwendungen des Lasers in der
Fertigung
Laser-
Materialbearbeitung
Schweißen
Schneiden
Oberflächenbehandeln
Rapid Prototyping
Beschriften Markieren
Bohren
Abtragen
Löten
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 6
hohe Energiedichte
geringe Wärmeeinflusszone
geringe Wärmebelastung (minimaler Verzug)
hohe Prozessgeschwindigkeit
berührungslose Bearbeitung
trägheitsfrei
nichtleitende Werkstoffe bearbeitbar
kein Werkzeugverschleiß
große Flexibilität
gut automatisierbar
LSB 1.ppt
Vorteile der Lasermaterialbearbeitung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 7
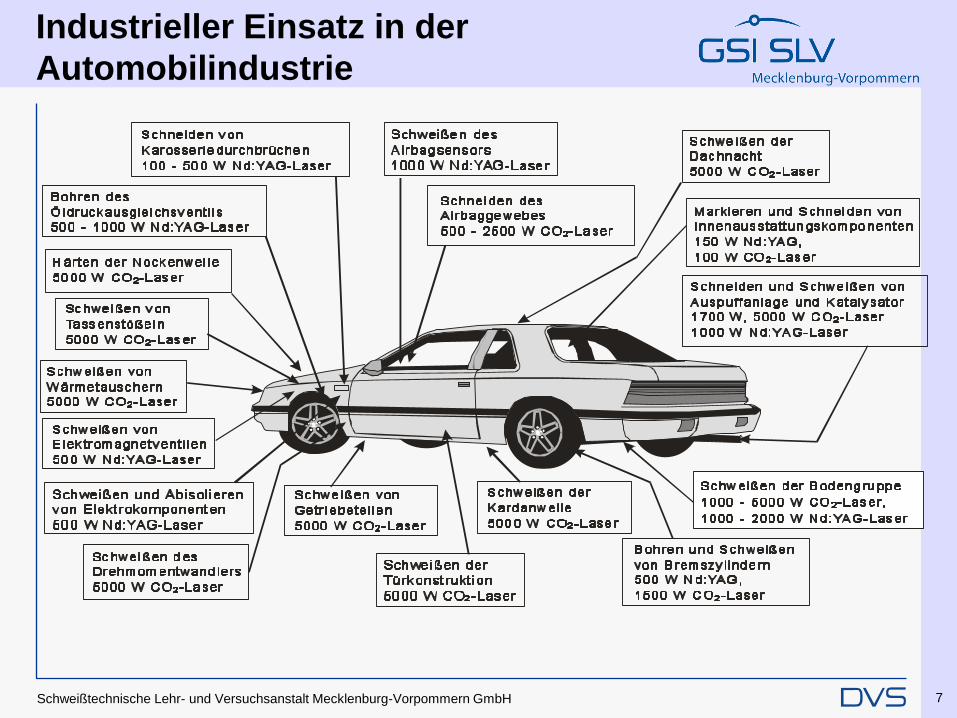
Industrieller Einsatz in der
Automobilindustrie

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 8
Laserstrahlschweißen im Schiffbau
Thermische Strahltechnik

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 9
Meyer Werft, Papenburg
12 kW CO2 Laser
4 Laseranlagen mit Abmessungen
bis zu 20 m x 20 m
Thermische Strahltechnik

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 10
Laserschweißen von Leitscheiben für
stationäre Gasturbinen
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 11
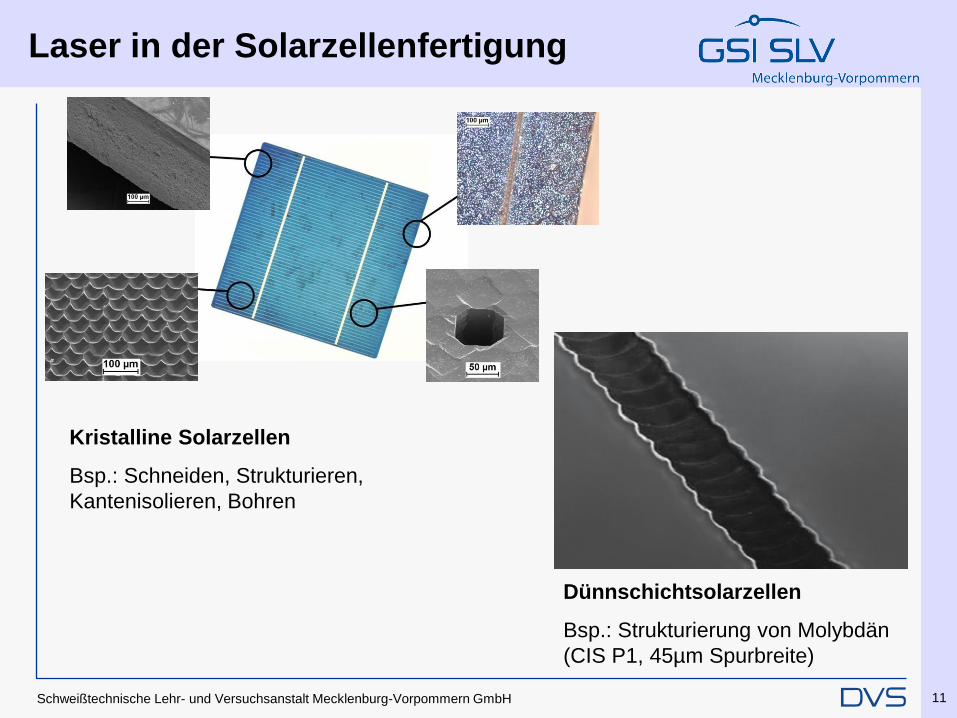
Laser in der Solarzellenfertigung
Dünnschichtsolarzellen
Bsp.: Strukturierung von Molybdän
(CIS P1, 45µm Spurbreite)
Kristalline Solarzellen
Bsp.: Schneiden, Strukturieren,
Kantenisolieren, Bohren
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 12
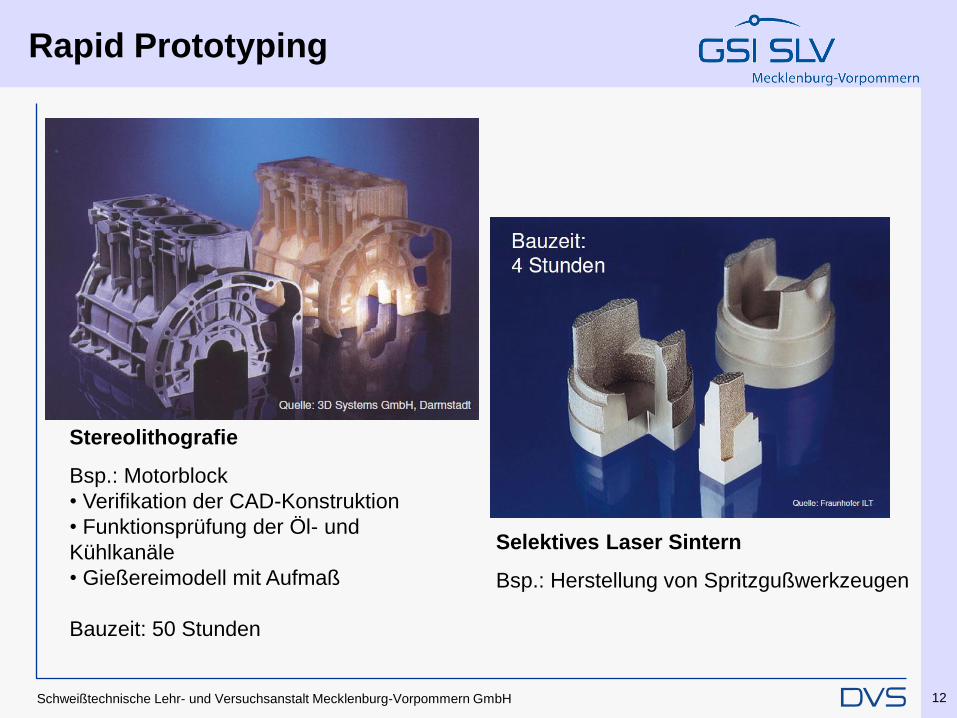
Rapid Prototyping
Selektives Laser Sintern
Bsp.: Herstellung von Spritzgußwerkzeugen
Stereolithografie
Bsp.: Motorblock
• Verifikation der CAD-Konstruktion
• Funktionsprüfung der Öl- und
Kühlkanäle
• Gießereimodell mit Aufmaß
Bauzeit: 50 Stunden
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 13
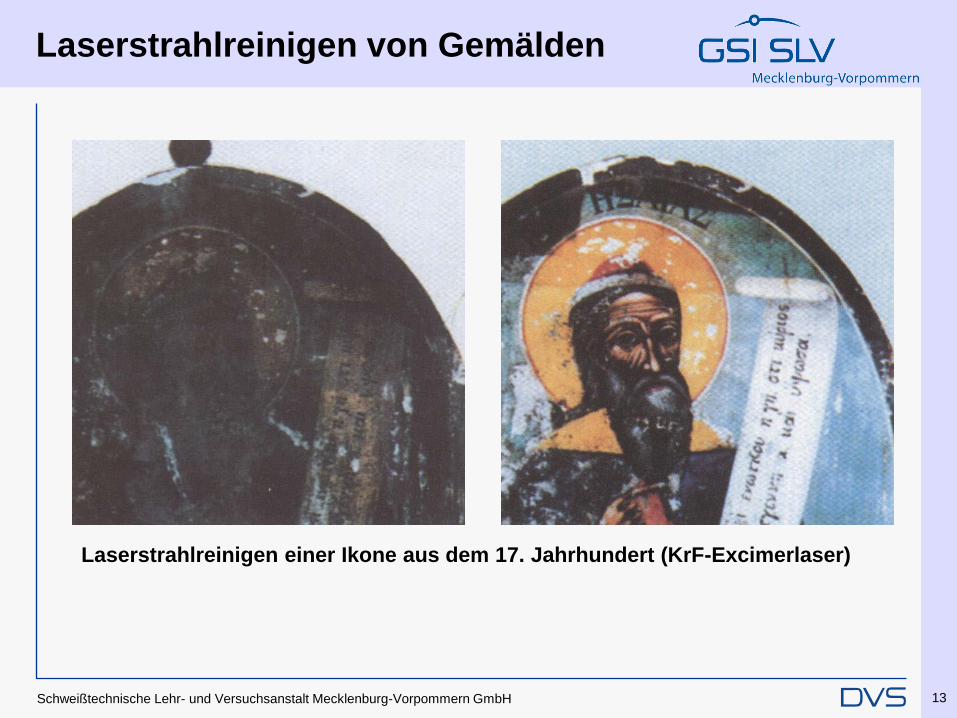
Laserstrahlreinigen von Gemälden
Laserstrahlreinigen einer Ikone aus dem 17. Jahrhundert (KrF-Excimerlaser)

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 14
Laser in der Fertigungstechnik
zu teuer ?
zu schwierig ?
zu gefährlich ?
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 15
Laser in der industriellen Fertigung –
eine Einführung I
• Seit mehr als 45 Jahren stehen technisch brauchbare
Laserstrahlquellen zur Verfügung
• 1960: Bau des ersten Festkörperlasers (Rubinlaser),
• 1961: Bau des ersten Gaslasers (Helium - Neon - Laser)
• in Folgejahren rasante Forschung und Entwicklung auf dem Gebiet
der Lasertechnik
• neben Laserstrahlquellen auch rasche Entwicklung der peripheren
Komponenten ( z.B. optische Elemente zur Strahlführung und
-formung, Handhabungssysteme, Sensor- und Regelungssysteme für
die Prozesskontrolle und –regelung)
• Resultate der angewandten Forschung finden ihre Anwendung bei
Gerätesystemen und neuen Technologien
• gegenwärtig existieren etwa 150 verschiedene Laserstrahlquellen
(unterscheiden sich in ihren Leistungsparametern und folglich für
unterschiedlichsten Applikationen geeignet)
• Lasertechnik gehört zu den Hochtechnologien
• Bemerkenswert vor allem Universalität des Lasers hinsichtlich der
Anwendungsbereiche
• Markt Lasertechnik von Sättigungsphase noch weit entfernt
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 16
1917 Albert Einstein -
Grundlagen Laserprinzip
1928 R. Ladenburg und
H. Kopfermann (Berlin)
erstes Experiment
Nachweis der „stimulierten
Emission“
1957 Gould erstellte Formeln und
Zeichnung für Laser-
Apparatur, als Lasererfinder
nachträglich anerkannt
1958 Townes und Schawlow
Veröffentlichung über
gebündeltes Licht im
sichtbaren Bereich
1960 Maiman (amerik.Phys.) techn.
Realisierung Rubin-Laser
1960 Siemens in München baut
Rubin-Laser
1960 Ende Javan (iran. Phys.) baut
Laser mit kontinuierlicher
Strahlung (He-Ne-Gasgemisch)
Entwicklung der Lasertechnologie
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 17
1960 Rubin-Laser
1961 Nd:YAG-Laser
1962 Halbleiter-Laser
1964 CO2-Laser
1965 Bohren von Diamant
1969 Bohren von Lager und
Uhrensteinen
1970 Trimmen von Widerständen
1978 1. industrielle Laserschneid-
anlage
1980 Laser-Schweißanwendungen
1982 Laserdioden
1984 Laser-Schneiden für 2DBauteile
1985 1. industrielle
Schweißanwendung
(Tassenstößel)
1988 Laserdiodengepumpter Festkörperlaser
1990 Laserschneiden in KMU
1992 Nd:YAG-Laser im kW- Bereich
1994 Entwicklung Scheibenlaser
2002 erster 1 kW Faserlaser
2004 erster 10 kW Faserlaser (SLV)
2007 erster 8 kW Scheibenlaser
2010: 16kW Scheibenlaser, 50kW Faserlaser
Weitere Meilensteine
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 18
Wirtschaftliche Bedeutung der Optische Technologien (OT)
für Deutschland:
Optische Technologien (OT) sind „Wachstum und wirtschaftlicher Erfolg
Made in Germany [Dr. Anette Schavan, MdB]
2008 in Deutschland Produkte der OT im Wert von 23,1 Mrd.€ hergestellt,
Exportquote durchschnittlich 65%
Gesamt: >120.000 Beschäftigte (21% Akademiker)
OT Impulsgeber für Fertigungstechnik sowie Medizin-& Biotechnologie
Wachstumserwartung der Branche bis 2015:
Produktionsvolumen Zuwachs von 8,5% p.a. in Deutschland,
Beschäftigtenzahl 142.900 im Jahr 2015
Überdurchschnittliches F&E – Aufkommen: 9,7% des Jahresumsatzes
Marktinformationen
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 19
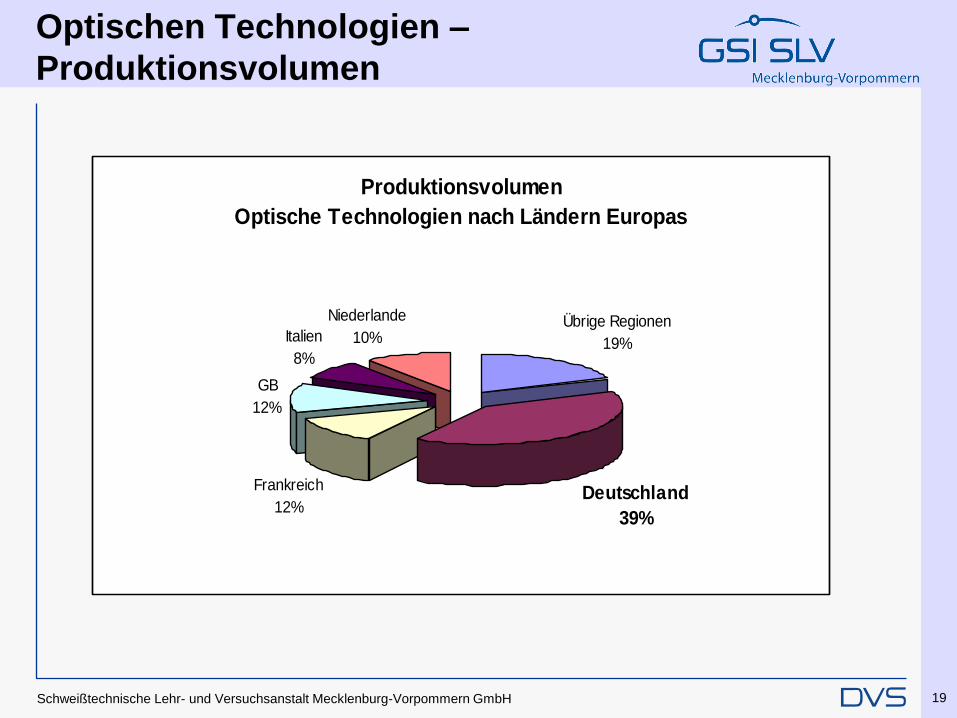
Optischen Technologien –
Produktionsvolumen
Produktionsvolumen
Optische Technologien nach Ländern Europas
Übrige Regionen
19%
Frankreich
12%
GB
12%
Italien
8%
Niederlande
10%
Deutschland
39%
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 20
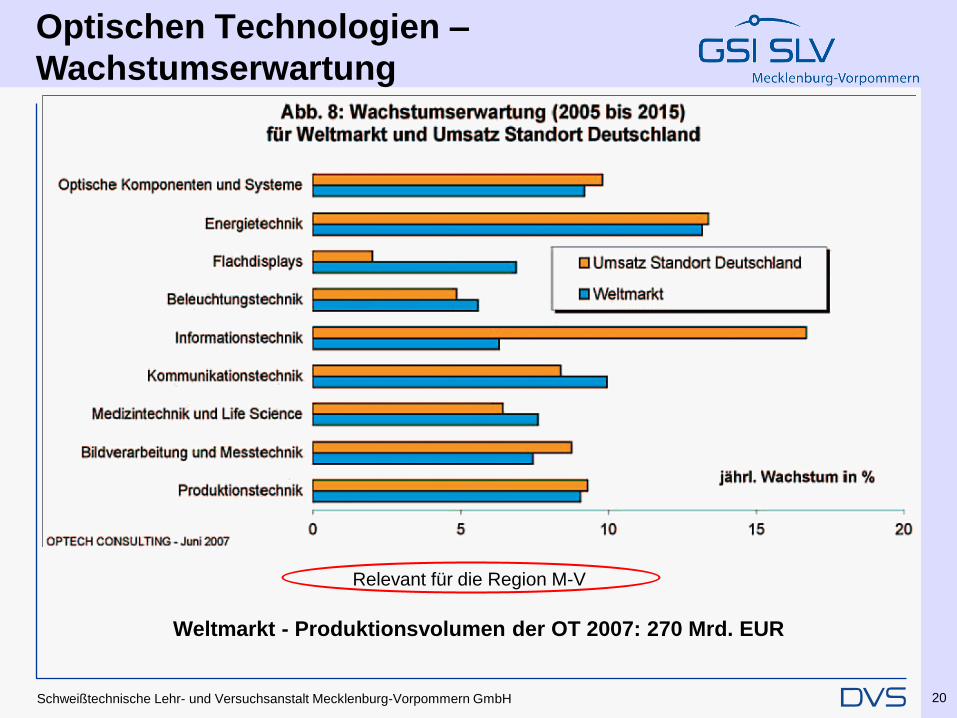
Relevant für die Region M-V
Weltmarkt - Produktionsvolumen der OT 2007: 270 Mrd. EUR
Optischen Technologien –
Wachstumserwartung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 21
OT - Produktionstechnik Deutschland (Stand 2005)
> 13.000 Beschäftigte (33% Akademiker)
85% Exportquote
13 - 14% F&E - Quote in der Produktionstechnik
Deutsche Laserquellenhersteller
40% Weltmarktanteil
hochwertige Arbeitsplätze und Wertschöpfung in Deutschland (Firmen:
Trumpf, Rofin-Sinar, Jenoptik etc.)
Laserquellen
CO2- und Festkörperlaser (derzeitiger Technologiewechsel zu
diodengepumpten Systemen; Ausführung vorrangig Scheiben- oder
Faserlaser), Excimer- und Diodenlaser
Lasersysteme zur Materialbearbeitung
Schweißen, Schneiden und Beschriften, Strukturieren Laserverfahren
Optischen Technologien –
Produktionstechnik
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 23
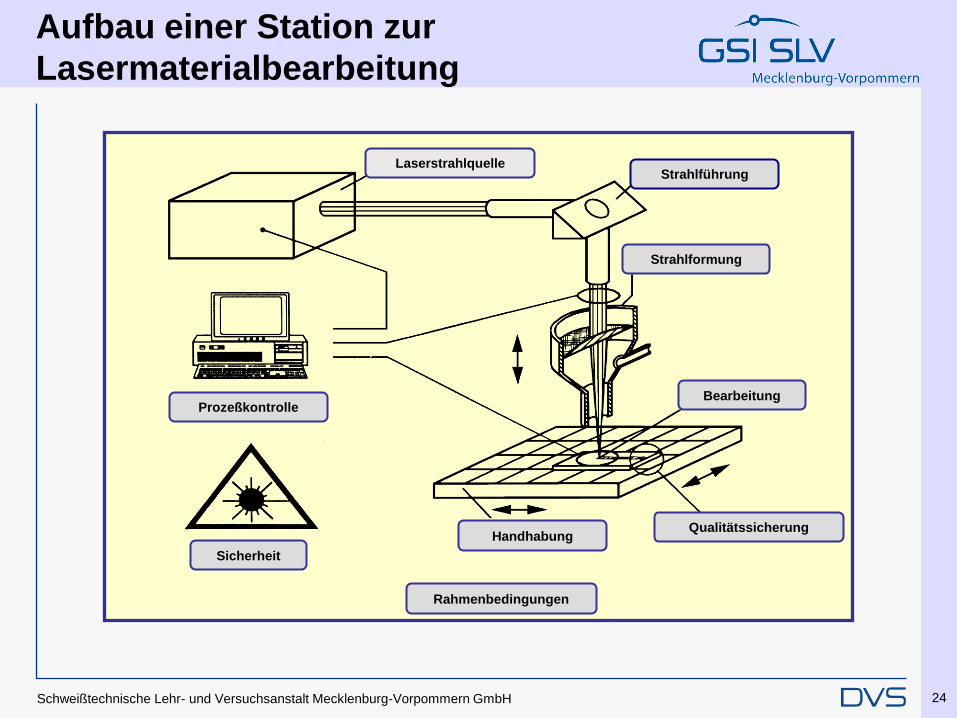
Lasermaterialbearbeitung
Zur Materialbearbeitung wendet man gegenwärtig Stationen an, deren Aufbau
schematisch auf der folgenden Folie dargestellt ist.
Wesentliche Bestandteile einer Laserbearbeitungsanlage sind:
• die Laserstrahlquelle, in welcher der Rohstrahl erzeugt wird,
• die Strahlführung und -formung,
• die Handhabungseinrichtung, welche die Relativbewegung zwischen dem
Laserstrahl und dem Werkstück gewährleistet,
• die Prozesskontrolle und -regelung, die der Gewährleistung der
Fertigungsqualität dient,
• die Versorgungseinheiten, welche für den Betrieb der Station notwendig sind
(elektrische Energieversorgung, Kühlung der Strahlquelle und der Optiken,
Arbeits- und Schutzgase ).
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 24
Aufbau einer Station zur
Lasermaterialbearbeitung
LaserstrahlquelleStrahlführung
Strahlformung
Bearbeitung
QualitätssicherungHandhabung
Sicherheit
Prozeßkontrolle
Rahmenbedingungen

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 25
Lasermaterialbearbeitung - Heute

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 26
Mobiles schlüsselfertiges System mit
200 W Laser (pw)
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 27
1. Einführung
2. Physikalische Grundlagen des Lasers
3. Lasertypen
4. Strahlführung/ -formung
5. Ausgewählte Bearbeitungsverfahren
5.1 Lasertrennen
5.2 Laserfügen
5.3 Oberflächenbehandlung
5.4 Lasermikrostrukturierung
5.5 Generative Laserverfahren / Rapid Prototyping
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 28
Light
Amplification by
Stimulated
Emission of
Radiation
Laser = Kunstwort
(Akronym)
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 29
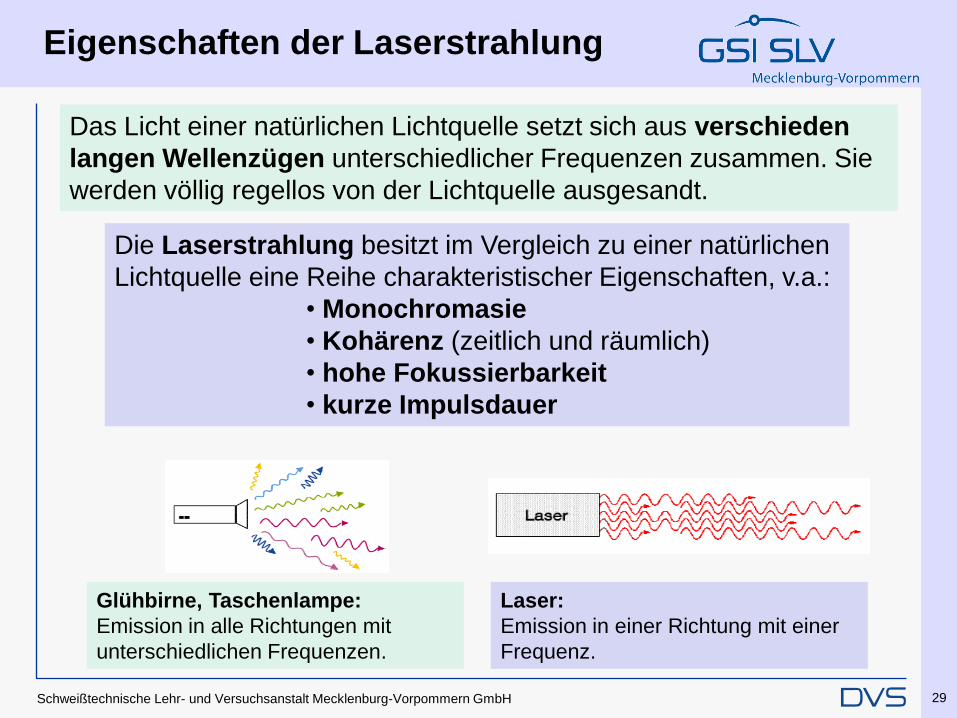
Eigenschaften der Laserstrahlung
Das Licht einer natürlichen Lichtquelle setzt sich aus verschieden
langen Wellenzügen unterschiedlicher Frequenzen zusammen. Sie
werden völlig regellos von der Lichtquelle ausgesandt.
Die Laserstrahlung besitzt im Vergleich zu einer natürlichen
Lichtquelle eine Reihe charakteristischer Eigenschaften, v.a.:
• Monochromasie
• Kohärenz (zeitlich und räumlich)
• hohe Fokussierbarkeit
• kurze Impulsdauer
Laser:
Emission in einer Richtung mit einer
Frequenz.
Glühbirne, Taschenlampe:
Emission in alle Richtungen mit
unterschiedlichen Frequenzen.

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 30
12 EEh
angeregter
Zustand E2
Grundzustand E1
Bohr´sches Atommodell
Kern
Energiedifferenz beim
Elektronenübergang:
chhE
Frequenz
Wellenlänge
h Plancksches Wirkungsquantum
(6,6256*10-34 Js)
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 31
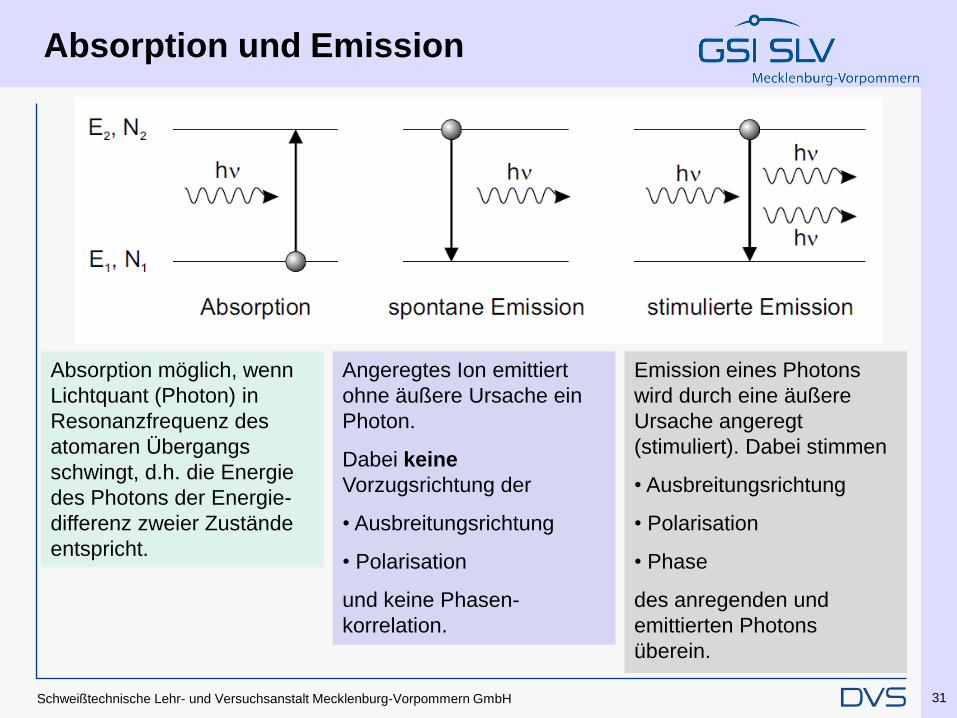
Absorption und Emission
Angeregtes Ion emittiert
ohne äußere Ursache ein
Photon.
Dabei keine
Vorzugsrichtung der
• Ausbreitungsrichtung
• Polarisation
und keine Phasen-
korrelation.
Absorption möglich, wenn
Lichtquant (Photon) in
Resonanzfrequenz des
atomaren Übergangs
schwingt, d.h. die Energie
des Photons der Energie-
differenz zweier Zustände
entspricht.
Emission eines Photons
wird durch eine äußere
Ursache angeregt
(stimuliert). Dabei stimmen
• Ausbreitungsrichtung
• Polarisation
• Phase
des anregenden und
emittierten Photons
überein.
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 32
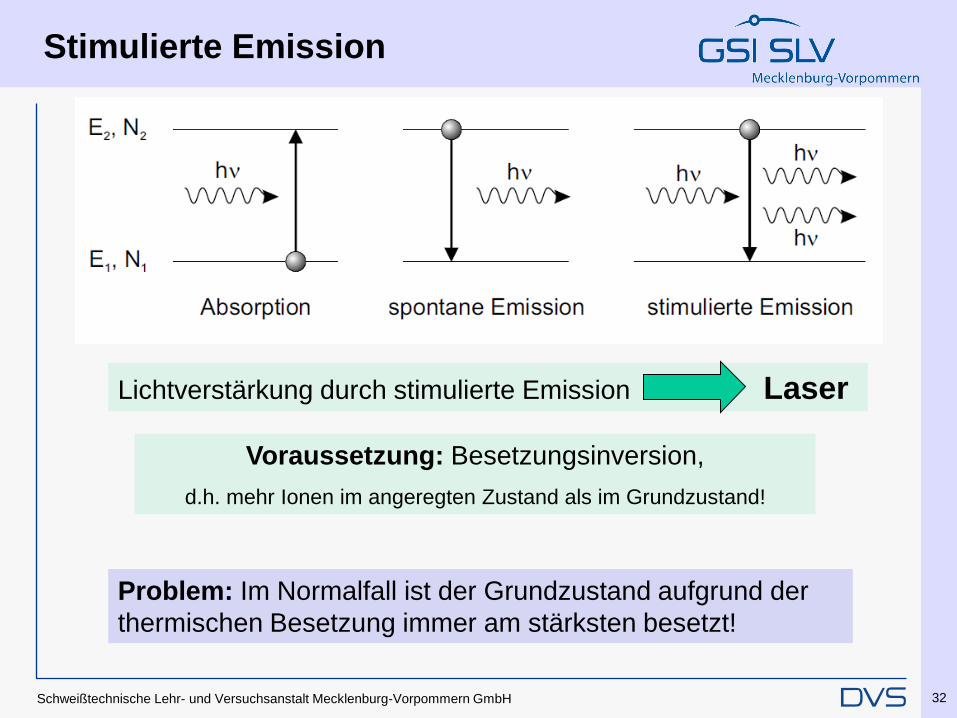
Stimulierte Emission
Lichtverstärkung durch stimulierte Emission Laser
Voraussetzung: Besetzungsinversion,
d.h. mehr Ionen im angeregten Zustand als im Grundzustand!
Problem: Im Normalfall ist der Grundzustand aufgrund der
thermischen Besetzung immer am stärksten besetzt!
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 33
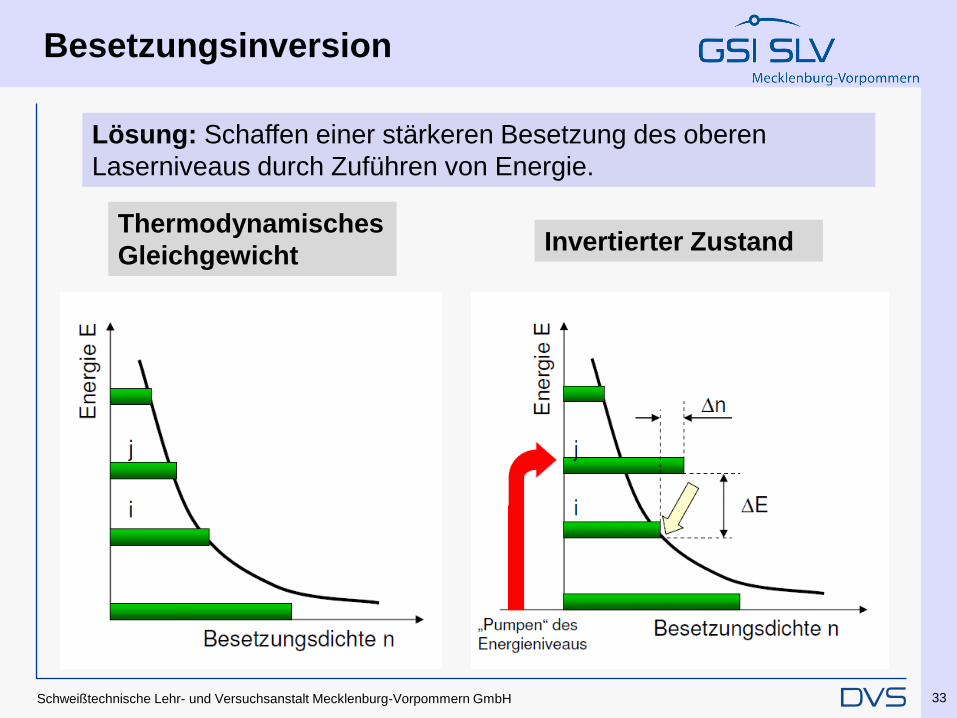
Besetzungsinversion
Lösung: Schaffen einer stärkeren Besetzung des oberen
Laserniveaus durch Zuführen von Energie.
Thermodynamisches
GleichgewichtInvertierter Zustand
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 34
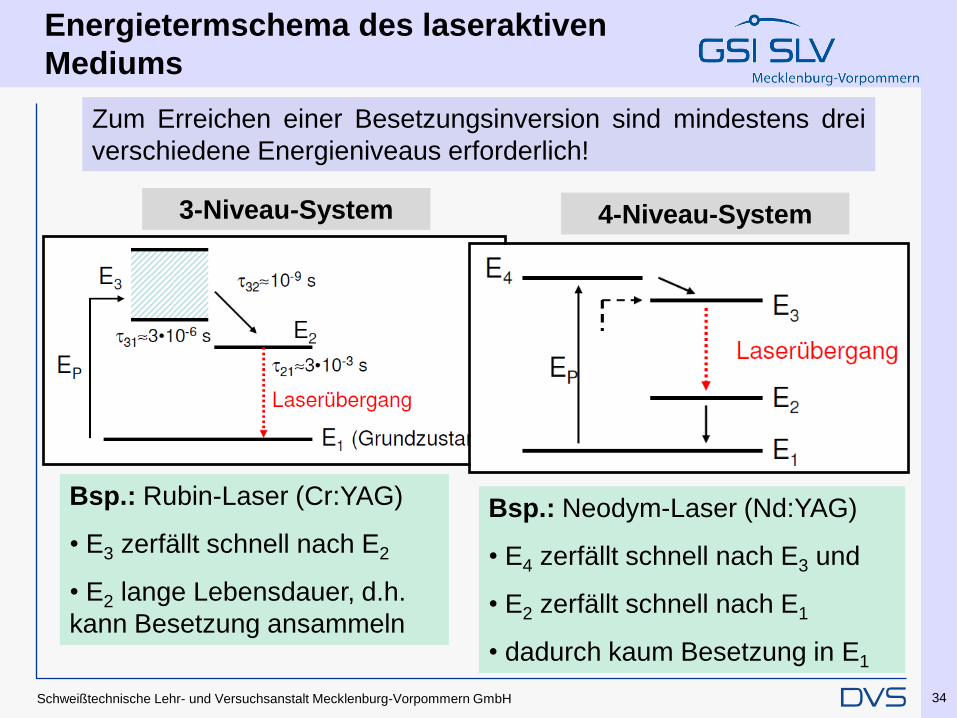
Energietermschema des laseraktiven
Mediums
3-Niveau-System 4-Niveau-System
Zum Erreichen einer Besetzungsinversion sind mindestens drei
verschiedene Energieniveaus erforderlich!
Bsp.: Rubin-Laser (Cr:YAG)
• E3 zerfällt schnell nach E2
• E2 lange Lebensdauer, d.h.
kann Besetzung ansammeln
Bsp.: Neodym-Laser (Nd:YAG)
• E4 zerfällt schnell nach E3 und
• E2 zerfällt schnell nach E1
• dadurch kaum Besetzung in E1
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 35
3
1
2
5
4
6
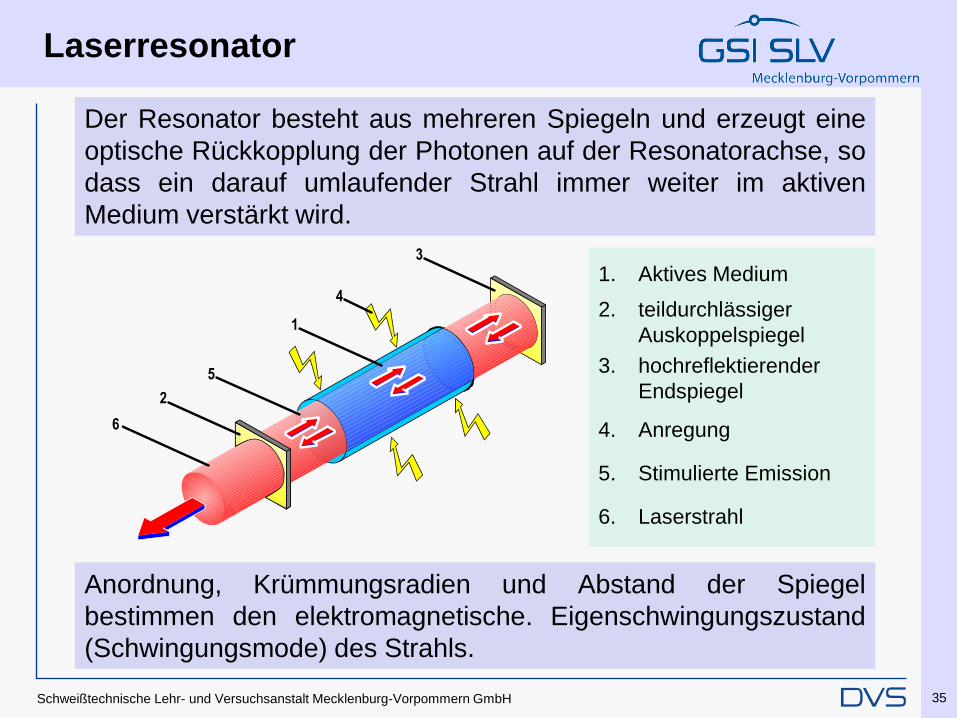
1. Aktives Medium
2. teildurchlässiger
Auskoppelspiegel
3. hochreflektierender
Endspiegel
4. Anregung
5. Stimulierte Emission
6. Laserstrahl
Der Resonator besteht aus mehreren Spiegeln und erzeugt eine
optische Rückkopplung der Photonen auf der Resonatorachse, so
dass ein darauf umlaufender Strahl immer weiter im aktiven
Medium verstärkt wird.
Anordnung, Krümmungsradien und Abstand der Spiegel
bestimmen den elektromagnetische. Eigenschwingungszustand
(Schwingungsmode) des Strahls.
Laserresonator
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 36
Laserresonator
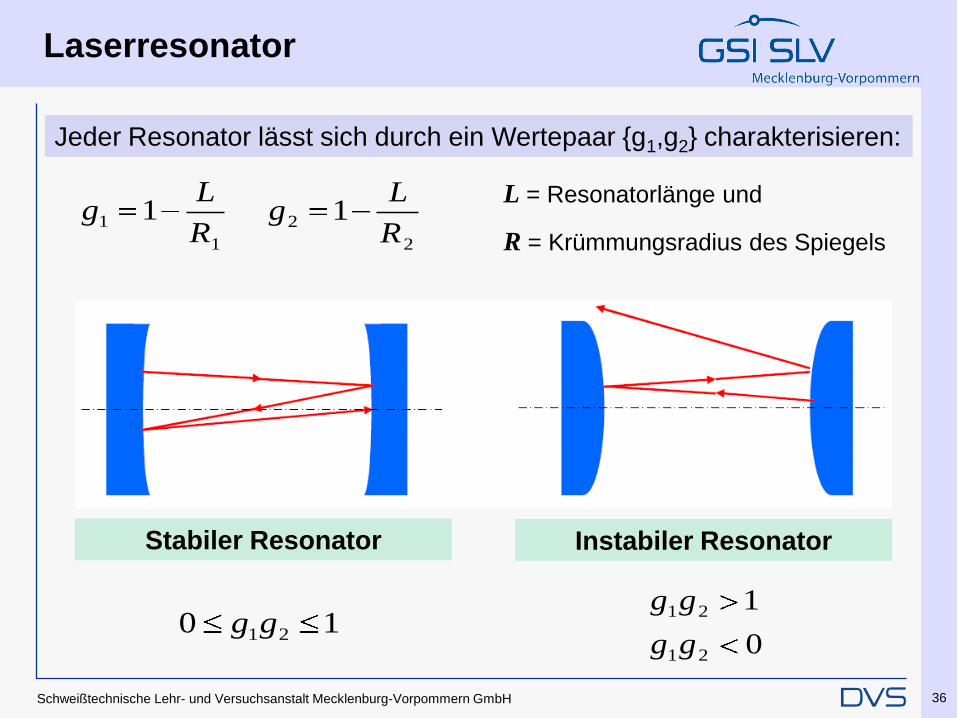
Jeder Resonator lässt sich durch ein Wertepaar {g1,g2} charakterisieren:
1
1 1R
Lg
2
2 1R
Lg
Stabiler Resonator Instabiler Resonator
10 21gg0
1
21
21
gg
gg
L = Resonatorlänge und
R = Krümmungsradius des Spiegels
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 37
Laserresonator
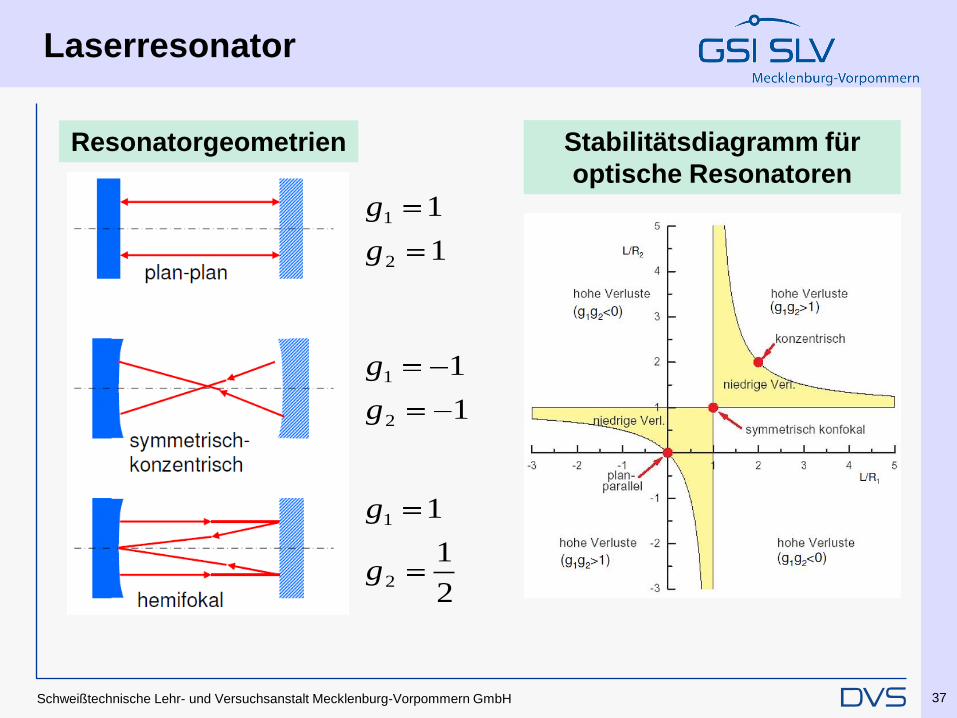
1
1
2
1
g
g
1
1
2
1
g
g
2
1
1
2
1
g
g
Stabilitätsdiagramm für
optische Resonatoren
Resonatorgeometrien
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 38
1. Einführung
2. Physikalische Grundlagen des Lasers
3. Lasertypen
4. Strahlführung/ -formung
5. Ausgewählte Bearbeitungsverfahren
5.1 Lasertrennen
5.2 Laserfügen
5.3 Oberflächenbehandlung
5.4 Lasermikrostrukturierung
5.5 Generative Laserverfahren / Rapid Prototyping
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 39
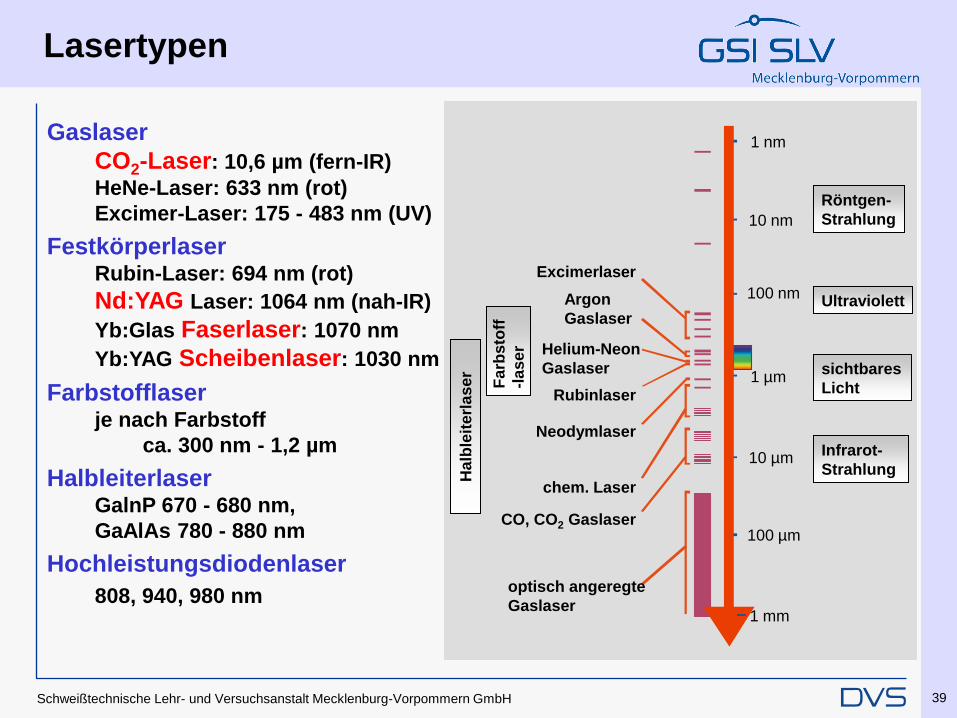
Gaslaser
CO2-Laser: 10,6 µm (fern-IR)
HeNe-Laser: 633 nm (rot)
Excimer-Laser: 175 - 483 nm (UV)
FestkörperlaserRubin-Laser: 694 nm (rot)
Nd:YAG Laser: 1064 nm (nah-IR)
Yb:Glas Faserlaser: 1070 nm
Yb:YAG Scheibenlaser: 1030 nm
Farbstofflaserje nach Farbstoff
ca. 300 nm - 1,2 µm
HalbleiterlaserGalnP 670 - 680 nm,
GaAlAs 780 - 880 nm
Hochleistungsdiodenlaser
808, 940, 980 nm
1 nm
10 nm
100 nm
1 µm
10 µm
100 µm
1 mm
Röntgen-
Strahlung
Ultraviolett
sichtbares
Licht
Infrarot-
StrahlungHalb
leit
erl
as
er
Farb
sto
ff
-la
se
r
Excimerlaser
Argon
Gaslaser
Helium-Neon
Gaslaser
Rubinlaser
Neodymlaser
chem. Laser
CO, CO2 Gaslaser
optisch angeregte
Gaslaser
Lasertypen

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 40
ROFIN DF Series
ROFIN DC SeriesROFIN SC Series ROFIN HF Series
RSY Series Combi-Line Series
ROFIN SR Series
ROFIN DY Series
ROFIN DL Series
BLAZER FlexScan®
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 41
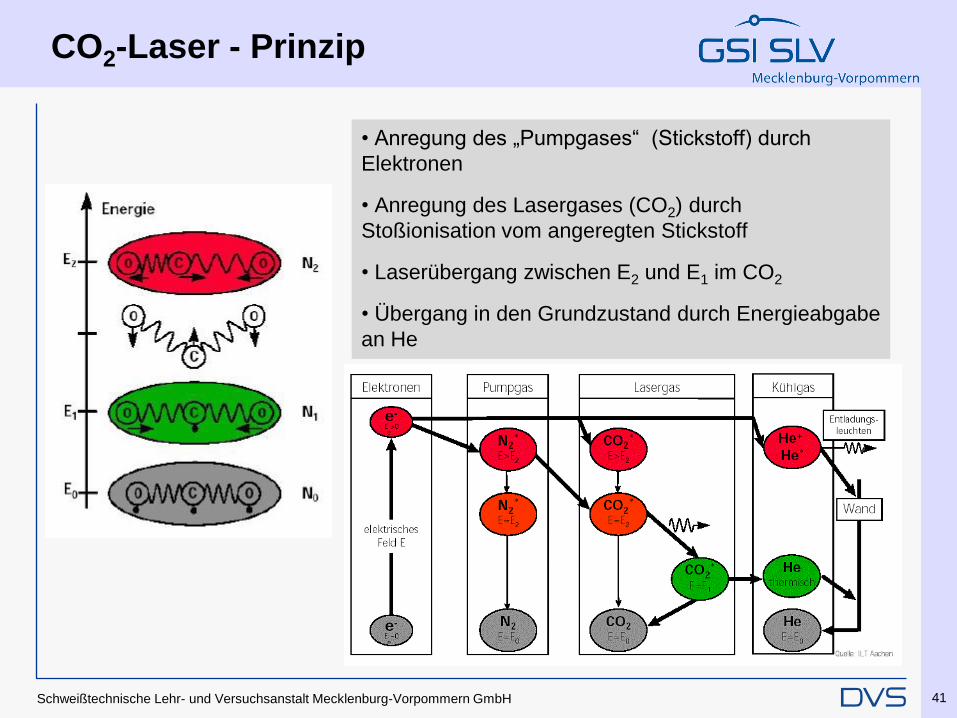
CO2-Laser - Prinzip
• Anregung des „Pumpgases“ (Stickstoff) durch
Elektronen
• Anregung des Lasergases (CO2) durch
Stoßionisation vom angeregten Stickstoff
• Laserübergang zwischen E2 und E1 im CO2
• Übergang in den Grundzustand durch Energieabgabe
an He
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 42
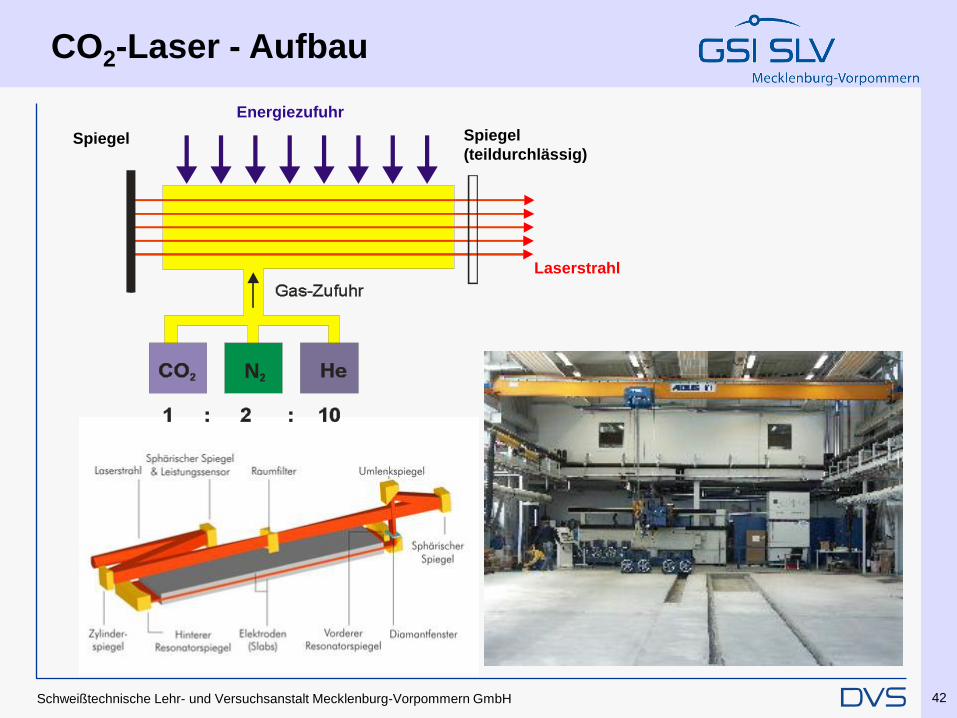
CO2-Laser - Aufbau
Laserstrahl
Spiegel
(teildurchlässig)Spiegel
Energiezufuhr
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 43
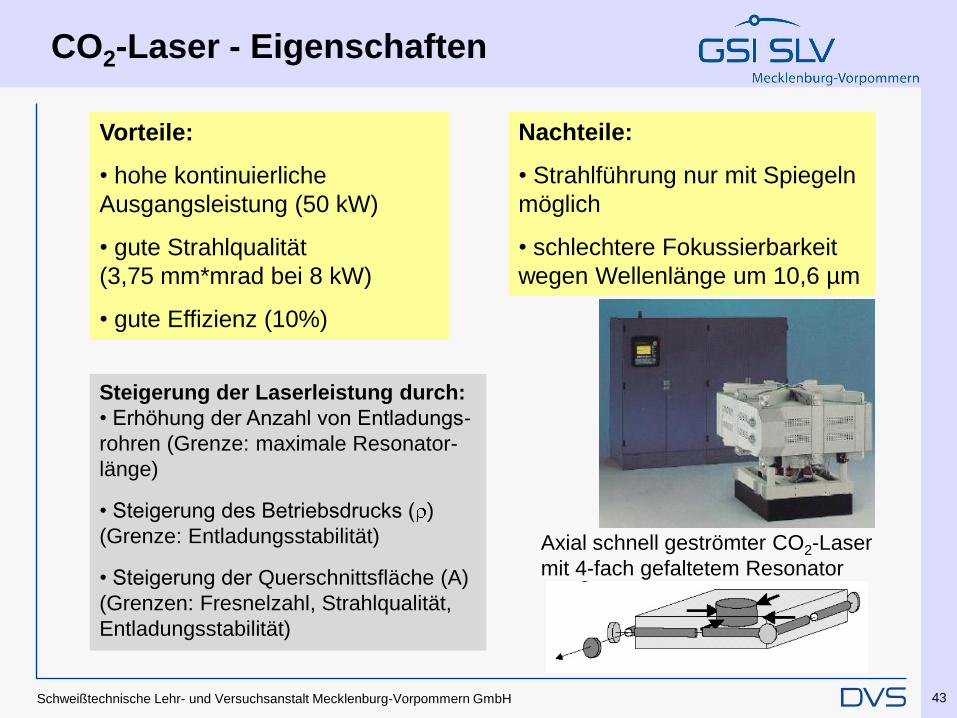
CO2-Laser - Eigenschaften
Steigerung der Laserleistung durch:
• Erhöhung der Anzahl von Entladungs-
rohren (Grenze: maximale Resonator-
länge)
• Steigerung des Betriebsdrucks ( )
(Grenze: Entladungsstabilität)
• Steigerung der Querschnittsfläche (A)
(Grenzen: Fresnelzahl, Strahlqualität,
Entladungsstabilität)
Vorteile:
• hohe kontinuierliche
Ausgangsleistung (50 kW)
• gute Strahlqualität
(3,75 mm*mrad bei 8 kW)
• gute Effizienz (10%)
Axial schnell geströmter CO2-Laser
mit 4-fach gefaltetem Resonator
Nachteile:
• Strahlführung nur mit Spiegeln
möglich
• schlechtere Fokussierbarkeit
wegen Wellenlänge um 10,6 µm
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 44
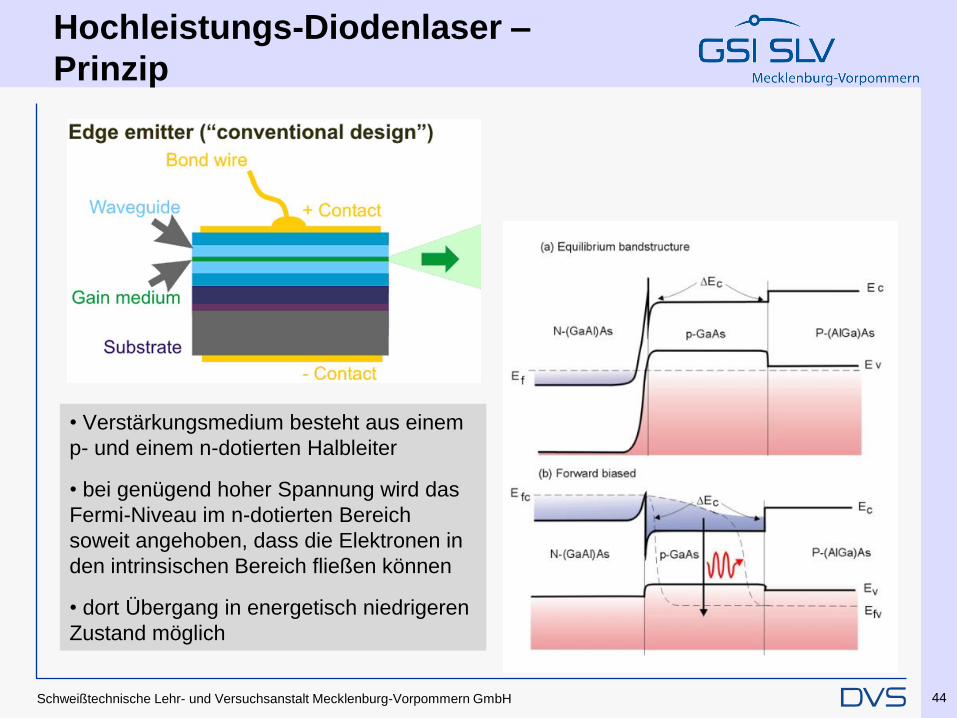
Hochleistungs-Diodenlaser –
Prinzip
• Verstärkungsmedium besteht aus einem
p- und einem n-dotierten Halbleiter
• bei genügend hoher Spannung wird das
Fermi-Niveau im n-dotierten Bereich
soweit angehoben, dass die Elektronen in
den intrinsischen Bereich fließen können
• dort Übergang in energetisch niedrigeren
Zustand möglich
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 45
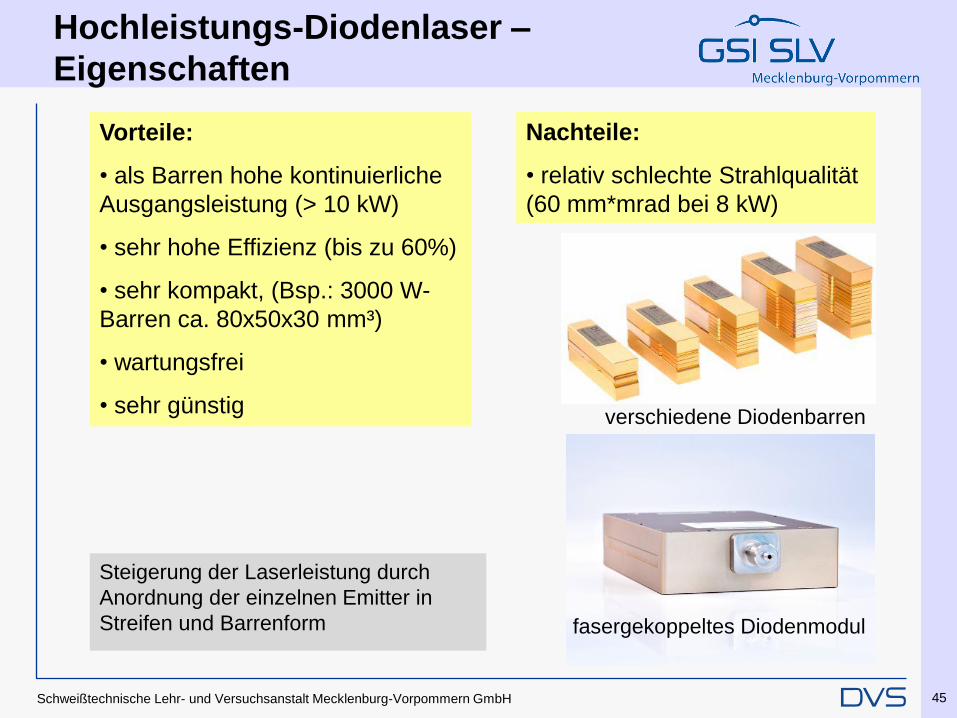
Hochleistungs-Diodenlaser –
Eigenschaften
Steigerung der Laserleistung durch
Anordnung der einzelnen Emitter in
Streifen und Barrenform
Vorteile:
• als Barren hohe kontinuierliche
Ausgangsleistung (> 10 kW)
• sehr hohe Effizienz (bis zu 60%)
• sehr kompakt, (Bsp.: 3000 W-
Barren ca. 80x50x30 mm³)
• wartungsfrei
• sehr günstig
Nachteile:
• relativ schlechte Strahlqualität
(60 mm*mrad bei 8 kW)
verschiedene Diodenbarren
fasergekoppeltes Diodenmodul
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 46
Festkörperlaser - Prinzip
Art des Mediums
dotierte Isolatoren:
• Ionen seltener Erden (Nd, Yb, Er) oder Übergangmetalle (Cr, Ti) in
• nichtleitenden Wirtskristallen (YAG, Saphir, Glas)
Anregung
optisches Pumpen mit
• breitbandigen Edelgas- oder Halogenlampen (200-1000 nm) oder
• schmalbandigen Halbleiterlasern (808, 940, 980 nm)
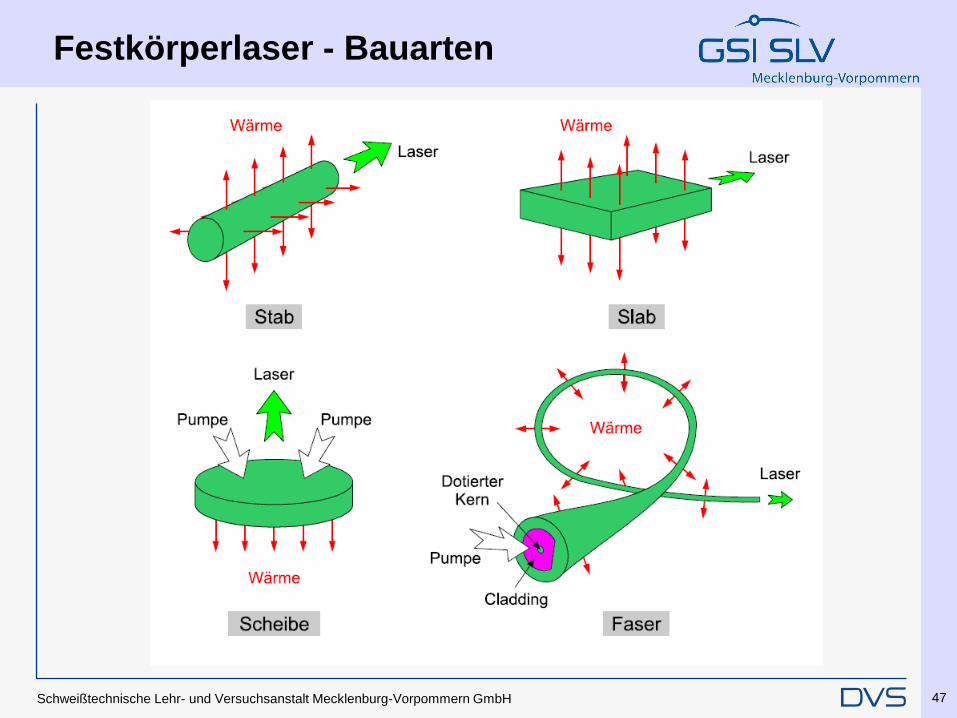
Konstruktiver Aufbau
• aktives Medium in Form eines Stabs, Scheibe, Faser, Platte
• Pumplichtreflektor, Faserkopplung
Spezifische Eigenschaften im Vergleich zu Gas-, Flüssigkeits- und Halbleiterlasern:
• hohe Leistungen
• kurze Pulse
• effiziente Frequenzverdopplung
• flexible Strahlführung durch Faseroptiken
• teils starke thermische Linse
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 47
Festkörperlaser - Bauarten
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 48
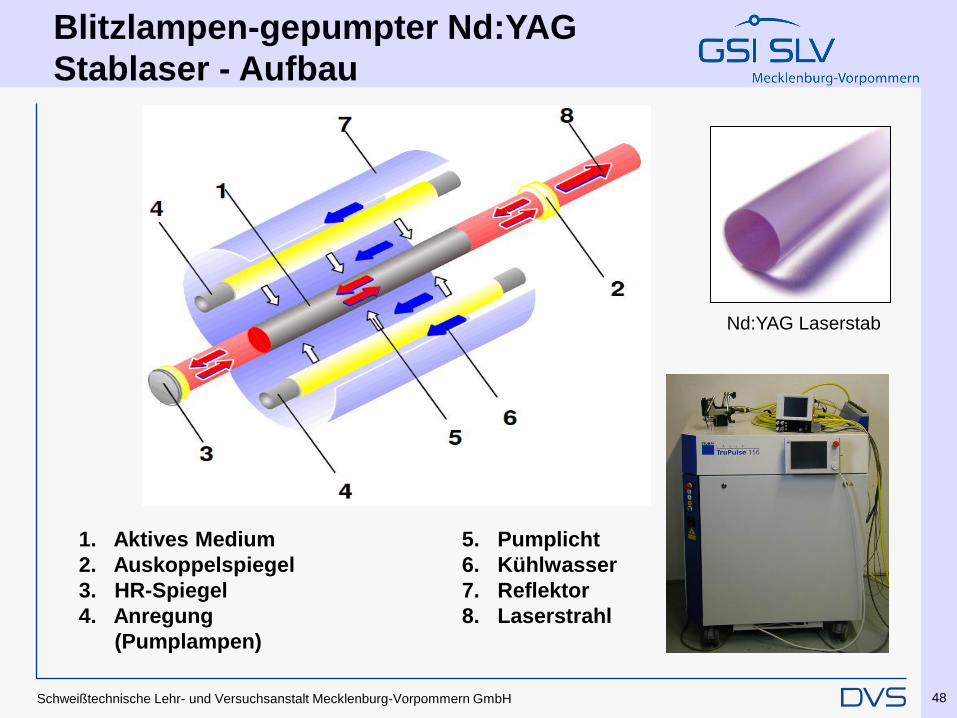
1. Aktives Medium 5. Pumplicht
2. Auskoppelspiegel 6. Kühlwasser
3. HR-Spiegel 7. Reflektor
4. Anregung 8. Laserstrahl
(Pumplampen)
Blitzlampen-gepumpter Nd:YAG
Stablaser - Aufbau
Nd:YAG Laserstab
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 49
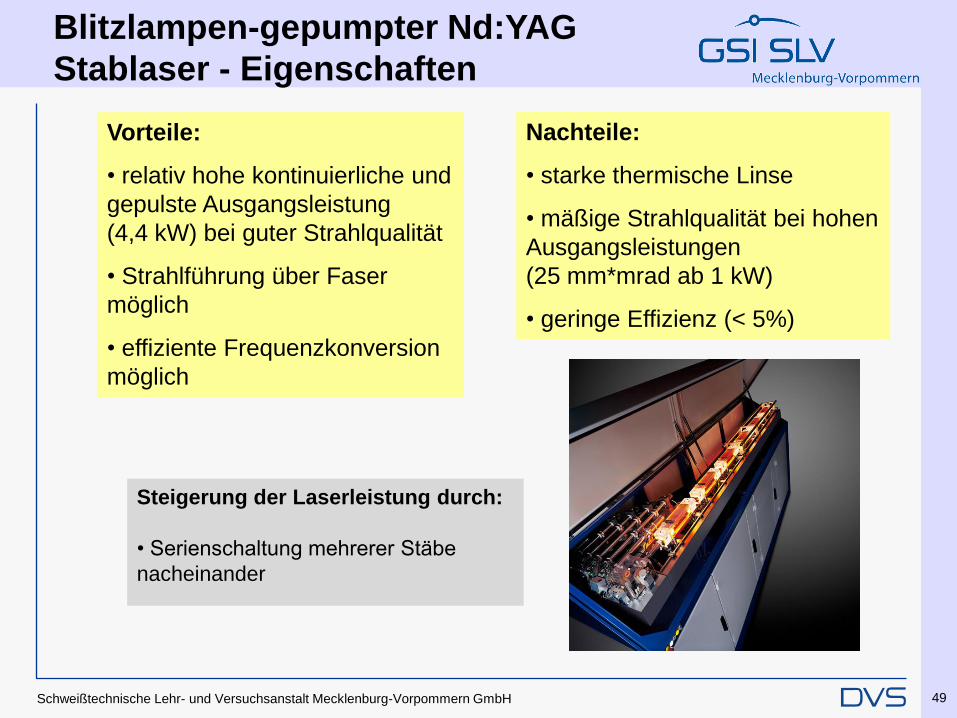
Blitzlampen-gepumpter Nd:YAG
Stablaser - Eigenschaften
Steigerung der Laserleistung durch:
• Serienschaltung mehrerer Stäbe
nacheinander
Vorteile:
• relativ hohe kontinuierliche und
gepulste Ausgangsleistung
(4,4 kW) bei guter Strahlqualität
• Strahlführung über Faser
möglich
• effiziente Frequenzkonversion
möglich
Nachteile:
• starke thermische Linse
• mäßige Strahlqualität bei hohen
Ausgangsleistungen
(25 mm*mrad ab 1 kW)
• geringe Effizienz (< 5%)
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 50
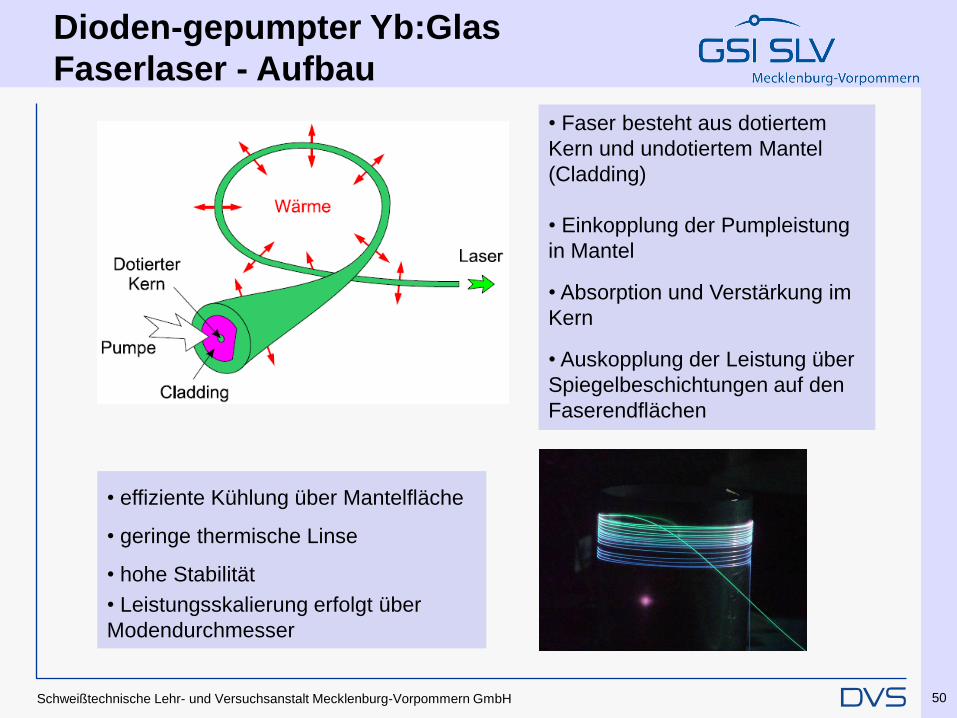
Dioden-gepumpter Yb:Glas
Faserlaser - Aufbau
• Faser besteht aus dotiertem
Kern und undotiertem Mantel
(Cladding)
• Einkopplung der Pumpleistung
in Mantel
• Absorption und Verstärkung im
Kern
• Auskopplung der Leistung über
Spiegelbeschichtungen auf den
Faserendflächen
• effiziente Kühlung über Mantelfläche
• geringe thermische Linse
• hohe Stabilität
• Leistungsskalierung erfolgt über
Modendurchmesser
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 51
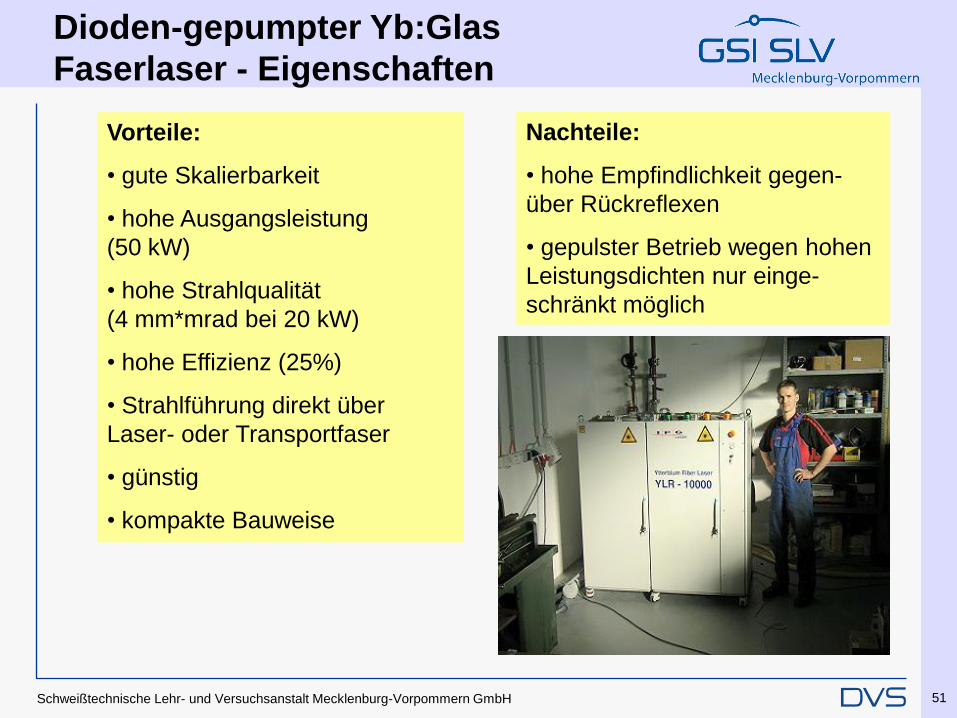
Dioden-gepumpter Yb:Glas
Faserlaser - Eigenschaften
Vorteile:
• gute Skalierbarkeit
• hohe Ausgangsleistung
(50 kW)
• hohe Strahlqualität
(4 mm*mrad bei 20 kW)
• hohe Effizienz (25%)
• Strahlführung direkt über
Laser- oder Transportfaser
• günstig
• kompakte Bauweise
Nachteile:
• hohe Empfindlichkeit gegen-
über Rückreflexen
• gepulster Betrieb wegen hohen
Leistungsdichten nur einge-
schränkt möglich
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 52
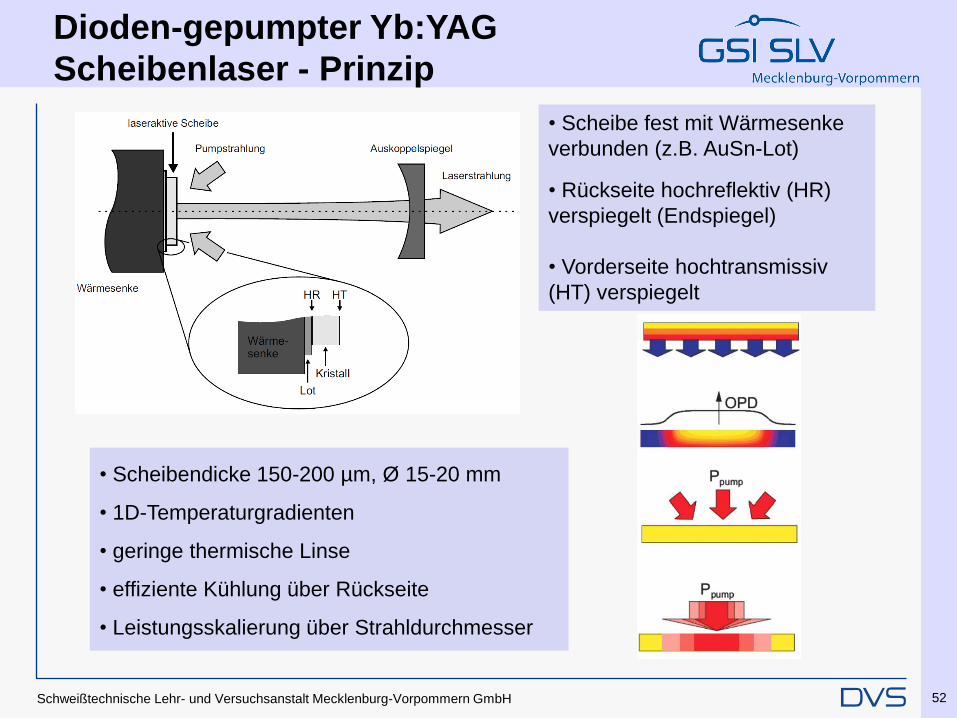
Dioden-gepumpter Yb:YAG
Scheibenlaser - Prinzip
• Scheibe fest mit Wärmesenke
verbunden (z.B. AuSn-Lot)
• Rückseite hochreflektiv (HR)
verspiegelt (Endspiegel)
• Vorderseite hochtransmissiv
(HT) verspiegelt
• Scheibendicke 150-200 µm, Ø 15-20 mm
• 1D-Temperaturgradienten
• geringe thermische Linse
• effiziente Kühlung über Rückseite
• Leistungsskalierung über Strahldurchmesser
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 53
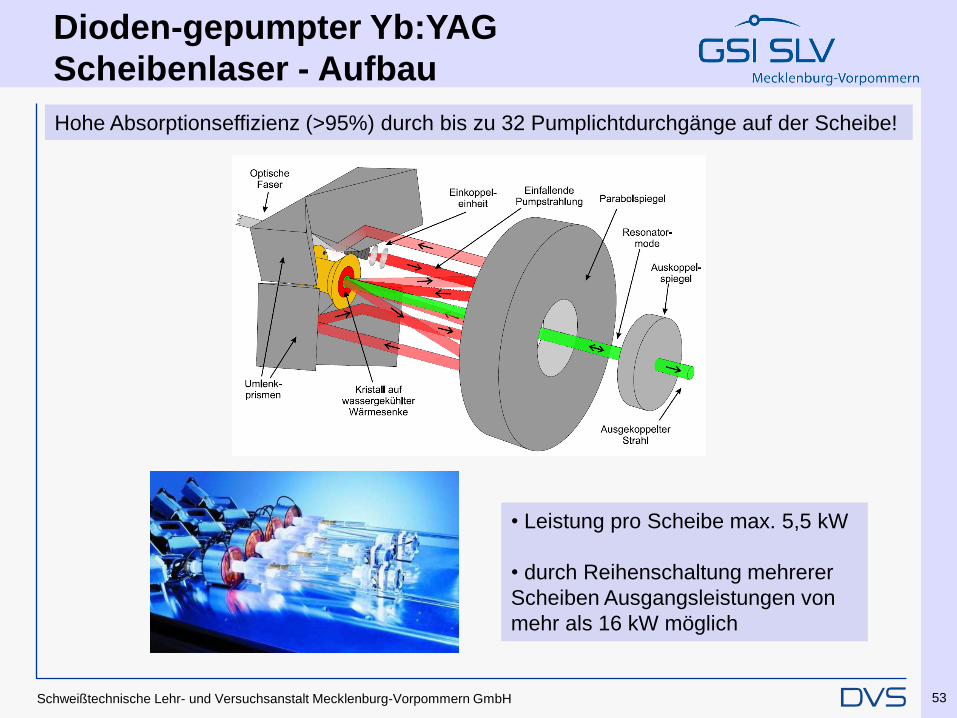
Dioden-gepumpter Yb:YAG
Scheibenlaser - Aufbau
Hohe Absorptionseffizienz (>95%) durch bis zu 32 Pumplichtdurchgänge auf der Scheibe!
• Leistung pro Scheibe max. 5,5 kW
• durch Reihenschaltung mehrerer
Scheiben Ausgangsleistungen von
mehr als 16 kW möglich
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 54
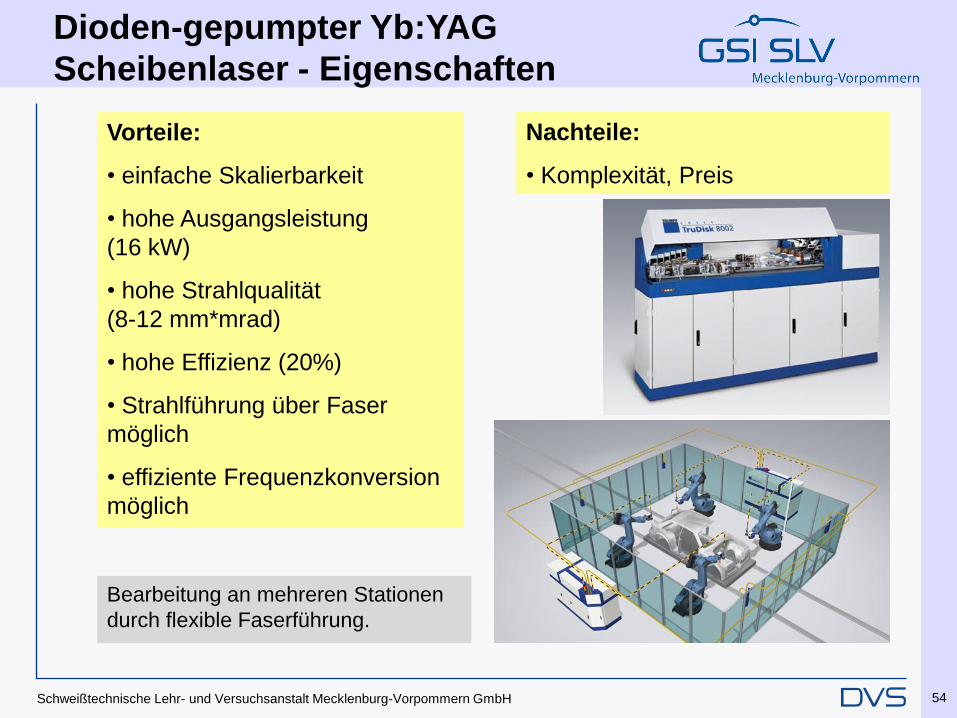
Dioden-gepumpter Yb:YAG
Scheibenlaser - Eigenschaften
Bearbeitung an mehreren Stationen
durch flexible Faserführung.
Vorteile:
• einfache Skalierbarkeit
• hohe Ausgangsleistung
(16 kW)
• hohe Strahlqualität
(8-12 mm*mrad)
• hohe Effizienz (20%)
• Strahlführung über Faser
möglich
• effiziente Frequenzkonversion
möglich
Nachteile:
• Komplexität, Preis
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 55
Gepulste Laser
Kurz- und Ultrakurzpulslaser stellen eine besondere Betriebsart
der unterschiedlichen Laserstrahlquellen dar. Im Gegensatz
zum kontinuierlichen Laserbetrieb werden dabei kurze Laser-
pulse emittiert.
Je nach Pulsdauer unterscheidet man zwischen:
Kurzpulslaser
• Pulsdauer: µs, ns
• Erzeugung der Pulse durch
Modulation der Resonator-
verluste (Güte)
(Speicherung der Pumpenergie
im aktiven Medium;
anschließend schlagartiges Ab-
rufen der Energie in einem Puls)
Ultrakurzpulslaser
• Pulsdauer: ps, fs
• Erzeugung der Pulse durch
Überlagerung mehrerer Moden
im Resonator
(durch konstruktive und
destruktive Interferenz bilden
sich einzelne scharfe Pulse aus,
die im Resonator umlaufen)
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 56
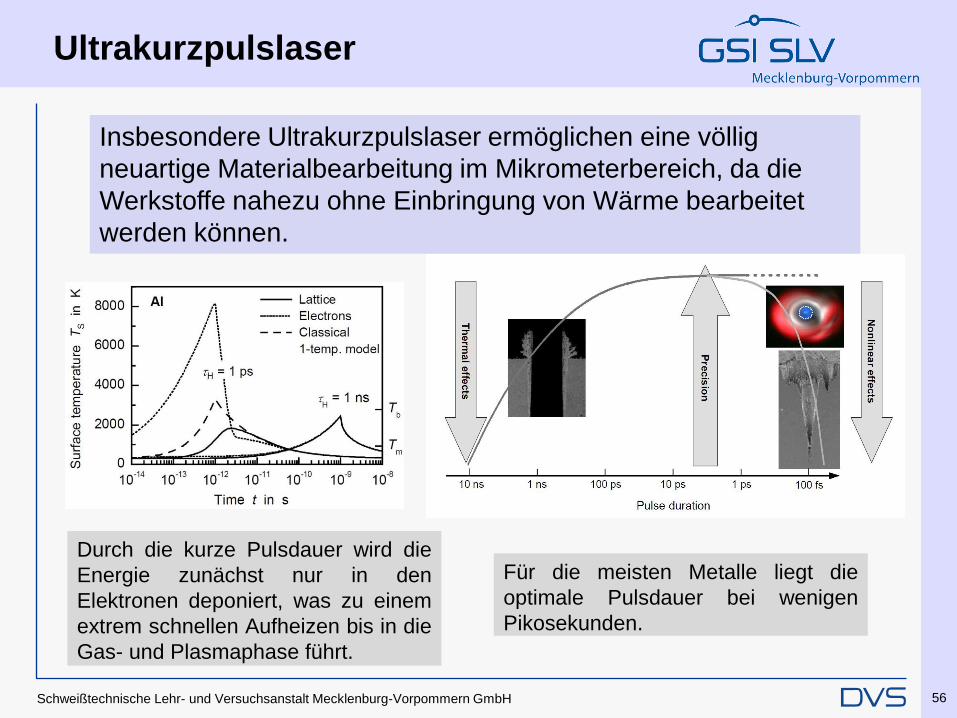
Ultrakurzpulslaser
Insbesondere Ultrakurzpulslaser ermöglichen eine völlig
neuartige Materialbearbeitung im Mikrometerbereich, da die
Werkstoffe nahezu ohne Einbringung von Wärme bearbeitet
werden können.
Durch die kurze Pulsdauer wird die
Energie zunächst nur in den
Elektronen deponiert, was zu einem
extrem schnellen Aufheizen bis in die
Gas- und Plasmaphase führt.
Für die meisten Metalle liegt die
optimale Pulsdauer bei wenigen
Pikosekunden.
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 57
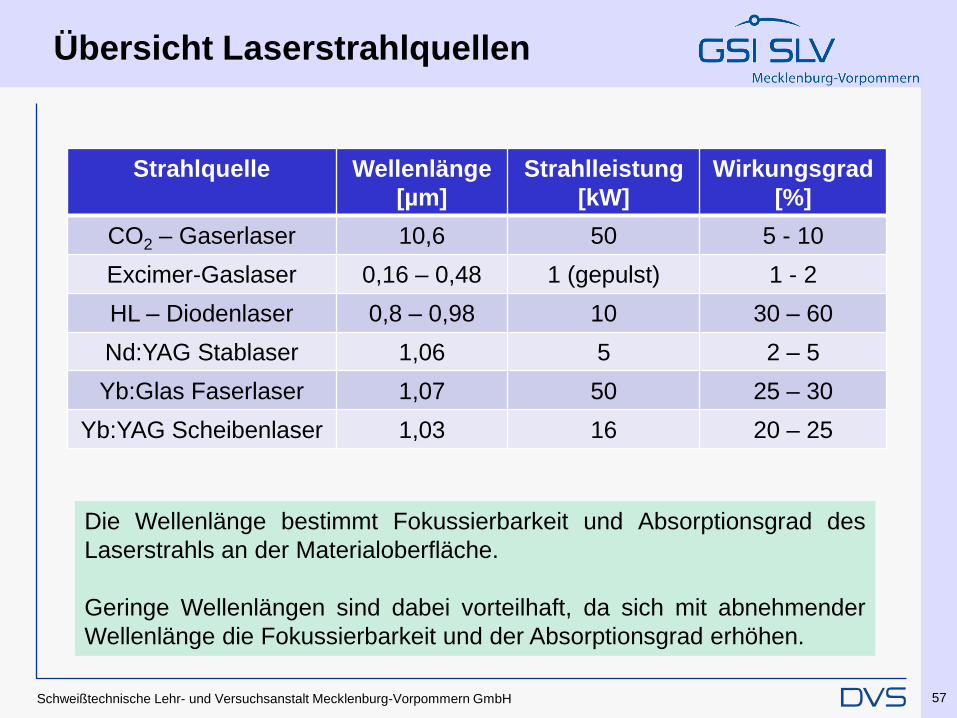
Strahlquelle Wellenlänge
[µm]
Strahlleistung
[kW]
Wirkungsgrad
[%]
CO2 – Gaserlaser 10,6 50 5 - 10
Excimer-Gaslaser 0,16 – 0,48 1 (gepulst) 1 - 2
HL – Diodenlaser 0,8 – 0,98 10 30 – 60
Nd:YAG Stablaser 1,06 5 2 – 5
Yb:Glas Faserlaser 1,07 50 25 – 30
Yb:YAG Scheibenlaser 1,03 16 20 – 25
Die Wellenlänge bestimmt Fokussierbarkeit und Absorptionsgrad des
Laserstrahls an der Materialoberfläche.
Geringe Wellenlängen sind dabei vorteilhaft, da sich mit abnehmender
Wellenlänge die Fokussierbarkeit und der Absorptionsgrad erhöhen.
Übersicht Laserstrahlquellen
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 58
Fazit Laserstrahlquellen
• CO2 - Laser sind (noch) die Arbeitspferde unter den Strahlquellen
(hohe Strahlleistung, sehr gute Strahlqualität)
→ Bearbeitung von Halbzeugen + Bauteilen mit größerer Wanddicke
• Festkörperlaser (Faser, Scheibe) erobern zunehmend den CO2 - Laser
Markt durch Vorteile in den Anwendungen, höhere Wirkungsgrade und
flexible Strahlführungsmöglichkeiten
• Hochleistungs-Diodenlaser mit ihren hohen Wirkungsgraden und der
kompakten Bauweise finden ebenfalls zunehmend Verbreitung, vor
allem in Anwendungen bei denen keine hohe Strahlqualität erforderlich
ist (z.B. Härten, Umformen, Kunststoffschweißen, Drucktechnik)

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 59
Schweißtechnische
Lehr- und Versuchsanstalt
Mecklenburg-Vorpommern GmbH
Alter Hafen Süd 4
18069 Rostock
GERMANY
Tel.: +49 381 811-5010
Fax: +49 381 811-5099
Ihr Ansprechpartner: Herr Hoffmann
E-mail: [email protected]
Kontakt