
Laser in der industriellen Fertigung · LSB 2.ppt Laserstrahlschneiden Industrielles...
58
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Laser in der industriellen Fertigung Dipl.-Phys. Jan Hoffmann Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern Alter Hafen Süd 4 18069 Rostock Tel.: 0381 811 5010 Fax: 0381 811 5099 E-Mail: [email protected]
Transcript of Laser in der industriellen Fertigung · LSB 2.ppt Laserstrahlschneiden Industrielles...
Schweißtechnische Lehr- und Versuchsanstalt
Mecklenburg-Vorpommern GmbH
Laser in der industriellen FertigungDipl.-Phys. Jan Hoffmann
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern
Alter Hafen Süd 4
18069 Rostock
Tel.: 0381 811 5010
Fax: 0381 811 5099
E-Mail: [email protected]
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 2
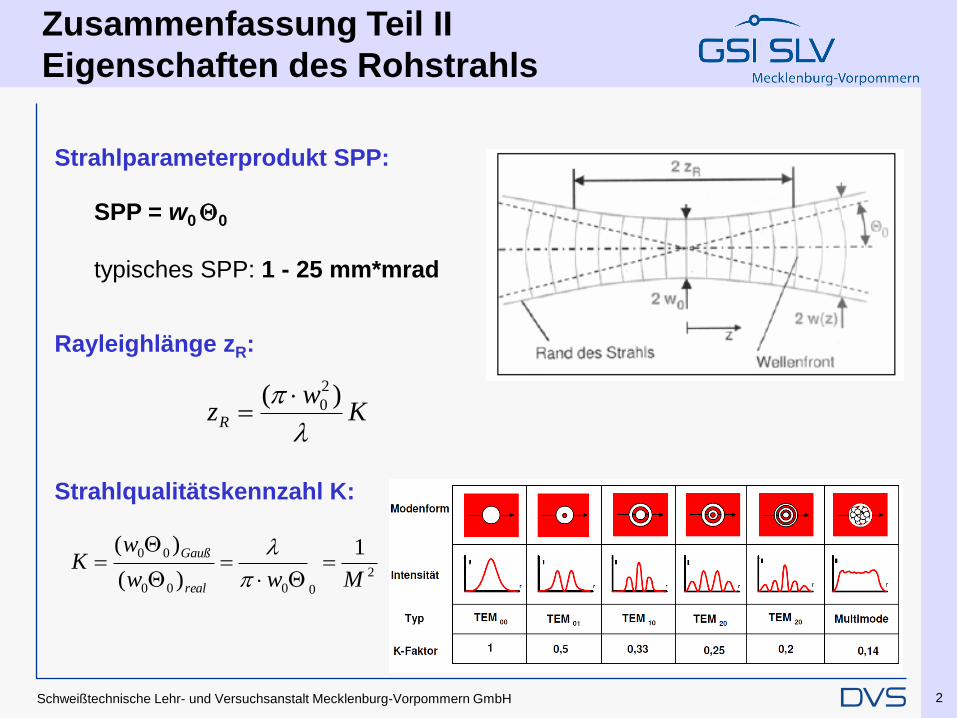
Rayleighlänge zR:
Kw
zR
)( 2
0
Strahlparameterprodukt SPP:
SPP = w00
typisches SPP: 1 - 25 mm*mrad
Strahlqualitätskennzahl K:
2
0000
00 1
)(
)(
Mww
wK
real
Gauß
Zusammenfassung Teil II
Eigenschaften des Rohstrahls
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 3
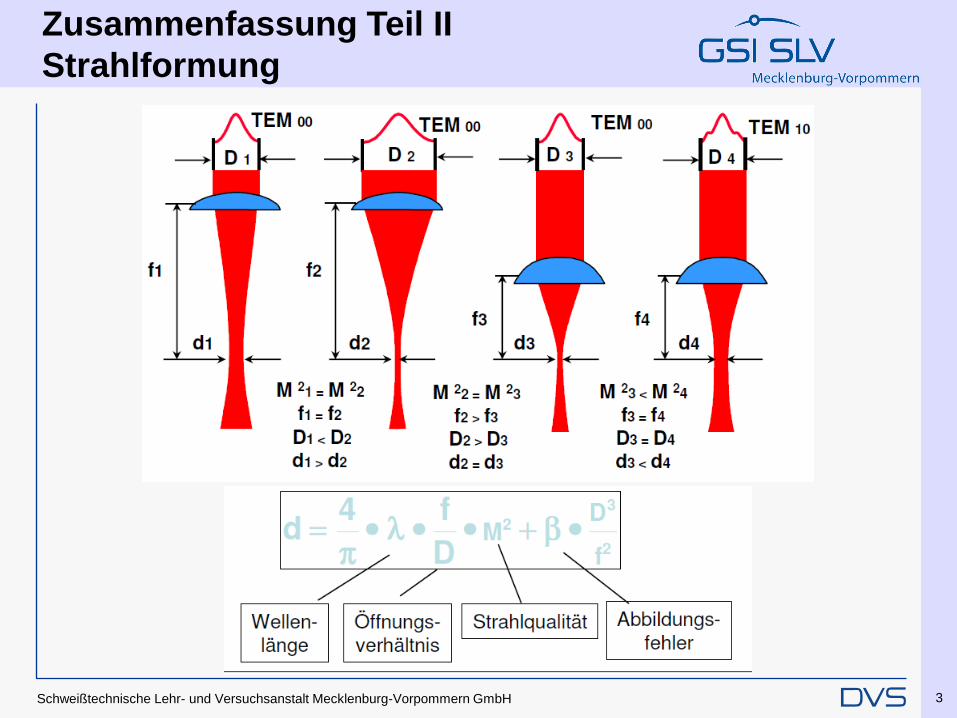
Zusammenfassung Teil II
Strahlformung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 4
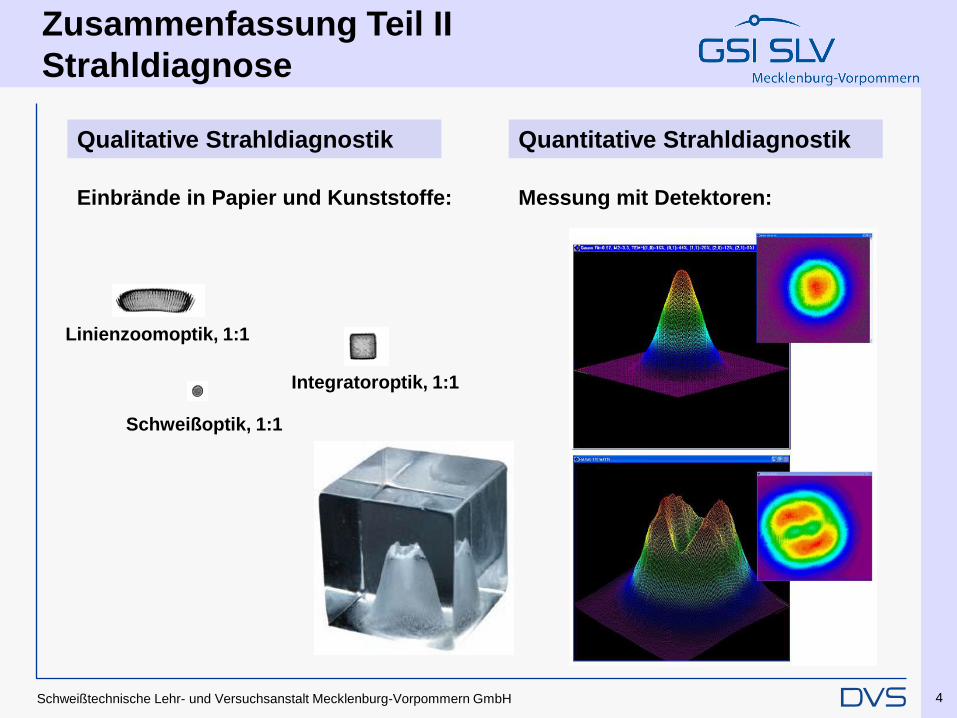
Qualitative Strahldiagnostik Quantitative Strahldiagnostik
Linienzoomoptik, 1:1
Integratoroptik, 1:1
Schweißoptik, 1:1
Einbrände in Papier und Kunststoffe: Messung mit Detektoren:
Zusammenfassung Teil II
Strahldiagnose
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 5
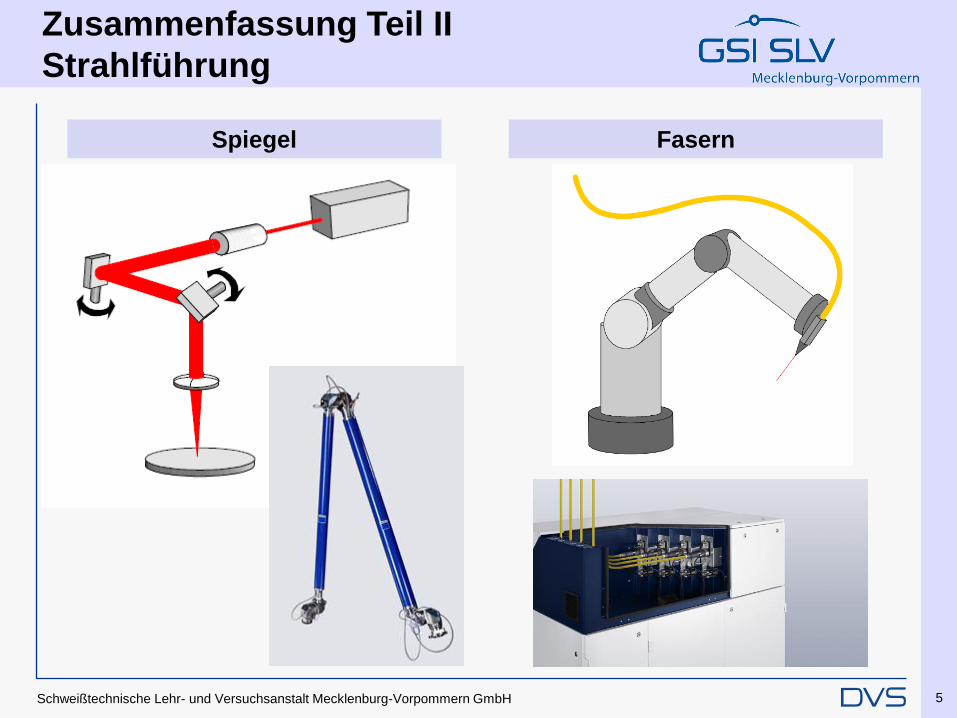
Spiegel Fasern
Zusammenfassung Teil II
Strahlführung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 6
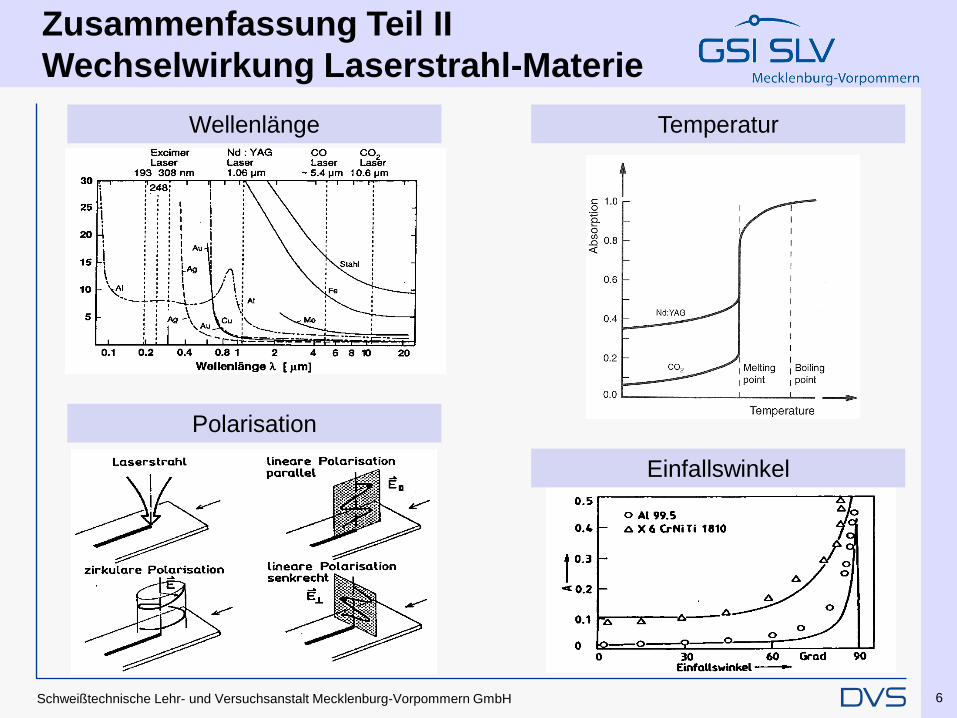
Zusammenfassung Teil II
Wechselwirkung Laserstrahl-Materie
Wellenlänge
Polarisation
Temperatur
Einfallswinkel
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 7
Gliederung der Vorlesung
1. Einführung
2. Physikalische Grundlagen des Lasers
3. Lasertypen
4. Strahlführung/ -formung
5. Ausgewählte Bearbeitungsverfahren
5.1 Lasertrennen
5.2 Laserfügen
5.3 Oberflächenbehandlung
5.4 Lasermikrostrukturierung
5.5 Generative Laserverfahren / Rapid Prototyping
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 8LSB 1.ppt
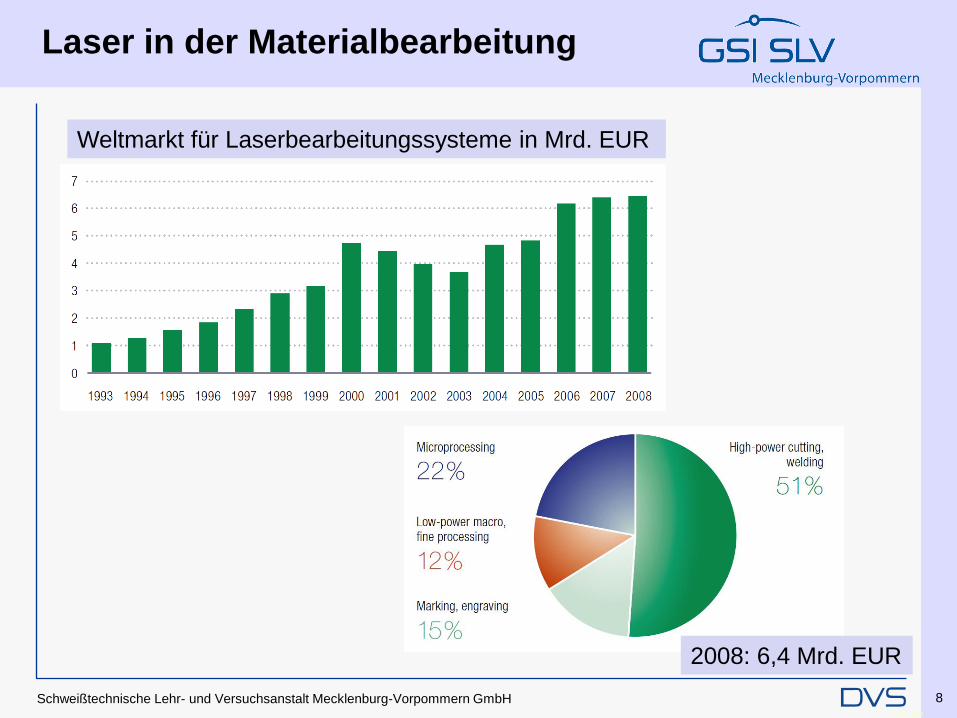
Weltmarkt für Laserbearbeitungssysteme in Mrd. EUR
2008: 6,4 Mrd. EUR
Laser in der Materialbearbeitung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 9
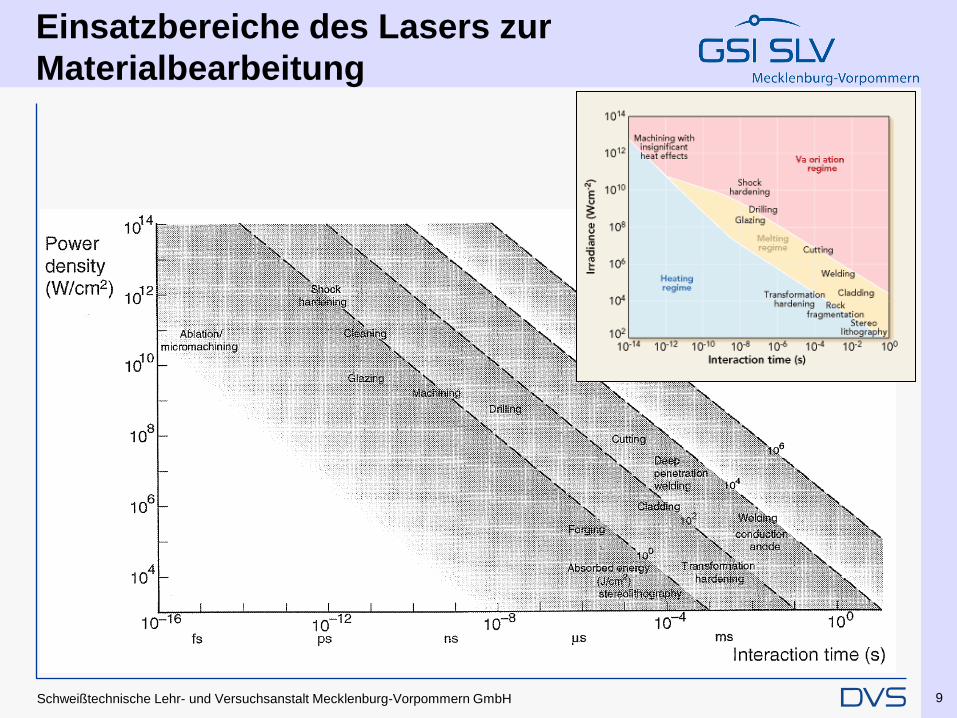
Einsatzbereiche des Lasers zur
Materialbearbeitung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 10
Gliederung der Vorlesung
1. Einführung
2. Physikalische Grundlagen des Lasers
3. Lasertypen
4. Strahlführung/ -formung
5. Ausgewählte Bearbeitungsverfahren
5.1 Lasertrennen
5.2 Laserfügen
5.3 Oberflächenbehandlung
5.4 Lasermikrostrukturierung
5.5 Generative Laserverfahren / Rapid Prototyping
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 11
Laserstrahlschneiden hat gegenwärtig den größten
Anwendungsumfang von allen Lasertechnologien
Ausgewählte Anwendungen
Laserstrahlschneiden
Vorteile:
• hohe Flexibilität
• hohe Schnittqualität
• kurze Fertigungszeiten hohe Wirtschaftlichkeit
• sehr dünne (µm-Bereich) und sehr dicke (cm-Bereich) Materialien
können geschnitten werden
• Bearbeitung metallischer und nichtmetallischer Werkstoffe
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 12
Strahlquellen:
• gegenwärtig hauptsächlich CO2 und Nd:YAG
• zunehmend auch Faser- und Scheibenlaser
CO2-Laser Nd:YAG
Faserlaser / Scheibenlaser
• wegen hoher Leistung für große
Blechdicken geeignet
• Produkte geringerer Wanddicke
• Feinschneiden und Schneiden
hochreflektierender Werkstoffe im
gepulsten Betrieb
• hohe Leistung ermöglicht große
Blechdicken
• hohe Strahlqualität ermöglicht sehr
feine Schnittfugen
• auch für Feinstbearbeitung geeignet
(Grundmode)
Auswahl der Strahlquelle erfolgt
dabei nach den Kriterien Schnitt-
qualität und Wirtschaftlichkeit!
Ausgewählte Anwendungen
Laserstrahlschneiden
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 13
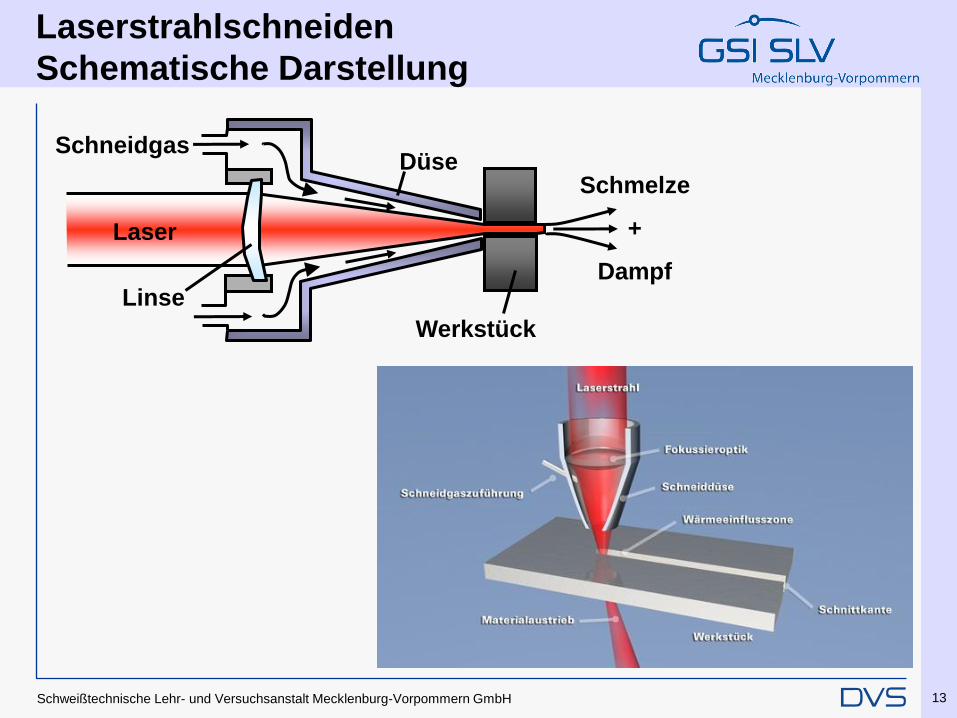
Schneidgas
Laser
Linse
Düse
Werkstück
Schmelze
+
Dampf
Laserstrahlschneiden
Schematische Darstellung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 14
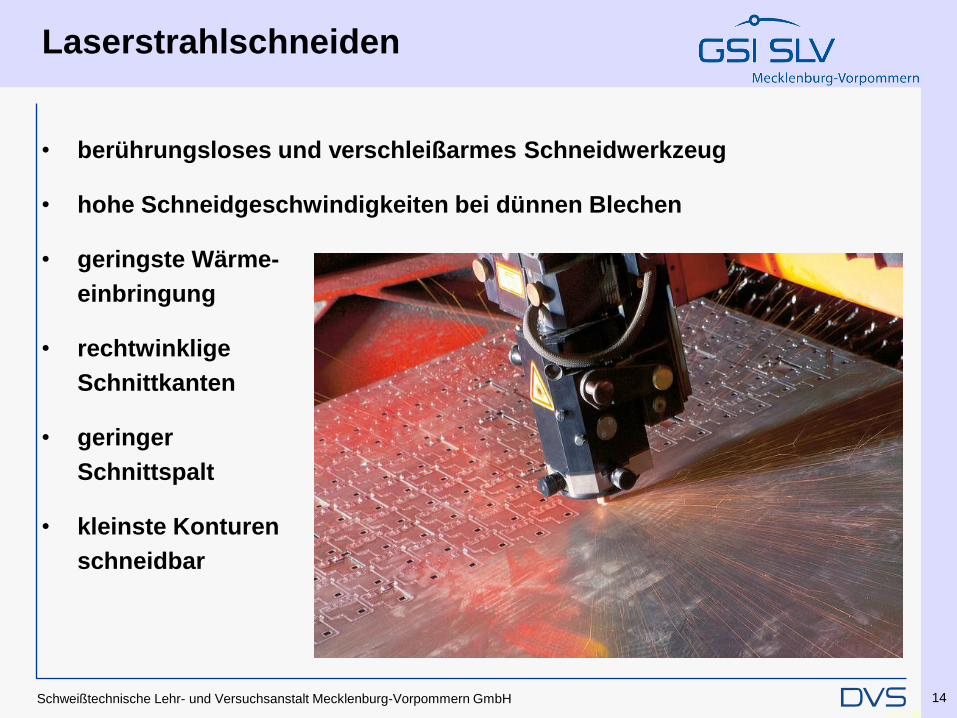
• berührungsloses und verschleißarmes Schneidwerkzeug
• hohe Schneidgeschwindigkeiten bei dünnen Blechen
• geringste Wärme-
einbringung
• rechtwinklige
Schnittkanten
• geringer
Schnittspalt
• kleinste Konturen
schneidbar
LSB 2.ppt
Laserstrahlschneiden
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 15
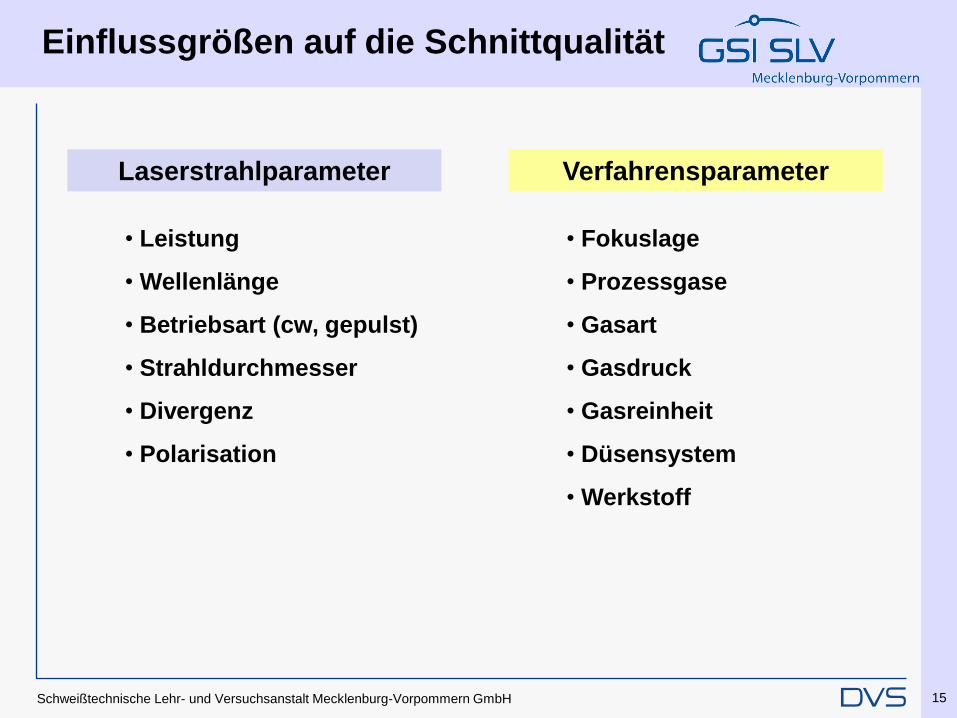
Laserstrahlparameter Verfahrensparameter
• Leistung
• Wellenlänge
• Betriebsart (cw, gepulst)
• Strahldurchmesser
• Divergenz
• Polarisation
• Fokuslage
• Prozessgase
• Gasart
• Gasdruck
• Gasreinheit
• Düsensystem
• Werkstoff
Einflussgrößen auf die Schnittqualität
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 16
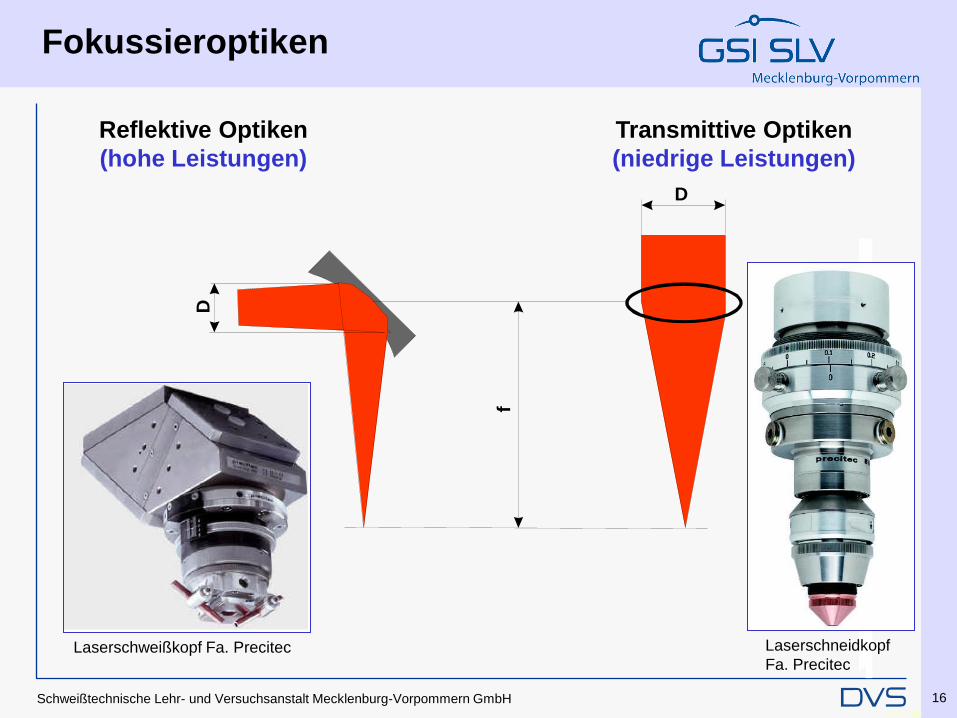
DD
f
Reflektive Optiken
(hohe Leistungen)
Transmittive Optiken
(niedrige Leistungen)
LSB 2.ppt
Laserschneidkopf
Fa. PrecitecLaserschweißkopf Fa. Precitec
Fokussieroptiken
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 17
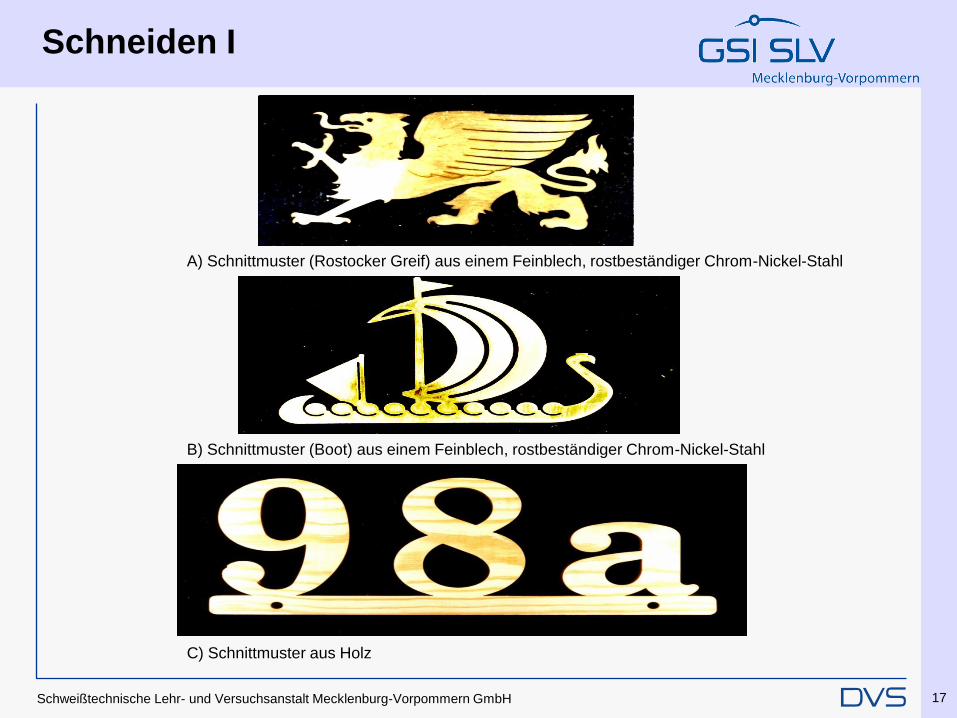
A) Schnittmuster (Rostocker Greif) aus einem Feinblech, rostbeständiger Chrom-Nickel-Stahl
B) Schnittmuster (Boot) aus einem Feinblech, rostbeständiger Chrom-Nickel-Stahl
C) Schnittmuster aus Holz
Schneiden I
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 18
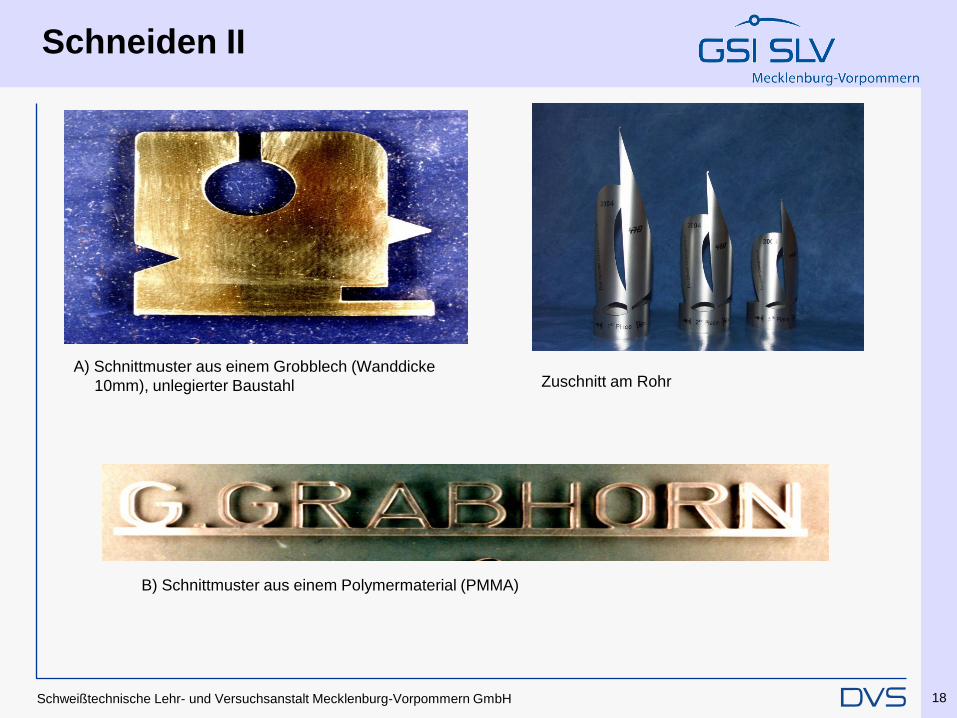
A) Schnittmuster aus einem Grobblech (Wanddicke
10mm), unlegierter Baustahl
B) Schnittmuster aus einem Polymermaterial (PMMA)
Zuschnitt am Rohr
Schneiden II
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 19
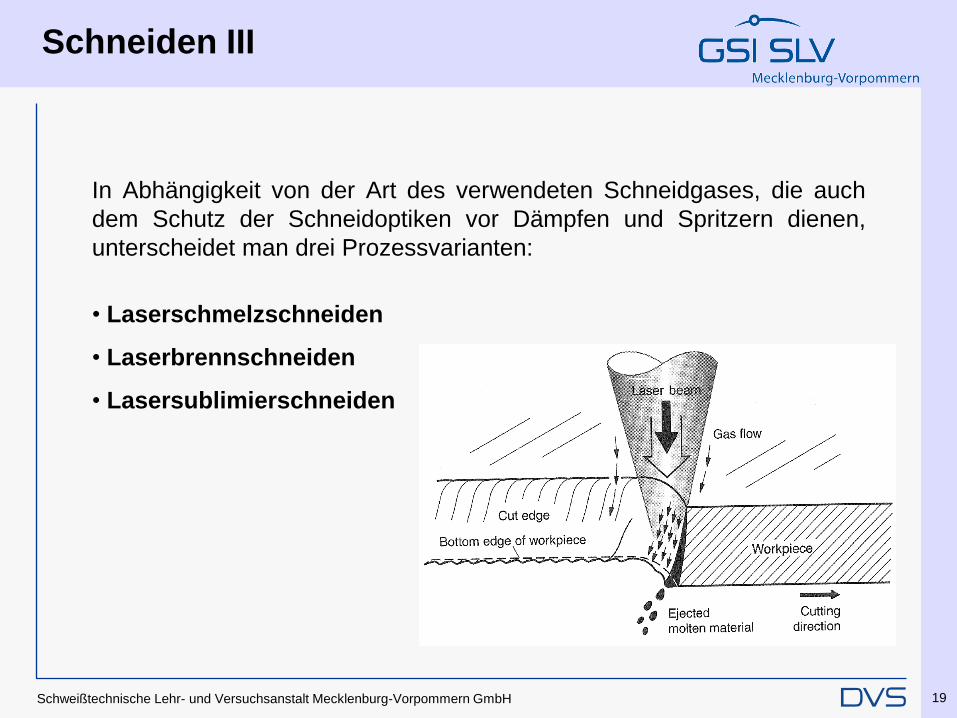
Schneiden III
In Abhängigkeit von der Art des verwendeten Schneidgases, die auch
dem Schutz der Schneidoptiken vor Dämpfen und Spritzern dienen,
unterscheidet man drei Prozessvarianten:
• Laserschmelzschneiden
• Laserbrennschneiden
• Lasersublimierschneiden
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 20
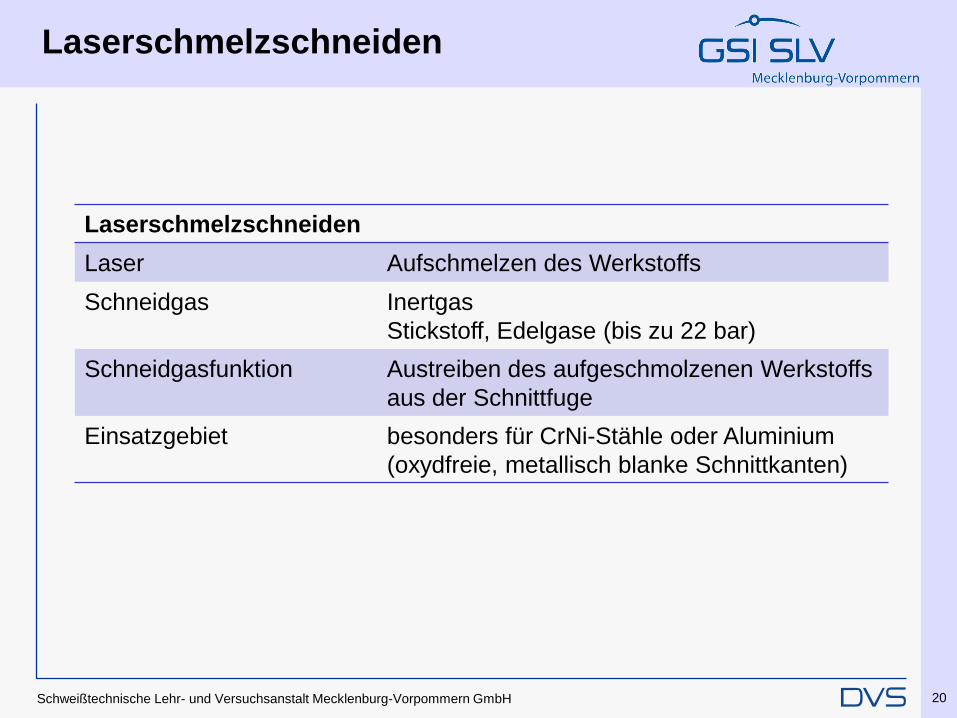
Laserschmelzschneiden
Laser Aufschmelzen des Werkstoffs
Schneidgas Inertgas
Stickstoff, Edelgase (bis zu 22 bar)
Schneidgasfunktion Austreiben des aufgeschmolzenen Werkstoffs
aus der Schnittfuge
Einsatzgebiet besonders für CrNi-Stähle oder Aluminium
(oxydfreie, metallisch blanke Schnittkanten)
Laserschmelzschneiden
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 21
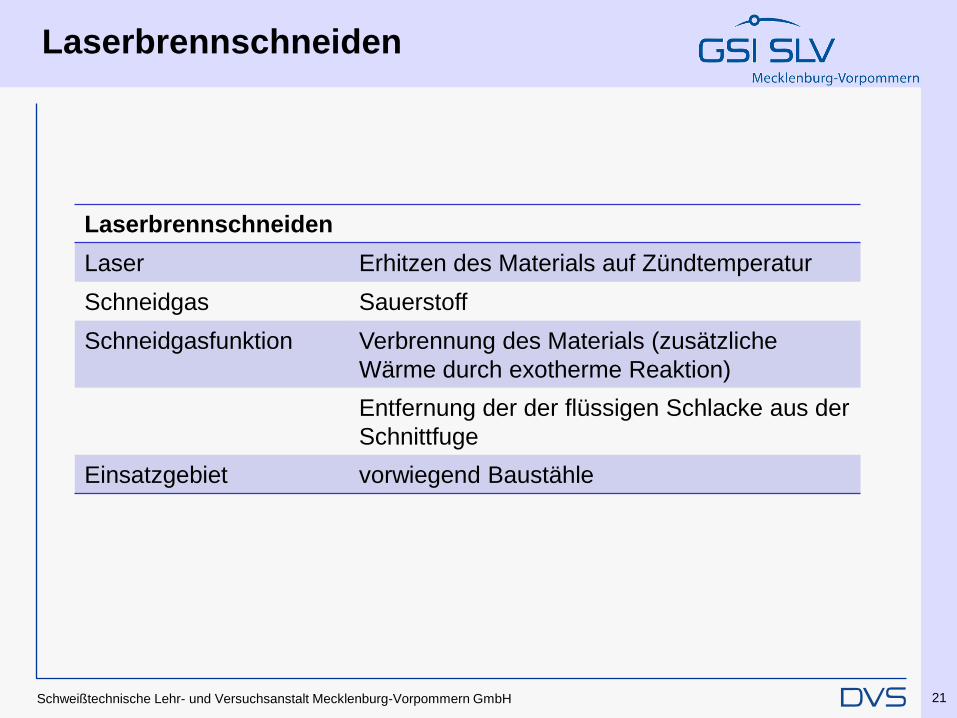
Laserbrennschneiden
Laser Erhitzen des Materials auf Zündtemperatur
Schneidgas Sauerstoff
Schneidgasfunktion Verbrennung des Materials (zusätzliche
Wärme durch exotherme Reaktion)
Entfernung der der flüssigen Schlacke aus der
Schnittfuge
Einsatzgebiet vorwiegend Baustähle
Laserbrennschneiden
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 22
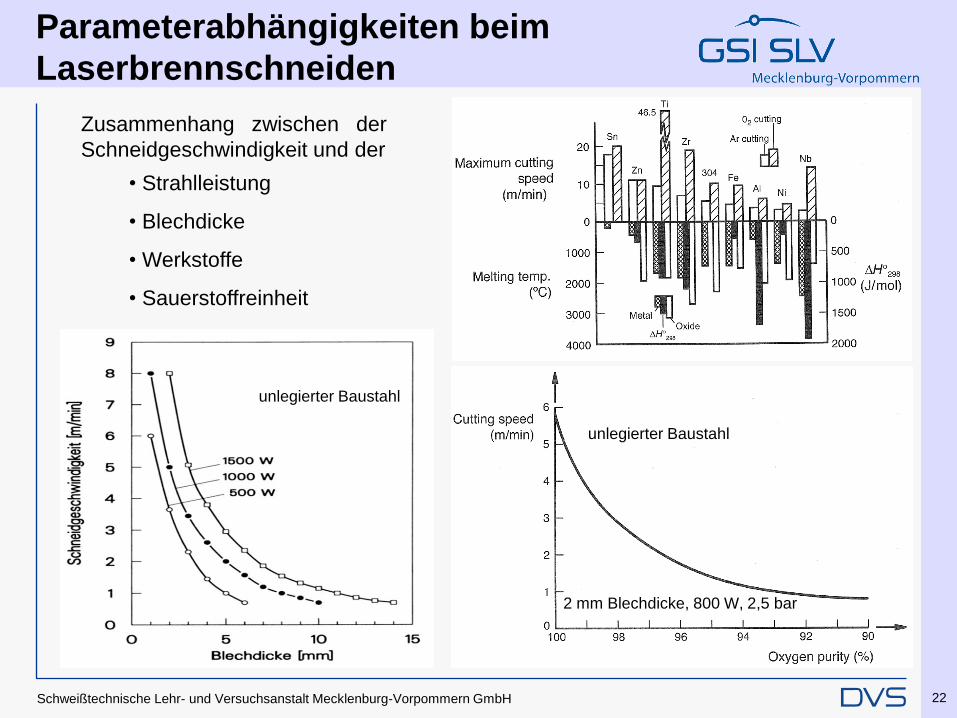
Zusammenhang zwischen der
Schneidgeschwindigkeit und der
• Strahlleistung
• Blechdicke
• Werkstoffe
• Sauerstoffreinheit
Parameterabhängigkeiten beim
Laserbrennschneiden
2 mm Blechdicke, 800 W, 2,5 bar
unlegierter Baustahl
unlegierter Baustahl
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 23
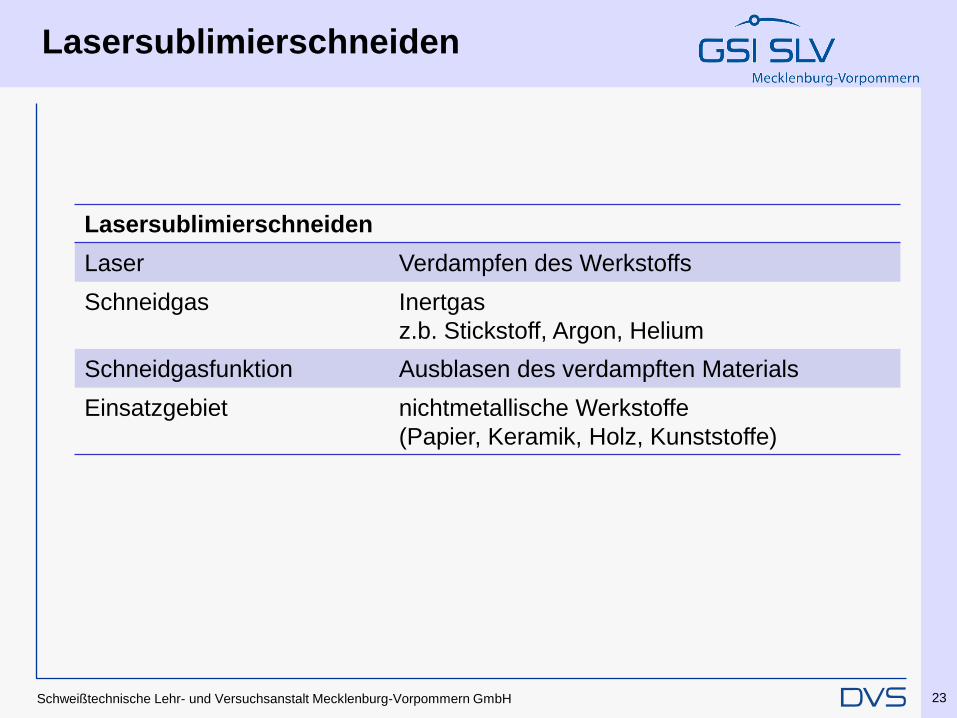
Lasersublimierschneiden
Laser Verdampfen des Werkstoffs
Schneidgas Inertgas
z.b. Stickstoff, Argon, Helium
Schneidgasfunktion Ausblasen des verdampften Materials
Einsatzgebiet nichtmetallische Werkstoffe
(Papier, Keramik, Holz, Kunststoffe)
Lasersublimierschneiden
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 24
10
9
8
7
6
5
4
3
2
1
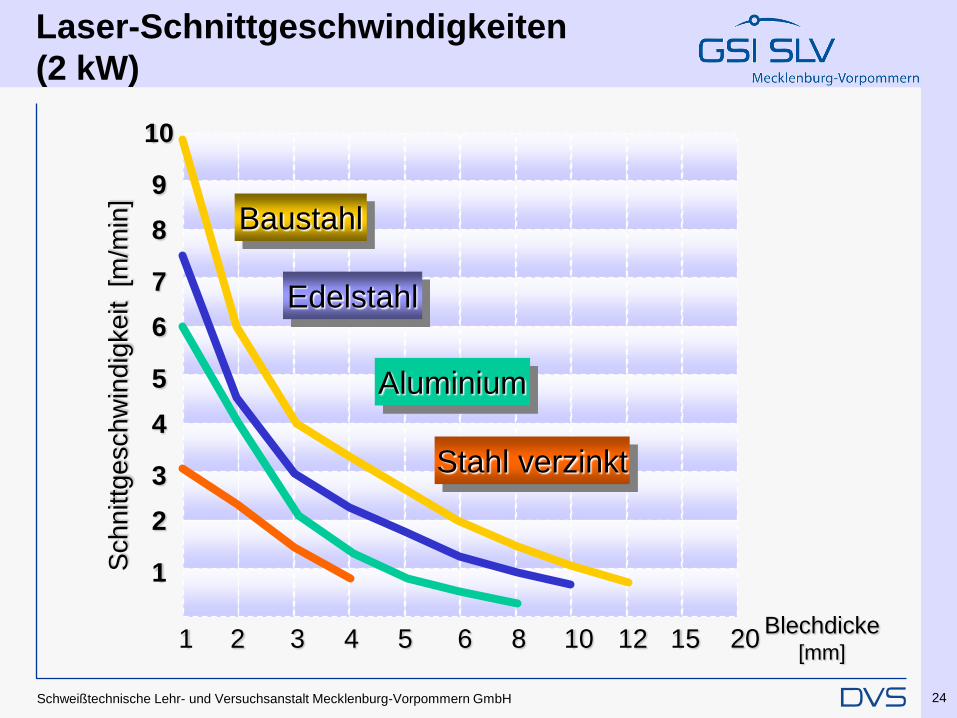
2 3 4 5 6 8 10 12 15 20
Baustahl
Edelstahl
Aluminium
Stahl verzinkt
Schnittg
eschw
indig
keit [m
/min
]
Blechdicke[mm]
1
Laser-Schnittgeschwindigkeiten
(2 kW)
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 25
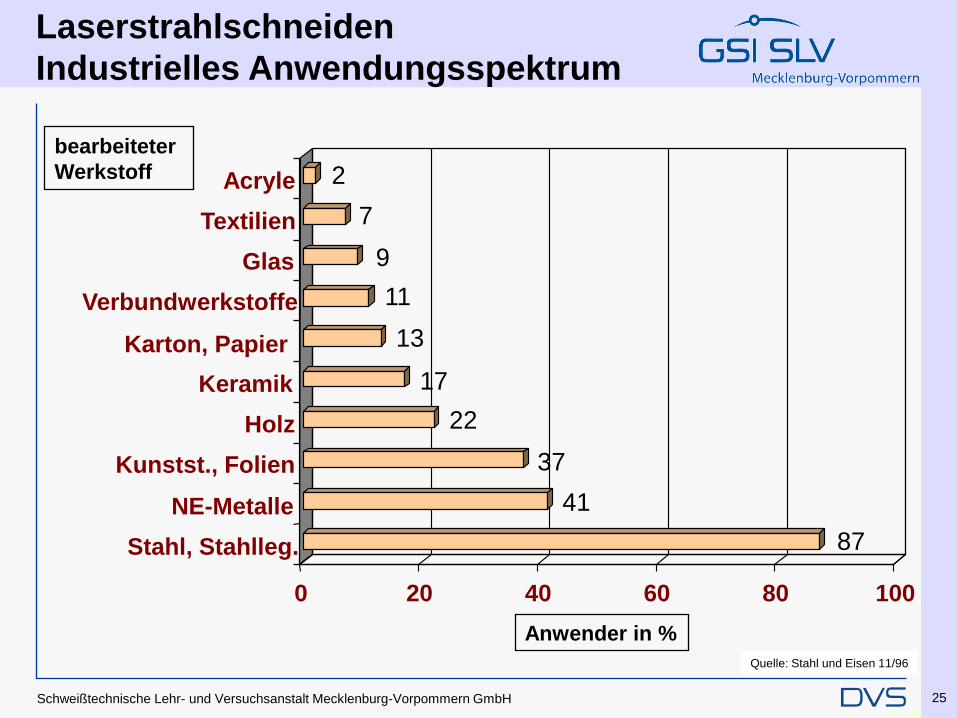
Quelle: Stahl und Eisen 11/96
87
41
37
22
17
13
11
9
7
2
0 20 40 60 80 100
Acryle
Textilien
Glas
Verbundwerkstoffe
Karton, Papier
Keramik
Holz
Kunstst., Folien
NE-Metalle
Stahl, Stahlleg.
Anwender in %
bearbeiteter
Werkstoff
LSB 2.ppt
Laserstrahlschneiden
Industrielles Anwendungsspektrum
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 26
Bei der Wahl optimaler Prozessparameterkombinationen erreicht man eine sehr
hohe Qualität der Schnittkanten und - flanken. Dadurch ist es möglich, eine geringe
Nacharbeit der Schnittfuge zu gewährleisten. Wesentliche Qualitätskenngrößen der
Schnittfuge sind:
• die Größe und die Konstanz der Schnittfugenbreite
• die Rauhtiefe der Schnittflanken
• die Oxidation bzw. Verzunderung der Schnittflanken
• die Grat - bzw. Bartbildung an der Austrittskante
• die Winkligkeit der Schnittkanten
Laserschneiden LINDE Video
Schneiden IV
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 27
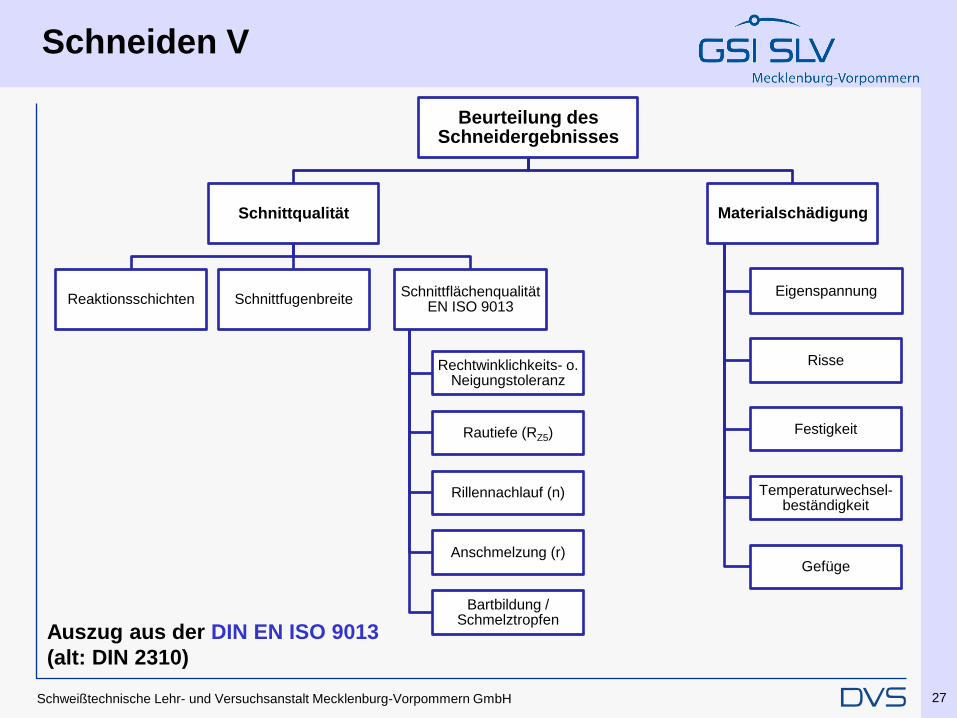
Auszug aus der DIN EN ISO 9013
(alt: DIN 2310)
Schneiden V
Beurteilung des Schneidergebnisses
Schnittqualität
Reaktionsschichten SchnittfugenbreiteSchnittflächenqualität
EN ISO 9013
Rechtwinklichkeits- o.Neigungstoleranz
Rautiefe (RZ5)
Rillennachlauf (n)
Anschmelzung (r)
Bartbildung / Schmelztropfen
Materialschädigung
Eigenspannung
Risse
Festigkeit
Temperaturwechsel-beständigkeit
Gefüge
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 28
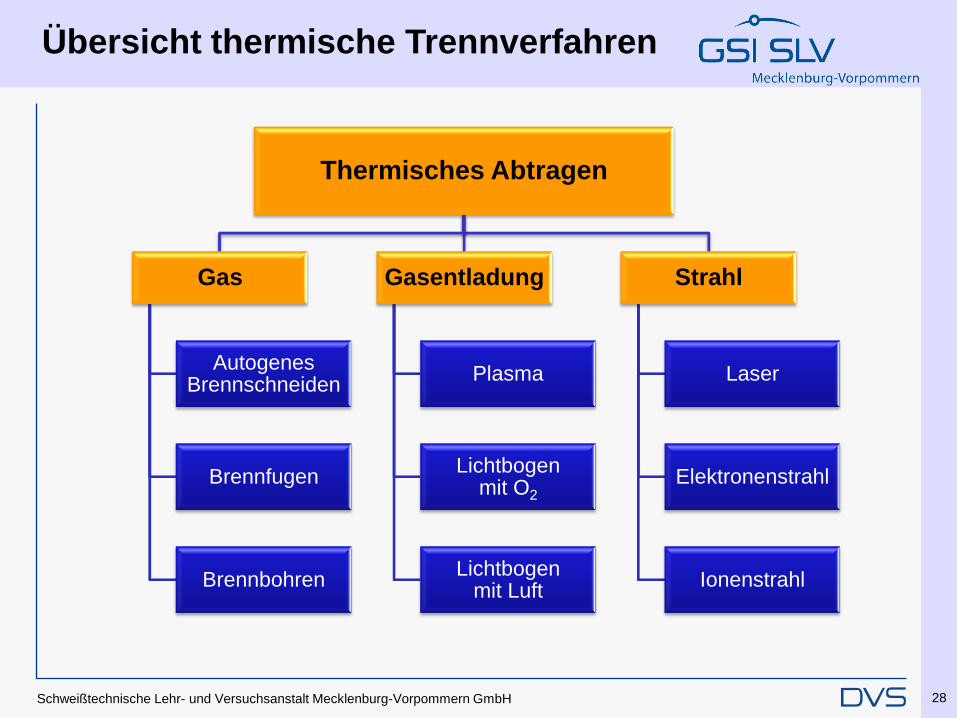
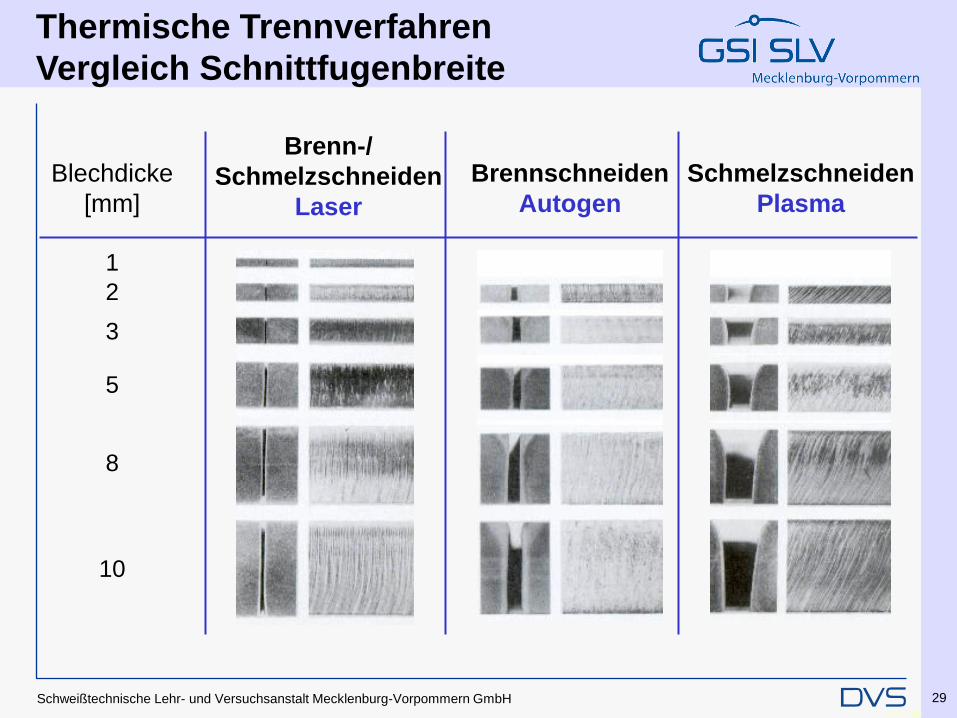
Übersicht thermische Trennverfahren
Thermisches Abtragen
Gas
Autogenes Brennschneiden
Brennfugen
Brennbohren
Gasentladung
Plasma
Lichtbogen mit O2
Lichtbogen mit Luft
Strahl
Laser
Elektronenstrahl
Ionenstrahl
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 29
Blechdicke
[mm]
Brenn-/
Schmelzschneiden
Laser
Brennschneiden
Autogen
Schmelzschneiden
Plasma
1
2
3
5
8
10
LSB 2.ppt
Thermische Trennverfahren
Vergleich Schnittfugenbreite
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 30
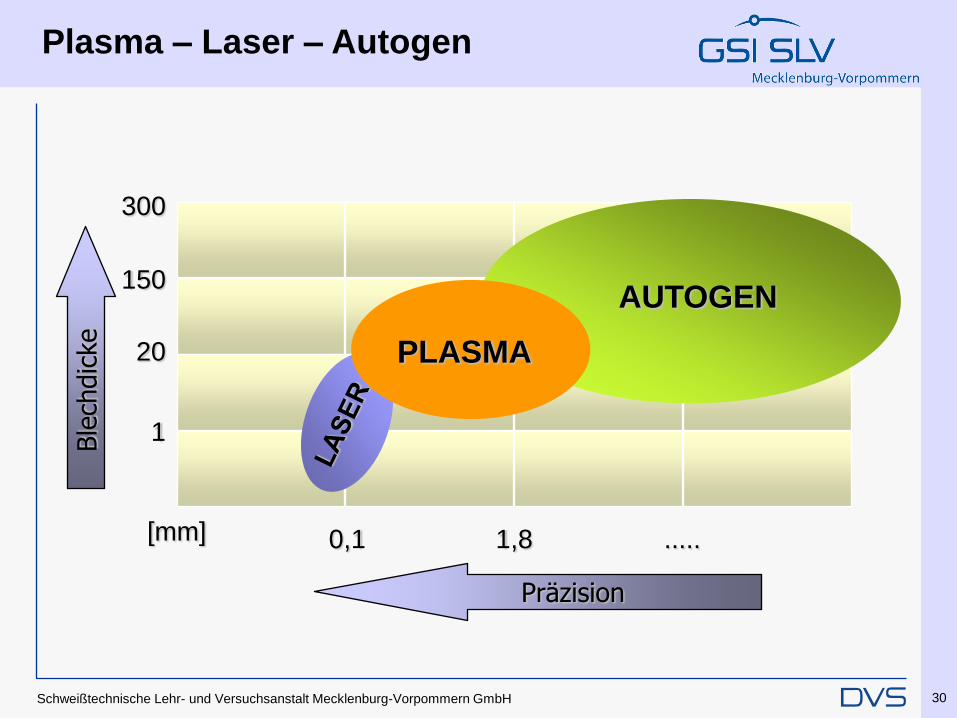
0,1 1,8 .....
1
20
150
300
AUTOGEN
PLASMA
[mm]
Blechdicke
Präzision
Plasma – Laser – Autogen
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 31
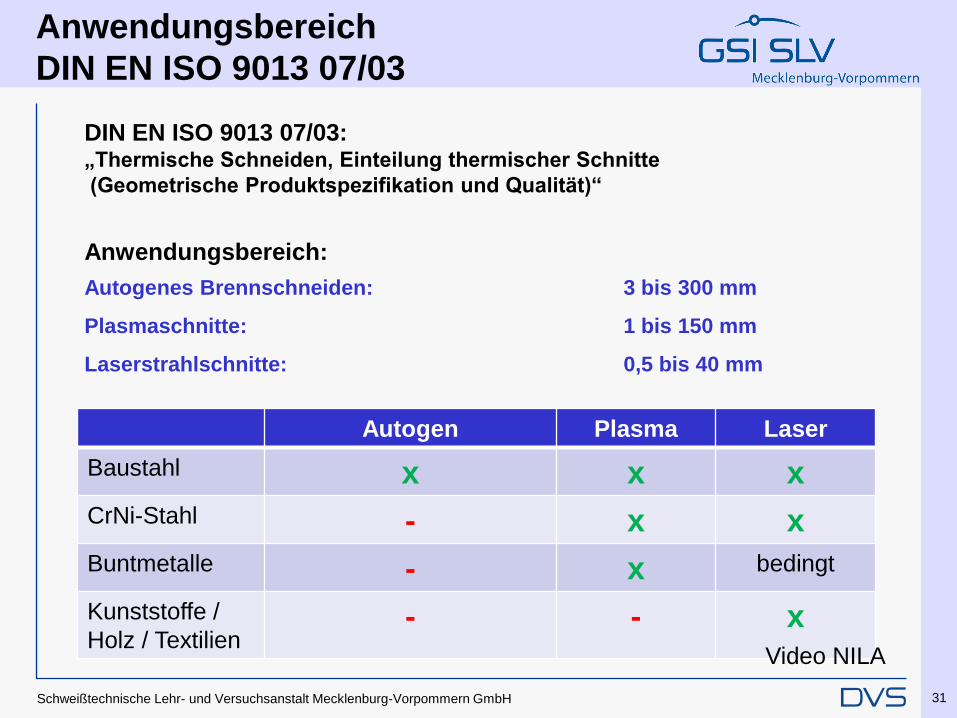
Autogenes Brennschneiden: 3 bis 300 mm
Plasmaschnitte: 1 bis 150 mm
Laserstrahlschnitte: 0,5 bis 40 mm
DIN EN ISO 9013 07/03:„Thermische Schneiden, Einteilung thermischer Schnitte
(Geometrische Produktspezifikation und Qualität)“
Anwendungsbereich:
Anwendungsbereich
DIN EN ISO 9013 07/03
Autogen Plasma Laser
Baustahl x x x
CrNi-Stahl - x x
Buntmetalle - x bedingt
Kunststoffe /
Holz / Textilien- - x
Video NILA
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 32
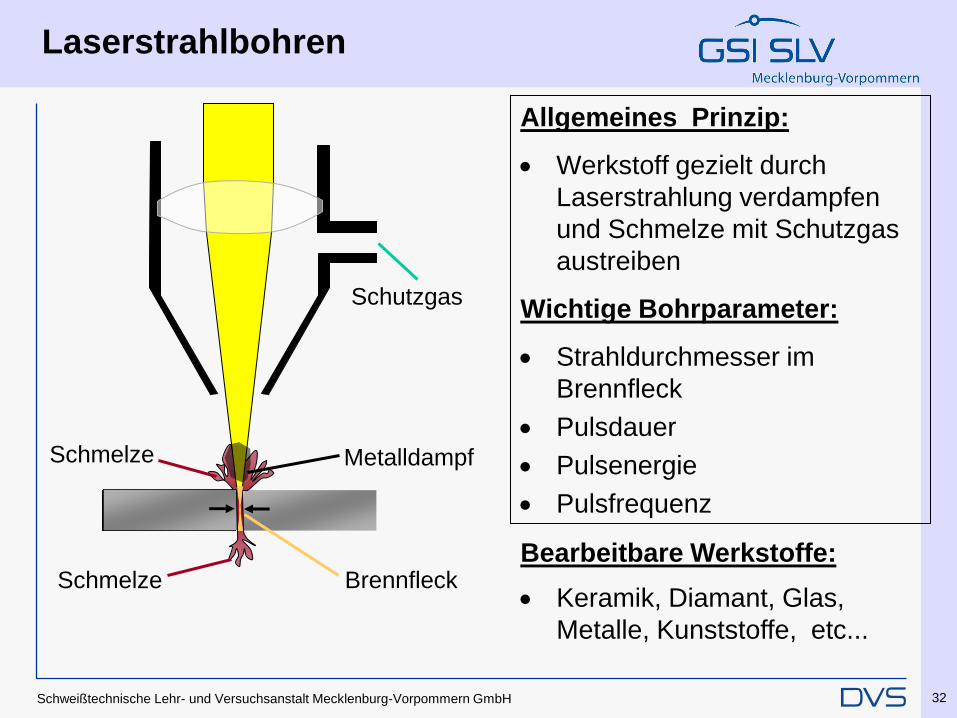
Allgemeines Prinzip:
Werkstoff gezielt durch
Laserstrahlung verdampfen
und Schmelze mit Schutzgas
austreiben
Wichtige Bohrparameter:
Strahldurchmesser im
Brennfleck
Pulsdauer
Pulsenergie
Pulsfrequenz
Schutzgas
Metalldampf
Schmelze
Schmelze
BrennfleckBearbeitbare Werkstoffe:
Keramik, Diamant, Glas,
Metalle, Kunststoffe, etc...
Laserstrahlbohren
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 33
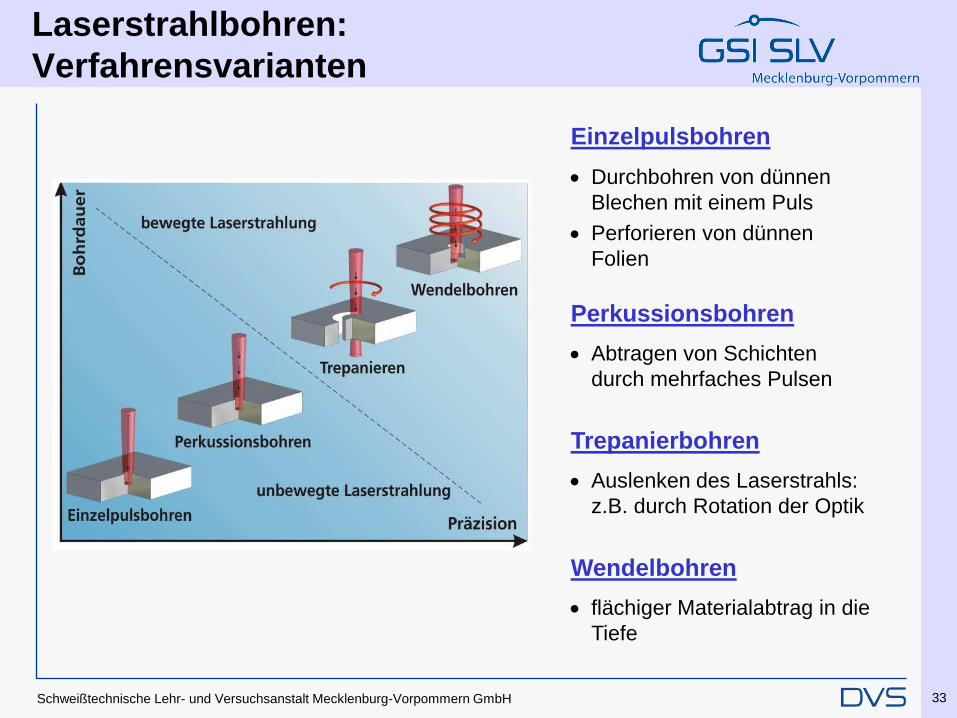
Laserstrahlbohren:
Verfahrensvarianten
Einzelpulsbohren
Durchbohren von dünnen
Blechen mit einem Puls
Perforieren von dünnen
Folien
Perkussionsbohren
Abtragen von Schichten
durch mehrfaches Pulsen
Trepanierbohren
Auslenken des Laserstrahls:
z.B. durch Rotation der Optik
Wendelbohren
flächiger Materialabtrag in die
Tiefe
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 34
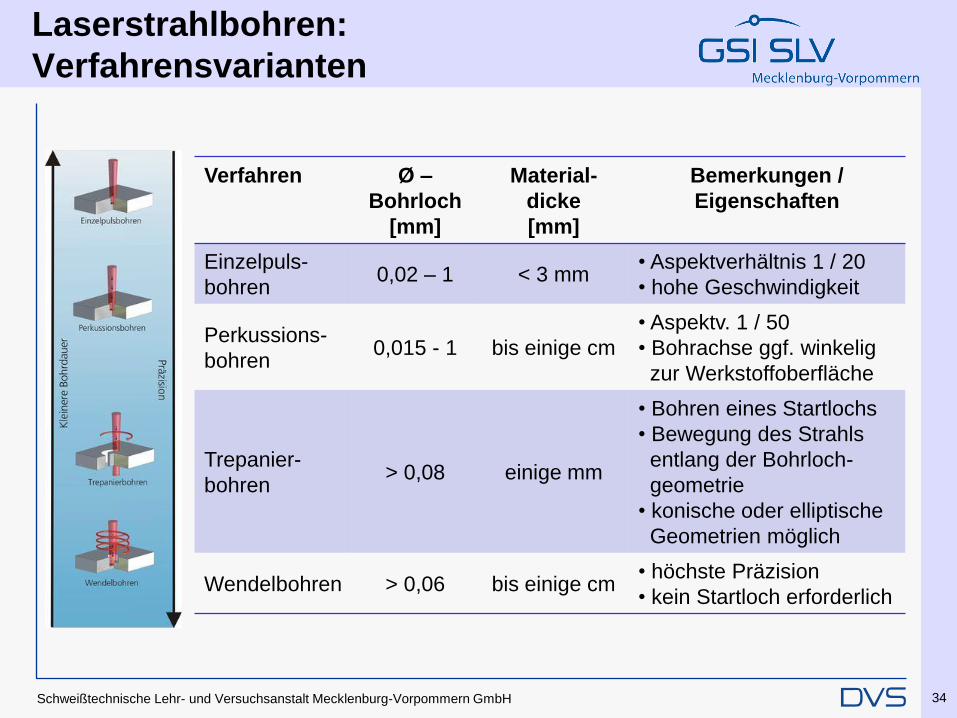
Laserstrahlbohren:
Verfahrensvarianten
Verfahren Ø –
Bohrloch
[mm]
Material-
dicke
[mm]
Bemerkungen /
Eigenschaften
Einzelpuls-
bohren0,02 – 1 < 3 mm
• Aspektverhältnis 1 / 20
• hohe Geschwindigkeit
Perkussions-
bohren0,015 - 1 bis einige cm
• Aspektv. 1 / 50
• Bohrachse ggf. winkelig
zur Werkstoffoberfläche
Trepanier-
bohren> 0,08 einige mm
• Bohren eines Startlochs
• Bewegung des Strahls
entlang der Bohrloch-
geometrie
• konische oder elliptische
Geometrien möglich
Wendelbohren > 0,06 bis einige cm• höchste Präzision
• kein Startloch erforderlich
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 35
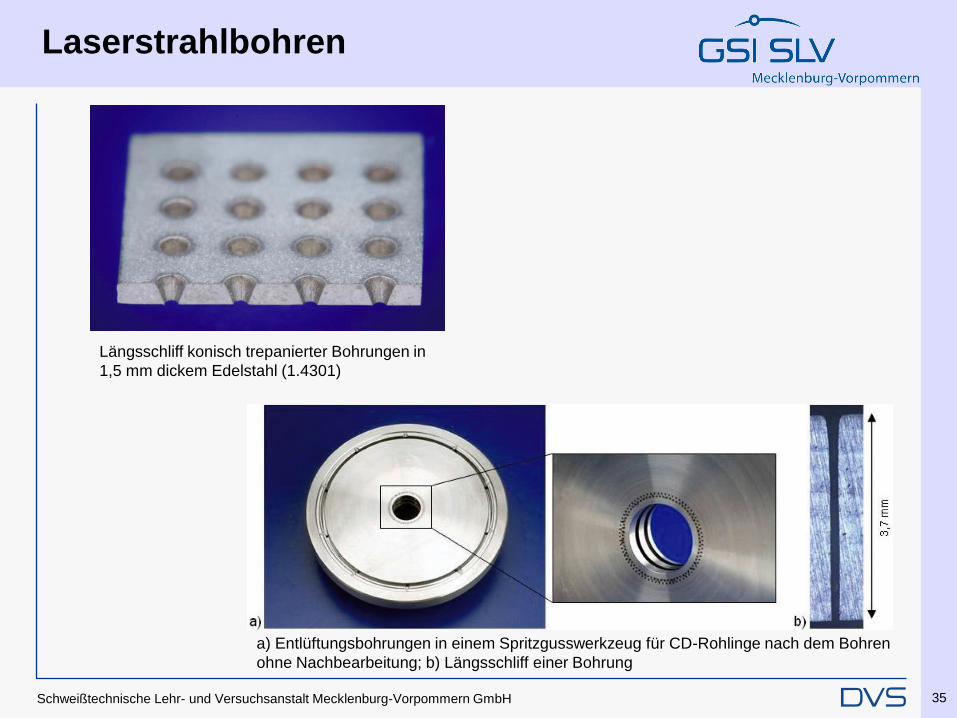
Laserstrahlbohren
Längsschliff konisch trepanierter Bohrungen in
1,5 mm dickem Edelstahl (1.4301)
a) Entlüftungsbohrungen in einem Spritzgusswerkzeug für CD-Rohlinge nach dem Bohren
ohne Nachbearbeitung; b) Längsschliff einer Bohrung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 36
Gliederung der Vorlesung
1. Einführung
2. Physikalische Grundlagen des Lasers
3. Lasertypen
4. Strahlführung/ -formung
5. Ausgewählte Bearbeitungsverfahren
5.1 Lasertrennen
5.2 Laserfügen
5.3 Oberflächenbehandlung
5.4 Lasermikrostrukturierung
5.5 Generative Laserverfahren / Rapid Prototyping
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 37
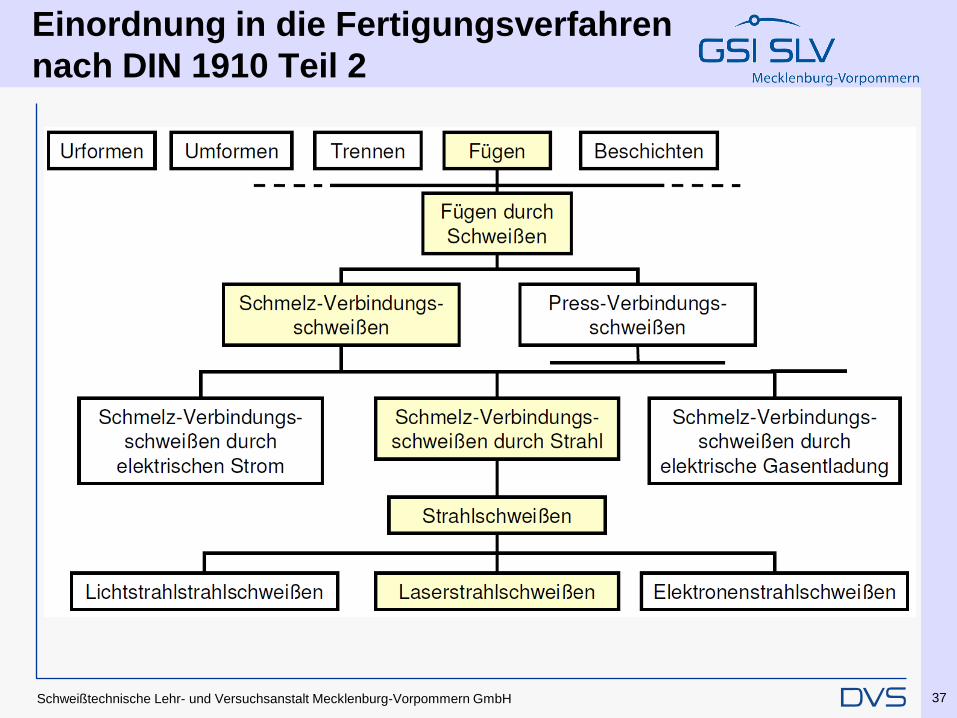
Einordnung in die Fertigungsverfahren
nach DIN 1910 Teil 2
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 38
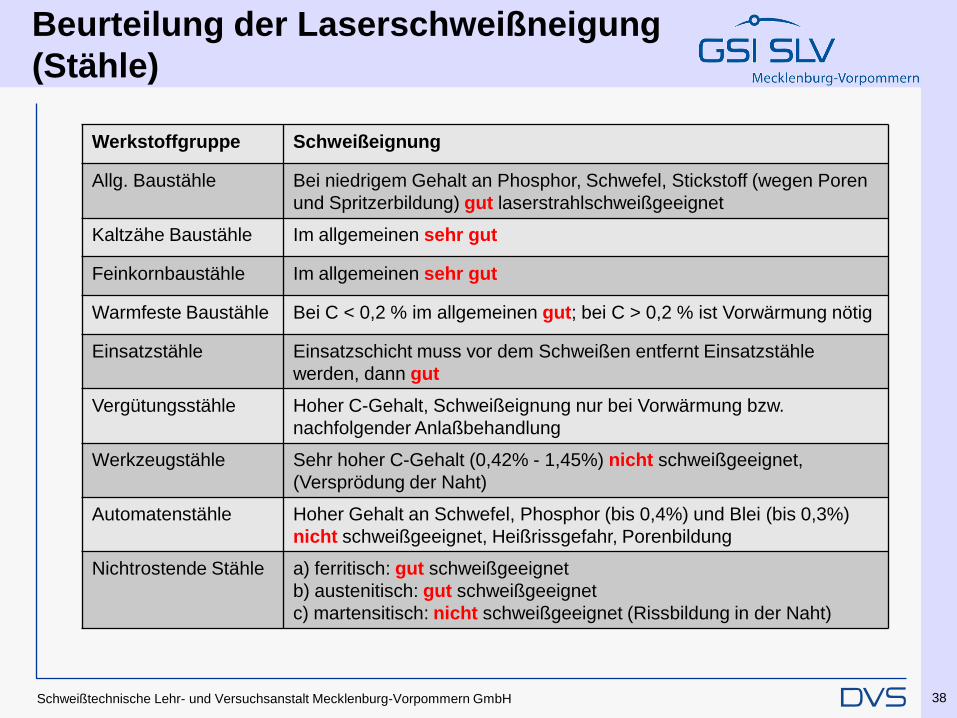
Werkstoffgruppe Schweißeignung
Allg. Baustähle Bei niedrigem Gehalt an Phosphor, Schwefel, Stickstoff (wegen Poren
und Spritzerbildung) gut laserstrahlschweißgeeignet
Kaltzähe Baustähle Im allgemeinen sehr gut
Feinkornbaustähle Im allgemeinen sehr gut
Warmfeste Baustähle Bei C < 0,2 % im allgemeinen gut; bei C > 0,2 % ist Vorwärmung nötig
Einsatzstähle Einsatzschicht muss vor dem Schweißen entfernt Einsatzstähle
werden, dann gut
Vergütungsstähle Hoher C-Gehalt, Schweißeignung nur bei Vorwärmung bzw.
nachfolgender Anlaßbehandlung
Werkzeugstähle Sehr hoher C-Gehalt (0,42% - 1,45%) nicht schweißgeeignet,
(Versprödung der Naht)
Automatenstähle Hoher Gehalt an Schwefel, Phosphor (bis 0,4%) und Blei (bis 0,3%)
nicht schweißgeeignet, Heißrissgefahr, Porenbildung
Nichtrostende Stähle a) ferritisch: gut schweißgeeignet
b) austenitisch: gut schweißgeeignet
c) martensitisch: nicht schweißgeeignet (Rissbildung in der Naht)
Beurteilung der Laserschweißneigung
(Stähle)
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 39
Laserschweißen
Laserschweißen hat eine hohe Bedeutung
in der industriellen Fertigung!
Anwendung vor allem bei metallischen Werkstoffen (z.B. unlegierte und niedrig-
legierte Baustähle, Aluminiumlegierungen) bei dünnen bis mittleren Blechdicken.
Vorteile Laserschweißen:
• unterschiedliche Materialarten und -stärken schweißbar
• hohe Automatisierbarkeit, hohe Verfahrens- und Geometrieflexibilität
• hohe Schweißgeschwindigkeit
• hohe Schweißnahtqualität bei geringer Nacharbeit
• geringe thermische Werkstoffbeeinflussung
• werkstoffgerechte Steuerbarkeit der Energieeinbringung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 40
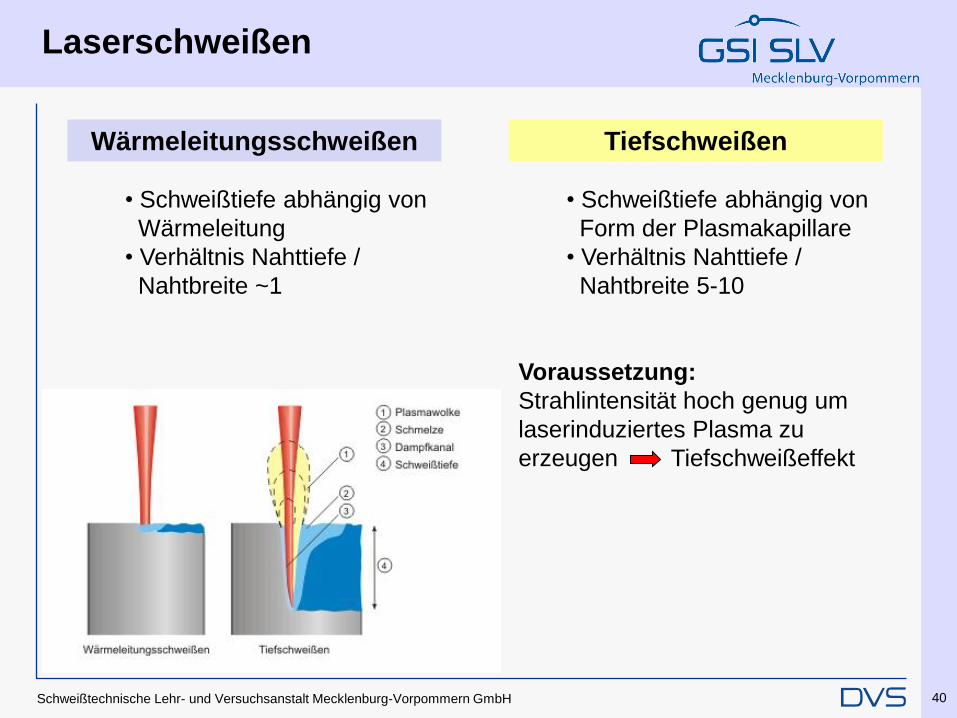
Laserschweißen
Wärmeleitungsschweißen Tiefschweißen
• Schweißtiefe abhängig von
Wärmeleitung
• Verhältnis Nahttiefe /
Nahtbreite ~1
• Schweißtiefe abhängig von
Form der Plasmakapillare
• Verhältnis Nahttiefe /
Nahtbreite 5-10
Voraussetzung:
Strahlintensität hoch genug um
laserinduziertes Plasma zu
erzeugen Tiefschweißeffekt
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 41
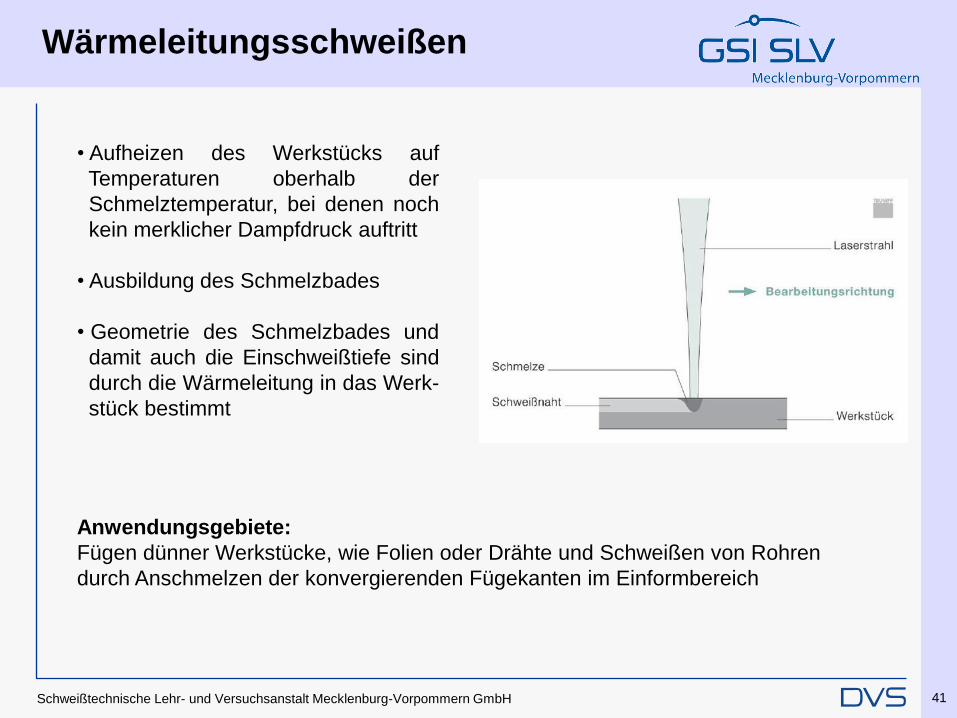
Wärmeleitungsschweißen
• Aufheizen des Werkstücks auf
Temperaturen oberhalb der
Schmelztemperatur, bei denen noch
kein merklicher Dampfdruck auftritt
• Ausbildung des Schmelzbades
• Geometrie des Schmelzbades und
damit auch die Einschweißtiefe sind
durch die Wärmeleitung in das Werk-
stück bestimmt
Anwendungsgebiete:
Fügen dünner Werkstücke, wie Folien oder Drähte und Schweißen von Rohren
durch Anschmelzen der konvergierenden Fügekanten im Einformbereich
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 42
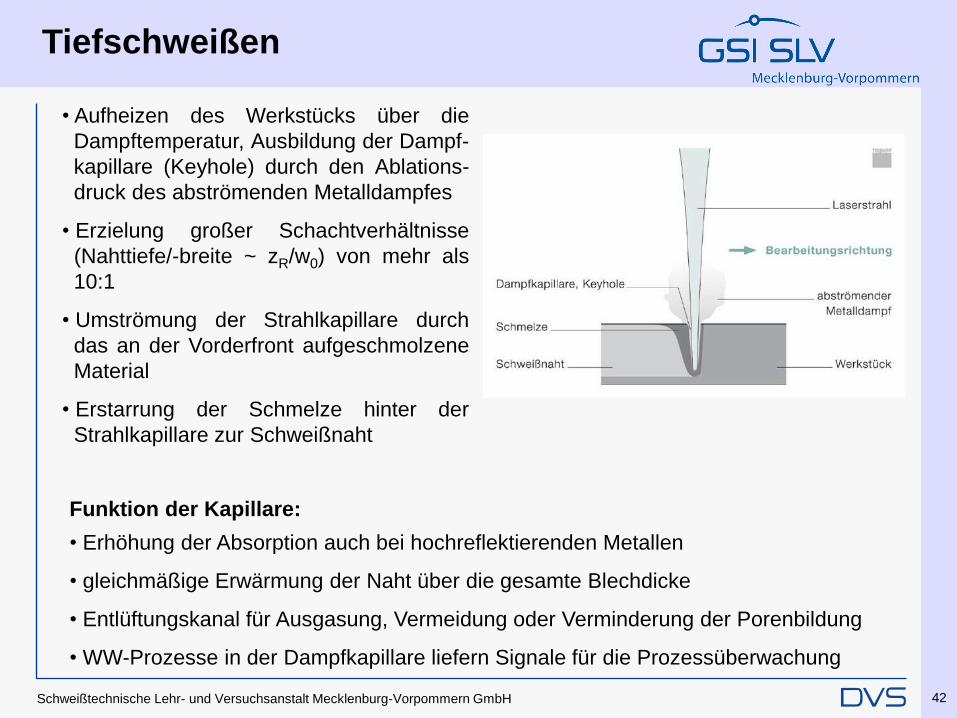
Tiefschweißen
• Aufheizen des Werkstücks über die
Dampftemperatur, Ausbildung der Dampf-
kapillare (Keyhole) durch den Ablations-
druck des abströmenden Metalldampfes
• Erzielung großer Schachtverhältnisse
(Nahttiefe/-breite ~ zR/w0) von mehr als
10:1
• Umströmung der Strahlkapillare durch
das an der Vorderfront aufgeschmolzene
Material
• Erstarrung der Schmelze hinter der
Strahlkapillare zur Schweißnaht
Funktion der Kapillare:
• Erhöhung der Absorption auch bei hochreflektierenden Metallen
• gleichmäßige Erwärmung der Naht über die gesamte Blechdicke
• Entlüftungskanal für Ausgasung, Vermeidung oder Verminderung der Porenbildung
• WW-Prozesse in der Dampfkapillare liefern Signale für die Prozessüberwachung
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 43
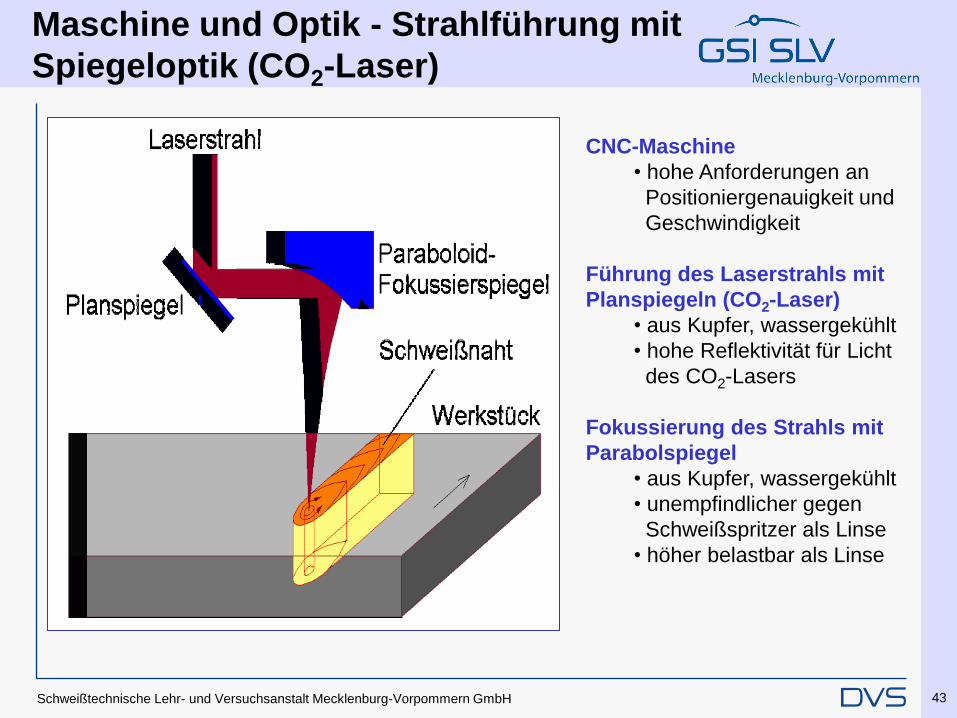
Maschine und Optik - Strahlführung mit
Spiegeloptik (CO2-Laser)
CNC-Maschine
• hohe Anforderungen an
Positioniergenauigkeit und
Geschwindigkeit
Führung des Laserstrahls mit
Planspiegeln (CO2-Laser)
• aus Kupfer, wassergekühlt
• hohe Reflektivität für Licht
des CO2-Lasers
Fokussierung des Strahls mit
Parabolspiegel
• aus Kupfer, wassergekühlt
• unempfindlicher gegen
Schweißspritzer als Linse
• höher belastbar als Linse
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 44
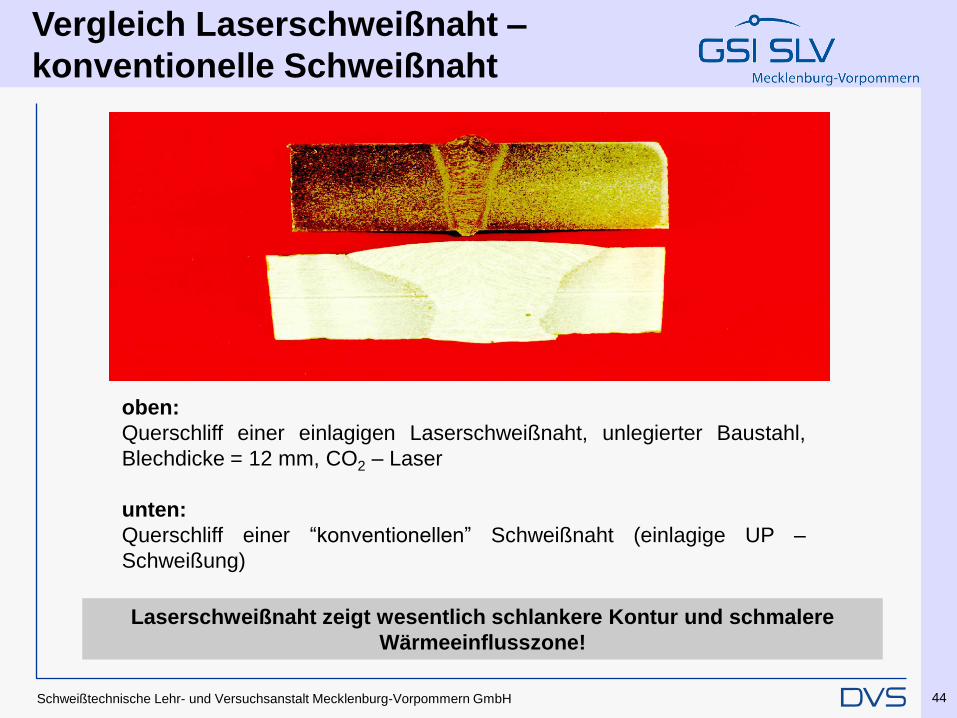
oben:
Querschliff einer einlagigen Laserschweißnaht, unlegierter Baustahl,
Blechdicke = 12 mm, CO2 – Laser
unten:
Querschliff einer “konventionellen” Schweißnaht (einlagige UP –
Schweißung)
Laserschweißnaht zeigt wesentlich schlankere Kontur und schmalere
Wärmeeinflusszone!
Vergleich Laserschweißnaht –
konventionelle Schweißnaht
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 45
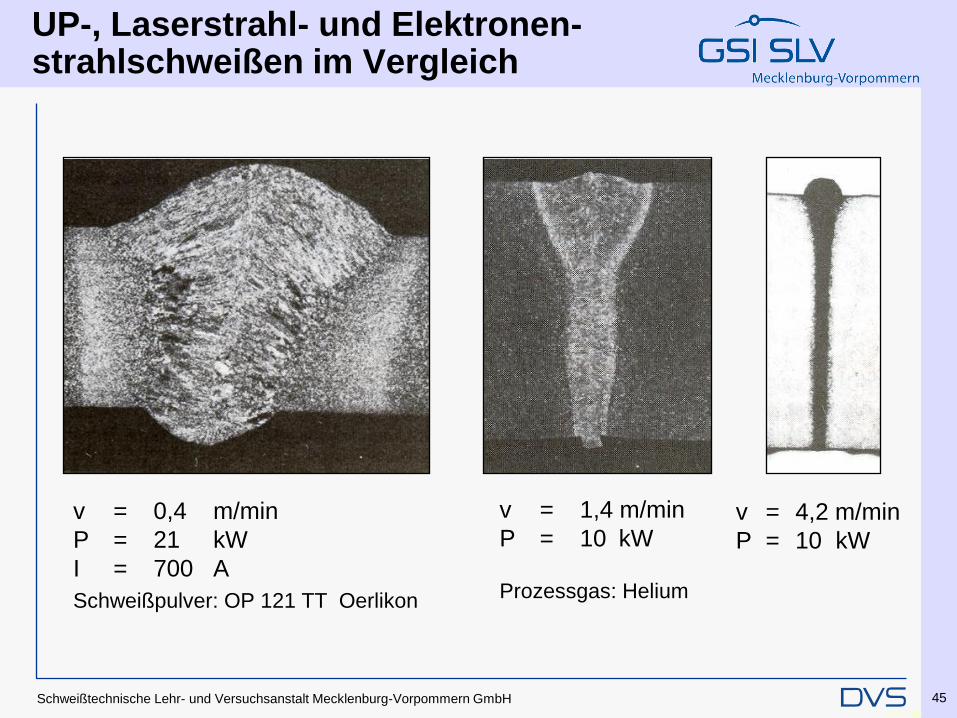
UP-, Laserstrahl- und Elektronen-strahlschweißen im Vergleich
v = 0,4 m/min
P = 21 kW
I = 700 A
Schweißpulver: OP 121 TT Oerlikon
v = 1,4 m/min
P = 10 kW
Prozessgas: Helium
v = 4,2 m/min
P = 10 kW
LSB 2.ppt
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 46
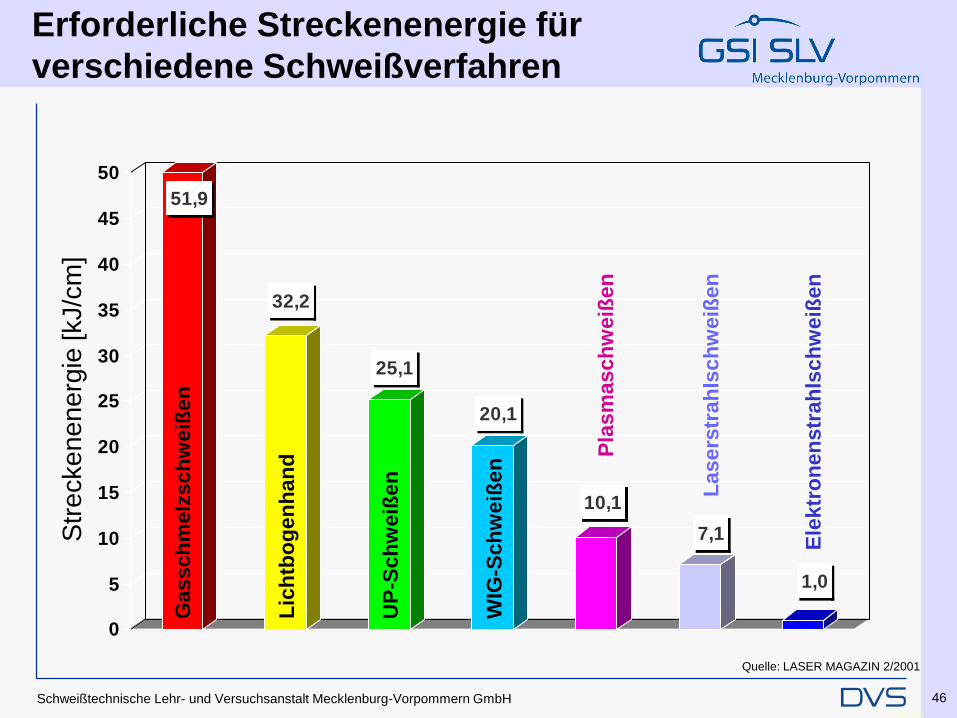
Erforderliche Streckenenergie für
verschiedene Schweißverfahren
51,9
32,2
25,1
20,1
10,1
7,1
1,0
0
5
10
15
20
25
30
35
40
45
50
Str
eckenenerg
ie [kJ/c
m]
Ele
ktr
on
en
str
ah
lsch
weiß
en
Lasers
trah
lsch
weiß
en
Pla
sm
asch
weiß
en
UP
-Sch
weiß
en
Gassch
melz
sch
weiß
en
Lic
htb
og
en
han
d
WIG
-Sch
weiß
en
Quelle: LASER MAGAZIN 2/2001
LSB 1.ppt
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 47
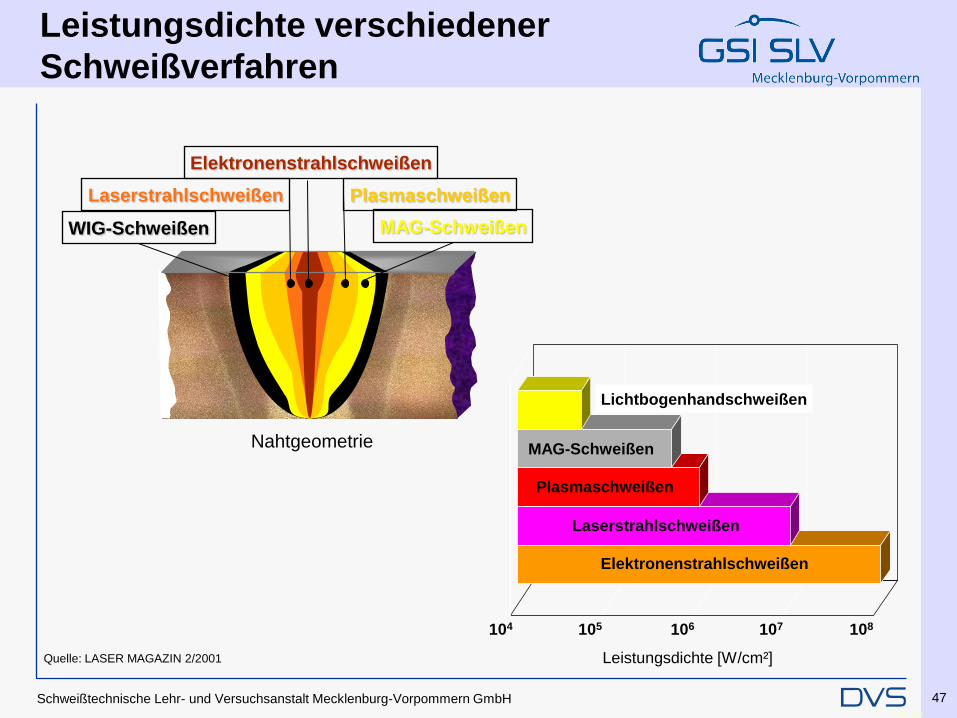
Leistungsdichte verschiedener
Schweißverfahren
Elektronenstrahlschweißen
Lichtbogenhandschweißen
Laserstrahlschweißen
Plasmaschweißen
MAG-Schweißen
Leistungsdichte [W/cm²]
104 105 106 107 108
Quelle: LASER MAGAZIN 2/2001
LSB 1.ppt
Nahtgeometrie
WIG-Schweißen MAG-Schweißen
PlasmaschweißenLaserstrahlschweißen
Elektronenstrahlschweißen
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 48
Strahlquellen:
• gegenwärtig hauptsächlich CO2 und Nd:YAG
• zunehmend auch hier Faser- und Scheibenlaser
CO2-Laser Nd:YAG
Faserlaser / Scheibenlaser
• hohe Leistung
• schlechte Absorptionseigenschaften
• relativ geringe Leistung
• durch kürzere Wellenlänge bessere
Energieeinkopplung in den Werkstoff
• durch kürzere Wellenlänge bessere
Energieeinkopplung in den Werkstoff
• hohe Leistung
• hohe Strahlqualität
Analog zum Laserstrahlschneiden
Ausgewählte Anwendungen
Laserstrahlschweißen
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 49
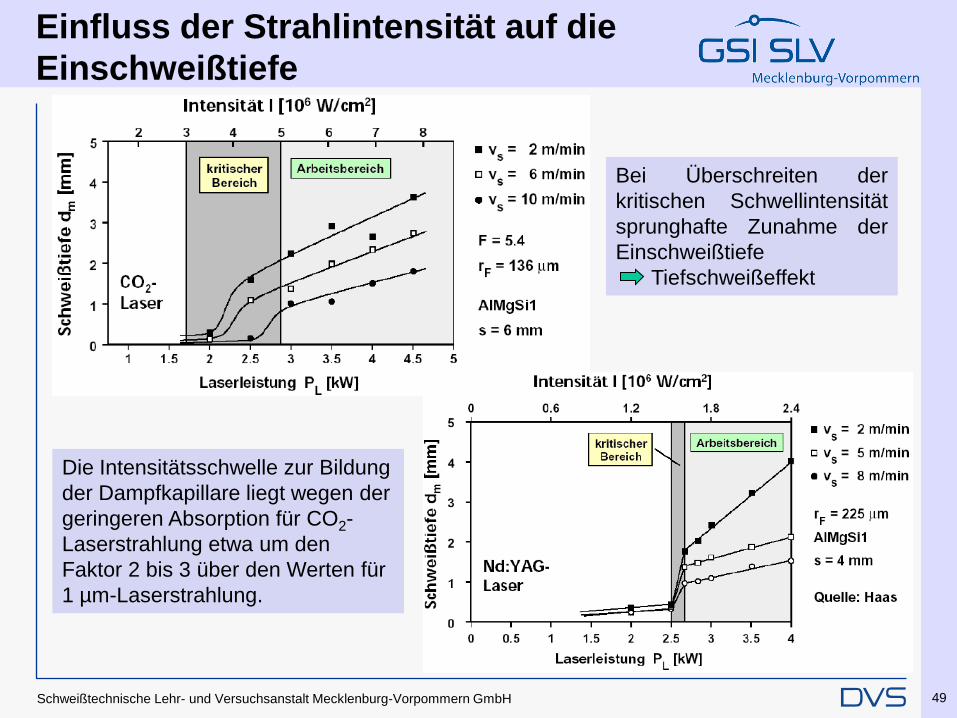
Einfluss der Strahlintensität auf die
Einschweißtiefe
Die Intensitätsschwelle zur Bildung
der Dampfkapillare liegt wegen der
geringeren Absorption für CO2-
Laserstrahlung etwa um den
Faktor 2 bis 3 über den Werten für
1 µm-Laserstrahlung.
Bei Überschreiten der
kritischen Schwellintensität
sprunghafte Zunahme der
Einschweißtiefe
Tiefschweißeffekt
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 50
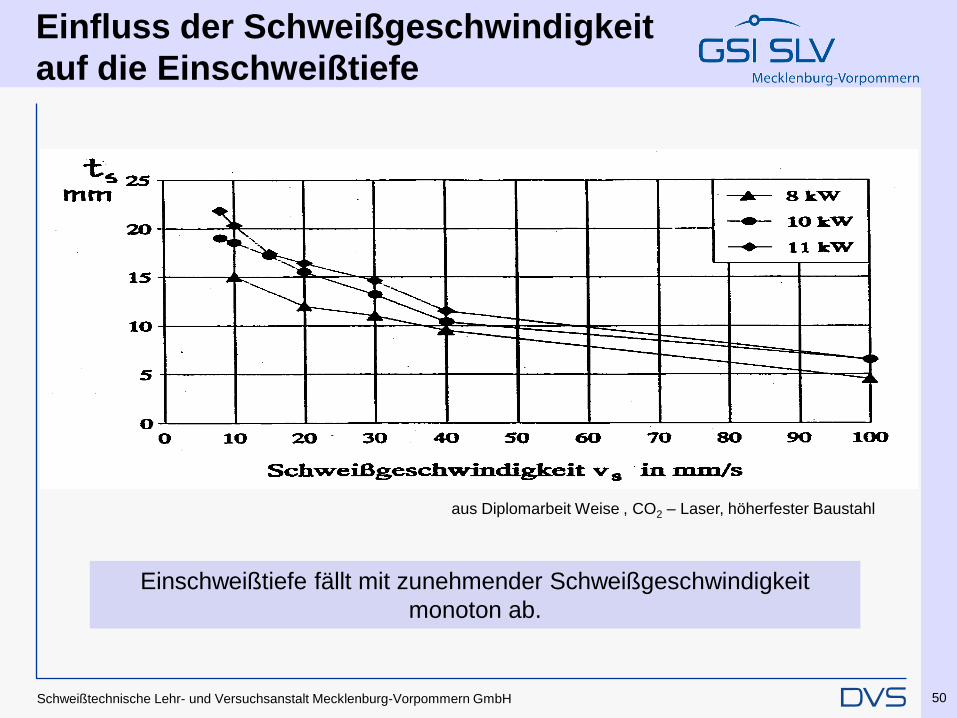
aus Diplomarbeit Weise , CO2 – Laser, höherfester Baustahl
Einfluss der Schweißgeschwindigkeit
auf die Einschweißtiefe
Einschweißtiefe fällt mit zunehmender Schweißgeschwindigkeit
monoton ab.
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 51
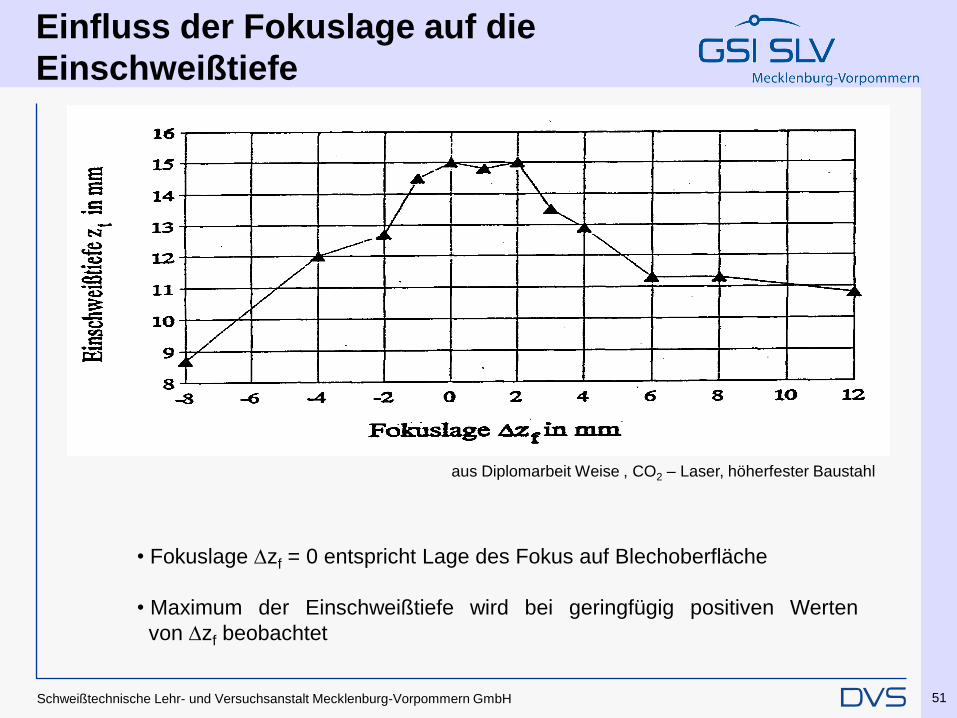
Einfluss der Fokuslage auf die
Einschweißtiefe
aus Diplomarbeit Weise , CO2 – Laser, höherfester Baustahl
• Fokuslage zf = 0 entspricht Lage des Fokus auf Blechoberfläche
• Maximum der Einschweißtiefe wird bei geringfügig positiven Werten
von zf beobachtet
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 52
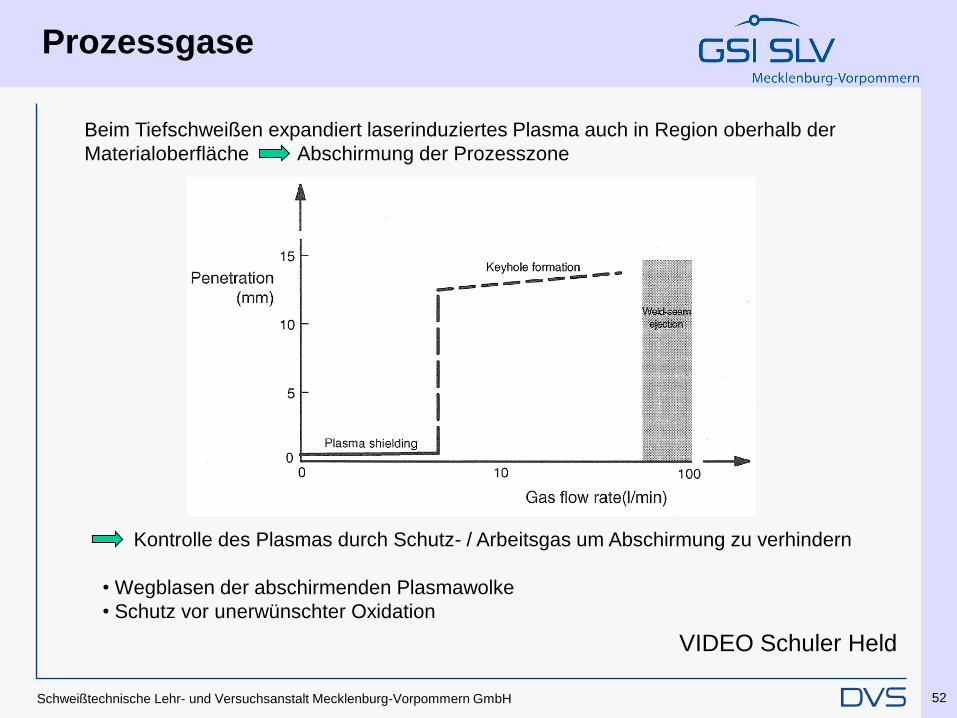
Kontrolle des Plasmas durch Schutz- / Arbeitsgas um Abschirmung zu verhindern
• Wegblasen der abschirmenden Plasmawolke
• Schutz vor unerwünschter Oxidation
VIDEO Schuler Held
Beim Tiefschweißen expandiert laserinduziertes Plasma auch in Region oberhalb der
Materialoberfläche Abschirmung der Prozesszone
Prozessgase

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 53
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 54
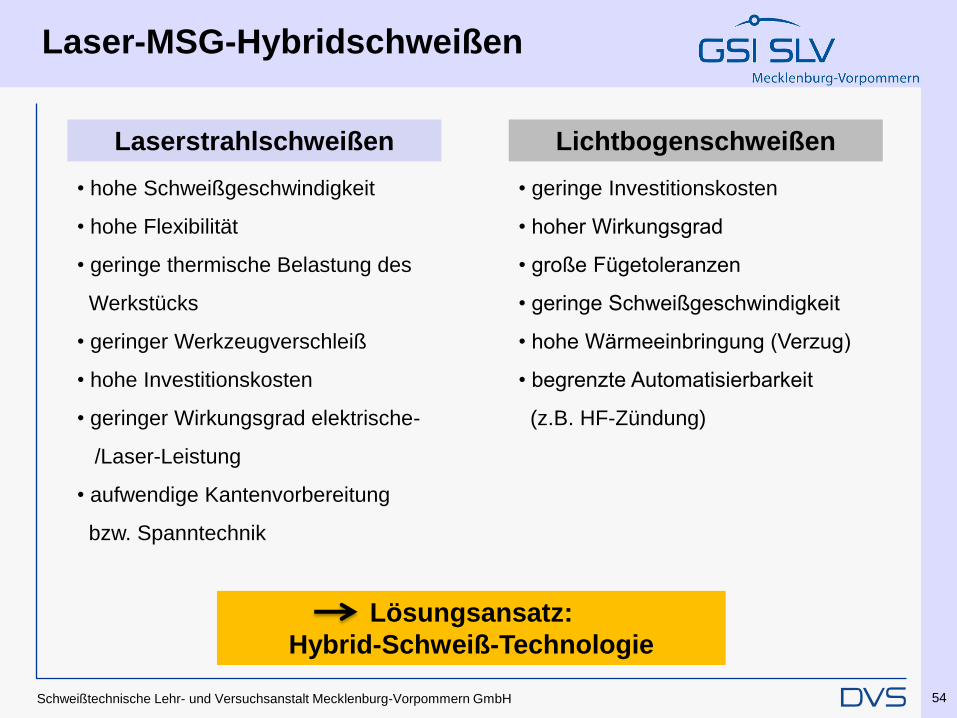
Laser-MSG-Hybridschweißen
Laserstrahlschweißen Lichtbogenschweißen
• hohe Schweißgeschwindigkeit
• hohe Flexibilität
• geringe thermische Belastung des
Werkstücks
• geringer Werkzeugverschleiß
• hohe Investitionskosten
• geringer Wirkungsgrad elektrische-
/Laser-Leistung
• aufwendige Kantenvorbereitung
bzw. Spanntechnik
• geringe Investitionskosten
• hoher Wirkungsgrad
• große Fügetoleranzen
• geringe Schweißgeschwindigkeit
• hohe Wärmeeinbringung (Verzug)
• begrenzte Automatisierbarkeit
(z.B. HF-Zündung)
Lösungsansatz:
Hybrid-Schweiß-Technologie
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 55
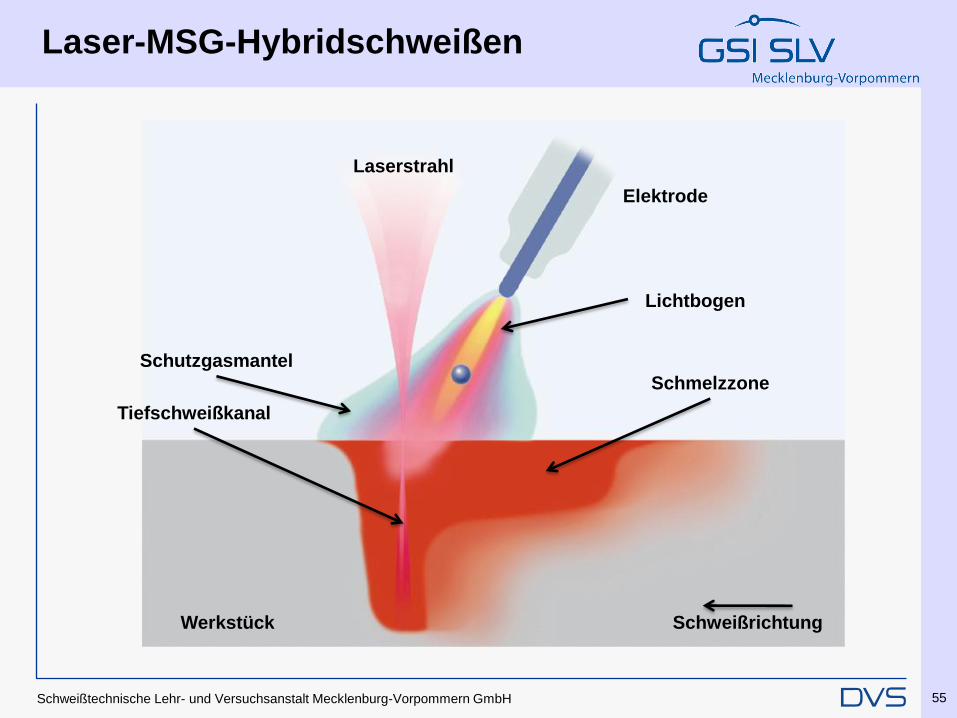
Werkstück Schweißrichtung
Schmelzzone
Lichtbogen
Elektrode
Laserstrahl
Tiefschweißkanal
Schutzgasmantel
Laser-MSG-Hybridschweißen

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 56
Video Meyerwerft
Laser-MSG-Hybridschweißen
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 57
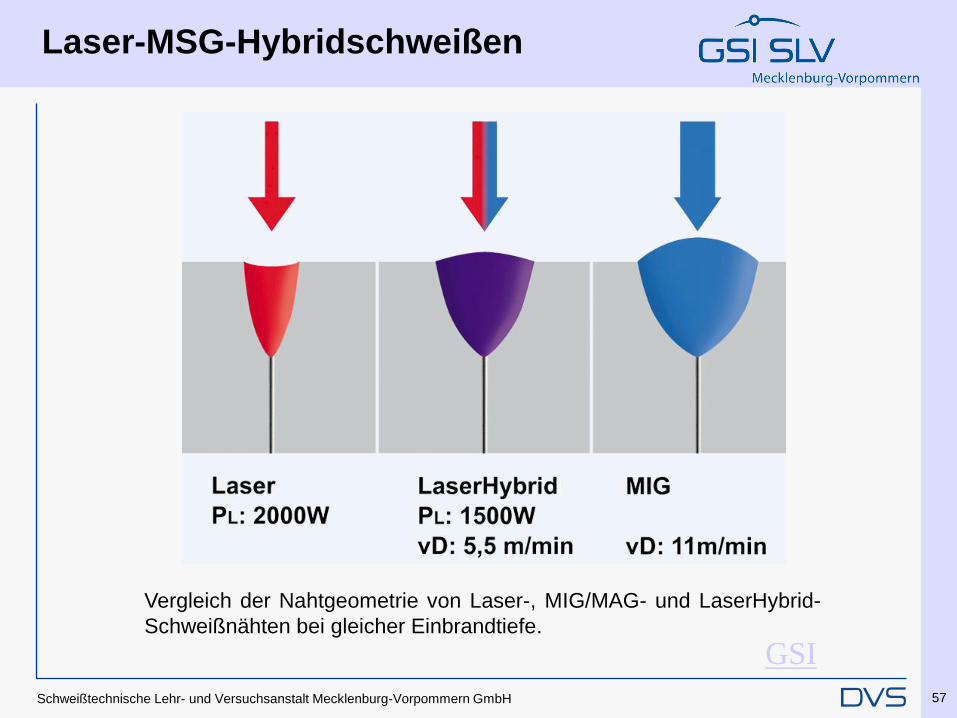
Laser-MSG-Hybridschweißen
Vergleich der Nahtgeometrie von Laser-, MIG/MAG- und LaserHybrid-
Schweißnähten bei gleicher Einbrandtiefe.
GSI

Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH 58
Schweißtechnische
Lehr- und Versuchsanstalt
Mecklenburg-Vorpommern GmbH
Alter Hafen Süd 4
18069 Rostock
GERMANY
Tel.: +49 381 811-5010
Fax: +49 381 811-5099
Ansprechpartner:
Dipl.-Phys. Jan Hoffmann
E-mail: [email protected]
Kontakt


















