Lasertechnik Ein Überblick - haw- · PDF file3 5 Linde AG –Geschäftsbereich...
39
1 1 Linde AG – Geschäftsbereich Linde Gas, Hamburg Abt. VMI – Michael Runzka Michael Runzka – Abt. VMI Linde AG – Geschäftsbereich Linde Gas, Hamburg Lasertechnik Ein Überblick 2 Linde AG – Geschäftsbereich Linde Gas, Hamburg Abt. VMI – Michael Runzka Wo kommt Lasertechnologie zum Einsatz? Einsatz der Lastertechnologie 13% Messtechnik 23% Informations- & Unterhaltungs- Technik 19% 20% Barcode Scanner Medizintechnik Forschung & Entwicklung & Andere 25% Markieren Schneiden Schweißen Mikro- Bearbeitung Gravieren Bohren andere 25% 26% 13% 12% 13% 3% 8% Materialbearbeitung
Transcript of Lasertechnik Ein Überblick - haw- · PDF file3 5 Linde AG –Geschäftsbereich...

1
1Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Michael Runzka – Abt. VMILinde AG – Geschäftsbereich Linde Gas, Hamburg
LasertechnikEin Überblick
2Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
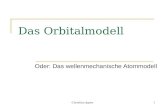
Wo kommt Lasertechnologie zum Einsatz?
Einsatz der Lastertechnologie
13%
Messtechnik
23%
Informations- &Unterhaltungs-Technik19%
20%
Barcode Scanner
Medizintechnik
Forschung &Entwicklung
& Andere
25%
Markieren
Schneiden
Schweißen
Mikro-Bearbeitung
Gravieren
Bohren
andere
25%
26%13%
12%
13%
3% 8%
Materialbearbeitung

2
3Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Wofür steht der Begriff LASER?
L ight � Licht
A mplification by � Verstärkung durch
S timulated � stimulierte (bzw. angeregte)
Emission of � Aussendung von
R adiation � Strahlung
4Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Verfahrensprinzip
• LASER: Lichtverstärkung durch stimulierte Aussendung von Strahlung.
• Albert Einstein hat die theoretische Grundlage eines Lasers schon 1917 vor dem ersten funktionierenden Laser in 1960 (Theodore Maimann) gelegt.
• Grundsätzlich wird vom Welle / Teilchen Dualismuss gesprochen, bei der man Licht sowohl als Welle, als auch als Teilchen betrachten kann, je nachdem, welche Eigenschaft oder Wechselwirkung man beschreiben möchte.
• Betrachtet man Licht als Welle (Wellentheorie), so kann man die Ausbreitung des Lichts beschreiben. Die Wellenlänge gibt beispielsweise die Farbe des Lichtes an.
• Über Energie und Lichtgeschwindigkeit kann auch eine theoretische Teilchenmasse von Licht berechnet werden. Grundlage hierzu sind diskrete Energiewerte, die auf dem Plankschen Wirkungsquantum beruhen (Quantentheorie). Allerdings haben diese Teilchen keine Ruhemasse.

3
5Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Modellbetrachtung
Bohr‘ sches Atommodell
AtomkernElektronen-bahnen
e- E2
E1
Angeregter Zustand
Grundzustand
E1
E2
e-
Energie
E2 – E1 = h f
6Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Absorption von Strahlung
Durch Aufnahme von diskreter Energie wird z.B. ein Elektron vom Atom auf eine höhere Schale (Elektronenbahn) in den s.g. angeregten Zustand angehoben. Hierbei wird die zugeführte Energie „verbraucht“.
E2
E1
E2
E1
vorher nachher
h f

4
7Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Spontane Emission von Strahlung
Nach einer elementspezifischen Verweilzeit (ca. 10-8 s) fällt das Elektron auf seine Ursprungsschale zurück in den s.g. Grundzustand und gibt die zuvor zugeführte Energie als Strahlung (oder auch Lichtquant bezeichnet) wieder ab.
E2
E1
E2
E1
vorher nachher
h f
8Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Stimulierte (Induzierte) Emission
Die Strahlung aus einer zuvor abgelaufenen spontanen Emission trifft vor Ablauf der o.g. Verweilzeit auf ein weiteres Atom im angeregten Zustand. Dabei wird das Elektron im angeregten Zustand dazu stimuliert, in den Grundzustand herunter zu fallen. Auch hier wird, wie bei der spontanen Emission, die zuvor zugeführte Energie als Strahlung wieder abgegeben. Das Ergebnis sind zwei Strahlungen (Lichtquanten) gleicher Energie, Phase und Richtung.
E2
E1
E2
E1
vorher nachher
h f
h f
h f

5
9Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Absorption oder induzierte Emission ?
vorher nachher
E1E1
E2E2
h fh f
h f
?
E2E2
h f
E1E1
10Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Laserprinzip (Funktionsweise)
Pumpen
strahlungsfreier Übergang
strahlungsfreier Übergang
Energie E
E3
E2
E1
E0
Zeitliche Bedingung:TE3����E2 kurz & TE1����E0 kurz
Laser Übergang
Hierbei handelt es sich um ein s.g. 4-Niveau-System (E0 bis E3). Fehlt das Niveau E0, so sprichtman vom 3-Niveau-System.
Das laseraktive Material und somit der Abstand der Energieniveaus bestimmt die Wellenlänge bzw. „Farbe“ des Lasers.
���� Lichtverstärkung
Grundbedingung: laseraktives Material

6
11Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
IR bis 1 mmUV bis 100 nm
Röntg
enlaser 10n
mHe – N
e Lase
r 632,5 nm
CO 2– Lase
r 10,6
µm
Nd:YA
G –Las
er 1,0
6 µm
Ar+ Ion
enlaser 457
– 514,5 nm
Excime
rlaser (z.
B. Kr F) 2
48 nm
Faserlase
r 1,07
– 1,08
µm
sichtbares Licht 380 nm – 780 nm
Diodenlaser 405 nm bis einige µm
Wellenlängen verschiedener LaserDer Laser trägt den Namen seines laseraktiven Materials
12Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Licht, was ist das?
Prisma
Blende
Lampe
Schirm

7
13Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Laserlicht
Prisma
Laserpointer
Schirm
14Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Zusammenfassung der Eigenschaften
Große Divergenz(nicht parallel)
Polychromatisch(verschiedene Wellenlängen)nicht kohärentnicht phasengleich
einfarbig parallel Laser
kohärentLaser:
– Geringe Divergenz (fast parallel)
– Hoch monochromatisch (nahezu einfarbig)
– Hohe Kohärenz (im Gleichtakt)
����Hohe Intensität durch gute Fokussierbarkeit möglich!

8
15Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Vergleich von verschiedenen Energiequellen
Leistung Intensität
Sonne mit Linse gebündelt 2 W 300 W/cm²
Schweißflamme 1,6 kW 103 – 104W/cm²
Elektrischer Lichtbogen 64 kW 105 – 106W/cm²
Elektronenstrahl 3 kW 109 W/cm²
CO2 – Laser (cw) 25 kW 108 W/cm²
Nd – YAG – Laser (Puls) 100 MW 1013 W/cm²
16Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Prinzipieller Aufbau einer Laserstrahlquelle
Energie
(Pumpen)
LaserstrahlLaseraktives Material im optischen Resonator
Teildurchlässiger
Spiegel
Wärme
Totalreflektierender
Spiegel
Durch Mehrfachreflexion Erhöhung der Verstärkung.
Optischer Aufbau gibt Ausbreitungsrichtungund die Laserstrahlform vor.

9
17Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
In der Materialbearbeitung eingesetzte Laser
Markieren
Schneiden
Schweißen
Mikro-Bearbeitung
Gravieren
Bohren
andere
25%
26%13%
12%
13%
3% 8%
Materialbearbeitung
CO2 Laser56%
FestkörperLaser42%
andere 2%
Materialbearbeitungslaser
18Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
CO2 - Laser
- wichtigste Strahlenquelle für die industrielle (Blech-) Fertigung
- Wellenlänge von 10,6µm (Farbe: fernes infrarot)
- Wirkungsgrad zwischen 10% und 20%, je nach Aufbau.
- Schnitt- und Schweißgeschwindigkeiten: bis einige Meter pro Minute
- Wird ausschließlich über Spiegel übertragen. Stahlbündelung erfolgt meist durch ZnSe – Linse oder Kupferhohlspiegel.
- Neben der Metallbearbeitung geeignet zum Schneiden von Holz, Stoff, Plexiglas u.ä. (organische Materialien)
- Aufbau je nach Laserleistung relativ großvolumig
- Lasersicherheit lässt sich theoretisch relativ einfach durch Plexiglasscheiben sicherstellen. Die Absorption der Strahlung erfolgt hauptsächlich oberflächlich. Trotzdem sind geeignete Schutzmaßnahmen für Auge und Haut erforderlich, wenn der Laserstahl frei zugänglich ist. Hier ist die DIN VDE 0837 (vormals VGB 93) anzuwenden.

10
19Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Prinzip eines CO2 – Slablasersam Beispiel eines Rofin DC Lasers
TotalreflektierenderSpiegel
Auskoppelspiegel
Kühlung
Strahlumformer
LaserstrahlHochfrequenzanregung
20Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Prinzip eines CO2 – Slablasersam Beispiel eines Rofin DC Lasers
Quelle: Rofin
Neu: DC 080 W (8kW)
Gasgemisch LASERMIX® 690

11
21Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Prinzip eines längsgeströmten CO2 – Lasers
Koh
lendioxid 4.5
CO2
Heliu
m 4.6
He
N
Stickstoff 5.0
N2
NElektroden
Gebläse
Wärmetauscher
Betriebsgas
Total reflektierender
Spiegel
Vakuumpumpe
Teildurchlässiger Spiegel
Laserstrahl
22Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Bild eines längsgeströmten CO2 – Lasers
Quelle: Trumpf

12
23Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Quergeströmte CO2 – Laser
Elektroden
Wärmetauscher
LaserstrahlGasstrom
Gasumwälzung
Spiegel
24Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Quergeströmter CO2 – Laser mit 45kW Leistung

13
25Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Festkörperlaser
- hat höhere Absorption an kalten Metallen, als CO2 – Laser
- Wellenlänge von 1,064µn (Farbe: nahes infrarot)
- Wirkungsgrad:Nd:YAG Lampen gepumpt: ca. 3% bis 4%Nd:YAG Dioden gepumpt: ca. 20% - 25%Scheibenlaser: ca. 25%Faserlaser: bis über 30%
- Kann auf Grund der Wellenlänge über Lichtleitkabel (Glasfasern) übertragen werden. Anschließende Stahlbündelung erfolgt durch Linse.
- Lasersicherheit problematischer, als beim CO2 – Laser, da die Strahlung sowohl durch einfaches Glas, als auch durch den Glaskörper und Linse im Auge geht. Hier ist die Verwendung von geeignetem Augenschutz durch Laserschutzbrillen besonders wichtig. Es sind geeignete Schutzmaßnahmen für Auge und Haut erforderlich, wenn Laserstahl frei zugänglich ist. Auch hier ist die DIN VDE 0837 (vormals VGB 93) anzuwenden.
26Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Prinzip Nd:YAG – Laseram Beispiel eines Trumpf HL Lasers
Nd:YAG – Kristall Stab Auskoppelspiegel (teildurchlässig)
Totalreflektierender Spiegel
Laserstrahl
Krypton Bogenlampe
Stromversorgung
Elliptischer Hohlspiegel
Neodym – dotierter Yttrium – Aluminium – Granat – Laser

14
27Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Prinzip Nd:YAG – Laseram Beispiel eines Trumpf HL Lasers
28Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Absorption von Pumplicht beim Nd:YAG – Laser
500 600 700 800 900 Wellenlänge [nm]
Krypton Bogenlampe
Nd:YAG Absorption
Hauptabsroptionsbanden Nd: YAG590 nm, 750 nm & 810 nm
Laserdiode 808 nm

15
29Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Prinzip Scheibenlaser
Laserstrahl
Wärmesenke
Pumpstrahlung
AuskoppelspiegelKontaktmaterial
Kristallscheibe
Quelle: Trumpf
(Nd:YAG oder Yb:YAG)
30Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Prinzip Faserlaser
Koppler
Pumpdioden
optische Gitter
Ausgangsfaser
aktive Faser
Quelle: IPG
Quelle: A. Tünnermann, H. Zellmer, H. Welling, „Faserlaser“ in Physikalische Blätter, November 1996
25 W
Quelle: IPG
(z.B. Yb:YAG)

16
31Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Begriffsdefinitionen nach DIN EN ISO 11145 (am Beispiel CO2 Laser)
Laser
akt. Medium
el. EnergieKühlung
Gas
Versorgung
Lasergerät
Bearbeitungskopf
Mess, -und Regel -einrichtung
Lasersystem
Werkstück
xy
Laseranlage
Resonatorgas
akt. Medium
CO2, N2, HeLASERMIX® - Gemische
Strahlengang-spülung
N2
Schneidgas*
O2, N2, (Ar)
Schweiß-schutzgas*
He, Ar, Gemischez.B. LASGON®, VARIGON®
*In der Regel wird entweder geschnitten oder geschweißt dann benötigt man entweder Schneidgas oder Schweißschutzgas
32Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Laserstrahlschneiden

17
33Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Der Laser – Schneidprozess
Fokussierung des Laserstrahls auf die Werkstückoberfläche
Absorption der Laserstrahlung im Schnittspalt bzw. auf der Werkstückoberfläche und lokale Erwärmung des Werkstoffs
Aufschmelzen und / oder Verdampfen bzw. Verbrennen des Werkstoffs
Austrieb des Fugenmaterials durch einen inerten oder reaktiven Schneidgasstrahl
Erzeugen des Schnittes durch Relativbewegung zwischen Schneiddüse und Werkstück
Werkstück
LaserstrahlSchneidgas
Materialaustrieb
Vorschub-richtung
Schnittflanke
Düsenkörper
34Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Aufgaben des Schneidgases
Laserstrahl
Werkstück
Materialaustrieb
Linse
SchneidgasDruckmessung
* Austrieb des MaterialsSchneidgasdruckSchneidgasdichteDüsendurchmesserDüsenabstand
* Unterstützung einer exothermenReaktion oder verhindern vonOxidation.
* Linsenschutz durch~ Massenfluss~ Dichte~ Volumen
* Linsen- bzw. DüsenkühlungWärmekapazitätWärmeleitfähigkeitVolumen

18
35Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Laserschneiden nach DIN 2310 Teil 6
Laserbrennschneiden
Lasersublimierschneiden Laserschmelzschneiden
Zündtemperatur Stahl ~ 1150°C
Siedetemperatur Stahl ~2730°C Schmelztemperatur Stahl ~1535°C
36Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Vergleich Laserbrennschneiden –Laserschmelzschneiden
Laserbrennschneiden
Fokussierung des Laserstrahls auf das Werkstück
Material: Baustahl
Schneidgas: Sauerstoff 3.5Schneidgasdruck: 0,5 - 6 barSchneidgasverbrauch: 1 - 5 m³/h
Vorteile:geringe Rauhtiefenhohe Schneidgeschwindigkeit auch bei geringer Leistung
Nachteile: Oxide auf der Schnittflächeeinsetzbare Laserleistung begrenzt
Laserschmelzschneiden
Fokussierung des Laserstrahls nahe der Unterseite des Werkstücks
Material: Baustahl, Edelstahl, Aluminium, Titan
Schneidgas. Stickstoff 5.0Schneidgasdruck: 5 - 30 bar Schneidgasverbrauch: 5 - 150 m³/h
Vorteile:oxidfreie Schnittkantensehr hohe Schnittgeschwindigkeiten
Nachteile: hohe Laserleistungen nötigkleines Parameterfeldhoher Schneidgasverbrauch

19
37Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Laserstrahlschweißen
38Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
+ Hohe Schweißgeschwindigkeit
+ Fokussierte Wärmeeinbringung
+ Gutes Verhältnis zwischen Nahtbreite und Nahttiefe
+ Möglichkeit zum Verschweißen fertiger Teile
+ Schweißbarkeit von schlecht schweißbaren Teilen
+ (-) Schmale Nahtbreite
+ (-) Schmale Wärmeeinflusszone
- Schlechte Spaltüberbrückbarkeit
- Erhöhte Anforderungen an die Nahtvorbereitung / Spanntechnik
- Vielfältigere Verfahrensparameter ���� erhöhte Komplexität
- Hohe Investitionskosten
Differenzierung des Laserschweißens gegenüber konventioneller Schweißverfahren wie z.B. MSG

20
39Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Laserschweißverfahren
Tiefe : Breite < 1
SchmelzbadWerkstück
Laserstrahl
Wärmeleitungsschweißen
Tiefe : Breite > 1 (typ. 5...10)
Werkstück
Laserstrahl
MetalldampfMetallplasma
Schmelze
Schweißnaht
Dampfkapillare
Tiefschweißen
40Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Tiefschweißen mit dem Laser
Laserstrahl
Schmelze
Werkstück
MetalldampfMetallplasma
Schweißnaht
Dampfkapillare
Längs zur Schweißnaht Quer zur Schweißnaht
Laserstrahl
MetalldampfMetallplasma
Schmelze
quer zur Schweißnaht längs zur Schweißnaht

21
41Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Die Entstehung der Dampfkapillare zum Tiefschweißen
Laserstrahl
Werkstück
Herausströmender Metalldampf bzw.Metallplasma ist zur Entstehung und zurAufrechterhaltung der Dampfkapillare(des „Keyholes“) zwingend erforderlich!
42Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Ohne Kontrolle des abströmenden Materials gibt es keine stabilen Einschweißungen
Laserstrahl
Schmelze
Vorschubrichtung
Werkstück
Dampfkapillare
Luft
Decklage ohne Prozessgas
Wurzelseite ohne Prozessgas
UnkontrolliertausströmendesMaterial(Metalldampf /Metallplasma)

22
43Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Der Begriff Plasmaabschirmung
Laserstrahl
Werkstück
Schweißnaht
Ar+
Ar+
Fe+
Fe+
e-e-
e-
e-
He
Ne
Ar
N
Kr
O
H
Zn
Fe
Cu
Mg
Ni
Mn
Ti
Cr
Al
Element
24,5872372,28
21,5642080,60
15,7591520,51
14,5341402,31
13,9991350,69
13,6181313,93
13,5981312,00
9,394906,38
7,870759,34
7,726745,44
7,646737,72
7,635736,66
7,435717,37
6,820658,03
6,766652,82
5,986577,56
[eV][kJ/mol]
Ionisationsenergien
44Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Das Gas stabilisiert den Laserschweißprozess
Decklage ohne Prozessgas
Rückseite ohne Prozessgas
Decklage mit Prozessgas
Rückseite mit Prozessgas

23
45Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Korrekter Prozessgaseinsatz ist mit Plasmajet nicht möglich
Schmelze
VorschubrichtungDampfkapillare Werkstück
MetalldampfMetallplasma
Laserstrahl
Ar, CO2
Prozessgas
undefiniertes Gemisch ausProzessgas und Umgebungsluft!!
PlasmajetZusätzlich noch vielschlechterer Schutzvor Nachoxidation!
Düse verschmutztDüse verschoben
Strahlengangspülung drückt, Crossjet saugt, Absaugung saugt,Spannelemente stören
46Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Wassergehalt der Luft in Abhängigkeit von der Temperatur
-10 -5 0 5 10 15 20 25 30 35Temperatur [°C]
100% Luftfeuchtigkeit 50% Luftfeuchtigkeit
Wassergehalt der Luft [g/m³]
40
35
30
25
20
15
10
5
0

24
47Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Schweißen von geschlossenen Schweißgeometrien und die Probleme im Überlappbereich
Problem:Löcher und Poren im Bereichder überlappenden Schweißung
Ursache:Stickstoff (78% in der Luft) am Schweißprozess
48Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Löslichkeit von N2 in einer Eisenschmelze (nach Wada und Pehlke)
Gewichtsanteil Stickstoff [mg/g] Log KN = -247K/T – 1,222
Gewichtsan
teil Stickstoff in Eisen [mg/g]
540
520
540
480
460
440
420
400
380
360
1000 1500 2000 2500 3000
Temperatur [°C]
Schmelzpunkt
1535°C
Siedepunkt
2750°C

25
49Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Mit dem richtigen Prozessgas keine Probleme – auch nicht im Überlappbereich
Lösung:Angepasstes Prozessgas z.B.: LASGON® C1
50Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Motivation für den Einsatz von Prozessgas
Instabilität des Schweißprozesses durch
• Absorption des Laserstrahls im Metalldampf oder –Plasma oberhalb des Keyhole
Negative Auswirkungen der Atmosphäre auf das Schweißergebnis
• durch Stickstoff
• durch Sauerstoff
• durch Luftfeuchtigkeit
Nutzung der Energie aus Metalldampf oder –Plasma zur
• Verbesserung des Einschweißverhaltens
• Beseitigung von „Verunreinigungen“
• Erhöhung der Schweißgeschwindigkeit
• Erhöhung der Wirtschaftlichkeit
durch angepasste LASGON® – Prozessgasgemische

26
51Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Die Killer des Prozessgases
LaserstrahlFokussierspiegel
Crossjet
Werkstück
Prozessgas
Spülgas
Spiegeloptik
Absaugung
Untaugliche Düsen
FahrtwindKlemmvorrichtungen
52Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Folgen fehlerhafter Gaszuführung
Plasmaabschirmung
Crossjet zu schwach
beste Qualität
Crossjet zu stark
Nachoxidation
Plasmathermik

27
53Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Prozessgaseinbringung beim Laserstrahlschweißen
koaxial mit separater Düse
Prozessgas
MetalldampfMetallplasma
MetalldampfMetallplasma
Prozessgas zur Kontrolle von:• Oxidation• Viskosität des geschmolzenen Materials• Ausbildung der Wurzel• Optimierte Schweißgeschwindigkeit• Poren Minimieren• Regelmäßige Schweißnaht• Konstante Prozessbedingungen
54Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Positionierung der Prozessgasdüse
• Düse zu klein; Strömungs-geschwindigkeit zu hoch
* Schutzgasstrom reißt Umgebungsluft mit
* Ergebnisoxidierte und fehlerhafte Schweißung, Nahtdurchhang, Poren
• Hindernis zwischen Düse und Schweißstelle (z.B. Teile der Spannvorrichtung u.ä.) oder beschädigte Düse
* Schutzgasstrom wird mit Umgebungsluft verwirbelt und gemischt
* Ergebnisoxidierte und fehlerhafte Schweißung, Poren
• Düse zur Schweißstelle nicht richtig positioniert (Entfernung, Anstellwinkel)
* Schutzgasstrom deckt die Schweißung nicht ab
* Ergebnisoxidierte und fehlerhafte Schweißung, Poren
*
• Große Düse mit langsamer laminarer Ausströmung; Düse möglichst nahe an Schweißstelle
* Keine Verwirbelung Schutzgases mit der Umgebungsluft
* Ergebnisoptimale, oxidfreie Schweißung

28
55Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Nachoxidation bei Edelstahl
Düse
Prozess-
gas
Laserstrahl
Schmelze
Vorschubrichtung
Werkstück
Dampfkapillare
Düse
Düse
Luft
Bei Oberflächentemperaturen über 200°C kann es an Luft zur Oxidation der Oberfläche kommen
56Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Düse
Prozess-
gas
Oxydfrei Schweißen mit der „Panflöte“
Laserstrahl
Schmelze
Vorschubrichtung
Werkstück
Dampfkapillare
Düse
Schutz-
gas
Düse
Schutz-
gas

29
57Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Der komplette Gasschutz einer Laserschweißnaht
Prozess-
gas
Laserstrahl
Schmelze
Vorschubrichtung
Werkstück
Dampfkapillare
Düse
Schutzgas
Düse
Nachlaufdusche
Wurzelschutz
58Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Oxidfreies und richtungsunabhängiges Schweißen
Mit der richtigen Düsentechnik ist oxidfreies Schweißen auch großflächiger Bauteile wie Edelstahl-Wärmetauschern möglich!
Schutzgasglocke
Schutzgaszufuhr ohne Schutzgasglocke
mit Schutzgasglocke

30
59Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Sekundärnutzung der Prozessenergie schleppend
Metalldampf (heiß)Metallplasma (heiß)
Nachwärmung
VorschubrichtungDampfkapillare
Laserstrahl
Nutzung:
— „Kühlung“ des Metalldampfes /Metallplasma (durch Energieentzug)
— Nachwärmen der Schweißnaht
— mehr Zeit zum Ausgasen
— mehr Zeit zum Verlaufen
— Beeinflussung der Viskosität
— Beeinflussung der Nahtform
Werkstück
Düse
Energie-transport
Prozess-gas
60Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Sekundärnutzung der Prozessenergie stechend
Metalldampf (heiß)Metallplasma (heiß)
Laserstrahl
Nutzung:
— „Kühlung“ des Metalldampfes /Metallplasma (durch Energieentzug)
— Reinigung der Oberflächen
— Verbesserung der Einkopplungbei reflektierenden Materialien
Düse
Energie-transport
Schmelze
VorschubrichtungDampfkapillare Werkstück
Vorwärmung
Prozess-gas

31
61Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Aggregatszustände von Eisen und Zink (-oxid)
1535°C 2750°C
420°C 907°C
1975°C
0 500 1000 1500 2000 2500 3000
Eisen
Zink
Zinkoxid
Fest Flüssig Gasförmig
Temperatur [°C]
62Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Grenzen des Laserschweißens
Ist der zu überbrückende Spalt beim Schweißen größer, als der Laserstrahldurchmesser, so kann es zu Anbindungsproblemen kommen:
Spalt: 0,5 mmSpalt: 0,3 mmSpalt: 0,1 mm

32
63Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Laserstrahl Oberflächenbehandlung
- UmschmelzenSchmelzen von dünnen Randzonen und dann schnelles Abkühlen. Dadurch kann bei einigen Werkstoffen eine erhebliche Gefügeverfeinerung geschaffen werden. Beispiele aus dem Bereich des Verschleißschutzes sind Stellite und Fe40Ni20B20-Schichten.
- UmwandlungshärtenErhitzung von sehr dünnen Randzonen auf Temperaturen oberhalb Austenitisierungstemperatur, jedoch ohne Schmelzen des Werkstoffs. Durch die bauteilbedingte schnelle Abkühlung wird Martensit mit den entsprechenden Härten gebildet.
- AuftragenDas Grundmaterial wird aufgeschmolzen und gleichzeitig Zusatzwerkstoff, i.A. in Pulverform, zugegeben. Es werden dünne Schichten auf dem Grundwerkstoff erzeugt. Anwendung i.A. bei verschleißbehafteten Bauteilen.
- LegierenDas Grundmaterial wird aufgeschmolzen und eine Randschicht mittels eines zugeführten Schweißzusatzwerkstoffs metallurgisch beeinflusst.
64Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Die Prozessgase unterscheiden sich:
• Im Reaktionsverhalten bei der Bearbeitung
– (inert, oxidierend, reaktionsträge, reduzierend)
• In der Ionisierungsenergie bzw. Dissoziationsengergie
• In der Wärmeleitfähigkeit
• In der Dichte (schwerer / leichter als Luft)
• In der Siedetemperatur
15
Wärmeleitfäh
igke
it [W / m · K]
Temperatur [K]
00 5000 10000 15000 20000 25000
5
10
Argon Helium Wasserstoff Stickstoff Sauerstoff

33
65Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Zusammenfassung der physikalischen Eigenschaften
0,138
1,380
0,968
1,529
1,105
0,070
relative Dichte zu Luft
-15,8Ar
9,814,5N2
-24,6He
2,93 (CO2 ���� CO + ½ O2)
9,60 (CO ���� C +O)
2,58 (O2 ���� 2 ½ O2)
14,4CO2
5,113,6O2
4,513,6H2
Dissoziationsenergie[eV/Molekül]
Ionisationsenergie (1. Stufe)[eV/Molekül]
Gas
Hohe Ionisationsenergie der Gase:- kann beim Laserschweißen die abschirmende Metalldampf/-plasmawolkereduzieren oder gar verhindern
Dissoziation der mehratomigen Gase:- erhöht den Wärmeeintrag in den Grundwerkstoff durch Rekombination(exotherme Reaktionen)- verbessert das Fließ- und Benetzungsverhalten der Schmelze
66Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Plasmabildung der Gase in Abhängigkeit der Temperatur
elektrische Leitfähigke
it [A/V m]
15000
10000
5000
0
0 5000 10000 15000 20000 25000 0 5000 10000 15000 20000 25000
0 5000 10000 15000 20000 25000
Temperatur [K] Temperatur [K]
0%
20%
40%
60%
80%
100%
0%
20%
40%
60%
80%
100%
Argon
Helium
Wasserstoff
Stickstoff
Sauerstoff
Argon
Argon +
Argon ++
Helium
Helium +

34
67Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Kohlendioxid bei hohen Temperaturen
CO O
0 1000 2000 3000 4000 5000 6000 7000 8000 9000
Temperatur [°C]
100%
80%
60%
40%
20%
0%
Anteil am
Partialdruck
Kohlendioxid
Kohlenmonoxid
Sauerstoff molekular
Kohlenstoff atomar
Sauerstoff atomar
C
O
C O
O O
68Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Die thermische Dissoziation & Wärmeleitfähigkeit von zweiatomigen Gasmolekülen
0 5000 10000 15000 20000 25000
Temperatur [K]
O2 O O+O++
H2 H H+
N+NN2
N++
Sauerstoff
Stickstoff
Wasserstoff

35
69Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Die Bewertung von Prozessgaskomponenten
Gut--------------------------Stickstoff, Argon
Helium
Argon, Helium, H2
CO2 , Argon
jedes möglich
Sauerstoff, CO2
CO2, O2 , H2
Eigenschaft, Aufgabe------------------------------
Gaspreis
Plasmakontrolle
Schutz vor Oxidation
Schutz vor Umgebungsluft
Vermeidung von Poren
Prozesseffizienz
Sekundärnutzung der Energie
Schlecht--------------------------Helium
Argon
Sauerstoff, CO2
Helium, H2
jedes möglich
Argon, Helium
Helium, Argon
Prozessgasgemische bieten die Möglichkeit die Eigenschaften der Gase zu kombinieren und zu gewichten, so daß für die jeweilige Anwendung optimale Voraussetzungen vorliegen!!!
70Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
CO2-Laser geschweißtes Tailored Blank

36
71Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Aluminiumschweißen(Quelle: Trumpf)
72Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
CO2-Laser geschweißter Wärmetauscher (Quelle: Trumpf)

37
73Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Beispiel Aluminiumverstärkung in Kunststofffenstern
Schweißgeschwindigkeit
60000 mm/min
mit angepasstem Prozessgas80000 mm /min
74Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Laserschneiden unschlagbar in der Mikrobearbeitung
Röhrchendurchmesser: 2 mm
Röhrchenlänge: 20 mm
Schnittlänge: 2000 mm

38
75Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Laser vielseitig einsetzbar –Beispiel Schiffbau
Primerentfernung Laserschneiden/-markieren
Laserschweißen I – Stoß Laserschweißen I – Kehlnaht
76Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Lasertechnik Vorteile und Nachteile(Auszug)
+ Geringe Wärmeeinflusszone, schmale Nähte
+ Universell einsetzbar beim Schneiden, Schweißen, Abtragen, Markieren, Löten, Härten usw.
+ Prozesstemperatur einfach über Verweilzeit einstellbar
+ Kein Werkzeugverschleiß, berührungsloses Verfahren
+ Nacharbeitsfreie Bearbeitung möglich
+ Kann sehr einfach dem Prozess zugeführt werden (z.B. Glasfaser / Roboter)
+ Große Varianz bei zu bearbeitenden Materialien – von Mikro zu Makro –Medizintechnik bis Stahlbau
- Hohe Investitionskosten
- Wegen schmalem Strahl auch enge Füge-Toleranz
- Besondere Beachtung von Laserstrahlenschutz erforderlich
- Abstimmung sämtlicher Verfahrensparameter für fehlerfreie Schweißergebnisse unabdingbar und durchaus komplexer als in der klassischen Schweißtechnik
- Durch hohe Energien bzw. den daraus resultierenden Temperaturen können Schadstoffe entstehen, angepasste Absaugung nötig

39
77Linde AG – Geschäftsbereich Linde Gas, HamburgAbt. VMI – Michael Runzka
Vielen Dank für Ihre Aufmerksamkeit!
Kontakt:
Michael Runzka
Linde AGGeschäftsbereich Linde GasFangdieckstraße 7522523 Hamburg
T: 040.85.31.21-189F: [email protected]