Leseprobe Hans-Joachim Pfeufer -...
14
Leseprobe Hans-Joachim Pfeufer FMEA – Fehler-Möglichkeits- und Einfluss-Analyse Herausgegeben von Gerd F. Kamiske ISBN (Buch): 978-3-446-44253-5 ISBN (E-Book): 978-3-446-44170-5 Weitere Informationen oder Bestellungen unter http://www.hanser-fachbuch.de/978-3-446-44253-5 sowie im Buchhandel. © Carl Hanser Verlag, München
Transcript of Leseprobe Hans-Joachim Pfeufer -...

Leseprobe
Hans-Joachim Pfeufer
FMEA – Fehler-Möglichkeits- und Einfluss-Analyse
Herausgegeben von Gerd F. Kamiske
ISBN (Buch): 978-3-446-44253-5
ISBN (E-Book): 978-3-446-44170-5
Weitere Informationen oder Bestellungen unter
http://www.hanser-fachbuch.de/978-3-446-44253-5
sowie im Buchhandel.
© Carl Hanser Verlag, München
3
Inhalt
1 Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51.1 Einteilung der Risikoanalysen . . . . . . . . . . . . . . . . . . 81.2 Die Fehler-Möglichkeits- und Einfluss-Analyse
(Failure Mode and Effects Analysis – FMEA) . . . . . . . . 101.2 Begriffsdefinitionen zur FMEA . . . . . . . . . . . . . . . . . . 14
1 .2 .1 Das System und die Fehleranalyse . . . . . . . . . . . 181 .2 .2 Produkt-FMEA und Prozess-FMEA . . . . . . . . . 18
2 Die FMEA-Methode: Phasenmodell DAMUK . . . . . 232.1 D. Definitionsphase . . . . . . . . . . . . . . . . . . . . . . . . . . 252.2 A. Analysephase . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
2 .2 .1 1 . Schritt: Strukturanalyse . . . . . . . . . . . . . . . . 392 .2 .2 2 . Schritt: Funktionsanalyse . . . . . . . . . . . . . . . 402 .2 .3 3 . Schritt: Fehleranalyse . . . . . . . . . . . . . . . . . . 412 .2 .4 4 . Schritt: Maßnahmenanalyse . . . . . . . . . . . . . 422 .2 .5 5 . Schritt: Optimierung . . . . . . . . . . . . . . . . . . 54
2.3 M. Maßnahmenentscheidung . . . . . . . . . . . . . . . . . . 572.4 U. Umsetzung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 612.5 K. Kommunikation . . . . . . . . . . . . . . . . . . . . . . . . . . 64
3 Praxisbeispiel Produkt-FMEA . . . . . . . . . . . . . . . . . 693.1 1. Schritt: Strukturanalyse „Fahrrad“ . . . . . . . . . . . . . 693.2 2. Schritt: Funktionsanalyse . . . . . . . . . . . . . . . . . . . . 693.3 3. Schritt: Fehleranalyse „Glocke“ . . . . . . . . . . . . . . . . 713.4 4. Schritt: Maßnahmenanalyse . . . . . . . . . . . . . . . . . 743.5 5. Schritt: Optimierung . . . . . . . . . . . . . . . . . . . . . . . 81
4 Praxisbeispiel Prozess-FMEA . . . . . . . . . . . . . . . . . 874.1 1. Schritt: Strukturanalyse „Klöppelherstellung“ . . . . 884.2 2. Schritt: Funktionsanalyse . . . . . . . . . . . . . . . . . . . . 884.3 3. Schritt: Fehleranalyse „Klöppelherstellung“ . . . . . . 884.4 4. Schritt: Maßnahmenanalyse . . . . . . . . . . . . . . . . . 914.5 5. Schritt: Optimierung durchführen . . . . . . . . . . . . . 98
Inhalt4
5 Aufwand und Nutzen . . . . . . . . . . . . . . . . . . . . . . . 103
6 Einführung und Schulung der FMEA . . . . . . . . . . . 1096.1 Voraussetzungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
6 .1 .1 Beschluss der Geschäftsleitung . . . . . . . . . . . . . 1096 .1 .2 Information der Führungskräfte . . . . . . . . . . . . 1106 .1 .3 Schulung der Moderatoren . . . . . . . . . . . . . . . . 1106 .1 .4 Methodische Ausbildung der Anwender . . . . . . 111
6.2 Anwendung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1116 .2 .1 Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . . . . 1116 .2 .2 Unterstützende Maßnahmen . . . . . . . . . . . . . . 113
Literatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
5
1 Einleitung
W o R U M g E H t E S ?
Die Methode der FMEA – Fehler-Möglichkeits- und Ein-fluss-Analyse (Schreibweise des VDA e .V .) wird seit Jahren im Rahmen der Risikoanalyse in den verschiedensten Industrie-bereichen angewandt . Die ersten Einsatzgebiete lagen dabei traditionell in der Produktentwicklung . Davon ausgehend erfolgte die Einbindung der Fertigungsprozessplanung und der Produktion . In der Automobilindustrie ist die gemein-same Erstellung der FMEA für Produkte und Prozesse durch Kunde, Lieferant und Unterlieferant heute selbstverständli-cher Bestandteil der Zusammenarbeit .
Der Anwender wird durch die „5 Schritte zur Erstellung der FMEA“ geführt und unterstützt . Die Beurteilung einer FMEA durch das Management beginnt mit dem letzten Schritt der Analyse, dem fünften Schritt, Optimierung . Dies ist das Ergebnis der Analyse, das im FMEA-Formblatt dar-gestellt ist . Hier werden die Risiken und die Optimierungen des Produktes oder des Prozesses aufgezeigt . Die einzelnen Bewertungen zu Bedeutung, Auftretens- und Entdeckungs-wahrscheinlichkeit sind zu diskutieren . Die sich aus dem Produkt der einzelnen Bewertungen ergebende Risikopriori-tätszahl ist nicht mehr der alleinige Gradmesser der Robust-heit eines Produktes oder eines Prozesses .
W A S B R I N g t E S ?
Von den ersten Anwendungen bis zur heutigen Durch-führung wurde die Methode erheblich weiterentwickelt . Der vorliegende Beitrag beinhaltet den modifizierten Ana lysen-aufbau und verkörpert den aktuellen Stand der Methode .
Einleitung6
Mit der Ausdehnung des Begriffs „Qualität“ auch auf Dienstleistungen − und insbesondere auf unternehmensin-terne Zusammenarbeit − erfasst das moderne Qualitätsma-nagement alle Funktionen im Unternehmen . Das Bewusst-sein, dass Nichtqualität entgangener Ertrag ist, hat dazu geführt, dass Qualität höchste Priorität in den Unterneh-menszielen genießt .
Eine konsequente Ausrichtung auf die Anforderungen der Kunden − intern wie extern − setzt wesentliches Potenzial für die Verbesserung der Wettbewerbsfähigkeit frei . Es gilt, in allen Funktionen und Prozessen das Bewusstsein dafür zu schärfen, dass der Weg zu fehlerfreien und kundenorientier-ten Produkten und Dienstleistungen nur über das Prinzip der ständigen Verbesserung erreicht werden kann . Jeder Schritt zur Verbesserung muss sorgfältig definiert und in der Umset-zung gemessen und bewertet werden .
W I E g E H E I c H v o R ?
Von zentraler Bedeutung ist dabei das Fehlervermeidungs-prinzip, da Qualität nicht herausgeprüft werden kann, son-dern konzipiert, entwickelt, geplant und produziert werden muss . Dieser präventive Grundsatz wird durch drei wesent-liche Elemente realisiert: das Qualitätsmanagementsystem, das methodische Qualitätsmanagement und die konsequente Nutzung der Werkzeuge zur Fehlervermeidung .
Im Mittelpunkt steht das Qualitätsbewusstsein jedes ein-zelnen Mitarbeiters . Das Qualitätsmanagement hat den Cha-rakter eines gesonderten Fachgebietes für Spezialisten aufge-geben . Sichern der Qualität hat sich zum selbstverständlichen Arbeitsinhalt jedes Einzelnen entwickelt .
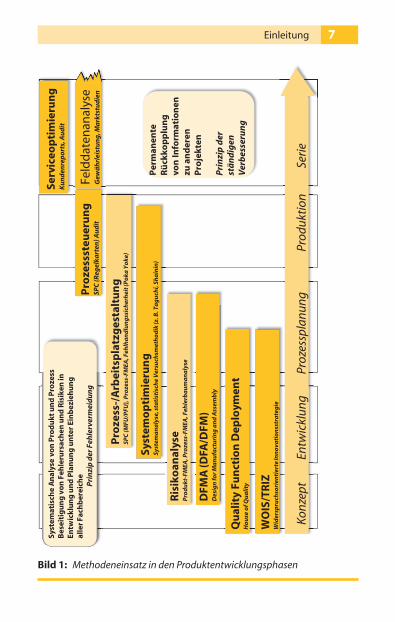
Der folgende Projektablaufplan der Qualitätssicherungs-
7Einleitung
Qu
alit
y Fu
nct
ion
Dep
loym
ent
Ho
use
of Q
ua
lity
Ris
iko
anal
yse
Pro
du
kt-F
MEA
, Pro
zess
-FM
EA, F
ehle
rba
um
an
aly
se
Syst
emo
pti
mie
run
gSy
stem
an
aly
se, s
tati
stis
che
Ver
such
smet
ho
dik
(z. B
. Ta
gu
chi,
Sha
inin
)
Konz
ept
Entw
ickl
ung
Prod
uktio
nSe
rie
Serv
iceo
pti
mie
run
gK
un
den
rep
ort
s, A
ud
it
Pro
zess
steu
eru
ng
SPC
(Reg
elka
rten
) Au
dit
Pri
nzi
p d
erst
än
dig
enV
erb
esse
run
g
Per
man
ente
Rü
ckko
pp
lun
gvo
n In
form
atio
nen
zu a
nd
eren
Pro
jekt
en
Proz
essp
lanu
ng
Syst
emat
isch
e A
nal
yse
von
Pro
du
kt u
nd
Pro
zess
Bes
eiti
gu
ng
vo
n F
ehle
rurs
ach
en u
nd
Ris
iken
inEn
twic
klu
ng
un
d P
lan
un
g u
nte
r Ei
nb
ezie
hu
ng
alle
r Fac
hb
erei
che
Pri
nzi
p d
er F
ehle
rver
mei
du
ng
Feld
dat
enan
alys
eG
ewä
hrl
eist
un
g, M
ark
tstu
die
n
WO
IS/T
RIZ
Wid
ersp
ruch
sori
enti
erte
Inn
ova
tio
nss
tra
teg
ie
DFM
A (
DFA
/DFM
)D
esig
n fo
r M
an
ufa
ctu
rin
g a
nd
Ass
emb
ly
Pro
zess
-/A
rbei
tsp
latz
ges
talt
un
gSP
C (M
FU/P
FU),
Pro
zess
-FM
EA, F
ehlh
an
dlu
ng
ssic
her
hei
t (P
oka
Yo
ke)
Bild 1: Methodeneinsatz in den Produktentwicklungsphasen
Einleitung8
aktivitäten stellt dar, wann welche Methoden des Total Qua-lity Management (TQM) während Entwicklung und Planung erforderlich sind und wann ihr Vorhandensein vom Quali-tätssicherungssystem gefordert wird (Bild 1, S . 7) .
1.1 Einteilung der Risikoanalysen
W o R U M g E H t E S ?
Bedingt durch die Komplexität und den hohen Grad an Innovation sind die Risiko- und Zuverlässigkeitsanalysen und die daraus resultierenden Forderungen an das Qualitäts-management nicht voneinander zu trennen .
W A S B R I N g t E S ?
Risikoanalysen dienen in erster Linie der rechtzeitigen Erkennung und Beseitigung von Systemschwachstellen so-wie der Durchführung von Vergleichsstudien . Risikoanaly-sen erlauben es, notwendige Sicherheitsmaßnahmen, deren Wirksamkeit und das verbleibende Risiko im Falle des Auf-tretens von Fehlern im System zu beurteilen . Aufgabe dieser Verfahren ist nicht nur, die Wahrscheinlichkeit für das Auf-treten von Ausfällen zu ermitteln, sondern auch das Aufzei-gen von möglichen Folgen aus einem Versagen, die für die Bewertung eines Schadens bzw . eines Unfallablaufes heran-gezogen werden . Das Risiko ist eine Funktion sowohl der Wahrscheinlichkeit eines Problems als auch seiner Konse-quenzen . Daher interessieren in Risikoanalysen stets zwei Größen:
die Eintrittshäufigkeit und die Folgen eines Systemausfalls .
9Einteilung der Risikoanalysen
W I E g E H E I c H v o R ?
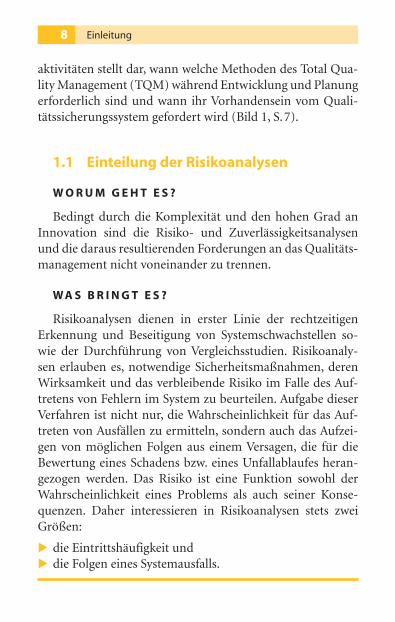
In Bild 2 ist die Einteilung der gebräuchlichsten tech-nischen und nicht technischen Risikoanalysen wiedergege-ben .
Die Praxis zeigt, dass bei der Forderung nach Risikoanaly-sen unterschiedliche Aufgabenstellungen existieren, die un-terschiedliche Ansätze erfordern .
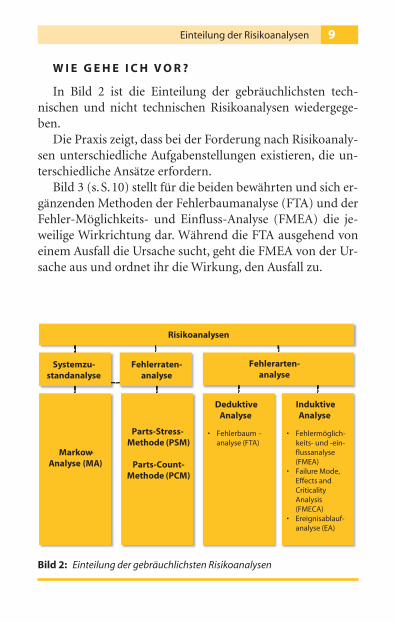
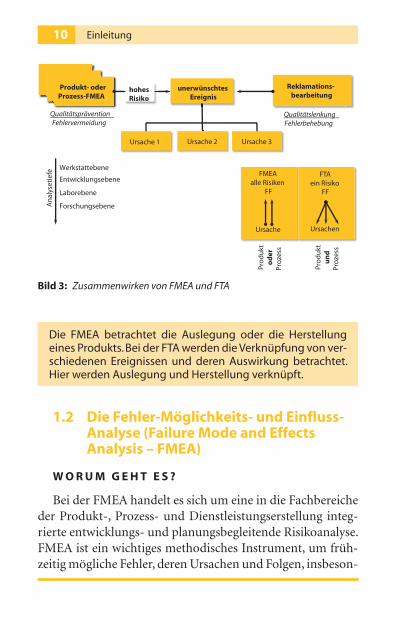
Bild 3 (s . S . 10) stellt für die beiden bewährten und sich er-gänzenden Methoden der Fehlerbaumanalyse (FTA) und der Feh ler-Möglichkeits- und Einfluss-Analyse (FMEA) die je-weilige Wirkrichtung dar . Während die FTA ausgehend von einem Ausfall die Ursache sucht, geht die FMEA von der Ur-sache aus und ordnet ihr die Wirkung, den Ausfall zu .
Risikoanalysen
Systemzu-standanalyse
Fehlerraten-analyse
Fehlerarten-analyse
Markow-Analyse (MA)
Parts-Stress-Methode (PSM)
Parts-Count- Methode (PCM)
DeduktiveAnalyse
InduktiveAnalyse
• Fehlermöglich-keits- und -ein- flussanalyse (FMEA)
• Failure Mode, Effects and Criticality Analysis (FMECA)
• Ereignisablauf-analyse (EA)
• Fehlerbaum -analyse (FTA)
Bild 2: Einteilung der gebräuchlichsten Risikoanalysen
Einleitung10
Die FMEA betrachtet die Auslegung oder die Herstellung eines Produkts. Bei der FTA werden die Verknüpfung von ver-schiedenen Ereignissen und deren Auswirkung betrachtet. Hier werden Auslegung und Herstellung verknüpft.
1.2 Die Fehler-Möglichkeits- und Einfluss-Analyse (Failure Mode and Effects Analysis – FMEA)
W o R U M g E H t E S ?
Bei der FMEA handelt es sich um eine in die Fachbereiche der Produkt-, Prozess- und Dienstleistungserstellung integ-rierte entwicklungs- und planungsbegleitende Risikoanalyse . FMEA ist ein wichtiges methodisches Instrument, um früh-zeitig mögliche Fehler, deren Ursachen und Folgen, insbeson-
Bild 3: Zusammenwirken von FMEA und FTA
Produkt- oderProzess-FMEA
Reklamations-bearbeitung
QualitätspräventionFehlervermeidung
QualitätslenkungFehlerbehebung
An
alys
etie
fe
Werkstattebene
Entwicklungsebene
Laborebene
Forschungsebene
FMEAalle Risiken
FF
Ursache
FTAein Risiko
FF
Ursachen
Pro
du
kto
der
Pro
zess
Pro
du
ktu
nd
Pro
zess
hohesRisiko
Ursache 1 Ursache 2 Ursache 3
unerwünschtesEreignis
11Die Fehler-Möglichkeits- und Einfluss-Analyse
dere bei neuen Konzepten, zu erkennen und diese zu vermei-den .
Mit der FMEA wird während der Entwicklungs- und Pla-nungsphase von Produkten und Prozessen die Entwicklungs- und Planungsreife hinterfragt und bewertet . Die FMEA ist damit ein möglicher „Reifegradmonitor“ und ein wichtiges Managementinstrument, das die interdisziplinäre Zusam-menarbeit unterstützt . Die FMEA zeigt an allen kritischen Stellen im Konzept auf, wie durch Erfahrung, Berechnung, Erprobung und Prüfung je nach Projektfortschritt das Risiko bereits ausreichend gesenkt wurde oder künftig noch gesenkt werden muss .
Die FMEA wurde Mitte der 60er-Jahre in den USA von der NASA für das Apollo-Projekt entwickelt . Nach der ur sprünglichen Anwendung der Methode in der Luft- und Raumfahrt sowie der Kerntechnik erfolgte bald ihre Nutzung in der Automobilindustrie . Die FMEA findet inzwischen breite Anwendung in den USA und in Europa . Sie ist heute bei vielen Automobilherstellern und Lieferanten fester Be-standteil von Qualitätssicherungssystemen und wird zuneh-mend gefordert .
Historie der FMEA
• Apollo-Projekt• Luft- und Raumfahrt• Kerntechnik• Automobilindustrie• Medizintechnik• Nachrichtentechnik• Nichttechnische Bereiche
Einleitung12
W A S B R I N g t E S ?
Die im Folgenden beschriebenen Inhalte zur FMEA stellen einen aktuellen Stand von Anwendern in der Automobilin-dustrie, ergänzt um Erfahrungen in der elektrotechnischen Industrie, dar und werden hier teilweise erstmals dargestellt . Es werden als Voraussetzung für das grundsätzliche Verständ-nis einleitend die theoretischen Grundlagen der FMEA in Systemen beschrieben .
Die FMEA unterstützt die Team- und Projektarbeit vor allem durch die konsequente Strukturierung der Fehlermög-lichkeiten eines Systems .
Der Zweck der FMEA ist,
Risiken zu erkennen, Risiken zu bewerten und Risiken zu vermeiden .
Die strukturierte Dokumentation der FMEA kann für nachgeschaltete Aufgaben im Sinne von „Total Quality“ ge-nutzt werden, beispielsweise für Diagnose und Wartung und den Dialog mit dem Gesetzgeber (z . B . Typprüfung oder Pro-dukthaftung) . Bei späteren Weiter- und Neuentwicklungen unterstützt die Dokumentation die Einarbeitung in das Sys-tem und in die Fehlervermeidung .
W I E g E H E I c H v o R ?
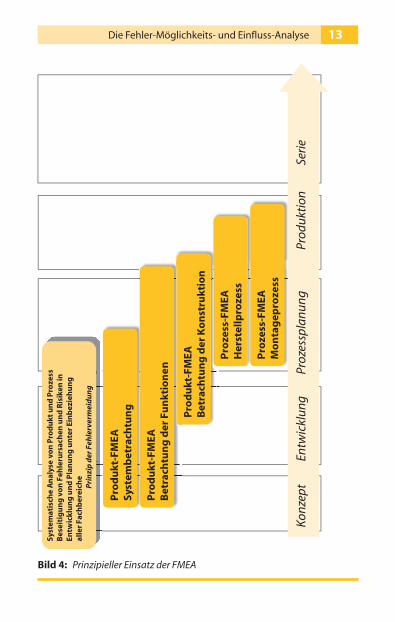
Die Erstellung der FMEA sollte zum frühestmöglichen Zeitpunkt erfolgen . Der prinzipielle Einsatz der FMEA in den einzelnen Produktphasen ist in Bild 4 dargestellt .
Als „lebendes Dokument“ ist die FMEA in festzulegenden Zeitabständen auf den neuesten Stand zu bringen und bei Änderungen am Produkt oder Prozess im Rahmen der Se-rienbetreuung zu überarbeiten .
13Die Fehler-Möglichkeits- und Einfluss-Analyse
Bild 4: Prinzipieller Einsatz der FMEA
Pro
du
kt-F
MEA
Syst
emb
etra
chtu
ng
Pro
du
kt-F
MEA
Bet
rach
tun
g d
er K
on
stru
ktio
n
Pro
zess
-FM
EAH
erst
ellp
roze
ss
Pro
zess
-FM
EAM
on
tag
epro
zess
Konz
ept
Entw
ickl
ung
Prod
uktio
nSe
rie
Proz
essp
lanu
ng
Syst
emat
isch
e A
nal
yse
von
Pro
du
kt u
nd
Pro
zess
Bes
eiti
gu
ng
vo
n F
ehle
rurs
ach
en u
nd
Ris
iken
inEn
twic
klu
ng
un
d P
lan
un
g u
nte
r Ei
nb
ezie
hu
ng
alle
r Fac
hb
erei
che
Pri
nzi
p d
er F
ehle
rver
mei
du
ng
Pro
du
kt-F
MEA
Bet
rach
tun
g d
er F
un
ktio
nen
Einleitung14
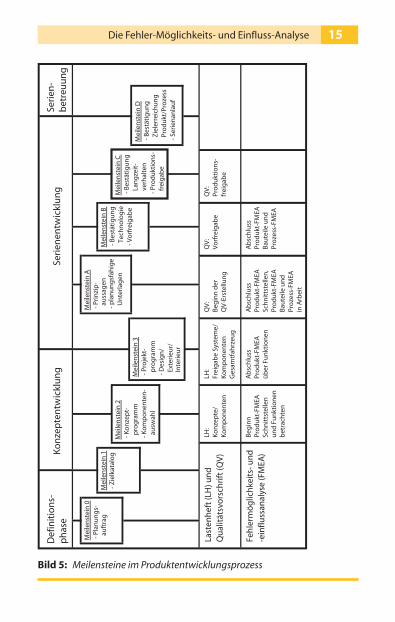
Bild 5 zeigt die Zeitpunkte für Beginn und Ende der FMEA-Erstellung im Produktentwicklungsprozess über die Meilensteine .
1.2 Begriffsdefinitionen zur FMEA
W o R U M g E H t E S ?
Klassische Einsatzfelder der FMEA sind die Produktent-wicklung und die Prozessplanung . Darüber hinaus ist die FMEA für alle funktionalen und ablauforientierten Systeme anwendbar . Wichtig ist bei der Durchführung der FMEA das konsequente Vorgehen in strukturierten Systemen . Es stellt die Grundlage für die Festlegung von Vorgehensweisen zur Erstellung von Produkt-FMEA und Prozess-FMEA dar .
W A S B R I N g t E S ?
Es wird unterschieden nach der Produkt-FMEA (Bild 6, S . 16), welche die funktionalen Zusammenhänge des be-trachteten Systems bis in die Merkmale der Bauteile unter-sucht, und nach der Prozess-FMEA (Bild 7, S . 16), welche die Abläufe zur Herstellung des betrachteten Systems analysiert . Daraus folgt, dass die Produkt-FMEA die bisherige System- und Konstruktions-FMEA umfasst .
W I E g E H E I c H v o R ?
Die Produkt-FMEA betrachtet die möglichen Fehlfunk-tionen von Produktsystemen aus mehreren Bauteilen als Feh-ler . Die Fehleranalysen gehen stufenweise bis in die Fehler der Bauteile .
Diese Vorgehensweise für Produkte lässt sich auf Prozesse
15Die Fehler-Möglichkeits- und Einfluss-Analyse
Kon
zep
ten
twic
klu
ng
Seri
enen
twic
klu
ng
Mei
len
stei
n 0
Mei
len
stei
n A
- Pl
anu
ng
s-
auft
rag
Mei
len
stei
n 1
au
ssag
enM
eile
nst
ein
B -
Zie
lkat
alo
g -
pla
nu
ng
sfäh
ige
- Pr
inzi
p-
- B
estä
tig
un
gM
eile
nst
ein
2
Un
terl
agen
Te
chn
olo
gie
Mei
len
stei
n C
- K
on
zep
t- -
Vo
rfre
igab
e -
Bes
täti
gu
ng
p
rog
ram
mM
eile
nst
ein
3
Lan
gze
it-
Mei
len
stei
n D
- K
om
po
nen
ten
- -
Pro
jekt
-
verh
alte
n -
Bes
täti
gu
ng
au
swah
l
pro
gra
mm
- Pr
od
ukt
ion
s-
Zie
lerr
eich
un
g -
Des
ign
/
frei
gab
e
Pro
du
kt/P
roze
ss
Exte
rieu
r/ -
Seri
enan
lau
f
Inte
rieu
r
Last
enh
eft
(LH
) un
dLH
:K
on
zep
te/
Ko
mp
on
ente
n
LH:
Frei
gab
e Sy
stem
e/K
om
po
nen
ten
Ges
amtf
ahrz
eug
QV
:B
egin
n d
erQ
V-E
rste
llun
g
QV
:V
orf
reig
abe
QV
:Pr
od
ukt
ion
s-fr
eig
abe
Qu
alit
ätsv
ors
chri
ft (Q
V)
Feh
lerm
ög
lich
keit
s- u
nd
Beg
inn
Pro
du
kt-F
MEA
Sch
nit
tste
llen
un
d F
un
ktio
nen
bet
rach
ten
Ab
sch
luss
Pro
du
kt-F
MEA
üb
er F
un
ktio
nen
Ab
sch
luss
Pro
du
kt-F
MEA
Sch
nit
tste
llen
,Pr
od
ukt
-FM
EAB
aute
ile u
nd
Pro
zess
-FM
EAin
Arb
eit
Ab
sch
luss
Pro
du
kt-F
MEA
Bau
teile
un
dPr
oze
ss-F
MEA
-ein
fluss
anal
yse
(FM
EA)
Seri
en-
bet
reu
un
gD
efin
itio
ns-
ph
ase
Bild 5: Meilensteine im Produktentwicklungsprozess