Linearachsen nach Ihren Ideen | Bahr Modultechnik · - Den Wert (f) am Riemen messen. - W ert mit...
24
5.2 | 1 301 5.2 Wartungsanleitungen
Transcript of Linearachsen nach Ihren Ideen | Bahr Modultechnik · - Den Wert (f) am Riemen messen. - W ert mit...

5.2 | 1
301
5.2
Wartungsanleitungen

5.2 | 2
3025
.2
EG / EL - AchsenSpindel Schmierung Baugröße EG 30 / EL 30
Spindel Schmierung EG 40, 60, 80 / EL 40, 60, 80, 100, 125
- Zylinderschrauben (1) lösen, Abstreifkappe (2) zur Seite schieben.
- Gewindestifte (3) herausdrehen, Schlitten (S) zur Seite schieben.
- Gewindestift (4) lösen, Abdeckband (5) herausziehen und hochnehmen, Schmierbohrung ist nun in der Leitmutteraufnahme sichtbar.
- Schmieren Sie mit einer Fettpresse nach.
Fettmenge siehe Tabelle.
Typ Gewinde Nachfettung Typ Gewinde Nachfettung
30 Kg 08 x 2,5 0,1 g 60 Kg 20 x 05 3,00 g
40 Kg 16 x 05 1,33 g 80 Kg 25 x 25 3,00 g
40 Kg 16 x 10 0,84 g 80 / 100 Kg 32 x 05 3,00 g
60 Kg 25 x 05 2,00 g 80 / 100 Kg 32 x 10 4,00 g
60 Kg 25 x 10 3,00 g 100 Kg 32 x 32 4,00 g
60 Kg 20 x 20 3,00 g 125 Kg 40 x 10 4,00 g
A = Schlitten B = Abstreifkappe
EG / EL 40 mit Schmiernippel hinter der Abstreifkappe
EG 60, 80 / EL 60 - 125mit Schmiernippel außen
Schmieren Sie mit einer Fettpresse nach. Fettmenge siehe Tabelle. Spindelschmierung alle 500 - 1000 Betriebsstunden.
Typ Gewinde Nachfettung
30 Kg 08 x 2,5 0,1 g
Leitmutter - Schmierung
EG 40 / EL 40 EG 60, 80 / EL 60 -125
A
1
2
4
3 S
5
B B
A

5.2 | 3
303
5.2
Schmierung der Führungswellen EL | ML
EG / EH / EL / ML - Achsen
Alle 1.000 Betriebsstunden oder alle 6 Monate von der Schlittenunterseite an den Exzentern mit Lagerfett nachfetten.
Die Schmierung erfolgt über einen geölten Filzeinsatz. Der Filz kann, über stirnseitig in der Abstreifkappe (4) angebrachte Schmiernippel, nachgeschmiert werden.
Wir empfehlen die Verwendung von Ölen mit einer Viskosität von ca. 200 mm²/s bei T= 40° C. Das erforderliche Nachschmierintervall ist abhängig von den Umgebungseinfl üssen, als Richtwert gilt 1x im Monat. Zur Sicherstellung einer ausreichenden Schmierung muss der Mindesthub gleich der Schlittenlänge sein.
Schmierung der Laufrollen EL 100, 125 | ML 100
Schmierung EHTX / EHKX 60, 80
Schmierung
Typ Gewinde Nachfettung
60 Tr 18 x 4 1,33 g
60 Tr 18 x 8 0,84 g
80 Tr 24 x 5 2,00 g
80 Tr 24 x 10 3,00 g
80 Kg 25 x 5 2,00 g
80 Kg 25 x 10 3,00 g
1 = Abdeckkappe 4 = Schmiernippel
- Abdeckkappe (1) entfernen.
- Schlit ten solange verfahren bis der Schmiernippel (4) in der Wartungsbohrung sichtbar wird.
- Schmieren Sie mit einer Fettpresse nach.
Fettmenge siehe Tabelle. Spindelschmierung alle 500 - 1000 Betriebsstunden.
4
4
1

5.2 |
4
4
3045
.2
Abdeckbandwechsel EL 100, 125
- Zylinderschrauben (1) an einer Schlittenseite entfernen.
- Abstreifkappe (4) zur Seite schieben.
- Gewindestifte (2) herausdrehen, Schlitten (5) zur Seite schieben.
- Gewindestifte (3) an beiden Lagerstücken lösen.
- Abdeckband (6) herausziehen.
- Neues Abdeckband einführen und an einem Lagerstück (7) mit Gewindestift (3) festklemmen.
- Am anderen Lagerstück mit einer Zange das Abdeckband spannen und mit Gewindestift (3) festklemmen.
- Schlitten (5) mit Gewindestiften (2) befestigen.
Gewindestifte mit Schraubensicherung (mittelfest) sichern.
- Abstreifkappe (4) mit Zylinderschrauben (1) am Schlitten (5) befestigen.
- Zylinderschrauben (1) an beiden Seiten des Schlittens (5) entfernen.
- Abstreifkappen (4) zur Seite schieben.
- Gewindestifte (2) an beiden Lagerstücken lösen und die Abdeckband-klemmung (3) entfernen.
- Abdeckband (6) herausziehen.
- Neues Abdeckband einführen und an einem Lagerstück (7) mit Abdeck-band klemmung (3) und Gewindestiften (2) festklemmen.
- Am anderen Lagerstück mit einer Zange das Abdeckband spannen und mit Abdeck band klemmung (3) und Gewindestiften (2) festklemmen.
- Abstreifkappen (4) mit Zylinderschrauben (1) am Schlitten (5) befestigen. Dabei auf den Sitz der Gleitstücke (8) achten.
Abdeckbandwechsel Baugröße EL / EG 30, 40
EG / EL - Achsen Abdeckbandwechsel | Gleitschienen Einstellung
Gleitschienen Einstellung / Schlitten einstellen EG 30, 40, 60, 80
- Alle 4 Gewindestifte (1) mit einem Sechskantschlüssel (A) spielfrei einstellen, bis sich der Schlitten nicht mehr bewegen lässt.
- Jetzt alle Gewindestifte (1) minimal lockern und mit einem Schonhammer die innenliegende Gleitschiene freischlagen.
- Darauf achten, dass der Schlitten zentriert auf dem Führungs profil sitzt und leichtgängig über das Profil verfährt. (Gegebenenfalls mit einem Messschieber kontrollieren.)
Die Gewindestifte (1) sind mit Schrauben sicherung zu sichern.
4
A 1
4
7
1
3
56
2
1 4
2
72
68
5

5.2 | 5
305
5.2
EL - Achsen
Abdeckbandwechsel ELHZ / ELVZ 100, 125
Schmierung Zahnstange ELZQ
Abdeckbandwechsel ELHZ / ELVZ 60, 80
Wichtig:Für die Riemenspannung das Maß „s“ messen und dokumentieren.
- Zylinderschrauben (9) an beiden Seiten des Schlittens (5) entfernen.
- Abstreifkappen (4) zur Seite schieben.
- Gewindestifte (2) in beiden Lagerstücken (1) lösen.
- Abdeckband (6) entfernen.
- Neues Band zwischen Gleitstück (8) und Schlitten (5) einführen bis es auf der anderen Seite des Schlittens erscheint.
- Abdeckband (6) in Lagerstück (1) einführen und mit Gewindestift (2)festklemmen.
- Abdeckband in gegenüberliegendes Lagerstück einführen. Band spannen und mit Gewindestift (2) festklemmen.
- Zylinderschrauben (9) an beiden Seiten des Schlittens (5) entfernen
- Abstreifkappen (4) zur Seite schieben.
- Gewindestifte (2) in beiden Lagerstücken (1) lösen.
- Abdeckband (6) entfernen.
- Neues Band zwischen Gleitstück (8) und Schlitten (5) einführen bis es auf der anderen Seite des Schlittens erscheint.
- Abdeckband (6) in Lagerstück (1) einführen und mit Gewindestift (2)festklemmen.
- Abdeckband in gegenüberliegendes Lagerstück einführen. Band spannen und mit Gewindestift (2) festklemmen.
Abdeckbandwechsel | Schmierung
- Die Schmierung erfolgt über einen im Schlitten angebrachten Schmiernippel (1).
- Schmieren Sie mit einer Ölpresse nach.
2
4
5
9
8
6
1
2
2
4
5
9
8
6
1
2
1

5.2 | 6
3065
.2
Einstellen der Laufrollen Baugröße EL 40, 60
Einstellen der Laufrollen Baugröße EL 30, 80, 100, 125
- Exzenter mit Schlüssel (1) festhalten.
- Schrauben mit Schlüssel (2) soweit lösen, bis sich der Exzenter drehen läßt.
- Auf Exzenteroberfl äche befi ndet sich eine Prägung (3)
- Der unterbrochene Strich der Prägung muss auf einer Seite mit der Ziehriefe im Schlitten übereinstimmen.
- Andere Seite spielfrei einstellen (ohne Vorspannung).
- Darauf achten, dass die Prägungen die gleiche Stellung haben und die Exzenter in Rechtsrichtung gegengespannt werden.
Schmierungs ist nur bei Stahl- bzw. Edelstahlzahnstangen und Stahl- bzw. Edelstahlzahnrädern nötig. Alle anderen Materialkombinationen sind wartungsfrei.
- Schlitten in eine der beiden Endpositionen verfahren.
- Mit einem Pinsel die Zahnstange nachfetten. Hierfür SKF Fett LGMT nutzen.
- Nach der Schmierung einige Male über den gesamten Hub verfahren, damit sich das Schmiermittel gut über die gesamte Zahnstange verteilen kann.
EL - Achsen Laufrolleneinstellung
Schmierung Zahnstange ELZA / ELDZA
- Andere Seite spielfrei einstellen (ohne Vorspannung).
- Darauf achten, dass die Prägungen die gleiche Stellung haben und die Exzenter in Rechtsrichtung gegengespannt werden.
2
1
3
1
2
3

5.2 | 7
307
5.2
Baugröße / Size Kraft / Force30 20 N
40 20 N
60 30 N
80 50 N
100 50 N
125 50 N
Dur
chha
ng (f
) / S
ag o
f bel
t (f)
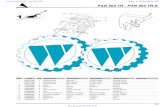
EL - AchsenZahnriemenspannung ELZ
- Schlitten (5) vor ein Lagerstück (7) schieben.
- Zylinderschrauben (1) der Abstreifkappe (4) herausdrehen.
- Abstreifkappe (4) zum anderen Lagerstück (7) schieben.
- Mit Federwaage mittig vom Riemen vorgegebene Kraft (siehe Tabelle) wirken lassen.
- Den Wert (f) am Riemen messen.
- Wert mit Diagramm vergleichen, und falls erforderlich Riemen spannen oder entspannen.
- Gewindestifte (2) mit Innensechskantschlüssel einstellen.
- Gewindestifte (2) müssen mit Schraubensicherung eingeklebt werden.
- Beide Schrauben (2) müssen gleich tief eingedreht sein.
Mit Stahlmaß prüfen.
- Abstreifkappe (4) wieder anschrauben.
Zahnriemeneinstellung
- Schlitten
- Zylinderschrauben
- Abstreifkappe
- Mit Federwaage mittig vom Riemen vorgegebene Kraft (siehe Tabelle) wirken lassen.
- Den Wert (f) am Riemen messen.
- Wert mit Diagramm vergleichen, und falls erforderlich Riemen spannen oder entspannen.
- Gewindestifte
- Gewindestifte
- Beide Schrauben
Mit Stahlmaß prüfen.
- Abstreifkappe
75
41
7
=
=
f

5.2 | 8
3085
.2
1 2 3 4
1
2
3
4
EL - AchsenAustausch der Laufrollen ELZ Beispiel: ELZU mit Ober-Unterschlitten
Befestigungschraube mit Schnorrscheibe
Exzenter
Laufrolle
Passscheibe
- Befestigungsschrauben (F) der Abstreifkappen (A) herausdrehen und zur Seite legen.
- Befestigungsschrauben (1) des Verbindungsfl ansches (B) herausdrehen und zur Seite schieben.
- Die Gewindestifte (C) vom Zahnriemenspanner (D) lösen. Der Schlitten (E) kann nun frei verschoben werden.
- Befestigungsschrauben (1) im Schlitten (E) herausdrehen und Exzenter (2) herausnehmen.
- Laufrollen (3) und Passscheiben (4) entfernen.
- Neue Laufrollen einsetzen: Passscheibe (4) in die vorhandene Fräsung legen. Laufrolle (3) passgenau auf der Passscheibe (4) platzieren. Exzenter (2) wieder einsetzen. Die Befestigungsschrauben (1) nur soweit anschrauben, damit der Exzenter (2) noch frei beweglich ist.
- Laufrollen einstellen!
- Nach erfolgreicher Laufrolleneinstellung Befestigungsschrauben (1)fi xieren.
Austausch Laufrollen
Beispiel: ELZU mit Ober-Unterschlitten
AB
1
1
2
CD
E
4
3
E
F

5.2 | 9
309
5.2
EL - Achsen
- Befestigungsschrauben (1) der Abstreifkappe (2) herausdrehen und Abstreifkappen auf beiden Seiten entfernen.
Darauf achten, dass die Filzgleiter (F) nicht herausfallen.
- An den Spannerschrauben (3) der Zahnriemenspanner (8) die Einschraubtiefe messen, protokollieren und auf beiden Schlittenseiten herausdrehen. Die Einschraubtiefe muss an allen 4 Spannerschrauben (3) die Gleiche sein.
- Befestigungsschrauben einer Zahnriemenumlenkung (4 + 6), sowie den Gewindestift der Wellenklemmung (5) heraus drehen.
- Beide Riemenspanner (8) zerlegen und vom Zahnriemen (10) lösen.
- Zahnriemen aus den Zahnriemenumlenkungen und dem Profi l (P) ziehen.
Die Montage des neuen Zahnriemens erfolgt in umgekehrter Reihenfolge
- Neuen Zahnriemen auf die Länge des alten kürzen.
- Zahnriemen mit der Verzahnung zum Profi l am nicht demontierten Lagerstück (A) einfädeln, die Zahnscheibe (11) drehen bis der Zahnriemen aus dem Profi l (P) herauskommt, dann den Zahnriemen (10) durch die demontierte Zahnriemenumlenkung durchfädeln.
- Zahnriemenumlenkung (7) wieder an das Profi l (P) schrauben und Befestigungsschrauben (4 + 6) und Gewindestift (5) wieder fest ziehen.
- Die Zahnriemenspanner an den Zahnriemenenden zusammenbauen. Die Senkkopfschrauben (9) der Riemenspanner sind mit Schrauben sicherung zu sichern.
- Riemenspanner in den Schlitten (S) einführen und mit den Spannerschrauben (3), die vorher notierte Einschraubtiefe wiederherstellen. Die Spannerschrauben (3) sind mit Schrauben sicherung zu sichern. Der Zahnriemenspanner (8) muss nach dem Einsetzten parallel und gerade im Schlitten (S) sitzen.
- Die Abstreifkappen (2) wieder mit den Befestigungsschrauben (1) an den Führungsschlitten (S) montieren. (Hinweis: Der einfachste Weg zur Montage der Abstreifkappen besteht darin, die Filzgleiter mit einem Gummiband während der Montage zu sichern.)
Überprüfung Zahnriemenspannung: Abstand von Umlenkung zu Führungsschlitten auf 300 ±3 mm einstellen (Detail 4). Messgerät auf Umlenkung oder Führungsschlitten legen und Sensor bei 150 mm dicht über dem Zahnriemen positionieren. Dann mit einem Innensechskantschlüssel den Riemen in Schwingung versetzen. Riemenspannung auf 70 ± 5 Hz einstellen.
Einschraubtiefe messenund protokollieren.
Zahnriemenwechsel ELZ
Zahnriemenwechsel
Einschraubtiefe messenund protokollieren.
Zahnriemenwechsel ELZ
300 ± 3 mm
1 F
4
9
6
A
2
3
8
S
10
11
P
5
7
Detail 4

5.2 | 10
3105
.2
EL - AchsenZahnriemenwechsel ELSZ
Zahnriemenwechsel
Abstand messenund protokollieren.
Abstand auf beiden Seiten zwischen Lagerstück und Zahnriemenspanner messen und protokollieren.
- Spannerschrauben (1) der Zahnriemenspanner (2) herausdrehen und auf beiden Seiten entfernen.
- Beide Zahnriemenspanner (2) zerlegen und vom Zahnriemen (Z) lösen.
- Befestigungsschrauben (3) der Omegaumlenkung (4) herausdrehen.
- Abdeckkappe (5) entfernen.
- Zahnriemen (Z) aus der Omegaumlenkung (4) ziehen.
Die Montage des neuen Zahnriemens erfolgt in umgekehrter Reihenfolge
- Neuen Zahnriemen auf die Länge des alten kürzen.
- Zahnriemen mit der Verzahnung zum Profi l (P) in die Umlenkung einfädeln.
- Omegaumlenkung (4) mit den Befestigungsschrauben (3) wieder festziehen.
- Die Zahnriemenspanner (2) an den Zahnriemenenden zusammenbauen. Die Senkkopfschrauben (9) der Riemenspanner sind mit Schrauben sicherung zu sichern.
- Spannerschrauben (1) der Zahnriemenspanner (2) wieder einschrauben. Die Spannerschrauben (1) sind mit Schrauben sicherung zu sichern.
- Abdeckkappe (5) wiedereinsetzen.
Überprüfung Zahnriemenspannung: Abstand von Zahnriemenspanner zu Omegaumlenkung auf 300 ±3 mm einstellen (Detail 4). Messgerät auf Führungsschlitten legen und Sensor dicht am Führungsschlitten über dem Zahnriemen positionieren. Dann mit einem Innensechskantschlüssel den Riemen in Schwingung versetzen. Riemenspannung auf 70 ± 5 Hz einstellen.
Abstand messenund protokollieren.1
1
9
Z
4
2
23
P
5
300 ± 3 mmDetail 4

5.2 | 11
311
5.2
TypeGewinde/
PitchNachfettung/Regreasing
TypeGewinde/
PitchNachfettung/Regreasing
120 KG 16 x 05 1,33 g 120/160 KG 25 x 25 3,00 g
120 KG 16 x 10 0,84 g 200 KG 32 x 05 3,00 g
120 KG 16 x 16 1,00 g 200 KG 32 x 10 4,00 g
120/160 KG 20 x 20 3,00 g 200 KG 32 x 20 4,00 g
120/160 KG 25 x 05 2,00 g 200 KG 32 x 32 4,00 g
120/160 KG 25 x 10 3,00 g
Leitmutter schmieren Baugrößen DLK / DLT 120, 200 Baugrößen DSK / DST 120, 200
Leitmutter schmieren Baugrößen DLK / DLT 120, 160, 200 Baugrößen DSK / DST 120, 160, 200Gilt für alle Positioniersysteme ab 2017.
Baugröße DLK / DLT 160 Baugröße DSK / DST 160
DL / DS - Achsen
- Schlitten (S) auf die Position der Wartungsbohrung (1) verfahren.
- Zylinderschrauben (2) und Abstreifkappe (3) entfernen.
- Mittleres Gleitstück (4) entfernen und Gewindestifte (5) herausdrehen.
- Schlitten (S) zur Seite schieben.
- Gewindestift (7) lösen und mit Nutenstein (N) entfernen.
- Abdeckband (8) herausziehen und hochnehmen.
- Die Schmierbohrung ist nun in der Leitmutteraufnahme (9) sichtbar.
- Schmieren Sie mit einer Fettpresse nach.
Fettmenge siehe Tabelle unten.
- Schlitten (6) auf die Position der Wartungsbohrung (1) verfahren.
- Zylinderschrauben (2) und Abdeckkappe (3) entfernen.
- Mittleres Gleitstück (4) entfernen.
- Schmieradapter (A) in rechte Schmierbohrung der
Leitmutteraufnahme stecken.
- Schmieren Sie mit einer Fettpresse nach.
Fettmenge siehe Tabelle. Spindelschmierung alle 500 - 1000 Betriebsstunden.
Leitmutter - Schmierung
Gilt für alle Positioniersysteme bis Dezember 2016.
Gilt für alle Positioniersysteme bis Dezember 2016.
- Die Schmierung erfolgt über einen im Schlitten angebrachten Schmiernippel (1).
- Schmieren Sie mit einer Fettpresse nach.
Fettmenge siehe Tabelle.Spindelschmierung alle 500 - 1000 Betriebsstunden.
Typ Gewinde Menge Typ Gewinde Menge
120 KG 16 x 05 1,33 g 120/160 KG 25 x 25 3,00 g
120 KG 16 x 10 0,84 g 200 KG 32 x 05 3,00 g
120 KG 16 x 16 1,00 g 200 KG 32 x 10 4,00 g
120/160 KG 20 x 20 3,00 g 200 KG 32 x 20 4,00 g
120/160 KG 25 x 05 2,00 g 200 KG 32 x 32 4,00 g
120/160 KG 25 x 10 3,00 g
Baugröße
1
16
A
32
4
1
9
28
47
N
5
3
S

5.2 | 12
3125
.2
TypeGewinde/
PitchNachfettung/Regreasing
TypeGewinde/
PitchNachfettung/Regreasing
120 KG 16 x 05 1,33 g 120/160 KG 25 x 25 3,00 g
120 KG 16 x 10 0,84 g 200 KG 32 x 05 3,00 g
120 KG 16 x 16 1,00 g 200 KG 32 x 10 4,00 g
120/160 KG 20 x 20 3,00 g 200 KG 32 x 20 4,00 g
120/160 KG 25 x 05 2,00 g 200 KG 32 x 32 4,00 g
120/160 KG 25 x 10 3,00 g
D / Q - AchsenLeitmutter schmieren Baugröße DST/K 120 P, 160 P und 200 P
Schmierung Führungswellen DL 120, 160, 200 QL 60, 80, 100
- Schlitten auf die Position der Wartungsbohrung (A) verfahren.
- Servicekappe (2) entfernen und den Schmiernippel mit einer Fettpresse (1) nachschmieren. Fettmenge siehe Tabelle unten.
Spindelschmierung alle 500 - 1000 Betriebsstunden.
Schmierung
Die Schmierung erfolgt über einen geölten Filzeinsatz. Der Filz kann über seitlich an den Enden der Rollenpacks angebrachte Schmiernippel nachgeschmiert werden.
- Abdeckkappe (1) beidseitig entfernen.
- Schlitten solange verfahren bis der erste Schmiernippel (2) in der Wartungsbohrung sichtbar wird.
- Filz mit einer Ölpresse beidseitig nachölen.
- Schlitten bis zum zweiten Schmiernippel verfahren und diesen ebenfalls beidseitig nachölen.
Wir empfehlen die Verwendung von Ölen mit einer Viskosität von ca. 200 mm²/s bei T= 40° C. Das erforderliche Nachschmierintervall ist abhängig von den Umgebungseinfl üssen, als Richtwert gilt 1x im Monat. Zur Sicherstellung einer ausreichenden Schmierung muss der Mindesthub gleich der Schlittenlänge sein, um auch in den Endlagen eine ausreichende Schmierung zu gewährleisten.
12
A
2
1
1

5.2 |13
313
5.2
Führungswagen DS 160, 200 QS 60, 80, 100
Führungswagen DS 120
Nachfettung
Typ Menge Typ Menge
DS 120 0,3ml QS 60, 0,4ml
DS 160 0,4ml QS 80 0,5ml
DS 200 0,8ml QS 100, 0,8ml
QS 125 1,2ml
- Abdeckkappe (1) entfernen.
- Schlitten solange verfahren bis der erste Fettnippel (2) in der Wartungsbohrung sichtbar wird.
- Mit einer Fettpresse nachschmieren.
- Schlitten bis zum zweiten Fettnippel verfahren und diesen ebenfalls nachschmieren. (Nur bei Schlitten mit 2 bzw. 4 Führungswagen.)
Wir empfehlen die Verwendung von Schmierfetten nach DIN 51825. Das erforderliche Nachschmierintervall ist abhängig von den Umgebungseinfl üssen. Bei normalen Umgebungseinflüssen sollte alle 1000 km Hubweg* eine Nachschmierung erfolgen. Um die Funktion der Abdichtungen zu gewährleisten, sollte nach max. 8 Betriebsstunden ein Reinigungshub über den gesamten Verfahrweg durchgeführt werden. *DS 120: 150 km
- Abdeckkappe (1) entfernen.
- Schlitten solange verfahren bis der erste Führungswagen in der Wartungs-bohrung sichtbar wird.
- Mit einer Fettkartusche mit Winkelnadel nach schmieren.
- Schlitten bis zum nächsten Führungswagen verfahren und diesen ebenfalls nachschmieren.
Mit einer Fettpresse die Schmiernippel direkt am Schlitten nachschmieren.Führungswagen QS 125
D / Q - Achsen Schmierung
- Schlitten bis zum nächsten Führungswagen verfahren und diesen ebenfalls nachschmieren.
0901611
1
1
2
2

5.2 | 14
3145
.2
TypeGewinde/
PitchNachfettung/Regreasing
TypeGewinde/
PitchNachfettung/Regreasing
60 KG 16 x 05 1,33 g 100 KG 32 x 05 3,00 g
60 KG 16 x 10 0,84 g 100 KG 32 x 10 4,00 g
60 KG 16 x 16 1,00 g 100 KG 32 x 32 4,00 g
80 KG 20 x 20 3,00 g
80 KG 25 x 05 2,00 g
80 KG 25 x 10 3,00 g
D / Q - Achsen Schmierung
- Abdeckkappe (1) entfernen.
- Mit einer Fettpresse nachschmieren.
- Nachschmierung der Leitmutter erfolgt über die Wartungsbohrung. Der Fettnippel (2) für die Schmierung der Leitmutter befi ndet sich zwischen den Führungswagen.
Wir empfehlen die Verwendung von Schmierfetten nach DIN 51825. Das erforderliche Nachschmierintervall ist abhängig von den Umgebungseinfl üssen. Bei normalen Umgebungseinfl üssen sollte alle 1000 km Hubweg eine Nachschmierung erfolgen. Um die Funktion der Abdichtungen zu gewährleisten, sollte nach max. 8 Betriebsstunden ein Reinigungshub über den gesamten Verfahrweg durchgeführt werden.
Leitmutter schmieren QST / QSK 60, 80, 100
Schmierung Zahnstange ELZQ
- Die Schmierung erfolgt über einen im Schlitten angebrachten Schmiernippel (1).
- Schmieren Sie mit einer Ölpresse nach.
5.2
1
2
1

5.2 |15
315
5.2
Baugröße / SizeHub / Stroke
(mm)Kraft / Force
(N)
120< 2500
2500 - 600020 10
160< 2500
2500 - 60002010
200< 2500
2500 - 60004020
Zahnriemeneinstellung
Zahnriemenspannung DLZ / DSZ 120, 160, 200prüfen und einstellen
- Schlitten (1) vor ein Lagerstück (2) schieben.
- Zylinderschrauben (3) entfernen.
- Gewindestifte (4) für mittleres Abdeckband (5) am gegenüberliegenden Lagerstück lösen.
- Abdeckband aus Lagerstück herausziehen und zur Seite klappen.
- Mit einer Federwaage (6), mittig vom Riemen, vorgegebene Kraft (siehe Tabelle) auf den Riemen wirken lassen, und dabei „Durchhang“ (f) messen.
- Wert mit Diagramm vergleichen und falls erforderlich den Riemen durch Eindrehen oder Herausdrehen der Gewindestifte (7) spannen oder entspannen.
- Gewindestifte (7) müssen mit Schraubensicherung gegen Lösen gesichert werden.
- Beide Gewindestifte (7) müssen gleich tief eingedreht sein. Mit Messschieber prüfen.
2
4
61
35
7
- Zylinderschrauben
- Gewindestifte Lagerstück lösen.
- Abdeckband aus Lagerstück herausziehen und zur Seite klappen.
- Mit einer Federwaage (siehe Tabelle) auf den Riemen wirken lassen, und dabei „Durchhang“ (f) messen.
- Wert mit Diagramm vergleichen und falls erforderlich
- Gewindestifte
- Beide Gewindestifte
2
7

5.2 |16
3165
.2
Einstellen der Laufrollen Baugröße DL 120, 160, 200
Einstellen der Laufrollen Baugröße QL 60, 80, 100
D / Q - Achsen
- Abdeckkappe (5) der Wartungsbohrung entfernen.
- Exzenter mit Schlüssel (1) festhalten.
- Schrauben mit Schlüssel (2) soweit lösen bis sich der
Exzenter drehen lässt.
- Durch Drehen der Exzenter (3) Gesamtmaß (A) von Oberkante Schlitten und Unterkante Führungsprofi l einstellen. Drehen nach + vergrößert das Gesamtmaß. (DL 120: 79 mm; DL 160: 106 mm; DL 200: 129 mm).
- Durch dosiertes Drehen der Exzenter (4) wird der Schlitten spielfrei eingestellt.
- Darauf achten, dass die Exzenter in Rechtsrichtung gegengespannt werden.
- Abdeckkappe (5) der Wartungsbohrung entfernen.
- Exzenter mit Schlüssel (1) festhalten.
- Schrauben mit Schlüssel (2) soweit lösen, bis sich der Exzenter drehen lässt.
- Durch dosiertes Drehen der Exzenter wird der Schlitten spielfrei eingestellt.
- Darauf achten, dass die Exzenter in Rechtsrichtung gegengespannt werden.
Abdeckband wechseln DLZ / DSZ 120, 160, 200 DLT / DLK / DST / DSK 120, 160, 200
- Schlitten (S) in die Mitte der Einheit verfahren.
- Zylinderschrauben (1) und Abstreifkappe (2) entfernen.
- Bei Bgr. 160 und 200 Gewindestifte (3) an beiden Lagerstückplatten (4) lösen und Abdeckband (8) aus Lagerstück herausziehen. Bei Bgr. 120 Gewindestifte lösen und mit Nutenstein entfernen.
- Gleitstücke (5) und (6) aus beiden Seiten des Schlittens (7) herausziehen.
- Abdeckbänder (8) herausziehen.
- Neue Abdeckbänder in Schlitten (S) einführen.
- Seitliche Gleitstücke (6) auf Abdeckband fädeln und mit mittlerem Gleitstück (5) in den Schlitten einführen.
- Bei Bgr. 160 und 200 Abdeckbänder auf einer Lagerstückseite mit Gewindestiften (3) festziehen, am anderen Lagerstück Abdeckbänder (8) mit Zange spannen, und mit Gewindestiften (3) festziehen.
- Bei Bgr. 120 Nutenstein (N) mit Gewindestift (3) in die Lagerstückplatte (4) einführen und das Abdeckband mit Gewindestift festziehen.
Abdeckbandwechsel | Laufrolleneinstellung
2
15
44
3 3
25 1
A
D 120
D 160 | 200
2
4
34
8
5
6
1
N
3
S
S

5.2 |17
317
5.2
DL / DS - Achsen
- Befestigungsschrauben (1) der Abstreifkappen (2) herausdrehen und Abstreifkappen auf beiden Schlittenseiten entfernen.
- Falls Abdeckbänder vorhanden: Gewindestifte (3) lösen und mittleres Gleitstück (7) aus dem Schlitten (S) entfernen.
- Mittleres Abdeckband (4) herausziehen.
- Einschraubtiefe der Gewindestifte (6) zum Zahnriemenspannen protokollieren und Gewindestifte (6) aus beiden Seiten des Schlittens herausdrehen.
- Nach Entfernen der Zylinderschrauben (8), Lagerstückplatten mit Zahnriemenumlenkungen (9) demontieren.
- Zahnriemenspanner (11) mit Zahnriemen (Z) aus Schlitten (S) und Führungsprofi l (P) ziehen.
- Zahnriemenspanner (11, 14) durch Lösen der Senkschrauben (13) demontieren.
Die Montage des neuen Zahnriemen erfolgt in umgekehrter Reihenfolge.
- Neuen Zahnriemen auf Länge des alten kürzen.
- Zahnriemen mit der Verzahnung zum Schlitten (S) weisend durch den rechteckigen Kanal (10) des Führungsprofi ls (P) schieben und die Zahnriemenenden in die Zahnriemenumlenkungen (9) einfädeln.
- Zahnriemenenden mittels der Spannplatten (14) durch Anziehen der Senkkopfschrauben (13) am Zahnriemenspanner (11) montieren. Die Senkkopfschrauben (13) sind mit Schrauben sicherung zu sichern.
- Zahnriemenspanner (11) und Zahnriemen (Z) in Führungsprofi l (P) schieben.
- Lagerstückplatten (5) mit den Zahnriemenumlenkungen (9) am Führungsprofi l (P) festschrauben.
- Zahnriemenspanner (11) in den Schlitten (S) stecken und Gewindestifte (6) bis zur protokollierten Einschraubtiefe in den Schlitten (S) einschrauben. Die Gewindestifte (6) sind mit Schrauben sicherung zu sichern.( Zahnriemen (Z) durch Ein- oder Herausdrehen der Gewindestifte (6) an einer Seite des Schlittens spannen oder entspannen, falls die Riemenspannung nicht korrekt sein sollte.)
- Mittlere Gleitstücke (7) in den Schlitten (S) einsetzen und Abstreifkappen (2) mit den Zylinderkopfschrauben (1) befestigen.
- Abdeckbänder (4) in einer Lagerstückplatte (5) mit den Gewindestiften (3) festklemmen. Abdeckbänder an der gegenüberliegenden Lagerstückplatte spannen und mit Gewindestiften fi xieren.
Überprüfung Zahnriemenspannung: Abstand von Umlenkung zu Führungsschlitten auf 300 ±3 mm einstellen (Detail 4). Messgerät auf Umlenkung oder Führungsschlitten legen und Sensor bei 150 mm dicht über dem Zahnriemen positionieren. Dann mit einem Innensechskantschlüssel den Riemen in Schwingung versetzen. Riemenspannung auf 70 ± 5 Hz einstellen.
Zahnriemenwechsel DL / DS
Zahnriemenwechsel
Einschraubtiefe messenund protokollieren.
300 ± 3 mm
4
2 2
6
Z
35
S
11
10
11
P
1
3
7
89
9
14
13
Detail 4

5.2 |18
3185
.2
QL / QS - Achsen
- Befestigungsschrauben (1) der Abstreifkappe (2) herausdrehen und Abstreifkappen auf beiden Seiten des Führungsschlittens (S) entfernen.
- Spannerschrauben (3) der Zahnriemenspanner auf beiden Seiten des Führungsschlittens herausdrehen.
- Befestigungsschrauben (4) und Gewindestifte (5) aus beiden Zahnriemenumlenkungen (6) herausschrauben.
- Riemenspanner (7) mit Zahnriemen (9) aus Führungsschlitten (S) und Führungsprofi l (P) ziehen.
- Befestigungsschraube (12) aus dem Zahnriemenspanner herausdrehen.
- Zahnriemen (9) seitlich aus dem Zahnriemenspanner (7) herausdrücken.
- Zahnriemen aus beiden Umlenkungen (6) und des Zahnriemenkanals (11) ziehen.
Die Montage des neuen Zahnriemen erfolgt in umgekehrter Reihenfolge.
- Neuen Zahnriemen auf Länge des alten Zahnriemen kürzen. Wie im alten Zahnriemen müssen die vorher vorhandenen Löcher, im Flankendurchmesser der Schraube (12), in den neuen Zahnriemen gebohrt werden.
- Zahnriemen mit der Verzahnung zum Schlitten (S) weisend durch den rechteckigen Zahnriemenkanal (11) des Führungsprofi ls (P) schieben und die Zahnriemenenden in die Zahnriemenumlenkungen (6) einfädeln. (Tipp: die Zahnscheibe (8) drehen bis der Zahnriemen aus der Zahnriemenumlenkung (6) herauskommt.)
- Zahnriemenenden in die Zahnriemenspanner (7) eindrücken. Die Senkkopfschraube (12) ist mit Schrauben sicherung zu sichern.
- Zahnriemenspanner und Zahnriemen in die Zahnriemennut des Führungsprofi ls (P) schieben.
- Zahnriemenumlenkungen (6) wieder mit dem Führungsprofi l verschrauben.
- Zahnriemenspanner (7) mit Führungsschlitten (S) verschrauben. Die Spannerschrauben (3) mit dosierter Kraft soweit anziehen, dass sich die Zahnscheiben noch leicht drehen lassen. Die Spannerschrauben (3) sind mit Schrauben sicherung zu sichern.
- Abstreifkappen (2) auf beiden Seiten des Führungsschlittens (S) wieder montieren.
Überprüfung Zahnriemenspannung: Abstand von Umlenkung zu Führungsschlitten auf 300 ±3 mm einstellen (Detail 4). Messgerät auf Umlenkung oder Führungsschlitten legen und Sensor bei 150 mm dicht über dem Zahnriemen positionieren. Dann mit einem Innensechskantschlüssel den Riemen in Schwingung versetzen. Riemenspannung auf 70 ± 5 Hz einstellen.
Zahnriemenwechsel QL / QS
Zahnriemenwechsel
ZahnriemenspannerZahnriemenspanner
QL | QS 60
QL | QS 80
QL | QS 100
QL | QS 125
300 ± 3 mm
4
4
6
9
6
8
2
7
7
312
S
11
P
5
1
Detail 4

5.2 |19
319
5.2
LL - Achsen
Einstellen der Laufrollen LLZ / LLZE
- Zweilochmutter mit Exzenterschlüssel (1) leicht lösen und Position fi xieren.
- Mit Sechskantschlüssel (2) testen, ob der Exzenter frei beweglich ist.
- Durch dosierte Rechtsdrehung mit dem Sechskantschlüssel (2) werden die Exzenter spielfrei eingestellt.
- Mit dem Sechskantschlüssel (2) den Exzenter fi xieren und die Zweilochmutter mit dem Exzenterschlüssel (1)gegenspannen.
Schmierung Laufrollen LLZ / LLZE
Die Schmierung erfolgt über einen geölten Filzeinsatz.
- Der Filz kann über im Schlitten (2) angebrachte Schmiernippel (1), nachgeölt werden.
Wir empfehlen die Verwendung von Ölen mit einer Viskosität von ca. 200 mm²/s bei T= 40° C. Das erforderliche Nachschmierintervall ist abhängig von den Umgebungseinfl üssen, als Richtwert gilt 1x im Monat. Zur Sicherstellung einer ausreichenden Schmierung muss der Mindesthub gleich der Schlittenlänge sein.
Exzenterschlüssel zum Kontern und Fixieren der Zweilochmutter.
Sechskantschlüssel zum Einstellen der Exzenter.
Einstellbare Laufrollen
Nicht einstellbare Laufrollen
Schmierung | Laufrolleneinstellung
3
21
1
2
1
1
2
3 3
4
4

5.2 | 20
3205
.2
Schmierung Führungswagen LSZ / LSZE
Die Schmierung erfolgt über zwei im Schlitten (2) vorhandene Schmiernippel (1).
- Schmieren Sie mit einer Fettpresse nach.
Wir empfehlen die Verwendung von Schmierfetten nach DIN 51825. Das erforderliche Nachschmierintervall ist abhängig von den Umgebungseinfl üssen. Bei normalen Umgebungseinfl üssen sollte alle 1000 km Hubweg* eine Nachschmierung erfolgen. Um die Funktion der Abdichtungen zu gewährleisten, sollte nach max. 8 Betriebsstunden ein Reinigungshub über den gesamten Verfahrweg durchgeführt werden.
LS / UL Achsen
Nachfettung
Typ Menge
LS 60 0,4 ml
LS 80 0,5 ml
Schmierung | Laufrolleneinstellung
Einstellen der Laufrollen UL
Schmierung Laufrollen UL
- Zweilochmutter mit Exzenterschlüssel (1) leicht lösen und Position fi xieren.
- Mit Sechskantschlüssel (2) testen, ob der Exzenter frei beweglich ist.
- Durch dosierte Rechtsdrehung mit dem Sechskantschlüssel (2) werden die Exzenter spielfrei eingestellt.
- Mit dem Sechskantschlüssel (2) den Exzenter fi xieren und die Zweilochmutter mit dem Exzenterschlüssel (1)gegenspannen.
Exzenterschlüssel zum Kontern und Fixieren der Zweilochmutter.
Sechskantschlüssel zum Einstellen der Exzenter.
Einstellbare Laufrollen
Nicht einstellbare Laufrollen
Die Schmierung erfolgt über einen geölten Filzeinsatz.
- Der Filz kann über im Schlitten (2) angebrachte Schmiernippel (1), nachgeölt werden.
Wir empfehlen die Verwendung von Ölen mit einer Viskosität von ca. 200 mm²/s bei T= 40° C. Das erforderliche Nachschmierintervall ist abhängig von den Umgebungseinfl üssen, als Richtwert gilt 1x im Monat. Zur Sicherstellung einer ausreichenden Schmierung muss der Mindesthub gleich der Schlittenlänge sein.
1
1
2
21
1
2
3
3
4
4
4
2
1
1

5.2 | 21
321
5.2
Detail 3
LL / LS Achsen
Servicekappen (10) entfernen und Abstand zwischen Lagerstückplatte und Zahnriemen messen und protokollieren (Detail 1).
- Spannerschrauben (2 Stk.) (4) herausdrehen.
- Senkkopfschrauben (1) herausdrehen und Spannplatten (2) entfernen.
- Befestigungsschrauben (4 Stk.) (3) der Lagerstückplatte herausdrehen und Lagerstückplatte (5) entfernen.
- Zahnscheibe (6) mit Zahnriemen (Z) aus dem Führungsprofi l (P) ziehen.
Die Montage des neuen Zahnriemen erfolgt in umgekehrter Reihenfolge.
- Neuen Zahnriemen auf Länge des alten Zahnriemen kürzen. Wie im alten Zahnriemen müssen die vorher vorhandenen Löcher, im Flankendurchmesser der Schraube (1), in den neuen Zahnriemen gebohrt werden.
- Zahnriemen mit der Verzahnung zum Schlitten (S) weisend durch das Führungsprofi ls (P) schieben und die Zahnriemenenden in die Zahnriemenumlenkung (7) einfädeln. (Tipp: die Zahnscheibe (8) drehen bis der Zahnriemen aus der Zahnriemenumlenkung (7) herauskommt.)
- Zahnscheibe (8) repositionieren.
- Zahnriemenenden in die Zahnriemenspanner (9) eindrücken, mit Spannplatten (2) fi xieren und mit den Senkkopfschrauben (1) verschrauben. Die Senkkopfschraube (1) ist mit Schrauben sicherung zu sichern.
- Befestigungsschrauben (3) der Lagerstückplatte wieder verschrauben.
- Spannerschrauben (4) zum Spannen des Zahnriemens wieder verschrauben und auf die protokollierte Einschraubtiefe achten (Detail 3).Die Spannerschrauben (4) sind mit Schrauben sicherung zu sichern.
- Mit Hilfe der Spannerschrauben (4) kann der Zahnriemen parallel gespannt werden. Achtung, der Schlitten muss dabei manuell verfahren werden.
- Servicekappen (10) wieder einsetzten.
Überprüfung Zahnriemenspannung: Abstand von Umlenkung zu Führungsschlitten auf 300 ±3 mm einstellen (Detail 4). Messgerät auf Umlenkung oder Führungsschlitten legen und Sensor bei 150 mm dicht über dem Zahnriemen positionieren. Dann mit einem Innensechskantschlüssel den Riemen in Schwingung versetzen. Riemenspannung auf 70 ± 5 Hz einstellen.
Zahnriemenwechsel
Detail 1Abstand messen und protokollieren.
Zahnriemenwechsel LL / LS
Detail 1Abstand messen und protokollieren.
300 ± 3 mm
Detail 4
610
7 8
3 5
S
P
1
4
2
Z
9

5.2 | 22
3225
.2
ALL - AchsenZahnriemenspannung einstellen ALLZ 203, 204
Laufrollen einstellen ALLZ 203, 204
Die Zahnriemenverstellschrauben (1) gleichmäßig und der Anwendung entsprechend einstellen.
Ringschlüssel (gekröpft) zum Kontern und Fixieren der Sechskantmutter.
- Sechskantmutter (1) so weit lösen, bis sich der Exzenter drehen lässt.
- Durch dosiertes Drehen der Exzenter (2) wird der Schlitten spielfrei eingestellt.
- Nach Einstellen der Exzenter mit dem Innensechs-kantschlüssel (B) den Exzenter fixieren und die Sechskantmutter (1) mit dem Ringschlüssel (gekröpft) (A) gegenspannen.
Innensechskantschlüsselzum Einstellen der Exzenter.
Innensechskantschlüssel SW 10 für Zahnriemenverstellschraube (1)
Zahnriemeneinstellung | Laufrolleneinstellung | Schmierung
Schmierung Laufrollen ALL
Die Schmierung erfolgt über einen geölten Filzeinsatz.
- Der Filz kann über im Schlitten angebrachte Schmiernippel (1), nachgeölt werden.
Wir empfehlen die Verwendung von Ölen mit einer Viskosität von ca. 200 mm²/s bei T= 40° C. Das erforderliche Nachschmierintervall ist abhängig von den Umgebungseinfl üssen, als Richtwert gilt 1x im Monat. Zur Sicherstellung einer ausreichenden Schmierung muss der Mindesthub gleich der Schlittenlänge sein.
A
B
B
1
B
B A
12
1

5.2 | 23
323
5.2
ALL / W - AchsenSchmierung Zahnstange ALLZQ
Schmierung Spindel WGT/K - WKT/K
Schmierung
- Die Schmierung erfolgt über einen im Schlitten angebrachten Schmiernippel (1).
- Schmieren Sie mit einer Ölpresse nach.
- Die Schmierung erfolgt über einen im Schlitten angebrachten Schmierkanal (1).
- Zylinderschraube (2) vor dem Schmieren lösen um den Schmierkanal freizugeben.
- Relubricate with a grease gun.
Fettmenge siehe Tabelle. Spindelschmierung alle 500 - 1000 Betriebsstunden.
Typ Gewinde Nachfettung
16 Kg 08 x 2,5 0,1 g
1
1
2

5.2 | 24
3245
.2
Schmierstoffe Code-Nr. Bezeichnung
09001 Molyduval, 1 Liter, ISO-VG 220, Temperaturbereich -30 °C bis 100 °C
09003 Ölpresse aus Stahl für Laufrollen
09010 Einhandölpresse 125cm3 (mit Spitze und Winkeladapter *)
09004 Fettpresse aus Stahl für KG-Muttern
09009 Schmieradapter DLT/K 160
09012 Einhandfettpresse 125cm3 (mit Spitze und Winkeladapter *)
09002 SKF Fett LGMT 2/1 (1kg)
09006 Fettpressen-Füllgerät LAGF 5 (für 5kg Behälter)
09007 SKF Fett LGMT 2/5 (5kg)
09013 Fettpressen-Füllgerät LAGF 18 (für 18kg Behälter)
09014 SKF Fett LGMT 2/18 (18kg)
09016 Fettkartusche mit Winkelnadel (5ml) für Führungswagen DS 120
09050 Vorspannungsmessgerät VSM-1
* für von außen schwer zugängliche Schmiernippel
Schmierstoffe
0900609006 09013
09014
09007
09002
09013
09014
09007
09002
09009
09016
09050
0900109001
09003
09009
09004
09012 09010