LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND … · ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND...
20
LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
Transcript of LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND … · ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND...
LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG

ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 2/20
LÖSUNGEN FÜR DIE FOR END-OF-LINE PRÜFUNG
VERBRENNUNGSMOTOREN
ANOVIS prüft vollautomatisiert im Kalttest und Heißtest, bei Diesel- und Ottomotoren.
Unsere umfangreichen Erfahrungen haben wir an Pkw-Motoren gewonnen. Zwischenzeitlich haben wir unsere Lösung erfolgreich auf Nutzfahrzeugmotoren übertragen. Wir haben Erfahrungen mit Motoren von drei bis zwölf Zylinder, von einem bis fünfzehn Liter Hubraum.
Beispiele für unsere prozesssichere Fehlererkennung unter Serienbedingungen sind:
Unwuchten (Kurbelwelle, Ausgleichswelle, Turbolader)
Fehler an Verzahnungen (Zahneingriff, Zahnbeschädigungen)
Fehler an Kettentrieben (Kettenheulen, Zahnbeschädigungen, Kettenspanner)
Fehler an Nockenwellen (Rattermarken, Beschädigungen an Laufflächen)
Fehler im Ventiltrieb (atypisches Ventilklappern, Kipp-/ Schlepphebelgeräusche)
Untypische Geräusche (Kolben, Turbolader)
Fehler an Öl- und Hochdruckpumpen
Fehlende Pleuellagerschale
Zusatznutzen: Prüfstandsüberwachung, z.B. der Antriebs- und Bremsaggregate sowie Lager
Im Bild unten ist der Ausschnitt eines Kaltteststands im EoL-Prüffeld zu sehen. Parallel zum Funktionstest wer-den Schwingungssignale aufgezeichnet und analysiert.
Als Sensoren werden am abgebildeten Prüfstand zwei Laservibrometer verwendet, um auch an messtechnisch günstigen, aber wegen der Motorkonstruktion "verbauten" Stellen messen zu können. Andere Prüfstände sind mit Beschleunigungsaufnehmern an zustellbaren Tastspitzen ausgestattet. Zunehmend werden Mikrofone zur Geräuscherfassung genutzt, um Geräusche von Kettentrieben oder Turbolader besser beurteilen zu können. Relevant sind wegen den einstellbaren Motordrehzahlen am Prüfstand Frequenzen bis 10 kHz; damit wird bei einer Motordrehzahl von 1.500 min-1 die 400-ste Ordnung gemessen.
Durch die Messung direkt am Motor können wir auch energiearme "leise" Fehler prozesssicher erkennen.
Zu unseren Kunden für die EoL-Prüfung von Motoren zählen wir:
AUDI Györ (H)
BMW Hams Hall (GB)
BMW Landshut (D)
BMW München (D)
BMW Steyr (A)
Daimler Bad Cannstadt (D)
Daimler Nutzfahrzeuge Mannheim (D)
Daimler Untertürkheim (D)
General Motors - OPEL Kaiserslautern (D)
MAN Nutzfahrzeuge Nürnberg (D)
Porsche Stuttgart-Zuffenhausen (D)
Volkswagen Chemnitz (D)
Volkswagen Salzgitter (D)
Volkswagen Shanghai (PRC):

ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 3/20
GETRIEBE
ANOVIS prüft vollautomatisiert in der Produktion von Automatik-, CVT- und Handschalt-getrieben.
In der Getriebeprüfung wird seit vielen Jahren die automatisierte Geräuschprüfung durchgeführt. Es werden sowohl Geräusche (Luftschall) als auch Vibrationen (Körperschall) gemessen und ausgewertet. Je nach Zielset-zung und den eingesetzten Auswerteverfahren werden individuelle Sensorkonzepte umgesetzt, unterschiedli-che Anforderungen an den Prüfstand und die Umgebungsbedingungen gestellt.
Beispiele für unsere prozesssichere Fehlererkennung unter Serienbedingungen sind:
Fehler an Verzahnungen (Zahneingriff, -beschädigungen)
Unwuchten (Zahnräder, Wellen, Kupplungen)
Fehler an Wellen (Rattermarken, Beschädigungen an Laufflächen)
Fehler an Wandlern (Rattermarken/ Facetten, Beschädigungen an Laufflächen)
Fehler in der Ölversorgung (Beschädigung der Laufflächen oder des Pumpengehäuses)
Lagerfehler (Beschädigungen und Welligkeiten auf Laufflächen)
Untypische Geräusche (z.B. Rassel- oder Rattergeräusche)
Zusatznutzen: Prüfstandsüberwachung, z.B. der Antriebs- und Bremsaggregate sowie Lager
Als Sensoren verwenden wir Mikrofone und / oder Beschleunigungsaufnehmer mit Tastspitzen. Relevant sind Frequenzen bis 10 kHz, in Einzelfällen bis 20 kHz. Entsprechende Sensoren stehen zur Verfügung.
Wir messen bevorzugt auf dem Getriebe, um auch energiearme, "leise" Fehler sicher erkennen zu können.
Links ist ein Ausschnitt eines CVT-Getriebe-prüfstands im EoL-Prüffeld abgebildet. Parallel zum Funktionstest werden Körperschallsignale aufgezeichnet und analysiert.
Das Bild unten zeigt eine Prüfzelle für ein Automatikgetriebe. Wegen der Messung des Luftschalls mit Auswertung des Schallpegels ist die Prüfzelle gegen akusti-sche Umgebungsgeräusche geschützt.
Zu unserem Kundenkreis zur EoL-Prüfung von Getrieben gehören u.a.:
Batavia Transmissions (FORD) Batavia (USA)
Punch Powertrain Sint Truiden (B)
Punch Powertrain (PRC)
Skoda Mlada Boleslav (CZ)
ZF Getriebe Saarbrücken (D)
ZF Getriebe Brandenburg (D)
ZF Passau (D)
ZF Transmissions Shanghai (PRC)

ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 4/20
ELEKTROMOTOREN
ANOVIS prüft vollautomatisiert in der Produktion von Antriebs- und Stellmotoren sowie den zahlreichen An-wendungen für Baugruppen mit motorischen Antrieben, z.B.
… Automotive Anwendungen: Verstellbare Abdeckungen, Bedieneinheiten, Fensterheber, Klimageräte, Kom-plettfahrzeuge, Lenksäulenverstellung, Lenksysteme, Sitzstrukturen, (Zentral-) Verriegelungen,.
... in weiteren Branchen: Weiße Ware (z.B. Waschmaschinen), Elektrotechnik (Schalter/Relais)
Beispiele für unsere prozesssichere Fehlererkennung unter Serienbedingungen sind:
Unwuchten (Wellen, Zahnräder, Antriebsstrang)
Fehler an Verzahnungen (Zahneingriff, -beschädigungen)
Fehler an Wellen (Rattermarken, Beschädigungen an Laufflächen)
Lagerfehler, Pumpenfehler
Riementriebgeräusche
Relaisschalten
(Um-) Schaltgeräusche
Untypische Geräusche
Zusatznutzen: Prüfstandsüberwachung, z.B. der Antriebs- und Bremsaggregate sowie Lager
Als Sensoren verwenden wir Mikrofone und / oder Beschleunigungsaufnehmer mit Tastspitzen. Relevant sind Frequenzen bis 10 kHz, in Einzelfällen bis 20 kHz. Entsprechende Sensoren stehen zur Verfügung.
Im Bild links ist eine voll automatisierte Prüfzelle für Lenkhilfemoto-ren dargestellt. Ein Roboter führt das Teilehandling durch. In der Prüfzelle sind mehrere Prüfnester integriert, die voneinander un-abhängig arbeiten.
Das Bild unten zeigt den Ausschnitt eines Lenkhilfemotors im EoL-Prüffeld. Parallel zum Funktionstest werden Schwingungssignale über Tastspitzen aufgezeichnet und analysiert.
Zu unserem Kundenkreis bei der EoL-Prüfung von Elektromotoren zählen wir u.a.:
AMK Kirchheim/Teck (D)
Behr Bad Neustadt (D)
BSH Berlin (D)
IMS-Morat Donaueschingen (D)
Siemens München (D) Siemens VDO (D)
STIWA Attnang (A)
ThyssenKrupp-Presta (D, F, USA)
Volkswagen Dresden (D)
Weber Dillenburg (D)
ZF Lenksysteme Bietigheim (D) ZF NACAM Bremen (D)

ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 5/20
LÖSUNGEN ZUR DAUERLAUFÜBER-WACHUNG
SCHADENSFRÜHERKENNUNG
ANOVIS-SFE ist unsere patentgeschützte Lösung zur Schadensfrüherkennung am Dauerlaufprüfstand von Motoren und Getrieben. Ziel der Schadensfrüherkennung ist die Schnellabschaltung des Prüfstands bei Auftritt eines Fehlers. Folgefehler am Prüfling sowie Beschädigungen am Prüfstand sollten dadurch vermieden wer-den. Ein hohes Maß an Prozesssicherheit bei gleichzeitig geringem Parametrieraufwand ist am Prüfstand ge-fordert
ANOVIS-SFE kennzeichnen die folgenden wesentlichen Eigenschaften:
Analysatorfunktionen zur Visualisierung, Nachverarbeitung, Audiowiedergabe
Zeitsignalspeicherung zur späteren Offline-Analyse
Skalierbare Anzahl von Messkanälen bis maximal 75 kHz
Einfacher Anschluss marktgängiger Schwingungs- und Geräuschsensoren
Einfache Anbindung an die Prüfstandssteuerung
PITTING-FRÜHERKENNUNG AM VERSPANNUNGSPRÜFSTAND
Pitting (Grübchen) sind Oberflächenfehler, die sich durch Herausbrechen von oberflächennahen Bereichen an belasteten Zahnflanken darstellen. Bei Dauerlaufversuchen am Verspannungsprüfstand ist es das Ziel, einset-zendes Pitting zu detektieren und möglichst in Abhängigkeit flächenorientierter Schadenskriterien den Prüflauf (typisch einige Wochen) zu stoppen.
Mit dem O.H.M.-Verfahren gelingt es, entstehendes Pitting zu detektieren, kurz bevor ein erstes Herausbrechen von Zahnflankenmaterial sichtbar wird. Die Einstellung der Schadenskriterien zum Abbruch des Dauerlaufs erfolgt empirisch. Das O.H.M.-Verfahren wertet Körperschallsignale, die synchron mit der Wellendrehzahl erfasst werden, unter Einsatz statistischer Methoden aus. Wesentlich ist die selbstständige Adaption des Verfahrens auf das jeweilige
Messszenario, so dass aufwendige Kalibrierung oder Referenzmessungen nicht erforderlich sind. Der erforder-liche Messaufbau ist einfach an bestehende Verspannungsprüfstände nachzurüsten.
EDD characteristic
ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 6/20
SYSTEMKONZEPTE FÜR DIE LÖSUNGEN
ÜBERSICHT SYSTEMKONZEPT
Schwingungsanalyse unterstützt bei der automatisierten End of Line-Prüfung (EoL). Dabei können aus wenigen Sekunden Messzeit Montage- und Komponentenfehler sowie sonstige (Geräusch-) Auffälligkeiten an Verbren-nungsmotoren, Getrieben oder Elektromotoren erkannt werden: Objektiv, reproduzierbar und prozesssicher. Die Schwingungsanalyse ist als ergänzendes Mess- und Prüfverfahren anerkannt. Der große Erfolg in der Er-kennung relevanter Fehler, die mit den traditionellen Verfahren nicht zugänglich sind, bestätigt die Richtigkeit des Ansatzes.
Verschiedene Analyseverfahren für Zeit- und Frequenzbereichsauswertungen sind verfügbar. Unser ANOVIS-System unterstützt verschiedene Ansätze zur Einbindung in den Prüfstand bei unterschiedlichen Anforderun-gen an den Bediener. Schwerpunkt in der Analyse stellt häufig die Ordnungsanalyse dar, mit der es gelingt, drehwinkelsynchrone, periodische Vorgänge möglichst genau zu bewerten und die Fehlerdiagnose zu unter-stützen.
Bei der Auswahl eines “geeigneten” Systems sind die anwenderspezifischen Randbedingungen zu klären. As-pekte der Organisation, Personalverfügbarkeit, technischen Ausbildung und des Fertigungsprozesses sind zu berücksichtigen, damit das „richtige“ Systemkonzept für den Betreiber des Prüfstands ausgewählt wird. Wir verstehen es als unseren Beratungsauftrag, Ihnen die verschiedenen Ansätze mit ihren Vor- und Nachteilen zu erläutern.
Die verschiedenen Systemkonzepte setzen die gleichen Hardware- und Softwaremodule (insbesondere gleiche Analyseverfahren) ein, sind unabhängig von den eingesetzten Sensoren, unterscheiden sich aber wesentlich in der Konfiguration des Systems. Im Vordergrund der Auswahlkriterien stehen Fragen z.B. zur Systembedie-nung, Grenzkurvenberechnung und –pflege, Kosten. Nachfolgend finden Sie einen kurzen Überblick zu den verschiedenen Ansätzen, die später in der Broschüre eingehender vorgestellt werden.
ANOVIS-lite, der “intelligente Sensor”. ANOVIS wird als Messkanal am Prüfstand eingesetzt. ANOVIS berech-net für definierte Prüfphasen Messwerte und Messkurven. Diese werden an die Messsoftware des Prüfstands übertragen und analog wie z.B. Drehmomentkurven visualisiert und ausgewertet. Der Betreiber benötigt keine Kenntnisse zur Bedienung von ANOVIS, stellt seine Grenzkurven mit der Prüfstandssoftware ein, mit der er die übrigen Messkurven auch auswertet.
ANOVIS-Chameleon, die “Black box”. ANOVIS wird als selbst lernendes System am Prüfstand eingesetzt. Die Gütekriterien sind voreingestellt, Grenzkurven werden automatisch erzeugt und gepflegt. ANOVIS überträgt das Bewertungsergebnis inklusive Auffälligkeitsinformation an den Prüfstand. Der Betreiber benötigt keine Kenntnisse zur Bedienung von ANOVIS.
ANOVIS-professional, der Analysator. ANOVIS berechnet und wertet die eingerichteten Gütemerkmale aus. Das Bewertungsergebnis inklusive Auffälligkeitsinformation wird an den Prüfstand übertragen. Der Betreiber hat die Möglichkeit, direkt am Prüfstand Änderungen an der Systemkonfiguration und –parametrierung durch-zuführen sowie Messkurven, Statistiken etc. darzustellen. Der Betreiber benötigt Kenntnisse in der Signalverar-beitungstheorie sowie Systembedienung.
ANOVIS-portable, das tragbare System. Sofern ein ANOVIS-System an unterschiedlichen Prüfständen einge-setzt werden sollte, kann es einfach als portables System, z.B. als Notebook mit Hutschienenmodul (siehe später die Hardwarebeschreibung), ausgeführt werden. Voraussetzung für automatisierte Prüfläufe ist, dass die Steuerschnittstelle verfügbar ist. Der „Rest“ steckt in den Konfigurationsdateien, egal ob Lite, Chameleon oder Professional.
ANOVIS-mobile für Fahrzeugmessungen. In der Funktionalität entspricht ANOVIS-mobile dem ANOVIS-professional, die Hardwareausführung ist der speziellen Einsatzbedingung angepasst.
Alle Systemkonzepte nutzen Konfigurations- und Parametrierdaten, in denen u.a. die Mess- und Prüfvorschrif-ten enthalten sind. Die Ausarbeitung dieser Prüfvorschriften ist wesentlich für den Erfolg der Prüfung und kann vom geschulten Betreiber oder von Saab Medav Technologies geliefert und optimiert werden. Für die vorge-nannten Prüfstandslösungen haben wir entsprechende Konfigurationen parat.
ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 7/20
SENSORKONZEPTE
AUF EINEN BLICK
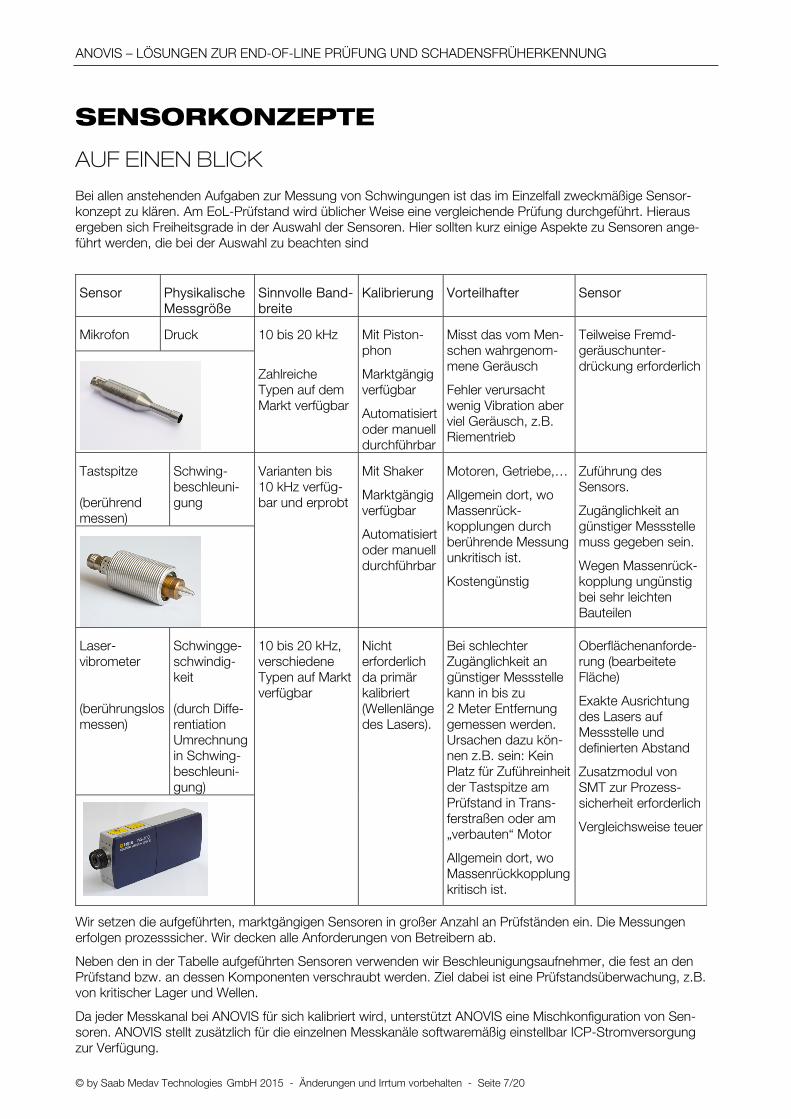
Bei allen anstehenden Aufgaben zur Messung von Schwingungen ist das im Einzelfall zweckmäßige Sensor-konzept zu klären. Am EoL-Prüfstand wird üblicher Weise eine vergleichende Prüfung durchgeführt. Hieraus ergeben sich Freiheitsgrade in der Auswahl der Sensoren. Hier sollten kurz einige Aspekte zu Sensoren ange-führt werden, die bei der Auswahl zu beachten sind
Sensor Physikalische Messgröße
Sinnvolle Band-breite
Kalibrierung Vorteilhafter Sensor
Mikrofon Druck 10 bis 20 kHz
Zahlreiche Typen auf dem Markt verfügbar
Mit Piston-phon
Marktgängig verfügbar
Automatisiert oder manuell durchführbar
Misst das vom Men-schen wahrgenom-mene Geräusch
Fehler verursacht wenig Vibration aber viel Geräusch, z.B. Riementrieb
Teilweise Fremd-geräuschunter-drückung erforderlich
Tastspitze (berührend messen)
Schwing-beschleuni-gung
Varianten bis 10 kHz verfüg-bar und erprobt
Mit Shaker
Marktgängig verfügbar
Automatisiert oder manuell durchführbar
Motoren, Getriebe,…
Allgemein dort, wo Massenrück-kopplungen durch berührende Messung unkritisch ist.
Kostengünstig
Zuführung des Sensors.
Zugänglichkeit an günstiger Messstelle muss gegeben sein.
Wegen Massenrück-kopplung ungünstig bei sehr leichten Bauteilen
Laser-vibrometer (berührungslos messen)
Schwingge-schwindig-keit (durch Diffe-rentiation Umrechnung in Schwing-beschleuni-gung)
10 bis 20 kHz, verschiedene Typen auf Markt verfügbar
Nicht erforderlich da primär kalibriert (Wellenlänge des Lasers).
Bei schlechter Zugänglichkeit an günstiger Messstelle kann in bis zu 2 Meter Entfernung gemessen werden. Ursachen dazu kön-nen z.B. sein: Kein Platz für Zuführeinheit der Tastspitze am Prüfstand in Trans-ferstraßen oder am „verbauten“ Motor
Allgemein dort, wo Massenrückkopplung kritisch ist.
Oberflächenanforde-rung (bearbeitete Fläche)
Exakte Ausrichtung des Lasers auf Messstelle und definierten Abstand
Zusatzmodul von SMT zur Prozess-sicherheit erforderlich
Vergleichsweise teuer
Wir setzen die aufgeführten, marktgängigen Sensoren in großer Anzahl an Prüfständen ein. Die Messungen erfolgen prozesssicher. Wir decken alle Anforderungen von Betreibern ab.
Neben den in der Tabelle aufgeführten Sensoren verwenden wir Beschleunigungsaufnehmer, die fest an den Prüfstand bzw. an dessen Komponenten verschraubt werden. Ziel dabei ist eine Prüfstandsüberwachung, z.B. von kritischer Lager und Wellen.
Da jeder Messkanal bei ANOVIS für sich kalibriert wird, unterstützt ANOVIS eine Mischkonfiguration von Sen-soren. ANOVIS stellt zusätzlich für die einzelnen Messkanäle softwaremäßig einstellbar ICP-Stromversorgung zur Verfügung.
ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 8/20
SYSTEMTECHNIK
ANOVIS – ATTRAKTIVITÄT DURCH VIELSEITIGKEIT
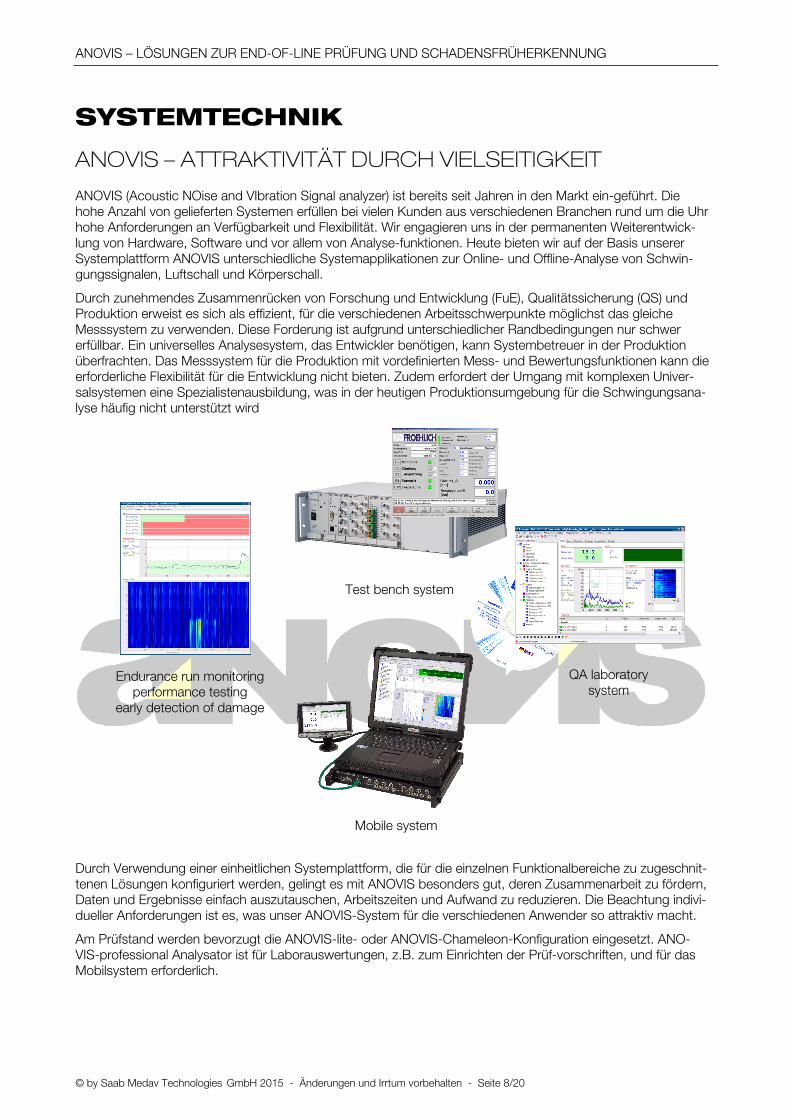
ANOVIS (Acoustic NOise and VIbration Signal analyzer) ist bereits seit Jahren in den Markt ein-geführt. Die hohe Anzahl von gelieferten Systemen erfüllen bei vielen Kunden aus verschiedenen Branchen rund um die Uhr hohe Anforderungen an Verfügbarkeit und Flexibilität. Wir engagieren uns in der permanenten Weiterentwick-lung von Hardware, Software und vor allem von Analyse-funktionen. Heute bieten wir auf der Basis unserer Systemplattform ANOVIS unterschiedliche Systemapplikationen zur Online- und Offline-Analyse von Schwin-gungssignalen, Luftschall und Körperschall.
Durch zunehmendes Zusammenrücken von Forschung und Entwicklung (FuE), Qualitätssicherung (QS) und Produktion erweist es sich als effizient, für die verschiedenen Arbeitsschwerpunkte möglichst das gleiche Messsystem zu verwenden. Diese Forderung ist aufgrund unterschiedlicher Randbedingungen nur schwer erfüllbar. Ein universelles Analysesystem, das Entwickler benötigen, kann Systembetreuer in der Produktion überfrachten. Das Messsystem für die Produktion mit vordefinierten Mess- und Bewertungsfunktionen kann die erforderliche Flexibilität für die Entwicklung nicht bieten. Zudem erfordert der Umgang mit komplexen Univer-salsystemen eine Spezialistenausbildung, was in der heutigen Produktionsumgebung für die Schwingungsana-lyse häufig nicht unterstützt wird
Durch Verwendung einer einheitlichen Systemplattform, die für die einzelnen Funktionalbereiche zu zugeschnit-tenen Lösungen konfiguriert werden, gelingt es mit ANOVIS besonders gut, deren Zusammenarbeit zu fördern, Daten und Ergebnisse einfach auszutauschen, Arbeitszeiten und Aufwand zu reduzieren. Die Beachtung indivi-dueller Anforderungen ist es, was unser ANOVIS-System für die verschiedenen Anwender so attraktiv macht.
Am Prüfstand werden bevorzugt die ANOVIS-lite- oder ANOVIS-Chameleon-Konfiguration eingesetzt. ANO-VIS-professional Analysator ist für Laborauswertungen, z.B. zum Einrichten der Prüf-vorschriften, und für das Mobilsystem erforderlich.
QA laboratory system
Test bench system
Endurance run monitoring performance testing
early detection of damage
Mobile system
ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 9/20
Wir liefern unsere Systeme sowohl im Rahmen von „Lösungen“ inklusive Sensorik, Automatisierung und Ein-richtung von Prüfvorschriften als auch als „Werkzeug“. OEM-Anwendern steht die komplette Systemtechnik offen.
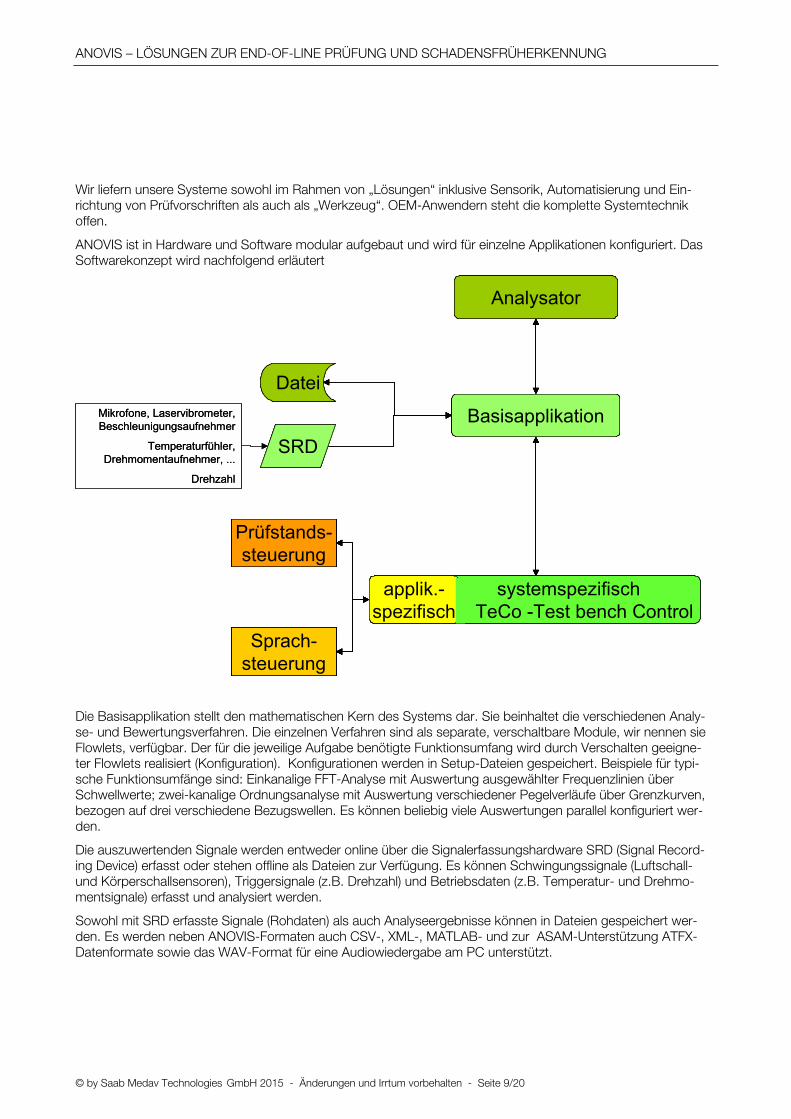
ANOVIS ist in Hardware und Software modular aufgebaut und wird für einzelne Applikationen konfiguriert. Das Softwarekonzept wird nachfolgend erläutert
Mikrofone, Laservibrometer, Beschleunigungsaufnehmer
Temperaturfühler,Drehmomentaufnehmer, ...
Drehzahl
Analysator
Basisapplikation
SRD
Datei
systemspezifisch TeCo -Test bench Control
applik.-spezifisch
Prüfstands-steuerung
Sprach-steuerung
Analysator
Basisapplikation
SRD
Datei
systemspezifisch TeCo -Test bench Control
applik.-spezifisch
Prüfstands-steuerung
Sprach-steuerung
Mikrofone, Laservibrometer, Beschleunigungsaufnehmer
Temperaturfühler,Drehmomentaufnehmer, ...
Drehzahl
Analysator
Basisapplikation
SRD
Datei
systemspezifisch TeCo -Test bench Control
applik.-spezifisch
Prüfstands-steuerung
Sprach-steuerung
systemspezifisch TeCo -Test bench Control
applik.-spezifisch
Prüfstands-steuerung
Sprach-steuerung
Analysator
Basisapplikation
SRD
Datei
systemspezifisch TeCo -Test bench Control
applik.-spezifisch
Prüfstands-steuerung
Sprach-steuerung
systemspezifisch TeCo -Test bench Control
applik.-spezifisch
Prüfstands-steuerung
Sprach-steuerung
Die Basisapplikation stellt den mathematischen Kern des Systems dar. Sie beinhaltet die verschiedenen Analy-se- und Bewertungsverfahren. Die einzelnen Verfahren sind als separate, verschaltbare Module, wir nennen sie Flowlets, verfügbar. Der für die jeweilige Aufgabe benötigte Funktionsumfang wird durch Verschalten geeigne-ter Flowlets realisiert (Konfiguration). Konfigurationen werden in Setup-Dateien gespeichert. Beispiele für typi-sche Funktionsumfänge sind: Einkanalige FFT-Analyse mit Auswertung ausgewählter Frequenzlinien über Schwellwerte; zwei-kanalige Ordnungsanalyse mit Auswertung verschiedener Pegelverläufe über Grenzkurven, bezogen auf drei verschiedene Bezugswellen. Es können beliebig viele Auswertungen parallel konfiguriert wer-den.
Die auszuwertenden Signale werden entweder online über die Signalerfassungshardware SRD (Signal Record-ing Device) erfasst oder stehen offline als Dateien zur Verfügung. Es können Schwingungssignale (Luftschall- und Körperschallsensoren), Triggersignale (z.B. Drehzahl) und Betriebsdaten (z.B. Temperatur- und Drehmo-mentsignale) erfasst und analysiert werden.
Sowohl mit SRD erfasste Signale (Rohdaten) als auch Analyseergebnisse können in Dateien gespeichert wer-den. Es werden neben ANOVIS-Formaten auch CSV-, XML-, MATLAB- und zur ASAM-Unterstützung ATFX-Datenformate sowie das WAV-Format für eine Audiowiedergabe am PC unterstützt.

ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 10/20
Die konfigurierten Auswerteverfahren werden über nutzerfreundliche Dialoge parametriert. Diese Parameter sind ebenfalls in den Setup-Dateien abgelegt.
Zur Parametrierung und Konfiguration von ANOVIS ist das Analysatormodul erforderlich. Für den sicheren Um-gang mit dem Analysatormodul ist eine Schulung zur Bedienung des Systems erforderlich. Wer eigene Analy-severfahren konfigurieren möchte, benötigt Kenntnisse zur digitalen Signalverarbeitung. Das Analysatormodul unterstützt die Visualisierung von Messkurven, Auswerteergebnissen, Betriebszuständen und die Parameter-eingabe. Die verschiedenen Kurven- und Ergebnisdarstellungen werden ebenfalls konfiguriert und in Setup-Dateien gespeichert. So können Standarddarstellungen für unterschiedliche Messaufgaben definiert werden.
Mit dem Analysator können online und offline umfangreiche Frequenz- und Zeitbereichsanalysen durchgeführt werden. Der Analysator ist Hilfsmittel zur Erstellung von Prüfprogrammen und Ausarbeitung von Berichten und Präsentationen. Die Bedienung orientiert sich an typischen Windows-Applikationen.
ANOVIS-Konfiguration (Bild):
Die aktuellen Konfigurationen für Signalverarbeitung und Viewer werden als Menübaum dargestellt. Die Informationen sind in einer Setup-Datei enthalten.
Im ANOVIS-System enthalten und in der Praxis bewährt hat sich die dateiorientierte Ablage in strukturierte Dateiverzeichnisse, z.B. nach Produktgruppe – Produktvariante – Kalendertag – Schicht. Gespeichert werden können Ergebnisse und die Rohdaten (Zeitsignale). Die Daten-sicherung kann als „Ringspeicher“ (z.B. die letzten 30 Tage, dann lö-schen) realisiert oder zur (automatisierten) Archivierung ausgelegt wer-den.
Typischer Weise werden Setups, Messdaten und Ergebnisse von einem übergeordneten Datenbanksystem verwaltet. Diese „Produktionsdaten-bank“ ist häufig bereits in den Werken eingeführt. Wir können über den TeCo die Datenübergabe an den Leitrechner oder direkt an den Daten-bankserver unterstützen. Zunehmend wird die Ablage und Archivierung von Rohdaten gefordert.
Als TeCo (Testbench Control) bezeichnen wir die Softwareschnittstelle zwischen ANOVIS und einer externen Steuerung. Für den Prüfstands-betrieb ist die automatisierte Datenerfassung und Auswertung erforder-lich. Das Protokoll zum Laden einer typabhängigen Prüfvorschrift, die Steuerung von Messphasen sowie die Übergabe von Messdaten wer-den mit dem Kunden individuell vereinbart. Die physikalische Schnitt-stelle wird festgelegt. Typischer Weise erfolgt die Kommunikation über TCP/IP, UDP, RS232, SPS, Profibus oder weitere Schnittstellen, die standardmäßig von PCs unterstützt werden, oder über Fernsteuer-kommandos
ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 11/20
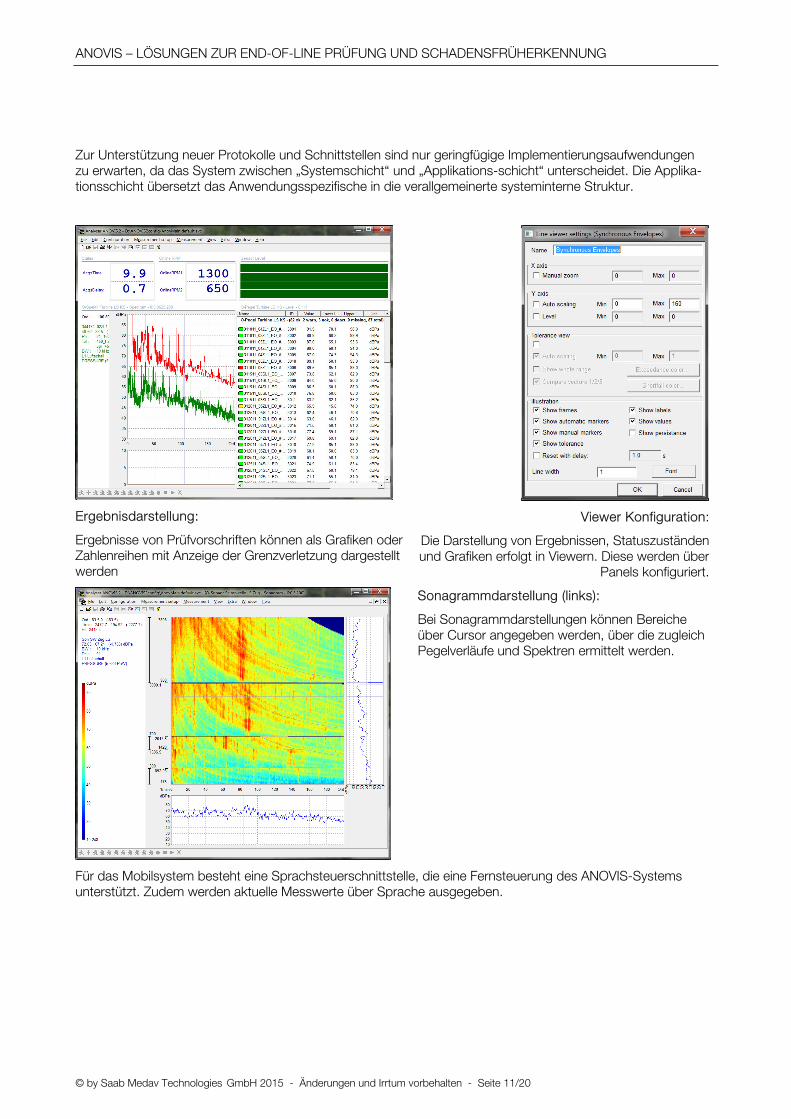
Zur Unterstützung neuer Protokolle und Schnittstellen sind nur geringfügige Implementierungsaufwendungen zu erwarten, da das System zwischen „Systemschicht“ und „Applikations-schicht“ unterscheidet. Die Applika-tionsschicht übersetzt das Anwendungsspezifische in die verallgemeinerte systeminterne Struktur.
Ergebnisdarstellung:
Ergebnisse von Prüfvorschriften können als Grafiken oder Zahlenreihen mit Anzeige der Grenzverletzung dargestellt werden
Viewer Konfiguration:
Die Darstellung von Ergebnissen, Statuszuständen und Grafiken erfolgt in Viewern. Diese werden über
Panels konfiguriert.
Sonagrammdarstellung (links):
Bei Sonagrammdarstellungen können Bereiche über Cursor angegeben werden, über die zugleich Pegelverläufe und Spektren ermittelt werden.
Für das Mobilsystem besteht eine Sprachsteuerschnittstelle, die eine Fernsteuerung des ANOVIS-Systems unterstützt. Zudem werden aktuelle Messwerte über Sprache ausgegeben.

ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 12/20
Mit der Auswertung der Messdaten wird begonnen, sobald ausreichend Messdaten verfügbar sind. Die Ergeb-nisse werden wahlweise zum Ende einer Messphase oder zum Ende der gesamten Prüfung an den Steuer-rechner übergeben.
Während der laufenden Messung werden Zustandsgrößen wie Drehzahlen oder die Aussteuerung der Sensor-kanäle angezeigt.
Für die Bestimmung von Grenzwerten und -kurven stehen verschiedene statistische Hilfsmittel zur Verfügung.
Nach Auswahl der Datenbasis werden die entsprechenden Messkurven geladen. Über einfache Einstelldialoge werden Grenzkurven über die gesamte oder Teilbereiche der Bezugsachse berechnet. Toleranzverletzungen werden direkt angezeigt.
Grenzkurvenberechnung - Einstelldialog: Über Einstelldialoge werden obere und untere Grenzkur-ven nach unterschiedlichen Standardverfahren eingestellt. Diese können einfach verfeinert werden.
Grenzkurvendarstellung und -auswertung:Im entsprechenden Viewer werden die Grenzen (grau) sowie aktuelle Messkurven (gut <-> blau;
schlecht <-> rot) dargestellt. Automatisch werden Grenzverletzungen ausgewertet und angezeigt.
Besondere Unterstützung zur Einrichtung von Grenzwerten und –kurven erfährt der Anwender des Chamele-on-Verfahrens. Das Chameleon-Verfahren ist dadurch charakterisiert, dass:
die oben dargestellte Einrichtarbeit für Auffällig-keitsgrenzen automatisiert wird,
eine Adaption von Toleranzen etc. an die aktuelle Prozessentwicklung automatisch erfolgen kann,
die Adaption dokumentiert wird,
es einige Realisierungsvarianten für die Adaptions-regeln gibt (feste Grenzen, feste Toleranzbreiten, maximale Adaptionsbereiche, ..., für jede einzelne Größe) sowie Freigaberoutinen.

ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 13/20
ANOVIS-SRD - HARDWAREMODULE FÜR DEN STATIONÄREN EINSATZ
ANOVIS-SRD ist für Prüfstandslösungen konzipiert und berücksichtigt die dort gegebenen Anforderungen: Flexibilität in der Skalierbarkeit von Messkanälen - auch für hohe Bandbreiten, Unterstützung verschiedener Maschinenschnittstellen, hochgenaue Tachoerfassung für Ordnungsanalyse (digitales Resampling) und me-chanische Ausführungsvarianten zur Hutschienenmontage oder als 19“-Einschub.
Die Konfiguration der Hardwareparameter erfolgt über Software. An der SRD befinden sich keine Bedienele-mente.
ANOVIS-Systeme werden applikationsspezifisch aus vorhandenen Hardware- und Software-modulen zusam-mengesetzt. Dadurch können wirtschaftliche Lösungen ohne Entwicklungsrisiken innerhalb kurzer Projektlauf-zeiten realisiert werden.
Ein komplettes System beinhaltet die abgesetzte Signalerfassungseinheit ANOVIS-SRD und einen Mess-PC. Die erforderliche Anzahl von Signal- und Triggerkanälen kann auf ANOVIS-SRD modular in Zweierschritten zusammengestellt werden. Zusatzmodule bieten Schnittstellen zur Peripherie oder unterstützen kostengünsti-ge, fest verdrahtete Lösungen zur Ressourcenteilung oder bei Variantenfertigung.
ANOVIS-SRD wird über einen freien Netzwerkanschluss (Ethernet) an einen Windows-PC angeschlossen. Un-terstützt werden Windows-Betriebssysteme. Der PC ist entweder ein vorhandener Mess- oder Leitrechner am Prüfstand oder ein separater PC.
COM – Kommunikationsmo-dul, mindestens 1 Modul erforderlich
BAM – Basismodul mit je 2 Analog- und Triggereingängen, modular skalierbar
OPD – Betriebsdaten-erfassungsmodul, optional
DIM – Digital-In-Modul, optio-nal
MUX – Multiplex- Baugruppe, optional
SPS,Profibus
TCP/IP, ...
SPS,Profibus
TCP/IP, ...
Ethernet
PLC, Profibus, TCP/IP, …
ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 14/20
Technische Parameter für Grundsystem
BAM – Basismodul, maximal 7 Module (synchron) je COM
2 Schwingungskanäle synchron; 24 Bit Auflösung; Abtastrate zwischen 3.2 kHz und 192 kHz; DC – 75 kHz Bandbreite je Kanal; Antialiasingfilter; Eingangsspan-nungsbereiche ±10 mV (SNR > 60 dB), ±20 mV (> 65 dB), ±50 mV, ±100 mV (je > 75 dB), ±200 mV, ±500 mV, ±1 V, ±2 V, ±5 V, ±10 V (je > 85 dB); DC- oder AC-Kopplung mit Hochpass 75 Hz oder 150 Hz; zuschaltbare ICP-Stromquelle +5mA, per LED signalisiert, ICP-Fehlersignalisierung per LED (Sensor kurzge-schlossen, kein Sensor angeschlossen);
2 Drehzahlkanäle, 10 Bit Auflösung, 48 MHz Abtastrate, Eingangsspannungsbe-reich 42V; DC-Kopplung; Tiefpässe 6 kHz, 60 kHz, 20 MHz; TTL-Ausgang; Triggerschwellen und –flanken einstellbar, LED-Statusanzeigen;
COM – Kommunikationsmodul
Ethernet-Schnittstelle, 10/100 MBit, UDP, TCP/IP, frei konfigurierbar; RS 232-Ausgang; 8 MByte Echtzeitspeicher
Technische Parameter zu optionalen Modulen
OPD – Betriebsdatenerfassungsmodul 8 Kanäle, 12 Bit Auflösung, spannungsfest 230 V AC; Bandbreite 1 kHz (je Kanal); Eingangsspannungsbereiche ±1 V, ±10 V (SNR > 60 dB); DC- oder AC-Kopplung mit Hochpass 20 Hz; LED-Statusanzeigen
DIM - Digital-In-Modul 16 Eingangskanäle, TTL, HTTL, spannungsfest 1000 V AC; Triggerschwelle ein-stellbar (8 Bit), 3.2 kHz Abtastfrequenz; LED-Statusanzeigen
MUX – Multiplexermodul 2 mal 4 auf 1 Umschalter für Schwingungs-, Tacho- oder Betriebsdatenkanäle; Umschaltung erfolgt paarweise
Mechanik Ausführungen in Gehäusen zur Hutschien-enmontage (Bild) oder als 19“-Einschub 3HE; jeweils ohne Lüfter; staubdicht
Stromversorgung, Strom-verbrauch
19“-Einschub: 110 - 230 V 50-60 Hz Hutschienenmodul: 24 V extern
Typisch 570 mA bei Zweikanalsystem
Umweltbedingungen Umgebungstemperatur: 0-40 °C Schutzart: IP50/52 (frontseitig bei Verwendung von Abdeckkappen an den freien Buchsen)
ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 15/20
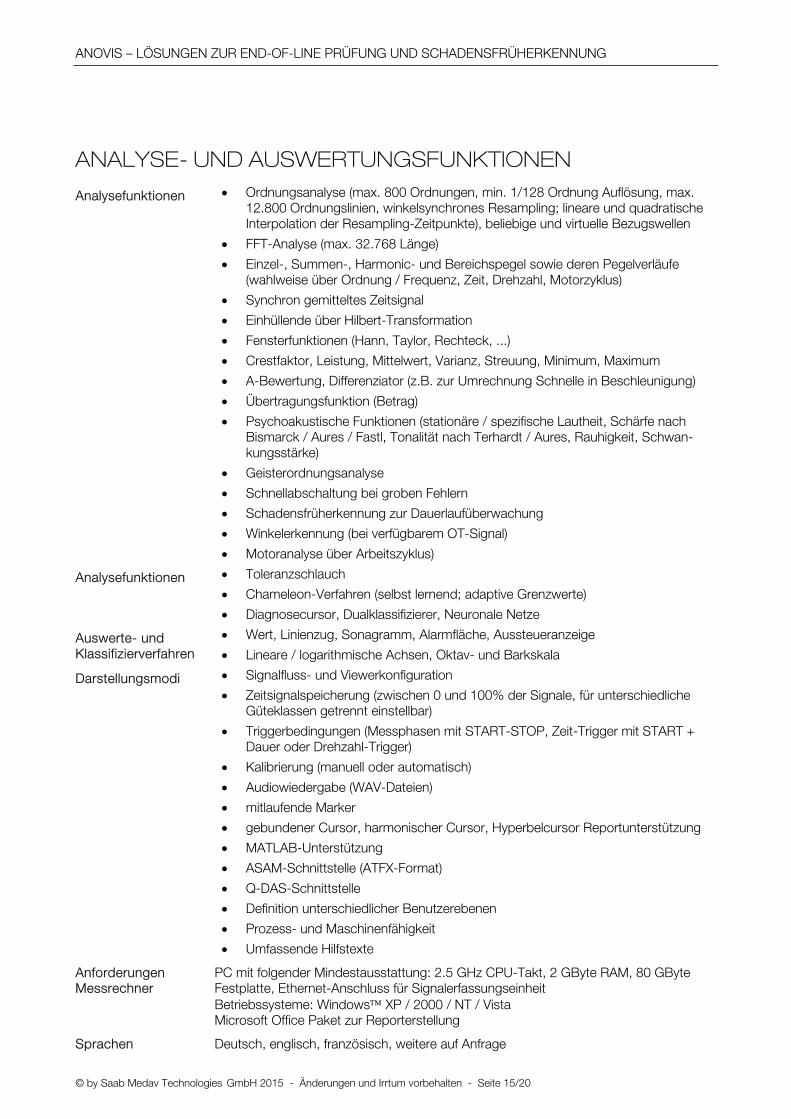
ANALYSE- UND AUSWERTUNGSFUNKTIONEN
Analysefunktionen
Ordnungsanalyse (max. 800 Ordnungen, min. 1/128 Ordnung Auflösung, max. 12.800 Ordnungslinien, winkelsynchrones Resampling; lineare und quadratische Interpolation der Resampling-Zeitpunkte), beliebige und virtuelle Bezugswellen
FFT-Analyse (max. 32.768 Länge)
Einzel-, Summen-, Harmonic- und Bereichspegel sowie deren Pegelverläufe (wahlweise über Ordnung / Frequenz, Zeit, Drehzahl, Motorzyklus)
Synchron gemitteltes Zeitsignal
Einhüllende über Hilbert-Transformation
Fensterfunktionen (Hann, Taylor, Rechteck, ...)
Crestfaktor, Leistung, Mittelwert, Varianz, Streuung, Minimum, Maximum
A-Bewertung, Differenziator (z.B. zur Umrechnung Schnelle in Beschleunigung)
Übertragungsfunktion (Betrag)
Psychoakustische Funktionen (stationäre / spezifische Lautheit, Schärfe nach Bismarck / Aures / Fastl, Tonalität nach Terhardt / Aures, Rauhigkeit, Schwan-kungsstärke)
Geisterordnungsanalyse
Schnellabschaltung bei groben Fehlern
Schadensfrüherkennung zur Dauerlaufüberwachung
Winkelerkennung (bei verfügbarem OT-Signal)
Motoranalyse über Arbeitszyklus)
Analysefunktionen
Toleranzschlauch
Chameleon-Verfahren (selbst lernend; adaptive Grenzwerte)
Diagnosecursor, Dualklassifizierer, Neuronale Netze
Auswerte- und Klassifizierverfahren
Wert, Linienzug, Sonagramm, Alarmfläche, Aussteueranzeige
Lineare / logarithmische Achsen, Oktav- und Barkskala
Darstellungsmodi Signalfluss- und Viewerkonfiguration Zeitsignalspeicherung (zwischen 0 und 100% der Signale, für unterschiedliche
Güteklassen getrennt einstellbar) Triggerbedingungen (Messphasen mit START-STOP, Zeit-Trigger mit START +
Dauer oder Drehzahl-Trigger) Kalibrierung (manuell oder automatisch) Audiowiedergabe (WAV-Dateien) mitlaufende Marker gebundener Cursor, harmonischer Cursor, Hyperbelcursor Reportunterstützung MATLAB-Unterstützung ASAM-Schnittstelle (ATFX-Format) Q-DAS-Schnittstelle Definition unterschiedlicher Benutzerebenen Prozess- und Maschinenfähigkeit Umfassende Hilfstexte
Anforderungen Messrechner
PC mit folgender Mindestausstattung: 2.5 GHz CPU-Takt, 2 GByte RAM, 80 GByte Festplatte, Ethernet-Anschluss für Signalerfassungseinheit Betriebssysteme: Windows XP / 2000 / NT / Vista Microsoft Office Paket zur Reporterstellung
Sprachen Deutsch, englisch, französisch, weitere auf Anfrage

ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 16/20
SYSTEMTECHNIK
ANOVIS-LITE, -CHAMELEON ODER -PROFESSIONAL WELCHES SYSTEM IST DAS „RICHTIGE“?
Als ANOVIS-professional bezeichnen wir die Systemkonfiguration bestehend aus Basismodul, Analysator und TeCo. Mit diesem Systemumfang können Online- und Offline-Analysen durchgeführt, die Signalverarbeitung konfiguriert und parametriert werden. Das Nutzen dieser Möglichkeiten erfordert intensive Systemschulung und Kenntnisse in der digitalen Signalverarbeitung.
Davon unterscheiden wir die Systemkonfiguration ANOVIS-lite. ANOVIS-lite ist ein „intelligenter Sensor“, der die Schwingungssignale aufzeichnet und vordefinierte Gütemerkmale berechnet. ANOVIS-lite übernimmt als Messkanal am Prüfstand die automatisierte Signalauswertung und Berechnung von Messkurven. Deren Visua-lisierung und Auswertung erfolgt durch die prüfstandseigene Mess- bzw. Steuersoftware. Vertiefende Kennt-nisse zu den Analysefunktionen oder zur Bedienung des ANOVIS-Systems sind nicht erforderlich. Trotzdem werden die leistungsfähigen Signalverarbeitungsverfahren von ANOVIS wie z.B. die Ordnungsanalyse genutzt.
Der Anwender der Systemkonfiguration „ANOVIS-Chameleon“ nutzt den Vorteil des ANOVIS-lite-Systems, dass der Betreiber keine vertiefenden Systemkenntnisse benötigt, wertet aber dazu die Messkurven auch aus. ANOVIS-Chameleon berechnet die eingestellten Messkurven und nutzt zur Auswertung entsprechende Hüll-kurven (Auffälligkeitsgrenzen), die es selbstständig berechnet sowie optional im laufenden Prozess adaptiert und dokumentiert. Dies führt zu einer nachhaltigen Entlastung der Betreiber.
Alle ANOVIS-Systemkonfigurationen können einfach in die Messsoftware am Prüfstand integriert werden. Im darge-stellten Beispiel links wird die Körperschallanalyse als ein Prüfmodul in den Gesamtprüflauf eingebunden. Der Be-treiber hat die Möglichkeit, sich zusätzliche Informationen zur Körperschallprüfung anzeigen zu lassen. Bei ANOVIS-professional wird dabei die ANOVIS-Oberfläche verwendet, bei ANOVIS-lite die Messsoftware selbst (Bild unten).
Bei ANOVIS-lite erfolgt die Visualisierung von Messkurven und Ergebnissen mit den Funktionen, die die Messrech-nersoftware zur Verfügung stellt. Diese Software gibt auch die Bedien- und Auswertemöglichkeiten für die von ANOVIS-lite berechneten Messkurven vor. Im rechten Bild wird durch die gelben Cursors ein Messfenster be-schrieben. Blau und Rot sind Toleranz- und Grenzberei-che markiert.
Wir empfehlen unseren Kunden, die am Prüfstand die automatisierte Prüfung nutzen aber auf unsere speziellen Klassifizierverfahren wie z.B. das Chameleon Verfahren verzichten wollen, die Verwendung von ANOVIS-lite. Für den Betreiber der Prüfstände ist diese Applikation einfach handhabbar. Änderungen an den Analysefunktionen können über die ANOVIS-Laborsoftware offline durchgeführt und die resultierende Setup-Datei auf den Prüfstand kopiert werden.
ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 17/20
SYSTEMTECHNIK
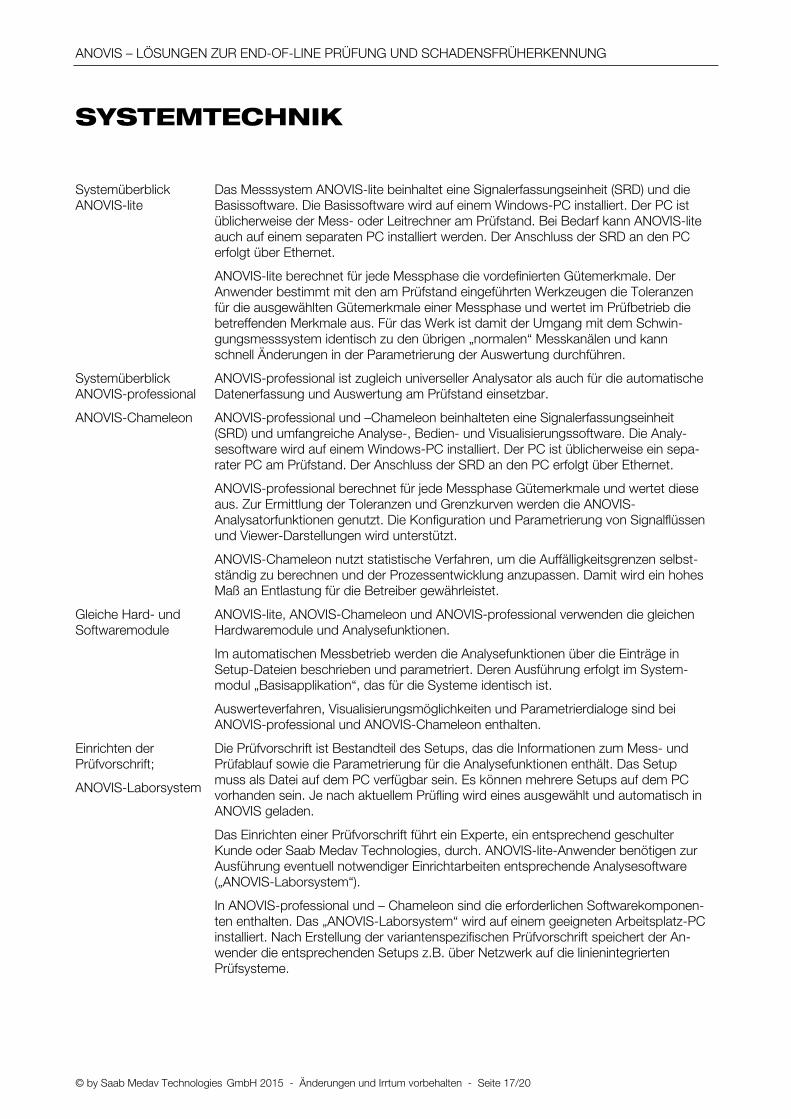
Systemüberblick ANOVIS-lite
Das Messsystem ANOVIS-lite beinhaltet eine Signalerfassungseinheit (SRD) und die Basissoftware. Die Basissoftware wird auf einem Windows-PC installiert. Der PC ist üblicherweise der Mess- oder Leitrechner am Prüfstand. Bei Bedarf kann ANOVIS-lite auch auf einem separaten PC installiert werden. Der Anschluss der SRD an den PC erfolgt über Ethernet.
ANOVIS-lite berechnet für jede Messphase die vordefinierten Gütemerkmale. Der Anwender bestimmt mit den am Prüfstand eingeführten Werkzeugen die Toleranzen für die ausgewählten Gütemerkmale einer Messphase und wertet im Prüfbetrieb die betreffenden Merkmale aus. Für das Werk ist damit der Umgang mit dem Schwin-gungsmesssystem identisch zu den übrigen „normalen“ Messkanälen und kann schnell Änderungen in der Parametrierung der Auswertung durchführen.
Systemüberblick ANOVIS-professional
ANOVIS-Chameleon
ANOVIS-professional ist zugleich universeller Analysator als auch für die automatische Datenerfassung und Auswertung am Prüfstand einsetzbar.
ANOVIS-professional und –Chameleon beinhalteten eine Signalerfassungseinheit (SRD) und umfangreiche Analyse-, Bedien- und Visualisierungssoftware. Die Analy-sesoftware wird auf einem Windows-PC installiert. Der PC ist üblicherweise ein sepa-rater PC am Prüfstand. Der Anschluss der SRD an den PC erfolgt über Ethernet.
ANOVIS-professional berechnet für jede Messphase Gütemerkmale und wertet diese aus. Zur Ermittlung der Toleranzen und Grenzkurven werden die ANOVIS-Analysatorfunktionen genutzt. Die Konfiguration und Parametrierung von Signalflüssen und Viewer-Darstellungen wird unterstützt.
ANOVIS-Chameleon nutzt statistische Verfahren, um die Auffälligkeitsgrenzen selbst-ständig zu berechnen und der Prozessentwicklung anzupassen. Damit wird ein hohes Maß an Entlastung für die Betreiber gewährleistet.
Gleiche Hard- und Softwaremodule
ANOVIS-lite, ANOVIS-Chameleon und ANOVIS-professional verwenden die gleichen Hardwaremodule und Analysefunktionen.
Im automatischen Messbetrieb werden die Analysefunktionen über die Einträge in Setup-Dateien beschrieben und parametriert. Deren Ausführung erfolgt im System-modul „Basisapplikation“, das für die Systeme identisch ist.
Auswerteverfahren, Visualisierungsmöglichkeiten und Parametrierdialoge sind bei ANOVIS-professional und ANOVIS-Chameleon enthalten.
Einrichten der Prüfvorschrift;
ANOVIS-Laborsystem
Die Prüfvorschrift ist Bestandteil des Setups, das die Informationen zum Mess- und Prüfablauf sowie die Parametrierung für die Analysefunktionen enthält. Das Setup muss als Datei auf dem PC verfügbar sein. Es können mehrere Setups auf dem PC vorhanden sein. Je nach aktuellem Prüfling wird eines ausgewählt und automatisch in ANOVIS geladen.
Das Einrichten einer Prüfvorschrift führt ein Experte, ein entsprechend geschulter Kunde oder Saab Medav Technologies, durch. ANOVIS-lite-Anwender benötigen zur Ausführung eventuell notwendiger Einrichtarbeiten entsprechende Analysesoftware („ANOVIS-Laborsystem“).
In ANOVIS-professional und – Chameleon sind die erforderlichen Softwarekomponen-ten enthalten. Das „ANOVIS-Laborsystem“ wird auf einem geeigneten Arbeitsplatz-PC installiert. Nach Erstellung der variantenspezifischen Prüfvorschrift speichert der An-wender die entsprechenden Setups z.B. über Netzwerk auf die linienintegrierten Prüfsysteme.

ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 18/20
ANOVIS-mobile unterstützt Sie bei Messungen im Fahrzeug. ANOVIS-mobile berücksichtigt dabei gleichzeitig Wünsche nach geringem Gewicht, lange Betriebszeit und Bedienkomfort. Fahren und gleichzeitig messen durch eine Person wird mit unserem System Realität.
In der Funktionalität zur Signalerfassung und Analyse stehen die umfangreichen und bewährten Funktionen des ANOVIS-professional-Systems vollständig zur Verfügung. Das System unterstützt je vier Schwingungs- und Tachokanäle.
Das Mobilsystem kann über Sprachsteuerung bedient werden, wodurch der Fahrer deutliche Entlastung er-fährt. Es wird natürlich gesprochene Sprache ohne erforderliche Sprecheradaption verstanden. Zur Sprachein-gabe wird ein Headset mit Bluetooth-Schnittstelle verwendet. Es stehen während der Fahrt ausgewählte Be-fehlssätze zur Verfügung, um gleichzeitig fahren und einfache Bedienschritte durchführen zu können, z.B. La-den vorbereiteter Setups, Messung starten und stoppen, Viewer auswählen und Marker setzen.
Sprach- und Audioausgaben dienen sowohl zur Quittierung von Bedienkommandos als auch zur Online-Ausgabe von aktuellen Messergebnissen, z.B. Markerpositionen. Dadurch können gezielt und einfach die ge-wünschten Fahrbedingungen eingehalten werden
ANOVIS-mobile umfasst ein Notebook (Windows™) und die Signalerfassungseinheit ANOVIS-SRD-mobile. Beide Komponenten haben eigene Stromversorgun-gen.
Für die Sprachsteuerung ist ein Headset mit Bluetooth-Schnittstelle erforderlich.
Über ein abgesetztes TFT-Display, das im Sichtbereich des Fahrers angebracht wird, kann der Fahrer das Messsystem beobachten
Komponente Maße BxHxT [mm] Gewicht [kg] Stromverbrauch [mA]
(typ. Akkubetriebszeit)
Notebook 356 x 38 x 256 3 1.000 (4 h)
ANOVIS-SRD-mobile 362 x 44 x 266 2,6 1.100 (min. 0,75 h) 1)
1) ) Die Stromversorgung bei Messfahrten erfolgt über das Bordnetz. Der Akku in SRD-mobile übernimmt eine Überbrückungsfunktion.
ANOVIS – LÖSUNGEN ZUR END-OF-LINE PRÜFUNG UND SCHADENSFRÜHERKENNUNG
© by Saab Medav Technologies GmbH 2015 - Änderungen und Irrtum vorbehalten - Seite 19/20
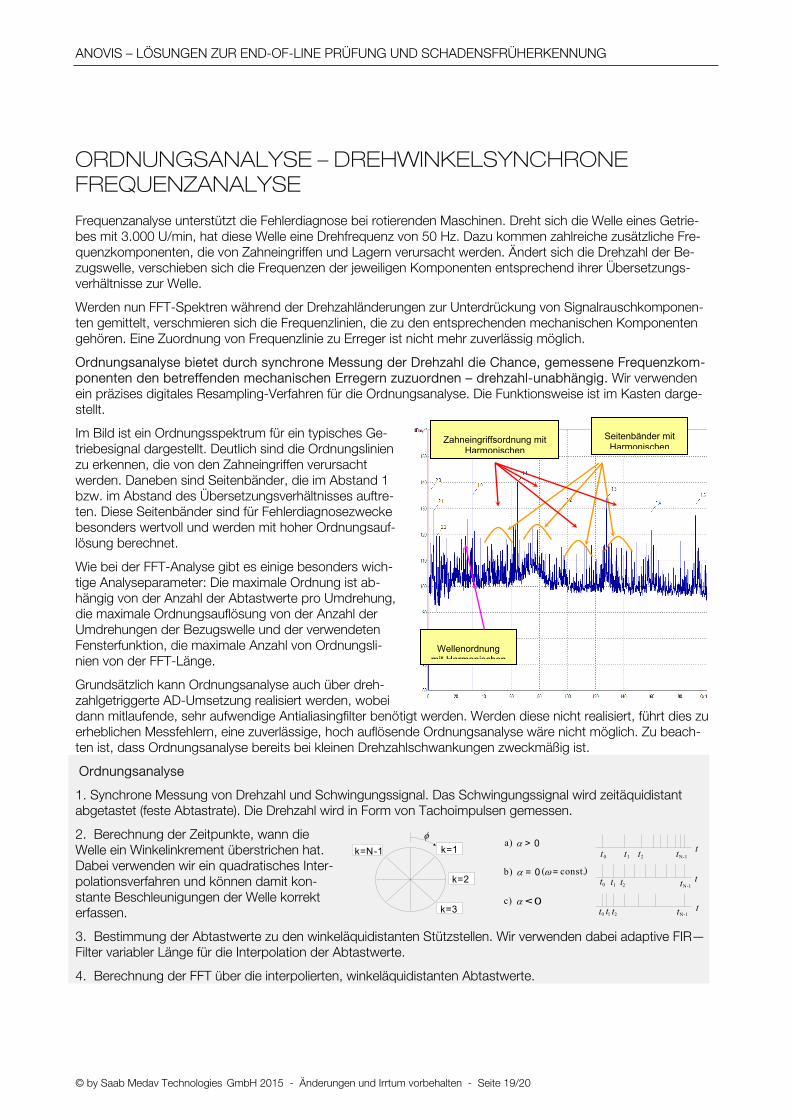
ORDNUNGSANALYSE – DREHWINKELSYNCHRONE FREQUENZANALYSE
Frequenzanalyse unterstützt die Fehlerdiagnose bei rotierenden Maschinen. Dreht sich die Welle eines Getrie-bes mit 3.000 U/min, hat diese Welle eine Drehfrequenz von 50 Hz. Dazu kommen zahlreiche zusätzliche Fre-quenzkomponenten, die von Zahneingriffen und Lagern verursacht werden. Ändert sich die Drehzahl der Be-zugswelle, verschieben sich die Frequenzen der jeweiligen Komponenten entsprechend ihrer Übersetzungs-verhältnisse zur Welle.
Werden nun FFT-Spektren während der Drehzahländerungen zur Unterdrückung von Signalrauschkomponen-ten gemittelt, verschmieren sich die Frequenzlinien, die zu den entsprechenden mechanischen Komponenten gehören. Eine Zuordnung von Frequenzlinie zu Erreger ist nicht mehr zuverlässig möglich.
Ordnungsanalyse bietet durch synchrone Messung der Drehzahl die Chance, gemessene Frequenzkom-ponenten den betreffenden mechanischen Erregern zuzuordnen – drehzahl-unabhängig. Wir verwenden ein präzises digitales Resampling-Verfahren für die Ordnungsanalyse. Die Funktionsweise ist im Kasten darge-stellt.
Im Bild ist ein Ordnungsspektrum für ein typisches Ge-triebesignal dargestellt. Deutlich sind die Ordnungslinien zu erkennen, die von den Zahneingriffen verursacht werden. Daneben sind Seitenbänder, die im Abstand 1 bzw. im Abstand des Übersetzungsverhältnisses auftre-ten. Diese Seitenbänder sind für Fehlerdiagnosezwecke besonders wertvoll und werden mit hoher Ordnungsauf-lösung berechnet.
Wie bei der FFT-Analyse gibt es einige besonders wich-tige Analyseparameter: Die maximale Ordnung ist ab-hängig von der Anzahl der Abtastwerte pro Umdrehung, die maximale Ordnungsauflösung von der Anzahl der Umdrehungen der Bezugswelle und der verwendeten Fensterfunktion, die maximale Anzahl von Ordnungsli-nien von der FFT-Länge.
Grundsätzlich kann Ordnungsanalyse auch über dreh-zahlgetriggerte AD-Umsetzung realisiert werden, wobei dann mitlaufende, sehr aufwendige Antialiasingfilter benötigt werden. Werden diese nicht realisiert, führt dies zu erheblichen Messfehlern, eine zuverlässige, hoch auflösende Ordnungsanalyse wäre nicht möglich. Zu beach-ten ist, dass Ordnungsanalyse bereits bei kleinen Drehzahlschwankungen zweckmäßig ist.
Ordnungsanalyse
1. Synchrone Messung von Drehzahl und Schwingungssignal. Das Schwingungssignal wird zeitäquidistant abgetastet (feste Abtastrate). Die Drehzahl wird in Form von Tachoimpulsen gemessen.
2. Berechnung der Zeitpunkte, wann die Welle ein Winkelinkrement überstrichen hat. Dabei verwenden wir ein quadratisches Inter-polationsverfahren und können damit kon-stante Beschleunigungen der Welle korrekt erfassen.
3. Bestimmung der Abtastwerte zu den winkeläquidistanten Stützstellen. Wir verwenden dabei adaptive FIR—Filter variabler Länge für die Interpolation der Abtastwerte.
4. Berechnung der FFT über die interpolierten, winkeläquidistanten Abtastwerte.
Wellenordnung mit Harmonischen
Seitenbänder mit Harmonischen
Zahneingriffsordnung mit Harmonischen
> 0
= 0 ( = const.)
a)
b)
c) < 0
t
t
tk=3
k=1
k=2
k=N-1
t t t t0 1 2 N-1
t t t t0 1 2 N-1
t t t t0 1 2 N-1
Saab Medav Technologies GmbH Gräfenberger Str. 32-34, 91080 Uttenreuth, Germany Homburger Platz 3, 98693 Ilmenau, Germany Phone +49 9131 583-0 Fax: +49 9131 583-11 www.saab.com www.medav.de
Saab Medav Technologies (SMT) ist ein deutsches Unternehmen mit ca. 100 Mitarbeitern in Uttenreuth bei Erlangen-Nürnberg und in Ilmenau. SMT wurde 1982 gegründet. Über 50 Ingenieure und Wissenschaftler bearbeiten Projekte und entwickeln Produkte mit dem Schwerpunkt Informationsge-winnung. Die digitale Signalverarbeitung und Mustererkennung sind unsere Kernkompetenzen. Unser Know-how bringen wir in Lösungen zu folgenden Anwendungsbereichen ein:
Industrielle Schwingungsmess- und Prüftechnik
Spracherkennung
Funküberwachung und Funkmesstechnik
Sensor Data Fusion-Systeme
Die Abteilung NVH – Noise Vibration Harshness konzentriert sich auf industrielle Aufgabenstellungen zur Qualitätsprüfung und Maschinenüberwachung sowie den angrenzenden fachlichen Bereichen der Entwicklung.
Wir analysieren Schwingungen, die als Körperschall oder Luftschall gemessen werden.
NVH unterstützt mit hoch qualifizierten und erfahrenen Ingenieuren Kunden bei Aufgaben zur Schwingungsanalyse mit einem Komplettangebot an Systemtechnik und Dienstleistung.
NVH bietet Lösungen für:
Messungen an „rotierenden Maschinen“ wie Verbrennungsmotoren, Getrieben, Elektromotoren, Module mit Antrieben wie Sitzstrukturen, Klimageräte, Haushalts- und Werkzeugmaschinen
Zerstörungsfreie Bauteilprüfung an Serienbauteilen mittels Akustischer Resonanzprüfung, z.B. zur Anwendung bei Schmieden, Gießereien, Sinterbetrieben, Karosserieteilen
Prozessüberwachung, z.B. bei Stanzen, Pressen, IHU-Pressen, Fügeautomaten, Steckverbindungen
Zu unseren Kunden zählen wir u.a.:
AMK, AUDI, Batavia Transmissions (FORD), Behr, BMW, Bosch-Siemens-Hausgeräte, Daimler, Daim-ler Nutzfahrzeuge, Eisengießerei Baumgarte, Fritz Winter Eisengießerei, FZG Forschungsstelle für Zahnräder und Getriebebau, General Motors / OPEL, GKN, Hirschvogel, Honsel, IMS-Morat, Jopp, J.W. Froehlich, Krenhof, KWD Karosseriewerke Dresden, MAN, Porsche, Punch Powertrain, Schaeffler-INA, Siemens, Siemens VDO Automotive, Skoda, STIWA, ThyssenKrupp-Krause, Thyssenkrupp-Presta, Toyota, Volkswagen, Weber, ZF Brandenburg, ZF Getriebe, ZF Lemförder Fahrwerktechnik, ZF Lenksysteme, ZF NACAM, ZF Passau, ZF Transmissions Shanghai
Dat
enbl
att A
NO
VIS
w71
5od.
1b8