Martin M. Franke - OPUS 4˝ Zugfestigkeit N/m² . IV Formelzeichen ... R˘ Kapillardruck N/m²...
141
Transcript of Martin M. Franke - OPUS 4˝ Zugfestigkeit N/m² . IV Formelzeichen ... R˘ Kapillardruck N/m²...

Martin M. Franke
Auswirkungen der Legierungszusammensetzung auf die
Morphologie und die Festigkeit des Dendritennetzwerkes bei
der gerichteten Erstarrung von Nickelbasis-Superlegierungen

FAU Studien
Materialwissenschaft und Werkstofftechnik
Band 2
Herausgeber der Reihe:
Prof. Dr. Mathias Göken

Martin M. Franke
Auswirkungen der Legierungszusammensetzung
auf die Morphologie und die Festigkeit
des Dendritennetzwerkes bei der gerichteten
Erstarrung von Nickelbasis-Superlegierungen
Erlangen
FAU University Press
2013
Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der
Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind
im Internet über http://dnb.ddb.de abrufbar.
Der vollständige Inhalt des Buchs ist als PDF über den OPUS Server
der Friedrich-Alexander-Universität Erlangen-Nürnberg abrufbar.
Kopien und Ausdrucke dürfen nur zum privaten und sonstigen eigenen
Gebrauch angefertigt werden.
Verlag und Auslieferung:
FAU University Press, Universitätsstraße 4, 91054 Erlangen
Druck: docupoint GmbH
ISBN: 978-3-944057-10-1
ISSN: 2197-2575

Auswirkungen der Legierungszusammensetzung auf die
Morphologie und die Festigkeit des Dendritennetzwerkes bei
der gerichteten Erstarrung von Nickelbasis-Superlegierungen
Der Technischen Fakultät
der Friedrich-Alexander-Universität
Erlangen-Nürnberg
zur
Erlangung des Doktorgrades Dr.-Ing.
vorgelegt von
Martin M. Franke
aus Dresden

Als Dissertation genehmigt
von der Technischen Fakultät
der Friedrich-Alexander-Universität Erlangen-Nürnberg
Tag der mündlichen Prüfung: 22.08.2013
Vorsitzsende/r des Promotionsorgans: Prof. Dr. Marion Merklein
Gutachter/in: Prof. Dr. Robert F. Singer
Prof. Dr. Ingo Steinbach
Inhaltsverzeichnis I
Inhaltsverzeichnis
Inhaltsverzeichnis ...................................................................................................... I�
Formelzeichen .......................................................................................................... III�
1� Motivation und Zielsetzung .......................................................................... 1�
2� Grundlagen.................................................................................................... 3�
2.1� Gerichtet erstarrte Nickelbasis-Superlegierungen .......................................... 3�
2.1.1� Legierungsentwicklung ....................................................................... 3�2.1.2� Prozesstechnik-HRS Vakuum-Feinguss ............................................ 5�2.1.3� Erstarrung .......................................................................................... 7�2.1.4� Bevorzugte Wachstumsrichtung....................................................... 13�2.1.5� Mikrostruktur .................................................................................... 14�
2.2� Heißrisse....................................................................................................... 16�
2.2.1� Modelle zur Beschreibung der Heißrissneigung ............................... 16�2.2.2� Experimentelle Bestimmung der Heißrissneigung ............................ 23�
2.3� Grundgleichungen zur Beschreibung des Wärmetransports ........................ 25�
2.4� Mikrostrukturentwicklung nach der Phasenfeldmethode ............................... 29�
2.4.1� Multiphasenfeld- und Multidiffusionsgleichungen ............................. 29�2.4.2� Thermodynamische Triebkraft.......................................................... 37�
2.5� Modelle zur Beschreibung der Grenzflächenenergie .................................... 39�
2.5.1� Classical Nucleation Theory (CNT) .................................................. 39�2.5.2� General Nearest-Neighbor Broken-Bond (NNBB) Modell ................ 40�
3� Experimentelles Vorgehen ......................................................................... 42�
3.1� Legierungsserie Turbo .................................................................................. 42�
3.1.1� Statistische Versuchsplanung .......................................................... 43�3.1.2� Legierungsherstellung ...................................................................... 45�
3.2� HRS-Vakuum-Feingießanlage ...................................................................... 46�
3.3� Formschalen und Gusskörpergeometrie ....................................................... 48�
3.4� Probenpräparation ........................................................................................ 51�
3.4.1� Makroskopische Probenpräparation ................................................. 51�3.4.2� Position der Probenentnahme .......................................................... 51�3.4.3� Mikroskopische Probenpräparation .................................................. 52�
3.5� Mikrostrukturelle Gefügeanalysen ................................................................ 52�
3.5.1� Messung des Dendritenstammabstandes ........................................ 52�3.5.2� Messung der Verteilung des γ/γ‘-Eutektikums .................................. 53�3.5.3� Glimmentladungsspektrometrie (GDOES) ....................................... 54�3.5.4� Rückstreuelektronenbeugung (EBSD) ............................................. 54�
3.6� Mechanische Eigenschaften ......................................................................... 54�
3.6.1� Probenherstellung ............................................................................ 54�3.6.2� Heißzugversuche ............................................................................. 55�

II Inhaltsverzeichnis
4� Ergebnisse der experimentellen Arbeiten ................................................ 58�
4.1� Gerichtete Erstarrung (DS) von zylinderförmigen Gussteilen ....................... 58�
4.1.1� Dendritenstammabstand ................................................................. 58�4.1.2� Volumenanteil und Morphologie des γ/γ’-Eutektikums ..................... 59�4.1.3� Überprüfung der Legierungszusammensetzung .............................. 63�
4.2� Gerichtete Erstarrung (SC) von Plattengeometrien ...................................... 64�
4.3� Festigkeit des Gussgefüges bei der Erstarrung ........................................... 65�
4.3.1� Heißzugversuch (Gleeble-Test) ....................................................... 65�4.3.2� Gießbarkeitstest .............................................................................. 67�
5� Ergebnisse der numerischen Arbeiten..................................................... 70�
5.1� Numerische Untersuchung der Prozessbedingungen .................................. 70�
5.1.1� Modellierung HRS-Prozess ............................................................. 70�5.1.2� Berechnung geeigneter Prozessparameter ..................................... 73�
5.2� Numerische Untersuchungen zur Entwicklung der Mikrostruktur ................. 79�
5.2.1� Mikrostrukturentwicklung in Abhängigkeit von der Grenzflächenenergie ....................................................................... 79�
5.2.2� Modell zur Berechnung der Grenzflächenenergie ........................... 81�
6� Diskussion .................................................................................................. 87�
6.1� Einfluss der Legierungselemente auf die Erstarrungsmorphologie .............. 87�
6.2� Bewertung der Festigkeit des Gussgefüges bei der Erstarrung ................... 90�
6.2.1� Heißzugversuch ............................................................................... 90�6.2.2� Gießbarkeitstest .............................................................................. 92�
6.3� Bewertung der Erstarrungsmodellierung ...................................................... 94�
6.3.1� Berechnung von Erstarrungsbedingungen ...................................... 94�6.3.2� Mikrostrukturentwicklung nach der Phasenfeldmethode ................. 95�6.3.3� Berechnung der Grenzflächenenergie ............................................. 99�
7� Zusammenfassung und Ausblick ........................................................... 102�
Literaturverzeichnis .............................................................................................. 104�
Anhang A.� Energieinhalte der Phasen ............................................................ 113�
Anhang B.� Entwicklung der Multiphasenfeldgleichungen ............................ 115�
Anhang C.� Berechnungen zur Anzahl der Atome in der Grenzfläche .......... 118�
Anhang D.� Stoffdaten für die Simulation ........................................................ 119�
Anhang E.� Stabilitätsgrenze ............................................................................ 120�
Anhang F.� Einstellungen für die Erstarrungssimulation mit ProCAST ....... 121�
Anhang G.� Einstellungen für die Mikrostruktursimulation mit MICRESS .... 122�
Anhang H.� Erstarrungsintervall im Gusszustand .......................................... 124�

Formelzeichen III
Formelzeichen
Symbol Beschreibung Einheit
� Oberfläche m² � Bruchdehnung %
�� Flächeninhalt der Oberfläche i m²
�� Mantelfläche m²
��� Grenzfläche fest / flüssig m²
� Diffusionskoeffizient m²/s �� Diffusionsmatrix m²/s �� Diffusionskoeffizient im Festkörper m²/s Energiefunktional J/m3
Mittlerer Formfaktor - � Formfaktor des eutektisch erstarrten Bereiches i - �� Maximale Kraft N � Temperaturgradient K/m � Freie Enthalpie J �� Freie Enthalpie der Flüssigphase J �� Freie Enthalpie der Festphase J � Enthalpie J � Keimbildungsrate 1/(m³ s) �� Vorfaktor der Keimbildungsrate 1/(m³ s) � Permeabilität m² � Proportionalitätskonstante m0,75 K0,5/s0,25
�� Vorfaktor - �� Härte N/m² � Länge der porösen Zone m � Strahlstärke W/(m² sr) �� Strahlstärke in Richtung der Flächennormale W/(m² sr) ��� chemische Mobilität Gew.-%² mol²/(m J s) � Anzahl aller Flächen - � Anzahl der Dendriten - �� Teilchen pro Stoffmenge 1/mol � Rauigkeit m �� Zugfestigkeit N/m²
IV Formelzeichen
�� Restglied - �� Streckgrenze N/m²
� Entropie J/K �� Entropie der Flüssigphase J/K �� Entropie der Festphase J/K � Temperatur °C, K � !" #$ Temperatur als Funktion von Ort (x) und Zeit (t) °C, K �� !$ Starttemperatur am Ort (x) °C, K �� Umgebungstemperatur °C, K �� Matrix (enthält Ableitungen der Diffusionspotentiale
nach der Konzentration)
J/(mol Gew.-%²)
�% Temperatur bei Beginn Karbidbildung °C, K �� Temperatur an der Kontaktfläche des Kontinuums i °C, K �& Temperatur an der Kontaktfläche des Kontinuums j °C, K �'(') Temperatur bei Beginn *+ - Ausscheidung °C, K
�� Schmelzpunkt °C, K �, Abkühlrate K/s
�,-.�/ Kritische (ertragbare) Abkühlrate K/s �� Liquidustemperatur °C, K �� Solidustemperatur °C, K 0 Volumen m³ 0& Volumenanteil einer Phase j in der Legierung Vol.-%
0� Molares Volumen m³/mol
0�� Molares Volumen der Phase i m³/mol
0� Molares Volumen der Festphase m³/mol
01 Molares Volumen der Flüssigphase m³/mol
2, Wärmequelle W/m³
3 Temperaturleitfähigkeit m²/s 3 Konzentrationskoeffizient der Dichte bei
Liquidustemperatur
kg/(m³ Gew.-%)
3� Gitterparameter m 4 Konstante - 4 Konzentration Gew.-%, At.-% 4 !" #$ Konzentration als Funktion von Ort (x) und Zeit (t) Gew.-%, At.-% 4� Ausgangskonzentration Gew.-%, At.-%
Formelzeichen V
4� !$ Ausgangskonzentration am Ort (x) Gew.-%, At.-% 4� Konzentration der Flüssigphase Gew.-%, At.-% 4� Konzentration der Festphase Gew.-%, At.-% 4�� Anteil (Molenbruch) des Elements i in der Phase � -
45� Zusammensetzung (Molenbruch) der Phase �
(45� 6 4�� " 7 " 4�-$) -
4� Spezifische Wärmekapazität J/(kg K)
89:.� Dicke der Formschale m 8;<��/=�1 Durchmesser des Gusskörpers m > Anteil einer Phase am System (allgemein) - > #$ Zeitfunktion -
>��=� Energieinhalt der Phase J/m³
>��/ Energieinhalt der Grenzfläche J/m³
>1 Anteil Flüssigphase? - >�"�@�AB� Anteil der Flüssigphase am System - >� Anteil Festphase - C Molare freie Enthalpie J/mol C �$ Temperaturfunktion - C� Erdanziehungskraft m/s² C�DEFDG Molare freie Enthalpie der unterkühlten Flüssigphase J/mol C�@�AB� Molare freie Enthalpie des Systems im Gleichgewicht J/mol H Höhe des Metallspiegels m H Molare Enthalpie J/mol H�DEFDG Molare Enthalpie der unterkühlten Flüssigphase J/mol
H�@�AB� Molare Enthalpie des Systems im Gleichgewicht J/mol H- Wärmeübergangskoeffizient (Wärmeleitung) W/(m²K) I" J" 7 " K Index - K Verteilungskoeffizient (interdendritisch / dendritisch) - KL Boltzmann-Konstante J/K M� Risslänge des Risses i m
N1 Steigung der Liquiduslinie K/Gew.-%
O Anzahl der eutektisch erstarrten Bereiche - O� Normaleneinheitsvektor einer Fläche - O Stoffmenge mol O�?� Stoffmenge eines Elementes i in einer Phase � mol OP5 Oberflächennormale -

VI Formelzeichen
O- Anzahl der Kontaktpunkte pro Flächeneinheit - O� Teilchenanzahl in der Grenzfläche 1/m² OQ Teilchenanzahl pro Volumeneinheit 1/m³
R�� Kavitationsdruck? N/m²
R�� Kapillardruck N/m²
R- Kontaktdruck N/m²
R�? Metallostatischer Druck N/m²
R� Atmosphärendruck N/m² S Durchflussgeschwindigkeit m/s S,T Wärmestromdichte infolge von Kontakt W/m² S,� Wärmestromdichte infolge von Strahlungsaustausch W/m² S,�� Bilanz der Wärmestromdichte infolge von
Strahlungsaustausch für die Fläche i
W/m²
S,���<� Ausgestrahlte Wärmestromdichte der Fläche i W/m²
S,��=�� Eingestrahlte Wärmestromdichte auf die Fläche i W/m²
U Rissindex - V�& Abstand zwischen den Flächen i und j m
W�� Zurückgelegter Weg bis zum Bruch m # Zeit s #X Lokale Erstarrungszeit s
Y� Rissbreite des Risses i m !" Z" [ Kartesische Koordinaten - [� Anzahl der möglichen Bindungen - [� Anzahl der aufgebrochenen Bindungen -
\ Wärmeübergangskoeffizienten W/(m² K) \ Längenausdehnungskoeffizient 1/K \1 Längenausdehnungskoeffizient Flüssigphase -1/K \� Längenausdehnungskoeffizient Festphase -1/K \�] Vergleichsfunktion - \" ^"7 Phasen - ^Q Volumenschrumpfungskoeffizient - ^ Polarwinkel °, rad
�̂ Winkel zwischen Strahlungsrichtung und
Flächennormale der Fläche i
°, rad
_ Gibbs-Thomson-Koeffizient K m

Formelzeichen VII
`� Gesamtänderung der Energie J
`��? Aktivierungsenergie zur Keimbildung J `��?1�a Aktivierungsenergie zur Ausscheidung der primären γ‘-
Phase aus der Schmelze
J
`��?' Aktivierungsenergie zur Ausscheidung der primären γ‘-
Phase aus der γ-Phase
J
`��?'b1�a Aktivierungsenergie zur Ausscheidung der primären γ‘-
Phase an der Grenzfläche zwischen γ-Phase und
Schmelze
J
`��c] Enthalpiegewinn (Triebkraft) der ersten Keimbildung J `��c Enthalpiegewinn (Triebkraft) des
Ausscheidungsvorganges
J
`�Q? Änderung der Energie des Volumens J `C Änderung der molaren freien Enthalpie J/mol `H Änderung der molaren Enthalpie J/mol `R? Druckabfall N/m² `Rd? Druckabfall durch Deformation
(Kontraktionsbehinderung)
N/m²
`R�? Druckabfall im Hohlraum N/m² `R��? Druckabfall durch Schrumpfung N/m² `W Änderung der molaren Entropie J/mol `�?X� Molare Schmelzentropie J/(K mol) `��? Erstarrungsintervall für 4� °C, K `�e? Krümmungsunterkühlung °C, K f Kronecker Symbol - g Emissionsgrad - g� Emissionsgrad der Fläche i - h,� Verformungsrate 1/s h,�"�� Maximal ertragbare Verformungsrate des
Zweiphasengebietes
1/s
h Bindungsenergie J h Parameter - i !$ stetig differenzierbare Vergleichsfunktion - j Dicke der Grenzfläche m j Viskosität kg/(m s)
VIII Formelzeichen
kl mittlere Krümmung der Grenzfläche 1/m m Lagrange-Multiplikator (allgemein) - m Wärmeleitfähigkeit W/(m K)
m� Dendritenstammabstand m
m� Dendritenarmabstand m
n Chemisches Potential J/mol n�� Chemisches Potential eines definierten Elementes in
der Phase �
J/mol
n�� Chemisches Potential des Elements i in der Phase � J/mol no� Diffusionspotential der Phase � J/mol no�� Diffusionspotential eines Elementes i in der Phase � J/mol
no5 Diffusionspotential der Mischung J/mol
p Anzahl aller Phasen - pl Anzahl lokal koexistenter Phasen - ql Mittlere Dichte kg/m³ q1 Dichte Flüssigphase kg/m³ q� Dichte Festphase kg/m³ q� Dichte von flüssigem Reinmetall beim Schmelzpunkt kg/m³ r Grenzflächenenergie (allgemein) J/m² r�� Maximale Spannung N/m² r� Stefan-Boltzman-Konstante W/(m² K4) r�� Grenzflächenenergie fest / flüssig J/m² s Relaxationskonstante J s/m³ t Abkühlgeschwindigkeit K/s t1 Geschwindigkeit Flüssigphase m/s t� Geschwindigkeit Festphase m/s t� Absenkgeschwindigkeit m/s t Erstarrungsfrontgeschwindigkeit m/s u�& Einstrahlzahl zwischen den Flächen i und j -
v Druck, bedingt durch den Gradienten der
Oberflächenspannung
-
w Phasenfeldvariable - w, Ableitung der Phasenfeldvariable (xw(x!) 1/m
y�c Grenzflächenvariable (beschreibt Phasenpaarung �
und �)
-
1 Motivation und Zielsetzung 1
1 Motivation und Zielsetzung
Der Anteil regenerativer Energiequellen zur Stromerzeugung wird in den nächsten
Jahren stark ausgebaut. Dennoch muss die Energiegewinnung aus Wind und Sonne
durch konventionelle Erzeugungskapazitäten abgesichert werden, um die erwartete
Jahreslastspitze sicher bedienen zu können [DENA2010]. Nach Angaben der
Deutschen Energie-Agentur wird Strom in Deutschland im Jahr 2020 zu etwa 50 % in
Gas- und Kohlekraftwerken erzeugt. Die modernen, reaktionsschnellen fossilen
Kraftwerke sind unverzichtbar, weil Wind- und Sonnenenergie nicht beständig zur
Verfügung stehen und großtechnische Speichermöglichkeiten fehlen.
Die Herstellungskosten moderner Gasturbinen werden von der Turbinen-
beschaufelung dominiert. Nach Angaben von [Scherer2005] entfallen 40 % der
Gesamtkosten auf den Turbinenschaufelsatz. Führende Anbieter, wie Alstom,
General Electric und Siemens, fertigen die Turbinenschaufeln für die am höchsten
belasteten Bereiche in einer Gasturbine aus einkristallin erstarrten Nickelbasis-
Superlegierungen. Daraus ergeben sich zwei Vorteile. Einerseits kommen moderne
Einkristalllegierungen zur Anwendung, die sich durch einen hohen Anteil an
Mischkristallhärtern (z.B. Rhenium) auszeichnen und eine gesteigerte Kriech-
beständigkeit aufweisen. Andererseits zeigen einkristalline Turbinenschaufeln
gegenüber gleichachsig oder gerichtet erstarrten Komponenten verbesserte
Hochtemperatureigenschaften, weil das Gefüge frei von festigkeitsreduzierenden
Großwinkelkorngrenzen ist. Als nachteilig erweist sich dagegen der hohe Material-
und Fertigungsaufwand, wodurch der Stückpreis einkristallin erstarrter Schaufeln bei
zehntausend Euro und mehr liegen kann. Ein weiteres Problem besteht darin, dass
Einkristalllegierungen wie CMSX-4 eine verstärkte Heißrissempfindlichkeit zeigen
und für die Herstellung großer, stängelkristalliner Gusskörper ungeeignet sind.
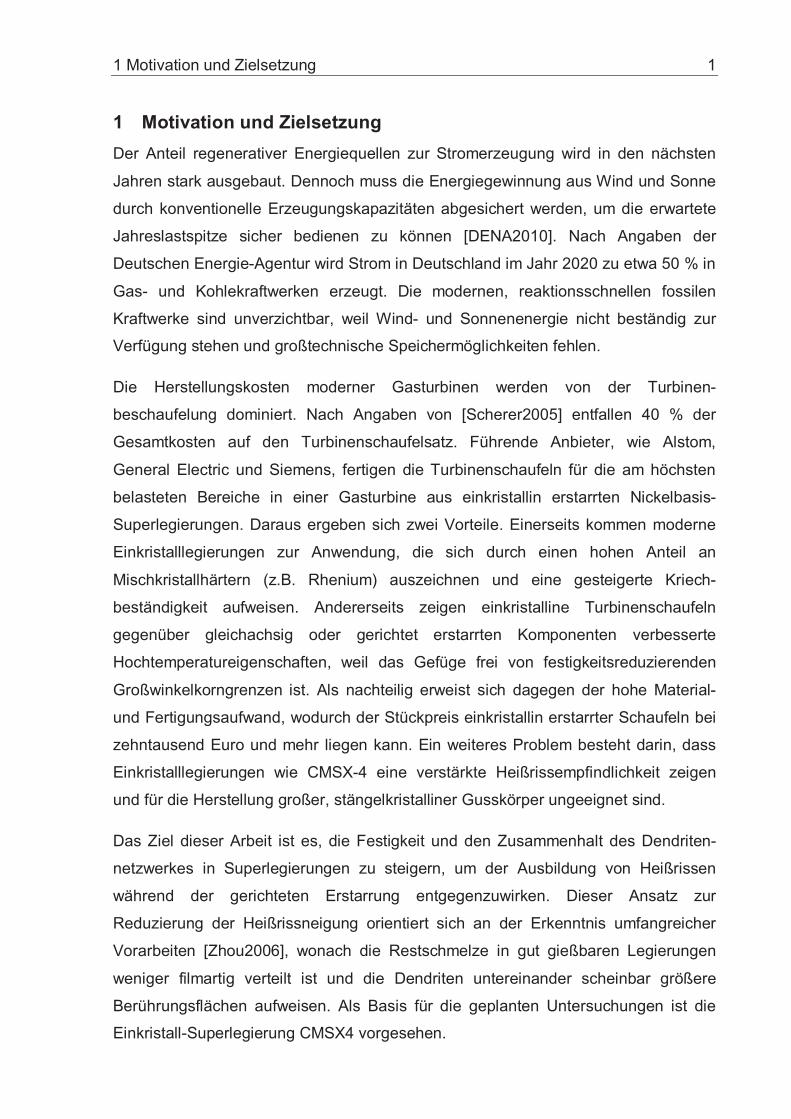
Das Ziel dieser Arbeit ist es, die Festigkeit und den Zusammenhalt des Dendriten-
netzwerkes in Superlegierungen zu steigern, um der Ausbildung von Heißrissen
während der gerichteten Erstarrung entgegenzuwirken. Dieser Ansatz zur
Reduzierung der Heißrissneigung orientiert sich an der Erkenntnis umfangreicher
Vorarbeiten [Zhou2006], wonach die Restschmelze in gut gießbaren Legierungen
weniger filmartig verteilt ist und die Dendriten untereinander scheinbar größere
Berührungsflächen aufweisen. Als Basis für die geplanten Untersuchungen ist die
Einkristall-Superlegierung CMSX4 vorgesehen.

2 1 Motivation und Zielsetzung
Die experimentellen Arbeiten umfassen Untersuchungen zum Einfluss der
Legierungszusammensetzung auf die Morphologie der Dendriten und die
resultierende Verteilung der Restschmelze. Anhand von Heißzugversuchen und
Gießbarkeitstests (Heißrisstest) wird zudem die Festigkeit des dendritischen
Netzwerkes bei der Erstarrung für verschiedene Derivate der Einkristall-
Superlegierung CMSX-4 überprüft.
Umfangreiche numerische Berechnungen unterstützen die experimentellen
Untersuchungen. Die Entwicklung der Mikrostruktur bei der Abkühlung aus dem
vollflüssigen Bereich wird skalenübergreifend modelliert. Mikroskopische
Simulationen mit Hilfe der Phasenfeldmethode sollen das Zusammenwachsen der
Dendriten kurz vor dem Ende der Erstarrung systematisch beschreiben. Dabei liefert
die makroskopische Simulation des Wärmehaushalts notwendige Eingangsdaten für
die Mikrostrukturmodellierung nach der Phasenfeldmethode und ein gesamthaftes
Prozessverständnis. Besonderes Gewicht soll auf die Berechnung der experimentell
schwer zugänglichen Grenzflächenenergie fest/flüssig gelegt werden, weil ein
Zusammenhang zwischen Erstarrungsmorphologie und Grenzflächenenergie
vermutet wird. Abb. 1.1 fasst das wissenschaftliche Programm zusammen.
Abb. 1.1 Wissenschaftliches Arbeitsprogramm.
Legierungssystem(basierend auf CMSX-4)
GießversucheExperimentelle Ermittlung desDendritenstammabstandes
Experimentelle Ermittlung derErstarrungsmorphologie(Verteilung ‘-Eutektikum)γ/γ
Makroskopische SimulationBerechnung der Erstarrungsbedingungen(Temperaturgradient, Abkühlrate)
Berechnung des Dendritenstammabstandes
WerkstoffprüfungHeißzugversuche an einkristallinerstarrten Probekörpern
Heißrisstest an stängelkristallinerstarrten Proben
Mikroskopische SimulationBerechnungen der Erstarrungsmorphologie
Berechnung der Grenzflächenenergiezwischen fester und flüssiger Phase
(Verteilung ‘-Eutektikum)γ/γ
2 Grundlagen 3
2 Grundlagen
2.1 Gerichtet erstarrte Nickelbasis-Superlegierungen
2.1.1 Legierungsentwicklung
Nickelbasis-Superlegierungen zeichnen sich durch eine sehr hohe Warmfestigkeit,
einen sehr hohen Widerstand gegen Hochtemperaturkorrosion, eine gute Duktilität
und die Möglichkeit zur Fertigung komplexer Geometrien aus [Ilschner2010]. Die
hervorragenden Eigenschaften dieser Legierungsgruppe basieren auf einem
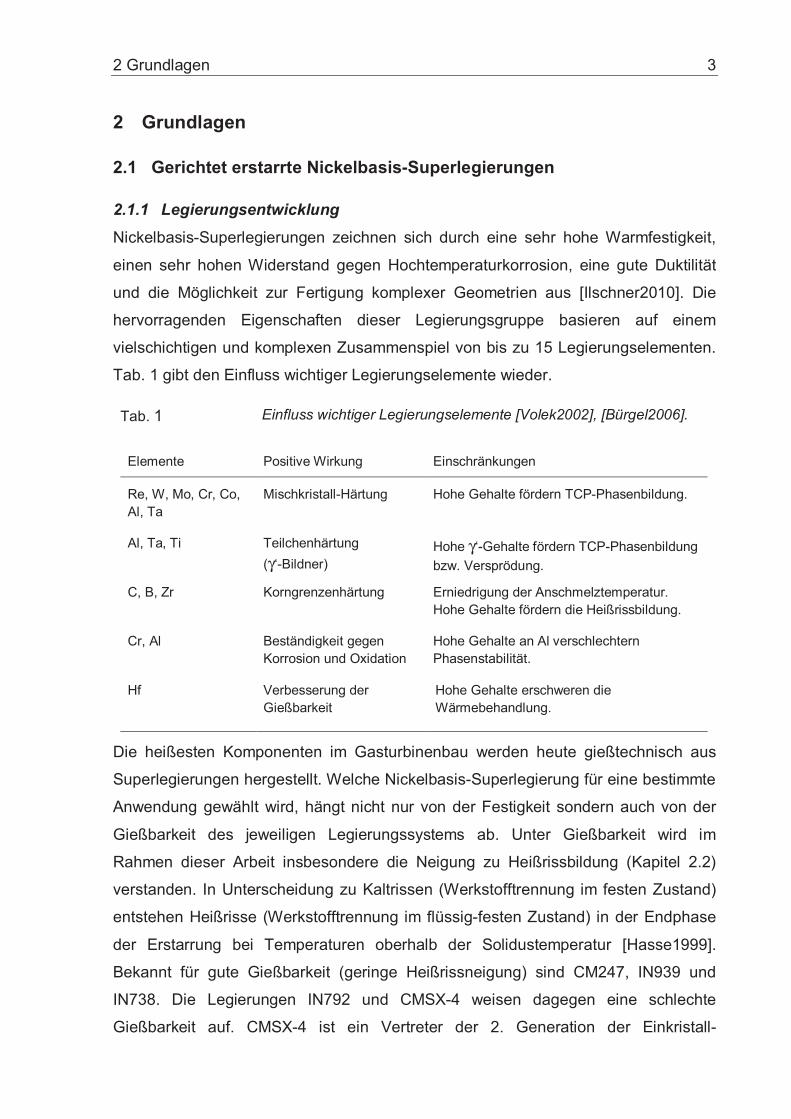
vielschichtigen und komplexen Zusammenspiel von bis zu 15 Legierungselementen.
Tab. 1 gibt den Einfluss wichtiger Legierungselemente wieder.
Tab. 1 Einfluss wichtiger Legierungselemente [Volek2002], [Bürgel2006].
Elemente Positive Wirkung Einschränkungen
Re, W, Mo, Cr, Co, Al, Ta
Mischkristall-Härtung Hohe Gehalte fördern TCP-Phasenbildung.
Al, Ta, Ti Teilchenhärtung
(γ‘-Bildner) Hohe γ‘-Gehalte fördern TCP-Phasenbildung
bzw. Versprödung.
C, B, Zr Korngrenzenhärtung Erniedrigung der Anschmelztemperatur. Hohe Gehalte fördern die Heißrissbildung.
Cr, Al Beständigkeit gegen Korrosion und Oxidation
Hohe Gehalte an Al verschlechtern Phasenstabilität.
Hf Verbesserung der Gießbarkeit
Hohe Gehalte erschweren die Wärmebehandlung.
Die heißesten Komponenten im Gasturbinenbau werden heute gießtechnisch aus
Superlegierungen hergestellt. Welche Nickelbasis-Superlegierung für eine bestimmte
Anwendung gewählt wird, hängt nicht nur von der Festigkeit sondern auch von der
Gießbarkeit des jeweiligen Legierungssystems ab. Unter Gießbarkeit wird im
Rahmen dieser Arbeit insbesondere die Neigung zu Heißrissbildung (Kapitel 2.2)
verstanden. In Unterscheidung zu Kaltrissen (Werkstofftrennung im festen Zustand)
entstehen Heißrisse (Werkstofftrennung im flüssig-festen Zustand) in der Endphase
der Erstarrung bei Temperaturen oberhalb der Solidustemperatur [Hasse1999].
Bekannt für gute Gießbarkeit (geringe Heißrissneigung) sind CM247, IN939 und
IN738. Die Legierungen IN792 und CMSX-4 weisen dagegen eine schlechte
Gießbarkeit auf. CMSX-4 ist ein Vertreter der 2. Generation der Einkristall-

4 2 Grundlagen
legierungen und es deutet sich an, dass die momentan intensiv diskutierten, hoch
rheniumhaltigen Legierungen der 3. und 4. Generation aus noch wenig bekannten
Gründen ebenso schlecht oder sogar noch schlechter gießbar sind als CMSX-4.
In Bezug auf den Einfluss von Legierungselementen auf die Gießbarkeit stellt
Hafnium (Hf) eines der am intensivsten erforschten Elemente dar. Es besteht
Einigkeit darüber, dass sich Hafnium positiv auf die Gießbarkeit auswirkt [Lin1988],
[Rösler1996], [Heck1999], [Zhang2002a]. Bei Gehalten von bis zu 2 Gew.-% werden
eher durchgehend breite Säume von Eutektikum gebildet, wodurch die
Nachspeisung erleichtert und etwaige Schrumpfungen besser kompensiert werden
[Rösler1996]. Neben dem positiven Effekt von Hafnium auf die Gießbarkeit einer
Legierung sind aber auch Nachteile dieses Legierungselements in Kauf zu nehmen.
Unter anderem ist mit der Bildung von Oxiden durch Reaktion mit dem keramischen
Formschalenmaterial zu rechnen [Harris1991]. Diese spröden Partikel können auch
im Gefüge des Werkstoffs gefunden werden [Lin1988]. Außerdem kommt es zu einer
Verkleinerung des Wärmebehandlungsfensters [Rösler1994]. Daher ist ein Trend zur
Entwicklung von Hf-freien Legierungen zu beobachten. Auch die Einflussnahme der
Minorelemente Bor (B), Kohlenstoff (C) und Zirkon (Zr) auf die Gießbarkeit ist
Gegenstand zahlreicher Untersuchungen [Winstone1978], [Zhu1992]. Minorelemente
wie B und C bewirken eine Verfestigung der Korngrenzen, wodurch die Bildung von
Heißrissen erschwert ist (gute Gießbarkeit). Gleichzeitig wirkt sich die Reduktion der
Elementgehalte von B, C und Zr positiv auf die Gießbarkeit aus, weil die
Segregationen minimiert, die Solidustemperatur gesteigert und das Erstarrungs-
intervall verkleinert werden. In diesem Spannungsfeld postuliert [Zhu1992] einen
Kompromiss, wonach gut gießbare Legierungen frei von Zr sind und einen
reduzierten B-Gehalt aufweisen. [Winstone1976] erkennt für kohlestoffarme
Legierungen gegenüber kohlenstoffreichen Legierungen eine reduzierte
Heißrissneigung. Obwohl der Einfluss von Minorelementen auf die Gießbarkeit noch
nicht vollständig verstanden ist, scheinen mittlere Gehalte an Hf, B, C, und Zr zu
einer Verbesserung der Gießbarkeit zu führen. Weiterhin finden sich in der Literatur
Hinweise darauf, dass Legierungen, die arm an Titan (Ti) sind, gute Gießbarkeit
zeigen. [Lin1988] beobachtet für eine Reduktion des Ti-Gehaltes von 2,6 auf 1,6
Gew.-% eine Verminderung des Eutektikumsgehaltes und eine Verbesserung der
Gießbarkeit. In der Praxis werden bei der Legierungsentwicklung üblicherweise
mehrere Maßnahmen gleichzeitig ergriffen. Dies kann am Beispiel der Legierung

2 Grundlagen 5
CM247LC gezeigt werden, die eine Weiterentwicklung der Legierung MAR-M247
darstellt. Hier wird durch die gleichzeitige Reduktion des C-, Zr- und Ti-Gehaltes eine
positive Wirkung auf die Gießbarkeit erreicht [Harris1991].
Weiterhin finden sich in der Literatur Hinweise, dass die Heißrissneigung durch die
Wahl geeigneter Prozessparameter positiv beeinflusst werden kann. [Zhou2006]
beschreibt für höhere Abzugsgeschwindigkeiten und kleinere Dendritenstamm-
abstände eine feinere Verteilung der Restschmelze. Eine unstetige Verteilung des
γ/γ‘-Eutektikums resultiert in einer stärkeren Vernetzung der dendritischen Strukturen,
worin der Autor einen größeren Widerstand gegen die Bildung von Heißrissen
erkennt. [Feurer1976] postuliert, dass das Auftreten von Heißrissen stark von der
mittleren Abkühlrate im Erstarrungsintervall abhängt.
2.1.2 Prozesstechnik-HRS Vakuum-Feinguss
Das High Rate Solidification (HRS) Verfahren, auch Bridgman Verfahren genannt,
ermöglicht die Herstellung von Gussteilen mit gerichtet erstarrtem Gefüge. Dabei
wird das zu erstarrende Gussteil unter Beibehaltung eines uniaxialen Temperatur-
gradienten abgekühlt [Sahm1999]. Wärmeeintrag und Wärmeaustrag erfolgen
hauptsächlich über Strahlung. Der experimentelle Aufbau zur gerichteten Erstarrung
sieht einen Heizer und eine Kühlkammer vor, die durch eine annähernd adiabatische
Zone (Baffle) thermisch voneinander getrennt sind (Abb. 2.1 links). Infolge des
kontinuierlichen Absenkens t� der Probe aus der Heizzone in die Kühlkammer
bewegt sich die Erstarrungsfront bei annähernd gleicher Geschwindigkeit t von
unten nach oben durch das Gussteil [Sahm1999]. Die Prozesstemperaturen in der
Heizzone befinden sich oberhalb der Liquidustemperatur der zu erstarrenden
Legierung. Die Wandung der Kühlkammer ist wassergekühlt. Typische
Abzugsgeschwindigkeiten liegen zwischen 2 und 10 mm/min. Bei geeigneter
Prozessführung (t 6 t�) verbleibt die relative Position der Erstarrungsfront über den
gesamten Abkühlvorgang in Höhe der adiabatischen Zone. Das Verfahren ermöglicht
eine zuverlässige und wirtschaftliche Herstellung von dünnwandigen, teils
hohlgegossenen Bauteilen sowie die Reduzierung von festigkeitsmindernden
Korngrenzen im Fall von Stängel- (DS) bzw. Einkristallen (SX) [VerSnyder1966],
[Paul1992], [Betz1996]. Grundlegende Nachteile des Bridgman Verfahrens sind die
limitierte Wärmeabfuhr in der Kühlkammer (Strahlungsaustausch) und die statische
Anordnung des Baffles [Giamei1976], [Betz1996], [Krug1998], [Lohmüller2002],

6 2 Grundlagen
[Elliot2004]. Grundsätzlich wird das Baffle an den größten Querschnitt von Gussteil
bzw. Formschale angepasst, um eine ungehinderte Bewegung von der Heizzone in
die Kühlkammer sicherzustellen. Durch dieses Vorgehen kommt es im Bereich
kleinerer Gussteilquerschnitte zu einer Spaltbildung zwischen Baffle und Formschale.
Daraus resultiert eine unzureichende Abschirmung, so dass ein Strahlungsaustausch
zwischen Heizzone und Kühlkammer stattfindet und der Temperaturgradient absinkt.
Für die Herstellung einkristalliner Bauteile wird, anders als bei der Herstellung von
stängelkristallinen Gussteilen, ein so genannter Kornselektor in den Startbereich
integriert (Abb. 2.1 rechts). In den meisten Fällen wird der Kornselektor als
spiralförmige Helix ausgeführt. Nach der Bildung zufällig orientierter Keime an der
Kühlplatte wachsen die Körner entgegengesetzt zum aufgeprägten Temperatur-
gradienten in <001> Richtung. Beim Durchlaufen des Kornselektors findet eine
Auslese günstig orientierter Körner statt, so dass aus dem anfangs stängelkristallinen
Gefüge ein Einkristall entsteht [Krug1998], [Bürgel2006]. Eine Alternative zur
Selektortechnik stellt die Ankeimtechnik dar. Dabei wird ein einkristalliner Impfling mit
der gewünschten Orientierung auf der Kühlplatte platziert. Sobald die Schmelze mit
der Stirnfläche des Impfkristalls in Kontakt kommt, entstehen oberflächennahe
Anschmelzungen, die bei geeigneter Prozessführung (uniaxialer Temperaturgradient,
angepasste Abzugsgeschwindigkeit) ein epitaktisches Aufwachsen unter Erhaltung
Abb. 2.1 Schematische Darstellung des Bridgman-Verfahrens zur Fertigung
gerichtet erstarrter Gussteile. Das Formschalensystem ohne Korn-
selektor dient zur Herstellung stängelkristalliner Gusskörper (links). Für
die Herstellung einkristalliner Gussteile wird das Formschalensystem um
einen Kornselektor erweitert (rechts).

2 Grundlagen 7
des einkristallinen Zustandes ermöglichen [Higginbotham1986]. Im Vergleich zur
Verwendung von Kornselektoren stellt die Ankeimtechnik das kompliziertere
Verfahren zur Herstellung von Einkristallen dar. Insbesondere die Phase der
Ankeimung ist kritisch und setzt eine exakte Prozessführung voraus [Krug1998],
[Bürgel2006]. Als Vorteil der Ankeimtechnik kann gewertet werden, dass die
resultierende Winkelabweichung von der idealen <001> Orientierung vergleichs-
weise gering ist [Higginbotham1986].
2.1.3 Erstarrung
Dendritische Erstarrung (Destabilisierung der Erstarrungsfront)
Die Morphologie der fest/flüssig-Phasengrenze ist ein wichtiges Merkmal des
Erstarrungsprozesses metallischer Werkstoffe. Neben Temperaturgradienten spielen
auch Konzentrationsunterschiede an der Phasengrenze eine zentrale Rolle (Bildung
einer angereicherten oder verarmten Grenzschicht). Die morphologische Instabilität
der Erstarrungsfront wurde erstmals von [Rutter1953] diskutiert und der Begriff der
„konstitutionellen Unterkühlung“ eingeführt. Die konstitutionelle Unterkühlung beruht
auf der unterschiedlichen Löslichkeit von Fremdatomen in Festkörper und Schmelze
(Abb. 2.2). Im Bereich der Erstarrungsfront ist die Elementkonzentration in der
Flüssigphase (Schmelze) 41 größer als die Konzentration im Festkörper 4�. Die
Konzentrationsunterschiede zwischen Flüssig- und Festphase werden über den
Verteilungskoeffizienten K erfasst und führen lokal zur Absenkung der Liquidus-
temperatur. Sobald die tatsächliche Temperatur an der Phasengrenze � !$ die
Gleichgewichtstemperatur �� unterschreitet, ist die Schmelze lokal unterkühlt.
Vorauswachsende Störungen reichen in den unterkühlten Bereich der Schmelze und
werden verstärkt. Eine anfänglich planare Grenzfläche wird dadurch instabil
[Kurz1989], [Sahm1999], so dass sich Dendritenstämme und -arme bilden können.
Der Grad der konstitutionellen Unterkühlung wird durch das Verhältnis von
Temperaturgradient � und Erstarrungsfrontgeschwindigkeit t ausgedrückt und
steuert die Morphologie der Erstarrungsfront. Mit abnehmendem Quotienten �(tfindet ein Übergang von zellularen zu dendritischen Strukturen, bis hin zu
polykristallinem Gefüge statt (Abb. 2.3). Die Feinheit der jeweiligen Mikrostruktur wird
durch das Produkt �t beschrieben [Kurz1989], [Goldschmidt1994]. So kann der
Dendritenstammabstand, der als charakteristische Größe für die Feinheit

8 2 Grundlagen
dendritischer Strukturen dient, über einen einfachen empirischen Zusammenhang mit
den Erstarrungsparametern � und t verknüpft werden.
m� 6 ��b�"ztb�"�z (2.1)
� 6 {"| }���_$�"�zK�"�z (2.2)
Nach Krug [Krug1998] kann die Proportionalitätskonstante � für Nickelbasis-
Superlegierungen zu 1444 m0,75K0,5s-0,25 angenommen werden. Allerdings ist aus
Gleichung (2.2) ersichtlich, dass � vom jeweiligen Erstarrungsintervall der Legierung
}�� und dem Verteilungskoeffizienten K beeinflusst wird. Folglich hängt die
Erstarrungsmorphologie nicht nur von den Prozessparametern � und t, sondern
auch von legierungsspezifischen Eigenschaften ab.
Abb. 2.2 Modell der konstitutionellen Unterkühlung in Anlehnung an [Kurz1989]. Die
geringe Löslichkeit im Festkörper führt zu einem Konzentrationsaufstau vor
der Phasengrenze (oben links). Die Abnahme der Konzentration mit dem
Weg x resultiert gemäß Phasendiagramm (unten Mitte) in einem veränderten
Anstieg der Liquidustemperatur TL (unten links). Im Fall niedrigerer
Temperaturgradienten kann sich die wahre Temperatur der Schmelze T(x)
unterhalb der theoretischen Liquidustemperatur TL befinden. Dieser Effekt
destabilisiert die Phasengrenze und ermöglicht dendritisches Wachstum.

2 Grundlagen 9
Dendritische Erstarrung (Stabilisierung der Erstarrungsfront)
Das Wachstum der morphologischen Instabilitäten (Dendriten) wird durch den
sogenannten Gibbs-Thomson-Effekt beschränkt. Dieser Effekt beschreibt die
Temperaturentwicklung an der Dendritenspitze in Abhängigkeit von der Krümmung
der Grenzfläche. Ist die Phasengrenze gekrümmt, so liegt die Temperatur an der
Phasengrenze � wegen der kapillaren Unterkühlung [Kurz1989], [Sahm1999]
unterhalb der Schmelztemperatur ��, wodurch der Effekt der konstitutionellen
Unterkühlung abgeschwächt wird. Für die Herleitung dieses Zusammenhanges wird
der Gleichgewichtszustand an einer gekrümmten Grenzfläche betrachtet.
Während der Erstarrung verschieben sich die Phasenanteile und die Grenzfläche.
Für das Fortschreiten einer gekrümmten Phasengrenze kann die Änderung der freien
Enthalpie nach der Zeit x�(x# entwickelt werden, wobei die Terme zur Beschreibung
von Stoffmengen- (x�� x0�~ bzw. x�1 x01~ ) und Grenzflächenverschiebungen
(x�� x��1~ ) einzeln aufgeführt sind (2.3).
x�x# 6 �x��x0� �x0�x# � �x�1x01� x01x# � � x��x��1�x��1x# (2.3)
Die Betrachtung setzt voraus, dass die Phasengrenze fest/flüssig inkompressibel ist
und die Krümmung sowie die Abkühlrate nicht unrealistisch groß werden. Für die
Änderung der feien Enthalpie mit der Stoffmenge kann nach [Glicksman2011] eine
entropieabhängige Formulierung gewählt werden. Die Entwicklung der freien
Enthalpie nach der Grenzfläche liefert die Grenzflächenenergie.
Abb. 2.3
Erstarrungsmorphologie in Abhängigkeit vom
Temperaturgradienten und der Erstarrungsfront-
geschwindigkeit [Kurz1989]. Mit abnehmendem
Quotienten ?�(t findet ein Übergang von zellularen
zu dendritischen Strukturen, hin zu polykristallinem
Gefüge statt. Die Feinheit der jeweiligen
Mikrostruktur wird durch das Produkt ?�tbeschrieben.
10 2 Grundlagen
x��x0� 6 � ��0�� � � ��$?NI#? I 6 W" M$ (2.4)
x��x��1 6 r�1 (2.5)
Unter Verwendung der Gleichungen (2.4), (2.5) und bei Beachtung der
Massenerhaltung (x0� x#~ 6 �x01 x#~ ) kann die Entwicklung der freien Enthalpie
umformuliert werden (2.6).
x�x# 6 � 6 �� ��0�� � � ��$ � �10�� � � ��$ � r�1�k� x0�x# (2.6)
NI#? x��1x0� 6 �kDie Forderung, wonach sich die Phasengrenze im thermodynamischen
Gleichgewicht befindet (x�(x# 6 �), führt schließlich auf die Gibbs-Thomson
Beziehung [Glicksman2011], [Gaskell1973], [Kurz1989].
}�� 6 � � ��$ 6 �r�10��k}�X� 6 �_k (2.7)
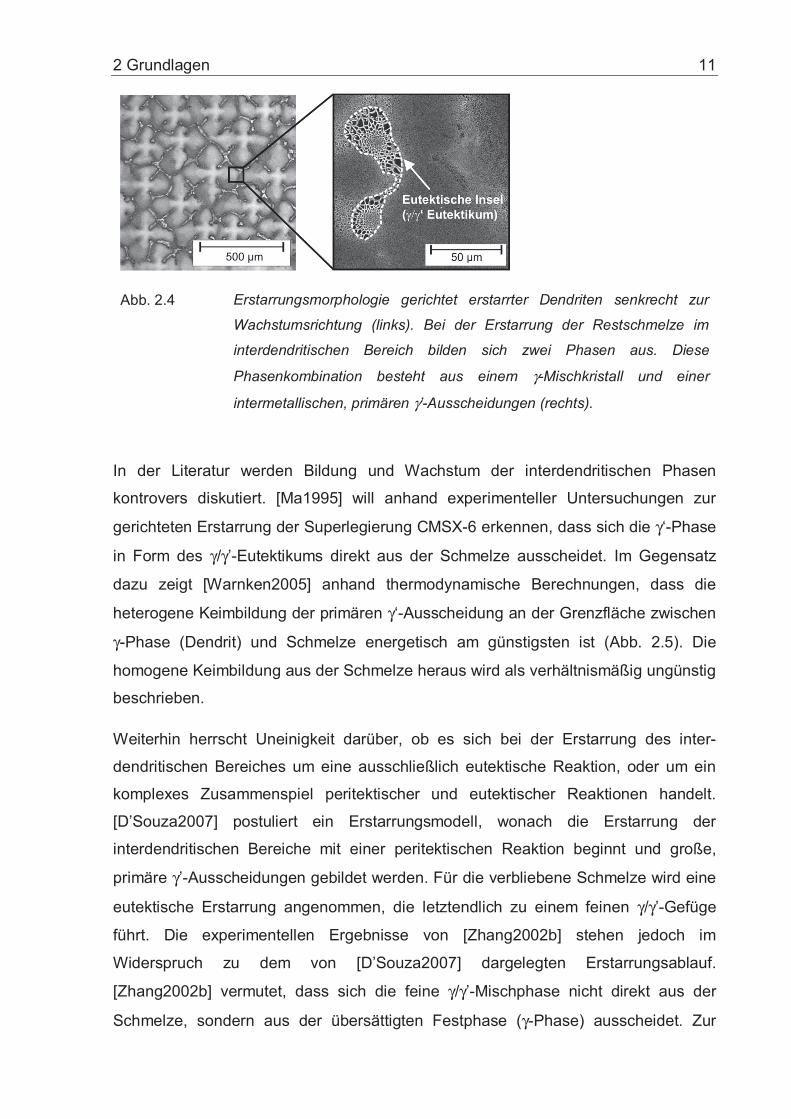
Eutektische Erstarrung
Neben der dendritischen Erstarrung stellt die eutektische Erstarrung eine zweite
grundlegende Erstarrungsform technischer Nickelbasis-Superlegierungen dar. Im
Multikomponentensystem der Superlegierungen bilden sich bei der Erstarrung der
Restschmelze im interdendritischen Bereich zwei Phasen aus. Diese
Phasenkombination besteht aus einem γ-Mischkristall und einer intermetallischen,
primären γ’-Ausscheidung mit der Zusammensetzung Ni3(Al,Ta,Ti). Im Gegensatz zu
Eutektika in binären Systemen, erstarrt die Restschmelze im Multikomponenten-
system jedoch nicht bei einer festen Temperatur, sondern durchläuft ein bestimmtes
Temperaturintervall, so dass sich, ähnlich zu eutektischen Rinnen in ternären
Systemen, die Zusammensetzung der Restschmelze weiter verändert [Walter2005].
Das Resultat sind unterschiedliche Morphologien, die in sogenannten eutektischen
Inseln gruppiert sind (Abb. 2.4).
2 Grundlagen 11
In der Literatur werden Bildung und Wachstum der interdendritischen Phasen
kontrovers diskutiert. [Ma1995] will anhand experimenteller Untersuchungen zur
gerichteten Erstarrung der Superlegierung CMSX-6 erkennen, dass sich die γ‘-Phase
in Form des γ/γ’-Eutektikums direkt aus der Schmelze ausscheidet. Im Gegensatz
dazu zeigt [Warnken2005] anhand thermodynamische Berechnungen, dass die
heterogene Keimbildung der primären γ‘-Ausscheidung an der Grenzfläche zwischen
γ-Phase (Dendrit) und Schmelze energetisch am günstigsten ist (Abb. 2.5). Die
homogene Keimbildung aus der Schmelze heraus wird als verhältnismäßig ungünstig
beschrieben.
Weiterhin herrscht Uneinigkeit darüber, ob es sich bei der Erstarrung des inter-
dendritischen Bereiches um eine ausschließlich eutektische Reaktion, oder um ein
komplexes Zusammenspiel peritektischer und eutektischer Reaktionen handelt.
[D’Souza2007] postuliert ein Erstarrungsmodell, wonach die Erstarrung der
interdendritischen Bereiche mit einer peritektischen Reaktion beginnt und große,
primäre γ’-Ausscheidungen gebildet werden. Für die verbliebene Schmelze wird eine
eutektische Erstarrung angenommen, die letztendlich zu einem feinen γ/γ’-Gefüge
führt. Die experimentellen Ergebnisse von [Zhang2002b] stehen jedoch im
Widerspruch zu dem von [D’Souza2007] dargelegten Erstarrungsablauf.
[Zhang2002b] vermutet, dass sich die feine γ/γ’-Mischphase nicht direkt aus der
Schmelze, sondern aus der übersättigten Festphase (γ-Phase) ausscheidet. Zur
Abb. 2.4 Erstarrungsmorphologie gerichtet erstarrter Dendriten senkrecht zur
Wachstumsrichtung (links). Bei der Erstarrung der Restschmelze im
interdendritischen Bereich bilden sich zwei Phasen aus. Diese
Phasenkombination besteht aus einem γ-Mischkristall und einer
intermetallischen, primären γ’-Ausscheidungen (rechts).

12 2 Grundlagen
Einordnung der Ergebnisse muss darauf hingewiesen werden, dass [Zhang2002b]
den Erstarrungsablauf anhand von Abschreckversuchen untersucht hat. Die
angegebene experimentelle Vorgehensweise sieht ein Aufheizen der Schmelze in
den vollflüssigen Zustand, das Abkühlen der Schmelze bis zur Zieltemperatur (� = 10
- 15 K/min) und eine Haltedauer von 10 min bei der Zieltemperatur vor. Erst danach
erfolgt die Abschreckung. Die teilerstarrte Schmelze befindet sich durch die
aufgebrachten Erstarrungsbedingungen (� = 10 - 15 K/min) im Ungleichgewicht.
Innerhalb der sich anschließenden Haltezeit strebt das System unter isothermen
Bedingungen nach einem Gleichgewicht, weshalb Unterschiede in Bezug auf den
von anderen Autoren beobachteten Erstarrungsablauf auftreten können.
Insgesamt ist der Ablauf der interdendritischen Erstarrung im Multikomponenten-
system der Nickelbasis-Superlegierungen noch nicht vollständig verstanden.
Einigkeit herrscht in breiten Teilen der Literatur allein darüber, dass das Wachstum
der γ/γ’-Mischphase größtenteils auf den interdendritischen Bereich beschränkt ist
[Ma1995], [Warnken2005], [D’Souza2007]. In Anlehnung an die interdendritisch
vorliegenden Phasen (γ/γ’-Mischphase) wird in dieser Arbeit der Ausdruck γ/γ’-
Eutektikum zur Bezeichnung der interdendritisch erstarrten Bereiche beibehalten.
Abb. 2.5 Thermodynamische Berechnungen zur Aktivierungsenergie der
Keimbildung von primären γ‘-Ausscheidungen [Warnken2005]. Die
heterogene Keimbildung der primären γ‘-Ausscheidung an der
Grenzfläche zwischen γ-Phase und Schmelze (`��'b1�a) ist energetisch
günstiger als die homogene Keimbildung aus der Schmelze (`��1�a) oder
aus der γ-Phase (`��') heraus.

2 Grundlagen 13
2.1.4 Bevorzugte Wachstumsrichtung
Experimentelle Befunde zur Dendritenform zeigen eine immer wiederkehrende 4-
gliedrige Ausprägung (Abb. 2.4) und deuten darauf hin, dass dendritisches
Wachstum in Abhängigkeit von der Raumrichtung unterschiedlich stark ausgeprägt
ist. Im Fall der kubisch flächenzentrierten Metalle (Nickelbasis-Superlegierungen)
werden erhöhte Wachstumsgeschwindigkeiten für die <100>-Richtungen angegeben
[Chalmers1964], [Bower1965], [Kurz1989]. Vielfach wird von einer bevorzugten
Wachstumsrichtung gesprochen.
Als Ursache für ungleiche Wachstumsgeschwindigkeiten werden in der Literatur eine
anisotrop ausgeprägte Grenzflächenenergie [Herring1952], [Dantzig2009] und
richtungsabhängige Wärmeleitfähigkeiten diskutiert [Chalmers1964], [Bower1965].
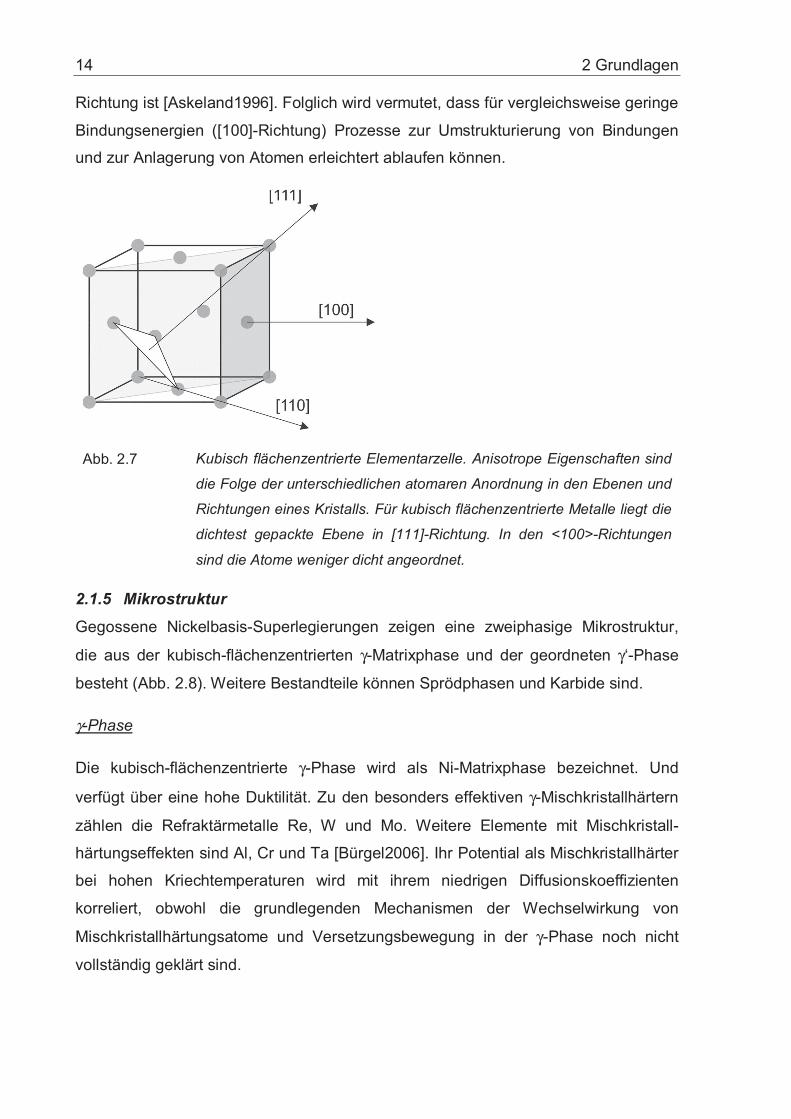
[Askeland1996] gibt zu bedenken, dass anisotrope Eigenschaften die Folge der
unterschiedlichen atomaren Anordnung in den Ebenen und Richtungen eines
Kristalls sein können. Für kubisch flächenzentrierte Metalle liegt die dichtest
gepackte Ebene in [111]-Richtung. In den <100>-Richtungen sind die Atome weniger
dicht angeordnet. Der Abstand zwischen den benachbarten Atomen ist größer (Abb.
2.7) und die resultierende Bindungsenergie kann als weniger stark eingestuft
werden. Dieser Umstand wird durch die Tatsache bekräftigt, dass der Elastizitäts-
modul eines kubisch flächenzentrierten Metalls in [111]-Richtung größer als in [100]-
Abb. 2.6 Schematische Darstellung der bevorzugten Wachstumsrichtung (links).
Schnittbild senkrecht zur [001]-Wachstumsrichtung der Dendritenstämme
(rechts). Im Fall der kubisch flächenzentrierten Metalle (Nickelbasis-
Superlegierungen) liegen erhöhte Wachstumsgeschwindigkeiten in den
<100>-Richtungen vor.
14 2 Grundlagen
Richtung ist [Askeland1996]. Folglich wird vermutet, dass für vergleichsweise geringe
Bindungsenergien ([100]-Richtung) Prozesse zur Umstrukturierung von Bindungen
und zur Anlagerung von Atomen erleichtert ablaufen können.
2.1.5 Mikrostruktur
Gegossene Nickelbasis-Superlegierungen zeigen eine zweiphasige Mikrostruktur,
die aus der kubisch-flächenzentrierten γ-Matrixphase und der geordneten γ‘-Phase
besteht (Abb. 2.8). Weitere Bestandteile können Sprödphasen und Karbide sind.
γ-Phase
Die kubisch-flächenzentrierte γ-Phase wird als Ni-Matrixphase bezeichnet. Und
verfügt über eine hohe Duktilität. Zu den besonders effektiven γ-Mischkristallhärtern
zählen die Refraktärmetalle Re, W und Mo. Weitere Elemente mit Mischkristall-
härtungseffekten sind Al, Cr und Ta [Bürgel2006]. Ihr Potential als Mischkristallhärter
bei hohen Kriechtemperaturen wird mit ihrem niedrigen Diffusionskoeffizienten
korreliert, obwohl die grundlegenden Mechanismen der Wechselwirkung von
Mischkristallhärtungsatome und Versetzungsbewegung in der γ-Phase noch nicht
vollständig geklärt sind.
Abb. 2.7 Kubisch flächenzentrierte Elementarzelle. Anisotrope Eigenschaften sind
die Folge der unterschiedlichen atomaren Anordnung in den Ebenen und
Richtungen eines Kristalls. Für kubisch flächenzentrierte Metalle liegt die
dichtest gepackte Ebene in [111]-Richtung. In den <100>-Richtungen
sind die Atome weniger dicht angeordnet.

2 Grundlagen 15
γ‘-Phase
Der größte Festigkeitsanstieg im Hochtemperaturbereich wird durch einen
Teilchenhärtungseffekt erzielt. Die γ′-Phase ist eine geordnete intermetallische Phase
und besitzt wie die Matrix eine kfz-basierte Gitterstruktur, so dass die Phasen-
grenzen kohärent sind und keine oder nur eine geringe Fehlpassung zum γ-
Mischkristall entsteht. Dies reduziert die Keimbildungsenergie während der
Ausscheidung, wodurch sich eine feine und regelmäßige Ausscheidungsstruktur
bilden kann. Die γ′-Phase ist eine geometrisch dichtest gepackte, ferngeordnete
Phase in einer L12-Struktur, die bis zum Schmelzpunkt beibehalten wird. Im binären
System Ni-Al weist ist die γ′-Phase einen schmalen Homogenitätsbereich mit der
Stöchiometrie Ni3Al auf. Im Multikomponentensystem der Nickelbasislegierungen
bestehen vielfältige Substitutionsmöglichkeiten. Die Elemente Ni und Al können
durch Co bzw. Ta und Ti ersetzt werden, weshalb zur Beschreibung der γ′-Phase
auch die allgemeine Form (Ni, Co)3(Al, Ta, Ti) benutzt wird [Bürgel2006].
Die Festigkeitsentwicklung der γ′-Ausscheidungen weist eine inverse Temperatur-
abhängigkeit auf. Der Grund für die Fließspannungsanomalie ist das Entstehen
unbeweglicher Versetzungskonfigurationen. Der Effekt wird durch den Quergleit-
mechanismus nach Kear-Wilsdorf erklärt [Kear1962] und verleiht der Werkstoff-
gruppe die sehr guten Hochtemperatureigenschaften.
Abb. 2.8 Erstarrungsmorphologie gerichtet erstarrter Dendriten senkrecht zur
Wachstumsrichtung (links). Nickelbasis-Superlegierungen zeigen eine
zweiphasige Mikrostruktur, die aus der kubisch-flächenzentrierten γ-
Matrixphase und der geordneten γ‘-Phase besteht (rechts).
16 2 Grundlagen
2.2 Heißrisse
Die Erstarrung von Legierungen führt nach Unterschreiten der Liquidustemperatur
zur Bildung dendritischer Strukturen. Mit fortschreitender Erstarrung reduziert sich
der Flüssigphasengehalt und die wachsenden Dendriten nähern sich an. Im
Endstadium der Erstarrung bilden die dendritischen Strukturen ein zusammen-
hängendes Netzwerk mit geringer Festigkeit. In diesem Zustand, knapp oberhalb der
Solidustemperatur, ist der Zusammenhang der miteinander verwachsenden
Dendriten immer noch von dünnen Bereichen flüssiger Restschmelze unterbrochen.
Sobald die von Erstarrungsschrumpfung und mangelnder Nachspeisung
hervorgerufenen Spannungen nicht in ausreichendem Maße durch plastische
Verformung abgebaut werden können und die Trennfestigkeit an der Grenzfläche
Dendrit/Dendrit überschreiten ist, kommt es zur Rissbildung [Pellini1952],
[Hasse1999], [Ilschner2010]. Der bevorzugte Ort für das Auftreten von Heißrissen
sind Korngrenzen, da die dortigen Bindungen zusätzlich geschwächt sind.
2.2.1 Modelle zur Beschreibung der Heißrissneigung
In der Literatur werden verschieden komplexe Modelle zur Beschreibung der
Heißrissneigung von Werkstoffen postuliert. Auf grundlegende und höher entwickelte
Ansätze zur mathematischen Beschreibung der Heißrissneigung soll in diesem
Kapitel detailliert eingegangen werden.
Heißrisskriterium nach [Clyne1977]
Clyne und Davies [Clyne1977] schlagen einen empirischen Rissempfindlichkeits-
koeffizienten (CSC) vor (2.8). Dabei ist #� die Zeit bei der Abkühlung, in der sich
Erstarrungsrisse bevorzugt bilden können (zwischen 1 und 10 Vol.-% Restschmelze). #. definiert die Zeit, die für Spannungsrelaxationen zur Verfügung steht (zwischen 10
und 60 Vol.-% Restschmelze). #� und #. sind im Wesentlichen durch das Erstarrungs-
intervall �� bestimmt. Für Superlegierungen ist dieser klassische Ansatz nur bei
hohen Eutektikumsanteilen erfolgreich, die bei praktisch relevanten Legierungen
nicht immer vorliegen. Der CSC-Koeffizient ist beispielsweise nicht im Stande, die
bekannt gute Gießbarkeit von CM247 im Vergleich zur bekannt schlechten
Gießbarkeit von IN792 zu begründen [Heck1999].
���? 6 ? #�#. (2.8)

2 Grundlagen 17
Mathematisches Modell der Heißrissneigung nach [Feurer1976]
Als Ursache für Heißrisse werden durch Volumenkontraktion induzierte Spannungen,
das Nachspeisungsvermögen sowie Einflüsse der Grenzflächenenergie an der Riss-
spitze genannt.
Für die Beschreibung des Speisungsvermögens der Restschmelze nutzt
[Feurer1976] den Ansatz (2.9), wonach die volumetrische Durchflussgeschwindigkeit
der Restschmelze S durch eine poröse Zone der Länge � mit der Permeabilität � des
dendritischen Netzwerkes, der Viskosität der Restschmelze j, dem Atmosphären-
druck R�, dem metallostatischen Druck R� und dem Kapillardruck R�� korreliert. Das
negative Vorzeichen des Kapillardrucks wird eingeführt, weil sich infolge der
Kapillarkräfte die metallostatische Druckhöhe vermindert und dadurch ein an die
poröse Zone angrenzender Bereich weniger gut mit Schmelze versorgt werden kann.
S 6 ? x0x# 6 ��j� R� � R� � R��$?? (2.9)
Weitere Umformungen führen auf den von [Feurer1976] formulierten Zusammenhang
(2.10) zur Berechnung des Speisungsvermögens (xMO0(x#). �0 x0x# 6 �xMO0x# ���=��<�� 6 m��>1��{�4� �j�� �R� � q1C�H � {r�1m� �?? (2.10)
NI#?� 6 m��>1��{�4� � 0 6 ��� ?R� 6 q1C�H� ?R�� 6 {r�1m� � ?4 6 �"|Für die Beschreibung der Schrumpfung bedient sich [Feurer1976] der Massen-
erhaltung (2.11).
xNx# 6 � 6 x 0ql$x# 6 ql x0x# � 0 xqlx# (2.11)
�0 x0x# 6 �xMO0x# ����.<��X<�� 6 ��ql xx# q1>1 � q�>�$ (2.12)
NI#?ql 6 q1>1 � q�>� ?�O8?>1 � >� 6 �Unter Verwendung der Scheil-Gleichung kann die Schrumpfung als Funktion der
Ausgangskonzentration 4�? dargestellt werden.

18 2 Grundlagen
�xMO0x# ����.<��X<�� 6 ��ql xx# ��q� � q� � 34�?>1-b��>1 � q�� (2.13)
NI#? 414� 6 >1-b�� ?q1 6 q� � 341? 6 q� ?� 34�?>1-b�� ?>� 6 � � >1Die Einführung eines neuen Differentialkoeffizienten ermöglicht es, die Schrumpfung
(xMO0(x#) in Abhängigkeit von der zeitlichen Entwicklung des Flüssigphasengehaltes
(x>1(x#) zu beschreiben (2.14). Gleichung (2.15) verknüpft die zeitliche Entwicklung
des Flüssigphasengehaltes mit der Temperaturentwicklung (Abkühlrate �, ), der
Steigung der Liquiduslinie N1 und der Ausgangskonzentration 4�.
�xMO0x# ����.<��X<�� 6 ��ql xqlx>1 x>1x# 6 � �q� � q� � 34�?K>1-b��ql x>1x# (2.14)
x>1x# 6 x>1x� x�x# 6 �N1 ?����X�x�x# 6 � �,N14� � � K$ >1 �b-$
(2.15)
NI#?x� 6 N1x41 ??�O8? 414� 6 >1-b�[Feurer1976] stellt das Speisungsvermögen und die Erstarrungsschrumpfung
gegenüber und errechnet eine kritische Abkühlrate �,-.�/. Für Werte oberhalb der
kritischen Abkühlrate ist mit dem Auftreten von Heißrissen zu rechnen.
�,-.�/ 6 m��>1��{�4� �j�� �R� � q1C�H � {r�1m� � N14� � � K$ql>1 -b�$�q� � q� � 34�?K>1-b�� (2.16)
Das vorgestellte Modell über die Heißrissneigung wurde anhand von gleichachsig
erstarrten, binären Aluminiumlegierungen untersucht. Für einfache Proben-
geometrien stellt [Feurer1976] eine gute Übereinstimmung zwischen den
theoretischen Berechnungen und den experimentell ermittelten Werten fest.
Anzumerken ist, dass für die Berechnung einer kritischen Abkühlrate auf schwer
zugängliche Materialdaten zurückgegriffen wird.
Modell der Heißrissneigung basierend auf der Grenzflächenenergie nach [Holt1992]
[Holt1992] geht davon aus, dass Heißrisse in Abhängigkeit von Schrumpfung (2.17)
und Speisungsvermögen (2.18) entstehen. Im Unterschied zu [Feurer1976] erweitert
[Holt1992] den auf das dendritische Netzwerk wirkenden Druck um eine von der

2 Grundlagen 19
Grenzflächenspannung abhängige Variable v. Per Definition korreliert die neu
eingeführte Variable mit der Änderung der Grenzflächenenergie nach der
Temperatur (��( ��). Der Autor postuliert für den Fall einer positiven Steigung
(��( �� � �), wonach die Grenzflächenenergie der Flüssigphase am Dendritengrund
kleiner ist als die Grenzflächenenergie der Flüssigphase an der Dendritenspitze,
einen Flüssigkeitsstrom in Wachstumsrichtung. Entsprechend dieser Annahme
reduziert sich das Nachspeisungsvermögen, weshalb die Heißrissneigung ansteigt.
Für den Fall einer negativen Steigung ist ein Flüssigkeitsstrom entgegen der
Wachstumsrichtung zu erwarten, so dass eine verbesserte Nachspeisung erfolgen
kann.
�xMO0x# ����.<��X<�� 6 q� � q� � 34�?K>1-b�ql �,N14� � � K$ >1 �b-$ (2.17)
�xMO0x# ���=��<�� 6 m��>1��{�4� �j�� R� � R� � R�� � v$?? (2.18)
���?v ������??�Der Autor verknüpft die Heißrissneigung mit der Entwicklung der Grenzflächen-
energie in Abhängigkeit von der Temperatur. Während für positive Quotienten
(��( �� � �) eine verstärkte Heißrissneigung erwartet wird, sind negative Quotienten
(��( �� ¡ �) ein Hinweis auf geringe Heißrissneigung. Nach [Holt1992] ist das
entwickelte Modell in der Lage, den Einfluss von Schwefel auf die Heißrissneigung
von Stählen vorherzusagen. Allerdings lässt der Autor offen, weshalb infolge
unterschiedlicher Grenzflächenenergien ein Flüssigkeitsstrom innerhalb des Zwei-
phasengebietes resultieren kann.
Heißrisskriterium nach Rappaz, Drezet und Gremaud (RDG-Model) [Rappaz1999]
Nach [Rappaz1999] wird die Rissbildung durch thermische Spannungen und
Probleme bei der Nachspeisung hervorgerufen. Die Rissausbreitung erfolgt entlang
der Korngrenzen (interkristallin), da vorhandene Flüssigkeitsfilme das Zusammen-
wachsen der unterschiedlich orientierten Bereiche behindern. Als charakteristische
Größe wird der Druckabfall zwischen Dendritenspitze und Dendritengrund eingeführt.
Um diesen Druckabfall mathematisch zu erfassen (2.19), werden Massenströme für
ein Volumenelement betrachtet (Abb. 2.9).

20 2 Grundlagen
x q1>1t1$x! � x q�>�t�$xZ ?6 ? tA �x q1>1$x! � x q�>�$x! � (2.19)
Die Terme auf der linken Seite von Gleichung (2.19) berücksichtigen den
Massenstrom von Fest- (q�>�t�) und Flüssigphase (q1>1t1) in Folge von Erstarrungs-
schrumpfung und möglichen Deformationen (Kontraktion und Deformation der
Festphase in y-Richtung und resultierender Flüssigkeitsstrom zur Kompensation in x-
Richtung). Die Terme auf der rechten Seite definieren die Entwicklung der
Massenströme aufgrund des dendritischen Wachstums (Anlagerung). tA definiert die
Geschwindigkeit mit der sich die Erstarrungsfront in x-Richtung bewegt. Weitere
Umformschritte und Vereinfachungen führen auf die Gleichungen (2.20) bis (2.22).
� 6 x >1t1$x! � q�>�q1xt�xZ �?tA �q1q1
x>1x! � q�q1x>�x!� (2.20)
� 6 ¢�x >1t1$x! � � � ^$>�h,� �?tA^ x>�x!�x! (2.21)
� 6 >1t1 � � � ^$¢>�h,�x! � tA^>1 (2.22)
NI#?^ 6 q�q1 � ��?h,� 6 xt�xZ � ???>1 6 � � >�$Werden das Gesetz von Darcy (2.23), welches Geschwindigkeit und Druckabfall
miteinander verknüpft, sowie die Gleichung zur Massenerhaltung (2.22)
zusammengeführt und integriert, ergibt sich der Druckabfall }R im betrachteten
Volumen (2.25). [Rappaz1999] definieren den Druckabfall }R als Differenz zwischen
metallostatischem Druck und Kavitationsdruck. Der schwerkraftbedingte metallo-
statische Druck ist eine Funktion der Schmelzbadtiefe und wirkt der Kavitations-
Abb. 2.9
Schematische Darstellung der Massenströme.
Kontraktion der Festphase in y-Richtung t�und resultierender Flüssigkeitsstrom t1 zur
Kompensation der Schrumpfung in x-Richtung.
tA definiert die Geschwindigkeit der
Erstarrungsfront.

2 Grundlagen 21
bildung entgegen. Fällt der Druck im System unter den Kavitationsdruck, setzt
Hohlraum- bzw. Risswachstum ein.
xRx! 6 �>1t1 j� ?NI#?� 6 m���£� � � >�$�>�� (2.23)
¢xRx! x! 6 � � ^$j¢ �� �¢>�h,�x!�x! � tA^j¢>1� x! (2.24)
}R 6 � � ^$j¢ �� �¢>�h,�x!� x! � tA^j¢>1� x! (2.25)
}R 6 � � ^$j� ¢ �� �¢>�h,�x!� x� � tA^j� ¢ >1� x� (2.26)
?NI#? �� x� 6 ?x!Gleichung (2.26) zeigt, dass der Druckabfall }R indirekt proportional zum
Temperaturgradienten � und direkt proportional zur Verformungsrate h,� der
Dendriten ist. [Rappaz1999] schlussfolgert, dass ein Werkstoff für einen gegebenen
Druckabfall innerhalb des Zweiphasengebietes die resultierende Verformungsrate
ertragen muss, damit sich keine Heißrisse bilden. Diesen Zusammenhang nutzen die
Autoren zur Definition eines Heißrisskriteriums, wonach die Neigung zur Rissbildung
während der Erstarrung indirekt proportional zur maximalen Verformungsrate h,�"�� ist, die das Zweiphasengebiet rissfrei ertragen kann.
��� 6? �h,�"�� ?? (2.27)
Das Modell von [Rappaz1999] wurde für binäre Aluminium-Kupferlegierungen mit
unterschiedlichen Kupfergehalten verifiziert. Ein Übertrag auf Mehrkomponenten-
legierungen erfolgte nicht. Für die Berechnung der maximalen Verformungsrate h,�"�� sind schwer zugänglichen Kenngrößen, wie der Druckabfall im betrachteten
System }R oder die Viskosität der Restschmelze j erforderlich. Es muss bezweifelt
werden, dass diese Größen für komplexe Legierung belastbar ermittelt werden
können.

22 2 Grundlagen
Heißrissmodell nach [Zhang2002a]
Zhang untersucht die Heißrissneigung für die Nickelbasis-Superlegierungen CM247
und IN792. Als Ursache für schlechte Gießbarkeit erkennt der Autor große
Dehnungen im Phasenverbund, die infolge einer starken Änderung des
Flüssigphasengehaltes nach der Temperatur (8>1(8�) auftreten. Für eine geringe
Änderungen (8>1(8�) wird eine reduzierte Heißrissneigung postuliert. Zur
mathematischen Beschreibung der Heißrissneigung berücksichtigt der Autor die
resultierenden Dehnungen im Werkstoff g während der Erstarrung. Der erste Term in
Gleichung (2.28) beschreibt die Dehnung im Festkörper aufgrund der Abkühlung. Der
zweite Term berücksichtigt die Dehnung in der Flüssigphase. \� und \1 definieren
den thermischen Ausdehnungskoeffizienten von Fest- bzw. Flüssigphase. Der
Einfluss der Volumenkontraktion im Erstarrungsintervall wird über den dritten Term
wiedergegeben. Bei der Betrachtung der resultierenden Dehnungen (2.30)
beschränkt sich [Zhang2002a] auf das Temperaturintervall zwischen beginnender
Karbidbildung �4 und beginnender γ‘-Ausscheidung �*(*+. Das erste Drittel des
Erstarrungsvorganges bleibt unbeachtet, weil für diesen Abschnitt eine sehr gute
Nachspeisung angenommen wird und keine Spannungen bzw. Dehnungen
entstehen.
g 6 \� ¢ � � >1 �$$8� � \1 ¢>1 �$8� � ^Q�(� ¢8>1 �$ (2.28)
g 6 \¢8� � ^Q�(� ¢8>1 �$ (2.29)
NI#?\� 6 \1 6 ?\ 6 4¤OW#¥ � ?>1 � >� 6 ��?^Q 6 4¤OW#¥?g 6 \��� � �'(')� � ^Q�(� ¦>1 ��$ � >1��'(')�§ (2.30)
Das Modell von [Zhang2002a] erklärt die unterschiedliche Heißrissneigung der Ni-
Basislegierungen CM247 und IN792 anhand von resultierenden Dehnungen.
Grundsätzlich wird bei geringer Dehnung eine verminderte Heißrissneigung erwartet.
Kritisch anzumerken ist, dass das Modell nur die auftretenden Dehnungen während
der Erstarrung betrachtet. Das Vermögen eines Werkstoffes, die thermisch
induzierten Spannungen rissfrei zu ertragen, bleibt unberücksichtigt.
2 Grundlagen 23
2.2.2 Experimentelle Bestimmung der Heißrissneigung
Gegenüber den verschiedenen theoretischen Modellen zur Bestimmung der
Heißrissneigung (Kapitel 2.2.1) haben experimentelle Verfahren den Vorteil, dass auf
die schwierige Ermittlung der mechanischen oder thermophysikalischen Eingangs-
daten verzichtet werden kann.
Selbstbelastendes Prüfverfahren / Gießbarkeitstest
Die selbstbelastende Prüfung fördert die Rissbildung aufgrund einer geeigneten
Gestaltung des Gusskörpers. Im Fall des Gießbarkeitstests besteht das
Formschalensystem aus zwei ineinander gestellten, dichtgesinterten Al2O3-
Keramikrohren, so dass ein dünnwandiger Hohlzylinder gießtechnisch realisiert
werden kann. Typische Wandstärken liegen im Bereich zwischen 1,5 und 3,5 mm.
Die mechanische Belastung der Legierung entsteht aus der unterschiedlichen
thermischen Ausdehnung von Keramik und Metall. Weil die dichtgesinterten
Keramikrohre im Vergleich zur erstarrenden Legierung eine geringe thermische
Ausdehnung aufweisen und als unnachgiebig angenommen werden können,
entstehen Tangential- und Radialspannungen. Die tangentialen Spannungen wirken
senkrecht auf die Korngrenzen (Zugspannung) und führen zur Rissbildung während
der Erstarrung (Heißriss). Der Gießbarkeitstest geht auf Arbeiten der Fa. General
Electric zurück [Wukusick1979] und wurde im Rahmen von Forschungsaktivitäten am
Lehrstuhl (Lehrstuhl für Werkstoffkunde und Technologie der Metalle, Universität
Erlangen-Nürnberg, Deutschland) etabliert [Heck1996]. Zur Quantifizierung der
Heißrissneigung werden Länge MI und Breite YI der vorhandenen Risse detailliert
ausgewertet und auf die Mantelfläche des Gusskörpers �� bezogen. Das Ergebnis
ist ein Rissindex U, der Rissflächen und Mantelfläche ins Verhältnis setzt (2.31).
U 6 ¨M�Y�-
�©� (�� (2.31)
Zur Abschätzung der Heißrissneigung sind Gießbarkeitstests aufgrund der
vergleichsweise einfachen Handhabung gut geeignet. Allerdings muss darauf
hingewiesen werden, dass der Versuchsaufbau im Vergleich zu industriellen
Aufbauten deutlich größere Spannungen im Gusskörper induziert. Für die
kommerzielle Herstellung hohlgegossener Turbinenschaufeln kommen poröse Kerne
zum Einsatz, die sich durch eine wesentlich höhere Nachgiebigkeit als

24 2 Grundlagen
dichtgesintertes Material auszeichnen [Heck1996]. Weiches Kernmaterial unterdrückt
weniger stark die Schrumpfung in radialer Richtung, so dass die Herstellung
hohlgegossener Strukturen mit rissempfindlicheren Legierungen dennoch möglich ist.
Gleeble-Test
Das Gleeble-System der Fa. Dynamic Systems Inc. ist eine Prüfeinrichtung zur
Ermittlung temperaturabhängiger mechanischer Eigenschaften und ermöglicht die
Bestimmung von Festigkeitswerten teilerstarrter Gefüge. Das System besteht aus
einer einachsigen, servohydraulischen Zugprüfeinrichtung und bietet die Möglichkeit
der freien Programmierung von mechanischen und thermischen Belastungen
[Hilbinger2000]. Die Zugproben werden im direkten Stromdurchgang erhitzt, wodurch
hohe Aufheizraten realisiert werden können. Die Beeinflussung des Gefüges ist im
Vergleich zu konventionellen Öfen gering [Heck1996]. Ein Zusammenhang zwischen
experimentell ermittelten Eigenschaften und dem Werkstoffverhalten während der
Erstarrung (Heißrissneigung) kann in Anlehnung an [Weiss1970] hergestellt werden
(Abb. 2.10). [Weiss1970] beschreibt die Veränderungen von Duktilität und Festigkeit
bei hohen Temperaturen anhand von zwei charakteristischen Temperaturen. Die
Temperatur der Null-Duktilität definiert den Übergang vom duktilen Versagen zum
Sprödbruch. Die Temperatur der Null-Festigkeit (Festigkeitsübergangstemperatur)
sagt aus, ab welcher Temperatur ein Werkstoff keinen Verformungswiderstand zeigt.
Die genannten Temperaturen begrenzen einen kritischen Bereich, indem die
Entstehung von Heißrissen als wahrscheinlich angenommen wird. [Yeniscavich1969]
und [Heck1996] korrelieren die Größe des kritischen Temperaturbereiches direkt mit
der Heißrissneigung. Liegen die Temperaturen der Null-Duktilität und der Null-
Festigkeit nah beieinander, wird eine geringe Heißrissneigung erwartet. Für einen
großen Temperaturbereich postulieren [Yeniscavich1969] und [Heck1996] eine
verstärkte Heißrissneigung. Die Schwierigkeit des Gleeble-Tests besteht darin, den
kritischen Temperaturbereich möglichst exakt zu ermitteln. Experimentelle
Untersuchungen von [Chen1991] deuten darauf hin, dass die Bestimmung der
Temperaturen für Null-Duktilität und Null-Festigkeit einer großen Unsicherheit
unterliegen kann.

2 Grundlagen 25
2.3 Grundgleichungen zur Beschreibung des Wärmetransports
Der Prozess der gerichteten Erstarrung nach dem Bridgman-Verfahren wird im
Wesentlichen von den vorherrschenden Temperaturgradienten bestimmt. Der
Formfüllvorgang und damit die Grundgleichungen zur Massen- und Impulserhaltung
sind von untergeordneter Bedeutung. Die Wärmeleitungsgleichung (2.32), die die
zeitliche und räumliche Entwicklung des Temperaturfeldes beschreibt, stellt daher die
Grundlage der Prozessmodellierung dar. Bei der Erstarrungssimulation finden die
folgenden Anteile der Energiegleichung Berücksichtigung.
q4� x�x# 6 ª mª�$ � 2, (2.32)
Der Term der linken Seite beschreibt die zeitliche Entwicklung des Temperaturfeldes
(instationärer Prozess). Der erste Term auf der rechten Seite beschreibt die
räumliche Entwicklung des Temperaturfeldes. Der Quellterm 2, beschreibt den
Wärmeaustausch eines Kontinuums mit der Umgebung und berücksichtigt im Fall
des betrachteten Bridgman-Prozesses den Wärmetransport über Strahlung S,� und
Abb. 2.10 Faktoren, die zu Veränderungen von Duktilität und Festigkeit bei hohen
Temperaturen beitragen [Weiss1970]. Sobald die Solidustemperatur
niedrigschmelzender Phasen überschritten ist und Anschmelzungen
vorliegen, sinken Duktilität und Festigkeit stark ab. Die Temperatur der
Null-Duktilität definiert den Übergang vom duktilen Versagen zum
Sprödbruch. Die Temperatur der Null-Festigkeit sagt aus, ab welcher
Temperatur ein Werkstoff keinen Verformungswiderstand zeigt.

26 2 Grundlagen
Kontakt S,T (2.33). Der Wärmeaustausch durch Konvektion wird nicht berücksichtigt,
weil der Prozess im Vakuum stattfindet und eine natürliche Konvektion durch
Umgebungsluft in erster Näherung nicht gegeben ist.
¢ 2, 80Q 6 ¢ S,T8�� � ¢ S,�8�� (2.33)
Wärmeaustausch durch Kontakt [Madhusudana1996]
Stehen die Oberflächen verschiedener Festkörper (Formschale und Gussteil) in
direktem Kontakt, kann Wärme mittels Wärmeleitung übertragen werden. Nach
Gleichung (2.34) ist die Wärmestromdichte S,T von den vorherrschenden
Temperaturen �I und �J sowie dem Wärmeübergangskoeffizienten HK abhängig.
[Madhusudana1996] definiert den Wärmeübergangskoeffizienten als eine Funktion
des anliegenden Kontaktdruckes R-.
S,T 6 HK �I � �J$ (2.34)
?H- 6 �� m� �R-����«(2.35)
Wärmeaustausch durch Strahlung [VDI-Wärmeatlas1997], [Hottel1967], [Baehr1996]
Die Oberflächen von strahlungsdurchlässigen Körpern absorbieren, reflektieren und
emittieren Energie in Form von Wärmestrahlung, wenn Temperaturen > 0 K vorliegen
(Abb. 2.11 links). Als Folge von Emission, Absorption und Reflektion findet zwischen
den einzelnen Oberflächen ein Wärmeaustausch durch Strahlung statt (Abb. 2.11
rechts). Die von einer Oberfläche durch Strahlung abgegebene Wärmestromdichte S,��<� ist nach dem Stefan-Boltzmann-Gesetz mit der Temperatur �, der Konstante r�und dem Emissionsgrad g verknüpft (2.36).
S,��<� 6 gr��¬ (2.36)

2 Grundlagen 27
Der Strahlungsaustausch zwischen verschieden orientierten Flächen kann auf die
Strahlungsbilanz eines Flächenelementes zurückgeführt werden. Die nachfolgenden
Ausführungen lassen sich detailliert bei [Hottel1967] nachlesen. Die pro Fläche und
Zeit abgestrahlte Wärme S,���<� setzt sich aus einem emittierten und einem
reflektierten Anteil zusammen. Die auf ein Flächenelement eingestrahlte Wärme-
stromdichte S,��=�� ergibt sich aus der Summe der abgestrahlten Wärmestromdichten
aller umliegenden Oberflächen. Dabei muss die pro Fläche und Zeit ausgestrahlte
Wärme (2.36) durch eine dimensionslose Einstrahlzahl gewichtet werden. Die
Einstrahlzahlen, auch Sichtfaktoren genannt, beschreiben die Lage der
verschiedenen Flächen zueinander und nehmen Werte zwischen Null (keine
Sichtbarkeit und kein Strahlungsaustausch) und Eins (parallel orientierte Flächen
gleicher Größe) an.
S,�� 6 S,��=�� � S,���<� (2.37)
S,��=�� 6 ¨�&S,�&�<�®&©� (2.38)
S,���<� 6 ? g�r���¬ � � � g�$¨�&S,�&�<�®
&©�(2.39)
�& 6 ���� ¢ ¢ 4¤W �̂4¤W &̂W�&� 8��8�& 6 ¢ 4¤W �̂4¤W &̂�W�&� 8�&�¯�°�¯
(2.40)
Abb. 2.11 Die Oberflächen von strahlungsdurchlässigen Körpern absorbieren,
reflektieren und emittieren Energie in Form von Wärmestrahlung, wenn
Temperaturen > 0 K vorliegen (links). Als Folge von Emission, Absorption
und Reflektion findet zwischen den einzelnen Oberflächen ein
Wärmeaustausch durch Strahlung statt (rechts).

28 2 Grundlagen
Aus den Gleichungen (2.39) und (2.40) geht ein Zusammenhang hervor, der die
iterative Berechnung der Wärmestromdichte S,�&�<� erlaubt (2.41) [ProCAST1998],
[Stemmler2001].
¨�f�& � � � g�$�&�®
&©�S,�&�<� 6 g�r���¬ (2.41)
Die Strahlstärke � eines Flächenelementes ist in Richtung der Oberflächennormalen
maximal und reduziert sich in Abhängigkeit vom Polarwinkel ^. Für große Winkel
ergibt sich zwangsläufig eine geringe Strahlstärke. Der beschriebene
Zusammenhang ist auch als Lambert‘sches Kosinusgesetz bekannt [Baehr1996].
� 6 ��4¤W^ (2.42)
Auch der Emissionsgrad g, der die insgesamt von einer realen Fläche in den
Halbraum abgestrahlte Energie mit der emittierten Energie einer schwarzer Fläche
ins Verhältnis setzt (0 < ε � 1), zeigt eine Abhängigkeit vom Polarwinkel. Bei näherer
Betrachtung wird allerdings klar, dass stärkere Abweichungen erst bei größeren
Abstrahlungswinkeln auftreten (Abb. 2.12). Zudem ist die Strahlstärke bei großen
Winkeln gering (Lambert’sches Kosinusgesetz), so dass der Fehler, der durch die
Definition eines richtungsunabhängigen Emissionskoeffizienten gemacht wird, klein
ist.
Bei den nachfolgenden Betrachtungen des Strahlungsaustausches zwischen festen
Oberflächen wird vorausgesetzt, dass die reflektierten Anteile der auftreffenden
Strahlung in einer durch das Kosinusgesetz vorgegebenen räumlichen Verteilung die
Oberfläche wieder verlassen. Dieser Fall wird als diffuse Reflektion definiert.
Strahlungsaustauschberechnungen unter Beachtung möglicher Abweichungen von
der diffusen Strahlung bleiben unberücksichtigt [Baehr1996], [VDI-Wärmeatlas1997].
Abb. 2.12
Der Emissionsgrad ?g zeigt eine Abhängigkeit
vom Polarwinkel ?^. Allerdings treten stärkere
Abweichungen erst bei größeren Abstrahlungs-
winkeln auf. [Schmidt1935].

2 Grundlagen 29
2.4 Mikrostrukturentwicklung nach der Phasenfeldmethode
Die Phasenfeldmethode stellt ein Werkzeug zur numerischen Simulation der
Mikrostrukturentwicklung dar und erlaubt die Modellierung der dendritischen
Erstarrung. Im Zentrum der Phasenfeldmethode (Abb. 2.13) stehen das Lösen von
Multiphasenfeldgleichung und Multidiffusionsgleichung sowie thermodynamische
Berechnungen über den Zustand von Systemen (CALPHAD-Methode) und deren
Triebkraft zur Phasenumwandlung. Informationen über die Kinetik (Mobilitätsdaten),
die vorherrschenden Erstarrungsbedingungen (Dendritenstammabstand, Abkühlrate)
und das Legierungssystem sind weitere Eingabegrößen. Das Kapitel 2.4.1 befasst
sich mit der Herleitung von Multiphasenfeld- und Multidiffusionsgleichungen. Kapitel
2.4.2 beinhaltet weiterführende Informationen zur Berechnung der thermo-
dynamischen Triebkraft.
2.4.1 Multiphasenfeld- und Multidiffusionsgleichungen
Die folgenden Ausführungen betrachten das von [Steinbach1999] und [Eiken2006]
vorgestellte Phasenfeldmodell zur Mikrostrukturentwicklung von mehrphasigen
Multikomponentenlegierungen.
Multiphasenfeldansatz
Der Ansatz zur Simulation der Mikrostrukturentwicklung sieht vor, dass die
Diffusionspotentiale1 n±\ der im Gleichgewicht befindlichen Phasen gleich sind.
no� 6 xC�x4� 6 noc? 6 no? ? (2.43)
1 [Eiken2006] führen in Unterscheidung zum chemischen Potential (n� 6 x�� (xO� ) eine neue Größe mit dem Namen „Diffusionspotential" (no� 6 xC� (x4� ) ein.
Abb. 2.13 Stark vereinfachter Simulationsalgorithmus der Phasenfeldmethode in
Anlehnung an [Warnken2007].
Konzentration ThermodynamischeDatenbank (TTNi7)
Kinetische Datenbank (MobNi1)
ThermodynamischeTriebkraft
Phasenfeldentwicklung(Multiphasenfeldgleichung)
Diffusion(Multidiffusionsgleichung)
Erstarrungsbedingungen

30 2 Grundlagen
Die Zusammensetzung der einzelnen Phasen an der Phasengrenze 4\ wird als
ungleich angenommen [Tiaden1998], [Eiken2006].
4� ² 4c? (2.44)
Formulierung der freien Energie
Zur Beschreibung von Phaseninteraktionen wird das Energiefunktional eingeführt.
Der erste Term >��/ beschreibt den Energieinhalt der Grenzfläche, der zweite Term >��=� beschreibt den Energieinhalt der Phase. Über die Integration der Energie-
dichten nach dem Volumen 80 ergibt sich die gesamte, in der Phase steckende
Energie. Das Energiefunktional ist abhängig von der Phasenzusammensetzung 4P5\und der Phasenfeldvariable w�. Die Grenzflächendicke wird als konstant
angenommen.
�³w� ´" ³45� ´� 6 ¢¦>��/�³w� ´� � >��=��³w� ´" ³45� ´�§ 80 (2.45)
Der Energieinhalt der Grenzfläche
Der Energieinhalt von Grenzflächen >��/ setzt sich aus der auf die Grenzflächendicke j�c normierten Grenzflächenenergie r�c koexistenter Phasen, den dazugehörigen
Phasenfeldvariablen w� und wc sowie den Gradienten der Phasenfeldvariablen
zusammen (2.46). Der Ausdruck in den runden Klammern entspricht dem
Doppelmuldenpotential und gibt die Struktur der Grenzfläche wieder. Damit wird
sichergestellt, dass die Funktion nur innerhalb der Grenzen (� µ w� µ �) definiert ist.
>��/ 6 ¨ {r�cj�c ��j�c��� ªw� ªwc � w� wc �¶�"c©� (2.46)
Die Phasenfeldvariable beschreibt für jeden Gitterpunkt im Berechnungsfeld den
Anteil einer Phase am System. Innerhalb von Grenzflächen (diffus) ändert sich die
Phasenfeldvariable kontinuierlich (Abb. 2.14). Dabei gilt die Forderung, dass die
Summe aller Phasenfeldvariablen an jedem Ort gleich 1 ist (2.47).

2 Grundlagen 31
¨ w� 6 �·
�©�(2.47)
Der Energieinhalt der Phasen
Der Energieinhalt der Phasen >��=� ist linear mit der molaren freien Enthalpie Cverknüpft. Diese Enthalpie setzt sich wiederum aus der Summe der molaren freien
Enthalpie der einzelnen Phasen C� und der dazugehörigen Phasenfeldvariable w�zusammen. In Unterscheidung zum klassischen Modell kann durch die Einführung
von Phasenfeldvariablen die Beschreibung der Grenzfläche entfallen. Die molare
freie Enthalpie ist eine Funktion der Phasenzusammensetzung 45� und über diverse
Datenbanken zugänglich.
>��=� w�"45�$ 6 ? �0� C w�"45�$ (2.48)
C w�"45�$ 6 ¨ w�C� 45�$·
�©�(2.49)
NI#?45� !5" #$ 6 ¦4�� !5" #$"7 " 4�- !5" #$§Damit die Zusammensetzung der Multikomponentenlegierung 45 als unabhängige
Größe in die Berechnung mit einbezogen werden kann, wird die Gleichung (2.49) in
Anlehnung an das Verfahren von Lagrange zur Bestimmung von Extrema unter
Nebenbedingungen um eine Hilfsfunktion zur Bilanzierung der Stoffmenge erweitert.
Das Diffusionspotential der Mischung no5 entspricht dem Lagrange-Multiplikator.
C w� " 45" 45�$ 6 ¨ w�C� 45�$·
�©�� no5 ¸45 � ¨ w�45�
·
�©�¹ (2.50)
Abb. 2.14
Darstellung der Phasenfeldvariablen in einem
zweiphasigen System. Die Phasenfeldvariable
beschreibt für jeden Gitterpunkt im Berechnungs-
feld den Anteil einer Phase am System.

32 2 Grundlagen
C w� " 45" 45�$ 6 ¨ w��C� 45�$ � no545��·�©� � no545
NI#?45 !5" #$ 6 ¨ w�" !5" #$45� !5" #$·�©�
Weil für das Erreichen von Gleichgewichtszuständen die Energie minimiert werden
muss, wird die molare freie Enthalpie C (skalare Größe) nach der Phasen-
zusammensetzung 45� (vektorielle Größe) abgeleitet (2.51). Dabei zeigt sich, dass im
Gleichgewichtszustand das Diffusionspotential einer einzelnen Phase gleich dem
Diffusionspotential der Mischung ist. Diese Aussage ist mit dem vorab formulierten
Ansatz (2.43) konform.
xC w� " 45" 45�$x45� 6 w� �xC�x45� � no5� 6 � (2.51)
xC�x45� 6 no5 6 no5� (2.52)
Für die molare freie Enthalpie C kann ausgehend von Gleichung (2.50) und unter
Verwendung der Gleichung (2.53) ein vereinfachter Zusammenhang formuliert
werden. Eine Herleitung der Gleichung (2.53) findet sich im Anhang (Anhang A).
C� 6 n�� � ¨no�� 4�� $-�©� (2.53)
C w� " 45$ 6 ¨ w�n��·
�©� � no545 (2.54)
NI#?no5�45� 6 ¨no�� 4��-�©� ?�O8?no5 6 no5�

2 Grundlagen 33
Formulierung einer Variationsaufgabe mit mehreren gesuchten Funktionen zur
numerischen Lösung des Energiefunktionals
Es wird gefordert, dass sich Mehrphasensysteme in einer Weise zeitlich entwickeln,
so dass die freie Energie minimiert wird (Relaxation ins Minimum der freien Energie).
Um für das Funktional der freien Energie ein relatives Minimum finden zu können,
wird von der Variationsrechnung (Variationsaufgabe mit mehreren gesuchten
Funktionen) Gebrauch gemacht. Für das Funktional der Variationsaufgabe wird die
nachfolgende Form gewählt.
w�$ 6 ¢ >�w� !$" w�, !$�8!º� (2.55)
Um eine notwendige Bedingung aufzustellen, wird eine Vergleichsfunktion
konstruiert, wobei die Funktion i !$ in den Randpunkten verschwinden soll.
w� !$ 6 w�� !$ � hi !$ (2.56)
h$ 6 ¢ > ¦w�� !$ � hi !$" w,�� !$ � hi, !$§8!º� (2.57)
Die Forderung, wonach w� das Funktional w�$ zu einem Extremum macht, geht in
die Bedingung über, dass h$ einen Extremwert hat. Aus der Variationsaufgabe wird
eine Extremwertaufgabe mit der notwendigen Bedingung:
xxh 6 �? (2.58)
Unter der Voraussetzung, dass der Integrand > als Funktion von verschiedenen,
voneinander unabhängigen Variablen entsprechend oft differenzierbar ist, ergibt sich
mit Hilfe der Taylor-Entwicklung (mit der Taylor-Entwicklung können stetige
Funktionen als Summe von Potenzreihen dargestellt werden) der folgende Ausdruck.
h$ 6 ¢ �>�w��" w,��� � x>xw� �w��" w,���hi�º� 8! (2.59)
h�$ � ¢ » x>xw�, �w�� " w,���hi, � ¼��h� �½º� 8!

34 2 Grundlagen
Die Entwicklung des Funktionals (x(xh) gibt Gleichung (2.60) wieder. Mit Hilfe der
partiellen Integration und unter Berücksichtigung der Tatsache, dass die Funktion i !$ in den Randpunkten verschwinden soll, ergibt sich Gleichung (2.61).
� 6 ¢ � x>xw� i�º� 8! � ¢ » x>xw1, i,½ 8!
º� (2.60)
� 6 ¢ � x>xw� i� 8!º� � » x>xw�, i½�
º � ¢ » xx! � x>xw�, � i½ 8!º� (2.61)
� 6 ¢ i » x>xw� � xx! � x>xw�, �½º
� 8!Es wird gefordert, dass der Integrand für jede in Frage kommende Funktion Null ist.
Die Gleichung (2.62) stellt eine notwendige Bedingung für die einfache Variations-
aufgabe dar und heißt Euler‘sche Differentialgleichung der Variationsrechnung.
� 6 x>xw� � xx! � x>xw�, � (2.62)
Multiphasenfeldgleichungen
Ausgangspunkt ist der Relaxationsansatz nach Lagrange, der die Variation des
Funktionals nach dem Phasenfeldparameter (f(fw) der zeitlichen Entwicklung der
Phasenfeldvariablen (xw(x#) gegenüberstellt (2.63). Die Funktion > berücksichtigt
gemäß Gleichung (2.45) die Energiebeiträge von Grenzfläche >��/ und Volumen >��=�sowie eine Lagrange‘sche Hilfsfunktion. Die partielle Entwicklung der Hilfsfunktion
nach der Phasenfeldvariablen führt zu einer weiteren Vereinfachung, wobei m den
Lagrange-Multiplikator definiert.
s xw�x# 6 � ffw� 6 �ª ��ªw� � xxw�� > (2.63)
NI#?> 6 >��/ � >��=� � ?m ¸¨ w� � �·�©� ¹
s xw�x# 6 � ffw� 6 �ª ��ªw� � xxw�� >��/ � >��=�$ � m (2.64)

2 Grundlagen 35
Um den Lagrange-Multiplikator?m zu eliminieren, werden duale Systeme betrachtet
und eine Grenzflächenvariable y eingeführt.
y�c 6 w� � wc (2.65)
w� 6 �pl ¾¨ y�c � �·¿c©� À���??y�� 6 � (2.66)
xw�x# 6 �pl ¨ xy�cx#·¿
c©� (2.67)
xy�cx# 6 xw�x# � xwcx# 6 �s �� ffw� � ffwc� (2.68)
xw�x# 6 ¨ �spl �� ffw� � ffwc�·¿
c©� (2.69)
Die Entwicklung der Energiebeiträge von Grenzfläche >��/ (2.46) und Volumen >��=�(2.54) nach der Phasenfeldvariablen w� führt auf Gleichung (2.71). Analog ergibt sich
für die Entwicklung der Energiebeiträge nach der Phasenfeldvariablen wc der
Ausdruck in Gleichung (2.72). Eine vollständige Entwicklung der Energiebeiträge
findet sich im Anhang (Anhang B).
� ffw� 6 ª�>��/�c�ªw� � x>��/�cxw� � ª�>��=���ªw� � x>��=��xw� (2.70)
� ffw� 6 £j�� r�c �ª ªw�$ � ��j� w� � ���j� � � ? �0� n��$ (2.71)
ffwc 6 £j�� r�c ¸� ���j� � ��j� wc � ª�ªwc�¹ � �0� �nc� � (2.72)
Die zeitliche Entwicklung einer Phase (xw�(x#) wird durch den nachfolgenden
Formalismus (2.73) beschrieben. Der erste Term auf der rechten Seite dient der
Stabilisierung, indem die rücktreibenden Kräfte von Grenzflächenenergie r�c und
Grenzflächenkrümmung ª ªw$ berücksichtigt werden. Der zweite Term beschreibt
die chemische Triebkraft für die Phasenumwandlung.

36 2 Grundlagen
xw�x# 6 � ¨ £jspl ¾r�c�� ¸ª�ªwc� � ��j� wc � ��j� w� � ª ªw�$¹À·¿c©� (2.73)
xw�x# 6 � ¨ �spl ¸ �0� �nc� � n���¹·¿c©�
Multidiffusionsgleichungen
Analog zu der Herleitung der Multiphasenfeldgleichungen erfolgt die Entwicklung der
Diffusionsgleichungen. Als Ausgangspunkt dient ein Relaxationsansatz nach
Lagrange der im Fall der Multidiffusionsgleichungen formal dem zweiten Fick’schen
Gesetz entspricht und eine Beziehung zwischen den zeitlichen und örtlichen
Konzentrationsänderungen hergestellt.
x45x# 6 0��ª¨ w����� 45�$·�©� ªff45 (2.74)
Wird das Energiefunktional (2.45) nach der Konzentration variiert, ergibt sich eine
Abhängigkeit zwischen der zeitlichen Konzentrationsentwicklung x45(x# und dem
Diffusionspotential no5. x45x# 6 0�ª¨ w����� 45�$·
�©� ªno5 (2.75)
Die Weiterentwicklung der Multidiffusionsgleichung stellt einen Zusammenhang
zwischen der zeitlichen Entwicklung der Zusammensetzung (x45(x#) und der
räumlichen Entwicklung der Zusammensetzung (ª45�) her.
x45x# 6 ª¨ w���·
�©� ª45� (2.76)
NI#?no5�6?no5?�O8?�� 6 xno5�x45� 6 x no�� " 7 " no�-$x 4�� " 7 " 4�-$ ?�O8?�� 6 0������� (2.77)

2 Grundlagen 37
2.4.2 Thermodynamische Triebkraft
Die Grundlage der Mikrostruktursimulation sind thermodynamischen Berechnungen
über den Zustand von Systemen (CALPHAD-Methode). CALPHAD-Berechnungen
basieren auf empirischen Modellen zur Beschreibung der Gibbs’schen Enthalpie von
wechselwirkenden Phasen in Abhängigkeit von Zusammensetzung und Temperatur.
Diese empirischen Modelle nutzen Polynomfunktionen, deren Koeffizienten anhand
von experimentellen und / oder theoretisch hergeleiteten Daten ermittelt werden. Der
Gebrauch von Polynomen erlaubt eine Interpolation zwischen bestehenden
Datensätzen und eine Extrapolation in Bereiche, die nicht durch Daten abgedeckt
sind. Die Polynomfunktionen und die dazugehörigen Koeffizienten werden in
Datenbanken abgespeichert. Die Gibbs’sche Enthalpie ist für jede Phase im System
explizit zu berechnen. Eine Vorhersage über das Auftreten von neuen Phasen ist
nicht möglich. Die Berechnungen nach der CALPHAD-Methode liefern den
Gleichgewichtszustand eines Systems, indem die Gibbs‘sche Enthalpie minimiert
wird. Ausführliche Informationen zur Modellierung der Gibbs’schen Enthalpie finden
sich in [Kattner1997] und [Saunders1998].
Anhand der Polynomfunktionen zur Beschreibung der Gibbs’schen Enthalpie kann
die thermodynamische Triebkraft zur Phasenumwandlung für beliebig komplexe
Systeme ermittelt werden. Abb. 2.15 zeigt schematisch die Gibbs’schen Enthalpien
für zwei koexistente Phasen α und β in Abhängigkeit von der Stoffmenge n. Unter
Berücksichtigung der chemischen Potentiale n beschreibt Gleichung (2.78) den sich
einstellenden Enthalpiegewinn `��c] , wenn Atome aus einer übersättigten Matrix-
phase α in eine Ausscheidungsphase β übergehen. Es ist leicht zu erkennen, dass
sich die Triebkraft `��c] der Phasenumwandlung in Abhängigkeit von den
Konzentrationsverhältnissen verändert und letztendlich verschwindet, sobald die
Übersättigung in der Matrixphase abgebaut ist.

38 2 Grundlagen
`��c] 6 ¨n�� Oc�-
�©�� ¨nc� Oc�
-
�©�? (2.78)
Im Fall der mehrphasigen Multikomponentenlegierungen sind thermodynamische
Berechnungen mit einem erheblichen Zeitaufwand verbunden, weil die
Veränderungen der Zustandsvariablen (Zusammensetzung, Temperatur) im
gesamten Berechnungsnetz für jeden Zeitschritt betrachtet werden. Zur Reduzierung
der Simulationszeit verfolgt [Eiken2006] einen Ansatz, wonach die
thermodynamischen Berechnungen nur in bestimmten Intervallen oder bei
signifikanten Veränderungen der Konzentrationsverhältnisse durchgeführt werden.
Für alle weiteren Zeitschritte wird die Triebkraft als eine Funktion der Zusammen-
setzung und der Temperatur extrapoliert (2.79).
`��c 6 `��c] � ¨¸x`��cx4�� ¹-
�©� �Á̄°"A`4�� � ¸x`��cx� ¹
�Á`� (2.79)
Abb. 2.15 Triebkraft des Ausscheidungsvorganges `��c] . Dabei entspricht O� der
Stoffmenge in der Matrixphase vor Beginn der Ausscheidung
(übersättigter Zustand). Die Stoffmengen Oc und O� bezeichnen die
Verhältnisse in den jeweiligen Phasen nachdem die Übersättigung
abgebaut ist (thermodynamisches Gleichgewicht). [Janssens2007]

2 Grundlagen 39
In vielen Fällen eignen sich linearisierte (extrapolierte) Phasendiagramme, um das
thermodynamische Verhalten von Legierungen zu beschreiben. Vor diesem
Hintergrund überführt [Eiken2006] das gezeigte Extrapolationsschema zur
Berechnung der thermodynamischen Triebkräfte in einen neuen Zusammenhang,
der die vereinfachte Berechnung von `��c anhand von linearisierten Phasen-
diagrammen und thermodynamischen Daten erlaubt (2.80).
`��c 6 `��c] � ¨`W�cN�c� `4��-�©� � `W�c`� (2.80)
NI#?N�c� 6 � x�x4�� ��Á̄° ?�O8?`W�c 6 ¸x`��cx� ¹�Á2.5 Modelle zur Beschreibung der Grenzflächenenergie
Grundsätzlich werden in der Literatur zwei unterschiedliche Modelle zur Berechnung
der Grenzflächenenergie vorgestellt. Das Modell der klassischen Keimbildung
(Classical Nucleation Theory) und das so genannte Nearest-Neighbor Broken-Bond
(NNBB) Modell. Beide Modelle gehen auf Überlegungen zur quantitativen
Bestimmung der Keimbildungsrate zurück.
2.5.1 Classical Nucleation Theory (CNT)
Ausgangspunkt für das Modell der klassischen Keimbildung ist eine Bilanz, wonach
die Bildung eines Keimes von der freigesetzten Volumenenergie und der
verbrauchten Oberflächenenergie abhängig ist. Über die Ableitung von Gleichung
(2.81) nach dem Keimradius kann der kritische Energieaufwand zur Bildung eines
Keimes `�� ermittelt werden.
`� 6 �{|�U�`�Q � {�U�r (2.81)
`�� 6 ��r�|`�Q� (2.82)
Durch die Verknüpfung von experimentell bestimmter Keimbildungsrate � und
kritischem Energieaufwand `�� ist schließlich die Grenzflächenenergie zugänglich.
Nähere Informationen können bei [Turnbull1950], [Spaepen1994] und [Bai2006]
nachgelesen werden.
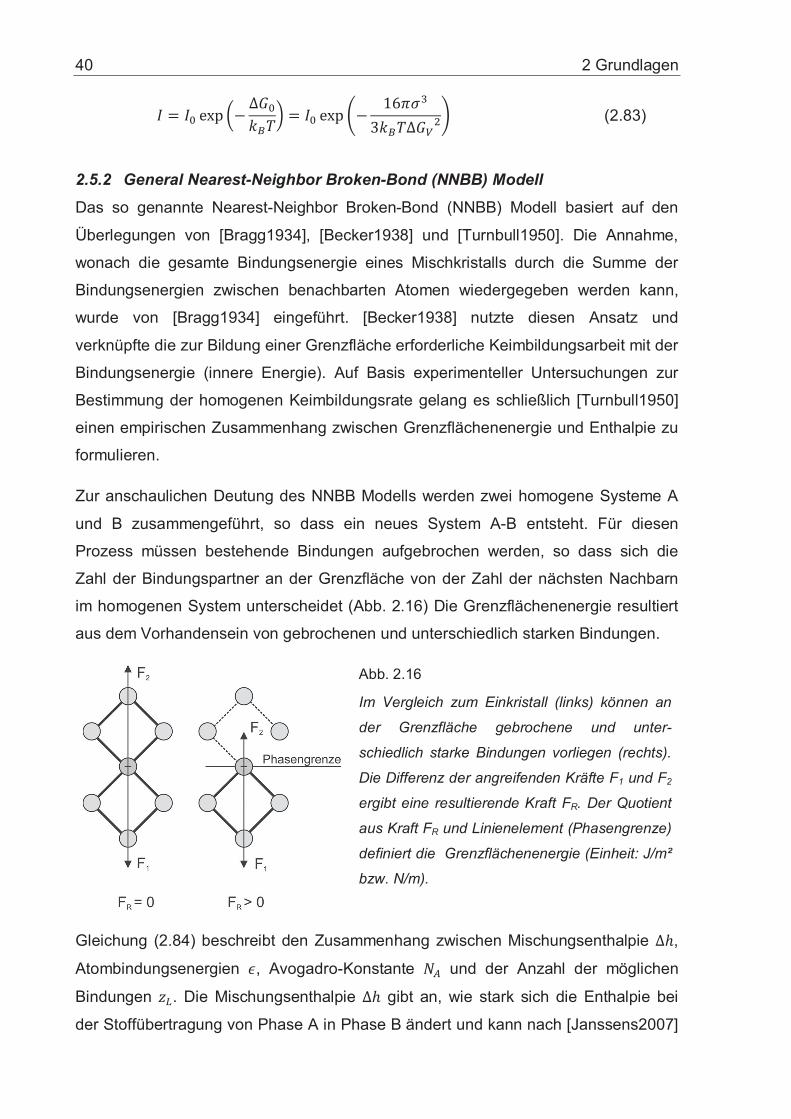
40 2 Grundlagen
� 6 �� ÄÅÆ �� `��KL�� 6 �� ÄÅÆ �� �Ã�r�|KL�`�Q�� (2.83)
2.5.2 General Nearest-Neighbor Broken-Bond (NNBB) Modell
Das so genannte Nearest-Neighbor Broken-Bond (NNBB) Modell basiert auf den
Überlegungen von [Bragg1934], [Becker1938] und [Turnbull1950]. Die Annahme,
wonach die gesamte Bindungsenergie eines Mischkristalls durch die Summe der
Bindungsenergien zwischen benachbarten Atomen wiedergegeben werden kann,
wurde von [Bragg1934] eingeführt. [Becker1938] nutzte diesen Ansatz und
verknüpfte die zur Bildung einer Grenzfläche erforderliche Keimbildungsarbeit mit der
Bindungsenergie (innere Energie). Auf Basis experimenteller Untersuchungen zur
Bestimmung der homogenen Keimbildungsrate gelang es schließlich [Turnbull1950]
einen empirischen Zusammenhang zwischen Grenzflächenenergie und Enthalpie zu
formulieren.
Zur anschaulichen Deutung des NNBB Modells werden zwei homogene Systeme A
und B zusammengeführt, so dass ein neues System A-B entsteht. Für diesen
Prozess müssen bestehende Bindungen aufgebrochen werden, so dass sich die
Zahl der Bindungspartner an der Grenzfläche von der Zahl der nächsten Nachbarn
im homogenen System unterscheidet (Abb. 2.16) Die Grenzflächenenergie resultiert
aus dem Vorhandensein von gebrochenen und unterschiedlich starken Bindungen.
Gleichung (2.84) beschreibt den Zusammenhang zwischen Mischungsenthalpie `H,
Atombindungsenergien h, Avogadro-Konstante �� und der Anzahl der möglichen
Bindungen [�. Die Mischungsenthalpie `H gibt an, wie stark sich die Enthalpie bei
der Stoffübertragung von Phase A in Phase B ändert und kann nach [Janssens2007]
Abb. 2.16
Im Vergleich zum Einkristall (links) können an
der Grenzfläche gebrochene und unter-
schiedlich starke Bindungen vorliegen (rechts).
Die Differenz der angreifenden Kräfte F1 und F2
ergibt eine resultierende Kraft FR. Der Quotient
aus Kraft FR und Linienelement (Phasengrenze)
definiert die Grenzflächenenergie (Einheit: J/m²
bzw. N/m).

2 Grundlagen 41
mit der partiellen Ableitung der molaren Enthalpie nach dem Phasengehalt (xH(x>)
gleichgesetzt werden. Der Ausdruck h] stellt die Summe der Atombindungsenergien h der nächsten Nachbarn dar und sagt aus, um wieviel gleichartige Nachbarn stärker
aneinander gebunden sind als ungleichartige [Becker1938]. Gleichung (2.85) gibt die
in der Grenzfläche steckende Energie wieder, indem die Atombindungsenergien hmit der Zahl der aufgebrochenen Bindungen [� und der Zahl der Grenzflächenatome O� verknüpft werden. Durch Kombination der Gleichungen (2.84) und (2.85) kann die
Grenzflächenenergie r als Funktion der molaren Enthalpie H errechnet werden
[Janssens2007], [Sonderegger2009].
`H 6 ��[1h] (2.84)
r 6 O�[�h] (2.85)
NI#?h] 6 h�L � �� h�� � hLL$r 6 O���
[�[� `H 6 O���[�[� xHx> (2.86)
Der Strukturparameter [�([�? kann als Maß für die in der Grenzfläche steckende
Unordnung bezeichnet werden. Für die Bestimmung von [� nutzt [Sonderegger2009]
ein Zählverfahren, womit innerhalb periodischer Gitterstrukturen die Zahl der
„gebrochenen“ Bindungen zwischen zwei von einer beliebig orientierten Grenze
getrennten Bereichen ermittelt wird. Der Wert von [� entspricht in erster Näherung
der Koordinationszahl. Aus dem Quotienten von [� und [� (Strukturparameter) gehen
für kfz-Metalle Werte im Bereich von 0,24 bis 0,34 hervor [Sonderegger2009]. Der
Quotient O�(�� gibt an, wieviel von der im System steckenden Energie auf die
Grenzfläche entfällt. Die Zahl der Atome in der Grenzfläche O� errechnet sich für kfz-
Metalle (Nickel) zu 2,03*1019 m-2. Nähere Informationen finden sich im Anhang
(Anhang C).

42 3 Experimentelles Vorgehen
3 Experimentelles Vorgehen
3.1 Legierungsserie Turbo
Der Einfluss einzelner Legierungselemente auf die Mikrostrukturbildung während der
Erstarrung und die damit verbundene Verteilung der Restschmelze wird am Beispiel
der kommerziellen Einkristall-Superlegierung CMSX-4 untersucht. Dabei wird der
Gehalt von Elementen variiert, welche sich vorrangig in den interdendritischen
Bereichen ablagern oder nachweislich Einfluss auf die Ausprägung der eutektischen
Phase nehmen. Zudem wird darauf geachtet, dass die Prozesssicherheit bei der
Verarbeitung gewährleistet ist (z.B. kein Abdampfen des Elementes beim Zulegieren
zur Meisterschmelze). Unter Beachtung der genannten Kriterien werden die
Elemente Al, Ta, Ti und Hf bei der Legierungsserie Turbo (Testlegierung zur
Untersuchung von Rissbildungsmechanismen bei Hochtemperaturwerkstoffen)
variiert. Die Veränderung der Elementgehalte erfolgt in Anlehnung an die
Zusammensetzung kommerzieller Superlegierungen (Tab. 2 und Tab. 3).
Tab. 2 Nominalzusammensetzung kommerzieller Superlegierungen in [Gew.-%] nach [Bürgel2006].
Legierung Al Co Cr Mo Ta Ti W Hf B C Zr Andere Ni
IN100 5,5 15 10 3 - 4,7 - - 0,015 0,18 - - bal.
IN738LC 3,4 8,5 16 1,7 1,7 3,4 2,6 - 0,01 0,11 0,05 0,9 Nb bal.
IN792LC 3,5 9 12,5 1,9 4 3,9 4 0,5 0,02 0,08 0,1 - bal.
CM247LC 5,6 9,2 8,1 0,5 3,2 0,7 9,5 1,4 0,01 0,07 0,01 - bal.
MARM247 5,5 10 8,4 0,7 3 1 10 1,4 0,015 0,15 0,05 - bal.
PWA1483 3,6 9 12,2 1,9 5 4,1 3,8 - - 0,07 - - bal.
CMSX-4 5,6 9 6,5 0,6 6,5 1 6 0,1 - - - 3 Re bal.
Tab. 3 Variation der Elemente Al, Ta, Ti und Hf in [Gew.-%]. Die Veränderung der Elementgehalte erfolgt in Anlehnung an die Zusammensetzung kommerzieller Superlegierungen.
Element Al Ta Ti Hf
Zielbereich 3-7 3-7 0-2 0-1,5

3 Experimentelles Vorgehen 43
3.1.1 Statistische Versuchsplanung
Der Einfluss verschiedener Legierungselemente auf die Verteilung der Restschmelze
soll für einen konstanten Restschmelzegehalt untersucht werden. Die Berechnung
des Restschmelzegehaltes erfolgt nach Scheil-Gulliver (CALPHAD-Methode). Dabei
wird das Auftreten von Phasen (γ und γ‘) in Abhängigkeit von der Temperatur
rechnerisch ermittelt. Als Anhaltspunkt für den Restschmelzegehalt einer Legierung
(γ/γ‘-Eutektikum) dient der Beginn für die Ausscheidung der primären γ‘-Phase. Abb.
3.1 stellt berechnete und experimentell ermittelte Werte für verschiedene
Legierungen gegenüber. Grundsätzlich zeigt sich eine gute Übereinstimmung.
Mit Hilfe der statistischen Versuchsplanung wird für die vorgegebenen Element-
grenzen ein Raum durch systematisch verteilte Stützstellen aufgespannt (Abb. 3.2).
Für jede Stützstelle wird in einem zweiten Schritt unter Verwendung der CALPHAD-
Methode der dazugehörige Restschmelzegehalt rechnerisch abgeschätzt. Es
resultieren Informationen über den Restschmelzegehalt an 15 verschiedenen
Stützstellen. Eine sich anschließende Regressionsanalyse erlaubt die Vorhersage
von Funktionswerten (Restschmelzegehalt) für beliebige Elementgehalte im
aufgespannten Raum. Als Zielgröße wird ein Restschmelzegehalt von 10 Vol.-%
definiert. Abb. 3.2 zeigt eine Schar von Punkten, die bei gleichem Restschmelze-
gehalt (10 Vol.-%) eine unterschiedliche Konzentration der Elemente Al, Ta und Ti
aufweisen. Die Tab. 4 zeigt die Zusammensetzung der daraus resultierenden
Legierungsserie Turbo.
Abb. 3.1 Berechnung von Ausscheidungsvorgängen nach Scheil-Gulliver für die
Legierung CMSX-4 (links). Vergleich zwischen berechneten und
experimentell ermittelten Werten zur Menge des γ/γ ‘-Eutektikums am
Ende der Erstarrung (rechts).

44 3 Experimentelles Vorgehen
Tab. 4 Berechnete Zusammensetzung der Legierungsserie Turbo in [Gew.-%]. Der berechnete Restschmelzegehalt (10 Vol.-%) ist für alle Legierungen konstant. Die Legierungen unterscheiden sich bei der Element-konzentration von Al, Ta, Ti und Hf.
Legierung Al Co Cr Mo Ta Ti W Hf Ni γ/γ‘ [Vol.-%]
Turbo1 6 9 6,5 0,6 3 2 6 - bal. 10
Turbo2 4,75 9 6,5 0,6 7 2 6 - bal. 10
Turbo3 6,75 9 6,5 0,6 3 - 6 - bal. 10
Turbo4 5 9 6,5 0,6 7 - 6 - bal. 10
Turbo5 6,33 9 6,5 0,6 3 1 6 - bal. 10
Turbo6 4,83 9 6,5 0,6 7 1 6 - bal. 10
Turbo7 6 9 6,5 0,6 3 1 6 0,5 bal. 10
Turbo8 4,65 9 6,5 0,6 7 1 6 0,5 bal. 10
In einem zweiten Schritt werden die vorgegebenen Grenzen der
Elementkonzentration (Tab. 3) gezielt überschritten, um Unterschiede in Bezug auf
die Morphologie des γ/γ‘-Eutektikums zu verstärken. Für die Festlegung weiterer
Legierungszusammensetzungen wird erneut eine Regressionsanalyse durchgeführt.
Im Unterschied zu den Legierungen Turbo1-8 orientiert sich die Zielgröße an
experimentellen Befunden zum Restschmelzegehalt der Legierung Turbo1 (Tab. 5)
Abb. 3.2 Mit Hilfe der statistischen Versuchsplanung werden innerhalb vor-
gegebener Elementgrenzen 15 Stützstellen definiert (links). Schar von
Berechnungspunkten mit einem Restschmelzegehalt von 10 Vol.-% im
Konzentrationsraum (rechts). Für die Untersuchungen werden
Legierungen ausgewählt, die sich in Bezug auf die Zusammensetzung
stark unterscheiden (Begrenzungspunkte).
3 Experimentelles Vorgehen 45
und nicht an theoretischen Berechnungen. Eine Ausnahme stellt die Legierung
Turbo11 dar. In diesem Fall ist die Konzentration der Elemente Al, Ta, Ti und Hf an
die gut gießbare Legierungen CM247 angelehnt.
Tab. 5 Berechnete Zusammensetzung der Legierungsserie Turbo in [Gew.-%]. Der eingestellte Restschmelzegehalt (Zielgröße) orientiert sich an experimentellen Befunden der Legierung Turbo1. Im Fall der Legierung Turbo11 ist die Konzentration der Elemente Al, Ta, Ti und Hf an die Legierung CM247LC angelehnt.
Legierung Al Co Cr Mo Ta Ti W Hf Ni γ/γ‘ [Vol.-%]
Turbo9 3,5 9 6,5 0,6 7,5 3 6 - bal. 4,8
Turbo10 7 9 6,5 0,6 3 1,4 6 - bal. 4,8
Turbo11* 5,6 9 6,5 0,6 3,2 0,7 6 1,4 bal. > 10
Turbo12 4 9 6,5 0,6 10 2 6 - bal. 4,8
* Für die Legierung Turbo11 wird die Dendritenmorphologie im Schliffbild qualitativ geprüft.
Formfaktor und Verteilung des γ/γ‘-Eutektikums werden nicht ermittelt, weil der
Restschmelzegehalt im Vergleich zu den anderen Legierungen weit über 10 Vol.-% liegt.
3.1.2 Legierungsherstellung
Die Herstellung der Legierungen erfolgt in vier Schritten. In einem ersten Schritt
werden die zur Herstellung der Meisterschmelze erforderlichen Reinelemente von
den Firmen Haines und Maassen Metallhandelsgesellschaft mbH und Mepura
Metallpulvergesellschaft mbH bezogen. Der zweite Schritt umfasst die Herstellung
einer Meisterschmelze (Tab. 7) auf Basis der Superlegierung CMSX-4 im Vakuum-
induktionsofen durch den Lehrstuhl für Metallurgische Prozesstechnik und
Metallrecycling (IME) in Aachen. Die chemische Zusammensetzung der
Meisterschmelze wird mittels Röntgenfluoreszenzanalyse im Analyselabor des IME
ermittelt. Um Verunreinigungen durch die oxidbehaftete Gusshaut zu vermeiden, wird
der 45 kg schwere Gussblock (Ø = 110 mm) vor der Weiterverarbeitung in der
Mechanikwerkstatt der Technischen Fakultät der Universität Erlangen-Nürnberg
abgedreht und abgeschliffen.
Tab. 6 Reinheitsgrad der verwendeten Elemente
Element Al Co Cr Mo Ta Ti W Hf Ni
Reinheit [%] 99,8 99,8* 99,9 99,9* 99,9 99,6* 99,8 99,9** 99,8*
* Angaben durch den Lieferanten. Eine chemische Analyse liegt nicht vor.
** Der Zirkongehalt in Hafnium ist auf max. 1 Gew.-% beschränkt.
46 3 Experimentelles Vorgehen
Tab. 7 Zusammensetzung der Meisterschmelze
Element Al Co Cr Mo Ta Ti W Hf Ni
Gehalt [Gew.-%] 3,26 9,78 7,07 0,65 3,26 - 6,52 - bal.
Aufgrund einer Volumenbeschränkung im Lichtbogenofen des Lehrstuhls (max.
150 g) umfasst der dritte Schritt das Auflegieren der Meisterschmelze zu einer
definierten Vorlegierung. Zur Kontrolle werden Ein- und Auswaage der
Vorlegierungen geprüft, wobei die Abweichungen unter 0,3 % liegen muss. Der vierte
Schritt realisiert schließlich die gewünschte Endzusammensetzung, indem die
Vorlegierung mit dem noch fehlenden Anteil an Meisterschmelze in der HRS-
Vakuum-Feingießanlage zusammenlegiert wird. Im Fall der zylinderförmigen
Gussteilgeometrie (DS) beträgt das Gussgewicht insgesamt 650 g. Für die
Herstellung einkristalliner Platten werden 500 g einer Nickelbasis-Superlegierung
benötigt.
Im Fall von CMSX-4 wird eine fertig legierte Meisterschmelze von der Vakuum-
Feingießerei Doncasters Precision Castings Bochum GmbH verwendet.
3.2 HRS-Vakuum-Feingießanlage
Für die gerichtete Erstarrung kleiner Proben nach dem Bridgman-Verfahren steht am
Lehrstuhl (Lehrstuhl für Werkstoffkunde und Technologie der Metalle, Universität
Erlangen-Nürnberg, Deutschland) eine HRS-Vakuum-Feingießanlage bereit. Der
Anlagenaufbau ist in Abb. 3.3 schematisch abgebildet. Die Schmelzkammer befindet
sich im oberen Bereich der Anlage und umfasst eine kippbare Induktionsspule sowie
ein sicherheitsrelevantes Keramik-Graphit Tiegelsystem zum Erschmelzen von
Nickelbasis-Superlegierungen. Die Formenkammer (unterer Anlagenbereich) umfasst
einen Heizkorb mit Graphitfolie als Heizelement (1-Zonen-Heizer), eine auf einer
Kühlplatte stehende Formschale und eine Absenkvorrichtung. Als Isolierung
zwischen Heizer und Kühlkammer dient eine Platte aus Graphitfilz (Baffle).
Die flüssige Legierung gelangt über ein System aus Gießrinne und Gießtrichter
(Fallrohr) in die beheizte Formschale und keimt an einem auf der wassergekühlten
Kupferplatte liegenden Nickelblech an. Das geregelte Absenken der Form erfolgt
über eine Hubvorrichtung, die mittels Schrittmotor, Zahnrädern und Hubspindel
verschiedene Absenkgeschwindigkeiten zwischen 0,5 und 100 mm/min erlaubt. Tab.
8 zeigt wichtige Parameter der Prozessführung.

3 Experimentelles Vorgehen 47
Tab. 8 Prozessführung im Rahmen der experimentellen Arbeiten.
Parameter Zielgröße Technische Realisierung
Temperatur zum Erschmelzen und
Homogenisieren der Legierung 1560 °C Induktionsspule
Temperatur Formschale 1500 °C Graphitheizer
Temperatur Formenkammer 25 °C Wassergekühlte
Formenwand
Prozessdruck < 3*10-3 mbar Diffusionspumpe
Absenkgeschwindigkeit 3 mm/min Hubvorrichtung
Zur Steigerung der Sicherheit und der Qualität des Prozesses werden der
Systemdruck, die Leistungsaufnahme der Graphitfolie (Heizleistung) und die
herrschenden Temperaturen innerhalb und außerhalb der Heizzone während des
gesamten Gießprozesses elektronisch überwacht. Weiterführende Informationen zu
Anlagentechnik und Verbrauchsmaterial finden sich bei [Heckl2011].
Abb. 3.3
Schematische Darstellung der
HRS-Vakuum-Feingießanlage am
Lehrstuhl für Werkstoffkunde und
Technologie der Metalle, Univ.
Erlangen-Nürnberg, Deutschland.
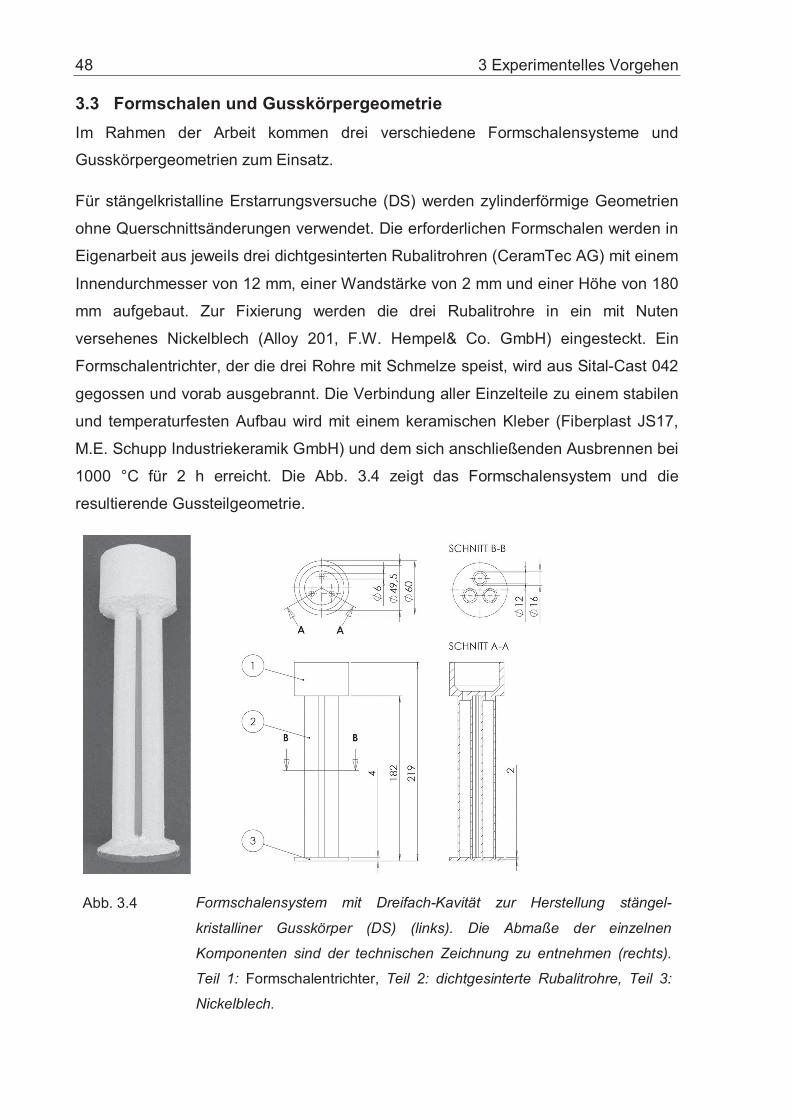
48 3 Experimentelles Vorgehen
3.3 Formschalen und Gusskörpergeometrie
Im Rahmen der Arbeit kommen drei verschiedene Formschalensysteme und
Gusskörpergeometrien zum Einsatz.
Für stängelkristalline Erstarrungsversuche (DS) werden zylinderförmige Geometrien
ohne Querschnittsänderungen verwendet. Die erforderlichen Formschalen werden in
Eigenarbeit aus jeweils drei dichtgesinterten Rubalitrohren (CeramTec AG) mit einem
Innendurchmesser von 12 mm, einer Wandstärke von 2 mm und einer Höhe von 180
mm aufgebaut. Zur Fixierung werden die drei Rubalitrohre in ein mit Nuten
versehenes Nickelblech (Alloy 201, F.W. Hempel& Co. GmbH) eingesteckt. Ein
Formschalentrichter, der die drei Rohre mit Schmelze speist, wird aus Sital-Cast 042
gegossen und vorab ausgebrannt. Die Verbindung aller Einzelteile zu einem stabilen
und temperaturfesten Aufbau wird mit einem keramischen Kleber (Fiberplast JS17,
M.E. Schupp Industriekeramik GmbH) und dem sich anschließenden Ausbrennen bei
1000 °C für 2 h erreicht. Die Abb. 3.4 zeigt das Formschalensystem und die
resultierende Gussteilgeometrie.
Abb. 3.4 Formschalensystem mit Dreifach-Kavität zur Herstellung stängel-
kristalliner Gusskörper (DS) (links). Die Abmaße der einzelnen
Komponenten sind der technischen Zeichnung zu entnehmen (rechts).
Teil 1: Formschalentrichter, Teil 2: dichtgesinterte Rubalitrohre, Teil 3:
Nickelblech.

3 Experimentelles Vorgehen 49
Zur experimentellen Untersuchung der Heißrissneigung (Gießbarkeitstest) kommt ein
kernhaltiges Formschalensystem zum Einsatz (Abb. 3.5). Der Aufbau besteht aus
zwei ineinander gestellten, dichtgesinterten Rubalitrohren, einem mit Nuten
versehenem Nickelblech und einem Gießtrichter. Die Fixierung der Einzelteile erfolgt
unter Verwendung eines keramischen Klebers.
Für die Herstellung einkristalliner Abgüsse (SX) wird auf ein Formschalensystem mit
Kornselektor zurückgegriffen (Abb. 3.6). Höhe und Breite des Formschalensystems
sind im Wesentlichen durch die Größe des Graphitheizers in der Feingießanlage
begrenzt. Die Formschalen werden durch das Academic Research Centre for
Functional Materials der Technischen Universität Warschau gefertigt. Das Wachs-
modell, bestehend aus dem Positiv für Bajonettverschluss, Kornselektor, Platte und
Abb. 3.5 Kernhaltiges Formschalensystem zur experimentellen Untersuchung der
Heißrissneigung (DS) (links). Die Abmaße der einzelnen Komponenten
sind der technischen Zeichnung zu entnehmen (rechts). Teil 1:
Formschalentrichter, Teil 2: dichtgesinterte Rubalitrohre, Teil 3:
Keramische Pins zur Fixierung des Innenrohres, Teil 4: Nickelblech.

50 3 Experimentelles Vorgehen
Anguss, wird zeit- und kostensparend im Rapid Prototyping Prozess hergestellt. Die
in Abb. 3.6 (links) gezeigten Stabilisatoren stützen das fertige Wachsmodell im
Bereich des dünnwandigen Kornselektors. Durch mehrfaches Tauchen und
Besanden werden insgesamt acht keramische Schichten um das Wachsmodell
aufgebaut (Tab. 9). Nach dem Ausschmelzen des Wachses werden die Schalen bei
Temperaturen von 760 °C für 2 h ausgebrannt. Damit wird die Stabilität der Schalen
im Prozess sichergestellt.
Tab. 9 Schichtaufbau der keramischen Formschalen mit Kornselektor.
Schichtart Schlickersystem (Füller / Binder) Material zur Besandung
Frontschicht Aluminiumoxid / Ludox AM® (SiO2-basiert) Aluminiumoxid
Stützschichten Mullit / Ludox AM® (SiO2-basiert) Mullit
Abb. 3.6 Formschalensystem mit Kornselektor zur Herstellung einkristalliner
Platten (links). Die Abmaße der Plattengeometrie sind der technischen
Zeichnung zu entnehmen (rechts).

3 Experimentelles Vorgehen 51
3.4 Probenpräparation
3.4.1 Makroskopische Probenpräparation
Bei den Gusskörpern mit Kornselektor (Plattengeometrie) wird nach der Herstellung
die Kornstruktur überprüft. Vorab werden die betreffenden Gussteile in einer
Sandstrahlanlage mit Siliziumkarbidpulver gestrahlt um Reste von Formschalen und
Oxidhäute zu entfernen. Anschließend erfolgt eine Reinigung mit Wasser und
Scheuerpulver, damit die Gussteile frei von anhaftenden Schmutzpartikeln und
Fettschichten sind. Zur Sichtbarmachung der Kornstruktur werden die Gusskörper
mit Adlerätze geätzt und erneut gereinigt.
Tab. 10 Makroätzmittel Adlerätze
Zusammensetzung Bedingungen
500 ml HCL (37-prozentig, techn.) Ätztemperatur: RT
Ätzdauer: 30 min 500 g FeCl3
1 l dest. Wasser
3.4.2 Position der Probenentnahme
Die Gießversuche unter Verwendung des Formschalensystems mit Dreifach-Kavität
(Abb. 3.4) liefern zylinderförmige Gusskörper (DS), die in einer Länge von ca.
180 mm vom Angusssystem getrennt werden. Für mikrostrukturelle Untersuchungen
werden die Gussteile gemäß Abb. 3.7 in einzelne Segmente zerlegt, so dass
Informationen über Dendritenstammabstand und Restschmelzeverteilung im
Bedarfsfall in engen Abständen (10 mm) vorliegen. Die Probenentnahme erfolgt
senkrecht zur Wachstumsrichtung unter Verwendung von Nassschleifgeräten der
Firma Struers.
Abb. 3.7 Zylinderförmige Gusskörper mit einer Länge von 180 mm. Zur
experimentellen Untersuchung werden die Gusskörper in engen
Abständen segmentiert. Die Morphologie der Restschmelze wird für jede
Legierung in der Mitte des Probekörpers (90 mm) detailliert untersucht.

52 3 Experimentelles Vorgehen
3.4.3 Mikroskopische Probenpräparation
Für alle Untersuchungen wird das Kalteinbettmittel Technovit 4071® (Heraeus Kulzer
GmbH) verwendet. Den genauen Ablauf der Probenpräparation gibt Tab. 11 wider.
Tab. 11 Ablauf der Probenpräparation
Arbeitsschritt Scheibe Schmiermittel Einstellungen
Schleifen SiC Schleifpapier
(Körnung 80 – 2400)
Wasser < 1 min bei 300 U/min
Polieren MD-Mol (3 µm) Lubrikant grün 5 min bei 150 U/min
15 N (Gleichlauf)
Polieren MD-Chem (0,25 µm) OP-U
Suspension zu Wasser (1:5)
6 min bei 150 U/min
15 N (Gleichlauf)
Zur Untersuchung der Gefügestruktur (Verteilung des γ/γ‘-Eutektikums) werden die
präparierten Proben mit einem Mikroätzmittel (Tab. 12) in Kontakt gebracht, welches
die γ‘-Ausscheidungen angreift.
Tab. 12 Mikroätzmittel „Spüli-Ätze“
Zusammensetzung Bedingungen
85 ml dest. Wasser Ätztemperatur: 50 °C
Ätzdauer: < 10 s 6 ml HCL (32-prozentig)
15 ml HNO3 (65-prozentig)
1 g MoO3 (85-prozentig)
5 Tropfen Spülmittel
3.5 Mikrostrukturelle Gefügeanalysen
3.5.1 Messung des Dendritenstammabstandes
Der Dendritenstammabstand wird mittels Zählverfahren nach [Jacobi1976] bestimmt.
Dazu wird unter Verwendung eines Lichtmikroskopes (Carl Zeiss AG) ein
Bildausschnitt mit einer Fläche � von 5,39 mm² gewählt und die Anzahl der darin
enthaltenen Dendriten ermittelt. Dendriten, die sich auf dem Rand des
Bildausschnittes befinden, zählen zur Hälfte. Dendriten an den Eckpunkten werden
zu einem Viertel berücksichtigt. Der Dendritenstammabstand m� berechnet sich aus
der Gesamtzahl � und der Fläche � gemäß Gleichung (3.1). Der mittlere
Dendritenstammabstand wird aus mindestens drei Messungen pro Probe errechnet.

3 Experimentelles Vorgehen 53
Die Fehlerbalken in den Diagrammen zum Stammabstand entsprechen der
Standardabweichung.
m� 6 �� (3.1)
3.5.2 Messung der Verteilung des γγγγ/γγγγ‘-Eutektikums
Mittels Lichtmikroskop und dazugehöriger Software werden pro Legierung
mindestens drei Aufnahmen bei 100facher Vergrößerung erstellt und digital
abgespeichert. Trotz größter Sorgfalt liefert die geometrische Auswertung der
eutektisch erstarrten Bereiche mittels Farbschwellwertanalyse nur unbefriedigende
Ergebnisse. Die Unschärfe zwischen Dendrit und Eutektikum ist zu groß und das
Messergebnis verfälscht, da das Ätzmittel nicht homogen gewirkt hat. Um dennoch
belastbare Ergebnisse zu erzielen, werden die Aufnahmen mit der Software
CorelDraw X4 (Version 14) hinsichtlich Kontrast, Helligkeit und Farbmodus (8 Bit
Graustufen) nachbearbeitet und ausgedruckt (A4 Format). Für jede Aufnahme
werden die eutektisch erstarrten Bereiche per Hand nachgezeichnet. Anschließend
werden die überarbeiteten Gefügebilder erneut digitalisiert und kalibriert (Zuweisung
der Vergrößerung), so dass eine Analyse mit Farbschwellwerten erfolgen kann.
� 6 {� ������ (3.2)
Der Formfaktor � jedes eutektisch erstarrten Bereiches ergibt sich aus den
Informationen über Fläche �� und Umfang È� und wird nach Gleichung (3.2)
errechnet. Der Anteil des γ/γ‘-Eutektikums am Erstarrungsgefüge ergibt sich aus dem
Verhältnis von eutektisch erstarrter Fläche zu Gesamtfläche.
Abb. 3.8
Der Formfaktor ergibt sich aus den
Informationen über Fläche und Umfang der
eutektisch erstarrten Bereiche und wird nach
Gleichung (3.2) errechnet. Beispielhaft sind
die Formfaktoren für zwei unterschiedlich
geformte Bereiche angegeben.
54 3 Experimentelles Vorgehen
3.5.3 Glimmentladungsspektrometrie (GDOES)
Für die Elementanalyse mittels Glimmentladungsspektrometrie (GDOES, von engl.:
glow discharge optical emission spectrometry) steht ein Gerät vom Typ GD Profiler
der Firma Horiba Jobin Yvon und die vom Gerätehersteller mitgelieferte Software zur
Verfügung. Die Messungen werden im Hochfrequenzmodus mit einer im Durch-
messer 4 mm großen Anode und einer Plasmaleistung von 50 W durchgeführt. Das
Inertgas ist Argon 6.0. Anhand der gemessenen Intensitäten und der vorliegenden
Kalibrierkurven kann für jede Legierung der Elementgehalt ermittelt werden. Für das
Erstellen der Kalibrierkurven werden, soweit vorhanden, Standards mit bekannter
Zusammensetzung verwendet.
3.5.4 Rückstreuelektronenbeugung (EBSD)
Die Messungen zur Orientierung der Kornstruktur der Plattengeometrien werden
durch das Max-Planck-Institut für Eisenforschung GmbH in Düsseldorf (Deutschland)
durchgeführt. Dabei wird ein Rückstreuelektronen-Diffraktometer (electron
backscatter diffraction, EBSD) des Typs Jeol 6490 SEM (EDAX Pegasus EBSD
System, EDAX TSL Software) verwendet. Die Untersuchungen erfolgen mit einer
Beschleunigungsspannung von 15 kV bei einer Blendenöffnung von 50 �m und
einem Kippwinkel von 60°.
3.6 Mechanische Eigenschaften
3.6.1 Probenherstellung
Bei einkristallin erstarrten Gusskörpern (SX) werden in einem ersten Schritt das
Angusssystem und der Kornselektor abgetrennt. Anschließend werden aus jeder
Platte acht quaderförmige Körper senkrecht zur Wachstumsrichtung entnommen
(Abb. 3.9). Die Segmentierung der Platten erfolgt durch Drahterodieren
(Mechanikwerkstatt, Technische Fakultät der Universität Erlangen-Nürnberg). In
einem weiteren Schritt werden aus den quaderförmigen Körpern durch spanende
Bearbeitung Rundproben gemäß Abb. 3.10 herausgearbeitet.

3 Experimentelles Vorgehen 55
3.6.2 Heißzugversuche
Vor der jeweiligen Prüfung werden die Proben mit Ethanol gereinigt, um Schmutz
und Schmiermittelrückstände infolge der spanenden Bearbeitung zu entfernen.
Anschließend erfolgt das Aufbringen von Thermoelementdrähten (Typ S) mittels
Punktschweißgerät (Fa. DSI) bei einer Spannung von 33 V. Die genaue Position der
Drähte zeigt Abb. 3.11. Die aufgeschweißten Drähte haben einen Durchmesser von
0,25 mm, um die Wärmeableitung im Prozess und die Verfälschung durch das
Thermoelement selbst zu minimieren. Die eigentliche Prüfprozedur untergliedert sich
in zwei Stufen. Der erste Prüfvorgang umfasst die Bestimmung der Temperatur der
Null-Festigkeit. Diese Temperatur dient als Startwert für die sich anschließende
zweite Prüfung zur Bestimmung der interdendritischen Festigkeit.
Abb. 3.9
Segmentierung der einkristallin
erstarrten Gusskörper senkrecht
zur [001]-Wachstumsrichtung.
Abb. 3.10 Probengeometrie für Heißzugversuche (Gleeble-Test).
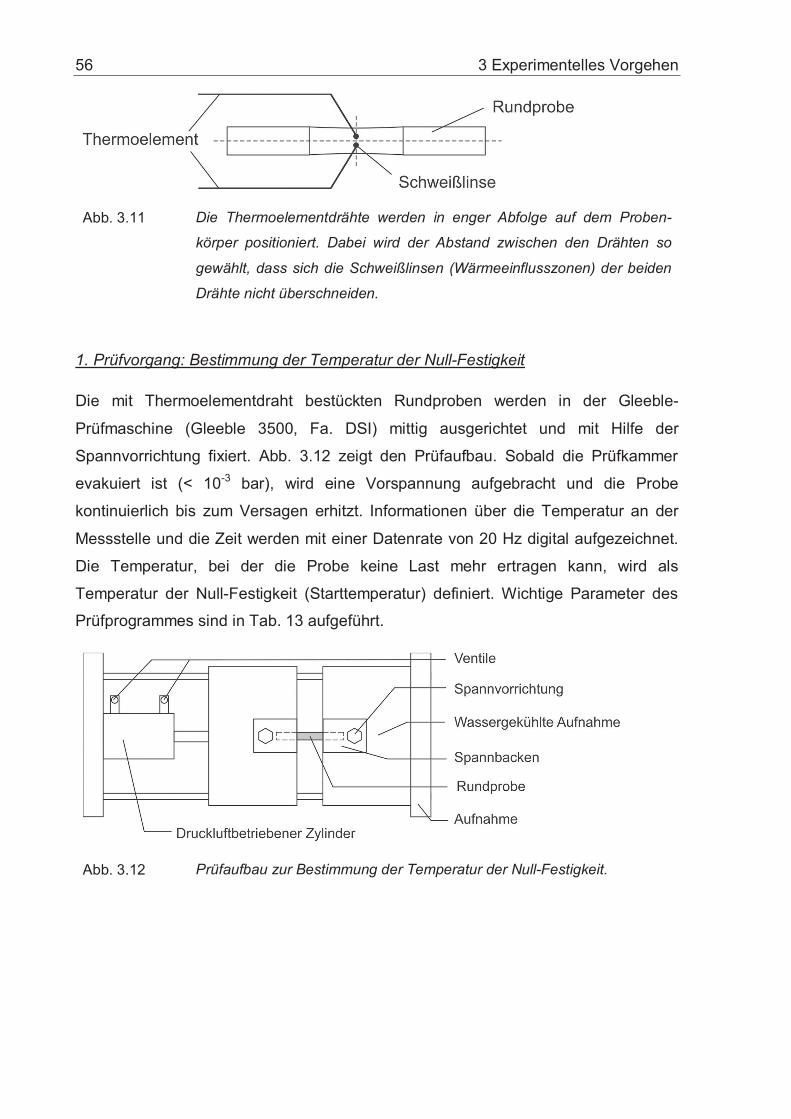
56 3 Experimentelles Vorgehen
1. Prüfvorgang: Bestimmung der Temperatur der Null-Festigkeit
Die mit Thermoelementdraht bestückten Rundproben werden in der Gleeble-
Prüfmaschine (Gleeble 3500, Fa. DSI) mittig ausgerichtet und mit Hilfe der
Spannvorrichtung fixiert. Abb. 3.12 zeigt den Prüfaufbau. Sobald die Prüfkammer
evakuiert ist (< 10-3 bar), wird eine Vorspannung aufgebracht und die Probe
kontinuierlich bis zum Versagen erhitzt. Informationen über die Temperatur an der
Messstelle und die Zeit werden mit einer Datenrate von 20 Hz digital aufgezeichnet.
Die Temperatur, bei der die Probe keine Last mehr ertragen kann, wird als
Temperatur der Null-Festigkeit (Starttemperatur) definiert. Wichtige Parameter des
Prüfprogrammes sind in Tab. 13 aufgeführt.
Abb. 3.11 Die Thermoelementdrähte werden in enger Abfolge auf dem Proben-
körper positioniert. Dabei wird der Abstand zwischen den Drähten so
gewählt, dass sich die Schweißlinsen (Wärmeeinflusszonen) der beiden
Drähte nicht überschneiden.
Abb. 3.12 Prüfaufbau zur Bestimmung der Temperatur der Null-Festigkeit.

3 Experimentelles Vorgehen 57
2. Prüfvorgang: Bestimmung der Festigkeit bei der Erstarrung
Abb. 3.13 zeigt den zweiten Prüfaufbau. Für eine symmetrische Temperatur-
verteilung muss die Probe mittig fixiert und beidseitig eine einheitliche Wärmeabfuhr
über die Kupfer-Spannbacken sichergestellt werden. Dieser Forderung wird
Rechnung getragen, indem der Abstand zwischen Kupferblock und Begrenzungs-
blech für linke und rechte Seite gleich eingestellt wird. Im Anschluss an den Einbau
wird die Prüfkammer evakuiert (< 10-3 bar) und das Prüfprogramm gestartet. Sobald
der Messbereich der Rundproben die eingestellte Prüftemperatur erreicht hat, wird
automatisch auf Zug belastet bis die Probe versagt (weggeregelter Prozess).
Beginnend mit der vorab ermittelten Starttemperatur werden die Prüftemperaturen
bei jedem Versuch sukzessive erniedrigt, um Informationen über die Festigkeit des
Werkstoffes bei der Erstarrung zu erhalten. Die Daten (Temperatur an der
Messstelle, Verfahrweg, Kraft) werden mit einer Rate von 10 Hz aufgezeichnet.
Wichtige Parameter des Prüfprogrammes zeigt Tab. 13.
Tab. 13 Prüfprogramm zur Bestimmung der Temperatur der Null-Festigkeit(Prüfvorgang 1) und zur Bestimmung der Festigkeit bei der Erstarrung (Prüfvorgang 2).
Prüfvorgang Vorspannung Aufheizrate Art der Prüfung
1 ca. 100 N 20,8 K/s
5 K/s
(0 – 1250 °C)
(1250 – 1550 °C) -
2 0 N 20,8 K/s
5 K/s
(0 – 1250 °C)
(1250 °C – Prüftemperatur)
Weggeregelt
(3 mm/min)
Abb. 3.13 Prüfaufbau zur Bestimmung der Festigkeit bei der Erstarrung.

58 4 Ergebnisse der experimentellen Arbeiten
4 Ergebnisse der experimentellen Arbeiten
4.1 Gerichtete Erstarrung (DS) von zylinderförmigen Gussteilen
In diesem Kapitel werden für die ausgewählten Legierungen (Kapitel 3.1) Ergebnisse
zu Erstarrungsmorphologie und Dendritenstammabstand dargestellt. Abb. 4.1 zeigt
beispielhaft einen im Rahmen der Untersuchung hergestellten Gusskörper.
4.1.1 Dendritenstammabstand
Grundsätzlich lässt der Dendritenstammabstand Rückschlüsse auf die während der
Erstarrung vorherrschenden Prozessbedingungen zu. Fehler in der Prozessführung
(z.B. stockende Absenkbewegung) können damit auch nachträglich identifiziert
werden. Abb. 4.2 führt den gemessenen Dendritenstammabstand für die im Rahmen
der Arbeit untersuchten Legierungen auf und es zeigt sich eine gute
Übereinstimmung. Ab einer Distanz von ca. 30 mm verliert sich der Einfluss der
Kühlplatte und der Dendritenstammabstand erreicht für jede Legierung einen
konstanten Wert von etwa 245 µm +/- 15 µm. Der Anstieg von λ1 am Ende der
Erstarrung ist auf die reduzierte Restwärme im Gusskörper zurückzuführen.
Abb. 4.1
Gerichtet erstarrter Guss-
körper (Stabgeometrie im
Labormaßstab )
Abb. 4.2
Der gemessene Dendritenstamm-
abstand entlang der Gussteilachse.
Ab einer Entfernung von ca. 30 mm
verliert sich der Einfluss der
Kühlplatte. Der Anstieg von λ1 am
Ende der Erstarrung ist auf die
reduzierte Restwärme im Guss-
körper (Gusskörper ist endlich)
zurückzuführen.

4 Ergebnisse der experimentellen Arbeiten 59
4.1.2 Volumenanteil und Morphologie des γγγγ/γγγγ’-Eutektikums
Im Rahmen dieser Arbeit sollen Legierungen auf Basis von CMSX-4 erstellt werden,
die bei gleichem Volumenanteil an γ/γ’-Eutektikum eine unterschiedliche Morphologie
der eutektisch erstarrten Bereiche aufweisen. Die beiden Zielgrößen, Volumenanteil
und Morphologie, werden für jede Legierung in der Mitte eines zylinderförmigen
Gusskörpers (90 mm) mittels der in Kapitel 3.5.2 beschriebenen Verfahren bestimmt.
Abb. 4.3 (links) zeigt exemplarisch die lichtmikroskopische Aufnahme des
Gussgefüges im geätzten Zustand für CMSX-4. Die nachbearbeitete Aufnahme (Abb.
4.3 rechts) erlaubt eine schnelle Auswertung der eutektisch erstarrten Bereiche
hinsichtlich Volumenanteil und Morphologie mittels Farbschwellwertanalyse.
In einem ersten Schritt wird für jede untersuchte Legierung der eutektische Anteil
bestimmt. Abb. 4.4 vergleicht die experimentell ermittelten Daten mit den
Berechnungsergebnissen (Kapitel 3.1.1). Es zeigt sich keine gute Übereinstimmung.
Die Werte weichen um bis zu 10 Vol.-% voneinander ab. So wird für die Legierungen
ohne Titangehalt, Turbo5 und Turbo6, ein Anteil von 10 Vol.-% vorhergesagt (Tab.
4). Im Gegensatz dazu kann im Schliffbild kein messbares γ/γ’-Eutektikum festgestellt
werden. Dennoch finden sich Legierungen mit einem sehr ähnlichen eutektischen
Anteil. Die Legierungen Turbo1, Turbo2, Turbo9, Turbo10 und Turbo12 weisen einen
experimentell bestimmten, eutektischen Anteil von etwa 5 Vol.-% auf. Für Turbo1 mit
4,9 Vol.-% und Turbo2 mit 4,8 Vol.-% zeigt sich sogar ein nahezu identischer
Messwert.
Abb. 4.3 Lichtmikroskopische Aufnahme des Gussgefüges im geätzten Zustand
für CMSX-4 (links). Die nachbearbeitete Aufnahme (rechts).
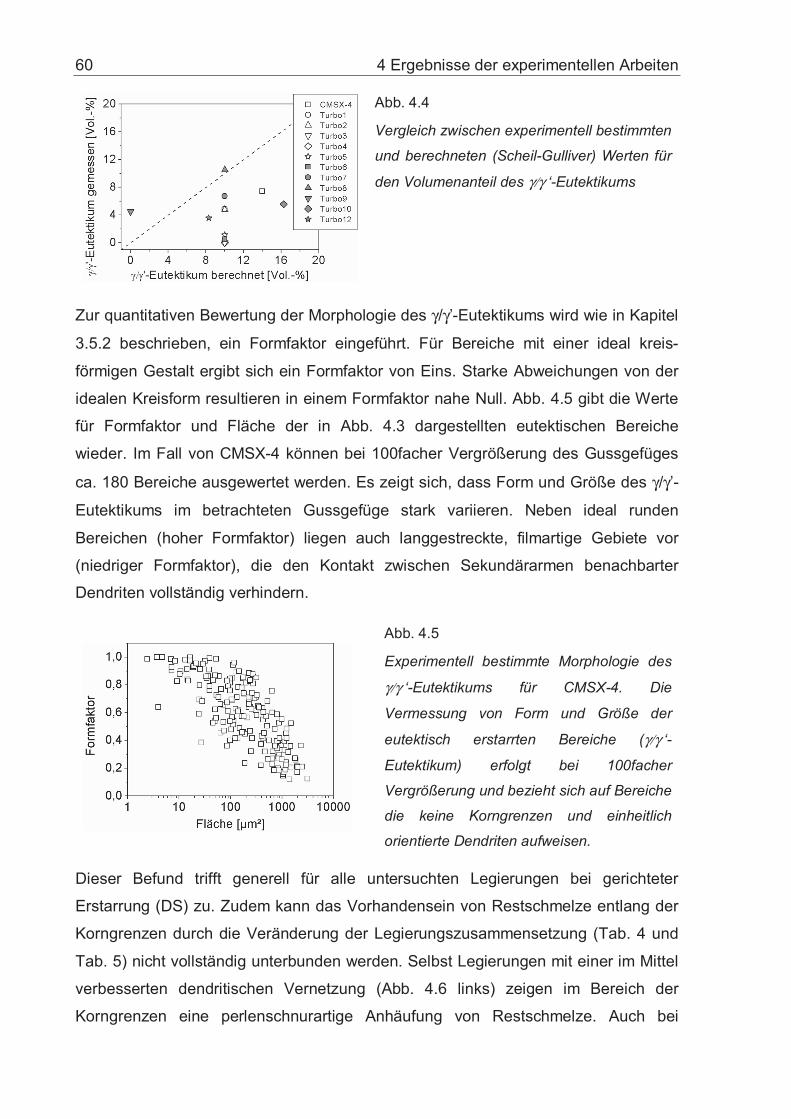
60 4 Ergebnisse der experimentellen Arbeiten
Zur quantitativen Bewertung der Morphologie des γ/γ’-Eutektikums wird wie in Kapitel
3.5.2 beschrieben, ein Formfaktor eingeführt. Für Bereiche mit einer ideal kreis-
förmigen Gestalt ergibt sich ein Formfaktor von Eins. Starke Abweichungen von der
idealen Kreisform resultieren in einem Formfaktor nahe Null. Abb. 4.5 gibt die Werte
für Formfaktor und Fläche der in Abb. 4.3 dargestellten eutektischen Bereiche
wieder. Im Fall von CMSX-4 können bei 100facher Vergrößerung des Gussgefüges
ca. 180 Bereiche ausgewertet werden. Es zeigt sich, dass Form und Größe des γ/γ’-
Eutektikums im betrachteten Gussgefüge stark variieren. Neben ideal runden
Bereichen (hoher Formfaktor) liegen auch langgestreckte, filmartige Gebiete vor
(niedriger Formfaktor), die den Kontakt zwischen Sekundärarmen benachbarter
Dendriten vollständig verhindern.
Dieser Befund trifft generell für alle untersuchten Legierungen bei gerichteter
Erstarrung (DS) zu. Zudem kann das Vorhandensein von Restschmelze entlang der
Korngrenzen durch die Veränderung der Legierungszusammensetzung (Tab. 4 und
Tab. 5) nicht vollständig unterbunden werden. Selbst Legierungen mit einer im Mittel
verbesserten dendritischen Vernetzung (Abb. 4.6 links) zeigen im Bereich der
Korngrenzen eine perlenschnurartige Anhäufung von Restschmelze. Auch bei
Abb. 4.4
Vergleich zwischen experimentell bestimmten
und berechneten (Scheil-Gulliver) Werten für
den Volumenanteil des γ/γ ‘-Eutektikums
Abb. 4.5
Experimentell bestimmte Morphologie des
γ/γ ‘-Eutektikums für CMSX-4. Die
Vermessung von Form und Größe der
eutektisch erstarrten Bereiche (γ/γ ‘-
Eutektikum) erfolgt bei 100facher
Vergrößerung und bezieht sich auf Bereiche
die keine Korngrenzen und einheitlich
orientierte Dendriten aufweisen.

4 Ergebnisse der experimentellen Arbeiten 61
Legierungen mit sehr wenig Restschmelze werden unterschiedlich orientierte
Dendriten teilweise durch dünne Filme des γ/γ’-Eutektikums voneinander getrennt
(Abb. 4.6 rechts).
Um die unterschiedlichen Formen der eutektisch erstarrten Bereiche I im Guss-
gefüge einer Legierung auf nur einen Wert zurückzuführen, wird ein mittlerer
Formfaktor eingeführt (4.1). Zur statistischen Absicherung wird die
Vorgehensweise für mindestens drei Aufnahmen (100fache Vergrößerung) pro
Legierung wiederholt und erneut ein Mittelwert gebildet. Der Fehlerbalken gibt die
Standardabweichung zwischen den einzelnen Mittelwerten wieder. Abb. 4.7 stellt den
mittleren Formfaktor der einzelnen Legierungen in Abhängigkeit vom dazugehörigen
eutektischen Anteil dar. Anzumerken ist, dass die Vermessung von Form und Größe
des γ/γ’-Eutektikums nur in Bereichen mit einheitlich orientierten Dendriten erfolgt.
Korngrenzenbehaftete Bereiche finden keine Berücksichtigung.
6 �O¨��
�©�(4.1)
Grundsätzlich zeigt sich für kleinere Mengen an γ/γ’-Eutektikum ein im Mittel größerer
Formfaktor . So ergibt sich für die Legierung mit einem eutektischen Anteil von
0,5 Vol.-% (Turbo6) ein mittlerer Formfaktor von 0,8. Für größere Mengen eutektisch
erstarrter Schmelze (Turbo8) resultiert ein mittlerer Formfaktor von etwa 0,5. Die
Legierungen Turbo1 und Turbo2, die durch einen nahezu identischen Anteil
eutektisch erstarrter Schmelze gekennzeichnet sind, zeigen mittlere Formfaktoren
von 0,58 bzw. 0,72. Da beide Legierungen bei gleichem Volumenanteil an γ/γ’-
Abb. 4.6 Perlenschnurartige Anhäufung von Restschmelze (γ/γ ‘-Eutektikum)
entlang der Korngrenzen am Beispiel der Legierungen Turbo9 (links) und
Turbo5 (rechts).
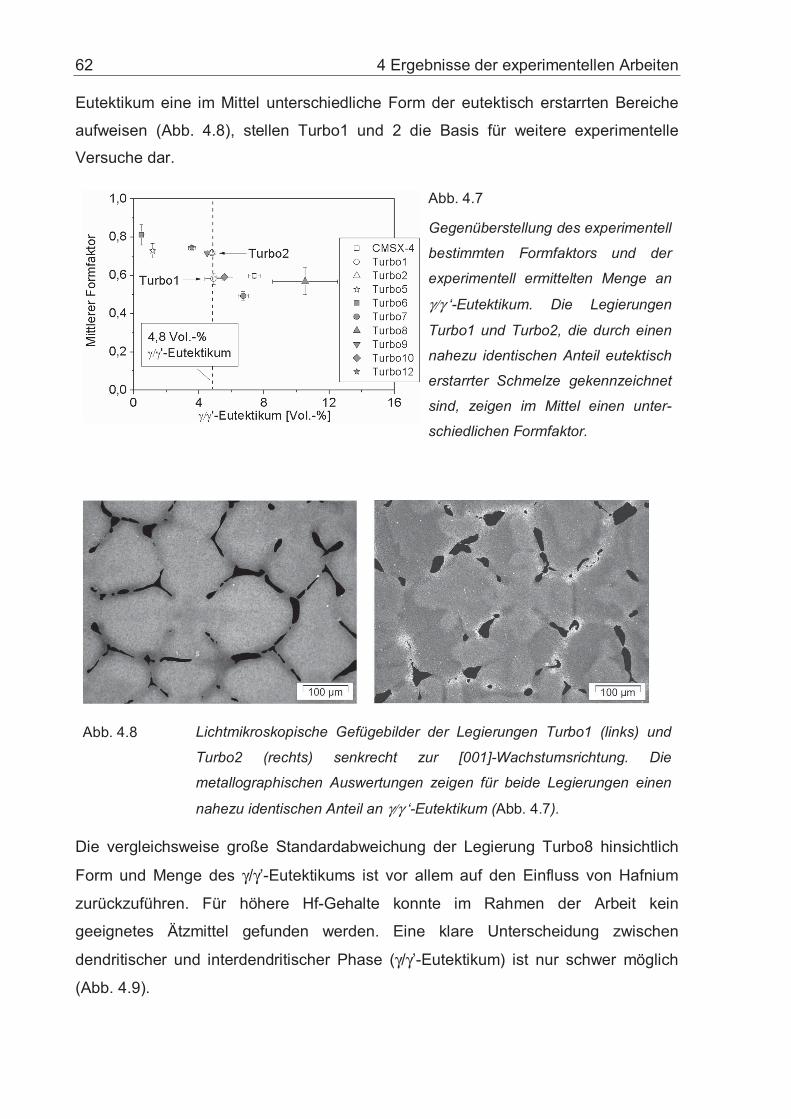
62 4 Ergebnisse der experimentellen Arbeiten
Eutektikum eine im Mittel unterschiedliche Form der eutektisch erstarrten Bereiche
aufweisen (Abb. 4.8), stellen Turbo1 und 2 die Basis für weitere experimentelle
Versuche dar.
Die vergleichsweise große Standardabweichung der Legierung Turbo8 hinsichtlich
Form und Menge des γ/γ’-Eutektikums ist vor allem auf den Einfluss von Hafnium
zurückzuführen. Für höhere Hf-Gehalte konnte im Rahmen der Arbeit kein
geeignetes Ätzmittel gefunden werden. Eine klare Unterscheidung zwischen
dendritischer und interdendritischer Phase (γ/γ’-Eutektikum) ist nur schwer möglich
(Abb. 4.9).
Abb. 4.7
Gegenüberstellung des experimentell
bestimmten Formfaktors und der
experimentell ermittelten Menge an
γ/γ ‘-Eutektikum. Die Legierungen
Turbo1 und Turbo2, die durch einen
nahezu identischen Anteil eutektisch
erstarrter Schmelze gekennzeichnet
sind, zeigen im Mittel einen unter-
schiedlichen Formfaktor.
Abb. 4.8 Lichtmikroskopische Gefügebilder der Legierungen Turbo1 (links) und
Turbo2 (rechts) senkrecht zur [001]-Wachstumsrichtung. Die
metallographischen Auswertungen zeigen für beide Legierungen einen
nahezu identischen Anteil an γ/γ ‘-Eutektikum (Abb. 4.7).
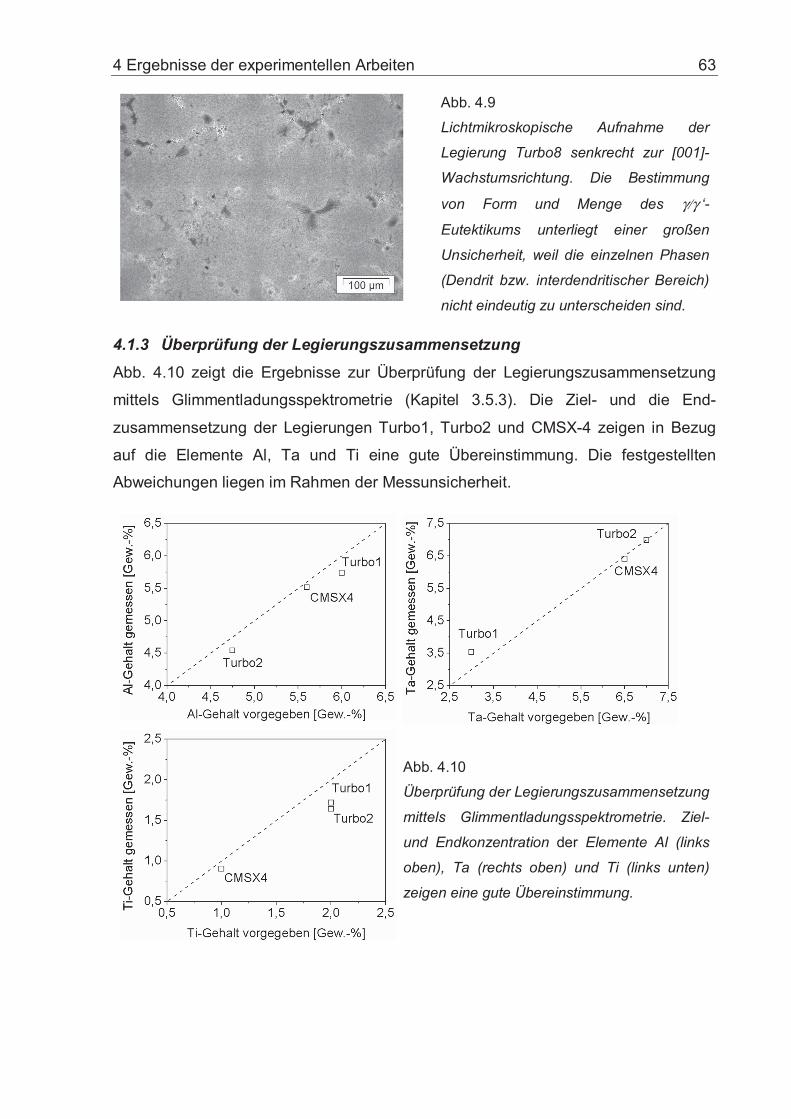
4 Ergebnisse der experimentellen Arbeiten 63
4.1.3 Überprüfung der Legierungszusammensetzung
Abb. 4.10 zeigt die Ergebnisse zur Überprüfung der Legierungszusammensetzung
mittels Glimmentladungsspektrometrie (Kapitel 3.5.3). Die Ziel- und die End-
zusammensetzung der Legierungen Turbo1, Turbo2 und CMSX-4 zeigen in Bezug
auf die Elemente Al, Ta und Ti eine gute Übereinstimmung. Die festgestellten
Abweichungen liegen im Rahmen der Messunsicherheit.
Abb. 4.9
Lichtmikroskopische Aufnahme der
Legierung Turbo8 senkrecht zur [001]-
Wachstumsrichtung. Die Bestimmung
von Form und Menge des γ/γ ‘-
Eutektikums unterliegt einer großen
Unsicherheit, weil die einzelnen Phasen
(Dendrit bzw. interdendritischer Bereich)
nicht eindeutig zu unterscheiden sind.
Abb. 4.10
Überprüfung der Legierungszusammensetzung
mittels Glimmentladungsspektrometrie. Ziel-
und Endkonzentration der Elemente Al (links
oben), Ta (rechts oben) und Ti (links unten)
zeigen eine gute Übereinstimmung.

64 4 Ergebnisse der experimentellen Arbeiten
4.2 Gerichtete Erstarrung (SC) von Plattengeometrien
Abb. 4.11 zeigt einen einkristallin erstarrten, plattenförmigen Gusskörper. Das
einkristalline Gefüge soll sicherstellen, dass die Festigkeit des dendritischen
Netzwerkes ohne Einflussnahme von Korngrenzen
bestimmt werden kann.
Die Kornstruktur der erstarrten Platten wird mit Hilfe
von Makroätzungen überprüft (Kapitel 3.4.1). Abb.
4.12 zeigt, dass der mittlere Bereich der Platten
einkristallin erstarrt ist. Allein die Randbereiche der
Platten sind, bedingt durch die Anbindung der
Stabilisatoren, von Neukornbildung gekennzeichnet.
Für die Beurteilung der kristallographischen
Orientierung in Bezug auf die drei Raumrichtungen
werden Schliffbilder und EBSD-Messungen
verwendet. Die Schliffbilder in Abb. 4.12, die
senkrecht zur Wachstumsrichtung der primären
Dendriten orientiert sind, zeigen eine Verdrehung
um die z-Achse ([001]-Richtung) von 21° (Turbo1)
bzw. 40° (Turbo2). Geringe Abweichungen ergeben
sich dagegen in Bezug auf die angestrebte, ideale Wachstumsrichtung der Dendriten
([001]-Richtung). Anhand von exemplarischen EBSD-Messungen (Kapitel 3.5.4)
kann die Verdrehung der Dendriten um die x-Achse ([100]-Richtung) zu 6° und um
die y-Achse ([010]-Richtung) zu 4° bestimmt werden.
Abb. 4.11
Plattenförmiger Gusskörper mit
Kornselektor. Hergestellt nach
dem Bridgman-Verfahren.
Abb. 4.12 Die Kornstruktur wird mit Hilfe von Makroätzungen überprüft. Beide
Legierungen, Turbo1 (links) und Turbo2 (rechts), weisen in der
Plattenmitte ein einkristallin erstarrtes Gefüge auf.
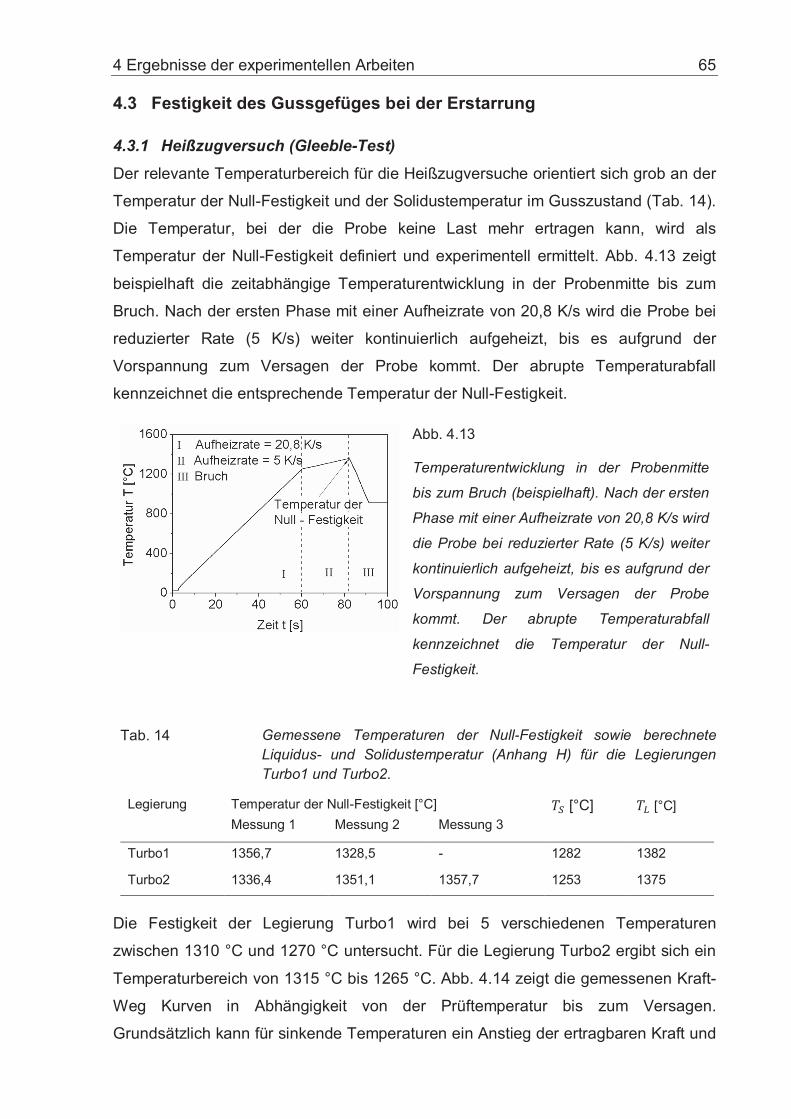
4 Ergebnisse der experimentellen Arbeiten 65
4.3 Festigkeit des Gussgefüges bei der Erstarrung
4.3.1 Heißzugversuch (Gleeble-Test)
Der relevante Temperaturbereich für die Heißzugversuche orientiert sich grob an der
Temperatur der Null-Festigkeit und der Solidustemperatur im Gusszustand (Tab. 14).
Die Temperatur, bei der die Probe keine Last mehr ertragen kann, wird als
Temperatur der Null-Festigkeit definiert und experimentell ermittelt. Abb. 4.13 zeigt
beispielhaft die zeitabhängige Temperaturentwicklung in der Probenmitte bis zum
Bruch. Nach der ersten Phase mit einer Aufheizrate von 20,8 K/s wird die Probe bei
reduzierter Rate (5 K/s) weiter kontinuierlich aufgeheizt, bis es aufgrund der
Vorspannung zum Versagen der Probe kommt. Der abrupte Temperaturabfall
kennzeichnet die entsprechende Temperatur der Null-Festigkeit.
Tab. 14 Gemessene Temperaturen der Null-Festigkeit sowie berechnete Liquidus- und Solidustemperatur (Anhang H) für die Legierungen Turbo1 und Turbo2.
Legierung Temperatur der Null-Festigkeit [°C] �� [°C] �� [°C]
Messung 1 Messung 2 Messung 3
Turbo1 1356,7 1328,5 - 1282 1382
Turbo2 1336,4 1351,1 1357,7 1253 1375
Die Festigkeit der Legierung Turbo1 wird bei 5 verschiedenen Temperaturen
zwischen 1310 °C und 1270 °C untersucht. Für die Legierung Turbo2 ergibt sich ein
Temperaturbereich von 1315 °C bis 1265 °C. Abb. 4.14 zeigt die gemessenen Kraft-
Weg Kurven in Abhängigkeit von der Prüftemperatur bis zum Versagen.
Grundsätzlich kann für sinkende Temperaturen ein Anstieg der ertragbaren Kraft und
Abb. 4.13
Temperaturentwicklung in der Probenmitte
bis zum Bruch (beispielhaft). Nach der ersten
Phase mit einer Aufheizrate von 20,8 K/s wird
die Probe bei reduzierter Rate (5 K/s) weiter
kontinuierlich aufgeheizt, bis es aufgrund der
Vorspannung zum Versagen der Probe
kommt. Der abrupte Temperaturabfall
kennzeichnet die Temperatur der Null-
Festigkeit.

66 4 Ergebnisse der experimentellen Arbeiten
des zurückgelegten Weges bis zum Bruch (F = 0 N) beobachtet werden.
Abweichungen von dieser Tendenz sind weniger auf einen inhomogenen Werkstoff,
als vielmehr auf die Unsicherheit bei der Temperaturmessung zurückzuführen
(Kapitel 3.6.2).
Bei Temperaturen kleiner gleich 1305 °C weist das Widerstandsverhalten der
Legierung Turbo1 einen elastischen und einen plastischen Anteil auf. Dagegen lässt
sich bei einer Prüftemperatur von 1310 °C keine plastische Verformung feststellen.
Der kritische Bereich zwischen der Temperatur der Null-Duktilität (1305 °C) und der
Temperatur der Null-Festigkeit (Mittelwert aus Tab. 14) kann mit 38 °C angegeben
werden. Im Fall der Legierung Turbo2 zeigt sich bei Temperaturen von 1275 °C und
1265 °C eine ausgeprägte Plastifizierung. Bei Temperaturen oberhalb von 1300 °C
versagt die Legierung ohne messbare plastische Verformung. Das Intervall zwischen
der Temperatur der Null-Duktilität (1275 °C) und der Temperatur der Null-Festigkeit
(Mittelwert aus Tab. 14) beträgt etwa 73 °C.
Abb. 4.15 zeigt den Versuch, die ermittelten Kennwerte für Kraft und Weg
unabhängig von der Temperatur darzustellen. Für jede Kraft-Weg Kurve werden die
maximale Kraft �� bezogen auf den Ausgangsquerschnitt und der zurückgelegte
Weg bis zum Bruch W�� gemäß Abb. 4.15 (oben) bestimmt. Aus der Auftragung
dieser Werte geht eine monoton steigende Funktion für beide Legierungen hervor
Abb. 4.14 Gemessene Kraft-Weg Kurven für die Legierungen Turbo1 und Turbo2 in
Abhängigkeit von der Prüftemperatur bis zum Versagen. Grundsätzlich
kann für sinkende Temperaturen ein Anstieg der ertragbaren Kraft und
des zurückgelegten Weges bis zum Bruch (F = 0 N) beobachtet werden.
Abweichungen von dieser Tendenz sind auf die Unsicherheit bei der
Temperaturmessung zurückzuführen

4 Ergebnisse der experimentellen Arbeiten 67
(Abb. 4.15 unten). Im Vergleich zu Turbo1 zeigt die Legierung Turbo2 einen
größeren Widerstand gegen Verformung bzw. bei gegebener Spannung die
geringere Dehnung bis zum Versagen.
4.3.2 Gießbarkeitstest
Die Gießbarkeitstests sollen klären, ob sich die festgestellten Unterschiede
einkristalliner Dendritennetzwerke (Abb. 4.15) auf die Heißrissneigung stängel-
kristalliner Dendritennetzwerke übertragen lassen. Abb. 4.16 und Abb. 4.17 zeigen
das Ergebnis der selbstbeanspruchten Prüfung für die Legierungen Turbo1 und
Turbo2. In beiden Fällen zeigt der hohlgegossene Zylinder mit einer Wandstärke von
2,5 mm (Kapitel 3.3) Heißrisse. Der Rissverlauf ist interkristallin. Die Quantifizierung
von Risslänge und Rissbreite entsprechend Gleichung (2.31) liefert für beide
Legierungen einen Wert von 0,008. Die Bruchfläche ist in charakteristischer Weise
frei aus der Schmelze kristallisiert [Hasse1999] und zeigt eine „blumenkohlähnliche“
Struktur (Abb. 4.18). Ein Einfluss der deutlich unterschiedlichen Restschmelze-
verteilung (Abb. 4.8) oder der ermittelten Festigkeits- bzw. Duktilitätsunterschiede
(Abb. 4.15) auf die Gießbarkeit ist nicht erkennbar.
Abb. 4.15
Temperaturunabhängige Darstellung
der ermittelten Kennwerte. Für jede
Kraft-Weg Kurve (Abb. 4.14) werden
die maximale Kraft �� bezogen auf
den Ausgangsquerschnitt und der
zurückgelegte Weg W�� bestimmt
(oben). Aus der Auftragung dieser
Werte geht eine monoton steigende
Funktion für beide Legierungen
hervor (unten). Im Vergleich zu
Turbo1 zeigt die Legierung Turbo2
einen größeren Widerstand gegen
Verformung bzw. bei gegebener
Spannung die geringere Dehnung
bis zum Versagen.

68 4 Ergebnisse der experimentellen Arbeiten
Abb. 4.16 Ergebnis der selbstbeanspruchten Prüfung (Gießbarkeitstest) für
Legierung Turbo1. Der hohlgegossene Zylinder ist rissbehaftet (links).
Die Heißrisse verlaufen entlang von Korngrenzen (rechts).
Abb. 4.17 Ergebnis der selbstbeanspruchten Prüfung (Gießbarkeitstest) für
Legierung Turbo2. Der hohlgegossene Zylinder ist rissbehaftet (links).
Die Heißrisse verlaufen entlang von Korngrenzen (rechts).

4 Ergebnisse der experimentellen Arbeiten 69
Abb. 4.18 Die Bruchfläche des Heißrisses (Turbo1) ist in charakteristischer Weise
frei aus der Schmelze kristallisiert und zeigt eine „blumenkohlähnliche“
Struktur.

70 5 Ergebnisse der numerischen Arbeiten
5 Ergebnisse der numerischen Arbeiten
5.1 Numerische Untersuchung der Prozessbedingungen
Der überwiegende Anteil gerichtet erstarrter Gussteile wird mit Hilfe des Bridgman-
Prozesses hergestellt. Trotz der Zuverlässigkeit und Wirtschaftlichkeit dieses
Verfahrens steckt hinter jedem Abguss ein hoher Arbeits-, Zeit- und Kostenaufwand.
Zudem ist ein grundlegendes Verständnis über Prozessführung und geeignete
Prozessbedingungen unerlässlich, um qualitativ hochwertige Gusskörper mit
geringer Streuung in enger Abfolge herstellen zu können.
Die numerische Untersuchung der Prozessbedingungen erfolgt in zwei Schritten. Der
erste Teil (5.1.1 Modellierung HRS-Prozess) prüft die Belastbarkeit der Simulation,
indem berechnete Werte zum Dendritenstammabstand mit experimentellen
Befunden verglichen werden. Der zweite Teil (5.1.2 Berechnung geeigneter Prozess-
parameter) umfasst die rechnerische Vorhersage geeigneter Prozessbedingungen.
Ein zusätzlicher Beitrag der makroskopischen Simulation besteht darin, die
Eingangsgrößen Dendritenstammabstand, Temperaturgradient und Erstarrungsfront-
geschwindigkeit für die sich anschließende mikroskopische Simulation (Kapitel 5.2)
bereitzustellen.
5.1.1 Modellierung HRS-Prozess
Das Berechnungsmodell setzt sich aus Geometriedaten, thermophysikalischen
Daten und Randbedingungen zusammen. Die Geometrie des Gusskörpers basiert
auf dem in Abb. 3.4 dargestellten Formschalensystem. Abb. 5.1 (links) zeigt das
vernetzte Modell der Gießanlage. Die Abmaße bilden mit Vereinfachungen die zur
Verfügung stehende Vakuum-Feingießanlage ab. Die Schemazeichnung in Abb. 5.1
(rechts) sowie die nachfolgenden Tabellen (Tab. 15, Tab. 16, Tab. F.1) geben einen
Überblick über etablierte Randbedingungen und thermophysikalische Materialdaten.

5 Ergebnisse der numerischen Arbeiten 71
Tab. 15 Start- und Randbedingungen für Simulationen zur gerichteten Erstarrung von Gussteilen im Bridgman-Verfahren.
Symbol Parameter Einheit Wert
3� Temperaturleitfähigkeit Metall m²/s siehe Abb. D.1
3� Temperaturleitfähigkeit Formschale m²/s siehe Abb. D.1
�� Temperatur H� izer °C 1500
�� Temperatur Kühlkammer °C 25
�| Temperatur Kühlplatte °C 25
α� Wärmeübergangskoeffizient Metall / Formschale W/(m²K) siehe Tab. 16
α�� Wärmeübergangskoeffizient Metall / Kühlplatte W/(m²K) siehe Tab. 16
ε� Emissivität Metall - 0,8 [Alaruri1998]
ε� Emissivität Heizer - 0,8 [Hofmann1995]
ε� Emissivität Formschale - siehe Abb. D.2
ε� Emissivität (adiabatisches) Baffle - 0
ε� Emissivität Kühlkammer - 0,6 [Hofmann1995]
Abb. 5.1 Das Modell der Feingießanlage, bestehend aus Kühlkammer, Heizer und
Baffle (links). Die schematische Darstellung von Gussteil, Formschale,
Heizer, Baffle und Kühlkammer (rechts). Das Berechnungsmodell
beinhaltet Informationen über Start- und Prozesstemperaturen (�� � �|),
Temperaturleitfähigkeiten (3�" 3�), Wärmeübergangkoeffizienten (\�" \�)
und Emissivitäten (?g� � gÉ).

72 5 Ergebnisse der numerischen Arbeiten
Tab. 16 Wärmeübergangskoeffizient zwischen Gusskörper und Formschale bzw. Gusskörper und Kühlplatte.
Temperatur [°C]
Wärmeübergangskoeffizient Metall / Formschal� � W/(m²K)]
Wärmeübergangskoeffizient Metall / Kühlplatte [W/(m²K)] *
1500 600 10000
1381 600 10000
1338 300 200
25 300 200
* Der Wärmeübergangskoeffizient zwischen Metall und Kühlplatte reduziert sich, sobald Zwischenbleche (zwischen Metall und Kühlplatte) im Gießprozess zum Einsatz kommen.
Die numerischen Untersuchungen umfassen die Berechnung von räumlicher und
zeitlicher Temperaturverteilung in Gusskörper und Formschale nach der Finiten-
Element-Methode mit der Software ProCAST (Fa. ESI Group). Die Erstarrungs-
frontgeschwindigkeit und der thermische Gradient werden entlang der Gussteilachse
ausgewertet. Der Temperaturgradient wird für jeden Knoten im Berechnungsnetz
bestimmt, sobald die vorab definierte Zieltemperatur (Liquidustemperatur CMSX-4)
an diesem Punkt erreicht ist. Für die Berechnung des Temperaturgradienten werden
der Temperaturunterschied zwischen benachbarten Knoten und deren Distanz
zueinander ausgewertet. Die berechneten Gradienten entsprechen unterschiedlichen
Zeiten. Für die Berechnung der Erstarrungsfrontgeschwindigkeit wird der Abstand
zwischen benachbarten Knoten berücksichtigt und mit der Zeit, innerhalb der sich
eine Isotherme (Liquidustemperatur von CMSX-4) von Knoten zu Knoten bewegt, ins
Verhältnis gesetzt [ProCAST1998]. Anschließend kann mit Hilfe der Gleichung (2.1)
der Dendritenstammabstand abgeschätzt werden.
Abb. 5.2 vergleicht berechnete (durchgezogene Linien) und gemessene Werte
(Symbole) für den Dendritenstammabstand entlang der Gussteilachse rotations-
symmetrischer Körper (Abb. 3.4). Nahe der Kühlplatte ergeben sich aufgrund der
Wasserkühlung sehr große Temperaturgradienten, weshalb kleine Dendritenstamm-
abstände resultieren. Ab einer Entfernung von ca. 30 mm verliert sich der Einfluss
der Kühlplatte. Das nachfolgende lokale Maximum resultiert aus der einsetzenden
Abzugsbewegung und der damit verbundenen Neupositionierung der Erstarrungs-
front relativ zum Baffle. Für konstante Erstarrungsbedingungen (konstante Heizer-
temperatur) stellt sich anschließend ein gleichbleibender Dendritenstammabstand
ein. Der Anstieg von λ1 am Ende der Erstarrung ist auf die reduzierte Restwärme im

5 Ergebnisse der numerischen Arbeiten 73
Gusskörper (das Gussteil ist endlich) und den dadurch abfallenden Temperatur-
gradienten zurückzuführen. Generell kann für unterschiedliche Abzugs-
geschwindigkeiten und Heizertemperaturen zwischen Simulation und Experiment
eine gute Übereinstimmung festgestellt werden. Damit bestätigt sich die
Belastbarkeit des vorgestellten Berechnungsmodells.
5.1.2 Berechnung geeigneter Prozessparameter
Für die folgenden numerischen Untersuchungen wird ein einzelnes zylinderförmiges
Gussteil betrachtet, so dass sich eine einfache Rotationssymmetrie ergibt und das 3-
dimensionale Berechnungsmodell in ein pseudozweidimensionales Modell überführt
werden kann. Das zweidimensionale Modell zeichnet sich neben kürzeren
Rechenzeiten durch einfach variierbare Abmessungen für Gusskörper, Formschale
und Baffle aus. Nacheinander werden der Einfluss von Gussteildicke, Wandstärke
der Formschalen, Abzugsgeschwindigkeit, Kühlkammertemperatur, Heizertemperatur
2 Die gezeigten Ergebnisse sind Teil der Abschlussarbeit [Opel2009], die im Rahmen des Promotionsvorhabens am Lehrstuhl für Werkstoffkunde und Technologie der Metalle angefertigt wurde.
Abb. 5.2 Vergleich von berechneten (Linien) und gemessenen Werten2 (Symbole)
für den Dendritenstammabstand entlang der Gussteilachse rotations-
symmetrischer Körper (Abb. 3.4). Ab einer Entfernung von ca. 30 mm
verliert sich der Einfluss der Kühlplatte. Für konstante Erstarrungs-
bedingungen stellt sich anschließend ein gleichbleibender Dendriten-
stammabstand ein. Der Anstieg von λ1 am Ende der Erstarrung ist auf die
reduzierte Restwärme im Gusskörper (das Gussteil ist endlich) und den
dadurch abfallenden Temperaturgradienten zurückzuführen.

74 5 Ergebnisse der numerischen Arbeiten
und Abschirmungsgrad auf den Temperaturgradienten während der Erstarrung
untersucht. Zur Berechnung geeigneter Prozessparameter werden der Temperatur-
gradient ?� und die Entwicklung des Temperaturgradienten x�(x! in der Gussteil-
mitte (x = 90 mm) zum Zeitpunkt der lokalen Erstarrung für jede Berechnungs-
variante betrachtet. Das Ziel sind hohe und konstante Gradienten.
Grundsätzlich spiegeln konstante Gradienten entlang der Gussteilachse eine
gleichbleibende Position der Erstarrungsfront in Relation zum Baffle wider. Der
Prozess wird dann als zeitlich stabil bezeichnet. Instabile Bedingungen entstehen,
wenn die Erstarrungsfront im Prozessverlauf immer stärker in Richtung Kühlkammer
verschleppt wird. In der Folge kommt es zu einem kontinuierlichen Absinken des
thermischen Gradienten entlang der Gussteilachse.
Abb. 5.3 zeigt beispielhaft die Entwicklung des Temperaturgradienten entlang der
Gussteilachse für unterschiedliche Abzugsgeschwindigkeiten. Für einen Gussteil-
durchmesser von 36 mm und eine Formschalendicke von 10 mm resultieren bei einer
Abzugsgeschwindigkeit von 3 mm/min stabile Bedingungen. Im Gegensatz dazu
ergeben sich für eine Abzugsgeschwindigkeit von 9 mm/min instabile Bedingungen.
Im Rahmen der vorliegenden Arbeit werden stabile Bedingungen angenommen,
wenn die Änderung des Gradienten in der Probenmitte kleiner als 1 K/cm² ist. Der
Übergang zwischen stabil und instabil wird als Stabilitätsgrenze bezeichnet.
Weiterführende Informationen finden sich im Anhang (Anhang E).
Abb. 5.3
Beispielhafte Entwicklung des
Temperaturgradienten entlang der
Gussteilachse für unterschiedliche
Abzugsgeschwindigkeiten. Stabile
Bedingungen werden angenommen,
wenn die Änderung des Gradienten
kleiner als 1 K/cm² ist. Sobald der
Einfluss der Kühlplatte verschwindet,
ergeben sich bei Geschwindigkeiten
von 3 mm/min stabile Bedingungen.

5 Ergebnisse der numerischen Arbeiten 75
Abb. 5.4 zeigt den Einfluss von Gussteildicke und Formschalenwanddicke auf den
thermischen Gradienten für unterschiedliche Abzugsgeschwindigkeiten. Der
Abschirmungsgrad (Abstand zwischen Baffle und Formschale) sowie die
Kühlkammer- und die Heizertemperatur bleiben konstant. Grundlegend zeigt sich,
dass für dickere Gussteile und Formschalen ein erniedrigter Temperaturgradient
vorliegt. Allerdings sind die Prozessbedingungen bei einer Abzugsgeschwindigkeit
von 3 mm/min (Abb. 5.4 rechts) stets stabil. Für 9 mm/min (Abb. 5.4 links) ergeben
sich ab einem Gussteildurchmesser von 12 mm und einer Formschalendicke von
6 mm instabile Bedingungen.
Mit Hinblick auf die 9 mm dicken und 55 mm breiten Plattengeometrien (Abb. 3.6),
deren Formschalen in Abhängigkeit von der Gussteilkontur eine Stärke zwischen 6
und 14 mm aufweisen, und um eine vergleichbare, stabile Prozessführung für alle
gerichtet erstarrten Bauteile im Rahmen dieser Arbeit sicherzustellen, wird für alle
experimentellen Untersuchungen eine Abzugsgeschwindigkeit von 3 mm/min
gewählt (Tab. 8).
Abb. 5.4 Einfluss von Gussteildicke (Ø 2-48 mm) und Formschalenwanddicke (2-
14 mm) auf den thermischen Gradienten in Gussteilmitte für
verschiedene Abzugsgeschwindigkeiten. Abschirmungsgrad (Abstand
zwischen Baffle und Formschale) sowie Kühlkammer- und
Heizertemperatur sind für alle Berechnungen konstant. Für 9 mm/min
ergeben sich ab einem Gussteildurchmesser von 12 mm und einer
Formschalendicke von 6 mm instabile Bedingungen (links). Der
Übergang zwischen stabil und instabil wird als Stabilitätsgrenze
bezeichnet. Bei 3 mm/min erstarren alle untersuchten Geometrien bei
stabilen Bedingungen (rechts).

76 5 Ergebnisse der numerischen Arbeiten
Abb. 5.5 (links) zeigt den Temperaturgradienten für unterschiedliche Kühlkammer-
temperaturen. Während die Auswirkungen einer deutlich erhöhten Kühlkammer-
temperatur auf den thermischen Gradienten als unerheblich zu bezeichnen sind,
zeigt die Heizertemperatur einen deutlichen Einfluss auf den Temperaturgradienten
(Abb. 5.5 rechts). Bereits bei einer Absenkung der Heizertemperatur um 40 °C
reduziert sich der Temperaturgradient um ca. 30 %. Das entspricht gemäß Gleichung
(2.1) einer Erhöhung des Dendritenstammabstandes um etwa 20 %. Ein ähnlicher
Zusammenhang zeigt sich für den Einfluss der Abschirmung auf den thermischen
Gradienten (Abb. 5.6). Der Grad der Abschirmung gibt an, wie gut heiße und kalte
Zone innerhalb der Bridgman-Anlage durch das Baffle voneinander getrennt sind.
Die Abschirmung entspricht dem Quotienten aus tatsächlich abgedeckter Fläche und
theoretisch abzudeckender Fläche. Bereits für einen 10 mm großen Spalt zwischen
einem rotationssymmetrischen Gusskörper mit Formschale und einem statischen
Baffle, reduzieren sich die Abschirmung im Ofen und der Temperaturgradient um
knapp 10 %. Bei einem 30 mm großen Spalt (sehr schlecht angepasstes Baffle) geht
die Abschirmung auf etwa 55 % zurück, wodurch der Temperaturgradient um 40 %
reduziert wird.
Abb. 5.5 Berechnete Temperaturgradienten (Gussteilmitte) in Abhängigkeit von
der Temperierung der Gießanlage. Abzugsgeschwindigkeit, Gussteil- und
Formschalengeometrie sind für alle Berechnungen konstant. Während
der Einfluss der Kühlkammertemperatur auf den Temperaturgradienten
während der Erstarrung als gering zu bewerten ist (links), zeigt die
Heizertemperatur eine starke Einflussnahme (rechts).
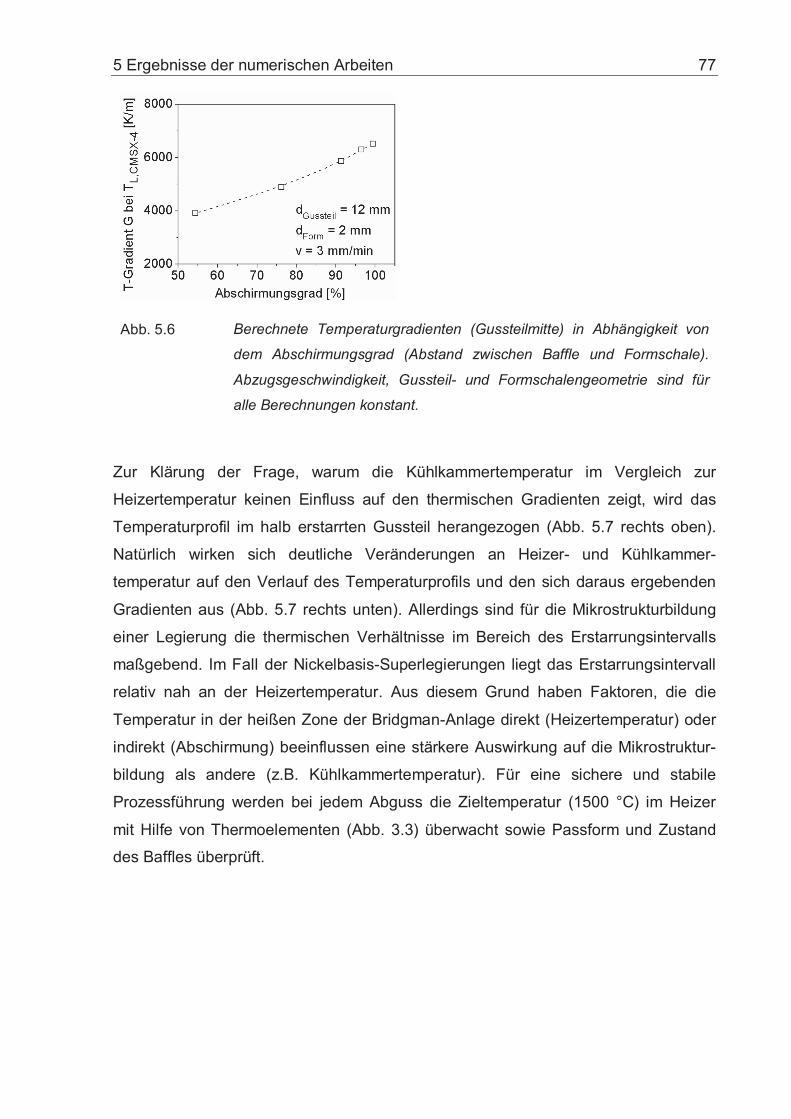
5 Ergebnisse der numerischen Arbeiten 77
Zur Klärung der Frage, warum die Kühlkammertemperatur im Vergleich zur
Heizertemperatur keinen Einfluss auf den thermischen Gradienten zeigt, wird das
Temperaturprofil im halb erstarrten Gussteil herangezogen (Abb. 5.7 rechts oben).
Natürlich wirken sich deutliche Veränderungen an Heizer- und Kühlkammer-
temperatur auf den Verlauf des Temperaturprofils und den sich daraus ergebenden
Gradienten aus (Abb. 5.7 rechts unten). Allerdings sind für die Mikrostrukturbildung
einer Legierung die thermischen Verhältnisse im Bereich des Erstarrungsintervalls
maßgebend. Im Fall der Nickelbasis-Superlegierungen liegt das Erstarrungsintervall
relativ nah an der Heizertemperatur. Aus diesem Grund haben Faktoren, die die
Temperatur in der heißen Zone der Bridgman-Anlage direkt (Heizertemperatur) oder
indirekt (Abschirmung) beeinflussen eine stärkere Auswirkung auf die Mikrostruktur-
bildung als andere (z.B. Kühlkammertemperatur). Für eine sichere und stabile
Prozessführung werden bei jedem Abguss die Zieltemperatur (1500 °C) im Heizer
mit Hilfe von Thermoelementen (Abb. 3.3) überwacht sowie Passform und Zustand
des Baffles überprüft.
Abb. 5.6 Berechnete Temperaturgradienten (Gussteilmitte) in Abhängigkeit von
dem Abschirmungsgrad (Abstand zwischen Baffle und Formschale).
Abzugsgeschwindigkeit, Gussteil- und Formschalengeometrie sind für
alle Berechnungen konstant.

78 5 Ergebnisse der numerischen Arbeiten
Abb. 5.7 Untersuchung zum Einfluss unterschiedlicher Prozessbedingung.
Schematische Darstellung eines halb erstarrten Gusskörpers zum
Zeitpunkt t (links). Berechnete Temperaturverteilung entlang der
Gussteilachse zum Zeitpunkt t (rechts oben). Aus der Ableitung der
Temperaturverteilung nach der Gussteillänge ergibt sich der
Temperaturgradient im Gussteil zum Zeitpunkt t (rechts unten). Die
Referenzkurve repräsentiert eine Heizertemperatur von 1500 °C und eine
Kühlkammertemperatur von 25 °C. Die weiteren Kurven basieren auf
einer erhöhten Kühlkammertemperatur (425 °C) bzw. einer reduzierten
Heizertemperatur (1460 °C). Abzugsgeschwindigkeit, Gussteil- und
Formschalengeometrie sind für alle Berechnungen konstant.

5 Ergebnisse der numerischen Arbeiten 79
5.2 Numerische Untersuchungen zur Entwicklung der Mikrostruktur
Im Rahmen dieser Arbeit kommt zur Berechnung der Mikrostrukturentwicklung die
Software ThermoCalc (Fa. ThermoCalc) und die Software MICRESS (Fa. ACCESS
Materials&Processes) zum Einsatz. Die Eingangsdaten zu Temperaturgradient,
Erstarrungsfrontgeschwindigkeit und Dendritenstammabstand werden über
makroskopische Simulationen mit der Software ProCAST (Kapitel 5.1) errechnet.
5.2.1 Mikrostrukturentwicklung in Abhängigkeit von der Grenzflächenenergie
Um den Einfluss der Grenzflächenenergie auf die Morphologie der eutektisch
erstarrten Phase modellhaft untersuchen zu können, wird ein inverser Ansatz
gewählt. Dazu werden nur die Flüssigphase (LIQUID) und die γ-Phase (FCC_A1)
berücksichtigt. Die Bildung von γ‘-Phase und γ/γ’-Eutektikum ist ausgeschlossen. Der
Ansatz basiert auf der Tatsache, dass sich das γ/γ’-Eutektikum in erster Näherung
nur aus der verbleibenden Flüssigphase bilden kann. Die umliegenden dendritischen
Strukturen (γ-Phase) stellen eine Art Begrenzung dar und legen dadurch den zur
Verfügung stehenden Raum für die eutektische Erstarrung fest. Über die Form der
Flüssigphase kann auf die Form des γ/γ’-Eutektikums geschlossen werden. Diese Art
der Modellierung bietet den Vorteil, dass die Auswertung des Formfaktors für
verschiedene Flüssigphasengehalte erfolgen kann, ohne dabei das Modell zu
verändern. Tab. G.1 (Anhang) beinhaltet wichtige Grundeinstellungen des
Berechnungsmodells. Abb. 5.8 zeigt den grundlegenden Ablauf der Mikrostruktur-
entwicklung am Beispiel der Nickelbasis-Legierung CMSX-4. Der festgelegte
Dendritenstammabstand orientiert sich an experimentellen Befunden. Abb. 5.9 zeigt
die Entwicklung des mittleren Formfaktors in Abhängigkeit vom Restschmelzegehalt
für unterschiedliche, vorgegebene Grenzflächenenergien r��. Für die Berechnung
der Formfaktoren werden erneut die Gleichungen (3.2) und (4.1) genutzt.

80 5 Ergebnisse der numerischen Arbeiten
Abb. 5.8 Berechneter Ablauf der dendritischen Erstarrung nach der
Phasenfeldmethode (MICRESS) für r�� = 60 mJ/m². Dargestellt sind
verschiedene Stadien der gerichteten Erstarrung für die Legierung
CMSX-4. Am Ende der Erstarrung (Flüssigphasengehalt = 1 Vol.-%) hat
sich ein zusammenhängendes, dendritisches Netzwerk ausgebildet. Die
Restschmelze (Menge an γ/γ ‘-Eutektikum) liegt in lokal abgegrenzten
Bereichen vor.
Abb. 5.9
Berechnungen zur Entwicklung des
mittleren Formfaktors in Abhängigkeit
vom Restschmelzegehalt (Menge an
γ/γ ‘-Eutektikum) für unterschiedliche
Grenzflächenenergien r�� am Beispiel
der Legierung CMSX-4.

5 Ergebnisse der numerischen Arbeiten 81
Aus der Betrachtung der Berechnungsergebnisse geht hervor, dass die Grenzfläche
zwischen fester und flüssiger Phase mit abnehmender Grenzflächenenergie eine
Destabilisierung erfährt (Kapitel 2.1.3). Zufällig sich bildende Ausstülpungen der
Grenzfläche (Tertiärarme) werden verstärkt (Abb. 5.10 rechts) und das γ/γ’-
Eutektikum liegt vermehrt in lokal abgegrenzten Bereichen vor. Im Fall von hohen
Grenzflächenenergien ergibt sich der umgekehrte Zusammenhang. Die Grenzfläche
bleibt stabil, so dass ein Zusammenwachsen benachbarter Dendriten erschwert ist
und dünne Filme des γ/γ’-Eutektikums zurückbleiben (Abb. 5.10 links).
5.2.2 Modell zur Berechnung der Grenzflächenenergie
Die Grenzflächenenergie repräsentiert die Bindungsverhältnisse an der Grenzfläche
und stellt eine Funktion der chemischen Zusammensetzung dar (Kapitel 2.5).
Anhand der vorangegangenen Kapitel kann gezeigt werden, dass Legierungen mit
unterschiedlicher Zusammensetzung eine unterschiedliche Morphologie des γ/γ’-
Eutektikums aufweisen. Mit Hilfe des NNBB Modells wird geprüft, ob der
Zusammenhang zwischen chemischer Zusammensetzung und Grenzflächenenergie
rechnerisch nachvollzogen werden kann.
In einem ersten Schritt wird für jede Legierung die Entwicklung der Mikrostruktur
(Abb. 5.11) und die resultierende Elementverteilung (Segregation) zwischen
dendritischer und interdendritischer Zone mittels Phasenfeldmethode berechnet. Das
Ergebnis sind ortsaufgelöste Information über die chemische Zusammensetzung und
den dazugehörigen Fest- bzw. Flüssigphasengehalt zu jedem Zeitschritt. Abb. 5.12
zeigt die Verteilung der einzelnen Legierungselemente am Beispiel der Legierung
Abb. 5.10
Schematische Darstellung zum Einfluss der
Grenzflächenenergie auf die Morphologie
der Dendriten. Hohe Grenzflächenenergien
stabilisieren die Phasengrenze fest/flüssig
(links). Niedrige Grenzflächenenergien
bewirken eine Destabilisierung und fördern
Tertiärarmbildung. Die Restschmelze
(Menge an γ/γ ‘-Eutektikum) liegt in lokal
abgegrenzten Bereichen vor (rechts).
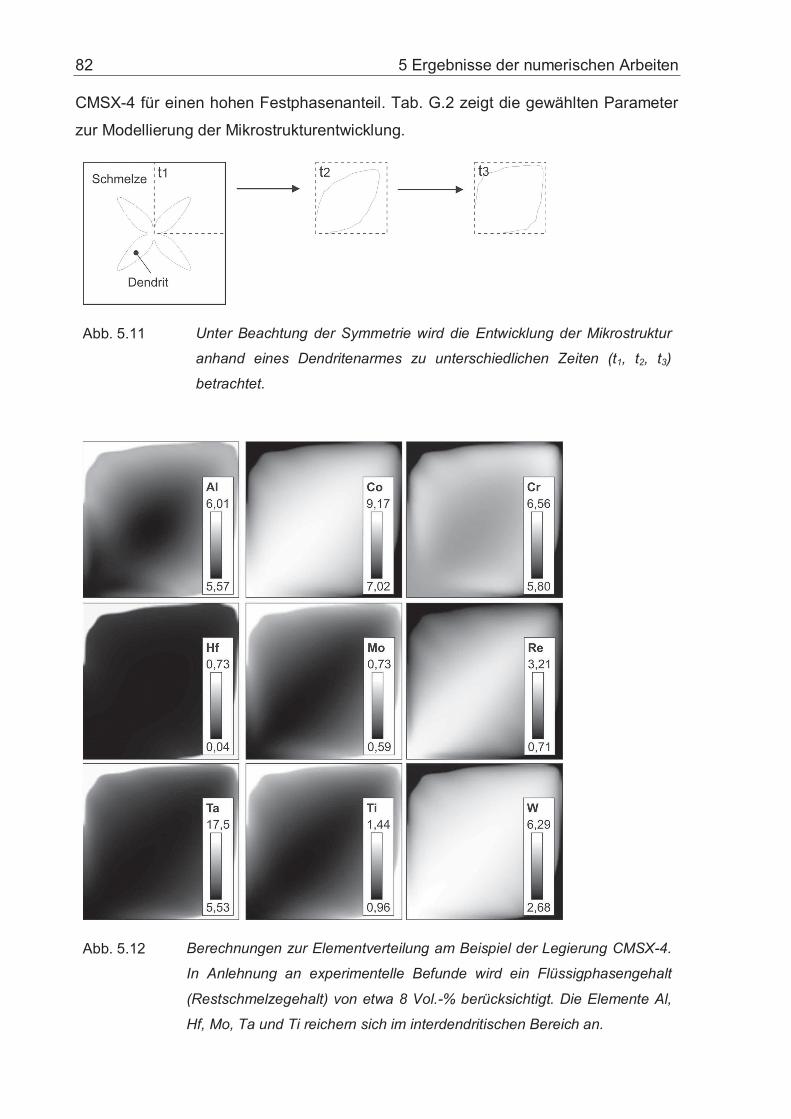
82 5 Ergebnisse der numerischen Arbeiten
CMSX-4 für einen hohen Festphasenanteil. Tab. G.2 zeigt die gewählten Parameter
zur Modellierung der Mikrostrukturentwicklung.
Abb. 5.11 Unter Beachtung der Symmetrie wird die Entwicklung der Mikrostruktur
anhand eines Dendritenarmes zu unterschiedlichen Zeiten (t1, t2, t3)
betrachtet.
Abb. 5.12 Berechnungen zur Elementverteilung am Beispiel der Legierung CMSX-4.
In Anlehnung an experimentelle Befunde wird ein Flüssigphasengehalt
(Restschmelzegehalt) von etwa 8 Vol.-% berücksichtigt. Die Elemente Al,
Hf, Mo, Ta und Ti reichern sich im interdendritischen Bereich an.
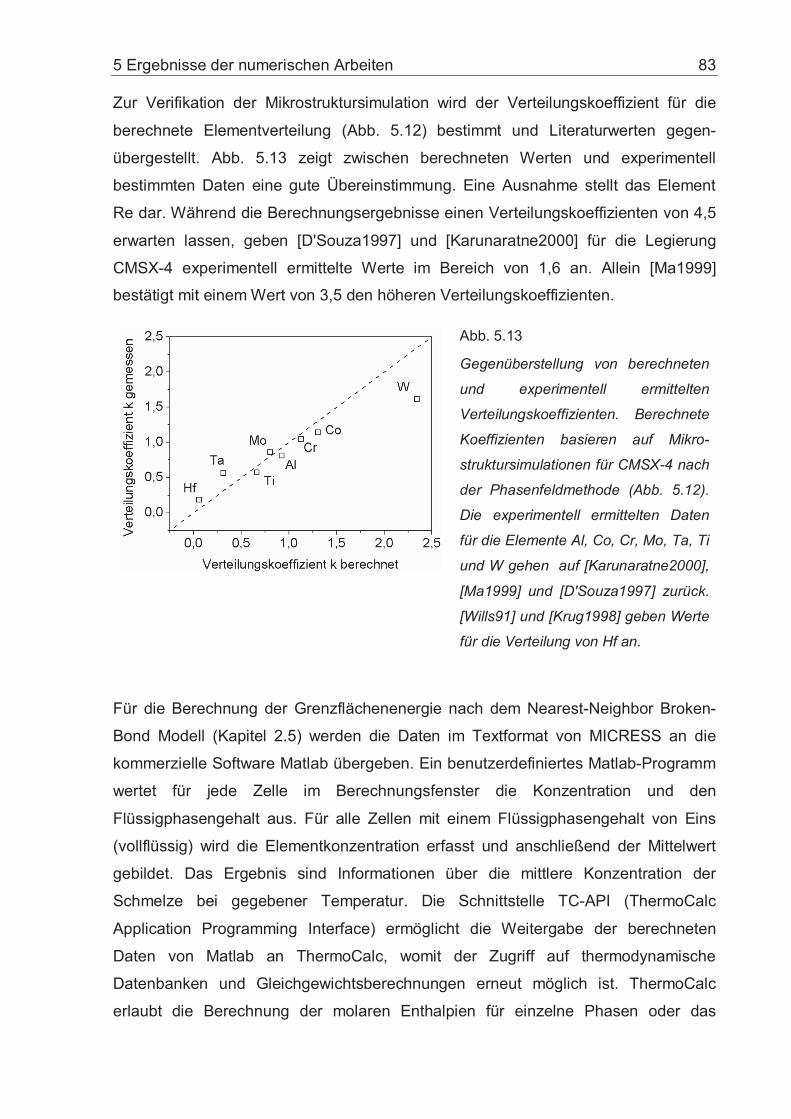
5 Ergebnisse der numerischen Arbeiten 83
Zur Verifikation der Mikrostruktursimulation wird der Verteilungskoeffizient für die
berechnete Elementverteilung (Abb. 5.12) bestimmt und Literaturwerten gegen-
übergestellt. Abb. 5.13 zeigt zwischen berechneten Werten und experimentell
bestimmten Daten eine gute Übereinstimmung. Eine Ausnahme stellt das Element
Re dar. Während die Berechnungsergebnisse einen Verteilungskoeffizienten von 4,5
erwarten lassen, geben [D'Souza1997] und [Karunaratne2000] für die Legierung
CMSX-4 experimentell ermittelte Werte im Bereich von 1,6 an. Allein [Ma1999]
bestätigt mit einem Wert von 3,5 den höheren Verteilungskoeffizienten.
Für die Berechnung der Grenzflächenenergie nach dem Nearest-Neighbor Broken-
Bond Modell (Kapitel 2.5) werden die Daten im Textformat von MICRESS an die
kommerzielle Software Matlab übergeben. Ein benutzerdefiniertes Matlab-Programm
wertet für jede Zelle im Berechnungsfenster die Konzentration und den
Flüssigphasengehalt aus. Für alle Zellen mit einem Flüssigphasengehalt von Eins
(vollflüssig) wird die Elementkonzentration erfasst und anschließend der Mittelwert
gebildet. Das Ergebnis sind Informationen über die mittlere Konzentration der
Schmelze bei gegebener Temperatur. Die Schnittstelle TC-API (ThermoCalc
Application Programming Interface) ermöglicht die Weitergabe der berechneten
Daten von Matlab an ThermoCalc, womit der Zugriff auf thermodynamische
Datenbanken und Gleichgewichtsberechnungen erneut möglich ist. ThermoCalc
erlaubt die Berechnung der molaren Enthalpien für einzelne Phasen oder das
Abb. 5.13
Gegenüberstellung von berechneten
und experimentell ermittelten
Verteilungskoeffizienten. Berechnete
Koeffizienten basieren auf Mikro-
struktursimulationen für CMSX-4 nach
der Phasenfeldmethode (Abb. 5.12).
Die experimentell ermittelten Daten
für die Elemente Al, Co, Cr, Mo, Ta, Ti
und W gehen auf [Karunaratne2000],
[Ma1999] und [D'Souza1997] zurück.
[Wills91] und [Krug1998] geben Werte
für die Verteilung von Hf an.
84 5 Ergebnisse der numerischen Arbeiten
gesamte System. Da sich die Konzentration der Schmelze bei realen Abkühl-
prozessen im Ungleichgewicht befindet, liegt zu jedem Zeitschritt eine unterkühlte
Schmelze vor. Um anschließend die Änderung der molaren Enthalpie in
Abhängigkeit vom Flüssigphasengehalt (xH(x>) zu ermitteln, werden jeweils zwei
Berechnungen unter isothermen Bedingungen durchgeführt. In der ersten
Berechnung wird die molare Enthalpie der unterkühlten Schmelze H�DEFDG ermittelt.
Die zweite Berechnung liefert die molare Enthalpie für den Gleichgewichtszustand H�@�AB� , der das Ausscheiden von Festphase aus der unterkühlten Schmelze
berücksichtigt. Die molaren Enthalpien werden an das benutzerdefinierte Matlab-
Programm zurückgegeben und zur Berechnung der Grenzflächenenergie nach
Gleichung (5.1) verwendet. Dieser Vorgang wird für jeden Zeitschritt wiederholt.
r 6 O���[�[� xHx> 6 O���
[�[� �ÊH�DEFDG 4� " �$ � H�@�AB� 4� " �$� � >�"�@�AB� Ê� (5.1)
Gemäß Gleichung (5.1) wird bei der Berechnung der Grenzflächenenergie neben der
Enthalpie auch ein Strukturparameter [�([�? berücksichtigt, der die Bindungs-
verhältnisse an der Grenzfläche beschreibt und damit ein Maß für die Unordnung
darstellt (Kapitel 2.5). Weil nach Gleichung (5.2) sowohl die molare Enthalpie als
auch die molare Entropie (Maß für die Unordnung) in der molaren freien Enthalpie
zusammengefasst sind, wird im Rahmen dieser Arbeit ein Zusammenhang zwischen C, H und dem Strukturparameter vermutet.
`C 6 `H � �`W (5.2)
Abb. 5.14 zeigt beispielhaft die mittels ThermoCalc errechneten Werte für den
Differenzenquotienten Ë`C(`HË in Abhängigkeit vom Flüssigphasengehalt für drei
untersuchte Legierungen. Die ermittelten Werte variieren von 0,2 bis 0,35 und
stimmen gut mit den von [Sonderegger2009] berechneten Werten überein (Kapitel
2.5.2). Aus diesem Grund können die Berechnungen der Grenzflächenenergie
fest/flüssig nachfolgend auf Basis der molaren freien Enthalpie durchgeführt werden
(5.3). Der Strukturparameter [�([�? entfällt.
r 6 O���xCx> 6 O��� �ÊC�DEFDG 4� " �$ � C�@�AB� 4� " �$� � >�"�@�AB� Ê� (5.3)

5 Ergebnisse der numerischen Arbeiten 85
Abb. 5.15 zeigt die berechnete Grenzflächenenergie zwischen Schmelze und
Festphase in Abhängigkeit vom Flüssigphasengehalt für verschiedene Legierungen.
Für hohe und mittlere Flüssigphasengehalte liegt die errechnete Grenzflächen-
energie bei etwa 100 mJ/m². Größere Unterschiede treten erst gegen Ende der
Erstarrung auf, wenn der Flüssigphasengehalt gering ist und die Segregation stark
zunimmt.
Die theoretischen und experimentellen Voruntersuchungen haben gezeigt, dass sich
der Formfaktor in Abhängigkeit von Grenzflächenenergie (Abb. 5.9) und
Restschmelzegehalt (Abb. 4.7) verändert. Eine Bewertung über den Zusammenhang
zwischen errechneter Grenzflächenenergie und mittlerem Formfaktor muss daher in
Abhängigkeit vom Restschmelzegehalt erfolgen. Abb. 5.16 zeigt ein Kontur-
diagramm, worin für verschiedene Legierungen die berechnete Grenzflächenenergie
Abb. 5.14
Darstellung der mittels ThermoCalc
errechneten Werte für den
Quotienten |�g/�h| in Abhängigkeit
vom Flüssigphasengehalt für drei
untersuchte Legierungen. Die
ermittelten Werte variieren von 0,2
bis 0,35 und stimmen gut mit den
von [Sonderegger2009] berechneten
Strukturparametern überein.
Abb. 5.15
Berechnete Grenzflächenenergie
zwischen Schmelze und Festphase in
Abhängigkeit vom Flüssigphasen-
gehalt für verschiedene Legierungen.
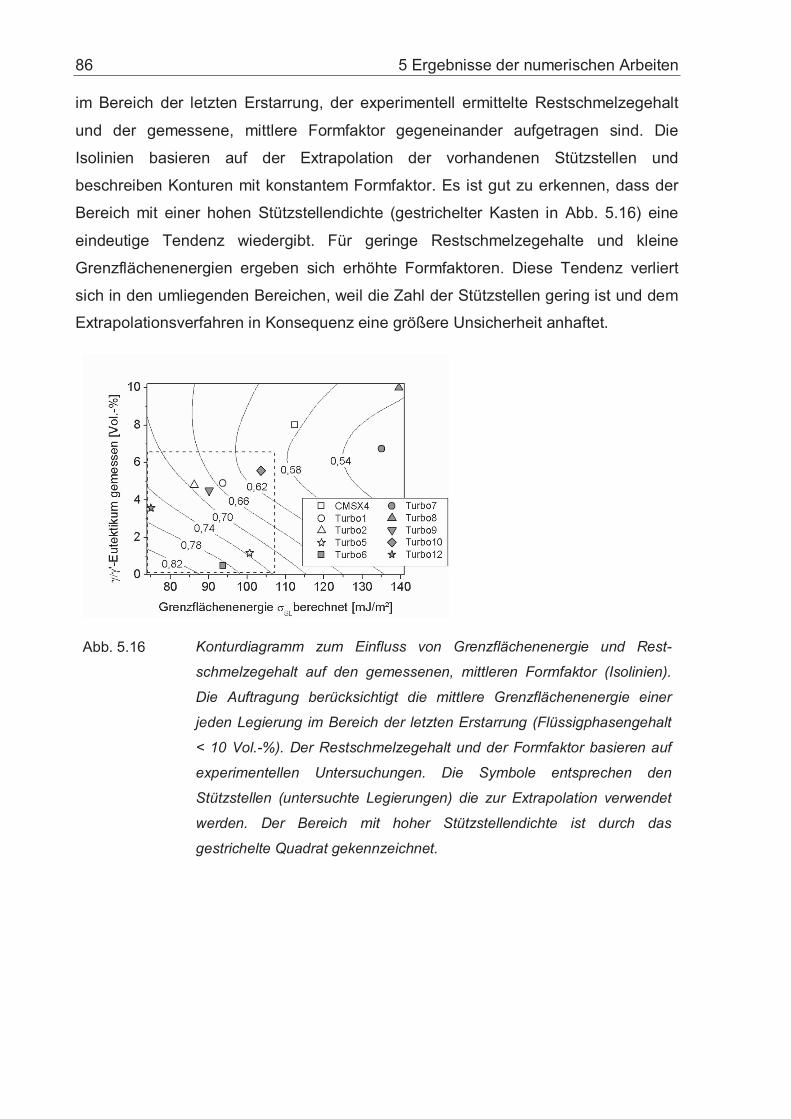
86 5 Ergebnisse der numerischen Arbeiten
im Bereich der letzten Erstarrung, der experimentell ermittelte Restschmelzegehalt
und der gemessene, mittlere Formfaktor gegeneinander aufgetragen sind. Die
Isolinien basieren auf der Extrapolation der vorhandenen Stützstellen und
beschreiben Konturen mit konstantem Formfaktor. Es ist gut zu erkennen, dass der
Bereich mit einer hohen Stützstellendichte (gestrichelter Kasten in Abb. 5.16) eine
eindeutige Tendenz wiedergibt. Für geringe Restschmelzegehalte und kleine
Grenzflächenenergien ergeben sich erhöhte Formfaktoren. Diese Tendenz verliert
sich in den umliegenden Bereichen, weil die Zahl der Stützstellen gering ist und dem
Extrapolationsverfahren in Konsequenz eine größere Unsicherheit anhaftet.
Abb. 5.16 Konturdiagramm zum Einfluss von Grenzflächenenergie und Rest-
schmelzegehalt auf den gemessenen, mittleren Formfaktor (Isolinien).
Die Auftragung berücksichtigt die mittlere Grenzflächenenergie einer
jeden Legierung im Bereich der letzten Erstarrung (Flüssigphasengehalt
< 10 Vol.-%). Der Restschmelzegehalt und der Formfaktor basieren auf
experimentellen Untersuchungen. Die Symbole entsprechen den
Stützstellen (untersuchte Legierungen) die zur Extrapolation verwendet
werden. Der Bereich mit hoher Stützstellendichte ist durch das
gestrichelte Quadrat gekennzeichnet.

6 Diskussion 87
6 Diskussion
6.1 Einfluss der Legierungselemente auf die Erstarrungsmorphologie
Die Morphologie des dendritischen Netzwerkes und die daraus resultierende
Verteilung des γ/γ’-Eutektikums verändern sich in Abhängigkeit von der Legierungs-
zusammensetzung (Kapitel 4.1.2). Für große Gehalte an interdendritisch seigernden
γ’-Bildnern, wie Al, Ta und Ti, erhöht sich zwangsläufig der Anteil an Restschmelze.
Für das Element Hf ergibt sich ein ähnlicher Effekt, denn Hf erniedrigt die
Anschmelztemperatur und fördert signifikant die Bildung von γ/γ’-Eutektikum
[Rösler1996]. In beiden Fällen sind die Dendriten vermehrt von Schmelze umgeben
und weniger stark vernetzt. Der mittlere Formfaktor ist vergleichsweise gering.
Werden konstante Gehalte an Restschmelze wie im Fall der Legierungen Turbo1
und Turbo2 vorausgesetzt, so zeigt sich ein weiterer Zusammenhang. Für hohe
Tantalgehalte bei gleichzeitig niedrigen Gehalten an Al kann eine im Mittel weniger
filmartige Verteilung der Restschmelze beobachtet werden. Die Vernetzung zwischen
den Dendriten ist erhöht und der mittlere Formfaktor steigt. Ausgehend von Abb. 4.7
kann diese Vorstellung auf alle untersuchten Legierungen übertragen werden, wobei
sich eine gute Übereinstimmung feststellen lässt (Abb. 6.1). Die dargestellten
Trendlinien verbinden Legierungen mit ähnlichen Gehalten an Ta und Al.
Abb. 6.1 Gegenüberstellung des experimentell bestimmten, mittleren Formfaktors
und der ermittelten Menge an γ/γ ‘-Eutektikum. Die obere Trendlinie
kennzeichnet ausschließlich Legierungen mit einem vergleichsweise
hohen Tantalgehalt und niedriger Al-Konzentration. Die untere Trendlinie
umfasst Legierungen mit weniger Ta und viel Al.

88 6 Diskussion
Gemäß Kapitel 2.1.3 ist die Erstarrungsmorphologie mit der Stabilität der Phasen-
grenze verknüpft. Für geringe Grenzflächenenergien und verstärkte Segregation wird
eine Destabilisierung der Grenzfläche fest/flüssig erwartet, wodurch dendritische
Erhebungen (Tertiärarme) wachsen können (Abb. 2.2) und die Vernetzung der
Dendriten am Ende der Erstarrung begünstigt ist. Experimentelle Untersuchungen
zur Verteilung des Elementes Ta zeigen eine im Vergleich zu Al verstärkte
Segregation (Abb. 5.13). Gleichzeitig deuten Berechnungen zur Grenzflächenenergie
an, dass für erhöhte Tantalgehalte die Grenzflächenenergie fest/flüssig abnimmt
(Abb. 6.2). Abweichungen von dieser Tendenz ergeben sich für Hf-haltige
Legierungen (Turbo7 und Turbo8).
Welcher der genannten Effekte (Segregation oder Grenzflächenenergie) stärker zur
Destabilisierung der Phasengrenze beiträgt, kann abschließend nicht geklärt werden,
weil die vorgestellten Berechnungen zur Grenzflächenenergie einer gewissen
Unsicherheit unterliegen (Kapitel 6.3.3). Allerdings lässt sich anhand der
untersuchten Legierungen eine einheitliche Tendenz feststellen, wonach die Zugabe
von stark interdendritisch seigernden Elementen wie Ta oder Hf eine eher
destabilisierte Phasengrenze fest/flüssig zur Folge hat. Die Erstarrungsmorphologie
Abb. 6.2 Berechnete Veränderung (Differenz) der Grenzflächenenergie fest/flüssig
bei Erhöhung des Tantalgehaltes und gleichzeitiger Reduzierung der Al-
Konzentration. Die Gegenüberstellung umfasst Legierungen, die sich
insbesondere bei den Gehalten für Al und Ta unterscheiden.

6 Diskussion 89
der Legierung Turbo11, deren Zusammensetzung an die Ni-Basislegierung CM247
angelehnt ist (Tab. 5), bestätigt eindrucksvoll den postulierten Zusammenhang. Für
einen vergleichsweise hohen Hafniumgehalt (1,4 Gew.-%) ist die Tertiärarmbildung
begünstigt und es ergibt sich eine entartete Dendritenmorphologie.
Abb. 6.3 Lichtmikroskopische Aufnahme der Legierung Turbo11 senkrecht zur
[001]-Wachstumsrichtung. Für einen vergleichsweise hohen Hf-Gehalt
(1,4 Gew.-%) ist die Tertiärarmbildung begünstigt und es ergibt sich eine
entartete Dendritenmorphologie.

90 6 Diskussion
6.2 Bewertung der Festigkeit des Gussgefüges bei der Erstarrung
6.2.1 Heißzugversuch
Die Zugversuche an einkristallinen Rundproben bei der Erstarrung lassen für die
Legierung Turbo2 im Vergleich zu Turbo1 einen größeren Widerstand gegen
Verformung erkennen (Abb. 4.15 unten). Als mögliche Ursachen für dieses Ergebnis
werden nachfolgend Härtungsmechanismen und die Morphologie der eutektisch
erstarrten Restschmelze diskutiert.
Das Gussgefüge der Legierung Turbo2 zeigt eine im Mittel andere Morphologie als
Turbo1 (Abb. 4.8). Im Fall von Turbo2 ist das γ/γ’-Eutektikum weniger filmartig
verteilt, so dass die Vernetzung der Dendriten untereinander verbessert erscheint. Es
darf vermutet werden, dass die Festigkeit des dendritischen Netzwerkes durch die
Morphologie der Dendriten bzw. der eutektisch erstarrten Restschmelze günstig
beeinflusst wird, so dass Rissentstehung und Rissfortschritt erschwert sind.
Die Festigkeit der untersuchten Legierungen ist im Wesentlichen eine Funktion der
chemischen Zusammensetzung und der Temperatur. Gleichgewichtsbetrachtungen
zeigen, dass der Anteil der sekundär ausgeschiedenen γ‘-Phase im Bereich der
Solidustemperatur Null ist (Abb. 6.4). In Konsequenz gewinnt die Mischkristallhärtung
gegenüber der Teilchenhärtung an Bedeutung. Doch aufgrund der sehr hohen
Aufheizraten (Tab. 13) bleibt der Gusszustand bei den Heißzugversuchen in erster
Näherung erhalten. Diffusion und Phasenumwandlungen sind zu vernachlässigen.
Es darf angenommen werden, dass ein signifikanter Anteil der sekundär
ausgeschiedenen γ‘-Phase im Bereich der Solidustemperatur vorliegt. Aus diesem
Grund werden für die Bewertung der Festigkeit beide Mechanismen, Teilchen- und
Mischkristallhärtung, beachtet.
Abb. 6.4
Gleichgewichtsphasenanteile der
Legierung Turbo2 (berechnet mit
Thermo-Calc).
6 Diskussion 91
Der Einfluss der Teilchenhärtung auf die mechanischen Eigenschaften ist für Turbo1
und Turbo2 als gleich zu bewerten, weil sich die Summe der γ‘-bildenden Elementen
(Al, Ta, Ti) in den Legierungen kaum unterscheidet. Weiterhin wird der Einfluss der
Elemente Al und Ta auf die Mischkristallhärtung in der Literatur als gleichwertig
angegeben [Bürgel2006]. Dennoch gibt es Hinweise darauf, dass insbesondere Ta
die Verteilung von W, einem starken Mischkristallhärter, positiv beeinflusst.
[Amouyal2010] zeigt sowohl experimentell, als auch unter Verwendung von Thermo-
Calc, dass ein Hinzufügen von Ta zu einer Verdrängung von W aus der γ‘-Phase
führt und damit einen höheren Gehalt in der γ-Matrix bewirkt. Aus diesem Grund
kann für die Legierung Turbo2 mit einem höheren Tantalgehalt (Tab. 4) ein größerer
Widerstand gegen Verformung im Bereich der Solidustemperatur vermutet werden.
Das unterschiedlich orientierte Gussgefüge der Legierungen Turbo1 und Turbo2
(Abb. 4.12) wird als Ursache für die gefundenen Festigkeitsunterschiede aus-
geschlossen. Diese Einschätzung basiert im Wesentlichen auf zwei Tatsachen.
Einerseits zeigt das Dendritennetzwerk der einkristallin erstarrten Legierungen eine
ähnliche Abweichung von der idealen Orientierung, weshalb der relative Fehler
gering ist. Andererseits finden sich in der Literatur Hinweise auf ein zunehmend
isotropes Werkstoffverhalten bei hohen Temperaturen. [Dalal1984] und [Shah1984]
führen experimentell ermittelte Ergebnisse für einkristallin erstarrte und wärme-
behandelte Nickelbasislegierungen an, wonach sich Streckgrenze, Zugfestigkeit und
Bruchdehnung in Abhängigkeit von der Orientierung (<001>, <011> und <111>)
verändern. Dieses anisotrope Werkstoffverhalten ist bei Raumtemperatur stärker
ausgeprägt als bei hohen Temperaturen. Für Temperaturen oberhalb von 1000 °C
wird ein in erster Näherung isotropes Verhalten postuliert (Abb. 6.5 und Abb. 6.6).

92 6 Diskussion
6.2.2 Gießbarkeitstest
Die Gießbarkeitstests (Kapitel 4.3.2) zeigen, dass sich deutliche Festigkeits- bzw.
Duktilitätsunterschiede einkristalliner Dendritennetzwerke nicht auf die Heißriss-
neigung stängelkristalliner Dendritennetzwerke übertragen lassen. Die Legierungen
Turbo1 und Turbo2 zeigen in Bezug auf Risslänge und Rissbreite ein ähnliches
Schadensbild und weisen einen Rissindex von 0,008 auf. Die Heißrissneigung ist als
identisch einzustufen (Kapitel 4.3.2).
Der in beiden Fällen beobachtete interkristalline Rissverlauf (Abb. 4.16 und Abb.
4.17) ist ein deutliches Indiz dafür, dass die Festigkeit entlang der Korngrenzen im
Abb. 6.5 Entwicklung der Streckgrenze in Abhängigkeit von der kristallo-
graphischen Orientierung und der Temperatur. Experimentell ermittelte
Daten von [Shah1984] (links) und [Dalal1984] (rechts).
Abb. 6.6 Entwicklung von Zugfestigkeit (links) und Bruchdehnung (rechts) in
Abhängigkeit von kristallographischer Orientierung und Temperatur
[Dalal1984].

6 Diskussion 93
Vergleich zur Festigkeit einkristalliner Bereiche stark herabgesetzt ist. Diese
Erkenntnis ist nicht neu [Pellini1952], zeigt aber deutlich, dass zur Reduzierung der
Heißrissneigung stängelkristalliner Superlegierungen korngrenzenfestigende
Minorelemente (Tab. 1) unabdingbar sind.
In der Literatur finden sich auch aktuelle Quellen (Patentanmeldungen, Forschungs-
aktivitäten), die das Thema der Korngrenzenfestigkeit betreffen. [Esser2011]
bemerkt, dass bekannte, nickelbasierte Superlegierungen zur Herstellung stängel-
kristalliner Gusskörper (DS) die Korngrenzenfestigkeit eben nicht in ausreichendem
Maße berücksichtigen. Die von ihm vorgeschlagene Superlegierung weist deshalb
sehr genau eingestellte Bereiche für korngrenzenfestigende Elemente wie Kohlen-
stoff (0,08 – 0,1 Gew.-%) und Bor (0,0125 – 0,0175 Gew.-%) auf. Auch die
Forschungsinitiative „Kraftwerke des 21. Jahrhunderts“ des Landes Baden-
Württemberg und des Freistaats Bayern verfolgt unter anderem das Ziel, die
Heißrissneigung der nickelbasierten Superlegierungen IN100 durch die sorgfältige
Einstellung von Minorelementen zu verbessern [Grodzki2012].
Bei der Legierung CMSX-4 und den im Rahmen der Arbeit untersuchten Derivaten
handelt es sich um Einkristalllegierungen. Weil einkristalline Gusskörper per
Definition frei von Korngrenzen sind, wird bei dieser Legierungsklasse bewusst auf
den Einsatz von Minorelementen verzichtet, um eine zu starke Erniedrigung der
Schmelztemperatur oder die vermehrte Entstehung von Karbiden (Versprödung) zu
vermeiden. Dennoch werden bei industriell hergestellten, einkristallinen Gussteilen
Kleinwinkelkorngrenzen toleriert [Heinz2008], [Esser2011], weshalb die gezielte
Zugabe korngrenzenfestigender Elemente positive Auswirkungen auf Gießbarkeit
und mechanische Eigenschaften haben kann.

94 6 Diskussion
6.3 Bewertung der Erstarrungsmodellierung
6.3.1 Berechnung von Erstarrungsbedingungen
Die makroskopischen Berechnungen zu Erstarrungsfrontgeschwindigkeit und
Temperaturgradient während der gerichteten Erstarrung verbessern das
Prozessverständnis. Es kann gezeigt werden, dass die angestrebten, hohen
Temperaturgradienten maßgeblich durch eine gute Abschirmung zwischen
Kühlkammer und Heizzone sowie eine hohe Heizertemperatur erreicht werden. Die
Temperatur in der Kühlkammer und die damit verbundene Wärmeabfuhr haben
dagegen eine untergeordnete Bedeutung. Diese Erkenntnisse werden durch
experimentelle Befunde bestätigt, die das Bridgman-Verfahren mit dem so
genannten LMC (Liquid-Metal-Cooling)-Verfahren vergleichen. Obwohl das LMC-
Verfahren im Vergleich zum Bridgman-Verfahren eine verbesserte Wärmeabfuhr
aufgrund des konvektiven Wärmeüberganges zwischen Formschale und Kühlbad
ermöglicht (Abb. 6.7), beobachten [Lohmüller2002] und [Volek2002] keine
wesentliche Veränderung des Dendritenstammabstandes für zylinderförmige
Gusskörper. Der Zusammenhang zwischen Temperaturgradient und Dendriten-
stammabstand ergibt sich aus Gleichung (2.1). Erst bei größeren bzw. komplexeren
Gusskörpern (z.B. Gießtrauben, bestehend aus mehreren Turbinenschaufeln) zeigen
sich deutliche Unterschiede. Nach [Großmann1999], [Lohmüller2002], [Elliot2004]
und [Lamm2007] kann der Dendritenstammabstand bei diesen Gusskörpern unter
Verwendung des LMC-Verfahrens im Vergleich zum Bridgman-Verfahren um bis zu
40 % reduziert werden. Die wesentliche Ursache ist die Abschirmung zwischen
Kühlkammer und Heizzone. Im Fall des LMC-Verfahrens besteht die Trennung
(Baffle) aus einer Vielzahl von keramischen Kugeln, die sich dynamisch an die
Geometrie von Gusskörper bzw. Formschalen anpassen und eine gute Abschirmung
ermöglichen [Singer2001]. Beim Bridgman-Verfahren kommt ein Graphitfilz als
Trennung zum Einsatz (statisches Baffle), dessen Innendurchmesser an die
maximale Ausdehnung der Gusskörpergeometrie angepasst wird (Kapitel 2.1.2). Es
ist leicht zu erkennen, dass die Abschirmung in Bereichen mit veränderter
Gusskörpergeometrie weniger wirkungsvoll ist. Der resultierende Strahlungs-
austausch zwischen Kühlkammer und Heizzone reduziert den wirkenden
Temperaturgradienten und der Dendritenstammabstand steigt.

6 Diskussion 95
Bei zylinderförmigen Gusskörpern kann auch im Bridgman-Verfahren eine gute
Abschirmung erreicht werden. Das statische Baffle (Graphitfilz) kann an die
zylinderförmige Kontur von Gussteil bzw. Formschale angepasst werden, so dass
Spaltbildung und Strahlungsaustausch zwischen kühler und heißer Zone minimiert
sind. In diesem Fall führen beide Verfahren (LMC und Bridgman) ungeachtet der
verschiedenartigen Wärmeabfuhr in der Kühlzone zu einem hohen Temperatur-
gradienten und annähernd gleichen Dendritenstammabständen. Weiterführende
Informationen sind [Franke2013] zu entnehmen.
6.3.2 Mikrostrukturentwicklung nach der Phasenfeldmethode
Berechnung der thermodynamischen Triebkraft
Die empirischen Modelle zur Beschreibung der Gibbs’schen Enthalpie nutzen
Polynomfunktionen, deren Koeffizienten anhand von experimentellen und / oder
theoretisch hergeleiteter Daten ermittelt werden. Der Gebrauch von Polynomen
erlaubt die Interpolation zwischen bestehenden Datensätzen und eine Extrapolation
in Bereiche, die nicht durch Daten abgedeckt sind (Kapitel 2.4.2).
Weil thermodynamische Berechnungen für mehrphasige Multikomponenten-
legierungen zeitintensiv sind, erfolgt die aufwendige Berechnung der Triebkraft
Abb. 6.7 Schematische Darstellung des LMC (Liquid-Metal-Cooling)-Verfahrens.
Die wesentlichen Unterschiede zum Bridgman-Prozess (Abb. 2.1) sind
das Kühlbad und die daraus resultierende konvektive Wärmeabfuhr
zwischen Formschale und Umgebung sowie das dynamische Baffle.

96 6 Diskussion
anhand der Datenbanken nur in bestimmten Intervallen. Für alle weiteren Zeitschritte
wird die Triebkraft als eine Funktion der Zusammensetzung und der Temperatur
extrapoliert.
Der Fehler, der bei der Berechnung der thermodynamischen Triebkraft entsteht, ist
schwer zu quantifizieren, da experimentell ermittelte Daten zur Beschreibung der
Triebkräfte bei Multikomponentenlegierungen nicht verfügbar sind. Aus der
Vorgehensweise zur Berechnung der Triebkräfte lässt sich aber auf eine
Unsicherheit schließen.
Entwicklung γ−Mischkristall
Die Morphologie der Dendriten ist das Resultat der wirkenden Prozessbedingungen
(Temperaturgradient, Abkühlgeschwindigkeit), der anisotropen Werkstoff-
eigenschaften (Grenzflächenenergie, Grenzflächenmobilität) und der chemischen
Zusammensetzung. Bei der Simulation der Mikrostrukturentwicklung mit Hilfe der
Phasenfeldmethode (Kapitel2.4) werden die genannten Faktoren einbezogen.
Zu Beginn einer 2D-Erstarrungssimulation wird die typische Dendritenform über eine
Funktion zur Beschreibung der Richtungsabhängigkeit der Grenzflächenenergie
festgelegt. Diese Anisotropiefunktion (6.1) trägt der Tatsache Rechnung, dass die
bevorzugte Wachstumsrichtung bei kfz-Metallen der <100>-Richtung entspricht
(Kapitel 2.1.4 und Abb. 6.8). Im weiteren Verlauf der Erstarrungssimulation wird die
Morphologie der Dendriten wesentlich über die lokale Zusammensetzung an der
Phasengrenze fest/flüssig festgelegt. Vom Dendritenkern aus betrachtet, ist die
Diffusion oberhalb konvex geformter Bereiche begünstigt, so dass einer Verarmung
an γ-bildenden Elementen schneller entgegengewirkt werden kann als in konkaven
Regionen. In der Folge wachsen konvexe Regionen schneller als konkave (Abb. 6.9).
Allerdings ist kein uneingeschränktes Wachstum des γ-Mischkristalls möglich.
Anhand der Phasenfeldgleichung (2.73) ist ersichtlich, dass für eine zunehmende
Krümmung (ª ªw�$ ist gleichbedeutend mit der zweiten Ableitung des Phasenfeld-
parameters nach dem Ort) die treibende Kraft für die Phasenumwandlung reduziert
wird.
r Ì$ 6 r� � � ÍÎV {Ì$$ (6.1)

6 Diskussion 97
Abb. 6.8 Zu Beginn einer 2D-Erstarrungssimulation mit MICRESS wird die
typische, 4-gliedrige Dendritenform (links) über eine Anisotropiefunktion
zur Beschreibung der Richtungsabhängigkeit der Grenzflächenenergie
festgelegt. Die Anisotropiefunktion (rechts) trägt der Tatsache Rechnung,
dass die bevorzugte Wachstumsrichtung bei kfz-Metallen der <100>-
Richtung entspricht.
Abb. 6.9 Darstellung des dendritischen Wachstums für unterschiedliche
Wachstumsstadien. Nach der Keimbildung (Abb. 6.8) wird die
Morphologie der Dendriten wesentlich über die lokale Zusammensetzung
an der Phasengrenze fest/flüssig festgelegt. Vom Dendritenkern aus
betrachtet, ist die Diffusion oberhalb konvex geformter Bereiche
begünstigt, so dass einer Verarmung an γ-bildenden Elementen (z.B. Co)
schneller entgegengewirkt werden kann als in konkaven Regionen. In der
Folge wachsen konvexe Regionen schneller als konkave. Die typische
Dendritenform bleibt erhalten. Die gestrichelten Pfeile kennzeichnen das
bevorzugte Wachstum in die Bereiche, die eine hohe Co-Konzentration
aufweisen.

98 6 Diskussion
Zusammenfassend kann festgestellt werden, dass die Phasenfeldsimulation mit der
Software MICRESS die wesentlichen Mechanismen des dendritischen Wachstums
berücksichtigt (Kapitel 2.1.3 u. 2.1.4). Entmischung bzw. Segregation destabilisieren
die Grenzfläche und bewirken ein Wachstum der Dendritenstämme und -arme.
Krümmung und Grenzflächenenergie bremsen das Wachstum und wirken daher
stabilisierend (Gibbs-Thomson-Effekt).
Entwicklung γ/ γ‘-Eutektikum
Das γ/γ’-Eutektikum ist eine Mischphase, die aus massiven γ’-Ausscheidungen und
dünnen γ-Kanälen besteht (Kapitel 2.1.3). Die Software MICRESS erlaubt die
Modellierung des γ/γ’-Eutektikums als eine „effektive“ Phase. Die individuellen
Phasenbestandteile werden räumlich nicht aufgelöst. Zur Modellierung von effektiven
Phasen werden thermodynamische Angaben aus Datenbanken und linearisierte
Phasendiagramme für eine eutektische Pseudophase kombiniert und in den
Lösungsalgorithmus eingebunden. Die Stöchiometrie der Mischphase orientiert sich
an experimentellen Befunden (Abb. 2.4), wonach massive γ‘-Ausscheidungen von
dünnen γ-Kanäle umgeben sind [Böttger2012].
Problematisch gestaltet sich die Frage nach der Keimbildung. Bisher stehen für die
Multikomponentenkeimbildung an Grenzflächen (heterogene Keimbildung) keine
geeigneten Theorien zur Verfügung [Svoboda2004]. Das „seed-undercooling“ Modell
in MICRESS ist kein physikalisches Keimbildungsmodell, weil die kritische
Unterkühlung für die Keimbildung und die potentielle Keimdichte vorgegeben
werden.
Es ist offensichtlich, dass Vorhersagen zu Menge und Form des γ/γ’-Eutektikums in
Abhängigkeit von der Legierungszusammensetzung schwierig sind, weil die
getroffenen Annahmen und Berechnungen zu Triebkraft, Dendritenmorphologie,
heterogener Keimbildung und lokaler Zusammensetzung die Realität nur näherungs-
weise abbilden. Aus diesem Grund sei ausdrücklich darauf hingewiesen, dass
Auswertungen, die sich auf den letzten Bereich der Erstarrung beziehen (Flüssig-
phasengehalte < 8 Vol.-%), nur bedingt belastbar sind.

6 Diskussion 99
6.3.3 Berechnung der Grenzflächenenergie
Die Berechnung zur Grenzflächenenergie fest/flüssig nach dem NNBB-Modell
(Kapitel 2.5) liefert für CMSX-4 und die untersuchten Derivate Werte im Bereich von
80 – 140 mJ/m². Für hohe und mittlere Flüssigphasengehalte zeigen alle
untersuchten Legierungen ein in erster Näherung konstantes Niveau von etwa
100 mJ/m² (Abb. 5.15). Für niedrige Flüssigphasengehalte ergibt sich dagegen eine
exponentielle Veränderung der Grenzflächenenergie. Diese Ergebnisse können mit
der veränderten Elementverteilung bei hohen Festphasengehalten erklärt werden.
Abb. 6.10 zeigt die berechneten Verteilungskoeffizienten für die Elemente Hf, Ta und
W am Beispiel der Legierung CMSX-4. Während sich die Verteilung der Elemente
(Segregation) für geringe und mittlere Festphasengehalte nur wenig unterscheidet,
nehmen die Veränderungen am Ende der Erstarrung (>1 < 0,2) exponentiell zu. Die
berechnete Entwicklung der Grenzflächenenergie spiegelt die Entwicklung der
Elementkonzentration in der Schmelze während der Erstarrung wieder (Kapitel
5.2.2).
Abb. 6.11 vergleicht die berechneten Werte der Grenzflächenenergie mit Daten aus
der Literatur. Grundsätzlich existieren kaum Informationen über die Grenzflächen-
energie fest/flüssig bei Multikomponentenlegierungen. Zahlreiche Untersuchungen
zielen auf reine Metalle oder binäre Systeme ab. [Turnbull1950] bestimmt anhand
Abb. 6.10 Berechnete Verteilungskoeffizienten für die Elemente Hf, Ta und W am
Beispiel der Legierung CMSX-4. Während sich die Verteilung der
Elemente (Segregation) für geringe und mittlere Festphasengehalte nur
wenig unterscheidet, nehmen die Veränderungen am Ende der
Erstarrung (>M < 0,2) exponentiell zu.

100 6 Diskussion
experimenteller Untersuchungen zur homogenen Keimbildung die Grenzflächen-
energie fest/flüssig für reine Metalle. Für Aluminium postuliert der Autor eine
Grenzflächenenergie von 93 mJ/m². Ni und Cr zeigen Werte im Bereich von
250 mJ/m². Auch [Jones1970] und [Fukuda2009] ermitteln die Grenzflächenenergie
fest/flüssig anhand experimenteller Untersuchungen. Für eine binäre Cu-B Legierung
gibt [Fukuda2009] Werte im Bereich von 200 mJ/m² an. [Jones1970] ermittelt die
Grenzflächenenergie fest/flüssig für Eiswasser zu 41 mJ/m². [Morris2002] und
[Asta2002] bestätigen die experimentellen Befunde mit Hilfe von Berechnungen zur
Grenzflächenenergie fest/flüssig. Für Al und Ni geben die Autoren Werte von
120 mJ/m² und 310 mJ/m² an. [McLean1983] schätzt die Grenzflächenenergie von
Ni-Basislegierungen mit Hilfe des Gibbs-Thomson-Koeffizienten zu 176 mJ/m² ab.
Die Entwicklung der Grenzflächenenergie in Abhängigkeit von der Zusammen-
setzung bzw. der Temperatur wird in der Literatur kontrovers diskutiert. Einige
Autoren wollen eine Zunahme der Grenzflächenenergie mit steigender Temperatur
beobachtet haben [Turnbull1950], [Spaepen1994], [Bai2006]. Andere Ergebnisse
deuten auf eine Abnahme der Grenzflächenenergie bei steigender Temperatur hin
[Miller1967], [Holt1992]. Auffällig ist, dass sich für Hf-haltige Legierungen im
Abb. 6.11 Literaturangaben zur Grenzflächenenergie fest/flüssig. Die grauen
Balken repräsentieren experimentell bestimmte Daten. Die schraffierten
Balken kennzeichnen berechnete Werte. Die vertikale Linie bei
100 mJ/m² repräsentiert in erster Näherung die im Rahmen dieser Arbeit
berechnete Grenzflächenenergie zwischen Fest- und Flüssigphase.

6 Diskussion 101
Vergleich zu Hf-freien Legierungen eine unterschiedliche Tendenz errechnet.
Während die Hf-freien Legierungen eine reduzierte Grenzflächenenergie am Ende
der Erstarrung aufweisen, zeigen die Legierungen Turbo7 und Turbo8 den
gegenteiligen Effekt. Dieses Ergebnis steht jedoch im Widerspruch zu den
metallographischen Beobachtungen, wonach die Hf-haltigen Legierungen eine
verstärkt destabilisierte Grenzfläche fest/flüssig aufweisen (Abb. 6.12).
Grundsätzlich zeigt sich, dass Berechnungen zur Grenzflächenenergie mit einer
Unsicherheit behaftet sind, weil das zugrunde liegende Modell eine Vereinfachung
der Realität darstellt. So wurde bei der Ermittlung der Grenzflächenenergie auf ein
berechnetes Konzentrationsprofil und thermodynamische Datenbanken zurück-
gegriffen. Die dazugehörigen Interpolationsfehler sind im Berechnungsergebnis
enthalten.
Abb. 6.12 Lichtmikroskopische Aufnahmen senkrecht zur [001]-
Wachstumsrichtung. Im Vergleich zu Turbo1 (links) lassen die Hf-haltigen
Legierungen Turbo7 (Mitte) und Turbo8 (rechts) eine verstärkt
destabilisierte Grenzfläche vermuten. Die schwarze Linie kennzeichnet
die Kontur eines repräsentativen Dendriten.

102 7 Zusammenfassung und Ausblick
7 Zusammenfassung und Ausblick
Im Rahmen dieser Arbeit wurde der Versuch unternommen, die Festigkeit und den
Zusammenhalt des Dendritennetzwerkes in Superlegierungen zu steigern, um der
Ausbildung von Heißrissen während der gerichteten Erstarrung entgegenzuwirken.
Grundsätzlich werden das Zusammenwachsen der einzelnen Dendriten und der
Zusammenhalt des Dendritennetzwerkes begünstigt, wenn eine Destabilisierung der
Phasengrenze fest/flüssig vorliegt. Die Destabilisierung von Phasengrenzen kann im
Wesentlichen durch eine starke Segregation (Entmischung) und/oder eine niedrige
Grenzflächenenergie erreicht werden. Beide Effekte sind direkt mit der Legierungs-
zusammensetzung verknüpft.
Die experimentellen Befunde bestätigen, dass die Erstarrungsmorphologie sich in
Abhängigkeit von der Legierungszusammensetzung ändert. Für eine zunehmende
Konzentration an interdendritisch seigernden Elementen wie Ta kann eine höhere
Vernetzung der Dendriten untereinander beobachtet werden. Die Restschmelze ist
weniger filmartig verteilt (großer Formfaktor). Heißzugversuche an einkristallin
erstarrten Probekörpern lassen für die Legierung mit einer stärkeren Vernetzung
zwischen den Dendriten bzw. einer weniger filmartigen Verteilung der Restschmelze
bei gleichem Volumenanteil an γ/γ’-Eutektikum eine Zunahme der Festigkeit bei der
Erstarrung erkennen. Allerdings zeigt sich, dass die Festigkeits- bzw. Duktilitäts-
unterschiede einkristalliner Dendritennetzwerke nicht auf die Heißrissneigung
stängelkristalliner Dendritennetzwerke übertragen werden können. Nach der
Durchführung der Gießbarkeitstests zeigen die untersuchten Legierungen in Bezug
auf Risslänge und Rissbreite ein nahezu identisches Schadensbild. Es wird deutlich,
dass die Festigkeit entlang von Korngrenzen im Vergleich zur Festigkeit ein-
kristalliner Bereiche stark herabgesetzt ist und ohne korngrenzenfestigende
Minorelemente ist das Auftreten von Heißrissen entlang der Korngrenzen nicht zu
verhindern.
Die Bewertungen zum Einfluss der Grenzflächenenergie auf die Erstarrungs-
morphologie basieren auf theoretischen Überlegungen, weil die Grenzflächenenergie
zwischen fester und flüssiger Phase im Fall der hochschmelzenden Nickelbasis-
legierungen experimentell nur schwer zugänglich ist. Für die Berechnungen zur
Grenzflächenenergie zwischen flüssiger und fester Phase wurde auf ein

7 Zusammenfassung und Ausblick 103
bestehendes Modell zurückgegriffen. Das so genannte NNBB-Modell (Nearest-
Neighbor Broken-Bond Modell) formuliert einen empirischen Zusammenhang
zwischen Grenzflächenenergie und Bindungsenergie (Enthalpie) und findet in der
Literatur bei der Berechnung von Grenzflächenenergien zwischen festen Phasen
Anwendung. Die im Rahmen dieser Arbeit durchgeführten Berechnungen zeigen
nun, dass das NNBB-Modell zur Beschreibung der Grenzflächenenergie auch auf
fest/flüssig Phasengrenzen übertragen werden kann. Für Legierungen mit einer
weniger filmartigen Restschmelzeverteilung errechnen sich geringere Grenzflächen-
energien zwischen flüssiger und fester Phase. Die Beobachtungen stimmen mit den
in der Literatur beschriebenen Gesetzmäßigkeiten zu dendritischem Wachstum
weitgehend überein. Anzumerken ist, dass die durchgeführten Berechnung einer
gewissen Unsicherheit unterliegen, weil ein Abgleich mit experimentell ermittelten
Werten für hochschmelzende Multikomponentenlegierungen fehlt und das
Berechnungsmodell auf verschiedenen Vereinfachungen beruht. So ist das Modell
nicht in der Lage den Einfluss von Hf auf die Erstarrungsmorphologie zu erklären.
Für hohe Gehalte an Hf errechnen sich hohe Grenzflächenenergien obwohl
experimentelle Befunde eine stark destabilisierte Phasengrenze erkennen lassen.
Die aufgestellten Berechnungsmodelle zur Simulation der wirkenden Erstarrungs-
bedingungen (Temperaturgradient, Erstarrungsfrontgeschwindigkeit) erweisen sich
als leistungsfähiges Werkzeug zur Verbesserung des Prozessverständnisses. Im
Rahmen der Arbeit konnte der rechnerische Beweis erbracht werden, dass
mikrostrukturelle Kenngrößen wie der Dendritenstammabstand im Wesentlichen
durch die Heizertemperatur und die Effektivität der Abschirmung (Trennung von
heißer und kühler Zone) festgelegt werden. Die Temperatur in der Kühlkammer und
die Art der Wärmeabfuhr sind bei der Erstarrung hochschmelzender Nickelbasis-
legierungen von untergeordneter Bedeutung. Diese Erkenntnis findet bereits bei der
Auslegung neuer Gießverfahren Anwendung. In einem aktuellen Forschungs-
vorhaben (SFB/Transregio103/B1) wird das Vakuumfeingießen von Nickelbasis-
legierungen mit einem Kühlbad aus flüssigen Salzschmelzen als Alternativprozess
zur bisher verwendeten Flüssigmetallkühlung (Liquid Metal Cooling-LMC) entwickelt.
Die Tatsache, dass die Temperatur des Kühlbades für die Mikrostruktur von
geringerer Bedeutung ist, vergrößert den Kreis potentiell geeigneter Salze.

104 Literaturverzeichnis
Literaturverzeichnis
Alaruri, S.; Bianchini, L.; Brewington, A.: Effective spectral emissivity measurements
of superalloys and YSZ thermal barrier coating at high temperature using a 1.6 µm
single wavelength pyrometer; Optics and Laser Engineering; 1998; Vol. 30; S. 77-91.
Amouyal, Y.; Mao, Z.; Seidman, D.N.: Effects of tantalum on the partitioning of
tungsten between the �- and � -phases in nickel-based superalloys: Linking
experimental and computational approaches; Acta Materialia; 2010; Vol. 58; S.
5898–5911.
Askeland, D.R.: Materialwissenschaften; 1996; Spektrum Akademischer Verlag
GmbH; Heidelberg.
Asta, M.; Hoyt, J.; Karma, A.: Calculation of alloy solid-liquid interfacial free energies
from atomic-scale simulations; Physical Review B; 2002; Vol. 66;
Baehr, H.D.; Stephan, K.: Wärme- und Stoffübertragung; 1996; Springer Verlag;
Berlin/Heidelberg.
Bai, X.-M.; Li, M.: Calculation of solid-liquid interfacial free energy: a classical
nucleation theory based approach.; The Journal of Chemical Physics; 2006; Vol. 124,
124707;
Becker, R.: Die Keimbildung bei der Ausscheidung in metallischen Mischkristallen;
Annalen der Physik; 1938; Vol. 424; S. 128–140.
Betz, U.; Hugo, F.; Mayer, H.: Improvements in DS/SC Precision Casting; BICTA
Bulletin; 1996; Vol. 23; S. 7-10.
Boettger, B.: Persönliche Mitteilung zum Thema: Entwickung Mischphase /
Keimbildung; 23.04.2012; 2012.
Bower, T.F.: Dendrite morphology; Dissertation; Massachusetts Institute of
Technology; Massachusetts; 1965.
Bragg, W.L.; Williams, E.J.: The Effect of Thermal Agitation on Atomic Arrangement
in Alloys; Proceedings of the Royal Society of London; 1934; Vol. 145; S. 699-730.

Literaturverzeichnis 105
Burden, M.H.; Hunt, J.D.: Cellular And Dendritic Growth. II; Journal of Crystal
Growth; 1974; Vol. 22; S. 109-116.
Bürgel, R.: Handbuch Hochtemperatur-Werkstofftechnik; 2006; Fried. Vieweg & Sohn
Verlag; Braunschweig/Wiesbaden.
Chalmers, B.: Principles of Solidification; 1964; John Wiley & Sons, Inc.; New York.
Chen, C.C.: Evaluation of Weld Solidification Cracking in Aluminium Alloys Al-2219
and Al-2090 using Gleeble 1500 System; Dissertation; The Ohio State University;
Columbus, Ohio; 1991.
Clyne, T.W.; Davies, G.J.: Comparison between experimental data and theoretical
predictions relating to dependence of solidification cracking on composition; in:
Solidification and casting of metals; University of Sheffield; The Metals Society; 1977;
S. 275-278.
D’souza, N.; Dong, H.B.: Solidification path in third-generation Ni-based superalloys,
with an emphasis on last stage solidification; Scripta Materialia; 2007; Vol. 56; S. 41-
44.
Dalal, R.P.; Thomas, C.R.; Dardi, L.E.: The Effect Of Crystallographic Orientation On
The Physical And Mechanical Properties Of An Investment Cast Single Crystal
Nickel-base Superalloy; in: Superalloys 1984 (Hrsg.: Gell, M., et al.); TMS; 1984; S.
185-197.
Dantzig, J.A.; Rappaz, M.: Solidification; 2009; EPFL Press; Lausanne.
Dena: dena-Netzstudie II – Integration erneuerbarer Energien in die deutsche
Stromversorgung im Zeitraum 2015-2020 mit Ausblick auf 2025.; Deutsche Energie-
Agentur; Berlin; 2010;
Eiken, J.; Boettger, B.; Steinbach, I.: Multiphase-field approach for multicomponent
alloys with extrapolation scheme for numerical application; Physical Review E; 2006;
Vol. 73; S. 1-9 (066122)
Elliott, A.J.; Tin, S.; King, W.T.; Huang, S.C.; Gigliotti, M.F.X.; Pollock, T.M.:
Directional Solidification of Large Superalloy Castings with Radiation and Liquid-
Metal Cooling: A Comparative Assessment; Metallurgical and Materials Transactions
A: Physical Metallurgy and Materials Science; 2004; Vol. 35A; S. 3221-3231.

106 Literaturverzeichnis
Esser, W.: Alloy For Directional Solidification And Component Made Of Stem-Shaped
Crystals; WO 2011/047714 A1; 2011.
Feurer, U.: Mathermatisches Modell der Warmrißneigung von binären
Aluminiumlegierungen; Giesserei Forschung; 1976; S. 75-80.
Franke, M.M.; Hilbinger, R.M.; Lohmüller, A.; Singer, R.F.: The Effect of Liquid Metal
Cooling on Thermal Gradients in Directional Solidification of Superalloys: Thermal
Analysis; Journal of Materials Processing Technology; 2013; Vol. 213; S. 2081-2088.
Fukuda, A.; Yoshikawa, T.; Tanaka, T.: A fundamental approach for the
measurement of solid-liquid interfacial energy; Journal of Physics: Conference
Series; 2009; Vol. 165; S. 012079.
Gaskell, D.R.: Introduction to metallurgical thermodynamics; 1973; McGraw-Hill; New
York.
Giamei, A.F.; Tschinkel, J.G.: Liquid Metal Cooling: A New Solidification Technique;
Metallurgical Transaction A; 1976; Vol. 7; S. 1427-1434.
Glicksman, M.E.: Principles of Solidification; 2011; Springer Verlag; New York.
Goldschmidt, D.: Einkristalline Gasturbinenschaufeln aus Nickelbasis-Legierungen,
Teil 1: Herstellung und Mikrogefüge; Materialwissenschaft und Werkstofftechnik;
1994; Vol. 25; S. 311-320.
Grodzki, J.: Persönliche Mitteilung zum Thema: Gießbarkeit der Nickelbasis-
Superlegierung IN100; Dezember 2012; 2012.
Großmann, J., Flohé, G., Pötschke, J.: Investigation on the Influence of the Thermal
Conductivity of Investment Casting Moulds on the Microstructure of Equiaxed Ni -
Base Superalloy Blades; 6th Biennial Worldwide Congress, Germany; 1999;
Harris, K.; Erickson, G.L.; Schwer, R.E.: Directionally Solidified and Single-Crystal
Superalloys; in: Metals Handbook (Hrsg.: Davis, J.R., et al.); ASM International;
1991; S. 995-1006.
Hasse, S.: Guß- und Gefügefehler; 1999; Schiele & Schön Verlag; Berlin.
Heck, K.: Rißbildung bei der gerichteten Erstarrung von Nickel-Basislegierungen im
Vakuumfeinguß; Dissertation; Universität Erlangen-Nürnberg; Erlangen; 1996.

Literaturverzeichnis 107
Heck, K.; Blackford, J.R.; Singer, R.F.: Castability of directionally solidified nickel
base superalloys; Materials Science and Technology; 1999; Vol. 15; S. 213-220.
Heckl, A.: Auswirkungen von Rhenium und Ruthenium auf die Mikrostruktur und
Hochtemperaturfestigkeit von Nickel-Basis Superlegierungen unter Berücksichtigung
der Phasenstabilität; Dissertation; Universität Erlangen-Nürnberg; Erlangen; 2011.
Heinz, P.; Singer, R.F.: Verfahren zur Lötreparatur eines Bauteils unter Vakuum und
einem eingestellten Sauerstoffpartialdruck; EP 1 967 312 A1; 2008.
Herring, C.: The use of classical macroscopic concepts in surface energy problems;
in: Structure and properties of solid surfaces (Hrsg.: Gomer, R., et al.); Lake Geneva,
Wisconsin, USA; The University of Chicago Press; 1952; S. 87-93.
Higginbotham, G.J.S.: From research to cost-effective directional solidification and
single-crystal production - an integrated approach; Materials Science and
Technology; 1986; Vol. 2; S. 442-460.
Hilbinger, R.M.: Heißrissbildung beim Schweißen von Aluminium in Blechrandlage;
Dissertation; Universität Bayreuth; Bayreuth; 2000.
Hofmann, N.: Simulation von Wärmestrahlung am Beispiel des Bridgman-Verfahrens
zur gerichteten Erstarrung von Turbinenschaufeln; Dissertation; RWTH Aachen;
Aachen; 1995.
Holt, M., Olson, D. L., Cross, C. E.: Interfacial tension driven fluid flow model for hot
cracking; Scripta Metallurgica et Materiala; 1992; Vol. 26; S. 1119-1124.
Hottel H. C., S.a.F.: Radiative transfer; 1967; McGraw-Hill; New York.
Ilschner, B.; Singer, R.F.: Werkstoffwissenschaften und Fertigungstechnik; 2010;
Springer Verlag; Heidelberg.
Jacobi, H., Schwerdtfeger, K.: Dendrite Morphology of Steady State Unidirectionally
Solidified Steel; Metallurgical Transaction A; 1976; Vol. 7A;
Janssens, K.G.F.; Raabe, D.; Kozeschnik, E.; Miodownik, A.M.; Nestler, B.:
Computational Materials Engineering (An Introduction to Microstructure Evolution);
2007; Elsevier Academic Press; USA.

108 Literaturverzeichnis
Jones, D.R.H.; Chadwick, G.A.: Experimental measurement of the solid-liquid
interfacial energies of transparent materials; Philosophical Magazine; 1970; Vol. 22;
S. 291-300.
Karunaratne, M.S.A.; Cox, D.C.; Carter, P.; Reed, R.C.: Modelling of the
Microsegregation in CMSX-4 Superalloy and its Homogenisation during Heat
Treatment; Superalloys; 2000; S. 263-272.
Kattner, U.R.: Thermodynamic modeling of multicomponent phase equilibria; JOM;
1997; Vol. 49; S. 14-19.
Kear, B.; Wilsdorf, G.: Dislocation configurations in plastically deformed
polycrystalline Cu3Au alloys; Transactions of the American Institute of Mining and
Metallurgical Engineers; 1962; Vol. 224; S. 382-386.
Krug, P.: Einfluss einer Flüssigmetallkühlung auf die Mikrostruktur gerichtet erstarrter
Superlegierungen; Dissertation; Universität Erlangen-Nürnberg; Erlangen; 1998.
Kurz, W.; Fisher, D.J.: Fundamentals Of Solidification; 1989; Trans Tech Publications
Ltd; Switzerland.
Lamm, M.: Einfluss der Erstarrungsbedingungen auf die mechanischen
Eigenschaften von einkristallinen Superlegierungen bei großen Wandstärken;
Dissertation; Universität Erlangen-Nürnberg; Erlangen; 2007.
Lin, T.L.; Huang, S.: A Hafnium-Free Directionally Solidified Nickel-Base Superalloy;
in: Superalloys 1988 (Hrsg.: Reichman, S., et al.); TMS; 1988; S. 345-354.
Lohmüller, A.: Gerichtete Erstarrung mittels Flüssigmetallkühlung -
Verfahrensoptimierung und Parametereinflüsse; Dissertation; Universität Erlangen-
Nürnberg; Erlangen; 2002.
Ma, D., Sahm, P.R.: Untersuchung des Erstarrungsvorganges der gerichtet erstarrten
Superlegierung CMSX 6; Z. Metallkd; 1995;
Ma, D.; Grafe, U.: Microsegregation in directionally solidified dendritic-cellular
structure of superalloy CMSX-4; Materials Science and Engineering; 1999; Vol.
A270; S. 339–342.
Madhusudana, C.V.: Thermal contact conductance 1996; Springer Verlag; New York.

Literaturverzeichnis 109
Mclean, M.: Directionally solidified materials for high temperature service; S. 31;
1983; The Metals Society; London.
Miller, W.A., Chadwick, G. A.: On the magnitude of the solid/liquid interfacial energy
of pure metals and its relation to grain boundary melting; Acta Materialia; 1967; Vol.
15;
Morris, J.R., Lu, Z. Y.: The Anisotropic Free Energy of the Solid-Liquid Phase
Boundary in Al; INTERFACE SCIENCE; 2002; Vol. 10; S. 143-148.
Opel, S.: Modellierung des Feingießprozesses am Beispiel gerichtet erstarrter Ni-
Basislegierungen; Diplomarbeit; Universität Erlangen-Nürnberg; Lehrstuhl für
Werkstoffkunde und Technologie der Metalle; 2009.
Paul, U.; Sahm, P.R.: Einsatz von Ni-Basis-Einkristallwerkstoffen -
Entwicklungsstand und Tendenzen; Werkstoff und Innovation; 1992 (4); Vol. 5; S. 35-
43.
Pellini, W.S.: Hot Tearing; Foundry; 1952; Vol. 80; S. 125-199.
ProCAST User Manual & Technical Reference; 1998; UES Software, Inc.; USA.
Rappaz, M., Drezet, J. M., Gremaud, M.: A New Hot Tearing Creterion; Metallurgical
and Materials Transaction A; 1999; Vol. 30A; S. 449-455.
Rappaz, M.; Gandind, C.A.: Probalistic modelling of microstructure formation in
solidification processes; Acta Metallurgica et Materialia; 1993; Vol. 41; S. 345-359.
Rappaz, M.; Jacot, A.; Boettinger, W.J.: Last-Stage Solidification of Alloys:
Theoretical Model of Dendrite-Arm and Grain Coalescence; Metallurgical and
Materials Transaction A; 2003; Vol. 34; S. 467-479.
Rettig, R.: Mathematische Modellierung der Ausscheidung von Sprödphase in
komplexen rutheniumhaltigen Nickelbasis-Superlegierungen; Dissertation; Universität
Erlangen-Nürnberg; Erlangen; 2010.
Rösler, J.; Konter, M.; Tönnes, C.: On the castability of corrosion resistant DS -
superalloys; in: Superalloys 1996 (Hrsg.: Kissinger, R.D., et al.); TMS; 1996; S. 515-
522.

110 Literaturverzeichnis
Rutter, J.W.; Chalmers, B.: A Prismatic Substructure Formed During Solidification of
Metals; Canadian Journal of Physics; 1953; Vol. 31; S. 15-39.
Sahm, P.R.; Egry, I.; Volkmann, T.: Schmelze, Erstarrung, Grenzfläche; 1999; Friedr.
Vieweg & Sohn Verlag; Braunschweig/Wiesbaden.
Saunders, N.; Miodownik, A.: CALPHAD (Calculation of Phase Diagrams): A
Comprehensive Guide; 1998; Elsevier Science Ltd.; Kidlington.
Scherer, J.: Turbinenschaufelfertigung - Effizientes Universal-
Spazialbearbeitungszentrum für den Standort Europa; Fachzeitschrift
maschine+werkzeug; 2005; Vol. 09;
Schmidt, E.; Eckert, E.: Über die Richtungsverteilung der Wärmestrahlung von
Oberflächen; Forschung im Ingenieurwesen; 1935; Vol. 6; S. 175-183.
Shah, D.M.; Duhl, D.N.: The Effect Of Orientation, Temperature And Gamma Prime
Size On The Yield Strength Of A Single Crystal Nickel Base Superalloy; in:
Superalloys 1984 (Hrsg.: Gell, M., et al.); TMS; 1984; S. 105-114.
Singer, R.F.; Fitzgerald, T.; Krug, P.: Verfahren und Vorrichtung zum gerichteten
Erstarren einer Schmelze; EP 0 775 030 B1; 2001.
Sonderegger, B.; Kozeschnik, E.: Generalized Nearest-Neighbor Broken-Bond
Analysis of Randomly Oriented Coherent Interfaces in Multicomponent Fcc and Bcc
Structures; Metallurgical and Materials Transactions A; 2009; Vol. 40; S. 499-510.
Spaepen, F.: The temperature dependence of the crystal-melt interfacial tension: a
simple model; Materials Science and Engineering A; 1994; Vol. 178; S. 15-18.
Steinbach, I., Pezzolla, F., Nestler, B., Seeßelberg, M., Prieler, R., Schmitz, G. J.,
Rezende, J. L. L.: A phase field concept for multiphase systems; Physics D; 1996;
Vol. 94; S. 135-147.
Steinbach, I., Pezzolla, F.: A generalized field method for multiphase transformations
using interface fields; Physics D; 1999; Vol. 134; S. 385-393.
Stemmler, M.: Numerische Simulation von Feingussprozessen mit Schwerpunkt auf
Strömung und Formfüllung; Dissertation; RWTH Aachen; Aachen; 2001.
Literaturverzeichnis 111
Tiaden, J.; Nestler, B.; Diepers, H.J.; Steinbach, I.: The multiphase-field model with
an integrated concept for modelling solute diffusion; Physica D: Nonlinear
Phenomena; 1998; Vol. 115; S. 73-86.
Touloukian, Y.S.: Thermophysical properties of high temperature solid materials;
1972; Macmillan; New York.
Turnbull, D.: Formation of Crystal Nuclei in Liquid Metals; Journal of Applied Physics;
1950; Vol. 21; S. 1022-1028.
VDI-Wärmeatlas; Abschnitt: Ka-Kb; 1997; Springer Verlag; Berlin/Heidelberg.
VerSnyder, F.L.: Gas Turbine Element; US Patent 3,260,505; 1966.
Volek, A.: Erstarrungsmikrostruktur und Hochtemperatureigenschaften
rheniumhaltiger, stängelkristalliner Nickel-Basis Superlegierungen; Dissertation;
Universität Erlangen-Nürnberg; Erlangen; 2002.
Walter, C.; Hallstedt, B.; Warnken, N.: Simulation of the solidification of CMSX-4;
Materials Science and Engineering: A; 2005; Vol. 397; S. 385-390.
Warnken, N.; Ma, D.; Mathes, M.; Steinbach, I.: Investigation of eutectic island
formation in SX superalloys; Materials Science and Engineering: A; 2005; Vol. 413-
414; S. 267-271.
Weiss, B.; Grotke, G.E.; Stickler, R.: Identification and Description of Hot Crack
Types; Welding Journal; 1970; Vol. 49; S. 471-487.
Wills, V.A.; Mccartney, D.G.: A comparative study of solidification features in nickel-
base superalloys: microstructural evolution and microsegregation; Materials Science
and Engineering: A; 1991; Vol. 145; S. 223-232.
Wilson, B.C.; Hickman, J.A.; Fuchs, G.E.: The Effect of Solution Heat Treatment on a
Single-Crystal Ni-based Superalloy; JOM; 2003; Vol. 55; S. 35-40.
Winstone, M.R.; Northwood, J.E.: Structure and properties of directionally solidified
superalloys in thin sections; in: Solidification technology in the foundry and cast
house; University of Warwick, Coventry; The Metals Society; 1980; S. 298-303.
Wukusick, C.S.: Cast nickel-base alloy article; US Patent 4169742A; 1979.

112 Literaturverzeichnis
Yeniscavich, W.: A Correlation of Hot Ductility Curves with Cracking During Welding;
in: Symposium on Methods of High-Alloy Weldability Evolution; New York; Welding
Research Council; 1969.
Zhang, J., Singer R. F.: Effect of Zr and B on Castability of Ni-based Superalloy
IN792; Materials Science and Engineering A; 2004a; Vol. 35A;
Zhang, J., Singer R. F.: Effect of Grain-Boundary Characteristics on Castability of
Nickel-Base Superalloys; Materials Science and Engineering A; 2004b; Vol. 35A;
Zhang, J.; F., S.R.: Effect of hafnium on the castability of directionally solidified
nickel-base superalloys; Z. Metallk; 2002b; Vol. 93; S. 806-811.
Zhang, J.; Singer, R.F.: Hot tearing of nickel-based superalloys during diectional
solidification; Acta Materialia; 2002a; Vol. 50; S. 1869-1879.
Zhou, Y.Z.; Volek, A.; Singer, R.F.: Effect of grain boundary characteristics on hot
tearing in directional solidification of superalloys; Journal of Materials Research;
2006; Vol. 21; S. 2361-2370.
Zhu, Y.; Zhang, S.; Zhang, T.; Zhang, J.; Hu, Z.; Xie, X.; Shi, C.: A new way to
improve the superalloys; in: Superalloys 1992 (Hrsg.: Antolovich, S.D., et al.); TMS;
1992; S. 145-154.
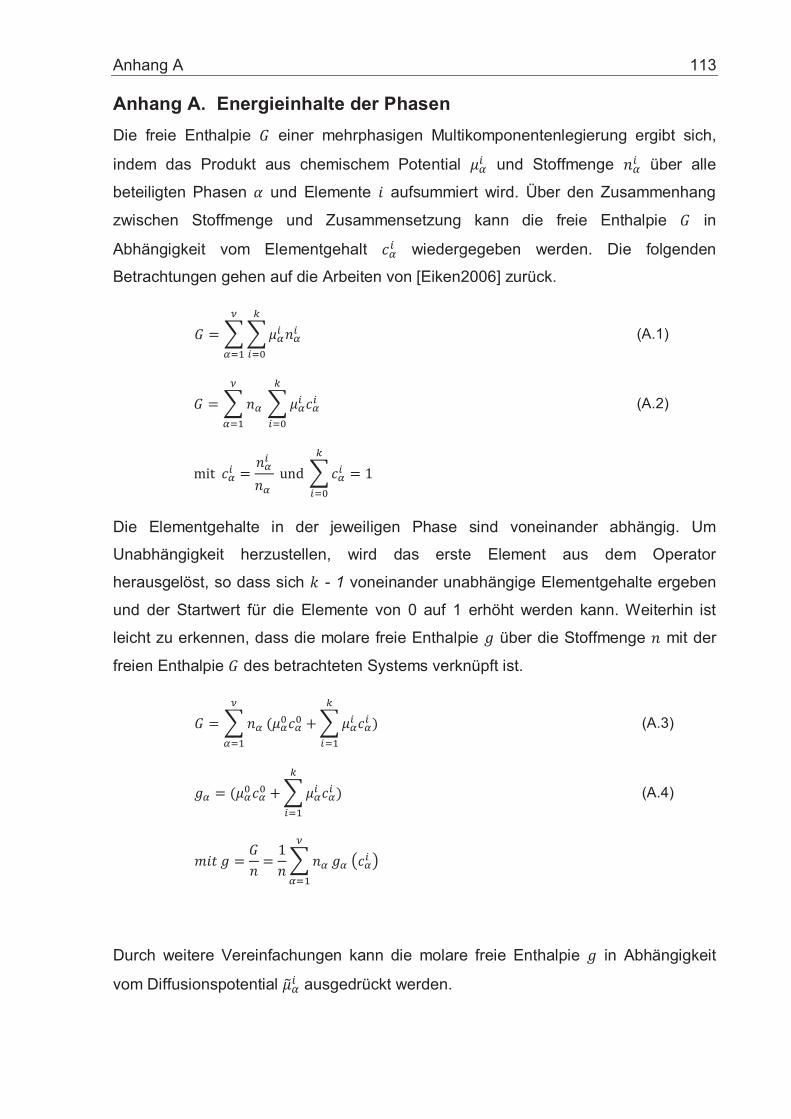
Anhang A 113
Anhang A. Energieinhalte der Phasen
Die freie Enthalpie � einer mehrphasigen Multikomponentenlegierung ergibt sich,
indem das Produkt aus chemischem Potential n�� und Stoffmenge O�� über alle
beteiligten Phasen \ und Elemente I aufsummiert wird. Über den Zusammenhang
zwischen Stoffmenge und Zusammensetzung kann die freie Enthalpie � in
Abhängigkeit vom Elementgehalt 4�� wiedergegeben werden. Die folgenden
Betrachtungen gehen auf die Arbeiten von [Eiken2006] zurück.
� 6 ¨ ¨n�� O��-
�©�·
�©� (A.1)
� 6 ¨ O� ¨n�� 4��-�©� ?·
�©� (A.2)
���??4�� 6 O��O� ?ÏÐÑ?¨4�� 6 �-�©�
Die Elementgehalte in der jeweiligen Phase sind voneinander abhängig. Um
Unabhängigkeit herzustellen, wird das erste Element aus dem Operator
herausgelöst, so dass sich K - 1 voneinander unabhängige Elementgehalte ergeben
und der Startwert für die Elemente von 0 auf 1 erhöht werden kann. Weiterhin ist
leicht zu erkennen, dass die molare freie Enthalpie C über die Stoffmenge O mit der
freien Enthalpie � des betrachteten Systems verknüpft ist.
� 6 ¨ O� n��4�� � ¨n�� 4�� $-�©�
·�©� (A.3)
C� 6 n��4�� � ¨n�� 4�� $-�©� (A.4)
NI#?C 6 �O 6 �O ¨ O� C� �4�� �·�©�
Durch weitere Vereinfachungen kann die molare freie Enthalpie C in Abhängigkeit
vom Diffusionspotential no�� ausgedrückt werden.

114 Anhang A
C� 6 n�� ¾� � ¨4��-�©� À � ¨n�� 4��-
�©�C� 6 n�� � n�� ¨4�� �-
�©� ¨n�� 4��-�©�
C� 6 n�� � ¨no�� 4�� $-�©�
(A.5)
NI#?no�� 6 xC�x4�� 6 �?n�� � n�� ??�O8?4�� 6 � � ¨4��-�©�

Anhang B 115
Anhang B. Entwicklung der Multiphasenfeldgleichungen
Die nachfolgenden Betrachtungen gehen auf [Steinbach1996] zurück.
ª6 ¨ xx!��
�©� (B.1)
ª�6 ¨ x�x!��
��©� (B.2)
>��/ 6 ¨ >��/�c·
�"c©� (B.3)
>��=� 6 �0� ¨�w�n�� � no545�·�©� (B.4)
Für ein duales System gilt:
>��/�c 6 {r�cj�c ��j�c��� ªw� ªwc � w� wc � (B.5)
>��=�� 6 �0� �w�n�� � no545� (B.6)
>��=�c 6 �0� �wcnc� � no545� (B.7)
w� 6 � � wc ??Ò? xw�xwc 6 �� (B.8)
ªw� 6 �ªwc ?Ò? �ªwc�ªw� 6 �� (B.9)
Bei der Variation des Energiefunktionals nach der Phasenfeldvariablen w� ergeben
sich vier verschiedene Terme.
� ffw� 6 ª�>��/�c�ªw� � x>��/�cxw� � ª�>��=���ªw� � x>��=��xw� (B.10)
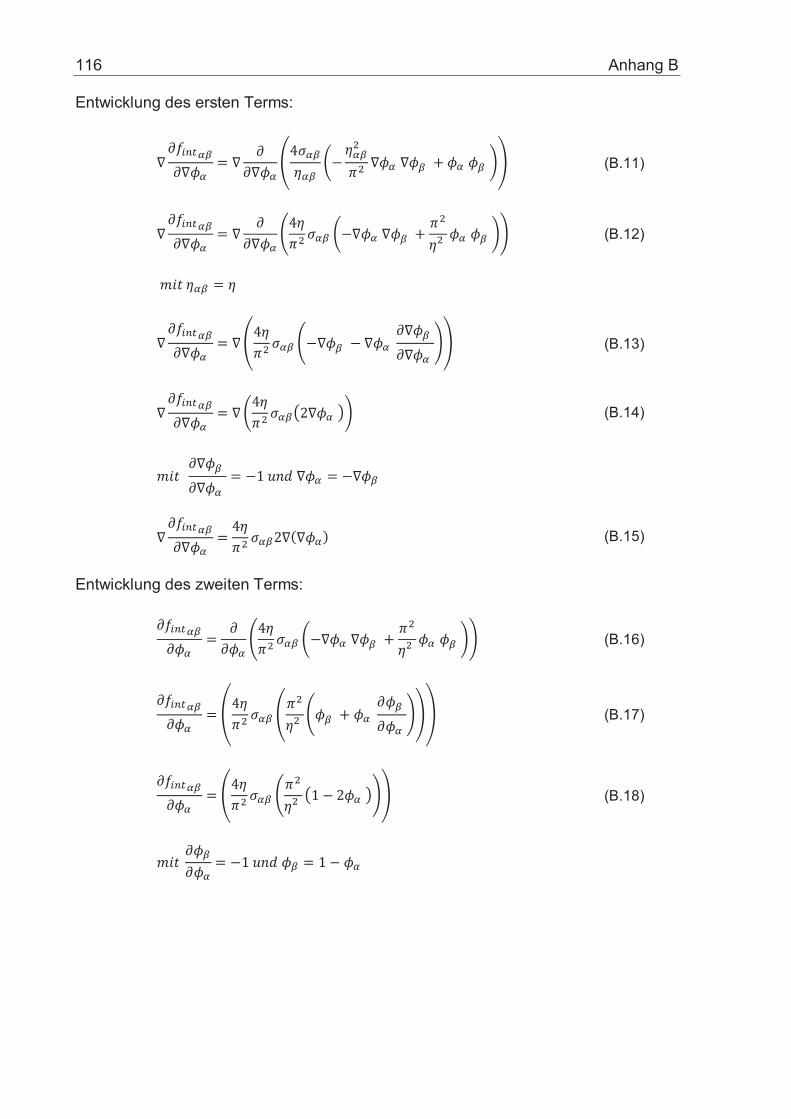
116 Anhang B
Entwicklung des ersten Terms:
ª�>��/�c�ªw� 6 ª ��ªw� ¾{r�cj�c ��j�c��� ªw� ªwc � w� wc �À (B.11)
ª�>��/�c�ªw� 6 ª ��ªw� ¸{j�� r�c ��ªw� ªwc � ��j� w� wc �¹ (B.12)
?NI#?j�c 6 jª�>��/�c�ªw� 6 ª¾{j�� r�c ¸�ªwc � ªw� �ªwc�ªw� ¹À (B.13)
ª�>��/�c�ªw� 6 ª�{j�� r�c��ªw� �� (B.14)
NI#?? �ªwc�ªw� 6 ��?�O8?ªw� 6 �ªwc
ª�>��/�c�ªw� 6 {j�� r�c�ª ªw�$ (B.15)
Entwicklung des zweiten Terms:
�>��/�c�w� 6 ��w� ¸{j�� r�c ��ªw� ªwc � ��j� w� wc �¹ (B.16)
�>��/�c�w� 6 Ó{j�� r�c ¾��j� ¸wc � w� xwcxw� ¹ÀÔ (B.17)
�>��/�c�w� 6 ¾{j�� r�c ¸��j� �� � �w� �¹À (B.18)
NI#? xwcxw� 6 ��?�O8?wc 6 �� w�?

Anhang B 117
Der dritte Term in Gleichung (B.10) entfällt, da die Energie einer Phase unabhängig
von dem Gradienten der dazugehörigen Phasenfeldvariable ist. Für die Entwicklung
des vierten Terms gilt:
x>��=��xw� 6 ��w��0� �w�n�� � no545� (B.19)
x>��=��xw� 6 �0� n�� (B.20)
Nach Gleichung (B.10) liefert die Variation des Energiefunktionals nach der
Phasenfeldvariablen w� den nachfolgenden Zusammenhang.
� ffw� 6 £j�� r�c �ª ªw�$ � ��j� w� � ��
�j� � � ? �0� n�� (B.21)
Analog gilt für die Entwicklung des Energiefunktionals nach der Phasenfeldvariablen wc die nachstehende Gleichung.
ffwc 6 �ª�>��/ÁÕ�ªwc � x>��/ÁÕxwc � ª�>��=�Õ�ªwc � x>��=�Õxwc (B.22)
ffwc 6 £j�� r�c ¸� ���j� � ��j� wc � ª�ªwc�¹ � �0� nc� (B.23)
118 Anhang C
Anhang C. Berechnungen zur Anzahl der Atome in der Grenzfläche
Nach [Sonderegger2009] kann die Anzahl der Atome in der Grenzfläche OW mit
folgenden Gleichungen berechnet werden. Die Variable O0 gibt die Zahl der Atome
pro Volumeneinheit wieder und errechnet sich aus dem Quotienten von Atomzahl
und Volumen je Elementarzelle. Im Fall kfz-Metalle liegen 4 Atome pro
Elementarzelle vor. Der Gitterparameter 3� von Nickel ergibt sich zu 3,52*10-10 m.
O� 6 OQ�(� (C.1)
OQ 6 {3�� (C.2)
Die Anzahl der Atome pro Volumeneinheit O0 beträgt 9,17*1028 m-3. Für die Anzahl
der Atome in der Grenzfläche OW ergibt sich ein Wert von 2,03*1019 m-2.
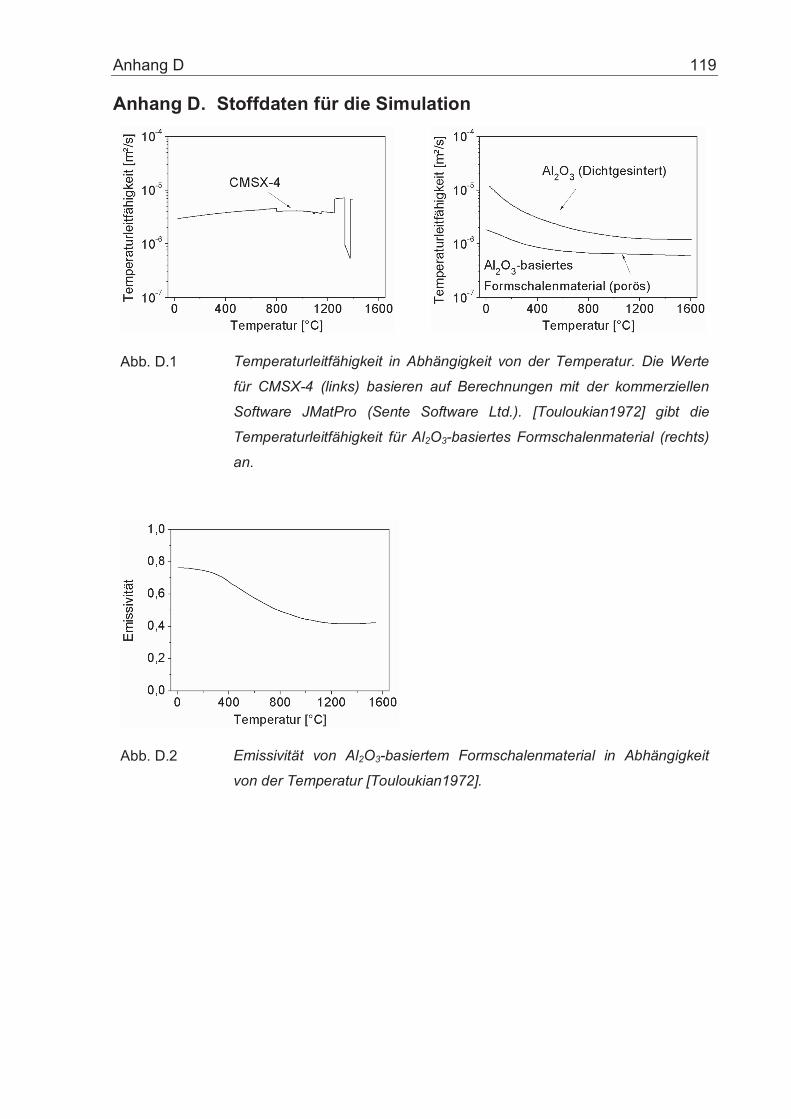
Anhang D 119
Anhang D. Stoffdaten für die Simulation
Abb. D.1 Temperaturleitfähigkeit in Abhängigkeit von der Temperatur. Die Werte
für CMSX-4 (links) basieren auf Berechnungen mit der kommerziellen
Software JMatPro (Sente Software Ltd.). [Touloukian1972] gibt die
Temperaturleitfähigkeit für Al2O3-basiertes Formschalenmaterial (rechts)
an.
Abb. D.2 Emissivität von Al2O3-basiertem Formschalenmaterial in Abhängigkeit
von der Temperatur [Touloukian1972].

120 Anhang E
Anhang E. Stabilitätsgrenze
Für jede Berechnungsvariante liegen Daten über den Temperaturgradienten ?� und
die Entwicklung des Temperaturgradienten x�(x! in der Gussteilmitte während der
gerichteten Erstarrung (Bridgman-Prozess) vor. Abb. E.1 zeigt die interpolierten
Verläufe von � und x�(x! in Abhängigkeit von Gussteildurchmesser und
Formschalendicke für eine Abzugsgeschwindigkeit von 9 mm/min. Aus der
Gegenüberstellung von Steigung x�(x! und vordefiniertem Grenzwert (1 K/cm²)
gehen vier Schnittpunkte hervor, die auf die berechneten Temperaturgradienten �übertragen werden. Anhand der neuen Datenpunkte kann die Stabilitätsgrenze
abgeschätzt werden.
Abb. E.1 Interpolierte Verläufe für den Temperaturgradienten und die Entwicklung
des Temperaturgradienten in Abhängigkeit von Gussteildurchmesser und
Formschalendicke. Aus der Gegenüberstellung von Steigung ?x�(x! und
vordefiniertem Grenzwert (1 K/cm²) gehen vier Schnittpunkte hervor, die
auf die berechneten Temperaturgradienten ?� übertragen werden.
Anhand der neuen Datenpunkte kann die Stabilitätsgrenze abgeschätzt
werden.

Anhang F 121
Anhang F. Einstellungen für die Erstarrungssimulation mit
ProCAST
Tab. F.1 Einstellungen für das numerische Lösen der instationären, nichtlinearen Wärmeleitungsgleichung mit ProCAST.
Einstellung Definition
Version ProCAST 2009
Anzahl der Elemente / Knoten für
Berechnungsmodell Kapitel 5.1.1
Gusskörper (bestehend aus drei zylindrischen Stäben)
und Formschalensystem: 213213 (Tetraeder) / 47579
Anlage: 1814 / 909
Anzahl der Elemente / Knoten für
Berechnungsmodell Kapitel 5.1.2
Gusskörper (Rotationssymmetrisches Segment) und
Formschale: 6480 (Hexaeder und Pentaeder) / 13821
Anlage (Rotationssymmetrisches Segment): 66 / 68
Randbedingungen Starttemperaturen: � !" �$ 6 �� !$Temperaturrandbedingung (Dirichlet-Randbedingung): � !" #$ 6 � !$> #$Randbedingung Wärmestromdichte (Konvektion): �mª�O� 6 > #$C �$H-Ö� � ��×Randbedingung Wärmestromdichte (Strahlung): �mª�O� 6 C �$gr�Ö�¬ � ��¬×
Zeitschrittverfahren Central difference
Toleranz 1 K

122 Anhang G
Anhang G. Einstellungen für die Mikrostruktursimulation mit
MICRESS
Tab. G.1 Einstellungen für die Modellierung der Mikrostrukturentwicklung in Abhängigkeit von der Grenzflächenenergie mit MICRESS.
Parameter Größe
Version MICRESS 6.001
Thermo-Calc Classic Version S (2532)
DICTRA Version 25
Schnittstelle TQ 7
Thermodynamische Datenbank TTNi7
Kinetische Datenbank: MobNi1
Berechnungsfenster (Zellenanzahl) 928 in x-Richtung; 1 in y-Richtung; 713 in z-Richtung
Auflösung 1,25 µm pro Zelle
Bedingungen Temperaturfeld Starttemperaturen: � !" �$ 6 �� !$Temperaturrandbedingung (Dirichlet-Randbedingung): � !" #$ 6 � !$> #$
Bedingungen Konzentrationsfeld Startkonzentration: 4 !" �$ 6 4� !$periodische Randbedingung
Grenzschichtdicke 3,5 Zellen
Dendritenstammabstand ca. 240 µm (Position und Orientierung der Dendriten
gemäß Gefügebild CMSX-4)
Abkühlrate; Temperaturgradient;
Erstarrungsfrontgeschwindigkeit
0,25 K/s; 5000 K/m; 3 mm/min
Phasen LIQUID; FCC_A1
Legierungszusammensetzung Entsprechend CMSX-4
Grenzflächenenergie (3 Varianten) 1: 60 mJ/m²; 2: 120 mJ/m² ; 3: 6 mJ/m²
Starttemperatur 1378 °C

Anhang G 123
Tab. G.2 Einstellungen für die Modellierung der Mikrostrukturentwicklung in Abhängigkeit von der Legierungszusammensetzung mit MICESS.
Parameter Größe
Version MICRESS 6.001
Thermo-Calc Classic Version S (2532)
DICTRA Version 25
Schnittstelle TQ 7
Thermodynamische Datenbank TTNi7
Kinetische Datenbank: MobNi1
Berechnungsfenster (Zellenanzahl) 150 in x-Richtung; 1 in y-Richtung; 150 in z-Richtung
Auflösung 0,8 µm pro Zelle
Bedingungen Temperaturfeld Starttemperaturen: � !" �$ 6 �� !$Temperaturrandbedingung (Dirichlet-Randbedingung): � !" #$ 6 � !$> #$
Bedingungen Konzentrationsfeld Startkonzentration: 4 !" �$ 6 4� !$symmetrische Randbedingung
Grenzschichtdicke 3,5 Zellen
Dendritenstammabstand ca. 240 µm
Abkühlrate; Temperaturgradient;
Erstarrungsfrontgeschwindigkeit
0,25 K/s; 5000 K/m; 3 mm/min
Phasen LIQUID; FCC_A1; GAMMA_PRIME
Grenzflächenenergie LIQUID / FCC_A1: 50 mJ/m²
LIQUID / GAMMA_PRIME: 200 mJ/m²
FCC_A1 / GAMMA_PRIME: 10 mJ/m²

124 Anhang H
Anhang H. Erstarrungsintervall im Gusszustand
Nach dem Gießprozess liegt aufgrund der Segregation ein inhomogenes
Gussgefüge mit niedrigschmelzenden Phasen (γ/γ’-Eutektikum) vor.
Starttemperaturen für die Wärmebehandlung berücksichtigen das Vorhandensein der
niedrigschmelzenden Phasen und geben damit indirekt Aufschluss über die
Solidustemperatur im Gusszustand. Für CMSX-4 wird in der Literatur ein Startwert
von 1277 °C angegeben [Wilson2003]. Mit thermodynamischen Berechnungen nach
der CALPHAD-Methode (Scheil-Gulliver) lässt sich die Solidustemperatur von
CMSX-4 zu 1270 °C abschätzen (Abb. H.1). Zwischen Berechnung und
Literaturwerten zeigt sich eine gute Übereinstimmung. Die Vorgehensweise zur
Berechnung von �� wird auf die Legierungen Turbo1 und 2 übertragen (Abb. H.2).
Abb. H.1
Berechneter Festphasengehalt als Funktion
der Temperatur (Scheil-Gulliver) für CMSX-4.
Für die Abschätzung der Solidustemperatur
werden der experimentell festgestellte Anteil
an γ/γ ‘-Eutektikum (ca. 8 Vol.-%) und der
Verlauf des Festphasengehaltes verglichen.
Aus dem Schnittpunkt geht �� hervor.
Abb. H.2 Berechneter Festphasengehalt als Funktion der Temperatur (Scheil-
Gulliver) für Turbo1 (links) und Turbo2 (rechts). Für die Abschätzung der
Solidustemperatur werden der experimentell festgestellte Anteil an γ/γ ‘-
Eutektikum (ca. 5 Vol.-%) und der Verlauf des Festphasengehaltes
verglichen. Aus dem Schnittpunkt geht �� hervor.
Danksagung 125
Danksagung
Die vorliegende Arbeit entstand in den Jahren 2008 bis 2013 im Rahmen meiner
Tätigkeit als wissenschaftlicher Mitarbeiter am Lehrstuhl für Werkstoffkunde und
Technologie der Metalle (WTM) der Friedrich-Alexander Universität Erlangen-
Nürnberg und wurde von der Deutschen Forschungsgemeinschaft (DFG) unterstützt
(SI 517/16-1).
Besonderer Dank gilt Herrn Prof. Dr.-Ing. Robert F. Singer für die Übertragung der
Arbeit, die Übernahme des Hauptreferates und die Diskussionsbereitschaft. Vielen
Dank an Herrn Prof. Dr.-Ing. Ingo Steinbach für die Übernahme des Koreferates, an
Herrn Prof. Dr. rer. nat. Günther Greiner für die Unterstützung als fachfremder Prüfer
und an Herrn Prof. Dr.-Ing. Erik Bitzek für die Übernahme des Prüfungsvorsitzes.
Mein Dank gilt Herrn Dr.-Ing. M. Hilbinger, Herrn Dr.-Ing. A. Lohmüller und Herrn Dr.-
Ing. R. Rettig für die freundschaftliche Führung, die konstruktiven Ratschläge und
den gelebten Optimismus.
Herzlich danken möchte ich allen Mitarbeitern des Institutes und den Kollegen der
lehrstuhlnahen Forschungseinrichtung Neue Materialien Fürth GmbH (NMF) für die
freundliche Zusammenarbeit. Besonderer Dank gilt Herrn. K. Beyer für die
Unterstützung bei der Legierungsherstellung sowie Herrn M. Frauenstein und Herrn
Dipl.-Ing. (FH) J. Grodzki für Wartung, Reparatur und Instandhaltung der stark
frequentierten HRS-Vakuum-Feingießanlage.