Materialeigenschaften und Mikrostruktur im Rapid Prototyping · Prototyping Michael F. Zäh, Imke...
8
ANSYS Conference & 27 th CADFEM Users’ Meeting 2009 November 18-20, 2009 Congress Center Leipzig, Germany Materialeigenschaften und Mikrostruktur im Rapid Prototyping Michael F. Zäh, Imke Nora Kellner 1 iwb Anwenderzentrum Augsburg, Technische Universität München, Deutschland Summary Due to the fast developments in production technology, an increased flexibility and the demand for innovation and highly customised products are factors of ever-growing importance. Hence, the manufacturing technology has to conform to these new requirements and challenges. One of the most important advantages of rapid prototyping techniques is the possibility to produce complex geometrical structures directly from 3D-CAD data. One of these technologies is the 3D-printing process, which is based on printing a liquid into a powder bed. The special challenges here are to gain product quality such as tensile strength und density. Furthermore, the process knowledge has to be increased to ensure reproducibility. A simulation of the process is an adequate instrument to guarantee process stability and to improve the achievable quality. Within this project, supported by the Bavarian Research Foundation, "Activated Polymerisation in the 3D-printing process", possibilities for simulation of the material and the process shall be identified and implemented. By using the software tools Digimat and ANSYS a contribution for strong process knowledge is obtained and the product quality can be improved. Keywords Rapid Prototyping, Rapid Manufacturing, 3D-Printing, Polymers, Simulation
Transcript of Materialeigenschaften und Mikrostruktur im Rapid Prototyping · Prototyping Michael F. Zäh, Imke...

ANSYS Conference & 27th CADFEM Users’ Meeting 2009 November 18-20, 2009 Congress Center Leipzig, Germany
Materialeigenschaften und Mikrostruktur im Rapid
Prototyping
Michael F. Zäh, Imke Nora Kellner
1iwb Anwenderzentrum Augsburg, Technische Universität München, Deutschland
Summary
Due to the fast developments in production technology, an increased flexibility and the demand for innovation and highly customised products are factors of ever-growing importance. Hence, the manufacturing technology has to conform to these new requirements and challenges. One of the most important advantages of rapid prototyping techniques is the possibility to produce complex geometrical structures directly from 3D-CAD data. One of these technologies is the 3D-printing process, which is based on printing a liquid into a powder bed. The special challenges here are to gain product quality such as tensile strength und density. Furthermore, the process knowledge has to be increased to ensure reproducibility. A simulation of the process is an adequate instrument to guarantee process stability and to improve the achievable quality. Within this project, supported by the Bavarian Research Foundation, "Activated Polymerisation in the 3D-printing process", possibilities for simulation of the material and the process shall be identified and implemented. By using the software tools Digimat and ANSYS a contribution for strong process knowledge is obtained and the product quality can be improved.
Keywords
Rapid Prototyping, Rapid Manufacturing, 3D-Printing, Polymers, Simulation
ANSYS Conference & 27th CADFEM Users’ Meeting 2009 November 18-20, 2009 Congress Center Leipzig, Germany
1. Ausgangssituation
Alle Bereiche der Industrie und in diesen besonders die Produktionstechnik, müssen sich den sich stetig ändernden Gegebenheiten der globalisierten Welt anpassen. Dazu gehören insbesondere Reaktionen auf den Trend zur Individualisierung, hin zu kürzeren Produktlebenszeiten [1] sowie Ein-Stück-Fertigung mit einer immer kürzer werdenden Time-To-Market [2]. Um diesen Herausforderungen gerecht zu werden, muss die Produktionstechnik neuartige Fertigungsverfahren entwickeln, um so auch am Standort Deutschland konkurrenzfähig zu bleiben. Seit etwa 20 Jahren wird intensiv an generativen Verfahren geforscht, bei welchen üblicherweise ein Grundmaterial in Schichten aufgetragen und anschließend selektiv verfestigt wird. Solche Verfahren benötigen lediglich eine CAD-Datei, welche in eine STL-Datei umgewandelt wird und die die Oberfläche eines Körpers und damit sein Volumen beschreibt. Aus diesen Daten werden in der Baujobvorbereitung fortlaufende Bauteilquerschnitte berechnet und welche an die Anlagensteuerung gegeben und dann Schicht für Schicht produziert werden. So können auch komplexe Strukturen ohne Mehraufwand gefertigt werden. Die Herausforderung liegt somit auch nicht mehr in der immer kürzeren Zeit bis zur Markteinführung, sondern zielt auf optimierte Materialeigenschaften ähnlich denen konventioneller Verfahren wie Fräsen oder Spritzgießen ab. Des Weiteren muss die Werkstoffvielfalt erhöht werden und die Möglichkeit einer Multimaterialverarbeitung geschaffen werden. Die Schwierigkeit bei diesen Verfahren liegt allerdings noch im geringen Prozessverständnis und der damit einhergehenden geringen Wiederholgenauigkeit. Zur Optimierung in diesen Bereichen gibt es bisher zahlreiche Ansätze, mit welchen entweder experimentell [4] oder mit Hilfe der Simulation [5] versucht wird, ausreichendes Prozesswissen zu gewinnen. 2. Zielsetzung und Vorgehensweise
2.1 Zielsetzung
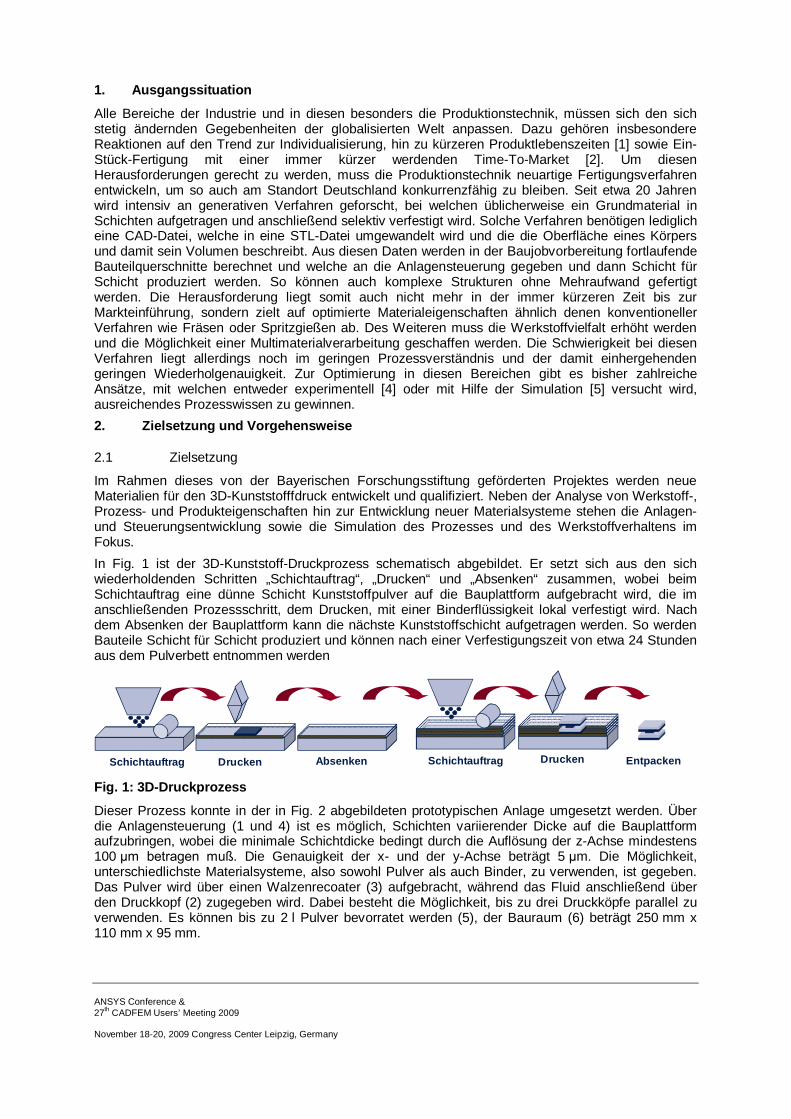
Im Rahmen dieses von der Bayerischen Forschungsstiftung geförderten Projektes werden neue Materialien für den 3D-Kunststofffdruck entwickelt und qualifiziert. Neben der Analyse von Werkstoff-, Prozess- und Produkteigenschaften hin zur Entwicklung neuer Materialsysteme stehen die Anlagen- und Steuerungsentwicklung sowie die Simulation des Prozesses und des Werkstoffverhaltens im Fokus. In Fig. 1 ist der 3D-Kunststoff-Druckprozess schematisch abgebildet. Er setzt sich aus den sich wiederholdenden Schritten „Schichtauftrag“, „Drucken“ und „Absenken“ zusammen, wobei beim Schichtauftrag eine dünne Schicht Kunststoffpulver auf die Bauplattform aufgebracht wird, die im anschließenden Prozessschritt, dem Drucken, mit einer Binderflüssigkeit lokal verfestigt wird. Nach dem Absenken der Bauplattform kann die nächste Kunststoffschicht aufgetragen werden. So werden Bauteile Schicht für Schicht produziert und können nach einer Verfestigungszeit von etwa 24 Stunden aus dem Pulverbett entnommen werden
EntpackenSchichtauftrag AbsenkenDrucken DruckenSchichtauftrag Fig. 1: 3D-Druckprozess
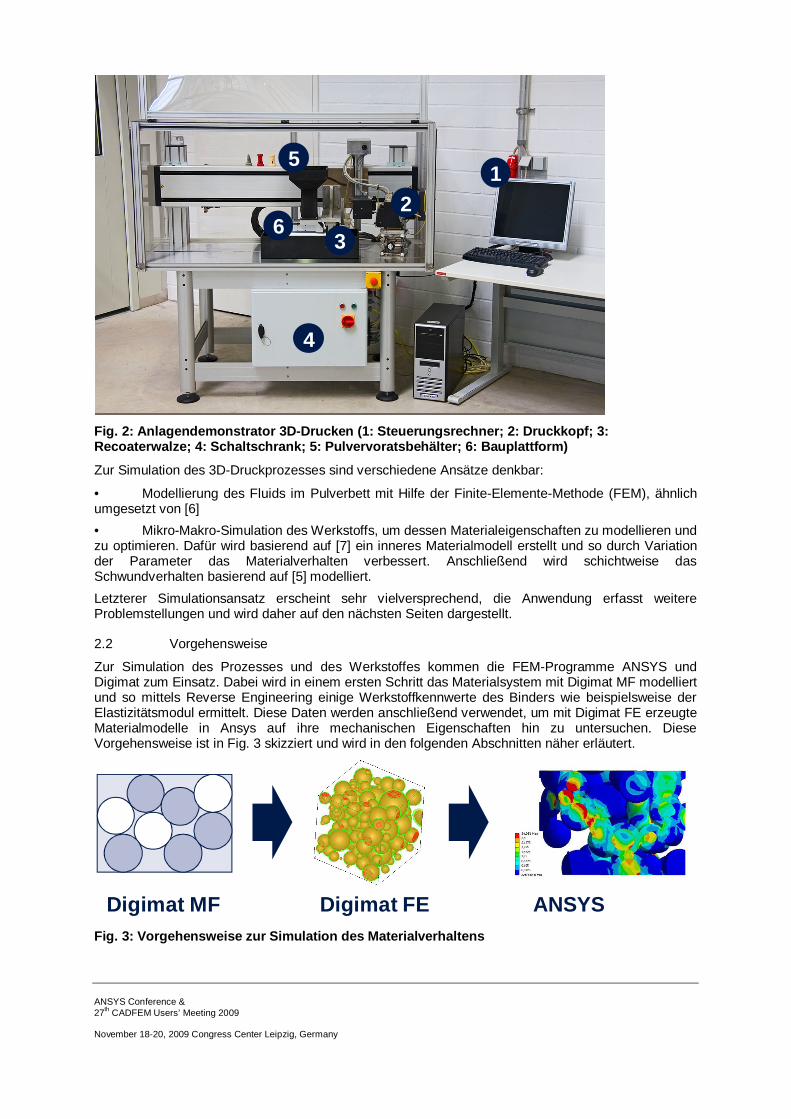
Dieser Prozess konnte in der in Fig. 2 abgebildeten prototypischen Anlage umgesetzt werden. Über die Anlagensteuerung (1 und 4) ist es möglich, Schichten variierender Dicke auf die Bauplattform aufzubringen, wobei die minimale Schichtdicke bedingt durch die Auflösung der z-Achse mindestens 100 µm betragen muß. Die Genauigkeit der x- und der y-Achse beträgt 5 µm. Die Möglichkeit, unterschiedlichste Materialsysteme, also sowohl Pulver als auch Binder, zu verwenden, ist gegeben. Das Pulver wird über einen Walzenrecoater (3) aufgebracht, während das Fluid anschließend über den Druckkopf (2) zugegeben wird. Dabei besteht die Möglichkeit, bis zu drei Druckköpfe parallel zu verwenden. Es können bis zu 2 l Pulver bevorratet werden (5), der Bauraum (6) beträgt 250 mm x 110 mm x 95 mm.
ANSYS Conference & 27th CADFEM Users’ Meeting 2009 November 18-20, 2009 Congress Center Leipzig, Germany
1
4
6
5
3
2
Fig. 2: Anlagendemonstrator 3D-Drucken (1: Steuerungsrechner; 2: Druckkopf; 3: Recoaterwalze; 4: Schaltschrank; 5: Pulvervoratsbehälter; 6: Bauplattform)
Zur Simulation des 3D-Druckprozesses sind verschiedene Ansätze denkbar:
• Modellierung des Fluids im Pulverbett mit Hilfe der Finite-Elemente-Methode (FEM), ähnlich umgesetzt von [6] • Mikro-Makro-Simulation des Werkstoffs, um dessen Materialeigenschaften zu modellieren und zu optimieren. Dafür wird basierend auf [7] ein inneres Materialmodell erstellt und so durch Variation der Parameter das Materialverhalten verbessert. Anschließend wird schichtweise das Schwundverhalten basierend auf [5] modelliert. Letzterer Simulationsansatz erscheint sehr vielversprechend, die Anwendung erfasst weitere Problemstellungen und wird daher auf den nächsten Seiten dargestellt.
2.2 Vorgehensweise
Zur Simulation des Prozesses und des Werkstoffes kommen die FEM-Programme ANSYS und Digimat zum Einsatz. Dabei wird in einem ersten Schritt das Materialsystem mit Digimat MF modelliert und so mittels Reverse Engineering einige Werkstoffkennwerte des Binders wie beispielsweise der Elastizitätsmodul ermittelt. Diese Daten werden anschließend verwendet, um mit Digimat FE erzeugte Materialmodelle in Ansys auf ihre mechanischen Eigenschaften hin zu untersuchen. Diese Vorgehensweise ist in Fig. 3 skizziert und wird in den folgenden Abschnitten näher erläutert.
Digimat MF Digimat FE ANSYS
Fig. 3: Vorgehensweise zur Simulation des Materialverhaltens
ANSYS Conference & 27th CADFEM Users’ Meeting 2009 November 18-20, 2009 Congress Center Leipzig, Germany
3. Simulation
3.2 Digimat MF
Mit Hilfe der Software Digimat und dem Programmmodul MF wird ein erstes, grobes Materialmodell aufgebaut. Das nach dem 3D-Drucken feste Material (PolyPorA) besteht aus Pulver des Kunststoffes Polymethylmethacrylat (PMMA), welches mit einem Binder verklebt wird. Aufgrund der Schüttdichte der Kugeln besteht eine Restporosität. Für die Verteilung der einzelnen Phasen werden folgende realitätsnahe Annahmen getroffen: • 7,5 % Binder (Matrix) • 57,5 % PMMA (Inclusions) • 35 % luftgefüllte Poren (Voids) So ergibt sich das in Fig. 4 dargestellte Materialmodell.
PorenEinschlüsseMatrix
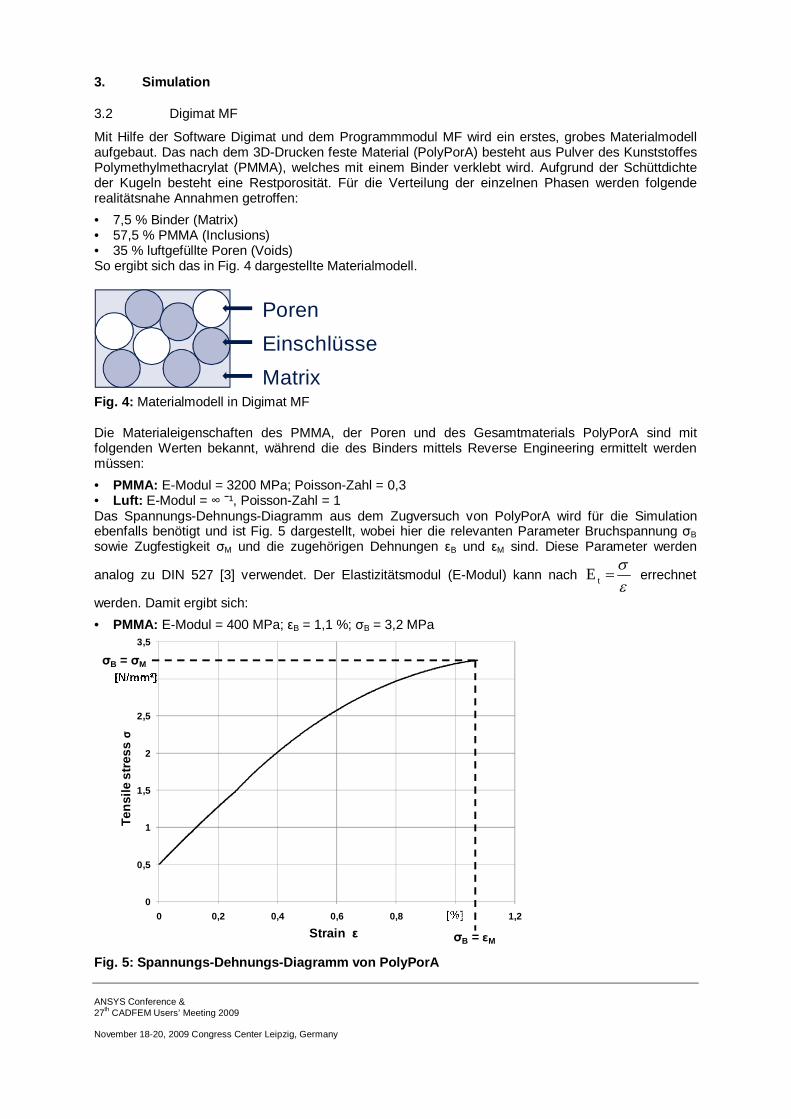
Fig. 4: Materialmodell in Digimat MF Die Materialeigenschaften des PMMA, der Poren und des Gesamtmaterials PolyPorA sind mit folgenden Werten bekannt, während die des Binders mittels Reverse Engineering ermittelt werden müssen: • PMMA: E-Modul = 3200 MPa; Poisson-Zahl = 0,3 • Luft: E-Modul = ∞ ˉ¹, Poisson-Zahl = 1 Das Spannungs-Dehnungs-Diagramm aus dem Zugversuch von PolyPorA wird für die Simulation ebenfalls benötigt und ist Fig. 5 dargestellt, wobei hier die relevanten Parameter Bruchspannung σB sowie Zugfestigkeit σM und die zugehörigen Dehnungen εB und εM sind. Diese Parameter werden
analog zu DIN 527 [3] verwendet. Der Elastizitätsmodul (E-Modul) kann nach E t
errechnet
werden. Damit ergibt sich: • PMMA: E-Modul = 400 MPa; εB = 1,1 %; σB = 3,2 MPa
0
0,5
1
1,5
2
2,5
3
3,5
0 0,2 0,4 0,6 0,8 1 1,2
Zugs
pann
ung σ
Dehnung ε
σB = σM
σB = εMStrain ε
Tens
ilest
ress
σ
Fig. 5: Spannungs-Dehnungs-Diagramm von PolyPorA

ANSYS Conference & 27th CADFEM Users’ Meeting 2009 November 18-20, 2009 Congress Center Leipzig, Germany
Mit Hilfe dieser Daten kann ein grobes Materialmodell aufgestellt werden, welches allerdings keine unterschiedliche Korngrößenverteilung berücksichtigt. Durch Abgleich der Simulationsdaten von PolyPorA mit denen des Experiments konnten die Eigenschaften des Binders wie folgt bestimmt werden: • Binder: E-Modul = 18 MPa; Poisson-Zahl = 0,3 Die in Fig. 6 dargestellten Kurven zeigen die Ergebnisse der Simulation aus Digimat MF. Deutlich ist zu erkennen, dass die Festigkeit des Binders geringer ist als die des Gesamtmodells und insbesondere als die des PMMA. Die Grafik veranschaulicht zudem die sehr unterschiedlichen mechanischen Eigenschaften der Komponenten.
Tens
ilest
ress
σ
strain ε
[MPa]
[%]
Binder
PMMA
Gesamt-model
Poren
Fig. 6: Spannungs-Dehnungs-Diagramm der einzelnen Komponenten aus Digimat MF Die Spannungs-Dehnungs-Kurve des PMMA zeigt die für geläufige PMMA übliche Festigkeit. Völlig konträr sind die Eigenschaften von Luft, für die ein E-Modul von << 1 MPa vorgegeben wurde, da Dehnung quasi unendlich aufgenommen werden kann. Die Festigkeit des Binders hat ebenfalls einen sehr niedrigen Wert und ist gemeinsam mit der hohen Porosität ausschlaggebend für die insgesamt ebenfalls geringe Festigkeit des Gesamtmaterials PolyPorA. Diese Eigenschaft war so erwartet worden und wird durch REM-Aufnahmen der Bruchfläche eines Zugstabes aus PolyPorA bestätigt (siehe Fig. 7). Es ist deutlich zu erkennen, dass das Material immer an den Bindungsstellen der Kugeln, also im Binder bricht.
Courtesy of voxeljet Fig. 7: REM-Aufnahme der Bruchfläche eines PolyPorA-Zugstabes
ANSYS Conference & 27th CADFEM Users’ Meeting 2009 November 18-20, 2009 Congress Center Leipzig, Germany
3.2 Digimat FE
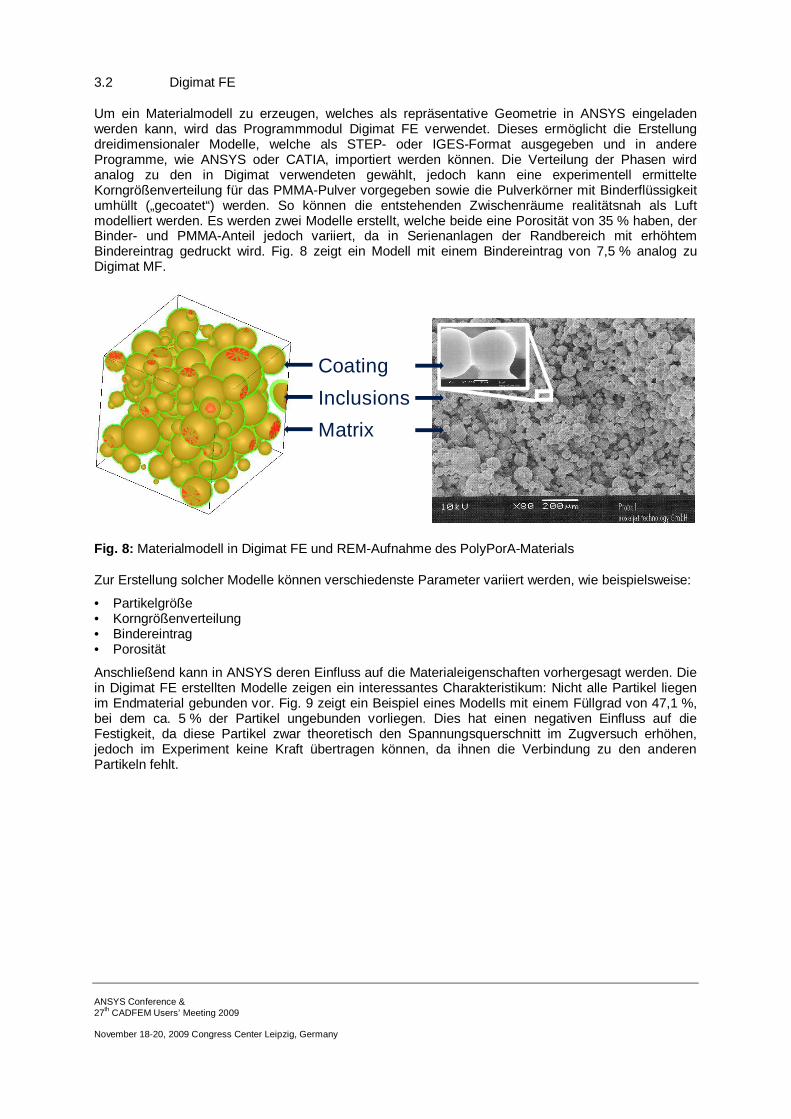
Um ein Materialmodell zu erzeugen, welches als repräsentative Geometrie in ANSYS eingeladen werden kann, wird das Programmmodul Digimat FE verwendet. Dieses ermöglicht die Erstellung dreidimensionaler Modelle, welche als STEP- oder IGES-Format ausgegeben und in andere Programme, wie ANSYS oder CATIA, importiert werden können. Die Verteilung der Phasen wird analog zu den in Digimat verwendeten gewählt, jedoch kann eine experimentell ermittelte Korngrößenverteilung für das PMMA-Pulver vorgegeben sowie die Pulverkörner mit Binderflüssigkeit umhüllt („gecoatet“) werden. So können die entstehenden Zwischenräume realitätsnah als Luft modelliert werden. Es werden zwei Modelle erstellt, welche beide eine Porosität von 35 % haben, der Binder- und PMMA-Anteil jedoch variiert, da in Serienanlagen der Randbereich mit erhöhtem Bindereintrag gedruckt wird. Fig. 8 zeigt ein Modell mit einem Bindereintrag von 7,5 % analog zu Digimat MF.
Coating
MatrixInclusions
Fig. 8: Materialmodell in Digimat FE und REM-Aufnahme des PolyPorA-Materials
Zur Erstellung solcher Modelle können verschiedenste Parameter variiert werden, wie beispielsweise:
• Partikelgröße • Korngrößenverteilung • Bindereintrag • Porosität
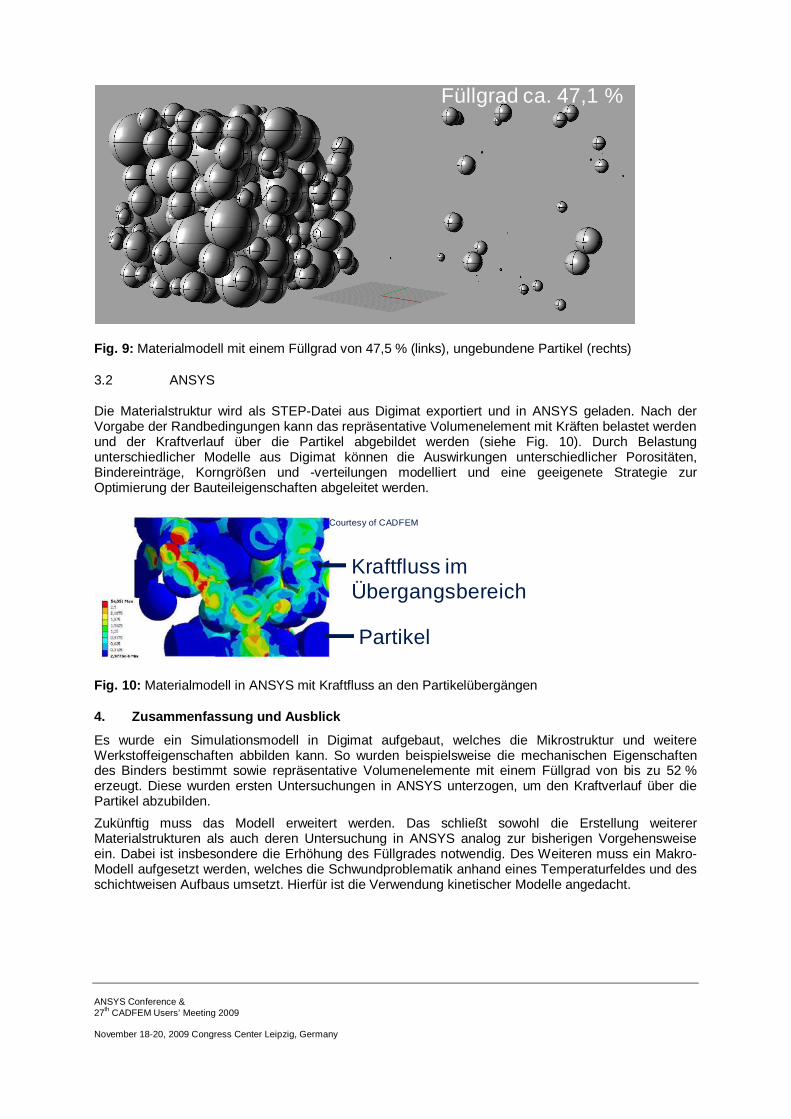
Anschließend kann in ANSYS deren Einfluss auf die Materialeigenschaften vorhergesagt werden. Die in Digimat FE erstellten Modelle zeigen ein interessantes Charakteristikum: Nicht alle Partikel liegen im Endmaterial gebunden vor. Fig. 9 zeigt ein Beispiel eines Modells mit einem Füllgrad von 47,1 %, bei dem ca. 5 % der Partikel ungebunden vorliegen. Dies hat einen negativen Einfluss auf die Festigkeit, da diese Partikel zwar theoretisch den Spannungsquerschnitt im Zugversuch erhöhen, jedoch im Experiment keine Kraft übertragen können, da ihnen die Verbindung zu den anderen Partikeln fehlt.
ANSYS Conference & 27th CADFEM Users’ Meeting 2009 November 18-20, 2009 Congress Center Leipzig, Germany
Füllgrad ca. 47,1 %
Fig. 9: Materialmodell mit einem Füllgrad von 47,5 % (links), ungebundene Partikel (rechts)
3.2 ANSYS
Die Materialstruktur wird als STEP-Datei aus Digimat exportiert und in ANSYS geladen. Nach der Vorgabe der Randbedingungen kann das repräsentative Volumenelement mit Kräften belastet werden und der Kraftverlauf über die Partikel abgebildet werden (siehe Fig. 10). Durch Belastung unterschiedlicher Modelle aus Digimat können die Auswirkungen unterschiedlicher Porositäten, Bindereinträge, Korngrößen und -verteilungen modelliert und eine geeigenete Strategie zur Optimierung der Bauteileigenschaften abgeleitet werden.
Kraftfluss im Übergangsbereich
Partikel
Courtesy of CADFEM
Fig. 10: Materialmodell in ANSYS mit Kraftfluss an den Partikelübergängen
4. Zusammenfassung und Ausblick
Es wurde ein Simulationsmodell in Digimat aufgebaut, welches die Mikrostruktur und weitere Werkstoffeigenschaften abbilden kann. So wurden beispielsweise die mechanischen Eigenschaften des Binders bestimmt sowie repräsentative Volumenelemente mit einem Füllgrad von bis zu 52 % erzeugt. Diese wurden ersten Untersuchungen in ANSYS unterzogen, um den Kraftverlauf über die Partikel abzubilden. Zukünftig muss das Modell erweitert werden. Das schließt sowohl die Erstellung weiterer Materialstrukturen als auch deren Untersuchung in ANSYS analog zur bisherigen Vorgehensweise ein. Dabei ist insbesondere die Erhöhung des Füllgrades notwendig. Des Weiteren muss ein Makro-Modell aufgesetzt werden, welches die Schwundproblematik anhand eines Temperaturfeldes und des schichtweisen Aufbaus umsetzt. Hierfür ist die Verwendung kinetischer Modelle angedacht.

ANSYS Conference & 27th CADFEM Users’ Meeting 2009 November 18-20, 2009 Congress Center Leipzig, Germany
5. References
[1] Zaeh, M. F.; Branner, G.; Hagemann, F.: Chancen und Risiken des Werkzeug- und Formenbaus im globalen Wettbewerb. In: Zäh, M. F.; Reinhart, G. (Hrsg.): iwb Seminarberichte 85, 3DErfahrungsforum Innovation im Werkzeug- und Formenbau. Muenchen, 30.-31. Mai 2007. Utz Verlag, Muenchen 2007, S. 1-1 und 1-15.
[2] Gebhardt, A.: Rapid Prototyping – Werkzeuge für die schnelle Produktentwicklung. 2. Aufl. Carl Hanser Verlag, Muenchen, Wien 2000, pp. 5-23.
[3] DIN 527: Bestimmung der Zugeigenschaften, Berlin: Beuth 1996. [4] Pelzer, R.: Auslegung besiedelbarer Knochenimplantate und Herstellung mittels 3D-
Druckverfahren. Fortschr.-Ber. VDI-Reihe 17 Nr. 255; Düsseldorf VDI-Verlag 2005 [5] Zaeh, M. F.; Branner, G.; Prozess-Struktur-Simulation im Bereich metallischer
Schichtbauverfahren; In: ANSYS Conference & 26th CADFEM Users’ Meeting 2008, October 22-24, 2008, darmstadtium wissenschaft, Darmstadt, Germany.
[6] Powell, C. A.; Savage, M. D.; Guthrie, J. T.: Computational Simulation of the printing of a Newtonian Liquid from a trapezoidal cavity. In: International Journal of Numerical Methods for Heat & Flow. Vol. 12, Nr. 4. 2002. pp. 338-355.
[7] Sehnert, J: Materialdesign durch Simulation. In: CADFEM Infoplaner. Vol. 2. 2008, S. 28-29. Danksagung. Wir danken der Bayerischen Forschungsstiftung für die Förderung und finanzielle Unterstützung.