Materials Services Alu- Verbundplatten
52
Materials Services Plastics Austria Alu- Verbundplatten Leicht und vielseitig
Transcript of Materials Services Alu- Verbundplatten

Materials Services Plastics Austria
Alu- VerbundplattenLeicht und vielseitig

©ATELIERGH.com

ACP – Seite 43 HYLITE® – Seite 19
Stacbond® – Seite 49
DIBOND® – Seite 5
Alu-Verbundplatten
DIBOND® 5
DILITE® 15
HYLITE® 19
DIBOND® Verarbeitung 22
ACP Alu-Verbundplatten 43
Stacbond® 49
Inhalt
Inhalt 3

Technische Daten DIBOND®
Dicke 2 mm 3 mm 4 mm 6 mm Maßeinheit
Deckblechdicke 0,30 mm
Gewicht 2,90 3,80 4,75 6,60 kg/m2
Technologische Werte
Widerstandsmoment W 0,51 0,81 1,11 1,71 cm3/m
Biegesteifigkeit E·I 345 865 1620 3840 kNcm2/m
Legierung / Zustand der Deckbleche EN AW-5005A (AIMg1), H44, nach EN 485-2
Linearer Ausdehnungskoeffizient 2,4 mm/m bei 100 °C Temperaturdifferenz
Oberfläche
Lackierung modifiziertes Polyester-Lacksystem
Glanz (Ausgangswert) 30 - 85 %
Härte (Bleistifthärte) HB - F
Thermische Eigenschaften
Temperaturbeständigkeit -50 bis +80 °C
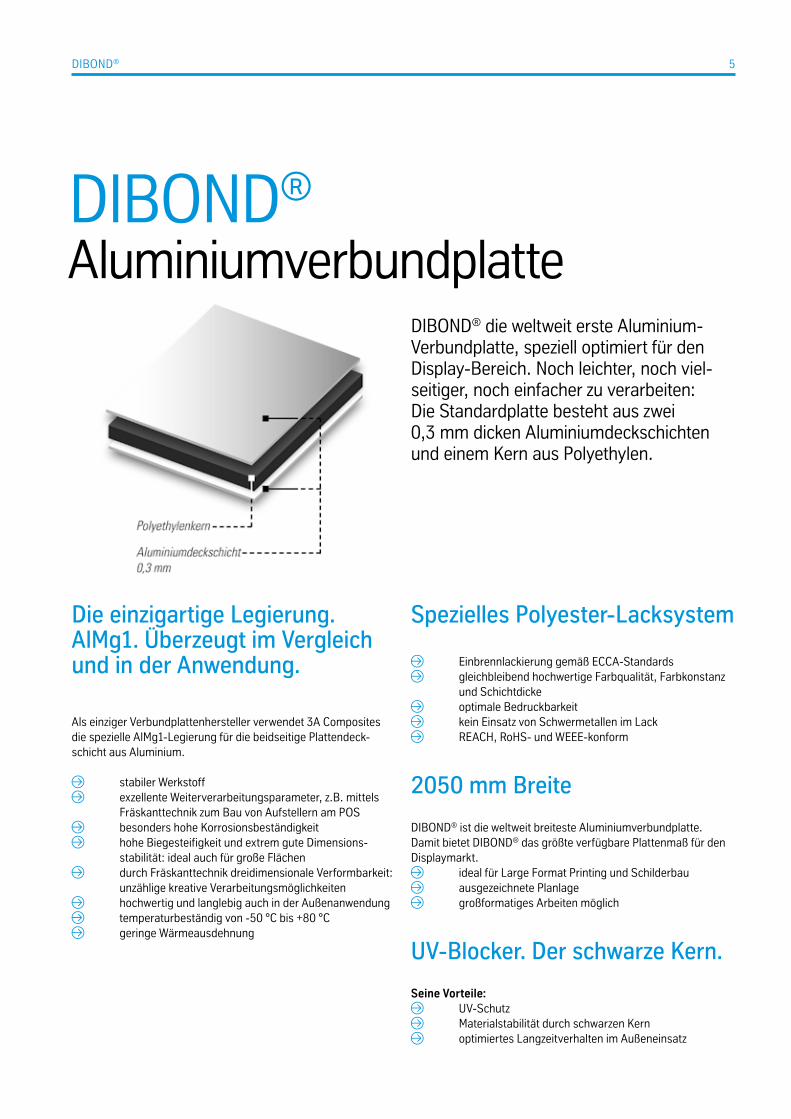
Kern
Polyethylen, Typ LDPE 0,92 g/cm3
©3A Composites | Designer: Andreas Hegert©3A Composites | Daniel Michel www.daniel-michel
©3A Composites | CitÇ de l'Architecture
4
DIBOND®
Aluminiumverbundplatte
Die einzigartige Legierung. AlMg1. Überzeugt im Vergleich und in der Anwendung.
Als einziger Verbundplattenhersteller verwendet 3A Composites die spezielle AlMg1-Legierung für die beidseitige Plattendeck-schicht aus Aluminium.
stabiler Werkstoff exzellente Weiterverarbeitungsparameter, z.B. mittels
Fräskanttechnik zum Bau von Aufstellern am POS besonders hohe Korrosionsbeständigkeit hohe Biegesteifigkeit und extrem gute Dimensions-
stabilität: ideal auch für große Flächen durch Fräskanttechnik dreidimensionale Verformbarkeit:
unzählige kreative Verarbeitungsmöglichkeiten hochwertig und langlebig auch in der Außenanwendung temperaturbeständig von -50 °C bis +80 °C geringe Wärmeausdehnung
Spezielles Polyester-Lacksystem
Einbrennlackierung gemäß ECCA-Standards gleichbleibend hochwertige Farbqualität, Farbkonstanz
und Schichtdicke optimale Bedruckbarkeit kein Einsatz von Schwermetallen im Lack REACH, RoHS- und WEEE-konform
2050 mm Breite
DIBOND® ist die weltweit breiteste Aluminiumverbundplatte. Damit bietet DIBOND® das größte verfügbare Plattenmaß für den Displaymarkt.
ideal für Large Format Printing und Schilderbau ausgezeichnete Planlage großformatiges Arbeiten möglich
UV-Blocker. Der schwarze Kern.
Seine Vorteile: UV-Schutz Materialstabilität durch schwarzen Kern optimiertes Langzeitverhalten im Außeneinsatz
DIBOND® die weltweit erste Aluminium- Verbundplatte, speziell optimiert für den Display-Bereich. Noch leichter, noch viel-seitiger, noch einfacher zu verarbeiten: Die Standardplatte besteht aus zwei 0,3 mm dicken Aluminiumdeckschichten und einem Kern aus Polyethylen.
DIBOND® 5
6
©3A Composites

DIBOND® Spezialitäten 7
DIBOND® SpezialitätenQuality meets Design!
BUTLERFINISH®
Das charakteristische, gebürstete Aussehen von BUTLERFINISH® entsteht durch ein spezielles Verfahren, bei dem ein Oberflächen-schliff in das Deckblech eingewalzt und anschließend mit Klarlack einbrennlackiert wird. Diese Oberfläche in gebürsteter Aluminium-optik verleiht Exklusivität und Individualität – bevorzugt bei Shop Design, Möbelbau, zur hochwertigen Produktpräsentation oder als Trägerplatte für Werbeschilder.Im Innen- wie im Außenbereich, ob 2D oder 3D – durch vielseitige Verarbeitungsmöglichkeiten, wie Formfräsen, Abkanten, Biegen, Rundwalzen, erreichen Sie immer ästhetische Effekte und kreative Designs. Die gebürstete Optik ist auch in den Varianten Gold, Edel-stahl und Kupfer erhältlich.
DIBOND®digital
DIBOND®digital ist die erste Aluminiumverbundplatte, die speziell für den direkten Digitaldruck entwickelt wurde.Ein spezielles Lacksystem garantiert beste Tintenhaftung für UV-härtende und lösemittelhaltige Tinten. Die Verbindung aus dem Lacksystem und der sehr planen Oberfläche von DIBOND®-digital ermöglicht nicht nur die Darstellung sehr feiner Linien und Strukturen, sondern darüber hinaus auch höhere Druckgeschwin-digkeiten. Druckversuche bei Herstellern von Digitaldruckmaschi-nen ergaben perfekte Druckergebnisse und einen Cross-Hatch Test mit dem beeindruckenden Resultat 0. Die Dickentoleranz von nur 0,2 mm ermöglicht außerdem einen geringen Abstand der Druckköpfe zur Platte. Die Platte ist UV- und bis zu 80 °C tempera-turbeständig, was zwei Vorteile bringt: Zum einen kann ein Verwer-fen durch Hitzeeinfluss der UV-Lampen ausgeschlossen werden, zum anderen ist die Platte auch längerfristig im Außenbereich ein-setzbar. Daher wird DIBOND®digital vor allem bei Hoardings, hoch-wertiger Beschilderung für Werbekampagnen im Innen- und Außenbereich, Eventmarketing und im Messebau eingesetzt. Durch die hohe Planheit der Platten werden dabei Unebenheiten nach der Montage vermieden. Anders, als von DIBOND® bekannt, hat DIBOND®digital 0,2 mm dicke Deckschichten, welche sich für plane Anwendungen anbieten. Für Schilder, die nach dem Bedru-cken noch dreidimensional verarbeitet werden (z.B. Fräskanttech-nik) empfehlen wir DIBOND® in der Standardausführung. Ansons-ten lässt sich DIBOND®digital jedoch verarbeiten wie DIBOND® in der Standardausführung.
Auf einen Blick
exklusive, gebürstete Oberfläche hervorragende Ergebnisse beim Siebdruck und
direkten Digitaldruck optimale Verarbeitungsparameter Einsatz im Innen- und Außenbereich
Auf einen Blick
0,2 mm dicke Deckschichten Ein spezielles Lacksystem garantiert beste
Tinten haftung schnelle Druckgeschwindigkeiten möglich wetterfest und UV-beständig – auch bedruckt
langfristig im Außenbereich einsetzbar exzellente Druckergebnisse: Cross Hatch Test: 0 sehr plane, gleichmäßig glatte Oberfläche mit
hoher Dimensionsstabilität

8
©3A Composites | Architekt: S+M Architectes | Fotograf: Philippe Caumes
DIBOND®decor
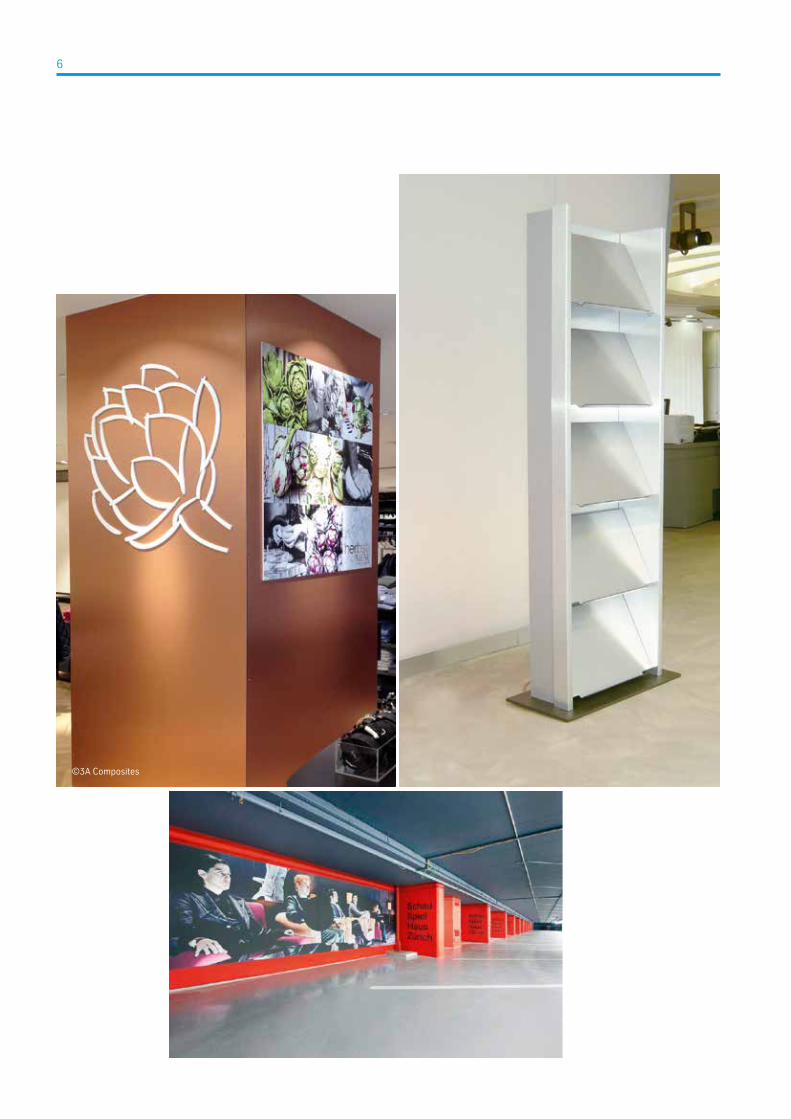
DIBOND®decor bezeichnet eine Aluminiumverbundplatte mit ver-schiedenen Oberflächen in Holzoptik. DIBOND®decor wird in den Bereichen Ladenbau und Shop Design, aber auch im Möbelbau, Messebau, am Point of Sale oder im Bereich Werbetechnik ver-wendet – überall dort, wo die Kombination aus eleganter Holzoptik und kreativer Verarbeitung gefragt ist. Durch die direkte Bedruck-barkeit mittels Sieb- und Digitaldruck kann DIBOND®decor optimal als Trägermaterial für Werbebotschaften genutzt werden. Im Ver-gleich zu Echtholz ist DIBOND®decor unempfindlich gegen Feuch-tigkeit und Temperaturschwankungen und kann daher auch lang-fristig im Außenbereich eingesetzt werden. Dabei von Vorteil: die Dimensionsstabilität! Holz „arbeitet“, DIBOND® nur in sehr gerin-gem Umfang. Außerdem: Wartungsfreiheit – kein Nachschleifen, Streichen, Ausbessern! Dreidimensionale Designs sind einfach umsetzbar, denn alle von DIBOND® bekannten Verarbeitungs-methoden wie rundbiegen, abkanten, formfräsen, die Fräskant-technik und schneiden sind auch bei DIBOND®decor möglich. Vor allem die Leichtigkeit der Biegearbeiten, beispielsweise zu Ronden, Säulenverkleidungen oder auch für die Fertigung von Möbeln, stellt einen entscheidenden Vorteil gegenüber Echthölzern dar.
DIBOND®spiegel
Die spiegelnde DIBOND® Oberfläche für den Displaybereich weist ähnliche Reflexionsqualitäten wie ein herkömmlicher Glasspiegel auf – kann allerdings nicht zerbrechen und wiegt nur etwa die Hälfte. DIBOND®spiegel schafft mehr Licht und Transparenz im Innenbereich und ist somit erste Wahl bei der Raumgestaltung von Shops, Hotels, Bars oder Freizeitlokalitäten, aber auch für den Messebau und bei Anwendungen in öffentlichen Einrichtungen, wo Sicherheit an erster Stelle steht. Durch die Bedruckbarkeit mittels Siebdruck und direktem Digitaldruck, oder durch Gravieren mittels Lasertechnik kann DIBOND®spiegel aber auch optimal als Träger für Werbebotschaften eingesetzt werden. Bei der Verarbeitung zeigt DIBOND®spiegel nahezu die selben Eigenschaften, wie DIBOND® in der Standardausführung, lässt sich allerdings nur eingeschränkt biegen oder abkanten. DIBOND®spiegel punktet gegenüber Spiegelvarianten aus Kunststoff dadurch, dass die Spiegelfläche beim Zuschneiden nicht abblättert. Bei der Befesti-gung ist hervorzuheben, dass DIBOND®spiegel unempfindlicher gegenüber Druck ist als Glas, das bei enger Befestigung schnell zerbricht, oder als Spiegelprodukte aus Acryl, die an den Befesti-gungspunkten oft verzerren.
Auf einen Blick
Temperaturbeständigkeit von -50 °C bis +80 °C Das geringe Gewicht gegenüber Echtholz spart
Aufwand und Kosten bei Handling, Transport und Montage
direkte Bedruckung im Siebdruck und direkter Digitaldruck möglich
einfache Verarbeitung – auch Rundbiegen wartungsfrei
Auf einen Blick
ähnliche Reflexionsqualitäten wie ein herkömmlicher Glasspiegel
Bruchsicherheit und geringes Gewicht: Vorteile bei Handling, Transport und Montage
Spiegelfläche blättert beim Zuschneiden nicht ab unempfindlicher gegen Druck als Glas oder Acryl:
problemlose Befestigung ohne Verzerren bedruckbar mittels Sieb- und Digitaldruck Innen- und Außenanwendungen
Ein praktischer Aspekt: Werden Säulen mit DIBOND®decor ver -kleidet, reicht es, das Material einzufräsen, flach zu transportieren und vor Ort in die entsprechende Form zu bringen – ganz einfach, manuell und ohne Hilfsmittel.
DIBOND® Spezialitäten 9


DIBOND®FR
Gerade im öffentlichen Bereich bedarf es oft verstärkter Sicher-heitsmaßnahmen. Ein entscheidender Beitrag: die Brandzertifizie-rung der verwendeten Materialien. DIBOND®FR hat Aluminium-deckschichten und einen mineralischen Kern, der Verbund erreicht dadurch die Brandklassifizierung „schwer entflammbar“. Die Brandklassifizierung bei DIBOND®FR wird ohne Zugabe haloge-nierter Flammschutzmittel, ausschließlich durch mineralische Füllstoffe erreicht und ist somit toxikologisch unbedenklich.DIBOND®FR kommt dort zum Einsatz, wo erhöhte Brandschutz-bestimmungen gefordert sind: Flughäfen, Messehallen, Shopping Malls, in öffentlichen Gebäuden, im Ladenbau, bei Innenverklei-dungen oder Leitsystemen mittels Displays und Schildern.DIBOND®FR kann (außer Heißluftschweißen) genauso verarbeitet werden wie DIBOND® in der Standardausführung und ist somit auch dreidimensional anwendbar.
DIBOND®structure
DIBOND®structure erhält die charakteristische Optik durch ein spezielles Lacksystem, das der Platte eine haptische Oberfläche verleiht und zudem weniger Gebrauchsspuren erkennen lässt.
Mit der schwarzen oder wahlweise silbernen Oberfläche sorgt DIBOND®structure für strahlend helle Akzente, vor allem als Eye Catcher, punktuell oder flächig verwendet, für den Bereich Shop Design, Wandverkleidungen und Innenausbau, Bars und Theken. Äußerst repräsentativ lassen sich aber auch hochwertige Produkte damit in Szene setzen. Hinsichtlich der Verarbeitung ist DIBOND®structure weitestgehend wie DIBOND® in der Standard-ausführung zu verwenden, lässt sich also hervorragend sägen, schneiden, fräsen, abkanten, 3D-umformen, etc. Aufgrund der Oberflächenstruktur lässt sich DIBOND®structure allerdings nicht bedrucken und kaschieren. Auch beim Verkleben und Befestigenergeben sich durch die Oberflächenstruktur andere Parameter.
Auf einen Blick
„schwer entflammbar“, Brandklassifizierung Klasse B s1,d0 nach EN 13501-1, der neuen europäischen Norm
Kern mit mineralischen Füllstoffen, ohne haloge-nierte Flammschutzmittel: toxikologisch unbedenklich
alle bekannten DIBOND®-Verarbeitungsmöglich-keiten möglich (außer Heißluftschweißen)
sehr gutes Verhalten auch bei Biegen und Fräskanttechnik
Auf einen Blick
charakteristische Struktur durch spezielles Lacksystem
besondere Haptik und Ästhetik geeignet für Innenanwendungen
DIBOND® Spezialitäten 11

DIBOND®eloxal
Die Oberflächen von DIBOND®eloxal werden in einem speziellen Verfahren mit einer Eloxalschicht von 5 μm oder 10 μm Dicke ver-sehen und sind dadurch, verglichen mit Lacksystemen, deutlich härter.DIBOND®eloxal kann daher aufgrund seiner Korrosionsbeständig-keit und Widerstandsfähigkeit überall dort eingesetzt werden, wo es auf besondere Robustheit ankommt. Die besonders authenti-sche Metallwirkung des Materials sorgt speziell bei Innenanwen-dungen für ein hochwertiges Erscheinungsbild. DIBOND®eloxal wird daher vor allem für dekorative Oberflächen im Laden-, Möbel- und Messebau, am Point of Purchase für Produktwerbung, Theken und Displays eingesetzt.Hinsichtlich der Verarbeitung kann DIBOND®eloxal verarbeitet werden, wie DIBOND® in der Standardausführung. Lediglich beim Rundbiegen müssen größere Biegeradien angelegt werden, um die Eloxalschicht nicht zu brechen. Zum Einsatz der Fräskant-technik empfehlen wir den Einsatz lackierter Oberflächen.
Auf einen Blick
beidseitig eloxiert abriebfest und kratzbeständig keine zurückbleibenden Fingerabdrücke
auf der Oberfläche sehr gut geeignet für Siebdruck für Innenanwendungen
12

DIBOND® Lieferprogramm / Lagerprogramm 13
LKZ Lager kenn zeichen
X ab Lager lieferbar
Lieferzeiten und Mindestmengen bitte anfragen
DIBOND®
Format Stärke Farbe Stück je Palette LKZ
Breite in mm Länge in mm in mm Vorderseite Rückseite
DIBOND®
1250 2500 2 platinweiß matt platinweiß matt 110
1500 3050 2 platinweiß matt platinweiß matt 70
2050 3050 2 platinweiß matt platinweiß matt 55
1250 2500 3 platinweiß matt platinweiß matt 80
1500 3050 3 platinweiß matt platinweiß matt 55
1500 4050 3 platinweiß matt platinweiß matt 40
2050 3050 3 platinweiß matt platinweiß matt 40
2050 4050 3 platinweiß matt platinweiß matt 30
1250 2500 4 platinweiß matt platinweiß matt 65
1500 3050 4 platinweiß matt platinweiß matt 45
2050 3050 4 platinweiß matt platinweiß matt 30
2050 4050 4 platinweiß matt platinweiß matt 25
1500 3050 6 platinweiß matt platinweiß matt 30
1500 3050 3 platinweiß matt aluminium-metallic 55
1500 3050 3 aluminium-metallic aluminium-metallic 55
1500 3050 3 platinweiß hochglanz platinweiß matt 55
1250 2500 3 digital weiß digital weiß 90
1500 3050 3 digital weiß digital weiß 60
1500 3050 3 verkehrsgelb hochglanz verkehrsgelb matt 55
1500 3050 3 verkehrsrot hochglanz verkehrsrot matt 55 X
1500 3050 3 ultramarinblau hochglanz ultramarinblau matt 55
1500 3050 3 hellelfenbein hochglanz hellelfenbein matt 55
1500 3050 3 tiefschwarz hochglanz tiefschwarz matt 55 X
1500 3050 3 britischgrün hochglanz britischgrün matt 55
1500 3050 3 structure silber structure schwarz 55 X
DIBOND® Spezialitäten
1500 3050 3 butlerfinish® walzmatt 55 X
1500 3050 3 butlerfinish® edelstahl walzmatt 55 X
1500 3050 3 butlerfinish® gold walzmatt 55
1500 3050 3 butlerfinish® kupfer walzmatt 55
1250 3050 3 Spiegel (innen) / walzmatt walzmatt 60 X
1250 2500 3 Spiegel (außen) / walzmatt walzmatt 65
1250 3050 3 Spiegel (außen) / walzmatt walzmatt 60
1500 3050 3 FR platinweiß matt FR platinweiß matt 35

Technische Daten DILITE®
Dicke 2 mm 3 mm 4 mm Maßeinheit
Deckblechdicke 0,20 mm
Gewicht 2,60 3,50 4,40 kg/m2
Kern Polyethylen, Typ LDPE; Dunkelgrau
Oberfläche
Bandbeschichtet weißPolyester-Lacksystem,
Polyurethan-Lacksystem
Temperaturbeständigkeit -50 bis +80 °C
Linearer Ausdehnungskoeffizient 2,4 mm/m bei 100 °C Temperaturdifferenz
14
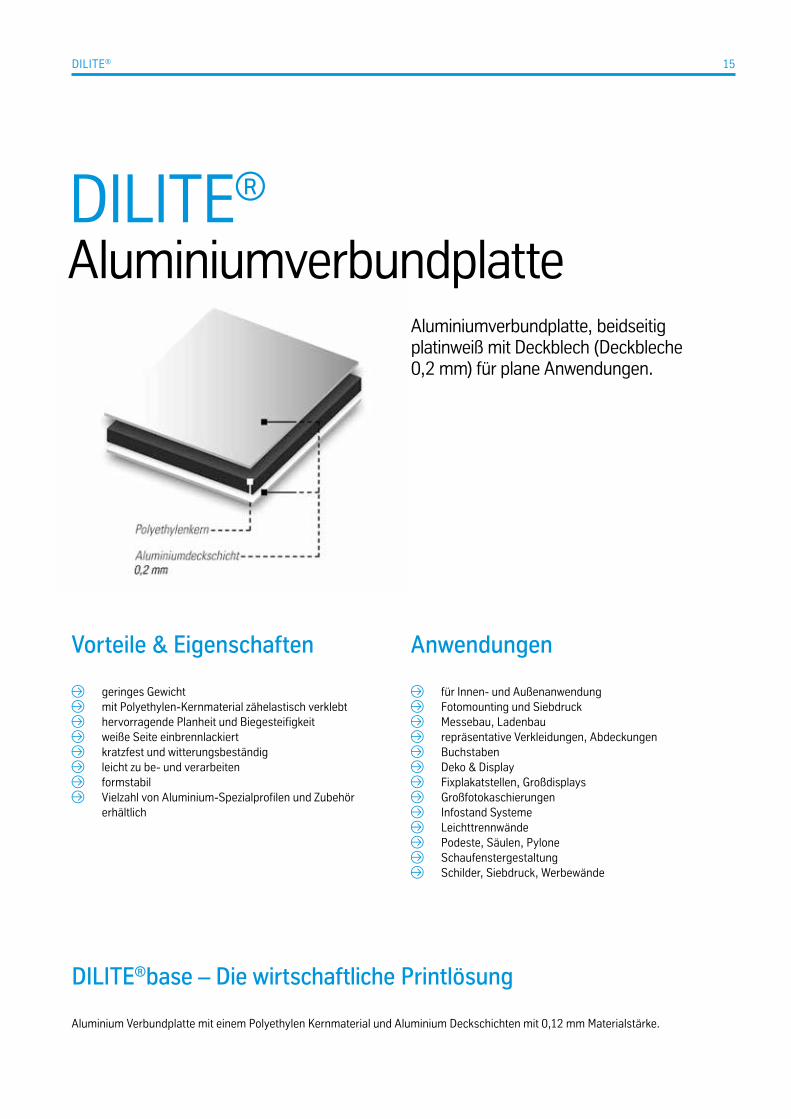
DILITE®
AluminiumverbundplatteAluminiumverbundplatte, beidseitig platinweiß mit Deckblech (Deckbleche 0,2 mm) für plane Anwendungen.
Vorteile & Eigenschaften
geringes Gewicht mit Polyethylen-Kernmaterial zähelastisch verklebt hervorragende Planheit und Biegesteifigkeit weiße Seite einbrennlackiert kratzfest und witterungsbeständig leicht zu be- und verarbeiten formstabil Vielzahl von Aluminium-Spezialprofilen und Zubehör
erhältlich
DILITE®base – Die wirtschaftliche Printlösung
Aluminium Verbundplatte mit einem Polyethylen Kernmaterial und Aluminium Deckschichten mit 0,12 mm Materialstärke.
Anwendungen
für Innen- und Außenanwendung Fotomounting und Siebdruck Messebau, Ladenbau repräsentative Verkleidungen, Abdeckungen Buchstaben Deko & Display Fixplakatstellen, Großdisplays Großfotokaschierungen Infostand Systeme Leichttrennwände Podeste, Säulen, Pylone Schaufenstergestaltung Schilder, Siebdruck, Werbewände
DILITE® 15

DILITE® Lieferprogramm / Lagerprogramm 17
LKZ Lager kenn zeichen
X ab Lager lieferbar
Lieferzeiten und Mindestmengen bitte anfragen
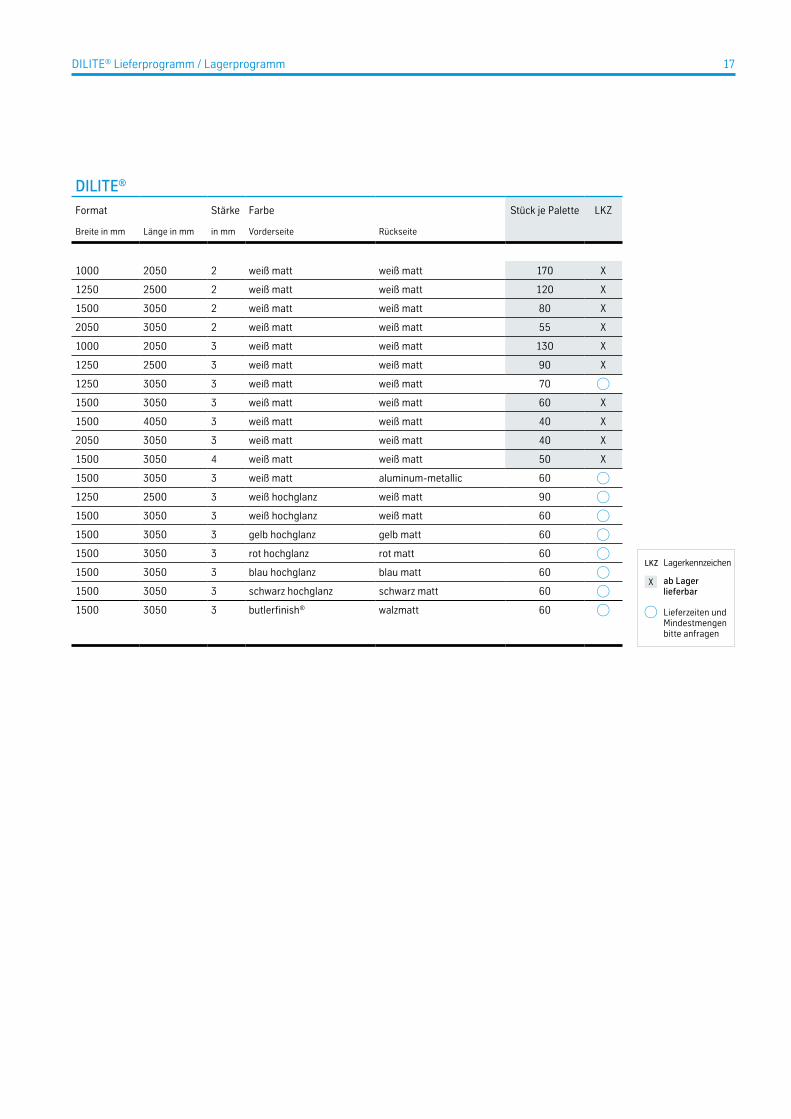
DILITE®
Format Stärke Farbe Stück je Palette LKZ
Breite in mm Länge in mm in mm Vorderseite Rückseite
1000 2050 2 weiß matt weiß matt 170 X
1250 2500 2 weiß matt weiß matt 120 X
1500 3050 2 weiß matt weiß matt 80 X
2050 3050 2 weiß matt weiß matt 55 X
1000 2050 3 weiß matt weiß matt 130 X
1250 2500 3 weiß matt weiß matt 90 X
1250 3050 3 weiß matt weiß matt 70
1500 3050 3 weiß matt weiß matt 60 X
1500 4050 3 weiß matt weiß matt 40 X
2050 3050 3 weiß matt weiß matt 40 X
1500 3050 4 weiß matt weiß matt 50 X
1500 3050 3 weiß matt aluminum-metallic 60
1250 2500 3 weiß hochglanz weiß matt 90
1500 3050 3 weiß hochglanz weiß matt 60
1500 3050 3 gelb hochglanz gelb matt 60
1500 3050 3 rot hochglanz rot matt 60
1500 3050 3 blau hochglanz blau matt 60
1500 3050 3 schwarz hochglanz schwarz matt 60
1500 3050 3 butlerfinish® walzmatt 60
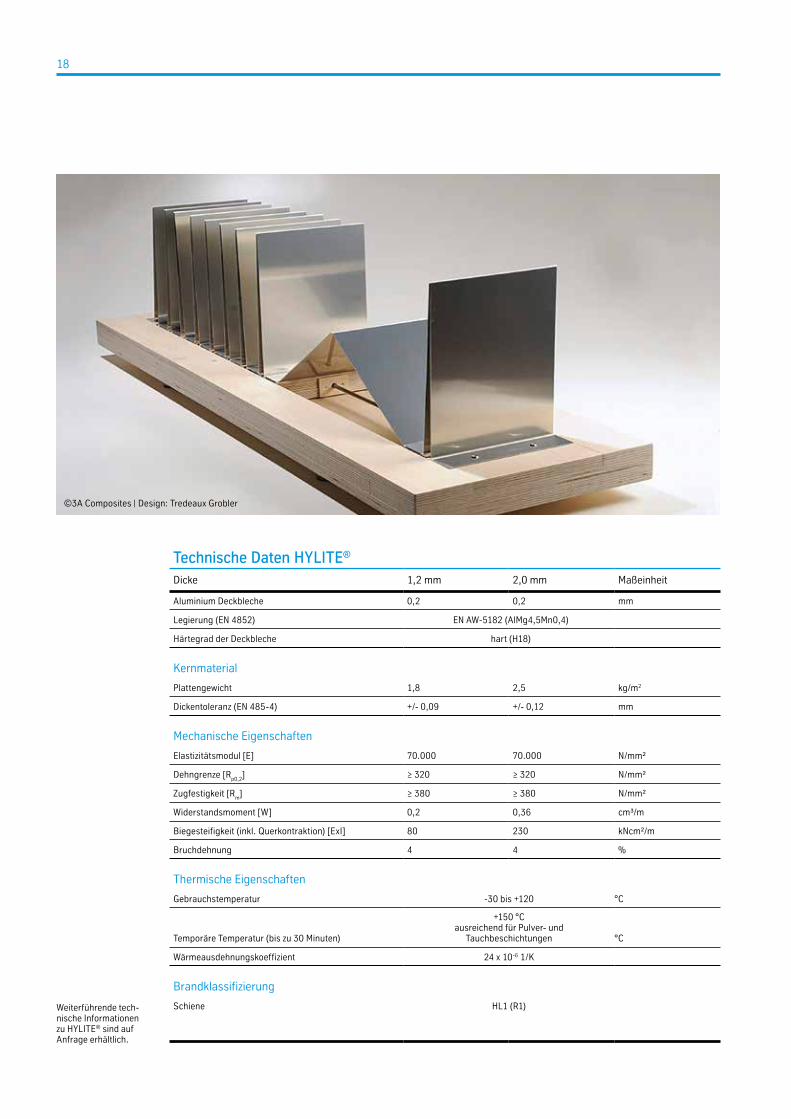
©3A Composites | Design: Tredeaux Grobler
Technische Daten HYLITE®
Dicke 1,2 mm 2,0 mm Maßeinheit
Aluminium Deckbleche 0,2 0,2 mm
Legierung (EN 4852) EN AW-5182 (AlMg4,5Mn0,4)
Härtegrad der Deckbleche hart (H18)
Kernmaterial
Plattengewicht 1,8 2,5 kg/m2
Dickentoleranz (EN 485-4) +/- 0,09 +/- 0,12 mm
Mechanische Eigenschaften
Elastizitätsmodul [E] 70.000 70.000 N/mm²
Dehngrenze [Rp0,2
] ≥ 320 ≥ 320 N/mm²
Zugfestigkeit [Rm] ≥ 380 ≥ 380 N/mm²
Widerstandsmoment [W] 0,2 0,36 cm³/m
Biegesteifigkeit (inkl. Querkontraktion) [ExI] 80 230 kNcm²/m
Bruchdehnung 4 4 %
Thermische Eigenschaften
Gebrauchstemperatur -30 bis +120 °C
Temporäre Temperatur (bis zu 30 Minuten)
+150 °Causreichend für Pulver- und
Tauchbeschichtungen °C
Wärmeausdehnungskoeffizient 24 x 10-6 1/K
Brandklassifizierung
Schiene HL1 (R1)Weiterführende tech-nische Informationen zu HYLITE® sind auf Anfrage erhältlich.
18
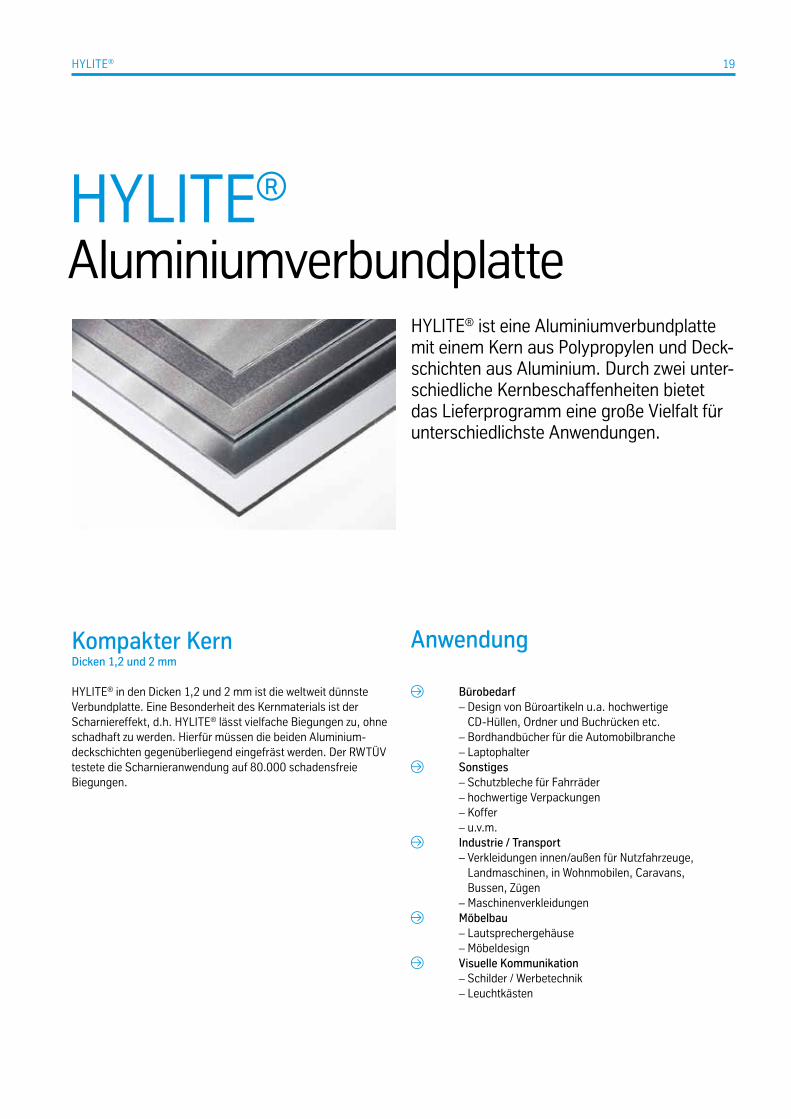
HYLITE®
AluminiumverbundplatteHYLITE® ist eine Aluminiumverbundplatte mit einem Kern aus Polypropylen und Deck-schichten aus Aluminium. Durch zwei unter-schiedliche Kernbeschaffenheiten bietet das Lieferprogramm eine große Vielfalt für unterschiedlichste Anwendungen.
Anwendung
Bürobedarf – Design von Büroartikeln u.a. hochwertige
CD-Hüllen, Ordner und Buchrücken etc. – Bordhandbücher für die Automobilbranche – Laptophalter
Sonstiges – Schutzbleche für Fahrräder – hochwertige Verpackungen – Koffer – u.v.m.
Industrie / Transport – Verkleidungen innen/außen für Nutzfahrzeuge,
Landmaschinen, in Wohnmobilen, Caravans, Bussen, Zügen
– Maschinenverkleidungen Möbelbau
– Lautsprechergehäuse – Möbeldesign
Visuelle Kommunikation – Schilder / Werbetechnik – Leuchtkästen
Kompakter KernDicken 1,2 und 2 mm
HYLITE® in den Dicken 1,2 und 2 mm ist die weltweit dünnste Verbundplatte. Eine Besonderheit des Kernmaterials ist der Scharniereffekt, d.h. HYLITE® lässt vielfache Biegungen zu, ohne schadhaft zu werden. Hierfür müssen die beiden Aluminium- deckschichten gegenüberliegend eingefräst werden. Der RWTÜV testete die Scharnieranwendung auf 80.000 schadensfreie Biegungen.
HYLITE® 19
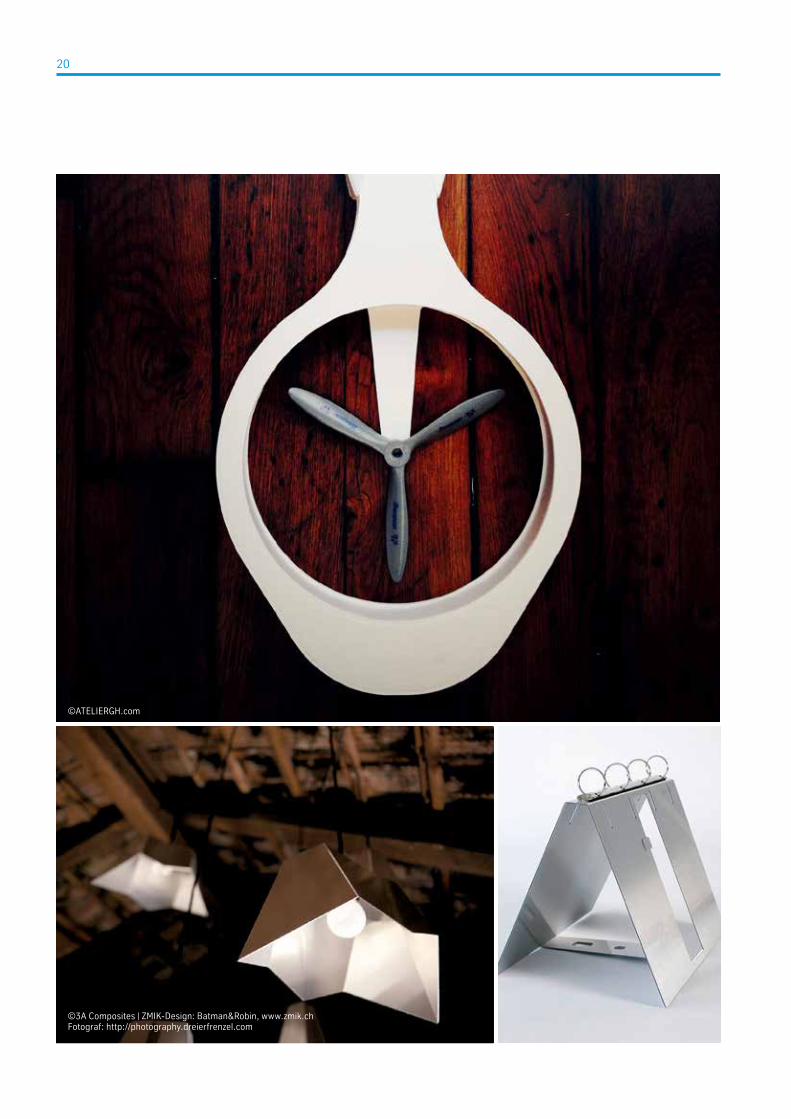
©3A Composites | ZMIK-Design: Batman&Robin, www.zmik.chFotograf: http://photography.dreierfrenzel.com
©ATELIERGH.com
20
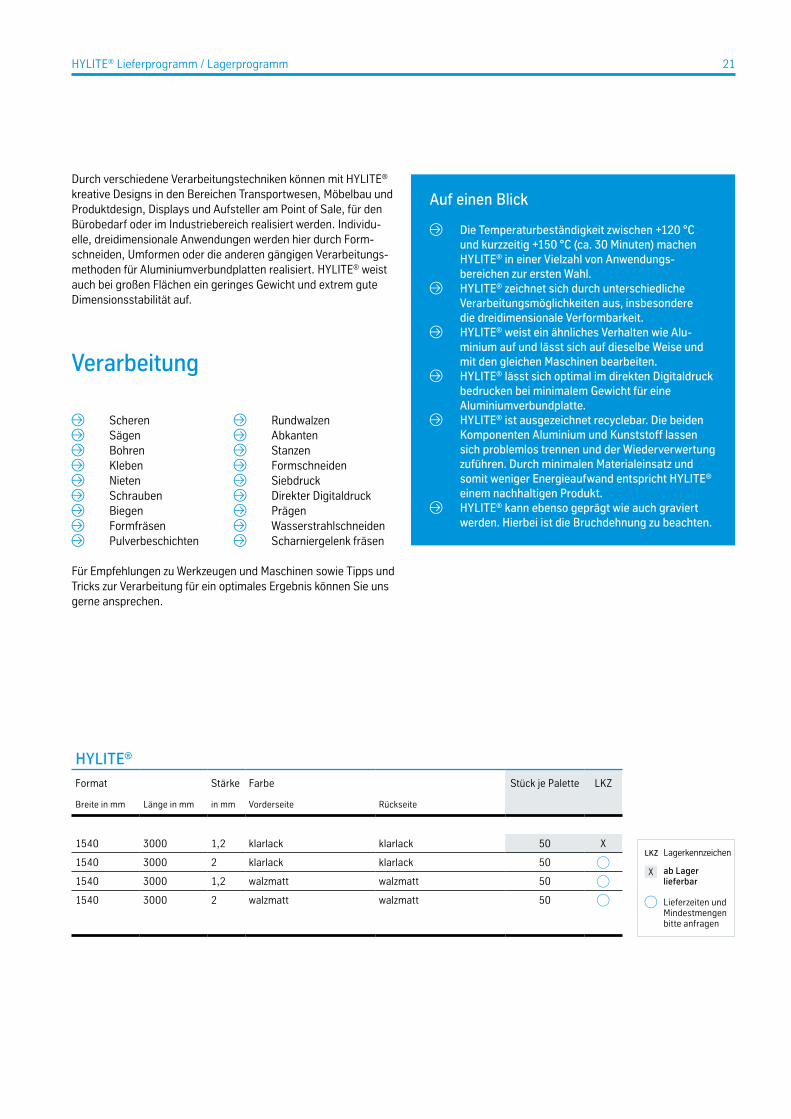
Durch verschiedene Verarbeitungstechniken können mit HYLITE® kreative Designs in den Bereichen Transportwesen, Möbelbau und Produktdesign, Displays und Aufsteller am Point of Sale, für den Bürobedarf oder im Industriebereich realisiert werden. Individu-elle, dreidimensionale Anwendungen werden hier durch Form-schneiden, Umformen oder die anderen gängigen Verarbeitungs-methoden für Aluminiumverbundplatten realisiert. HYLITE® weist auch bei großen Flächen ein geringes Gewicht und extrem gute Dimensionsstabilität auf.
Verarbeitung
Scheren Rundwalzen Sägen Abkanten Bohren Stanzen Kleben Formschneiden Nieten Siebdruck Schrauben Direkter Digitaldruck Biegen Prägen Formfräsen Wasserstrahlschneiden Pulverbeschichten Scharniergelenk fräsen
Für Empfehlungen zu Werkzeugen und Maschinen sowie Tipps und Tricks zur Verarbeitung für ein optimales Ergebnis können Sie uns gerne ansprechen.
Auf einen Blick
Die Temperaturbeständigkeit zwischen +120 °C und kurzzeitig +150 °C (ca. 30 Minuten) machen HYLITE® in einer Vielzahl von Anwendungs-bereichen zur ersten Wahl.
HYLITE® zeichnet sich durch unterschiedliche Verarbeitungsmöglichkeiten aus, insbesondere die dreidimensionale Verformbarkeit.
HYLITE® weist ein ähnliches Verhalten wie Alu-minium auf und lässt sich auf dieselbe Weise und mit den gleichen Maschinen bearbeiten.
HYLITE® lässt sich optimal im direkten Digitaldruck bedrucken bei minimalem Gewicht für eine Aluminiumverbundplatte.
HYLITE® ist ausgezeichnet recyclebar. Die beiden Komponenten Aluminium und Kunststoff lassen sich problemlos trennen und der Wiederverwertung zuführen. Durch minimalen Materialeinsatz und somit weniger Energieaufwand entspricht HYLITE® einem nachhaltigen Produkt.
HYLITE® kann ebenso geprägt wie auch graviert werden. Hierbei ist die Bruchdehnung zu beachten.
HYLITE®
Format Stärke Farbe Stück je Palette LKZ
Breite in mm Länge in mm in mm Vorderseite Rückseite
1540 3000 1,2 klarlack klarlack 50 X
1540 3000 2 klarlack klarlack 50
1540 3000 1,2 walzmatt walzmatt 50
1540 3000 2 walzmatt walzmatt 50
LKZ Lager kenn zeichen
X ab Lager lieferbar
Lieferzeiten und Mindestmengen bitte anfragen
HYLITE® Lieferprogramm / Lagerprogramm 21
22
Allgemeine HinweiseDIBOND® VerarbeitungVor Verarbereitung zu beachten!
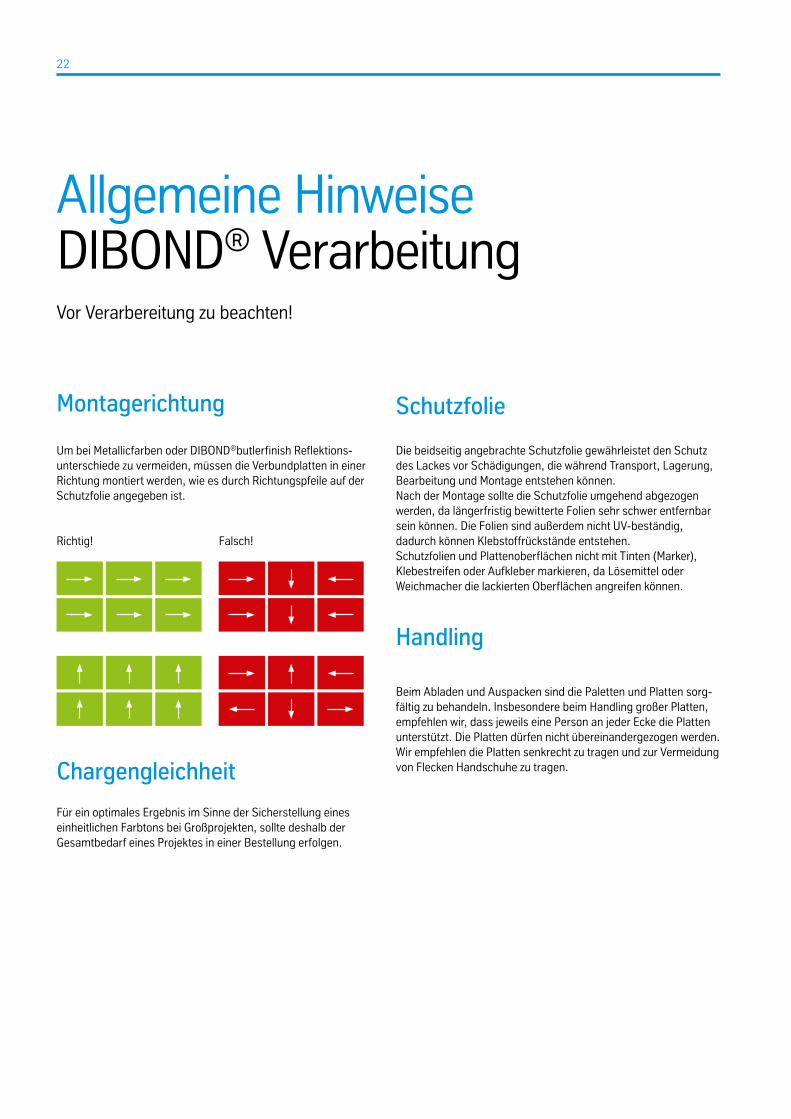
Montagerichtung
Um bei Metallicfarben oder DIBOND®butlerfinish Reflektions- unterschiede zu vermeiden, müssen die Verbundplatten in einer Richtung montiert werden, wie es durch Richtungspfeile auf der Schutzfolie angegeben ist.
Chargengleichheit
Für ein optimales Ergebnis im Sinne der Sicherstellung eines einheitlichen Farbtons bei Großprojekten, sollte deshalb der Gesamtbedarf eines Projektes in einer Bestellung erfolgen.
Schutzfolie
Die beidseitig angebrachte Schutzfolie gewährleistet den Schutz des Lackes vor Schädigungen, die während Transport, Lagerung, Bearbeitung und Montage entstehen können.Nach der Montage sollte die Schutzfolie umgehend abgezogen werden, da längerfristig bewitterte Folien sehr schwer entfernbar sein können. Die Folien sind außerdem nicht UV-beständig, dadurch können Klebstoffrückstände entstehen.Schutzfolien und Plattenoberflächen nicht mit Tinten (Marker), Klebestreifen oder Aufkleber markieren, da Lösemittel oder Weichmacher die lackierten Oberflächen angreifen können.
Handling
Beim Abladen und Auspacken sind die Paletten und Platten sorg-fältig zu behandeln. Insbesondere beim Handling großer Platten, empfehlen wir, dass jeweils eine Person an jeder Ecke die Platten unterstützt. Die Platten dürfen nicht übereinandergezogen werden. Wir empfehlen die Platten senkrecht zu tragen und zur Vermeidung von Flecken Handschuhe zu tragen.
Richtig! Falsch!
DIBOND® Verarbeitungshinweise und technische Detailinformationen 23
Lagerung
DIBOND® kann in Paletten übereinander aufgestapelt lagern. Wir empfehlen formatgleiche Paletten bei einer maximalen Stapelhöhe von 6 Paletten zu stapeln.
Eine Lagerung von mehr als 6 Monate sollte vermieden werden.Wir empfehlen, DIBOND® an einem trockenen, gleichmäßig tempe-rierten Ort zu lagern, um die Platten gegen Regen, Spritzwasser, in Paletten eindringende Feuchtigkeit und Kondenswasserbildung (z.B. beim Transport kalter Platten in wärmere Räume) zu schützen.
Vor Beginn der Verarbeitung empfehlen wir die Platten 24 Stunden bei 18 bis 20 °C zwischenzulagern. Für die kurzfristige Lagerung der Platten zwischen Verarbeitungsschritten empfehlen wir Poly-styrol oder Schaumstoffkeile zu verwenden.
Reinigen der Platten
Mit einer fachlich einwandfreien und regelmäßig durchgeführten Reinigung wird nicht nur die Wiederherstellung des ästhetischen Aussehens der Oberflächen erreicht, sie sichert auch deren Werterhaltung.
Die Reinigung sollte schrittweise von unten nach oben erfolgen und kann manuell, oder mit Hilfe spezieller Reinigungsgeräte erledigt werden (Industriereiniger, Schaumreinigungsgerät).Dabei ist darauf zu achten, dass geeignete Reinigungsmittel verwendet werden. Für lackierte Oberflächen nicht abrasive Reinigungs-Pads verwenden.
Nicht verwendet werden dürfen stark alkalische Reinigungsmittel (Kali- oder Natriumlauge, saure Produkte, Lösungsmittel) und ebenfalls keine stark abrasiv wirkenden Scheuermittel, die den Lackfilm anlösen.
Nach der Reinigung wird sorgfältiges Spülen der Oberflächen mit klarem Wasser empfohlen, um Rückstände der Reinigungs- produkte zu entfernen. Überschüssiges Spülwasser ist mit einem Schwamm, Gummirakel oder Fensterleder abzuwischen.
Reinigung spiegelnder Oberflächen:Trotz sorgfältigem Handling kann es bisweilen zu Verschmutzun-gen durch Fingerabdrücke o.ä. kommen. Zur Reinigung eignen sich Vliesstoffe ohne flüssige Zusätze, die speziell für spiegelnde Oberflächen entwickelt wurden. Sollte die Trockenreinigung wider Erwarten keinen Erfolg bringen, genügt entspanntes Wasser zur Vorreinigung und Trocknung mit einem Vliestuch. Das flüssige Reinigungsmittel sollte einen neutralen ph-Wert ausweisen und nicht abrasiv wirken. Glasreiniger können verwendet werden, wenn sie o.g. Kriterien erfüllen.
Grundsätzlich wird eine Vorprüfung des Reinigers an einer unauf-fälligen Stelle des zu reinigenden Objektes empfohlen, um die Wirkung auf das Aussehen der Oberfläche zu testen.
Auf sonnenerhitzten Oberflächen (> 40 °C) sollte nicht gereinigt werden, da sich durch schnelles Antrocknen Flecken bilden können.
Ausdehnung der Platten
DIBOND® wird zwischen -50 °C und +80 °C eingesetzt und unter-liegt dabei einer Wärmeausdehnung oder einem Wärmeschwund, der bei der Auswahl des Befestigungssystems, der Befestigung per se, bei der Berechnung der Maße und der Breite der Dichtung berücksichtig werden muss. Die exakte Ausdehnung einer Platte lässt sich einfach berechnen mit Hilfe des Wärmeausdehnungs- koeffizienten.
24
Spanende VerarbeitungDIBOND® Verarbeitung
Sägen
Sägen
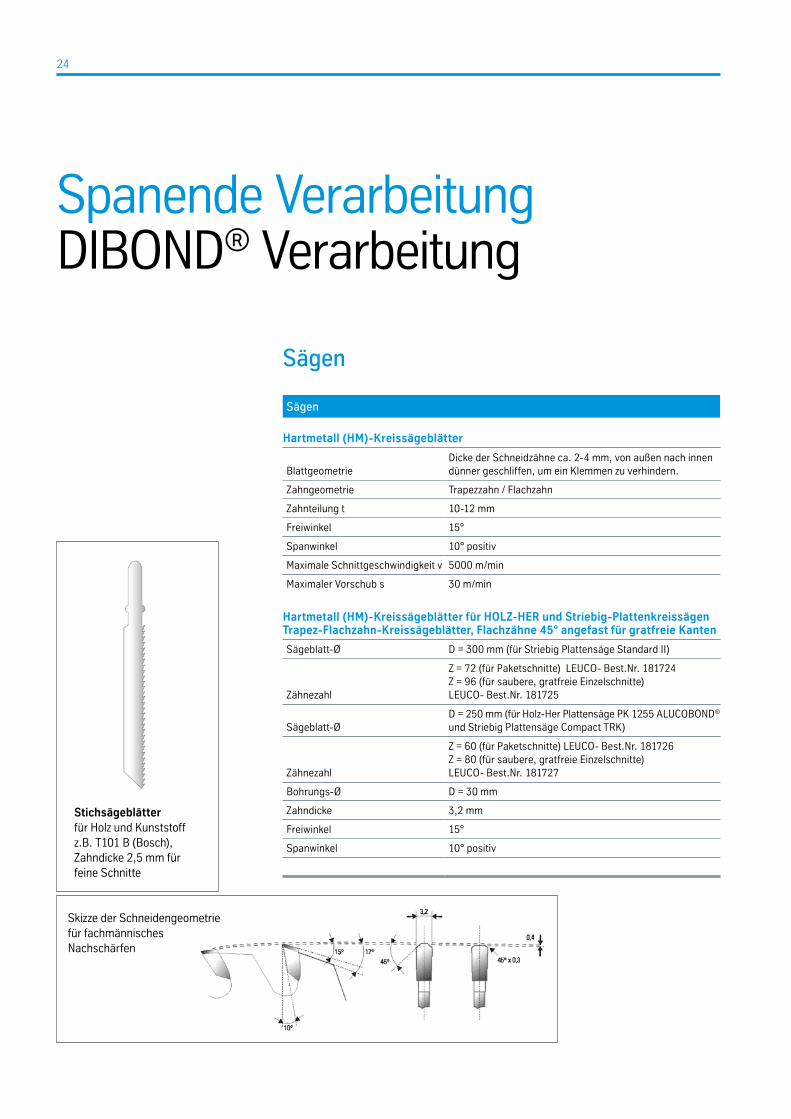
Hartmetall (HM)-Kreissägeblätter
BlattgeometrieDicke der Schneidzähne ca. 2-4 mm, von außen nach innen dünner geschliffen, um ein Klemmen zu verhindern.
Zahngeometrie Trapezzahn / Flachzahn
Zahnteilung t 10-12 mm
Freiwinkel 15°
Spanwinkel 10° positiv
Maximale Schnittgeschwindigkeit v 5000 m/min
Maximaler Vorschub s 30 m/min
Hartmetall (HM)-Kreissägeblätter für HOLZ-HER und Striebig-Plattenkreissägen Trapez-Flachzahn-Kreissägeblätter, Flachzähne 45° angefast für gratfreie Kanten
Sägeblatt-Ø D = 300 mm (für Striebig Plattensäge Standard II)
Zähnezahl
Z = 72 (für Paketschnitte) LEUCO- Best.Nr. 181724 Z = 96 (für saubere, gratfreie Einzelschnitte) LEUCO- Best.Nr. 181725
Sägeblatt-Ø D = 250 mm (für Holz-Her Plattensäge PK 1255 ALUCOBOND® und Striebig Plattensäge Compact TRK)
Zähnezahl
Z = 60 (für Paketschnitte) LEUCO- Best.Nr. 181726 Z = 80 (für saubere, gratfreie Einzelschnitte) LEUCO- Best.Nr. 181727
Bohrungs-Ø D = 30 mm
Zahndicke 3,2 mm
Freiwinkel 15°
Spanwinkel 10° positiv
Stichsägeblätterfür Holz und Kunststoff z.B. T101 B (Bosch), Zahndicke 2,5 mm für feine Schnitte
Skizze der Schneidengeometrie für fach männisches Nachschärfen
DIBOND® Verarbeitungshinweise und technische Detailinformationen 25
Bohren
DIBOND® kann mit den für Aluminium und Kunststoff gebräuchlichen Spiralbohrern auf den üblichen Bohrmaschinen für Metall bearbeitet werden.
Bohren
Bohrer-Werkstoff Schnellarbeitsstahl (HSS)
WerkzeuggeometrieSpitzenwinkel 100°-140° oder zum gratfreien Bohren
Zapfensenkerschliff mit ZentrierspitzeDrallwinkel 30°-45°
z.B. Extreme 2TM HSS-G Metallbohrer DIN 338 von Fa. De WAL T, D-ldstein
Scheren
DIBOND® lässt sich mit Schlagscheren gut trennen. Dabei ist ein leichter Deckblecheinzug an der geschlagenen Seite zu beachten. Der Niederhalter der Schlagschere wird zweck-mäßigerweise mit einem stoßdämpfenden Gummipolster versehen um Deckblechverlet-zungen zu vermeiden.
26
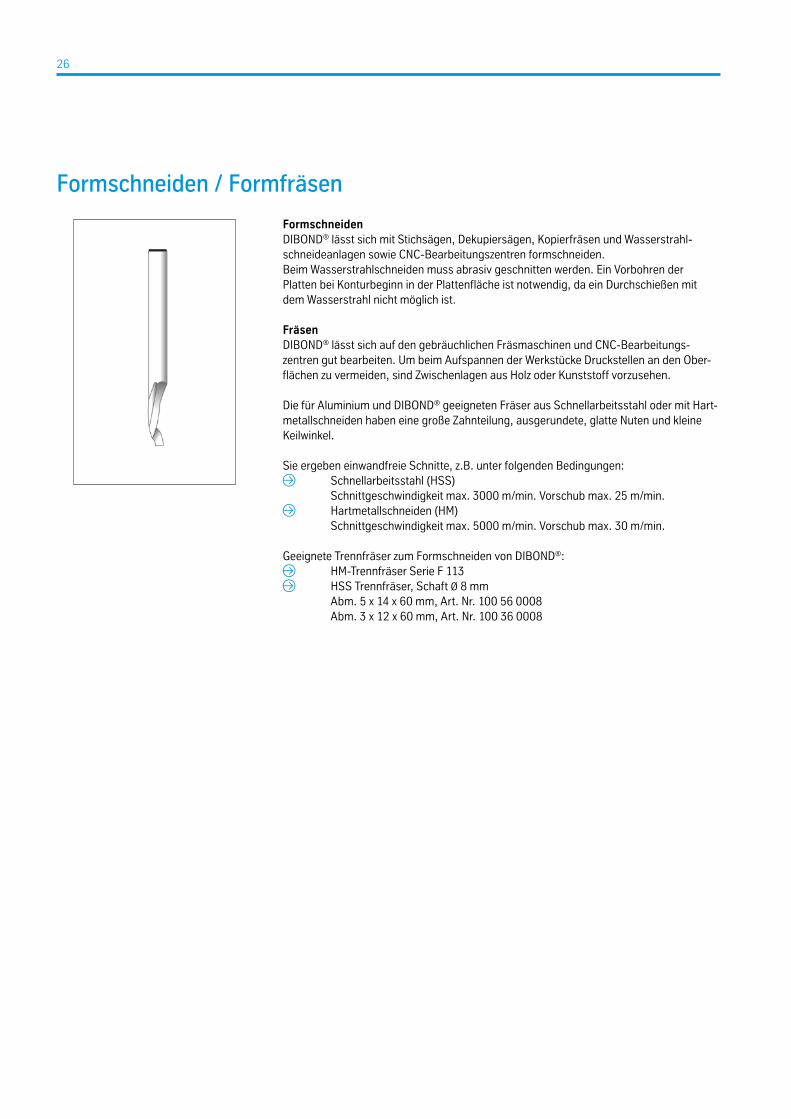
Formschneiden / Formfräsen
Formschneiden DIBOND® lässt sich mit Stichsägen, Dekupiersägen, Kopierfräsen und Wasserstrahl-schneideanlagen sowie CNC-Bearbeitungszentren formschneiden. Beim Wasserstrahlschneiden muss abrasiv geschnitten werden. Ein Vorbohren der Platten bei Konturbeginn in der Plattenfläche ist notwendig, da ein Durchschießen mit dem Wasserstrahl nicht möglich ist.
Fräsen DIBOND® lässt sich auf den gebräuchlichen Fräsmaschinen und CNC-Bearbeitungs-zentren gut bearbeiten. Um beim Aufspannen der Werkstücke Druckstellen an den Ober- flächen zu vermeiden, sind Zwischenlagen aus Holz oder Kunststoff vorzusehen.
Die für Aluminium und DIBOND® geeigneten Fräser aus Schnellarbeitsstahl oder mit Hart-metallschneiden haben eine große Zahnteilung, ausgerundete, glatte Nuten und kleine Keilwinkel.
Sie ergeben einwandfreie Schnitte, z.B. unter folgenden Bedingungen: Schnellarbeitsstahl (HSS)
Schnittgeschwindigkeit max. 3000 m/min. Vorschub max. 25 m/min. Hartmetallschneiden (HM)
Schnittgeschwindigkeit max. 5000 m/min. Vorschub max. 30 m/min.
Geeignete Trennfräser zum Formschneiden von DIBOND®: HM-Trennfräser Serie F 113 HSS Trennfräser, Schaft Ø 8 mm
Abm. 5 x 14 x 60 mm, Art. Nr. 100 56 0008 Abm. 3 x 12 x 60 mm, Art. Nr. 100 36 0008
Stanzen Entgraten
Mit herkömmlichen Blechstanzmaschinen können DIBOND® Platten in allen Plattendicken gestanzt werden. Eben geschliffene Werkzeuge und enge Schneidspalte sind Voraussetzung für sau-bere Schnitte. Auch dieses Trennverfahren bewirkt einen leichten Deckblecheinzug auf der Plattenoberseite. Es können Lochstan-zungen bis zu einem minimalen Lochdurchmesser von 4 mm gestanzt werden. Die minimale Stegbreite zwischen den Loch-rändern beträgt ebenfalls 4 mm.
Zum Säubern von Kanten oder zum Entgraten werden am besten Handentgrater mit drehbaren Klingen oder Schleifpads verwendet.
DIBOND® Verarbeitungshinweise und technische Detailinformationen 27
28
r ~ 7 mm45°
r ~ 2 mm
r ~ 3 mm
Formgebende VerarbeitungDIBOND® Verarbeitung
Fräskanttechnik
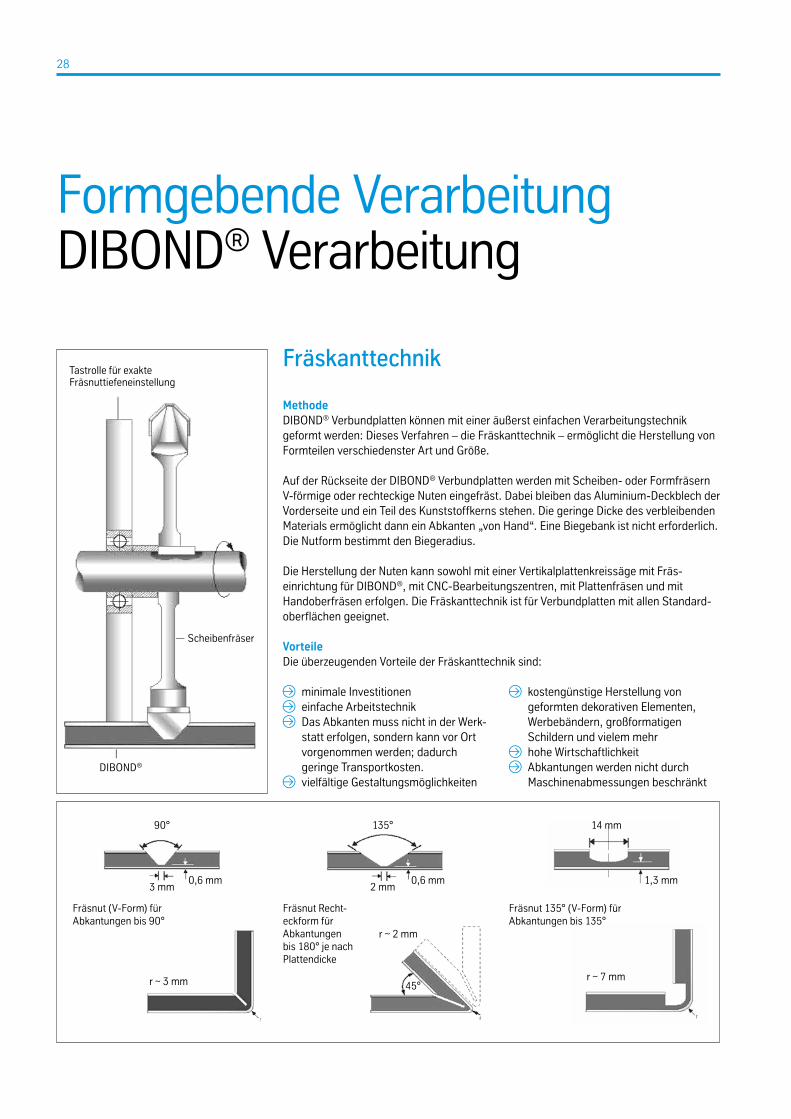
Methode DIBOND® Verbundplatten können mit einer äußerst einfachen Verarbeitungstechnik geformt werden: Dieses Verfahren – die Fräskanttechnik – ermöglicht die Herstellung von Formteilen verschiedenster Art und Größe.
Auf der Rückseite der DIBOND® Verbundplatten werden mit Scheiben- oder Formfräsern V-förmige oder rechteckige Nuten eingefräst. Dabei bleiben das Aluminium-Deckblech der Vorderseite und ein Teil des Kunststoffkerns stehen. Die geringe Dicke des verbleibenden Materials ermöglicht dann ein Abkanten „von Hand“. Eine Biegebank ist nicht erforderlich. Die Nutform bestimmt den Biegeradius.
Die Herstellung der Nuten kann sowohl mit einer Vertikalplattenkreissäge mit Fräs- einrichtung für DIBOND®, mit CNC-Bearbeitungszentren, mit Plattenfräsen und mit Handoberfräsen erfolgen. Die Fräskanttechnik ist für Verbundplatten mit allen Standard-oberflächen geeignet.
Vorteile Die überzeugenden Vorteile der Fräskanttechnik sind:
Fräsnut (V-Form) für Abkantungen bis 90°
Fräsnut Recht-eckform für Abkantungen bis 180° je nach Plattendicke
Fräsnut 135° (V-Form) für Abkantungen bis 135°
Scheibenfräser
DIBOND®
Tastrolle für exakte Fräsnuttiefeneinstellung
3 mm0,6 mm
90° 135°
2 mm0,6 mm
14 mm
1,3 mm
minimale Investitionen einfache Arbeitstechnik Das Abkanten muss nicht in der Werk-
statt erfolgen, sondern kann vor Ort vorgenommen werden; dadurch geringe Transportkosten.
vielfältige Gestaltungsmöglichkeiten
kostengünstige Herstellung von geformten dekorativen Elementen, Werbebändern, großformatigen Schildern und vielem mehr
hohe Wirtschaftlichkeit Abkantungen werden nicht durch
Maschinenabmessungen beschränkt
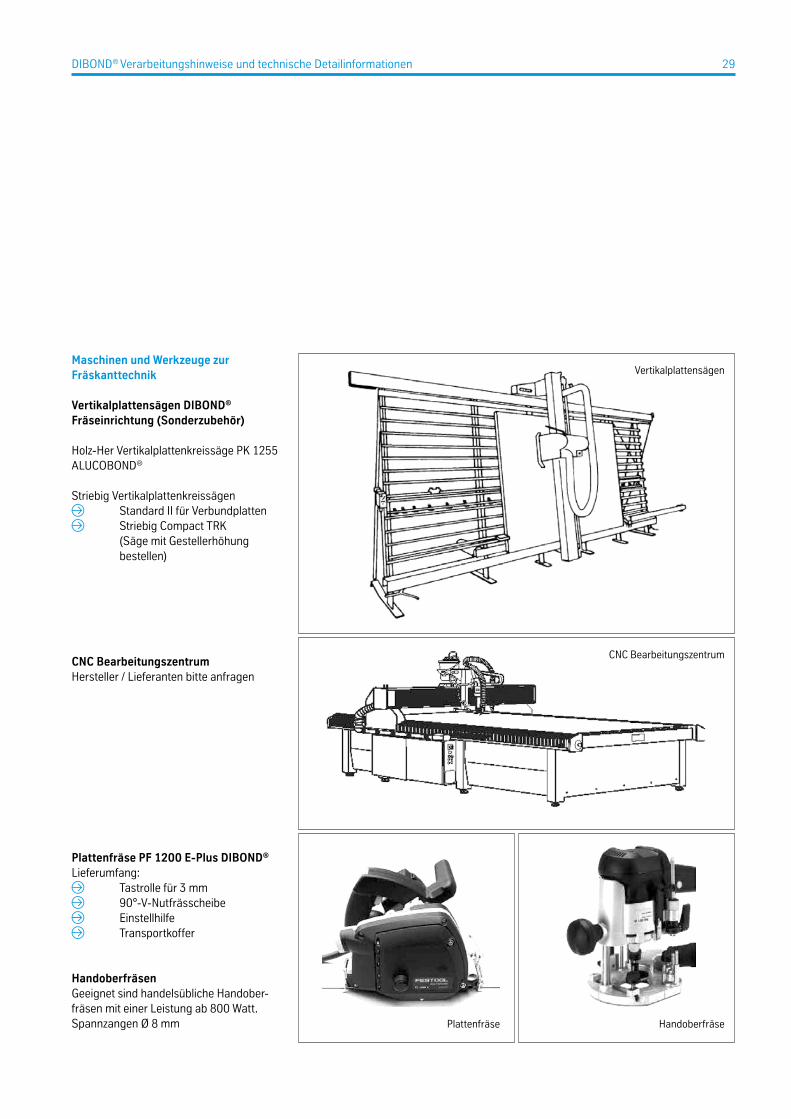
Maschinen und Werkzeuge zur Fräskanttechnik
Vertikalplattensägen DIBOND®
Fräseinrichtung (Sonderzubehör)
Holz-Her Vertikalplattenkreissäge PK 1255 ALUCOBOND®
Striebig Vertikalplattenkreissägen Standard II für Verbundplatten Striebig Compact TRK
(Säge mit Gestellerhöhung bestellen)
CNC BearbeitungszentrumHersteller / Lieferanten bitte anfragen
Vertikalplattensägen
DIBOND® Verarbeitungshinweise und technische Detailinformationen 29
Plattenfräse PF 1200 E-Plus DIBOND®
Lieferumfang: Tastrolle für 3 mm 90°-V-Nutfrässcheibe Einstellhilfe Transportkoffer
HandoberfräsenGeeignet sind handelsübliche Handober-fräsen mit einer Leistung ab 800 Watt. Spannzangen Ø 8 mm
CNC Bearbeitungszentrum
HandoberfräsePlattenfräse

30
Formfräser mit zylindrischem Schaft für Handoberfräsen
Fräser für V-Nuten 90° HM- Fräser Nr. 491444 (Festool) HM- Fräser Nr. FV09.01.090 (GIS) HM- Fräser Nr. 79803 (KWO)
Fräser für V-Nuten 135° HM- Fräser Nr. 491443 (Festool) HM- Fräser Nr. FV09.01.135 (GIS)HM- Fräser Nr. 79804 (KWO)
Fräser für Rechtecknuten HSS- Fräser Ø 10 mm Nr. 79 800 (KWO) HSS- Fräser Ø 15 mm Nr. 79801 (KWO)
Scheibenfräser für V-Nuten 90°
Scheibenfräser für V-Nuten 135°
Scheibenfräser für Rechtecknuten
Scheibenfräser mit Hartmetallschneiden für Vertikalplattenkreissägen
Die Frässcheiben- und Tastrollendurchmesser sind so ausgerichtet, dass bei Nennmaß der Plattendicke eine Restkerndicke von 0,3 mm (V-Nut) bzw. 1 mm (Rechtecknut) erhal-ten bleibt. Die in den Zeichnungen angegebenen Maße sind die Summen aus der Deck-blechdicke von 0,3 mm und der entsprechenden Restkerndicke.
Anfragen zu
Neumaschinen mit Zubehör zum Fräsen von DIBOND®
Möglichkeiten der Nachrüstung von bestehenden Maschinen (Maschinentyp/-Nr. und Baujahr angeben)
Zubehör wie Frässcheiben, Tastrollen etc.
bitte direkt an den Hersteller der Plattenkreissägen richten.
Wichtig:
Bei Anfragen und Bestellungen immer den Hinweis „zur Bearbeitung von DIBOND® Verbundplatten“ beifügen.
Schnitthöhe für Plattenbreiten 2050 mm beachten
90°3 mm+0,2
-0
0,6 mm
Ø 8 mm
90°3 mm+0,2
-0
Scheibenfräser für V-Nuten 90°
0,6 mm
14 mm
bis 4 mm 135°
2 mm+0,2-0
0,6 mm
Ø 8 mm
135°
Scheibenfräser für V-Nuten 135°
1,3 mm
1,3 mm
Ø 8 mm
Scheibenfräser für Rechtecknuten
0,6 mm
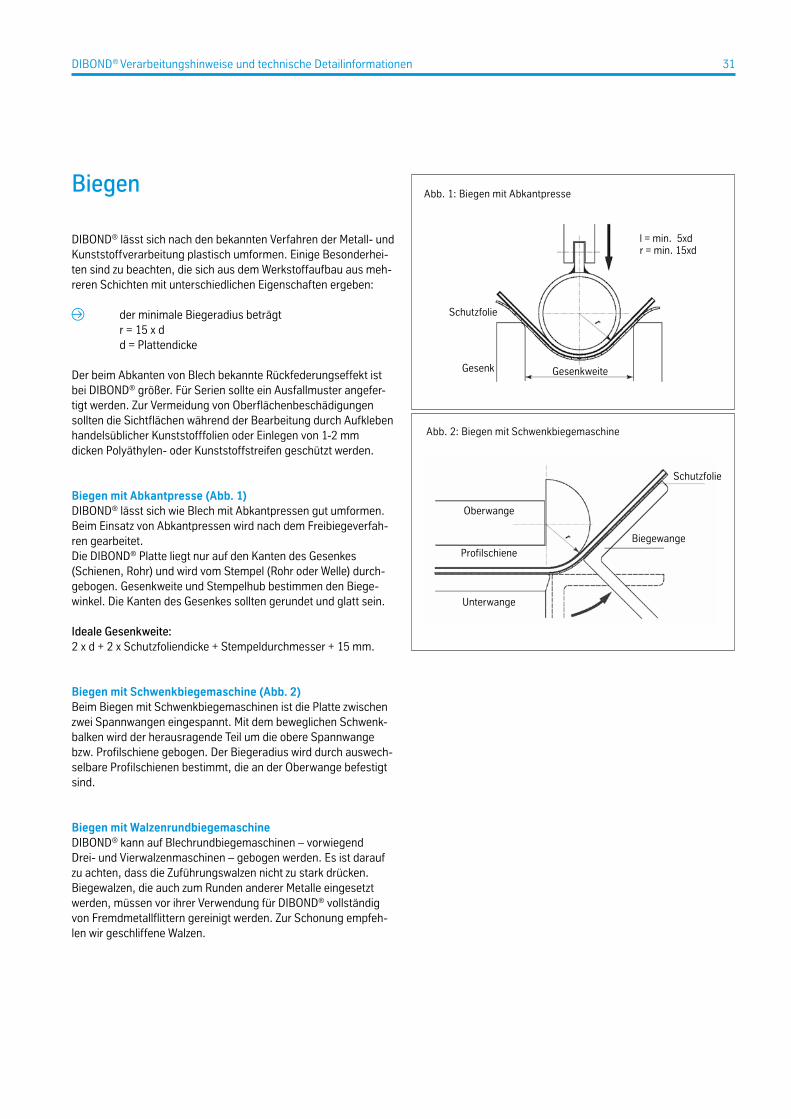
Biegen
DIBOND® lässt sich nach den bekannten Verfahren der Metall- und Kunststoffverarbeitung plastisch umformen. Einige Besonderhei-ten sind zu beachten, die sich aus dem Werkstoffaufbau aus meh-reren Schichten mit unterschiedlichen Eigenschaften ergeben:
der minimale Biegeradius beträgt r = 15 x d d = Plattendicke
Der beim Abkanten von Blech bekannte Rückfederungseffekt ist bei DIBOND® größer. Für Serien sollte ein Ausfallmuster angefer-tigt werden. Zur Vermeidung von Oberflächenbeschädigungen sollten die Sichtflächen während der Bearbeitung durch Aufkleben handelsüblicher Kunststofffolien oder Einlegen von 1-2 mmdicken Polyäthylen- oder Kunststoffstreifen geschützt werden.
Biegen mit Abkantpresse (Abb. 1)DIBOND® lässt sich wie Blech mit Abkantpressen gut umformen. Beim Einsatz von Abkantpressen wird nach dem Freibiegeverfah-ren gearbeitet. Die DIBOND® Platte liegt nur auf den Kanten des Gesenkes (Schienen, Rohr) und wird vom Stempel (Rohr oder Welle) durch-gebogen. Gesenkweite und Stempelhub bestimmen den Biege- winkel. Die Kanten des Gesenkes sollten gerundet und glatt sein.
Ideale Gesenkweite: 2 x d + 2 x Schutzfoliendicke + Stempeldurchmesser + 15 mm.
Biegen mit Schwenkbiegemaschine (Abb. 2)Beim Biegen mit Schwenkbiegemaschinen ist die Platte zwischen zwei Spannwangen eingespannt. Mit dem beweglichen Schwenk-balken wird der herausragende Teil um die obere Spannwange bzw. Profilschiene gebogen. Der Biegeradius wird durch auswech-selbare Profilschienen bestimmt, die an der Oberwange befestigt sind.
Biegen mit WalzenrundbiegemaschineDIBOND® kann auf Blechrundbiegemaschinen – vorwiegend Drei- und Vierwalzenmaschinen – gebogen werden. Es ist darauf zu achten, dass die Zuführungswalzen nicht zu stark drücken. Biegewalzen, die auch zum Runden anderer Metalle eingesetzt werden, müssen vor ihrer Verwendung für DIBOND® vollständig von Fremdmetallflittern gereinigt werden. Zur Schonung empfeh-len wir geschliffene Walzen.
DIBOND® Verarbeitungshinweise und technische Detailinformationen 31
Abb. 1: Biegen mit Abkantpresse
l = min. 5xdr = min. 15xd
Schutzfolie
GesenkweiteGesenk
Abb. 2: Biegen mit Schwenkbiegemaschine
Oberwange
Profilschiene
Unterwange
Biegewange
Schutzfolie
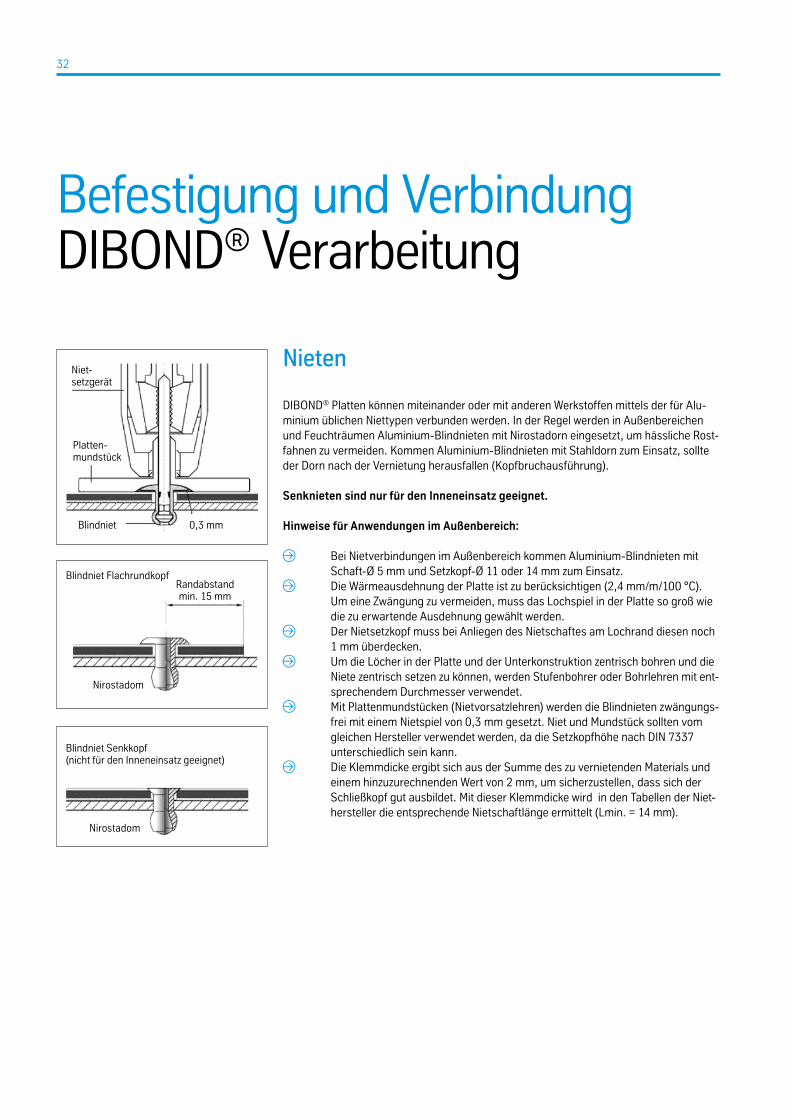
Nieten
DIBOND® Platten können miteinander oder mit anderen Werkstoffen mittels der für Alu-minium üblichen Niettypen verbunden werden. In der Regel werden in Außenbereichen und Feuchträumen Aluminium-Blindnieten mit Nirostadorn eingesetzt, um hässliche Rost-fahnen zu vermeiden. Kommen Aluminium-Blindnieten mit Stahldorn zum Einsatz, sollte der Dorn nach der Vernietung herausfallen (Kopfbruchausführung).
Senknieten sind nur für den Inneneinsatz geeignet.
Hinweise für Anwendungen im Außenbereich:
Bei Nietverbindungen im Außenbereich kommen Aluminium-Blindnieten mit Schaft-Ø 5 mm und Setzkopf-Ø 11 oder 14 mm zum Einsatz.
Die Wärmeausdehnung der Platte ist zu berücksichtigen (2,4 mm/m/100 °C). Um eine Zwängung zu vermeiden, muss das Lochspiel in der Platte so groß wie die zu erwartende Ausdehnung gewählt werden.
Der Nietsetzkopf muss bei Anliegen des Nietschaftes am Lochrand diesen noch 1 mm überdecken.
Um die Löcher in der Platte und der Unterkonstruktion zentrisch bohren und die Niete zentrisch setzen zu können, werden Stufenbohrer oder Bohrlehren mit ent-sprechendem Durchmesser verwendet.
Mit Plattenmundstücken (Nietvorsatzlehren) werden die Blindnieten zwängungs-frei mit einem Nietspiel von 0,3 mm gesetzt. Niet und Mundstück sollten vom gleichen Hersteller verwendet werden, da die Setzkopfhöhe nach DIN 7337 unterschiedlich sein kann.
Die Klemmdicke ergibt sich aus der Summe des zu vernietenden Materials und einem hinzuzurechnenden Wert von 2 mm, um sicherzustellen, dass sich der Schließkopf gut ausbildet. Mit dieser Klemmdicke wird in den Tabellen der Niet-hersteller die entsprechende Nietschaftlänge ermittelt (Lmin. = 14 mm).
Niet-setzgerät
Blindniet Flachrundkopf
Blindniet Senkkopf(nicht für den Inneneinsatz geeignet)
Nirostadom
Randabstandmin. 15 mm
Nirostadom
Platten-mundstück
Blindniet 0,3 mm
32
Befestigung und VerbindungDIBOND® Verarbeitung
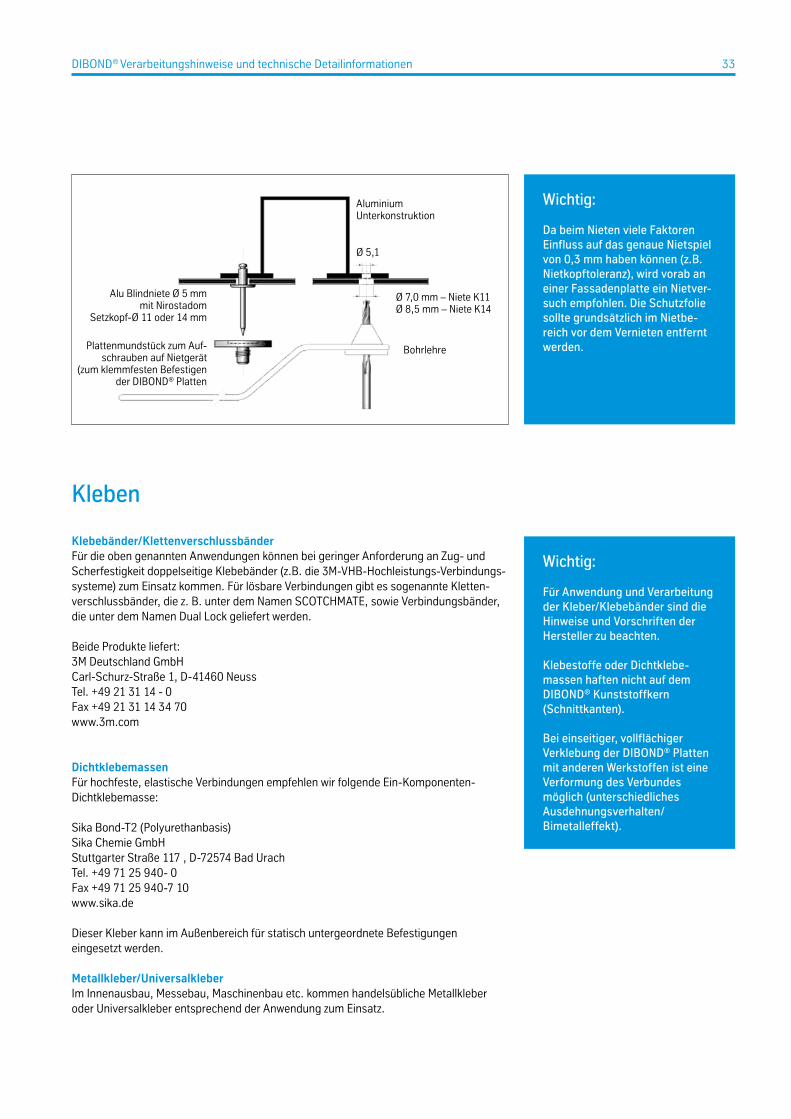
Wichtig:
Da beim Nieten viele Faktoren Einfluss auf das genaue Nietspiel von 0,3 mm haben können (z.B. Nietkopftoleranz), wird vorab an einer Fassadenplatte ein Nietver-such empfohlen. Die Schutzfolie sollte grundsätzlich im Nietbe-reich vor dem Vernieten entfernt werden.
Wichtig:
Für Anwendung und Verarbeitung der Kleber/Klebebänder sind die Hinweise und Vorschriften der Hersteller zu beachten.
Klebestoffe oder Dichtklebe-massen haften nicht auf dem DIBOND® Kunststoffkern (Schnittkanten).
Bei einseitiger, vollflächiger Verklebung der DIBOND® Platten mit anderen Werkstoffen ist eine Verformung des Verbundes möglich (unterschiedliches Ausdehnungsverhalten/Bimetalleffekt).
DIBOND® Verarbeitungshinweise und technische Detailinformationen 33
Aluminium Unterkonstruktion
BohrlehrePlattenmundstück zum Auf-schrauben auf Nietgerät
(zum klemmfesten Befestigen der DIBOND® Platten
Alu Blindniete Ø 5 mmmit Nirostadom
Setzkopf-Ø 11 oder 14 mm
Ø 5,1
Ø 7,0 mm – Niete K11Ø 8,5 mm – Niete K14
Kleben
Klebebänder/KlettenverschlussbänderFür die oben genannten Anwendungen können bei geringer Anforderung an Zug- und Scherfestigkeit doppelseitige Klebebänder (z.B. die 3M-VHB-Hochleistungs-Verbindungs-systeme) zum Einsatz kommen. Für lösbare Verbindungen gibt es sogenannte Kletten-verschlussbänder, die z. B. unter dem Namen SCOTCH MATE, sowie Verbindungsbänder, die unter dem Namen Dual Lock geliefert werden.
Beide Produkte liefert:3M Deutschland GmbH Carl-Schurz-Straße 1, D-41460 Neuss Tel. +49 21 31 14 - 0 Fax +49 21 31 14 34 70 www.3m.com
DichtklebemassenFür hochfeste, elastische Verbindungen empfehlen wir folgende Ein-Komponenten- Dichtklebemasse:
Sika Bond-T2 (Polyurethanbasis) Sika Chemie GmbH Stuttgarter Straße 117 , D-72574 Bad Urach Tel. +49 71 25 940- 0 Fax +49 71 25 940-7 10 www.sika.de
Dieser Kleber kann im Außenbereich für statisch untergeordnete Befestigungen eingesetzt werden.
Metallkleber/Universalkleber Im Innenausbau, Messebau, Maschinenbau etc. kommen handelsübliche Metallkleber oder Universalkleber entsprechend der Anwendung zum Einsatz.
Wichtig:
Schutzfolie vor Verschraubung im Schraubenbereich abziehen.
34
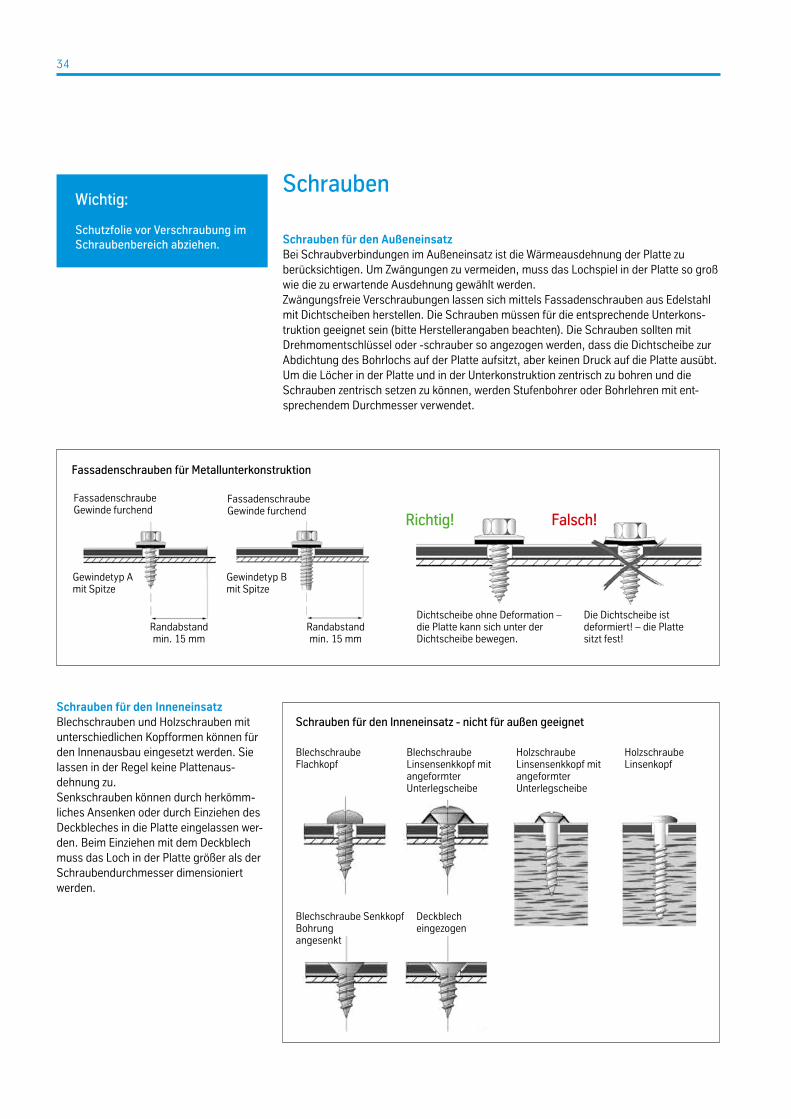
Schrauben
Schrauben für den AußeneinsatzBei Schraubverbindungen im Außeneinsatz ist die Wärmeausdehnung der Platte zu berücksichtigen. Um Zwängungen zu vermeiden, muss das Lochspiel in der Platte so groß wie die zu erwartende Ausdehnung gewählt werden.Zwängungsfreie Verschraubungen lassen sich mittels Fassadenschrauben aus Edelstahl mit Dichtscheiben herstellen. Die Schrauben müssen für die entsprechende Unterkons-truktion geeignet sein (bitte Herstellerangaben beachten). Die Schrauben sollten mit Drehmomentschlüssel oder -schrauber so angezogen werden, dass die Dichtscheibe zur Abdichtung des Bohrlochs auf der Platte aufsitzt, aber keinen Druck auf die Platte ausübt.Um die Löcher in der Platte und in der Unterkonstruktion zentrisch zu bohren und die Schrauben zentrisch setzen zu können, werden Stufenbohrer oder Bohrlehren mit ent-sprechendem Durchmesser verwendet.
Fassadenschrauben für Metallunterkonstruktion
Randabstandmin. 15 mm
Randabstandmin. 15 mm
FassadenschraubeGewinde furchend
Dichtscheibe ohne Deformation –die Platte kann sich unter der Dichtscheibe bewegen.
Die Dichtscheibe ist deformiert! – die Platte sitzt fest!
Falsch!Richtig!
Gewindetyp Amit Spitze
Gewindetyp Bmit Spitze
FassadenschraubeGewinde furchend
Schrauben für den InneneinsatzBlechschrauben und Holzschrauben mit unterschiedlichen Kopfformen können für den Innenausbau eingesetzt werden. Sie lassen in der Regel keine Plattenaus-dehnung zu.Senkschrauben können durch herkömm-liches Ansenken oder durch Einziehen des Deckbleches in die Platte eingelassen wer-den. Beim Einziehen mit dem Deckblech muss das Loch in der Platte größer als der Schraubendurchmesser dimensioniert werden.
Schrauben für den lnneneinsatz - nicht für außen geeignet
HolzschraubeLinsensenkkopf mitangeformterUnterlegscheibe
HolzschraubeLinsenkopf
BlechschraubeFlachkopf
BlechschraubeLinsensenkkopf mitangeformterUnterlegscheibe
Blechschraube SenkkopfBohrung angesenkt
Deckblecheingezogen

DIBOND® Verarbeitungshinweise und technische Detailinformationen 35
Klemmverbindungen
Klemmverbindungen aus Aluminium oder Kunststoff sind für DIBOND® besonders geeignet. Sie bestehen meist aus zwei Teilen, wobei die Klemmwirkung durch Schrauben erreicht wird.
Klemmstücke in verschiedenen Ausführungen werden hauptsächlich für den Display- Bereich und den Ladenbau verwendet. (Nicht für Außenanwendung).
Mit Aluminium-Profilen kann man problemlos praktische Verbindungen oder stoßfeste Umrahmungen herstellen.
Die unvermeidbaren Toleranzen bedeuten unterschiedliche Haltekräfte. Wenn gewünscht, kann durch Zusammenpressen der Profilschenkel vor dem Einstecken der Platten gleich-mäßig fester Sitz der Profile erreicht werden.
Stoßverbindungs-, Eck- und Abschlussprofile gibt es für Plattendicken 3, 4 und 6 mm. Bitte Lagerliste anfordern.
36
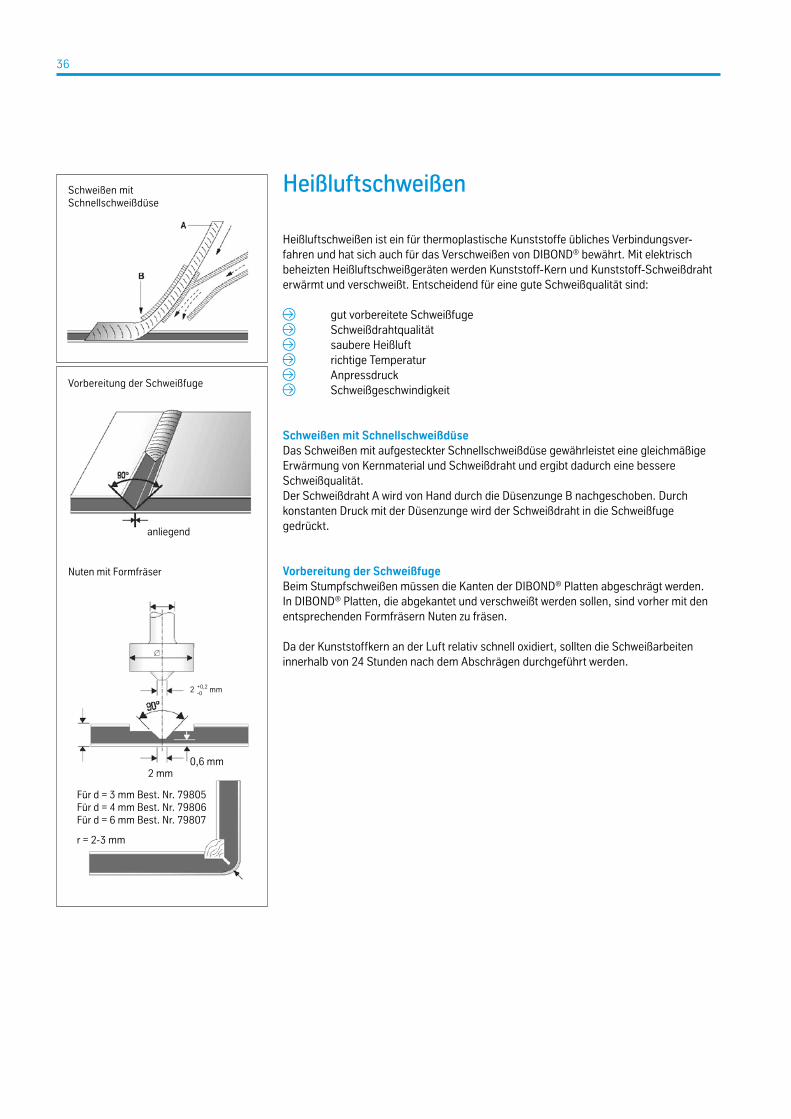
Heißluftschweißen
Heißluftschweißen ist ein für thermoplastische Kunststoffe übliches Verbindungsver-fahren und hat sich auch für das Verschweißen von DIBOND® bewährt. Mit elektrisch beheizten Heißluftschweißgeräten werden Kunststoff-Kern und Kunststoff-Schweißdraht erwärmt und verschweißt. Entscheidend für eine gute Schweißqualität sind:
gut vorbereitete Schweißfuge Schweißdrahtqualität saubere Heißluft richtige Temperatur Anpressdruck Schweißgeschwindigkeit
Schweißen mit SchnellschweißdüseDas Schweißen mit aufgesteckter Schnellschweißdüse gewähr leistet eine gleichmäßige Erwärmung von Kernmaterial und Schweißdraht und ergibt dadurch eine bessere Schweißqualität.Der Schweißdraht A wird von Hand durch die Düsenzunge B nachgeschoben. Durch konstanten Druck mit der Düsenzunge wird der Schweißdraht in die Schweißfuge gedrückt.
Vorbereitung der Schweißfuge Beim Stumpfschweißen müssen die Kanten der DIBOND® Platten abgeschrägt werden.In DIBOND® Platten, die abgekantet und verschweißt werden sollen, sind vorher mit den entsprechenden Formfräsern Nuten zu fräsen.
Da der Kunststoffkern an der Luft relativ schnell oxidiert, sollten die Schweißarbeiten innerhalb von 24 Stunden nach dem Abschrägen durchgeführt werden.
0,6 mm
Nuten mit Formfräser
2 mm
r = 2-3 mm
anliegend
Für d = 3 mm Best. Nr. 79805Für d = 4 mm Best. Nr. 79806Für d = 6 mm Best. Nr. 79807
2 mm+0,2-0
Schweißen mit Schnellschweißdüse
Vorbereitung der Schweißfuge
DIBOND® Verarbeitungshinweise und technische Detailinformationen 37
SchweißdrahtFolgende Qualität ist zu verwenden:Polyäthylen, weich, Type: 1800-h, Farbe schwarz, Draht-Ø 3 – 4 mm.Unmittelbar vor dem Schweißen ist die äußere Schicht (Oxidhaut) des Schweißdrahtes mit einem Schmirgeltuch zu entfernen. Den Anfang des Schweißdrahtes auf etwa 45° abschrägen.
TemperaturZum Heißluftschweißen ist folgende Lufttemperatur erforderlich: 265 °C ± 5 °C. Die Temperatur muss stufenlos regulierbar sein und wird 5 mm vor dem Düsenaustritt mit einem Quecksilberthermo-meter oder Bimetallmessgerät gemessen. Zur Temperatur-messung Schnellschweißdüse abnehmen.
AnpressdruckDer erforderliche Druck auf den Düsenschuh (Schnellschweißdüse) soll etwa 3 kp betragen.
HeißluftschweißgeräteEmpfohlen wird das Heißluftschweißgerät Fabrikat Leister, Typ DIODE PID, in Verbindung mit dem Gebläse Typ MINOR.
Abschälen des SchweißwulstesDer Schweißwulst wird nach Abkühlung der Schweißnaht mittels Messer oder Ziehklinge unter sehr flachem Anstellwinkel abge-schält. Bei sichtbaren Schweißverbindungen wird bei Stumpf- und Eckstoß der Schweißdraht mit einem Viertelmondmesser entfernt.
Viertelmondmesser
38
OberflächenveredelungDIBOND® Verarbeitung
Kaschieren / Folienschriften applizieren
DIBOND® lässt sich mit gegossenen oder kalandrierten Selbst- klebefolien manuell oder maschinell flächig kaschieren. Ein problemloser Folienwechsel ohne Ablösen der Lackschicht ist gewährleistet.
Fotomounting
Fotokünstler schätzen die Ebenheit und Steifigkeit der DIBOND® Platte bei geringem Gewicht.Fotomounting ist sowohl mit Klebefilm als auch nass mit Dispersionskleber möglich. Die Platten müssen vor dem Aufziehen von Folien oder Fotos sauber, staub- und fettfrei sein. Nach voll-ständigem Aufziehen von z.B. Fotos ist es möglich, die Platten mit der Fräskanttechnik allseitig einzufräsen und zu einer Kassette zu formen. Dabei wird dem Foto „Tiefe“ vermittelt.
Siebdruck
Siebdruck auf DIBOND® Oberflächen in Polyester-LackqualitätEinbrennlackierte DIBOND® Platten sind im Siebdruckverfahren gut zu bedrucken. Vor dem Druck ist nach Abziehen der Schutz- folie eine Reinigung mit einem Ethyl- oder Iso-Propylalkohol mit-tels fusselfreiem Tuch erforderlich. Der Alkohol darf dabei nicht direkt auf die Platte gegossen werden. Der Einsatz von Brenn- spiritus kann ein Anlösen der Lackschicht bewirken. Zwischen Reinigung und Bedruckung sollten ca. 10-15 Minuten zur Ablüf-tung des Alkohols eingehalten werden.Da in der Praxis mit gewissen Abweichungen in der Beschaffenheit von Einbrennlackierung und Druckfarbe auch innerhalb einer Sorte zu rechnen ist, sollte vor jeder Anwendung eine Prüfung der Haftfähigkeit der gewählten Siebdruckfarbe erfolgen.
Zur Erzielung bestimmter Oberflächeneigenschaften oder zur Ver-besserung der mechanischen oder chemischen Widerstandsfähig-keit kann eine Laminierung der Drucke vorteilhaft sein.Bitte die Vorschriften der Folienhersteller und Druckfarben- lieferanten beachten.
Digitaldruck
DIBOND® wurde ausführlich auf seine Eignung für den direkten Digitaldruck getestet. Die Oberfläche ist mit einer Schutzfolie geschützt. Diese sollte erst unmittelbar vor dem Drucken abgezo-gen werden, um Fingerabdrücke und sonstige Einflüsse auf die Oberfläche zu vermeiden. Bei Bedarf kann eine Reinigung mit einem Ethyl- oder Iso-Propylalkohol mittels fusselfreiem Tuch erfolgen. Der Alkohol darf dabei nicht direkt auf die Platte gegos-sen werden. Der Einsatz von Brennspiritus kann ein Anlösen der Lackschicht bewirken.Zwischen Reinigung und Bedruckung sollten ca. 10-15 Minuten zur Ablüftung des Alkohols eingehalten werden.Zur Erzielung bestimmter Oberflächeneigenschaften oder zur Ver-besserung der mechanischen oder chemischen Widerstandsfähig-keit kann eine Laminierung der Drucke vorteilhaft sein.Bitte die Vorschriften der Folienhersteller und Druckfarben-lieferanten/Gerätehersteller beachten.
DIBOND®digitalDie Oberfläche von DIBOND®digital ist in Hinblick auf den direkten Digitaldruck optimiert. Dafür wurde ein spezielles Lacksystem ent-wickelt, auf dem auch bei hoher Druckgeschwindigkeit und damit geringer UV-Intensität eine gute Tintenhaftung erzielt wird.Bitte probieren Sie es selber auf Ihrer Druckmaschine aus. Fordern Sie hierzu eine Musterplatte/Big Box an.Für DIBOND®digital werden 0,2 mm Deckbleche verwendet. Daraus ergibt sich für die überwiegenden Anwendungen eine ausreichende Steifigkeit bei gleichzeitig geringem Gewicht. Die von DIBOND® bekannte Ebenheit wird auch von DIBOND®
digital erreicht.
Bitte beachten
Bei beschleunigter Trocknung darf die maximal zulässige Materialtemperatur (DIBOND® Platten) von 70 °C nicht überschritten werden. Die Fixierung bzw. Lagerung der Platten während des Trockenvorgangs bei erhöhter Temperatur muss sicherstellen, dass keine Verformungen auftreten können.
Organische Lösungsmittel sollen mit den DIBOND® Schnittkanten nicht längere Zeit in Berührung kom-men, da sie den Verbund schädigen könnten.
Nachträglich lackierte/überlackierte DIBOND® Plat-ten sollten nicht gebogen oder abgekantet werden. Wegen der geringen Elastizität der Decklackierung besteht die Gefahr, dass in den Biegezonen Lack-schädigungen auftreten können.
Auf dem freiliegenden Kunststoffkern (Schnitt-kante) wird nur eine geringe Haftung erreicht.
Es wird empfohlen, vorab einen Versuch durchzu-führen, sowie die Verarbeitungsrichtlinien der Lack-hersteller zu beachten.
Weitere Hinweise
Zur allgemeinen Information über Anstriche, Lackierungen und Beschichtungen von Aluminium empfehlen wir die von der
GDAAm Bonneshof 5D-40474 Düsseldorfwww.aluinfo.de
herausgegebenen Merkblätter Oberfläche «02, 03, 012, 015».
DIBOND® Verarbeitungshinweise und technische Detailinformationen 39
DIBOND® mit Standard-PolyesteroberflächeFür große Schilder, die hohen Windlasten ausgesetzt sind und große Unterstützungsabstände aufweisen, empfehlen wir den Einsatz von Standard DIBOND® mit 0,3 mm Deckblechen. Ebenso für die Anwendungen, bei denen die Fräskanttechnik zum Einsatz kommt.Die für DIBOND® verwendete Standardoberfläche, unser modifizierter Polyesterlack, ist unverändert für den Digitaldruck geeignet; lediglich mit veränderten Parametern als beim DIBOND® digital.
Überlackieren
Überlackieren von einbrennlackierten DIBOND® Oberflächen in Polyester-Lackqualität (nicht bewitterte Platten)Für das Überlackieren der einbrennlackierten DIBOND® Ober- flächen ist es von Vorteil, dass die Aluminium-Vorbehandlung und Grundierung in einem kontinuierlichen Prozess und unter ständiger Qualitätskontrolle bereits werkseitig durchgeführt wurde.
Arbeitsablauf beim Überlackieren von DIBOND®
Vorreinigung der Platten mit Ethyl- oder Iso-Propylalkohol
Schleifen der Flächen mit Nassschleifpapier (Körnung 360)
Schleifstaub mit einem mit Ethyl- oder Iso-Propylalkohol befeuchteten, nicht flusenden Lappen gründlich entfernen
Decklackaufbau gemäß den Angaben des Decklacklieferanten
Lackieren von walzmatten DIBOND® OberflächenLackierungen auf walzmattem (unlackiertem) DIBOND® sind gleichartig aufzubauen wie auf blanken Aluminiumoberflächen. Ratsam ist, sich mit den bei Aluminium bewährten Anstrich-systemen und -stoffen sowie Arbeitsmethoden vertraut zu machen.


Technische Daten DIBOND® DIBOND® Standardausführung in matt/hochglanz
Dicke 2 mm 3 mm 4 mm 6 mm Maßeinheit
Deckblechdicke 0,30 mm
Gewicht 2,90 3,80 4,75 6,60 kg/m2
Technologische Werte
Widerstandsmoment W 0,51 0,81 1,11 1,71 cm3/m
Biegesteifigkeit E·I 345 865 1620 3840 kNcm2/m
Legierung / Zustand der Deckbleche EN AW-5005 (AIMg1), H44, nach EN 485-2
Elastizitätsmodul 70´000 N/mm2
Zugfestigkeit der Deckschiene Rm 145 - 195 N/mm2
Dehngrenze (0,2 Grenze) Rp 0,2
110 - 175 N/mm2
Bruchdehnung A50
≥ 3 %
Linearer Ausdehnungskoeffizient 2,4 mm/m bei 100 °C Temperaturdifferenz
Kern
Polyethylen, Typ LDPE 0,92 g/cm3
Oberfläche
Lackierung modifiziertes Polyester-Lacksystem
Glanz (Ausgangswert) 70 - 100 %
Glanz (Ausgangswert) 20 - 40 %
Härte (Bleistifthärte) HB - F
Schalltechnische Eigenschaften
Schallabsorptionsgrad αs
0,05
Bewertetes Schalldammmaß RW
23 24 25 56 dB
Verlustfaktor d 0,0048 0,0057 0,0072 0,0102
Thermische Eigenschaften
Wärmedurchlasswiderstand 1/R 0,0047 0,0080 0,0113 0,0180 m2K/W
Wärmedurchgangskoeffizient U 5,72 5,61 5,50 5,30 W/m2 K
Temperaturbeständigkeit -50 °C bis +80 °C °C
Wasseraufnahme DIN 43495 0,01
Statische Aufladung Keine antistatische Behandlung erforderlich
Brandklassifizierung Klasse B2 nach DIN 4102-1
DIBOND® Verarbeitungshinweise und technische Detailinformationen 41
42
Feiteng Aluverbund-platten mit Polyester- Lackierung stehen bei Innenanwendungen 10 Jahre und für Außen-projekte 5-8 Jahre unter Garantie.
Technische Daten ACPDicke 2 mm 3 mm 4 mm Maßeinheit
Aluminium-Stärke 0,3 0,3 0,3 mm
Aluminium-Stärke mögl. Abweichung ±0,02 ±0,02 ±0,02 mm
Gewicht 3,44 4,62 5,80 kg/m2
Technische Eigenschaften
Widerstandsmoment W 1,32 1,55 1,85 cm3/m
Steifigkeit (Poisson Zahl μ =0,3) E.J 0,97 0,16 0,34 kNcm2/m
Elastizitätsmodul 70000 N/mm2
Aluminium - Bruchwiderstand Rm145-185 N/mm2
0,2 Spannungsnachweis (Proof Stress) Rp0,2
110-175 N/mm2
Elongation A50
≥ 3 %
Thermische Längenausdehnung 2,4 mm/m bei 100 °C Temperaturdifferenz
Glanz (Anfangswert) 30 - 60 %
Thermische Eigenschaften
Wärmebeständigkeit R 0,0047 0,0080 0,0113 m2K/W
Wärmeleitzahl U 5,72 5,61 5,50 W/m2K
Temperaturbereich -50 – +80 °C

ACP Alu-Verbundplatten 43
ACP Alu-Verbundplatten
ACP Aluminiumverbundplatten speziell für den preisoptimierten Werbebereich. Einfach und vielseitig einsetzbar und zu bearbeiten.Die Standardplatte besteht aus zwei 0,3 mm dicken Aluminiumdeckschichten und einem Kern aus Polyethylen.
Vorteile & Eigenschaften
stabile Deckschichten aus 0,3 mm beidseitig weiß matt hohe Biegesteifigkeit extrem gute Dimensionsstabilität ideal auch für große Flächen kreative Verarbeitungsmöglichkeiten dreidimensional verformbar hochwertig und langlebig auch in der Außenanwendung temperaturbeständig von -50 °C bis +80 °C geringe Wärmeausdehnung
Anwendungen
für Innen- und Außenanwendung Digitaldruck und Siebdruck Messebau, Ladenbau repräsentative Verkleidungen, Abdeckungen Schilder Buchstaben Deko & Display Großfotokaschierungen Infostand Systeme Leichttrennwände Podeste, Säulen, Pylone Schaufenstergestaltung Werbewände
Aluminium
PE Core
Aluminium

44
Feiteng Aluverbund-platten mit Polyester- Lackierung stehen bei Innenanwendungen 10 Jahre und für Außen-projekte 5-8 Jahre unter Garantie.
Technische Daten ACP - LiteDicke 2 mm 3 mm Maßeinheit
Aluminium-Stärke 0,2 0,2 mm
Aluminium-Stärke mögl. Abweichung ±0,02 ±0,02 mm
Gewicht 3,14 4,32 kg/m2
Technische Eigenschaften
Widerstandsmoment W 1,31 1,53 cm3/m
Steifigkeit (Poisson Zahl μ =0,3) E.J 0,96 0,15 kNcm2/m
Elastizitätsmodul 70000 N/mm2
Aluminium - Bruchwiderstand Rm145-185 N/mm2
0,2 Spannungsnachweis (Proof Stress) Rp0,2
110-175 N/mm2
Elongation A50
≥ 3 %
Thermische Längenausdehnung 2,4 mm/m bei 100 °C Temperaturdifferenz
Glanz (Anfangswert) 30 - 60 %
Thermische Eigenschaften
Wärmebeständigkeit R 0,0047 0,0080 m2K/W
Wärmeleitzahl U 5,70 5,60 W/m2K
Temperaturbereich -50 – +80 °C

ACP Alu-Verbundplatten 45
ACP - Lite Alu-Verbundplatten
ACP Aluminiumverbundplatten speziell für den preisoptimierten Werbebereich. Einfach und vielseitig einsetzbar und zu bearbeiten.Die Standardplatte besteht aus zwei 0,2 mm dicken Aluminiumdeckschichten und einem Kern aus Polyethylen.
Vorteile & Eigenschaften
stabile Deckschichten aus 0,2 mm beidseitig weiß matt geringes Gewicht hervorragende Planheit und Biegesteifigkeit witterungsbeständig leicht zu be- und verarbeiten formstabil temperaturbeständig von -50 °C bis +80 °C
Anwendungen
für Innen- und Außenanwendung Digitaldruck und Siebdruck Messebau, Ladenbau repräsentative Verkleidungen, Abdeckungen Schilder Buchstaben Deko & Display Großfotokaschierungen Infostand Systeme Leichttrennwände Podeste, Säulen, Pylone Schaufenstergestaltung Werbewände
Alu-Verbundplatten FRSpeziell für den öffentlichen Bereich für verstärkte Sicherheitsmaßnahmen.
ACP Alu-Verbundplatten haben Aluminiumdeckschichten mit 0,3 oder 0,2 mm Stärke und einen mineralischen Kern.
Der Verbund erreicht dadurch die Brandklassifizierung „schwer entflammbar“. Kommt dort zum Einsatz, wo erhöhte Brandschutz-bestimmungen gefordert sind: Messehallen, Shopping Malls, öffentliche Gebäude, Ladenbau, Innenverkleidungen und Leitsysteme
Kann genauso verarbeitet werden in der Standardausführung und ist somit auch dreidimensional anwendbar.
Der entscheidende Vorteil: „schwer entflammbar“, Brandklassifizierung Klasse B - s1,d0 nach EN 13501-1, der neuen europäischen Norm
Aluminium
PE Core
Aluminium

46
ACP Alu-Verbundplatten / Lagerprogramm 47
LKZ Lager kenn zeichen
X ab Lager lieferbar
Lieferzeiten und Mindestmengen bitte anfragen
ACP Alu-Verbundplatten
Format Stärke Farbe Stück je Palette LKZ
Breite in mm Länge in mm in mm Vorderseite Rückseite
ACP Alu-Verbundplatten
1000 2050 2 weiß matt weiß matt 160 X
1250 2500 2 weiß matt weiß matt 105 X
1500 3050 2 weiß matt weiß matt 70 X
1000 3050 3 weiß matt weiß matt 80 X
1250 2500 3 weiß matt weiß matt 75 X
1500 3050 3 weiß matt weiß matt 50 X
1500 3050 3 weiß matt silber matt 50 X
1500 4050 3 weiß matt silber matt 40 X
2000 3050 3 weiß matt weiß matt 40 X
2000 3050 3 weiß matt silber matt 40 X
2000 4050 3 weiß matt weiß matt 30 X
2000 4050 3 weiß matt silber matt 30 X
1500 3050 4 weiß matt silber matt 40 X
2000 3050 4 weiß matt silber matt 30 X
2000 4050 4 weiß matt silber matt 25 X
1500 3050 3 rot hochglanz rot matt 50 X
1500 3050 3 schwarz hochglanz schwarz matt 50 X
ACP Lite FR Aluverbundplatten
1500 3050 3 weiß matt weiß matt 50 X
ACP Lite Aluverbundplatten
1000 2050 2 weiß matt weiß matt 180 X
1250 2500 2 weiß matt weiß matt 115 X
1500 3050 2 weiß matt weiß matt 80 X
1000 2050 3 weiß matt weiß matt 125 X
1250 2500 3 weiß matt weiß matt 80 X
1500 3050 3 weiß matt weiß matt 55 X
1500 3050 3 weiß matt schwarz matt 55 X
Technische Daten STACBOND®
Dicke 4 mm Maßeinheit Prüfvorschrift
Aluminium Deckbleche 0,5 mm
Gewicht 5,5 kg/m2
Aluminiumlegierung 5005 / 3105 / 3005 UNE EN 573-3
Kernmaterial
Dichte 0,93 g/cm3
Dickentoleranz ± 0,2 mm
Breitentoleranz ± 2 mm
Längentoleranz + 15 mm
Diagonaltoleranz ± 3 mm
Beschichtungstyp
Stärke Außenbeschichtung(Grundierung + PvdF KYNAR 500 - 70/30)* 20 - 40* µ
mEN 13523 - 1
Stärke Innenbeschichtung (Grundierung)* 5 - 10* µm
EN 13523 - 1
Glanz (gemessen bei einem Winkel von 60°) 30 ± 5* GU EN 13523 - 2 / ISO 2813
Härte Min F EN 13523 - 4
Allgemeine Eigenschaften
Schälfestigkeit ≥ 9,8 N/mm ASTM D903 - 98 (2004)
Haftfestigkeit Kein Haftfestigkeitsverlust EN - DIN - 53151
Elastizitätsmodul [E] 70000 N/mm2 EN 485 - 2
Dehngrenze [Rp 0.2
] ≥ 80 N/mm2 EN 485 - 2
Zugfestigkeit [Rm] 125 ≤ R
m ≤240 N/mm2 EN 485 - 2
Bruchdehnung [A] ≥ 4 % EN 485 - 2
Schlagfestigkeit 4 Joules / GT0 EN 13523 - 5/6
Chemische Beständigkeit 5% HCl unverändert ISO 2812 - METHOD 3
Temperaturnutzung - 40 / +80 ºC
Wärmeausdehnung bei 100 °C Differenz 2,25 mm/m (100º) UNE-EN ISO 10545:1997
Wärmedurchgang [U] 3,38 W/m2K UNE-EN ISO 12567-1
Schalldämmung Rw [C;Ctr] 28 (0; -3) dB ISO 717 - 1
*Standardwerte - es können auch andere Werte akzeptiert werden, falls dies für die Ober-flächenbehandlung erforderlich ist und sich nicht auf die Produkt-qualität auswirkt.
48
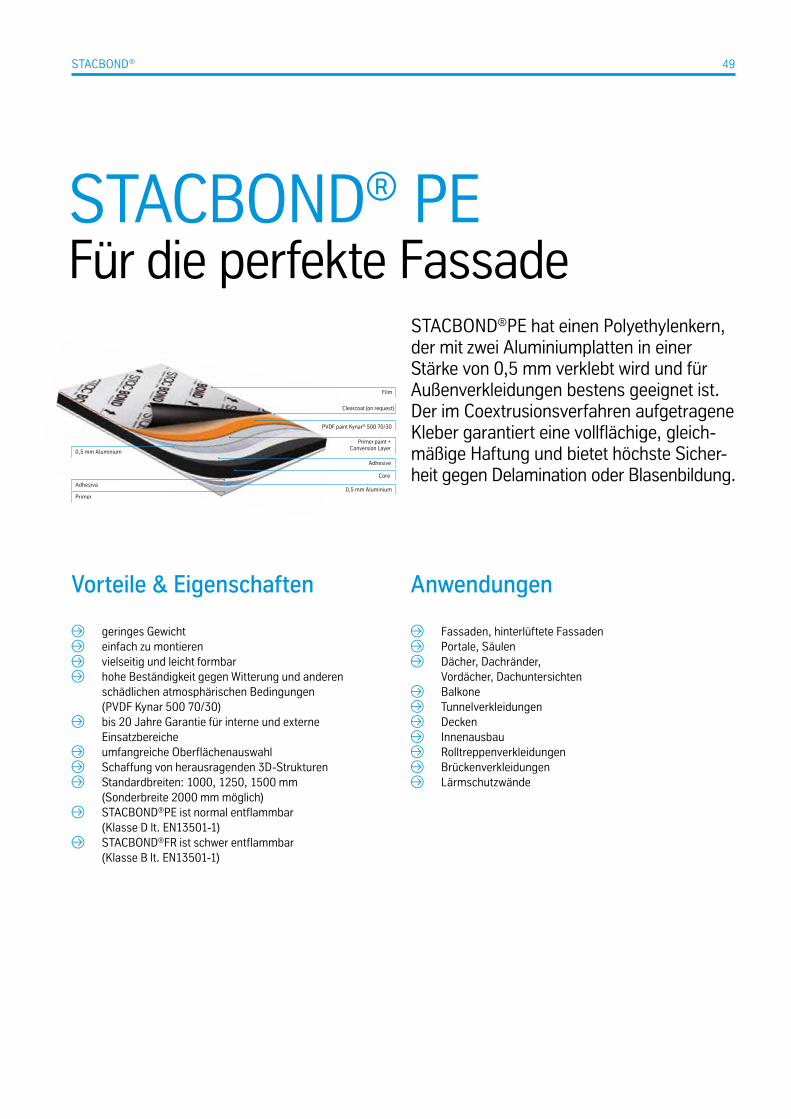
STACBOND®PE hat einen Polyethylenkern, der mit zwei Aluminiumplatten in einer Stärke von 0,5 mm verklebt wird und für Außenverkleidungen bestens geeignet ist. Der im Coextrusionsverfahren aufgetragene Kleber garantiert eine vollflächige, gleich-mäßige Haftung und bietet höchste Sicher-heit gegen Delamination oder Blasenbildung.
Vorteile & Eigenschaften
geringes Gewicht einfach zu montieren vielseitig und leicht formbar hohe Beständigkeit gegen Witterung und anderen
schädlichen atmosphärischen Bedingungen (PVDF Kynar 500 70/30)
bis 20 Jahre Garantie für interne und externe Einsatzbereiche
umfangreiche Oberflächenauswahl Schaffung von herausragenden 3D-Strukturen Standardbreiten: 1000, 1250, 1500 mm
(Sonderbreite 2000 mm möglich) STACBOND®PE ist normal entflammbar
(Klasse D lt. EN13501-1) STACBOND®FR ist schwer entflammbar
(Klasse B lt. EN13501-1)
Anwendungen
Fassaden, hinterlüftete Fassaden Portale, Säulen Dächer, Dachränder,
Vordächer, Dachuntersichten Balkone Tunnelverkleidungen Decken Innenausbau Rolltreppenverkleidungen Brückenverkleidungen Lärmschutzwände
Clearcoat (on request)
PVDF paint Kynar® 500 70/30
0,5 mm Aluminium
Adhesiva
Primer0,5 mm Aluminium
Film
Core
Adhesive
Primer paint +Conversion Layer
STACBOND® PEFür die perfekte Fassade
STACBOND® 49

50
STACBOND®FR
STACBOND®FR wurde speziell für die Verwendung in architektoni-schen Anwendungen entwickelt, bei denen ein robustes, wider-standsfähiges und flammhemmendes Material benötigt wird. Die Platte besteht aus einem feuerbeständigen Mineralkern und hat die in der Bauindustrie anerkannte Feuerwiderstandsklasse B. Auch der Kern dieser Verbundplatte ist von zwei Aluminium-schichten mit einer Stärke von 0,5 mm umhüllt.
Beide Varianten haben eine Oberflächenbeschichtung aus Poly-vinylidenfluorid PVDF (Kynar 500 70/30).
Umwelt und Qualitätsgarantie
STACBOND® kann vollständig recycelt werden und wird unter strenger Einhaltung aller Umweltvorschriften, sowie der relevanten Zertifizierungen hergestellt. Für die STACBOND® Platten gewährt der Hersteller in Bezug auf Delamination sogar 20 Jahre Garantie. Im Reklamationsfall werden die Platten ersetzt und auch die Kosten für die De- und Wiedermontage übernommen. Je nach gewählter Oberfläche wird eine 10-Jahres-Farbgarantie oder projektbezogen sogar bis zu 20-Jahres-Farbgarantie für interne und externe Einsatzbereiche gewährt.
Qualität auf höchstem Niveau
STACBOND® Aluminium-Verbundplatten werden unter Einsatz modernster Technologien und auf speziell dafür entwickelten Hochgeschwindigkeits-Produktionslinien hergestellt. STACBOND®
ist eine von wenigen in Europa hergestellten Aluminium-Verbund-platten. Auf einer Betriebsfläche von mehr als 50.000 Quadrat-metern ist der Hersteller in der Lage, durch Verwendung der besten Rohstoffe von europäischen Vorlieferanten, mehr als 2,5 Millionen Quadratmeter Aluminium-Verbundplatten für Fassaden pro Jahr zu produzieren. Die Produktion am neuen Standort in Spanien verbessert nicht nur die bereits hohen Qualitäts- Standards von STACBOND®, sondern reduziert auch Liefer- zeiten und ermöglicht es, Kundenwünsche schneller zu erfüllen.
Oberflächen und Deckschicht
Die Aluminiumdeckschichten von STACBOND® werden in einem kontinuierlichen, hoch automatisierten Verfahren nach ECCA und NEN-EN-Normen beschichtet. Die Reinigung, Vorbehandlung und der Lackauftrag garantieren höchste Qualität, Langlebigkeit und Nachhaltigkeit. Die Deckschichten aus hochwertigem Aluminium bieten enorme Steifigkeit und hervorragend plane Platten.
Manufactured to the European Standards
STACBOND® Lagerprogramm 51
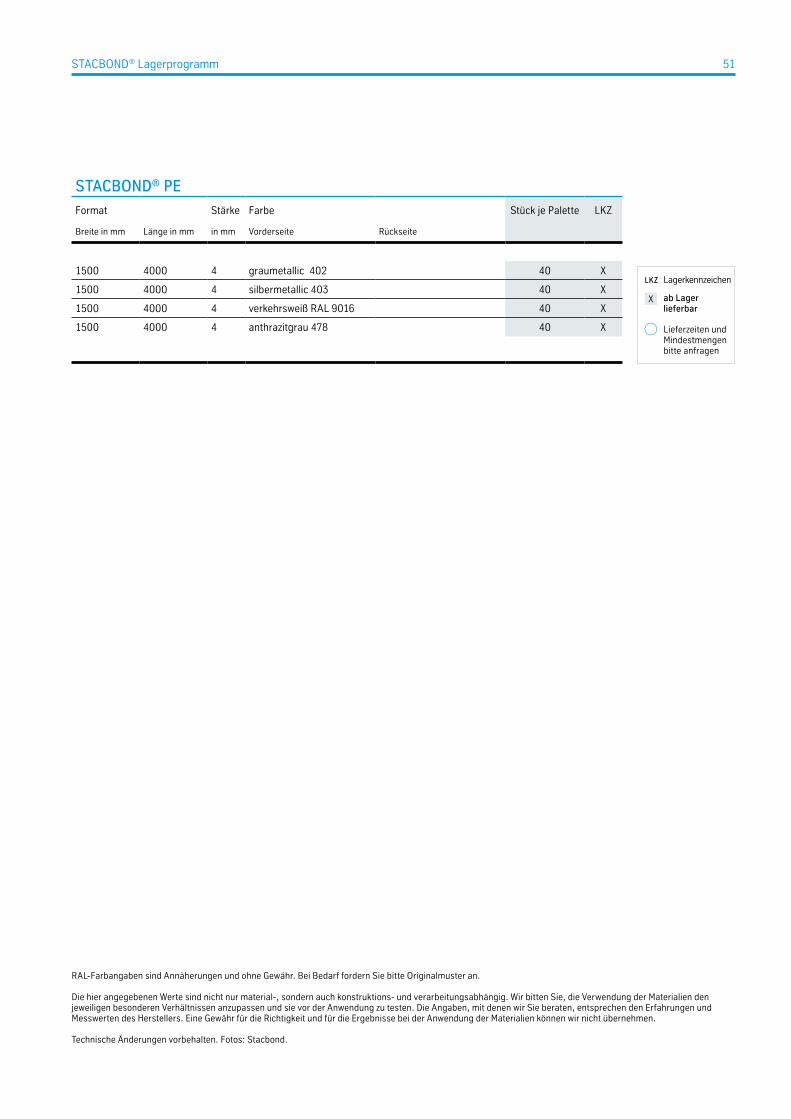
RAL-Farbangaben sind Annäherungen und ohne Gewähr. Bei Bedarf fordern Sie bitte Originalmuster an.
Die hier angegebenen Werte sind nicht nur material-, sondern auch konstruktions- und verarbeitungsabhängig. Wir bitten Sie, die Verwendung der Materialien den jeweiligen besonderen Verhältnissen anzupassen und sie vor der Anwendung zu testen. Die Angaben, mit denen wir Sie beraten, entsprechen den Erfahrungen und Messwerten des Herstellers. Eine Gewähr für die Richtigkeit und für die Ergebnisse bei der Anwendung der Materialien können wir nicht übernehmen.
Technische Änderungen vorbehalten. Fotos: Stacbond.
STACBOND® PE
Format Stärke Farbe Stück je Palette LKZ
Breite in mm Länge in mm in mm Vorderseite Rückseite
1500 4000 4 graumetallic 402 40 X
1500 4000 4 silbermetallic 403 40 X
1500 4000 4 verkehrsweiß RAL 9016 40 X
1500 4000 4 anthrazitgrau 478 40 X
LKZ Lager kenn zeichen
X ab Lager lieferbar
Lieferzeiten und Mindestmengen bitte anfragen
2019
– S
atz-
und
Dru
ckfe
hler
vor
beha
lten
Materials Services Plastics Austria
thyssenkrupp Plastics Austria
4063 HörschingIndustriezeile 4T: +43 7229 73021-0F: +43 7229 73021-722
1230 WienLamezanstraße 17T: +43 1 6167510-0F: +43 1 6167510-633
8055 GrazHerrgottwiesgasse 149T: +43 316 585502F: +43 316 585502-900