MB 212 Strahlen von Stahl - stahl-online.de · 4 Vorbemerkungen Mit der vollständigen Neuaus-gabe...
48
Merkblatt 212 Strahlen von Stahl Stahl-Informations-Zentrum
Transcript of MB 212 Strahlen von Stahl - stahl-online.de · 4 Vorbemerkungen Mit der vollständigen Neuaus-gabe...

Merkblatt 212
Strahlen von Stahl
Stahl-Informations-Zentrum

2
Um den Außenauftritt derVerbandsorganisationen der Stahl-industrie in Deutschland für alleZielgruppen einheitlicher zu ge-stalten und die Aktivitäten in denBereichen Information und Kom-munikation zusammenzuführen,hat sich das Stahl-Informations-Zentrum zu Beginn 2014 in dieWirtschaftsvereinigung Stahl inte-griert. Die bekannten Leistungen,insbesondere die firmenneutralensowie markt- und anwenderorien-tierten Informationen über Ver -arbeitung und Einsatz des Werk-stoffs, werden innerhalb der Orga-nisation weitergeführt.
Verschiedene Schriftenreihenbieten ein breites Spektrum praxis -naher Hinweise für Planer, Kon-strukteure und Verarbeiter vonStahl. Sie finden auch Anwendungin Ausbildung und Lehre.
Vortragsveranstaltungenbieten ein Forum für Erfahrungs-berichte aus der Praxis. Die The-men reichen von Konstruktionüber Anwendung und Verarbei-tung bis hin zur Ökologie.
Messen und Ausstellungendienen der Präsentation spezifi-scher Leistungsmerkmale von Stahl.Neue Werkstoffentwicklungen so-wie innovative, zukunftsweisendeStahlanwendungen werden exem-plarisch dargestellt.
Bei Anfragen vermitteln wirauch als in dividuellen Service Kon-takte zu Instituten, Fachverbändenund Spezialisten aus Forschung undIndustrie.
Die Pressearbeit richtet sichin erster Linie an Fachmedien undinformiert kontinuierlich über neueWerkstoffentwicklungen und -an-wendungen.
Marketing-Aktivitäten die-nen der Förderung des Stahlein-satzes in verschiedenen Märkten,beispielsweise im Automobilbausowie im Industrie- und Wirt-schaftsbau.
Der Newsletter informiertAbonnenten per E-Mail über Neu-erscheinungen, Veranstaltungenund Wissenswertes.
Seit 1989 zeichnet die Orga-nisation besonders innovative An-wendungen mit dem Stahl-In-novationspreis aus. Der Wett -bewerb dient dazu, Innovationenaus Stahl zu fördern und die Qua-litäten des Werkstoffs einer brei-teren Öffentlichkeit ins Bewusst-sein zu bringen. Er ist einer derbedeutendsten Wettbewerbe sei-ner Art und wird alle drei Jahreausgelobt.
Die Internet-Präsentationunter der Adresse www.stahl-online.de informiert über aktuelleThemen und Veranstaltungen undbietet u. a. einen Überblick überVeröffentlichungen. ZahlreichePublikationen sind als PDF-Filesabrufbar, Schriftenbestellungensind online möglich.
Impressum
Merkblatt 212„Strahlen von Stahl“Ausgabe 2010ISSN 0175-2006
Herausgeber:Wirtschaftsvereinigung Stahl,Sohnstraße 65, 40237 Düsseldorf
Autor:Dipl.-Ing. Volker Schneidau, 45711 Datteln
Redaktion:Stahl-Informations-Zentrum
Die dieser Veröffentlichung zu -grunde liegenden Informationenwurden mit größter Sorgfalt re-cherchiert und redaktionell be -arbeitet. Eine Haftung ist jedochausgeschlossen.
Ein Nachdruck – auch auszugs-weise – ist nur mit schriftlicherGenehmigung des Herausgebersund bei deutlicher Quellenangabegestattet.
Titelbild:Auswahl einiger Strahlanwendun-gen und Strahlmittel
Merkblatt 212

3
InhaltSeite
Vorbemerkungen .......... 4
1 Grundlagen der Strahltechnik ................. 4
1.1 Einführung ..................... 41.2 Begriffe der
Strahltechnik ................. 41.3 Definition des
Verfahrens ..................... 41.4 Einordnung in die
Fertigungsverfahren ...... 51.5 Geschichte ..................... 5
2 Strahlanwendungen ...... 52.1 Putzstrahlen ................... 62.2 Entzunderungsstrahlen .. 72.3 Entrostungsstrahlen ...... 82.4 Entschichtungsstrahlen . 92.5 Abtragstrahlen ............... 92.6 Trennstrahlen ................ 92.7 Entgratstrahlen .............. 102.8 Raustrahlen .................... 102.9 Mattierstrahlen .............. 102.10 Glätt- und
Polierstrahlen ................ 112.11 Verfestigungsstrahlen
(Kugelstrahlen) ............. 112.12 Umformstrahlen ............ 12
3 Strahlsysteme ................. 123.1 Druckluftstrahlen
mit trockenen Strahlmedien .................. 14
3.1.1 Injektorstrahlsystem ..... 153.1.2 Druckstrahlsystem ........ 163.1.3 Saugkopfstrahlen ........... 173.1.4 Saugstrahlen .................. 183.1.5 Trockeneisstrahlen ....... 183.2 Druckluftstrahlen mit
nassen Strahlmedien ..... 193.2.1 Feuchtstrahlen .............. 193.2.2 Nassstrahlen .................. 193.2.3 Schlämmstrahlen ........... 203.2.4 Druckflüssigkeits-
strahlen .......................... 203.2.5 Heißwasser- und
Dampfstrahlen ............... 21
7.3.1 Einfluss auf Beschichtungen ............ 39
7.3.2 Einfluss auf Verfestigung und Druck-eigenspannungen .......... 39
8 Strahlanlagentechnik und -betrieb ................... 41
8.1 Anlagenbaugruppen ..... 418.2 Anlagenbetrieb und
-instandhaltung .............. 41
9 Arbeitssicherheit und Umweltschutz ............... 41
9.1 Arbeitsschutz beim Strahlen .......................... 41
9.1.1 Arbeitssicherheit beim Freistrahlen .................... 42
9.1.2 Gefahren durch Staub .. 439.1.3 Gefahren durch Lärm ... 439.1.4 Brand- und
Explosionsschutz .......... 439.2 Umweltschutz beim
Strahlen .......................... 449.2.1 Trennung des
Strahlbereiches von der Umwelt .................... 44
9.2.2 Emissionen von Filteranlagen .................. 44
9.2.3 Lärmemissionen ............ 449.2.4 Entsorgung ..................... 44
10 Kosten des Strahlens ..... 45
11 Normen und Regelwerke .................... 45
12 Literaturhinweise .......... 47
13 Bildnachweis ................. 47
Strahlen von Stahl
3.3 Schleuderradstrahlen .... 213.4 Schleuderradstrahlen
mit nassen Strahlmedien ................. 23
3.5 Ultraschallstrahlen ........ 243.6 Thermisch-mechanische
Strahlbehandlung .......... 25
4 Strahlmittel .................... 254.1 Strahlmittelsorten ......... 254.2 Strahlmittel-
eigenschaften ................ 284.3 Strahlmittel-
aufbereitung .................. 28
5 Anwendungsorientierte Verfahrensauswahl ....... 29
6 Grundlagen des Strahlprozesses .............. 29
6.1 Physikalische Wirkprinzipien .............. 29
6.2 StrahlprozesstechnischeKenngrößen .................. 32
6.3 Anforderungsgerechte Strahlprozessführung ... 32
6.3.1 Strahlgutkenngrößen ... 326.3.2 Strahlkenngrößen ......... 336.3.3 Betriebskenngrößen ..... 34
7 Eigenschaften und Prüfung gestrahlter Oberflächen ................... 35
7.1 Bewertung durch Kenngrößen .................. 35
7.2 Bewertungs- und Messverfahren ............... 36
7.3 Oberflächengestalt und -funktion ................. 39
Seite Seite

4
Vorbemerkungen
Mit der vollständigen Neuaus-gabe des vorliegenden Merkblatts„Strahlen von Stahl“ wird der zu-nehmenden Bedeutung der Strahl-technik insbesondere für denWerkstoff Stahl Rechnung getra-gen. Die strahltechnische Bear-beitung von Stahloberflächen hatweit reichende Bedeutung etwafür die Haltbarkeit nachfolgenderBeschichtungen, aber etwa auchfür die Dauerfestigkeit dynamischbelasteter Bauteile. Damit werdengleichzeitig immer auch Fragender Wirtschaftlichkeit und Energie-effizienz technischer Produkte an-gesprochen.
Das Merkblatt bietet eine Ein-führung in die Grundlagen derStrahltechnik und schafft Klarheitüber Fachbegriffe. Eine anwen-dungsorientierte Übersicht überverschiedene Strahlverfahren dientals Hilfe zur Verfahrensauswahl.Das Merkblatt sensibilisiert denLeser dafür, das Strahlen als „Pro-zess“ zu verstehen, der durch diebeteiligten Prozesskenngrößen be-stimmt wird und damit anforde-rungs- und effizienzorientiert ge-führt werden kann. Vorgestelltwerden des Weiteren die wichtigs-ten Mess- und Prüfverfahren zurQualitätssicherung für gestrahlteOberflächen. Hinweise zur An-lagentechnik, zum Arbeits- undUmweltschutz, zu den Kosten desStrahlens sowie ein Überblick übereinschlägige Normen runden dasInformationsangebot ab.
1 Grundlagen der Strahltechnik
1.1 Einführung
Die jüngere Entwicklung derStrahltechnik wird durch die zu-nehmenden Anforderungen antechnische Oberflächen insgesamtbeeinflusst. Funktionalität undÄsthetik von Oberflächen sind bei
nahezu jedem technischen Pro-dukt von entscheidender Bedeu-tung für Qualität und Markterfolg.
Insbesondere für metallischeOberflächen gibt es wenige tech-nische Verfahren, die so vielfältiganwendbar sind wie die Strahl-technik. Mit Hilfe verschiedenerStrahlverfahren werden Schichtenab- oder selten auch aufgetragen,Oberflächen aufgeraut oder ge-glättet, Randschichten verdichtetoder sogar ganze Bauteile gezieltumgeformt.
Die ursprünglichen Anwen-dungen, wie z.B. das Mattierenvon Glas oder das Entsanden vonGussteilen, sind dabei erhalten ge-blieben. Hinzu gekommen sindvielfältige Anwendungen etwa imBereich der Reinigung, des Abtra-gens, der Oberflächenveredelungund der Verfestigung bzw. Form-gebung.
Die bestrahlten Werkstoffereichen von Metallen über mine-ralische Baustoffe wie etwa Betonbis hin zu Glas und sogar Textilien.Mit der passenden Ausrüstung istdas Verfahren sowohl mobil vorOrt als auch im stationären Betriebin der Massenproduktion einsetz-bar.
1.2 Begriffe der Strahltechnik
Strahltechnik als Kurzformvon Strahlverfahrenstechnik istder Oberbegriff für die Ober-flächenbehandlung mittels Strahl-mitteln. Hierunter fallen alle Tech-niken zur Behandlung von Ober-flächen unter Verwendung meistkornförmiger Medien, die mithoher Geschwindigkeit auf die zubehandelnden Flächen gestrahltwerden.
Die Strahltechnik gehört damitzum Bereich der Oberflächen-technik, da der Strahl in Form vonbeschleunigten Körnern oder teilsauch Flüssigkeiten lediglich aufdie Werkstoffoberfläche unmittel-bar einwirken kann. Eine mittel-bare Strahlwirkung wird an metal-lischen Bauteilen jedoch immer
auch in oberflächennahen Schich-ten erzeugt, was diese Technik zurgezielten Beeinflussung von Werk-stoffeigenschaften und sogar Bau-teilgeometrien interessant macht.
Das Sandstrahlen, also dasStrahlen mit Quarzsand als Strahl-mittel, ist in Deutschland seit 1975aufgrund der Silikosegefährdung(Staublunge) nur noch in wenigenAusnahmen und unter Einhaltungerheblicher Sicherheitsmaßnah-men zulässig. Daher sollte diesersomit unzutreffende Begriff ver-mieden werden, wenngleich ersich als umgangssprachlicher Aus-druck bis heute gehalten hat.
Im deutschen Sprachraum sinddie Strahltechnik und der Begriffdes Strahls in völlig anderer Be-deutung auch aus anderen Berei-chen der Technik bekannt, so z.B.aus der Schweißtechnik (Elektro-nenstrahlschweißen), der Laser-technik (Laserstrahl) oder derTriebwerkstechnik (Strahltrieb-werk oder Strahlturbine). Um Ver-wechslungen zu vermeiden, wirddaher in einschlägigen Normenzum Strahlen grundsätzlich dereindeutige Begriff Strahlverfahrens-technik verwendet.
1.3 Definition des Verfahrens
Die genaue Definition desVerfahrens „Strahlen“ und derdamit verbundenen Fachbegriffekann nach DIN 8200 erfolgen,auch wenn diese inzwischen er-satzlos zurückgezogen wurde:
„Strahlen ist ein Fertigungs-verfahren, bei dem Strahlmittel(als Werkzeuge) in Strahlgerätenunterschiedlicher Strahlsystemebeschleunigt und zum Aufprallauf die zu bearbeitende Oberflächeeines Werkstückes (Strahlgut) ge-bracht werden.“
In dem so definierten Bearbei-tungsprozess wirkt das WerkzeugStrahlmittel auf das WerkstückStrahlgut. Diese Klarstellung istwichtig, da zum Teil der BegriffStrahlgut fälschlicherweise auch fürdas Strahlmittel verwendet wird.
Merkblatt 212

5
Das jeweilige Strahlverfah-ren wird durch die vollständigeNennung folgender Angaben be-schrieben:
StrahlsystemStrahlanwendungStrahlmittelart
Beispiel: Schleuderrad-Verfes-tigungsstrahlen mit Stahldrahtkorn
Die Strahlanwendung richtetsich nach dem Strahlzweck und istdabei klar vom jeweiligen Strahl-system zu trennen, das lediglichdas Prinzip der Strahlmittelbe-schleunigung definiert. Für ver-schiedene Strahlanwendungen(siehe Kapitel 2) können verschie-dene Kombinationen aus Strahl-system (Kapitel 3) und Strahlmit-tel (Kapitel 4) in Frage kommen.Kapitel 5 bietet dazu einen syste-matischen, anwendungsorientier-ten Katalog der Strahlverfahren.
1.4 Einordnung in die Fertigungsverfahren
Die allgemeinen Fertigungs-verfahren sind in der DIN 8580festgelegt, die u.a. auf die DIN8200 Bezug nimmt. Die physika-
lischen Wirkungen des Strahlpro-zesses und damit auch die techni-schen Anwendungen sind jedochso vielfältig, dass das Strahlen alsUntergruppe verschiedenen Grup-pen und Hauptgruppen zuzuord-nen ist. Eine entsprechende Über-sicht zeigt die Tabelle 1.
Die Zuordnung des Oberflä-chenveredelungsstrahlens zurGruppe Druckumformen ist nichteindeutig, da es sich bei dieserStrahlanwendung in vielen Fällenum einen abtragenden und damitspanenden Prozess und nur zumTeil um einen Umformprozess imeigentlichen Sinne handelt.
1.5 Geschichte
Das Strahlen wurde bereits1870 von dem Amerikaner Benja-min C. Tilghman in den wesent-lichen Grundideen des Druckluft-und Schleuderradstrahlens paten-tiert, aber erst in den 1930er Jah-ren kam es zur breiteren Anwen-dung durch Effizienzsteigerungenaufgrund technischer Weiterent-wicklungen der Strahlsysteme undder Verfügbarkeit geeigneter Strahl-mittel.
2 Strahlanwendungen
Die Unterteilung der strahlver-fahrenstechnisch und fertigungs-technisch relevanten Anwendun-gen erfolgt nach dem Strahlzweck,also nach dem primären Ziel desStrahlens in Anlehnung an dieDIN 8200. Diese normgerechteGliederung ist jedoch nicht inallen Belangen vollständig undschlüssig, weshalb die Übersichtgemäß Tabelle 2 (Seite 6) zumTeil erweitert und logisch neusortiert wurde. Auf die Verwen-dung der in der Norm festgeleg-ten Ordnungsnummern wird ausGründen der Übersichtlichkeit ver-zichtet.
Folgende Anwendungen wer-den unterschieden:– Reinigungsstrahlen zum Ent-
fernen von werkstofffremdenSchichten, Partikeln oder An-haftungen
– Strahlspanen zum gezieltenAbtragen von Schichten oderTeilen des Grundwerkstoffs
– Oberflächenveredelungs-strahlen mit gezielter Verände-rung der Oberflächenstrukturdes Grundwerkstoffs zur Erzie-lung eines optischen oder hap-tischen Effekts oder zur Verbes-serung der Haftung von nach-folgenden Beschichtungen
– Kugelstrahlen zur Verbesse-rung der Dauerfestigkeit oderzur Formgebung von Bautei-len ohne gewollten Material-abtrag
Als weitere Anwendungkommt noch das Aufstrahlen vonSchutzschichten wie Zink hinzu,das industriell jedoch kaum Be-deutung hat, da hierfür effizientereVerfahren wie das Feuerverzinkenoder das Spritzverzinken einge-setzt werden.
Das Prüfstrahlen zur verglei-chenden Feststellung des Ver-schleißverhaltens von Werkstoffengehört nicht zu den Fertigungs-verfahren im engeren Sinne, kannaber auch dem Abtragstrahlen zu-gerechnet werden.
Strahlen von Stahl
Tabelle 1: Einordnung der Strahltechnik in die Fertigungsverfahren nach DIN 8580
Hauptgruppe Gruppen Untergruppen
1 Urformen – –
2 Umformen 2.1 Druckumformen 2.1.6 Umformstrahlen
2.1.7 Oberflächen-veredelungsstrahlen
3 Trennen 3.3 Spanen mit 3.3.6 Strahlspanengeometrisch unbestimmten Schneiden
3.6 Reinigen 3.6.1 Reinigungsstrahlen
4 Fügen – –
5 Beschichten – –
6 Stoffeigenschaft 6.1 Verfestigen 6.1.1 Verfestigungs-ändern durch Umformen strahlen

6
Sonderanwendungen wie etwadas Reinigungsstrahlen von ver-schmutzten Fassaden, Beton-böden oder anderer allgemein ver-schmutzter Flächen gehören eben-falls nicht zu den eigentlichenFertigungsverfahren, können aberdem Entschichtungsstrahlen zuge-ordnet werden.
In ihrer tatsächlichen Strahl-wirkung sind die in der Übersichtgenannten Strahlanwendungenoftmals nicht klar voneinander zutrennen. So gilt in Bezug auf dasReinigungsstrahlen, dass jedeMaterialentfernung von werk-stofffremden Schichten bei denmeisten Verfahren auch einenteilweisen Abtrag des Grundwerk-stoffs zur Folge hat. Ein Reinigungs-strahlen verändert also meist auchdie Oberfläche des Grundwerk-stoffs.
Ein Oberflächenveredelungs-strahlen auf metallischen Ober-flächen bewirkt insbesondere beirundkörnigem Strahlmittel gleich-
zeitig eine plastische Oberflächen-veränderung im Sinne einer Ver-festigung. Gleiches gilt für dasStrahlspanen. Umgekehrt kannein Kugelstrahlen nicht gänzlichohne Oberflächenabtrag realisiertwerden.
Teilweise werden solcheMehrfachwirkungen auch gezieltgenutzt, sie müssen bei der An-wendung der Strahltechnik aberin jedem Fall besonders beachtetwerden.
2.1 Putzstrahlen
Beim Putzstrahlen dient dieim Strahlmedium enthaltene Ener-gie zum Abschlagen bzw. abrasi-ven Entfernen von Fremdstoffenauf der eigentlichen Werkstück-oberfläche. Das Spektrum mög-licher Putzaufgaben ist breit ge-fächert. Art und Menge der Fremd-stoffe bestimmen dabei die zurReinigung erforderliche Energie
des Strahls und damit die Wahldes Strahlmittels und des Strahl-systems.
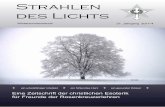
Zum Entfernen von Formsandund anderen Rückständen an denmeist rauen Gussoberflächen wirdein energiereicher, durchschlags-kräftiger Strahl benötigt, der sicham wirtschaftlichsten mit Schleu-derrädern und relativ großen, run-den Stahlkugeln erzeugen lässt.Ein Beispiel einer solchen Anwen-dung zeigt Abb. 1.
Insbesondere in Strahlanlagenzur Entsandung von Gussteilenmuss die permanente Abführungvon Grobteilen wie etwa Kern-resten und Graten einerseits so-wie des Sandes andererseits ge-währleistet werden. Während dieGrobteile durch einen Grobab-scheider vom umlaufenden Strahl-mittel getrennt werden, erfolgtdie Sandabscheidung vom umlau-fenden Stahlstrahlmittel in derRegel auf magnetischem Wege.Die Sandrückstände im Strahlmit-
Merkblatt 212
Tabelle 2: Übersicht über die Strahlanwendungen
Strahlanwendung Strahlzweck Haupteinsatzgebiet
A Reinigungsstrahlen A1 Putzen Entfernen von Gießsand und Gießrückständen
A2 Entzundern Entfernen von Walz- und Schmiedezunder
A3 Entrosten Entfernen von Rost
A4 Entschichten Entfernen von Beschichtungen aller Art und Anhaftungen wie Schmutz oder Staub
B Strahlspanen B1 Abtragen Entfernen von oberflächennahen Partikeln oder Schichten des Grundwerkstoffes
B2 Trennen Zerteilen von Werkstücken
B3 Entgraten Entfernen von Schnitt- und Gussgraten
C Oberflächen- C1 Aufrauen Erhöhung der Oberflächenrauheitveredelungsstrahlen
C2 Mattieren Aufrauen mit Strahlmitteln feiner Körnung
C3 Glätten Verringerung der Oberflächenrauheit
C4 Polieren Glätten mit Strahlmitteln feiner Körnung
D Kugelstrahlen D1 Verfestigen Einbringung von plastischer Verformung und Druckeigenspannungen (engl.: shot peening) (engl.: peening) an der Oberfläche dynamisch beanspruchter Bauteile zur Erhöhung
der Dauerfestigkeit
D2 Umformen Einbringung von plastischer Verformung und Druckeigenspannungen (engl.: peen forming) zur Formgebung oder zum Richten von Bauteilen

7
tel sind zu minimieren, um einemunnötigen Verschleiß der strahl-mittelführenden Anlagenteile durchdie scharfkantigen und hartenQuarzsandkörner vorzubeugen.
2.2 Entzunderungsstrahlen
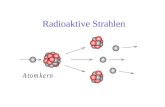
Zunder entsteht durch dieHochtemperaturoxidation vielerMetalle bei Urform- und Umform-prozessen an offener Luft. DieAusprägung der Zunderschichthinsichtlich ihrer Dicke und Kon-sistenz hängt außer von dem Werk-stoff selbst entscheidend von denProzessbedingungen ab. Häufig istdie Zunderdecke auch nicht insich homogen, sondern bestehtaus einer äußeren und einer inne-ren Schicht, die sich bei mechani-scher Behandlung mit Strahlmit-teln unterschiedlich verhalten kön-nen. Abb. 2 zeigt ein typischesBeispiel.
Der Aufwand, der für dieEntzunderung betrieben werdenmuss, hängt demnach einerseitsvom Ausmaß und andererseits vonder Art des Zunders ab. Währenddie Zunderdicke entscheidend vonder Temperatur und der Verweil-dauer des Werkstücks an offenerLuft bestimmt wird, ist die Zun-derart eher vom Werkstoff abhän-gig. So bilden Kohlenstoffstählesogenannten Trockenzunder aus,
der sich in der Regel leicht entfer-nen lässt, insbesondere wenn dieZunderschicht eine poröse bzw.spröde Struktur aufweist. LegierteStähle hingegen bilden häufigsogenannten Klebezunder, einedünne, in sich geschlossene undfest anhaftende Zunderschicht.
Zunderschichten weisen inder Regel eine hohe Härte auf.Dicke, aber spröde Zunderschich-ten erfordern eine hohe Durch-schlagskraft der einzelnen Strahl-körner. Hierbei ist allerdings auchdie Strahlwirkung auf der eigent-lichen Werkstoffoberfläche zu be-achten. Klebezunder hingegenlässt sich eher abrasiv mit vielenkleineren Strahlkörnern und damitgrößerer Angriffsfläche entfernen,wobei die erforderliche Intensi-tät bzw. Bearbeitungszeit erheb-lich sein können.
Die o.g. Anforderungen wer-den strahltechnisch in der Regelam besten durch Strahlsystememit Schleuderrädern erfüllt, dadiese gegenüber anderen Strahl-systemen bei großflächigen An-wendungen wirtschaftlicher zubetreiben sind. Andere Strahlsys-teme kommen etwa bei kleinerenWerkstücken mit niedrigerer er-forderlicher Flächenleistung zumTragen. Anlagentechnisch mussin jedem Falle beachtet werden,dass die abgestrahlten Oxide einekantige Form sowie eine hoheHärte aufweisen und somit nichtim Strahlmittelkreislauf verbleibendürfen. Zur Reduzierung des Ver-schleißes strahlmittelführenderAnlagenteile ist daher eine effek-tive Sichtung des Umlaufmaterialszur Abtrennung der Oxide unbe-dingt erforderlich.
Strahlen von Stahl
Abb. 1: Putzstrahlen eines Motorblocks für einen Schiffsantrieb
Abb. 2: Entzunderungsstrahlen von geschmiedeten Schrauben-Rohlingen

8
2.3 Entrostungsstrahlen
Rost ist das Oxidationsproduktauf Eisen- und Stahloberflächen,das unter korrosiven Umgebungs-bedingungen an der Atmosphäre,unter Wasser, im Erdreich oderunter anderen korrosiven Einflüs-sen entsteht. Die Rostausprägunghängt vom Werkstoff selbst, vonden korrosiven Medien und derDauer der Einwirkung ab. Die Rost-bildung beginnt an der Bauteil-oberfläche, aber setzt sich in tie-fere Werkstoffschichten fort, so-dass Narben entstehen können.
Mit Rostgraden bezeichnetman den optisch zu ermittelndenRostbefall auf der Bauteilober-fläche. Die Art der Ermittlung derRostgrade hängt davon ab, obes sich um unbeschichtete oderbeschichtete Stahloberflächenhandelt.
Rostgrade auf warmgewalztenunbeschichteten Stahloberflächensind nach DIN EN ISO 8501-1 ge-mäß Tabelle 3 klassifiziert undkönnen mit Hilfe der im Anhangzu dieser internationalen Normenthaltenen fotografischen Ver-gleichsmuster näherungsweise be-stimmt werden.
Andere Oberflächenzuständesind durch ergänzende Angabenzu beschreiben wie z.B. „D mitSchichtrost“. In Bezug auf dasStrahlen ist die Norm auch aufStahloberflächen anwendbar, dieneben Zunder noch Reste von
festhaftenden Beschichtungen undartfremde Verunreinigungen auf-weisen. Zunder, Rost oder eineBeschichtung gelten hingegenals lose, wenn sie sich mit einemstumpfen Kittmesser abhebenlassen.
Häufig muss bei der Erneue-rung von Anstrichen gleichzeitigauch Rost mit entfernt werden.Daher werden nach DIN EN ISO4628-3 auch für beschichtete Stahl-oberflächen verschiedene Rost-grade unterschieden. Die Rost-grade Ri beschreiben hier denprozentualen Anteil der Durch-rostung bezogen auf die betrach-tete Fläche (nicht auf die Gesamt-fläche eines Bauwerks). Sie kön-nen auch durch Vergleich mitden in der Norm enthaltenen fünffotografischen Vergleichsmusternermittelt werden.
Je nach Fortschritt der Rost-bildung ist eine strahltechnische
Entfernung mit zunehmendemEnergieaufwand zum Losschlagenund Abtragen verbunden. Wäh-rend bei Rostgrad B ein einfaches,vollflächiges Überstrahlen mit Stahl-strahlmitteln mittlerer Körnungausreicht, erfordert der Rostgrad Cbereits ein mehrfaches Überstrah-len, bei dem alle Flächen mehrfachvon Strahlkörnern bearbeitet wer-den. Tiefer ins Material reichendeRostnarben bei Rostgrad D könnenvollflächig nicht ohne erheblichenAbtrag von Grundwerkstoff besei-tigt werden. Gegebenenfalls sindauch aggressivere Strahlmittel mitkantigen Kornformen einzusetzen.Die Abb. 3 zeigt ein Beispiel einerstrahltechnisch entrosteten Ober-fläche.
Eine Entrostung von Flach- undProfilstahlerzeugnissen erfolgt sinn-vollerweise mit Hilfe von Schleu-derrädern. Punktuelle Rostentfer-nung und die Entrostung kompli-zierter oder großer Bauteile erfol-gen unter Einsatz von Druckluft.Gleiches gilt für Bauwerke, dahier eine mobil einsetzbare Strahl-ausrüstung benötigt wird.
Zur Feststellung des Reinheits-grades von Stahloberflächen nachdem Strahlen gibt der Anhang zurISO 8501-1 ebenfalls fotografischeVergleichsmuster vor (vgl. Kapitel7.2). Die Qualität der strahltech-nischen Bearbeitung hat entschei-denden Einfluss auf die Haltbarkeiteiner nachfolgenden Beschichtungund damit auf den Korrosions-schutz der Oberfläche.
Merkblatt 212
Tabelle 3: Rostgrade nach DIN EN ISO 8501-1
Rostgrad Oberflächenzustand
A Stahloberfläche weitgehend mit festhaftendem Zunder bedeckt, aber im Wesentlichen frei von Rost
B Stahloberfläche mit beginnender Rostbildung und beginnender Zunderabblätterung
C Stahloberfläche, von der der Zunder abgerostet ist oder sich abschaben lässt, die aber nur ansatzweise für das Auge sichtbare Rostnarben aufweist
D Stahloberfläche, von der der Zunder abgerostet ist und die verbreitet für das Auge sichtbare Rostnarben aufweist
Abb. 3: Entrostungsstrahlen eines Stahlträgers

9
2.4 Entschichtungsstrahlen
Das Entschichten bezeichnetzum einen das Entfernen vonzuvor aufgebrachten werkstoff-fremden Beschichtungen allerArt wie alten Farbanstrichen undanderen Schutzschichten (sieheAbb. 4), zum anderen das Ent-fernen von unerwünschten An-haftungen wie etwa Schmutz oderStaub.
Die einzusetzenden Strahl-mittel sind vor allem von den zuentfernenden Schichten, die ge-eigneten Strahlsysteme eher vonArt und Größe des Strahlguts ab-hängig. Für harte und spröde Be-schichtungen eignen sich eherrunde, für weiche Beschichtun-gen eher kantige Kornformen.Sind die Beschichtungen zu weich,müssen sie vor dem Strahlen etwadurch Kälteeinwirkung versprödetwerden.
Automatisch zu handhabendeWerkstücke werden in der Regelmit Schleuderrädern strahltech-nisch bearbeitet. KompliziertereStrukturen wie Bauwerke oderTeile von Industrieanlagen er-fordern eine flexible, mit Druck-luft oder Druckwasser betriebeneStrahlausrüstung.
2.5 Abtragstrahlen
Unter Abtragstrahlen verstehtman das Strahlen von Werkstückenmit dem einzigen Ziel des Material-abtrags von Grundwerkstoff. Esunterscheidet sich dadurch vomVeredelungsstrahlen, bei dem eineoptisch edle oder aber eine fürnachfolgende Bearbeitungsschrittegeeignete Oberflächenstruktur ge-schaffen werden soll.
Das Abtragen großer Material-mengen durch Strahlen ist sehrenergieaufwändig und gegenüberanderen spanenden Fertigungs-verfahren wie Hobeln oder Fräsennicht wirtschaftlich einsetzbar.Das Abtragstrahlen feinerer Struk-turen hingegen ist eine in speziel-len Bereichen geeignete strahl-technische Anwendung, da mitHilfe feiner Strahlmittel und druck-luftbetriebener Strahldüsen sehrdosiert und präzise, aber dennochohne Werkstückkontakt gearbeitetwerden kann.
Abrasives Druckluftstrahlen inder Mikrotechnik bietet durchden Einsatz kleinster Strahldüsenmit Bohrungsdurchmessern bisherab zu 250 µm vielfältige Mög-lichkeiten etwa zum Vereinzelnvon Mikrostrukturen auf Silicium-und Glaswafern oder zum Trim-men von Widerständen.
Ein weiteres Einsatzgebietliegt etwa im Bereich der Schneid-kantenbearbeitung von Zerspan-werkzeugen mit dem Ziel der Ver-schleißminderung beim Schneid-vorgang durch gezielte Beeinflus-sung der Schneidkantengeometrie.
Das Abtragstrahlen kann auchzur Werkstoffprüfung eingesetztwerden. Hierbei werden verschie-dene Werkstoffoberflächen miteinem definierten Strahl bearbeitet,um deren Verschleißverhalten zuprüfen und zu vergleichen. Unter-sucht werden Menge des abge-tragenen Materials sowie Formund Struktur der bestrahlten Ober-fläche.
2.6 Trennstrahlen
Der vom Erfinder der Strahl-technik B. C. Tilghman ursprüng-lich patentierte Einsatz der Strahl-technik zum Bohren und Schnei-den von Stein und anderen Mate-rialien mit kornförmigen Strahl-mitteln ist in dieser Form prak-tisch nicht mehr im Einsatz, daleistungsfähige Bohr- und Schneid-werkzeuge verfügbar sind.
Eine strahltechnische Tren-nung von harten Materialien er-fordert einen extrem hohen Ener-gieeinsatz auf minimaler Fläche.Die erforderliche hohe Energie-dichte lässt sich mit Schleuder-rädern praktisch gar nicht undmit dem Trägermedium Luft nursehr begrenzt darstellen. Zur Er-höhung der Energiedichte kommtnur das sogenannte Druckflüssig-keitsstrahlen mit flüssigen Strahl-medien wie Wasser in Frage, dasunter hohen Druck gesetzt unddann durch eine Düse extrembeschleunigt wird. Die Zugabefester, abrasiver Medien erhöht dieSchneidleistung erheblich.
Mit dem Hochdruckwasser-strahl können fast alle weichenund harten Materialien geschnittenund gebohrt werden, womit sicheine fast universelle Einsetzbarkeitergibt. Schwerpunkte sind die Be-arbeitung von Kunststoffen, Stahl
Strahlen von Stahl
Abb. 4: Entschichtungsstrahlen eines Stahltanks

10
(siehe Abb. 5) und anderen Metal-len sowie Glas und Stein. Nebendem Trennen wird das Wasser-strahlschneiden auch zum Entgra-ten verwendet, da aufgrund derhohen Energiedichte im Gegensatzzum Trockenstrahlen auch dickeGratstrukturen getrennt werdenkönnen.
2.7 Entgratstrahlen
Mit Hilfe des Entgratstrahlenskönnen Grate begrenzt spanendentfernt werden. Grate entstehenim Wesentlichen bei Gießprozes-sen durch Maßtoleranzen an denFormtrennstellen sowie bei Schnitt-vorgängen durch spanende Bear-beitung wie Bohren, Fräsen usw.
Der Einsatz des Entgratstrah-lens ist im Allgemeinen nur dannsinnvoll, wenn die Grate auchmanuell zu entfernen wären. Fürfestsitzende Grate wie beispiels-weise an Graugussteilen müsstedie erforderliche Strahlenergie sohoch sein, dass ein Einsatz wederwirtschaftlich noch praktikabelist, da auch die umliegenden Flä-chen des Werkstücks abgetragenwerden. Diese Beschränkungenlassen einen wirtschaftlichen Ein-satz lediglich für feine, lose oderaber leichte Grate zu, die etwaals Schnittgrate bei spanenderBearbeitung oder beim Laser-schneiden, als dünnwandige, so-genannte Flittergrate beim Leicht-metall-Druckguss oder als Spritz-,Press- oder Stanzgrate bei der Her-
stellung von Kunststoffteilen auf-treten.
Die einzusetzende Strahlener-gie und Durchschlagskraft richtetsich nach der Bindung des Gratszum Werkstück. Generell sind auf-grund der Empfindlichkeit derWerkstücke in den o.g. Einsatz-fällen jedoch Grenzen hinsichtlichStrahlgeschwindigkeit und Korn-masse zu berücksichtigen. In derRegel werden runde Strahlkörnereingesetzt, um die Oberflächenicht zu stark aufzurauen. Fürkleinere Grate an einzelnen Teilenund zur gezielten Bearbeitung desGratverlaufs kommen Druckluft-systeme zum Einsatz. MassiveGrate können nur durch Druck-flüssigkeitsstrahlen beseitigt wer-den. Der Entgratvorgang entsprichtin diesem Falle aber eher demTrennstrahlen.
Die abgestrahlten oder abfal-lenden Grate müssen in der Strahl-anlage separat erfasst werden, dasie ansonsten zu Verstopfungenim Strahlmittelkreislauf oder Schä-den am Strahlsystem führen kön-nen. Die Abtrennung vom umlau-fenden Strahlmittel erfolgt mit ge-eigneten Abscheidern nach demAuffangen in der Strahlkabine oderbei der nachfolgenden Strahlmittel-sichtung.
2.8 Raustrahlen
Das Aufrauen von Oberflächenist eine der ältesten wirtschaft-lich erfolgreichen Anwendungen
der Strahltechnik überhaupt undwurde bereits im 19. Jahrhundertzum Schärfen von Feilen einge-setzt. Der Vorteil des Strahlensliegt in diesem Falle in der hohenEffizienz und der sehr guten Ein-stellbarkeit des gewünschtenRauigkeitsprofils über die Korn-größe, Kornform und Kornhärtedes Strahlmittels sowie die Ge-schwindigkeit des Strahls.
Beim sogenannten Sweepenwerden verzinkte Oberflächen mitgeringer Strahlenergie angeraut,um das Ausgasen der Zinkschichtzu fördern und eine bessere Haf-tung nachfolgender Beschichtun-gen zu gewährleisten.
Für eine effektive Aufrauungmuss das Strahlmittel kantig undhärter als der Werkstoff der be-strahlten Oberfläche sein. Darüberhinaus dürfen sich die Körner ineinem umlaufenden Strahlmittelnur begrenzt verrunden, um dieaufrauende Wirkung zu erhalten.Hierfür kommen je nach Einsatz-gebiet und Strahlsystem minerali-sche und auch metallische Strahl-mittel in Frage.
Aufgrund der Kornform undHärte der verwendeten Strahl-mittel ist in den entsprechendenStrahlanlagen mit einem relativhohen Verschleiß an strahlmittel-führenden Teilen zu rechnen.Aufgrund dieser Tatsache sindaggressive mineralische Strahl-mittel in Schleuderradstrahlsyste-men praktisch nicht einsetzbar.In jedem Falle erfordert der Ein-satz aggressiver Strahlmittel beson-dere Maßnahmen des Verschleiß-schutzes.
2.9 Mattierstrahlen
Das Mattierstrahlen ist eineSonderform des Raustrahlens mitfeineren Strahlmitteln. Hiermitkönnen nicht nur Funktionsflächengeschaffen, sondern auch optischeEffekte erzielt werden. Häufig liegtder Strahlzweck in der optischenAufwertung einer Oberfläche, diedurch das Strahlen eine homogen
Merkblatt 212
Abb. 5: Wasserstrahl-schneiden einerKontur aus einemEdelstahlblech

11
matte und damit edel wirkendeErscheinung erhalten soll.
Für die Auswahl von Strahl-mittel und Strahlsystem gilt Ähn-liches wie beim Raustrahlen. Einmatter Effekt kann insbesonderemit kantigen Kornformen erzieltwerden, wobei sich die hier ein-gesetzten feineren Strahlmitteltendenziell weniger für Schleuder-radstrahlsysteme eignen. Bevor-zugt werden Druckluftsysteme ein-gesetzt, da der das Strahlmittel be-schleunigende Druckluftstrahl hiereine bessere Führung des Materi-als und größere Reichweite desStrahls erlaubt.
Durch das kantige und fein-körnige Material werden beson-dere Anforderungen an die An-lagentechnik hinsichtlich Ver-schleißschutz und Strahlmittel-sichtung gestellt.
2.10 Glätt- und Polierstrahlen
Beim Glätt- und Polierstrahlensorgt die Einwirkung des Strahl-mittels für eine Einebnung oderAbtragung von Oberflächenrauig-keiten. Die Auswahl von Strahl-mittel und Strahlsystem erfolgt jenach Härte und Struktur der vor-handenen sowie Struktur der ge-wünschten Oberfläche, wobei inaller Regel rundkörnige, nichtme-tallische Strahlmittel und verschie-dene Druckstrahlsysteme zum Ein-satz kommen. An Stelle von „Glät-ten und Polieren“ werden häufigdie Begriffe „Oberflächenfinish“oder „Mikrostrahlen“ verwendet.
Die Grenzen zum Polieren ver-laufen dabei fließend. Zum so-genannten Läppstrahlen werdenfeine Glaskugeln aus hartelasti-schem Natronglas verwendet, jenach Einsatzfall können die Kugel-durchmesser unter 50 µm liegen.Das Strahlmittel wird per Luftdruckbeschleunigt, auf das Werkstückgebracht und prallt ab, wobeidie Rundheit der Glaskugeln dieDruckhomogenität an der Ober-fläche gewährleistet. Hierdurchwerden Beschädigungen der Werk-
stückoberflächen vermieden, engeMaßtoleranzen an Kanten undFunktionsflächen bleiben erhalten.Häufig wird das Läppstrahlen zurOberflächenglättung nach mecha-nischer Bearbeitung und nach demNitrieren oder Nitrocarburierenverwendet, um eine glatte, metal-lisch glänzende Werkstückober-fläche zu erhalten.
Eine Alternative zu dem Tro-ckenstrahlsystem mit Druckluftsind Nassstrahlsysteme wie dasNassdruckluftstrahlen oder dasSchlämmstrahlen. Bei beiden Sys-temen wird eine Dispersion einesfeinkörnigen Strahlmittels in Was-ser oder in einer anderen Flüssig-keit mit hoher Geschwindigkeitauf die zu bearbeitende Oberflä-che gestrahlt. Trägermedium fürden Strahl der abrasiven Festkör-per ist beim NassdruckluftstrahlenDruckluft und bei dem auch alsDruckstrahlläppen bezeichnetenSchlämmstrahlen der Wasserstrahl.Insbesondere mit dem mit Nieder-druck betriebenen Schlämmstrah-len lassen sich besonders feineund gleichmäßige Oberflächenherstellen. Die gestrahlte Ober-fläche muss nach der Bearbeitungmit frischem Wasser abgewaschenoder abgespritzt werden, um nochanhaftendes Strahlmittel zu entfer-nen. Das Wasser kann zur Bear-beitung rostempfindlicher Bauteileeinen Rostinhibitor enthalten. Vordem Auftragen von Beschichtun-gen oder Lacken müssen die be-arbeiteten Oberflächen getrock-net werden.
2.11 Verfestigungsstrahlen (Kugelstrahlen)
Das Verfestigungsstrahlen oderKugelstrahlen bezeichnet das ge-zielte Bestrahlen von Oberflächendynamisch hoch beanspruchterBauteile zur Verlängerung ihrerLebensdauer. Der international ge-bräuchliche Begriff „shot peening“für diese Anwendung steht fürKaltverfestigen („peening“) mitHilfe von rundkörnigem Strahl-mittel („shot“). Die auf die Ober-fläche einwirkende Energie derauftreffenden Strahlkörner führtzu plastischer Verformung miteinhergehender Erhöhung derVersetzungsdichte im Metallgitteroberflächennaher Schichten. DieVerfestigung äußert sich außerdemin einem erhöhten Spannungs-zustand in Form der sogenanntenDruckeigenspannung, die vor-handene Zugspannungen kompen-siert, äußeren Zugspannungen ent-gegenwirkt und damit die Dauer-festigkeit erhöht sowie die Rissbil-dung und -ausbreitung erschwert,siehe Abb. 6.
Der Wunsch nach Gewichts-ersparnis steht werkstofftech-nisch gesehen dem Wunsch nachLebensdauererhöhung dynamischbelasteter Bauteile meist entgegen.Im Rahmen eines Entwicklungs-prozesses können mit Hilfe desKugelstrahlens je nach Anforde-rung jedoch Schwerpunkte aufleichtere Bauweise oder verbes-serte Festigkeitseigenschaften ge-legt werden.
Strahlen von Stahl
Druck
Zug
Abb. 6: Verfestigung undSpannungszustandvor und nach demStrahlen

12
Das Kugelstrahlen erfolgt wieam Namen zu erkennen mit kuge-ligem Strahlmittel, um möglichstviel Energie in Form von Druck-eigenspannungen in die Ober-fläche einzubringen. Gleichzeitigdarf die Kornmasse nicht zu großwerden, da hierdurch zwar eineDruckerhöhung in tieferen Schich-ten erzielt werden kann, gleich-zeitig aber zu große Umformungenauf der Oberfläche zu einem Ab-fall der Druckeigenspannung füh-ren können. Des Weiteren ist un-bedingt zu beachten, dass durchKornbruch entstehende kantigeAnteile des Strahlmittels ebenfallseine starke Aufrauung bzw. Ver-letzung der Oberfläche und da-mit eine lokale Schwächung zurFolge haben. Aus diesem Grundeist eine hohe Strahlmittelqualitätbei geringer Korngrößenstreu-ung, großer Härte und geringerBruchrate erforderlich. Diese An-forderungen werden am bestendurch ein Drahtkornstrahlmittelerfüllt, dessen Betriebsgemisch ausgerundeten Drahtabschnitten be-steht.
Darüber hinaus muss berück-sichtigt werden, dass der Verfes-tigungseffekt sehr empfindlichauf eine Veränderung der ihn be-einflussenden Prozessparameterwie Korngröße, Strahlmittelmengeund Strahlgeschwindigkeit reagiert.Diesem Umstand muss die zumEinsatz kommende StrahlanlageRechnung tragen, indem diese
Parameter konstant gehalten, über-wacht und im Idealfall kontinuier-lich geregelt werden.
Aufgrund der speziellen Mög-lichkeiten zur Lebensdauerer-höhung und Gewichtsreduzierungliegen die wichtigsten Einsatzge-biete für das Verfestigungsstrahlenim Bereich der Fahrzeugtechnik(z.B. Federn, Zahnräder) wie imBeispiel in Abb. 7 sowie der Luft-und Raumfahrttechnik (z.B. Tur-binenschaufeln, Fahrwerk).
2.12 Umformstrahlen
Das Umformstrahlen oderKugelstrahlumformen ist eineSonderanwendung des Kugelstrah-lens. Wie beim Verfestigungs-strahlen wird auch hier die durchdas Strahlen in die Oberfläche ein-gebrachte Druckeigenspannunggenutzt. Während jedoch beimVerfestigungsstrahlen der Strahl-zweck in der Erhöhung der Bau-teillebensdauer besteht, erfolgtbeim Umformstrahlen eine gezieltemakroskopische Bauteilverfor-mung mit gleichzeitig verfestigterOberfläche. Bei geringer Korn-masse bzw. Kornenergie wölbtsich die bestrahlte und damit ver-festigte, unter Druckspannung ge-brachte Oberfläche nach außendem Strahl entgegen (konvex),bei hoher Kornmasse bzw. Korn-energie kann das Bauteil nach in-nen gewölbt (konkav) oder auch
auf eine Matrize geformt werden.Um eine definierte Verformungzu gewährleisten, ist eine exakteSteuerung des Strahlprozesses mitallen beteiligten Parametern un-abdingbar. Da durch das Strahlennur oberflächennahe Schichtenerreichbar sind, kann diese An-wendung nur für dünnwandigeund großflächige Werkstücke ge-nutzt werden.
Wie beim Verfestigungsstrah-len kommt kugeliges Strahlmittelzum Einsatz, um einen möglichsthohen Verfestigungs- und damitUmformeffekt zu erzielen. Einegezielte Bestrahlung erfordert eineexakte Strahlführung und kann inden meisten Einsatzfällen dahernur mit einem Druckluftstrahl-system realisiert werden, bei demdie Strahldüse programmgesteuertüber die Oberfläche bewegt wer-den kann.
Die typischen Einsatzgebietefür das Umformstrahlen liegen inder Luft- und Raumfahrttechnik.Ein weiterer Einsatzfall ist das Rich-ten von Bauteilen (Richtstrahlen).
3 Strahlsysteme
Das Strahlsystem bezeichnetdie physikalische Methode derEnergiebereitstellung zur Beschleu-nigung des Strahlmittels. EinenÜberblick über die verschiedenenStrahlsysteme und deren Wirk-prinzipien zeigt die Tabelle 4.
Beim Druckstrahlen erfolgtdie Bereitstellung aus pneumati-scher oder hydraulischer Druck-energie, die beim Durchströmeneiner Düse in kinetische Energiedes Strahls umgewandelt wird.Der Strahl besteht dabei aus demeigentlichen Strahlmedium bzw.Strahlmittel zur Erzielung derStrahlwirkung sowie dem Träger-medium zum Transport des Strahl-mediums. Entsprechend dem Trä-germedium unterscheidet mandas Druckluftstrahlen, das Druck-flüssigkeitsstrahlen und das Dampf-strahlen. Das Strahlen mit Druck-
Merkblatt 212
Abb. 7: Kugelstrahlen eines Lagerringsmit drei Strahl-düsen

13
luft als Trägermedium wiederumkann entweder als Trockendruck-luftstrahlen oder unter Zugabevon Wasser und anderen Zusatz-stoffen als Nassdruckluftstrahlenmit feuchten oder nassen Medienbetrieben werden.
Beim Schleuderradstrahlenhingegen erfolgt die Bereitstellungaus der Rotationsenergie einesschnell drehenden Schaufelrades.Die auf das mitrotierende Strahl-
mittel wirkende Zentrifugalkraftbewirkt eine Beschleunigung derKörner nach außen und schließ-lich den Abwurf über die Schau-felkante mit der bis dahin über-tragenen kinetischen Energie. DasSchleuderradstrahlen erfolgt inder Regel trocken, für Sonderan-wendungen gibt es aber auch dasNassschleuderradstrahlen.
Eine Sonderstellung nimmtdas Ultraschallstrahlen ein. Die
Energiebereitstellung erfolgt hier-bei durch einen leistungsstarkenUltraschallgenerator, dessen in dielokale Strahlkammer abgegebeneSchallwellen eine Energieübertra-gung an die Strahlmittelkörnerbewirken. Gemäß der Definitionnach DIN 8200 handelt es sichhierbei zwar ebenfalls um einStrahlsystem, allerdings ist dieBewegung der Strahlkörner nichtdurch eine einheitliche Strahlrich-
Strahlen von Stahl
Tabelle 4: Strahlsysteme und deren Wirkprinzipien
Strahlsystem Strahlmedium Träger- Prinzip der Energiebereit- Strahlwirkungmedium Energieübertragung stellung (üblicher
auf das Strahlmedium Leistungsbereich)
Druckluftstrahlen, Trockene Luft Umwandlung von pneu- Kompressor Mechanische trocken Strahlmedien matischer Druckenergie (5–12 bar) Korneinwirkung
Trockeneis- CO2-Pelletsin kinetische Energie bei
Versprödung von strahlen
Durchströmung einer DüseBeschichtungen durch Kälte und explosions-artige Sublimation der Trockeneispartikel
Feuchtstrahlen Befeuchtete Mechanische Kornein-Strahlmedien wirkung, Staubbindung
Nassstrahlen Strahlmedien mit Mechanische Kornein-Zusatz von Wasser wirkung, Waschen
Schlämmstrahlen Wasser mit auf- Wasser Umwandlung von hydrau- Pumpe Gedämpfte mechanische geschlämmten lischer Druckenergie in (2–5 bar) Korneinwirkung, Strahlmedien kinetische Energie bei Schleifwirkung
Druckflüssigkeits- Wasser, ggf. Durchströmung einer Düse
Hochdruckpumpe Mechanische Wasser-strahlen mit körnigen
(Niederdruck)(50–2.500 bar) strahl- und ggf.
Strahlmedien Korneinwirkung
Heißwasser- und Heißwasser/ Hochdruckpumpe Mechanische Wasser-Dampfstrahlen Heißdampf (50–150 bar) strahl- bzw. Dampf-
einwirkung, Lösen von Substanzen, Aktivierung durch Temperatur
Schleuderrad- Trockene – Beschleunigung durch Schleuderrad mit Gedämpfte mechanische strahlen, trocken Strahlmedien Zentrifugalkraft Drehstrommotor Korneinwirkung,
(7,5–55 kW) Lösen von Substanzen
Schleuderrad- Wasser mit Wasser Schleuderrad mit Mechanische strahlen, nass trockenen Drehstrommotor Korneinwirkung
Strahlmedien (7,5–15 kW) (mit Wasser)
Ultraschall- Kugeln – Beschleunigung Sonotrode mit Mechanische strahlen durch mechanische Piezoemitter und Korneinwirkung
Schwingungen und Frequenzgeneratorelastischen Stoß (1,5 kW)

14
tung, sondern durch gegenseitigeStoßvorgänge und damit unter-schiedliche Auftreffwinkel gekenn-zeichnet.
3.1 Druckluftstrahlen mit trockenen Strahlmedien
Beim Druckluftstrahlen dientverdichtete Luft als Trägermediumfür das zu beschleunigende Strahl-mittel. Die wesentliche Endbe-schleunigung erhalten die Strahl-mittelkörner infolge Geschwindig-keitszunahme der durch die Strahl-düse ausströmenden Druckluft.Das für die Strahlleistung wesent-liche Geschwindigkeitsmaximumdes Strahls wird in Abhängigkeitvon Luftdruck und Luftmenge vorallem durch die Düsenform, dieDüsenlänge und den Düsenquer-schnitt beeinflusst.
Der zur Variation der Strahl-leistung genutzte Druckbereichliegt in der Regel zwischen 5 und12 bar. Übliche Strahldüsendurch-messer liegen im Bereich vonunter 1 mm bis etwa 20 mm. Jenach Luftdruck, Luftmenge undStrahldüsenquerschnitt werden da-mit Austrittsgeschwindigkeiten vonüblicherweise etwa 80–250 m/serreicht.
Die Energie der mit dem Luft-strom beschleunigten Strahlmittel-körner hängt von deren Geschwin-digkeit und Masse ab. Körnerhoher Dichte wie etwa Stahlkör-ner erfordern einen höheren Luft-druck, erreichen aber auch wei-ter entfernte Strahlgutoberflächennoch mit hoher Energie. Aufgrundder sich mit zunehmendem Ab-stand von der Düse abschwächen-den Luftströmung werden feineKörner und Körner geringererDichte nach dem Austritt schnellerabgebremst. Diese können darüberhinaus durch einen Luftstau amStrahlgut weiter verlangsamt oderbedingt durch die Strahlgutformmit dem Luftstrom auch abgelenktwerden. Diese Besonderheitenmüssen bei der Wahl von Druck,Luftmenge, Strahlmittel, Düsen-querschnitt und Düsenanordnungin jedem Anwendungsfall spezi-fisch berücksichtigt werden.
Die Ausführungsformen vonDruckluftstrahlsystemen sind sehrvielfältig und reichen von Fein-strahlgeräten mit handgeführtemStrahlgriffel bis hin zu Großanlagenzum Freistrahlen mit Druckkesselnzur gleichzeitigen Versorgungmehrerer Strahler. Es lassen sichstationäre und mobile Anlagenunterscheiden, wobei stationäre
Anlagen heute fast ausschließlichmit kontinuierlich umlaufendemoder zumindest aufgefangenemund zyklisch umlaufendem Strahl-mittel betrieben werden.
Stationäre Anlagen• Handstrahlkabinen mit Öffnungs-
klappe, Sichtfenster, von außendurch lange Gummihandschuhefrei von Hand geführten Düsenund Betrieb mit Umlaufstrahl-mitteln mit und ohne kontinu-ierliche Strahlmittelreinigung
• Begehbare Freistrahlräume undStrahlhallen mit frei von Handgeführten Düsen und Betriebmit Umlaufstrahlmitteln mit undohne kontinuierliche Strahl-mittelreinigung, Beispiel sieheAbb. 8
• Strahlmaschinen mit fest instal-lierten Düsen und durchlaufen-dem, umlaufendem oder umge-wälztem Strahlgut
• Strahlmaschinen mit automa-tisch bewegten, programm-gesteuerten Düsen, zum Teilauch in Kombination mit Schleu-derrädern, an kontinuierlichoder im Arbeitstakt bewegtemStrahlgut
• Strahlmaschinen mit speziellen,z.B. abgewinkelten oder rotie-renden Düsenköpfen für dasStrahlen von Innenkonturen wieRohrinnenflächen, Bohrungenund Vertiefungen
Mobile Anlagen• Strahlausrüstung unterschied-
licher Größen und Leistungs-stufen mit frei von Hand ge-führten Düsen an großen Bau-teilen oder Bauwerken, Beispielsiehe Abb. 9. Betrieb häufigmit Umlaufstrahlmitteln undkontinuierlicher Strahlmittelrei-nigung, bei kleineren Strahl-flächen mit Einwegstrahlmitteln.Einsatz erfordert besondereArbeits- und Umweltschutzmaß-nahmen wie z.B. Einhausungenoder Abplanungen, künstlicheBelüftung, Absaugung, persönli-che Schutzausrüstung und schad-lose Strahlschutt-Entsorgung.
Merkblatt 212
Abb. 8: Freistrahlraum für große Schweißkonstruktionen

15
Bei allen Freistrahlarbeiten inStrahlräumen, Strahlhallen oderan Bauwerken im Freien bedarf eseiner speziellen Schutzausrüstungfür den Strahler. Hierzu gehörenSchutzanzug, Schutzhelm mitFrischluftversorgung und Visiersowie Schutzhandschuhe undSchutzschuhe.
Die besonderen Vorteile derDruckluftstrahlsysteme gegenüberanderen Strahlsystemen liegen inder weitgehenden Anpassungs-fähigkeit an Größe, Form und
oberflächentechnische Anforde-rungen der zu bearbeitendenObjekte sowie der nahezu unein-geschränkten Verwendbarkeitunterschiedlichster metallischer,mineralischer und organischerStrahlmittel.
Der Hauptnachteil gegen-über dem konkurrierenden Schleu-derstrahlsystem ist der deutlichschlechtere Wirkungsgrad. Dieserist bedingt durch die verlustbehaf-tete Umwandlung von elektrischerEnergie in Druckenergie sowie die
verlorene Energie der ausströmen-den Luft. Für die gleiche Strahl-leistung muss beim Druckluft-gegenüber dem Schleuderradstrah-len daher von einem etwa 20- bis30-fach höheren Energieaufwandausgegangen werden. Oftmals wirddieser Effekt aber zumindest teil-weise dadurch kompensiert, dassmit dem Druckluftstrahl wesent-lich gezielter gestrahlt werdenkann und daher weniger Strahl-energie ungenutzt verloren geht.
Bezüglich der Zuführung desStrahlmittels in den Luftstromunterscheidet man das Injektor-system und das Drucksystem.Besondere Ausführungsformensind das Saugkopfstrahlen und dasTrockeneisstrahlen.
3.1.1 Injektorstrahlsystem
Das Injektorstrahlsystem (Abb.10 a) nutzt die Druckluft nicht nurzur Beschleunigung, sondern auchzum Ansaugen des Strahlmittels.Eine an den Druckluftschlauch an-geschlossene Injektordüse (Abb.10 b) erzeugt einen Strahl, der auf-grund seiner hohen Austrittsge-schwindigkeit benachbarte Luft-moleküle mitreißt und dabei inseiner Umgebung einen Unter-
Strahlen von Stahl
Abb. 10 a (links): Prinzipbild einer InjektorstrahlanlageAbb. 10 b (oben): Typischer Aufbau eines Strahlkopfes mit Injektordüse
Zur Filter-anlage
Druck-luft
Gemisch aus Strahlmittel,Staub und Luft
Gemisch aus Staub und Luft
LuftStrahlmittelStaub
Abb. 9: Mobile Freistrahlanlage mit Rücksaugsystem
Saugsilo
Abscheider mit
Siebtrommel
Vorratssilo
Strahlkessel

16
druck erzeugt. Der Unterdruckinnerhalb der Strahlpistole dientzum Ansaugen des Strahlmediumsim Saugschlauch. Das Gemischaus Druckluft, Sekundärluft undStrahlmittel verlässt den Strahl-kopf über die eigentliche Strahl-düse. Die Druckluftzufuhr unddamit der Strahlvorgang werdenüber ein Ventil freigegeben, dasan handbedienten Strahlkabinenin der Regel über ein Fußpedalgesteuert werden kann.
Durch Variation des Druckssowie der zugeführten Luftmengekönnen die Austrittsgeschwindig-keit an der Strahldüse sowie auchdie Injektorwirkung an der Injek-tordüse und damit die Ansaugleis-tung für das Strahlmittel in be-grenztem Maße verändert werden.
Das Injektorstrahlsystem wirdsowohl nach dem Saugprinzip alsauch nach dem Gravitationsprinzipbetrieben.
Beim Saugprinzip muss dasStrahlmittel allein mit Hilfe desUnterdrucks an der Injektordüsezur Strahlpistole transportiert wer-den. Wird das Strahlmittel imKreislauf gefahren, muss es ineinem Trichter gesammelt und vondort aus erneut angesaugt werden.Die Entfernung und der Höhen-unterschied zwischen Trichter
und Strahlpistole erfordern erheb-liche Luftmengen und begrenzendaher die Ansaug- und damit auchdie Strahlleistung.
Folgende Vor- und Nachteilekennzeichnen dieses Strahlsystem:Vorteile– Einfacher Aufbau– Geringe InvestitionskostenNachteile– Begrenzter Strahlmittelstrom– Begrenzte Strahl- und Flächen-
leistung– Geringer Wirkungsgrad– Eingeschränkte Eignung für
Strahlmedien hoher Dichte– Eingeschränkter Einstellbereich
für Strahlgeschwindigkeit undStrahlmittelmenge
Beim Gravitationsprinzip er-folgt die Strahlmittelzuführungaus einem oberhalb der Strahlpis-tole angeordneten Vorratsbehälter.Diese Ausführung ähnelt stark dervon B. C. Tilghman patentiertenAnordnung. Für den Kreislauf desStrahlmittels muss es aufgefangenund über einen Vertikalfördererwie ein Becherwerk zum Vorrats-behälter zurückgeführt werden.Bei dieser Bauart können dannallerdings auf einfache Weise auchEinrichtungen zur Strahlmittelrei-nigung integriert werden.
Injektorstrahlsysteme nachdem Gravitationsprinzip arbeitendeutlich effektiver als nach demSaugprinzip. Auch hier bestehenaber Grenzen hinsichtlich derStrahlleistung und Einstellbarkeit.
3.1.2 Druckstrahlsystem
Das Druckstrahlsystem (Abb.11 a) arbeitet mit direkter Be-schleunigung des Strahlmittelsaus einem Druckbehälter heraus.Der Druckstrahlkessel (Abb. 12)wird entlüftet, aus einem Vorrats-behälter mit Strahlmittel befülltund dann verschlossen und mitDruckluft beaufschlagt. Der Strahl-mitteltransport in Richtung Strahl-pistole erfolgt über ein mit zusätz-licher Druckluft gespeistes Misch-ventil.
Eine gleichmäßige Durch-mischung bzw. Fluidisierung desStrahlmittels durch die Transport-luft ist Bedingung für eine konti-nuierliche pneumatische Förde-rung und die Vermeidung des Ab-setzens schwerer Strahlmittelteil-chen. Weitere Anforderungen andas Mischventil sind Verschleiß-festigkeit und die Vermeidung vonVerklemmungen durch Strahlmit-tel oder Fremdkörper.
Merkblatt 212
Düsenhalter
Vorsatzkonus
Strahldüse
Überwurf-mutter
Strahl-schlauch
Abb. 11 a (links): Prinzipbild einer DruckstrahlanlageAbb. 11 b (oben): Typischer Aufbau einer Druckstrahldüse
Gemisch aus Strahlmittel,Staub und Luft
Gemisch aus Staub und Luft
LuftStrahlmittelStaub
Zur Filter-anlage
Druck-luft

17
Das Druckstrahlsystem zeich-net sich gegenüber dem Injektor-strahlsystem durch einen höherenWirkungsgrad, wesentlich höhereStrahlleistung sowie deren exakteEinstellbarkeit aus. Durch Verän-derung des Zulaufquerschnitts amMischventil lässt sich die Strahl-mittelbeladung bis zur Sättigungs-grenze sehr fein justieren.
Die Strahldauer wird aller-dings durch die Größe des Strahl-kessels bzw. der darin enthalte-nen Strahlmittelmenge begrenzt.Zur zyklischen Befüllung wird derBehälter entlastet, währenddessennicht gestrahlt werden kann. ZurErmöglichung von fortlaufendemStrahlen müssen daher zwei um-schaltbare Strahlkessel oder aberein Strahlkessel mit Doppelkam-mersystem eingesetzt werden, beidem eine oben liegende, separatverschließbare Druckkammer be-füllt werden kann, während ausder unteren heraus gestrahlt wird.
Die Strahldüseneinheit (Abb.11 b) besteht in der Regel ausdem Düsenhalter mit Schlauch-anschluss, der eigentlichen Strahl-düse bestehend aus einem Stahl-rohr mit verschleißfestem Einsatzund Überwurfmutter sowie einemVorsatzkonus als Übergang zwi-schen den Strömungsquerschnit-
ten von Düsenhalter und Strahl-düse. Es kommen Strahldüsen mitgerader Bohrung oder Venturi-düsen mit konischer Bohrung zurErhöhung der Strahlmittelaustritts-geschwindigkeit zum Einsatz.
Zu einer handbedientenStrahlpistole für das Freistrahlengehört zusätzlich ein Handhebelzur Fernsteuerung des Druckkes-sels mit sogenanntem Totmann-schalter zum selbsttätigen Unter-brechen des Strahls beim Loslassendes Handhebels.
3.1.3 Saugkopfstrahlen
Das Saugkopfstrahlen ist eineSonderanwendung des Druckluft-strahlens mit einem speziellenRücksaugstrahlgerät. Das Gerätvereint die eigentliche Druck-strahleinrichtung mit einem Rück-saugsystem für das benutzte Strahl-mittel. Hierzu findet ein speziellerkombinierter Strahl-Saugkopf An-wendung (siehe Abb. 13). Dabeiwird die während des Strahlensaus einem Strahlkopfmantel aus-tretende Luft zusammen mit demgebrauchten Umlaufstrahlmittelzurückgesaugt und nach Reinigungdem Strahlmittelbehälter wiederzugeführt.
Strahlen von Stahl
Strahlmittel
Entlüftung
Füllvorgang
Mischventil
Strahldüse
Strahlgut
Strahlvorgang
Druckluft
Abb. 12: Druckstrahl-kessel – Funktion
Abb. 13: Saugkopfstrahleneiner Stahlwalzezur Aufrauung vordem Beschichten

18
Voraussetzung für eine wirt-schaftliche Anwendung ohnegroße Verluste an Rücksaugvaku-um und Strahlmittel ist ein dichtesAnliegen des Strahlkopfes an derbearbeiteten Oberfläche.
Für das Strahlen von Kantenlassen sich auch speziell dafür ge-formte Strahlköpfe einsetzen. DerVorteil des Systems gegenüber ein-fachen Druckluftstrahlsystemen ist,dass bei richtiger Anwendungkeine abprallenden Strahlmittel-körner umherspritzen und nursehr wenig Staub freigesetzt wird.Daher kommt dieses Strahlsystemoftmals auch unter kritischen Um-weltbedingungen zum Einsatz bzw.wird in diesen Fällen gefordert.Der Nachteil liegt in dem erhöhtentechnischen Aufwand und der ver-gleichsweise schlechteren Hand-habbarkeit des Strahlkopfes, ins-besondere auch durch die Nach-führung des schweren Schlauch-paketes, dessen Länge aufgrundder Saugleitung zudem begrenztist. Daher sind die erzielbarenStrahl- und Flächenleistungen nichtmit denen des Druckstrahlens ver-gleichbar.
3.1.4 Saugstrahlen
Beim Saugstrahlen wird dasDruckgefälle zur Strahlmittelbe-schleunigung nicht durch direkteDruckluft, sondern über leistungs-starke Saugsysteme erzeugt. DasStrahlmittel wird aus einem Vor-ratsbehälter in einen gegen dieOberfläche abgedichteten Strahl-kopf gesaugt. Der Ausgang derSaugleitung liegt gegenüber derzu strahlenden Fläche, sodass dasStrahlmittel zuerst auf die Ober-fläche und dann zusammen mitdem abgestrahlten Material ineinen Abscheider bzw. Sammel-behälter gesaugt wird. Das Strahl-system arbeitet zwar mit sehr be-grenzter Energiemenge, dafür aberlokal präzise und praktisch staub-frei.
3.1.5 Trockeneisstrahlen
Das Trockeneisstrahlen ist einStrahlverfahren zur Oberflächen-reinigung und -entschichtung un-ter Einsatz eines Druckluftstrahl-systems mit gefrorenem Kohlen-dioxid (CO2) als Strahlmittel, sieheAbb. 14. Dieses sogenannte Tro-ckeneis besitzt eine Temperaturvon unter –78 °C und wird meistin Form von Pellets hergestellt.Zur Verkleinerung der Partikelwird vor der Strahldüse häufig einSplitter eingesetzt.
Trockeneis ist elektrisch nichtleitend, chemisch stabil, ungiftigund nicht brennbar. Es geht beiUmgebungsdruck ohne Verflüssi-gung direkt vom festen in dengasförmigen Zustand über. Diesesogenannte Sublimation ist dieBasis der besonderen Strahlwir-kung auf die Strahlgutoberfläche.
Durch das Bestrahlen wird diezu entfernende Schicht zunächstlokal unterkühlt, versprödet undaufgrund unterschiedlicher Wärme-ausdehnungskoeffizienten vomGrundwerkstoff gelöst. Nachfol-gende Partikel dringen in dieSprödrisse ein und sublimierenbeim Auftreffen schlagartig, wobeidas frei werdende gasförmige CO2
sein Volumen auf das 500–600-
Fache ausdehnt. Durch die explo-sionsartige und extreme Volumen-vergrößerung wird die zu entfer-nende Schicht vollständig vomGrundwerkstoff abgetrennt.
Die großen Vorteile diesesVerfahrens gegenüber allen ande-ren Strahlverfahren liegen vorallem in der Schonung des Grund-werkstoffs bei gleichzeitig trocke-ner und staubarmer Reinigung.Die Trockeneispartikel sind wederstark abrasiv noch korrosiv undhinterlassen aufgrund ihres voll-ständigen Entweichens in die Um-gebungsluft außer dem abgestrahl-ten Material keinerlei Rückstände.Insbesondere lassen sich hiermitim Gegensatz zum herkömmli-chen Strahlen auch die meistenweichen und zähen Verschmut-zungen und Beschichtungen rück-standsfrei entfernen. TypischeAnwendungsbereiche sind daherbeispielsweise die Wiederaufarbei-tung von empfindlichen Fahr-zeugkomponenten und -karosse-rien, das schonende Entlackenoder das Reinigen von Guss-formen.
Beim sogenannten CO2-Schnee-Strahlen wird ebenfallsKohlendioxid als Strahlmittel ein-gesetzt. Dieses wird der Strahldüsejedoch nicht wie beim Trocken-
Merkblatt 212
Abb. 14: Trockeneisstrahlen, hier zur Entfernung von Graffiti

19
eisstrahlen in trockener, gefrore-ner Form, sondern aus einemNiederdrucktank in flüssiger Formzugeführt und erst an der Düse zueinem Schnee-Gas-Gemisch ent-spannt.
Hinsichtlich der physikalischenStrahlwirkung ist das CO2-Schnee-Strahlen dem Trockeneisstrahlensehr ähnlich, die Vorteile liegenjedoch vor allem in der kontinu-ierlichen Strahlmittelversorgung.Daneben eignet sich der feinereCO2-Schnee aufgrund seiner ge-ringeren kinetischen Energie auchzur Reinigung hochempfindlicherOberflächen bzw. Bauteile.
An Stelle der Druckluft kannhier auch Stickstoff als Träger-medium für den Strahl verwendetwerden. Aufgrund der höherenReinheit des Stickstoffs ist diesesVerfahren dann auch unter Rein-raumbedingungen einsetzbar.
3.2 Druckluftstrahlen mit nassen Strahlmedien
Auch bei den mit nassen Strahl-medien betriebenen Druckluft-strahlsystemen dient die Druck-luft als Trägermedium für das mitWasser und ggf. weiteren Zusatz-stoffen angereicherte Strahlmittel.Je nach der anteilig zugeführtenWassermenge lassen sich dreiStrahlverfahren unterscheiden:• Feuchtstrahlen – Druckluft-Rei-
nigungsstrahlen mit geringemWasserzusatz zur Bindung vonStaub
• Nassdruckluftstrahlen – Druck-luft-Reinigungsstrahlen mitreichlichem Wasserzusatz zumAbwaschen löslicher Salze
• Schlämmstrahlen – Reinigungs-und Polierstrahlen mit aufge-schlämmten und mit Wasser ge-sättigten Strahlmitteln mit undohne Druckluftunterstützung
Allen Nassstrahlverfahren istgemein, dass die bei Trockenstrahl-verfahren entstehenden Stäubeweitgehend vermieden werden.Auf der anderen Seite sind aller-
dings einige Besonderheiten zu be-achten. Die gestrahlte Oberflächemuss nach der Bearbeitung mitfrischem Wasser abgewaschenoder abgespritzt werden, um nochanhaftendes Strahlmittel zu entfer-nen. Metallische Strahlmittel sind,mit Ausnahme von Edelstahl Rost-frei, nicht anwendbar, da sie beiNässe korrodieren und verklum-pen. Bei der Bearbeitung rostemp-findlicher Bauteile muss in derRegel ein Rostinhibitor zugesetztwerden, der sich an der Ober-fläche anlagert und einen wasser-abweisenden Schutzfilm ausbil-det. Vor dem Auftragen von Be-schichtungen oder Lacken ent-steht ggf. zusätzlicher Aufwandzur Trocknung der bearbeitetenOberflächen.
Die Verfahren zum Nassdruck-luftstrahlen kommen in verschie-denen Strahlanlagen zum Einsatz.Wie beim herkömmlichen Druck-luftstrahlen lassen sich stationäreund mobile Anlagen unterscheiden.
Stationäre AnlagenBei den Handstrahlkabinen
und geschlossenen Strahlmaschi-nen muss auf eine rostfreie Aus-führung geachtet werden. Hinzukommen Hilfsmittel wie Scheiben-wischer oder Scheibenspülung zurFreihaltung von Sichtfenstern.Stationäre Anlagen verfügen überein Kreislaufsystem für das Strahl-mittel-Wasser-Gemisch mit ggf.integrierter Abscheideeinrichtungwie einem Nasszyklon. BesondereAufmerksamkeit muss darauf ge-legt werden, das Gemisch auch inRuhebereichen wie einem Sam-meltrichter in einem homogenenZustand zu halten. Hierzu dienenin der Regel integrierte Rührwerke,die eine Sedimentation der Strahl-mittelpartikel und damit eine Ent-mischung verhindern.
Mobile AnlagenIn mobilen Strahlanlagen zum
Nassstrahlen von großen Bauteilenund Bauwerken im Freien werdenin der Regel Einwegstrahlmittelverwendet, da der technische
Aufwand für eine Kreislaufführungdes Strahlmittel-Wasser-Gemischessehr hoch ist. Der Vorteil der Staub-freiheit wirkt sich hier besonderspositiv aus, da der Aufwand fürEinhausungen oder Abplanungendeutlich gemindert werden kann.Allerdings ergeben sich gleich-zeitig einige Einschränkungen,da feste Strahlmittel durch dieNässe auch an Flächen der Um-gebung haften bleiben und teil-weise schwer zu entfernen sind.Besonders zu beachten sind beidiesen Strahlarbeiten darüber hin-aus die Vorschriften zum Arbeits-,Umwelt- und Gewässerschutz.
3.2.1 Feuchtstrahlen
Das Feuchtstrahlsystem arbei-tet mit ähnlichen Strahldüsen wiedas Druckstrahlsystem. Vor derDüse wird jedoch zusätzlich Was-ser, ggf. auch mit Reiniger- und/oder Inhibitorzusatz, in den Stromaus Druckluft und Strahlmittel ein-gespeist. Die Zuführung von Was-ser dient ausschließlich zum Bin-den des Staubes und bremst dasStrahlmittel kaum ab. Hierdurchergeben sich im Vergleich zumTrockenstrahlen nur geringe Leis-tungsverluste, jedoch wesentlichgünstigere Arbeitsbedingungen.
Die Vorteile des Systems wer-den vor allem in Freistrahlanwen-dungen und hier insbesonderezur Beton- und Fassadenreinigungsowie -sanierung genutzt, bei derohne Befeuchtung erheblicheMengen gesundheitsgefährdendermineralischer Stäube entstünden.
3.2.2 Nassstrahlen
Durch reichlichen Wasserzu-satz kann mit dem Druckluft-Reinigungsstrahlen ein Waschvor-gang verbunden werden, durchden die beim Trockenstrahlen aufden Flächen verbleibenden lös-lichen und korrosionsförderndenSalzrückstände sehr gut entferntwerden können.
Strahlen von Stahl

20
3.2.3 Schlämmstrahlen
Beim Schlämmstrahlen wirdfeinkörniges Strahlmittel in Was-ser oder in anderen Flüssigkeitenaufgeschlämmt. Diese Dispersionwird mit Hilfe einer Pumpe zurStrahldüse gefördert und hierdirekt oder mit Hilfe zusätzlicherDruckluft beschleunigt. Im Gegen-satz zum o.g. Feucht- und Nass-strahlen mit dem TrägermediumDruckluft stellt bei diesem Systemdie Flüssigkeit das Medium zurBeschleunigung des Strahlmittelsdar. Die Abgrenzung zum ver-wandten Druckflüssigkeitsstrah-len ergibt sich aus dem weitausgeringeren Druckniveau von we-nigen bar und der damit verbun-denen deutlich geringeren Strahl-leistung.
Das Schlämmstrahlen erlaubtdie Verwendung sehr feiner Strahl-mittelkörnungen, die sich mitDruckluft als alleinigem Träger-medium nicht über größere Dis-tanzen wirksam strahlen lassen.Gleichzeitig führen die Brems-und Schmierwirkung der Flüssig-keit beim Kornaufprall zu be-sonders fein strukturierten, homo-genen Oberflächen. Das Schlämm-strahlen wird daher in der Litera-tur teilweise auch als Nassläpp-strahlen oder Druckstrahlläppenbezeichnet.
Typische Anwendungen lie-gen sowohl in der Feinstbearbei-tung bzw. dem Oberflächenfinishvon Maschinen- und Motorteilenim Bereich Fertigung und Instand-setzung als auch im Bausektor.
3.2.4 Druckflüssigkeits-strahlen
Das Druckflüssigkeitsstrahlenbzw. Druckwasserstrahlen bezeich-net ein Strahlsystem mit Wasserin Funktion des Träger- und auchStrahlmediums. Zugesetzte festeStrahlmittel erhöhen die Strahl-leistung erheblich, erfordern mög-licherweise aber auch eine anla-gentechnisch aufwändige Separie-
rung aus dem ablaufenden Wasser.Das Druckflüssigkeitsstrahlen wirdaufgrund seiner hohen Energie-dichte vorwiegend zum Entschich-ten, Entrosten und Entzundern vonOberflächen eingesetzt.
Gestrahlt wird in stationärenAnlagen mit verfahrbaren oderrotierenden Strahlköpfen oderauch mit rotierendem oder durch-laufendem Strahlgut. Für mobileAnwendungen werden im Allge-meinen frei bewegliche, rückstoß-arme Strahllanzen und Düsenköpfeeingesetzt.
Das Strahlen erfolgt in der Re-gel mit kaltem Stadtwasser, selte-ner mit gefiltertem Flusswasserunter Einsatz von Hochdruckpum-pen mit Drücken zwischen 50 undetwa 2.500 bar. Hierbei kommt esaber nicht nur auf einen hohenWasserdruck an. Es müssen vorallem auch ausreichende Wasser-mengen bereitgestellt, gefördertund nach dem Strahlen schadlosabgeführt werden.
Zur Minderung des Wasser-verbrauchs und Steigerung derEffizienz werden druckluftge-stützte Strahlköpfe verwendet.Beim zweistufig arbeitenden UH-PAB (Ultra-High Pressure AbrasiveBlasting) wird das Strahlmittel ineiner ersten Stufe zunächst kon-ventionell mit Druckluft beschleu-nigt. Danach wird das Strahlmittel-Luft-Gemisch in der zweiten Stufedurch einen mit hoher Geschwin-digkeit strömenden Druckwasser-strahl bis auf Austrittsgeschwindig-keit beschleunigt. Das Systemarbeitet bei Wasserdrücken vonbis zu 3.000 bar und erzielt Strö-mungsgeschwindigkeiten des drei-phasigen Gemisches von bis zu500 m/s.
Das Druckflüssigkeitsstrahlenhat einen breiten Anwendungs-bereich und wird häufig zum Put-zen und Entkernen in Grauguss-und Stahlgießereien sowie alsmobile Lösung vorzugsweise angroßen Objekten aus dem Schiff-bau, Stahlwasserbau, Stahlbau,Kraftwerksbau und -betrieb, Rohr-leitungs- und Behälterbau genutzt.
Ein Beispiel zeigt die Abb. 15.Hierbei überwiegen Einsätze imBereich der Instandsetzung zurEntrostung, Entfernung nicht mehrfest haftender Beschichtungenund Entschichtung bei starker Ver-unreinigung, z.B. zum Entfernenvon Bewuchs. Tankwaschkopfund Rotationswaschkopf sind Bei-spiele für hier verwendete einsatz-spezifische Düsenköpfe.
Das Druckflüssigkeitsstrahlenkommt außerdem zum Trennenzum Einsatz. Für harte Werkstoffewerden dem Wasser abrasiveMedien zugesetzt, mit denen dieSchneidleistung erheblich gestei-gert werden kann. Der aufge-baute Strahldruck liegt bei weitüber 3.000 bar, die Austrittsge-schwindigkeit an der Düse er-reicht ein Mehrfaches der Schall-geschwindigkeit. Bei Stahl werdenSchnitttiefen von bis zu 300 mmerreicht.
Wesentliche Vorteile dieserTrenntechnik gegenüber anderenVerfahren liegen über die Schneid-leistung hinaus in der hohenSchnittpräzision auch bei großenMaterialdicken, der Verformungs-freiheit der Werkstücke, vor allemaber in der Gratfreiheit sowie demAusschluss thermisch bedingterGefügeveränderungen an denSchnittkanten.
Merkblatt 212
Abb. 15: Druckflüssigkeitsstrahlen einesSchiffsrumpfes

21
3.2.5 Heißwasser- und Dampfstrahlen
Bei diesen Strahlsystemen wirdheißes Wasser oder Nassdampfunter Düsendrücken bis etwa 150bar als Strahlmittel benutzt. DieRegeltemperaturen am Strahlgerätliegen etwa zwischen 30 und150 °C. Im Allgemeinen werdenReiniger- und Inhibitorzusätzeüber einen Injektor zugeführt.Vorteilhaft kann es sein, Reinigerzunächst in höherer Konzentrationaufzusprühen und den Hochdruck-strahl erst nach ausreichender Ein-wirkzeit einzusetzen.
Hauptanwendungen für dasDampf- und Heißwasserstrahlensind das Entfernen von öligen,fettigen und schmierigen Ver-schmutzungen sowie von wasser-löslichen Verunreinigungen, Salzenund Korrosionsprodukten an viel-fältigen Werkstücken und Objek-ten, insbesondere im Kfz-Gewerbe,im Eisenbahnwesen und in ver-schiedenen Bereichen des Stahl-,Maschinen- und Anlagenbaus.
Sollen Beschichtungen ganzoder teilweise erhalten bleiben, soist mit geeigneter Wahl von Strahl-stärke, Temperatur und Reinigerdarauf Rücksicht zu nehmen.
3.3 Schleuderradstrahlen
Das Arbeitsprinzip des Schleu-derradstrahlsystems veranschau-licht die Abb. 16. Das Schleuder-oder Schaufelrad sowie das Ver-teilerrad (in Rot dargestellt) laufenmit der Welle des direkt ange-flanschten Antriebsmotors oderdes zwischengeschalteten Lager-bocks kontinuierlich um. Dasüber ein Zulaufrohr axial zuge-führte Strahlmittel läuft in dasrotierende büchsenförmige Ver-teilerrad („Zuteilrad“, „Impeller“)ein, wird von der Rotation erfasstund dabei vorbeschleunigt. DasVerteilerrad verfügt am Umfangüber mehrere fensterförmige Öff-nungen, durch die das Strahlmit-tel nach außen in die fest stehen-
de Leithülse (in Gelb dargestellt)treten kann.
Die Leithülse gibt das vorbe-schleunigte Strahlmittel nur durchein einzelnes Fenster am Umfangnach außen auf die Schaufeln desrotierenden Schaufelrades frei.Das Strahlmittel wird portions-weise von den Wurfschaufelnerfasst und gleitet während derRotation des Rades durch die Zen-trifugalkraft nach außen auf derSchaufeloberfläche ab. Am Endeder Schaufeln bzw. äußeren Um-fang des Schleuderrades erfolgt derAbwurf des Strahlmittels, das sichaufgrund der portionsweisen Zu-teilung auf die Wurfschaufel aufeinen größeren Abstrahlwinkel ver-teilt. Hierdurch entsteht ein läng-liches, im Gegensatz zum Druck-luftstrahlen flächiges Strahlbild.
Durch die Drehverstellung derLeithülse kann der Übergabepunktam inneren Umfang des Schaufel-rades bestimmt werden. Hierdurchwird die Lage des Abstrahlwinkelsund damit die Strahlbildlage ver-ändert und auf die zu strahlendeOberfläche ausgerichtet. Zur Steu-erung der Strahlenergie könnendie zugeführte Strahlmittelmengeund/oder die Abwurfgeschwindig-keit angepasst werden. Letztereserfolgt durch die Wahl des Schleu-derraddurchmessers oder der
Schleuderraddrehzahl, die wiede-rum durch Übersetzungen oderfrequenzgeregelte Antriebe ver-änderbar ist.
Das Abstrahlen der Strahlmit-telkörner erfolgt in tangentialerRichtung mit der Umfangsge-schwindigkeit des Schaufelrades.Die tatsächliche Abwurfgeschwin-digkeit erhöht sich allerdingsdurch eine radiale Komponenteaufgrund der Strahlmittelbewe-gung auf der Wurfschaufel. DieseKomponente kann durch eine Vor-wärtskrümmung oder eine vor-wärts gerichtete Anstellung derWurfschaufeln zur tangentialenRichtung hin gekippt werden, so-dass sich daraus bei leicht verän-derter Abstrahlrichtung eine er-höhte resultierende Abwurfge-schwindigkeit ergibt.
Übliche Schleuderraddurch-messer für normale Anwendun-gen liegen im Bereich von 250 bis500 mm. Bei üblichen Drehzahlenzwischen 1.500 und 3.000 Um-drehungen werden Abwurfge-schwindigkeiten zwischen 45 und90 m/s eingestellt. Es gibt aller-dings auch deutlich kleinereSchleuderräder, die in mobilenStrahlgeräten etwa zur Reinigungvon Betonflächen eingesetzt wer-den und erheblich höhere Dreh-zahlen aufweisen.
Strahlen von Stahl
Abb. 16: Strahlmittel-beschleunigungim Schleuderrad (Prinzipdarstellung)

22
Schleuderradstrahlsystemekommen aufgrund ihrer Größeund ihres Gewichts allerdings vor-wiegend in stationären Strahlan-lagen zum Einsatz. Meist werdenhier mehrere Schleuderradeinhei-ten („Turbinen“) an einer ver-schleißfest gestalteten Strahlkabinekombiniert, um das Strahlbild andie Geometrie der Werkstücke an-zupassen und damit ein möglichsthomogenes Strahlergebnis zu er-zielen. Darüber hinaus verfügenfast alle Schleuderradstrahlanlagenüber Fördersysteme wie Hänge-bahnen, Drehtische oder Rollbah-nen zur Strahlgutbewegung bzw.über Trommeln und Muldenbän-der zur Umwälzung des Strahlgutsim Strahl. Strahl- und Transport-vorgang, häufig auch Beschickungund Entladung, laufen meist weit-
gehend automatisiert ab. TypischeAnlagenbauformen zeigt schema-tisch die Abb. 17, Bauformenzum Kugelstrahlen Abb. 18.
Das benutzte Strahlmittel ver-bleibt bis auf Austragsverluste unddie in der Strahlmittelsichtung ab-geschiedenen Bestandteile im ge-schlossenen Kreislauf. Zur anlagen-internen Förderung wird das vomStrahlgut und von den Strahlkabi-nenwänden abprallende Strahlmit-tel in Sammeltrichtern aufgefangenund z.B. über Förderschnecken,Rüttelrinnen, Förderbänder undBecherwerke über einen Strahl-mittelreiniger zum Strahlmittel-vorratsbehälter oberhalb der Tur-binen zurückgeführt (siehe Abb.19). Der beim Strahlen entstehen-de Staub wird in einer Filteranlageabgeschieden.
Gegenüber den Druckluft-systemen ist die Strahlmittelaus-wahl eingeschränkt. MineralischeStrahlmittel kommen aufgrundihrer stark abrasiven Eigenschaf-ten in Schleuderrädern nicht zumEinsatz, da die hiermit verbunde-nen Standzeiten der Verschleiß-teile extrem reduziert werdenund die Folgekosten keinen wirt-schaftlichen Anlagenbetrieb erlau-ben. Ausnahme für Sonderanwen-dungen bilden Keramikkugeln,die in Schleuderrädern normalerBauart allerdings schnell verschlei-ßen. Aus wirtschaftlichen Gründenwerden hauptsächlich Stahl- undEdelstahlstrahlmittel mit hoherStandzeit und meist runden Korn-formen verwendet, die den An-lagenverschleiß, insbesondere anTurbinenteilen, Verschleißausklei-
Merkblatt 212
Abb. 17: Übliche Bauarten von Schleuderradstrahlanlagen für allgemeine Strahlanwendungen
Hängebahn RollbahnMulden- bzw. Raupenband
Abb. 18: Beispiele für Sonderbauformen von Schleuderradstrahlanlagen zum Kugelstrahlen
Drehkammer Drehwalzen mit FörderketteSatelliten-Drehtisch

23
dung und Strahlmittelfördersyste-men, gering halten. Verbrauchteund als Feinanteil oder Staub ab-geschiedene Strahlmittelbestand-teile müssen durch möglichst lau-fende Zugabe entsprechenderMengen neuen Strahlmittels er-setzt werden.
Das System ist zum einen be-sonders geeignet für Anwendun-gen, die eine hohe Strahlenergiebei großen zu strahlenden Ober-flächen erfordern. Zu nennen sindbeispielsweise das Putzen großerGussteile oder das Reinigungs-strahlen von Stahlblechen und-profilen. Zum anderen könnenaber auch kleinere, zugänglichgeformte Werkstücke an entspre-chenden Gestellen oder auch inForm von Schüttgut sehr wirt-schaftlich gestrahlt werden.
Einige Anlagenbeispiele zeigendie Abb. 20 a bis 20 d.
Durch die gegenüber demDruckluftstrahlen für viele An-wendungen geringeren Betriebs-kosten und die gute Regelbarkeitder Strahlintensität werden Schleu-derradstrahlsysteme aber auch fürdas Verfestigungs- und Umform-strahlen eingesetzt, wobei mit zu-nehmender zu strahlender Stück-zahl die Wirtschaftlichkeit ansteigt.
Zur Qualität und Wirtschaft-lichkeit des Strahlprozesses trägtentscheidend bei, das am bestengeeignete Strahlmittel in der pas-senden Körnung sowie die erfor-derlichen Strahlparameter durchsystematische Versuche zu ermit-teln und die festgelegten Betriebs-parameter laufend zu überwachenund konstant zu halten.
3.4 Schleuderradstrahlen mitnassen Strahlmedien
Für Sonderanwendungen, beidenen der Strahlprozess durcheinen Waschprozess etwa zurEntfettung oder Entstaubung desStrahlguts ergänzt werden soll,kommen auch nass betriebeneSchleuderradstrahlsysteme in Frage.Die gegenüber den Druckluftsys-
Strahlen von Stahl
Abb. 19: Aufbau einer typischen Schleuderradstrahlanlage
Abb. 20: Beispiele von Schleuderradstrahlanlagen
a) Hängebahnstrahlanlage für Gussteile
b) Durchlaufhängebahnstrahlanlage für Schweißkonstruktionen
c) Muldenbandstrahlanlage für Schmiedeteile
d) Rollbahnstrahlanlage für Bleche und Profile
Filter-ventilator
Wind-sichter
Werkstück-traube
Strahlmittel-bunker
Schleuder-strahl
Schleuderräder(Turbinen)
Strahl-kammer Förder-
schnecke SchaltschrankStaubsack
Becher-werk
Filter-anlage
Filter-patronen

24
temen höhere Energieausbeute desSchleuderrades kann hier, wiebeim Nassdruckluftstrahlen oderSchlämmstrahlen auch, mit denVorteilen eines Strahlmittel-Wasser-Gemisches kombiniert werden.Für Reinigungsvorgänge erfolgtzusätzlich eine Erwärmung desKreislaufwassers, dem Waschsub-stanzen und Inhibitoren zudosiertwerden können. Ein zur Entfettungvor- bzw. zur Entstaubung nach-geschalteter Arbeitsvorgang kanndadurch entfallen. Zusätzlich er-laubt das Verfahren eine gleich-zeitige Konservierung oder Passi-vierung in der gleichen Maschine.
Bei der Strahlmittelauswahl istzu beachten, dass mit Ausnahmevon Keramikkugeln mineralischeStrahlmittel auch für nass betrie-bene Schleuderräder nicht geeig-net sind. Aufgrund der Wasserkor-rosion ist die Auswahl weiter ein-geschränkt, sodass nur Edelstahl-,Keramik- und Kunststoffstrahlmit-tel eingesetzt werden können.Diese mit Wasser und ggf. Wasch-substanzen kombinierte Strahl-behandlung ergibt eine intensive,aber schonende Bearbeitung, diedurch zusätzliche Nassdruckluft-,Druckflüssigkeits- oder einfacheSpüldüsen unterstützt werdenkann. Hierdurch erfolgt eine effi-ziente Reinigung der Werkstückein kurzer Zeit.
Die Mehrkosten dieses Strahl-systems liegen in dem damit ein-hergehenden technischen Auf-wand für die kontinuierliche Auf-bereitung des Strahlmittel-Wasser-Gemisches sowie die wasserdich-te Ausführung von Strahlaggregatund Strahlkabine aus rostfreiemStahl. Vor- und Nachteile dieserLösung müssen gegenüber einerTrennung von Strahl- und Wasch-anlage abgewogen werden.
3.5 Ultraschallstrahlen
Bei dem in Abb. 21 darge-stellten Ultraschallstrahlen erfolgtdie mechanische Beschleunigungdes Strahlmittels auf schalltechni-schem Wege. Mit Hilfe eines Piezo-elements werden elektrische Sig-nale eines Frequenzgenerators inUltraschallschwingungen einer so-genannten Sonotrode umgewan-delt. Dieser Körper überträgt seinemechanische Schwingungsenergiebei Berührung auf die genau defi-nierten Strahlkugeln aus Stahl,Edelstahl, Keramik oder Wolfram-carbid, die dabei stark beschleu-nigt werden. Die Sonotrode undderen Aufnahme bilden zusammenmit dem Werkstück eine lokaleStrahlkammer, in der die Kugelnsich gegenseitig anstoßen und aufdie partielle Oberfläche des Werk-stücks aufschlagen. Hierbei han-delt es sich im Gegensatz zu allenanderen Strahlsystemen um eineungerichtete Strahlmittelbeschleu-nigung.
Die wichtigste Anwendungfür das Ultraschallstrahlsystem liegtim lokalen Verfestigen, auch vonstrahltechnisch schwer zugängli-chen Innenflächen. Das Ultraschall-verfestigen oder auch UltrasonicShot Peening (USP) ist ein Verfah-ren zur Steigerung der Wechsel-
festigkeit dynamisch beanspruch-ter Bauteile. Durch Beaufschlagungmit den durch Ultraschall erregtenStrahlkugeln wird die zur Verfes-tigung notwendige Energie in dasBauteil eingebracht. Hierbei kön-nen die Kugeleinzelmasse, Kugel-anzahl, Schwingungsamplitudeund Prozesszeit verändert werden,um den Prozess zu steuern.
Durch die Verwendung run-der, polierter Kugeln aus Stahl unddie unterschiedlichen Aufprallrich-tungen wird eine homogene Ober-fläche geringer Rauheit erzeugt.Das Verfahren zeichnet sich außer-dem durch hohe Prozesssicherheit,Sauberkeit und geringe Betriebs-kosten aus.
Einschränkungen in der An-wendbarkeit liegen insbesonderein der geringen Korngeschwin-digkeit und der räumlich be-grenzten Strahlwirkung, die invielen Einsatzfällen zwar explizitgewünscht ist, die den Einsatz fürgroßflächige Anwendungen oderaber große Stückzahlen mit kur-zen Zykluszeiten jedoch sehr ver-teuern.
Das Verfahren wird bereits inunterschiedlichsten Bereichen wieim Kraftwerksbau, in der Auto-mobil- und Luftfahrtindustrie, derTextil- und der medizinischen In-dustrie eingesetzt.
Merkblatt 212
Abb. 21: Prinzip des Ultra-schallstrahlensWerkstück
Strahlkammer
Verstärker
PiezoelektrischerEmitter
Sonotrode

25
3.6 Thermisch-mechanischeStrahlbehandlung
Die hierunter fallenden Ver-fahren basieren nicht auf Strahl-systemen im Sinne der DIN 8200,da hierbei keine beschleunigtenStrahlmittel zum Einsatz kommen.Aufgrund ihrer strahlähnlichenWirkungsweise werden sie jedochhäufig den Strahlverfahren zuge-rechnet.
FlammstrahlenDas Flammstrahlen ist eine
Oberflächenbehandlung zur Rei-nigung beschichteter, verschmutz-ter oder verkrusteter Oberflächenund wird auf Beton, Natursteinund warmgewalzten verzundertenoder verrosteten Stahlblechen ein-gesetzt. Die Ausführung erfolgtmit kammartigen Flammstrahl-brennern unter Einsatz einer re-duzierenden Acetylen-Sauerstoff-Flamme, also mit Sauerstoff-Über-schuss. Der Brenner wird einmaloder nach zwischenzeitlichem Rei-nigen und Abkühlen auch mehr-mals über die Fläche geführt. Da-bei werden unerwünschte Stoffeverbrannt oder durch die unter-schiedlichen Wärmeausdehnungs-koeffizienten der beteiligten Stoffegelockert und in einem weiterenArbeitsgang durch maschinellesBürsten entfernt.
Beim Entzundern und insbe-sondere Entrosten von Stahl wirddurch die extreme Hitzeeinwir-kung die Feuchtigkeit in denPoren verdampft. Die dabei auf-tretende Volumenvergrößerungunterstützt die Ablösung bzw.Lockerung.
Flammstrahlen ist aufgrundder Gefahr der Verformung nichtbei Blechdicken unter 5 mm Dickeanwendbar. Es ist zu beachten,dass Beschichtungen auf der Blech-rückseite durch die Hitzeeinwir-kung beschädigt werden können.In Bezug auf die Arbeitssicherheitund die Umwelt ist zu beachten,dass aus verbrannten Stoffen Ruß,schädliche Stäube, Dämpfe, Gaseund andere Gefahrstoffe freige-
setzt werden können. BesondereSchutzbekleidung ist erforderlich.
KaltgasstrahlenBeim Entschichten durch Kalt-
gasstrahlen mit flüssigem Stickstoff(„Kryogenes Entlacken“) wird einaus flüssigem Stickstoff entwickel-ter und daher etwa –195 °C kal-ter Flüssigkeits-/Gasstrahl auf dieOberfläche geleitet. Alte oder feh-lerhaft ausgeführte Beschichtun-gen und Fremdstoffe werden in-folge des Kälteschocks und derVersprödung zum Abplatzen ge-bracht bzw. können in diesem Zu-stand leicht mechanisch entferntwerden. Je dicker die zu entfernen-den Beschichtungen sind, destobesser ist die Wirkung. Außer derabgetragenen Beschichtung fälltkein zusätzlicher Abfall an, wasdie Entsorgung erleichtert. DieOberfläche muss ggf. allerdingsnoch nachgereinigt werden, umverbliebene Reste der Beschich-tung vollständig zu entfernen.
4 Strahlmittel
Strahlmittel sind die Werk-zeuge der Strahlverfahrenstechnik.Vereinzelt werden Strahlmittelfälschlicherweise noch als Strahl-sand bezeichnet, obwohl dasStrahlen mit Quarzsand aus Arbeits-schutzgründen nur noch in selte-nen Einzelfällen zulässig ist (vgl.Kapitel 9.1).
Als Strahlmittel werden meistfeste, körnige und durch Siebenklassifizierte Granulate verwendet,es kommen aber auch Flüssig-keiten und Gemische aus beidensowie verflüssigte und gefroreneGase zum Einsatz. Flüssigkeitendienen beim Druckflüssigkeits-strahlen selbst als Strahlmittel oderaber bei anderen Strahlsystemenund Strahlanwendungen zur Dämp-fung der abrasiven Strahlwirkungoder zum Binden von Staub.
4.1 Strahlmittelsorten
Eine vollständige Übersichtüber alle industriell verwendetenStrahlmittelsorten zu geben, istkaum möglich. Eine Auflistung dergängigsten Sorten ist der Tabelle 5sowie der Abb. 22 (Seite 26/27)zu entnehmen. Strahlmittel lassensich grob in– metallische,– natürlich-mineralische,– synthetisch-mineralische,– natürlich-organische und– synthetisch-organischeSorten aufteilen. Aufgrund derstark unterschiedlichen Anforde-rungen der Anwendungen undEinsatzfälle sind auch die Anforde-rungen an die Eigenschaften derStrahlmittel entsprechend viel-fältig, sodass es keine universalverwendbaren Sorten gibt. Viel-mehr muss die Strahlmittelauswahlmöglichst exakt an die vom Pro-zess gestellten Anforderungen an-gepasst werden.
Einwegstrahlmittel sind inder Regel kurzlebige mineralischeStrahlmittel, die beim Auftreffenauf das Strahlgut entweder zer-splittern oder aber stark verunrei-nigen. Diese werden deshalb dorteingesetzt, wo eine Sammlungund Aufbereitung nicht möglichoder wirtschaftlich nicht sinnvollist. Dies ist etwa beim Strahlenvon z.B. durch Öl, Fett oderSchmierstoffe verschmutzten Tei-len der Fall. Aufgrund des voll-ständigen Verlusts beim Strahlenkommen vorwiegend Reststoffeaus Produktionsprozessen wieSchlacken zum Einsatz.
Umlaufstrahlmittel werdenin Anlagen verwendet, die in derLage sind, das Strahlmittel wiederaufzufangen, durch Sichtung oderReinigung aufzubereiten und demProzess zurückzuführen. Dabeiwerden unbrauchbare Anteile wiegrobe und feine Fremdpartikel,Feinanteile unterhalb der brauch-baren Korngröße sowie Staubentfernt und die abgeschiedenenStrahlmittelanteile mengenmäßigdurch Neukorn ersetzt.
Strahlen von Stahl

26
Merkblatt 212
Tabelle 5: Übersicht über die gängigsten industriell genutzten Strahlmittelsorten
* Einwegstrahlmittel** Kantige Anteile durch Zerschlagen
*** Angaben in Vickershärte HV für mineralische Strahlmittel sind Vergleichswerte
Alle Angaben sind Richtwerte für gängige Sorten. Spezialstrahlmittel sind nicht erfasst.Alle Angaben sind sorgfältig recherchiert, aber ohne Gewähr.
Werkstoffgruppe Strahlmittelart Bemerkung Kornform DichteAnlieferungs- Betriebs-
zustand gemisch g/cm3
metallisch Hartguss C ≥ 2,80% rund rund/kantig** 7,2–7,4(Gusseisen und Stähle) kantig kantig 7,2–7,4
Stahlguss, hoch gekohlt C ≥ 0,85% rund rund 7,3–7,5kantig (GP) gerundet 7,5–7,7kantig (GL) kantengerundet 7,5–7,7kantig (GH) kantig 7,5–7,7
Stahlguss, niedrig gekohlt C ≈ 0,10% rund rund 7,6–7,8
Stahldrahtkorn Reinigen zylindrisch gerundet 7,8–7,9
Stahldrahtkorn Verfestigen zylindrisch (Z) gerundet 7,8–7,9kugelrund (G3) rund 7,8–7,9
metallisch Edelstahlguss CrNi-Stahl rund rund 7,7–8,1(Edelstähle) Chromstahlguss Cr-Stahl rund rund 7,5–7,7
kantig kantig 7,7–8,1
Edelstahldrahtkorn CrNi-Stahl zylindrisch gerundet 7,7–8,1gerundet rund 7,7–8,1
metallisch Aluminiumgranulat – rund rund 2,7–2,8(Nichteisenmetalle) Aluminiumdrahtkorn – zylindrisch gerundet 2,7–2,8
Zinkgranulat – rund rund 7,1–7,2
Zinkdrahtkorn – zylindrisch gerundet 7,1–7,2
natürlich-mineralisch Quarzsand – kantenrund –* 2,65
Granatsand – kantig kantig 4,0–4,1
Olivinsand – kantig kantig 3,3
synthetisch-mineralisch Schlacken – kantig –* 2,5–3,7
Normalkorund – kantig kantig 3,9–4,0
Edelkorund – kantig kantig 3,9–4,0
Glasperlen – rund rund/kantig** 2,5
Glasbruch – kantig kantig 2,5
Keramikperlen – rund rund/kantig** 3,7–3,9
Keramikgranulat – kantig kantig 3,7–3,9
natürlich-organisch Nussschalenschrot – kantig kantengerundet 0,9(vegetabil) Obstkernschrot – kantig kantengerundet 0,9
Maiskolbenschrot – kantig kantengerundet 0,9
synthetisch-organisch Kunststoffe – alle Kornformen kantengerundet 1,1–1,5

27
Strahlen von Stahl
Abb. 22: Strahlmittel
Stahlguss, rundSchütt- Anlieferungszustand Betriebsgemischgewicht Härte (Richtwerte) Aufhärtung (Richtwerte)g/cm3 HRC HV Δ HRC Δ HV
4,0–4,4 57–64 640–800 – –3,3–3,7 57–64 640–800 – –
4,1–4,5 40–51 390–530 2–4 25–553,5–3,9 40–52 390–550 1–2 10–253,5–3,9 53–60 560–700 0–1 0–203,5–3,9 64–68 800–940 – –
4,3–4,5 40–42 390–410 4–6 45–70
4,2–4,4 41–49 400–500 2–7 20–100
4,2–4,4 52–56 550–610 3–6 60–1204,6–5,0 56–60 610–700 1–2 10–30
4,6–4,8 20–30 230–300 10–15 100–150
4,3–4,5 41–49 400–500 7–10 100–1504,0–4,2 56–62 620–750 – –
4,3–4,5 45–59 450–670 0–6 0–1004,6–4,8 45–60 450–700 0–1 0–20
1,5–1,7 – 55–125 – 0–15
1,4–1,6 – 100–150 – 0–10
3,9–4,1 – 30–45 – 0–10
3,9–4,1 – 30–45 – 0–5
Härte (Richtwerte) AufhärtungMohs HV***
1,4–1,6 7 1.100
2,0–2,4 7,5–8 1.300–1.500
1,7–2,1 6,5–7 900–1.100
1,2–1,9 7–8 1.100–1.500
1,5–1,8 9 2.100
1,5–1,8 9 2.100
1,5–1,6 6 750 keine
1,4–1,5 6 750
2,3–2,4 5–9 500–2.100
1,7–2,1 5–9 500–2.100
0,7 2,5 50
0,7 2,5 50
0,7 4,5 300
0,7–0,8 2,5–4 50–200
Stahlguss, kantig
Drahtkorn Kornform zylindrisch
Drahtkorn Kornform G1
Drahtkorn Kornform G2
Drahtkorn Kornform G3
Edelstahl, rund
Edelstahl, kantig
Aluminiumgranulat
Granatsand
Schlacke
Normalkorund
Edelkorund
Glasperlen
Keramik
Obstkern
Kunststoff

28
Dabei ist es wichtig, das Be-triebsgemisch durch kontinuier-liches Nachfüllen von Neukorn ineiner konstanten Korngrößenver-teilung zu halten, um ein gleichbleibendes Strahlergebnis zu er-zielen.
4.2 Strahlmitteleigenschaften
Die gängigsten metallischenStrahlmittel sind nach DIN ENISO 11124, die wichtigsten nicht-metallischen Sorten nach DIN ENISO 11126 genormt.
Die Prüfung von Strahlmittelnunterliegt den Normen DIN ENISO 11125 für metallische undDIN EN ISO 11127 für nichtmetal-lische Sorten.
Folgende Begriffe müssen nachDIN 8200 unterschieden werden:Die Strahlmittelart bezeichnetWerkstoff und Gewinnungs- bzw.Herstellungsprozess.Beispiel: CrNi-Stahl, gegossen.
Die Angabe der Strahlmittel-sorte beinhaltet die Strahlmittel-art, Korngruppe bzw. Korngröße,Kornform und ggf. Härte.Beispiel: CrNi-Stahl, gegossen, 0,4–0,8 mm, rund, 250 HV1.
Die Korngruppe bezeichneteine betrieblich hergestellte Kör-nung mit Festlegung der zulässi-gen Anteile von unterer und obe-rer Prüfkorngröße, hier 0,4 und0,8 mm.
Die verwendeten Korngrö-ßen variieren nach Anwendungund Einsatzfall. Allgemein üblicheKorngrößen liegen im Bereich von0,2 bis zu etwa 2,0 mm. In Spezial-fällen feinster Oberflächenbehand-lungen wie beim Polierstrahlenkommen Strahlmittel mit Körnun-gen bis unter 50 µm zum Einsatz.
Die Korngrößen können imHerstellprozess oft nur in begrenz-tem Maße beeinflusst werden. Da-her müssen die für den jeweiligenStrahlprozess erforderlichen Korn-gruppen durch Klassifikation, Sie-bung und ggf. Mischung hergestellt
werden. Der hierfür erforderlicheAufwand kann in Einzelfällen einenerheblichen Teil der Strahlmittel-kosten ausmachen.
Die vorkommenden Korn-formen der Strahlmittel sind kan-tig oder rund. Bei den metallischenStrahlmitteln werden kantige For-men meist durch Brechen vonKugeln erzeugt. Eine Sonderstel-lung nimmt das Drahtkornstrahl-mittel ein, da dieses Material vongezogenem Draht geschnitten wirdund die Kornform im Rohzustanddaher zylindrisch ist. Drahtkorn-strahlmittel wird darüber hinausin den Arrondierungsgraden G1,G2 und G3 angeboten. Diese Kür-zel bezeichnen den zunehmen-den Grad der Kantenrundung, diedurch mehrfachen Durchlauf ineiner Arrondierungsanlage erzieltwerden. In der Qualität G3 ist dasStrahlmittel weitestgehend ver-rundet. Dennoch zeigen makro-skopisch runde Strahlmittelkörnermikroskopisch zerklüftete Ober-flächenstrukturen, siehe Abb. 23.
Die Kornhärte ist neben derKornform entscheidend für dieWirkung auf der gestrahlten Ober-fläche. Unterschiedliche Strahlmit-telarten wie mineralische, metalli-sche und organische Medien wei-sen teils vollkommen unterschied-liche Gefüge und Strukturen aufund müssen daher auch mit unter-schiedlichen Härteskalen bewertetwerden, siehe Tabelle 5.
In Bezug auf die Härteangabenist unbedingt zu beachten, dass essich hierbei um Richtwerte handelt,
die je nach Herkunft bzw. Werk-stoffzusammensetzung, Herstellerund Prozessführung bei der Her-stellung schwanken können. DieHärte für mineralische Strahlmittelwird in Mohs angegeben. Dahersind die Angaben in VickershärteHV für diese Strahlmittel lediglichals Vergleichswerte zu sehen.
Über die genannten Kenngrö-ßen hinaus gibt es noch weiterecharakterisierende Strahlmittel-eigenschaften, wie z.B.:– Zähigkeit und Elastizität– Verrundungs- und Zersplitte-
rungscharakteristik– Standzeit– Dichte und Schüttgewicht– Aufnahmefähigkeit für Feuchte
Diese üben erheblichen Ein-fluss auf die Strahlmittelbeschleu-nigung, den Strahlprozess und dasStrahlergebnis aus und sind daherbesonders zu berücksichtigen. Da-rüber hinaus bestimmt die Stand-zeit des Strahlmittels zu einemgroßem Teil auch die Wirtschaft-lichkeit eines Strahlprozesses.
4.3 Strahlmittelaufbereitung
Die kontinuierliche Strahlmit-telaufbereitung in einer Strahlan-lage muss mehrere Ziele erfüllen:• Abscheidung von abgestrahlten
Teilen und Partikeln des Strahl-gutes wie z.B. Graten und Farb-partikeln, um den Strahlmittel-transport und das Strahlergebnisnicht zu beeinträchtigen
Merkblatt 212
Abb. 23: Oberflächenstruktur von gerundetem Drahtkornstrahlmittel
100 µm

29
• Abscheidung von abgestrahltenabrasiven Stoffen wie Zunderoder Quarzsand, um den An-lagenverschleiß zu minimieren
• Abscheidung von gesundheits-gefährdenden Stoffen in Formvon Stäuben, um die Arbeits-sicherheit und die Umwelt nichtzu gefährden
• Abscheidung defekter Körnerund feinkörniger Anteile unter-halb der brauchbaren Korn-größe, um das gewünschteStrahlergebnis sicherzustellen.
Für nass betriebene Strahlver-fahren kommt ggf. noch das Ab-trennen von Ölen, Fetten oder an-deren chemischen Verunreinigun-gen hinzu. Insbesondere in dentrocken betriebenen Strahlanlagenallerdings sollte der Eintrag dieserStoffe über das Strahlgut möglichstganz vermieden werden, weil diesekaum zu beseitigen sind und sichmöglicherweise sogar im Strahl-mittel anreichern. Bei der Wieder-verwendung des Strahlmittels imUmlauf dürfen zumindest keineStoffe vorhanden sein oder anhaf-ten, die sich nachteilig auf dieHaftung oder Beständigkeit einerggf. nachfolgenden Beschichtungauswirken können.
Als Istkörnung bezeichnetman die Korngrößenverteilungdes ungebrauchten Neukorns imAnlieferungszustand, das sichdurch zyklische Belastung in einerStrahlanlage zu einem betriebs-fähigen Gemisch umwandelt.
Die Beharrungskörnung istdie Korngrößenverteilung des Be-triebsgemisches, wenn das Strahl-mittel in einer Strahlanlage durchdie kontinuierliche Nachfüllungso weit ersetzt wurde, dass sichdie Körnung nicht mehr ändertund es den optimalen Zustand inAufhärtung und Reinigungseffekterreicht hat.
Die Qualität der oft auch alsStrahlmittelreinigung bezeichne-ten Aufbereitung ist unabdingbareVoraussetzung für die gleich blei-bende Qualität des Strahlergebnis-ses sowie einen sicheren und wirt-
schaftlichen Anlagenbetrieb. ZurGewährleistung dieses Betriebszu-standes ist nicht nur eine anforde-rungsgerechte Anlagenauslegungund -konstruktion, sondern unbe-dingt auch eine sorgfältige und re-gelmäßige Wartung erforderlich.
5 AnwendungsorientierteVerfahrensauswahlWie in den Kapiteln 1–4 er-
läutert erfordern verschiedeneStrahlanwendungen den Einsatzunterschiedlicher Strahlsystemeund Strahlmittel. Ein anwendungs-orientierter Katalog der sich dar-aus ergebenden Strahlverfahrenist in Tabelle 6 (Seite 30–32) zu-sammengestellt.
6 Grundlagen des Strahlprozesses
6.1 Physikalische Wirkprinzipien
Die Oberflächenbehandlungmittels Strahlmitteln beruht aufder Wirkung, die jedes einzelneStrahlmittelkorn beim Aufprall aufdie Werkstückoberfläche ausübt.Die zum Teil mit hohen Geschwin-digkeiten von über 100 m/s auf-treffenden Körner prallen von derOberfläche ab, erfahren je nachAuftreffwinkel eine leichte Ablen-kung bis hin zu einer Richtungs-umkehr und geben bei diesem un-elastischen Stoß einen Teil ihrerEnergie an die Oberfläche ab, diedabei ihre Gestalt verändert. Diebeim Stoß frei werdende Energiewird in eine Formänderung undeine lokale Erwärmung der Ober-fläche sowie der Strahlmittelkörnerselbst umgesetzt.
Die Größe der übertragenenEnergie hängt von der Korn-energie, den Eigenschaften desStrahlmittels wie Kornform, Korn-werkstoff und Kornhärte, dem Auf-
treffwinkel sowie den Eigenschaf-ten der bestrahlten Oberfläche ab.Die Kornenergie berechnet sichnach der einfachen physikalischenFormel W = 1/2mv2 und wächstdamit proportional mit der Korn-masse und quadratisch mit derKorngeschwindigkeit.
Die primären Strahlwirkungenauf die Werkstückoberfläche durchdie Umwandlung der kinetischenEnergie des Korns können wiefolgt unterschieden werden (sieheAbb. 24):– plastische Verformung – Ver-
änderung der Oberflächenstruk-tur durch Materialverschiebung
– Verfestigung – Erhöhung derVersetzungsdichte im metalli-schen Kristallgitter und Ein-bringung von Druckeigenspan-nungen
– Abtragung – Veränderung derOberflächenstruktur durch Her-auslösen von Partikeln
Strahlen von Stahl
PlastischeVerformung
Verfestigung/Druckeigenspannungen
Abtragung
Druck
Zug
Abb. 24: Strahlwirkungen auf die Oberfläche

30
Merkblatt 212
Strahl- Aufgabe Bevorzugte Bevorzugte Strahlgutbeispieleanwendung Strahlsysteme Strahlmittel
Abtragen Mehrachsige Kantenpräparation Druckstrahlen Korund Komplexe Zerspanwerkzeuge zur Erzeugung einer definierten wie Wendelbohrer, Fräser usw.Schneidkantengestalt
Untersuchung des Verschleiß- Je nach Prüfung Je nach Prüfung Prüfstrahlenverhaltens von Werkstoffen
Aufrauen Starkes Aufrauen zwecks Druckstrahlen Stahlguss (kantig) BremsbelagträgerHerstellung von Formschluss Schleuderradstrahlen Edelstahlguss (kantig) Zylinderauskleidungen („Liner“)
Aufrauen zwecks Druckstrahlen Stahlguss (kantig) Einzelwerkstücke jeglicher ArtHaftungsverbesserung Schleuderradstrahlen Edelstahlguss (kantig)
Sweepen: leichtes Aufrauen Druckstrahlen Stahlguss (kantig) Verzinkte Werkstückezwecks Haftungsverbesserung Schleuderradstrahlen Edelstahlguss (kantig)für nachfolgende Lackierung
Entgraten Entfernen von Schnittgraten Druckstrahlen Glasperlen Spanend bearbeitete WerkstückeInjektorstrahlen Keramikperlen wie Dreh- und Frästeile
Stahlguss (rund)
Entfernen bzw. Verrunden Schleuderradstrahlen Stahlguss (rund) Laserschneidteile, Plasma-von Schnittgraten schneidteile und Brennzuschnitte
mit feinen oder losen Graten
Entrosten Entrosten zwecks Aufarbeitung Druckstrahlen Hartguss Bestehende Stahlkonstruktionen oder Instandsetzung und nach- Injektorstrahlen Korund aller Art wie Bühnen, Brücken usw.folgender erneuter Beschichtung Schleuderradstrahlen Schlacken Einzelwerkstücke jeglicher Art
Stahlguss (rund/kantig) Flach- und Profilstahlerzeugnisse
Entschichten Entfernen alter Lackierungen Druckstrahlen Nussschalen-, Obst- Flugzeugaußenwändezwecks Risskontrolle der kern-, Maiskolben-Oberflächen schrot; Kunststoffe
(alle Kornformen)
Entfernen alter Beschichtungen Druckstrahlen Stahlguss (rund/kantig) Schiffsaußenwändezwecks Revision Schleuderradstrahlen Wasser, teils
Druckflüssigkeits- mit Zusatz festerstrahlen Strahlmittel
Entfernen alter Lackierungen Druckstrahlen Schlacken Bestehende Bauwerke und zwecks Aufarbeitung oder Saugkopfstrahlen Hartguss (rund/kantig) Stahlkonstruktionen aller Art Instandsetzung und nachfolgen- Stahlguss (rund/kantig) wie Hochbauten, Brücken,der erneuter Beschichtung Bühnen usw.
Druckstrahlen Stahlguss (rund/kantig) Einzelwerkstücke jeglicher ArtSchleuderradstrahlen Traghaken und -gestelle aus
Lackierereien und LackieranlagenBahnfahrzeuge wie Güter- und Personenwagen
Entfernen alter Lackierungen Schleuderradstrahlen Stahlguss (rund/kantig) Behälter wie LPG-Gasflaschen,zwecks Rekonditionierung Fässer usw.
Entfernen von Öl- und Fettrück- Dampfstrahlen CO2-Pellets, Kraftfahrzeugteile und ständen zur Wiederaufarbeitung Trockeneisstrahlen CO2-Schnee, Wasser -aggregate
Reinigen von Druckstrahlen Glasbruch Kokillen für Blockguss von Kokilleninnenwänden Schmiederohlingen, Strangguss
von Stahlbrammen und Knüppeln
Druckstrahlen Glasperlen Kokillen für KleingussteileInjektorstrahlen
Tabelle 6 (Teil 1 von 3): Anwendungsorientierter Katalog der Strahlverfahren – Auswahl

31
Strahlen von Stahl
Strahl- Aufgabe Bevorzugte Bevorzugte Strahlgutbeispieleanwendung Strahlsysteme Strahlmittel
Entschichten Reinigen von Forminnenflächen Druckstrahlen Glasperlen, Keramik- Formen für Metalldruck- (Fortsetzung) ohne Beeinträchtigung Injektorstrahlen perlen; Nussschalen-, und -spritzguss
der Toleranzen und ohne Schleuderradstrahlen Obstkern-, Maiskolben- (kein Schleuderradstrahlen)Beschädigung von Gravuren schrot; Kunststoffe Formen für automatische Glas-
(alle Kornformen) blasmaschinen in Glashütten
Druckstrahlen Nussschalen-, Obst- Formen für Kunststoff-Injektorstrahlen kern-, Maiskolben- spritzguss und -extrusionTrockeneisstrahlen schrot; Kunststoffe sowie Gummiformteile
(alle Kornformen);CO2-PelletsCO2-Schnee
Entfernen von Verkokungsrück- Druckstrahlen Glasperlen Teile von Verbrennungsmotoren ständen ohne Beeinträchtigung Feucht-, Nass- und Keramikperlen wie Kolben und Zylinderköpfeder Toleranzen Schlämmstrahlen CO2-Pellets
Injektorstrahlen CO2-SchneeNassschleuderrad- Edelstahlguss (rund)strahlen Trockeneisstrahlen
Entfernen von Schweißschlacke Druckstrahlen Stahlguss (rund) Schweißteile und und anderen Schweißrückständen Schleuderradstrahlen -konstruktionen
Entzundern Entfernen von Zunder nach der Schleuderradstrahlen Stahlguss (rund) Warmwalzerzeugnisse wie Wärmebehandlung, dem Bleche, Stabstahl, Drähte usw.Schmieden oder dem Walzen Schmiedeerzeugnisse
Glätten/ Glätten und Polieren mit Nass- Druckflüssigkeits- Glasperlen Werkstücke mitPolieren strahlsystemen zur Schonung strahlen, Nass- und Keramikperlen empfindlicher Oberfläche
der Oberfläche und Bindung Schlämmstrahlen von Staub
Glätten zur Entfernung von Druckstrahlen Glasperlen Spanend bearbeitete Bearbeitungsspuren Keramikperlen Werkstücke
Polieren von matten Druckstrahlen Glasperlen Nitrierte und nitrocarburierteFunktionsflächen Keramikperlen Werkstücke
Mattieren Definiertes Aufrauen Druckstrahlen Stahlguss (kantig) Walzwerkswalzen zum Schleuderradstrahlen Edelstahlguss (kantig) Kaltwalzen
Vorbereitung für metallische Druckstrahlen Korund Metallische WerkstückeÜberzüge wie Verchromung, Schleuderradstrahlen Edelstahlguss (kantig) jeglicher ArtVernickelung usw. Stahlguss (kantig)
Putzen Entfernen von Formsand und Druckflüssigkeits- Stahlguss (rund) In Sand gegossene Werkstücke Gießrückständen strahlen, Schleuder- Wasser aus Grau-, Stahl- und
radstrahlen Aluminiumguss
Trennen Gratfreies Trennen bis 300 mm Druckflüssigkeits- Granatsand StahlblecheDicke in beliebigen Flächen- strahlenkonturen und Schnittwinkeln ohne thermisch bedingte Gefügeveränderungen
Umformen Wölbung von Kuppelteilen Druckstrahlen Stahldrahtkorn Bauteile von (arrondiert) WeltraumraketenEdelstahldrahtkorn (arrondiert)
Tabelle 6 (Teil 2 von 3): Anwendungsorientierter Katalog der Strahlverfahren – Auswahl

32
Die plastische Verformungkommt nur bei metallischen oderweichen nichtmetallischen Ober-flächen zum Tragen, die Verfesti-gung ist nur bei metallischenWerkstoffen möglich. Beide Wir-kungen beruhen auf dem Hämmer-effekt eines auf der Oberflächeeinschlagenden Korns, der sowohleine Veränderung der Oberflächen-struktur als auch eine Erhöhungder Versetzungsdichte im Kristall-gitter zur Folge hat. Die so einge-brachten Spannungen können so-gar eine Verformung des gesam-ten Werkstücks bewirken, was beidünnwandigen Teilen unbedingtzu beachten ist. Die abtragendeWirkung entsteht dann, wenn sichdas Material aufgrund seiner Eigen-schaften oder der Eigenschaftendes Strahlmittels wie Kornformund -härte nicht genügend schnellverschieben kann.
Die tatsächlichen Strahlwir-kungen lassen sich in der ange-wandten Strahltechnik praktischnicht voneinander trennen, danahezu jede plastische Verformungaufgrund der hohen Umformge-
schwindigkeiten auch einen Mate-rialabtrag zur Folge hat. Umge-kehrt lässt sich bei den Metallenein gewünschter Oberflächenab-trag nicht ohne plastische Verän-derung der Oberfläche aufgrundvon Materialverschiebungen rea-lisieren.
6.2 StrahlprozesstechnischeKenngrößen
Gemäß der DIN 8200 sind fürdie Durchführung eines Strahlpro-zesses verschiedene Kenngrößenmaßgeblich. Zur logisch einwand-freien und vollständigen Beschrei-bung dürfen diese allerdings nichtvermischt, sondern sollten in Er-gänzung und Präzisierung der Normwie folgt unterschieden werden:– Strahlgutkenngrößen
zur Kennzeichnung der strahl-gutspezifischen Gegebenheitenbzw. Anforderungen(siehe Kapitel 6.3.1)
– Strahlkenngrößenzur Kennzeichnung der physi-kalischen bzw. energetischen
Eigenschaften des Strahls(siehe Kapitel 6.3.2)
– Betriebskenngrößenzur Kennzeichnung der Eigen-schaften der Strahlbearbeitung,die sich aus geräte-, maschinen-bzw. betriebsspezifischen Be-dingungen ergeben(siehe Kapitel 6.3.3)
– Oberflächenkenngrößenzur Kennzeichnung des Strahl-ergebnisses (siehe Kapitel 7)
6.3 AnforderungsgerechteStrahlprozessführung
6.3.1 Strahlgutkenngrößen
Strahlgutgeometrie, Strahl-gutzustand und Strahlguthärtesowie das zu erzielende Strahl-ergebnis sind der Ausgangspunktzur Festlegung der Prozesskenn-größen, die bei neu zu definieren-den Prozessen häufig nur durchStrahlversuche ermittelt werdenkönnen.
Beispielsweise können ungüns-tige Geometrien wie etwa Boh-
Merkblatt 212
Strahl- Aufgabe Bevorzugte Bevorzugte Strahlgutbeispieleanwendung Strahlsysteme Strahlmittel
Umformen Richten zur Korrektur von Druckstrahlen Stahldrahtkorn Dünnwandige Werkstücke wie (Fortsetzung) herstellungsbedingten Form- Schleuderradstrahlen (arrondiert) Blech- und Druckgussteile
und Lageabweichungen
Profilierung und Formgebung Druckstrahlen Stahldrahtkorn (arrondiert) Flugzeugtragflächen und Schleuderradstrahlen Edelstahldrahtkorn Flügelteile
(arrondiert)
Verfestigen Verminderung der Gefahr Druckstrahlen Stahldrahtkorn Druckbehältervon Spannungsrisskorrosion (arrondiert)
Beseitigung von Druckstrahlen Stahldrahtkorn Werkstücke mit Hohlkehlen, Spannungskonzentrationen (arrondiert) Bohrungen, Nuten usw.
Keramikperlen
Erhöhung der Druckstrahlen Stahldrahtkorn Werkstücke aus Stahl Dauerfestigkeit Schleuderradstrahlen (arrondiert) und Stahlguss unter
wechselnder Last
Verminderung des Druckstrahlen Stahldrahtkorn Werkstücke nach schädlichen Einflusses von Schleuderradstrahlen (arrondiert) WärmebehandlungEntkohlung, Aufkohlung und Oberflächenkorrosion
Tabelle 6 (Teil 3 von 3): Anwendungsorientierter Katalog der Strahlverfahren – Auswahl

33
rungen oder Hinterschneidungendie Zugänglichkeit für den Strahlerheblich behindern. Der Aus-gangszustand der Oberfläche vordem Strahlen beeinflusst das Strahl-ergebnis erheblich, wenn beispiels-weise Schichten oder Verschmut-zungen zu entfernen sind. HärtereWerkstücke bzw. Substrate erfor-dern in der Regel eine intensivereStrahlbehandlung als weniger harteOberflächen.
Für eine anforderungsgerechteStrahlprozessführung müssen dieidentifizierten Prozesskenngrö-ßen so eingestellt bzw. berücksich-tigt werden, dass das gewünschteStrahlergebnis auch sicher undreproduzierbar erreicht wird. Da-zu sind jeweils spezifische Aspektezu berücksichtigen, die im Folgen-den erläutert werden.
6.3.2 Strahlkenngrößen
Die Definition der Strahlkenn-größen geht auf die Überlegungzurück, dass die Wirkung der be-wegten Körner allein durch ihrephysikalischen Eigenschaften zumZeitpunkt des Auftreffens auf dieOberfläche bestimmt wird. Strahl-kenngrößen charakterisieren alsoden Strahl selbst und berücksich-tigen nicht die besonderen Gege-benheiten der Strahlmaschine bzw.des Strahlgerätes.
Strahlkenngrößen• Strahlmittelart: Werkstoff und
ggf. Herstellungsprozess• Kornform: Kornform im Neu-
korn und im Betriebsgemisch• Kornhärte: Kornhärte im Neu-
korn und im Betriebsgemisch• Korngröße: Korngrößenvertei-
lung im Neukorn und im Be-triebsgemisch
• Auftreffgeschwindigkeit: Korn-geschwindigkeit beim Auftref-fen auf die Strahlgutoberfläche
• Auftreffwinkel: Winkel zwischenKornflugbahn und Strahlgut-oberfläche
• Beaufschlagung: Strahlmittel-menge pro Strahlgutoberfläche
Die Strahlmittelart, also Werk-stoff und Herstellungsprozess, be-stimmt entscheidend die Verrun-dungs- und Bruchcharakteristikim Betrieb und damit die Lebens-dauer des Strahlmittels. Sehr sprö-de Werkstoffe wie Schlacken zer-schlagen meist schon beim einma-ligen Auftreffen und sind daher nurals Einwegstrahlmittel geeignet.
Bei den meisten Strahlmittel-arten lassen sich runde und kantigeKornformen unterscheiden, wo-bei sich in einem Betriebsgemischje nach Strahlmittelart auch Misch-und Übergangsformen wie kanten-verrundete Körner bilden können.
Mit der Wahl der Strahlmittel-art lässt sich die Kornform undKornhärte des Betriebsgemischesund damit seine abrasive Wirkunggezielt beeinflussen. Mit hartenund spröden Umlaufstrahlmittelnwie etwa Hartguss lässt sich eindauerhaft kantiges und abrasivesBetriebsgemisch erzielen. Mit har-ten, aber zähen Strahlmitteln wieetwa Stahldrahtkorn kann eindauerhaft rundkörniges Betriebs-gemisch mit stark umformenderund verfestigender Strahlwirkungeingestellt werden. Gleichzeitigist zu beachten, dass kantige undzugleich harte Körner einen hohenVerschleiß in der Strahlanlage zurFolge haben.
Für runde Strahlmittelsortenist eine geringe Bruchrate und da-mit eine hohe Lebensdauer ein ent-scheidendes Qualitätskriterium fürden Strahlprozess insbesondereauf empfindlichen Oberflächen,die durch gebrochene, scharfkan-tige Strahlmittelanteile verletztoder gar zerstört werden können.
Die Strahlmittelart bestimmtdarüber hinaus die Korndichte undzusammen mit der Korngrößedie Kornmasse. Hierüber wirddie Kornenergie, aber auch dasStrömungsverhalten beeinflusst.Körner größerer Dichte lassensich über einen größeren Strahl-abstand nutzen.
Große Körner verfügen übereine höhere Energie als kleineKörner des gleichen Strahlmittel-
werkstoffs und übertragen damitauch mehr Energie zum Verfor-men, Verfestigen oder Abtragenauf die bestrahlte Oberfläche. Esist allerdings zu beachten, dassdie Kornenergie über die FormelW = 1/2mv2 zwar proportionalmit der Kornmasse, allerdings indritter Potenz mit der Korngrößezunimmt. Ein doppelt so großesKorn verfügt über das achtfacheVolumen, damit auch über dieachtfache Masse und Energie undverändert das Strahlergebnis ent-scheidend.
Für ein in vielen Fällen ge-wünschtes gleichmäßiges Strahl-ergebnis ist aber auch ein Betriebs-gemisch mit einer bestimmtenKorngrößenverteilung erforder-lich. Diese Korngrößenverteilungkann nur über ein kontinuierli-ches oder zumindest in festen Ab-ständen durchgeführtes Nachfül-len sowie eine ordnungsgemäßeWartung der Abscheidesystemedes Strahlmittelkreislaufs erhal-ten werden. Beides ist betrieb-lich zu organisieren und sicher-zustellen.
Die Auftreffgeschwindigkeithängt zunächst von der Austritts-geschwindigkeit aus Strahldüseoder Schleuderrad, aber auch vomStrahlabstand und von der Strahl-mittelart und -dichte ab. Die fürden Strahlprozess entscheidendetatsächliche Geschwindigkeit beimAuftreffen auf die Oberfläche gehtquadratisch in die Kornenergie ein,die für den Bearbeitungsprozesszur Verfügung steht. Bei kompli-zierten Werkstückkonturen gibt eshäufiger Flächen, die nur indirektvon abprallenden Körnern getrof-fen und damit deutlich wenigerintensiv gestrahlt werden. Hiermuss dann häufig ein Überstrahlendirekt getroffener Flächen in Kaufgenommen werden.
Der Auftreffwinkel beein-flusst entscheidend das Strahler-gebnis im Hinblick auf die Auftei-lung in umformende, verfestigen-de und abtragende Strahlwirkung.Diese Tatsache kann, soweit Strahl-gutgeometrie und Strahlsystem
Strahlen von Stahl

34
dies zulassen, für eine gezielteBeeinflussung genutzt werden.Hauptsächlich Auftreffwinkel undKornform entscheiden zusammenmit der Art der Strahlgutoberflächeüber die Art der Energieübertra-gung und die Strahlwirkung. DieStrahlgutoberfläche kann in die-sem Fall auch aus einer zu entfer-nenden Verschmutzung oder Be-schichtung bestehen.
Der Auftreffwinkel für eineoptimale Energieübertragung desRundkorns liegt bei 80–85°. Einnoch steileres Auftreffen von biszu 90° erhöht zwar theoretischden übertragenen Impuls, führtaber vor allem beim Druckluft-strahlen zu ungünstigen Strömungs-bedingungen durch genau gegendie Strahlrichtung zurückprallen-de Körner. Eine möglichst abrasiveStrahlwirkung kann mit kantigemKorn und einem Auftreffwinkeletwa zwischen 30 und 40° erzieltwerden. Dabei überträgt das Korneinen noch ausreichenden Impulsund entfaltet gleichzeitig eine gutespanabhebende, schleifende bisschabende Wirkung. Mit zuneh-mender Kornhärte verstärken sichdie Strahlwirkungen, wenn dasKorn beim Aufprall nicht bricht.Die verschiedenen Strahlwirkun-gen zeigt die Tabelle 7.
Zum Zwecke des Trennensbeim Druckflüssigkeitsstrahlenhingegen wird zur Erzielung einerstark abtragenden Wirkung einmöglichst steiler Strahlwinkel ge-wählt, wobei dem Druckwasserabrasive Medien zugesetzt wer-den können.
Die Beaufschlagung ist dieSumme der auf die Oberfläche ge-strahlten Anzahl bzw. Masse vonKörnern. Die erforderliche Beauf-schlagung zur Erzielung eines be-stimmten Strahlergebnisses hängtsowohl von den Strahlgut- alsauch von den Strahlkenngrößenab. Beispielsweise hinterlassenschnellere Körner auf einer Stahl-oberfläche tiefere und damit grö-ßere Eindrücke als langsame Kör-ner, sodass die erforderliche Be-aufschlagung mit steigender Auf-
treffgeschwindigkeit abnimmt. Ausdiesem Grunde sollten allgemeineAngaben zur erforderlichen Beauf-schlagung kritisch betrachtet undnicht ohne Angaben zu Strahlmit-tel und Korngeschwindigkeit zurEffizienzbewertung einer strahl-technischen Bearbeitung odereiner Strahlmaschine herangezo-gen werden.
In Bezug auf die Betriebskenn-größen ist unbedingt zu beachten,dass ungeeignete Bedingungen wieetwa ein ungünstiges Strahlbildoder verschlissene Strahlorganedie erforderliche Beaufschlagungerheblich erhöhen und damitdie Energieeffizienz eines Strahl-prozesses negativ beeinflussenkönnen.
6.3.3 Betriebskenngrößen
Betriebskenngrößen kenn-zeichnen die Eigenschaften desStrahlprozesses, die von der einge-setzten Strahlmaschine bzw. demStrahlgerät sowie deren Betrieb be-stimmt werden. Diese Eigenschaf-ten resultieren insbesondere ausdem jeweiligen Strahlsystem, derzugeführten Leistung sowie dengeometrischen Verhältnissen einerStrahlmaschine bzw. einer manuellgeführten Bearbeitung.
Betriebskenngrößen• Strahlmitteldurchsatz: beschleu-
nigte Strahlmittelmenge pro Zeit-einheit
• Strahldauer: Dauer der Bestrah-lung des Strahlgutes bzw. einerStelle des Strahlgutes
• Strahlleistung: Strahlgutmengepro Zeiteinheit (z.B. in Stück/h,m2/min)
• Strahlabstand: Abstand zwischenDüse bzw. Schleuderrad undStrahlgutoberfläche
• Strahlbild: Strahlkornverteilungim Strahl in einer bestimmtenAuftreffebene
• Strahlkonfiguration: Anordnungbzw. Bewegung des Strahlgutsim Strahl
• Strahlmittelaufbereitung: Strahl-mittelbehandlung zur Bereitstel-lung des Betriebsgemisches
• Verschleißzustand: Zustand derElemente zur Strahlmittelfüh-rung und -beschleunigung
Der Strahlmitteldurchsatzeines Strahlgerätes oder einerStrahlmaschine hängt außer vonden geometrischen Gegebenhei-ten vor allem von der für dieStrahlmittelbeschleunigung bereit-gestellten Energie und der Aus-tritts- bzw. Abwurfgeschwindig-keit ab. In Druckluftstrahlsystemenkann bei gleicher eingesetzterLuftleistung mit einer größerenDüse mehr Strahlmittel bei ver-ringerter Austrittsgeschwindigkeitbeschleunigt werden. In Schleu-derradsystemen kann bei gleicherelektrischer Antriebsleistung durchVerringerung der Schleuderrad-drehzahl eine Erhöhung des Strahl-mitteldurchsatzes erzielt werden.
Merkblatt 212
Tabelle 7: Strahlwirkungen in Abhängigkeit von Oberfläche, Kornform und Auftreffwinkel
Strahlgutoberfläche Rundes Korn Kantiges KornAuftreffwinkel 75–90° Auftreffwinkel 30–45°
Hart und spröde Abtragung durch Geringe Aufbrechen der Oberfläche Strahlwirkung
Hart und zäh Verfestigung durch Abtragung Einbringung von Versetzungen durch Schleifenund Druckeigenspannungen
Weich und zäh Plastische Verformung Starke Abtragungdurch tiefes Eindringen durch Schaben

35
Die Strahldauer währendeines Strahlprozesses hängt vonden Anforderungen der Ober-fläche bzw. des zu erzielendenStrahlergebnisses ab. Dieses kannetwa durch Angabe eines Rein-heits- oder Rauheitsgrades oderdurch Festlegung einer gewünsch-ten Verfestigung bei einem min-destens geforderten Deckungsgraddefiniert werden.
Die Strahlleistung bzw. Aus-bringung einer Strahlanlage hängtzunächst von einem anforderungs-gerecht ermittelten und eingestell-ten Strahlprozess sowie einer ord-nungsgemäß gewarteten Strahl-anlage ab.
Sind diese Voraussetzungengegeben, muss die Strahlleistungüber die eingesetzte Strahlenergiepassend gewählt werden. In derPraxis geschieht dies bei Druck-luftanlagen über die Variation vonLuftdruck, Luftmenge, Düsendurch-messer und Düsen- bzw. Strahler-anzahl. Bei Schleuderradanlagenkönnen Antriebsleistung, Durch-messer, Drehzahl und Anzahl derTurbinen verändert werden.
Die Strahlleistung hängt zwarauch vom Strahlmittel ab, eineVeränderung des Strahlmittelszur Erhöhung der Strahlleistungkommt aber nur in Frage, wennder Strahlprozess dadurch nichtnegativ beeinflusst wird und derMaschinenverschleiß sich nichtunwirtschaftlich erhöht.
Der Strahlabstand ergibt sichdurch die Anordnung zwischenStrahldüse bzw. Schleuderrad undder Werkstückoberfläche im kon-kreten Anwendungsfall. Hierbeimüssen verschiedene Effekte be-achtet werden.
Mit zunehmendem Abstandsinkt die Geschwindigkeit des ein-zelnen Korns und damit seine ki-netische Energie durch den Luft-widerstand ab. Bei dem Schleuder-radstrahl ist dieser Effekt stärker,da es keinen Trägerstrahl wie beimDruckluft- oder Druckwasserstrah-len gibt. Bei diesen Strahlsystemenkönnen aber ein Luftstau oder eineLuftströmung ein zusätzliches Ab-
bremsen bzw. ein unerwünschtesUmleiten des Strahls bewirken.Daher gibt es insbesondere beimDruckluftstrahlen einen kleinenBereich des optimalen Strahlab-stands.
Mit zunehmendem Abstandsteigt zusätzlich auch die Aufwei-tung des Strahls. Die Ausbreitungerfolgt beim Strahlen aus einerDüse kegelförmig mit geringerAufweitung, beim Schleuderrad-strahlen fächerförmig mit starkerAufweitung. Diese Strahlausbrei-tung bewirkt ein stark flächigesStrahlbild, wobei die Beaufschla-gung stark absinkt. Aufgrund desbauartbedingt größeren Strahlmit-teldurchsatzes wird dieser Effektjedoch ausgeglichen. Im Allge-meinen eignet sich das Schleuder-radstrahlen damit eher für groß-flächige Anwendungen.
Darüber hinaus muss beachtetwerden, dass komplizierte odergroße Werkstücke nicht ohneweiteres homogen gestrahlt wer-den können, da sich trotz Anord-nung mehrerer Düsen oder Schleu-derräder zum Teil stark unter-schiedliche Strahlabstände ergebenkönnen. In diesen Fällen müssennäher liegende Flächen überstrahltwerden, um weiter entfernt lie-gende vollständig zu bearbeiten.
Das Strahlbild normaler Rund-düsen ist kreisrund, das von Schleu-derrädern länglich. Das Strahlbildwird außerdem durch die Vertei-lung und Flugrichtung der Körnerim Strahl beeinflusst. Die Lage desStrahlbildes muss so eingestelltwerden, dass das Strahlmittel opti-mal auf die Strahlgutoberflächegelenkt bzw. verteilt wird. Bei bei-den Strahlsystemen sind die Aus-wirkungen des Verschleißes un-bedingt zu beachten. Durch Auf-weitung der Düse vergrößert sichdas Strahlbild. Durch Auswaschender strahllenkenden Leithülse desSchleuderrades verändert es seineLage. Hieraus ergibt sich die drin-gende Notwendigkeit, den Ver-schleißzustand der Strahlorganeund das Strahlbild selbst in festenAbständen zu kontrollieren.
Die Strahlkonfiguration be-schreibt die Anordnung des Strahl-gutes im Verhältnis zum Strahl. Inden meisten Fällen muss das Strahl-gut im bzw. durch den Strahl be-wegt werden, um eine allseitigebzw. homogene Strahlmittelbeauf-schlagung zu erreichen. Alternativdazu können die Strahlorgane, ins-besondere Düsen, bewegt werden.
Besonderen Einfluss auf dasStrahlergebnis haben auch dieStrahlmittelaufbereitung (vgl.Kapitel 4.3 und 8.1) sowie derVerschleißzustand von Elemen-ten zur Strahlmittelführung und-beschleunigung (vgl. Kapitel 8.2).
7 Eigenschaften und Prüfung gestrahlterOberflächen
7.1 Bewertung durch Kenngrößen
Je nach Anwendung sind diedurch das Strahlen zu erzielendenOberflächen vollkommen unter-schiedlich. Die in Kapitel 6.1 er-läuterten grundsätzlichen Strahl-wirkungen sind dabei entschei-dend für Gestalt und Eigenschaftender fertig gestrahlten Oberfläche.
Die möglichst exakte Beschrei-bung des durch den Strahlprozessherzustellenden Werkstücks bzw.der herzustellenden Oberflächeist Voraussetzung für die Festle-gung des geeigneten Strahlver-fahrens mit allen beteiligten Strahl-parametern. Da eine solche Be-schreibung durch die Komplexitätder Strahlaufgabe häufig schwierigund im Vorhinein teilweise auchgar nicht möglich ist, werden vorder Applikation neuer Strahlpro-zesse in der Regel Strahlversuchedurchgeführt. Diese dienen zurHerstellung eines Musters, anhanddessen dann die zu erzielendenOberflächeneigenschaften fest-gelegt werden können. Handeltes sich um eine technisch bereits
Strahlen von Stahl

36
validierte bzw. standardisierteStrahlanwendung wie etwa dasEntzundern warmgewalzter Stahl-bleche, so kann der Oberflächen-zustand nach dem Strahlen auchohne Strahlversuche durch nor-mierte Oberflächenangaben ver-bindlich festgelegt werden.
Oberflächenkenngrößen• Strahlgutabtrag: Masseverlust
des Strahlgutes durch den Strahl-prozess
• Strahlverlust: unerwünschterTeil des Strahlgutabtrages
• Äußere Erscheinung: Farbe,Glanz, Rauheitsprofil, Haptikund Sauberkeit
• Rauigkeit bzw. Rauheit: visu-elle und taktile Rauigkeit bzw.Rauheitsprofil
• Reinheitsgrad bzw. physikalisch-chemische Reinheit: Reinheitvon Zunder und Rost bzw. Rein-heit von Fremdpartikeln und-substanzen
• Deckungsgrad: Anteil der vonStrahlmittelkörnern getroffenenStrahlgutoberfläche in Prozent;Maß für die Homogenität einerStrahlgutoberfläche
• Strahlintensität: Maß für dieHämmerwirkung des Strahlmit-tels auf die Strahlgutoberfläche(Almen-Messverfahren)
7.2 Bewertungs- und Messverfahren
Bei der Erfassung und quali-tätsmäßigen Bewertung strahltech-nisch erzeugter Oberflächen wer-den nicht nur Messungen, sondernaus praktischen Gründen heraushäufig auch subjektive Bewertungs-methoden genutzt. Die Tabelle 8zeigt die wichtigsten Kenngrößenmit ihren Mess- oder Referenzgrö-ßen sowie den zugehörigen Mess-bzw. Referenzmitteln.
Auch wenn die objektivenMessmethoden klare Bewertungs-kriterien zulassen, sind die subjek-tiven Vergleichsmethoden häufigbesser geeignet, da eine vollstän-dig messtechnische Beschreibungeiner Oberfläche zum einen ex-trem aufwändig und teuer seinkann und zum anderen vor allemim täglichen Gebrauch oft nichtpraktikabel ist. Die subjektivenMethoden erfordern allerdingseine gewisse strahltechnische Er-fahrung und können leicht zu indi-viduell unterschiedlichen Einschät-zungen führen.
Wie bereits erwähnt lässt sichneben dem ggf. gewünschtenStrahlgutabtrag auch ein uner-wünschter Strahlverlust nichtgänzlich vermeiden. Dieser kannjedoch im Vorfeld einer Strahl-anwendung in den meisten Fäl-len durch Versuche ermittelt undmittels einer ausreichend genauenWaage überwacht werden.
Merkblatt 212
Tabelle 8: Strahltechnische Oberflächenkenngrößen
Kenngröße Mess- bzw. Referenzgröße Mess- bzw. Referenzmittel
Strahlgutabtrag, Strahlverlust Werkstückgewicht vor und nach dem Strahlen Waage
äußere Erscheinung bildgebende Verfahren mit Farbabgleich, gestrahltes Vergleichsmuster(Farbe, Glanz, Rauheitsprofil, Haptik, subjektive visuelle und taktile Beurteilung des OriginalteilsSauberkeit)
Rauigkeit subjektive visuelle und taktile Beurteilung ISO-Rauheitsvergleichsmuster nach (Fingernagel) DIN EN ISO 8503-1 oder Rugotester
Rauheit arithmetischer Mittenrauwert Ra, Rauheitsmessgerätgemittelte Rautiefe Rz, (Tastschnittverfahren)maximale Rautiefe Rmax, nach DIN EN ISO 8503-4Spitzenzahl RPc
Reinheitsgrad Zunder und Rost subjektive Klassifikation nach ISO 8501-1 optische Vergleichsmuster(für warmgewalzte Stahloberflächen) nach ISO 8501-1 Supplement
physikalisch-chemische Reinheit physikalische bzw. chemische Beurteilung Messverfahren nach DIN EN ISO 8502, Teil 2 bis 12
Deckungsgrad Anteil der gestrahlten Oberfläche zur fotografische Vergleichsmuster;gesamten Oberfläche Auszählung unter Vergrößerung mit
Lichtlupe oder Mikroskop; Kontrolle mit fluoreszierendem Markerspray und UV-Lampe nach SAE AMS 13165
Strahlintensität Durchbiegung eines Prüfstreifens Almen-Messverfahren nach aus Federstahl SAE J442/J443

37
Die äußere Erscheinung ei-ner Oberfläche ist messtechnischschwer zu erfassen. Mit Einschrän-kungen können bildgebende Ver-fahren mit Farbabgleich zum Ver-gleich von Ist- und Solloberflächeneingesetzt werden. Wird ein ge-strahltes Originalteil als Referenz-teil genutzt, so muss dieses ein-deutig gekennzeichnet und lang-fristig aufbewahrt werden, umauch zu einem späteren Zeitpunkteinen Vergleich mit dem aktuel-len Strahlergebnis zu ermöglichen.Hierbei sind möglicherweise durchdie Lagerung bedingte Korrosions-erscheinungen zu berücksichtigen.
Zur einfachen visuellen undtaktilen Überprüfung der Rauig-keit anhand von Mustern könnensogenannte Rugotester oder aberdie genormten ISO-Rauheitsver-gleichsmuster für rundes und kan-tiges Strahlmittel verwendet wer-den, siehe Abb. 25. Diese beste-hen aus je einer quadratischenStahlplatte mit 85–88 mm Kanten-länge und vier Musterflächen unter-schiedlicher Rauigkeiten.
Zur Ermittlung der genauenRauheit bzw. des Rauheitsprofilsmit den in der Tabelle 8 genann-ten Rauheitsmessgrößen wird inder Regel ein sogenanntes Tast-schnittgerät verwendet, sieheAbb. 26.
Strahlen von Stahl
Abb. 25: Rauheitsvergleichsmuster nach DIN EN ISO 8503-1
Aufwändigere optische undbildgebende Verfahren erlaubenetwa mittels eines Konfokalmikro-skops deutlich erweiterte Ober-flächenanalysen, siehe Abb. 27.
Zur Feststellung des Rein-heitsgrades in Bezug auf Zunderund Rost von Stahloberflächennach dem Strahlen gibt der Anhangzur Norm DIN EN ISO 8501-1 foto-grafische Vergleichsmuster vor.Der Endzustand wird entspre-chend der Strahlintensität in vierKategorien eingeteilt, die mit demKürzel „Sa“ für die Oberflächen-vorbereitung „Strahlen“ und derentsprechenden Klassifizierunggekennzeichnet werden:– Sa 1: Leichtes Strahlen– Sa 2: Gründliches Strahlen– Sa 21/2: Sehr gründliches
Strahlen
– Sa 3: Strahlen, bis auf dem Stahlvisuell keine Verunreinigungenmehr zu erkennen sind
Aufgrund der unterschiedli-chen Ausgangszustände bzw. Rost-grade vor dem Strahlen stellt dieNorm für den Rostgrad A zweiund für die Rostgrade B bis Dvier fotografische Vergleichsmusterzur Bestimmung des Reinheitsgra-des zur Verfügung. Weitere Infor-mationen zu den Rostgraden sinddem Kapitel 2.3 zu entnehmen.
Zur Beurteilung der physika-lisch-chemischen Reinheit wer-den verschiedene Verfahren ein-gesetzt, die in der DIN EN ISO8502 zusammengefasst sind (sieheKapitel 11). Als Beispiele hierfürsind die Prüfung auf Staub nachdem Klebebandverfahren (Teil 2)
Abb. 26: Rauheitsmessung mit Tastschnittgerät und Diamantspitze
Abb. 27: Rauheitsbestimmung gestrahlter Oberflächen mit dem Konfokalmikroskop
rundes Korn
kantiges Korn
1.461 µm
1.461 µm
1.473 µm1.473 µm
97,5 µm55,4 µm

ten Strahlintensität zwar Zusam-menhänge, aber nur eingeschränktmathematisch beschreibbare Ab-hängigkeiten bestehen.
Aus diesem Grunde reicht eszur Definition eines Strahlergebnis-ses keinesfalls aus, nur die Strahl-intensität anzugeben. Vielmehr
38
oder die Prüfung auf wasserlös-liche Salze (Teil 9) zu nennen.
Der Deckungsgrad kannmesstechnisch zuverlässig nichtexakt bestimmt werden, sondernerfolgt durch Auszählen von ge-strahlten und ungestrahlten Ober-flächenanteilen. Diese lassen sichin der optischen Vergrößerung mitLichtlupe oder Mikroskop nach-weisen. In einfachen Fällen ge-nügen ggf. auch fotografischeVergleichsmuster, siehe Abb. 28.Eine deutliche Vereinfachung derDeckungsgradkontrolle stellt dieEinfärbung der ungestrahltenOberfläche mit fluoreszierenderMarkerfarbe und Betrachtung miteiner UV-Lampe nach dem Strah-len nach SAE AMS 13165 und ge-mäß Abb. 29 dar.
Die Strahlintensität lässt sichmesstechnisch nicht ohne weite-res erfassen, da die physikalischenWirkungen des Strahlprozessessehr komplex sind und die Bear-beitung unter extrem aggressivenBedingungen stattfindet. Daher hatsich an Stelle direkter Messverfah-ren eine indirekte Messung nachdem sogenannten Almen-Messver-fahren etabliert.
Für die Bestimmung der Inten-sität beim Kugelstrahlen kommtdas Almen-Messverfahren nachSAE J442/J443 und Abb. 30 zumEinsatz. Hierbei wird ein genorm-tes Prüfblech aus Federstahl aufeinen ebenfalls genormten Prüf-block geklemmt und für eine be-stimmte Zeit dem Strahl ausgesetzt.Zur Nachbildung einer Werkstück-kontur können auch mehrere Prüf-blöcke gleichzeitig an einem Hal-ter oder am Werkstück selbst be-festigt werden.
Nach Ende des Strahlprozesseswird die Durchbiegung der ge-strahlten Prüfstreifen gemessen.Eine Sättigung ist erreicht, wennbei Verdoppelung der Strahlzeitdie Durchbiegung nicht mehr als10% zunimmt. Die an diesemPunkt auftretende Durchbiegungist das Maß für die Intensität, wo-bei zwischen den beteiligten Strahl-kenngrößen und der so bestimm-
Merkblatt 212
Abb. 29: Deckungsgrad-kontrolle an Ventilfedern
Abb. 30: Messung der Strahlintensität beim Kugelstrahlen
Abb. 28: Fotografische Vergleichsmuster zur Beurteilung des Deckungsgrades
3% 20% 80% 100%

39
ist insbesondere das verwendeteStrahlmittel eindeutig zu spezifi-zieren.
Das Almen-Messverfahren wirdvor allem auch eingesetzt, umüber die Messung der Strahlinten-sität die Einhaltung von in der Vor-serienphase eingestellten Maschi-nenparametern dauerhaft zu über-wachen.
7.3 Oberflächengestalt und -funktion
7.3.1 Einfluss auf Beschichtungen
Die heutigen Qualitätsansprü-che an Beschichtungen und auchdie aus Gründen des Umweltschut-zes zurückgedrängte Verwendungvon Lacken auf Lösemittelbasisführen zu erhöhten Anforderun-gen an die Oberflächenvorbe-handlung. Zu diesem Zweckekommen grundsätzlich auch che-mische Verfahren in Frage, diesesind häufig jedoch verfahrenstech-nisch aufwändig und erfordern be-sondere Maßnahmen zum Umwelt-und Gewässerschutz. Die strahl-technische Vorbehandlung einerOberfläche erfolgt zum Zweckeder Reinigung und Aufrauung.
Reinheitsgrad/physikalisch-chemische Reinheit
Der Reinheitsgrad nach DINEN ISO 8501-1 beschreibt die Rein-heit von Zunder und Rost warm-gewalzter Stahlerzeugnisse. Einebeschichtungsfähige Stahlober-fläche erfordert im Allgemeinenmindestens den Reinheitsgrad Sa21/2, besser Sa 3. Bei geringerenReinheitsgraden müssen ggf. so-genannte untergrundtoleranteBeschichtungsstoffe verwendetwerden.
Die Reinigung einer Ober-fläche von Fremdpartikeln ist imBereich des Korrosionsschutzesvon besonderer Bedeutung, daReststoffe auf der Oberfläche dieHaftung und Korrosionsbestän-digkeit einer nachfolgenden Be-schichtung erheblich beeinflus-
Strahlen von Stahl
sen können. Diese können sein:– Öle, Fette und Wachse– lösliche Salze wie Chloride und
Sulfate– Staub– Feuchte
Insbesondere die beiden erstenStoffgruppen sind problematisch,da sie visuell oftmals nicht zu er-kennen und schwer zu beseitigensind. Für eine effektive Reinigungkommen hier nur Nassstrahlverfah-ren in Frage, die den eigentlichenStrahlprozess mit einem Wasch-prozess verbinden.
Der Aufwand für die strahl-technische Reinigung der Ober-flächen kann durch einfache Maß-nahmen erheblich reduziert wer-den, wenn diese organisatorischumsetzbar sind:– trockene, zumindest überdachte
Lagerung von Stahlblechen und-profilen
– bei längerer Lagerung frühzeiti-ges Strahlen und Konservierungdurch einfache Beschichtung(Shop-Primer)
– Vermeidung von Beölung undBefettung vor dem Strahl- undBeschichtungsprozess; insbe-sondere auch weitgehende Ver-meidung des Eintrags dieserStoffe in die Strahlanlage
Rauigkeit, Rauheitsprofil undSpitzenzahl
Eine höhere Rauigkeit erlaubtim Allgemeinen eine bessere Haf-tung von Beschichtungsstoffendurch die Vergrößerung der Ober-fläche sowie den durch das Ver-krallen verbesserten Formschlusszwischen Oberfläche und Be-schichtungswerkstoff. Für optimaleBedingungen sind allerdings nichtnur die Rauheitskenngrößen arith-metischer Mittenrauwert Ra, ge-mittelte Rautiefe Rz und maximaleRautiefe Rmax entscheidend, son-dern vor allem auch die Spitzen-zahl RPc innerhalb einer Messstre-cke sowie die Form der Spitzen.
Große Rautiefen und scharfeSpitzen sind insbesondere fürdickschichtige Lackierungen vor-
teilhaft. In diesen Fällen werdenbevorzugt kantige Strahlmittel inDruckluftstrahlanlagen eingesetzt.Für dünnschichtige Lacksystemehingegen ist eher eine große Spit-zenzahl bei abgerundetem Rau-heitsprofil und geringeren Rau-tiefen geeignet, da die Schutzwir-kung der Beschichtung entschei-dend auch von der ausreichendenBedeckung der Rauheitsspitzenabhängt. Hierbei kommen bevor-zugt Schleuderradstrahlsystememit runden oder aber weicherenkantigen Strahlmittelsorten zumEinsatz.
7.3.2 Einfluss auf Verfestigung undDruckeigenspannungen
DeckungsgradZur homogenen und effekti-
ven Verfestigung dynamisch be-anspruchter Bauteile und Einbrin-gung von Druckeigenspannungenbeim Kugelstrahlen ist ein hoherDeckungsgrad erforderlich. Dieserwird vereinfachend oft auch nurals „Überdeckung“ bezeichnet.Zur Herstellung einer homogenenOberfläche sollte die Überdeckungannähernd 100 % betragen, da un-gestrahlte Oberflächensegmenteunter späterer Belastung Ausgangs-punkt für eine unerwünschte Riss-ausbreitung sein können. In derPraxis wird bei einem Deckungs-grad von mehr als 98 % von einervollständigen Überdeckung ausge-gangen.
In anspruchsvollen Anwen-dungen wird ein Überstrahlenmit Überdeckungen von mehrals 100% gefordert. Solche nurtheoretischen Deckungsgrade be-zeichnen das jeweilige Vielfacheder Strahleinwirkdauer zur Er-reichung einer Überdeckung von100 %.
StrahlintensitätDie Strahlintensität beinflusst
die Druckeigenspannungen in be-stimmten Grenzen. Eine höhereStrahlenergie durch härtere oder

40
Merkblatt 212
Funktionsgruppe Druckstrahlanlage Schleuderrad-strahlanlage
Strahlsystem Druckstrahlkessel mit Strahldüse Schleuderrad
Strahlmitteldosierung Mischventil Muschelschieber
Elektromagnetische Dosierung Elektromagnetische Dosierung (MagnaValve) (MagnaValve)
Strahlmittelzuführung Rohrleitung und/oder Rohrleitung und/oder Druckstrahlschlauch Strahlmittelschlauch
Strahlraum Strahlkabine Strahlkabine
Freistrahlraum/-halle –
Primärer Verschleißschutz Strahlkabinenauskleidung aus Strahlkabinenauskleidung aus (direkter Strahl) verschleißfestem Manganstahl verschleißfestem Manganstahl
oder gehärtetem Stahl oder gehärtetem Stahl
Sekundärer Verschleißschutz Strahlkabinenauskleidung Strahlkabine aus verschleißfestem (indirekter Strahl) aus Gummimatten Manganstahl
Wandverkleidung aus Gummimatten Strahlkabinenauskleidung aus Gummimattenoder starken Kunststoffplanen
Strahlmittelsammlung Trichter mit Förderschnecke Trichter mit Förderschneckeund Horizontalförderung
Trichter mit Kratzförderer Trichter mit Förderband
Trichter mit pneumatischer Förderung Trichter mit Vibroförderer
Schrägförderung Schrägförderschnecke Schrägförderschnecke
Vertikalförderung Becherwerk Becherwerk
Strahlmittel- Sieb, Lochblech, Gitter Sieb, Lochblech, GitteraufbereitungGrobabscheidung
Rüttelsieb Rüttelsieb
Vibroförderer mit Siebstrecke Vibroförderer mit Siebstrecke
Strahlmittel- Windsichter Windsichteraufbereitung:Feinabscheidung Taumelsieb Taumelsieb im Bypass
Zyklon –
Strahlmittelaufbereitung: Magnetsichter MagnetsichterSandabscheidung
Strahlmittelaufbereitung: Spiralseparator (Trieur), Schrägband –Abscheidung von Bruchkorn
Strahlmittelvorhaltung Strahlmittelsilo oberhalb Strahlmittelsilo oberhalb Druckkessel Turbinen
Absaugung Patronenfilteranlage Patronenfilteranlage
Nassfilteranlage Nassfilteranlage
Tabelle 9: Funktionsgruppen und übliche Ausführungsformen bei Strahlmaschinen

41
schwerere Körner oder durcherhöhte Auftreffgeschwindigkeitkann den Betrag sowie die Tiefen-lage des Druckeigenspannungs-maximums in der Randschicht er-höhen.
RauheitDer gegenläufige Effekt liegt
allerdings in der mit zunehmenderIntensität ebenfalls zunehmendenRauheit und der damit verbunde-nen Kerbwirkung. Diese kanndurch die auf der Oberfläche ent-stehenden lokalen Spannungsspit-zen die Dauerfestigkeit letztlichauch verringern. Glattere Ober-flächen neigen im Vergleich dazuweniger zur Rissbildung. Durch einzweistufiges Strahlen mit Kugelngrober und feiner Körnung bzw.hoher und niedriger Intensität ver-sucht man, die Vorteile beider An-sätze zu kombinieren.
8 Strahlanlagentechnikund -betrieb
8.1 Anlagenbaugruppen
Der Aufbau einer Strahlanlagehängt zum einen von dem verwen-deten Strahlsystem und zum ande-ren von dem eingesetzten Strahl-mittel ab.
Obwohl eine vollständige Be-trachtung aller daraus folgendenBauarten an dieser Stelle nichtmöglich ist, können für typischeDruckluft- und Schleuderradstrahl-anlagen mit Strahlmittelkreislauf-system übliche Funktionsbaugrup-pen und deren wichtigste Ausfüh-rungsformen anhand der Tabelle 9im Überblick dargestellt werden(vgl. auch Abb. 10 a, 11a und 19).
Die verschiedenen Ausfüh-rungsformen haben anwendungs-und prozessspezifische Vor- undNachteile und beeinflussen denAnschaffungspreis einer Strahlan-lage zum Teil erheblich. Darüberhinaus liegen Ursachen für nichteinwandfrei arbeitende Förder-
systeme, Abscheider und Absau-gungssysteme in der Regel in tech-nischen Details. Eine sorgfältigetechnische Prüfung dieser Ein-richtungen vor einer Anlagenbe-schaffung ist daher empfehlens-wert.
8.2 Anlagenbetrieb und -instandhaltung
Strahlanlagen sind aufgrundihres Einsatzzwecks und der meistabrasiven Medien erheblichemVerschleiß unterworfen. Letztlichist die Konstruktion einer Strahl-maschine mitentscheidend für dieanfallenden Betriebskosten. DieserTatsache muss bei der Beschaffungbesondere Beachtung geschenktwerden. Insbesondere sollten alleAnlagenteile, die dem Angriff vonStrahlmittel ausgesetzt sind, so ge-staltet und ausgeführt werden, dassVerschleiß vermindert und wennmöglich sogar vermieden wird.Möglichkeiten der Verschleißver-meidung sind beispielsweise:– fließgerechte Strahlmittelzufüh-
rung (Vermeidung von Stau-ungen und starken Umlenkun-gen)
– strömungsgerechte Strahlmittel-führung in Druckstrahlsystemen(ausreichende Querschnitte, ge-ringe Umlenkungen)
– strömungsgerechte Strahlmit-telführung in Strahldüsen undSchleuderrädern (prallarmeStrahlmittelbeschleunigung)
– Bildung von Strahlmittelpolsternzur Vermeidung des direktenAufpralls bewegter Körner aufAnlagenteile (Strahlmittelwannenzum Abbau der Strahlenergie,Umlenkung des Strahlmittelflus-ses durch Überläufe oder Sack-rohre)
– Verhinderung des Eindringensvon Strahlmittel in Lagerungen(Labyrinthe, Strahlmittelabflüsse)
Bei unvermeidbarem Ver-schleiß sollten die betroffenenTeile bei vertretbaren Kosten ver-schleißfest ausgeführt werden:
– Einsatz von keramischen Mate-rialien wie Silicium- oder Bor-carbid in der Strahldüse
– Einsatz von Werkzeugstahl-oder Hartmetallkomponentenim Schleuderrad
– Einsatz verschleißfester Materi-alien für alle strahlmittelführen-den Teile der Strahlanlage
Schließlich müssen alle Teile,die einem starken Verschleiß unddamit einem häufigen Austauschunterliegen, leicht zu wechselnsein. Zur Wartungsfreundlichkeitgehören u.a.:– Ermöglichung von Sichtprüfun-
gen ohne Werkzeug– Anzeige von Verschleißzustän-
den über die Anlagensteuerung– gute Zugänglichkeit zu allen
Wartungsstellen– leichter Aus- und Einbau von
Verschleißteilen, insbesondereim Bereich von Düsen undSchleuderrädern
– gute Zugänglichkeit der Strahl-kabine
– leichter Ein- und Ausbau vonVerschleißauskleidungen
Die Wartungsfreundlichkeiteiner Strahlanlage hat indirektauch Einfluss auf deren Instandhal-tungszustand, da wartungsfreund-liche Anlagen erfahrungsgemäßbesser gepflegt werden. Gut ge-wartete Strahlanlagen gewährleis-ten einen wirtschaftlichen Anla-genbetrieb bei gleich bleibenderStrahlqualität.
9 Arbeitssicherheit undUmweltschutz
9.1 Arbeitsschutz beim Strahlen
Bereits seit 1976 ist das ge-werbliche Strahlen mit Quarzsandgesetzlich nur noch für Bauwerkeaus Sandstein oder Beton erlaubt,die selbst aus hochquarzhaltigenMaterialien bestehen. Bis dahinstellte die Gefahr der Silikose
Strahlen von Stahl

42
(Staublunge) ein wesentliches Pro-blem des Arbeitsschutzes dar.Diese entsteht durch längerfristi-ges Einatmen von Stäuben freierKieselsäure SiO2, die bei Strahl-arbeiten mit dem bis dahin ver-wendeten Quarzsand freigesetztwurden.
Die das Strahlen und seineAuswirkungen betreffenden Unfall-verhütungsvorschriften (UVV) inForm der ehemaligen VBG (Vor-schriften der Berufsgenossenschaf-ten) wurden zurückgezogen undin die BerufsgenossenschaftlicheRegel BGR 500 (Betreiben vonArbeitsmitteln) und die Berufs-genossenschaftliche InformationBGI 5047 (Mineralischer Staub)integriert. Die hieraus erwachsen-den zusätzlichen Auflagen für dasStrahlen mit Quarzsand und dieEntwicklung von nicht silikoge-nen Ersatzstrahlmitteln mit ähn-lichen Eigenschaften haben denEinsatz dieses Strahlmittels prak-tisch beendet. Beim Putzstrahlenvon Gussteilen allerdings gelangenzusammen mit den zu reinigendenWerkstücken auch beachtlicheMengen Formsand in den Kreis-lauf von Strahlanlagen. Insbeson-dere in diesen Anwendungsfällen
ist auf eine geringe Staubemissionder Strahlanlage und eine funktio-nierende Absaugung zu achten.Bei Wartungs-, Reparatur- und Rei-nigungsarbeiten sind ggf. Schutz-maßnahmen und -ausrüstungengemäß BGI 5047 vorzusehen. Da-rüber hinaus gilt für diese Anwen-dungen die DIN EN 1248 (Gieße-reimaschinen – Sicherheitsanfor-derungen für Strahlanlagen).
Den derzeitigen Stand der ar-beitsschutzrechtlichen Vorschrif-ten zeigt die Tabelle 10. Ggf. sindweitere gesetzliche Vorschriften,die UVV, BGR und spezielle Richt-linien zu berücksichtigen.
9.1.1 Arbeitssicherheit beim Freistrahlen
Die folgenden Vorschriftensind Auszüge aus der BGR 500,Kapitel 2.24. Die vollumfänglicheBeachtung der Richtlinie ist un-bedingt zu gewährleisten.
Persönliche Schutzausrüstung(PSA)• Für das allgemeine Freistrahlen
a) Atemschutzgeräte für Strahlarbeiten
b) Schulter und Körper bedeckende Prallschutz-kleidung
c) Schutzhandschuhed) Schutzschuhe
• Für das Freistrahlen, wenn min-dergiftige (gesundheitsschädli-che), giftige, sehr giftige, krebs-erzeugende, fruchtschädigendeoder erbgutverändernde Stoffefreigesetzt werden könnena) glatte und reißfeste einteilige
Schutzanzüge (Kombinations-anzüge) in Verbindung mitAtemschutzgeräten für Strahl-arbeiten
b) Schutzhandschuhec) Schutzschuhed) Augenschutz beim Aufenthalt
in der Nähe von Strahlmaschi-nen und -anlagen
• Für das Reinigen von Strahlräu-men und Beseitigen von Strahl-schutta) Atemschutzb) Schutzkleidung
Schnellabschalteinrichtungen(Totmannschaltung)
Schnellabschalteinrichtungenfür handbetätigte Strahldüsen sindEinrichtungen mit selbsttätigerRückstellung, die das unmittelbare
Merkblatt 212
Tabelle 10: Arbeitsschutzrechtliche Vorschriften (Stand: Januar 2009)
Schrift Titel Geltungsbereich
BGR 500 Betreiben von Arbeitsmitteln –
Kapitel 2.24 Arbeiten mit Strahlgeräten Strahlen von Oberflächen bei Verwendung körniger Strahlmittel, (ehemals VBG 48) (Strahlarbeiten) die durch Druckluft oder mechanisch beschleunigt werden
Kapitel 2.26 Schweißen, Schneiden und Flammstrahlen(ehemals VBG 15) verwandte Verfahren
Kapitel 2.33 Betreiben von Anlagen für Bereiche im Freien oder in Räumen, in denen mit Gasen umgegangen wird,(ehemals VBG 61) den Umgang mit Gasen hier: Kaltgasstrahlen mit Stickstoff
Kapitel 2.36 Arbeiten mit Betriebsüberdruck 25 bar und mehr oder Betriebstemperatur von mehr als 50 °C,(ehemals VBG 87) Flüssigkeitsstrahlern hier: Heißwasserstrahlen, Dampfstrahlen, Druckflüssigkeitsstrahlen
BGI 5047 Mineralischer Staub Strahlen mit silikogenen Strahlmitteln, z.B. Quarzsand
DIN EN 1248 Gießereimaschinen – Vom Hersteller von Strahlanlagen zu beachtende Anforderungen Sicherheitsanforderungen für die vorhersehbaren signifikanten Gefährdungen für Strahlanlagen aufgrund Konstruktion, Errichtung und Einbau bei Inbetriebnahme,
Betrieb, Wartung und Außerbetriebnahme von Druckluft- und Schleuderradstrahlanlagen

43
Unterbrechen des Strahlvorgangsbewirken sollen. Dadurch musssichergestellt werden, dass nachLoslassen des Dosierhebels keinDruckstrahl austreten kann.
NotfallmaßnahmenDurch organisatorische und
technische Maßnahmen ist sicher-zustellen, dass im Gefahrfalle einEingriff von außen ermöglichtwird. Hierzu gehören z.B. Not-signal-Anlagen, Sprechfunk oderNot-Befehlseinrichtungen (Not-Aus) in geschlossenen Strahlräu-men. Weiterhin ist dafür Sorge zutragen, dass die genannten Ein-richtungen nicht unwirksam ge-macht werden.
9.1.2 Gefahren durch Staub
Jedes Strahlen mit festen Strahl-mitteln lässt Staub entstehen. Dieshat folgende Ursachen:– Staubgehalt des Strahlmittels im
Anlieferungszustand– Abrieb durch Schleifen von
Strahlmittelkörnern untereinan-der sowie an Wandungen undFördereinrichtungen der Strahl-anlage
– Abtragen von Strahlgutbestand-teilen
– Zerschlagen von Körnern imStrahlbetrieb
Die Menge des Staubes ist jenach Strahlmittelart, Strahlgut undAnlagenparametern unterschied-lich stark. Wie schon erwähnt,sollte das zu strahlende Gut nachMöglichkeit in einer staubdichtgeschlossenen Anlage mit auto-matischer Strahlmittelreinigungund Staubabsaugung bearbeitetwerden. Sollte dies nicht möglichsein, sollte unter Beachtung derdargestellten Maßnahmen zur Ar-beitssicherheit bevorzugt in Strahl-räumen gestrahlt werden, in denendie Luft erst nach wirkungsvollerStaubabscheidung ins Freie gelan-gen kann.
Ist eine Verbringung des Strahl-guts wie bei größeren oder orts-
unveränderlichen Bauteilen oderGebäuden nicht möglich, kannggf. auf das staubfreie Saugkopf-strahlen oder verschiedene Nass-strahlverfahren zurückgegriffenwerden. Bei Trockenstrahlarbeitenim Freien ist auf die genanntenVorschriften zum Arbeitsschutzzu achten und eine Trennung desStrahlbereiches von der Umweltvorzusehen (s.u.).
In Bezug auf die Arbeitssicher-heit beim Strahlen ist beim Betrieballer Strahleinrichtungen auf dieEinhaltung der maximalen Arbeits-platzkonzentrationen (MAK) vonFeinstaub zu achten. Seit dem1. Januar 2005 besteht mit demInkrafttreten der neuen Gefahr-stoffverordnung (GefStoffV) auchein neues Grenzwert-Konzept mitden gesundheitsbasierten Grenz-werten Arbeitsplatzgrenzwert(AGW) und Biologischer Grenz-wert (BGW). Die alten MAK-Wertekönnen und sollen jedoch biszur vollständigen Umsetzung derneuen Grenzwerte als Richt- undOrientierungsgrößen weiter ver-wendet werden. Detaillierte Infor-mationen sind den TechnischenRegeln für Gefahrstoffe (TRGS),insbesondere der TRGS 900 (Ar-beitsplatzgrenzwerte, Stand 2006-01) sowie der TRGS 500 (Schutz-maßnahmen: Mindeststandards,Stand 1998-03), zu entnehmen.
9.1.3 Gefahren durch Lärm
Für Lärmemissionen und denLärmschutz im Betrieb gelten keinespeziellen auf das Strahlen bezo-genen Bestimmungen. Die Lärm-quellen liegen beim Druckluft-strahlen in der Druckluftversor-gung über Kompressoren und demAustrittsgeräusch an der Strahl-düse, beim Schleuderradstrahlenhingegen besonders im Laufge-räusch der Turbinen und im Auf-treffgeräusch des Strahlmittelsbeim Aufprall auf das Strahlgutund die Innenwände der Strahl-kabine. Die hierbei auftretendenSchallemissionen sind messtech-
nisch zu ermitteln und ggf. durchschalldämmende Maßnahmen zumindern. Bei Überschreitung derzulässigen Schalldruckpegel ist dasTragen von Gehörschutz verbind-lich vorgeschrieben. Nähere Be-stimmungen dazu enthält die Be-rufsgenossenschaftliche VorschriftBGV B3 (Lärm, Stand 2006-11-01).
9.1.4 Brand- und Explosionsschutz
Gemäß der BGR 500, Kapitel2.24 ist ein wechselweises odergleichzeitiges Strahlen von Leicht-metallen und eisenhaltigen Teilenin einem Strahlraum nur zulässig,wenn keine Zündquellen vorhan-den sind oder Schutzmaßnahmengegen das Entzünden von ab-gelagertem oder aufgewirbeltemStaub getroffen sind.
Staub in einer Mischung ausLeichtmetall- und Rostpartikelnbirgt aufgrund möglicher alumi-nothermischer Reaktion ein er-höhtes Entzündungsrisiko. Aberauch unvermischte oxidierbareStäube aus Leichtmetall- und Eisen-partikeln sind brennbar. MöglicheZündquellen sind vor allem offeneFlammen, Zigarettenglut, heißeOberflächen, aber auch die Fun-kenbildung beim Strahlen.
Der Grad der jeweiligen Feuer-und Explosionsgefahr ist festge-legt durch die Einteilung in feuer-und explosionsgefährdete Berei-che. Diesbezüglich gelten die Maß-gaben der BGR 104 (Explosions-schutz-Regeln, Stand 2005-03),die für einen Bereich, in dem sichbei Normalbetrieb gelegentlicheine gefährliche explosionsfähigeAtmosphäre bildet, die Zone 21vorsieht. Ein solcher teilweise ex-plosionsgefährdeter Bereich kannfür das Innere von Trockenfilter-anlagen angenommen werden.Hierfür muss das Auftreten vonZündquellen ausgeschlossen wer-den. Dies muss durch hersteller-seitige Maßnahmen und bestim-mungsgemäße Verwendung derFilteranlage gewährleistet werden.
Strahlen von Stahl

44
Insbesondere müssen die zurEntstaubung von Strahlanlageneingesetzten Filteranlagen der alsATEX-Produkt-Richtlinie (Atmos-phères Explosibles) bekannteneuropäischen Richtlinie 94/9/EGfür „Geräte und Schutzsysteme zurbestimmungsgemäßen Verwen-dung in explosionsgefährdetenBereichen“ vom 23. März 1994entsprechen.
9.2 Umweltschutz beim Strahlen
Für den Umweltschutz beimStrahlen ist eine Vielzahl von Ge-setzen, Verordnungen und Richt-linien des Umweltrechts relevant,die an dieser Stelle nur sehr ein-geschränkt angesprochen wer-den können. Durch den ordnungs-gemäßen Betrieb geschlossenerStrahlanlagen bzw. Strahlräumesind durch die Maßnahmen zumArbeitsschutz in der Regel auchdie Auflagen des Umweltrechtserfüllt. In ihren Auswirkungenauf die Umwelt besonders zu be-rücksichtigen sind jedoch Strahl-arbeiten an Bauteilen und Bau-werken, die sich aufgrund ihrerLage, Funktion und Größe nichtin einen Strahlraum verbringenlassen.
9.2.1 Trennung des Strahl-bereiches von der Umwelt
Bei der Sanierung von Stahl-bauten wie etwa Brücken lässtsich das Trockenstrahlen zur Ent-schichtung, Entrostung, Reinigungund Vorbehandlung der Ober-flächen kaum wirtschaftlich er-setzen, da das Saugkopfstrahlennicht leistungsfähig genug ist undNassstrahlverfahren durch erfor-derliche Nachbehandlung sowieAbwassersammlung und -aufberei-tung an Bauwerken nur mit sehrviel technischem Aufwand anzu-wenden sind. Hierdurch entstehenemissionstechnische Problemedurch Stäube, die zudem mit ab-
gestrahlten Beschichtungsstoffenbeladen sind und nicht freigesetztwerden dürfen. Gleiches gilt fürsilikogene Stäube bei Strahlarbei-ten an Beton- und Sandsteinflä-chen. Daher ist der Strahlbereichdurch Einhausungen oder Abpla-nungen des jeweiligen Strahlgutesvor Ort abzutrennen.
In Ergänzung der DIN ENISO 12944 (Beschichtungsstoffe –Korrosionsschutz von Stahlbautendurch Beschichtungssysteme) hatdas Bundesverkehrsministeriumdie Zusätzlichen Technischen Ver-tragsbedingungen und Richtlinienfür den Korrosionsschutz vonStahlbauten (ZTV-KOR-Stahlbau-ten) herausgegeben. Diese geltenursprünglich für den Fernstraßen-bau, lassen sich aber nicht nur aufBrücken, sondern auch auf alleanderen zu strahlenden Bauwerkeanwenden.
Als Einhausung gilt eine all-seitig dichte Einrüstung mit festenBöden, Wänden und Decken so-wie dichten Anschlüssen zum Bau-werk, Luftabsaugung und Filte-rung. Bei Abplanungen bestehenWände und Decken aus dichtenund reißfesten Planen mit Stoß-überdeckungen und ebenfalls dich-ten Bauwerksanschlüssen. Die Ein-hausung und Abplanungen ein-schließlich der dazu nötigen Ge-rüste sowie des darauf anfallendenStrahlschuttes dürfen das Bauwerknicht über das statisch Zulässigehinaus belasten.
9.2.2 Emissionen von Filteranlagen
Filteranlagen sind in regel-mäßigen Abständen auf eine ein-wandfreie Funktion der Staubab-scheidung hin zu prüfen. Die ein-gesetzten Filtermedien sollten aufihre Eignung nach VDI 3926 ge-prüft und durch das Berufsgenos-senschaftliche Institut für Arbeits-sicherheit (BGIA) zertifiziert sein.Näheres zur Luftreinhaltung regeltdie Technische Anleitung Luft(TA Luft).
9.2.3 Lärmemissionen
Die nach außen tretendenLärmemissionen können durch denStrahlbetrieb selbst, aber auchdurch Ausblasgeräusche, Ventila-toren oder Druckluftstöße einerFilteranlage verursacht werden.Sowohl bei Abluftrohrleitungenins Freie als auch bei Außenauf-stellung von Filteranlagen sind dieBestimmungen der TechnischenAnleitung Lärm (TA Lärm) zu be-rücksichtigen.
9.2.4 Entsorgung
Laut Kreislaufwirtschafts- undAbfallgesetz §4 (KrW-/AbfG) sindAbfälle in erster Linie zu vermei-den und in zweiter Linie stofflichzu verwerten (z.B. nach eindeuti-ger Prüfung durch Rückführungin Produktionsprozesse) oder zurGewinnung von Energie zu nutzen.Der als Strahlschutt bezeichneteAbfall setzt sich aus der von derOberfläche des behandelten Ob-jektes entfernten Beschichtungoder Verunreinigung, Partikeln desStrahlguts selbst und zerschlage-nem Strahlmittel zusammen undkann in Form von separiertenGrobteilen, feinkörnigen Reststof-fen und Stäuben vorliegen.
Ist der Strahlschutt mit Schad-stoffen wie etwa aus abgestrahltenBeschichtungen belastet, muss die-ser von einem anerkannten Ent-sorgungsfachbetrieb nachweislichentsorgt werden. Im anderen Fallekann eine stoffliche Verwertung inProduktionsprozessen der Metall-industrie die Entsorgungskostenerheblich senken. Des Weiterenist zu prüfen, ob sich die Entsor-gungskosten für die genanntenKornfraktionen unterscheiden, so-dass eine getrennte Sammlung undEntsorgung sinnvoll ist. In Einzel-fällen können für einen bestimm-ten, als Wertstoff anzusehendenStrahlschutt auch Verkaufserlöse er-zielt oder aber abgeschiedene Fein-kornanteile an den Strahlmittelpro-duzenten zurückgegeben werden.
Merkblatt 212

45
Aufgrund der hohen Entsor-gungskosten für belasteten Strahl-schutt ist die früher übliche Ver-wendung von Einwegstrahlmit-teln zur Bauwerkssanierung in derRegel nicht mehr wirtschaftlich,sodass an solchen Baustellenmobile Strahlmittelaufbereitungs-und Entstaubungsanlagen einge-setzt werden, die die Wiederver-wendung von Strahlmitteln er-lauben.
10 Kosten des Strahlens
Schon eine durchschnittlichausgelastete Strahlmaschine ver-ursacht im Laufe ihrer Nutzungs-dauer ein Vielfaches ihrer Anschaf-fungskosten an Betriebskosten, vorallem in Form von Personaleinsatz,Energieaufwand sowie Verschleißund Strahlmittelverbrauch. Sowohlbei der Strahlanlagenbeschaffungals auch im laufenden Betriebmüssen die anfallenden Betriebs-kosten daher intensiv geprüft wer-den, um einen wirtschaftlichenAnlagenbetrieb zu gewährleistenund realistische Stückkosten derstrahltechnischen Bearbeitung zuermitteln.
Eine detaillierte Betriebskos-tenanalyse ist zwar nicht immerohne organisatorischen Aufwandmöglich, ist aber der erste Schrittzur Aufdeckung von Kostentrei-bern sowie der Identifikation undQuantifizierung möglicher Ein-sparpotentiale. Eine solche Analy-se bedarf einer genauen Betrach-tung im Einzelfall.
Die wesentlichen Kostenfak-toren einer Strahlanlage sind– Beschaffung:
Recherche, Gespräche mit An-bietern, Strahlversuche, Ange-botsvergleich, Einkauf
– Finanzierung: Zinsen, Kapitalbindung, Sicher-heiten
– Personal: Anlagenbedienung, Wartung,Reinigung
– Energie: Strombedarf, Druckluftbedarf
– Strahlmedien: Strahlmittel, Zusätze wie Wasch-substanzen, Inhibitoren
– Entsorgung: abgestrahlte Werkstückanhaf-tungen, nicht nutzbare Strahl-mittelfeinanteile, Staub, Schlamm
– Instandhaltung: Ersatz- und Verschleißteile, ex-terne Wartung, Reparatur
– Sonstige Kosten: Gebühren, Versicherungen, sons-tige direkt zuordenbare Kos-ten, ggf. zugeordnete Gemein-kosten
Generell muss festgehaltenwerden, dass ein wirtschaftlicherAnlagenbetrieb bei hoher Produkt-qualität in erster Linie durch einenanforderungsgerechten Strahlpro-zess und eine regelmäßige An-lagenwartung gewährleistet wer-den kann. Häufig sind aber auchdurch Optimierungen im Anlagen-betrieb Einsparungen zu erzielen.Ansatzpunkte können sein:– rationelle Anlagenbedienung,
insbesondere durch automati-sche Abläufe und eine opti-mierte Be- und Entladung
– Abschalten der Anlage in Pausen-zeiten bzw. Herunterfahren inBereitschaftsmodus
– Einsatz qualitativ hochwertigerStrahlmittel mit langer Lebens-dauer
– Verwendung langlebiger Ver-schleißteile
Die wirksamste Möglichkeitder Kostenbeeinflussung liegt aller-dings eindeutig in der Phase derBeschaffung einer neuen Strahl-anlage, in der die zu erwartendenBetriebskosten durch die Auswahldes Strahlprozesses und der An-lagenausführung weitgehend fest-gelegt werden. Daher sollte derAnlagenhersteller auf Basis seinerErfahrungen sowie der Qualitätund Kosten seiner Verschleiß-und Ersatzteile in die Prognoseder Betriebskosten einbezogenwerden.
11 Normen und Regelwerke
Das Strahlen als Fertigungs-verfahren hat in verschiedeneNormen, Technische Regeln u.Ä.Eingang gefunden. Dabei kommtzum Tragen, dass das Strahlen fürsehr unterschiedliche Anwendun-gen eingesetzt wird, deren spe-zielle Anforderungen dann wiede-rum in verschiedenen Normen fest-gehalten werden.
Die grundlegende Norm derStrahlverfahrenstechnik in Deutsch-land war bis zu ihrer ersatzlosenZurückziehung die DIN 8200. Daandere offizielle Grundlagen zur-zeit fehlen, hat diese Norm zu-mindest hinsichtlich der strahl-technischen Begriffe weiterhineingeschränkte Bedeutung. Großepraktische Bedeutung haben dem-gegenüber vor allem die inter-national gültigen und auch inDeutschland anerkannten NormenDIN EN ISO 8501–8504 zur Ober-flächengüte von Stahloberflächenbzw. gestrahlten Oberflächen so-wie die DIN EN ISO 11124–11126zu Strahlmitteln und deren Prü-fung.
Über die Normen hinaus ha-ben verschiedene Fachverbändetechnische Regeln herausgegeben,in denen die spezifisch wichtigenAnforderungen an den Strahl-prozess festgeschrieben werden.Diese Regeln werden häufig alsverbindlich anerkannt bzw. fin-den Eingang in Werknormen oderLastenhefte.
Eine thematisch gegliederteAuflistung relevanter Normen,Regeln und Richtlinien zeigt dieTabelle 11.
Strahlen von Stahl

46
Merkblatt 212
Tabelle 11: Strahltechnisch relevante Normen, Regeln und Richtlinien (Stand: Januar 2009)
Norm Titel
Grundlagen der StrahlverfahrenstechnikDIN 8200 Strahlverfahrenstechnik; Begriffe, Einordnung der Strahlverfahren
2008-04 ersatzlos zurückgezogenBeurteilung von StahloberflächenDIN EN ISO 8501 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen –
Visuelle Beurteilung der OberflächenreinheitDIN EN ISO 8502 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen –
Prüfungen zur Bewertung der OberflächenreinheitDIN EN ISO 8503 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen –
Rauheitskenngrößen von gestrahlten StahloberflächenDIN EN ISO 8504 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen –
Verfahren für die OberflächenvorbereitungDIN EN 10049 Messung des arithmetischen Mittenrauwertes Ra und der Spitzenzahl RPc an metallischen FlacherzeugnissenAnforderungen an StrahlmittelDIN EN ISO 11124 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen –
Anforderungen an metallische StrahlmittelDIN EN ISO 11125 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen –
Prüfverfahren für metallische StrahlmittelDIN EN ISO 11126 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen –
Anforderungen an nichtmetallische StrahlmittelDIN EN ISO 11127 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen –
Prüfverfahren für nichtmetallische StrahlmittelWeitere relevante Normen zu StrahlmittelnDIN 50312 Prüfung von Strahlmitteln; Prüfkabine für das DruckluftstrahlenDIN 50315 Prüfung metallischer Strahlmittel durch Schleuderstrahlen; Verschleißprüfung, WirkungsprüfungDIN ISO 2395 Analysensiebe und Siebanalyse – BegriffeDIN 66165-1 Partikelgrößenanalyse; Siebanalyse; GrundlagenDIN 66165-2 Partikelgrößenanalyse; Siebanalyse; DurchführungIndustrielle StrahlanwendungenDIN EN 1248 Gießereimaschinen – Sicherheitsanforderungen für StrahlanlagenDIN EN 10238 Automatisch gestrahlte und automatisch fertigungsbeschichtete Erzeugnisse aus BaustählenDIN 65468 Luft- und Raumfahrt; Strahlen abtragend, reinigendDIN EN 2497 Luft- und Raumfahrt; Trockenstrahlen von Titan und TitanlegierungenISO 3861 Gummischläuche zum Sandstrahlen – AnforderungAllgemeine FertigungsverfahrenDIN 8580 Fertigungsverfahren – Begriffe, EinteilungDIN 8590 Fertigungsverfahren Abtragen – Einordnung, Unterteilung, BegriffeDIN 8590 Berichtigung 1 Berichtigungen zu DIN 8590:2003-09DIN 8592 Fertigungsverfahren Reinigen – Einordnung, Unterteilung, BegriffeTechnische RegelnDVS 2606 Hinweise auf mögliche Oberflächenvorbereitungen für das flussmittelfreie Hart- und HochtemperaturlötenVDFi 8001 Metallisches Strahlmittel, Stahldrahtkorn, Güteanforderungen, PrüfungenSEP 1940, 3. Ausgabe Messung des arithmetischen Mittenrauwertes Ra und der Spitzenzahl RPc
an kaltgewalzten Flacherzeugnissen aus Stahl. Ersetzt durch DIN EN 10049.VDI 3423 Verfügbarkeit von Maschinen und Anlagen – Begriffe, Definitionen, Zeiterfassung und BerechnungSpezifische Normen zum KugelstrahlenSAE J442 Test Strip, Holder, and Gage for Shot PeeningSAE J443 Procedures for Using Standard Shot Peening Test StripSAE AMS-S-13165 Shot Peening of Metal Parts
2007-12 zurückgezogen,ersetzt durch SAE AMS 2430
AMS 2430 Shot Peening, AutomaticAMS 2432 Shot Peening, Computer Monitored

47
13 Bildnachweis
Abb. 1, 20 a:Konrad Rump OberflächentechnikGmbH & Co. KG33154 Salzkotten
Abb. 2, 7, 11 b, 16, 17, 19, 20 bund Titelbild:Wheelabrator Group GmbH48629 Metelen
Abb. 3, 20 d:AGTOS GmbH48282 Emsdetten
Abb. 4, 15:Muehlhan AG21107 Hamburg
Abb. 5:Edelstahl Service Ahaus GmbH48683 Ahaus
Abb. 6, 10 a, 11 a, 23, 24, 29:strahlportal45711 Datteln
Abb. 8:SLF Oberflächentechnik GmbH48268 Greven
Abb. 9:Clemco International GmbH83052 Bruckmühl
Abb. 10 b:KIESS GmbH & Co. KG45472 Mülheim an der Ruhr
Abb. 12:Stahl-Informations-Zentrum40237 Düsseldorf
Abb. 13:Munk + Schmitz Oberflächentech-nik GmbH & Co. KG51105 Köln
Abb. 14:IES Industrie Engineering ServiceGmbH47829 Krefeld
Abb. 18 und Titelbild:DISA Industrie AG8184 Bachenbülach, Schweiz
Abb. 20 c:RÖSLER Oberflächentechnik GmbH96190 Untermerzbach
Abb. 21:Sonats SA44475 Carquefou, Frankreich
Abb. 22 und Titelbild:SQH Strahltechnik45711 Datteln
Abb. 25:sentenso GmbHStrahlprozesstechnik45711 Datteln
Abb. 26:HOMMEL-ETAMIC GmbH40880 Ratingen
Abb. 27:Nanofocus46149 Oberhausen
Abb. 28:Lambda TechnologiesCincinnati, OH 45227, USA
Abb. 30:Electronics IncorporatedMishawaka, IN 46545, USA
Strahlen von Stahl
12 Literaturhinweise
Bahlmann, W.:Erfahrungen mit Ersatzstoffen fürsilikogene Strahlmittel, Dortmund,1981
Carpell, A. W. H., Kaiser, W.-D.,Öchsner, P., Schmidt, R.:Korrosionsschutz von Stahlbautendurch Beschichtungssysteme,Leistungsbereich DIN EN ISO12944, Frankfurt am Main, 1999
Horowitz, I.:Oberflächenbehandlung mittelsStrahlmitteln, Essen, 1982
Kiefer GmbH Oberflächen &Strahltechnik:Kugelstrahlen im Lohnauftrag,Oberhausen, 2003
Kiess GmbH & Co. KG:Korrosionsschutz – Seminar, Maschinen- und Gerätekunde derStrahltechnik, Mülheim an derRuhr
Metal Improvement Company, LLC:Broschüre der Metal ImprovementCompany, Unna
Momber, A.:Blast Cleaning Technology, Berlin, 2008

Wirtschaftsvereinigung StahlPostfach 10 54 64 · 40045 DüsseldorfSohnstraße 65 · 40237 DüsseldorfE-Mail: [email protected] · www.stahl-online.de