
MB April 2013
76
Das Schweizer Industriemagazin. Seit 1972. Nr. 4 April 2013 INDUSTRIEMAGAZIN: ZUM THEMA Die Währung als Chance 16 DOSSIER: OBERFLÄCHEN- TECHNIK, HÄRTEN Vielfalt durch Reibbeschichtungen 39 DOSSIER: HYDRAULIK, PNEUMATIK Effizienz der Kompressor- anlage erhöhen und Kosten sparen 50 Mit Schnell- zugriff
-
Upload
peter-goeldi -
Category
Documents
-
view
266 -
download
10
description
Maschinenbau, Industriebau, zum Thema, Dossier
Transcript of MB April 2013

Das Schweizer Industriemagazin. Seit 1972.
Nr. 4
April
201
3
Industr Iemagaz In : zum thema
Die Währung als Chance 16
dossIer : oberflächen-technIk , härten
Vielfalt durch Reibbeschichtungen 39
dossIer : hydraul Ik , PneumatIkEffizienz der Kompressor-anlage erhöhen und Kosten sparen 50
Mit Schnell-
zugriff

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 3
M a s c h i n e n b a ue d i t o r i a l
erfolgsfaktor innovationFast jedes Metall- und Maschinenbauunternehmen in der Schweiz stellt
sich die Frage: Wie gehen wir mit dem starken Franken um? Als der
Franken die Parität mit dem Euro erlangte, begann zwischen Genf und
Bodensee das grosse Zittern. Von einem Tag auf den anderen waren
die Preise um 25 Prozent gestiegen. Gleichzeitig profitierte die Konkurrenz
in der EU von ihrer schwächelnden Währung. Fieberhaft begannen die
Unternehmen ihr Geschäftsmodell, ihre Herstellungs- und Verkaufs-
methoden in Frage zu stellen. Aber kann man 25 Prozent Einbusse einfach
so wieder auffangen? Dank Intervention der Nationalbank entschärfte
sich die Lage ein wenig. Jetzt zeigen sich
nach aktuellen Swissmem-Daten erste
Erholungstendenzen. Auf moderatem
Niveau erhöhen sich wieder Auftrags-
eingänge und Umsätze. Die Geschäfts-
erwartungen in der MEM-Industrie sind
im Vergleich zum Vorjahr deutlich positi-
ver. Doch solche «Good News» können
nicht darüber hinwegtäuschen: der Anpassungsdruck für die Unternehmen
bleibt hoch. Rückläufige Warenausfuhren auf allen Exportmärkten
machen zu schaffen. Was ist zu tun? In dieser MB-Ausgabe befassen wir
uns mit den Perspektiven für die produzierende Industrie in der Schweiz.
Laut jüngsten Statistiken des Europäischen Patentamts gilt die Schweiz
vor allem bei elektrischen Apparaten und Maschinen im internationalen
Vergleich als eines der innovativsten Länder. Die Zahl der angemeldeten
Patente erreichte 2012 eine Rekordhöhe. Das ist wohl die beste Nachricht:
Die Industrie setzt auf Erfindungen, um den Weg aus der Krise zu suchen!
«Good News» in eigener Sache. Ab sofort verstärkt Fachredaktor
Edgar Grundler unsere Redaktion. Ich freue mich auf die Zusammenarbeit
mit dem ausgewiesenen Branchenkenner und heisse ihn herzlich will-
kommen in unserem Team.
Ihr
Thomas Brosch
Chefredaktor
42. Jahrgang www.maschinenbau-schweiz.ch
herausgeberOlympia-Verlag AGCH-8041 Zürich
redaktion | Verlagsleitungaboverwaltung Publica-Press Heiden AGRedaktion MaschinenbauIm Bad 8, Postfach 262CH-9410 HeidenTelefon +41 (0)71 898 80 10Fax +41 (0)71 898 80 [email protected]
Redaktion:Thomas Brosch, [email protected] Edgar Grundler, [email protected] Peter Göldi, [email protected] Andreas Wisler, [email protected]
layoutPublica-Press Heiden AG
anzeigenverwaltungWincons AGFischingerstrasse 66, PostfachCH-8370 SirnachTelefon +41 (0)71 969 60 30Fax +41 (0)71 969 60 [email protected]
Verkauf:Beni Meier, [email protected] Keel, [email protected]
druckgdz AGSpindelstrasse 2CH-8041 Zürich
abonnementpreise (inkl. MwSt.)Jahresabonnement/Einzel-Nr.Inland CHF 75.–/ 8.–Ausland EUR 85,–/ 9,–Ausland EUR 100,–/ 10,– (Übersee)
auflageDruckauflage: 7500 Ex.Erscheint monatlichzuzüglich eine Jahreshauptausgabe
nachdruck | sonderdruckAlle Rechte vorbehalten. Nachdruck und elektronische Wiedergabe, auch auszugsweise, nur mit schriftlicher Genehmigung des Verlags. Für Sonderdrucke wenden Sie sich bitte an den Verlag.
i M p r e s s u M
n Anzeige


maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 5
M a s c h i n e n b a u 4 / 2 0 1 3i n h a lt s v e r z e i c h n i s
zuM t itelb ild
6 Stromkosten sparen ... mit intelligentem Druckluft-Management
szenenews
6 Brancheninfos in Kürze
Maschinenbaubearbeitungszenter
10 Einstieg in die vertikale 5-Achsen-Welt
12 Kompakter und flexibler Stückkostenkiller
sägemaschine
13 Komplettlösung für den Werkstattbereich
Fräsmaschine
14 Flexible und funktionale Lösung
Werkzeuge
15 Mit einem CBN-Gehalt von über 95 Prozent
industr ieMagaz inzum thema
16 Die Währung als Chance Die Volatilitäten an den Devisenmärk-
ten prägen seit Längerem die Schlagzeilen der grossen Tageszeitungen. Die Angst um die Staatskasse Griechenlands liess den Euro ge-genüber dem Schweizer Franken bis auf ein Niveau um die Parität fallen, was von Tages-bewegungen von bis zu 7 Prozent begleitet wurde.
Prozesstechnik
19 MES/ERP-produktionsintegrierte Unternehmen im Jahr 2020
unternehmensführung
20 Die Wettbewerbsfähigkeit der Produktion an Hochlohnstandorten
Die spürbaren Folgen der Finanz- und Schul-denkrise und insbesondere der nach wie vor starke Schweizer Franken rücken einmal mehr die Frage in den Vordergrund, wie überlebens-fähig die Produktion in der Schweiz langfristig ist und insbesondere, welche Voraussetzungen heute für das langfristige Bestehen geschaffen werden müssen.
it-seite
25 Kryptologie Die Kryptologie ist die Wissenschaft
der Verschlüsselung und der Entschlüsselung von Informationen.
software
28 Der Konkurrenz einen Schritt voraus
Kühlschmiermittel
30 Hohe Zerspanungskompetenz dank eigenem Technologiezenter
sicherheitstechnik
32 Metallbearbeitung – produktiv und sicher
Wer sich auf Fachmessen einen Überblick über neue Werkzeugmaschinen verschafft, der wird bei vielen Maschinen eine nochmalige Leistungssteigerung bemerken. Auch die Si-cherheitstechnik unterstützt diesen zentralen Trend: Neue Sicherheits-Schaltgeräte ermög-lichen eine optimale Integration der Sicher-heitsfunktionen in die Bearbeitungsprozesse und die Arbeitsabläufe der Bediener.
dossieroberflächentechnik, härten
36 Höchste Oberflächenqualität erzielen
39 Vielfalt durch Reibbeschichtungen Das Breitband-Beschichtungsverfahren
erlaubt es, technische und dekorative Schich-ten für viele unterschiedliche Anwendungen herzu stellen.
42 Der Alchimist im Polierbereich
43 Metaoberflächen vor dem Durchbruch
44 Adhäsion als Grenzflächenproblem
hydraulik, Pneumatik
50 Effizienz der Kompressoranlage erhöhen und Kosten sparen
52 Stets dass Ganze im Blick
54 Ventile schneller schalten Pneumatische Stellungsregler gleichen
die jeweils aktuelle Ventilstellung mit dem Stellsignal als Führungsgrösse ab.
56 Mehr Innovation dank Konstruktionsfaktor Schneidöl
58 Für aggressive und korrosive Umgebungen
Messen
60 Zukunftsaspekte an der Intertech
62 Messen | Tagungen | Veranstaltungen
rubriKen 3 Impressum
34/48/64 News & Trends | Advertorials
59 Kurse | Aus- und Weiterbildung
64 Vorschau Nr. 5 | Mai 2013
65 Kapazitäten | Occasionen | Verschiedenes
66 Sachregister | Bezugsquellen
74 Inserentenverzeichnis

SzenenewS
6 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n K Ü R z eSchweizer Spezialitätenn Erleben Sie Spitzentechnologie für den Werk-zeug- und Formenbau sowie die Produktion von Präzisionsteilen mit der sprichwörtlichen Schweizer Präzision. Agie Charmilles GmbH lädt vom 25. bis 27. April an seinen Unternehmenssitz in D-73614 Schorndorf zur Hausausstellung ein. Zu den The-menschwerpunkten zählt Fräsen, Funkenerosion, Laserablation und Automation. Haben Sie Interes-se, so melden Sie sich unter [email protected] an.Infos: www.gfac.com/de
150-Jahr-Jubiläum n Am 19. Oktober 1863 legte Rudolf Hess mit einer Schlosserwerkstatt für Baubeschläge und Eisenwa-ren den Grundstein zur heutigen Firma TROX HESCO Schweiz AG in CH-8630 Rüti. Durch kontinuierliche Weiterentwicklungen, Adaption des Produktsorti-mentes und Anpassung an die Marktgegebenheiten konnte sich das Unternehmen bis heute stets als führender Marktteilnehmer behaupten. Dieses ganz besondere Jubiläum wird mit diversen Anlässen ge-würdigt, unter anderem lädt TROX HESCO Schweiz AG am 7. September zum Tag der offenen Tür ein.Infos: www.troxhesco.ch
Hausausstellung n Vom 22. bis 24. Mai veranstaltet Newemag in CH-6343 Rotkreuz seine diesjährige Hausausstellung.Unter anderem wird das 5-Achs-Vertikal-Bearbei-tungszentrum Matsuura MX-520 (siehe Beitrag auf Seite 10) in einer Live-Demo, wie man in kurzer Zeit von der Zeichnung zum 5-Seiten-Werkstück gelangt, präsentiert.Infos: www.newemag.ch
wechsel In An der Spitze der Endress+ Hauser Gruppe kün- digen sich Veränderungen an. Matthias Altendorf
wird zum 1. Januar 2014 neuer Chef des Familienunterneh-mens. Klaus Endress, der seit 1995 als CEO die Geschicke der Firmengruppe leitet, wechselt
zum gleichen Zeitpunkt in den Verwaltungsrat. Be-reits geregelt ist auch die Nachfolge von Matthias Altendorf. Dr. Andreas Mayr soll zum 1. Januar 2014 neuer Geschäftsführer des Kompetenzzent-rums für Füllstand- und Druckmesstechnik werden. Infos: www.endress.com
Produktivitätstrophäe verliehenn Zum ersten Mal hat die Blaser Swisslube AG an Ihre Kunden die Produktivitäts-trophäe, für den höchsten nachvollzieh-baren Mehrwert dank der Wahl des richti-gen Kühlschmierstoffes, verliehen. «Die Erfolgsfaktoren Produktivität, Wirtschaft-lichkeit und Bearbeitungsqualität hängen bei einem Fertigungsprozess massgeblich von der Wahl des Kühlschmierstoffes ab. Diesen Mehrwert wollen wir in Zusam-menarbeit mit unseren Kunden erzielen», so Marc Blaser, CEO Blaser Swisslube AG.
Die Sieger wurden in den fünf Kate-gorien Kühlschmierstoffoptimierung, Pro-duktivität, Prozesssicherheit, Prozessopti-mierung sowie Nachhaltigkeit ermittelt. In die Auswahl kamen jene Kunden, die be-reit waren, ihren erzielten Mehrwert durch die Zusammenarbeit mit Blaser Swisslube nachvollziehbar zu dokumen-tieren. Bei allen Kunden konnten Dank der Zusammenarbeit mit Blaser und des neu verwendeten Kühlschmierstoffes die vordefinierten Verbesserungsziele erreicht, ja teilweise sogar übertroffen werden. Die Erfolgsgeschichten reichen von Kosten-einsparungen, über Verlängerung der Werkzeugstandzeiten bis hin zu Verhinde-rung von Mitarbeiterausfällen aufgrund von Hautproblemen.
«Durch die Fachkompetenz von Blaser wird ein Kühlschmierstoff zu einem flüssi-gen Werkzeug, zu einer genau auf die Be-dürfnisse des Partners zugeschnittenen Lö-sung», so Dominik Affolter, Verkaufsleiter Schweiz.Die Kategoriesieger sind– Bansbach Feinmechanik AG (Kategorie
Kühlschmierstoffoptimierung)– MILLCo Anstalt (Produktivität)– Alesa AG (Prozesssicherheit)– Laubscher Präzision AG (Prozessopti-
mierung)– moser-ingold ag (Nachhaltigkeit)Infos: www.blaser.com
n Der Kühlschmierstoffhersteller Blaser Swisslube or-ganisiert an ihrem Hauptsitz in CH-3415 Hasle-Rüegs - au eine internationale Tagung für Titan Experten, In-genieure sowie Wissenschaftler der globalen Luft-fahrtindustrie. Der Anlass wird vom 21. bis 23. April Zusammenarbeit mit Abamet und VSMPO-AVISMA stattfinden. Das Treffen wird den Teilnehmern die
Die Gewinner der ersten Preisverleihung (v.l.n.r.): Dominik
Affolter (Verkaufsleiter Schweiz Blaser Swisslube),
Hans Heimberg (Laubscher Präzision AG), Christoph
Leimgruber (Alesa AG), Heinrich Egli (Bansbach
Feinmechanik AG), Marko Schlegel (MILLCo Anstalt),
Rolf Ochsenbein (moser-ingold ag) und Marc Blaser
(CEO Blaser Swisslube AG).
Stromkosten sparen ... mit intelligentem Druckluft-ManagementSAM, Sigma Air Manager, der Dirigent zum Ener-giesparen bei der Drucklufterzeugung! Ein gutes Orchester ist mehr als die Summe seiner Musi-ker. Erst der Dirigent formt es zu einem leis-tungsstarken und unverwechselbaren Klangkör-per. Eine ähnliche Aufgabe übernimmt der SAM in der Druckluftstation: Übergeordnete Steu-erung und Webserver in einem, trägt er wesent-lich dazu bei, die Verfügbarkeit und Energieeffi-zienz des Druckluftsystems zu optimieren.
Der Sigma Air Manager regelt und steuert das Druckluftsys tem in drei Dimensionen mit der einzigartigen und zum Patent angemeldeten, adaptiven 3D-Regelung. Diese erfasst die Schaltver lus te (Starts/Stopps), Regelverluste (Leerlauf- und FU-Verluste) und die Druckflexi-bilität (durchschnittliche Erhöhung über Be-darfsdruck), optimiert ihr Verhältnis und mini-miert den damit verbundenen Energiebedarf. Weitere Pluspunkte der SAM zur Kostensenkung bei der Drucklufterzeugung:– höchstmögliche Druckgüte entsprechend der
Druckluftnutzung– Berücksichtigung der Reaktionsträgheit des
Systems durch die adaptive 3D-Regelung mittels vorausschauenden Schalthand lungen
– Optimierungsberechnung des Druckspiel-raums
– Energieeffiziente Anpassung an schwanken-den Druckluftverbrauch durch kontinuier liche Anpassung der Schaltfolge der Kompresso-ren
– Visualisierung und Analyse der Druckluft- kosten über integrierten Webbrowser
InfoS | KontaKtKAESER Kompressoren AGGrossäckerstrasse 15CH-8105 Regensdorf
Telefon +41 (0)44 871 63 [email protected]
z U M t I t e L B I L D Internationale zerspanungs- und technologietagungder Luftfahrtindustrie

SzenenewS
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 7
ausgezeichnet In Der Sensorhersteller Baumer in CH-8501 Frauen-feld ist erneut für sein Personalmanagement aus-gezeichnet worden. Bereits zum sechsten Mal in Folge hat das CRF Institute dem Unternehmen nach einer umfassenden Analyse das Gütesiegel «TOP Em ployer Schweiz» verliehen. Infos: www.baumer.com
ausgezeichnet II n Gildemeister zeichnete Schaeffler als «Lieferant des Jahres» für das Jahr 2012 aus. Nachdem Schaeffler von Gildemeister bereits für das Jahr 2011 den Award als «Lieferant des Jahres» in der Kategorie «Qualität» erhielt, spiegelt die nun übergreifende Auszeichnung die breit angelegten Kompetenzen des Zulieferers wider. Infos: www.schaeffler.com
wechsel IIn An der Spitze des Aufsichtsrats der Schuler AG kam es nach dem Vollzug der mehrheitlichen Über-nahme durch die österreichische Andritz-Gruppe zu einem Wechsel. Das Aufsichtsratsgremium des
Pressenherstellers wählte den Vorstandsvorsitzenden der And-ritz AG, Dr. Wolfgang Leitner, zum Nachfolger des bisherigen Auf-sichtsratsvorsitzenden Dr. Ro-
bert Schuler-Voith.Dr. Peter Jost nimmt seit Anfang März die Tätigkeit als Chief Operating Officer (COO) bei der Schuler AG wahr. In dieser Funktion verantwortet der promovierte Maschinenbauer die Beschaffung, Produk tion und Logistik innerhalb Konzerns.Infos: www.andritz.com, www.schulergroup.com
wechsel IIIn Nach 38 Jahren trat Max Würmli, Leiter des Industry Sec-tor der Siemens Schweiz AG, auf eigenen Wunsch am 31. März in den vorzeitigen Ruhestand. Ste-fan Schnider, heute Head Operations Excellence Europe in der Division Building Technologies, ist seit 1. April Max Würmlis Nachfolge antreten.Infos: www.siemens.ch/industry
Innovationsforum für Sägen und Lagernn Nicht alle Jahre wieder, aber regelmässig finden im südwest-deutschen D-77855 Achern-Gamshurst die KASTO FUTURE DAYS statt! Auch dieses Jahr erwartet das Technologie-Unternehmen KASTO Ma-schinenbau GmbH & Co. KG vom 14. bis 17. Mai inte-ressiertes Fachpublikum aus aller Welt. Mit über 135’000 in fast allen Ländern der Erde installierten Metallsägemaschinen sowie mit über 1400 ge lie-ferten Automatik-Lagersystemen für Langgutmate-rialien, Bleche, Flachprodukte und mehr, nimmt KASTO die global führende Stellung ein.
Im Fokus der KASTO FUTURE DAYS stehen in diesem Jahr drei Produktbereiche, nämlich «Inno-vation Alu-Sägen» sowie «Innovation Kompakt- Sägen» und «Innovation Software».
«Innovation Alu-Sägen» steht für ein neues, umfangreiches Lieferprogramm an speziell ausge-legten Sägemaschinen für die wirtschaftliche Bear-beitung von Aluminium-Werkstoffen. Präsentiert werden hier die MEGA-Alusägemaschine KASTO-maxcut zur wirtschaftlichen Bearbeitung grosser Alublöcke, die Hochleistungsbandsägemaschine KASTOtec in der Aluminium-Ausführung zum rati-onellen Aluminiumsägen im Metallhandel und in der Metallteile-Produktion, die Hochleistungs-Kreissägemaschine KASTOspeed M9 ALU für das Produktionssägen von Aluminiumteilen in grossen Stückzahlen und schliesslich die Vertikalbandsäge-maschine KASTOvertical in der Aluminium-Aus-führung zum universellen, flexiblen Sägen von Formteilen und Leisten aus Platten und Blöcken.
«Innovation Kompakt-Sägen» steht für leis-tungsfähige Kompaktmaschinen-Automaten, die Bandsägemaschine KASTOpractical A und die Kreissägemaschine KASTOradial A, die in Werkstät-ten sowie in Produktionsbereichen der mittelständi-schen, metallverarbeitenden Industrien und Zulie-ferer zum Einsatz kommen.
«Innovation Software» steht für neue Säge-steuerungen und Lagerverwaltungsrechner, die alle über eine neue und nunmehr einheitliche Be-dienoberfläche verfügen. Ebenfalls brandneu sind die Kleinsteuerungen für die Kompaktsägemaschi-nen-Automaten, um durch den erhöhten Bedien-komfort die unproduktiven Nebenzeiten zu mini-mieren beziehungsweise die Produktivität pro Zeit-einheit zu verbessern.
Weitere «Leistungssteigernde Innovationen» stellen Produkterweiterungen bei den Hochleistungs-kreissägemaschinen mit integrierten Zu-/Abfuhrma-gazinen, die Sortierung von Abschnitten per Roboter, und nicht zuletzt Roboter-Sortierlösungen als Kom-plettierung zu automatischen KASTO-Lagersystemen dar. Mit Live-Demonstrationen an den Produkten so-wie Kundenanwendungen zu Sägemaschinen und Lageranlagen über unsere Videowall in unserem Vor-führzentrum wird das Informationsangebot abgerun-det, sodass sich die Kunden, Anwender und Interes-senten im zeitoptimierten Kompaktformat ein Bild über den aktuellen Stand der Metallsäge- und Auto-matik-Lagertechnik machen können.Infos: www.kasto.de
75 Jahre Innovationskraftn Kennametal Inc. feiert sein 75. Jahr als führendes Unternehmen im Bereich Industrietechnologie, das den Bereichen Luft- und Raumfahrt, Strassen- und Berg-bau, Energie, Industrieprodukti-on und Transport weltweit Pro-duktivitätssteigerungen, Innova-tionen und Leistungsverbesse-rungen bietet.
Die bahnbrechende Erfin-dung von Hartmetall-Legierun-gen aus Wolfram-Titan durch Philip McKenna führte 1938 zur Gründung des Unternehmens, das in seinem ersten Jahr zwölf Mitarbeiter beschäftigte und Umsätze in Höhe von $ 30’000 erwirtschaftete. Seitdem ist das von ihm gegründete und später in Kennametal umbenannte Un-ternehmen um das beinahe 100’000-fache gewachsen: Mitt-lerweile erzielt es Umsätze in Höhe von fast $ 3 Milliarden und versorgt über 80’000 Kunden in mehr als 60 Ländern.
Der heutige Erfolg des Un-ternehmens ist eine Bestätigung für McKennas gezielte Bemü-hungen, die Produktivität von Kunden kontinuierlich zu ver-bessern.
«Bei Kennametal pflegen wir eine starke Innovations- und Leistungskultur. Dies beginnt mit fachkundigen Mitarbeitern und der firmeneigenen Materialwis-senschaft zur Entwicklung besse-rer Werkzeugtechnologien und technisch hochwertiger Kompo-nenten für die anspruchsvollsten Einsatzgebiete der Welt», so Car-los Cardoso, Vorstandsvorsitzen-der, Präsident und CEO von Kennametal.
Seit März haben die ganzjäh-rigen Feierlichkeiten, in deren Rahmen zahlreiche Aktionen rund um den Globus geplant sind, begonnen. Besuchen Sie www.kennametal.com um Nä-heres über die Geschichte und heutigen Erfolge des Unterneh-mens zu erfahren.Infos: www.waltermeier.com
Möglichkeit bieten, die Zukunft der Titanzerspanung und die neusten Erkenntnisse und Anwendungen zu besprechen.
Die Meetingsprache ist Englisch. Die Registrie-rungskosten betragen CHF 950.–. Online-Registra-tion unter www.blaser-titanium-summit.ch.Infos: www.blaser.com
Internationale zerspanungs- und technologietagungder Luftfahrtindustrie

S z e n en e w S
8 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
energieeffizienz-award gewonnenn AMK aus D-73230 Kirchheim/Teck wur-de mit dem Arburg-Energieeffizienz-Award 2013 ausgezeichnet. Der Spezialist für in-novative Antriebs- und Steuerungstechnik hat diesen Preis in vielerlei Hinsicht ver-dient: AMK setzt in der eigenen Spritzerei nicht nur energieoptimierte Allrounder ein, sondern produziert damit auch Kom-ponenten für Servomotoren. Diese wiede-rum leisten einen entscheidenden Beitrag zur Energieeffizienz der elektrischen und hybriden Arburg-Maschinen. Darüber hi-naus verbindet AMK und Arburg eine starke Entwicklungspartnerschaft.
Der Arburg Energieeffizienz-Award wurde im Jahr 2008 aus der Taufe geho-ben und wird seitdem einmal pro Jahr an ein Unternehmen verliehen, das das The-ma Energieeffizienz wie Arburg innovativ, umfassend und global betrachtet. «Die Preisträger heben sich durch ihre Unter-nehmensphilosophie und -aktivitäten im Bereich Energieeffizienz besonders her-vor», sagte Michael Hehl, geschäftsführen-der Gesellschafter und Sprecher der Ar-burg-Geschäftsführung. Die Liste der bis-herigen Award-Gewinner reicht von Wago und Tyco Electronics über Wild & Küpfer bis hin zur LEGO Group und Continental.Infos: www.amk-antriebe.de www.arburg.com
n Bahnbrechende Lösungen in den Berei-chen Fräsen, EDM, Lasertexturierung, Au-tomatisierung und Customer Services stan-den im Mittelpunkt von GF AgieCharmilles International Technology Show (ITS) am 19. bis 23. März in CH-6616 Losone in der Schweiz. Die gezeigten Lösungen haben un-terstrichen wie GF AgieCharmilles ihre Kunden dabei unterstützt sich an einem im-mer wettbewerbsintensiveren Markt zu dif-ferenzieren.
Mit dem Versprechen, Kunden zu einer guten Wettbewerbsposition zu verhelfen, demonstrierte die ITS die Tradition von GF AgieCharmilles für Innovationen in Fräs-, EDM- und Lasertexturierungstechnologien sowie Customer Services.
Die ITS bot den Form- und Werkzeug-bauern eine einmalige Gelegenheit, die er-folgsfördernden Technologien und Produk-te von GF AgieCharmilles, ihre Prozess- und Anwendungskompetenz und die Cus-tomer Services aus erster Hand zu erleben. GF AgieCharmilles führt ihr Vermächtnis der Innovation in vielen Branchen weiter: von der Informations- und Kommunikati-onstechnologie (IKT) und Herstellung von elektronischen Bauteilen bis zu Luft- und Raumfahrt, Automobilindustrie und Medi-zintechnik. Über 700 Gäste folgten der Ein-ladung und erlebten einen abwechslungs-reichen Tagesablauf.Infos: www.gfac.com
Freuen sich über den Arburg-Energieeffizienz-Award
2013: Die AMK-Geschäftsführer Eberhard Müller (2. v.l.)
und Dr. Günther Vogt (2. v.r.), zusammen mit den
Arburg-Gesellschaftern Michael Hehl (l.) und Eugen Hehl
(Mitte) sowie dem technischen Geschäftsführer Herbert
Kraibühler (r.).
Foto
: ARB
URG
Investiertn Um der anhaltend guten Nachfrage nach Präzisionswerkzeugen nachzukom-men, hat MAPAL am Hauptsitz in D-73431 Aalen die Produktionskapazitäten weiter ausgebaut. Mit einem Investitionsvolu-men von 15 Millionen Euro wurden auf einer Fläche von 6000 m2 neue Ferti-gungsbereiche nach dem erfolgreichen Modell «Fabrik in der Fabrik» realisiert. Neben der Fertigung von ISO-Werkzeugen und Grundkörpern sind die Konstruktion, Arbeitsvorbereitung sowie der Technische Support für diese Produktbereiche in der neuen Halle zusammengefasst. Rund 2500 m2 sind der Lehrwerkstatt vorbehalten, die damit doppelt so viel Platz einnimmt.Infos: www.mapal.com
Hausausstellung und Sonderschaun Bei der Maschinenfabrik Berthold Hermle AG in D-78559 Gosheim werden werden vom 24. bis 27. April jeweils ab 9.00 Uhr die Türen zur Hausausstellung geöffnet.
Highlights der diesjährigen Ausstellung sind die Premiere des neuen Hochleistungs-zentrums C 3, Premiere des neuen Paletten-wechslers PW 3000, adaptiert an eine C 60 U sowie die Premiere des neuen Software-paketes «Dynamic Efficiency»
Am Hermle-Expertenforum werden die Anwendungstechniker sowie die Schulungs-abteilung für alle anwendungsrelevanten Fragen, Maschinensimulationen und techni-sche Neuerungen bei den Steuerungen Rede und Antwort stehen.
Selbstverständlich sind alle Hermle-Pro-dukte (von 3-, 4-, 5-Achs-Bearbeitungszent-ren über Fräs- und Dreh-Varianten bis hin zu kundenspezifischen Ausstattungsmöglichkei-ten und Sonderlösungen) im Technologie- und Schulungszentrum ausgestellt und mit interessanten Werkstücken aus den unter-schiedlichsten Branchen bestückt. Ein Be-such lohnt sich!Infos: www.hermle.de
erneut Innovationspreis gewonnenn Nach dem «Prodex-Award» haben die Fritz Studer AG für ihre einzigartige Software «StuderTechnology» nun auch den «intec-preis 2013» auf der gleichnamigen Fachmes-se für Fertigungstechnik in Leipzig erhalten.
Der renommierte «intec-preis» wurde in der Kategorie Unternehmen über 100 Mitar-beiter in diesem Jahr zum ersten Mal in die Schweiz an die Fritz Studer AG verliehen. Prämiert wurde die Software StuderTechno-logy. Insbesondere beim Aussen- und Innen-rundschleifen war bisher ein erfahrener Maschinenbediener notwendig, um optimale Fertigungsergebnisse zu erzielen.
Die Software StuderTechnology ermittelt für jeden Bearbeitungsschritt automatisch die wichtigsten prozessrelevanten Einfluss-grössen und die passenden Werte. Dadurch wird die Bedienung von Rundschleifmaschi-nen erheblich vereinfacht. Zudem lassen sich bessere Ergebnisse bei kürzeren Bearbei-tungs- und Rüstzeiten erzielen.
Die Bedienung einer STUDER-Rund-schleifmaschine ist mithilfe von StuderTech-nology erheblich vereinfacht. Viele der sonst üblichen Einstellungen werden dem Bedie-ner abgenommen.Infos: www.studer.com
Übergabe des intec-preis 2013: Hansueli Zaugg, Gebiets-
verkaufsleiter STUDER (2. v.l.), Peter Stucki, Gebietsverkaufs-
leiter STUDER (3. v.l.) und Christian Grabasch, STUDER-
Servicetechniker (4. v.l.).
Innovative Lösungen wurden gezeigt

10 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
M a s c h i n e n b a ub e a r b e i t u n g s z e n t e r
einstieg in die vertikale 5-achsen-WeltWenn einer der Pioniere für
High Speed Cutting (HSC), nämlich der japanische Hersteller Matsuura, mit der Baureihe 5-Achsen-Vertikal-Bearbeitungs-zentren MX-520 von einem «Ein-steigermodell in die 5-Achsen-Welt» spricht, dann darf der An-wender davon ausgehen, dass er sehr viel Leistung für sein Geld er-hält. Diese Annahme ist durchaus gut begründet, denn der im Jahr 1935 gegründete Werkzeugma-schinen-Hersteller Matsuura hat sich mit der Zeit im Bereich der schnellen und präzisen Bearbei-tung von kubischen Werkstücken einen sehr guten Namen gemacht. Ausserdem war Matsuura einer der ersten Hersteller, der zum Zer-
gazin ausgestattet, sind die Vor-aussetzungen gegeben, um auch anspruchsvolle Werkstücke in einer bis möglichst wenigen Auf-spannungen komplett bearbeiten
spanen im Bereich Flugzeugbau-Integralteile «echte» HSC-Maschi-nen neu entwickelte, während so mancher Hersteller von Bearbei-tungszentren diese einfach nur modifizierte.
Für einzelteile und Kleinserien geeignetMit der Baureihe MX-520 jeden-falls steht den Einsteigern in die 5-Achsen-Technologie und weite-ren Kundekreisen ein Bearbei-tungszentren zur Verfügung, das sich speziell für die flexible und zugleich wirtschaftliche Fertigung von Einzelteilen und Kleinserien eignet. Mit einem integrierten Dreh-/Schwenktisch und mit ei-nem 60-Stationen-Werkzeugma-
n Anzeige
Frontansicht des kompakten 5-Achsen-Vertikal-Bearbeitungszetrums MX-520 von Matsuura.

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 11
M a s c h i n e n b a ub e a r b e i t u n g s z e n t e r
Grosszügiger Arbeitsbereich und der integrierte Dreh-/Schwenktisch (A, C) für Werkstücke der
max. Abmessungen ø 710x350 mm Höhe und max. 200 kg Gewicht.
zu können. Verfahrwege von X = 630, Y = 560 und Z = 510 mm las-sen, bei einer Tischgrösse von 500 mm Durchmesser, Werkstück-grössen bis maximal 710 mm Durchmesser und 350 mm Höhe zu, die darüber hinaus auch noch ein max. Gewicht von 200 kg auf-weisen dürfen.
Komplettbearbeitung komplexer WerkstückeInteressant für die 5-achsige Kom-plettbearbeitung sind ausserdem der Schwenkbereich der A-Achse mit –125 bis +10° sowie der Dreh-bereich der C-Achse mit vollen 360°. Mit einem Motorspindel-Drehzahlbereich von 12’000 min-1 (optional 20’000 min-1) und einem max. Drehmoment bis 120 Nm lassen sich alle für die Komplettbearbeitung relevanten Bohr-, Gewinde-, Fräs-, Reib- usw. Werkzeuge wirkungsvoll einsetzen. Zumal die Werkzeug-Aufnahme(n) SK/BT 40/40 die Verwendung von Standardwerk-zeugen, die in einem zerspantech-nischen Betrieb im Normalfall so-wieso vorhanden sind, erlauben. Beachtung verdienen auch die Eilgänge mit 40/40/40 m/min in den in den Achsen X, Y und Z so-wie mit 17 und 33 min-1 in den Achsen A und C, wodurch sich die unproduktiven Nebenzeiten auf ein Minimum reduzieren bezie-hungsweise die Maschinen-Lauf-zeiten maximal nutzen lassen.
Als CNC-Steuerung ist die Fa-nuc Matsuura G-Tech 31 iM ein-gebaut, die sich bekanntlich durch eine hohe Bedienerfreundlichkeit und durch eine hohe Zuverlässig-
keit auszeichnet. Kompakt konzi-piert, stabil gebaut, mit allen not-wendigen Features ausgestattet und mit einem grossen Arbeitsbe-reich universell-flexibel einzuset-zen – es war selten so einfach, sich für den Einstieg in die 5-Achsen-Technologie zu erwärmen.
inFOs | KOntaKtNewemag AG Erlenstrasse 2 CH-6343 Rotkreuz
Telefon +41 (0)41 798 31 [email protected]
www.matsuura.co.jp

12 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
M a s c h i n e n b a ub e a r b e i t u n g s z e n t e r
Kompakter und flexibler stückkostenkillerNakamura-Tome bringt den
kleinen Alleskönner mit schwenkbarem B-Achsenrevolver auf den Markt. Kompakter, effi-zienter, schneller, noch dynami-scher und umweltfreundlicher als bisher, präsentiert sich die NTJ-100 auf noch weniger Stellfläche (7,3 m2) um noch kostengünsti-ger zu produzieren.
Mit der NTJ-100 knüpft Na-kamura an die unübersehbaren Vorteile des grossen Bruders der Super-NTJ an: Werkstücke mit schrägen Bohrungen, Gewinden, Anfräsungen und Fräskonturen, die in der Vergangenheit sehr auf-wändig zu bearbeiten waren und oftmals die Belegung einer weite-ren Maschine verlangten, können
ler punktet. Diese Maschinen ha-ben eine Span-zu-Span-Zeit zwi-schen 8 und 14 s. Die beiden Re-volver der NTJ-100 benötigen weniger als 2 s. Das ergibt einen Zeitunterschied nur für die Werk-zeugwechsel von über 80 Prozent. Wenn ein Teil mindestens zehn Werkzeugwechsel erfordert, kann die deutlich kürzere Span zu Span Zeit die Stückkosten bei Serientei-len um gut 70 Prozent reduzie-ren!
umweltfreundlich dank geringem stromverbrauchEin weiterer grosser Pluspunkt ist die Umweltfreundlichkeit durch den geringeren Stromverbrauch. Die Maschine verfügt über eine neue Funktion, dass sogenannte ECO-Setting. Wenn die Maschine eine bestimmte Zeit nicht genutzt wird, wird die Stromzufuhr zu den Servomotoren automatisch unterbrochen. Auch ist die Ge-schwindigkeit für das Starten der Maschine einstellbar. Durch die Verlängerung der Startphase, kann der Stromverbrauch reduziert werden. Selbstverständlich ist es auch möglich, die Maschine in-nerhalb kürzester Zeit in einen ar-beitsbereiten Zustand zu verset-zen. Bei einer Betriebstemperatur unter 40 °C, werden die Lüfter für die Kühlung automatisch abge-schaltet. Der Stromverbrauch kann mittels Monitor jederzeit abge-lesen werden.
inFOs | KOntaKtWalter Meier (Fertigungslösungen) AGBahnstrasse 24CH-8603 Schwerzenbach
Telefon +41 (0)44 806 46 [email protected]
ten für Sonderwerkzeughalter, zusätzliche Spannmittel und Spannvorrichtungen, vereinfacht die Maschinendisposition und Ar-beitsplanung, verbessert die Bear-beitungsqualität und verkürzt die Auftragsdurchlaufzeiten.
Die NTJ-100 ist ungefähr 30 Prozent kleiner als die Super-NTJ und ist durch die Flachbettkonst-ruktion in Punkto Steifigkeit gleichauf. Mit einer zweiten Y-Achse am unteren Revolver kann die NTJ-100 die Frästaktzeit bei symmetrischen Fräsarbeiten im Vergleich zur Super-NTJ um ca. 50 Prozent reduzieren. In der NTJ-100 sind zwei Entwicklun-gen zum Patent angemeldet. So wurde der obere Revolver um sechs weitere Werkzeugplätze er-gänzt die stirnseitig angeordnet sind. Die sechs Haltersitze sind zwischen den normalen Werk-zeugstationen so angeordnet, dass es keine Kollisionsgefahr gibt. Ein anderes patentiertes Detail ist der Teilegreifer auf dem oberen Re-volver. Durch einen Servoantrieb lässt sich die Greiferkraft pro-grammieren, was Überwachungs-sensoren erübrigt.
Das Maschinenkonzept prä-destiniert die NTJ-100 für Serien-teile, wobei das neue Multitalent insbesondere im Vergleich mit Maschinen mit schwenkbarer Frässpindel und Werkzeugwechs-
mit der NTJ-Baureihe in einem Setup komplettbearbeitet wer-den. Komplettfertigen spart Kos-
n Anzeige

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 13
M a s c h i n e n b a us ä g e M a s c h i n e
n Anzeige
Komplettlösung für den Werkstattbereich
Die Metallbearbeitung in Schlossereien oder Metallbau-
betrieben erfordert eine hohe Fle-xibilität der Werkzeuge. Durch die breite Spanne an Gewerken ändern sich die Anforderungen an die Bearbeitung und das Ma-terialhandling ständig. Hinzu kommt, dass die Konstruktionen aus unterschiedlichen Stählen, Edelstählen, Eisen oder Nicht-eisenmetallen gefertigt werden. Gleichzeitig steigen die Erwartun-gen an die Werkstattbetriebe: Der schnelle, saubere und kosten-günstige Schnitt ist gefragt.
MEBA hat exakt für diese Be-dürfnisse eine Komplettlösung ge-schaffen: MEBAswing – Eine gan-ze Baureihe an Metall-Bandsäge-maschinen für den Werkstattbe-reich, die je nach Bedarf mit Rollenbahnen zum Materialtrans-port und Längenmesssystemen kombinierbar sind.
Präzision für alle FälleMEBAswing-Bandsägen unter-stützen ihren Anwender ganz in-dividuell: Unterschiedliche Quer-schnitte, Materialien und häufig wechselnde Gehrungsschnitte ar-beiten sie mühelos ab. Die cleve-ren Universalhelfer zeichnen sich durch ihre ergonomische und leichte Handhabung, Vielseitig-
keit und Präzision aus. Charakte-ristisch für die Maschinen ist, dass der Sägerahmen nicht geradlinig über Säulen, sondern über eine massive Schwenklagerung auf das Material zugestellt wird.
MEBAswing ist in vielen ver-schiedenen Ausführungen erhält-lich: Von bewährten Gehrungs-maschinen über halbautomati-sche Doppelgehrungsmaschinen bis hin zu einem Bandsägeauto-maten mit NC-Steuerung und elektrischem Materialeinschub. Der Kunde wählt die für ihn pas-sende Version aus und erzielt in jedem Fall hoch präzise Ergebnis-se, egal ob Einzelschnitt oder Kleinserie. Die Schnittbereiche reichen rund bis maximal 410 mm und flach bis maximal 620x410 mm.
Mit Features wie der stufenlos einstellbaren Schnittgeschwindig-keit, automatischer Schnittdruck- und Vorschubregulierung, hyd-raulischem oder elektrischem He-ben und Senken des Sägerah-mens beziehungsweise Spannen des Materials sowie mit dem leis-tungsstarken frequenzgeregelten Sägebandantrieb sorgen einige Versionen der kleinen Allround-talente für Aufsehen. Aufgrund des mitschwenkenden Material-auflagetisches wird unabhängig
von der Gehrungseinstellung ein erhöhter Verschleiss durch Ein-sägen in die Materialauflageplatte verhindert.
Zur Standardausstattung von MEBAswing Maschinen gehört ein umweltfreundliches Minimal-mengenschmiersystem. Die An-schaffungsinvestition der Univer-salhelfer steht zudem in einem interessanten Preis-Leistungs-Verhältnis.
Massgeschneiderte KomplettlösungMEBAswing-Bandsägemaschinen können ganz individuell mit Rol-lenbahnen zum Materialtransport und intelligenter Messtechnik ausgestattet werden. Der hoch belastbare Messanschlag MLD passt an alle MEBA Rollenbahn-typen. Er wird über Kugelumlauf-führungen geführt und zeigt sich damit äusserst präzise, spielfrei und leichtgängig. Seine digitale Anzeige, die ganz nebenbei er-wähnt mit einer energiesparen-den Lithiumbatterie mit langer Lebensdauer arbeitet und sich bei Nicht-Benutzung in den Standby-Modus schaltet, misst auf 0,1 mm genau. Dabei kann der Nullpunkt durch Ab-Nullen der Anzeigen an jeder beliebigen Stelle gesetzt
werden. Die Positionserfassung erfolgt über ein berührungsloses Magnetbandmesssystem. Bei der MEBA Messtechnik MLD gibt es keine Kompromisse: Absolute Präzision heisst die Devise. Des-halb gehören Komponenten wie die Feinjustierung oder auch die solide Positionsklemmung über mechanisches Klemmelement, genauso wie der schwenkbare Materialanschlag zum Standard-programm. Der Anwender kann durch solche Einrichtungen auf ein Zehntel genau messen und sich darauf verlassen, dass der Anschlag fest in Position bleibt. Das Ergebnis ist ein 100 Prozent korrektes Mass. Darüber hinaus sorgt eine Freihubeinrichtung der Anschlagplatte dafür, dass selbst kurze Abschnitte nicht verklem-men. Mit seiner kompakten Bau-weise, der stabilen Aluminium Ausführung und seinem anspre-chenden Design passt der Mess-anschlag auch optisch gut zu den Schmuckstücken MEBAswing.
inFOs | KOntaKtArthur Bründler AGRonstrasse 1CH-6031 Ebikon
Telefon +41 (0)41 445 01 [email protected]
www.meba-saw.de
Die MEBAswing ist leicht kombinierbar mit Rollenbahnen und Messanschlägen.

14 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
M a s c h i n e n b a uF r ä s M a s c h i n e
Flexible und funktionale LösungFlexibilität, kompaktes, einfa-
ches Design und hohe Bedie-nungsfreundlichkeit kennzeich-nen die neue 5-Achs-Fräsmaschi-ne von GF AgieCharmilles. Die universell einsetzbare HEM 500U ist besonders gut für die Fertigung von Teilen in der Luft- und Raum-fahrt und im Maschinenbau ge-eignet.
Dank ihrer Formfestigkeit und den vielfältigen Einsatzmög-lichkeiten gehört die HEM 500U mit dem neu entwickelten Rund-schwenktisch zu den leistungs-fähigsten Maschinen ihrer Klasse. Sie ist die ergonomische Lösung für die Standardfertigung von Präzisionsteilen vom Prototypen-
bau bis zur Serienproduktion. Die HEM 500U bietet einen guten Überblick über den Bearbeitungs-prozess, einfaches Beladung und Zugang zum Werkstück.
Zur Fertigung von hochge-nauen Werkstücken bei hoher Fräsgeschwindigkeit ist diese funktionale, bedienungsfreundli-che Fräslösung mit der iTNC 530-Steuerung von Heidenhain ausgestattet. Perfekt kombiniert mit dieser Steuerung präsentiert sich die HEM 500U als zuver-lässiges, solides Fräszentrum für «3+2»-Aufgaben aller Art. Die konsequent digital konzipierte Steuerung sorgt für hohe Genau-igkeit und Oberflächenqualität
sowie hohe Geschwindigkeit beim Eilgang.
Kompaktes, formfestes Design und leichter zugang für die automatisierungDie Maschine ist als robuster C-Rahmen konzipiert. Alle drei line-aren Achsen sind auf einem stabi-len, formfesten Block angeordnet, in dem sich die B-Achse befindet. Das vertikale Z-Bewegungsglied mit der integrierten Inline-Spin-del ist an der starren Y-Achse be-ziehungsweise den X-Führungen angebracht.
Die kompakte Kombination aus Spindelbalken und Maschi-nenständern nimmt die bei der Bearbeitung entstehenden Kräfte auf. Dank der formfesten Konst-ruktion kann das bewegliche Ele-ment schnell und präzise verscho-ben werden. Alle Bauteile sind aus Gusseisen gefertigt; es hat ausgezeichnete Schwingungs-dämpfungseigenschaften.
Die Maschine wird auf die mitgelieferten Maschinenfüsse aufgestellt. Besondere Funda-mente sind nicht erforderlich. Plant der Kunde für die Zukunft eine Palettenautomatisierung,
n Anzeige
Die universell einsetzbare MIKRON HEM 500U mit der Heidenhain iTNC 530-Steuerung ist
besonders geeignet für die Fertigung von Teilen in der Luft- und Raumfahrt und im Maschinenbau.
kann er bei Auftragsvergabe die Option «Für Automatisierung vorbereiten» wählen und seine Maschine zu einem späteren Zeit-punkt mit einem seinen Bedürf-nissen angepassten Automatisie-rungssystem erweitern.
Bei der Bearbeitung von Alu-minium oder Stahl besticht die HEM 500U bei einer grossen Bandbreite von Anwendungen durch Präzision, Flexibilität, Preiswürdigkeit und Bedienungs-freundlichkeit. Gleich ob für die Fertigung von Flugzeugteilen oder von Komponenten für Elek-tronikschaltkästen: die HEM 500U ist die Standard-Bearbei-tungslösung.
KundendienstWie für alle Produkte von GF AgieCharmilles können Sie für die HEM 500U eine Reihe von in-dividuell auf Ihren Bedarf abge-stimmten Kundendienstleistun-gen in Anspruch nehmen.
inFOs | KOntaKtAgie Charmilles Sales Ltd Via dei Pioppi 2 CH-6616 Losone
Telefon +41 (0)91 806 90 [email protected]

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 15
M a s c h i n e n b a uW e r K z e u g e
Mit einem cbn-gehalt von über 95 ProzentDie Becker Diamantwerkzeuge
GmbH, ein führender Anbieter von Präzisions-Zerspanwerkzeu-gen aus ultraharten Schneidstof-fen, präsentiert CBN-Wende-schneidplatten mit einem hohen CBN-Gehalt von über 95 Prozent. Mit diesen Tools verbessern sich Standzeit, Standmenge und Ferti-gungszeit für nicht gehärtete Ma-terialien wie Sintermetall, Guss und Titan um 40 bis 50 Prozent. Eine riesige Auswahl an unter-schiedlichen Geometrien und Be-stückungsvarianten lässt für fast jede Zerspanungsaufgabe eine Standardlösung finden. Gängige Abmessungen sind ab Lager lie-ferbar. Interessant dürfte dies ins-besondere für Klein- und Mittel-standsbetriebe sein, die so auch kleine Mengen zu günstigen Prei-sen einkaufen können.
schneidplatten im sandwichaufbauDoppelseitig mit CBN belegte Trä-gerplatten ermöglichen ausser-dem die doppelte Bestückung eines Werkzeugs mit CBN-Schneidecken. Eine weitere, er-folgreich produzierte Ausführung sind Schneidplatten im sogenann-ten Sandwichaufbau. Die Träger-scheiben aus Hartmetall werden doppelseitig mit CBN belegt, was eine zweifache Bestückung des Werkzeugs mit CBN-Schneid-ecken ermöglicht. Der Preisvorteil gegenüber einer herkömmlichen Schneidplatte liegt bei 30 Prozent.
Ausser Werkzeugen mit CBN verarbeitet Becker Diamantwerk-zeuge auch polykristalline Dia-manten zu Werkzeugen. Dia-mantschneiden verfügen mit ihrer extremen Härte über eine Eigenschaft, die den höheren Preis im Gegensatz zu Hartmetallschnei-den rechtfertigt – Verschleisser-scheinungen werden auf ein Mini-mum reduziert. Denn ein Diamant verfügt über eine 50 bis 1000 Mal längere Haltbarkeit im Vergleich zu herkömmlichen Schneidstoffen
länger und kann nachgeschliffen werden. So ist die Investition in die teureren Diamantschneiden ge-genüber Schneiden aus Hartmetall wesentlich rentabler.
spezieller bindemixModerne Werkstoffe wie Alumi-nium, Magnesium oder Duroplas-te, die vor allem in der Leichtbau- und Flugzeugindustrie bearbeitet werden, können ausserdem mit Hartmetall überhaupt nicht wirt-schaftlich sinnvoll bearbeitet wer-den. Die gesamte Fertigungsbran-che im Aerobereich wäre ohne Diamantwerkzeuge undenkbar. Experten prognostizieren dem künstlichen Diamanten eine gros-se Zukunft. «Das Potenzial des Diamanten ist noch lange nicht
ausgeschöpft», betont Werner Becker, Seniorchef von Becker Diamantwerkzeuge.
Zu den Neu- und Weiterent-wicklungen von Becker Diamant-werkzeuge gehört auch ein spe-ziell entwickelter Bindemix, wel-cher bei allen nicht gehärteten Materialien wie Sintermetall, Guss, Titan und Inconel eine 30- bis 50-prozentige Erhöhung von Standzeit und Schnittgeschwin-digkeit sowie eine bessere Mass-konstanz bewirkt.
inFOs | KOntaKtUtilis AG Kreuzlingerstrasse 22 CH-8555 Müllheim
Telefon +41 (0)52 762 62 62 www.utilis.com [email protected]
www.beckerdiamant.de
Dia Mill Speed beim Fräsen von CFK.
Plan- und Eckfräser einstellbar, vorgewuchtet
mit Diamantschneiden bestückt.
Plan-und Eckfräser mit Innenkühlung, feinst gewuchtet G 2,5.
wie beispielsweise Hartmetall. Durch den Einsatz von Diamanten können lange Stillstandzeiten der kostspieligen Maschinen vermie-den werden. Zu diesen kommt es, wenn der Bearbeitungsvorgang ge-stoppt werden muss, um die abge-nutzten Schneiden auszutauschen. Während die ausgedienten Hart-metallschneiden weggeworfen werden müssen, hält der Diamant
n Anzeige
16 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nz u m t h e m a
die Währung als ChanceDie Volatilitäten an den Devisenmärkten prägen seit Längerem die Schlagzeilen der grossen Tageszeitungen. Die Angst um die Staatskasse Griechenlands liess den Euro gegenüber dem Schweizer Franken bis auf ein Niveau um die Parität fallen, was von Tagesbewegungen von bis zu 7 Prozent begleitet wurde.
Als Reaktion auf diesen unkontrollierten Aufwärtsdruck des
Schweizer Frankens legte die SNB 2011 einen Mindestkurs von CHF 1.20 fest. Die zahlreichen Schweizer Unternehmen, die die Erträge grösstenteils im Ausland erwirtschaften und deren Kosten mehrheitlich in der Schweiz anfallen, sind von dieser Entwicklung stark betroffen: Hart erarbeitete komparative Vorteile werden in wenigen Tagen oder Wochen von Wechselkursbewegungen vernichtet!
Eine mögliche Lösung dieses Problems ist das aktive Währungsmanagement unter Berücksichtigung der individuellen Situation des Unternehmens. Neben
der Auswahl des richtigen Kurssicherungsinstruments beinhaltet diese Konzeption die Berücksichtigung der aktuellen Wettbewerbsposition, der Elastizität der Nachfrage und der Planbarkeit der Zahlungsströme. Die Auflistung der zu beachtenden Punkte ist dabei keineswegs vollständig; eine Analyse weiterer Faktoren ist unabdingbar, um den Rahmen für das Risikomanagement professionell festlegen zu können. International tätige Unternehmen sind dabei in der Regel zwei verschiedenen Formen des Fremdwährungsrisikos ausgesetzt: dem Translations und dem Transaktionsrisiko. Während beim Translationsrisiko auch von Währungsumrechnungsrisiko gesprochen wird und es damit lediglich ein bilanzielles Konsolidierungsrisiko darstellt, entstehen Transaktionsrisiken durch Ein oder Auszahlungen von bereits abgeschlossenen Verträgen in einer Fremdwährung. Im Unterschied zum Translationsrisiko bezieht sich das Transaktionsrisiko also auf einen gewissen Zeitpunkt, zu dem eine
tatsächliche Transaktion stattfindet und somit ein Gewinn oder Verlust aus der Wechselkursänderung realisiert werden muss. Die Auswirkungen des Transaktionsrisikos können so um einiges verheerender sein. Daher beschränkt sich dieser Artikel primär auf die Kontrolle dieser Form des Fremdwährungsrisikos.
Interne und externe InstrumenteEinem Unternehmen stehen sowohl interne wie auch externe Kurssicherungsinstrumente zur Verfügung. Von internen Instrumenten wird dann gesprochen, wenn das Wechselkursänderungsrisiko lediglich von denjenigen Partnern kontrolliert wird, die auch am Grundgeschäft beteiligt sind. Externe Instrumente beruhen hingegen auf Verträgen, die mit Parteien abgeschlossen werden, die nicht am eigentlichen Grundgeschäft beteiligt sind und als Intermediäre bezeichnet werden. Grundsätzlich gilt, dass in
erster Linie die internen Möglichkeiten vollständig ausgeschöpft werden sollten, bevor auf den Einsatz externer Kurssicherungsinstrumente zurückgegriffen wird. Allen Instrumenten gemeinsam ist die Tatsache, dass das Fremdwährungsrisiko nicht einfach eliminiert, sondern lediglich auf eine andere Vertragspartei übertragen wird.
Da die Kernkompetenz von bestimmten Finanzintermediären die Handhabung von Fremdwährungsrisiken darstellt, lohnt es sich auf alle Fälle, eine Zusammenarbeit mit solchen Instituten zu prüfen.
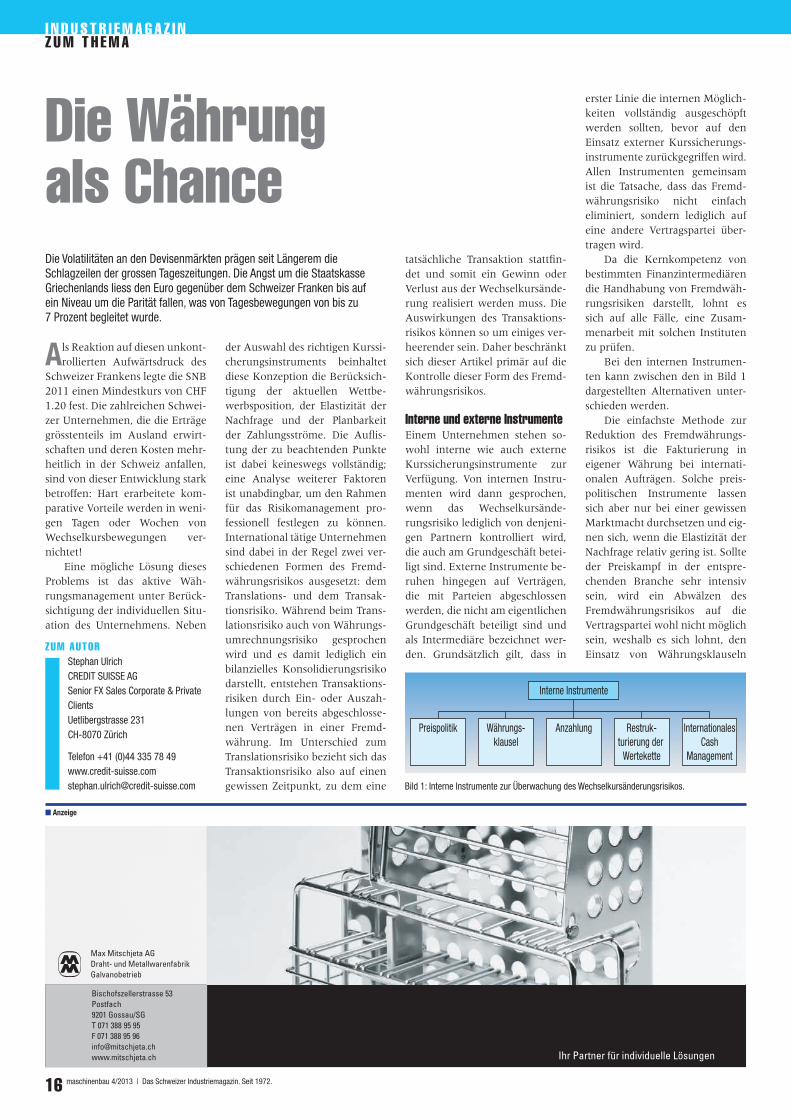
Bei den internen Instrumenten kann zwischen den in Bild 1 dargestellten Alternativen unterschieden werden.
Die einfachste Methode zur Reduktion des Fremdwährungsrisikos ist die Fakturierung in eigener Währung bei internationalen Aufträgen. Solche preispolitischen Instrumente lassen sich aber nur bei einer gewissen Marktmacht durchsetzen und eignen sich, wenn die Elastizität der Nachfrage relativ gering ist. Sollte der Preiskampf in der entsprechenden Branche sehr intensiv sein, wird ein Abwälzen des Fremdwährungsrisikos auf die Vertragspartei wohl nicht möglich sein, weshalb es sich lohnt, den Einsatz von Währungsklauseln
zum autOrStephan UlrichCREDIT SUISSE AGSenior FX Sales Corporate & Private ClientsUetlibergstrasse 231CH-8070 Zürich
Telefon +41 (0)44 335 78 [email protected]
n Anzeige
Preispolitik Währungs-klausel
Anzahlung
Interne Instrumente
Restruk-turierung der
Wertekette
InternationalesCash
Management
Bild 1: Interne Instrumente zur Überwachung des Wechselkursänderungsrisikos.
Ihr Partner für individuelle Lösungen
Bischofszellerstrasse 53Postfach9201 Gossau/SGT 071 388 95 95F 071 388 95 [email protected]
Max Mitschjeta AGDraht- und MetallwarenfabrikGalvanobetrieb

I n d u s t r I e m a g a z I nz u m t h e m a
oder einer Anzahlung zu prüfen. Diese Instrumente benötigen aber die Zustimmung des Vertragspartners und können, wie im Falle einer Anzahlung, erhebliche Gegenparteirisiken verursachen. Der Bonität der Gegenpartei sollte folglich vor dem Einsatz dieses Ins truments besondere Beachtung geschenkt werden. Neben den bereits erwähnten internen Instrumenten kann auch eine Restrukturierung der Wertekette oder das internationale Cash Management geprüft werden, was aber eine gewisse Grösse des Unternehmens voraussetzt. Ziel dieser beiden Instrumente ist, in der Währung die Einnahmen zu generieren, in der auch die Ausgaben getätigt werden. So würden beispielsweise Rohstoffe, die für Aufträge eines deutschen Kunden eingekauft werden müssen, im Euroraum eingekauft werden. Man spricht hier von einem Natural Hedging, wobei sich bei optimalem Einsatz dieses Instruments die Einnahmen und Ausgaben vollständig ausgleichen.
Externe Instrumente lassen sich in die in Bild 2 grafisch dargestellten Alternativen unterteilen.
Die einfachsten externen Instrumente zur Reduktion des Fremdwährungsrisikos stellen das Devisenkassa oder Devisentermingeschäft dar. Durch den Abschluss eines solchen Geschäfts wird das Wechselkursrisiko vollständig eliminiert und eine klare Kalkulationsgrundlage geschaffen. Sollte die Fälligkeit der Hedgingtransaktion nicht kongruent zum Zahlungseingang oder ausgang sein, kann mithilfe einer Swaptransaktion bequem und kosteneffizient die Fälligkeit verschoben werden. Da diese Instrumente aber sehr statisch sind und von einer positiven Kursentwicklung nicht mehr profitiert werden kann, lohnt es sich, den Einsatz von Währungsoptionen oder strukturierten Absicherungen zu prüfen. Auf die gängigsten Instrumente dieser Kategorie
wird in einem späteren Abschnitt näher eingegangen. Eine Form des Natural Hedgings kann auch dann erzielt werden, wenn Kredite bewusst in diesen Währungen aufgenommen werden, in denen auch die zukünftigen Erträge erwartet werden. Unter der Kategorie der nicht an Märkten handelbaren Instrumente werden Möglichkeiten subsumiert, für die kein eigentlicher Markt besteht, sondern die mit speziellen Verträgen individuell an die Bedürfnisse des Unternehmens angepasst werden. Die bekanntesten Vertreter dieser Kategorie stellen die Forfaitierung und das Finanzleasing in Fremdwährung dar.
Vor dem Einsatz des entsprechenden Instruments muss entschieden werden, welcher prozentuale Anteil der budgetierten Erträge abgesichert werden soll, um sich danach auf die Auswahl der Kurssicherungsinstrumente zu konzentrieren. Einen möglichen systematischen Vorgang zur Selektion des am besten geeigneten Instruments bietet dabei Bild 3. Die einmal gewählte Strategie zur Kontrolle des Fremdwährungsrisikos sollte nach ihrer Implementierung nicht jedes Jahr aufs Neue fundamental den aktuellen Markterwartungen angepasst werden, sondern sollte sich vielmehr am jährlichen Kalkulationskurs orientieren. Damit kann die Unternehmensleitung effektiv sicherstellen, dass die Marge aus dem operativen Geschäft und der eigentlichen Kernkompetenz des Unternehmens nicht durch Wechselkursschwankungen geschmälert oder sogar vollständig vernichtet wird.
einsatz von Put-OptionenAls praktisches Beispiel betrachten wir einen Exporteur in aufstrebende Märkte mit Produktionskosten in Schweizer Franken, wobei die Fakturierung in USDollar erfolgt. Seine Hedgingstrategie verlangt, dass 80 Prozent der budgetierten Erträge aus Fremd
Devisen-kassa-
geschäfte
Devisen-termin-
geschäfte
Währungs-swaps
Währungs-optionen
Fremd-währungs-kredite und-anlagen
Nicht anMärkten
handelbareInstrumente
Externe Instrumente
Bild 2: Externe Instrumente zur Kontrolle des Fremdwährungsrisikos.

18 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nz u m t h e m a
Exporteur jegliche Chancen, von weiter steigenden Kursen zu profitieren. Um diesem Dilemma zu entgehen, lohnt es sich, den Einsatz von PutOptionen oder strukturierten Absicherungen, wie beispielsweise dem Risk Reversal, zu prüfen.
Mit einer PutOption erwirbt der Käufer das Recht, einen zuvor bestimmten Betrag an USDollar an einem gewissen Verfalltag zu einem zuvor bestimmten Kurs zu verkaufen. Der Einsatz dieses Kurssicherungsinstruments ermöglicht es dem Unternehmen, unbeschränkt von einer Aufwertung der entsprechenden Fremdwährung zu profitieren und dennoch gegen fallende Kurse abgesichert zu sein. Der Erwerb dieses Rechts ist jedoch mit erheblichen Prämienkosten verbunden, weshalb der Einsatz strukturierter Absicherungen bei der Entscheidungsfindung ebenfalls näher geprüft werden muss. Bei dieser Form von Absicherungsgeschäften erwirbt der Anwender das Recht, einen gewissen Fremdwährungsüberschuss zu verkaufen, finanziert dies aber nicht mit liquiden Mitteln, sondern mit dem Eingehen von Verpflichtungen in gleichem oder grösserem Ausmass. Ein sehr einfaches Beispiel für diese Form von Absicherungsstrategien ist der Risk Reversal: Bei dieser Strategie wird ein klarer Höchst und Tiefstkurs ermittelt, der je nach Szenario am Verfalltag zur Anwendung kommt. Dadurch wird eine klare Kalkulationsgrundlage ohne zusätzlichen Prämienaufwand geschaffen, bei dem das Unterneh
men von einer leichten Aufwärtsbewegung des zugrunde liegenden Wechselkurses weiterhin profitieren kann. Eine etwas riskantere, aber nicht minder attraktive Strategie ist der Leveraged Forward: Mit diesem Instrument sichert sich der Anwender das Recht, zumindest einen Teil des Fremdwährungsüberschusses zu einem besseren Kurs als dem vergleichbaren Terminkurs zu verkaufen. Der Verkaufskurs der Struktur ist somit höher als der aktuelle Kassa oder Terminkurs. Um diesen höheren Kurs zu ermöglichen, wurden Verpflichtungen im grösseren Ausmass eingegangen, als Rechte gekauft wurden. Somit wird der Anwender der Struktur verpflichtet sein, einen höheren Betrag an USDollar zu verkaufen, falls der Wechselkurs sich bis zum Verfalltag der Struktur aufgewertet hat und über dem Strike des Leveraged Forward handelt. Interessant ist dieses Instrument vor allem dann, wenn von seitwärts tendierenden bis leicht fallenden Wechselkursen ausgegangen wird. Es soll dabei ausdrücklich erwähnt werden, dass diese Aufstellung der externen Instrumente keinesfalls den Anspruch auf Vollständigkeit erhebt und in einem persönlichen Gespräch mit einem Devisenspezialisten der Bank Ihres Vertrauens die Wahl der optimalen Kurssicherungsinstrumente getroffen werden sollte.
Allen Instrumenten gemeinsam ist, dass sich die betroffenen Unternehmen vor unerwünschten Effekten aus Wechselkursschwankungen schützen können. Wie das oben erwähnte Beispiel zeigt, können diese Absicherungen sehr vielfältig und individuell gestaltet werden und ermöglichen somit eine effiziente Steuerung des Wechselkursrisikos.
währungen über das gesamte Jahr abgesichert werden. In erster Priorität soll dabei der Einsatz von internen Instrumenten geprüft werden. Die Tatsache, dass die exportierten Güter in USDollar fakturiert werden, lässt darauf schliessen, dass der Einsatz von internen Hedgingalternativen bereits ausgereizt ist und keine wei
teren internen Möglichkeiten mehr vorhanden sind. Von den externen Instrumenten bietet sich in dieser Situation das klassische Devisentermingeschäft an. Obschon mit diesem Instrument das Risiko einer negativen Wechselkursentwicklung gebannt ist und eine sichere Kalkulationsgrundlage geschaffen wird, vergibt der
n Anzeige
Ausgangslage
Preisnehmer
Langfristig ähnliches Währungsexposure
Preisnehmer
Verhandlungsmacht
Restrukturierung der Wertekette,Fremdwährungsfinanzierung
Preispolitik
Währungsklauseln
Nein Unelastisch
Hoch
Ja
Elastisch
Ja
Tief
Möglichkeit/Wille, Aktiva zu verpfänden Anzahlung, Devisenkassageschäfte,Kauf von Optionen
Nein
Nein
Internationales Cash Management,Devisentermingeschäfte
Nein
Einsatz von Optionen gestattet/erwünscht Strukturelle AbsicherungenJa
Ja
Bild 3: Handlungsalternativen zur Absicherung eines Fremdwährungsexposures.

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 19
I n d u s t r I e m a g a z I nP r O z e s s t e C h n I k
mes/erP-produktions-integrierte unter-nehmen im Jahr 2020Globalisierung, ein steigendes Wissensniveau der Kunden und knappe Ressourcen – diesen Herausforderungen steht die Prozessindustrie derzeit gegenüber, und bis 2020 werden diese noch an Aktualität zunehmen.
Ob sie gemeistert werden können, hängt von den Struktu
ren ab: Voraussetzungen sind eine durchgängig automatisierte Organisationsplanung, ein dynamisches Ablaufmanagement und voll optimierte Produktionspro
zesse zur Stückkostenkontrolle.Dazu werden einerseits moderne Technologien benötigt, wie Advanced Process Control, Echtzeitoptimierung und der allgegenwärtige Einsatz von «Soft Sensoren». Ausserdem muss die Integ
Einhaltung interner, gesetzlicher und vertraglicher Vorgaben und Regeln, vereint sein und dabei ein breites Spektrum bis hin zur Emissionskontrolle abdecken. In der Praxis wird es daher notwendig sein, permanent sämtliche Prozessdaten zu messen, zu erfassen, zu melden, zu verbreiten und auf deren Basis zu handeln. Dabei müssen alle Werte rückverfolgbar sein.
Cyber Security ist ein weiterer Trend, der sich bis 2020 institutionalisiert haben wird. Um Sicherheitsvorschriften zu erfüllen, müssen anfällige Plattformen kommerzieller Betriebssysteme beseitigt sowie eine sichere Datenübertragung zwischen BusinessSystemen auf höheren Ebenen und Steuerungen auf Feldebene hergestellt werden. Ziel ist es, die Angriffsflächen für CyberAttacken innerhalb der Organisation zu reduzieren.
InfOs | kOntaktOMNI RAY AGIm Schörli 5CH-8600 Dübendorf
Telefon +41 (0)44 802 28 [email protected]
www.mitsubishi-automation.de
ration zwischen Feldebene und ITSystemen überdacht werden: In der zukünftigen Prozessindustrie werden die MES/ERP Systeme immer stärker direkt und intelligent mit den Produktionsanlagen verknüpft sein.
Ein wesentlicher Trend geht in Richtung einer umweltfreundlichen, «grünen» Fertigung, in der der Energieverbrauch in jedem Schritt des Produktionsprozesses sowie entlang der gesamten Wertschöpfungskette aktiv in Echtzeit erfasst, gesteuert und optimiert wird. Anlagenbetreiber sollten in der Lage sein, den Energieverbrauch aktiv zu beeinflussen, indem sie die Energiekosten im monetären beziehungsweise geschäftlichen Kontext anstatt in abstrakten technischen Einheiten wahrnehmen. Eine Fusion des Energiemanagements mit der Prozesssteuerung wird zukünftig die Regel sein.
Cyber securityQualität und Sicherheit bedingen sich bereits heute gegenseitig. Bis 2020 jedoch werden beide Themen unter einer unternehmensweiten «Compliance», also der
In der Praxis wird es zukünftig notwendig sein, permanent sämtliche Prozessdaten zu messen,
zu erfassen, zu melden, zu verbreiten und auf deren Basis zu handeln.
n Anzeige

20 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nu n t e r n e h m e n s f ü h r u n g
die Wettbewerbs- fähigkeit der Produktion an hochlohnstandortenDie spürbaren Folgen der Finanz- und Schuldenkrise und insbesondere der nach wie vor starke Schweizer Franken rücken einmal mehr die Frage in den Vordergrund, wie überlebensfähig die Produktion in der Schweiz langfristig ist und insbesondere, welche Voraussetzungen heute für das langfristige Bestehen geschaffen werden müssen. Es sind längst nicht mehr einzelne Massnahmen, die ausreichen, um die produzierende Industrie in der Schweiz aufrecht zu erhalten. Dieser Beitrag beschreibt verschiedene Themen, die systematisch und kombiniert angegangen werden müssen, um dem Werksplatz, auch unter erschwerten Bedingungen, eine Zukunft zu geben.
Die produzierende Industrie hat in den letzten Jahren einen
grossen Wandel durchlaufen. Die Beschäftigtenzahlen in den entwickelten Volkswirtschaften waren tendenziell rückläufig bis stag nierend, die Fertigungstiefen sinkend. Das entscheidende vor dem Hintergrund dieser Entwick
lung ist nicht, über einen «neuen Protektionismus», wie er sich teilweise in Ländern wie den USA oder Frankreich abzeichnet, Strukturen künstlich am Leben zu erhalten, sondern unter Berücksichtigung vorhandener Stärken, die Teile der Produktion, die sich hier sinnvollerweise erhalten lassen, gezielt zu stärken. Es sind dies insbesondere die Kern und Differenzierungsleistungen. Eine immer besser werdende Qualifikation der Arbeiter an Niedriglohnstandorten, verbunden mit den tieferen Kosten sowie den hohen Wachstumsraten in den «Emerging Markets», machen hingegen eine Kombination von Produktion an den Hochlohnstandorten mit Auslandproduktionen aus wirtschaftlicher Perspektive sinnvoll. Neben der
Produk tion wird für westeuropäische IndustrieUnternehmen ausserdem die Professionalisierung des Dienstleistungsgeschäfts wichtig bleiben. Dienstleistungen werden zum wesentlichen Verkaufsargument, weil sie sich direkt an den Kunden in seinen Geschäftsprozessen wenden und ihm ermöglichen, in seinem Geschäft erfolgreich zu sein. Die Zukunft der produzierenden Industrie an den entwickelten Standorten wird eine dienstleistende, einzigartigkeitsorientierte, kollaborative und auf ständige Verbesserung ausgerichtete sein. Im Folgenden werden in diesem Beitrag folgende Aspekte vertieft:– Wie lässt sich über konsequen
tes Komplexitätsmanagement die Kostenbasis senken, ohne die Kundenindividualität zu stark einzugrenzen?
– Wie müssen heutige Systeme zur systematischen Unterstützung der ständigen Verbesserung der Produktion ausgestaltet sein?
– Was für eine Rolle spielen die Produktionsstandorte in Westeuropa für die respektive in den globalen Produktionsnetzwerken?
komplexitätsmanagement als grundlageKomplexität ist heute ein Thema, das Unternehmen in unterschiedlichsten Facetten begegnet, sie vor neue Herausforderungen stellt und insbesondere die Wettbewerbs und Innovationsfähigkeit gefährdet. Die externe Komplexität, also die Komplexität die von aussen auf ein Unternehmen wirkt, nimmt weiterhin zu. Insbesondere wachsende kundenindividuelle Anforderungen und globalisierte Märkte treiben eine zunehmende Vielfalt von Produkten
in den Unternehmen, was eine optimale Konfiguration von Produktportfolio und zugehörigen Produktionsallokationen erschwert. Ein Anstieg der externen Komplexität ist bei nicht getroffenen Vorkehrungen mit einem Anstieg der internen Komplexität, der Produkt und Prozessvielfalt innerhalb eines Unternehmens verbunden. Neue Produkte für neue Märkte erfordern in der Regel andere Maschinen, Werkzeuge und Testverfahren um diese herzustellen. Eine höhere Produktvielfalt führt nicht automatisch zu einem höheren Gewinn für das Unternehmen. Im Gegenteil, der Anstieg der internen Komplexität lässt den Gewinn und die Performance des Unternehmens sinken, da sämtliche Bereiche die im Prozess involviert sind, unmittelbar von der Produktvielfalt tangiert werden und zusätzliche Kosten und Aufwände verursachen. Gleichermassen besteht für Unternehmen durch die wachsende interne Komplexität die Gefahr, den Fokus auf die Kernprodukte und entscheidende Trends zu verlieren. Viele Unternehmen sind dieser Komplexitätsfalle schon zum Opfer gefallen. Davon sind nicht nur Konzerne, die allein aufgrund ihrer Grösse komplex sind, sondern auch kleine und mittelständische Unternehmen betroffen, für die es genauso bedeutsam wird, Komplexitätsmanagement stärker in die Prozesse und Strukturen zu integrieren.
transparenz und ganzheitliche herangehensweiseDer erste Schritt Komplexitätsmanagement im Unternehmen anzugehen besteht darin, zu wissen, wo die relevanten Komplexitätstreiber im Unternehmen liegen. Problematisch hierbei ist heute oft, dass diese Themen nur von einzelnen Bereichen isoliert im Unternehmen angegangen werden, ohne eine Verbindung zu vor oder nachgelagerten Prozessen herzustellen. Bei der Identifikation von Komplexitätstreibern ist dies jedoch entscheidend für den Erfolg und die Wirkung von Komplexitätsmanagement. Die Analyse solcher Probleme ist aus einer ganzheitlichen Perspektive und unter Einbezug der relevanten Bereiche durchzuführen, um
zu den autOrenProf. Dr. Thomas Friedli, Professor für Produktionsmanagement am Institut für Technologiemanagement, Lukas Budde, Research Associate am Institut für Technologiemanage-ment, Universität St.GallenDufourstrasse 40aCH-9000 St.Gallen
Telefon +41 (0)71 224 72 [email protected]
n Anzeige

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 21
I n d u s t r I e m a g a z I nu n t e r n e h m e n s f ü h r u n g
ein gemeinsames Verständnis über bedeutungsvolle Schnittstellen, Verbindungen und Abhängigkeiten herzustellen. Dies schafft die notwendige Transparenz und legt zugleich den Grundstein der Adressierung der identifizierten Komplexitäts und Kostentreiber. Gerade in Unternehmen mit global verteilten Entwicklungs und Produktionsstandorten ist eine fachbereichsübergreifende Herangehensweise notwendig, um die kostenintensiven und performanceeinflussreichen Komplexitätstreiber zu identifizieren.
Bewertung von komplexität Ein entscheidender Aspekt dieser Analyse liegt in der qualitativen und quantitativen Bewertung der Komplexitätstreiber und deren Einfluss auf andere Prozessbeteiligte. Der Einfluss von Komplexität auf Kosten und die Performance von Prozessen ist ein wichtiger Bestandteil der Analyse. Komplexität ist in zwei Dimensionen zu unterscheiden. Es gibt unnötige Komplexität, die dadurch beschreibbar ist, dass beispielsweise unterschiedliche Lösungen mit gleicher Funktion und Qualität oder verschiedene Prozesse für ein und dasselbe Problem entwickelt werden ohne dass der Kunde es fordert oder bereit ist dafür einen Aufpreis zu zahlen. Unnötige Komplexität ist auch gleichzusetzen mit fehlender Wertschöpfung. Auf der anderen Seite gibt es notwendige Komplexität. Diese ist beispielsweise dadurch gekennzeichnet, dass Produktarchitekturen im Zuge der wachsenden Produktpiraterie bewusst technisch komplexer gestaltet werden. Kosten und Performance alleine sind für eine Bewertung von Komplexität nicht ausreichend. Es sind strategische Bewertungskriterien ebenfalls hinzuziehen. Komplexität ist auch notwendig, um sich von Wettbewerbern zu differenzieren und neue Märkte zu erobern. Eine Bewertung von Komplexität gestaltet sich schwierig, ist jedoch zur Priorisierung, zur Erzeugung der Glaubwürdigkeit und damit zur Durchdringung im Unternehmen notwendig.
nachhaltigkeit durch proaktives management Die Analysen liefern die Basis für die Entwicklung und Etablierung
von neuen Methoden und Regeln im Unternehmen. Dabei ist zu beachten, dass Komplexitätsmanagement insbesondere Strukturen verlangt, die auf langfristige und nachhaltige Denkweisen gestützt sind. Es geht nicht darum, schnelle Verbesserungen zu erzielen. Diese haben nur einen minimalen Einfluss auf bestehende Strukturen sowie die Kosten und Performance von Prozessen. Mit Komplexitätsmanagement betätigen Unternehmen den grössten Hebel, wenn Strukturen und Methoden auf proaktives Komplexitätsmanagement ausgerichtet werden. Proaktiv bedeutet in diesem Fall, Komplexitätsmanagement in den frühen Phasen der Produkt und Prozessentwicklung zu etablieren und nicht durch reaktives Verhalten, vorausgegangene Fehler erst im Nachhinein zu ändern. Bei der Entstehung neuer Produkte gilt es mithilfe von Methoden und Regeln beispielsweise einen höheren Grad an Harmonisierung innerhalb der Produktarchitektur zu erzielen und dabei gleichzeitig durch harmonisierte Prozessstrukturen Ressourcen in einem globalen Netzwerk besser zu nutzen. Unternehmen entwickeln dazu vermehrt Lösungen in Form entsprechender Methoden und Leitregeln für verschiedenste Bereiche entlang der Wertschöpfungskette. Für die durchgängige und konsequente Beherrschung von Komplexität werden ausserdem KPISysteme zur Steuerungs und MonitoringFunktion genutzt. Entscheidungen für neue Produkte, Varianten und Prozesse werden durch eine Komplexitätssichtweise ergänzt.
Ziel von Komplexitätsmanagement ist es damit nicht, vorrangig die Produktvielfalt in Unternehmen zu reduzieren und dem Kunden die Gestaltungsfreiheit zu nehmen. Vielmehr besteht das Ziel von Komplexitätsmanagement darin, Strukturen zu etablieren, die die Voraussetzung für wirtschaftlichere und effizientere Prozesse schaffen. Mit entsprechenden proaktiven Methoden und einer ganzheitlichen Perspektive führt der Weg über die Kontrolle bis hin zu Gestaltung von Komplexität, um die optimale Balance zwischen externer Komplexität, das heisst maxima
22 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nu n t e r n e h m e n s f ü h r u n g
ler Flexibilität für den Kunden und interner Komplexität also den Kosten zur Herstellung der Produkte anzuvisieren. Nur wenn Unternehmen in der Lage sind, Produkt und Prozessstrukturen frühzeitig im Entwicklungsprozess so zu gestalten, dass eine weltweite Durchdringung und Harmonisierung über dem Produktlebenszyklus erreicht wird, sind entscheidende Kosten vor teile, Innovationsvorsprünge und Differenzierungsmöglichkeiten gegenüber der Konkurrenz zu erreichen. Eine höhere externe Komplexität bei gleichbleibender oder sinkender interner Komplexität zu managen wird dabei der Schlüssel zum langfristigen Erfolg.
Operative exzellenz – kontinuier-liche Verbesserung als systemDie heutigen modernen «Operational Excellence»Ansätze haben sich aus einem «Lean Production»Verständnis heraus entwickelt.
Operative Exzellenz beschreibt das kontinuierliche Streben nach Verbesserung eines Produktionsstandortes in allen Dimensionen. Als Massstab für die Verbesserung wird eine ausbalancierte PerformanceMessung zu Grunde gelegt, die sowohl Effektivitäts wie Effizienzkriterien erfasst und die Verbesserung im Zusammenhang diskutierbar macht.
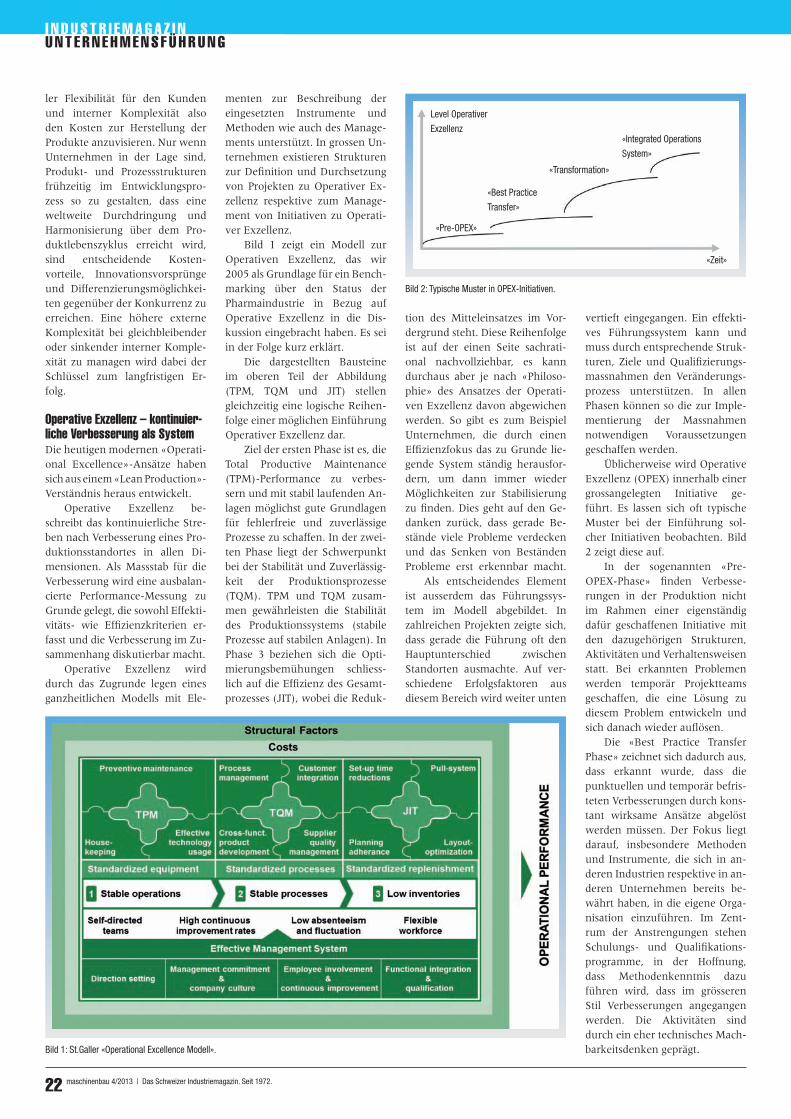
Operative Exzellenz wird durch das Zugrunde legen eines ganzheitlichen Modells mit Ele
menten zur Beschreibung der eingesetzten Instrumente und Methoden wie auch des Managements unterstützt. In grossen Unternehmen existieren Strukturen zur Definition und Durchsetzung von Projekten zu Operativer Exzellenz respektive zum Management von Initiativen zu Operativer Exzellenz.
Bild 1 zeigt ein Modell zur Operativen Exzellenz, das wir 2005 als Grundlage für ein Benchmarking über den Status der Pharmaindustrie in Bezug auf Operative Exzellenz in die Diskussion eingebracht haben. Es sei in der Folge kurz erklärt.
Die dargestellten Bausteine im oberen Teil der Abbildung (TPM, TQM und JIT) stellen gleichzeitig eine logische Reihenfolge einer möglichen Einführung Operativer Exzellenz dar.
Ziel der ersten Phase ist es, die Total Productive Maintenance (TPM)Performance zu verbessern und mit stabil laufenden Anlagen möglichst gute Grundlagen für fehlerfreie und zuverlässige Prozesse zu schaffen. In der zweiten Phase liegt der Schwerpunkt bei der Stabilität und Zuverlässigkeit der Produktionsprozesse (TQM). TPM und TQM zusammen gewährleisten die Stabilität des Produktionssystems (stabile Prozesse auf stabilen Anlagen). In Phase 3 beziehen sich die Optimierungsbemühungen schliesslich auf die Effizienz des Gesamtprozesses (JIT), wobei die Reduk
tion des Mitteleinsatzes im Vordergrund steht. Diese Reihenfolge ist auf der einen Seite sachrational nachvollziehbar, es kann durchaus aber je nach «Philosophie» des Ansatzes der Operativen Exzellenz davon abgewichen werden. So gibt es zum Beispiel Unternehmen, die durch einen Effizienzfokus das zu Grunde liegende System ständig herausfordern, um dann immer wieder Möglichkeiten zur Stabilisierung zu finden. Dies geht auf den Gedanken zurück, dass gerade Bestände viele Probleme verdecken und das Senken von Beständen Probleme erst erkennbar macht.
Als entscheidendes Element ist ausserdem das Führungssystem im Modell abgebildet. In zahlreichen Projekten zeigte sich, dass gerade die Führung oft den Hauptunterschied zwischen Standorten ausmachte. Auf verschiedene Erfolgsfaktoren aus diesem Bereich wird weiter unten
vertieft eingegangen. Ein effektives Führungssystem kann und muss durch entsprechende Strukturen, Ziele und Qualifizierungsmassnahmen den Veränderungsprozess unterstützen. In allen Phasen können so die zur Implementierung der Massnahmen notwendigen Voraussetzungen geschaffen werden.
Üblicherweise wird Operative Exzellenz (OPEX) innerhalb einer grossangelegten Initiative geführt. Es lassen sich oft typische Muster bei der Einführung solcher Initiativen beobachten. Bild 2 zeigt diese auf.
In der sogenannten «PreOPEXPhase» finden Verbesserungen in der Produktion nicht im Rahmen einer eigenständig dafür geschaffenen Initiative mit den dazugehörigen Strukturen, Aktivitäten und Verhaltensweisen statt. Bei erkannten Problemen werden temporär Projektteams geschaffen, die eine Lösung zu diesem Problem entwickeln und sich danach wieder auflösen.
Die «Best Practice Transfer Phase» zeichnet sich dadurch aus, dass erkannt wurde, dass die punktuellen und temporär befristeten Verbesserungen durch konstant wirksame Ansätze abgelöst werden müssen. Der Fokus liegt darauf, insbesondere Methoden und Instrumente, die sich in anderen Industrien respektive in anderen Unternehmen bereits bewährt haben, in die eigene Organisation einzuführen. Im Zentrum der Anstrengungen stehen Schulungs und Qualifikationsprogramme, in der Hoffnung, dass Methodenkenntnis dazu führen wird, dass im grösseren Stil Verbesserungen angegangen werden. Die Aktivitäten sind durch ein eher technisches Machbarkeitsdenken geprägt.Bild 1: St.Galler «Operational Excellence Modell».
Bild 2: Typische Muster in OPEX-Initiativen.
Level Operativer
Exzellenz
«Pre-OPEX»
«Best Practice
Transfer»
«Transformation»
«Integrated Operations
System»
«Zeit»
I n d u s t r I e m a g a z I nu n t e r n e h m e n s f ü h r u n g
Die «Transformationsphase» zeichnet sich dadurch aus, dass der Mensch mehr und mehr in den Mittelpunkt der Initiative rückt. Am Anfang steht die Erkenntnis, dass sich Verbesserungen nur nachhaltig erzeugen lassen, wenn man jeden einzelnen Mitarbeiter zu einem Bestandteil der Initiative machen kann. Das heisst. wenn sich die Mitarbeiter soweit mit der Initiative identifizieren, dass sie anfangen, in Verbesserungen zu denken und ihre Arbeit systematisch nach Verbesserungsmöglichkeiten zu hinterfragen. Dazu ist es notwendig, dass die gesamte Initiative als eigentliche Transformation gemanagt wird.
Das letzte Muster schliesslich adressiert eine Problematik, die insbesondere in grossen Unternehmen eine Herausforderung darstellt. Dort existieren oft diverse Initiativen gleichzeitig nebeneinander, sind aber auf der obersten Ebene nicht miteinander abgestimmt. Dies führt dazu, dass gerade auf der Ebene eines Produktionsstandortes oft so viele Sachen zusammen kommen, dass nicht mehr alles realisierbar ist. Ausserdem wird die Kommunikation schwierig und es wird fast chancenlos auf Ebene der Mitarbeiter ein Verständnis für die Notwendigkeit der nächsten Schritte zu erzeugen! Dementsprechend gilt es sicherzustellen, dass die verschiedenen Initiativen auf der obersten Ebene miteinander abgestimmt werden und dass sie sich so einordnen lassen, dass für jeden einzelnen klar wird, was der Gesamtzusammenhang und daraus abgeleitet die Priorität ist. Ein Modell, wie dasjenige, das in Bild 1 dargestellt wurde, kann helfen, eine solche Einordnung vorzunehmen.
Auf Basis zahlreicher Projekte liessen sich zwei übergeordnete Erfolgsfaktoren für OPEXInitiativen ableiten. Diese teilen sich selber wieder in diverse Unterfaktoren auf. In der Folge werden die beiden Erfolgsfaktoren kurz beschrieben.
GanzheitlichkeitUm ganzheitlich zu sein bedarf die Initiative einer Struktur, eines definierten Problemlösungsverhaltens der Organisationsmitglieder, definierter Aktivitäten, die unter dem Rahmen der Initiative ablaufen, sowie eines UmsetzungsControllings!
GlaubwürdigkeitZu diesem Erfolgsfaktor gehören zahlreiche Unterfaktoren, so die direkte Verknüpfung der OPEXInitiative mit der Wettbewerbsfähigkeit des Standortes, die Integration mit anderen Initiativen am Standort, das Führen der Initiative über Verantwortliche auf höherer Managementstufe, die sichtbare Ausstattung mit ausreichend Ressourcen, das Führen vor Ort, ein langfristiger Zeithorizont, das Zugrunde legen eines Exzellenz (nicht eines Kosten)Fokus, die Zuteilung der Umsetzungsverantwortung in die Linie, das Schaffen transparenter Mechanismen in allen Elementen der Initiative, das Schaffen einer gemeinsamen Sprache und
eines gemeinsamen Verständnisses, die Befähigung i.S. von Qualifizierung der Mitarbeiter, das Setzen von ganzheitlichen Zielen differenziert nach Reifegrad der Standorte. Bezüglich der eigentlichen Performance Messung ist sicherzustellen, dass nicht einseitig einzelne Kennzahlen in den Mittelpunkt der Diskussion gestellt werden. Es macht beispielsweise zwar Sinn die Veränderung der Auslastung nach Lancierung einer OPEXInitiative zu messen, zum Beispiel den OEE, aber man sollte diesen auch immer zusammen mit den Unterhaltskosten und dem Anteil an ungeplanten Wartungseingriffen diskutieren. Im Bereich der Qualität interessieren zwar Grössen wie Ausschuss oder Kundenreklamationen, aber man muss diese im Verhältnis zu den Qualitätskosten betrachten usw. Die Ausgewogenheit der zu Grunde gelegten KPIs trägt wesentlich zur Akzeptanz der Initiative im Unternehmen bei.
Im heutigen Umfeld werden Initiativen in Unternehmen immer kurzlebiger. Kaum wurde etwas richtig lanciert, wird es bereits durch die nächste Initiative abgelöst. Dies führt dazu, dass in vielen Unternehmen solche Aktivitäten nicht mehr ernst genommen werden, das heisst da man bereits beim Start davon ausgeht, dass das Ganze in sechs oder zwölf Monaten wieder vorbei sein wird. Es ist dementsprechend notwendig, dass von Anfang an glaubwürdig kommuniziert wird, dass diese Initiative langfristig und auf Nachhaltigkeit angelegt sein wird!
Bei OPEX Initiativen handelt es sich um ein komplexes Unterfangen und diverse Fehler können auf dem Weg dahin begangen werden. Zentral ist es, von Anfang an Ganzheitlichkeit und Glaubwürdigkeit beim Design, der Kommunikation, der Durchführung und dem Controlling der Initiative in den Vordergrund zu stellen! Nur so kann es gelingen, jeden einzelnen Mitarbeiter zu erreichen und sicherzustellen, dass die Initiative langfristig wirkt und nicht bereits vorbei ist, bevor sie vollständig lanciert wurde.
die rolle von Produktionsstandorten in hochlohnländern im netzwerkProduktion in heutigen Unternehmen findet meist nicht mehr nur an einem Standort statt. Die zunehmende Globalisierung und der dadurch verstärkte internationale Wettbewerb zwingen produzierenden Unternehmen einerseits dazu nach Standorten zu suchen, in denen sie günstiger als in ihrem Heimmarkt produzieren können, andererseits ist es aus Marktzugangsgründen in den Emerging Markets oft unerlässlich vor Ort eine Produktion aufzubauen. Daneben können andere Faktoren wie zum Beispiel Zugang zu wichtigen Ressourcen, Zugang zu kritischem Knowhow usw., eine entscheidende Rolle beim Aufbau neuer Produktionsstandorte spielen. Insgesamt entstehen dadurch globale Produktionsnetzwerke. In diesen Netzwerken sollte jeder Standort eine klar kommunizierte Rolle haben, beispielsweise diejenige des kostengünsti

24 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nu n t e r n e h m e n s f ü h r u n g
gen Produzenten. In jedem Netzwerk kann meist ein Standort identifiziert werden, der auf Grund dort in konzentrierter Form vorhandener Kompetenzen, eine Führungsrolle übernimmt. Dies ist die sogenannte Lead Factory. Sie ist ausser für Produktionsaufgaben zum Beispiel auch für Beiträge zur Produkt und Prozessentwicklung sowie zur Prozessoptimierung zuständig. Der Lead Factory obliegt ausserdem die Aufgabe, Wissen zu sammeln und zu generieren und dieses Wissen in das Gesamtnetzwerk zurückzuspeisen.
Die Lead Factory wird als Intermediär zwischen Forschung & Entwicklung (F&E) und den restlichen Produktionsstätten eingesetzt. Damit vereinfacht sich die oftmals problematische Schnittstelle zwischen Entwicklung und Produktion. Die Lead Factory entwickelt neues Wissen und testet dessen Umsetzung in der Produktion. Hinzu kommt, dass die Nähe von F&E und Produktion in der Lead Factory dazu führt, dass sich die beiden Unternehmenseinheiten, die sonst kaum miteinander kommunizieren, intensiv austauschen und ein gemeinsames Verständnis für Produkte aufbauen. Mit der Rollenzuweisung «Lead Factory» verlässt das klassische Produktionsmanagement die Fokussierung auf die Betrachtung der Optimierung von Einzelstandorten und führt eine Gesamtnetzwerkperspektive in die
Diskussion ein. Eine Perspektive, die in der heutigen Realität zwingend geworden ist. Die immer globalere Wertschöpfung und die immer verteilter werdenden Supply Chains zwingen die Unternehmen dazu bei heutigen Optimierungsbetrachtungen, eine Netzwerkperspektive einzunehmen. Das interessante an dieser Rolle ist, dass gerade die Standorte in Ländern wie der Schweiz oder Deutschland üblicherweise dafür prädestiniert sind. Um eine solche Rollen auch langfristig wahrnehmen zu können, ist allerdings die oben beschriebene ständige Verbesserung der Produktivität eine zwingende Voraussetzung und auch alle anderen Fähigkeiten müssen zwingend weiterentwickelt werden, um die Voraussetzungen für diese Rolle nicht einzubüssen.
zusammenfassungVerschiedenste Ansätze müssen simultan und mit Nachdruck verfolgt haben, will der Produktionsstandort Schweiz sich nicht abgeschafft sehen. Operational Excellence und Lead Factory sind unterschiedliche Ansätze zur Gestaltung produzierender Standorte. Es drängt sich nun die Frage auf, ob in Hochlohnländern eine Entscheidung zwischen beiden Ansätzen gefällt werden muss, res pektive werden sollte. Die Lean Factory als Ergebnis systematischer über längere Zeit wirksame OPEXInitiativen ist heute
zum Standard in der Produktion weltweit geworden und muss sich als solche auch einer Konkurrenz aus der ganzen Welt stellen. Für Standorte in Westeuropa drängt sich eine Anreicherung dieser Rolle auf, um sich von der Konkurrenz aus Osteuropa oder Fernost wirkungsvoll zu differenzieren. Eine Anreicherung der Standortrolle einer Lean Factory in Westeuropa um die Aspekte der Lead Factory ist gerade für Firmen aus Westeuropa attraktiv. Die Lead Factory braucht und bindet somit Kernkompetenzen in der Produktion, in Prozess und Produktentwicklung, im Anlauf von neuen Produkten, im netzwerkweiten Qualitätsmanagement und Trouble Shooting usw. Dies insgesamt zu beherrschen und für das globale Gesamtnetzwerk bereitstellen zu können, stellt hohe Anforderungen an die Qualifikation und die Kultur der Mitarbeiter. Genau hier kann die Schweiz ihre Stärken ausspielen. Die Schweiz differenziert sich traditionell nicht durch eine gut ausgebildete Elite, sondern durch das überdurchschnittlich ausgeprägte generelle Ausbildungsniveau auf allen Ebenen und ist somit prädes tiniert für die Verankerung
Quellen
Friedli et al (2010), The Pathway to
Operational Excellence in the Pharma-
ceutical Industry. Overcoming the inter-
nal inertia.
n Anzeige
von Lead Factories. Es ist aber ebenfalls offensichtlich, dass eine solche Erweiterung der Aufgaben eines Produktionsstandorts nicht unbeschränkt zusätzliche Kosten in einer globalen Wirtschaft legitimiert. Der Kostendruck und damit die Notwendigkeit gleichzeitig das komplette Lean Instrumentarium spielen zu können, bleibt bestehen. Eine Kombination von Lean und Lead Factory wird damit zum derzeit erfolgversprechendsten Modell zur nachhaltigen Sicherung des Produktionsstandortes Schweiz. Wird dies noch durch eine systematische Auseinandersetzung mit Komplexität wie vorne beschrieben kombiniert, werden unsere Produktionsstandorte auch in der Zukunft noch wettbewerbsfähig sein.
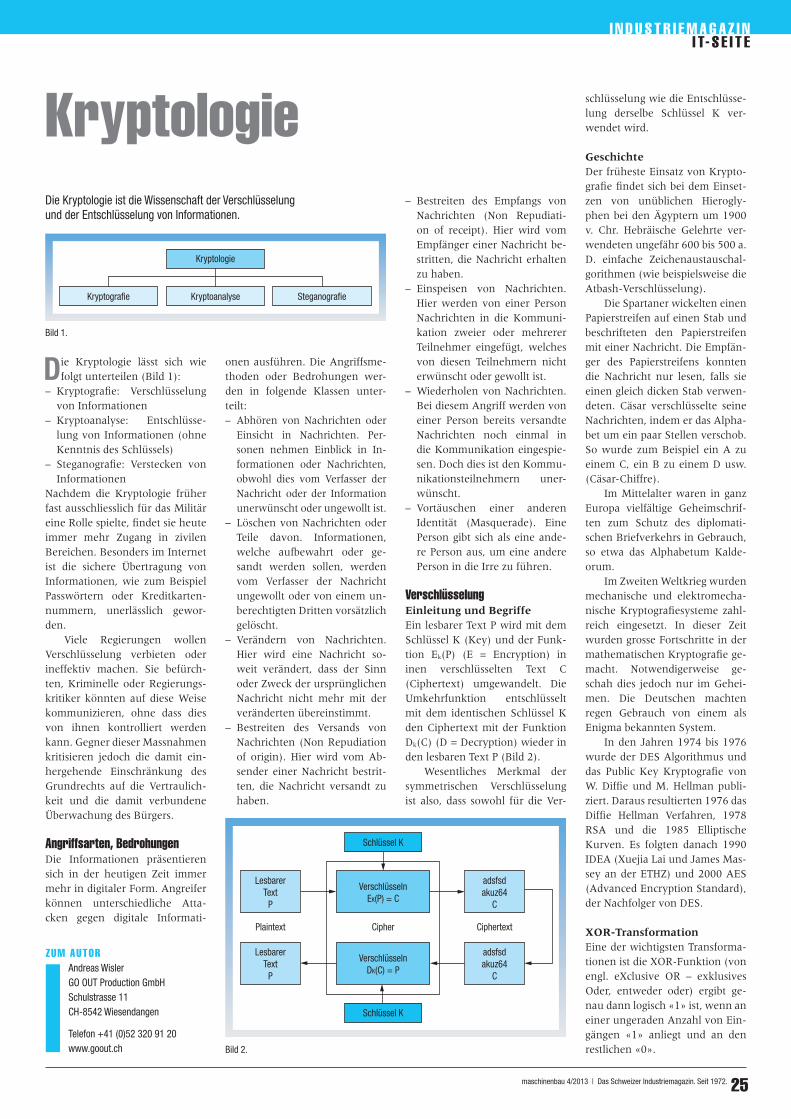
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 25
I n d u s t r I e m a g a z I nI t- s e I t e
zum autOrAndreas WislerGO OUT Production GmbHSchulstrasse 11CH-8542 Wiesendangen
Telefon +41 (0)52 320 91 20www.goout.ch
kryptologieDie Kryptologie ist die Wissenschaft der Verschlüsselung und der Entschlüsselung von Informationen.
Die Kryptologie lässt sich wie folgt unterteilen (Bild 1):
– Kryptografie: Verschlüsselung von Informationen
– Kryptoanalyse: Entschlüsselung von Informationen (ohne Kenntnis des Schlüssels)
– Steganografie: Verstecken von Informationen
Nachdem die Kryptologie früher fast ausschliesslich für das Militär eine Rolle spielte, findet sie heute immer mehr Zugang in zivilen Bereichen. Besonders im Internet ist die sichere Übertragung von Informationen, wie zum Beispiel Passwörtern oder Kreditkartennummern, unerlässlich geworden.
Viele Regierungen wollen Verschlüsselung verbieten oder ineffektiv machen. Sie befürchten, Kriminelle oder Regierungskritiker könnten auf diese Weise kommunizieren, ohne dass dies von ihnen kontrolliert werden kann. Gegner dieser Massnahmen kritisieren jedoch die damit einhergehende Einschränkung des Grundrechts auf die Vertraulichkeit und die damit verbundene Überwachung des Bürgers.
angriffsarten, BedrohungenDie Informationen präsentieren sich in der heutigen Zeit immer mehr in digitaler Form. Angreifer können unterschiedliche Attacken gegen digitale Informati
onen ausführen. Die Angriffsmethoden oder Bedrohungen werden in folgende Klassen unterteilt:– Abhören von Nachrichten oder
Einsicht in Nachrichten. Personen nehmen Einblick in Informationen oder Nachrichten, obwohl dies vom Verfasser der Nachricht oder der Information unerwünscht oder ungewollt ist.
– Löschen von Nachrichten oder Teile davon. Informationen, welche aufbewahrt oder gesandt werden sollen, werden vom Verfasser der Nachricht ungewollt oder von einem unberechtigten Dritten vorsätzlich gelöscht.
– Verändern von Nachrichten. Hier wird eine Nachricht soweit verändert, dass der Sinn oder Zweck der ursprünglichen Nachricht nicht mehr mit der veränderten übereinstimmt.
– Bestreiten des Versands von Nachrichten (Non Repudiation of origin). Hier wird vom Absender einer Nachricht bestritten, die Nachricht versandt zu haben.
schlüsselung wie die Entschlüsselung derselbe Schlüssel K verwendet wird.
GeschichteDer früheste Einsatz von Kryptografie findet sich bei dem Einsetzen von unüblichen Hieroglyphen bei den Ägyptern um 1900 v. Chr. Hebräische Gelehrte verwendeten ungefähr 600 bis 500 a. D. einfache Zeichenaustauschalgorithmen (wie beispielsweise die AtbashVerschlüsselung).
Die Spartaner wickelten einen Papierstreifen auf einen Stab und beschrifteten den Papierstreifen mit einer Nachricht. Die Empfänger des Papierstreifens konnten die Nachricht nur lesen, falls sie einen gleich dicken Stab verwendeten. Cäsar verschlüsselte seine Nachrichten, indem er das Alphabet um ein paar Stellen verschob. So wurde zum Beispiel ein A zu einem C, ein B zu einem D usw. (CäsarChiffre).
Im Mittelalter waren in ganz Europa vielfältige Geheimschriften zum Schutz des diplomatischen Briefverkehrs in Gebrauch, so etwa das Alphabetum Kaldeorum.
Im Zweiten Weltkrieg wurden mechanische und elektromechanische Kryptografiesysteme zahlreich eingesetzt. In dieser Zeit wurden grosse Fortschritte in der mathematischen Kryptografie gemacht. Notwendigerweise geschah dies jedoch nur im Geheimen. Die Deutschen machten regen Gebrauch von einem als Enigma bekannten System.
In den Jahren 1974 bis 1976 wurde der DES Algorithmus und das Public Key Kryptografie von W. Diffie und M. Hellman publiziert. Daraus resultierten 1976 das Diffie Hellman Verfahren, 1978 RSA und die 1985 Elliptische Kurven. Es folgten danach 1990 IDEA (Xuejia Lai und James Massey an der ETHZ) und 2000 AES (Advanced Encryption Standard), der Nachfolger von DES.
XOR-TransformationEine der wichtigsten Transformationen ist die XORFunktion (von engl. eXclusive OR – exklusives Oder, entweder oder) ergibt genau dann logisch «1» ist, wenn an einer ungeraden Anzahl von Eingängen «1» anliegt und an den restlichen «0».
– Bestreiten des Empfangs von Nachrichten (Non Repudiation of receipt). Hier wird vom Empfänger einer Nachricht bestritten, die Nachricht erhalten zu haben.
– Einspeisen von Nachrichten. Hier werden von einer Person Nachrichten in die Kommunikation zweier oder mehrerer Teilnehmer eingefügt, welches von diesen Teilnehmern nicht erwünscht oder gewollt ist.
– Wiederholen von Nachrichten. Bei diesem Angriff werden von einer Person bereits versandte Nachrichten noch einmal in die Kommunikation eingespiesen. Doch dies ist den Kommunikationsteilnehmern unerwünscht.
– Vortäuschen einer anderen Identität (Masquerade). Eine Person gibt sich als eine andere Person aus, um eine andere Person in die Irre zu führen.
VerschlüsselungEinleitung und BegriffeEin lesbarer Text P wird mit dem Schlüssel K (Key) und der Funktion Ek(P) (E = Encryption) in inen verschlüsselten Text C (Ciphertext) umgewandelt. Die Umkehrfunktion entschlüsselt mit dem identischen Schlüssel K den Ciphertext mit der Funktion Dk(C) (D = Decryption) wieder in den lesbaren Text P (Bild 2).
Wesentliches Merkmal der symmetrischen Verschlüsselung ist also, dass sowohl für die Ver
Kryptografie SteganografieKryptoanalyse
Kryptologie
Bild 1.
Schlüssel K
Schlüssel K
adsfsdakuz64
C
LesbarerText
P
Plaintext Cipher Ciphertext
VerschlüsselnEK(P) = C
adsfsdakuz64
C
LesbarerText
P
VerschlüsselnDK(C) = P
Bild 2.
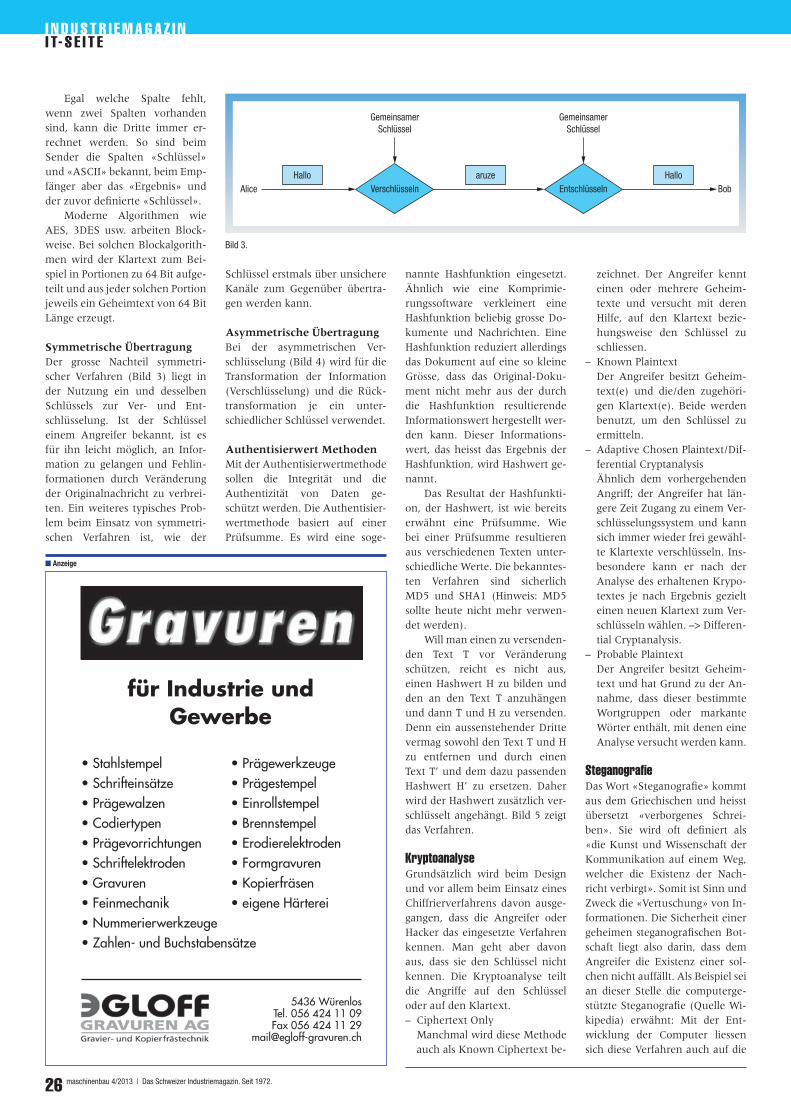
26 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nI t- s e I t e
Egal welche Spalte fehlt, wenn zwei Spalten vorhanden sind, kann die Dritte immer errechnet werden. So sind beim Sender die Spalten «Schlüssel» und «ASCII» bekannt, beim Empfänger aber das «Ergebnis» und der zuvor definierte «Schlüssel».
Moderne Algorithmen wie AES, 3DES usw. arbeiten Blockweise. Bei solchen Blockalgorithmen wird der Klartext zum Beispiel in Portionen zu 64 Bit aufgeteilt und aus jeder solchen Portion jeweils ein Geheimtext von 64 Bit Länge erzeugt.
Symmetrische ÜbertragungDer grosse Nachteil symmetrischer Verfahren (Bild 3) liegt in der Nutzung ein und desselben Schlüssels zur Ver und Entschlüsselung. Ist der Schlüssel einem Angreifer bekannt, ist es für ihn leicht möglich, an Information zu gelangen und Fehlinformationen durch Veränderung der Originalnachricht zu verbreiten. Ein weiteres typisches Problem beim Einsatz von symmetrischen Verfahren ist, wie der
Schlüssel erstmals über unsichere Kanäle zum Gegenüber übertragen werden kann.
Asymmetrische ÜbertragungBei der asymmetrischen Verschlüsselung (Bild 4) wird für die Transformation der Information (Verschlüsselung) und die Rücktransformation je ein unterschiedlicher Schlüssel verwendet.
Authentisierwert MethodenMit der Authentisierwertmethode sollen die Integrität und die Authentizität von Daten geschützt werden. Die Authentisierwertmethode basiert auf einer Prüfsumme. Es wird eine soge
nannte Hashfunktion eingesetzt.Ähnlich wie eine Komprimierungssoftware verkleinert eine Hashfunktion beliebig grosse Dokumente und Nachrichten. Eine Hashfunktion reduziert allerdings das Dokument auf eine so kleine Grösse, dass das OriginalDokument nicht mehr aus der durch die Hashfunktion resultierende Informationswert hergestellt werden kann. Dieser Informationswert, das heisst das Ergebnis der Hashfunktion, wird Hashwert genannt.
Das Resultat der Hashfunktion, der Hashwert, ist wie bereits erwähnt eine Prüfsumme. Wie bei einer Prüfsumme resultieren aus verschiedenen Texten unterschiedliche Werte. Die bekanntesten Verfahren sind sicherlich MD5 und SHA1 (Hinweis: MD5 sollte heute nicht mehr verwendet werden).
Will man einen zu versendenden Text T vor Veränderung schützen, reicht es nicht aus, einen Hashwert H zu bilden und den an den Text T anzuhängen und dann T und H zu versenden. Denn ein aussenstehender Dritte vermag sowohl den Text T und H zu entfernen und durch einen Text T’ und dem dazu passenden Hashwert H’ zu ersetzen. Daher wird der Hashwert zusätzlich verschlüsselt angehängt. Bild 5 zeigt das Verfahren.
kryptoanalyseGrundsätzlich wird beim Design und vor allem beim Einsatz eines Chiffrierverfahrens davon ausgegangen, dass die Angreifer oder Hacker das eingesetzte Verfahren kennen. Man geht aber davon aus, dass sie den Schlüssel nicht kennen. Die Kryptoanalyse teilt die Angriffe auf den Schlüssel oder auf den Klartext.– Ciphertext Only
Manchmal wird diese Methode auch als Known Ciphertext be
zeichnet. Der Angreifer kennt einen oder mehrere Geheimtexte und versucht mit deren Hilfe, auf den Klartext beziehungsweise den Schlüssel zu schliessen.
– Known Plaintext Der Angreifer besitzt Geheimtext(e) und die/den zugehörigen Klartext(e). Beide werden benutzt, um den Schlüssel zu ermitteln.
– Adaptive Chosen Plaintext/Differential Cryptanalysis Ähnlich dem vorhergehenden Angriff; der Angreifer hat längere Zeit Zugang zu einem Verschlüsselungssystem und kann sich immer wieder frei gewählte Klartexte verschlüsseln. Insbesondere kann er nach der Analyse des erhaltenen Krypotextes je nach Ergebnis gezielt einen neuen Klartext zum Verschlüsseln wählen. –> Differential Cryptanalysis.
– Probable Plaintext Der Angreifer besitzt Geheimtext und hat Grund zu der Annahme, dass dieser bestimmte Wortgruppen oder markante Wörter enthält, mit denen eine Analyse versucht werden kann.
steganografie Das Wort «Steganografie» kommt aus dem Griechischen und heisst übersetzt «verborgenes Schreiben». Sie wird oft definiert als «die Kunst und Wissenschaft der Kommunikation auf einem Weg, welcher die Existenz der Nachricht verbirgt». Somit ist Sinn und Zweck die «Vertuschung» von Informationen. Die Sicherheit einer geheimen steganografischen Botschaft liegt also darin, dass dem Angreifer die Existenz einer solchen nicht auffällt. Als Beispiel sei an dieser Stelle die computergestützte Steganografie (Quelle Wikipedia) erwähnt: Mit der Entwicklung der Computer liessen sich diese Verfahren auch auf die
HalloVerschlüsseln Entschlüsseln
GemeinsamerSchlüssel
GemeinsamerSchlüssel
aruze HalloAlice Bob
Bild 3.
n Anzeige
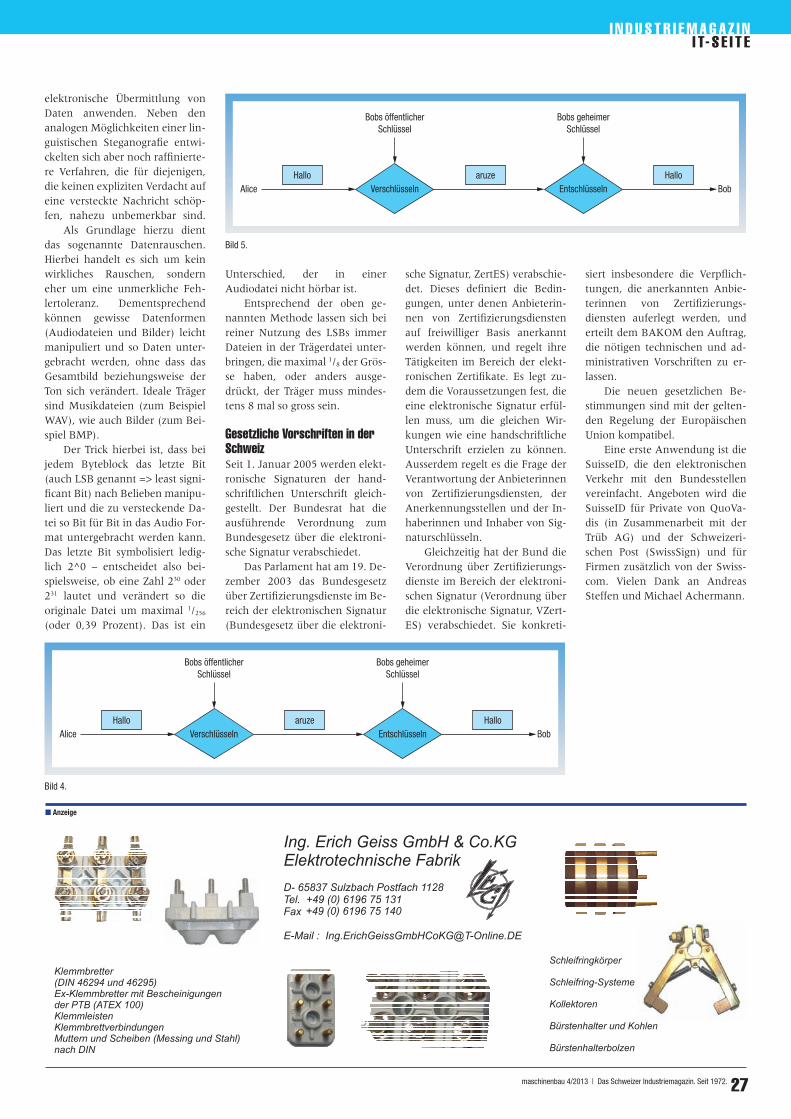
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 27
I n d u s t r I e m a g a z I nI t- s e I t e
HalloVerschlüsseln Entschlüsseln
Bobs öffentlicherSchlüssel
Bobs geheimerSchlüssel
aruze HalloAlice Bob
Bild 4.
elektronische Übermittlung von Daten anwenden. Neben den analogen Möglichkeiten einer linguistischen Steganografie entwickelten sich aber noch raffiniertere Verfahren, die für diejenigen, die keinen expliziten Verdacht auf eine versteckte Nachricht schöpfen, nahezu unbemerkbar sind.
Als Grundlage hierzu dient das sogenannte Datenrauschen. Hierbei handelt es sich um kein wirkliches Rauschen, sondern eher um eine unmerkliche Fehlertoleranz. Dementsprechend können gewisse Datenformen (Audiodateien und Bilder) leicht manipuliert und so Daten untergebracht werden, ohne dass das Gesamtbild beziehungsweise der Ton sich verändert. Ideale Träger sind Musikdateien (zum Beispiel WAV), wie auch Bilder (zum Beispiel BMP).
Der Trick hierbei ist, dass bei jedem Byteblock das letzte Bit (auch LSB genannt => least significant Bit) nach Belieben manipuliert und die zu versteckende Datei so Bit für Bit in das Audio Format untergebracht werden kann. Das letzte Bit symbolisiert lediglich 2^0 – entscheidet also beispielsweise, ob eine Zahl 230 oder 231 lautet und verändert so die originale Datei um maximal 1/256
(oder 0,39 Prozent). Das ist ein
Unterschied, der in einer Audiodatei nicht hörbar ist.
Entsprechend der oben genannten Methode lassen sich bei reiner Nutzung des LSBs immer Dateien in der Trägerdatei unterbringen, die maximal 1/8 der Grösse haben, oder anders ausgedrückt, der Träger muss mindestens 8 mal so gross sein.
gesetzliche Vorschriften in der schweizSeit 1. Januar 2005 werden elektronische Signaturen der handschriftlichen Unterschrift gleichgestellt. Der Bundesrat hat die ausführende Verordnung zum Bundesgesetz über die elektronische Signatur verabschiedet.
Das Parlament hat am 19. Dezember 2003 das Bundesgesetz über Zertifizierungsdienste im Bereich der elektronischen Signatur (Bundesgesetz über die elektroni
sche Signatur, ZertES) verabschiedet. Dieses definiert die Bedingungen, unter denen Anbieterinnen von Zertifizierungsdiensten auf freiwilliger Basis anerkannt werden können, und regelt ihre Tätigkeiten im Bereich der elektronischen Zertifikate. Es legt zudem die Voraussetzungen fest, die eine elektronische Signatur erfüllen muss, um die gleichen Wirkungen wie eine handschriftliche Unterschrift erzielen zu können. Ausserdem regelt es die Frage der Verantwortung der Anbieterinnen von Zertifizierungsdiensten, der Anerkennungsstellen und der Inhaberinnen und Inhaber von Signaturschlüsseln.
Gleichzeitig hat der Bund die Verordnung über Zertifizierungsdienste im Bereich der elektronischen Signatur (Verordnung über die elektronische Signatur, VZertES) verabschiedet. Sie konkreti
HalloVerschlüsseln Entschlüsseln
Bobs öffentlicherSchlüssel
Bobs geheimerSchlüssel
aruze HalloAlice Bob
Bild 5.
siert insbesondere die Verpflichtungen, die anerkannten Anbieterinnen von Zertifizierungsdiensten auferlegt werden, und erteilt dem BAKOM den Auftrag, die nötigen technischen und administrativen Vorschriften zu erlassen.
Die neuen gesetzlichen Bestimmungen sind mit der geltenden Regelung der Europäischen Union kompatibel.
Eine erste Anwendung ist die SuisseID, die den elektronischen Verkehr mit den Bundesstellen vereinfacht. Angeboten wird die SuisseID für Private von QuoVadis (in Zusammenarbeit mit der Trüb AG) und der Schweizerischen Post (SwissSign) und für Firmen zusätzlich von der Swisscom. Vielen Dank an Andreas Steffen und Michael Achermann.
n Anzeige

28 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I ns O f t Wa r e
der konkurrenz einen schritt vorausDas Unternehmen S. Keller aus CH-9444 Diepoldsau ist unter anderem auf die Herstellung von Garagentoren spezialisiert. Um sich von der ausländi-schen Konkurrenz abzusetzen, legt es Wert auf exzellente Service- und Wartungsdienstleistungen. Unterstützt werden die Serviceprozesse von der Montage über die Service- und Wartungsarbeiten bis zur Vertragsverwaltung mit dem ABACUS Service- und Vertragsmanagement.
Marcel Binder, der Marketingverantwortliche von S. Keller
hatte ein Luxusproblem. Der Geschäftsbereich mit den Garagentoren entwickelt sich so erfolgreich, dass auch das Servicegeschäft an Umfang zunahm. Um die dabei anfallenden administrativen Arbeiten wie das Verwalten der Serviceverträge, die Erstmontage der Produkte bei den Kunden, periodisch fällige Serviceleistungen oder auch Reparaturaufträge ITmässig zu unterstützen, entschied sich Marcel Binder für die Einführung des ServiceTools der Ostschweizer Softwareherstellerin.
Ein exzellenter Service sei für S. Keller ein wichtiger Differenzierungsfaktor gegenüber der ausländischen Konkurrenz, ist Marcel Binder überzeugt. Dazu gehöre auch, dass sich die administrativen Arbeiten speditiv und systemunterstützt rasch erledigen liessen. Bis dahin wurden sämtliche Serviceleistungen für die Rapportierung bei S. Keller von Hand auf Formulare in Excel,
Outlook und Wordformularen eingetragen.
Da die Informationen nicht an einem zentralen Ort, sondern in verschiedenen Programmen und Rechnern verteilt gespeichert waren, brauchte es einiges an Aufwand, um sich überhaupt einen Überblick über fällige Wartungs oder Reparaturarbeiten verschaffen zu können. Das ist heute mit der integrierten Servicelösung von ABACUS viel besser. Ein grosser Vorteil sei, meint Binder, dass die Servicelösung vollumfänglich ins ABACUSERP eingebettet ist.
subunternehmer für montage und WartungDie Montagen und Reparaturen werden bei S. Keller von fünf Subunternehmen ausgeführt. Mit dem neuen ServiceTool steht Binder ein Werkzeug zur Verfügung, um diese Einsätze und Abrechnungen effizient und transparent abzuwickeln. Aus dem Programm wird nach abgeschlossenem Montage oder Serviceauf
S. Keller entbunden, was von diesen selbstredend sehr geschätzt wird.
transparenz dank standardisierten ProzessenDer besseren Transparenz wegen war es das Ziel mit der ServiceSoftware von ABACUS sämtliche Objektdaten, Verträge, Serviceintervalle und Reparaturen an einem zentralen Ort abzulegen. Die etwa 300 Wartungsverträge werden vom Serviceleiter und seiner Assistentin verwaltet, ausgeführt und disponiert, was mit dem neuen Programm ein Leichtes ist. Zudem werden jährlich 1500 Serviceaufträge über das System abgewickelt, welche Montage, Wartungs, Reparatur und Garantiearbeiten betreffen. Damit für jedes Objekt eine vollständige Historie mit allen Details von der Erstmontage über sämtliche nachfolgenden Serviceaufträgen besteht, wird bereits die Erstmontage respektive Installation als Montageauftrag über das ServiceTol ausgeführt.
alles erfolgt auf knopfdruckFür Marcel Binder hat der Einsatz des Serviceprogramms für die Zusammenarbeit mit den Subunternehmern den Vorteil gebracht, dass nur das ausbezahlt wird, was effektiv ausgeführt wurde. Denn sämtliche eingereichten Rapporte lassen sich unverzüglich auf ihre Richtigkeit prüfen, um diese dann auf dem Auftrag zu erfassen. So behält er stets die Kontrolle über die ausgeführten Arbeiten, obwohl diese von den Subunternehmern erledigt werden. Auch ist der Überblick über die fälligen
trag automatisch eine Gutschrift zugunsten des jeweiligen Subunternehmers erstellt, die anschliessend in der Kreditorensoftware erfasst und auch gleich über diese an die Subunternehmer ausbezahlt wird.
Die Subunternehmer werden dadurch von administrativen Arbeiten wie beispielsweise dem Fakturieren ihrer Leistungen an
Die ABACUS-Servicesoftware gibt sofort Auskunft, welche Serviceobjekte bei einem Kunden
installiert sind.
Marcel Binder, Marketingverantwortlicher
bei S. Keller AG, zur Einführung des Service-
Moduls: «Sämtliche Objektdaten, Verträge,
Serviceintervalle, Reparaturen sind nun an
einem zentralen Ort in der ABACUS ERP-
Software abgelegt. Da S. Keller ISO-zertifiziert
ist, ist es zwingend, dass der ganze Service-
prozess mit einem professionellen Werkzeug
unterstützt und standardisiert wird.»
Nachfolger der Firma H. Isler, Zuckerriet
n Anzeige
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 29
I n d u s t r I e m a g a z I ns O f t Wa r e
Wartungsarbeiten einfacher und besser geworden. Musste zuvor jede Wartungsofferte von Hand erstellt werden, liegt sie jetzt systemgestützt unmittelbar nach dem Verkauf eines Garagentors vor. Das führte dazu, dass seit der Einführung des Servicewerkzeugs die Anzahl Wartungsverträge mit demselben Mitarbeiterbestand um 150 gestiegen ist. Das Programm sorgt zudem dafür, dass
trotz vergrösserter Vertragsanzahl rechtzeitig alle vertraglich vereinbarten Serviceaufträge periodisch ausgelöst werden.
Der Aufwand für die Erstellung eines Montageauftrags sei jetzt zwar etwas höher als früher, erläutert Binder. Dafür seien aber alle Informationen von einem zentralen Ort abrufbar, lobt er. Das Resultat ist eine erhöhte Transparenz.
Mit der ABACUS-Servicesoftware gehen keine Serviceaufträge vergessen.
n Anzeige
Weil die Serviceprozesse nun standardisiert ablaufen, sind sämtliche Schritte vorgegeben und einheitlich, was sich auch positiv bei Stellvertretungen auswirkt.
fazit Mit der Servicelösung ist S. Keller nun gut aufgestellt. «Die Zusammenarbeit mit den verschiedenen Subunternehmern über die Servicelösung von ABACUS hat die Servicequalität gegenüber den Endkunden verbessert,» stellt Binder zufrieden fest. Er meint, dass dies essentiell sei, um auch in Zukunft gegenüber den grossen Anbietern aus dem Ausland zu bestehen: «Damit sind wir einen wichtigen Schritt weiter als die Konkurrenz.»
Der grosse Profiteur von der Neuerung sind aber die Kunden von S. Keller. Dank der beschleunigten Reaktionszeiten können alle Schäden innerhalb einer Frist von durchschnittlich zwei Tagen behoben werden, währendem die ausländische Konkurrenz dafür
zum Teil bis zu zwei Monaten benötigt. Zudem, lobt Binder zum Schluss, habe sich die Datenqualität seit der Einführung des Serviceprogramms markant verbessert.
InfOs | kOntaktABACUS Research AGAbacus-Platz 1CH-9300 Wittenbach
Telefon +41 (0)71 292 25 [email protected]

30 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nk ü h l s C h m I e r m I t t e l
hohe zerspanungskom-petenz dank eigenem technologiezenter
Auf rund 300 m2 hat das Schmiermittelunternehmen Blaser Swisslube sein topmodernes Technologiezenter am Hauptsitz in CH-3415 Hasle-Rüegsau kürzlich erweitert. Seit vier Jahren werden die neu entwickelten Kühl-schmierstoffe getestet und die vielfältigen Bearbeitungsoperationen der Kunden und Partner praxisnah abgebildet.
Das Technologiezenter ermöglicht es den Zerspanungsspe
zialisten von Blaser, den Kunden im Hinblick auf den Kühlschmierstoff einen effektiven Mehrwert zu bieten und so deren Produktivität, Wirtschaftlichkeit und Bearbeitungsqualität zu optimieren. Testergebnisse belegen dies eindrucksvoll.
5AchsenBearbeitungszenter, ein Dreh und Fräszenter, eine 5AchsenWerkzeugschleifmaschine sowie zwei neue CAD/CAMArbeitsplätze: Blaser Swisslube hat in dem Ende 2008 gegründeten Technologiezenter optimale Bedingungen dafür geschaffen, die neuesten Zerspanungstechnologien simulieren und testen zu können. «Das ermöglicht uns, unsere Kunden noch besser bei der Steigerung ihrer Produktivität und bei der Verbesserung ihrer Wirtschaftlichkeit und Bearbeitungsqualität zu unterstützen», erklärt Geschäftsführer Marc Blaser. Neben den Tests
von neu entwickelten Kühlschmierstoffen für die Bearbeitung verschiedenster Materialien sowie der Simulation praxisnaher Fertigungssituationen ermöglicht die Infrastruktur auch die Austragung von Zerspanungsseminaren am Blaser Hauptsitz in HasleRüegsau. In Zusammenarbeit mit Kunden, Universitäten, Fachhochschulen oder Fachverbänden werden innovative Zerspanungstechnologien und neueste Werkstoffe mit verschiedenen Kühlschmierstoffen getestet und sowohl die Prozesse wie auch die Schmierstoffe optimiert und weiterentwickelt.
test 1: tieflochbohrung 18-mal schnellerDer Einfluss von Kühlschmierstoffen auf den Zerspanungsprozess wird häufig unterschätzt, wie ein kürzlich gemeinsam mit der Technischen Hochschule Aachen durchgeführtes Projekt eindrücklich aufzeigt. Das Ziel des Projek
gründlich getestet und angepasst. Der wassermischbare Kühlschmierstoff wurde unter hohem Druck (60 bar) durch das Werkzeug gepumpt, um die Evakuierung der anfallenden Späne ohne zeitintensives Entspänen zu gewährleisten. Dabei ist es entscheidend, einen Kühlschmierstoff auszuwählen, der auch unter hohen Drücken nicht zur Schaumbildung neigt. Es muss unbedingt verhindert werden, dass Luftblasen in der Emulsion entstehen, welche sowohl die Kühlwirkung als auch den Späneabfluss behindern würden.
Von den ursprünglich drei Minuten pro Bohrung konnte so schlussendlich eine Bohrzeit von zehn Sekunden für eine Tiefe von 200 mm erzielt werden – eine 18fache Effizienzsteigerung.
test 2: Werkzeugstandmenge erhöhtEin weiteres erfolgreiches Projekt des Technologiezenters beschäftigte sich mit der Bearbeitung eines Titanbauteils. Durch den Einsatz des optimalen Kühlschmierstoffes konnte eine Erhöhung der Werkzeugstandzeit von mehr als 30 Prozent in der Serienfertigung gegenüber einem konventionellen Kühlschmierstoff erzielt werden.
Ausgangslage– Operation: Fräsen (Taschenbe
arbeitung)– Material: Titan TiAl6V4– Maschinentyp: Mazak Variaxis
500– Werkzeug: Sandvik VHM
Fräser– Schnittparameter: Vc 160 m/
min, fz 0.15 mm, ap 25 mm, ae 0,9 mm, tea° 32 (Umschlingungswinkel)
Das Testprojekt bestand darin, zwei identische Titanbauteile zu fräsen. Hierzu wurden die Teile auf der gleichen MazakMaschine, mit dem gleichen Werkzeug sowie mit einem Fräsprogramm von 3DConcepts gefertigt. Der einzige Unterschied war der verwendete Kühlschmierstoff.
tes war es, die Bearbeitungszeit einer Tieflochbohrung in Vergütungsstahl von bislang drei Minuten bei gleichbleibender Qualität so weit als möglich zu reduzieren. Die Technische Hochschule Aachen hatte für diese Bearbeitung bis zur Zusammenarbeit mit Blaser Swisslube ein konventionelles Schneidöl verwendet.
Ausgangslage– Operation: Tieflochbohrung
Durchmesser 8 auf eine Tiefe von 200 mm
– Vorbearbeitung: Pilotbohrung mit gleichem Durchmesser auf eine Tiefe von 16 mm
– Material: 42CrMo4 + QT, Zugfestigkeit 1000 MPa
– Maschinentyp: Mazak Variaxis 500
– Werkzeug: Kennametal und TitexBohrwerkzeuge
– Schnittparameter: Vc 120 m/min, f 0,25 mm/Umdrehung
Zur Optimierung dieser anspruchsvollen Bohroperation wurden Werkzeug, Bohrstrategie, Zerspanungsparameter, Kühlmittelzuführung und Kühlmittel
Test 1: Tieflochbohrung.
Eine Filmaufnahme der Tieflochbohrung – überzeugen Sie sich selbst.www.blaser.com/deepholedrilling
Blick ins 2008 gegründete Technologiezenter von Blaser Swisslube.

I n d u s t r I e m a g a z I nk ü h l s C h m I e r m I t t e l
Test: Taschenbearbeitung mit Sandvik VHM-Fräser.
Mit dem konventionellen Kühlschmierstoff konnten eineinhalb Titanbauteile gefertigt werden, bis der Werkzeugverschleiss einen Abbruch der Bearbeitung notwendig machte. Der Vollhartmetallfräser wurde extrem beansprucht und wies neben den normalen Abnutzungserscheinungen deutliche Ausbrüche der Schneidkanten auf. Mit einem neuen und speziell für die Titanzerspanung entwickelten Kühlschmierstoff (KSS) konnten zwei komplette Werkstücke bearbeitet werden, ohne dass das vorher festgelegte Standzeitkriterium (Verschleiss von 0.2 mm) erreicht wurde – eine beachtliche Leistungssteigerung.
Vom kühlschmierstoff zum flüssigen Werkzeug Geschäftsführer Marc Blaser: «Beide Projekte zeigen auf, dass die Faktoren Produktivität, Wirtschaftlichkeit und Bearbeitungsqualität in hohem Masse von der Wahl und der Qualität des Kühlschmierstoffes und vom Knowhow der Zerspanungsspezialisten abhängen.» Neben dem optimalen Kühlschmierstoff ist es das Fachwissen der BlaserExperten im Verkauf, im Forschungs und Entwicklungslabor, im Technologiezenter und im Kundendienst,
das den Partnern einen messbaren Nutzen bringt. «Durch diese Fachkompetenz wird ein Kühlschmierstoff zu einem flüssigen Werkzeug, zu einer genau auf die Bedürfnisse des Partners zugeschnittenen Lösung.»
InfOs | kOntaktBlaser Swisslube AGWinterseistrasse 22CH-3415 Hasle-Rüegsau
Telefon +41 (0)34 460 01 [email protected]
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 31

32 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I ns I C h e r h e I t s t e C h n I k
metallbearbeitung – produktiv und sicher Wer sich auf Fachmessen einen Überblick über neue Werkzeugmaschinen verschafft, der wird bei vielen Maschinen eine nochmalige Leistungssteige-rung bemerken. Auch die Sicherheitstechnik unterstützt diesen zentralen Trend: Neue Sicherheits-Schaltgeräte ermöglichen eine optimale Integration der Sicherheitsfunktionen in die Bearbeitungsprozesse und die Arbeits-abläufe der Bediener.
Werkzeugmaschinen sollen – so die Anforderung der An
wender mit hoher Produktivität und kurzen Taktzeiten arbeiten. Auch die Nebenzeiten zum Beispiel für Umrüsten und Einrichten sollen so kurz wie möglich sein. Bei der Umsetzung dieser Anforderungen spielt auch die Maschinensicherheit eine Rolle. Die Schutzeinrichtungen dürfen nicht die Leistung der Maschine beeinträchtigen und nach Möglichkeit auch nicht zeitverzögernd in die Prozesse eingreifen. Neue Generationen von SicherheitsSchaltgeräten tragen diesen Anforderungen Rechnung. Sie wur
den auch im Hinblick auf die neuen Betriebsarten entwickelt, die von der revidierten Maschinenrichtlinie ausdrücklich gestattet werden. Zudem differenziert sich der Markt der SicherheitsSchaltgeräte immer weiter aus: Es stehen auch Gerätebaureihen zur Verfügung, die dezidiert für den Werkzeugmaschinenbau beziehungsweise für definierte Kategorien von Bearbeitungsmaschinen entwickelt wurden.
sicherheit bei der laserbearbei-tung – auch im einrichtbetriebDazu gehört zum Beispiel eine neue Variante der Sicherheitszuhaltung AZM 200, die in Kooperation mit einem Hersteller von Laserbearbeitungsanlagen entwickelt wurde. In der Betriebsart «Einrichtbetrieb» betritt ein Servicetechniker durch eine Schutztür den Gefahrenbereich der Anlage, um den (feststehenden) Laser beziehungsweise den Roboter, der die Bauteile zuführt, zu justieren. Dabei muss ausgeschlossen werden, dass der Laserstrahl im Fehlerfall nach aussen dringt, weil er durch ein Metallteil umgelenkt wird. Deshalb ist es zwingend erforderlich, dass der Mitarbeiter die Schutztür hinter sich schliesst. Zugleich muss sichergestellt sein, dass keine zweite Person den Gefahrenbereich betritt beziehungsweise dass beim Öffnen der Schutztür die Anlage abgeschaltet wird.
einfacherer Weg der absicherung Um diese Anforderungen zu erfüllen, wurde bei früheren Maschinengenerationen zusätzlich zur Sicherheitszuhaltung ein Sicher
zusammengefasst sind (Bild 1). Bei der Normalversion des AZM 200 wird über jeweils einen nbbberührungslosen, integrierten CSSSensor die Position der Türstellung und des Betätigers abgefragt. Nur wenn beide Targets erkannt sind, werden die beiden Sicherheitsausgänge freigeschaltet. Bei der neuen Variante mit der Bezeichnung AZM 200 D (Bild 2) werden die beiden Targets separat ausgewertet, und jedem Target sind zwei Sicherheitsausgänge zugeordnet. Im Einrichtbetrieb wird nur das TürTarget abgefragt, so dass die Anlage bei angelehnter Tür eingerichtet werden kann. Im Normalbetrieb hingegen werden beide Targets – Türerkennung und betätigung – ausgewertet. Durch diese Modifikation lassen sich zwei Sicherheitsfunktionen mit einem einzigen SicherheitsSchaltgerät realisieren. Der praktische Nutzen für den Anwender der LaserAnlagen besteht darin, dass der ServiceMonteur jederzeit den Gefahrenbereich verlassen kann, weil die Tür nicht verriegelt ist. Zugleich kann sich kein zweiter Monteur Zugang in den Gefahrenbereich verschaffen: Wenn er die Tür öffnet, geht die
heitssensor angebracht, der die Schutztürposition «Geschlossen und nicht verriegelt» abfragt. Die Konstrukteure des Maschinenbauers suchten jedoch nach einem einfacheren, integrierten Weg der Absicherung. Die Ingenieure im Application Center von Schmersal konnten diese Aufgabe durch die Modifikation der Sicherheitszuhaltung AZM 200 lösen.
Dieses SicherheitsSchaltgerät, dessen Basisversion der Maschinenbauer seit einigen Jahren zur Absicherung von Schutztüren für begehbare Gefahrenbereichen einsetzt, bietet unter anderem den Vorteil, dass man keinen zweiten, prinzipverschiedenen Sicherheitsschalter benötigt. Zudem ist kein zusätzlicher Türgriff erforderlich, weil alle Funktionen in zwei kompakten Baueinheiten
Bild 1: Die Sicherheitszuhaltung AZM 200 ist
im Werkzeugmaschinenbau bereits weit
verbreitet.
Bild 2: Eine neue Variante der Sicherheits-
zuhaltung AZM 200 erkennt auch die Position
«Schutztür geschlossen, aber nicht
verriegelt».
Bild 3: Für Laserbearbeitungsanlagen und Schallschutztüren: AZM 200 mit verbreitertem
Türschild.
Branchenportal für den WerkzeugmaschinenbauSchmersal verstärkt seine Branchen-ausrichtung nicht nur mit Sicherheits-Schaltgeräten, die dezidiert für einzelne Branchen entwickelt wurden. Das Si-cherheits-Unternehmen bietet den Ziel-branchen, in denen die schon jetzt star-ke Marktpräsenz weiter ausgebaut werden soll, auch branchenspezifische Informationsangebote. So wurden in den letzten Jahren Branchenportale für den Werkzeugmaschinenbau, für den Nahrungsmittel-Maschinenbau, die Ver-packungstechnik, den Aufzugbau und die Holzverarbeitung ins Web gestellt.
zum autOrUdo Weber, ProduktmanagerSchmersal (Schweiz) AGMoosmattstrasse 3CH-8905 Arni
Telefon +41 (0)43 311 22 [email protected]

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 33
I n d u s t r I e m a g a z I ns I C h e r u n g s t e C h n I k
Laseranlage sofort in den sicheren Zustand. Damit sind alle Sicherheitsanforderungen erfüllt, und der Maschinenbauer kann auf weitere Komponenten wie zum Beispiel einen separaten Drücker verzichten: Das vereinfacht die Montage, senkt Kosten und sieht auch einfach gut aus.
spezieller Betätiger für schall-schutztüren und laseranlagenEbenfalls für Laseranlagen wurde eine weitere Variante des AZM 200 entwickelt. Es handelt sich um einen Betätiger mit verbreitertem Türschild (Bild 3). Er über
brückt die zusätzliche Distanz, die sich aus der Überlappung von Schutztür und Maschinenumhausung ergibt.
Zum System gehört auch eine Notentriegelung mit rotem «Panikgriff». Er ermöglicht es dem eventuell im Gefahrenbereich eingeschlossenen Personal, buchstäblich mit einem Griff, die Schutztür von innen zu öffnen. Der «verlängerte» Betätiger ist nicht nur bei Laseranlagen die richtige Wahl, sondern auch bei anderen Maschinen mit überlappenden Schutztüren und speziellen Schallschutztüren.
zustimmungsschalter für sonderbetriebsartenDie neue Maschinenrichtlinie (2006/42/EG) gestattet die Nutzung von sogenannten Sonderbetriebsarten. Das heisst: Unter bestimmten, exakt definierten Bedingungen darf eine Maschine zum Beispiel während des Einrichtens mit geöffneter Schutztür betrieben werden.
Zuvor wurden diese Betriebsarten nur in CNormen für einzelne Maschinengruppen wie zum Beispiel in der EN 12417 für Bearbeitungszentren beschrieben. Sie erleichtern Umrüst oder Servicearbeiten erheblich und können damit die Stillstandszeit deutlich reduzieren. Allerdings muss der Maschinenbauer zusätzliche Massnahmen ergreifen, um auch
Bild 4: Mit Zustimmungstastern erschliesst
der Konstrukteur im Werkzeugmaschinenbau
neue Freiheiten bei der Gestaltung von
Sonderbetriebsarten.
im Sonderbetrieb den richtlinienkonformen Personenschutz zu gewährleisten. Im Zentrum stehen hier handbetätigte Zustimmungsschalter (Bild 4), die der Bediener in einer Mittelstellung gedrückt halten muss, wenn die Maschine in einer Sonderbetriebsart bei geöffneter Schutztür und verlangsamter Geschwindigkeit betrieben wird. Lässt er den Taster des Schalters los oder drückt ihn über eine Mittelstellung hinaus durch, wird der Steuerbefehl sicherheitsgerichtet unterbrochen. Dem Maschinenbauer stehen verschiedene Bauarten von Zustimmungsschaltern zur Verfügung, die sich unter anderem durch die Gehäusebauform und durch Zusatzfunktionalitäten unterscheiden, alle jedoch normgerecht in den Sicherheitskreis in teg riert werden können. Darunter ist auch eine kabellose Variante, die über den sicherheitsgerichteten «EASALAN Wireless»Funkstandard kommuniziert. Die Konstrukteure im Werkzeugmaschinenbau sind gut beraten, diese SicherheitsSchaltgeräte und die mit ihnen verbundenen neuen Freiheiten zu nutzen und dem Anwender der Maschinen damit Vorteile zu bieten. Dazu gehört zum Beispiel die Möglichkeit, bei geöffneter Schutztür neue Formateinstellungen zu überprüfen oder Bewegungsabläufe exakt einzuprogrammieren beziehungs
weise zu teachen. Das erhöht den Bedienkomfort und verkürzt Umrüst und Einrichtzeiten.
neuer sicherheits-star: azm300Brandneu und einzigartig am Markt ist die Sicherheitszuhaltung AZM300. Ein neuartiges Zuhaltesystem in der Form eines drehbaren Malteserkreuzes schafft die Voraussetzung dafür, dass die Zuhaltung von drei Seiten angefahren werden kann. Das sorgt für universelle Einsetzbarkeit. Ein und dasselbe Modell kann an Drehtüren mit Links und Rechtsanschlag sowie an Schiebetüren eingesetzt werden. Dabei benötigt der Anwender – das ist ein weiterer deutlicher Vorteil – keine zusätzlichen Anbauteile wie Türanschlag oder Rastelement, da diese Funktionen in die Zuhaltung integriert wurden. Eine weitere praxisgerechte Funktion des AZM 300 ist die Einstellbarkeit der Rastkraft, das heisst der nicht sicherheitsgerichteten Zuhaltefunktion bei entriegelter Schutztür.
InfOs | kOntaktSchmersal (Schweiz) AGMoosmattstrasse 3CH-8905 Arni
Telefon +41 (0)43 311 22 [email protected]

34 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
News & TreNdsAdverTor iAls
Homepage strahlt in neuem design
n Seit Ende letzten Jahres präsentiert sich der spezialisierte Lüfter- und Gebläseher-steller Micronel mit einer neuen Homepage. Ein frisches, ansprechendes Design mit ei-ner neu aufgebauten Produktestruktur sorgt für eine Benutzerfreundliche Oberflä-che. Um die enge Zusammenarbeit mit den Vertretern weltweit zu optimieren, wurde ein Login Bereich eingerichtet. Es wurde grossen Wert auf die einfache Navigation gelegt, so dass mit einem Klick direkt auf die Homepages der Tochtergesellschaften zugegriffen werden kann. Mit der Bran-chenübersicht auf der Startseite ist ein schneller Einblick in den Tätigkeitsbereich
der Firma Micronel möglich. Machen Sie sich selbst ein Bild und Besuchen Sie die neue Homepage.
iNFos | KoNTAKTMicronel AGZürcherstrasse 51CH-8317 Tagelswangen
Telefon +41 (0)52 355 16 [email protected]
K-lean rohrsystem – unschlagbar im Preis
werkzeugwechsler mit verschlussmechanismus
n KANYA, ein führender Schweizer Alu-Profilsystem Anbieter, ergänzt sein Alu-Pro-fil-Baukasten-Sortiment mit dem neuarti-gen «K-Lean Rohrsystem». Dieses unter-stützt auf einzigartige Weise die Umsetzung von Lean Manufacturing. Die Realisierung von Arbeitsplatzlösungen, Zuführsystemen wie Kanban-Lagern und Durchlaufregale oder Bestückungswagen, wird noch einfa-cher. Einzigartig ist das eloxierte Alu-Rohr mit Ø 28 und 2 mm Wandstärke im Sorti-ment von K-Lean. Unschlagbar im Preis lässt es sich mit allen Zubehörartikeln von K-Lean kombinieren. Spezielle Adapterstü-cken ermöglich aber auch ästhetisch schö-ne Systemlösungen in Kombination mit dem KANYA Alu-Profilsystem mit über 1500 Artikeln aus dem Baukastensortiment.
Herkömmliche Rohrsysteme, die Stahlrohre mit Durchmesser 28 mm einset-zen, ermöglichen einfache Anwendungen im Betriebsmittelbau. Ohne grosse Kons-truktionen können Lösungen einfach zu-sammen gebaut werden ganz nach dem Prinzip: Nicht lange planen sondern einfach machen! Ganz in diesem Sinne ist K-Lean entstanden. K-Lean geht aber einen Schritt weiter. Dieses Rohrsystem ist modular kombinierbar mit dem KANYA Alu-Profilsys-
n Bei dem von rsp robot system products entwickelten TrueConnect™-Verfahren wird der Werkzeugwechsler über ein Kugel-system gehalten. Mit den Kugeln wird die dazugehörige Werkzeugplatte in speziell eingearbeiteten Kavitäten automatisch zen-triert. Dieses System ermöglicht kraftvolle, schnelle und höchstpräzise Werkzeug-wechsel, die zum Teil unter 1 s liegen. Die elektrischen Kontakte schliessen erst, nachdem das Werkzeug zentriert und ver-riegelt wurde. So werden die Kontakte vor Verschmutzung und Abnutzung geschützt. Dieses patentierte Verfahren gewährleistet eine sehr hohe Wiederholgenauigkeit. Das System ist nahezu verschleissfrei und ga-rantiert somit eine sehr hohe Lebensdauer. Die Werkzeugwechsler sind je nach Grösse mit bis zu zehn Luftanschlüssen ausgestat-tet. Die elektrische Durchleitung von Signa-len wird mit bis zu 19 integrierten Kontakt-
tem und lässt damit alle Konstruktionslö-sungen zum optimalen Preis zu, unabhän-gig von den Anforderungen an Komplexität und Stabilität.
iNFos | KoNTAKTKanya AGK-Lean RohrsystemNeuhofstrasse 9CH-8630 Rüti
Telefon +41 (0)55 251 58 [email protected]
stiften realisiert, die sich ohne Hilfsmittel wechseln lassen. Optional kann man mit Modulen weitere pneumatische und elektri-sche Signale übertragen. Alle Produkte sind über ein ISO-Flanschbild montierbar und in zehn Baugrössen 005, 020, 060, 100, 250, 275, 350, 480, 500 und 1000 kg lieferbar. Davon sind drei Grössen für die Befestigung von Schweisszangen geeignet.
iNFos | KoNTAKTRobot System Products GmbHIchenhauser Strasse 36D-89312 Günzburg
Telefon +49 (0)8221 257 95 [email protected]
Kompakte PC-steuerung
n Der neue Embedded-PC CX9020 ist eine äusserst kompakte PC-Steuerung der neu-esten Generation. Ausgestattet mit einem lüfterlosen ARM-Cortex™-A8-Prozessor, mit 1 GHz, eignet sich der CX9020 für den universellen Einsatz in SPS- sowie Motion-Control-Anwendungen in kleinen und mitt-leren Maschinen, Anlagen oder Gebäuden. Ein ab Werk belegbares Multioptions-Inter-face ermöglicht eine Vielfalt an optionalen Erweiterungen: vom Audio-Interface bis zum Feldbusmaster oder -slave.
Der CX9020 ist eine hutschienenmon-tierbare Steuerung mit Komponenten der neuesten Generation: ARM-Cortex™-A8-CPU und MicroSD-Karten mit grosser Spei-cherkapazität bei sehr kompakter Bauwei-se. Der Embedded-PC integriert CPU, zahl-reiche IT- und Optionsschnittstellen, Strom-versorgung und ein direktes I/O-Interface
zur Anreihung der Beckhoff I/O-Systeme in einem kompakten Gehäuse. Der CX9020 erkennt automatisch die angeschlossenen Busklemmen (K-Bus) oder EtherCAT-Klem-men (E-Bus) und schaltet in den entspre-chenden Modus.
Die CPU des CX9020 kann intern auf 1-GB-DDR3-RAM-Speicher zugreifen. Zum Lieferumfang gehört eine 256-MB- MicroSD-Karte für das Betriebssystem. Ein freier MicroSD-Kartenslot kann für zusätzli-che Anwenderdaten genutzt werden. Es stehen darüber hinaus 128 kByte NOVRAM für die Datenspeicherung bei Stromausfall zur Verfügung.
Der erweiterte Betriebstemperaturbe-reich von –25 bis +60 °C ermöglicht den Einsatz in klimatisch anspruchsvollen An-wendungen.
iNFos | KoNTAKTBeckhoff Automation AGRheinweg 9CH-8200 Schaffhausen
Telefon +41 (0)52 633 40 [email protected]

News & TreNdsAdverTor iAls
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 35
Neuer kompakter infrarot-Temperatursensor
n Bis zu 1350 °C misst der neue Infrarot-Temperatursensor der ifm electronic prob-lemlos. Zudem ist er das erste Gerät mit Display und Bedienung am Sensor selbst. Die einfache Programmierung über Taster sorgt dabei für einen schnellen Einsatz und überdies bewirken kratzfeste Präzisions-linsen minimale Streulichtempfindlichkeit.
Dort, wo Temperaturen nur indirekt messbar sind, also nicht direkt auf der Oberfläche wegen zum Beispiel zu grosser Hitze, finden Infrarot-Sensoren ihre Anwen-dung. Die Sensoren erfassen die ausge-sandte Infrarotstrahlung und setzen diese, je nach eingestellter Schaltschwelle in ein Ausgangssignal um. Das Gerät besitzt zwei
universell programmierbare und unabhän-gige Schaltausgänge.
Über Taster und Display werden die Schaltschwellen und Ausgangskonfigura-tionen mühelos und reproduzierbar einge-stellt. LEDs zeigen immer den jeweiligen Schaltzustand leicht erkennbar an. Selbst in extremer Umgebung, wie bei der Detek-tion von heissen Brammen in einem Stahl-werk oder in Giessereien, arbeitet dieser neue Infrarot-Temperatursensor der Bau-reihe TW7 von ifm electronic einwandfrei, hochpräzise und zuverlässig.
iNFos | KoNTAKTifm electronic agAltgraben 27CH-4624 Härkingen
Telefon +41 (0)800 88 80 33www.ifm.com/[email protected]
Neue Funktionen für sicher-heitskarte PMCprotego s
n In der Produktfamilie Antriebstechnik von Pilz stehen zwei neue Funktionen für die Sicherheitskarte PMCprotego S zur Verfü-gung. Mit «Sicher begrenzte Position» (SLP) und «Sicher begrenztes Schrittmass» (SLI) lassen sich Anwendungen mit positionsab-hängigen Sicherheitsfunktionen wirtschaft-lich und anwenderfreundlich absichern. Pilz ergänzt damit sein Portfolio für Safe Motion.
Mit den beiden neuen Funktionen las-sen sich Applikationen mit positionsabhän-gigen Sicherheitsfunktionen realisieren. «Sicher begrenzte Position» (SLP) über-wacht Endlagen wie zum Beispiel die sichere Bereichsüberwachung an Robotern oder Linearachsen. «Sicher begrenztes Schrittmass» (SLI) gewährleistet einen sicher begrenzten Transportschritt bei der Materialzuführung zum Prozess, etwa den Walzenvorschub an Pressen. In Verbindung mit einer sicher begrenzten Geschwindigeit (SLS) ermöglicht die SLI Funktion einen sicheren Tippbetrieb der Achsen. Generell wird bei einer Grenzwertverletzung der An-trieb durch die Sicherheitskarte sicher ab-geschaltet.
Safe Motion von Pilz ist die Kombina-tion der Sicherheitskarte PMCprotego S und des Servoverstärker PMCprotego D. Der
Verbund von Antrieb und Sicherheit ge-währleistet mit Bewegungs-, Stopp- und Bremsenfunktionen die Sicherheit des Wer-kers bei Bedienung, Rüsten, Formatwech-sel oder Wartung und erhöht gleichzeitig die Produktivität.
Anwender profitieren von hochdyna-mischen, kurzen Reaktionszeiten, einfache und schnelle Inbetriebnahme und Bedie-nung, sowie höchstes Sicherheitslevel mit nur einem Geber. Alle Sicherheitsfunktionen mit PMCprotego DS erfüllen die Anforde-rungen der Maschinenrichtlinie auf Basis der IEC 61800-5-2 und sind ausgelegt bis PL e nach EN ISO 13849-1 beziehungswei-se SIL CL 3 nach EN/IEC 62061.
iNFos | KoNTAKTPilz lndustrieelektronik GmbH Gewerbepark HintermättliCH-5506 Mägenwil
Telefon +41 (0)62 889 79 [email protected]
Safe Motion von Pilz: Die Sicherheitskarte PMCprotego DS verfügt über zwei neue Sicherheitsfunktionen.
Foto
: Pilz
Gm
bH &
Co.
KG
erster Anbieter von klima-neutralen schrumpffolien
n Die Saropack AG zeigt an der VERPA-CKUNG 2013 in Zürich, Anwendungen von klimaneutralen Schrumpffolien auf auto-matischen Folienverpackungssytemen.
Ökologische Verantwortung in der Ver-packung zu übernehmen ist einfacher ge-worden. Der Schrumpffolienspezialist Nr. 1, die Saropack AG, bietet allen Kunden die Möglichkeit, die die Schrumpffolien CO2 kompensiert zu beschaffen.
Das Unternehmen engagiert sich zu-sammen mit den Kunden für einen optima-len Verpackungsprozess und die Reduzie-rung der Dicke des Folienmaterials. Das verbleibende Folienmaterial kann CO2 kom-pensiert werden in Klimaprojekten von my-climate. In diesen Kontext passen die wich-tigsten Grundsätze, für die sich Saropack einsetzt: Saubere Umwelt, hohe Qualität,
partnerschaftlicher Umgang mit Kunden und neue Ideen. Mit der richtigen Technik, geeignetem Verbrauchsmaterial und einem einzigartigen Know-how entstehen indivi-duelle und ökologische Lösungen für die vielfältigsten Industrie- und Wirtschaftsbe-reiche.
VERPACKUNG, ZürichHalle 3, Stand A16
iNFos | KoNTAKTSaropack AGSeebleichestrasse 50CH-9401 Rorschach
Telefon +41 (0)71 858 38 [email protected]

36 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier oberflächentechnik , härten
höchste oberflächenqualität erzielenGlattwalzen, Festwalzen und Zylinderrohrbearbeitung – mit dem richtigen Werkzeug wirtschaftlich und prozesssicher höchste Oberflächenqualität erzielen, muss keine Hexerei sein.
Insbesondere in den letzten Jah-ren wurde eine breite Produkt-
palette entwickelt, die vielfältige Anwendungen abdeckt. Hierzu gehören auch besondere Inno-vationen, an die man bei den
und kostenintensive Anlagen und Maschinen eingesetzt. Der Trend zu immer wirtschaftliche-ren Fertigungsabläufen führte jedoch zu einem immer grösser werdenden Einsatz von Glatt- und Festwalzwerkzeugen, wel-che auf Bearbeitungsmaschinen die Bauteile zum Beispiel in einer Aufspannung nach einem spanenden Prozess glatt- oder festwalzen. Ein näherer Blick auf die Verfahren soll die Quelle vielfältiger Lösungen und An-wendungsmöglichkeiten aufzei-gen.
rollieren oder GlattwalzenDie Verfahren Glatt- und Fest-walzen, beides umformende Ver-fahren zur Beeinflussung der
Randzoneneigenschaften eines Bauteils, werden oftmals als «Rollieren» bezeichnet, jedoch ist es sinnvoll, beide Verfahren klar von einander und auch vom Rollieren zu unterscheiden. In der VDI-Richtlinie 2032 von 1979, welche grundlegend über-arbeitet werden müsste, wird be-reits eine Unterscheidung zwi-schen Rollieren und Glattwalzen vorgenommen. Im Laufe der Jahre hat sich der Begriff des Rollierens jedoch immer weiter verbreitet. Dies allerdings mit einer inhaltlichen inkorrekten Bedeutung, wie aus der VDI-Richtlinie deutlich wird. Fokus-sierend auf die Verfahren Glatt- und Festwalzen macht allein die jeweilige Zielstellung des Verfah-rens eine Trennung beider Ver-fahren Sinn. Während beim Glattwalzen eine bestimmte Oberflächengüte in Form eines spezifischen Rauhigkeitswertes erzielt werden soll, so ist beim Festwalzen die Betriebsfestigkeit zu erhöhen. Diese Steigerung der Bauteillebensdauer basiert zwar auch auf einer Glättung der Oberfläche, jedoch haben die er-
«alten» Verfahren gar nicht den-ken würde.
Die Einsatzgebiete für Glatt-walzen und Festwalzen reichen vom allgemeinen Maschinen-bau, dem Automobil- und Flug-zeugbau, dem Motorenbau bis in die Kraftwerks- und Medizin-technik. In all diesen Bereichen werden ECOROLL Werkzeuge für die Oberflächenbehandlung beziehungsweise zur Erhöhung der Bauteillebensdauer oder zur Realisierung des Leichtbaus ein-gesetzt. In der Vergangenheit wurden für die Verfahren Glatt- und Festwalzen häufig separate
Bild 1. Bild 2.
Zu Den AutorenDr.-Ing Karsten RöttgerDipl.-Ing. Sirko FrickeForschung & Entwicklung (F & E)ECOROLL AG WerkzeugtechnikHans-Heinrich-Warnke-Strasse 8D-29227 Celle Telefon +49 (0)5141 9865 [email protected]
n Anzeige

Dossier oberflächentechnik , härten
zielte Kaltverfestigung und die Induzierung von Druckeigenspannung in die Randzone einen erheblichen Einfluss.
Ein weiterer Unterschied zwischen beiden Verfahren liegt in der Qualitätsprüfung. Diese ist beim Glattwalzen simpel durch zum Bei-spiel eine taktile Messung der Oberflächengü-te durchzuführen. Beim Festwalzen jedoch lassen sich Parametereinflüsse durch Lebens-daueruntersuchungen, Messungen von Eigen-spannungstiefenverläufen usw. nur durch Zerstörung des Bauteils verifizieren. Auch die Qualitätskorrektur ist in dieser Hinsicht zwi-schen beiden Verfahren unterschiedlich. Beim Glattwalzen lässt sich ein nicht erreichter Oberflächenkennwert in den meisten Fällen durch einen wiederholten Bearbeitungspro-zess erzielen. Beim Festwalzen müsste das Wiederholen eines Bearbeitungsprozesses im Grunde durch Tests und Untersuchungen verifiziert werden, welches nur durch zerstö-rende Prüfverfahren realisierbar ist. Für einen Serienprozess ist hier deshalb darauf zu ach-ten, vorher bestimmte Bearbeitungsparameter (Festwalzkraft, Vorschub usw.) strikt einzu-halten. Aus diesem Grund wurde im Hause ECOROLL eine neue benutzerfreundliche Prozessüberwachung entwickelt, welche die prozessrelevanten Parameter für das Festwal-zen überwacht und dokumentiert. Diese Lö-sung beinhaltet eine Vielzahl unterschied-lichster Überwachungsmöglichkeiten die nach Kundenwunsch konfigurierbar sind. Dazu ge-hören die Eingabe von Serien- und Bearbei-tungsnummern, die nachhaltige Speicherung und der Transfer der generierten Daten sowie eine übersichtliche Visualisierung der erzeug-ten Überwachungskurven.
Für beide Verfahren sind unterschiedli-che Prozesskinematiken realisierbar. Die ein-fachste Variante das Glatt- oder Festwalzen im Einstichverfahren (Bild 1). Hierbei wird die Oberfläche an einer axialen Position mit der Werkzeugspitze kontaktiert, die Walz-kraft über einige Umdrehungen aufgebaut und dann über mehrere Umdrehungen aus konstantem Level übertragen. Am Ende wird über einige abschliessende Umdrehungen die Walzkraft abgebaut. Der Auf- und Abbau hat eine starke Relevanz, da es sonst zu Span-
nungsgradienten in der Randzone des Bau-teils kommen kann, und somit ein frühzeiti-ger Ausfall des Bauteils begünstigt würde. Durch ein Hinzuschalten eines Vorschubs werden die Verfahren des Glatt- und Festwal-zens im Vorschubverfahren durchgeführt (Bild 2), um zum Beispiel zylindrische Flä-chen einfach und schnell bearbeiten zu kön-nen. Durch ein patentiertes Werkzeugprinzip ist auch das Bearbeiten von ebenen und Frei-formflächen realisierbar (Bild 3). Hierbei wird die Werkzeugspitze über ein Nachführ-system geführt. Der Anwender ist hierdurch in der Lage, unterschiedliche Abstände von der Werkzeugspitze zur Bauteiloberfläche in einem bestimmten Bereich zu kompensieren, wobei kontinuierlich eine konstante Walz-kraft auf die Oberfläche übertragen wird. Dies ermöglicht die Bearbeitung komplexer Geometrien mit immer gleich bleibender Prozessqualität. Das Prinzip dieser hydrostati-schen Werkzeuge zum Glatt- und Festwalzen ermöglicht ausserdem das Bearbeiten von Komponenten mit einer hohen Ausgangs-härte. Werkzeuge mit mechanisch gelagerten Wälzkörpern werden in der Regel nur bis Ausgangshärten von 45 HRC eingesetzt. Da-rüber hinaus wäre unter anderem der Ver-schleiss ein nicht zu vernachlässigender Nachteil. Mit den Werkzeugen, die eine hyd-rostatisch gelagerte Kugel besitzen, sind aller-dings Ausgangshärten von bis zu 62 HRC noch bearbeitbar. Selbst bei derartigen Be-dingungen ist immer noch eine Oberflächen-glättung, eine Kaltverfestigung und die In-duzierung von Druckeigenspannungen in die Bauteilrandzone zu erkennen. Diese drei we-sentlichen Eigenschaften der Randzone eines Bauteiles bestimmen im Wesentlichen die Bauteillebensdauer. Sie sind jedoch nicht nur von den finalen Bearbeitungsschritten in der industriellen Fertigung, sondern auch immer vom Werkstoff abhängig.
Vorteile GlattwalzenDas Glattwalzen (Bild 4) ist ein jahrzehnte-lang bewährtes Verfahren, das im Rautiefen-bereich Rz <10 µm grosse technische und wirtschaftliche Vorteile bietet. Die durch Glattwalzen oft erzeugten «spiegelglatten» Oberflächen zeichnen sich durch einen ho-hen Profiltraganteil aus. Weitere Vorteile von glattgewalzten Oberflächen sind geringere Reibung, erhöhte Verschleissfestigkeit und
Bild 3.
Bild 4.

38 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier oberflächentechnik , härten
Zunahme der Oberflächenhärte. Es entstehen weder Späne noch Schleifschlamm durch dieses Umformverfahren. Dadurch wird die Umweltbelastung ver-ringert und Entsorgungskosten reduziert. Die Wirtschaftlichkeit wird durch kurze Bearbeitungs-zeiten und den Verzicht auf teure Nachbearbeitungen noch weiter erhöht. Bei der Umstellung von Schleifen, Polieren oder Honen auf Glattwalzen ist eine Reduzie-rung der Fertigungskosten um mehr als 50 Prozent möglich.
Ein weiterer Vorteil ist, dass diese Endbearbeitung, genauso wie das Festwalzen, in einer Aufspannung zum Beispiel an einer Drehmaschine durchge-führt werden kann, und hier-durch Kosten für zusätzliche Maschinen entfallen sowie Haupt- und Rüstzeiten extrem reduziert werden können. Fol-gende Verfahren lassen sich ganz oder teilweise durch das Glatt-walzen amortisieren: Feindre-hen, Schleifen, Reiben, Honen, Polieren und Schaben.
Beim Glattwalzen werden durch plastische Umformung der
Bild 5.
Bild 6.
Werkstück-Randzone hervorra-gend glatte Oberflächen erzeugt. Es nutzt die Umformbarkeit der gesamten oberflächennahen Werkstoffschicht. Die Erhöhun-gen werden annähernd senk-recht zur Oberfläche niederge-drückt und die Täler von unten her aufgefüllt (Bild 5). Die Glät-tung erfolgt somit durch das Fliessen der gesamten oberflä-chennahen Werkstoffschicht und nicht entsprechend einer weit verbreiteten falschen An-nahme durch «Umbiegen» oder «Umbördeln» der Spitzen des Rautiefengebirges.
Vorteile festwalzenFestwalzen (Bild 6) wird seit vie-len Jahren erfolgreich angewen-det und ist das einzige mechani-sche Endbearbeitungsverfahren, welches drei signifikante Vorteile miteinander kombiniert und so-mit zu einer Erhöhung der Fes-tigkeit beziehungsweise der Le-bensdauer des Bauteils führt. Festgewalzte Oberflächen zeich-nen sich zunächst durch eine sehr geringe Rauhigkeit aus. Zu-sätzlich sind Druckeigenspan-
nungen und Versetzungen, die durch Kaltverfestigung entste-hen, verantwortlich für eine Ver-zögerung des Anrisses sowie ver-zögertes Risswachstum. Hier-durch kann oftmals eine Lebens-dauersteigerung um den Faktor 10 erzielt werden. Die Schwing-festigkeit kann teilweise um den Faktor 4 erhöht werden. Gegen-über Alternativverfahren, wie zum Beispiel Kugelstrahlen, bie-tet Festwalzen in der Regel eine grössere Festigkeitssteigerung, wobei es ausserdem insbesonde-re bei rotationssymmetrischen Bauteilen günstiger in die Pro-zesskette integrierbar ist. Durch das Festwalzen können folgende Verfahren ganz oder teilweise er-setzt werden: Kugelstrahlen, Aufdornen, Laser-Shock-Proces-sing, Wasserstrahlen, Autofretta-ge und Coinen.
ECOROLL-Werkzeuge zeich-nen sich dadurch aus, dass sie auf konventionellen Werkzeug-maschinen eingesetzt werden können. Auf diese Weise kann ein Werkstück unmittelbar nach der Zerspanung in der gleichen Aufspannung festgewalzt wer-den. Rüstzeiten und Transport-kosten entfallen somit. In Einzel-fällen, bei denen es wie beim Festwalzen nicht sinnvoll er-scheint, eine Drehmaschine mit dem Verfahren zu belegen, kann eine Festwalzmaschine für spezi-elle Anwendungsfälle konzipiert werden.
Durch stetigen und intensi-ven Kundenkontakt konnten in den letzten Jahren innovative Entwicklungen konstruiert wer-den. Hierdurch war man immer in der Lage, neueste Kunden-
wünsche durch Werkzeuganpas-sungen oder Neuentwicklungen zu realisieren und immer wieder neu auftretende Anwendungen für die Verfahren und Glatt- und Festwalzen zu bearbeiten. Dazu gehörten in der jüngsten Vergan-genheit ein Wirbelwalzkopf zur Bearbeitung von Exzenterschne-ckenwellen auf Wirbelmaschi-nen, eine neue Werkzeuggene-ration mit mechanisch gelager-ten Rollen und hydraulischer Steuerung des Werkzeugs aber auch einer Reihe an Neuerungen für kombinierte Werkzeuge zur Zylinderrohrbearbeitung sowie die neu entwickelte Prozessüber-wachung beim Festwalzen. Da-mit dies auch in Zukunft ge-schieht, strebt die ECOROLL AG Werkzeugtechnik auch zukünf-tig nach einem engen Kunden-kontakt, um weiterhin höchste Qualität und Kundenzufrieden-heit für die Bereiche Glatt- und Festwalzen als auch Zylinder-rohrbearbeitung bieten zu kön-nen.
infos | kontAktUrma AG WerkzeugfabrikObermatt 3CH-5102 Rupperswil
Telefon +41 (0)62 889 20 [email protected]
www.ecoroll.de
n Anzeige

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 39
Dossier oberflächentechnik , härten
Vielfalt durch reibbeschichtungen
Das Breitband-Beschichtungsverfahren erlaubt es, technische und dekorative Schichten für viele unterschiedliche Anwendungen herzu stellen. Der Reibbeschichtungsprozess reduziert nicht nur Materialkosten und Rohstoffverbrauch, sondern ermöglicht zudem eine breite Funktions-palette.
In Zeiten seltener und teurer Rohstoffe gewinnen Verfahren
zur Veredelung von kostengüns-tigen Materialien mit hochwer-tigen Beschichtungswerkstoffen zur Kosteneinsparung und Er-weiterung der Funktionalität im-mer mehr an Bedeutung.
Zu diesem Zweck wurde ein neues Breitbandbeschichtungs-verfahren entwickelt, das es er-laubt, technische und dekorative Schichten für sehr viele unter-schiedliche Anwendungen in einem Reibbeschichtungsprozess aufzutragen.
Dabei wird das Auftragsma-terial durch Reibung an der Werkstückoberfläche und zu-sätzliche externe Wärmequellen so erwärmt und plastifiziert, dass es unter Druck mit dem optional
worauf sich selbiges mit definier-tem Vorschub entlang des Subst-rates bewegt und eine Auftrags-
schicht ähnlich einer Schweiss-raupe erzeugt (Bild 1). Durch die Verlagerung des Prozesses in Schutzgasatmosphäre [4, 5] können eventuell auftretende Oxida tionserscheinungen ver-mieden werden.
Die Materialkombinationen reichen von der Beschichtung ei-nes reinen Metalls auf ein metal-lisches Substrat bis hin zu Ver-bundwerkstoffen durch Einlage-rung und Beschichtung von Sili-ziumkarbid in eine Baustahl- oder Aluminiummatrix wie in [6] er-wähnt. Eine Grosszahl der bisher bekannten Untersuchungen spe-zialisieren sich auf ein paar we-nige Materialkombinationen.
Der in diesem Artikel be-schriebene Schweissprozess des Reibbeschichtens soll durch die Nutzung einer zusätzlichen Wär-mequelle den Bereich möglicher Materialkombinationen um ein Vielfaches erweitern. Dadurch können hohe Materialeinspa-rungen teurer und seltener Ma-terialien erreicht werden.
Dies lässt sich anhand eines einfachen Beispieles von Edel-
ebenfalls zusätzlich erwärmten Werkstück eine Verbindung ein-geht. Der Verbindungsprozess ist dem des bekannten Reibschweis-sens und Reibauftragsschweissen verwandt. Neben der reinen Ma-terialeinsparung stehen auch die folgenden potenziellen Einsatz-gebiete im Vordergrund: – Verschleissschutz – Korrosionsschutz – Reibwerterhöhung – Reibwertminderung – Instandsetzung – Festigkeitssteigerung – Rohstoffersparnis – Elektrische Leiflächen – Leichtbau
stand der technikDas klassische Reibauftrags-schweissverfahren (allgemein unter dem Begriff «friction sur-facing» in der Literatur erwähnt) wurde bereits weitläufig unter-sucht [1, 2, 3]. Hierbei wird ein stabförmiges, rotierendes Auf-tragsmaterial mit seiner Stirnsei-te auf ein flaches oder rundes Substrat aufgepresst. Dadurch erfolgt eine Erwärmung und Er-weichung des Auftragsmaterials
ZuM AutorProf. Dr.-Ing. Paul SchindeleHochschule KemptenBahnhofstrasse 61D-87435 Kempten
Telefon +49 (0)831 2523 [email protected]
Bild 1: Typische Reibauftragsschweissraupe.
n Anzeige

40 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier oberflächentechnik , härten
stahl 1.4301 (X5CrNi18-10) und Baustahl 1.0038 (S235JR) auf-zeigen. Der Edelstahl ist dabei in der Beschaffung ungefähr fünf mal so teuer (blankgezogene Rundmaterialien) wie das Bau-stahlmaterial.
Beim Vergleich einer Bau-stahlwelle mit einem Durchmes-ser von 16 mm mit einer reibauf-tragsgeschweissten Edelstahl-schicht von 2 mm zu einer rei-nen Edelstahlwelle mit einem Durchmesser von 20 mm kön-nen volumentechnisch etwa zwei drittel des Edelstahlmate-rials eingespart werden. Dies entspricht einer Materialkosten-einsparung von über 50 Prozent.
ProzessbeschreibungDer Prozess des Reibbeschich-tens macht sich die Reibung zwi-schen Auftragsmaterial und Subs trat zur Verteilung des er-weichten Beschichtungsmateri-als zu nutze. Die Plastifizierung des Beschichtungsmaterials auf Auftragstemperatur erfolgt dabei
nicht nur, wie bisher bekannt [1, 2, 3, 4, 5, 6, 7, 8], durch die Reibwärme sondern zusätzlich durch weitere Wärmequellen, welche im einfachsten Fall als zusätzliche Reibelemente me-chanisch ausgeführt werden können. Als weitere Wärme-quellen sind beispielsweise Heiz-flammen, Induktion, Lichtbogen, Laser-, Elektronen- oder Plasma-strahl nutzbar.
Grundlegenden Versuche wurden dabei mit einem schei-benförmigen Auftragsmaterial (Bild 2, Pos. 1) auf einem flachen Substrat (Pos. 2) durchgeführt. Vorbereitend erfolgt die Erhit-zung der Scheibe am Rand auf die jeweilige Erweichungstem-peratur versuchsweise mit Licht-bogen, Heizflamme oder einem Reibelement. Schliesslich drückt ein pneumatisch betriebener Zy-linder die Scheibe mit definier-tem Druck auf das Substrat, wo-bei sich die Scheibe mit ihrer Umfangsfläche entlang des
Flachmaterials mit vorgegebe-nem Vorschub bewegt. Ergebnis ist eine dünne Beschichtungs-spur (in Bild 2 grau dargestellt). Die Bewegung kann dabei ähn-lich spanenden Fertigungsver-fahren im Gleich- oder Gegen-lauf stattfinden (siehe Pfeilrich-tung Bild 2).
Für das Auftragen höherer Schichtdicken eignet sich der Prozess wie in Bild 3 und Bild 4 dargestellt.
In Stufe 1 des Prozesses er-folgt die separate Erwärmung von Substrat und Auftragsmate-rial (Bild 3). Das Beschichtungs-material (Pos. 1) und das Subs-trat (Pos. 2) werden durch eine
jeweils angepasste Induktions-spule (Pos. 3 und 4) auf Be-schichtungstemperatur erhitzt. In Stufe 2 erfolgt der eigentliche Beschichtungsvorgang (Bild 4). Die Stirnfläche des zylindrischen Auftragsmaterials (Pos. 1) wird dabei rotierend auf das Substrat aufgepresst.
Anschliessend verfährt das Auftragsmaterial entlang des Substrates, was zur Aufschweis-sung der Schicht führt. Während der Beschichtungsphase kann die Induktionsspule genutzt wer-den, um eine fortwährende Plas-tifizierung des Beschichtungs-materials zu gewährleisten. Durch die sich addierenden Re-
Literatur[1] Voutchkov, I. et al., An integrated approach to friction surfacing process optimisation, Surface and Coatings Technology, (2001), 141, 26–33. [2] Vitanov, V. I., Voutchkov, I. I. and Bedford, G. M., Neurofuzzy approach to process parameter selection for friction surfacing applications, Surface and Coatings Technology (2001), 140 (3), 256–262. [3] Bedford, G. M., Vitanov, V. I. and Voutchkov, I. I., On the thermo- mechanical events during friction surfacing of high speed steels, Surface and Coatings Technology, (2001), 141 (1), 34–39. [4] Chandrasekaran, M., Batchelor, A. and Jana, S., Study of the interfacial phenomena during friction surfacing of aluminium with steels, Journal of Materials Science, (1997), 32, 6055–6062. [5] Chandrasekaran, M., Batchelor, A. and Jana, S., Study of the interfacial phenomena during friction surfacing of mild steel with tool steel and inconel, Journal of Materials Science (1998), 33, 2709–2717. [6] Madhusudhan Reddy, G. M. et al., Friction surfacing: novel technique for metal matrix composite coating on aluminium–silicon alloy. Surface Engineering, (2009), 25 (1), 25–30. [7] Khalid Rafi, H. et al., Thermal Profiling Using Infrared Thermogra-phy in Friction Surfacing. Metallurgi-cal and Materials Transactions (2011), 42 (11), 3425–3429. [8] Khalid Rafi, H. et al., Proceedings of the World Congres on Engineering 2010 Vol II: Friction Surfacing of Austenitic Stainless Steel on Low Carbon Steel: Studies on the Effects of Traverse Speed.
Bild 2: Reibbeschichten mit einer Scheibe. Bild 3: Reibbeschichten stirnseitig mit
Induktion, Stufe 1: Erwärmungsphase.
Bild 4: Reibbeschichten stirnseitig mit
Induktion, Stufe 2: Beschichtungsphase.
Bild 5: Edelstahlschichten auf
Baustahlsubstrat.
n Anzeige

Dossier oberflächentechnik , härten
lativgeschwindigkeiten entsteht eine Bewe-gung in Gleich- und Gegenlauf, vergleichbar einem Fräsvorgang.
Beide Verfahrensprinzipien nach Bild 2 und 3 lassen sich ebenfalls auf der Umfangs-fläche von runden Werkstücken anwenden.
ergebnisse und ausgesuchte AnwendungenNach zahlreichen Reibbeschichtungsversu-chen war es möglich verschiedenste Materia-lien auf eine Reihe von Grundwerkstoffen auzutragen. Durch das Aufbringen mehrerer Schichten übereinander lassen sich, wie in Bild 5 ersichtlich, Schichtdicken von mehre-ren Millimetern auf flachen und runden Werkstücken erzeugen.
Beim Auftrag von Kaltarbeitsstahl (100Cr6) und Edelstahl (X5CrNi18-10) auf Aluminium (Bild 6 und 7) liess sich eine Schicht von 2 mm Stärke mit einem Be-schichtungsvorgang auftragen. Die Beschich-tung von Stahl (S235JR) mit Aluminium (AlMgSi0,5) erfolgte als dünne Schicht auf ein Rohr (Bild 8).
Weitere Versuchsreihen und deren Erst-dokumentation sind unter der am Endes des Artikels angegebenen Internetadresse abruf-bar. Im Rahmen der Fertigung erster Ver-suchsstücke durch Reibbeschichten wurden auch Pilotprojekte mit unterschiedlichen Fir-men durchgeführt und abgeschlossen.
Die Anwendungen reichen in die ver-schiedensten Bereiche. So ist es beispielswei-se denkbar eine Edelstahlwelle für die papier-verarbeitende Industrie, statt aus Edelstahl Vollmaterial, aus Baustahl zu fertigen und mit Edelstahl zu beschichten. Zudem ist es möglich die verschlissene Welle schnell und effizient mit dem Reibbeschichtungsverfah-ren instand zu setzen, indem verschlissene Stellen nachbearbeitet werden.
Die Verstärkung von Handhabungswerk-zeugen aus Aluminium ist dabei durch das Aufschweissen von Stahl- oder Aluminium-raupen an Stellen hoher Spannung und an Krafteinleitungsflächen gewichtssparend um-
setzbar. Die Masse von beweglichen Teilen kann somit zusätzlich reduziert werden.
Weiterführend ist es praktikabel Auf-tragsschweissungen zur Versteifung und In-standsetzung verschiedenster Bauteile (Bag-gerschaufeln, Armierungsplatten und Werk-zeugen im Allgemeinen) mit dem Reibbe-schichtungsverfahren durchzuführen.
Als potenzielle Anwendung in der Medi-zintechnik könnten zukünftig Keramikim-plantate mit einer stützenden, aufgeriebenen Titanschicht versehen werden. Die Erzeu-gung von Gleitlagerstellen erfolgt material-sparend lokal begrenzt durch Reibbeschich-ten, statt dem materialaufwändigen Einpres-sen einer Lagerbuchse. Später erneuert ein Reibbeschichtungsprozess die verschlissenen Gleitlagerstellen.
Zusätzlich könnte das Reibbeschichten als Prozessvorbereitung für weitere Beschich-tungs- und Verbindungsverfahren, wie Aktiv-löten (Titanschicht auf Keramik als Verbin-dungsschicht) oder Schweissen, eine mög-liche Lösung für vorhandene Verbindungs-probleme darstellen. Die Anwendungen des Reibbeschichtungsverfahrens mit der Nut-zung zusätzlicher Wärmequellen sind alleine im Metallbereich sehr breitgefächert und es lassen sich Materialien miteinander ver-schweissen, welche sich mit anderen Verfah-ren nicht mehr problemlos verbinden lassen.
AusblickDas in diesem Artikel vorgestellte Reibbe-schichtungsverfahren soll zukünftig im Rah-men eines Forschungsprojektes näher unter-sucht werden. Erste Versuche lieferten durchwegs optisch gute Ergebnisse bezüglich der Beschichtungsqualität von Metallschich-ten wie Edelstahl, Kaltarbeitsstahl oder Bau-stahl auf Metallsubstraten wie Baustahl oder Aluminium. Die Potenziale des Reibbeschich-tens sind noch nicht ausgeschöpft. So ist es das Ziel zukünftiger Untersuchungen weitere Anwendungsmöglichkeiten aufzuzeigen.
Bild 6: Kaltarbeitsstahl unbearbeitet auf Aluminium Flachmaterial.
Bild 7: Edelstahl auf Aluminium. Bild 8: Aluminium auf Stahl.

42 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier oberflächentechnik , härten
Der Alchimist im Polierbereich
Seit 1945 wertet die schweizerische Uhrenindustrie ihre Produktion auf, indem sie sich auf das erstklassige Know-how im Polierbereich ihres langjährigen Geschäftspartners, die Firma Auchlin SA mit Sitz in CH-2520 La Neuveville, stützt.
Die vom Unternehmen gebote-nen Polierkapazitäten (che-
misch-mechanisches Polieren, CMP) betreffen hauptsächlich kleine wertvolle Präzisionsteile, die satzweise oder als Schüttgut bearbeitet werden. Die traditi-onellen Teilpoliervorgänge ma-chen 85 Prozent der Unterneh-menstätigkeit aus, und das hand-werkliche Know-how entwickelt sich überwiegend in diesem Tä-tigkeitsbereich. Bis zu dreizehn Vorgänge werden auf Teilen ausgeführt, die manchmal nur wenige Zehntelmillimeter gross sind, und bei jeder Etappe wer-den die Teile zunehmend perfek-ter. In den Geschäftsräumen des Unternehmens sind ständig mehrere Millionen Teile mit mehreren hundert verschiede-nen Referenzen im Umlauf.
ein nicolas flamel der heutigen ZeitDer Titel dieses Artikels enthält den Begriff Alchimie, denn ge-nau wie die Gelehrten, die Blei in Gold verwandeln wollten,
ge und Arbeiten entsprechend abändern.
Zahlreiche WechselwirkungenDer Polierberuf beruht zwar auf Spitzenkenntnissen, die es zu be-herrschen gilt, er erfordert aber auch ständig die Suche nach neuen Lösungen. Herr Auchlin erklärte uns: «Manchmal wissen unsere Kunden nicht genau, was machbar ist, und wir arbeiten eng mit ihnen zusammen, um die richtige Lösung zu finden.» Frau Frioud Auchlin fügte hinzu: «Unsere Kunden zwingen uns ständig, noch bessere Lösungen ausfindig zu machen. Und wir sind für unsere Kompetenzen bekannt.»
Polieren von schüttgut? Gar nicht so einfach!Wir haben hauptsächlich die Po-liervorgänge von Werstücksät-zen beschrieben, aber das Unter-nehmen verfügt auch über aus-sergewöhnliche Kompetenzen was das Polieren von Schüttgut (CMP) beziehungsweise Trowali-sieren anbelangt. Herr Auchlin erklärte uns: «Wir verfügen über verschiedene Maschinentypen und sehr zahlreiche Träger-, Schleifmittel- und Flüssigkeits-typen. Jedes zu polierende Werkstück verlangt eine speziel-le Mischung. Je nach Geometrie der auszuführenden Werkstücke wählen wir die geeigneten Trä-gerform.» Herr Auchlin zeigte uns für die Elektronikindustrie bestimmte Metallmikroteile ne-ben einer Handvoll Kunststoff-teile, um uns diese Vielfalt vor Augen zu führen – diese De-monstration war sehr aussage-kräftig.
Das Unternehmen führt auch Werkstoffe aus, indem die beiden Poliertechniken verbun-den werden – zuerst CMP, dann traditionelles Teilpolieren für be-stimmte Teile.
infos | kontAktAuchlin SAPrapion 1CH-2520 La Neuveville
Telefon +41 (0)32 751 34 64www.auchlin.ch [email protected]
sind die Fachleute des Unterneh-mens ständig bestrebt, aus den gelieferten bearbeiteten Teilen hochwertige Komponenten zu machen. Aber ihre Aufgabe ge-staltet sich noch schwieriger, denn so manche Grundelemente ihrer Arbeit sind bereits Teile, die oft einen sehr hohen Mehrwert haben. Es darf also kein Fehler unterlaufen, denn dies hätte schwerwiegende Folgen.
Qualität, termineinhaltung, WiederholbarkeitDie Arbeitsvorgänge des Unter-nehmens hätten jeden Alchimis-ten verrückt gemacht. Tag für Tag müssen Teile gemäss sehr stren-gen Anforderungen hinsichtlich Grösse und Optik umgewandelt werden, darüber hinaus ist eine hohe Reaktivität erforderlich, wobei Wiederholbarkeit und Qualitätsbeständigkeit gewähr-leistet werden müssen. Frau Fri-oud Auchlin meinte dazu: «Un-ser Beruf beruht auf einem sehr grossen Know-how, das täglich weiter vervollständigt wird, und wir können uns auf diese lang-jährige Erfahrung verlassen, um unseren Kunden geeignete Lö-sungen anbieten zu können.»
Jeder teil hat spezielle AnforderungenDiese Kompetenzen spiegeln sich in der sehr grossen Vielfalt der Teile wider, die das Unter-nehmen in der Lage ist auszu-führen. Jeder Auftrag stellt eine neue Herausforderung dar, denn es gilt jedes Mal, neue Lösungen und Kniffe zu entwickeln. Die unterschiedliche Decolletage- und Formschmiedequalität ver-langt von uns, den Polierfach-leuten, eine grosse Anpassungs-fähigkeit, indem wir die Vorgän-
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 43
Metaoberflächen vor dem Durchbruch Metaoberflächen aus künstlichen Metamaterialien mit unnatürlichen Lichtleitungseigenschaften sind seit einiger Zeit ein heisses Thema in der Forschung.
Nun stehen sie vor dem wirkli-chen Durchbruch, so US-For-
scher im Magazin Science. «Ich denke, wir wissen jetzt genug, um wirklich Prototypen für man-che Anwendungen zu entwi-ckeln», so Alexander Kildishev, Elektro- und Computertechniker an der Purdue University (http://purdue.edu). Da Metaoberflä-chen sehr präzise Kontrolle über Licht ermöglichen, haben sie Po-tenzial in diversen Bereichen von Solarzellen über Computer und Telekommunikation bis hin zu besseren Mikroskopen.
Künstlich gefertigte Metamate rialien haben Eigen-schaften, die so in der Natur
werden könnten. Denkbar sind laut dem Purdue-Team beispiels-weise «Hyperlinsen», die opti-sche Mikroskope zehn Mal leis-tungsfähiger machen ebenso wie neuartige Lichtgewinnungssys-teme, durch die Solarzellen deutlich effizienter werden. Die Forscher glauben, dass Me-taoberflächen auch mit den atomdünnen Lagen des Kohlen-stoff-Wundermaterials Graphen kombiniert werden können – das Ergebnis würde seine opti-schen Eigenschaften dramatisch verändern, sobald eine Span-nung angelegt wird.
Eine grosse Hoffnung ist auch, dass Metaoberflächen die gezielte Nutzung einzelner Pho-tonen (Lichtteilchen) ermög-licht. Das könnte nicht nur Swit-ching und Rounting in Compu-tern und Telekommunikation wesentlich beschleunigen, son-dern auch eine extreme Minia-turisierung optischer Geräte er-lauben. Selbst das, wodurch Me-tamaterialien erstmals ausser-halb von Fachkreisen Beachtung erlangt haben, ist laut Purdue-Forschern nicht auszuschliessen – eine Tarnkappe.
nicht vorkommen, wie beispiels-weise einen Brechungsindex, der kleiner als eins oder sogar negativ ist. Einer breiteren Öf-fentlichkeit bekannt geworden ist das Konzept, als Forscher die erste Tarnkappe vorgestellt ha-ben – ein Labor experiment fern-ab jeglicher realweltlicher An-wendung. Inzwischen ist die Forschung weiter fortgeschrit-ten, ein modernes Konzept sind extrem dünne Schichten aus Materialien, die sich auch nicht mehr wie drei dimensionale Strukturen ver halten.
Eben diese Metaoberflächen sind nach Ansicht des Purdue-Teams inzwischen so weit, das
man ernsthaft über praktische Anwendungen nachdenken kann. Das liegt auch daran, dass mit den dünnen Schichten bis-lang grosse Probleme wie hohe Verluste und die Kosteneffizienz der Herstellung lösbar scheinen. Denn Metaoberflächen sind zu heutigen industriellen Ferti-gungsmethoden kompatibel. «Wenn wir bestimmte plasmoni-sche Materialien nutzen, können sie in bestehende Halbleiter-Pro-zesse integriert werden, was sie für die Kommerzialisierung at-traktiv macht», erklärt Kildishev.
Gewaltiges AnwendungspotenzialWas Metaoberflächen so attrak-tiv macht, ist aber auch, dass sie auf ein breites Spektrum von Anwendungen zugeschnitten
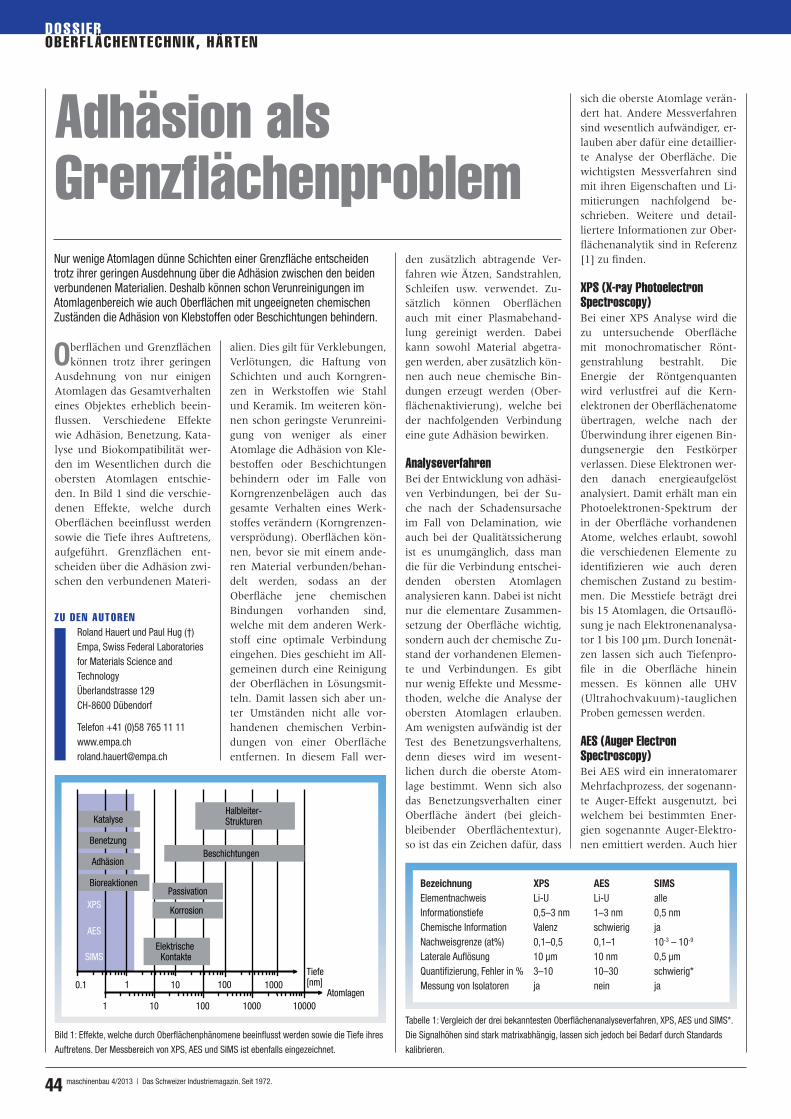
44 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier oberflächentechnik , härten
Dossier oberflächentechnik , härten
Adhäsion als GrenzflächenproblemNur wenige Atomlagen dünne Schichten einer Grenzfläche entscheiden trotz ihrer geringen Ausdehnung über die Adhäsion zwischen den beiden verbundenen Materialien. Deshalb können schon Verunreinigungen im Atomlagenbereich wie auch Oberflächen mit ungeeigneten chemischen Zuständen die Adhäsion von Klebstoffen oder Beschichtungen behindern.
sich die oberste Atomlage verän-dert hat. Andere Messverfahren sind wesentlich aufwändiger, er-lauben aber dafür eine detaillier-te Analyse der Oberfläche. Die wichtigsten Messverfahren sind mit ihren Eigenschaften und Li-mitierungen nachfolgend be-schrieben. Weitere und detail-liertere Informationen zur Ober-flächenanalytik sind in Referenz [1] zu finden.
XPs (Xray Photoelectron spectroscopy)Bei einer XPS Analyse wird die zu untersuchende Oberfläche mit monochromatischer Rönt-genstrahlung bestrahlt. Die Energie der Röntgenquanten wird verlustfrei auf die Kern-elektronen der Oberflächenatome übertragen, welche nach der Überwindung ihrer eigenen Bin-dungsenergie den Festkörper verlassen. Diese Elektronen wer-den danach energieaufgelöst analysiert. Damit erhält man ein Photoelektronen-Spektrum der in der Oberfläche vorhandenen Atome, welches erlaubt, sowohl die verschiedenen Elemente zu identifizieren wie auch deren chemischen Zustand zu bestim-men. Die Messtiefe beträgt drei bis 15 Atomlagen, die Ortsauflö-sung je nach Elektronenanalysa-tor 1 bis 100 µm. Durch Ionenät-zen lassen sich auch Tiefenpro-file in die Oberfläche hinein messen. Es können alle UHV (Ultrahochvakuum)-tauglichen Proben gemessen werden.
Aes (Auger electron spectroscopy)Bei AES wird ein inneratomarer Mehrfachprozess, der sogenann-te Auger-Effekt ausgenutzt, bei welchem bei bestimmten Ener-gien sogenannte Auger-Elektro-nen emittiert werden. Auch hier
den zusätzlich abtragende Ver-fahren wie Ätzen, Sandstrahlen, Schleifen usw. verwendet. Zu-sätzlich können Oberflächen auch mit einer Plasmabehand-lung gereinigt werden. Dabei kann sowohl Material abgetra-gen werden, aber zusätzlich kön-nen auch neue chemische Bin-dungen erzeugt werden (Ober-flächenaktivierung), welche bei der nachfolgenden Verbindung eine gute Adhäsion bewirken.
AnalyseverfahrenBei der Entwicklung von adhäsi-ven Verbindungen, bei der Su-che nach der Schadensursache im Fall von Delamination, wie auch bei der Qualitätssicherung ist es unumgänglich, dass man die für die Verbindung entschei-denden obersten Atomlagen analysieren kann. Dabei ist nicht nur die elementare Zusammen-setzung der Oberfläche wichtig, sondern auch der chemische Zu-stand der vorhandenen Elemen-te und Verbindungen. Es gibt nur wenig Effekte und Messme-thoden, welche die Analyse der obersten Atomlagen erlauben. Am wenigsten aufwändig ist der Test des Benetzungsverhaltens, denn dieses wird im wesent-lichen durch die oberste Atom-lage bestimmt. Wenn sich also das Benetzungsverhalten einer Oberfläche ändert (bei gleich-bleibender Oberflächentextur), so ist das ein Zeichen dafür, dass
Oberflächen und Grenzflächen können trotz ihrer geringen
Ausdehnung von nur einigen Atomlagen das Gesamtverhalten eines Objektes erheblich beein-flussen. Verschiedene Effekte wie Adhäsion, Benetzung, Kata-lyse und Biokompatibilität wer-den im Wesentlichen durch die obersten Atomlagen entschie-den. In Bild 1 sind die verschie-denen Effekte, welche durch Oberflächen beeinflusst werden sowie die Tiefe ihres Auftretens, aufgeführt. Grenzflächen ent-scheiden über die Adhäsion zwi-schen den verbundenen Materi-
alien. Dies gilt für Verklebungen, Verlötungen, die Haftung von Schichten und auch Korngren-zen in Werkstoffen wie Stahl und Keramik. Im weiteren kön-nen schon geringste Verunreini-gung von weniger als einer Atomlage die Adhäsion von Kle-bestoffen oder Beschichtungen behindern oder im Falle von Korngrenzenbelägen auch das gesamte Verhalten eines Werk-stoffes verändern (Korngrenzen-versprödung). Oberflächen kön-nen, bevor sie mit einem ande-ren Material verbunden/behan-delt werden, sodass an der Oberfläche jene chemischen Bindungen vorhanden sind, welche mit dem anderen Werk-stoff eine optimale Verbindung eingehen. Dies geschieht im All-gemeinen durch eine Reinigung der Oberflächen in Lösungsmit-teln. Damit lassen sich aber un-ter Umständen nicht alle vor-handenen chemischen Verbin-dungen von einer Oberfläche entfernen. In diesem Fall wer-
Zu Den AutorenRoland Hauert und Paul Hug (†)Empa, Swiss Federal Laboratories for Materials Science and TechnologyÜberlandstrasse 129CH-8600 Dübendorf
Telefon +41 (0)58 765 11 [email protected]
0.1 1 10 100 1000
1 10 100 1000 10000
Tiefe [nm]
Atomlagen
Katalyse
Bioreaktionen
Benetzung
Adhäsion
Halbleiter-Strukturen
Elektrische Kontakte
Korrosion
Passivation
Beschichtungen
XPS
AES
SIMS
Bild 1: Effekte, welche durch Oberflächenphänomene beeinflusst werden sowie die Tiefe ihres
Auftretens. Der Messbereich von XPS, AES und SIMS ist ebenfalls eingezeichnet.
Tabelle 1: Vergleich der drei bekanntesten Oberflächenanalyseverfahren, XPS, AES und SIMS*.
Die Signalhöhen sind stark matrixabhängig, lassen sich jedoch bei Bedarf durch Standards
kalibrieren.
Bezeichnung XPS AES SIMSElementnachweis Li-U Li-U alleInformationstiefe 0,5–3 nm 1–3 nm 0,5 nmChemische Information Valenz schwierig jaNachweisgrenze (at%) 0,1–0,5 0,1–1 10-3 – 10-9
Laterale Auflösung 10 µm 10 nm 0,5 µmQuantifizierung, Fehler in % 3–10 10–30 schwierig*Messung von Isolatoren ja nein ja
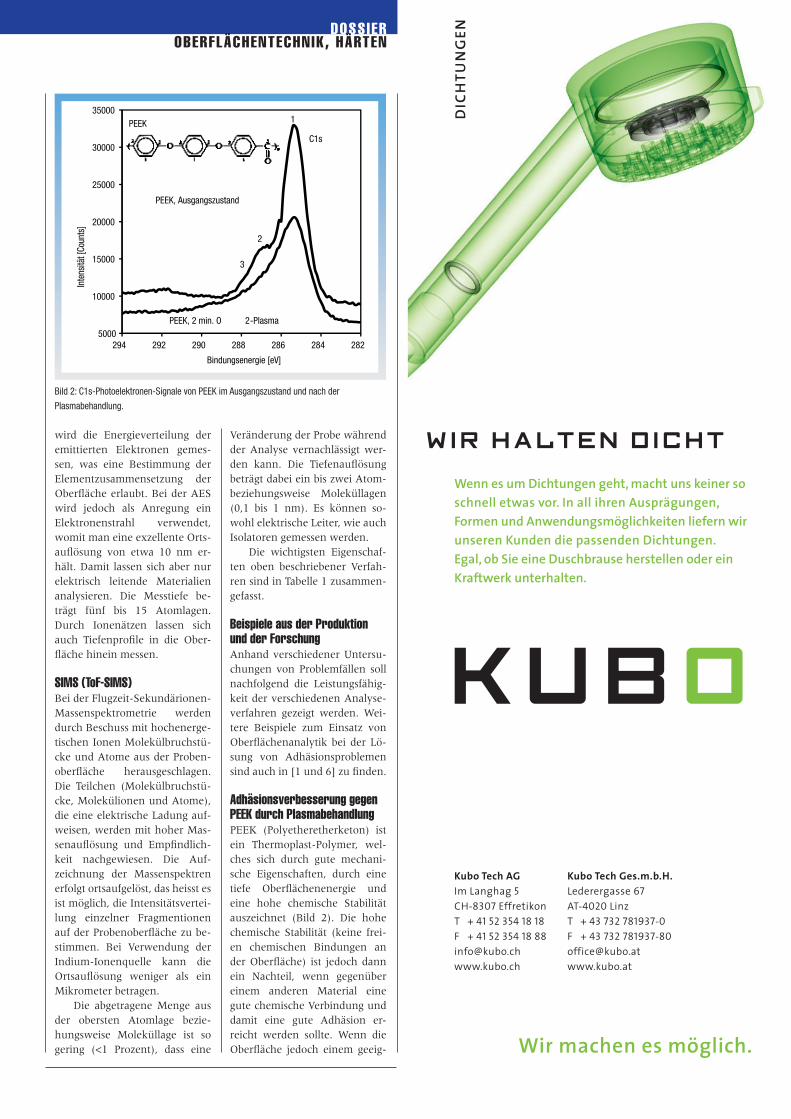
Dossier oberflächentechnik , härten
wird die Energieverteilung der emittierten Elektronen gemes-sen, was eine Bestimmung der Elementzusammensetzung der Oberfläche erlaubt. Bei der AES wird jedoch als Anregung ein Elektronenstrahl verwendet, womit man eine exzellente Orts-auflösung von etwa 10 nm er-hält. Damit lassen sich aber nur elektrisch leitende Materialien analysieren. Die Messtiefe be-trägt fünf bis 15 Atomlagen. Durch Ionenätzen lassen sich auch Tiefenprofile in die Ober-fläche hinein messen.
siMs (tofsiMs)Bei der Flugzeit-Sekundärionen-Massenspektrometrie werden durch Beschuss mit hochenerge-tischen Ionen Molekülbruchstü-cke und Atome aus der Proben-oberfläche herausgeschlagen. Die Teilchen (Molekülbruchstü-cke, Molekülionen und Atome), die eine elektrische Ladung auf-weisen, werden mit hoher Mas-senauflösung und Empfindlich-keit nachgewiesen. Die Auf-zeichnung der Massenspektren erfolgt ortsaufgelöst, das heisst es ist möglich, die Intensitätsvertei-lung einzelner Fragmentionen auf der Probenoberfläche zu be-stimmen. Bei Verwendung der Indium-Ionenquelle kann die Ortsauflösung weniger als ein Mikrometer betragen.
Die abgetragene Menge aus der obersten Atomlage bezie-hungsweise Moleküllage ist so gering (<1 Prozent), dass eine
Veränderung der Probe während der Analyse vernachlässigt wer-den kann. Die Tiefenauflösung beträgt dabei ein bis zwei Atom- beziehungsweise Moleküllagen (0,1 bis 1 nm). Es können so-wohl elektrische Leiter, wie auch Isolatoren gemessen werden.
Die wichtigsten Eigenschaf-ten oben beschriebener Verfah-ren sind in Tabelle 1 zusammen-gefasst.
beispiele aus der Produktion und der forschungAnhand verschiedener Untersu-chungen von Problemfällen soll nachfolgend die Leistungsfähig-keit der verschiedenen Analyse-verfahren gezeigt werden. Wei-tere Beispiele zum Einsatz von Oberflächenanalytik bei der Lö-sung von Adhäsionsproblemen sind auch in [1 und 6] zu finden.
Adhäsionsverbesserung gegen Peek durch PlasmabehandlungPEEK (Polyetheretherketon) ist ein Thermoplast-Polymer, wel-ches sich durch gute mechani-sche Eigenschaften, durch eine tiefe Oberflächenenergie und eine hohe chemische Stabilität auszeichnet (Bild 2). Die hohe chemische Stabilität (keine frei-en chemischen Bindungen an der Oberfläche) ist jedoch dann ein Nachteil, wenn gegenüber einem anderen Material eine gute chemische Verbindung und damit eine gute Adhäsion er-reicht werden sollte. Wenn die Oberfläche jedoch einem geeig-
5000
10000
15000
20000
25000
30000
35000
282284286288290292294
Inte
nsitä
t [Co
unts
]
Bindungsenergie [eV]
PEEK, Ausgangszustand
PEEK, 2 min. O 2-Plasma
1
2
3
PEEK
C1s
Bild 2: C1s-Photoelektronen-Signale von PEEK im Ausgangszustand und nach der
Plasmabehandlung.
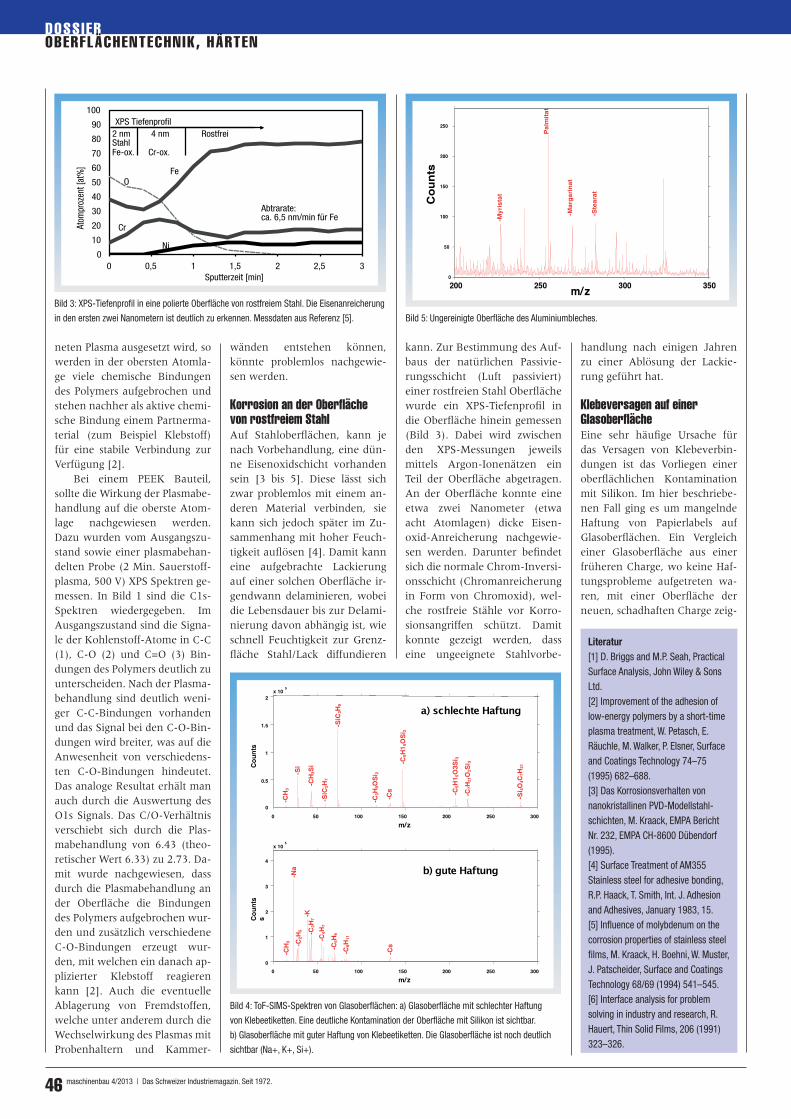
46 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier oberflächentechnik , härten
neten Plasma ausgesetzt wird, so werden in der obersten Atomla-ge viele chemische Bindungen des Polymers aufgebrochen und stehen nachher als aktive chemi-sche Bindung einem Partnerma-terial (zum Beispiel Klebstoff) für eine stabile Verbindung zur Verfügung [2].
Bei einem PEEK Bauteil, sollte die Wirkung der Plasmabe-handlung auf die oberste Atom-lage nachgewiesen werden. Dazu wurden vom Ausgangszu-stand sowie einer plasmabehan-delten Probe (2 Min. Sauerstoff-plasma, 500 V) XPS Spektren ge-messen. In Bild 1 sind die C1s-Spektren wiedergegeben. Im Ausgangszustand sind die Signa-le der Kohlenstoff-Atome in C-C (1), C-O (2) und C=O (3) Bin-dungen des Polymers deutlich zu unterscheiden. Nach der Plasma-behandlung sind deutlich weni-ger C-C-Bindungen vorhanden und das Signal bei den C-O-Bin-dungen wird breiter, was auf die Anwesenheit von verschiedens-ten C-O-Bindungen hindeutet. Das analoge Resultat erhält man auch durch die Auswertung des O1s Signals. Das C/O-Verhältnis verschiebt sich durch die Plas-mabehandlung von 6.43 (theo-retischer Wert 6.33) zu 2.73. Da-mit wurde nachgewiesen, dass durch die Plasmabehandlung an der Oberfläche die Bindungen des Polymers aufgebrochen wur-den und zusätzlich verschiedene C-O-Bindungen erzeugt wur-den, mit welchen ein danach ap-plizierter Klebstoff reagieren kann [2]. Auch die eventuelle Ablagerung von Fremdstoffen, welche unter anderem durch die Wechselwirkung des Plasmas mit Probenhaltern und Kammer-
wänden entstehen können, könnte problemlos nachgewie-sen werden.
korrosion an der oberfläche von rostfreiem stahlAuf Stahloberflächen, kann je nach Vorbehandlung, eine dün-ne Eisenoxidschicht vorhanden sein [3 bis 5]. Diese lässt sich zwar problemlos mit einem an-deren Material verbinden, sie kann sich jedoch später im Zu-sammenhang mit hoher Feuch-tigkeit auflösen [4]. Damit kann eine aufgebrachte Lackierung auf einer solchen Oberfläche ir-gendwann delaminieren, wobei die Lebensdauer bis zur Delami-nierung davon abhängig ist, wie schnell Feuchtigkeit zur Grenz-fläche Stahl/Lack diffundieren
kann. Zur Bestimmung des Auf-baus der natürlichen Passivie-rungsschicht (Luft passiviert) einer rostfreien Stahl Oberfläche wurde ein XPS-Tiefenprofil in die Oberfläche hinein gemessen (Bild 3). Dabei wird zwischen den XPS-Messungen jeweils mittels Argon-Ionenätzen ein Teil der Oberfläche abgetragen. An der Oberfläche konnte eine etwa zwei Nanometer (etwa acht Atomlagen) dicke Eisen-oxid-Anreicherung nachgewie-sen werden. Darunter befindet sich die normale Chrom-Inversi-onsschicht (Chromanreicherung in Form von Chromoxid), wel-che rostfreie Stähle vor Korro-sionsangriffen schützt. Damit konnte gezeigt werden, dass eine ungeeignete Stahlvorbe-
handlung nach einigen Jahren zu einer Ablösung der Lackie-rung geführt hat.
klebeversagen auf einer GlasoberflächeEine sehr häufige Ursache für das Versagen von Klebeverbin-dungen ist das Vorliegen einer oberflächlichen Kontamination mit Silikon. Im hier beschriebe-nen Fall ging es um mangelnde Haftung von Papierlabels auf Glasoberflächen. Ein Vergleich einer Glasoberfläche aus einer früheren Charge, wo keine Haf-tungsprobleme aufgetreten wa-ren, mit einer Oberfläche der neuen, schadhaften Charge zeig-
0
10
20
30
40
50
60
70
80
90
100
0 0,5 1 1,5 2 2,5 3
Atom
proz
ent [
at%
]
Sputterzeit [min]
Fe
Cr
Ni
O
2 nm 4 nm Rostfrei StahlFe-ox. Cr-ox.
XPS Tiefenprofil
Abtrarate:ca. 6,5 nm/min für Fe
Bild 3: XPS-Tiefenprofil in eine polierte Oberfläche von rostfreiem Stahl. Die Eisenanreicherung
in den ersten zwei Nanometern ist deutlich zu erkennen. Messdaten aus Referenz [5]. Bild 5: Ungereinigte Oberfläche des Aluminiumbleches.
Bild 4: ToF-SIMS-Spektren von Glasoberflächen: a) Glasoberfläche mit schlechter Haftung
von Klebeetiketten. Eine deutliche Kontamination der Oberfläche mit Silikon ist sichtbar.
b) Glasoberfläche mit guter Haftung von Klebeetiketten. Die Glasoberfläche ist noch deutlich
sichtbar (Na+, K+, Si+).
Literatur[1] D. Briggs and M.P. Seah, Practical Surface Analysis, John Wiley & Sons Ltd.[2] Improvement of the adhesion of low-energy polymers by a short-time plasma treatment, W. Petasch, E. Räuchle, M. Walker, P. Elsner, Surface and Coatings Technology 74–75 (1995) 682–688.[3] Das Korrosionsverhalten von nanokristallinen PVD-Modellstahl-schichten, M. Kraack, EMPA Bericht Nr. 232, EMPA CH-8600 Dübendorf (1995).[4] Surface Treatment of AM355 Stainless steel for adhesive bonding, R.P. Haack, T. Smith, Int. J. Adhesion and Adhesives, January 1983, 15.[5] Influence of molybdenum on the corrosion properties of stainless steel films, M. Kraack, H. Boehni, W. Muster, J. Patscheider, Surface and Coatings Technology 68/69 (1994) 541–545.[6] Interface analysis for problem solving in industry and research, R. Hauert, Thin Solid Films, 206 (1991) 323–326.

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 47
Dossier oberflächentechnik , härten
Bild 6: Verpackungsfolie. S = Silikonfragmente, A = Additiv (Erucamid).
te deutlich, dass hier eine Konta-mination der Oberfläche mit Sili-kon (Polydimethylsiloxan) vor-lag (Bild 4).
Aufgrund der Grenzflächen-aktivität bildet das Silikon auf der Glasoberfläche eine decken-de Schicht. Obwohl diese Schicht normalerweise sehr dünn (ein bis zwei Atomlagen) ist und mit anderen analytischen Methoden nur schwer detektiert werden kann, ist sie im ToF-SIMS-Spekt-rum aufgrund der sehr geringen Informationstiefe der Methode sehr leicht zu erkennen und deckt das darunter liegende Glas völlig ab. Dadurch wird die Haf-tung der Klebeetiketten verhin-dert. Auf der nicht Silikon-kon-taminierten Glasoberfläche ist dagegen nur eine geringe Bele-gung mit Kohlenwasserstoffen zu sehen, wie sie auf jeder Ober-fläche zu finden ist. Das Glas ist hier noch deutlich zu sehen, die Glasbestandteile Natrium (Na+) und Kalium (K+) sind die inten-sivsten Signale im Spektrum.
reinigung von Aluminiumblechen vor der VerklebungWeil wiederholt Haftungsproble-me beim Verkleben von Alumini-umblechen aufgetreten waren, sollte die Reinigung dieser Ble-che vor dem Verkleben geändert werden. Um nach der Reinigung
Tabelle 2: Relative Intensitäten ausgewählter Ionen nach den Reinigungsschritten. Durch die
zweite PER-Reinigung wird die Verunreinigung der Oberfläche mit Kohlenwasserstoffen wieder
erhöht. Zusätzlich wird eine neue Komponente auf der Oberfläche abgelagert (m/z = 232,
wahrscheinlich ein Stabilisator von PER).
Aluminiumblech C3H5+ C5H9+ m/z=232vor der Reinigung 1 1 01x PER-Reinigung 0,6 0,3 0,52x PER-Reinigung 0,9 0,5 1
eine erneute Kontamination der Oberfläche zu vermeiden war eine Verpackung der gereinigten Bleche vorgesehen. Zur Untersu-chung der Effektivität der Reini-gung wurden Alu-Bleche zum einen vor der Reinigung, zum andern nach einmaliger und nach zweimaliger Reinigung mit Perchlorethylen (PER) mittels ToF-SIMS untersucht. Im unge-reinigten Zustand konnte auf dem Aluminiumblech eine fett-artige Verunreinigung festge-stellt werden (Bild 5). Diese konnte bereits durch eine erste PER-Reinigung entfernt werden. Hingegen zeigte sich, dass durch ein zweites Abwaschen mit PER die Konzentration an Kohlen-wasserstoffen auf der Oberfläche wiederum erhöht wurde (Tabelle 2). Zusätzlich wurde durch die PER-Reinigung eine weitere Substanz, wahrscheinlich ein Stabilisator von PER, auf der Blechoberfläche abgelagert.
Zur Verpackung der gerei-nigten Bleche standen zwei Kunststofffolien zur Auswahl. Die Oberflächen der beiden Fo-lien wurden ebenfalls unter-sucht. Dabei zeigte sich, dass die Oberfläche der einen Folie mit Silikon (Polydimethylsiloxan) belegt war und deshalb für die Verpackung der gereinigten Ble-che nicht in Frage kam (Bild 6).
ZusammenfassungAnhand verschiedener Beispiele wurde gezeigt, dass die oberste Atomlage einen entscheidenden Einfluss auf die Art und Stärke der chemischen Bindung zu einem Partnermaterial hat. Ins-besondere wurde gezeigt, dass Schichten und Kontaminationen im Atomlagenbereich an der Grenzfläche zwischen zwei Ma-terialien entscheidend für das spätere Adhäsionsverhalten sind. Die verschiedenen Problemfälle
konnten mit den geeigneten Analyseverfahren, welche eine Tiefenauflösung von wenigen Atomlagen haben, analysiert werden.
n Anzeige

48 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Allumfassender Schutz vor Fehlerströmen
n Der Einsatz von elektronischen Betriebs-mitteln (zum Beispiel Frequenzumrichtern) nimmt in der Elektroinstallation immer mehr zu. Im Fehlerfall können hier glatte Gleichfehlerströme und hochfrequente Wechselfehlerströme auftreten, die von einer handelsüblichen Fehlerstromschutz-einrichtung des Typs A (Standard-FI-Schutzschalter) nicht erfasst werden. Ein umfassender Personen- und Anlagenschutz ist hiermit nicht mehr gewährleistet.
Speziell für diese Anwendungen sind daher allstromsensitive Fehlerstromschutz-einrichtungen vom Typ B einzusetzen.
Mit den Geräten der Baureihe DFS 4 Typ B der Firma Doepke bietet Demelectric
ab sofort kompakte zwei- und vierpolige allstromsensitive FI-Schutzschalter mit drei situationsspezifischen Auslösefre-quenzgängen bis 100 beziehungsweise 20 kHz an. Für den Anlagenschutz ist beim Hersteller mit dem weltweit grössten FI-Schutzschalter-Sortiment der Typ B SK ge-eignet. Für den klassischen Brandschutz bis 300 mA liegt der Typ B NK vor und für den Brandschutz bis 20 kHz bei 420 mA der Typ B+. Alle Ausführungen sind für Ströme von 16 A bis 125 A im Gehäuse für Trag-schienenmontage nach DIN EN 60715 mit nur vier Teilungseinheiten erhältlich.
Die Geräte erfassen glatte Gleichfeh-lerströme sowie alle weiteren Fehlerströme vom Typ B gemäss IEC 60755.
INFOS | KONTAKTDemelectric AGSteinhaldenstrasse 26CH-8954 Geroldswil
Telefon +41 (0)43 455 44 [email protected]
NewS & TreNdSAdverTOr IAlS
Bohren und Senken in einem Schritt!
n Der neue Fasring erweitert die Einsatz-möglichkeiten für das HT 800 WP Wechsel-platten-Bohrsystem um die Herstellung von Bohrungen und perfekt gefastem Boh-rungseintritt in einem Bearbeitungsschritt. Einfach auf HT 800 WP aufschieben, positi-onieren und spannen – der Fasring ist für alle Haltergrössen zwischen Durchmesser 14 und 25 mm verfügbar und kann durch Fasplatten mit unterschiedlichem Faswin-kel an die gewünschte Senkung angepasst werden.
Vorteile– Einteiliger Fasring für einfaches Hand-
ling– Integrierter Spanabweiser: kein Ver-
klemmen von Spänen zwischen Fasring und Halter
– Senkwinkel 60/90/120°: Einfach ent-sprechende Fasplatten einsetzen
– TiN-Beschichtung des kompletten Fas-rings: Optimaler Korrosionsschutz
INFOS | KONTAKTGühring (Schweiz) AGGrundstrasse 16CH-6343 Rotkreuz
Telefon +41 (0)41 798 20 [email protected]
led-vorschaltgerät mit etherCAT-Interface
n Die neue EtherCAT-Klemme EL2595 fun-giert als «Vorschaltgerät mit EtherCAT-In-terface» und ist somit für den direkten An-schluss von LED-Lampen ausgelegt. Die nur 12 mm breite Klemme integriert An-steuerung, Dimm- und Überwachungsfunk-tionen. Sie deckt einen weiten Spannungs- und Strombereich ab und ist somit univer-sell einsetzbar. Durch die genaue Strom-regelung kann die Sollwertvorgabe beim Schalten und Dimmen gut eingehalten wer-den. Über EtherCAT sind mehrere – auch anlagenweit verteilte – LED-Lampen exakt synchronisierbar. Die integrierte Strom-messung ermöglicht die Zustandsüberwa-chung sowie weitere umfassende Diagno-sefunktionen. Aufgrund ihrer Vorzüge ge-
genüber anderen Lichtquellen, bezüglich Lichtstärke und -qualität, Lebensdauer, Stromverbrauch, Bauformen und Kosten, halten LEDs vermehrt Einzug in verschiede-ne Märkte. Die LED-Klemme EL2595 fun-giert im EtherCAT-I/O-System als Konstant-stromquelle für LED-Lampen von 0 bis 700 mA. Aus der 24-V-DC-Versorgungs-spannung wird eine Spannung im Bereich von 2 bis 48 V DC generiert. Das Dimmen der LED erfolgt durch Stromreduzierung. Für die Überwachung und Inbetriebnahme werden jeweils Ein- und Ausgangsstrom beziehungsweise -spannung gemessen und über die Prozessdaten ausgelesen.
INFOS | KONTAKTBeckhoff Automation AGRheinweg 9CH-8200 Schaffhausen
Telefon +41 (0)52 633 40 [email protected]
Umspritzte eSd-Steckverbinder n Igus® hat ihr Angebot vorkonfektionierter Leitungen um eine spezielle Variante erwei-tert: in Zusammenarbeit mit den Steckerex-perten der Intercontec Produkt GmbH, Nie-derwinkling wurde eine umspritzte ESD-geeignete Variante des Schnellverschluss-systems «SpeedTec» entwickelt. Diese einbaufertige Lösung reiht sich nahtlos in das Sortiment individuell gefertigter «Rea-dycables» ein und ist ab sofort erhältlich.
Umspritzte Stecker samt Leitung wer-den, zum Beispiel von Kunden aus dem Au-tomotive-Bereich, immer häufiger nachge-fragt. Sie sollen dabei einfach und schnell zu installieren, lange haltbar und gegen Manipulation geschützt sein. Um ein Pro-dukt zu entwickeln, dass diese Forderun-gen erfüllt, war nicht nur langjährige Erfah-rung im Umgang mit Kunststoffspritzguss sondern auch ein geeignetes Steckverbin-dersystem erforderlich. Diese Vorausset-zungen erfüllten Igus als Spezialist für spritzgegossene Kunststoffprodukte und die Verbindungsexperten von Intercontec mühelos. Das Ergebnis: eine manipulati-onssichere Einheit aus Steckverbinder und Leitungsstrang, die im gesteckten Zustand die Schutzart IP 66/67 erfüllt. Dabei sorgt SpeedTec für eine um ca. 50 Prozent redu-
zierte Anschlusszeit, denn eine kleine Dreh-bewegung genügt, um eine sichere Verbin-dung herzustellen. Die Umspritzung ist neben dem Standard-Kunststoff auch in einem speziellen leitfähigen ESD-Material möglich. Den zur optischen Unterscheidung schiefergrau gefärbten Werkstoff igumid ESD hat die PTB (Physikalisch Technische Bundesanstalt) bereits im Mai 2002 zertifi-ziert. Seitdem hat sich igumid ESD bereits in den ESD/Atex-Energiekettenvarianten von Igus erfolgreich bewährt.
INFOS | KONTAKTigus® Schweiz GmbHWinkelstrasse 5CH-4622 Egerkingen
Telefon +41 (0)62 388 97 [email protected]

NewS & TreNdSAdverTOr IAlS
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 49
elektronische Manometer für ex-Bereiche
Kürzere durchlaufzeiten beim verzahnungsfräsen
n Gleich fünf eigensichere elektronische Manometer hat die Keller AG für Druck-messtechnik zum Einsatz in gasexplosions-gefährdeten Bereichen vorgestellt. Die Zu-lassungen folgen der ATEX-Richtlinie für explosive Gase. Mit dem auf minimalen Energieverbrauch getrimmten elektroni-schen Design ist der Batteriewechsel auch innerhalb der explosionsgefährdeten Berei-che möglich.
Die einfachste Ausführung, das Modell ECO 1 Ei, bietet bei hoher Auflösung und Reproduzierbarkeit für die beiden Messbe-reiche –1 bis 30 bar und 0 bis 300 bar eine Genauigkeit von typ. 0,5 Prozent FS sowie einen integrierten Min/Max-Speicher.
Die elektronischen Manometer vom Typ LEO 1 Ei und LEO 2 Ei bieten durch
n Verzahnungen an Getriebe-Hohlwellen fertigt ein Maschinenhersteller inzwischen sehr viel wirtschaftlicher mit einem Verzah-nungsfräskopf TMS5 D63-4UT von Vargus, Knittlingen. Dieser trägt fünf Hartmetall-Wendeschneidplatten der mit TiCN be-schichteten Sorte VBX. Auf einem Dreh-Fräszentrum WFH Millturn werden die Wel-len vorgedreht. Anschliessend fräst das Be-arbeitungszentrum die 60 mm lange Verzahnung. Auf 130 mm Durchmesser sind 35 Zähne Modul 3,5 zu fertigen. Mit
mikroprozessorgestützte Kompensation ein äusserst schmales Gesamtfehlerband (ein-schliesslich Temperaturfehler) von nur <0,2 Prozent FS über den gesamten Betriebs-temperaturbereich von 0 bis 50 °C. Inner-halb der vier Messbereiche zwischen –1 bis 3 bar und 0 bis 700 bar kann der Nullpunkt frei gewählt werden. Eine automatische Ausschaltfunktion sorgt für Energieeffi-zienz. Mit Abtastraten von 2 Hz verfügen beide über integrierte Min/Max-Speicher.
Allen Digitalmanometern von Keller gemeinsam ist die einfache Parametrierung und Bedienung mit nur zwei Tasten. Die Druckanzeige kann frei wählbar in diversen physikalischen Einheiten erfolgen.
INFOS | KONTAKTKELLER AG für Druckmesstechnik St. Gallerstrasse 119 CH-8404 Winterthur
Telefon +41 (0)52 235 25 25 www.keller-druck.com [email protected]
dem Fräskopf TMSD schruppt das Dreh-Frässzentrum die Zahnform bei 0,13 mm Zahnvorschub und 140 m/min Schnittge-schwindigkeit vor. Anschliessend schlichtet das gleiche Fräswerkzeug auf hohe Ober-flächengüte und exakte Zahnform bei 0,1 mm Zahnvorschub und 170 m/min Schnitt-geschwindigkeit. Das Fräsen der vollständi-gen Verzahnung dauert unter externer Zu-fuhr von Kühlmittelemulsion nur knapp 8 min. Bisher musste ein VHM-Schaftfräser die Zahnform vorfräsen, anschliessend be-arbeitete ein HSS-Formfräser die Zahngeo-metrie auf Fertigmass. Mit den TMSD-Fräs-köpfen entfällt der ehemals nötige Werk-zeugwechsel.
Turning Days Süd, Villingen-SchwenningenStand B-13
INFOS | KONTAKTVARGUS Deutschland Henry-Ehrenberg-Platz 1D-75438 Knittlingen
Telefon +49 (0)7043 36 [email protected]
effiziente Alternative von ringfeder
n Immer wo mit «spitzer Feder» kalkuliert werden muss, bieten wir Ihnen mit unserer Produktelinie ECOLOC eine effiziente Alter-native. Neu auch rostfrei (verzinkt)!
Spannsätze bieten in vielen Anwen-dungen Vorteile gegenüber Passfedern. Es sind die «kleinen» Maschinenelemente, die die Qualität einer Konstruktion, einer Ma-schine, entscheidend mitbestimmen. Doch damit nicht genug. Auch die Gesamther-stellungskosten und die Betriebskosten können durch Wel-le-Nabe-Verbindun-gen massgeblich re-duziert werden. Mit den vor allem für
den Masseneinsatz konzipierten ECOLOC-Spannsätzen von Ringfeder lassen sich nicht nur Arbeits- und Produktionskosten sparen, sondern auch Rohstoffe – bei ex-plodierenden Stahlpreisen ein immer wich-tigeres Argument! Die Kosten eines Produk-tes entscheiden sich unter anderem schon bei der Auswahl einzelner Maschinenele-mente – wie zum Beispiel bei der Wahl einer Welle-Nabe-Verbindung. Zur Übertra-gung von Drehmomenten werden dabei heute immer noch zu geschätzten 95 Pro-zent Passfeder-Ver bindungen von den Kons trukteuren vor gesehen. Gründe für den Einsatz sind zumeist die scheinbar günsti-gen Kosten für das Bauelement.
INFOS | KONTAKTBIBUS AGAllmendstrasse 26CH-8320 Fehraltorf
Telefon +41 (0)44 877 58 [email protected]
Getriebeverzahnungen kostengünstiger ferti-gen: Fräsköpfe TMSD mit beschichteten VHM-Schneidplatten schruppen und schlichten ohne Werkzeugwechsel genaue Zahnformen mit hochwertigen Oberflächen.
Industrielle Switches für Profinet
n Die neuen industriellen Ethernet Swit-ches EDS-405A/408A-PN von Moxa sind managed Geräte mit 5 und 8 Fast Ethernet Ports, welche sich einfach in eine Simatic Step 7 Umgebung einbinden und damit überwachen lassen. Die Switches verfügen über eine schnelle Boot-Zeit und erlauben mit den Redundanz-Mechanismen Turbo Ring/Turbo Chain den Aufbau von ausfallsi-cheren Netzen. Die Switches unterstützen zudem weitere Management-Funktionen wie IGMP Snooping, VLAN nach IEEE 802.1Q, Qos, Port Mirroring und SNMP.
Um auch bei harten Umgebungsbe-dingungen einen sicheren Betrieb zu ge-
währleisten, sind die EDS-405A/408A-PN Switches auch mit erweitertem Tempera-turbereich von –40 bis +75 °C erhältlich. Wie bei allen Switches von Moxa haben auch diese Geräte eine Garantiefrist von fünf Jahren.
INFOS | KONTAKTOMNI RAY AGIm Schörli 5CH-8600 Dübendorf
Telefon +41 (0)44 802 28 [email protected]

50 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier HyDraul ik , Pneumatik
effizienz der kompres-soranlage erhöhen und kosten sparenDie airtelligence provis 2.0 von BOGE steuert intelligent und verbrauchsabhängig komplexe Kompressorstationen mit bis zu 16 starren oder frequenzgeregelten Kompressoren verschiedener Fabrikate.
Übersichtlich visualisiert die Steuerung dabei zentrale Pa-
rameter (Anlagendruck, Volu-menstrom, Kompressorstatus und -laufzeiten usw.) auf dem Webserver.
Zusätzlich können bis zu 24 Zubehörkomponenten wie Käl-tetrockner, Kondensatabschei-der, Filter, Gebläse, Klappen oder Sensoren eingebunden werden. Anhand des tatsächlichen Druckluftverbrauchs ermittelt die airtelligence provis 2.0 den Mehr- oder Minderbedarf und wählt automatisch die optimale Kompressorkombination. An-wender stellen so einen ver-brauchsorientierten, energieeffi-zienten und vor allem kostenori-entierten Betrieb ihrer Druck-luftanlage sicher.
den- oder wartungsstundenopti-mierte Fahrweise der Kompres-sorstation entscheiden.
intuitiv bedienbares DisplayTrotz vielseitiger Funktionen ist die airtelligence provis 2.0 ein-fach programmier- und parame-trierbar. Über ein hochwertiges 9“-TFT-Farbdisplay (800x480 Pi-xel) mit LED-Blacklight erfolgt die Parametrierung der Steu-erung intuitiv per Touchscreen. Darauf werden unter anderem Daten zum aktuellen Betriebs-zustand, Verlaufsdiagramme für Volumenstrom und Druckver-lauf, den aktuellen CO2-Aus-stoss, Trendanzeigen mit Histori-endaten sowie den Drucktau-punkt visualisiert. Ein integrier-ter USB-Anschluss ermöglicht
Druckluft exakt nach BedarfDie SPS-Steuerung mit intelli-gentem Regelalgorithmus prog-nostiziert auf Basis der aktuellen Verbrauchsdaten eine Druckvor-hersage und plant dabei auch die Reaktionszeiten der angeschlos-senen Kompressoren ein. So ist gewährleistet, dass die Kompres-soren immer zum optimalen Zeitpunkt zugeschaltet werden und die jeweils benötigte Druck-luftmenge mit einem Minimum an Energieaufwand bereitgestellt wird. Die airtelligence provis 2.0 optimiert Last- und Leerlaufzei-ten indem häufiges Taktverhal-ten der Kompressoren reduziert beziehungsweise vermieden wird. Neben einer Optimierung der Liefermenge können sich Kun-den auch für eine betriebsstun-
n Anzeige
Die BOGE airtelligence provis 2.0 ermöglicht die verbrauchsabhängige Steuerung von bis zu 16
starren oder frequenzgeregelten Kompressoren im Verbund.

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 51
Dossier HyDraul ik , Pneumatik
n Anzeige
das Aufspielen von Software-Updates oder eine nachträgliche Parametrierung.
einfache installation, maximale sicherheitZur Inbetriebnahme der Druck-luftanlage werden die jeweiligen Kompressoren und Komponen-ten unkompliziert via Modbus-Scan ausfindig gemacht und komfortabel eingebunden. Leis-tungsdaten von BOGE-Kom-pressoren sind in der airtelli-
gence provis 2.0 voreingespei-chert und werden den Kompres-soren im Netz automatisch zugeordnet. Neue Massstäbe in puncto Transparenz und Über-sichtlichkeit setzt die airtelli-gence provis 2.0 mit der brow-serbasierten Visualisierung, die mittels Ethernetschnittstelle in eine vorhandene Netzstruktur eingebunden werden kann. Die Visualisierung bietet ein um-fangreiches Alarmmanagement, (zum Beispiel aktive Fehlermel-
dungen per E-Mail) und die Möglichkeit einer Fernüberwa-chung der Anlage (Remote Mo-nitoring) mit Analyse und an-schliessender Auswertung der Dateien via Berichterstellung und Datenexport.
kurze amortisation Verbundsteuerungen amortisie-ren sich in der Regel innerhalb kurzer Zeit, da die verbrauchs-abhängige Zu- und Abschaltung der Kompressoren zu hohen
Die BOGE airtelligence provis 2.0 prognostiziert auf Basis der aktuellen Verbrauchsdaten eine Druckvorhersage und plant dabei auch die
Reaktionszeiten der angeschlossenen Kompressoren ein.
Über BOGEMit der Erfahrung von mehr als 100
Jahren gehört die BOGE KOMPRES
SOREN Otto Boge GmbH & Co. KG zu
den ältesten Herstellern von Kom
pressoren und Druckluftsystemen in
Deutschland. Ob Schraubenkompres
soren, Kolbenkompressoren, ölge
schmiert oder ölfrei, komplette
Anlagen oder einzelne Geräte – BOGE
bedient unterschiedlichste Anforde
rungen und höchste Ansprüche. Das
international tätige Familienunterneh
men beschäftigt knapp 600 Mitarbei
ter, davon rund 400 am Stammsitz in
Bielefeld. Internationalen Kunden
steht BOGE mit zahlreichen Verkaufs
büros und Tochtergesellschaften vor
Ort zur Verfügung und liefert Produkte
und Systeme in weltweit mehr als
120 Länder.
Energieeinsparungen führt. Bei der airtelligence provis 2.0 sind diese Einsparungen aufgrund des intelligenten Regelverhal-tens besonders hoch.
infos | kontaktVEKTOR AGGewerbestrasse 8CH8606 Nänikon
Telefon +41 (0)44 908 22 [email protected]

52 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier HyDraul ik , Pneumatik
stets das Ganze im BlickIntegrated Industry war das Motto der diesjährigen Hannover Messe bei Kaeser Kompressoren in Sachen Druckluftsysteme und ihre Einbindung in den GesamtProduktionsprozess.
Ob nun hocheffiziente Schrau-benkompressoren für indus-
trielle Anwendungen – mit einer Weltpremiere bei den eingebau-ten Motoren – gleich mehrere neue Entwicklungen bei der Druckluftaufbereitung oder inno-vative integrierte und maschinen-übergreifende Steuerungen und Analysesysteme: Als Druckluft-Systemanbieter verfolgt Kaeser Kompressoren schon immer die klare Linie, dass energieeffiziente und zuverlässige Druckluftver-sorgung weitaus mehr ist, als die Summe energieeffizienter und zuverlässiger Kompressoren und Aufbereitungskomponenten.
energiesparmöglichkeiten so weit steigernNur das ganzheitliche Betrach-ten aller Anforderungen und die vollständige Integration der Druckluftversorgung in «intelli-gente» Gebäudestruktur und IT-gesteuerte Produktions- und Vertriebsprozesse, führt zu dau-erhaft wirtschaftlicher Druck-luftverfügbarkeit. Um die Ziele Effizienz, Sicherheit, Ressour-censchonung und Produktivi-tätssteigerung erreichen zu kön-
die zukunftsorientiert neu kons-truierten mittleren Schrauben-kompressoren etwa der Serien ASD und BSD mit innovativen Energiespardetails und neuem Design. Die Schraubenkompres-
sorblöcke sparen dank dem strö-mungstechnisch weiter opti-miertem Sigma Profil nochmals mehr Energie ein, als ihre Vor-gängermodell, und die Premium-Efficiency-Motoren sorgen, lan-ge, bevor sie in der EU Pflicht werden, für noch bessere Ge-samtwirkungsgrade. Bei den An-lagen der BSD-Serie sogar mit einer Weltpremiere. Sie werden ab Markteinführung mit IE4 Mo-toren (Super-Premium-Efficien-cy-Motor) ausgestattet sein, die derzeit exklusiv nur in Kaeser-Kompressoren eingebaut wer-den. Wahlweise gibt es die Kom-pressoren auch drehzahlgeregelt und mit integriertem Trockner.
Die maschinenübergreifende Steuerung Sigma Air Manager spart in der aktuellen Generation als SAM 2 noch mehr Energie ein und dies bei deutlich verbes-sertem Bedienkomfort. Eine komplett neue Bauart von ener-
nen, ist eine Vernetzung und sy-nergetische Kombination aus unterschiedlichen Bausteinen (Hybrides Leistungsbündel) er-forderlich. Diese Wirtschaftlich-keit – mehr Druckluft mit deut-lich weniger Energie – lässt sich durch konsequentes Nutzen aller Energiesparmöglichkeiten so weit steigern, dass sie in der Energiebilanz des Betriebs nur noch positiv auffällt. Ganz wich-tig ist dabei das Thema der Wär-merückgewinnung.
Der Erfolg von Druckluftver-sorgungssystemen als nahtlos eingebundene Bestandteile von «Integrated Industry»-Konzep-ten steht und fällt mit ihren Komponenten. Diese sind: in-novative und energiesparende Kom pressoren und Aufberei-tungsanlagen, IT-basierte Kom-pressor-Steuerungen und ma-schinenübergreifende Druckluft-managementsysteme.
innovationen zum energiesparenKaeser Kompressoren ist bei der Entwicklung energieeffiziente Druckluft-Erzeugungs- und Auf-bereitungsanlagen erneut ganz vorn: So glänzen in diesem Jahr
n Anzeige
Die neuen Schraubenkompressoren der Serie BSD sparen dank strömungstechnisch weiter
optimiertem Sigma Profil nochmals mehr Energie ein. Auf Wunsch können sie auch frequenz
geregelt und mit integriertem Trockner geliefert werden.
Hydraulische Lösungen -alles aus einer HandPlanen - entwickeln - produzierenAls innovatives Schweizer Traditionsunternehmen sind wir spezialisiert auf hydraulische Steuerungs- und Antriebstechnik. Ob grosse, komplexe Heraus-forderungen oder Einzelkomponenten: Jeder Auftrag ist für uns der Wichtigste. Bei Fragen, Anliegen oder Projekten freut es uns, für Sie da zu sein.
Oelhydraulik Hagenbuch AG, Rischring 1, CH-6030 Ebikon, Tel. +41 (0)41 444 12 00, Fax +41 (0)41 444 12 01
[email protected], www.hagenbuch.ch, www.hydraulikshop.ch

Dossier Doss ierHyDraul ik , Pneumatik
gieeffizienten Drucklufttrocknern ist dank eines neuen Verfahrens optimal auf die Zu-sammenarbeit mit trocken verdichtenden Schraubenkompressoren abgestimmt. Und auch die zweite Generation der erfolgreichen Energiespar-Secotec-Kältetrockner, mit einer neuartigen Kältespeichermethode, überzeu-gen dadurch, dass sie dank eines innovativen Kältespeichers bei noch besserer spezifischer Leistung und geringerem Differenzdruck nur noch rund die Hälfte der bisher für vergleich-bare Leistung erforderlichen Stellfläche be-nötigen und dadurch auch deutlich leichter sind.
Bei den Kaeser-Kolbenkompressoren zeigt sich der Fortschritt unter anderem in Gestalt der neuen Generation der etwa für die PET-Behälterproduktion oder manch an-dere Spezialanwendung unverzichtbaren Nachverdichter (bis 45 bar): Kompaktanla-gen mit hervorragender Schalldämmung und der hochkommunikativen und energieeffi-zienten Kompressorsteuerung Sigma Con-trol 2. Diese steht künftig mit speziell für Kaeser-Drehkolbengebläse entwickelter Soft-ware zur Verfügung. Die Baureihen BBC und FBC machen den Anfang. Dank dieser mo-dernsten Steuerungstechnologie können nun auch Niederdruckerzeuger (bis 1000 mbar) mit übergeordneten Systemen perfekt kom-munizieren und dadurch noch energieeffi-zienter arbeiten.
Die Basis für ein wirtschaftliches Druck-luftsystem ist ein Druckluftaudit, das den ge-nauen Bedarf exakt ermittelt. Um dieses fachgerecht durchführen zu können, sind neben Fachkompetenz, auch entsprechende Analysetools erforderlich. Kaeser Kompres-soren ist auch in diesem Bereich feder-führend und wird in Hannover die neueste Generation dieser Werkzeuge vorstellen. So zum Beispiel das sogenannte ADA 2, ein Werkzeug zur Analyse der Druckluftauslas-tung, das noch exakter misst und auch über das Internet programmierbar ist.
infos | kontaktKAESER KOMPRESSOREN AG Grossäckerstrasse 15 CH8105 Regensdorf
Telefon +41 (0)44 871 63 [email protected]
Die KaeserDrehkolbengebläse sind ab sofort auch mit
Sigma Control 2 und einer speziell für diesen Gerätetyp
entwickelten Software lieferbar. Den Anfang machen die
Baureihen FBC und BBC, die damit noch mehr Energie
einsparen.

54 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier HyDraul ik , Pneumatik
Ventile schneller schaltenPneumatische Stellungsregler gleichen die jeweils aktuelle Ventilstellung mit dem Stellsignal als Führungsgrösse ab.
Die Steuerluft als Eingangs-grösse entspricht in der Regel
einem Einheitssignal von 0,2 bis 1 bar. Stellungsregler sind auch Verstärker, die die Steuerluft ge-ringen Drucks in einen propor-tionalen, hohen Stelldruck zur Positionierung des Ventils um-setzen.
Dennoch benötigen Stell-ventile mit voluminösen, pneu-matisch geregelten Schwenk- und Hubantrieben meist mehre-re Sekunden für grosse Stellvor-gänge oder das komplette Öffnen
Pneumatischer leistungsverstärkerDer Leistungsverstärker basiert auf einem Membransystem, mit dem Druck und Volumenstrom der Steuerluft durch geregeltes Zuschalten von Zuluft mit bis zu 6 bar erhöht werden. Im Leis-tungsverstärker wird die Steuer-luft über einen einstellbaren By-pass zum Antrieb geführt. Über
und Schliessen. Dies führt bei Ventilen ab DN 150 oder mit Antriebsvolumen >14 dm3 zu Einschränkungen der Regelgüte. Mit dem neu entwickelten hochpräzisen Leistungsverstär-ker 4090 von Schubert & Salzer Control Systems ist es möglich, die Luftleistung des Stellsignals vom Stellungsregler zum Stell-antrieb so zu verstärken, dass diese Stellventile – je nach Ven-tilnennweite – ohne jede weitere Modifikation bis zu vier Mal schneller schalten.
n Anzeige
Bild 1: Stellzeiten für einfachwirkende Antriebe (5 bis 95 Prozent öffnen). Der Leistungsver
stärker 4090 minimiert Öffnungs und Schliesszeiten pneumatisch angetriebener Stellventile.
Das Beispiel zeigt den Vergleich der Öffnungszeiten – ohne Verstärker, mit Standard und
«aggressiver» Verstärkung des Stellsignals – für einen einfachwirkenden Antrieb eines
Kugelsektorventils verschiedener Nennweiten.

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 55
Dossier HyDraul ik , Pneumatik
die Durchflussregelung im By-pass lässt sich die Schaltschwelle für die Aktivierung der Verstär-kerluft fein regeln. Damit wird sichergestellt, dass der pneuma-tische Leistungsverstärker bei kleinen Druckänderungen, also geringen Regeleingriffen, den Stellantrieb mit der standard-mässig vorhandenen Steuerluft beaufschlagt. Erst bei Über-schreiten der einstellbaren By-pass-Druckschwelle, schaltet der Leistungsverstärker und gibt die zusätzliche Druckverstärkung für die Steuerluft frei, sodass eine wesentlich schnellere An-passung von Ventilhub bezie-hungsweise eines Schwenkan-triebs erreicht wird.
Auch beim Entlüften des Stellantriebs übernimmt der pneumatische Leistungsverstär-ker die gleiche Funktion und gibt bei stark verringertem Steuer-luftdruck ein Entlüftungsventil frei. Ein hier integrierter Abluft-filter minimiert die Schallemis-sion.
Der pneumatische Leis-tungsverstärker 4090 ermöglicht signifikante Verringerungen bei den Schaltzeiten (Bild 1) sowohl beim Schliessen wie auch Öffnen eines Ventils. Im direkten Ver-gleich zum Beispiel für ein Ku-gelsektorventil DN 300 sinkt die Schliesszeit für einen einfach wirkenden Antrieb von 43 auf 21,5 s mit Standardeinstellung und auf nur 10 s mit «aggres-siver» Bypass-Einstellung am Leistungsverstärker. Dieser neue pneumatische Leistungsverstär-ker verkürzt nicht nur die Schalt-zeiten signifikant, sondern er optimiert die Regelgüte insbe-sondere für Stellventile grosser Nennweiten.
Bild 2: Der Leistungsverstärker 4090 zum
Verstärken der Luftleistung des Stellsignals
vom Stellungsregler zum Antrieb wird direkt
an Linear oder Schwenkantriebe
angeschlossen.
Der Leistungsverstärker (Bild 2) kann problemlos auch nachträglich an Inline-Linear. antriebe G 1/4“ und Schwenk- antriebe nach Namur (1/4“) an- geschlossen werden.
n Anzeige
infos | kontaktBachofen AGAckerstrasse 42CH8610 Uster
Telefon +41 (0)44 944 11 [email protected]
www.schubertsalzer.com

56 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier HyDraul ik , Pneumatik
Der Werkzeughalter der Tornos Multiswiss 6x14 weist neu eine Ölbohrung auf und leitet damit das Bearbeitungsfluid exakt an die vorderste
Front: zwischen die Werkzeugschneide und das Werkstück.
mehr innovation dank konstruktionsfaktor schneidöl
Das Technologieunternehmen Tornos lanciert eine Neuentwicklung nach der anderen und überraschte kürzlich mit der revolutionären MultiSwiss 6x14 (siehe Seiten 12 und 13). Seit Jahren bringt sich MOTOREX als Schmier technikSpezialist bereits in der Planungsphase von Neuentwicklungen ein. So bezeichnen die TornosEntwicklungsingenieure das eingesetzte Schneidöl heute ohne Zögern auch als eigentlichen Konstruktionsfaktor.
grösstmöglichen Entwicklungs-spielraum.
Paradebeispiel tornos multisWiss 6x14 Die neue Produktelinie verbindet Ein- und Mehrspindeldrehma-schinen gekonnt. So verfügt die MultiSwiss über sechs beweg-liche Spindelstöcke und verwen-det zur Indexierung der Spindel-trommel einen Drehmomentmo-tor. Das macht sie schnell, und so lassen sich ähnlich hohe Takt-zeiten wie auf einem kurvenge-steuerten Mehrspindeldrehauto-maten erreichen. In der ganzen Maschine werden sämtliche schmiertechnischen Aufgaben durch das Schneidöl ausgeführt. Dazu zählen: – Kühlung von Maschine, Werkzeug und Werkstück
– Schmierung und Druckkom-pensation zwischen Schneide und Werkstück
– hydrodynamische Schmie-rung der hydrostatischen Spindelstocklagerungen mit feinstfiltriertem (5 µ) Schneidöl
Kreative R&D-Teams haben die Aufgabe, innovative Techno-
logien zuverlässig und wirt-schaftlich in neue Produkte ein-fliessen zu lassen. Mit den weg-weisenden Produkten von MOTOREX nutzt Tornos auch im Bereich der Schmiertechnik den
Das Herz der Maschine: die Bearbeitungszone mit den sechs beweglichen Spindelstöcken.
Dank des Multiwerkzeugkonzepts können bis zu 18 verschiedene Werkzeuge gleichzeitig
montiert werden.
Ein integrierter Bandfilter filtriert das Schneidöl generell mit 50 µ. Die hydrostatischen Lager
werden mit auf 5 µ feinstfiltriertem ORTHO NFX versorgt.
Patrick Pellicanno, Spezialist MET und Berechnung, Tornos SA, Moutier
«Seit etwa drei Jahren setzen wir in
der Forschungs und Entwicklungs
abteilung in Moutier exklusiv ORTHO
NFX ein. Durch die kontinuierliche
Zusammenarbeit mit MOTOReX konn
ten wir im Bereich der Schmierung
und Kühlung markant weiter gehen
als bis anhin. Das hat speziell auch
die Realisation der MultiSwiss 6x14
gezeigt!»

Dossier Doss ierHyDraul ik , Pneumatik
– Abführen von Spänen und abrasivem Re-sidus aus der Maschine zum integrierten Bandfilter (50 µ) und danach tw. zu den Feinfiltern (5 µ)
– Korrosionsschutz aller ölbenetzten Kom-ponenten
Premiere: Hydrostatische lagerung Eine absolute Weltneuheit ist die hydrostati-sche Lagerung der sechs Spindelstöcke. Diese werden mit ausgesprochen leistungsfähigen Synchronmotoren in weniger als einer Se-kunde von 0 bis auf 8000 u/min1 beschleu-nigt und verleihen so der Maschine eine noch nie dagewesene Dynamik. Zusätzlich zu seiner eigenen C-Achse verfügt dieser Spin-delstocktyp auch über eine eigene Z-Achse, die durch hydrostatische Lager geführt wird. Dadurch wird eine ausgeprägte Dämpfungs-funktion erreicht, die eine signifikante Stei-gerung der Lebensdauer der Werkzeuge und Optimierung der Oberflächengüte ermög-licht. Gerade dieser Aspekt macht MOTOREX ORTHO NF-X zu einem wichtigen Erfolgsfak-tor in der Umsetzung der neuen Technologie in die Serie. Die hydrodynamischen Anforde-rungen an das Schneidöl, bei 80 bar Druck als eine Art flüssige Lagerung bis zu 8000 u/min1 einwandfrei zu funktionieren, sprechen für sich. Da Zuverlässigkeit bei Tornos höchste Priorität hat, wurde diese Neuentwicklung unter extremen Testbedingungen (40 Millio-nen Takte) unter allen nur erdenklichen um-ständen mit Erfolg getestet.
multitalent ortHo nf-X Generell werden alle Neuentwicklungen in der Tornos-Entwicklungsabteilung mit dem universellen Hochleistungs-Schneidöl OR-
THO NF-X von MOTOREX befüllt. Mit den chlor- und schwermetallfreien Swiss-Cut-ORTHO NF-X-Bearbeitungsfluids ist es MO-TOREX gelungen, mit ein und demselben Schneidöl sowohl hochlegierte Stahlsorten oder Implantatenstähle als auch Buntmetalle und Aluminium perfekt zu bearbeiten. Dies ist ein absolutes Novum in der modernen Fertigungstechnologie und gewährleistet dem R&D-Team ein Maximum an Freiraum.
topaktuelle lösung Dass in der MultiSwiss 6x14 alle schmier-technischen Funktionen nur noch mit einem Medium abgedeckt werden, ist auch aus lo-gistischer Sicht praktisch, hat aber einen wei-teren, viel wichtigeren Grund. Nach den gel-tenden GMP-Richtlinien (Good Manufactu-ring Practice) müssen heute alle Prozesse nachverfolgbar und reproduzierbar sein. Des-halb wollen zum Beispiel die Anbieter aus dem Bereich Medizintechnik womöglich nur ein einziges Bearbeitungsfluid im Einsatz wissen. Mit MOTOREX ORTHO NF-X ISO kann auch diese Vorgabe erfüllt werden.
infos | kontaktMOTOREX AG LANGENTHALIndustrieSchmiertechnik BernZürichStrasse 31 CH4901 Langenthal
Telefon +41 (0)62 919 74 [email protected]
Schema der Flüssigkeitskreise. Nicht weniger als 1120 Liter Schneidöl zirkulieren in der neuen Multiswiss 6x14.
Der Ölkreislauf ist komplex und führt durch mehrere Filter. Zudem ist die ganze Maschine thermisch mit einer leistungs
starken Kühler/Wärmetauschereinheit stabilisiert.

58 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Dossier HyDraul ik , Pneumatik
für aggressive und korrosive umgebungen Eaton entwickelt eine neue flachdichtende, tropffreie Schnellverschlusskupplungsserie für die hydraulische Antriebstechnik in aggressiven Umgebungen.
Der breit aufgestellte Industrie-konzern Eaton Corporation
stellt heute die neue Gromelle™ MLFF flachdichtende Kupp-lungsserie aus Edelstahl vor, welche eine tropffreie Verbin-dung für Anwendungen in der hydraulischen Antriebstechnik in anspruchsvolle Umgebungen bietet.
Die Konstruktion aus Edel-stahl 316L sorgt für eine ausge-zeichnete Widerstandsfähigkeit in aggressiven und korrosiven Umgebungen, wie sie bei an-spruchsvollen Anwendungen
Weitere Anschlüsse sind auf An-frage verfügbar.
Bei komplexen und schnel-len Arbeitsabläufen helfen die Farbmarkierungen, das Ver-wechseln von Anschlüssen zu vermeiden. Alle Kupplungsgrös-sen sind mit Farbringen sowohl auf dem Stecker als auch auf der Muffe ausgestattet. Die Stan-dardfarben sind rot, grün, blau und gelb. Weitere Farben sind auf Anfrage erhältlich.
infos | kontaktEaton Industries II GmbHElectrical SectorIm Langhag 14CH8307 Effretikon Telefon +41 (0)58 458 14 [email protected]
zum Beispiel in der Stahlindus-trie, Baumaschinentechnik und in der Öl- und Gasindustrie zu finden sind. Durch dieses Design bietet die Kupplung eine höhere Zuverlässigkeit und längere Ein-satzdauer.
Ihr Design und ihre Ferti-gung ist konform mit Artikel 3.3 der Europäischen Druckgeräte-richtlinie (Pressure Equipment Directive = PED) 97/23 EG. Die MLFF-Kupplungen verfügen über eine Hülsenverriegelung, die ein unbeabsichtigtes Trennen der Kupplung zuverlässig verhin-
dert. Das Steckkupplungs-Design ist mit doppelten Verschlussven-tilen ausgestattet und verhindert damit Leckagen während des Verbindens oder Entkuppelns. Die Kupplungen der MLFF-Serie sind gemäss ISO 16028 zertifi-ziert und sind mit Standard-kupplungen gemäss ISO 16028 austauschbar.
MLFF-Kupplungen sind in verschiedenen Baugrössen ge-mäss ISO 16028 erhältlich: 1/4“ (6,3 mm), 3/8“ (10 mm), 1/2“ (12,5 mm), 5/8“ (16 mm) und 3/4“ (19 mm), 1” (25 mm). Für die verschiedensten Anwendungen steht eine Auswahl unterschied-licher Dichtungsmaterialien zur Verfügung. Ausserdem stehen Baugrössen von 1 1/4“ (31,75 mm), 1 1/2“ (38 mm) und 2“ (51 mm) zur Verfügung, welche je-doch nicht in der ISO16028 Nor-mung enthalten sind. Die Stan-dardendanschlüsse sind mit NPT und BSPP-Gewinde erhältlich.
n Anzeige
n Anzeige

Kurseaus- und we iterb ildung
swissmem-Kaderschule: ihr Partner für praxisbezogene ausbildungn Wissen ist Macht – wer sich weiterbildet stärkt die Marktposition des Unternehmens und erhöht seine persönliche Kompetenz. Aus unserem grossen Angebot stellen wir Ihnen zwei ausgewählte Lehrgänge zu Schlüsselkompetenzen vor.
CAS F&E-Management «Produktinnovation steht vor der Optimie-rung der Preispolitik», lautet eine These der Maschinenbranche etwas abgekürzt und gleichzeitig ist zu lesen, dass das Thema Innovation noch nicht in allen Betrieben ge-nügen etabliert ist und mit der notwendigen Konsequenz umgesetzt wird!
Es liegt auf der Hand: Der Käufer ist auch heute bereit, für Produkte, die ihm einen wirklichen Nutzen bringen, Geld zu zahlen. Und im Kontext mit den Mitbewer-bern heisst dies gleichzeitig auch Mehrnut-zen, welcher nur durch Weiterentwicklung oder gar eine radikale Innovation entstehen kann.
Und hier bietet die Swissmem-Kader-schule mit dem CAS F&E-Management einen 19-tägigen Lehrgang an, in dem so-wohl das Erkennen von Innovations-Poten-zial als auch das systematische Umsetzen
von Vorhaben erlernt werden kann. In acht Modulen, die auch einzeln buchbar sind, behandeln
Sie alle relevanten Themen von der Produktidee und Positionierung, der Sys-tematischen Entwicklung und Problem-lösung, dem Management und der Team-führung im F&E-Umfeld, der Sicherung von Daten und Qualität und nicht zuletzt dem Marketing und der Einführung der neuarti-gen Produkte.
Dank der Kooperation mit der ZHAW ist nach Abschluss des CAS der Weg für Sie
offen, unter Umständen bis zu einem Mas-terabschluss in Innovation Engineering.
Projekterfolg dank erfolgreichem Projektmanagement – die richtigen Ideen richtig umsetzen!Innovationen entstehen durch Inspira tion und gezielte Suche. Beides ist oft nicht möglich unter dem Druck des Tagesge-schäftes.
Hier ist Denken ausserhalb von gege-benen Organisationsstrukturen, bekannten Mustern und herkömmlichen Techniken ge-
fragt. Nur durch interdisziplinäres Denken, Handeln und Erschliessen von neuem und Unbekannten können wirkliche Innovati-onen entstehen und erfolgreich umgesetzt werden.
Dies ist das eigentliche Wesen des Projektmanagements; einmalig und neuar-tig, komplex, zeitlich und finanziell be-grenzt. Um ein Projekt zu leiten benötigen Sie neben einer fundierten Methoden - kompetenz auch Fachwissen in den Berei-chen Teamführung, Kommunikation und Betriebswirtschaft.
Mit unserem Lehrgang PM-Manage-ment decken wir diese relevanten Wissens-gebiete ab und Sie können Sich in drei Stu-fen vertieft mit den Themen – Grundlagen des PM,– Teamführung und Kommunikation,– Betriebswirtschaftliche Aspekte des PM,– Abwickeln mit MS-Project und weiteren fundiert in die Materie ein- arbeiten.
inFOs | KOntaKtSwissmem KaderschuleBrühlbergstrasse 4CH-8400 Winterthur
Telefon +41 (0)52 260 54 [email protected]
n Anzeige
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 59

Dossier Messen
VeranstalterMesse DornbirnMesseplatz 1AT-6850 Dornbirn
ÖffnungszeitenMittwoch, 15., bis Freitag, 17. Mai von 9.00 bis 17.00 Uhr
EintrittspreiseVorverkauf 8,– Euro Tageskarte 12,– EuroSchüler/Studenten 8,– Euro
Infoswww.intertech.info
Nächster Termin2. Quartal 2015
Dossier Messen
Zukunftsaspekte an der interTech
Die im Zwei-Jahres-Rhythmus stattfindende Fachmesse In-
tertech wurde seit ihrer letzten Ausgabe 2011 neu strukturiert und konzentriert sich nun vor allem auf die drei industriellen Basisthemen Automatisierung, Werkstofftechnik und Zerspa-
nungstechnik. Die Intertech stellt laut Messe-Geschäftsführer Dietmar Stefani «eine perfekte Infrastruktur für Neukundenge-winnung, Networking, Kunden-pflege und Kooperationen» dar. Als Eröffnungsredner der dies-jährigen Intertech konnte Dr.
Vom 15. bis 17. Mai findet die Technologie-Messe InterTech zum 22. Mal im vorarlbergischen Dornbirn statt. Im Mittelpunkt der konzeptionell überarbeiteten Fachmesse stehen erfolgreiche Geschäftsanbahnung und hocheffizientes Networking in den Bereichen Automatisierung, Werkstoff- und Zerspanungstechnik.
den teilnehmenden Unterneh-men die ideale Infrastruktur, um sich potenziellen Neukunden, Kooperationspartnern sowie Nachwuchskräften zu präsentie-ren. Hierfür stellt die Intertech mit einer ganzen Reihe kommu-nikativer Events noch stärker als bisher den persönlichen Kontakt in den Mittelpunkt, so zum Bei-spiel im Human Resources-Fo-rum als Meeting-Point für Fach-kräfte. Die Fachbeiträge werden von Referenten der Unterneh-men Alpla, Dr. Pendl und Dr. Piswanger, Fill, Liebherr-Aero-space, Worthington Cylinders und Zumtobel präsentiert.
Unter dem Gesichtspunkt ganzheitlicher Innovationen fungiert zudem die WISTO-Ko-operationsbörse als Plattform für Networking und Technologie-transfer. Ergänzend befassen sich im Rahmen eines von V-Re-search organisierten Experten-Seminars namhafte Referenten aus Industrie und Wissenschaft mit der Sicherung von Wettbe-werbsvorteilen.
Darüber hinaus wird es am Donnerstag eine spezielle Vor-tragsreihe zum Thema Arbeits-schutz und -recht geben. Mode-riert wird diese von Prim. Univ.-Doz. Dr. Robert Strohal. Vortra-
60 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
Wilfried Stadler gewonnen wer-den. Das ehemalige Vorstands-mitglied der Volkswagen AG ist heute unter anderem als Hono-rarprofessor für Wirtschaftspoli-tik an der Wirtschaftsuniversität Wien tätig und sitzt im Auf-sichtsrat mehrerer führender Unternehmen.
stark besetzte Kontakt- und KooperationsbörseDie internationale Kontakt- und Herstellermesse Intertech bietet
n Anzeige

Dossier Messen
gende sind neben Prim. Dr. Reinhard Haller, Facharzt für Psychiatrie und Neurologie, etwa auch Dr. Christian Schind-ler von der AUVA Vorarlberg oder Sicherheitschef Gerhard Salzmann, Hydro-Aluminium. Die Themen reichen von Burn-out, über gesetzliche Vorgaben bis hin zu Arbeitsplatzevaluie-rung.
im Brennpunkt: Zukunftsthema energieEin zentrales Highlight-Thema der Intertech heisst Energie: Das in diesem Jahr zum ersten Mal ausgerichtete Clean Technolo-gie-Forum beleuchtet entschei-dende Zukunftsaspekte wie Ener-gieautonomie, Photovoltaik, Licht und Beleuchtung sowie energieeffiziente Gebäudetech-nologie.
neues Konzept positiv aufgenommen Die Fokussierung auf die drei angesprochenen Basisthemen brachte bereits zahlreiche positi-ve Reaktionen mit sich und so ist für 2013 unter anderem die Wirtschafts-Standort Vorarlberg Betriebsansiedlungs GmbH (WISTO) wieder als Kooperati-onspartner mit dabei. «Die Inter-Tech hat sich als Leistungsschau der Vorarlberger Wirtschaft etab-liert. Geschäftspartner, Interes-senten und die breite Bevölke-rung finden auf der Messe Einblicke in die hohe Innovati-onskraft der heimischen Unter-nehmen. Das Feedback und In-
teresse unserer Partner zeigt die hohe Qualität sowie die Bedeu-tung der InterTech für den Standort Vorarlberg», erklärt Ge-schäftsführer Dr. Joachim Heinzl.
maschinenbau 4/2012 | Das Schweizer Industriemagazin. Seit 1972. 61

DossierMesseN | TAGUNGeN | VerANsTALTUNGeN
62 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
AprilVerpackung, ZürichBranchen-Event für die Verpackungs-industrie17. und 18. Aprilwww.easyfairs.com
Turning Days, Villingen- schwenningenFachmesse für Drehtechnologie17. bis 20. Aprilwww.turning-days.de
UseTeC, KölnWeltmesse für Gebrauchttechnik22. bis 24. Aprilwww.usetec.com
MaiLAser World of PHoToNiCs, MünchenWeltleitmesse und Kongress für Komponenten, Systeme und Anwendungen der optischen Technologien13. bis 16. Maiwww.world-of-photonics.net
seNsor+TesT, NürnbergInternationale Fachmesse für Sensorik, Mess- und Prüftechnik mit begleitenden Kongressen14. bis 16. Maiwww.sensor-test.com
PCiM, NürnbergInternationale Fachmesse und Konferenz für Leistungselektronik, Intelligente Antriebstechnik, Erneuerbare Energie und Energiemanagement14. bis 16. Maiwww.pcim.de
Control, stuttgartInternationale Fachmesse für Qualitätssicherung14. bis 17. Maiwww.control-messe.de
Labotec, LausanneEvent für die pharmazeutische und chemische Industrie15. und 16. Maiwww.easyfairs.com
intertech, DornbirnTechnologiemesse mit den Themen Automatisierung, Fertigung, Forschung, Maschinen- und Anlagenbau, Mess- und Regeltechnik und Zulieferindustrie15. bis 17. Maiwww.messedornbirn.at/intertech/
MaiLAUsANNeTeC, LausanneFachmesse für die Zulieferbranchen der Hochpräzisionstechnik und der Mikrotechnologie28. bis 31. Maiwww.lausannetec.com
JuniePHJ/ePMT/sMT, GenfFachmesse für Uhrenmacherei und Juwelierwaren, Mikrotechnologien und Swiss Medical Technologies11. bis 14. Juniwww.ephj.ch
Septemberineltec, BaselTechnologiemesse für Gebäude und Infrastruktur10. bis 13. Septemberwww.ineltec.ch
eMo, HannoverWeltleitmesse der Metallbearbeitung und internationaler Branchentreff16. bis 21. Septemberwww.emo-hannover.de
sCHWeisseN & sCHNeiDeN, essenInternationale schweisstechnische Fachmesse16. bis 21. Septemberwww.schweissenuschneiden.de
Composites europe, stuttgartFachmesse und Forum für Verbundwerk-stoffe, Technologie und Anwendungen17. bis 19. Septemberwww.composites-europe.com
Transport & Logistik, BernMesse für Material- und Intralogistik18. und 19. Septemberwww.easyfairs.com
iLMAC, BaselFachmesse für Prozess- und Labortechnologie24. bis 27. Septemberwww.ilmac.ch
OktoberMoTeK, stuttgartInternationale Fachmesse für Montage- und Handhabungstechnik7. bis 10. Oktoberwww.motek-messe.de
Technologien und Werkstoffe Zwölf Gemeinschaftsstände, internationale Kongresse und Wettbewerbe runden die Welt-leitmesse der Fuge- und Trenn-technik ab.
Zur Weltleitmesse sCHWeis-seN & sCHNeiDeN erwartet die internationalen Fachbesucher vom 16. bis 21. september er-neut ein umfassender Überblick
über aktuelle Neuheiten der Füge-, Trenn- und Beschich-tungstechnik. Rund 1000 Aussteller aus
über 40 Nationen präsentieren in der Messe Essen ihre Tech-nologien, Dienstleistungen und Werkstoffe – viele davon werden auf der Messe das erste Mal dem Fachpublikum vorgestellt.
Es wird elf internationale Gemeinschaftsstände geben, auf denen sich die Fachbesucher kompakt über länderspezifische Angebote der Schweiss- und Fü-getechnik informieren können. Die USA sind mit zwei Ständen vertreten, chinesische Aussteller präsentieren sich gemeinsam in den Hallen 7, 8.1 und 9.1. Wei-tere Gemeinschaftsstände stam-men aus Frankreich, Südkorea, Japan, Taiwan, Brasilien und Italien. Ein zwölfter Gemein-schaftsstand ist dem Bereich «Thermisches Spritzen» gewid-met.
iNfos | fACTsÖffnungszeitenMontag, 16., bisSamstag, 21. September von 9.00 bis 18.00 Uhr
EintrittspreiseTageskarte 38,– EuroDauerkarte 90,– EuroSchüler 16,50 Euro
Infoswww.schweissen-schneiden.com
Nächster TerminHerbst 2015
regenerative energieDie 20. internationale Fachmesse für Sensorik, Mess- und Prüf-technik, die seNsor+TesT, findet vom 14. bis 16. Mai auf dem Ge-lände der Messe Nürnberg statt. Für Entwickler, Konstrukteure quer durch alle Branchen – und fachspezifisch ausgerichtete Stu-denten der Ingenieur- und Na-turwissenschaften – ist die SENSOR+TEST ein Muss, denn ohne aktuelle Sensorik und Messtechnik lassen sich Geräte, Maschinen, Systeme und Prozes-se nicht nach dem Stand der Technik gestalten und mit Blick auf zukünftige Innovationen weiterentwickeln. Und ohne neueste Prüftechnik kann der
ständig steigende Qualitätsstan-dard in dem von aussen vorgege-benen Kostenrahmen nicht ge-halten werden. Es gibt keine ver-gleichbare Plattform in Europa, wo innovative Anwender auf so viele bedeutende Anbieter von Sensorik, Mess- und Prüftechnik aus aller Welt treffen können.
Auf einem speziellen Son-derforum «Regenerative Ener-gie», das Unternehmen und Ins-titutionen mit innovativen An-wendungen, Produkten, Techno-logien oder Dienstleistungen zu diesem Thema offen steht, kön-nen sich die Fachbesucher der SENSOR+TEST gezielt über den Stand der Technik und Ideen für die Zukunft informieren.
iNfos | fACTsÖffnungszeitenDienstag, 14., undMittwoch, 15. Maivon 9.00 bis 18.00 Uhr Donnerstag, 16. Mai von 9.00 bis 17.00 Uhr
EintrittspreiseTageskarte 16,– Euro
Infoswww.sensor-test.com
Nächster Termin3. bis 5. Juni 2014

DossierMesseN | TAGUNGeN | VerANsTALTUNGeN
maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 63
OktoberBondexpo, stuttgartFachmesse für industrielle Klebe- technologie7. bis 10. Oktoberwww.bondexpo-messe.de
Microsys, stuttgartFachmesse für Mikro- und Nanotechnik7. bis 10. Oktoberwww.microsys-messe.de
MsV, BrünnInternationale Maschinenbaumesse7. bis 11. Oktoberwww.bvv.cz
K, DüsseldorfInternationale Messe für Kunststoff und Kautschuk 16. bis 23. Oktoberwww.k-online.de
parts2clean, stuttgartInternationale Leitmesse für Reinigung in Produktion und Instandhaltung22. bis 24. Oktoberwww.parts2clean.de
NovemberBlechexpo, stuttgartInternationale Fachmesse für Blechbearbeitung5. bis 8. Novemberwww.blechexpo-messe.de
schweisstec, stuttgartInternationale Fachmesse für Fügetechnologie5. bis 8. Novemberwww.schweisstec-messe.de
A+A, DüsseldorfPersönlicher Schutz, betriebliche Sicherheit und Gesundheit bei der Arbeit5. bis 8. Novemberwww.aplusa-online.de
sicherheit, ZürichFachmesse für Sicherheit12. bis 15. Novemberwww.sicherheit-messe.ch
Productronica, MünchenInternationale Fachmesse der Elektronik-Fertigung12. bis 15. Novemberwww.productronica.de
Novemberschüttgut, BaselVerkaufsplattform für Schüttgut- technologien in der verarbeitenden Industrie13. und 14. Novemberwww.easyfairs.com
recycling Technologies, BaselFachmesse für Abfall- und Entsorgungswirtschaft13. und 14. Novemberwww.easyfairs.com
Midest, ParisInternationale Fachmesse für Zulieferer19. bis 22. Novemberwww.midest.com
Compamed, DüsseldorfInternationale Fachmesse – Hightech solutions for medical technology20. bis 22. Novemberwww.compamed.de
sPs/iPC/DriVes, NürnbergInternationale Fachmesse für elektrische Automatisierung, Systeme und Kompo-nenten26. bis 28. Novemberwww.mesago.de
e|DPC expo, NürnbergKonferenz mit Ausstellung für die Produktion elektrischer Antriebe29. und 30. Novemberwww.edpc-expo.com
DezembereuroMold, frankfurt a.M.Weltmesse für Werkzeug- und Formenbau, Design und Produktentwicklung3. bis 6. Dezemberwww.euromold.com
Januar 2014swiss Plastics, LuzernSchweizer Kunststoffmesse21. bis 23. Januarwww.messeluzern.ch/swissplastics
Automation, WinterthurNationale Verkaufsplattform für Antriebstechnik, Steuerung, Erkennung und Industrial Handling29. und 30. Januarwww.easyfairs.com
Wie reinigt man am effizientesten?Fertigungsbetriebe stehen heute nicht mehr vor der Frage, ob her-gestellte Bauteile gereinigt wer-den müssen. Inzwischen geht es darum, wie sich die für eine ein-wandfreie Qualität erforderliche Sauberkeit prozesssicher, schnell, effizient und nachhaltig erzielen lässt. Einen kompletten Über-blick über Prozesse, Verfahren, Medien und Massnahmen für eine anforderungsgerechte und kosteneffiziente Reinigung prä-sentiert die parts2clean vom 22. bis 24. oktober auf dem Stuttgar-ter Messegelände. Das zweispra-chige Fachforum der internati-onalen Leitmesse bietet zusätz-lich umfangreiches Know-how, um Prozesse in der industriellen Bauteil- und Oberflächenreini-gung bedarfsgerecht und kos-tenoptimiert auszulegen.
Ob eher einfache Entfettung oder anspruchsvolle Reinigungs-aufgabe mit Restschmutzspezifi-kation – ein Reinigungsprozess ist effizient, wenn die erforder-liche Sauberkeit bei hohem Durchsatz mit geringstmögli-chem Aufwand erreicht wird. Ein optimal an die Reinigungsaufga-be angepasster Prozess ist dabei das A und O.
iNfos | fACTsÖffnungszeitenDienstag, 22., bisDonnerstag, 24. Oktobervon 9.00 bis 17.00 Uhr
EintrittspreiseTageskarte 25,– Euro2-Tages-Karte 37,– Euro3-Tages-Karte 49,– EuroErmässigte Tageskarte 12,– Euro (Studenten, Rentner usw.)
Infoswww.parts2clean.de
Nächster Terminnoch offen
Kunststoff und KautschukBis zum Start der K 2013 in Düs-seldorf, 16. bis 23. oktober, sind es noch sieben Monate, doch unter www.k-online.de läuft die welt-weit bedeutendste Messe für Kunststoff und Kautschuk be-reits. Die neu gestaltete Website macht die effektive Vorbereitung und Planung des K-Besuchs ganz einfach. Schon im letzten K-Jahr 2010 wurde das Portal über elf Millionen Mal angeklickt. Auch das übersichtlich strukturierte Portal der K 2013 bietet wieder
eine Fülle ak-tueller Informa-tionen rund um die Messe, News aus der Branche, Neuheiten aus
der Wissenschaft und natürlich jede Menge praktische Tipps für den Messebesuch. Seit Kurzem ist das Herzstück des K-Portals on-line: die Ausstellerdatenbank – der virtuelle Katalog sozusagen. Seitdem sind die Visits sprunghaft auf rund 110’000 in den Mona-ten Januar und Februar angestie-gen. Die User können im Bereich «Firmen und Produkte» einzelne Firmen suchen, sie können sich aber auch eine Liste von Firmen spezieller Angebotsbereiche oder einzelner Nationen anzeigen las-sen und anschliessend downloa-den. Zahlreiche personalisierte Services wie MyOrganizer, My-Calendar für Online-Terminver-einbarungen und MyCatalogue für die Zusammenstellung des in-dividuellen Messekatalogs run-den das Angebot ab.
iNfos | fACTsÖffnungszeitenMittwoch, 16., bisMittwoch, 23. Oktober von 9.00 bis 17.00 Uhr
EintrittspreiseTageskarte 65,– Euro 3-Tages-Karte 108,– EuroErmässigte Tageskarte 15,– Euro (Studenten, Rentner usw.)
Infoswww.k-online.de
Nächster Terminnoch offen

News & TreNdsAdverTor iAls
64 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
iNdusTr iemAgAz iNProzessTechNikVon der Planung zur Installation mit WLANManche Applikationen erfordern zwingend den Einsatz einer drahtlosen Netzwerktechnik, um die gewünschte Lösung zu realisieren. Die Erfahrungen mit dem Einsatz von WLAN zeigen, dass die Funkkommunikation besondere Anforderungen an Wissen, Planung und Projektmanagement stellt.
dossierkuNsTsToffe , verbuNdsToffeFür mehr Effizienz sorgenDie Kunststofferzeugende und verarbeitende Industrie unterliegt einem starken Wettbewerbsdruck. Unternehmen, die hier dauerhaft konkurrenzfähig bleiben wollen, müssen qualitativ hochwertige Produkte liefern und diese mit möglichst effizienten Produktionsprozessen herstellen.
dossierANTre ibeN, bewegeN, AuTomATioNIntegrierte Antriebstechnik ist zukunftssicherDie dänische Firma JVL Industrie Elektronik A/S startete 1986. Anfangs noch als fixe Idee neben dem Studium angedacht, entwickelte sich schnell ein Unternehmen daraus. Basis für den frühen Erfolg waren der Einsatz neuester Technologien, welche die beiden Firmeneigentümer schon damals gekonnt in Ihren Produkten verwendeten.
Motor des Fortschritts Auch in den nächsten Jahren werden Branchen wie die Halbleiterindustrie, LifeSciences oder die Biotechnologie auf Wachstumskurs bleiben. Steigende Anforderungen in diesen Bereichen haben dabei häufig Auswirkungen auf unterstützende Technologien. Ein typisches Beispiel dafür liefert die Antriebstechnik.
dossierschweisseN, schNe ideNPreiswert und schnellSpeziell kleinere Unternehmen, die ihren Schweissbereich automatisieren wollen, hat FANUC Robotics mit dem neuen Roboter ARC Mate 0iA im Fokus. Der neue Schweissroboter ist schlanker und schneller als das bisherige Einsteigermodell ARC Mate 100iC. Die Traglast am Handgelenk wurde auf 3 kg reduziert; für Schweissequipment auf der Achse J3 ist der neue Roboter mit 7 kg Traglast ausreichend gewappnet.
Schweissen von AluminiumEndlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das Wechselstromschweissen von Aluminium und seinen Legierungen mit der Polysoude Steuerung PC 350 AC/DC und der Stromquelle Tetrix 351 zur Anwendungsreife zu bringen. Bei den gemeinsam durchgeführten Entwicklungsarbeiten zeichnete die Firma Polysoude für das einwandfreie Funktionieren der AVCFunktion verantwortlich.
vorschAu Nr . 5 | mA i 2013
dynamisch, präzise und leistungsstark
n Der digitale 1KanalController E709.CHG von Physik Instrumente (PI) ermöglicht aufgrund seiner hohen Ausgangsleistung dynamischen und nanometergenauen Betrieb piezobasierter Verstelleinheiten mit hoher Steifigkeit und hoher elektrischer Kapazität. Diese Positioniersysteme werden für Anwendungen benötigt, die hohe Durchsatzraten zum Beispiel in der Mikroskopie erfordern.
Die Digitaltechnologie des Controllers steigert zusätzlich die Performance. Sie optimiert Einschwingzeiten und Positionierung durch gezielt beeinflussbare Rechenalgorithmen. Abweichungen zwischen Soll und IstWert werden ausgeglichen und die Linearitätsabweichung minimiert. Bewegungs und Regelparameter können einfach per Softwarebefehl eingestellt werden.Die Kommandierung des Piezocontrollers
erfolgt über die digitalen SPI, USB und RS232Schnittstellen. Zusätzlich verfügt der E709.CHG über einen breitbandigen Analogeingang für Sollwerte oder Sensorsignale. Ein analoger Ausgang ist konfigurierbar zur Ansteuerung externer Verstärker oder zur Ausgabe der Positionswerte.
Das Softwarepaket enthält die leistungsstarken Bedienerprogramme PIMikroMove® und NanoCapture zur schnellen Inbetriebnahme sowie LabVIEWTreiber und dynamische Bibliotheken für Windows und Linux.
Die Systeme können auch mit den Softwareplattformen µManager, MetaMorph und MATLAB angesteuert werden.
iNfos | koNTAkTDynEOs AGDynamic & ElectroOptical SolutionsVogelsangstrasse 15CH8307 Effretikon
Telefon +41 (0)52 355 12 [email protected]
viel Arbeitsvorrat auf wenig fläche
n Ein richtiges Handlinggerät auf bloss 2 m2 Grundfläche? Ja gerne, aber nur wenn trotzdem genügend Arbeitsvorrat im Magazin Platz findet.
Der EROWA Robot Compact bedient eine oder zwei Maschinen mit Werkstücken bis zu 30 kg. Die extrem schlanke Bauweise lässt es zu bis zu 160 Palettenplätze zur Verfügung zu stellen. Dies kommt vor allem im Bereich der Elektrodenfertigung und bei
der Produktion von kleinen Teilen, zum Beispiel in der Medizinaltechnik zum Tragen. Trotz wenig Standplatz verfügt die ganze Fertigungszelle über die grösstmögliche Arbeitsreserve. Mit 160 Plätzen für Paletten sorgt der Roboter für eine Fertigungsautonomie von 40 oder mehr Stunden (angenommene Werkstückbearbeitungszeit 15 min.).
Obwohl der EROWA Robot Compact auf engstem Raum operiert, wurden keine Kompromisse bezüglich der Leistungsmerkmale eingegangen.
iNfos | koNTAkTEROWA AGKnutwilerstrasse 3CH6233 Büron
Telefon +41 (0)41 935 11 [email protected]

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 65
Kapaz itätenOccasiOnen, Versch iedenes
Hegelstraße 28, 73230 Kirchheim (Germany)Telefon +49 (0) 70 21/7 17 [email protected]
10 Minuten vom Flughafen Stuttgart
KELLENBERGER Überholung
• Komplette Maschine• Werkstückspindelstock• Nachrüstung Schleifkopfwinkelanzeige
Verkauf von KELLENBERGER Maschinen
Wir kaufen!Bettfräsmaschinen, Bohrwerke, Karussell-drehmaschine u. andere Grossmaschinen, sowie Metallbearbietungsmaschinen jeg-licher Art. Promte Besichtigung u. Barzahlung wird zugesichert!
Ortner GmbH, MaschinenhandelWallenmahd 53, A-8650 Dornbirn (Austria)T +43 5572 29401, F +43 5572 29401-1M [email protected] www.ortner-maschinen.at
Gysi Pumpen AGCH-1726 FarvagnyTel. 026 411 30 71www.gysi-pumpen.chSPEZIALISIERT AUF PUMPEN FÜR DENAPPARATE-UND MASCHINENBAU
www.power-tool.chCNC-Maschinen
www.maschinenbau-schweiz.ch

66 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
SAchreg iSter BezugSquellen
n Abdeckungen
Novoglas AG, Durisolstrasse 10CH-5612 VillmergenTel. +41 (0)56 622 24 24Fax +41 (0)56 622 77 65www.novoglas.com, [email protected]
n Abkantwerkzeuge
n Airmould-teile
n Anlagenkomponenten
n Antriebstechnik
n Antriebstechnik
n Arbeitsbühnen
n Ausbildung
n Auswuchten
n Auswuchtmaschinen und -geräteMüller-Technik AGBernstrasse 28, CH-3054 SchüpfenTel. +41 (0)31 901 02 03Fax +41 (0)31 901 03 09www.muellertechnik.ch, [email protected] Cemb S.p.A. und Hof mann, Lohnwu cht arbeiten
RoViTec GmbH, AuswuchttechnikStudbachstrasse 16, CH-8340 HinwilTel. +41 (0)43 843 13 13Fax +41 (0)43 843 13 00www.rovitec.ch, [email protected], vertikal, horizontal
n Automation
ADCOS AG Wildischachenstrasse
CH-5200 Brugg
Tel. 056 460 90 70
[email protected] www.adcos.ch
� CNC-Steuerungen
Retrofit Schleifmaschinen
Retrofit Abkantpressen
��
n Biegsame Wellen und Werkzeugantriebe
n Blechtechnik
n Blechverarbeitung
• Blechbearbeitung• Laserschneiden• Roboterschweissen• Behäusebau
SCHWARZ AG FEINBLECHTECHNIK056 297 16 [email protected] www.schwarzag.ch
n Blechverarbeitungsmaschinen und Blechverarbeitung
Stark in Beratung, Gestaltung und Ausführung für Blechteile aller Art, gefertigt auf modernsten Produktions anlagenJakob AGKupferwiesenstrasse 7, CH-9325 RoggwilTel. +41 (0)71 447 50 40Fax +41 (0)71 447 50 49www.jakobag.ch, [email protected]
n Bodenmatten
n Bohrbuchsen/Schnittbuchsen
E. Ramseier-Werkzeugnormalien AGDübendorfstrasse 27CH-8602 Wangen Telefon +41 (0)44 834 01 [email protected] www.ramseier-normalien.ch
n cAD/cAM-Systeme
CAMSOL GmbH8600 DübendorfTel 044 882 27 [email protected] www.camsol.ch
www.Camtek.de
n cnc-Fertigungstechnik
Peter-Mechanik AG Wir fertigen Präzision
Peter-Mechanik AG CNC-Fertigungstechnik
Postweg 5 | 5113 Holderbank Tel. 062 893 34 67 | Fax 40 [email protected] www.peter-mechanik.ch
Seit 1975 erfahren in Präzisions- mechanik
n Drehen und Fräsen/Bohren
CNC-Bearbeitungenbohren / fräsen bis max. 2,0 m Länge
Unsere Spezialitäten: • Aluminiumteile und Stahlprofile• Flexible Liefertermine • Prototypenbau/Einzelfertigung• Herstellung und Montage kompletter Baugruppen
Foba AG, 8907 WettswilTel. +41 (0)44 701 90 00Fax +41 (0)44 701 90 [email protected]

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 67
SAchreg iSter BezugSquellen
n Drehen und Fräsen/Bohren
Hélios A. Charpilloz SAISO 9002 zertifiziertroute de Montoz 9, CH-2735 BévilardTel. +41 (0)32 491 72 72Fax +41 (0)32 491 73 73
Oeschger – mech. WerkstätteQuerbearbeitung / Fräsen / BohrenRückseitenbearbeitung / Ø 3–150 mmKaisermatt 1, CH-5026 DensbürenTel. +41 (0)62 878 10 06Fax +41 (0)62 878 10 [email protected]
WT Technologie AG, CNC, BearbeitungAuswuchten/WasserstrahlschneidenBösch 37, CH-6331 HünenbergTel. +41 (0)41 780 90 40Fax +41 (0)41 780 90 50www.wttec.ch, [email protected]
n Drehmoment-Schlüssel/ -Prüfgeräte/-Service
GAMAG AGVERSCHRAUBUNGSTECHNIK
GAMAG AGChrummacherstr. 38954 GeroldswilTel: 044 910 14 40 www.gamag-ag.ch
n Drehteile auf Drehautomaten und cnc-Drehmaschinen
Max Säuberli AG, Automatendreherei CNC-Fräsen, CH-5105 AuensteinTel. +41 (0)62 897 13 13 www.cnc-dreherei.ch
n Druckguss Alu + zn
• Druckgiesserei für Aluminium- und Zink-Teile
• Mechanische NachbearbeitungRüetschi AG, Postfach 307, 5034 Suhr Tel. 062 855 50 60, Fax 062 855 50 70Mailto: [email protected] www.giessereitech.ch
n Druckluftwerkzeuge P. Mettler, Renferstrasse 17, CH-2500 Biel 8Tel. +41 (0)32 341 57 08Fax +41 (0)32 341 69 08
n elektromotoren
Rüetschi AG – AntriebstechnikFeldackerstrasse 2, 5040 Schöftland
Tel.: 062 739 20 60, Fax: 062 739 20 [email protected]
n energieführungsketten in nylon und Stahl
n energieketten-Systeme
n entmagnetisierungHEIL Magnet-+WerkzeugtechnikBlegistrasse 15, CH-63w40 Baar-WalterswilTel. +41 (0)41 760 76 60Fax +41 (0)41 760 76 65www.heilmagnet.ch, [email protected]
n FedernEgli Federnfabrik AGNeugutstrasse 65, CH-8600 DübendorfTel. +41 (0)44 801 80 00Fax +41 (0)44 821 33 37www.eglifedern.ch, [email protected]
FAVRE-STEUDLER S.A.Chemin de la Prévôté 7CH-2504 BienneTel. +41 (0)32 341 30 79Fax +41 (0)32 342 52 [email protected]
n Federn und DrahtartikelDEJEX SA, Fabrique de ressortsRoute de Reuchenette 59CH-2502 BienneTel. +41 (0)32 341 77 66Fax +41 (0)32 342 29 61www.ressort.ch, [email protected]
Thür & Co.Industrie-Aegert, CH-8305 DietlikonTel. +41 (0)44 807 44 11Fax +41 (0)44 807 44 00www.thuer-co.ch, [email protected]
Federn und StanzartikelFpP Federnfabrik GmbHSihlbruggstrasse 144, CH-6340 BaarTel. +41 (0)41 761 28 22Fax +41 (0)41 761 28 23www.fpp.ch, [email protected]
n Feinblech
Wasenstrasse 49CH-4133 PrattelnTel: +41 (0)61 827 32 11Fax: +41 (0)61 827 32 [email protected]
n Filter
SF-Filter AGKasernenstrasse 6, CH-8184 BachenbülachSF-Filter: für Öl, Luft, Kraftstoff, Was ser, Hydraulik, Pneumatik, Entstaubung.Tel. +41 (0)44 864 10 68Fax +41 (0)44 864 14 56www.sf-filter.com, [email protected]
n Filter für Farbspritzkabinen/lüftungen
FSO-Filterservice AGAspstrasse 10, CH-8154 OberglattTel. +41 (0)44 850 01 60Fax +41 (0)44 850 62 15www.fso-filter.ch, [email protected]
n Filtration und Siebung
n Filze (Wollfilze und nadelfilze)FISSCO AGCH-3077 Enggistein b. WorbTel. +41 (0)31 838 40 40Fax +41 (0)31 839 76 30www.fissco.ch, [email protected]
n Flüssigkunststoffe
n Fördertechnik
Paul Hedfeld GmbHHundeicker Strasse 20, D-58285 GevelsbergTelefon +49 (0)23 32 63 71Fax +49 (0)23 32 6 11 67www.hedfeld.com, [email protected]
n gelenkwellen
n giessereibedarfLIWAG Industrieofenbau + Wärmetechnik AGBotzen 12, CH-8416 FlaachTel. +41 (0)52 315 29 21Fax +41 (0)52 315 14 06www.liwag.ch, [email protected]
n gleitlager
Gleitlager, Buchsen, Gleitplatten
GGB Tristar Suisse SA 2544 Bettlach / Tel. 032 628 60 00
[email protected] www.ggbearings.com

68 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
SAchreg iSter BezugSquellen
n gleitlager
www.sgtbronze.ch
n gravuren/Beschriftungen
n gummiformteile techn./gummi- walzen, gummi-PtFe- Metallverbindungen
PLASTIGUM AG Grossholzstrasse 20, CH-8253 DiessenhofenTel. +41 (0)52 646 08 00Fax +41 (0)52 657 19 52
n gummiformteile techn./gummi- walzen, gummi-PtFe- Metallverbindungen
Rex Articoli Tecnici SAVia Catenazzi 1CH-6850 Mendrisio
Tel. +41 (0)91 640 08 21www.rex.ch
n gummi-/Polyurethane-/Silikon-/ Schaum-/cfk-Walzen und -Spezialrollen
TYP AG, Ritterquai 27, CH-4502 SolothurnTel. +41 (0)32 625 58 58Fax +41 (0)32 622 72 [email protected]
n härtesäcke – MetallfolieNordson EFD, CH-7324 ViltersTel. +41 (0)81 723 47 47Fax +41 (0)81 723 71 09www.nordsonefd.com/ch [email protected]
n härte- und Wärme- Behandlungs anlagen
Häberli Härterei- und Werkstofftechnik AGJägerweg 20, CH-3097 Bern-LiebefeldTel. +41 (0)31 971 73 30Fax +41 (0)31 971 73 [email protected]
n hebebühnen-Warenlifte
n heizbänder/-kabel/-matten/ -platten/-schläuche
n hochhitzebeständiger Kitt – thermoguss 2000
Nordson EFD, CH-7324 ViltersTel. +41 (0)81 723 47 47Fax +41 (0)81 723 71 09www.nordsonefd.com/ch [email protected]
n honen/Kreuzschleifen
Flexibler Kleinbetrieb empfiehlt sich für
Kreuzschleifen (Honen), ø 3-250 x 3000mm
Klein- und Grossserien Suhm GmbHSchiffmühlestrasse 17b 5417 Untersiggenthal Tel. 056/282 17 70, Fax 056/282 17 92 www.suhm-mechwerk.ch [email protected]
n hydraulik
ATP Hydraulik AGAahusweg 8, CH-6403 Küssnacht am RigiTel. +41 (0)41 799 49 49Fax +41 (0)41 799 49 48www.atphydraulik.ch, [email protected]
NT HYWAG AGHochdruckhydraulik, Fabrikweg 1CH-8634 HombrechtikonTel. +41 (0)55 254 54 74Fax +41 (0)55 254 54 75
n hydraulik, Schläuche und Verschraubungen
TECALTO AG Rautistrasse 58, 8048 ZürichTelefon 044 404 58 58Telefax 044 404 58 [email protected], www.tecalto.ch
n hydraulik-Schnellservicehydroline-service ag Aeroquip-/Eaton-VertretungKohlestrasse 12, CH-8952 SchlierenTel. +41 (0)44 730 87 10Fax +41 (0)44 730 87 [email protected]
n hydraulikzylinder
n industrie- und gewerbebau
DM Bau AGWiesenstrasse 1, 9463 OberrietTel. +41 (0)71 763 70 20Fax +41 (0)71 763 70 25www.dm-bau.ch, [email protected]
n industrie-Pc’s und Displays
Spectra (Schweiz) Gewerbestrasse 12 a8132 Egg / ZHTel. 043 277 10 [email protected]
n industriebedarf
Sicherheit hat vier Buchstaben
Pilz Industrieelektronik GmbH Gewerbepark Hintermättli, Postfach 6 CH-5506 Mägenwil Telefon +41 (0)62 889 79 30 [email protected], www.pilz.de
n industrielle Automation
n industrieöfen/Wärmeschränke

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 69
SAchreg iSter BezugSquellen
n industrieservice
industrieumzüge
n infrarot-WärmestrahlerABECON AG ZÜRICH Friesenbergstrasse 108, CH-8055 ZürichTel. +41 (0)44 451 14 00Fax +41 (0)44 451 20 22www.abecon.ch, [email protected]
n infrarot-Wärmestrahler
n Kabelkonfektionierung
Amriswilerstrasse 82 8589 Sitterdorf
Tel. 071 424 29 90www.confecta.ch
• Einzelkabel/-litzen• Litzengarnituren• Baugruppen• Gesamtlösungen• Montage
kabel nach mass
®
n Kälte- und Klimatechnikhydroline-service agKälte- und KlimatechnikKohlestrasse 12, CH-8952 SchlierenTel. +41 (0)44 730 87 10Fax +41 (0)44 730 87 [email protected]
n Kompressoren
n Kompressoren und zubehörairtag engineering AGDrucklufttechnik und AnlagenbauHölzliwisenstrasse 5a, CH-8604 VolketswilTel. +41 (0)43 399 30 20Fax +41 (0)43 399 30 [email protected]
Amblank AG I Holzgasse 18 I 5242 Birr Tel.056 / 444 83 34 I Fax 056 / 444 98 06
www.amblank.ch I [email protected]
Kompressoren • KältetrocknerFilter • Gesamtsysteme
n Kompressoren und zubehör
Atlas Copco (Schweiz) AGKompressoren und DruckluftaufbereitungBüetigenstrasse 80, CH-2557 StudenTel. +41 (0)32 374 14 02Fax +41 (0)32 374 12 [email protected]
Kompressoren Vakuum GebläseService Engineering AufbereitungKAESER Kompressoren AG - 8105 RegensdorfTel. 044 871 63 63 Fax 044 871 63 90www.kaeser.com [email protected]
Kolben- und Schraubenkompressoren,Druckluftaufbereitung, Druckluft zu behör,Märwilerstrasse 43, CH-9556 AffeltrangenTel. +41 (0)71 918 60 60Fax +41 (0)71 918 60 40www.prematic.ch, [email protected]
Telefon 062 789 75 95, www.servatechnik.ch
n Kondensatableiter
n Kunststoff laserschneiden 2D/3D
Laserschneiden von Kunststoffen und nichtmetallischen MaterialienZB-Laser AG Bahnstrasse 43, CH-5012 SchönenwerdTel. +41 (0)62 858 24 00Fax +41 (0)62 858 24 [email protected], www.zb-laser.ch
n Kunststoffbearbeitung
Novoglas AG, Kunststoffe in BestformDurisolstr. 10, CH-5612 VillmergenTel. +41 (0)56 622 24 24Fax +41 (0)56 622 77 65www.novoglas.com, [email protected] Zürich: Tel. +41 (0)44 307 56 74Filiale Basel: Tel. +41 (0)61 225 42 94
n Kupplungen
R+W Antriebselemente GmbHAlexander-Wiegand-Strasse 8D - 63911 Klingenberg Tel: +49 (0)9372 [email protected]
DIE KUPPLUNG.
n Kurzrohrfertigung
KurzrohrfertigungsanlagenLaserschweißmaschinen
www.weil-engineering.com

70 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
SAchreg iSter BezugSquellen
n lager-/Archivierungssysteme
HW-Regale AG, LagertechnikRiedgrabenstrasse 10, CH-8153 RümlangTel. +41 (0)44 817 60 50Fax +41 (0)44 817 24 34Filiale: Säntisstrasse 9, CH-9030 Abtwil Tel. +41 (0)71 311 29 35Fax +41 (0)71 311 23 55
Widmer AG LagertechnikFrauenfelderstrasse 33CH-8555 MüllheimTel. +41 (0)52 763 35 35Fax +41 (0)52 763 35 [email protected]
n laserbeschriftung
n laserschneiden
• Blechbearbeitung• Laserschneiden• Roboterschweissen• Behäusebau
SCHWARZ AG FEINBLECHTECHNIK056 297 16 [email protected] www.schwarzag.ch
n laserschweissmaschinen
KurzrohrfertigungsanlagenLaserschweißmaschinen
www.weil-engineering.com
n lineartechnik
Linearführungen • Linearsysteme Gewindetechnik • Hubsysteme Transfersysteme • AutomatisierungRosa GmbHGaswerkstr. 33/35, CH-4900 LangenthalTelefon +41(0)62 923 73 [email protected]
n lochstempel/ Formenbaunormalien
E. Ramseier-Werkzeugnormalien AGDübendorfstrasse 27CH-8602 Wangen Telefon +41 (0)44 834 01 [email protected] www.ramseier-normalien.ch
n logistikzentrum
n löten im DurchlaufofenGrenacher Metall AGMetallwarenfabrik, CH-5275 EtzgenTel. +41 (0)62 867 20 00Fax +41 (0)62 867 20 [email protected]
n lüftungen
Spritzkabinen-Service
GmbH
Sommeristrasse 16CH-8594 Güttingen
Telefon +41 (0)79 555 44 [email protected]
n MagneteHEIL Magnet-+WerkzeugtechnikBlegistrasse 15, CH-6340 Baar-WalterswilTel. +41 (0)41 760 76 60Fax +41 (0)41 760 76 65www.heilmagnet.ch, [email protected]
n Maschinenbau
Bearbeitung hochpräziser Werkstücke•Länge bis 12‘000mm•Breite bis 3‘000mm•Gewicht bis 30 TonnenSchweisskonstruktionen, Glühen, Sandstrahlen, Lackierenalles aus einer Hand.
Fräsen + Schleifen
MIT PRÄZISION UNTERWEGS
MDC Max Daetwyler AGFlugplatz | 3368 BleienbachPhone: +41 62 919 34 34www.daetwyler.com
n Maschinenhandel
+AW+ Maschinen GmbH, CH-6110 WolhusenTel. +41 (0)41 490 11 11Fax +41 (0)41 490 27 20Natel +41 (0)79 730 11 11
n Maschinenschutzabdeckungen
Lestoprex AGKronenstr. 11, CH-8735 St.GallenkappelTel. +41 (0)55 284 51 51Fax +41 (0)55 285 51 53www.lestoprex.ch, [email protected]
SYMA-SYSTEM AGSystemverkauf / TronicPanoramastrasse 199533 Kirchberg/SG
Tel. 071 932 32 32 Fax 071 932 32 [email protected] www.syma.ch
C o n t i n u o u s I n n o v a t i o nMaschinenverkleidungen · Maschinenunterbauten
Werkmeisterkabinen · Profile und Komponenten
n Materialprüfung
n Mechanische BearbeitungHumech AGGewerbe Seeben, CH-8460 MarthalenTel. +41 (0)52 319 15 55Fax +41 (0)52 319 16 34

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 71
SAchreg iSter BezugSquellen
n Messebauer
n Messtechnik
DICHTPRÜFGERÄTEDURCHFLUSSMESSGERÄTE
Web: www.ateq.deMail: [email protected]
Dimensionelle [email protected] • www.nuessler.ch
n Metall-Servicezenter
n Metalldrückerei
Berwissstrasse 8, 8548 EllikonTel. 052 375 14 10Fax 052 375 14 84
[email protected] www.lauffenburgerag.ch
n Metallspritzanlagen
FEHR Oberflächentechnik AGIndustriestrasse 36, CH-8108 DällikonTel. +41 (0)44 844 26 64Fax +41 (0)44 844 54 [email protected]
n Metallspritztechnik
n Metallverarbeitung
Empfiehlt sich für: Laserschneiden, Brennschnei-den, Abkanten, Stanzen, Schweissen, Montage, CNC-Bohren, CNC-Fräsen, CNC-Drehen und Oberflächenbeschichtungen. Gerne beraten wir Sie.
Schulstrasse 13, 9553 BettwiesenTel. +41 (0)71 971 15 30Fax +41 (0)71 971 20 27www.mevag.ch, [email protected]
n Minimalschmiertechnik
UNILUBE AGMinimalSchmierSysteme undHochleistungsschmierstoffeBächlistrasse 14 a, CH-8280 KreuzlingenTel. +41 (0)71 672 65 22Fax +41 (0)71 672 65 32www.unilube.ch, [email protected]
n MontageDKM, Althau 1, CH-5303 WürenlingenTel. +41 (0)56 290 00 05Fax +41 (0)56 290 00 [email protected]
n Montagetechnik
n nivellierschuhe und -elemente
n normalienZylinderstifte, Lochstempel, Aus werfer stifte, Führungsbolzen, Mess-Stifte, BohrbüchsenAlfonso S.A.ch. Louis-Hubert 2, CH-1213 Petit-LancyTel. +41 (0)22 3 44 51 20Fax +41 (0)22 345 43 00www.alfonso-sa.ch, [email protected]
n Oberflächentechnik
Iten Galvanik AGBernstrasse 6, CH-8964 RudolfstettenTel. +41 (0)56 633 43 43Fax +41 (0)56 633 84 58www.iten-galvanik.ch, [email protected]
n Öl(nebel)abscheider
Lestoprex AGKronenstr. 11, CH-8735 St.GallenkappelTel. +41 (0)55 284 51 51Fax +41 (0)55 285 51 53www.lestoprex.ch, [email protected]
n Pneumatik-Komponenten, garagen- und luftdienstgeräte/ Manometer und Ventile
AZE Handels + Vertriebs AGSihlquai 278, Postfach, CH-8031 ZürichTel. +41 (0)44 272 76 11Fax +41 (0)44 271 10 88www.aze.ch, [email protected]
n Pressen
Moderne Pressentechnologiewww.schmidttechnology.ch
Telefon 031 755 40 71
n Profile
K-Profile AGBisrütistrasse 3, CH-9220 BischofszellTel. +41 (0)71 424 26 40Fax +41 (0)71 424 26 49www.k-profile.com, [email protected]
SYMA-SYSTEM AGSystemverkauf / TronicPanoramastrasse 199533 Kirchberg/SG
Tel. 071 932 32 32 Fax 071 932 32 [email protected] www.syma.ch
C o n t i n u o u s I n n o v a t i o nMaschinenverkleidungen · Maschinenunterbauten
Werkmeisterkabinen · Profile und Komponenten
n PrüfmittelüberwachungSCS Kalibrierstelle Nr. 038/3D-MessungenSULZER INNOTEC AG, Messlabor 1581, Hegifeldstrasse 12, CH-8404 WinterthurTel. +41 (0)52 262 58 73Fax +41 (0)52 262 00 43
n PumpenGysi Pumpen AGCH-1726 FarvagnyTel. +41 (0)26 411 30 [email protected]
n radialventilatorenABECON AG ZÜRICHFriesenbergstrasse 108, CH-8055 ZürichTel. +41 (0)44 451 14 00Fax +41 (0)44 451 20 22www.abecon.ch, [email protected]
n rammschutz

72 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
S A c h r e g i S t e r B e z u g S q u e l l e n
n räumarbeiten
M. Strausak & Co. AGBruggetenstrasse 5, CH-8833 SamstagernTel. +41 (0)44 786 80 00Fax +41 (0)44 786 80 01www.broaching.ch, [email protected]
n reinigungs- und entfettungs anlagen
Perfix Apparatebau AGRuchstuckstrasse 12, CH-8306 BrüttisellenTel. +41 (0)44 805 52 05Fax +41 (0)44 805 52 [email protected]
n reinigungs- und entfettungs - anlagen, ultraschall
Cleantec AGAlte Winterthurerstr. 90CH-8309 NürensdorfTel. +41 (0)44 836 47 57Fax +41 (0)44 836 47 [email protected]
n rohr- und Profilbiegemaschinen rohr-ø 4 bis 120 mm
MEWAG Maschinenfabrik AGDorfstrasse 51CH-3457 WasenTel. +41 (0)34 437 75 75Fax +41 (0)34 437 75 [email protected]
n rohr- und Profil-Service
n rohrbiegen
Rohr-Profil-BlechbiegenMeriedweg 17CH-3172 Niederwangen b. BernTelefon +41 31 981 30 88Fax +41 31 981 30 91Internet www.schenkmetall.chE-mail [email protected]
SCHENK METALL
n rollen und räder
WEMAS – J.-P. Mathez & CieCH-2720 Tramelan Tel. +41 (0)32 487 43 28Fax +41 (0)32 487 44 43www.wemas.ch
n SandstrahlanlagenFEHR Oberflächentechnik AGIndustriestrasse 36CH-8108 DällikonTel. +41(0)44 844 26 64Fax +41(0)44 844 54 [email protected]
SGT Strahlmaschinen AGRuchstuckstrasse 12CH-8306 BrüttisellenTel. +41 (0)44 805 52 00Fax +41 (0)44 805 52 [email protected]
n Sandstrahlmittel
n Schaltschränke
• Blechbearbeitung• Laserschneiden• Roboterschweissen• Behäusebau
SCHWARZ AG FEINBLECHTECHNIK056 297 16 [email protected] www.schwarzag.ch
n Schaumstoff
n Schleifen
n Schmiermittel
n Schweisskonstruktionen
HANS SIGNER AG 8586 Ennetaach-ErlenTel. 071 649 11 11Fax 071 649 11 22www.signerag.ch
LASER- und Wasserstrahlschneiden, CNC- Stanzen, Abkanten bis 7 m, Schweisskonstruktionen und mech. Grossbearbeitung bis 30 t Stückgewicht.
n Schweisstechnik
n SchwingungsmessgeräteMüller-Technik AGBernstrasse 28, CH-3054 SchüpfenTel. +41 (0)31 901 02 03Fax +41 (0)31 901 03 [email protected]
RoViTec GmbH, AuswuchttechnikStudbachstrasse 16, CH-8340 HinwilTel. +41 (0)43 843 13 13Fax +41 (0)43 843 13 00www.rovitec.ch, [email protected]
n Sensoren
n Sondermaschinen
Ihr Partner für industrielle Elektrotechnik.
Stockstr. 8, CH-9444 Diepoldsau
Tel. +41 (0)71 733 15 73
Fax +41 (0)71 733 18 69
www.rhenatech.ch, [email protected]
Sondermaschinenbau
Automatisierung
n Sicherheitsschuhe im Freizeitlook
Sicherheitsschuhe im Freizeitlook
Tel. 071 969 43 85 Fax 82
n Spanntechnik
n Spannwerkzeuge
Lestoprex AGKronenstr. 11, CH-8735 St.GallenkappelTel. +41 (0)55 284 51 51Fax +41 (0)55 285 51 53www.lestoprex.ch, [email protected]
n Spritzgussteile

maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972. 73
SAchreg iSter BezugSquellen
n Spritzkabinen
Spritzkabinen-Service
GmbH
Sommeristrasse 16CH-8594 Güttingen
Telefon +41 (0)79 555 44 [email protected]
n Stanz- und umformtechnik
n Stapler aller Art
044 846 51 11�
www.still.ch
KaufMieteLeasing
n Stellventile
n StrahlmittelBBA AG, Schachenallee 29, CH-5001 AarauTel. +41 (0)62 824 58 62Fax +41 (0)62 824 61 40
n technische Keramik
n technische KunststoffteileNovoglas AG, Kunststoffe in BestformIndustriegebiet, Durisolstrasse 10CH-5612 VillmergenTel. +41 (0)56 619 70 00Fax +41 (0)56 619 70 01www.novoglas.com, [email protected]: Tel. +41 (0)44 307 36 74, +41 (0)61 225 42 94, +41 (0)31 311 21 63
n technische Präzisionskugeln
n teilereinigungs- Waschmaschinen
Perfix Apparatebau AGRuchstuckstrasse 12, CH-8306 BrüttisellenTel. +41 (0)44 805 52 05Fax +41 (0)44 805 52 [email protected]
n uV/ultraviolettstrahlerABECON AG ZÜRICH Friesenbergstrasse 108, CH-8055 ZürichTel. +41 (0)44 451 14 00Fax +41 (0)44 451 20 22www.abecon.ch, [email protected]
n uV-Strahler/-geräte
n Vakuumpumpen und Verdichter
•
n Ventilatoren
Spritzkabinen-Service
GmbH
Sommeristrasse 16CH-8594 Güttingen
Telefon +41 (0)79 555 44 [email protected]
n Verbindungstechnik
Moderne Pressentechnologiewww.schmidttechnology.ch
Telefon 031 755 40 71
n VerpackungenAeberhard AG, CH-9434 Rheineck Tel. +41 (0)71 886 40 [email protected]
n VibrationsmessungenMüller-Technik AGBernstrasse 28, CH-3054 SchüpfenTel. +41 (0)31 901 02 03Fax +41 (0)31 901 03 [email protected]
RoViTec GmbH, AuswuchttechnikStudbachstrasse 16, CH-8340 HinwilTel. +41 (0)43 843 13 13Fax +41 (0)43 843 13 00www.rovitec.ch, [email protected]
n Wälzlager
n Wärmetauscher
WT Wärmeaustausch Technologien AGAergerastrasse 10, 1734 TentlingenTel. 026 418 06 56, Fax 026 418 06 57e-mail [email protected], www.wt-sa.ch
n Wärmetauscher-Stationen
n Wasserstrahlschneiden
DOHNER AG • Schaubenstrasse 48450 Andelfingen • Switzerland
Tel. +41 52 317 37 30Fax +41 52 317 37 51
E-Mail: [email protected]: www.dohnerag.ch

74 maschinenbau 4/2013 | Das Schweizer Industriemagazin. Seit 1972.
SAchreg iSter BezugSquellen
n Wasserstrahlschneiden
Werkzeugbau-normalien
E. Ramseier-Werkzeugnormalien AGDübendorfstrasse 27CH-8602 Wangen Telefon +41 (0)44 834 01 [email protected] www.ramseier-normalien.ch
n Werkzeuge
Lestoprex AGKronenstr. 11, CH-8735 St.GallenkappelTel. +41 (0)55 284 51 51Fax +41 (0)55 285 51 53www.lestoprex.ch, [email protected]
n Werkzeuge und Betriebseinrichtungen
n Werkzeugmaschinen
Service, Handel, Reparaturen, RevisionenDKM, Althau 1, CH-5303 WürenlingenTel. +41 (0)56 290 00 05Fax +41 (0)56 290 00 [email protected]
DMG MORI SEIKI Schweiz AGLagerstrasse 14CH-8600 Dübendorf Telefon +41 (0)44 824 48 48www.dmgmoriseiki.com [email protected]
n Werkzeugmaschinen
Service, Handel, Reparaturen, RevisionenDKM, Althau 1, CH-5303 WürenlingenTel. +41 (0)56 290 00 05Fax +41 (0)56 290 00 [email protected]
CH-3401 BurgdorfTel. +41 (0)34 445 56 11Fax +41 (0)34 445 62 [email protected]
Steiner Werkzeugmaschinen AGWynenmattenweg 1, CH-5722 GränichenTel 0041 62 855 0660Fax 0041 62 855 [email protected]
n Werkzeugmaschinen
n zahnräderHans Christen AG, CH-3360 Herzogenbuchsee Tel. +41 (0)62 956 50 50Fax +41 (0)62 956 50 [email protected]
n zerspanungswerkzeuge für experten
n zug- und Druckkabel
inSerenten- & ADVertOr iAl - Verze ichn iS
41 Abacus Research AG
54 Abeco + Zumtech Drucklufttechnik AG
29 Allega GmbH
37 AMK Antriebs- & Regeltechnik AG
5 Aroflex AG
UG 1 Bauberger AG
65 BEMA Werkzeugmaschinen
60 Birrer Hydraulik AG
10 Blaser Swisslube AG
12 Bodycote Rheintal Wärmebehandlung AG
36 Bührer AG
11 Condecta AG
17 Demelectric AG
24 Durolaminat AG
26 Egloff Gravuren AG
65 Erag AG
20 Estech Industries Holding AG
14 FSO Filterservice AG
65 Gysi Pumpen AG
11 Hans-Jürgen Geiger Maschinen-Vertrieb GmbH
50 Hawe-Hydratec AG
43 Heizmann AG
9 Hermle (Schweiz) AG
65 Huvit GmbH
33 IBZ c/o Basler Bildungsgruppe
27 Ing. Erich Geiss GmbH & Co. KG
UG 2 ISCAR Hartmetall AG
UG 1 Kaeser Kompressoren AG
45 Kubo Tech AG
19 Lasergraph AG
53 LEE Hydraulische Miniaturkomponenten GmbH
65 Martin Hänssler
16 Max Mitschjeta AG
3 Moser Mechanik
23 Niutec AG
52 Oelhydraulik Hagenbuch AG
13 Oeschger, Mech. Werkstätte
65 Ortner GmbH
57 Pemamo SA
61 Prematic AG
47 R. Schild Metallveredlung AG
40 Rösler Schweiz AG
30 ROTAX – Schleifmaschinen A. Moser
65 Ruedi Tschan Dienstleistungen
58 Schubarth + Co. AG
55 Serto AG
38 Sirag AG
54 SMC Pneumatik AG
31 SNV Winterthur
39 STALDERfinish Stalder AG
29 Suhner Abrasive Expert AG
4 SUVA Bereich Sicherheitsprodukte
35 Swissmem Kaderschule Winterthur
18 Techniques Laser SA
65 TechniSoft CAD/CAM AG
47 Univer AG
UG 4 Vektor AG
65 Wekatex Handels GmbH
15 WT Wärmeaustausch-Technologien AG
Messen
21 Laser World of Photonics, München
UG 3 Euromold, Frankfurt
UG 3 Intertech, Dornbirn
63 K, Düsseldorf
63 parts2clean, Stuttgart
62 Sensor + Test, Nürnberg
62 Schweissen & Schneiden, Essen
Beilage
Temaco AG
Fett = Anzeigen Normal = Redaktionelles/Advertorials







![Jahresbericht 2012/2013 [ PDF 9,45 MB ]](https://static.fdokument.com/doc/165x107/586778111a28ab68408bbb4d/jahresbericht-20122013-pdf-945-mb-.jpg)











