MB329 Korrosionsschutz durch Feuerverzinken - … · • ArcelorMittal Duisburg GmbH •...
20
Merkblatt 329 Korrosionsschutz durch Feuerverzinken (Stückverzinken) Stahl-Informations-Zentrum
Transcript of MB329 Korrosionsschutz durch Feuerverzinken - … · • ArcelorMittal Duisburg GmbH •...

Merkblatt 329
Korrosionsschutz durch Feuerverzinken(Stückverzinken)
Stahl-Informations-Zentrum

2
Stahl-Informations-Zentrum
Das Stahl-Informations-Zentrumist eine GemeinschaftsorganisationStahl erzeugender und verarbei-tender Unternehmen. Markt- undanwendungsorientiert werden fir-menneutrale Informationen überVerarbeitung und Einsatz desWerkstoffs Stahl bereitgestellt.
Verschiedene Schriftenrei-hen bieten ein breites Spektrumpraxisnaher Hinweise für Kon-strukteure, Entwickler, Planerund Verarbeiter von Stahl. Sie fin-den auch Anwendung in Ausbil-dung und Lehre.
Vortragsveranstaltungenschaffen ein Forum für Erfahrungs-berichte aus der Praxis.
Messebeteiligungen undAusstellungen dienen der Präsen-tation neuer Werkstoffentwicklun-gen sowie innovativer, zukunfts-weisender Stahlanwendungen.
Als individueller Servicewerden auch Kontakte zu Institu-ten, Fachverbänden und Spezialis-ten aus Forschung und Industrievermittelt.
Die Pressearbeit richtet sichan Fach-, Tages- und Wirtschafts-medien und informiert kontinuier-lich über neue Werkstoffentwick-lungen und -anwendungen.
Das Stahl-Informations-Zentrumzeichnet besonders innovativeAnwendungen mit dem Stahl-Innovationspreis aus. Er isteiner der bedeutendsten Wett-bewerbe seiner Art und wird alledrei Jahre ausgelobt (www.stahlinnovationspreis.de).
Die Internet-Präsentation(www.stahl-info.de) informiertu. a. über aktuelle Themen undVeranstaltungen und bietet einenÜberblick über die Veröffentli-chungen des Stahl-Informations-Zentrums. Schriftenbestellungensowie Kontaktaufnahme sind on-line möglich.
Impressum
Merkblatt 329„Korrosionsschutz durch Feuerverzinken (Stückverzinken)“Ausgabe 2009ISSN 0175-2006
Herausgeber:Stahl-Informations-ZentrumPostfach 10 48 4240039 Düsseldorf
Die Erarbeitung des Inhalts erfolgtedurch das Institut Feuerverzinken GmbHSohnstraße 6640237 Düsseldorf
Eine inhaltsgleiche Informations-schrift ist unter dem gleichenTitel beim Institut FeuerverzinkenGmbH erhältlich.
Die dieser Veröffentlichung zu-grunde liegenden Informationenwurden mit größter Sorgfalt re-cherchiert und redaktionell be-arbeitet. Eine Haftung ist jedochausgeschlossen.
Ein Nachdruck – auch auszugs-weise – ist nur mit schriftlicherGenehmigung des Herausgebersund bei deutlicher Quellenangabegestattet.
Titelbild:Parkhaus Engelenschanze, Müns-ter (Foto: Werner Huthmacher,Berlin)
Merkblatt 329
Mitglieder des Stahl-Informations-Zentrums: • AG der Dillinger Hüttenwerke• ArcelorMittal Bremen GmbH• ArcelorMittal Commercial RPS S.à.r.l.• ArcelorMittal Duisburg GmbH• ArcelorMittal Eisenhüttenstadt GmbH• Benteler Stahl/Rohr GmbH• Gebr. Meiser GmbH• Georgsmarienhütte GmbH• Rasselstein GmbH• Remscheider Walz- und Hammerwerke Böllinghaus GmbH & Co. KG• Saarstahl AG• Salzgitter AG• ThyssenKrupp Electrical Steel GmbH• ThyssenKrupp GfT Bautechnik GmbH• ThyssenKrupp Steel AG• ThyssenKrupp VDM GmbH• Wickeder Westfalenstahl GmbH

3
InhaltSeite
1 Die Werkstoffe Stahl und Zink ........................... 4
1.1 Stahl ................................. 41.2 Zink .................................. 41.3 Wirtschaftlichkeit
von Korrosions-schutzsystemen ................ 4
1.4 Ökologie und Nachhaltigkeit .................. 5
2 Feuerverzinken ................ 52.1 Das Verfahren .................. 52.2 Die Verfahrensschritte ..... 52.3 Hochtemperatur-
verzinken – Feuerverzinken von Kleinteilen ....................... 6
2.4 Besonderheiten des Korrosionsschutzesdurch Feuerverzinken ...... 6
3 Zinküberzüge ................... 7
4 Korrosionsverhalten von Zinküberzügen .......... 8
4.1 Schutzdauer ..................... 84.1.1 Atmosphärische
Beständigkeit ................... 84.1.2 Mechanische
Beständigkeit ................... 94.2 Der kathodische
Schutz ............................. 104.3 Duplex-Systeme ............. 10
5 Feuerverzinkungs-gerechtes Konstruieren ... 11
5.1 Anforderungen an den Werkstoff Stahl .............. 11
5.2 Vorbereitung der Stahloberfläche .............. 12
5.3 Ausschreibung/ Auftragsvergabe ............. 12
5.4 Abmessungen, Gewichte und kon-struktive Gestaltung des Verzinkungsgutes .... 12
Korrosionsschutz durch Feuerverzinken (Stückverzinken)
5.4.1 Badabmessungen, Stückgewichte ............... 12
5.4.2 Sperrige Teile ................. 125.4.3 Aufhängungen ............... 135.4.4 Werkstoffdicken ............ 135.4.5 Überlappungen .............. 135.4.6 Freischnitte und
Durchflussöffnungen ..... 135.4.7 Bohrungen/Passungen ... 145.4.8 Konstruktionen
aus Rohren ..................... 145.5 Schweißen vor dem
Feuerverzinken .............. 145.5.1 Vermeidung von Verzug
und Rissbildung ............. 145.5.2 Schweißtechnische
Merkmale ....................... 155.5.3 Auswirkungen
von Schweißeigen-spannungen ................... 16
5.6 Schweißen nach dem Feuerverzinken .............. 16
5.7 Nacharbeit und Ausbessern ..................... 17
5.8 Lagern und Transportieren vonfeuerverzinktem Stahl .... 17
6 Die wichtigsten Normen .......................... 18
6.1 DIN EN ISO 1461 ........... 186.2 DIN EN ISO 14713 ......... 196.3 DIN EN ISO 10684 ......... 19
7 Literatur .......................... 19
Seite
Abb. 1: Antennenempfangsmast Reg TPLeipzig (Foto: Schulitz + Partner Architek-ten, Braunschweig)
4
1 Die Werkstoffe Stahl und Zink
1.1 Stahl
Stahl ist die Nummer eins un-ter den metallischen Werkstoffen.Seine konkurrenzlose Wirtschaft-lichkeit und sein breites Anwen-dungsspektrum machen ihn un-schlagbar. Seine mechanischenund physikalischen Eigenschafteneröffnen fast unbegrenzte Be- undVerarbeitungsmöglichkeiten underschließen ihm ständig neue An-wendungsgebiete.
Wie jeder Werkstoff unterliegtStahl korrosiven Beanspruchun-gen. Stahl muss geschützt werden.Durch die konsequente Anwen-dung entsprechender Schutzmaß-nahmen können Korrosionsschä-den an Stahlkonstruktionen zuver-lässig verhindert werden.
1.2 Zink
Zink ist die Nummer 30 imPeriodensystem der Elemente,aber im Korrosionsschutz die Num-mer eins. Das silbrige, relativ un-edle Metall Zink hat einen Schmelz-punkt von 419 °C und verdampftbei 907 °C.
Zink ist ein unentbehrlichesSpurenelement für alle Lebe-wesen und für den Stoffwechselvon Mensch und Tier von zentra-ler Bedeutung. Es ist verantwort-lich für das gut funktionierendemenschliche Sehvermögen undbeschleunigt die Selbstheilungdes Körpers. In der Medizin wirdes vielfältig angewendet, z.B. fürSalben und Puder.
Zink findet sich in der Technikin Autoreifen und Kunststoffen,ebenso als Pigment in Beschich-tungsstoffen. Zinkbleche sind be-kannt bei Regenrinnen, Dachein-deckungen und zur Verkleidungvon Fassaden. Zinkdruckguss wirdfür Maschinenteile und Gehäuseverwendet. Zinkanoden schützenauf elektrochemischem Wege vorKorrosion. Zinküberzüge bieten
gute Korrosionsschutzeigenschaf-ten und haben sich deshalb im Be-reich der metallischen Überzügedurchgesetzt.
Zink wird im Korrosions-schutz vielfältig eingesetzt, z.B.– beim Feuerverzinken (kontinu-
ierlich und diskontinuierlich),– beim thermischen Spritzen mit
Zink (Spritzverzinken),– beim elektrolytischen Verzinken, – für metallische Überzüge mit
Zinkstaub (Sherardisieren, me-chanisches Plattieren),
– beim elektrochemischen Schutzdurch Zinkanoden,
– als Pigment in Beschichtungs-stoffen.
Durch das Feuerverzinken er-hält man den Zinküberzug mit derlängsten Korrosionsschutzdauer.
1.3 Wirtschaftlichkeit vonKorrosionsschutzsystemen
Die Schutzdauer eines Korro-sionsschutzsystems hat einen ent-scheidenden Einfluss auf die Wirt-schaftlichkeit einer Stahlkonstruk-tion. Unterschreitet die Schutz-dauer die geplante Nutzungsdauer,so fallen zumeist hohe Instandhal-tungsaufwände an oder es kommtzu einem vorzeitigen Ausfall derKonstruktion.
Eine systematische Korrosions-schutzplanung ist deshalb untertechnischen und auch unter be-triebswirtschaftlichen Aspekten
sinnvoll. Für den Korrosions-schutz im Bauwesen verwendetman unterschiedliche Beschich-tungssysteme, das Feuerverzinkenund die Kombination von beidem,so genannte Duplex-Systeme. Fürdie Wahl des optimalen Korro-sionsschutzsystems gibt es ent-scheidende Kriterien: – die zu erwartende Nutzungs-
dauer des Objektes,– die (atmosphärische) Belastung
am vorgesehenen Einsatzort,– die Schutzdauer des Korrosions-
schutzsystems,– die Kosten für den Erstschutz,– die Folgekosten bei Instandhal-
tungsarbeiten und die Auswir-kungen von Betriebsunterbre-chungen,
– die Verlässlichkeit des ausge-wählten Systems.
Selbst bei höheren Erstkostenist die Entscheidung für ein lang-lebigeres Schutzsystem zumeistempfehlenswert, da hierdurchmittelfristig hohe Instandhaltungs-kosten eingespart werden können.Das Feuerverzinken bietet ein her-vorragendes Preis-Leistungs-Ver-hältnis. Es spielt seine Vorteile imLangzeit-Korrosionsschutz aus undist vielfach bereits bei den Erst-kosten günstiger als vergleichbareWettbewerbsverfahren.
Basisinformationen und eineEntscheidungshilfe zur Korro-sionsschutzplanung und zur Kos-tenberechnung findet man unterwww.opticor.de.
Merkblatt 329
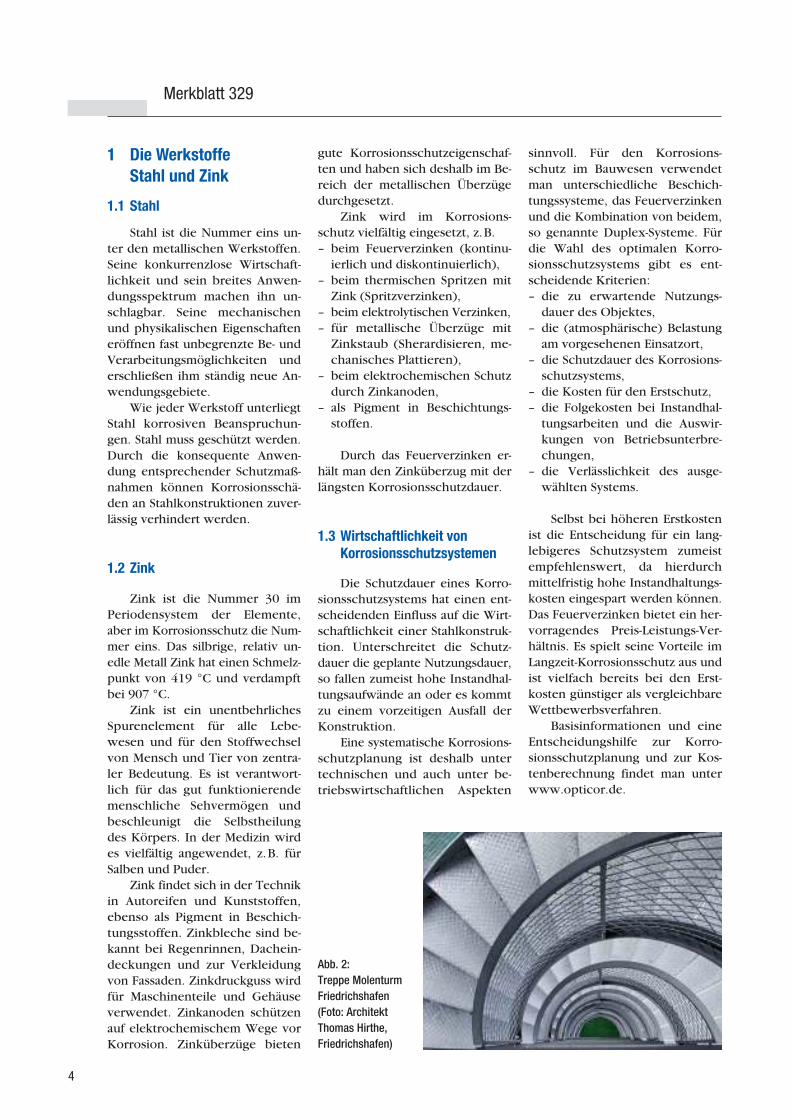
Abb. 2:Treppe MolenturmFriedrichshafen(Foto: Architekt Thomas Hirthe,Friedrichshafen)

5
1.4 Ökologie und Nachhaltigkeit
Generell gilt: Korrosionsschutzbedeutet Ressourcenschutz. Er ver-längert die Lebensdauer von Bau-teilen und reduziert den Ressour-cenverbrauch. Allein in Deutsch-land lassen sich hierdurch pro Jahrviele Milliarden Euro einsparen.
Der beim Feuerverzinken ver-wendete Werkstoff Zink ist einnatürliches in Gesteinen als Erzvorkommendes Metall und fürMenschen, Tiere und Pflanzen vonlebensnotwendiger Bedeutung.Zink kann einfach und ohne Qua-litätsverlust (Downcycling) belie-big häufig recycelt werden. Mehrals 90 % des verfügbaren Alt-Zinkswerden heute recycelt. Es stammtprimär von Zinkdruckguss- undWalzzink-Anwendungen sowievon Zinküberzügen auf Stahlteilen,die sich am Ende der Nutzungs-dauer ebenfalls wieder problem-los zurückgewinnen lassen.
Im direkten Vergleich mit an-deren Korrosionsschutzsystemenbietet das Feuerverzinken nebentechnischen auch klare ökologi-sche Vorteile.
Eine vergleichende Unter-suchung der Technischen Univer-sität Berlin fand mittels der Öko-bilanzmethodik heraus, dass derRessourcen- und Energieverbrauch,die CO2-Emissionen, die Entste-hung von Treibhausgasen und wei-teren Umweltbelastungen deutlichniedriger als bei vergleichbaren
anderen Korrosionsschutzsystemenliegen (Abb. 3). So spart der Ein-satz einer Feuerverzinkung überdie gesamte Nutzungsdauer biszu 114 kg CO2 pro Tonne Stahlim Vergleich mit anderen Syste-men. Dies entspricht dem CO2-Verbrauch eines modernen Kühl-schranks in ca. 18 Monaten.
2 Feuerverzinken
Dem Feuerverzinken kommtgemessen an der Fläche des gegenKorrosion geschützten Stahls diegrößte Bedeutung zu. Der Fran-zose Malouin entdeckte 1742 dieMöglichkeit, Stahlteile durch Ein-tauchen in flüssiges Zink vor Kor-rosion zu schützen. 100 Jahre spä-ter fand sein Landsmann Sorel einVerfahren, mit dem Stahl vor demVerzinken gebeizt werden kannund so Zinküberzüge wirtschaft-lich und mit brauchbaren Eigen-schaften erzeugt werden können.
Das Feuerverzinken war zu-nächst eine rein handwerklicheTätigkeit in kleinen Familienbe-trieben. Verzinkt wurden haupt-sächlich leichte Blechwaren undGeschirre. In der zweiten Hälftedes 20. Jahrhunderts erfuhr dasFeuerverzinken eine stürmischeWeiterentwicklung. Die Vergrö-ßerung der Verzinkungsbäder er-schloss für das Verfahren vielfäl-tige neue Anwendungsbereiche.
Zurzeit werden in Deutsch-land pro Jahr mehr als 5 Mio. Ton-nen Stahl durch Feuerverzinkenvor Korrosion geschützt. 1,4 Mio.Tonnen davon werden durch dasin dieser Broschüre beschriebeneVerfahren stückverzinkt.
2.1 Das Verfahren
Feuerverzinken heißt, Stahlnach entsprechender Vorbehand-lung durch Tauchen in eine flüs-sige Zinkschmelze an der Ober-fläche zu legieren und mit Zink zuüberziehen. Hierbei unterscheidetman zwischen kontinuierlichenund diskontinuierlichen Verfahren([1], [3], [4], [5]). Die nachstehen-den Kapitel beziehen sich auf dasStückverzinken, das diskontinuier-liche Feuerverzinken von Einzel-teilen.
2.2 Die Verfahrensschritte
Nach der Anlieferung und Ein-gangsprüfung der zu verzinkendenTeile werden die Werkstücke zu-nächst zu Chargen möglichst ähn-licher Bauteile zusammengestellt,damit ein wirtschaftliches Feuer-verzinken gewährleistet ist. ImAnschluss daran wird die erforder-liche Oberflächenvorbehandlungund auch das eigentliche Verzin-ken durch Eintauchen in Bäder mitentsprechenden flüssigen Mediendurchgeführt (Abb. 4).
Unabdingbar für ein gutes Ver-zinkungsergebnis ist eine gründli-che Reinigung und Oberflächen-vorbehandlung. Deshalb wird dasVerzinkungsgut zunächst in einEntfettungsbad getaucht, um Öleund Fette zu entfernen, und darananschließend kurz in einem Was-serbad gespült. Dann folgen Beiz-bäder mit verdünnter Mineral-säure, die Rost und Zunder vonder Oberfläche lösen. Ein anschlie-ßendes Spülbad verhindert dieVerschleppung von Beizflüssigkeit.Im Flussmittelbad erhält die Ober-fläche schließlich einen dünnen
Korrosionsschutz durch Feuerverzinken (Stückverzinken)Um
wel
tbel
astu
ng
0Ressourcen-verbrauch
Treib-haus-effekt
Photo-oxidantien-
bildung
Ver-sauerung
Eutro-phierung
0,4
0,2
0,6
0,8
1,0
Feuerverzinken
Beschichten
Abb. 3: Umweltbelastung in verschiedenen Wirkungskategorien

6
Film, der später die metallurgischeReaktion zwischen Stahlober-fläche und Zinkschmelze unter-stützt. Im Anschluss an die Fluss-mittelbehandlung wird das Ver-zinkungsgut zumeist in einemTrockenofen getrocknet.
Nach dem Trocknen wird dasVerzinkungsgut in die flüssigeZinkschmelze getaucht. Zink hateine Schmelztemperatur von ca.419 °C; die Betriebstemperatur eines Verzinkungsbades liegt je-doch in den meisten Betriebenzwischen 440 °C bis 460 °C, inbesonderen Fällen auch höher(Hochtemperaturverzinkung).
Während des Verzinkungsvor-ganges bildet sich als Folge einerwechselseitigen Diffusion desflüssigen Zinks mit der Stahlober-fläche auf dem Stahlteil ein Über-zug verschiedenartig zusammen-gesetzter Eisen-Zink-Legierungs-schichten. Beim Herausziehender feuerverzinkten Gegenständebleibt auf der obersten Legie-rungsschicht zumeist noch eine –als Reinzinkschicht bezeichnete –Schicht aus Zink haften.
Je nach Art der Eisen- undStahlteile und ihrer Werkstoff-zusammensetzung werden dieWerkstücke abschließend in einemWasserbad oder an der Luft ab-gekühlt.
2.3 Hochtemperaturverzinken – Feuerverzinken von Kleinteilen
Eine spezielle Form des Feuer-verzinkens ist das Hochtempera-turverzinken von Kleinteilen. Prin-zipiell können Kleinteile auchnach dem klassischen Verfahrenfeuerverzinkt werden, mitunterwerden jedoch an die Eigenschaf-ten des Zinküberzuges besondereAnforderungen gestellt. Aus die-sem Grund wurden für Kleinteile(Schrauben, Muttern, Nägel bzw.Stifte und ähnliche Schüttgüter)speziell automatisierte oder teil-automatisierte Verfahrensvariantenentwickelt.
Ein wesentlicher Unterschiedzu den anderen Verzinkungsver-fahren besteht darin, dass miteiner höheren Temperatur, diezwischen 530 und 560 ºC liegt,verzinkt wird. Unmittelbar nachdem Feuerverzinken ist ein Zen-trifugieren (Schleudern) der Teilevorgesehen, wodurch „überflüssi-ges“ Zink von den Teilen abge-schleudert wird. Das Zentrifugie-ren verbessert das Passvermögenund die Gleichmäßigkeit der ver-zinkten Bauteiloberflächen. Umein Zusammenkleben der feuer-verzinkten Teile zu verhindern,werden die Kleinteile in der Regelin einem Wasserbad abgekühlt.Produkt- und werkstoffabhängigwerden die jeweils günstigstenZinkbadtemperaturen oder Schleu-derbedingungen ausgewählt.
2.4 Besonderheiten des Korrosionsschutzes durchFeuerverzinken
Der Korrosionsschutz durchFeuerverzinken weist einige Be-sonderheiten auf.1. Eine Feuerverzinkung ist sehr
langlebig. Unter normalen Be-dingungen schützt sie mehr als40 Jahre vor Korrosion undselbst bei höherer Belastung(z.B. in Industrieluft oder ander Meeresküste) beträgt dieSchutzdauer in der Regel mehrals 25 Jahre (Abb. 5).
2. Das Feuerverzinken ist ein industrieller Korrosionsschutzab Werk, der unter definier-ten optimalen Bedingungen ge-mäß DIN EN ISO 1461 („Durch Feuerverzinken auf Stahl aufge-brachte Zinküberzüge [Stück-verzinken]“) durchgeführt wird.
3. Ein Zinküberzug geht eine Legierung mit dem Stahl ein. Erist somit unlösbar mit dem Stahlverbunden und bietet einen zu-verlässigen Schutz bei mecha-nischen Belastungen. Beanspru-chungen, die bei Transport, Auf-bau und Nutzung von Stahlkon-struktionen auftreten, hinterlas-sen keine Beschädigungen derZinkschicht.
4. Eine Feuerverzinkung ist war-tungsfrei. Instandhaltungsarbei-ten, die zusätzliche Kosten undBetriebsstörungen verursachen,fallen bei einer Feuerverzinkung
Merkblatt 329
Abb. 4: Verfahrensablauf des Stückverzinkens (schematisch: Varianten sind möglich)
Entfettungsbad Spülbad Spülbad Flussmittelbad Trockenofen Zinkbad WasserbadBeizbad
7
in der Regel während der ge-samten Nutzungsdauer nicht an.
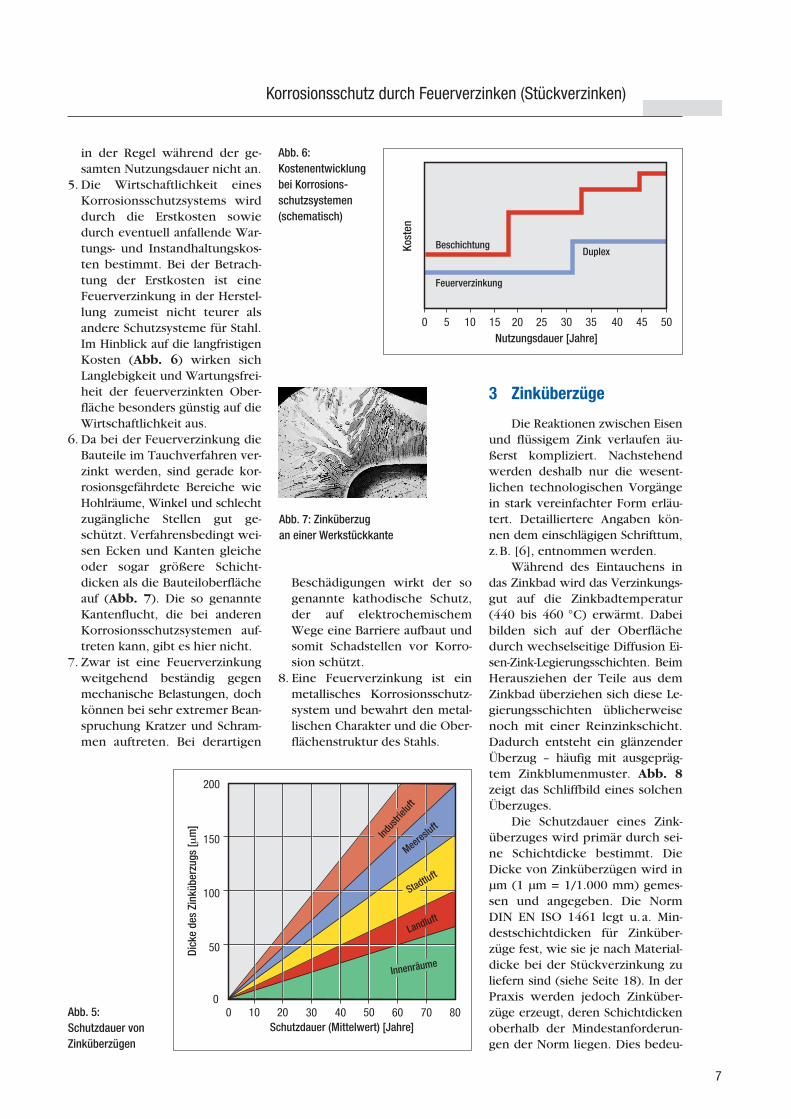
5. Die Wirtschaftlichkeit einesKorrosionsschutzsystems wirddurch die Erstkosten sowiedurch eventuell anfallende War-tungs- und Instandhaltungskos-ten bestimmt. Bei der Betrach-tung der Erstkosten ist eineFeuerverzinkung in der Herstel-lung zumeist nicht teurer alsandere Schutzsysteme für Stahl.Im Hinblick auf die langfristigenKosten (Abb. 6) wirken sichLanglebigkeit und Wartungsfrei-heit der feuerverzinkten Ober-fläche besonders günstig auf dieWirtschaftlichkeit aus.
6. Da bei der Feuerverzinkung dieBauteile im Tauchverfahren ver-zinkt werden, sind gerade kor-rosionsgefährdete Bereiche wieHohlräume, Winkel und schlechtzugängliche Stellen gut ge-schützt. Verfahrensbedingt wei-sen Ecken und Kanten gleicheoder sogar größere Schicht-dicken als die Bauteiloberflächeauf (Abb. 7). Die so genannteKantenflucht, die bei anderenKorrosionsschutzsystemen auf-treten kann, gibt es hier nicht.
7. Zwar ist eine Feuerverzinkungweitgehend beständig gegenmechanische Belastungen, dochkönnen bei sehr extremer Bean-spruchung Kratzer und Schram-men auftreten. Bei derartigen
Beschädigungen wirkt der sogenannte kathodische Schutz,der auf elektrochemischem Wege eine Barriere aufbaut undsomit Schadstellen vor Korro-sion schützt.
8. Eine Feuerverzinkung ist einmetallisches Korrosionsschutz-system und bewahrt den metal-lischen Charakter und die Ober-flächenstruktur des Stahls.
3 Zinküberzüge
Die Reaktionen zwischen Eisenund flüssigem Zink verlaufen äu-ßerst kompliziert. Nachstehendwerden deshalb nur die wesent-lichen technologischen Vorgängein stark vereinfachter Form erläu-tert. Detailliertere Angaben kön-nen dem einschlägigen Schrifttum,z.B. [6], entnommen werden.
Während des Eintauchens indas Zinkbad wird das Verzinkungs-gut auf die Zinkbadtemperatur(440 bis 460 °C) erwärmt. Dabeibilden sich auf der Oberflächedurch wechselseitige Diffusion Ei-sen-Zink-Legierungsschichten. BeimHerausziehen der Teile aus demZinkbad überziehen sich diese Le-gierungsschichten üblicherweisenoch mit einer Reinzinkschicht.Dadurch entsteht ein glänzenderÜberzug – häufig mit ausgepräg-tem Zinkblumenmuster. Abb. 8zeigt das Schliffbild eines solchenÜberzuges.
Die Schutzdauer eines Zink-überzuges wird primär durch sei-ne Schichtdicke bestimmt. Die Dicke von Zinküberzügen wird inµm (1 µm = 1/1.000 mm) gemes-sen und angegeben. Die NormDIN EN ISO 1461 legt u.a. Min-destschichtdicken für Zinküber-züge fest, wie sie je nach Material-dicke bei der Stückverzinkung zuliefern sind (siehe Seite 18). In derPraxis werden jedoch Zinküber-züge erzeugt, deren Schichtdickenoberhalb der Mindestanforderun-gen der Norm liegen. Dies bedeu-
Korrosionsschutz durch Feuerverzinken (Stückverzinken)
Abb. 6: Kostenentwicklungbei Korrosions-schutzsystemen(schematisch)
Abb. 5: Schutzdauer vonZinküberzügen
5
Kost
en
Nutzungsdauer [Jahre]
0 10 20 25 30 45 50403515
Feuerverzinkung
DuplexBeschichtung
10
Dic
ke d
es Z
inkü
berz
ugs
[µm]
200
0
50
100
150
Schutzdauer (Mittelwert) [Jahre]0 20 30 40 50 60 70 80
Indus
trielu
ft
Meeres
luft
Stadtluft
Landluft
Innenräume
Abb. 7: Zinküberzug an einer Werkstückkante

8
tet, dass die tatsächliche Schutz-dauer eines Zinküberzuges in derRegel deutlich länger ist als dietheoretisch ermittelte, die auf derMindestschichtdicke gemäß Normbasiert. Es werden also zusätzlicheSicherheitsreserven produziert.
An dieser Stelle sei auf ein an-deres positives Phänomen beimFeuerverzinken hingewiesen: Dieeinzelnen Kristalle der Eisen-Zink-Legierungsschichten wachsen senk-recht zur Stahloberfläche. An Eckenund Kanten öffnen sich die Legie-rungsschichten deshalb fächer-förmig, und die Zwischenräumefüllen sich mit Zink. Durch Stück-verzinken hergestellte Zinküber-züge sind deshalb im Regelfall anEcken und Kanten mindestensebenso dick wie auf den angren-zenden Flächen; bei reaktionsfreu-digen Stahlsorten sind sie dorthäufig sogar dicker.
4 Korrosionsverhalten von Zinküberzügen
4.1 Schutzdauer
Neben wirtschaftlichen Er-wägungen spielt die Schutzdauerbei der Entscheidung für ein Kor-rosionsschutzsystem eine zentraleRolle. Diese setzt sich aus der Sum-me der Beständigkeiten gegen be-stimmte geforderte bzw. zu erfül-lende Belastungsarten zusammen,die atmosphärischer, mechani-scher, chemischer und thermi-scher Natur sein können.
Da in der Praxis bei der Mehr-zahl der Anwendungen chemischeund thermische Belastungen keinegroße Bedeutung haben, wird andieser Stelle schwerpunktmäßigauf die atmosphärische und mecha-nische Beständigkeit eingegangen.
4.1.1 Atmosphärische Beständigkeit
Zink ist ein nicht sehr bestän-diges Metall. Es hat jedoch einepositive Eigenschaft: Es bildet in-folge der Bewitterung Deckschich-ten. Diese vorwiegend basischenZinkverbindungen übernehmenden Schutz des Zinks und damitder Stahloberfläche. Die Deck-schichten werden zwar im Laufeder Zeit durch Wind und Wetterabgetragen, erneuern sich jedochständig durch das darunter befind-liche Zink. Das bedeutet also, dassZinküberzüge im Laufe der Zeitlangsam dünner werden, wobeider Einfluss der Atmosphäre hin-sichtlich der jährlich zu erwarten-den Zinkkorrosion einen entschei-denden Einfluss ausübt.
Die Korrosion von Zinküber-zügen erfolgt im Wesentlichen linear. So lässt sich aus der Kennt-nis der zu erwartenden Korrosions-belastung des Zinküberzuges, dieprimär von den Bedingungen amStandort des Objektes abhängigist, und der Dicke des vorhande-nen Zinküberzuges die zu erwar-tende Dauer der Korrosionsschutz-wirkung ermitteln.
Durch Umweltschutzmaßnah-men hat sich die Belastung derAtmosphäre mit korrosiven Ver-unreinigungen in den vergange-nen Jahrzehnten deutlich verrin-gert. Die SO2-Konzentration ist er-heblich zurückgegangen. Der sogenannte „saure Regen“, der auchdie Korrosion des Zinks wesent-lich beeinflusst, ist heute wenigersauer als vor Jahren. Nach neuerenUntersuchungen ([7], [9]) beträgtdie mittlere Korrosionsgeschwin-digkeit von Zink in Deutschlandnur noch ca. 1 µm pro Jahr. Für dieZukunft wird ein weiterer Rück-gang der Belastung der Atmosphäreerwartet.
Die Korrosionsgeschwindigkeitvon Zink ist entscheidend für dieSchutzdauer von Zinküberzügen,die sich als Folge der verringertenKorrosionsbelastung deutlich er-höht hat. Dies macht eine Feuer-
Merkblatt 329
Abb. 8: Schliffbild einesZinküberzugesmit typischemSchichtaufbau(Vergrößerungca. 200:1)
Reinzink (Zn)
Stahl (Fe)
Eisen-Zink-Legierungsschichten(Fe + Zn)
Abb. 9: ÜberdachungMontagewerkModine Automotive,Wackersdorf(Foto: Studio KlausRavenstein, Essen)

9
verzinkung noch wirtschaftlicher,als bisher angenommen wurde.Der Zinküberzug bietet in denmeisten Fällen einen Schutz von40 Jahren und mehr (Abb. 5).
4.1.2 Mechanische Beständigkeit
Korrosionsschutzsysteme sindoft vielfältigen mechanischen Be-lastungen ausgesetzt. Ein Zink-überzug geht in Form einer Legie-rung eine feste, unlösbare Verbin-dung mit dem Stahl ein. Die Härteder Eisen-Zink-Legierungsschich-ten (Abb. 11) liegt erheblich überder Härte normaler Baustähle.Dies gewährleistet eine hohe Ver-schleiß- und Abriebbeständigkeitvon Zinküberzügen und bieteteinen zuverlässigen Schutz beimechanischen Belastungen. Dader Korrosionsschutz inzwischenin den meisten Fällen ab Werk
durchgeführt wird, betrifft diesu.a. Transport, Handling und Mon-tage während der Bauphase sowieBelastungen während der Betriebs-und Nutzungsphase, z.B. in Formvon Steinschlag, Sandabrieb undStößen. Derartige mechanische
Einwirkungen können Kratzer,Schrammen und andere Beschädi-gungen verursachen, die die Funk-tionsfähigkeit eines Korrosions-schutzsystems reduzieren oder garaufheben und die Schutzdauer er-heblich verkürzen.
Korrosionsschutz durch Feuerverzinken (Stückverzinken)
Korrosivitäts-kategorie
C 1
C 2
C 3
C 4
C 5-I
C 5-M
Typische Umgebunginnen
Geheizte Gebäude mit neutralen
Atmosphären, z.B. Büros, Läden,
Schulen, Hotels
Ungeheizte Gebäude, in denen
Kondensation auftreten kann,
z.B. Lager, Sporthallen
Produktionsräume mit hoher Feuchte
und etwas Luftverunreinigung, z. B.
Anlagen zur Lebensmittelherstellung,
Wäschereien, Brauereien, Molkereien
Chemieanlagen,
Schwimmbäder,
Bootsschuppen über Meerwasser
Gebäude oder Bereiche mit
nahezu ständiger Kondensation und
mit starker Verunreinigung
Gebäude oder Bereiche mit
nahezu ständiger Kondensation und
mit starker Verunreinigung
Typische Umgebungaußen
Atmosphären mit geringer
Verunreinigung;
meistens ländliche Bereiche
Stadt- und Industrieatmosphäre,
mäßige Verunreinigungen durch
Schwefeldioxid; Küstenbereiche
mit geringer Salzbelastung
Industrielle Bereiche und
Küstenbereiche mit
mäßiger Salzbelastung
Industrielle Bereiche mit
hoher Feuchte und
aggressiver Atmosphäre
Küsten- und Offshore-Bereiche
mit hoher Salzbelastung
Korrosions-belastung
Unbe-
deutend
Gering
Mäßig
Stark
Sehr stark
(Industrie)
Sehr stark
(Meer)
DurchschnittlicheZinkkorrosion
≤ 0,1 µm/a
> 0,1 bis 0,7 µm/a
> 0,7 bis 2,1 µm/a
> 2,1 bis 4,2 µm/a
> 4,2 bis 8,4 µm/a
> 4,2 bis 8,4 µm/a
Abb. 10: Korrosionsbelastung und Korrosivitätsraten von Zinküberzügen durch verschiedene Atmosphärentypen (DIN EN ISO 12944) [13]
Abb. 11: Härteverlauf in einem Zinküberzug (schematisch dargestellt)
Härte HV 0,05
0
Zn
Fe + Zn
Fe
50 100 150 200

10
Durch wissenschaftliche Un-tersuchungen konnte die mecha-nische Belastbarkeit der Feuer-verzinkung im Vergleich mit Be-schichtungssystemen quantifiziertwerden. Eine Feuerverzinkung – ist bis zu 20 Mal härter als eine
durchschnittliche Farbbeschich-tung,
– hat eine drei- bis vierfach höhere Haftfestigkeit,
– ist etwa zehn Mal abriebbeständiger,
– hat eine ca. achtfach höhereSteinschlagbeständigkeit und
– besitzt einen ca. 20-fach besse-ren Kantenschutz.
Hierdurch zeigt sich, dass esdie Summe der Eigenschaften ist,die eine Feuerverzinkung aus-zeichnet. Gut zu wissen, dass esSchutzsysteme gibt, die auf die-sem Gebiet zusätzliche Stärkenaufweisen (Abb. 12).
4.2 Der kathodische Schutz
Ein Blick auf die Spannungs-reihe der Metalle zeigt, dass Zinkim Vergleich mit Eisen das un-edlere Metall ist und somit bei lei-tender Verbindung mit Eisen undAnwesenheit eines Elektrolyten inLösung geht. Zink fungiert hier als
Opfermetall. Das bedeutet, dasssich bei einem verzinkten Bauteil,das beschädigt wurde, an der beschädigten Stelle das umgeben-de Zink „opfert“ und den Stahlschützt. Man nennt diesen Effektden „kathodischen Schutz“.
4.3 Duplex-Systeme
Die Korrosionsbeständigkeitfeuerverzinkten Stahls ist beinormaler atmosphärischer Bean-spruchung auf Jahrzehnte sicher-gestellt. Bei extremer Beanspru-chung bietet ein Duplex-System,d.h. die Kombination aus einer
Feuerverzinkung und einer Be-schichtung, einen optimalen Kor-rosionsschutz.
Die Schutzdauer von Duplex-Systemen ist im Regelfall deutlichlänger als die Summe der jeweili-gen Einzelschutzdauer der beidenSysteme. Man spricht hier von einem Synergie-Effekt. Der sicheinstellende Verlängerungsfaktorliegt je nach System zwischen 1,2und 2,5.
Duplex-Systeme werden beiextrem hoher Korrosionsbelas-tung eingesetzt und da, wo Farb-gebung eine Rolle spielt. Dieskann aus gestalterischen Gründengeschehen oder zur Signalgebungund Tarnung von Objekten.
Die Beschichtung eines Du-plex-Systems kann als Flüssig-oder Pulverbeschichtung ausge-führt werden. Ausführungen zuDuplex-Systemen mit Flüssigbe-schichtungen macht die DIN ENISO 12944 („Korrosionsschutz vonStahlbauten durch Beschichtungs-systeme“) Teil 1–8. Besonderswichtig sind die Empfehlungen zu geeigneten Schutzsystemen imTeil 5 der Norm.
Soll ein Duplex-System mit einer Pulverbeschichtung ausge-führt werden, so liefert die neue,bislang nur im Entwurf vorliegen-de, DIN 55633 Empfehlungen undHinweise. Die in DIN EN ISO12944-5 und in DIN 55633 darge-stellte Schutzdauer betrifft nur die
Merkblatt 329
42
Härte
Fakt
or
20
0
Haft-festigkeit
Abrieb-beständig-
keit
Steinschlag-beständig-
keit
Kanten-schutz
6
8
10
12
14
16
18
22
Abb. 12: Eigenschaftsvergleich Feuerverzinken – Beschichten: Faktor, um den die Feuerverzinkung überlegen ist
Abb. 13: Gläserne Waschstraße mit „Duplex“-beschichteter Stahlkonstruktion (Foto: Haack+Höpfner Architekten und Johann Hinrichs, München)

11
Farbbeschichtung und nicht dasGesamtsystem aus Feuerverzin-kung und Beschichtung, das einedeutlich höhere Schutzdauer be-sitzt.
Wichtige Informationen zurAuswahl, Ausführung und Anwen-dung von Duplex-Systemen kön-nen einer hierzu erarbeitetenRichtlinie entnommen werden[14]. Die Richtlinie und weitereInformationen zu Duplex-Systemensind in der Broschüre „Korrosions-schutz durch Duplex-Systeme“des Institutes Feuerverzinken ent-halten.
5 Feuerverzinkungs-gerechtes Konstruieren Sollen Stahlteile durch Feuer-
verzinken optimal gegen Korro-sion geschützt werden, müssenbereits bei der Planung und Kon-struktion einige Besonderheitendieses Schutzverfahrens berück-sichtigt werden, die sich aus demVerfahrensablauf ergeben. Auf denKorrosionsschutz schon währendder Planung am Computer Rück-sicht zu nehmen, ist aber auchbei vielen anderen Verfahren er-forderlich.
5.1 Anforderungen an den Werkstoff Stahl
Beim Feuerverzinken werdenStahlteile durch Eintauchen in eineZinkschmelze mit einem Zinküber-zug versehen. Die dabei entstehen-den Eisen-Zink-Legierungsschich-ten überziehen sich beim Heraus-ziehen der Stahlteile aus dem Zink-bad mit einer Reinzinkschicht.Grundsätzlich lassen sich alle gän-gigen Baustahlsorten feuerverzin-ken, allerdings können Aussehenund Dicke des Überzugs differie-ren.
Feuerverzinken ist eine Reak-tion der Stahloberfläche mit derZinkschmelze. Das Ergebnis dieserReaktion, der Zinküberzug bzw.
die Zink-Eisen-Legierung, ist inentscheidendem Maße abhängigvon der chemischen Zusammen-setzung – insbesondere dem Sili-cium- und Phosphorgehalt – derStähle, der Topografie der Stahl-oberfläche und von den Verzin-kungsbedingungen (Schmelze-temperatur, Tauchdauer) [6], [8],(Abb. 8 und Abb. 14).
Es kann heute als gesichertangesehen werden, dass Si und Pannähernd gleichwertig die Eisen-/Zinkreaktion beeinflussen. Klassi-fiziert man das Verzinkungsverhal-ten von Baustählen auf der Grund-lage des Si- und P-Gehaltes, unter-scheidet man vier Hauptgruppen(siehe Abb. 15).
Die Übergänge zwischen denBereichen sind fließend und starkabhängig von der Temperatur der
Zinkschmelze. Nach dem üblichenStranggussverfahren hergestellteBaustähle sind hinsichtlich ihresSilicium- und Phosphorgehaltesüberwiegend dem Sebisty-Bereichzuzuordnen.
Die Feuerverzinkerei hat keineMöglichkeit, das durch die Stahl-zusammensetzung bedingte Ver-zinkungsverhalten der Stähle unddamit auch das Aussehen der Zink-überzüge zu beeinflussen.
Silbrige Zinküberzüge, wie sieallgemein für die Anwendung derFeuerverzinkung unter gestalteri-schen oder ästhetischen Gesichts-punkten gewünscht werden, sindvorwiegend mit Stählen gemäßNummer 1 und 3 erreichbar.
Bei Stählen gemäß Nummer2 und 4 können Zinküberzügemit unterschiedlichem Aussehen
Korrosionsschutz durch Feuerverzinken (Stückverzinken)
Abb. 14: Schliffbild eines feuerverzinktenStahls mit durch-gewachsenerEisen-Zink-Legie-rungsschicht
Stahl
Eisen-Zink-Legierungs-schicht
Abb. 15: Vier typische Bereiche derStahlzusammen-setzung beschrei-ben das Verzin-kungsverhaltenund -aussehen
Nummer
1
2
3
4
Silicium + Phosphor [%]
< 0,03
0,03 ... < 0,13
0,13 ... < 0,28
0,28
Zinküberzug
Silbrig glänzend, Zinkblume,
niedrige Schichtdicke
Grau, zum Teil grießig,
hohe Schichtdicke, Sandelin-Bereich
Silbrig-glänzend bis mattgrau,
mittlere Schichtdicke,
Sebisty-Bereich
Mattgrau, hohe Schichtdicke

12
(matt bis glänzend und/oder hell-bis dunkelgrau) und größerer Dicke entstehen. Der Korrosions-schutzwert dieser Überzüge ist ent-sprechend der höheren Schicht-dicke größer.
Werden Stähle mit unter-schiedlichem Si- und P-Gehaltinnerhalb eines Bauwerkes oderbei Schweißkonstruktionen auchinnerhalb eines Bauteiles ange-wendet, ist ein unterschiedlichesAussehen des Zinküberzugs mög-lich (Abb. 16).
Zu den artfremden Schichtengehören u.a. Metallseifen, Fetteund Öle, Staub, alte Korrosions-schutzbeschichtungen und Rück-stände von Fertigungshilfsmitteln.Diese sind durch das Metallbau-unternehmen zu entfernen.
5.3 Ausschreibung/Auftragsvergabe
Das Feuerverzinken wird inder Regel im Lohnauftrag durch-geführt, d.h., die Feuerverzin-kungsbetriebe veredeln Stahlteileim Auftrage ihrer Kunden.
Grundlage derartiger Aufträgeist die DIN EN ISO 1461 („DurchFeuerverzinken auf Stahl aufge-brachte Zinküberzüge [Stückver-zinken]“). Diese Norm legt alleAnforderungen und Prüfungenfest, die bei einer Feuerverzinkungeinzuhalten sind und die den Re-geln der Technik entsprechen.
Verzinkt ist nicht gleich ver-zinkt. Da es unter dem Oberbegriff„Verzinkung“ verschiedene Ver-fahren (siehe 1.2) mit unterschied-lichen Schutzwirkungen gibt, istes wichtig, bei Ausschreibungs-texten präzise zu formulieren. Essollte Bezug auf die DIN EN ISO1461 genommen werden, dennnur sie gewährleistet einen dauer-haften, langlebigen Korrosions-schutz durch Feuerverzinken.
Bei der Auftragserteilung emp-fiehlt es sich, die oben genannteNorm als Grundlage heranzuzie-hen. Sind besondere, nicht vonder Norm abgedeckte, Anforde-rungen vorhanden, so sind hier-über individuelle Vereinbarungenzu treffen.
Um mögliche Probleme vonvornherein auszuschließen, ist es meist hilfreich, darauf zu achten, dass– für die betreffende Konstruk-
tion ein Stahlwerkstoff ein-gesetzt wird, der für das Feuer-verzinken geeignet ist,
– die gesamte Konstruktion feuer-verzinkungsgerecht zu konstru-ieren und zu fertigen ist.
Beispielhafter Ausschreibungs-text für eine feuerverzinkteKonstruktion:
„Feuerverzinken aller Stahl-teile nach DIN EN ISO 1461. Derverarbeitete Stahl muss zum Feuer-verzinken geeignet sein, die Kon-struktion ist feuerverzinkungsge-recht zu konstruieren und zu ferti-gen. Dabei sind die Grundsätze ge-mäß DIN EN ISO 14713 zu beach-ten. Alle Verbindungsmittel, wiez.B. Schrauben, Muttern, feuerver-zinkt nach DIN EN ISO 10684.“
5.4 Abmessungen, Gewichte und konstruktive Gestaltung des Verzinkungsgutes
5.4.1 Badabmessungen, Stückgewichte
Die Verzinkungsbäder in denFeuerverzinkungsunternehmenhaben unterschiedliche Größen.Die zur Verfügung stehende Größedes Verzinkungsbades sollte be-reits bei Festlegung der Konstruk-tion und ihrer Details bekannt sein.Die in Feuerverzinkereien in derBundesrepublik Deutschland vor-handenen Verzinkungskessel habenzurzeit maximale Abmessungenbis ca. 19,5 m Länge, bis zu 2,0 mBreite und ca. 3,5 m Tiefe.
Ein weiterer zentraler Aspektist das Gewicht des zu verzinken-den Bauteils. Hierbei müssen dieHublasten der Kräne in der Feuer-verzinkerei berücksichtigt werden.
Es ist deshalb erforderlich, sowohl die maximalen Abmes-sungen der Einzelteile als auchderen maximales Gewicht mit derFeuerverzinkerei frühzeitig abzu-stimmen.
5.4.2 Sperrige Teile
Da die Kosten beim Feuerver-zinken u. a. von der optimalen Be-ladung der Gestelle und Traversenabhängig sind, verursachen un-günstige, sperrige Konstruktionenauch zwangsläufig höhere Kosten.
Merkblatt 329
Abb. 16: Rahmenkonstruktion mit unter-schiedlich ausgeprägten Zinkschichten
5.2 Vorbereitung der Stahloberfläche
Für ein optimales Verzinkungs-ergebnis sind die chemische Zu-sammensetzung und die Ober-flächenbeschaffenheit des Grund-werkstoffes von entscheidenderBedeutung. Eine metallisch blan-ke Stahloberfläche ist die Grund-voraussetzung. Jede Stahloberflä-che ist mit arteigenen oder artfrem-den Schichten bedeckt.
Zu den arteigenen Schichtengehören Rost und Zunder. Diesewerden prozessbedingt im Rah-men der Vorbehandlung in derFeuerverzinkerei entfernt.

13
Die Konstruktion sollte dahermöglichst glatt und ebenflächig(zweidimensional) geplant sein,auch auf die Gefahr hin, dass dadurch der spätere Montage-oder Zusammenbauaufwand steigt(Abb. 17). Derartige Stahlteile las-sen sich einfacher und rationellertransportieren und ebenso kosten-günstiger und qualitativ besserfeuerverzinken [11].
5.4.3 Aufhängungen
Die Aufhängung von Stahltei-len sollte stets an solchen Stellenmöglich sein, die sicherstellen,dass das flüssige Zink beim Heraus-ziehen der Stahlteile aus dem Zink-bad problemlos ablaufen kann.Aus diesem Grund sollten die Auf-hängepunkte auch gegebenenfallsdie vorhandene Anordnung derZulauf- und Entlüftungsöffnungenberücksichtigen. Durch die rich-tige Anordnung der Aufhängungund der Entlüftungsöffnungen
wird vermieden, dass Zink un-beabsichtigt aus der Schmelzeausgeschleppt wird und dadurchzu einer hohen Gewichtsbelastungdes Bauteils führen kann.
Bei hohen Stückgewichten,sehr großen oder auch weichenStahlkonstruktionen sollte genaufestgelegt sein, wo die Stahlteileaufgehängt werden können, ohnedass sie beschädigt werden. BeiGroßkonstruktionen muss dieTragfähigkeit derartiger Aufhän-gepunkte gegebenenfalls berech-net werden.
5.4.4 Werkstoffdicken
Optimal sind Werkstücke mitmöglichst gleichen oder nahezugleichen Werkstoffdicken. Da die-ses im Regelfall nicht sichergestelltist, sollte darauf geachtet werden,dass das Verhältnis von maxima-ler zu minimaler Werkstoffdickemöglichst kleiner 2,5 ist, bei An-schlüssen und Fußplatten kanndas Verhältnis auf 5 vergrößertwerden.
5.4.5 Überlappungen
Überlappungsflächen sind ausGründen des Korrosionsschutzesnach Möglichkeit zu vermeiden(Abb. 19). In die entstehendenSpalten kann Flüssigkeit aus denVorbehandlungsbädern eindrin-gen, die beim Tauchen in dieZinkschmelze explosionsartig ver-
dampft. Überlappungsflächen bis100 cm2 sind möglichst ringsumdicht zu verschweißen. GrößereÜberlappungen sind mit Entlas-tungsöffnungen zu versehen.
5.4.6 Freischnitte und Durchflussöffnungen
Um Konstruktionen aus Profil-stahl in guter Qualität feuerverzin-ken zu können, sind Verstärkun-gen, Schottbleche oder Ähnlichesmit Freischnitten zu versehen. Dadie Stahlteile beim Tauchen in dieverschiedenen Behandlungsbäderin der Feuerverzinkerei stetsschräg getaucht werden, muss dieAnordnung der Öffnungen so er-folgen, dass das Zink ohne Behin-derung aus Ecken und Winkelneiner Konstruktion ein- und ablau-fen kann (Abb. 20). Andernfallswird Zink mit ausgeschleppt oderLufteinschlüsse führen zu unver-zinkten Stellen.
Korrosionsschutz durch Feuerverzinken (Stückverzinken)
Abb. 17: Sperrige Teile vermeiden
Günstig
Ungünstig
Ungünstig
Günstig
Abb. 19: Überlappungen vermeiden
Abb. 20: Freischnitte in den Ecken sindzum vollständigen Ein- und Auslaufen desZinks erforderlich
Abb. 18: Eine optimale Traversen-auslastung spart Kosten
14
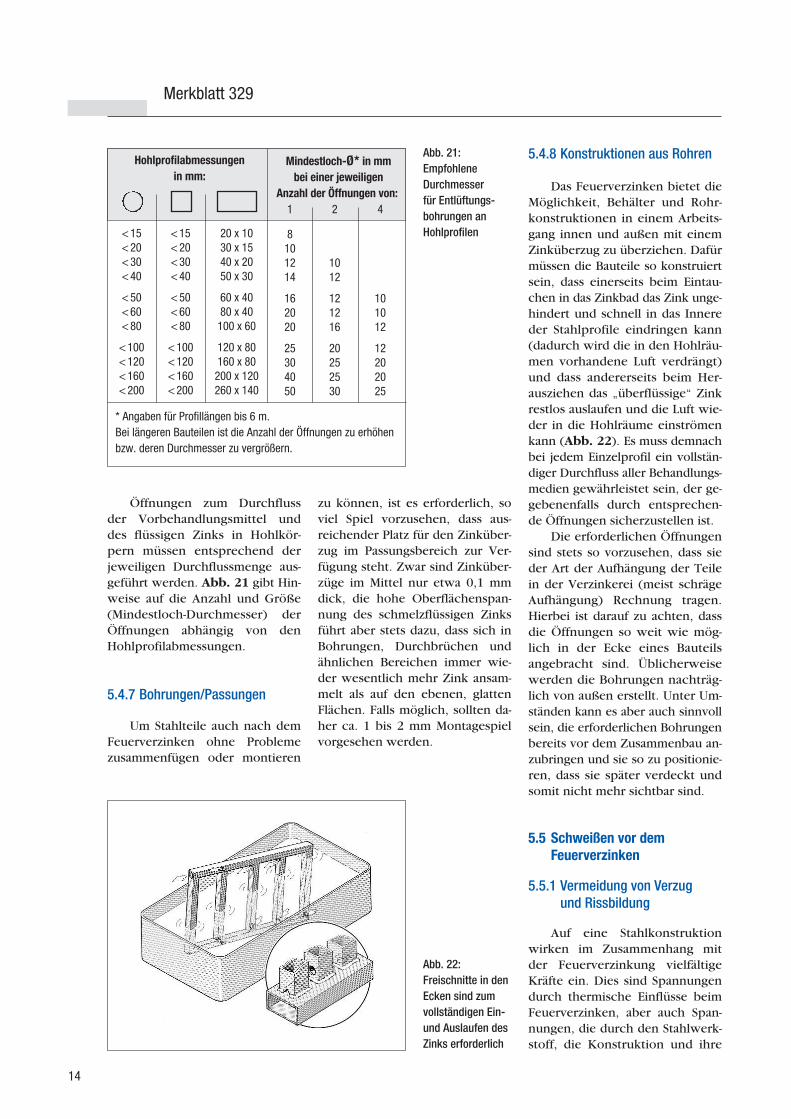
Öffnungen zum Durchflussder Vorbehandlungsmittel unddes flüssigen Zinks in Hohlkör-pern müssen entsprechend derjeweiligen Durchflussmenge aus-geführt werden. Abb. 21 gibt Hin-weise auf die Anzahl und Größe(Mindestloch-Durchmesser) derÖffnungen abhängig von denHohlprofilabmessungen.
5.4.7 Bohrungen/Passungen
Um Stahlteile auch nach demFeuerverzinken ohne Problemezusammenfügen oder montieren
zu können, ist es erforderlich, soviel Spiel vorzusehen, dass aus-reichender Platz für den Zinküber-zug im Passungsbereich zur Ver-fügung steht. Zwar sind Zinküber-züge im Mittel nur etwa 0,1 mmdick, die hohe Oberflächenspan-nung des schmelzflüssigen Zinksführt aber stets dazu, dass sich inBohrungen, Durchbrüchen undähnlichen Bereichen immer wie-der wesentlich mehr Zink ansam-melt als auf den ebenen, glattenFlächen. Falls möglich, sollten da-her ca. 1 bis 2 mm Montagespielvorgesehen werden.
5.4.8 Konstruktionen aus Rohren
Das Feuerverzinken bietet dieMöglichkeit, Behälter und Rohr-konstruktionen in einem Arbeits-gang innen und außen mit einemZinküberzug zu überziehen. Dafürmüssen die Bauteile so konstruiertsein, dass einerseits beim Eintau-chen in das Zinkbad das Zink unge-hindert und schnell in das Innereder Stahlprofile eindringen kann(dadurch wird die in den Hohlräu-men vorhandene Luft verdrängt)und dass andererseits beim Her-ausziehen das „überflüssige“ Zinkrestlos auslaufen und die Luft wie-der in die Hohlräume einströmenkann (Abb. 22). Es muss demnachbei jedem Einzelprofil ein vollstän-diger Durchfluss aller Behandlungs-medien gewährleistet sein, der ge-gebenenfalls durch entsprechen-de Öffnungen sicherzustellen ist.
Die erforderlichen Öffnungensind stets so vorzusehen, dass sieder Art der Aufhängung der Teilein der Verzinkerei (meist schrägeAufhängung) Rechnung tragen.Hierbei ist darauf zu achten, dassdie Öffnungen so weit wie mög-lich in der Ecke eines Bauteilsangebracht sind. Üblicherweisewerden die Bohrungen nachträg-lich von außen erstellt. Unter Um-ständen kann es aber auch sinnvollsein, die erforderlichen Bohrungenbereits vor dem Zusammenbau an-zubringen und sie so zu positionie-ren, dass sie später verdeckt undsomit nicht mehr sichtbar sind.
5.5 Schweißen vor dem Feuerverzinken
5.5.1 Vermeidung von Verzug und Rissbildung
Auf eine Stahlkonstruktionwirken im Zusammenhang mitder Feuerverzinkung vielfältigeKräfte ein. Dies sind Spannungendurch thermische Einflüsse beimFeuerverzinken, aber auch Span-nungen, die durch den Stahlwerk-stoff, die Konstruktion und ihre
Merkblatt 329
Abb. 21: EmpfohleneDurchmesserfür Entlüftungs-bohrungen anHohlprofilen
Hohlprofilabmessungen
in mm:
< 15 < 15 20 x 10< 20 < 20 30 x 15< 30 < 30 40 x 20< 40 < 40 50 x 30
< 50 < 50 60 x 40< 60 < 60 80 x 40< 80 < 80 100 x 60
< 100 < 100 120 x 80< 120 < 120 160 x 80< 160 < 160 200 x 120< 200 < 200 260 x 140
Mindestloch-Ø* in mm
bei einer jeweiligen
Anzahl der Öffnungen von:
1 2 4
81012 1014 12
16 12 1020 12 1020 16 12
25 20 1230 25 2040 25 2050 30 25
* Angaben für Profillängen bis 6 m.
Bei längeren Bauteilen ist die Anzahl der Öffnungen zu erhöhen
bzw. deren Durchmesser zu vergrößern.
Abb. 22: Freischnitte in denEcken sind zumvollständigen Ein-und Auslaufen desZinks erforderlich
15
Fertigung ausgelöst werden. Auchdie Zinkschmelze spielt im Hin-blick auf Spannungen und Wider-stand von Bauteilen gegenüber an-greifenden Kräften eine Rolle.
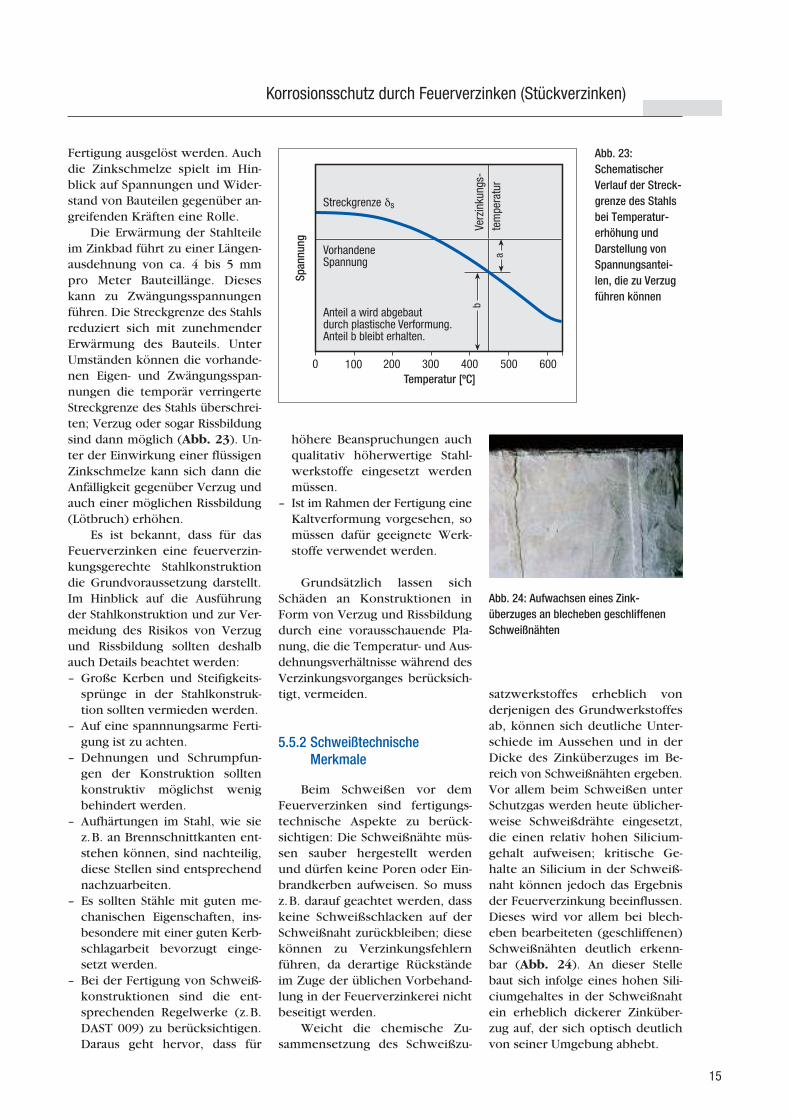
Die Erwärmung der Stahlteileim Zinkbad führt zu einer Längen-ausdehnung von ca. 4 bis 5 mmpro Meter Bauteillänge. Dieseskann zu Zwängungsspannungenführen. Die Streckgrenze des Stahlsreduziert sich mit zunehmenderErwärmung des Bauteils. UnterUmständen können die vorhande-nen Eigen- und Zwängungsspan-nungen die temporär verringerteStreckgrenze des Stahls überschrei-ten; Verzug oder sogar Rissbildungsind dann möglich (Abb. 23). Un-ter der Einwirkung einer flüssigenZinkschmelze kann sich dann dieAnfälligkeit gegenüber Verzug undauch einer möglichen Rissbildung(Lötbruch) erhöhen.
Es ist bekannt, dass für dasFeuerverzinken eine feuerverzin-kungsgerechte Stahlkonstruktiondie Grundvoraussetzung darstellt.Im Hinblick auf die Ausführungder Stahlkonstruktion und zur Ver-meidung des Risikos von Verzugund Rissbildung sollten deshalbauch Details beachtet werden: – Große Kerben und Steifigkeits-
sprünge in der Stahlkonstruk-tion sollten vermieden werden.
– Auf eine spannnungsarme Ferti-gung ist zu achten.
– Dehnungen und Schrumpfun-gen der Konstruktion solltenkonstruktiv möglichst wenigbehindert werden.
– Aufhärtungen im Stahl, wie siez.B. an Brennschnittkanten ent-stehen können, sind nachteilig,diese Stellen sind entsprechendnachzuarbeiten.
– Es sollten Stähle mit guten me-chanischen Eigenschaften, ins-besondere mit einer guten Kerb-schlagarbeit bevorzugt einge-setzt werden.
– Bei der Fertigung von Schweiß-konstruktionen sind die ent-sprechenden Regelwerke (z.B.DAST 009) zu berücksichtigen.Daraus geht hervor, dass für
höhere Beanspruchungen auchqualitativ höherwertige Stahl-werkstoffe eingesetzt werdenmüssen.
– Ist im Rahmen der Fertigung eineKaltverformung vorgesehen, somüssen dafür geeignete Werk-stoffe verwendet werden.
Grundsätzlich lassen sichSchäden an Konstruktionen inForm von Verzug und Rissbildungdurch eine vorausschauende Pla-nung, die die Temperatur- und Aus-dehnungsverhältnisse während desVerzinkungsvorganges berücksich-tigt, vermeiden.
5.5.2 Schweißtechnische Merkmale
Beim Schweißen vor demFeuerverzinken sind fertigungs-technische Aspekte zu berück-sichtigen: Die Schweißnähte müs-sen sauber hergestellt werdenund dürfen keine Poren oder Ein-brandkerben aufweisen. So mussz.B. darauf geachtet werden, dass keine Schweißschlacken auf derSchweißnaht zurückbleiben; diesekönnen zu Verzinkungsfehlernführen, da derartige Rückständeim Zuge der üblichen Vorbehand-lung in der Feuerverzinkerei nichtbeseitigt werden.
Weicht die chemische Zu-sammensetzung des Schweißzu-
satzwerkstoffes erheblich vonderjenigen des Grundwerkstoffesab, können sich deutliche Unter-schiede im Aussehen und in derDicke des Zinküberzuges im Be-reich von Schweißnähten ergeben.Vor allem beim Schweißen unterSchutzgas werden heute üblicher-weise Schweißdrähte eingesetzt,die einen relativ hohen Silicium-gehalt aufweisen; kritische Ge-halte an Silicium in der Schweiß-naht können jedoch das Ergebnisder Feuerverzinkung beeinflussen.Dieses wird vor allem bei blech-eben bearbeiteten (geschliffenen)Schweißnähten deutlich erkenn-bar (Abb. 24). An dieser Stellebaut sich infolge eines hohen Sili-ciumgehaltes in der Schweißnahtein erheblich dickerer Zinküber-zug auf, der sich optisch deutlichvon seiner Umgebung abhebt.
Korrosionsschutz durch Feuerverzinken (Stückverzinken)
Abb. 23: SchematischerVerlauf der Streck-grenze des Stahlsbei Temperatur-erhöhung und Darstellung vonSpannungsantei-len, die zu Verzugführen können
Span
nung
Temperatur [ºC]0 100 300 400 600500200
VorhandeneSpannung
Streckgrenze δs
Anteil a wird abgebautdurch plastische Verformung.Anteil b bleibt erhalten.
Verz
inku
ngs-
tem
pera
tur
b
a
Abb. 24: Aufwachsen eines Zink-überzuges an blecheben geschliffenenSchweißnähten

16
Profile sollten möglichst nichtgroßflächig miteinander ver-schweißt werden, weil sich hier-durch große Überlappungsflächenund Zwischenräume (Spalte) er-geben, in die das Zink nicht ein-dringen kann. Zwar verlötet inden meisten Fällen das schmelz-flüssige Zink den Überlappungs-bereich ringsherum, trotzdem kannman nicht ausschließen, dass zumTeil doch kleine Spalten und Porenunverschlossen bleiben.
5.5.3 Auswirkungen von Schweißeigenspannungen
Beim Entwurf einer Stahlkon-struktion sollte man sich bemühen,die Spannungen in einer Konstruk-tion von vornherein möglichstniedrig zu halten, damit der Stahltrotz vorübergehend nachlassen-der Festigkeit die inneren Span-nungen vollständig aufnehmenkann.
Grundsätzlich ist festzustellen,dass die Verzugsgefahr bei sym-metrisch geschweißten Bauteilengering ist. Bei unsymmetrisch ge-schweißten Profilen ist die Ver-zugsgefahr größer.
Mit Hilfe eines ausgearbeite-ten Schweißfolgeplans, der auchbei der Ausführung genau ein-zuhalten ist, lässt es sich oftmalserreichen, dass die Schweißspan-nungen gleichmäßig über denQuerschnitt verteilt sind und so-mit der Verzug beim Feuerver-zinken vermieden wird bzw. sichauf ein vertretbares Minimum be-schränkt.
Die wichtigsten konstruktivenGrundregeln nochmals in Kürzezusammengefasst:1. Durch konstruktive Maßnah-
men ist der schweißtechnischeAufwand auf ein Minimum zureduzieren, denn je mehr an einer Konstruktion geschweißtwerden muss, desto mehr zeigendie durch das Schweißen er-zeugten Schrumpfspannungenim Werkstück ihre nachteiligeWirkung.
2. Schweißnähte sind nach Mög-lichkeit so zu legen, dass sie inder Schwereachse des Profilsliegen oder, falls dieses nichtmöglich ist, symmetrisch zurSchwereachse angeordnet sind.
3. Schweißnähte, die die Konstruk-tion stark versteifen, möglichsterst zum Schluss schweißen.
4. Die Konstruktion „von innennach außen“ schweißen, damitsich keine hohen Schrumpf-spannungen beim Schweißenaufbauen können.
5. Gegebenenfalls einen Schweiß-folgeplan erarbeiten, der die zuvor genannten Punkte berück-sichtigt.
6. Die allgemeinen Grundregelnder Schweißtechnik zur span-nungsarmen Fertigung stets be-rücksichtigen.
Um das Feuerverzinken wirt-schaftlich und preisgünstig durch-führen zu können, sollten dieBauteile nicht sperrig sein. Es istgünstig, die Teile in ebenflächigenSektionen verzinken zu lassen undsie erst bei der Montage durchSchweißen oder auch Verschrau-ben zu verbinden.
5.6 Schweißen nach dem Feuerverzinken
Es ist nicht immer möglichund sinnvoll, Bauteile komplett zufertigen, bevor sie anschließendfeuerverzinkt werden. Dies giltinsbesondere für sperrige Bau-teile. Es kann deshalb erforderlichwerden, an feuerverzinkten Tei-len am Montageort zu schweißenoder Stahlkonstruktionen ausfeuerverzinkten Halbzeugen her-zustellen.
Infolge der hohen Temperaturbeim Schweißen verbrennt bzw.verdampft der Zinküberzug zubeiden Seiten der Naht. Er beein-flusst den Schweißvorgang, so dassdie Bedingungen gegenüber demSchweißen an unverzinktem Stahlgeändert werden müssen. Die beimSchweißen entstehenden grauwei-ßen Zinkoxiddämpfe erschwerendie Arbeit, da sie die Sicht behin-dern. Es entstehen Spritzer, undder Schweißverlauf wird unruhig.Unter ungünstigen Bedingungenkönnen Poren im Schweißgut ent-stehen.
Zur Erreichung einer gutenSchweißnaht sollte der Zinküber-zug vor dem Schweißen an denbetreffenden Stellen grundsätzlichentfernt werden. Ist dies nicht
Merkblatt 329
≥ 2 mm
400
10 30
A
R 3R (C) 3
Schweißer2
1
3 5
4
Abb. 25: Hinweise zum Schweißen von feuerverzinktem Stahl

17
möglich oder gewollt, sollten fol-gende Hinweise zum Schweißenvon feuerverzinktem Stahl beach-tet werden (Abb. 25):1. Beim Schweißen von Stumpf-
stößen sollte der Stirnflächen-abstand etwas größer gewähltwerden als bei unverzinktemStahl, damit besonders bei derWurzellage das verdampfendeZink abziehen kann; dadurchlassen sich Poren vermeiden.Gleiches gilt für das Schweißenvon Kehlnähten.
2. Entscheidenden Einfluss auf denSchweißverlauf und die Güte derSchweißnaht hat die Schweißge-schwindigkeit. Bei zu schnellemSchweißen können die Zink-dämpfe nicht vollständig ausder Naht entweichen und somitleicht in das Schweißbad ein-dringen. Ein Herabsetzen derSchweißgeschwindigkeit undleichtes Pendeln mit der Elek-trode erleichtern das Verdamp-fen und Entweichen des Zinks.
3. Wie bereits erwähnt, stört dasverdampfende Zink den Licht-bogen. Geringfügiges Erhöhendes Schweißstromes wirkt sichhier positiv aus, denn der Licht-bogen wird stabiler, und dasZink kann leichter verdampfen.
4. Beim Schweißen mit Stabelek-troden empfehlen sich mittel-dick umhüllte Elektroden mitRutil- oder Rutilcellulose-Umhül-lungen. Beim Schweißen unterSchutzgas liefern Mischgase bes-sere Ergebnisse als das Schwei-ßen mit Argon oder CO2.
5. Die beim Schweißen feuerver-zinkten Stahls aufsteigendenzinkoxidhaltigen Dämpfe soll-ten abgesaugt werden, um denSchweißer nicht zu belästigenoder gesundheitlich zu schädi-gen (MAK-Werte beachten).
5.7 Nacharbeit und Ausbessern
Hin und wieder kann es vor-kommen, dass der Zinküberzugunverzinkte Stellen, Beschädi-gungen oder auch unverzinkteSchweißnähte durch Montage-arbeiten aufweist, die dann eineNacharbeit oder eine Ausbesserungdes verzinkten Teils erfordern.
Kommt es zu Beschädigungenund Fehlstellen, sollte nicht nurdas Feuerverzinkungsunternehmengemäß DIN EN ISO 1461 eine Aus-besserung durchführen, sondernes sollten auch diejenigen Schäden,
die außerhalb des Verantwortungs-bereiches der Feuerverzinkereientstanden sind (z.B. beim Trans-port oder bei der Montage), ent-sprechend den in der Norm auf-geführten Regeln ausgebessertwerden.
Die DIN EN ISO 1461 regelt,bis zu welcher maximalen GrößeAusbesserungen zulässig sind. DieSumme der Bereiche ohne Über-zug darf 0,5 % der Gesamtober-fläche eines Einzelteils nicht über-schreiten. Ein einzelner Bereichohne Überzug darf in seiner Größe10 cm2 nicht übersteigen. Fallsgrößere Bereiche ohne Überzugvorliegen, muss das betreffendeBauteil neu verzinkt werden, fallskeine anderen Vereinbarungenzwischen Auftraggeber und Feuer-verzinkungsunternehmen getrof-fen werden.
Zur normgerechten Ausbesse-rung einer Fehlstelle gehört aucheine fachgerechte Oberflächenvor-bereitung durch Strahlen, Sweepenoder Schleifen.
Die Ausbesserung einer Fehl-stelle muss durch thermischesSpritzen mit Zink oder durch einegeeignete Zinkstaubbeschichtunginnerhalb der praktikablen Gren-zen solcher Systeme erfolgen. DieVerwendung von Loten auf Zink-basis ist ebenfalls möglich.
Die Ausbesserung von Fehl-stellen muss in allen Fällen in einerDicke von ca. 30 µm zusätzlichzur geforderten örtlichen Mindest-schichtdicke erfolgen. Die Ausbes-serung ist so vorzunehmen, dasseine Überlappung mit dem intak-ten Zinküberzug sichergestellt ist[12].
5.8 Lagern und Transportierenvon feuerverzinktem Stahl
Der dauerhafte Korrosions-schutz einer Feuerverzinkung be-ruht auf der Bildung schützenderDeckschichten, die durch Witte-rungseinflüsse im Verlauf einigerWochen oder Monate auf derOberfläche feuerverzinkter Stahl-
Korrosionsschutz durch Feuerverzinken (Stückverzinken)
Abb. 26:Lagertrakt der Firma TRUMA (Foto: ArchitektenBeck – Enz – Roth-gang, München)

18
teile entstehen. Die Deckschich-ten können sich jedoch nicht aus-bilden, wenn die Zinkoberflächeüber einen längeren Zeitraum mitWasser benetzt ist, das keine odernur sehr wenig mineralische Stoffeenthält, oder wenn der Luftzutrittund damit das Angebot an CO2
unzureichend ist. In solchen Fäl-len bildet sich auf der Oberflächeverzinkter Bauteile so genannter„Weißrost“ (Abb. 27). Weißrostbesteht überwiegend aus Zink-hydroxid, einem geringen Anteilaus Zinkoxid und Zinkcarbonat.
Leichte Weißrostbildung trittauf, wenn Schwitzwasser oderFeuchtigkeit nur kurzzeitig auffrisch verzinkte Oberflächen ein-wirken kann und danach rasch
Befeuchtung auf. Sie kann zu einererheblichen Schädigung des Zink-überzuges – bis hin zu seiner loka-len Zerstörung – führen. Eine ob-jektive Aussage über den Umfangeiner Schädigung wird über einevisuelle Prüfung hinaus in ersterLinie durch Messung der noch vor-handenen Überzugsdicke möglich.
Da die Bildung von Weißrostausschließlich durch Feuchtigkeits-einwirkung und die Lagerungsver-hältnisse beeinflusst wird, solltenauch hier primär vorbeugendeMaßnahmen ergriffen werden.
6 Die wichtigsten Normen
6.1 DIN EN ISO 1461Durch Feuerverzinken auf Stahl aufgebrachte Zink-überzüge (Stückverzinken)
Die europaweit gültige DINEN ISO 1461 [5] legt alle Anforde-rungen und Prüfungen fest, die andas Stückverzinken gestellt wer-den. Die Norm regelt die Anfor-derungen an Zinküberzüge, diediskontinuierlich hergestellt wer-den (z.B. Dicke des Zinküber-zuges, Aussehen, Ausbesserun-gen), sie legt aber auch Prüfpro-zeduren fest, mit denen die Über-
Merkblatt 329
Abb. 27: Weißrostbefall infolge mangelnder Luftzirkulation
Abb. 28: Toranlage Mariengymnasium, Essen (Michael Stratmann Metallgestaltung, Essen)
Abb. 29: Mindestschicht-dicken in µm nach DIN EN ISO 1461
80
60
40
20
45
55
70
85
1,5 3,0 6,0Materialdicke [mm]
Gussteile
70
80
< 6 ≥ 6
Schi
chtd
icke
[µm
]
Stahlteile90
∞
wieder abtrocknet. Dieses ist beiausreichendem Luftzutritt und beinicht andauernder Befeuchtungder Fall. Eine nennenswerte Schä-digung tritt hierbei nicht ein, dadie normgemäße Dicke des Zink-überzuges in aller Regel erhaltenbleibt. Geringe Mengen an Weiß-rost werden nach Fortfall der weiß-rostauslösenden Bedingungen ineine das Zink schützende Deck-schicht umgewandelt. Diese Formder Weißrostbildung ist zwar weit-gehend harmlos, kann jedoch beimAuftragen zusätzlicher Beschich-tungen zu Haftproblemen führen.
Starke Weißrostbildung trittbei andauernder und intensiver

19
einstimmung des Produktes mitdieser Norm nachzuweisen ist(Abb. 29).
Die Norm gilt nicht für Ver-fahrensvarianten des Stückverzin-kens, die in anderen Normen ge-regelt sind. So gilt z.B. für dasFeuerverzinken von Stahlrohrenfür Installationszwecke die DINEN 10240 und für feuerverzinkteVerbindungselemente die DIN ENISO 10684. Darüber hinaus gibt eseine Anzahl von Produktnormen,die u.a. Festlegungen zum Feuer-verzinken dieser Produkte treffen.
6.2 DIN EN ISO 14713 Schutz von Eisen- und Stahl-konstruktionen vor Korrosion –Zink- und Aluminiumüberzüge –Leitfäden
Diese Norm [2] gibt Hinweisezum Korrosionsverhalten von Zink-überzügen an der Atmosphäre, inWässern und in Böden. Sie gibtwichtige Hinweise zum feuerver-zinkungsgerechten Konstruierendurch konkrete Ausführungsbei-spiele. Der Planer erhält wichtigeInformationen zur Auswahl einesgeeigneten Schutzsystems für ver-schiedene Arten der Korrosions-belastung.
6.3 DIN EN ISO 10684Verbindungselemente – Feuerverzinkung
Diese Norm [10] regelt dasFeuerverzinken von Verbindungs-elementen (Regelgewinde M 8 bisM 64; Festigkeitsklasse bis ein-schließlich 10.9 für Schraubenund 12 für Muttern). Es handeltsich dabei um Verbindungsmittel,die unmittelbar nach dem Verlas-sen der Zinkschmelze zentrifugiertwerden, um den Zinküberzug, vorallen Dingen im Bereich der Ge-winde, in einem passfähigen Zu-stand zu erhalten. Die Mindest-dicke des Zinküberzuges liegt –unabhängig von der Gewindeab-messung – bei 50 µm.
7 Literatur
[1] Maaß, P., Peißker, P.: Handbuch Feuerverzinken, Wiley-VCH Verlag, Weinheim, 3. Auflage,2008
[2] DIN EN ISO 14713:1999 – Schutz von Eisen- und Stahlkon-struktionen vor Korrosion – Zink-und Aluminiumüberzüge – Leit-fäden
[3] DIN EN 10327:2004-09 Kontinuierlich schmelztauchver-edeltes Blech und Band aus wei-chen Stählen zum Kaltumformen – Technische Lieferbedingungen; Deutsche Fassung EN 10327:2004
[4] DIN EN 10326:2004-09Kontinuierlich schmelztauchver-edeltes Band und Blech aus Bau-stählen – Technische Lieferbedin-gungen; Deutsche Fassung EN 10326:2004
[5] DIN EN ISO 1461:1999 – Durch Feuerverzinken auf Stahlaufgebrachte Zinküberzüge (Stück-verzinken)
[6] Horstmann, D.: Der Ablauf der Reaktionen zwi-schen Eisen und Zink, Gemein-schaftsausschuss Verzinken e.V., Düsseldorf
[7] Orzessek et al.: Zinkabtrag deutlich vermindert,Zeitschrift Feuerverzinken, 1996-1, S. 10–12, Düsseldorf
[8] Hänsel, G.: Zur Ursache von extrem dickenund ungleichmäßigen Schichtenbei der Feuerverzinkung, METALL 34 (1980) 9, S. 828–833
[9] Knotková, D., Porter, F. C.: Proceedings of INTERGALVA1994, Paris, EGGA, London
[10] DIN EN ISO 10684 Verbindungselemente – Feuerver-zinkung
[11] Glinde, H., Marberg, D.: Feuerverzinkte Konstruktionen –Tipps für Anwender, Minithek Metallbau- & Aluminium Kurier, 1999
[12] Arbeitsblätter Feuerverzinken,Institut Feuerverzinken GmbH,Düsseldorf, 2007
[13] DIN EN ISO 12944:1998Korrosionsschutz von Stahlbautendurch Beschichtungssysteme
[14] Verbände-Richtlinie „Duplex-Systeme“, Düsseldorf, 2000
Korrosionsschutz durch Feuerverzinken (Stückverzinken)
Abb. 30: Killesbergturm, Stuttgart (Foto: avcommunication, Ludwigsburg)

Stahl-Informations-Zentrumim Stahl-ZentrumPostfach 10 48 42 · 40039 Düsseldorf
Sohnstraße 65 · 40237 Düsseldorf
E-Mail: [email protected] · www.stahl-info.de