Mechanische Verfahrenstechnik Imatthias_schinagl.public1.linz.at/Daten/Mechanische... ·...
26
© Matthias Schinagl (wer Fehler findet kann‘s mir sagen) Mechanische Verfahrenstechnik I 1. Partikel und disperse Systeme 1.1. Einführung -) Was ist ein disperses System? Partikel >10μm werden eher durch Schwer- und Trägheitskräfte beeinflusst Partikel <10μm werden eher durch Haft- und Wiederstandskräfte beeinflusst -) Grundaufgaben der Mechanischen Verfahrenstechnik? Zerkleinern (od. Kornvergrößerung) (ändern der Teilchengröße) Mischen und Trennen (keine Änderung der Teilchengröße) 1.2. Kennzeichnung von Partikeln -) Geometrische Merkmale Länge: nur bei exakter Kugelgestalt mit genau einer Länge charakterisierbar Näherungsweise durch Hauptabmessungen deines imaginär eingeschriebenen Körpers oder durch z.B.: Sieben (Maschenweite) optische Bildauswertung: Statistische Durchmesser (Abstand Tangenten / Gleiche Flächen / …) Fläche: Oberfläche experimentell nur sehr schwer zu bestimmen Projektionsfläche * 4 ≈ Oberfläche (keine konkaven Bereiche) Volumen: Volumen ist eindeutig, keine statistische Lage der Partikel wie bei optischen Messungen…
Transcript of Mechanische Verfahrenstechnik Imatthias_schinagl.public1.linz.at/Daten/Mechanische... ·...

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
Mechanische Verfahrenstechnik I
1. Partikel und disperse Systeme
1.1. Einführung -) Was ist ein disperses System?
Partikel >10µm werden eher durch Schwer- und Trägheitskräfte beeinflusst Partikel <10µm werden eher durch Haft- und Wiederstandskräfte beeinflusst -) Grundaufgaben der Mechanischen Verfahrenstechnik? Zerkleinern (od. Kornvergrößerung) (ändern der Teilchengröße) Mischen und Trennen (keine Änderung der Teilchengröße)
1.2. Kennzeichnung von Partikeln -) Geometrische Merkmale Länge: nur bei exakter Kugelgestalt mit genau einer Länge charakterisierbar Näherungsweise durch Hauptabmessungen deines imaginär eingeschriebenen Körpers oder durch z.B.: Sieben (Maschenweite) optische Bildauswertung: Statistische Durchmesser (Abstand Tangenten / Gleiche Flächen / …) Fläche: Oberfläche experimentell nur sehr schwer zu bestimmen Projektionsfläche * 4 ≈ Oberfläche (keine konkaven Bereiche) Volumen: Volumen ist eindeutig, keine statistische Lage der Partikel wie bei optischen Messungen…

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
-) Sonstige Merkmale Masse: Messung einzelner Partikel noch nicht möglich Sinkgeschwindigkeit: abhängig von Partikeldurchmesser, Partikeldichte, Fluiddichte, dyn. Viskosität, Schwerebeschleunigung (g), Reynoldszahl (<0,25)
Stoksche Widerstandsgesetz:
-) Optische Verfahren: Abbildende Verfahren und Streulicht- bzw. Extinktionsmeßverfahren
-) Äquivalenduchrmesser
Sie sind Durchmesser von imaginären Kugelförmigen Partikeln der gleichen Eigenschaft. Es gibt verschiedene Äquivalentduchmesser, der wichtigste ist jedoch der der gleichen Sinkgeschwindigkeit.
-) Formfaktoren Sie kennzeichnen die Partikelform, sie sind Quotienten von 2 verschiedenen Äquivalentduchmessern.
-) Spez. Oberfläche = Quotient aus Oberfläche und Volumen
1.3. Darstellung von Mengenverteilungen
-) Mengenarten / Verteilungsfunktionen
Anzahl (r = 0); Länge (r = 1); Fläche (r = 2); Volumen/Masse (r = 3)
Verteilungssumme (≙ Durchgang beim Sieben) Qr(x) = (Menge aller Partikel < x) / (Gesamtmenge der Partikel) Verteilungsdichte qr(x,quer) = (Mengenanteil zw. xi und xi+1) / (Intervallbreite xi+1 - xi) Verteilungssumme erhält man durch Integration über die Verteilungsdichte.
-) Umrechnung und Momentbegriff
Verteilungsdichte kann mit der nebenstehenden Formel Umgerechnet werden. In der Praxis oft problematisch, da z.B.: wenige große Partikel unverhältnismäßig zur Gesamtmasse beitragen.
-) Verteilungsparameter Medianwert x50,r bei Qr(x50,r) = 0,5 Modalwert xmod bei Maximum von qr(x) empirische Varianz/Standardabweichung …

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
-) Spez. Oberfläche aus Momenten Formfaktor (Kugel = 6) mal Moment M2,0/M3,0
1.4. Approximationen Verschiedene Netze (meist logarithmisch) wurden entwickelt um daraus einfach erkennen zu können ob meine gemessene Verteilung mit der Verteilungsfunktion des Netzes genähert werden kann. -)Potenzverteilung 1Parameter „m“ aus der Steigung -)RRSB-Verteilung 2Parameter „n“ aus der Steigung und x‘ aus Q3(x) = 0,632 -)logarithmische Normalverteilung 2Parameter: Medianwert u. Standardabw. Vom Randmaßstab bei RRSB und log. Normalverteilung ist die spez. Oberfläche ablesbar.
1.5. Partikelmesstechnik ▪) Wichtig: gewinnen einer repräsentativen Probe der Grundgesamtheit, nur wenn die Probennahme mit vernachlässigbarem Fehler durchgeführt wird! wenn schon in einer Zufallsmischung, dann reicht Stichprobe aus! wenn nicht, dann muss man Grundgesamtheit Teilen (Riffelteiler bis min. ca. 1g) oder gut Mischen (Suspension) ▪) Probennahme aus Gasen mittels Sonden durchgeführt, die Strömung muss dabei ungestört bleiben (kein einsaugen oder aufstauen des Gases) ▪) Messung von Größenverteilungen:
+)Sedimentationsverfahren: - Suspensionsverfahren: Partikel zu Beginn gleichmäßig verteilt - Überschichtungsverfahren: zu Beginn in dünner Schicht oben Methoden: - Inkrementale Methode: Feststoff konzentration in bestimmter Höhe gemessen (zeitaufgelöst) Konz. wird schnell geringer da große Partikel schnell sedimentierten, dann immer langsamer… - Kumulative Methode: Waage misst das Gewicht der Summe der schon sedimentierten Partikel (zeitaufgelöst) zuerst nimmt das Gewicht rascher zu, da große Partikel schnell sedimentierten, dann immer langsamer… +)Optische Zählverfahren (ergibt Menge: Anzahl) Abbildende Verfahren: Bild -> Bildbearbeitung -> „Abrastern“ des Bildes Informationsverlust der räumlichen Ausdehnung! Voraussetzungen: - genügend viele Pratikel abgebidet - Partikel müssen optisch trennbar sein - Bilder ausreichend Kontrastreich + leicht Dokumentierbar / Speichern Streulicht Messungen: Einzelteilchen Intensität = f(Streuwinkel, Brechungsindex, Wellenlänge, Teilchengröße) Intensität ist nicht überall gleich rund um das Partikel, sie ist eine komplizierte Funktion rund um das Partikel Verwendung von weißem Licht Vergleichmäßigung

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
Streulicht Messung: Teilchenkollektiv Paralleles Laserlicht -> Teilchen -> Detektor radialsymmetrisches Beugungsspektrum Lage der Maxima Größe Intensität der Maxima Anzahl
+)Nichtoptische Zählverfahren
Z.B.: -) Auch immer nur ein Teilchen im Meßvolumen (sonst Koinzidenzfehler) -) Das Meßvolumen muss deutlich größer als das größte zu messende Teilchen -) Meßvolumen = z.B.: kleine Bohrung in einem Gefäß -> Strom fließt durch die mit Flüssigkeit gefüllte Bohrung ->Teilchen verdrängt Flüssigkeit Wiederstand steigt!
ANALYSESIEBUNG: z.B.: Siebturm mit entweder Wurfsieben oder Plansieben Warum Siebbewegung? – gleichmäßige Verteilung – jedem Korn die Möglichkeit bieten durch zu kommen – Verstopfte Maschen zu öffnen -) Siebhilfen: - Körper die keine Zerkleinerung od. Abrieb verursachen - Luftstrahlsiebung: Luftstrahl wirbelt Siebgut ständig auf ANALYSESICHTUNG: -) Hier konkurrieren Massenkräfte (Schwer-, Trägheit-,…) mit Oberflächenkräften ( Strömungswiederstand) -) Beim Sichten gibt es keine genaue Trenngrenze, es gehen immer Teilchen in falsche Fraktionen man versucht den Bereich klein zu halten (Def. Grobgut = Rückstand; Feingut = Durchgang) -) Verschiedene Arten: - Schwerkraft Gegenstromsichtung: Trenngrenze erreicht bei Sinkgeschw. = Luftgeschw. - Fliehkraft Gegenstromsichtung Luftgeschw. nach innen vs. Fliehkraft nach außen - Querstromsichtung (auf mehrere Fraktionen aufteilbar) je leichter die Teilchen sind desto besser werden sie von der Luft mitgenommen (- Analysesichter: Prinzip: Fliehkraft Gegenstromsichtung mit variabler Drehzahl und Luftgeschwindikeit. Partikel bis zu Größen von wenigen µm auftrennbar.)

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
▪) Oberflächenmessungen: Man unterscheidet äußere und innere Oberfläche. Nicht jedes Meßverfahren kann beide Oberflächen erfassen Verschiedene Werte! +) Gasadsorptionsverfahren
Meßgas wird durch Physisorption gebunden, die Menge hängt von der zugänglichen Oberfläche ab! (Monoschichtkapazität nm) Adsorptionsisotherme = Zusammenhang zw. insgesamt je Gramm Feststoff adsorbierte Gasmenge und dem Geichgewichtsdruck über der Probe BET-Isotherme (gute Approximation bei p/p0 [0,05 - 0,3]) Vereinfachung der BET Geraden mit Konstante C>>1 (in der Regel immer) Achsenabschnitt der Gerade vernachlässigbar es genügt die Messung 1 Punktes (+Koordinatenursprung) und man hat die Gerade! ((Monoschichtkapazität ist Kehrwert der Steigung!))
+) Duchströmungsverfahren
Probe wird mit Fluid durchströmt. Der Wiederstand steigt mit steigender Oberfläche. Formelmäßig beschrieben durch Carman-Kozeny-Gleichung (beschränkt bis 12.000 cm²/cm³ da dann nicht mehr von einer reinen Kontinuumsströmung ausgegangen werden kann)
+) Photometrische Verfahren Intensitätsschwächung von Licht durch Streuung Lambert-Beer AV…. Volumsbezogener Streuquerschnitt (cV… VolumsKonz.) Zusammenhang Zwischen spez. Oberfläche und AV näherungsweise für den Bereich von 150 bis 15.000 cm²/cm³
1.6. Poröse Systeme z.B. Poröse Festkörper, Faserschichten, Festbetten, Wirbelschichten ▪) Was ist Porosität?
Anteil des Hohlraumvolumens am Gesamtvolumen des Systems ε..Porosität ; cV… Feststoffanteil / VolumsKonz. -) Innere, Äußere und Gesamtporosität
Innere… Geschlossene Poren Äußere… Durch Zwischenräume gekennzeichnete Schüttgutporosität Gesamtporosität = Innere + Äußere – (Innere * Äußere) ?!?!
-) Flächenporosität Flächenporosität = Hohlraum der Schnittfläche / gesamte Schnittfläche Ist immer nur „Zufallsprobe“, je nach Lage der Schinttfläche
-) Korngrößenabhängigkeit der Porosität Mit abnehmender Teichengröße gewinnen Haftkräfte über Massenkräfte die Überhand, daher bleiben mehr Lücken unausgefüllt größere Porosität!

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
▪) Porenweite (Beschränkung auf „mittleren hydraulischen Durchmesser“) Der Faktor 4 bewirkt, dass bei zylindrischen Poren der hydraulischen Durchmesser dem Porendurchmesser gleich wird.
▪) Mittlere Dichte (Schüttdichte)
Mittlere Dichte = Dichte des Feststoffs * (1- ε) + Dichte des holraumfüllenden Stoffs * ε
▪) Packungsstruktur -) Reguläre Anordnung: Wie Kristallgitter; streng periodisch angeordnet -) Gleichmäßige Zufallsordnung: Der Schwerpunkt jedes Teilchens hat an
jedem Punkt der Packung dieselbe Aufenthaltswahrscheinlichkeit
Poröse Systeme werden fast ausschließlich durch 2 Kennwerte beschrieben: Die Porosität … ε Die charakteristische Länge … z.B.: dh oder SV
1.7. Kapillarphänomene im Haufwerk
▪) Phasengrenzfläche
An einer Phasengrenzfläche besteht immer ein Gleichgewicht zwischen Grenzflächenspannung γ und Druckdifferenz Δp.
Grenzflächen sind im Allgemeinen 2fach gekrümmt… Laplace Gleichung: Differentialgleichung 2 Ordnung, die die Gestalt der Grenzfläche beschreibt (nur spezielle Lösungen für einfache Geometrien berechenbar)
Grenzflächenspannung im Kontakt mit einer Wand (3. Phase) Young‘sche Gleichung: γ23 – γ13 = γ12 * cosδ (δ…Randwinkel)
▪) Kapillardruck und kapillare Steighöhe
„Das Aufsteigen der Flüssigkeit in der Kapillaren ist damit zu erklären, dass sich unterhalb der Meniskus in der Kapillaren ein Druck einstellt, der um den Betrag pk kleiner ist als der Umgebungsdruck.“ Unterhalb des Meniskus Muss das Gewicht der Flüssigkeitssäule mit den
Druckkräften in Gleichgewicht stehen kapillare Steighöhe hk
▪) Kapillardruck im Haufwerk
Der Kapillardruck im Haufwerk ist eine Funktion des Sättigungsgrades S. 1) Erstmaliges Entwässern 2) Wieder Anfeuchten 3) Erneutes Entwässern Technisch wichtig ist nur pe = die Druckdifferenz bei der eine merkliche Entwässerung eintritt.

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
1.8. Haftkräfte Haftung ohne Materialbrücken
van-der-Waals-, Elektrostatische- und Magnetische Kräfte Haftung mit Materialbrücken
frei bewegliche Flüssigkeit (Kapillarität), Hochviskose Bindemittel (Kleber) und Feststoffbrücken (Kristall-, Sinterbrücken,…)
▪) Berechnung der Haftkräfte keine exakte Berechnung möglich aber es existieren Modelle! Modellsysteme Platte/Platte; Platte/Kugel; Kugel/Kugel -) van-der-Waals-Kräfte
Die mikroskopische Theorie: Additivität der Kräfte zwischen Körpern Die makroskopische Theorie: Kräfte stammen aus Energiedispersion der elektromagnetischen Felder der Körper Die van-der-Waals-Anziehung ist mit der Born-Abstoßung überlagert eine maximale Haftkraft bei einem Abstand von ca. 0,4nm (Je kleiner die Partikel werden desto stärker wird die vdW-Haftkraft) vdW-Kräfte sind proportional zu R (Kugelradius) und a² od. a³ (Abstand)
-) Elektrostatische Kräfte Kontaktpotential-Kräfte: unterschiedliche Elektronenaustrittsarbeiten Potentialdifferenzen Anziehung zwischen 2 el. leitenden Stoffen (Kondensator) Hängt von der Dielektrizitätskonstante und von der elektrischen Ladung pro Oberflächeneinheit (=Ladungsdichte) ab Überschussladungen: Schon aufgeladene Partikel sind bei gegenpoliger Ladung einer Anziehung unterworfen. Elektrostatische Kräfte sind prop. zu R² jedoch nur zu 1/a² oder gar nicht proportional zum Abstand sie bleiben über viel größere Distanzen wirksam als van-der-Waals-Kräfte
-) Flüssigkeitsbrückenkräfte Wenn eine bewegliche Flüssigkeit vorhanden ist dann können sich Flüssigkeitsbrücken ausbilden die für die Kraftübertragung ein bedeutende Rolle spielen. Zw. Feststoffoberfläche und Flüssigkeitsbrücke wirken aufgrund der Grenzflächenspannung stets anziehende Randkräfte. (zusätzlich Kapillardruck als Anziehungskraft) Haftkraft zw. 2 Kugeln ist vom Brückenwinkel β vom Verhältnis x/2 und vom Grenzwinkel δ abhängig. Maximale Haftkraft bei a/x = 0; δ = 0°(vollständige Benetzung); β∞

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
-) Vergleich der Haftkräfte bei direktem Kontakt von Partikeln kleiner 100µm sind vdW-Kräfte immer um Größenordnungen stärker als Elektrostatische. treten Flüssigkeitsbrücken auf so sind die dadurch entstehenden Kräfte stets am Stärksten. - vdW-Kräfte nehmen am steilsten mit dem Abstand ab… Flüssigkeitsbrücken dagegen sind zu beginn sehr elastisch reißen dann aber abrupt ab… - vdW-Kräfte sind rauigkeitsempfindlich, das wird bei der Agglomerationsverhinderung ausgenutzt.
© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
2. Agglomeration (Kornvergrößerung) -) Aufbauagglomertion: Es überwiegen die Haftkräfte gegenüber den Trennkräften meist kugelförmige Agglomerate (Roll-, Fließbettgranulierung,…)
-) Preßagglomeration: Durch äußere Kräfte zu verschiedenförmigen Gebilden gepresst (Walzen, Lochpressen, isostatisch Pressen,…)
2.1. Zugfestigkeit von Agglomeraten
-) Warum müssen Agglomerate Zugfestigkeit aufweisen? Transport, Weiterverarbeitung,…
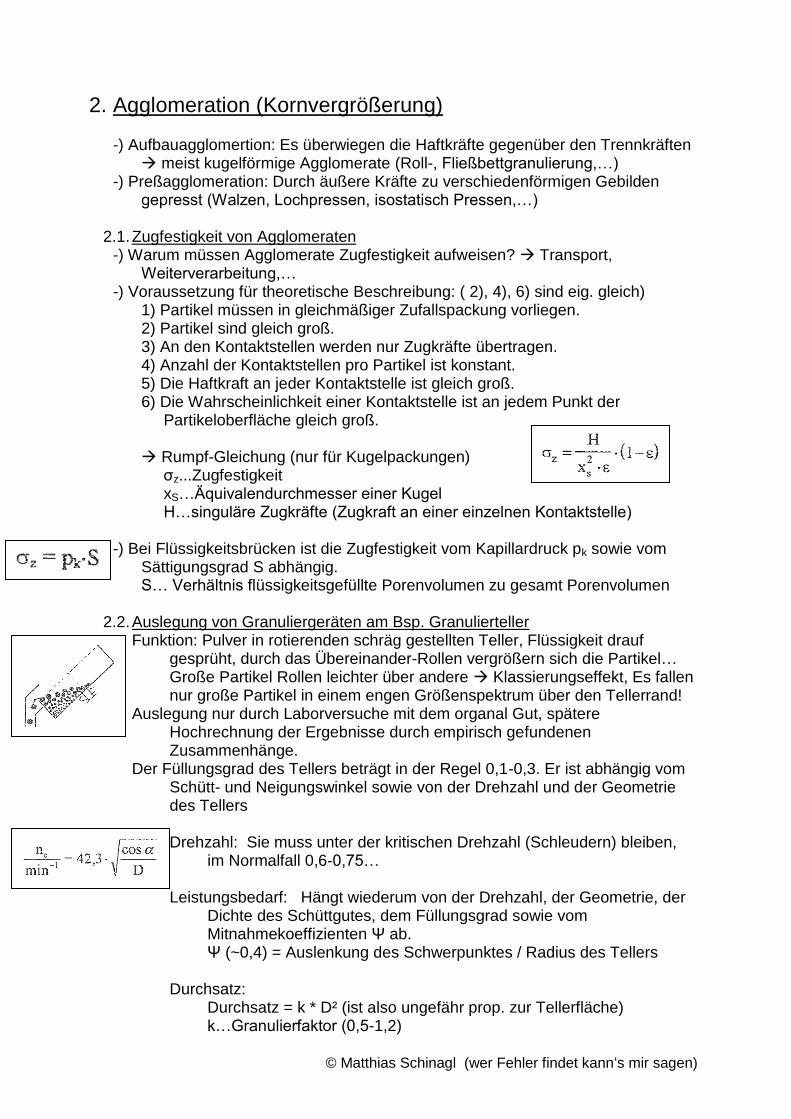
-) Voraussetzung für theoretische Beschreibung: ( 2), 4), 6) sind eig. gleich) 1) Partikel müssen in gleichmäßiger Zufallspackung vorliegen. 2) Partikel sind gleich groß. 3) An den Kontaktstellen werden nur Zugkräfte übertragen. 4) Anzahl der Kontaktstellen pro Partikel ist konstant. 5) Die Haftkraft an jeder Kontaktstelle ist gleich groß. 6) Die Wahrscheinlichkeit einer Kontaktstelle ist an jedem Punkt der Partikeloberfläche gleich groß. Rumpf-Gleichung (nur für Kugelpackungen) ζz...Zugfestigkeit xS…Äquivalendurchmesser einer Kugel H…singuläre Zugkräfte (Zugkraft an einer einzelnen Kontaktstelle)
-) Bei Flüssigkeitsbrücken ist die Zugfestigkeit vom Kapillardruck pk sowie vom Sättigungsgrad S abhängig. S… Verhältnis flüssigkeitsgefüllte Porenvolumen zu gesamt Porenvolumen
2.2. Auslegung von Granuliergeräten am Bsp. Granulierteller Funktion: Pulver in rotierenden schräg gestellten Teller, Flüssigkeit drauf
gesprüht, durch das Übereinander-Rollen vergrößern sich die Partikel… Große Partikel Rollen leichter über andere Klassierungseffekt, Es fallen nur große Partikel in einem engen Größenspektrum über den Tellerrand!
Auslegung nur durch Laborversuche mit dem organal Gut, spätere Hochrechnung der Ergebnisse durch empirisch gefundenen Zusammenhänge.
Der Füllungsgrad des Tellers beträgt in der Regel 0,1-0,3. Er ist abhängig vom Schütt- und Neigungswinkel sowie von der Drehzahl und der Geometrie des Tellers Drehzahl: Sie muss unter der kritischen Drehzahl (Schleudern) bleiben,
im Normalfall 0,6-0,75…
Leistungsbedarf: Hängt wiederum von der Drehzahl, der Geometrie, der Dichte des Schüttgutes, dem Füllungsgrad sowie vom Mitnahmekoeffizienten Ψ ab. Ψ (~0,4) = Auslenkung des Schwerpunktes / Radius des Tellers
Durchsatz: Durchsatz = k * D² (ist also ungefähr prop. zur Tellerfläche) k…Granulierfaktor (0,5-1,2)
© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
3. Mechanische Zerkleinerung
3.1. Einleitung …ist das Zerteilen fester Partikel in kleinere Bruchstücke unter Wirkung einer
äußeren mechanischen Beanspruchung. -) Ziele: +) Erzeugen einer neuen Partikelgrößenverteilung (Teilchengröße)
+) Erzeugen bestimmter Spez. Oberflächen +) Aufschluss eines mehrkomponentigen Systems +) Erzeugen einer bestimmten Partikelform
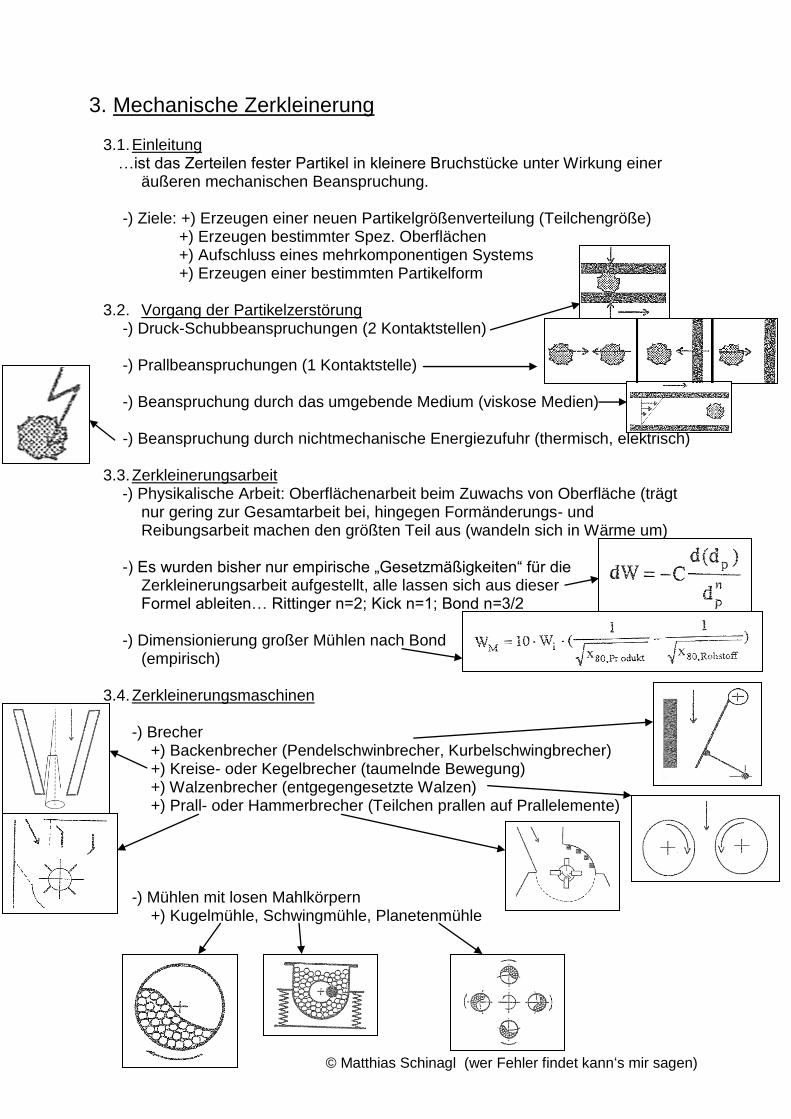
3.2. Vorgang der Partikelzerstörung
-) Druck-Schubbeanspruchungen (2 Kontaktstellen) -) Prallbeanspruchungen (1 Kontaktstelle) -) Beanspruchung durch das umgebende Medium (viskose Medien) -) Beanspruchung durch nichtmechanische Energiezufuhr (thermisch, elektrisch)
3.3. Zerkleinerungsarbeit
-) Physikalische Arbeit: Oberflächenarbeit beim Zuwachs von Oberfläche (trägt nur gering zur Gesamtarbeit bei, hingegen Formänderungs- und Reibungsarbeit machen den größten Teil aus (wandeln sich in Wärme um)
-) Es wurden bisher nur empirische „Gesetzmäßigkeiten“ für die Zerkleinerungsarbeit aufgestellt, alle lassen sich aus dieser Formel ableiten… Rittinger n=2; Kick n=1; Bond n=3/2
-) Dimensionierung großer Mühlen nach Bond (empirisch)
3.4. Zerkleinerungsmaschinen -) Brecher
+) Backenbrecher (Pendelschwinbrecher, Kurbelschwingbrecher) +) Kreise- oder Kegelbrecher (taumelnde Bewegung) +) Walzenbrecher (entgegengesetzte Walzen) +) Prall- oder Hammerbrecher (Teilchen prallen auf Prallelemente)
-) Mühlen mit losen Mahlkörpern +) Kugelmühle, Schwingmühle, Planetenmühle

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
Je nach Umdrehungszahl stellen sich unterschiedliche Bewegungsarten der Mahlkörper ein Kritische Drehzahl Verwendet werden Kugelmühlen mit n/nc = 0,75
-) Wälzmühlen -) Prallmühlen
Bei Prallmühlen sollen die Partikel durch gegenseitige Stöße und nicht durch Wandstöße zerkleinert werden! Inwieweit Partikel-Partikel-Stöße auftreten kann (analog zur Gastheorie) mit dem mittlernen Flugweg beurteilt werden. Gleichzeitig kann mittels Sieben oder durch einfache Strömung eine Klassierung vorgenommen werden und nur Teilchen einer bestimmten Feinheit aus der Mühle entnommen werden. Die Trenngrenze kann bei Sieben durch variable Maschenweite und bei der Strömungsvariante über die Rotordrehzahl … (es gibt auch Geräte mit eingebautem Windsichter) -) Strahl-Prallmühlen
Bei Gegenrohr-Strahlmühlen werden die Partikel in Rohren beschleunigt und gegeneinander geschossen… Bei Fließbett-Strahlmühlen werden die im Einzug befindlichen Partikel beschleunigt, diese verursachen dann Kollisionen.
-) Zerkleinerungsgrad: Verältnis des Korngröße vor und nach dem Zerkleinern (meist x80 als Korngröße verwendet)
© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
4. Feststoffmischen und Rühren
4.1. Übersicht über die Mischverfahren Die Gegeneinanderbewegungen geschehen durch…
… Zwangsbewegung (bewegte Mischwerkzeuge) … Turbulenzerzeugung (erzeugen von verschiedenen Strömungsgeschw.) … Systematisches teilen und verschieben von benachbarten Elementen
4.2. Statistische Kennzeichnung der Mischung -) Mischgüte, Mischungszustände
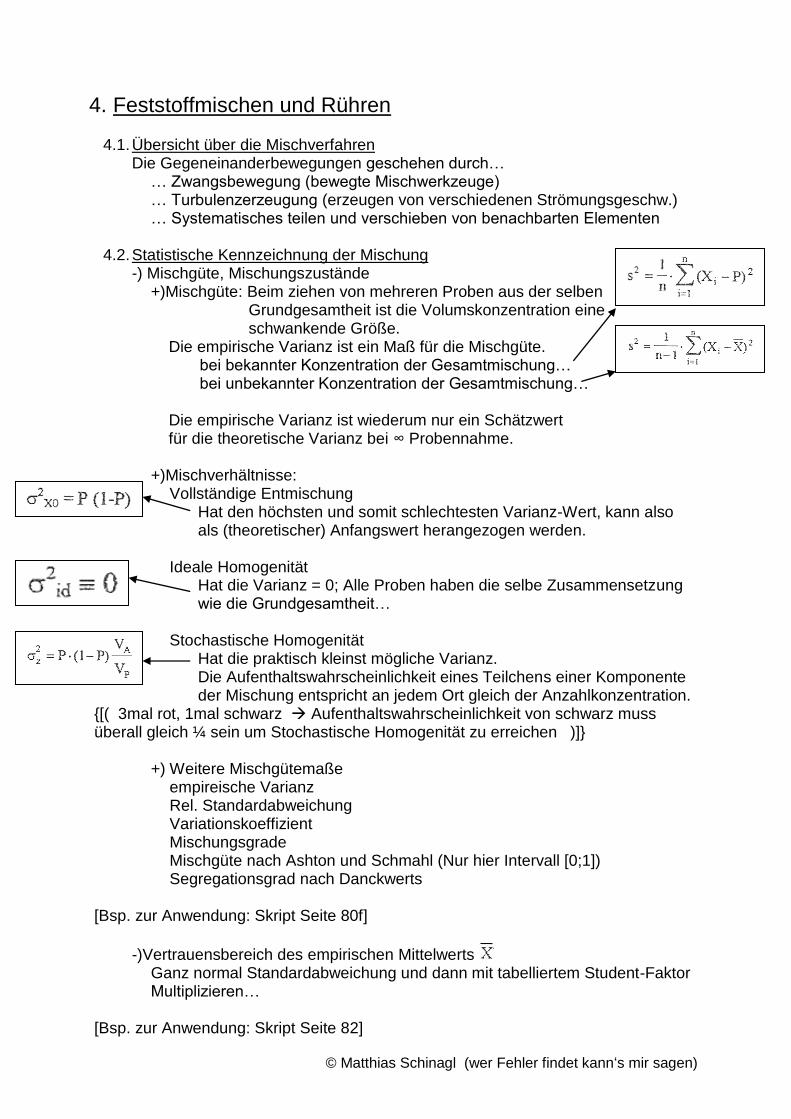
+)Mischgüte: Beim ziehen von mehreren Proben aus der selben Grundgesamtheit ist die Volumskonzentration eine schwankende Größe. Die empirische Varianz ist ein Maß für die Mischgüte. bei bekannter Konzentration der Gesamtmischung… bei unbekannter Konzentration der Gesamtmischung… Die empirische Varianz ist wiederum nur ein Schätzwert für die theoretische Varianz bei ∞ Probennahme. +)Mischverhältnisse:
Vollständige Entmischung Hat den höchsten und somit schlechtesten Varianz-Wert, kann also als (theoretischer) Anfangswert herangezogen werden.
Ideale Homogenität
Hat die Varianz = 0; Alle Proben haben die selbe Zusammensetzung wie die Grundgesamtheit…
Stochastische Homogenität
Hat die praktisch kleinst mögliche Varianz. Die Aufenthaltswahrscheinlichkeit eines Teilchens einer Komponente der Mischung entspricht an jedem Ort gleich der Anzahlkonzentration.
{[( 3mal rot, 1mal schwarz Aufenthaltswahrscheinlichkeit von schwarz muss überall gleich ¼ sein um Stochastische Homogenität zu erreichen )]}
+) Weitere Mischgütemaße empireische Varianz Rel. Standardabweichung Variationskoeffizient Mischungsgrade Mischgüte nach Ashton und Schmahl (Nur hier Intervall [0;1]) Segregationsgrad nach Danckwerts
[Bsp. zur Anwendung: Skript Seite 80f]
-)Vertrauensbereich des empirischen Mittelwerts Ganz normal Standardabweichung und dann mit tabelliertem Student-Faktor Multiplizieren…
[Bsp. zur Anwendung: Skript Seite 82]
© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
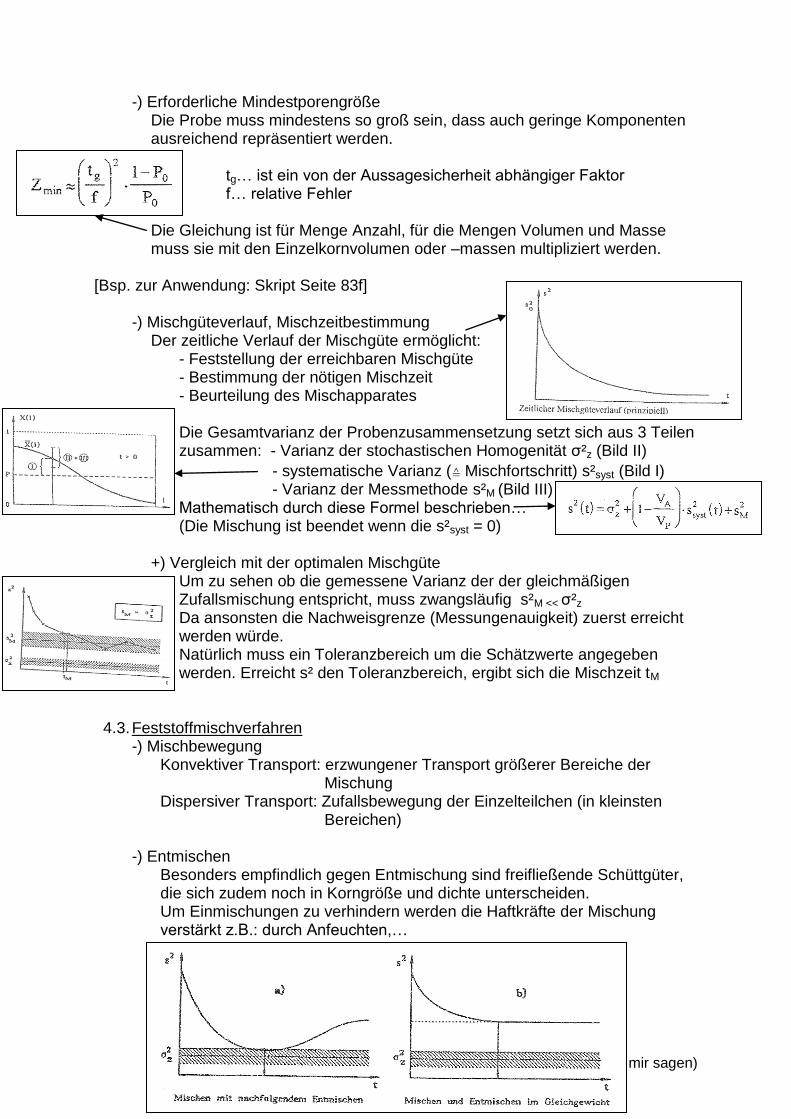
-) Erforderliche Mindestporengröße Die Probe muss mindestens so groß sein, dass auch geringe Komponenten ausreichend repräsentiert werden.
tg… ist ein von der Aussagesicherheit abhängiger Faktor f… relative Fehler
Die Gleichung ist für Menge Anzahl, für die Mengen Volumen und Masse muss sie mit den Einzelkornvolumen oder –massen multipliziert werden.
[Bsp. zur Anwendung: Skript Seite 83f]
-) Mischgüteverlauf, Mischzeitbestimmung
Der zeitliche Verlauf der Mischgüte ermöglicht: - Feststellung der erreichbaren Mischgüte - Bestimmung der nötigen Mischzeit - Beurteilung des Mischapparates Die Gesamtvarianz der Probenzusammensetzung setzt sich aus 3 Teilen zusammen: - Varianz der stochastischen Homogenität ζ²z (Bild II)
- systematische Varianz (≙ Mischfortschritt) s²syst (Bild I) - Varianz der Messmethode s²M (Bild III) Mathematisch durch diese Formel beschrieben… (Die Mischung ist beendet wenn die s²syst = 0)
+) Vergleich mit der optimalen Mischgüte
Um zu sehen ob die gemessene Varianz der der gleichmäßigen Zufallsmischung entspricht, muss zwangsläufig s²M << ζ²z Da ansonsten die Nachweisgrenze (Messungenauigkeit) zuerst erreicht werden würde. Natürlich muss ein Toleranzbereich um die Schätzwerte angegeben werden. Erreicht s² den Toleranzbereich, ergibt sich die Mischzeit tM
4.3. Feststoffmischverfahren -) Mischbewegung
Konvektiver Transport: erzwungener Transport größerer Bereiche der Mischung Dispersiver Transport: Zufallsbewegung der Einzelteilchen (in kleinsten Bereichen)
-) Entmischen
Besonders empfindlich gegen Entmischung sind freifließende Schüttgüter, die sich zudem noch in Korngröße und dichte unterscheiden. Um Einmischungen zu verhindern werden die Haftkräfte der Mischung verstärkt z.B.: durch Anfeuchten,…

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
-) Bauformen: +) Mischer mit bewegten Mischwerkzeugen
es wird zwischen langsam- und schnelllaufend unterschieden +) Mische mit bewegten Mischbehältern
Rotieren, Taumeln, (beides kann mit Vibrieren überlagert sein) +) Pneumatische Mischen
Wirbelschicht Mischer Strahlmischer (große Luftmengen) pneumatische Umwälzer
+) Mischbetten, Mischhalden
Aufbaurichtung längs, Abbaurichtung quer Mischung Windrow-Methode: Aufbau längs, Abbau seitlich Mischung
+) Leistungsbedarf von Feststoffmischern Der spezifische Arbeitsbedarf Wm ist in der Literatur angegeben (jedoch nur Wenige) Leistungsbedarf Pm = Arbeitsbedarf Wm / Mischzeit tM
Durch umstellen kann bei bekannter Mischleistung die Mischzeit abgeschätzt werden.
4.4. Rühren
-) Grundaufgaben: +) Homogenisieren z.B.: Vermischen 2er ineinander löslicher Flüssigkeiten +) Suspendieren z.B.: Verteilen eines Feststoffs in einer Flüssigkeit +) Emulgiern z.B.: Verteilen einer Flüssigkeit in einer andern Flüssigkeit +) Begasen z.B.: Verteilen von feinen Gasblasen in einer Flüssigkeit +) Wärmetausch z.B.: Beschleunigen des Wärmetausches einer Flüssigkeit
-) Bauformen….. siehe Skript Seite 95 -98!! Strömungsformen: axial, radial und tangential Strömungsbrecher: beugen einem Mitrotieren der Flüssigkeit vor

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
-) Leistungsbedarf von Rührern Nettoleistung P: vom Rührer in das Rührgut eingebracht elektrische Leistung Pel: vom Motor aufgenommene Leistung Spezifische Leistung P/V: Leistung bezogen auf das Füllvolumen Um den Leistungsbedarf an der Rührwelle zu berechnen geht man von 3 Voraussetzungen aus: - Geometrische Ähnlichkeit: Alle Verhältnisse von Abmessungen sind fix und
ändern sich nur gemeinsam (mit 1 Länge beschreibbar) - Stationäre Strömungsverhältnisse: Die Strömungsbewegung kann mit 1
charakteristischen Geschwindigkeit beschrieben werden: der Umfanggeschwindigkeit.
- Newtonsche Flüssigkeit: Das Rührgut muss eine Newtonsche Flüssigkeit sein. Stoffwerte nur Dichte und Viskosität
Newton Zahl: Reynoldszahl
(Leistungskennzahl)
Die Leistungscharakteristik Ne = f(Re) kann in 3 Bereiche aufgeteilt werden:
Bereich I: laminare Umströmung des Rührers Mischwirkung gering (Re 10-60) Der Wiederstand wird durch die Viskosität der Gutes bestimmt.
Bereich II: Weiterhein Zähigkeitseinfluss, jedoch auch schon Turbulenzen (Re 60-Waagerechte)
Bereich III: vollturbulente Strömung (Viskosität vernachlässigbar) Ne ist unabhängig von Re eine Konstante
[Bsp. zur Anwendung: Skript Seite 103]
-) Verfahrenstechnische Grundlagen +) Mischzeitbestimmung: Mischzeit Θ = Zeitdauer innerhalb der eine bestimmte
Mischgüte erreicht wird. n*Θ… Durchmischungskennzahl n*Θ = f(Re) …. Mischzeitcharakteristik z.B.: - Wendelrührer ist Re fast unabhängig von n*Θ - Scheiben- und Ankerrührer erzeugen schon im Laminarbereich immer stärkere Turbulenzen, sodass die erforderlichen Umdrehungen zurückgehen.
+) Rührerauswahl
Hier trägt man ein modifizierte Leistungskennzahl über eine modifizierte Durchmischungskennzahl auf. Günstig sind je kleine werde der beiden Kenzahlen. 1) Man berechnet die modifizierte Durchmischungskennzahl aus Stoffdaten 2) Unten Erhält man den Rührertyp 3) Auf der Grenzkurve die Re (daraus die Umdrehungen) 4) Der Ordinatenabschnitt liefert die Leistung

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
-) Modellübertragung (Scale Up) +) 2 Grundvoraussetzungen: - Modellversuch mit gleichem Rührgut - Die Hauptausführung ist eine lineare Vergrößerung des Modells µ = LängeH/LängeM
Zusätzlich braucht man noch ein Übertragungskriterium: - Gleiche volumenbezogene spez. Leistung - Gleiche Rührer-Umfanggeschwindigkeit - Gleiche Wärmeübergangszahl - Gleicher Suspendierzustand
+) Es lassen sich Übertragungsfunktionen für die Drehzahl und die spezifische Leistung als Potenz von µ angeben (siehe Skript Seite 109) Gleiche spez. Leistung: je turbulenter die Strömung ist desto geringere
Drehzahlen können in großen Behältern erreicht werden Gleiche Rührer-Umfanggeschwindigkeit: Bei gleicher
Umfanggeschwindikeit wird in einen großen Behälter weniger Leistung eingebracht. (je Viskoser desto weniger)
+) Zusammenfassende Darstellung
im Penney-Diagramm: Es werden über dien Volumensvergrößerungsfaktor µ³ die Verhältnisse der Übergangskriterien aufgetragen.
4.5. Statisches Mischen Die Energie kommt einzig und alleine aus der Strömungsenergie des durchströmenden Mischgutes. gut geeignet für kontinuierlichen Betrieb! Turbulenzmischer: freie Turbulenz oder strömungslenkende Einbauten
Laminarmischer: Ströme werden geteilt, verschoben und wieder zusammengefügt, keine Quervermischung!

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
5. Trennverfahren
5.1. Kennzeichnung einer Trennung -) Klassieren: nach der Partikelgröße -) Sortieren: nach der Stoffart -) Abscheiden: Trennen nach Phasen
5.2. Mengenbilanzen
Die charakteristischen Trenneigenschaften eines Trennapparates werden durch die Trennfunktion beschrieben. Aus den Verteilungsfunktionen können die relativen Anteile von Grobgut und
Feingut können berechnet werden: (g + f = 1)
-) Trennfunktion [Wertebereich 0..1]
Die Trennfunktion charakterisiert das Apparatverhalten. Man kann bei bekannter Trennfunktion und bekannter Aufgabegut-Verteilung und Menge die Grobgutmengenanteile ermitteln Trennung berechnen.
-) Trenngrenze
Trenngrenzen hängen von der Branche ab in der sie verwendet werden: Reinraumtechnik: Partikelgröße die zu 99% abgetrennt wird Klassierprozess: Medianwert der Trennkurve x50,t
-) Trennschärfe
Ist eine Kenngröße zur Charakterisierung eines Trennapparates DIN-Norm Aufbereitungstechnik übliche Def.
-) Sinkgeschwindigkeit von Feststoffpartikeln im Fluid
Absetzgeschwindikeit: bei dieser Geschwindigkeit stehen Gewichtskraft und hydrodynamischer Wiederstand im Gleichgewicht. Im Laminargebiet geht die allgemeine Gl. in das Storks Gesetz über. δ.. Wiederstandszahl ( = f(Re)) Je Turbulenter desto weniger abhängig von der Teilchengröße!
-) Sedimentation Mit der Archimedeszahl (Ar.. Verhältnis Auftrieb gegen Trägheit) kann man die Kriteriengleichung des Sedimentationsvorgangs Absetzgeschwindikeit
φ..Formbeiwert [1..Kugel; 0,4 Platte]

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
5.3. Klassieren Siebklassieren (für Partikel >1mm) und Stromklassieren -) Siebklassieren
Voraussetzung: Unterkorn muss sich über der Sieböffnung einordnen können und es muss genug Kraft vorhanden wein um Das Partikel durch die Öffnung zu fördern. Arten: Roste, Wälzsiebe, Wurfsiebe, Plansiebe… Zur Charakterisierung der Bewegungsverhältnisse werden Kennzahlen verwendet.
Maschinen-Kennzahl K: Verhältnis Beschleunigung und Schwerkraft Sieb-und Wurfkennzahl KV: Verhältnis Senkrechte Beschleunigung und
Senkrechte Schwerkraft solange KV < 1 bleibt das Gut in Kontakt mit dem Sieb, bei 1,6-2,6 ist schonendes Arbeiten möglich. Höchste Relativgeschwindigkeiten entstehen bei statischer Resonanz Wurfzeit = Ganzes Vielfaches der Periodendauer einer Siebschwingung
+) Siebklassieren: Siebböden können unterschiedlichste Öffnungsformen haben, deswegen wird Aeff als offene Siebfläche eingeführt (AÖffnung / AGesamt) Der Durchgangsquerschnitt beeinflusst vor allem das Passieren des Grenzkorns. Für die schematischen Darstellungen siehe Skript Seite 124ff: - Feste Roste: geneigte Metallstäbe (ca. 45°) die sehr robust sind vor
Brechern geschaltet - Wälzsiebe: = Trommelsiebe rotierend (bei schwierigen Gütern kann
auch eine Schwingung übergelagert sein oder ein Schlagrotor ist im inneren eingebaut)
- Wurfsiebe: (am weitesten verbreitet) Unterkritisch bis überkritische Siebe ja nachdem wie sich die Erregerfrequenz zur Resonanzfrequenz verhält.
- Kreiswuchtschwinger oder Exzenterschwinger Siebe Kreiswucht… werden mit geringerer U/min betrieben.
- Linearschwinger: Schubkurbelsiebe, Doppelwuchtsiebe, Resonsnzsiebe,..
- Stößelschwingsiebe: formschlüssig oder kraftschlüssig | bei Feinkorn viel leistungsfähiger [0,1-1mm]
- Plansiebe: Bewegung nur in der Siebebene - Taumelsiebe: Plansiebe + Wurfsieb - Nass-Siebung: Bogensieb oder ebene Spaltsiebe (durch das schräge
Auftreffen müssen die Spalte um vieles größer als die Trennkorngröße sein)
- Luftstrahlsiebe: funktioniert auch in Trommelbauweise - Morgensen-Siebe: für siebschwirige Güter | Kurze übereinander
angeordnete Siebflächen bewirken eine Klassierung Dimensionierung: Einflussgrößen: Trennkorngröße, Korngrößenverteilung
Feuchte, Siebbodenbescheunigung,…

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
+) Stromklassieren Grundlegend wird beim Stromklassieren die Trennung immer dadurch erreicht, dass leichte kleine Teilchen immer besser von einem Luftstrom mitgenommen werden als schwere große Teilchen. Strömungswiederstand (Storks Reibung) vs. Massenträgheit! - Spiralstromsichter: spiralförmig nach innen gerichteter Luftstrom nach
außen gerichtete Zentrifugalkraft - Zickzacksichter: An jeder Zacke tritt eine Sichtung ein, d.h. viele
Sichtungen bis zum Austritt hohe Trennschärfe Schwerkraft: Gut rieselt einfach nach unten Zentrifugal: Gut wird nach außen geschleudert (Feinstgut Sichtung) damit die Trennkorngrenze konstant bleibt müssen dich die Kanäle nach innen erweitern!
- Nassklassierer: +) Hydroklassieren Horizontale Strömung aus der sich je nach Größe
Masse und Form verschiedene Teilchen nach unten austreten und sich am Boden sammeln.
+) Spitzkästen: Horizontale Strömung aus der sich je nach Größe Masse und Form verschiedene Teilchen nach unten austreten und in verschiedene konische Behälter (Spitzen) aufgefangen werden.
+) Spiralklassierer: (nur Trennung in sandige Anteile und Schlämme) Sandige Anteile sammeln sich am Boden und werden von einer Spirale nach oben gefördert.
+) Stomapparate: Strömungsgeschwindigkeit des Fluids legt die Trennkorngröße fest!
+) Hydrozyklone: Zusammenwirken von Fliehkraft und Schwerkraft. geringer Raumbedarf, hoher Durchsatz, trennscharf,…
5.4. Sortiern
-) Dichtesortieren +) Setzen: Auf einem Sieb liegt das zu trennende Gut, durch Strömung von
unten oder Absenken des Siebes wird das gesamte Gut angehoben, leichtere Teile steigen höher auf und fallen langsamer zu Boden sie sammeln sich oben. (Auch mit Luft Luftsetzsiebe)
+) Schwereflüssigkeitssortiern: Trennt Feststoffe mit Hilfe einer Trennflüssigkeit deren Dichte genau zwischen den beiden zu trennenden Stoffen liegt.
+) Herdsortiern: Eine geneigte schüttelnde Unterlage + ein quer zu Neigung fließender Flüssigkeitsstrom. Schwere Partikel sinken auf die Platte und werden von der Schüttelbewegung weiter transportiert, leichte Partikel bleiben in der Flüssigkeit und werden von dieser mitgenommen.
-) Magnetsortiern:
Das Gemenge kann trocken oder auch nass eingesetzt werden. Es wird zwischen Schwach- und Starkfeldscheider unterschieden. Magnettrommelscheider: die Zentrifugalkraft schleudert unmagnetische Anteile tangential ab.

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
-) Elektrosortiern: Eine Sprühelektrode lädt das gut negativ auf, eine Ablenkelektrode zieht die Teilchen die ihre negative Ladung schnell an die Walze abgeben mehr an als die die es langsam tun.
-) Flotiern:
Fein gemahlene Stoffe werden such Sammler hydrophob gemacht, dann von Schäumern Aufgenommen und an sie Oberfläche getragen. Schaum durch Druckluft oder Rührwerke.
5.5. Abscheiden aus Gasen Wird verwendet um gasströme vor der Weiterverarbeitung zu reinigen oder um Feinstaub zu entfernen vor dem „in die Umwelt blasen“. Problem: Die Massenkräfte (Schwer-, Flieh- und Trägheitskräfte) sind von der 3. Potenz des Partikeldurchmessers abhängig. -) Schwerkraftabscheider:
Schwerkraftabscheider, hier wird durch eine räumliche Erweiterung die Strömungsgeschwindigkeit herabgesetzt und somit den Teilchen die Zeit gegeben sich abzusetzen. Entstauben von Staubteilchen formelmäßig (bei gleich großen Teilchen).
-) Fliehkraftabscheider:
Das Gas wird am Kopfende eines rotationssymmetrischen Behälters tangential zugeführt und strömt kreisend nach unten. Das Gas verlässt den Apparat nach richtungsumkehr über ein zentrales eintauchendes Rohr, der Staub rieselt an der Behälterwand nach unten und wird dort ausgetragen. Auslegung ist schwierig und muss mit Modellversuchen durchgeführt
werden. Die Gasgescheindigkeit kann in 3 Komponenten getrennt werden: Tangential, Axial und Radialgeschwindikeit.
Die Abscheidung eines Teilchens der Größe d erfolgt nur dann, wenn die aus der Fliehkraft errechnete Sinkgeschwindikeit mit der zentrifugalbeschleunigung größer gleich der radial nach innen gerichteten Gasgeschwindikeit am Sperrkreis (Austritt) ist.
Genauere Berechnung nach Barth/Muschelknautz: Berücksichtigung der Wandreibung und Einlaufverhältnisse.
Druckverlust setzt sich aus dem Verlust im Abscheideraum + dem im
Tauchrohr zusammen. Beide sind abhängig von Dichte und der Tauchrohrgeschwindikeit sowie von den Druckverlustbeiwerten (abhängig vom Geschwindikeitsverhältnis vui/vT)
Eine bedeutende Rolle in der Entstaubung übt die turbulente Diffusion aus,
sie wirkt der Fliehkraft entgegen und zwar umso stärker je feiner der Staub ist.

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
-) Filter: Die Abscheidung erfolgt durch ein poröses Medium, die Partikel werden an die kollektoroberfläche Transportiert und dort durch Haftkräfte Festgehalten. Speicherfilter: Nach der Sättigung mit Staub werden die Filter überwiegend
weggeworfen. Abreinigungsfilter: nur am Anfang am Filter abgelagert, dann verlagert sich
die Abscheidung in den „Filterkuchen“ Der Druckverlust steigt natürlich mit der abgeschiedenen Staubmenge an, wobei sich aber auch die Filtereigenschaften verbessern.
-) Nassabscheider:
Das gas wird in Kontakt mit einer Waschflüssigkeit gebracht, dort werden die Partikel gebunden und somit abgetrennt. Vorteil: können wechselnden Bedingungen leicht angepasst werden. Nachteil: Korrosion, Abwasser das gereinigt werden muss.
-) Elektrische Abscheider:
3 Schritte: Aufladung der Partikel. Abscheidung an der Kollektoroberfläche. Entfernen des Niederschlags auf der Oberfläche.
Partikel müssen sich aufladen lassen (el. leitfähig sein). Das el. Feld ist quer zur Gasrichtung geschaltet.
5.6. Fest-Flüssig-Trennung -) Begriffe
Klären: Gewinnung reiner Flüssigkeit Entwässern: Gewinnung des Feststoffes mit geringem Flüssigkeitsgehalt Eindicken: Anreichern eines Feststoffes in einer Suspension Auspressen: Verringerung des Restflüssigkeitsgehalt Sedimentieren: Massenkraft wirkt auf Partikel und bewirkt durch einen Transport eine Anreicherung an verschiedenen Stellen Filtern: Feststoffe werden zurückgehalten aus strömenden Suspensionen
-) Sedimentieren +) Absetzbecken werden oft kontinuierlich durchströmt.
Die Klärfläche berechnet sich nach: Die Beckentiefe ergibt sich aus der Forderung nach möglichst turbulenzarmer Strömung (Re = min) Die Breite wird meist 2-4mal so groß ausgelegt wie die Tiefe. Zur Länge werden noch je 10% für Ein- und Auslaufzone zugegeben.
+) Bauarten:
- Rundbecken mit Krälwerk zum Schlammeindicken - Rechteckbecken mit Schlammräumer am Boden (Anordnung übereinander spart Platz!) - Schrägklärer oder Lamellenklärer: an der Oberseite der Lamellen sammelt sich Schlamm an, der dann abrutscht und von unten Klarflüssigkeit nach oben drückt.
[Abbildungen siehe Seite 152ff]

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
-) Zentrifugieren Filterzentrifugen eigenen sich im Gegensatz zu Sedimentierzentrifugen zum Waschen und Entfeuchten des Kuchens. Mit Sedimentierzentrifugen lassen sich aber auch Emulsionen trennen. -) Filterzentrifugen
Voraussetzungen für die Berechnung: - laminare Strömung im Kuchen - die Porosität des Kuchens ist konstant - der Einfluss der radialen Geschwindigkeitsänderung auf die Druckdifferenz ist zu vernachlässigen. - die Winkelgeschwindigkeit des rotierenden Suspensionsrings ist konstant
+) Flüssigkeitsvolumensstrom: In einem Volumenselement des Suspensionsrings herrscht ein
Kräftegleichgewicht Überdruck durch den Suspensionsring
Analog kann der Überdruck der Flüssigkeit im Kuchen angegeben werden
Zusammen ergeben sie den gesamten aufgebauten Überdruck Im Filtermittel sowie im Kuchen ergibt sich ein Druckverlust. (der
Druckverlust im Kuchen ist aber nicht konstant αw) Der Gesamtdruckverlust ist wieder die Summe beider Einzelnen.
Da sich Überdruck und Druckverlust entsprechen müssen, kann aus
diesen beiden Gleichungen der Filtratvolumensstrom bestimmt werden.
Durch erhöhen der Drehzahl, laufenden Kuchenaustrag sowie
erwärmen kann der Filtratvolumensstrom erhöht werden. +) Zeitlicher Verlauf des Zentrifugeierns:
??? ??? ??? ??? ???
+) Bauarten [Abbildungen siehe Seite 161ff]
Diskontinuierlich: (Zykluszeiten ca. 15-20 min) Füllen – Nachfüllen – Entwässern – Waschen – Entw. - Austrag - Pendelzentrifugen (horizontale Bauart) - Schälzentrifugen (vertikale Bauart)
Kontinuierlich: - Schubzentrifuge (innere Trommel kann sich axial bewegen, und schiebt somit den Kuchen immer weiter Richtung Austrag.

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
- Schneckenfilterzentrifugen der Kuchentransport erfolgt mit einer Schnecke die mit einer Differenzdrehzahl mitrotiert. durch die kontinuierliche Förderung des Kuchens lassen sich höhere Feststoffdurchsätze erreichen.
-) Sedimentierzentrifugen Voraussetzung für die Trennung ist ein ausreichender Dichteunterschied der beiden Phasen. Durch hohe Zentrifugalbeschleunigungen lassen dich in Sedimentierzentrifugen viel feinere Teilchen als in Schwerkraftapparaten absetzen.
+) Auslegung:
Voraussetzungen: - Die Winkelgeschwindikeit des Suspensionsringes wird als konstant und gleich der Trommelmantel-Geschwindigkeit angenommen. - Die Coriolis-, Schwer- und Trägheitskraft sind gegenüber der Zentrifugalkraft gering und vernachlässigbar.
Die Archimedeszahl wird zu (g r ω²) Die Absetzgeschwindigkeit nimmt nach außen immer mehr zu, da r größer wird. Aus der Zeit die ein Teilchen benötigt um vom Innenradius zur schlammschicht zu gelangen erhält man aus der Gleichung: Mit der Zeit und der axialen Geschwindigkeit der Flüssigkeit kann die Länge der Zentrifuge abgeschätzt werden. Daraus erkennt man, dass die Trommellänge proportional zum Quadrat der Teilchengröße und indirekt proportional zur Winkelgeschwindigkeit ist.
+) Bauarten für Suspensionstrennung [Abbildungen siehe Seite 165ff]
Diskontinuierlich: oft mit Schälrohr ausgerüstet, mit dem der Suspensionsring entnommen werden kann, bevor der Schlamm ausgetragen wird. Die Zentrifugalbeschleunigung ist dem Trommelradius umgekehrt proportional Rohrzentrifugen mit kleinem Durchmesser können auch sehr feine Teilchen abtrennen. - Tellerzentrifuge, Flüssigkeit wird nach innen gedrückt, Schlamm nach außen geschleudert.
Kontinuierlich:
- Tellerzentrifuge mit Düse die ständig Schlamm austrägt. - Dekanter: Zentrifuge mit konischen Teil + Schnecke
kontinuierlicher Schlammaustrag (nach dem auftauchen aus der Suspension, wird der Schlamm entwässert bis er endgültig ausgetragen wird.
© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
+) Bauarten für Emulsionstrennung [Abbildungen siehe Seite 168ff] Die schwerere Phase wird nach außen gedrückt die Leichtere nach innen. - Rohrzentrifugen - Seperator (vergl. Tellerzentrifuge) - selbstentleerender Seperator (auch für Flüssig-Flüssig-Fest
Trennung)
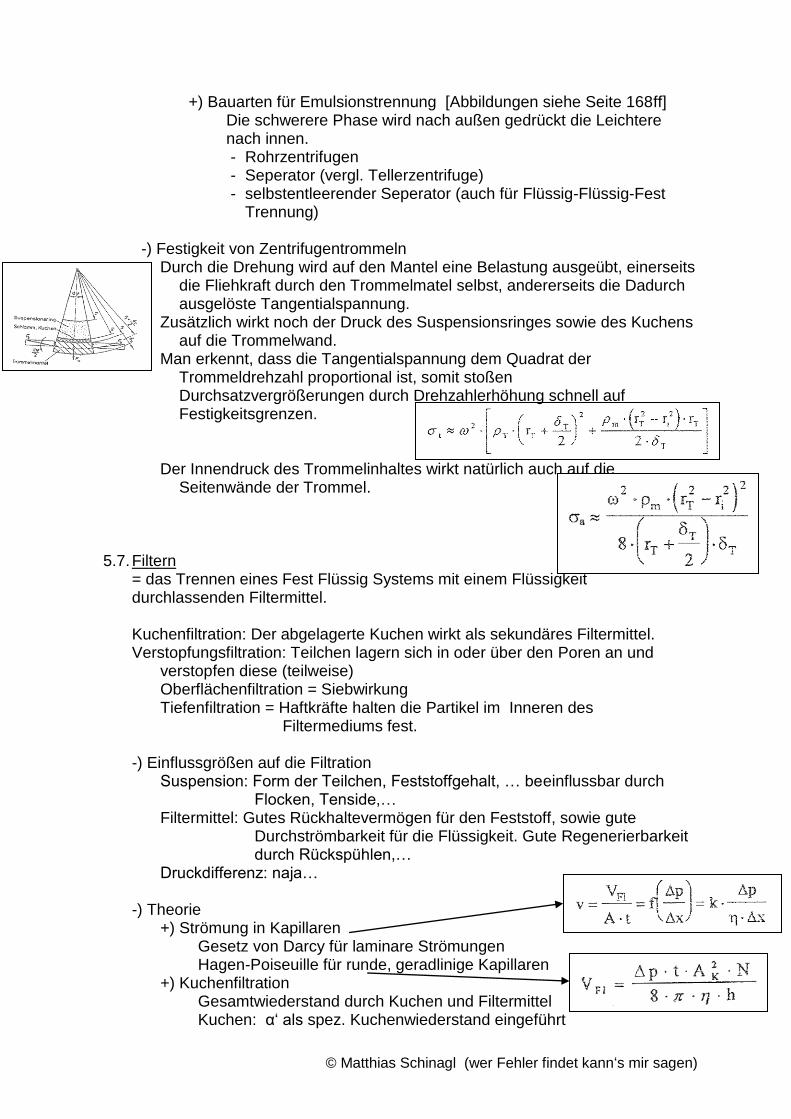
-) Festigkeit von Zentrifugentrommeln Durch die Drehung wird auf den Mantel eine Belastung ausgeübt, einerseits
die Fliehkraft durch den Trommelmatel selbst, andererseits die Dadurch ausgelöste Tangentialspannung.
Zusätzlich wirkt noch der Druck des Suspensionsringes sowie des Kuchens auf die Trommelwand.
Man erkennt, dass die Tangentialspannung dem Quadrat der Trommeldrehzahl proportional ist, somit stoßen Durchsatzvergrößerungen durch Drehzahlerhöhung schnell auf Festigkeitsgrenzen.
Der Innendruck des Trommelinhaltes wirkt natürlich auch auf die
Seitenwände der Trommel.
5.7. Filtern
= das Trennen eines Fest Flüssig Systems mit einem Flüssigkeit durchlassenden Filtermittel. Kuchenfiltration: Der abgelagerte Kuchen wirkt als sekundäres Filtermittel. Verstopfungsfiltration: Teilchen lagern sich in oder über den Poren an und
verstopfen diese (teilweise) Oberflächenfiltration = Siebwirkung Tiefenfiltration = Haftkräfte halten die Partikel im Inneren des
Filtermediums fest. -) Einflussgrößen auf die Filtration
Suspension: Form der Teilchen, Feststoffgehalt, … beeinflussbar durch Flocken, Tenside,…
Filtermittel: Gutes Rückhaltevermögen für den Feststoff, sowie gute Durchströmbarkeit für die Flüssigkeit. Gute Regenerierbarkeit durch Rückspühlen,…
Druckdifferenz: naja…
-) Theorie +) Strömung in Kapillaren
Gesetz von Darcy für laminare Strömungen Hagen-Poiseuille für runde, geradlinige Kapillaren
+) Kuchenfiltration Gesamtwiederstand durch Kuchen und Filtermittel Kuchen: α‘ als spez. Kuchenwiederstand eingeführt

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
Filtermittel: β als Filtermittelwiederstand eingeführt
Da das Kuchenvolumen nur schlecht zugänglich ist wird die Masse des trockenen Feststoffs w eingeführt und α‘ zu α erweitert.
+) Filtrationen bei veränderlichem Druck und Durchsatz
p=f(v̇ ) … Drosselkurve, grafisch vorliegend, muss durch stückweise
lineare Approximation genähert und in die Gleichungen für konstanten Druck eingesetzt werden.
+) Experimentelle Bestimmung von α‘ und β
Bei der Filtration mit konstantem Druck muss eine Volumen-Zeit-Messung durchgeführt werden. Unter der Voraussetzung, dass α‘ und β konstant sind (nicht der Realität entsprechend) kann die obige Gleichung linearisieren und somit durch einfache Regressionsanalyse α‘ und β berechnen.
-) Filtermittel und Filterhilfsmittel Filtermittel: Maximale Abscheidung des Feststoffes bei minimalem
Durchflusswiedertand und guter Regenerierung gefordert. - Tücher, Fasern - Metallgewebe - verfilzte Schichten, Filterpapier - lose Schüttungen (Sand, Kies)
Filterhilfsmittel: bilden Hilfsschicht, oder sind schon in das Filtermittel
eingebaut. - Kieselgur, Asbest, Holzmehl,…
-) Bauarten [Abbildungen siehe Seite 168ff] - Filternutschen (für konz. Suspensionen, offen als Vakuum- geschlossen
als Druckfilter) - Filterkerzen (Kerzen z.B.: aus keramischem Material mit Filtergewebe
überzogen Kerzenform erlaubt hohe Filterflächen bei günstigem Schlammraum)
- Blattfilter (offenen mit Vakuum arbeitende Tauchfilter die einfach in die Suspension eingetaucht werden. Kasteneindickfilter analog zum Tauchfilter nur wird der Kuchen im Behälter abgeworfen und von einer Förderschnecke am Boden abgetrennt.)
- Zentrifugalscheibenfilter (konische Filtermittelbelegte scheiben -> Rotation ergibt Druck,…)
- Filterpressen (Rahmenfilterpressen: Filter|Kammer|Filter|...|…|… hier wachsen die Kuchen gegen Ende der Filtration zusammen. 4-100 Kammern Kammerfilterpresse: Filterplatten mit erhabenen Rändern Kammern werden direkt von den Filtern gebildet)

© Matthias Schinagl (wer Fehler findet kann‘s mir sagen)
- Trommelfilter (rotierende Trommel (bis 2min-1) die in Kammern unterteilt ist Filtern, Trocknen, Waschen, Abwurf kann alles gleichzeitig erfolgen. Abwurf oft durch Tuchabnahme…)
- Scheibenfilter (nebeneinander angeordnete rotierende Scheiben die mit Filtermittel belegt sind.)
- Planzellenfilter (rotierende horizontale Filterfläche, wieder verschiedene Segmente alles gleichzeitig)
- Bandfilter (naja…) - Pressfilter (2 Bänder in deren Mitte der Kuchen liegt, durch Umlenkung
auf walzen wird der Kuchen zwischen den beiden Bändern ausgepresst!)