Merkblatt 821 - Ternig-Supports · Merkblatt 821 Edelstahl Rostfrei - Eigenschaften...
20
Merkblatt 821 Edelstahl Rostfrei - Eigenschaften Informationsstelle Edelstahl Rostfrei
Transcript of Merkblatt 821 - Ternig-Supports · Merkblatt 821 Edelstahl Rostfrei - Eigenschaften...
Merkblatt 821Edelstahl Rostfrei - Eigenschaften
Informationsstelle Edelstahl Rostfrei
Informationsstelle Edelstahl RostfreiPostfach 10 220540013 Düsseldorf
www.edelstahl - rostfrei.de
Die Informations-stelle EdelstahlRostfrei
Die Informationsstelle Edelstahl Rost-frei (ISER) ist eine Gemeinschaftsor-ganisation von Unternehmen undInstitutionen aus den Bereichen– Edelstahlherstellung,– Edelstahlhandel und Anarbeitung,– Edelstahlverarbeitung,– Oberflächenveredelung,– Legierungsmittelindustrie,– Marktforschung und Verlagefür nichtrostende Stähle.
Die Aufgaben der ISER umfassen diefirmenneutrale Information überEigenschaften und Anwendung vonEdelstahl Rostfrei. Schwerpunkte derAktivitäten sind
– praxisbezogene, zielgruppenorien-tierte Publikationen,
– Online-Informationsplattform unterwww.edelstahl-rostfrei.de,
– Pressearbeit für Fach- und Publi-kumsmedien,
– Messebeteiligungen,– Durchführung von Schulungsveran-staltungen,
– Errichtung von Kompetenzzentren„Edelstahl-Rostfrei-Verarbeitung“
– Information über Bezugsmöglich-keiten von Produkten aus EdelstahlRostfrei,
– individuelle Bearbeitung techni-scher Anfragen.
Ein aktuellesSchriftenverzeichniswirdauf Anforderung gerne übersandt –oder ist einsehbar unterwww.edelstahl-rostfrei.de/Publikationen.
ImpressumMerkblatt 821Edelstahl Rostfrei – Eigenschaften4. Auflage 2006,aktualisierter Nachdruck 2012
Herausgeber:Informationsstelle Edelstahl RostfreiPostfach 10 22 0540013 DüsseldorfTelefon: 0211 / 67 07-8 35Telefax: 0211 / 67 07-3 44Internet: www.edelstahl-rostfrei.deE-Mail: [email protected]
Fotos:Stefan Elgaß, GeretsriedThyssenKrupp Nirosta GmbH,KrefeldRösle MetallwarenfabrikGmbH & Co.KG, Marktoberdorf
Die in dieser Broschüre enthaltenenInformationen vermitteln Orientie-rungshilfen. Gewährleistungsansprü-che können hieraus nicht abgeleitetwerden. Nachdrucke aus dieser Doku-mentation bzw. Veröffentlichungen imInternet, auch auszugsweise, sind nurmit Genehmigung des Herausgebersund mit deutlicher Quellenangabegestattet.
InhaltSeite
1 Einleitung 1
2 Einteilung dernichtrostenden Stähle 1
3 CharakteristischeEigenschaften derStahlgruppen 3
3.1 Ferritische Stähle 33.2 Martensitische Stähle 43.3 Austenitische Stähle 43.4 Austenitisch-ferritische
Stähle 7
4 Korrosionsbeständigkeit 84.1 Allgemeines 84.2 Korrosionsarten 84.3 Anwendungshinweise 9
5 Schweißeignung 9
6 Umformbarkeit 10
7 Spanbarkeit 11
8 Oberflächenausführungen 12
9 PhysikalischeEigenschaften 14
10 Normung 14
11 Weitere Informationen 17

1
1 Einleitung
Edelstahl Rostfrei ist ein Sammelbe-griff für die nichtrostendenStähle. Sieenthalten mindestens 10,5% Chrom(Cr) und weisen gegenüber unlegier-ten Stählen eine deutlich verbesserteKorrosionsbeständigkeit auf. HöhereCr-Gehalte undweitere Legierungsbe-standteile wie z.B. Nickel (Ni) undMolybdän (Mo) erhöhen die Korrosi-onsbeständigkeit weiter. Darüber hin-aus kann das Hinzulegieren bestimm-ter anderer Elemente auch weitereEigenschaften positiv beeinflussen,z.B.
• Niob, Titan (Beständigkeit gegeninterkristalline Korrosion),
• Stickstoff (Festigkeit, Korrosions-beständigkeit) und
• Schwefel (Spanbarkeit).
Damit verfügen die Konstrukteure, Ver-arbeiter undVerwender über eineViel-zahl vonStahlsorten fürmannigfaltigeAnwendungsgebiete.
Seit Erfindung der nichtrostendenStähle im Jahre 1912 habenHerstellerundVerarbeiter unterschiedliche Han-delsnamen verwendet, wie V2A/V4A,NIROSTA, REMANIT, Cromargan. DasWort „Edelstahl“ ohne den Zusatz„Rostfrei“ reicht als Bezeichnung nichtaus; denn zu den Edelstählen gehörenauch die Gruppen Edelbaustahl,Wälz-lagerstahl, Schnellarbeitsstahl undWerkzeugstahl mit wesentlich ande-ren Gebrauchseigenschaften.
Ausgehend vomKonsumgüterbereichhat sich der Begriff Edelstahl Rostfreidurchgesetzt. Edelstahl Rostfrei hat inseiner langjährigen Geschichte auf-grund der ihm eigenen Korrosionsbe-ständigkeit und guter mechanischerEigenschaften zunehmende Bedeu-tung in immer mehr Verarbeitungsbe-reichen erlangt. Das spiegelt sich ineiner beachtlichenSteigerungsrate derProduktion: Zwischen 1990 und 2010ist die Jahres-Rohstahlerzeugung annichtrostenden Stählen weltweit vonca. 12,8 Mio. t auf rund 31,1 Mio tgestiegen.
Auch die Zahl der Verarbeitungsbetrie-be hat zugenommen. Heute sindmehrals 1000 Verarbeiter im Warenzei-chenverband Edelstahl Rostfrei e.V.
zusammengeschlossen und verwen-den das eingetrageneMarkenzeichen:
Die nichtrostenden Stähle werden alsWalz- und Schmiedestähle und alsStahlguss gefertigt. Diese Schriftbehandelt die Walz- und Schmiede-stähle. Sie soll die Unterschiede zwi-schen den verschiedenen EdelstahlRostfrei-Sorten verdeutlichen und dieAuswahl für die Anwendungen erleich-tern. Auf die Verarbeitungwird nur ein-gegangen, soweit dies zum Verständ-nis erforderlich ist. Ausführlich ist dar-über im ISER-Merkblatt DieVerarbeitung von Edelstahl Rostfrei(MB 822) berichtet. Weitere Einzel-heiten über Eigenschaften, Verarbei-tung und Verwendung können demLiteraturnachweis entnommenwerdenoder von den Lieferfirmen erfragt wer-den.
2 Einteilung dernichtrostendenStähle
Tabelle 1 enthält die chemischenZusammensetzungen der wichtig-sten genormtenWalz- und Schmiede-stähle. Darüber hinaus gibt es für spe-zielle Anwendungen weitere nichtro-stendeStähle, die in der DIN EN10088genormt und in der Stahl-Eisen-Listeaufgeführt sind.
Die nichtrostendenStählewerdennachihrer chemischen Zusammensetzungin die vier in Tabelle 2 genanntenGruppen eingeteilt, die sich auf denGefügezustand beziehen (Bild 1).
Darüber hinaushaben ausscheidungs-härtbare nichtrostendeStähle Bedeu-tung erlangt. Bei diesen Stählen wer-den durch Zusatz vonMo bzw. Cu, Nb,Al und V sowie eine besondere Wär-mebehandlung Festigkeit und Dehn-grenze erheblich gesteigert.
Die einzelnen Stahlsorten sind durchKurznamen und Werkstoffnummerngekennzeichnet. Wegen ihrer Kürzehat sich geradebei dennichtrostenden
Bild 1: Beispiele typischer Gefügeausbildung bei verschiedenen Stahlsorten:a) Stahl Werkstoff-Nr. 1.4511 mit ferritischem Gefügeb) Stahl Werkstoff-Nr. 1.4313 mit martensitischem Gefügec) Stahl Werkstoff-Nr. 1.4301 mit austenitischem Gefüged) Stahl Werkstoff-Nr. 1.4462 mit austenitisch-ferritischem Gefüge
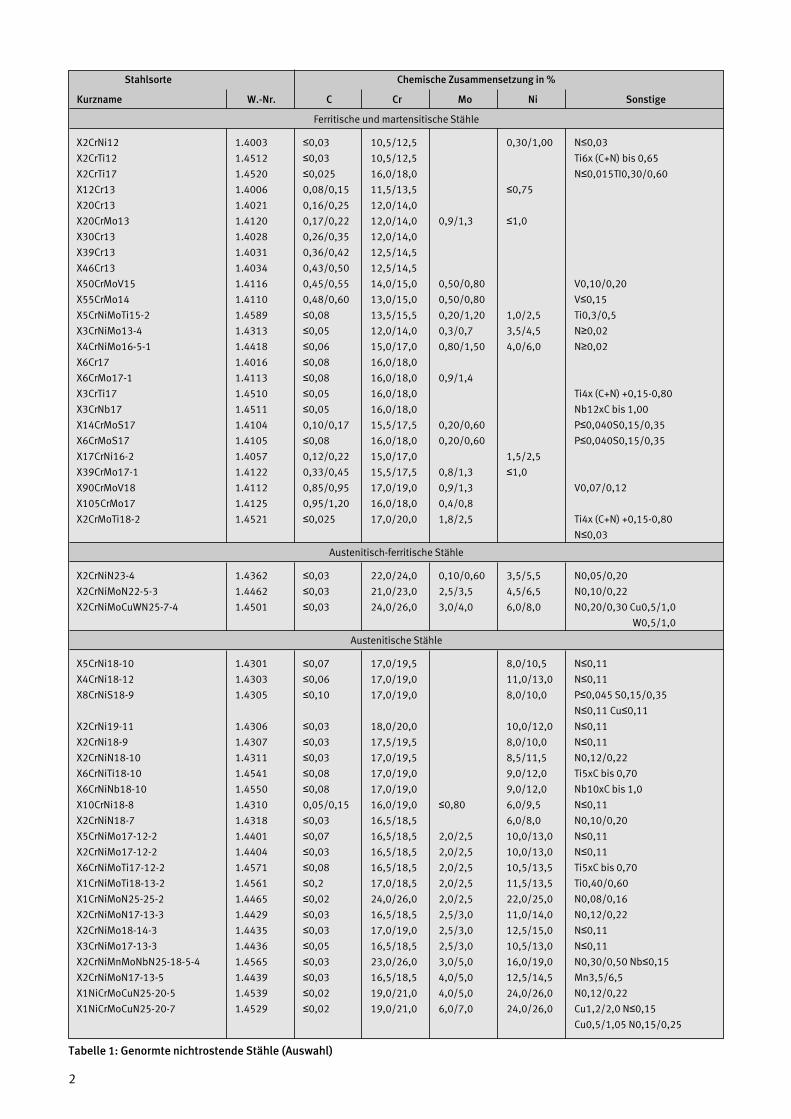
Stahlsorte Chemische Zusammensetzung in %
Kurzname W.-Nr. C Cr Mo Ni Sonstige
Ferritische und martensitische Stähle
X2CrNi12 1.4003 ≤0,03 10,5/12,5 0,30/1,00 N≤0,03
X2CrTi12 1.4512 ≤0,03 10,5/12,5 Ti6x (C+N) bis 0,65
X2CrTi17 1.4520 ≤0,025 16,0/18,0 N≤0,015TI0,30/0,60
X12Cr13 1.4006 0,08/0,15 11,5/13,5 ≤0,75
X20Cr13 1.4021 0,16/0,25 12,0/14,0
X20CrMo13 1.4120 0,17/0,22 12,0/14,0 0,9/1,3 ≤1,0
X30Cr13 1.4028 0,26/0,35 12,0/14,0
X39Cr13 1.4031 0,36/0,42 12,5/14,5
X46Cr13 1.4034 0,43/0,50 12,5/14,5
X50CrMoV15 1.4116 0,45/0,55 14,0/15,0 0,50/0,80 V0,10/0,20
X55CrMo14 1.4110 0,48/0,60 13,0/15,0 0,50/0,80 V≤0,15
X5CrNiMoTi15-2 1.4589 ≤0,08 13,5/15,5 0,20/1,20 1,0/2,5 Ti0,3/0,5
X3CrNiMo13-4 1.4313 ≤0,05 12,0/14,0 0,3/0,7 3,5/4,5 N≥0,02
X4CrNiMo16-5-1 1.4418 ≤0,06 15,0/17,0 0,80/1,50 4,0/6,0 N≥0,02
X6Cr17 1.4016 ≤0,08 16,0/18,0
X6CrMo17-1 1.4113 ≤0,08 16,0/18,0 0,9/1,4
X3CrTi17 1.4510 ≤0,05 16,0/18,0 Ti4x (C+N) +0,15-0,80
X3CrNb17 1.4511 ≤0,05 16,0/18,0 Nb12xC bis 1,00
X14CrMoS17 1.4104 0,10/0,17 15,5/17,5 0,20/0,60 P≤0,040S0,15/0,35
X6CrMoS17 1.4105 ≤0,08 16,0/18,0 0,20/0,60 P≤0,040S0,15/0,35
X17CrNi16-2 1.4057 0,12/0,22 15,0/17,0 1,5/2,5
X39CrMo17-1 1.4122 0,33/0,45 15,5/17,5 0,8/1,3 ≤1,0
X90CrMoV18 1.4112 0,85/0,95 17,0/19,0 0,9/1,3 V0,07/0,12
X105CrMo17 1.4125 0,95/1,20 16,0/18,0 0,4/0,8
X2CrMoTi18-2 1.4521 ≤0,025 17,0/20,0 1,8/2,5 Ti4x (C+N) +0,15-0,80
N≤0,03
Austenitisch-ferritische Stähle
X2CrNiN23-4 1.4362 ≤0,03 22,0/24,0 0,10/0,60 3,5/5,5 N0,05/0,20
X2CrNiMoN22-5-3 1.4462 ≤0,03 21,0/23,0 2,5/3,5 4,5/6,5 N0,10/0,22
X2CrNiMoCuWN25-7-4 1.4501 ≤0,03 24,0/26,0 3,0/4,0 6,0/8,0 N0,20/0,30 Cu0,5/1,0
W0,5/1,0
Austenitische Stähle
X5CrNi18-10 1.4301 ≤0,07 17,0/19,5 8,0/10,5 N≤0,11
X4CrNi18-12 1.4303 ≤0,06 17,0/19,0 11,0/13,0 N≤0,11
X8CrNiS18-9 1.4305 ≤0,10 17,0/19,0 8,0/10,0 P≤0,045 S0,15/0,35
N≤0,11 Cu≤0,11
X2CrNi19-11 1.4306 ≤0,03 18,0/20,0 10,0/12,0 N≤0,11
X2CrNi18-9 1.4307 ≤0,03 17,5/19,5 8,0/10,0 N≤0,11
X2CrNiN18-10 1.4311 ≤0,03 17,0/19,5 8,5/11,5 N0,12/0,22
X6CrNiTi18-10 1.4541 ≤0,08 17,0/19,0 9,0/12,0 Ti5xC bis 0,70
X6CrNiNb18-10 1.4550 ≤0,08 17,0/19,0 9,0/12,0 Nb10xC bis 1,0
X10CrNi18-8 1.4310 0,05/0,15 16,0/19,0 ≤0,80 6,0/9,5 N≤0,11
X2CrNiN18-7 1.4318 ≤0,03 16,5/18,5 6,0/8,0 N0,10/0,20
X5CrNiMo17-12-2 1.4401 ≤0,07 16,5/18,5 2,0/2,5 10,0/13,0 N≤0,11
X2CrNiMo17-12-2 1.4404 ≤0,03 16,5/18,5 2,0/2,5 10,0/13,0 N≤0,11
X6CrNiMoTi17-12-2 1.4571 ≤0,08 16,5/18,5 2,0/2,5 10,5/13,5 Ti5xC bis 0,70
X1CrNiMoTi18-13-2 1.4561 ≤0,2 17,0/18,5 2,0/2,5 11,5/13,5 Ti0,40/0,60
X1CrNiMoN25-25-2 1.4465 ≤0,02 24,0/26,0 2,0/2,5 22,0/25,0 N0,08/0,16
X2CrNiMoN17-13-3 1.4429 ≤0,03 16,5/18,5 2,5/3,0 11,0/14,0 N0,12/0,22
X2CrNiMo18-14-3 1.4435 ≤0,03 17,0/19,0 2,5/3,0 12,5/15,0 N≤0,11
X3CrNiMo17-13-3 1.4436 ≤0,05 16,5/18,5 2,5/3,0 10,5/13,0 N≤0,11
X2CrNiMnMoNbN25-18-5-4 1.4565 ≤0,03 23,0/26,0 3,0/5,0 16,0/19,0 N0,30/0,50 Nb≤0,15
X2CrNiMoN17-13-5 1.4439 ≤0,03 16,5/18,5 4,0/5,0 12,5/14,5 Mn3,5/6,5
X1NiCrMoCuN25-20-5 1.4539 ≤0,02 19,0/21,0 4,0/5,0 24,0/26,0 N0,12/0,22
X1NiCrMoCuN25-20-7 1.4529 ≤0,02 19,0/21,0 6,0/7,0 24,0/26,0 Cu1,2/2,0 N≤0,15
Cu0,5/1,05 N0,15/0,25
2
Tabelle 1: Genormte nichtrostende Stähle (Auswahl)
3
Stählen die Werkstoffnummer alsbevorzugtes Kennzeichen durchge-setzt.
Die Bedeutung derWerkstoffnummernfür die nichtrostendenStähle wird ausTabelle 3 ersichtlich.
3 CharakteristischeEigenschaftender Stahlgruppen
3.1 Ferritische Stähle
Man unterscheidet grob zwei Unter-gruppen ferritischer nichtrostenderStähle:• mit etwa 11 bis 13% Cr und• mit etwa 17% Cr.
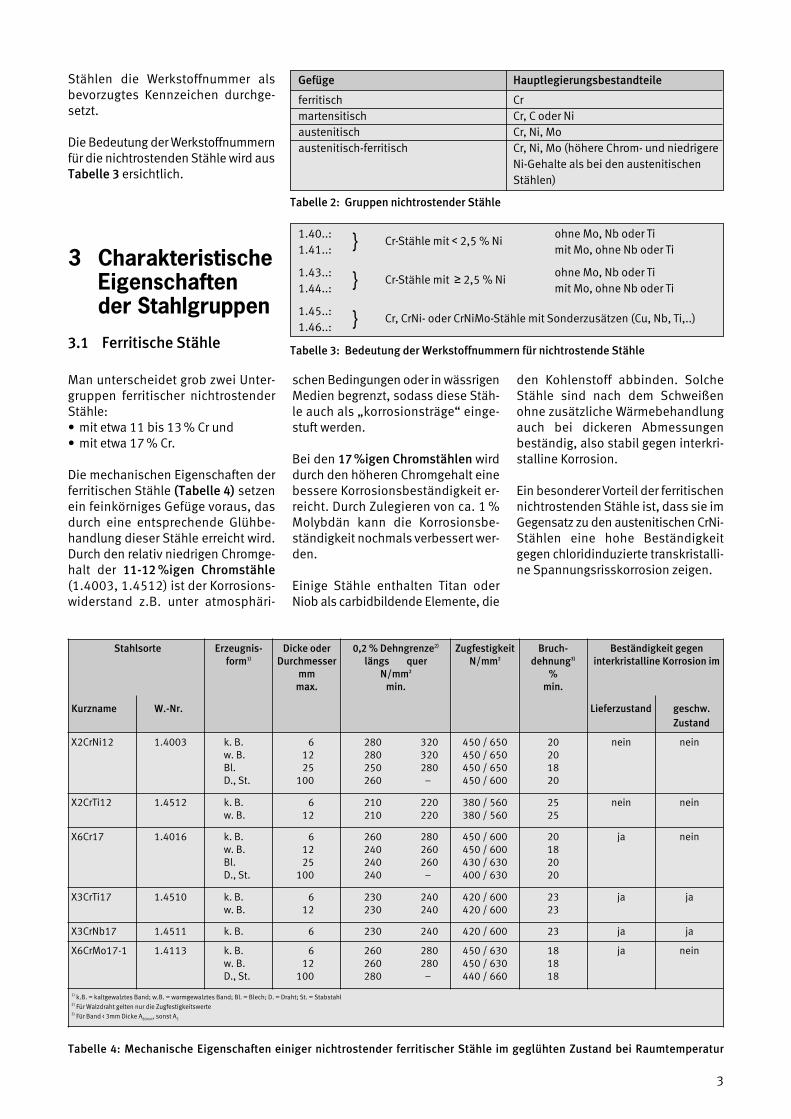
Die mechanischen Eigenschaften derferritischen Stähle (Tabelle 4) setzenein feinkörniges Gefüge voraus, dasdurch eine entsprechende Glühbe-handlung dieser Stähle erreicht wird.Durch den relativ niedrigen Chromge-halt der 11-12 %igen Chromstähle(1.4003, 1.4512) ist der Korrosions-widerstand z.B. unter atmosphäri-
schen Bedingungen oder in wässrigenMedien begrenzt, sodass diese Stäh-le auch als „korrosionsträge“ einge-stuft werden.
Bei den 17 %igen Chromstählen wirddurch den höheren Chromgehalt einebessere Korrosionsbeständigkeit er-reicht. Durch Zulegieren von ca. 1%Molybdän kann die Korrosionsbe-ständigkeit nochmals verbessert wer-den.
Einige Stähle enthalten Titan oderNiob als carbidbildende Elemente, die
den Kohlenstoff abbinden. SolcheStähle sind nach dem Schweißenohne zusätzliche Wärmebehandlungauch bei dickeren Abmessungenbeständig, also stabil gegen interkri-stalline Korrosion.
Ein besonderer Vorteil der ferritischennichtrostendenStähle ist, dass sie imGegensatz zu den austenitischen CrNi-Stählen eine hohe Beständigkeitgegen chloridinduzierte transkristalli-ne Spannungsrisskorrosion zeigen.
Tabelle 4: Mechanische Eigenschaften einiger nichtrostender ferritischer Stähle im geglühten Zustand bei Raumtemperatur
Tabelle 2: Gruppen nichtrostender Stähle
Gefüge Hauptlegierungsbestandteile
ferritisch Crmartensitisch Cr, C oder Niaustenitisch Cr, Ni, Moaustenitisch-ferritisch Cr, Ni, Mo (höhere Chrom- und niedrigere
Ni-Gehalte als bei den austenitischenStählen)
Tabelle 3: Bedeutung der Werkstoffnummern für nichtrostende Stähle
1.40..:Cr-Stähle mit < 2,5 % Ni
ohne Mo, Nb oder Ti1.41..: mit Mo, ohne Nb oder Ti
1.43..:Cr-Stähle mit ≥ 2,5 % Ni
ohne Mo, Nb oder Ti1.44..: mit Mo, ohne Nb oder Ti
1.45..:Cr, CrNi- oder CrNiMo-Stähle mit Sonderzusätzen (Cu, Nb, Ti,..)
1.46..:
Stahlsorte
Kurzname W.-Nr.
Erzeugnis-form1)
Dicke oderDurchmesser
mmmax.
0,2 % Dehngrenze2)
längs querN/mm2
min.
ZugfestigkeitN/mm2
Bruch-dehnung3)
%min.
Beständigkeit gegeninterkristalline Korrosion im
Lieferzustand geschw.Zustand
X2CrNi12 1.4003 k. B.w. B.Bl.D., St.
61225
100
280 320280 320250 280260 –
450 / 650450 / 650450 / 650450 / 600
20201820
nein nein
X2CrTi12 1.4512 k. B.w. B.
612
210 220210 220
380 / 560380 / 560
2525
nein nein
X6Cr17 1.4016 k. B.w. B.Bl.D., St.
61225
100
260 280240 260240 260240 –
450 / 600450 / 600430 / 630400 / 630
20182020
ja nein
X3CrTi17 1.4510 k. B.w. B.
612
230 240230 240
420 / 600420 / 600
2323
ja ja
X3CrNb17 1.4511 k. B. 6 230 240 420 / 600 23 ja ja
X6CrMo17-1 1.4113 k. B.w. B.D., St.
612
100
260 280260 280280 –
450 / 630450 / 630440 / 660
181818
ja nein
1) k.B. = kaltgewalztes Band; w.B. = warmgewalztes Band; Bl. = Blech; D. = Draht; St. = Stabstahl2) Für Walzdraht gelten nur die Zugfestigkeitswerte3) Für Band < 3mm Dicke A80mm, sonst A5
4
3.2 Martensitische Stähle
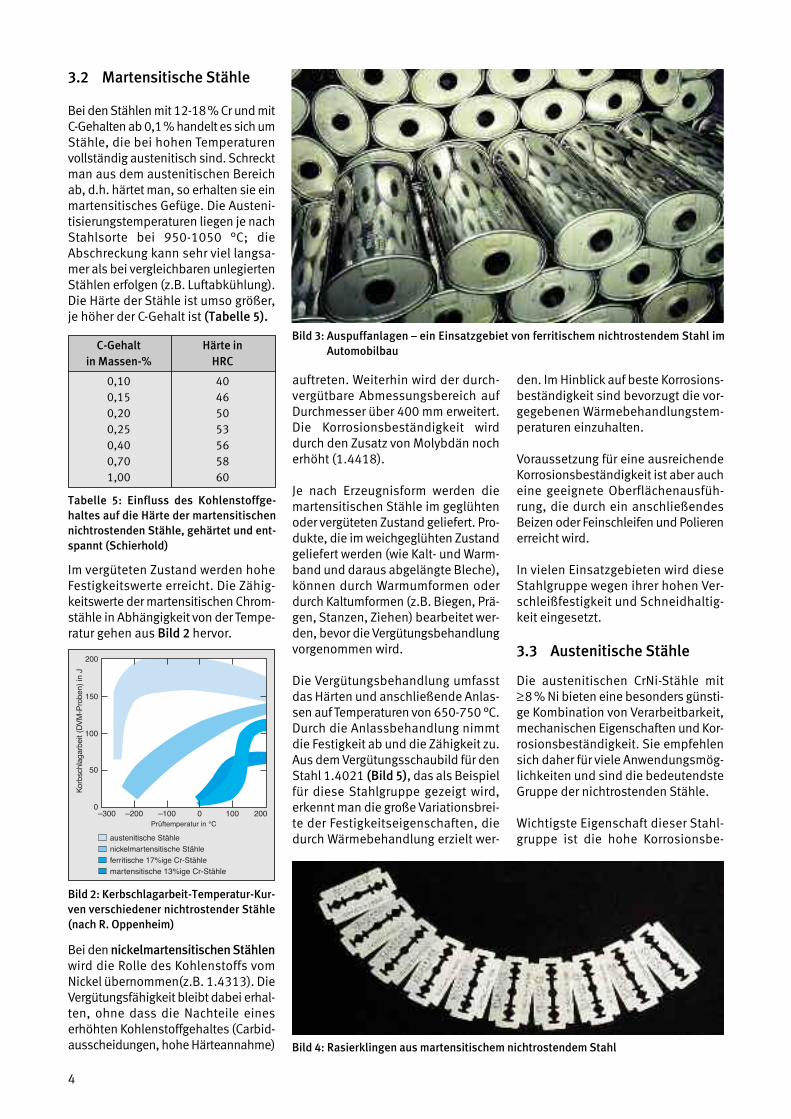
Bei denStählenmit 12-18%Cr undmitC-Gehaltenab0,1%handelt essichumStähle, die bei hohen Temperaturenvollständig austenitisch sind. Schrecktman aus dem austenitischen Bereichab, d.h. härtetman, so erhalten sie einmartensitisches Gefüge. Die Austeni-tisierungstemperaturen liegen je nachStahlsorte bei 950-1050 °C; dieAbschreckung kann sehr viel langsa-mer als bei vergleichbaren unlegiertenStählen erfolgen (z.B. Luftabkühlung).Die Härte der Stähle ist umso größer,je höher der C-Gehalt ist (Tabelle 5).
Im vergüteten Zustand werden hoheFestigkeitswerte erreicht. Die Zähig-keitswerte dermartensitischenChrom-stähle in Abhängigkeit von der Tempe-ratur gehen aus Bild 2 hervor.
Bei dennickelmartensitischen Stählenwird die Rolle des Kohlenstoffs vomNickel übernommen(z.B. 1.4313). DieVergütungsfähigkeit bleibt dabei erhal-ten, ohne dass die Nachteile eineserhöhten Kohlenstoffgehaltes (Carbid-ausscheidungen, hoheHärteannahme)
auftreten. Weiterhin wird der durch-vergütbare Abmessungsbereich aufDurchmesser über 400 mm erweitert.Die Korrosionsbeständigkeit wirddurch den Zusatz von Molybdän nocherhöht (1.4418).
Je nach Erzeugnisform werden diemartensitischen Stähle im geglühtenoder vergüteten Zustand geliefert. Pro-dukte, die imweichgeglühten Zustandgeliefert werden (wie Kalt- undWarm-band und daraus abgelängte Bleche),können durch Warmumformen oderdurch Kaltumformen (z.B. Biegen, Prä-gen, Stanzen, Ziehen) bearbeitet wer-den, bevor die Vergütungsbehandlungvorgenommen wird.
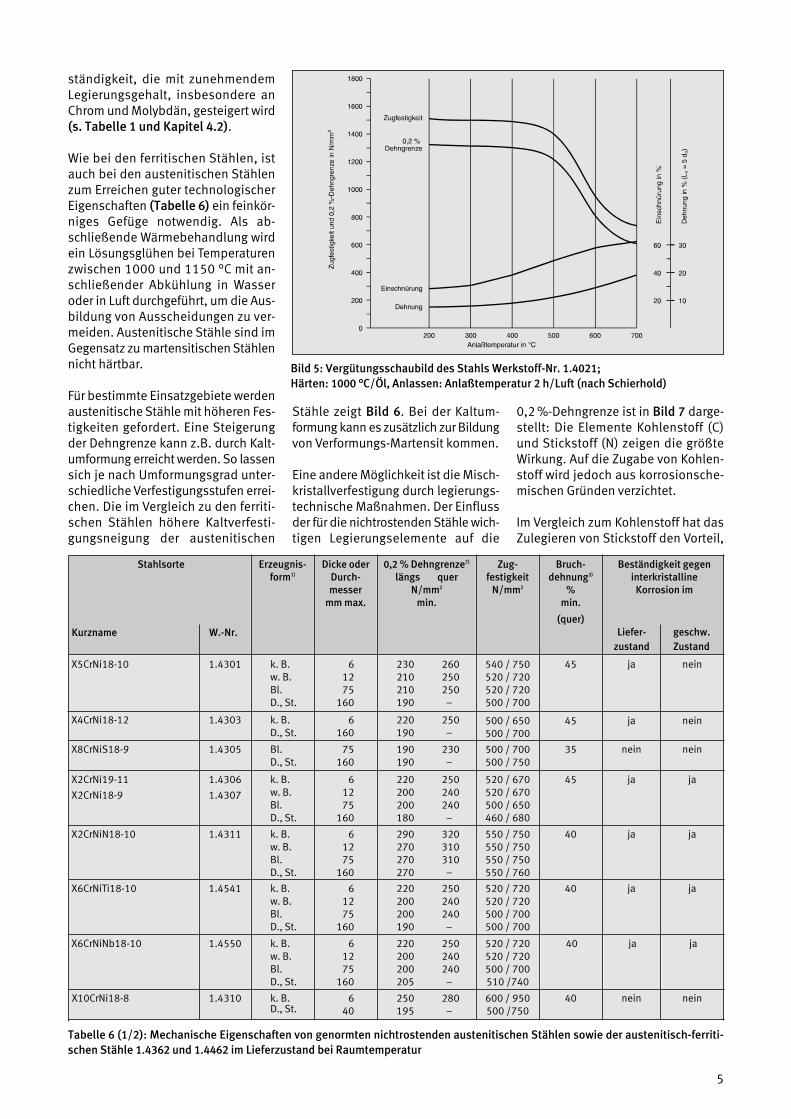
Die Vergütungsbehandlung umfasstdas Härten und anschließende Anlas-sen auf Temperaturen von 650-750 °C.Durch die Anlassbehandlung nimmtdie Festigkeit ab und die Zähigkeit zu.Aus demVergütungsschaubild für denStahl 1.4021 (Bild 5), das als Beispielfür diese Stahlgruppe gezeigt wird,erkenntman die großeVariationsbrei-te der Festigkeitseigenschaften, diedurch Wärmebehandlung erzielt wer-
den. ImHinblick auf beste Korrosions-beständigkeit sind bevorzugt die vor-gegebenen Wärmebehandlungstem-peraturen einzuhalten.
Voraussetzung für eine ausreichendeKorrosionsbeständigkeit ist aber aucheine geeignete Oberflächenausfüh-rung, die durch ein anschließendesBeizen oder Feinschleifen undPolierenerreicht wird.
In vielen Einsatzgebieten wird dieseStahlgruppe wegen ihrer hohen Ver-schleißfestigkeit und Schneidhaltig-keit eingesetzt.
3.3 Austenitische Stähle
Die austenitischen CrNi-Stähle mit≥8%Ni bieten eine besonders günsti-ge Kombination von Verarbeitbarkeit,mechanischen Eigenschaften und Kor-rosionsbeständigkeit. Sie empfehlensich daher für viele Anwendungsmög-lichkeiten und sind die bedeutendsteGruppe der nichtrostenden Stähle.
Wichtigste Eigenschaft dieser Stahl-gruppe ist die hohe Korrosionsbe-
Bild 3: Auspuffanlagen – ein Einsatzgebiet von ferritischem nichtrostendem Stahl imAutomobilbau
Tabelle 5: Einfluss des Kohlenstoffge-haltes auf die Härte der martensitischennichtrostenden Stähle, gehärtet und ent-spannt (Schierhold)
C-Gehalt Härte inin Massen-% HRC
0,10 400,15 460,20 500,25 530,40 560,70 581,00 60
Bild 2: Kerbschlagarbeit-Temperatur-Kur-ven verschiedener nichtrostender Stähle(nach R. Oppenheim)
Bild 4: Rasierklingen aus martensitischem nichtrostendem Stahl
ständigkeit, die mit zunehmendemLegierungsgehalt, insbesondere anChrom undMolybdän, gesteigert wird(s. Tabelle 1 und Kapitel 4.2).
Wie bei den ferritischen Stählen, istauch bei den austenitischen Stählenzum Erreichen guter technologischerEigenschaften (Tabelle 6) ein feinkör-niges Gefüge notwendig. Als ab-schließende Wärmebehandlung wirdein Lösungsglühen bei Temperaturenzwischen 1000 und 1150 °C mit an-schließender Abkühlung in Wasseroder in Luft durchgeführt, um die Aus-bildung von Ausscheidungen zu ver-meiden. Austenitische Stähle sind imGegensatz zumartensitischenStählennicht härtbar.
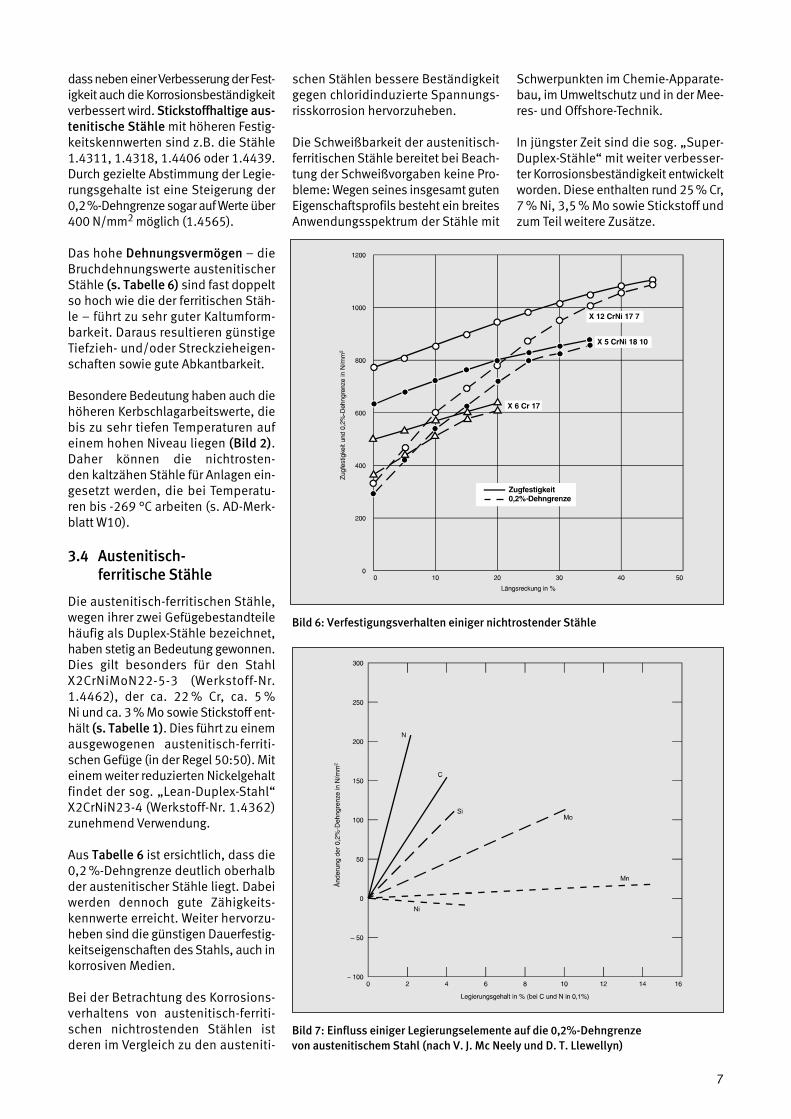
Für bestimmte Einsatzgebiete werdenaustenitische Stählemit höheren Fes-tigkeiten gefordert. Eine Steigerungder Dehngrenze kann z.B. durch Kalt-umformung erreichtwerden. So lassensich je nach Umformungsgrad unter-schiedliche Verfestigungsstufen errei-chen. Die im Vergleich zu den ferriti-schen Stählen höhere Kaltverfesti-gungsneigung der austenitischen
Stähle zeigt Bild 6. Bei der Kaltum-formung kann eszusätzlich zur Bildungvon Verformungs-Martensit kommen.
Eine andereMöglichkeit ist dieMisch-kristallverfestigung durch legierungs-technische Maßnahmen. Der Einflussder für die nichtrostendenStählewich-tigen Legierungselemente auf die
0,2%-Dehngrenze ist in Bild 7 darge-stellt: Die Elemente Kohlenstoff (C)und Stickstoff (N) zeigen die größteWirkung. Auf die Zugabe von Kohlen-stoff wird jedoch aus korrosionsche-mischen Gründen verzichtet.
Im Vergleich zum Kohlenstoff hat dasZulegieren von Stickstoff den Vorteil,
5
Stahlsorte
Kurzname W.-Nr.
Erzeugnis-form1)
Dicke oderDurch-messer
mm max.
0,2 % Dehngrenze2)
längs querN/mm2
min.
Zug-festigkeit
N/mm2
Bruch-dehnung3)
%min.
(quer)
Beständigkeit gegeninterkristallineKorrosion im
Liefer- geschw.zustand Zustand
X5CrNi18-10 1.4301 k. B.w. B.Bl.D., St.
61275
160
230 260210 250210 250190 –
540 / 750520 / 720520 / 720500 / 700
45 ja nein
X4CrNi18-12 1.4303 k. B.D., St.
6160
220 250190 –
500 / 650500 / 700
45 ja nein
X8CrNiS18-9 1.4305 Bl.D., St.
75160
190 230190 –
500 / 700500 / 750
35 nein nein
X2CrNi19-11
X2CrNi18-9
1.4306
1.4307
k. B.w. B.Bl.D., St.
61275
160
220 250200 240200 240180 –
520 / 670520 / 670500 / 650460 / 680
45 ja ja
X2CrNiN18-10 1.4311 k. B.w. B.Bl.D., St.
61275
160
290 320270 310270 310270 –
550 / 750550 / 750550 / 750550 / 760
40 ja ja
X6CrNiTi18-10 1.4541 k. B.w. B.Bl.D., St.
61275
160
220 250200 240200 240190 –
520 / 720520 / 720500 / 700500 / 700
40 ja ja
X6CrNiNb18-10 1.4550 k. B.w. B.Bl.D., St.
61275
160
220 250200 240200 240205 –
520 / 720520 / 720500 / 700510 /740
40 ja ja
X10CrNi18-8 1.4310 k. B.D., St.
640
250 280195 –
600 / 950500 /750
40 nein nein
Bild 5: Vergütungsschaubild des Stahls Werkstoff-Nr. 1.4021;Härten: 1000 °C/Öl, Anlassen: Anlaßtemperatur 2 h/Luft (nach Schierhold)
Tabelle 6 (1/2): Mechanische Eigenschaften von genormten nichtrostenden austenitischen Stählen sowie der austenitisch-ferriti-schen Stähle 1.4362 und 1.4462 im Lieferzustand bei Raumtemperatur
6
Stahlsorte
Kurzname W.-Nr.
Erzeugnis-form1)
Dicke oderDurch-messer
mm max.
0,2 % Dehngrenze2)
längs querN/mm2
min.
Zug-festigkeit
N/mm2
Bruch-dehnung3)
%min.
(quer)
Beständigkeit gegeninterkristallineKorrosion im
Liefer- geschw.zustand Zustand
X2CrNiN18-7 1.4318 k.B.w.B.Bl.
61275
350 380330 370330 370
650 / 850650 / 850630 / 830
353545
ja ja
X5CrNiMo17-12-2 1.4401 k.B.w.B.Bl.D., St.
61275
160
240 270220 260220 260200 –
530 / 680530 / 680520 / 670500 / 700
40404540
ja nein
X2CrNiMo17-12-2 1.4404 k.B.w.B.Bl.D., St.
61275
160
240 270220 260220 260200 –
530 / 680530 / 680520 / 670500 / 700
40404540
ja ja
X6CrNiMoTi17-12-2 1.4571 k.B.w.B.Bl.D., St.
61275
160
240 270220 260220 260200 –
540 / 690540 / 690520 / 670500 / 700
40 ja ja
X1CrNiMoTi18-13-2 1.4561 Fl. 20 190 490 / 690 40 ja ja
X1CrNiMoN25-25-2 1.4465 Fl.St.D.
3016020
260 540 / 740 35 ja ja
X2CrNiMoN17-13-3 1.4429 k.B.w.B.Bl.D., St.
61275
160
300 330280 320280 320280 –
580 / 780580 / 780580 / 780580 /800
35354040
ja ja
X2CrNiMo18-14-3 1.4435 k.B.w.B.Bl.D., St.
61275
160
240 270220 260220 260200 –
550 / 700550 / 700520 / 670500 / 700
40404540
ja ja
X3CrNiMo17-13-3 1.4436 k.B.w.B.Bl.D., St.
61275
160
240 270220 260220 260200 –
550 / 700550 / 700520 / 670500 / 700
40 ja nein
X2CrNiMnMoNbN25-18-5-4 1.4565 Fl.St.D.
3016020
420 800 / 950 35 ja ja
X2CrNiMoN17-13-5 1.4439 k.B.w.B.Bl.D., St.
61275
160
290 320270 310270 310280 –
580 / 780580 / 780580 /780580 / 800
35354035
ja ja
X1NiCrMoCuN25-20-5 1.4539 k.B.w.B.Bl.D., St.
61275
160
240 270220 260220 260230 –
530 / 730530 / 730520 / 720530 / 730
35 ja ja
X1NiCrMoCuN25-20-7 1.4529 Bl.D., St.
75160
300 340300 –
650 / 850650 / 850
40 ja ja
X2CrNiMoN22-5-3 1.4462 k.B.w.B.Bl.D., St.
813,575
160
450400400
400
650 / 850650 / 850630 / 800600 / 830
25 ja ja
1) k.b. = kaltgewalztes Band; w.B. = warmgewalztes Band; Bl. = Blech; D. = Draht; St. = Stabstahl2) Für Walzdraht gelten nur die Zugfestigkeitswerte3) Für Band < 3mm Dicke A80mm, sonst A5
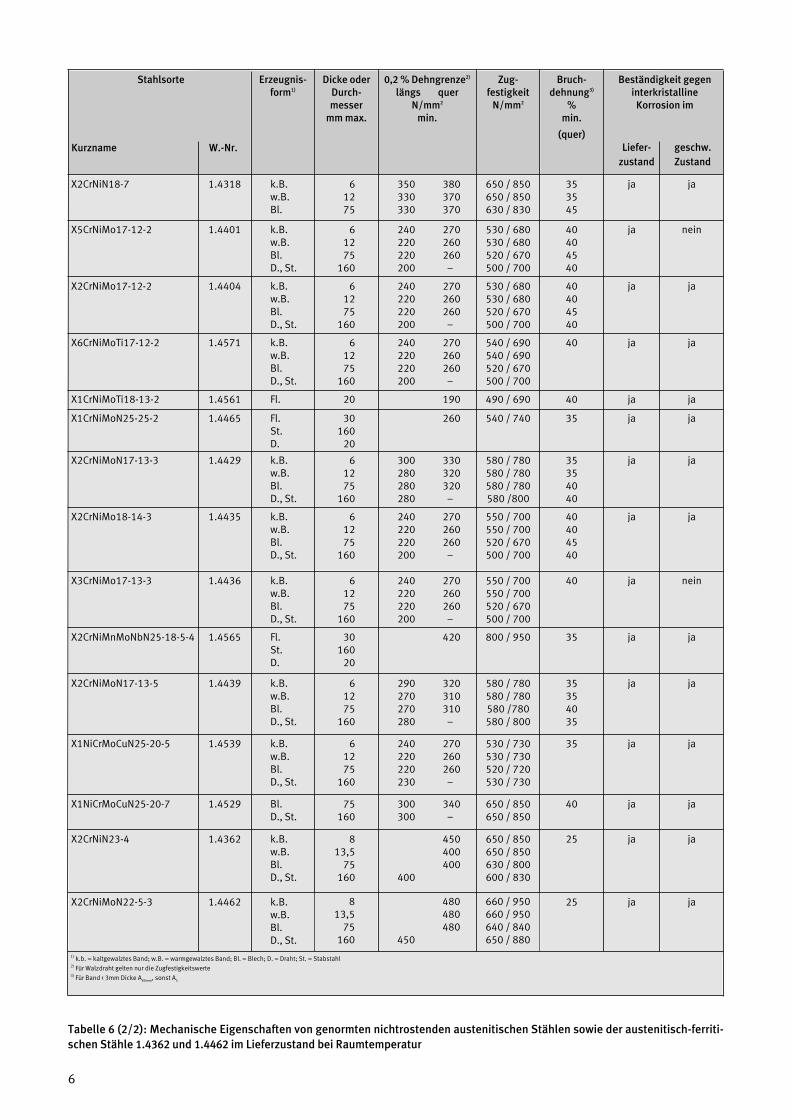
Tabelle 6 (2/2): Mechanische Eigenschaften von genormten nichtrostenden austenitischen Stählen sowie der austenitisch-ferriti-schen Stähle 1.4362 und 1.4462 im Lieferzustand bei Raumtemperatur
X2CrNiN23-4 1.4362 k.B.w.B.Bl.D., St.
25 ja ja
813,575
160
480480480
450
660 / 950660 / 950640 / 840650 / 880
7
dassnebeneinerVerbesserungderFest-igkeit auchdieKorrosionsbeständigkeitverbessert wird. Stickstoffhaltige aus-tenitische Stähle mit höheren Festig-keitskennwerten sind z.B. die Stähle1.4311, 1.4318, 1.4406 oder 1.4439.Durch gezielte Abstimmung der Legie-rungsgehalte ist eine Steigerung der0,2%-Dehngrenze sogar aufWerteüber400 N/mm2möglich (1.4565).
Das hohe Dehnungsvermögen – dieBruchdehnungswerte austenitischerStähle (s. Tabelle 6) sind fast doppeltso hoch wie die der ferritischen Stäh-le – führt zu sehr guter Kaltumform-barkeit. Daraus resultieren günstigeTiefzieh- und/oder Streckzieheigen-schaften sowie gute Abkantbarkeit.
Besondere Bedeutung haben auch diehöheren Kerbschlagarbeitswerte, diebis zu sehr tiefen Temperaturen aufeinem hohen Niveau liegen (Bild 2).Daher können die nichtrosten-den kaltzähen Stähle für Anlagen ein-gesetzt werden, die bei Temperatu-ren bis -269 °C arbeiten (s. AD-Merk-blatt W10).
3.4 Austenitisch-ferritische Stähle
Die austenitisch-ferritischen Stähle,wegen ihrer zwei Gefügebestandteilehäufig als Duplex-Stähle bezeichnet,haben stetig an Bedeutung gewonnen.Dies gilt besonders für den StahlX2CrNiMoN22-5-3 (Werkstoff-Nr.1.4462), der ca. 22% Cr, ca. 5%Ni und ca. 3%Mo sowieStickstoff ent-hält (s. Tabelle 1). Dies führt zu einemausgewogenen austenitisch-ferriti-schen Gefüge (in der Regel 50:50). Miteinemweiter reduzierten Nickelgehaltfindet der sog. „Lean-Duplex-Stahl“X2CrNiN23-4 (Werkstoff-Nr. 1.4362)zunehmend Verwendung.
Aus Tabelle 6 ist ersichtlich, dass die0,2%-Dehngrenze deutlich oberhalbder austenitischer Stähle liegt. Dabeiwerden dennoch gute Zähigkeits-kennwerte erreicht. Weiter hervorzu-heben sind die günstigen Dauerfestig-keitseigenschaften desStahls, auch inkorrosiven Medien.
Bei der Betrachtung des Korrosions-verhaltens von austenitisch-ferriti-schen nichtrostenden Stählen istderen im Vergleich zu den austeniti-
schen Stählen bessere Beständigkeitgegen chloridinduzierte Spannungs-risskorrosion hervorzuheben.
Die Schweißbarkeit der austenitisch-ferritischenStähle bereitet bei Beach-tung der Schweißvorgaben keine Pro-bleme:Wegen seines insgesamt gutenEigenschaftsprofils besteht ein breitesAnwendungsspektrum der Stähle mit
Schwerpunkten im Chemie-Apparate-bau, imUmweltschutz und in derMee-res- und Offshore-Technik.
In jüngster Zeit sind die sog. „Super-Duplex-Stähle“ mit weiter verbesser-ter Korrosionsbeständigkeit entwickeltworden. Diese enthalten rund 25%Cr,7%Ni, 3,5%Mo sowie Stickstoff undzum Teil weitere Zusätze.
Bild 7: Einfluss einiger Legierungselemente auf die 0,2%-Dehngrenzevon austenitischem Stahl (nach V. J. Mc Neely und D. T. Llewellyn)
Bild 6: Verfestigungsverhalten einiger nichtrostender Stähle

8
4 Korrosions-beständigkeit
4.1 Allgemeines
Bekanntlich weisen die nichtrosten-den Stähle eine im Vergleich zu denunlegierten und niedriglegiertenStählen deutlich verbesserte Korrosi-onsbeständigkeit auf. Sie sind gegenzahlreiche aggressiveMedien bestän-dig und bedürfen keines weiterenOberflächenschutzes. Diese Passivitätwird durch Zulegieren vonmin. 10,5%Cr zum Eisen bewirkt. Bei mechani-scher Beschädigung der Passivschichtbildet sich diese spontan wieder aus.
Die Korrosionsbeständigkeit von Edel-stahl Rostfrei ist vorrangig abhängigvon der LegierungszusammensetzungdesStahls, daneben von seiner Ober-fläche und vomGefügezustand. Daherist dieWahl der richtigenStahlsorte imrichtigenWärmebehandlungszustandmit der richtigen Oberflächenbearbei-tung wesentlich für die Korrosionsbe-ständigkeit.
4.2 Korrosionsarten
Abtragende FlächenkorrosionAbtragende Flächenkorrosion ist durcheinen gleichmäßigen oder annäherndgleichmäßigen Abtrag gekennzeich-net. In der Regel wird eine Abtragungs-rate unter 0,1 mm/Jahr als ausrei-chende Beständigkeit gegen Flächen-
korrosion angesehen. Für dieMassen-verlustrate pro Flächeneinheit gilt fürnichtrostende Stähle die Beziehung1 g/h x m2 = 1,1 mm/a. Gleichmäßi-ge Flächenkorrosion kann bei nichtro-stenden Stählen nur in Säuren undstarken Laugen auftreten. Sie wirdwesentlich von der Legierungszusam-mensetzung bestimmt. So sind z.B.die 17%-Chromstähle wesentlich be-ständiger als die 13%-Chromstähle.Eine noch höhere Beständigkeit gegenFlächenkorrosion zeigen die austeni-tischen Chrom-Nickel-Stähle. Zusätz-lich kann die Beständigkeit durchZulegieren vonMolybdän in vielen Fäl-len weiter erhöht werden.
Lochkorrosion (Pitting)Lochkorrosion kann auftreten, wenndie Passivschicht örtlich durchbrochenwird. Wenn Chloridionen, besondersbei erhöhten Temperaturen, vorliegen,können an diesenStellen – häufig nurnadelstichartig – Löcher entstehen.Durch Ablagerungen, Fremdrost,Schlackenreste und Anlauffarben aufder Oberfläche wird die Gefahr einerLochkorrosion verstärkt.
Durch weitere Erhöhung des Chrom-gehalts, insbesondere durch Zusatzvon Molybdän und z.T. von Stickstoff,wird die Beständigkeit der nichtro-stendenStähle gegenüber Lochkorro-sion erhöht. Dies kommt in der sog.
WirksummeW = % Cr + 3,3 x % Mo
zum Ausdruck. Für sehr hochlegierteaustenitische und ferritisch-austeniti-sche Stähle wird auch das Legie-rungselement Stickstoff mit unter-schiedlichen Faktoren in die Wirk-summe einbezogen.
SpaltkorrosionSpaltkorrosion ist – wie der Nameschon sagt – an das Vorhandenseinvon Spalten gebunden. Diese könnenkonstruktiv oder betriebsbedingt (z.B.Ablagerungen) sein. Da die Spaltkor-rosion im wesentlichen den gleichenMechanismen unterliegt wie die Loch-korrosion, gelten die o.g. Ausführun-gen einschl. Legierungseinfluss undWirksumme auch hier.
SpannungsrisskorrosionBei dieser Korrosionsart entstehenRisse, die bei nichtrostenden Stählenim allgemeinen transkristallin verlau-fen. Nur wenn die folgenden drei Be-dingungen gleichzeitig vorliegen, istSpannungsrisskorrosion möglich:
a) die Oberfläche des Bauteilssteht unter Zugspannungen,
b) Einwirkungen eines spezifischwirkenden Mediums (meistChloridionen),
c) Neigung desWerkstoffs zurSpannungsrisskorrosion.
Bei Zugspannungen ist es gleichgültig,ob sie von außen durch Zug- oderBiegespannungen aufgebracht wer-den oder als Eigenspannungen (z.B.durch Schweißen, Kaltwalzen oderTiefziehen) vorliegen. Die Zugspan-nungen lassen sich durch Strahlenabbauen.
Die austenitischen CrNi- und CrNiMo-Standardstähle sind in Chloridlö-sungen empfindlicher gegen Span-nungsrisskorrosion als die ferritischenund austenitisch-ferritischen Stähle.Bei den austenitischen Stählen lässtsich die Spannungsrisskorrosionsbe-ständigkeit durch Erhöhen desNickel-gehalts ganz wesentlich verbessern.
SchwingungsrisskorrosionBei reiner Schwingungsbeanspru-chung (ohne Korrosionsbelastung)gibt es eine untereWechselspannung,unterhalb der kein Bruch mehr beob-achtet wird: die Dauerschwingfestig-keit. Demgegenüber fehlt bei Schwin-gungsrisskorrosion meist eine Dauer-Bild 8: Aufzugsturm aus Duplex-Rohren (La Grande Arche, Paris)

9
schwingfestigkeit, und der Stahl kannauch unterhalb dieser Grenze zu Bruchgehen.
Im Unterschied zur Spannungsriss-korrosion, die nur in spezifisch wir-kenden Medien auftritt (s.o.), kannSchwingungsrisskorrosion grundsätz-lich in allen korrosiv wirkenden Me-dien in Verbindung mit Wechselbe-lastungen auftreten. Die Beständig-keit gegen Schwingungsrisskorrosionnimmt zu
• mit zunehmender Korrosionsbe-ständigkeit des Werkstoffs in demgegebenen Medium,
• mit zunehmender Festigkeit desStahls.
Diese Korrosionsart tritt in vielenBerei-chen, z.B. im Bauwesen und im Kon-sumgüterbereich, praktisch nicht auf.
Interkristalline KorrosionDie interkristalline Korrosion stelltheute bei geeigneter Werkstoffwahlkein Problem mehr dar. Interkristalli-ne Korrosion kann in sauren Medienauftreten, wenn sich durch Wärme-einwirkung (zwischen 450 und 850 °Cbei den austenitischenStählen, ober-halb 900 °C bei den ferritischenStählen) Chromcarbide an den Korn-grenzen ausscheiden. SolcheWärme-einwirkung tritt z.B. beim Schweißenin der Nähe der Schweißnaht auf (Wär-meinflusszone). Sie bewirkt örtlicheChromverarmung in der Umgebungder ausgeschiedenen Chromcarbide.
In der Praxis wird der interkristallinenKorrosion bei den austenitischenStählen dadurch begegnet, dassmanden Kohlenstoffgehalt stark absenktoder den Kohlenstoff durch Zugabevon Titan oder Niob abbindet.
Die Löslichkeit des Kohlenstoffs in denferritischen Stählen ist weitaus gerin-ger. Daher lässt sich bei Abkühlungvon Lösungsglühtemperatur bei die-sen Stählen eine Chromcarbidaus-scheidung nicht unterdrücken. EineChromverarmung an den Korngrenzenund die Neigung zur interkristallinenKorrosion lässt sich jedoch durch einestabilisierende Glühung bei 750 bis800 °C rückgängig machen. Da dieseWerkstoffe mit einer derartigen Wär-mebehandlung geliefert werden, sindsie beständig gegen interkristalline
Korrosion, es sei denn, es kommtdurch eine Wärmebehandlung (z.B.Schweißen) zu einer nachträglichenAusscheidung von Chromcarbiden.Aber auch dem kann durch Zusatz vonTitan oder Niob vorgebeugt werden.Eine ausreichende Beständigkeitgegenüber interkristalliner Korrosionkann bei den ferritischen Stählendurch eine Absenkung des Kohlen-stoffs allein nicht erreicht werden.
BimetallkorrosionBimetallkorrosion („Kontaktkorrosion“)kann entstehen, wenn sich unter-schiedlichemetallischeWerkstoffemit-einander in Kontakt befinden und voneinemElektrolytenbenetztwerden.Derweniger edleWerkstoff (Anode)wird ander Kontaktstelle angegriffen und gehtin Lösung. Der edlere Werkstoff (Kath-ode) wird nicht angegriffen. In der Pra-xis sind die nichtrostenden Stählegegenüber vielenanderenmetallischenWerkstoffen,wie unlegierten undnied-riglegierten Stählen sowie Aluminium,die edlerenWerkstoffe.
Bimetallkorrosion kann besondersdann auftreten, wenn die Oberflächedes edlerenWerkstoffes imVerhältniszur Oberfläche des weniger edlenWerkstoffes groß ist.
4.3 Anwendungshinweise
Die Stähle 1.4301 und 1.4541 sindin normaler Außenatmosphärebeständig und deshalb für Innen- undAußenanwendungen gleichermaßengeeignet.
DieStähle 1.4401 und 1.4571 sind biszu einemgewissenGrade auch in chlo-ridhaltiger bzw. schwefeldioxidhal-tiger Atmosphäre bei Raumtempera-tur weitgehend beständig und daherauch für den Einsatz in Industrie-atmosphäre sowie in Küstennähegeeignet.
Die Korrosionsbeständigkeit desStah-les 1.4016 ist geringer als die deroben genannten CrNi(Mo)-Stähle, sodass der Stahl 1.4016 vorrangig inInnenräumen verwendet wird.
Über die Korrosionsbeständigkeit vonEdelstahl Rostfrei in verschiedenenAnwendungsbereichen geben folgen-de ISER-Merkblätter Auskunft:
• Edelstahl Rostfrei in chloridhaltigenWässern (MB 830),
• Korrosionsbeständigkeit nichtros-tender Stähle an der Atmosphäre(MB 828),
• Edelstahl Rostfrei in Kontakt mitanderen Werkstoffen (MB 829),
• Edelstahl Rostfrei in Erdböden(MB 833),
• Edelstahl Rostfrei in Schwimm-bädern (MB 831).
Über die Korrosionsbeständigkeit dernichtrostenden Stähle in verschie-denen Medien/Chemikalien gebenweiterhin Auskunft: die DIN 6601(www.beuth.de), die DECHEMA-Werk-stoff-Tabelle (www.dechema.de) unddie Beständigkeitstabellen und-diagramme der Hersteller-Werke(www.edelstahl-rostfrei.de/Werkstoff).
5 Schweißeignung
In vielen Einsatzgebieten nichtrosten-der Stähle ist die Schweißbarkeit eineder wichtigsten Verarbeitungseigen-schaften. Neben den geforderten Fes-tigkeits- und Zähigkeitseigenschaftenvon Schweißverbindungen muss dieKorrosionsbeständigkeit der Schweiß-naht sowie derWärmeeinflusszonederdesGrundwerkstoffes entsprechen.Si-cherheit und Lebensdauer der gesam-ten Schweißkonstruktion hängen un-
Bild 9: WIG-Schweißen eines Edelstahl-geländers

mittelbar vonderSchweißnahtgüte ab.Zur Erfüllungdieser Ansprüchemüssenneben geeigneten Schweißzusätzenauch optimierte Schweißtechniken inVerbindungmit einer anschließendensorgfältigenNahtnachbearbeitung ein-gesetzt werden. Weitaus die meistennichtrostendenStähle sind nach allenin der Praxis üblichen Schmelz- undWiderstandsschweißverfahren zu fü-gen. Von dem Einsatz des Autogen-schweißverfahrens ist abzuraten.
Ferritische Stähle sind schweißge-eignet, wobei man allerdings miteiner Verminderung der Zähigkeitrechnenmuss. Bei hohen Anforderun-gen an die Korrosionsbeständigkeitwerden bevorzugt stabilisierte Stähleeingesetzt. Alle ferritischenStähle nei-gen in derWärmeeinflusszone zu star-kem Kornwachstum und sollten des-halb immermit einemmöglichst gerin-gen Wärmeeinbringen geschweißtwerden.
Wegen Beeinträchtigung der Zähig-keit neben der Schweißnaht bei dick-wandigen Bauteilen eignen sich ferri-tischeStähle nicht für Konstruktionen,die Wechsel-, Schwingungs- oderSchlagbeanspruchungen unterworfensind.
Bei den dünneren kaltgewalzten Ble-chen und Bändern ist diese Beein-trächtigung geringer als bei größerenQuerschnitten, besonders wenn beimSchweißenmöglichst wenigWärme inden Nahtbereich eingebracht wird.BeimStahl 1.4003wird die Gefahr derGrobkornbildung durch andere legie-rungstechnischeMaßnahmenweitge-hend vermieden. Auf Grund der gün-stigen Umwandlungseigenschaftensind auch größere Querschnitte ohneWärmebehandlung schweißbar. DerStahl zeigt auch in derWärmeeinfluss-zone gutes Dauerschwing-, Festig-keits- und Biegeverhalten.
Sicherheit gegen interkristalline Korro-sion im geschweißten Zustand bietendie stabilisierten ferritischen Stähle1.4509, 1.4510, 1.4511, 1.4512,1.4520, 1.4521 und 1.4589.
Während die martensitischen Stählemit geringen Kohlenstoffgehaltenbedingt schweißgeeignet sind, wer-den die Stähle mit höheren Kohlen-stoffgehalten nicht geschweißt.
Sowohl bei ferritischen als auch beimartensitischen Stählen werden fürdasVerbindungsschweißen austeniti-sche Schweißzusätze empfohlen. ImHinblick auf die Korrosionsbeständig-keit kann es zweckmäßig sein, dieDecklagen artgleich zu schweißen.
Austenitische nichtrostende Stählelassen sich leichter schweißen als fer-ritische Stähle, jedoch sind auch hiereinige Besonderheiten zu beachten:
• DerWärmeausdehnungskoeffizientliegt um ca. 50% höher, wodurchdie Entstehung von Verformungenund Restspannungen begünstigtwerden.
• Die Wärmeleitfähigkeit ist um ca.60% niedriger; hierdurch wird dieWärme in der Schweißzone konzen-triert. Durch Kupferunterlagen kannsie wirkungsvoll abgeführt werden.
Die austenitischen Stähle werden imHinblick auf die Forderung nach gleichguter Korrosionsbeständigkeit vonGrundwerkstoff und Schweißgut mitartgleichen oder höherlegiertenSchweißzusätzen gefügt. Diese sindin der chemischen Zusammensetzungso abgestimmt, dass sie auch gegenHeißrissbildung beim Schweißensicher sind. Die Ti- oder Nb-stabili-sierten Sorten und die Stähle mitabgesenktem Kohlenstoffgehalt sindohne Wärmenachbehandlung imgeschweißten Zustand gegen interkri-stalline Korrosion (s. Kapitel 4.2)beständig. Liegt die Blechdicke über6 mm, so ist der Kohlenstoff auf Wer-te unter 0,03% zu beschränken.
Die Schweißbarkeit der austenitisch-ferritischen (Duplex-)Stählemit Zusatz-werkstoffwird hauptsächlich durch dieEigenschaften derWärmeeinflusszonebestimmt. Deshalb sollte eine daraufabgestimmte Schweißtechnik einge-setzt werden. ZumSchweißenwird einZusatzwerkstoff mit angehobenemNickelgehalt empfohlen.
Anlauffarbensindentwederzuvermeiden(Formieren) oder nach demSchweißenmechanisch oder chemisch sorgfältigzu entfernen, um die Korrosionsbe-ständigkeit der Schweißnähte sicher-zustellen. Detaillierte Angaben zumSchweißen nichtrostender Stähle sindin dem ISER-Merkblatt Schweißen vonEdelstahl Rostfrei (MB 823) enthalten.
6 UmformbarkeitDie nichtrostenden Stähle weisen inder Regel ein gutes Umformverhaltenauf, sodass sie für eine Vielzahl ver-schiedener Anwendungen in Betrachtkommen.VonBedeutung sind hier ins-besondere die Flachprodukte ausnichtrostendenStählen, die ihren Ge-brauchswert in vielen Fällen erst durcheinen nachfolgenden Umformvorgangerhalten.
Zu den wichtigsten Umformverfahrenfür Flacherzeugnisse zählt das Tief-ziehen. Man unterscheidet je nachdemvorliegendenSpannungszustandzwischen dem „echten“ Tiefziehen(z.B. Näpfchen-Tiefziehen) undStreck-ziehen. Beim „echten“ Tiefziehen istdas Nachfließen des Zuschnittes überden Ziehringmöglich, während der Zu-schnitt beim Streckziehen durch denNiederhalter starr gehalten wird undkein Nachfließen möglich ist. Die Ver-formung erfolgt in diesem Fall alleinaus der Blechdicke. Viele realeUmformteile, insbesondere solchemitkomplizierter Geometrie, stellen eineKombination von „echtem“ Tiefziehenund Streckziehen dar.
Für Flacherzeugnisse ist weiterhin dasBiegen ein häufig angewendetes Um-formverfahren. Es kann entweder aufeiner Abkantpresse im Gesenkdurch-geführt werden oder mittels Rollen-profilierung inWalzgerüsten erfolgen.Beispiele für letzteres sind das Kalt-profilieren sowie die Herstellung vonlängsnahtgeschweißten Rohren.
Bei Langerzeugnissen aus nichtro-stendenStählen kommt in erster Liniedie Kaltmassivumformung zur Anwen-dung. Hierzu zählen das Kaltfließ-pressen und das Kaltstauchen. Alsweiteres Umformverfahren wird dasZiehen angewendet. Es hat zum Ziel,das Produkt in die gewünschteAbmessung zu bringen (z.B. Draht-durchmesser). In vielen Fällen ist aberauch die mit der Verformung verbun-dene Kaltverfestigung erwünscht. Typi-sche Beispiele sind das Ziehen vonFederdraht sowie das Rohrziehen beider Präzisionsrohrherstellung.
Die ferritischen nichtrostenden Stäh-le verhalten sich hinsichtlich der erfor-derlichen Umformkräfte annäherndwie die unlegierten Stähle. Sie sind
10

jedoch im Vergleich zu unlegiertenTiefziehstählen in ihremVerformungs-vermögen eingeschränkt, da nicht dieUmformbarkeit, sondern die Korrosi-onsbeständigkeit die oberste Prioritätin den gewünschten Eigenschaftenbesitzt.
Beim Näpfchen-Tiefziehen erreichenferritische nichtrostende Stähle, be-dingt durch ihr gutes Fließverhal-ten, ein hohes Grenzziehverhältnis(max > 2,0). Bei einer Beanspruchungdurch Streckziehen sind sie dagegennur eingeschränkt umformungsfähig.Trotz dieser Einschränkung kommenFerrite für eine Vielzahl von Anwen-dungen zum Einsatz. GängigeUmformteile sind zum BeispielAbdeckungen und Verkleidungen inder Architektur, Mäntel von Geschirr-spülern, Flachwaren, Zierleisten anAutomobilen, Katalysator-Halbschalensowie längsnahtgeschweißte Rohre.
Die austenitischen nichtrostendenStähle weisen im Vergleich zu unle-gierten Stählen und ferritischen nicht-rostenden Stählen eine wesentlichstärkere Kaltverfestigung auf. Dies hateinen deutlich höheren Kraftbedarf beider Umformung zur Folge. Übliche aus-tenitische Werkstoffe wandeln wäh-rend der Umformung teilweise inMar-tensit um. Die martensitischeUmwandlung wirkt sich allerdings nurbei der Umformung durch Mehrfach-
Züge ungünstig aus. Falls erforderlich,kann sie durch eine Zwischenglühungwieder beseitigt werden.
BeimNäpfchen-Tiefziehenerreichendieaustenitischen nichtrostenden Stähleannähernd dasselbe Grenzziehverhält-nis wie die ferritischen nichtrostendenStähle.EindeutlichgünstigeresUmform-verhaltenzeigendieAustenitedagegenbei einer Beanspruchung durch Streck-ziehen. Komplizierte Umformteile wer-dendeshalbvorzugsweiseausausteni-tischennichtrostendenStählengefertigt.Beispiele sind Geschirrspüler-Innen-türen und -Böden, Spülbecken, Hohl-waren undRohre.
7 SpanbarkeitBei der Zerspanung nichtrostenderStähle gelten insbesondere die aus-tenitischen Stähle als schwierig zubearbeiten. Die Spanbarkeit dieserStähle wird durch die hohe Kaltver-festigungsneigung, die niedrige Wär-meleitfähigkeit und die gute Zähigkeitungünstig beeinflusst. DaswichtigsteElement, das zur Verbesserung derSpanbarkeit bei nichtrostendenStählen beiträgt, ist Schwefel.
Die zur spanenden Bearbeitung vor-gesehenen nichtrostendenStähle las-sen sich, wie Tabelle 7 zeigt, in 2Grup-pen unterteilen. Daneben gibt esSon-
derautomatenstähle für spezifischeAnwendungen.
Die Automatenstähle enthalten in derRegel 0,15 bis 0,35%S. Schwefel bil-det in Verbindung mit Mangan Man-gansulfid, dessen positive Wirkungauf die Spanbarkeit in kurzbrüchigenSpänen, glatteren Werkstückober-flächen und geringeremWerkzeugver-schleiß begründet liegt (Bild 11).
Bei den Automatenstählen ist einegewisse Beeinträchtigung der Korrosi-onsbeständigkeit zu beachten. DieStähle der zweiten Gruppe enthalteneinen Schwefelzusatz von 0,015 bis0,030%und liegen damit noch unter-halb der durch die Normen vorgege-benen Grenzwerte. Durch Einstelleneiner definierten Größe, Anzahl undVerteilung der Sulfide über den Mate-rialquerschnitt werden gegenüber denStandardstählen mit deutlich niedri-geren S-Gehalten wesentlich höhereSchnittgeschwindigkeiten und mehrals 100% längereWerkzeugstandzei-ten erzielt; imVergleich zu den klassi-schen Automatenstählen liegen dieseWerte jedoch niedriger.
Detaillierte Angaben zur Spanbarkeitnichtrostender Stähle bei den ver-schiedenen Bearbeitungsverfahrensind in dem ISER-Merkblatt DieVerarbeitung von Edelstahl Rostfrei(MB 822) enthalten.
11
Bild 10: Pfanne als Tiefziehteil
12
8 Oberflächen-ausführungen
Einemetallisch saubere Oberfläche istdie Grundvoraussetzung für einen gu-ten Korrosionswiderstand von Edel-stahl Rostfrei. Verzunderte Ober-flächen sind daher zunächst durchStrahlen, Schleifen, Bürsten oder/undBeizen in diesen Zustand zu bringen.
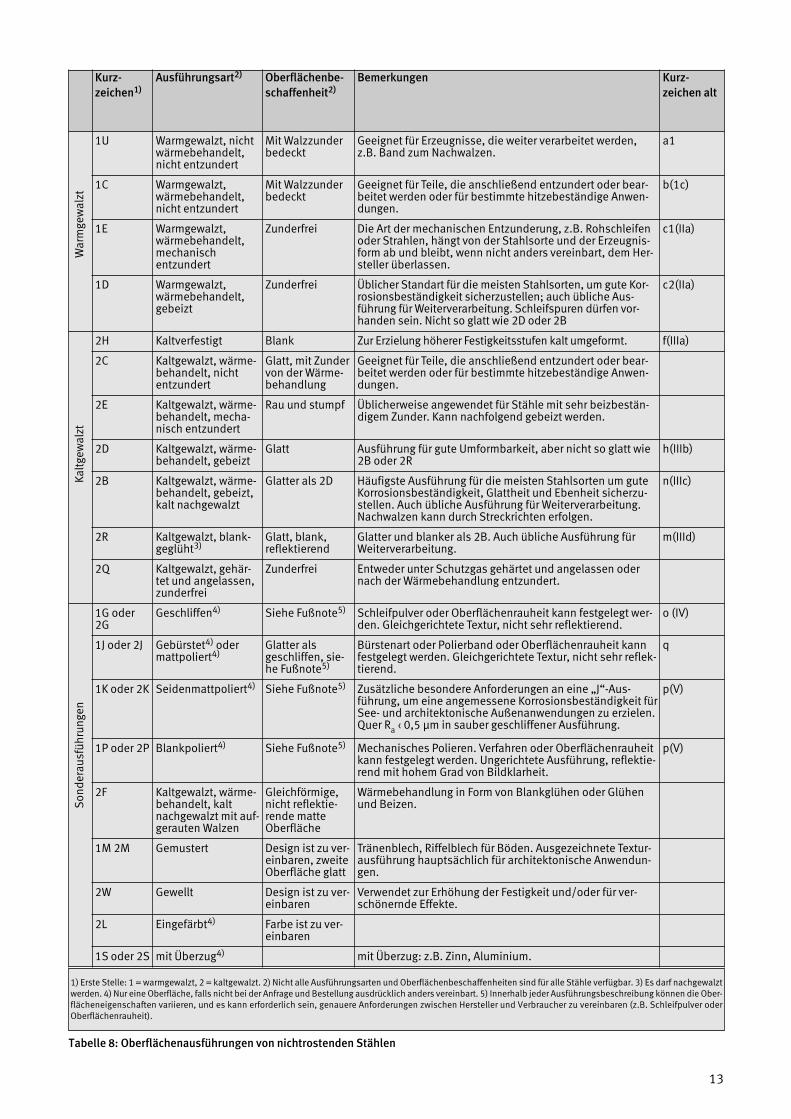
In DIN EN 10088 Teil 2 und 3 werdendieAusführungsartenundOberflächen-beschaffenheiten der Erzeugnisse ausEdelstahl Rostfrei in den diesbezügli-chen Tabellen wiedergegeben. EineZusammenfassung und Gegenüber-stellung zu den früheren DIN-Bezeich-nungen ist Tabelle 8 zu entnehmen.
Die glänzend glatte Oberfläche desZustands 2R (IIId) wird vorwiegend fürBleche und Bänder bis max. 3,5 mmDicke und Ziehereiprodukte herge-stellt. Für großflächige Anwendungenist diese Ausführung in der Regelweni-ger gut geeignet (Reflexionsverzerrun-gen). Hier ist der diffus glänzende, sei-denmatte Zustand 2B zu bevorzugen,der wegen seiner Oberflächenfeinge-stalt auch besser als 2R zum Tiefzie-hen geeignet ist.
Beim geschliffenen Zustand G (früherals IV bezeichnet) ist eine Schliffbe-schreibung, z.B. „Korn 180“, alleinmanchmal nicht ausreichend. Zweck-mäßiger ist eine Lieferung nach vor-heriger Bemusterung. Ein Ölschliffzeigt generell eine glänzendere unddabei weniger verschmutzungsan-fälligeOberflächealseinTrockenschliff.
Der polierte Zustand P (ehemals als Vbezeichnet) wird meist beim Weiter-verarbeiter ausgeführt. Neben demmechanischen kommt das elektrolyti-sche Polieren (Elektropolieren) inBetracht. Auch die so erreichten sehrglänzenden Oberflächen können –bei sonst vielfacher bewährter Anwen-dung – bei großen Flächen leicht Refle-xionsverzerrungen bewirken.
Beim elektrolytischen Färben bildensich durch elektrochemische Behand-lung auf der Oberfläche durchsichtige,bis 0,3 m dicke Filme, an denendurch Lichtinterferenz Farbeffekte – jenach der Dicke der Schicht von blau,gold, rot bis grün – entstehen. Diese
Tabelle 7: Einteilung der nichtrostenden Stähle in Spanbarkeitsgruppen
Bild 11: Beispiele von Spanausbildungen bei unterschiedlichen Schwefelgehalten
Bild 12: Drehteile aus Edelstahl Rostfrei
Stahlsorte
Kurzname Werkstoffnummer Schwefelgehalt in %
Automatenstähle
X14CrNoS17 1.4104X6CrMoS17 1.4105X8CrNiS18-9 1.4305
0,15 bis 0,35
Standardstähle mit verbesserter Spanbarkeit1)
X5CrNi18-10 1.4301X2CrNi19-11 1.4306X2CrNi18-9 1.4307X6CrNiTi18-10 1.4541X5CrNiMo17-12-2 1.4401X2CrNiMo17-12-2 1.4404X6CrNiMoTi17-12-2 1.4571
0,015 bis 0,030
1) Auswahl typischer Stähle
13
Tabelle 8: Oberflächenausführungen von nichtrostenden Stählen
1) Erste Stelle: 1 =warmgewalzt, 2 = kaltgewalzt. 2) Nicht alle Ausführungsarten und Oberflächenbeschaffenheiten sind für alle Stähle verfügbar. 3) Es darf nachgewalztwerden. 4) Nur eine Oberfläche, falls nicht bei der Anfrage und Bestellung ausdrücklich anders vereinbart. 5) Innerhalb jeder Ausführungsbeschreibung können die Ober-flächeneigenschaften variieren, und es kann erforderlich sein, genauere Anforderungen zwischen Hersteller und Verbraucher zu vereinbaren (z.B. Schleifpulver oderOberflächenrauheit).
Kurz-zeichen1)
Ausführungsart2) Oberflächenbe-schaffenheit2)
Bemerkungen Kurz-zeichen alt
1U Warmgewalzt, nichtwärmebehandelt,nicht entzundert
Mit Walzzunderbedeckt
Geeignet für Erzeugnisse, die weiter verarbeitet werden,z.B. Band zum Nachwalzen.
a1
1C Warmgewalzt,wärmebehandelt,nicht entzundert
Mit Walzzunderbedeckt
Geeignet für Teile, die anschließend entzundert oder bear-beitet werden oder für bestimmte hitzebeständige Anwen-dungen.
b(1c)
1E Warmgewalzt,wärmebehandelt,mechanischentzundert
Zunderfrei Die Art der mechanischen Entzunderung, z.B. Rohschleifenoder Strahlen, hängt von der Stahlsorte und der Erzeugnis-form ab und bleibt, wenn nicht anders vereinbart, dem Her-steller überlassen.
c1(IIa)
1D Warmgewalzt,wärmebehandelt,gebeizt
Zunderfrei Üblicher Standart für die meisten Stahlsorten, um gute Kor-rosionsbeständigkeit sicherzustellen; auch übliche Aus-führung für Weiterverarbeitung. Schleifspuren dürfen vor-handen sein. Nicht so glatt wie 2D oder 2B
c2(IIa)
2H Kaltverfestigt Blank Zur Erzielung höherer Festigkeitsstufen kalt umgeformt. f(IIIa)
2C Kaltgewalzt, wärme-behandelt, nichtentzundert
Glatt, mit Zundervon der Wärme-behandlung
Geeignet für Teile, die anschließend entzundert oder bear-beitet werden oder für bestimmte hitzebeständige Anwen-dungen.
2E Kaltgewalzt, wärme-behandelt, mecha-nisch entzundert
Rau und stumpf Üblicherweise angewendet für Stähle mit sehr beizbestän-digem Zunder. Kann nachfolgend gebeizt werden.
2D Kaltgewalzt, wärme-behandelt, gebeizt
Glatt Ausführung für gute Umformbarkeit, aber nicht so glatt wie2B oder 2R
h(IIIb)
2B Kaltgewalzt, wärme-behandelt, gebeizt,kalt nachgewalzt
Glatter als 2D Häufigste Ausführung für die meisten Stahlsorten um guteKorrosionsbeständigkeit, Glattheit und Ebenheit sicherzu-stellen. Auch übliche Ausführung für Weiterverarbeitung.Nachwalzen kann durch Streckrichten erfolgen.
n(IIIc)
2R Kaltgewalzt, blank-geglüht3)
Glatt, blank,reflektierend
Glatter und blanker als 2B. Auch übliche Ausführung fürWeiterverarbeitung.
m(IIId)
2Q Kaltgewalzt, gehär-tet und angelassen,zunderfrei
Zunderfrei Entweder unter Schutzgas gehärtet und angelassen odernach der Wärmebehandlung entzundert.
1G oder2G
Geschliffen4) Siehe Fußnote5) Schleifpulver oder Oberflächenrauheit kann festgelegt wer-den. Gleichgerichtete Textur, nicht sehr reflektierend.
o (IV)
1J oder 2J Gebürstet4) odermattpoliert4)
Glatter alsgeschliffen, sie-he Fußnote5)
Bürstenart oder Polierband oder Oberflächenrauheit kannfestgelegt werden. Gleichgerichtete Textur, nicht sehr reflek-tierend.
q
1K oder 2K Seidenmattpoliert4) Siehe Fußnote5) Zusätzliche besondere Anforderungen an eine „J“-Aus-führung, um eine angemessene Korrosionsbeständigkeit fürSee- und architektonische Außenanwendungen zu erzielen.Quer Ra ‹ 0,5 µm in sauber geschliffener Ausführung.
p(V)
1P oder 2P Blankpoliert4) Siehe Fußnote5) Mechanisches Polieren. Verfahren oder Oberflächenrauheitkann festgelegt werden. Ungerichtete Ausführung, reflektie-rend mit hohem Grad von Bildklarheit.
p(V)
2F Kaltgewalzt, wärme-behandelt, kaltnachgewalzt mit auf-gerautenWalzen
Gleichförmige,nicht reflektie-rende matteOberfläche
Wärmebehandlung in Form von Blankglühen oder Glühenund Beizen.
1M 2M Gemustert Design ist zu ver-einbaren, zweiteOberfläche glatt
Tränenblech, Riffelblech für Böden. Ausgezeichnete Textur-ausführung hauptsächlich für architektonische Anwendun-gen.
2W Gewellt Design ist zu ver-einbaren
Verwendet zur Erhöhung der Festigkeit und/oder für ver-schönernde Effekte.
2L Eingefärbt4) Farbe ist zu ver-einbaren
1S oder 2S mit Überzug4) mit Überzug: z.B. Zinn, Aluminium.
Warmge
walzt
Kaltg
ewalzt
Son
deraus
führ
unge
n
14
Farben sind gegen UV-Strahlungunempfindlich, vollständig lichtechtund gegenüber atmosphärischen Ein-flüssen sehr beständig. Bei höherenTemperaturen, wie sie beim Löten oderSchweißen entstehen, wird dieseSchicht örtlich zerstört.
Eine besonders interessante Ober-flächengestaltung von Edelstahl Rost-frei ist das Dessinieren und Muster-walzen: Kaltgewalzte Bänder erhaltendurch Nachwalzen einseitig bzw. beid-seitig eingewalzte Muster. Mit diesenBlechen lassen sich reizvolle Wirkun-gen erzielen. Die Oberflächen reflek-tieren weniger und sind kratzunemp-findlich; Flecken und Fingerabdrücketreten optisch nicht in Erscheinung.
Eine zusammenfassende Beschrei-bung und fotografische Darstellungder vielfältigen Obeflächenausführ-ungen mit zahlreichen Anwendungs-beispielen gibt die ISER-Dokumenta-tion Edelstahl Rostfrei: Oberflächen imBauwesen (D 960).
9 PhysikalischeEigenschaften
Die physikalischen Eigenschaften eini-ger ausgewählter Stahlsorten sind inTabelle 9 zusammengestellt. Zu be-achten ist die höhere Wärmeausdeh-nung und geringere Wärmeleitfähig-keit der austenitischen Stähle. IhrelektrischerWiderstand ist wegen derLegierungsgehalte höher als bei unle-gierten Stählen.
Kennzeichnendes Unterscheidungs-merkmal zwischen den ferritischen/martensitischen Chromstählen undden austenitischen Chrom-Nickel-Stählen ist dieMagnetisierbarkeit. ImGegensatz zu den magnetisierbarenChromstählen zeigen die austeniti-schen Stähle ein weitgehend unmag-netisches Verhalten im lösungsge-glühten Zustand.
Eine Kaltverformung kann bei den aus-tenitischen Stählen zu einer Gefüge-veränderung (Ausbildung von Verfor-
mungsmartensit) führen, sodassdanach eine begrenzte Magnetisier-barkeit vorliegt. Der Nickelgehaltbeeinflusst dieMagnetisierbarkeit deraustenitischen nichtrostendenStählejedoch wesentlich, sodass bei höhe-ren Ni-Gehalten dieMagnetisierungs-neigung auch im kaltumgeformtenZustand weitgehend vermieden wer-den kann. Nichtmagnetisierbare Stäh-le mit Permeabilitätswerten von max.1,001 werden im Stahleisen-Werk-stoffblatt 390 beschrieben.
10 Normung
Die DIN EN 10088 „NichtrostendeStähle“ hat die Normen DIN 17440und DIN 17441 sowie das Stahl-eisen-Werkstoffblatt 400 weitgehendabgelöst. Die Ausgabe 2005 der DINEN 10088 gliedert sich in
Teil 1: Verzeichnis der nichtrostendenStähle
Teil 2: Technische Lieferbedingungenfür Blech und Band aus korro-sionsbeständigen Stählen fürallgemeine Verwendung
Teil 3: Technische Lieferbedingungenfür Halbzeug,Stäbe,Walzdraht,gezogenen Draht, Profile undBlankstahlerzeugnisse aus kor-rosionsbeständigenStählen fürallgemeine Verwendung
Teil 4: Technische Lieferbedingungenfür Blech und Band aus korro-sionsbeständigen Stählen fürdas Bauwesen
Teil 5: Technische Lieferbedingungenfür Stäbe, Walzdraht, gezoge-nen Draht, Profile und Blank-stahlerzeugnisse aus korrosi-onsbeständigen Stählen fürdas Bauwesen
Bild 13: Dessinierte und mustergewalzte Edelstahl Rostfrei-Bleche
Tabelle 9: Anhaltsangaben über physikalische Eigenschaften einiger Stähle
Stahlsorte Dichte Elastizitäts- Wärmeausdehnung Wärmeleit- Spezifische Elektrischermodul zwischen fähigkeit Wärmekapazität Widerstand
bei 20°C 20°C und bei 20°C bei 20°CKurzname W.-Nr. 100°C 400°C
kg / dm3 kN / mm2 10-6 x K-1 W/ (m x K) J / (kg x K) Ω x mm2 / m
X6Cr17 1.4016 7,7 220 10,0 10,5 25 460 0,60
X2CrNi12 1.4003 7,7 220 10,4 11,6 25 430 0,60
X5CrNi18-10 1.4301 7,9 200 16,0 17,5 15 500 0,73
X6CrNiTi18-10 1.4541 7,9 200 16,0 17,5 15 500 0,73
X5CrNiMo17-12-2 1.4401 8,0 200 16,0 17,5 15 500 0,75
X6CrNiMoTi17-12-2 1.4571 8,0 200 16,5 18,5 15 500 0,75
X2CrNiN23-4 1.4362 7,8 200 13,0 14,0 15 500 0,80
X2CrNiMoN22-5-3 1.4462 7,8 200 13,0 14,0 15 500 0,80
15
Die Palette der nichtrostenden Stählemit mind. 10,5% Chrom wurdewesentlich erweitert und begriff-lich neu bestimmt: Der neue Begriff„nichtrostendeStähle“ umfasst nebenden korrosionsbeständigen Stählenaußerdemhitzebeständige undwarm-feste Stähle, um der gebräuchlichenPraxis zu entsprechen.
In Teil 1 ist die chemische Zusammen-setzung folgender Stahlsorten aufge-führt:
• 110 korrosionsbeständige Stähle(Werkstoffnummern1.40.. bis1.45..)
• 21 hitzebeständige Stähle(Werkstoffnummern1.47.. bis1.48..)
• 29 warmfeste Stähle(Werkstoffnummern 1.49..)
Das ehemals deutscheWerkstoffnum-mernsystem gilt ebenso wie die Kurz-namen der Stähle europaweit. Neu istlediglich (gemäß EN 10027 – Eintei-lung der Stähle) die Angabe von Bin-destrichen zwischen den Ziffern, diedie Legierungsgehalte kennzeichnen,z.B. X5CrNi18-10 beim Stahl 1.4301.
Die in DIN EN 10088 festgelegten che-mischen Zusammensetzungen derStähle gelten auch für alle anderen EN-und CEN-Normen für bzw. mit nicht-rostendenStählen; Abweichungensindnur in begründeten Fällen erlaubt.Dies ist wichtig, um eine unnötige Sor-tenvielfalt zu verhindern. Teil 1 enthältdarüber hinaus Anhaltsangaben fürdie physikalischen Eigenschaften derStähle sowie Hinweise zur Sorten-einteilung und Begriffsbestimmung.
In den Produktnormen (Teile 2 und 3)wird – auch unter dem GesichtspunktderVerfügbarkeit – zwischenStandard-und Sondergüten unterschieden.
Völlig neu war 1995 das System derKennzeichnung der Ausführungsartbzw. Oberflächenbeschaffenheit(s. Tabelle 8). Das alphanumerischeSystem gilt für Flach- und Langerzeug-nisse gleichermaßen. Alle warmgefer-tigten Erzeugnisse werden mit 1 undalle kaltgefertigtenmit 2 gekennzeich-net. Hinzu kommen Kennbuchstabenfür die jeweilige Ausführungsart bzw.Oberflächenbeschaffenheit. AuchSon-derausführungen wie geschliffen (G),gebürstet (J), seidenmattpoliert (K),blankpoliert (P) sind erfasst ebensowie gemusterte (M) und gewellte (W)oder eingefärbte (L) Ausführungen.
Bild 14: Weltkugel aus Edelstahl Rostrei
16
Norm Titel
DIN EN 10028-7 Flacherzeugnisse aus Druckbehälterstählen - Teil 7: Nichtrostende Stähle
DIN EN 10088-1 Nichtrostende Stähle - Verzeichnis der nichtrostenden Stähle
DIN EN 10088-2 Technische Lieferbedingungen für Blech und Band aus korrosionsbeständigen Stählen für
allgemeine Verwendung
DIN EN 10088-3 Nichtrostende Stähle - Technische Lieferbedingungen für Halbzeug, Stäbe, Walzdraht, gezogenen Draht,
Profile und Blankstahlerzeugnisse aus korrosionsbeständigen Stählen für allgemeine Verwendung
DIN EN 10088-4 Nichtrostende Stähle - Technische Lieferbedingungen für Blech und Band aus korrosionsbeständigen
Stählen für das Bauwesen
DIN EN 10088-5 Nichtrostende Stähle - Technische Lieferbedingungen für Stäbe, Walzdraht, gezogenen Draht, Profile und
Blankstahlerzeugnisse aus korrosionsbeständigen Stählen für das Bauwesen
DIN EN 10095 Hitzebeständige Stähle und Nickellegierungen
DIN EN 10151 Federband aus nichtrostenden Stählen - Technische Lieferbedingungen
DIN EN 10213 Stahlguss für Druckbehälter (ersetzt DIN EN 10213-1, -2, -3, -4)
DIN EN 10216-5 Nahtlose Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen -
Teil 5: Rohre aus nichtrostenden Stählen
DIN EN 10217-7 Geschweißte Stahlrohre für Druckbeanspruchungen - Technische Lieferbedingungen -
Teil 7: Rohre aus nichtrostenden Stählen
DIN EN 10222-5 Schmiedestücke aus Stahl für Druckbehälter - Teil 5: Martensitische, austenitische und
austenitisch-ferritische nichtrostende Stähle
DIN EN 10250-4 Freiformschmiedestücke aus Stahl für allgemeine Verwendung - Teil 4: Nichtrostende Stähle
DIN EN 10263-5 Walzdraht, Stäbe und Draht aus Kaltstauch- und Kaltfließpreßstählen -
Teil 5: Technische Lieferbedingungen für nichtrostende Stähle
DIN EN 10264-4 Stahldraht und Drahterzeugnisse- Stahldraht für Seile - Teil 4: Draht aus nichtrostendem Stahl
DIN EN 10269 Stähle und Nickellegierungen für Befestigungselemente für den Einsatz bei erhöhten und/oder
tiefen Temperaturen
DIN EN 10270-3 Stahldraht für Federn - Teil 3: Nichtrostender Federstahldraht
DIN EN 10272 Stäbe aus nichtrostendem Stahl für Druckbehälter
DIN EN 10283 Korrosionsbeständiger Stahlguss
DIN EN 10295 Hitzebeständiger Stahlguss
DIN EN 10296-2 Geschweißte kreisförmige Stahlrohre für den Maschinenbau und allgemeine technische Anwendungen -
Technische Lieferbedingungen - Teil 2: Rohre aus nichtrostenden Stählen
DIN EN 10297-2 Nahtlose kreisförmige Stahlrohre für den Maschinenbau und allgemeine technische Anwendungen -
Technische Lieferbedingungen - Teil 2: Rohre aus nichtrostenden Stählen
DIN EN 10302 Warmfeste Stähle, Nickel- und Cobaltlegierungen
DIN EN 10312 Geschweißte Rohre aus nichtrostendem Stahl für den Transport vonWasser und
anderen wässrigen Flüssigkeiten - Technische Lieferbedingungen
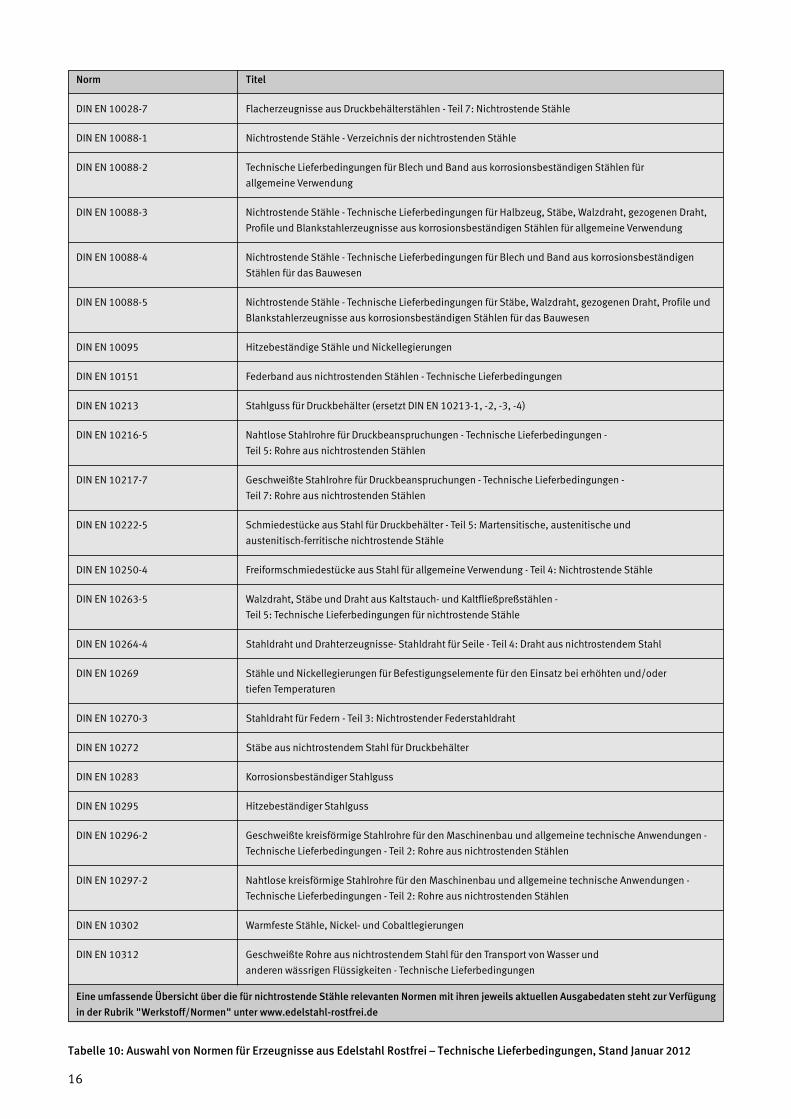
Eine umfassende Übersicht über die für nichtrostende Stähle relevanten Normen mit ihren jeweils aktuellen Ausgabedaten steht zur Verfügung
in der Rubrik "Werkstoff/Normen" unter www.edelstahl-rostfrei.de
Tabelle 10: Auswahl von Normen für Erzeugnisse aus Edelstahl Rostfrei – Technische Lieferbedingungen, Stand Januar 2012
17
Zur besseren Ausnutzung der produkt-bezogenen Festigkeit in der mengen-mäßigwichtigsten Produktgruppewirdin Teil 2 bei den mechanisch-techno-logischen Eigenschaften der Flach-erzeugnisse bei der wichtigsten Eigen-schaft, der 0,2%-Dehngrenze, erst-mals zwischen kaltgewalztem Band(≤ 6 mm), warmgewalztem Band(≤ 12 mm) undwarmgewalztemBlech(≤ 75 mm) unterschieden.
In Teil 3 sind die mechanisch-techno-logischen Eigenschaften der Langer-zeugnisse beschrieben. Auch für dieLangprodukte gilt das neue Systemder Kennzeichnung der Oberflächen-beschaffenheit (s. Tabelle 8). Für eini-ge Ausführungsarten sind informativeHinweise auf die zuzuordnende Tole-ranzklasse IT (z.T. IT-Bereiche) ange-geben, die allerdings erst dann ver-bindlich werden, wenn sie bei derBestellung vereinbart werden. Anfor-derungen an die Oberflächenbeschaf-fenheit sind für warmgewalzten Stab-stahl und Walzdraht ggf. nach EN10221 – Oberflächengüteklassen zuvereinbaren.
Eine Übersicht über weitere EN-Nor-men für nichtrostende Stähle mitihrem jeweiligen Anwendungsbereichwird in Tabelle 10 gegeben.
Für die Maßtoleranzen der kaltge-walzten Flacherzeugnisse gelten fol-gende DIN EN-Normen:
• DIN EN ISO 9445-1Kontinuierlich kaltgewalzter nicht-rostender Stahl – Grenzabmaße undFormtoleranzen – Teil 1: Kaltbandund Kaltband in Stäben
• DIN EN ISO 9445-2Kontinuierlich kaltgewalzter nicht-rostender Stahl – Grenzabmaße undFormtoleranzen – Teil 2: Kaltbreit-band und Blech
Die Maßtoleranzen der warmgewalz-ten Flacherzeugnisse werden durchnachstehende DIN EN-Normen abge-deckt:
• ISO 9444-1Kontinuierlich warmgewalzter nicht-rostender Stahl – Grenzabmaße undFormtoleranzen – Teil 1: Bandstahlund Bandstahl in Stäben
• DIN EN ISO 9444-2Kontinuierlich warmgewalzter nicht-rostender Stahl – Grenzabmaße undFormtoleranzen – Teil 2:Warmbreit-band undBlech (ISO 9444-2; ersetztDIN EN 10051)
• DIN EN 10048Warmgewalzter Bandstahl – Grenz-abmaße und Formtoleranzen
• DIN EN ISO 18286Warmgewalztes Blech aus nichtro-stendemStahl – Grenzabmaße undFormtoleranzen (ersetzt DIN EN10029)
Für bauaufsichtlich relevante Teile istferner die Allgemeine bauaufsichtli-che Zulassung Z-30.3-6 des Deut-schen Instituts für Bautechnik, Berlin,zu berücksichtigen. Sie ist als Sonder-druck SD 862 bei der Informations-stelle Edelstahl Rostfrei kostenfreierhältlich.
11 WeitereInformationen
AD-Merkblätter der Arbeitsgemein-schaft Druckbehälterbau (AD) werdenvom Verband der Technischen Über-wachungs-Vereine e.V. (VTÜV) heraus-gegeben.
Normen werden vomDeutschen Insti-tut für Normung (DIN) veröffentlicht.
AD-Merkblätter und Normen könnenin ihrer jeweils gültigen Ausgabe bezo-gen werden bei:
Beuth Verlag GmbHAm DIN-Platz / Burggrafenstr. 610787 BerlinTelefon: (0 30) 26 01-22 60Telefax: (0 30) 26 01-12 60Mail: [email protected]
ISER-Merkblätter können kostenlosabgerufen werden bei derInformationsstelle Edelstahl Rostfrei,Sohnstr. 65, 40237 Düsseldorf,Telefon 02 11 / 67 07-8 35Telefax 02 11 / 67 07-3 44E-mail: [email protected]
• Die Verarbeitung von Edelstahl Rost-frei (MB 822)
• Schweißen von Edelstahl Rostfrei(MB 823)
• Korrosionsbeständigkeit nichtro-stender Stähle an der Atmosphäre(MB 828)
• Edelstahl Rostfrei in Kontakt mitanderenWerkstoffen (MB 829)
• Edelstahl Rostfrei in chloridhaltigenWässern (MB 830)
• Edelstahl Rostfrei in Schwimmbä-dern (MB 831)
• Edelstahl Rostfrei in Erdböden(MB 833)
• Allgemeine bauaufsichtliche Zu-lassung Z-30.3-6 „Erzeugnisse, Ver-bindungsmittel und Bauteile ausnichtrostenden Stählen“ des Deut-schen Instituts für Bautechnik(SD 862 + SD 862a)
• Bauprofile aus Edelstahl Rostfrei(D 864)
• Edelstahl Rostfrei: Bänder, Bleche,Streckmetalle, Drahtgewebe (D 865)
• Nichtrostender Betonstahl (MB866)• Edelstahl Rostfrei im Bauwesen:Technischer Leitfaden (MB 875)
• Einsatzbereiche nichtrostenderStäh-le in der Umwelttechnik (D 892)
• Edelstahl Rostfrei für die Wasser-wirtschaft (MB 893)
• Edelstahl Rostfrei in der Weinwirt-schaft (MB 910)
• Nichtrostender Stahl – Wenn dieGesundheit zählt (MB 914)
• Edelstahl Rostfrei – Oberflächen imBauwesen (D 960)
• Reinigung nichtrostender Stähle imBauwesen (MB 965)
Diese und zahlreiche weitere Publika-tionen stehen auch im Internet alsDownload zur Verfügung: www.edel-stahl-rostfrei.de /Publikationen
Stahleisen-Regelwerke werden her-ausgegeben von derVerlag Stahleisen GmbH,Sohnstr. 65, 40237 Düsseldorf,Telefon 02 11 / 67 07-5 61,Telefax 02 11 / 67 07-5 47,E-Mail: [email protected],Internet: www.stahleisen.de
• Stahleisen-Liste: www.stahldat.de• Stahleisen-Werkstoffblatt 390(SEW 390), jeweils gültige Ausgabe
• Stahleisen-Werkstoffblatt 400(SEW 400), jeweils gültige Ausgabe

Merkblatt 821Edelstahl Rostfrei - Eigenschaften
Informationsstelle Edelstahl Rostfrei
Informationsstelle Edelstahl RostfreiPostfach 10 220540013 Düsseldorf
www.edelstahl - rostfrei.de





![Edelstahl Rostfrei – Eigenschaften · 3 Charakterihe scsti Eigenhscaf en t der nichtrostenden korrosions-beständigen Stähle 4 ... (Auswahl) anhand von Angaben in EN 10088-1]]]](https://static.fdokument.com/doc/165x107/5b6255ac7f8b9a09498d69d3/edelstahl-rostfrei-eigenschaften-3-charakterihe-scsti-eigenhscaf-en-t-der.jpg)