
Anforderungen an einen gegliederten Prüffinger nach DIN EN ...
Messer Cutting Systems Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern) Essen, 09.Juni.2013 | Wolfgang Schneider Leiter Anwendungstechnik / Wärmtechnik
Page 2 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Wolfgang Schneider (Bj. `62)
•Bauschlosser
•Dipl. – Ing. Maschinenbau
• langjährige Erfahrung als vSAP im abnahmepflichtigen Bereich (Siemens DIN EN 15085 und Woelm GmbH DIN 18800 – HK E)
•Schweißfachingenieur
•Schweißfachmann Rohrleitungsbau
•Schweißwerkmeister Gas
•VT – 2, PT – 2, RT – 2 FAS
Page 3 |
DIN 18800 Teil 1 - 7
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 4 |
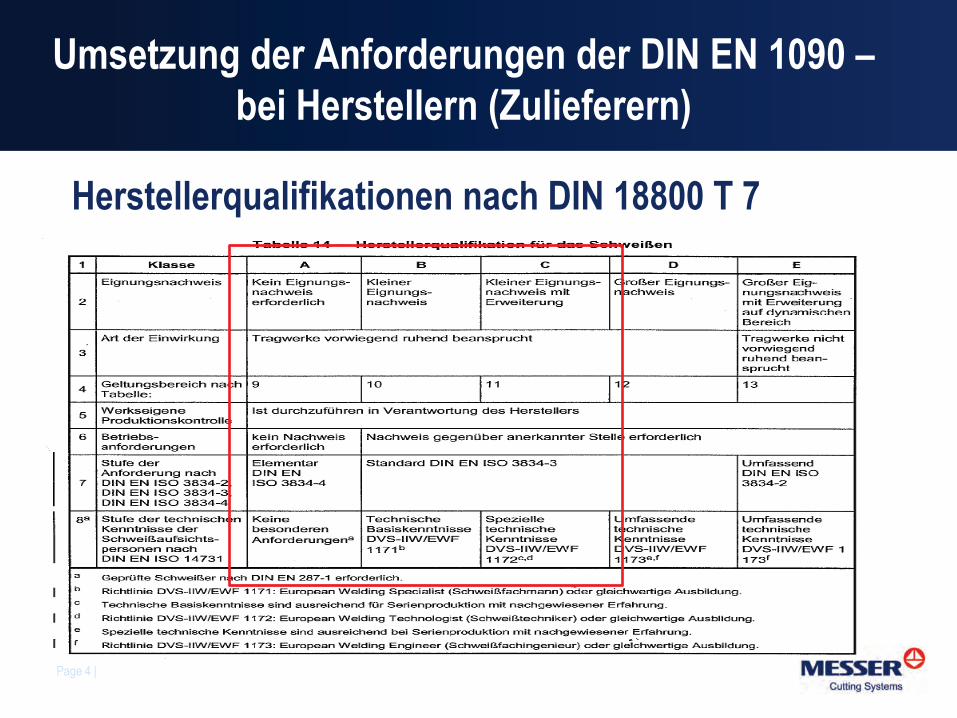
Herstellerqualifikationen nach DIN 18800 T 7
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 5 |
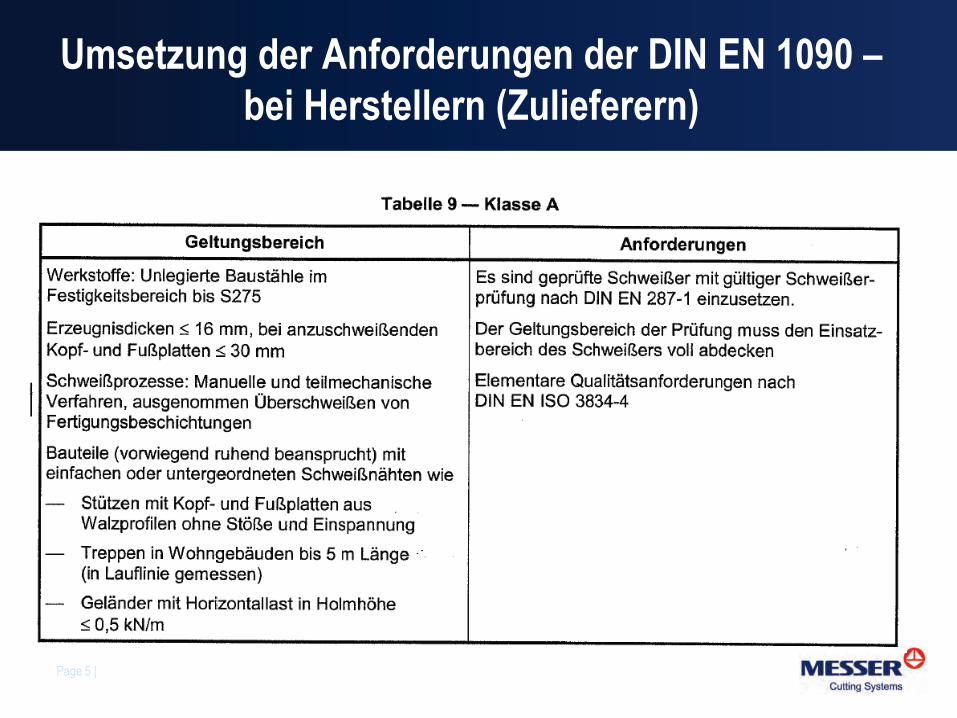
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 6 |
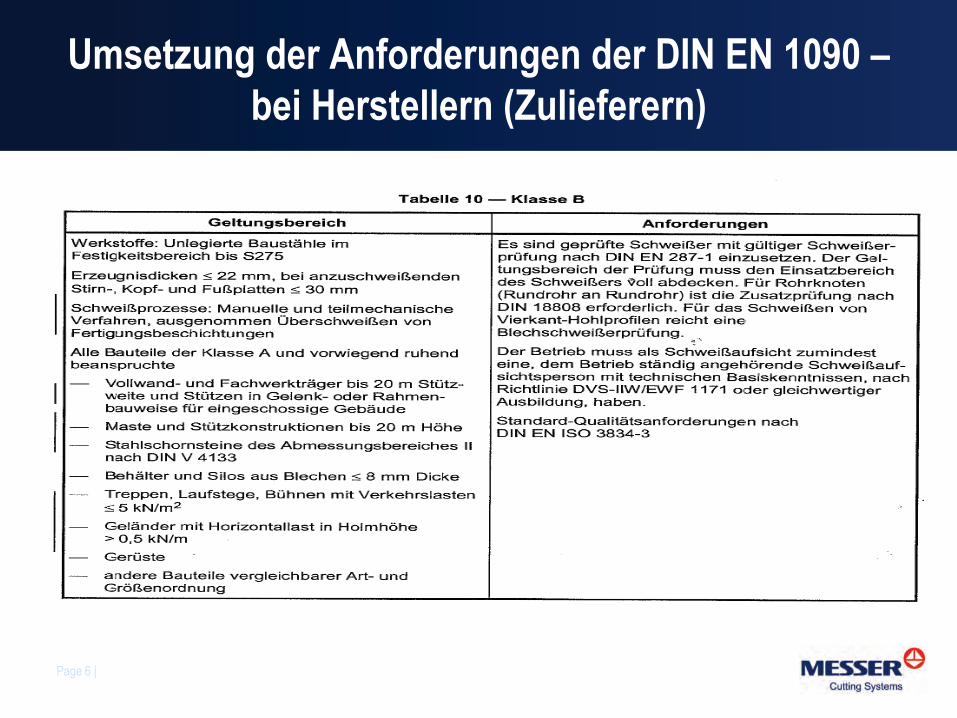
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 7 |
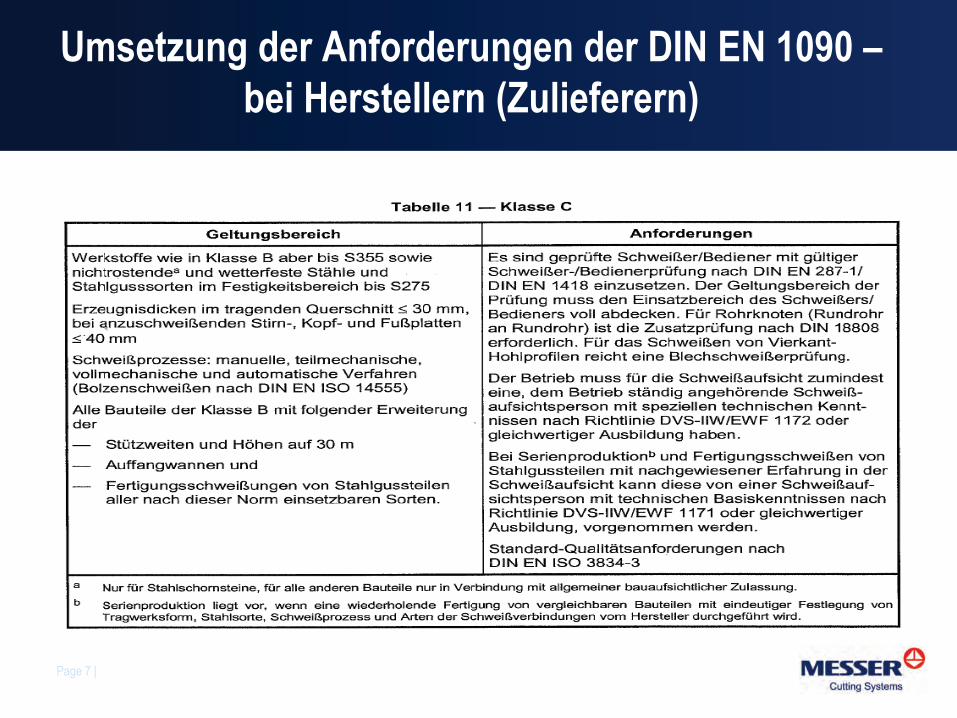
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 8 |
DIN EN 1090 ff. Ausführung von Stahltragwerken und Aluminiumtragwerken
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 9 |
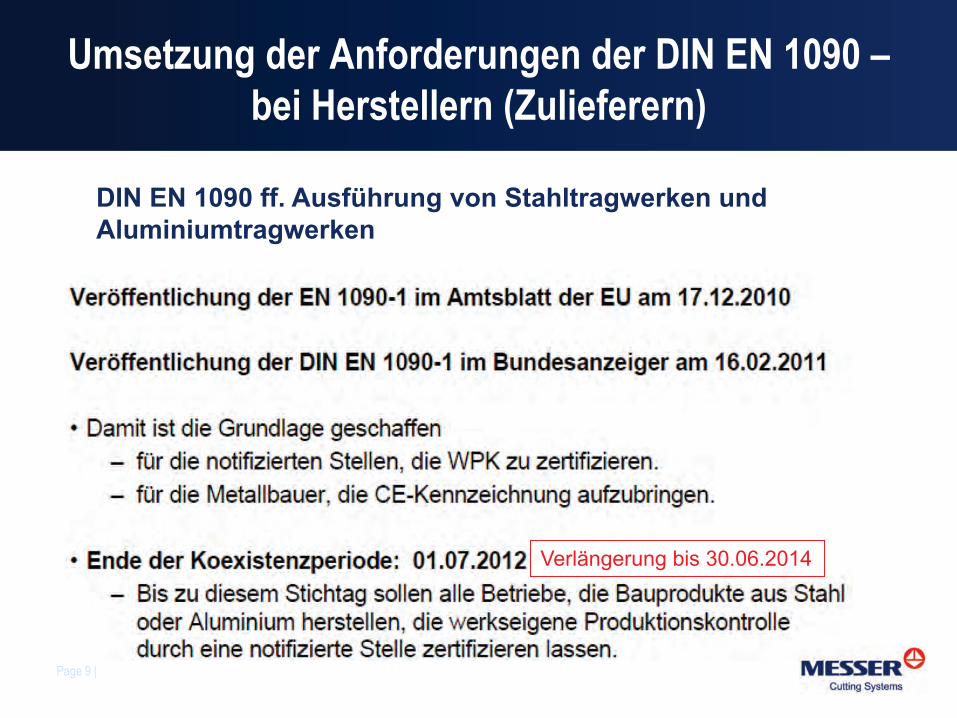
DIN EN 1090 ff. Ausführung von Stahltragwerken und Aluminiumtragwerken
Verlängerung bis 30.06.2014
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 10 |
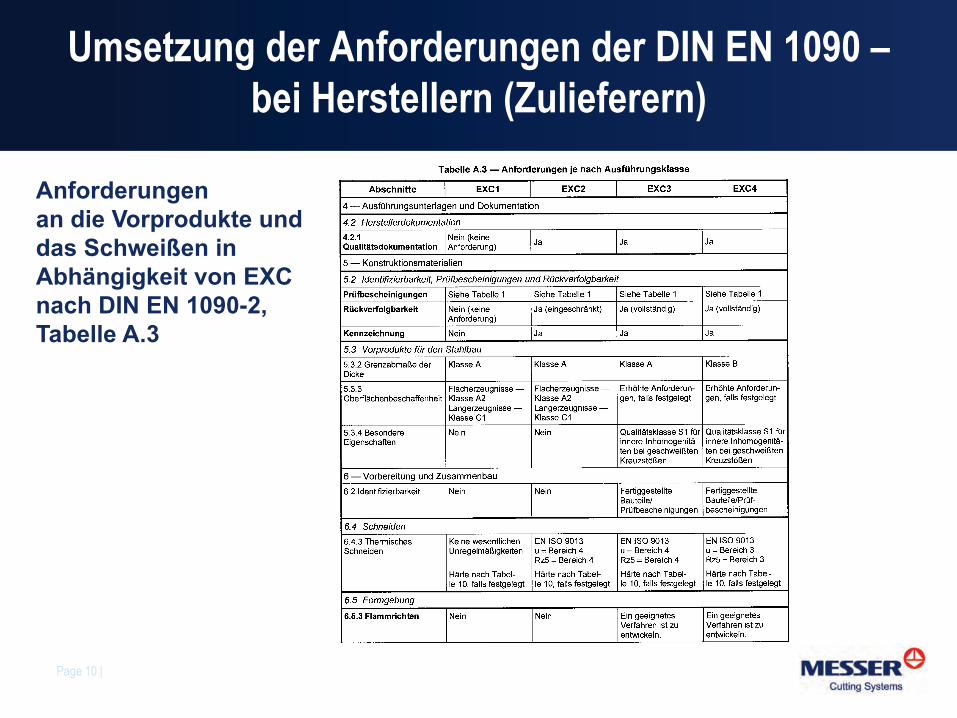
Anforderungen an die Vorprodukte und das Schweißen in Abhängigkeit von EXC nach DIN EN 1090-2, Tabelle A.3
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 11 |
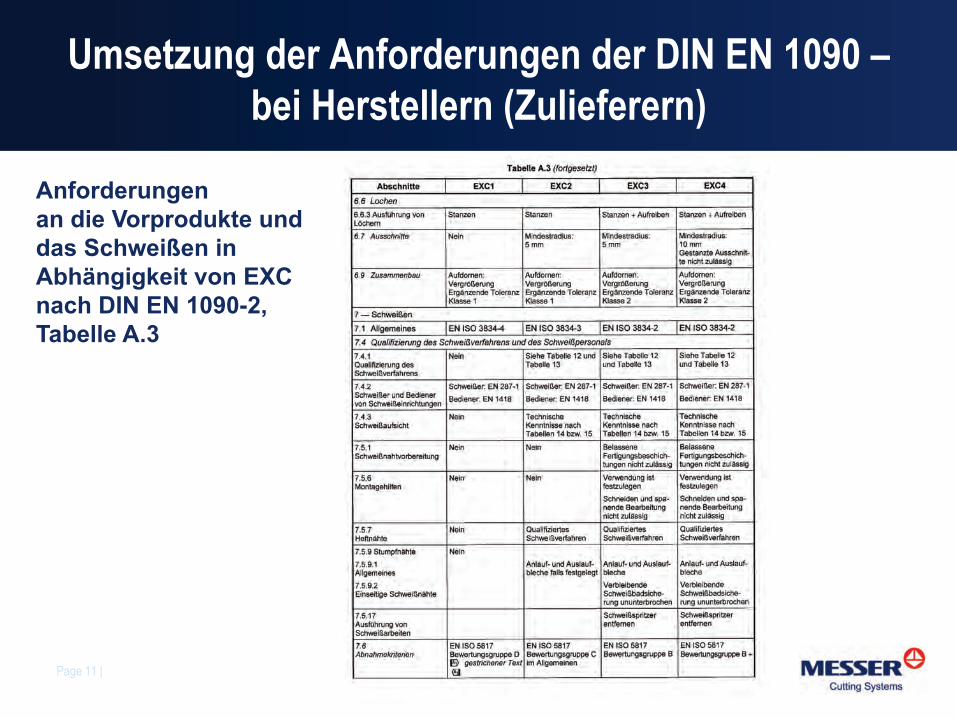
Anforderungen an die Vorprodukte und das Schweißen in Abhängigkeit von EXC nach DIN EN 1090-2, Tabelle A.3
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 12 |
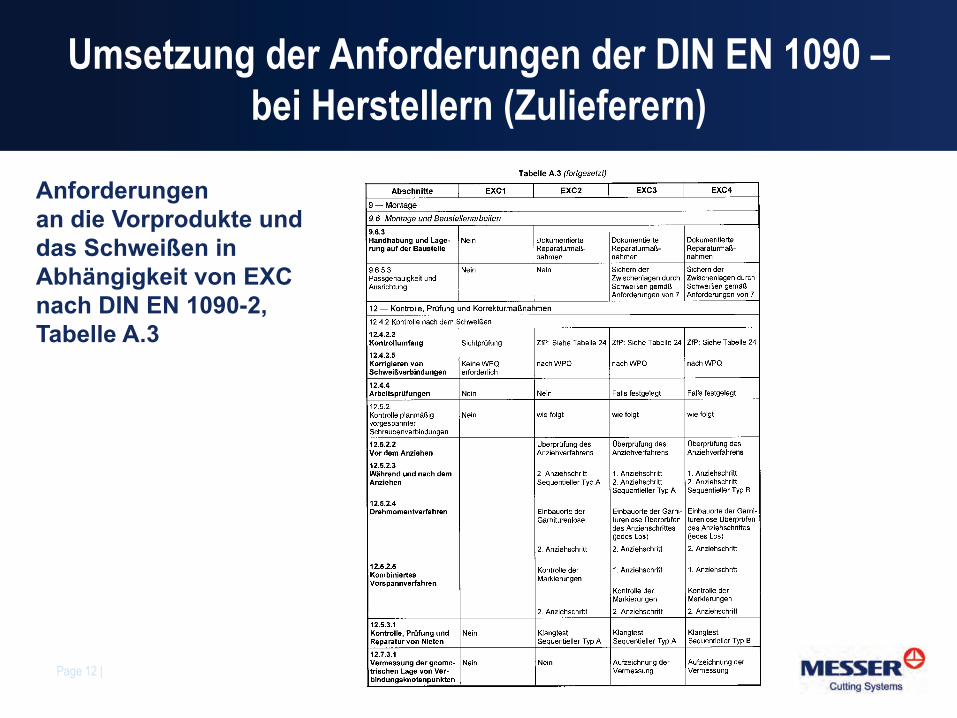
Anforderungen an die Vorprodukte und das Schweißen in Abhängigkeit von EXC nach DIN EN 1090-2, Tabelle A.3
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 13 |
Anforderungen der DIN EN ISO 3834:
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 14 |
CE-Kennzeichnung von Bauprodukten; Grundlagen
Grundlage für die CE-Kennzeichnung ist die Bauproduktenrichtlinie (BPR), in Deutschland umgesetzt durch das Bauproduktengesetz (BauPG); Gesetzgebungskompetenz des Bundes Ziel: Europäischer Binnenmarkt und freier Handel von Bauprodukten in den Mitgliedsstaaten der EG. Für die Verwendung von Bauprodukten (Ü-Zeichen) in baulichen Anlagen gelten die Landesbauordnungen (LBO); Gesetzgebungskompetenz der Länder Ziel: Sicherheit von baulichen Anlagen und Abwehr von Gefahren für Leben und Gesundheit
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 15 |
Anforderungen für tragende Bauteile aus Stahl nach DIN EN 1090-1
Toleranzen : DIN EN 1090-2, Bauteilspezifikation Schweißeignung : DIN EN 1090-2 Bruchzähigkeit : EN 10045-1, Bauteilspezifikation Tragfähigkeit : EN 1993 Ermüdungsfestigkeit : EN 1993 Feuerwiderstand : EN 1993 oder EN 13501-2 (Festlegung in der Bauteilspezifikation) Brandverhalten : EN 13501-1 Freisetzung gefährlicher : keine Freisetzung zulässig Stoffe Korrosionsschutz : DIN EN 1090-2, Bauteilspezifikation (Dauerhaftigkeit) Herstellung : Bauteilspezifikation
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 16 |
Herstellung von Bauteilen aus Stahl nach DIN EN 1090-1
- Für die Herstellung gelten die Festlegungen in DIN EN 1090-2 und in der Bauteilspezifikation.
- Die Bauteilspezifikation enthält die genauen Festlegungen für die
Herstellung des Bauteils und wird entweder durch den Hersteller oder den Auftraggeber erstellt.
- Im Rahmen der CE-Kennzeichnung ist bzgl. der Herstellung auf die
Bauteilspezifikation, DIN EN 1090-2 und die Ausführungsklasse (EXC1, EXC2, EXC3 oder EXC4) zu verweisen.
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 17 |
Regelmäßige Kontrolle der deklarierten Eigenschaften der Erzeugnisse und Bauteile Verfahren zur regelmäßigen Überprüfung von Personal, Einrichtungen, Bemessungsverfahren (ggf.), Berechnungen (ggf.), Herstellung und Bauteilspezifikation installieren Regelmäßige Überprüfung der Vorgehensweise bei nichtkonformen Produkten Aufzeichnung der Ergebnisse (Bericht)
WPK durch den Hersteller nach DIN EN 1090-1 Die WPK umfasst:
System, das Anforderungen nach EN ISO 9001/EN ISO 3834 entspricht und Anforderungen an DIN EN 1090-1 angepasst wurde, erfüllt z. B. Anforderungen an WPK
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 18 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Qualifizierung der Mitarbeiter (DIN EN 1090 – 1):
Page 19 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Sicherheitstechnische Überprüfung der Arbeitsmittel und Kalibrierung, Validierung der Messmittel (DIN EN 1090 – 1):
Page 20 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Dokumentation der Konstruktionsmaterialien (DIN EN 1090 – 1):
Materialzeugnisse nach DIN EN 10204: Spezifisch 3.1, 3.2 Unspezifisch 2.1, 2.2
Page 21 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
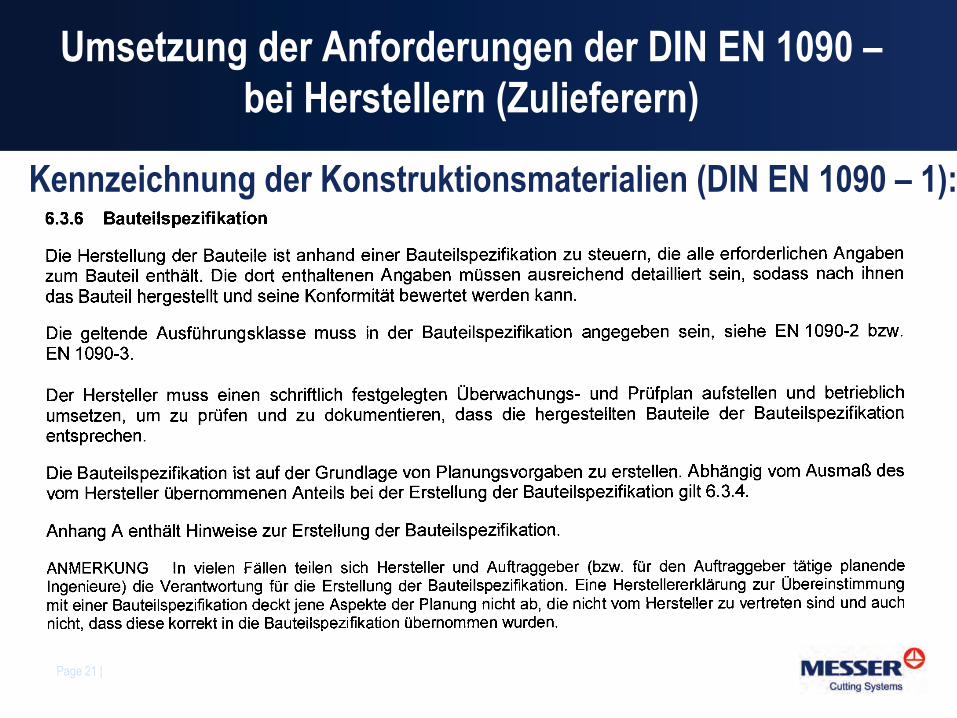
Kennzeichnung der Konstruktionsmaterialien (DIN EN 1090 – 1):
Page 22 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
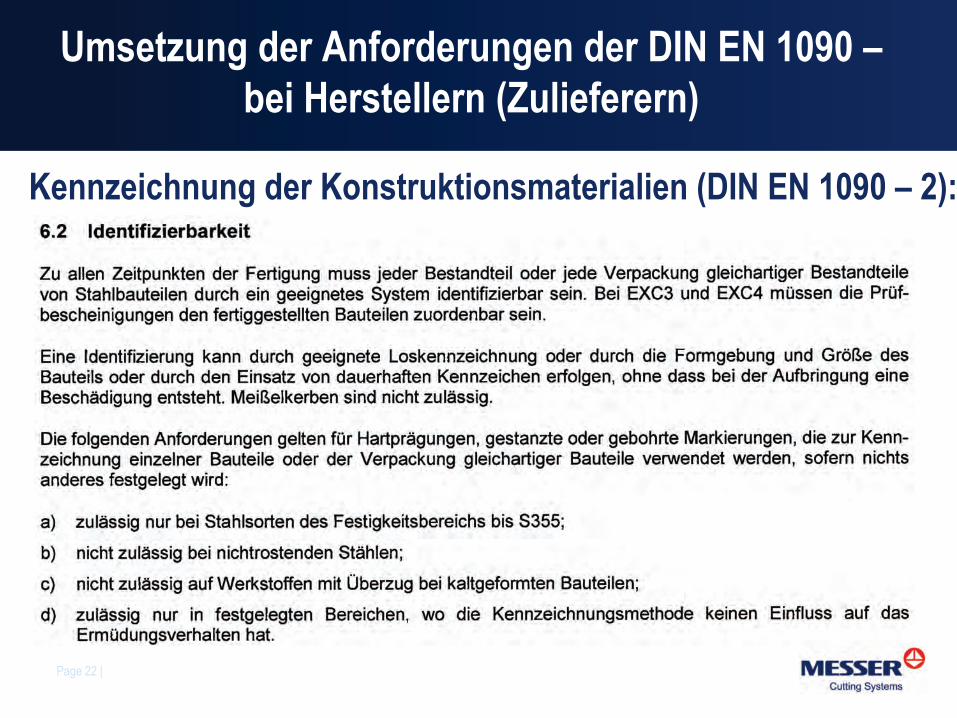
Kennzeichnung der Konstruktionsmaterialien (DIN EN 1090 – 2):
Page 23 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
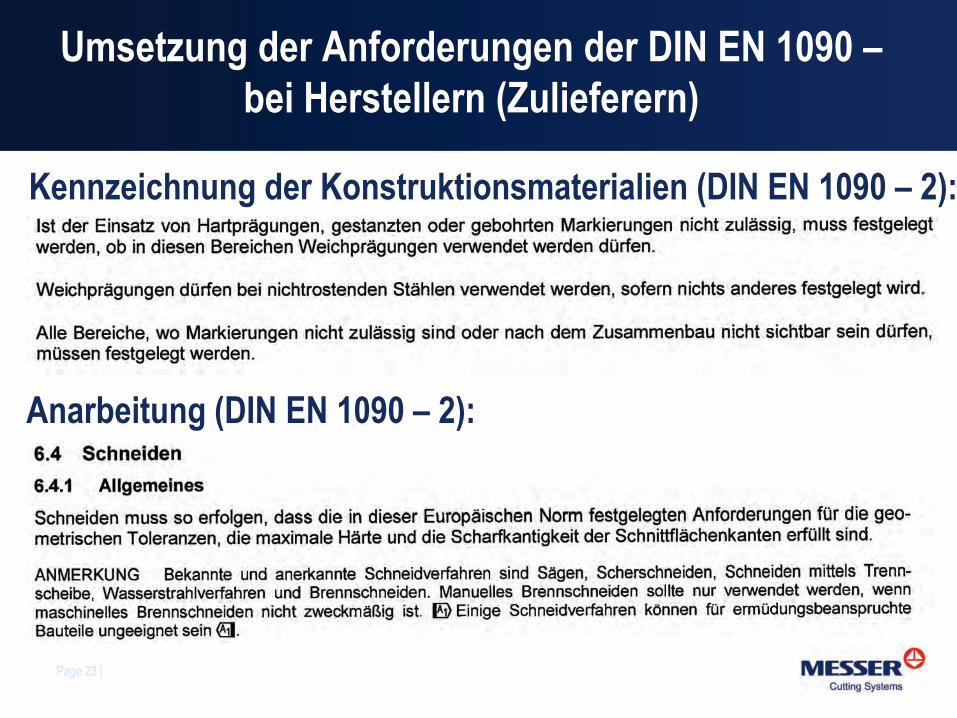
Kennzeichnung der Konstruktionsmaterialien (DIN EN 1090 – 2):
Anarbeitung (DIN EN 1090 – 2):
Page 24 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
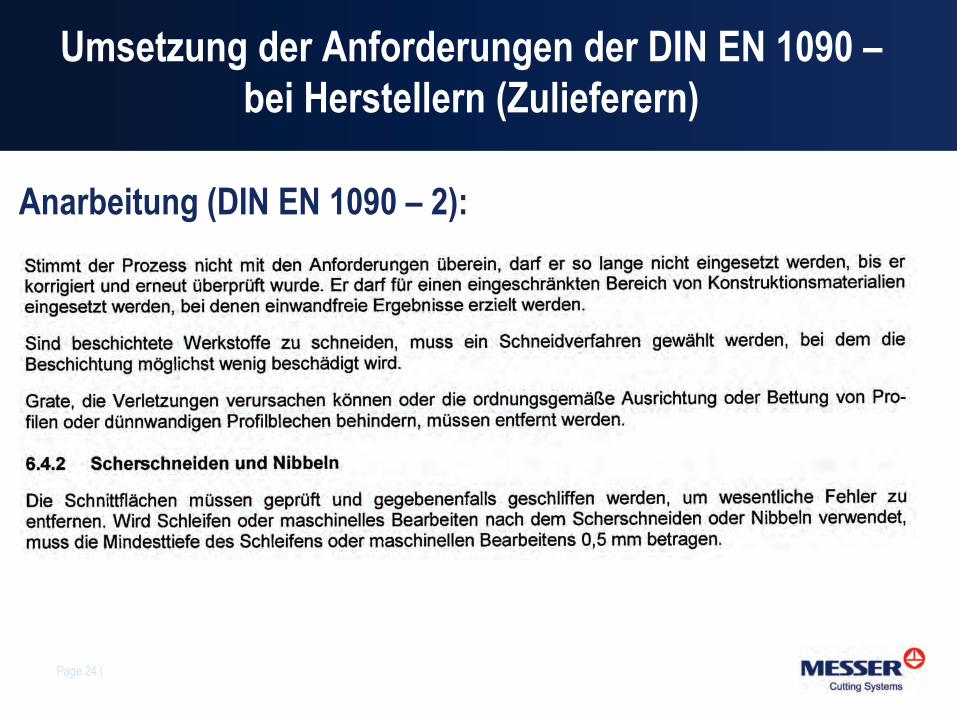
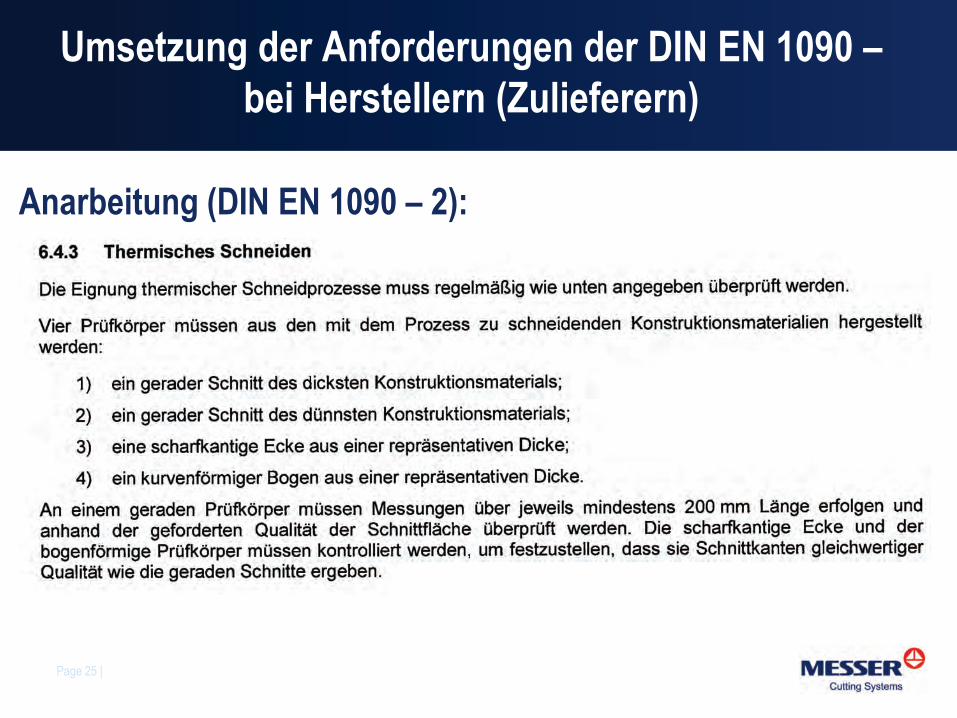
Anarbeitung (DIN EN 1090 – 2):
Page 25 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
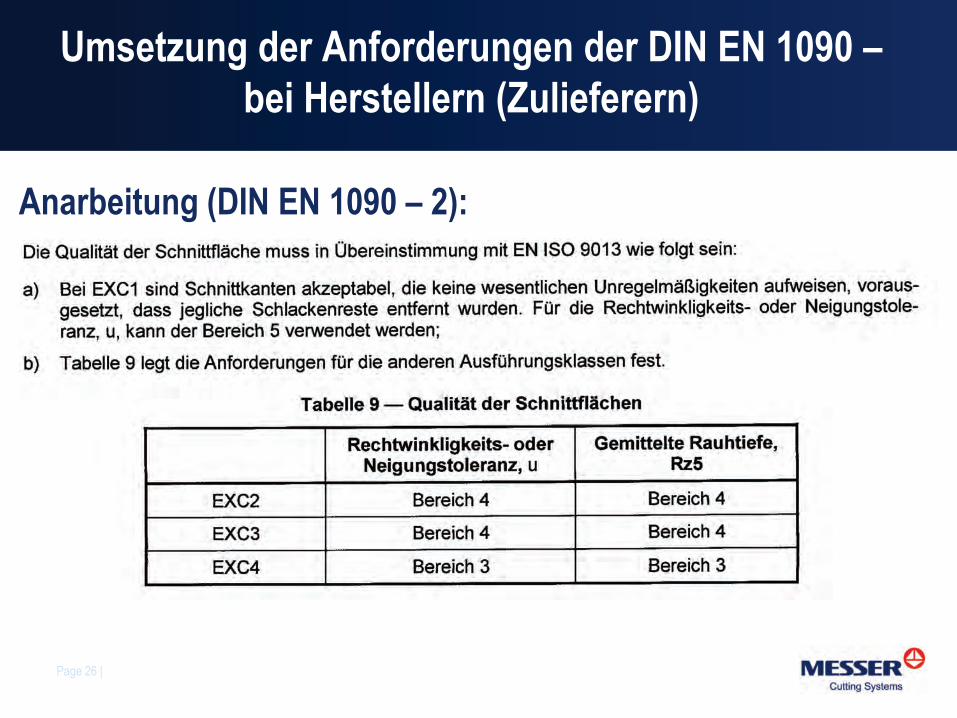
Anarbeitung (DIN EN 1090 – 2):
Page 26 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
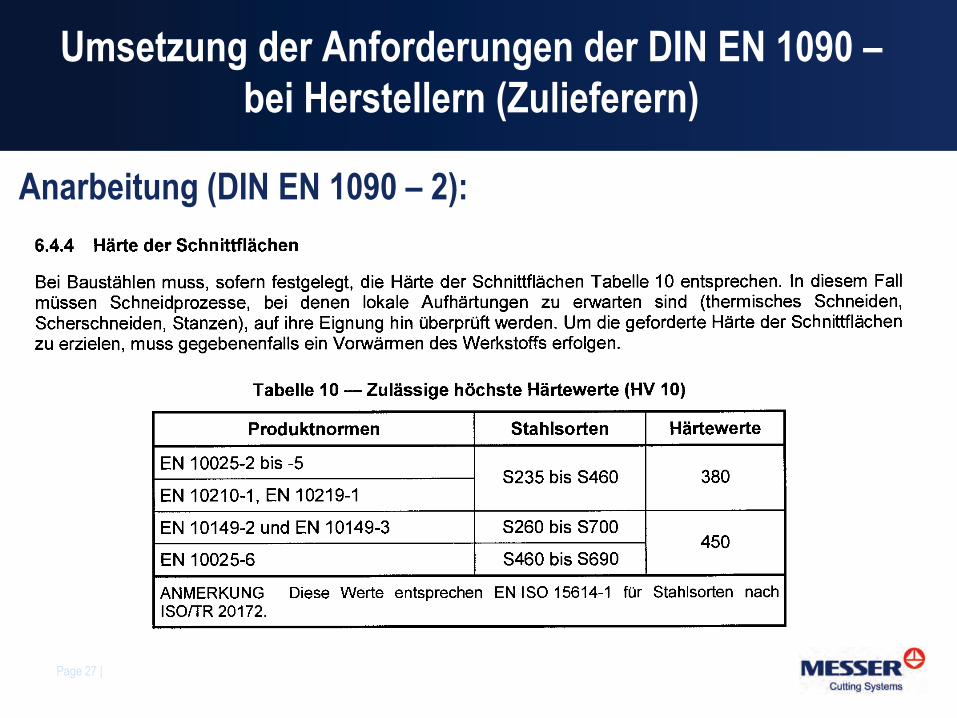
Anarbeitung (DIN EN 1090 – 2):
Page 27 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
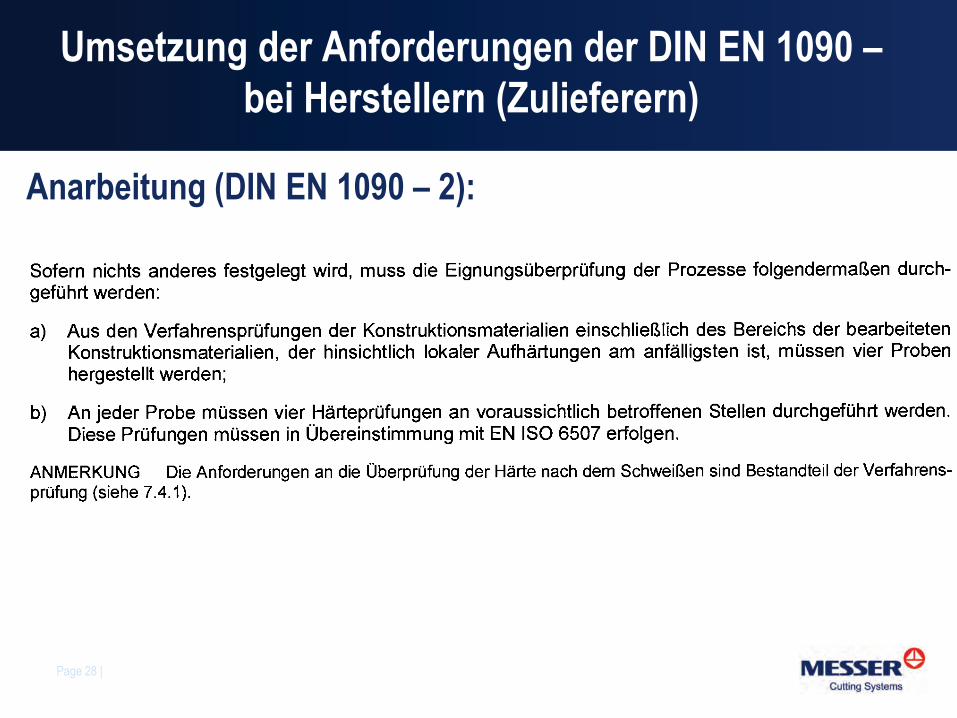
Anarbeitung (DIN EN 1090 – 2):
Page 28 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Anarbeitung (DIN EN 1090 – 2):
Page 29 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Umsetzung der Anforderungen der DIN EN 1090 – 2 Schneiden:
Verfahrensanweisung:
Page 30 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Umsetzung der Anforderungen der DIN EN 1090 – 2 Schneiden:
Verfahrensprüfung CPQR:
Page 31 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 32 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Umsetzung der Anforderungen der DIN EN 1090 – 2 Flammrichten:
Verfahrensanweisung: Richtarbeiten: • Überprüfung des geschweißten Bauteils, ob Richten erforderlich ist. • Je nach Bauteil und Verzug ist ein Kaltrichten oder auch ein Flammrichten
erforderlich. Die erforderlichen Temperaturen entsprechen Normen bzw. Werkstoffblättern. Flammrichten: Mit dem Flammrichten kann man die, durch das Schweißen, bedingte Quer-Längsschrumpfung, sowie den Winkelverzug, schnell und werkstoffschonend beseitigen. In Schweißbetrieben ist das Flammrichten eine bewährte Fertigungsmethode. Das Verfahren ist einfach anzuwenden. Voraussetzung ist jedoch eine gute Personenqualifikation. Das Flammrichten wird nach DIN 8522 wie folgt beschrieben: Beim Flammrichten wird das Werkstück örtlich erwärmt. Dabei tritt infolge behinderter Wärmedehnung eine bleibende Stauchung ein. Beim Abkühlen entstehen in der gestauchten Zone Kräfte, die zu der gewünschten Formänderung führen. Das Flammrichten beruht darauf, dass sich alle Metalle bei Erwärmung ausdehnen und zusammenziehen, wenn sie abkühlen (freie Drehung und Schrumpfung). Wärmewirkung beim Flammrichten 1. Örtlich scharf begrenzt erwärmen Das Erwärmen soll schnell erfolgen, es muss ein Wärmestau erzielt werden.
Die Höhe der Temperatur ist werkstoffabhängig. Der Werkstoff muss bis in den plastischen Bereich erwärmt werden. Stähle 550 – 700 °C (Dunkelrotglut) Leichtmetalle 350 – 400 °C (Holzspanprobe)
1
2
3
Page 33 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
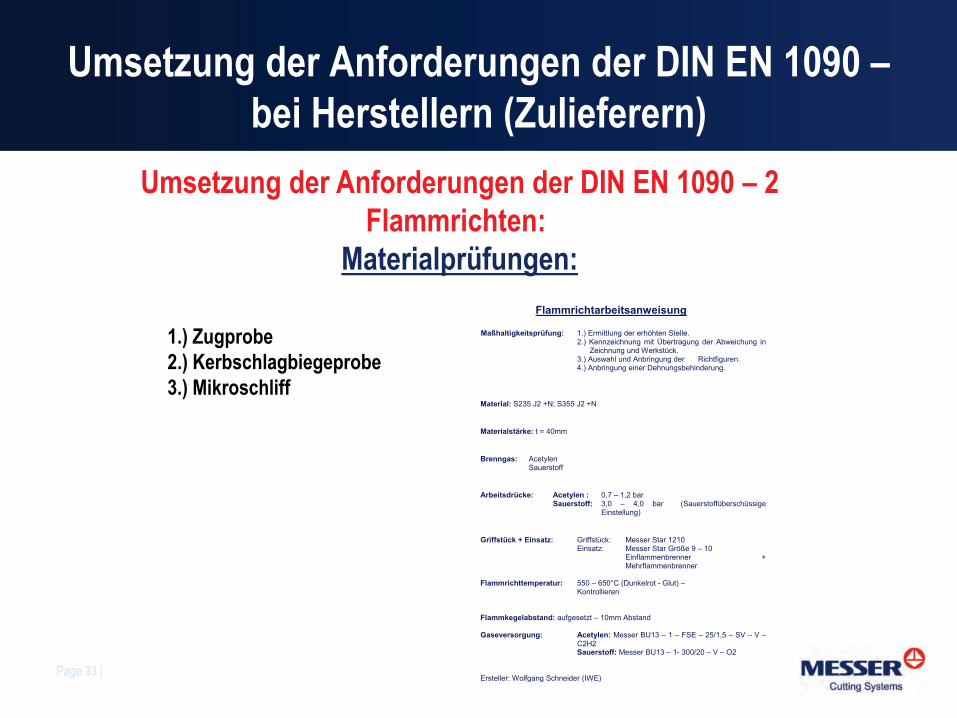
Umsetzung der Anforderungen der DIN EN 1090 – 2 Flammrichten:
Materialprüfungen:
1.) Zugprobe 2.) Kerbschlagbiegeprobe 3.) Mikroschliff
Flammrichtarbeitsanweisung
Maßhaltigkeitsprüfung: 1.) Ermittlung der erhöhten Stelle. 2.) Kennzeichnung mit Übertragung der Abweichung in Zeichnung und Werkstück. 3.) Auswahl und Anbringung der Richtfiguren. 4.) Anbringung einer Dehnungsbehinderung.
Material: S235 J2 +N; S355 J2 +N Materialstärke: t = 40mm Brenngas: Acetylen
Sauerstoff Arbeitsdrücke: Acetylen : 0,7 – 1,2 bar
Sauerstoff: 3,0 – 4,0 bar (Sauerstoffüberschüssige Einstellung)
Griffstück + Einsatz: Griffstück: Messer Star 1210 Einsatz: Messer Star Größe 9 – 10
Einflammenbrenner + Mehrflammenbrenner
Flammrichttemperatur: 550 – 650°C (Dunkelrot - Glut) – Kontrollieren Flammkegelabstand: aufgesetzt – 10mm Abstand
Gaseversorgung: Acetylen: Messer BU13 – 1 – FSE – 25/1,5 – SV – V – C2H2
Sauerstoff: Messer BU13 – 1- 300/20 – V – O2 Ersteller: Wolfgang Schneider (IWE)
Page 34 |
Erstinspektion durch die notifizierte (akredietierten) Stelle nach DIN EN 1090-1, Tabelle B.1
Aufgaben in Bezug auf die Bemessung - Überprüfung der für die Bemessung vorhandenen Ressourcen (z. B. Personal, Rechner und Software, Kontrollverfahren für Berechnungen) - Beurteilung der Berechnungsverfahren und der Kontrollverfahren im Rahmen der WPK
Aufgaben in Bezug auf die Herstellung
- Überprüfung der für die Herstellung vorhandenen Ressourcen (z. B. Schweißpersonal, Schweißaufsicht) - Beurteilung der Kontrollverfahren im Rahmen der WPK, insbesondere auch auf das Schweißen, Schneiden und artverwandt
Verfahren - Erstellung von Schweißzertifikaten
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 35 |
Zertifizierung erfolgt auf der Grundlage der - Erstinspektion des Werkes und der WPK - laufenden Überwachung, Beurteilung und Anerkennung der WPK
Ausstellung des EG-Zertifikates über die WPK Ausstellung des Schweißzertifikates als Bestandteil des EG-Zertifikates
über die WPK Zertifizierung umfasst nicht nur das Schweißen Zertifizierung der WPK umfasst gesamtes Anforderungsspektrum von
DIN EN 1090-1, das die Herstellung und ggf. die Bemessung sowie die zu deklarierenden Leistungsmerkmale betrifft
Schweißzertifikat gilt für die vom Hersteller vorgesehenen
Ausführungsklassen (EXC)
Zertifizierung der werkseigenen Produktionskontrolle nach DIN EN 1090-1
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 36 |
Schweißzertifikate enthalten folgende Angaben:
- Geltungsbereich und anzuwendende Normen - Ausführungsklassen (EXC) - Schweißprozesse - Ausgangswerkstoffe
- Schweißaufsicht (siehe EN ISO 14731)
- ggf. Bemerkungen
Schweißzertifikate durch die notifizierte Stelle nach DIN EN 1090-1, Tabelle B.1
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 37 |
- Die Richtlinie DVS 1711 dient künftig in Deutschland als Leitfaden für die Zertifizierung der werkseigenen Produktionskontrolle nach DIN EN 1090-1, Anhang B.
- Für die Festlegung der Überwachungsintervalle wird nach DVS 1711 das Vorliegen einer Bescheinigung nach DVS 1704 über die Herstellerqualifikation zum Schweißen von tragenden Stahlbauteilen nach DIN 18800-7 berücksichtigt.
- In diesen Fällen sollen die nach DIN EN 1090-1, Tabelle B.3 geforderten Überwachungsintervalle angepasst werden.
- Gleiches gilt auch für das Schweißen tragender Bauteile aus Aluminium nach DIN V 4113-3.
- Die Ideen der Richtlinie DVS 1711 sollen auch auf europäischer Ebene eingebracht werden.
Richtlinie DVS 1711 als Leitfaden für die Zertifizierung der WPK nach DIN EN 1090-1
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 38 |
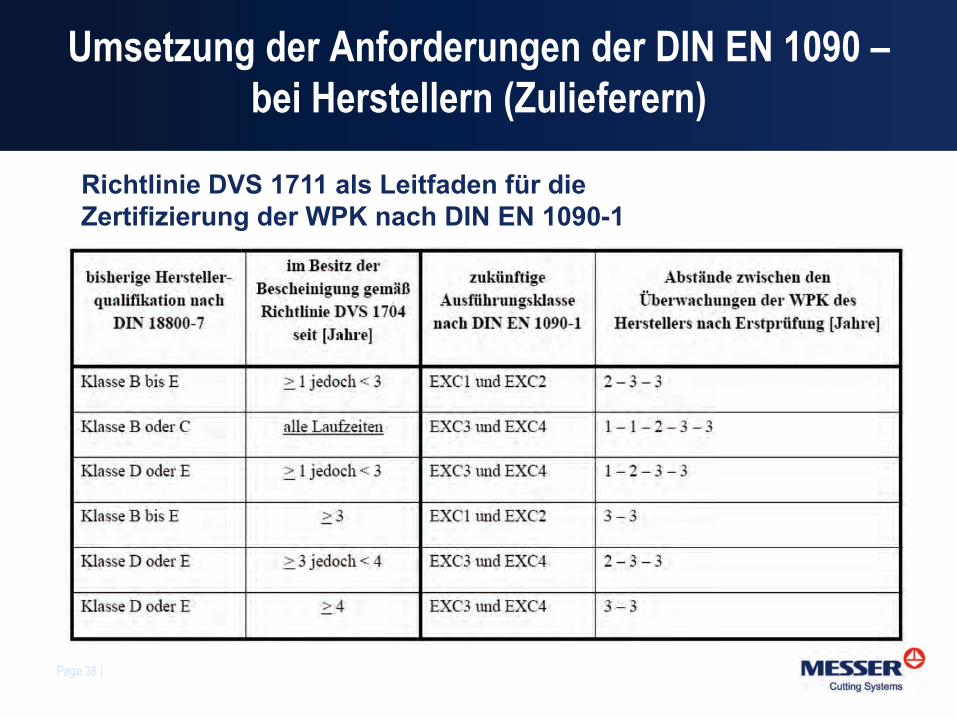
Richtlinie DVS 1711 als Leitfaden für die Zertifizierung der WPK nach DIN EN 1090-1
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 39 |
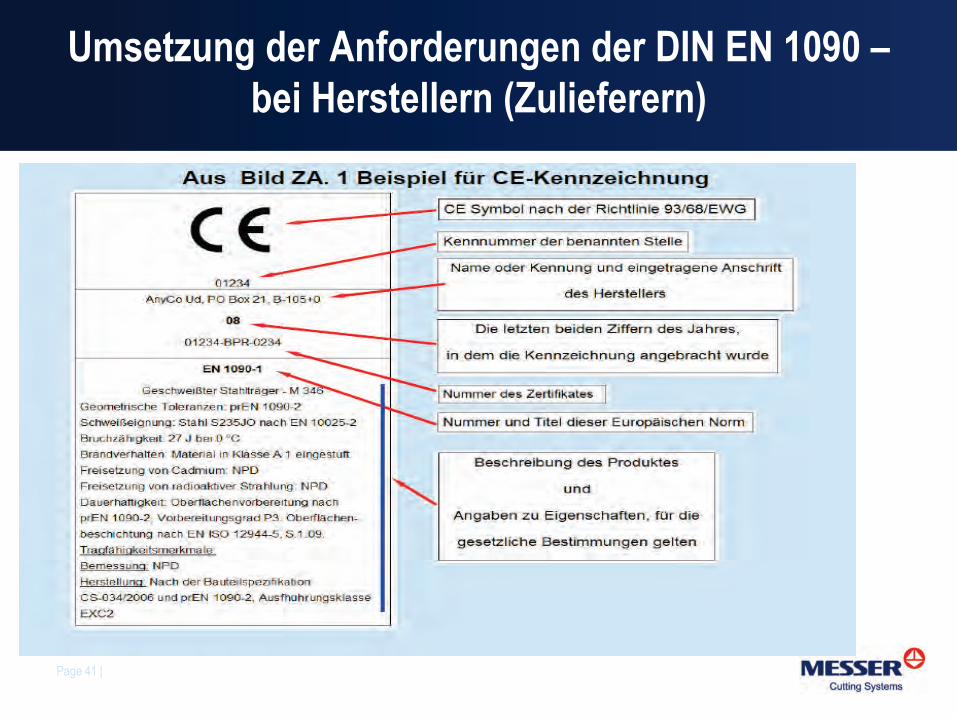
CE-Symbol ist durch folgende Angaben zu ergänzen: - Kennnummer der Zertifizierungsstelle - Name oder Bildzeichen und Anschrift des Herstellers - Letzten beiden Ziffern des Jahres, in dem Kennzeichnung angebracht wurde - Nummer des EG-Zertifikates über die WPK - DIN EN 1090-1 - Bauteilbezeichnung - Stahlgüte (z. B. S235J0 nach EN 10025-2) - Leistungsmerkmale (Eigenschaften) nach DIN EN 1090-1, Tabelle ZA.1; ggf. NDP
(national zu bestimmender Parameter, nationaly determind parameter); dieser Begriff stammt aus den Eurocodes und bedeutet, dass eine nationale Festlegung zulässig ist.
- EXC, DIN EN 1090-2 - Bauteilspezifikation
CE-Kennzeichnung nach DIN EN 1090-1
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 40 |
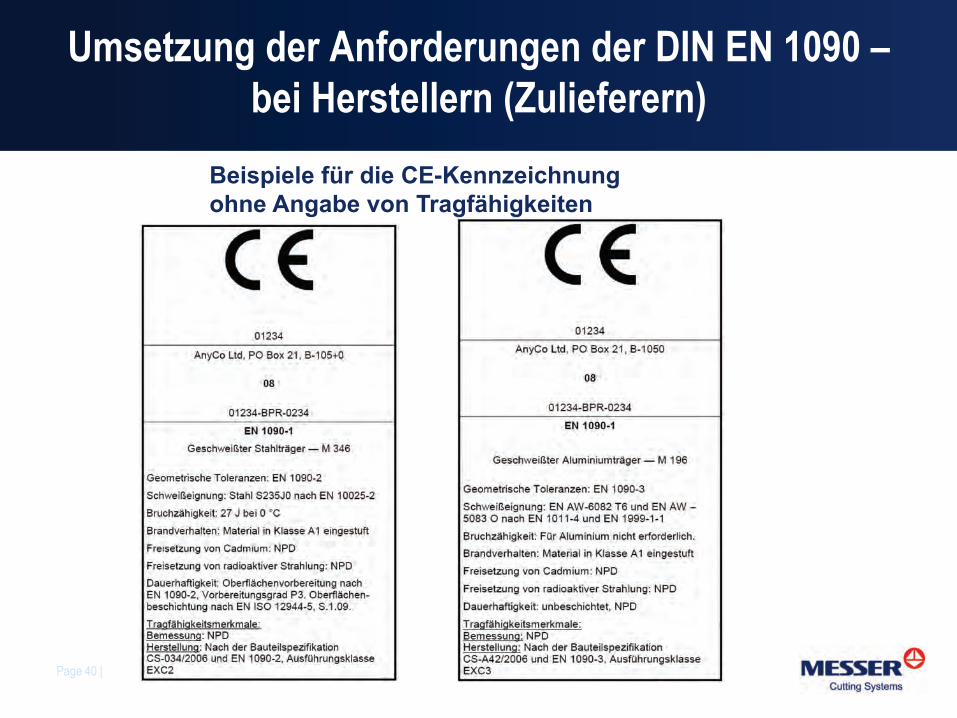
Beispiele für die CE-Kennzeichnung ohne Angabe von Tragfähigkeiten
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 41 |
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 42 |
- CE-Kennzeichnung ist nach Rechtsauffassung der Kommissionsdienste verpflichtend.
Deutschland teilt diese Rechtsauffassung. In Großbritannien ist CE-Kennzeichnung z. B. derzeit freiwillig. CE-Kennzeichnung ist erst nach der Veröffentlichung von
- DIN EN 1090-1 im Amtsblatt der EG bzw. im Bundesanzeiger möglich, d. h. ab Anfang 2011.
- Die Koexistenzperiode soll 30.06. 2012 enden, event. aber auch
später.(Verlängerung bis zum 30.06.2014) Ab dann gilt nur noch DIN EN 1090-1.
CE-Kennzeichnung nach DIN EN 1090-1 Koexistenzperiode
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 43 |
Beispiel für EXC1 nach Vorschlag für Anhang zu DIN EN 1090-2 (auszugsweise)
- Bauteile mit einer Streckgrenze ≤ 275 N/mm2
- Vorwiegend ruhende Beanspruchung - Ohne Qualifizierung des Schweißverfahrens und der Schweißaufsicht - Treppen und Geländer in Wohngebäuden - Landwirtschaftliche Gebäude - Wintergärten - Einfamilienhäuser - Gebäude, die selten von Personen betreten werden und deren Abstand zu anderen
Gebäuden mindestens das 1,5fache der Gebäudehöhe ist - Vergleichbare Bauwerke, Tragwerke und Bauteile
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 44 |
Beispiel für EXC2 nach Vorschlag für Anhang zu DIN EN 1090-2 (auszugsweise)
Bauteile mit einer Streckgrenze ≤ 700 N/mm2 (SAP = SFM ≤ 355 N/mm2)
Vorwiegend ruhende und nicht ruhende Beanspruchung Mit Qualifizierung des Schweiß-, Schneidverfahrens und der
Schweißaufsicht Alle Bauwerke, Tragwerke und Bauteile,
die nicht in EXC1 und EXC3 genannt sind und auf die EXC4 nicht zutrifft
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 45 |
Bauteile mit einer Streckgrenze ≤ 700 N/mm2
Vorwiegend ruhende und nicht ruhende Beanspruchung - Mit Qualifizierung des Schweiß-, Schneid-, Flammrichtverfahrens und der
Schweißaufsicht
- Großflächige Dachkonstruktionen von Versammlungsstätten/Stadien - Gebäude mit mehr als 15 Geschossen
- Brücken mit Ermüdungsnachweis - Türme und Maste mit Ermüdungsnachweis - Fliegende Bauten mit Ermüdungsnachweis - Wehrverschlüsse mit einem extremen Abflussvolumen
(ohne Ermüdungsnachweis)
Beispiel für EXC3 nach Vorschlag für Anhang zu DIN EN 1090-2 (auszugsweise)
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 46 |
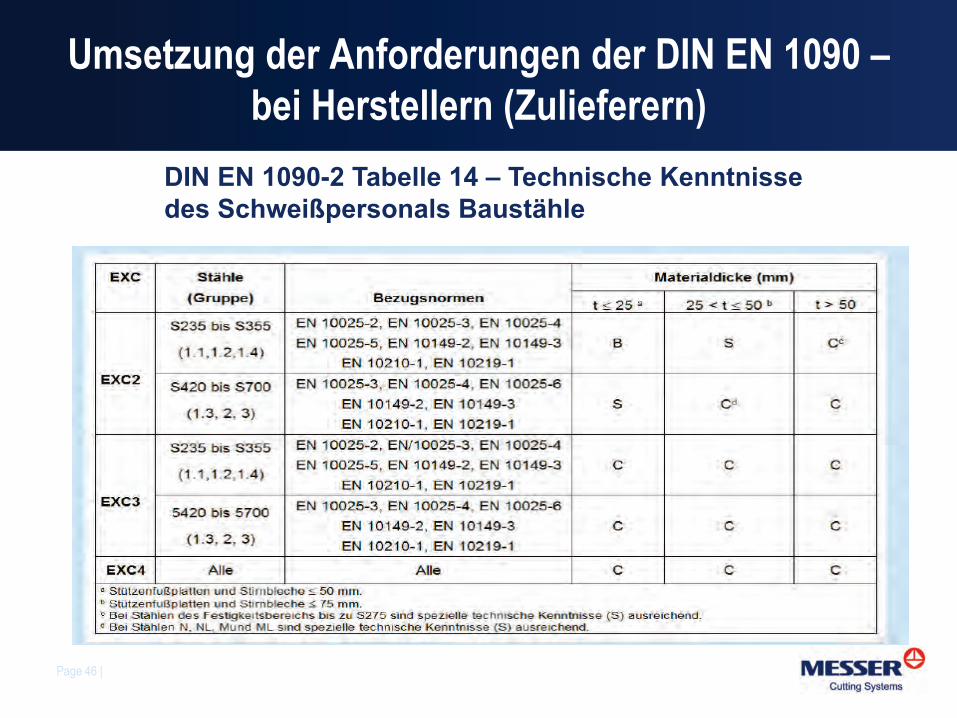
DIN EN 1090-2 Tabelle 14 – Technische Kenntnisse des Schweißpersonals Baustähle
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 47 |
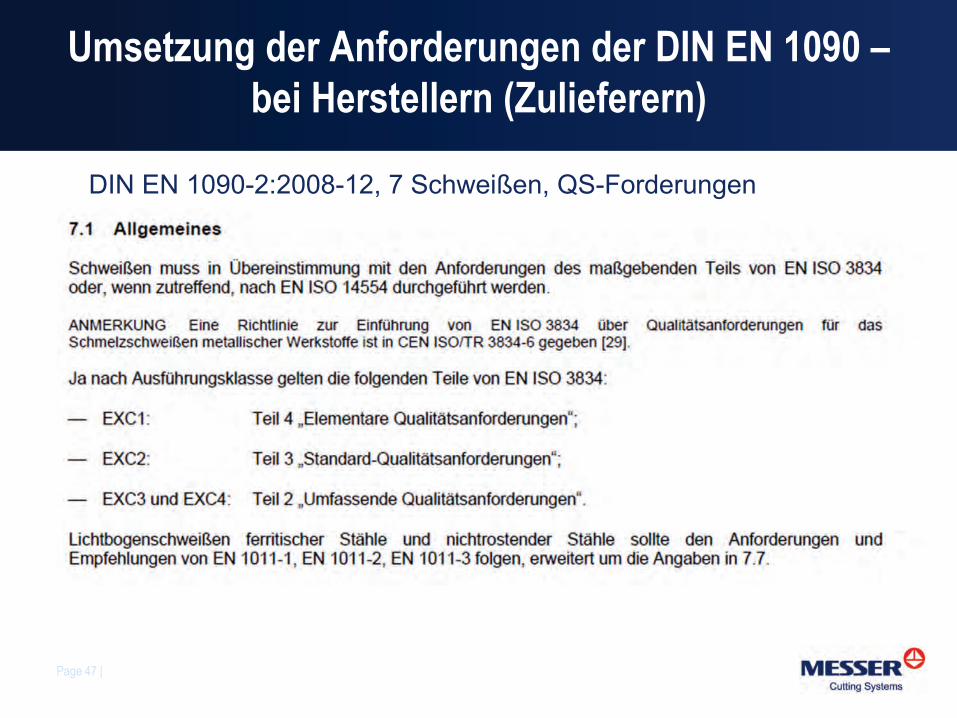
DIN EN 1090-2:2008-12, 7 Schweißen, QS-Forderungen
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 48 |
- Anerkennung für den gesamten Umfang von DIN EN 1090-1 (nicht nur Schweißen) erforderlich, d. h. für
- alle Fertigungsbereiche nach DIN EN 1090-2 einschl. Bauteilspezifikation - Ressourcen (Personal, Einrichtungen sowie ggf. Bemessungsverfahren und zugehörige Kontrollverfahren)
- Anerkennung durch DIBt oder oberste Bauaufsichtsbehörde ab Veröffentlichung von DIN EN 1090-1 im Amtsblatt der EG möglich (voraussichtlich ab Oktober 2010)
- Zertifizierung der WPK und Ausstellung des EG-Zertifikates über die WPK (auch für Bauwerke, Tragwerke und Bauteile, die bisher der Klasse A nach DIN 18800-7 zugeordnet werden)
- Ausstellung von Schweißzertifikaten
Auswirkungen für betroffene Kreise notifizierte Stellen
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 49 |
DIN EN 1090 ff. Ausführung von Stahltragwerken und Aluminiumtragwerken
Notifizierte und Stellen für Metallbauten: -TÜV Rheinland Industrie Service GmbH, Köln -Germanischer Lloyd SE Hamburg -Karlsruher Institut für Technologie (KIT), Karlsruhe -TÜV Rheinland LGA Bautechnik GmbH, Nürnberg -GSI Gesellschaft für Schweißtechnik International, Düsseldorf -Institut für Schweißtechnik und Ingenieubüro Dr. Möll GmbH, Darmstadt -.... -Handwerkskammer Bielefeld -Handwerkskammer Pfalz -SL Magdeburg
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 50 |
- CE-Kennzeichnung mit Deklaration der wesentlichen Leistungsmerkmale für Bauteile, die auf den Markt gebracht werden, nach Ablauf der Koexistenzperiode (30.06.2014) erforderlich.
- Während der Koexistenzperiode ist CE-Kennzeichnung oder Ü-Zeichen möglich, danach nur noch CE-Kennzeichnung.
- Grundsätzlich Zertifizierung der WPK für gesamten Umfang von DIN EN 1090-1 erforderlich, und zwar auch für Betriebe, die - Bauteile herstellen, die bisher unter die Klasse A nach DIN 18800-7 fallen - unter die Handwerksregelung für nicht in Serie gefertigte Bauteile fallen (Eintrag in Handwerksrolle und Einhaltung der handwerklichen Regelungen).
- Überprüfung CE-gekennzeichneter Bauprodukte durch Marktaufsicht ist geplant.
Auswirkungen für betroffene Kreise Hersteller
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 51 |
DIN 18800-7 DIN EN 1090 Erfüllung schweißtechnischer - Zertifizierung der „Werkseigenen Anforderungen, wie: Produktionskontrolle WPK:“ - Schweißaufsicht - Bemessung - geprüfte Schweißer - Schweißtechnik - betriebliche Anforderungen - Schraubverbindungen - Fachkenntnisse - Korrosionsschutz - Zerstörungsfreie Prüfung - HK A…E - EXC 1…4
Zusammenfassung
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 52 |
Zusammenfassung
Beispiel: Geltungsbereich für einen Betrieb mit SFM
DIN 18800 Teil 7 Herstellerqualifikationsklasse B -S235, S275 -t ≤ 22 mm -t ≤ 30 mm (Stirnplatten) -Spannweite ≤ 20 m -eingeschoßig -MAG, MIG, WIG, E-Hand -vorwiegend ruhende Beansp.
EN 1090 Teil 2 EXC1 u. EXC 2 -S235 bis S355 -t ≤ 25 mm -t ≤ 50 mm (Stirnplatten) -Spannweite keine Vorgabe -mehrgeschossig -keine Einschränkung -vorwiegend ruhende Beansp.
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 53 |
Was ist der wesentliche Unterschied? Die EN 1090 verlangt die Zertifizierung der „Werkseigenen Produktions- kontrolle WPK“ und nicht nur die Erfüllung schweißtechnischer Anforderungen. Muss sich ein Betrieb zertifizieren lassen? Ja, wer zukünftig Bauprodukte aus Stahl oder Aluminium herstellen will, muss über eine Zertifizierung der WPK verfügen.
Zusammenfassung
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 54 |
Was muss der Betrieb alles zertifizieren? Grundsätzlich müssen alle angewendeten Prozesse, wie Bemessung, Schweißen, Schneiden, artverwandte Verfahren, Schrauben, Korrosionsschutz, und ZFP zertifiziert werden, sofern das Unternehmen diese selbst durchführt. Untervergebene Prozesse, wie z.B. Korrosionsschutz, ZFP oder Bemessung sind dann nicht Bestandteil der Zertifizierung. Der Prozess der Untervergabe muss aber sichergestellt sein. Wie stelle ich die Prozesse sicher? Über Arbeitsanweisungen (z.B. Schweißanweisungen WPS, Schneidverfahrensprüfungen). Personalqualifikation (z.B. Schweißerprüfungen, Brennschneider, Flammrichter) Materialnachweise (z.B. Materialbescheinigungen, Übereinstimmungs- nachweise für Schweißzusätze ...) Prüfprotokolle (z.B. Sichtprüpfung, Maßprüfung, Schraubverbindungen...)
Zusammenfassung
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 55 |
Wie erkläre ich die Konformität? Wenn die Konformität für die Schweißkonstruktion vom Hersteller garantiert werden kann, kann die Konformitätserklärung und das „CE-Kennzeichen“ in Eigenverantwortung ausgestellt werden! Grundvoraussetzung hierfür ist aber, dass das Unternehmen nach DIN EN 1090 zertifiziert ist. Wann gilt die neue DIN EN 1090 ff.? Es wird z. Zt. davon ausgegangen, dass die DIN EN 1090 ff. ab Frühjahr 2011 angewendet werden kann. Es gibt eine Koexistenzphase von etwa zwei Jahren, in der DIN 18800-7 und DIN EN 1090 parallel angewendet werden können. Ausländische Kunden können jedoch schon ab Frühjahr 2012 die CE-Kennzeichnung verlangen. Dann müsste eventuell zeitnah eine Zertifizierung der „Werkseigenen Produktionskontrolle WPK“ erfolgen. (Verl. Koexistenzphase bis zum 30.06.2014)
Zusammenfassung
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 56 |
Schlussfolgerung: Falls Sie mich fragen sollten wann Sie beginnen müssen, die „Werkseigene Produktionskontrolle - WPK“ aufzubauen und entsprechend zu dokumentieren, dann sage ich ihnen SO SCHNELL WIE MÖGLICH, AM BESTEN SOFORT!!!!!
Zusammenfassung
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)

Messer Cutting Systems GmbH Schneidsysteme / Autogentechnik
Otto-Hahn-Str. 2 – 4
D - 64823 Groß-Umstadt Germany
Phone: +49 6078 787-0 Fax: +49 6078 787-150
Page 58 |
Bauteilspezifikation durch den Hersteller – MPCS
Manufacturer provided component specification Im Rahmen der Konformitätserklärung und CE-Kennzeichnung gibt der Hersteller für die Anforderung „Standsicherheit“ - die Bauteilspezifikation (Nr.), DIN EN 1090-2 und die EXC - Geometrie und Materialeigenschaften und - weitere für die Bemessung wesentliche Angaben oder Tragfähigkeitswerte bzw. den Verweis auf statische Berechnung (Nr.) nach EN 1993 (gültig ab 07.2012 in Deutschland) oder Verweis auf statische Berechnung (Nr.) nach den vom Auftraggeber festgelegten Vorgaben an.
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 59 |
Im Rahmen der Konformitätserklärung und CE-Kennzeichnung gibt der Hersteller für die Anforderung „Standsicherheit“ - die Bauteilspezifikation (Nr.), DIN EN 1090-2 und die EXC - Geometrie und Materialeigenschaften sowie - den Hinweis, dass die Bemessung durch den Auftraggeber erfolgt, an.
Bauteilspezifikation durch den Auftraggeber – PPCS
Purchaser provided component specification
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 60 |
- Matrix zur Bestimmung der Ausführungsklassen ergibt sich nach DIN EN 1090-2, Anhang B.
- Anhang B soll bei der nächsten Überarbeitung von
DIN EN 1090 und EN 1993 als Anhang zu EN 1993-1-1 aufgenommen werden.
- Ausführungsklassen EXC1, EXC2, EXC3 und EXC4
hängen von den in - EN 1990 angegebenen Schadensfolgeklassen CC1, CC2 und CC3, - DIN EN 1090-2 angegebenen Beanspruchungskategorien SC1 und SC2, - DIN EN 1090-2 angegebenen Herstellungskategorien PC1 und PC2
ab.
Ausführungsklassen nach DIN EN 1090-2
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 61 |
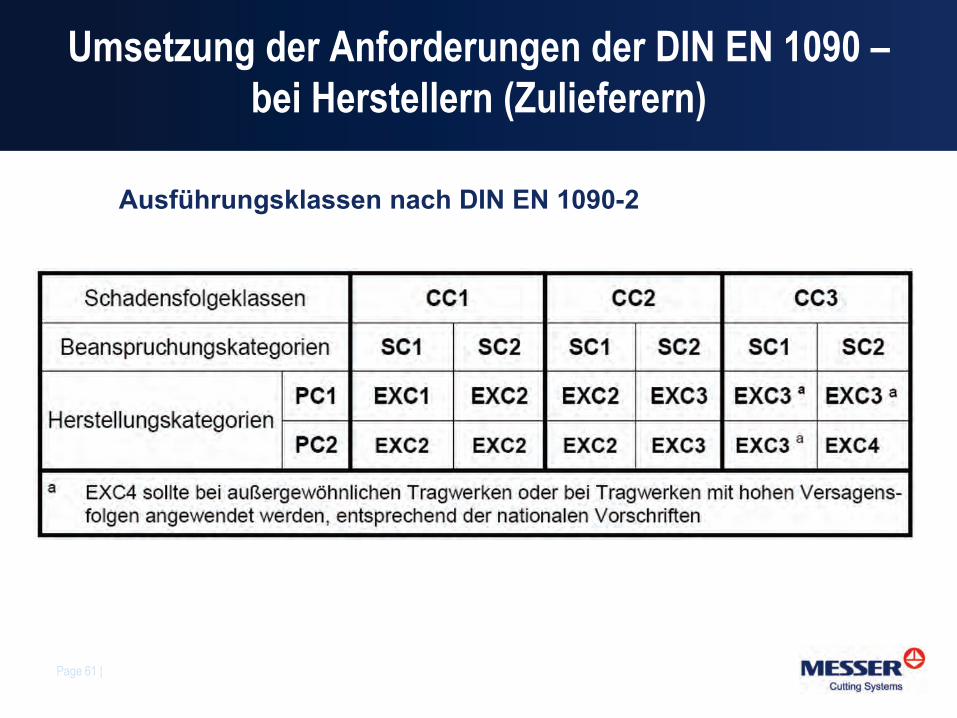
Ausführungsklassen nach DIN EN 1090-2
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 62 |
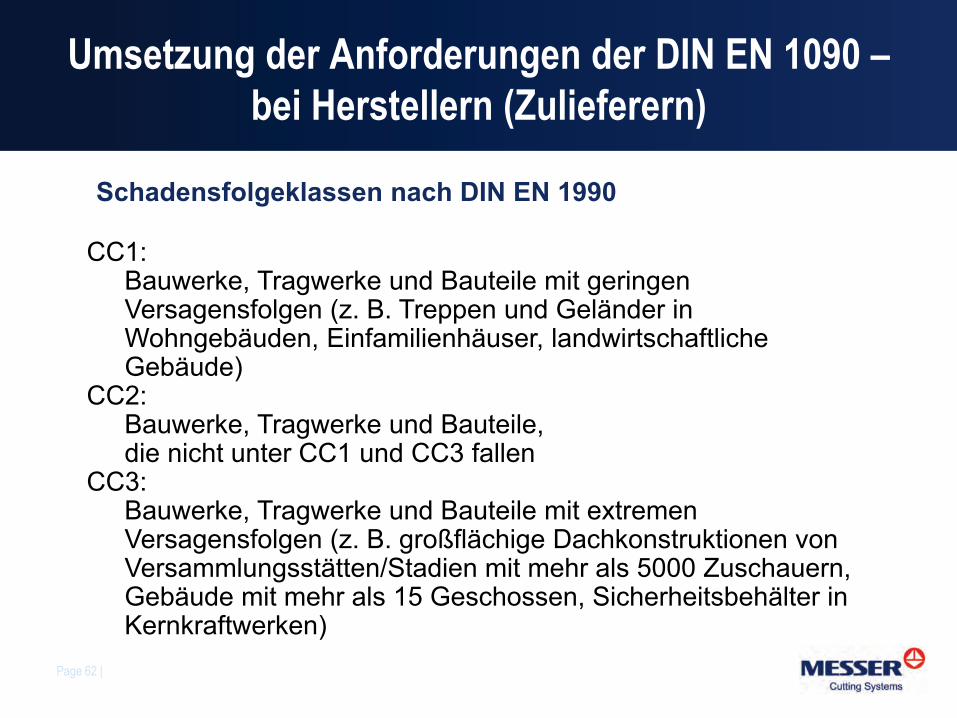
CC1: Bauwerke, Tragwerke und Bauteile mit geringen Versagensfolgen (z. B. Treppen und Geländer in Wohngebäuden, Einfamilienhäuser, landwirtschaftliche Gebäude)
CC2: Bauwerke, Tragwerke und Bauteile, die nicht unter CC1 und CC3 fallen
CC3: Bauwerke, Tragwerke und Bauteile mit extremen Versagensfolgen (z. B. großflächige Dachkonstruktionen von Versammlungsstätten/Stadien mit mehr als 5000 Zuschauern, Gebäude mit mehr als 15 Geschossen, Sicherheitsbehälter in Kernkraftwerken)
Schadensfolgeklassen nach DIN EN 1990
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 63 |
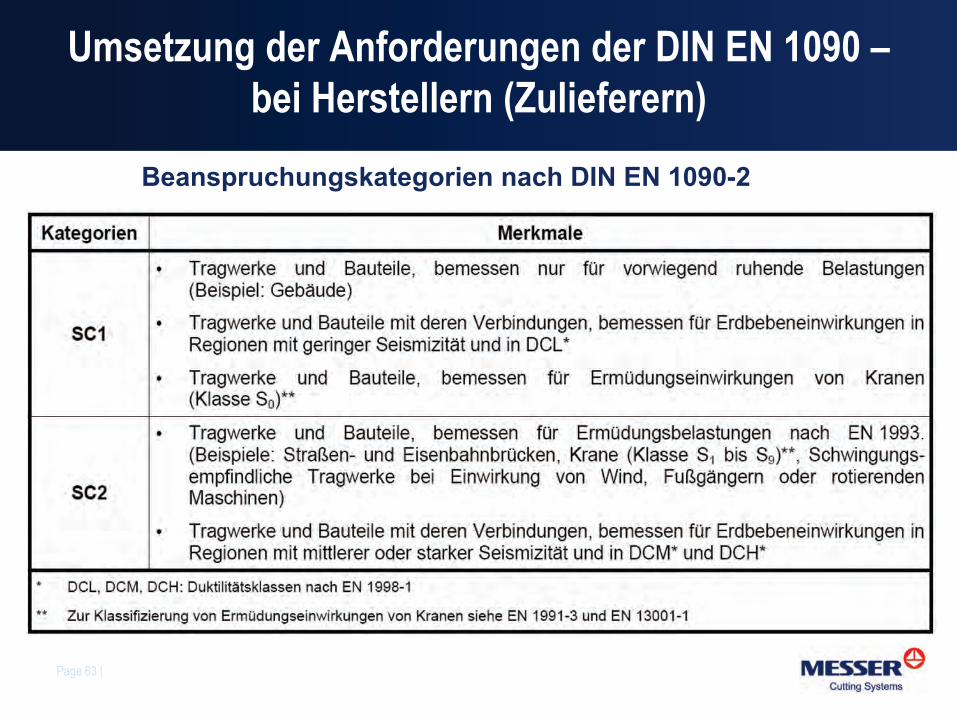
Beanspruchungskategorien nach DIN EN 1090-2
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)
Page 64 |
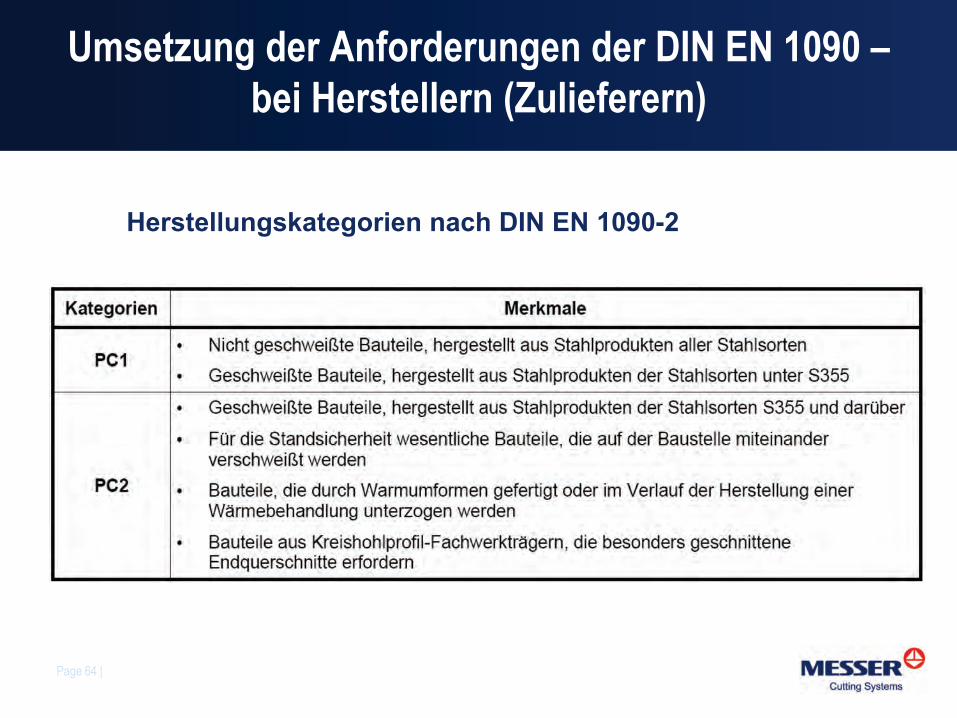
Herstellungskategorien nach DIN EN 1090-2
Umsetzung der Anforderungen der DIN EN 1090 – bei Herstellern (Zulieferern)









![Anhang A: Europäische Empfehlungen für Anforderungen an ...€¦ · EN 60601 -2-54 [XXX] entspricht. 2 . Für Thoraxuntersuchungen mit Spaltradiographiesystemen gelten die Anforderungen](https://static.fdokument.com/doc/165x107/601a53244c332f62285487eb/anhang-a-europische-empfehlungen-fr-anforderungen-an-en-60601-2-54-xxx.jpg)







