MODELL ZUR BEWERTUNG UND STEUERUNG DER ... · 6.8.6 Ergebnisindikatoren ... A.1.16 MAANI ET AL....
307
MODELL ZUR BEWERTUNG UND STEUERUNG DER QUALITÄTSVERBESSERUNG IM RAHMEN VON QUALITÄTSMANAGEMENTSYSTEMEN von Diplom-Ingenieurin Kirsten Andernach aus Berlin von der Fakultät V – Verkehrs- und Maschinensysteme der Technischen Universität Berlin zur Erlangung des akademischen Grades Doktor der Ingenieurwissenschaften - Dr.-Ing. - genehmigte Dissertation Promotionsausschuss: Vorsitzender: Prof. Dr.-Ing. H. Pucher Gutachter: Prof. Dr.-Ing. J. Herrmann Prof. Dr. med. W. Friesdorf Tag der wissenschaftlichen Aussprache: 09. Dezember 2005 Berlin 2006 D 83
Transcript of MODELL ZUR BEWERTUNG UND STEUERUNG DER ... · 6.8.6 Ergebnisindikatoren ... A.1.16 MAANI ET AL....

MODELL ZUR BEWERTUNG UND STEUERUNG DER QUALITÄTSVERBESSERUNG IM RAHMEN VON
QUALITÄTSMANAGEMENTSYSTEMEN
von Diplom-Ingenieurin Kirsten Andernach
aus Berlin
von der Fakultät V – Verkehrs- und Maschinensysteme der Technischen Universität Berlin
zur Erlangung des akademischen Grades
Doktor der Ingenieurwissenschaften - Dr.-Ing. -
genehmigte Dissertation
Promotionsausschuss: Vorsitzender: Prof. Dr.-Ing. H. Pucher Gutachter: Prof. Dr.-Ing. J. Herrmann Prof. Dr. med. W. Friesdorf
Tag der wissenschaftlichen Aussprache: 09. Dezember 2005
Berlin 2006 D 83


VORWORT DER AUTORIN
Diese Arbeit ist während meiner Tätigkeit als wissenschaftliche Mitarbeiterin am Fachgebiet Quali-tätswissenschaft am Institut für Werkzeugmaschinen und Fabrikbetrieb der Technischen Universi-tät Berlin entstanden.
Mein besonderer Dank gilt meinem Doktorvater Herrn Prof. Dr.-Ing. J. Herrmann für die Betreu-ung, die wertvolle Unterstützung und Förderung dieser Arbeit. Sein großes Vertrauen in meine Leistung hat ihr Gelingen erst ermöglicht. Herrn Prof. Dr.-Ing. med. W. Friesdorf danke ich für das sehr große Interesse an meiner Arbeit, für die angeregte Diskussion und für die Bereitschaft diese Arbeit als Gutachter im Rahmen der wissenschaftlichen Aussprache zu begleiten. Herrn Prof. Dr.-Ing. H. Pucher danke ich für Übernahme des Prüfungsvorsitzes im Promotionsausschuss und die sehr angenehme Aussprache.
Ich möchte mich an dieser Stelle zudem bei Herrn H. Stein, Herrn H. Böker und Herrn D. Schmidt-Runge dafür bedanken, dass sie mir die praktische Erprobung meiner Arbeit ermöglicht haben.
Meinen Kollegen während dieser fünf Jahre am Fachgebiet für Qualitätswissenschaft danke ich für die sehr gute Zusammenarbeit, für die kritische Auseinandersetzung mit meiner Arbeit und die hilfreichen Anregungen. Besonders danke ich Michael Gropp und Martin Aurich für ihren Einsatz, ihre Motivation und ihre stete Diskussionsbereitschaft, die mir über manch schwierige Phase im Rahmen dieser Arbeit hinweggeholfen hat. Marc Bockshecker, Alexander Bellabarba, Elena Sesma, Henrik Herklotz, Robert Steuck und vor allem Frauke Sveceny danke ich für eine wunderbare Zeit in einem großartigen Team. Ihr habt als Kollegen und Freunde wesentlich dazu beigetragen, dass mir meine Tätigkeit am Fachgebiet auch in den anstrengenden Phasen immer Freude gemacht hat und ich immer mit einem Lächeln an diese Zeit zurückdenken werde.
Ich bedanke mich nicht zuletzt bei meiner Familie und meinen Freunden, die mich während dieser Zeit unermüdlich unterstützt und auch in kritischen Phasen immer wieder gestärkt haben. Mein Dank geht hier von ganzem Herzen an Jens und Sabine, an Janine und an Niklas. Ohne Euch wäre diese Arbeit so nicht möglich gewesen.
Mein größter Dank jedoch geht an meine Eltern, die immer an mich geglaubt und mir nicht nur diese Arbeit ermöglicht haben. Ihnen widme ich diese Arbeit.
Berlin, 30. Januar 2006 Kirsten Andernach


I
INHALTSVERZEICHNIS
ABBILDUNGSVERZEICHNIS ..........................................................................................................................VI TABELLENVERZEICHNIS................................................................................................................................ X FORMELVERZEICHNIS.................................................................................................................................... X ABKÜRZUNGSVERZEICHNIS.......................................................................................................................XII GLOSSAR ....................................................................................................................................................... XV
1 EINLEITUNG ..............................................................................................................................................1 1.1 Problemstellung ................................................................................................................................1 1.2 Zielsetzung und Aufbau der Arbeit ............................................................................................ 3
2 BEGRIFFE UND GRUNDLAGEN .............................................................................................................5 2.1 Qualität ............................................................................................................................................... 5 2.2 Qualitätsmanagement....................................................................................................................5 2.2.1 Qualitätspolitik und -ziele................................................................................................................. 7 2.2.2 Qualitätsplanung ................................................................................................................................ 8 2.2.3 Qualitätslenkung ................................................................................................................................ 9 2.2.4 Qualitätssicherung ............................................................................................................................. 9 2.2.5 Qualitätsverbesserung ..................................................................................................................... 10
2.3 TQM.................................................................................................................................................. 10 2.4 Qualitätscontrolling .......................................................................................................................11 2.5 Kennzahlen und Indikatoren ..................................................................................................... 12
3 VORSTUDIEN ZUR WIRKSAMKEIT VON QM-SYSTEMEN ............................................................... 15 3.1 QM-Systeme im Überblick ......................................................................................................... 15 3.1.1 Definition.......................................................................................................................................... 15 3.1.2 Zielsetzung und Nutzen ................................................................................................................. 15 3.1.3 Die ISO 9000er Normen als Grundlage von QM-Systemen .................................................... 16 3.1.4 Die ISO/TS 16949 als spezifische Qualitätsnorm der Automobilindustrie ........................... 18
3.2 Praxisworkshop .............................................................................................................................. 19 3.2.1 Zielsetzung und Vorgehen ............................................................................................................. 20 3.2.2 Ergebnisse......................................................................................................................................... 20
3.3 Benchmarkingstudie ....................................................................................................................22 3.3.1 Zielsetzung und Vorgehen ............................................................................................................. 23 3.3.2 Ergebnisse......................................................................................................................................... 24
3.4 Zusammenfassende Erkenntnisse............................................................................................25
4 FORSCHUNGSPROBLEM ........................................................................................................................27 4.1 Situationsanalyse ...........................................................................................................................27 4.2 Handlungsbedarf........................................................................................................................... 31

II INHALTSVERZEICHNIS
5 STAND DES WISSENS ..............................................................................................................................33 5.1 Konzepte der Qualitätsverbesserung .......................................................................................33 5.1.1 Konzept von JURAN.........................................................................................................................33 5.1.2 Konzept von DEMING: 14 Punkte und DEMINGSCHE Reaktionskette ....................................34 5.1.3 Konzept von FEIGENBAUM: TQC ................................................................................................37 5.1.4 Konzept von CROSBY: 14 Schritte des Null-Fehler-Programms...............................................37 5.1.5 Konzept von ISHIKAWA: CWQC...................................................................................................38 5.1.6 Das TQM-Konzept der EFQM: EFQM-Modell für Excellence..............................................39 5.1.7 Konzept von DALE ET AL.: TQMSAT..........................................................................................40 5.1.8 Konzept von IMAI: Kaizen – KVP................................................................................................41 5.1.9 Qualitätsverbesserung im Rahmen der ISO 9001 und 9004......................................................42 5.1.10 Qualitätsverbesserung im Rahmen der ISO/TS 16949..............................................................43 5.1.11 Konzept der Qualitätsverbesserung im St. Galler Konzept von SEGHEZZI ...........................44 5.1.12 Konzept der Qualitätsverbesserung von REPENNING/STERMAN............................................46 5.1.13 The Quality Half-Life Concept von SCHNEIDERMAN................................................................49 5.1.14 Das Six Sigma-Konzept...................................................................................................................51 5.1.15 Zusammenfassende Bewertung der Konzepte ............................................................................52
5.2 Auswertung wesentlicher Studien .............................................................................................54 5.2.1 Studien im Überblick .......................................................................................................................54 5.2.2 PFEIFER (2002): Qualität in produzierenden Unternehmen.......................................................62 5.2.3 STERMAN ET AL. (1997): Unanticipated Side Effects of Successful Quality Programs:
Exploring a Paradox of Organizational Improvement...............................................................64 5.2.4 GAO (1991): U.S. Companies Improve Performance through Quality Efforts ....................70 5.2.5 AHIRE/GOLHAR (1996): Quality Management in Large vs. Small Firms ................................73 5.2.6 AHIRE/O’SHAUGHNESSY (1997): The Role of Top Management Commitment
in Quality Management: An Empirical Analysis of the Auto Parts Industry ..........................75 5.2.7 SARAPH ET AL. (1989): An Instrument for Measuring the Critical
Factors of Quality Management.....................................................................................................78 5.2.8 Das Excellence Barometer 2003 ....................................................................................................81
6 MODELLENTWICKLUNG........................................................................................................................85 6.1 Zielstellung und Anforderungen ...............................................................................................85 6.2 Grundlagen des Modells ..............................................................................................................86 6.2.1 Ursache-Wirkungsbeziehungen......................................................................................................86 6.2.2 Struktur und Wirkungsweise der Qualitätsverbesserung............................................................87
6.3 Entwicklung der Erfolgskriterien .............................................................................................89 6.3.1 Exkurs: Erfolgsfaktorenforschung ................................................................................................89 6.3.2 Anforderung an die Modellkriterien..............................................................................................91 6.3.3 Grundlagen der Entwicklung .........................................................................................................92 6.3.4 Vorgehen ...........................................................................................................................................93
6.4 Struktur und Aufbau des MEQ-Modells .................................................................................94

INHALTSVERZEICHNIS III
6.5 Erfolgsbereich: Befähigung und Verhalten ...........................................................................95 6.5.1 Überblick und Zielstellung ............................................................................................................. 95 6.5.2 Erfolgspotential: Führung .............................................................................................................. 96 6.5.3 Erfolgspotential: Mitarbeiter .......................................................................................................... 99
6.6 Erfolgsbereich: Umsetzung und Methode........................................................................... 104 6.6.1 Überblick und Zielstellung ...........................................................................................................104 6.6.2 Erfolgspotential: Verbesserungsprozess.....................................................................................106 6.6.3 Erfolgspotential: Methodik ..........................................................................................................108
6.7 Erfolgsbereich: Dauerhafte Erfolgssicherung .................................................................... 109 6.7.1 Überblick und Zielstellung ...........................................................................................................109 6.7.2 Erfolgspotential: Ausgewogenheit ..............................................................................................109 6.7.3 Erfolgspotential: Erfolgssicherung..............................................................................................111
6.8 Modellindikatoren ........................................................................................................................112 6.8.1 Zielstellung......................................................................................................................................112 6.8.2 Modellindikatoren im Überblick .................................................................................................113 6.8.3 Frühindikatoren: Befähigung und Verhalten .............................................................................114 6.8.4 Frühindikatoren: Umsetzung und Methode ..............................................................................118 6.8.5 Frühindikatoren: Dauerhafte Erfolgssicherung ........................................................................120 6.8.6 Ergebnisindikatoren ......................................................................................................................123
6.9 Modellbeziehungen .................................................................................................................... 124 6.9.1 Überblick.........................................................................................................................................124 6.9.2 Wirkungsbeziehungen der Erfolgskriterien im MEQ-Modell ................................................126 6.9.3 Verknüpfung der Modellindikatoren im MEQ-Modell ...........................................................129 6.9.4 Zusammenführung der Erfolgskriterien und Modellindikatoren...........................................130
6.10 Bewertungssystematik im MEQ-Modell.............................................................................. 130 6.10.1 Bewertung der Erfolgskriterien ...................................................................................................131 6.10.2 Gesamtauswertung der Erfolgskriterien, -potentiale und -bereiche ......................................132
6.11 Zwischenbewertung der Modellentwicklung...................................................................... 132 6.12 Vorgehenskonzept zum Modelleinsatz................................................................................. 133
7 MODELLERPROBUNG .......................................................................................................................... 135 7.1 Vorgehen zur Erprobung des MEQ-Modells...................................................................... 136 7.1.1 Zielsetzung der praktischen Erprobung.....................................................................................136 7.1.2 Methode der Datenerhebung.......................................................................................................138
7.2 Ergebnisse der Modellerprobung: Fallbeispiel Automobilindustrie............................ 140 7.2.1 Darstellung des Unternehmens ...................................................................................................140 7.2.2 Erhebung der Daten......................................................................................................................140
7.3 Analyse und Auswertung der Fallstudien..............................................................................141 7.3.1 Intra-Fall-Analyse: Ergebnisse der Entwicklungsabteilung A.................................................142 7.3.2 Intra-Fall-Analyse: Ergebnisse der Entwicklungsabteilung B .................................................143 7.3.3 Inter-Fall-Analyse ..........................................................................................................................144 7.3.4 Überprüfung der Ursache-Wirkungsbeziehungen ....................................................................147

IV INHALTSVERZEICHNIS
7.4 Zusammenfassende Bewertung der Modellerprobung ....................................................153 7.4.1 Bewertung der Güte der Fallstudie............................................................................................. 153 7.4.2 Bewertung der Modellerprobung................................................................................................ 154
8 ZUSAMMENFASSUNG UND AUSBLICK ...............................................................................................157
LITERATURVERZEICHNIS ........................................................................................................................159
ANHANG .......................................................................................................................................................175 A.1 Studien ............................................................................................................................................175 A.1.1 Einführung in die empirische Forschung .................................................................................. 175 A.1.2 SARAPH ET AL. (1989):
An Instrument for Measuring the Critical Factors of Quality Management ........................ 179 A.1.3 CORBETT ET AL. (2002):
The Financial Impact of ISO 9000 Certification: An Empirical Analysis ............................ 181 A.1.4 SINGHAL/HENDRICKS (1995):
Does Implementing an Effective TQM Program Actually Improve Operating Performance? Empirical Evidence from Firms That have Won Quality Awards............... 183
A.1.5 TERZIOVSKI ET AL. (1996): The business value of quality management systems certification - Evidence form Australia and New Zealand............................................................................ 185
A.1.6 WALGENBACH (2000): Die normengerechte Organisation: Studie über die Entstehung, Verbreitung und Nutzung der DIN EN ISO 9000er Normenreihe ..................................... 188
A.1.7 WALGENBACH/BECK (2003): Das Erklärungspotential der neoinstitutionalistischen Organisationstheorie am Beispiel ISO 9000 ................................................................................................................... 192
A.1.8 BROWN ET AL. (1997): Smaller enterprises’ experiences with ISO 9000....................................................................... 193
A.1.9 KPMG (1998): QM- und UM-Systeme bei Dienstleistern und in der Industrie............................................. 196
A.1.10 CASADESÚS/GIMÉNEZ (2000): The benefits of the implementation of the ISO 9000 standard: empirical research in 288 Spanish companies ........................................................................... 198
A.1.11 FLYNN ET AL. (1995): The Impact of Quality Management Practices on Performance and Competitive Advantage ................................................................................................................ 199
A.1.12 VAN DER WIELE/BROWN (2002): Quality Management over a Decade: A Longitudinal Study................................................... 202
A.1.13 REESE / PETERSEN (1996): Qualitätsmanagement – Eine empirische Studie im Werkzeugmaschinenbau..................... 203
A.1.14 STEINBEIS-TRANSFER-INSTITUT FÜR MANAGEMENT UND INNOVATION (2002): Studie zum Thema Qualitätsmanagement und ISO 9000:2000 ............................................. 205
A.1.15 ROMMEL ET AL. (1994): Does Quality Pay? MCKINSEY & COMPANY (1995): Excellence in Quality Management................................... 206

INHALTSVERZEICHNIS V
A.1.16 MAANI ET AL. (1994): Empirical Analysis of Quality Improvement in Manufacturing .............................................210
A.2 Erfolgskriterienanalyse .............................................................................................................. 216 A.2.1 Basisliste potentieller Erfolgskriterien ........................................................................................216 A.2.2 Cluster der Erfolgskriterien..........................................................................................................230
A.3 Operationalisierung der Erfolgskriterien.............................................................................234 A.3.1 Qualitätsverständnis (1) ................................................................................................................234 A.3.2 Führungskräftequalifikation (2) ...................................................................................................234 A.3.3 Führungscommitment (3).............................................................................................................235 A.3.4 Mitarbeiterschulung (4) .................................................................................................................235 A.3.5 Mitarbeitermotivation (5)..............................................................................................................235 A.3.6 Empowerment (6)..........................................................................................................................236 A.3.7 Veränderungsfähigkeit (7) ............................................................................................................236 A.3.8 Zielorientierung (8)........................................................................................................................236 A.3.9 Vorgehensweise (9)........................................................................................................................237 A.3.10 Ergebnissicherung (10) .................................................................................................................237 A.3.11 Problemlösungsmethode (11) ......................................................................................................237 A.3.12 Methodeneinsatz (12) ....................................................................................................................237 A.3.13 Ausgewogenen Verbesserung (13) ..............................................................................................238 A.3.14 Review (14) .....................................................................................................................................238
A.4 Fragebogen....................................................................................................................................239 A.5 Kurzpräsentation im Rahmen der Modellerprobung........................................................249 A.6 Streudiagramme...........................................................................................................................254

VI
ABBILDUNGSVERZEICHNIS
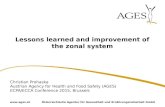
Abbildung 1-1: Aufbau der Arbeit [Quelle: Eigene Darstellung] ..................................................................................................4
Abbildung 2-1: Matrix des Qualitätsmanagements [Quelle: Herrmann (2000), S. 217] ......................................................................................7
Abbildung 2-2: Wirkung der Qualitätspolitik [Quelle: Eigene Darstellung in Anlehnung an Benes et al. (2001), S. 1526-1529] ................8
Abbildung 2-3: Regelkreis des Qualitätscontrollings [Quelle: Eigene Darstellung] ................................................................................................12
Abbildung 3-1: Prozessmodell der ISO 9001 [Quelle: ISO 9001:2000, S. 13].........................................................................................17
Abbildung 3-2: Entwicklung der ISO/TS 16949:2002 [Quelle: Eigene Darstellung] ................................................................................................19
Abbildung 3-3: Vorgehen des Praxisworkshops [Quelle: Eigene Darstellung] ................................................................................................20
Abbildung 3-4: Beispiel Umsetzungsprofil [Quelle: Eigene Darstellung, Benchmarkingstudie] ................................................................24
Abbildung 3-5: Zusammenfassung - Ergebnis Voruntersuchung Benchmarkingstudie [Quelle: Eigene Darstellung, Benchmarkingstudie] ................................................................25
Abbildung 4-1: Forschungsproblem - interne Nachweislücke [Quelle: Eigene Darstellung] ................................................................................................31
Abbildung 4-2: Problemstruktur [Quelle: Eigene Darstellung] ................................................................................................32
Abbildung 5-1: JURAN-Trilogie [Quelle: Juran (1998), S. 5.8] .............................................................................................33
Abbildung 5-2: DEMINGSCHE Reaktionskette [Quelle: Kamiske/Brauer (1999), S. 46] ............................................................................36
Abbildung 5-3: EFQM-Modell für Excellence [Quelle: EFQM (2003), S. 12]..........................................................................................39
Abbildung 5-4: Modellaufbau [Quelle: in Anlehnung an Repenning/Sterman (1997), S. 18].............................................47
Abbildung 5-5: Six Sigma: DMADV – DMAIC [Quelle: Herrmann/Andernach (2003), S. 544] .................................................................52
Abbildung 5-6: Überblick Modellstruktur [Quelle: Sterman et al. (1997), S. 38] .................................................................................68
Abbildung 5-7: Total Quality Model [Quelle: GAO (1991), S. 15].............................................................................................71
Abbildung 5-8: Der Entwicklungsprozess [Quelle: Saraph et al. (1989), S. 819].................................................................................79
Abbildung 6-1: Vorgehen der Modellentwicklung [Quelle: Eigene Darstellung] ................................................................................................85
Abbildung 6-2: Ursache-Wirkungskette der BSC [Quelle: Kaplan/Norton (1997), S. 29]..............................................................................87

ABBILDUNGSVERZEICHNIS VII
Abbildung 6-3: Strukturierung der Qualitätsverbesserung: Potentialentfaltung - Ergebnisfähigkeit - Qualitätsfähigkeit [Quelle: Eigene Darstellung] ................................................................................................ 89
Abbildung 6-4: Vorgehen zur Entwicklung der Erfolgskriterien [Quelle: Eigene Darstellung] ................................................................................................ 93
Abbildung 6-5: Struktur und Aufbau des MEQ-Modells [Quelle: Eigene Darstellung] ................................................................................................ 95
Abbildung 6-6: Übersicht Erfolgbereich „Befähigung und Verhalten“ [Quelle: Eigene Darstellung] ................................................................................................ 96
Abbildung 6-7: Zusammensetzung der Arbeitszeit [Quelle: Eigene Darstellung] ..............................................................................................102
Abbildung 6-8: Übersicht Erfolgsbereich „Umsetzung und Methode“ [Quelle: Eigene Darstellung] ..............................................................................................105
Abbildung 6-9: Strukturierung des Erfolgsbereichs „Umsetzung und Methode“ [Quelle: Eigene Darstellung] ..............................................................................................106
Abbildung 6-10: Überblick Erfolgsbereich „Dauerhafte Erfolgssicherung“ [Quelle: Eigene Darstellung] ..............................................................................................109
Abbildung 6-11: Operative und strategische Prozesse [Quelle: Eigene Darstellung] ..............................................................................................110
Abbildung 6-12: Zeitlicher Zusammenhang zwischen strategischer und operativer Qualitätsverbesserung - schematische Darstellung - [Quelle: Eigene Darstellung] ..............................................................................................111
Abbildung 6-13: Systematik der Modellindikatoren [Quelle: Eigene Darstellung] ..............................................................................................112
Abbildung 6-14: Erfassungsblatt - Aufbau der Indikatordarstellung [Quelle: Eigene Darstellung] ..............................................................................................113
Abbildung 6-15: Frühindikator - Anteil Qualitätsverbesserungskosten [Quelle: Eigene Darstellung] ..............................................................................................115
Abbildung 6-16: Frühindikatoren - Schulungsaufwand und Schulungsquote Führung [Quelle: Eigene Darstellung] ..............................................................................................116
Abbildung 6-17: Frühindikator - Beteiligungsquote Führung [Quelle: Eigene Darstellung] ..............................................................................................116
Abbildung 6-18: Frühindikator - Coachingquote Top-Management [Quelle: Eigene Darstellung] ..............................................................................................116
Abbildung 6-19: Frühindikatoren - Schulungsaufwand und Schulungsquote je Mitarbeiter [Quelle: Eigene Darstellung] ..............................................................................................117
Abbildung 6-20: Frühindikator - Beteiligungsquote Mitarbeiter [Quelle: Eigene Darstellung] ..............................................................................................117
Abbildung 6-21: Frühindikator - Projektvorschlagsquote Mitarbeiter [Quelle: Eigene Darstellung] ..............................................................................................118
Abbildung 6-22: Frühindikator - Verbesserungszeit [Quelle: Eigene Darstellung] ..............................................................................................118
Abbildung 6-23: Frühindikatoren - Anzahl und Anteil laufender Qualitätsverbesserungsprojekte [Quelle: Eigene Darstellung] ..............................................................................................119
Abbildung 6-24: Frühindikator - Implementierungsdauer [Quelle: Eigene Darstellung] ..............................................................................................119
Abbildung 6-25: Frühindikator - Umsetzungsquote (insgesamt) [Quelle: Eigene Darstellung] ..............................................................................................120

VIII ABBILDUNGSVERZEICHNIS
Abbildung 6-26: Frühindikator - Problemlösungszeit [Quelle: Eigene Darstellung] ............................................................................................. 120
Abbildung 6-27: Frühindikator - Kapazitätsauslastung [Quelle: Eigene Darstellung] ............................................................................................. 121
Abbildung 6-28: Frühindikator - operative Verbesserungsprojekte [Quelle: Eigene Darstellung] ............................................................................................. 121
Abbildung 6-29: Frühindikator - Aufwand für operative Verbesserungsprojekte [Quelle: Eigene Darstellung] ............................................................................................. 121
Abbildung 6-30: Frühindikator - strategische Verbesserungsprojekte [Quelle: Eigene Darstellung] ............................................................................................. 122
Abbildung 6-31: Frühindikator - Aufwand für strategische Verbesserungsprojekte [Quelle: Eigene Darstellung] ............................................................................................. 122
Abbildung 6-32: Frühindikatoren - operative und strategische Umsetzungsquote [Quelle: Eigene Darstellung] ............................................................................................. 123
Abbildung 6-33: Frühindikator - Review-Frequenz [Quelle: Eigene Darstellung] ............................................................................................. 123
Abbildung 6-34: Ergebnisindikator - Anteil fähiger Produktionsprozesse [Quelle: Eigene Darstellung] ............................................................................................. 123
Abbildung 6-35: Ergebnisindikatoren - Prozessausbeute und Fehlerquote [Quelle: Eigene Darstellung] ............................................................................................. 124
Abbildung 6-36: Ergebnisindikator - Zielerreichungsgrad [Quelle: Eigene Darstellung] ............................................................................................. 124
Abbildung 6-37: Modellbeziehungen im Überblick [Quelle: Eigene Darstellung] ............................................................................................. 127
Abbildung 6-38: Beziehung der Erfolgskriterien - Dynamik des Modells [Quelle: Eigene Darstellung] ............................................................................................. 128
Abbildung 6-39: Ursache-Wirkungsbeziehung der Modellindikatoren [Quelle: Eigene Darstellung] ............................................................................................. 129
Abbildung 6-40: Beziehungen im MEQ-Modell - Zusammenführen der Erfolgskriterien und Modellindikatoren [Quelle: Eigene Darstellung] ............................................................................................. 130
Abbildung 6-41: Bewertungssystematik der Erfolgskriterien [Quelle: Eigene Darstellung] ............................................................................................. 131
Abbildung 6-42: Einsatz der Ampelsystematik [Quelle: Eigene Darstellung] ............................................................................................. 132
Abbildung 6-43: Vorgehensmodell zur Anwendung des MEQ-Modells [Quelle: Eigene Darstellung] ............................................................................................. 134
Abbildung 7-1: Aufteilung der Interviews [Quelle: Eigene Darstellung] ............................................................................................. 141
Abbildung 7-2: Bewertung der Entwicklungsabteilung A [Quelle: Eigene Darstellung] ............................................................................................. 143
Abbildung 7-3: Bewertung der Entwicklungsabteilung B [Quelle: Eigene Darstellung] ............................................................................................. 144
Abbildung 7-4: Pilothafte Gesamtauswertung des Unternehmens [Quelle: Eigene Darstellung] ............................................................................................. 145
Abbildung 7-5: Gegenüberstellung der Erfolgskriterien [Quelle: Eigene Darstellung] ............................................................................................. 146
Abbildung 7-6: Bedeutung der Frühindikatoren [Quelle: Eigene Darstellung] ............................................................................................. 147

ABBILDUNGSVERZEICHNIS IX
Abbildung 7-7: Angepasste Beziehung zwischen den Erfolgskriterien im MEQ-Modell [Quelle: Eigene Darstellung] ..............................................................................................153
ANHANG Abbildung A 1: Vorgehen zur Generierung von Hypothesen
[Quelle: Eigene Darstellung] ..............................................................................................176 Abbildung A 2: Einteilung der Zeitperioden
[Quelle: In Anlehnung an Singhal/Hendricks (1999), S. 8] .............................................184 Abbildung A 3: Anzahl der Zertifizierungen im Unternehmen
[Quelle: KPMG (1998), S. 7] ..........................................................................................197 Abbildung A 4: Inwieweit konnte der mit QM- und UM-Systemen verbundene
Nutzen realisiert werden? [Quelle: KPMG (1998), S. 7] ..........................................................................................197
Abbildung A 5: Beziehungsmodell zwischen Qualitätsmanagementmethoden und der Performance [Quelle: in Anlehnung an Flynn et al. (1995), S. 661] .....................................................200
Abbildung A 6: Überarbeitetes Beziehungsmodell [Quelle: Flynn et al. (1995), S. 678] ................................................................................201
Abbildung A 7: Modell zu Qualitätsdefinitionen und Indikatoren [Quelle: Rommel et. al. (1994), S. 52] ..............................................................................207
Abbildung A 8: Topunternehmen - Prozess- und Designqualität [Quelle: Rommel et. al. (1994), S. 54] ..............................................................................208
Abbildung A 9: Q-P-Modell [Quelle: MAANI ET. AL. (1994), S. 29] .........................................................................212

X
TABELLENVERZEICHNIS
Tabelle 3-1: Bewertung der Problemschwerpunkte [Quelle: Eigene Darstellung, GQW-Tagung 2002]..............................................................21
Tabelle 5-1: Gegenüberstellung der Qualitätskonzepte [Quelle: Eigene Darstellung] ................................................................................................53
Tabelle 5-2: Studien im Überblick [Quelle: Eigene Darstellung] ................................................................................................55
Tabelle 5-3: Übersicht der Erfolgsindikatoren und kritischen Erfolgsfaktoren [Quelle: Eigene Darstellung] ................................................................................................62
Tabelle 5-4: Übersicht Modellvariablen [Quelle: Eigene Darstellung in Anlehnung an Sterman et al. (1997), S. 7] ..........................65
Tabelle 5-5: Klassifizierung der untersuchten Unternehmen [Quelle: Ahire/Golhar (1996), S. 6] ..................................................................................74
Tabelle 6-1: Überblick - Modellindikatoren [Quelle: Eigene Darstellung] ............................................................................................. 114
Tabelle 6-2: Übersicht des zielgruppenorientierten Modelleinsatzes [Quelle: Eigene Darstellung] ............................................................................................. 133
Tabelle 7-1: Übersicht der Interviewinhalte je Perspektive [Quelle: Eigene Darstellung] ............................................................................................. 140
Tabelle 7-2: Test auf Normalverteilung nach David [Quelle: Eigene Darstellung] ............................................................................................. 149
Tabelle 7-3: Korrelationsmatrix [Quelle: Eigene Darstellung] ............................................................................................. 150
Tabelle 7-4: Übersicht Zusammenhangshypothesen [Quelle: Eigene Darstellung] ............................................................................................. 152
Tabelle 7-5: Zusammengefasste Modellbewertung [Quelle: Eigene Darstellung] ............................................................................................. 156
ANHANG Tabelle A 1: Kombination der Untersuchungsvarianten
[Quelle: Bortz/Döring (2002), S. 61] .............................................................................. 177 Tabelle A 2: Zusammensetzung der Stichprobe nach Kategorien
[Quelle: Eigene Darstellung in Anlehnung an Walgenbach (2000), S. 111f.].................... 189 Tabelle A 3: Aufgetretene Probleme und Lösungen
[Quelle: Brown et al. (1998), S. 283] ............................................................................... 195 Tabelle A 4: Unterschiede der Unternehmen
[Quelle: Rommel et. al. (1994), S. 56] ............................................................................. 209 Tabelle A 5: Pfadkoeffizienten der direkten Beziehungen von Qualität
und Fertigungsleistung [Quelle: MAANI ET AL. (1994), S. 30] .......................................................................... 213
Tabelle A 6: Pfadkoeffizienten der indirekten Beziehung zwischen Qualität, Prozessoutput und Fertigungsleistung [Quelle: MAANI ET AL. (1994), S. 31] .......................................................................... 213
Tabelle A 7: Varianten der Unternehmensleistung [Quelle: MAANI ET AL. (1994), S. 32] .......................................................................... 214

TABELLEN- UND FORMELVERZEICHNIS XI
Tabelle A 8: Kombinierte Beziehungen zu Qualität [Quelle: MAANI ET AL. (1994), S. 32]...........................................................................214
Tabelle A 9: Gesamteffekte der Qualität [Quelle: MAANI ET AL. (1994), S. 33]...........................................................................215
FORMELVERZEICHNIS
Formel 5-1: Berechnung des Marktumfangs für neue Produkte [Quelle: Sterman et. al. (1997), S. 8].................................................................................. 66
Formel 5-2: Berechnung des Commitments zu TQM [Quelle: Sterman et al. (1997), S. 8f.]................................................................................. 66
ANHANG Formel A 1: Ermittlung der erwarteten und der abnormalen Performance
[Quelle: Corbett et al. (2002a), S. 10] ..............................................................................183 Formel A 2: Ermittlung der binären Logit-Regression
[Quelle: vgl. Walgenbach/Beck (2003), S. 508] ...............................................................193

XII
ABKÜRZUNGSVERZEICHNIS
ADI Analog Devices AMC Australian Manufacturing Council ANOVA Analysis of Variance BR Business Reengineering BSC Balanced Scorecard bspw. beispielsweise bzgl. bezüglich bzw. beziehungsweise CDN Kanada CEO Chief Executive Officer CWQC Company-wide Quality Control D Deutschland DBZ Deutsches Benchmarking Zentrum DFSS Design for Six Sigma d.h. das heißt DIN Deutsches Institut für Normung e.V. Diss. Dissertation DMADV Define Measure Analyze Design Verify DMAIC Define Measure Analyze Improve Control DOE Design of Experiments E Spanien EEQ Employee Empowerment Questionnaire EFQM European Foundation for Quality Management EG Europäische Gemeinschaft EK Erfolgskriterium EQA European Quality Award ExBa Excellence Barometer f. folgende ff. fortfolgende F&E Forschung und Entwicklung FMEA Fehlermöglichkeits- und -einflussanalyse GAO General Accounting Office ggf. gegebenenfalls ggü. gegenüber GmbH Gesellschaft mit beschränkter Haftung GoF Grundsätze ordnungsgemäßer Unternehmensführung GQW Gesellschaft der Qualitätswissenschaft e.V. GuV Gewinn- und Verlustrechnung GWR generalisierte Widerstandsressourcen Hrsg. Herausgeber IATF International Automotive Task Force

ABKÜRZUNGSVERZEICHNIS XIII
i.d.R. in der Regel IPO-IT Institut für Prozessoptimierung und Informationstechnologien JAMA Japan Automobile Manufacturers Association Jg. Jahrgang k.A. keine Angabe KBA Kraftfahrt-Bundesamt KMU Kleine und mittelständische Unternehmen KVP Kontinuierlicher Verbesserungsprozess LEP Ludwig Erhard Preis (Deutscher Qualitätspreis) lfd. laufende MA Mitarbeiter MANCOVA Multivariate Kovarianzanalyse MANOVA Multivariate Analysis of Variance MEQ Modell der Erfolgskriterien zur Qualitätsverbesserung MBNQA Malcolm Baldrige National Quality Award Mio. Millionen MIT Massachusetts Institute of Technology NIFA Neue Informationstechnologien und flexible Arbeitssysteme N.N. nomen nescio NV Normalverteilung NZ Neuseeland o.A. ohne Angabe OEM Original Equipment Manufacturer OTG Obere Toleranzgrenze PDCA Plan Do Check Act PIMS Profit Impact of Market Strategy ppm parts per million PR Public Relations QFD Quality Function Deployment QIP Quality Improvement Process QM Qualitätsmanagement QM-System Qualitätsmanagementsystem R&D Research & Development ROA Return on Assets (Gesamtkapitalrentabilität) ROI Return on Investment RQ Rücklaufquote s Standardabweichung SDCA Standardize Do Check Act SIC Standard Industrial Classification sog. so genannte SPC Statistic Process Control TPM Total Productive Maintenance TQC Total Quality Control TQM Total Quality Management

XIV ABKÜRZUNGSVERZEICHNIS
TQMSAT Total quality management sustaining audit tool TS Technische Spezifikation TU Technische Universität u.a. unter anderem UM-System Umweltmanagementsystem usw. und so weiter UTG Untere Toleranzgrenze VDA Verband der deutschen Automobilindustrie vgl. vergleiche z.B. zum Beispiel z.T. zum Teil

XV
GLOSSAR
A
Ausgewogene Verbesserung (MEQ-Erfolgskriterium) Qualitätsverbesserungsaktivitäten müssen sich auf die qualitätsrelevanten operativen und strate-gischen Prozesse beziehen.
B
Benchmarking Benchmarking ist ein Prozess zum Vergleichen von Produkten, Dienstleistungen, Prozessen und Methoden über mehrere Unternehmen hinweg, mit dem Ziel, Leistungsdefizite aufzude-cken und zur Leistungssteigerung beizutragen.
C
Coaching Coaching wird als Führungsaufgabe verstanden, die die Begleitung, Beratung und Förderung der Mitarbeiter zum Inhalt hat.
E
Erfolgsbereich Der Erfolgsbereich bildet die oberste Strukturierungsebene des MEQ-Modells. Das Modell be-steht aus den drei Erfolgsbereichen „Befähigung und Verhalten“, „Umsetzung und Methode“ sowie „Dauerhafte Erfolgssicherung“. Jeder Erfolgsbereich setzt sich aus zwei Erfolgspotentialen und mehreren Erfolgskriterien zusammen.
Erfolgsfaktor Erfolgsfaktoren sind Fähigkeiten, Ressourcen oder Verhaltensweisen, die den Erfolg eines Un-ternehmens beeinflussen und vom Unternehmen beeinflussbar sind. Erfolgsfaktoren entschei-den über Erfolg und Misserfolg unternehmerischen Handelns.
Erfolgskriterium Unter einem Erfolgskriterium wird in dieser Arbeit eine Schlüsselgröße für eine wirksame Quali-tätsverbesserung im Unternehmen verstanden. Ein Erfolgskriterium ist ursächlich für den Er-folg von Qualitätsverbesserungsaktivitäten und hilft dem Unternehmen das Qualitätsverbesse-rungsprogramm zu leiten, zu lenken und zu steuern. Die Erfolgskriterien stellen die unterste Strukturierungsebene des MEQ-Modells dar, beziehen sich auf die Potentiale der Organisation und sind qualitativer Natur.
Erfolgspotential Ein Erfolgspotential fasst ein oder mehrere Erfolgskriterien im MEQ-Modell inhaltlich zu einer Gruppe zusammen.
Ergebnisfähigkeit Die Ergebnisfähigkeit zeigt, ob die Potentiale zur Qualitätsverbesserung frühzeitig genutzt wer-den und ob das Unternehmen in der Lage ist, diese Potentiale in Ergebnisse umzusetzen. Die Ergebnisfähigkeit wird über Frühindikatoren gemessen.

XVI GLOSSAR
Ergebnisindikator Ergebnisindikatoren werden am Ende einer Prozesskette bestimmt und stellen die erzielten Re-sultate - im Gegensatz zu den Frühindikatoren - mit einem zeitlichen Verzug dar. Im MEQ-Modell zeigen die Ergebnisindikatoren die Qualitätsfähigkeit an.
Ergebnissicherung (MEQ-Erfolgskriterium) Dieses Erfolgskriterium bildet die Fortschrittsüberwachung bzw. die Systematik des Single-loop-learnings zur Sicherung der Projektergebnisse ab. Es muss ein Regelkreis bestehen, um die Umsetzung von Projektergebnissen zu überwachen und bei Abweichungen Maßnahmen zu er-greifen.
Empowerment (MEQ-Erfolgskriterium) Dieses Erfolgskriterium berücksichtigt den Faktor des Dürfens. Die Mitarbeiter müssen die Verantwortung und die Zeit erhalten, Verbesserungen und Verbesserungsprojekte durchzufüh-ren.
F
Führungscommitment (MEQ-Erfolgskriterium) Es muss eine Verpflichtung der Führung vorliegen, das Qualitätsverbesserungsprogramm in ih-rem Bereich zu fördern und zu unterstützen.
Frühindikator Frühindikatoren zeigen frühzeitig an, ob gesetzte Ziele erreicht werden können. Voraussetzung ist der Aufbau einer logischen Kette aus Ursache und Wirkung, die den Weg zum Erfolg be-stimmt. Frühindikatoren überwachen die Erfolgskriterien.
Führungskräftequalifikation (MEQ-Erfolgskriterium) Die Führungskräfte müssen befähigt sein, die Qualitätsverbesserung in den Unternehmensberei-chen voranzubringen.
M
Managementkonzept Managementkonzepte dienen der Strukturierung und Bewältigung unternehmerischer Problem-stellungen, unterstützen die Gestaltung von Unternehmen und bieten Vorgehensweisen zur Problemlösung.
Methodeneinsatz (MEQ-Erfolgskriterium) Der Verbesserungsprozess muss durch adäquaten Einsatz von Methoden zur Analyse, zur Er-fassung der Daten und zur Generierung von Lösungen wirksam unterstützt werden, um syste-matisch Qualitätsverbesserungsmaßnahmen abzuleiten.
Mitarbeitermotivation (MEQ-Erfolgskriterium) Die Motivation der Mitarbeiter, sich in Verbesserungsprojekten zu engagieren ist entscheidend für den Grad der Mitarbeiterbeteiligung. Die Mitarbeitermotivation bezieht sich auf die Leis-tungsdimension Wollen. Sie hängt von einer Vielzahl von Faktoren ab, ist sowohl fremd- als auch selbstmotiviert und zudem von Mitarbeiter zu Mitarbeiter unterschiedlich.
Mitarbeiterschulung (MEQ-Erfolgskriterium) Die Mitarbeiter müssen durch Schulungs- und Weiterbildungsmaßnahmen dazu befähigt wer-den, kontinuierlich alle qualitätsrelevanten Prozesse in ihrem Arbeitsbereich zu verbessern.

GLOSSAR XVII
O
Operative Qualitätsverbesserung Operative Verbesserungen betreffen die Verbesserung existierender Prozesse zur Erbringung eines Produktes oder einer Dienstleistung, also die Wertschöpfung des existierenden Produkts bzw. der existierenden Dienstleistung. Diese Verbesserungen ermöglichen schnelle Erfolge im Gegensatz zu den strategischen Qualitätsverbesserungen.
P
Potentialentfaltung Die Potentialentfaltung drückt die Eignung einer Organisation zum Betreiben einer dauerhaft erfolgreichen Qualitätsverbesserung aus und wird mittels der Erfolgkriterien beurteilt.
Problemlösungsmethode (MEQ-Erfolgskriterium) Für die wirksame Verbesserung muss ein Prozess zur Problemlösung festgelegt sein, mit dem die Grundursachen ermittelt und beseitigt werden können.
Q
Qualitätsfähigkeit Die Qualitätsfähigkeit bezeichnet die Eignung einer Organisation oder ihrer Elemente zur Reali-sierung einer Einheit, die Qualitätsforderung an diese Einheit zu erfüllen. [DIN 55350-11]
Qualitätsverbesserung Die Qualitätsverbesserung ist der Teil des Qualitätsmanagements, der auf die Erhöhung der Fä-higkeit zur Erfüllung der Qualitätsanforderungen gerichtet ist. [ISO 9000]
Qualitätsverständnis (MEQ-Erfolgskriterium) Das Qualitätsverständnis ist Ausdruck der Haltung einer Organisation zur Qualität. Es be-stimmt die Art und Weise, wie die ständige Verbesserung der Qualitätsfähigkeit in einem Unter-nehmen betrieben wird und hängt von dem Stellenwert der Qualität im Verhältnis zu Kosten und Zeit im Unternehmen ab.
R
Review (MEQ-Erfolgskriterium) Der Verbesserungsprozess muss einer regelmäßigen Überprüfung unterzogen werden, um des-sen Wirksamkeit und Erfolg sicherzustellen. Das Review fördert Lernprozesse im Unterneh-men.
S
Six Sigma Six Sigma ist zum einen ein Konzept zur systematischen Entwicklung und Verbesserung von Produkten und Prozessen. Zum andern gibt Six Sigma die Prozessstreubreite eines normalver-teilten Prozesses wieder.
Strategische Qualitätsverbesserung Strategischen Verbesserungen betreffen die Innovationsprozesse respektive die Forschungs- und Entwicklungsprozesse. Der Verbesserungszyklus ist i.d.R. länger als bei operativen Qualitäts-verbesserungen, da sich diese Prozesse durch eine höhere technische und organisatorische Kom-plexität auszeichnen.

XVIII GLOSSAR
Stress Stress bezeichnet eine Form der psychischen oder auch physischen Beanspruchung oder Belas-tung. Stress ist eine individuelle und subjektive Empfindung bezüglich bestimmter Leistungsan-forderungen.
Stressor Als Stressor wird ein Stress auslösender Faktor bezeichnet.
V
Veränderungsfähigkeit (MEQ-Erfolgskriterium) Die Veränderungsfähigkeit bezeichnet die Eignung, mit Veränderungen umzugehen. Verände-rungen können zu einer psychischen Belastung bzw. Beanspruchung führen und Stress auslösen. Je einschneidender eine Veränderung empfunden wird, desto größere Rolle spielen Emotionen und Ängste. Ängste und Barrieren der Mitarbeiter müssen bei der Einführung von Verbesse-rungsmaßnahmen berücksichtigt werden.
Vorgehensweise (MEQ-Erfolgskriterium) Die systematische Vorgehensweise der Verbesserung umfasst einen Prozess zur Auswahl und Priorisierung von Projekten, ein Vorgehen zur Projektdurchführung sowie die Entscheidung über zu implementierende Maßnahmen.
Z
Zielorientierung (MEQ-Erfolgskriterium) Es muss eine klare Vorstellung vorliegen, welche Ziele mit dem Verbesserungsprozess erreicht werden sollen. Zum einen müssen die Qualitätsverbesserungen der Erreichung langfristiger Ziele als Grundlage für die Auswahl konkreter Projekte dienen. Zum anderen müssen für die konkreten Projekte qualitative und quantitative Ziele definiert werden, die mit den langfristigen Zielen im Einklang stehen und dazu dienen, den Erfolg der Verbesserungsprojekte zu bewerten.

KAPITEL 1: EINLEITUNG „Wer aufhört, besser zu werden, hat aufgehört, gut zu sein.“ [Philip Rosenthal]


KAPITEL 1: EINLEITUNG 1
1 Einleitung
1.1 Problemstellung
„Ein leistungsfähiges Qualitätsmanagement sichert dem Unternehmen die ständige Verbesserung der Effektivität durch kundenoptimale Produkte und die ständige Verbesserung der Effizienz, d.h. die optimale Ausnutzung der Ressourcen, durch die Vermeidung von Fehlleistung.“1
Viele Organisationen, die in der Vergangenheit die Forderung nach der Einführung eines Quali-tätsmanagementsystems (QM-Systems) erfüllt haben, mussten erkennen, dass allein die Einrichtung eines solchen Systems nicht ausreicht, um die Effektivität sicherzustellen und positive Ergebnisse zu erzielen.
Dies lässt sich am Beispiel des Automobilsektors verdeutlichen. Die Hersteller führen die „Fähigkeit Qualitätsmanagement“ als Erfolgsfaktor ihrer Zulieferer an. Qualitätsmanagement hat Priorität vor Entwicklung, Produktentstehung und Innovation.2 Trotz der fortschrittlichen qualitätsbezogenen Aktivitäten in diesem Industriezweig, bleibt die Produktqualität z. T. hinter den Erwartungen zu-rück. Rückschlüsse auf die Produktqualität können aus der Entwicklung der Rückrufaktionen ge-zogen werden. Den offiziellen Zahlen des Kraftfahrt-Bundesamts (KBA) zufolge, wurden im Jahr 2003 mehr als eine Million und im Jahr 2004 über 1,4 Millionen Fahrzeuge in die Werkstätten zu-rückgerufen.3 Dies entspricht einer Steigerung von ca. 40%, wobei die Inlandsproduktion der deut-schen Automobilindustrie im gleichen Zeitraum nur um 1,4% und weltweit nur um 5,1% gestiegen ist.4 Da das KBA nicht in allen Fällen eingeschaltet wird, ist die wirkliche Zahl der Rückrufe weit höher anzusiedeln. Rückrufaktionen betreffen überwiegend Fahrzeuge, die nicht älter als zwei Jahre sind. Es geht demnach nicht um einfache Verschleißerscheinungen, sondern um Konstruktions- und Produktionsmängel. Bezogen auf das Jahr 2004 wurden zu 38% Konstruktionsfehler, zu 34% Produktionsfehler und zu 25% Material- oder Fertigungsfehler als Mangelursache angegeben.5
QM-Systeme bilden die Grundlage des Qualitätsmanagements im Unternehmen, sei es als normen-basiertes oder umfassendes QM-System. Solche Systeme sind zwar Stand der Technik, bleiben je-doch Gegenstand der Forschung. Insbesondere ihre Wirksamkeit für die Sicherstellung der Pro-duktqualität, ihre Eignung zur Erfüllung der Kundenforderungen und ihr finanzieller Beitrag wer-den analysiert, mit z.T. gegensätzlichen Ergebnissen. Auf der einen Seite wird von positiven Ver-änderungen im Sinne einer Verbesserung der Qualität, einer Steigerung der Kunden- und Mitarbei-terzufriedenheit und der Senkung von Fehlerkosten und Durchlaufzeiten berichtet.6 Auf der ande-ren Seite sehen viele Unternehmen Nachholbedarf für ihr QM-System. Mängel zeigen sich bei der Implementierung und Pflege des Systems sowie dem hohen bürokratischen Aufwand und dem Management, dem unzureichendes Verständnis für das System und mangelnde Übernahme von Verantwortung vorgeworfen wird.7
1 Steger/Stober (1997), S. 8 2 vgl. Diederich (2003), S. 599-601 3 vgl. N.N. (2003); auto motor sport (2003), S. 11; KBA (2004), S. 11-15; N.N. (2005) 4 vgl. VDA (2005) 5 vgl. KBA (2004), S. 11-15 6 vgl. Malorny (1999), S. 256f. 7 vgl. Taylor (1997), S. 385f.; Janas/Rienecker (2000), S. 1412; Rohlfing (2002), S. 59f.; Funck et al. (2001), S. 16-18

2 KAPITEL 1: EINLEITUNG
Die vielfach angeführte Verbindung von QM-Systemen und Bürokratie weist jedoch auf ein fal-sches Verständnis hin. Der Wert eines Zertifikats geht verloren, wenn es nur zum Zweck der Erfül-lung von Normenforderungen betrieben und mit bürokratischen Methoden gesteuert wird.8 Ur-sprünglich sollte das Zertifikat einen vergleichbaren Qualitätsstandard in Europa ermöglichen. Die Unternehmen haben jedoch vielfach ein System abgekoppelt von den Prozessen geschaffen.9 Sieht das Qualitätsmanagement es normalerweise als seine Aufgabe an, Qualität durch die Erfüllung von Kundenforderungen zu erzielen, ist die Einführung der QM-Systeme nicht zur Zufriedenheit der Kunden erfolgt. Die Norm prüft die Qualitätsfähigkeit einer Organisation, d.h. die Eignung anfor-derungskonforme Produkte herzustellen, und nicht die Qualität der Produkte oder Prozesse. Das Zertifikat verliert vor dem Hintergrund einer steigenden Anzahl unzureichend umgesetzter Systeme an Wert, wenn die Forderungen der Norm formal erfüllt werden, die Produktqualität aber dennoch den Kundenansprüchen nicht genügt. Als Folge erkennt der Kunde das Zertifikat nicht als Nach-weis einer hohen Qualitätsfähigkeit an und führt eigene Qualitätskontrollen durch. Die ursprüngli-chen Ziele der Norm, z.B. den Auditaufwand zu reduzieren, werden damit konterkariert.
Die dargestellte Kritik betrifft im Wesentlichen die Anwenderpraxis der Norm, nicht deren Inhalte. Grundsätzlich ist das Konzept des QM-Systems geeignet, eine Stabilisierung und Verbesserung der Unternehmensabläufe zu initiieren. Zwingende Voraussetzung ist eine individuelle Ausgestaltung des Systems, das die Bedürfnisse des Unternehmens berücksichtigt und die Kundenforderungen erfüllt und nicht auf die reine Erlangung eines Zertifikates ausgerichtet ist.10
Die Motivation für die Einführung eines QM-Systems hat sich zunehmend von interner Prozess-stabilisierung und -optimierung auf die externe Nachweismöglichkeit verschoben. Diese Entwicklung bewirkt, dass eine sinnvolle Verankerung des Systems im Unternehmen unterbleibt und es nicht zur Identifikation von Schwachstellen genutzt wird. Es bleibt von den Leistungsprozessen abge-koppelt und behindert ggf. sogar die Leistungserstellung. Die Folge ist die mangelnde Initiierung eines kontinuierlichen Verbesserungsprozesses.11 Dies ist umso bedenklicher, da regelmäßig neue Konzepte zur Verbesserung der Unternehmensprozesse und der Unternehmensleistung entwickelt werden, die den Bedarf nach Verbesserung verdeutlichen. KAIZEN, Six Sigma, Balanced Score-card (BSC) und Business Excellence sind einige Beispiele. Dieser Trend erfolgt losgelöst von den QM-Systemen. Die Verbindung des QM-Systems mit der kontinuierlichen Qualitätsverbesserung zur Leistungssteigerung wird nicht ausreichend hergestellt und kontinuierliche Verbesserungspro-zesse werden nicht implementiert. Es mangelt an der Bereitschaft, mit der Einführung von QM-Systemen die Prozesse im Unternehmen zu verändern.12
Es gestaltet sich für Unternehmen schwierig, eine sinnvolle Bewertung des eigenen Management-systems durchzuführen, insbesondere hinsichtlich des Erfolgs, einen kontinuierlichen Verbesse-rungsprozess (KVP) im Unternehmen zu etablieren.13 Die fehlende Verknüpfung der QM-Systeme mit der Qualitätsverbesserung der Prozesse und Systeme belegen verschiedene Studien. Die Quali-tätsverbesserung ist neben der Qualitätsplanung, -lenkung und -sicherung eine wesentliche Aufgabe
8 vgl. Wilhelm (2002), S. 42 9 vgl. Herrmann (2000), S. 216-219 10 vgl. Rohlfing (2002), S. 61 11 vgl. Funck et al. (2002), S. 22 12 vgl. Kaumanns/Mai (1998), S. 1196 13 vgl. Funck et al. (2002), S. 23

KAPITEL 1: EINLEITUNG 3
des Qualitätsmanagements zur Erreichung der Qualitätsziele. Das ungenügende Betreiben der Qua-litätsverbesserung hat einen negativen Einfluss auf die Wirksamkeit der QM-Systeme. Verbesse-rungsbemühungen finden meist nur im Rahmen anstehender Audits statt. Danach lassen die Be-mühungen schlagartig nach. Die eigentlichen Ziele eines QM-Systems rücken vor der Erreichung des Zertifikats und vor dem werbewirksamen Effekt desselben in den Hintergrund. Nicht zuletzt deshalb fehlt es den QM-Systemen häufig an der notwendigen Akzeptanz.14 Das Zertifikat soll nicht das Ende, sondern der Anfang des kontinuierlichen Verbesserungsprozesses sein. Gefordert wird ein Instrumentarium zur Systembeatmung.15 Die Ziele eines QM-Systems werden nicht mit seiner Einführung erreicht, sondern durch seine Aufrechterhaltung, Pflege und kontinuierliche Verbesserung.
Letztendlich besteht eine interne Nachweislücke zwischen der Einführung von QM-Systemen und dem Betreiben dieser Systeme. Einen Beitrag zum Schließen dieser internen Nachweislücke zu erbrin-gen, bildet das Forschungsproblem dieser Arbeit.
1.2 Zielsetzung und Aufbau der Arbeit
Ziel der vorliegenden Arbeit ist es, ein Modell zur Bewertung und Steuerung der Qualitätsverbesse-rungsaktivitäten im Unternehmen zu entwickeln. Dazu sollen die spezifischen Erfolgskriterien ana-lysiert und wichtige Indikatoren zur Steuerung der Qualitätsverbesserung erarbeitet werden. Das Modell soll dazu beitragen, die interne Nachweiselücke zu schließen und die Wirksamkeit von QM-Systemen zu steigern.
Um sich der oben dargestellten Problemstellung zu nähern, werden zunächst wesentliche Begriffe und Grundlagen erläutert (Kapitel 2). Es werden Vorstudien durchgeführt (Kapitel 3) und das For-schungsproblem strukturiert (Kapitel 4). Der Stand des Wissens wird in Kapitel 5 dargelegt. Dazu erfolgt eine umfangreiche Analyse grundlegender Konzepte der Qualitätsverbesserung sowie we-sentlicher Studien zur Wirksamkeit von QM-Systemen und Qualitätsverbesserungsaktivitäten. Der Stand des Wissens und die Problemstruktur bilden den Ausgangspunkt der Modellentwicklung (Kapitel 6). Das Modell soll es ermöglichen, die Qualitätsverbesserungsaktivitäten zu steuern, ihren Beitrag zur Wirksamkeit des QM-Systems widerzuspiegeln und die interne Nachweislücke der Quali-tätsfähigkeit einer Organisation zu schließen. Mittels einer Fallstudie werden Nutzen und Anwend-barkeit des Modells in der Praxis erprobt (Kapitel 7). Die Arbeit schließt mit einer kritischen Analy-se und dem Aufzeigen weiteren Forschungsbedarfs (Kapitel 8). Der Aufbau der Arbeit kann der nachfolgenden Abbildung 1-1 entnommen werden.
14 vgl. Stauss (1993), S. 350; Janas/Rienecker (2000), S. 1410-1414 15 vgl. Funck et al. (2000), S. 36-39

4 KAPITEL 1: EINLEITUNG
ErfolgskriterienErfolgskriterien
ModellindikatorenModellindikatorenMEQ-ModellMEQ-Modell
FallstudienFallstudien
ZusammenfassungZusammenfassung AusblickAusblick
AnforderungenAnforderungen
Kapitel 6:Modell-entwicklung
Kapitel 7:Modell-erprobung
AuswertungAuswertung
Kapitel 8:Fazit
ErfolgskriterienErfolgskriterien
ModellindikatorenModellindikatorenMEQ-ModellMEQ-Modell
FallstudienFallstudien
ZusammenfassungZusammenfassung AusblickAusblick
AnforderungenAnforderungen
Kapitel 6:Modell-entwicklung
Kapitel 7:Modell-erprobung
AuswertungAuswertung
Kapitel 8:Fazit
ProblemstellungProblemstellung
ZielsetzungZielsetzungAufbau der ArbeitAufbau der Arbeit
QualitätQualität
QualitätsmanagementQualitätsmanagement QualitätscontrollingQualitätscontrolling
Kennzahlen & IndikatorenKennzahlen & IndikatorenTQMTQM
QM-SystemeQM-Systeme
PraxisworkshopPraxisworkshop BenchmarkingstudieBenchmarkingstudie
Kapitel 1:Einleitung
Kapitel 2:Begriffe undGrundlagen
Kapitel 3:Vorstudien
Konzepte der Qualitätsverbesserung
Konzepte der Qualitätsverbesserung StudienStudien
Kapitel 5:Stand des Wissens
Konzepte der Qualitätsverbesserung
Konzepte der Qualitätsverbesserung StudienStudien
Kapitel 5:Stand des Wissens
Grundlagen Modellentwicklung
SituationsanalyseSituationsanalyse HandlungsbedarfHandlungsbedarfKapitel 4:Forschungs-problem
SituationsanalyseSituationsanalyse HandlungsbedarfHandlungsbedarfKapitel 4:Forschungs-problem
Abbildung 1-1: Aufbau der Arbeit [Quelle: Eigene Darstellung]

KAPITEL 2: BEGRIFFE UND GRUNDLAGEN


KAPITEL 2: BEGRIFFE UND GRUNDLAGEN 5
2 Begriffe und Grundlagen
2.1 Qualität
Der Begriff Qualität ist in der Norm DIN EN ISO (ISO) 9000 eindeutig definiert als „Grad, in dem ein Satz inhärenter Merkmale Anforderungen erfüllt.“1 Die Praxis zeigt jedoch eine homonyme Verwen-dung von Begriffen wie Qualität, Anspruchsklasse, Qualitätslage, Gebrauchstauglichkeit oder um-fassendes Qualitätsmanagement. Dies bewirkt eine gedankliche Vermengung von Forderungen, Tätigkeiten und Ergebnissen.2
Zur besseren Strukturierung definiert GARVIN acht kritische Dimensionen der Qualität:3
1. Performance: legt die zentralen Leistungsmerkmale fest.
2. Features (Ausstattung): stellen besondere Merkmale des Produkts oder der Dienstleistung dar und sind den Leistungsmerkmalen untergeordnet.
3. Zuverlässigkeit: gibt die Wahrscheinlichkeit eines Produktversagens wieder.
4. Konformität: gibt an, inwieweit die Produkteigenschaften den festgelegten Standards und Spezifi-kationen entsprechen.
5. Lebensdauer: beinhaltet eine ökonomische und eine technische Komponente.
6. Gebrauchsfähigkeit: betrifft u.a. die Geschwindigkeit und die Reparaturfreundlichkeit.
7. Ästhetik: sagt als subjektive Dimension der Qualität etwas über Aussehen, Klang, Geschmack oder Geruch eines Produkts aus.
8. Wahrgenommene Qualität: betrifft die Darstellung und Präsentation des Produkts.
Diese acht Dimensionen beziehen sich auf das Produkt. Unter einem Produkt sind jedoch Dienst-leistungen, Software, Hardware und verfahrenstechnische Produkte gleichermaßen zu verstehen.4 Die Dimensionen von GARVIN betreffen nur die Produktkategorie Hardware. Das Modell von PARASURAMAN ET AL. zeigt dagegen bspw. Dimensionen der Dienstleistungsqualität auf.5 Der Beg-riff Qualität bezieht sich jedoch nicht alleinig auf Produkte, sondern auch auf Prozesse und Syste-me.6 Eine allgemeine Strukturierung bietet das Modell von KANO.7
2.2 Qualitätsmanagement
Die ISO 9000 definiert Qualitätsmanagement als „[…]aufeinander abgestimmte Tätigkeiten zum Leiten und Lenken einer Organisation bzgl. Qualität.“8 Dies umfasst das Festlegen der Qualitätspolitik und -ziele, die Qualitätsplanung, -lenkung, -sicherung und -verbesserung.9 Zusätzlich werden acht Grundsätze
1 DIN EN ISO 9000:2000 S. 18, Abschnitt 3.1.1 2 vgl. Geiger (2003), S. 19-45; Steger/Stober (1997), S. 7. Eine Zusammenstellung gebräuchliche Begriffe findet sich
bei Geiger (1995), S. 929. 3 vgl. Garvin (1987), S. 101-109 4 vgl. DIN EN ISO 9000:2000 S. 23f., Abschnitt 3.4.2 5 vgl. Parasuraman et al. (1985), S. 277-285; Parasuraman et al. (1988), S. 12-40; Parasuraman et al. (1991), S. 421-
444 6 vgl. DIN EN ISO 9000:2000 S. 25, Abschnitt 3.5.2; Wagner (2003), S. 99-103 7 vgl. Pfeifer (2001), S. 298; Zink (2004), S. 46f. 8 DIN EN ISO 9000:2000 S. 21, Abschnitt 3.2.8 9 vgl. ebenda, S. 21, Abschnitt 3.2.8

6 KAPITEL 2: BEGRIFFE UND GRUNDLAGEN
des Qualitätsmanagements erläutert, die der Unternehmensführung zur Verbesserung der Leis-tungsfähigkeit der Organisation dienen:10
1. Kundenorientierung 2. Führung 3. Einbeziehung der Personen 4. Prozessorientierter Ansatz 5. Systemorientierter Managementansatz 6. Ständige Verbesserung 7. Sachbezogener Ansatz zur Entscheidungsfindung 8. Lieferantenbeziehung zum gegenseitigen Nutzen
Qualitätsmanagement ist Management, aber Management ist nicht gleich Qualitätsmanagement. Um einem potentiellen Totalitätsanspruch des Qualitätsmanagements zu begegnen, ist das Mana-gement als Ganzes von den einzelnen Teilbereichen des Managements zu unterscheiden. GEIGER definiert ein aufgabenspezifisches Management als die Gesamtheit von aufgabenbezogenen Tätig-keiten, gerichtet auf die bestmögliche Erreichung der aufgabenspezifischen Ziele der Organisation. Der aufgabenspezifische Teil wird durch das spezifische Bestimmungswort ersetzt. So lässt sich Quali-tätsmanagement auch als qualitätsbezogener Anteil des Managements definieren.11
Qualitätsmanagement bedeutet, die Leistungserstellung und die Unternehmensressourcen auf Be-dürfnisse und Forderungen externer Kunden auszurichten. Wurde früher Qualitätsmanagement mit der Prüfung der Beschaffenheit der Produkte gleichgesetzt, wächst seit 1940 die Erkenntnis, dass die Produktqualität wirksamer sichergestellt werden kann, wenn die Produktionsprozesse qualitäts-fähig gestaltet werden. Es folgte die Einsicht, dass auch andere qualitätsrelevante Abläufe und Sys-teme zu betrachten sind. Entscheidend ist somit, dass sich das Qualitätsmanagement auf die Pro-dukte, Prozesse und Systeme bezieht.12
Die Abbildung 2-1 gibt diesen Zusammenhang in Form einer Matrix wieder. Die drei Ebenen Pro-dukt, Prozess und System werden den Aufgabenfeldern des Qualitätsmanagements gegenübergestellt. Jedes dieser Aufgabenfelder lässt sich konkretisieren. Dabei sind bestimmte Wirkungsrichtungen zu beachten:
Die Qualitätsplanung legt die Forderungen und Tätigkeiten vorausschauend fest. Ihre Detaillierung und Umsetzung sowie die notwendigen Arbeitsmethoden werden von der Qualitätslenkung bereitge-stellt. Die Einbindung der qualitätsbezogenen Aktivitäten in die bestehende Aufbau- und Ablauf-organisation ist Aufgabe der Qualitätssicherung, die alle geplanten Tätigkeiten strukturiert und syste-matisch dokumentiert, meist im Aufbau eines QM-Systems. Als Querschnittsaufgabe im Rahmen des Qualitätsmanagements ist die Qualitätsverbesserung zu sehen, die sich auf alle Aufgabenfelder des Qualitätsmanagements bezieht. Sie umfasst alle Maßnahmen zur Steigerung von Wirksamkeit und Wirtschaftlichkeit der Prozesse und Systeme innerhalb der Organisation, um einen entsprechend höheren Nutzen zu erzielen.13
10 ebenda, S. 6f., Abschnitt 0.2 11 vgl. Geiger (1995), S. 930 12 vgl. Herrmann (2000), S. 216-217; Steger/Stober (1997), S. 8 13 vgl. Kamiske/Brauer (1995), S. 150f.

KAPITEL 2: BEGRIFFE UND GRUNDLAGEN 7
Produkte Prozesse Systeme
Qualitätspolitik, -ziele und
Verantwortung
Qualitätsplanung
Qualitätslenkung
Qualitätssicherung
Qualitäts-verbesserung
Qualitätsziele für Produkte
Qualitätsziele für Prozesse
Qualitätsziele für Systeme
Qualitätsplanungfür Produkte
Qualitätsplanungfür Prozesse
Qualitätsplanungfür Systeme
Qualitätslenkungfür Produkte
Qualitätslenkungfür Prozesse
Qualitätslenkung für Systeme
Qualitätssicherung für Produkte
Qualitätssicherung für Prozesse
Qualitätssicherung für Systeme
_Qualitäts-
verbesserung für Prozesse
Qualitäts-verbesserung für
Systeme
EbenenAufgaben
Produkte Prozesse Systeme
Qualitätspolitik, -ziele und
Verantwortung
Qualitätsplanung
Qualitätslenkung
Qualitätssicherung
Qualitäts-verbesserung
Qualitätsziele für Produkte
Qualitätsziele für Prozesse
Qualitätsziele für Systeme
Qualitätsplanungfür Produkte
Qualitätsplanungfür Prozesse
Qualitätsplanungfür Systeme
Qualitätslenkungfür Produkte
Qualitätslenkungfür Prozesse
Qualitätslenkung für Systeme
Qualitätssicherung für Produkte
Qualitätssicherung für Prozesse
Qualitätssicherung für Systeme
_Qualitäts-
verbesserung für Prozesse
Qualitäts-verbesserung für
Systeme
EbenenAufgaben
Abbildung 2-1: Matrix des Qualitätsmanagements [Quelle: Herrmann (2000), S. 217]
Die einzelnen Aufgaben des Qualitätsmanagements werden in den nachfolgenden Kapiteln erläu-tert.
2.2.1 Qualitätspolitik und -ziele
Die ISO 9000 definiert Qualitätspolitik als „übergeordnete Absichten und Ausrichtung einer Organisation zur Qualität, wie sie von der obersten Leitung formell ausgedrückt wurden.“14 Sie bildet den Rahmen für das Festlegen der Qualitätsziele, wobei ein Qualitätsziel „etwas bzgl. Qualität Angestrebtes oder zu Errei-chendes“15 ausdrückt. Die Qualitätspolitik ist Bestandteil der Unternehmenspolitik. Diese verfolgt den Zweck, alle Aktivitäten des Unternehmens auf eine zielgerichtete Grundlage zu stellen.16
In der Qualitätspolitik wird das Qualitätsverständnis des Unternehmens festgehalten. Jegliche Quali-tätsziele werden aus der Qualitätspolitik abgeleitet.17 Grundsatzentscheidungen werden getroffen, langfristige strategische und kurzfristige operative Qualitätsziele aufgestellt, abgestimmt und die Ver-antwortung für deren Realisierung geregelt. Die Qualitätsziele beziehen sich auf die Produkte, Pro-zesse und das System. Am Ende des Zielplanungsprozesses steht das Qualitätszielsystem der Orga-nisation.18
Eine Studie von BENES ET AL. zeigt, dass das Führungsverhalten eine direkte Wirkung auf Motiva-tion, Aktivität und Zufriedenheit der Mitarbeiter hat und in einem direkten Zusammenhang mit der Qualitätspolitik steht. Entscheidend ist, welche Merkmale der Qualitätspolitik von den Mitarbeitern
14 DIN EN ISO 9000:2000 S. 20, Abschnitt 3.2.4 15 ebenda, S. 20, Abschnitt 3.2.5 16 vgl. Bleicher (1992), S. 87-122; Seghezzi (1996), S. 133 17 Dieses wird auch als Quality Policy Deployment bezeichnet. 18 vgl. Pfeifer (2001), S. 79f.; Seghezzi/Bleicher (1995), S. 676; Seghezzi (1996), S. 146-154; Spiller (1982), S. 42;
Masing (1980), S. 1

8 KAPITEL 2: BEGRIFFE UND GRUNDLAGEN
über das Verhalten des Managements wahrgenommen werden. Insbesondere die Mitarbeiter- und die Lernprozessorientierung hängen mit der Qualitätspolitik zusammen. Die Führungskräfte müssen als Coach der Mitarbeiter auftreten, sie bei der Problembearbeitung unterstützen, die Lösungsfin-dung begleiten und deren Umsetzung fördern. Wirksames Coaching im Unternehmen benötigt ein Vertrauensverhältnis zwischen Führungskraft und Mitarbeiter und ein gemeinsames Verständnis der Qualitätsziele. Die Qualitätspolitik legt den Rahmen für die Gestaltung der Innovations- und Ver-besserungsprozesse im Unternehmen fest. Eine hohe Qualität ist nicht nur entscheidend für die Kundenzufriedenheit, sondern auch für die Arbeitsmotivation der Mitarbeiter. Grundlage dieses Kreislaufs aus Arbeitsmotivation und Qualität ist eine umgesetzte und vorgelebte Qualitätspolitik (vgl. Abbildung 2-2).19
Qualitätspolitik Führungs-verhalten
Mitarbeiter-verhalten
Mitarbeiter-motivation
Arbeits-qualität
Prozess-qualität
Kunden-zufriedenheit
Produkt-qualität
Mitarbeiter-zufriedenheit
Systemebene Prozessebene Produktebene
Qualitätspolitik Führungs-verhalten
Mitarbeiter-verhalten
Mitarbeiter-motivation
Arbeits-qualität
Prozess-qualität
Kunden-zufriedenheit
Produkt-qualität
Mitarbeiter-zufriedenheit
Qualitätspolitik Führungs-verhalten
Mitarbeiter-verhalten
Mitarbeiter-motivation
Arbeits-qualität
Prozess-qualität
Kunden-zufriedenheit
Produkt-qualität
Mitarbeiter-zufriedenheit
Systemebene Prozessebene Produktebene
Abbildung 2-2: Wirkung der Qualitätspolitik [Quelle: Eigene Darstellung in Anlehnung an Benes et al. (2001), S. 1526-1529]
2.2.2 Qualitätsplanung
Die ISO 9000 definiert Qualitätsplanung als „Teil des Qualitätsmanagements, der auf das Festlegen der Quali-tätsziele und der notwendigen Ausführungsprozesse sowie der zugehörigen Ressourcen zur Erfüllung der Qualitäts-ziele gerichtet ist.“20
Die Qualitätsplanung betrifft das Erfassen von Kundenbedürfnissen, die Planung, Entwicklung und Gestaltung von Produkten und Prozessen sowie das Sicherstellen der Prozessfähigkeit. Unter der Berücksichtigung, dass 70-80% der Fehler durch Unzulänglichkeiten in den planenden Tätigkeiten vor Fertigungsbeginn entstehen, wird der Stellenwert der Qualitätsplanung deutlich. Je später ein Fehler im Produktentwicklungsprozess auftritt, desto höher sind die damit verbundenen Kosten. Fehler, die erst im Feld auftreten, ziehen nicht nur die größten Kosten nach sich, sondern führen auch zur Kundenunzufriedenheit.21
Im Rahmen der Qualitätsplanung werden aus den Qualitätsforderungen die spezifischen Qualitäts-merkmale und deren Zielwerte für Produkte, Prozesse und Systeme abgeleitet sowie die notwendigen Prüfmittel und Prüfpläne zur Überwachung der Qualitätsmerkmale erstellt.22
19 vgl. Benes et al. (2001), S. 1526-1529 20 DIN EN ISO 9000:2000 S. 21 (3.2.9) 21 vgl. Spur (1994), S. 284; Pfeifer (2001), S. 285 22 vgl. Seghezzi (2003), S. 72f., 92-96

KAPITEL 2: BEGRIFFE UND GRUNDLAGEN 9
Grundlage der Qualitätsmerkmale eines QM-Systems bilden Forderungskataloge internationaler Standards (z.B. ISO 9001, VDA 6.1, ISO/TS 16949), unternehmenseigene Forderungen, Kunden-forderungen und Forderungen weiterer interessierter Parteien.
Qualitätsforderungen an das Produkt werden in Form von Spezifikationen und Toleranzen festge-legt.23
Bei Qualitätsmerkmalen von Prozessen handelt es sich z.B. um Durchlaufzeiten, Fehlerraten und Prozessfähigkeiten. Die Prozesse des Unternehmens müssen strukturiert und die Schlüsselprozesse definiert werden.24
2.2.3 Qualitätslenkung
Die Qualitätslenkung ist der „Teil des Qualitätsmanagements, der auf die Erfüllung von Qualitätsanforderungen gerichtet ist.“25
Qualitätslenkung umfasst alle Techniken und Tätigkeiten, die auf die Überwachung der Prozesse und auf das Ausschalten von Ursachen unbefriedigender Leistungen abzielen. Dies beinhaltet vorbeu-gende, überwachende und korrigierende Tätigkeiten mit dem Ziel, die Qualitätsforderungen, die im Rahmen der Qualitätsplanung festgelegt wurden, zu erfüllen. Dazu werden allen Bereichen ange-messene Werkzeuge und Methoden zur Verfügung gestellt und die Mitarbeiter für die qualitätsbe-zogenen Aufgaben geschult. Dies umfasst insbesondere die Methodenschulung und die Unterstüt-zung bei der Methodenanwendung. Zu den Aufgaben der Qualitätslenkung gehört zudem die Durch-führung der Audits.
2.2.4 Qualitätssicherung
Die Qualitätssicherung ist der „Teil des Qualitätsmanagements, der auf das Erzeugen von Vertrauen darauf gerichtet ist, dass Qualitätsanforderungen erfüllt werden.“26
Qualitätssicherung bezeichnet die Darlegung aller Maßnahmen, die im Qualitätsmanagement ver-wirklicht sind, um ausreichendes Vertrauen zu schaffen, dass ein Produkt die Qualitätsanforderun-gen erfüllt. Die Aufgaben bestehen in erster Linie aus einer konsequenten Dokumentation der qua-litätsbezogenen Abläufe und Tätigkeiten, meist im sog. QM-Handbuch.
Unter Qualitätssicherung kann zudem ein aktives Risikomanagement verstanden werden, das zwei Ziele verfolgt. Zum einen wird nach außen gegenüber dem Kunden sichergestellt, dass die angebo-tenen Leistungen die Bedürfnisse erfüllen und keine Fehler aufweisen. Somit wird Vertrauen in die Leistungsfähigkeit der Organisation geschaffen. Zum anderen soll intern eine Transparenz bzgl. Verantwortlichkeiten, Aufgaben und Verfahren geschaffen werden. Dies trägt dazu bei, dass nicht erfüllte Qualitätsforderungen erkannt, behoben und in ihrer Wirkung beherrscht werden. Vertrauen in die Arbeit des eigenen Unternehmens wird generiert.27
23 vgl. Pfeifer (2001), S. 298f. 24 vgl. Kamiske/Brauer (1995), S. 157; Seghezzi (1996), S. 57f. 25 DIN EN ISO 9000:2000 S. 21, Abschnitt 3.2.10 26 ebenda, S. 21, Abschnitt 3.2.11 27 vgl. Seghezzi (2003), S. 118

10 KAPITEL 2: BEGRIFFE UND GRUNDLAGEN
2.2.5 Qualitätsverbesserung
Die Qualitätsverbesserung ist gem. ISO 9000 der „Teil des Qualitätsmanagements, der auf die Erhöhung der Fähigkeit zur Erfüllung der Qualitätsanforderungen gerichtet ist.“28 Wobei unter Fähigkeit die „Eignung einer Organisation, eines Systems oder eines Prozesses zum Realisieren eines Produkts, das die Anforderungen an dieses Produkt erfüllt“29 verstanden wird. SEGHEZZI sieht die Aufgabe der Qualitätsverbesserung darin, „perma-nent für Verbesserung der Leistungen der Prozesse und der Potenziale des Unternehmens zu sorgen. Dabei verfolgt man auch das Ziel, das Verhalten von Führungskräften und Mitarbeitern in Richtung höheren Qualitätsbewusst-seins und besserer Lernfähigkeit zu verändern.“30
Die Qualitätsverbesserung bezieht sich ausschließlich auf die System- und die Prozessebene. Diese müssen kontinuierlich so verbessert werden, dass die Organisation in der Lage ist, anforderungsgerechte Produkte herzustellen. Zur Qualitätsverbesserung gehören das Planen von Programmen zur Ver-besserung von Prozessen und Systemen sowie die Berichterstattung zum Verbesserungsprogramm. Verbesserungspotentiale, die als Ergebnis der Überwachungsaktivitäten im Rahmen der Qualitäts-lenkung aufgedeckt werden, können Grundlage für abzuleitende Maßnahmen im Rahmen der Qua-litätsverbesserungen sein.
Mit der Qualitätsverbesserung geht die ständige Verbesserung einher. Die ständige Verbesserung um-fasst wiederkehrende Tätigkeiten zum Erhöhen der Fähigkeit, die Anforderungen zu erfüllen. Au-ditergebnisse, Datenanalysen und Bewertungen finden Eingang in die Qualitätsverbesserung und füh-ren i.d.R. zu Korrektur- oder Vorbeugungsmaßnahmen.31
Die Thematik der Qualitätsverbesserung wird als Grundlage dieser Arbeit ausführlich in Kapitel 6.2.2 diskutiert.
2.3 TQM
Mit der Revision der ISO 9000 im Jahre 2000 ist der Begriff Total Quality Management (TQM) aus der Norm verschwunden. Dennoch soll mangels Alternative auf die Definition der zurückgezoge-nen ISO 8402 zurückgegriffen werden.32 Danach ist TQM „eine auf der Mitwirkung aller Mitglieder basierende Managementmethode einer Organisation, die Qualität in den Mittelpunkt stellt und durch Zufriedenstel-lung der Kunden auf langfristigen Geschäftserfolg sowie auf den Nutzen der Mitglieder der Organisation und der Gesellschaft zielt.“33
TQM verfolgt einen ganzheitlichen Ansatz und bezieht Mitarbeiter, Kunden und Lieferanten glei-chermaßen ein. Im Mittelpunkt dieses Führungskonzepts steht die Qualität. Qualität bezieht sich dabei nicht nur auf die Produkt- oder Dienstleistungsqualität, sondern auf alle Arbeiten und Pro-zesse im Unternehmen, auf technische ebenso wie auf administrative oder sonstige Abläufe. Alle Maßnahmen haben die Verbesserung der Qualität zum Ziel. Qualität wird somit zur obersten Füh-rungsaufgabe. Mit TQM wird auch der Begriff „Business Excellence“ verbunden. Business Excel-
28 DIN EN ISO 9000:2000 S. 21, Abschnitt 3.2.12 29 ebenda, S. 19, Abschnitt 3.1.5 sowie im Weiteren die Definition zu Qualitätsfähigkeit DIN 55350-11 S. 4 (Nr. 9) 30 Seghezzi (2003), S. 131 31 vgl. DIN EN ISO 9000:2000 S. 21, Abschnitt 3.2.12 sowie die Definitionen der Begriffe Qualitätsförderung und
Qualitätssteigerung der DIN 55350-11 S. 4f. (Nr. 9, Nr. 9.1, Nr. 9.2) 32 zur Problematik des TQM-Begriffs siehe auch Zusammenfassung bei Bellabarba (2003), S. 8-10 33 DIN EN ISO 8402:1995 S. 18

KAPITEL 2: BEGRIFFE UND GRUNDLAGEN 11
lence ist das angestrebte Ziel von TQM.34 Um das Erreichen dieses Zieles messbar zu machen, existieren verschiedene Modelle, u.a. das Excellence-Modell der EFQM.35
2.4 Qualitätscontrolling
Qualitätscontrolling ist nach BRUHN/GEORGI „[…] die Planung, Durchführung und Kontrolle der Unterstüt-zung und Koordination qualitätsbezogener Aktivitäten im Hinblick auf eine wirtschaftliche Ausrichtung des Quali-tätsmanagements.“36 Ziel ist die Steigerung der Effektivität und Effizienz des Qualitätsmanagements. Die Effektivität bezieht sich auf die Fähigkeit, eine Leistung herzustellen, die der Kundenforderung entspricht, die Effizienz auf die Wirtschaftlichkeit dieser Zielerreichung, d.h. auf die wirtschaftliche Umsetzung von Qualitätsaktivitäten.37
Das Qualitätscontrolling zielt darauf ab, die Reaktionsfähigkeit des Unternehmens auf eine mangelnde Wirksamkeit des Qualitätsmanagements zu erhöhen, die Früherkennungs- und Anpassungsfähig-keit des Qualitätsmanagements zu steigern und die Koordinationsfähigkeit der Qualitätsverbesse-rungsaktivitäten zu verbessern.38 Es erfüllt damit verschiedene Funktionen. Aufgabe der Koordinati-onsfunktion ist das Abstimmen der qualitätsbezogenen Aktivitäten zwischen verschiedenen Unter-nehmensbereichen und Hierarchieebenen. Zur Wahrnehmung der Informationsfunktion müssen die notwendigen Informationen beschafft, aufbereitet, verbreitet und gespeichert werden. Im Rahmen der Planungsfunktion werden Methoden zur Verfügung gestellt, um die Planungsaktivitäten des Qua-litätsmanagements umzusetzen. Die Steuerungsfunktion umfasst den Methodeneinsatz zur Überwa-chung der Planung.39
Aus den Tätigkeitsbereichen des Qualitätscontrollings lassen sich die wesentlichen Teilprozesse ablei-ten, die der Geschäftsführung als Dienstleistung zur Verfügung gestellt werden:
– Qualitätsstrategie kommunizieren
– Qualitätsziele koordinieren
– Qualitätsdaten auswerten und Soll-Ist-Vergleiche durchführen
– Verbesserungsmaßnahmen koordinieren, bewerten, vorschlagen und verfolgen
– Qualitätsbericht erstellen
Dem Qualitätscontrolling liegt ein Regelkreis zugrunde (siehe Abbildung 2-3). In regelmäßigen Ab-ständen werden die aktuellen Qualitätsdaten mit der Qualitätsstrategie und den vereinbarten Quali-tätszielen (Soll-Daten) abgeglichen. Ergebnis ist ein Soll-Ist-Vergleich und eine Bewertung der Ur-sachen von Abweichungen. Verbesserungsmaßnahmen werden abgeleitet und der Geschäfts-führung zur Entscheidung vorgelegt. Die Durchführung beschlossener Verbesserungsmaßnahmen wird verfolgt und ihre Wirksamkeit bewertet.
34 vgl. Hummel/Malorny (2002), S. 5-10; Zink (2004), S. 54-56 35 EFQM - European Foundation for Quality Management, vgl. Kapitel 5.1.6 36 Bruhn/Georgi (1999), S. 17 37 vgl. ebenda, S. 17 38 vgl. Tomys (1995), S. 91f. 39 vgl. Bruhn/Georgi (1999), S. 18-20; zu den allgemeinen Funktionen des Controllings vgl. auch Horváth (1994),
S. 19-30, 120-138

12 KAPITEL 2: BEGRIFFE UND GRUNDLAGEN
bewerten & vergleichen
Maßnahmen ableiten &Umsetzung organisieren
berichten
entscheiden(Geschäftsführung)
Umsetzung überwachen
Qualitätsdaten
Qualitätsstrategie & Qualitätsziele
Ist
Soll
bewerten & vergleichen
Maßnahmen ableiten &Umsetzung organisieren
berichten
entscheiden(Geschäftsführung)
Umsetzung überwachen
Qualitätsdaten
Qualitätsstrategie & Qualitätsziele
Ist
Soll
Abbildung 2-3: Regelkreis des Qualitätscontrollings [Quelle: Eigene Darstellung]
2.5 Kennzahlen und Indikatoren
Kennzahlen sind Zahlen, die quantitativ erfassbare Sachverhalte in konzentrierter Form abbilden. Sie zeichnen sich durch ihren Informationscharakter, ihre Quantifizierbarkeit und durch die spezifi-sche Form der Information aus. Kennzahlen stellen wichtige Sachverhalte und Zusammenhänge dar, die auf einem metrischen Skalenniveau gemessen werden und ermöglichen durch ihre spezifische Form, komplizierte Strukturen und Prozesse auf einfache Art darzustellen. Da einzelne Kennzahlen hinsichtlich ihrer Aussagefähigkeit begrenzt sind, können voneinander abhängige oder sich ergän-zende Kennzahlen in Beziehung gesetzt und so zu einem Kennzahlensystem verknüpft werden.40
Kennzahlen werden als absolute Zahlen in Form von Summen, Differenzen oder Mittelwerten als Gliederungs-, Beziehungs- oder Indexzahlen angegeben. Gliederungszahlen erfassen das Verhältnis eines Teils zum Ganzen (z. B. Anlagevermögen zu Gesamtvermögen), Beziehungszahlen setzen zwei begrifflich verschiedene Merkmale ins Verhältnis (z.B. Gewinn zu Eigenkapital), und Indexzahlen geben das Verhältnis zweier gleichartiger Merkmale an, wobei eine Größe mit 100 gleichgesetzt wird (z. B. Entwicklung der Lohnkosten).41
Kennzahlen sind das Ergebnis eines Messvorganges und setzen sich, sofern nicht als absoluter Wert ausgedrückt, aus einer Messgröße und einer Bezugsgröße zusammen. Das zu messende Merkmal, die Messgröße, wird auf einer Ordinal-, Nominal-, Intervall- oder Kardinalskala erfasst.42 Bei der Ermittlung von Messgrößen sollten die folgenden Kriterien berücksichtigt werden:43
– Validität/Objektivität: Eine Messgröße sollte ein Leistungsmerkmal realitätsnah widerspiegeln.
– Präzision: Mehrere Messproben der gleichen Messgröße sollten zu gleichen Resultaten führen.
– Sensitivität: Eine Messgröße sollte bei Änderungen des gemessenen Merkmals möglichst ohne Zeitverzögerungen veränderte Messwerte angeben.
– Verständlichkeit/Tangibilität: Um eine hohe Akzeptanz zu erhalten, sollten die Zusammenhänge zwischen Messgrößen leicht verständlich und die Messgröße hinreichend konkret sein.
– Einflussmöglichkeit: Die Benutzer sollten das erfasste Leistungsmerkmal beeinflussen können.
40 vgl. Reichmann (1990), S. 15-19 41 vgl. Serfling (1992), S. 225; Horváth (1994), S. 555 42 vgl. Wolter (1997), S. 22 43 in Anlehnung an Fries/Seghezzi (1994), S. 340

KAPITEL 2: BEGRIFFE UND GRUNDLAGEN 13
– Messbarkeit: Messgrößen mit quantitativen Maßstäben sollten gegenüber qualitativen Messgrö-ßen bevorzugt werden.
Neben der Unterteilung in absolute Zahlen und Verhältniszahlen lassen sich Kennzahlen nach weite-ren Merkmalen klassifizieren. Dazu gehört eine Unterteilung nach ihrer betrieblichen Funktion (z.B. Logistik- oder Produktionskennzahl), ihrer zeitlichen Struktur (Zeitraum- oder Zeitpunktgrö-ßen), ihrer inhaltlichen Struktur (Wert- oder Mengengrößen) oder auch nach ihrer Relevanz (Spit-zenkennzahl, Hauptkennzahl, Hilfskennzahl) sowie in qualitäts-, zeit- oder kostenbezogene Kenn-zahlen.44
Kennzahlen werden zuweilen auch als Indikatoren bezeichnet. Indikatoren sind Anzeiger für Ereignisse oder Entwicklungen. Teilweise wird die Auffassung vertreten, dass Kennzahlen und Indikatoren nicht gleichgesetzt werden dürfen, obwohl Kennzahlen durchaus den Charakter von Indikatoren annehmen können und es insofern Überschneidungen gibt. Indikatoren versuchen eine Realität abzubilden, die sich nicht vollständig operationalisieren lässt. Zum Teil werden diese Begriffe jedoch synonym verwendet. So werden Ergebniskennzahlen mit Ergebnis- bzw. Spätindikatoren und Leistungstrei-berkennzahlen mit Frühindikatoren gleichgesetzt.45
Als Grundlage dieser Arbeit werden die Begriffe Frühindikatoren und Ergebnisindikatoren verwendet.
Frühindikatoren zeigen an, was sichergestellt werden muss, um die Erreichung zukünftiger Ziele zu gewährleisten. Voraussetzung für ihre Definition ist der Aufbau einer logischen Kette aus Ursache und Wirkung, die den Weg zum Erfolg bestimmt. In der praktischen Anwendung wird dieses häu-fig vernachlässigt.46 Frühindikatoren überwachen kritische Erfolgsfaktoren.
Ergebnisindikatoren werden am Ende einer Prozesskette bestimmt. Sie spiegeln die Vergangenheit wider und zeigen die erzielten Resultate an.47 Im Gegensatz zu den Frühindikatoren stellen Ergeb-nisindikatoren die Entwicklung erst mit einem zeitlichen Verzug dar.48 Ergebnisindikatoren sind ebenso wichtig wie Frühindikatoren. Eine Rangfolge im Sinne besser - schlechter darf nicht getroffen wer-den. Entscheidend sind die Betrachtung beider Indikatoren und das Verständnis für den Zusam-menhang zwischen Früh- und Ergebnisindikatoren.
Die Ermittlung eines Indikators ist für eine Bewertung unzureichend. Erst durch ihren Vergleich erhalten die generierten Informationen die entscheidende Aussagekraft. Diese Vergleiche können innerbetrieblich oder zwischenbetrieblich erfolgen, entweder in Form eines Zeitvergleichs durch Gegenüberstellung gleichartiger Indikatoren aus verschiedenen Zeiträumen oder durch Soll-Ist-Vergleiche mit geplanten Zielwerten.49 Die Vergleiche dienen der Bereitstellung von zweckorien-tiertem Wissen für eine konkrete Entscheidungssituation.
44 vgl. Meyer (1994), S. 7; Gerboth (2002), S. 23-36; Horváth (1994), S. 511 45 vgl. Ehrmann (2003), S. 54f.; Kaplan/Norton (1997), S. 83-103; Horváth (1994), S. 430-436; Krystek/Müller-
Stewens (1993), S. 76-92 46 vgl. Friedag/Schmidt (1999), S. 42f., 65 47 vgl. ebenda, S. 42; Friedag/Schmidt (2000), S. 62-71; Kaplan/Norton (1997), S. 160 48 vgl. Krystek/Müller-Stewens (1993), S. 79f. 49 vgl. Gerboth (2002), S. 27; Wolter (1997), S. 23; Horváth (1994), S. 511

14 KAPITEL 2: BEGRIFFE UND GRUNDLAGEN

KAPITEL 3: VORSTUDIEN ZUR WIRKSAMKEIT VON QM-SYSTEMEN


KAPITEL 3: VORSTUDIEN 15
3 Vorstudien zur Wirksamkeit von QM-Systemen
Es wurden zwei Voruntersuchungen zur Wirksamkeit von QM-Systemen durchgeführt, um Unter-suchungsschwerpunkte herauszufiltern und vertiefende Erkenntnisse über diejenigen Aufgabenfel-der des Qualitätsmanagements zu gewinnen, die in der Umsetzung die größten Probleme bereiten. Bei der ersten Voruntersuchung handelt es sich um einen Praxisworkshop, bei der zweiten um eine Benchmarkingstudie.
3.1 QM-Systeme im Überblick
3.1.1 Definition
Ein QM-System ist ein Managementsystem „zum Leiten und Lenken einer Organisation bezüglich der Qua-lität“1 und hilft, die qualitätsbezogenen Aufgaben in ein durchgängiges System zu integrieren und erfolgreich zu gestalten. Es beschreibt alle Aktivitäten, die notwendigen Prozesse und Verfahren, die Verantwortlichkeiten und Ressourcen zur Sicherstellung der Qualität. Regeln für die Organisa-tion und die Abläufe von Qualitätsmanagementmaßnahmen werden festgeschrieben, ihre Einhal-tung überwacht und Korrektur- bzw. Verbesserungsmaßnahmen zur Beseitigung von Abweichun-gen getroffen.2
Ein QM-System ist ein offenes und sollte zudem ein dynamisches System sein.3 Da sich die Anfor-derungen der interessierten Parteien an das QM-System mit der Zeit verändern, muss das System einem Wandel unterliegen. Jedoch erweisen sich QM-Systeme häufig als statische Systeme, die - einmal eingeführt und zertifiziert - keine oder nur geringe Veränderungen erfahren.
3.1.2 Zielsetzung und Nutzen
QM-Systeme helfen, die geforderte Qualität der Produkte und Dienstleistungen sicherzustellen. Im Einzelnen werden die folgenden Ziele verfolgt:4
Transparenz: Die ablaufenden Prozesse und Verfahren werden dokumentiert und die Verantwort-lichkeiten definiert.
Schaffung klarer interner Kunden-Lieferanten-Beziehungen: Es gibt klare Forderungen bzgl. des erwarteten Inputs und des geforderten Outputs für alle Mitarbeiter der Organisation.
Schaffung von Vertrauen in die eigenen Geschäftsprozesse durch Standardisierung: Regeln zur Durchführung, Lenkung und Verbesserung der Prozesse werden festgelegt. Jeder arbeitet nach standardisierten Verfahren und Prozessen, die bei Bedarf angepasst werden.
Verbesserung der Abläufe durch Orientierung an der Wertschöpfung: Jede Tätigkeit soll zur Steigerung des Mehrwerts der Erzeugnisse führen. Blindleistungen werden reduziert.
1 DIN EN ISO 9000:2000 S. 20, Abschnitt 3.2.3 2 vgl. Pfeifer (2001), S. 49f.; Marquardt (1995), S. 50; zur Einführung von QM-Systemen siehe auch Eversheim et al.
(1995), S. 1154-1156 3 zu den Systemarten vgl. u.a. Krallmann et al. (1999), S. 21-23; Schwager/Haar (1996), S. 253f. 4 vgl. Reinhardt (1995), S. 951; Malorny/Michael (1994), S. 214-222; Linß (2002), S. 42f.; Lögler et al. (1995), S. 40

16 KAPITEL 3: VORSTUDIEN
Fehlervermeidung, -entdeckung und -vorbeugung: Fehler werden erkannt, die Ursachen aufgedeckt und dauerhaft behoben. Fehlleistungen lassen sich schrittweise eliminieren.
Ganzheitliches Denken: Schnittstellen im Unternehmen werden überbrückt. Bereichsübergreifendes Denken und Kundenorientierung werden gefördert.
Schaffung von Vertrauen zwischen Kunden und Lieferanten durch Kundenorientierung: Die qualitätsbezogenen Tätigkeiten sind im System verankert, vertragliche Kundenforderungen werden eingehalten. Die Kundenzufriedenheit wird gemessen. Ihre Erfüllung führt zu einer Entlastung kundenspezifischer Audits.
Mitarbeiterqualifikation: Die Qualifikation der Mitarbeiter wird gefördert und zukunftsorientiert aktu-ell gehalten. Jeder beherrscht seine Aufgaben.
Mitarbeitermotivation: Die Qualität der Arbeit wird durch adäquate Ressourcen gefördert. Dies sorgt für zusätzliche Motivation.
Methode der ständigen Verbesserung: Fehler-, Reklamations- und Blindleistungskosten werden ständig analysiert und verbessert, die Kosten gesenkt und der Gewinn gesteigert.
Verbesserung der Kommunikation: Das Erreichte bzw. Nichterreichte wird top-down und bottom-up jedem zugänglich gemacht. Jeder kennt seinen Beitrag zur Zielerreichung.
Entlastungsmöglichkeit bei Produkthaftung: Ein QM-System ermöglicht bei einer verschuldensunab-hängigen Haftung unter Umständen eine Entlastung für den Lieferanten. Dieser kann mittels des QM-Systems nachweisen, unter Einsatz des Stands der Technik alle Maßnahmen bei Entwicklung, Herstellung und Einsatz ergriffen zu haben, um Fehler zu vermeiden. Der Nutzen eines QM-Systems im Rahmen der Produkthaftung ist jedoch umstritten, da Zertifikate über QM-Systeme keine rechtliche Wirkung haben und nichts über die Erfüllung von Anforderungen aus Zivil- und Strafrecht an die Sicherheit der Produkte aussagen.5
3.1.3 Die ISO 9000er Normen als Grundlage von QM-Systemen
Die ISO 9000er Normen unterstützen den Aufbau von QM-Systemen. „Die ursprüngliche Zielsetzung von dokumentierten QM-Systemen auf der Basis der ISO 9000er Familie ist, einem Auftraggeber durch Überprü-fung der Systematik und Verlässlichkeit der qualitätsbezogenen Tätigkeiten eines Zulieferers die Feststellung zu ermöglichen, ob das Vertrauen gerechtfertigt ist, dass bestimmte Qualitätsanforderungen [...] erfüllt werden. Die ursprüngliche Zielsetzung eines von Dritten verliehenen Qualitätsmanagementzertifikats ist, auf der Basis von regel-mäßig durchgeführten Audits eine positive Aussage über das Funktionieren des QM-Systems zu machen und so Überprüfungen des Systems durch einzelne Auftraggeber überflüssig werden zu lassen.“6
Eine andere Betrachtungsweise ist die Diskussion der ISO 9000er Normen als Umsetzung der Grundsätze ordnungsgemäßer Unternehmensführung (GoF) auf operativer Ebene. Sie sollen den Führungsorganen als Leitlinien dienen und zur Qualitätsverbesserung der Unternehmensführung beitragen. Es lassen sich allgemeine und besondere Grundsätze unterscheiden. Allgemeine Grundsätze gel-ten für alle Aktivitäten der Unternehmensführung. Darunter fallen der Grundsatz der rechtlichen Zulässigkeit, der Grundsatz der ökonomischen Zweckmäßigkeit und der Grundsatz der sozialen
5 zur Thematik der Produkthaftung im Zusammenhang mit QM-Systemen vgl. u.a. Walgenbach (2000), S. 242-246;
Adams/Löhr (1991), S. 24-26; Bauer (1995), S. 18-27 6 Walgenbach/Beck (2003), S. 501

KAPITEL 3: VORSTUDIEN 17
und ethischen Zuträglichkeit der Maßnahmen der Unternehmensleitung. Die besonderen Grundsätze konkretisieren die allgemeinen Prinzipien in operationale Leitsätze. Sie lassen sich weiter in Hand-lungs- und Systemgrundsätze differenzieren. Handlungsgrundsätze beziehen sich auf solche Aktivitäten des Managements, die das Unternehmensgeschehen direkt beeinflussen. Die Systemgrundsätze dage-gen betreffen Grundsatzentscheidungen, Entscheidungen über Zielsetzungen und Strategien, über die Organisations- und Rechtsstruktur sowie Planungs- und Kontrollsysteme. Sie fordern, dass sich die Unternehmensleitung ein eigenes Bild von der Funktionsfähigkeit ihrer Kontrollsysteme und der Verlässlichkeit der untergeordneten Handlungsträger verschafft. Dies umfasst die Organisation der Aufgabenverteilung, die Kooperation und Zuständigkeiten zwischen den Organen der Unter-nehmung und die personelle Besetzung der Unternehmensleitung.7
Das QM-System stellt ein Teil eines solchen Kontrollsystems dar. Die Normen setzen keine Vor-gaben zur technischen Ausgestaltung des QM-Systems. Stattdessen enthalten sie klare Vorgaben bzgl. der erforderlichen Arbeiten, die im Rahmen des QM-Systems ausgeführt werden müssen, der Arbeitsverteilung und des Umgangs mit den Arbeitsergebnissen. Der Zusammenhang zu den GoF zeigt sich u. a. bei der Verpflichtung der obersten Leitung, bei der Festlegung des Beauftragten der obersten Leitung sowie bei der Durchführung interner Audits, den Anforderungen an das QM-Handbuch und den Forderung nach Lenkung von Dokumenten und Aufzeichnungen.8
Aufbau der ISO 9000er Familie Die ISO 9000er Familie setzt sich aus den vier folgenden Teilen zusammen:
– ISO 9000: QM-Systeme - Grundlagen und Begriffe
– ISO 9001: QM-Systeme - Anforderungen
– ISO 9004: QM-Systeme - Leitfaden zur Leistungsverbesserung
– ISO 19011: Leitfaden für Audits von QM-Systemen und/oder UM-Systemen
Nachfolgend wird nur auf die ISO 9001 eingegangen. Der ISO 9001 liegt ein allgemeines Prozess-modell zugrunde, das den Aufbau dieser Norm widerspiegelt (vgl. Abbildung 3-1).
Kunden
Anforderungen
Ständige Verbesserung des QM-Systems
Verantwortungder Leitung
Managementvon Ressourcen
Eingabe ErgebnisProdukt
Messung, Analyse und Verbesserung
Produkt-realisierung
Kunden
ZufriedenheitKunden
Anforderungen
Ständige Verbesserung des QM-Systems
Verantwortungder Leitung
Managementvon Ressourcen
Eingabe ErgebnisProdukt
Messung, Analyse und Verbesserung
Produkt-realisierung
Produkt-realisierung
Kunden
Zufriedenheit
Abbildung 3-1: Prozessmodell der ISO 9001 [Quelle: ISO 9001:2000, S. 13]
7 vgl. Kieser et al. (2002), S. 398f.; v. Werder (1996), S. 17-21 8 vgl. DIN EN ISO 9001:2000 S. 20f., Abschnitte 5.1 und 5.5.2; DIN EN ISO 9004:2000 S. 22

18 KAPITEL 3: VORSTUDIEN
Entsprechend des Prozessmodells sind die Anforderungen an QM-Systeme in die vier Forderungs-bereiche Verantwortung der Leitung, Management von Ressourcen, Produktrealisierung sowie Messung, Analyse und Verbesserung unterteilt.
Verantwortung der Leitung Von der Leitung werden Kundenorientierung, das Erstellen einer Qualitätspolitik, das Planen von Qualitätszielen, Tätigkeiten und Prozessen, die Festlegung von Verantwortungen und Befugnissen sowie die Managementbewertung gefordert.9
Management von Ressourcen Die Mittel zur Umsetzung der Qualitätspolitik und -ziele müssen zur Verfügung gestellt werden. Gefordert wird die Bereitstellung der notwendigen personellen Ressourcen, der Infrastruktur und Arbeitsmittel sowie die wirksame Mitarbeiterbefähigung und -schulung.10
Produktrealisierung Die qualitätsrelevanten Prozesse und die Anforderungen an diese Prozesse sind zu ermitteln und zu beschreiben, um einen effizienten und fehlerfreien Ablauf zu ermöglichen. Konkret geht es um kundenbezogene Prozesse, um Entwicklungs- und Beschaffungsprozesse sowie um Prozesse der Produktion und der Dienstleistungserbringung.11
Messung, Analyse und Verbesserung Das QM-System, die Prozesse und die Produkte müssen den gestellten Anforderungen entspre-chen. Die Sicherstellung erfolgt durch Messung, Überwachung, Analyse und Verbesserung. Dieser Abschnitt behandelt die Ermittlung der Kundenzufriedenheit, die Durchführung von internen Au-dits sowie die Überwachung und Messung der Prozesse mittels geeigneter Methoden und Kenn-zahlen. Gefordert werden die Datenanalyse und die Optimierung in Form von Korrektur- und Vorbeugungsmaßnahmen sowie die ständige Verbesserung.12
3.1.4 Die ISO/TS 16949 als spezifische Qualitätsnorm der Automobilindustrie
Die ISO-9000er Reihe ist eine branchenübergreifende Norm. Zusätzlich gibt es in einigen Bran-chen, insbesondere in der Automobilindustrie, kundenspezifische Qualitätsforderungen, die über den Forderungsinhalt der ISO 9001 hinausgehen. Die Basis bildeten hier in der Vergangenheit die QS 9000 (USA), die VDA 6.1. (Deutschland), die AVSQ (Italien) und die EAQF (Frankreich). Jah-relang liefen diese Systeme parallel und erforderten unterschiedliche Zertifikate.13
Daraus resultierte die Zusammenführung der Regelwerke zur neuen ISO/TS 16949, die der Struk-turierung der ISO 9000ff. folgt und einen einfachen Abgleich ermöglicht. Bei einer TS handelt es sich um eine Technische Spezifikation. Diese stellt eine Übereinkunft zwischen den Mitgliedern eines Technischen Komitees dar, die zur Veröffentlichung freigegeben wird, wenn eine Zweidrittel-Mehrheit der Komiteemitglieder vorliegt. Diese Qualitätsnorm stellt heute den Standard der Auto-mobilindustrie dar und ermöglicht so mittels eines einzigen Zertifikates weltweite Anerkennung.14
9 vgl. DIN EN ISO 9001:2000 S. 20-22, Abschnitt 5 10 vgl. ebenda, S. 22f., Abschnitt 6 11 vgl. ebenda, S. 23-30, Abschnitt 7 12 vgl. ebenda, S. 30-34, Abschnitt 8 13 vgl. Neumann et al. (2001), S. 1038; Laqua/Wey (1995), S. 809 14 vgl. ISO/TS 16949:2002 S. Xf.; Bumcke (2004), S. 25; Jannsen (2001), S. 413f.

KAPITEL 3: VORSTUDIEN 19
Ziel der ISO/TS 16949 ist die Entwicklung eines QM-Systems, das ständige Verbesserung vor-sieht, insbesondere unter Berücksichtigung der Aspekte Fehlervermeidung, Verringerung von Streuungen und Vermeidung von Verschwendung. Entwickelt wurde dieser Standard von der In-ternational Automotive Task Force (IATF), der Japan Automobile Manufacturers Association (JAMA) und dem Komitee ISO/TC 176. Die ISO/TS 16949 entstand 1999 in einer ersten Revisi-on als Äquivalent zu QS 9000, VDA 6.1, AVSQ und EAQF und wurde im Jahre 2002 an die pro-zessorientierte ISO 9001 angepasst (vgl. Abbildung 3-2).15
VDA 6.1Deutschland
QS 9000USA
AVSQItalien
EAQFFrankreich
ISO/TS 16949:1999(mit ISO 9001:1994)
ISO/TS 16949:2002(mit ISO 9001:2000)
Vermeidung mehrfacher Zertifizierungsaudits
Prozessorientierte Anpassung an die ISO 9001:2000
VDA 6.1Deutschland
QS 9000USA
AVSQItalien
EAQFFrankreich
ISO/TS 16949:1999(mit ISO 9001:1994)
ISO/TS 16949:2002(mit ISO 9001:2000)
Vermeidung mehrfacher Zertifizierungsaudits
Prozessorientierte Anpassung an die ISO 9001:2000
Abbildung 3-2: Entwicklung der ISO/TS 16949 [Quelle: Eigene Darstellung]
Die ISO/TS 16949 umfasst die ISO 9001, erweitert bzw. ergänzt sie jedoch in verschiedenen Be-reichen:
– Sie stellt zusätzliche branchenspezifische Anforderungen (allgemeine Erweiterung der ISO 9001).
– Sie verlangt die Erfüllung von zusätzlichen kundenspezifischen Anforderungen (spezielle Erweite-rung der ISO 9001).
– Ihr Anwendungsbereich ist umfassender, die einzigen zulässigen Ausschlüsse beziehen sich auf die Produktentwicklung. Die Entwicklung des Produktionsprozesses kann nicht ausgeschlossen werden.
– Der systemorientierte Ansatz in der ISO/TS 16949 verlangt nicht nur eine Prozesslandschaft, sondern eine detaillierte Systemdarlegung in Form eines Prozessnetzes.
– Die ISO/TS 16949 definiert zusätzliche Begriffe der Automobilindustrie.
Der Standard der ISO/TS 16949 wird langfristig die weiteren Normen ablösen und ersetzen.16
3.2 Praxisworkshop
Der Praxisworkshop zum Thema „QM-Systeme und die Qualität der Produkte!?“ fand im Rahmen der GQW-Tagung17 2002 statt.18 Der Teilnehmerkreis setzte sich aus einer Gruppe von acht Personen zusammen. Darunter befanden sich zwei Vertreter der Automobilbranche, zwei Vertreter aus dem öffentlichen Sektor sowie vier Vertreter der Dienstleistungsbranche, darunter zwei Auditoren eines Zertifizierungsunternehmens und zwei Vertreter einer Unternehmensberatung.
15 vgl. Reid (2005), S. 31-38 16 vgl. Neumann et al. (2001), S. 1038f.; Lupo (2002), S. 44 17 Die GQW ist die Gesellschaft der Qualitätswissenschaft e.V. Sie veranstaltet jährlich eine Tagung zum Erfah-
rungsaustausch zwischen Wissenschaft und Industrie zu aktuellen Qualitätsthemen und Forschungserkenntnissen. 18 Die GQW-Tagung fand vom 14.02. - 15.02.2002 in Cottbus statt.

20 KAPITEL 3: VORSTUDIEN
3.2.1 Zielsetzung und Vorgehen
Das Ziel ist eine Bewertung der Wirksamkeit von QM-Systemen sowie ein gemeinsamer Erfah-rungsaustausch der Teilnehmer.
Thesenbewertung:„Seit wir ein QM-System haben, hat sich die Qualität unserer Produkte verbessert!“
(++)
sehr richtig
(- -)
stimmt gar nicht
(+) (-)
Ergebnis?
Bewertung anhand der Matrix des Qualitätsmanagements:
Welche Aufgaben sind ausschlaggebend?
Bewertung anhand der Matrix des Qualitätsmanagements:
Wo liegen die Problemschwerpunkte?
Brainstorming:Welche Tätigkeiten sind für die besseren
Produkte verantwortlich?
Brainstorming:Warum werden die Produkte trotz eines eingeführten QM-Systems nicht besser?
sehr richtigindifferent/ stimmt nicht
Workshopverlauf
1. Phase
2. Phase
3. Phase
Thesenbewertung:„Seit wir ein QM-System haben, hat sich die Qualität unserer Produkte verbessert!“
(++)
sehr richtig
(- -)
stimmt gar nicht
(+) (-)(++)
sehr richtig
(- -)
stimmt gar nicht
(+) (-)
Ergebnis?
Bewertung anhand der Matrix des Qualitätsmanagements:
Welche Aufgaben sind ausschlaggebend?
Bewertung anhand der Matrix des Qualitätsmanagements:
Wo liegen die Problemschwerpunkte?
Brainstorming:Welche Tätigkeiten sind für die besseren
Produkte verantwortlich?
Brainstorming:Warum werden die Produkte trotz eines eingeführten QM-Systems nicht besser?
sehr richtigindifferent/ stimmt nicht
Workshopverlauf
1. Phase
2. Phase
3. Phase
Abbildung 3-3: Vorgehen des Praxisworkshops [Quelle: Eigene Darstellung]
Der Workshop ist als moderierter Erfahrungsaustausch auf Basis des interaktionellen Lernens kon-zipiert.19 Er gliedert sich in drei Phasen (vgl. Abbildung 3-3):
In der ersten Phase findet eine Bewertung der Ausgangsthese „Seit wir ein QM-System haben, hat sich die Qualität unserer Produkte verbessert!“ statt. Das Ergebnis der Thesenbewertung bestimmt den weiteren Verlauf der zweiten und dritten Phase des Erfahrungsaustauschs. Findet die These Zustimmung, wer-den eine Bewertung und ein Erfahrungsaustausch zu den erfolgsfördernden Tätigkeiten im Rah-men des Qualitätsmanagements angestoßen, die aus Sicht der Teilnehmer zu einer Verbesserung der Produkte führen (siehe linken Zweig in Abbildung 3-3). Wird die These dagegen abgelehnt bzw. zeigt sich das Ergebnis als indifferent, erfolgt eine Bewertung und ein Austausch bzgl. der Problemschwerpunkte innerhalb des Qualitätsmanagements (siehe rechten Zweig in Abbildung 3-3). Grundlage der Bewertung bildet die Matrix des Qualitätsmanagements (vgl. Abbildung 2-1).20 Anhand der Felder werden die größten Probleme bzw. die entscheidenden Stärken bei der Umset-zung von QM-Systemen aus Sicht der Teilnehmer bewertet. Die Workshopergebnisse werden ab-schließend den Tagungsteilnehmern präsentiert und im Plenum zur Diskussion gestellt.
3.2.2 Ergebnisse
Die Ausgangsthese konnte keine eindeutige Zustimmung finden. Die Mehrheit der Teilnehmer sah keine direkte Verbindung zwischen der Einrichtung von QM-Systemen und einer Verbesserung der Produkte, so dass eine Diskussion über die Gründe einer mangelnden Wirksamkeit von QM-Systemen angestoßen wurde. Das Ergebnis der Bewertung der Aufgabenfelder mit den größten
19 vgl. Schnelle/Stoltz (1976), S. 1f. 20 siehe auch Kapitel 2.2

KAPITEL 3: VORSTUDIEN 21
Problemschwerpunkten (zweite Phase) ist der nachfolgenden Tabelle 3-1 zu entnehmen. Bewertet wurde, welches Aufgabenfeld auf welcher Ebene (Produkt, Prozess oder System) nur unzureichend verfolgt wird. Die Anzahl der Punkte in der Tabelle zeigt die größten Umsetzungsprobleme an. Die Matrix erlaubt sowohl eine Auswertung nach Problembereichen hinsichtlich der Aufgaben des Qualitätsmanagements als auch hinsichtlich der Betrachtungsebenen Produkt, Prozess, System. Demnach liegen die größten Defizite im Aufgabenfeld der Qualitätspolitik und -ziele auf der System-ebene (fünf Punkte) sowie der Qualitätsverbesserung auf Prozess- und Systemebene (jeweils vier Punkte). Insgesamt zeigt sich die Qualitätsverbesserung mit zehn Punkten als der Aufgabenbereich mit den größten Umsetzungsproblemen, gefolgt von der Qualitätspolitik mit insgesamt acht Punkten. Die Ergebnisse weisen zudem auf Defizite im Bereich der Prozess- und Systemebene hin, mit elf bzw. zwölf Punkten.
Ebene Aufgabenfeld
Produkt Prozess System Summe je Aufgabenfeld (Nennungen)
Qualitätspolitik und -ziele - 3 5 8 Qualitätsplanung 2 3 1 6
Qualitätslenkung - 1 2 3
Qualitätssicherung 1 - - 1
Qualitätsverbesserung 2 4 4 10
Summe je Ebene (Nennungen) 5 11 12
Tabelle 3-1: Bewertung der Problemschwerpunkte [Quelle: Eigene Darstellung, GQW-Tagung 2002]
In der dritten Phase des Workshops wurden mögliche Ursachen diskutiert, die die folgenden Prob-lemfelder offen gelegt haben:
Geisteshaltung des Managements Das QM-System wird von den Mitarbeitern nicht gelebt und von den Führungskräften nicht vorge-lebt. Es mangelt an einem einheitlichen Qualitätsverständnis unter den Führungskräften. Quali-tätswerkzeuge werden nicht angewendet, Produktivität steht vor Qualität.
Kundenzufriedenheit Die Kundenforderungen sind nur unzureichend bekannt und ihre Erfüllung daher erschwert.
Mitarbeiter Unter diesem Punkt werden verschiedene Problemfelder zusammengefasst. Ein Problem ist die Mitarbeiterqualifikation. Die Mitarbeiter werden nicht ausreichend qualifiziert, verfügen über zu we-nig Fachkenntnis im Bereich Qualitätsmanagement und sind mit Qualitätswerkzeugen nicht ver-traut. Ein weiterer Punkt ist die Mitarbeiterbeteiligung. Die Mitarbeiter werden nicht ausreichend ein-bezogen. Als weiteres Problem wird die unzureichende Transparenz hervorgehoben. Es fehlen In-formationen sowie Kenntnisse über die Zusammenhänge und die Transparenz der Abläufe.
Prozesse Dieses Problemfeld betrifft die mangelnde Prozessorientierung im Unternehmen.
Zielsystem Es gibt keine hinreichend konkreten Ziele und keine Kennzahlen zu deren Quantifizierung. Zudem werden die Anreizsysteme als unzureichend angesehen.
KVP Ein KVP ist nicht vorhanden. Verbesserungsmaßnahmen werden nicht realisiert, was zur Unzu-

22 KAPITEL 3: VORSTUDIEN
friedenheit der Mitarbeiter führt. Vielfach können die richtigen Verbesserungsmaßnahmen nicht herausgearbeitet werden, da es an dem nötigen Fachwissen fehlt.
Die Vorstellung der Ergebnisse des Workshops vor dem Auditorium der GQW-Tagung hat rege Diskussionen hervorgerufen. Die Bewertung der These wurde als Spiegelbild der Praxis gesehen. PFEIFER sieht es als bedenkenswert an, dass in den Unternehmen die Garantie- und Kulanzkosten dramatisch gestiegen sind. Sie entsprechen heute schon annähernd den Entwicklungskosten für ein Produkt. Dies ist umso bedeutender, da die Garantiezeit von dem Jahre 2002 an gesetzlich von einem Jahr auf zwei Jahre gestiegen ist. HERRMANN sieht einen wesentlichen Ansatzpunkt darin, dass die Unternehmen bei der Einführung der QM-Systeme von der Produktebene direkt auf die Systemebene übergewechselt sind. Der Druck, ein Zertifikat vorweisen zu können, ist derartig ge-stiegen, dass das System einfach aufgestülpt und die entscheidende Prozessebene übergangen wird. Dies wird deutlich, wenn man die Zulieferindustrie betrachtet. 70% der Produktion entstammt der Zulieferindustrie, die zum größten Teil über zertifizierte Managementsysteme verfügt. Trotzdem sind die Produkte mangelhaft. Eine Begründung wird auch in der Denkweise des Managements gesehen. Das Management denkt zu sehr in Produktivitäten und Time-to-market und vernachläs-sigt die Qualitätsaspekte. CROSTACK sieht ein entscheidendes Problem darin, dass die Anforderun-gen an die Produkte entweder schlecht oder aber gar nicht bekannt sind. Er bemängelt eine fehlen-de Systematik zur Erfassung der Kundenanforderungen. Ein weiterer Kritikpunkt richtet sich an die Zertifizierungsunternehmen. Zu viele Unternehmen erreichen das Zertifikat, obwohl sie kein funktionierendes QM-System vorweisen können. MASING sieht ein Hauptproblem in der Herange-hensweise bei der Einführung von QM-Systemen. QM-Systeme bzw. Zertifizierungsvorhaben werden in den Unternehmen als Projekt gestartet und mit dem Erhalt des Zertifikats erfolgreich abgeschlossen. Danach reißt das Erreichte ein, und es wird zum „business as usual“ übergegangen. Erneute Anstrengungen erfolgen erst, wenn es um die Verlängerung des Zertifikats geht. Es wird abermals ein Projekt gestartet, mit dem Ziel der Rezertifizierung. QM-Systeme sind keine Projekte. Sie sind nicht einmalig oder zeitlich begrenzt. QM-Systeme müssen zur Selbstverständlichkeit wer-den. Sie müssen gelebt und dürfen nicht im Sinne eines Projektes als abgeschlossen angesehen werden.
3.3 Benchmarkingstudie
Unter Benchmarking wird die Suche nach Best-Practices verstanden, die dem Unternehmen zu einer Leistungssteigerung verhelfen soll.21 Der Vergleich zeigt Unterschiede und Verbesserungs-möglichkeiten auf. Der Benchmarkingprozess besteht im Wesentlichen aus den fünf Phasen Pla-nung, Analyse, Integration, Aktion und Reife. In der Planungsphase werden der Gegenstand des Bench-markings, die zu vergleichenden Unternehmen und die Datenerhebung festgelegt und die Erhe-bung durchgeführt. In der Analysephase werden die Daten ausgewertet und die sog. Leistungslücke bestimmt bzw. der Vergleich gezogen. Die Integrationsphase beinhaltet das Kommunizieren der Er-gebnisse. In der Aktionsphase werden Maßnahmen zur Schließung der Leistungslücke abgeleitet und der Fortschritt überwacht. Die Reifephase wird erreicht, wenn die Spitzenleistungen erlangt werden und Benchmarking zum Bestandteil des Managementprozesses wird.22
21 vgl. Mertins/Kohl (2004a), S. 15-17; Siebert/Kempf (1998), S. 935 22 vgl. Camp (1989), S. 12-19; Kaps (1996), S. 5-7; Pieske (1995), S. 51f.; Faßhauer (1995), S. 29f.

KAPITEL 3: VORSTUDIEN 23
3.3.1 Zielsetzung und Vorgehen
Mittels der Benchmarkingmethode erfolgt ein detaillierter Vergleich zum Stand der Wirksamkeit von QM-Systemen verschiedener Unternehmen unterschiedlicher Branchen. Dieser soll dazu bei-tragen, unternehmensinterne Verbesserungspotentiale zu identifizieren.23 Dazu wird eine Positi-onsbestimmung des jeweiligen QM-Systems im Vergleich zu den Benchmarkingpartnern vorge-nommen. Mittels Vergleichsanalysen werden Verbesserungspotentiale und Handlungsfelder für die weitere Untersuchung im Rahmen dieser Arbeit identifiziert.
Die Benchmarkingstudie wurde gemeinsam vom Fachgebiet Qualitätswissenschaft der TU Berlin und dem Deutschen Benchmarking Zentrum (DBZ) am Institut für Prozeßoptimierung und In-formationstechnologien (IPO-IT) durchgeführt. Sie umfasst die Phasen Planung, Analyse und Integra-tion. Die Aktions- und die Reifephase gehören nicht mehr zum Umfang der hier vorgestellten Un-tersuchung. Die Planungsphase beinhaltet die Definition der Ziele, die Entwicklung des Fragebogens, die Durchführung eines Pretests, die Ansprache der Unternehmen sowie die eigentliche Durchfüh-rung der Befragung und die Datenauswertung. In der Analysephase erfolgt eine spezifische Auswer-tung für jedes Unternehmen im Vergleich zu den weiteren Unternehmen und das Aufzeigen der Leistungslücken. Jeder Benchmarkingpartner hat zudem die Option, einen Vorortbesuch zu erhal-ten, um die Fragebogenergebnisse einer Validierung zu unterziehen. In der Integrationsphase werden den Unternehmen die Auswertungen zur Verfügung gestellt und Handlungspotentiale aufgezeigt.
Fragebogen Der Fragebogen wurde entlang der Matrix des Qualitätsmanagements entwickelt, die bereits als Grundlage des Praxisworkshops herangezogen wurde.24 Die Aufgabenfelder mit den größten Ver-besserungspotentialen sollen identifiziert und die größten Defizite im Unternehmen ermittelt wer-den. Die Unternehmen werden aufgabenbezogen verglichen und für jedes Feld eine positive oder negative Leistungslücke aufgezeigt. Zu jedem Aufgabenfeld werden Aussagen formuliert und von den Unternehmen mittels einer 4-stufigen-Skala zwischen „gar nicht umgesetzt“, „teilweise umgesetzt“, „gut umgesetzt“ und „exzellent umgesetzt“ bewertet. Jedes Aufgabenfeld wird vor jedem Fragenkomplex kurz erläutert und die wesentlichen Inhalte dargelegt.
Der Fragebogen wurde auf Grundlage der ISO 9001, der VDA 6.1, der ISO/TS 16949 sowie dem Leitfaden der ISO 9004 entwickelt und in Zusammenarbeit mit einem Unternehmen einem Pretest unterzogen. Im Rahmen des Pretests wurden sämtliche Fragen mit dem verantwortlichen Quali-tätsleiter des Unternehmens diskutiert und bei Unklarheiten modifiziert. Bei der Erstellung des Fragebogens wurde explizit von den klassischen Auditfragen nach einzelnen Normen abgewichen und stattdessen die Umsetzung des Qualitätsmanagements aufgabenbezogen erfragt.
Auswertungssystematik Für jedes Aufgabenfeld und für jede Ebene (Produkt, Prozess, System) wird ein Umsetzungsgrad ermittelt. Maximal ist ein Umsetzungsgrad von 100% erreichbar, sofern alle Fragen mit „exzellent umgesetzt“ beantwortet werden. Der Umsetzungsgrad wird in einen Ampelstatus mit den drei Kate-gorien rot, gelb und grün mit der folgenden Bedeutung übersetzt:
23 vgl. Mertins/Kohl (2004b), S. 77-82 24 siehe auch Kapitel 2.2

24 KAPITEL 3: VORSTUDIEN
– Umsetzungsgrad < 50% = Rot Das Aufgabenfeld ist nicht wirksam umgesetzt, Maßnahmen sind notwendig.
– Umsetzungsgrad 50-75% = Gelb Dieses Aufgabenfeld ist in vielen Bereichen wirksam umgesetzt, aber noch verbesserungsfähig. Maßnahmen sind notwendig, um den erreichten Stand zu halten und weiter auszubauen.
– Umsetzungsgrad >75% = Grün Das Aufgabenfeld ist exzellent und nachhaltig wirksam im Unternehmen verankert.
Dieser Ampelstatus wird in einer unternehmensspezifischen Matrix zusammengefasst.
Umsetzungsprofil Für jedes Aufgabenfeld ergibt sich ein Umsetzungsprofil. Die unternehmensspezifische Auswer-tung beinhaltet das eigene Profil, das Durchschnittsprofil, das Profil des Besten und des Schlech-testen sowie die besten Werte über alle Unternehmen. Das Umsetzungsprofil zeigt detailliertes Verbesserungspotential auf. Nachfolgend ist beispielhaft die Auswertung für die Qualitätsverbesse-rung auf Prozessebene dargestellt.
Abbildung 3-4: Beispiel Umsetzungsprofil [Quelle: Eigene Darstellung, Benchmarkingstudie]
3.3.2 Ergebnisse
Die Benchmarkingstudie wurde von September 2003 bis Dezember 2004 bei insgesamt sieben Un-ternehmen, darunter vier Produktions- und drei Dienstleistungsunternehmen, durchgeführt. Unter den Produktionsunternehmen sind zwei Automobilzulieferer vertreten. Bei allen vier Produktions-unternehmen konnten zusätzlich Vorortbesuche durchgeführt und die Bewertungen hinterfragt werden. In einem Fall wurde keine Angabe getätigt, wer an der Beantwortung der Fragen beteiligt

KAPITEL 3: VORSTUDIEN 25
war. In allen anderen Fällen wurde der Fragebogen vom Qualitätsmanagement ausgefüllt, z.T. mit Unterstützung einzelner Fachabteilungen, der Arbeitssicherheit sowie der Personalabteilung.
Das zusammengefasste Ergebnis zeigt einen unzureichenden Umsetzungsgrad für alle Aufgaben-felder des Qualitätsmanagements (vgl. Abbildung 3-5). Die Matrix bildet den durchschnittlichen Umsetzungsgrad über alle sieben Unternehmen für jedes Aufgabenfeld ab. Dabei sind der Umset-zungsgrad pro Aufgabenfeld und Betrachtungsebene sowie der durchschnittliche Umsetzungsgrad pro Aufgabenfeld über alle Ebenen bzw. pro Ebene über alle Aufgabenfelder angegeben. Demnach kämen alle Felder für eine nähere Untersuchung in Betracht. Der durchschnittliche Umsetzungs-grad ist im Bereich der Qualitätspolitik und der Qualitätsplanung mit jeweils 54% am größten. Den geringsten Erfüllungsgrad zeigt die Qualitätsverbesserung mit nur 43%. Nach der Auswertungssyste-matik liegt die Qualitätsverbesserung sowohl auf Prozess- als auch auf Systemebene im roten Bereich. Insgesamt stellt sich die Prozessebene über alle Aufgabenbereiche mit Ausnahme der Qualitätspla-nung am schlechtesten dar. Die Aufgaben der Qualitätssicherung für Prozesse werden nur zu 36% erfüllt, der Bereich der Qualitätslenkung liegt bei 41% und die Qualitätsverbesserung bei 45%.
Qualitätspolitik und -ziele
Qualitätsplanung
Qualitätslenkung
Qualitäts-sicherung
Qualitäts-verbesserung
Produkte Prozesse Systeme
56 % 52 % 55 %
48 % 56 % 57 %
53 % 41 % 57 %
55 % 36 % 65 %
_ 45 % 42 %
Umsetzungsgrad
X < 50 %
50 % X 75 %
75 % X
54%
54%
51%
52%
43%
53 % 46 % 55 %
Ø-Wert jeAufgabenfeld
Ø-Wert je Ebene
EbeneAufgabenfeld
LegendeAmpelstatus
Qualitätspolitik und -ziele
Qualitätsplanung
Qualitätslenkung
Qualitäts-sicherung
Qualitäts-verbesserung
Qualitätspolitik und -ziele
Qualitätsplanung
Qualitätslenkung
Qualitäts-sicherung
Qualitäts-verbesserung
Produkte Prozesse Systeme
56 % 52 % 55 %
48 % 56 % 57 %
53 % 41 % 57 %
55 % 36 % 65 %
_ 45 % 42 %
Umsetzungsgrad
X < 50 %
50 % X 75 %
75 % X
X < 50 %
50 % X 75 %
75 % X
54%
54%
51%
52%
43%
53 % 46 % 55 %
Ø-Wert jeAufgabenfeld
Ø-Wert je Ebene
EbeneAufgabenfeld
LegendeAmpelstatus
Abbildung 3-5: Zusammenfassung - Ergebnis Voruntersuchung Benchmarkingstudie [Quelle: Eigene Darstellung, Benchmarkingstudie]
Die Unternehmen wurden ebenfalls nach einer Gesamteinschätzung ihres QM-Systems auf einer Skala von eins (gar nicht erfolgreich) bis fünf (sehr erfolgreich) befragt. Das Ergebnis zeigt, dass das QM-System von den Unternehmen mit einem Durchschnitt von 2,9 nur als teilweise erfolgreich einge-schätzt wird.
3.4 Zusammenfassende Erkenntnisse
Die beiden Vorstudien konnten Handlungsbedarf in allen Aufgabenbereichen des Qualitätsmana-gements aufzeigen. In beiden Untersuchungen wurden die Qualitätsverbesserung der Prozesse und des Systems als Problemschwerpunkte erarbeitet. Diese Voruntersuchungen dienen lediglich der Ein-grenzung des Untersuchungsgebietes. Sie erheben keinen Anspruch auf Repräsentativität, allerdings

26 KAPITEL 3: VORSTUDIEN
konnte auf ein branchenweites Meinungsfeld zurückgegriffen werden. Insbesondere im Rahmen der Benchmarkingstudie wurden umfangreiche Fragen erhoben.
Der Fokus der Arbeit soll auf den Aufgabenbereich der Qualitätsverbesserung gelegt werden und hier-bei sowohl die Prozess- als auch die Systemebene berücksichtigen.

KAPITEL 4: FORSCHUNGSPROBLEM


KAPITEL 4: FORSCHUNGSPROBLEM 27
4 Forschungsproblem
Im Folgenden wird auf Grundlage der Voruntersuchungen und der Analyse wesentlicher Studien das Forschungsproblem dargelegt. Zunächst werden die Probleme in Form einer Situationsanalyse zusammengefasst und daraus der entsprechende Handlungsbedarf für das zu entwickelnde Modell abgeleitet. Auf einige der nachfolgend angeführten Studien wird in Kapitel 5.2 detailliert eingegan-gen, da sie der späteren Modellentwicklung als Basis dienen. Um das Forschungsproblem zu ver-deutlichen, wird jedoch bereits an dieser Stelle auf wichtige Erkenntnisse dieser Studien eingegan-gen.
4.1 Situationsanalyse
Die Analyse wesentlicher Studien und Forschungsergebnisse zeigt ein zweiseitiges Bild zur Wirk-samkeit von QM-Systemen. Auf der einen Seite wird sowohl von Erfolgen finanzieller als auch nicht-finanzieller Art berichtet, auf der anderen Seite zeigen sich QM-Systeme als Kostenfaktor und bürokratische Systeme. Vielfach positive Ergebnisse berichten Untersuchungen umfassender QM-Systeme respektive TQM, die kritischen Stimmen beziehen sich überwiegend auf QM-Systeme basierend auf der ISO 9001. Es scheint, dass Firmen den Nutzen einer Qualitätsverbesserung nicht mit der ISO 9001 verbinden, sondern mit TQM.1
Dies spiegelt sich in den Motiven wider, die zur die Implementierung von QM-Systemen geführt und im Laufe der Zeit kaum Veränderung erfahren haben. Die Einführung von QM-Systemen ist überwiegen extern motiviert.2 Einer der Hauptgründe soll hier als „Marketing-Effekt“ bezeichnet werden. In diesem Fall wird das Zertifikat als primäres Ziel angesehen. Der Kunde verlangt das Zertifikat, und die Unternehmen erhoffen sich positive Effekte auf ihr Image und bessere Markt-zugangsmöglichkeiten.3 Das Ziel, eine hohe Produktqualität zu erreichen und diese ständig zu verbessern, erscheint häufig eher untergeordnet.4 „Vielmehr richtet sich der primäre Wunsch der Unter-nehmen nicht immer auf eine Qualitätsverbesserung durch QM-Systeme, sondern eher auf die Erlangung des Zertifi-kats für Werbe- oder Lieferantenbeziehungszwecke.“5 Nach einer Untersuchung von PFEIFER (2002) hat dieses keinen Einfluss auf den Erfolg des QM-Systems.6 Frühere Studien von KAMISKE ET AL. (1993), KAMISKE ET AL. (1994) sowie später von FUNCK ET AL. (2000) zeigen dagegen, dass Unter-nehmen häufig nur danach streben, das Zertifikat zu erlangen und den eigentlichen Nutzen nicht ausschöpfen.7 Die Kunden fordern zertifizierte Lieferanten, um deren Qualitätsfähigkeit bewerten zu können, aber genau dieses wird nicht erreicht.8
Sowohl für den Hersteller als auch für den Kunden ist die Bestätigung, ein formal korrektes QM-System eingeführt zu haben, ohne Nutzen, wenn dies nicht sicherstellt, dass alle produktrelevanten Prozesse systematisch ablaufen und beherrscht sind. Mit dem Zertifikat bescheinigt der Zertifizie-
1 vgl. Diskussion bei Dick (2000), S. 365-371; Voss/Blackmon (1996), S. 28-30 2 vgl. Reese/Petersen (2000), S. 11f.; Pfeifer (2002), S. 31; Brown et al. (1998), S. 276f.; KPMG (1998), S. 5f. 3 vgl. Benes et al. (1997), S. 3, 46-48; Haß (1995), S. 926; Reuter (1995), S. 100; Kleinert (1993), S. 58 4 vgl. Casadesús/Giménez (2000), S. 432f.; Walgenbach (2000), S. 10f. 5 Kieser et al. (2002), S. 415 6 vgl. Pfeifer (2002), S. 31 7 vgl. Kamiske et al. (1994), S. 1215-1224; Funck et al. (2000), S. 7-12; Kamiske et al. (1993), S. 269f. 8 vgl. Walgenbach (2000), S. 7

28 KAPITEL 4: FORSCHUNGSPROBLEM
rer die grundsätzliche Wirksamkeit des QM-Systems, die Leistungs- und Qualitätsfähigkeit einer Organisation. Dies setzt voraus, dass die Wirksamkeit fachkompetent geprüft wird.9
Kritik an der Zertifizierung üben KIESER ET AL. (2002).10 Zum einen trifft das Zertifikat keine Aus-sage über den vom Unternehmen verfolgten Qualitätsstandard, zum anderen ist die Wirksamkeit der Zertifizierungspraxis zu bezweifeln, wenn eine Untersuchung aufzeigt, dass bei 67% der Un-ternehmen im Rahmen des Zertifizierungsaudits nur die Vollständigkeit der Dokumentation ge-prüft wurde bzw. bei 42% nur solche Bestandteile betrachtet wurden, bei denen Normabweichun-gen leicht erkennbar sind.11 KIESER ET AL. (2002) sehen auch, dass ein detailliertes Audit innerhalb der Regeldauer von zwei bis drei Tagen im Unternehmen kaum zu erwarten ist und stellen die Au-ditierbarkeit von Verhaltens- und Organisationspflichten wie z.B. ein qualitätsorientiertes Füh-rungsverständnis oder die tatsächliche Unterstützung des Systems durch die Leitung grundsätzlich in Frage.12 Die Folge ist eine mögliche Entkopplung des QM-Systems von den ablaufenden Pro-zessen. Die Zertifizierung wird „als Fassade zur Steigerung der Legitimität von Organisationen“13 genutzt. Das Zertifikat wird ad absurdum geführt, wenn die Auftragsvergabe im Vorfeld an ein Zertifikat geknüpft ist, die Aufträge jedoch an Unternehmen ohne eben dieses Zertifikat vergeben werden.14 In diesem Zusammenhang verwundert es nicht, dass Unternehmen sich in ihrer Flexibilität und Entscheidungsfähigkeit durch QM-Systeme behindert fühlen. QM-Systeme können sich nicht durch Dynamik und Flexibilität auszeichnen, solange das Zertifikat nicht der Beginn eines kontinu-ierlichen Verbesserungsprozesses ist. FUNCK ET AL. (2000) fordern als Ergebnis ihrer Studie daher ein Instrumentarium zur Systembeatmung.15 Es fehlt an der flächendeckenden Implementierung von kontinuierlichen Verbesserungsprozessen und an der notwendigen Bereitschaft, mit der Ein-führung von QM-Systemen die Prozesse im Unternehmen zu verändern.16 Mit den Hindernissen bei der Einführung der kontinuierlichen Verbesserung beschäftigen sich Untersuchungen von EISEN/MULRANEY (1992), BOXER (1993) und BALKEMA/MOLLEMAN (1999). Die Hauptbarrieren sind demnach:17 intellectual laziness, ignorance und poor leadership.
Es zeigt sich eine Divergenz zwischen Anspruch und Wirklichkeit bei der Umsetzung funktionie-render QM-Systeme. Die notwendigen und geforderten Verbesserungen werden nicht oder nur unvollständig betrieben. Vor diesem Hintergrund verursachen die Systeme mehr Kosten als Nut-zen. Das QM-System endet häufig mit der Zertifizierung, eine anschließende weitergehende Ver-besserung erfolgt nicht oder nur im Vorfeld anstehender Reviews und Audits. So verlassen sich Untersuchungen des STEINBEIS-TRANSFER-INSTITUTS (2001) zufolge 90% der Unternehmen auf interne Audits als Maßnahme der ständigen Verbesserung.18 Die Studie von REESE/PETERSEN (2000) weist ebenfalls auf Mängel bei der Umsetzung von Prozessanalysen und Verbesserungs-maßnahmen hin. Eine ähnliche Problematik zeigt sich bei PFEIFER (2002). Danach warten Unter-nehmen mit der Optimierung ihrer Produktionsprozesse solange, bis sie auf akute Fertigungsprob-
9 vgl. Facklam (1995), S. 488f.; Groothuis (1998), S. 160f.; Malorny/Michael (1994), S. 197f. 10 vgl. Kieser et al. (2002), S. 415f. 11 vgl. Malorny/Kassebohm (1994), S. 228-231 12 vgl. Kieser et al. (2002), S. 415f. und zum Ablauf der Zertifizierung auch Marquardt (1995), S. 50 13 Kieser et al. (2002), S. 415 14 vgl. Brown et al. (1998), S. 273-285 15 vgl. u.a. Funck et al. (2000), S. 36-39 16 vgl. Kaumanns/Mai (1998), S. 1196 17 vgl. hierzu Zusammenfassung bei Boxer (2001), S. 69 18 vgl. Steinbeis-Transfer-Institut Management und Innovation (2001-2002)

KAPITEL 4: FORSCHUNGSPROBLEM 29
leme reagieren müssen. 73% der Unternehmen warten auf den äußeren Druck einer erforderlichen Kostenreduzierung, bevor sie die Prozessoptimierung anstoßen. 7% verzichten ganz auf die Opti-mierung ihrer Fertigungsprozesse.19 Eine vorausschauende Prozessoptimierung wird nicht betrie-ben. Zu weitreichenden Ergebnissen kommen die Untersuchungen von STERMAN ET AL. (1997).20 Danach verfolgen Unternehmen nicht in ausreichendem Maße ausgewogene Verbesserungen auf operativer und strategischer Ebene. Dies bedroht nicht nur den Erfolg der Qualitätsverbesserungs-initiativen, sondern im Extremfall sogar den Bestand des Unternehmens.
Sowohl die Untersuchung von PFEIFER (2002) als auch von ROMMEL ET AL. (1994), EASTON/JARELL (1998), SINGHAL/HENDRICKS (1999) und GAO (1991) weisen auf den positiven Einfluss hin, den das Qualitätsmanagement auf den Unternehmenserfolg ausübt. Während ROMMEL ET AL. (1994) den Reifegrad des Qualitätsmanagements differenziert an Kriterien festma-chen und SINGHAL/HENDRICKS (1999) den Erfolg anhand objektiver Indikatoren erfassen und mit einer Kontrollgruppe vergleichen, wird dies bei PFEIFER (2002) der Selbsteinschätzung der Unter-nehmen überlassen.21 Einen positiven Zusammenhang konnten MAANI ET AL. (1994) zwischen der Verbesserung der Qualität und der Fertigungs- und Unternehmensleistung anhand von Struktur-gleichungsmodellen aufzeigen.22 Die Studie von BROWN ET AL. (1998) verdeutlicht den Nutzen der Zertifizierung auch für kleine Unternehmen, sofern interne Gründe bei der Zertifizierung im Vor-dergrund stehen.23 Ebenfalls einen positiven Zusammenhang zwischen der Zertifizierung und der finanziellen Performance finden CORBETT ET AL. (2002).24 WALGENBACH/BECK (2003) entdecken eine Verbindung zwischen der Fertigungsart und der Zertifizierung sowie zwischen der Unterneh-mensgröße und der Wahrscheinlichkeit der Zertifizierung.25 TERZIOVSKI ET AL. (1997) konnten keine Beziehung zwischen einer Zertifizierung und der Steigerung der Unternehmensperformance nachweisen.26 Zu ähnlichen Erkenntnissen gelangt das EXBA 2001. Nach den Ergebnissen der Stu-die von REESE/PETERSEN (2000) schätzen 60% der befragten Unternehmen die Einführung des QM-Systems als nicht erfolgreich ein. Die Studie von PFEIFER (2002) dagegen weist für fast 80% der Unternehmen zumindest ein erfolgreiches QM-System aus.27
Insgesamt befassen sich viele Studien mit den möglichen Erfolgsfaktoren von TQM. Ein umfas-sendes Modell zu kritischen Erfolgsfaktoren des Qualitätsmanagements findet sich bei SARAPH ET
AL. (1989). Erfolgsfaktoren werden auch bei VAN DER WIELE/BROWN (2002) sowie in Untersu-chungen von STERMAN ET AL. (1997) und FLYNN ET AL. (1995) erarbeitet. Andere Studien z.B. von AHIRE/GOLHAR (1996) oder PFEIFER (2002) geben Erfolgsfaktoren zur Analyse von Erfolgszu-sammenhängen vor.28
19 vgl. Pfeifer (2002), S. 78 20 vgl. Sterman et al. (1996b); Sterman et al. (1996a); Sterman et al. (1997), S. 11-27 21 vgl. Rommel et al. (1994), S. 51ff.; Pfeifer (2002), S. 26ff.; GAO (1991), S. 20-28; Singhal et al. (2000), S. 1537;
Singhal/Hendricks (1999), S. 3-16; Easton/Jarrell (1998), S. 253-305 22 vgl. Maani et al. (1994), S. 30-37 23 vgl. Brown et al. (1998), S. 273-285 24 vgl. Corbett et al. (2002a); Corbett et al. (2002b), S. 31-40 25 vgl. Walgenbach/Beck (2003), S. 506-513 26 vgl. Terziovski et al. (1997), S. 12 27 vgl. Pfeifer (2002), S. 2 28 vgl. Saraph et al. (1989), S. 810-829; van der Wiele/Brown (2002), S. 508-523; Sterman et al. (1997), S. 1-19;
Ahire/Golhar (1996), S. 1-13; Flynn et al. (1995), S. 659-691

30 KAPITEL 4: FORSCHUNGSPROBLEM
TATIKONDA/TATIKONDA fassen zusammen, dass es keinen spezifischen Ansatz gibt, um erfolg-reich Qualitätsverbesserung zu betreiben, sich wohl aber Gemeinsamkeiten bei Unternehmen zei-gen, die hier versagen. Sie definieren insgesamt zehn Gründe:29 (1) fehlende Vision, (2) fehlende Kundenorientierung, (3) fehlendes Management Commitment, (4) Training ohne Nutzen, (5) feh-lende Kosten-/Nutzenanalyse, (6) organisatorische Strukturen, (7) Bürokratie, (8) fehlende oder fehlerhafte Kennzahlen, (9) keine Belohnung und Anerkennung sowie (10) fehlende Buchhaltungs-systeme. Insbesondere benötigen Organisationen relevante Kennzahlen, um Qualitätsverbesserun-gen zu promoten. Prozess- und Ergebniskennzahlen werden gefordert.30 SCHAFFER/THOMSON sehen die Problematik bei aktivitätsorientierten statt ergebnisorientierten Verbesserungsprogram-men. Entsprechend liegen die größten Probleme bei dem fehlenden Verfolgen spezifischer Ergeb-nisse, den fehlenden Kennzahlen und der mangelnder Fokussierung der Vorgehensweise.31
Eine Untersuchung von 30 qualitätsrelevanten Prozessen durch MCKINSEY&COMPANY (1995) zeigt, dass bei zwei Drittel die Verbesserungen entweder stagnieren oder geringer ausfallen als er-wartet. Die BOSTON CONSULTING COMPANY untersuchte 500 Unternehmen, von denen nur ein Drittel ihren TQM-Prozess als erfolgreich im Sinne der erzielten signifikanten Wettbewerbsverbes-serung beurteilt. A. T. KEARNY ermittelte, dass nur 20% britischer Unternehmen ihrem Qualitäts-verbesserungsprogramm einen signifikanten Einfluss zuschreiben. ARTHUR D. LITTLE befragte 500 Führungskräfte, von denen nur ein Drittel davon überzeugt war, dass ihre Qualitätsbemühungen ihnen zu mehr Wettbewerbsfähigkeit verhelfen. In einer Studie von GRANT THORNET bei mittel-ständischen Unternehmen geben mehr als zwei Drittel an, ihre Qualitätsverbesserung nicht zu mes-sen.32
Acht von zehn Qualitätskampagnen schlagen fehl bzw. erreichen nicht die erwarteten Ergebnisse.33 80% der Unternehmen, die an einer Langzeitstudie von MCKINSEY & COMPANY beteiligt waren, haben bereits einmal ein Programm zur Verbesserung der Qualität abgebrochen oder waren mit den erreichten Ergebnissen unzufrieden. Als Gründe für das Scheitern werden die fehlende Orien-tierung, d.h. zu unkonkrete Ziele und Vorgaben sowie zu wenig Engagement des Top-Managements, das mangelhafte Rüstzeug der Mitarbeiter, die den Umgang mit Methoden der Qua-litätsverbesserung nur unzureichend beherrschen, und die organisatorischen Barrieren, d.h. zu lan-ge Entscheidungswege und zu viele Hierarchieebenen, angegeben.34
Aus der aufgezeigten Situationsanalyse35 lassen sich zwei wesentliche Problemschwerpunkte nor-menbasierter QM-Systeme ableiten:
1. Die Zertifizierung ist eine notwendige, aber nicht hinreichende Voraussetzung für das Betrei-ben eines QM-Systems.
2. Es mangelt an der Implementierung wirksamer Qualitätsverbesserungsprogramme in den Un-ternehmen.
29 vgl. Tatikonda/Tatikonda (1996), S. 5-9 30 vgl. ebenda, S. 8 31 vgl. Schaffer/Thomson (1992), S. 80-89 32 vgl. Tatikonda/Tatikonda (1996), S. 5, 7; Prajogo/Sohal (2004), S. 205 33 vgl. McKinsey & Company et al. (1995), S. 35 sowie Schaffer/Thomson (1992), S. 80-89 34 vgl. McKinsey & Company et al. (1995), S. 37-41 35 siehe auch Darlegung der Studien Kapitel 5.2 sowie im Anhang A.1

KAPITEL 4: FORSCHUNGSPROBLEM 31
4.2 Handlungsbedarf
Die formal erfolgreiche Darlegung des QM-Systems bestätigt eine externe Stelle in Form des Zerti-fikats. Dieser externe Nachweis ermöglicht dem Unternehmen, seinen Kunden und weiteren Parteien die eigene Qualitätsfähigkeit darzulegen. Die Bestätigung wird in regelmäßigen Abständen im Rahmen der Rezertifizierung wiederholt. Dieser externe Nachweis birgt jedoch den Nachteil, dass er sich nur auf den Systemzustand zum Zeitpunkt der Zertifizierung bezieht und lediglich die Über-einstimmung mit den Mindestforderungen der zugrunde liegenden Norm bestätigen kann. Sind die überprüften Forderungen erfüllt, wird das Zertifikat erstellt bzw. verlängert. Ob es in der Zeit zwi-schen den externen Audits zu einer Verbesserung der Qualitätsfähigkeit gekommen ist, wird nicht geprüft (vgl. Abbildung 4-1). Es zeigt sich jedoch, dass es zu einer Trennung zwischen der erfolg-reichen Darlegung von QM-Systemen und deren Umsetzung kommen kann. Wird die Zertifizie-rung anstandslos erreicht, bedeutet dies nicht, dass das System anschließend auch wirksam betrie-ben wird. Nicht selten erreichen QM-Systeme nicht die gesetzten Erwartungen.
Den wirklichen Nutzen können daher nur solche Unternehmen erschließen, die die externen An-forderungen mit dem internen Nutzen koppeln und nicht nur ein dokumentiertes, sondern auch ein funktionierendes System aufrechterhalten und weiterentwickeln. Dazu ist die (zertifizierte) Qua-litätsfähigkeit einer ständigen Verbesserung zu unterziehen und folglich eine Qualitätsverbesserung der Prozesse und Systeme zu betreiben. Dies nicht um einer nach außen gerichteten Fassade ge-recht zu werden, sondern um dauerhafte Vorteile zu sichern. Die Unternehmen sind daher gefor-dert, in der zeitlichen Spanne zwischen den externen Audits die Steigerung der Qualitätsfähigkeit zu betreiben, zu überwachen und nachzuweisen. Dieser Sachverhalt soll als interne Nachweislücke bezeichnet werden und bildet das Forschungsproblem dieser Arbeit (vgl. Abbildung 4-1).
Implementierung des QM-Systems im Unternehmen
Nachweis der Qualitätsfähigkeit (Zertifizierung)
Betreiben desQM-Systems
Erneuter Nachweis der Qualitätsfähigkeit(Rezertifizierung)
Qualitätsverbesserung
Steigerung der Qualitätsfähigkeit
Externer Nachweis
interneNachweislücke
Externer Nachweis
Forschungsproblem
Implementierung des QM-Systems im Unternehmen
Nachweis der Qualitätsfähigkeit (Zertifizierung)
Betreiben desQM-Systems
Erneuter Nachweis der Qualitätsfähigkeit(Rezertifizierung)
Qualitätsverbesserung
Steigerung der Qualitätsfähigkeit
Externer Nachweis
interneNachweislücke
Externer Nachweis
Forschungsproblem
Abbildung 4-1: Forschungsproblem - interne Nachweislücke [Quelle: Eigene Darstellung]
Zusammengefasst besteht Handlungsbedarf im Bereich der Qualitätsverbesserung, der es obliegt, für die Dynamik innerhalb des QM-Systems zu sorgen. Es geht um die ständige Systembeatmung, die ein Managementsystem erst zu einem erfolgreichen und dauerhaft wirksamen System macht. Das ungenügende Betreiben einer Qualitätsverbesserung übt einen negativen Einfluss auf die Wirksamkeit der QM-Systeme aus. Letztendlich entscheidet der Erfolg der Qualitätsverbesserungs-aktivitäten darüber, ob es sich um ein statisches oder um ein dynamisches System handelt, das dem Unternehmen auf Dauer Wettbewerbsvorteile sichert.

32 KAPITEL 4: FORSCHUNGSPROBLEM
Um die aufgezeigte interne Nachweislücke zu schließen, sind geeignete Indikatoren zur Überwachung der Qualitätsverbesserung zu ermitteln, ein klares Reporting bzgl. des Systemzustands, der Ergeb-nisse und des Zielerreichungsgrads zur Verfügung zu stellen und Führungskräfte wie Mitarbeiter gleichermaßen in die tagtägliche Umsetzung einzubeziehen.36 Diesen internen Nachweis zu erbringen bedeutet, das Funktionieren der Qualitätsverbesserung zu überwachen und die Qualitätsverbesse-rung wirksam zu nutzen, um die Qualitätsfähigkeit der Systeme und Prozesse zu erhöhen. Daraus ergeben sich folgende Handlungsschwerpunkte (vgl. Abbildung 4-2):
(1) Operationalisierung der Qualitätsfähigkeit: Es sind zwei Aspekte zu betrachten. Zum einen die Qualitätsfähigkeit des Systems bzw. der Poten-tiale und zum anderen die Qualitätsfähigkeit der Prozesse. Die Systemfähigkeit wird mittels des Zertifikats nachgewiesen, die Prozessfähigkeit kann über Prozessfähigkeitsindizes ermittelt werden. Es fehlt jedoch eine Strukturierung der Qualitätsfähigkeit derart, dass eine Steuerung der Qualitäts-verbesserung erreicht wird. Dazu müssen Ursache-Wirkungszusammenhänge analysiert und Indikatoren erarbeitet werden. Diese Indikatoren müssen geeignet sein, einen internen Nachweis über das Betreiben respektive Verbessern des QM-Systems zu erbringen.
(2) Erfolgskriterien zur Qualitätsverbesserung: Die Tatsache, dass viele Qualitätsverbesserungsprogramme unzureichenden Nutzen bringen oder gar scheitern, zeigt die mangelnde Kenntnis entscheidender Erfolgskriterien, die es ermöglichen, Qualitätsverbesserungen erfolgreich zu betreiben.
(3) Beurteilung und Steuerung der Qualitätsverbesserungsaktivitäten: Die Operationalisierung der Qualitätsfähigkeit und die Erfolgskriterien müssen zu einem Steuerungs-system zusammengefasst werden, das dazu beiträgt, die interne Nachweislücke dauerhaft zu schließen, die Qualitätsverbesserungsaktivitäten zu bewerten und aktiv zu steuern. Der unternehmensspezifi-sche Handlungsbedarf muss unabhängig von anstehenden internen und externen Audits angezeigt werden.
Qualitätsverbesserungder Prozesse und
Systeme
Beurteilung und Steuerung der Qualitäts-
verbesserungs-aktivitäten
Operationalisierung der Qualitätsfähigkeit
Erfolgskriterien zur Qualitätsverbesserung
1.
2.
3.
Qualitätsverbesserungder Prozesse und
Systeme
Beurteilung und Steuerung der Qualitäts-
verbesserungs-aktivitäten
Operationalisierung der Qualitätsfähigkeit
Erfolgskriterien zur Qualitätsverbesserung
1.
2.
3.
Abbildung 4-2: Problemstruktur [Quelle: Eigene Darstellung]
36 vgl. Seeger (2004), S. 10; Krause (2003), S. 4-8; Fuchs (1993), S. 28

KAPITEL 5: STAND DES WISSENS


KAPITEL 5: STAND DES WISSENS 33
5 Stand des Wissens
Nachfolgend wird der Stand des Wissens erarbeitet. In Kapitel 5.1 werden wesentliche Konzepte des Qualitätsmanagements mit dem Schwerpunkt der Qualitätsverbesserung dargestellt und bewer-tend zusammengefasst. In Kapitel 5.2 erfolgt eine Analyse und Auswertung von Studien, die einen Beitrag zur Entwicklung wesentlicher Erfolgskriterien zur Qualitätsverbesserung liefern.
5.1 Konzepte der Qualitätsverbesserung
Den Terminus Managementkonzept definieren TEICHERT/TALAULICAR (2002) wie folgt:1 „Mana-gementkonzepte sollen einen Beitrag zur Strukturierung und Bewältigung unternehmerischer Problemstellungen leis-ten. Sie liefern Präskriptionen zur Gestaltung von Unternehmen(steilen) und beziehen sich auf struktur- oder pro-zessrelevante Organisationsmerkmale bzw. Vorgehensweisen zur Problemlösung.“
5.1.1 Konzept von JURAN
JURAN definiert die Verbesserung als „the organized creation of beneficial change; the attainment of unprece-dented levels of performance.”2 Sie bezieht sich entweder auf Produktfeatures oder auf das Vermeiden von Fehlern. Ersteres führt zu einer Steigerung des Gewinns, Letzteres zielt auf eine Senkung der Kosten ab. Die produktbezogene Verbesserung ist Bestandteil der Qualitätsplanung. Die Aufgabe der Qualitätsverbesserung besteht darin, sicherzustellen, dass die bereits festgelegten Produktziele erreicht werden. Ziel ist das Vermeiden von Fehlern und Verschwendung, das Aufdecken der Ur-sachen und die Implementierung von Verbesserungsmaßnahmen.
0
0
OP
ER
ATI
ON
S
BE
GIN
QUALITY PLANNING QUALITY CONTROL (DURING OPERATIONS)
TIME
20
40
CO
ST O
F PO
OR
QU
ALI
TY
CHRONIC WASTE(AN OPPORTUNITY
FOR IMPROVEMENT)
SORADIC SPIKE
ORIGINAL ZONEOF QUALITY CONTROL
NEW ZONEOF QUALITY CONTROL
QUALITYIMPROVEMENT
LESSONS LEARNED
0
0
OP
ER
ATI
ON
S
BE
GIN
QUALITY PLANNING QUALITY CONTROL (DURING OPERATIONS)
TIME
20
40
CO
ST O
F PO
OR
QU
ALI
TY
CHRONIC WASTE(AN OPPORTUNITY
FOR IMPROVEMENT)
SORADIC SPIKE
ORIGINAL ZONEOF QUALITY CONTROL
NEW ZONEOF QUALITY CONTROL
QUALITYIMPROVEMENT
LESSONS LEARNED
Abbildung 5-1: JURAN-Trilogie [Quelle: Juran (1998), S. 5.8]
Dies lässt sich anhand der JURAN-Trilogie (vgl. Abbildung 5-1) verdeutlichen. Die Qualitätslenkung (Quality Control) überwacht das Ergebnis der Qualitätsplanung (Quality Planning), z.B. einen maximal
1 Teichert/Talaulicar (2002), S. 410 2 Juran (1998), S. 5.3

34 KAPITEL 5: STAND DES WISSENS
zulässigen Fehleranteil. Steigt dieser Fehleranteil, so ist es Aufgabe der Qualitätslenkung, diesen zu reduzieren.3 Gelingt es jedoch, den geplanten Fehleranteil durch ein Projekt herabzusetzen, ist dies eine Qualitätsverbesserung (Quality Improvement). Aufgabe der Qualitätslenkung ist es, diesen neuen Anteil zu halten.
JURAN verfolgt eine projektorientierte Vorgehensweise der Qualitätsverbesserung und betont den Einsatz strategischer Instrumente, die Managementaufgaben und die Wichtigkeit von Qualitätsver-besserungsprogrammen. Die meisten Unternehmen sind zu stark gewinn- und zu wenig kostenori-entiert und lenken ihren Fokus auf neue Produkte statt auf die Fehlervermeidung. Das Ausmaß von Fehlern und Verschwendung ist dem Management nicht bekannt. Entsprechend sieht JURAN
die Rate der Verbesserung als entscheidend an. Sie bestimmt, welche Unternehmen zu den Quali-tätsführern gehören. Die Qualitätsverbesserung bleibt auf Dauer relevant, da die chronische Ver-schwendung in den Unternehmen als hoch anzusehen ist.4
Auf diesen Erkenntnissen beruhen folgende neun Basiskonzepte der Qualitätsverbesserung:
1. Qualitätsverbesserung unterscheidet sich von der Qualitätslenkung.
2. Verbesserungen werden Projekt für Projekt durchgeführt.
3. Qualitätsverbesserung ist universell in allen Branchen, auf alle Prozesse und Tätigkeiten an-wendbar.
4. Qualitätsverbesserung dehnt sich auf alle Parameter aus, d.h. auf Produktivität, Durchlaufzei-ten, Arbeitssicherheit und Umwelt.
5. Der Nachholbedarf an Verbesserungsprojekten ist groß.
6. Qualitätsverbesserung gibt es nicht umsonst.
7. Die Reduzierung der chronischen Verschwendung ist nicht kapitalintensiv.
8. Qualitätsverbesserungsprojekte haben einen hohen ROI (Return on Investment).
9. Der größte Gewinn wird aus den wenigen wesentlichen Projekten generiert.
Aus dem Konzept von JURAN lassen sich folgende Elemente einer erfolgreichen Qualitätsverbesse-rung ableiten:5 Festlegen von Verbesserungszielen, Aufbau und Verankerung eines Verbesserungs-prozesses, Schulung aller Mitarbeiter, Empowerment der Arbeitskräfte, Messen des Fortschritts, Durchführung von Reviews sowie Motivation und Anerkennung.
5.1.2 Konzept von DEMING: 14 Punkte und DEMINGSCHE Reaktionskette
DEMING hat seine Philosophie in 14 Punkten zusammengestellt und erstmals 1981 veröffentlicht. Diese 14 Punkte gehen in die DEMINGSCHE Reaktionskette (vgl. Abbildung 5-2) ein. Die verfolgte Philosophie ist auf Qualität und ständige Verbesserung unter Einbeziehung aller Mitarbeiter aller Hierarchieebenen ausgerichtet und basiert auf drei Grundhaltungen:6
– Jede Aktivität kann als Prozess aufgefasst und entsprechend verbessert werden.
– Problemlösungen allein genügen nicht, fundamentale Veränderungen sind erforderlich.
3 Solche Aktivitäten werden auch als „Troubleshooting“, „Korrekturmaßnahmen“ oder „Firefighting“ bezeichnet. 4 vgl. Juran (1998), S. 5.4-5.7 sowie Seghezzi/Hansen (1993), S. 21 5 vgl. hierzu auch Kirstein (1988), S. 678f. 6 vgl. Deming (1981), S. 12-22; Kamiske/Brauer (1999), S. 41f.

KAPITEL 5: STAND DES WISSENS 35
– Die oberste Unternehmensleitung muss handeln, die Übernahme von Verantwortung ist nicht ausreichend.
Die 14 Punkte von DEMING:7 1. Developing the organization’s goals and philosophy: Die Unternehmensaktivitäten sind häufig auf kurzfristige Optimierungsüberlegungen ausgerichtet. Es muss jedoch eine langfristige Zielsetzung verfolgt werden, um spezielle Variationen zu erkennen und die Qualität zu verbessern.
2. Understanding the philosophy of never-ending improvement: Fehler dürfen nicht akzeptiert werden. Prozessverbesserungen führen zu guten Produkten und Kundenzufriedenheit.
3. Replacing mass inspection with never-ending improvement: Vollkontrollen beinhalten das Eingeständnis fehlerhafter Prozesse. Stattdessen sollten Prozesse ständig verbessert und notwendige statistische Methoden eingesetzt werden.
4. Changing the philosophy of purchasing: Ohne entsprechende Messgrößen, die eine Aussage über die Produktqualität liefern, ist der Preis bedeutungslos. Billige, aber fehlerbehaftete Produkte sind teure Produkte.
5. Improving the system: Problemursachen müssen erkannt werden, um alle Systeme von Produktion und Dienstleistung sowie alle anderen Aktivitäten im Unternehmen ständig zu verbessern.
6. Instituting modern training methods: Moderne Trainingsmethoden und Wiederholtrainings am Arbeitsplatz sind notwendig.
7. Supervising never-ending improvement: Moderne Führungsmethoden müssen den Menschen und Maschinen helfen, ihre Arbeit besser auszuführen.
8. Driving out fear: Eine effektive Kommunikation ist notwendig, um die Atmosphäre der Furcht innerhalb des gesam-ten Unternehmens zu beseitigen.
9. Breaking down organizational barriers: Die Abgrenzung einzelner Bereiche muss beseitigt werden.
10. Replacing numerical goals, posters, and slogans with never-ending improvement: Der Fokus muss auf die ständige Verbesserung gelegt werden.
11. Replacing management by numbers with never-ending improvement: Den Werkern sollen keine zahlenmäßige Quoten als Leistungsvorgaben gemacht werden.
12. Promoting pride of workmanship: Hindernisse, die Werkern und Vorgesetzten das Recht nehmen, auf ihre Arbeit stolz zu sein, müs-sen beseitigt werden.
7 vgl. Kamiske/Brauer (1999), S. 43f.; Kirstein (o.A.); Gitlow/Gitlow (1987), S. 13-49, 52

36 KAPITEL 5: STAND DES WISSENS
13. Educating and retraining everyone: Ein durchgreifendes Ausbildungsprogramm muss geschaffen und zur Selbstverbesserung motiviert werden.
14. Structuring for never-ending improvement: Die Verpflichtung des Top-Managements zur ständigen Verbesserung von Qualität und Produkti-vität muss deutlich sein.
Einige dieser 14 Punkte zielen auf das Verhalten in der Organisation und auf eine offene, koopera-tive Unternehmenskultur ab (vgl. Punkte 8 und 9). Andere weisen auf Methoden und den Einsatz bestimmter Techniken hin (vgl. Punkte 3, 4 und 5). Weitere Punkte beschäftigen sich mit der Fä-higkeit und Ausbildung der Mitarbeiter (vgl. Punkte 6 und 13).8
Die DEMINGSCHE Reaktionskette Die DEMINGSCHE Reaktionskette basiert auf den 14 vorgestellten Punkten. Die Sicherung des Fortbestands des Unternehmens wird auf die ständige Verbesserung zurückgeführt. Nur die ver-besserte Qualität führt zu einer Steigerung der Produktivität und ermöglicht sinkende Kosten, um wettbewerbsfähige Preise anzubieten und Marktanteile zu sichern. Die Reihenfolge der Reaktions-kette ist zwingend, eine Abkürzung nicht möglich. Ausschließliche Kosteneinsparungen führen allenfalls zu kurzfristigen Scheinerfolgen. Ohne die Verbesserung der dahinter stehenden Prozesse, hat dieses keinen Bestand.9
Verbesserte Qualität
Verbesserte Produktivität
Sinkende Kosten
Wettbewerbs-fähige Preise
Sichere Marktanteile
Festigung desUnternehmens
Sichere Arbeitsplätze
Return onInvestment
Abbildung 5-2: DEMINGSCHE Reaktionskette [Quelle: Kamiske/Brauer (1999), S. 46]
ANDERSON ET AL. haben die Managementmethode von DEMING im Rahmen einer Delphistudie analysiert und sieben zugrunde liegende Konstrukte identifiziert:10 (1) visionäre Führung, (2) inter-ne und externe Kooperation, (3) Lernen, (4) Prozessmanagement, (5) kontinuierliche Verbesse-rung, (6) Grad der Mitarbeiterzufriedenheit und (7) Kundenzufriedenheit. Die Konstrukte wurden operationalisiert und mittels einer Pfadanalyse empirisch analysiert. Die Ursache-Wirkungsbe-ziehungen zwischen diesen Konstrukten wird wie folgt zusammengefasst:11 „The effectiveness of the Deming Management Method arises from leadership efforts toward the simultaneous creation of a cooperative and learning organization to facilitate the implementation of process-management practices, which, when implemented, support customer satisfaction and organizational survival through sustained employee fulfilment and continuous im-provement of processes, products, and services.”
8 vgl. Anderson et al. (1994), S. 475f. 9 vgl. Kirstein (1988), S. 677f.; Kamiske/Brauer (1999), S. 45-47 10 vgl. Anderson et al. (1995), S. 639-648 und ausführlich bei Anderson et al. (1994), S. 478-497 11 Anderson et al. (1995), S. 639; vgl. auch Anderson et al. (1994), S. 473

KAPITEL 5: STAND DES WISSENS 37
5.1.3 Konzept von FEIGENBAUM: TQC
Das Qualitätskonzept von FEIGENBAUM wurde unter dem Begriff „Total Quality Control“ (TQC) erstmals 1956 publiziert. TQC soll die Anstrengungen der verschiedenen Unternehmensbereiche zur Entwicklung, Aufrechterhaltung und kontinuierlichen Verbesserung der Qualität integrieren. Die wesentlichen Elemente des TQC-Konzepts sind:12
– Definition und Aufbau von Qualitätspolitik und -zielen
– Ausrichtung an den Kundenbedürfnissen
– Gezielte Aktivitäten zur Umsetzung der Qualitätspolitik und zur Erreichung der Ziele
– Unternehmensweite Integration qualitätsbezogener Aktivitäten
– Eindeutige Übertragung von Aufgaben und Verantwortung
– Festlegen der erforderlichen Ausstattung
– Spezielle Qualitätssicherungsmaßnahmen der Lieferanten
– Festlegen von wirkungsvollen Qualitätsinformationen, Prozessen und Methoden
– Hohes Qualitätsbewusstsein, unternehmensweite Motivation und Qualifikation der Mitarbeiter
– Einführung von Messgrößen als Qualitätsstandards
– Einführung positiv wirkender Korrekturmaßnahmen
– Kontinuierliche Selbstüberprüfungen, Regelkreise, Ergebnisanalysen und Soll-Ist-Vergleiche
– Durchführung periodischer Systemaudits
Im Rahmen von TQC bestehen die Hauptaufgaben in der Erfüllung der Kundenforderung, der Analyse potentieller Fehler, der Überwachung der Qualität von Zulieferteilen, der Steuerung der Produktion und der Überwachung der Produkte anhand der Qualitätsanforderungen sowie der Durchführung von Qualitätsstudien zur Ermittlung von Fehlerursachen und zur Verbesserung von Produkten und Prozessen.13
5.1.4 Konzept von CROSBY: 14 Schritte des Null-Fehler-Programms
Nach CROSBY gibt es keine akzeptable Fehlerquote. Als einziges Ziel ist eine Null-Fehler-Produktion anzustreben. Mit dem Namen CROSBY ist das Null-Fehler-Programm verbunden. Die-ses setzt sich aus folgenden 14 Schritten zusammen:14
1. Verpflichtung des Managements: Der Standpunkt des Managements in Bezug auf Qualität muss deutlich sein.
2. Lenkungsgruppe Qualität: Das Qualitätsverbesserungsprogramm muss durchgeführt werden.
3. Qualitätsmessung: Aktuelle und potentielle Qualitätsabweichungen sind so darzustellen, dass eine objektive Bewertung und Korrekturmaßnahmen möglich sind.
12 vgl. Kamiske/Brauer (1999), S. 307; auch Zollondz (2001), S. 236-238 13 vgl. Kamiske/Brauer (1999), S. 308 14 vgl. ebenda, S. 142-144

38 KAPITEL 5: STAND DES WISSENS
4. Qualitätsbezogene Kosten: Die Bestandteile der qualitätsbezogenen Kosten müssen definiert und ihr Nutzen als Instrumente des Managements erklärt werden.
5. Qualitätsbewusstsein: Das Verantwortungsgefühl aller Mitarbeiter für die Produkt- bzw. Dienstleistungsqualität muss erhöht und das Ansehen des Unternehmens in Bezug auf Qualität verbessert werden.
6. Korrekturmaßnahmen: Es muss eine systematische Methode vorliegen, um festgestellte Probleme auf Dauer zu lösen.
7. Null-Fehler-Planung: Die Maßnahmen zur offiziellen Einführung des Null-Fehler-Programms sind zu planen.
8. Mitarbeiterschulung: Der Schulungsbedarf von Führungskräften und Mitarbeitern muss ermittelt werden, damit diese ihre Aufgabe innerhalb des Qualitätsverbesserungsprogramms aktiv ausführen können.
9. Tag der Qualität: Eine Veranstaltung soll organisiert werden, um Veränderungen zu kommunizieren.
10. Zielsetzung: Jeder einzelne Mitarbeiter soll ermutigt werden, sich selbst und seinem Team Verbesserungsziele zu setzen.
11. Beseitigung von Fehlerursachen: Ein Kommunikationssystem muss errichtet werden, damit jeder Mitarbeiter das Management über die Probleme verständigen kann, die es erschweren, Verbesserungsvorsätze einzuhalten.
12. Anerkennung: Die Leistungen der Teilnehmer müssen entsprechend gewürdigt werden.
13. Expertengruppen: Die Qualitätsfachleute sind zu regelmäßiger Verständigung zusammenzubringen.
14. Wieder von vorn anfangen: Es muss deutlich sein, dass das Programm zur Verbesserung nie beendet ist.
5.1.5 Konzept von ISHIKAWA: CWQC
Das Konzept Company-wide Quality Control (CWQC) von ISHIKAWA kann zusammen mit dem TQC-Konzept von FEIGENBAUM als Vorläufer des TQM-Konzepts15 verstanden werden. CWQC bezieht sich nicht nur auf technische Bereiche, sondern auch auf die Bereiche Marketing, Administ-ration oder Personalwesen. Qualität wird zur Aufgabe eines jeden Einzelnen im Unternehmen. Das Konzept besteht aus sechs Elementen:16
1. Quality First: Dieser Grundsatz dominiert alle Entscheidungen der Unternehmensleitung und somit alle Maß-nahmen und Arbeiten, die im Unternehmen getätigt werden.
15 siehe Kapitel 5.1.6 16 vgl. Ishikawa (1985), S. 103-136; Herberg (2002), S. 12f.; Seghezzi/Hansen (1993), S. 25

KAPITEL 5: STAND DES WISSENS 39
2. Qualität heißt Erfüllung der Kundenanforderungen: Qualität kann nur vom Kunden definiert werden.
3. Einbeziehung aller wichtigen betrieblichen Funktionen: Nur mittels interdisziplinärer Teams ist es möglich, alle Kundenanforderungen in den verschie-denen Unternehmensbereichen adäquat umzusetzen.
4. Kontinuierliche Verbesserung: Es reicht nicht aus, ein Qualitätsniveau zu erreichen und zu halten, vielmehr müssen alle Mitarbei-ter daran arbeiten, dieses Niveau weiter zu steigern.
5. Partizipatives Management: Durch das Einbeziehen aller Mitarbeiter aller Ebenen soll die Motivation der Mitarbeiter gesteigert und das Arbeitsergebnis positiv beeinflusst werden.
6. Berücksichtigung des sozialen Systems: Das Unternehmensziel ist, die Bedürfnisse aller mit dem Unternehmen verbundenen Parteien zu erfüllen, nicht nur die der Konsumenten.
5.1.6 Das TQM-Konzept der EFQM: EFQM-Modell für Excellence
Das EFQM-Modell baut auf folgenden acht Grundsätzen auf:17 (1) Ergebnisorientierung, (2) Aus-richtung auf den Kunden, (3) Führung und Zielkonsequenz, (4) Management mittels Prozessen und Fakten, (5) Mitarbeiterentwicklung und -beteiligung, (6) kontinuierliches Lernen, Innovation und Verbesserung, (7) Entwicklung von Partnerschaften und (8) soziale Verantwortung.
Das Modell dient der Beurteilung der Leistungsfähigkeit von Organisationen. Es ist branchen-unabhängig und für alle Unternehmensgrößen anwendbar. Ziel ist es, den TQM-Gedanken in Eu-ropa zu verbreiten, wobei der Begriff TQM inzwischen durch Excellence ersetzt wurde. Auf der Grundlage des Modells wird seit 1992 der European Quality Award (EQA) verliehen.18
Die folgende Prämisse liegt dem Modell zugrunde:19 „Exzellente Ergebnisse im Hinblick auf Leistung, Kunden, Mitarbeiter und Gesellschaft werden durch eine Führung erzielt, die Politik und Strategie mit Hilfe der Mitarbeiter, Partnerschaften und Ressourcen sowie der Prozesse umsetzt.“
Prozesse14%
MitarbeiterbezogeneErgebnisse 9%
Führung10%
Politik und Strategie8%
Mitarbeiter9%
Partnerschaften &Ressourcen
9%
KundenbezogeneErgebnisse 20%
GesellschaftsbezogeneErgebnisse 6%
Schlüssel-ergebnisse
15%
Befähiger Ergebnisse
Innovation und Lernen
Prozesse14%
MitarbeiterbezogeneErgebnisse 9%
Führung10%
Politik und Strategie8%
Mitarbeiter9%
Partnerschaften &Ressourcen
9%
KundenbezogeneErgebnisse 20%
GesellschaftsbezogeneErgebnisse 6%
Schlüssel-ergebnisse
15%
Befähiger Ergebnisse
Innovation und Lernen
Abbildung 5-3: EFQM-Modell für Excellence [Quelle: EFQM (2003), S. 12]
17 EFQM (2003), S. 7 18 vgl. Radtke/Wilmes (1997), S. 12-13; Zink (2004), S. 99

40 KAPITEL 5: STAND DES WISSENS
Das Modell setzt sich aus einer Befähiger- und einer Ergebnisseite zusammen, die durch die Ver-bindung Innovation und Lernen zu einem Regelkreis geschlossen werden (vgl. Abbildung 5-3).
Die fünf Befähigerkriterien legen dar, wie die Organisation Excellence anstrebt und die vier Ergebnis-kriterien, welche Resultate damit erzielt wurden. Die Kriterien sind in weitere Teilkriterien unterteilt. Jedes Befähigerkriterium hat vier bis fünf, die Ergebniskriterien jeweils zwei Teilkriterien. Es wird eine Ursache-Wirkungsbeziehung zwischen den Befähigern (Ursache) und den Ergebnissen (Wir-kung) unterstellt. Die einzelnen Kriterien gehen mit unterschiedlicher Gewichtung in die Gesamt-bewertung ein. Maximal können 1000 Punkte erreicht werden, 500 Punkte auf der Befähigerseite und 500 Punkte auf der Ergebnisseite. Vorschriften zu einem konkreten Vorgehen bei der Umset-zung existieren nicht. Jedes Unternehmen soll seinen eigenen Ansatz verfolgen und erhält lediglich eine Orientierungshilfe. Dabei ist es durchaus möglich, dass einzelne Teilkriterien für ein Unter-nehmen nicht relevant sind.20
Das Modell bietet einen umfangreichen Einsatzbereich und Nutzen. Im Rahmen der Qualitätsver-besserung ermöglicht die Befähigerseite dem Qualitätsmanagement Handlungsfelder zu ermitteln, in denen Veränderungen zu Qualitätsverbesserungen führen. Die Ergebnisseite gibt Aufschluss über den Umfang der erreichten Verbesserungen und ermöglicht so ein Qualitätscontrolling. Als Instrument wird die Selbstbewertung eingesetzt, um systematisch Stärken und Schwächen aufzude-cken und Verbesserungen abzuleiten.21
5.1.7 Konzept von DALE ET AL.: TQMSAT
Ziel des erweiterten Auditinstruments TQMSAT (total quality management sustaining audit tool) ist es, diejenigen Elemente zu identifizieren, die die Aufrechterhaltung von TQM im Sinne eines kontinuierlichen Verbesserungsprozesses beeinflussen. Die Bewertung erfolgt in fünf Kategorien, die in Feldstudien über drei Jahre bei sechs Unternehmen entwickelt und mittels relevanter wissen-schaftlicher Theorien überarbeitet wurden.22
TQMSAT-Kategorien23 1. Interne/externe Umgebung:
Die externe Umgebung umfasst die Elemente: Wettbewerber, Personalbeschaffung und -aufrecht-erhaltung; die interne Umgebung die Kundenorientierung, die Investitionsbereitschaft und den Angstfaktor.
2. Managementstil: Dieser enthält die Elemente: Führungsstil24 und Beziehung Mitarbeiter - Management.
3. Politik: Diese Kategorie beinhaltet die Elemente: Human Ressource Management, Finanzpolitik, In-standhaltungspolitik und Produktionspolitik.
19 EFQM (2003), S. 14 20 vgl. ebenda, S. 12, 27-31 21 vgl. Benz/Becker-Flügel (1997), S. 13-14 22 vgl. Dale et al. (1997), S. 395 23 vgl. ebenda, S. 398-407 24 im Original heißt es „Industrial relations“

KAPITEL 5: STAND DES WISSENS 41
4. Organisationsstruktur: Sie umfasst die Elemente: Positionierung der Qualitätsabteilung, Barrieren zwischen Abteilun-gen und Funktionen, Kommunikation, Arbeitsflexibilität und -abdeckung, Führungsstruktur.
5. Veränderungsprozess: Hierzu zählen: Verbesserungsinfrastruktur, Ausbildung, Gruppenarbeit, Vorgehensweise, QM-System, Qualitätsmanagementwerkzeuge und -techniken sowie Vertrauen in das Management.
Das Tool sieht Interviews mit 10-20 Personen über alle Ebenen des Unternehmens vor, um die relevanten Elemente aus den fünf Kategorien herausfinden und gezielt über Probleme zu diskutie-ren. Der Zeitbedarf für die Interviews umfasst zwei Tage. Die Ergebnisse werden in einem Bericht zusammengefasst. Im weiteren Ablauf des Auditprozesses erfolgt ein Workshop zur Diskussion der Ergebnisse und zum Erarbeiten von Maßnahmen. Daran sollten neben den interviewten Per-sonen, Vertreter des Top-Managements teilnehmen.25
Das TQMSAT unterscheidet sich von Selbstbewertungen nach gängigen TQM-Modellen dahinge-hend, dass es sich auf vordefinierte negative Einflussfaktoren konzentriert, um dadurch Handlun-gen anzustoßen. Dieses Audittool wurde in sieben Unternehmen getestet. Die Autoren weisen dem Werkzeug die Eigenschaft zu, fundamentale Ursachen anstatt Symptome aufzuzeigen.26
5.1.8 Konzept von IMAI: Kaizen – KVP
Das Aufgabenfeld der Qualitätsverbesserung ist mit dem japanischen Managementkonzept KAIZEN und seinem Vertreter IMAI verbunden. KAIZEN ist ein mitarbeiterbasiertes Konzept zur systematischen Identifizierung, methodischen Analyse und fortwährenden Erschließung von Verbesserungspotentialen. Dieses Konzept erlebt seit dem Erscheinen der Studie „The Machine That Changed The World“ 1990 von WOMACK/JONES27 einen starken Aufschwung. Der Vergleich japani-scher, europäischer und nordamerikanischer Automobilhersteller hat dafür gesorgt, dass das japani-sche KAIZEN unter dem Namen KVP in der westlichen Welt bekannt wurde.28
Dem Konzept liegt ein weit gefasstes Qualitätsverständnis zugrunde. Demnach ist Qualität etwas, das verbessert werden kann und sich nicht nur auf Produkte und Dienstleistung bezieht, sondern auch auf die Arbeitsweise, die Maschinenbedienung sowie den Umgang mit Systemen und Richtli-nien. KAIZEN bedeutet Verbesserung, konkret „[…] ständige Verbesserung unter Einbeziehung aller Mitarbeiter“29 und ist auf alle Bereiche im Unternehmen anwendbar. IMAI verwendet KAIZEN als Überbegriff für Managementkonzepte wie TQC, TPM, Just-in-time oder Null-Fehler. Unter die-sem Gesichtspunkt stellt KAIZEN eher eine Bewegung als ein klar strukturiertes Konzept dar.30
KAIZEN setzt auf zwei wesentliche Aufgaben im Unternehmen: Verbessern und Erhalten. Es basiert auf der Annnahme, dass jedes System ab dem Zeitpunkt seiner Etablierung dem Verfall preisgege-ben ist. Entscheidend ist, die Prozesse ständig in kleinen Schritten zu verbessern, das Erreichte zu
25 vgl. Dale et al. (1997), S. 397f. 26 vlg. ebenda, S. 396, 407f. 27 vgl. Womack et al. (1990), S. 71ff. 28 vgl. Hegner (1994), S. 299f. 29 Imai (1998), S. 18, 23 30 vgl. ebenda, S. 24f.; Imai (1997), S. 22; Kostka/Kostka (1999), S. 8

42 KAPITEL 5: STAND DES WISSENS
halten und weiter zu verbessern. Dazu bedient sich das Konzept der Vorgehensweise des PDCA-Zyklus von DEMING und bietet Techniken zum Erkennen von Problemen an.31
KAIZEN liegen die folgenden Konzepte zugrunde:32
– KAIZEN und Unternehmensführung: Aufgabe der Unternehmensleitung ist es, Standards zu set-zen, zu verbessern und zu erhalten.
– Prozess und Ergebnis: Nur durch eine Verbesserung der Prozesse kann das Ergebnis verbessert werden.
– Dem PDCA/SDCA-Zyklus folgen: Es muss eine Vorgehensweise etabliert werden, um den Grundsatz „Verbessern und Erhalten“ umzusetzen.
– Qualität hat Vorrang: Unter den drei Hauptzielen Qualität, Kosten und Zeit sollte Qualität im-mer Vorrang haben.
– Mit Daten sprechen: Um ein Problem zu lösen, müssen die relevanten Daten erhoben werden.
– Der nächste Prozess ist der Kunde: Das Verständnis für interne Kunden- und Lieferantenbezie-hungen muss geschaffen werden.
Die vielen Überschneidungen von KAIZEN mit Konzepten wie TQC oder der Null-Fehler-Strategie erschweren die Abgrenzung dieses Konzeptes.33 Den größten Nutzen bietet KAIZEN, indem es den Gedanken der kontinuierlichen Verbesserung in die Unternehmen trägt. „Insofern ist KAIZEN eher eine Philosophie oder Geisteshaltung als ein in sich geschlossenes Konzept. Viele Aussagen machen erst durch die Verknüpfung mit Total Quality Control einen Sinn - und für umfassende Qualitätsförderungskonzep-te ist die kontinuierliche Verbesserung auch eine unabdingbare Voraussetzung.“34
Als Ergänzung zum KVP wird häufig das Business Reengineering (BR) betrachtet. BR wurde als ein Konzept zur prozessorientierten Reorganisation mit dem Ziel, sprunghafte Verbesserungen in bestehenden Organisationen zu erzielen, entwickelt. Ansatzpunkt ist das grundsätzliche in Frage stellen vorhandener Prämissen und Regeln. Es geht weniger darum, bestehende Abläufe zu opti-mieren, sondern das Unternehmen oder bestimmte Unternehmensteile neu zu gestalten. BR richtet sich im Gegensatz zu KVP vorwiegend am externen Kunden aus. Ansatzpunkt ist die induktive Herangehensweise. So wird erst eine überzeugende Lösung erkannt, um dann Probleme zu ermit-teln, die durch diese Lösung beseitigt werden können. Auf diese Weise werden Probleme aufge-zeigt, die noch gar nicht sichtbar sind.35
5.1.9 Qualitätsverbesserung im Rahmen der ISO 9001 und 9004
Die ISO 9001 stellt Forderungen an die ständige Verbesserung sowie an das Ableiten von Korrek-tur- und Vorbeugungsmaßnahmen.36 Von den Unternehmen wird gefordert:37 „die Wirksamkeit des QM-Systems durch Einsatz der Qualitätspolitik, Qualitätsziele, Auditergebnisse, Datenanalyse, Korrektur- und
31 vgl. Imai (1998), S. 30, 39-45, 50; Schwager/Haar (1996), S. 117-119 32 vgl. Imai (1997), S. 16-22; Brunner (1995), S. 1045 33 vgl. Imai (1998), S. 25, 84f.; Pfeifer (2001), S. 30-37 34 Zink (2004), S. 31 35 vgl. Hammer/Champy (1998), S. 48-57, 121-143; Füermann (1997), S. 26-32; Zink (2004), S. 33f., 72-75; Hammer
(1999), S. 83f, 109 36 vgl. DIN EN ISO 9001:2000 S. 33f., Abschnitt 8.5 37 ebenda, S. 33, Abschnitt 8.5.1

KAPITEL 5: STAND DES WISSENS 43
Vorbeugungsmaßnahmen sowie Managementbewertung ständig zu verbessern.“ Deutlicher wird die ISO 9004. Sie fordert eine vorausschauende Verbesserung der Wirksamkeit und Effizienz von Prozessen so-wie eine ständige Verbesserung der Organisation. Ein solcher Verbesserungsprozess kann nicht erst durch Unregelmäßigkeiten und Störungen im Ablauf aufgedeckt werden. Dabei fallen unter die Verbesserungsaktivitäten sowohl die Vorgehensweise der kleinen Schritte als auch strategische Verbesserungsprojekte. Organisationen sollen über einen Prozess zur Festlegung, Leitung und Lenkung von Verbesserungsaktivitäten verfügen.38 Es muss Ziel der Qualitätsverbesserungsaufga-ben sein, die Fähigkeit zur Erfüllung von Qualitätsanforderungen zu erhöhen, statt den derzeitigen Stand zu halten. Die ISO 9004 fordert von der Leitung, den Rahmen zu schaffen, der alle Beteilig-ten aktiv in die Suche nach Möglichkeiten zur Leistungsverbesserung einbezieht. Das Können, Wollen und Dürfen der Mitarbeiter muss gefördert werden. Die Mitarbeiter müssen zur Qualitäts-verbesserung befähigt und durch entsprechende Anreizsysteme motiviert werden sowie die not-wendige Befugnis bzw. Verantwortung erhalten. Möglichkeiten, die ständige Verbesserung der Or-ganisation zu erreichen, sind das Festlegen von Zielen für Personen, Projekte und Organisationen, Benchmarking, Anerkennung und Belohnung für erzielte Verbesserungen sowie ein Vorschlagswe-sen mit einer rechtzeitigen Reaktion durch die Leitung. Ein Vorschlag für einen Prozess der ständi-gen Verbesserung findet sich im Anhang zur ISO 9004.39
Die ISO 9004 verbindet mit der ständigen Verbesserung auch die Verbesserung der Produkte. Eine Verbesserung der Produkte wird in dieser Arbeit jedoch nicht betrachtet. Es werden die Ansichten von SEGHEZZI und JURAN vertreten, die die Produktverbesserung durch die Qualitätsplanung ab-gedeckt sehen. Die Qualitätsverbesserung wird im Sinne der Definition der ISO 9000 verwendet und bezieht sich einzig auf die Prozesse und die Systeme der Organisation.40
5.1.10 Qualitätsverbesserung im Rahmen der ISO/TS 16949
Die ISO/TS 16949 definiert den Begriff Fehlervermeidung als:41 „Produkt- und Produktionsprozessent-wicklung, um die Herstellung fehlerhafter Produkte zu vermeiden.“ In der ISO 9000 findet sich keine ent-sprechende Definition. Die ISO/TS 16949 fordert, dass „die Organisation […] die Überwachungs-, Mess-, Analyse- und Verbesserungsprozesse planen und verwirklichen [muss], die erforderlich sind, um die Konfor-mität der Produkte darzulegen, die Konformität des QM-Systems sicherzustellen, und die Wirksamkeit des QM-Systems ständig zu verbessern.“42
Da die ISO/TS 16949 konkreter wird als die ISO 9001 bzw. 9004, werden die relevanten Forde-rungen an dieser Stelle erläutert.
Kundenzufriedenheit Die Leistung des QM-Systems ist u.a. danach zu beurteilen, ob die Kundenanforderungen erfüllt werden. Die Ermittlung der Kundenzufriedenheit ist nicht ausreichend. Es müssen explizit Indika-toren erfasst werden, die die Realisierungsprozesse bezüglich Qualität, Zeit und Effizienz überwa-chen.43
38 vgl. DIN EN ISO 9004:2000 S. 75f., Abschnitt 8.5.1; S. 79f., Abschnitt 8.5.4 39 vgl. ebenda, S. 92, Anhang B 40 zur Definition der Qualitätsverbesserung vgl. Kapitel 2.2.5 41 ISO/TS 16949:2002 S. 5 42 ebenda, S. 30, Abschnitt 8.1 43 vgl. DIN EN ISO 9001:2000 S. 31, Abschnitt 8.2.1; ISO/TS 16949:2002 S. 54, Abschnitt 8.2.1.1

44 KAPITEL 5: STAND DES WISSENS
Audits Um die Wirksamkeit des QM-Systems festzustellen, müssen Audits geplant, durchgeführt und ggf. Maßnahmen abgeleitet und umgesetzt werden. Dies umfasst die Durchführung von System-, Pro-zess- und Produktaudits.44
Messung von Prozessen und Produkten Prozesse sind mittels geeigneter Methoden zu überwachen. Prozessanalysen müssen durchgeführt und Zielvorgaben für Prozessfähigkeit, Zuverlässigkeit, Instandhaltbarkeit und Verfügbarkeit fest-gelegt werden. Sind Merkmale nicht statistisch fähig oder beherrscht, müssen diese Produkte sepa-riert, möglichst einer 100%-Prüfung unterzogen und Maßnahmen ergriffen werden um sicherzu-stellen, dass der Prozess beherrscht und fähig wird.45
Verbesserung Diesbezüglich wird gefordert:46 „Die Organisation muss die Wirksamkeit des QM-Systems durch Einsatz der Qualitätspolitik, Qualitätsziele, Auditergebnisse, Datenanalyse, Korrektur- und Vorbeugemaßnahmen sowie Managementbewertung ständig verbessern.“ Die ISO/TS 16949 verlangt einen festgelegten Prozess zur ständigen Verbesserung. Die Verbesserung der Produktionsprozesse muss auf die Lenkung und Reduzierung der Streuung bei Produktmerkmalen und Produktionsprozessparametern gerichtet sein. Treten Fehler auf, müssen Korrekturmaßnahmen getroffen werden. Um die Fehlerursachen zu erkennen und entsprechende Korrekturmaßnahmen ableiten zu können, ist ein Problemlö-sungsprozess bzw. eine Problemlösungsmethode festzulegen. Aufgetretene Fehler müssen beseitigt und durch geeignete Maßnahmen zukünftig vermieden werden. Dabei sind Feedbackschleifen zu ähnlichen Prozessen zu durchlaufen, um auch dort solche Fehler auszuschließen. Zusätzlich sind vorbeugende Maßnahmen zu treffen, um das Auftreten von Fehlern vorab zu vermeiden.47
5.1.11 Konzept der Qualitätsverbesserung im St. Galler Konzept von SEGHEZZI
Die Qualitätsverbesserung im St. Galler Konzept48 bezieht sich auf eine kontinuierliche Verbesse-rung der Leistungen, Prozesse und Potentiale des Unternehmens. Dies umfasst das Verhalten von Führungskräften und Mitarbeitern in Richtung eines höheren Qualitätsbewusstseins und einer ver-besserten Lernfähigkeit. Es geht nicht um eine Optimierung von Produkten, sondern allein um die Erhöhung der Fähigkeit, diese Produkte herzustellen, d.h. um die ablaufenden Prozesse und das System.49 SEGHEZZI ordnet die Qualitätsverbesserung im St. Galler Konzept der Säule des Verhal-tens zu, da auf lange Sicht eine kontinuierliche Verbesserung eine nachhaltige Veränderung des Verhaltens der Beteiligten mit sich bringt. Der Qualitätsverbesserung obliegt es, die Dynamik im Unternehmen zu fördern und ein entsprechendes Gegengewicht zur Qualitätslenkung und -sicherung zu schaffen, um die Stabilität zu fördern und die Prozesse zu beherrschen.50 Dies kann
44 vgl. DIN EN ISO 9001:2000 S. 31, Abschnitt 8.2.2; ISO/TS 16949:2002 S. 55f., Abschnitte 8.2.2.1 – 8.2.2.5 45 vgl. DIN EN ISO 9001:2000 S. 31f., Abschnitt 8.2.3; ISO/TS 16949:2002 S. 57f., Abschnitt 8.2.3.1 46 DIN EN ISO 9001:2000 S. 33, Abschnitt 8.5.1 47 vgl. ISO/TS 16949:2002 S. 63-66, Abschnitt 8.5 48 Das St. Galler Konzept ist ein ganzheitliches Konzept der Unternehmensführung, das einen Ordnungsrahmen für
die betrieblichen Führungs- und Durchführungsaufgaben bietet und auch als ganzheitlicher Integrationsrahmen für das Qualitätsmanagement dient. Vgl. u.a. Seghezzi (2003), S. 1-8; Spickers (2004)
49 vgl. hierzu die Juran-Trilogie, Kapitel 5.1.1 50 Seghezzi spricht hier von einer „tödlichen Gefahr“, die letztendlich zu einer Wettbewerbsunfähigkeit führen kann.
Standardisierung und Optimierung sind erklärtes Ziel von Managementsystemen. Problematisch ist, dass sich Un-

KAPITEL 5: STAND DES WISSENS 45
jedoch zum Hemmnis der Innovationsbereitschaft führen, da Innovationen grundsätzlich mit ei-nem gewissen Risiko und damit zunächst mit Instabilität verbunden sind.51
Das schlagkräftigste Argument der Qualitätsverbesserung sind Verbesserungsprojekte, die in ein Verbesserungsprogramm integriert sind, zum Bestandteil der jährlichen Maßnahmenplanung gehö-ren und bei der Budgetierung Berücksichtigung finden. Über den Erfolg entscheidet die Umset-zungsrate der erarbeiteten Maßnahmen. Sie beeinflusst die derzeitige und zukünftige Mitarbeiter-motivation in Bezug auf Beteiligung, Wertschätzung und Unterstützung von Verbesserungsprojek-ten. SEGHEZZI fordert eine Umsetzungsrate von 80% aller Projektvorschläge. Bei einer Umset-zungsrate von weniger als 50% sagt er voraus, dass die kontinuierliche Verbesserung sterben wird.52 Weiterhin beeinflusst die Art und Weise der Auswahl von Verbesserungsprojekten ihren Erfolg. Wichtig sind Projekte mit strategischer Bedeutung, die im besonderen Interesse der Unter-nehmensführung liegen. Als weitere Erfolgsfaktoren lassen sich Anreizsysteme, Anerkennung (Fremdmotivation) und Freiraum (Selbstmotivation) anführen. Zu den Hemmnissen gehören Füh-rungskräfte, die sich gegen Veränderungen stellen, übertriebener Formalismus, der zum Erliegen des Projektes führt sowie Experten, wenn sie neue Lösungsvorschläge als Kritik am Expertenwis-sen empfinden.53
SEGHEZZI charakterisiert die Qualitätsverbesserung im Unternehmen anhand von vier Faktoren:54 (1) Prozess der kontinuierlichen Verbesserung, (2) Zielausrichtung, (3) Implementierung und (4) methodische Unterstützung.
Der Prozess der kontinuierlichen Verbesserung kann strukturiert bis motiviert sein. Ein strukturierter Verbes-serungsprozess ist im Extremfall ein top-down organisierter Prozess, mit vorgegebenen Verbesse-rungsprojekten, einem starren Belohnungsschema und Erfolgsdruck durch die Unternehmensfüh-rung. Motiviert besagt im anderen Extrem, dass Verbesserungsprojekte von allen Mitarbeitern und Führungskräften vorgeschlagen werden, Selbstmotivation das Verbesserungsprogramm treibt und Anerkennung über Anreizsysteme und Lob erfolgt.
Die Zielausrichtung definiert Strategien, an denen sich die Verbesserungsvorschläge orientieren. Dies muss in Übereinstimmung mit der Qualitätspolitik und den Qualitätszielen erfolgen und kann sich zwischen ergebnis- und verhaltensentwicklungsorientiert bewegen. Eine ergebnisorientierte Zielausrichtung definiert Messgrößen für das Projekt, gibt quantitative Zielgrößen vor und misst den Projekterfolg über den finanziellen Beitrag. Bei einer verhaltensentwicklungsorientierten Zielausrichtung gibt es quanti-tative und qualitative Ziele. Verhaltensveränderung ist hier ein wichtiges Ergebnis eines Verbesse-rungsprojektes.
Die Implementierung von Verbesserungsvorschlägen kann von geführt bis moderiert erfolgen. Geführt bedeutet, dass Entscheidungen über die Implementierung von Maßnahmen von der Führung ge-troffen werden. Das Bewertungs- und Entscheidungsprozedere ist langwierig, die Implementierung erfolgt über zentrale Planungsstellen. Bei der moderierten Implementierung entscheidet die direkte
ternehmen auf diesem erreichten Stand ausruhen. Funck et. al fordern in diesem Zusammenhang ein Instrumenta-rium zur Systembeatmung, das den Mitarbeiter in den Mittelpunkt stellen soll. Vgl. Funck et al. (2000), S. 37f.
51 vgl. Seghezzi (2003), S. 131-133 52 vgl. ebenda, S. 139 53 ebenda, S. 141f. 54 ebenda, S. 145-148

46 KAPITEL 5: STAND DES WISSENS
Führungskraft in Zusammenarbeit mit den Beteiligten über die Umsetzung des Verbesserungsvor-schlags. Die Folge sind kurze Entscheidungswege und dezentrale Abläufe.
Die methodische Unterstützung lässt sich zwischen spontaner Suche und systematischer Bereitstellung einglie-dern. Bei der spontanen Suche wird nach Lösungsmethoden gesucht, sobald ein Problem auftritt. Es existiert keine Dokumentation über bisher angewendete oder anzuwendende Problemlösungstech-niken. Neue Methoden werden gesucht, obwohl viele bereits bekannt sind. Die systematische Bereitstel-lung umfasst eine methodische Unterstützung, die systematisch organisiert wird, Methoden schult bzw. bereitstellt und eine Dokumentation aufrechterhält. Aus der Dokumentation geht hervor, wie die Problemlösungsmethoden auf spezifische Probleme angewendet werden können. Für das Auf-gabenfeld Qualitätsverbesserung müssen Werkzeuge und Methoden eingesetzt werden. Dazu gehö-ren u.a. Kreativitätstechniken, Q7, Six Sigma, Methoden des KVP und Projektmanagement.
5.1.12 Konzept der Qualitätsverbesserung von REPENNING/STERMAN
Die Theorie von REPENNING/STERMAN stellt einen interdisziplinären Ansatz für die Prozessver-besserung dar, der sowohl die physische Prozessstruktur als auch das Verhalten von Führungskräf-ten widerspiegelt. Es wird erklärt, warum Methoden wie TQM in manchen Organisationen sehr erfolgreich sind und in anderen fehlschlagen. Die Theorie baut auf den Grundsätzen des TQM und Ergebnissen experimenteller Studien zum Thema Entscheidungsfindung auf und wurde mittels der Fallstudientechnik entwickelt. Ergebnis ist ein dynamisches Modell, das die Interdependenzen und Feedbackprozesse innerhalb von Organisationen und zur Umwelt abdeckt.55
Modellaufbau56 Das Modell setzt sich aus zwei Bereichen zusammen (vgl. Abbildung 5-4). Der obere Bereich des Mo-dells bildet die physikalische Struktur der Verbesserung ab. Fokus der Betrachtung ist der Netto-Prozessdurchsatz (Net Process Throughput), der positiv von dem Brutto-Prozessdurchsatz (Gross Pro-cess Throughput) und negativ von der Höhe des Fehlereinflusses (Defect Introduction) abhängt. Die Hö-he des Fehlerbestandteils wird von dem Umfang der Fehlerkorrektur (Defect Correction) beeinflusst, die den Netto-Prozessdurchsatz steigert. Die Fehlerkorrektur beinhaltet alle ergriffenen Maßnah-men zur Fehlerentdeckung. Unterschieden wird zwischen der Beseitigung aufgetretener Fehler und der vorbeugenden Fehlerprävention. Fehlerursachen werden als Prozessprobleme (Process Problems) bezeichnet. Prozessprobleme sind physische oder verhaltensbezogene Prozessmerkmale oder -eigenschaften, die den Fehleranteil bestimmen. Die Menge der Prozessprobleme wird durch den Problemeinfluss (Problem Introduction) gesteigert und durch die Problembeseitigung (Problem Correcti-on) gesenkt. Prozessprobleme steigen mit dem Alter und der Abnutzung des Equipments und mit fehlenden Fähigkeiten. Der Bestand an Fehler- und Prozessproblemen ergibt sich aus der Höhe des Fehlereinflusses abzüglich des Umfangs korrigierter Fehler.57
Ein Prozessproblem bewirkt ein kontinuierliches Auftreten von Fehlern, die den Netto-Prozessdurchsatz solange herabsetzen, bis das Problem behoben wird. Die Beseitigung eines Pro-zessproblems senkt den Strom des Fehlereinflusses dauerhaft.
55 vgl. Repenning/Sterman (1997), S. 5f. 56 vgl. ebenda, S. 6-11; Repenning/Sterman (2002), S. 275-282 57 vgl. Repenning/Sterman (1997), S. 9

KAPITEL 5: STAND DES WISSENS 47
DefectsDefect
IntroductionDefect
Correction
Net Process Throughput
Throughput Gap
Resources to Correct Defects
Effort to Correct Defects
Attribution of Low Effort
Production Pressure and
Worker Control
Worker Effort
Gross Process
Throughput
Conflicting Goals
Ad Hoc Changes to the
Process
ProcessProblems
Problem Introduction
Problem Correction
+
+
++
+
+
+
+
+
++
+
+ +
+-
-
+
Process Integrity
Process Shortcut
Double Blind Squeeze
Out Slack
Work Harder Rework
DefectsDefect
IntroductionDefect
Correction
Net Process Throughput
Throughput Gap
Resources to Correct Defects
Effort to Correct Defects
Attribution of Low Effort
Production Pressure and
Worker Control
Worker Effort
Gross Process
Throughput
Conflicting Goals
Ad Hoc Changes to the
Process
ProcessProblems
Problem Introduction
Problem Correction
+
+
++
+
+
+
+
+
++
+
+ +
+-
-
+
Process Integrity
Process Shortcut
Double Blind Squeeze
Out Slack
Work Harder Rework
Abbildung 5-4: Modellaufbau [Quelle: in Anlehnung an Repenning/Sterman (1997), S. 18]
Im unteren Bereich des Modells erfolgt die Integration der verhaltensbezogenen Prozesse, die den Ablauf leiten und die Systemdynamik bestimmen. Diese Feedbackschleife reguliert den Prozess-durchsatz. Es wird ein Vergleich zwischen dem Netto-Durchsatz und dem gewünschten Durch-satz, d.h. der Nachfrage an Produkten oder Dienstleistungen gezogen. Die entstehende Lücke wird als „Throughput Gap“ bezeichnet. Diese Lücke kann durch Verbesserungen erster oder zweiter Ordnung geschlossen werden. Verbesserungen erster Ordnung sind mit signifikanten, wiederkehrenden Kosten verbunden. Verbesserungen zweiter Ordnung beseitigen die Prozessprobleme. Es geht also zum einen um die Fehlerkorrektur und zum anderen um die Fehlervermeidung.
Verbesserungen erster Ordnung Um das Defizit im Prozessdurchsatz zu beseitigen, gibt es drei grundlegende Möglichkeiten: Ers-tens eine Kapazitätssteigerung durch zusätzliches personelles oder technisches Equipment. Dies erhöht den Brutto-Durchsatz, ist allerdings mit zusätzlichen Kosten und Zeitverzögerungen verbunden und führt nicht zu einer Beseitigung der Prozessprobleme. Eine bessere Ausnutzung der vorhandenen Kapazi-täten ist die zweite Option. Dies kann durch kürzere Pausen, Verringerung von Abwesenheitszeiten und Überstunden erreicht werden. Als letzte Möglichkeit können Führungskräfte Ressourcen zur Verfügung stellen, um die existierenden Fehler zu beseitigen oder alternativ die Qualitätsstandards herabset-zen und so den Brutto-Durchsatz steigern.
Verbesserungen zweiter Ordnung Effektiver als die Fehlerkorrektur ist die Fehlervermeidung, um die Lücke durch Beseitigung von Prozessproblemen zu schließen. Dies bedeutet für die Führungskräfte, ihre Mitarbeiter in Verbes-serungstechniken zu schulen und ihnen die Zeit zu gewähren, sich an Verbesserungsaktivitäten zu beteiligen. Sie müssen die Freiheit erhalten, potentielle Lösungen und Ideen zu testen. Solche Ex-perimente sind entscheidend für die Wirksamkeit von Verbesserungsmethoden.
Verbesserungen erster und zweiter Ordnung sind nicht unabhängig voneinander, da die vorhandenen Ressourcen aufgeteilt werden müssen. Die Zeit der Mitarbeiter und Führungskräfte ist begrenzt und muss auf Training, Experimente, Fehlerbeseitigung und Prozessverbesserung verteilt werden. Werden mehr Ressourcen für die Prozessverbesserung zur Verfügung gestellt, steht weniger Zeit für die Fehlerkorrektur zur Verfügung. Letztendlich geht es um eine Verhaltensfrage. Dieser Zu-

48 KAPITEL 5: STAND DES WISSENS
sammenhang führt zu zwei wichtigen Feedbackschleifen, den selbstverstärkenden Wiederanlage-Schleifen. Dabei handelt es sich um positive Feedbacks, die das vorherrschende Verhalten verstär-ken. Erfolgreiche Prozessverbesserungen erhöhen den Netto-Durchsatz, indem sie das Auftreten der Fehler senken. Die Lücke zwischen tatsächlichem und gefordertem Durchsatz sinkt. Die Mit-arbeiter haben mehr Zeit für Training und Versuche, die Folge sind weitere Verbesserungen. We-niger Fehler bedeuten, dass weniger Ressourcen für die Fehlerkorrektur benötigt und Ressourcen für grundlegende Verbesserungen freigesetzt werden, die den Fehleranteil weiter senken. Umge-kehrt bedeutet ein steigender Fehleranteil, dass der Arbeitsaufwand zur Fehlerbeseitigung steigt, weniger Zeit zur Beseitigung der Prozessprobleme bleibt, die Verbesserungsbemühungen sinken und als Folge sich die Prozessprobleme schneller akkumulieren und zu weiteren Fehlern führen. Es besteht eine weitere Verbindung zwischen Verbesserungen erster und zweiter Ordnung, da Verbesse-rungsaktivitäten die Produktion unterbrechen. Die Durchführung von Versuchen benötigt Zeit und reduziert zunächst den potentiellen Prozessdurchsatz, da die Maschinen aus der Produktion genommen werden müssen, um die Versuche durchzuführen. Schlagen viele Versuche fehl, redu-zieren sie den Durchsatz. Zusammengefasst sprechen REPENNING/STERMAN von tugendhaften und teuflischen Kreisläufen.58
Es werden vier Hauptgründe angeführt, warum die Fehlerkorrektur häufig Priorität ggü. der Feh-lerprävention hat:59
1. Fehler sind leichter zu erkennen: Fehler stechen hervor, Prozessprobleme müssen jedoch indirekt aus den Fehlern abgeleitet werden. Die Fehlerbeseitigung arbeitet an den Symptomen, die Beseitigung von Prozessproblemen an den Ursachen.
2. Fehlerbeseitigung und Prozessverbesserung können nicht gleich schnell erreicht werden: Prozessverbesserungen brauchen Zeit. Prozesse müssen dokumentiert, Ursachen diagnostiziert, Versuche durchgeführt, Lösungen implementiert und Mitarbeiter in neuen Abläufen trainiert wer-den. Es kommt zur Verzögerung zwischen dem Start der Verbesserung und den Resultaten. Dieser Zeitverzug ist abhängig von der Komplexität des Prozesses und kann sich zwischen Monaten und Jahren bewegen. Unter Druck werden Unternehmen daher immer eher auf die Korrektur statt auf die Prävention setzen.
3. Das Ergebnis einer Korrekturmaßnahme ist sichtbarer als das Ergebnis einer Prävention: Ein beseitigter Fehler ist leicht festzustellen. Dagegen ist es schwieriger zu erkennen, ob eine Pro-zessänderung zu weniger Fehlern führt.
4. Die Beseitigung der Probleme verhindert zukünftige, beseitigt aber keine bereits entstandenen Fehler: In fehlerhafte Produkte sind bereits Materialien, Zeit und Arbeitskraft eingeflossen. Der Nutzen einer Fehlerbeseitigung lässt sich leicht ermitteln, der Wert einer präventiven Maßnahme dagegen nicht.
Zusammengefasst zeigen REPENNING/STERMAN drei Methoden zur Verbesserung des Prozess-durchsatzes auf: (1) Erhöhung des Arbeitsdrucks und der Überwachungsstrukturen, (2) Fehlerbeseitigung
58 vgl. ebenda, S. 12-14; Repenning/Sterman (2002), S. 280-282 59 vgl. Repenning/Sterman (1997), S. 14-15

KAPITEL 5: STAND DES WISSENS 49
und (3) Fehlerprävention. Diese Vorgehensweisen legen den Grundstein für erfolgreiche oder nicht erfolgreiche Verbesserungsaktivitäten.60
Das Modell wurde anhand von zwei Fallstudien analysiert. Entscheidend ist die Erkenntnis aus diesen Fallstudien, dass bei Verbesserungen die folgende Verbindung zwischen Produktion und Produktentwicklung beachtet werden muss:61
Bei einer gegebenen Nachfrage führen Verbesserungen in der Produktion zu einer Steigerung des potentiellen Durchsatzes. Es werden weniger Ressourcen zur Erreichung der Produktionsziele be-nötigt und entsprechend mehr Ressourcen stehen für die Prozessverbesserung zur Verfügung. Es können mehr Prozessprobleme beseitigt und die Kapazitäten gesteigert werden. Die Verbesserung der Produktentwicklung läuft analog, allerdings besteht eine Verzögerung zwischen durchgeführter Verbesserung und dem sich einstellenden Erfolg. Eine Steigerung der Produktionskapazitäten kann bei einer gegebenen Nachfrage nach derzeitigen Produkten nur durch Nachfrage nach neuen Pro-dukten gedeckt werden. Es gilt, die Balance zwischen der Produktionskapazität und der Fähigkeit zur Entwicklung neuer Produkte zu halten. Eine Verbesserung der Produktentwicklungsprozesse darf nicht erst durch gesteigerte Kapazitäten angestoßen werden, da hier längere Verbesserungszyk-len zu erwarten sind.
5.1.13 The Quality Half-Life Concept von SCHNEIDERMAN
Die Halbwertszeitmethode von SCHNEIDERMAN setzt bei dem Problem von Organisationen an, ausreichend spezifische Ziele für die Qualitätsverbesserungsaktivitäten zu setzen.62 „What is needed is an empirically based goal-setting model for legitimate quality improvement process (QIP) activities.”63
Der QIP muss eine bestimmte Rate der Verbesserung erreichen. Ziele müssen verhandelt und die benötigten Ressourcen zur Verfügung gestellt werden. SCHNEIDERMAN definiert die folgenden Elemente für ein erfolgreiches Verbesserungsprogramm:64
– Unmissverständliches, einheitliches, sichtbares und niemals endendes Commitment des Top-Managements zum Verbesserungsprozess
– Organisationsweites Gespür für die Notwendigkeit des Verbesserungsbedarfs
– Systematische Vorgehensweise für die wirksame Problemidentifikation und -lösung
– Erfolgreiche Pilotprojekte, um die Organisation zu überzeugen und den Prozess zum Laufen zu bringen
– Beteiligung aller Mitglieder der Organisation an Verbesserungsaktivitäten
– Organisationsstrukturen und -systeme, die den Verbesserungsprozess fördern
Das entwickelte Modell beruht auf der Hypothese, dass jedes Fehlerniveau mit einer konstanten Rate sinkt und somit halblogarithmisch auf einer Geraden fällt. Eine Gerade zeichnet sich durch
60 vgl. ebenda, S. 22 61 vgl. ebenda, S. 22-31, 46-48. Siehe hierzu auch die Erkenntnisse der Untersuchung von Sterman et al. in Kapitel
5.2.3 sowie ausführlich bei Sterman et al. (1997), S. 1-29 62 vgl. Kaplan (1993), S. 2 63 Schneiderman (1988), S. 51 64 vgl. ebenda, S. 57

50 KAPITEL 5: STAND DES WISSENS
zwei charakteristische Eigenschaften aus: Sie ist einfach zu extrapolieren und zu beschreiben. Das Modell nimmt die folgende mathematische Form an:65
Y-Ymin = (Y0 – Ymin)exp-a(t-t0)/t½
Y : Fehlerniveau des Parameters, Y0 : Ausgangswert des Parameters, Ymin : minimal erreichbares Fehlerniveau, t½: Halbwertszeit der Fehler, a=ln2
Unter Fehlern werden generell Fehler, Nacharbeit, Ertragsverlust, unnötige Berichte, Durchlaufzei-ten, ungeplante Stillstandzeiten, Bestände, Fluktuation, Fehlzeiten, Verspätungen, unrealisiertes Mitarbeiterpotential, Rüstzeiten, Fehler- und Garantiekosten verstanden. Letztendlich kann es sich um jede quantifizierbare Größe handeln. Die Differenz aus tatsächlichem und minimal erreichba-rem Fehlerniveau (Y – Ymin) kann als die mathematische Generalisierung der Verschwendung ver-standen werden. Das Modell entspricht der Idee der Null-Fehler-Strategie. Die exponentielle Kurve verdeutlicht, dass die Null-Fehler niemals ganz erreicht werden können. Das Modell wurde anhand verschiedener Beispiele getestet.66
Anwendung der Halbwertszeitmethode Dem Modell liegt ein QIP-Prozess auf Basis des PDCA-Zyklus’ zugrunde. Es werden drei Prob-lemklassen gebildet: einfunktionale, funktionale und crossfunktionale Probleme. Je nach Problem werden Werte für die Halbwertszeit der Verbesserung angegeben, d.h. die Zeit, die benötigt wird, um eine Fehlerrate zu halbieren.67 Die Halbwertszeitmethode legt dar, wie schnell eine Organisation den PDCA-Zyklus durchläuft. Die Schnelligkeit wird von der Fähigkeit der Organisation zum Lernen, von der Komplexität der Organisation und der technischen Komplexität der Prozesse beeinflusst.68 Für die Berechnung der Halbwertszeit wird der Grad der Verbesserungen ermittelt, der mit dem Durchlauf eines PDCA-Zyklus für einen Prozess erreicht wird. Gleichzeitig wird die Dauer des Durchlaufs festgehalten. Aus diesen beiden Werten lässt sich die Halbwertszeit für diese Verbesse-rung berechnen.
Um die Halbwertszeitmethode anzuwenden, muss für jeden Prozess mit Hilfe einer Regressions-analyse die individuelle Funktion der Halbwertszeit in den folgenden Schritten ermittelt werden:69
– Festlegung des zu untersuchenden Prozesses
– Bestimmung des Prozessindikators (z.B. ppm)
– Ermittlung des Ausgangswertes (Yo)
– Ermittlung eines minimalen Zielwertes (Ymin)
– Bestimmung des Prozessindikators zum Zeitpunkt t (Yt)
– Ermittlung der Halbwertszeit (t ½)
– Bestimmung der Halbwertszeitfunktion
Die Aussagefähigkeit dieses Konzeptes bedingt, dass keine Reengineeringmaßnahmen vorkommen, da sich sonst die erfassten Prozessparameter ändern. Die Halbwertszeiten wären in diesem Fall neu
65 vgl. ebenda, S. 53 66 vgl. ebenda, S. 52-55, demnach wurden 64 unabhängige Berichte über Verbesserungen anhand des Modells analy-
siert und mittels einer Regressionsanalyse getestet. Zur empirischen Überprüfung dieses Konzeptes vgl. auch Fischer/Schmitz (1994), S. 200f.
67 vgl. Schneiderman (1988), S. 56f. 68 vgl. Kaplan (1993), S. 4 69 vgl. Fischer/Schmitz (1994), S. 198

KAPITEL 5: STAND DES WISSENS 51
zu ermitteln. Die Einsatzfähigkeit beschränkt sich demnach auf die kontinuierliche Verbesserung. Sowohl Vor- als auch Nachteile zeigen sich in der Verwendung eines einzigen Indikators. Dieser ermöglicht eine Vergleichbarkeit der Verbesserungsaktivitäten, verhindert aber das Berücksichtigen von eventuellen Interdependenzen.70
5.1.14 Das Six Sigma-Konzept
Six Sigma hat verschiedene Bedeutungen. Es steht zum einen für eine strukturierte Vorgehensweise zur Verbesserung von Produkten und Prozessen und zum anderen für einen statistischen Kenn-wert.71
Jeder Prozess erzeugt Merkmale, die um einen Mittelwert streuen. Die Verteilung der Werte kann häufig annähernd mittels der Normalverteilung, gekennzeichnet durch die Parameter (arithmeti-scher Mittelwert) und (Standardabweichung), beschrieben werden. Im Bereich von ± 3 liegen 99,7% der normal verteilten Einzelwerte. Dieser insgesamt 6 umfassende Bereich wird als Pro-zessstreubreite bezeichnet und ist entscheidend für die Betrachtung der Prozessfähigkeit, ausge-drückt durch den Prozessfähigkeitsindex Cp. Cp ist der Quotient aus Toleranz- und Prozessstreu-breite. Prozesse werden als fähig bezeichnet, wenn sie nur einen Bruchteil ihrer Toleranz ausnut-zen. MOTOROLA definierte einen Wert von Cp ≥ 2 als Zielwert wichtiger Produktmerkmale. In diesem Fall nutzt die Prozessstreubreite maximal die Hälfte der Toleranzbreite aus. Bei mittigen Prozessen besteht so ein Sicherheitsabstand zur Toleranzgrenze von mindestens 3 , also insgesamt 6 . Bei einem Produktionsvolumen von einer Million Einheiten wären nur 3,4 Einheiten fehler-haft.72 Diese Zielsetzung wurde als Six Sigma-Strategie bekannt und findet insbesondere in den USA, aber auch in Deutschland zunehmend Verbreitung.73 Einer Studie zufolge setzen in Deutsch-land knapp 100 Unternehmen Six Sigma zur kontinuierlichen Verbesserung ein. Die Mehrheit sind Großunternehmen, knapp zwei Drittel der Unternehmen entstammen dem Automobilsektor. Als wichtigste Erfolgsfaktoren nennen die Unternehmen Training, Integration in die Unternehmens-strategie und Promotion durch die Geschäftsführung.74
Der Kennwert Six Sigma ist Grundlage des Six Sigma-Konzepts, das darauf abzielt, die Streuung von Verteilungen zu verringern und gleichzeitig den Mittelwert zu verschieben:75
– Bei Produkten sollen Konstruktionsparameter so verändert werden, dass eine Zielgröße in ihrer Streuung verringert und gleichzeitig in der gewünschten Richtung verändert wird.
– Bei Prozessen sollen die Tätigkeiten so umgestaltet werden, dass die Prozessergebnisse weniger stark streuen und ihr Mittelwert sich im Sinne einer Verbesserung ändert.
Six Sigma bedient sich zwei verschiedener Herangehensweisen. Der Problemlösungszyklus DMAIC dient der Verbesserung von Produkten und Prozessen, der DMADV-Zyklus der Produkt- und Prozessneuentwicklung unter Einsatz statistischer Methoden (siehe Abbildung 5-5). Die Ent-
70 vgl. ebenda, S. 202f. 71 vgl. Herrmann/Andernach (2003), S. 543-548; Magnusson/Kalt (2001), S. 430 72 vgl. Töpfer (2004), S. 13 73 vgl. Herrmann/Andernach (2003), S. 543f. 74 vgl. Schmieder (2003), S. 698 75 Herrmann/Andernach (2003), S. 543

52 KAPITEL 5: STAND DES WISSENS
wicklungsmethode DMADV wird auch unter dem Begriff DFSS (Design for Six Sigma) zusam-mengefasst.
KundenzufriedenheitANALYZE
MEAUSREDEFINE
IMPROVE
CONTROLANALYZE
MEAUSREDEFINE
DESIGN
VERIFY
KundenwünscheKundenforderungen
Produktentwicklung /Prozessentwicklung Verbesserung
ANALYZE
MEAUSREDEFINE
IMPROVE
CONTROL ANALYZE
MEAUSREDEFINE
IMPROVE
CONTROLANALYZE
MEAUSREDEFINE
DESIGN
VERIFY ANALYZE
MEAUSREDEFINE
DESIGN
VERIFY
KundenwünscheKundenforderungen
Produktentwicklung /Prozessentwicklung Verbesserung
DMADVDMAIC
Abbildung 5-5: Six Sigma: DMADV – DMAIC [Quelle: Herrmann/Andernach (2003), S. 544]
Six Sigma verwendet in beiden Problemlösungsmodellen bewährte Techniken des Qualitätsmana-gements wie FMEA, DOE, SPC oder QFD und setzt diese systematisch ein. Gefordert sind klar definierte Projekte, bei denen die finanziellen Ergebnisse im Fokus der Betrachtung liegen.76
Das Besondere des Six Sigma-Konzepts ist neben der systematischen Herangehensweise das um-fangreiche Ausbildungsprogramm. Das Six Sigma-Trainingsprogramm differenziert mehrere Aus-bildungsniveaus, dargestellt durch verschiedenfarbige Gürtel. Unterschieden wird zwischen Green-Belts, Black-Belts, Master-Black-Belts und Champions. Jeder Gruppe fällt im Rahmen von Six Sigma eine eigene Rolle zu.77
5.1.15 Zusammenfassende Bewertung der Konzepte
Die dargestellten Konzepte, insbesondere die Konzepte von JURAN, CROSBY, FEIGENBAUM, DEMING und ISHIKAWA, erweisen sich vielfach als strategische Konzepte, die zwar einen gemein-samen Fokus auf die Qualitätsverbesserung setzen, sich jedoch nicht als operatives Steuerungsin-strument eignen.78 An dieser Stelle erfolgt eine Zusammenfassung in Form einer tabellarischen Bewertung der Qualitätskonzepte (siehe Tabelle 5-1). Dabei werden die Konzepte hinsichtlich ihres Beitrags zur Lösung der Forschungsprobleme bewertet:79
1. Operationalisierung der Qualitätsfähigkeit
2. Erfolgskriterien zur Qualitätsverbesserung
3. Beurteilung und Steuerung der Qualitätsverbesserungsaktivitäten
76 vgl. Töpfer (2004), S. 15 77 zu den verschiedenen Rollen im Six Sigma-Programm vgl. auch Herrmann/Andernach (2003), S. 544f. 78 vgl. Reed et al. (2000), S. 7-9 79 siehe hierzu Kapitel 4.2

KAPITEL 5: STAND DES WISSENS 53
Problem
Konzept
(1) Operationalisierung der Quali-tätsfähigkeit mittels Wirkungs-beziehung und Indikatoren
(2) Erfolgskriterien zur Qualitätsverbesserung
(3) Steuerung der Qualitätsver-besserungsaktivitäten
Crosby
Keine Wirkungsbeziehungen.
Null-Fehlerquote als einziges Ziel und potentieller Indikator.
14 Punkte des Fehlerpro-gramms.
Strategisches Konzept.
Qualitätsverbesserungsprogramm, Steuerungskonzept und objektive Bewertung werden gefordert.
Deming
Demingsche Reaktionskette führt den Fortbestand des Unternehmens auf die ständige Verbesserung zurück.
Keine spezifischen Indikatoren.
14 Punkte von Deming. Strategisches Konzept mit dem Schwerpunkt auf ständiger Verbesse-rung, jedoch kein Steuerungskonzept.
Feigen-baum
Keine Aussage zu Wirkungsbeziehun-gen.
Messgrößen werden gefordert, aber nicht angegeben.
Elemente des TQC-Konzepts. Strategisches Konzept.
Fordert Regelkreise, Ergebnisanalysen, Soll-Ist-Vergleiche und Angaben zu einer konkreten Vorgehensweise.
Ishikawa
Nicht vorhanden. 6 Elemente des Konzepts. Strategisches Konzept mit dem Fokus auf der kontinuierlichen Verbesserung, jedoch kein Steuerungskonzept.
Juran
Die Juran-Trilogie erklärt Zusammen-hänge der Qualitätsaufgaben, jedoch keine Wirkungsbeziehungen.
Fordert eine Rate der Qualitätsverbes-serung.
Basiskonzepte der Qualitäts-verbesserung und abgeleite-te Elemente einer erfolgrei-chen Verbesserung.
Strategisches Konzept mit dem Fokus auf Qualitätsverbesserung und dem Vermeiden von Fehlern und Ver-schwendung, jedoch kein Steuerungs-konzept.
Stellt die Bedeutung von Qualitätsver-besserungsprogrammen heraus.
EFQM-Modell
Allgemeine Ursache-Wirkungs-beziehung der Befähiger- und Ergeb-niskriterien.
Keine Operationalisierung der Krite-rien, Kennzahlen werden innerhalb der Ergebniskriterien gefordert, jedoch ohne konkrete Vorgaben.
Ansätze innerhalb der Befä-higer- und Ergebniskriterien sowie der Grundsätze des EFQM-Modells.
Bewertungsmodell für die Leistungsfä-higkeit der gesamten Organisation.
Ermöglicht das Aufzeigen von Hand-lungsfeldern, ist jedoch für die konti-nuierliche Steuerung der Qualitätsver-besserungsaktivitäten zu umfangreich und zu unspezifisch.
TQMSTAT
Keine Operationalisierung der Kriterien und keine Angaben zu Indikatoren oder Ursache-Wirkungsbeziehungen.
TQMSTAT-Kriterien. Teilweise Steuerungskonzept, insbe-sondere zum Ableiten und Verfolgen von Maßnahmen, weniger geeignet zur kontinuierlichen Bewertung und Steue-rung der Qualitätsverbesserung.
KAIZEN / BR
Nicht vorhanden. Grundkonzepte des KAIZEN. Strategisches Konzept bzw. Philoso-phie der kontinuierlichen Verbesse-rung, kein Steuerungskonzept.
ISO 9001 und 9004
Allgemeine Zusammenhänge über das Prozessmodell der ISO 9000, jedoch keine Operationalisierung und keine Indikatoren.
Entscheidende Forderungen zu den Aktivitäten der Quali-tätsverbesserung und zu-sätzliche Empfehlungen.
Vorgehen zum Ableiten von Korrektur- und Vorbeugungsmaßnahmen wird gefordert und Vorschläge über einen Prozess der ständigen Verbesserung dargelegt, stellt jedoch kein Steue-rungskonzept dar.
ISO/TS 16949
Fordert den Cp-Wert und weitere Kennzahlen, jedoch ohne konkrete Vorgaben zu machen.
Zusätzliche Forderungen zur ISO 9001 bzw. 9004 bzgl. der Qualitätsverbesserung.
Fordert die Verwirklichung von Mess-, Analyse-, Überwachungs- und Verbes-serungsprozessen, stellt jedoch kein Steuerungskonzept dar.
Seghezzi Fordert Kennzahlen zum Überwachen von Verbesserungsprojekten sowie insbesondere die Umsetzungsrate der Qualitätsverbesserung.
Erfolgsfaktoren der Quali-tätsverbesserung und Krite-rien zur Charakterisierung der Qualitätsverbesserung.
Bietet eine Charakterisierung der Qualitätsverbesserung, jedoch kein kontinuierliches Steuerungskonzept.
Repen-ning/ Sterman
Wirkungszusammenhänge der Verhal-tensweisen im Rahmen der Qualitäts-verbesserungen werden dargestellt.
Abgeleitete Faktoren der Qualitätsverbesserung.
Bietet kein Steuerungskonzept, son-dern ein Erklärungsmodell.
Schnei-derman
Halbwertszeit der Qualitätsverbesse-rung, keine weiteren Indikatoren zur Steuerung der Qualitätsverbesserung.
Elemente für eine erfolgrei-che Verbesserung und Ele-mente einer systematischen Vorgehensweise.
Stellt ein Steuerungskonzept des Qualitätsverbesserungsprogramms anhand der Halbwertszeit dar.
Six Sigma-Konzept
Sigma-Wert. Nicht vorhanden. Stellt eine systematische Herange-hensweise zur Erarbeitung von Ver-besserungen dar, ist jedoch kein Steuerungskonzept.
Tabelle 5-1: Gegenüberstellung der Qualitätskonzepte [Quelle: Eigene Darstellung]

54 KAPITEL 5: STAND DES WISSENS
5.2 Auswertung wesentlicher Studien
Es erfolgt eine Auswertung wesentlicher Studien, die Erkenntnisse und Handlungsbedarf für das zu entwickelnde Modell liefern, insbesondere im Rahmen der zu entwickelnden Erfolgskriterien.1 Insgesamt sind 21 Studien in diese Analyse eingegangen. Auf einige Studien wurde bereits bei der Definition des Forschungsproblems in Kapitel 4 eingegangen. Dabei handelt es sich um Studien, die sich mit der Wirksamkeit von Qualitätsmanagement bzw. QM-Systemen, der Qualitätsverbesse-rung oder TQM beschäftigen und dabei finanzielle oder nicht-finanzielle Indikatoren berücksichti-gen sowie um Studien, die Erfolgsfaktoren des Qualitätsmanagements entwickeln oder analysieren. Entscheidend für die Entwicklung der Erfolgskriterien sind insbesondere die Letzteren, die nach-folgend detailliert dargelegt werden. Auf die weiteren Studien wird an relevanter Stelle eingegangen. Zudem findet sich eine Auswertung dieser Studien im Anhang dieser Arbeit. Das nachstehende Kapitel 5.2.1 zeigt eine tabellarische Übersicht aller Studien, der die wesentlichen Ziele und Inhalte entnommen werden können.
Die Analyse jeder Studie wird in die folgenden Schritte gegliedert:
– Ziel der Untersuchung
– Untersuchungsobjekt
– Untersuchungsdesign
– Wesentliche Ergebnisse und
– Kritische Würdigung
Es wird nur auf die für diese Arbeit wichtigen Ergebnisse eingegangen. Zudem befindet sich im Anhang eine allgemeine Einführung in die empirische Forschung, die zum besseren Verständnis der nachfolgend dargelegten Forschungsergebnisse herangezogen werden kann.2
5.2.1 Studien im Überblick
Die analysierten Studien wurden in den USA, Kanada, Deutschland, Europa, Australien, Neusee-land und Spanien durchgeführt und hatten sowohl Dienstleistungs- als auch Produktionsunter-nehmen als Untersuchungsobjekt. Es finden sich gleichermaßen explorative wie explanative For-schungen, die sowohl auf primäre als auch auf sekundäre Datenquellen zurückgreifen.
1 vgl. Problemstruktur in Kapitel 4.2 2 siehe Anhang A.1.1

KAPITEL 5: STAND DES WISSENS 55
Wes
entli
che
Erg
ebni
sse
und
Erk
ennt
niss
e (A
uszu
g)
Unt
erne
hmen
mit
erfo
lgre
iche
m Q
M-S
yste
m sc
hnei
den
bei d
en
Erf
olgs
fakt
oren
bes
ser a
b.
49,5
% m
esse
n de
r Opt
imie
rung
von
Pro
dukt
ions
proz
esse
n ein
e ho
he B
edeu
tung
zu,
abe
r 76,
5% re
agie
ren
erst
bei
aku
ten
Ferti
-gu
ngsp
robl
emen
bzw
. 73,
4% a
ufgr
und
des ä
ußer
en D
ruck
s zur
Kos
-te
nred
uzie
rung
. Be
i 41,
3% w
ird d
ie V
erbe
sser
ung
durc
h da
s Pro
gram
m e
iner
kon
ti-nu
ierli
chen
Ver
bess
erun
g au
sgel
öst.
Zw
ei A
spek
te b
estim
men
die
Dyn
amik
von
TQ
M: 1
. Pro
dukt
nach
-fr
age,
2. C
omm
itmen
t zu
TQM
. U
nter
sche
idun
g zw
ische
n V
erbe
sser
unge
n ko
mpl
exer
und
wen
iger
ko
mpl
exer
Pro
zess
e so
wie
im B
erei
ch d
er P
rodu
ktio
n un
d de
r Ent
-w
ickl
ung.
E
inse
itige
s Unt
erst
ütze
n vo
n „s
chne
llen
Ver
bess
erun
gspr
ojek
ten“
fö
rder
t die
Pro
dukt
ion
und
ver
nach
lässig
t di
e E
ntw
ickl
ung.
Be
deut
ung
der a
usge
wog
enen
Ver
bess
erun
g: U
naus
gew
ogen
e V
er-
bess
erun
gen
könn
en z
u Ü
berk
apaz
itäte
n fü
hren
und
den
Erf
olg
gefä
hrde
n.
Iden
tifiz
ierte
Erf
olgs
krite
rien
für T
QM
:
Kun
deno
rient
ieru
ng
Fü
hrun
g: C
omm
itmen
t, Be
teili
gung
am
Qua
lität
sver
bess
erun
gs-
proz
ess,
Bew
ertu
ng d
es V
erbe
sser
ungs
proz
esse
s
Mita
rbei
terb
etei
ligun
g: B
efäh
igun
g, Ü
bertr
agun
g vo
n V
eran
twor
-tu
ng
O
ffen
e U
nter
nehm
ensk
ultu
r
Zah
lenb
asie
rte E
ntsc
heid
ungs
findu
ng
Li
efer
ante
npar
tner
scha
ften
Erh
ebun
gs- u
nd
Ausw
ertu
ngsv
erfa
hren
Frag
ebog
en m
it Se
lbst
ein-
schä
tzun
g im
Ver
glei
ch
zum
Bra
nche
ndur
ch-
schn
itt, U
nter
teilu
ng in
er
folg
reic
he u
nd w
enig
er
erfo
lgre
iche
Unt
erne
hmen
an
hand
von
sech
s Erf
olgs
-in
dika
tore
n, d
eskr
iptiv
e St
atist
ik
Falls
tudi
e m
ittel
s Int
er-
view
s und
Dat
enan
alyse
, Ü
berp
rüfe
n vo
n H
ypo-
thes
en u
nd a
ltern
ativ
en
Stra
tegi
en m
ittel
s ein
es
Sim
ulat
ions
mod
ells
über
E
rfol
g un
d M
isser
folg
von
V
erbe
sser
unge
n
Inte
rvie
ws m
it E
xper
ten
aus I
ndus
trie,
Wirt
scha
ft,
Uni
vers
itäte
n un
d Re
gie-
rung
, Lite
ratu
rrev
iew
, E
ntw
ickl
ung
eine
s Ana
ly-
sem
odel
ls, d
eskr
iptiv
e St
atist
ik
Unt
ersu
chun
gszi
el
Unt
ersu
chun
g de
s Zu-
sam
men
hang
s zw
ische
n U
nter
nehm
ense
rfol
g un
d M
aßna
hmen
des
Q
ualit
ätsm
anag
emen
ts
Unt
ersu
chun
g de
r une
r-w
arte
ten
Neb
enef
fekt
e vo
n er
folg
reich
en Q
uali-
täts
verb
esse
-ru
ngsp
rogr
amm
en
Ana
lyse
des
Ein
fluss
es
von
TQM
auf
die
Per
-fo
rman
ce: W
as w
urde
du
rch
TQM
err
eich
t und
w
ie w
urde
n Q
ualit
äts-
verb
esse
rung
en e
rzie
lt?
Unt
ersu
chun
gs-
obje
kt
443
Unt
erne
hmen
(R
Q: 1
1,18
%)
1 U
nter
nehm
en:
Ana
log
Dev
ices
20 v
on 2
3 U
nter
-ne
hmen
mit
den
höch
sten
Pun
kt-
zahl
en b
eim
MBN
QA
zw
ische
n 19
88 u
nd 1
989
Bra
nche
Fahr
zeug
bau,
Fe
inm
echa
nik,
M
asch
inen
-, A
nlag
en- u
nd
App
arat
ebau
, E
lekt
rote
chni
k
Halb
leite
rtech
-ni
k
Aut
omob
ilzu-
liefe
rer
Nr.
Auto
r (Ja
hr):
Tite
l
Land
1. P F
EIF
ER
(200
2): Q
ualit
ät in
pro
duzi
eren
den
Unt
erne
hmen
(vgl
. Kap
itel
5.2.
2)
D 2. S
TE
RM
AN E
T A
L. (1
997)
: Una
ntic
ipat
ed S
ide
Effe
cts o
f Suc
cess
ful Q
ualit
y Pr
ogra
ms:
Exp
lorin
g a
Para
dox
of O
rgan
izat
iona
l Im
prov
emen
t (vg
l. K
apite
l 5.2
.3)
USA
3. G
AO (1
991)
: U.S
. Com
pani
es Im
prov
e Pe
rform
ance
thro
ugh
Qua
lity
Effo
rts (v
gl. K
apite
l 5.2
.4)
USA
Tabelle 5-2: Studien im Überblick [Quelle: Eigene Darstellung]

56 KAPITEL 5: STAND DES WISSENS
Wes
entli
che
Erg
ebni
sse
und
Erk
ennt
niss
e (A
uszu
g)
Die
10
wes
entli
chen
TQ
M-B
esta
ndte
ile si
nd: T
op-M
anag
emen
t Co
mm
itmen
t, K
unde
norie
ntie
rung
, Lie
fera
nten
man
agem
ent,
Des
ign
Qua
lity
Man
agem
ent,
Benc
hmar
king
, Ein
satz
von
SPC
, Nut
zen
von
inte
rnen
Qua
lität
sinfo
rmat
ione
n, M
itarb
eite
rbet
eilig
ung,
Mita
rbei
ter-
schu
lung
, Mita
rbei
tere
mpo
wer
men
t. U
nter
nehm
ensg
röße
ist k
ein
kriti
sche
r Fak
tor f
ür d
ie w
irksa
me
Ein
-fü
hrun
g vo
n TQ
M.
TQM
-Unt
erne
hmen
ber
icht
en ü
ber e
ine
bess
ere
Prod
uktq
ualit
ät.
Kle
ine
TQM
-Unt
erne
hmen
zei
gen
eine
grö
ßere
Mita
rbei
terb
etei
li-gu
ng.
Kun
deno
rient
ieru
ng, M
itarb
eite
rem
pow
erm
ent u
nd L
iefe
rant
enqu
a-lit
ätsm
anag
emen
t sin
d st
atist
isch
signi
fikan
t für
die
Pro
dukt
quali
tät.
Firm
en m
it ei
nem
hoh
en C
omm
itmen
t sin
d be
i der
Um
setz
ung
der
wic
htig
en T
QM
-Ele
men
te b
esse
r und
pro
duzi
eren
ein
e hö
here
Qua
-lit
ät.
Krit
ische
Erf
olgs
fakt
oren
:
Role
of m
anag
emen
t lea
ders
hip
and
quali
ty p
olic
y
Role
of Q
ualit
y D
epar
tmen
t
Train
ing
Pr
oduc
t / S
ervi
ce D
esig
n
Supp
lier q
ualit
y m
anag
emen
t
Proc
ess m
anag
emen
t
Qua
lity
data
and
repo
rting
Em
ploy
ee re
latio
ns
Erh
ebun
gs- u
nd
Ausw
ertu
ngsv
erfa
hren
Frag
ebog
en, h
ypot
hese
n-pr
üfen
de U
nter
such
ung,
U
nter
teilu
ng in
gro
ße u
nd
klei
ne U
nter
nehm
en so
wie
in
TQ
M- u
nd N
icht
-TQ
M-U
nter
nehm
en, t
-Te
st
Hyp
othe
senp
rüfe
nde
Un-
ters
uchu
ng a
uf B
asis
se-
kund
ärer
Dat
en, M
ultip
le
Regr
essio
n, t-
Test
, Cro
n-ba
ch’s-
Alp
ha-K
oeffi
zien
t, Te
st a
uf M
ultik
ollin
earit
ät
Lite
ratu
rana
lyse
, Fra
gebo
-ge
n, K
onsis
tenz
analy
se,
Cron
bach
’s-A
lpha
-K
oeff
izie
nt, I
tem
- und
Fa
ktor
analy
se
Unt
ersu
chun
gszi
el
Ana
lyse
der
Unt
ersc
hie-
de u
nd G
emei
nsam
kei-
ten
von
klein
en u
nd
groß
en U
nter
nehm
en
bei d
er E
infü
hrun
g vo
n TQ
M
Unt
ersu
chun
g de
s Ein
-flu
sses
des
Top
-M
anag
emen
t Com
mit-
men
ts a
uf d
ie P
rodu
kt-
quali
tät s
owie
auf
die
Im
plem
entie
rung
von
TQ
M
Iden
tifiz
ieru
ng d
er k
riti-
sche
n Fa
ktor
en d
es
Qua
lität
sman
agem
ents
Unt
ersu
chun
gs-
obje
kt
499
Wer
ke
(RQ
: 35,
6%)
449
Wer
ke
162
Ges
chäf
tsfü
hrer
vo
n 89
Ges
chäf
tsbe
-re
ichen
aus
20
Un-
tern
ehm
en
Bra
nche
Aut
omob
ilzu-
liefe
rer
Aut
omob
ilzu-
liefe
rer
Prod
uktio
ns-
und
Die
nst-
leist
ungs
bran
-ch
e
Nr.
Auto
r (Ja
hr):
Tite
l
Land
4. A
HIR
E/G
OLH
AR (1
996)
: Qua
lity
Man
agem
ent i
n La
rge
vs. S
mal
l Firm
s (vg
l. K
apite
l 5.2
.5)
USA
, CD
N
5. A
HIR
E/O
’SH
AUG
HN
ESS
Y (1
997)
: The
Rol
e of
Top
Man
agem
ent C
omm
itmen
t in
Qua
lity
Man
agem
ent (
vgl.
Kap
itel 5
.2.6
)
USA
, CD
N
6. S
ARAP
H E
T A
L. (1
989)
: An
Inst
rum
ent f
or M
easu
ring
the
Crit
ical
Fac
tors
of Q
ualit
y M
anag
emen
t (vg
l. K
apite
l 5.2
.7)
USA

KAPITEL 5: STAND DES WISSENS 57
Wes
entli
che
Erg
ebni
sse
und
Erk
ennt
niss
e (A
uszu
g)
Nur
15%
sind
mit
ihre
m Q
M-K
onze
pt se
hr z
ufrie
den.
E
s man
gelt
an d
er k
onse
quen
ten
und
mot
ivie
rten
Um
setz
ung
inne
r-ha
lb d
er U
nter
nehm
en.
Unt
erne
hmen
mit
QM
-Kon
zept
sind
nur
ger
ingf
ügig
erf
olgr
eich
er.
Unt
erne
hmen
ver
zich
ten
in sc
hwie
rigen
wirt
scha
ftlic
hen
Zei
ten
aus
Kos
teng
ründ
en e
her a
uf e
ine
Zer
tifiz
ieru
ng.
Erf
olge
dur
ch Q
M-S
yste
me:
bess
ere
Mita
rbei
tero
rient
ieru
ng u
nd -
quali
fikat
ion,
Kun
deno
rient
ieru
ng u
nd w
ahrg
enom
men
e K
unde
nzu-
frie
denh
eit
Posit
iver
Zus
amm
enha
ng z
wisc
hen
der Z
ertif
izie
rung
und
der
fi-
nanz
ielle
n Pe
rfor
man
ce v
on U
nter
nehm
en b
ezog
en a
uf: R
OA
, To-
bin-
Q, H
erst
ellk
oste
nant
eil a
m U
msa
tz u
nd K
apita
lum
schl
ag.
Die
Lei
stun
gske
nnza
hlen
der
Pre
isträ
ger e
ntw
icke
ln si
ch b
esse
r als
die
der V
ergl
eich
sunt
erne
hmen
. TQ
M b
ringt
kei
ne sc
hnel
len
Erf
olge
, son
dern
ist e
ine
langf
ristig
au
sger
icht
ete
Stra
tegi
e. TQ
M e
rmög
licht
Lei
stun
gsst
eige
rung
en u
nabh
ängi
g vo
n de
r Unt
er-
nehm
ensg
röße
.
Erh
ebun
gs- u
nd
Ausw
ertu
ngsv
erfa
hren
Inte
rvie
ws,
Fakt
oran
alyse
fü
r die
Erf
olgs
indi
kato
ren,
E
inte
ilung
der
Unt
erne
h-m
en in
wen
ig e
rfol
grei
che,
durc
hsch
nittl
ich
erfo
lgre
i-ch
e un
d er
folg
reic
hste
U
nter
nehm
en, d
eskr
iptiv
e St
atist
ik
hypo
thes
enpr
üfen
de S
tu-
die
auf G
rund
lage
seku
n-dä
rer D
aten
sätz
e, V
er-
glei
chsa
naly
se v
on D
aten
üb
er e
ine
10-J
ahre
s-Pe
riode
, Eve
nt-S
tudy
M
etho
de, W
ilcox
on R
ang-
test
Stud
ie a
uf G
rund
lage
se-
kund
ärer
Dat
en, V
ergl
eich
vo
n Q
ualit
ätsp
reisg
ewin
-ne
rn m
it äh
nlic
hen
Unt
er-
nehm
en
Unt
ersu
chun
gszi
el
Benc
hmar
king
stud
ie z
ur
Leist
ungs
fähi
gkei
t der
de
utsc
hen
Wirt
scha
ft,
um U
nter
schi
ede
zwi-
sche
n er
folg
reic
hen
und
wen
iger
erf
olgr
eich
en
Unt
erne
hmen
auf
zuze
i-ge
n Unt
ersu
chun
g de
r fi-
nanz
ielle
n E
ffek
te e
iner
IS
O-Z
ertif
izie
rung
Ana
lyse
des
Zus
am-
men
hang
s zw
ische
n de
r E
infü
hrun
g vo
n TQ
M
und
den
finan
ziell
en
Erg
ebni
ssen
Unt
ersu
chun
gs-
obje
kt
1066
Unt
erne
hmen
, 13
38 V
erbr
auch
er
373
Unt
erne
hmen
ca
. 600
Unt
erne
h-m
en
Bra
nche
Prod
uktio
ns-
und
Die
nstle
is-tu
ngsb
ranc
he
Chem
iebr
an-
che,
Mas
chi-
nenb
au, C
om-
pute
requ
ip-
men
t, E
lekt
ro-
bran
che
Übe
rwie
gend
Pr
oduk
tions
-se
ktor
Nr.
Auto
r (Ja
hr):
Tite
l
Land
7. E
xcel
lenc
e B
arom
eter
(200
3) (v
gl. K
apite
l 5.2
.8)
D 8. C
OR
BE
TT
, ET
AL.
(200
2): T
he F
inan
cial
Impa
ct o
f ISO
900
0 C
ertif
icat
ion:
An
Em
piric
al A
naly
sis (
vgl.
Anha
ng A
.1.3)
USA
9. S
ING
HAL
/HE
ND
RIC
KS
(199
5): D
oes I
mpl
emen
ting
an E
ffect
ive
TQ
M P
rogr
am A
ctua
lly Im
prov
e O
pera
ting
Perfo
rman
ce? (
vgl.
Anha
ng A
.1.4)
USA

58 KAPITEL 5: STAND DES WISSENS
Wes
entli
che
Erg
ebni
sse
und
Erk
ennt
niss
e (A
uszu
g)
Es b
este
ht z
unäc
hst e
in si
gnifi
kant
er U
nter
schi
ed z
wisc
hen
zerti
fi-zi
erte
n un
d ni
cht-z
ertif
izie
rten
Unt
erne
hmen
. D
ie B
erüc
ksic
htig
ung
der K
ovar
iate
„sta
rke
TQM
-Um
gebu
ng“
el
imin
iert
dies
e Si
gnifi
kanz
. D
ie IS
O 9
000-
Zer
tifiz
ieru
ng h
at n
ur e
ine
signi
fikan
t pos
itive
Bez
ie-
hung
zum
Per
form
ance
-Ind
ikat
or C
ash-
flow
.
Aus
lösu
ng fü
r die
Aus
eina
nder
setz
ung
mit
der I
SO 9
000
ist v
or
allem
ext
erne
Mot
ivat
ion.
E
inig
e Fo
rder
unge
n w
erde
n um
gese
tzt,
obw
ohl s
ie a
ls ni
cht r
elev
ant
oder
als
nich
t sin
nvol
l ang
eseh
en w
erde
n.
Vie
le a
n da
s Zer
tifik
at g
eknü
pfte
Erw
artu
ngen
wur
den
nich
t erf
üllt,
ei
nige
der
Zie
le n
icht
ode
r nur
in A
nsät
zen
erre
icht
.
Die
Wah
rsch
einl
ichk
eit
eine
r Z
ertif
izie
rung
nim
mt
mit
dem
Ant
eil
an E
inze
l- un
d K
lein
serie
nfer
tigun
g ab
. M
it de
r Unt
erne
hmen
sgrö
ße s
teig
t die
Wah
rsch
einl
ichk
eit d
es Z
erti-
fikat
s.
Bei U
nter
nehm
en m
it K
oope
ratio
nsbe
zieh
unge
n zu
and
eren
Unt
er-
nehm
en is
t die
Nei
gung
zu
eine
m Z
ertif
ikat
sign
ifika
nt e
rhöh
t.
Erh
ebun
gs- u
nd
Ausw
ertu
ngsv
erfa
hren
Hyp
othe
senp
rüfe
nde
Stu-
die
mitt
els s
ekun
däre
r D
aten
des
Aus
tralia
n M
a-nu
fact
urin
g Co
uncil
von
19
94, M
ulitv
ariat
e A
naly
-se
met
hode
n (M
AN
OV
A,
MA
NCO
VA
)
Qua
litat
ive
Fors
chun
g,
Inte
rview
s, M
odell
von
M
iles/
Hub
erm
an z
ur
Ana
lyse
qua
litat
iver
Dat
en
Seku
ndär
e D
aten
aus
dem
N
IFA
-Pan
el vo
n 19
96,
Hyp
othe
senp
rüfu
ng m
it-te
ls bi
näre
r Log
it-Re
gres
sion
Unt
ersu
chun
gszi
el
Unt
ersu
chen
, ob
die
ISO
900
0-Z
ertif
izie
rung
ein
en si
gnifi
kant
pos
iti-
ven
Eff
ekt a
uf d
ie P
er-
form
ance
der
Org
anisa
-tio
n ha
t und
ob
dies
er
Zus
amm
enha
ng v
on
TQM
bee
influ
sst w
ird
Auf
zeig
en d
er A
usw
ir-ku
ngen
der
ISO
900
0er
Nor
men
reih
e au
f die
St
rukt
ur u
nd d
ie A
r-be
itspr
ozes
se v
on O
rga-
nisa
tione
n
Unt
ersu
chen
, wel
che
Funk
tione
n di
e IS
O
9000
er N
orm
enre
ihe
noch
erf
üllen
Unt
ersu
chun
g or
gani
sa-
tiona
ler F
akto
ren,
die
di
e W
ahrs
chei
nlic
hkei
t ei
ner Ü
bern
ahm
e de
r IS
O 9
000
beein
fluss
en
Unt
ersu
chun
gs-
obje
kt
962
aust
ralis
che
Un-
tern
ehm
en
(RQ
: 32%
),
379
neus
eelän
disc
he
Unt
erne
hmen
(R
Q: 3
8%)
37 Q
ualit
ätsm
anag
er
Unt
erne
hmen
aus
N
IFA
-Pan
el vo
n 19
96
Bra
nche
Prod
uktio
ns-
sekt
or
k.A
.
Mas
chin
enba
u
Nr.
Auto
r (Ja
hr):
Tite
l
Land
10. T
ER
ZIO
VSK
I ET
AL.
(199
6): T
he B
usin
ess V
alue
of Q
ualit
y M
anag
emen
t Sys
tem
s Cer
tific
atio
n: E
vide
nce
from
Aus
tralia
and
New
Zea
land
(vgl
. Anh
ang
A.1.5
)
AU
S,
NZ
11. W
ALG
EN
BAC
H (2
000)
: Stu
die
über
die
Ent
steh
ung,
Ver
brei
tung
und
Nut
zung
der
DIN
EN
ISO
900
0er N
orm
enre
ihe
(vgl
. Anh
ang
A.1.6
)
D 12. W
ALG
EN
BAC
H/B
EC
K (2
003)
: Das
Erk
läru
ngsp
oten
tial d
er n
eoin
stitu
tiona
listis
chen
Org
anis
atio
nsth
eorie
am
Bei
spie
l ISO
900
0 (v
gl. A
nhan
g A.
1.7)
D

KAPITEL 5: STAND DES WISSENS 59
Wes
entli
che
Erg
ebni
sse
und
Erk
ennt
niss
e (A
uszu
g)
Ext
erne
Grü
nde
sind
für e
ine
Zer
tifiz
ieru
ng w
icht
iger
als
inte
rne.
Nut
zen
der Z
ertif
izie
rung
: Ste
iger
ung
des Q
ualit
ätsb
ewus
stse
ins,
Star
t ein
es Q
ualit
ätsv
erbe
sser
ungs
proz
esse
s, be
sser
er K
unde
nser
vice
un
d ve
rbes
serte
Pro
dukt
- und
Die
nstle
istun
gsqu
alitä
t. Pr
oble
me
der Z
ertif
izie
rung
: Mita
rbei
ter-
Com
mitm
ent,
Papi
erar
beit,
In
terp
reta
tion
der N
orm
, Man
agem
ent-C
omm
itmen
t, K
oste
n, T
rai-
ning
, unf
lexi
ble
Stan
dard
s und
unf
lexi
ble
Aud
itore
n
Es b
este
ht e
in T
rend
zu
inte
grie
rten
Syst
emen
. G
rößt
er N
utze
n: Im
agev
erbe
sser
ung,
Sch
achs
telle
nbes
eitig
ung
und
Kun
denb
ezie
hung
en .
Die
Ein
führ
ung
daue
rt im
Dur
chsc
hnitt
14
Mon
ate.
Klas
sifiz
ieru
ng v
on v
ier U
nter
nehm
enst
ypen
: (1)
Unt
erne
hmen
mit
hohe
m in
tern
en N
utze
n, (2
) mit
mitt
lerem
inte
rnen
Nut
zen,
(3) m
it ho
hem
ext
erne
n N
utze
n, (4
) mit
nied
rigem
ext
erne
n N
utze
n.
Der
Pro
dukt
entw
ickl
ungs
proz
ess i
st w
icht
ig fü
r die
Wah
rneh
mun
g de
r Qua
lität
am
Mar
kt.
Proz
essm
anag
emen
t und
Sta
tistis
che
Proz
essr
egel
ung
best
imm
en d
ie
phys
ikali
sche
Pro
dukt
quali
tät.
W
ettb
ewer
bsvo
rteile
kön
nen
nich
t alle
in d
urch
die
Kon
form
ität d
er
Prod
ukte
erk
lärt w
erde
n.
Top-
Man
agem
ent S
uppo
rt ist
krit
isch
für I
nfra
stru
ktur
und
Ker
n-m
etho
den.
Erh
ebun
gs- u
nd
Ausw
ertu
ngsv
erfa
hren
Exp
lora
tive
Unt
ersu
chun
g m
ittel
s Fra
gebo
gen,
Fak
-to
rana
lyse
, Disk
rimin
an-
zana
lyse
, t-T
ests
Frag
ebog
en, d
eskr
iptiv
e St
atist
ik
Frag
ebog
en, D
eskr
iptiv
e A
naly
se, C
lust
eran
alyse
Frag
ebog
en, e
xplo
rativ
e St
udie
, Kor
relat
ion-
und
Pf
adan
alyse
n, C
ronb
ach’
s-A
lpha
-Koe
ffizi
ent,
Fak-
tora
naly
se
Unt
ersu
chun
gszi
el
Ana
lyse
der
Erf
ahru
n-ge
n kl
eine
r Unt
erne
h-m
en m
it de
r ISO
900
0
Ana
lyse
von
Nut
zen
und
Auf
wan
d vo
n Q
M- u
nd
UM
-Sys
tem
en
Unt
ersu
chun
g de
s Nut
-ze
ns d
er IS
O 9
000-
Zer
tifiz
ieru
ng u
nd M
ög-
lichk
eiten
zur
Klas
sifi-
zier
ung
von
Unt
erne
h-m
en
Ana
lyse
des
Zus
am-
men
hang
s zw
ische
n de
m
Ein
satz
von
Qua
lität
s-m
anag
emen
tmet
hode
n un
d de
r Qua
lität
sper
-fo
rman
ce
Unt
ersu
chun
gs-
obje
kt
160
Unt
erne
hmen
(R
Q: 3
2%)
484
Unt
erne
hmen
(R
Q: 1
2,5%
)
288
Unt
erne
hmen
(R
Q: 3
2%)
45 P
rodu
ktio
nsw
er-
ke, 7
06 F
rage
böge
n vo
n M
itarb
eiter
n un
d Fü
hrun
gskr
äfte
n
Bra
nche
kein
e Sp
ezifi
-zi
erun
g
Die
nstle
istun
g un
d Pr
oduk
tion
Die
nstle
istun
g un
d Pr
oduk
tion
Prod
uktio
n
Nr.
Auto
r (Ja
hr):
Tite
l
Land
13. B
RO
WN
ET
AL.
(199
7): S
mal
ler E
nter
pris
es’ E
xper
ienc
es w
ith IS
O 9
000
(vgl
. Anh
ang
A.1.8
)
AU
S
14. K
PMG
(199
8): Q
ualit
äts-
und
Um
wel
tman
agem
ents
yste
me
bei D
iens
tleis
tern
und
in d
er In
dust
rie (v
gl. A
nhan
g A.
1.9)
D 15. C
ASAD
ESÚ
S/G
IMÉ
NE
Z (2
000)
: The
Ben
efits
of t
he Im
plem
enta
tion
of th
e IS
O 9
000
Stan
dard
: Em
piric
al R
esea
rch
in 2
88 S
pani
sh C
ompa
nies
(v
gl. A
nhan
g A.
1.10)
E 16. F
LYN
N E
T A
L. (1
995)
: The
Impa
ct o
f Qua
lity
Man
agem
ent P
ract
ices
on
Perfo
rman
ce a
nd C
ompe
titiv
e Ad
vant
age
(vgl
. Anh
ang
A.1.1
1)
Japa
n,
USA

60 KAPITEL 5: STAND DES WISSENS
Wes
entli
che
Erg
ebni
sse
und
Erk
ennt
niss
e (A
uszu
g)
Best
rebe
n de
s unt
erne
hmen
swei
ten
Qua
lität
sman
agem
ents
geh
t zu
rück
, sta
ttdes
sen
foku
ssie
rte Q
ualit
ät in
den
Ker
nber
eich
en.
Ent
wic
klun
g de
s Qua
lität
sman
agem
ents
wird
bee
influ
sst d
urch
:
Rolle
des
Top
-Man
agem
ents
Trei
bend
e K
raft
der Q
ualit
ätsm
anag
emen
tein
führ
ung
H
uman
infr
astru
ktur
Syst
em z
um Ü
berw
ache
n, M
onito
ren
und
Bew
erte
n de
s Ein
füh-
rung
spro
zess
es
D
ie R
olle
von
Aud
its u
nd A
sses
smen
ts
E
influ
ss d
es z
ugru
nde
liege
nden
Qua
lität
smod
ells
Het
erog
ene
Ver
wen
dung
des
Qua
lität
sbeg
riffs
von
tech
nik-
und
pr
oduk
torie
ntie
rt bi
s um
fass
end.
60
% b
ewer
ten
die
Ein
führ
ung
des Q
M-S
yste
ms a
ls ni
cht e
rfol
grei
ch.
Die
Rea
lisie
rung
von
KA
IZE
N u
nd T
eam
orie
ntie
rung
ist b
isher
am
w
enig
sten
gel
unge
n.
48%
bew
erte
n di
e W
irksa
mke
it ih
res Q
M-S
yste
ms a
ls ho
ch b
zw.
sehr
hoc
h.
90%
ver
wen
den
als M
aßna
hmen
zur
stän
dige
n V
erbe
sser
ung
ein
inte
rnes
Aud
itsys
tem
, 63%
ein
Vor
schl
agsw
esen
, 49%
Qua
lität
szir-
kel,
44%
Ken
nzah
lens
yste
me.
Prob
lem
e de
r Wei
tere
ntw
ickl
ung:
Mes
sbar
keit
von
bere
ichss
pezi
fi-sc
hen
Qua
lität
szie
len.
Erh
ebun
gs- u
nd
Ausw
ertu
ngsv
erfa
hren
quali
tativ
e Fa
llstu
dien
for-
schu
ng, I
nter
view
s und
D
okum
ente
nana
lyse
Frag
ebog
en, d
eskr
iptiv
e St
atist
ik, M
ultiv
ariat
e A
na-
lyse
met
hode
n (C
lust
er-
und
Fakt
oran
alyse
)
Befr
agun
g, k
eine
näh
eren
A
ngab
en
Unt
ersu
chun
gszi
el
Lang
zeits
tudi
e zu
r Ent
-w
ickl
ung
des Q
ualit
äts-
man
agem
ents
und
zu
den
Ein
flüss
en d
er E
nt-
wick
lung
Unt
ersu
chun
g de
s Bei
-tra
gs v
on T
QM
ode
r IS
O 9
000f
f. zu
ein
em
neue
n Q
ualit
ätsd
enke
n A
nalys
e vo
n A
nwen
-du
ngsd
efiz
iten
Erm
ittlu
ng d
es E
ntw
ick-
lung
ssta
nds v
on Q
M-
Syst
emen
auf
Bas
is de
r IS
O 9
000:
2000
Unt
ersu
chun
gs-
obje
kt
5 U
nter
nehm
en
261
Unt
erne
hmen
(R
Q: 3
1,8%
)
550
Unt
erne
hmen
(R
Q: k
. A.)
Bra
nche
Vor
wie
gend
öf
fent
liche
r Se
ktor
Wer
kzeu
gma-
schi
nenb
au
Indu
strie
- und
D
iens
tleis-
tung
sbra
nche
Nr.
Auto
r (Ja
hr):
Tite
l
Land
17. V
AN D
ER
WIE
LE/B
RO
WN
(200
2): Q
ualit
y M
anag
emen
t Ove
r a D
ecad
e: A
Lon
gitu
dina
l Stu
dy (v
gl. A
nhan
g A.
1.12)
AU
S
18. R
EE
SE/P
ET
ER
SEN
(199
6): Q
ualit
ätsm
anag
emen
t: E
ine
empi
risch
e St
udie
im W
erkz
eugm
asch
inen
bau
(vgl
. Anh
ang
A.1.1
3)
D 19. S
TE
INB
EIS
-TR
ANSF
ER
-IN
STIT
UT
(200
2): S
tudi
e zu
m T
hem
a Q
ualit
ätsm
anag
emen
t und
ISO
900
0:20
00 (v
gl. A
nhan
g A.
1.14)
D

KAPITEL 5: STAND DES WISSENS 61
Wes
entli
che
Erg
ebni
sse
und
Erk
ennt
niss
e (A
uszu
g)
Vie
r Pha
sen
des Q
ualit
ätsm
anag
emen
ts: I
nspe
ktio
n, S
iche
rung
, Prä
-ve
ntio
n un
d Pe
rfek
tion.
Be
wer
tung
der
Unt
erne
hmen
squa
lität
anh
and
des P
roze
ssqu
alitä
ts-
indi
kato
rs (A
ussc
huss
, Nac
harb
eit,
ppm
, Cpk
) un
d de
s Des
ignq
uali-
täts
indi
kato
rs (z
usät
zlic
her P
rodu
ktnu
tzen
, Anw
endu
ng v
on Q
FD,
Um
satz
ante
il ho
chw
ertig
er P
rodu
kte)
. H
ighe
r Qua
lity
Com
pani
es (H
QC)
: stä
rker
e Be
teili
gung
des
Top
-M
anag
emen
ts, S
chul
ung
der M
itarb
eite
r und
Lie
fera
nten
, Del
egat
ion
von
Ver
antw
ortu
ng, s
tark
e Z
ielo
rient
ieru
ng u
nd K
omm
unik
atio
n,
kurz
e Fe
edba
cksc
hlei
fen,
Cpk
>1,
33
Posit
iver
Zus
amm
enha
ng z
wisc
hen
Qua
lität
und
Pro
zess
ausla
stun
g,
Ferti
gung
sleist
ung
sow
ie P
roze
ssou
tput
im P
fadm
odel
l. D
er g
rößt
e E
ffek
t fin
det s
ich
zwisc
hen
Qua
lität
und
Pro
zess
ausla
s-tu
ng.
Erh
ebun
gs- u
nd
Ausw
ertu
ngsv
erfa
hren
Lang
zeits
tudi
e, Be
wer
tung
un
d A
naly
se d
er U
nter
-ne
hmen
mitt
els e
ines
Mo-
dells
Hyp
othe
senp
rüfe
nde
Un-
ters
uchu
ng, C
ronb
ach’
s A
lpha
-Koe
ffizi
ent,
Chi-
Qua
drat
-Tes
t, Pf
adm
odel
l zu
r Dar
stel
lung
der
Qua
li-tä
tsve
rbes
seru
ng, D
aten
-an
alyse
mitt
els S
trukt
ur-
glei
chun
gsm
odel
len
(mul
-tip
le R
egre
ssio
n un
d Fa
k-to
rana
lyse
)
Unt
ersu
chun
gszi
el
Unt
ersu
chun
g de
s Zu-
sam
men
hang
s zw
ische
n Q
ualit
ät u
nd U
nter
neh-
men
serf
olg
in E
urop
a un
d Ja
pan
Ana
lyse
des
Zus
am-
men
hang
s zw
ische
n Q
ualit
ät, P
rodu
ktiv
ität
und
Ferti
gung
serg
ebni
s-se
n
Unt
ersu
chun
gs-
obje
kt
141
Unt
erne
hmen
, da
von
20 a
us Ja
pan
184
Unt
erne
hmen
(R
Q: 2
1%)
Bra
nche
Aut
omob
ilzu-
liefe
rer
Prod
uktio
nsin
-du
strie
Nr.
Auto
r (Ja
hr):
Tite
l
Land
20. R
OM
ME
L E
T A
L. (1
994)
: Doe
s Qua
lity
Pay?
M
CK
INSE
Y&C
OM
PAN
Y (1
995)
: Exc
elle
nce
in Q
ualit
y M
anag
emen
t (vg
l. An
hang
A.1.
15)
Eur
o-pa
, Ja
pan
21. M
AAN
I ET
AL.
(199
4): E
mpi
rical
Ana
lysi
s of Q
ualit
y Im
prov
emen
t in
Man
ufac
turin
g (v
gl. A
nhan
g A.
1.16)
NZ

62 KAPITEL 5: STAND DES WISSENS
5.2.2 PFEIFER (2002): Qualität in produzierenden Unternehmen
Ziel der Untersuchung Die Studie untersucht den Zusammenhang zwischen dem Unternehmenserfolg und Maßnahmen des Qualitätsmanagements und gliedert sich in drei Teilbereiche:3 (1) Untersuchung des Zusam-menhangs zwischen Unternehmenserfolg und Qualitätsmanagement, (2) Beurteilung von QM-Systemen und (3) Analyse des Einsatzes von Qualitätsmanagementmethoden.
Untersuchungsobjekt Ingesamt wurden 4000 Unternehmen aus den Branchen Fahrzeugbau, Feinmechanik, Maschinen-, Anlagen- und Apparatebau sowie Elektrotechnik angeschrieben und davon 443 befragt. Die Rück-laufquote betrug 11,1%. Von den befragten Unternehmen haben 41,8% weniger als 100 Mitarbei-ter, 22,8% beschäftigen zwischen 101 und 200 Mitarbeitern, 23,3% beschäftigen 201-500 und 12,2% mehr als 500 Mitarbeiter.4
Untersuchungsdesign Die Befragung erfolgte schriftlich und basierte auf der Selbsteinschätzung der Geschäftsführung bzgl. definierter Erfolgsindikatoren auf einer Skala von +2 (wesentlich besser) bis -2 (wesentlich schlechter) im Vergleich zum Branchendurchschnitt. Der Mittelwert lag bei 0,56. Unternehmen mit einem Mittelwert ≥ 0,56 wurden zu den erfolgreichen, Unternehmen, die unter diesem Wert lagen, zu den weniger erfolgreichen Unternehmen gezählt. Des Weiteren wurde die Umsetzung von sechs kriti-schen Erfolgsfaktoren bewertet, ebenfalls im Vergleich zum Branchendurchschnitt (vgl. Tabelle 5-3).
Erfolgsindikatoren Kritische Erfolgsfaktoren
Umsatzwachstum
Eigenkapitalrendite
Umsatzrendite
Innovationskraft
Time-to-market
Produktivität
Innovative Technologien
Kundenzufriedenheit
Bewertung im Vergleich zum Branchendurchschnitt:
+2 = wesentlich besser bis
-2 = wesentlich schlechter
Mittelwert: 0,56
Führung
Kundenorientierung
Mitarbeiterorientierung
Prozesse
Kommunikation und Schnittstellen
Kennzahlen und Controlling
Bewertung der Umsetzung im Vergleich zum Branchendurch-schnitt:
1 = voll und ganz hervorragend bis
6 = ganz und gar nicht hervorragend
Die Mittelwerte der Erfolgsfaktoren liegen zwischen 2,3 und 2,9
Tabelle 5-3: Übersicht der Erfolgsindikatoren und kritischen Erfolgsfaktoren [Quelle: Eigene Darstellung]
Die kritischen Erfolgsfaktoren wurden in Anlehnung an die Kriterien des Excellence-Modells der EFQM definiert und ihr Einfluss auf den Unternehmenserfolg analysiert.5
Im nächsten Teil der Studie wurde der spezifische Zusammenhang zwischen dem Qualitätsmana-gement und dem Unternehmenserfolg untersucht. Die Unternehmen bewerteten ihr QM-System auf einer Skala von eins (sehr erfolgreich) bis sechs (ganz und gar nicht erfolgreich). Der Mittelwert lag bei
3 vgl. Pfeifer (2002), S. 1 4 vgl. ebenda, S. 2, 4 5 vgl. Lorenzi (2003), S. 3; Pfeifer (2002), S. 1f., 14-25 sowie Kapitel 5.1.6

KAPITEL 5: STAND DES WISSENS 63
2,2 und unterteilt die QM-Systeme in erfolgreiche und weniger erfolgreiche Systeme. Die kritischen Erfolgsfaktoren wurden anschließend hinsichtlich des Erfolgs des QM-Systems differenziert.6
Wesentliche Ergebnisse Nach den Ergebnissen dieser Studie betreiben erfolgreiche Unternehmen ein gezieltes Qualitäts-management.7 64,1% der Unternehmen mit einem erfolgreichen QM-System gehören zur Gruppe der erfolgreichen Unternehmen. Dahingegen können sich nur 56,6% der Unternehmen mit einem weniger erfolgreichen QM-System zur gleichen Gruppe zählen. Es konnte nachgewiesen werden, dass 56% der Unternehmen mit einem erfolgreichen QM-System bessere Prozesse vorweisen, wo-hingegen nur 25% der Unternehmen ohne ein erfolgreiches QM-System dasselbe Prozessniveau erreichten. Deutlicher zeigte sich der Unterschied bei der Kundenorientierung. 73% der Befragten mit einem erfolgreichen QM-System weisen eine überdurchschnittliche Kundenorientierung aus. Bei Unternehmen ohne erfolgreiches QM-System sind es nur 54%.8
Zertifizierte QM-Systeme sind zu einer Selbstverständlichkeit in der deutschen Industrielandschaft geworden. Lediglich eins von zehn befragten Unternehmen hatte noch kein QM-System einge-führt.9 Als Vorteile dieser Systeme werden die folgenden Punkte aufgeführt, wobei die Bedeutung je nach Unternehmensgröße differiert:10
– Klare Abläufe und Prozesse
– Eindeutige Organisation und Struktur
– Höhere Transparenz
– Leistungssteigerung
– Nachvollziehbarkeit, Rückverfolgbarkeit
– Nachhaltiges Qualitätsbewusstsein
– Besseres Image
– Fehlerreduktion
– Kostenreduktion
Als nachteilig sehen die Befragten die folgenden Punkte an:11
– Hoher Dokumentations- und Verwaltungsaufwand
– Kosten
– Zeitlicher Aufwand
– QM-System zu aufwendig und zu starr
– Hoher organisatorischer Aufwand
Bei der Analyse des Einsatzes von Qualitätsmanagementmethoden soll nur auf die systematische Optimierung von Produktionsprozessen eingegangen werden. Danach misst etwa die Hälfte der Unternehmen der Optimierung von Produktionsprozessen eine hohe Bedeutung zu, allerdings
6 vgl. Pfeifer (2002), S. 26f. 7 vgl. ebenda, S. 10-12 8 vgl. Lorenzi (2003), S. 5 9 vgl. Pfeifer/Lorenzi (2003), S. 31-34 10 vgl. ebenda, S. 34 11 vgl. ebenda, S. 34

64 KAPITEL 5: STAND DES WISSENS
warten 76,5% mit der Optimierung solange, bis sie auf akute Fertigungsprobleme reagieren müs-sen. 73,4% warten auf äußeren Druck zur Kostenoptimierung. Bei 41,3% der Unternehmen wird die Prozessoptimierung durch Programme zur kontinuierlichen Verbesserung ausgelöst. 7% ver-zichten ganz auf die Optimierung ihrer Fertigungsprozesse.12 Diese Aussagen verdeutlichen, dass vielfach keine vorausschauende Prozessoptimierung betrieben wird.
Kritische Würdigung Die Studie analysiert den Einfluss erfolgreicher QM-Systeme auf den Unternehmenserfolg, ohne jedoch zu operationalisieren, was ein erfolgreiches QM-System ausmacht. Der Unternehmenserfolg wird mittels einer Einschätzung der Erfolgsfaktoren und -indikatoren ggü. dem Branchendurch-schnitt erfasst, Werte des Branchendurchschnitts jedoch nicht angegeben. Insgesamt schätzen sich alle Unternehmen besser als der Branchendurchschnitt ein. Dies zeigt die Problematik der Selbst-einschätzung. Dieser Umstand muss als Störfaktor berücksichtigt werden. Die Unternehmen wer-den anhand dieser Selbsteinschätzung in erfolgreiche und weniger erfolgreiche Unternehmen diffe-renziert, allerdings ändert sich die Aufteilung dieser beiden Kontrollgruppen im Verlauf der Unter-suchung mehrfach. Für die einzelnen Untersuchungsbereiche werden die Unternehmen immer anhand neuer Faktoren in erfolgreiche und nicht erfolgreiche unterteilt und eine Vergleichbarkeit somit erschwert. Aussagen über Signifikanz und Güte der Untersuchung finden sich nicht.
5.2.3 STERMAN ET AL. (1997): Unanticipated Side Effects of Successful Quality Programs: Exploring a Paradox of Organizational Improvement
Ziel der Untersuchung Diese Studie analysiert, warum umfangreiche Qualitätsverbesserungen teilweise nicht zu den erwar-teten finanziellen Verbesserungen führen, um Ursachen und Konsequenzen dieses Paradoxes auf-zuzeigen.13
Untersuchungsobjekt Die Analyse wurde bei dem amerikanischen Unternehmen Analog Devices (ADI) durchgeführt.
Untersuchungsdesign Die Untersuchung erfolgte unter Einsatz der Fallstudientechnik in drei Phasen:14
1. Historische Analyse der Einführung und Umsetzung von TQM bei ADI mittels Interviews sowie statistischer und archivierter Daten.
2. Aufstellen von Hypothesen über Entscheidungsprozesse und Feedback-Strukturen, die die Entwicklung von TQM bei ADI beeinflusst haben.
3. Entwicklung eines Simulationsmodells zum Testen der Hypothesen. Das Modell zeigt, wie er-folgreiche Verbesserungen zu Überkapazität, geringerem Gewinn und rückläufigem Marktwert führen können und somit die kontinuierliche Verbesserung untergraben. Des Weiteren wird der Ausgang alternativer Strategien zu der vorliegenden getestet.
12 vgl. Pfeifer (2002), S. 78 13 siehe auch Repenning (2000), S. 1385-1396; Keating et al. (1999), S. 120-134. Zur Diskussion der Erfolgsraten von
Veränderungs- und Verbesserungsmethoden siehe auch Beitrag von Smith (2002), S. 26-33. 14 vgl. Sterman et al. (1997), S. 2

KAPITEL 5: STAND DES WISSENS 65
Wesentliche Ergebnisse Historische Analyse Auslöser für die Einführung eines innovativen Qualitätsverbesserungsprogramms bei ADI war das erstmalige Nichterreichen des Umsatzwachstumsziels. ADI definierte Verbesserungsziele anhand der Halbwertszeitmethode15, um Qualitätsziele festzusetzen, errichtete ein Qualitätsbüro, entwickelte eine BSC und verknüpfte diese mit einem Anreizsystem. Prozessprobleme wurden mittels Quali-tätstechniken analysiert, Lösungen entwickelt und implementiert. Ziele für Fehlerraten, Durchlauf-zeiten und Termintreue wurden für einen Zeitraum von fünf Jahren festgelegt, der Verbesserungs-prozess mittels Kennzahlen überwacht.16
Obwohl ADI Erfolge verzeichnete - die Produktfehler konnten von 500 ppm auf 50 ppm gesenkt, die Termintreue von 76% auf 96% gesteigert, die Durchlaufzeit von 15 auf acht Wochen reduziert werden - haben sich andere Indikatoren der BSC nicht verbessert. Die Produktentwicklungszeit konnte nicht verkürzt werden und der Aktienpreis rutschte von 24$ auf 6$ innerhalb von drei Jah-ren ab. ADI begegnete der finanziellen Krise mit einer Veränderung der Vertriebswege, setzte auf neue Produktentwicklungen und erwarb einen ihrer größten Konkurrenten. Die Reorganisation mit dem Ziel, den durch TQM erzielten Produktivitätsgewinn zu nutzen, konnte die finanzielle Krise nicht mildern. 12% der Mitarbeiter mussten entlassen werden. Die Folge waren zurückgehende TQM-Aktivitäten, da die Mitarbeiter befürchteten, durch weitere Verbesserungen ihren eigenen Arbeitsplatz zu gefährden.17
Das Simulationsmodell Das Modell erklärt die Wirkung von Maßnahmen wie TQM auf eine Organisation. Es beinhaltet endogene Variablen, finanzielle Daten, Daten des Rechnungswesens, Qualitätskennzahlen, motivie-rende Variablen und exogene Eingangsgrößen (vgl. Tabelle 5-4).18
Endogene Variable: Finanzielle Daten: Daten des Rechnungswesens:
– Bestellungen
– Versand
– Produktion
– Halbleiterprodukte
– Bestand fertiger Waren
– Umlaufbestand
– Gewinn- und Verlustrechnung
– Inventurdaten
– Prozessbestandsaufnahmen
– Bilanzdaten
– Cash-flow
– Gemeinkostenverrechnung
– Veränderung der Arbeits- und Materialkosten
Qualitätskennzahlen: Motivationsvariable: Exogene Variable:
– Produktfehler
– Durchlaufzeiten
– Lieferzeiten
– Termintreue
– Ausbeute
– Commitment der Belegschaft zu TQM
– Ressourcen für TQM
– Jobsicherheit der Belegschaft
– Commitment des Top-Managements zu TQM
– Inflationsgrößen: Preis- und Ar-beitskostenindex
– Rezession: Nachfrageindex für elektronische Komponenten
– Gewinn der S&P 50019
– Index für die Verbreitung von TQM
Tabelle 5-4: Übersicht Modellvariablen [Quelle: Eigene Darstellung in Anlehnung an Sterman et al. (1997), S. 7]
15 vgl. hierzu Kapitel 5.1.13 16 vgl. Sterman et al. (1997), S. 4, 31 17 vgl. ebenda, S. 5f. 18 vgl. ebenda, S. 6f., 38 19 Der S&P 500 (Standard&Poors) ist ein Index aus den 500 größten, öffentlich gehandelten US-amerikanischen
Unternehmen.

66 KAPITEL 5: STAND DES WISSENS
Die Autoren beschreiben in ihrem Modell zwei Aspekte, die sie als besonders bedeutend für die Dynamik von TQM erachten. Dies sind zum einen die Produktnachfrage und zum anderen das Com-mitment der Belegschaft zum TQM-Programm.20
Eine Verbesserung der Produktqualität steigert die Nachfrage und bewirkt eine potentielle Steige-rung der Marktanteile bei existierenden Produkten. Verbesserungen der Produktentwicklung be-schleunigen die Einführung neuer Produkte und erschließen so neue Märkte. Die Produktattraktivi-tät ist eine nicht-lineare Funktion in Abhängigkeit von Preis, Fehler, Lieferzeit, Termintreue und Marktanteil. Diese fällt, wenn eine Größe nur mangelhaft erfüllt wird. Der Marktumfang für die Produkte von ADI hängt von der Anzahl der Produkte und dem Marktpotential eines jeden Pro-dukts ab. Dabei werden im Produktportfolio zwei Kategorien berücksichtigt: neue Produkte und existierende Produkte. Nachfolgend ist die Berechnung des Marktumfangs für neue Produkte auf-geführt, für existierende erfolgt die Berechnung analog:21
τB
bd(2)di bbdtdB
(1) gM(M/B)bµbdtdM di(3)
eγ δgβAαg(4)τB
bd(2)di bbdtdB
(1) gM(M/B)bµbdtdM di(3)
eγ δgβAαg(4)
B: Anzahl Produktinnovationen am Markt, τ: durchschnittliche Produktlebenszeit, M: Gesamtnachfrage nach neuen Produkten, g: Wachstumsrate für neue Produkte, ist abhängig von der Produktlebenszeit und verändert sich mit dem Alter des Produktportfo-
lios A, M/B: Durchschnittsumsatz pro Produktportfolio, bi: Rate der Produkteinführungen, bd: Rate der Produktausläufe, ge: Wachstumsrate für elektronische Komponenten, Aγ: Durchschnittsalter des Produktportfolios, β: Wachstumsrate der Computer-/Elektronikindustrie, µ: Nachfrage nach neuen Produkten
Formel 5-1: Berechnung des Marktumfangs für neue Produkte [Quelle: Sterman et. al. (1997), S. 8]
Die Verbesserung der Halbwertszeit hängt sowohl von der Prozesskomplexität als auch von den Fähigkeiten, den Anstrengungen und der Verpflichtung der Belegschaft zu TQM ab, ausgedrückt als das sog. Commitment zu TQM.22 Die Ermittlung erfolgt nach Formel 5-2.
C)θ(C:push *C)wC(1:pull
DDηDDφCdtdD
0min(1)
(2) C)wC(1C)θ(CdtdC * (s)f(a)f(r)fw sarC)θ(C:push *C)wC(1:pull
DDηDDφCdtdD
0min(1)
(2) C)wC(1C)θ(CdtdC * (s)f(a)f(r)fw sar
D: Fehleranzahl zum Zeitpunkt t, η: Verfallsrate, θ: Commitmentrate, φ: Verbesserungsrate, C: Commitment der Belegschaft,
definiert als der Teil der Belegschaft, der laufend TQM-Methoden auf einem hohen Kompetenzniveau anwendet (0≤C≤100% der Belegschaft), C*: Effektivität der Promotion von TQM durch das Management, w: „word-of-mouth“, Mundpropaganda, die sich
positiv oder negativ auf das Commitment auswirken kann, fr(r): durch TQM erreichte Resultate, fa(a): Unterstützung und Wert-schätzung durch das Management, fs(s): Sicherheit und Stabilität der Arbeitsplätze
Formel 5-2: Berechnung des Commitments zu TQM [Quelle: Sterman et al. (1997), S. 8f.]
Das Commitment wird von zwei Seiten beeinflusst, zum einen durch die Aktivitäten des Manage-ments „push“ und zum anderen von erfolgreichen Ergebnissen „pull“. Der Pull-Effekt ist proporti-onal zum aktuellen Stand des Commitment-Levels und dem Mundpropaganda-Effekt. Die Mund-propaganda w ist wiederum abhängig von den erreichten Resultaten fr(r), der Unterstützung und Wertschätzung durch das Management fa(a) und der Sicherheit und Stabilität der Arbeitsplätze fs(s).
20 vgl. Sterman et al. (1997), S. 7 21 vgl. ebenda, S. 8f. 22 vgl. hierzu auch Repenning (1999), S. 109-127

KAPITEL 5: STAND DES WISSENS 67
Die Unterstützung der Mitarbeiter hängt von den erreichten Ergebnissen fr(r) ab. Mitarbeiter benö-tigen Beweise für das Funktionieren eines Verbesserungsprogramms, bevor sie sich engagieren. Der Grad der Unterstützung ist jedoch auch bei Verbesserungserfolgen begrenzt.
Die Analyse Anhand des Modells wurden Daten von 1987-1991 analysiert: Die Einführung von TQM hat zu einer Steigerung des Commitments der Mitarbeiter und zu zahlreichen Verbesserungsbemühungen in vielen Bereichen geführt. Die positive Mundpropaganda und die wachsende Anzahl an Verbes-serungsteams bewirkten, dass die Unterstützung durch ein zentrales Qualitätsbüro nicht mehr an-gemessen war und auf das Management verteilt wurde. Die Führungskräfte sollten ihre Verbesse-rungsteams eigenständig fördern. Dies führte jedoch zu einer sinkenden Unterstützung durch das Management. Das Qualitätsbüro versuchte, die Beteiligung der Führungskräfte durch das Aufzei-gen von Erfolgen zu fördern und unterstützte Projekte, von denen es sich „schnelle“ Verbesserun-gen erhoffte. Folglich konzentrierten sich die Führungskräfte auf die Bereiche mit schnellen Ver-besserungserfolgen wie die Produktion und vernachlässigten die vermeintlich „langsameren“ Ver-besserungsbereiche wie die Produktentwicklung.
Die Implementierung von TQM hat ADI zunächst Erfolge gebracht. Schnelle Verbesserungen der Produktqualität und der Durchlaufzeiten haben die Produktivität gesteigert und Produktionskapazi-täten freigesetzt. Jedoch wurde eine Verbesserung in dem Bereich der Produktentwicklung ver-nachlässigt. Diese F&E-Prozesse sind hoch komplex und die Halbwertszeit der Verbesserung ent-sprechend lang23, was in diesen strategisch wichtigen Bereichen zur Frustration und zur Ablehnung des TQM-Programms führte. Die in der Produktion freigesetzten Kapazitäten konnten nicht ge-nutzt werden. Als Folge hat sich das Verhältnis zwischen direkten und indirekten Kosten verscho-ben. Der traditionelle Preiszuschlag war unangemessen und führte zu geringeren Gewinnen, gerin-geren Aktienpreisen, einer Finanzkrise und schließlich zu Entlassungen und hat letztendlich sogar das Überleben der Firma bedroht.24
Dieser Zusammenhang ist in der nachfolgenden Modellabildung dargestellt (vgl. Abbildung 5-6).
23 vgl. hierzu auch Schneiderman (1988), S. 18 24 vgl. Sterman et al. (1997), S. 11-16

68 KAPITEL 5: STAND DES WISSENS
Market• Market Share• Potential Market
Manufacturing• Capital• Labor• Inventory
Financial Accounting• Income Statement• Balance Sheet• Flow of Funds
Stock Market• Share Price• Market Capitalization
Financial Stress• Operating Income• Labor Variances• Market Value
to Cash Flow
ManagementAccounting• Cost of Goods Sold• Budget Variances
Pricing
Competitor
R&D Spending• Forecasted Revenue• Desired Fraction to R&D
TQM• Quality
Improvement• Process
Improvement• Workforce
Commitment• Management
Support
New Product Development
• Breakthrough Products to Market
• Line Extension Products to Market
• R&D Staff
Market Value of Firm
Costs
Hiring/FiringInvestment
ProductCosts
Utilization
Per Unit Cost
Competitor Price
New Products
Shipments
Orders
Defects
On Time Delivery
Price
CompetingProductsMarket
• Market Share• Potential Market
Manufacturing• Capital• Labor• Inventory
Financial Accounting• Income Statement• Balance Sheet• Flow of Funds
Stock Market• Share Price• Market Capitalization
Financial Stress• Operating Income• Labor Variances• Market Value
to Cash Flow
ManagementAccounting• Cost of Goods Sold• Budget Variances
Pricing
Competitor
R&D Spending• Forecasted Revenue• Desired Fraction to R&D
TQM• Quality
Improvement• Process
Improvement• Workforce
Commitment• Management
Support
New Product Development
• Breakthrough Products to Market
• Line Extension Products to Market
• R&D Staff
Market Value of Firm
Costs
Hiring/FiringInvestment
ProductCosts
Utilization
Per Unit Cost
Competitor Price
New Products
Shipments
Orders
Defects
On Time Delivery
Price
CompetingProducts
Abbildung 5-6: Überblick Modellstruktur [Quelle: Sterman et al. (1997), S. 38]
Test alternativer Strategien25 Mittels des aufgestellten Modells wurde der Ausgang alternativer Strategien analysiert:
Alternative 1: ADI führt kein TQM ein Die Simulation zeigt, dass es unter den damals herrschenden Wettbewerbsbedingungen zu Ge-winneinbrüchen von 80% gekommen wäre. Entlassungen hätten bereits früher erfolgen müssen. Eine Übernahme von ADI oder ein Marktaustritt wären wahrscheinlich gewesen.
Alternative 2: Beibehaltung der Keine-Entlassungen-Politik Jobsicherheit wäre keine Erfolgsgarantie gewesen. Die finanziellen Probleme hätten sich verstärkt. In der Zeit, als ADI die „Keine-Entlassungen-Politik“ verfolgte, ist das Commitment trotzdem von 100% im Jahre 1988 auf 50% im Jahre 1991 gesunken. Die höheren Arbeitskosten und die fallen-den Aktienpreise hätten den Marktwert noch unter das bereits bedrohliche Niveau im Ausgangsfall gedrückt und eine Übernahme wahrscheinlicher gemacht.
Alternative 3: Beibehaltung der Moral trotz Downsizing Eine solche Politik, die es schafft, Entlassungen und Stilllegungen ohne negative Auswirkungen auf das Betriebsklima vorzunehmen, ist in der Realität kaum möglich. Die theoretische Simulation zeigt, dass es in diesem Fall trotz des Beschäftigungsrückgangs zu weiteren Verbesserungen ge-kommen wäre, und zwar sowohl im Bereich der Produktion als auch im Bereich der Entwicklung.
25 vgl. ebenda, S. 18-23

KAPITEL 5: STAND DES WISSENS 69
Qualität, Gewinne und Aktienkurse wären gestiegen. Die finanzielle Krise hätte sich zwar nicht vermeiden lassen, wäre aber schneller zu überwinden gewesen.
Alternative 4: Beibehalten der Gewinnmarge Ein Festhalten an der ursprünglichen Gewinnmarge hätte einen steigenden Preisaufschlag und langsamer sinkende Produktpreise zur Folge. Gewinn und Aktienkurs hätten so um 50% höher gelegen als bei der Basisstudie.
Das Paradox, dass signifikante Verbesserungen zur Verschlechterung der finanziellen Performance führen können, verdeutlicht, dass der Zusammenhang zwischen erfolgreicher Verbesserung und finanziellen Ergebnissen sehr komplex ist. Das Modell zeigt den Einfluss einer unausgewogenen Verbesserung. Die weniger komplexen Abläufe konnten schneller verbessert werden als die kom-plexen. Hochkomplexe Prozesse wie Produktentwicklung, Kundenbewertung und Vertriebsstrate-gie hatten die geringsten und langsamsten Verbesserungsraten. Darüber hinaus erfordern diese komplexen Prozesse die Beteiligung von Top-Management und Mitarbeitern aus verschiedenen Bereichen, ggf. sogar firmenübergreifend. Die einzusetzenden Methoden sind anspruchsvoller, die Gesetze, nach denen solche Prozesse ablaufen, weniger offensichtlich.26
Die Ergebnisse der Analyse beziehen sich nicht nur auf TQM, sondern auf alle Verbesserungsvor-haben. Je schneller die Produktivität steigt, desto größer ist das Risiko von Überkapazitäten. Dieses Dilemma wurde nach Ansicht von STERMAN ET AL. in der Qualitätsliteratur bisher nicht ausrei-chend behandelt.27 Dies wird dadurch begünstigt, dass die Unterstützung für ein neues Verbesse-rungsprogramm sowohl bei den Mitarbeitern als auch bei den Führungskräften erst dann einsetzt, wenn Ergebnisse vorgezeigt werden können. Dies bewirkt einen häufig einseitigen Fokus auf schnelle Verbesserungen. Die Verbesserung komplexer Prozesse darf nicht außer Acht gelassen werden. „Improvement programs can fail not in spite, but precisely because of their early success.”28
Kritische Würdigung Die Untersuchung von STERMAN ET AL. behandelt ein bisher nur unzureichend untersuchtes Ge-biet. Sie analysieren in ihrer Studie nicht einseitig den Zusammenhang zwischen einem Verbesse-rungsprogramm und dem Unternehmenserfolg, sondern zeigen auf, welche Komponenten und Vorgehensweise über Erfolg und Misserfolg entscheiden und sensibilisieren das Thema der ausge-wogenen Verbesserung. Nachteilig lässt sich anführen, dass es sich hierbei nur um eine einzige, wenn auch umfangreiche Fallstudie handelt. Allerdings zeigt sich, dass z.B. Untersuchungen von HENDRICKS/SINGHAL (1995) und GAO (1990) zu ähnlichen Ergebnissen gelangen.29 Im Rahmen des Forschungsprogramms von STERMAN/REPENNING am Massachusetts Institute of Technology (MIT) wurden zudem weitere Fallstudien zu dem dargestellten Paradox durchgeführt. Neue Hypo-thesen wurden entwickelt, um die Erkenntnisse auf eine breitere Basis zu stellen. Dazu erfolgten Feldstudien bei den Firmen Lucent Techonologies, Ford Motor Company, Harley Davidson und National Semiconductor Corporation. Untersucht wurden jeweils verschiedene, in der Vergangen-heit absolvierte Verbesserungsprogramme in den Unternehmen. Jedes dieser Unternehmen hat
26 siehe auch Keating et al. (1999), S. 120-134 27 vgl. Sterman et al. (1997), S. 24 28 ebenda, S. 25 29 vgl. Repenning/Sterman (1997), S. 3f.; Singhal/Hendricks (1997), S. 1258-1274 sowie Kapitel 5.2.4 und Anhang
A.1.4

70 KAPITEL 5: STAND DES WISSENS
signifikante Verbesserungen in Qualität und Produktivität erzielt. Sie gelangten zu den folgenden Ergebnissen:30
Verbesserungsraten variieren mit der Komplexität des Prozesses: Je größer die technische Komplexität und je mehr organisatorische Grenzen bei der Durchführung eines Verbesserungsprogramms überschritten werden müssen, desto langsamer ist die potentielle Rate der Verbesserung.
Unausgewogene Verbesserung kann zu Überkapazitäten führen: Die meisten Verbesserungstechniken sind für die Prozesse der operativen Ebene bestimmt, die durch eine vergleichsweise geringe technische und organisatorische Komplexität gekennzeichnet sind. Dort führen Verbesserungsprogramme zu schnellen Verbesserungsraten und höheren Produktivitäten. Bei Produktentwicklungsprozessen ist die Komplexität ungleich höher und die erzielbaren Verbesserungen entsprechend geringer. So kann der erhöhten Produktivität auf operativer Ebene häufig nicht mit ausreichend neuen Pro-duktentwicklungen begegnet werden.
Feedback für die Mitarbeitermoral und Commitment zum Verbesserungsprogramm: Da Verbesserungspro-gramme bewirken können, dass die Kapazität schneller steigt als die Nachfrage, ist es entscheidend, wie Unternehmen den kurzfristigen und langfristigen Ausgleich schaffen. Entweder kommt es zum kurzfristigen Downsizing oder das Unternehmen wählt das Commitment zum Verbesserungspro-gramm und akzeptiert den Umstand, dass es zunächst schlechter wird, bevor es besser wird.
Interaktion zur Kostenrechnung: Verbesserungen können eine Veränderung der Kostenstruktur bewir-ken. Direkte Kosten sinken schneller als indirekte Kosten. Wird diese Verschiebung bei der Be-rechnung von Gewinnmargen nicht berücksichtigt, drohen Gewinneinbußen und sinkende Markt-werte.
Aus den dargestellten Ergebnissen des Forschungsprogramms lassen sich Erfolgsfaktoren für Ver-besserungsprogramme ableiten:
– Führungskräfte-Commitment
– Ausgewogenheit der Verbesserungsaktivitäten
– Bedeutung der organisatorischen und technologischen Prozesskomplexität
– Unterstützung der Mitarbeiter
– Ausgewogene Ergebnisorientierung, kein einseitiger Fokus auf kurzfristige Erfolge
– Commitment zum Verbesserungsprogramm und Feedback für die Mitarbeiter (Arbeitsplatz-angst)
5.2.4 GAO (1991): U.S. Companies Improve Performance through Quality Efforts
Ziel der Untersuchung Im Auftrag des amerikanischen Repräsentantenhauses wurde der Einfluss von TQM auf die Per-formance ausgewählter US-Firmen untersucht und analysiert, wie Qualitätsverbesserungen in die-sen Unternehmen erzielt wurden.31
30 vgl. Sterman et al. (1996b); Sterman et al. (1996a); Keating et al. (1999), S. 120-134 31 vgl. GAO (1991), S. 2, 13

KAPITEL 5: STAND DES WISSENS 71
Untersuchungsobjekt Untersucht wurden Unternehmen aus den USA, die zwischen 1988 und 1989 beim MBNQA32 zu den Unternehmen mit den höchsten Punktzahlen zählten und einen Vor-Ort-Besuch erhalten hat-ten. Von diesen 23 Unternehmen haben sich 20 an der Untersuchung beteiligt.33
Untersuchungsdesign Interviews mit Experten aus Industrie, Wirtschaftsverbänden, Universitäten und Regierungsbehör-den sowie eine Literaturanalyse zum Stand des Qualitätsmanagements wurden durchgeführt. Die 20 teilnehmenden Unternehmen haben zudem Datenmaterial zur Verfügung gestellt, dieses war jedoch für eine statistische Analyse nicht ausreichend.34
Das nachfolgend abgebildete Total Quality Model (siehe Abbildung 5-7) bildete den Untersuchungs-rahmen. Um den Einfluss von TQM auf die Unternehmensperformance zu bestimmen, wurden empirische Daten in den vier Bereichen Mitarbeiter, Produktionsabläufe, Kundenzufriedenheit und finan-zielle Performance erhoben, bewertet, Trends betrachtet und - soweit möglich - mit Durchschnittswer-ten der Industrie verglichen.35
Produkt- und Dienstleistungs-
qualität
Zuverlässigkeit
Termintreue
Fehler
Kunden-zufriedenheit
Zufriedenheitsindex
Kundenbindung
Beschwerden
Wettbewerbs-fähigkeit
Marktanteil
Gewinn
Unternehmens-nutzen
Kosten
Durchlaufzeit
Fluktuation
Mitarbeiterzufriedenheit
Sicherheit & Gesundheit
Produktivität
QM-System und Mitarbeiterbeteiligung
Führung für Qualtätsverbesserung
Notwendige Feedback-Informationen für kontinuierliche Verbesserung
Richtung des TQ-Prozesses zur Verbesserung der Wettbewerbsfähigkeit
Produkt- und Dienstleistungs-
qualität
Zuverlässigkeit
Termintreue
Fehler
Kunden-zufriedenheit
Zufriedenheitsindex
Kundenbindung
Beschwerden
Wettbewerbs-fähigkeit
Marktanteil
Gewinn
Marktanteil
Gewinn
Unternehmens-nutzen
Kosten
Durchlaufzeit
Fluktuation
Mitarbeiterzufriedenheit
Sicherheit & Gesundheit
Produktivität
QM-System und Mitarbeiterbeteiligung
Führung für Qualtätsverbesserung
Notwendige Feedback-Informationen für kontinuierliche Verbesserung
Richtung des TQ-Prozesses zur Verbesserung der Wettbewerbsfähigkeit
Abbildung 5-7: Total Quality Model [Quelle: GAO (1991), S. 15]
Wesentliche Ergebnisse Zusammenfassend hat die Anwendung von TQM bei den meisten Unternehmen zu besseren Mit-arbeiterbeziehungen, einer gesteigerten Produktivität sowie höherer Kundenzufriedenheit geführt. Der Marktanteil konnte ausgeweitet und die Rentabilität verbessert werden. Alle Unternehmen haben einen eigenen Weg gefunden, TQM einzuführen, wobei sich die Ergebnisse erst nach einer
32 Malcolm Baldridge National Quality Award - US-amerikanischer Qualitätspreis - 33 vgl. GAO (1991), S. 2 34 vgl. ebenda, S. 13-15 35 vgl. ebenda, S. 15-18

72 KAPITEL 5: STAND DES WISSENS
gewissen Zeit einstellten. Dazu wurden verschiedene Indikatoren ermittelt, allerdings konnten die Unternehmen nicht durchgängig zu jedem Indikator einen Wert beisteuern:36
1. Bereich: Mitarbeiter Gemessen wurden die Kennzahlen: Mitarbeiterzufriedenheit, Beteiligung, Fluktuation, Sicherheit und Gesundheit, Anzahl Verbesserungsvorschläge und Kostenreduzierung. Von 52 Beobachtun-gen zeigten 39 eine Verbesserung, wobei die größten durchschnittlichen Verbesserungen bei der Vorschlagsanzahl und der Fluktuation lagen.
2. Bereich: Produktionsabläufe Um den Einfluss des Qualitätsmanagements auf die Abläufe zu messen, wurden die Kennzahlen Zuverlässigkeit, Termintreue, Auftragsabwicklungszeit, Fehler, Produktdurchlaufzeit, Lagerum-schlag, Qualitätskosten sowie Kosteneinsparungen durch Qualitätsverbesserungen herangezogen. Insgesamt konnten bei 59 von 65 Beobachtungen Verbesserungen nachgewiesen werden. Die größten Verbesserungen wurden bei der Auftragsabwicklungszeit, der Zuverlässigkeit und der Feh-lerreduzierung erreicht.
3. Bereich: Kundenzufriedenheit Die allgemeine Kundenzufriedenheit konnte um durchschnittlich 2,5% gesteigert, die Beschwerde-anzahl um 11,6% reduziert und die Kundenbindung um 1% erhöht werden.
4. Bereich: Finanzielle Performance Die folgenden Indikatoren wurden erfasst: Marktanteil (Steigerung um 13,7%), Umsatz pro Mitar-beiter (Steigerung um 8,6%), Gesamtkapitalrentabilität (Steigerung von 1,3%) und Umsatzrentabili-tät (Steigerung von 0,4%). Von insgesamt 40 Antworten konnten 34 eine Verbesserung verzeich-nen und sechs eine Verschlechterung.
Die Unternehmen wurden hinsichtlich gemeinsamer Merkmale untersucht und sechs Merkmale selektiert, die den Beitrag von TQM zu einer verbesserten Performance charakterisieren:37
1. Merkmal: Kundenorientierung Die Unternehmen legen den Schwerpunkt auf die Erreichung der internen und externen Kunden-forderungen. Neue Ideen zur Verbesserung der Kundenbeziehungen, neue Marketingkonzepte und neue Vorgehensweisen wurden entwickelt.
2. Merkmal: Führung Das Management verbreitet die TQM-Werte im Unternehmen. Dies zeichnet sich insbesondere durch das Commitment für die Qualitätsverbesserung als langfristiger und schwieriger Prozess aus. Qualitätsverbesserung ist in die operative und strategische Planung integriert. Die Führung organi-siert und leitet den Qualitätsverbesserungsprozess und entwickelt einen Zyklus für die Bewertung und Verbesserung der Prozedur. Teils wurden die Bemühungen des Managements durch den Wettbewerbsdruck ausgelöst, teils wurde dies als angemessen angesehen, um zukünftigen Heraus-forderungen zu begegnen.
36 vgl. ebenda, S. 2f., 20-28 sowie Zusammenfassung bei Garvin (1991), S. 80-95 37 vgl. GAO (1991), S. 29-35

KAPITEL 5: STAND DES WISSENS 73
3. Merkmal: Mitarbeiterbeteiligung Die Mitarbeiter werden befähigt, kontinuierlich alle Schlüsselprozesse zu verbessern. Ihnen wird die Verantwortung für die Qualitätssicherung übertragen.
4. Merkmal: Offene Unternehmenskultur Die Kultur umfasst die Menge an Werten, Vorstellungen, Verhalten, die die Identität des Unter-nehmens darstellen. Es wurde eine offene und verantwortungsbewusste Unternehmenskultur auf-gebaut, welche den Abbau formeller und informeller Barrieren sowie die Förderung von Innovati-onen und die Steigerung der Mitarbeitermotivation umfasst.
5. Merkmal: Zahlenbasierte Entscheidungsfindung Es existiert ein systematischer Prozess zur Qualitätsverbesserung mit einer ständigen Messung und Bewertung der erreichten Qualität und dem Einsatz statistischer Methoden.
6. Merkmal: Lieferantenpartnerschaften Es werden langfristige Partnerschaften mit ausgewählten Lieferanten aufgebaut, die die gesetzten Qualitätsstandards erreichen.
Kritische Würdigung Die GAO-Studie kann aufgrund des geringen Stichprobenumfangs keine statistisch gesicherten Aussagen treffen. Von den 20 befragten Unternehmen haben auf jede Frage durchschnittlich nur neun geantwortet. Zudem hat die Studie keinen Vergleich zu Nicht-TQM-Unternehmen gezogen, so dass keine Aussage bzgl. der Performancewerte solcher Firmen gegeben werden konnte.38 Die Studie zeigt jedoch wesentliche Erfolgsfaktoren von TQM-Unternehmen auf, die sich in dem Wettbewerb um den MBNQA behaupten konnten und somit von mehreren Assessoren als erfolg-reiche Unternehmen bewertet wurden.
5.2.5 AHIRE/GOLHAR (1996): Quality Management in Large vs. Small Firms
Ziel der Untersuchung Diese Studie untersucht mögliche Unterschiede zwischen kleinen und großen Unternehmen bei der Umsetzung von Qualitätsmanagement bzw. TQM.39
Untersuchungsobjekt Untersucht wurden Unternehmen der Automobilzulieferindustrie, die als führend bei der Imple-mentierung fortschrittlicher Qualitätsmanagementstrategien zu bezeichnen ist. Durchgeführt wurde diese Studie in Kanada und in den USA. Untersuchungsobjekt waren einzelne Werke, befragt wur-den die Werksleiter von insgesamt 499 Unternehmen (Rücklaufquote 35,6%). Vertreten waren Un-ternehmen mit 10 bis 3600 Mitarbeitern. Als kleine Unternehmen wurden Unternehmen bis 250 Mitarbeiter eingestuft. So wurden 224 Groß- und 275 Kleinunternehmen identifiziert. Des Weite-ren wurde eine Unterscheidung zwischen TQM- und Nicht-TQM-Unternehmen getroffen (vgl. Tabelle 5-5).40
38 vgl. Easton/Jarrell (1997), S. 15; Garvin (1991), S. 84 39 vgl. Ahire/Golhar (1996), S. 2 40 vgl. ebenda, S. 4-6

74 KAPITEL 5: STAND DES WISSENS
Tabelle 5-5: Klassifizierung der untersuchten Unternehmen [Quelle: Ahire/Golhar (1996), S. 6]
Untersuchungsdesign Es handelt sich um eine hypothesenprüfende Untersuchung. Auf der Grundlage eines Literaturre-views wurden zehn Bestandteile einer TQM-Implementierung herausgearbeitet und Hypothesen formuliert. Diese zehn Elemente einer TQM-Implementierung lauten:
1. Top-Management Commitment
2. Kundenorientierung
3. Lieferantenmanagement
4. Design Quality Management
5. Benchmarking
6. Einsatz von SPC
7. Nutzen von internen Qualitätsinformationen
8. Mitarbeiterbeteiligung
9. Mitarbeiterschulung
10. Mitarbeiterempowerment
Es wurden die folgenden Hypothesen aufgestellt:41
Hypothesen H1-1 - H1-10: Große TQM-Unternehmen setzen jedes der zehn TQM-Bestandteile bes-ser um als kleine TQM-Unternehmen.
Hypothese H2: Die Produktqualität großer TQM-Unternehmen ist besser als die kleiner TQM-Unternehmen.
Hypothesen H3-1 - H3-10: Große TQM-Unternehmen setzen jedes der zehn TQM-Bestandteile bes-ser um als große Nicht-TQM-Unternehmen.
Hypothese H4: Die Produktqualität großer TQM-Unternehmen ist besser als die großer Nicht-TQM-Unternehmen.
Hypothesen H5-1 - H5-10: Kleine TQM-Unternehmen setzen jedes der zehn TQM-Bestandteile bes-ser um als kleine Nicht-TQM-Unternehmen.
Hypothese H6: Die Produktqualität kleiner TQM-Unternehmen ist besser als die kleiner Nicht-TQM-Unternehmen.
Hypothesen H7-1 - H7-10: Große Unternehmen mit hoher Produktqualität haben jedes der zehn TQM-Bestandteile anders umgesetzt als kleine TQM-Unternehmen mit hoher Produktqualität.
41 vgl. ebenda, S. 3f.
Große TQM-Unternehmen: n = 116 Kleine TQM-Unternehmen: n = 133
Große Nicht-TQM-Unternehmen: n = 101 Kleine Nicht-TQM-Unternehmen: n = 138
Gesamtanzahl Großunternehmen: n = 217*
* 7 Großunternehmen haben die Frage nach der TQM-Implementierung nicht beantwortet.
Gesamtanzahl Kleinunternehmen: n = 271*
* 4 Kleinunternehmen haben die Frage nach der TQM-Implementierung nicht beantwortet.

KAPITEL 5: STAND DES WISSENS 75
Für die Überprüfung der Hypothesen wurde ein einseitiger t-Test eingesetzt. Ermittelt wurden jeweils Mittelwert, Standardabweichung und t-Wert.
Wesentliche Ergebnisse Die Hypothesenprüfung gelangte zu den nachfolgenden Ergebnissen:42
Mit Ausnahme der Kundenorientierung und dem Einsatz von SPC gab es keinen statistisch signifikanten Unterschied zwischen kleinen und großen TQM-Unternehmen (H1-1 bis H1-10). Dabei schneiden kleine Unternehmen bei Kundenorientierung und SPC besser ab als große. Die Ergebnisse zeigen, dass kleine TQM-Unternehmen die Bedeutung der Mitarbeiterressourcen realisiert und in die Qualitäts-ausbildung investiert haben. Insgesamt scheint die Unternehmensgröße kein kritischer Faktor für die wirksame Einführung von TQM zu sein.
Der Vergleich zwischen großen TQM-Unternehmen und großen Nicht-TQM-Unternehmen zeigte, dass mit Ausnahme der Kundenorientierung große TQM-Unternehmen die TQM-Elemente besser betreiben (H3-1 bis H3-10). Auch bei der Frage nach der Produktqualität (H4) schnitten große TQM-Unternehmen besser ab.
Mit Ausnahme des Lieferantenmanagements und des Empowerments berichten kleine TQM-Unternehmen über bessere Ergebnisse bei der Umsetzung der TQM-Elemente als kleine Nicht-TQM-Unternehmen (H5-1 bis H5-10) sowie über eine signifikant bessere Produktqualität (H6).
Der Vergleich zwischen kleinen und großen Unternehmen mit einer hohen Produktqualität zeigte statistisch signifikante Unterschiede bei Design Quality Management, Einsatz von SPC und Mitarbeiterbe-teiligung, wobei kleine Unternehmen von einer größeren Mitarbeiterbeteiligung berichteten (H7-1 bis H7-10).
Den Ergebnissen nach, stellt TQM auch für kleine Unternehmen eine besondere Chance dar, de-nen der Zugang zum Kapitalmarkt und anderen Ressourcen häufig versperrt ist. Insbesondere zeichnen sich kleine TQM-Unternehmen durch eine umfangreiche Mitarbeiterorientierung aus.
Kritische Würdigung Diese Studie zeigt den Erfolg von TQM unabhängig von der Unternehmensgröße auf. Der Erfolg wird mittels der Produktqualität gemessen und nicht - wie bei vielen anderen Studien - anhand fi-nanzieller Ergebnisse. Allerdings wird die Produktqualität mittels Fragen operationalisiert und auf einer 7-stufigen-Skala bewertet. Objektive Indikatoren, z.B. in Form von Kennzahlen zur Produkt-qualität, werden nicht verwendet. Insgesamt zeichnet sich die Studie durch ihre hohe interne Vali-dität und ihre fundierte Vorgehensweise aus.
5.2.6 AHIRE/O’SHAUGHNESSY (1997): The Role of Top Management Commitment in Quality Management: An Empirical Analysis of the Auto Parts Industry
Ziel der Untersuchung Diese Studie untersucht die Effekte verschiedener Levels des Top-Management Commitments auf die Produktqualität aus zwei Perspektiven:43 (1) der Einfluss des Commitments auf die Ausführung
42 vgl. ebenda, S. 7-10 43 vgl. Ahire/O'Shaughnessy (1998), S. 7

76 KAPITEL 5: STAND DES WISSENS
der restlichen neun Einführungsbestandteile sowie auf die resultierende Produktqualität und (2) die Effekte des Commitments auf die multivariate Verbindung der verbleibenden neun Einführungs-bestandteile mit der Produktqualität.
Untersuchungsobjekt Untersuchungsobjekt bilden 449 Werke der Fahrzeugteilezulieferindustrie. Befragt wurden die Werksleiter. Insgesamt wurden 1400, davon 1000 US-amerikanische und 400 kanadische Werke, angeschrieben. Der Rücklauf bezog sich auf 371 US-amerikanische und 137 kanadische Werke, was einer Rücklaufquote von 36% entspricht. Die Untersuchung umfasst Unternehmen mit einer Grö-ße von 50-3600 Mitarbeitern. 56% hatten eine auftragsbezogene Fertigung, 27% produzierten auf Lager, 9% verfolgten beide Fertigungsarten.44
Untersuchungsdesign Es wird auf vorhandene Daten vorhergehender Untersuchungen zurückgegriffen. Das zugrunde liegende Konzept wurde bereits bei insgesamt 508 Unternehmen eingesetzt und seine Validität durch umfangreiche statistische Analysen bestätigt. Es wurden Informationen zu zehn definierten TQM-Bestandteilen erhoben und die Beziehung dieser Bestandteile einer TQM-Implementierung mit der Produktqualität mittels der schrittweisen multiplen Regression untersucht.45 Dabei soll eine Prüfung der folgenden Hypothesen erfolgen:46
Hypothesen H1-1 - H1-10: Produktqualität steht in einem positiven Zusammenhang mit jedem der zehn TQM-Elemente.
Des Weiteren wird der Einfluss des Levels des Top-Management Commitments anhand der fol-genden Hypothesen analysiert:
Hypothesen H2-1 - H2-9: Unternehmen mit einem hohen Commitment-Level führen die weiteren neun Implementierungsbestandteile effektiver ein.
Hypothese H3: Unternehmen mit einem hohen Commitment-Level produzieren Produkte höherer Qualität als solche mit einem niedrigen Commitment.
Dazu werden die vorhandenen Daten auf der Grundlage der Ergebnisse zu dem Konstrukt „Top-Management Commitment“ in eine Gruppe mit einem hohen Commitment und eine Gruppe mit ei-nem entsprechend niedrigem Commitment aufgeteilt. Für jedes Konstrukt wird ein einseitiger t-Test für Mittelwertdifferenzen durchgeführt.
Hypothese H4: Die Beziehung zwischen den einzelnen TQM-Konstrukten und der Pro-duktqualität unterscheidet sich bei Unternehmen mit einem hohen Com-mitment und solchen mit einem niedrigen Commitment.
Zum Testen der Hypothese H4 wird ein Regressionsmodell aufgestellt, jeweils für Unternehmen mit hohem und geringem Commitment.
44 vgl. ebenda, S. 19 45 vgl. ebenda, S. 11. Es handelt sich um dieselben TQM-Elemente, die bereits Grundlage der Studie von Ahi-
re/Golhar (1996) waren. Vgl. hierzu Kapitel 5.2.5 46 vgl. ebenda, S. 10-18

KAPITEL 5: STAND DES WISSENS 77
Für alle Items wurde die 7-Punkte-Likert-Skala eingesetzt. Bezüglich der Produktqualität bewerte-ten die Unternehmen jeweils das beste Produkt, im Sinne des höchsten Umsatzes pro Jahr. Zur Bewertung der Zulieferqualität wurde als Referenz die zugelieferte Komponente zugrunde gelegt, die kritisch für die Qualität dieses besten Produkts ist. Die interne Konsistenz der Skala wird mit-tels des Cronbach Alpha-Koeffizienten und die Korrelation zwischen den einzelnen TQM-Elementen bzw. den einzelnen TQM-Elementen zur Produktqualität mittels des Pearson-Korrelationskoeffizienten ermittelt.47
Die Daten werden auf Multikollinearität48 überprüft. Dies erfolgt mittels der Ordinary-Least-Square-Regression. Zunächst wird die Regression zwischen den TQM-Konstrukten und der Pro-duktqualität analysiert und anschließend die Regression von jeweils einem TQM-Konstrukt zu den übrigen neun Konstrukten.49
Wesentliche Ergebnisse Die interne Konsistenz der Skala wurde bestätigt.50 Für alle TQM-Elemente konnte eine positive Korrelation für p<0,0001 und eine statistische Signifikanz gezeigt werden. Eine besonders hohe Korrelation bestand zwischen dem Commitment und den Elementen Kundenorientierung, Lieferantenqua-litätsmanagement und Mitarbeiterempowerment.
Es wurde eine Multikollinearität der Daten festgestellt. Um Problemen mit der Multikollinearität vorzubeugen, wurden die Variance-Inflation-Factors ermittelt. Diese weisen auf ein nachhaltiges Mul-tikollinearitätsproblem hin, wenn sie einen Wert von zehn übersteigen, im vorliegenden Fall wer-den jedoch nur Werte von 1,1 bis 1,55 erreicht. Aufgrund der Multikollinearität wurde für die Hypothesen H1-1 bis H1-10 eine schrittweise multiple Regression durchgeführt. Nur die Elemente Kundenorientierung, Mitarbeiterempowerment und Lieferantenqualitätsmanagement wurden als statistisch sig-nifikant und als positiv für die Produktqualität identifiziert. Firmen mit einem hohen Commitment sind bei allen verbleibenden neun Konstrukten besser und produzieren eine höhere Qualität. Die Hypothesen H2-1 bis H2-9 und H3 wurden bestätigt.51
Unternehmen mit einem hohen Top-Management Commitment implementieren die weiteren TQM-Elemente mit mehr Nachdruck als solche mit einem niedrigen Commitment. Bei einem ho-hen Commitment führen Schwankungen bei den übrigen TQM-Elementen nicht zu einer signifi-kanten Beeinflussung der Produktqualität (Hypothese H4). Liegt ein niedriges Commitment vor, sind die Elemente Kundenorientierung, Empowerment, Nutzen interner Qualitätsinformationen und Lieferantenquali-tätsmanagement wesentliche Prädiktoren der Qualität.52
Kritische Würdigung Die spezifische Auswahl des Industriesegments gewährleistet eine vergleichsweise hohe interne Validität, wenn auch auf Kosten der externen Validität. Die Autoren empfehlen daher, die Studie in
47 vgl. ebenda, S. 19-21; Pflaumer et al. (2005), S. 115-124 48 Multikollinearität bedeutet, dass sich die Streuungen der unabhängigen Variablen überschneiden. Die Redundanz
der Daten bewirkt, dass Informationen nicht mehr eindeutig den unabhängigen Variablen zugeordnet werden können. Vgl. hierzu Backhaus et al. (2003), S. 88-91
49 vgl. Ahire/O'Shaughnessy (1998), S. 21 50 Bei allen Konstrukten ist α>0,7. Ein α>0,6 steht für eine starke Reliabilität. 51 vgl. Ahire/O'Shaughnessy (1998), S. 19-23 52 vgl. ebenda, S. 23

78 KAPITEL 5: STAND DES WISSENS
anderen Industriebereichen zu wiederholen, um die Aussagen zu festigen und zu validieren.53 Die entscheidende Variable Produktqualität wurde mittels einer 7-Punkte-Likert-Skala54 bewertet, basie-rend auf einer reinen Selbsteinschätzung, obwohl die Ermittlung objektiver Größen möglich gewe-sen wäre.
5.2.7 SARAPH ET AL. (1989): An Instrument for Measuring the Critical Factors of Quality Management
Ziel der Untersuchung Die Untersuchung zielt darauf ab, kritische Faktoren eines effektiven Qualitätsmanagements zu identifizieren.55
Untersuchungsobjekt Die Untersuchung betrachtet Geschäftsbereiche der Region Minneapolis/St. Paul. Insgesamt 162 Geschäftsführer aus 89 Geschäftsbereichen von 20 Unternehmen des Produktions- und Dienstleis-tungssektors wurden befragt.56
Untersuchungsdesign Die Autoren haben mittels einer Literaturanalyse kritische Faktoren auf Basis der Arbeiten von DEMING, JURAN, ISHIKAWA, CROSBY, GARVIN, LEONARD/SASSER, MONDON/ADAM, HERSHAUER und RUCH erarbeitet.57 Insgesamt wurden 120 Forderungen für ein effektives Qualitätsmanagement identifiziert, mittels eines Bewertungsprozesses von Qualitätsexperten zu ähnlichen Forderungen gruppiert und in folgende acht kritische Bereiche unterteilt:58
1. The role of management leadership and quality policy
2. Role of the quality department
3. Training
4. Product/service design
5. Supplier quality management
6. Process management
7. Quality data and reporting
8. Employee relations
Das Forschungsvorgehen kann der folgenden Abbildung entnommen werden.
53 vgl. ebenda, S. 6 54 von 1= schlechtester der Industrie über 4 = Durchschnitt und 7 = bester der Industrie 55 vgl. Saraph et al. (1989), S. 811 56 vgl. ebenda, S. 810f. 57 vgl. hierzu ausführlich ebenda, S. 811-815 58 ebenda, S. 818

KAPITEL 5: STAND DES WISSENS 79
Literaturreview
Identifizierung der kritischen Faktoren des Qualitätsmanagements
Erste Selektion der spezifischen Qualitäts-managementkriterien, um jeden Faktor
zu erklären und zu messen
Pretest der Kriterien
Verfeinerung der Kriterien und Komplettierung des Fragebogens
Datenerhebung
Sind die Kriterien für jeden QM-Faktor intern
konsistent?
Ist die Abgrenzung der Kriterien
zu jeder Skala geeignet?
Sind die Skalen valide?
Faktoren löschen, die zu einer Verbesserung der internen
Konsistenz führen
Kriterium verwerfen, das eine hohe Korrelation mit mehr als
einer Skala aufweist
Instrument
ja
ja
nein
nein
nein
Schritt 1
Schritt 2
Schritt 3
Schritt 4
Schritt 5
Schritt 6
Schritt 7
Interne Konsistenzanalyse
Schritt 8
Detaillierte Faktoranalyse
Schritt 9
ja
Literaturreview
Identifizierung der kritischen Faktoren des Qualitätsmanagements
Erste Selektion der spezifischen Qualitäts-managementkriterien, um jeden Faktor
zu erklären und zu messen
Pretest der Kriterien
Verfeinerung der Kriterien und Komplettierung des Fragebogens
Datenerhebung
Sind die Kriterien für jeden QM-Faktor intern
konsistent?
Ist die Abgrenzung der Kriterien
zu jeder Skala geeignet?
Sind die Skalen valide?
Faktoren löschen, die zu einer Verbesserung der internen
Konsistenz führen
Kriterium verwerfen, das eine hohe Korrelation mit mehr als
einer Skala aufweist
Instrument
ja
ja
nein
nein
nein
Schritt 1
Schritt 2
Schritt 3
Schritt 4
Schritt 5
Schritt 6
Schritt 7
Interne Konsistenzanalyse
Schritt 8
Detaillierte Faktoranalyse
Schritt 9
ja
Abbildung 5-8: Der Entwicklungsprozess [Quelle: Saraph et al. (1989), S. 819]
Für jeden Faktor wurden Messkriterien abgeleitet und einem Review unterzogen. Die Validierung der Faktoren erfolgte mittels einer empirischen Analyse. Die Umsetzung jedes Kriteriums (Item) wird auf einer 5-Punkte-Skala bewertet. Für jeden der acht Faktoren lässt sich das Niveau aus dem Durchschnittswert der Bewertungen der einzelnen Kriterien ermitteln.
Für die Datenerhebung wurden in Abhängigkeit von der Mitarbeiterzahl drei Firmengrößen defi-niert: > 10000 (groß), 5000-10000 (mittel), 1000-5000 (klein). Die insgesamt 70 Firmen der Region mit mehr als 1000 Mitarbeitern wurden stratifiziert nach Art (Dienstleistung vs. Produktion) und Größe (klein, mittel, groß) und daraus eine randomisierte, stratifizierte Stichprobe von 22 Firmen ausgewählt. Insgesamt haben 20 Firmen teilgenommen, wobei jede Firma mit 2-10 Abteilungen repräsentiert wurde, so dass eine Befragung von insgesamt 162 Qualitätsmanagern und Geschäfts-führern bzw. Abteilungsleitern erfolgte.
Die Überprüfung der Reliabilität der Items erfolgte unter Einsatz der internen Konsistenzanalyse mittels des Cronbach Alpha-Koeffizienten.59 Es mussten jeweils zwischen null und drei Items eli-
59 vgl. auch Anhang A.1.1

80 KAPITEL 5: STAND DES WISSENS
miniert werden. Insgesamt wurden für die einzelnen Faktoren -Werte zwischen 0,71 und 0,94 erreicht, so dass einige Faktoren reliabler sind als andere.60
Die Itemanalyse61 erfolgte nach der Methode von NUNNALLY. Dabei wird die Korrelation jedes Items (Messkriterium) zu jeder Skala (kritischer Faktor) ermittelt. Die Items sollen eine möglichst hohe Korrelation zu der Skala, also zu dem kritischen Faktor aufweisen, den sie operationalisieren. Die Itemanalyse hat jeweils eine hohe Korrelation zu der zugeordneten Skala ergeben, eine weitere Modifikation musste nicht erfolgen.62
Die Inhaltsvalidität wurde mit der intensiven Literaturanalyse begründet, die Kriteriumsvalidität mittels des multiplen Korrelationskoeffizienten überprüft: die acht Faktoren weisen Kriteriumsva-lidität auf, wenn diese Faktoren (gemeinsam) hoch und positiv mit der Qualitätsperformance einer Geschäftseinheit korreliert sind. Die Qualitätsperformance wird anhand von zwei Kennzahlen ge-messen: (1) die Qualitätsperformance der Abteilung und (2) die Kundenzufriedenheit mit der Qua-lität für die zurückliegenden drei Jahre. Beide Kennzahlen werden auf einer 5-Punkte-Skala bewer-tet und zu einem Qualitätsperformancewert zusammengefasst. Der multiple Korrelationskoeffi-zient erreichte einen Wert von 0,8, ein Zeichen für eine hohe Kriteriumsvalidität der acht Fakto-ren.63
Die Konstruktvalidität wurde mittels einer Faktoranalyse überprüft. Jeder Faktor wurde als eigenes Konstrukt aufgefasst. Mit Ausnahme des Prozessmanagements waren alle Faktoren als unifaktoriell einzustufen. Beim Prozessmanagement haben sich zwei Faktoren herauskristallisiert. Bei zukünfti-gen Untersuchungen müsste dies berücksichtigt werden.64
Wesentliche Ergebnisse Ergebnis ist ein branchenneutrales Instrument zur Evaluierung des Qualitätsmanagements in Un-ternehmen. Das Instrument basiert auf acht kritischen Faktoren. Aus den ursprünglich 120 Items wurden 78 Items herausgefiltert, die diese Faktoren operationalisieren. Im Folgenden sollen die acht Faktoren kurz dargestellt werden. Die vollständige Auflistung aller Faktoren mit den dazuge-hörigen Items findet sich im Anhang.65
Faktor 1: Rolle der Führungskräfte und der Qualitätspolitik Dieser Faktor behandelt die Übernahme der Verantwortung für Qualität durch die Leitung, die Beteiligung an Qualitätsverbesserungsbemühungen, die Qualitätsziele sowie die Bedeutung, die Qualität im Verhältnis zu Kosten und Zeit einnimmt.
Faktor 2: Die Rolle der Qualitätsabteilung Ermittelt wird die Selbständigkeit und Effektivität der Qualitätsabteilung, die Zusammenarbeit mit der Leitung sowie die Koordination mit anderen Abteilungen.
60 zu Reliabilitätstests siehe Bortz/Döring (2003), S. 195-199, zur Homogenität Bortz/Döring (2003), S. 219f. 61 vgl. Bortz/Döring (2003), S. 217-221 62 vgl. Saraph et al. (1989), S. 821f. 63 vgl. ebenda, S. 823 64 vgl. ebenda, S. 823f. 65 vgl. ebenda, S. 818, 826-829 und Anhang A.1.2

KAPITEL 5: STAND DES WISSENS 81
Faktor 3: Training Dieser Faktor umfasst u.a. den Umfang der geschulten statistischen Methoden und des qualitätsbe-zogenen Trainings aller Mitarbeiter.
Faktor 4: Produkt-/Dienstleistungsdesign Der Umfang der Desingreviews, die Koordination und Beteiligung aller betroffenen Abteilungen, die Bedeutung von Produkt- und Dienstleistungsqualität ggü. Zeit- und Kostenzielen und die Klar-heit der Spezifikationen werden hier behandelt.
Faktor 5: Lieferantenqualitätsmanagement (Lieferanten von Produkten oder Dienstleistungen) Das Ausmaß, in dem Lieferanten nach Qualitätskriterien statt nach Kosten- und Zeitkriterien aus-gewählt werden, das Lieferantenbewertungssystem, die Lieferantenausbildung und die langfristige Zusammenarbeit mit verlässlichen Lieferanten gehören zu diesem Faktor.
Faktor 6: Prozessmanagement/Betriebsverfahren Dies umfasst die Ausgestaltung der Prozesse und Verfahren, die Zuordnung von Prozessverant-wortlichkeiten und den Einsatz von Methoden zur Prozessoptimierung und -lenkung.
Faktor 7: Qualitätsdaten und -reporting Dieser Faktor beinhaltet den Einsatz von Daten zu Qualitätskosten, das Weiterleiten wichtiger In-formationen an Mitarbeiter und Führungskräfte und die Beurteilung von Mitarbeitern und Füh-rungskräften auf Grundlage der erzielten Qualitätsleistung.
Faktor 8: Mitarbeiterbeziehung Die Mitarbeiterorientierung und Beteiligung an Qualitätsprogrammen, das Einbeziehen der Mitar-beiter in den Entscheidungsprozess, das Übertragen von Qualitätsverantwortung und das Quali-tätsbewusstsein werden in diesem Faktor abgebildet.
Kritische Würdigung Diese Studie bietet ein sehr umfassendes Instrument zur Analyse und Umsetzung eines effektiven Qualitätsmanagements. Sie zeichnet sich durch eine hohe interne Validität aus. Die Untersuchung erfolgte zwar regional begrenzt, bezog aber sowohl den Produktions- als auch den Dienstleistungs-sektor mit ein und kann daher auch externe Validität aufweisen.
5.2.8 Das Excellence Barometer 2003
Ziel der Untersuchung Das Excellence Barometer (ExBa) wird seit 2001 als Benchmarkingstudie zur Leistungsfähigkeit der deutschen Wirtschaft durchgeführt, um aufzuzeigen, was Erfolgsunternehmen von weniger erfolgreichen Unternehmen unterscheidet.66 „Gesamtziel der ExBa-Initiative ist es, Organisationen der deutschen Wirtschaft zu aktuellen Erkenntnissen über wirksame Erfolgsfaktoren zu verhelfen und so Impulse für entwicklungsfördernde Gestaltungsmaßnahmen zu geben.“67
66 vgl. Prudent (2003), S. 19 67 ExBa (2003), S. 6

82 KAPITEL 5: STAND DES WISSENS
Untersuchungsobjekt Die Studie bezieht sich auf zwei Untersuchungsobjekte: die Befragung von Unternehmen (ExBa Business) auf der einen Seite und der Bevölkerung (ExBa Bevölkerung) auf der anderen Seite. Insge-samt erfolgten 1066 Interviews mit Top-Entscheidern mittelständischer und großer Unternehmen sowie 1338 Interviews mit einer bevölkerungsrepräsentativen Stichprobe.
Untersuchungsdesign Für die Erhebung der Daten wird die Interviewtechnik eingesetzt und die subjektive Einschätzung der Top-Entscheider zu verschiedenen Kennzahlen erfasst. Die Einschätzung erfolgt im Vergleich zum Branchendurchschnitt auf einer 5-Punkte-Skala. Der Unternehmenserfolg wird über einen Index bestimmt, der sich aus neun betriebswirtschaftlichen Indikatoren errechnet: Bonität, Markt-anteil, Renditekennzahlen, Umsatzwachstum, Durchlaufzeiten/Time-to-Market, Reingewinn, Pro-duktivität, Cash-flow und Liquiditätskennzahlen.
Der Erfolgsbeitrag der einzelnen Faktoren wird mittels einer Faktoranalyse ermittelt und fließt in den Index ein. Der Index unterteilt die Unternehmen anhand der Quartile in drei Gruppen: (1) Top-Quartil der 25% erfolgreichsten Unternehmen, (2) 50% durchschnittlich erfolgreiche Unter-nehmen und (3) Bottom-Quartil der 25% am wenigsten erfolgreichen Unternehmen. Größeneffek-te werden neutralisiert.68
Wesentliche Ergebnisse Nachfolgend werden die wesentlichen Ergebnisse zusammengefasst, die im Bezug zum Qualitäts-management stehen.
Als erfolgreich eingestufte Unternehmen benennen die folgenden Erfolgsfaktoren:69
– Produktqualität (33%)
– Mitarbeiterqualität (22%)
– Kundenorientierung (20%)
– Wirtschafts-/Marktlage (20%)
– Strategie/Führung (14%)
– Innovation (12%)
Der Anteil zertifizierter Unternehmen ist im mittelständischen Bereich (50-500 Mitarbeiter) von 64% im Jahre 2001 auf 70% im Jahre 2003 gestiegen. Mit der Unternehmensgröße steigt die Bereit-schaft, QM-Systeme einzuführen. 81% der befragten Unternehmen mit mehr als 500 Mitarbeitern verfügen über zertifizierte QM-Systeme. Bei Unternehmen mit 10-50 Mitarbeitern sind es nur 40%. Den Schwerpunkt bilden Produktionsunternehmen, die zu 78% eine Zertifizierung nachweisen können. Im Dienstleistungsbereich dagegen ist nur etwa die Hälfte der Unternehmen zertifiziert, im Handel sind es nur 28%. In schwierigen wirtschaftlichen Zeiten verzichten Unternehmen aus Kostengründen eher auf eine Zertifizierung.70
68 vgl. ebenda, S. 7 69 Prudent (2003), S. 19 70 vgl. Kaerkes/Becker (2004), S. 26f.

KAPITEL 5: STAND DES WISSENS 83
Unternehmen mit QM-Systemen weisen nachfolgende Erfolgsfaktoren auf:71
– Bessere Mitarbeiterorientierung
– Bessere Mitarbeiterqualifikation
– Ausgeprägte Kundenorientierung
– Wahrgenommene Kundenzufriedenheit
Die Benchmarkingstudie zeigt jedoch, dass Unternehmen mit QM-Konzepten nur geringfügig er-folgreicher sind als Unternehmen ohne entsprechendes Konzept. In der Umfrage ExBa 2001 konnte diesbezüglich noch kein Zusammenhang zwischen der Zertifizierung und dem Unterneh-menserfolg nachgewiesen werden.72 Der erwartete Erfolg stellt sich nur bedingt ein. Dies verdeut-licht den Grad der Zufriedenheit mit den Auswirkungen des Qualitätsmanagements. Demnach sind nur 15% der befragten Top-Entscheider mit den Effekten ihres QM-Konzepts bzw. ihrer Zertifi-zierung sehr zufrieden. Es besteht eine Diskrepanz zwischen der Akzeptanz der QM-Systeme und ihrer Erfolgswirkung. Die Ergebnisse zeigen, dass dafür weniger die Konzepte als die Art der Um-setzung im Unternehmen verantwortlich sind. Die Einführung solcher Systeme ist vorwiegend extrinsisch73 motiviert. Die Hälfte der Unternehmen gibt „Kundenanforderung“ als Grund für die Ein-führung an74, gefolgt von dem Motiv „Wettbewerbsvorteil/Image“ (23%). Die intrinsische Motivation75 „Optimierung der Arbeitsprozesse“ ist für 23% der Unternehmen entscheidend. Dieses Motiv hat je-doch gegenüber 2002 (24%) und 2001 (30%) an Bedeutung verloren.76 Bei erfolgreich Zertifizier-ten werden die intrinsischen Motive „Optimierung der Arbeitsprozesse“ und die „Erhöhung der Produktivi-tät“ vergleichsweise häufiger genannt.77
Die Befragung der Verbraucher (ExBa Bevölkerung) nach dem wichtigsten Kaufkriterium hat er-geben, dass Produktqualität (50%) vor Preis und eigener Erfahrung (jeweils 16%) liegen. Etwas abgeschlagen liegen die Kriterien Bekanntheit des Herstellers mit 9%, Service mit 8% und Empfeh-lung von Bekannten mit 4%.78
Bzgl. der wichtigsten Prozesse für den Unternehmenserfolg ergab sich die folgende Rangfolge: Marketing/Vertrieb, Qualitätsmanagement, Personalentwicklung, Controlling, Rechnungswesen, Einkauf und Logistik. Dabei bewerteten zertifizierte Unternehmen die Bedeutung von Qualitäts-management kaum höher als nicht-zertifizierte Unternehmen (durchschnittlicher Rang 2,7 zu 2,9). Etwas deutlicher war der Unterschied zwischen Unternehmen mit und ohne umfassendes Quali-tätsmanagement (2,6 zu 3,0).79
Die Ausprägung der Erfolgsfaktoren im Vergleich erfolgreicher und weniger erfolgreicher Unter-nehmen zeigt, dass bei erfolgreichen Unternehmen die Faktoren Kundenzufriedenheit und Qualität der Produkte/Dienstleistungen stark ausgeprägt sind, vor Unternehmenspolitik/-strategie, Füh-
71 vgl. ebenda, S. 28-30 72 vgl. Otto (2002), S. 32 73 Ein extrinsisch motiviertes Verhalten liegt vor, wenn äußere Belohnung angestrebt wird. Vgl. dazu Bullinger
(1996), S. 33f. 74 2002 war dies noch für 42% und 2001 nur für 40% der entscheidende Grund. 75 Bei intrinsischer Motivation wird das Handlungsergebnis um seiner selbst willen angestrebt. Vgl. dazu Bullinger
(1996), S. 33f. 76 vgl. Kaerkes/Becker (2004), S. 30f. 77 vgl. ebenda, S. 26-31 78 vgl. Prudent (2003), S. 25 79 vgl. ExBa (2003), S. 16-18

84 KAPITEL 5: STAND DES WISSENS
rungskompetenz und Mitarbeiterorientierung. Weniger bedeutend ist der Faktor Engagement für die Gesellschaft.80
Die folgenden Bereiche haben die Unternehmen als erfolgsinduzierend herausgestellt:81
– Führungskompetenz: Das Management erfolgreicher Unternehmen weist eine höhere Qualifikati-on auf, insbesondere im Bereich der kaufmännischen Kompetenz.
– Mitarbeiterorientierung: Die Mitarbeiterorientierung hat in erfolgreichen Unternehmen einen deut-lich höheren Stellenwert, bewertet anhand der Merkmale Selbständigkeit, Teamwork, Verfüg-barkeit von Informationen, gemeinsames Erarbeiten von Zielen, optimaler Einsatz von Mitar-beiterressourcen, regelmäßige Mitarbeiterbeurteilung, Mitarbeiterbeteiligung bei Personalpolitik, individuelle Schulungs- und Entwicklungspläne.
– Kundenzufriedenheit: Die höhere Zufriedenheit zeigt sich in größerer Loyalität, steigender Wie-derkaufrate und höherer Weiterempfehlungsbereitschaft.
– Finanzmanagement: bewertet anhand des Financial Excellence-Index.82
– QM-Systeme: Die Bewertung anhand des Erfolgsindizes zeigt, dass zertifizierte Unternehmen einen höheren Erfolgsindex aufweisen als nicht-zertifizierte. Gleiches gilt für Unternehmen mit ganzheitlichem QM-Konzept im Vergleich zu Unternehmen ohne ganzheitliches QM-Konzept.
Kritische Würdigung Das ExBa ist eine umfangreich angelegte Studie, die die Bedeutung der Qualität sowohl für die Unternehmen als auch für die Verbraucher nachweist. Bedenklich erscheint in diesem Zusammen-hang, dass Unternehmen mit QM-Systemen nur geringfügig erfolgreicher sind als solche ohne QM-Konzept. Dies verwundert jedoch nicht angesichts des Umstands, dass nur 15% des Top-Managements mit den Effekten ihrer QM-Konzepte sehr zufrieden sind. Dies legt indes die Ver-mutung nahe, dass die Umsetzung der Konzepte im Unternehmen verbesserungswürdig und ver-besserungsnotwendig ist, zumal die Bedeutung der Qualität gem. den Ergebnissen des ExBa 2003 als unbestritten anzusehen ist.
80 vgl. ebenda, S. 24f. 81 vgl. ebenda, S. 29-33 82 Dieser Index basiert auf den 15 Indikatoren, die im Rahmen des Ratings/Basel II verwendet werden. Es gehen
vier Dimensionen ein: Planung zukünftiger Zahlungsströme, Berücksichtigung externer branchenspezifischer Fak-toren, Überwachung aktueller Zahlungsströme, Berücksichtigung der allgemeinen konjunkturellen Lage. Die Zu-sammensetzung wird faktoranalytisch ermittelt. Vgl. ebenda, S. 42f.

KAPITEL 6: MODELLENTWICKLUNG


KAPITEL 6: MODELLENTWICKLUNG 85
6 Modellentwicklung
Ein Modell stellt ein abstraktes System dar, das ein anderes System in vereinfachter Weise abbildet. Es erfüllt zum einen die Erkenntnisaufgabe und zum anderen die Gestaltungsaufgabe. Die Erkenntnisauf-gabe zielt auf ein besseres Verständnis über ein System ab, die Gestaltungsaufgabe generiert Verbesse-rungs- und Lösungsvorschläge zur Veränderung eines Systems.1
Das Vorgehen zur Modellentwicklung kann der nachfolgenden Abbildung 6-1 entnommen werden. Zunächst werden die Modellgrundlagen erarbeitet. Darauf aufbauend erfolgen die Entwicklung der Modellkriterien und die Erarbeitung der Modellindikatoren. Die Modellbeziehungen werden analysiert und eine Bewertungssystematik aufgestellt.
Modellbeziehungen [Kapitel 6.9]
Modellindikatoren [Kapitel 6.8]
Modellgrundlagen [Kapitel 6.2]
Modellkriterien [Kapitel 6.3-6.7]
Ursache-Wirkungsbeziehung
Ursache-Wirkungsbeziehung der Indikatoren
Frühindikatoren Ergebnisindikatoren
Wirkungsweise der Qualitätsverbesserung
Entwicklung der Erfolgskriterien zur Qualitätsverbesserung
Operationalisierung der Erfolgskriterien
Wirkungsabhängigkeiten der Erfolgskriterien
Zusammenführung der Erfolgskriterien und Indikatoren
Bewertungssystematik [Kapitel 6.10]
Bewertung der Erfolgskriterien
Gesamtauswertung der Erfolgskriterien, -potentiale, -bereiche
Modellbeziehungen [Kapitel 6.9]
Modellindikatoren [Kapitel 6.8]
Modellgrundlagen [Kapitel 6.2]
Modellkriterien [Kapitel 6.3-6.7]
Ursache-Wirkungsbeziehung
Ursache-Wirkungsbeziehung der Indikatoren
Frühindikatoren Ergebnisindikatoren
Wirkungsweise der Qualitätsverbesserung
Entwicklung der Erfolgskriterien zur Qualitätsverbesserung
Operationalisierung der Erfolgskriterien
Wirkungsabhängigkeiten der Erfolgskriterien
Zusammenführung der Erfolgskriterien und Indikatoren
Modellbeziehungen [Kapitel 6.9]
Modellindikatoren [Kapitel 6.8]
Modellgrundlagen [Kapitel 6.2]
Modellkriterien [Kapitel 6.3-6.7]
Ursache-Wirkungsbeziehung
Ursache-Wirkungsbeziehung der Indikatoren
Frühindikatoren Ergebnisindikatoren
Wirkungsweise der Qualitätsverbesserung
Entwicklung der Erfolgskriterien zur Qualitätsverbesserung
Operationalisierung der Erfolgskriterien
Wirkungsabhängigkeiten der Erfolgskriterien
Zusammenführung der Erfolgskriterien und Indikatoren
Bewertungssystematik [Kapitel 6.10]
Bewertung der Erfolgskriterien
Gesamtauswertung der Erfolgskriterien, -potentiale, -bereiche
Abbildung 6-1: Vorgehen der Modellentwicklung [Quelle: Eigene Darstellung]
6.1 Zielstellung und Anforderungen
Ziel ist die Entwicklung eines Modells zur Bewertung der Wirksamkeit und zur Steuerung der Qua-litätsverbesserung auf Grundlage definierter Erfolgskriterien sowie Früh- und Ergebnisindikatoren. Das Modell soll einen Beitrag zur kontinuierlichen Weiterentwicklung und Verbesserung des QM-
1 vgl. Krallmann et al. (1999), S. 12; Mertens (2002), S. 5

86 KAPITEL 6: MODELLENTWICKLUNG
Systems leisten, zur unternehmensspezifischen Analyse der Qualitätsverbesserungsaktivitäten ge-nutzt werden, die Fähigkeit zur Qualitätsverbesserung bewerten und das Ableiten von Handlungs-empfehlungen ermöglichen. Die Verwendung von Früh- und Ergebnisindikatoren erlaubt zudem den Einsatz des Modells als Frühwarnsystem und die Nutzung innerhalb des Qualitätscontrollings sowie das Erkennen wichtiger Wirkungsbeziehungen.
Das Modell soll zur Lösung des aufgezeigten Forschungsproblems beitragen und die interne Nach-weislücke schließen. Dazu sind die nachfolgenden Anforderungen zu erfüllen:2
Spezifität/Prägnanz: Das Modell soll sowohl die Erfolgskriterien als auch die Früh- und die Ergeb-nisindikatoren der Qualitätsverbesserung spezifisch abbilden.
Operationalisierung: Die Erfolgskriterien müssen geeignet operationalisiert werden und ihre Umset-zung bewertbar sein. Gleiches gilt für die zu entwickelnden Früh- und Ergebnisindikatoren. Die Umsetzung der Erfolgskriterien muss sich quantitativ darstellen lassen und die Indikatoren müssen mit adäquatem Aufwand erhebbar sein.
Mehrdimensionalität: Das Modell soll mehrere Dimensionen abbilden. Zum einen müssen die Per-spektiven der Führungskräfte und Mitarbeiter betrachtet und zum anderen die Vorgehensweise und die Ergebnisperspektive abgebildet werden, um die Qualitätsverbesserung ganzheitlich darzustellen. Sowohl operative, fertigungsnahe als auch strategische Prozesse sind zu berücksichtigen.
Wirkungsabhängigkeiten: Dem Modell ist eine Ursache-Wirkungsbeziehung zur Strukturierung der Qualitätsverbesserung und der Qualitätsfähigkeit zugrunde zulegen. Zudem müssen die Wirkungs-beziehungen zwischen den Erfolgkriterien und Wirkungsabhängigkeiten zwischen den Indikatoren analysiert werden. Die Wirkung zwischen strategischen und operativen Verbesserungsprojekten und der zeitliche Wirkungszusammenhang von Verbesserungsprojekten sind zu berücksichtigen.
Ausgewogenheit: Das Modell muss gleichermaßen Früh- und Ergebnisindikatoren sowie operative und strategische Verbesserungsaktivitäten beinhalten.
Strukturierung: Die zu entwickelnden Erfolgskriterien müssen in eine adäquate Modellstruktur über-führt werden.
Praxisorientierung: Der praxisrelevante Einsatz des Bewertungsmodells muss gewährleistet sein. Dies betrifft die Art und Weise zur Bewertung der Erfolgskriterien sowie die Ermittlung der Früh- und Ergebnisindikatoren. Dazu ist die Verfügbarkeit der Daten, der Aufwand für die Datenbeschaffung und -auswertung sowie der Nutzen der Indikatoren zu beachten.
6.2 Grundlagen des Modells
6.2.1 Ursache-Wirkungsbeziehungen
Die Logik der Ursache-Wirkungsbeziehungen der DEMINGSCHEN Reaktionskette und der Ursache-Wirkungskette der BSC dienen als Basis der Modellentwicklung.
Die DEMINGSCHE Reaktionskette führt den Unternehmenserfolg und die Sicherheit der Arbeitsplät-ze auf das Vorhandensein von Qualität und der ständigen Verbesserung derselben zurück.3 Einen
2 zu Anforderungen an Bewertungskonzepte siehe auch Brandt (2002), S. 10-15

KAPITEL 6: MODELLENTWICKLUNG 87
ähnlichen Zusammenhang stellen SEGHEZZI/HANSEN mit der Hierarchie der Qualität auf. Danach wird die Qualität der Produkte durch beherrschte Prozesse erreicht. Diese Qualität der Prozesse hängt von der Qualität der Unternehmung mit seiner Politik, seinen Strukturen, seiner Führung und seinen Mitarbeitern ab, ergänzt um eine Hierarchie der Qualität der Gesellschaft.4
Ähnlich strukturiert ist die Ursache-Wirkungskette der BSC (siehe Abbildung 6-2). Der finanzielle Er-folg eines Unternehmens wird durch Kundenorientierung erreicht. Um die geforderten Produkte und Dienstleistungen zu erbringen, müssen die Prozesse optimal gestaltet werden. Voraussetzung sind motivierte und qualifizierte Mitarbeiter. Die Systematik der BSC spricht von einem Wirkungs-zusammenhang zwischen den sog. Leistungstreibern und den Ergebnissen.5
Kunden-perspektive
Finanz-perspektive
Prozess-perspektive
Mitarbeiter-perspektive
Kunden-perspektive
Finanz-perspektive
Prozess-perspektive
Mitarbeiter-perspektive
Abbildung 6-2: Ursache-Wirkungskette der BSC [Quelle: Kaplan/Norton (1997), S. 29]
Die Logik der Ursache-Wirkungsbeziehung wird genutzt, um die Qualitätsverbesserung in eine solche Wirkungsweise zu überführen und eine Wirkungsbeziehung zur Steigerung der Qualitätsfä-higkeit zu erarbeiten (siehe nachfolgendes Kapitel 6.2.2).
6.2.2 Struktur und Wirkungsweise der Qualitätsverbesserung
Die Wirkung der Qualitätsverbesserung, mit dem Ergebnis der Qualitätsfähigkeit, soll analysiert, strukturiert und in eine Ursache-Wirkungsbeziehung überführt werden, mit dem Ziel, eine kontinu-ierliche Steuerung der Qualitätsverbesserungsaktivitäten zu erreichen. Dabei gelten die in Kapitel 2 zugrunde gelegten Definitionen.
Die Qualitätsverbesserung bezieht sich nicht auf eine Verbesserung der Produkte, sondern auf die Steigerung der Fähigkeit zur Herstellung dieser Produkte. Diese Fähigkeit bezieht sich zum einen auf die Eignung der Mitarbeiter und der Systeme, die im Folgenden zusammenfassend als Potentiale bezeichnet werden, und zum anderen auf die Eignung der Prozesse der Organisation. Der Qualitäts-verbesserung obliegt es, diese Eignung der Potentiale und Prozesse kontinuierlich zu erhöhen. Die Aktivitäten der Qualitätsverbesserung sind die Ursache, die Steigerung der Qualitätsfähigkeit die beabsichtigte Wirkung. Um die Ursache-Wirkungsbeziehung zwischen der Qualitätsverbesserung und der Qualitätsfähigkeit zu konkretisieren, müssen die wichtigsten Einflussfaktoren für eine wirksame Qualitätsverbesserung ermittelt und ihre Wirkung auf die Qualitätsfähigkeit beurteilt werden. Dazu werden Indikatoren benötigt, die die Qualitätsfähigkeit anzeigen.
SEGHEZZI definiert den Begriff Qualitätsfähigkeit eines Unternehmens als „ […]seine Fähigkeit, ein Leistungsangebot […] von gleich bleibender Qualität, auf festgelegtem Qualitätsniveau zu erbringen, welches die Bedürfnisse der relevanten Anspruchsgruppen erfüllt.“6 Dies basiert auf wirkungsvollen Prozessen und setzt die Fähigkeit voraus, Qualifikation und Motivation von Mitarbeitern und Führungskräften zu ge-
3 vgl. Kamiske/Brauer (1999), S. 45-47 sowie Kapitel 5.1.2 4 vgl. Seghezzi/Hansen (1993), S. 38 5 vgl. Kaplan/Norton (1997), S. 143f. 6 Seghezzi (2003), S. 41

88 KAPITEL 6: MODELLENTWICKLUNG
währleisten, die Systeme effizient einzusetzen, eine sinnvolle Qualitätspolitik und Qualitätsziele zu formulieren und deren Umsetzung zu verfolgen. Hier spiegelt sich das Qualitätsverständnis der Trilogie von JURAN wider.7
Die Aufgabe der Qualitätsverbesserung besteht darin, die Qualitätsfähigkeit der Potentiale und Pro-zesse zu steigern und muss vorausschauend beurteilt werden. Insgesamt ist die vielfach rückwirken-de Betrachtung und Ermittlung der Qualitätsfähigkeit anhand der Produktqualität problematisch. Die Ursachen, die zu einer hohen oder niedrigen Produktqualität geführt haben, liegen in der Ver-gangenheit, die Mittel und Ressourcen wurden bereits verbraucht. Eine rein retrospektive Beurtei-lung erscheint daher nicht ausreichend.8
Um die Eignung zur Steigerung der Qualitätsfähigkeit abzubilden, müssen die mittels Qualitätsver-besserungsaktivitäten erzielten Ergebnisse sowohl bezogen auf die Prozesse als auch auf die Potentiale einer Organisation betrachtet werden. Die Qualitätsfähigkeit von Prozessen wird als Prozessfähig-keit 9 bezeichnet. Die Prozessfähigkeit lässt sich quantitativ über den Cp-Wert ausdrücken. Gefordert wird ein Cp ≥ 1,3310, um einen Prozess als fähig zu bezeichnen.11 Eine Verbesserung der Prozess-fähigkeit lässt sich durch eine Überwachung der Cp-Werte feststellen. Eine Verbesserung der Qua-litätsfähigkeit der Potentiale einer Organisation lässt sich dagegen nicht gleichermaßen ermitteln. Die Bewertung erfolgt häufig mittels Systemaudits. Die Durchführung eines Systemaudits zeigt, ob die Organisation qualitätsfähig ist, jedoch nicht, ob sich diese Qualitätsfähigkeit verändert respektive erhöht hat [interne Nachweislücke].12 Allenfalls werden Abweichungen oder Mängel festgestellt. Ver-besserungen eines bereits qualitätsfähigen Zustands werden nicht abgebildet. Näherungsweise lässt sich dies über eine Erreichung der spezifischen Qualitätsziele einer Organisation ermitteln. Aller-dings gibt es eine Vielzahl von Qualitätszielen sowohl strategischer als auch operativer Art. Die Ziele können sich auf Systeme, Prozesse und Produkte beziehen. Festgelegt werden sie in der Qua-litätspolitik, spezifiziert in der Qualitätsplanung und überwacht in der Qualitätslenkung. Der Zieler-reichungsgrad ist ein sinnvoller Indikator der Qualitätsfähigkeit, der jedoch die folgende Schwäche aufweist: Er kann nur zu einem kaum bestimmbaren Anteil der Qualitätsverbesserung zugeordnet werden. Auch in diesem Fall handelt es sich um eine retrospektive Betrachtung der Qualitätsfähig-keit. Um die Wirksamkeit der Qualitätsverbesserung vorausschauend zu beurteilen, sollen daher zusätzlich die Potentiale der Organisation bewertet und überwacht werden. Dies soll Aufschluss über die Fähigkeit der Organisation zur Entfaltung und kontinuierlichen Nutzung ihrer Potentiale geben, um die gewünschten Ergebnisse in Form von Zielerreichungsgraden und Prozessfähigkeiten zu erreichen. Diese Fähigkeit wird nachfolgend als Potentialentfaltung bezeichnet.
Die Qualitätsverbesserung wird mittels einer Ursache-Wirkungskette aus Potentialentfaltung, Ergebnisfähigkeit und Qualitätsfähigkeit strukturiert und ihre Wirksamkeit anhand dieser drei Dimensionen beurteilt (siehe Abbildung 6-3).
7 siehe Kapitel 5.1.1 8 vgl. Herrmann (2001), S. 887-897; Taylor (1997), S. 385-388 9 Im Rahmen von Prozessfähigkeitsuntersuchungen müssen auch Maschinen- und Messmittelfähigkeiten bestimmt
werden. Darauf soll jedoch hier nicht näher eingegangen werden. 10 Dies entspricht einem Überschreitungsanteil von 64 ppm. 11 vgl. auch Kapitel 5.1.14 12 Zu der Problematik der internen Nachweislücke siehe die Kapitel 1 und 4.

KAPITEL 6: MODELLENTWICKLUNG 89
Operationalisierung mittels der Umsetzung qualitativer Erfolgs-kriterien in der Organisation
bedingtPotentialentfaltung
Drückt die Eignung der Organisation zum Betreiben einer dauerhaft erfolgreichen Qualitätsverbesserung aus
Ergebnisfähigkeit
Zeigt frühzeitig an, ob und wie die vorhandenen Potentiale
genutzt werden
Operationalisierung mittels quantitativer Frühindikatoren
bedingt Qualitätsfähigkeit
Zeigt die tatsächlich erzielten quantitativen Ergebnisse an
(Veränderung)
Operationalisierungmittels quantitativer Ergebnisindikatoren
Die wirksame Qualitätsverbesserung Steigerung der Qualitätsfähigkeit
hat zum Ziel
Operationalisierung mittels der Umsetzung qualitativer Erfolgs-kriterien in der Organisation
bedingtPotentialentfaltung
Drückt die Eignung der Organisation zum Betreiben einer dauerhaft erfolgreichen Qualitätsverbesserung aus
Ergebnisfähigkeit
Zeigt frühzeitig an, ob und wie die vorhandenen Potentiale
genutzt werden
Operationalisierung mittels quantitativer Frühindikatoren
bedingt Qualitätsfähigkeit
Zeigt die tatsächlich erzielten quantitativen Ergebnisse an
(Veränderung)
Operationalisierungmittels quantitativer Ergebnisindikatoren
Die wirksame Qualitätsverbesserung Steigerung der Qualitätsfähigkeit
hat zum Ziel
Abbildung 6-3: Strukturierung der Qualitätsverbesserung: Potentialentfaltung - Ergebnisfähigkeit - Qualitätsfähigkeit [Quelle: Eigene Darstellung]
Die Potentialentfaltung zeigt an, ob die notwendigen Grundlagen in der Organisation geschaffen wur-den, um eine wirksame Qualitätsverbesserung zu betreiben. Die Ergebnisfähigkeit bringt zum Aus-druck, inwieweit die Organisation in der Lage ist, diese Potentiale in Ergebnisse umzusetzen. Für die Beurteilung der Potentialentfaltung sind die entscheidenden Erfolgskriterien zur Qualitätsverbesse-rung zu erarbeiten und zu operationalisieren. Die Ergebnisfähigkeit wird anhand wichtiger Frühindi-katoren quantifiziert und überwacht. Die erreichten Ergebnisse zur Abbildung der Qualitätsfähigkeit werden über Ergebnisindikatoren, insbesondere mittels der Prozessfähigkeit und der Qualitätsziel-erreichung, ausgedrückt. Zwischen der Potentialentfaltung, der Ergebnis- und der Qualitätsfähigkeit wird eine Ursache-Wirkungskette angenommen.
Das Modell basiert auf der Annahme, dass es einen ursächlichen Zusammenhang zwischen der Ausgestaltung der Erfolgskriterien (die Ursache) und den dadurch erzielten Ergebnissen (die Wir-kung) gibt. Spezifisch geht es um einen Wirkungszusammenhang zwischen der Umsetzung der Erfolgskriterien (Potentialentfaltung), der Überwachung der Qualitätsverbesserungsaktivitäten (Frühin-dikatoren) und der kontinuierlichen Steigerung der Ergebnisse (Qualitätsfähigkeit). Dieses wird in der nachfolgende Modellhypothese wie folgt erklärt:
Modellhypothese HM: Wenn die Erfolgskriterien im Unternehmen gut umgesetzt sind, dann sind auch die er-zielten Ergebnisse bei den Früh- und Ergebnisindikatoren gut.
6.3 Entwicklung der Erfolgskriterien
6.3.1 Exkurs: Erfolgsfaktorenforschung
Die Erfolgsfaktorenforschung ist in großem Maße mit den PIMS-Studien und den Untersuchungen von WATERMAN/PETERS verbunden.13 Ziel der Erfolgsfaktorenforschung ist es, die Schlüsselfak-toren des übergeordneten Erfolges eines Unternehmens zu identifizieren. Dahinter steht die Grundannahme, dass nur wenige Variablen über Erfolg und Misserfolg eines Unternehmens ent-scheiden. Kritische Erfolgsfaktoren können das Ergebnis positiv oder negativ beeinflussen. Nur
13 vgl. Wöhe (1993), S. 151f.; Meffert (2000), S. 24-28

90 KAPITEL 6: MODELLENTWICKLUNG
wenn die entscheidenden Erfolgsfaktoren bekannt sind, kann eine entsprechende Strategie abgelei-tet werden. Eine umfangreiche Sammlung kritischer Erfolgsfaktoren findet sich bei SCHWAGER/HAAR.14 Um Erfolgsfaktoren zu untersuchen, müssen die Variablen bestimmt werden, die den Erfolg quantifizieren, die sog. Erfolgsindikatoren.15
Eine Analyse der Erfolgsfaktorenforschung von FRITZ übt Kritik an dieser Art von Studien. Die Kritikpunkte beziehen sich u.a. auf die Unvollständigkeit der Erfolgsfaktoren, die mangelnde Re-präsentativität und Validität sowie die Tatsache, dass i.d.R. nur erfolgreiche Unternehmen in die Untersuchungen einbezogen werden. Eine Kontrolle der Erfolgsfaktoren bei nicht erfolgreichen Unternehmen unterbleibt. Es besteht keine einheitliche Operationalisierung des Erfolgs durch Er-folgsindikatoren. Insbesondere wird bemängelt, dass nur wenige Studien hypothesentestenden oder konfirmatorischen Charakter aufweisen.16
NICOLAI/KIESER setzen sich ebenfalls kritisch mit der Erfolgsfaktorenforschung auseinander. Sie beschäftigen sich auf der Grundlage durchgeführter Meta-Studien17 insbesondere mit der quantita-tiven Forschung, in der Performance als abhängige Variable eingesetzt wird und erläutern, dass es an der eingesetzten Methodik liegt, ob ein Zusammenhang zwischen unabhängiger Variabler und Per-formance entdeckt wird. Zudem muss davon ausgegangen werden, dass bekannte Erfolgsfaktoren ihre Wirksamkeit verlieren. Die Erfolgsfaktorenforschung reproduziert in der Regel nur die Faktoren, die in der Branche ohnehin bekannt sind. Fraglich ist allerdings, ob sich die Suche nach überdurch-schnittlichem Erfolg an durchschnittlichen Werten orientieren sollte. Eine übermäßige Performan-ce hat häufig etwas mit Einzigartigkeit zu tun, z.B. mit dem Brechen von branchenüblichen Regeln. Wissenschaftliche Ansätze zur Identifizierung von Erfolgsfaktoren müssen jedoch notwendiger-weise grob vereinfachen. Erfolg ist auch von Feedbackschleifen und Erfahrungen abhängig. Diese sind jedoch statistischen Tests nicht zugänglich. Identifizierte Erfolgsfaktoren sind vergangenheits-bezogen und müssen in der Zukunft nicht gleichermaßen gültig sein.18
Methoden der Erfolgsfaktorenforschung19 HAENECKE unterscheidet fünf Methoden zur Identifikation von Erfolgsfaktoren. Die Ermittlung kann direkt oder indirekt erfolgen. Bei der direkten Ermittlung werden Experten befragt. Dieses kann methodisch gestützt, z.B. mittels Kreativitätstechniken oder der Delphi-Methode sowie methodisch und materiell gestützt durchgeführt werden. Materiell gestützt bedeutet, dass potentielle Erfolgsfaktoren vorgegeben sind und systematisch abgefragt werden.
Die indirekte Vorgehensweise identifiziert mittels statistischer Verfahren oder gedanklicher Analy-sen, welche Faktoren den Erfolg beeinflussen. Dabei lassen sich die qualitative, die quantitativ-explorative sowie die quantitativ-konfirmatorische Methode differenzieren. Qualitative Studien stellen qualitative Aussagen in den Mittelpunkt. In quantitativen Studien werden Unternehmensdaten erho-ben und ihr Anteil am Erfolg mittels mathematischer Analysemethoden gemessen. Je nach Unter-
14 vgl. Schwager/Haar (1996), S. 47-49 15 vgl. Haenecke (2003), S. 1; Haenecke (2002), S. 166; Fritz (1989), S. 3; Kube (1991), S. 2f. 16 zur kritischen Analyse der Erfolgsfaktorenforschung vgl. ausführlich Fritz (1989), S. 1-18 sowie Schwager/Haar
(1996), S. 50f. 17 Meta-Studien haben als Untersuchungsgegenstand bereits durchgeführte Studien, die nach verschiedenen Krite-
rien analysiert werden, z.B. bzgl. Validität, Repräsentativität, Methodik oder Unternehmensanzahl. 18 vgl. Nicolai/Kieser (2002), S. 579-593 19 vgl. Haenecke (2003), S. 14-16; Haenecke (2002), S. 167-178

KAPITEL 6: MODELLENTWICKLUNG 91
suchungsansatz geht es um die Exploration von Erfolgsfaktoren oder um ihre Bestätigung. Quanti-tativ-explorative Verfahren arbeiten z.B. mit Regressions-, Korrelations- oder Faktoranalysen. Quanti-tativ-konfirmatorische Studien behandeln theoretisch und empirisch untersuchte Wirkungszusammen-hänge mittels kausalanalytischer Methoden. Im Gegensatz zu explorativen Studien werden hier weni-ger Variablen betrachtet, da auf ein tief greifendes Verständnis der Kausalstrukturen zurückgegrif-fen wird.
Anforderungen an eine Erfolgsfaktorenstudie20 1. Aufdecken der Kausalstruktur: Aus den Erkenntnissen der Erfolgsfaktoren sollte ein Bezugsrahmen entwickelt werden, der mit Hypothesen über kausale Zusammenhänge gefüllt und empirisch überprüft wird.21
2. Berücksichtigung aller Perspektiven: Idealerweise berücksichtigt eine Erfolgsfaktorenstudie alle relevanten Perspektiven.
3. Berücksichtigung qualitativer und quantitativer Erfolgsfaktoren: Die Erfolgsfaktorenforschung sollte sowohl harte, operationalisierbare als auch weiche Faktoren berücksichtigen.
4. Überprüfung der zeitlichen Stabilität: Erfolgfaktoren unterliegen einem zeitlichen Wandel. Die Stärke des einzelnen Erfolgsfaktors (Wir-kungsintensität) und die kausale Struktur (Wirkungsinteraktion) müssen in regelmäßigen Abständen überprüft werden.
5. Objektivität: Das Ergebnis einer Studie sollte nicht durch die Art und Weise der Durchführung beeinflusst wer-den. Daher sollte keine monopersonale Erhebung, d.h. die Befragung von nur einem Experten pro Unternehmen, erfolgen.
6. Reliabilität: Eine Erfolgsfaktorenstudie sollte wiederholbar sein. Zufallsfehler sollten ausgeschlossen werden.
6.3.2 Anforderung an die Modellkriterien
Im Rahmen dieser Arbeit sollen aus möglichen Erfolgsfaktoren diejenigen kritischen Erfolgskriterien identifiziert werden, die als Schlüsselgrößen für eine wirksame Qualitätsverbesserung im Unter-nehmen anzusehen sind. Solche Erfolgskriterien dienen der Erreichung der Qualitätsziele, sind ursächlich für den Erfolg von Qualitätsverbesserungsprogrammen und helfen der Organisation das Qualitätsverbesserungsprogramm zu leiten, zu lenken und zu steuern. Sie geben die benötigten Fähigkeiten, Ressourcen, Verhaltensweisen und Voraussetzungen für eine erfolgreiche Qualitäts-verbesserung an und sind spezifisch für die Aktivitäten der Qualitätsverbesserung. Die Erfolgskri-terien beziehen sich auf die Potentiale der Organisation, sind somit qualitativer Natur und müssen von der Organisation beeinflussbar sein. Quantitative Kriterien werden im Modell über Indikatoren bzw. Kennzahlen abgebildet.22
20 vgl. Haenecke (2003), S. 16-20; Haenecke (2002), S. 169f. 21 vgl. Kube (1991), S. 46f. sowie im Weiteren Popper (1984), S. 31-34 22 siehe hierzu Kapitel 6.2.2

92 KAPITEL 6: MODELLENTWICKLUNG
Zusammengefasst heißt das, die zu entwickelnden Erfolgskriterien:
– sind Schlüsselfaktoren der Qualitätsfähigkeit,
– beziehen sich auf die Potentiale bzw. Systeme der Organisation,
– sind spezifisch für die Qualitätsverbesserung,
– sind qualitativer Natur und
– sind vom Unternehmen beeinflussbar.
Die im Modell zu verwendenden Erfolgskriterien sollen der Vermittlung allgemein als wichtig an-zusehender Erfolgskriterien für die wirksame Qualitätsverbesserung im Unternehmen dienen. Das Modell kann jedoch unternehmensspezifisch ergänzt werden.
6.3.3 Grundlagen der Entwicklung
Als Grundlage für die Entwicklung der Erfolgskriterien werden wesentliche Konzepte des Quali-tätsmanagements sowie insbesondere Theorien zur Qualitätsverbesserung herangezogen und hin-sichtlich wesentlicher Erfolgsfaktoren analysiert. In die Entwicklung gehen die folgenden Quali-tätskonzepte ein:23
– SEGHEZZI: Erfolgsfaktoren der Qualitätsverbesserungen und Kriterien zur Charakterisierung der Qualitätsverbesserung
– JURAN: Abgeleitete Faktoren der Qualitätsverbesserung
– STERMAN/REPENNING: Abgeleitete Faktoren der Qualitätsverbesserung
– SCHNEIDERMAN: Elemente für eine erfolgreiche Verbesserung und Elemente einer systemati-schen Vorgehensweise
– DEMING: 14 Punkte
– FEIGENBAUM: Elemente des TQC-Konzepts
– CROSBY: 14 Punkte des Fehlerprogramms
– ISHIKAWA: Sechs Elemente des Konzeptes
– ISO 9000: Grundsätze des Qualitätsmanagements
– EXCELLENCE-MODELL: Grundsätze und Befähigerkriterien des EFQM-Modells
– IMAI: Grundkonzepte des KAIZEN
– ISO 9001: Entscheidende Forderungen zu Aktivitäten der Qualitätsverbesserung
– ISO 9004: Zusätzliche Empfehlungen zur ISO 9001 bzgl. der Qualitätsverbesserung
– ISO/TS 16949: Zusätzliche Forderungen zur ISO 9001 bzgl. der Qualitätsverbesserung
– DALE ET AL.: TQMSAT-Kategorien
Die zweite Quelle für die Entwicklung der Erfolgskriterien sind relevante Studien, die sich primär mit Erfolgsfaktoren beschäftigen, vorzugsweise mit Erfolgsfaktoren der Qualitätsverbesserung, des Qualitätsmanagements oder des TQM. Zum Teil werden die im Rahmen der Studien als Probleme deklarierten Punkte in positive Erfolgsfaktoren umformuliert, um sie einer Analyse zugänglich zu machen. Nicht alle erhobenen Erfolgsfaktoren beziehen sich spezifisch auf die Qualitätsverbesse-
23 zu den Details der einzelnen Konzepte siehe Kapitel 5.1.

KAPITEL 6: MODELLENTWICKLUNG 93
rung, z.T. sind es allgemeine Erfolgsfaktoren. Diese werden zunächst übernommen und erst im Laufe der Entwicklung aus diesen Erfolgsfaktoren die entscheidenden Erfolgskriterien selektiert.
Die folgenden Studien gehen in die Entwicklung ein:24
– PFEIFER (2002): Definierte Erfolgsfaktoren
– EXBA (2003): Allgemeine Erfolgsfaktoren und Erfolgsfaktoren des Qualitätsmanagements
– SARAPH ET AL. (1989): Kritische Faktoren des Qualitätsmanagements
– STERMAN ET AL. (1997): Aus den Ergebnissen abgeleitete Erfolgskriterien für Qualitätsverbes-serungsprogramme
– GAO-STUDIE (1991): Kriterien für ein erfolgreiches Betreiben von TQM
– AHIRE/GOLHAR (1996) und AHIRE/O’SHAUGHNESSY (1997): Erfolgskriterien der TQM Ein-führung
6.3.4 Vorgehen
Die Entwicklung erfolgt basierend auf der indirekten Vorgehensweise der Erfolgsfaktorenforschung in Form einer qualitativen Analyse. Sie gliedert sich in vier Phasen (vgl. Abbildung 6-4).
4. Phase:Mehrfaches Clustern
3. Phase:Clustern
2. Phase:Selektion
1. Phase:Recherche & Analyse
Literaturreview
Identifikation potentieller Erfolgsfaktoren
Clustern der Kriterien nach Schlüsselbegriffen,bei mehrfacher Zuordnung Aufteilung in Teilkriterien
Mehrfaches Clustern der Kriterien und Selektion nicht relevanter Kriterien
Selektion der für Qualitätsverbesserungsaufgaben und Qualitätsverbesserungsprogramme
relevanten Kriterien
252 potentielle Erfolgsfaktoren
1. Cluster: 14 Erfolgskriterien 2. Cluster: 6 Erfolgspotentiale 3. Cluster: 3 Erfolgsbereiche
217 potentielle Erfolgskriterien
283 potentielle Erfolgskriterien, 126 Schlüsselbegriffe
3 Erfolgscluster
4. Phase:Mehrfaches Clustern
4. Phase:Mehrfaches Clustern
3. Phase:Clustern3. Phase:Clustern
2. Phase:Selektion2. Phase:Selektion
1. Phase:Recherche & Analyse
1. Phase:Recherche & Analyse
Literaturreview
Identifikation potentieller Erfolgsfaktoren
Clustern der Kriterien nach Schlüsselbegriffen,bei mehrfacher Zuordnung Aufteilung in Teilkriterien
Mehrfaches Clustern der Kriterien und Selektion nicht relevanter Kriterien
Selektion der für Qualitätsverbesserungsaufgaben und Qualitätsverbesserungsprogramme
relevanten Kriterien
252 potentielle Erfolgsfaktoren
1. Cluster: 14 Erfolgskriterien 2. Cluster: 6 Erfolgspotentiale 3. Cluster: 3 Erfolgsbereiche
217 potentielle Erfolgskriterien
283 potentielle Erfolgskriterien, 126 Schlüsselbegriffe
3 Erfolgscluster
Abbildung 6-4: Vorgehen zur Entwicklung der Erfolgskriterien [Quelle: Eigene Darstellung]
Aus den analysierten Konzepten und Studien werden in der ersten Phase „Recherche und Analyse“ 252 potentielle Faktoren als Basis herausgefiltert.25 Dabei handelt es sich sowohl um spezifische Er-
24 siehe hierzu ausführlich Kapitel 5.2

94 KAPITEL 6: MODELLENTWICKLUNG
folgsfaktoren als auch um Ansatzpunkte oder Aussagen der jeweiligen Autoren. Diese Faktoren werden in den weiteren Phasen selektiert und verdichtet, um die entscheidenden Erfolgskriterien zu erhalten. Dazu werden Faktoren, die Gleiches oder Ähnliches ausdrücken, zusammengefasst und Faktoren, die keine oder nur eine geringe Beziehung zum Problem haben, gestrichen.26 Als erster Filter dient die Differenzierung nach den Aufgaben des Qualitätsmanagements: Qualitätspolitik, Qualitätsplanung, Qualitätslenkung, Qualitätssicherung und Qualitätsverbesserung sowie sonstigen allgemeinen Aufgaben des Unternehmens. Dieses ermöglicht die Identifizierung der Faktoren, die hauptsächlich einem anderen Bereich als dem der Qualitätsverbesserung zuzuordnen sind. Diese werden in der zweiten Phase „Selektion“ aus der Gruppe der potentiellen Faktoren entfernt. Als Er-gebnis verbleiben 217 Kriterien in der Analyse, die zunächst in direktem oder indirektem Bezug zur Qualitätsverbesserung stehen. In der folgenden dritten Phase „Clustern“ werden den Kriterien Schlüs-selbegriffe zugeordnet und Gruppen gebildet. Kriterien, die mehr als einen Schlüsselbegriff bein-halten, werden in zwei oder mehrere Teilkriterien aufgeteilt, so dass sich jedes Kriterium nur auf einen Schlüsselbegriff bezieht. Auf diese Weise entstehen 283 Kriterien mit zunächst 126 Schlüs-selbegriffen. Als nächstes werden erneut die Kriterien eliminiert, deren Schlüsselbegriffe sich nicht spezifisch auf die Qualitätsverbesserung beziehen bzw. deren Schlüsselbegriff sich als zu allgemein erweist, um daraus ein spezifisches Erfolgskriterium abzuleiten. Die Schlüsselbegriffe werden in der vierten Phase „Mehrfaches Clustern“ selektiert, zusammengefasst und mehrfach gruppiert. Das Ergebnis sind drei Hauptcluster, die in der begrifflichen Systematik des Modells als Erfolgsbereiche be-zeichnet werden. Jeder Erfolgsbereich unterteilt sich in zwei weitere Teilcluster, die sog. Erfolgs-potentiale und jedes Erfolgspotential beinhaltet ein oder mehrere Erfolgskriterien.27
6.4 Struktur und Aufbau des MEQ-Modells
Das Modell der Erfolgskriterien zur Qualitätsverbesserung (MEQ-Modell) unterteilt sich in die drei Ebenen Erfolgsbereich, Erfolgspotential und Erfolgskriterium (siehe Abbildung 6-5). Der erste Erfolgsbe-reich trägt die Bezeichnung „Befähigung und Verhalten“ und unterteilt sich in die Erfolgspotentiale Führung und Mitarbeiter. Der zweite Bereich „Umsetzung und Methode“ beinhaltet die Potentiale Verbes-serungsprozess und Methodik. Der letzte Erfolgsbereich „Dauerhafte Erfolgssicherung“ besteht aus den Erfolgspotentialen Ausgewogene Verbesserung und Erfolgssicherung. Jedes Erfolgspotential umfasst ein oder mehrere Erfolgskriterien. Insgesamt beinhaltet das Modell 14 Erfolgskriterien.
Die Erfolgskriterien sind zu operationalisieren. Die Operationalisierung umfasst alle Maßnahmen, um in einer konkreten Untersuchung von Merkmalen zu Daten zu kommen und setzt eine ausführ-liche Bedeutungsanalyse der zu operationalisierenden Begriffe - hier der Erfolgskriterien - voraus. In der Regel sind verschiedene Arten der Operationalisierung möglich. Dabei ist zu beachten, dass sich Operationalisierungen nicht widersprechen und in hinreichend differenzierten Abstufungen gemessen werden können.28 Daher werden die einzelnen Erfolgsbereiche, -potentiale und -kriterien in den nachfolgenden Kapiteln zunächst inhaltlich erläutert. Zur eigentlichen Operationalisierung der Erfolgskriterien werden Fragen bzw. Aussagen zur Umsetzung des jeweiligen Kriteriums formu- 25 Die Basisliste der Erfolgsfaktoren befindet sich im Anhang A.2.1. 26 vgl. hierzu auch das Vorgehen bei Saraph et al. (1989), S. 819 bzw. Kapitel 5.2.7 27 Die Selektion der Erfolgskriterien kann dem Anhang A.2.2 entnommen werden. 28 vgl. Bortz/Döring (2003), S. 22; Schnell et al. (1999), S. 72f., 130f.; zu Problemen der Operationalisierung auch
Bortz/Döring (2002), S. 67f.

KAPITEL 6: MODELLENTWICKLUNG 95
liert. Pro Erfolgskriterium werden zwischen fünf und sieben Items zur Operationalisierung heran-gezogen. Zur Bewertung der Items wird eine 5-stufige-Skala eingesetzt von „stimmt gar nicht“ bis „vollkommen richtig“. Die genaue Bewertungssystematik des Modells wird in Kapitel 6.10 dargestellt. Die detaillierte Operationalisierung aller Kriterien kann dem Anhang A.3 entnommen werden.
Frühindikatoren [Ergebnisfähigkeit]Frühindikatoren [Ergebnisfähigkeit]
Ergebnis-indikatoren
[Qualitäts-fähigkeit]
Ergebnis-indikatoren
[Qualitäts-fähigkeit]
Erfolgsbereiche
Befähigung und
Verhalten
MEQ-Modell – Modell der Erfolgskriterien zur Qualitätsverbesserung
ErfolgspotentialeErfolgspotentiale
Qualitätsverständnis (1) Führungskräftequalifikation (2)
Führungscommitment (3)FührungFührung
Mitarbeiterschulung (4) Mitarbeitermotivation (5)
Empowerment (6)MitarbeiterMitarbeiter
Veränderungsfähigkeit (7)
Umsetzung und
Methode
Zielorientierung (8) Vorgehensweise (9)
Ergebnissicherung (10)
Verbesserungs-prozessVerbesserungs-prozess
Problemlösungsmethode (11) Methodeneinsatz (12)MethodikMethodik
Dauerhafte Erfolgssicherung
AusgewogenheitAusgewogenheit
ErfolgssicherungErfolgssicherung
Erfolgskriterien
Ausgewogene Verbesserung (13)
Review (14)
[Potentialentfaltung]
Frühindikatoren [Ergebnisfähigkeit]Frühindikatoren [Ergebnisfähigkeit]
Ergebnis-indikatoren
[Qualitäts-fähigkeit]
Ergebnis-indikatoren
[Qualitäts-fähigkeit]
Erfolgsbereiche
Befähigung und
Verhalten
MEQ-Modell – Modell der Erfolgskriterien zur Qualitätsverbesserung
ErfolgspotentialeErfolgspotentiale
Qualitätsverständnis (1) Führungskräftequalifikation (2)
Führungscommitment (3)FührungFührung
Mitarbeiterschulung (4) Mitarbeitermotivation (5)
Empowerment (6)MitarbeiterMitarbeiter
Veränderungsfähigkeit (7)
Umsetzung und
Methode
Zielorientierung (8) Vorgehensweise (9)
Ergebnissicherung (10)
Verbesserungs-prozessVerbesserungs-prozess
Problemlösungsmethode (11) Methodeneinsatz (12)MethodikMethodik
Dauerhafte Erfolgssicherung
AusgewogenheitAusgewogenheit
ErfolgssicherungErfolgssicherung
Erfolgskriterien
Ausgewogene Verbesserung (13)
Review (14)
[Potentialentfaltung]
Abbildung 6-5: Struktur und Aufbau des MEQ-Modells [Quelle: Eigene Darstellung]
6.5 Erfolgsbereich: Befähigung und Verhalten
6.5.1 Überblick und Zielstellung
Der erste Erfolgsbereich „Befähigung und Verhalten“ beinhaltet die Erfolgspotentiale Führung und Mitarbeiter für eine wirksame Qualitätsverbesserung im Unternehmen (siehe Abbildung 6-6). In diesem Erfolgsbereich wird das notwendige Verhalten der Mitarbeiter und Führungskräfte als Basis wirksamer Qualitätsverbesserungsaktivitäten sowie deren notwendige Befähigung dargelegt. Er bildet das Fundament für die beiden weiteren Erfolgsbereiche.

96 KAPITEL 6: MODELLENTWICKLUNG
(4) Mitarbeiterschulung: Die Mitarbeiter müssen durch Schulungs- und Weiterbildungs-maßnahmen dazu befähigt werden, kontinuierlich alle qualitäts-relevanten Prozesse in ihrem Arbeitsbereich zu verbessern.
(5) Mitarbeitermotivation: Die Basis für die ständige Verbesserung der Prozesse und Potentiale sind motivierte Mitarbeiter.
(6) Empowerment: Die Mitarbeiter müssen die Kompetenz haben und die Verantwor-tung übertragen bekommen, Verbesserungen durchzuführen.
(7) Veränderungsfähigkeit: Ängste und Barrieren der Mitarbeiter bei der Einführung von Änderungen und Verbesserungsmaßnahmen müssen berücksichtigt werden.
(1) Qualitätsverständnis: Die Bedeutung der ständigen Verbesserung muss sich im Qualitätsverständnis widerspiegeln.
(2) Führungskräftequalifikation: Die Führungskräfte müssen dazu befähigt sein, die Qualitäts-verbesserung voranzubringen.
(3) Führungscommitment: Es muss eine Verpflichtung der Führung vorliegen, das Qualitäts-verbesserungsprogramm zu fördern und zu unterstützen.
Führung
Mitarbeiter
Befähigung und Verhalten
(4) Mitarbeiterschulung: Die Mitarbeiter müssen durch Schulungs- und Weiterbildungs-maßnahmen dazu befähigt werden, kontinuierlich alle qualitäts-relevanten Prozesse in ihrem Arbeitsbereich zu verbessern.
(5) Mitarbeitermotivation: Die Basis für die ständige Verbesserung der Prozesse und Potentiale sind motivierte Mitarbeiter.
(6) Empowerment: Die Mitarbeiter müssen die Kompetenz haben und die Verantwor-tung übertragen bekommen, Verbesserungen durchzuführen.
(7) Veränderungsfähigkeit: Ängste und Barrieren der Mitarbeiter bei der Einführung von Änderungen und Verbesserungsmaßnahmen müssen berücksichtigt werden.
(1) Qualitätsverständnis: Die Bedeutung der ständigen Verbesserung muss sich im Qualitätsverständnis widerspiegeln.
(2) Führungskräftequalifikation: Die Führungskräfte müssen dazu befähigt sein, die Qualitäts-verbesserung voranzubringen.
(3) Führungscommitment: Es muss eine Verpflichtung der Führung vorliegen, das Qualitäts-verbesserungsprogramm zu fördern und zu unterstützen.
Führung
Mitarbeiter
Befähigung und Verhalten
Abbildung 6-6: Übersicht Erfolgbereich „Befähigung und Verhalten“ [Quelle: Eigene Darstellung]
6.5.2 Erfolgspotential: Führung
„[…] it is the leaders’ responsibilities to create and communicate a vision to move the firm toward continuous im-provement and to provide formal and informal support to enable the creation and sustenance of an organizational system that is respective to process management practices.”29
Zum Verständnis dieses Erfolgspotentials sollen die Begriffe Führung und Management abgrenzt werden. BENNIS/NANUS drücken den Unterschied zwischen Management und Führung prägnant wie folgt aus: „Manager machen die Dinge richtig, Führende tun die richtigen Dinge.“30 Ersteres betrifft die Effizienz, letzteres die Effektivität.
KOTTER zählt zu den Managementaufgaben Planung und Budgetierung, Organisation und Personal sowie Controlling und Problemlösung. Zu den Aufgaben der Führung gehören dagegen die Rich-tungsvorgabe, Menschen zum Konsens zu führen, das Motivieren und Begeistern sowie das Ver-halten von Personen und Gruppen zu beeinflussen, um bestimmte Ziele zu erreichen.31
Es ist Aufgabe der Führungskräfte, Strategie und Ziele der Qualitätsverbesserung zu definieren, zu artikulieren und an alle Mitglieder der Organisation zu kommunizieren. Die Führungskraft muss einen Standpunkt einnehmen und konsequent vertreten. Wichtig ist die Beständigkeit in der ver-folgten Zielrichtung.32
Die Befähigung und das Verhalten der Führung werden durch die Kriterien Qualitätsverständnis, Führungscommitment und Führungskräftequalifikation ausgedrückt.
Erfolgskriterium (1): Qualitätsverständnis33 Die Begriffe Qualitätsverständnis, Qualitätskultur und Qualitätsbewusstsein werden in der ein-schlägigen Literatur zum Teil kontrovers gebraucht. Eine ausführliche Diskussion findet sich bei
29 Anderson et al. (1994), S. 473 30 Bennis/Nanus (1992), S. 28f. 31 vgl. Kotter (1998), S. 45 sowie im Weiteren Staehle (1994), S. 308 und Bennis/Nanus (1992), S. 33 32 vgl. Bennis/Nanus (1992), S. 34-39, 58-69; Benes et al. (2001), S. 1525-1529 sowie Kapitel 2.2.1 33 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.1 entnommen werden.

KAPITEL 6: MODELLENTWICKLUNG 97
MACKAU.34 Im MEQ-Modell wird der Begriff Qualitätsverständnis als Ausdruck der Haltung einer Organisation zur Qualität verwendet. Das Qualitätsverständnis der Unternehmensleitung bestimmt die Art und Weise, wie die ständige Verbesserung der Qualitätsfähigkeit betrieben wird. Eine starke Verbesserungskultur muss sich durch eine einheitliche Zielausrichtung, hohe Motivation der Mitar-beiter, klare Strukturen und konsistente Verhaltensweisen auszeichnen.35
Der Erfolg eines Qualitätsverbesserungsprogramms hängt von dem Stellenwert der Qualität im Verhältnis zu Kosten und Zeit im Unternehmen ab und davon, ob langfristige Ziele mit dem Qua-litätsverbesserungsprogramm verfolgt werden. Steht die Qualität vor Kosten und Zeit, wird die ständige Verbesserung der Qualität als (wirtschaftlicher) Erfolgsfaktor ausgewiesen. Vorbeugung kommt in diesem Fall vor Fehlerbeseitigung und die ständige Verbesserung zeichnet sich durch Kontinuität aus. Die langfristige Zielerreichung ist wichtiger als kurzfristige Erfolge. Anzustreben ist eine offene Problemkultur, in der Fehler angesprochen und als Chance zur Verbesserung begrif-fen werden. IMAI macht deutlich, dass Qualität Aufgabe des Managements ist und schlechte Quali-tät infolgedessen ein Zeichen von schlechtem Management.36
Das vorherrschende Qualitätsverständnis ist entscheidend für den Umfang des zu erwartenden Commitments, für die Motivation der Mitarbeiter und für das Ausmaß aufzuwendender Qualifika-tionsmaßnahmen und drückt sich in den Ressourcen und Mitteln aus, die für die Qualitätsverbesse-rung zur Verfügung stehen. Dazu ist es notwendig, nicht ausschließlich die Ergebnisqualität zu betrachten, sondern die Prozess- und Systemqualität in den Vordergrund zu stellen, d.h. die Bedeu-tung der Prozesse für die Produktqualität zu erkennen.
Erfolgskriterium (2): Führungskräftequalifikation37 Qualifikation lässt sich definieren als die Gesamtheit an individuellen Fähigkeiten, Fertigkeiten und Kenntnissen im Berufsleben, die zur Erledigung arbeitsplatzspezifischer Tätigkeiten befähigt.38
Zu den wesentlichen Aufgaben der Führung gehören das Entwickeln der Strategien und Ziele, das Motivieren der Mitarbeiter, das Anstoßen von Lernprozessen oder auch die aktive Mitwirkung an Verbesserungen.39 Weniger häufig dagegen wird über die notwendige Qualifikation der Führungs-kräfte gesprochen, die sich im besonderen Maße durch fachliche sowie methodische und soziale Kompetenzen auszeichnen müssen. MALORNY bezeichnet die methodische Kompetenz als „Füh-rungsaufgabe Qualität“ und die soziale Kompetenz als „Führungsqualität“.40
Die Führungskräftequalifikation ist die Grundvoraussetzung für die erfolgreiche Qualitätsinitiative mittels geeigneter Qualitätstechniken. Es ist nicht ausreichend, dass die Führungskräfte ihren Mit-arbeitern den Einsatz von Qualitätstechniken empfehlen. Sie müssen Kenntnis über die Qualitäts-techniken und ihre Anwendung besitzen, von deren Wirksamkeit überzeugt sein und in die Lage versetzt werden, das Verbesserungsprogramm zu führen.41 Notwendig ist in diesem Zusammen-
34 vgl. Mackau (2003), S. 25-47; Mackau (2004), S. 157-159 35 zum Thema Unternehmenskultur vgl. auch Bullinger (1996), S. 68-77 36 vgl. Imai (1998), S. 243-243 37 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.2 entnommen werden. 38 vgl. Staehle (1999), S. 179 39 vgl. EFQM (2003), S. 13 (Kriterium 1: Führung) 40 vgl. Malorny (1996), S. 446-448 41 vgl. Kamiske (2000), S. 271-277

98 KAPITEL 6: MODELLENTWICKLUNG
hang auch das sog. Coaching.42 Im betrieblichen Umfeld wird Coaching als Führungsaufgabe ver-standen, die die Begleitung, Beratung und Förderung der Mitarbeiter zum Inhalt hat. Das Coaching betrifft die oberste Leitung und zeigt, dass es in ihrer Verantwortung liegt, als Wegbereiter der Verbesserung zu fungieren und nicht Verbesserungen anzuordnen. Soweit nötig vermittelt sie spe-zifische Fähigkeiten, ohne selbst in den Verbesserungsprozess einzugreifen. Ihre Aufgabe ist es, alle Mitarbeiter dazu zu befähigen, Probleme zu lösen.43
Die notwendige Qualifizierung muss sich auf drei Ebenen abspielen:44
– Bewusstsein und Verhalten
– Kenntnisse über Systeme und Prozesse
– Kenntnisse über Anwendung von Methoden und Werkzeugen
Erfolgskriterium (3): Führungscommitment45 Der Begriff Commitment steht für „Verpflichtung“ und wird unterschiedlich interpretiert. Gegen-stand vieler Untersuchungen ist das sog. organisatorische Commitment mit den drei Dimensionen affek-tiv, kognitiv und normativ. Diese Unterteilung geht auf Untersuchungen von MOWDAY ET AL. zurück, wobei die meist analysierte Dimension die affektive, also die emotionale ist. Diese ist geprägt durch einen starken Glauben an die Ziele und Werte der Organisation, den Willen, erhebliche Anstren-gungen zum Nutzen der Organisation zu erbringen und den Wunsch, ein Mitglied der Organisation zu bleiben.46
Das Erfolgskriterium Führungscommitment ist von dem oben angesprochenen organisatorischen Commitment abzugrenzen. TATIKONDA/TATIKONDA definieren den Begriff Commitment folgen-dermaßen:47 „Management Commitment means communication the firm’s philosophy from top down through ac-tions. It is an operating methodology whereby all employees and all activities focus on continuous improvements.” Das Führungscommitment beinhaltet die Verpflichtung zum Qualitätsverbesserungsprogramm, d.h. zu ei-nem bestimmten Vorgehen und zu einer bestimmten Methode mit dem Ziel, die Qualitätsfähigkeit zu steigern. Dieses hängt mittelbar mit der Verpflichtung zur Organisation zusammen. Die organi-sationale Verpflichtung begünstigt das hier definierte Führungscommitment. Führungskräfte müssen ein glaubhaft gelebtes Vorbild abgeben.48 Sie identifizieren sich mit den Qualitätsinitiativen der Organisation und den damit verbundenen Zielen, wirken aktiv an Qualitätsverbesserungsinitiativen mit, regen die Mitarbeiter zur Teilnahme an und leben die eigene Teilnahme vor. Dies beeinflusst das Verhalten der Mitarbeiter und zeigt die vorherrschende Veränderungsbereitschaft.49 Das Füh-rungscommitment und seine Auswirkungen werden umfangreich studiert, seine Bedeutung z.B. von DEMING, JURAN und CROSBY propagiert und in verschiedenen Studien bestätigt. AHIRE/O’SHAUGHNESSY haben den Einfluss des Top-Management Commitments auf die Pro-
42 Der Begriff entstammt ursprünglich dem Wettkampfsport. Vgl. Kostka (1997), S. 51f.; Staehle (1999), S. 950f. 43 vgl. Spear (2004), S. 45f. 44 vgl. Sörensson (2000), S. 114 45 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.3 entnommen werden. 46 vgl. Charles-Pauvres/Wang (2002), S. 157; Kacmar et al. (1999), S. 977f.; Mowday et al. (1979), S. 226; Six (o.A.);
Kotzé (2002), S. 512f. 47 Tatikonda/Tatikonda (1996), S. 6 48 vgl. EFQM (2003), S. 8 49 vgl. Seghezzi (2003), S. 139; Mann/Kehoe (1995), S. 20f.; Locke et al. (1988), S. 23-35 sowie Erfolgskriterien
(5) Mitarbeitermotivation und (7)Veränderungsfähigkeit

KAPITEL 6: MODELLENTWICKLUNG 99
duktqualität nachgewiesen.50 BARRET/WADDELL konnten einen positiven Zusammenhang zwi-schen dem Commitment des Top-Managements und den finanziellen Ergebnissen aufzeigen. Sie stellen fest:51 „[…] top management commitment is one of the major determinants of successful quality implemen-tation.”
Das Commitment ist abhängig von den Erfolgserlebnissen. Werden überzeugende Ergebnisse durch Verbesserungsaktivitäten erzielt, wirken diese als Anreiz für die eigene Beteiligung. Kein Mitarbeiter wird sich dauerhaft engagieren, wenn die Führung das Programm nicht fördert. Daran lässt sich letztendlich die erfolgreiche Führung messen.
6.5.3 Erfolgspotential: Mitarbeiter
Die Mitarbeiter sind die entscheidende Ressource einer Organisation. Unternehmen benötigen motivierte und flexible Mitarbeiter, die den Unternehmenserfolg sichern. Die Mitarbeiter wiederum verlangen nach Arbeitsplatzsicherheit, Selbstentfaltung, Anerkennung und Eigenverantwortung. BULLINGER definiert die Leistungsfähigkeit und -bereitschaft der Mitarbeiter als zentrale Erfolgs-faktoren. Dabei wird die Leistungsbereitschaft der Mitarbeiter stark beeinflusst von der Umsetzung ihrer Verbesserungswünsche.52
Das menschliche Verhalten lässt sich in die Bereiche Können, Wollen und Dürfen unterteilen.53 Das Können wird durch das Erfolgskriterium Mitarbeiterschulung, das Dürfen durch das Empowerment 54 und das Wollen durch die Mitarbeitermotivation ausgedrückt. Zusätzlich muss die emotionale Wirkung be-trachtet werden. Das Umsetzen von Qualitätsverbesserungsmaßnahmen bedingt Veränderungen. Die Beteiligten müssen daher dazu fähig sein, an Veränderungen mitzuwirken. Anerkennung und Selbstmotivation motivieren, Arbeitsplatzängste und das Gefühl der Überforderung demotivieren. In diesem Fall ist ein kreatives Mitarbeiten an Verbesserungsprojekten nicht mehr möglich.55 Diese emotionale Wirkung findet im Erfolgskriterium Veränderungsfähigkeit Berücksichtigung.
Die Generierung des Mitarbeiterpotentials gemessen anhand dieser vier Erfolgskriterien hängt un-mittelbar von dem Verhalten und der Befähigung der Führung ab, insbesondere von dem Führungs-commitment.
Erfolgskriterium (4): Mitarbeiterschulung56 Die Mitarbeiterschulung beschreibt die Leistungsdimension Können und drückt die Kompetenz und Qualifikation der Mitarbeiter aus. Die benötigten Fertigkeiten und Fähigkeiten der Mitarbeiter müssen sichergestellt werden, damit diese die geforderten Aufgaben zur ständigen Verbesserung der Qualität erfüllen können.57
PORTER/PARKER identifizieren das Mitarbeitertraining als kritischen Erfolgsfaktor des Qualitäts-managements und stellen zentrale Forderungen:58
50 vgl. Ahire/O'Shaughnessy (1998), S. 5-30 sowie Kapitel 5.2.6 51 Barrett/Waddell (2001), S. 3-10, untersucht wurde die Dienstleistungsindustrie in Australien und Neuseeland 52 vgl. Bullinger (1996), S. 9-11; Seghezzi (2003), S. 138-140 53 vgl. Nerdinger (1995), S. 9f. 54 vgl. näher Argyris (1998), S. 9-16 55 vgl. Schultz (2001), S. 34-37 56 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.4 entnommen werden. 57 vgl. Bullinger (1996), S. 95; McKinsey & Company et al. (1995), S. 48-52 58 vgl. Porter/Parker (1993), S. 13-22

100 KAPITEL 6: MODELLENTWICKLUNG
– Ausbildung und Training müssen als kontinuierlicher Prozess innerhalb der Organisation um-gesetzt werden.
– Das Training muss so gestaltet sein, dass der Lehrstoff bedürfnisgerecht bzgl. Inhalt und De-taillierungsgrad vermittelt wird.
– Ausbildung und Training müssen zukunftsorientiert sein, d.h. zukünftig erforderliches Wissen muss vermittelt werden.
– Das Ausbildungsmaterial muss mitarbeiterorientiert aufbereitet sein.
Eine adäquate Schulung ist Voraussetzung für die Durchführung von Qualitätsverbesserungsaktivi-täten. Der benötigte Bedarf muss ermittelt und wirksame Qualitätsverbesserungstechniken sowie die anzuwendende Problemlösungsmethode geschult werden. Das Kriterium Mitarbeiterschulung bewertet, ob die Mitarbeiter durch ihre Aus- und Weiterbildung dazu befähigt werden, kontinuier-lich alle qualitätsrelevanten Prozesse zu verbessern.
Erfolgskriterium (5): Mitarbeitermotivation59 Die Leistungsdimension Wollen bezieht sich auf die Motivation und das Engagement der Mitarbei-ter.60 Nach BULLINGER ist „Motivation die Bereitschaft zum Handeln oder zu einem bestimmten Verhalten, die sich einstellt, wenn ein Motiv […] realisierbar erscheint. Zum einen erklärt Motivation menschliches Verhalten zum anderen ist sie ein Begriff für unmittelbar Erlebtes.“61 Es lassen sich verschiedene Formen der Motivation differenzieren. Bei der Arbeitsmotivation erfolgt eine Unterscheidung in extrinsische und intrinsische Motivation. Extrinsische Motivation ist fremdmotiviert. Es wird eine Belohnung von außen ange-strebt, z.B. in Form von Anerkennung und Lob. Dagegen ist die intrinsische Motivation selbstmoti-viert. Sie wird aus der Tätigkeit gezogen z.B. durch Freude an der Arbeit.62
Um ein Verständnis für die Bedeutung und Komplexität der Mitarbeitermotivation zu gewinnen, soll kurz auf grundlegende Motivationskonzepte eingegangen werden. Im Wesentlichen wird zwi-schen humanistischen und kognitiven Ansätzen differenziert. Die humanistischen Theorien 63 begründen das menschliche Verhalten aus Annahmen über die materielle Struktur der individuellen Bedürfnis-se. Sie beschäftigen sich mit Bedürfnisinhalten, Zielen und wirksamen Motiven. Zu den Begrün-dern dieser Theorie zählt MASLOW mit dem Konzept der Bedürfnispyramide. Weiterhin gehören die Zwei-Faktoren-Theorie nach HERZBERG und das Job-Characteristics-Modell nach HACKMAN/OLDHAM zu diesen Theorien.
Das Konzept der Bedürfnispyramide von MASLOW überführt die menschlichen Bedürfnisse in eine hierarchische Struktur. Sind die Bedürfnisse einer Hierarchiestufe erfüllt, werden die Bedürfnisse der nächsten Hierarchiestufe angestrebt.
HERZBERG unterscheidet in seiner Theorie zwischen sog. „Satisfiers“ (Motivatoren) und „Dissatis-fiers“ (Hygienefaktoren). Die Motivatoren gelten als die Ursache von Unzufriedenheit und umfas-sen direkt mit der Tätigkeit verbundene Dinge, z.B. Leistung, Anerkennung, Arbeit und Verant-wortung. Bereiche, die nicht unmittelbar mit der Tätigkeit zusammenhängen, sind den Hygienefak-
59 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.5 entnommen werden. 60 vgl. McKinsey & Company et al. (1995), S. 53-57; Crostack et al. (1997a), S. 168-172; Crostack et al. (1997b),
S. 1361-1364; Crostack et al. sprechen hier auch von der Qualitätsmotivation. 61 Bullinger (1996), S. 31 62 vgl. Luczak (1993), S. 456f.; Bullinger (1996), S. 32-34

KAPITEL 6: MODELLENTWICKLUNG 101
toren zuzuordnen, z.B. Unternehmenspolitik, Administration, Beziehung zu Vorgesetzten und Kol-legen oder Lohn. Ihre Erfüllung führt nicht zur Motivation, sondern nur nicht zur Demotivation und zu einer positiven Grundeinstellung. Eine ausreichende Erfüllung der Motivatoren dagegen wirkt leistungssteigernd.64 Zur Erfüllung von Motivatoren und Hygienefaktoren lassen sich Füh-rungsleitsätze ableiten. Für die Motivatoren gilt: Mitarbeitern Erfolgserlebnisse verschaffen, Freude an der Arbeit und deren Bedeutung vermitteln, Verantwortung des Einzelnen verdeutlichen und Informationsfluss sicherstellen. Bzgl. der Hygienefaktoren gilt es zu gewährleisten, dass sich die Mit-arbeiter mit den Zielen des Unternehmens identifizieren können, ein gutes Betriebsklima herrscht und die Ablauforganisation transparent ist.65
Das Job-Characteristics-Modell nach HACKMAN/OLDMAN verknüpft den Ansatz der Arbeitszu-friedenheit durch Bedürfnisbefriedigung mit dem Ansatz der Arbeitszufriedenheit in Abhängigkeit der Arbeitsinhalte. In dem Modell ist das Entstehen einer intrinsischen Motivation an drei Grund-bedingungen geknüpft:66 (1) Wissen über die aktuellen Resultate der eigenen Arbeit, vor allem über die Qualität, (2) erlebte Verantwortung für die Ergebnisse der eigenen Arbeit und (3) erlebte Be-deutsamkeit der eigenen Arbeit.
Zu den kognitivistischen Theorien zählen u.a. die Ausgleichstheorien und die Instrumentalitätstheorie nach VROOM. Sie beschäftigen sich weniger mit den Bedürfnisstrukturen, sondern vielmehr mit den Prozessen, die in einem Individuum ablaufen und formulieren Prinzipien des Motivationsver-laufs.67 Die Verhaltenswirkung von Individuen wird auf Annahmen über eine Verknüpfung be-stimmter Variablen zurückgeführt. Die Ausgleichstheorien gehen prinzipiell davon aus, dass sich ein Individuum dann dazu entschließt, Leistung zu erbringen, wenn die zu erwartende Belohnung grö-ßer ist als die zu leistenden Beiträge. Das menschliche Verhalten wird demnach durch Anreize ge-steuert, wobei die Anreize sowohl monetärer als auch nicht monetärer Natur sein können. Diese Ansätze sind im Rahmen der Zielvereinbarungsmethoden im Unternehmen von Bedeutung. Die Instrumentalitätstheorie besagt, dass nur die gegenwärtige Situation das aktuelle Geschehen beeinflusst. Vergangene und zukünftige Faktoren finden keine Berücksichtigung. Die Handlung einer Person ergibt sich aus der Stärke der Erwartung, dass diese Handlung zum Ziel führt und dem Wert des Ziels für diese Person.68
Unabhängig davon, welcher der grundlegenden Motivationstheorien der Vorzug gegeben wird, ist die Erkenntnis entscheidend, dass die Motivation von einer Vielzahl von Faktoren abhängt, sowohl fremd- als auch selbstmotiviert ist und zudem von Mitarbeiter zu Mitarbeiter unterschiedlich sein kann. Die im Unternehmen herrschenden und beeinflussbaren Arbeitsbedingungen sowie die per-sönlichen Bedingungen und Faktoren einer Person spielen eine entscheidende Rolle. Aus der Dis-kussion der verschiedenen Motivationstheorien lassen sich, unter Beachtung der Individualität der Motivation, verschieden Schwerpunkte ableiten:
– Die Motivation der Mitarbeiter, sich in Verbesserungsprojekten zu engagieren, ist entscheidend für den Grad der Mitarbeiterbeteiligung.
63 Diese werden vielfach auch als Inhaltstheorien bezeichnet. 64 vgl. Bullinger (1996), S. 46-49; Seghezzi (2003), S. 139-141 65 vgl. Bullinger (1996), S. 48f.; Ulich (1998), S. 43f. 66 vgl. Bullinger (1996), S. 50; Ulich (1998), S. 99f. 67 Sie werden daher vielfach auch als Prozesstheorien bezeichnet. Vgl. u.a. Staehle (1994), S. 206 68 vgl. Bullinger (1996), S. 38-57; Frese (1992), S. 266-276

102 KAPITEL 6: MODELLENTWICKLUNG
– Die Mitarbeitermotivation ist eng gekoppelt an die Kommunikation im Unternehmen, an das Verständnis der Ziele sowie an das Commitment der Führungskräfte und an die Anerkennung der eigenen Leistung durch die Führung.
– Ein deutliches Commitment der Führung zur kontinuierlichen Qualitätsverbesserung fördert das notwendige Mitarbeiterengagement.
– Die Motivation wird von den persönlichen Erfolgserlebnissen beeinflusst.69 Werden Verbesse-rungen im eigenen Bereich als eine positive Erfahrung erlebt, wirkt dies motivierend auf die weitere Beteiligung.
Die Motivation der Mitarbeiter durch die Führungskräfte und die Kommunikation von Zielen sind Bestandteile des Erfolgskriteriums Führungscommitment. Bei der Operationalisierung der Mitarbeiter-motivation wird der Fokus auf die Wirkung der Motivationsmaßnahmen beim Mitarbeiter gelegt.
Erfolgskriterium (6): Empowerment70 Dieses Erfolgskriterium berücksichtigt den Faktor des Dürfens und kennzeichnet die Handlungs- und Entscheidungsbefugnis. Die Mitarbeiter müssen die Verantwortung erhalten, Verbesserungen durchzuführen.71 KOTTER begründet dies wie folgt:72 „Ohne ausreichendes Empowerment lagern entschei-dende Qualitätsinformationen ungenutzt in den Köpfen der Mitarbeiter und das Energiepotential zur Umsetzung von Veränderungen liegt brach.“
Das Empowerment zielt darauf ab, den Mitarbeitern zu mehr Leistungsfähigkeit und Kompetenz zu verhelfen. Wird selbständige Problemlösungsfindung gefordert, müssen die Mitarbeiter erweiterte Spielräume erhalten. Dies setzt die entsprechende Qualifikation der Mitarbeiter voraus.73 Ein er-folgreiches Verbesserungsprogramm erfordert, dass die Mitarbeiter sich während ihrer Arbeitszeit in Verbesserungsprojekten engagieren und Lösungen testen dürfen. Die reine Verlagerung auf eine freiwillige Betätigung außerhalb der Arbeitszeit darf nicht erfolgen.74
Das Ausmaß des Empowerments liegt im Ermessen der Führung. Sie entscheidet über den Zeitum-fang für Korrektur-, Reparatur-, Nacharbeits- sowie Verbesserungsmaßnahmen. Je mehr Zeit für Korrekturtätigkeiten aufgewendet wird, desto weniger Zeit steht für die Lösung von Problemen zur Verfügung.75 Dieser Zusammenhang ist in Abbildung 6-7 schematisch dargestellt.
Operative Arbeitszeit
Zeit für Korrekturtätigkeit (Reparatur, Nacharbeit)
Zeit für Problemlösung und Verbesserung
Operative Arbeitszeit
Zeit für Korrekturtätigkeit (Reparatur, Nacharbeit)
Zeit für Problemlösung und Verbesserung
Abbildung 6-7: Zusammensetzung der Arbeitszeit [Quelle: Eigene Darstellung]
69 vgl. auch Sterman et al. (1997), S. 11-16 sowie Kapitel 5.2.3 70 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.6 entnommen werden. 71 vgl. Butz (1996), S. 204; Bullinger (1996), S. 95 72 Kotter (1998), S. 227 73 siehe Erfolgskriterium (4) Mitarbeiterschulung 74 vgl. Seghezzi (2003), S. 139; Bullinger (1996), S. 95 75 siehe auch Kapitel 5.1.12

KAPITEL 6: MODELLENTWICKLUNG 103
BYRD beschreibt Empowerment als eine der fünf wichtigsten Fähigkeiten einer effektiven Führung, zusammen mit Vision, Vorrausschauung, Selbstverständnis und übereinstimmenden Werten.76 Ei-nen positiven Zusammenhang zwischen dem Empowerment und der Zufriedenheit der Mitarbeiter konnten BARRELL/WADDELL nachweisen.77 Die Angst vor Machtverlust, die zu geringe Kunden-orientierung, das Festhalten an der internen Aufteilung von Ressourcen und Verantwortung oder eine Führung, die die Dringlichkeit nicht sieht, sind häufige Probleme, die ein Empowerment behin-dern.78
Als Grundlage für die Operationalisierung dieses Kriteriums soll der Employee Empowerment Questionnaire (EEQ) von HAYES herangezogen werden sowie die Operationalisierung bei AHIRE/O’SHAUGHNESSY zum Thema Mitarbeiterempowerment.79 Der EEQ erlaubt Unternehmen die Stärke des Empowerments in ihrer Organisation anhand der nachfolgenden Items zu identifizieren und den Zusammenhang zu anderen Variablen zu bestimmen:80
– I am allowed to do almost anything to do a high-quality job.
– I have the authority to correct problems when they occur.
– I am allowed to be creative when I deal with problems at work.
– I do not have to go through a lot of red tape to change things.
– I have a lot of control over how I do my job.
– I do not need to get managements approval before I handle problems.
– I am encouraged to handle job related problems by myself.
– I can make changes on my job whenever I want.
Erfolgskriterium (7): Veränderungsfähigkeit81 Jede im Unternehmen einzuführende Maßnahme ist mit einem unterschiedlichen Ausmaß an Ver-änderung verbunden. Daher ist die Veränderungsfähigkeit 82 als weiteres Erfolgskriterium zu berück-sichtigen. Einschneidende Veränderungen rufen häufig Emotionen und Ängste hervor.83 Insbe-sondere Verbesserungen betrieblicher Abläufe lösen Ängste vor Rationalisierungseffekten aus.84 Mit der Problematik der Veränderungsfähigkeit der Mitarbeiter im Rahmen der kontinuierlichen Ver-besserung beschäftigen sich auch Untersuchungen von BOXER. Verbesserungen können nicht ohne Mitwirkung erreicht werden. Dies erfordert von den Mitarbeitern Offenheit gegenüber Verände-rungen. „If people are not inclined towards change, then they will create barriers to change.”85
Jegliche Veränderungen können zu einer psychischen Belastung bzw. Beanspruchung führen. Die DIN EN ISO 10075-1 definiert psychische Belastung als „die Gesamtheit aller erfassbaren Einflüsse, die
76 vgl. Byrd (1987), S. 34-43; Terziovski et al. (2000), S. 25 77 vgl. Barrett/Waddell (2001), S. 3-10 78 vgl. Kotter (1998), S. 141-159 79 vgl. Ahire/O'Shaughnessy (1998), S. 37 80 Hayes (1994), S. 41-46; der EEQ basiert auf der im MBNQA verwendeten Definition des Empowerments. 81 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.7 entnommen werden. 82 In der Literatur werden die Begriffe Veränderungsbereitschaft und Veränderungsfähigkeit nebeneinander, z.T.
synonym verwendet. Eine eindeutige Abgrenzung findet sich nicht. In dieser Arbeit wird der Begriff Verände-rungsfähigkeit verwendet, da dieser die emotionale Ebene abdeckt.
83 zur Bedeutung der Arbeitsemotion siehe auch Brehm (2001), S. 205-211; Temme/Tränkle (1996), S. 281-292 84 siehe auch Repenning (2000), S. 1385-1396 85 Boxer (2001), S. 67-69

104 KAPITEL 6: MODELLENTWICKLUNG
von außen auf den Menschen zukommen und psychisch auf ihn einwirken.“86 Psychische Beanspruchung wird als „die unmittelbare (nicht die langfristige) Auswirkung der psychischen Belastung im Individuum in Abhängigkeit von seinen jeweiligen überdauernden und augenblicklichen Voraussetzungen, einschließlich der individuellen Bewälti-gungsstrategien“87 definiert. Die psychische Beanspruchung resultiert aus der individuellen Verarbei-tung einer psychischen Belastung und kann Stress verursachen. GREIF definiert Stress „als subjekti-ven Zustand […], der aus der Befürchtung […] entsteht, dass eine stark aversive, zeitlich nahe und subjektiv lang andauernde Situation wahrscheinlich nicht vermieden werden kann. Dabei erwartet die Person, dass sie nicht in der Lage ist (oder sein wird), die Situation zu beeinflussen oder durch Einsatz von Ressourcen zu bewältigen.“88
Das Entstehen von Stress ist davon abhängig, inwieweit ein potentieller Stressor bewältigt werden kann. Der menschliche Organismus reagiert auf einen Stressor mit einem Spannungszustand. Der Stressor wird hinsichtlich seiner Bedrohlichkeit bewertet. Die Art der Spannungsbewältigung hängt nach dem Modell der Salutogenese von ANTONOVSKY89 von den generalisierten Widerstandsres-sourcen (GWR) ab. GWR sind Ressourcen, die dazu beitragen Stressoren zu vermeiden oder zu bekämpfen und zu einer erfolgreichen Spannungsbewältigung führen. Andernfalls kommt es zu Angst- bis hin zu Panikreaktionen. Wird eine Veränderung dagegen als nicht bedrohlich angesehen, werden Nutzen und Chancen der Veränderung geprüft.90
Die Reaktion der Mitarbeiter wird sich je nach Umfang der Veränderung und der vermuteten Be-drohung unterscheiden und ist zudem abhängig von dem Verlauf vergangener Verbesserungspro-jekte, dem Umgang mit eingesparten Kapazitäten und dem Verhalten der Führungskräfte.91
Bei Veränderungen im Unternehmen kommt es häufig zum verdeckten Widerstand. Notwendig ist eine offene, frühzeitige und nach Möglichkeit persönliche Kommunikation. Eine hohe Verände-rungsfähigkeit der Mitarbeiter erfordert einen Rahmen, in dem Hindernisse und Ängste abgebaut werden und ein vertrauensvolles Klima geschaffen wird. Die Führungskräfte müssen den Wandel erkennen und meistern, die Gründe für Veränderungen kommunizieren und die Mitarbeiter in die Lage versetzen, mit dem Wandel umzugehen.92
6.6 Erfolgsbereich: Umsetzung und Methode
6.6.1 Überblick und Zielstellung
Der Erfolgsbereich „Umsetzung und Methode“ beinhaltet die Erfolgspotentiale Ausgestaltung des Verbesserungsprozesses in einer Organisation und die vorhandene Methodik (siehe Abbildung 6-8), mit dem Ziel, eine strukturierte Herangehensweise zur ständigen Verbesserung der Prozesse und Potentia-le zu generieren.
86 DIN EN ISO 10075-1:2000 S. 3 87 ebenda, S. 3 88 Greif (1989), entnommen Ulich (1998), S. 429; siehe auch Lucas (1996), S. 62f. 89 Das Modell basiert auf der Vorstellung eines Gesundheits-Krankheits-Kontinuums, wobei Gesundheit und
Krankheit zwei Richtungen eines multidimensionalen Kontinuums darstellen. Danach ist der Mensch weder voll-ständig gesund noch vollständig krank, sondern bewegt sich ständig auf einem Kontinuum zwischen Krankheit und Gesundheit.
90 vgl. Gebert/von Rosenstiel (1992), S.107-121; Berner (2002a); Berner (2002b); Ulich (1998), S. 429-431; Rieländer (1999), S. 8-10; Beck (2001), S. 17-32 und zur Definition von Stressoren siehe Antonovsky (1979), S. 70f.
91 vgl. Berner (2002c); Schultz (2001), S. 37 sowie Erläuterungen zum Erfolgskriterium (5) Mitarbeitermotivation in diesem Kapitel
92 vgl. EFQM (2003), S. 14 (Kriterium 1e) und weiter Russ/Broussine (1996), S. 1-18; Tikart (1996), S. 8

KAPITEL 6: MODELLENTWICKLUNG 105
(11) Problemlösungsmethode: Für die wirksame Verbesserung muss ein Prozess zur Problem-lösung festgelegt sein, mit dem die Grundursachen ermittelt und beseitigt werden können.
(12) Methodeneinsatz: Der Verbesserungsprozess muss durch adäquaten Methoden-einsatz wirksam unterstützt werden.
(8) Zielorientierung: Es muss eine klare Vorstellung vorliegen, welche Ziele mit dem Verbesserungsprozess erreicht werden sollen.
(9) Vorgehensweise: Es muss eine klare Vorgehensweise, vorzugsweise in Form von Projekten, für die Durchführung von Verbesserungen vorliegen.
(10) Ergebnissicherung: Es muss ein Regelkreis bestehen, um die Umsetzung von Projektergebnissen zu überwachen und bei Abweichungen Maßnahmen zu ergreifen. (Maßnahmencontrolling)
Methodik
Verbesserungs-prozess
Umsetzung und Methode
(11) Problemlösungsmethode: Für die wirksame Verbesserung muss ein Prozess zur Problem-lösung festgelegt sein, mit dem die Grundursachen ermittelt und beseitigt werden können.
(12) Methodeneinsatz: Der Verbesserungsprozess muss durch adäquaten Methoden-einsatz wirksam unterstützt werden.
(8) Zielorientierung: Es muss eine klare Vorstellung vorliegen, welche Ziele mit dem Verbesserungsprozess erreicht werden sollen.
(9) Vorgehensweise: Es muss eine klare Vorgehensweise, vorzugsweise in Form von Projekten, für die Durchführung von Verbesserungen vorliegen.
(10) Ergebnissicherung: Es muss ein Regelkreis bestehen, um die Umsetzung von Projektergebnissen zu überwachen und bei Abweichungen Maßnahmen zu ergreifen. (Maßnahmencontrolling)
Methodik
Verbesserungs-prozess
Umsetzung und Methode
Abbildung 6-8: Übersicht Erfolgsbereich „Umsetzung und Methode“ [Quelle: Eigene Darstellung]
Qualitätsverbesserungsinitiativen sollten in Form von Projekten durchgeführt werden, die zur Er-reichung der Qualitätsziele des Unternehmens beitragen. Ein Projekt ist von der alltäglichen opera-tiven Arbeit abzugrenzen und hebt die Bedeutung des Vorhabens hervor.93 Zudem können Ver-besserungen nicht allein aus dem betrieblichen Vorschlagswesen generiert werden. Das betriebliche Vorschlagswesen - in Japan sehr erfolgreich - konnte in Deutschland nicht dieselben Potentiale eröffnen. So zeigt ein internationaler Vergleich zwischen Japan, USA und Deutschland, dass in Japan auf 100 Mitarbeiter 2500 Verbesserungsvorschläge im Jahr kommen, in den USA und Deutschland waren es dagegen nur 16. In Japan wurden davon 87% umgesetzt, in den USA 38% und in Deutschland 39%.94
Die Struktur dieses Erfolgsbereichs kann der nachfolgenden Abbildung entnommen werden. Die nähere Erläuterung erfolgt im Rahmen der Darlegung der einzelnen Erfolgskriterien.
93 vgl. Rinza (1998), S. 3; Seghezzi (2003), S. 133 94 vgl. Bundesministerium für Wirtschaft (o.A.), S. 3-5; zur Bedeutung des Vorschlagswesens in Japan siehe auch
Imai (1998), S. 37f. sowie Frühindikator Umsetzungsquote in Kapitel 6.8

106 KAPITEL 6: MODELLENTWICKLUNG
Langfristige Qualitätsziele
Qualitative und quantitative Projektziele
Projektvorschläge einreichen
Projekte auswählen
Projekte durchführen
Maßnahmen-umsetzungentscheiden
Maßnahmen überwachen und
Ergebnisse sichern
Problemdefinition
Problemanalyse
Lösungsalternativen
Alternativenbewertung
Methoden zur Problemdefinition
Methoden zur Datenerfassung und
Ursachenanalyse
Methoden zur Lösungsgenerierung
Methoden zur Alternativenbewertung
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
(11) Problemlösungsmodell (12) Methodeneinsatz
Verbesserungsprozess
Methodik
Langfristige Qualitätsziele
Qualitative und quantitative Projektziele
Projektvorschläge einreichen
Projekte auswählen
Projekte durchführen
Maßnahmen-umsetzungentscheiden
Maßnahmen überwachen und
Ergebnisse sichern
Problemdefinition
Problemanalyse
Lösungsalternativen
Alternativenbewertung
Methoden zur Problemdefinition
Methoden zur Datenerfassung und
Ursachenanalyse
Methoden zur Lösungsgenerierung
Methoden zur Alternativenbewertung
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
(11) Problemlösungsmodell (12) Methodeneinsatz
Langfristige Qualitätsziele
Qualitative und quantitative Projektziele
Projektvorschläge einreichen
Projekte auswählen
Projekte durchführen
Maßnahmen-umsetzungentscheiden
Maßnahmen überwachen und
Ergebnisse sichern
Problemdefinition
Problemanalyse
Lösungsalternativen
Alternativenbewertung
Methoden zur Problemdefinition
Methoden zur Datenerfassung und
Ursachenanalyse
Methoden zur Lösungsgenerierung
Methoden zur Alternativenbewertung
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
(11) Problemlösungsmodell (12) Methodeneinsatz
Verbesserungsprozess
Methodik
Abbildung 6-9: Strukturierung des Erfolgsbereichs „Umsetzung und Methode“ [Quelle: Eigene Darstellung]
6.6.2 Erfolgspotential: Verbesserungsprozess
Die Implementierung eines systematischen Verbesserungsprozesses dient der Umsetzung überge-ordneter Qualitätsziele und folgt einer strukturierten Vorgehensweise im Sinne definierter Phasen. Hinweise bietet die ISO/TS 16949. Diese fordert, dass die „Organisation […] einen Prozess zur Motiva-tion der Mitarbeiter zur Erreichung der Qualitätsziele, zur ständigen Verbesserung und zur Schaffung eines Umfel-des zur Förderung von Innovation [hat].“95
Der Verbesserungsprozess soll zu höherer Qualität und Produktivität, zu niedrigeren Kosten und geringeren Durchlaufzeiten führen und muss eine Vorgehensweise zur Auswahl, Bearbeitung und Umsetzung von Verbesserungsvorhaben und -projekten einschließen.96 Die Projektergebnisse müssen implementiert und ihre Wirksamkeit sichergestellt werden. Entsprechend beinhaltet dieses Erfolgspotential die Kriterien Zielorientierung, Vorgehensweise und Ergebnissicherung (vgl. Abbildung 6-9).
Erfolgskriterium (8): Zielorientierung97 Die Zielorientierung entscheidet über die gemeinsame Ausrichtung auf die wesentlichen Unterneh-mensziele. Sie deckt zwei Bereiche ab: Zum einen müssen die Qualitätsverbesserungen der Errei-
95 ISO/TS 16949:2002 S. 22, Abschnitt 6.2.2.4 96 vgl. Sörensson (2000), S. 116 97 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.8 entnommen werden.

KAPITEL 6: MODELLENTWICKLUNG 107
chung langfristiger Ziele als Grundlage für die Auswahl konkreter Projekte dienen (siehe Abbildung 6-9), zum anderen müssen für die Projekte selbst qualitative und quantitative Ziele defi-niert werden. Diese stehen mit den langfristigen Zielen im Einklang und dienen der Erfolgsbewer-tung der Verbesserungsprojekte. Die unternehmensspezifischen Qualitätsziele müssen langfristige Ziele mit einem Zeithorizont von mindestens drei bis fünf Jahren verfolgen. Entscheidungen zu-gunsten kurzfristiger Erfolge sind meist Entscheidungen gegen die Qualität zugunsten kurzfristiger Kostenüberlegungen.98
In Anlehnung an PORTER ET AL. können die folgenden Funktionen von Verbesserungszielen defi-niert werden:99
– Rechtfertigung der Verbesserungsprojekte gegenüber Dritten
– Information über den Zweck der Qualitätsverbesserungsinitiativen
– Handlungsanleitung, Motivation
– Maßstab der Leistungsbeurteilung
Erfolgskriterium (9): Vorgehensweise100 Die systematische Vorgehensweise umfasst einen Prozess zur Einreichung von Projektvorschlägen, zur Auswahl und Priorisierung von Projekten, ein Vorgehen zur Projektdurchführung sowie die Entscheidung über zu implementierende Maßnahmen (siehe Abbildung 6-9). Es geht um den Me-taprozess zur Prozessverbesserung im Unternehmen, um die notwendige Verbesserungsinfrastruk-tur, bestehend aus Projektteams und Koordinatoren des Verbesserungsprogramms.
Die Auswahl von Verbesserungsprojekten sollte aufgrund objektiver und transparenter Kriterien erfolgen, um die Mitarbeiter zu motivieren, geeignete Verbesserungsprojekte vorzuschlagen. Die Umsetzung von Ergebnissen muss schnell erfolgen und darf nicht willkürlich erscheinen. Die Pro-jektauswahl und die Implementierung von Lösungen müssen in einen Prozess der ständigen Ver-besserung eingebunden sein. Dieser wird u.a. von der ISO/TS 16949 gefordert und von der ISO 9004 empfohlen.101
Erfolgskriterium (10): Ergebnissicherung102 Dieses Erfolgskriterium bildet die Fortschrittsüberwachung bzw. die Systematik des Single-loop-learnings zur Sicherung der Projektergebnisse ab.103 Das Single-loop-learning tritt ein, wenn ein Ergebnis nicht die gesetzten Erwartungen erfüllt. Benötigt wird ein Regelkreis entsprechend dem Regelkreis des Qualitätscontrollings, um mittels eines Soll-Ist-Vergleichs die Umsetzung von Pro-jektergebnissen anhand geeigneter Kennzahlen zu überwachen und bei Abweichungen Maßnahmen zu ergreifen.104 Eine Verbesserungsmaßnahme kann erst dann abschließend als Erfolg verbucht werden, wenn die Maßnahme vollständig eingeführt und die gewünschten Ergebnisse erzielt wur-den. Erfolgreiche Maßnahmen müssen kommuniziert und die Anwendung in anderen Bereichen
98 vgl. Seghezzi (2003), S. 146f.; Kaplan/Norton (1997), S. 218; auch Voss/Blackmon (1996), S. 38-41 und die Er-
folgskriterien (3) Führungscommitment und (1) Qualitätsverständnis 99 vgl. Porter et al. (1975), S. 78f. 100 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.9 entnommen werden. 101 vgl. ISO/TS 16949:2002 S. 63, Abschnitt 8.5.1.1; DIN EN ISO 9004:2000 S. 79, Abschnitt 8.5.4 102 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.10 entnommen werden. 103 vgl. Argyris/Schön (1999), S. 35f. 104 zum Regelkreis des Qualitätscontrollings siehe Kapitel 2.4

108 KAPITEL 6: MODELLENTWICKLUNG
diskutiert werden. So fordert die ISO/TS 16949, dass ergriffene Korrekturmaßnahmen auch auf ähnliche Prozesse und Produkte angewendet werden.105
6.6.3 Erfolgspotential: Methodik
Um Qualitätsverbesserungen zu erzielen, müssen Probleme wirksam und nachhaltig gelöst, d.h. die Problemursachen dauerhaft beseitigt werden. Der Verbesserungsprozess muss durch eine Prob-lemlösungsmethode und adäquate Analyse- und Verbesserungstechniken unterstützt werden (vgl. Abbildung 6-9).106 Die Schulung derselbigen beinhaltet der Erfolgsbereich „Befähigung und Verhal-ten“. Das Erfolgspotential Methodik umfasst die Problemlösungsmethode und den Methodeneinsatz als Erfolgkriterien.
Erfolgskriterium (11): Problemlösungsmethode107 Die ISO/TS 16949 fordert unter dem Punkt Problemlösungsmethoden:108 „Die Organisation muss einen Prozess zur Problemlösung festlegen, mit dem die Grundursachen ermittelt und beseitigt werden können.“
Es muss eine systematische Problemlösungsmethode zur Anwendung kommen. Unter einem Prob-lemlösungsprozess lässt sich die Abwicklung sämtlicher Aktivitäten von der Problementstehung bis zu ihrer Lösung subsumieren. Im Wesentlichen besteht der Prozess aus der Problemerkenntnis, der Problemdefinition, der Problemanalyse, dem Erarbeiten von Lösungsalternativen, der Alternati-venbewertung und -auswahl sowie der Umsetzung der Alternative und der Kontrolle (vgl. Abbildung 6-9).109 In jeder Phase der Problemlösung werden Informationen aufgenommen und verarbeitet. Mittels der Problemlösungsmethode soll eine zahlenbasierte Entscheidungsfindung aufgrund erhobener und ausgewerteter Daten ermöglicht werden.
Erfolgskriterium (12): Methodeneinsatz110 Die Problemlösungsmethode bedingt einen adäquaten Methodeneinsatz in jeder Phase der Prob-lemlösung. Es müssen geeignete Methoden zur Analyse und Erfassung der Daten sowie zur Gene-rierung von Lösungen eingesetzt werden, um strukturiert Qualitätsverbesserungsmaßnahmen abzu-leiten (siehe Abbildung 6-9). Erfolgsfördernd ist der konsequente Einsatz von Qualitätstechniken. Qualitätstechniken sind Instrumente und Methoden des Qualitätsmanagements zur spezifischen Problemlösung auf verschiedenen Ebenen mittels einer strukturierten und analytischen Vorge-hensweise.111 Die Mitarbeiter müssen auf diese Methoden zurückgreifen können. Dazu ist es effek-tiv, eine Dokumentation mit Anwendungsbeispielen vergangener Projekten als Unterstützung für die Projektarbeit zur Verfügung zu stellen. Wirksam ist der Einsatz statistischer Methoden, um Prozessstreuungen zu verringern und Prozesse sowie Maschinen zu überwachen.
105 vgl. ISO/TS 16949:2002 S. 65, Abschnitt 8.5.2.3 106 vgl. Mohr (1991), S. 35f. 107 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.11 entnommen werden. 108 ISO/TS 16949:2002 S. 64, Abschnitt 8.5.2.1 109 vgl. Staehle (1999), S. 295f. 110 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.12 entnommen werden. 111 zum Begriff der Qualitätstechnik vgl. u.a. Gogoll/Theden (1994), S. 329; Theden (1997), S. 58; Stahl (1997), S. 15

KAPITEL 6: MODELLENTWICKLUNG 109
6.7 Erfolgsbereich: Dauerhafte Erfolgssicherung
6.7.1 Überblick und Zielstellung
Das Ziel der gebündelten Qualitätsverbesserungsaktivitäten ist, einen Beitrag zur Erfolgssicherung des Unternehmens zu leisten. Dies wird zum einen durch die Umsetzung der Erfolgskriterien der vorhergehenden Erfolgsbereiche „Befähigung und Verhalten“ sowie „Umsetzung und Methode“ erreicht. Aufgrund der strategischen Bedeutung einer „Dauerhaften Erfolgssicherung“, wird diese als eigener Erfolgsbereich betrachtet. Um dauerhaften Erfolg zu ermöglichen, müssen die Ausgewogenheit und die Erfolgssicherung gewährleistet, eine Ausgewogene Verbesserung betrieben und die Verbesserungssys-tematik einem regelmäßigen Review unterzogen werden (vgl. Abbildung 6-10).
(14) Review: Der Verbesserungsprozess muss einer regelmäßigen Überprü-fung unterzogen werden, um seine Wirksamkeit und seinen Erfolg sicherzustellen. Lernprozesse müssen in der Organisation gefördert werden.
(13) Ausgewogene Verbesserung: Qualitätsverbesserungsaktivitäten müssen sich auf die qualitätsrelevanten operativen Prozesse und strategischen Prozesse beziehen.
Ausgewogenheit
Erfolgssicherung
Dauerhafte Erfolgssicherung
(14) Review: Der Verbesserungsprozess muss einer regelmäßigen Überprü-fung unterzogen werden, um seine Wirksamkeit und seinen Erfolg sicherzustellen. Lernprozesse müssen in der Organisation gefördert werden.
(13) Ausgewogene Verbesserung: Qualitätsverbesserungsaktivitäten müssen sich auf die qualitätsrelevanten operativen Prozesse und strategischen Prozesse beziehen.
Ausgewogenheit
Erfolgssicherung
Dauerhafte Erfolgssicherung
Abbildung 6-10: Überblick Erfolgsbereich „Dauerhafte Erfolgssicherung“ [Quelle: Eigene Darstellung]
Dieser Bereich basiert insbesondere auf den Erkenntnissen der Forschungsarbeiten von STERMAN
ET AL. sowie auf der Tatsache, dass in der Literatur vielfach empfohlen wird auf kurzfristige Er-folgserlebnisse zu setzen, um die Mitarbeiter- und Führungskräftebeteiligung zu sichern. Das Stre-ben nach Erfolg ist für den Menschen elementar. Erfolgserlebnisse sind daher Bedingung für eine optimale Leistungsfähigkeit. Schnelle Erfolgserlebnisse wirken motivierend, der einseitige Fokus verkennt jedoch die damit einhergehenden Gefahren. Schnelle Erfolgserlebnisse nehmen eine kriti-sche Stellung ein. Sie können das Qualitätsverbesserungsprogramm sowohl stützen als auch zu seinem Scheitern beitragen.112
Nichtsdestotrotz darf die Bedeutung kurzfristiger Erfolge nicht vernachlässigt werden, denn kurz-fristige Erfolge:113
– liefern den Beweis, dass die kurzfristig anfallenden Kosten gerechtfertigt sind.
– stellen ein positives Feedback dar, das die Mühen belohnt und motiviert.
– fördern die Veränderungsfähigkeit, denn eindeutige Leistungsverbesserungen machen es schwierig, die Veränderung zu blockieren.
– sichern die Unterstützung der Führung.
– erzeugen Impulse.
6.7.2 Erfolgspotential: Ausgewogenheit
Die Ausgewogenheit zu gewährleisten bedeutet, keine einseitigen Entscheidungen auf Basis kurzfristi-ger Kriterien zu treffen, um kurzfristige Erfolge zu erzielen, sondern gleichermaßen Verbesserun-
112 vgl. Bullinger (1996), S. 35; Imai (1998), S. 243; Benes et al. (2001), S. 1528 113 in Anlehnung an Kotter (1998), S. 169

110 KAPITEL 6: MODELLENTWICKLUNG
gen mit langfristigem Nutzen anzustreben. Die Verbesserungen müssen einer Balance unterliegen und auf operativer sowie auf strategischer Ebene erfolgen.
Die Begriffe strategisch und operativ drücken eine zeitliche Betrachtung und eine Bedeutung aus.114 Die Betrachtungsweise operativ - strategisch erfolgt im Rahmen dieser Arbeit im Hinblick auf die Ver-besserung der Wertschöpfungskette des Unternehmens (vgl. Abbildung 6-11). Operative Verbesserun-gen beziehen sich auf existierende Prozesse zur Erbringung eines Produktes oder einer Dienstleis-tung, also auf die Wertschöpfung für das existierende Produkt. Dies ist mit einer kurzfristigen Sichtweise und kurzfristigen Erfolgen verbunden. Unter die operativen Prozesse fallen die Produkti-onsprozesse sowie die produktionsnahen unterstützenden und administrativen Prozesse. Um den dauerhaften Erfolg eines Qualitätsverbesserungsprogramms zu sichern, ist es zudem erforderlich, neue Prozesse, Produkte und Dienstleistungen zu schaffen und die freigesetzten Kapazitäten zu nutzen. Diese strategischen Verbesserungen betreffen die Innovationsprozesse respektive die For-schungs- und Entwicklungsprozesse. Diese sind strategisch wichtig für das Unternehmen und ha-ben eine längerfristige Auswirkung. Es kann sich als erfolgskritischer erweisen, einen mehrjährigen Entwicklungsprozess effizient zu bewältigen, als existierende Prozesse zu optimieren.115
Prozesse der Wertschöpfungskette
Operative Prozesse
Strategische Prozesse
Produktionsprozesse
Produktionsnahe Prozesse
Forschungsprozesse
Entwicklungsprozesse
Kurzfristige Auswirkung
Schnelle Erfolgswirkung
langfristige Auswirkung
verzögerte Erfolgswirkung
Prozesse der Wertschöpfungskette
Operative Prozesse
Strategische Prozesse
Produktionsprozesse
Produktionsnahe Prozesse
Forschungsprozesse
Entwicklungsprozesse
Kurzfristige Auswirkung
Schnelle Erfolgswirkung
langfristige Auswirkung
verzögerte Erfolgswirkung
Abbildung 6-11: Operative und strategische Prozesse [Quelle: Eigene Darstellung]
Erfolgskriterium (13): Ausgewogene Verbesserung116 Verbesserungen müssen sich auf relevante strategische und operative Prozesse beziehen. Kurzfristige Erfolge werden in der Regel auf operativer Ebene erzielt. Dies bewirkt positive Erfolgserlebnisse bei Mitarbeitern und Führungskräften und fördert die Beteiligung, kann jedoch zu einem einseitigen Fokus auf die Verbesserung der Produktionsprozesse führen. Dies birgt die Gefahr, Überkapazitä-ten aufzubauen, die nicht durch entsprechende Entwicklungsleistungen genutzt werden können. Verbesserungen der qualitätsrelevanten strategischen Prozesse sind schwieriger zu erreichen. Strategi-sche Verbesserungsprojekte zeichnen sich durch eine höhere technische und organisatorische Kom-plexität aus und erfordern überwiegend den Einsatz crossfunktionaler Teams. Erfolge, z.B. in Form kürzerer Entwicklungszeiten, stellen sich erst längerfristig ein. Operative Prozesse haben eine vergleichsweise geringere technische und organisatorische Komplexität, sie sind repetitiv und betreffen in der Regel nur wenige Bereiche. Verbesserungen operativer Prozesse laufen daher häufig bereichsbezogen ab.
Die Problematik der Ausgewogenen Verbesserung wird in der nachfolgenden Abbildung schematisch dargestellt. Beziehen sich die Aktivitäten gleichermaßen auf operative und strategische Qualitätsverbes-
114 vgl. Staehle (1999), S. 437-447; Wöhe (1993), S. 153f.; Kotter (1998), S. 24-27; Sterman et al. (1997), S. 1-29 sowie
Kapitel 5.1.12 115 vgl. Kaplan/Norton (1997), S. 25f. 116 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.13 entnommen werden.

KAPITEL 6: MODELLENTWICKLUNG 111
serungen, können bei den operativen Verbesserungsaktivitäten in der Regel nach einem relativ kurzen Zeitabschnitt Erfolge verzeichnet werden. Durch diese Verbesserungen werden häufig Kapazitäten freigesetzt. Diese müssen genutzt oder abgebaut werden. Der Abbau von Kapazitäten ist häufig mit Arbeitsplatzverlusten verbunden und hemmt das Qualitätsverbesserungsprogramm.117 Priorität sollte daher die Nutzung der Kapazitäten haben. Dazu müssen die Entwicklungsprozesse kürzere Entwicklungszyklen durchlaufen und schneller neue Produkte und Prozesse hervorbringen, die diese Kapazitäten nutzen und dem Unternehmen neues Marktpotential erschließen. Jedoch besteht zwischen dem Kapazitätsaufbau und dessen Nutzung ein Zeitverzug, den es zu überbrücken gilt.
OperativeQualitätsverbesserung
durch Qualitätsverbesserung generierte Kapazitäten
Zeit
StrategischeQualitätsverbesserung
schnelle Erfolgserlebnisse
längerfristige Erfolgserlebnisse
Kapazitäts-aufbau
Kapazitäts-nutzung
Zeitverzug
OperativeQualitätsverbesserung
durch Qualitätsverbesserung generierte Kapazitäten
Zeit
durch Qualitätsverbesserung generierte Kapazitäten
Zeit
StrategischeQualitätsverbesserung
schnelle Erfolgserlebnisse
längerfristige Erfolgserlebnisse
Kapazitäts-aufbau
Kapazitäts-nutzung
Zeitverzug
Abbildung 6-12: Zeitlicher Zusammenhang zwischen strategischer und operativer Qualitätsverbesserung - schematische Darstellung - [Quelle: Eigene Darstellung]
6.7.3 Erfolgspotential: Erfolgssicherung
Alle Aktivitäten zur Qualitätsverbesserung müssen einer regelmäßigen Bewertung unterzogen wer-den. Diese Bewertung ist Aufgabe der Leitung. Das Qualitätsprogramm muss hinsichtlich seiner Wirksamkeit überprüft und einem strategischen Lernprozess zugeführt werden. Während die ersten Erfolgspotentiale der Erschließung und Umsetzung der Leistungspotentiale sowie der Schließung von Leistungslücken im Unternehmen dienen, hat dieser strategische Lernprozess die Aufgabe, die zugrunde gelegte Strategie und die dahinter stehenden Hypothesen zu überprüfen, zu bestätigen oder gegebenenfalls zu korrigieren.
Erfolgskriterium (14): Review118 Unter einem Review wird die „Tätigkeit zur Ermittlung der Eignung, Angemessenheit und Wirksamkeit der Betrachtungseinheit, festgelegte Ziele zu erreichen“119 verstanden. Das Erfolgskriterium Review zielt auf das Double-loop-learning ab. Double-loop-learning ist ein Lernen, das zu einem Wertewechsel der handlungsleitenden Theorien, Strategien oder Annahmen führt. Der Fortschritt des Qualitätspro-gramms muss einer regelmäßigen Überprüfung unterzogen und anhand geeigneter Kennzahlen überwacht werden, um den Erfolg dauerhaft sicherzustellen. Die gesetzten Qualitätsziele und Er-
117 siehe hierzu Forschungsergebnisse von Sterman et al. sowie Erfolgskriterium (7) Veränderungsfähigkeit 118 Die Items zur Operationalisierung dieses Kriteriums können dem Anhang A.3.14 entnommen werden. 119 DIN EN ISO 9000:2000 S. 31, Abschnitt 3.8.7

112 KAPITEL 6: MODELLENTWICKLUNG
kenntnisse der Ausgewogenen Verbesserung müssen in das Review eingehen. Dieses Review des Verbesse-rungsprozesses ist von der Maßnahmenüberwachung innerhalb des Verbesserungsprozesses abzu-grenzen.120 Ziel ist die Förderung eines strategischen Lernprozesses. Dazu gehört es, den Erfah-rungsaustausch im Unternehmen und über die Unternehmensgrenzen hinweg zu fördern. Die Durchführung des Reviews liegt in der Verantwortung der obersten Führung. Wird im Rahmen ei-nes strategischen Review-Prozesses Handlungsbedarf offen gelegt, müssen entsprechende Maß-nahmen getroffen werden.121
6.8 Modellindikatoren
6.8.1 Zielstellung
Die Qualitätsverbesserung verfolgt das Ziel, die Qualitätsfähigkeit zu erhöhen. Dazu wird der im Rahmen dieser Arbeit aufgestellte Zusammenhang zwischen der Potentialentfaltung, der Ergebnisfähig-keit und der Qualitätsfähigkeit verwendet. Während die Potentialentfaltung einer Organisation über die operationalisierten Erfolgskriterien erfasst und zu Erfolgspotentialen und Erfolgsbereichen grup-piert wird, erfolgt die Ermittlung der Ergebnis- und der Qualitätsfähigkeit über objektive Modellindi-katoren. Die Frühindikatoren dienen der Darstellung der Ergebnisfähigkeit, die Ergebnisindikatoren zei-gen den Stand der erreichten Qualitätsfähigkeit anhand ausgewählter Größten an (vgl. Abbildung 6-13).122
Erfolgskriterien Frühindikatoren
bedingtPotentialentfaltung
Drückt die Eignung der Organisation zum Betreiben einer dauerhaft erfolgreichen Qualitätsverbesserung aus
Ergebnisfähigkeit
Zeigt frühzeitig an, ob und wie die vorhandenen Potentiale
genutzt werden
bedingt Qualitätsfähigkeit
Zeigt die tatsächlich erzielten quantitativen Ergebnisse an
(Veränderung)
Ergebnisindikatoren
Abbildung 6-13: Systematik der Modellindikatoren [Quelle: Eigene Darstellung]
Die Modellindikatoren sollen die nachfolgenden Funktionen erfüllen:123
Operationalisierungsfunktion: Darunter ist die Bildung von Indikatoren als Mittel zur Operationalisie-rung von Zielen zu verstehen. Durch den Einsatz wichtiger Indikatoren wird eine zusätzliche Ob-jektivität erreicht.
Anregungsfunktion: Insbesondere die Frühindikatoren ermöglichen das Erkennen von Auffälligkeiten und Veränderungen, sofern ihre Erfassung und Auswertung mehrmals im Jahr erfolgt. Die Ergeb-nisindikatoren legen die Qualitätsfähigkeit des Unternehmens dar und dienen dem Erkennen von Stärken und Verbesserungspotentialen.
Vorgabefunktion: Die Sollwerte der Indikatoren können als Vorgaben gesetzt werden. Für die Mo-dellindikatoren werden Optimierungsrichtungen angegeben bzw. Zielwerte empfohlen. Die kon-krete Zielfestlegung muss jedoch unternehmensspezifisch erfolgen.
120 siehe hierzu Erfolgskriterium (10) Ergebnisscherung 121 vgl. Argyris/Schön (1999), S. 36; Argyris (1991), S. 95-107; Kaplan/Norton (1997), S. 15-19, 241-261 122 zur Definition von Früh- und Ergebnisindikatoren siehe Kapitel 2.5 123 vgl. Weber (1993), S. 202; Theden (1997), S. 109f.

KAPITEL 6: MODELLENTWICKLUNG 113
Steuerungsfunktion: Die Indikatoren finden Verwendung zur Vereinfachung von Steuerungsprozes-sen, im vorliegenden Fall des Qualitätsverbesserungsprozesses.
Kontrollfunktion: Die Ermittlung der Indikatoren in zweckmäßigen Zeitabständen und die Verwen-dung von Früh- und Ergebnisindikatoren ermöglichen das Erkennen von Abweichungen über Soll-Ist-Vergleiche.
Die Indikatorenauswahl erfolgt unter Berücksichtigung der nachstehenden Prinzipien. Demnach müssen die Indikatoren:124
– Verbesserungsprozesse, Problemlösungs- oder Entscheidungsfindungen unterstützen.
– sich auf das Wesentliche beziehen.
– im Einklang mit dem Strategie- und Zielsetzungsprozess stehen.
– nach innen und nach außen gerichtet sowie ergebnis- und prozessorientiert sein.
– quantitativer und qualitativer Natur sein.
– einfach kommunizierbar sein.
– mit einem ökonomisch vertretbaren Erhebungsaufwand messbar sein.
– den Zeitfaktor berücksichtigen.
– den Mitarbeitern Anerkennungsmöglichkeiten bieten und motivierend wirken.
Die entwickelten Indikatoren werden inhaltlich beschrieben und in einem Erfassungsblatt darge-stellt (vgl. Abbildung 6-14). Jeder Frühindikator wird einem Erfolgsbereich (1), dem Erfolgspoten-tial (2) sowie einem Erfolgskriterium oder mehreren Erfolgskriterien (3) zugeordnet. Für die Be-rechnung des Indikators werden in Feld (4) die Messgröße, die Bezugsgröße und die Einheit des Indikators angegeben. Feld (5) zeigt die Zielrichtung in den Kategorien Maximieren, Minimieren oder Optimieren an. In Ausnahmefällen werden konkrete Werte vorgeschlagen. In Feld (6) wird der Erhebungszyklus empfohlen. Dabei kann die Erhebung des Indikators häufiger, sollte jedoch nicht seltener als der angegebene Zyklus erfolgen, da er sonst seine Funktion als Frühindikator einbüßt.
Bezeichnung des Indikators
Erfolgsbereich (1) Erfolgpotential (2) Erfolgskriterium (3)
Berechnung des Indikators (4)
Messgröße:
Bezugsgröße:
Einheit:
Zielrichtung: (5) minimieren, maximieren, optimieren
Erhebungszyklus: (6)
wöchentlich, monatlich, quartals-weise, halbjährlich, jährlich
Abbildung 6-14: Erfassungsblatt - Aufbau der Indikatordarstellung [Quelle: Eigene Darstellung]
6.8.2 Modellindikatoren im Überblick
Nachfolgend findet sich eine tabellarische Zusammenstellung der Modellindikatoren. Die einzelnen Indikatoren werden in den folgenden Kapiteln detailliert erläutert.
124 in Anlehnung an Falkner (1995), S. 117-119

114 KAPITEL 6: MODELLENTWICKLUNG
Tabelle 6-1: Überblick - Modellindikatoren [Quelle: Eigene Darstellung]
6.8.3 Frühindikatoren: Befähigung und Verhalten
Anteil Qualitätsverbesserungskosten Diese Größe dient als Indikator für das Qualitätsverständnis. Sie zeigt, in welchem Umfang das Unternehmen in die Qualitätsverbesserung investiert und welchen Stellenwert sie im Unternehmen einnimmt. Die Aufwendungen dienen der Erhöhung der Qualitätsfähigkeit. Dies schließt Kosten für die Sicherstellung des aktuellen Qualitätsniveaus im Sinne von Qualitätslenkungsmaßnahmen aus und bezieht sich nur auf Kosten, die für die Steigerung eines bestehenden Qualitätsniveaus durch eine Verbesserung der Prozesse und Potentiale eingesetzt werden. Um diesen Indikator als Frühindikator zu nutzen, dürfen nicht die tatsächlich angefallenen Kosten, sondern müssen die geplanten Aufwendungen für die Qualitätsverbesserung erfasst werden, d.h. das zur Verfügung gestellte Budget. Die Ermittlung soll nicht als absoluter Wert, sondern anteilig an den QM-System-Betreibungskosten erfolgen. Diese umfassen die Kosten für die Aufrechterhaltung und Weiterent-wicklung des Systems. Dazu zählen das Budget der Qualitätsabteilung, die Kosten für interne und externe Audits und die Kosten für qualitätsbezogene Schulungen. Zusätzlich muss ein regelmäßiges Budgetcontrolling erfolgen, d.h. eine laufende Überwachung und Analyse der Kosten.125 Die Ver-
125 vgl. Horváth (1994), S. 278f.
Erfolgs-bereich
Erfolgs-potential
Erfolgskriterium Frühindikator Ergebnisindikator
(1) Qualitätsverständnis – Anteil Qualitätsverbesserungskosten
(2) Führungskräfte-qualifikation
– Schulungsaufwand je Führungskraft
– Schulungsquote je Führungskraft
Führung
(3) Führungscommitment – Beteiligungsquote der Führung
– Coachingquote Top-Management
(4) Mitarbeiterschulung – Schulungsaufwand je Mitarbeiter
– Schulungsquote je Mitarbeiter
(5) Mitarbeitermotivation
(7) Veränderungsfähig-keit
– Beteiligungsquote Mitarbeiter
– Projektvorschlagsquote Mitarbeiter
Befähigung und Verhalten
Mitarbeiter
(6) Empowerment – Verbesserungszeitanteil
(8) Zielorientierung
(9) Vorgehensweise
– Implementierungsdauer der Maß-nahmen
– Anzahl laufender Qualitätsverbesse-rungsprojekte
– Anteil laufender Qualitätsverbesse-rungsprojekte
Verbesserungs-prozess
(10) Ergebnissicherung – Umsetzungsquote insgesamt
Umsetzung und Methode
Methodik (11) Problemlösungs-methode
(12) Methodeneinsatz
– Problemlösungszeit
Ausgewogen-heit
(13) Ausgewogene Verbesserung
– Kapazitätsauslastung
– Anteil operativer und strategischer Verbesserungsprojekte
– Aufwand für operative und strategi-sche Verbesserungsprojekte
– Umsetzungsquote operativer und strategischer Verbesserungsprojekte
Dauerhafte Ergebnis-sicherung
Erfolgs-sicherung
(14) Review – Review-Frequenz
– Anteil fähiger Produktions-prozesse
– Fehlerquote bzw. Prozessausbeute
– Zielerreichungs-grad

KAPITEL 6: MODELLENTWICKLUNG 115
folgungen des Aufwands erfolgt außerdem über die Indikatoren: Aufwand für strategische und Aufwand für operative Verbesserungsprojekte.126
Anteil Qualitätsverbesserungskosten
Befähigung und Verhalten Führung (1) Qualitätsverständnis
Berechnung des Indikators
Messgröße: Qualitätsverbesserungskosten =
Budget zur kontinuierlichen Umsetzung des Qualitätsverbesserungsprogramms, d.h. finanzielle Mittel für spezifische Schulungen, für die Durchführung von Quali-tätsverbesserungsprojekten, für Investitionen und für personelle Ressourcen
Bezugsgröße: QM-System-Betreibungskosten =
Budget Qualitätsabteilung + Kosten für interne Audits + Kosten für externe Audits + Kosten für qualitätsbezogene Schulungen
Einheit: %
Zielrichtung: optimieren (Wert) Erhebungszyklus: jährlich zu Beginn des Geschäftsjahres
Abbildung 6-15: Frühindikator - Anteil Qualitätsverbesserungskosten [Quelle: Eigene Darstellung]
Schulungsaufwand und Schulungsquote Führung Die Führungskräfte müssen befähigt werden. Dazu werden zwei Indikatoren erfasst. Der Schulungs-aufwand enthält die Anzahl Schulungstage pro Führungskraft, die Schulungsquote den Anteil geschul-ter Führungskräfte. Berücksichtigung finden nur qualitätsbezogene Schulungen, die sich auf Ver-besserungs- und Problemlösungstechniken sowie auf das unternehmensspezifische Verbesserungs-programm beziehen. Der Umfang der Schulungsmaßnahmen hängt von dem Wissensstand der Führungskräfte ab. Dieser Indikator ist von besonderer Bedeutung beim Neuaufbau eines Verbes-serungsprogramms. Läuft ein Verbesserungsprogramm bereits über einen längeren Zeitraum und sind alle Schulungsmaßnahmen abgeschlossen, kann die Ermittlung dieses Indikators ausgesetzt werden, bis neue Methoden, Veränderungen oder Erkenntnisse neue Schulungsmaßnahmen not-wendig machen. Der Anteil der insgesamt im Verbesserungsprogramm geschulten Führungskräfte muss 100% erreichen. Unterschiedliche Abstufungen im Schulungsumfang werden hier nicht be-rücksichtigt. Die Anzahl der Schulungstage zeigt an, wie viele Ressourcen zur Verfügung gestellt werden. Diese Indikatoren sind mindestens quartalsweise zu erheben.
Schulungsaufwand je Führungskraft
Befähigung und Verhalten Führung (2) Führungskräftequalifikation
Berechnung des Indikators
Messgröße: ∑n
i 1
Schulungstage Führungskraft i
Bezugsgröße: n = Anzahl der Führungskräfte
Einheit:
Tage pro Führungskraft
Zielrichtung: individueller Wert Erhebungszyklus: monatlich bis quartalsweise
126 siehe Kapitel 6.8.5

116 KAPITEL 6: MODELLENTWICKLUNG
Abbildung 6-16: Frühindikatoren - Schulungsaufwand und Schulungsquote Führung [Quelle: Eigene Darstellung]
Beteiligungsquote Führung Die Beteiligungsquote Führung ist ein Indikator für das vorliegende Commitment und beeinflusst die Beteiligung der Mitarbeiter. Sie lässt zudem Rückschlüsse auf das Qualitätsverständnis zu. Gemes-sen wird der Anteil der Führungskräfte, die regelmäßig in den kontinuierlichen Verbesserungspro-zess eingebunden sind, in der Regel als Leiter von Verbesserungsprojekten. Die Beteiligungsquote sollte mindestens quartalsweise erhoben werden und eignet sich für die individuelle Zielvereinba-rung. Idealerweise engagiert sich jede Führungskraft innerhalb eines Jahres als Leiter eines Verbes-serungsprojektes.
Beteiligungsquote Führung
Befähigung und Verhalten Führung (3) Führungscommitment
Berechnung des Indikators
Messgröße: Anzahl Führungskräfte, die Verbesserungsprojekte leiten
Bezugsgröße: Gesamtanzahl Führungskräfte
Einheit: %
Zielrichtung: maximieren (100%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-17: Frühindikator - Beteiligungsquote Führung [Quelle: Eigene Darstellung]
Coachingquote Top-Management Dieser Indikator bezieht sich auf die oberste Leitungsebene der Organisationseinheit und zeigt an, ob das Top-Management seine Rolle im Verbesserungsprogramm wahrnimmt, indem es Verbesse-rungsteams coacht. Unter Coaching wird die aktive und regelmäßige Unterstützung von Projekt-teams verstanden. Coaching bedeutet, den Prozess der Lösungsfindung zu unterstützen ohne Lö-sungen vorzuschlagen.127
Coachingquote Top-Management
Befähigung und Verhalten Führung (3) Führungscommitment
Berechnung des Indikators
Messgröße: Anzahl Leitungsmitglieder, die Verbesserungsteams coachen
Bezugsgröße: Anzahl Mitglieder der obersten Leitungsebene
Einheit: %
Zielrichtung: maximieren (100%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-18: Frühindikator - Coachingquote Top-Management [Quelle: Eigene Darstellung]
127 vgl. Benes et al. (2001), S. 1526f.
Schulungsquote je Führungskraft
Befähigung und Verhalten Führung (2) Führungskräftequalifikation
Berechnung des Indikators
Messgröße: Anzahl geschulter Führungskräfte
Bezugsgröße: Gesamtanzahl der Führungskräfte
Einheit: %
Zielrichtung: maximieren (100%) Erhebungszyklus: monatlich bis quartalsweise

KAPITEL 6: MODELLENTWICKLUNG 117
Schulungsaufwand und Schulungsquote je Mitarbeiter Die Befähigung der Mitarbeiter betrifft die Leistungsdimension Können und soll über den Schulungs-aufwand und die Schulungsquote analog zur Führung erfasst werden. Grundsätzlich sollten alle Mitar-beiter befähigt und die Schulungsquote maximiert werden. Der Schulungsaufwand zeigt, welche Res-sourcen der Mitarbeiterschulung eingeräumt werden. Die Mitarbeiterbefähigung, als entscheidende Basis der Qualitätsverbesserung, sollte als Frühindikator zumindest quartalsweise ermittelt werden.
Schulungsaufwand je Mitarbeiter
Befähigung und Verhalten Mitarbeiter (4) Mitarbeiterschulung
Berechnung des Indikators
Messgröße: ∑n
i 1
Schulungstage Mitarbeiter i
Bezugsgröße: n = Anzahl der Mitarbeiter
Einheit:
Tage pro Mitarbeiter
Zielrichtung: individueller Wert Erhebungszyklus: monatlich bis quartalsweise
Schulungsquote je Mitarbeiter
Befähigung und Verhalten Mitarbeiter (4) Mitarbeiterschulung
Berechnung des Indikators
Messgröße: Anzahl geschulter Mitarbeiter im Rahmen des Qualitätsverbesserungsprogramms
Bezugsgröße: Gesamtanzahl der Mitarbeiter
Einheit: %
Zielrichtung: maximieren (100%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-19: Frühindikatoren - Schulungsaufwand und Schulungsquote je Mitarbeiter [Quelle: Eigene Darstellung]
Beteiligungsquote Mitarbeiter Die Beteiligungsquote bezeichnet den Anteil der Mitarbeiter, die sich an Qualitätsverbesserungsaktivi-täten beteiligen. Sie dient als Indikator der Mitarbeitermotivation sowie der Veränderungsfähigkeit und sollte parallel zur Beteiligungsquote der Führung mindestens quartalsweise erhoben werden. Idealerweise engagiert sich jeder Mitarbeiter im Laufe eines Jahres mindestens einmal in einem Verbesserungsprojekt. Durch die kumulierte Betrachtung sind auch Werte über 100% durch eine mehrfache Beteiligung derselben Mitarbeiter möglich. Es müssen sinnvolle Zwischenziele gewählt werden.
Beteiligungsquote Mitarbeiter
Befähigung und Verhalten Mitarbeiter (5) Mitarbeitermotivation (7) Veränderungsfähigkeit
Berechnung des Indikators
Messgröße: Anzahl eingebundener Mitarbeiter im Verbesserungsprozess und in Verbesse-rungsaktivitäten
Bezugsgröße: Gesamtanzahl Mitarbeiter
Einheit: %
Zielrichtung: maximieren (100%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-20: Frühindikator - Beteiligungsquote Mitarbeiter [Quelle: Eigene Darstellung]

118 KAPITEL 6: MODELLENTWICKLUNG
Projektsvorschlagsquote Mitarbeiter Die Projektvorschlagsquote spiegelt die Motivation zur kontinuierlichen Verbesserung und somit die Veränderungsfähigkeit sowie den vorhandenen Verbesserungsbedarf wider. Sie ist dem Bereich „Befähigung und Verhalten“ zugeordnet und dient darüber hinaus als Hinweis auf die Funktionsfähig-keit des Verbesserungsprozesses. Sie sollte mindestens quartalsweise erhoben und über das Ge-schäftsjahr kumuliert erfasst werden. Ziel ist es, eine Projektvorschlagsquote pro Jahr und Mitarbei-ter von größer eins zu erhalten, so dass im Durchschnitt jeder Mitarbeiter mindestens einen Pro-jektvorschlag zur Verbesserung pro Jahr einreicht.
Projektvorschlagsquote Mitarbeiter
Befähigung und Verhalten Mitarbeiter (5) Mitarbeitermotivation (7) Veränderungsfähigkeit
Berechnung des Indikators
Messgröße: Anzahl vorgeschlagener Verbesserungsprojekte der Mitarbeiter
Bezugsgröße: Gesamtanzahl Mitarbeiter
Einheit:
Anzahl pro Mitarbeiter
Zielrichtung: > 1 Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-21: Frühindikator - Projektvorschlagsquote Mitarbeiter [Quelle: Eigene Darstellung]
Verbesserungszeitanteil Dieser Indikator bezieht sich auf das Empowerment und lässt gleichzeitig Rückschlüsse auf das Qualitätsverständnis im Unternehmen zu. Die Mitarbeiter können nur einen gewissen Anteil ihrer Arbeitszeit für Korrektur- und Verbesserungsmaßnahmen aufwenden. Dabei steht die Gesamtzeit für Korrektur- und Verbesserungsmaßnahmen in der Regel fest. Entscheidend ist, welchen Anteil das Unternehmen für Korrektur- und welchen Anteil für Verbesserungsarbeiten vorsieht. Korrek-turmaßnahmen behandeln nur die Symptome und nicht die Ursachen der auftretenden Probleme und sind daher nicht geeignet, das Qualitätsniveau dauerhaft zu heben. Durch Korrekturmaßnah-men soll in der Regel die Prozessausbeute gesteigert werden, allerdings ist dieses nur auf Kosten von Mehrarbeit möglich.128
Verbesserungszeitanteil
Befähigung und Verhalten Mitarbeiter (6) Empowerment
Berechnung des Indikators
Messgröße: Für Verbesserungsarbeit aufgewendete Arbeitszeit [in Manntagen pro Monat]
Bezugsgröße: Zeit für Verbesserungsarbeit + Zeit für Korrekturarbeit [in Manntagen pro Monat]
Einheit: %
Zielrichtung: Wert (> 50%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-22: Frühindikator - Verbesserungszeit [Quelle: Eigene Darstellung]
6.8.4 Frühindikatoren: Umsetzung und Methode
Laufende Qualitätsverbesserungsprojekte Dieser Indikator zeigt die Kontinuität der Qualitätsverbesserung an. Es sollten kontinuierlich Ver-besserungsprojekte zur Steigerung der Qualität in der Organisation laufen. Diese Zahl ist möglichst monatlich bis quartalsweise zu erheben. Die Anzahl der Verbesserungsprojekte muss unabhängig
128 siehe Erfolgskriterium (6) Empowerment sowie Sterman et al. (1997), S. 22

KAPITEL 6: MODELLENTWICKLUNG 119
von anstehenden internen oder externen Audits sein. Verbesserungsprojekte sollten nicht fremdge-steuert, sondern aus der erkannten Notwendigkeit zur Verbesserung heraus entstehen. Dieser Indi-kator soll zum einen absolut und zum anderen anteilig an den insgesamt laufenden Projekten er-fasst werden.
Anzahl laufender Qualitätsverbesserungsprojekte
Umsetzung und Methode Verbesserungsprozess (8) Zielorientierung (9) Vorgehensweise
Berechnung des Indikators
Messgröße: Anzahl laufender Qualitätsverbesserungsprojekte [absolut]
Bezugsgröße: ohne
Einheit:
ohne
Zielrichtung: Wert Erhebungszyklus: monatlich
Anteil laufender Qualitätsverbesserungsprojekte
Umsetzung und Methode Verbesserungsprozess (8) Zielorientierung (9) Vorgehensweise
Berechnung des Indikators
Messgröße: Anzahl laufender Qualitätsverbesserungsprojekte [absolut]
Bezugsgröße: Anzahl aller laufenden Projekte
Einheit: %
Zielrichtung: Wert Erhebungszyklus: monatlich
Abbildung 6-23: Frühindikatoren - Anzahl und Anteil laufender Qualitätsverbesserungsprojekte [Quelle: Eigene Darstellung]
Implementierungsdauer Dieser Indikator zeigt die durchschnittliche Implementierungsdauer erarbeiteter Verbesserungs-maßnahmen. Die Maßnahmenimplementierung sollte ohne Verzögerung erfolgen und dieser Indi-kator monatlich bis quartalsweise erfasst werden.
Implementierungsdauer
Umsetzung und Methode Verbesserungsprozess (9) Vorgehensweise
Berechnung des Indikators
Messgröße: ∑n
i 1
Dauer der Implementierung der Maßnahme i [in Tagen]
Bezugsgröße: n = Anzahl Maßnahmen
Einheit:
Tage pro Maßnahme
Zielrichtung: Wert Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-24: Frühindikator - Implementierungsdauer [Quelle: Eigene Darstellung]
Umsetzungsquote (insgesamt) Gem. SEGHEZZI versagt die kontinuierliche Verbesserung, wenn nicht mindestens 80% der Projek-te umgesetzt werden. Dabei geht es um die Implementierung der im Rahmen eines Projektes erar-beiteten Verbesserungsmaßnahmen.129 Eine hohe Umsetzungsquote dient der Sicherung der Projekt-
129 vgl. Seghezzi (2003), S. 139; das Hotel Schindlerhof, Gewinner des EQA und des LEP, kann bspw. eine Umset-
zungsquote von 70% vorweisen. Vgl. Prudent (2003), S. 30

120 KAPITEL 6: MODELLENTWICKLUNG
ergebnisse und des erfolgreichen Projektabschlusses. Sie zeigt die Dynamik des QM-Systems hin-sichtlich Veränderungen und das Verständnis für eine kontinuierliche Verbesserung.
Umsetzungsquote insgesamt
Umsetzung und Methode Verbesserungsprozess (10) Ergebnissicherung
Berechnung des Indikators
Messgröße: Anzahl umgesetzter Verbesserungsprojekte und -vorschläge
Bezugsgröße: Anzahl bearbeiteter Verbesserungsprojekte und -vorschläge
Einheit: %
Zielrichtung: Wert (Ziel: 80%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-25: Frühindikator - Umsetzungsquote (insgesamt) [Quelle: Eigene Darstellung]
Problemlösungszeit Die Problemlösungszeit drückt die durchschnittlich benötigte Zeit aus, um ein Verbesserungsprojekt abzuschließen respektive ein Problem zu lösen. Sie zeigt die Zeit für den Durchlauf des Problemlö-sungsmodells an und kennzeichnet sowohl die Wirksamkeit der Vorgehensweise als auch die Ef-fektivität der Problemlösungsmethoden.130
Problemlösungszeit
Umsetzung und Methode Methodik (11) Problemlösungsmethode (12) Methodeneinsatz
Berechnung des Indikators
Messgröße: ∑n
i 1
Projektlaufzeit des Verbesserungsprojekts i [in Tagen]
Bezugsgröße: n = Anzahl Verbesserungsprojekte
Einheit:
Tage pro Projekt
Zielrichtung: Wert Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-26: Frühindikator - Problemlösungszeit [Quelle: Eigene Darstellung]
6.8.5 Frühindikatoren: Dauerhafte Erfolgssicherung
Kapazitätsauslastung Die Kapazitätsauslastung ist von einer Vielzahl von Faktoren abhängig und wird u.a. von Qualitäts-verbesserungsaktivitäten beeinflusst. Ziel ist das Erreichen einer möglichst hohen Auslastung der Produktionskapazitäten. Durch Verbesserungsmaßnahmen können Kapazitäten freigesetzt und möglichst für neue Produkte bzw. als Verbesserungszeit genutzt werden. Geht eine hohe Umset-zung an Verbesserungsprojekten mit einer sinkenden Kapazitätsauslastung einher, ist dies ein Anzei-chen für die mangelnde Ausgewogenheit der Verbesserungen. In diesem Fall sollte dann der Stand der strategischen Verbesserungsaktivitäten betrachtet werden.
130 vgl. Schneiderman (1988), S. 51-57

KAPITEL 6: MODELLENTWICKLUNG 121
Abbildung 6-27: Frühindikator - Kapazitätsauslastung [Quelle: Eigene Darstellung]
Anteil operativer Verbesserungsprojekte Mit diesem und dem nachfolgenden Indikator wird die Ausgewogenheit der betriebenen Verbesse-rungen überwacht. Operative Verbesserungsprojekte beziehen sich auf die Prozesse und Potentiale der Produktherstellung.131 Dies umfasst neben den eigentlichen Produktionsprozessen auch die quali-tätsrelevanten unterstützenden Prozesse sowie relevante administrative Prozesse. Ermittelt wird, welchen Anteil die operativen Verbesserungsprojekte an den insgesamt durchgeführten Verbesse-rungsprojekten einnehmen. Die Ermittlung sollte monatlich bis quartalsweise erfolgen.
Anteil operativer Verbesserungsprojekte
Dauerhafte Erfolgssicherung Ausgewogenheit (13) Ausgewogene Verbesserung
Berechnung des Indikators
Messgröße: Anzahl abgeschlossener und laufender operativer Verbesserungsprojekte
Bezugsgröße: Gesamtanzahl abgeschlossener und laufender Verbesserungsprojekte
Einheit: %
Zielrichtung: Wert (ca. 50%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-28: Frühindikator - operative Verbesserungsprojekte [Quelle: Eigene Darstellung]
Aufwand für operative Verbesserungsprojekte Die eingesetzten Ressourcen sollten gleichermaßen auf strategische und operative Projekte verteilt werden. Ermittelt wird der anteilige Aufwand für operative Verbesserungsprojekte. Ziel sollte es sein, eine ausgewogene Ressourcenverteilung zu gewährleisten.
Aufwand für operativer Verbesserungsprojekte
Dauerhafte Erfolgssicherung Ausgewogenheit (13) Ausgewogene Verbesserung
Berechnung des Indikators
Messgröße: Aufwand für operative Verbesserungsprojekte [€]
Bezugsgröße: Gesamtaufwand für Verbesserungsprojekte [€]
Aufwand = Arbeitszeit Mitarbeiter + sonstige Projektmittel + getätigte Investitionen
Einheit: %
Zielrichtung: Wert (ca. 50%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-29: Frühindikator - Aufwand für operative Verbesserungsprojekte [Quelle: Eigene Darstellung]
Anteil strategischer Verbesserungsprojekte Strategische Verbesserungsprojekte beziehen sich auf die qualitätsrelevanten strategischen Prozesse und Potentiale der Produkt- und Prozessentwicklung. Solche Projekte sind meist bereichsübergreifend
131 siehe Kapitel 6.7.2
Kapazitätsauslastung
Dauerhafte Erfolgssicherung Ausgewogenheit (13) Ausgewogene Verbesserung
Berechnung des Indikators
Messgröße: Ausgelastete Kapazität
Bezugsgröße: Verfügbare Kapazität
Einheit: %
Zielrichtung: Wert (ca. 80%) Erhebungszyklus: monatlich

122 KAPITEL 6: MODELLENTWICKLUNG
und betrachten die Verbesserung der Forschungs- und Entwicklungsprozesse. Dieser Indikator zeigt die Ausgewogenheit an. Die Durchführung strategischer Verbesserungsprojekte ist mit ent-scheidend für den Erfolg eines Qualitätsverbesserungsprogramms.
Anteil strategischer Verbesserungsprojekte
Dauerhafte Erfolgssicherung Ausgewogenheit (13) Ausgewogene Verbesserung
Berechnung des Indikators
Messgröße: Anzahl abgeschlossener und laufender strategischer Verbesserungsprojekte
Bezugsgröße: Gesamtanzahl abgeschlossener und laufender Verbesserungsprojekte
Einheit: %
Zielrichtung: Wert (ca. 50%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-30: Frühindikator - strategische Verbesserungsprojekte [Quelle: Eigene Darstellung]
Aufwand für strategische Verbesserungsprojekte Dieser Indikator zeigt analog zum Aufwand für operative Projekte, welche Ressourcen für die Durchführung strategischer Verbesserungsprojekte zur Verfügung stehen.
Aufwand für strategische Verbesserungsprojekte
Dauerhafte Erfolgssicherung Ausgewogenheit (13) Ausgewogene Verbesserung
Berechnung des Indikators
Messgröße: Aufwand für strategische Verbesserungsprojekte [€]
Bezugsgröße: Gesamtaufwand für Verbesserungsprojekte [€]
Aufwand = Arbeitszeit Mitarbeiter + sonstige Projektmittel + getätigte Investitionen
Einheit: %
Zielrichtung: Wert (ca. 50%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-31: Frühindikator - Aufwand für strategische Verbesserungsprojekte [Quelle: Eigene Darstellung]
Umsetzungsquote operativer und strategischer Projekte Entscheidend für die Ergebnissicherung ist die Umsetzungsquote. Für die dauerhafte Erfolgssiche-rung ist dieser Indikator nicht ausreichend. Zusätzlich müssen die jeweiligen Umsetzungsquoten strate-gischer und operativer Projekte betrachtet werden, um die notwendige Ausgewogenheit sicherzustel-len. Ziel ist eine Umsetzungsquote von mindestens jeweils 80% zu erreichen.
Operative Umsetzungsquote
Dauerhafte Erfolgssicherung Ausgewogenheit (13) Ausgewogene Verbesserung
Berechnung des Indikators
Messgröße: Anzahl umgesetzter operativer Verbesserungsprojekte
Bezugsgröße: Anzahl durchgeführter operativer Verbesserungsprojekte
Einheit: %
Zielrichtung: Wert (> 80%) Erhebungszyklus: monatlich bis quartalsweise

KAPITEL 6: MODELLENTWICKLUNG 123
Strategische Umsetzungsquote
Dauerhafte Erfolgssicherung Ausgewogenheit (13) Ausgewogene Verbesserung
Berechnung des Indikators
Messgröße: Anzahl umgesetzter strategischer Verbesserungsprojekte
Bezugsgröße: Anzahl durchgeführter strategischer Verbesserungsprojekte
Einheit: %
Zielrichtung: Wert (> 80%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-32: Frühindikatoren - operative und strategische Umsetzungsquote [Quelle: Eigene Darstellung]
Review-Frequenz Die Review-Frequenz zeigt, ob ein Reviewprozess vorhanden ist und ob dieser in sinnvollen Abstän-den durchgeführt wird. Das Review sollte jährlich erfolgen. Zu diesem Zeitpunkt sollte auch der Umsetzungsstand der Erfolgspotentiale und -kriterien analysiert werden.
Review-Frequenz
Dauerhafte Erfolgssicherung Erfolgssicherung (14) Review
Berechnung des Indikators
Messgröße: Anzahl der geplanten Reviews pro Jahr
Bezugsgröße: ohne
Einheit:
Anzahl Reviews pro Jahr
Zielrichtung: jährlich Erhebungszyklus: zu Beginn des Geschäftsjahres
Abbildung 6-33: Frühindikator - Review-Frequenz [Quelle: Eigene Darstellung]
6.8.6 Ergebnisindikatoren
Die Ergebnisindikatoren (siehe auch Tabelle 6-1) zeigen die Qualitätsfähigkeit der Organisation an. Die entscheidenden Ergebnisse der Qualitätsverbesserungen beziehen sich auf die Prozessfähigkeit, die Prozessausbeute bzw. Fehlerrate sowie auf den Zielerreichungsgrad.132
Anteil fähiger Produktionsprozesse Die Prozessfähigkeit ermöglicht die Beurteilung beliebiger Prozesse eines Unternehmens unter der Voraussetzung, dass es sich um wiederholbare und beherrschte Prozesse handelt. Ermittelt werden die Prozessfähigkeitskennwerte pc bzw. bei verschobenen Prozessen pkc . Als Ergebnisindikator
soll der Anteil der fähigen Produktionsprozesse erfasst werden.133
Ergebnisindikator Anteil fähiger Produktionsprozesse
Berechnung des Indikators
Messgröße: Anzahl Produktionsprozesse mit 67,1, pkp cc , mit
Prozesses des Mittelwertx ;6s
UTG)x ;xmin(OTGC ;
6sUTGOTG
C pkp
Bezugsgröße: Gesamte Menge Produktionsprozesse
Einheit: %
Zielrichtung: 100% Erhebungszyklus: kontinuierlich
Abbildung 6-34: Ergebnisindikator - Anteil fähiger Produktionsprozesse [Quelle: Eigene Darstellung]
132 zur Strukturierung und Operationalisierung der Qualitätsverbesserung und der Qualitätsfähigkeit siehe Kapitel
6.2.2. 133 zur näheren Erläuterung der Prozessfähigkeit siehe auch Kapitel 5.1.14 sowie Braun (2001), S. 2-6

124 KAPITEL 6: MODELLENTWICKLUNG
Prozessausbeute oder Fehlerquote Die Prozessausbeute oder auch der Prozessertrag bzw. alternativ die Fehlerquote als ppm-Wert sollen als weitere Indikatoren der Qualitätsfähigkeit ermittelt werden.
Ergebnisindikator Prozessausbeute
Berechnung des Indikators
Messgröße: Produktionsmenge - Ausschussmenge
Bezugsgröße: Gesamte Produktionsmenge
Einheit:
%
Zielrichtung: maximieren (100%) Erhebungszyklus: wöchentlich bis monatlich
Ergebnisindikator Fehlerquote
Berechnung des Indikators
Messgröße: Menge Ausschussteile
Bezugsgröße: Gesamte Menge der gefertigten Teile
Einheit:
% oder ppm
Zielrichtung: minimieren (0%) Erhebungszyklus: wöchentlich bis monatlich
Abbildung 6-35: Ergebnisindikatoren - Prozessausbeute und Fehlerquote [Quelle: Eigene Darstellung]
Zielerreichungsgrad Der Zielereichungsgrad zeigt das Verhältnis der erreichten Qualitätsziele zu den gesetzten Qualitätszie-len an. Anhand dieses Indikators lassen sich Rückschlüsse auf die Wirksamkeit der Qualitätsverbes-serung sowie des gesamten QM-Systems ziehen. Die Qualitätsziele eines Geschäftsjahres müssen aus den langfristigen strategischen Qualitätszielen abgeleitet und in der Regel für einzelne Ge-schäftsbereiche definiert werden. Sie werden auch als operative Qualitätsziele bezeichnet und kön-nen sich auf die Produkte (z.B. Senkung der Fehlerraten), Prozesse (z.B. Erreichung der Prozessfä-higkeit oder Reduzierung von Durchlaufzeiten) oder Potentiale (z.B. Steigerung der Mitarbeiterzu-friedenheit, Verbesserung des QM-Systems) beziehen.
Ergebnisindikator Zielerreichungsgrad
Berechnung des Indikators
Messgröße: Anzahl erreichter Qualitätsziele
Bezugsgröße: Anzahl festgelegter Qualitätsziele pro Geschäftsjahr
Einheit: %
Zielrichtung: maximieren (100%) Erhebungszyklus: monatlich bis quartalsweise
Abbildung 6-36: Ergebnisindikator - Zielerreichungsgrad [Quelle: Eigene Darstellung]
6.9 Modellbeziehungen
6.9.1 Überblick
Die Elemente des Modells stehen in Beziehungen zueinander, die das Verständnis der Modellstruk-tur und des Modellinhalts abbilden.134 In dem nachfolgenden Kapitel 6.9.2 wird zunächst der Zu-sammenhang der Erfolgskriterien anhand eines Feedbackdiagramms beschrieben und in Kapitel
134 vgl. Flynn et al. (1995), S. 659-691

KAPITEL 6: MODELLENTWICKLUNG 125
6.9.3 die Wirkungsbeziehungen der Modellindikatoren dargelegt, bevor in Kapitel 6.9.4 eine Zu-sammenführung der beiden Modellelemente, d.h. der Erfolgskriterien und der Indikatoren erfolgt.
Die Darstellung von Zusammenhängen über Ursache und Wirkung entspricht der Annahme über Hypothesen. Um diese zu identifizieren, eignen sich sog. Feedback- oder Kausalitätsdiagramme, die im Bereich der Systemdynamik eingesetzt werden. Solche Diagramme zeigen die Hauptvariablen eines Systems und geben an, in welchen Beziehungen diese zueinander stehen.135
Ein Modell kann nur dazu dienen, ein reales System vereinfacht darzustellen.136 Jedoch muss es auch Ziel eines Modells sein, Wechselbeziehungen und die Dynamik eines Systems abzubilden. Dieser Ansatz basiert auf dem Systemdenken. Systemdenken bedeutet, dass alle Beteiligten für die Probleme verantwortlich sind, die von einem System erzeugt werden. Häufig können jedoch nicht alle Beteiligten dieselbe Hebelwirkung ausüben, um das System zu ändern. Im Rahmen des Sys-temdenkens bezieht sich Feedback auf jeden reziproken Einflussstrom. Feedback ist ein „Axiom, nach dem jeder Einfluss sowohl Ursache als auch Wirkung ist. Nichts wird jemals nur in eine Richtung beein-flusst.“137 Die Analyse von Feedbackprozessen ist insbesondere im Zusammenhang mit Erfolgskri-terien von Bedeutung, da die Erfolgswirkung von Feedbackschleifen und Erfahrungen abhängt.138 Feedbackprozesse werden in Systemdiagrammen nicht in linearen Darstellungen, sondern in Form von Kreisen abgebildet. Als Bausteine des Systemdenkens lassen sich zwei Arten von Feedback-prozessen unterscheiden: verstärkendes Feedback und ausgleichendes Feedback. Beim verstärkenden Feed-back wird jede auftretende Bewegung verstärkt und bewirkt eine noch stärkere Bewegung in diesel-be Richtung. Dies führt entweder zu einem beschleunigten Wachstum oder zu einem beschleunig-ten Schrumpfen. Gleichgewichtsprozessen liegen zielorientierte Verhaltensweisen zugrunde. Das ent-scheidende Element passt sich allmählich dem gewünschten Ziel an. In Organisationen bestehen unzählige solcher kompensatorischen Rückkopplungsprozesse. Diese sind meist schwer zu erken-nen und können zu Problemen führen. Sollen zum Beispiel Veränderungen implementiert werden, zeigen sich häufig Widerstände, die scheinbar plötzlich auftreten. Dies ist jedoch nur eine Reaktion der Mitarbeiter darauf, ein implizites Systemziel zu wahren. Der dritte Baustein, der im Rahmen des Systemdenkens zu berücksichtigen ist, ist die Verzögerung, die praktisch alle Feedbackprozesse be-trifft. Diese Verzögerungen werden häufig nicht erkannt oder aber nicht verstanden. Gerade wenn Verzögerungen von längerer Dauer sind, können diese zur Instabilität und zum Zusammenbruch des Systems führen. Dargestellt wird dies in Feedbackdiagrammen durch zwei parallele Linien, die einen Pfeil unterbrechen.139
Um das Systemdenken wirksam zu nutzen, unterscheidet SENGE neun Systemarchetypen:140
(1) Die Grenzen des Wachstums Wird ein verstärkender Prozess in Gang gesetzt, um ein gewünschtes Ergebnis zu erzielen, werden unbeabsichtigte Nebeneffekte erzeugt. Diese zeigen sich in einem ausgleichenden Prozess und ver-langsamen den Erfolg. Solche Faktoren müssen erkannt und der Hebel entsprechend bei der Gleichgewichtsschleife angesetzt werden.
135 vgl. Smith (o.A.), S. 138; siehe auch Schwaninger (2005), S. 1-12; Schwaninger (2004), S. 21-25 136 vgl. Krallmann et al. (1999), S. 12-17 137 Senge (2001), S. 96 138 vgl. Nicolai/Kieser (2002), S. 580-588 sowie Kapitel 6.3.1 139 vgl. Senge (2001), S. 101-117 140 vgl. ebenda, S. 120-157, 455-471

126 KAPITEL 6: MODELLENTWICKLUNG
(2) Problemverschiebung Ein tiefer liegendes Problem erzeugt Symptome. Statt das Grundproblem zu lösen, werden diese Symptome behandelt.
(3) Gleichgewichtsprozess mit Verzögerung Ein Unternehmen ergreift Maßnahmen, um ein bestimmtes Ziel zu erreichen und passt sein Ver-halten einem verzögerten Feedback an. Ist es sich dieser Verzögerung nicht bewusst, erfolgen mehr korrektive Maßnahmen als nötig. Das System muss entweder in die Lage versetzt werden, schneller auf Änderungen zu reagieren oder es muss mehr Geduld aufgebracht werden.
(4) Erodierende Ziele In diesem Fall liegt eine Problemstruktur derart vor, dass zugunsten einer kurzfristigen Lösung ein langfristiges grundsätzliches Ziel beeinträchtigt wird. Hier gilt es, an der Vision festzuhalten.
(5) Eskalation Zwei Personen erstreben einen Vorteil ggü. der jeweils anderen Seite an. Es wird ein steigendes aggressives Verhalten verfolgt, das die Situation eskalieren lässt und zu unerwünschten Ergebnissen führt. Gefordert wird eine Möglichkeit, bei der beide Seiten gewinnen.
(6) Erfolg den Erfolgreichen Zwei Aktivitäten konkurrieren um begrenzte Ressourcen. Je erfolgreicher die eine Aktivität ist, desto mehr Ressourcen erhält sie und entzieht diese der zweiten Aktivität. Es muss ein übergrei-fendes Ziel erreicht werden, damit beiden Gruppen zu einem ausgewogenen Erfolg verholfen wer-den kann.
(7) Die Tragödie der Gemeingüter Einzelpersonen nutzen eine allgemein zugängliche Ressource. Eine alleinige Orientierung an den individuellen Bedürfnissen führt zunächst zum Erfolg und bewirkt, dass diese Ressource immer mehr genutzt wird, bis sie schließlich versiegt. Ein Regelungsverfahren wird benötigt.
(8) Fehlkorrekturen Eine Korrektur erweist sich vorübergehend als erfolgreich, zieht aber unvorhergesehene Folgen nach sich, die weitere Korrekturen derselben Art erfordern. Das Managementprinzip besagt hier, dass an einer langfristigen Perspektive festgehalten werden sollte.
(9) Wachstum und Unterinvestition Das Wachstum stößt an Grenzen, die beseitigt oder in die Zukunft verschoben werden können, wenn die Organisation in zusätzliche Kapazität investiert. Diese Investition muss allerdings schnell genug erfolgen, um dem schrumpfenden Wachstum vorzubeugen.
6.9.2 Wirkungsbeziehungen der Erfolgskriterien im MEQ-Modell
Die Abbildung 6-37 zeigt zunächst die Modellbeziehungen der Erfolgsbereiche und -potentiale im Überblick. Das Erfolgspotential Führung wirkt auf das Mitarbeiterpotential. Zusammengefasst wirkt der Erfolgsbereich „Befähigung und Verhalten“ auf den Bereich „Umsetzung und Methode“. Innerhalb dieses Bereichs gibt es eine Beziehung zwischen dem Verbesserungsprozess im Unternehmen und der Methodik, die zur Anwendung kommt. Dieser Erfolgsbereich wirkt auf die „Dauerhafte Erfolgssiche-rung“. Hier ist die Umsetzung des Erfolgspotentials Ausgewogenheit entscheidend für die im Rahmen des Potentials Erfolgssicherung abzuleitenden Maßnahmen.

KAPITEL 6: MODELLENTWICKLUNG 127
Führung Mitarbeiter
Verbesserungs-prozess Methodik
Ausgewogenheit Erfolgssicherung
Befähigung und Verhalten
Umsetzung und Methode
Dauerhafte Erfolgssicherung
Führung Mitarbeiter
Verbesserungs-prozess Methodik
Ausgewogenheit Erfolgssicherung
Befähigung und Verhalten
Umsetzung und Methode
Dauerhafte Erfolgssicherung
Abbildung 6-37: Modellbeziehungen im Überblick [Quelle: Eigene Darstellung]
Die Erfolgskriterien stellen die detaillierteste Ebene des MEQ-Modells dar. Diese sind, ergänzt um wesentliche Einflussfaktoren, so verknüpft, dass sie sich gegenseitig verstärken, also eine positive Wirkung erzeugen. Daneben muss ermittelt werden, welche Faktoren das System begrenzen und zu einem negativen Feedback führen können. Die Verbindungen zeigen die hypothetischen Beziehun-gen zwischen einzelnen Kriterien an. Die Modellbeziehungen verdeutlichen, dass die Veränderung eines Kriteriums Auswirkung auf andere Kriterien hat und somit das Optimieren einzelner Krite-rien nicht ausreicht.141
Die Abbildung 6-38 zeigt in Form eines Feedbackdiagramms die Komplexität des MEQ-Modells auf. Entscheidend ist die Wirkungsweise der Ausgewogenen Verbesserung. Diese unterteilt die Modell-beziehungen in eine strategische und in eine operative Seite. Auf der linken Seite ist die Wirkung der operativen Verbesserung und auf der rechten Seite die Wirkung der strategischen Verbesserung abgebildet. Die strategische Seite ist im Wesentlichen eine spiegelbildliche Abbildung der operativen Seite, wird jedoch stärker von dem Qualitätsverständnis beeinflusst.142 Das Qualitätsverständnis verdeutlicht, inwiefern Qualitätsverbesserung als langfristige Herausforderung verstanden wird, um im Wettbe-werb zu bestehen. Das Feedbackdiagramm stellt verschiedene Feedbackschleifen dar, wobei nur die wesentlichen vier (F1 bis F4) herausgestellt werden sollen.
141 vgl. auch Markides (2001), S. 108-120 142 siehe Erfolgskriterium (1) Qualitätsverständnis

128 KAPITEL 6: MODELLENTWICKLUNG
Strategische Verbesserungs-
projekte -
AusgewogeneVerbesserung (13)Operative
Verbesserungs-projekte -
Ausgewogene Verbesserung (13)
SchnelleErfolgserlebnisse mit
Verbesserungsprojekten (13)
Erfolgreiche operative Qualitäts-
verbesserung (13)
Führungscommitment (3)Mitarbeitermotivation (5)
Voraussetzung für
LangfristigeErfolgserlebnisse mit
Verbesserungsprojekten (13)
verfolgt
fördern
hemmen ggf.
+ -
Erfolgreiche strategische
Qualitäts-verbesserung (13)
Review (14)
gehen ein
gehen ein
Zielorientierung (8)beeinflusst
die Auswahl bzw. den Umfang
beeinflusst die Auswahl bzw.
den Umfang
Vorgehensweise (9) Ergebnissicherung (10)
benötigen effektive
Problemlösungsmethode (11)Methodeneinsatz (12)
mittels
führt zu
Vorgehensweise (9)Ergebnissicherung (10)
Problemlösungsmethode (11)Methodeneinsatz (12)
führt zu
benötigen effektive
Führungskräfte-qualifikation (2)
Mitarbeiterschulung (4)
geht ein
+/-
Kapazitäten
schaffen
Kapazitäten
nutzen
Qualitäts-verständnis (1)
Voraussetzung für
hat Auswirkung auf
fördert langfristige Ziele Zielorientierung (8)
Ziel: Dauerhaftes hohes Qualitätsniveau
mittels
+/-
F1
F2
F3
F4
beeinflusst
Veränderungsfähigkeit (7)Empowerment (6)
beeinflusst
beeinflusst
beeinflusst
ermöglicht
verfolgt
Strategische Verbesserungs-
projekte -
AusgewogeneVerbesserung (13)Operative
Verbesserungs-projekte -
Ausgewogene Verbesserung (13)
SchnelleErfolgserlebnisse mit
Verbesserungsprojekten (13)
Erfolgreiche operative Qualitäts-
verbesserung (13)
Führungscommitment (3)Mitarbeitermotivation (5)
Voraussetzung für
LangfristigeErfolgserlebnisse mit
Verbesserungsprojekten (13)
verfolgt
fördern
hemmen ggf.
++ --
Erfolgreiche strategische
Qualitäts-verbesserung (13)
Review (14)
gehen ein
gehen ein
Zielorientierung (8)beeinflusst
die Auswahl bzw. den Umfang
beeinflusst die Auswahl bzw.
den Umfang
Vorgehensweise (9) Ergebnissicherung (10)
benötigen effektive
Problemlösungsmethode (11)Methodeneinsatz (12)
mittels
führt zu
Vorgehensweise (9)Ergebnissicherung (10)
Problemlösungsmethode (11)Methodeneinsatz (12)
führt zu
benötigen effektive
Führungskräfte-qualifikation (2)
Mitarbeiterschulung (4)
geht ein
+/-+/-
Kapazitäten
schaffen
Kapazitäten
nutzen
Qualitäts-verständnis (1)
Voraussetzung für
hat Auswirkung auf
fördert langfristige Ziele Zielorientierung (8)
Ziel: Dauerhaftes hohes Qualitätsniveau
mittels
+/-+/-
F1
F2
F3
F4
beeinflusst
Veränderungsfähigkeit (7)Empowerment (6)
beeinflusst
beeinflusst
beeinflusst
ermöglicht
verfolgt
Abbildung 6-38: Beziehung der Erfolgskriterien - Dynamik des Modells [Quelle: Eigene Darstellung]
F1: Verstärkendes Feedback der operativen Qualitätsverbesserung Diese Schleife zeigt, dass schnelle Erfolgserlebnisse mit Verbesserungsprojekten das Führungs-commitment und die Mitarbeitermotivation fördern. Das Commitment ist die Voraussetzung für das Betreiben einer erfolgreichen Qualitätsverbesserung in Form von Qualitätsverbesserungsinitia-tiven oder Projekten. Um diese Projekte wirkungsvoll zu bearbeiten, werden eine effektive Vorge-hensweise und ein adäquates Problemlösungsmodell benötigt. Der systematische Einsatz angemes-sener Analyse- und Verbesserungsmethoden führt zu schnellen Erfolgserlebnissen bei den operati-ven Prozessen. Dies überzeugt Führung und Mitarbeiter von der Notwendigkeit der Projekte und verstärkt das Commitment, weitere operative Verbesserungsaktivitäten zu unterstützen. Es entsteht eine verstärkende Feedbackschleife für die operative Qualitätsverbesserung.
F2: Verstärkendes oder hemmendes Feedback der strategischen Qualitätsverbesserung Die Feedbackschleife zur strategischen Qualitätsverbesserung läuft analog zur operativen Feed-backschleife ab. Allerdings ist hier eine zeitliche Verzögerung zu beachten. Diese kann bewirken, dass das verstärkende Feedback der strategischen Verbesserung in einem hemmenden Feedback mündet und den Gesamterfolg gefährdet. Das Commitment der Führung und die Mitarbeitermoti-vation sind gleichermaßen Voraussetzung für eine erfolgreiche strategische Qualitätsverbesserung und werden von dem Qualitätsverständnis beeinflusst. Strategische Verbesserungsprojekte führen zu langfristigen Erfolgen, die sich jedoch erst mit einem gewissen zeitlichen Verzug einstellen. Oh-ne das entsprechende Verständnis, langfristige Ziele anzustreben, können anfangs fehlende Er-folgserlebnisse das Commitment hemmen. Strategische Projekte werden nicht unterstützt und die Ressourcen einseitig für operative Projekte eingesetzt.143
143 siehe hierzu Erfolgskriterium (13) Ausgewogene Verbesserung

KAPITEL 6: MODELLENTWICKLUNG 129
F3 und F4: Ausgleichendes Feedback zur Zielerreichung F3 und F4 stellen zusammen das ausgleichende Feedback zur Erreichung der Qualitätsziele dar. Die verstärkende Feedbackschleife F1 schafft Produktivität und baut Kapazitäten auf. Aufgabe der Feedbackschleife F2 ist es, diese Kapazitäten zu nutzen. Allerdings kann die Nutzung erst zeitver-setzt erfolgen. Im Extremfall sorgt die schrumpfende Feedbackschleife F2 dafür, dass keine Nut-zung der aufgebauten Kapazitäten erfolgen kann. In diesem Fall ist das Gesamtziel, die Qualitäts-fähigkeit dauerhaft zu steigern, nicht erreichbar. Hier muss das ausgleichende Feedback einsetzen. Aus dem Vergleich der erzielten Ergebnisse mit den gesetzten Zielen werden entsprechende Maß-nahmen abgeleitet. Es wird entschieden, ob Ressourcen und Unterstützung für operative oder stra-tegische Projekte eingesetzt werden bzw. wie die Ressourcenallokation aussehen wird. Entschei-dend ist, dass die Zeitverzögerung der strategischen Schleife berücksichtigt wird, um ein falsches Gegensteuern bzw. ein Über- oder Untersteuern zu vermeiden.
6.9.3 Verknüpfung der Modellindikatoren im MEQ-Modell
Es gibt keine Vorgaben über die zulässige Höchstgrenze oder das notwendige Mindestmaß an In-dikatoren. Entscheidend für ein Bewertungs- und Steuerungsmodell ist weniger die Anzahl, son-dern vielmehr die durchgängige logische Verknüpfung der Indikatoren.144 Die Abbildung 6-39 zeigt das hypothetische Zusammenwirken der Indikatoren und die Funktionsweise der Qualitätsverbes-serungsaufgaben. Die Darstellung verdeutlicht, dass der Erfolgsbereich „Befähigung und Verhalten“ auf den Bereich „Umsetzung und Methode“ und dieser auf die „Dauerhafte Erfolgssicherung“ wirkt. Die Ursache-Wirkungskette mündet in die Ergebnisindikatoren. Die Modellbeziehungen (vgl. Abbildung 6-37 und Abbildung 6-38) spiegeln sich in dem abgebildeten Zusammenhang wider.
Ergebnis-indikator
Anteil fähiger Produktions-
prozesse
Ergebnis-indikator
Prozessausbeute/interne
Fehlerquoten
Ergebnis-indikator
Zielereichungs-grad
Befähigung & Verhalten
Beteiligungsquote Führung
Befähigung & Verhalten
CoachingquoteTop Management
Befähigung & Verhalten
Anteil Qualitäts-verbesserungs-
kosten
Befähigung & Verhalten
Schulungsquote/ Schulungsaufwand
Führung
Befähigung & Verhalten
Beteiligungsquote Mitarbeiter
Befähigung &Verhalten
Verbesserungs-zeit
Befähigung & Verhalten
Schulungsquote/ Schulungsaufwand
Mitarbeiter
Umsetzung &Methode
Problemlösungs-zeit
Umsetzung &MethodeImplemen-
tierungsdauer
Umsetzung &Methode
Umsetzungsquote
Umsetzung &MethodeAnzahl lfd.
Projekte
DauerhafteErfolgssicherungAnteil und Aufwand
strategischerVerbesserungs-
projekte
DauerhafteErfolgssicherungAnteil und Aufwand
operativerVerbesserungs-
projekte
DauerhafteErfolgssicherungUmsetzungsquoteoperativer Projekte
DauerhafteErfolgssicherungUmsetzungsquote
strategischerProjekte
DauerhafteErfolgssicherung
Kapazitäts-auslastung
Befähigung & Verhalten
VorschlagsquoteFührung
Befähigung & Verhalten
VorschlagsquoteMitarbeiter
DauerhafteErfolgssicherungReview-Frequenz
Ergebnis-indikator
Anteil fähiger Produktions-
prozesse
Ergebnis-indikator
Prozessausbeute/interne
Fehlerquoten
Ergebnis-indikator
Zielereichungs-grad
Befähigung & Verhalten
Beteiligungsquote Führung
Befähigung & Verhalten
CoachingquoteTop Management
Befähigung & Verhalten
Anteil Qualitäts-verbesserungs-
kosten
Befähigung & Verhalten
Schulungsquote/ Schulungsaufwand
Führung
Befähigung & Verhalten
Beteiligungsquote Mitarbeiter
Befähigung &Verhalten
Verbesserungs-zeit
Befähigung & Verhalten
Schulungsquote/ Schulungsaufwand
Mitarbeiter
Umsetzung &Methode
Problemlösungs-zeit
Umsetzung &MethodeImplemen-
tierungsdauer
Umsetzung &Methode
Umsetzungsquote
Umsetzung &MethodeAnzahl lfd.
Projekte
DauerhafteErfolgssicherungAnteil und Aufwand
strategischerVerbesserungs-
projekte
DauerhafteErfolgssicherungAnteil und Aufwand
operativerVerbesserungs-
projekte
DauerhafteErfolgssicherungUmsetzungsquoteoperativer Projekte
DauerhafteErfolgssicherungUmsetzungsquote
strategischerProjekte
DauerhafteErfolgssicherung
Kapazitäts-auslastung
Befähigung & Verhalten
VorschlagsquoteFührung
Befähigung & Verhalten
VorschlagsquoteMitarbeiter
DauerhafteErfolgssicherungReview-Frequenz
Abbildung 6-39: Ursache-Wirkungsbeziehung der Modellindikatoren [Quelle: Eigene Darstellung]
144 vgl. Kaplan/Norton (1997), S. 156-160; Krystek/Müller-Stewens (1993), S. 99f.

130 KAPITEL 6: MODELLENTWICKLUNG
6.9.4 Zusammenführung der Erfolgskriterien und Modellindikatoren
An dieser Stelle erfolgt eine Zusammenführung der Modellbeziehungen zwischen den Erfolgskrite-rien und den Modellindikatoren. Zum besseren Überblick werden die Wirkungsbeziehungen ver-einfacht dargestellt und die Feedbackprozesse zwischen den Erfolgskriterien vernachlässigt. Auf-grund der aufgezeigten Komplexität der Beziehungen zwischen den Erfolgskriterien im MEQ-Modell (siehe Abbildung 6-38) werden an dieser Stelle nur die wesentlichsten Zusammenhänge in Form von Pfeilen dargestellt (siehe Abbildung 6-40). Dazu ist im oberen Teil der Kästchen das jeweilige Erfolgskriterium aufgeführt und im unteren Teil die zugehörigen Operationalisierungen. Diese bestehen grundsätzlich aus dem Umsetzungsgrad des jeweiligen Erfolgskriteriums als Aus-druck der Potentialentfaltung und aus einem oder mehreren Frühindikatoren, die die Ergebnisfähigkeit anzeigen. Die Ursache-Wirkungskette mündet wiederum in der Qualitätsfähigkeit, operationalisiert über die zugehörigen Ergebnisindikatoren.
Führungskräftequalifikation (2)
- Umsetzungsgrad EK (2)- Schulungsaufwand Führung- Schulungsquote Führung
Führungscommitment (3)
- Umsetzungsgrad EK (3)- Beteiligungsquote Führung- Coachingquote Top-Management
Zielorientierung (8)
- Umsetzungsgrad EK (8)- Anzahl lfd. Verb.projekte- Anteil lfd. Verb.projekte
Empowerment (6)
- Umsetzungsgrad EK (6)- Verbesserungszeitanteil
Veränderungsfähigkeit (7)
- Umsetzungsgrad EK (7)- Beteiligungsquote MA- Projektvorschlagsquote MA
Review (14)
- Umsetzungsgrad EK (14)- Review-Frequenz
Mitarbeitermotivation (5)
- Umsetzungsgrad EK (5)- Beteiligungsquote MA- Projektvorschlagsquote MA
Qualitätsfähigkeit
- Anteil fähiger Prod.prozesse- Fehlerquote- Zielerreichungsgrad
Vorgehensweise (9)
- Umsetzungsgrad EK (9)- Anzahl lfd. Verb.projekte- Anteil lfd. Verb.projekte- Implementierungsdauer
Ausgewogene Verbesserung (13)
- Umsetzungsgrad EK (13)- Kapazitätsauslastung- Anteil operativer Verb.projekte- Aufwand für operative Verb.projekte- Anteil strategischer Verb.projekte- Aufwand für strategische Verb.projekte- Operative Umsetzungsquote- Strategische Umsetzungsquote
Problemlösungsmethode (11)
- Umsetzungsgrad EK (11)- Problemlösungszeit
Methodeneinsatz (12)
- Umsetzungsgrad EK (12)- Problemlösungszeit
Ergebnissicherung (10)
- Umsetzungsgrad EK (10)- Umsetzungsquote insgesamt
Mitarbeiterschulung (4)
- Umsetzungsgrad EK (4)- Schulungsaufwand MA- Schulungsquote MA
Qualitätsverständnis (1)
- Umsetzungsgrad EK (1)- Anteil Verbesserungskosten
(1/3)
(1/5)
(2/3)
(4/5)
(3/5)
(8/9)
(4/12)
(2/12)
(1/13)
(11/12)
(7/10)
(9/10)
(9/13)
(9/11)
(5/7) (5/9)
(3/8)
(8/14)
(6/9)
(6/7)(3/7)
(3/6)
(1/9)
(2/7)
(8/13)
(12/13)
Erfolgskriterium (Nr.)
- Umsetzungsgrad EK (Nr.)- zugehörige Frühindikatoren
Legende:(X/Y)
Verbindung zwischenErfolgskriterien X und Y
Abbildung 6-40: Beziehungen im MEQ-Modell - Zusammenführen der Erfolgskriterien und Modellindikatoren [Quelle: Eigene Darstellung]
Auf diese Modellbeziehungen wird im Rahmen der Modellerprobung in Kapitel 7.3.4 eingegangen.
6.10 Bewertungssystematik im MEQ-Modell
Das Modell sollte stets spezifisch für die betrachtete Organisationseinheit eingesetzt werden. Wir-kungsvoll ist die bereichsspezifische Bewertung, um gezielt Stärken und Schwächen aufzudecken. Vergleiche zwischen Bereichen können gezogen und Lernprozesse gefördert werden. Der jeweilige Unternehmensbereich ist so in der Lage, seine Qualitätsverbesserungsaufgabe individuell zu steu-ern. Bei kleinen Unternehmen kann die Bewertung auch für das gesamte Unternehmen durchge-

KAPITEL 6: MODELLENTWICKLUNG 131
führt werden. Werden für einzelne Unternehmensbereiche spezifische Qualitätsziele vereinbart, sollte der Modelleinsatz jedoch spezifisch erfolgen.
6.10.1 Bewertung der Erfolgskriterien
Im Folgenden soll die Bewertungssystematik des MEQ-Modells erläutert werden. Die Bewertung erfolgt in drei Schritten (siehe Abbildung 6-41). Im ersten Schritt werden die Items der einzelnen Erfolgskriterien auf einer 5-stufigen-Skala bewertet.145 Aus dieser Bewertung wird im zweiten Schritt der Umsetzungsgrad ermittelt. Dazu werden die Werte eins bis fünf der Skala in einen prozen-tualen Umsetzungsgrad übersetzt. Der Wert eins steht für einen Umsetzungsgrad von 0% und der Wert fünf für einen Umsetzungsgrad von 100%. Daraus ergibt sich ein Umsetzungsgrad von 25% für den Wert zwei, von 50% für den Wert drei und von 75% für den Wert vier. Der Umsetzungsgrad des Erfolgskriteriums lässt sich aus der Summe der Umsetzungsgrade der Items ins Verhältnis gesetzt zu der Anzahl der Items, die das Erfolgskriterium operationalisieren, berechnen. Um einen einfa-chen Überblick zu erhalten, wird dieser Umsetzungsgrad in einem dritten und letzten Schritt in einen Ampelstatus überführt und visualisiert. Der Ampelstatus ermöglicht das schnelle Erkennen von Handlungsbedarf.
Bewertung des Ampelstatus:
– Rot: Umsetzungsgrad )(xEKUG < 50%
Das Erfolgskriterium ist nicht wirksam umgesetzt, Maßnahmen sind notwendig.
– Gelb: Umsetzungsgrad 50 )(xEKUG < 75%
Das Erfolgskriterium ist in vielen Bereichen wirksam umgesetzt, aber noch verbesserungsfähig. Maßnahmen sollten getroffen werden, um den erreichten Stand zu halten und das System wei-ter auszubauen und zu verbessern.
– Grün: Umsetzungsgrad )(xEKUG 75%
Das Erfolgskriterium ist sehr gut umgesetzt und nachhaltig wirksam verankert. Es liefert einen großen Beitrag zur Nutzung der vorhanden Potentiale im Unternehmen.
Bewertung des Erfolgskriteriums
Bewertung des Items zum Erfolgskriterium (Operationalisierung) auf einer 5-stufigen-Skala
Übersetzung der Skala in einen Prozentwert, den Umsetzungsgrad jedes Items
Berechnung des Umsetzungsgrades (UG) des Erfolgskriteriums (EK) aus der Bewertung der einzelnen Frageitems
Ermittlung des Ampelstatus
Umsetzungsgrad
0 % 50 % 100 %25 % 75 %
Ermittlung des Umsetzungsgrades
5-stufige Skala
1 3 52 4
gar nicht vollkommen
0
20
40
60
80
100
Bewertung
UG 75%
Umsetzungsgrad
Überführung des Umsetzungsgrades in eine Ampelsystematik
n Anzahl der Frageitems des Erfolgskriteriums (x)
x Nummer des Erfolgskriteriums
i
xEK
n
ii
xEK
UGUG
n
UGUG
)(
1)(
∑
Umsetzungsgrad des Erfolgskriteriums (x)
Umsetzungsgrad des Frageitems i
50% UG <75%
UG < 50%
Bewertung des Erfolgskriteriums
Bewertung des Items zum Erfolgskriterium (Operationalisierung) auf einer 5-stufigen-Skala
Übersetzung der Skala in einen Prozentwert, den Umsetzungsgrad jedes Items
Berechnung des Umsetzungsgrades (UG) des Erfolgskriteriums (EK) aus der Bewertung der einzelnen Frageitems
Ermittlung des Ampelstatus
Umsetzungsgrad
0 % 50 % 100 %25 % 75 %0 % 50 % 100 %25 % 75 %
Ermittlung des Umsetzungsgrades
5-stufige Skala
1 3 52 4
gar nicht vollkommen
1 3 52 4
gar nicht vollkommen
0
20
40
60
80
100
Bewertung
UG 75%
Umsetzungsgrad
Überführung des Umsetzungsgrades in eine Ampelsystematik
n Anzahl der Frageitems des Erfolgskriteriums (x)
x Nummer des Erfolgskriteriumsx Nummer des Erfolgskriteriums
i
xEK
n
ii
xEK
UGUG
n
UGUG
)(
1)(
∑
Umsetzungsgrad des Erfolgskriteriums (x)
Umsetzungsgrad des Frageitems i
i
xEK
n
ii
xEK
UGUG
n
UGUG
)(
1)(
∑
Umsetzungsgrad des Erfolgskriteriums (x)
Umsetzungsgrad des Frageitems i
50% UG <75%
UG < 50%
Abbildung 6-41: Bewertungssystematik der Erfolgskriterien [Quelle: Eigene Darstellung]
145 vgl. Operationalisierung der Kriterien im Anhang A.3

132 KAPITEL 6: MODELLENTWICKLUNG
6.10.2 Gesamtauswertung der Erfolgskriterien, -potentiale und -bereiche
Auf Basis der Erfolgskriterien werden die Erfolgspotentiale und Erfolgsbereiche hinsichtlich ihrer Erfül-lung beurteilt. Die einzelnen Umsetzungsgrade der Erfolgskriterien werden zu einem Umsetzungs-grad des Erfolgspotentials verdichtet. Dieser ermittelt sich folglich aus dem durchschnittlichen Umsetzungsgrad der zugehörigen Erfolgskriterien. Ebenso wie bei der Bewertung der Kriterien wird der Umsetzungsgrad in einen Ampelstatus überführt. Der Umsetzungsgrad eines Erfolgsbe-reichs setzt sich auf der nächsten Verdichtungsebene aus dem durchschnittlichen Umsetzungsgrad der beiden zugehörigen Erfolgspotentiale zusammen, der Ampelstatus wird analog ermittelt.
Die nachfolgende Abbildung zeigt die Verwendung der Ampelsystematik für die zusammenfassen-de Auswertung und zur Visualisierung des Modells. Die Ampelsystematik hat den Vorteil, dass die Bereiche mit dem größten Handlungsbedarf schnell isoliert werden können und nur in diesen Be-reichen eine tiefere Analyse erfolgen muss. Es werden verschiedene Informationsstufen generiert. Die oberste Stufe gibt an, wie gut der jeweilige Erfolgsbereich im Unternehmen ausgestaltet ist. Auf der nächsten Stufe wird dies detaillierter für die beiden Erfolgspotentiale dargestellt und schließlich detailliert für die einzelnen Erfolgskriterien angezeigt.
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
Führung
Mitarbeiter
Verbesserungs-prozess
Methodik
Ausgewogenheit
Erfolgssicherung
Befähigung und Verhalten
Umsetzung undMethode
Dauerhafte Erfolgssicherung
Erfolgskriterium UG Erfolgspotential UG Erfolgsbereich UG
75,0%
Legende zur Bewertung der Erfolgskriterien:
Umsetzungsrad UG < 50,0%
Das Erfolgskriterium ist nicht wirksam im Unternehmen umgesetzt, Maßnahmen sind notwendig.
50% UG < 75,0% Umsetzungsrad UG
Das Erfolgskriterium ist teilweise wirk-sam umgesetzt, jedoch verbesserungs-fähig. Maßnahmen sollten getroffen werden, um den Stand zu halten und weiter zu verbessern.
Umsetzungsrad UG
Das Erfolgskriterium ist sehr gut umge-setzt und wirksam verankert. Es liefert einen großen Beitrag zur Nutzung der vorhanden Potentiale im Unternehmen.
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
Führung
Mitarbeiter
Verbesserungs-prozess
Methodik
Ausgewogenheit
Erfolgssicherung
Befähigung und Verhalten
Umsetzung undMethode
Dauerhafte Erfolgssicherung
Erfolgskriterium UG Erfolgspotential UG Erfolgsbereich UG
75,0%
Legende zur Bewertung der Erfolgskriterien:
Umsetzungsrad UG < 50,0%
Das Erfolgskriterium ist nicht wirksam im Unternehmen umgesetzt, Maßnahmen sind notwendig.
Umsetzungsrad UG < 50,0%
Das Erfolgskriterium ist nicht wirksam im Unternehmen umgesetzt, Maßnahmen sind notwendig.
50% UG < 75,0% Umsetzungsrad UG
Das Erfolgskriterium ist teilweise wirk-sam umgesetzt, jedoch verbesserungs-fähig. Maßnahmen sollten getroffen werden, um den Stand zu halten und weiter zu verbessern.
50% UG < 75,0% Umsetzungsrad UG
Das Erfolgskriterium ist teilweise wirk-sam umgesetzt, jedoch verbesserungs-fähig. Maßnahmen sollten getroffen werden, um den Stand zu halten und weiter zu verbessern.
Umsetzungsrad UG
Das Erfolgskriterium ist sehr gut umge-setzt und wirksam verankert. Es liefert einen großen Beitrag zur Nutzung der vorhanden Potentiale im Unternehmen.
Abbildung 6-42: Einsatz der Ampelsystematik [Quelle: Eigene Darstellung]
6.11 Zwischenbewertung der Modellentwicklung
Auf Grundlage einer intensiven Literaturrecherche wurden 14 Erfolgskriterien der Qualitätsverbes-serung entwickelt und operationalisiert. Es wurden Frühindikatoren zur Steuerung der Qualitäts-verbesserungsaktivitäten und zur Überwachung der Erfolgskriterien erarbeitet und entscheidende Ergebnisindikatoren zur Operationalisierung der Qualitätsfähigkeit definiert.
Die Modellentwicklung sollte den in Kapitel 6.1 dargelegten Anforderungen genügen, so dass an dieser Stelle ein Zwischenfazit der Modellentwicklung aus theoretischer Sicht gezogen werden soll:
Die Spezifität/Prägnanz und die Ausgewogenheit sind zunächst durch die Entwicklung von Früh- und Ergebnisindikatoren sichergestellt, allerdings ist die Bedeutung der Indikatoren aus Unternehmens-sicht zu überprüfen. Die Operationalisierung der Erfolgskriterien ist erfolgt. Die Bewertbarkeit der

KAPITEL 6: MODELLENTWICKLUNG 133
Operationalisierung (Items) kann erst im Rahmen einer Modellerprobung festgestellt werden. Die Erfolgskriterien wurden in eine Modellstruktur aus Erfolgskriterien, -potentialen und -bereichen ü-berführt und der Forderung nach Strukturierung genüge getan. Das Modell erfüllt die Forderung nach Mehrdimensionalität und berücksichtigt die verschiedenen Perspektiven der Mitarbeiter und Führungskräfte sowie die Vorgehensweise und Ergebnisse der Qualitätsverbesserung. Inwiefern die Mitarbeiter und Führungskräfte die Erfolgskriterien aus ihrer jeweiligen Perspektive heraus bewer-ten können, kann ebenfalls erst im Rahmen einer Modellerprobung analysiert werden. Die postu-lierten Wirkungsabhängigkeiten zwischen den Erfolgskriterien wurden im Rahmen der Modellbezie-hungen dargelegt und wichtige Zusammenhänge mittels Feedbackdiagrammen verdeutlicht sowie auf mögliche Modellkonflikte eingegangen. Die Modellindikatoren wurden zu Ursache-Wirkungsketten verknüpft und mit den Erfolgskriterien zusammengeführt. Die Überprüfung we-sentlicher Wirkungsbeziehungen muss im Rahmen der Modellerprobung erfolgen. Die abschlie-ßende Forderung nach Praxisorientierung und Praxisrelevanz des Bewertungsmodells kann ebenfalls erst im Rahmen einer Modellerprobung validiert werden. Die Durchführung der Modellerprobung wird in Kapitel 7 dargelegt.
6.12 Vorgehenskonzept zum Modelleinsatz
Das Modell soll entweder als einfache Selbstbewertung, als Fragebogenaktion oder im Rahmen eines Workshops eingesetzt werden. Zur Berücksichtigung unterschiedlicher Sichtweisen sollten die meisten Erfolgskriterien aus verschiedenen Perspektiven heraus beurteilt werden (vgl. Tabelle 6-2). Im Wesentlichen sollten die Führungskräfte auch das Mitarbeiterpotential bewerten und die Mitar-beiter das Führungspotential. Lediglich bei der Führungskräftequalifikation ist die Bewertung aus Sicht der Führungskräfte ausreichend. Die weiteren Erfolgskriterien (8) bis (14) der Erfolgspotenti-ale Verbesserungsprozess, Methodik, Ausgewogenheit und Erfolgssicherung sollten zusätzlich aus Sicht der Qualitätsabteilung oder des zuständigen Programmkoordinators bewertet werden. Bei einer Befra-gung von Mitarbeitern und Führungskräften verschiedener Unternehmensbereiche sollten be-reichsspezifische Auswertungen erfolgen.
Erfolgskriterium Befragung der Zielgruppe
(1) Qualitätsverständnis Führungskräfte, Mitarbeiter
(2) Führungskräftequalifikation Führungskräfte
(3) Führungscommitment Führungskräfte, Mitarbeiter
(4) Mitarbeiterschulung Mitarbeiter, Führungskräfte
(5) Mitarbeitermotivation Mitarbeiter, Führungskräfte
(6) Empowerment Mitarbeiter, Führungskräfte
(7) Veränderungsfähigkeit Mitarbeiter, Führungskräfte
(8) Zielorientierung Führungskräfte, Mitarbeiter, Qualitätsleiter, Programmkoordinator
(9) Vorgehensweise Führungskräfte, Mitarbeiter, Qualitätsleiter, Programmkoordinator
(10) Ergebnissicherung Führungskräfte, Mitarbeiter, Qualitätsleiter, Programmkoordinator
(11) Problemlösungsmethode Führungskräfte, Mitarbeiter, Qualitätsleiter, Programmkoordinator
(12) Methodik Führungskräfte, Mitarbeiter, Qualitätsleiter, Programmkoordinator
(13) Ausgewogene Verbesserung Führungskräfte, Mitarbeiter, Qualitätsleiter, Programmkoordinator
(14) Review Führungskräfte, Qualitätsleiter, Programmkoordinator
Tabelle 6-2: Übersicht des zielgruppenorientierten Modelleinsatzes [Quelle: Eigene Darstellung]

134 KAPITEL 6: MODELLENTWICKLUNG
Während die Modellindikatoren laufend ermittelt werden, reicht eine jährliche Bewertung der Er-folgskriterien aus. Erfolgskriterien, die sich im grünen Bereich befinden, können ggf. seltener be-wertet werden, wohingegen eine häufigere Bewertung der kritischen Erfolgskriterien, die sich im roten oder gelben Bereich befinden, erfolgen sollte.
Weiterführend ist das Vorgehen zum Einsatz des Modells dargestellt (vgl. Abbildung 6-43). Zu-nächst müssen im Rahmen des QM-Systems die Qualitätspolitik definiert und die Qualitätsziele der Bereiche abgeleitet und nach Möglichkeit konkrete Verbesserungsziele gefolgert werden. Anschlie-ßend erfolgen die Bewertung der Erfolgskriterien und die Ermittlung der Ist-Werte der Modellin-dikatoren. Für Erfolgskriterien, die einen gelben oder roten Ampelstatus aufweisen, müssen Maß-nahmen zur Entfaltung dieser Kriterien beschlossen werden. Die Indikatorenwerte sind in Verbin-dung mit den gesetzten Qualitätszielen die Grundlage für die Definition geeigneter Verbesserungs-projekte. Die nachfolgende Phase entspricht der Wahrnehmung der Qualitätsverbesserungsaufga-ben innerhalb der Organisation, d.h. dem Verfolgen der Projekte und dem Umsetzen der Maß-nahmen bzw. dem Betreiben des Qualitätsverbesserungsprogramms. Die Qualitätsverbesserung sollte kontinuierlich mittels der Modellindikatoren überwacht werden. Aus der Steuerung der Qua-litätsverbesserung ergibt sich weiterer Handlungsbedarf bzgl. neuer Projekte, Maßnahmen oder veränderter Qualitätsziele.
Definieren der Qualitätspolitik und –zieleDefinition der Qualitätsziele
Ableiten der Verbesserungsziele
Bewertung der Erfolgskriterien Ermittlung der Früh- und Ergebnisindikatorenwerte
Ist-Analyse der Erfolgskriterien und Modell-indikatoren
Ableiten von Maßnahmen zur Entfaltung der Erfolgskriterien
Ableiten von Projekten zur Erreichung der Qualitätsziele
Definition der Verbesserungs-maßnahmen
Durchführung der Projekte und Umsetzung der MaßnahmenQualitäts-verbesserung
Überwachung der Wirksamkeit mittels Früh- und ErgebnisindikatorenSteuerung der Qualitäts-verbesserung
Definieren der Qualitätspolitik und –zieleDefinition der Qualitätsziele
Ableiten der Verbesserungsziele
Bewertung der Erfolgskriterien Ermittlung der Früh- und Ergebnisindikatorenwerte
Ist-Analyse der Erfolgskriterien und Modell-indikatoren
Ableiten von Maßnahmen zur Entfaltung der Erfolgskriterien
Ableiten von Projekten zur Erreichung der Qualitätsziele
Definition der Verbesserungs-maßnahmen
Durchführung der Projekte und Umsetzung der MaßnahmenQualitäts-verbesserung
Überwachung der Wirksamkeit mittels Früh- und ErgebnisindikatorenSteuerung der Qualitäts-verbesserung
Abbildung 6-43: Vorgehensmodell zur Anwendung des MEQ-Modells [Quelle: Eigene Darstellung]

KAPITEL 7: MODELLERPROBUNG


KAPITEL 7: MODELLERPROBUNG 135
7 Modellerprobung
Um die Anwendbarkeit des MEQ-Modells zu testen, das Modell hinsichtlich der gestellten Anfor-derungen zu bewerten sowie weiteren Forschungsbedarf zu analysieren, wird das Modell mittels einer Fallstudie erprobt. Die Fallstudie als qualitative Forschungsmethode ermöglicht eine umfang-reiche Analyse der ausgewählten Untersuchungsobjekte nach verschiedenen Kategorien. Die Vor-teile liegen in der möglichen Untersuchungstiefe und in der unmittelbaren Verbindung von Theorie und Empirie. Die größte Gefahr besteht bzgl. der Verallgemeinerbarkeit der Ergebnisse, der man-gelnden Objektivität des Forschers sowie der mangelnden Repräsentativität.1
Gütekriterien von Fallstudien2 Bei der Beurteilung der Güte einer Fallstudienforschung ist zu beachten, dass zwischen der Güte der gesamten Fallstudie und der Güte der Einzelerhebungen und Analysen zu unterscheiden ist.
Objektivität Die Objektivität besagt, dass die Untersuchungsergebnisse unabhängig vom Forscher sein müssen und unterschiedliche Forscher bei der Untersuchung desselben Sachverhalts zu ähnlichen Ergeb-nissen gelangen sollten. Bei quantitativen Methoden wird die Objektivität durch Standardisierung der äußeren Bedingungen verwirklicht. Qualitative Befragungsmethoden ermöglichen ein individuelles Eingehen auf die interviewte Person, z.B. durch das Umformulieren von Fragen. In der Fallstu-dientechnik wird Objektivität in der Regel durch eine ausführliche Darlegung der Fälle gewährleistet, die umfangreiche Einblicke in die Untersuchung ermöglicht. Ferner lassen sich die Durchführungsob-jektivität, die Auswertungsobjektivität und die Interpretationsobjektivität unterscheiden.
Repräsentativität Hier geht es darum, nach welchen Merkmalen eine Zufallsstichprobe ausgewählt wird und ob die Grundgesamtheit ausreichend repräsentiert ist. Die Fallstudienmethodik zielt darauf ab, einen „re-präsentativen“ Fall zu finden. Dies macht eine Fallauswahl entlang gezielter Repräsentativitätskrite-rien notwendig. Dabei kann es sich jedoch gerade um einen atypischen Fall handeln. Unter Um-ständen wird sogar gerade ein atypischer Fall gesucht, wenn es z.B. um Best-Practice geht. Grund-sätzlich sollten sowohl das untersuchte Unternehmen als auch der untersuchte Sachverhalt reprä-sentativ sein.
Reliabilität Ob qualitative Forschungsmethoden dem Kriterium der Reliabilität genügen müssen, ist in der Lite-ratur umstritten. Bei diesem Gütekriterium geht es um die Wiederholbarkeit der Untersuchung. Qualitative Untersuchungen zeichnen sich häufig durch einen gewissen Grad der Einzigartigkeit aus. Trotzdem sollte auf dieses Kriterium nicht vollständig verzichtet werden. Die Reliabilität der Fallstudie kann erhöht werden, indem das Vorgehen detailliert dargelegt wird. Die Schritte des For-schungsprozesses sollten möglichst operationalisiert werden und transparent sein.
1 vgl. Binneberg (1997), S. 220; Gassmann (1999), S. 11-16; Kittel-Wegner/Meyer (2002), S. 13f.; Lamnek (1995),
S. 5 2 vgl. Kittel-Wegner/Meyer (2002), S. 24-28; Bortz/Döring (2003), S. 326-328, 335-337 sowie Anhang A.1.1

136 KAPITEL 7: MODELLERPROBUNG
Validität Die Validität ist das wichtigste Gütekriterium der Datenerhebung. Bei qualitativen Daten bezieht sich die Validität darauf, ob Interviewäußerungen authentisch und ehrlich sind oder von der inter-viewten Person verändert werden bzw. ob der Interviewer in der Lage ist, die relevanten Äußerun-gen zu erarbeiten. Die Validität lässt sich steigern, wenn unabhängige Protokollanten das Beobach-tete übereinstimmend protokollieren. Neben der Validität der Daten ist auch die interne und externe Validität der Interpretationen zu berücksichtigen. Die interne Validität besagt, inwieweit sich die Gesamtinterpretation plausibel aus den Daten ableiten lässt. Dabei geht es um die Konsensbildung, wobei dem Konsens eines heterogenen Forschungsteams eine höhere Bedeutung zuzumessen ist als dem Konsens zwischen Vertretern derselben Theorie. Die externe Validität behandelt die Gene-ralisierbarkeit von Interpretationen, d.h. inwieweit Fälle verallgemeinert oder auf andere Situatio-nen übertragen werden können.
Die im Rahmen der Modellerprobung durchgeführte Fallstudie erhebt keinen Anspruch auf Reprä-sentativität. Eine Bewertung der Fallstudie hinsichtlich der aufgezeigten Gütekriterien erfolgt in Kapitel 7.4.1.
7.1 Vorgehen zur Erprobung des MEQ-Modells
7.1.1 Zielsetzung der praktischen Erprobung
Das MEQ-Modell soll auf seine Anwendbarkeit hin überprüft und im Hinblick auf die Erfüllung der aufgestellten Anforderungen bewertet werden. Die praktische Modellerprobung knüpft an das in Kapitel 6.11 gezogene Zwischenfazit an und verfolgt die nachstehenden Ziele:
– Überprüfung der Bewertbarkeit der Erfolgskriterien (Operationalisierung)
– Überprüfung der Bewertbarkeit der Erfolgskriterien aus unterschiedlichen Perspektiven (Sicherstellung der Mehrdimensionalität)
– Überprüfung wesentlicher Zusammenhänge der Erfolgskriterien (Wirkungsabhängigkeiten)
– Überprüfung der Bedeutung der Modellindikatoren aus Unternehmenssicht (Praxisrelevanz)
– Überprüfung der Anwendbarkeit, Eignung und Relevanz des MEQ-Modells in der Praxis zum Aufzeigen von Qualitätsverbesserungspotentialen (Praxisorientierung und Praxisrelevanz)
Die Schwerpunkte der Modellerprobung liegen somit auf der Anwendbarkeit und Bewertbarkeit der Modellkriterien und -indikatoren sowie auf der Analyse der Modellbeziehungen. Dies wird im Rahmen der Fallstudientechnik sowohl fallspezifisch (Intra-Fall-Analyse) als auch fallübergreifend (Inter-Fall-Analyse) analysiert.3
Intra-Fall-Analyse Innerhalb der Intra-Fall-Analyse soll die Eignung der Erfolgskriterien und der Modellindikatoren analysiert und dazu die Verständlichkeit der formulierten Items aus Sicht von Mitarbeitern und Füh-rungskräften überprüft werden. Sollte sich Erklärungsbedarf für einzelne Items ergeben, muss ggf. eine Überarbeitung erfolgen. Die Intra-Fall-Analyse dient zudem der Überprüfung der Relevanz und
3 vgl. Gassmann (1999), S. 12-15; Eisenhardt (1989), S. 534-536; Kittel-Wegner/Meyer (2002), S. 21-23

KAPITEL 7: MODELLERPROBUNG 137
der praktischen Anwendbarkeit des Modells für das spezifische Aufzeigen von Stärken und Verbesse-rungspotentialen.
Inter-Fall-Analyse Überprüfung der Praxisorientierung und -relevanz Die Praxisrelevanz wird zudem im Rahmen der Inter-Fall-Analyse diskutiert. Dabei ist der Schwer-punkt auf die Anwendbarkeit des Modells zum Vergleich von Unternehmensbereichen zu legen. Es soll dargelegt werden, inwieweit die zugrunde gelegte Bewertungsmethode in Form der Ampelsys-tematik geeignet ist, Verbesserungspotentiale abzuleiten und Lernprozesse anzustoßen und inwie-weit das MEQ-Modell zur Überprüfung des Standes von Qualitätsverbesserungsaktivitäten einge-setzt und einen internen Nachweis über deren Nutzen und Wirksamkeit erbringen kann.
Analyse der Ursache-Wirkungsbeziehungen Das Modell basiert auf der Wirkungskette aus Potentialentfaltung, Ergebnisfähigkeit und Qualitäts-fähigkeit, ausgedrückt mittels der Modellhypothese:4
Hypothese HM: Wenn die Erfolgskriterien im Unternehmen sehr gut umgesetzt sind, dann sind die erzielten Er-gebnisse bei den Modellindikatoren gut.
Zudem liegt dem Modell die Annahme zugrunde, dass die entwickelten Erfolgskriterien in einer kausalen Beziehung zueinander stehen. Dazu soll der Zusammenhang zwischen jedem der 14 Er-folgskriterien - (1/X) bis (X/14) - analysiert sowie die in Abbildung 6-40 dargelegten spezifischen Zusammenhänge näher betrachtet werden (siehe hierzu Tabelle 7-4).5
Das Testen der Modellhypothese HM soll über eine vergleichende Analyse der Fallbeispiele erfol-gen. Dazu müssen die Umsetzungsgrade der Erfolgskriterien (unabhängige Variable) und die Werte der Modellindikatoren (abhängige Variable) erhoben und analysiert werden. Die Zusammenhänge zwischen den Erfolgskriterien (vgl. Tabelle 7-4 und Abbildung 6-40) werden anhand der Umset-zungsgrade mittels einer Korrelationsanalyse überprüft. An dieser Stelle sei nochmals auf das Kau-salitätsproblem verwiesen. Sowohl die Modellhypothese als auch die Zusammenhangshypothesen der Erfolgskriterien geben Ursache-Wirkungsbeziehungen wieder. Diese implizierte Kausalität kann jedoch nicht nachgewiesen werden. Um von Kausalität zu sprechen, müssen vier Bedingun-gen erfüllt sein: (1) muss eine Korrelation vorliegen, (2) eine zeitliche Abfolge beobachtet werden können, d.h., dass die Ursache das zeitlich frühere Ereignis und die Wirkung das spätere Ereignis ist, (3) muss die Beobachtung in einem geschlossenen System erfolgen, um Störfaktoren auszu-schließen und (4) müssen mögliche Fehlergrößen zufällig verteilt sein.6
Bedeutung der Modellindikatoren Im Rahmen der Inter-Fall-Analyse sollen die Anwendbarkeit und der Einsatz der Modellindikatoren betrachtet und dazu möglichst die spezifischen Indikatorenwerte für die Unternehmensbereiche ermittelt werden. Es ist jedoch nicht sichergestellt, dass die Unternehmen die Indikatoren erfassen bzw. die notwendigen Daten für die Ermittlung der Indikatoren zur Verfügung stehen. Ein Hand-lungsbedarf, der zur Entwicklung des Modells geführt hat, ist der mangelnde Einsatz von Indikato-ren zur Überwachung und Steuerung der Qualitätsverbesserungsaktivitäten in Organisationen. Da-
4 siehe auch Kapitel 6.2.2 5 siehe auch Kapitel 6.9.2 6 vgl. v. Alemann (1977), S. 21; Popper (1984), S. 31-36; Bortz (1977), S. 286f.

138 KAPITEL 7: MODELLERPROBUNG
her ist davon auszugehen, dass eine vollständige Ermittlung der Modellindikatoren nicht möglich ist. Dies erschwert die Erprobung des Modells und verhindert eine Überprüfung der Modellhypo-these. Hilfsweise soll daher die Bedeutung der Indikatoren auf einer 5-stufigen-Skala erfasst wer-den, um deren Relevanz zu untersuchen. Ein weiteres Problem besteht hinsichtlich der Aktualität der Indikatoren. Das Modell ist mit Früh- und Ergebnisindikatoren ausgestattet, die zur Steuerung des Qualitätsverbesserungsprogramms regelmäßig erhoben werden müssen und in einer zeitlichen Ursache-Wirkungsbeziehung stehen. Dieser zeitliche Aspekt kann im Rahmen der Fallstudie nicht berücksichtigt werden.
7.1.2 Methode der Datenerhebung
Die Erhebung erfolgt mittels eines standardisierten Fragebogens, der in strukturierten Interviews mit Führungskräften, Mitarbeitern und Qualitätsbeauftragen bearbeitet wird.7 Zusätzlich werden Unternehmensinformationen aus Internetquellen und weiteren Dokumenten genutzt. Mit der Standardisierung des Fragebogens steigt die Objektivität und Reliabilität dieses Messinstruments. Ein hoher Standardisierungsgrad geht allerdings auf Kosten der Information.
Der Erfolg des Interviews hängt wesentlich von der Kooperation der Befragten, der Aufrichtigkeit und der gemeinsamen Sprache zwischen Interviewer und der befragten Person ab. Die Interviewsi-tuation ermöglicht dem Interviewer zusätzliche Informationen zur Verfügung zu stellen, sowie auf Verständnisfragen und Nachfragen einzugehen.8
Fragebogenarchitektur Der Fragebogen ergibt sich aus den erarbeiteten Items des MEQ-Modells und wurde im Vorfeld der Untersuchung mit Qualitätsfachleuten auf Verständlichkeit überprüft. Aufgrund der zu erwar-tenden Problematik hinsichtlich der Modellindikatoren, sind jedoch Ergänzungen vorzunehmen. Bei der Gestaltung der Fragen sind die Grundregeln der Frageformulierung sowie allgemeine Re-geln zum Aufbau eines Fragebogens zu berücksichtigen.9
Der Fragebogen besteht aus den folgenden vier Teilen:
Teil 1: Kurzvorstellung des Unternehmensbereichs In diesem Teil werden einige allgemeine Informationen zum Unternehmensbereich ermittelt. Als möglicher Störfaktor wird der Zeitpunkt des nächsten und des letzten Audits festgehalten, da eine anstehende oder gerade abgeschlossene Auditierung die laufenden Qualitätsverbesserungsaktivitä-ten im Unternehmen beeinflussen kann. Zusätzlich werden Informationen zum bestehenden Qua-litätsverbesserungsprogramm sowie die Werte der Ergebnisindikatoren erfragt. Fragen, die sich bereits im Vorfeld der Interviews beantworten lassen oder anderen Informationsquellen entnom-men werden können, werden bei der Befragung ausgelassen. Zudem sind mehrere Fragetrichter eingebaut.
7 vgl. Atteslander (1995), S. 160-163; v. Alemann (1977), S. 216f.; Bortz/Döring (2003), S. 238-242 8 vgl. Diekmann (2003), S. 377, 382; Mayntz et al. (1978), S. 111-114 9 vgl. Diekmann (2003), S. 410-416; Friedrichs (1990), S. 208-214; Ullrich (1999), S. 436-439

KAPITEL 7: MODELLERPROBUNG 139
Teil 2: Fragen zur Wahrnehmung der Qualitätsverbesserungsaufgaben im Unternehmensbereich - Umsetzung der Erfolgskriterien - In diesem Teil wird der Umsetzungsgrad der Erfolgskriterien mittels der erfolgten Operationalisie-rung erhoben. Die Ermittlung erfolgt nach der in Kapitel 6.10 vorgestellten Bewertungssystematik. Zusätzlich gibt es die Antwortkategorie „ich weiß nicht“, falls die Bewertung aufgrund fehlenden Wissens oder fehlender Information nicht vorgenommen werden kann.
Teil 3: Fragen zur Leistung der Qualitätsverbesserungsaktivitäten In diesem Teil werden die Werte der Frühindikatoren bzw. hilfsweise die Bedeutung der Indikato-ren auf einer 5-stufigen-Skala erfasst.
Teil 4: Zusammenfassende Bewertung Zum Abschluss erfolgen einige offene Fragen. Die Fragen beziehen sich auf die Stärken und Ver-besserungspotentiale der Qualitätsverbesserungsaktivitäten sowie auf allgemeine Bemerkungen zum Fragebogen.
Das Modell bildet verschiedene Perspektiven im Unternehmen ab. Im Wesentlichen wird zwischen der Mitarbeiter- und der Führungsperspektive sowie der Perspektive der Qualitätsabteilung unter-schieden. Der Fragebogen wird spezifisch auf die jeweilige Perspektive angepasst. Die Führungs-kräfte und die Qualitätsfachleute werden zu denselben Inhalten befragt, so dass zwei Fragebögen vorliegen: ein Fragebogen für Führungskräfte und ein Mitarbeiterfragebogen.10 Die Mitarbeiter beurteilen nicht jedes Erfolgskriterium und werden nicht zu den Modellindikatoren befragt. Ent-sprechend ergeben sich Unterschiede im Fragebogenumfang und in der Interviewdauer (vgl. Über-sicht in Tabelle 7-1). Grundsätzlich gibt es keine festen Regeln für die Dauer eines Interviews. Gängig sind Interviews von 30-60 Minuten.11 Je nach Interesse des Befragten sind auch Befragun-gen über 90 Minuten möglich.12 Die geplante Dauer für Mitarbeiterinterviews beträgt 30-60 Minu-ten, für die Befragung von Führungskräften und Qualitätsbeauftragten werden 60-120 Minuten angesetzt.
Perspektive
Inhalt
Mitarbeiter Führungskräfte Qualitätswesen
(1) Qualitätsverständnis ja ja ja
(2) Führungskräftequalifikation nein ja ja
(3) Führungscommitment ja ja ja
(4) Mitarbeiterschulung ja ja ja
(5) Mitarbeitermotivation ja ja ja
(6) Empowerment ja ja ja
(7) Veränderungsfähigkeit ja ja ja
(8) Zielorientierung ja ja ja
(9) Vorgehensweise ja ja ja
(10) Ergebnissicherung ja ja ja
10 Der Fragebogen für Führungskräfte beinhaltet den Mitarbeiterfragebogen vollständig und ist im Anhang A.4
abgebildet. 11 vgl. Atteslander (1995), S. 162 12 vgl. Friedrichs (1990), S. 214

140 KAPITEL 7: MODELLERPROBUNG
Perspektive
Inhalt
Mitarbeiter Führungskräfte Qualitätswesen
(11) Problemlösungsmethode ja ja ja
(12) Methodeneinsatz ja ja ja
(13) Ausgewogene Verbesserung ja ja ja
(14) Review nein ja ja
Modellindikatoren nein ja ja
Allgemeine Fragen zum Unternehmensbereich verkürzt ja ja
Abschlussbewertung und offene Fragen ja ja ja
geplante Interviewdauer [in Minuten] 30-60 60-120 60-120
Tabelle 7-1: Übersicht der Interviewinhalte je Perspektive [Quelle: Eigene Darstellung]
7.2 Ergebnisse der Modellerprobung: Fallbeispiel Automobilindustrie
7.2.1 Darstellung des Unternehmens
Die Modellerprobung erfolgt bei einem Unternehmen der Automobilindustrie. Innerhalb dieses Unternehmens werden zwei vergleichbare Entwicklungsabteilungen als Untersuchungsobjekte aus-gewählt, die anhand des MEQ-Modells bewertet und verglichen werden.
Das Unternehmen beschäftigt zum Untersuchungszeitpunkt ca. 120 Mitarbeiter. Es erbringt als Ausgründung besondere Entwicklungsleistungen für sein Mutterunternehmen und begleitet die Produktion dieser Produkte. Das Unternehmen ist in einen kaufmännischen und einen technischen Bereich unterteilt. Die beiden im Rahmen der Modellerprobung betrachteten Entwicklungsabtei-lungen gehören dem technischen Bereich an. Für eine nachvollziehbare Darlegung der Ergebnisse, wird in diesem Zusammenhang von den Entwicklungsabteilungen A und B gesprochen.
Die Ausgründung des Unternehmens liegt zum Untersuchungszeitpunkt zwei Jahre zurück. Zum Zeitpunkt der Modellerprobung beschäftigt sich das Unternehmen u.a. damit ein QM-System auf Basis der ISO 9001 sowie ein Zielvereinbarungssystem in Anlehnung an die Systematik der BSC aufzubauen. Beides soll bis Ende des Jahres 2005 eingeführt bzw. das QM-System zertifiziert sein.
7.2.2 Erhebung der Daten
Die Modellerprobung erfolgt in Kooperation mit den Qualitätsbeauftragten des Unternehmens.
Es werden insgesamt neun Interviews mit Führungskräften, Mitarbeitern und Qualitätsfachleuten durchgeführt. Die Aufteilung der Interviews auf die beiden Entwicklungsabteilungen kann der nachfolgenden Abbildung 7-1 entnommen werden.

KAPITEL 7: MODELLERPROBUNG 141
* ein Mitarbeiter der Abteilung Qualitätssicherung sowie ein Mitarbeiter der Entwicklungsabteilung A in der Funktion des Qualitätsbeauftragten
Führungskraft Mitarbeiter Qualitätsfachleute*
Aufteilung der Interviews insgesamt Entwicklungsabteilung A Entwicklungsabteilung B
4
2 3
1
12 3
1
* ein Mitarbeiter der Abteilung Qualitätssicherung sowie ein Mitarbeiter der Entwicklungsabteilung A in der Funktion des Qualitätsbeauftragten
Führungskraft Mitarbeiter Qualitätsfachleute*
Aufteilung der Interviews insgesamt Entwicklungsabteilung A Entwicklungsabteilung B
4
2 3
1
12 3
1
Abbildung 7-1: Aufteilung der Interviews [Quelle: Eigene Darstellung]
Auf jeden Entwicklungsbereich entfallen vier Interviews. Diese beinhalten ein Interview mit dem jeweiligen Bereichsleiter sowie mindestens einem Mitarbeiter. In Entwicklungsabteilung A wird zudem ein Interview mit einem Unterabteilungsleiter sowie dem Qualitätsbeauftragten des Unter-nehmens durchgeführt, der zugleich dieser Entwicklungsabteilung angehört. Im Bereich B wurden neben dem Bereichsleiter drei Mitarbeiter befragt. Dabei wurden die drei Mitarbeiter aus den drei Unterabteilungen des Bereichs ausgewählt. Zusätzlich wird ein Interview mit einem Mitarbeiter der Qualitätsabteilung geführt. Dieses Interview wird jedoch nur im Rahmen der Gesamtauswertung berücksichtigt, da die Bewertung keinem der beiden Entwicklungsbereiche zugeordnet werden kann.
Die Methode des Interviews wurde vor dem Hintergrund gewählt, die Anwendbarkeit des Modells und hierbei insbesondere die Verständlichkeit der Operationalisierung zu überprüfen. Die Inter-views der Mitarbeiter und Führungskräfte wurden als Einzelinterviews durchgeführt. Der zuständi-ge Qualitätsbeauftragte des Unternehmens war bei allen Interviews anwesend, um auf unterneh-mensspezifische Fragen eingehen zu können. Einzig das Interview der beiden Qualitätsfachleute wurde als Gruppeninterview durchgeführt, jedoch die Bewertungen einzeln festgehalten. Die Inter-views der Mitarbeiter dauerten zwischen 30 und 75 Minuten, die Führungskräfteinterviews zwi-schen 45 und 80 Minuten, so dass die geplanten Interviewzeiten (vgl. Tabelle 7-1) überwiegend eingehalten werden konnten. Das Gruppeninterview der Qualitätsfachleute dauerte 100 Minuten. Die Durchführung der Interviews war wie folgt strukturiert:13
1. Persönliche Vorstellung des Interviewers
2. Kurzvorstellung des Themas14
3. Einleitung des Interviews (Vorgehen und Hinweise zur Bewertung)
4. Interview
5. Dank
7.3 Analyse und Auswertung der Fallstudien
Für alle Bereiche wurden das Datum des letzten Audits und des nächsten Audits erfasst, um diese als mögliche Störvariable zu berücksichtigen. Da alle Bereiche im Juni dieses Jahres einem internen Audit unterzogen wurden und alle Bereiche im September gleichermaßen einem externen Audit
13 zum Aufbau eines Interviews siehe auch Bortz/Döring (2003), S. 244 14 Die verwendete Präsentation befindet sich im Anhang A.5.

142 KAPITEL 7: MODELLERPROBUNG
unterliegen werden, kann ein störender Einfluss ausgeschlossen werden. Diese Störvariable wirkt auf alle Bereich gleichermaßen.
Nachstehend werden folgende Auswertungen vorgestellt:
– Intra-Fall-Analyse: Die Intra-Fall-Analyse wird für jeden Entwicklungsbereich durchgeführt und beinhaltet die Bewertung des Bereichs anhand des Modells, um eine Aussage über die Potential-entfaltung und die Wirksamkeit der Qualitätsverbesserung in diesem Bereich zu treffen.
– Inter-Fall-Analyse: Die Inter-Fall-Analyse beinhaltet die zusammenfassende Bewertung des Un-ternehmens, die vergleichende Analyse der Entwicklungsabteilungen und die Bewertung der Modellindikatoren. Hier geht es um eine Bewertung der Ergebnis- und Qualitätsfähigkeit.
– Analyse der Ursache-Wirkungsbeziehungen der Erfolgskriterien: An dieser Stelle wird die Bewertung der Erfolgskriterien einer näheren Analyse unterzogen. Inhaltlich gehört diese Auswertung zur Inter-Fall-Analyse, sie soll jedoch aufgrund der angewendeten statistischen Auswertung und zur besseren Verständlichkeit extra dargelegt werden.
7.3.1 Intra-Fall-Analyse: Ergebnisse der Entwicklungsabteilung A
Die Entwicklungsabteilung A beschäftigt 21 Mitarbeiter und führt regelmäßig Qualitätsverbesse-rungsaktivitäten durch. Ergebnisindikatoren werden nicht erfasst und keine Frühindikatoren zur Steuerung des Qualitätsverbesserungsprozesses eingesetzt. Es konnte jedoch eine Bewertung aller Erfolgskriterien vorgenommen werden, so dass sich die nachfolgende Auswertung auf diese Be-wertung bezieht.
Die Umsetzung der Erfolgskriterien, -potentiale und -bereiche wurde entsprechend der Bewer-tungssystematik ermittelt (siehe Abbildung 7-2). Auf der obersten Betrachtungsebene schneidet der Bereich „Befähigung und Verhalten“ am besten ab, befindet sich jedoch erst am Anfang der gelben Ampelphase. Auf der nächsten Ebene zeigt sich, dass das Erfolgspotential der Mitarbeiter besser genutzt wird als jenes der Führung. Dies liegt insbesondere an dem unzureichenden Qualitätsverständ-nis (1) und der mangelnden Führungskräftequalifikation (2). Beim Mitarbeiterpotential zeigt sich die Qualifikation (4) als das Erfolgskriterium mit dem größten Verbesserungspotential. Sowohl Führung als auch Mitarbeiter scheinen nicht ausreichend für die Wahrnehmung der Qualitäts-verbesserungsaufgaben qualifiziert. Dies spiegelt sich in den Erfolgsbereichen „Methode und Umset-zung“ und „Dauerhafte Erfolgssicherung“ wider, die beide einen roten Status innehaben und nur eine mangelnde Umsetzung der zugehörigen Erfolgskriterien zeigen. Lediglich die Ausgewogene Verbesse-rung (13) wird teilweise verfolgt. Kein Erfolgskriterium wird sehr gut umgesetzt, wobei das Füh-rungscommitment (3) insgesamt den höchsten Umsetzungsgrad erreicht. Die größten Defizite zeigen sich bei den Erfolgspotentialen Methodik und Verbesserungsprozess. Die größten Verbesserungspoten-tiale beinhalten die Problemlösungsmethode (11) und der Methodeneinsatz (12). Insgesamt ist die Potenti-alentfaltung als noch nicht ausreichend anzusehen.

KAPITEL 7: MODELLERPROBUNG 143
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
48,6%
55,2%
51,0%
52,5%
48,2%
38,3%
63,3%
6,3%
10,0%
50,0%
27,8%
44,8%
34,4%
44,1%
Führung
Mitarbeiter
Verbesserungs-prozess
Methodik
Ausgewogenheit
Erfolgssicherung
50,0%
61,8%
41,1%
8,1%
27,8%
50,0%
Befähigung und Verhalten 50,9%
Umsetzung undMethode 24,6%
Dauerhafte Erfolgssicherung 38,9%
Erfolgskriterium UG Erfolgspotential UG Erfolgsbereich UG
Umsetzungsgrad UG < 50,0% 50% UG < 75,0% 75,0%Legende:
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
48,6%
55,2%
51,0%
52,5%
48,2%
38,3%
63,3%
6,3%
10,0%
50,0%
27,8%
44,8%
34,4%
44,1%
Führung
Mitarbeiter
Verbesserungs-prozess
Methodik
Ausgewogenheit
Erfolgssicherung
50,0%
61,8%
41,1%
8,1%
27,8%
50,0%
Befähigung und Verhalten 50,9%
Umsetzung undMethode 24,6%
Dauerhafte Erfolgssicherung 38,9%
Erfolgskriterium UG Erfolgspotential UG Erfolgsbereich UG
Umsetzungsgrad UG < 50,0% 50% UG < 75,0% 75,0%Legende:
Abbildung 7-2: Bewertung der Entwicklungsabteilung A [Quelle: Eigene Darstellung]
7.3.2 Intra-Fall-Analyse: Ergebnisse der Entwicklungsabteilung B
In der Entwicklungsabteilung B arbeiten 27 Mitarbeiter. Qualitätsverbesserungsaktivitäten werden regelmäßig durchgeführt, sind jedoch nicht Bestandteil eines Qualitätsverbesserungsprogramms. Qualitätsziele werden nicht festgelegt und sowohl Ergebnis- als auch Frühindikatoren nicht erfasst. Es konnte ebenfalls eine Bewertung der Entwicklungsabteilung B anhand der Erfolgskriterien vor-genommen werden.
Die Entwicklungsabteilung B zeigt auf der obersten Ebene der Erfolgsbereiche ein ähnliches Bild wie die Entwicklungsabteilung A. Lediglich der Bereich „Befähigung und Verhalten“ erreicht einen gelben, alle weiteren Bereiche einen roten Ampelstatus. Die Abteilung zeigt Fortschritte beim Betreiben des Erfolgspotentials Verbesserungsprozess, schneidet jedoch im Bereich der Methodik nur unwesentlich besser ab. Der Bereich kann jedoch ein gutes Führungscommitment (3) und eine hohe Veränderungsfähigkeit (7) vorweisen. Es mangelt dagegen an der Qualifikation der Mitarbeiter (4) und der Führungskräfte (2) sowie an einer systematischen Vorgehensweise (9) und dem gezielten Einsatz einer Problemlösungsmethode (11) sowie von Problemlösungstechniken (12). Die Potentialentfaltung wird ebenso nicht ausreichend betrieben, zeigt aber gute Ansätze.

144 KAPITEL 7: MODELLERPROBUNG
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
45,5%
57,3%
51,4%
78,3%
52,7%
55,0%
70,4%
10,8%
21,3%
55,2%
33,3%
54,2%
43,8%
65,6%
Führung
Mitarbeiter
Verbesserungs-prozess
Methodik
Ausgewogenheit
Erfolgssicherung
59,4%
58,1%
54,5%
16,0%
33,3%
55,2%
Befähigung und Verhalten 58,7%
Umsetzung undMethode 35,3%
Dauerhafte Erfolgssicherung 44,3%
Erfolgskriterium UG Erfolgspotential UG Erfolgsbereich UG
Umsetzungsgrad UG < 50,0% 50% UG < 75,0% 75,0%Legende:
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
45,5%
57,3%
51,4%
78,3%
52,7%
55,0%
70,4%
10,8%
21,3%
55,2%
33,3%
54,2%
43,8%
65,6%
Führung
Mitarbeiter
Verbesserungs-prozess
Methodik
Ausgewogenheit
Erfolgssicherung
59,4%
58,1%
54,5%
16,0%
33,3%
55,2%
Befähigung und Verhalten 58,7%
Umsetzung undMethode 35,3%
Dauerhafte Erfolgssicherung 44,3%
Erfolgskriterium UG Erfolgspotential UG Erfolgsbereich UG
Umsetzungsgrad UG < 50,0% 50% UG < 75,0% 75,0%Legende:
Abbildung 7-3: Bewertung der Entwicklungsabteilung B [Quelle: Eigene Darstellung]
7.3.3 Inter-Fall-Analyse
Gesamtbewertung Die zusammengefasste pilothafte Bewertung des Unternehmens zeigt die nachfolgende Abbildung 7-4). Neben der Bewertung aus Sicht der Führungskräfte und Mitarbeiter der Unternehmensberei-che, geht hier auch die Bewertung aus Sicht der Qualitätsabteilung ein. Diese Gesamtbewertung kann nur pilothaft gewertet werden, da nicht alle Unternehmensbereiche, insbesondere keine kaufmännischen Bereiche abgedeckt werden.
Es scheint keinen strukturierten Verbesserungsprozess im Unternehmen zu geben. Das notwendige Wissen, die notwendige Vorgehensweise und die Qualitätsmethoden stehen den Mitarbeitern und Füh-rungskräfte nicht zur Verfügung. Daher sollte die Implementierung des QM-Systems genutzt wer-den, um eine angemessen Systematik einzuführen, um Qualitätsziele abzuleiten und den Erfolg an der Erreichung dieser Ziele zu messen. Dabei kann auf den vorhandenen Stärken des Führungscom-mitments (3), der Mitarbeitermotivation (5) und der Veränderungsfähigkeit (7) aufgebaut werden. Aller-dings können diese ohne eine strukturierte Vorgehensweise (9) nicht zielorientiert zum Nutzen des Unternehmens eingesetzt werden. Die Gesamtbewertung offenbart ebenso wie die Einzelbewer-tungen Handlungspotentiale auf dem Weg zu einem wirksamen QM-System.

KAPITEL 7: MODELLERPROBUNG 145
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
46,9%
56,0%
53,5%
63,1%
49,6%
42,0%
67,1%
19,2%
17,8%
52,2%
25,0%
50,9%
37,0%
53,4%
Führung
Mitarbeiter
Verbesserungs-prozess
Methodik
Ausgewogenheit
Erfolgssicherung
52,9%
54,9%
47,1%
18,5%
25,0%
52,2%
Befähigung und Verhalten 53,9%
Umsetzung undMethode 32,8%
Dauerhafte Erfolgssicherung 38,6%
Erfolgskriterium UG Erfolgspotential UG Erfolgsbereich UG
Umsetzungsgrad UG < 50,0% 50% UG < 75,0% 75,0%Legende:
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
46,9%
56,0%
53,5%
63,1%
49,6%
42,0%
67,1%
19,2%
17,8%
52,2%
25,0%
50,9%
37,0%
53,4%
Führung
Mitarbeiter
Verbesserungs-prozess
Methodik
Ausgewogenheit
Erfolgssicherung
52,9%
54,9%
47,1%
18,5%
25,0%
52,2%
Befähigung und Verhalten 53,9%
Umsetzung undMethode 32,8%
Dauerhafte Erfolgssicherung 38,6%
Erfolgskriterium UG Erfolgspotential UG Erfolgsbereich UG
Umsetzungsgrad UG < 50,0% 50% UG < 75,0% 75,0%Legende:
Abbildung 7-4: Pilothafte Gesamtauswertung des Unternehmens [Quelle: Eigene Darstellung]
Vergleich der Erfolgskriterien In der nachfolgenden Abbildung 7-5 werden die Erfolgskriterien der beiden Unternehmensberei-che gegenübergestellt. Es zeigt sich, dass die analysierten Entwicklungsbereiche ein ähnliches Um-setzungsprofil der Erfolgskriterien aufweisen. Mit Ausnahme der Mitarbeiterschulung (4) schneidet die Abteilung B in allen erfolgskritischen Bereichen besser ab. Insbesondere die Veränderungsfähigkeit (7) und die Ergebnissicherung (10) stechen hervor und sollten Grundlage eines internen Erfahrungsaus-tauschs sein.

146 KAPITEL 7: MODELLERPROBUNG
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
Erfo
lgsk
rite
rien
Umsetzungsgrad
Entwicklungsabteilung A Entwicklungsabteilung B
Abbildung 7-5: Gegenüberstellung der Erfolgskriterien [Quelle: Eigene Darstellung]
Bedeutung der Frühindikatoren Die Frühindikatoren wurden im Unternehmen durchgängig nicht ermittelt, so dass keine Bewer-tung der Ergebnisfähigkeit vorgenommen werden kann. Nur einzelne Werte konnten geschätzt werden. Dieses Datenmaterial eignet sich jedoch nicht für eine weitere Auswertung und bestätigt die zu Beginn dargelegte Problematik zur Erfassung der Modellindikatoren. Daher kann an dieser Stelle nur auf die Bedeutung der Frühindikatoren aus Sicht der Führungskräfte und Qualitätsfach-leute eingegangen werden. Diese durchschnittliche Bedeutung ist in Abbildung 7-6 dargestellt. Be-wertet wurde auf einer 5-stufigen-Skala. Die meisten Indikatoren wurden als mittel wichtig bis wichtig eingeschätzt. Lediglich der Schulungsaufwand der Mitarbeiter und Führungskräfte, die Coachingquo-te Top-Management und der Anteil laufender Qualitätsverbesserungsprojekte wurde als weniger wichtig ein-gestuft. Die Indikatoren zum Schulungsaufwand dienen der Überwachung der Erfolgskriterien zur Qualifikation von Mitarbeitern (4) und Führungskräften (2). Die geringe zugemessene Bedeutung spiegelt sich in dem Umsetzungsgrad dieser Erfolgskriterien wider. Die Coachingquote Top-Management über-wacht das Erfolgskriterium Führungscommitment (3) respektive die Einbindung der obersten Leitung in Qualitätsverbesserungsaktivitäten. Die Anzahl laufender Qualitätsverbesserungsprojekte dient der aktu-ellen Überwachung der Vorgehensweise (9), ein Erfolgskriterium, das sich ebenfalls im roten Bereich befindet. Als wichtig werden insbesondere die strategische und operative Umsetzungsquote, der zugehöri-ge Aufwand und die Kapazitätsauslastung angesehen. Allesamt Indikatoren für eine Ausgewogene Verbes-serung (13). Die Ausgewogene Verbesserung (13) schneidet im Vergleich der Erfolgskriterien verhältnis-mäßig gut ab. Eine ebenfalls höhere Bedeutung wird den Beteiligungsquoten zugewiesen, die der Ü-berwachung des Führungscommitments (3) und der Mitarbeitermotivation (5) dienen, ebenfalls Bereiche, in denen das Unternehmen bereits auf gute Grundlagen zurückgreifen kann.15
15 vgl. hierzu auch Abbildung 6-40

KAPITEL 7: MODELLERPROBUNG 147
Bedeutung der Frühindikatoren
1 2 3 4 5
Anteil Qualitätsverbesserungskosten
Schulungsaufwand Führung
Schulungsquote Führung
Beteiligungsquote Führung
Coachingquote Top-Management
Schulungsaufwand Mitarbeiter
Schulungsquote Mitarbeiter
Beteiligungsquote Mitarbeiter
Projektvorschlagsquote Mitarbeiter
Verbesserungszeitanteil
Anzahl laufender Qualitätsverbesserungsprojekte
Anteil laufender Qualitätsverbesserungsprojekte
Implementierungsdauer
Umsetzungsquote insgesamt
Problemlösungszeit
Kapazitätsauslastung
Anteil operativer Verbesserungsprojekte
Aufwand für operative Verbesserungsprojekte
Anteil strategischer Verbesserungsprojekte
Aufwand für strategische Verbesserungsprojekte
Operative Umsetzungsquote
Strategische Umsetzungsquote
Reviewfrequenz
völlig unwichtig sehr wichtig
Bedeutung der Frühindikatoren
1 2 3 4 5
Anteil Qualitätsverbesserungskosten
Schulungsaufwand Führung
Schulungsquote Führung
Beteiligungsquote Führung
Coachingquote Top-Management
Schulungsaufwand Mitarbeiter
Schulungsquote Mitarbeiter
Beteiligungsquote Mitarbeiter
Projektvorschlagsquote Mitarbeiter
Verbesserungszeitanteil
Anzahl laufender Qualitätsverbesserungsprojekte
Anteil laufender Qualitätsverbesserungsprojekte
Implementierungsdauer
Umsetzungsquote insgesamt
Problemlösungszeit
Kapazitätsauslastung
Anteil operativer Verbesserungsprojekte
Aufwand für operative Verbesserungsprojekte
Anteil strategischer Verbesserungsprojekte
Aufwand für strategische Verbesserungsprojekte
Operative Umsetzungsquote
Strategische Umsetzungsquote
Reviewfrequenz
völlig unwichtig sehr wichtig
Abbildung 7-6: Bedeutung der Frühindikatoren [Quelle: Eigene Darstellung]
Bedeutung der Ergebnisindikatoren Eine Erfassung und Überwachung der Ergebnisindikatoren erfolgt im Unternehmen ebenfalls nicht. An dieser Stelle konnte lediglich die Bedeutung der Prozessfähigkeit als ein entscheidender Indikator der Qualitätsfähigkeit erfasst werden. Die Bedeutung der Prozessfähigkeit wurde im Durchschnitt mit einer 4,2 bewertet und somit als sehr hoch eingeschätzt.
7.3.4 Überprüfung der Ursache-Wirkungsbeziehungen
Zwischen den Erfolgskriterien wurde in Kapitel 6.9.2 ein Zusammenhang postuliert und darge-stellt. Der Grundgedanke des Modells baut auf einer Ursache-Wirkungsbeziehung zwischen den Modellkriterien, zwischen den Modellkriterien und den Modellindikatoren sowie zwischen den Modellindikatoren auf. Da in den vorliegenden Fallstudien keine Modellindikatoren ermittelt wer-den konnten, soll an dieser Stelle nur auf die Erfolgskriterien eingegangen und diese - trotz oben angeführter Hindernisse (vgl. Kapitel 7.1.1) - einer weiteren Analyse unterzogen werden. Eine Ü-berprüfung der Modellhypothese HM konnte aufgrund fehlender Daten zu den Indikatoren nicht erfolgen.

148 KAPITEL 7: MODELLERPROBUNG
Es soll eine Korrelationsanalyse mittels des Pearson-Korrelationskoeffizienten für intervallskalierte Daten durchgeführt werden.16 Die Korrelationsanalyse testet Zusammenhänge zwischen zwei Vari-ablen. Dabei interessiert insbesondere die Stärke des Zusammenhangs. Der Korrelationskoeffizient r ist auf den Bereich [-1; 1] normiert und drückt die folgenden Zusammenhänge aus:
– r = 1: perfekt positiver Zusammenhang
– r = 0: kein linearer Zusammenhang
– r = -1: perfekt negativer Zusammenhang
Allgemein werden die folgenden Werte als Grundlage der Interpretation von Korrelationen emp-fohlen:17
– 0 < r ≤ 0,2: sehr geringe Korrelation
– 0,2 < r ≤ 0,5: geringe Korrelation
– 0,5 < r ≤ 0,7: mittlere Korrelation
– 0,7 < r ≤ 0,9: hohe Korrelation
– 0,9 < r ≤ 1,0: sehr hohe Korrelation
Eine statistische Absicherung des Korrelationskoeffizienten setzt voraus, dass die Grundgesamtheit bivariat normalverteilt ist. Dieses ist erfüllt, wenn die Merkmale x und y einzeln normalverteilt sind und die Verteilung der zu einem x-Wert (y-Wert) gehörenden y-Wert (x-Wert) normalverteilt ist. Die Überprüfung dieser Voraussetzungen ist mit erheblichen Schwierigkeiten behaftet und wird in der Praxis daher kaum durchgeführt. BORTZ empfiehlt, hilfsweise die Normalität der beiden ein-zelnen Merkmale nachzuweisen bzw. zu überprüfen, ob das Streudiagramm eine annähernd ellipti-sche Form annimmt. Eine Verletzung dieser Voraussetzung bewirkt, dass die Entscheidung über eine Zusammenhangshypothese mit einem größeren - oder -Fehler behaftet ist.18 Hilfsweise sollen die Daten zu den einzelnen Erfolgskriterien einem einfachen R/s-Test auf Normalverteilung nach DAVID unterzogen werden (siehe Tabelle 7-2).19 Das Ergebnis zeigt, dass für alle Erfolgskrite-rien die Normalverteilung angenommen werden kann.
Erfolgskriterium R s R/s n unterer Grenzwert²
oberer Grenzwert²
NV an-nehmen?
(1) Qualitätsverständnis 51,2% 17,5% 2,9267 9 2,59 3,552 ja
(2) Führungskräftequalifikation 20,0% 8,4% 2,3905 5 2,15 2,753 ja
(3) Führungscommitment 40,0% 11,7% 3,4319 9 2,59 3,552 ja
(4) Mitarbeiterschulung 41,7% 15,8% 2,6388 9 2,59 3,552 ja
(5) Mitarbeitermotivation 58,3% 18,3% 3,1886 9 2,59 3,552 ja
(6) Empowerment 37,5% 13,9% 2,6899 9 2,59 3,552 ja
(7) Veränderungsfähigkeit 55,0% 17,3% 3,1828 9 2,59 3,552 ja
(8) Zielorientierung 70,8% 22,9% 3,0938 9 2,59 3,552 ja
(9) Vorgehensweise 75,0% 23,9% 3,1400 9 2,59 3,552 ja
16 vgl. Scharnbacher (1994), S. 168-170 17 vgl. Bühl/Zöfel (2004), S. 247-250; Fahrmeir et al. (2004), S. 134-141 18 vgl. Bortz (1977), S. 258-269 19 vgl. Lozán (1992), S. 74-76; siehe auch Clauß et al. (1994), S. 205f.

KAPITEL 7: MODELLERPROBUNG 149
Erfolgskriterium R s R/s n unterer Grenzwert²
oberer Grenzwert²
NV an-nehmen?
(10) Ergebnissicherung 62,5% 20,0% 3,1231 9 2,59 3,552 ja
(11) Problemlösungsmethode 100,0% 32,5% 3,0729 9 2,59 3,552 ja
(12) Methodeneinsatz 45,0% 15,4% 2,9157 9 2,59 3,552 ja
(13) Ausgewogene Verbesserung 41,7% 13,8% 3,0096 9 2,59 3,552 ja
(14) Review 50,0% 21,2% 2,3534 5 2,15 2,753 ja
² Grenzwerte für die Irrtumswahrscheinlichkeit = 0,05
Tabelle 7-2: Test auf Normalverteilung nach David [Quelle: Eigene Darstellung]
Der Korrelationskoeffizient wird zunächst für alle Kombinationen der Erfolgskriterien ermittelt und in einer Korrelationsmatrix dargestellt (vgl. Tabelle 7-3). Dabei ist zu beachten, dass Korrelati-onen zur Führungskräftequalifikation (2) und zum Review (14) nur auf Basis der Daten der Führungs-kräfte und des Qualitätswesens ermittelt werden können, da die Mitarbeiter hierzu nicht befragt wurden. Der Pearson-Korrelationskoeffizient stützt sich in diesem Fall nur auf eine Datenbasis von n=5. Alle anderen Korrelationen wurden auf Basis aller neun Datensätze ermittelt. Da das gedankliche Modellkonstrukt aus Kausalbeziehungen mittels einer Korrelationsanalyse nicht nach-gewiesen werden kann, soll nur analysiert werden, ob eine irgendwie geartete Beziehung vorliegt. Dabei kann die Erklärung darin liegen, dass das Merkmal X Merkmal Y kausal beeinflusst, dass Y das Merkmal X kausal beeinflusst, dass beide Merkmale von einer oder mehreren weiteren Variab-len beeinflusst werden oder X und Y sich wechselseitig kausal beeinflussen. Der Korrelationskoef-fizient lässt keinen Rückschluss auf die Art der kausalen Beziehung zu .20
Zusätzlich werden für alle Kombinationen der Erfolgskriterien Streudiagramm erstellt, um erste Hinweise auf mögliche Korrelationen zu erhalten und ggf. nicht lineare Zusammenhänge aufzude-cken bzw. Nullkorrelationen zu überprüfen.21 Die Korrelationen werden auf Signifikanz mittels der Signifikanzniveaus =5% (signifikant) und =1% (sehr signifikant) getestet.22
20 vgl. Bortz (1977), S. 208, 286-289 21 Alle Streudiagramme sind im Anhang A.6 abgebildet. 22 vgl. Bortz/Döring (2003), S. 496f., 711; Bortz (1977), S. 258-269

150 KAPITEL 7: MODELLERPROBUNG
(13)
0,80
39
(12)
0,48
26
0,03
42
(11)
0,62
57
0,23
70
-0,2
265
(10)
-0,0
662
0,55
63
0,44
30
0,58
60
(9)
0,71
39*
-0,0
037
0,39
95
0,51
85
0,68
82
(8)
0,59
22
0,64
18*
0,46
21
0,92
04**
0,60
66
0,49
39
(7)
0,26
29
0,18
16
0,36
21
-0,1
791
0,05
99
0,42
45
0,54
44
(6)
-0,0
913
0,26
82
0,18
76
0,17
96
0,61
87
0,20
71
0,28
11
0,44
08
(5)
0,32
24
0,20
50
0,58
09
0,85
64**
0,57
87
0,17
25
0,43
14
0,79
00**
0,76
15
(4)
0,55
93
-0,0
515
0,11
24
0,37
95
0,39
06
-0,1
467
0,27
31
0,28
38
0,51
42
0,56
54
(3)
0,28
02
0,73
01*
0,21
81
0,21
89
0,55
76
0,75
59*
0,55
74
0,24
14
0,48
16
0,69
96*
0,00
00
(2)²
0,62
85
-0,0
861
0,78
73
0,59
48
0,88
99*
-0,0
125
0,61
36
0,78
16
-0,0
863
-0,0
730
0,69
57
0,58
60
(1)
0,33
23
0,62
98
0,46
90
0,75
46*
0,29
95
-0,0
030
0,56
70
0,93
78**
0,52
37
0,14
89
0,36
81
0,35
13
0,71
45
Erfo
lgsk
rite
riu
m
(1)
Qua
lität
sver
stän
dnis
(2)
Führ
ungs
kräf
tequ
alifi
katio
n²
(3)
Führ
ungs
com
mitm
ent
(4)
Mita
rbei
ters
chul
ung
(5)
Mita
rbei
term
otiv
atio
n
(6)
Empo
wer
men
t
(7)
Verä
nder
ungs
fähi
gkei
t
(8)
Ziel
orie
ntie
rung
(9)
Vorg
ehen
swei
se
(10)
Erg
ebni
ssic
heru
ng
(11)
Pro
blem
lösu
ngsm
etho
de
(12)
Met
hode
nein
satz
(13)
Aus
gew
ogen
e Ve
rbes
seru
ng
(14)
Rev
iew
²
² Ko
rrel
atio
nsko
effiz
ient
en b
ezie
hen
sich
auf
n=
5;
(*):
sig
nifik
ant
für
=5%
; (*
*):
sehr
sig
nifik
ant
für
=1%
Tabelle 7-3: Korrelationsmatrix [Quelle: Eigene Darstellung]

KAPITEL 7: MODELLERPROBUNG 151
Die Korrelationsmatrix (siehe Tabelle 7-3) zeigt die Korrelationskoeffizienten zwischen den einzel-nen Erfolgskriterien. Als Ergebnis lässt sich eine Vielzahl von mittleren bis starken Korrelationen (r>0,5) zwischen den Erfolgskriterien feststellen. Unter Beachtung der Signifikanz der Korrelatio-nen zeigen sich jedoch nur einige Korrelationen als signifikant (*) bzw. sehr signifikant (**).
Für diese signifikanten bzw. sehr signifikanten Zusammenhänge können die zugrunde liegenden Hypothesen über die allgemeinen Zusammenhänge zwischen den Erfolgskriterien angenommen werden.
Auf die als besonders spezifisch postulierten Zusammenhänge soll an dieser Stelle explizit einge-gangen werden. Für eine bessere Übersichtlichkeit werden diese Zusammenhänge zwischen den Erfolgskriterien nochmals tabellarisch zusammengestellt (vgl. Tabelle 7-4). Die Ergebnisse der Korrelationsmatrix (siehe Tabelle 7-3) werden zur Überprüfung herangezogen. Es wird festgehal-ten, welche Korrelationen sehr signifikant oder signifikant sind bzw. eine allgemein mittlere bis hohe Korrelation (r>0,5) aufweisen. Von den als besonders bedeutend erachteten Zusammenhän-gen konnte ein sehr signifikanter Zusammenhang zwischen:
– (1/9): Qualitätsverständnis (1) und Vorgehensweise (9) und
– (5/9): Mitarbeitermotivation (5) und Vorgehensweise (9)
gezeigt werden sowie ein signifikanter Zusammenhang zwischen:
– (1/5): Qualitätsverständnis (1) und Mitarbeitermotivation (5)
– (2/7): Führungskräftequalifikation (2) und Veränderungsfähigkeit (7)
– (3/5): Führungscommitment (3) und Mitarbeitermotivation (5)
– (9/10): Vorgehensweise (9) und Ergebnissicherung (10)
Zudem weisen einige Zusammenhänge eine mittlere bis hohe Korrelation auf. Bei anderen Bezie-hungen zeigt sich nur eine geringe Korrelation bzw. für die Zusammenhänge zwischen der Füh-rungskräftequalifikation und dem Methodeneinsatz (2/12) sowie dem Empowerment und der Veränderungs-fähigkeit (6/7) bzw. der Vorgehensweise (6/9) annähernd keine Korrelation. Dagegen zeigen sich sehr signifikante und signifikante Zusammenhänge zwischen einigen Erfolgskriterien, die bei den spezi-fischen Zusammenhängen bisher keine Berücksichtigung gefunden haben und daher zu ergänzen sind (vgl. Tabelle 7-3 und Tabelle 7-4):
Sehr signifikante Zusammenhänge:
– H(5/13): Mitarbeitermotivation (5) und Ausgewogene Verbesserung (13)
– H(8/12): Zielorientierung (8) und Methodeneinsatz (12).
Signifikante Zusammenhänge:
– H(3/9): Führungscommitment (3) und Vorgehensweise (9)
– H(3/13): Führungscommitment (3) und Ausgewogene Verbesserung (13)

152 KAPITEL 7: MODELLERPROBUNG
Tabelle 7-4: Übersicht Zusammenhangshypothesen [Quelle: Eigene Darstellung]
Auf Basis der Ergebnisse werden die in Abbildung 6-40 aufgezeigten Zusammenhänge angepasst. Postulierte Zusammenhänge, die nicht mindestens eine mittlere Korrelation aufzeigen, werden entfernt und die bisher nicht aufgeführten signifikanten Zusammenhänge ergänzt.
Allgemeiner Zusammenhang
(1/X) bis (X/14) Es besteht ein Zusammenhang zwischen den Erfolgskriterien (1) bis (14)
Spezifische Zusammenhänge: Es besteht ein positiver Zusammenhang zwischen:
sehr signifi-kant positiv
signifikant positiv
mittlere bis hohe Korrela-tion (r > 0,5)
(1/3) Qualitätsverständnis (1) und Führungscommitment (3) x
(1/5) Qualitätsverständnis (1) und Mitarbeitermotivation (5) x
(1/9) Qualitätsverständnis (1) und Vorgehensweise (9) x
(1/13) Qualitätsverständnis (1) und Ausgewogener Verbesserung (13) - - -
(2/3) Führungskräftequalifikation (2) und Führungscommitment (3) x
(2/7) Führungskräftequalifikation (2) und Veränderungsfähigkeit (7) x
(2/12) Führungskräftequalifikation (2) und Methodeneinsatz (12) - - -
(3/5) Führungscommitment (3) und Mitarbeitermotivation (5) x
(3/6) Führungscommitment (3) und Empowerment (6) - - -
(3/7) Führungscommitment (3) und Veränderungsfähigkeit (7) - - -
(4/5) Mitarbeiterschulung (4) und Mitarbeitermotivation (5) x
(4/12) Mitarbeiterschulung (4) und Methodeneinsatz (12) - - -
(5/7) Mitarbeitermotivation (5) und Veränderungsfähigkeit (7) - - -
(5/9) Mitarbeitermotivation (5) und Vorgehensweise (9) x
(6/7) Empowerment (6) und Veränderungsfähigkeit (7) - - -
(6/9) Empowerment (6) und Vorgehensweise (9) - - -
(7/10) Veränderungsfähigkeit (7) und Ergebnissicherung (10) - - -
(8/9) Zielorientierung (8) und Vorgehensweise (9) x
(8/14) Zielorientierung (8) und Review (14) - - -
(9/10) Vorgehensweise (9) und Ergebnissicherung (10) x
(9/11) Vorgehensweise (9) und Problemlösungsmethode (11) - - -
(9/13) Vorgehensweise (9) und Ausgewogener Verbesserung (13) x
(11/12) Problemlösungsmethode (11) und Methodeneinsatz (12) x
(12/13) Methodeneinsatz (12) und Ausgewogener Verbesserung (13) - - -
Zu ergänzende spezifische Zusammenhänge:
Es besteht ein Zusammenhang zwischen:
sehr signifi-kant positiv
signifikant positiv
(3/9) Führungscommitment (3) und Vorgehensweise (9) x
(3/13) Führungscommitment (3) und Ausgewogene Verbesserung (13) x
(5/13) Mitarbeitermotivation (5) und Ausgewogene Verbesserung (13) x
(8/12) Zielorientierung (8) und Methodeneinsatz (12) x

KAPITEL 7: MODELLERPROBUNG 153
Führungskräftequalifikation (2)
- Umsetzungsgrad EK (2)- Schulungsaufwand Führung- Schulungsquote Führung
Führungscommitment (3)
- Umsetzungsgrad EK (3)- Beteiligungsquote Führung- Coachingquote Top-Management
Zielorientierung (8)
- Umsetzungsgrad EK (8)- Anzahl lfd. Verb.projekte- Anteil lfd. Verb.projekte
Empowerment (6)
- Umsetzungsgrad EK (6)- Verbesserungszeitanteil
Veränderungsfähigkeit (7)
- Umsetzungsgrad EK (7)- Beteiligungsquote MA- Projektvorschlagsquote MA
Review (14)
- Umsetzungsgrad EK (14)- Review-Frequenz
Mitarbeitermotivation (5)
- Umsetzungsgrad EK (5)- Beteiligungsquote MA- Projektvorschlagsquote MA
Qualitätsfähigkeit
- Anteil fähiger Prod.prozesse- Fehlerquote- Zielerreichungsgrad
Vorgehensweise (9)
- Umsetzungsgrad EK (9)- Anzahl lfd. Verb.projekte- Anteil lfd. Verb.projekte- Implementierungsdauer
Ausgewogene Verbesserung (13)
- Umsetzungsgrad EK (13)- Kapazitätsauslastung- Anteil operativer Verb.projekte- Aufwand für operative Verb.projekte- Anteil strategischer Verb.projekte- Aufwand für strategische Verb.projekte- Operative Umsetzungsquote- Strategische Umsetzungsquote
Problemlösungsmethode (11)
- Umsetzungsgrad EK (11)- Problemlösungszeit
Methodeneinsatz (12)
- Umsetzungsgrad EK (12)- Problemlösungszeit
Ergebnissicherung (10)
- Umsetzungsgrad EK (10)- Umsetzungsquote insgesamt
Mitarbeiterschulung (4)
- Umsetzungsgrad EK (4)- Schulungsaufwand MA- Schulungsquote MA
Qualitätsverständnis (1)
- Umsetzungsgrad EK (1)- Anteil Verbesserungskosten
(1/5)
(2/3)
(4/5)
(3/5)
(8/9)
(11/12)
(9/10)
(9/13)
(5/9)
(3/8)
(1/9)
(2/7)
(8/13)
Erfolgskriterium (Nr.)
- Umsetzungsgrad EK (Nr.)- zugehörige Frühindikatoren
Legende:
(3/9)
(3/13)
(5/13)
(8/12)
(X/Y)
Ergänzter signifikanter Zusammenhangzwischen X und Y
Mittlerer bis hoher, aber nicht signifikanterZusammenhang zwischen X und Y
(X/Y)
(1/3)
Abbildung 7-7: Angepasste Beziehung zwischen den Erfolgskriterien im MEQ-Modell [Quelle: Eigene Darstellung]
Das Ergebnis legt einige wesentliche Zusammenhänge im Modell dar. Es stellt sich heraus, dass das Empowerment (6) und das Review (14) keine der ursprünglich als besonders bedeutsam angenommen Verbindungen aufzeigen. Eine hohe Korrelation zwischen dem Review (14) und der Zielorientierung (8) liegt nicht vor, dagegen weist das Review (14) hohe Korrelationen zu dem Qualitätsverständnis (1) und der Ausgewogenen Verbesserung (13) auf. Das Empowerment (6) zeigt mittlere Korrelationen insbe-sondere zur Führungskräftequalifikation (2) und zur Problemlösungsmethode (11) (vgl. Tabelle 7-3).
Insgesamt verdeutlicht die Korrelationsmatrix, dass es kein Kriterium gibt, das nicht mindestens eine mittlere bzw. hohe Korrelation zu weiteren Kriterien aufweist (siehe Tabelle 7-3). Über die Richtung der Zusammenhänge kann keine Aussage getroffen werden. Auf eine grafische Darstel-lung aller als mittel bzw. hoch anzusehender Zusammenhänge soll an dieser Stelle aus Gründen der Übersichtlichkeit verzichtet werden. Stattdessen wird auf das Ergebnis der Korrelationsmatrix ver-wiesen, welches die Komplexität des Modells unterstreicht.
7.4 Zusammenfassende Bewertung der Modellerprobung
7.4.1 Bewertung der Güte der Fallstudie
Die Fallstudien zeichnen sich aufgrund der standardisierten Befragung durch eine hohe Durchfüh-rungsobjektivität aus. Diese setzt jedoch ein umfangreiches, themenspezifisches Wissen der Intervie-wer und die genaue Kenntnis des Modells voraus, um die Logik der Befragung nachzuvollziehen und auf Nachfragen der befragten Personen eingehen zu können. Die Auswertung der Fragebögen erfolgt nach einem standardisierten Vorgehen und weist daher eine sehr hohe Auswertungsobjektivität auf. Die verwendete Ampelsystematik gibt die Interpretationsrichtung der Daten vor. Ein gewisser

154 KAPITEL 7: MODELLERPROBUNG
Interpretationsspielraum durch den Forscher bleibt bestehen, die Interpretationsobjektivität ist jedoch als hoch anzusehen.
Die Fallstudie sollte sich entsprechend des Schwerpunkts der Arbeit auf die Automobilbranche beziehen und nach Möglichkeit abgegrenzte Bereiche innerhalb eines Unternehmens untersuchen. Diese Merkmale sind in der vorliegenden Fallstudie erfüllt. Jedoch handelt es sich um ein Unter-nehmen, das Entwicklungsleistungen erbringt und sich in der Einführungsphase eines QM-Systems befindet, so dass sich die Ergebnisse nicht ohne weiteres auf andere Unternehmen, insbesondere nicht auf Unternehmen anderer Branchen übertragen lassen. Es kann hier nicht von einer repräsenta-tiven Fallstudie gesprochen werden. Innerhalb des untersuchten Unternehmens wurden repräsenta-tive Entwicklungsabteilungen ausgewählt und jeweils aus Sicht von Mitarbeitern und Führungskräf-ten beurteilt, so dass die Ergebnisse für das Unternehmen selbst als weitgehend repräsentativ anzu-sehen sind.
Obwohl Fallstudien nicht zwangsweise dem Kriterium der Reliabilität entsprechen müssen, zeichnet sich diese Fallstudie durch eine hohe Reliabilität aus und kann aufgrund der weitgehenden Standar-disierung der Vorgehensweise ohne weiteres durch andere Forscher wiederholt werden.
Die Datenerhebung fand durch eine Bewertung der Aussagen zu den einzelnen Erfolgskriterien des Modells statt. Die Bewertung erfolgte auf einer Skala von eins bis fünf, so dass Interpretationsspiel-räume durch den Interviewer ausgeschlossen werden können. Lediglich am Ende eines jeden In-terviews wurden drei offene Fragen zu Stärken und Schwächen sowie zum Fragebogen an sich gestellt. Alle Bemerkungen wurden schriftlich festgehalten und dem Interviewten zur Bestätigung vorgelesen. In dieser Hinsicht kann von einer Validität der Daten gesprochen werden kann. Inwie-weit die Interviewäußerungen, d.h. die Bewertungen durch die Befragten ehrlich erfolgten, kann nicht beurteilt werden und sich somit ggf. negativ auf die Validität der Daten auswirken. In einigen spezifischen Fällen gab es nahezu vollständig übereinstimmende Antworten aller Befragten, so dass zumindest von einer ehrlichen Äußerung der Befragten auszugehen ist. Aufgrund der unterschied-lichen Perspektiven können die Ergebnisse für die betrachteten Bereiche verallgemeinert werden. Die Ergebnisse sind jedoch nicht auf andere Unternehmen übertragbar. Allerdings entspricht dies auch nicht dem Anspruch des Modells. Das MEQ-Modell soll jedes Unternehmen bzw. jeden Un-ternehmensbereich spezifisch bewerten.
7.4.2 Bewertung der Modellerprobung
Die Bewertung der Modellerprobung erfolgt anhand der gesetzten Ziele und der Erfüllung der Modellanforderungen.23
Grundsätzlich wurde der Fragebogen positiv bewertet und als verständlich und strukturiert einge-stuft. Jedoch zeigt sich, dass die Interviewtechnik und das genaue Verständnis des Modells förder-lich sind. Der Interviewer kann durch zusätzliche Hinweise den Zusammenhang der Erfolgskrite-rien leicht verdeutlichen. Zum Teil wurde auch der Wunsch geäußert, mehr erläuternde Beispiele zu erhalten. Die Bewertung mittels des MEQ-Modells sollte daher möglichst in Form von Inter-views oder Workshops eingesetzt werden. Bei einer größeren Anzahl zu befragender Mitarbeiter und Führungskräfte ist eine Informationsveranstaltung vorzuschalten. Im Rahmen der Fallstudie
23 vgl. hierzu Kapitel 6.1, 6.11, 7.1.1

KAPITEL 7: MODELLERPROBUNG 155
wurden den Befragten im Vorfeld Informationen zur Verfügung gestellt, diese jedoch nicht durch-gängig genutzt.
Die Anwendbarkeit des Modells und die Modellrelevanz konnte gezeigt werden, insbesondere der Nut-zen in der Darlegung der Verbesserungspotentiale, dem Ableiten von Handlungspotentialen an-hand der Ampelsystematik und der vergleichenden Bewertung im Sinne eines internen Benchmar-kings und Erfahrungsaustauschs. Es wurde die Sinnhaftigkeit einer erneuten Bewertung, z.B. im Anschluss an die erfolgte Zertifizierung, gesehen.
Eine Überprüfung der Wirkungszusammenhänge konnte nur zum Teil erfolgen. Dies liegt jedoch nicht in der Modellsystematik begründet, sondern in der fehlenden Datenbasis. Ein Zusammenhang zwi-schen den Erfolgskriterien und den Früh- und Ergebnisindikatoren konnte aufgrund fehlender Daten nicht überprüft und Aussagen zur Modellhypothese nicht getroffen werden. An dieser Stelle müsste eine Langzeitstudie erfolgen, um zu gesicherten Aussagen zu gelangen. Die fehlende Da-tenerhebung im Unternehmen bestätigt allerdings die Problematik des unzureichenden Einsatzes von Indikatoren zur Steuerung der Qualitätsverbesserungsaktivitäten und die vorhandene interne Nachweislücke der Unternehmen und verdeutlicht damit die praktische Relevanz des Modells. Die hilfsweise durchgeführte Bewertung der Indikatoren zeigt eine mittlere bis hohe Bedeutung der meisten Frühindikatoren und eine sehr hohe Bedeutung des Ergebnisindikators Prozessfähigkeit. Die Korrelationsanalyse hat mittlere bis hohe Korrelationen zwischen einzelnen Erfolgskriterien ergeben. Allerdings konnte die statistische Signifikanz nur für einige Korrelationen aufgezeigt wer-den. Vorhandene signifikante Korrelationen bestätigen zwar nicht die postulierten Ursache-Wirkungsbeziehungen, allerdings können aufgrund der Ergebnisse die hypothetischen Beziehungen zunächst auch nicht widerlegt werden.
Die Operationalisierung der Erfolgskriterien konnte wirksam überprüft werden. Eine Überarbeitung der Items erscheint nicht notwendig, lediglich einige Begriffe können mit zusätzlichen Beispielen hinterlegt werden. Die Items wurden als sehr spezifisch angesehen, was der Forderung nach Spezifi-tät und Prägnanz des Modells entspricht. Auch konnte die Überprüfung aus unterschiedlichen Per-spektiven im Sinne der Mehrdimensionalität erfolgen.
Die Ampelsystematik hat sich als sehr geeignet erweisen, um Handlungspotentiale zu eröffnen. Sie erlaubt ein schnelles Nachvollziehen der Ergebnisse, sollte jedoch immer im Zusammenhang mit den Umsetzungsgraden verwendet werden, da die Ampelfarben nur eine Bandbreite wiedergeben. Das gleichzeitige Anzeigen von Ampelstatus und Umsetzungsgrad engt den Interpretationsspiel-raum ein und ermöglicht somit eine zügige Priorisierung von Maßnahmen. Die Umsetzung der Handlungspotentiale und das Aufgreifen von Indikatoren zur Steuerung der Qualitätsverbesse-rungsaktivitäten liegen im Ermessen des Unternehmens. Empfehlenswert ist die erneute Beurtei-lung nach erfolgreicher Einführung des QM-Systems.
Die nachfolgende Tabelle gibt die zusammengefasste Modellbewertung wieder.

156 KAPITEL 7: MODELLERPROBUNG
Tabelle 7-5: Zusammengefasste Modellbewertung [Quelle: Eigene Darstellung]
Modellanforderung Berücksichtigung bei der Modellentwicklung
Überprüfung bei der Modellerprobung
Spezifität/Prägnanz
Operationalisierung der Erfolgskriterien
Operationalisierung der Modellindikatoren ⌧ (nur Bedeutung)
Mehrdimensionalität
Wirkungsabhängigkeiten: Erfolgskriterien ( )
Wirkungsabhängigkeiten: Modellhypothese Potentialentfaltung - Ergebnisfähigkeit – Qualitätsfähigkeit
⌧
Wirkungsabhängigkeit: Modellindikatoren ⌧
Ausgewogenheit
Strukturierung
Praxisrelevanz und Bewertungssystematik (Ampelstatus)
wurde im Rahmen der Modellerprobung erfolgreich überprüft
( ) wurde im Rahmen der Modellerprobung teilweise erfolgreich überprüft
⌧ wurde im Rahmen der Modellerprobung nicht überprüft

KAPITEL 8: ZUSAMMENFASSUNG UND AUSBLICK


KAPITEL 8: ZUSAMMENFASSUNG UND AUSBLICK 157
8 Zusammenfassung und Ausblick
QM-Systeme haben eine unverändert hohe Bedeutung in allen Branchen. Jedoch erweist sich die sachgerechte Umsetzung der Systeme als problematisch. Allein die Einrichtung eines QM-Systems und der anschließende externe Nachweis der Qualitätsfähigkeit - die Zertifizierung - reichen nicht aus, um seine Effektivität sicherzustellen. Die nach innen gerichtete Umsetzung der QM-Systeme erweist sich in der Praxis als Schwierigkeit. QM-Systeme sind mit ihrer Einführung dem Zerfall preisgegeben und müssen daher kontinuierlich verbessert werden. Viele Unternehmen bleiben den internen Nachweis über die Wirksamkeit ihres QM-Systems schuldig. Bei einer näheren Betrach-tung zeigt sich, dass es insbesondere an der konsequenten Wahrnehmung der Qualitätsverbesse-rungsaufgaben mangelt. Die QM-Systeme werden nur unzureichend mit der Qualitätsverbesserung der Prozesse und Potentiale verknüpft und ihr Nutzen dadurch nicht wirksam ausgeschöpft.
Ausgehend von dieser Problemstellung der unzureichenden Wirksamkeit von QM-Systemen, war es Ziel dieser Arbeit, ein Modell zur Bewertung und Steuerung der Qualitätsverbesserungsaufgaben zu entwickeln und so einen Beitrag zur Steigerung der Wirksamkeit von QM-Systemen zu leisten. Dazu musste eine Operationalisierung der Qualitätsfähigkeit erreicht und die Erfolgskriterien der Qualitätsverbesserung sowie geeignete Indikatoren erarbeitet werden. Auf Grundlage des aktuellen Wissensstandes wurden Vorstudien durchgeführt und wichtige Konzepte des Qualitätsmanage-ments im Hinblick auf die Qualitätsverbesserung analysiert. Der Stand der Forschung wurde an-hand wesentlicher Studien erarbeitet. So konnte eine Basis zur Modellentwicklung erfolgreich ge-schaffen werden. Die Analyse hat ergeben, dass die Qualitätskonzepte in der Mehrzahl zwar Ansät-ze für die Wahrnehmung der Qualitätsverbesserungsaufgaben aufzeigen, sich dabei jedoch als zu konzeptionell bzw. als zu strategisch ausgerichtet darstellen, um als operatives Steuerungsinstru-ment genutzt zu werden. Insbesondere mangelt es an dem Einsatz von Kennzahlen bzw. Indikato-ren zur kontinuierlichen Überwachung und aktiven Steuerung.
Aufbauend auf diesen Erkenntnissen wurde ein Modell der Erfolgskriterien zur Qualitätsverbesse-rung - MEQ-Modell - entwickelt, das den folgenden Anforderungen genügen sollte:
– Spezifität/Prägnanz
– Operationalisierung
– Mehrdimensionalität
– Wirkungsabhängigkeiten
– Ausgewogenheit
– Strukturierung
– Praxisrelevanz
Das Ergebnis ist ein Bewertungs- und Steuerungsmodell, das in Erfolgsbereiche, -potentiale und -kriterien unterteilt ist und sowohl Früh- als auch Ergebnisindikatoren enthält. Die drei Er-folgsbereiche sind „Befähigung und Verhalten“, „Methode und Umsetzung“ und „Dauerhafte Erfolgsiche-rung“. Jedem Erfolgsbereich sind zwei Erfolgspotentiale und mehrere Erfolgskriterien zugeordnet. Insgesamt wurden 14 Erfolgskriterien definiert und operationalisiert, die die Bewertungsbasis des Modells bilden. Das MEQ-Modell basiert auf Wirkungszusammenhängen zwischen den Erfolgskri-

158 KAPITEL 8: ZUSAMMENFASSUNG UND AUSBLICK
terien und den Modellindikatoren, um so als präventives Steuerungsinstrument einsetzbar zu sein. Die Umsetzung der Erfolgskriterien wird bewertet (Potentialentfaltung), ihr Nutzen zur Steigerung der Qualitätsfähigkeit kontinuierlich mittels Frühindikatoren überwacht (Ergebnisfähigkeit) und die er-reichten Ergebnisse werden anhand der Ergebnisindikatoren gemessen (Qualitätsfähigkeit). Das MEQ-Modell kann im Rahmen einer Selbstbewertung genutzt werden sowie als Qualitätscontrol-linginstrument Einsatz finden. Auf diese Weise lassen sich auf der einen Seite eine Bewertung der Qualitätsverbesserungsaktivitäten von Organisationen mittels der Erfolgskriterien durchführen und Handlungspotentiale ableiten, auf der anderen Seite wird eine kontinuierliche Steuerung der Aktivi-täten anhand der Indikatoren erreicht.
Das Modell wurde mittels einer Fallstudie überprüft und die Anwendbarkeit und Praxisrelevanz bestätigt. Es eignet sich insbesondere zum internen Vergleich verschiedener Unternehmensberei-che und zum Aufzeigen spezifischer Handlungspotentiale. Einige postulierte Ursache-Wirkungsbeziehungen der Erfolgskriterien konnten bestätigt werden, allerdings muss diese Be-trachtung vor dem einschränkenden Hintergrund der Fallstudientechnik erfolgen. Eine Überprü-fung und Analyse der Modellindikatoren konnte aufgrund der fehlenden Datenbasis nicht vollstän-dig durchgeführt werden.
Angesichts der Bedeutung, die QM-Systeme als branchenneutraler Qualitätsstandard einerseits ein-nehmen und der andererseits nicht enden wollenden Kritik an ihrer effektiven Umsetzung, konnte ein Beitrag zur Wirksamkeit von QM-Systemen durch eine Steuerung und Überwachung der Quali-tätsverbesserung geleistet werden. Die Erprobung erfolgte jedoch branchenspezifisch, so dass die allgemeine Gültigkeit einer weiteren Analyse unterzogen werden sollte.
Trotz der Bemühungen um eine möglichst umfassende Modellerprobung, konnten die Indikatoren und entsprechend auch die Indikatorenzusammenhänge nicht vollständig überprüft, sondern ledig-lich ihre Bedeutung betrachtet werden. Dies liegt allerdings nicht an der Modellsystematik, sondern an dem mangelhaften Betreiben der Qualitätsverbesserungsaktivitäten in den Unternehmen und bestätigt die Problematik der fehlenden Indikatoren. Von dem konsequenten Einsatz des Modells mit der Erhebung und Überwachung der Indikatoren ist daher ein wesentlicher Nutzen für die Unternehmen zu erwarten. Das Modell vereinigt Bewertungs- und Steuerungsmethode. Es trägt zur Steigerung der Wirksamkeit bei, sofern es als kontinuierliche Methode verstanden und einge-setzt wird. Als besonders geeignet hat sich der Einsatz der Ampelsystematik als schnelle und visuell eingängige Auswertungsmethode erwiesen.
Weitere Forschungsaktivitäten sollten die Problematik der Allgemeingültigkeit bzw. der Instabilität von Erfolgsfaktoren berücksichtigen. Eine beständige Allgemeingültigkeit von Erfolgsfaktoren kann nicht erricht werden. Erfolgsfaktoren müssen regelmäßig dahingehend kritisch betrachtet werden, ob sie noch die notwendige Relevanz besitzen oder ob unternehmensspezifische Anpas-sungen oder Zusätze erfolgen müssen. Eine Überarbeitung der Erfolgskriterien zur Qualitätsver-besserung zum gegenwärtigen Zeitpunkt erscheint hingegen nicht notwendig. Aufgrund der um-fangreichen Literaturstudie kann die Vollständigkeit der Erfolgskriterien zum derzeitigen Zeitpunkt als gewährleistet angesehen werden.

LITERATUR- VERZEICHNIS


159
LITERATURVERZEICHNIS
A Adams, H. / Löhr, V. (1991) Bedeutung von Qualitätssicherungssystemen in der entstehenden Haftungsgesellschaft, in: QZ, Jg. 36, Heft 1, S. 24-26 Ahire, S. / Golhar, D. (1996) Quality Management in Large vs. Small Firms, in: Journal of Small Business Management, Jg. o.A., Heft April, S. 1-13 Ahire, S. / O'Shaughnessy, K. (1998) The role of top management commitment in quality management: an empirical analysis of the auto parts industry, in: International Journal of Quality Science, Jg. 3, Heft 1, S. 5-37 v. Alemann, H. (1977) Der Forschungsprozess - Eine Einführung in die Praxis der empirischen Sozialforschung, 1. Auflage, Stuttgart, Teubner Anderson, J. et al. (1994) A Theory of Quality Management Underlying the Deming Management Method, in: Academy of Management Review, Jg. 19, Heft 3, S. 427-509 Anderson, J. et al. (1995) A Path Analytic Model of a Theory of Quality Management Underlying the Deming Management Method: Preliminary Empirical Findings, in: Decision Sciences, Jg. 26, Heft 5, S. 637-658 Antonovsky, A. (1979) Health, Stress and Coping, San Francisco, Jossey-Bass Argyris, C. (1991) Wenn Experten wieder lernen müssen, in: Harvard Manager, Jg. 13, Heft 4, S. 95-107 Argyris, C. (1998) Empowerment - nur eine Illusion?, in: Harvard Business Manager, Jg. 20, Heft 6, S. 9-16
Argyris, C. / Schön, D. (1999) Die Lernende Organisation: Grundlagen, Methode, Praxis, Stuttgart, Klett-Cotta Atteslander, P. (1995) Methoden der empirischen Sozialforschung, 8. Auflage, Sammlung Göschen, 2100, Berlin, New York, de Gruyter auto motor sport (2003) VW ruft alle Touareg zurück, in: auto motor sport, Heft 19, S. 11 B Backhaus, K. et al. (2003) Multivariate Analysemethoden, 10. Auflage, Berlin, Heidelberg, New York, Springer Verlag Barrett, B. / Waddell, D. (2001) Quality Culture and its Impact on Quality Performance, 5th International and 8th National Research Conference on Quality and Innovation Man-agement, 12.-14. Februar 2001, Melbourne, The Euro-Australian Cooperation Centre (EACC), Victoria Bauer, C.-O. (1995) Rechtliche Konsequenzen aus CE-Kennzeichen und QM-Zertifikaten, in: QZ, Sonderteil Zertifizierung, Jg. 40, Heft Mai, S. 18-27 Beck, D. (2001) Förderung von Ressourcen zur Gesunderhaltung im Betrieb, Studienarbeit, Technische Universität Berlin Bellabarba, A. (2003) Vorgehensweise zur Berücksichtigung des Umfassen-den Qualitätsmanagements bei Unternehmensgrün-dungen, Diss., Technische Universität Berlin

160 LITERATURVERZEICHNIS
Benes, G. et al. (1997) Qualitätsmanagement als interdisziplinäres Problem, Wiesbaden, Deutscher Universitätsverlag Benes, G. et al. (2001) Der menschliche Faktor - Studie über den Einfluss der Mitarbeiterförderung auf die Prozessqualität, in: QZ, Jg. 46, Heft 12, S. 1525-1529 Bennis, W. / Nanus, B. (1992) Führungskräfte - Die vier Schlüsselstrategien erfolgreichen Führens, 5. Auflage, Frankfurt, New York, Campus Benz, C. / Becker-Flügel, J. (1997) Qualitätsmanagement und Qualitätscontrolling, in: Horváth & Partner (Hrsg.): Qualitätscontrolling, S. 1-8, Stuttgart, Schäffer-Poeschel Verlag Berner, W. (2002a) Angst: Die wichtigste Emotion im Veränderungsprozess, http://www.umsetzungsberatung.de/ psychologie/angst.php, 09.11.2004 Berner, W. (2002b) Reaktanz: Die Feinmechanik des Widerstands, http://www.umsetzungsberatung.de/ psychologie/reaktanz.php, 09.11.2004 Berner, W. (2002c) Reengineering/Ablaufoptimierung, http://www.umsetzungsberatung.de/ diagnose/reengineering.php, 09.11.2004 Binneberg, K. (Hrsg.) (1997) Pädagogische Fallstudien, Frankfurt, Lang Bleicher, K. (1992) Das Konzept integriertes Management, 2. Auflage, Frankfurt, New York, Campus Bortz, J. (1977) Lehrbuch der Statistik - Für Sozialwissenschaftler, Berlin, Heidelberg, New York, Springer Verlag Bortz, J. / Döring, N. (2002) Forschungsmethoden und Evaluation für Human- und Sozialwissenschaftler, 3. Auflage, Berlin, Heidelberg, New York, Springer Verlag
Bortz, J. / Döring, N. (2003) Forschungsmethoden und Evaluation für Human- und Sozialwissenschaftler, 3. Auflage, Berlin, Heidelberg, New York, Springer Verlag Boxer, L. (2001) Using Positioning Theory to Make Change Happen, 5th International and 8th National Research Conference on Quality and Innovation Man-agement, 12.-14. Februar 2001, Melbourne, The Euro-Australian Cooperation Centre (EACC), Victoria Brandt, T. (2002) Projektcontrolling, Pocket Power, München, Wien, Carl Hanser Verlag Braun, L. (2001) Kennzahlen aus dem Qualitätsmanagement zur Prozessbeurteilung, Universität Hohenheim, Diskussionsbeiträge Fachgebiet Unternehmensforschung, Brehm, M. (2001) Emotionen in der Arbeitswelt, in: Arbeit, Jg. 10, Heft 3, S. 205-218 Brown, A. et al. (1998) Smaller enterprises' experiences with ISO 9000, in: International Journal of Quality & Reli-ability Management, Jg. 15, Heft 3, S. 273-285 Bruhn, M. / Georgi, D. (1999) Kosten und Nutzen des Qualitätsmanagements, München, Wien, Carl Hanser Verlag Brunner, F. (1995) Erfolgsfaktor motivierte Mitarbeiter - Organisation und Kommunikation in Total Quality Management, in: QZ, Jg. 40, Heft 9, S. 1044-1048 Bühl, A. / Zöfel, P. (2004) SPSS - Einführung in die moderne Datenanalyse unter Windows, 9. Auflage, München, Pearson Studium Bullinger, H.-J. (1996) Erfolgsfaktor Mitarbeiter - Motivation Kreativität Innovation, Stuttgart, Teubner Stuttgart

LITERATURVERZEICHNIS 161
Bumcke, G. (2004) TS 16949 für kleine Unternehmen - Erfolgsfaktor oder Overkill?, in: QZ, Jg. 49, Heft 5, S. 24f. Bundesministerium für Wirtschaft (o.A.) Ideenmanagement für mittelständische Unternehmen - Mehr Innovation durch kreative Mitarbeiter, Deutsches Institut für Betriebswirtschaft e.V. Butz, H.-J. (1996) Revitalisierung mit Hilfe des Qualitätscontrollings, in: Kamiske (Hrsg.): Rentabel durch TQM, S. 173-209, Berlin, Heidelberg, New York, Springer Verlag Byrd, E. (1987) Corporate Leadership Skills: A New Synthesis, in: Organizational Dynamics, Jg. 16, Heft 1, S. 34-43 C Camp, R. C. (1989) Benchmarking - The Search for Industry Best Practices that Lead to Superior Performance, Milwaukee, ASQC Quality Press Casadesús, M. / Giménez, G. (2000) The benefits of the implementation of the ISO 9000 standard: empirical research in 288 Spanish companies, in: The TQM Magazine, Jg. 12, Heft 6, S. 432-441 Charles-Pauvres, B. / Wang, Z. (2002) Organizational Commitment Examining the Case of China, in: Management International Review, Jg. 42, Heft 2002/1, S. 115-168 Clauß, G. et al. (1994) Statistik für Soziologen, Pädagogen, Psychologen und Mediziner, Frankfurt, Verlag Harri Deutsch Cook, T. D. / Campbell, D. T. (1979) Quasi-Experimentation - Design & Analysis Issues for Field Settings, Chicago, Rand McNally Corbett, C. et al. (2002a) The Financial Impact of ISO 9000 Certification: An Empirical Analysis,
Corbett, C. et al. (2002b) Does ISO 9000 certification pay?, in: ISO Management Systems, Jg. o.A., Heft July-August, S. 31-40 Crostack, H.-A. et al. (1997a) Maß für Motivation, in: QZ, Jg. 42, Heft 2, S. 168-172 Crostack, H.-A. et al. (1997b) Mittel zur Motivation, in: QZ, Jg. 42, Heft 12, S. 1361-1364 Dale, B. et al. (1997) Total quality management sustaining audit tool: Description and use, in: Total Quality Management, Jg. 8, Heft 6, S. 395-408 D Deming, W. E. (1981) Improvement of quality and productivity through action by management, in: National Productivity Review, Jg. 1, Heft 1, S. 12-22 Dick, G. (2000) ISO 9000 certification benefits, reality or myth?, in: The TQM Magazine, Jg. 12, Heft 6, S. 365-371 Diederich, M. (2003) Ungleiche Partnerschaft - Studie: Zusammenarbeit von Herstellern und Zulieferern in der Automobilindustrie, in: QZ, Jg. 48, Heft 6, S. 599-601 Diekmann, A. (2003) Empirische Sozialforschung, 10. Auflage, Reinbek bei Hamburg, Rohwolt Taschenbuchverlag GmbH DIN 55350-11 Begriffe zu Qualitätsmanagement und Statistik - Teil 11: Begriffe des Qualitätsmanagements, DIN e.V., DIN 55350-11:1995-08, Berlin, Beuth Verlag DIN EN ISO 8402:1995 Qualitätsmanagement - Begriffe, DIN e.V., DIN EN ISO 8402:1995, Berlin, Beuth Verlag

162 LITERATURVERZEICHNIS
DIN EN ISO 9000:2000 Qualitätsmanagementsysteme - Grundlagen und Begriffe, DIN e.V., DIN EN ISO 9000:2000, Berlin, Beuth Verlag DIN EN ISO 9001:2000 Qualitätsmanagementsysteme - Anforderungen, DIN e.V., DIN EN ISO 9001:2000, Berlin, Beuth Verlag DIN EN ISO 9004:2000 Qualitätsmanagementsysteme - Leitfaden zur Leistungsverbesserung, DIN e.V., Beuth Verlag DIN EN ISO 10075-1:2000 Ergonomische Grundlagen bezüglich psychischer Arbeitsbelastung - Teil 1: Allgemeine Begriffe, DIN e.V., DIN EN ISO 10075-1:2000, Berlin, Beuth Verlag E Easton, G. / Jarrell, S. (1997) The Emerging Academic Research on the Link Between Total Quality Management and Corporate Financial Performance: A Critical Review, Goizueta Business School, Emroy University Easton, G. / Jarrell, S. (1998) The Effects of Total Quality Management on Corporate Performance: An Empirical Investigation, in: Journal of Business, Jg. 71, Heft 2, S. 253-305 EFQM (2003) Das EFQM-Modell für Excellence, European Foundation for Quality Management Ehrmann, H. (2003) Kompakt-Training Balanced Scorecard, 3. Auflage, Olfert (Hrsg.), Kompakt-Training Praktische Betriebswirtschaft, Ludwigshafen (Rhein), Friedrich Kiehl Verlag Eisenhardt, K. M. (1989) Building Theories from Case Study Research, in: Academy of Management Review, Jg. 14, Heft 4, S. 532-550
Eversheim, W. et al. (1995) Vom Qualitätsmanagementsystem zu Total Quality Management, in: QZ, Jg. 40, Heft 10, S. 1154-1156 ExBa (2003) ExBa 2003 - Benchmarkstudie zur Excellence in der deutschen Wirtschaft, DGQ / forum! GmbH marketing + commu-nications, F Facklam, T. (1995) Zertifizierung - was soll's, in: QZ, Jg. 40, Heft 5, S. 488f. Fahrmeir, L. et al. (2004) Statistik - Der Weg zur Datenanalyse, 5. Auflage, Berlin, Heidelberg, New York, Springer Verlag Falkner, G. (1995) Strategien zur Messbarkeit des Erfolgs, Zürich, vdf Hochschulverlag Faßhauer, R. (1995) Die Bedeutung von Benchmarking-Analysen für die Gestaltung von Geschäftsprozessen, in: Mertins et al. (Hrsg.): Benchmarking, S. 29-48, Berlin, Heidelberg, New York, Springer Verlag Fischer, T. / Schmitz, J. (1994) Ansätze zur Messung von kontinuierlichen Prozess-verbesserungen - Aufbau und Anwendung des Half-Life Konzeptes im Unternehmen, in: Controlling, Jg. o.A., Heft 4, S. 196-203 Flynn, B. et al. (1995) The Impact of Quality Management Practices on Performance and Competitive Advantage, in: Decision Sciences, Jg. 26, Heft 5, S. 659-691 Frese, E. (1992) Organisationstheorie, 2. Auflage, Wiesbaden, Gabler Verlag Friedag, H. / Schmidt, W. (1999) Balanced Scorecard, 1. Auflage, Freiburg, Berlin, München, Haufe Verlag

LITERATURVERZEICHNIS 163
Friedag, H. / Schmidt, W. (2000) My Balanced Scorecard, 1. Auflage, Freiburg, Berlin, München, Haufe Verlag Friedrichs, J. (1990) Methoden empirischer Sozialforschung, 14. Auflage, Opladen, Westdeutscher Verlag Fries, S. / Seghezzi, H. (1994) Entwicklung von Meßgrößen für Geschäftsprozesse, in: Controlling, Jg. Heft 6, S. 338-345 Fritz, W. (1989) Marketing - Schlüssel des Unternehmenserfolges? Eine kritische Analyse vor dem Hintergrund empirischer Erfolgsfaktorenforschung, Institut für Marketing Universität Mannheim, Mannheim, Fuchs, E. (1993) Total Quality Management from the Future: Practices and Paradigms, in: QMJ, Jg. o.A., Heft October, S. 26-34 Füermann, T. (1997) Modell der zyklischen Prozeßrestrukturierung als Teil des Total Quality Managements, Diss., Technische Universität Berlin Funck, D. et al. (2000) Die Zertifizierung integrierter Managementsysteme in kleinen und mittleren Dienstleistungs- und Handels-unternehmen - Ergebnisse eines Expertenworkshops, IMS-Forschungsberichte Nr. 1, Göttingen, Göttinger Handelswissenschaftliche Schriften e.V. Funck, D. et al. (2002) Integrierte Managementsysteme in der Diskussion - Erkenntnisse aus 47 internationalen Experteninter-views unter besonderer Berücksichtigung von kleinen und mittleren Handels- und Dienstleistungsunter-nehmen, Göttinger Handelswissenschaftliche Schriften e.V., IMS-Forschungsberichte Nr. 5, Göttingen Funck, D. et al. (2001) Integrierte Managementsysteme im Spiegel einer inter-nationalen Expertenbefragung - Stand und Entwick-lung im Handels- und Dienstleistungssektor, IMS-Forschungsberichte Nr. 3, Göttingen, Göttinger Handelswissenschaftliche Schriften e.V.
G GAO (1991) Management Practices - U.S. Companies Improve Performance Through Quality Efforts, United States General Accounting Office, GAO/NSIAD-91-190, Washington, D.C. Garvin, D. (1987) Competing on the eight dimensions of quality, in: Harvard Business Review, Jg. o.A., Heft 6, S. 101-109 Garvin, D. (1991) How the Baldrige Award Really Works, in: Harvard Business Review, Jg. o.A:, Heft November-December, S. 80-95 Gassmann, O. (1999) Praxisnähe mit Fallstudienforschung, in: wissensmanagement, Jg. 1, Heft Mai/Juni, S. 11-16 Gebert, D. / von Rosenstiel, L. (1992) Organisationspsychologie, 3. Auflage, Stuttgart, Berlin, Köln, Kohlhammer Geiger, W. (1995) Qualität und Management - Das Ganze und die Teile, in: QZ, Jg. 40, Heft 8, S. 928-934 Geiger, W. (2003) Der Begriff Qualität im Qualitätsmanagement, in: Masing et al. (Hrsg.): Qualitätsmanage-ment - Tradition und Zukunft, S. 19-48, München, Wien, Carl Hanser Verlag Gerboth, T. (2002) Statistische Prozessregelung bei administrativen Prozessen im Rahmen eines ganzheitlichen Prozesscontrollings, Diss., Technische Universität Berlin Gitlow, H. / Gitlow, S. (1987) The Deming Guide to Quality and Competitive Position, New Jersey, ASQC Quality Press, Prentice Hall, Gogoll, A. / Theden, P. H. (1994) Techniken des Quality Engineerings, in: Kamiske (Hrsg.): Die Hohe Schule des Total Quality Managements, S. 329-370, Berlin, Heidelberg, Springer Verlag

164 LITERATURVERZEICHNIS
Groothuis, U. (1998) Vor den Kopf gestoßen - Die Normungswelle ist zu einem großen Geschäft geworden. Doch was taugen eigentlich die Tester?, in: Wirtschaftswoche, Jg. o.A., Heft 23/28.05.1998, S. 160f. H Haenecke, H. (2002) Methodenorientierte Systematisierung der Kritik an der Erfolgsfaktorenforschung, in: Zeitschrift für Betriebswirtschaft, Jg. 72, Heft 2, S. 165-183 Haenecke, H. (2003) Überblick über die Zielsetzung und Entwicklung der Erfolgsfaktorenforschung, in: Zerres (Hrsg.): Innovative Ansätze einer marktorientierten Unternehmensführung, S. 13-23, Stuttgart, Kohlhammer Hammer, M. (1999) Das prozessorientierte Unternehmen, Frankfurt/Main, Campus Hammer, M. / Champy, J. (1998) Business Reengineering, Frankfurt/Main, Campus Haß, R. (1995) Motivation für die Zertifizierung, in: QZ, Jg. 20, Heft 8, S. 926 Hayes, B. (1994) How to Measure Empowerment, in: Quality Progress, Jg. 27, Heft 2, S. 41-46 Hegner, F. (1994) Zusammenhänge zwischen "Lean Production", "Kaizen" und "Totalem Qualitätsmanagement", in: Arbeit, Jg. 3, Heft 4, S. 299-319 Hendricks, K. / Singhal, V. (1996) Quality Awards and the Market Value of the Firm: An Empirical Investigation, in: Management Science, Jg. 42, Heft 3, S. 415-436 Herberg, C. (2002) Messung der Effizienz von Total Quality Manage-ment - Kennzahlensystem zur Messung der Effizienz von TQM unter besonderer Berücksichtigung der Qualitätskosten, Diss., Universität Dortmund
Herrmann, J. (2000) Zur Weiterentwicklung des Qualitätswesens, in: ZWF, Jg. 95, Heft 5, S. 216-219 Herrmann, J. (2001) Qualitätsfähigkeit, in: Zollondz (Hrsg.): Lexikon Qualitätsmana-gement, S. 887-897, München, Wien, Oldenbourg Verlag Herrmann, J. / Andernach, K. (2003) Six-Sigma-Planspiele für die betriebliche Weiterbildung, in: ZWF, Jg. 98, Heft 10, S. 543-548 Horváth, P. (1994) Controlling, 5. Auflage, München, Vahlen Huber, G. (1995) Computerunterstützte Auswertung qualitativer Daten, in: Flick et. al. (Hrsg.): Handbuch qualitative Sozialforschung, 2. Auflage, S. 243-248, Weinheim, Beltz Verlag Hummel, T. / Malorny, C. (2002) Total Quality Management, 3. Auflage, Pocket Power, München, Wien, Carl Hanser Verlag I Imai, M. (1997) Gemba Kaizen, München, Wirtschaftsverlag Langen Müller/Herbig Imai, M. (1998) Kaizen - Der Schlüssel zum Erfolg der Japaner im Wettbewerb, 8. Auflage, Berlin, Ullstein Ishikawa, K. (1985) What is Total Quality Control? The Japanese Way, London u.a., ASQC Quality Press ISO/TS 16949:2002 Qualitätsmanagementsysteme - Besondere Anforde-rungen bei Anwendung von ISO 9001:2000 für die Serien- und Ersatzteil-Produktion in der Automobil-industrie, ISO und International Automotive Task Force, ISO/TS 16949:2002

LITERATURVERZEICHNIS 165
J Janas, I. / Rienecker, T. (2000) Welche Chancen hat die Revision? - Wie deutsche Unternehmen über bestehende Qualitätsmanagement-systeme entscheiden, in: QZ, Jg. 45, Heft 11, S. 1410-1416 Jannsen, B. (2001) Vom Widerspruch zur Ergänzung - ISO/TS 16949 und EFQM-Modell bewähren sich bei intelligenter Kombination, in: QZ, Jg. 46, Heft 4, S. 413-416 Juran, J. M. (1998) The Quality Improvement Process, in: Juran: Juran's Quality Handbook, 5. Auf-lage, S. 5.1-5.73, New York, McGraw-Hill K Kacmar, K. et al. (1999) Antecedents and Consequences of Organizational Commitment: A Comparison of Two Scales, in: Educational and Psychological Measure-ment, Jg. 59, Heft 6, S. 976-994 Kaerkes, W. / Becker, R. (2004) Benchmark-Studie ExBa 2003: QM: Erfolgsgarant oder Kostenstelle?, in: QZ, Jg. 49, Heft 5, S. 26-31 Kamiske, G. (2000) Qualität entsteht aus Geisteshaltung und Technik, in: Kamiske (Hrsg.): Unternehmenserfolg durch Excellence, S. 271-277, München, Wien, Carl Hanser Verlag Kamiske, G. / Brauer, J.-P. (1995) Qualitätsmanagement von A-Z - Erläuterung mo-derner Begriffe des Qualitätsmanagements, 2. Auflage, München, Wien, Carl Hanser Verlag Kamiske, G. / Brauer, J.-P. (1999) Qualitätsmanagement von A-Z - Erläuterungen moderner Begriffe des Qualitätsmanagements, 3. Auflage, München, Wien, Carl Hanser Verlag Kamiske, G. et al. (1993) Qualitätsmanagementsysteme nach DIN ISO 9000: Wo liegen die Schwierigkeiten?, in: QZ, Jg. 38, Heft 5, S. 269-274
Kamiske, G. et al. (1994) Zertifiziert - die Meinung danach, in: QZ, Jg. 39, Heft 11, S. 1215-1224 Kaplan, R. (1993) Analog Devices: The Half-Life System, in: Harvard Business School, Jg. o.A., Heft June, S. 1-26 Kaplan, R. / Norton, D. (1997) Balanced Scorecard, Stuttgart, Schäffer-Poeschel Verlag Kaps, A. (1996) Benchmarking - Geschäftsprozessoptimierung in der Automobilzulieferindustrie, in: angewandte Arbeitswissenschaft, Jg. o.A., Heft 148, S. 1-14 Kaumanns, W. / Mai, C. (1998) KMU setzen auf TQM - ISO 9000-zertifizierte Unternehmen erkennen den Verbesserungsbedarf für ihr Qualitätsmanagement, in: QZ, Jg. 43, Heft 10, S. 1193-1197 KBA (2004) Jahresbericht 2004 - Auszug aus dem Jahresbericht, http://www.kba.de/Stabsstelle/Presseservice/Jahrespressebericht/Jahresbericht2004_Produktsicherheit.pdf, 05.05.2005 Keating, E. et al. (1999) Overcoming the Improvement Paradox, in: European Management Journal, Jg. 17, Heft 12, S. 120-134 Kieser, A. et al. (2002) Mehr Rechtssicherheit durch normative Management-konzepte und Organisationsnormung?, in: zfbf, Jg. 54, Heft August 2002, S. 395-425 Kirstein, H. (1988) Ständige Verbesserung als Schlüssel für Produktivität durch Qualität, in: QZ, Jg. 33, Heft 12, S. 677-683 Kirstein, H. (o.A.) Deming in Deutschland?, http://www.deming.de/deming/ deming.html, 25.08.2004

166 LITERATURVERZEICHNIS
Kittel-Wegner, E. / Meyer, J.-A. (2002) Die Fallstudie in der betriebswirtschaftlichen Forschung und Lehre, Schriften zu Management und KMU, Flensburg, Universität Flensburg Kleinert, R. (1993) Marktzugang durch Nachweis der Normenkonformi-tät (DIN-Mitteilung, 71, 1992, Nr. 1), in: Petrick: Qualitätssicherung und Zertifizie-rung im Europäischen Binnenmarkt, S. 58-64, Berlin, Köln, Beuth Verlag Kostka, C. (1997) Techniken zur Entwicklung von Führungsqualität im Total Quality Management, Diss., Technische Universität Berlin Kostka, C. / Kostka, S. (1999) Der kontinuierliche Verbesserungsprozess und seine Methoden, Pocket Power, München, Wien, Carl Hanser Verlag Kotter, J. (1998) Chaos, Wandel, Führung, 2. Auflage, Düsseldorf, München, ECON-Verlag Kotzé, J. (2002) Aligned Commitment and the High Performance Organisation, in: SAJEMS NS, Jg. 5, Heft 3, S. 511-525 KPMG (1998) Qualitäts- und Umweltmanagementsysteme bei Dienstleistern und in der Industrie, Berlin, KPMG Krallmann, H. et al. (1999) Systemanalyse im Unternehmen, 3. Auflage, München, Wien, Oldenbourg Verlag Krause, O. (2003) Beyond BSC: a process based approach to performance management, in: Measuring Business Excellence, Jg. 7, Heft 3, S. 4-14 Krystek, U. / Müller-Stewens, G. (1993) Frühaufklärung für Unternehmen: Identifikation und Handhabung zukünftiger Chancen und Bedrohungen, Stuttgart, Schäffer-Poeschel Verlag
Kube, C. (1991) Erfolgsfaktoren in Filialsystemen, Diss., Technische Universität Berlin L Lamnek, S. (1995) Qualitative Sozialforschung, 3. Auflage, Weinheim, Beltz, Psychologie Verlags Union Laqua, I. / Wey, G. (1995) Nicht Crux - sondern Chance - Die ISO 9000 in der Automobilindustrie, in: QZ, Jg. 40, Heft 7, S. 809-813 Linß, G. (2002) Qualitätsmanagement für Ingenieure, München, Wien, Carl Hanser Verlag Locke, E. et al. (1988) The Determinants of Goal Commitment, in: Academy of Management Review, Jg. 13, Heft 1, S. 23-39 Lögler, T. et al. (1995) Nur Konsequenz führt zum Ziel, in: QZ, Jg. 40, Heft 5, S. 542-545 Lorenzi, P. (2003) Vortrag "Lohnt sich Qualitätsmanagement?" 5. Deutscher IIR Qualitätskongress 2003, 5. Februar 2003, Kurhaus Wiesbaden Lozán, J. (1992) Angewandte Statistik für Naturwissenschaftler, Berlin, Hamburg, Verlag Paul Parey Lucas, M. (1996) Die Aufgaben der Organisation in der Streßbewältigung von Führungskräften, in: Arbeit, Jg. 5, Heft 1, S. 62-79 Luczak, H. (1993) Arbeitswissenschaft, Berlin, Heidelberg, New York, Springer Verlag Lupo, C. (2002) ISO/TS 16949 the Clear Choice For Automotive Suppliers, in: Quality Progress, Jg. 35, Heft October, S. 44-49

LITERATURVERZEICHNIS 167
M Maani, K. et al. (1994) Empirical Analysis of Quality Improvement in Manufacturing, in: International Journal of Quality & Reli-ability Management, Jg. 11, Heft 7, S. 19-37 Mackau, D. (2003) Empirische Untersuchung zum Einfluss des wahrge-nommenen Führungsverhaltens auf das betriebliche Qualitätsbewusstsein von Beschäftigten in Produkti-ons- und Dienstleistungsbereichen, Diss., Fakultät für Maschinenwesen, RWTH Aachen Mackau, D. (2004) Norm vor Geisteshaltung?, in: QZ, Jg. 49, Heft 5, S. 157-159 Magnusson, K. / Kalt, A. (2001) Mit Präzision immer besser - Six Sigma als langfris-tige Verpflichtung zur kontinuierlichen Verbesserung, in: QZ, Jg. 46, Heft 4, S. 430-432 Malorny, C. (1996) TQM umsetzen, Stuttgart, Schäffer-Poeschel Verlag Malorny, C. (1997) Total Quality managen, in: technologie & management, Jg. 46, Heft 4, S. 36-39 Malorny, C. (1999) Qualitätsmanagement vor neuen Herausforderungen, in: QZ, Jg. 44, Heft 3, S. 256-257 Malorny, C. / Kassebohm, K. (1994) Brennpunkt TQM, Stuttgart, Schäffer-Poeschel Verlag Malorny, C. / Michael, H. (1994) Qualifizierung, Auditierung, Zertifizierung - Resultate einer empirischen Studie im Auftrag von FMTÜV/RWTÜV/TÜVCERT, Die Hohe Schule - Total Quality Manage-ment, Kamiske, Berlin, Mann, R. / Kehoe, D. (1995) Factors affecting the implementation and success of TQM, in: International Journal of Quality & Reli-ability Management, Jg. 12, Heft 1, S. 11-23
Markides, C. (2001) So wird ihr Unternehmen einzigartig - Ein Praxis-leitfaden für professionelle Strategieentwicklung, Frankfurt, Campus Marquardt, E.-M. (1995) Erfahrungen eines Zertifizierers mit den ersten Wiederholungsaudits, in: QZ - Zertifizierung, Jg. o.A., Heft Mai, S. 50-53 Masing, W. (Hrsg.) (1980) Handbuch der Qualitätssicherung, München, Carl Hanser Verlag Mayntz, R. et al. (1978) Einführung in die Methoden der empirischen Soziologie, 5. Auflage, Opladen, Westdeutscher Verlag McKinsey & Company, Inc. et al. (1995) Qualität gewinnt: Mit Hochleistungskultur und Kundennutzen an die Weltspitze, Stuttgart, Schäffer-Poeschel Verlag Meffert, H. (2000) Auf der Suche nach dem "Stein der Weisen", in: Marketing, Jg. o.A., Heft 1, S. 24-36 Mertens, S. (2002) Organisationssachverhalte für ein Integriertes Managementsystem, in: Mayer: Perspektiven (Integrierter) Mana-gementsysteme, S. 1-12, Göttingen, Göttinger Handelswissenschaftliche Schriften e.V. Mertins, K. / Kohl, H. (2004a) Benchmarking - der Vergleich mit den Besten, in: Mertins (Hrsg.): Benchmarking - Leitfaden für den Vergleich mit den Besten, 1. Auflage, S. 15-57, Düsseldorf, Symposium Mertins, K. / Kohl, H. (2004b) Benchmarking-Techniken, in: Mertins (Hrsg.): Benchmarking - Leitfaden für den Vergleich mit den Besten, 1. Auflage, S. 73-96, Düsseldorf, Symposium Meyer, C. (1994) Betriebswirtschaftliche Kennzahlen und Kennzahlen-systeme, 2. Auflage, Stuttgart, Schäffer-Poeschel Verlag

168 LITERATURVERZEICHNIS
Mohr, G. (1991) Qualitätsverbesserung im Produktionsprozeß, 1. Auflage, Kamprath-Reihe, Würzburg, Vogel Mowday, R. et al. (1979) The Measurement of Organizational Commitment, in: Journal of Vocational Behavior, Jg. o.A., Heft 14, S. 224-247 N N.N. (2003) Autoentwicklung nach dem Bananenprinzip, Spiegel Online, http://www.spiegel.de/auto/aktuell/ 0,1518,278410,00.html, 15.12.2003 N.N. (2005) TÜV stellt neuen Mängelhöchststand fest, Spiegel Online, http://www.spiegel.de/auto/werkstatt/ 0,1518,druck-338529,00.html, 25.01.2005 Nerdinger, F. (1995) Motivation und Handeln in Organisationen, Stuttgart, Berlin, Kohlhammer Neumann, A et al. (2001) Jetzt handeln! - Strategische Überlegungen im Hinblick auf die Normenrevision, in: QZ, Jg. 46, Heft 8, S. 1038-1041 Nicolai, A. / Kieser, A. (2002) Trotz eklatanter Erfolglosigkeit: Die Erfolgsfaktorenforschung weiter auf Erfolgskurs, in: DBW, Jg. 62, Heft 6, S. 579-597 O Otto, B. (2002) Fehleinschätzung verstellt den Blick auf das Notwen-dige - Interview mit Roman Becker, Leiter der Studie Excellence Barometer 2001, in: Quality Engineering, Jg. o.A., Heft 1-2, S. 30-32 P Parasuraman, A. et al. (1991) Refinement and Reassessment of the SERVQUAL Scale, in: Journal of Retailing, Jg. 67, Heft 4, S. 420-450
Parasuraman, A. et al. (1985) A Conceptual Model Of Service Quality And Its Implications For Future Research, in: Journal of Marketing, Jg. 49, Heft Fall, S. 41-50 Parasuraman, A. et al. (1988) Servqual: A Multiple-Item Scale for Measuring Consumer Perceptions of Service Quality, in: Journal of Retailing, Jg. 64, Heft 1, S. 12-40 Pfeifer, T. (2001) Qualitätsmanagement, München u.a., Hanser Verlag Pfeifer, T. (Hrsg.) (2002) Qualität in produzierenden Unternehmen 2002, Fraunhofer-Institut für Produktionstechno-logie, Aachen Pfeifer, T. / Lorenzi, P. (2003) Wettstreit der Systeme, in: QZ, Jg. 48, Heft 1, S. 31-35 Pflaumer, P. et al. (2005) Statistik für Wirtschafts- und Sozialwissenschaften: Deskriptive Statistik, 3. Auflage, München, Wien, Oldenbourg Verlag Pieske, R. (1995) Die Auswahl von Benchmarking-Partnern, in: Mertins et al. (Hrsg.): Benchmarking, S. 49-71, Berlin, Heidelberg, New York, Springer Verlag Popper, K. R. (1984) Logik der Forschung, 8. Auflage, Tübingen, Mohr Porter, L. et al. (1975) Behavior in organizations, New York, McGraw-Hill Porter, L. / Parker, A. (1993) Total Quality Management - the critical success factors, in: Kanji (Hrsg.): Total Quality Management, 4. Auflage, S. 13-22, Oxford, Oxford Journals

LITERATURVERZEICHNIS 169
Prajogo, D. / Sohal, A. (2004) The Sustainability and Evolution of Quality Im-provement Programmes - an Australian Case Study, in: Total Quality Management, Jg. 15, Heft 2, S. 205-220 Prudent, C. (2003) Was Firmen an die Spitze bringt, in: Impulse, Jg. o.A., Heft Dezember, S. 19-32 R
Radtke, P. / Wilmes, D. (1997) European Quality Award, Pocket Power, München, Carl Hanser Verlag Reed, R. et al. (2000) Total quality management and sustainable competitive advantage, in: Journal of Quality Management, Jg. o.A., Heft 5, S. 5-26 Reese, J. / Petersen, K. (2000) Qualitätsmanagement - Eine empirische Studie im Werkzeugmaschinenbau, in: Zeitschrift für Betriebswirtschaft, Jg. 70, Heft 1, S. 5-25 Reichmann, T. (1990) Controlling mit Kennzahlen, 2. Auflage, München, Vahlen Reid, D. (2005) TS 16949 - Where Did It Come From?, in: Quality Progress, Jg. 38, Heft 3, S. 31-38 Reinhardt, W. P. (1995) Topmanagement ohne Überzeugung - Doch eine konsequente Qualitätspolitik erfordert tatkräftige Unterstützung von oben, in: QZ, Jg. 40, Heft 8, S. 948-952 Repenning, N. (1999) A Simulation-Based Approach to Understanding the Dynamics of Innovation Implementation, in: Organization Science, Jg. 13, Heft 2, S. 109-127 Repenning, N. (2000) Drive Out Fear (Unless You Can Drive It In): The Role of Agency and Job Security in Process Improvements Efforts, in: Management Science, Jg. 46, Heft 11, S. 1385-1396
Repenning, N. / Sterman, J. (1997) Getting Quality the Old-Fashioned Way: Self-Confirming Attributions in the Dynamics of Process Improvement, Sloan School of Management Massachusetts Institute of Technology Cambridge, http://web.mit.edu/jsterman/www/SDG/ Attrib.html, 06.08.2004 Repenning, N. / Sterman, J. (2002) Capability Traps and Self-Confirming Attribution Errors in the Dynamics of Process Improvement, in: Administrative Science Quarterly, Jg. 47, Heft June, S. 265-295 Reuter, M. (1995) Aufbau von QM-Systemen mit Arbeitskreisen, in: QZ, Sonderteil Zertifizierung, Jg. 40, Heft November, S. 100-104 Rieländer, M. (1999) Mehr positiv an Gesundheit als Krankheit denken - Plädoyer für eine positive Gesundheitsorientierung, in: Rieländer/Brücher-Albers (Hrsg.): Ge-sundheit für alle im 21. Jahrhundert - Neue Ziele der Weltgesundheitsorganisation mit psychologischen Perspektiven erreichen, Re-daktionelle Überarbeitung 2000, S. 1-22, Bonn, Deutscher Psychologen Verlag Rinza, P. (1998) Projektmanagement, 4. Auflage, Berlin, Heidelberg, New York, Springer Verlag Rohlfing, M. (2002) Qualitätsmanagementsysteme in KMU - Nutzen und Möglichkeiten ihrer Optimierung, in: Mayer: Perspektiven (Integrierter) Mana-gementsysteme, S. 59-78, Göttingen, Göttin-ger Handelswissenschaftliche Schriften e.V. Rommel, G. et al. (1994) Does quality pay?, in: The McKinsey Quarterly, Jg. o.A., Heft 1, S. 51-63 Russ, V. / Broussine, M. (1996) Paradox, Defense and Attachment: Accessing and Working with Emotions and Relations Underlying Organizational Change, in: Organization Studies, Jg. 17, Heft 1, S. 1-21

170 LITERATURVERZEICHNIS
S
Saraph, J. et al. (1989) An Instrument for Measuring the Critical Factors of Quality Management, in: Decision Sciences, Jg. 20, Heft o.A., S. 810-829 Schaffer, R. H. / Thomson, H. A. (1992) Successful Change Programs Begin with Results, in: Harvard Business Review, Jg. o.A., Heft January-February, S. 80-89 Scharnbacher, K. (1994) Statistik im Betrieb - Lehrbuch mit praktischen Beispielen, 10. Auflage, Wiesbaden, Gabler Verlag Schmieder, M. (2003) Vorsichtige Annäherung - Studie: Anwendung von Six Sigma in Deutschland, in: QZ, Jg. 48, Heft 7, S. 698-700 Schneiderman, A. (1988) Setting Quality Goals, in: Quality Progress, Jg. 21, Heft April, S. 51-57 Schnell, R. et al. (1999) Methoden der empirischen Sozialforschung, 6. Auflage, München, Wien, Oldenbourg Verlag Schnelle, W. / Stoltz, I. (1976) Interaktionelles Lernen - Leitfaden für die Moderation von Gruppen, Quickborn, Metaplan Schultz, V. (2001) Veränderungsprozesse erfolgreich gestalten, in: technologie & management, Jg. 51, Heft 9-10, S. 35-37 Schwager, M. / Haar, J. (1996) Erfolgsstrategien für eine dynamische Organisation, Freiburg, Haufe Verlag Schwaninger, M. (2004) Systemtheorie - Eine Einführung für Führungskräfte, Wirtschafts- und Sozialwissenschaftler, 3. Auflage, Universität St. Gallen, Diskussionsbeitrag, No 19-3, Dezember 2004
Schwaninger, M. (2005) System Dynamics and the Evolution of the Systems Movement - A Historical Perspective, Universität St. Gallen, Discussion Paper No. 52, June 2005 Seeger, T. (2004) Eine runde Sache - Können Managementsysteme zum Erfolg des Unternehmens beitragen?, in: Readme.TQU, Jg. 53, Heft August-November, S. 10 Seghezzi, H. (1996) Integriertes Qualitätsmanagement - Das St. Galler Konzept, München, Wien, Hanser Verlag Seghezzi, H. (2003) Integriertes Qualitätsmanagement - Das St. Galler Konzept, 2. Auflage, München, Wien, Hanser Verlag Seghezzi, H. / Bleicher, K. (1995) Integriertes Qualitätsmanagement, in: QZ, Jg. 40, Heft 6, S. 675-680 Seghezzi, H. / Hansen, J. (1993) Qualitätsstrategien: Anforderungen an das Management der Zukunft, München, Carl Hanser Verlag Senge, P. (2001) Die fünfte Disziplin, 8. Auflage, New York, Klett-Cotta Serfling, K. (1992) Controlling, 2. Auflage, Stuttgart, Kohlhammer Siebert, G. / Kempf, S. (1998) Mit Benchmarking die Prozesse optimieren, in: QZ, Jg. 43, Heft 8, S. 935-938 Singhal, V. / Hendricks, K. (1997) Does Implementing an Effective TQM Program Actually Improve Operating Performance: Empirical Evidence From Firms that have Won Quality Awards, in: Management Science, Jg. 44, Heft 9, S. 1258-1274

LITERATURVERZEICHNIS 171
Singhal, V. / Hendricks, K. (1999) The Financial Justification of TQM, in: Center for Quality Management Journal, Jg. 8, Heft 1, S. 3-16 Singhal, V. et al. (2000) Mit Geduld zum Erfolg - US-Studie untersucht wirtschaftliche Entwicklung TQM-geführter Unternehmen, in: QZ, Jg. 45, Heft 12, S. 1537-1540 Six, B. (o.A.) Commitment in Organisationen, Institut für Psychologie der Martin-Luther-Universität Halle-Wittenberg, http://aodgps.de/alt/commitment.html, 17.11.2004 Smith, M. (2002) Success Rates for Different Types of Organizational Change, in: Performance Improvement, www.ispi.org, Jg. 41, Heft 1, S. 26-33 Smith, N. (o.A.) First Steps in Formalising Qualitative Systems Dynamics, Working Notes of the Fourteenth Interna-tional Workshop in Qualitative Reasoning (QR-00) Sörensson, P.-A. (2000) TQM-Schulungsprogramm, in: Kamiske (Hrsg.): Unternehmenserfolg durch Excellence, S. 114-124, München, Wien, Carl Hanser Verlag Spear, S. (2004) Management à la Toyota, in: Harvard Business Manager, Jg. 26, Heft August, S. 36-47 Spickers, J. (2004) St. Galler Management-Modell - Die Entwicklung des St. Galler Management-Modells, Universität St. Gallen Spiller, K. (1982) Unternehmerische Qualitätspolitik zur Erhaltung der internationalen Wettbewerbsfähigkeit, in: Staudt/Biethahn (Hrsg.): Der Betrieb im Qualitätswettbewerb, S. 41-53, Berlin, Erich Schmidt Verlag
Spur, G. (Hrsg.) (1994) Fabrikbetrieb, München, Wien, Carl Hanser Verlag Staehle, W. (1994) Management, 7. Auflage, München, Vahlen Staehle, W. (1999) Management, 8. Auflage, München, Vahlen Stahl, P. (1997) Die Qualitätstechnik FMEA als Lerninstrument in Organisationen, Diss., Universität Passau Stauss, B. (1993) Total Quality Management im industriellen Service - Ergebnisse einer empirischen Untersuchung, in: QZ, Jg. 38, Heft 6, S. 345-350 Steger, W. / Stober, T. (1997) Rahmenkonzept für das Qualitätsmanagement - neue Strategien zur Qualitätsverbesserung, 1. Auflage, DIN e.V., Berlin, Wien, Zürich, Beuth Verlag Steinbeis-Transfer-Institut Management und Innovation (2001-2002) Studie zum Thema Qualitätsmanagement und ISO 9000:2000, http://www.sti-mi.de/2Aktuellstudie.html, 05.01.2005 Sterman, J. et al. (1997) Unanticipated Side Effects of Successful Quality Programs: Exploring a Paradox of Organizational Improvement, in: Management Science, Jg. 43, Heft April, S. 1-29 Sterman, J. et al. (1996a) Comparing Improvement Programs for Product Development and Manufacturing: Results from Field Studies, http://web.mit.edu/jsterman/www/SD96/ Field.html, 31.10.2001 Sterman, J. et al. (1996b) The Improvement Paradox: Designing Sustainable Quality Improvement Programs, http://web.mit.edu/jsterman/www/SD96/ Summery.html, 31.10.2001

172 LITERATURVERZEICHNIS
Steyer, R. / Eid, M. (1993) Messen und Testen, Berlin, u.a., Springer Verlag T
Tatikonda, L. / Tatikonda, R. (1996) Top Ten Reasons Your TQM Effort is Failing to Improve Profit, in: Production and Inventory Management Journal, Jg. o.A., Heft Third Quarter, S. 5-9 Taylor, C. (1997) Considerations for an Effective Management Review of the Quality System, in: Taylor: Meet The Registrar, S. 385-399, Milwaukee, ASQC Quality Press Teichert, T. / Talaulicar, T. (2002) Managementkonzepte im betriebswirtschaftlichen Diskurs: Eine bibliometrische Klassifizierung, in: DBW, Jg. 62, Heft 4, S. 409-426 Temme, G. / Tränkle, U. (1996) Arbeitsemotion, in: Arbeit, Jg. 5, Heft 3, S. 275-297 Terziovski, M. et al. (2000) Establishing mutual dependence between TQM and the learning organization: a multiple case study analysis, in: The Learning Organization, Jg. 7, Heft 1, S. 23-31 Terziovski, M. et al. (1997) The business value of quality management systems certification - Evidence from Australia and New Zealand, in: Journal of Operations Management, Jg. o.A., Heft 15, S. 1-18 Theden, P (1997) Analyse der Rentabilität von Qualitätstechniken, Diss., Technische Universität Berlin Tikart, J. (1996) Auf dynamische Märkte reagieren: Leistungsbereitschaft und Kreativität, in: Gablers Magazin, Jg. 10, Heft 5, S. 8 Tomys, A.-K. (1995) Kostenorientiertes Qualitätsmanagement, München, Wien, Carl Hanser Verlag
Töpfer, A. (2004) Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie, in: ZfAW, Jg. 7, Heft 2, S. 13-24 U
Ulich, E. (1998) Arbeitspsychologie, 4. Auflage, Stuttgart, Schäffer-Poeschel Verlag Ullrich, C. (1999) Deutungsmusteranalyse und diskursives Interview, in: Zeitschrift für Soziologie, Jg. 28, Heft 6, S. 429-447 V
VDA (2005) Automobilproduktion, http://www.vda.de/de/aktuell/statistik/ jahreszahlen/automobilproduktion/ index.html, 05.05.2005 Voss, C. / Blackmon, K. (1996) Where the Quality Pay-Off Comes, in: European Quality, Jg. 3, Heft 1, S. 28-30 W
Wagner, K. (Hrsg.) (2003) PQM - Prozessorientiertes Qualitätsmanagement - Leitfaden zur Umsetzung der ISO 9001:2000, 2. Auflage, München, Wien, Carl Hanser Verlag Walgenbach, P. (2000) Die normgerechte Organisation - Eine Studie über die Entstehung, Verbreitung und Nutzung der DIN EN ISO 9000er Normreihe, Stuttgart, Schäffer-Poeschel Verlag Walgenbach, P. / Beck, N. (2003) Effizienz und Anpassung: Das Erklärungspotenzial der neoinstitutionalistischen Organisationstheorie am Beispiel der ISO 9000, in: DBW, Jg. 63, Heft 5, S. 497-515 Weber, J. (1993) Einführung in das Controlling, 4. Auflage, Stuttgart, Schäffer-Poeschel Verlag

LITERATURVERZEICHNIS 173
v. Werder, A. (1996) Grundsätze ordnungsgemäßer Unternehmensführung (GoF) - Zusammenhang, Grundlagen und System-struktur von Führungsgrundsätzen für die Unter-nehmensleitung (GoU), Überwachung (GoÜ) und Abschlussprüfung (GoA), in: zfbf - Sonderheft, Jg. 36, Heft S. 1-26 van der Wiele, T. / Brown, A. (2002) Quality management over a decade: A longitudinal study, in: International Journal of Quality & Reli-ability Management, Jg. 19, Heft 5, S. 508-523 Wilhelm, H. (2002) Managementqualität gefragt, in: Quality Engineering, Jg. o.A., Heft 1-2, S. 42-45 Witt, H. (1996) Welche Forschung ist normal oder wie normal ist qualitative Sozialforschung?, http://www.rrz.uni-hamburg.de/psych-1/ witt/Archiv/ringvorlesung%2096/ rvtxt4.html, 06.11.2003 Witt, H. (2001) Forschungsstrategien bei quantitativer und qualitativer Sozialforschung, in: Forum Qualitative Sozialforschung / Forum: Qualitative Social Research [On-line Journal], Jg. 2, Heft 1, S. o.A., http://qualitative-research.net/fqs/fqs.htm, 21.06.2004 Wöhe, G. (1993) Einführung in die allgemeine Betriebswirtschaftslehre, 18. Auflage, München, Vahlen Wolter, O. (1997) Entwicklung und praktische Erprobung eines Kenn-zahlensystems für das Total Quality Management, Diss., Technische Universität Berlin Womack, J. P. et al. (1990) The Machine that Changed the World, New York, Rawson Associates
XYZ
Zink, K. (2004) TQM als integratives Managementkonzept, München, Wien, Carl Hanser Verlag Zollondz, H.-D. (Hrsg.) (2001) Lexikon Qualitätsmanagement, München, Wien, Oldenbourg Verlag


ANHANG


ANHANG 175
A.1 Studien
A.1.1 Einführung in die empirische Forschung
Forschungsmethoden Grundsätzlich wird zwischen qualitativer und quantitativer Forschung unterschieden. Forschungsvor-haben können auf primäre und sekundäre Daten zurückgreifen. Sekundäre Daten liegen z.B. in Form von Jahresberichten oder Protokollen vor, primäre Daten werden spezifisch für die jeweilige Untersuchung gewonnen. Die Strategie der qualitativen Forschung ist zirkulär. Bestimmte Schritte werden mehrfach durchlaufen und der nächste Schritt ist abhängig vom vorhergehenden. Die Fra-gestellung ist offen und kann im Laufe des Forschungsprozesses verändert werden. Das Vorwissen ist eher gering. Vorherrschendes Ziel ist die Entdeckung neuer Effekte, weniger häufig die Über-prüfung von Hypothesen. Die quantitative Forschungsstrategie ist dagegen linear und die Fragestellung geschlossen. Es werden Hypothesen geprüft und ein umfangreiches Vorwissen gefordert.1
In Abhängigkeit vom Stand der Forschung und dem Gültigkeitsanspruch können explorative, popula-tionsbeschreibende oder hypothesenprüfende Untersuchungen zum Einsatz kommen. Explorative bzw. er-kundende Untersuchungen entwickeln neue Hypothesen für einen wenig erforschten Bereich oder schaffen theoretische Voraussetzungen, um erste Hypothesen zu formulieren. Solche Untersu-chungen sind wenig normiert. Populationsbeschreibende Studien beschreiben Grundgesamtheiten hin-sichtlich ausgewählter Merkmale. Hypothesenprüfende bzw. explanative Untersuchungen werden einge-setzt, wenn sich aufgrund des Wissensstands begründete Hypothesen aufstellen lassen. Geprüft werden Zusammenhangs-2, Unterschieds-3, Veränderungs4- oder Einzelfallhypothesen.5
Die Forschungshypothese muss in eine operationale Hypothese überführt, d.h. abhängige und unab-hängige Variablen müssen operationalisiert werden. Für die Hypothesenprüfung werden operatio-nale Hypothesen in statistische Hypothesen übersetzt. Die statistische Hypothesenprüfung geht stets von einem sich ausschließenden Hypothesenpaar aus, der Alternativhypothese H1 (die For-schungshypothese) und der Nullhypothese H0. H0 drückt aus, dass Unterschiede, Zusammenhänge, Veränderungen oder besondere Effekte in der interessierenden Grundgesamtheit nicht bzw. nicht in der erwarteten Richtung auftreten. H1 postuliert den bestimmenden Effekt.6
Bei Zusammenhangshypothesen wird i.d.R. ein Korrelationskoeffizient berechnet: Bei der Gültigkeit von H0 nimmt dieser den Wert =0, bei der Gültigkeit von H1 einen Wert 0 an. Bei Unterschieds-hypothesen werden die Mittelwertsunterschiede zweier Populationen 1 und 2 untersucht: Für H0 gilt 1= 2 und für H1 1 2. Handelt es sich um gerichtete Hypothesen, muss die statistische Alterna-tivhypothese gerichtet formuliert werden. Wird ein positiver Zusammenhang vorausgesagt, bedeu-tet dies für H0: <0 und für H1: >0. Bei Unterschiedhypothesen ergibt sich H0: 1≤ 2 und bei H1: 1> 2. Handelt es sich zusätzlich um eine spezifische Hypothese, wird der erwartete Wert angege-
1 zu den Unterschieden qualitativer und quantitativer Sozialforschung vgl. u.a. Witt (1996); Witt (2001), S. o.A. 2 Zwischen zwei oder mehreren Merkmalen besteht ein Zusammenhang. 3 Zwei oder mehrere Populationen unterscheiden sich bezüglich einer oder mehrerer abhängiger Variablen. 4 Die Ausprägung einer abhängigen Variablen verändert sich im Laufe der Zeit. 5 vgl. Bortz/Döring (2002), S. 54-56, 495; Schnell et al. (1999), S. 51 6 vgl. Bortz/Döring (2002), S. 28f., 493; Schnell et al. (1999), S. 72f.; Steyer/Eid (1993), S. 2

176 ANHANG
ben, d.h. wie groß der Unterschied zwischen den Mittelwerten mindestens sein wird bzw. welchen Wert der erwartete Korrelationskoeffizient mindestens annimmt. Veränderungshypothesen werden i.d.R. mittels Zeitreihenanalysen überprüft.7
Bei der Untersuchung von Zusammenhangshypothesen werden Interdependenzanalysen durchgeführt. Diese beziehen sich auf die Art und Intensität des miteinander Variierens (Kovariierens) zweier oder mehrerer Merkmale. Die Enge des Zusammenhangs wird mittels des Korrelationskoeffizien-ten quantifiziert und die statistische Bedeutsamkeit durch einen Signifikanztest überprüft. Partielle Zusammenhänge überprüft die Partialkorrelation. Diese ermittelt, ob der Zusammenhang zwischen zwei Merkmalen X und Y echt ist oder durch ein Drittmerkmal Z erklärt werden kann (Scheinkor-relation). Multiple Zusammenhänge betreffen Beziehungen zwischen einem Merkmalskomplex mit den Merkmalen X1, X2,...,Xp und einem Merkmal Y. Lässt sich inhaltlich die Richtung eines mögli-chen Einflusses begründen, werden diese Variablen auch als Prädiktor- und Kriteriumsvariable bezeichnet. Die Überprüfung multipler Zusammenhänge erfolgt über die multiple Korrelation. Kano-nische Zusammenhänge liegen vor, wenn mehrere Prädiktor- und mehrere Kriteriumsvariablen in Zusammenhang gesetzt werden. Die Überprüfung erfolgt mittels der kanonischen Korrelation.8
Korrelationen geben Auskunft über die Richtung und Enge eines Zusammenhangs, nicht jedoch über seine Ursachen. Kausalbeziehungen lassen sich damit nicht bestätigen, auch wenn die Variab-len zumindest sprachlich eine eindeutige Kausalrichtung verbindet. Die Prüfung kausaler Zusammen-hangshypothesen kann stets nur annäherungsweise erfolgen. Allerdings ist es möglich, durch Nullkor-relation Kausalmodelle zu falsifizieren, da Kausalrelationen Korrelationen implizieren.9
Das nachfolgende Bild fasst die Vorgehensweise der Hypothesenentwicklung beispielhaft zusam-men.
Forschungshypothese
Operationale Hypothese
Statistisches Hypothesenpaar:
Unterschiedshypothese
Zusammenhangshypothese
Veränderungshypothese
Operationalisierungder unabhängigen Variablen X
Operationalisierungder abhängigen Variablen Y
gerichtete Hypothese
1< 2 oder 1> 2
<0 oder >0
ungerichtete Hypothese
1 2
0
Spezifische Hypothese: erwarteter Wert
Unspezifische Hypothese: kein Wert
Spezifische Hypothese: erwarteter Wert
Unspezifische Hypothese: kein Wert
überleiten in(Korrespondenzproblem)
überleiten in
Überprüfung der Mittelwertsunterschiede 1, 2
Überprüfung des Korrelationskoeffizienten
Überprüfung mittels Zeitreihenanalysen
H0: NullhypotheseH1: Alternativhypothese
Abbildung A 1: Vorgehen zur Generierung von Hypothesen [Quelle: Eigene Darstellung]
7 vgl. Bortz/Döring (2002), S. 494f., 568-579 8 vgl. ebenda, S. 506-511, 514f. 9 vgl. ebenda, S. 519f.; zum Problem der Kausalität auch Cook/Campbell (1979), S. 9-36; v. Alemann (1977), S. 20-
22

ANHANG 177
Untersuchungen können als Feld- oder Laboruntersuchungen, experimentell oder quasiexperimentell ange-legt werden. Bei Felduntersuchungen wird die Stichprobe in ihrer natürlichen Umgebung untersucht und unterliegt somit einer Reihe von zusätzlichen Einflüssen (Störvariablen). Laboruntersuchungen schaffen das gewünschte Untersuchungsumfeld, indem Störgrößen weitestgehend ausgeschlossen werden. Quasiexperimentelle Untersuchungen vergleichen natürliche und experimentelle zufällig zusam-mengestellte Gruppen.10
Evaluation der Forschung: Gültigkeitsanspruch der Untersuchungsbefunde Die Aussagekraft der Untersuchungsergebnisse hängt von der internen und externen Validität ab. In-terne Validität liegt vor, wenn Veränderungen in den abhängigen Variablen eindeutig auf den Ein-fluss der unabhängigen Variablen zurückzuführen sind bzw. wenn es neben der Untersuchungs-hypothese keine besseren Alternativerklärungen gibt (Eindeutigkeit). Externe Validität liegt vor, wenn das Ergebnis einer Stichprobenuntersuchung auf andere Personen, Situationen oder Zeitpunkte generalisiert werden kann (Generalisierbarkeit). Eine Erhöhung der internen Validität wirkt sich negativ auf die externe Validität aus und umgekehrt.11
Experimentelle Untersuchungen haben eine höhere interne Validität als quasiexperimentelle, da sich personenbezogene Störvariablen bei experimentellen Untersuchungen ausgleichen. Die externe Validi-tät ist davon nicht betroffen. Felduntersuchungen zeichnen sich durch eine hohe externe Validität aus, zu Lasten der internen Validität, da störende Einflussfaktoren nur schwer kontrollierbar sind und somit meist auch andere Erklärungsalternativen gefunden werden können. Laboruntersuchungen wei-sen eine hohe interne Validität auf. Die Veränderung der abhängigen Variablen lässt sich in hohem Maße auf die Veränderung der unabhängigen Variablen zurückführen (vgl. Tabelle A 1).12
Experimentell Quasiexperimentell
Feld (+) interne Validität
(+) externe Validität
(-) interne Validität
(+) externe Validität
Labor (+) interne Validität
(-) externe Validität
(-) interne Validität
(+) externe Validität
Tabelle A 1: Kombination der Untersuchungsvarianten [Quelle: Bortz/Döring (2002), S. 61]
Überblick über wesentliche Analyse- und Forschungsmethoden Reliabilität Die Reliabilität ist ein Gütekriterium für einen Test oder Fragebogen, um festzustellen, ob eine Skala das misst, was sie messen soll. Hierzu zählt auch die Überprüfung der internen Konsistenz eines Fragebogens, indem die wechselseitige Korrelation einzelner Items überprüft wird. Die inter-ne Konsistenz wird häufig mittels des Cronbach Alpha-Koeffizienten auf einer Skala von 0 bis 1 ange-geben. Gut ist ein -Wert>0,8. Alpha erfasst den auf eine Merkmalsdimension zurückgehenden Varianzanteil aller Items und wird daher auch als Homogenitätsindex verwendet.13
10 vgl. Bortz/Döring (2003), S. 57 11 vgl. Bortz/Döring (2002), S. 56f.; Schnell et al. (1999), S. 209f.; Cook/Campbell (1979), S. 37-39, 51-55, 70-74 und
zu den Einflüssen auf die externe und interne Validität Bortz/Döring (2002), S. 504-506 12 vgl. Bortz/Döring (2002), S. 57-61, 525-528 13 vgl. Bortz/Döring (2003), S. 198

178 ANHANG
Signifikanztests Diese Tests dienen der Bestimmung der alpha-Fehler-Wahrscheinlichkeit ( ), also der Wahrschein-lichkeit, dass die Alternativhypothese angenommen wird, obwohl die Nullhypothese gilt.14 Ist
<5% spricht man von signifikant (*), bei <1% von sehr signifikant (**) und bei <0,1% von hoch signifikant (***). Es lassen sich parametrische verteilungsgebundene (z.B. t-Test, F-Test) und nonparametrische verteilungsfreie Tests unterscheiden. Der t-Test kann einseitig oder zweiseitig erfol-gen und überprüft die Unterschiede zweier Stichprobenmittelwerte. Der F-Test dient der Überprü-fung des Unterschieds von Varianzschätzungen im Rahmen von Varianzanalysen.15
Varianzanalyse (ANOVA – Analysis of Variance) Die Varianzanalyse untersucht Mittelwertsunterschiede zwischen Gruppen und wird bei Unter-schiedshypothesen eingesetzt. Es lassen sich einfaktorielle und mehrfaktorielle Varianzanalysen unter-scheiden. Einfaktoriell bedeutet, dass die verschiedenen kategorialen Stufen einer unabhängigen Variablen in Bezug auf eine abhängige intervallskalierte Variable untersucht werden, mehrfaktoriell untersucht mehrere unabhängige Variablen.16
Multivariate Methoden Erfolgt die Untersuchung in Bezug auf mehrere abhängige Variablen, spricht man von multivariaten Varianzanalysen (MANOVA). Werden mehrere Kontrollvariablen aus der abhängigen Variablen herausgerechnet, z.B. um den Einfluss von Störvariablen zu kontrollieren und die interne Validität zu erhöhen, handelt es sich um eine Kovarianzanalyse. Bei diesen Methoden können sowohl mehrere abhängige als auch mehrere unabhängige Variablen in die statistische Analyse eingehen. Dabei fin-den sowohl multivariate Mittelwertvergleiche, multivariate Varianzanalysen und multiple Korrelati-ons- und Regressionsanalysen Einsatz. Zu den multivariaten Methoden zählen z.B. die Faktoranaly-se, die Clusteranalyse, die Diskriminanzanalyse. Die Faktoranalyse versucht, mehrere hoch korrelierende Variablen auf einen hypothetischen Faktor zurückzuführen, der hinter den Variablen steht und diese erklärt. Am Ende der Faktoranalyse kann statt vieler Variablen eine Charakterisierung durch wenige Faktoren erfolgen. Die Korrelation einer Variablen mit dem Faktor wird durch die Faktor-ladung (von -1 bis +1) ausgedrückt. Dem Betrag nach hohe Faktorladungen zeigen an, zu welchem Faktor die Variable gehört (explorative Faktoranalyse). Um die Ergebnisse besser interpretieren zu können, wird häufig eine Rotation durchgeführt, die zu einer prägnanteren Verteilung der Faktor-ladungen auf die Faktoren führt. Eine konfirmative Faktorenanalyse wird eingesetzt, um Gewichtungs-faktoren zu ermitteln oder zu überprüfen. Sie dient dazu, ein Modell, das die Zusammenhänge zwi-schen Indikatoren und latenter Variable spezifiziert, zu überprüfen. Die Clusteranalyse fasst Untersu-chungsobjekte nach der Ähnlichkeit ihrer Merkmale in Gruppen zusammen. Die Cluster sollten in sich möglichst homogen und untereinander heterogen sein. Die Diskriminanzanalyse überprüft Un-terschiede zwischen mehreren Stichproben, die durch mehrere abhängige Variablen beschrieben sind. Sie ermittelt Gewichte, die die Bedeutsamkeit der abhängigen Variablen für die Unterschei-dung der Stichproben wiedergeben.17
14 zu den Auswahlkriterien von Signifikanztests vgl. Bortz/Döring (2002), S. 28 15 vgl. Bortz/Döring (2003), S. 497-499, 677 16 vgl. ebenda, S. 530-543 17 vgl. Atteslander (1995), S. 332; Bortz/Döring (2003), S. 146f., 382-384; Backhaus et al. (2003), S. 156-216

ANHANG 179
A.1.2 SARAPH ET AL. (1989): An Instrument for Measuring the Critical Factors of Quality Management
Faktor 1: Funktion der Führungskräfte und der Qualitätspolitik – Ausmaß, in dem die oberste Führungskraft Verantwortung für die Qualitätsperformance über-
nimmt
– Akzeptanz der Qualitätsverantwortung bei den Führungskräften
– Grad, in dem das Top-Management nach der Qualitätsperformance beurteilt wird
– Ausmaß, in dem das Top-Management den langfristigen Qualitätsverbesserungsprozess unter-stützt
– Grad der Führungskräftebeteiligung im Qualitätsverbesserungsprozess
– Ausmaß, in dem das Top-Management Ziele für die Qualitätsperformance hat
– Ausprägung der Qualitätsziele innerhalb der Einheit
– Verständnis für den Vereinbarungsprozess für Qualitätsziele
– Ausmaß, in dem die Qualitätsziele und -politik innerhalb der Einheit verstanden werden
– Bedeutung, die das Top-Management mit den Qualitätszielen im Verhältnis zu Kosten- und Zeitzielen verbindet
– Umfang, den Qualitätsthemen in Führungskräfte-Meetings einnehmen
– Grad, in dem das Top-Management Qualität als Weg zur Verbesserung der Gewinne betrachtet
– Grad des Verständnisses für den Qualitätsplan der Einheit
Faktor 2: Funktion der Qualitätsabteilung – Sichtbarkeit der Qualitätsabteilung
– Zugang der Qualitätsabteilung zur Leitung der Einheit
– Autonomie der Qualitätsabteilung
– Gestrichen: Einsatz von Qualitätspersonal als Berater
– Umfang der Koordination zwischen der Qualitätsabteilung und anderen Abteilungen
– Effektivität der Qualitätsabteilung bei der Qualitätsverbesserung
Faktor 3: Training – Spezifisches Training von Arbeitsfähigkeiten für Zeitarbeitskräfte
– Gestrichen: Training in Teambildung und Gruppendynamik
– Qualitätsbezogenes Training für Zeitarbeitskräfte innerhalb der Organisation
– Qualitätsbezogenes Training für Führungskräfte und Vorgesetzte innerhalb der Organisation
– Training in TQM
– Gestrichen: Training zur Implementierung von Qualitätszirkeln
– Training in statistischen Basistechniken
– Training in weiterführenden statistischen Techniken
– Commitment des Top-Management zum Mitarbeitertraining
– Verfügbarkeit von Ressourcen zum Mitarbeitertraining

180 ANHANG
Faktor 4: Produkt-/Dienstleistungsdesign – Gründlichkeit von Produkt-/Dienstleistungsdesignreviews vor Produktion und Markteinfüh-
rung
– Koordination der betroffenen Abteilungen im Entwicklungsprozess
– Hervorheben der Produkt-/Dienstleistungsqualität im Verhältnis zu Kosten- oder Zeitzielen
– Gestrichen: Ausmaß der Analyse von Kundenforderungen im Entwicklungsprozess
– Klarheit über Produkt-, Dienstleistungsspezifikationen und Verfahren
– Ausmaß, in dem Einführung und Machbarkeit im Designprozess berücksichtigt werden
– Gestrichen: Ausmaß, in dem Verkauf und Marketing über Qualität als Verkaufsattribut nachdenken
– Betonung der Qualität im Verkauf, Kundenservice, Marketing, PR
Faktor 5: Lieferantenmanagement – Ausmaß, in dem Lieferanten nach Qualitätskriterien statt Preis- und Zeitkriterien ausgewählt
werden
– Nachdruck des Lieferantenbewertungssystems
– Vertrauen auf eine geringere Anzahl verlässlicher Lieferanten
– Umfang der Lieferantenausbildung
– Angebotene technische Unterstützung für den Lieferanten
– Beteiligung des Lieferanten am Entwicklungsprozesses
– Ausmaß, in dem langfristige Beziehungen den Lieferanten angeboten werden
– Klarheit der Spezifikationen für den Lieferanten
– Gestrichen: Verantwortung, die die Einkaufsabteilung für die Qualität der zugelieferten Produkte und Dienst-leistungen übernimmt
– Ausmaß, in dem Lieferanten Programme zur Sicherstellung der Qualität ihrer Produkte und Dienstleistungen haben
Faktor 6: Prozessmanagement/Betriebsverfahren – Einsatz von Stichprobenverfahren
– Gestrichen: Einsatz von Qualitätsregelkarten
– Umfang an präventiver Instandhaltung des Equipments
– Ausmaß an automatisierten Prüfungen, Reviews oder Arbeitskontrollen
– Ausmaß an Eingangsprüfungen, -reviews oder -kontrollen
– Ausmaß an „in-process“-Prüfungen, Reviews oder Kontrollen
– Ausmaß an Endprüfungen, Reviews oder Kontrollen
– Gestrichen: Bedeutung von Prüfungen, Reviews oder Arbeitskontrollen
– Gestrichen: Selbstprüfung von Arbeitern
– Stabilität der Herstellungspläne und der Arbeitsverteilung
– Grad der Prozessautomatisierung
– Ausmaß, in dem Prozessdesign fehlerresistent ist und somit die Fehlermöglichkeit von Mitar-beitern herabsetzt

ANHANG 181
– Klarheit von Arbeits- und Prozessanweisungen für Mitarbeiter
Faktor 7: Qualitätsdaten und -reporting – Verfügbarkeit von Daten über Qualitätskosten in der Einheit
– Verfügbarkeit von Qualitätsdaten (Fehler-, Ausschuss-, Nacharbeitsraten)
– Aktualität der Daten
– Gestrichen: Umfang, in dem Qualitätsdaten durch Service- und Supportbereiche der Einheit gesammelt werden
– Umfang, in dem Qualitätsdaten als Methode zum Managen von Qualität verwendet werden
– Umfang, in dem Qualitätsdaten für Zeitarbeitskräfte zur Verfügung stehen
– Umfang, in dem Qualitätsdaten für Führungskräfte und Vorgesetzte zur Verfügung stehen
– Umfang, in dem Qualitätsdaten verwendet werden, um die Performance von Vorgesetzten und Management zu bewerten
– Umfang, in dem Qualitätsdaten, Regelkarten usw. an Arbeitsplätzen zur Verfügung stehen
Faktor 8: Mitarbeiterbeziehung – Umfang, in dem Qualitätszirkel oder Programme mit Mitarbeiterbeteiligung implementiert sind
– Effektivität dieser Programme
– Umfang, in dem Mitarbeiter für fehlerfreien Output verantwortlich sind
– Angebotenes Mitarbeiterfeedback bzgl. ihrer Qualitätsperformance
– Grad der Mitarbeiterbeteiligung an Qualitätsentscheidungen
– Umfang des Qualitätsbewusstseins unter den Mitarbeitern
– Umfang, in dem Mitarbeiter für hohe Qualitätsperformance anerkannt werden
– Gestrichen: Einfluss der Gewerkschaft auf die Qualitätsverbesserung
– Effektivität der Führungskräfte bei der Problemlösung
A.1.3 CORBETT ET AL. (2002): The Financial Impact of ISO 9000 Certification: An Em-pirical Analysis
Ziel der Untersuchung Die Studie untersucht zum einen, ob die Zertifizierung einen positiven Einfluss auf die finanziellen Ergebnisse ausübt und zum anderen, inwieweit die erzielte Wirkung dem eingesetzten Aufwand gerecht wird.18
Untersuchungsobjekt Zwei Datensätze bilden die Untersuchungsbasis. Der erste Datensatz umfasst alle ISO 9000-Zertifizierungen in den USA bis 1997.19 Der zweite Datensatz basiert auf den Daten des Com-pustat Annual Industrial File der Periode 1988-1997. Diese Datenbasis enthält u.a. Informationen zu Bilanzen und GuV-Rechnungen von US-Firmen. Die beiden Datensätze wurden zusammenge-führt, um zu jedem zertifizierten Unternehmen die zugehörigen Finanzdaten zu erhalten. Daraus
18 vgl. Corbett et al. (2002b), S. 31f.; Corbett et al. (2002a), S. 10-13 19 Es handelt sich insgesamt um 21482 Zertifikate, die auf der elementeorientierten Fassung der ISO 9000 basieren.

182 ANHANG
wurden drei Branchen herausgefiltert. Der verbleibende Datensatz sieht wie folgt aus:20 Aus der Chemiebranche stammen 74 Unternehmen, aus dem Bereich Maschinenbau und Computerequip-ment 132 und aus der Elektrobranche insgesamt 167 Unternehmen.
Untersuchungsdesign Die Daten zur finanziellen Leistung der Unternehmen werden einer Vergleichsanalyse mittels der Event-Study-Methode unterzogen. Die Analyse umfasst Daten über eine 10-Jahres-Periode von 1988-1997. Verglichen werden die Daten mit einer Kontrollgruppe von nicht-zertifizierten Unter-nehmen, die über eine ähnliche Performance verfügten, wie die erste Gruppe vor der Zertifizie-rung.21 Es werden die folgenden vier Hypothesen untersucht:22
Hypothese 1: Die ISO 9000-Zertifizierung führt zu einer Verbesserung des Return on Assets (ROA23).
Hypothese 2: Die ISO 9000-Zertifizierung führt zu einer Verbesserung des Tobin’s Q24.
Hypothese 3: Die ISO 9000-Zertifizierung führt zu einem geringeren Anteil der Herstellkosten am Umsatz.
Hypothese 4: Die ISO 9000-Zertifizierung führt zu einem verbesserten Kapitalumschlag.
Die Event-Study-Methode wird verwendet, um abnormale Leistung aufzudecken. Als Eventperio-de wird die Dauer der Einführung der ISO 9000 definiert. Diese liegt zwischen sechs und 18 Mo-naten, so dass als Eventperiode die Zeit zwischen dem Zertifizierungszeitpunkt (t) und einem Jahr vor der Zertifizierung (t-1) festgelegt wird. Der Zeitraum von einem Jahr vor Beginn der Einfüh-rung (t-2) bis zum Start der Maßnahmen (t-1) wird verwendet, um die Kontrollgruppe zu bestim-men. Die drei Jahre nach der Zertifizierung (t+3) werden als Basis genutzt, um auf abnormale Leis-tungen mittels des ROA zu testen. Dazu wird die erwartete Leistung der zertifizierten Firmen prognostiziert, wenn das Event - die Zertifizierung - nicht stattgefunden hätte. Dies erfolgt anhand der Leistung der Vergleichsgruppe aus demselben Industriezweig, wobei die zu vergleichenden Firmen sich vor der Eventperiode ähneln sollten.25
Die erwartete Performance eines Unternehmens in einer beliebigen Periode ermittelt sich somit aus der Performance in der Basisperiode zuzüglich der Performanceveränderung des Vergleichsun-ternehmens in der betrachteten Periode. Stimmt diese erwartete Performance des Unternehmens i nicht mit der tatsächlich erreichten Performance überein, wird von einer abnormalen Performance gesprochen, die über oder unter der erwarteten Performance liegen kann (vgl. Formel A 1). Die Signifikanz der Ergebnisse wird anhand des Wilcoxon Rangtest für die p-Levels 10%, 5% und 1% ermittelt.26
20 vgl. Corbett et al. (2002a), S. 7-10, 24 21 vgl. Corbett et al. (2002b), S. 31f.; Corbett et al. (2002a), S. 10-13 22 Corbett et al. (2002a), S. 3-7 23 Der ROA (Gesamtkapitalrentabilität) wird ermittelt aus Ertrag vor Abschreibungen dividiert durch das Vermögen. 24 Tobin’s Q bezeichnet die Relation zwischen dem Marktwert und dem Wiederbeschaffungswert des Sachkapitals.
Ist Tobin’s Q > 1 werden neue Unternehmen und Konkurrenten in den Markt eintreten und die volkswirtschaftli-che Produktionskapazität wird ausgeweitet. Der Gewinn, der aus dem Einsatz des Sachkapitals gewonnen wird, ist größer als der Gewinn aus dem Verkauf des Kapitals. Ist Tobin’s Q < 1 werden keine Neugründungen erfolgen.
25 vgl. Corbett et al. (2002a), S. 10f. 26 vgl. ebenda, S. 11-13

ANHANG 183
l Periode i innsUnternehme des ePerformanc abnormale
τ deBasisperioder inuppeKontrollgrder auszu i nsunternehmeVergleichs des ePerformanc
l Periode beliebiger i innsUnternehme eines ePerformanc Periode beliebige
deBasisperio nUnternehme
τAP
PI
τPlτ
τ:i
PEPAP
PIPIPPE
lτi
i,τ
lτi
lτilτilτi
τilτiτilτi
:
:
::
:
][
)(][
,,
,,
,,,,,,
,,,,,,
Formel A 1: Ermittlung der erwarteten und der abnormalen Performance [Quelle: Corbett et al. (2002a), S. 10]
Wesentliche Ergebnisse Die drei Branchen zeigten ähnliche Ergebnisse:27
Der ROA ist bei nicht-zertifizierten Unternehmen im Durchschnitt gefallen und bei zertifizierten Unternehmen konstant geblieben. Ein ähnliches Bild liefert der Vergleich mittels Tobin’s Q, aller-dings stellt sich hier der Effekt erst ein Jahr nach der Zertifizierung ein. Bei zertifizierten Unter-nehmen fällt der Anteil der Herstellkosten am Umsatz im Vergleich zu den nicht-zertifizierten Unter-nehmen, wobei die Lücke mit den Jahren größer wird. Der Kapitalumschlag sinkt bei zertifizierten Unternehmen weniger stark als bei nicht-zertifizierten Unternehmen.
Kritische Würdigung Aufgrund des großen Aufwands zur Ermittlung der Datensätze konnten keine Zertifizierungen nach 1997 berücksichtigt und die möglichen Auswirkungen der 2000er Revision nicht ermittelt werden.28 Die Studie überprüft jedoch den Zusammenhang zwischen Zertifizierung und finanziel-len Ergebnissen ausschließlich anhand objektiver Daten. Sie bietet damit einen seltenen Beitrag zur Nutzendiskussion der ISO 9000er Normen und zeigt deren positive Wirkung.
A.1.4 SINGHAL/HENDRICKS (1995): Does Implementing an Effective TQM Program Ac-tually Improve Operating Performance? Empirical Evidence from Firms That have Won Quality Awards
Ziel der Untersuchung Diese Studie untersucht den Zusammenhang zwischen der Einführung von TQM und den finan-ziellen Ergebnisse von Unternehmen.29
Untersuchungsobjekt Untersucht wurden ca. 600 Unternehmen30 über einen Zeitraum von zehn Jahren, die TQM effi-zient eingeführt haben. 75% dieser Unternehmen entstammten dem Produktionssektor. Maßstab für ein effizientes TQM war der Gewinn eines Qualitätspreises.31
27 vgl. Corbett et al. (2002b), S. 35-40 28 vgl. Corbett et al. (2002a), S. 18f. 29 vgl. Singhal et al. (2000), S. 1537; die Untersuchung erfolgte durch das Georgia Institute of Technology, Atlanta,
USA

184 ANHANG
Untersuchungsdesign Die Erhebung und Auswertung der Daten erfolgt in den folgenden vier Phasen:32
1. Auswahl angemessener Leistungsindikatoren: Zur Beurteilung wurden folgende Leistungskennzahlen herangezogen: (1) Aktienkurs, (2) Verände-rung des Betriebsergebnisses, (3) Steigerung des Umsatzes, (4) Steigerung der Bilanzsumme, (5) Steigerung der Mitarbeiteranzahl, (6) Steigerung der Umsatzrentabilität und (7) Steigerung der Ge-samtkapitalrentabilität.
2. Auswahl einer Stichprobe von Firmen, die TQM wirksam eingeführt haben: Basis bildeten die US-amerikanischen Qualitätspreisgewinner. Dies umfasste ca. 3000 Unterneh-men. Von diesen Unternehmen wurden nur öffentlich gehandelte Unternehmen berücksichtigt, über die objektive finanzielle Daten vorlagen. Letztendlich sind 600 Qualitätspreisgewinner in die Untersuchung eingegangen.
3. Auswahl einer Zeitperiode für die Messung der finanziellen Ergebnisse: Es wurden zwei 5-Jahres-Perioden zur Überprüfung der betriebswirtschaftlichen Daten ausgewählt (vgl. Abbildung A 2):
– 1. Einführungsphase: beginnt sechs Jahre vor Gewinn des Qualitätspreises und endet ein Jahr vor Gewinn des Preises.
– 2. Reifephase: beginnt ein Jahr vor Gewinn des Qualitätspreises und endet vier Jahre nach Ge-winn des ersten Preises.
Gewinn des Qualitätspreises
- 6 - 5 - 4 - 3 - 2 - 1 + 1 + 2 + 3 + 4
Einführungsphase Reifephase t [in Jahren]
1984 1985 1986 1987 1988 1989 1990 1991 1992 1993 1994
Gewinn des Qualitätspreises
- 6 - 5 - 4 - 3 - 2 - 1 + 1 + 2 + 3 + 4
Einführungsphase Reifephase t [in Jahren]
1984 1985 1986 1987 1988 1989 1990 1991 1992 1993 1994
Abbildung A 2: Einteilung der Zeitperioden [Quelle: In Anlehnung an Singhal/Hendricks (1999), S. 8]
4. Auswahl angemessener Benchmarks zum Vergleich der Unternehmensleistungen: Zum Vergleich der Leistungen der Preisträger wurden Börsen-Portfolios wie der S&P-500-Index und Branchenvergleiche herangezogen. Jedem Preisträger wurde ein ähnliches Unternehmen der-selben Branche zugeordnet.
Wesentliche Ergebnisse In der Einführungsphase wurden keine signifikanten Veränderungen der Leistungsindikatoren TQM-geführter Unternehmen festgestellt. Dies führt zu der Überlegung, dass die Kosten der Einführung entweder geringer ausgefallen sind als erwartet, oder dass bereits mit der Einführung von TQM Verbesserungspotential freigesetzt wurde, welches die erhöhten Kosten ausgleichen konnte.33
30 In früheren Veröffentlichen werden u.a. Ergebnisse zur Untersuchung von 463 Unternehmen dargestellt, für den
Untersuchungszeitraum von 1983-1993, vgl. Singhal/Hendricks (1997), S. 1258-1274 31 vgl. Singhal et al. (2000), S. 1537f.; Singhal/Hendricks (1999), S. 3, vgl. hierzu auch die Untersuchung von Sin-
ghal/Hendricks zum Zusammenhang zwischen der Bekanntgabe des Qualitätspreisgewinns und dem Marktwert von Unternehmen mittels der Event-Study-Methode bei Hendricks/Singhal (1996), S. 415-436
32 vgl. Singhal/Hendricks (1999), S. 6-8; Singhal et al. (2000), S. 1538; Singhal/Hendricks (1997), S. 1263f. 33 vgl. Singhal et al. (2000), S. 1538; Singhal/Hendricks (1999), S. 9

ANHANG 185
In der Reifephase entwickelten sich die Leistungskennzahlen der Preisträger besser als die der Ver-gleichsunternehmen. Für alle Unternehmen wurden hypothetisch Aktien im Wert von 100 US$ erworben und die Börsengewinne der Preisträger am Ende der 5-Jahres-Periode mit den Ergebnis-sen der Kontrollgruppe verglichen. Die Preisträger erzielten einen durchschnittlichen Gewinn von 114% im Vergleich zu 80% in der Kontrollgruppe. Bei der Gegenüberstellung der jährlichen Akti-enkurse übertreffen die Preisträger die Vergleichsgruppe in vier von fünf Jahren. Dieser Effekt trat insbesondere ab dem dritten Jahr ein. Dies zeigte, dass es einer gewissen Zeitspanne bedarf, bis sich die durch TQM erzielbaren Gewinne einstellen. Die Leistungsindikatoren zeigten eine Zu-nahme des Betriebsergebnisses während der Reifephase um durchschnittlich 91% im Vergleich zu 43%. Der Umsatz stieg um 69% im Vergleich zu 32%, die Bilanzsumme um 79% im Vergleich zu 37% und die Mitarbeiterzahl um 23% im Vergleich zu 7%. Bei der Umsatzrentabilität konnten Werte von 8% im Vergleich zu 0% und bei der Gesamtkapitalrentabilität von 9% im Vergleich zu 6% erzielt werden.34
Innerhalb der Preisträger ließen sich ebenfalls Unterschiede feststellen. Gewinner unabhängiger Preise (z.B. MBNQA) schnitten besser ab als Unternehmen, die Preise von ihren Kunden erhalten hatten.35 Eine Differenzierung nach kleinen (Bilanzsumme < 600 Mio. US$) und großen Unter-nehmen (Bilanzsumme > 600 Mio. $) zeigte, dass kleine Unternehmen die erfolgreicheren Preisge-winner gemessen an der relativen Veränderung der Leistungsindikatoren sind, sich somit viele Schlüsselelemente von TQM in kleinen Unternehmen schneller umsetzen lassen.36
Kritische Würdigung Die Studie weist TQM als wertvolle und erstrebenswerte Investition nach, die jedoch keine schnel-len Erfolge bringt, sondern eine langfristig ausgerichtete Strategie ist. Der Vorteil dieser Studie liegt in der objektiven Bewertung der Leistung mittels betriebswirtschaftlicher Leistungsindikatoren. Da den Unternehmen Vergleichsunternehmen in einer Kontrollgruppe zugeordnet wurden, kann auch weitestgehend ausgeschlossen werden, dass andere Markteinflüsse zu den erhöhten Leistungsstei-gerungen geführt haben. Beide Gruppen waren den gleichen Marktbedingungen ausgesetzt. Inte-ressant ist die Erkenntnis, dass TQM auch für kleinere Unternehmen lohnend ist.
A.1.5 TERZIOVSKI ET AL. (1996): The business value of quality management systems certi-fication - Evidence form Australia and New Zealand
Ziel der Untersuchung Die Studie untersucht zum einen, ob die ISO 9000-Zertifizierung37 einen signifikant positiven Ef-fekt auf die Performance einer Organisation hat und zum anderen, ob diese Beziehung von dem Vorhandensein von TQM beeinflusst wird.38
34 vgl. Singhal et al. (2000), S. 1538f.; Singhal/Hendricks (1999), S. 9-11 35 vgl. Singhal et al. (2000), S. 1539 36 vgl. ebenda, S. 1539, Singhal/Hendricks (1999), S. 14f. sowie die Studie von Ahire/Golhar (1996) Kapitel 5.2.5 37 Grundlage ist die Zertifizierung nach der elementeorientierten Fassung. 38 vgl. Terziovski et al. (1997), S. 2

186 ANHANG
Untersuchungsobjekt Objekt der Untersuchung sind Produktionsstandorte neuseeländischer und australischer Firmen aus zwölf verschiedenen Branchen und drei Unternehmensgrößen:39 kleine (20-49 Mitarbeiter), mittlere (50-99 Mitarbeiter) und große Unternehmen (100 oder mehr Mitarbeiter).
Untersuchungsdesign Es handelt sich um eine hypothesenprüfende Untersuchung zu den folgenden Hypothesen:40
Hypothese H1: Es besteht eine signifikant positive Beziehung zwischen der ISO 9000-Zertifizierung und der Unternehmensperformance.
TQM wird als Moderatorvariable verstanden, deren Einfluss mittels zusätzlicher Hypothesen zu analysieren ist. Eine Moderatorvariable liegt vor, wenn der Einfluss einer unabhängigen Variablen (hier die Zertifizierung) auf eine abhängige Variable (hier die Unternehmensperformance) durch das Vorhandensein oder Nicht-Vorhandensein der Moderatorvariablen (hier TQM) beeinflusst wird.41 Dazu werden weitere Hypothesen getestet.
Hypothese H2: Es besteht eine signifikant positive Beziehung zwischen der ISO 9000-Zertifizierung und der Unternehmensperformance42 in einer „starken“ TQM-Umgebung.
Hypothese H3: Es besteht keine signifikante Beziehung zwischen der ISO 9000-Zertifizierung und der Unternehmensperformance in einer „schwachen“ TQM-Umgebung.
Die Untersuchung erfolgt mittels Daten einer Studie des Australian Manufacturing Council (AMC) von 1994 zum Thema Best-Practice bei australischen und neuseeländischen Produktionsfirmen. 962 von 3000 angeschriebenen australischen Firmen (Rücklaufquote 32%) und 379 von 1000 ange-schriebenen neuseeländischen Firmen (Rücklaufquote 38%) haben den Fragebogen der AMC aus-gefüllt. Um einen systematischen Fehler bei dem Antwortverhalten auszuschließen, wurden telefo-nische Befragungen von 108 der „Nicht-Antworter“ durchgeführt. Ein systematischer Fehler konnte ausgeschlossen werden.43
Die unabhängige Variable „ISO 9000-Zertifizierung“ wurde erfasst und Unternehmen, die eine Zerti-fizierung erst anstreben, wurden aus der Stichprobe herausgenommen. Auf diese Art wurden Fir-men mit und ohne Zertifizierung ermittelt. Die abhängige Variable Unternehmensperformance wur-de mittels 13 Indikatoren operationalisiert, welche auch in der GAO Studie verwendet werden:44
– Kundenzufriedenheit
– Mitarbeitermoral
– Qualitätskosten
– Termintreue
– Fehlerraten
39 vgl. ebenda, S. 5 40 vgl. ebenda, S. 4f. 41 vgl. Bortz/Döring (2003), S. 6 42 im englischen Original: „organisational performance“ 43 vgl. Terziovski et al. (1997), S. 5 44 vgl. ebenda, S. 6, 14f.; GAO (1991), S. 15-18 sowie Kapitel 5.2.4

ANHANG 187
– Garantiekosten
– Produktivität
– Cash-flow
– Mitarbeiterwachstum
– Marktanteilswachstum
– Umsatzwachstum
– Exportwachstum
– Innovation
Als Analysemethoden dienen die multivariate Varianzanalyse (MANOVA) und multivariate Kova-rianzanalyse (MANCOVA) zur Bewertung von Gruppenunterschieden über die 13 abhängigen Variablen. Als Kovariate wird die Unternehmensgröße berücksichtigt. Liegt eine Beziehung zwischen der Kovariaten und den unabhängigen Variablen Zertifizierung vor, muss dieser Varianzanteil zu-nächst bereinigt werden, bevor weitere Varianzanalysen erfolgen können.45
Von den 13 unabhängigen Variablen, weisen sechs statistische Ungleichmäßigkeiten der Varianz auf. Dieser Verstoß hat allerdings nur einen geringen Einfluss, wenn die Gruppen ungefähr die gleiche Größe aufweisen bzw. der Quotient aus größter Gruppe und kleinster Gruppe kleiner 1,5 ist. In der vorliegenden Studie liegt dieser Wert bei 1,18.46
Die Kovariate Unternehmensgröße wurde mittels Wilk’s Lambda überprüft und bei zehn der 13 Vari-ablen eine Signifikanz (p<0,05) festgestellt.47
Wesentliche Ergebnisse Es konnte ein signifikanter Unterschied zwischen zertifizierten und nicht-zertifizierten Unterneh-men nachgewiesen werden. Die Berücksichtigung der Kovariate „starke TQM-Umgebung“ hat diese Signifikanz jedoch eliminiert. In der Teilgruppe „schwache TQM-Umgebung“ sind die Unterschiede dagegen nicht signifikant. Um den signifikanten Unterschied der gesamten Stichprobe zwischen zertifizierten und nicht-zertifizierten Unternehmen näher zu analysieren, wurden Varianzanalysen für jede der 13 abhängigen Variablen durchgeführt. Danach hat die ISO 9000-Zertifizierung nur eine signifikant positive Beziehung mit dem Cash-flow. Für alle übrigen Variablen musste die Hypo-these H1 verworfen werden. Die Durchführung der Kovarianzanalyse mit der Unternehmensgröße hat den Zusammenhang zwischen Zertifizierung und Cash-flow abgeschwächt, die statistische Signifi-kanz blieb jedoch bestehen.48
Die Kovarianzanalyse mit der moderierenden Variablen „starke TQM-Umgebung“ zeigte ebenfalls keinen signifikant positiven Zusammenhang zwischen der Zertifizierung und den 13 abhängigen Variablen. Die Analyse der moderierenden Variablen „schwache TQM-Umgebung“ ergab keine signifi-kante Beziehung zwischen der Zertifizierung und der Unternehmensperformance, so dass alle 13 Hypothesen (H3) angenommen werden konnten.49
45 vgl. Backhaus et al. (2003), S. 140f. 46 vgl. Terziovski et al. (1997), S. 7f. 47 vgl. ebenda, S. 8f. 48 vgl. ebenda, S. 7-11 49 vgl. ebenda, S. 12

188 ANHANG
Kritische Würdigung Diese Studie konnte keine signifikante Beziehung der ISO 9000-Zertifizierung zu einer Reihe von Performance-Kennzahlen in Unternehmen sowohl mit einer starken als auch einer schwachen TQM-Umgebung ermitteln. Es wurde eine negative Assoziation zwischen der Zertifizierung und einer Vielzahl der abhängigen Variablen festgestellt. Daraus darf jedoch nicht geschlossen werden, dass die ISO 9000 zu einer Verschlechterung der Performance führt. Diese Effekte könnten auch auf dritte, nicht untersuchte Variablen zurückgeführt werden.50
A.1.6 WALGENBACH (2000): Die normengerechte Organisation: Studie über die Entste-hung, Verbreitung und Nutzung der DIN EN ISO 9000er Normenreihe
Ziel der Untersuchung Untersucht wird die Entstehung der Normenreihe ISO 9000ff., die zugrunde liegende Konzeption rationaler Organisationsgestaltung, ihre Verbreitung, die Auswirkung der Normenreihe auf die Ausgestaltung formaler Organisationsstrukturen und auf die Arbeitsprozesse.51
Grundlage der Untersuchung von WALGENBACH sind die Institutionalistischen Ansätze der Orga-nisationstheorie. Danach sind die formalen Strukturen in Organisationen weniger Ausdruck tech-nisch-rational gestalteter Werkzeuge zur Koordination der Aktivitäten und Austauschbeziehungen der Organisation, sondern Manifestationen von Regeln und Erwartungen, die an die Organisation gestellt werden und der die Organisation Folge leisten muss. Die Standards der ISO 9000ff. werden demnach nicht eingesetzt, um technische Probleme zu lösen, sondern um der Organisation Legiti-mität zu verschaffen. Unterstützt wird diese Denkensweise dadurch, dass sich in der Literatur zur ISO 9000 eine Vielzahl von Indikatoren findet, wonach Unternehmen Qualitätsstandards weniger wegen ihrer Effizienzsteigerung, sondern vielmehr wegen der von ihnen ausgehenden Legitimi-tätswirkung einsetzen. Vertreter der Institutionalistischen Ansätze behaupten, dass viele Organisa-tions- und Managementkonzepte nur zum Schein umgesetzt werden und losgelöst von den Ar-beitsprozessen der Organisation bestehen.52
WALGENBACH verfolgt mit seiner Untersuchung drei Teilziele:
1. Den Prozess der Institutionalisierung der DIN EIN ISO 9000er Normenreihe nachzeichnen.53
2. Die Auswirkungen der DIN EN ISO 9000er Normenreihe auf die formale Struktur und die Arbeitsprozesse von Organisationen aufzeigen.
3. Untersuchen, ob die DIN EN ISO 9000er Normenreihe in Unternehmen nicht (auch) (ganz) andere Funkti-onen erfüllt.
Untersuchungsobjekt Zur Analyse der beiden betrachteten Zielstellungen wurden 37 Qualitätsmanager unterschiedlicher Organisationseinheiten interviewt. Unter Organisationseinheiten werden im Rahmen der Studie
50 vgl. ebenda, S. 12f. 51 vgl. Walgenbach (2000), S. VI 52 vgl. ebenda, S. VI f. 53 Auf diese Fragestellung soll hier nicht weiter eingegangen werden.

ANHANG 189
Unternehmen, Geschäftsbereiche, Profit-Center oder Abteilungen verstanden, unter der Voraus-setzung, dass diese bereits zertifiziert sind.54
Untersuchungsdesign Das Vorgehen entspricht dem der qualitativen Forschung. Es wurden 40 halbstrukturierte Inter-views mit offenen Fragen durchgeführt, aufgezeichnet, vollständig transkribiert und systematisch ausgewertet. Die Auswertung erfolgte in Anlehnung an das Modell von MILES/HUBERMAN zur Analyse qualitativer Daten.55 Dabei werden die Interviews nach Aussagen zu den interessierenden Fragestellungen untersucht. Anschließend werden die Stichworte nach einem übergeordneten Themenbereich zu Kategorien verdichtet und jedes Interview erneut nach diesen Kategorien analy-siert. Die jeweilige Häufigkeit der Nennungen wird den Kategorien zugeordnet und diese Häufig-keitsverteilung zu den Auswahlkriterien der Stichprobe in Beziehung gesetzt. In Anlehnung an die ISO 9000 erfolgte die Zusammenstellung der Stichprobe nicht branchenorientiert, sondern nach den Produktkategorien: Hardware, Software, verfahrenstechnische Produkte und Dienstleistun-gen.56 Die Organisationseinheiten wurden weiterhin nach ihrer Größe (Anzahl Mitarbeiter) diffe-renziert. Diese Unterteilung ermöglicht Schlussfolgungen dahingehend, ob es sich um generelle Erkenntnisse handelt, ob diese von Produktkategorie oder Größe der Organisationseinheit abhän-gen oder organisationsspezifisch sind.
1. Kategorie: Produkt
Anzahl Unternehmen
2. Kategorie: Größe der Organisation
Anzahl Unternehmen
Hardware 11 < 100 Mitarbeiter 9
Software 9 100-500 Mitarbeiter 12
Verfahrenstechnische Güter 7 > 500 Mitarbeiter 16
Dienstleistungen 10
Tabelle A 2: Zusammensetzung der Stichprobe nach Kategorien [Quelle: Eigene Darstellung in Anlehnung an Walgenbach (2000), S. 111f.]
Wesentliche Ergebnisse Auslöser für die Umsetzung der Forderungen und den Erwerb des Zertifikats:57 Die Auseinandersetzung mit der ISO 9000 war vor allem extern motiviert. Auslösende Faktoren waren:58
1. Vermuteter Trend (Unsicherheit, Mimese)
2. Marketing/Wettbewerbsvorteil (Legitimität)
3. Wettbewerb um Zertifikat (Mimese)
4. Verhalten von Konkurrenten/Kunden/anderen Unternehmensbereichen (Mimese)
5. Kundenanfragen (Unsicherheit, Zwang)
6. Kundenverlangen (Unsicherheit, Zwang)
7. Vorgabe/Anweisung (Zwang)
54 vgl. Walgenbach (2000), S. 96, 109 55 vgl. ebenda, S. 118; Huber (1995), S. 243-248 56 vgl. DIN EN ISO 9000:2000 S. 23, Abschnitt 3.4.2 57 vgl. Walgenbach (2000), S. 279-294, Walgenbach/Beck (2003), S. 503f. 58 Walgenbach (2000), S. 294

190 ANHANG
8. EG-Richtlinie (Unsicherheit, Zwang)
WALGENBACH sieht hier die Institutionalistische Theorie als bedeutend an. Demnach implementie-ren die frühen Anwender einer organisationalen Innovation diese, um die technische Effizienz der Arbeitsprozesse oder der Austauschbeziehungen zu verbessern. Durch die Effizienzwirkung wird die organisationale Innovation legitimiert und in der Folge zu einem institutionalisierten Element in der Umwelt anderer Organisationen. Spätere Anwender übernehmen das nun institutionalisierte Element, damit der Organisation Legitimität zugesprochen wird. Anfänglich wird die Norm in ers-ter Linie aus Legitimitätsgründen angewendet, später wird in der Mehrheit der untersuchten Orga-nisationseinheiten eine Erhöhung der technischen Effizienz angestrebt.
Die Umsetzung der Anforderungen der DIN EN ISO 9000er Reihe:59 Die Umsetzung ist in vielen Unternehmen mit Schwierigkeiten verbunden. Diese betreffen insbe-sondere das Verständnis, die Interpretation oder Auslegung der Norm. Lösungen in kürzester Zeit sind gefordert. Es wird befürchtet wird, dass von einer zu langen Umsetzungsdauer auf den Zu-stand der Organisation geschlossen wird. Anstatt aufgedeckte Probleme zu lösen, wird nur das Nötigste getan, um das Zertifikat zu erreichen.
Mehr als die Hälfte der Unternehmen musste keine neuen Forderungen erfüllen, sondern lediglich dokumentieren. Mit der Umsetzung der Normenforderungen wurden nicht nur Tätigkeiten und Abläufe beschrieben, sondern auch neue Funktionen und Verantwortlichkeiten eingerichtet. Die Untersuchung zeigte zudem, dass bei einigen Forderungen auch dann eine Umsetzung erfolge, wenn diese als nicht relevant oder sinnvoll eingestuft wurden. Zum Teil wurden formale Prozedu-ren für unbedeutende, nicht relevante und gelegentlich nicht existente Tätigkeiten festgelegt.
Das dokumentierte QM-System und die Arbeitsprozesse:60 Es zeigen sich häufig Widerstände im Unternehmen gegen das QM-System. Entscheidend für den Wert des dokumentierten QM-Systems ist die Übereinstimmung der beschriebenen Arbeitsprozes-se mit den tatsächlich ablaufenden Prozessen. Häufig werden vorhandene Abweichungen nicht erkannt und die Prozesse nicht entsprechend angepasst.
Die Audits der Zertifizierungsgesellschaften:61 Mittels Audits wird die Erfüllung der Normenforderungen von unabhängiger Seite überprüft. Für die Unternehmen bedeutet dies, die nur „aufgesetzten Elemente“ des QM-Systems vor einer kriti-schen Analyse zu bewahren und die Bereiche, in denen festgelegte Verfahren nicht eingehalten wurden, vor den tiefer gehenden Fragen der Auditoren zu schützen. Auf der anderen Seite gilt es, sich diese Audits für die Durchsetzung späterer Ziele nutzbar zu machen, z.B. den Steuerungsinte-ressen des Managements durch Audits Nachdruck zu verleihen.
WALGENBACH sieht die Zertifizierung eher als Inszenierung. Sie nimmt eine Form an, die die Insti-tutionalistische Theorie für externe Überprüfungen voraussagt. Es gibt einen festgelegten Hand-lungsablauf, festgelegte Rollen und typische Höhepunkte in den einzelnen Abschnitten sowie eine Generalprobe. Den Audits liegt ein Skript zugrunde, das den Auditoren, Qualitätsmanagern, Lei-tern und den zu auditierenden Organisationseinheiten bestimmte Rollen zuschreibt.
59 vgl. ebenda, S. 313, 324, 334; Walgenbach/Beck (2003), S. 505 60 vgl. Walgenbach (2000), S. 363-378 61 vgl. ebenda, S. 378-387

ANHANG 191
Ergebnisse der Umsetzung der Forderungen der Normen und des Erwerbs eines Zertifikats:62 Die Analyse zeigt, dass viele Erwartungen nicht erfüllt, einige der Ziele nicht oder nur in Ansätzen erreicht wurden. Vor allem der Marketing-Effekt hat sich nicht wie erwartet eingestellt. Kundenau-dits konnten nicht vermieden werden, Qualitätssteigerungen blieben aus oder hinter den Erwartun-gen zurück. In einigen Fällen hat sich die Durchlaufzeit durch die Umsetzung der Normforderun-gen sogar erhöht.
Positive Ergebnisse zeigten sich vor allem in jenen Bereichen, in denen ein Nutzen anfänglich nicht unbedingt erwartet wurde. Dazu zählen: Transparenz, Sicherung und Dokumentation des Know-hows von Mitarbeitern, Systematisierung, Standardisierung sowie Optimierung von Schnittstellen und Prozessen. Die Einarbeitung neuer Mitarbeiter wird erleichtert. Als Nachteile der Umsetzung wurden benannt: enormer Dokumentationsaufwand, zu produktionsorientiert, nicht prozessorien-tiert63, zu sehr auf große Unternehmen zugeschnitten und zu allgemein. Die Umsetzung erlaubt keine Aussage über die Qualität der Leistungen einer Organisationseinheit.
Die Zukunft dokumentierter und zertifizierter QM-Systeme: Es besteht kein Vertrauen in die Aussagefähigkeit des Zertifikats. Dies wird zunehmend auch von den Zertifizierungsgesellschaften erkannt. PETRICK sieht das mangelnde Vertrauen vor allem darin begründet, dass:64
– Zertifizierer von QM-Systemen inkompetent, leichtfertig oder ohne die nötige Breite und Tiefe auditieren,
– die Organisation ohne Überzeugung und ohne Willen zur ständigen internen Verbesserung an die Einrichtung eines QM-Systems geht,
– die in den einzelnen Ländern zuständigen Akkreditierer die Unabhängigkeit und Kompetenz der Zertifizierer nicht ausreichend prüfen und überwachen,
– der QM-Systemzertifizierung unangemessene Bedeutung beigemessen wird, z.B. indem vom Zertifikat fälschlicherweise erwartet wird, dass es ein Nachweis einer zufrieden stellenden Qua-lität des Produkts selbst oder der technischen Prozesse sei.
Kritische Würdigung Es handelt sich hier die Ergebnisse einer quantitativen Erhebung, daher besteht kein Anspruch auf Repräsentativität.65 Die umfangreich erarbeiteten Erkenntnisse beziehen sich noch auf die nach Elementen strukturierte Norm. Ungünstig ist, dass diese Studie kurz vor der Revision und der da-mit verbunden Prozessorientierung der neuen ISO 9000er Familie durchgeführt wurde. Es ist zu erwarten, dass sich einige Probleme dadurch mildern lassen.
62 vgl. ebenda, S. 404-415 63 Die auf Elementen basierende Norm bildete die Grundlage der Studie. 64 vgl. Petrick (1995), zitiert in Walgenbach (2000), S. 416f. 65 vgl. ebenda, S. 96

192 ANHANG
A.1.7 WALGENBACH/BECK (2003): Das Erklärungspotential der neoinstitutionalistischen Organisationstheorie am Beispiel ISO 9000
Ziel der Untersuchung In einer weiteren Studie wurden die folgenden organisationalen Faktoren untersucht, die die Wahr-scheinlichkeit einer Übernahme der ISO 9000 beeinflussen:66
– Größe der Organisation
– Produktionstechnologie (Einzel- und Kleinserienfertigung bzw. Großserien- und Massenferti-gung)
– Engagement der Unternehmen in Kooperation mit anderen Unternehmen
Untersuchungsobjekt Die Ergebnisse dieser Studie basieren auf dem NIFA-Panel. In den Jahren 1991-1998 erhielten insgesamt 6000 Betriebe der deutschen Maschinenbauindustrie mit mindestens 20 Mitarbeitern einen Fragebogen zum Thema Einsatz neuer Technologien (Rücklaufquote 25-30%). Die Daten aus dem Jahr 1996 wurden als Grundlage dieser Studie herangezogen, da hier die Frage zur ISO 9000-Zertifizierung Bestandteil des Fragebogens war.67
Untersuchungsdesign Es handelt sich um eine hypothesenprüfende Studie zu den folgenden Zusammenhängen:68
Hypothese 1a: Die Wahrscheinlichkeit, dass ein Unternehmen ISO 9000 zertifiziert ist, nimmt mit zunehmenden Anteil an Einzel- und Kleinserienfertigung an der Gesamtfertigung ab.
Hypothese 1b:. Der negative Effekt des Anteils an Einzel- und Kleinserienfertigung an der Gesamt-fertigung auf die Wahrscheinlichkeit einer ISO 9000-Zertifizierung nimmt mit zu-nehmender Größe der Organisation ab.
Hypothese 2a: Die Wahrscheinlichkeit einer ISO 9000-Zertifizierung ist für Unternehmen, die Kooperationen mit anderen Unternehmen aufweisen, größer als für andere Unter-nehmen.
Hypothese 2b: Der positive Zusammenhang zwischen Kooperationen und der Wahrscheinlichkeit einer ISO 9000-Zertifizierung ist für kleinere Unternehmen stärker als für größere; er nimmt also mit zunehmender Größe der Organisation ab.
Die Hypothesenüberprüfung erfolgt mittels der binären Logit-Regression.
66 Walgenbach/Beck (2003), S. 506 67 vgl. ebenda, S. 507 68 vgl. ebenda, S. 506f.

ANHANG 193
::
::)1(
)1(1)1(ln
)exp(1)exp()1(
0
0
0
0
xYP
xYPYP
xxYP
Wahrscheinlichkeit, dass eine Organisation zertifiziert ist oder eine Zertifizierung anstrebtVektor der unabhängigen VariablenKonstanteVektor der Kovariateneffekte::
::)1(
)1(1)1(ln
)exp(1)exp()1(
0
0
0
0
xYP
xYPYP
xxYP
Wahrscheinlichkeit, dass eine Organisation zertifiziert ist oder eine Zertifizierung anstrebtVektor der unabhängigen VariablenKonstanteVektor der Kovariateneffekte
Formel A 2: Ermittlung der binären Logit-Regression [Quelle: Walgenbach/Beck (2003), S. 508]
Der natürliche Logarithmus des Quotienten zwischen der Wahrscheinlichkeit P(Y=1) und der Ge-genwahrscheinlichkeit wird als „Logit“ bezeichnet und als lineare Funktion der Kovariaten para-metrisiert.69
Wesentliche Ergebnisse Das Ergebnis der Hypothesenprüfung stellt sich wie folgt dar:70
Die Hypothese 1a konnte bestätigt werden. Die Ergebnisse der multivariaten Analyse zeigen, dass die Wahrscheinlichkeit einer Zertifizierung bzw. des Anstrebens derselben signifikant für p<0,01 mit dem Anteil an Einzel- und Kleinserienfertigung abnimmt.
Die Hypothese 1b musste verworfen werden. Mit der Unternehmensgröße steigt die Wahrscheinlich-keit des Zertifikats. Dies wirkt sich allerdings nicht auf den Effekt einer niedrigeren Zertifizie-rungsneigung bei Organisationen mit einem hohen Anteil von Einzel- und Kleinserienfertigung aus.
Die Hypothese 2a konnte bestätigt werden. Bei Unternehmen mit Kooperationsbeziehungen zu an-deren Unternehmen ist die Neigung zu einem Zertifikat signifikant erhöht.
Diese Hypothese 2b konnte nicht bestätigt werden. Der Interaktionseffekt zwischen Kooperationen und Organisationsgröße ist erwartet negativ. Bei kleineren Organisationen wirkt sich die Koopera-tion stärker auf die Zertifizierung aus, allerdings ist dieser Effekt nur auf dem 15%-Niveau signifi-kant.
A.1.8 BROWN ET AL. (1997): Smaller enterprises’ experiences with ISO 9000
Ziel der Untersuchung Kleine Unternehmen sind dem Druck ihrer Kunden ausgesetzt, die Zertifizierung zu erlangen. Dies ist jedoch mit hohen Kosten und ggf. nur einem begrenzten Nutzen verbunden. Diese Studie un-tersucht die folgenden Fragen:71
– Warum haben die Organisationen die Zertifizierung angestrebt?
– Wie haben sie die Zertifizierung erreicht?
69 vgl. ebenda, S. 508 70 vgl. ebenda, S. 506-513 71 vgl. Brown et al. (1998), S. 273-276

194 ANHANG
– Welchen Nutzen haben sie erzielt?
– Welchen Schwierigkeiten sind sie begegnet und wie sind sie damit umgegangen?
– Gibt es Unterschiede zwischen solchen Unternehmen, die die Zertifizierung als nutzbringend erachten und solchen die dies nicht tun?
Untersuchungsobjekt Die Studie beschränkt sich auf kleine und mittlere Unternehmen aus dem Bundesstaat Westaustra-lien. Dazu werden alle Unternehmen mit einer ISO 9000-Zertifizierung - insgesamt ca. 500 Unter-nehmen - angeschrieben. Von den 160 Rückantworten (Rücklaufquote von 32%) wurden 91% als kleines oder mittleres Unternehmen nach dem Australian Bureau of Statistics72 eingestuft und sind in die Analyse eingegangen. Die Stichprobe wurde in vier Teilgruppen in Abhängigkeit von der Unternehmensgröße unterteilt: bis 50 Mitarbeiter, 51-100, 101-250 und 251-500 Mitarbeiter.73
Untersuchungsdesign Es handelt sich um eine explorative Untersuchung mittels Fragebögen. Die Faktoranalyse wird verwendet, um Muster in den Antworten zu finden, die Diskriminanzanalyse um sich gegenseitig ausschließende Gruppen zu klassifizieren, basierend auf einem Satz Prädiktorvariablen. Um Unter-schiede in den Mittelwerten von Teil-Stichproben zu entdecken, werden t-Tests durchgeführt.74
Wesentliche Ergebnisse Gründe für die ISO 9000-Zertifizierung:75 Mittels der Faktoranalyse werden zwei dominante Faktoren identifiziert: interne Gründe bzgl. Quali-tät und wirksamen Verbesserungen und externe bzw. Marketinggründe, wobei der externe Grund wichtiger ist als der interne. Die Diskriminanzanalyse für die vier Teilgruppen zeigt z.T. signifikante Unterschiede (p<= 0,05): Große KMU werden stärker von ihrer Zentrale beeinflusst, die Zertifi-zierung zu erlangen und weniger von dem Ziel getrieben, Aufträge zu erhalten. Die kleinsten Un-ternehmen wenden die Zertifizierung im Gegensatz zu den anderen Gruppen nicht an, um eine kulturelle Veränderungen zu erzielen.
Wie wurde die Zertifizierung erreicht:76 Fast alle Unternehmen beziehen die Mitarbeiter mit ein, eine Vielzahl nutzt zudem externe Berater.
Nutzen der Zertifizierung:77
– Steigerung des Qualitätsbewusstseins
– Grundlage zum Start eines Qualitätsverbesserungsprozesses
– Besserer Kundenservice
– Verbesserte Produkt- und Dienstleistungsqualität
72 Danach werden im Produktionssektor Unternehmen mit bis zu 100 Mitarbeitern und im Dienstleistungssektor mit
bis zu 20 Mitarbeitern als kleines Unternehmen eingestuft. Ein mittleres Unternehmen hat weniger als 500 Mitar-beiter, vgl. ebenda, S. 275.
73 vgl. ebenda, S. 275f. 74 vgl. ebenda, S. 276 75 vgl. ebenda, S. 276f. 76 vgl. ebenda, S. 279 77 vgl. ebenda, S. 279

ANHANG 195
Unterschiede zwischen Unternehmen, die die Zertifizierung als nutzbringend bzw. als nicht nutzbringend erachten:78 Die Unternehmen wurden anhand von 24 Punkten zum Thema Verbesserung in zwei Gruppen unterteilt. Die Diskriminanzanalyse wurde für die Hauptgründe der ISO 9000-Zertifizierung durchgeführt, um die Variablen zu identifizieren, die für den generierten Nutzen verantwortlich sind. Die Analyse hat einen signifikanten Unterschied (p<0,05) bei allen Punkten gefunden, die mit internen Gründen für die Zertifizierung verbunden sind. Es scheint, dass externe Gründe die einzi-gen sind, die nicht auf den Erfolg hinweisen. Diese Annahme wird durch einen t-Test gestützt.
Enttäuschung über die ISO 9000-Zertifizierung:79 Enttäuschung zeigt sich insbesondere, wenn nicht-zertifizierte Unternehmen einen Auftrag erhal-ten, bei dem ein Zertifikat gefordert war sowie bzgl. des Dokumentationsaufwands, der Interpreta-tionsschwierigkeiten und des mangelndem branchenspezifischen Wissens der Zertifizierer.
Die nachstehende Tabelle zeigt die aufgetretenen Probleme sowie die Ansätze zur Problemlösung. Die Antworten wurden kategorisiert und die Häufigkeit jeder Kategorie ausgewertet. Den drei größten Problemen wurde ein Schwierigkeitsindex (severity index) zugeordnet.80
Problem Häufig-keit N
Score severity
index
Problemlösung Häufig-keit N
Score severity
index
Mitarbeiter-Commitment 50 122 Training 31 72
Papierarbeit/ Dokumentation 38 84 Externe Hilfe/ Beratung 24 58
Interpretation der Norm 35 84 Überstunden 15 33
Management-Commitment 18 42 Sichtbares Management-Commitment 8 22
Kosten 16 30 Berichte/ Statistiken/ Dokumentation 10 21
Training 12 26 Ermutigung zur Beteiligung 8 20
Unflexible Standards 11 22 Auditierung 7 16
Unflexible Auditoren 11 22 Budgeterhöhung 3 8
Tabelle A 3: Aufgetretene Probleme und Lösungen [Quelle: Brown et al. (1998), S. 283]
Kritische Würdigung Wird die Zertifizierung als Folge externen Druckes angestrebt, ist die Generierung des Nutzens ungleich schwieriger. Eine Steigerung des Markzugangs ist nicht garantiert. Wird der interne Nut-zen in den Vordergrund gestellt, sind positive Effekte leichter zu erzielen. Die größten Effekte können zum einen bei einer Verbesserung der Produkt- und Dienstleistungsqualität, zum anderen bei der Steigerung des Qualitätsbewusstseins erreicht werden. Der positive Einfluss der Mitarbei-terbeteiligung wird in dieser Studie verdeutlicht. „If however, the manager of the business sees certification as an opportunity to improve internal processes and systems form the outset rather than a mechanism to get a certificate on the wall, it is likely to yield positive results.”81
Es ist kritisch zu betrachten, dass die Zertifizierung im Vorfeld der Auftragsvergabe gefordert wird, hinterher aber nicht mehr zwingende Grundlage der Entscheidung über die Auftragsvergabe ist.
78 vgl. ebenda, S. 280 79 vgl. ebenda, S. 281f. 80 vgl. ebenda, S. 282 81 ebenda, S. 285

196 ANHANG
A.1.9 KPMG (1998): QM- und UM-Systeme bei Dienstleistern und in der Industrie
Ziel der Untersuchung Die Untersuchung zielt darauf ab, Nutzen und Aufwand von QM- und UM-Systemen zu analysie-ren und die folgenden Fragen zu beantworten:82
– Welche Vorteile gehen mit der Einführung von QM- und UM-Systemen einher?
– Mit welchem Aufwand muss bei der Einführung von QM- und UM-Systemen gerechnet wer-den?
– Welchen Mehrwert schaffen externe Berater und welche Voraussetzungen sollten sie mitbrin-gen, um die Einführung solcher Systeme zu erleichtern?
– Worauf muss bei der Auswahl des Zertifizierers geachtet werden?
– Welche Entwicklungen bei Konzepten für Managementsysteme sind zu beobachten?
Untersuchungsobjekt Untersucht wurden Unternehmen verschiedener Branchen. Von 3863 angeschriebenen Unterneh-men haben 484 geantwortet (Rücklaufquote 12,5%):83
– Die größte Gruppe stellen die Chemie-/Kunststoff- und Maschinenbauunternehmen dar (je-weils ca. 16%).
– Über die Hälfte der Unternehmen beschäftigen zwischen 51 und 250 Mitarbeiter.
– Bei 43% betrug der Gesamtumsatz (1997) zwischen 10 und 50 Millionen DM.
– Über die Hälfte der Unternehmen gehört zu einem Konzern.
– 80% haben als wichtigste Kundengruppe andere Unternehmen. Private Haushalte sowie die öffentlichen Haushalte und Verwaltungen sind von vergleichsweise untergeordneter Bedeu-tung.
Untersuchungsdesign Die Daten werden mittels Fragebögen erhoben. Nähere Informationen zum Untersuchungsdesign und über die Art und Weise der Datenauswertung werden nicht gemacht.
Wesentliche Ergebnisse Von den befragten Unternehmen können 61% zertifizierte QM- und UM-Systeme vorweisen, wo-bei das Zertifikat nach ISO 9001 am weitesten verbreitet ist. Die Unternehmen der Elektrotechnik und Elektronik-Branche besitzen mit 79% die meisten zertifizierten Managementsysteme. Die mit 18% geringste Anzahl weist die Branche Textil und Bekleidung auf. Die nachfolgende Abbildung A 3 verdeutlicht, dass zertifizierte QM-Systeme deutlich vor zertifizierten UM-Systemen stehen, wo-bei die meisten Umweltzertifikate im Fahrzeugbau zu finden sind (31%).84
82 vgl. KPMG (1998), S. 5 83 vgl. ebenda, S. 6 84 vgl. ebenda, S. 6f.

ANHANG 197
231
65
2244
8 4 13
0
50
100
150
200
250
300
ISO 9001 ISO 9002/3 ISO 14001 EMAS QS 9000/VDA6.1
SCC Sonstige
Zertifizierte/validierte Managementsysteme
Anza
hl Z
ertif
ikat
e
Abbildung A 3: Anzahl der Zertifizierungen im Unternehmen [Quelle: KPMG (1998), S. 7]
Mit der Einführung von QM- und UM-Systemen wird unterschiedlicher Nutzen verbunden (vgl. Abbildung A 4). Beiden gemeinsam ist die Außenwirksamkeit in Form eines verbesserten Images. Mit QM-Systemen wird zudem eine Steigerung der Produktqualität und der Erfüllung der Kun-denwünsche verfolgt, bei UM-Systemen stehen die Rechtssicherheit und der Umgang mit Behör-den im Vordergrund.
Inwieweit konnte der mit der Einführung eines Qualitäts- bzw. Umweltmanagementsystems verbundene Nutzen
bereits realisiert werden?
2,7
2,5
3,4
2,3
3,2
2,5
2,3
4,5
2,7
3,8
11,522,533,544,55
Wettbewerbsvorteil
VerbesserteKundenbeziehungen
Erhöhte Rechtssicherheit
Schwachstellenbeseitigung
Kostensenkung
GestiegeneProduktqualität
Verbessertes Image
GünstigereKredite/Versicherungen
GestiegeneMitarbeitermotivation
Erleichterter Umgang mitBehörden
Qualität
Noten
volle bis mittlere Realisierungeher geringe Realisierung
Inwieweit konnte der mit der Einführung eines Qualitäts- bzw. Umweltmanagementsystems verbundene Nutzen
bereits realisiert werden?
3,5
3,3
2,8
2,4
3,4
3,7
2,9
4,3
2,8
2,9
11,522,533,544,55
Wettbewerbsvorteil
VerbesserteKundenbeziehungen
Erhöhte Rechtssicherheit
Schwachstellenbeseitigung
Kostensenkung
GestiegeneProduktqualität
Verbessertes Image
GünstigereKredite/Versicherungen
GestiegeneMitarbeitermotivation
Erleichterter Umgang mitBehörden
Umwelt
Noten
volle bis mittlere Realisierungeher geringe Realisierung
Abbildung A 4: Inwieweit konnte der mit QM- und UM-Systemen verbundene Nutzen realisiert werden? [Quelle: KPMG (1998), S. 7]
Die Abweichung zwischen geplanter und tatsächlicher Dauer beträgt für UM-Systeme im Schnitt einen zusätzlichen Monat, für QM-Systeme zwei zusätzliche Monate. Als Gründe werden der Do-kumentationsaufwand, unterschätzter Arbeitsaufwand und unzureichende personelle Ressourcen angeführt. Eine mangelnde innerbetriebliche Akzeptanz und untergeordnete Prioritätssetzung wur-den weder bei QM- noch bei UM-Systemen als ausschlaggebend eingestuft. Keinem der Gründe,

198 ANHANG
die bei der Einführung von QM-Systemen für Verzögerungen sorgten, wurde eine besondere Be-deutung bei der Einführung von UM-Systemen beigemessen. 85
Die Mehrheit der Befragten gab an, sich bei der Einführung der Hilfe externer Berater bedient zu haben, um Know-how, Problemlösungskompetenz und Arbeitserleichterung zu erhalten. 70% der Unternehmen, die sowohl QM- als auch UM-Systeme eingeführt haben, haben ihre Systeme nicht miteinander integriert. Die Unternehmen mit integrierten Systemen sehen die Vorteile in der ge-meinsamen Dokumentation, den geringeren internen Kosten, der erhöhten Praktikabilität, der or-ganisatorischen Zusammenführung sowie der erhöhte Mitarbeiterakzeptanz. Umgekehrt liegen die Nachteile im zusätzlichen Arbeitsaufwand, in der höheren Komplexität und in der Problematik unterschiedlicher Adressaten.86
Kritische Würdigung Über die Validität dieser Studie kann keine Aussage getroffen werden, da die entsprechenden An-gaben fehlen. Weder die Art und Weise des Vorgehens noch die Grunddaten, die zur Stichprobe geführt haben, können nachvollzogen werden. Inwiefern sich die Stichprobe durch Repräsentativi-tät auszeichnet ist ungewiss, jedoch weichen die Ergebnisse nicht von den Erkenntnissen anderer Studien ab.
A.1.10 CASADESÚS/GIMÉNEZ (2000): The benefits of the implementation of the ISO 9000 standard: empirical research in 288 Spanish companies
Ziel der Untersuchung Diese Studie untersucht den Nutzen der ISO 9000-Zertifizierung bei spanischen Unternehmen, mit dem Ziel, in Abhängigkeit des Nutzens verschiedene Typen von Unternehmen zu klassifizieren.87
Untersuchungsobjekt Untersucht werden auf Basis der ISO 9001:1994ff. zertifizierte spanische Unternehmen aus Kata-lonien. Dies trifft zum Untersuchungszeitpunkt auf 900 Unternehmen zu, davon sind 288 (Rück-laufquote 32%) in die Auswertung eingegangen. 38% der Unternehmen beschäftigen zwischen 15 und 100 Mitarbeitern, 28% liegen zwischen 101 und 200, 8% zwischen 201 und 300 Mitarbeitern, 20% haben mehr als 300 und 6% haben weniger als 15 Mitarbeiter. 31% der Unternehmen ent-stammen dem Dienstleistungssektor. Mehr als 80% der Unternehmen haben die Einführung der ISO-Standards mit Hilfe von Beratern durchgeführt.88
Untersuchungsdesign Der interne und externe Nutzen wird mittels einer deskriptiven Analyse erforscht. Eine Clusterana-lyse soll untersuchen, ob sich verschiedene Unternehmenstypen in der Stichprobe befinden. Poten-tielle Unternehmenstypen müssen sich einerseits durch ähnliche Charakteristiken auszeichnen bzw. sich andererseits von den Unternehmen einer anderen Typologie unterscheiden.89
85 vgl. ebenda, S. 7f. 86 vgl. ebenda, S. 9f. 87 vgl. Casadesús/Giménez (2000), S. 433 88 vgl. ebenda, S. 433f. 89 vgl. ebenda, S. 433

ANHANG 199
Wesentliche Ergebnisse Der folgende interner Nutzen wurde ermittelt: 33% der Unternehmen sehen eine Verbesserung in der Festlegung und Standardisierung von Arbeitsabläufen sowie von Verantwortlichkeiten und Pflichten (19%). Ein gesteigertes Vertrauen in die Qualität des Unternehmens und bessere Arbeits-beteiligung sehen jeweils 11%. Weniger Improvisation erachten 7% als internen Nutzen. 95% der Unternehmen sammeln Daten zum strategischen und operativen Nutzen. Ein positiver Effekt be-steht bzgl. der Arbeitszufriedenheit und einer verbesserten Kommunikation zwischen Mitarbeitern und Management. Bezogen auf die Fertigung, ist der größte interne Effekt in der Fehlerreduzie-rung zu sehen. Insgesamt sind positive interne Effekte zu verzeichnen, obwohl die Zertifizierung meist aus externer Motivation heraus angestrebt wurde.90
Beim externen Nutzen steht mit 34% die Erfüllung der Kundenforderung gefolgt vom Zugang zu neuen Märkten (21%) im Vordergrund. Weitere Effekte liegen in der Verbesserung der Kundenbe-ziehung (18%), der Verbesserung der Dienstleistung für den Kunden (16%) und der Reduzierung der Kundenaudits (16%). 58% der Unternehmen berichten von einem verbesserten Marktanteil und einer Umsatzsteigerung.91
Die Clusteranalyse wurde nach externem und internem Nutzen getrennt durchgeführt. Dabei wur-den zwei Cluster identifiziert: Unternehmen mit einem hohen internen Nutzen (HIB) (79%) und solche mit einem mittleren internen Nutzen (MIB) (21%). Die als HIB klassifizierten Unternehmen sind überwiegend nach der ISO 9002 zertifiziert und haben Verbesserungen der Arbeitszufrieden-heit und -sicherheit, der Kommunikation sowie der Qualitätskosten erzielt. Bei den MIB-Unternehmen dagegen haben 74% ein Zertifikat nach der ISO 9001 vorzuweisen und zeigen geringe-re Verbesserungen. Auf der Seite des externen Nutzens wurden ein Cluster aus Unternehmen mit hohem externen Nutzen (HEB) (71%) in Form von Kundenzufriedenheit, geringeren Kundenbe-schwerden, höheren Marktanteilen, verbesserter Mitarbeiterproduktivität und ROI sowie ein Cluster aus Unternehmen mit niedrigem externen Nutzen (LEB) (29%) gebildet.92
Kritische Würdigung Es werden nur unzureichende Angaben über die Art und Weise der Befragung gemacht. Aussagen zum Zusammenwirken von internen und externen Nutzen werden nicht getroffen. So gibt es z.B. keine Information darüber, welcher Anteil der HIB-Unternehmen auch den HEB-Unternehmen zuzuordnen ist, wie viele Unternehmen also gleichzeitig einen externen und internen Nutzen aus der Zertifizierung generieren konnten.
A.1.11 FLYNN ET AL. (1995): The Impact of Quality Management Practices on Perform-ance and Competitive Advantage
Ziel der Untersuchung FLYNN ET AL. analysieren die Beziehungen zwischen dem Einsatz verschiedener Qualitätsmanage-mentmethoden und der Qualitätsperformance. Dabei wird die Annahme verfolgt, dass Unterneh-
90 vgl. ebenda, S. 435f. 91 vgl. ebenda, S. 437f. 92 vgl. ebenda, S. 438-440

200 ANHANG
men mit einer besseren Qualitätsperformance einen koordinierten und integrierten Satz von Quali-tätsmanagementmethoden einsetzen.93
Untersuchungsobjekt Untersuchungsobjekt sind 75 Produktionswerke mit mehr als 100 Mitarbeitern. Die Produktions-werke gehören entweder zu japanischen Unternehmen, die in den USA operieren, zu US-amerikanischen Unternehmen mit Weltklasseruf oder zu sog. traditionellen Unternehmen in US-amerikanischem Besitz. Die Befragung richtet sich an Mitarbeiter und Führungskräfte. Insgesamt konnten 706 Fragebögen aus 45 Werken analysiert werden.94
Untersuchungsdesign Die Untersuchung ist als explorative Studie angelegt, der ein Modell als Rahmen des Qualitätsma-nagements zugrunde liegt (vgl. Abbildung A 5). Dabei werden Kernmethoden, die direkt auf die Qua-litätsperformance wirken und Infrastrukturmethoden des Qualitätsmanagements, die sich auf den Auf-bau der notwendigen Umgebung zum effektiven Einsatz der Kernmethoden beziehen, definiert. Zu den Kernmethoden gehören das Prozessmanagement, der Produktentwicklungsprozess und die Statis-tische Prozessregelung. Zu den Infrastrukturmethoden zählen die Kunden- und Lieferantenbeziehung, die Arbeitseinstellung, die Mitarbeiterführung und der Top-Management Support. Diese Methoden werden bzgl. ihres Einflusses auf folgende Punkte untersucht:95 (1) erreichte Qualität am Markt, (2) Anteil der Teile, die die Endprüfung ohne Nacharbeit passieren96 und (3) Wettbewerbsvorsprung.
Kunden-beziehung
Top Management
Support
Lieferanten-beziehung
Mitarbeiter-führung
Arbeitseinstellung
Produkt-entwicklungs-
prozess
Prozess-management
Statistische Prozess-regelung
Erreichte Qualität am
Markt
First Pass Yield
Wettbewerbs-vorteil
Infrastrukturmethoden Kernmethoden Performance Ergebnisse
Kunden-beziehung
Top Management
Support
Lieferanten-beziehung
Mitarbeiter-führung
Arbeitseinstellung
Produkt-entwicklungs-
prozess
Prozess-management
Statistische Prozess-regelung
Erreichte Qualität am
Markt
First Pass Yield
Wettbewerbs-vorteil
Infrastrukturmethoden Kernmethoden Performance Ergebnisse
Abbildung A 5: Beziehungsmodell zwischen Qualitätsmanagementmethoden und der Performance [Quelle: in Anlehnung an Flynn et al. (1995), S. 661]
Das aufgestellte Modell basiert auf einer Reihe von Hypothesen. Ein Teil der Hypothesen bezieht sich auf den Zusammenhang zwischen dem Top-Management Support und den weiteren Infra-
93 vgl. Flynn et al. (1995), S. 660 94 vgl. ebenda, S. 668 95 vgl. ebenda, S. 661-666 96 im Folgenden als First Pass Yield bezeichnet

ANHANG 201
strukturmethoden. Ein weiterer Hypothesensatz beschreibt die direkte und indirekte Beziehung zwischen der Infrastruktur und den Kernmethoden. Der letzte Hypothesensatz beschreibt die Ef-fekte der Kern- und Infrastrukturmethoden auf die Performance.97
Mit Ausnahme des First Pass Yield wurden alle Variablen über Fragen operationalisiert und auf einer 5-stufigen-Skala bewertet. Die Beziehungen in dem Modell wurden mittels Korrelations- und Pfadanalysen untersucht und das Modell daraufhin mehrfach modifiziert, um verschiedene Modell-varianten zu testen. Die Reliabilität der internen Konsistenz wurde mittels Cronbach’s Alpha ge-messen, die Konstruktvalidität mittels der „within-scale“ Faktoranalyse.
Wesentliche Ergebnisse Durch die Analyse der Pfadkoeffizienten und die Eliminierung schwacher Pfade, konnte das Mo-dell verfeinert werden. Das ursprüngliche Modell sah vor, dass Kunden- und Lieferantenbeziehung, Top-Management und Mitarbeiter eine Infrastruktur formen, die den Einsatz der Kernmethoden unterstützen. Dabei ist der Produktentwicklungsprozess wichtig für die Wahrnehmung der Qualität am Markt. Prozessmanagement und Statistische Prozessregelung bestimmen die physikalische Pro-duktqualität. Es wurde der Nachweis erbracht, dass der Wettbewerbsvorteil ein facettenreiches Konstrukt darstellt. Zwei Drittel der Varianz konnten nicht erklärt werden, ein Drittel lässt sich auf den First Pass Yield und die erzielten Qualität am Markt zurückführen. Der Top-Management Support wurde als kritisch für die Infrastruktur und die Kernmethoden identifiziert.98
Kunden-beziehung
Top Management
Support
Lieferanten-beziehung
Mitarbeiter-führung
Arbeitseinstellung
Produkt-entwicklungs-
prozess
Statistische Prozess-regelung
Prozess-management
Erreichte Qualität am
Markt
First Pass Yield
Wettbewerbs-vorteil
Infrastrukturmethoden Kernmethoden Performance Ergebnisse
0,38
0,37
-0,2
3
0,41
0,30
0,35
0,60
0,29
0,64
0,42
0,32
0,43
-0,3
8
0,30
-0,42
-0,2
1
0,46
Kunden-beziehung
Top Management
Support
Lieferanten-beziehung
Mitarbeiter-führung
Arbeitseinstellung
Produkt-entwicklungs-
prozess
Statistische Prozess-regelung
Prozess-management
Erreichte Qualität am
Markt
First Pass Yield
Wettbewerbs-vorteil
Infrastrukturmethoden Kernmethoden Performance Ergebnisse
0,38
0,37
-0,2
3
0,41
0,30
0,35
0,60
0,29
0,64
0,42
0,32
0,43
-0,3
8
0,30
-0,42
-0,2
1
0,46
Abbildung A 6: Überarbeitetes Beziehungsmodell [Quelle: Flynn et al. (1995), S. 678]
Kritische Würdigung Es handelt sich um eine umfassende explorative Studie, der eine Ursache-Wirkungsbeziehung zwi-schen der Infrastruktur, der Anwendung von Qualitätsmethoden und den Ergebnissen zugrunde liegt. Leider wird nur der First Pass Yield über objektive Indikatoren erfasst. Zwei Drittel der Vari-
97 vgl. Flynn et al. (1995), S. 666f. 98 vgl. ebenda, S. 682-684

202 ANHANG
anz beim Wettbewerbsvorteil können nicht erklärt werden. Qualitätsverbesserung scheint demnach nur einen Teil des Wettbewerbsvorteils auszumachen. Die Autoren der Studie empfehlen daher, die Untersuchung auf weitere Facetten der Qualität auszudehnen. Letztendlich beurteilt der Kunde nicht die Qualität des Produktes, im Sinne der Konformität mit seinen Anforderungen, sondern das Produkt als Ganzes, anhand verschiedener Dimensionen.99
A.1.12 VAN DER WIELE/BROWN (2002): Quality Management over a Decade: A Longitudi-nal Study
Ziel der Untersuchung Die Studie untersucht die Entwicklung des Qualitätsmanagements über einen längeren Zeitraum, um die Einflüsse auf die Nachhaltigkeit und die Entwicklungsrichtung des Qualitätsmanagements herauszufinden.100
Untersuchungsobjekt Untersucht werden fünf große australische Unternehmen, von denen vier zum öffentlichen Sektor gehören. Allen Unternehmen gemeinsam ist der Umstand, dass sie Ende der 80iger Jahre Quali-tätsmanagement in ihren Organisationen eingeführt haben.101
Untersuchungsdesign Es handelt sich um eine qualitative Forschung auf Grundlage der Fallstudientechnik. Die Fallstudie ist als Langzeitstudie über eine Dekade angelegt. In diesem Zeitraum wurden vier Interviewrunden in den Jahren 1994, 1996, 1999 und 2001 mit Qualitätsmanagern der Unternehmen durchgeführt. Eingesetzt wurden halbstrukturierte Interviews mit offenen Fragen und zwei Interviewern. Zusätz-lich wurden relevante Dokumente und Internetseiten analysiert. Entsprechend der Fallstudientech-nik wurden die Interviews dokumentiert und den Interviewten zur Bestätigung vorgelegt.102
Wesentliche Ergebnisse Aus den Fallstudien wurden sechs wesentliche Faktoren herausgearbeitet, die die Entwicklung des Qualitätsmanagements in den Organisationen beeinflusst haben:103
1. Die Rolle des Top-Managements Die Entwicklung des Qualitätsmanagements hängt von der Unterstützung durch das oberste Ma-nagement ab.
2. Treibende Kraft der Qualitätsmanagementeinführung Dieser Faktor hängt mit dem vorhergehenden zusammen. Qualitätsmanagement kann bspw. durch finanziellen Druck, durch Vorgehensweisen wie Six Sigma, durch Bedrohungen des Geschäfts, dorch steigenden oder drohenden Wettbewerbsdruck vorangetrieben werden.
99 vgl. Garvin (1987), S. 101-109; Flynn et al. (1995), S. 683 100 vgl. van der Wiele/Brown (2002), S. 508f. 101 vgl. ebenda, S. 511 102 vgl. ebenda, S. 511-518 103 vgl. ebenda, S. 518-521

ANHANG 203
3. Humaninfrastruktur Dies betrifft die Aspekte der Mitarbeiterbeteiligung, der Kommunikation und das Training in Gruppenarbeit, Problemlösung, Prozessvisualisierung und ähnlichen Methoden.
4. System zum Überwachen, Monitoren und Bewerten des Einführungsprozesses Die qualitätsbezogenen Aktivitäten müssen mit der Umsetzung der Strategie verbunden sowie Zie-le, Kennzahlen und Verantwortungen festgelegt sein.
5. Die Rolle von Audits und Assessments Dies beinhaltet den Einsatz von Audits und Bewertungen und die Art der Ergebnisverwendung.
6. Einfluss des zugrunde liegenden Qualitätsmodells Das zugrund liegende Qualitätskonzept beeinflusst die Entwicklung des Qualitätsmanagements.
Neben diesen Einflussfaktoren konnten weitere Schlussfolgerungen dahingehend gezogen werden, dass die Begriffe Qualität, Qualitätsmanagement oder TQM inzwischen in den Unternehmen weni-ger gebräuchlich sind. Interessant ist auch die Feststellung, dass eine Tendenz weg von Qualitäts-preismodellen und der unternehmensweiten Qualität in Richtung fokussierter Qualität, vielfach bezogen auf die ISO 9000, festzustellen ist. Entsprechend geht das Bestreben, eine unternehmens-weite Qualitätskultur aufzubauen, zurück.104
Kritische Würdigung Die als Fallstudie angelegte Untersuchung verfügt als solche über eine geringe externe Validität, d.h. die Erkenntnisse und Schlussfolgerungen lassen sich nicht ohne weiteres auf andere Bereiche oder Unternehmen übertragen. Der Vorteil dieser Untersuchung liegt jedoch in dem langen Unter-suchungszeitraum, in dem alle Unternehmen mit ähnlichen Schwierigkeiten wie Downsizing oder Restrukturierung zu kämpfen hatten.105
A.1.13 REESE / PETERSEN (1996): Qualitätsmanagement – Eine empirische Studie im Werkzeugmaschinenbau
Ziel der Untersuchung Die Studie von REESE/PETERSEN untersucht, ob die verschiedenen Ansätze innerhalb des Quali-tätsmanagements wie TQM oder ISO 9000ff. zu einem neuen Qualitätsdenken in Unternehmen geführt haben und inwieweit ein positiver Beitrag für das Unternehmensergebnis daraus erwachsen konnte. Damit verbunden ist die Auswertung relevanter Faktoren für TQM und das Aufzeigen von Anwendungsdefiziten.106
Untersuchungsobjekt Befragt wurden 261 Unternehmen der deutschen Werkzeugmaschinenbranche, die zum Untersu-chungszeitpunkt Mitglied in der Fachgemeinschaft für Werkzeugmaschinen und Fertigungssysteme waren.107
104 vgl. ebenda, S. 521-523 105 vgl. ebenda, S. 522f. 106 vgl. Reese/Petersen (2000), S. 6 107 vgl. ebenda, S. 5, 7

204 ANHANG
Untersuchungsdesign Es wurde eine schriftliche Befragung durchgeführt und mittels Methoden der deskriptiven Statistik und multivariaten Analysemethoden (u.a. Cluster- und Faktoranalyse) ausgewertet. Gefragt wurde nach dem Qualitätsbegriff, den Qualitätskosten, den Ursachen und Zielen des Qualitätsmanage-ments sowie seiner Umsetzung. Mittels einer standardisierten Befragung der Geschäftsführer bzw. der Qualitätsbeauftragten sollten Validität und Reliabilität der Daten sichergestellt werden. Die Rücklaufquote betrug 31,8%, wobei keine repräsentative Auswahl getroffen wurde.108
Wesentliche Ergebnisse Bestätigt wurde die heterogene Verwendung des Qualitätsbegriffs in den Unternehmen. Die Clusteranalyse hat vier Gruppen hervorgebracht: eine Gruppe mit technikorientiertem Qualitäts-verständnis, vorrangig festgemacht an Produkteigenschaften (25%), eine Gruppe mit einer zusätzli-chen serviceorientierten Komponente (25%), eine Gruppe, die ein umfassendes Qualitätsverständ-nis aus Produkteigenschaften, Service und Reputation verfolgt (38%) und eine Gruppe, die die Qualität an der Lebensdauer der Produkte ausrichtet (12%).109
Die Befragung nach den Qualitätskosten ergab, dass 30% der Unternehmen keine systematische Erfassung der Qualitätskosten betreiben und 18% diese nur global schätzen, ohne sie weiter zu differenzieren. 16% erfassen die Fehlerkosten, 12% Fehler- und Prüfkosten und 25% erfassen alle drei Kostenkategorien. Die Senkung der Fehlerquote ist zwar das wichtigste Ziel, das Potential der Kostensenkung durch Fehlervermeidung jedoch noch nicht ausgeschöpft.110
Ursachen für die Einführung eines QM-Systems sind Kundenforderungen gefolgt von dem Ziel der systematischen Weiterentwicklung des bisherigen QM-Systems und dem Streben nach Wettbe-werbsvorteilen. Danach folgen Internationalisierung, Vorteile bei der Produkthaftung sowie Siche-rung der Arbeitsplätze. Die mit dem Qualitätsmanagement verbundenen Zielsetzungen sind insbe-sondere die Senkung der Fehler- und Reklamationsquoten, die Einhaltung von Terminen, sie Sen-kung von Durchlaufzeiten sowie die Steigerung der Produktivität.111
Befragt nach dem Realisierungsgrad einzelner Maßnahmen zeigt sich, dass die Unterstützung der Geschäftsführung schon weitgehend erfüllt ist, gefolgt von der Aufnahme der Qualitätsziele in die Unternehmensgrundsätze und der Kundenorientierung. Eher unvollständig erfüllt sind die Berei-che der Prozessanalyse in den indirekten Bereichen und der Einsatz von Teamkonzepten. Die Fak-toranalyse zeigt, dass die Realisierung von Kaizen und Teamorientierung bisher am wenigsten ge-lungen ist.112
Ein weiteres Ergebnis der Studie ist die Ermittlung der Umsetzungsprobleme bei der Einführung eines unternehmensweiten Qualitätsmanagements. Dazu gehören:113
– Andere Ziele haben Priorität
– Unzureichende Freistellung humaner Ressourcen
108 vgl. ebenda, S. 8 109 vgl. ebenda, S. 8f. 110 vgl. ebenda, S. 9f. 111 vgl. ebenda, S. 11f. 112 vgl. ebenda, S. 17-20 113 vgl. ebenda, S. 20f.

ANHANG 205
– Problematische Organisation der Prozesse
– Fehlende Überzeugung der Mitarbeiter
– Kurzfristiges Erfolgsdenken
– Persönliche Widerstände der Mitarbeiter
Nach den Ergebnissen dieser Studie schätzen 60% der befragten Unternehmen die Einführung des QM-Systems als nicht erfolgreich ein.
Kritische Würdigung Die Studie von REESE/PETERSEN zeigt, dass die Einführung von QM-Systemen vielfach extern motiviert ist. Oberstes Ziel ist die Senkung von Fehler- und Reklamationsquoten. Da jedoch über 60% der Unternehmen mit der Einführung des QM-Systems nicht zufrieden sind, scheint dieses Ziel bisher nicht erreicht worden zu sein. Bei der Bewertung des Beitrags dieser Studie bleibt zu berücksichtigen, dass die Studie 1996 und somit vor der Revision der ISO 9001:2000 erfolgt ist. Kritisch erscheint die Verwendung der verschiedenen Begriffe innerhalb der Studie. Qualitätsma-nagement, unternehmensweites Qualitätsmanagement bzw. QM-System und TQM werden syn-onym verwendet, eine Abgrenzung wird nicht deutlich.
A.1.14 STEINBEIS-TRANSFER-INSTITUT FÜR MANAGEMENT UND INNOVATION (2002): Stu-die zum Thema Qualitätsmanagement und ISO 9000:2000
Ziel der Untersuchung Zielsetzung dieser Studie ist es, vor dem Hintergrund der Revision den Entwicklungsstand von QM-Systemen auf Basis der ISO 9001:2000 zu ermitteln.114
Untersuchungsobjekt Insgesamt 550 deutsche Unternehmen wurden zum Qualitätsmanagement und zur ISO 9000 be-fragt. In die Befragung einbezogen wurden verschiedene Industrie- und Dienstleistungsbereiche, die über ein zertifiziertes QM-System verfügen.
Untersuchungsdesign Es wurde eine Befragung durchgeführt, nähere Angaben liegen nicht vor.
Wesentliche Ergebnisse Die Wirksamkeit des QM-Systems bewerten 44% der Unternehmen als hoch und 48% als akzepta-bel. Lediglich jeweils 4% beurteilten die Wirksamkeit ihres QM-System als sehr hoch bzw. als ge-ring.115
Bezogen auf die Erarbeitung von Maßnahmen zur ständigen Verbesserung, verlassen sich 90% der Befragten auf ein internes Auditsystem. 63% haben ein Verbesserungsvorschlagswesen und jeweils über 40% betreiben Qualitätszirkel und Kennzahlensysteme. Weniger als ein Drittel der Unter-nehmen bedienen sich der Selbstbewertung als Mittel zur ständigen Verbesserung. Auf die Frage nach den Zielen, die mit der Weiterentwicklung des QM-Systems erreicht werden, steht an zweiter
114 vgl. Steinbeis-Transfer-Institut Management und Innovation (2001-2002) 115 vgl. ebenda,

206 ANHANG
Stelle für 60% der Unternehmen ein effektiveres Verbesserungsmanagement. An erster Stelle steht die verbesserte Kommunikation im gesamten Unternehmen (65%). 60% der Unternehmen sehen die größten Chancen der ISO 9001:2000 bei der systematischen ständigen Verbesserung, gefolgt von der Prozessorientierung, der Förderung der internen Kommunikation und der Messbarkeit von bereichsspezifischen Qualitätszielen. Umgekehrt werden die größten Schwierigkeiten mit der Messbarkeit der Qualitätsziele (32%) und der Verpflichtung der Leitung zur ständigen Verbesse-rung (24%) gesehen.116
Als Instrumente zur Weiterentwicklung des QM-Systems verlassen sich 90% auf interne Audits, gefolgt von Reklamations- und Fehlermanagement sowie auf die Managementbewertung (jeweils 70%).
Kritische Würdigung Der größte Nachholbedarf im Rahmen der Weiterentwicklung des QM-Systems scheint bei der ständigen Verbesserung bzw. dem effektiven Verbesserungsmanagement zu liegen. Dies wird da-durch deutlich, dass die größten Schwierigkeiten mit der Messbarkeit der Qualitätsziele, die als Maß für die erreichten Verbesserungen betrachtet werden können, und mit der Verpflichtung der Lei-tung zur ständigen Verbesserung verbunden werden. Obwohl 60% der Unternehmen die systema-tische Verbesserung mit der Weiterentwicklung verbinden, nutzen sie zu 90% interne Audits für die Weiterentwicklung. Interne Audits alleine sind jedoch nicht ausreichend, um eine ständige Ver-besserung im Unternehmen zu erreichen.
An dieser Stelle muss berücksichtigt werden, dass aufgrund fehlender Angaben keine Aussage über die interne und externe Validität dieser Studie getroffen werden kann, auch liegen keine Informati-onen über die Zusammensetzung der Stichprobe vor.
A.1.15 ROMMEL ET AL. (1994): Does Quality Pay? MCKINSEY & COMPANY (1995): Excellence in Quality Management
Ziel der Untersuchung Die Studie analysiert die Qualitätspraxis von Automobilzulieferern in Europa und Japan. Dazu wurde eine Langzeitanalyse durchgeführt und der Zusammenhang von Qualität und Unterneh-menserfolg sowie die Faktoren eines Qualitätsunternehmens untersucht.117
Untersuchungsobjekt In die Analyse sind 141 Unternehmen der Automobilzulieferindustrie aus den Segmenten: System-lieferant, Komponentenlieferant, Teile- und Rohstofflieferant eingeflossen, davon 20 aus Japan. In anderen Veröffentlichungen zu dieser Studie wird auch von 167 Unternehmen gesprochen. Die Diskrepanz bleibt offen, die hier dargestellten Ergebnisse beziehen sich auf die Angaben zur Ana-lyse der 141 Unternehmen 118
116 vgl. ebenda, 117 vgl. McKinsey & Company et al. (1995), S. 2 118 vgl. Rommel et al. (1994), S. 51; McKinsey & Company et al. (1995), S. 28

ANHANG 207
Untersuchungsdesign Die Langzeitstudie erstreckte sich über den Zeitraum von 1987 bis 1991, inklusive Prognosen bis 1997. Zu diesem Zweck wurden Fragebögen ausgewertet, Interviews vor Ort durchgeführt und neun Teilnehmerkonferenzen abgehalten.119
Die Unternehmen wurden anhand von zwei Indikatoren gruppiert: dem Prozessqualitätsindikator (PQI) und dem Designqualitätsindikator (DQI). Unter Designqualität ist die Fähigkeit eines Unter-nehmens zu verstehen, Produkte zu entwickeln, die die Kundenanforderungen treffen und geringe Fehlerraten erlauben. Die Prozessqualität umfasst die Fähigkeit eines Unternehmens, das Produkt gem. den vereinbarten Spezifikationen herzustellen und auszuliefern. Der PQI-Indikator wurde für jedes Unternehmen zu gleichen Anteilen aus der externen und internen Prozessqualität ermittelt. Die externe Prozessqualität wird anhand der Anzahl der Reklamationen (inkl. Logistik- und Servi-cefehler) vom Hersteller bewertet. Die interne Prozessqualität berücksichtigt zu 35% den Aus-schuss und zu 15% die Nacharbeit. Da für den DQI-Indikator keine Daten zur Verfügung standen, wurde ein Bewertungssystem entwickelt, dass jedes Unternehmen nach seinen Qualitätszielen und eingesetzten Entwicklungsmethoden bewertet und daraus einen Index generiert. Die Zusammen-setzung der Indikatoren ist in der nachfolgenden Abbildung A 7 dargestellt.120
Total Quality
Design QualityDas entwickelte Produkt oder die Dienstleistung erfüllt die Kundenforderungen
Process Quality
Company QualityProfessionelle Abwicklung aller Interaktionen mit Kunden, Lieferanten und Mitarbeitern, z.B. mittels Kommunikation
DQI
50%
50
Ziele in F&E
Toolsin F&E
DQI
50%
50
50%
50
Ziele in F&E
Toolsin F&E
PQIppm (OEM)- Produkte- Logistik- Service
Ausschuss
Product QualityErfüllung festgelegter Kundenforderung mit jedem hergestellten und ausgelieferten Produkt
Process CapabilityWahrung eines sicheren und fähigen Prozesses, d.h. Prozessparameter innerhalb bestimmter Toleranzen halten
Logistic QualityLieferung der richtigen Produktmenge zur richtigen Zeit am richtigen Ort
Service QualityNachhaltige Problemlösung bei fehlerhaften Produkten und Lieferungen in einer akzeptablen Zeit
50%
35
15
50%
35
15 Nacharbeit
Abbildung A 7: Modell zu Qualitätsdefinitionen und Indikatoren [Quelle: Rommel et. al. (1994), S. 52]
Wesentliche Ergebnisse Anhand des obigen Modells wurden die Unternehmen in vier Gruppen unterteilt, die aufzeigen, in welchen Phasen des Qualitätsmanagements sich die jeweiligen Unternehmen befinden. Es wurden die Phasen Inspektion, Qualitätssicherung, Prävention und Perfektion identifiziert:121
Unter Inspektion fallen die Unternehmen, die die Verantwortung für Qualität allein den Prüfabtei-lungen überlassen. Qualität wird durch Zwischen- und Endprüfung sowie anschließender Fehler-beseitigung gesichert. Die ppm-Raten liegen bei 4800, die Ausschussquote bei über 5%, die Nach-arbeitsquote bei über 3%. Prozess-, Service- und Designqualität werden kaum gemessen. Zur Phase
119 vgl. McKinsey & Company et al. (1995), S. 28f. 120 vgl. ebenda, S. 31f.; Rommel et al. (1994), S. 52 121 vgl. McKinsey & Company et al. (1995), S. 6-8; Rommel et al. (1994), S. 53

208 ANHANG
Qualitätssicherung gehören diejenigen, die sich in der Produktion um ein besseres Verständnis und Kontrolle der Produktionsprozesse bemühen und statistische Methoden einsetzen. Die ppm-Rate liegt bei 900, die Ausschussquote bei 3,7% und die Nacharbeitsquote bei 2,7%. Unternehmen der Präventionsphase streben nach einer Null-Fehler-Entwicklung und setzen dazu präventive Methoden ein. Sie zeichnen sich durch Kundenorientierung und funktionsübergreifende Problemlösungs-teams aus. Die ppm-Rate liegt bei 300, die Ausschussquote bei 1,5% und die Nacharbeitsquote bei 1,7%, die Cpk-Werte über 1,67. Unternehmen in der Phase Perfektion streben nach derselbigen und haben Qualitätsprogramme, die funktions- und unternehmensübergreifend laufen. Die Verantwor-tung wird delegiert und interne Kunden-Lieferanten-Beziehungen betrieben. Sie sind stark kunden-fokussiert und setzen Methoden wie QFD122 ein. Extern verfolgen sie vertrauensvolle Lieferanten-partnerschaften und integrieren sowohl ihre Lieferanten als auch ihre Kunden in ihre Qualitätsma-nagementaktivitäten, um die Forderungen beider zu verstehen. Die ppm-Raten liegen unter 100, Ausschuss und Nacharbeit unter 0,8%, Cpk-Werte nicht selten über 2,0.
Von den 141 Unternehmen werden 36 der Phase Inspektion, 52 der Sicherung, 34 der Prävention und 18 der Perfektion zugeordnet. Je nach zugeordneter Phase wird auch von Higher-Quality-Companies (HQC) oder Lower-Quality-Companies (LQC) gesprochen.123
Die Analyse der Unternehmensperformance zeigt, dass Unternehmen mit fortgeschrittenem Quali-tätsmanagement eine bessere Performance in den Bereichen Umsatzrendite und Umsatzwachstum aufweisen. Die Analyse der Qualitätsindikatoren PQI und DQI stellt die nachfolgende Abbildung A 8 dar. Während der Unternehmensdurchschnitt ein Wachstum der Umsatzrendite von 4% zu verzeichnen hat, kommen Unternehmen mit einem Cpk-Wert von über 1,67 auf Wachstumsraten von über 11% im gleichen Zeitraum. Der Einsatz von kundenorientierten Designtechniken wie QFD verhilft zu einem Umsatzwachstum von fast 15% gegenüber dem Unternehmensdurchschnitt von 8%. Die Prozessqualität treibt die Umsatzrendite, die Designqualität fördert das Wachstum.124
14,70%
13,30%
12,70%
8,60%
0,00% 4,00% 8,00% 12,00% 16,00%
Anwendung QFD
Umsatzanteilhochwertiger
Produkte = 40%
Produkte mitzusätzlichemKundennutzen
Produkte mitzusätzlichem Nutzen
für OEM
Umsatzwachstum [% p.a.]
Stichprobendurchschnitt
PQI-Indikatoren DQI-Indikatoren
11,40%
8,30%
7,20%
0,00% 4,00% 8,00% 12,00%
Cpk größer odergleich 1,67
ppm < 400
Ausschuss- undNacharbeitsquote
<4,5
Umsatzrendite [% p.a.]
Stichprobendurchschnitt
14,70%
13,30%
12,70%
8,60%
0,00% 4,00% 8,00% 12,00% 16,00%
Anwendung QFD
Umsatzanteilhochwertiger
Produkte = 40%
Produkte mitzusätzlichemKundennutzen
Produkte mitzusätzlichem Nutzen
für OEM
Umsatzwachstum [% p.a.]
Stichprobendurchschnitt
PQI-Indikatoren DQI-Indikatoren
11,40%
8,30%
7,20%
0,00% 4,00% 8,00% 12,00%
Cpk größer odergleich 1,67
ppm < 400
Ausschuss- undNacharbeitsquote
<4,5
Umsatzrendite [% p.a.]
Stichprobendurchschnitt
Abbildung A 8: Topunternehmen - Prozess- und Designqualität [Quelle: Rommel et. al. (1994), S. 54]
122 QFD - Quality Function Deployment (Qualitätsplanungsmethode) 123 vgl. Rommel et al. (1994), S. 52 124 vgl. McKinsey & Company et al. (1995), S. 10

ANHANG 209
Im weiteren Verlauf wurden zwei Unternehmen, eines aus der Phase Sicherung und eines aus der Phase Perfektion, detailliert anhand der Merkmale Strategie, Organisation, Design und Produktion analysiert (vgl. Tabelle A 4).
Merkmale Unternehmen Phase Sicherung
Unternehmen Phase Perfektion
Qualitätsplan und –ziele Produktorientiert Bezogen auf das Geschäfts-system
Zusatznutzen für Kunden Keiner Produktfeature „X“
Strategie
Präventionskosten (in % Qualitätskosten) 8 24
Hierarchieebenen 8 6
QM-Abteilung (% Mitarbeiter) 6 4,7
Organisation
Endprüfung Automatisch und QM-Mitarbeiter
Automatisch
Endkundenorientiert Schwach Stark
Gesteuertes F&E-Volumen (%) 75 95
Design
F&E in „joint suppliers projects” 0 25
Prozessfähigkeit (Cpk) < 1,33 > 1,67
Arbeiter in “self-managing teams“ (%) 0 28
Produktion
Teilnahme Mitarbeiter an Jobrotation (%) 0 17
Tabelle A 4: Unterschiede der Unternehmen [Quelle: Rommel et. al. (1994), S. 56]
Die wesentlichen Erkenntnisse dieser Studie stellen sich wie folgt dar:
– Umsatzwachstum und -rendite steigen mit dem Entwicklungsstand des Qualitätsmanagements.
– HQC haben Ziele entlang aller Geschäftsbereiche.
– HQC zeichnen sich durch eine stärkere Beteiligung des Top-Managements bei der Entwicklung und Umsetzung von Qualitätsprogrammen aus.
– HQC haben im Durchschnitt weniger Hierarchieebenen (5,3 zu 6,4) und weniger Qualitätsper-sonal als LQC (4,5% zu 6,3%).
– HQC fokussieren ihr Marketing- und Entwicklungsaktivitäten auf den Endkunden.
– HQC konzentrieren sich auf Forschung und Vorentwicklung, haben einen höheren Anteil von Entwicklungsingenieuren, kooperieren intensiv mit ihrem OEMs und haben häufig eigene In-genieure in der F&E-Abteilung des OEM sitzen.
– HOC wählen ihre Lieferanten genau aus und trainieren sie in wichtigen Techniken.
– HOC legen messbare Ziele fest und kommunizieren diese an alle Beteiligten des Produktions-prozesses. Sie delegieren die Verantwortung für die Reduzierung von Nacharbeit und Aus-schuss und schulen Mitarbeiter und Lieferanten in der Problemlösung.
– HOC befähigen ihre Mitarbeiter zu agieren, wenn Qualitätsprobleme auftreten und institutio-nalisieren kontinuierliche Verbesserungsprogramme. Mitarbeiter dürfen die Produktion stop-pen und Fehler eliminieren. Sie zeichnen sich durch kurze Feedbackschleifen aus.
– 73% der HOC haben einen Cpk >1,33 aber nur 45% der LQC.
– Nur 5% der japanischen Unternehmen befinden sich in der Phase Inspektion, dagegen werden 28% der europäischen Unternehmen dieser Phase zugeordnet.
– 55% der japanischen Unternehmen befinden sich in der Phase Perfektion, nur 6% der europäi-schen Unternehmen können dieser Phase zugeordnet werden.

210 ANHANG
Kritische Würdigung Der Studie gelingt es, einen positiven Zusammenhang zwischen Qualitätsmanagement und der Unternehmensperformance aufzuzeigen. Konkret stellt sich mit zunehmendem Entwicklungsstand des Qualitätsmanagements die Performance des Unternehmens besser dar. Die Gesamtqualität der Unternehmen wird anhand des PQI- und des DQI-Indikators ermittelt und somit aus verschiede-nen Perspektiven heraus beurteilt. Woher die konkreten Daten stammen bleibt allerdings offen, auch kann keine Aussage über Auswahl und Repräsentativität der Stichprobe getroffen werden.
A.1.16 MAANI ET AL. (1994): Empirical Analysis of Quality Improvement in Manufacturing
Ziel der Untersuchung Diese Studie analysiert verschiedene Zusammenhänge zwischen Qualität, Produktivität und Ferti-gungsergebnissen. Der Qualitätsverbesserungsprozess wird schrittweise untersucht, um die folgen-den zwei Fragen zu beantworten:125
1. Welche Leistungsveränderungen lassen sich auf operativer Ebene erwarten, wenn Qualitäts-techniken stringenter eingesetzt werden?
2. Spiegeln sich Qualitätsveränderungen in der Fertigung in einer veränderten Performance wider?
Untersuchungsobjekt Die Untersuchung bezieht sich auf die Produktionsindustrie in Neuseeland. 184 Unternehmen sind in die Untersuchung eingegangen. Die Grundgesamtheit bestand aus 897 Fabriken, die verwendba-re Rücklaufquote betrug 21%. Die Erhebungsperiode umfasste die Jahre 1987 bis 1990.126
Untersuchungsdesign Ein Modell bildet die Grundlage dieser Analyse. Es stellt die Einflüsse der Qualität auf die Leistung dar und basiert auf einer Literaturauswertung sowie früheren Studien der Autoren. Dieses wird in ein Pfadmodell transformiert, um die Kausalkette der Qualitätsverbesserung mathematisch darzu-stellen. Die Methode der Strukturgleichungsmodelle (SEM)127 wird eingesetzt, um die Analyse der Daten durchzuführen, das Model zu validieren sowie Richtung und Stärke der hypothetisch aufge-stellten Beziehungen zu quantifizieren.128 SEM integrieren die multiple Regression und die Faktor-analyse. SEM-Koeffizienten und Kennzahlen mit statistischer Signifikanz erlauben Rückschlüsse auf die Eignung eines Modells und die Signifikanz der individuellen Elemente und Beziehungen.
Entwickelt wurde das sog. Quality-Performance-Modell der Fertigung (Q-P-Modell, vgl. Abbildung A 9) basierend auf der DEMINGSCHEN Reaktionskette und dem Cost-Savings-Modell von GARVIN.129 Sowohl GARVIN als auch DEMING haben die verbesserte Qualität mit der verbesserten Produktivität verbunden. Das Q-P-Modell fundiert auf der Annahme, dass es eine signifikante Verbindung zwischen der betrieblichen Performance und der Qualität gibt. Die Produktivität wird
125 vgl. Maani et al. (1994), S. 19f., 22 126 vgl. ebenda, S. 27 127 Strukturgleichungsmodelle werden bei der Kausalanalyse eingesetzt und haben konfirmatorischen Charakter. Die
Besonderheit dieser Modelle besteht darin, dass mit ihrer Hilfe auch Beziehungen zwischen latenten, d.h. nicht di-rekt beobachtbaren Variablen überprüft werden können. Vgl. hierzu ausführlich Backhaus et al. (2003), S. 333-415
128 vgl. Maani et al. (1994), S. 19f. 129 vgl. hierzu auch Kapitel 5.1.2

ANHANG 211
in Prozessauslastung130 und Prozessoutput unterteilt. Es werden die folgenden Beziehungen bzw. Hypothesen beschrieben:131
Beziehung A: Qualität und Prozessauslastung Es besteht eine Verbindung zwischen der Qualität und der Kapazitätsauslastung in der Art, dass eine Qualitätsverbesserung eine Verringerung der Leerlaufzeit von Arbeitern und Maschinen be-wirkt.
Beziehung B: Qualität und Fertigungsleistung Qualität und Fertigungsleistung sind direkt und positiv miteinander verbunden. Höhere Qualität führt zu geringerer Verschwendung und reduziert die Produktionskosten und die Umlaufbestände.
Beziehung C: Prozessauslastung und Fertigungsleistung Eine höhere Auslastung erlaubt verlässlichere Lieferversprechen und verbessert die Flexibilität der Prozesse bei Nachfrageänderungen. Eine höhere Prozessauslastung fordert einen fehlerfreien Out-put. Dies führt zu stabilen und planbaren Prozessen.
Beziehung A-C: Qualität und Fertigungsleistung (indirekte Beziehung) Der positive Einfluss der Qualität auf die Prozesssauslastung führt indirekt zu einer verbesserten Fertigungsleistung. Dies betrifft sowohl die Produktionskosten als auch die Lieferung und die Fle-xibilität.
Beziehung D: Prozessauslastung und Prozessoutput Es besteht eine positive Beziehung zwischen der Prozessauslastung und dem Prozessoutput.
Beziehung A-D: Qualität und Output (indirekte Beziehung) Der zusammengesetzte Pfad aus Beziehung A (Qualität und Prozessauslastung) und D (Prozessauslastung und Prozessoutput) setzt den Output indirekt mit einer höheren Qualität durch die nutzbringende Verbindung von Qualität mit der Prozessauslastung in Verbindung. Hier geht es um den Nutzen einer kontinuierlichen Qualitätsverbesserung.
Beziehung E: Prozessoutput und Unternehmensleistung Ein gesteigerter Prozessoutput leistet einen direkten Beitrag zu einer verbesserten Unternehmens-leistung.
Beziehung F: Fertigungsleistung und Unternehmensleistung Eine verbesserte Fertigungsleistung steigert Gewinne, Umsatzvolumen und Marktanteil. Die Ferti-gungsleistung (Produktionskosten, Lieferung und Flexibilität) ist ein wichtiger Schlüssel zu einer verbesserten Unternehmensperformance.
Beziehung A-D-E, A-C-F, B-F: Indirekte Beziehung zwischen Qualität und Unternehmensleistung Qualitätsinduzierte Verbesserungen führen zu einer verbesserten Unternehmensleistung. Diese Verbindung wird in dem Modell auf eine Kette zusammengesetzter Beziehungen, die in den Ver-bindungen E und F gipfeln, zurückgeführt.
130 engl. process utilization 131 vgl. Maani et al. (1994), S. 23-25

212 ANHANG
Die Konstrukte in dem Modell werden operationalisiert. Die Operationalisierung sollte dabei den Anforderungen der objektiven Messbarkeit, der Prozessorientierung und der Relevanz für ein mög-lichst breites Industriespektrum genügen. Die folgenden Indikatoren werden verwendet:132
Qualitätsindikatoren: Es werden die internen Indikatoren Ausschuss, Nacharbeit und Fehler und als externe Indikatoren Produktrücksendungen und Kundenbeschwerden während der Garantiezeit verwendet. Die internen und externen Qualitätsindikatoren werden zu einer Kennzahl kombiniert.
Indikatoren der Fertigungsproduktivität: Die Produktivitätsindikatoren bestehen aus Verhältnissen von Output zu Input und der Prozess-auslastung. Die Prozessauslastung wird in Veränderung der Fertigungszeit, Maschinenstillstandszeit und Leerlaufzeit der Arbeiter gemessen. Der Prozessoutput wird in Veränderung der Outputmenge und dem Arbeitsinput, gemessen auf Kosten- und Mengenbasis, ermittelt.
Indikatoren der Fertigungsleistung: Als Indikatoren werden Umlaufbestände, Termintreue, Fertigungskosten und Flexibilität, d.h. die Zeit auf Änderungen zu reagieren, verwendet.
Indikatoren der Unternehmensleistung: Verwendet werden der Return on Sales (ROS133), der ROA, das Umsatzwachstum (sales volume growth) und der Marktwachstumsanteil während der Untersuchungsperiode (market share growth).
Quality Utilization
Output
ManufacturingPerformance
Labour volumeLabour costHourly output
Equipment downtimeWorker idle timeManufacturing lead time
WIP levelsOn-time deliveryManufacturing costsFlexibility
Scrap and reworkReturnsComplaints
A
B*
C
D D3
D2 D4
Quality Utilization
Output
ManufacturingPerformance
Labour volumeLabour costHourly output
Equipment downtimeWorker idle timeManufacturing lead time
WIP levelsOn-time deliveryManufacturing costsFlexibility
Scrap and reworkReturnsComplaints
A
B*
C
D
D3
D2 D4
Returnon Sales
Returnon Assets
SalesVolumegrowth
MarketSharegrowth
E
F
D5
D5
D5
D5
* Link B part of inventory variant
Quality Utilization
Output
ManufacturingPerformance
Labour volumeLabour costHourly output
Equipment downtimeWorker idle timeManufacturing lead time
WIP levelsOn-time deliveryManufacturing costsFlexibility
Scrap and reworkReturnsComplaints
A
B*
C
D D3
D2 D4
Quality Utilization
Output
ManufacturingPerformance
Labour volumeLabour costHourly output
Equipment downtimeWorker idle timeManufacturing lead time
WIP levelsOn-time deliveryManufacturing costsFlexibility
Scrap and reworkReturnsComplaints
A
B*
C
D
D3
D2 D4
Returnon Sales
Returnon Assets
SalesVolumegrowth
MarketSharegrowth
E
F
D5
D5
D5
D5
* Link B part of inventory variant
Abbildung A 9: Q-P-Modell [Quelle: MAANI ET. AL. (1994), S. 29]
132 vgl. ebenda, S. 25f. 133 Umsatzrendite

ANHANG 213
Die Unternehmen haben Daten über eine Drei-Jahres-Spanne angegeben. Die interne Validität wurde mittels des Cronbach Alpha-Koeffizienten ermittelt. Der Alpha-Koeffizient weist einen Wert von 0,97 auf und zeigt damit eine hohe interne Konsistenz des Instruments. Der Chi-Quadrat-Test unterstützt die Nullhypothese, dass es keine signifikanten Unterschiede zwischen der Population und der Stichprobe im Hinblick auf Mitarbeiteranzahl, Geschäftsform, Besitzverhältnis oder Industriezweig gibt, so dass die Repräsentativität der Stichprobe gestützt wird.134
Wesentliche Ergebnisse Im Folgenden werden die wesentlichen Ergebnisse zu den hypothetisch aufgestellten Beziehungen in dem Modell dargestellt.
Tabelle A 5: Pfadkoeffizienten der direkten Beziehungen von Qualität und Fertigungsleistung [Quelle: MAANI ET AL. (1994), S. 30]
Tabelle A 6: Pfadkoeffizienten der indirekten Beziehung zwischen Qualität, Prozessoutput und Fertigungsleis-tung [Quelle: MAANI ET AL. (1994), S. 31]
In den Tabellen sind die standardisierten Pfadkoeffizienten für die Modellbeziehungen jeder Ope-rationalisierungsvariante (Umlaufbestand, Lieferung, Fertigungskosten, Flexibilität) abgebildet. Mit Ausnahmen der Flexibilität sind alle Parameter statistisch signifikant. Der Pfadkoeffizient lässt sich so interpretieren, dass eine Veränderung um eins auf der Antwortskala für Qualität z.B. mit einer positiven Veränderung um 0,585 auf der Skala für Prozessauslastung (Beziehung A) verbunden wird.
Das bestätigte Modell wurde um die Beziehungen E (Prozessoutput und Unternehmensleistung) und F (Fertigungsleistung und Unternehmensleistung) ergänzt (vgl. Abbildung A 9). Um den Einfluss von Quali-tät auf die Unternehmensleistung, d.h. zwischen den Fertigungsindikatoren und den vier Indikato-ren der Unternehmensleistung zu testen, werden diese schrittweise evaluiert.135
134 vgl. Maani et al. (1994), S. 27 135 vgl. ebenda, S. 31-33
Modellbeziehung
Variante (Indikator der Fertigungsleistung) A B C D
Umlaufbestand 0,585 0,238 0,254 0,422
Termintreue 0,637 n/a 0,487 0,466
Fertigungskosten 0,596 n/a 0,546 0,472
Flexibilität 0,583 n/a * 0,430
* nicht signifikant für p ≤ 0,05
n/a Beziehung nicht Bestandteil der Variante
Beziehung von Qualität (parameter total effect)² zu
Varianten Prozessoutput (A*D) Fertigungsleistung(A*C)
Umlaufbestand 0,247 0,149
Lieferung 0,297 0,310
Fertigungskosten 0,281 0,325
Flexibilität 0,251 *
* nicht signifikant für p ≤ 0,05
² Summe der Produkte der Pfadkoeffizienten

214 ANHANG
Tabelle A 7: Varianten der Unternehmensleistung [Quelle: MAANI ET AL. (1994), S. 32]
In der Tabelle A 7 zeigt z.B. die Umsatzvariante „Umlaufbestand - ROS“ die Variante, in der die Fertigungsleistung mittels des Indikators Umlaufbestand und die Unternehmensleistung durch den Indikator ROS gemessen wird. Die Beziehungen A, C, D und E sind für alle Varianten signifikant, während B nur für den Umlaufbestand relevant ist.
Beziehung von Qualität zu (mit Parameter des Gesamteffekts)²
Prozessoutput (AxD) Fertigungsleistung (AxC+B) Unternehmensleistung (AxDxE)
ROS-Variante 0,278 0,340 0,080
ROA-Variante 0,281 0,341 0,085
Umsatzvolumen-Variante 0,271 0,341 0,089
Marktanteil-Variante 0,275 0,343 0,104
p ≤ 0,05
²Durchschnitt der Pfadkoeffizienten der Varianten
Tabelle A 8: Kombinierte Beziehungen zu Qualität [Quelle: MAANI ET AL. (1994), S. 32]
In der Tabelle A 8 werden direkte und indirekte Effekte gezeigt. Die Effekte von Qualität auf Pro-zessoutput und auf Fertigungsleistung sind für alle Indikatoren der Unternehmensleistung signifi-kant, während der Pfad AxDxE (Verbindung von Qualität, Produktivität und Business Performan-ce) deutlich schwächer ausgeprägt ist.
Modellbeziehung
Variante A B C D E
Umsatzvarianten:
Umlaufbestand - ROS
Lieferung – ROS
Fertigungskosten - ROS
0,585
0,635
0,595
0,238
n/a
n/a
0,254
0,486
0,545
0,433
0,469
0,478
0,320
0,257
0,292
ROA-Varianten:
Umlaufbestand - ROA
Lieferung – ROA
Fertigungskosten - ROA
0,587
0,638
0,597
0,240
n/a
n/a
0,249
0,486
0,546
0,435
0,474
0,480
0,328
0,288
0,293
Umsatzvolumen-Varianten
Umlaufbestand - Umsatz
Lieferung – Umsatz
Fertigungskosten - Umsatz
0586
0,637
0,595
0,234
n/a
n/a
0,244
0,488
0,549
0,418
0,459
0,464
0,272
0,382
0,325
Marktanteil-Varianten
Umlaufbestand - Marktanteil
Lieferung – Marktanteil
Fertigungskosten - Marktanteil
0,590
0,642
0,599
0,241
n/a
n/a
0,247
0,489
0,548
0,415
0,464
0,470
0,365
0,392
0,380
n/a Beziehung nicht Bestandteil der Variante

ANHANG 215
Tabelle A 9: Gesamteffekte der Qualität [Quelle: MAANI ET AL. (1994), S. 33]
Die vorstehende Tabelle zeigt, dass der Gesamteffekt der Qualität am stärksten bei der Prozessaus-lastung ausgeprägt ist.
Kritische Würdigung Die Studie zeigt, dass eine Qualitätssteigerung die Fertigungsleistung, die Produktivität sowie einige Indikatoren der Unternehmensperformance verbessern kann. Die größte Verbindung wurde zwi-schen der Qualität und der Prozessauslastung gefunden.136 Die Studie zeichnet sich insbesondere durch ihre wissenschaftliche Vorgehensweise sowie ihre hohe interne und externe Validität aus und zeigt zudem, dass sich die Erkenntnisse, die meist im US-amerikanischen Raum erforscht wurden, sich auf andere Regionen übertragen lassen.
136 vgl. ebenda, S. 33f.
Element des Q-P Modells Effekt der Qualität² Vom Modell erklärte Varianz (%)
Prozessauslastung 0,613 38
Prozessoutput 0,280 21
Fertigungsleistung
Work-in-process-levels
Termintreue
Kosten einer Einheit
0,393
0,298
0,335
19
24
30
Business Performance
ROS
0,131
13
p ≤ 0,05
² Summe der Produkte der Pfadkoeffizienten

216 ANHANG
A.2 Erfolgskriterienanalyse
A.2.1 Basisliste potentieller Erfolgskriterien
Aut
or (J
ahr)
Segh
ezzi
(200
3)
Segh
ezzi
(200
3)
Segh
ezzi
(200
3)
Segh
ezzi
(200
3)
Segh
ezzi
(200
3)
Segh
ezzi
(200
3)
Segh
ezzi
(200
3)
Segh
ezzi
(200
3)
Segh
ezzi
(200
3)
Segh
ezzi
(200
3)
Jura
n (1
998)
Jura
n (1
998)
Jura
n (1
998)
Jura
n (1
998)
Jura
n (1
998)
Jura
n (1
998)
Jura
n (1
998)
Ster
man
/Rep
enni
ng (1
997)
Ster
man
/Rep
enni
ng (1
997)
Ster
man
/Rep
enni
ng (1
997)
Ster
man
/Rep
enni
ng (1
997)
Lfd-
Nr.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Zeit
zur T
eiln
ahm
e an
Ver
bess
erun
gsak
tivitä
ten
einr
äum
en
Frei
heit
zum
Tes
ten
von
Lösu
ngen
und
Idee
n
Bea
chtu
ng d
er V
erbi
ndun
g zw
isch
en P
rodu
ktio
n un
d P
rodu
kten
twic
klun
g
Mes
sen
des
Forts
chrit
ts
Dur
chfü
hrun
g vo
n R
evie
ws
Mot
ivat
ion
und
Aner
kenn
ung
Mita
rbei
ter i
n V
erbe
sser
ungs
tech
nike
n sc
hule
n
Verb
esse
rung
szie
le fe
stle
gen
Auf
bau
und
Ver
anke
rung
des
Ver
bess
erun
gspr
ozes
ses
Schu
lung
, Bef
ähig
ung
der M
itarb
eite
r
Em
pow
erm
ent d
er A
rbei
tskr
äfte
Frei
raum
(Sel
bstm
otiv
atio
n)
Met
hodi
sche
Unt
erst
ützu
ng: Z
.B. D
okum
enta
tion
über
ang
ewen
dete
und
anz
uwen
dend
e Pr
oble
mlö
sung
stec
hnik
en,
Unt
erst
ützu
ng b
ei d
er P
robl
emlö
sung
Anre
izsy
stem
e
Met
hode
nein
satz
Pro
zess
der
kon
tinui
erlic
hen
Verb
esse
rung
Ziel
ausr
icht
ung:
in Ü
bere
inst
imm
ung
mit
Qua
lität
spol
itik
und
-zie
len,
qua
litat
ive
und
quan
titat
ive
Ziel
e
Impl
emen
tieru
ng: W
ie w
ird ü
ber d
ie U
mse
tzun
g vo
n P
roje
kten
ent
schi
eden
, wer
ent
sche
idet
übe
r die
Um
setz
ung?
Krit
eriu
m
Qua
lität
sver
bess
erun
g w
ird d
er V
erha
ltens
äule
zug
eord
net,
da s
ie e
ine
Ver
ände
rung
des
Ver
halte
ns d
er B
etei
ligte
n m
it si
ch
brin
gt (Q
ualit
ätsv
erbe
sser
ung
bedi
ngt V
erha
ltens
ände
rung
)
Aus
wah
l von
Ver
bess
erun
gspr
ojek
ten
(wic
htig
sin
d st
rate
gisc
he P
roje
kte)
Aner
kenn
ung
(Fre
mdm
otiv
atio
n)

ANHANG 217
Ster
man
/Rep
enni
ng (1
997)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Schn
eide
rman
(198
8)
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41
Eink
aufs
ents
chei
dung
en n
icht
nur
aug
rund
des
nie
drig
sten
Pre
ises
tref
fen
(Cha
ngin
g th
e ph
iloso
phy
of p
urch
asin
g)
Such
e st
ändi
g na
ch d
en U
rsac
hen
von
Prob
lem
en, u
m a
lle S
yste
me
von
Prod
uktio
n un
d D
iens
tleis
tung
sow
ie a
lle a
nder
en
Aktiv
itäte
n im
Unt
erne
hmen
bes
tänd
ig u
nd im
mer
wie
der z
u ve
rbes
sern
(Im
prov
ing
the
syst
em)
Mod
erne
Met
hode
n de
s Tr
aini
ngs
und
des
Wie
derh
olun
gstra
inin
gs d
irekt
am
Arb
eits
plat
z un
d fü
r die
Arb
eits
aufg
abe
eins
etze
n. (M
oder
n tra
inin
g m
etho
ds)
Kultu
relle
Ten
denz
zu
Erge
bnis
sen
vs. A
ntw
orte
n
Fest
steh
ende
n U
nter
nehm
ensz
wec
k in
Ric
htun
g au
f stä
ndig
e Ve
rbes
seru
ng v
on P
rodu
kt u
nd D
iens
tleis
tung
sch
affe
n.
(Dev
elop
ing
the
orga
niza
tions
's g
oals
and
phi
loso
phy)
Philo
soph
ie d
er Q
ualit
ätsv
erbe
sser
ung
anw
ende
n, u
m w
irtsc
haftl
iche
Sta
bilit
ät s
iche
rzus
telle
n. (U
nder
stan
ding
the
pilo
soph
y of
ne
ver-
endi
ng im
prov
emen
t)
Not
wen
digk
eit u
nd A
bhän
gigk
eit v
on V
ollk
ontro
llen
been
den,
um
Qua
lität
zu
erre
iche
n, s
tattd
esse
n Pr
ozes
se v
erbe
sser
n un
d st
atis
tisch
e M
etho
den
eins
etze
n. (R
epla
cing
mas
s in
spec
tion
with
nev
er-e
ndin
g im
prov
men
t)
Meh
r cro
ss-fu
nktio
nale
als
uni
funk
tiona
le O
rient
ieru
ng
Tool
s un
d R
esso
urce
n fü
r die
Prio
risie
rung
und
Pro
blem
lösu
ng m
it ei
nem
Sch
wer
punk
t auf
ang
emes
sene
sta
tistis
che
Met
hode
n
Mes
sen,
Mes
sen
und
noch
mal
s m
esse
n
Anal
yse,
Ana
lyse
und
noc
h m
ehr A
naly
se
Bete
iligun
g an
Ver
bess
erun
gsak
tivitä
ten
Bete
iligun
g vo
n je
dem
der
Org
anis
atio
n an
Ver
bess
erun
gsak
tivitä
ten
Dua
le S
trukt
ur w
irksa
mer
Tea
ms
für d
ie p
erm
anen
te P
robl
emid
entif
ikat
ion
und
-lösu
ng
Rep
likat
ion
der d
uale
n St
rukt
ur in
alle
Ebe
nen
der O
rgan
isat
ion,
wob
ei d
ie m
eist
en s
ich
an b
eide
n Te
ams
bete
iligen
Unm
issv
erst
ändl
iche
s, e
inhe
itlic
hes,
sic
htba
res
und
niem
als
ende
ndes
Com
mitm
ent d
es T
op-M
anag
emen
ts z
um
Verb
esse
rung
spro
zess
Ein
orga
nisa
tions
wei
tes
Ges
pür f
ür d
ie N
otw
endi
gkei
t des
Ver
bess
erun
gsbe
darfs
Eine
sys
tem
atis
che
Vorg
ehen
swei
se fü
r die
wirk
sam
e Pr
oble
mid
entif
ikat
ion
und
-lösu
ng
Eine
Rei
he v
on e
rfolg
reic
hen
Pilo
tpro
jekt
en, u
m d
ie O
rgan
isat
ion
zu ü
berz
euge
n un
d de
n Pr
ozes
s so
zum
Lau
fen
zu b
ringe
n
Tim
e-la
g be
acht
en, d
. h.
Zeitv
erzö
geru
ng z
wis
chen
Ver
bess
erun
g de
s Pr
oduk
tions
proz
esse
s un
d de
r Ver
bess
erun
g de
r Fä
higk
eit z
ur E
ntw
ickl
ung
berü
cksi
chtig
en

218 ANHANG
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
Dem
ing
(198
1)
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
Feig
enba
um
42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62
Einf
ühru
ng v
on M
essg
röße
n al
s Q
ualit
ätss
tand
ards
Einf
ühru
ng p
ositi
v w
irken
der K
orre
ktur
maß
nahm
en
Kont
inui
erlic
he S
elbs
tübe
rprü
fung
en, R
egel
krei
se, E
rgeb
nisa
naly
sen
und
Soll-
Ist-V
ergl
eich
e
Dur
chfü
hrun
g pe
riodi
sche
r Sys
tem
audi
ts
Fest
legu
ng d
er e
rford
erlic
hen
Auss
tattu
ng
Spez
ielle
Qua
lität
ssic
heru
ngsm
aßna
hmen
der
Lie
fera
nten
Fest
legu
ng v
on w
irkun
gsvo
llen
Qua
lität
sinf
orm
atio
nen,
Pro
zess
en u
nd Ü
berw
achu
ngsm
etho
den
Hoh
es Q
ualit
ätsb
ewus
stse
in, u
nter
nehm
ensw
eite
Mot
ivat
ion
und
Qua
lifik
atio
n de
r Mita
rbei
ter
Ausr
icht
ung
an d
en K
unde
nbed
ürfn
isse
n
Gez
ielte
Akt
ivitä
ten
zur U
mse
tzun
g de
r Qua
lität
spol
itik
und
zum
Err
eich
en d
er Q
ualit
ätsz
iele
Unt
erne
hmen
swei
te In
tegr
atio
n de
r qua
lität
sbez
ogen
en A
ktiv
itäte
n
Eind
eutig
e Ü
bertr
agun
g vo
n Au
fgab
en u
nd V
eran
twor
tung
Alle
Hin
dern
isse
bes
eitig
en, d
ie d
en W
erke
r und
den
Vor
gese
tzte
n da
s R
echt
neh
men
, auf
ihre
Arb
eit s
tolz
zu
sein
. (Pr
omot
ing
prid
e of
wor
kman
ship
)
Dur
chgä
ngig
es A
usbi
ldun
gspr
ogra
mm
sch
affe
n un
d zu
r Sel
bstv
erbe
sser
ung
erm
unte
rn. (
Educ
atin
g an
d re
train
ing
ever
yone
)
Dau
erha
fte V
erpf
licht
ung
des
Top-
Man
agem
ents
zur
stä
ndig
en V
erbe
sser
ung
von
Qua
lität
und
Pro
dukt
ivitä
t deu
tlich
mac
hen.
(S
truct
urin
g fo
r nev
er-e
ndin
g im
prov
emen
t)
Def
initi
on u
nd k
lare
r Auf
bau
von
Qua
lität
spol
itik
und
–zie
len
Effe
ktiv
e ge
gens
eitig
e Ko
mm
unik
atio
n so
wie
and
ere
Mitt
el fö
rder
n, u
m d
ie A
tmos
phär
e de
r Fur
cht i
nner
halb
des
ges
amte
n U
nter
nehm
ens
zu b
esei
tigen
. (D
rivin
g ou
t fea
r)
Abgr
enzu
ngen
/Bar
riere
n de
r ein
zeln
en B
erei
che
vone
inan
der b
esei
tigen
. (Br
eaki
ng d
own
orga
niza
tiona
l bar
riers
)
Bese
itige
den
Geb
rauc
h vo
n Au
frufe
n, P
laka
ten
und
Erm
ahnu
ngen
. (R
epla
cing
num
eric
al g
oals
, pos
ters
, and
slo
gans
with
ne
ver-
endi
ng im
prov
emen
t)
Bese
itige
Lei
stun
gsvo
rgab
en, d
ie z
ahle
nmäß
ige
Quo
ten
(Sta
ndar
ds) u
nd Z
iele
für d
ie W
erke
r fes
tlege
n. (R
epla
cing
m
anag
emen
t by
num
bers
with
nev
er-e
ndin
g im
prov
emen
t)
Mod
erne
Füh
rung
smet
hode
n ei
nset
zen,
die
sic
h da
rauf
kon
zent
riere
n, d
en M
ensc
hen
und
Mas
chin
en z
u he
lfen,
ihre
Arb
eit
bess
er a
uszu
führ
en. (
Supe
rvis
ing
neve
r-en
ding
impr
ovem
ent)

ANHANG 219
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Cro
sby
Ishi
kaw
a
Ishi
kaw
a
Ishi
kaw
a
Ishi
kaw
a
63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80
Korr
ektu
rmaß
nahm
en: E
ine
syst
emat
isch
e M
etho
de e
rarb
eite
n, u
m d
ie b
ei d
en v
orau
sgeg
ange
nen
Schr
itten
fest
gest
ellte
n Pr
oble
me
auf D
auer
zu
löse
n.
Qua
lität
smes
sung
: Akt
uelle
und
pot
entie
lle Q
ualit
ätsa
bwei
chun
gen
so d
arst
elle
n, d
ass
eine
obj
ektiv
e Be
wer
tung
und
Ko
rrek
turm
aßna
hmen
mög
lich
sind
.
Qua
lität
sbez
ogen
e Ko
sten
: Bes
tand
teile
der
qua
lität
sbez
ogen
en K
oste
n de
finie
ren
und
ihre
n N
utze
n al
s In
stru
men
te d
es
Man
agem
ents
erk
läre
n.
Qua
lität
sbew
usst
sein
: In
der g
esam
ten
Bele
gsch
aft d
as V
eran
twor
tung
sgef
ühl f
ür d
ie Q
ualit
ät d
es P
rodu
ktes
bzw
. der
D
iens
tleis
tung
erh
öhen
und
das
Ans
ehen
des
Unt
erne
hmen
s in
Bez
ug a
uf Q
ualit
ät v
erbe
sser
n.
Ziel
setz
ung:
Vor
sätz
e un
d Ve
rpfli
chtu
ngen
in d
ie T
at u
mse
tzen
, ind
em d
ie e
inze
lnen
Mita
rbei
ter e
rmut
igt w
erde
n, s
ich
selb
st
und
ihre
n G
rupp
en V
erbe
sser
ungs
ziel
e zu
set
zen
Tag
der Q
ualit
ät: E
ine
Vera
nsta
ltung
org
anis
iere
n, d
ie a
llen
Besc
häfti
gten
dur
ch e
igen
es E
rlebe
n be
grei
flich
mac
ht, d
ass
sich
et
was
geä
nder
t hat
.
Mita
rbei
ters
chul
ung:
Fes
tste
llen,
wel
che
Art v
on S
chul
ung
für F
ühru
ngsk
räfte
und
Mita
rbei
ter n
otw
endi
g is
t, da
mit
dies
e ih
re
Aufg
abe
inne
rhal
b de
s Q
ualit
ätsv
erbe
sser
ungs
prog
ram
ms
aktiv
aus
führ
en k
önne
n.
Nul
l-Feh
ler-
Plan
ung:
Die
ver
schi
eden
en V
orbe
reitu
ngsm
aßna
hmen
prü
fen,
die
zur
offi
ziel
len
Einf
ühru
ng d
es N
ull-F
ehle
r-Pr
ogra
mm
s er
ford
erlic
h si
nd.
Wie
der v
on v
orn
anfa
ngen
: Ver
deut
liche
n, d
ass
das
Prog
ram
m z
ur V
erbe
sser
ung
nie
been
det i
st.
Expe
rteng
rupp
en: D
ie Q
ualit
ätsf
achl
eute
in o
ffizi
elle
r For
m z
u re
gelm
äßig
er V
erst
ändi
gung
zus
amm
enbr
inge
n.
Aner
kenn
ung:
Lei
stun
gen
der T
eiln
ehm
er w
ürdi
gen
Bese
itigu
ng v
on F
ehle
rurs
ache
n: E
in K
omm
unik
atio
nssy
stem
ein
richt
en, d
amit
jede
r das
Man
agem
ent ü
ber d
ie P
robl
eme
vers
tänd
igen
kan
n, d
ie e
s de
m B
esch
äftig
ten
ersc
hwer
en, s
eine
Ver
bess
erun
gsvo
rsät
ze e
inzu
halte
n.
Verp
flich
tung
des
Man
agem
ents
: Den
Sta
ndpu
nkt d
es M
anag
emen
ts in
Bez
ug a
uf Q
ualit
ät k
lars
telle
n.
Lenk
ungs
grup
pe Q
ualit
ät: D
as Q
ualit
ätsv
erbe
sser
ungs
prog
ram
m d
urch
führ
en.
Kont
inui
erlic
he V
erbe
sser
ung:
Es
reic
ht n
icht
aus
, ein
ein
mal
err
eich
tes
Qua
lität
sniv
eau
zu e
rrei
chen
und
zu
halte
n, v
ielm
ehr
müs
sen
alle
Mita
rbei
ter d
aran
arb
eite
n, d
iese
s N
ivea
u w
eite
r zu
stei
gern
.
Einb
ezie
hung
alle
r wic
htig
en b
etrie
blic
hen
Funk
tione
n: N
ur m
ittel
s in
terd
iszi
plin
ärer
Tea
ms
ist e
s m
öglic
h, a
lle
Kund
enan
ford
erun
gen
in d
en v
ersc
hied
enen
Unt
erne
hmen
sber
eich
en a
däqu
at u
mzu
setz
en
Qua
lität
hei
ßt E
rfüllu
ng d
er A
nfor
deru
ngen
der
Kun
den:
Qua
lität
kan
n nu
r vom
Ver
brau
cher
def
inie
rt w
erde
n.
Qua
lity
Firs
t: D
iese
r Gru
ndsa
tz d
omin
iert
alle
Ent
sche
idun
gen
der U
nter
nehm
ensl
eitu
ng u
nd s
omit
auch
alle
Maß
nahm
en u
nd
Arbe
iten,
die
im U
nter
nehm
en g
etät
igt w
erde
n.

220 ANHANG
Ishi
kaw
a
Ishi
kaw
a
Pfe
ifer (
2001
)
Pfe
ifer (
2001
)
Pfe
ifer (
2001
)
Pfe
ifer (
2001
)
Pfe
ifer (
2001
)
Pfe
ifer (
2001
)
Exba
(200
3)
Exba
(200
3)
Exba
(200
3)
Exba
(200
3)
Exba
(200
3)
Exba
(200
3)
Exba
(200
3)
Exba
(200
3)
Exba
(200
3)
Exba
(200
3)
Sar
aph
et a
l. (1
989)
Sar
aph
et a
l. (1
989)
Sar
aph
et a
l. (1
989)
Sar
aph
et a
l. (1
989)
81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100
101
102
Bess
ere
Mita
rbei
tero
rient
ieru
ng: R
egel
mäß
ige
Beur
teilu
ngen
, Mita
rbei
terb
etei
ligun
g an
der
Per
sona
lpol
itik,
Ein
satz
indi
vidu
elle
r S
chul
ungs
- und
Ent
wic
klun
gspl
äne
Inno
vatio
n
Stra
tegi
e / F
ühru
ng
Wirt
scha
fts- /
Mar
ktla
ge
Rol
e of
man
agem
ent l
eade
rshi
p an
d qu
ality
pol
icy
Höh
ere
wah
rgen
omm
ene
Kun
denz
ufrie
denh
eit
Kun
deno
rient
ieru
ng: S
tärk
ere
Erfa
ssun
g de
r Kun
denz
ufrie
denh
eit
Mita
rbei
terq
ualif
ikat
ion:
For
t- un
d W
eite
rbild
ung
Pro
dukt
qual
ität
Mita
rbei
terq
ualit
ät
Kun
deno
rient
ieru
ng
Pro
duct
/ S
ervi
ce D
esig
n
Trai
ning
Rol
e of
Qua
lity
Dep
artm
ent
Mita
rbei
tero
rient
ieru
ng
Pro
zess
e
Kom
mun
ikat
ion
und
Sch
nitts
telle
n
Con
trollin
g un
d K
ennz
ahle
n
Kun
deno
rient
ieru
ng
Führ
ung
Berü
cksi
chtig
ung
des
sozi
alen
Sys
tem
s: D
as U
nter
nehm
ensz
iel i
st, d
ie B
edür
fnis
se a
ller m
it de
m U
nter
nehm
en v
erbu
nden
en
Men
sche
n zu
erfü
llen,
nic
ht n
ur d
er K
onsu
men
ten.
Die
Ein
bezi
ehun
g al
ler E
bene
n (P
artiz
ipat
ives
Man
agem
ent):
Dur
ch d
as E
inbe
zieh
en a
ller M
itarb
eite
r alle
r Ebe
nen
soll
die
Mot
ivat
ion
der M
itarb
eite
r ges
teig
ert w
erde
n. D
ies
wirk
t sic
h po
sitiv
auf
das
Arb
eits
erge
bnis
aus
.

ANHANG 221
Sara
ph e
t al.
(198
9)
Sara
ph e
t al.
(198
9)
Sara
ph e
t al.
(198
9)
Sara
ph e
t al.
(198
9)
Ster
man
et a
l. (1
997)
Ster
man
et a
l. (1
997)
Ster
man
et a
l. (1
997)
Ster
man
et a
l. (1
997)
Ster
man
et a
l. (1
997)
Ster
man
et a
l. (1
997)
GAO
-Stu
die
(199
1)
GAO
-Stu
die
(199
1)
GAO
-Stu
die
(199
1)
GAO
-Stu
die
(199
1)
GAO
-Stu
die
(199
1)
GAO
-Stu
die
(199
1)
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
Mita
rbei
terb
etei
ligun
g: D
ie M
itarb
eite
r wer
den
befä
higt
, kon
tinui
erlic
h al
le S
chlü
ssel
proz
esse
zu
verb
esse
rn. I
hnen
wur
de d
ie
Vera
ntw
ortu
ng fü
r die
Qua
lität
ssic
heru
ng ü
bertr
agen
, unt
erst
ützt
dur
ch d
ie n
otw
endi
ge A
usbi
ldun
g un
d Tr
aini
ng.
Offe
ne U
nter
nehm
ensk
ultu
r: D
ie K
ultu
r um
fass
t die
Men
ge a
n W
erte
n, V
orst
ellu
ngen
, Ver
halte
n, d
ie d
ie
Unt
erne
hmen
side
ntitä
t des
Unt
erne
hmen
s da
rste
llen.
Es
wur
de e
ine
offe
ne u
nd v
eran
twor
tung
sbew
usst
e U
nter
nehm
ensk
ultu
r au
fgeb
aut b
zw. d
er C
hang
e ei
ngel
eite
t, in
sbes
onde
re d
er o
ffene
Um
gang
mit
Info
rmat
ione
n. Z
ur o
ffene
n U
nter
nehm
ensk
ultu
r ge
hört
auch
der
Abb
au v
on fo
rmel
len
und
info
rmel
len
Bar
riere
n, z
.B. d
as A
bsch
affe
n ei
gene
r Kan
tinen
für d
ie F
ühru
ng o
der d
ie
rese
rvie
rten
Park
plät
ze. E
bens
o di
e Fö
rder
ung
von
Inno
vatio
nen
und
die
Stei
geru
ng d
er M
itarb
eite
rmor
al u
nd –
mot
ivat
ion.
Zahl
enba
sier
te E
ntsc
heid
ungs
findu
ng:
Es
gibt
ein
en s
yste
mat
isch
en P
roze
ss z
ur Q
ualit
ätsv
erbe
sser
ung
mit
eine
r stä
ndig
en
Mes
sung
und
Bew
ertu
ng d
er e
rrei
chte
n Q
ualit
ät u
nd z
.B. d
em s
yste
mat
isch
en E
insa
tz v
on M
etho
den
wie
SPC
.
Lief
eran
tenp
artn
ersc
hafte
n: E
s w
erde
n la
ngfri
stig
e Pa
rtner
scha
ften
mit
ausg
ewäh
lten
Lief
eran
ten
aufg
ebau
t, di
e di
e Q
ualit
ätss
tand
ards
err
eich
en.
Ausg
ewog
ene
Erg
ebni
sorie
ntie
rung
, kei
n ei
nsei
tiger
Fok
us a
uf k
urzf
ristig
e E
rfolg
e
Com
mitm
ent z
um V
erbe
sser
ungs
prog
ram
m u
nd F
eedb
ack
für d
ie M
itarb
eite
r (Ar
beits
plat
zang
st)
Kund
enor
ient
ieru
ng: D
ie U
nter
nehm
en s
ind
dara
uf fo
kuss
iert,
die
Kun
denf
orde
rung
zu
erfü
llen.
Die
s be
trifft
den
ext
erne
n eb
enso
wie
den
inte
rnen
Kun
den.
Es
wur
den
neue
Idee
n zu
r Ver
bess
erun
g de
r Kun
denb
ezie
hung
en e
ntw
icke
lt, n
eue
Mar
ketin
gkon
zept
e un
d ne
ue V
orge
hens
wei
sen,
um
Kun
denf
eedb
ack
zu e
rhal
ten.
Führ
ung:
Das
Man
agem
ent v
erbr
eite
t die
TQ
M-W
erte
im U
nter
nehm
en. D
ies
zeic
hnet
sic
h in
sbes
onde
re d
urch
das
C
omm
itmen
t für
die
Qua
lität
sver
bess
erun
g al
s la
ngfri
stig
er u
nd s
chw
ierig
er P
roze
sse
aus.
Qua
lität
sver
bess
erun
g is
t in
die
oper
ativ
e un
d st
rate
gisc
he P
lanu
ng in
tegr
iert.
Die
Füh
rung
org
anis
iert
und
leite
t z.B
. den
Qua
lität
sver
bess
erun
gspr
ozes
s un
d en
twic
kelt
eine
n Zy
klus
für d
ie B
ewer
tung
und
Ver
bess
erun
g de
r Pro
zedu
r. Z.
T. w
urde
n di
e Be
müh
unge
n de
s M
anag
emen
ts
durc
h de
n W
ettb
ewer
bsdr
uck
ausg
elös
t, z.
T. w
urde
die
s al
s an
gem
esse
n an
gese
hen,
um
zuk
ünfti
gen
Her
ausf
orde
rung
en z
u be
gegn
en.
Unt
erst
ützu
ng d
er M
itarb
eite
r bei
den
Ver
bess
erun
gsak
tivitä
ten
Verb
esse
rung
en s
ind
abhä
ngig
von
der
Pro
zess
kom
plex
ität (
orga
nisa
toris
ch u
nd te
chno
logi
sch)
Ausg
ewog
enhe
it de
r Ver
bess
erun
gsak
tivitä
ten
Empl
oyee
rela
tions
Führ
ungs
kräf
te-C
omm
itmen
t
Qua
lity
data
and
repo
rting
Proc
ess
man
agem
ent
Supp
lier q
ualit
y m
anag
emen
t

222 ANHANG
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
Ahire
/Gol
har (
1996
) Ah
ire/O
’Sha
ughn
essy
(1
997)
ISO
900
0 G
rund
sätz
e
119
120
121
122
123
124
125
126
127
128
129
Mita
rbei
ters
chul
ung
Mita
rbei
tere
mpo
wer
men
t
Kund
enor
ient
ieru
ng: O
rgan
isat
ione
n hä
ngen
von
ihre
n Ku
nden
ab
und
sollt
en d
aher
geg
enw
ärtig
e un
d zu
künf
tige
Erfo
rder
niss
e de
r Kun
den
vers
tehe
n, d
eren
Anf
orde
rung
en e
rfülle
n un
d da
nach
stre
ben,
der
en E
rwar
tung
en z
u üb
ertre
ffen.
Benc
hmar
king
Eins
atz
von
SPC
Nut
zen
von
inte
rnen
Qua
lität
sinf
orm
atio
nen
Mita
rbei
terb
etei
ligun
g
Top
Man
agem
ent C
omm
itmen
t
Kund
enor
ient
ieru
ng
Lief
eran
tenm
anag
emen
t
Des
ign
Qua
lity
Man
agem
ent

ANHANG 223
ISO
900
0 G
rund
sätz
e
ISO
900
0 G
rund
sätz
e
ISO
900
0 G
rund
sätz
e
ISO
900
0 G
rund
sätz
e
ISO
900
0 G
rund
sätz
e
ISO
900
0 G
rund
sätz
e
ISO
900
0 G
rund
sätz
e
EFQ
M G
rund
sätz
e
EFQ
M G
rund
sätz
e
EFQ
M G
rund
sätz
e
EFQ
M G
rund
sätz
e
EFQ
M G
rund
sätz
e
EFQ
M G
rund
sätz
e
EFQ
M G
rund
sätz
e
EFQ
M G
rund
sätz
e
Imai
KA
IZE
N-K
onze
pte
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
Ent
wic
klun
g vo
n P
artn
ersc
hafte
n: E
ntw
icke
lt un
d er
hält
wer
tsch
öpfe
nde
Par
tner
scha
ften.
Soz
iale
Ver
antw
ortu
ng: B
edeu
tet,
die
Min
dest
ford
erun
gen
der g
ültig
en G
eset
ze u
nd R
egel
n zu
übe
rtref
fen,
die
die
O
rgan
isat
ion
bei i
hrer
Ges
chäf
tstä
tigke
it zu
ber
ücks
icht
igen
hat
, und
sie
bed
eute
t das
Bem
ühen
, die
Erw
artu
ngen
des
ge
sells
chaf
tlich
en U
mfe
ldes
zu
vers
tehe
n un
d da
rauf
ein
zuge
hen.
KAI
ZEN
und
Unt
erne
hmen
sfüh
rung
: Auf
gabe
n de
r Unt
erne
hmen
slei
tung
ist e
s, S
tand
ards
zu
setz
en, z
u ve
rbes
sern
und
zu
erha
lten.
Führ
ung
und
Ziel
kons
eque
nz: V
isio
näre
und
beg
eist
ernd
e Fü
hrun
g, g
ekop
pelt
mit
Bes
tänd
igke
it hi
nsic
htlic
h de
r Zie
lset
zung
.
Man
agem
ent m
ittel
s Pr
ozes
sen
und
Fakt
en: B
edeu
tet,
die
Org
anis
atio
n du
rch
ein
Net
zwer
k un
tere
inan
der a
bhän
gige
r und
m
itein
ande
r ver
bund
ener
Sys
tem
e, P
ozes
se u
nd F
akte
n zu
ste
uern
.
Mita
rbei
tere
ntw
ickl
ung
und
-bet
eilig
ung:
Max
imie
rt de
n B
eitra
g de
r Mita
rbei
ter d
urch
ihre
Wei
tere
ntw
ickl
ung
und
Bete
iligun
g.
Kon
tinui
erlic
hes
Lern
en, I
nnov
atio
n un
d V
erbe
sser
ung:
Nut
zt L
erne
n zu
r Sch
affu
ng v
on In
nova
tion
und
Ver
bess
erun
gsm
öglic
hkei
ten,
um
den
sta
tus
quo
in F
rage
zu
stel
len
und
Änd
erun
gen
zu b
ewirk
en.
Sac
hbez
ogen
er A
nsat
z zu
r Ent
sche
idun
gsfin
dung
: Wirk
sam
e E
ntsc
heid
unge
n be
ruhe
n au
f der
Ana
lyse
von
Dat
en u
nd
Info
rmat
ione
n.
Lief
eran
tenb
ezie
hung
en z
um g
egen
seiti
gen
Nut
zen
: Ein
e O
rgan
isat
ion
und
ihre
Lie
fera
nten
sin
d vo
nein
ande
r abh
ängi
g.
Bez
iehu
ngen
zum
geg
ense
itige
n N
utze
n er
höhe
n di
e W
erts
chöp
fung
sfäh
igke
it be
ider
Sei
ten.
Aus
richt
ung
auf d
en K
unde
n: E
xcel
lenc
e sc
hafft
nac
hhal
tigen
Kun
denn
utze
n.
Erg
ebni
sorie
ntie
rung
: Exc
elle
nce
erzi
elt E
rgeb
niss
e, d
ie a
lle P
erso
nen
bege
iste
rn.
Pro
zess
orie
ntie
rter A
nsat
z: E
in e
rwün
scht
es E
rgeb
nis
läss
t sic
h ef
fizie
nter
err
eich
en, w
enn
Tätig
keite
n un
d da
zuge
hörig
e R
esso
urce
n al
s Pr
ozes
s ge
leite
t und
gel
enkt
wer
den.
Führ
ung:
Füh
rung
skrä
fte s
chaf
fen
die
Übe
rein
stim
mun
g vo
n Zw
eck
und
Ausr
icht
ung
der O
rgan
isat
ion.
Sie
sol
lten
das
inte
rne
Um
feld
sch
affe
n un
d er
halte
n, in
dem
sic
h P
erso
nen
voll
und
ganz
für d
ie E
rrei
chun
g de
r Zie
le d
er O
rgan
isat
ion
eins
etze
n kö
nnen
.
Sys
tem
orie
ntie
rter M
anag
emen
tans
atz:
Erk
enne
n, V
erst
ehen
, Lei
ten
und
Lenk
en v
on m
itein
ande
r in
Wec
hsel
bezi
ehun
g st
ehen
den
Proz
esse
n al
s S
yste
m tr
agen
zur
Wirk
sam
keit
und
Effi
zien
z de
r Org
anis
atio
n be
im E
rrei
chen
ihre
r Zie
le b
ei.
Stä
ndig
e V
erbe
sser
ung:
Die
stä
ndig
e V
erbe
sser
ung
der G
esam
tleis
tung
der
Org
anis
atio
n st
ellt
ein
perm
anen
tes
Ziel
der
O
rgan
isat
ion
dar.
Ein
bezi
ehen
der
Per
sone
n: A
uf a
llen
Ebe
nen
mac
hen
Per
sone
n da
s W
esen
ein
er O
rgan
isat
ion
aus,
und
ihre
vol
lstä
ndig
e E
inbe
zieh
ung
erm
öglic
ht, i
hre
Fähi
gkei
ten
zum
Nut
zen
der O
rgan
isat
ion
einz
uset
zen.

224 ANHANG
Imai
KA
IZE
N-K
onze
pte
Imai
KA
IZE
N-K
onze
pte
Imai
KA
IZE
N-K
onze
pte
Imai
KA
IZE
N-K
onze
pte
Imai
KA
IZE
N-K
onze
pte
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
ISO
900
1
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
Die
Org
anis
atio
n m
uss
die
Wirk
sam
keit
des
QM
-Sys
tem
s du
rch
Ein
satz
der
Qua
lität
spol
itik,
Qua
lität
szie
le, A
udite
rgeb
niss
e,
Dat
enan
alys
e, K
orre
ktur
- und
Vor
beug
emaß
nahm
en s
owie
Man
agem
entb
ewer
tung
stä
ndig
ver
bess
ern
(8.5
.1)
Kor
rekt
urm
aßna
hmen
zum
Bes
eitig
en d
er U
rsac
hen
(8.5
.2)
Per
sona
l mus
s au
fgru
nd d
er a
ngem
esse
nen
Aus
bild
ung,
Sch
ulun
g, F
ertig
keite
n un
d Er
fahr
unge
n fä
hig
sein
(6.2
.1)
Die
Org
anis
atio
n m
uss
die
Übe
rwac
hung
s-, M
ess-
, Ana
lyse
- und
Ver
bess
erun
gspr
ozes
se p
lane
n un
d ve
rwirk
liche
n, u
m d
ie
Wirk
sam
keit
des
QM
-Sys
tem
s st
ändi
g zu
ver
bess
ern
(8.1
)
Zutre
ffend
e M
etho
den,
ein
schl
ießl
ich
stat
istis
cher
Met
hode
n m
üsse
n fe
stge
legt
wer
den
(8.1
)
Dat
enan
alys
e zu
r stä
ndig
en V
erbe
sser
ung
eins
etze
n (8
.4)
Die
Qua
lität
spol
itik
mus
s ei
ne V
erpf
licht
ung
zur s
tänd
igen
Ver
bess
erun
g de
r Wirk
sam
keit
des
QM
-Sys
tem
s en
thal
ten
(5.3
)
Die
obe
rste
Lei
tung
mus
s si
cher
stel
len,
das
s ge
eign
ete
Pro
zess
e zu
r Kom
mun
ikat
ion
eing
efüh
rt w
erde
n (5
.5.3
)
Erg
ebni
sse
der M
anag
emen
tbew
ertu
ng m
üsse
n En
tsch
eidu
ngen
und
Maß
nahm
en z
ur V
erbe
sser
ung
der W
irksa
mke
it de
s Q
M-
Sys
tem
s un
d se
iner
Pro
zess
e zu
r Fol
ge h
aben
(5.6
.3)
Die
Org
anis
atio
n m
uss
Res
sour
cen
zur V
erfü
gung
ste
llen,
um
das
QM
-Sys
tem
hin
sich
tlich
sei
ner W
irksa
mke
it st
ändi
g zu
ve
rbes
sern
(6.1
)
Maß
nahm
en tr
effe
n, u
m e
ine
stän
dige
Ver
bess
erun
g de
r Pro
zess
e zu
err
eich
en (4
.1)
Die
obe
rste
Lei
tung
mus
s ih
re V
erpf
licht
ung
zur s
tänd
igen
Ver
bess
erun
g de
r Wirk
sam
keit
des
QM
-Sys
tem
s na
chw
eise
n, in
de
m s
ie s
iche
rste
llt, d
ass
Qua
lität
szie
le fe
stge
legt
wer
den
(5.1
)
Die
obe
rste
Lei
tung
mus
s ih
re V
erpf
licht
ung
zur s
tänd
igen
Ver
bess
erun
g de
r Wirk
sam
keit
des
QM
-Sys
tem
s na
chw
eise
n, in
de
m s
ie M
anag
emen
tbew
ertu
ngen
dur
chfü
hrt (
5.1)
Die
obe
rste
Lei
tung
mus
s ih
re V
erpf
licht
ung
zur s
tänd
igen
Ver
bess
erun
g de
r Wirk
sam
keit
des
QM
-Sys
tem
s na
chw
eise
n, in
de
m s
ie d
ie V
erfü
gbar
keit
von
Res
sour
cen
sich
erst
ellt
(5.1
)
Dem
PD
CA
/SD
CA-
Zykl
us fo
lgen
: Vor
gehe
nsw
eise
, um
den
Gru
ndsa
tz "V
erbe
sser
n un
d E
rhal
ten"
um
zuse
tzen
.
Qua
lität
hat
Vor
rang
: Unt
er d
en d
rei H
aupt
ziel
en Q
ualit
ät, K
oste
n un
d Ze
it so
llte
Qua
lität
imm
er d
en V
orra
ng h
aben
.
Mit
Dat
en s
prec
hen:
Um
ein
Pro
blem
zu
löse
n, m
uss
es z
uers
t erk
annt
und
daz
u m
üsse
n di
e re
leva
nten
Dat
en e
rhob
en
wer
den.
Der
näc
hste
Pro
zess
ist d
er K
unde
: Das
Ver
stän
dnis
für i
nter
ne K
unde
n- u
nd L
iefe
rant
enbe
zieh
unge
n m
uss
gesc
haffe
n w
erde
n.
Pro
zess
und
Erg
ebni
s: N
ur d
urch
ein
e V
erbe
sser
ung
der P
roze
sse
kann
das
Erg
ebni
s ve
rbes
sert
wer
den.

ANHANG 225
ISO
900
1
ISO
900
1
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
Der
Bea
uftra
gte
der o
bers
ten
Leitu
ng s
ollte
die
Ver
bess
erun
g de
s Q
M-S
yste
ms
förd
ern
(5.5
.2)
Die
obe
rste
Lei
tung
sol
lte d
ie Q
ualit
ätsp
oliti
k al
s M
ittel
ein
setz
en, u
m d
ie O
rgan
isat
ion
zur V
erbe
sser
ung
ihre
r Lei
stun
g zu
fü
hren
(5.3
)
Die
Qua
lität
spol
itik
sollt
e er
mög
liche
n, d
ass
die
Qua
lität
szie
le in
der
ges
amte
n O
rgan
isat
ion
vers
tand
en u
nd u
mge
setz
t wer
den
(5.3
)
Die
Qua
lität
spol
itik
sollt
e di
e st
ändi
ge V
erbe
sser
ung
in B
ezug
auf
Erfü
llung
der
Erfo
rder
niss
e un
d Er
war
tung
en d
er K
unde
n un
d an
dere
r int
eres
sier
ter P
arte
ien
eins
chlie
ßen
(5.3
)
Den
Per
sone
n in
der
ges
amte
n O
rgan
isat
ion
sollt
en V
eran
twor
tung
und
Bef
ugni
sse
über
trage
n w
erde
n, d
amit
sie
zur
Erre
ichu
ng d
er Q
ualit
ätsz
iele
bei
trage
n un
d ih
re M
itwirk
ung,
Mot
ivat
ion
und
Verp
flich
tung
auf
baue
n kö
nnen
(5.5
.1)
Plan
en d
er Z
ukun
ft de
r Org
anis
atio
n so
wie
Lei
ten
und
Lenk
en v
on V
erän
deru
ngen
(5.1
.2)
Sow
ohl V
erbe
sser
ung
in k
lein
en S
chrit
ten
als
auch
spr
ungh
afte
Änd
erun
gen
in P
roze
ssen
als
Weg
zur
Lei
stun
gsve
rbes
seru
ng
in B
etra
cht z
iehe
n (5
.1.2
)
Anal
ysie
ren
von
Dat
en, u
m d
ie s
tänd
ige
Verb
esse
rung
der
Pro
zess
e zu
erm
öglic
hen
(5.1
.2)
Die
Org
anis
atio
n so
llte
sich
auf
Pro
zess
verb
esse
rung
kon
zent
riere
n, u
m W
erte
für d
ie e
rmitt
elte
n in
tere
ssie
rten
Parte
ien
zu
sich
ern
(5.2
.2)
Die
Lei
tung
sol
lte a
n Ve
rbes
seru
ngsp
roje
kten
, an
der S
uche
nac
h ne
uen
Met
hode
n, L
ösun
gen
und
Prod
ukte
n te
ilneh
men
(5
.1.1
)
Die
Lei
tung
sol
l Stru
ktur
en u
nd R
esso
urce
n be
reits
telle
n, d
ie z
ur U
nter
stüt
zung
der
stra
tegi
sche
n Pl
äne
der O
rgan
isat
ion
notw
endi
g si
nd (5
.1.1
)
Förd
ern
von
Polit
ik u
nd Z
iele
n zu
r Erh
öhun
g de
s Be
wus
stse
ins,
der
Mot
ivat
ion
und
der E
inbe
zieh
ung
der P
erso
nen
in d
er
Org
anis
atio
n (5
.1.2
)
Einf
ühre
n de
r stä
ndig
en V
erbe
sser
ung
als
ein
Ziel
für P
roze
sse
der O
rgan
isat
ion
(5.1
.2)
Forts
chrit
t auf
stä
ndig
e Ve
rbes
seru
ng a
usric
hten
(4.1
)
Gee
igne
te M
etho
den
anw
ende
n zu
m B
eurte
ilen
der P
roze
ssve
rbes
seru
ng (4
.1)
Die
Lei
tung
sol
lte d
ie O
rgan
isat
ion
durc
h da
s ei
gene
Vor
bild
führ
en, u
m V
ertra
uen
ihre
r Per
sone
n in
die
Füh
rung
zu
entw
icke
ln
(5.1
.1)
Die
Lei
tung
sol
lte d
ie A
usric
htun
g de
r Org
anis
atio
n un
d de
r Wer
te b
zgl.
Qua
lität
und
QM
-Sys
tem
bek
annt
mac
hen
(5.1
.1)
Maß
nahm
en b
ewer
ten
und
über
wac
hen
(8.5
.2)
Vorb
euge
maß
nahm
en tr
effe
n (8
.5.3
)

226 ANHANG
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
204
205
Sch
ulun
g fü
r die
Ein
leitu
ng u
nd V
erw
irklic
hung
von
Ver
bess
erun
gspr
ozes
sen
(6.2
.2.1
)
Sch
ulun
gsm
aßna
hmen
auf
Wirk
sam
keit
beur
teile
n (6
.2.2
.1)
Die
Pro
zess
leis
tung
sol
lte re
gelm
äßig
bew
erte
t wer
den,
um
Ver
bess
erun
gspo
tent
ial a
bzul
eite
n (7
.1.3
.2)
Aus
bild
ungs
- und
Sch
ulun
gsbe
darf
plan
en (6
.2.2
.1)
Insb
eson
dere
Sch
ulun
gen
zu F
ühru
ngsv
erha
lten
(6.2
.2.1
)
Sch
ulun
gen
zu P
lanu
ngs-
und
Ver
bess
erun
gsw
erkz
euge
n (6
.2.2
.1)
Sch
ulun
gen
zur P
robl
emlö
sung
(6.2
.2.1
)
Sch
affu
ng in
nova
tions
förd
ernd
er B
edin
gung
en (6
.2.1
)
Sic
hers
tellu
ng e
iner
wirk
sam
en G
rupp
enar
beit
(6.2
.1)
Kom
mun
ikat
ion
von
Vors
chlä
gen
und
Mei
nung
en (6
.2.1
)
Ben
ötig
te F
ähig
keite
n si
cher
stel
len
(6.2
.2.1
)
Fest
legu
ng v
on V
eran
twor
tung
en u
nd B
efug
niss
en (6
.2.1
)
Ein
bezi
ehen
der
Per
sone
n in
die
Zie
lfest
legu
ng u
nd E
ntsc
heid
unge
n (6
.2.1
)
Ane
rken
nung
und
Bel
ohnu
ng (6
.2.1
)
offe
ne K
omm
unik
atio
n in
bei
de R
icht
unge
n er
mög
liche
n (6
.2.1
)
Die
Man
agem
entb
ewer
tung
mus
s ei
ne B
ewer
tung
bzg
l. M
öglic
hkei
ten
für V
erbe
sser
unge
n be
inha
lten
(5.6
.1)
Erg
ebni
sse
der B
ewer
tung
sol
lten
als
Eing
aben
für V
erbe
sser
ungs
proz
esse
gen
utzt
wer
den
(5.6
.3)
Es
müs
sen
Res
sour
cen
für d
as F
unkt
ioni
eren
und
die
Ver
bess
erun
g de
s Q
M-S
yste
ms
zur V
erfü
gung
ges
tellt
wer
den
(6.1
.1)
Die
Org
anis
atio
n m
uss
die
Ein
bezi
ehun
g un
d En
twic
klun
g ih
rer P
erso
nen
förd
ern
durc
h be
rufs
begl
eite
nde
Sch
ulun
g un
d K
arrie
repl
anun
g (6
.2.1
)
Die
Lei
tung
sol
lte e
inen
Pro
zess
zur
Kom
mun
ikat
ion,
Info
rmat
ion
und
Rüc
kmel
dung
ein
richt
en (5
.5.3
)
Man
agem
entb
ewer
tung
en d
urch
führ
en (5
.6.1
)
Die
Ein
gabe
n fü
r die
Bew
ertu
ng s
ollte
n de
n S
tand
und
die
Erg
ebni
sse
der Q
ualit
ätsz
iele
und
Ver
bess
erun
gstä
tigke
iten,
neu
e V
erbe
sser
ungs
mög
lichk
eite
n be
inha
lten
(5.6
.2)

ANHANG 227
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
ISO
900
4
TS 1
6949
TS 1
6949
TS 1
6949
TS 1
6949
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
Die
ser M
otiv
atio
nspr
ozes
s m
uss
die
Förd
erun
g de
s Q
ualit
äts-
und
Tec
hnol
ogie
bew
usst
sein
s in
der
gan
zen
Org
anis
atio
n ei
nsch
ließe
n (6
.2.2
.4)
Pro
zess
der
stä
ndig
en V
erbe
sser
ung
fest
lege
n un
d ve
rwirk
liche
n, d
er a
uf d
ie R
ealis
ieru
ngs-
und
Unt
erst
ützu
ngsp
roze
sse
und
-tä
tigke
iten
ange
wan
dt w
erde
n ka
nn. (
8.5.
4)
Per
sona
l, da
s fü
r Pro
dukt
qual
ität v
eran
twor
tlich
ist,
mus
s di
e B
efug
nis
habe
n, d
ie P
rodu
ktio
n an
zuha
lten,
um
Q
ualit
ätsp
robl
eme
zu lö
sen
(5.5
.1.1
)
Die
Man
agem
entb
ewer
tung
en m
üsse
n al
le A
nfor
deru
ngen
des
QM
-Sys
tem
s un
d de
ssen
Lei
stun
gstre
nds
als
wes
entli
chen
B
esta
ndte
il de
s P
roze
sses
der
stä
ndig
en V
erbe
sser
ung
enth
alte
n (5
.6.1
.1)
Die
Org
anis
atio
n m
uss
eine
n Pr
ozes
s zu
r Mot
ivat
ion
der M
itarb
eite
r zur
Err
eich
ung
der Q
ualit
ätsz
iele
, zur
stä
ndig
en
Ver
bess
erun
g un
d zu
r Sch
affu
ng e
ines
Um
feld
s zu
r För
deru
ng v
on In
nova
tion
habe
n (6
.2.2
.4)
Maß
nahm
en ü
berw
ache
n, u
m s
iche
rzus
telle
n, d
ass
die
gew
ünsc
hten
Zie
le e
rreic
ht w
erde
n (8
.5.2
)
Urs
ache
n be
seiti
gen
(8.5
.2)
Kul
tur s
chaf
fen,
die
die
Per
sone
n ak
tiv in
die
Suc
he n
ach
Mög
lichk
eite
n fü
r die
Lei
stun
gsve
rbes
seru
ng v
on P
roze
ssen
, Tä
tigke
iten
und
Pro
dukt
en e
inbe
zieh
t (8.
5.4)
Ver
antw
ortu
ng v
erte
ilen,
um
Per
sone
n di
e M
öglic
hkei
t zu
gebe
n, d
ie L
eist
ung
der O
rgan
isat
ion
zu v
erbe
sser
n (8
.5.4
)
Dat
enan
alys
e zu
r stä
ndig
en V
erbe
sser
ung
eins
etze
n (8
.4)
Pro
zess
e st
ändi
g ve
rbes
sern
, sta
tt da
rauf
zu
war
ten,
das
s S
töru
ngen
auf
gede
ckt w
erde
n (8
.5.1
)
Ver
bess
erun
g kö
nnen
von
lauf
ende
n Tä
tigke
iten
bis
zu s
trate
gisc
hen
bahn
brec
hend
en V
erbe
sser
ungs
proj
ekte
n re
iche
n (8
.5.1
)
Kor
rekt
urm
aßna
hmen
als
Hilf
smitt
el d
er V
erbe
sser
ung
eins
etze
n (8
.5.2
)
Mes
sung
en, A
naly
sen
und
Ver
bess
erun
gen
von
Prod
ukte
n un
d P
roze
ssen
sol
lten
genu
tzt w
erde
n, u
m a
ngem
esse
ne
Prio
rität
en fü
r die
Org
anis
atio
n zu
set
zen
(8.1
.2)
Sic
hers
telle
n, d
as w
irksa
me
und
effiz
ient
e M
etho
den
zum
Erk
enne
n vo
n V
erbe
sser
ungs
bere
iche
n fü
r die
Lei
stun
g de
s Q
M-
Sys
tem
s an
gew
andt
wer
den
(8.2
.1.1
)
Inte
rne
Aud
its a
ls V
erbe
sser
ungs
inst
rum
ent n
utze
n (8
.2.1
.3)
Mes
sung
en z
ur B
eurte
ilung
der
Pro
zess
e ei
nset
zen,
die
für V
erbe
sser
unge
n in
kle
inen
Sch
ritte
n, fü
r stä
ndig
abl
aufe
nde
Ver
bess
erun
gen
sow
ie fü
r bah
nbre
chen
de P
roje
kte
geei
gnet
sin
d in
Übe
rein
stim
mun
g m
it V
isio
n un
d st
rate
gisc
hen
Ziel
en d
er
Org
anis
atio
n (8
.2.2
)
Maß
nahm
en z
ur L
eist
ungs
verb
esse
rung
stä
ndig
übe
rwac
hen
und
dere
n V
erw
irklic
hung
auf
zeic
hnen
, um
die
s fü
r zuk
ünfti
ge
Ver
bess
erun
g zu
ver
wen
den
(8.1
.1)

228 ANHANG
TS 1
6949
TS 1
6949
TS 1
6949
TS 1
6949
TS 1
6949
TS 1
6949
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
245
Kom
mun
ikat
ion
Arbe
itsfle
xibi
lität
und
-abd
ecku
ng
Führ
ungs
stru
ktur
: Unt
erst
ützu
ng d
urch
die
Füh
rung
skra
ft
Inst
andh
altu
ngsp
oliti
k
Prod
uktio
nspo
litik
: Out
puto
rient
iert
oder
qua
lität
sorie
ntie
rt
Posi
tioni
erun
g de
r Qua
lität
sabt
eilu
ng
Barr
iere
n zw
isch
en A
btei
lung
en u
nd F
unkt
ione
n
Führ
ungs
stil
Bezi
ehun
g M
itarb
eite
r - M
anag
emen
t: G
rupp
enar
beit,
Em
pow
erm
ent,
Bete
iligun
g an
der
Ent
sche
idun
gsfin
dung
Hum
an R
esou
rce
Man
agem
ent:
Unt
erst
ützu
ng, B
eloh
nung
, Ane
rken
nung
Fina
nzpo
litik
: Kur
zfris
tige
oder
lang
frist
ige
Ziel
e
Pers
onal
bere
itste
llung
: Wie
wer
den
Mita
rbei
ter a
usge
wäh
lt un
d im
Unt
erne
hmen
geh
alte
n
Kund
enro
rient
ieru
ng: W
ie w
erde
n di
e Ku
nden
anfo
rder
unge
n er
mitt
elt u
nd ih
re E
rfüllu
ng s
iche
rges
tellt
Inve
stiti
onsb
erei
tsch
aft i
n M
asch
inen
, Equ
ipm
ent,
Ausb
ildun
g, T
rain
ing,
Rec
rutin
g
Angs
t-Fak
tor:
Ung
ewis
shei
t der
Mita
rbei
ter ü
ber d
ie Z
ukun
ft in
Anh
ängi
gkei
t ans
tehe
nder
Ver
ände
rung
en
Die
Org
anis
atio
n m
uss
eine
n Pr
ozes
s zu
r Pro
blem
lösu
ng fe
stle
gen,
mit
dem
die
Gru
ndur
sach
en e
rmitt
elt u
nd b
esei
tigt w
erde
n kö
nnen
(8.5
.2.1
)
Die
Org
anis
atio
n m
uss
bei K
orre
ktur
maß
nahm
en M
etho
den
zur F
ehle
rver
mei
dung
anw
ende
n (8
.5.2
.2)
Die
Org
anis
atio
n m
uss
die
ergr
iffen
en K
orre
ktur
maß
nahm
en u
nd a
ngew
andt
en S
teue
rung
smec
hani
smen
auc
h be
i ähn
liche
n Pr
ozes
sen
und
Prod
ukte
n an
wen
den,
um
die
Urs
ache
n ei
nes
Fehl
ers
zu b
esei
tigen
(8.5
.2.3
)
Wet
tbew
erbe
r: In
wel
cher
Wet
tbew
erbs
situ
atio
n be
finde
t sic
h da
s U
nter
nehm
en
Die
Org
anis
atio
n m
uss
eine
n Pr
ozes
s zu
r stä
ndig
en V
erbe
sser
ung
fest
lege
n (8
.5.1
.1)
Die
Ver
bess
erun
g de
s Pr
oduk
tions
proz
esse
s m
uss
stän
dig
auf d
ie L
enku
ng u
nd R
eduz
ieru
ng d
er S
treuu
ng b
ei
Prod
uktm
erkm
alen
und
Pro
dukt
ions
proz
essp
aram
eter
n ge
richt
et s
ein.
(8.5
.1.2
)
Die
stä
ndig
e Ve
rbes
seru
ng s
etzt
ein
, sob
ald
die
Prod
uktio
nspr
ozes
se fä
hig
und
behe
rrsc
ht s
ind
oder
die
Pro
dukt
mer
kmal
e vo
rher
sehb
ar s
ind
und
die
Kund
enan
ford
erun
gen
erfü
llen
(8.5
.1.2
)

ANHANG 229
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
Dal
e et
al.
(199
7)
246
247
248
249
250
251
252
Qua
lität
sman
agem
entte
chni
ken
und
-wer
kzeu
ge
Ver
traue
n in
das
Man
agem
ent:
Übe
rzeu
gung
von
TQ
M, P
rioris
ieru
ng v
on T
QM
-Initi
ativ
en, B
estä
ndig
keit
des
Man
agem
ents
Aus
bild
ung
und
Trai
ning
: ind
ivid
uell
und
unte
rneh
men
sspe
zifis
ch a
ngem
esse
nes
Trai
ning
spro
gram
m
Gru
ppen
arbe
it
Vor
gehe
nsw
eise
: Vor
gehe
n zu
m U
mga
ng m
it P
robl
emen
Wirk
sam
keit
des
QM
-Sys
tem
s
Ver
bess
erun
gsin
frast
rukt
ur: K
oord
inat
oren
, Ste
ueru
ngsk
omite
e

230 ANHANG
A.2.2 Cluster der Erfolgskriterien Er
folg
s-be
reic
h
Bef
ähig
ung
und
Verh
alte
n
Bef
ähig
ung
und
Verh
alte
n
Bef
ähig
ung
und
Verh
alte
n
Erfo
lgs-
pote
ntia
l
Führ
ung
Führ
ung
Führ
ung
Erfo
lgsk
riter
ium
Qua
lität
sver
stän
dnis
Führ
ungs
kräf
te-
qual
ifika
tion
Führ
ungs
com
mitm
ent
Ans
atzp
unkt
e
Not
wen
digk
eit d
es V
erbe
sser
ungs
beda
rfs e
rken
nen
Res
sour
cen
und
Auss
tattu
ng z
ur V
erfü
gung
ste
llen
Philo
soph
ie/B
ewus
stse
in fü
r die
stä
ndig
e Ve
rbes
seru
ngQ
ualit
ätsv
erbe
sser
ung
führ
t zu
wirt
scha
ftlic
her S
tabi
lität
Stan
dpun
kt b
zgl.
Qua
lität
alle
n ve
rdeu
tlich
enQ
ualit
ätsv
erbe
sser
ung
wird
als
kon
tinui
erlic
her P
roze
ss v
erst
ande
n, m
it de
m
Ziel
, das
Niv
eau
stän
dig
zu s
teig
ern
Qua
lität
sver
bess
erun
g w
ird a
ls la
ngfri
ster
, sch
wie
riger
Pro
zess
ang
eseh
en, m
it de
m z
ukün
ftige
n H
erau
sfor
deru
ngen
beg
egne
t wer
den
könn
enIn
tern
e un
d ex
tern
e K
unde
norie
ntie
rung
Qua
lität
sver
bess
erun
g is
t Bes
tand
teil
der Q
ualit
ätsp
oliti
kQ
ualit
ät h
at V
orra
ng g
gü. K
oste
n un
d Ze
itLa
ngfri
stig
e Zi
ele
sind
wic
htig
er a
ls k
urzf
ristig
eQ
ualit
ätsv
erbe
sser
ung
bede
utet
prä
vent
iv v
erbe
sser
nIn
vest
ition
sber
eits
chaf
tFü
hrun
gsst
ilPo
sitio
nier
ung
der Q
ualit
ätsa
btei
lung
Schu
lung
sbed
arf e
rmitt
eln
Führ
ung
befä
hige
nFü
hrun
gsen
twic
klun
gspr
ogra
mm
Führ
ungs
verh
alte
nR
ecru
ting
Indi
vidu
elle
und
unt
erne
hmen
sspe
zifis
ch a
ngem
esse
ne S
chul
ung
Verh
alte
nsän
deru
ng
Einh
eitli
ches
Com
mitm
ent z
um V
erbe
sser
ungs
proz
ess
Erfo
lgse
rlebn
isse
Bet
eilig
ung
der F
ühru
ngU
nter
stüt
zung
der
Mita
rbei
ter b
ei d
en V
erbe
sser
ungs
aktiv
itäte
nM
oder
ne F
ühru
ngsm
etho
den
Verp
flich
tung
des
Man
agem
ents
in B
ezug
auf
Qua
lität
kla
rste
llen
und
vorle
ben
Führ
ung
orga
nisi
ert u
nd le
itet d
en Q
ualit
ätsv
erbe
sser
ungs
proz
ess
Vertr
auen
in d
as M
anag
emen
t und
das
dau
erha
fte C
omm
itmen
t (Be
stän
digk
eit)
Que
llen
Schn
eide
rman
(198
8),
Dem
ing
(198
1),
Feig
enba
um, C
rosb
y,
Ishi
kaw
a, G
AO
-Stu
die
(199
1), I
SO 9
000
Gru
ndsä
tze,
EFQ
M
Gru
ndsä
tze,
Imai
KA
IZEN
-K
onze
pte,
ISO
900
1, IS
O
9004
, TS
1694
9, D
ale
et a
l. (1
997)
Cro
sby,
Sar
aph
et a
l. (1
989)
, ISO
900
4, D
ale
et
al. (
1997
)
Segh
ezzi
(200
3),
Schn
eide
rman
(198
8),
Dem
ing
(198
1), C
rosb
y,
Ishi
kaw
a, S
arap
h et
al.
(198
9), S
term
an e
t al.
(199
7), G
AO
-Stu
die
(199
1),
Ahire
/Gol
har (
1996
), Ah
ire/O
'Sha
ughn
essy
(1
997)
, ISO
900
0 G
rund
sätz
e, E
FQM
G
rund
sätz
e, IS
O 9
004,
Dal
e et
al.
(199
7)
Nr. 1 2 3

ANHANG 231
Bef
ähig
ung
und
Ver
halte
n
Bef
ähig
ung
und
Ver
halte
n
Bef
ähig
ung
und
Ver
halte
n
Bef
ähig
ung
und
Ver
halte
n
Mita
rbei
ter
Mita
rbei
ter
Mita
rbei
ter
Mita
rbei
ter
Mita
rbei
ters
chul
ung
Mita
rbei
term
otiv
atio
n
Em
pow
erm
ent
Ver
ände
rung
sfäh
igke
it
Verb
esse
rung
stec
hnik
en s
chul
en
Prob
lem
lösu
ngst
echn
iken
sch
ulen
Verb
esse
rung
spro
zess
/Qua
lität
spro
gram
m s
chul
enM
itarb
eite
r bef
ähig
en, d
ie S
chlü
ssel
proz
esse
zu
verb
esse
rnM
oder
ne T
rain
ings
met
hode
n ei
nset
zen
Ausb
ildun
gspr
ogra
mm
pla
nen
Schu
lung
sbed
arf e
rmitt
eln
Wirk
sam
keit
der S
chul
ung
beur
teile
nFi
nanz
ielle
Mitt
el b
erei
tste
llen
Indi
vidu
elle
und
unt
erne
hmen
sspe
zifis
ch a
ngem
esse
ne S
chul
ung
Aner
kenn
ung/
Bel
ohnu
ngAn
reiz
syst
emEr
folg
serle
bnis
Mita
rbei
terb
etei
ligun
gM
otiv
atio
n du
rch
Führ
ungs
kräf
teM
otiv
atio
nspr
ozes
s
Frei
raum
(Sel
bstm
otiv
atio
n)Ve
rant
wor
tung
übe
rtrag
enVe
rbes
seru
ngsz
eit e
inrä
umen
Frei
heit
zum
Tes
ten
von
Lösu
ngen
Be
fugn
isse
übe
rtrag
enBe
ding
unge
n sc
haffe
nBe
zieh
ung
zum
Man
agem
ent s
chaf
fen
Geg
ense
itige
Kom
mun
ikat
ion
förd
ern
Mita
rbei
terä
ngst
e er
kenn
enVe
ränd
erun
gen
kom
mun
izie
ren
Offe
ne P
robl
emku
ltur s
chaf
fen
Arbe
itspl
atza
ngst
erk
enne
nKo
mm
unik
atio
n vo
n Vo
rsch
läge
n un
d M
einu
ngen
erm
öglic
hen
Angs
t-Fak
tor b
erüc
ksic
htig
en: U
ngew
issh
eit b
ei V
erän
deru
ngen
Barr
iere
n zw
isch
en A
beilu
ngen
und
Fun
ktio
nen
abba
uen
Jura
n (1
998)
, S
term
an/R
epen
ning
(199
7),
Dem
ing
(198
1),
Feig
enba
um, E
xba
(200
3),
Sar
aph
et a
l. (1
989)
, GAO
-S
tudi
e (1
991)
, Ahi
re/G
olha
r (1
996)
, A
hire
/O'S
haug
hnes
sy
(199
7), E
FQM
Gru
ndsä
tze,
IS
O 9
001,
ISO
900
4, D
ale
et a
l. (1
997)
Seg
hezz
i (20
03),
Jura
n (1
998)
, Sch
neid
erm
an
(198
8), D
emin
g (1
981)
, Fe
igen
baum
, Cro
sby,
Is
hika
wa,
Ahi
re/G
olha
r (1
996)
, A
hire
/O'S
haug
hnes
sy
(199
7), I
SO 9
000
Gru
ndsä
tze,
EFQ
M
Gru
ndsä
tze,
ISO
900
4, T
S
1694
9, D
ale
et a
l. (1
997)
Seg
hezz
i (20
03),
Ste
rman
/Rep
enni
ng (1
997)
, Ju
ran
(199
8), F
eige
nbau
m,
GAO
-Stu
die
(199
1),
Ahi
re/G
olha
r (19
96),
Ahi
re/O
'Sha
ughn
essy
(1
997)
, ISO
900
4, T
S
1694
9, D
ale
et a
l. (1
997)
Dem
ing
(198
1), C
rosb
y,
Pfe
ifer (
2001
), S
term
an e
t al
. (19
97),
Jura
n (1
998)
, IS
O 9
001,
ISO
900
4, D
ale
et a
l. (1
997)
4 5 6 7

232 ANHANG
Um
setz
ung
und
Met
hode
Um
setz
ung
und
Met
hode
Um
setz
ung
und
Met
hode
Um
setz
ung
und
Met
hode
Ver
bess
erun
gs-
proz
ess
Ver
bess
erun
gs-
proz
ess
Ver
bess
erun
gs-
proz
ess
Met
hodi
k
Ziel
orie
ntie
rung
Vorg
ehen
swei
se
Erge
bnis
sich
erun
g
Prob
lem
lösu
ngs-
met
hode
Qua
lität
sver
bess
erun
g in
Übe
rein
stim
mun
g m
it Q
ualit
ätsp
oliti
k un
d -z
iele
nQ
ualit
ativ
e un
d qu
antit
ativ
e Zi
ele
berü
cksi
chtig
enVe
rbes
seru
ngsz
iele
fest
lege
nAk
tivitä
ten
auf B
asis
der
Zie
le a
blei
ten
Her
unte
rbre
chen
von
Ver
bess
erun
gszi
elen
Ziel
kons
eque
nz s
iche
rste
llen
Vorg
ehen
zur
Pro
jekt
ausw
ahl u
nd P
rioris
ieru
ngSy
stem
atis
cher
Pro
zess
Proz
ess
der k
ontin
uier
liche
n Ve
rbes
seru
ng z
ur E
rrei
chun
g de
r Zie
leEn
tsch
eidu
ngsp
roze
ss z
ur Im
plem
entie
rung
von
Maß
nahm
enBe
teilig
ung
der M
itarb
eite
r an
der E
ntsc
heid
ungs
findu
ngKo
rrek
tur-
und
Vor
beug
ungs
maß
nahm
enPr
oble
mlö
sung
in G
rupp
enar
beit
(inte
rdis
zipl
inär
)Pr
ozes
sver
bess
erun
g D
efin
ierte
s Q
ualit
ätsv
erbe
sser
ungs
prog
ram
mPr
ozes
sman
agem
ent
Audi
ts a
ls V
erbe
sser
ungs
inst
rum
ent n
utze
nLe
nkun
g un
d R
eduz
ieru
ng d
er S
treuu
ng b
ei P
rodu
ktm
erkm
alen
und
Pr
oduk
tions
proz
essp
aram
eter
nVe
rbes
seru
ngsi
nfra
stru
ktur
sch
affe
n: K
oord
inat
oren
, Ste
ueru
ngsk
omite
e et
c.
Reg
elkr
eise
, Erg
ebni
sana
lyse
n un
d So
ll-Is
t-Ver
glei
che
Erge
bnis
se ü
berw
ache
n un
d be
wer
ten,
um
Pro
blem
e au
f Dau
er z
u lö
sen
Erge
bnis
se e
rhal
ten
und
aufz
eich
nen
Maß
nahm
enco
ntro
lling
und
Kenn
zahl
enBe
richt
eEr
gebn
isse
auf
and
ere
Ber
eich
e üb
ertra
gen
Syst
emat
isch
e Pr
oble
mlö
sung
smet
hode
für d
ie w
irksa
me
Prob
lem
iden
tifik
atio
n un
d -lö
sung
Proz
ess
zur P
robl
emlö
sung
, um
die
Urs
ache
n zu
erm
ittel
nD
aten
erm
ittlu
ng fü
r ein
e za
hlen
basi
erte
Ent
sche
idun
gsfin
dung
Anal
ysie
ren
Seg
hezz
i (20
03),
Jura
n (1
998)
, Fei
genb
aum
, C
rosb
y, E
FQM
Gru
ndsä
tze,
Im
ai K
AIZ
EN
-Kon
zept
e, IS
O
9001
, IS
O 9
004,
TS
1694
9
Seg
hezz
i (20
03),
Jura
n (1
998)
, Sch
neid
erm
an
(198
8), D
emin
g (1
981)
, Fe
igen
baum
, Cro
sby,
Is
hika
wa,
Pfe
ifer (
2001
), E
xba
(200
3), S
arap
h et
al.
(198
9), S
term
an e
t al.
(199
7), G
AO-S
tudi
e (1
991)
, IS
O 9
000
Gru
ndsä
tze,
E
FQM
Gru
ndsä
tze,
ISO
90
01, I
SO
900
4, T
S 16
949,
D
ale
et a
l. (1
997)
Feig
enba
um, C
rosb
y,
Pfe
ifer (
2001
), S
arap
h et
al.
(198
9), G
AO-S
tudi
e (1
991)
, Im
ai K
AIZ
EN
-Kon
zept
e, IS
O
9001
, IS
O 9
004,
TS
1694
9
Sch
neid
erm
an (1
988)
, C
rosb
y, G
AO-S
tudi
e (1
991)
, IS
O 9
000
Gru
ndsä
tze,
E
FQM
Gru
ndsä
tze,
Imai
K
AIZ
EN-K
onze
pte,
ISO
90
01, I
SO
900
4, T
S 16
949,
D
ale
et a
l. (1
997)
8 9 10 11

ANHANG 233
Um
setz
ung
und
Met
hode
Dau
erha
fte
Erfo
lgss
iche
rung
Dau
erha
fte
Erfo
lgss
iche
rung
Met
hodi
k
Aus
gew
ogen
heit
Erfo
lgss
iche
rung
Met
hode
nein
satz
Aus
gew
ogen
e V
erbe
sser
ung
Rev
iew
Met
hode
n ei
nset
zen
Met
hodi
sche
Unt
erst
üztu
ng fü
r die
Pro
blem
lösu
ng s
iche
rste
llen
Dok
umen
tatio
n üb
er a
ngew
ende
te u
nd a
nzuw
ende
nde
Pro
blem
ösun
gste
chni
ken
Ang
emes
sene
sta
tistis
che
Met
hode
n ei
nset
zen
(z.B
. SP
C)
Met
hode
n zu
r Feh
lerv
erm
eidu
ngQ
ualit
ätsm
anag
emen
ttech
nike
n un
d -w
erkz
euge
Ope
rativ
e un
d st
rate
gisc
he P
roje
kte
durc
hfüh
ren
Ver
bind
ung
zwis
chen
Pro
dukt
ion
und
Pro
dukt
entw
ickl
ung
vers
tehe
n un
d be
rück
sich
tigen
Zeitv
erzö
geru
ng z
wis
chen
Ver
bess
erun
gen
des
Pro
dukt
ions
proz
esse
s un
d de
r V
erbe
sser
ung
der F
ähig
keit
zur E
ntw
ickl
ung
berü
cksi
chtig
enC
ross
funk
tiona
le V
erbe
sser
ung
Alle
Akt
ivitä
ten
und
Sys
tem
e vo
n P
rodu
ktio
n un
d D
iens
tleis
tung
und
and
eren
B
erei
chen
im U
nter
nehm
en e
inbe
zieh
enR
ealis
ieru
ngs-
und
Unt
erst
ützu
ngsp
roze
sse
berü
cksi
chtig
enal
le in
tere
ssie
rten
Par
teie
n be
rück
sich
tigen
Inno
vativ
e P
roje
kte
förd
ern
Kom
plex
ität d
er P
roze
sse
(org
anis
ator
isch
und
tech
nolo
gisc
h) b
ei d
en
Ver
bess
erun
gser
folg
en b
erüc
ksic
htig
enG
esam
tleis
tung
der
Org
anis
atio
n ve
rbes
sern
Mes
sen
des
Forts
chrit
ts d
es Q
ualit
ätsv
erbe
sser
ungs
prog
ram
ms
Man
agem
entb
ewer
tung
en b
zw. R
evie
ws
durc
hfüh
ren
Zykl
us fü
r die
Bew
ertu
ng fe
stle
gen
Ben
chm
arki
ng d
urch
führ
enLe
rnen
(Dou
ble-
loop
-lear
ning
) för
dern
Ver
bess
ern
Man
agem
entb
ewer
tung
en s
ind
Ver
pflic
htun
g de
r obe
rste
n Le
itung
Sta
nd u
nd E
rgeb
niss
e de
r Qua
lität
szie
le u
nd V
erbe
sser
ungs
tätig
keite
n al
s Ei
ngab
en n
utze
nA
nfor
deru
ngen
abg
leic
hen
und
neue
Ver
bess
erun
gspo
tent
iale
abl
eite
nE
rfahr
ungs
aust
ausc
h fö
rder
n
Seg
hezz
i (20
03),
Sch
neid
erm
an (1
988)
, D
emin
g (1
981)
, IS
O 9
004,
TS
169
49, D
ale
et a
l. (1
997)
Seg
hezz
i (20
03),
Ste
rman
/Rep
enni
ng (1
997)
, S
chne
ider
man
(198
8),
Dem
ing
(198
1), E
xba
(200
3), S
term
an e
t al.
(199
7), G
AO-S
tudi
e (1
991)
, IS
O G
rund
sätz
e, E
FQM
G
rund
sätz
e, IS
O 9
004
Jura
n (1
998)
, Cro
sby,
Fe
igen
baum
, GAO
-Stu
die
(199
1), A
hire
/Gol
har (
1996
), A
hire
/O'S
haug
hnes
sy
(199
7), E
FQM
Gru
ndsä
tze,
Im
ai K
AIZE
N-K
onze
pte,
ISO
90
01, I
SO
900
4, T
S 16
949,
D
ale
et a
l. (1
997)
12 13 14

234 ANHANG
A.3 Operationalisierung der Erfolgskriterien
A.3.1 Qualitätsverständnis (1)1 1. Die Führungskräfte verstehen die kontinuierliche Qualitätsverbesserung als ein wesentliches
Kriterium für die dauerhafte Zukunftssicherung des Unternehmens!
2. Die Erreichung der Qualitätsziele hat eine höhere Priorität als die Erreichung der Kostenziele!
3. Die Erreichung der Qualitätsziele hat eine höhere Priorität als die Erreichung der Liefertermi-ne!
4. Die Zielvereinbarungen der Führungskräfte beinhalten Qualitätsziele!
5. Die Prozessqualität ist genauso wichtig wie die Produktqualität!
6. Das Top-Management diskutiert auf unternehmensweiten Treffen häufig über die hohe Bedeu-tung der Qualität!
7. Es stehen adäquate finanzielle und personelle Ressourcen für die Durchführung von Qualitäts-verbesserungsaktivitäten und -projekten zur Verfügung!
A.3.2 Führungskräftequalifikation (2)2 1. Die Führungskräfte sind in der Anwendung von Analyse- und Verbesserungsmethoden (z.B.
Statistische Prozessregelung, Versuchsplanung, Prozessmanagement, M7, Q7) geschult!
2. Die Führungskräfte erhalten Schulungen zur Entwicklung der Sozialkompetenz (z.B. Teamfä-higkeit, Konfliktfähigkeit)!
3. Das Top-Management ist dazu befähigt, Verbesserungsteams zu coachen, d.h. Verbesserungs-teams bei der Lösungsfindung zu beraten, zu begleiten und zu fördern, ohne eigene Lösungen vorzuschlagen!
4. Die Schulung der Führungskräfte erfolgt unter Einsatz moderner Trainingsmethoden (z.B. Simulationen, Planspiele, Wiederholtrainings, E-learning etc.)!
5. Die Wirksamkeit durchgeführter Schulungsmaßnahmen wird durch geeignete Methoden über-prüft!
1 vgl. u.a. Fragen aus Untersuchungen von Ahire/O'Shaughnessy (1998), S. 12, 16; Anderson et al. (1995), S. 644;
Flynn et al. (1995), S. 687f. 2 vgl. hierzu auch Malorny (1997), S. 37f.; Malorny (1996), S. 446-448

ANHANG 235
A.3.3 Führungscommitment (3)3 1. Die Führungskräfte haben sich zur Durchführung von Qualitätsverbesserungsaktivitäten ver-
pflichtet!
2. Die Vorgesetzten führen regelmäßig Treffen durch, um mit ihren Mitarbeitern über Problem-schwerpunkte im Arbeitsbereich zu diskutieren!
3. Die Führungskräfte motivieren ihre Mitarbeiter zur aktiven Mitarbeit bei Qualitätsverbesse-rungsprojekten und -aktivitäten!
4. Die Führungskräfte unterstützen persönlich ihre Mitarbeiter bei der Durchführung von Quali-tätsverbesserungsprojekten!
5. Die Führungskräfte sind zufrieden mit den Erfolgen der Qualitätsverbesserung!
A.3.4 Mitarbeiterschulung (4)4 1. Der qualitätsbezogene Schulungsbedarf der Mitarbeiter wird jährlich ermittelt!
2. Die zur Deckung des Schulungsbedarfs notwendigen finanziellen Mittel stehen zur Verfügung!
3. Die Mitarbeiter sind in der Anwendung von Analyse- und Verbesserungsmetthoden geschult (z.B. Statistische Prozessregelung, Versuchsplanung, Prozessmanagement, Wertschöpfungs-analyse, Ishikawa-Diagramm)!
4. Bei Schulungen werden moderne Trainingsmethoden (z.B. Simulationen, Planspiele, Weider-holtrainings, E-learning) eingesetzt!
5. Die Wirksamkeit der durchgeführten Schulungsmaßnahmen wird regelmäßig überprüft!
6. Die Mitarbeiter sehen ein neues Qualitätstraining, z.B. in einer neuen Problemlösungstechnik, als „nur wieder eine neue Modeerscheinung“! [umgekehrt kodiert]
A.3.5 Mitarbeitermotivation (5)5 1. Die Mitarbeiter kenne die in ihrem Bereich zu erreichenden Qualitätsziele!
2. Hervorragende Leistungen der Mitarbeiter in Qualitätsverbesserungsprojekten werden gewür-digt (z.B. durch Anerkennungs- und Belohnungssystem)!
3. Die Mitarbeiter schlagen regelmäßig Qualitätsverbesserungsprojekte vor!
4. Die Mitarbeiter sind zufrieden mit den erreichten Qualitätsverbesserungen in ihrem Bereich!
5. Das Erlernen neuer Fähigkeiten wird anerkannt und belohnt!
6. Probleme werden von den Mitarbeitern in Teamarbeit gelöst!
3 vgl. hierzu Fragen aus Untersuchungen von Ahire/O'Shaughnessy (1998), S. 12, 16; Flynn et al. (1995), S. 687f.;
Anderson et al. (1995), S. 644 4 vgl. Fragen bei Ahire/O'Shaughnessy (1998), S. 36; Fragen zum Mitarbeitertraining und bei Flynn et al. (1995), S.
688 5 vgl. Ahire/O'Shaughnessy (1998), S. 3; Fragen zur Mitarbeiterbeteiligung bei Flynn et al. (1995), S. 688

236 ANHANG
A.3.6 Empowerment (6) 1. Jeder Mitarbeiter darf die Prozesse in seinem Arbeitsbereich verbessern!
2. Die Mitarbeiter müssen sich vor der Bearbeitung von Problemen die Zustimmung vom Mana-gement einholen! [umgekehrt kodiert]
3. Die Mitarbeiter erhalten die Zeit, sich neben ihrer operativen Tätigkeit in Qualitätsverbesse-rungsprojekten zu engagieren!
4. Die Mitarbeiter haben die Möglichkeit Lösungen zu testen!
5. Die Mitarbeiter die Möglichkeit, Lösungen zu testen, auch wenn dies den Arbeitsprozess kurz-fristig beeinflusst!
6. Den Arbeitern werden die notwendigen Ressourcen zur Verfügung gestellt, um Qualitätsprob-leme zu beseitigen!
A.3.7 Veränderungsfähigkeit (7) 1. Die Notwendigkeit von Veränderungen wird den betroffenen Mitarbeitern im Vorfeld erläu-
tert, um Ängsten und Vorbehalten zu begegnen!
2. In den betroffenen Bereichen wird ein Konsens über die Lösungsmaßnahmen herbeigeführt!
3. Den betroffenen Mitarbeitern wird angemessen erläutert, wie sich Veränderungen für sie aus-wirken!
4. Dazu werden Mitarbeiter aus den betroffenen Bereichen als Promotoren der Veränderung ein-gesetzt!
5. Es gibt Vorbehalte der Mitarbeiter, dass Verbesserungen zu Arbeitsplatzverlusten führen kön-nen! [umgekehrt kodiert]
A.3.8 Zielorientierung (8) 1. Es werden langfristig zu erreichende Qualitätsziele (Zeithorizont von mindestens drei bis fünf
Jahren) verfolgt!
2. Der Fortschritt bzgl. der Erreichung der Qualitätsziele ist transparent!
3. Aus den Qualitätszielen werden Verbesserungsziele für einzelne Bereiche oder Teams abgelei-tet!
4. Für Verbesserungsprojekte werden quantitative Ziele vereinbart!
5. Für Verbesserungsprojekte werden qualitative Ziele vereinbart!
6. Der Erfolg eines Verbesserungsprojektes wird anhand der Ziele bewertet!

ANHANG 237
A.3.9 Vorgehensweise (9)6 1. Es gibt Koordinatoren für das Qualitätsverbesserungsprogramm!
2. Qualitätsverbesserungen werden nacheinander stets als Projekt durchgeführt!
3. Es gibt ein festgelegtes Vorgehen für die Einreichung von Verbesserungs- und Projektvor-schlägen!
4. Die Auswahl der Verbesserungsprojekte/-aktivitäten erfolgt nach bekannten Kriterien!
5. Es erfolgt eine schnelle Entscheidungsfindung über die Umsetzung von erarbeiteten Lösungs-maßnahmen!
6. Verbesserungsaktivitäten werden überwiegend durch Störungen ausgelöst! [umgekehrt kodiert]
A.3.10 Ergebnissicherung (10) 1. Der Status der Umsetzung von Qualitätsverbesserungsmaßnahmen ist für alle Beteiligten bzw.
Betroffenen transparent und nachvollziehbar!
2. Es werden Kennzahlen zur Überwachung der Umsetzung von Maßnahmen eingesetzt!
3. Kritische Abweichungen haben Handlungen zur Folge!
4. Die dauerhafte Wirksamkeit der umgesetzten Verbesserungsmaßnahmen wird überprüft!
5. Erfolgreiche Maßnahmen werden soweit wie möglich auf andere Bereiche (Prozesse und Sys-teme) übertragen!
6. Projektergebnisse werden dokumentiert!
A.3.11 Problemlösungsmethode (11) 1. Dem Verbesserungsprozess liegt ein systematisches Problemlösungsvorgehen (z.B. DMAIC;
PDCA, eigenes Problemlösungsmodell) zugrunde!
2. Dieses Problemlösungsmodell ist für jeden zugänglich dokumentiert (z.B. in Broschüren oder Schulungsordnern)!
3. Jeder Mitarbeiter kennt das Problemlösungsmodell!
4. Für jede Phase dieses Problemlösungsmodells sind geeignete Methoden angegeben!
5. Das Problemlösungsmodell sieht die Analyse von Qualitätsdaten vor!
A.3.12 Methodeneinsatz (12) 1. Die Mitarbeiter setzen Analyse- und Verbesserungsmethoden gezielt zur Lösungsfindung ein!
2. Es werden insbesondere statistische Methoden (z.B. SPC) eingesetzt, um die Streuung in den Prozessen zu verringern!
3. Es gibt Beispiele über die richtige Anwendung der Methoden (z.B. aus vergangenen Projekten), auf die Mitarbeiter und Führungskräfte zugreifen können!
4. Es werden auch Kreativitätstechniken (z.B. K7, TRIZ) zur Verbesserung genutzt!
5. Die Anwendung der Qualitätstechniken erfolgt auf einem hohen Kompetenzniveau!
6 vgl. u.a. DIN EN ISO 9004:2000 S. 79f., Abschnitt 8.5.4; Ahire/O'Shaughnessy (1998), S. 35 die Fragen zum
Einsatz interner Qualitätsinformationen; Anderson et al. (1995), S. 644

238 ANHANG
A.3.13 Ausgewogenen Verbesserung (13) 1. Es wird eine Qualitätsverbesserung der Produktionsprozesse betrieben!
2. Es wird eine Qualitätsverbesserung der qualitätsrelevanten unterstützenden Prozesse betrieben!
3. Es wird eine Qualitätsverbesserung der qualitätsrelevanten administrativen Prozesse betrieben!
4. Es wird eine Qualitätsverbesserung der Forschungs- und Entwicklungsprozesse betrieben!
5. Es gibt einen Fokus auf Verbesserungsprojekte, die kurzfristig schnelle Erfolge ermöglichen! [umgekehrt kodiert]
6. Es werden häufig crossfunktionale Verbesserungsteams eingesetzt!
A.3.14 Review (14) 1. Die Wirksamkeit des Verbesserungsprozesses wird regelmäßig überprüft (Reviews)!
2. Die Bewertungen (Reviews) werden vom Top-Management durchgeführt!
3. Aus den Ergebnissen der Reviews werden Maßnahmen abgeleitet!
4. Um Lernprozesse zu fördern, wird der regelmäßige Erfahrungsaustausch zu Qualitätsthemen innerhalb der Organisation gefördert!
5. Um Lernprozesse zu fördern, wird der regelmäßige Erfahrungsaustausch zu Qualitätsfachleu-ten anderer Organisationen (z.B. Kunden oder Zulieferer) gefördert!
6. Um Lernprozesse zu fördern, werden die eigenen Leistungen mit den Leistungen anderer Be-reiche, der Wettbewerber oder Best-Practice-Beispielen verglichen (Benchmarking)!

ANHANG 239
A.4 Fragebogen
Die Beurteilung erfolgt mittels einer übersichtlichen Ampeldarstellung, die die Potentiale und Defizite schnell aufzeigt und gezielten Handlungsbedarf offen legt. Soweit möglich werden wesentliche Indikatoren zur Steuerung des Verbesserungsprozesses erfasst. Diese Indikatoren können kontinuierlich zur Überwachung des Qualitätsverbesserungsprozesses in ihrem Bereich verwendet werden.
Analyse
Wie wirksam sind die Aufgaben der Qualitätsverbesserung zur Optimierung von Prozessen und Systemen in Ihrem Bereich?
- Fragebogen für Führungskräfte -
Ziel dieses Fragebogens ist es zu bewerten, wie gut die wichtigen Erfolgskriterien für eine wirksame Qualitätsverbesserung in Ihrem Bereich umgesetzt sind und welche Ergebnisse erreicht werden.
Es wird eine bereichsspezifische Analyse vorgenommen: Die Stärken und Verbesserungspotentiale in Bezug auf eine wirksame Qualitätsverbesserung werden ermittelt und aus Leistungsdefiziten gezielt Ansatzpunkte zur Leistungssteigerung für Ihren Bereich abgeleitet.
Es wird eine vergleichende Auswertung der teilnehmenden Bereiche erstellt: Dazu erhält jeder Bereich eine spezifische Auswertung, um seine Leistungsfähigkeit zur Qualitätsverbesserung mit anderen Bereichen zu vergleichen.

240 ANHANG
1.
2.3.
4.
5.
6. Ja (⇒ Frage 7) Nein (⇒ Frage 8) Ja (⇒ Frage 7.1) Nein (⇒ Frage 8)
Ja (⇒ Frage 8.1) Nein (⇒ Frage 9)
Ja (⇒ Frage 8.3) Nein (⇒ Frage 8.4)
Qualitätspreis:___________ Jahr:__________ Ja, um ______________ Nein Ja (⇒ Frage 9.1) Nein (⇒ Frage 10)
10.
Ja (⇒ Frage 11.1) Nein (⇒ Frage 12)
13.1 - 2 - 3 - 4 - 5
14.
15. Wie hoch war 2004 Ihre durchschnittliche interne Fehlerrate? [in ppm oder %]
9.
11.1 Welchen Cp, Cpk-Wert legen Sie zugrunde?
11.2 Wie hoch ist der Anteil der fähigen Prozesse im Unternehmensbereich? [in %]Für wie wichtig halten Sie die Ermittlung der Prozessfähigkeit? (1= gar nicht wichtig bis 5 = sehr wichtig)Wie hoch war 2004 Ihre durchschnittliche Prozessausbeute? [in %]
Werden jährlich Qualitätsziele für den Unternehmensbereich festgelegt?
9.1 Wenn ja, welchen Anteil der Qualitätsziele haben Sie im vergangenen Geschäftsjahr (2004) erreicht? [in %]Wie hoch war 2004 die Rate der Kundenreklamationen in ihrem Bereich insgesamt? [in % der gelieferten Produkte oder als ppm-Wert]Wird in dem Unternehmensbereich die Prozessfähigkeit wesentlicher Prozesse ermittelt?
8.
11.
Wann steht das nächste externe Audit in Ihrem Bereich an (Kundenaudit oder Zertifizierungsaudit)? [Monat/Jahr ]Wann wurde das letzte externe Audit in Ihrem Bereich (Kunden- oder Zertifizierungsaudit) durchgeführt? [Monat/Jahr ]Werden in dem Unternehmensbereich regelmäßig Qualitätsverbesserungsaktivitäten durchgeführt? Sind die Qualitätsverbesserungsaktivitäten Bestandteil eines Qualitätsverbesserungsprogramms? 7.1 Wenn ja, seit wann besteht das Qualitätsverbesserungsprogramm? [Monat/Jahr]
Werden in dem Unternehmensbereich Selbstbewertungen (z.B. nach dem EFQM-Modell) durchgeführt?8.1 Wenn ja, seit wann? [Monat/Jahr]
8.2 Hat sich der Unternehmensbereich schon einmal um einen Qualitätspreis beworben?8.3 Um welchen Qualitätspreis und im welchem Jahr?
8.4 Werden Sie sich dieses Jahr um einen Qualitätspreis bewerben?
In welchem Unternehmensbereich sind Sie tätig? Entwicklung A Entwicklung B Abteilung Fertigung Qualitätssicherung sonstiger Bereich:______________________________
7.2 Welche Ziele werden mit Qualitätsverbesserungsprogramm verfolgt?
7.
Teil 1: Kurzvorstellung des UnternehmensbereichsBitte charakterisieren Sie Ihren Unternehmensbereich anhand der nachfolgenden Punkte!
Wie viele Mitarbeiter arbeiten in diesem Unternehmensbereich?
Wer ist Ihr Kunde?

ANHANG 241
Hinweis: Bitte beziehen Sie alle Aussagen nur auf Ihren Unternehmensbereich!
1. Welches Qualitätsverständnis herrscht in Ihrem Unternehmensbereich vor?
garnicht
teil-weise
voll-kommen
1.1 Die Führungskräfte verstehen die kontinuierliche Qualitätsverbesserung als ein wesentliches Kriterium für die dauerhafte Zukunftssicherung des Unternehmens! 1 2 3 4 5
1.2 Die Erreichung der Qualitätsziele hat eine höhere Priorität als die Erreichung der Kostenziele! 1 2 3 4 5
1.3 Die Erreichung der Qualitätsziele hat eine höhere Priorität als die Erreichung der Liefertermine! 1 2 3 4 5
1.4 Die Zielvereinbarungen der Führungskräfte beinhalten Qualitätsziele!1 2 3 4 5
1.5 Die Prozessqualität ist in unserem Unternehmensbereich genauso wichtig wie die Produktqualität! 1 2 3 4 5
1.6 Das Top-Management (Unternehmensleitung) diskutiert auf unternehmensweiten Treffen häufig über die hohe Bedeutung der Qualität! 1 2 3 4 5
1.7 Es stehen adäquate finanzielle und personelle Ressourcen für die Durchführung von Qualitätsverbesserungsaktivitäten und -projekten zur Verfügung! 1 2 3 4 5
2.
garnicht
teil-weise
voll-kommen
2.1 Die Führungskräfte sind in der Anwendung von Analyse- und Verbesserungsmethoden geschult (insbesondere statistische Prozessregelung, Versuchsplanung, Prozessmanagement, M7, Q7)!
1 2 3 4 52.2 Die Führungskräfte erhalten Schulungen zur Entwicklung der
Sozialkompetenz (z.B. Teamfähigkeit, Konfliktfähigkeit)! 1 2 3 4 52.3 Das Top-Management (Unternehmensleitung) ist dazu befähigt,
Verbesserungsteams zu coachen, d.h. Verbesserungsteams bei der Lösungsfindung zu beraten, zu begleiten und zu fördern, ohne eigene Lösungen vorzuschlagen! 1 2 3 4 5
2.4 Die Schulung der Führungskräfte erfolgt unter Einsatz moderner Trainingsmethoden (Simulationen, Planspiele, Wiederholtrainings, E-learning etc.)! 1 2 3 4 5
2.5 Die Wirksamkeit von durchgeführten Schulungsmaßnahmen wird durch geeignete Methoden überprüft! 1 2 3 4 5
Bitte kreuzen Sie auf einer Skala von 1 bis 5 an, wie stark die nachfolgenden Aussagen auf diesen Unternehmensbereich zutreffen: 1 = trifft gar nicht zu, 5 = trifft vollkommen zu
Teil 2: Fragen zur Wahrnehmung der Qualitätsverbesserungsaufgaben in Ihrem Unternehmensbereich
Nr. AussageDiese Aussage stimmt…
Weiß ich nicht
Nr. AussageDiese Aussage stimmt…
Weiß ich nicht
Werden die Führungskräfte dazu befähigt, die Qualitätsverbesserung in dem Unternehmensbereich voranzubringen?

242 ANHANG
3.
garnicht
teil-weise
voll-kommen
3.1 Die Führungskräfte haben sich zur Durchführung von Qualitätsverbesserungsaktivitäten in diesem Unternehmensbereich verpflichtet! 1 2 3 4 5
3.2 Die Vorgesetzten führen regelmäßig Treffen durch, um mit ihren Mitarbeitern über Problemschwerpunkte im Arbeitsbereich zur diskutieren! 1 2 3 4 5
3.3 Die Führungskräfte motivieren ihre Mitarbeiter zur aktiven Mitarbeit in Qualitätsverbesserungsprojekten! 1 2 3 4 5
3.4 Die Führungskräfte unterstützen persönlich ihre Mitarbeiter bei der Durchführung von Qualitätsverbesserungsprojekten! 1 2 3 4 5
3.5 Die Führungskräfte sind zufrieden mit den Erfolgen der Qualitätsverbesserung! 1 2 3 4 5
4.
garnicht
teil-weise
voll-kommen
4.1 Der qualitätsbezogene Schulungsbedarf der Mitarbeiter wird jährlich ermittelt! 1 2 3 4 5
4.2 Die zur Deckung des Schulungsbedarfs notwendigen finanziellen Mittel stehen zur Verfügung! 1 2 3 4 5
4.3 Die Mitarbeiter sind in der Anwendung von Analyse- und Verbesserungsmethoden geschult (insbesondere Statistische Prozessregelung, Versuchsplanung, Prozessmanagement, Wertschöpfungsanalyse, Ishikawa-Diagramm etc.)! 1 2 3 4 5
4.4 Bei Schulungen werden moderne Trainingsmethoden (Simulationen, Planspiele, Weiderholtrainings, E-learning etc.) eingesetzt!
1 2 3 4 54.5 Die Wirksamkeit der durchgeführten Schulungsmaßnahmen wird
regelmäßig überprüft! 1 2 3 4 54.6 Die Mitarbeiter sehen ein neues Qualitätstraining, z.B. in einer neuen
Problemlösungstechnik, als „nur wieder eine neue Modeerscheinung“ an! [umgekehrt kodiert] 1 2 3 4 5
5.
garnicht
teil-weise
voll-kommen
Weiß ich nicht
5.1 Die Mitarbeiter kennen die in ihrem Bereich zu erreichenden Qualitätsziele! 1 2 3 4 5
5.2 Hervorragende Leistungen der Mitarbeiter in Qualitäts-verbesserungsprojekten werden gewürdigt (z.B. durch Anerkennungs- und Belohnungssysteme)! 1 2 3 4 5
5.3 Die Mitarbeiter schlagen regelmäßig Qualitätsverbesserungsprojekte vor! 1 2 3 4 5
5.4 Die Mitarbeiter sind zufrieden mit den erreichten Qualitätsverbesserungen in ihrem Bereich! 1 2 3 4 5
5.5 Das Erlernen neuer Fähigkeiten wird anerkannt und belohnt! 1 2 3 4 55.6 Probleme werden von den Mitarbeitern in Teamarbeit gelöst! 1 2 3 4 5
Nr. AussageDiese Aussage stimmt…
Weiß ich nicht
Inwieweit werden die Qualitätsverbesserungsaktivitäten im Unternehmensbereich unterstützt und gefördert?
Nr. Weiß ich nicht
Nr. Aussage
Diese Aussage stimmt…
Werden die Mitarbeiter geschult, um kontinuierlich alle qualitätsrelevanten Prozesse in ihrem Arbeitsbereich zu verbessern?
Sind die Mitarbeiter dazu motiviert, sich an Verbesserungsaktivitäten zu beteiligen?
Diese Aussage stimmt…Aussage

ANHANG 243
6.
garnicht
teil-weise
voll-kommen
Weiß ich nicht
6.1 Jeder Mitarbeiter darf die Prozesse in seinem Arbeitsbereich verbessern! 1 2 3 4 5
6.2 Die Mitarbeiter müssen sich vor der Bearbeitung von Problemen die Zustimmung vom Management einholen! [umgekehrt kodiert] 1 2 3 4 5
6.3 Die Mitarbeiter erhalten die Zeit, sich neben ihrer operativen Tätigkeit in Qualitätsverbesserungsprojekten zu engagieren! 1 2 3 4 5
6.4 Die Mitarbeiter haben die Möglichkeit, Lösungen zu testen! 1 2 3 4 56.5 Die Mitarbeiter haben die Möglichkeit, Lösungen zu testen, auch wenn
dies den Arbeitsprozess kurzfristig beeinflusst! 1 2 3 4 56.6 Den Mitarbeitern werden die notwendigen Ressourcen zur Verfügung
gestellt, um Qualitätsprobleme zu beseitigen! 1 2 3 4 5
7.
garnicht
teil-weise
voll-kommen
Weiß ich nicht
7.1 Die Notwendigkeit von Veränderungen wird den betroffenen Mitarbeitern im Vorfeld erläutert, um Ängsten und Vorbehalten zu begegnen! 1 2 3 4 5
7.2 In den betroffenen Bereichen wird ein Konsens über die Lösungsmaßnahmen herbeigeführt! 1 2 3 4 5
7.3 Den betroffenen Mitarbeitern wird angemessen erläutert, wie sich die Veränderungen für sie auswirken! 1 2 3 4 5
7.4 Dazu werden Mitarbeiter aus den betroffenen Bereichen als Förderer (Promotor) der Veränderung eingesetzt! 1 2 3 4 5
7.5 Es gibt Vorbehalte der Mitarbeiter, dass Verbesserungen zu Arbeitsplatzverlusten führen können! [umgekehrt kodiert] 1 2 3 4 5
8.
garnicht
teil-weise
voll-kommen
8.1 Es werden langfristig zu erreichende Qualitätsziele verfolgt (Zeithorizont von mindestens 3 bis 5 Jahren)! 1 2 3 4 5
8.2 Der Fortschritt bzgl. der Erreichung der Qualitätsziele isttransparent! 1 2 3 4 5
8.3 Aus den Qualitätszielen werden Verbesserungsziele für einzelne Bereiche oder Teams abgeleitet! 1 2 3 4 5
8.4 Für Verbesserungsprojekte werden quantitative Ziele vereinbart! 1 2 3 4 58.5 Für Verbesserungsprojekte werden qualitative Ziele vereinbart! 1 2 3 4 58.6 Der Erfolg eines Verbesserungsprojektes wird anhand dieser Ziele
bewertet! 1 2 3 4 5
Nr. Aussage
Diese Aussage stimmt…
Gibt es klare Vorstellungen, welche Ziele mit dem Verbesserungsprozess erreicht werden sollen?
Nr. Aussage
Diese Aussage stimmt…
Nr. AussageDiese Aussage stimmt…
Weiß ich nicht
Haben die Mitarbeiter die Kompetenz und die Verantwortung, Verbesserungen durchzuführen?
Werden die Ängste und Barrieren der Mitarbeiter bei der Einführung von Änderungen berücksichtigt?

244 ANHANG
9.
garnicht
teil-weise
voll-kommen
9.1 Es gibt Koordinatoren für das Qualitätsverbesserungsprogramm! 1 2 3 4 59.2 Qualitätsverbesserungen werden nacheinander stets als Projekt
durchgeführt! 1 2 3 4 59.3 Es gibt ein festgelegtes Vorgehen für das Einreichen von
Verbesserungs- und Projektvorschlägen! 1 2 3 4 59.4 Die Auswahl der Verbesserungsprojekte/-aktivitäten erfolgt nach
bekannten Kriterien! 1 2 3 4 59.5 Es erfolgt eine schnelle Entscheidungsfindung über die Umsetzung
von erarbeiteten Lösungsmaßnahmen! 1 2 3 4 59.6 Verbesserungsaktivitäten werden überwiegend durch Störungen
ausgelöst! [umgekehrt kodiert] 1 2 3 4 5
10.
garnicht
teil-weise
voll-kommen
10.1 Der Status der Umsetzung von Qualitätsverbesserungsmaßnahmen ist für alle Beteiligten nachvollziehbar!
1 2 3 4 510.2 Es werden Kennzahlen zur Überwachung der Umsetzung von
Maßnahmen eingesetzt! 1 2 3 4 510.3 Kritische Abweichungen haben Handlungen zur Folge! 1 2 3 4 510.4 Die dauerhafte Wirksamkeit der umgesetzten
Verbesserungsmaßnahmen wird überprüft! 1 2 3 4 510.5 Erfolgreiche Maßnahmen werden soweit wie möglich auf andere
Bereiche (Prozesse und Systeme) übertragen! 1 2 3 4 510.6 Projektergebnisse werden dokumentiert! 1 2 3 4 5
11.
garnicht
teil-weise
voll-kommen
11.1 Dem Verbesserungsprozess liegt ein systematisches Problemlösungsvorgehen zur Ermittlung und Beseitigung von Ursachen zugrunde (z.B. DMAIC, PDCA, Problemlösungsstern, eigenes Problemlösungsmodell)! 1 2 3 4 5
11.2 Dieses Problemlösungsmodell ist für jeden zugänglich dokumentiert (z.B. in Broschüren oder Schulungsordnern)! 1 2 3 4 5
11.3 Jeder Mitarbeiter kennt das Problemlösungsmodell! 1 2 3 4 511.4 Für jede Phase dieses Problemlösungsmodells sind geeignete
Methoden angegeben! 1 2 3 4 511.5 Das Problemlösungsmodell sieht die Analyse von Qualitätsdaten (z.B.
Fehlerquoten, Nacharbeitsraten) vor! 1 2 3 4 5
Wird die Umsetzung von Projektergebnissen (Verbesserungen) überwacht und bei Abweichungen Maßnahmen ergriffen?
Gibt es eine klare Vorgehensweise, vorzugsweise in Form von Projekten, für die Durchführung von Verbesserungsvorhaben?
Nr. AussageDiese Aussage stimmt…
Weiß ich nicht
Nr. AussageDiese Aussage stimmt…
Weiß ich nicht
Nr. Aussage
Gibt es ein festes Vorgehen zur Problemlösung, mit dem die Problemursachen ermittelt und beseitigt werden können!
Diese Aussage stimmt…
Weiß ich nicht

ANHANG 245
12.
garnicht
teil-weise
voll-kommen
12.1 Die Mitarbeiter setzen Analyse- und Verbesserungsmethoden gezielt zur Lösungsfindung ein! 1 2 3 4 5
12.2 Es werden insbesondere statistische Methoden (z.B. SPC) eingesetzt, um die Streuung in den Prozessen zu verringern! 1 2 3 4 5
12.3 Es gibt Beispiele über die richtige Anwendung der Methoden (z.B. aus vergangenen Projekten), auf die Mitarbeiter und Führungskräfte zugreifen können! 1 2 3 4 5
12.4 Es werden auch Kreativitätstechniken (z.B. K7, TRIZ) zur Verbesserung genutzt! 1 2 3 4 5
12.5 Die Anwendung der Qualitätstechniken erfolgt auf einem hohen Kompetenzniveau! 1 2 3 4 5
13.
garnicht
teil-weise
voll-kommen
13.1 Es wird eine Qualitätsverbesserung der Produktionsprozesse betrieben! 1 2 3 4 5
13.2 Es wird eine Qualitätsverbesserung der qualitätsrelevanten produktionsnahen (unterstützenden) Prozesse betrieben! 1 2 3 4 5
13.3 Es wird eine Qualitätsverbesserung der qualitätsrelevanten Verwaltungsprozesse betrieben! 1 2 3 4 5
13.4 Es wird eine Qualitätsverbesserung der Forschungs- und Entwicklungsprozesse betrieben! 1 2 3 4 5
13.5 Es gibt einen Fokus auf Verbesserungsprojekte, die kurzfristig schnelle Erfolge ermöglichen! [umgekehrt kodiert] 1 2 3 4 5
13.6 Es werden häufig crossfunktionale (bereichsübergreifende) Verbesserungsteams eingesetzt! 1 2 3 4 5
14.
garnicht
teil-weise
voll-kommen
14.1 Die Wirksamkeit des Verbesserungsprozesses wird regelmäßig überprüft (Reviews)! 1 2 3 4 5
14.2 Die Bewertungen (Reviews) werden vom Top-Management (Unternehmensleitung) durchgeführt! 1 2 3 4 5
14.3 Aus den Ergebnissen der Reviews werden Maßnahmen abgeleitet!1 2 3 4 5
14.4 Um Lernprozesse zu fördern, wird der regelmäßige Erfahrungs-austausch zu Qualitätsthemen innerhalb des Unternehmens gefördert! 1 2 3 4 5
14.5 Um Lernprozesse zu fördern, wird der regelmäßige Erfahrungs-austausch mit Qualitätsfachleuten anderer Unternehmen (z.B. Kunden oder Zulieferer) gefördert! 1 2 3 4 5
14.6 Um Lernprozesse zu fördern, werden die eigenen Leistungen mit den Leistungen anderer Bereiche, der Wettbewerber oder Best-Practice-Beispielen verglichen (Benchmarking)! 1 2 3 4 5
Nr. Aussage
Nr. AussageDiese Aussage stimmt…
Weiß ich nicht
Nr. AussageDiese Aussage stimmt…
Weiß ich nicht
Werden Qualitätsverbesserungsaktivitäten für die produktrelevanten operativen Prozesse (Produktionsprozesse, unterstützende Prozesse und administrative Prozesse) und strategischen Prozesse (Forschungs- und Entwicklungsprozesse) durchgeführt?
Wird der Verbesserungsprozess einer regelmäßigen Überprüfung durch das Management unterzogen, um dessen Wirksamkeit und Erfolg sicherzustellen?
Werden Analyse- und Verbesserungsmethoden und -techniken eingesetzt?Diese Aussage stimmt…
Weiß ich nicht

246 ANHANG
WertWird nicht
ermittelt1.
1 2 3 4 5
2.1 2 3 4 5
3.1 2 3 4 5
4.1 2 3 4 5
WertWird nicht
ermittelt
5. 1 2 3 4 5
6.1 2 3 4 5
7.1 2 3 4 5
8.1 2 3 4 5
WertWird nicht
ermittelt9.
1 2 3 4 5
10.1 2 3 4 5
11.1 2 3 4 5
12.1 2 3 4 5
völlig unwichtig
Wie hoch ist die durchschnittliche Laufzeit von Verbesserungsprojekten? [in Tagen pro Projekt]
Wie viele Schulungstage pro Mitarbeiter wurden dieses Jahr für die Schulung von Analyse- und Verbesserungstechniken aufgewendet? [Tage pro Mitarbeiter]
Die Fragen 9-12 beziehen sich auf die Zeit , die für die Durchführung von Verbesserungsmaßnahmen zur Verfügung steht
völlig unwichtig
In diesem Teil werden Kennzahlen zu den Qualitätsverbesserungsaktivitäten in Ihrem Bereich erhoben. Sollten Sie die Daten nicht ermitteln, kreuzen Sie bitte "wird nicht ermittelt" an. Bitte geben Sie unabhängig davon für jede der nachfolgenden Kennzahlen auf einer Skala von 1 bis 5 an, für wie wichtig Sie diese halten! (1 = völlig unwichtig ... 5 = sehr wichtig)
Die Fragen 1-4 beziehen sich auf alle Führungskräfte des Unternehmensbereichs
Diese Kennzahl ist …
Teil 3: Fragen zur Leistung Ihrer Qualitätsverbesserungsaktivitäten
völlig unwichtig
Diese Kennzahl ist …
Diese Kennzahl ist …
Wie viel Arbeitszeit wird monatlich für Korrekturmaßnahmen (Reparatur und Nacharbeit) eingeplant? [in Manntagen pro Monat]Wie viel Arbeitszeit wird monatlich für die Erarbeitung von Vorbeugungs- und Verbesserungsmaßnahmen eingeplant? [in Manntagen pro Monat]
Wie lange dauert im Durchschnitt die Implementierung von Verbesserungsmaßnahmen? [in Tagen pro Maßnahme]
Wie viele Verbesserungsprojekte wurden in diesem Jahr pro Mitarbeiter bereits vorgeschlagen? [Anzahl pro Mitarbeiter]
Welcher Anteil der Führungskräfte hat in diesem Jahr Verbesserungsprojekte geleitet? [in % der Gesamtanzahl der Führungskräfte]Wie viele oberste Leitungsmitglieder haben in diesem Jahr bereits persönlich Verbesserungsteams gecoacht? [in % der Mitglieder der obersten Leitung]
Wie viele Schulungstage pro Führungskraft wurden dieses Jahr für die Schulung von Analyse- und Verbesserungstechniken aufgewendet? [Tage pro Führungskraft]
Wie hoch ist der Anteil der Mitarbeiter, die regelmäßig in Verbesserungsprojekten mitarbeiten haben? [in % der Gesamtanzahl der Mitarbeiter]Welcher Anteil der Mitarbeiter ist in Analyse- und Verbesserungstechniken geschult? [in % der Mitarbeiter]
Welcher Anteil der Führungskräfte wurde insgesamt in Analyse- und Verbesserungstechniken geschult? [in % der Führungskräfte]
sehr wichtig
sehr wichtig
sehr wichtig
Die Fragen 5-8 beziehen sich auf alle Mitarbeiter des Unternehmensbereichs

ANHANG 247
WertWird nicht
ermittelt13.
1 2 3 4 5
14.
1 2 3 4 5
Wert
Wird nicht
ermittelt
Allgemein:15.
1 2 3 4 5
16.1 2 3 4 5
17.1 2 3 4 5
18.1 2 3 4 5
19.1 2 3 4 5
20.1 2 3 4 5
Operative Qualitätsverbesserung:21.
1 2 3 4 5
22.
1 2 3 4 5
23.1 2 3 4 5
Strategische Qualitätsverbesserung:24.
1 2 3 4 5
25.1 2 3 4 5
26.
1 2 3 4 5
Wie viele der Qualitätsverbesserungsprojekte beziehen sich auf die Verbesserung von operativen Prozessen (Produktion, unterstützende Prozesse und qualitätsrelevante Verwaltungsprozesse)? [absolut]
Welcher Anteil dieser gestarteten operativen Qualitätsverbesserungsprojekte wurde bereits umgesetzt oder läuft aktuell noch? [in % der durchgeführten operativen Verbesserungsprojekte]
Welcher finanzielle Aufwand ist für die Verbesserung von strategischen Prozessen bisher angefallen (Arbeitszeit der Mitarbeiter + sonstige Projektmittel + getätigte Investitionen)? [in €]
Wie viele der Qualitätsverbesserungsprojekte beziehen sich auf die Verbesserung von strategischen Prozessen (Forschungs- und Entwicklungsprozessen)? [absolut]Welcher Anteil dieser gestarteten strategischen Verbesserungsprojekte wurde bereits umgesetzt oder läuft aktuell noch? [in %]
Welcher finanzielle Aufwand ist für die Verbesserung operativen Prozesse bisher angefallen (Arbeitszeit Mitarbeiter + sonstige Projektmittel + getätigte Investitionen)? [in €]
Welchen Anteil haben Qualitätsverbesserungsprojekte an den in diesem Jahr im Unternehmensbereich durchgeführten Projekten? [in %]Wie viele der gestarteten Qualitätsverbesserungsprojekte in diesem Jahr wurde nicht umgesetzt oder abgebrochen? [in % der durchgeführten Verbesserungsprojekte]
Diese Kennzahl ist …
völlig unwichtig
Wie hoch ist die Kapazitätsauslastung des Unternehmensbereichs? [in %]
Wie viele Qualitätsverbesserungsprojekte wurden im Jahr 2005 bereits durchgeführt oder laufen aktuell im Unternehmensbereich? [absolut]
Diese Kennzahl ist …
völlig unwichtig
Die Fragen 13-15 beziehen sich auf die Mittel , die dem Unternehmensbereich zur Durchführung von Qualitätsverbesserungs-maßnahmen und -projekten zur Verfügung stehen
Welche finanziellen Mittel stehen für das Betreiben des QM-Systems zur Verfügung? [in €](QM-Systembetreibungskosten =Budget der QM-Abteilung + Budget für interne Audits + Budget für externe Audits + Budget für qualitätsbezogenen Schulungen)
Wie hoch ist der bisherige Aufwand für die Qualitätsverbesserungsprojekte (Arbeitszeit Mitarbeiter + sonstige Projektmittel + getätigte Investitionen)? [in €]
sehr wichtig
sehr wichtig
Wie häufig unterziehen Sie Ihr Qualitätsverbesserungsprogramm einem Review? [z.B. jährlich, halbjährlich, alle 2 Jahre]
Welche finanziellen Mittel (Mittel für Schulungen, Mitarbeiterressourcen, Projektmittel, Investitionen) stehen für die Durchführung von Qualitätsverbesserungsprojekten in diesem Jahr zur Verfügung? [in €]
Die Fragen 16-20 beziehen sich auf den allgemeinen Umfang der Qualitätsverbesserungsprojekte im Unternehmensbereich.

248 ANHANG
Ende des Fragebogens. Vielen Dank für Ihre Mitarbeit!
Teil 4: Zusammenfassende Bewertung
Wo liegen die Stärken Ihrer Qualitätsverbesserungsaktivitäten?
Wo liegen die größten Verbesserungspotentiale?
Bemerkungen zum Fragebogen:
Für wie erfolgreich halten Sie die im Unternehmensbereich laufenden Qualitätsverbesserungsaktivitäten? (1= gar nicht erfolgreich ... 5=sehr erfolgreich)

ANHANG 249
A.5 Kurzpräsentation im Rahmen der Modellerprobung
Wie wirksam werden die Aufgaben der Qualitätsverbesserung von Prozessen und Systemen wahrgenommen?
Was beeinflusst die Fähigkeit zur Qualitätsverbesserung?
Die wirksame ständige Qualitätsverbesserung führt zu einem dauerhaft erfolgreichen QM-System!
aber
Ausgangssituation: Wirksamkeit von QM-Systemen
I.Qualitätspolitik
und -ziele
II.Qualitäts-planung
III.Qualitäts-lenkung
IV.Qualitäts-sicherung
V.Qualitäts-
verbesserung
(a) Produkte (b) Prozesse (c) Systeme
56 % 52 % 55 %
48 % 56 % 57 %
53 % 41 % 57 %
55 % 36 % 65 %
_ 45 % 42 %
Umsetzung
X < 50 %
50 % X 75 %
75 % X
54%
54%
51%
52%
43%
53 % 46 % 55 %
I.Qualitätspolitik
und -ziele
II.Qualitäts-planung
III.Qualitäts-lenkung
IV.Qualitäts-sicherung
V.Qualitäts-
verbesserung
I.Qualitätspolitik
und -ziele
II.Qualitäts-planung
III.Qualitäts-lenkung
IV.Qualitäts-sicherung
V.Qualitäts-
verbesserung
(a) Produkte (b) Prozesse (c) Systeme
56 % 52 % 55 %
48 % 56 % 57 %
53 % 41 % 57 %
55 % 36 % 65 %
_ 45 % 42 %
Umsetzung
X < 50 %
50 % X 75 %
75 % X
X < 50 %
50 % X 75 %
75 % X
54%
54%
51%
52%
43%
53 % 46 % 55 %
Benchmarking-Studie: Wo liegen die Stärken und Schwächen des QM-Systems?

250 ANHANG
Zielsetzung und Nutzen
Zielsetzung- Schnelle Analyse der Qualitätsverbesserungsaktivitäten und des
Qualitätsverbesserungspotentials anhand von Erfolgskriterien und Indikatoren- Einführung und Aufrechterhaltung eines wirksamen QM-Systems unterstützen
Nutzen- Übersichtliche Darstellung der Stärken und Verbesserungspotentiale mittels einer
Ampeldarstellung- Modellindikatoren können für qualitätsbezogene Ziel- und Kennzahlensysteme z.B. BSC
verwendet werden- Bereichsspezifische Analyse und Ableiten von Handlungsempfehlungen
- Vergleichende Analyse der Bereiche und Ableiten von Handlungsempfehlungen
Modellstruktur und Erfolgskriterien
Frühindikatoren [Ergebnisfähigkeit]Frühindikatoren [Ergebnisfähigkeit]
Ergebnis-Indikatoren
[Qualitäts-fähigkeit]
Ergebnis-Indikatoren
[Qualitäts-fähigkeit]
Erfo
lgsd
imen
sion
en
Befä
higu
ng
und
Verh
alte
n
MEQ-Modell – Modell der Erfolgskriterien zur Qualitätsverbesserung
ErfolgspotentialeErfolgspotentiale
Qualitätsverständnis (1) Führungskräftequalifikation (2)
Führungscommitment (3)Führung
Mitarbeiterschulung (4) Mitarbeitermotivation (5)
Empowerment (6)Mitarbeiter
Veränderungsfähigkeit (7)
Um
setz
ung
und
Met
hode
Zielorientierung (8) Vorgehensweise (9)
Ergebnissicherung (10)
Verbesserungs-prozess
Problemlösungsmethode (11) Methodeneinsatz (12)Methodik
Dau
erha
fte
Erfo
lgss
iche
rung Ausgewogenheit
Erfolgssicherung
Erfolgskriterien
Ausgewogene Verbesserung (13)
Review (14)
[Potentialentfaltung]

ANHANG 251
Erfolgskriterien zur Qualitätsverbesserung
(1) Qualitätsverständnis
(2) Führungskräftequalifikation
(3) Führungscommitment
(4) Mitarbeiterschulung
(5) Mitarbeitermotivation
(6) Empowerment
(7) Veränderungsfähigkeit
(8) Zielorientierung
(9) Vorgehensweise
(10) Ergebnissicherung
(11) Problemlösungsmethode
(12) Methodeneinsatz
(13) Ausgewogene Verbesserung
(14) Review
Auswertung mittels einer Ampelsystematik
Erfolgssicherung
Review
Führung Verbesserungs-prozess Methodik Ausgewogen-
heit
Führungskräfte-qualifikation
Zielorientierung Problem-lösungsmethode
AusgewogeneVerbesserung
Führungs-commitment
Vorgehens-weise
Methoden-einsatz
Ergebnis-sicherung
Befähigung und Verhalten Methode und Umsetzung Dauerhafte ErfolgssicherungErfolgs-dimension
Erfolgs-potential
Erfolgs-kriterien
Qualitäts-verständnis
Mitarbeiter
Mitarbeiter-schulung
Mitarbeiter-motivation
Empowerment
Veränderungs-fähigkeit

252 ANHANG
Modellindikatoren - Frühindikatoren
(1) Qualitätsverständnis - Anteil der Qualitätsverbesserungskosten an den Betreibungskosten des QM-Systems
(2) Führungskräftequalifikation- Schulungsaufwand je Führungskraft- Schulungsquote Führung
(3) Führungscommitment - Beteiligungsquote der Führung - Coachingquote Top-Management
(4) Mitarbeiterschulung- Schulungsaufwand je Mitarbeiter- Schulungsquote Mitarbeiter
(5) Mitarbeitermotivation und (7) Veränderungsfähigkeit- Beteiligungsquote der Mitarbeiter - Projektvorschlagsquote Mitarbeiter
(6) Empowerment- Verbesserungszeitanteil
Modellindikatoren - Frühindikatoren
(8) Zielorientierung und (9) Vorgehensweise- Implementierungsdauer der Maßnahmen- Anzahl laufender Qualitätsverbesserungsprojekte- Anteil laufender Qualitätsverbesserungsprojekte an allen laufenden Projekten
(10) Ergebnissicherung- Umsetzungsquote insgesamt
(11) Problemlösungsmethode und (12) Methodeneinsatz- Problemlösungszeit
(13) Ausgewogene Verbesserung- Kapazitätsauslastung- Anteil operativer und strategischer Verbesserungsprojekte- Aufwand für operative und strategische Verbesserungsprojekte- Umsetzungsquote operativer und strategischer Projekte
(14) Review- Review-Frequenz

ANHANG 253
Modellindikatoren - Ergebnisindikatoren
- Anteil fähiger Produktionsprozesse- Prozessausbeute- Fehlerquote- Zielerreichungsgrad

254 ANHANG
A.6 Streudiagramme
Streudiagramm: (1) Qualitätsverständnis und (2) Führungskräftequalifikation
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(1) Qualitätsverständnis
(2)
Führ
ungs
kräf
tequ
alif
ikat
ion
Streudiagramm: (1) Qualitätsverständnis und (3) Führungscommitment
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständins
(2)
Führ
ungs
com
mit
men
t
Streudiagramm: (1) Qualitätsverständnis und (4) Mitarbeiterschulung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(4)
Mit
arbe
iter
schu
lung
Streudiagramm: (1) Qualitätsverständnis und (5) Mitarbeitermotivation
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(5)
Mit
arbe
iter
mot
ivat
ion
Streudiagramm: (1) Qualitätsverständnis und (6) Empowerment
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(6)
Empo
wer
men
t
Streudiagramm: (1) Qualitätsverständnis und (7) Veränderungsfähigkeit
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(7)
Ver
ände
rung
sfäh
igke
it
Streudiagramm: (1) Qualitätsverständnis und (8) Zielorientierung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(8)
Ziel
orie
ntie
rung
Streudiagramm: (1) Qualitätsverständnis und (9) Vorgehensweise
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(9)
Vor
gehe
nsw
eise

ANHANG 255
Streudiagramm: (1) Qualitätsverständnis und (10) Ergebnissicherung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(10)
Erg
ebni
ssic
heru
ng
Streudiagramm: (1) Qualitätsverständnis und (11) Problemlösungsmethode
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(11)
Pro
blem
lösu
ngsm
etho
de
Streudiagramm: (1) Qualitätsverständnis und (12) Methodeneinsatz
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(12)
Met
hode
nein
satz
Streudiagramm: (1) Qualitätsverständnis und (13) Ausgewogene Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(1) Qualitätsverständnis
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (1) Qualitätsverständnis und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(1) Qualitätsverständnis
(14)
Rev
iew
Streudiagramm: (2) Führungskräftequalifikation und (3) Führungscommitment
60,0%
62,0%
64,0%
66,0%
68,0%
70,0%
72,0%
74,0%
76,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(3)
Führ
ungs
com
mit
men
t
Streudiagramm: (2) Führungskräftequalifikation und (4) Mitarbeiterschulung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(4)
Mit
arbe
iter
schu
lung
Streudiagramm: (2) Führungskräftequalifikation und (5) Mitarbeitermotivation
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(5)
Mit
arbe
iter
mot
ivat
ion

256 ANHANG
Streudiagramm: (2) Führungskräftequalifikation und (6) Empowerment
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(6)
Empo
wer
men
tStreudiagramm: (2) Führungskräftequalifikation und (7)
Veränderungsfähigkeit
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(7)
Empo
wer
men
t
Streudiagramm: (2) Führungskräftequalifikation und (8) Zielorientierung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(8)
Ziel
orie
ntie
rung
Streudiagramm: (2) Führungskräftequalifikation und (9) Vorgehensweise
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(9)
Vor
gehe
nsw
eise
Streudiagramm: (2) Führungskräftequalifikation und (10) Ergebnissicherung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(10)
Erg
ebni
ssic
heru
ng
Streudiagramm: (2) Führungskräftequalifikation und (11) Problemlösungsmethode
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(11)
Pro
blem
lösu
ngsm
etho
de
Streudiagramm: (2) Führungskräftequalifikation und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(12)
Met
hode
nein
satz
Streudiagramm: (2) Führungskräftequalifikation und (12) Ausgewogene Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(13)
Aus
gew
ogen
e V
erbe
sser
ung

ANHANG 257
Streudiagramm: (2) Führungskräftequalifikation und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(2) Führungskräftequalifikation
(14)
Rev
iew
Streudiagramm: (3) Führungscommitment und (4) Mitarbeiterschulung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(4)
Mit
arbe
iter
schu
lung
Streudiagramm: (3) Führungscommitment und (5) Mitarbeitermotivation
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(5)
Mit
arbe
iter
mot
ivat
ion
Streudiagramm: (3) Führungscommitment und (6) Empowerment
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(6)
Empo
wer
men
t
Streudiagramm: (3) Führungscommitment und (7) Veränderungsfähigkeit
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(7)
Ver
ände
rung
sfäh
igke
it
Streudiagramm: (3) Führungscommitment und (8) Zielorientierung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(8)
Ziel
orie
ntie
rung
Streudiagramm: (3) Führungscommitment und (9) Vorgehensweise
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(9)
Vor
gehe
nsw
eise
Streudiagramm: (3) Führungscommitment und (10) Ergebnissicherung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(10)
Erg
ebni
ssic
heru
ng

258 ANHANG
Streudiagramm: (3) Führungscommitment und (11) Problemlösungsmethode
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(11)
Pro
blem
lösu
ngsm
etho
deStreudiagramm: (3) Führungscommitment und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
45,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(12)
Met
hode
nein
satz
Streudiagramm: (3) Führungscommitment und (13) Ausgewogene Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(3) Führungscommitment
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (3) Führungscommitment und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
60,0% 62,0% 64,0% 66,0% 68,0% 70,0% 72,0% 74,0% 76,0%
(3) Führungscommitment
(14)
Rev
iew
Streudiagramm: (4) Mitarbeiterschulung und (5) Mitarbeitermotivation
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeiterschulung
(5)
Mit
arbe
iter
mot
ivat
ion
Streudiagramm: (4) Mitarbeiterschulung und (6) Empowerment
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeiterschulung
(6)
Empo
wer
men
t
Streudiagramm: (4) Mitarbeiterschulung und (7) Veränderungsfähigkeit
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeiterschulung
(7)
Ver
ände
rung
sfäh
igke
it
Streudiagramm: (4) Mitarbeiterschulung und (8) Zielorientierung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeiterschulung
(8)
Ziel
orie
ntie
rung

ANHANG 259
Streudiagramm: (4) Mitarbeiterschulung und (9) Vorgehensweise
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeiterschulung
(9)
Vor
gehe
nsw
eise
Streudiagramm: (4) Mitarbeiterschulung und (10) Ergebnissicherung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeiterschulung
(10)
Erg
ebni
ssic
heru
ng
Streudiagramm: (4) Mitarbeiterschulung und (11) Problemlösungsmethode
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeiterschulung
(11)
Pro
blem
lösu
ngsm
etho
de
Streudiagramm: (4) Mitarbeiterschulung und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
45,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeiterschulung
(12)
Met
hode
nein
satz
Streudiagramm: (4) Mitarbeiterschulung und (13) Ausgewogene Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeiterschulung
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (4) Mitarbeiterschulung und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(4) Mitarbeitschulung
(14)
Rev
iew
Streudiagramm: (5) Mitarbeitermotivation und (6) Empowerment
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(5) Mitarbeitermotivation
(6)
Empo
wer
men
t
Streudiagramm: (5) Mitarbeitermotivation und (7) Veränderungsfähigkeit
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(5) Mitarbeitermotivation
(7)
Ver
ände
rung
sfäh
igke
it

260 ANHANG
Streudiagramm: (5) Mitarbeitermotivation und (8) Zielorientierung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(5) Mitarbeitermotivation
(8)
Ziel
orie
ntie
rung
Streudiagramm: (5) Mitarbeitermotivation und (9) Vorgehensweise
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(5) Mitarbeitermotivation
(9)
Vor
gehe
nsw
eise
Streudiagramm: (5) Mitarbeitermotivation und (10) Ergebnissicherung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(5) Mitarbeitermotivation
(10)
Erg
ebni
ssic
heru
ng
Streudiagramm: (5) Mitarbeitermotivation und (11) Problemlösungsmethode
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(5) Mitarbeitermotivation
(11)
Pro
blem
lösu
ngsm
etho
de
Streudiagramm: (5) Mitarbeitermotivation und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
45,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(5) Mitarbeitermotivation
(12)
Met
hode
nein
satz
Streudiagramm: (5) Mitarbeitermotivation und (13) Ausgewogene Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(5) Mitarbeitermotivation
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (5) Mitarbeitermotivation und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(5) Mitarbeitermotivation
(14)
Rev
iew
Streudiagramm: (6) Empowerment und (7) Veränderungsfähigkeit
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(6) Empowerment
(7)
Ver
ände
rung
sfäh
igke
it

ANHANG 261
Streudiagramm: (6) Empowerment und (8) Zielorientierung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(6) Empowerment
(8)
Ziel
orie
ntie
rung
Streudiagramm: (6) Empowerment und (9) Vorgehensweise
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(6) Empowerment
(9)
Vor
gehe
nsw
eise
Streudiagramm: (6) Empowerment und (10) Ergebnissicherung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(6) Empowerment
(10)
Erg
ebni
ssic
heru
ng
Streudiagramm: (6) Empowerment und (11) Problemlösungsmethode
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(6) Empowerment
(11)
Pro
blem
lösu
ngsm
etho
de
Streudiagramm: (6) Empowerment und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
45,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(6) Empowerment
(12)
Met
hode
nein
satz
Streudiagramm: (6) Empowerment und (13) Ausgewogene Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(6) Empowerment
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (6) Empowerment und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(6) Empowerment
(14)
Rev
iew
Streudiagramm: (7) Veränderungsfähigkeit und (8) Zielorientierung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(7) Veränderungsfähigkeit
(8)
Ziel
orie
ntie
rung

262 ANHANG
Streudiagramm: (7) Veränderungsfähigkeit und (9) Vorgehensweise
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(7) Veränderungsfähigkeit
(9)
Vor
gehe
nsw
eise
Streudiagramm: (7) Veränderungsfähigkeit und (10) Ergebnissicherung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(7) Veränderungsfähigkeit
(10)
Erg
ebni
ssic
heru
ng
Streudiagramm: (7) Veränderungsfähigkeit und (11)
Problemlösungsmethode
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(7) Veränderungsfähigkeit
(11)
Pro
blem
lösu
ngsm
etho
de
Streudiagramm: (7) Veränderungsfähigkeit und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
45,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(7) Veränderungsfähigkeit
(12)
Met
hode
nein
satz
Streudiagramm: (7) Veränderungsfähigkeit und (13) Ausgewogene
Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(7) Veränderungsfähigkeit
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (7) Veränderungsfähigkeit und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(7) Veränderungsfähigkeit
(14)
Rev
iew
Streudiagramm: (8) Zielorientierung und (9) Vorgehensweise
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(8) Zielorientierung
(9)
Vor
gehe
nsw
eise
Streudiagramm: (8) Zielorientierung und (10) Ergebnissicherung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(8) Zielorientierung
(10)
Erg
ebni
ssic
heru
ng

ANHANG 263
Streudiagramm: (8) Zielorientierung und (11) Problemlösungsmethode
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(8) Zielorientierung
(11)
Pro
blem
lösu
ngsm
etho
de
Streudiagramm: (8) Zielorientierung und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
45,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(8) Zielorientierung
(12)
Met
hode
nein
satz
Streudiagramm: (8) Zielorientierung und (13) Ausgewogene
Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(8) Zielorientierung
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (8) Zielorientierung und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(8) Zielorientierung
(14)
Rev
iew
Streudiagramm: (8) Zielorientierung und (10) Ergebnissicherung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(8) Zielorientierung
(10)
Erg
ebni
ssic
heru
ng
Streudiagramm: (8) Zielorientierung und (12) Problemlösungsmethode
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(8) Zielorientierung
(12)
Pro
blem
lösu
ngsm
etho
de
Streudiagramm: (8) Zielorientierung und (13) Ausgewogene
Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(8) Zielorientierung
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (8) Zielorientierung und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(8) Zielorientierung
(14)
Rev
iew
Streudiagramm: (9) Vorgehensweise und (10) Zielorientierung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(9) Zielorientierung
(10)
Vor
gehe
nsw
eise
Streudiagramm: (9) Vorgehensweise und (11) Problemlösungsmethode
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(9) Vorgehensweise
(11)
Pro
blem
lösu
ngsm
etho
de

264 ANHANG
Streudiagramm: (9) Vorgehensweise und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
45,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(9) Vorgehensweise
(12)
Met
hode
nein
satz
Streudiagramm: (9) Vorgehensweise und (13) Ausgewogene Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(9) Vorgehensweise
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (9) Vorgehensweise und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0%
(9) Vorgehensweise
(14)
Rev
iew
Streudiagramm: (10) Ergebnissicherung und (11) Problemlösungsmethode
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(10) Ergebnissicherung
(11)
Pro
blem
lösu
ngsm
etho
de
Streudiagramm: (10) Ergebnissicherung und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
45,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(10) Ergebnissicherung
(12)
Met
hode
nein
satz
Streudiagramm: (10) Ergebnissicherung und (13) Ausgewogene Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0%
(10) Ergebnissicherung
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (10) Ergebnissicherung und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0%
(10) Ergebnissicherung
(14)
Rev
iew
Streudiagramm: (11) Problemlösungsmethode und (12) Methodeneinsatz
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
40,0%
45,0%
50,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(11) Problemlösungsmethode
(12)
Met
hode
nein
satz

ANHANG 265
Streudiagramm: (11) Problemlösungsmethode und (13) Ausgewogene Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(11) Problemlösungsmethode
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (11) Problemlösungsmethode und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0%
(11) Problemlösungsmethode
(14)
Rev
iew
Streudiagramm: (12) Methodeneinsatz und (13) Ausgewogene
Verbesserung
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
0,0% 5,0% 10,0% 15,0% 20,0% 25,0% 30,0% 35,0% 40,0% 45,0% 50,0%
(12) Methodeneinsatz
(13)
Aus
gew
ogen
e V
erbe
sser
ung
Streudiagramm: (12) Methodeneinsatz und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 5,0% 10,0% 15,0% 20,0% 25,0% 30,0% 35,0% 40,0%
(12) Methodeneinsatz
(14)
Rev
iew
Streudiagramm: (13) Ausgewogene Verbesserung und (14) Review
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0%
(13) Ausgewogene Verbesserung
(14)
Rev
iew