Masterstudiengang Nachwachsende Rohstoffe und Erneuerbare ...

80
NaturfaserverstärkteKunststoffe
nachwachsende-rohstoffe.de
Herausgeber
Fachagentur Nachwachsende Rohstoffe e. V. (FNR)Hofplatz 1 • 18276 Gü[email protected] • www.fnr.dewww.biowerkstoffe.info
Mit finanzieller Förderung des Bundesministeriums für Ernährung, Landwirtschaft und Verbraucherschutz
Pflanzen Rohstoffe Produkte
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 1

1. Werkstoffe aus nachwachsenden Rohstoffen 4
2. Naturfaserverstärkte Kunststoffe – was ist das eigentlich? 5
3. Naturfaserverstärkte Kunststoffe – im Überblick 7
4. Die Rohstoffe: Naturfasern, Kunststoffe und Haftvermittler 12
5. Vom Hanfstroh zum Naturfaserverstärkten Kunststoff 18
6. Form- und Fließpressen mit Naturfasern – 20ein neuer Werkstoff auf Erfolgskurs
7. Naturfaserspritzgießen – ein schlafender Riese? 25
8. Exkurs: WPC – Holzfaserkunststoffe. 29Die Erfolgsgeschichte in der Bauindustrie Nordamerikas
9. Die große Bedeutung geeigneter Rahmenbedingungen 30
10. Ausblick: Potenziale für naturfaserverstärkte Kunststoffe 32
11. Adressen, Ansprechpartner, Internet-Links 37
12. Glossar 38
13. Literatur 39
Herausgeber:Fachagentur Nachwachsende Rohstoffe e.V. (FNR)Hofplatz 1 • 18276 Gü[email protected] • www.fnr.de
Mit finanzieller Förderung des Bundesministeriums für Ernährung, Landwirtschaft und Verbraucherschutz
Autoren:Dipl-Phys. Michael Karus (nova-Institut GmbH)Unter Mitwirkung von:• Dipl.-Ökonom Sven Ortmann (nova-Institut GmbH),• Dipl.-Geogr. Dominik Vogt (nova-Institut GmbH) und• Dr. Jörg Müssig (Faserinstitut Bremen e. V.)
Endredaktion: Barbara Wenig (FNR)
Bilder: BAFA GmbH, DaimlerChrysler AG, J. Dittrich GmbH, DLR e.V.,Fachagentur Nachwachsende Rohstoffe e.V., Hennecke GmbH,Institut für Kunststoffverarbeitung (IKV) Aachen, IfUL, Jakob Winter GmbH, MöllerTech GmbH, NAFGO GmbH,nova-Institut GmbH, R+S Technik GmbH, Schweiger, Stiegler,Tecnaro GmbH, Union zur Förderung von Oel- und Protein-pflanzen e. V., Werzalit AG
Gestaltung und Realisierung:WPR COMMUNICATION GmbH & Co. KG
2005
InhaltsverzeichnisImpressum
42 3
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 3

In Deutschland werden jährlich knapp17 Millionen Tonnen Kunststoffe erzeugt.Wesentliche Anteile an der Produktionhaben dabei die Polymere des Ethylens(z. B. PE) mit 2,8 Mio. t, Polyvinylchlorid(PVC) mit 1,9 Mio. t und Polypropylen(PP) mit 1,7 Mio. t. Hauptanwendungs-bereiche sind die Verpackungs-, Bau-und Automobilindustrie.
Nur in wenigen Fällen werden Kunst-stoffe pur, also unverändert, eingesetzt.In der Regel gibt man Additive und Füll-stoffe hinzu, um die Kunststoffe steifer,UV-beständiger oder auch farbig zumachen. Hierfür eignen sich neben syn-thetischen Chemikalien auch Mineralienwie Talkum oder nachwachsende Roh-stoffe wie Holzfasern und Holzmehl.
Werden besonders feste und zähe Kon-struktionswerkstoffe benötigt, greift manauf teure Spezialkunststoffe zurück oderverstärkt Standardkunststoffe wie Polypro-pylen durch Glasfasern. Jedes Jahr werdenin Europa knapp eine Million Tonnen glas-faserverstärkte Kunststoffe verbraucht undersetzen häufig Stahlkonstruktionen.Typische Anwendungen sind Automobil-teile, Rotorblätter von Windkraftanlagenund sogar selbsttragende Brücken.
Zu den Werkstoffklassen aus nachwach-senden Rohstoffen zählen neben dennaturfaserverstärkten Materialien auchBiokunststoffe aus Stärke oder Zuckerfür Verpackungen, Folien oder Catering-produkte und so genannte Holzfaser-kunststoffe. Biokunststoffe sind längstStand der Technik und punkten vor allemmit ihrer umweltfreundlichen Entsor-gung. Holzfaserkunststoffe, auch „Wood-Plastic-Composites“ genannt, sind noch inder Entwicklung. Typisches Beispiel istdie Mischung von Polypropylen (PP) mitHolzmehl, die als Granulat vorliegt undim Spritzgießverfahren zu den unteschied-lichsten dreidimensionalen Körpern ver-arbeitet werden kann.
2. Naturfaserverstärkte Kunststoffe – was ist das eigentlich?
5
Natürliche Materialien waren über Jahr-tausende die primären Werkstoffe derMenschen. Holz diente zum Haus- undSchiffbau, Flachs- und Hanffasern wurdenzu Tauen und technischen Textilien wieSegeln und Getreidesäcken verarbeitet. Inder Neuzeit und während der industriellenRevolution kamen neue Anwendungsge-
biete hinzu. Chemiker entwickelten Binde-mittel, mit deren Hilfe Naturfasern zustabilen Bauteilen verarbeitet und für diejunge Automobilindustrie zugänglichgemacht werden konnten. Henry Fordpräsentierte 1941 ein Fahrzeug, dessenKarosserie weitgehend aus harzgebun-denen Hanffasern bestand.
Mit Phenolharz gebundene Holz- undBaumwollfasern waren bis in die 80erJahre hinein wichtige Konstruktionsmate-rialien für Kraftfahrzeuge. In Westdeutsch-land vor allem für den Innenausbau eingesetzt, dienten sie im ostdeutschenTrabant sogar für die rostfreie und be-sonders leichte Außenhaut.
Seit Jahrzehnten werden auch nahezusämtliche LKW-Fahrerkabinen aus Baum-wollfasern und Phenolharzen produziert.Heute haben sich die alten Naturwerk-stoffe längst zu High-Tech-Verbünden fürdie Mittel- und Oberklassefahrzeuge derdeutschen Automobilindustrie weiterent-wickelt. Aufgrund ihrer guten Gebrauchs-eigenschaften werden sie die momentannoch dominierenden mineralölbasiertenWerkstoffe nach und nach ablösen unddabei nicht minder vielseitig und hoch-wertig sein.
4
1. Werkstoffe aus nachwachsenden Rohstoffen
Abb. 1/2: Längsschnitt durch einen Trabant(Museum Zwickau)
Abb.3: PLA-Klappboxen – ideale Verpackungenfür Obst und Gemüse
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 5

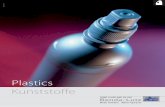
Naturfaserverstärkte Kunststoffe (NFK)sind nicht nur mechanisch stark belast-bar und leicht, sondern bereits heuteauch ökonomisch konkurrenzfähig. Sosetzte die deutsche Automobilindustrieallein im Jahr 2003 etwa 45.000 TonnenNFK ein.
Die Grafik zeigt die Erfolgsgeschichtedieser Werkstoffe seit 1996. Die naturfa-serverstärkten Kunststoffe, oft auch auf-grund ihrer zwei Komponenten Natur-faserverbundwerkstoffe genannt, kommenbislang vor allem im PKW-Innenraumzum Einsatz. Typische Anwendungen
3. Naturfaserverstärkte Kunststoffe – im Überblick
7
Naturfaserverstärkte Kunststoffe (NFK)
Unter NFK werden Werkstoffe verstan-den, die aus einem Kunststoff bestehen,der seine Stabilität durch eingearbeiteteNaturfasern erhält. Bauteile aus NFKweisen hohe Steifigkeiten und Festigkei-ten sowie eine geringe Dichte auf. Ein-fach gesagt: Sie sind mechanisch stark
belastbar und gleichzeitig leicht, alsoideal für den modernen Automobilbau.
Diese neuen Naturfaserwerkstoffe wur-den in den 80er Jahren vor allem inDeutschland entwickelt. In den 90er Jah-ren begann ihre Erfolgsgeschichte in derAutomobilindustrie und nun beginnensie, auch in anderen Branchen Fuß zufassen.
6
Naturfaserverbundwerkstoffe* in der deutschen Automobilindustrie
Abb. 4: Naturfaserverstärkte Kunststoffe machen Autos leichter und umweltfreundlicher(Spielzeugautos aus Naturfaser-Polypropylen-Spritzguss)
Abb. 5: NFK-Einsatz in der deutschen Automobilindustrie von 1996 bis 2003 (Quelle: nova-Institut 2004)
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 7

Bauteile mit ihren meist sichtbaren Natur-fasern in der Regel nicht zeigen möchte,werden sie mit Leder, Textilien oder hoch-wertigen Kunststoffen kaschiert. Das ren-tiert sich nur in der Mittel- und Oberklasse.
Alle bisher beschriebenen Teile stelltman nach dem so genannten Formpress-verfahren her. Natur- und Polypropylen-fasern werden – in einem typischen Ver-fahren – zunächst zu einem Nadelfilzverarbeitet, der dann erhitzt und in eineForm gepresst wird. Wenngleich Natur-faserformpressteile bislang fast aus-schließlich im Automobilbau zum Einsatzkommen, interessieren sich mittlerweileauch andere Branchen dafür. So lassensich inzwischen auch Bürostühle, Akten-koffer und Brillenetuis aus Naturfaser-formpressteilen herstellen.
Mit dem PP-NF- (oder ausgeschrieben:Polypropylen-Naturfaser-) Spritzgießensoll ein weiteres Verfahren kurz erwähntwerden. Hierbei wird ein Granulat ausPolypropylen und Naturfasern herge-stellt und auf marktüblichen Spritzgieß-maschinen verarbeitet.
Mit dieser Technik stellt man die meistenkleineren Kunststoffteile her, die uns imAlltag umgeben. Viele dieser Produktekönnen nun auch aus PP-NF produziertwerden. Experten sprechen wegen desenormen Potenzials von einem „schla-fenden Riesen“ – später mehr davon!
9
Werkstoffe aus Holzfasern undReißbaumwolle
Seit vielen Jahrzehnten werden Holz-faserformteile in der Automobilindus-trie im Innenraum eingesetzt. Aktuellverbraucht die deutsche Automobil-industrie jährlich knapp 40.000 TonnenHolzfaserwerkstoffe, deren Holzfaseran-teil meist bei 70 Prozent liegt. Als weitererBiorohstoff spielt Reißbaumwolle eineRolle. Dieses preiswerte Recyclingpro-dukt wird aus alten Baumwolltextilienund Produktionsabfällen gewonnen. MitPhenolharz gebunden entsteht daraus einuniverseller und weit verbreiteter Werk-stoff, der früher für Personenkraftwagen(z. B. im Trabi) genutzt wurde und heutenoch in LKW-Fahrerkabinen zum Einsatzkommt.
reichen von Türinnenverkleidungen,Hutablagen, Kofferraumauskleidungen,Reserveradmulden und Säulenverklei-dungen bis hin zum Armaturenbrett.Auch für den Außenbereich werdenerste Bauteile (z.B. als Unterboden-schutz) in Serie produziert.
Wichtigste Anwendungen für Naturfaser-verbundwerkstoffe sind die Türinnenver-kleidungen. In den meisten deutschenMittel- und Oberklassefahrzeugen mit
aufwändigen Türkonstruktionen findenwir heute Naturfasern wie Flachs, Hanf,Jute, Kenaf, Sisal oder auch Abaca. Vonzusätzlichem Vorteil ist hier, dass dieNaturfaserverbundwerkstoffe im Falleeines Unfalls nicht zum Splittern neigenund gute akustische Eigenschaften (Schall-dämmung) besitzen.
In Kleinwagen mit simplen Türaufbautenist der Einsatz von NFK zu teuer. Da manim Automobil die Oberfläche der NFK-
8
Abb. 6: Pkw mit Formpressteilen
Abb. 7: Naturfaserkoffer aus Flachs, Hanf,Kenaf und PP-Matrix
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 9

11
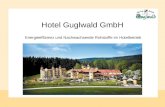
Die Tabelle zeigt, welche unterschiedlichenNaturwerkstoffe in der deutschen Auto-mobilindustrie zum Einsatz kommen.Insgesamt sind es 160.000 t im Jahr oderumgerechnet durchschnittlich 16 kg Natur-
und Pflanzenfasern in jedem in Deutsch-land produzierten PKW und LKW. In derTabelle nicht berücksichtigt sind Natur-fasern in der Dämmung des Motorraumsoder in Sitzpolsterungen (Kokosfasern).
Warum werden Naturfaser-verbundwerkstoffe von der Auto-industrie eingesetzt?
Naturfaserverstärkte Kunststoffe undvor allem die bei den neuen Anwendun-gen dominierenden Formpressteile weiseneine Reihe interessanter Eigenschaftenauf, die sie für die Automobilindustrieund zunehmend auch andere Industrie-zweige interessant machen: Aufgrund
ihrer guten mechanischen Eigenschaftenund ihrer geringen Dichte sind sie idealfür Leichtbau geeignet und ermöglicheneine Gewichtsersparnis bis zu 30 Prozent.Die Automobilindustrie weiß zudem ihreguten akustischen Eigenschaften ebensozu schätzen wie ihre Luftdurchlässigkeit,die die spätere Kaschierung erleichtert.NFK sind herkömmlichen Kunststoffenauch ökologisch überlegen, wie verschie-dene Sach- und Ökobilanzen belegen.
Bei Unfällen zeigt sich ein weiterer Vor-teil: Sie splittern nicht und brechen ohnescharfe Kanten. Und schließlich sind –zumindest bei komplexen, hochwertigenTürkonstruktionen in der Mittel- undOberklasse – auch die Produktionskostenkonkurrenzfähig. Und das, obwohl einFormpressteil aufwändiger zu produzierenist als ein reines Kunststoffteil. Betrachtetman aber die Gesamtkonstruktion derTür, so kann das NFK-Material punkten,weil sich bei der Produktion von Natur-faserformpressteilen mehrere Arbeits-schritte zu einem zusammenfassen lassen.So können schon im FormpressprozessHalteelemente angebracht und Kaschierungaufgelegt werden, Folgearbeiten entfallendaher.
10
Naturfaser Hauptan- Naturfaser- Durchschnittl. Naturfaser- Durchschnittl.wendungen einsatz Naturfaser- verbund- Naturfaser-
in Tonnen anteil im Ver- werkstoffe menge probundwerkstoff in Tonnen Kraftfahrzeug
Naturfasern Innenraum 18.000 ca. 40 % ca. 45.000 3,3 kg(Pflanzen- Mittel- (nur PKW: fasern ohne und Ober- 3,5 kg)Baumwolle klasse-PKWund Holz)Holzfasern Innenraum ca. 25.000 ca. 70 % ca. 36.000 ca. 4,5 kg
PKW und LKW
Reißbaum- Innenraum ca. 45.000 ca. 71 ca. 79.000 ca. 8,2 kgwolle PKW und bzw. 57 %*(Recycling) insbesondere
Fahrerkabinen LKW
Gesamt PKW und ca. 88.000 – ca. 160.000 ca. 16 kg(alle pflanzl. LKWNaturfasern)
*Die Reißbaumwollverbundwerkstoffe haben einen Faseranteil von ca. 71 Prozent, der zu 80 Prozent aus Reißbaumwolle, 5-10 Prozent Wolle und 10 – 15 Prozent anderen Fasern besteht.Der Anteil an Reißbaumwolle liegt daher bei ca. 57 Prozent.
Tab. 1: Naturfaserverbundwerkstoffe in der deutschen Automobilproduktion im Jahr 2003(Quelle: nova-Institut 2004)
Abb. 8: Flachs
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 11

1850 auf ca. 35.000 ha zur Jahrhundert-wende.
Als in den 1980er Jahren das Interesse annachwachsenden Rohstoffen und neuenAnwendungsgebieten für alte Kultur-pflanzen wuchs, widmete sich die For-schung auch verstärkt technischen Nut-zungen des Flachses.
Zusammen mit den neuen EU-Mitglieds-ländern kommt der Flachsanbau heutein der EU auf 120.000 ha (2004). WichtigsteAnbauländer sind Frankreich und Belgien.Der mit Abstand größte Teil der Flachs-produktion vollzieht sich in traditionellerWeise mit dem Ziel, hochwertige Flachs-langfasern für die Bekleidungstextilin-dustrie bereitzustellen. Als Nebenproduktentsteht die Flachskurzfaser (Werg), diefür Zellstoffe, Textilien, Verbundwerkstoffe(NFK) und Dämmstoffe genutzt wird.
Anbau und Verarbeitung von Flachskonnten sich in Deutschland trotz inten-siver Bemühungen nicht etablieren. DasKnow-how war über die Jahrzehntemehr und mehr verloren gegangen unddie Konkurrenz aus Frankreich, Belgienund Osteuropa zu stark. Heute werdenin Deutschland weniger als 100 ha (2005)angebaut.
Hanf
Auch Hanffasern werden seit Jahrtausen-den für Kleidungsstücke, Schnüre, Seileoder Netze genutzt. Hanf gehört wieFlachs zu den ältesten Kulturpflanzen:Etwa um 2.800 v. Chr. wurden in Chinadie ersten Seile aus Hanffasern erzeugt.
Es folgte die Verwendung als Textilfaser;in einem Grab aus der Chou-Dynastie
4.1 Starke Naturfasern
In modernen naturfaserverstärkten Werk-stoffen finden wir heute vor allem Flachs-und Hanffasern sowie Jute-, Kenaf-, Sisal-und Abacafasern.
Bei Flachs, Hanf, Jute und Kenaf, den sogenannten Bastfaserpflanzen, wachsendie Fasern aus den Sprossachsen. Bast-fasern bilden sich im äußeren Teil desPflanzenstängels und stabilisieren denschlanken und hohen Stängel, um z. B. einAbknicken der Pflanzen bei starkem Windzu verhindern. Der Fasergehalt dieserPflanzen konnte von ursprünglich 5 bis10 Prozent durch Züchtung auf heute 25bis 30 Prozent gesteigert werden.
Bei Sisal und Abaca dagegen stammendie Fasern aus Blattscheiden und verstär-ken die großen Blätter, bei der Baumwol-le schützen die Fasern die Samenkapsel.
In dieser Broschüre geht es mit Flachsund Hanf primär um die beiden Faser-pflanzen, die in Europa angebaut, verar-beitet und in neuen Werkstoffen verwen-det werden. Eine untergeordnete Rollespielen die Fasernessel, eine Verwandteder Brennnessel, und Kenaf in Südeuropa .
Flachs
Aus den Fasern von Flachs bzw. Faserleinwerden seit Jahrtausenden Kleidungs-stücke und andere Gebrauchsgegenständewie Schnüre, Seile und Netze hergestellt.
Flachs gehört zu den ältesten Kultur-pflanzen überhaupt. So wurden Leinsa-men bereits in einer etwa 9.000 Jahrealten Grabstätte im heutigen Iran gefun-den. Das Britische Museum in Londonstellt ein altägyptisches Faserleingewebevon 5.000 v. Chr. aus und ägyptische Dar-stellungen aus dieser Zeit zeigen uns diegesamte Wertschöpfungskette des Faser-leins, der u.a. für die Mumienbinden Ver-wendung fand. Die ältesten Leinfunde inEuropa datieren auf etwa 2.700 v. Chr. inder Schweiz; Fäden, Schnüre und Netzewaren die typischen Faserleinerzeugnisse.
Bis der Beginn der industriellen Revolu-tion den Siegeszug der Baumwollfasereinläutete, war Leinen die wichtigste Tex-tilfaser Europas. Da die Baumwolle jedocherheblich einfacher zu verarbeiten warund die Verarbeitung leicht mechanisiertwerden konnte, verdrängte sie denFlachs rasch. So sank der Flachsanbau inDeutschland von ca. 215.000 ha im Jahre
4. Die Rohstoffe: Naturfasern, Kunststoffeund Haftvermittler
Abb. 9: Flachsfeld
12 13
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 13

zeitpunkt die Vollblüte der männlichenBlüten meist im Juli.
In den letzten zehn Jahren wurde dieErntetechnik für Hanf neu entwickelt.Moderne Erntemaschinen schneiden dasHanfstroh unten ab, führen den langenStängel durch die Maschine und kürzenihn dabei auf ca. 60 cm Stücke ein, um dieWeiterverarbeitung zu erleichtern. Dieeingekürzten Hanfstängel bleiben zur sogenannten Feldröste für zwei bis vierWochen auf dem Feld liegen und werdenin dieser Zeit ein- oder zweimal gewendet.
Bei der Röste lösen sich die Kittsubstanzen(Pektine, Lignine) zwischen den Fasernund dem Reststängel auf biologischemWege und legen die Fasern frei. Es han-delt sich dabei um eine Art Fäulnispro-zess, wobei Mikroorganismen, Bakterien,Pilze sowie von ihnen erzeugte Enzyme
wirksam sind. Ohne vorherige Röste(„Grünhanf“) wird der spätere mechani-sche Faseraufschluss deutlich erschwert.Nach der Röste wird das Hanfstroh antrockenen Tagen zu Ballen gepresst undbis zum Faseraufschluss trocken gelagert.Die Lagerung kann ohne Qualitätsverlusteüber mehrere Jahre erfolgen.
An guten Standorten können jährlich 6 bis9 t Hanfstroh pro Hektar geerntet werden.Bei einem technisch nutzbaren Fasergehaltvon ca. 25 Prozent lassen sich demnach proHektar 1,5 bis 2 t Hanffasern produzieren.
Abb. 12: Eingekürztes Hanfstroh während derFeldröste
im Textilbereich und das Aufkommen derDampfschifffahrt im 19. Jahrhundert lie-ßen die Nachfrage zusammenbrechen.
Anfang der 1990er Jahre erfolgte derHanfanbau in der EU praktisch aus-schließlich in Frankreich – für die Produk-tion von Spezialzellstoff für Zigaretten-papiere. Als Anbau und Nutzung vonHanf Ende der 90er wiederentdecktwurden, mussten in vielen EU-Ländernzunächst die Anbauverbote überwundenwerden, die im Rahmen der weltweitenMarihuana-Prohibition in vielen Ländernauch für THC-armen Nutzhanf erlassenworden waren. Infolge dieser „Wieder-entdeckung der Nutzpflanze Hanf“ habensich die Anbauflächen in der EU ca. verdrei-facht – bei gleichzeitig stetig fallendenEU-Beihilfen für den Anbau bzw. die Ver-arbeitung von Hanf. Im Jahr 2005 lag dieHanfanbaufläche in der EU bei ca. 16.000 ha,der deutsche Anbau bei etwa 2.000 ha.Wichtigste Anwendungen für Hanffasernsind heute Spezialzellstoff, Verbundwerk-stoffe und Dämmstoffe.
Anbau, Ernte und Röste von Hanf
Die Aussaat des Hanfs erfolgt in Deutsch-land Mitte April bis Mitte Mai. Bis zumHochsommer haben die HanfbeständeHöhen von zwei bis vier Meter erreicht.Soll die Faser für technische Zweckegenutzt werden, ist der optimale Ernte- Abb. 11: Moderne Erntetechnik für Hanf
14 15
(1.122 – 249 v. Chr.) fand sich ein Textil-fragment, das wohl älteste erhalteneHanfprodukt. Auch das erste Papier wurdeaus Hanf hergestellt – es blieb in Chinaein Stück Hanfpapier aus der Zeit von 140bis 87 v. Chr. erhalten.
Hanfprodukte sind auch aus dem Europades Mittelalters nicht wegzudenken – Hanfwar der Rohstoff für die Herstellung vonSeilen, Segeltuch, Bekleidungstextilienund Papier. Nach 1600 erreichte Hanf alsWirtschaftsgut seine größte Bedeutungdurch den enormen Bedarf der Schifffahrtan Seilen und Segeltuch – 50 bis 100 TonnenHanffasern mussten für ein typischesSegelschiff bereitgestellt und jeweils bin-nen zwei Jahren erneuert werden.
Ab dem 18. Jahrhundert verlor der deut-sche Hanf zunehmend an Bedeutung: DieKonkurrenz durch osteuropäischen Hanf,Naturfasern aus den Kolonien, Baumwolle
Abb. 10: Hanf
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 15

Grundsätzlich unterscheidet man, unab-hängig davon, ob es sich um Polymereauf petrochemischer oder nachwachsen-der Basis handelt, duro- und thermoplas-tische Kunststoffe.
Thermoplastische Kunststoffe sind Kunst-stoffe, die sich unter dem Einfluss vonWärme plastisch verformen lassen. Inder Regel bestehen Thermoplaste ausPolymeren, aus linearen oder wenig ver-zweigten Kettenmolekülen. Sie lassensich unbegrenzt oft einschmelzen undneu formen. Dies erweist sich beim stoff-lichen Recycling als wichtiger Vorteil.Thermoplaste wurden ursprünglich vorallem im Spritzgießverfahren verarbeitet;heute sind auch Extrusion und thermo-plastisches Formpressen gängig. In Ver-bindung mit Natur- und Holzfasernkommen vor allem die petrochemischenThermoplasten Polypropylen (PP), Poly-ethylen (PE), Polyvinylchlorid (PVC)und Polystyrol (PS) zum Einsatz. Diehohen Schmelztemperaturen des Poly-amids (PA), bei denen Bestandteile derNaturfasern geschädigt würden, schließenseine Verwendung aus. Unter den ther-moplastischen Biokunststoffen finden vorallem Lignin und die stärkebasiertePolymilchsäure (PLA) Verwendung.
Duroplastische Kunststoffe dagegen lassensich, einmal ausgehärtet, nicht mehr ver-formen. Im Prozess des Aushärtens bildensich lineare Kettenmoleküle, die sich
untereinander dreidimensional vernet-zen und dadurch sehr stabil werden. InVerbindung mit Holz- und Naturfasernwerden vor allem Acrylat-, Epoxid- undPhenolformaldehydharze, Polyurethanund ungesättigte Polyesterharze verwendet.
Um die Bindung zwischen Kunststoffund Naturfasern zu verbessern, sind invielen Fällen Haftvermittler notwendig.So gehen z. B. Polypropylen (PP) undBastfasern aufgrund ihrer Polaritätennur sehr ungern eine Bindung ein. EinHaftvermittler, wie z. B. Maleinsäurean-hydrid, überwindet das Problem undführt dazu, dass die hervorragendenEigenschaften der Naturfasern über einegute Bindung zum Kunststoff auch imspäteren Verbundwerkstoff zur Geltungkommen.
Ökologie
Hanf wird ohne Pflanzenschutzmittelangebaut. Der Schädlingsdruck ist meistgering und bedroht die Faserernte nurmarginal. Auch der Einsatz von Herbizi-den ist nicht erforderlich, weil die Pflanzenso schnell und dicht wachsen, dass Un-kräuter keine Chance haben. Hanf wirdin der Fruchtfolge gerne gesehen, da erden Boden unkrautfrei und mit verbes-serter, lockerer Struktur zurück lässt.
4.2 Kunststoffe als Bindemittel
Um aus Naturfasern oder auch Naturfaser-halbzeugen moderne Werkstoffe herstel-len zu können, benötigt man Bindemittelzu ihrer Verfestigung. Traditionell wurdenhierzu tierische und pflanzliche Leime,Kleber und Harze verwendet, heute vorallem Kunststoffe. Bei Naturfaserverbund-werkstoffen spricht man auch von einer sogenannten „Kunststoffmatrix“, in die dieNaturfasern eingebettet sind.
16 17
Abb. 13: In puncto Faserfestigkeit steht Hanf der Glasfaser in nichts nach.
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 17

Vliese & Filze: Formpressteile
Preiswerter ist es, die Fasern direkt zu tex-tilen Halbzeugen wie Vliesen oder Filzen,häufig auch als „non-wovens“ bezeichnet,zu verarbeiten. Während die Fasern beiFilzen ineinander verschlungen sind, wer-den sie für Vliese nur geschichtet und durchein Bindemittel, insbesondere duroplasti-sche Harze oder Thermoplaste, verfestigt.Vorprodukte für Formpressteile (s. Kap. 6)sind sowohl reine Naturfaservliesstoffeals auch Mischfilze aus Natur- und z. B.Polypropylenfasern. In der Praxis habensich besonders Mischungen von Naturfa-sern bewährt. Werden eher feine Fasernwie Flachs oder Jute mit gröberen Fasernwie Hanf oder Sisal gemischt, so ergebensich die besten mechanischen Werte fürdie Verbundwerkstoffe. Die feinen Fasern
schaffen mehr Bindung zwischen Faserund Kunststoff, die gröberen gewähr-leisten das Eindringen des Binders in dastextile Produkt.
Fasern für Spritzgießen
Naturfasern können in verschiedener Artund Weise in die Spritzgießmassen und -granulate (s. Kap. 7) eingebracht werden.Je schlanker die Faser, desto besser dieVerstärkungen des NFK.
Qualitätsmanagement
Ohne Qualitätsmanagement über diegesamte Prozesskette können sich einhei-mische Naturfasern gegen preiswerteImportfasern nicht behaupten. Die Qua-lität der Naturfasern beginnt nicht erstbeim Faseraufschluss; die Auswahl dergeeigneten Anbaustandorte und Sorten,des Erntezeitpunkts und der Erntetech-nik, die Länge der Röstzeit, Art der Lage-rung und vieles mehr bestimmen dieQualität der Naturfasern und damitschließlich auch die Qualität der späterenVerbundmaterialien.
Abb. 15: Verschiedene Naturfaserfilze
Baumwollfasern können einfach von derPflanze gepflückt, entkörnt und vonSchmutz und Reststoffen gereinigt werden.Bei Bastfasern wie Flachs und Hanf ist derVorgang der Fasergewinnung erheblichaufwändiger und dies ist einer der wichtig-sten Gründe, warum sich Baumwolle welt-weit mit großem Abstand an der Spitze derNaturfasern platzieren konnte.
Faseraufschluss
Die Verarbeitung der Faserballen erfolgtin eigenen Faseraufschlussanlagen. Dabeiwird der Holzkern des Stängels (die spä-teren „Schäben“) gebrochen, die Faserntrennen sich vom Holz. Je nach Weiter-verarbeitung bleiben Faserbündel unter-schiedlicher Feinheit und Längenvertei-lung übrig. Während die Fasern für dietextile Verarbeitung möglichst lang, feinund schäbenfrei sein müssen, stellen tech-nische Anwendungen und insbesondereNFK nur geringe Anforderungen, die sichauch in niedrigeren Faserpreisen nieder-schlagen.
Möglichst feine und kurze Hanffasernkönnen im Spritzgießverfahren (vgl. Kap. 7)verarbeitet werden. Für Vliese und Filzefür spätere Formpressteile (vgl. Kap. 6)
dagegen werden 6 bis 10 cm lange „tech-nische Fasern“ benötigt. In beiden Fällenist ein möglichst geringer Schäbengehaltvon weniger als ein bis zwei Prozentgewünscht, da die Schäben die weitereVerarbeitung stören können – bis hin zusichtbaren Oberflächenstörungen im fer-tigen Produkt.
Gewebe
Hanffasern können versponnen und dasGarn zu technischen Geweben verwobenwerden, die für hochwertige NFK Ver-wendung finden. Da dieser Prozesswegsehr kostspielig ist, wird er bislang kaumpraktiziert (vgl. Kap. 10.1).
5. Vom Hanfstroh zum naturfaser-verstärkten Kunststoff
Abb. 14: Faseraufschlussanlage
18 19
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 19

Duroplastisches Formpressen
Bei einem exemplarischen Formpressver-fahren mit duroplastischer Matrix (vgl.Abb. 16) werden die zugeschnittenenNaturfaserhalbzeuge in der Beschich-tungskabine von zwei Hochdruckmisch-köpfen innerhalb von 10 bis 25 Sekundenauf Vorder- und Rückseite mit Polyure-than beschichtet und anschließend ineiner Metallform aus Aluminium oderStahl bei einem Schließdruck von 20 barund einer Werkzeugtemperatur von über120 °C verpresst. Die Wanddicken liegen
zwischen 1,5 und 2,0 mm, der Naturfaser-anteil kann zwischen 45 und 65 Prozentgewählt werden.
Thermoplastisches Formpressen
Auch für das Formpressen mit thermo-plastischer Matrix stehen verschiedeneVerfahren zur Verfügung. Im One-step-Verfahren werden so genannte Sand-wichvliese, hochwertige Nadelfilze ausNatur- und PP-Fasern, auf 170 bis 180 °Cerhitzt und kommen in die Formpresse.
Abb. 17: Thermoplastisches Formpressen: Sandwichvliese (braun) werden auf einer Paletteangeliefert, zur rot gekennzeichneten Kontaktheizung transportiert und erwärmt. Zusammen mitdem von der Rolle rechts zugeführten Dekor wird das Vlies dann in der Formpresse auf das grüngekennzeichnete Werkzeug aufgebracht, geformt, gepresst und mit dem Dekor verklebt (Endprodukt grau (Quelle: R+S Technik GmbH)).
6.1 Formpressteile für die Automobilindustrie – eine Erfolgsgeschichte
Von den ersten ForschungsprojektenAnfang der 1980er Jahre zu neuen An-wendungen für Naturfasern und neuenWerkstoffen auf natürlicher Basis war esein langer Weg bis zu den ersten Erfolgen:Erst seit 1995 etablierte sich mit demFormpressen von Naturfaservliesen und-filzen ein Verfahren mit hohen Zuwachs-raten in der automobilen Mittel- undOberklasse der deutschen PKW-Industrie.
Formpressen – die Grundidee
Von der Vielzahl spezieller Verfahren desFormpressens sollen hier beispielhafteinige typische Prozessketten aufgezeigtwerden. Vorprodukt, in der Fachspracheauch Halbzeug genannt, ist ein Naturfaser-vlies oder -filz. Zusammen mit demgewünschten Kunststoff wird das textileHalbzeug in eine offene Form geführt,erhitzt und unter Druck gepresst. Das soentstandene „Formpressteil“ wird aus derForm gelöst und die Ränder beschnitten.Man spricht von Formpressen im Gegen-satz zum Fließpressen (s.u.), wenn es zu
keinem Fließen von Fasern und Kunst-stoff im Werkzeug kommt. Prozessbe-dingt können durch Pressvorgänge nur„einfache“ dreidimensionale Teile gefer-tigt werden. Komplexe, nahezu beliebigedreidimensionale Teile, wie beim Spritz-gießen, sind beim Form- und auch beimFließpressen nicht herstellbar.
Etwa 35 Prozent der für die deutscheAutomobilindustrie produzierten Natur-faserformpressteile besitzen eine duro-plastische Matrix. ThermoplastischeKunststoffe verleihen 65 Prozent dieserBauteile ihre Stabilität.
6. Form- und Fließpressen mit Naturfasern – ein neuer Werkstoff auf Erfolgskurs
Abb.16: Fertigungsprinzip Nafpur-Tec-Verfahren 1) Vortrockner2) Auftragseinheit mit Hochdruckdosiermaschinemit speziellen Druckknöpfen3) beheizte Presse
20 21
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 21

Holz- und Baumwollfaserwerkstoffe(wegen besserer mechanischer und bes-serer Fogging-Werte) sowie Kunststoff-bauteile aus ABS und PC/ABS. Glasfaser-bauteile wurden hingegen bislang nur inunbedeutender Menge substituiert.
Grundsätzlich setzt die Automobilindus-trie naturfaserverstärkte Kunststoffe nurdann ein, wenn Kosten und Funktion denjeweiligen Bauteilanforderungen ent-sprechen. Dies ist in vielen Fällen gege-ben. Als spezifische Vorteile von Natur-faserverbundwerkstoffen gelten:
• Gewichtsreduktion bei Leichtbau• Gutes Crashverhalten, gute Energie-
absorption• Einfache und kosteneffiziente Prozesse
mit robusten Rezepturen• Grüne Aspekte: Ressourcenschonung,
CO2-SpeicherInteressant ist die Kostenseite: Der Natur-faserwerkstoff ist für sich genommen teu-rer als andere Materialien. Da ausgereifte
Die schmelzende Polypropylenkompo-nente formt die gewünschte Struktur undverklebt das Werkstück mit dem Dekorteil.Das Fertigteil muss nun nur nochbeschnitten werden. Der große Vorteildiese Verfahrens: In einem Pressvorgangkönnen komplette Innenverkleidungsteileinklusive Dekor und Schaumstoff sowieSoft-Touch-Oberfläche ohne Einsatz vonKlebstoffen hergestellt und sogar mitHalterungs- und Befestigungselementenversehen werden. Die Kaschierung gelingtbesonders leicht, da die Naturfaserteileluftdurchlässig sind.
Technische Daten und Preise
Welche technischen Eigenschaften habenNaturfaserformpressteile, was kosten sie,welche Werkstoffe können sie substituie-ren? Die Tabelle 2 zeigt die wichtigstentechnischen Daten für ein duroplastisches
und ein thermoplastisches Formpressteilim Vergleich.
Experten erkennen hier schnell die Stärkenund Schwächen der neuen Werkstoffe.Dichte und damit das Gewicht der Bau-teile sind niedrig. Biege- und Zugfestig-keiten liegen im Bereich der Werte vielerKonkurrenzmaterialien, die Schlagzähig-keit ebenso. Allerdings nicht im Vergleichzu Glasfaserverstärkten Kunststoffen:Werden höchste Schlagzähigkeiten vonüber 40 mJ/mm2 benötigt, können Natur-faser-Formpressteile GlasfaserverstärkeKunststoffe (GFK) (noch) nicht ersetzen.
2003 wurden bereits 45.000 t Naturfaser-formpressteile in der deutschen Auto-mobilindustrie eingesetzt. Dies sind proPKW durchschnittlich etwa 9 kg undentspricht ca. 3,5 kg Naturfasern. Dieneuen Naturfaserwerkstoffe ersetztendabei vor allem phenolharzgebundene
Kennwerte / Werkstoff NF-EP EcoCorNaturfaseranteil 65 % (Flachs & Hanf, 50:50) 50 % (Bastfasern)Kunststoffmatrix Epoxid (Duroplast) Polypropylen (Thermoplast)Dichte (g/cm3) 0,8 – 0,85 0,86 – 0,90Biegefestigkeit (N/mm2) 50 – 70 45 – 55Biege-E-Modul (N/mm2) 4.000 – 5.000 2.300 – 2.700Zugfestigkeit (N/mm2) 40 – 50 25 – 30Schlagzähigkeit (mJ/mm2) 14 – 20 25 – 35Fogging (mg) 0,2 – 0,6 0,3 – 0,9
Tab.2: Technische Kennwerte für zwei typische Naturfaserformpressteile (Quelle: Johnson Control)
22 23
Technik-Exkurs: Fließpressen
Beim Fließpressen wird aus Naturfasern oder Naturfaserhalbzeugen und einemduro- oder thermoplastischen Kunststoff zunächst eine so genannte Pressmasseproduziert. In das Werkzeug eingebracht wird sie unter Druck- und Hitzeeinwir-kung geformt. Bei Drücken von 60 bis 70 bar und Temperaturen von 130 bis 150 °Creagiert der duroplastische Matrixwerkstoff und härtet aus. Thermoplastedagegen werden auf ca. 180 °C erhitzt und härten bei der Abkühlung. Mit diesemVerfahren lassen sich hochfeste, große Bauteile mit unterschiedlichen Wanddickenherstellen. Durch das Fließen der Pressmasse können auch komplexere drei-dimensionale Körper als beim Formpressen hergestellt werden. Als erster natur-faserverstärkter, thermoplastischer Verbundwerkstoff für den Außenbereich wirdmittlerweile eine PKW-Unterbodenverkleidung in Serie produziert (A-KlasseDaimler Chrysler).
Abb.18: Türinnenverkleidung
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 23

Im vorherigen Kapitel haben wir die Form-und Fließpresstechnik kennen gelernt, diebislang den Bereich der naturfaserverstärk-ten Kunststoffe (NFK) vollkommen domi-nieren: Im Jahr 2004 wurden nahezu 99Prozent aller NFK mit diesen Verfahrenhergestellt. Mit der nun serienreifen Natur-faserspritzgießtechnik könnte sich dasändern. Die allermeisten kleineren undmittleren Kunststoffprodukte, die uns all-täglich umgeben, werden mittels Spritzgie-
ßen produziert – ein großes Potenzial fürNaturfaserprodukte!
Grundprinzip
Beim Spritzgießen, oft umgangssprachlichauch als Spritzguss bezeichnet, wird dieFormmasse meist aus granuliertem ther-moplastischem Kunststoff in der Spritz-giessmaschine direkt zu einem oft schon
7. Naturfaserspritzgießen – ein schlafender Riese?
Abb. 21: Spritzgussautomat
Verfahren jedoch mehrere Arbeitsschrittein einem vereinen (z.B. One-Step-Verfah-ren), sind die Systemkosten für das kom-plette Bauteil konkurrenzfähig.
6.2 Formpressen für andere Branchen & neue Anwendungen
Was sich im Automobilbau bewährt hat,sollte an sich auch für andere Brancheninteressant sein. Dennoch gibt es bis heutenur ganz wenige Anwendungen derNaturfaserformpresstechnik außerhalbder Automobilbranche. Denn die Auto-mobilzulieferer, die die neuen Werkstoffeherstellen, arbeiten in der Regel nur fürwenige Kunden – eben für die großenAutomobilkonzerne. Sie produzieren aberkeine Koffer, keine Möbel, keine Tablettsoder andere Produkte, für die die Form-presstechnik ebenso bestens geeignet wäre.
Dort, wo zweidimensionale oder einfachedreidimensionale Bauteile mit geringemGewicht und hoher Festig- und Steifigkeitbenötigt werden, können die Naturfaser-formpressteile eine attraktive Lösung dar-stellen, wobei sich die Naturfaseroptik hiersogar als besonderes Designelement ein-setzen lässt. Dies gilt besonders für farbigeKunststoffe, bei denen sich die Naturfasernoptisch deutlich abzeichnen. Bereits seiteinigen Jahren gibt es beispielsweise Gei-gen- und Gitarrenkoffer aus dem Naturfa-sermaterial. Aktuell bereiten verschiedeneUnternehmen die Serienproduktion vonAktenkoffern vor, die im Laufe des Jahres2005 auf den Markt kommen sollen.
Abb. 19: Koffer aus Naturfasern
24 25
Abb. 20: Tabletts und Geigenkoffer ausNaturfasern
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 25

Als Herausforderung erweist sich dabeidie gleichmäßige Zufuhr preiswerter Natur-fasern bzw. Naturfaserbänder oder -pellets.Auch wenn hier inzwischen Lösungenexistieren, besteht noch Bedarf an weitererForschung und Entwicklung. Nur wennNaturfasergranulat auf bestehenden Spritz-gießmaschinen ohne oder nur mit geringenModifikationen verarbeitet werden kann,lässt es sich vermarkten.
Produkteigenschaften
Naturfaserspritzgussprodukte können inPreis und Qualität mit anderen etab-lierten Werkstoffen gut mithalten.Bewähren sie sich in der Serienpraxis,stellen sie für viele Anwendungen eineinteressante Alternative dar. Das Materialist auch bei geringem spezifischemGewicht fest und steif, bietet sich daherals Werkstoff für Leichtbau im Automo-bil, bei Möbeln oder auch bei Transport-verpackungen an.
Die Eigenschaften der Polypropylen-naturfaserwerkstoffe (PP-NF) unterschei-den sich je nach Verfahren erheblich. Vonbesonderer Bedeutung ist die Geometrieder Naturfasern im Granulat bzw. End-produkt. Untersuchungen zeigen, dassdas Verhältnis der Länge zum Durchmes-ser der Faser der wichtigste Parameter ist.Im Idealfall liegt es deutlich über 50:1.
Kennwerte/Werkstoff PP-NF-PrüfkörperNaturfaseranteil 25 – 45 % (Flachs, Hanf und weitere)Kunststoffmatrix Polypropylen (PP) mit Haftvermittler (z. B. MAPP)Dichte (g/cm3) 0,95 – 1,1Biegefestigkeit (N/mm2) 45 – 85Biege-E-Modul (N/mm2) 3.500 – 5.500Zugfestigkeit (N/mm2) 30 – 55Schlagzähigkeit (mJ/mm2) 12 – 25Fogging (mg) 1,3 – 1,6
Tab.3: Eigenschaften von PP-NF-Werkstoffen verschiedener Hersteller
gebrauchsfertigen Formteil gegossen. Dasgeht schnell und ist in Massenproduktionkostengünstig. Die Oberfläche des Form-teils entspricht der Werkzeuginnenfläche,so lassen sich auch Strukturen und Infor-mationen übertragen. Mittels Spritzgießensind Teile bis zur Qualität der Feinwerk-technik herstellbar; Nacharbeit ist deshalbnicht oder nur in geringem Umfang erfor-derlich.
Spritzgießen gilt als am weitesten verbrei-tetes Kunststoffverarbeitungsverfahren.Es ist ein Massenfertigungsverfahren, beidem Formteile in großen Stückzahlen ge-fertigt werden können. Mit einem Spritz-gießwerkzeug können meist mehrereMillionen Formteile hergestellt werden.
Spritzgießgranulat
Das thermoplastische Kunststoffgranulat
wird in der Regel mit Additiven undFüllstoffen versetzt, die die Kunststoffesteifer, UV-beständiger oder auch farbigmachen. Hierzu eignen sich neben synthe-tischen Chemikalien auch Mineralien wieTalkum oder nachwachsende Rohstoffewie Holzfasern und Holzmehl (sieheKap. 8). Sollen die Kunststoffe auchhöheren Belastungen standhalten, kom-men Glasfasern oder auch Naturfasernals Verstärkungsfasern hinzu.
Naturfasergranulat
Das typische Naturfasergranulat bestehtaus ca. 40 Prozent Naturfasern, 55 ProzentPolypropylen (PP) und fünf Prozent Haft-vermittler. Statt eines mineralölbasiertenPolymers können auch thermoplastischverarbeitbare Biopolymere wie LigninVerwendung finden. Im Extruder werdendie Einzelkomponenten bei maximal 180 °Cheiß vermischt, granuliert und abgekühlt.
Abb. 22: Spritzgießgranulat aus Naturfasern,Polypropylen und Haftvermittlern
Abb. 23: Fächerschleifscheibe im Einsatz
26 27
Abb. 24: Fächerschleifscheibe aus Hanf
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 27

Wood Plastic Composites (WPC) vereinendie Vorteile von Holz und Kunststoff. Sieenthalten neben veränderlichen Holz-und Kunststoffanteilen auch Additive fürUV-Schutz oder Farben. Weltweit werdenjährlich inzwischen über 800.000 t WPCproduziert. Während es in Nordamerikarund 700.000 t sind, setzt man mit ge-schätzten 30.000 t für Europa noch sehrgeringe Werte an. Das am weitesten ver-breitete WPC-Produktionsverfahren inden USAist das Extrusionsverfahren, nurzwei Prozent aller Produkte wurden imSpritzgießverfahren hergestellt.
Der gesamte WPC-Absatz belief sich2002 bezogen auf Nordamerika undEuropa auf rund 750 Mio. US-Dollar, derüberwiegende Teil wurde auf dem US-Markt abgesetzt. Etwa die Hälfte davongeht in Bauprodukte wie Veranden-bodenbeläge oder -geländer aus Poly-ethylen (PE) mit einem Naturfaseranteilvon 50-70 Prozent.
Weitere große Marktsegmente stellenPromenaden, Lärmschutzwände undHafendocks sowie die Geländer-, Fenster-und Türenproduktion dar. WPC-Fenster-und Türenprofile bestehen meist aus
Polyvinylchlorid (PVC) und einem Faser-anteil von 30-70 Prozent.
In Deutschland und Europa konzentriertman sich neben Anwendungen imAußenbereich, wie Fensterrahmen undZaunsysteme, auf den WPC-Einsatz imautomobilen Innenbereich sowie Klein-teile wie Griffe.
8. Exkurs: WPC – Holzfaserkunststoffe. Die Erfolgsgeschichte in der BauindustrieNordamerikas
Abb. 25: Gartenterrasse aus WPC
Preise und Konkurrenzprodukte
PP-NF-Granulate werden heute zu Prei-sen von ca. 1,50 EUR/kg angeboten, diePreise differieren je nach genauer Rezep-tur und Menge. Am Markt treffen diePP-NF-Granulate mit den genanntenEigenschaften und Preisen auf Granulateaus technischen Thermoplasten wieABS, PC/ABS, PP-Talkum und PP-Glas-faser (bis zu einem Glasfaseranteil vonca. 20 Prozent; Verbunde mit einemhöheren Glasfaseranteil sind PP-NF ins-besondere bei der Schlagzähigkeit über-legen).
Wann PP-NF der Vorzug gegeben wird,hängt von einer Vielzahl von Gründen ab.So dürfen z. B. im Lebensmittelbereichbei Transportverpackungen keine Glas-faserverstärkten Kunststoffe eingesetztwerden – wohl aber PP-NF-Werkstoffe.
Die Vermeidung von Glasfaserstaub warauch ein wichtiges Argument für dieVerwendung von PP-NF im Trägermate-rial von Schleifscheiben.
PP-NF in ersten Serienproduktionen– wachsendes Interesse bei derIndustrie
2004 wurden in Europa zwischen 500und 1.000 t Naturfasergranulate einge-setzt, deutlich mehr als in den Vorjahren.
Die ersten Bauteile aus diesem Materialgingen bereits 2003 in Serie. So erfolg-reich, dass ein Jahr später bereits etwazehn unterschiedliche Bauteile darausproduziert wurden. Da es sich bislangvor allem um kleinere Bauteile wie Hal-tehaken am Autositz und Trägerplattenfür Schleifscheiben handelt, sind die Ton-nagen noch bescheiden. Für das Jahr 2005werden bereits zwischen 3.000 und 4.000 teingesetztes PP-NF-Granulat erwartet.
Aktuell bieten in Europa etwa fünf Unter-nehmen PP-NF-Spritzgießgranulate bzw.PP-NF-Formteile an. Gleichzeitig wartenDutzende von Patenten von zahlreichenForschungsinstituten auf ihre industrielleUmsetzung. Erst die nächsten Jahre wer-den zeigen, welche Verfahren sich amMarkt durchsetzen können.
Ausblick
Es ist zu erwarten, dass die Weiterent-wicklung in der Praxis eine immer bessereAusnutzung der sehr guten physikali-schen Eigenschaften der Naturfasern er-möglicht. Gleichzeitig werden Spritzgieß-anlagen und Werkzeuge auf das PP-NF-Material abgestimmt und das Know-howbei den Anwendern wächst.
Die schon heute realisierten Serienteilegeben einen ersten Einblick in die breitepotenzielle Anwendungspalette.
28 29
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 29

durch Übersehen ihrer speziellen Eigen-schaften – benachteiligt werden.
Beim deutschen Altfahrzeuggesetz ist esdurch die Anerkennung von Vergasungs-verfahren als rohstoffliche Verwertungder Schredderleichtfraktion gelungen,Nachteile für NFK zu überwinden undsogar kleine Vorteile gegenüber glasfa-serverstärkten Kunststoffen zu generie-ren. Sollte der Einsatz von NFK – alleinschon wegen ihrer ökologischen Vorteile(siehe Kap. 10.2) – durch entsprechende
Verordnungen und Gesetze künftigaktiv unterstützt werden, so ist bei ihrengünstigen technischen und preislichenEigenschaften mit einem großen Mark-terfolg zu rechnen.
Abb. 27: Tür-Innenverkleidung beim PKW
Da neue Werkstoffe immer in Konkur-renz zu etablierten Werkstoffen meistgroßer Unternehmen stehen, tun sie sichoft schwer, am Markt Fuß zu fassen. For-schung und Innovation sind der ersteSchritt zu hochwertigen Werkstoffen.Gerade die deutsche Industrie hat in denletzten 100 Jahren eine Vielzahl an neuenVerbundwerkstoffen entwickelt und amWeltmarkt platziert.
Für eine erfolgreiche Markteinführungist es wichtig, Kontakte zu knüpfen, aufWunsch der Kunden viele spezielleRezepturen zu erstellen, die Kunden zubemustern, ihnen beim Einsatz der Mate-rialien zur Seite zu stehen und parallel inProduktionsanlagen zu investieren.
Neue Biowerkstoffe wie NFK verlangendabei besonders viel Beratung und Be-treuung. Oft müssen Produktionsprozes-se und Werkzeuge angepasst werden.Unternehmen müssen überzeugt wer-den, auch wenn die Erfahrungen mit demWerkstoff noch gering sind. Das geht amBesten, wenn gute technische Eigenschaf-ten, günstige Produktionskosten undUmweltvorteile zusammen kommen.
Geeignete politische und wirtschaftlicheRahmenbedingungen können den Pro-zess der Markteinführung deutlich unter-stützen und beschleunigen. Da gilt es,neue Normen zu entwickeln und dieneuen Biowerkstoffe in bestehendeNormensysteme zu integrieren. Dies istinzwischen in ersten Ansätzen gesche-hen. Auch Verordnungen und Gesetzehaben erheblichen Einfluss auf denErfolg eines Werkstoffes. Das betrifft dieAbfall- und Verpackungsverordnungebenso wie das Kreislaufwirtschafts-gesetz, die EU-Altfahrzeug-Richtliniebzw. das deutsche Altfahrzeuggesetzund die Elektro- und Elektronikaltgeräte-verordnung. NFK sind dort bislang nurungenügend berücksichtigt. In vielenFällen ist es schon als positiv zu bewerten,wenn NFK-Werkstoffe nicht – einfach
9. Die große Bedeutung geeigneter Rahmenbedingungen
30 31
Abb. 26: Lüftung im PKW
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 31

realisiert werden können. Zurzeit stehendem nicht nur die Kosten der Biokunst-stoffe, sondern auch die geringe Auswahlgeeigneter Biomatrixmaterialien entgegen.
Einige NFK mit Biomatrix sind jedochbereits erfolgreich am Markt eingeführt:Ligningebundene Hanf- und Flachsfaser-werkstoffe, die im Spritzgießen verarbeitetwerden, haben mit ihren spezifischenEigenschaften bereits ihre Nische gefun-den. Mit steigenden Produktionsmengenwird der Preis sinken und die Erschlie-ßung neuer Anwendungsfelder möglich.
10.2. Marktentwicklung, Preise und Ökologie
Die zukünftigen Produktions- und Ein-satzmengen von NaturfaserverstärktenKunststoffen (NFK) hängen von einerVielzahl von Faktoren ab. Zu nennen sinddabei insbesondere:• Technische Eigenschaften: Sind die tech-
nischen Kennwerte und die Verarbeit-barkeit von NFK attraktiv? Könnenbestehende Techniken weiter verbessert,neue Anwendungen gefunden werden?Wird es bahnbrechende Neuentwicklun-gen geben?
• Preise: Sind NFK preislich konkurrenz-fähig? Nimmt ihre Konkurrenzfähig-keit mit dem steigenden Ölpreis zu?Welche Rolle spielen Subventionen imEndpreis der Produkte?
• Versorgungssicherheit: Wird es bei steigen-der Nachfrage genügend Naturfasern inEuropa und auf den Weltmärkten geben?
• Ökologie: Welche ökologischen Vorteilezeigen NFK gegenüber bisherigen Werk-stoffen? Liegen hierzu Ökobilanzen vor?Welche Bedeutung haben NFK in einernachhaltigen Wirtschaft?
• Politisch-wirtschaftliche Rahmenbedingungen:Wie entwickeln sich die Rahmenbe-dingungen für die weitere Einführungvon NFK? Werden Verordnungen undGesetze den spezifischen Vorteilen derNFK gerecht?
Neue Anwendungen und Rahmenbedin-gungen wurden bereits erörtert. Wie siehtes aber mit Preisen, Versorgungssicherheitund ökologischen Vorteilen aus?
Abb. 29: Gehäuse für Kugellautsprecher ausARBOFORM (Hanf plus Lignin)
10.1. Neue Verfahren und Anwendungen
Wollen sich die NFK in den nächstenJahren neue Anwendungsfelder erschließenund die erfolgreiche Nische der Automobil-industrie verlassen, müssen neue Verfahrenund auch Rohstoffe entwickelt und erprobtwerden.
Für die Herstellung von endlosfaser-verstärkten Profilen wäre beispielsweisedas Pultrusions- oder auch Strangzieh-verfahren eine Möglichkeit. Dabei werdenNaturfaserbänder in einem kontinuier-
lichen Verfahrensablauf verarbeitet. EineSerienfertigung steht jedoch noch aus.
Für Kleinserien auch großer Teile ist dasHandlaminieren geeignet. Zunächst wirdfür die spätere Bauteilgeometrie eine Formaus Holz oder ähnlichen Materialien ge-fertigt, auf die das Laminat aufgebrachtwird. Das Laminat besteht aus einer duro-plastischen Matrix und Geweben oderFilzen. Mit diesem Verfahren wurdenbereits Helme, Boote und auch Skate-boards mit NFK produziert.
Besondere Chancen bietet die Modifika-tion der Naturfaser. Mit verfeinerten,auffibrillierten Naturfasern lassen sichstabilere Werkstoffe herstellen. Teilweisewerden doppelte Kennwerte erreicht,die denen glasfaserverstärkter Teile ent-sprechen. Die Fibrillierung kann dabeimechanisch, physikalisch-chemisch oderauch enzymatisch erfolgen. Hier ist nichtnur Forschung notwendig, der Prozessder Verfeinerung muss außerdem nochpreiswerter werden.
Mittelfristig steht die Verwendung vonBiokunststoffen als NFK-Matrix ganzoben auf der Wunschliste, da hiermitbesonders umweltfreundliche Werkstoffe
10. Ausblick: Potenziale für Naturfaser-verstärkte Kunststoffe (NFK)
Abb. 28: Kanu aus NaturfaserverstärktenKunststoffen (handlaminiert)
32 33
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 33

haltigen Wirtschaft erlangt dieser Aspektzunehmend an Bedeutung.
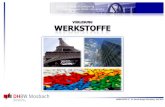
In den letzten Jahren wurden in Deutsch-land eine Reihe von Sach-, Energie- undÖkobilanzen erstellt, die naturfaserver-stärkte Kunststoffe (NFK) mit bisherigenWerkstofflösungen verglichen. In prak-tisch allen Fällen schnitten die NFK-Werkstoffe besser ab. Abbildung 30 zeigtexemplarisch den kumulierten Energie-aufwand (KEA) für eine Türinnen-verkleidung aus einem ABS-Kunststoff inRelation zu einem Naturfaserformpress-teil. Ein Naturfaserformpressteil lässt sichmit nur etwa halb soviel Energie herstel-len wie ein ABS-Bauteil. Andere Harz-systeme, beispielsweise auf Basis nach-wachsender Rohstoffe, können weitereEinsparungen bringen.
Weitaus mehr Energie lässt sich währendder Laufzeit des Fahrzeugs mit NFK ein-sparen: Da NFK-Verkleidungen leichtersind als beispielsweise GFK, benötigtdas Fahrzeug auch weniger Kraftstoff.Weitere Vorteile bieten sich bei der Ent-sorgung. Die thermische Nutzung (Ver-brennung) des Naturfaseranteils erfolgtweitgehend CO2-neutral. Bei thermoplas-tischen NFK ist im Gegensatz zu glasfa-serverstärkten Kunststoffen auch einestoffliche Wiederverwertung möglich.Aus dem Altmaterial kann neues PP-NF-Granulat mit kaum schlechteren Eigen-schaften hergestellt werden. Bei einemder gängigen Entsorgungsverfahren, derVergasung der geschredderten NFK-Tei-le, tragen die Naturfasern im Gegensatzzu Glasfasern oder mineralischen Füll-stoffen außerdem positiv zur Stoff- und
Preise
Die bereits am Markt etablierten natur-faserverstärkten Kunststoffe (NFK) sindschon heute preislich konkurrenzfähig –zumindest in ihren heute wichtigsten An-wendungsbereichen. Beihilfen und Sub-ventionen spielen bei der Preisgestaltungnur eine sehr geringe Rolle.
Wie für jede andere „Grande Culture“ inder EU gibt es auch für Hanf und Flachseine Anbaubeihilfe. Sie trägt der EU-Agrarstruktur Rechnung und ist keinespezielle Naturfaser- oder NFK-Beihilfe.Für die Produktion der Hanf- und Flachs-Kurzfasern erhält der Verarbeitungsbe-trieb eine Verarbeitungsbeihilfe in Höhevon 90 EUR/t bzw. 0,09 EUR/kg. Dies istdie einzige spezifische Beihilfe in derWertschöpfungskette vom Hanf/Flachszum NFK. Ihre prozentuale Bedeutungwird in der Tabelle deutlich. Im fertigenNFK-Produkt liegt der prozentuale Anteilder Beihilfe unter zwei Prozent.
Die während der letzten Jahre kontinuier-lich steigenden Ölpreise verbessern diePreissituation der NFK gegenüber reinenKunststoffwerkstoffen zusätzlich.
Versorgungssicherheit
Die Potenziale zur Produktion von Flachsund Hanf sind in der EU noch bei weitemnicht ausgeschöpft: Zudem werden unter-schiedliche Naturfasern auf dem Welt-markt aus verschiedenen, wirtschaftlichweitgehend voneinander unabhängigenRegionen wie Europa, Asien, Afrika undSüdamerika angeboten. Engpässe könnenso leicht ausgeglichen werden.
Ökologie
Ökologische Vorteile sind ein weiterer,wichtiger Pluspunkt für naturfaserver-stärkte Kunststoffe. Im Rahmen einer nach-
Material Marktpreis Enthaltene Subvention Enthaltenein EUR/kg (Verarbeitungsbeihilfe) Subvention
in EUR/kg in %
Flachs- und Hanffasern 0,50 – 0,60 0,09 ca. 15 %PP-NF-Granulat 1,50 0,04 ca. 3 %(Faseranteil 40 %)PP-NF-Produkt > 2,00 0,04 < 2 %
Tab. 4: Subventionen bei naturfaserverstärkten Kunststoffen am Beispiel von PP-NF-Spritzgießen
34 35
Abb.30: Kumulierter Energieaufwand (KEA) für die Herstellung des Trägerwerkstoffes für eineTürinnenverkleidung aus hanfnadelfilzverstärktem Epoxidharz und ABS-Spritzguss.ABS steht für Acrylnitril-Butadien-Styrol-Copolymer und ist ein gängiger Kunststoff
Quelle: Müssig 2001
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 35

Arbeitsgemeinschaft Verstärkte Kunststoffe – Technische Vereinigung e. V. (AVK-TV)www.avk-tv.de und www.avk-natur.de
Bundesministerium für ErnährungLandwirtschaft und Verbraucherschutz,www.landwirtschaftsministerium.de
Deutscher Naturfaserverband e.V. (DNV)www.naturfaserverband.de
Deutsches Zentrum für Luft- undRaumfahrt e.V. (DLR),Institut für Strukturmechanikwww.dlr.de
Fachagentur NachwachsendeRohstoffe e.V. (FNR)www.fnr.de, www.biowerkstoffe.info
Faserinstitut Bremen e.V. (FIBRE)www.faserinstitut.de
Institut für angewandte Forschung (IAF),FH Reutlingenwww.iaf.fh-reutlingen.de
Institut für Kunststoff- und Recycling-technik Universität Kasselwww.unikassel.de/fb15/info/fb_prof.ghk
Institut für Verbundwerkstoffe GmbH(IVW), Universität Kaiserslauternwww.ivw.uni-kl.de
Interessengemeinschaft BiologischAbbaubare Werkstoffe e.V. (IBAW)www.ibaw.org
N-FibreBase – Das Informationsportalfür Naturfaserverstärkte Kunststoffewww.n-fibrebase.net
IWM Fraunhofer Institut Werkstoff-mechanik, Hallewww.iwmh.fhg.de
Das Nachrichtenportal für Nachwachsende Rohstoffewww.nachwachsende-rohstoffe.info
nova-Institut GmbHwww.nova-institut.de/nr
Technische Universität Clausthal (PUK),Institut für Polymerwerkstoffe undKunststofftechnikwww.tu-clausthal.de
Thüringisches Institut für Textil- undKunststoff-Forschung e.V. (TITK)www.titk.de
11. Adressen, Ansprechpartner, Internet-Links
Energiebilanz bei. Unterm Strich: natur-faserverstärkte Kunststoffe entlasten dieUmwelt, schonen die endlichen Ressour-cen und vermeiden CO2-Emissionen.Setzt man zusätzlich Biopolymere ein,kann die Gesamtbilanz der neuen Werk-stoffe weiter verbessert werden.
10.3. Marktpotenziale – Perspektiven für die Zukunft
Naturfaserverstärkte Kunststoffe (NFK)sind schon heute hochinteressante, inno-vative Werkstoffe für die Industrie. In derAutomobilindustrie längst etabliert, wer-den sie in einer nachhaltigen Wirtschaftauch in anderen Branchen immer mehran Bedeutung gewinnen. Denn sie könnenuns auch und gerade bei knapper werden-den Erdölressourcen all den Produktkom-fort bieten, den wir heute von den petro-chemischen Kunststoffen her gewöhntsind; und dies nachhaltig und mit deut-lich reduzierten Umweltbelastungen.
Marktpotenziale bis 2010
Derzeit werden naturfaserverstärkteKunststoffe vor allem mit drei Produk-tionsverfahren hergestellt: Form- undFließpressen sowie Spritzgießen. Die Grafikzeigt die erschließbaren Marktpotenzialedieser Verfahren bzw. Werkstoffe bis 2010unter der Annahme, dass das in der Auto-
Abb.31: Marktentwicklung naturfaser-verstärkte Kunststoffe in Deutschland bis 2010(Quelle: nova-Institut)
36 37
mobilindustrie etablierte und bewährteFormpressverfahren auch in anderenBranchen, wie z. B. Möbel- und Koffer-produktion, Fuß fassen kann.
Über das Naturfaserpolypropylenspritz-gießen (PP-NF) könnten sich Werkstoffefür eine Vielzahl von Anwendungen inund vor allem außerhalb der Automobil-industrie etablieren. Fast alle Kunststoff-produkte, die uns umgeben, werden imSpritzgießverfahren hergestellt und könn-ten auch PP-NF als Werkstoff verwenden.
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 37

Abaca – Faserpflanze (Bananenfaser), auchManila-Hanf (nicht mit Hanf verwandt)genannt; wird überwiegend auf denPhilippinen angebaut.
ABS – Abkürzung für Acrylnitril-Buta-dien-Styrol (thermoplastischer Kunststoff).
Biege E-Modul – Maß für die Steifigkeiteines Bauteils im Biegeversuch.
Biegefestigkeit – Maß für die Festigkeiteines Bauteils im Biegeversuch, Stärkeder Biegebelastung beim Bruch.
Dichte – Gewicht pro Volumen.
Extruder – ummantelte archimedischeSchraube, typische Maschine zur Kunst-stoffverarbeitung.
Fibrillierung – Auflösen der Faserbündelbei Naturfasern in kleinere Bündel undEinzelfasern.
Filz – Faservliesstoff, bei dem die Faserndurch mechanische Verschlingungen ver-festigt sind.
Fogging – Niederschlag von Emissioneneines Werkstoffs z. B. im Autoinnenraum.
GFK – Glasfaserverstärkter Kunststoff.
Glasfaser – lange, dünne Fasern, die ausGlas bestehen; zur Herstellung von Glas-fasern zieht man geschmolzenes Glasauseinander.
Granulat – rieselfähige Körner, hier einKunststoffhalbzeug.
Holzfaser – Die kleinste mit bloßem Augeerkennbare Einheit im Aufbau des Holzes,Fasern verlaufen in Wuchsrichtung.
Laminat – mehrlagiger Werkstoff, derdurch Verbinden mindestens zweier Lagengleicher oder verschiedener Materialienentsteht.
Matrix – hier: Kunststoff, in den die Faserndes Verbundwerkstoffes eingebettet sind.
Nadelfilz – siehe Filz; wobei die Ver-schlingung im Prozess mit Nadeln erfolgt.
PC/ABS – Polycarbonat-Acrylnitril-Buta-dien-Styrol (Polycarbonat ist ein syntheti-scher, klarsichtiger und sehr schlagfesterKunststoff).
Phenolharze – Synthetische Harze, diedurch eine chemische Reaktion erstarren.Erster vollsynthetischer, duroplastischerKunststoff der Welt.
12. Glossar 13. Literatur
Polymer – eine chemische Verbindung,die aus Molekülketten oder stark ver-zweigten Molekülen (Makromolekülen)besteht.
Schlagzähigkeit – Maß für die Schlag-stärke eines Bauteils, bei der im Versuchein Teststab bricht.
Steifigkeit – gibt den Widerstand einesBauteils gegenüber mechanischer Verfor-mung an.
THC – Tetrahydrocannabinol, wichtigster,berauschender Wirkstoff im Drogenhanf(Marihuana).
Vlies – Vliesstoff, bei dem die geschich-teten, lagestabilen Fasern durch ein Binde-mittel (Kleber, Harz, Thermoplast) verfe-stigt sind.
Zugfestigkeit – Maß für die Festigkeiteines Bauteils im Zugversuch, Stärke derZugbelastung, bei der ein Teststab reißt.
Robert R. Franck: Bast and other plantfibres. Verlag: Woodhead Publishing Ltd.,Cambridge (UK), 2005. ISBN: 1-85573-684-5 Price: 195,00 EUR. (Dieses Buchkann im nova Buch-Shop www.nachwachsende-rohstoffe.info/pdf/bast-plants.phperworben werden!)
Amar K. Mohanty, Manjusri Misra,Lawrence T. Drzal: Natural Fibres, Bio-polymers, and Biocomposites. Verlag:CRC Press, Taylor & Francis Group, BocaRaton (USA), 2005. ISBN: 0-8493-1741-X -Price excluding VAT (GBP) £ 875.00(Approx US$ 1,575, EUR 1,313).
Andrzej K. Bledzki, Volker E. Sperber,Universität Kassel: Wood and NaturalFibre Composites, Scientific Presenta-tions 1999 - 2005. Verlag: PPH ZAPOL,Szczecin (Polen), 2005. ISBN: 83-89260-89-1.(Preis EUR 48,00 - Achtung: Nur erhältlich über Anfrage an [email protected]
38 39
RZ_Werkstoff_180106 18.01.2006 14:27 Uhr Seite 39