O Einflüsse auf Werkstoff und Bauteil O K ... - osk-kiefer.de · 7 verfestigungsgestrahlt...
17
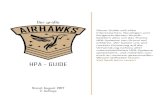
7 verfestigungsgestrahlt ungestrahlt Beim Verfestigungsstrahlen werden durch gezielten Beschuss mit durch Pressluft oder Fliehkraft beschleunigten, kugelförmigen Partikeln, die wie winzige Schmiede- hämmer wirken, begrenzte plastische und elastische Verformungen in der Bauteil- randschicht erzeugt. Bei der Herz`schen Pressung werden die plastische und elasti- sche Verformung unter der Oberfläche erzeugt. Beide Wirkungen treten stets ne- beneinander auf und werden durch die Strahlkenngrößen beeinflusst. Die elastische Verformung induziert in der plastifizierten Zone hohe Druckeigenspannungen. Das Bauteil wird durch die induzierte Druckeigenspannung an bzw. unter der Oberfläche von externen Zugspannungen entlastet und die Dauerschwingfestigkeit und die Be- ständigkeit gegen Spannungsriss- und Schwingungsrisskorrosion wird gesteigert. Gleichzeitig wird die Entstehung und Fortpflanzung von Rissen behindert. 8 Einflüsse auf Werkstoff und Bauteil durch Verfestigungsstrahlen Plastifizierte Zone Randabstand Eigenspannung 0 Druck Zug
-
Upload
hoangkhuong -
Category
Documents
-
view
214 -
download
0
Transcript of O Einflüsse auf Werkstoff und Bauteil O K ... - osk-kiefer.de · 7 verfestigungsgestrahlt...

7
verfestigungsgestrahlt
ungestrahlt
Beim Verfestigungsstrahlen werden durch gezielten Beschuss mit durch Pressluft oder Fliehkraft beschleunigten, kugelförmigen Partikeln, die wie winzige Schmiede-hämmer wirken, begrenzte plastische und elastische Verformungen in der Bauteil-randschicht erzeugt. Bei der Herz`schen Pressung werden die plastische und elasti-sche Verformung unter der Oberfläche erzeugt. Beide Wirkungen treten stets ne-beneinander auf und werden durch die Strahlkenngrößen beeinflusst. Die elastische Verformung induziert in der plastifizierten Zone hohe Druckeigenspannungen. Das Bauteil wird durch die induzierte Druckeigenspannung an bzw. unter der Oberfläche von externen Zugspannungen entlastet und die Dauerschwingfestigkeit und die Be-ständigkeit gegen Spannungsriss- und Schwingungsrisskorrosion wird gesteigert. Gleichzeitig wird die Entstehung und Fortpflanzung von Rissen behindert.
8
Einflüsse auf Werkstoff und Bauteil durch Verfestigungsstrahlen SO K
Plastifizierte Zone
S1
Wirktiefe S1
Randabstand0 [ mm
Eige
nspa
nnun
g
0
[ N/
Dru
ck
Zug
verfestigungsgestrahlt
ungestrahlt
Beim Verfestigungsstrahlen werden durch gezielten Beschuss mit durch Pressluft oder Fliehkraft beschleunigten, kugelförmigen Partikeln, die wie winzige Schmiede-hämmer wirken, begrenzte plastische und elastische Verformungen in der Bauteil-randschicht erzeugt. Bei der Herz`schen Pressung werden die plastische und elasti-sche Verformung unter der Oberfläche erzeugt. Beide Wirkungen treten stets ne-beneinander auf und werden durch die Strahlkenngrößen beeinflusst. Die elastische Verformung induziert in der plastifizierten Zone hohe Druckeigenspannungen. Das Bauteil wird durch die induzierte Druckeigenspannung an bzw. unter der Oberfläche von externen Zugspannungen entlastet und die Dauerschwingfestigkeit und die Be-ständigkeit gegen Spannungsriss- und Schwingungsrisskorrosion wird gesteigert. Gleichzeitig wird die Entstehung und Fortpflanzung von Rissen behindert.
8
Einflüsse auf Werkstoff und Bauteil durch Verfestigungsstrahlen SO K
Plastifizierte Zone
S1
Wirktiefe S1
Randabstand0 [ mm
Eige
nspa
nnun
g
0
[ N/
Dru
ck
Zug

8
Fahrzeuge und Landmaschinen Achswellen, Radwellen, Antriebswellen, Gelenkwellen, Planetenradträger, Gabel- flansche, Kreuzgelenke, Achsschenkelbolzen, Schaltstangen, Felgen, Stabilisato-ren, Kupplungshebel, Kupplungsfedern, Kupplungsscheiben, Kugelstangen, Turbi-nenräder, Achsfedern
Antriebstechnik und Getriebebau Zahnräder, Ritzel, Hohlräder, Tellerräder, Schneckenwellen, Ankerwellen, Trieb-stockräder, Schneckenräder, Hypoidräder, An- und Abtriebswellen
VerbrennungsmotorePleuelstangen, Zylinderlaufbuchsen, Ventilkipphebel, Ventilfedern, Ventilstößel, Tassenstößel, Kurbelwellen, Nockenwellen, Kolbenkronen, Kolbenbolzen, Kettenla-schen, Kettenräder
Dampf- und Gasturbinen Radscheiben, Turbinenschaufeln, Turbinenläufer
Kompressoren und Pumpen Gehäuse, Laufräder, Leitapparate, Stopfbuchskörper, Ventilplättchen, Ventilsitze, Ventilkörper, Verdichterschrauben, Kurbelwellen, Flügelräder, Wellen, Zylinder
Elektrische und pneumatische Werkzeuge Zylinder, Zylindermäntel, Schlagkolben, Ambosse, Werkzeugträger, Trägerbügel, Tragstifte, Treiber, Antriebsblöcke, Taumeltriebe, Mitnehmer, Handgriffe, Hammer-bohrer, Bohrkronen, Bohrer
Luft- und Raumfahrt Integrale Strukturteile, Fahrwerkskomponenten, Lenkringe, Kolbenrohre, Kolben und Zylinder, An- und Abtriebswellen, Felgen, Lande- und Steuerklappen
MaschinenteileExtruderwellen, Schneckenwellen, Schneckenbuchsen, Spindeln, Dehnschrauben, Passschrauben, Mitnahmeverzahnungen, Drehstabfedern, Federn aller Art, Mem-branen, Mitnehmerflansche, Verschlussschieber, Schmiedestempel, Gesenke, La-gerringe, Lagerkäfige, Laufrollen, Sollbruchsicherungen etc.
Chemische Geräte Rührer, Zentrifugen, Mischer, Trockner, Wendelförderer, Wärmetauscher, Kolon-nen, Behälter, Tauchrohre, Kompensatoren, Schwingförderer
Sonderanwendungen Verdichten, Raustrahlen, Strukturstrahlen, Reinigen, Formen, Richten, Mattieren, Entgraten, Glätten, Gravieren, Entzundern, Abtragen, Dekontaminieren
SO K Anwendungsbeispiele
9

910
SO KAnwendungsbeispiele

10
SO KVerfahren zur Erzeugung von Druckeigenspannungen
Wärmebehandlung - Einsatzhärten - Induktionshärten - Flammhärten - Nitrieren - Abschreckhärten - etc.
Kaltverformung - Verfestigungsstrahlen - Festwalzen - Fliessverfestigen - Kalibrieren - Autofrettieren - etc.
11

11
Druckeigenspannungen können durch verschiedene Pro-zesse induziert werden.
Verfestigungsstrahlen hat besondere Vorteile:
- kurze Vorlaufzeiten - geringe Vorrichtungs- und Werkzeugkosten - Form- und Größenunabhängigkeit - erzeugt im Vergleich die höchsten Druckeigen- spannungen an der Oberfläche - ist besonders wirkungsvoll bei Stoß- und Schlag- beanspruchung - ist besonders wirkungsvoll bei hochfesten Werk- stoffen und bei hohen Spannungskonzentrationen
Verfestigungsstrahlen ist kein Ersatz für Wärmebehand-lungen, aber eine sehr wirksame zusätzliche Maßnahme zur Steigerung der Dauerschwingfestigkeit gehärteter Bau-teile.
12
SO KVerfestigungsstrahlen induziert Druckeigenspannungen in der Rand-Verfestigungsstrahlen induziertDruckeigenspannungen in derRandschicht

12
SO KEinflüsse und Verfahrensziele beim Verfestigungsstrahlen
Einflüsse beim Verfestigungsstrahlen Verfestigungsstrahlen - verändert den Spannungszustand im Bauteil - verändert das Gefüge in der Bauteilrandzone - steigert die Härte in der Bauteilrandzone - verändert die Oberflächentopographie
Verfahrensziele beim Verfestigungsstrahlen Verfestigungsstrahlen - steigert die Schwingfestigkeit (Zeit und Dauerfestigkeit) - steigert die Korrosionsbeständigkeit (Spannungsrisskorrosion und Schwingungsriss- korrosion) - reduziert den Schwingungsverschleiß (Passungsrost und Reibkorrosion) - steigert die Verschleißfestigkeit (Reibung und Kavitation)
13

13
Das wichtigste Ziel der Maßnahme ist die Steige-rung der Dauerschwingfestigkeit.
Höhere Dauerschwingfestigkeit bedeutet:
- geringeres Gewicht bei gleicher Leistung - höhere Leistung bei gleichem Gewicht - kleinere Abmessung bei gleicher Leistung - höhere Leistung bei gleicher Abmessung - größere Werkstoffauswahl bei gleicher Leistung - höhere Leistung bei gleichem Werkstoff - niedrigere Oberflächenqualität bei gleicher Leistung - höhere Leistung bei gleicher Oberflächenqualität - höhere Sicherheit gegen Bauteilversagen - längere Lebensdauer der Bauteile - Ertüchtigung nach Betriebsversagen - Wettbewerbsvorteile durch die Produktaufwertung - Kostensenkung im Service und bei Gewährleistung
Die Steigerung der Schwingfestigkeit ist bei hochfesten und gehärteten Bauteilen, bei dünnen Bauteilen, bei Bauteilen mit hohen Kerb- und Formfaktoren und bei Stoßbelastungen relativ am Größten.
14
SO K Vorteile durch Verfestigungsstrahlen

14
Schadensanalysen zeigen, dass, von seltenen Ausnahmen abgesehen, die Schä-den an Bauteilen unter Betriebsbedingungen von der Oberfläche ausgehen.Die Gründe dafür sind vielfältig: - mechanische Bearbeitung erzeugt Kerben - die höchste Spannung bei fast allen Belastungsarten findet sich an der Oberfläche - Korrosion startet fast immer an der Oberfläche - die Korneinbindung ist an der Oberfläche durch die Bearbeitung geschwächt Verfestigungsstrahlen verlagert die hohen Eigenspannungen von der Oberfläche in das Innere der Bauteile (siehe Seite 16 und 17).Aus diesem Grund erhöht Verfestigungsstrahlen bei hochfesten und gehärteten Werkstoffen besonders wirkungsvoll die Schwingfestigkeit und die Lebensdauer.
SO K Oberflächenschwächen
15
A) Kerbwirkung Makrostruktur gedreht Mikrostruktur geschliffen
B) Spannungsverteilung Biegung
C) Spannungskonzentration Bruchbeginn
D) Korrosion
E) Korneinbindung
Torsion Zug und Druck
Schadensanalysen zeigen, dass, von seltenen Ausnahmen abgesehen, die Schä-den an Bauteilen unter Betriebsbedingungen von der Oberfläche ausgehen.Die Gründe dafür sind vielfältig: - mechanische Bearbeitung erzeugt Kerben - die höchste Spannung bei fast allen Belastungsarten findet sich an der Oberfläche - Korrosion startet fast immer an der Oberfläche - die Korneinbindung ist an der Oberfläche durch die Bearbeitung geschwächt Verfestigungsstrahlen verlagert die hohen Eigenspannungen von der Oberfläche in das Innere der Bauteile (siehe Seite 17 und 18).Aus diesem Grund erhöht Verfestigungsstrahlen bei hochfesten und gehärteten Werkstoffen besonders wirkungsvoll die Schwingfestigkeit und die Lebensdauer.
SO K Oberflächenschwächen
15
A) Kerbwirkung Makrostruktur gedreht Mikrostruktur geschliffen
B) Spannungsverteilung Biegung
C) Spannungskonzentration Bruchbeginn
D) Korrosion
E) Korneinbindung
Torsion Zug und Druck
Schadensanalysen zeigen, dass, von seltenen Ausnahmen abgesehen, die Schä-den an Bauteilen unter Betriebsbedingungen von der Oberfläche ausgehen.Die Gründe dafür sind vielfältig: - mechanische Bearbeitung erzeugt Kerben - die höchste Spannung bei fast allen Belastungsarten findet sich an der Oberfläche - Korrosion startet fast immer an der Oberfläche - die Korneinbindung ist an der Oberfläche durch die Bearbeitung geschwächt Verfestigungsstrahlen verlagert die hohen Eigenspannungen von der Oberfläche in das Innere der Bauteile (siehe Seite 17 und 18).Aus diesem Grund erhöht Verfestigungsstrahlen bei hochfesten und gehärteten Werkstoffen besonders wirkungsvoll die Schwingfestigkeit und die Lebensdauer.
SO K Oberflächenschwächen
15
A) Kerbwirkung Makrostruktur gedreht Mikrostruktur geschliffen
B) Spannungsverteilung Biegung
C) Spannungskonzentration Bruchbeginn
D) Korrosion
E) Korneinbindung
Torsion Zug und Druck
Korneinbindung
Korrosion
Spannungsverteilung
Biegung Torsion Zug u. Druck
Makrostruktur Mikrostruktur
Kerbwirkung
SpannungskonzentrationBruchbeginn

15
chemisch abgetragen gefräst (neues Werkzeug) gefräst (gebrauchtes Werkzeug) geschliffen
Die Eigenspannung an der Oberfläche eines Bauteiles steht im direkten Zu-sammenhang mit seiner Dauerschwingfestigkeit.Verfestigungsstrahlen induziert in der Bauteilrandschicht hohe Druckeigenspannun-gen, die sich mit den Betriebsspannungen überlagern und zu einer deutlichen Ent-lastung der Oberfläche durch die Reduzierung der Zugspannungskomponente führt. An der Oberfläche geschwächte Bauteile (z. B. durch Beschichtung, Entkohlung, Aufkohlung, Entfestigung, Korrosion und mechanische Bearbeitung) verlieren dra-matisch an Dauerfestigkeit. Verfestigungsstrahlen ertüchtigt diese Bauteile und stellt in der Regel deren Dauerfestigkeit im ungeschädigten Zustand wieder her.
16
SO K Eigenspannung und Dauerfestigkeit
32 Ni Cr Mo 8 5, (50 HRC)
0- 800 - 400 + 400 + 800 [ N/mm² ]
Druckeigenspannung Zugeigenspannung
1000
800
600
400
Dau
erfe
stig
keit
[ N/mm² ]
X 4 Cr Ni Cu Nb 16 4, (42 HRC)
0- 800 - 400 + 400 + 800 [ N/mm² ]
Druckeigenspannung Zugeigenspannung
800
600
400
200
[ N/mm² ]
Dau
erfe
s tig
keit
funkenerosiv abgetragen gedreht verfestigungsgestrahlt

16
Verfestigungsstrahlen verändert nur in unbedeutendem Maße die physikalischen Ei-genschaften der Bauteile wie Festigkeit, Zähigkeit, Gefüge und Härte. Der Vorteil und Nutzen des Verfahrens liegt in der Verlagerung der Zugspannung in das Innere der Bauteile.
SO K Spannungsverlagerung durch Verfestigungsstrahlen
17
0ZugspannungDruckspannung
F F
C) Resultierende aus Zug- und Eigenspannung
B) durch Verfestigungsstrahlen induzierte Eigenspannung
A) unter Zugspannung, ungestrahlt 0
FF
F
F

17
Die positive Veränderung der Oberflächentopographie und die Steigerung der Härte in der Randschicht sind Nebeneffekte, die je nach Einsatz und Anwendung, positiv oder auch negativ sein können. Unzulässige Oberflächenqualitäten können im An-schluss an das Verfestigungsstrahlen durch geeignete Verfahren (z. B. Verfesti-gungsstrahlen im “DUO Prozess”, Gleitschleifen, Polieren, Läppen, etc.) nachge-bessert werden (siehe Seite 85).
18
SO K Spannungsverlagerung und Ober- flächenstruktur durch Verfestigungs-strahlen
Makrostruktur
Spannungsverlagerung
0 00
+
Biegung Torsion Druck
-
-
+ +-
Zug
Die positive Veränderung der Oberflächentopographie und die Steigerung der Härte in der Randschicht sind Nebeneffekte, die je nach Einsatz und Anwendung, positiv oder auch negativ sein können. Unzulässige Oberflächenqualitäten können im An-schluss an das Verfestigungsstrahlen durch geeignete Verfahren (z. B. Verfesti-gungsstrahlen im “DUO Prozess”, Gleitschleifen, Polieren, Läppen, etc.) nachge-bessert werden (siehe Seite 86).
18
SO K Spannungsverlagerung und Ober- flächenstruktur durch Verfestigungs-strahlen
Makrostruktur
Spannungsverlagerung
0 00
+
Biegung Torsion Druck
-
-
+ +-
Zug

18
Druckluftstrahlen
Verfestigungsstrahlen verändert den Spannungszustand, die Oberflächentopogra-phie, die Härte und das Gefüge in der Randschicht von metallischen Bauteilen. Die Auswirkungen werden durch das Zwischenspiel von Strahlkenngrößen, Plastifizie-rung und Werkstoffeigenschaften beeinflußt.
SO K Strahlkenngrößen und Auswirkungen beim Verfestigungsstrahlen
19
Wahl des Strahlsystemes
Strahlmittel-Auftreffgeschwindigkeit und Strahlauftreffwinkel
Kornklasseund Dichte des Strahlmittels
Härtedes Strahlmittels
Strahlmitteltrefferwährend der Strahldauer Strahlmittelbedeckungsgrad
Schleuderstrahlen
Vab Vab
Härteverlauf Eigenspannungsverlauf
Här
te H
V R
esta
uste
nit
Randabstand
Randabstand
HVmax
S1 S2
Randabstand
SEmax
SE0
Eige
nspa
nnun
g S E
Oberflächentopographie Restaustenit
Rt
Rt
geschliffen
= ungestrahlt
= verfestigunsgestrahlt
SEmax =
SE0 =
S1 =
S2 =
HVmax =
Rt =
Maximale Druckeigenspannung
Druckeigenspannung an der Oberfläche
Tiefe des Spannungsmaximums
Wirktiefe des Strahlens
Maximale Härte
Maximale Rauhtiefe
kugelgestrahlt
Druckluftstrahlen
Verfestigungsstrahlen verändert den Spannungszustand, die Oberflächentopogra-phie, die Härte und das Gefüge in der Randschicht von metallischen Bauteilen. Die Auswirkungen werden durch das Zwischenspiel von Strahlkenngrößen, Plastifizie-rung und Werkstoffeigenschaften beeinflußt.
SO K Strahlkenngrößen und Auswirkungen beim Verfestigungsstrahlen
19
Wahl des Strahlsystemes
Strahlmittel-Auftreffgeschwindigkeit und Strahlauftreffwinkel
Kornklasseund Dichte des Strahlmittels
Härtedes Strahlmittels
Strahlmitteltrefferwährend der Strahldauer Strahlmittelbedeckungsgrad
Schleuderstrahlen
Vab Vab
Härteverlauf Eigenspannungsverlauf
Här
te H
V R
esta
uste
nit
Randabstand
Randabstand
HVmax
S1 S2
Randabstand
SEmax
SE0
Eige
nspa
nnun
g S E
Oberflächentopographie Restaustenit
Rt
Rt
geschliffen
= ungestrahlt
= verfestigunsgestrahlt
SEmax =
SE0 =
S1 =
S2 =
HVmax =
Rt =
Maximale Druckeigenspannung
Druckeigenspannung an der Oberfläche
Tiefe des Spannungsmaximums
Wirktiefe des Strahlens
Maximale Härte
Maximale Rauhtiefe
kugelgestrahlt
Die positive Veränderung der Oberflächentopographie und die Steigerung der Härte in der Randschicht sind Nebeneffekte, die je nach Einsatz und Anwendung, positiv oder auch negativ sein können. Unzulässige Oberflächenqualitäten können im An-schluss an das Verfestigungsstrahlen durch geeignete Verfahren (z. B. Verfesti-gungsstrahlen im “DUO Prozess”, Gleitschleifen, Polieren, Läppen, etc.) nachge-bessert werden (siehe Seite 86).
18
SO K Spannungsverlagerung und Ober- flächenstruktur durch Verfestigungs-strahlen
Makrostruktur
Spannungsverlagerung
0 00
+
Biegung Torsion Druck
-
-
+ +-
Zug
Strahlmittel-geschwindigkeitund -auftreffwinkel

19
Für das wichtigste Ziel der Maßnahme, die Steigerung der Schwingfestigkeit, ist der Tiefenverlauf der Druckeigenspannung die entscheidende Kenngröße. Die Spannung an der Oberfläche, das Spannungsmaximum, die Schichtdicke der plastifizierten Zone und die Tiefenlage des Spannungsmaximums können durch die richtigen Strahlkenngrößen an die Betriebsbelastungen angepasst werden.
20
SO KEigenspannungverlauf und Funk- tionen beim Verfestigungsstrahlen
0
+
F2
F1
F1 = F2
Zugs
pann
ung
Dru
c ks p
a nn u
n g
S2
REm
ax
RE0
Randabstand
S1
REmax. = maximale DruckeigenspannungREmax. = f [Werkstoff, Strahlmittel, Vorspannung]RE0 = Druckeigenspannung an der OberflächeRE0 = f [Werkstoff, Strahldauer, Strahlintensität, Strahlmittel, Vorspannung]S1 = Druckspannungsschichtdicke (Null - Durchgang)S1 = f [Werkstoff, Strahlintensität, Strahldauer]S2 = Tiefe des SpannungsmaximumS2 = f [Werkstoff, Strahldauer, Strahlintensität]

20
98 %
2 x t 98 %
98 %
2 x t 98 %
98 %
2 x t 98 %1,6
1,6
0,60,30
0,38
0,48
0,22
0,18
0,10
0,6
0,3
0,3
Sollkörnung[ mm Ø ]
Strahlintensität [mm A]
Strahlmittel-Bedeckungsgrad
Unterschiedliche Werkstoffe, Wärmebehandlungen und Strahlkenngrößen ergeben unterschiedliche Druckeigenspannungstiefenverläufe.
SO K Druckeigenspannungstiefenverlauf durch Verfestigungsstrahlen
21
Kennlinie
0
+ 200
+ 400
- 200
- 400
- 600
- 800
[ N/mm² ]
Indu
zier
teEi
gens
pan n
ung
0,1 0,2 0,3 0,4 0,5 [ mm ]
Randabstand
Vergütungsstahl, Rm ~ 1300 N/mm²
0

21
53 - 5898 %0,55
46 - 5198 %0,55
46 - 5198 %0,25
Strahlmittelhärte[HRC]
Strahlmittel-Bedeckungsgrad
Strahlintensität [mm A]
Kennlinie
Nur ausgewogene, an die Belastung, den Werkstoff und das Bauteil angepasste Strahlkenngrößen, führen zum Ziel der Maßnahme und liefern die gewünschten Er-gebnisse.
22
SO K Druckeigenspannungstiefenverlauf durch Verfestigungsstrahlen
0
+ 200
- 200
- 400
- 600
- 800
- 1000
- 12000 0,1 0,2 0,3 0,4 0,5 [ mm ]
Randabstand
Indu
zier
te E
igen
span
nung
[ N/mm² ] 16 Mn Cr 5, einsatzgehärtet

22
0,401,0Stahldrahtkorn
0,300,6Stahldrahtkorn
Glasperlen 0,2 0,15
Strahlintensität [mm A]
Sollkörnung [mm Ø]
StrahlmittelKennlinie
Auch Sonderwerkstoffe, wie hochlegierte Stähle, Aluminiumlegierungen, Titanlegie-rungen, Magnesiumlegierungen, Nickelbasislegierungen, etc. bauen durch Plastifi-zierung Druckeigenspannungen auf und halten diese bei Betriebsbelastungen über lange Zeiträume aufrecht.
SO K Druckeigenspannungstiefenverlauf durch Verfestigungsstrahlen
23
Abstand von der Oberfläche
+ 200
0
- 200
- 400
- 600
- 800
0 0,1 0,2 0,3 0,4 0,5 [ mm ]
Indu
zier
te E
igen
span
nung
X 5 Cr Ni 18 9, Rm = 620 N/mm²[ N/mm² ]
Randabstand

23
98 % 1,20,90
0,35 0,8 98 %
98 % 0,50,28
0,18 0,5 98 %
Sollkörnung [mm Ø]
Strahlmittel-Bedeckungsgrad
Strahlintensität [mm A]
Kennlinie
24
SO K Druckeigenspannungstiefenverlauf durch Verfestigungsstrahlen
0
+ 200
+ 400
- 200
- 400
-600
Indu
zier
te E
igen
span
nung
0 0,1 0,2 0,3 0,4 0,5 [mm]
Abstand von der Oberfläche
Al Zn 5,6 Mg 2,5 Cu 1,6 Cr ( 7075 - T6 )[ N/mm² ]
Randabstand