OPERATIONAL EXCELLENCE IM ANLAGENBAU - iff.fraunhofer.de · IMPRESSUM Arbeitsbericht 12....
128
FRAUNHOFER-INSTITUT FÜR FABRIKBETRIEB UND -AUTOMATISIERUNG IFF OPERATIONAL EXCELLENCE IM ANLAGENBAU 12. INDUSTRIEARBEITSKREIS KOOPERATION IM ANLAGENBAU
-
Upload
doankhuong -
Category
Documents
-
view
220 -
download
0
Transcript of OPERATIONAL EXCELLENCE IM ANLAGENBAU - iff.fraunhofer.de · IMPRESSUM Arbeitsbericht 12....

F R A U N H O F E R - I N S T I T U T F Ü R F A B R I K B E T R I E B U N D - A U T O M AT I S I E R U N G I F F
OPERATIONAL EXCELLENCE IM ANLAGENBAU
1 2 . I N D U S T R I E A R B E I T S K R E I S
KOOPERATION IM ANLAGENBAU
12_iak_umschlag.indd 1 05.05.2010 17:07:39Prozessfarbe CyanProzessfarbe MagentaProzessfarbe GelbProzessfarbe Schwarz


12. Industriearbeitskreis
KOOPERATION IM ANLAGENBAU – OPERATIONAL EXCELLENCE IM ANLAGENBAU
Herausgeber: Prof. Dr.-Ing. habil. Prof. E.h. Dr. h.c. mult. Michael Schenk
In Kooperation mit:

IMPRESSUM
Arbeitsbericht 12. Industriearbeitskreis »Kooperation im Anlagenbau« »Operational Excellence im Anlagenbau« 03. November 2009, Leverkusen, Germany Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Herausgeber: Prof. Dr.-Ing. habil. Prof. E.h. Dr. h.c. mult. Michael Schenk Sandtorstraße 22 | 39106 Magdeburg Telefon +49 391 4090-0 | Telefax +49 391 4090-596 [email protected] http://www.iff.fraunhofer.de | http://www.vdtc.de Redaktion: Andrea Urbansky, Melanie Thurow Titelfoto: Dirk Mahler Fotos, Bilder, Grafiken: Soweit nicht anders angegeben, liegen alle Rechte bei den Autoren der einzelnen Beiträge. Herstellung: Docupoint Magdeburg Bibliografische Information der Deutschen Nationalbibliothek: Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.de abrufbar. ISBN 978-3-8396-0095-5 Alle Rechte vorbehalten Für den Inhalt der Vorträge zeichnen die Autoren verantwortlich. Dieses Werk ist einschließlich aller seiner Teile urheberrechtlich geschützt. Jede Verwertung, die über die engen Grenzen des Urheberrechtsgesetzes hinausgeht, ist ohne schriftliche Zustimmung des Verlages unzulässig und strafbar. Dies gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen sowie die Speicherung in elektronischen Systemen. Die Wiedergabe von Warenbezeichnungen und Handelsnamen in diesem Buch berechtigt nicht zu der Annahme, dass solche Bezeichnungen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und deshalb von jedermann benutzt werden dürften. Soweit in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien (z.B. DIN, VDI) Bezug genommen oder aus ihnen zitiert worden ist, kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. © 2010 Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF
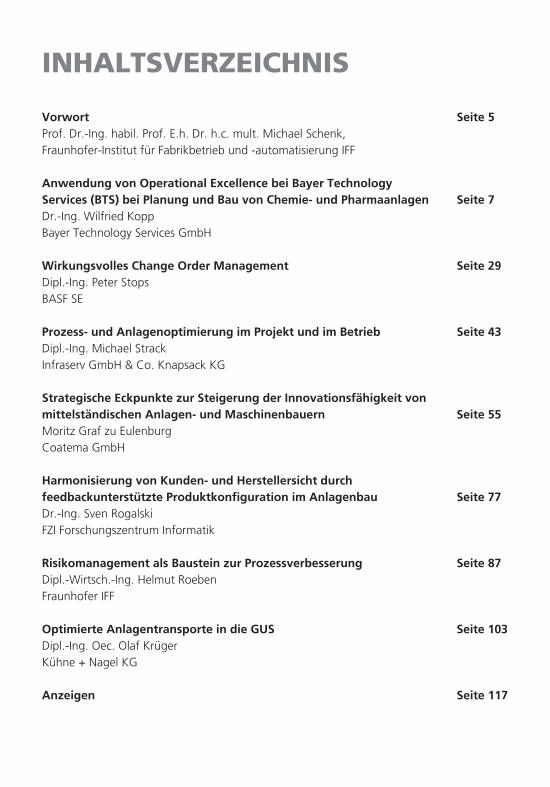
INHALTSVERZEICHNIS
Vorwort Seite 5 Prof. Dr.-Ing. habil. Prof. E.h. Dr. h.c. mult. Michael Schenk, Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Anwendung von Operational Excellence bei Bayer Technology Services (BTS) bei Planung und Bau von Chemie- und Pharmaanlagen Seite 7 Dr.-Ing. Wilfried Kopp Bayer Technology Services GmbH Wirkungsvolles Change Order Management Seite 29 Dipl.-Ing. Peter Stops BASF SE Prozess- und Anlagenoptimierung im Projekt und im Betrieb Seite 43 Dipl.-Ing. Michael Strack Infraserv GmbH & Co. Knapsack KG Strategische Eckpunkte zur Steigerung der Innovationsfähigkeit von mittelständischen Anlagen- und Maschinenbauern Seite 55 Moritz Graf zu Eulenburg Coatema GmbH Harmonisierung von Kunden- und Herstellersicht durch feedbackunterstützte Produktkonfiguration im Anlagenbau Seite 77 Dr.-Ing. Sven Rogalski FZI Forschungszentrum Informatik Risikomanagement als Baustein zur Prozessverbesserung Seite 87 Dipl.-Wirtsch.-Ing. Helmut Roeben Fraunhofer IFF Optimierte Anlagentransporte in die GUS Seite 103 Dipl.-Ing. Oec. Olaf Krüger Kühne + Nagel KG Anzeigen Seite 117


Liebe Leserder 12. Ind»Kooperatibau« erfreudiesem JahResonanz uhochkarätigAnfang No60 Unterneund Wissendem ThemaExcellence bei der FirmTechnologyLeverkusen Seit dem dr2009 stieg der Chemieüber dem V
Prof. Dr.-IDr. h.c. mu
, ustriearbeitskreis on im Anlagen-
ute sich auch in r einer großen
und zahlreicher ger Teilnehmer. vember trafen sich
ehmer, Techniker nschaftler unter a »Operational im Anlagenbau«
ma Bayer y Services in .
ritten Quartal die Produktion
ebranche gegen-Vorquartal wieder
Ing. habil. Prof. E.h.ult. Michael Schenk
Fraunhofer IFFFoto: Dirk Mahler
VORW
leicht an, da die Naus dem In- und Anach Chemikalien Nachfragewachstuvor allem aus Asiesondere China, deen und Nahen OstTeilen SüdamerikaBranchenverband Vträgt der Produktiogang im Vergleich jahr aber noch immProzent. Deshalb fAnlagenbetreiber vMaßnahmen zur Kreduzierung und Everbesserung durc Operational Excelleschafft die Voraussfür eine maximale von ProduktionsprDas Ziel besteht dagesamten operativzu verbessern – voProduktion bis zurinsbesondere im Hdie Bereiche Energstoffe, Anlagenefflaufvermögen undKundenbedürfnisswissen und Methoden dabei in den Vgrund gestellt. Die Veranstaltung Beteiligten Gelege
ORT
achfrage Ausland
stieg. um kommt n, insbe-
em Mittler-ten sowie s. Laut VCI be-onsrück-zum Vor-
mer 11,5 führen die verstärkt
Kosten-Effizienz-ch.
ence setzungen Effizienz
rozessen. arin, den ven Prozess on der Logistik,
Hinblick auf gie, Roh-izienz, Um-
d Personal. e, Prozess-
odik wer-Vorder-
bot allen enheit zum
ErfahrzeigtePerspeEntwiseit füdas FrFabriksierunmeinsdem ZderunAnlagund mstützuGeselservicDiskuform ZuliefAnlag Wir bherzlicErfahrGastfTechnund fTagunZukun2010 Ihr
Prof. Dr. h.
rungsaustausch und e künftige Trends unektiven für innovativcklungen auf. Bereit
ünf Jahren veranstaltraunhofer-Institut fükbetrieb und -automng IFF Magdeburg gesam mit dem FASA eZweckverband zur Föng des Maschinen- ugenbaus Sachsen-Anmit freundlicher Unteung durch die GWMlschaft für Wirtschafe Magdeburg mbH dssionsforum als Plattfür Anlagenbauer, erunternehmen und
genbetreiber.
edanken uns recht ch für den offenen rungsaustausch und reundschaft der BAYnology Services Gmbreuen uns auf die ng »Anlagenbau dernft« am 4. und 5. Min Magdeburg.
Dr.-Ing. habil. Prof. Ec. mult. Michael Sch
nd ve ts tet r
mati-e-e.V., ör-nd halt
er- fts-das t-
d
die YER bH
r ärz
E.h. henk


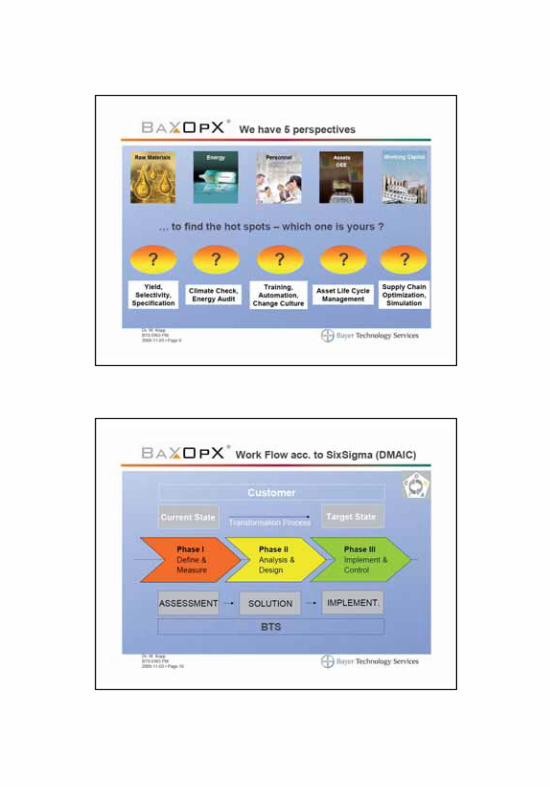
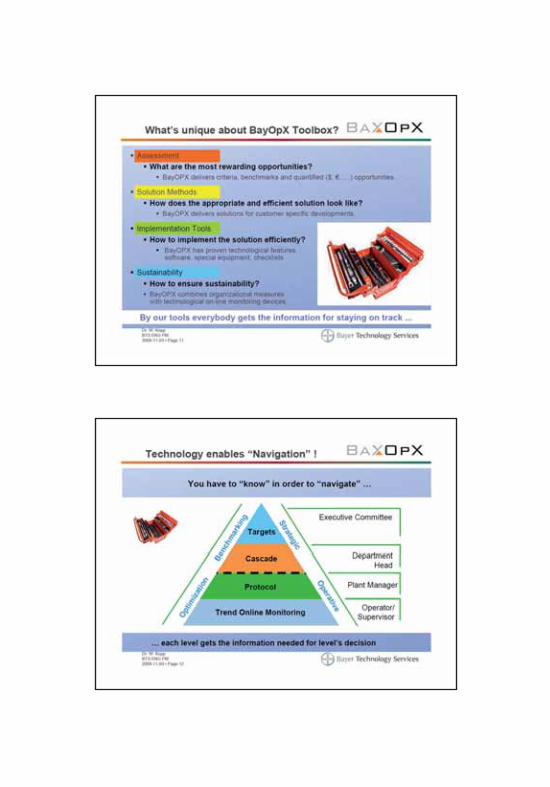
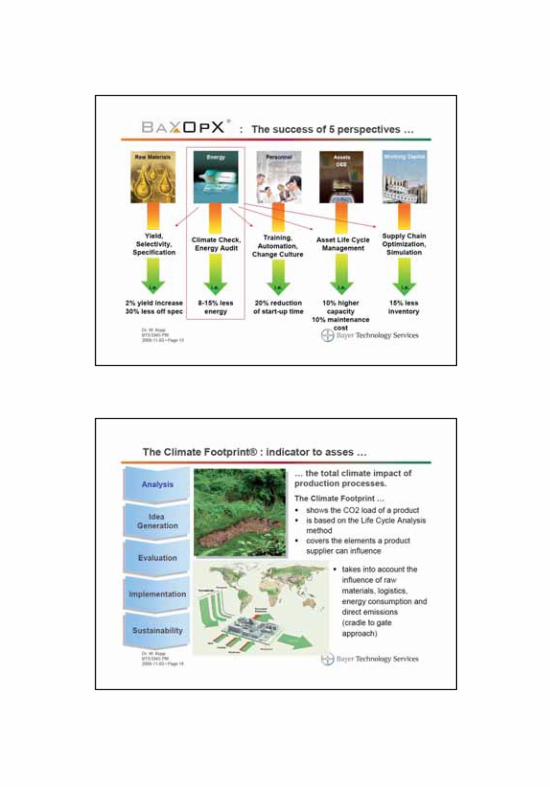
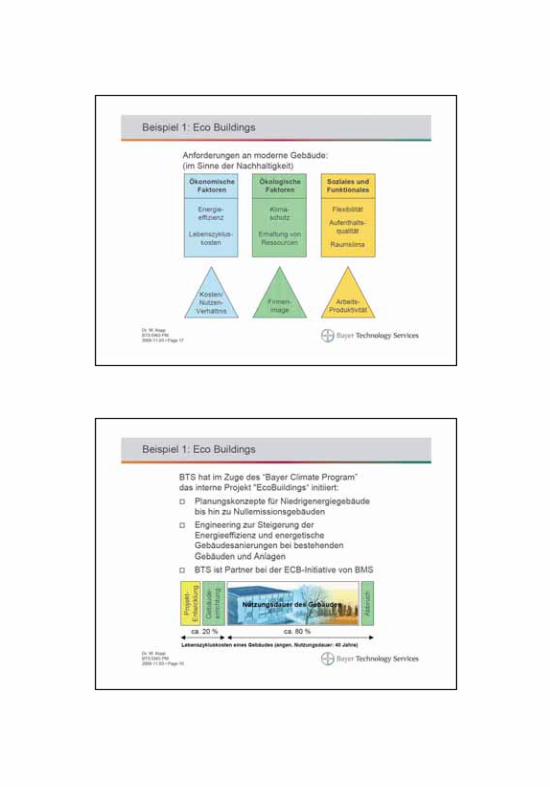
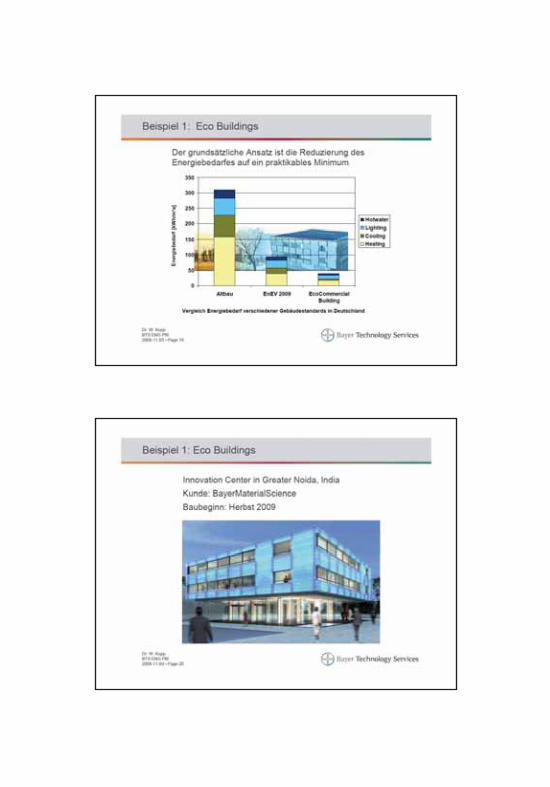
ANWENDUNG VON OPERATIONAL EXCELLENCE BEI BAYER TECHNOLOGY SERVICES (BTS) BEI PLANUNG UND BAU VON CHEMIE- UND PHARMAANLAGEN
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dr.-Ing. Wilfried Kopp Bayer Technology Services GmbH, Leverkusen

LEBENSLAUF
Dr.-Ing. Wilfried Kopp Bayer Technology Services GmbH, Leiter Projektmanagement Engineering
1976–1982 1982–1987 1987–1992 1992–1996 1996–1999 1999–2000 2000–2001 2002–2003 seit 2003
RWTH Aachen, Study of Chemical Engineering Degree: Dipl.-Ing. Institut of Chemical Engineering, RWTH Aachen, Research & Development Degree: Dr.-Ing. Bayer AG, Leverkusen, Projekt Engineering Anorganic Chemicals Haarmann & Reimer, Bayer PLC, United Kingdom, Citric Acid Engineering Manager, Project Manager, Process Development, Piloting, Project Execution, Utility Contracts Bayer AG, Wuppertal, Head of Project Engineering, Active Pharmaceutical Ingredients Bayer Corp, Houston/Texas, Project Manager „BPA Thailand“, Basic Engineering Bayer Thai, Map Ta Phut/Thailand, Project Manager „BPA Thailand“, Execution Bayer AG, Uerdingen, Head of Department Project Engineering, Plastics and Anorganic Chemicals Bayer Technology Services, Leverkusen, Head of Department Project Management











WIRKUNGSVOLLES CHANGE ORDER MANAGEMENT
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Ing. Peter Stops BASF SE, Ludwigshafen

LEBENSLAUF
Dipl.-Ing. Peter Stops BASF SE, Senior Manager of Site Engineering
1977 1977–1981 seit 1981
Abschluss des Studiums des Chemieingenieurwesens in Erlangen mit Diplom 4 Jahre Tätigkeit in der Verfahrenstechnischen Forschung der Dynamit Nobel AG in Troisdorf Tätigkeit bei BASF SE in Ludwigshafen: 11 Jahre Forschungsabteilung Ammonlabor, die letzten 3 Jahre davon als Gruppenleiter; 4 Jahre Betriebsleiter in der Aminabteilung; 8 Jahre Projektierung im Anlagenbau weltweit für Zwischenprodukte / Polyurethane / M & A, in dieser Zeit für 3 Jahre delegiert nach Antwerpen als Abteilungsleiter Projektierung Seit 6 Jahren Gruppenleiter im Site Engineering
WIRKUNGSVOLLES CHANGE ORDER MANAGEMENT IN DER BESCHAFFUNG
Dipl.-Ing. Peter Stops Änderungen jeglicher Art nach Erteilung eines Auftrages an einen Lieferanten bereiten bei der Beschaffung von Technischen Ausrüstun-gen große praktische Schwierigkeiten. Im Vortrag werden Methoden und Vorgehens-weise der BASF aufgezeigt, um einerseits solche Änderungen im Vorfeld von Aufträgen bereits zu vermeiden, andererseits aber doch auftretende Änderungen praktikabel und effektiv zu handhaben. Darin liegt ein wesent-licher Erfolgsfaktor bei der kosten- und termin-gerechten Abwicklung von Projekten.

Technical Community
E-CT MechanicalWirkungsvolles Change Order Management in der Beschaffung
Peter StopsBASF-Kompetenzzentrum Engineering & Maintenance
Vortrag 12. Industriearbeitskreis „Kooperation im Anlagenbau“ am 03. November 2009 bei BTS in Leverkusen
TC – Technical Community
Change Order Management Beschaffung Gliederung
Kurzvorstellung BASF
Einführung in Thematik /Definitionen
2
Vermeiden von Änderungen
Managen von Änderungen
Gemeinsame Maßnahmen von Anforderer, Fachstellen, Einkauf
Zusammenfassung – Ablaufdiagramm

TC – Technical Community
Auf einen Blick
BASF – The Chemical Company� Das weltweit führende
Chemieunternehmen
� Bietet intelligente Systemlösungen und hochwertige Produkte
3
und hochwertige Produkte für fast alle Branchen
� Umsatz 2008: 62.304 Millionen €
� Ergebnis der Betriebstätigkeit (EBIT) 2008: 6.463 Millionen €
� Mitarbeiter (31.12.2008): 96.924
TC – Technical Community
Organisation der BASF-Gruppe
� 14 Unternehmensbereiche, die zu 6 Segmenten zusammengefasst sind, steuern 61 globale und regionale Geschäftseinheiten
� 6 Regionalbereiche optimieren die Infrastruktur und unterstützen das Geschäft
� 8 Zentralbereiche -abteilungen und 10 Kompetenzzentren
4
� 8 Zentralbereiche, abteilungen und 10 Kompetenzzentren erbringen gruppenweite Leistungen

TC – Technical Community
BASF weltweit: Verbundstandorte, Produktionsstandorte
Europa
Nord-amerika
ANTWERPEN LUDWIGSHAFEN
5
Asien, Pazifischer Raum
Verbundstandort
SÃOPAULO
GEISMAR
FLORHAMPARK
amerika
Süd-amerika, Afrika, NaherOsten
FREEPORT
HONGKONG
KUANTAN
NANJING
SINGAPUR
Bedeutender ProduktionsstandortP
Regionaler Hauptsitz
TC – Technical Community
Der Verbundstandort Ludwigshafen –Größtes zusammenhängendes Chemieareal
6
TC – Technical Community
Der Verbund –Effiziente Nutzung von Ressourcen
200WERT FÜR DIE BASF WERT FÜR DIE UMWELT
1,5Mio. € Einsparung jäh li h i E i b d
Mio. Tonnen CO2-Einsparung jäh li h i E i b d
7
Vorteile für wirtschaftliche Leistung und Umwelt� Hocheffiziente Nutzung von Rohstoffen und Energie � Vernetzung von Produktionsbetrieben, Energie- und Abfallströmen,
Logistik und Infrastruktur � Schonung natürlicher Ressourcen� Reduzierung von Emissionen und Abfällen� Innovationen für uns und unsere Kunden
jährlich im Energieverbund Ludwigshafen
jährlich im Energieverbund Ludwigshafen
TC – Technical Community
Kompetenzzentrum Engineering & Maintenance
Unser Bereich� Das Kompetenzzentrum Engineering & Maintenance
bündelt das Fachwissen der BASF-Gruppe auf diesem Gebiet und bietet wettbewerbsfähige Dienstleistungen an.
U F h bi t
8
Unsere Fachgebiete� Technische Fachzentren � Investitionsprojekte � Instandhaltung und Abstellungsmanagement � Projektmanagement
Unsere Mitarbeiter� Zahl der GT-Mitarbeiter zum Jahresende 2008: 4.032
TC – Technical Community
Definitionen
Change Order � Änderungsauftrag gegenüber
einem abgeschlossenen Vertrag
9
Change Order Management � Ablaufprocedere für Change Orders
TC – Technical Community
Abgestufte Strategie
Primäre Maßnahme� Änderungen vermeiden
10
Sekundäre Maßnahme � Änderungen wirkungsvoll handhaben
TC – Technical Community
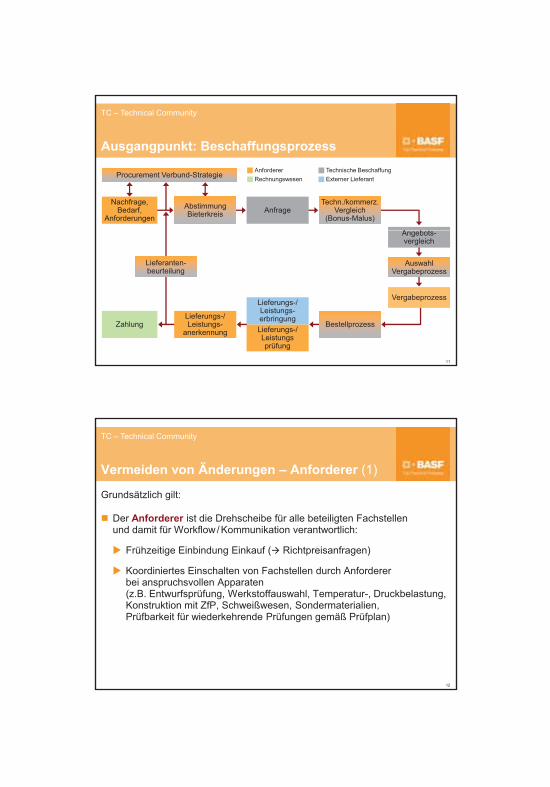
Ausgangpunkt: Beschaffungsprozess
Procurement Verbund-Strategie
Nachfrage,Bedarf,
AnforderungenAbstimmungBieterkreis Anfrage
Techn./kommerz.Vergleich
(Bonus-Malus)
A b t
Anforderer Technische BeschaffungExterner Lieferant Rechnungswesen
11
ZahlungLieferungs-/Leistungs-
anerkennung Lieferungs-/Leistungsprüfung
Bestellprozess
Angebots-vergleich
AuswahlVergabeprozess
VergabeprozessLieferungs-/Leistungs-erbringung
Lieferanten-beurteilung
TC – Technical Community
Vermeiden von Änderungen – Anforderer (1)
Grundsätzlich gilt:
� Der Anforderer ist die Drehscheibe für alle beteiligten Fachstellen und damit für Workflow/Kommunikation verantwortlich:
� Frühzeitige Einbindung Einkauf (� Richtpreisanfragen)
12
� g g ( p g )
� Koordiniertes Einschalten von Fachstellen durch Anforderer bei anspruchsvollen Apparaten (z.B. Entwurfsprüfung, Werkstoffauswahl, Temperatur-, Druckbelastung, Konstruktion mit ZfP, Schweißwesen, Sondermaterialien, Prüfbarkeit für wiederkehrende Prüfungen gemäß Prüfplan)
TC – Technical Community
Vermeiden von Änderungen – Anforderer (2)
Grundsätzlich ist zu beachten:
� Ohne Ausnahme Bestellungen nur mittels aktueller Version des Technischen Blatts:
� Dies darf ganz besonders auch bei gemeinsamen Entwicklungen
13
� g g gzusammen mit Lieferanten nicht vergessen werden!(Beispiel Technisches Blatt: Rohrbündelwärmetauscher)
TC – Technical Community
Vermeiden von Änderungen – Anforderer (3)
� Um die Vergleichbarkeit von Angeboten zu erleichtern, empfehlen wir die Nutzung von folgender standardisierter Angebotstabelle:Technische Angebotstabelle Luftkühler
� Diese Tabellen erleichtern auch das schnelle Erkennen
14
unseriöser oder fehlerhafter Angebote (z.B. bei Wanddicken, Material, Gewichten etc.)
� Auf ausreichende Anzahl von Anfragen achten:
� Mindestens 3, am besten (möglichst) 6 potentielle Lieferanten
TC – Technical Community
Vermeiden von Änderungen
Generell zu beachten:
� Übererfüllung der Spezifikation durch einen Lieferanten darf nicht als Bonus gewertet werden. (Technische Vergleichbarkeit beachten)
15
� Der Lieferant sollte nicht dazu gedrängt werden, Lieferungen oder Leistungen zu erbringen, die nicht Teil seines eigentlichen Portfolios sind!
� Wenn ein Lieferant ggf. Schwierigkeiten bei der vorgeschlagenen Abwicklung sieht, sollten diese Schwierigkeiten offen kommuniziert und eventuell klar aufgeteilt werden!
TC – Technical Community
Managen von Änderungen – Anforderer (1)
Dokumentation von Änderungen:
� Bei Änderungen jedweder Art klar unterscheiden:
� Änderung wurde durch BASF ausgelöst
Ä
16
� Änderung wurde durch Lieferanten beantragt
�Empfohlen wird das Führen eines Änderungs-Logbuches nach folgendem Muster:
Änderungs-Logbuch
TC – Technical Community
Managen von Änderungen – Anforderer (2)
Dokumentation von Änderungen:
� Bei durch BASF ausgelösten z.B. verfahrenstechnischen Änderungen besteht in aller Regel direkter Kontakt des Anforderers aus der Technik BASF mit dem Lieferanten
17
�Anforderer muss den Einkauf von allen Änderungen informieren!
� Mündliche Absprachen mit dem Lieferanten müssen auf jeden Fall umgehend schriftlich bestätigt werden � siehe nachfolgende vertragliche Vereinbarungen!
�Einkauf immer in Kopie setzen!
TC – Technical Community
Managen von Änderungen – Anforderer (3)
Dokumentation von Änderungen:
� Bei durch den Lieferanten beantragten Änderungen:
� Art der Änderung, Termin- und Kostenauswirkungen vom Lieferanten schriftlich bestätigen lassen mit Kopie an Einkauf
18
g p
� Mit Einkauf absprechen, ob Einverständnis mit dem vom Lieferanten beantragten Änderungen gegeben werden kann oder ob weitere Maßnahmen über den Einkauf erfolgen sollen.
TC – Technical Community
Managen von Änderungen – Anforderer (4)
Dokumentation von Änderungen:
� Generell: Alle mit einem Lieferanten vereinbarten Änderungen müssen durch den Lieferanten termin- und kostenmäßig bewertet und die Ergebnisse schriftlich festgehalten werden mit Information
19
und die Ergebnisse schriftlich festgehalten werden mit Information an den Einkauf:
�Anforderer löst Änderung der Bestellanforderung aus, Einkauf erstellt einen Bestellnachtrag
TC – Technical Community
Ablaufdiagramm für Änderungen durch BASF
Zusammenfassung:
Der Anforderer ist letztendlich für die Prozesskette verantwortlichBestellungen dürfen nur mittels eines aktuellen technischen Blattes erfolgenÄ
20
Änderungen müssen über einen Bestellnachtrag genehmigt und offiziell werden
Ablaufdiagramm für den Änderungsprozess
Bedauerlicherweise müssen auch Allgemeinplätze immer wieder kommuniziert werden!


PROZESS- UND ANLAGENOPTIMIERUNG IM PROJEKT UND IM BETRIEB
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Ing. Michael Strack Infraserv GmbH & Co. Knapsack KG, Hürth
LEBENSLAUF
Dipl.-Ing. Michael Strack Infraserv GmbH & Co. Knapsack KG, Leiter der Prozessentwicklung und Verfahrenstechnik
Studium des Maschinenbaus, Vertieferrichtung Verfahrentechnik an der RWTH Aachen Mehr als 15 Jahre Tätigkeit in einem mittelständischen Unternehmen zur Planung verfahrentechnischer Anlagen (Conceptual -, Basic -, Detail-Design, Montageüberwachung und Inbetriebnahme), Stellungnahmen zu sicherheitstechnischen Fragestellungen Seit 5 Jahren als Leiter der Prozessentwicklung und Verfahrenstechnik bei der Infraserv Knapsack tätig

PROZESS- UND ANLAGENOPTIMIERUNG IM PROJEKT UND IM BETRIEB
Dipl.-Ing. Michael Strack Die Lösung von Optimierungsproblemen begleitet den Verfahrensingenieur durch fast alle Projektierungsphasen – von der Konzeptionierung bis hin zum Produktionsbetrieb. Dabei wird stets ein zuvor definiertes Gütekriterium unter Ausschöpfung vorhandener Freiheitsgrade und Berücksichtigung von Anlagen- und Prozessrestriktionen minimiert oder maximiert. In diesem Beitrag wird anhand von signifikanten Beispielen eine allgemeine Übersicht über die Arbeiten der InfraServ Knapsack in Richtung Prozess- und Anlagenoptimierung gegeben. Beim Prozess- und Anlagendesign wird zumeist die Minimierung der Apparate- und Betriebskosten angestrebt, wobei sowohl Prozessrestriktionen als auch bauliche Beschränkungen simultan berücksichtigt werden müssen. Als Basis für die Optimierungsrechnungen werden zunächst angenommene bzw. erwartete Randbedingungen verwendet. Neben den frei wählbaren Prozessparametern (z.B. Rücklauf in Destillationskolonnen, Reaktortemperatur, etc.) können auch bauliche Parameter (z.B. Bodenzahl von Kolonnen, Wärmetauscherflächen, etc.) als Freiheitsgrade verwendet werden. Letzteres entfällt wenn Optimierungsprobleme stationärer Prozesse in bereits bestehenden Anlagen zu lösen sind. Dieses ist insbesondere dann erforderlich, wenn die vorhandenen Randbedingungen oder Produktspezifikationen stark abweichen von den in der Designphase angenommenen Werten, was vor allem bei den frei wählbaren Prozessparametern Änderungen hervor ruft. Häufige Optimierungsziele sind in diesem Fall
die Minimierung von Betriebskosten oder Energieverbrauch bzw. die Maximierung von Produktausbeute. Neben der Optimierung stationärer Prozesse ist auch häufig die Betrachtung von diskontinuierlichen Prozessen, sog. Batch-Prozessen erforderlich. Bei diesen dynamischen Prozessen mit fortlaufenden Zustandsänderungen sind möglichst frequentierte Änderungen auch bei den Prozessführungsgrößen erforderlich. Das bedeutet, dass nicht einzelne optimale Werte, sondern zeitliche Verläufe dieser frei wählbaren Führungsgrößen gesucht sind. Häufige Optimierungsziele sind hierbei die Minimierung der Chargenzeit oder die Maximierung der Produktausbeute unter Einhaltung von Produktspezifikationen. Die Lösung der genannten Optimierungsprobleme kann Offline erfolgen, wenn Zustandsänderungen des Prozesses sowie zeitliche Änderungen der Randbedingungen im Voraus bekannt sind. Oftmals kommt es während des laufenden Prozesses jedoch zu unerwarteten Änderungen der Prozessbedingungen. In diesem Fall muss nach Einspeisung wichtiger Prozessdaten eine Online Optimierung, d.h. eine Re-Optimierung während des laufenden Prozesses durchgeführt werden. Der Zyklus mit der Einspeisung und Auswertung der Prozessdaten sowie der Generierung neuer Prozessführungsgrößen muss dabei in kurzer Zeit erfolgen. Es ist abhängig vom Einzelfall, ob die neuen optimalen Führungsgrößen nur als Empfehlung für die Anlagenfahrer verwendet (offener Kreis) oder automatisch über das Prozessleitsystem an die Anlage übergeben werden (geschlossener Kreis).

Prozess- und Anlagenoptimierung in
verschiedenen Projektphasen
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK ENGINEERING & CONTRACTING
INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
Michael Strack, Dieter Hofmann
InfraServ GmbH & Co Knapsack KGChemiepark KnapsackIndustriestr.D-50354 Hürth, Germany
InfraServ Knapsack im Profil
Produkte
� Engineering & Contracting
� Industrielle Instandhaltung
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 2
� Industrielle Instandhaltung
� Analytik
� Ausbildung & Qualifizierung
� Personalmanagement
� Sicherheit, Gesundheit, Umwelt

Prozess- und Anlagenoptimierung in verschiedenen Projektphasen
AGENDA
� Erläuterungen und Definitionen
� Übersicht der Projektphasen
� Optimierung von Prozess- und Anlagendesign
O ti i d B t i b t ti ä P
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 3
� Optimierung des Betriebs stationärer Prozesse
� Optimierung von Führungsstrategien dynamischer Prozesse
� Online Anwendung laufender Prozesse
� Zusammenfassung und Ausblick
Erläuterungen und Definitionen
„Optimierung“, „optimal“ sind inflationär verwendete Begriffe
Was verstehen wir unter „Optimierung von Prozessen und Anlagen?
� Wir brauchen ein Minimierungs- oder Maximierungsziel(Gütekriterium)
1. Schritt: Festlegung einer einheitlichen Terminologie
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 4
� Ziel muss quantifizierbar sein- Minimierung von Investitions- und Betriebskosten - Minimierung von Chargenzeit (Batch), Übergangszeit (Konti),
Gesamtabweichung vom Betriebspunkt � Wir brauchen Freiheitsgrade
Konstruktionsparameter, Betriebsparameter � Variation der Freiheitsgrade muss eine spürbare Wirkung auf das
Ziel haben
Prozessrestriktionen sowie Grenzwerte bei Entscheidungsparametern müssen simultan berücksichtigt werden
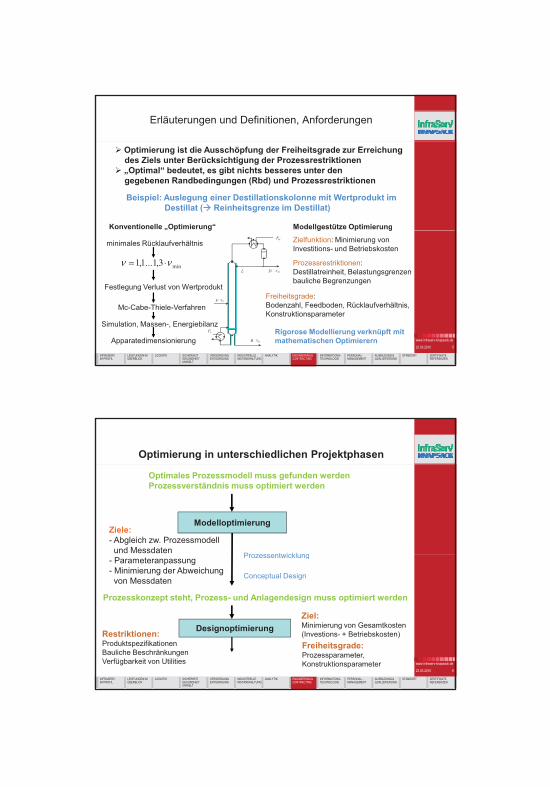
Erläuterungen und Definitionen, Anforderungen
� Optimierung ist die Ausschöpfung der Freiheitsgrade zur Erreichung des Ziels unter Berücksichtigung der Prozessrestriktionen
� „Optimal“ bedeutet, es gibt nichts besseres unter dengegebenen Randbedingungen (Rbd) und Prozessrestriktionen
Beispiel: Auslegung einer Destillationskolonne mit Wertprodukt im Destillat (� Reinheitsgrenze im Destillat)
Konventionelle „Optimierung“ Modellgestütze Optimierung
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 5B
D
F
xB
L xD
xF
VF
WF
p g g p g
minimales Rücklaufverhältnis
min3,1...1,1 νν ⋅=
Festlegung Verlust von Wertprodukt
Mc-Cabe-Thiele-Verfahren
Simulation, Massen-, Energiebilanz
Apparatedimensionierung
Zielfunktion: Minimierung vonInvestitions- und Betriebskosten
Prozessrestriktionen:Destillatreinheit, Belastungsgrenzenbauliche Begrenzungen
Freiheitsgrade:Bodenzahl, Feedboden, Rücklaufverhältnis,Konstruktionsparameter
Rigorose Modellierung verknüpft mitmathematischen Optimierern
Optimierung in unterschiedlichen Projektphasen
Optimales Prozessmodell muss gefunden werdenProzessverständnis muss optimiert werden
Modelloptimierung
P t i kl
Ziele:- Abgleich zw. Prozessmodell und Messdaten
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 6
Prozessentwicklung- Parameteranpassung- Minimierung der Abweichungvon Messdaten Conceptual Design
Prozesskonzept steht, Prozess- und Anlagendesign muss optimiert werden
DesignoptimierungZiel: Minimierung von Gesamtkosten(Investions- + Betriebskosten)Freiheitsgrade:Prozessparameter, Konstruktionsparameter
Restriktionen:ProduktspezifikationenBauliche BeschränkungenVerfügbarkeit von Utilities
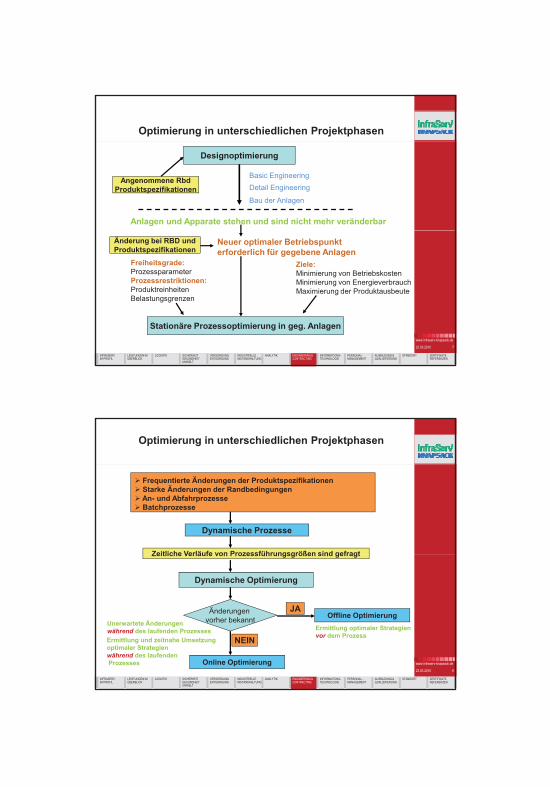
Optimierung in unterschiedlichen Projektphasen
Designoptimierung
Basic EngineeringDetail Engineering
Bau der Anlagen
Anlagen und Apparate stehen und sind nicht mehr veränderbar
Angenommene RbdProduktspezifikationen
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 7
Stationäre Prozessoptimierung in geg. Anlagen
Änderung bei RBD undProduktspezifikationen
Neuer optimaler Betriebspunkt erforderlich für gegebene Anlagen
Ziele:Minimierung von BetriebskostenMinimierung von EnergieverbrauchMaximierung der Produktausbeute
Freiheitsgrade:ProzessparameterProzessrestriktionen:ProduktreinheitenBelastungsgrenzen
Optimierung in unterschiedlichen Projektphasen
� Frequentierte Änderungen der Produktspezifikationen� Starke Änderungen der Randbedingungen� An- und Abfahrprozesse� Batchprozesse
Dynamische Prozesse
Zeitliche Verläufe von Prozessführungsgrößen sind gefragt
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 8
Zeitliche Verläufe von Prozessführungsgrößen sind gefragt
Dynamische Optimierung
Änderungenvorher bekannt Offline Optimierung
Online Optimierung
JA
NEIN
Unerwartete Änderungenwährend des laufenden ProzessesErmittlung und zeitnahe Umsetzungoptimaler Strategienwährend des laufendenProzesses
Ermittlung optimaler Strategienvor dem Prozess
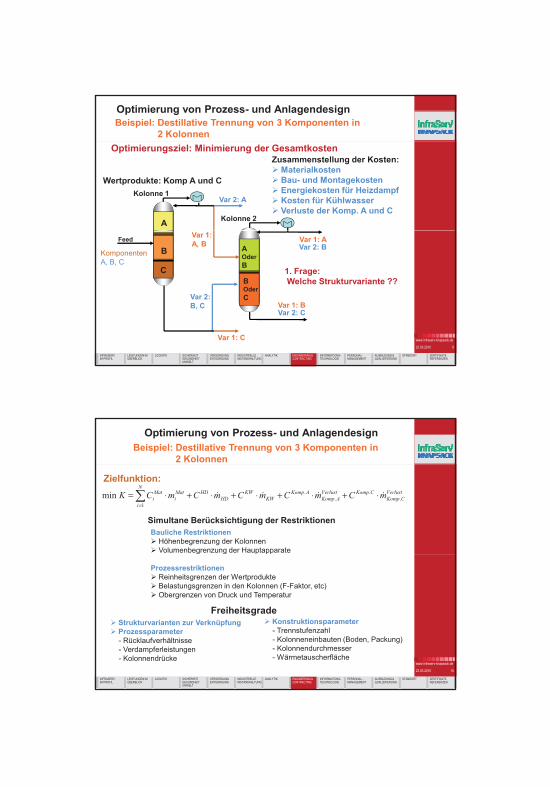
Optimierung von Prozess- und Anlagendesign
Kolonne 1
Kolonne 2A
Var 2: A
Beispiel: Destillative Trennung von 3 Komponenten in2 Kolonnen
Wertprodukte: Komp A und C
Optimierungsziel: Minimierung der GesamtkostenZusammenstellung der Kosten:� Materialkosten� Bau- und Montagekosten� Energiekosten für Heizdampf� Kosten für Kühlwasser� Verluste der Komp. A und C
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 9
Feed
KomponentenA, B, C
B
C
Var 1: C
Var 2: B, C
Var 1: A, B Var 1: A
Var 2: B
Var 1: BVar 2: C
AOderB
BOderC
1. Frage:Welche Strukturvariante ??
Optimierung von Prozess- und Anlagendesign
Zielfunktion: Verlust
CKompCKompVerlust
AKompAKomp
KWKW
HDHD
N
i
Mati
Mati mCmCmCmCmCK .
..
.
1
min ���� ⋅+⋅+⋅+⋅+⋅=�=
Simultane Berücksichtigung der RestriktionenBauliche Restriktionen� Höhenbegrenzung der Kolonnen� Volumenbegrenzung der Hauptapparate
Beispiel: Destillative Trennung von 3 Komponenten in2 Kolonnen
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 10
g g p pp
Prozessrestriktionen� Reinheitsgrenzen der Wertprodukte� Belastungsgrenzen in den Kolonnen (F-Faktor, etc)� Obergrenzen von Druck und Temperatur
Freiheitsgrade� Strukturvarianten zur Verknüpfung� Prozessparameter
- Rücklaufverhältnisse- Verdampferleistungen- Kolonnendrücke
� Konstruktionsparameter- Trennstufenzahl- Kolonneneinbauten (Boden, Packung)- Kolonnendurchmesser- Wärmetauscherfläche
FIRC
LIRC
FIRC
TIRC
K01Feedmenge Komp. A
Komp. C
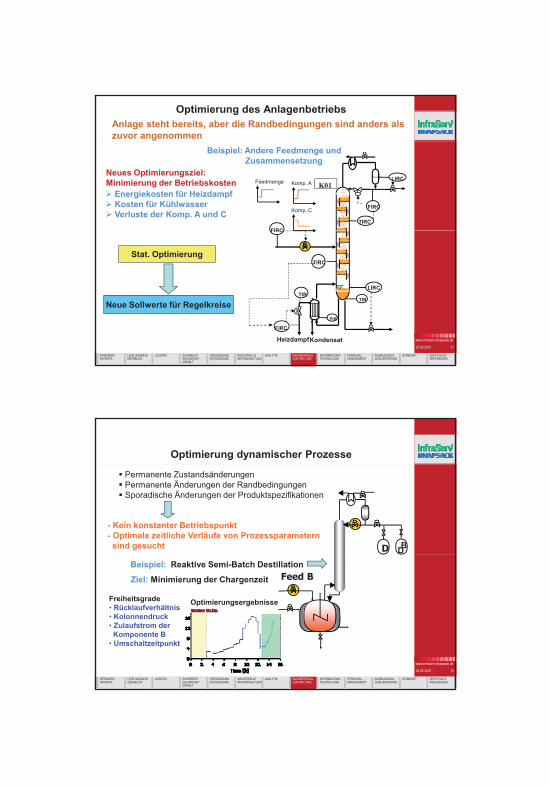
Optimierung des AnlagenbetriebsAnlage steht bereits, aber die Randbedingungen sind anders alszuvor angenommen
Beispiel: Andere Feedmenge und Zusammensetzung
Neues Optimierungsziel: Minimierung der Betriebskosten� Energiekosten für Heizdampf� Kosten für Kühlwasser� Verluste der Komp. A und C
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 11
FIRC
TIR
LIRC
PIR
TIR
FIRC
TIRC
HeizdampfKondensat
Stat. Optimierung
Neue Sollwerte für Regelkreise
Optimierung dynamischer Prozesse
BDD
� Permanente Zustandsänderungen� Permanente Änderungen der Randbedingungen� Sporadische Änderungen der Produktspezifikationen
- Kein konstanter Betriebspunkt- Optimale zeitliche Verläufe von Prozessparametern sind gesucht
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 12
Feed BBeispiel: Reaktive Semi-Batch Destillation
Ziel: Minimierung der Chargenzeit
Freiheitsgrade• Rücklaufverhältnis• Kolonnendruck• Zulaufstrom der Komponente B
• Umschaltzeitpunkt
Optimierungsergebnisse

Optimierung dynamischer Prozesse
� Kontinuierliche Destillation bei zeitlichen Änderungen der Feedbedingungen (z.B. Lastwechsel) - Minimierung der Übergangszeit zum neuen optimalen Betriebspunkt- Minimierung der Abweichungen von Produktspezifikationsgrenzen
� Produktwechsel (Führungssprung) bei kontinuierlicher Destillation- Minimierung der Übergangszeit, Energieverbrauch oder Verluste
� Anfahren von Destillationskolonnen
Weitere Beispiele
Ziel:Produktwechsel bei
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 13
Rohware
Kolonne 1 Destillat Kolonne 1
Kolonne 2
Backend
Fertigware
Feed 1C12: 1,6 %C14: 0,9 %C16: 20,3 %C18: 75,7 %C20: 1,43 %
Feed 2C8: 8,1 %C10: 10,1 %C12: 48,7 %C14: 18,3 %C16: 8,6 %C18: 10,1 %
Produkt 1C16 < 6 %C18 > 93 %C20 < 3 %
Produkt 2C10 < 1,4%50 % < C12 < 62 %15 % < C14 < 26 %8 % < C16 < 14 %7 % < C18 < 14 %
Ziel:Übergang in möglichstKurzer Zeit
Produktwechsel beiMehrkomponentengemischen
Sumpfheizung in beiden Kolonnen
0
200
400
600
800
1000
1200
1400
1600
0 20 40 60 80 100 120 140
Zeit [min]
Hei
zlei
stun
g [k
W]
Kol. 1
Kol. 2
Optimale Sumpfheizung
Modellbasierte Online Optimierung
Motivation: Unerwartete Änderungen im laufenden BetriebOffener und geschlossener Kreis
z uxz M ,, zPLS Schnittstelle Prozessmodell-Rechnung
zu
SPxAnlagenfahrer
Suu =Empfehlung
Entscheidung
Offen
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 14
Steuerparameter u
Störgrößen z
Zustandsgrößen
Prozessparameter P
Mx Sx SPy
MS xx ,
P
Prozess-Beobachtung
--------------Data
Reconciliation---------------Parameter-
Identifikation
SPSS yux ,,Suu =
Geschlossen

Anwendungsbeispiel für Online OptimierungDestillative Trennung bei plötzlichen Änderungen der Feedbedingungen
C2H5OH-H2O
Coldwater
:
Feed 1
Feed 2
DistillateProduct
hkgFhkg /6/2.5 ≤≤%15%8 ≤≤ Eth
Feedx
Ziel: Viel Produktmenge bei wenig Energiebedarf
%90≥EthDX
Prozessrestriktion:Reinheitsgrenze im Destillat
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 15
BottomProduct
Anwendung mit Chemcad
Freiheitsgrade: Rücklaufverhältnis, Aufkochrate
Sumpfheizung Ventilstellung fürHeizdampf
Y=f(Q)
CHEMCAD
Y=f(Q)
ReglerProzess30 S
6 S
PPxF F ,,, Δ
ν ν
Q
T
Y
Kopplung von Online Simulation und Regler
Mögliche Schnittstellen:- EXCEL- OPC-Server
Ergebnisse der Online Anwendung
Online Betrieb bei Änderung der Feedspezifikationen
Valve Setting for heat supply
20
22
24
26
28
alve
pos
ition
[%]
Y [%]
%15,/5,5%8,/6 ==→== FF xhkgFxhkgF
Reflux ratio
3,54
4,55
5,56
R/D R/D
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 16
1815 18 21 24 27 30 33 36 39 42 45
Time [min]
V315 18 21 24 27 30 33 36 39 42 45
Time [min]
Distillate concentration
858687888990919293949596
15 18 21 24 27 30 33 36 39 42 45Time [Min]
conc
entr
atio
n [%
]
Conc. (Eth.)Limit
Zusammenfassung� Modellgestützte Verfahrensoptimierung begleitet uns durch alle
Pojektphasen
� Die Verknüpfung von detaillierten Prozessmodellen und mathematischen Optimierern ermöglicht die Ausschöpfung aller Freiheitsgrade für gewünschte Ziele.
� Mit vorhandenen Methodiken können sowohl statische als auch
Zusammenfassung und Ausblick
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 17
dynamische Optimierungsprobleme bearbeitet werden
� Bei unerwarteten Änderungen der Randbedingungen ermöglicht die Online Anwendung im geschlossenen Kreis eine robuste Prozessführung
Ausblick� Intensivierung der Konzepte zur dynamischen Optimierung auf
industrielle Produktionsanlagen
� Erhöhung der allgemeinen Akzeptanz der modellgestützten Prozessoptimierung in der chemischen Industrie
Einladung
2nd SymposiumComputer-aided Process Optimisation
17. November, Feierabendhaus Knapsack, Hürth
www.infraserv-knapsack.de
LEISTUNGEN IM ÜBERBLICK
LOGISTIK SICHERHEITGESUNDHEITUMWELT
VERSORGUNG ENTSORGUNG
INDUSTRIELLE INSTANDHALTUNG
ANALYTIK INFORMATIONS-TECHNOLOGIE
PERSONAL-MANAGEMENT
AUSBILDUNG & QUALIZIFIERUNG
STANDORT ZERTIFIKATEREFERENZEN
INFRASERVIM PROFIL
ENGINEERING & CONTRACTING
23.03.2010 18
Vielen Dank für Ihre Aufmerksamkeit

STRATEGISCHE ECKPUNKTE ZUR STEIGERUNG DER INNOVATIONS-FÄHIGKEIT VON MITTEL-STÄNDISCHEN ANLAGEN- UND MASCHINENBAUERN
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Kfm. Moritz Graf zu Eulenburg Coatema Coating Machinery GmbH
LEBENSLAUF
Dipl.-Kfm. Moritz Graf zu Eulenburg Coatema Coating Machinery GmbH, Vertriebsleiter
1994–1996 1997–1998 1998–2000 2001–September 2004 Seit Oktober 2004
Humboldt Universität zu Berlin, Berlin Grundstudium European Business School, London, UK Günter-ACS, Handel, Bremen Management Partner International GmbH, Unternehmensberatung Coatema Coating Machinery GmbH, Maschinenbau

STRATEGISCHE ECKPUNKTE ZUR STEIGERUNG DER INNOVATIONSFÄHIGKEIT VON MITTELSTÄNDISCHEN ANLAGEN- UND MASCHINENBAUERN Dipl.-Kfm. Moritz Graf zu Eulenburg Ein Erfahrungsbericht insbesondere unter Darstellung der
– Zusammenarbeit mit Forschungsinstituten und Universitäten (Beispiele Fraunhofer, Forschungszentrum Jülich, TNO)
– Aktiven Teilnahme am Forschungsprojekten (EU und Bund) (Beispiele EFP 7, Faccess und Innoshade)
– Aufbau und Nutzung unserer Technika (Deutschland, USA, Taiwan)
– Fortbildung unserer Kunden (Symposium, Fortbildung)
Dabei soll eingehend erläutert werden warum Innovation so wichtig ist für den Mittelstand. Die Ansprüche an Materialien und Produkte werden nämlich immer größer, wobei die Lebenszyklen und die Ertragsfähigkeiten abnehmen. Die klassischen Märkte sind durch den globalen Wettbewerb geprägt. Wettbewerbsfähig sind nur noch Unternehmen, die mit neuen, gewinnfähigen Innovationen auf den Markt treten. Gewinnfähigkeit bedeutet in der Beschichtungsindustrie zumeist Hochleistungsbeschichtung. Zukünftige Produkte sind aber technisch viel anspruchsvoller und setzen die Entwicklung neuer Anlagentechnik voraus. Zum Beispiel im Bereich der Brennstoffzellen- und Batterietechnologie, wie auch bei der Applikation von Sol-Gel-Produkten kommen größtenteils Beschichtungsrohstoffe auf Basis
hochflüchtiger Lösungsmittel zur Anwendung, die spezielle Anforderungen an explosionsgeschützte Anlagentechnologie stellen. Anhand der vier o.g. „Eckpunkte“ soll dargestellt werden, wie sich ein Unternehmen auf unterschiedliche Weise innovativer für die Zukunft ausrichten kann.

�Warum ist die Innovationsfähigkeit so wichtig?
Kooperation im Anlagenbau Lev. 2009
©2009 Coatema Coating Machinery GmbHPresented by: Moritz Graf zu Eulenburg
©2009 Coatema Coating Machinery GmbH
Die Firma Coatema
Coatema Ursprung
� Eigenständiges Ingenieur Büro
� Coatema vor 37 Jahren
©2009 Coatema Coating Machinery GmbH
g g g
� Verkauf von schlüsselfertigen Produktionsanlagen im Bereich der textilen Beschichtung
� Marketing = Mund-zu-Mund
� Keine eigene Fertigung
Coatema Heute
� Immer noch Familienunternehmen
� 85 Mitarbeiter
� Vertrieb von Labor-, Pilot und Produktionsanlagen
� Coatema 2009:
©2009 Coatema Coating Machinery GmbH
� Ausweitung der Bereiche auf nahezualle beschichtungsfähigen Materialienvon Rolle zu Rolle
� Eigene Produktion an 2 Standortenin Deutschland
� 3 Forschungszentren(Deutschland, USA, Taiwan)
� 30 Vertriebs- und Service Agenturen

©2009 Coatema Coating Machinery GmbH
Der Erfolgsweg
Der Erfolgsweg: Innovation
� Aufbau eines bzw. mehrerer Technika
� Kooperation mit Forschungsinstituten
� Teilnahme an Förderprogrammen
©2009 Coatema Coating Machinery GmbH
� Teilnahme an Förderprogrammen
� Fortbildung unserer Kunden

Der Erfolgsweg
� Aufbau eines bzw. mehrerer Technika
� Man kann erklärungsintensives Gut zeigen
� Man kann einzelne Prozess-Schritte kostengünstig
©2009 Coatema Coating Machinery GmbH
g gverifizieren
� Der Anlagenbauer ist nun auch Anlagenbediener
� Ausweitung der Expertise in neue Märkte
Einführung
Beschichtungs-chemie
� Feststoffanteil� Lösemittel� Rheologie � Viskositäten� Viskoleastizität� Van der Waals Kraft� Scheerkraft
Beschichtungs-prozess
� Auftragsverfahren � Direktbeschichtung� Transferbeschichtung� Warenbahngeschwindigkeit� Schichtdicke
Trocknungs-prozess
� Konvektionstrocknung� Kontakttrocknung� Lufttrocknung � Infrarottrocknung� NIR� UV
©2009 Coatema Coating Machinery GmbH
� Oberflächenspannung � Dimensionsstabilität� Kontaktwinkel
Substrat
Prozess-Steuerung
� Zugspannungskontrolle � Warenbahnausteuerung� Inline Parameterkontrolle� Qualitätskontrolle
�Flächengewicht�Fehlerkontrolle
� Corona � Plasma
Vorbehandlung
� Kalandern � Prägen� Schneiden/Konfektionieren
Nachbehandlung
� Klima � Temperatur� Inerte Bedingungen
Kontrolle Umgebungsbedingungen
Beschichtete/LaminierteProdukte

1. Aufbau von eigenen R&D Centren
� Übersicht
©2009 Coatema Coating Machinery GmbH
R&D-Center, Dormagen, Germany R&D-Center, Taiwan
Management + Production, Dormagen, Germany
R&D-Center, USA
Coatema R&D Center Dormagen
©2009 Coatema Coating Machinery GmbH
Coatema R&D Center Dormagen
� Dormagen, R&D Center for Europe
©2009 Coatema Coating Machinery GmbH
Easycoater ww DIN A 4
Working Width: DIN A 4 (210 x 297 mm)
Knife Width 300 mm
Speed: 5 – 50 (U/min)
Electrical Connections: 230 V / 50 Hz, 24 V / 50 Hz
Total Weight: approx. 120 kg
Dimensions (LxWxH): 1.300 x 1.035 x 550 mm
©2009 Coatema Coating Machinery GmbH

Production Line ww 2.000 mm
Working Width: 2.000 mm
Roller Width: 2.200 mm
Operating Speed: 3 - 30 m/min
Tensile Strength: 400 – 4.000 N
Dryer Temperature: max. 235 °C
Electrical Connections: approx. 120 kW
Exhaust Air: 5.000m3/h per section, frequency controlled
©2009 Coatema Coating Machinery GmbH
Air Circulation: 2 x 5.000 m3/h per section, frequency controlled
Dimensions (LxWxH): 25.100 x 4.300 x 3.600 mm
Der Erfolgsweg
� Kooperation mit Forschungsinstituten
� Know-How Träger in ihrem jeweiligem Gebiet
� FZ können Versuchsergebnisse kostengünstig
©2009 Coatema Coating Machinery GmbH
g g gverifizieren
� Multiplikatoren im Fachbereich und Land
� FZ sind auch Kunden

Coatema´s Netzwerk
� Insgesamt über 250 Institute und Universitäten
©2009 Coatema Coating Machinery GmbH
Coatema Technikum Taipei
� Opening Ceremony 2004
©2009 Coatema Coating Machinery GmbH
Coatema Technikum Taipei
� Linecoater 1.000 mm
©2009 Coatema Coating Machinery GmbH
Coatema Technikum Cleveland
� Engineer Experts on Side
©2009 Coatema Coating Machinery GmbH

Coatema Technikum Cleveland
� Verticoater 500 mm
©2009 Coatema Coating Machinery GmbH
� Clean room applications
Machinery concepts
©2009 Coatema Coating Machinery GmbH

Der Erfolgsweg
� Teilnahme an Förderprogrammen
� First Mover in neue Märkte
� Entwickelte Anlagen verbleiben im Technikum
©2009 Coatema Coating Machinery GmbH
g
� Verstärkung des FZ Effektes, da viele FZ in einemProjekt zusammenarbeiten
- Know-How Träger in ihrem jeweiligem Gebiet
- FZ können Versuchsergebnisse kostengünstig verifizieren
- Multiplikatoren im Fachbereich und Land
- FZ sind auch Kunden
Projekt Innoshade
©2009 Coatema Coating Machinery GmbH
© Fraunhofer ISC
Weitere Informationen:www.nanoefffects.eu, oder www.innoshade.eu

Source: SPIE Newsroom April 2006 © Claes G. Granqvist
Projekt Innoshade
©2009 Coatema Coating Machinery GmbH
© Business Week
Der Erfolgsweg
�Fortbildung unserer Kunden
� Regelmäßige Flyer über die jeweiligen Fachbereiche
� Symposium (jährlich)
©2009 Coatema Coating Machinery GmbH
y p (j )- mit Rednern aus unterschiedlichen Bereichen- mit Versuchen in unserem Technikum
� Vernetzung der Kunden mit FZ
� Erstellung eines Lehrbuches
� Fortbildung mit FH Niederrhein Bereich Textil

Coatema Symposium
©2009 Coatema Coating Machinery GmbH
Coatema Symposium
©2009 Coatema Coating Machinery GmbH
©2009 Coatema Coating Machinery GmbH
Das Ergebnis
� The best solution for every coating need
Coatema Produktportfolio
©2009 Coatema Coating Machinery GmbH
Laboratory ... ...production equipment....pilot scale ...

Coatema Märkte
©2009 Coatema Coating Machinery GmbH
Textile
Renewable NanotechGlass
Film Paper
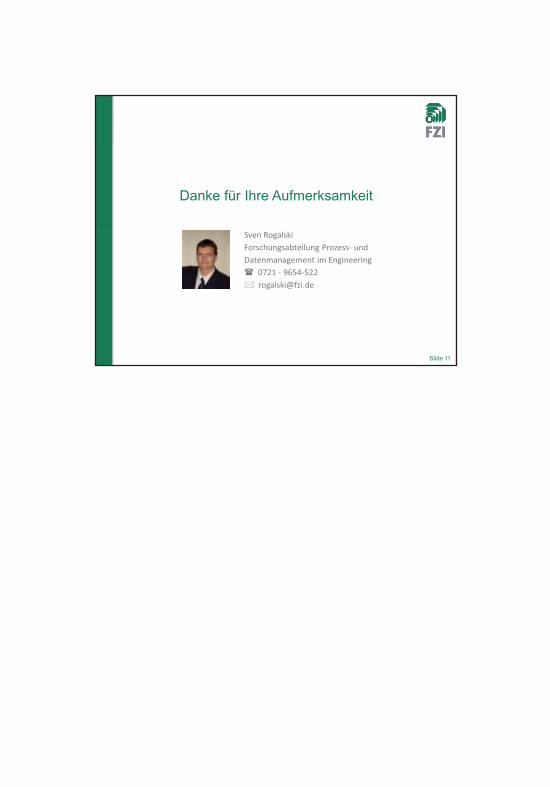
Coatema Coating Lines
� Single head coating line – 1.000 mm Working Width
©2009 Coatema Coating Machinery GmbH

Coatema Coating Lines
� Double side coating line – 1.000 mm Working Width
©2009 Coatema Coating Machinery GmbH
Coatema Coating Lines
� Double head coating line – 1.000 mm Working Width
©2009 Coatema Coating Machinery GmbH
Coatema Coating Lines
� Single head coating line – 1.200 mm Working Width
©2009 Coatema Coating Machinery GmbH
Coatema Coating Lines
� Change head coating line – 1.500 mm Working Width
©2009 Coatema Coating Machinery GmbH

Laminating Applications
� Laminating for Solar Cells – 3.000 mm Working Width
©2009 Coatema Coating Machinery GmbH
©2009 Coatema Coating Machinery GmbH
Zusammenfassung

� Bessere Beratung bestehender Kunden
� Innovation unverzichtbar für Unternehmensentwicklung
Zusammenfassung
©2009 Coatema Coating Machinery GmbH
� Zugang zu neuen Märkten und Ländern
� Finanzierung der Innovation durch Förderung und Kunden
� Wesentlich geringes Risiko durch nicht Performance
Address: Coatema Coating Machinery GmbH
Roseller Straße 4
41539 Dormagen
� How to contact us:
Thanks for your attention!
©2009 Coatema Coating Machinery GmbH
41539 Dormagen
Phone: + 49 (0) 2133 / 97 84 - 0
Fax: + 49 (0) 2133 / 97 84 - 170
Internet: www.coatema.de
E-mail: [email protected]

HARMONISIERUNG VON KUNDEN- UND HERSTELLERSICHT DURCH FEEDBACKUNTERSTÜTZTE PRODUKTKONFIGURATION IM ANLAGENBAU
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dr.-Ing. Sven Rogalski FZI Forschungszentrum Informatik, Karlsruhe

LEBENSLAUF
Dr.-Ing. Sven Rogalski FZI Forschungszentrum Informatik
21.12.1974 Juni 1993 Februar 1998 1998–2002 2000–2005 seit Januar 2006 seit März 2009 Mai 2009
in Salzwedel geboren Abitur Abschluss der Fachausbildung zum Technischen Zeichner Führung eines Einzelunternehmens in Wolfsburg Studium der Wirtschaftsinformatik an der Universität Magdeburg Abschluss: Diplom-Wirtschaftinformatiker als wissenschaftlicher Mitarbeiter am FZI Forschungszentrum Informatik in der Abteilung Prozess- and Datenmanagement in Engineering (PDE) in Karlsruhe Abteilungsleiter Prozess- and Datenmanagement in Engineering Promotion mit Auszeichnung (summa cum laude) zum Thema: Entwicklung einer Methodik zur Flexibilitätsbewertung von Produktionssystemen

HARMONISIERUNG VON KUNDEN- UND HERSTELLERSICHT DURCH FEEDBACK-UNTERSTÜTZTE PRODUKTKONFIGURATION IM ANLAGENBAU Dr.-Ing. Sven Rogalski In einer globalen Wirtschaft sind langfristig nur diejenigen Unternehmen erfolgreich, die die Anforderungen ihrer Kunden und Märkte nicht nur genau kennen, sondern durch inno-vative Produkte mit Alleinstellungsmerkmalen effizient erfüllen. Im Zuge einer zunehmen-den Produktindividualisierung und der damit zunehmenden Variantenvielfalt haben sich in den vergangen Jahren auch die Anforderun-gen im Anlagenbau geändert. Anlagenbauer sind zunehmend dazu aufgefordert wand-lungsfähige, erweiterbare Produkte und dazu-gehörige Dienstleistung zur vollsten Zufrie-denheit des Kunden anzubieten, um diese langfristig zu binden. Entscheidend sind hier-bei eine schnelle und treffsichere Erfassung von Kundenanforderungen und deren auf die technische Realisierung bezogene Abprüfung. Dadurch lassen sich bereits in der Vorvertrags-phase, im Rahmen der Projektierung, Ange-bote schnell und qualitativ hochwertig erstel-len, deren vereinbarungskonforme Erfüllung im Auftragsfall gewährleistet ist. Damit Anlagebauer auch in Zukunft, ange-sichts der gestiegenen Kundenanforderungen an Wandlungsfähigkeit und Individualisierung sowie der daraus resultierenden internen Komplexität zur rechtzeitigen und zielgenau-en Bedienung des Marktes, ihr Leistungspro-gramm erfolgreich im Wettbewerb anbieten können, gilt es Instrumente und Methoden des Informationsmanagements einzuführen, die eine beschleunigte Harmonisierung der Kunden- und Herstellersicht ermöglichen. Mit dem Vortrag im Rahmen des 12. IAK
„Kooperation im Anlagenbau“ werden diesbezüglich Lösungsansätze vorgestellt, die auf das im Juli 2008 gestartete und im Rah-menkonzept „Forschung für die Produktion von morgen“ des BMBF finanzierten Forschungsprojekts „DIALOG“ zurückgehen. Schwerpunkt des Vortrags soll das DIALOG-Lösungskonzept bilden. Es hat zum Ziel, in-folge einer kontinuierlichen Rückführung von Erfahrungswissen aus den Inbetriebnahme- und Produktnutzungsphasen sowohl Ver-triebsmitarbeiter als auch die Kunden selbst zu unterstützen, die angebotenen Leistungen schnell, sicher und angebotsreif zu konfigu-rieren. Mittels des Feedbackmanagement-Ansatzes, als integriertes Konzept zur Vervoll-ständigung des produktlebensbezogenen Informationszyklus, werden intelligente Ange-botskonfigurationen möglich, die zur Harmo-nisierung von Kunden- und Herstellersicht beitragen und somit die Vorvertragsphase im Anlagenbau entscheidend beschleunigen.

Harmonisierung von Kunden- und Herstellersicht durch feedbackunterstützte Produktkonfiguration
im Anlagenbau
FZI Forschungszentrum Informatik an der Universität Karlsruhe (TH)
Slide 1Forschung für Sie
g
Gliederung
� Ausgangssituation für KMU im Anlagenbau
� Herausforderungen und Handlungsbedarf bei der Angebotsbearbeitung für KMU im Anlagenbau
Slide 2
g g g
� Der DIALOG-Ansatz
� Zusammenfassung und Ausblick

Ausgangssituation für KMU im Anlagenbau
� Zunehmende Kundenindividualisierung und Komplexität der externen Rahmenbedingungen (Globalisierung, Umweltanforderungen)
� Hohe Variantenvielfalt durch neuer Konfigurationsmöglichkeiten basierend auf modularisierten Produktfamilien
F hl d D h ä i k it d S t ti i b i d E f d
Slide 3
� Fehlende Durchgängigkeit und Systematisierung bei der Erfassung und Dokumentation von Kunden- und Produktnutzungsinformationen
� Fehlende Prozessdurchgängigkeit in einer verteilten Produktentwicklung, an den Lieferanten, Kunden und externe Dienstleister direkt beteiligt sind
� Unzureichendes Erkennen von Zielkonflikten zwischen Kundenanforderungen und Produkteigenschaften in der Angebotsphase
Herausforderungen bei der Angebotsbearbeitung für KMU
Auftrag
g
Auftrag
g
Auftrag
gg
Kunde
Kundensicht• Anforderungen an Lösung• Einsatzgebiet (Umgebung)• Technische und kaufmänni-
sche RahmenbedingungenKundeKunde
Kundensicht• Anforderungen an Lösung• Einsatzgebiet (Umgebung)• Technische und kaufmänni-
sche Rahmenbedingungen
Slide 4
Kun
den-
kont
aktd
ialo
g
Zeit
Kun
den-
kont
aktd
ialo
g
Zeit
Kun
den-
kont
aktd
ialo
g
Zeit
Kun
den-
kont
aktd
ialo
g
Zeit
Produkt-entwicklung
Produkt-nutzung
Produkt-herstellung
Projek-tierung
Produkt-entwicklung
Produkt-nutzung
Produkt-herstellung
Projek-tierung
Hersteller
Herstellersicht• Eigenschaften der Lösung• Funktionale Strukturen• Technische Möglichkeiten
HerstellerHersteller
Herstellersicht• Eigenschaften der Lösung• Funktionale Strukturen• Technische Möglichkeiten

Kontext-wissen
Handlungsbedarf Angebotsbearbeitung
Stand heute: � Informationstechnische Unterstützung des Vertriebs zur:
- Abprüfen technischer Zusammenhänge und bekannter Problemkonfigurationen
- Bewertung konstruktiv-technologischer Fertigungsmöglichkeiten aus betriebswirtschaftlicher Sicht
- Angebotskonfiguration und Richtpreiskalkulation technologisch neuartiger, auf den Kunden zugeschnittener Produkte
Slide 5
Kunden-Wissen
Domäne Produktnutzung
Bedarf:� Fehlende Möglichkeiten einer kontinuierlichen
Rückführung von Erfahrungswissen aus Inbetriebnahme- und Produktnutzungsphasen
� Zusätzliche informationstechnische Unterstützung zur Anforderungsermittlung und -analyse im Vorfeld der Konfiguration
Produkt-Wissen
Anforderungs-bezogenes Beziehungs-
wissen
DIALOG-Ansatz
ZielsetzungBMBF-Verbundprojekt
on
Slide 6
Pro
dukt
konf
igur
atio
Angebotsphase

DIALOG-Ansatz
Nutzung von Feedback-Management
Konzept des Feedback-Managments:
� Kontinuierlicher Rückführungsprozess von Feedbackinformationen (Felddaten) aus der Produktnutzungsphase
� Bereitstellung und Steuerung der Felddaten zw. internen und externen Wissensdomänen eines Unternehmens
Slide 7
Der DIALOG-Ansatz:
� Instanzbasiertes Feedback-Konzept, mit Bezug auf ein Metadatenmodell zur Verwaltung von Produkt-, Kunden- und Kontextwissen
� Semantische Integration einzelner Datenmodelle und Feedbackinformationen zum Aufbau produktnutzungsbezogener Anforderungsmodelle
� Repräsentation von Beziehungswissen zwischen Kunde und Hersteller sowie deren Sichtweisen
DIALOG-Ansatz
Wissensaufbau über Feedback-Bezugsobjekte (FBO)
KundenFEEDBACK
Externe Dienstleister
Kontakt-Manager
BMBF-Verbundprojekt
FBOij(n-1) = {PPi;UPij; KPj }
DIALOG-
Feedback-Bezugsobjekt:
• Produktprofil (PP) / Kontextprofil (UP) / Kundenprofil (KP)
Slide 8
Feedback-Datenbank
Profil-Datenbank
Produkt-Konfigurator
Feedback-Manager
Vertriebs-und Service-Mitarbeiter
ProduktFEEDBACK
FEEDBACK
FEEDBACK
Service-Manager
2
3
1Fij(FBOij(n))
FBOij
Fij
Wissensbasis

DIALOG-Ansatz
feedbackunterstützte ProduktkonfigurationBMBF-Verbundprojekt
A
Angefragtes Unvollständiges
Produktprofil
VorgeschlagenesProduktprofil
A
B
D
Produktkonfigurator
Slide 9
FBO-Portfolio Optimales bestehendes
Produkt
PP(FBOmax(ij))
BC
Transformiertes optimales Produktprofil
BD
Max PP(Fij (FBOmax(ij))) u.d.N. KonfigurationsregelÄ(UPij+KPj) [0,1]
Ä(P
Pi)[
0,1]
B
DIALOG-Wissensbasis
Anforderungenspezifizieren
Kundenprofil erkennen
Konfiguration vorschlagen
Anforderungen abfragen
Kun
dens
icht
DIALOG-Ansatz
Zusammenfassung und AusblickBMBF-Verbundprojekt
Kontakt-Manager
Produkt-Konfigurator
ExterneFEEDBACK-QUELLE
KundeFEEDBACK-QUELLE
- DIALOG-Wissensbasis
Angebot Anforderungen
Vorschlag Produktnutzung
Slide 10
DIALOG - LösungsbausteineBestehende Systembausteine
Wissensbasen
Feedback-Manager
Service-Manager
Produkt-Entwicklung
Externe Dienstleister
Hersteller (Vertrieb / Service)
ProduktFEEDBACK-QUELLE
FEEDBACK-QUELLE
Inte
grat
ions
-Sc
hich
t
Feedback-Bezugs-Objekte
Her
stel
lers
icht
Spezifikation
Anforderungs-Modellierer
Regel-Basis
Anfrage Merkmale
Danke für Ihre Aufmerksamkeit
Slide 11
Sven RogalskiForschungsabteilung Prozess- und Datenmanagement im Engineering� 0721 - 9654-522� [email protected]

RISIKOMANAGEMENT ALS BAUSTEIN ZUR PROZESSVERBESSERUNG
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Wirtsch.-Ing. Helmut Röben Fraunhofer IFF, Magdeburg

Risikomanagement als Baustein zur Prozessverbesserung
Prof. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkInstitutsleiter
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Helmut RöbenStellv. Geschäftsfeldleiter
Logistik- und Fabriksysteme
12. IndustriearbeitskreisOPERATIONAL EXCELLENCE IM ANLAGENBAU03. November 2009
Inhalt
Was ist Risikomanagement?
Risikomanagement in Netzwerken
Ri ik t i d P i
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Risikomanagement in der Praxis
Fazit

logistik-fokussiert
proaktivagierend
energie-und ressourcen-
effizient
dl
reaktions-schnell
Material
Produkte
Information
Strukturen Prozesse
kunden-orientiert
Gestaltungsfelder und Anforderungen an die Fabrik der Zukunft
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
sicher und robust
wandlungs-fähig
innovativ und wissensorientiert
global ausgerichtet
kooperativ in Netzwerken organisiert
Management
MitarbeiterMaschinen
Methoden
Risikomanagement im Unternehmensumfeld
Supply Chain Risiken
Terrorismus Naturkatastrophen
VersorgungsrisikenNachfragerisiken
Single Sourcing OutsourcingKonsumenten-verhalten
2. Risikobewertung
Risikoanalyse
Umfeldrisiken
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
ProzessrisikenSteuerungsrisikenReduktion der Lagerbestände
Zentr. der Produktion
Management-fehler
Quellen: In Anlehnung an BVL-AK Sicherheit und Risikomanagement in der Supply Chain
4. Risikokontrolle
3. Risikosteuerung1. RisikoidentifikationRisikomanagementansatz
Risikoanalyse

Risikoanalysephase
Maßnahmen zur- Vermeidung- Verminderung- Übertragung- Kompensation
Risikoplanung und -steuerung
RisikoüberwachungRisikoanalyseIdentifizieren
Bewerten
Aggregieren
Risikodokumentation
Systemdokumention
Ris
ikop
roze
ss-
phas
e
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Ris
ikop
roze
ss-
erge
bnis
Identifizierte und bewertete Risikostruktur,
Risikobewusstsein
Umsetzungsprogramm-Ziele
-Aktionsplan/Maßnahmen
Sicherstellung der Zielerfüllung
Quelle: In Anlehnung an Hováth, P./Gleich, R. (2000), S. 109.
Risikoanalyse
IdentifizierteProzessrisiken (z.B. Transport-
/Produktionsausfälle, Qualitätsrisiken etc.)
Identifikations-ebene
� Systematische Risikobewertung
� Dokumentierter Risikokatalog
Lieferverzugsrisiko
Risikomatrix Unternehmen A
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Bewertungs-ebene � Priorisierung der
Risiken
� Identifikation von Handlungs-schwerpunkten
FehllieferungsrisikoLieferverzugsrisiko
Produktionsausfall-risiko
Nutzen der Risikoanalyse in Prozessen
� Risiken erkennen und diskutieren
� Risikobewusstsein schärfen und Systemverständnis gewinnen
� Transparenz in den Prozessen schaffen
� Bestehende Planungen und Umsetzung kritisch hinterfragen
� Managementwissen/Planungserfahrung aufnehmen
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
� Engpässe und neuralgische Punkte erkennen und visualisieren
� Handlungsschwerpunkte erkennen und Maßnahmen zur
Prozessverbesserung generieren
� Planungen um einen „Risikofaktor“ ergänzen
Inhalt
Was ist Risikomanagement?
Risikomanagement in Netzwerken
Ri ik t i d P i
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Risikomanagement in der Praxis
Fazit
Studie: Schlechte Beschaffungslogistik im Maschinenbau beschert Millionenverluste – Worin liegen die Gründe für mangelnde Liefertreue?
� Durchschnittlich ein Sechstel des Beschaffungsvolumens wurde im vergangenen Jahr verspätet angeliefert.
� Zu hohe Bestände wegen mangelnder Liefertreue verursachen beim deutschen Maschinen- und Anlagenbau enorme Verluste.
� Einzel- und Kleinserienhersteller besitzen Bestand von über 20% ihres Umsatzes; Serienhersteller 11,9%
� Mit einem intelligenten Beschaffungsmanagement und mehr Transparenz kann jedes
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
� Mit einem intelligenten Beschaffungsmanagement und mehr Transparenz kann jedes Unternehmen – unabhängig von Fertigungsart oder Umsatzgröße – rund 5,4% seiner Kosten einsparen.
Mit Hilfe des Risikomanagementansatzes können Transparenz, Bestandsreduzierung und sichere Warenketten erreicht werden
Quellen: Schlechte Beschaffungslogistik im Maschinenbau beschert Millionenverluste ,http://www.maschinenmarkt.vogel.de/themenkanaele/managementundit/einkauf/articles/234307/?nl=1&cmp=nl-97-1-161009; n=110 Unternehmen
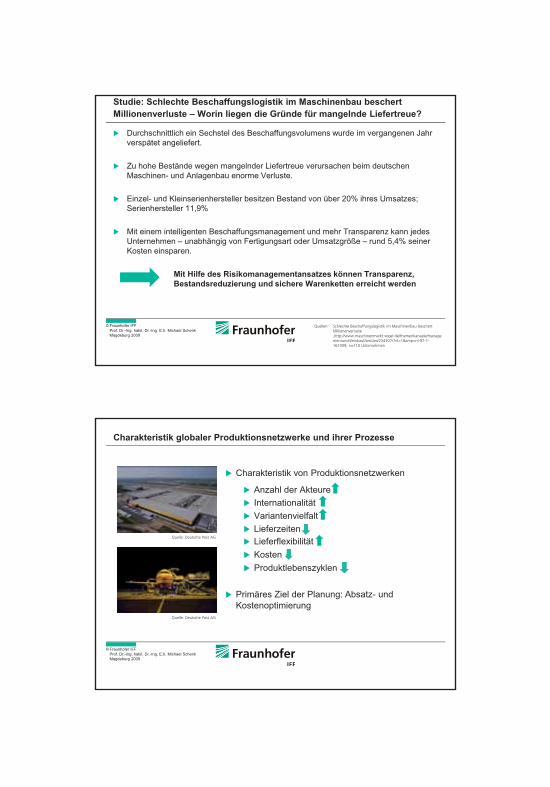
Charakteristik globaler Produktionsnetzwerke und ihrer Prozesse
� Charakteristik von Produktionsnetzwerken
� Anzahl der Akteure� Internationalität� Variantenvielfalt� Lieferzeiten� Lieferflexibilität� Kosten
Quelle: Deutsche Post AG
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
� Kosten� Produktlebenszyklen
� Primäres Ziel der Planung: Absatz- und Kostenoptimierung
Quelle: Deutsche Post AG

Abgrenzung der Begriffe Supply Chain Safety und Security
Betriebssicherheit, Zugangskontrolle, Datenschutz
biologische, chemische, explosive, radioaktive
Raub und/oder Zerstörung von Ressourcen
Betriebsstörung
Safety (Betriebssicherheit)
Security (Angriffssicherheit)
Systemstörung,
I&K-Systeme
Umgang mit Gefahrengüter
Diebstahl, Terror
+ = Sicherheit
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Quellen: Andreas Wieland, MScIS, Kompetenzzentrum Internationale Logistiknetze gefördert von der Kühne-Stiftung, Global Supply Chain Security, 2007-05-24TU Berlin Bereich Logistik: http://logistik.ww.tu-berlin.de/internationalelogistik/download/2007-05-24_global_supply_chain_security_andreas_wieland.pdf
Regen, Schnee/Eis,Trockenheit,
Stürme, Erdbeben, Fluten
Betriebsstörung
WetterNaturkatastrophen
y gSystemmanipulation
unintendiert intendiert
Sicherheit und Risiko – Aufgaben, denen sich die Logistik stellen muss
sehr wenig wenig mittel stark sehr stark
Dienstleister
Industrie4
1520
2325
3332
2719
22015heute
410
1628
2832
3024
226
2015heute
� In welchem Maß ist die Logistik vom Thema Risiko und Sicherheit betroffen?
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Quellen: Präsentation zur Untersuchung von: Trends und Strategien 2008, Globale Netzwerke im Wandel, Jörn Fontius, Bundesvereinigung Logistik: www.ebiz-bremen.de/images/E_BIZZ/JF+TuS+2008+0811271.pdf; n=1300
� Ca. 50% der befragten Industrie- und Dienstleistungsunternehmen schätzen, dass die Logistik sich zukünftig intensiv der Sicherheits- und Risikothematik stellen muss

Woran mangelt es beim Sicherheits- und Risikomanagement?
� Tools und Konzepte zur Reduzierung der Risiken und Erhöhung der Sicherheit in der Logistik fehlen häufig
282829
5960
66
Warenverfolgung zur Diebstahlvermeidung
Standortplanung unter Sicherheitsaspekten
Umsetzung eines Sicherheitsmanagements
Supply Chain weite Identifikation von Risiken
Supply Chain weite Steuerung von Risiken
Supply Chain weite Bewertung von RisikenSupply Chain Risiko-management
Sicherheits-management
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
� Ca. 60 % der befragten Unternehmen geben ein Defizit von Werkzeugen zum Risikomanagement in der Supply Chain an
1120
Auswahl sicherer Transportmittel/Fahrzeuge
Auswahl sicherer Transportrouteng
(in % der befragten Unternehmen)
Quellen: Präsentation zur Untersuchung von: Trends und Strategien 2008, Globale Netzwerke im Wandel, Jörn Fontius, Bundesvereinigung Logistik: www.ebiz-bremen.de/images/E_BIZZ/JF+TuS+2008+0811271.pdf
� Zielsetzung� Reduzierung von Durchlaufzeiten
und Behälterbestandes
� Erhöhung der Planungssicherheit
� Reduzierung von Suchprozessen
Potenziale der sicheren Warenkette: Projektbeispiel Behältermanagement
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
• Personalkosteneinsparung, weil zwei von zehn MA anders eingesetzt werden konnten ca. 100.000 €/a)
• Reduzierung der Materialverluste ca. 20.000€/a (vorher ca. 30.000€/a)
• Reduzierung des Behälterbestandes um ca. 800 (neuer Gesamtbestand ca. 7.200 – Einsparungen ca. 320.000€)
EffekteProjektvolumen: ca. 300.000€

� Zielsetzung� Überwachung und Steuerung von
Gütern und Fahrzeugen
� Gesicherter Warenübergang
� Fahrerüberwachung
� Laufende Inventur
Potenziale der sicheren Warenkette: Projektbeispiel Transportüberwachung
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
• Reduzierung der Kilometerleistung pro Fahrzeug um ca. 450km pro Monat (Einsparung ca. 1.000€)
• Reduzierung des Flottenverbrauchs um ca. 7% -Einsparung ca. 1.500€ pro Monat (Gesamtkosten ca. 21.500€ pro Monat)
• Reduzierung des Fahrzeugbestandes – von 20 auf 18 Fahrzeuge (ca. 35.000€)
EffekteProjektvolumen: ca. 75.000€
Inhalt
Was ist Risikomanagement?
Risikomanagement in Netzwerken
Ri ik t i d P i
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Risikomanagement in der Praxis
Fazit

Innerbetriebliche Anwendung des RM-Ansatzes (Risikoidentifikation) am Beispiel eines Anlagenherstellers
� Wöchentliche Auswertungsrunden: Jour-Fixe
Dokumentation des Fertigungsfortschritts mittels bildbasierter Analyse
1 2
wöchentliche Auswertung der täglich angefallenen Auftragsfertigungszeiten/Kosten-stelle über alle Aufträge
3
Gantt-Diagramm zur Darstellung und Kontrolle des Termin- und Ablaufplans und Bewertung der Arbeitsintensität für einen ausgewählten Auftrag
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
� Hinterfragen, Abstimmen und Diskutieren des Fertigungsfortschritts� Dokumentation von Problemen� Entwicklung von Maßnahmen zur Durchlaufzeitreduzierung
Basis für die wöchentlichen Treffen „Jour Fixe“
Bewertung der identifizierten Risiken am Beispiel eines Anlagenherstellers
� Risikomatrix� Bewertung der Risiken im Rahmen der Auswertungsrunden „Jour Fixe“ hinsichtlich der
Eintrittshäufigkeit und Intensität
103
202
403
50%
60%
70%
80%
90%
100%
shlä
ufig
keit
Risikomatrix Wartezeiten 101 Kein Transportmittel
102 Kein Material
103 Terminverzug des vorherigen Arbeitsschrittes
104 Unterlagen der AV nicht fertig
105 Programm (Zuschnitt) nicht fristgerecht übergeben
106 Technologische Wartezeiten (z.B. Trocknen)
107 Warten auf Teile zur Werksmontage
108 Warten auf Kundenabnahme
109 Warten auf Konstruktionsbestätigung vom Kunden
Nacharbeiten 201 Nacharbeit aufgrund Kundenwunsch
202 Änderungsmitteilung/ Konstruktionsänderung
203 Fehlerbeseitigung (selbst verursacht)
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Abbildung: Bsp. Risikomatrix
101102
104
105
106
107
108201
203
204205
206
207
301
302
303
3048%
402
109
0%
10%
20%
30%
40%
1,00 1,50 2,00 2,50 3,00
Eint
ritts
Intensität
203 Fehlerbeseitigung (selbst verursacht)
204 Änderung mit Fehlerkennziffer
205 Lieferqualität des Lieferanten
206 Mehrarbeit durch fertigungsaufwändigere Konstruktion
207 Nacharbeit an anderem Auftrag
Kapazitäten 301 kein (qualifiz iertes) Personal/ Kapazitätsproblem
302 Leiharbeiter nicht ausreichend qualifiziert
303 Krankheit/Urlaub
304 Kapazitäten des nächsten Bearbeitungsschrittes belegt
Sonstiges 401 Wetter
402 Mängel in der Teamführung
403 Anderer Auftrag mit höherer Priorität

Risikoanalyse im Projektmanagement von Nachführanlagen (Suncarrier) in Solarparks
� Flexible Festlegung der Risikoanzahl für die Bewertung
� Flexible Definition der Bewertungs-skalen (Ordinalskala und Noten)
� Bewertung der Risiken bzgl. Eintrittswahrscheinlichkeit, Schadens-höhe und Risikobeherrschbarkeit/-beeinflussbarkeit (FMEA)
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
( )
� Ein bis drei Schadensarten sind definierund bewertbar
� Die Risiken untereinander können gewichtet werden
Risikomanagement in Supply Chains
ProdukteStücklistenEndkundenbedarfeBeschaffung
Bestellverteilungen Qualitätsniveaus
ProduktionProduktionskapazitätenZusatzkapazitäten
INPUT
?Baugruppe A
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
ZusatzkapazitätenKapazitätsverfügbarkeiten
DistributionLiefermengenverteilung
TransportTransportkapazitäten
RisikenBeschaffungProduktionDistributionTransportkanäle
Baugruppe B

Technologien für die sichere Warenkette
� Implementierung von RF-Technologien gekoppelt mit Sensorik, Ortungs- und Kommunikationstechnologien zur� Fernüberwachung und � Zustandserfassung von Elementen der
Logistikkette und kritischer Infra-strukturen
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
� Einführung hybrider (gemischter aktiver und passiver) Technologien zur einfachen, individuellen Anpassung an die vorhandenen Umgebungs-bedingungen und Bedrohungs-situationen
Foto: N. Schmitz/ Pixelio
Mehrwert und Anwendungsarten von RF-Lösungen
M ti
Trackingmodul� Messung der Transportzeit vom Entladen bis zum
Wareneingang im Verteilzentrum
� Messung der Standzeiten: Nutzungsgrad der Behälter ermitteln
� Kontrolle von Umgebungsparametern (z.B. Temperatur)
� Lokalisierung: Schnelles Auffinden verlorener Behälter
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Motion
Location� Warnung bei Abweichung vom vorgesehenen
Transportweg
� Warnung bei Unterbrechungen der Transporte
� Erstellen von Bewegungsprofilen von Personen und Gütern
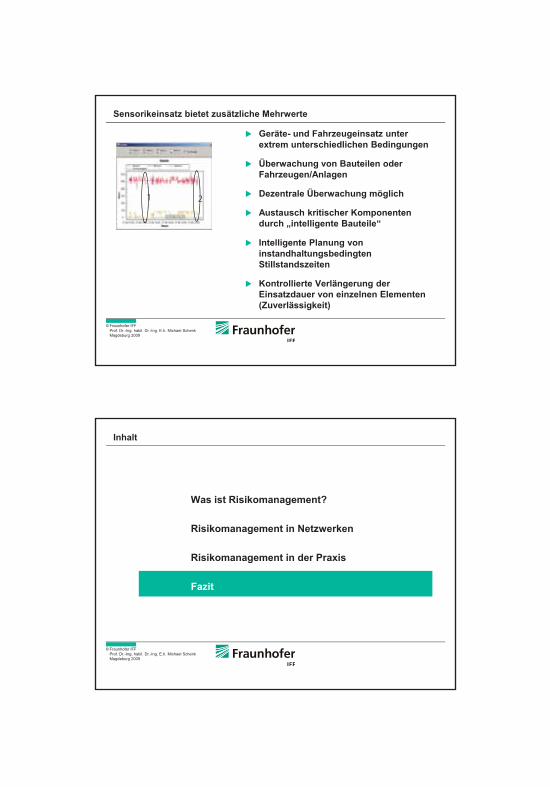
Sensorikeinsatz bietet zusätzliche Mehrwerte
� Geräte- und Fahrzeugeinsatz unter extrem unterschiedlichen Bedingungen
� Überwachung von Bauteilen oder Fahrzeugen/Anlagen
� Dezentrale Überwachung möglich
� Austausch kritischer Komponenten durch „intelligente Bauteile“
1 2
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
� Intelligente Planung von instandhaltungsbedingten Stillstandszeiten
� Kontrollierte Verlängerung der Einsatzdauer von einzelnen Elementen (Zuverlässigkeit)
Inhalt
Was ist Risikomanagement?
Risikomanagement in Netzwerken
Ri ik t i d P i
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Risikomanagement in der Praxis
Fazit
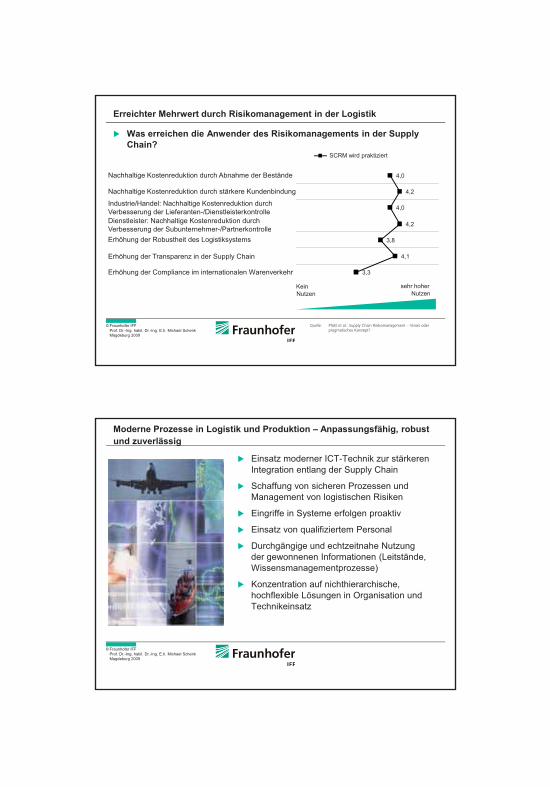
Erreichter Mehrwert durch Risikomanagement in der Logistik
� Was erreichen die Anwender des Risikomanagements in der Supply Chain?
4,2
4,0
4,2
4,0
SCRM wird praktiziert
Nachhaltige Kostenreduktion durch Abnahme der Bestände
Nachhaltige Kostenreduktion durch stärkere Kundenbindung
Industrie/Handel: Nachhaltige Kostenreduktion durchVerbesserung der Lieferanten-/DienstleisterkontrolleDienstleister: Nachhaltige Kostenreduktion durch Verbesserung der Subunternehmer-/Partnerkontrolle
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
3,3
4,1
3,8
KeinNutzen
sehr hoher Nutzen
Verbesserung der Subunternehmer /PartnerkontrolleErhöhung der Robustheit des Logistiksystems
Erhöhung der Transparenz in der Supply Chain
Erhöhung der Compliance im internationalen Warenverkehr
Quelle: Pfohl et al.: Supply Chain Risikomanagement – Vision oder pragmatisches Konzept?
� Einsatz moderner ICT-Technik zur stärkeren Integration entlang der Supply Chain
� Schaffung von sicheren Prozessen und Management von logistischen Risiken
� Eingriffe in Systeme erfolgen proaktiv
� Einsatz von qualifiziertem Personal
� Durchgängige und echtzeitnahe Nutzung d I f ti (L it tä d
Moderne Prozesse in Logistik und Produktion – Anpassungsfähig, robust und zuverlässig
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
der gewonnenen Informationen (Leitstände, Wissensmanagementprozesse)
� Konzentration auf nichthierarchische, hochflexible Lösungen in Organisation und Technikeinsatz
Herzlichen Dank für die Aufmerksamkeit!
Dipl.-Wirtsch.-Ing. Helmut RöbenStellv. GeschäftsfeldleiterLogistik- und Fabriksysteme
Tel.: +49 391 4090 485E-Mail: [email protected]
© Fraunhofer IFFProf. Dr.-Ing. habil. Dr.-Ing. E.h. Michael SchenkMagdeburg 2009
Dr.-Ing. Dipl.-Wirtsch.-Ing. Daniel RehGruppenleiter Produktionslogistik und Fabriksysteme
Tel.: +49 391 40 90 143E-Mail: [email protected]

OPTIMIERTE ANLAGEN-TRANSPORTE IN DIE GUS
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Ing. Oec. Olaf Krüger Kühne + Nagel KG, Berlin
LEBENSLAUF
Dipl.-Ing. Oec. Olaf Krüger Kühne + Nagel KG, Direktor Zentralleitung europäischer Bahnverkehr, Region Zentraleuropa
bis 1990 1990 seit 1992 1996
im kommerziellen Dienst der Deutschen Reichsbahn Übernahme der Leitung des Cargo-Bereiches verantwortlich für die Entwicklung der Bahnspedition in der Kühne + Nagel-Gruppe Mitinitiator und Gründer der Europäischen Interessengemeinschaft der Bahnspediteure (IBS) und Vorsitzender des Vorstandes









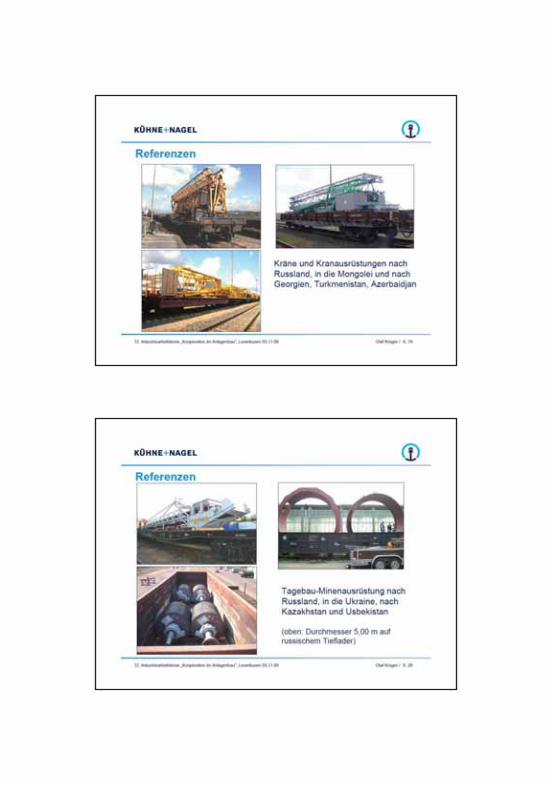



ANZEIGEN
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -

Arbeitsberichte des Industriearbeitskreises »Kooperation im Anlagenbau«
Der Industriearbeitskreis »Kooperation im Anlagenbau« ist Podium und Stammtisch für offene, vielfältige und auch kontroverse Diskussionen um aktuelle Themen im Anlagenbau. Die Treffen finden halbjährlich, im Juni und November jedes Jahres, an unterschiedlichen Orten, in ganz Deutschland verteilt, statt. In den Arbeitsberichten werden sowohl die in den Industriearbeitskreisen vorgestellten Beiträge als auch die Ergebnisse der Diskussionen dokumentiert. Des Weiteren enthalten die Arbeitsberichte teilweise wissenschaftliche Abhandlungen zum jeweiligen Thema des Arbeitskreises.
Bestellung unter www.iak-anlagenbau.de
Arbeitsbericht Nr. 1 (2004) »Kooperation im Anlagenbau«
Arbeitsbericht Nr. 2 (2005) »Best Practice Kooperationsverbünde«
Arbeitsbericht Nr. 3/4 (2006) »Branchenleistungsverzeichnis und Kundenmanagement im Anlagenbau«
Arbeitsbericht Nr. 5 (2006) »Angewandtes Wissensmanagement im Anlagenbau«
Arbeitsbericht Nr. 6 (2006) »Technologieinnovationen im Anlagenbau«
Arbeitsbericht Nr. 7 (2007) »Investitionsvorhaben und neue gesetzliche Anforderungen im Anlagenbau«
Arbeitsbericht Nr. 8 (2008) »Projektmanagement im Anlagenbau«
Arbeitsbericht Nr. 9 (2008) »Innovative Lösungen zur Auftrags-abwicklung im Anlagenbau«
Arbeitsbericht Nr. 10 (2008) »Energieeffizienz und erneuerbare Energien – Herausforderungen für den Anlagenbau«
Arbeitsbericht Nr. 11 (2009) »Innovative Lösungen für die Instandhaltung von Anlagen«
I M G | Investit ions- und Marketinggesel lschaft Sachsen-Anhalt mbH
- betreut nationale und internationale Ansiedlungsvorhaben in Sachsen-Anhalt
- bietet alle Leistungen rund um die Ansiedlung von Unternehmen
- unterstützt Unternehmen während des gesamten Investitionszyklus‘ – zum Nulltarif für den Investor
- ist zentrale Ansprechstelle für alle Behördenangelegenheiten
- begleitete seit 1996 über 200 Vorhaben mit einem Investitionsvolumen von mehr als 3 Mrd. €
- vermarktet den Wirtschafts- und Wissenschaftsstandort national und international
- unterstützt Unternehmen in strategischen Marketing-Belangen
L E I S T U N G E N | - Ausarbeitung optimaler Investitionsmöglichkeiten
- Erstellung investoren-spezifischer Standortraster
- Unterstützung bei der Planung, Durchführung des Investitionsprojektes
- Identifizierung von Kooperationsmöglichkeiten
- Kontakte zu Projekt-, Finanzierungspartnern und Dienstleistern
R E F E R E N Z E N | Dell, Q-Cells, KSB AG, f/glass, Euroglas, Guardian, Jungheinrich AG FEV Motorentechnik, AD-Industry Group, AGCO, Kuka Schweißanlagen…
K O N T A K T |
Investitions- und Marketinggesellschaft Sachsen-Anhalt mbH
Am Alten Theater 6 39104 Magdeburg
Tel.: +49 (0) 391 568 99 29 Fax: +49 (0) 391 568 99 50
Mail: [email protected]
www.investieren-in-sachsen-anhalt.deSenior Manager Andrea Voß

• Zellstoff / Papier• Chemie / Pharma• Kraftwerke• Food
ELEKTROTECHNIK
MSR-TECHNIK
MES
AUTOMATION
CONSULTING
ENGINEERING
MONTAGE
INBETRIEBNAHME
SERVICE
ActemiumIm Vogelsgesang 1aD-60488 Frankfurt/MainTel: +49 (0) 69 / 5005 0www.actemium.de
Lösungen fürdie Industrie
Allgemein_deutsch_149x210.ai 11.02.2009 17:13:02 Uhr

Das Fraunhofer-Institut für Fabrikbe trieb
und -automatisierung IFF forscht und
entwickelt auf den Schwerpunkt gebieten
Virtual Engineering, Logistik und Mate-
rial� usstechnik, Automati sierung sowie
Prozess- und Anlagen technik. Zu seinen
Kunden für die Auftragsforschung gehö-
ren die öffent liche Hand, internationale
In dustrie unter nehmen, die Dienstleis-
tungs branche und Unternehmen der
klein- und mittel ständischen Wirt schaft.
Im Bereich der virtuellen Technologien
entwickelt das Fraunhofer IFF Lö sungen
für alle Schritte in der Pro zess kette. Mit
dem Virtual Develop ment and Training
Centre VDTC stehen Spezialisten-Know-
how und hochmodernes Equipment zur
Ver fügung, um das durchgängige digita-
le Produkt von der ersten Idee über die
Entwicklung, die Fertigung, den Ver trieb
bis zur Inbetriebnahme und den Betrieb
sicherzustellen.
Schwerpunkte liegen beim Virtual Engi-
neering für die Ent wick lung von Produk-
ten, Prozessen und Systemen, bei Metho-
den der FEM-Berechnung, bei virtueller
Fabrik layout- und Montageplanung, der
Quali� zie rung und beru� ichen Aus- und
Weiter bildung und der Erstellung von
virtuell-interaktiven Handbüchern, Ersatz-
teil katalogen und Produktdoku menta -
ti onen.
Für sich wandelnde und hochkomplexe
Pro duktionsnetzwerke optimiert das
Fraunhofer IFF Fabrikanlagen, Produk-
tions sys teme und logistische Netze.
Führend ist das Magdeburger Fraun-
hofer-Insti tut bei der Realisierung von
RFID- und Tele ma tik-basierten Lösungen
zur Iden ti � ka tion, Überwachung und
Steue rung von Waren� üssen. Mit dem
LogMotionLab steht eines der am besten
ausgestatteten RFID-Labore Europas zur
Verfügung, um branchentypische An-
wendungen zu entwickeln, zu testen
und zu zerti� zieren. Intelligente Überwa-
chungslösungen, die dezentrale Speiche-
rung von Infor mationen am Objekt und
die Ver knüp fung von Informations- und
Waren � uss ermöglichen fälschungssiche-
re Identi� kation von Objekten, gesicherte
Warenketten und deren lückenlose Do-
kumentation.
SICHERE TECHNIK FÜR DEN MENSCHEN
1

Im Bereich der Automatisierung ver fügt
das Fraunhofer IFF über umfassende
Kompetenz bei der Entwicklung von Au-
tomatisierungs- und Roboter- systemen.
Schwerpunkte liegen bei Servicerobotern
für Inspektion und Reinigung, Automati-
sierungslösungen für den Life-Science-
Bereich, für Pro duktion und Logistik und
Robotik für Entertainment und Training.
Um Auto matisierungskonzepte voranzu-
treiben, realisiert das Fraunhofer IFF
Mess- und Prüfsysteme und integriert
Sensorik, optische Messtechnik und in-
dustrielle Bildverarbeitung in Produk -
tions pro zesse. Sensorik und Systeme zur
Mess werterfassung und -verarbeitung
sind das Werkzeug, um reale Größen in
digitaler Form abzubilden und bilden
damit eine Voraus setzung für automati-
sierte Prozesse.
Thermische Anlagen zur Energiege win-
nung aus Biomasse und Abfall stoffen,
Wirbelschichttechnologien, Prozesssimu-
lation und Lösungen für ef� zienten Anla-
genbetrieb bilden zen trale Inhalte der
Prozess- und Anla gen technik.
Mit Technologien zur Wandlung und
Erzeugung von Energie forscht das IFF
in einem Sektor mit hohem Zukunftspo-
tenzial.
Das Fraunhofer IFF ist in nationale und
internationale Forschungs- und Wirt-
schaftsnetzwerke eingebunden und ko-
operiert eng mit der Otto-von-Guericke-
Universität Magdeburg und weiteren
Hochschulen und For schungs institu tio-
nen der Region.
Fraunhofer-Institut für Fabrikbetrieb
und -automatisierung IFF
Prof. Dr.-Ing. habil. Prof. E. h.
Dr. h. c. mult. Michael Schenk
Michael Schenk, Institutsleiter
Sandtorstraße 22 | 39106 Magdeburg
Tel. 0391 4090-0 | Fax 0391 4090-596
www.iff.fraunhofer.de | www.vdtc.de
2 3 4
Foto
s: 1
, 2, 4
Dirk
Mah
ler;
3 B
ernd
Lie
bl



12_iak_umschlag.indd 1 05.05.2010 17:07:39Prozessfarbe CyanProzessfarbe MagentaProzessfarbe GelbProzessfarbe Schwarz