
PATENTWESENS (PCT) VERÖFFENTLICHTE … · (75) Erfinder/Anmelder (nur für US): PFLEGING, Wil ......
26
- - - iiiiiiii iiiiiiii == - !!!!!!!! iiiiiiii !!!!!!!! - !!!!!!!! iiiiiiii iiiiiiii - - - - ,..-.! < (12) NACH DEM VERTRAG ÜBER DIE INTERNATIONALE ZUSAMMENARBEIT AUF DEM GEBIET DES PATENTWESENS (PCT) VERÖFFENTLICHTE INTERNATIONALE ANMELDUNG (l 9 ) Eigentum • 11111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111 (10) Internationale Veröffentlichungsnummer ( 43) Internationales Veröffentlichungsdatum 5. Januar 2006 (05.01.2006) PCT (51) Internationale Patentklassifikation 7 : B29C 65/16 II B81C 3/00 (21) Internationales Aktenzeichen: PCT /EP2005/00453 6 (22) Internationales Anmeldedatum: 28. April 2005 (28.04.2005) (25) Einreichungssprache: Deutsch (26) Veröffentlichungssprache: Deutsch (30) Angaben zur Priorität: 10 2004 030 619.2 24. Juni 2004 (24.06.2004) DE (71) Anmelder (für alle Bestimmungsstaaten mit Ausnahme von US): FORSCHUNGSZENTRUM KARLSRUHE GMBH [DE/DE]; Weberstr. 5, 76133 Karlsruhe (DE). (72) Erfinder; und (75) Erfinder/Anmelder (nur für US): PFLEGING, Wil- hehn [DE/DE]; Gustav-Laforsch-Strasse 26, 76646 Bruchsal-Büchenau (DE). BALDUS, Oliver [DE/DE]; (54) Title: METHOD FOR JOINING PLASTIC WORKPIECES WO 2006/000273 Al Herderstrasse 1, 68766 Hockenheim (DE). BALDINI, Alessandro [IT/IT]; Via Oslo, 9, I-00055 Ladispoli (IT). (74) Gemeinsamer Vertreter: FORSCHUNGSZENTRUM KARLSRUHE GMBH; Stabsabteilung Marketing, Patente und Lizenzen, Postfach 36 40, 76021 Karlsruhe (DE). (81) Bestimmungsstaaten (soweit nicht anders angegeben, für jede veifügbare nationale Schutzrechtsart): AE, AG, AL, AM, AT, AU, AZ, BA, BB, BG, BR, BW, BY, BZ, CA, CH, CN, CO, CR, CU, CZ, DK, DM, DZ, EC, EE, EG, ES, Fl, GB, GD, GE, GH, GM, HR, HU, ID, IL, IN, IS, JP, KE, KG, KM, KP, KR, KZ, LC, LK, LR, LS, LT, LU, LV, MA, MD, MG, MK, MN, MW, MX, MZ, NA, NI, NO, NZ, OM, PG, PH, PL, PT, RO, RU, SC, SD, SE, SG, SK, SL, SM, SY, TJ, TM, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, YU, ZA, ZM, ZW. (84) Bestimmungsstaaten (soweit nicht anders angegeben, für jede veifügbare regionale Schutzrechtsart): ARIPO (BW, GH, GM, KE, LS, MW, MZ, NA, SD, SL, SZ, TZ, UG, [Fortsetzung auf der nächsten Seite 1 (54) Bezeichnung: VERFAHREN ZUM VERBINDEN VON WERKSTÜCKEN AUS KUNSTSTOFF 16 22 10 10' 20 t--- M 0 (57) Abstract: The invention relates to a method for joining plastic workpieces (10, 10'), whereby the assembled workpiece is g transparent in the visible spectral range, involving the following steps: a) producing the workpieces from a plastic that is transparent -..... in the visible spectral range and to the wavelength of a first Iaser; b) applying an absorption layer (20) made of carbon or gold having \0 a thickness rauging from 5 nm to 15 nm to the workpieces, whereby no more than one workpiece remains uncoated; c) pressing g the workpieces tagether with a pressing pressure, whereby each absorption layer is situated between two workpieces; d) subjecting M one of the absorption layers to a Iaser radiation (15) from the first Iaser whose power is selected so that it heats the absorption layer 0 whereby joining tagether both workpieces that are adjacent to the absorption layer; e) optionally repeating method step d) with one or more additional adsorption layers; f) cooling and relieving the pressing pressure, and; g) removing the assembled workpiece. [Fortsetzung auf der nächsten Seite 1
Transcript of PATENTWESENS (PCT) VERÖFFENTLICHTE … · (75) Erfinder/Anmelder (nur für US): PFLEGING, Wil ......
---iiiiiiii iiiiiiii
== -!!!!!!!!
iiiiiiii !!!!!!!! -!!!!!!!! iiiiiiii iiiiiiii
----,..-.!
<
(12) NACH DEM VERTRAG ÜBER DIE INTERNATIONALE ZUSAMMENARBEIT AUF DEM GEBIET DES PATENTWESENS (PCT) VERÖFFENTLICHTE INTERNATIONALE ANMELDUNG
(l9
) Wcllo"';':,~:~~:-::::s Eigentum • 11111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
(10) Internationale Veröffentlichungsnummer ( 43) Internationales Veröffentlichungsdatum 5. Januar 2006 (05.01.2006) PCT
(51) Internationale Patentklassifikation7
: B29C 65/16 II B81C 3/00
(21) Internationales Aktenzeichen: PCT /EP2005/00453 6
(22) Internationales Anmeldedatum: 28. April 2005 (28.04.2005)
(25) Einreichungssprache: Deutsch
(26) Veröffentlichungssprache: Deutsch
(30) Angaben zur Priorität: 10 2004 030 619.2 24. Juni 2004 (24.06.2004) DE
(71) Anmelder (für alle Bestimmungsstaaten mit Ausnahme von US): FORSCHUNGSZENTRUM KARLSRUHE GMBH [DE/DE]; Weberstr. 5, 76133 Karlsruhe (DE).
(72) Erfinder; und (75) Erfinder/Anmelder (nur für US): PFLEGING, Wil
hehn [DE/DE]; Gustav-Laforsch-Strasse 26, 76646 Bruchsal-Büchenau (DE). BALDUS, Oliver [DE/DE];
(54) Title: METHOD FOR JOINING PLASTIC WORKPIECES
WO 2006/000273 Al Herderstrasse 1, 68766 Hockenheim (DE). BALDINI, Alessandro [IT/IT]; Via Oslo, 9, I-00055 Ladispoli (IT).
(74) Gemeinsamer Vertreter: FORSCHUNGSZENTRUM KARLSRUHE GMBH; Stabsabteilung Marketing, Patente und Lizenzen, Postfach 36 40, 76021 Karlsruhe (DE).
(81) Bestimmungsstaaten (soweit nicht anders angegeben, für jede veifügbare nationale Schutzrechtsart): AE, AG, AL, AM, AT, AU, AZ, BA, BB, BG, BR, BW, BY, BZ, CA, CH, CN, CO, CR, CU, CZ, DK, DM, DZ, EC, EE, EG, ES, Fl, GB, GD, GE, GH, GM, HR, HU, ID, IL, IN, IS, JP, KE, KG, KM, KP, KR, KZ, LC, LK, LR, LS, LT, LU, LV, MA, MD, MG, MK, MN, MW, MX, MZ, NA, NI, NO, NZ, OM, PG, PH, PL, PT, RO, RU, SC, SD, SE, SG, SK, SL, SM, SY, TJ, TM, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, YU, ZA, ZM, ZW.
(84) Bestimmungsstaaten (soweit nicht anders angegeben, für jede veifügbare regionale Schutzrechtsart): ARIPO (BW, GH, GM, KE, LS, MW, MZ, NA, SD, SL, SZ, TZ, UG,
[Fortsetzung auf der nächsten Seite 1
(54) Bezeichnung: VERFAHREN ZUM VERBINDEN VON WERKSTÜCKEN AUS KUNSTSTOFF
16 22
~ 10 10' 20 t---M 0 (57) Abstract: The invention relates to a method for joining plastic workpieces (10, 10'), whereby the assembled workpiece is g transparent in the visible spectral range, involving the following steps: a) producing the workpieces from a plastic that is transparent -..... in the visible spectral range and to the wavelength of a first Iaser; b) applying an absorption layer (20) made of carbon or gold having \0 a thickness rauging from 5 nm to 15 nm to the workpieces, whereby no more than one workpiece remains uncoated; c) pressing g the workpieces tagether with a pressing pressure, whereby each absorption layer is situated between two workpieces; d) subjecting M one of the absorption layers to a Iaser radiation (15) from the first Iaser whose power is selected so that it heats the absorption layer
0 whereby joining tagether both workpieces that are adjacent to the absorption layer; e) optionally repeating method step d) with one or more additional adsorption layers; f) cooling and relieving the pressing pressure, and; g) removing the assembled workpiece.
~ [Fortsetzung auf der nächsten Seite 1

WO 2006/000273 Al
ZM, ZW), eurasisches (AM, AZ, BY, KG, KZ, MD, RU, TJ, TM), europäisches (AT, BE, BG, CH, CY, CZ, DE, DK, EE, ES, Fl, FR, GB, GR, HU, IE, IS, IT, LT, LU, MC, NL, PL, PT, RO, SE, SI, SK, TR), OAPI (BF, BJ, CF, CG, CI, CM, GA, GN, GQ, GW, ML, MR, NE, SN, TD, TG).
Veröffentlicht: mit internationalem Recherchenbericht
11111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
Zur Erklärung der Zweibuchstaben-Codes und der anderen Abkürzungen wird auf die Erklärungen ("Guidance Notes on Codes andAbbreviations") amAnfangjeder regulären Ausgabe der PCT-Gazette verwiesen.
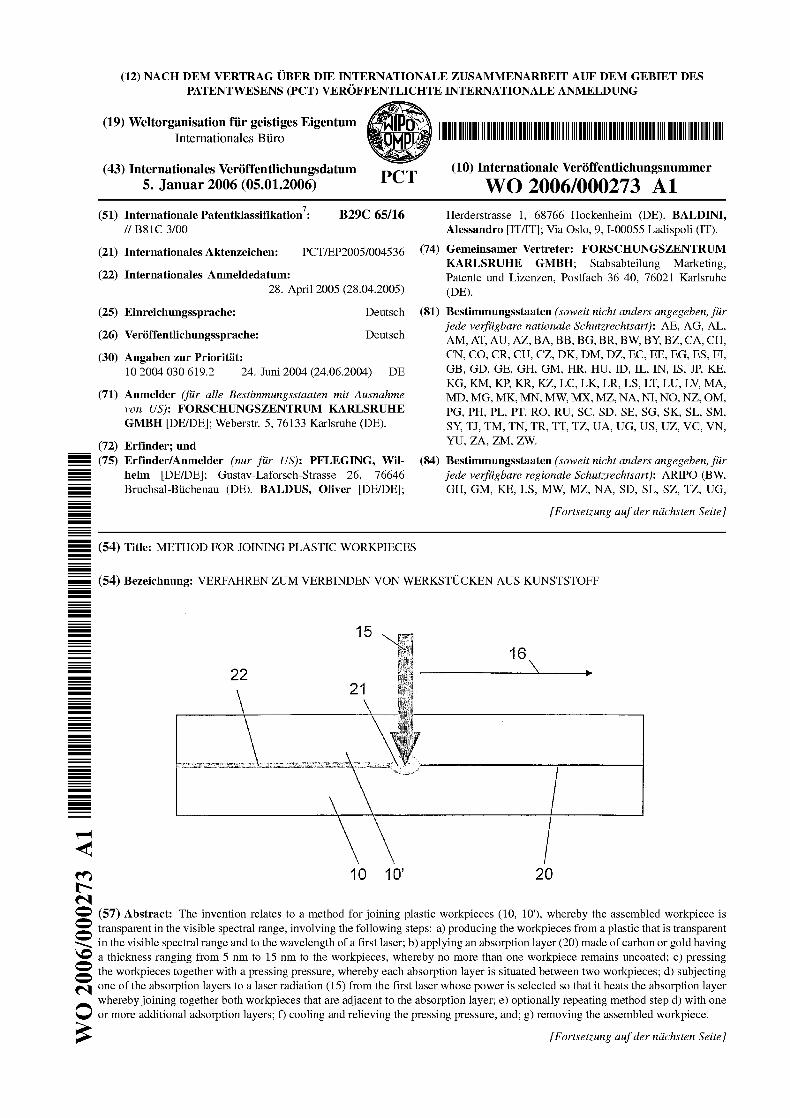
(57) Zusannnenfassung: Die Erfindung betrifft ein Verfahren zum Verbinden von Werkstücken (10, 10') aus Kunststoff, wobei das verbundene Werkstück im sichtbaren Bereich transparent ist, mit den Verfahrensschritten a) Bereitstellen der Werkstücke aus einem Kunststoff, der im sichtbaren Bereich und bei der Wellenlänge eines ersten Lasers transparent ist, b) Aufbringen jeweils einer Absorptionsschicht (20) aus Kohlenstoff oder Gold besteht, die eine Dicke zwischen 5 nm und 15 nm aufweist, auf die Werkstücke, wobei höchstens ein Werkstück unbeschichtet bleibt, c) Zusammenpressen der Werkstücke mit einem Anpressdruck, wobei jede Absorptionsschicht zwischen zwei Werkstücken angeordnet ist, d) Beaufschlagen einer der Absorptionsschichten mit einer Laserstrahlung (15) aus dem ersten Laser, dessen Leistung so gewählt ist, dass sich hierdurch die Absorptionsschicht erwärmt und dadurch die beiden der Absorptionsschicht benachbarten Werkstücke miteinander verbunden werden, e) gegebenenfalls Wiederholen des Verfahrensschritts d) mit einer oder mehreren weiteren Absorptionsschichten, f) Abkühlen und Wegnehmen des Anpressdrucks, g) Entnehmen des verbundenen Werkstücks.
wo 2006/000273 PCT /EP2005/004536
- 1 -Verfahren zum Verbinden von Werkstücken aus Kunststoff
Die Erfindung betrifft ein Verfahren zum Verbinden von Werkstücken
aus Kunststoff (Polymer), wobei das verbundene Werkstück im
sichtbaren Bereich transparent ist.
Beim Verbinden von Polymeren durch lasergestütztes Schweißen nach dem
so genannten Durchstrahlschweißverfahren wird ein opaker Polymer
werkstoff mit einem transparenten Polymer gleicher Sorte verschweißt.
In der Praxis haben sich hierfür Diodenlaser als Strahlquelle
gegenüber Nd:YAG-Lasern weitgehend durchgesetzt.
Die DE 195 10 493 Al offenbart ein Verfahren zum Verschweißen von
Werkstücken aus Kunststoff, bei dem zwei Werkstücke durch eine
Fügezone miteinander verbunden werden, indem Laserstrahlen das erste
Werkstück durchdringen und in das zweite Werkstück gelangen, wodurch
die Werkstücke im Bereich der Fügezone einen schmelzflüssigen Zustand
annehmen und beim Abkühlen eine Verfestigung der Fügezone erreicht
wird. Nachteilig hieran ist, dass den beiden Werkstücken in
unterschiedlichen Anteilen Farbstoffpigmente zugesetzt werden,
wodurch das Spektrum der Laserstrahlen für das erste Werkstück
transparent und für das zweite Werkstück absorbierend ist.
Eine Variante des Durchstrahlschweißverfahrens, mit dem auch die
Verbindung von transparenten Polymeren möglich ist, ist das sog.
Clearweld-Verfahren. Bei diesem Verfahren, das in V. A. Kagan, N. M.
Woosman, Advantages of Clearweld Technology for Polyamides,
Konferenzbeitrag zur ICALEO, 2002, vorgestellt ist, wird zwischen die
transparenten Komponenten eine Absorberschicht aufgebracht. Diese
Absorberschicht (Lack) ist im Rohzustand grünlich, wird jedoch nach
der Bearbeitung mit den bevorzugten Wellenlängen von 940 nm
(Diodenlaser) oder 1064 nm (Nd:YAG Laser) nahezu transparent.
Nachteilig hieran ist die zu hohe Durchlaufzeit, die vor allem mit
der gebräuchlichen Methode zum Aufbringen der Absorberschicht
zusammenhängt.
wo 2006/000273 PCT /EP2005/004536
-2-Aus der US 6,656,315 B2 und dem hierin ausführlich zitierten Stand
der Technik ist bekannt, ein Material in die Fügezone einzubringen,
das eine Absorption der Laserstrahlen gewährleistet. Während Metalle
wie beispielsweise Titan nur zum Verschweißen von Gläsern geeignet
sind, werden anorganische Materialien wie z. B. Pigmente, Fasern,
Druckerschwärze (die die zu verbindenden Werkstücke im Übrigen
verschmiert), oder ausgewählte organische Farbstoffe zum Verschweißen
von Kunststoffen verwendet, um in der Fügezone neben einer guten
Absorption der Laserstrahlen möglichst gleichzeitig auch deren
Streuung zu verringern. Die genannten, in die Fügezone eingebrachten
Materialien müssen jedoch eine Dicke von mindestens 1 pm aufweisen,
um die Laserenergie in Wärme umzuwandeln. Diese Verfahren sind daher
nicht auf Mikrostrukturen anwendbar, da eine Beeinträchtigung der
Mikrostruktur insbesondere durch Deformation oder Rissbildung
erfolgt.
Ausgehend hiervon ist es die Aufgabe der vorliegenden Erfindung, ein
Verfahren zum Verbinden von Werkstücken aus Kunststoff vorzuschlagen,
wobei das verbundene Werkstück im sichtbaren Bereich transparent ist,
das die vorher genannten Nachteile und Einschränkungen nicht
aufweist. Insbesondere soll dieses Verfahren transparente
mikrostrukturierte Werkstoffe aus Kunststoff miteinander schlüssig
verbinden, ohne dabei die Mikrostrukturen zu beschädigen.
Diese Aufgabe wird durch die Merkmale des Anspruchs 1 gelöst. Die
Unteransprüche beschreiben jeweils vorteilhafte Ausgestaltungen der
Erfindung.
Das vorliegende Verfahren zum Verbinden von Werkstücken aus
Kunststoff basiert darauf, dass auf die zu verbindenden Werkstücke
jeweils eine Absorptionsschicht (absorbierende Schicht) aufgebracht
wird, die eine Dicke zwischen 5 nm und 15 nm aufweist. Anschließend
werden die Werkstücke mit einem Anpressdruck, der bevorzugt zwischen
0,1 MPa und 1 MPa, besonders bevorzugt zwischen 0,3 MPa und 0,7 MPa
wo 2006/000273 PCT /EP2005/004536
- 3 -liegt, ~usammengedrückt, wobei die Absorptionsschichten jeweils
zwischen zwei Werkstücken angeordnet sind.
Die Absorptionsschicht besteht aus Kohlenstoff oder Gold. Gold ist
zwar nicht transparent, eignet sich aber als Absorptionsschicht für
den Schweißprozess. Durch Vakuum-Aufdampfprozesse (Filament
abdampfung; Sputtercoater) oder Spray-Verfahren ist es möglich,
transparente Dünnschichten auf transparenten Polymeren abzuscheiden.
In einer besonderen Ausgestaltung erfolgt das Aufbringen der
Absorptionsschichten über eine Kontaktmaske, um nur ausgewählte
Bereiche dem späteren Schweißprozess zugänglich zu machen. Eine
alternative Ausgestaltung, um die Absorptionsschicht selektiv zu
strukturieren, ist der Einsatz von UV-Lasermikroablation mit einer
Wellenlänge des Ablationslasers zwischen 250 nm und 400 nm, besonders
bevorzugt ungefähr 355 nm. Viele Polymere sind für diese Wellenlänge
transparent, so dass eine selektive Strukturierung der Absorptions
schichten mit Auflösungen im pm-Bereich möglich wird.
Dann wird eine der Absorptionsschichten mit einem ersten Laser
beaufschlagt, dessen Strahlung auf die Absorptionsschicht fokussiert
ist. Die Leistung dieses Lasers ist so gewählt, dass sich hierdurch
die Absorptionsschicht erwärmt und so die beiden der
Absorptionsschicht benachbarten Werkstücke miteinander verbunden
werden. Die Wellenlänge des ersten Lasers beträgt zwischen 800 nm und
1200 nm, bevorzugt zwischen 920 nm und 960 nm, besonders bevorzugt
ungefähr 940 nm (Diodenlaser).
Falls mehrere polymere Werkstücke miteinander verbunden werden
sollen, so wird Verfahrensschritt d) mit weiteren Absorptions
schichten~ auf die jeweils die Laserstrahlung fokussiert wird,
wiederholt. In einer besonderen Ausgestaltung bleibt ein Werkstück
unbeschichtet, durch das die Laserstrahlung aus dem Laser hindurch
auf die Absorptionsschicht geführt wird.
wo 2006/000273 PCT /EP2005/004536
- 4 -Nach Abkühlen und Wegnehmen des Anpressdrucks wird schließlich das
verbundene Werkstück entnommen.
Besonders geeignet für das vorgeschlagene Verbindungsverfahren sind
die Kunststoffe Polymethylmethacrylat (PMMA), Polypropylen (PP),
Polycarbonat (PC), Cycloolefincopolymer (COC), ~olyvinylidenfluorid
(PVDF), Polyetheretherketon (PEEK), Polysulfon (PSU), Polyamid (PA),
Polyimid (PI), Polyacteal (POM), Polyäthylen (PE), Polyurethan (PUR),
Polyethersulfon (PES) und Teflon, darunter Polytetrafluorethylen
(PTFE).
In einer bevorzugten Ausgestaltung wird der Laserstrahl mit einer
Scanneroptik senkrecht zu den Absorptionsschichten über die
Oberfläche·der zu verbindenden Werkstücke geführt. Für den
vorliegenden Schweißprozess sind Geschwindigkeiten zwischen 1 und
1000 mm/s, bevorzugt zwischen 10 und 100 mm/s geeignet. Die
Laserleistung wird online mit einem Pyrometer geregelt, um die
Temperatur im Wechselwirkungsbereich um die Absorptionsschicht
konstant zu halten. Beim Kunststoff PMMA liegt zum Beispiel die
geeignete Temperatur im Bereich der Glastemperatur des Polymers bei
ungefähr 105°C. Abweichungen von ± 5° können bereits zu fehlerhaften
Verbindungen führen.
Der Laserstrahl wird über die Grenzfläche der transparenten Polymere
geführt, die während des Verfahrens (Fügeprozesses) mit einem Druck
von vorzugsweise 0,1- 10 MPa (1- 10 bar) gegeneinander gepresst
werden. Querschliffe an verbundenen Werkstücken aus PMMA oder PVDF
zeigen, dass es mit dem vorliegenden Verfahren möglich ist, den
thermisch beeinflussten Bereich auf wenige Mikrometer (pm) zu
begrenzen. Hierdurch lassen sich mikrostrukturierte PP- und PVDF
Folien mit einer Dicke von 200-250 pm ohne signifikante Schädigung
bzw. Deformation der Strukturen verschweißen. Es können damit also
Polymere mit einer Dicke von 10 pm bis 10 cm miteinander verbunden
werden, ohne ihre Transparenz im Sichtbaren zu verlieren.
wo 2006/000273 PCT /EP2005/004536
- 5 -Nahezu alle bekannten Polymere weisen eine hohe Strahlungsabsorption
bei der Wellenlänge der C02-Laserstrahlung (9 - 11 ~m) auf. Dadurch
ist es möglich, die Polymere mittels eines dritten Lasers, der eine
Wellenlänge zwischen 9 pm und 11 ~m aufweist, mit hoher Präzision zu
schneiden, und zwar mit minimalen Schnittfugenbreiten von ca. 50 pm.
Die Schnittfugen besitzen darüber hinaus eine hohe Kantensteilheit.
Da es sich um einen thermischen Prozess handelt, bildet sich an der
Kante jeweils ein dünner Schmelzfilm aus, der eine Glättung der Kante
bewirkt. Die Strukturierung erfolgt in diesem Falle nicht durch Abla
tion bzw. Formabtrag, der im Allgemeinen mit Schmelzaustrieb und
einer starken Kontamination bzw. Debrisbildung und schrägen Kanten
verbunden ist, sondern durch Schneiden. Einseitig oder beidseitig
gekapselte oder gestufte Strukturen in transparenten Polymeren sind
jedoch nur in Verbindung mit dem hier vorgeschlagenen
Laserstrahlschweißen möglich.
In einer alternativen Ausgestaltung findet das Schneiden der Polymere
über Sublimation durch UV-Strahlung statt, bei der so genanntes
Sublimationsschweißen auftritt. Hierfür ist ein dritter Laser mit
einer Wellenlänge zwischen 150 nm und 400 nm wie zum Beispiel ein
Nd:YAG-Laser (266 nm; 355 nm) geeignet, da diese Laserstrahlquelle
mit hoher Pulsfrequenz betrieben werden kann. Ebenso kann ein dritter
Laser mit einer Wellenlänge zwischen 150 nm und 400 nm eingesetzt
werden, um einen dreidimensionalen Formabtrag mittels UV
Laserstrahlung zu erzielen. Für diesen Sublimationsabtrag wird
vorzugsweise ein Excimerlaser (Wellenlängen 157 nm, 193 nm bzw. 248
nm) oder ebenfalls ein Nd:YAG-Laser (266 nm, 355 nm) verwendet.
Die Kombination von Schneiden und Schweißen zur Erzeugung eines
beliebigen dreidimensionalen mikrofluidischen Systems führt zu einer
hohen Formgenauigkeit mit steilen Flanken und hohen Kantenqualitäten
bei kleinen Rauwerten. Das erfindungsgemäße Verfahren ist insgesamt
ein vollständig lasergestützter Prozess, der kostengünstig, einfach
und schnell durchführbar ist. Es erfolgt ein geringer thermischer
Eintrag ins Material, wodurch eine Schädigung von Mikrostrukturen
wo 2006/000273 PCT /EP2005/004536
-6-unterbleibt. Damit lässt sich ein schichtweiser Aufbau auf
mikrostrukturierten Polymerfolien herstellen.
Aus http://www.uni-stuttgart.de/hsg-imat/aif45z.pdf, Seite 82-91, vom
27.06.2003 kann entnommen werden, dass sich das bekannte Laserdurch
strahlschweißen nicht ohne weiteres auf Mikrostrukturen übertragen
lässt, da folgende Defekte an den Mikrostrukturen auftreten:
Deformation von Mikrokanälen, Porenbildung und Rissbildung bzw.
Aufplatzen der Verschweißungen infolge thermisch induzierter innerer
Spannungen.
Das Laserschweißen von Polymeren stellt eine Möglichkeit dar,
mikrostrukturierte Komponenten effizient herzustellen. Ein besonderer
Vorteil des lasergestützten Schweißens von Polymeren ·Jegenüber den
klassischen Verbindungsverfahren wie Kleben, Heizelement-, Ul
traschall- oder Vibrationsschweißen besteht in der Möglichkeit
berührungslos und flexibel arbeiten zu können. Die Energieeinbringung
kann je nach Verfahrensvariante lokal mit hoher Flexibilität und
Präzision bei hoher Reproduzierbarkeit erfolgen.
In der Mikroverfahrenstechnik und Mikrofluidik bzw. Bioanalytik ist
derzeit keine Laserschweißtechnologie etabliert, die transparente
polymere mikrostrukturierte Komponenten miteinander schlüssig
verbindet, ohne dabei die Mikrostrukturen zu beschädigen. Das ist
aber genau das, was das vorliegende Verfahren leistet. Durch die
Kombination von Laserstrahlschneiden und Laserstrahlschweißen wird
ein Prozess ermöglicht, der als Rapid Manufacturing angesehen werden
kann. Hiermit lassen sich im Minuten-Takt funktionsfähige Bauelemente
aus nahezu beliebigem Polymermaterial fertigen.
Das erfindungsgemäße Verfahren lässt sich vielseitig einsetzen.
Beispielhaft genannt sind:
- Fertigung von polymeren Mikromischern,
- Bioanalytik, wie z.B. Deckelung von CE-Chips,
- PA-Filter in der Automotive-Branche,
wo 2006/000273 PCT /EP2005/004536
- 7-- Pe-Brillengläser,
- PA-Elektronik-Schlüssel,
- POM-Gehäuse für Pumpen und Turbinen, Kunststofffenster usw.
Die Erfindung weist insbesondere die folgenden Vorteile auf:
Verbindung von transparenten und mikrostrukturierten Polymeren
ohne Schädigung der Mikrostrukturen;
Nahezu jeder Kunststoff (Polymer) kann verwendet werden, da diese
in der Regel um 940 nm transparent sind;
Verbindung von dicken und dünnen (z.B. Folien mit einer Dicke von
200 pm) Polymeren möglich;
Rapid Manufacturing funktionsfähiger Bauteile im Minutentakt.
~ie Erfindung wird im Folgenden anhand von Ausfüh~ungsbeispielen und
den Figuren näher erläutert. Es zeigen:
Fig. 1 Schematische Darstellung des Verbindens von Werkstücken aus
Kunststoff.
Fig. 2
Fig. 3
Fig. 4
Fig. 5
Fig. 6
Fig. 7
Schematische Darstellung des Verbindens von
mikrostrukturierten Werkstücken aus Kunststoff.
Verbinden zweier Werkstücke durch alternierendes Scannen
eines Laserstrahls.
Verbinden eines Stapels von Werkstücken durch
alternierendes Scannen eines Laserstrahls.
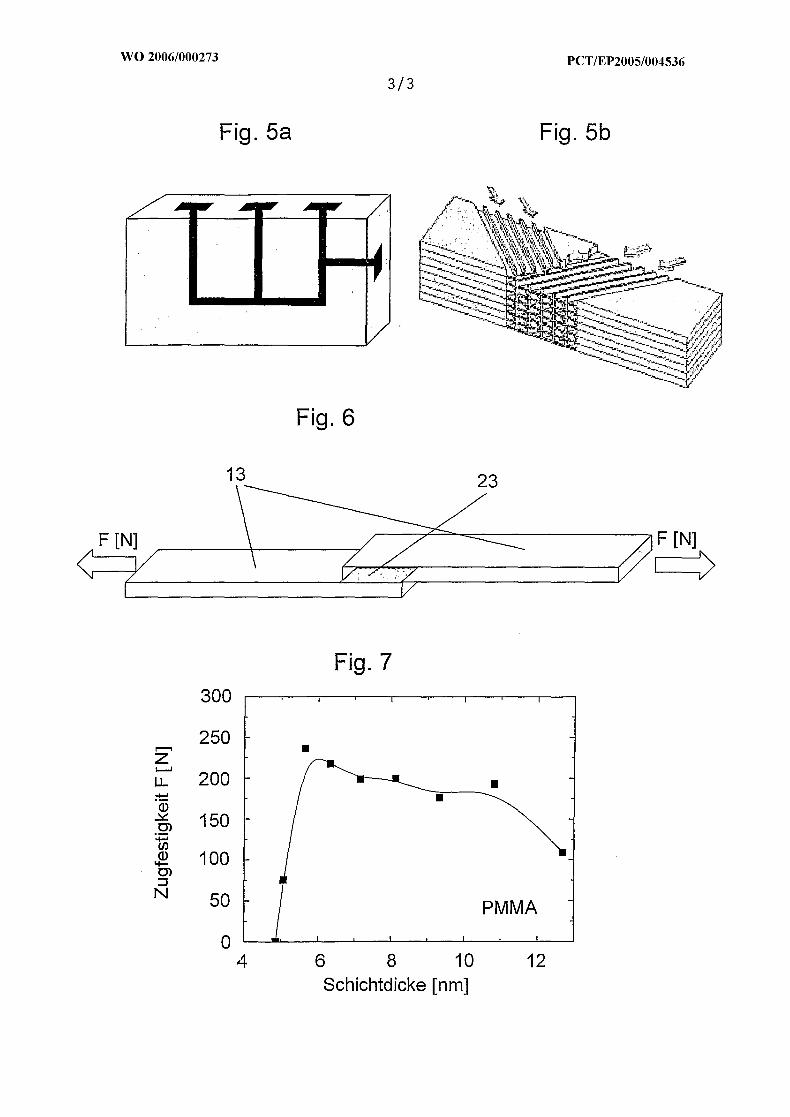
a) Schematische Darstellung eines dreidimensionalen
Kanalsystems für die Mikrofluidik;
b) Schematische Darstellung eines Mikromischers;
beide hergestellt mit dem erfindungsgemäßen Verfahren.
Anordnung zur Bestimmung der Zugfestigkeit der Verbindung
zweier Werkstoffe (schematisch).
Zugfestigkeit zweier Werkstücke aus PMMA in Abhängigkeit
von der Dicke der Absorptionsschicht aus Kohlenstoff.
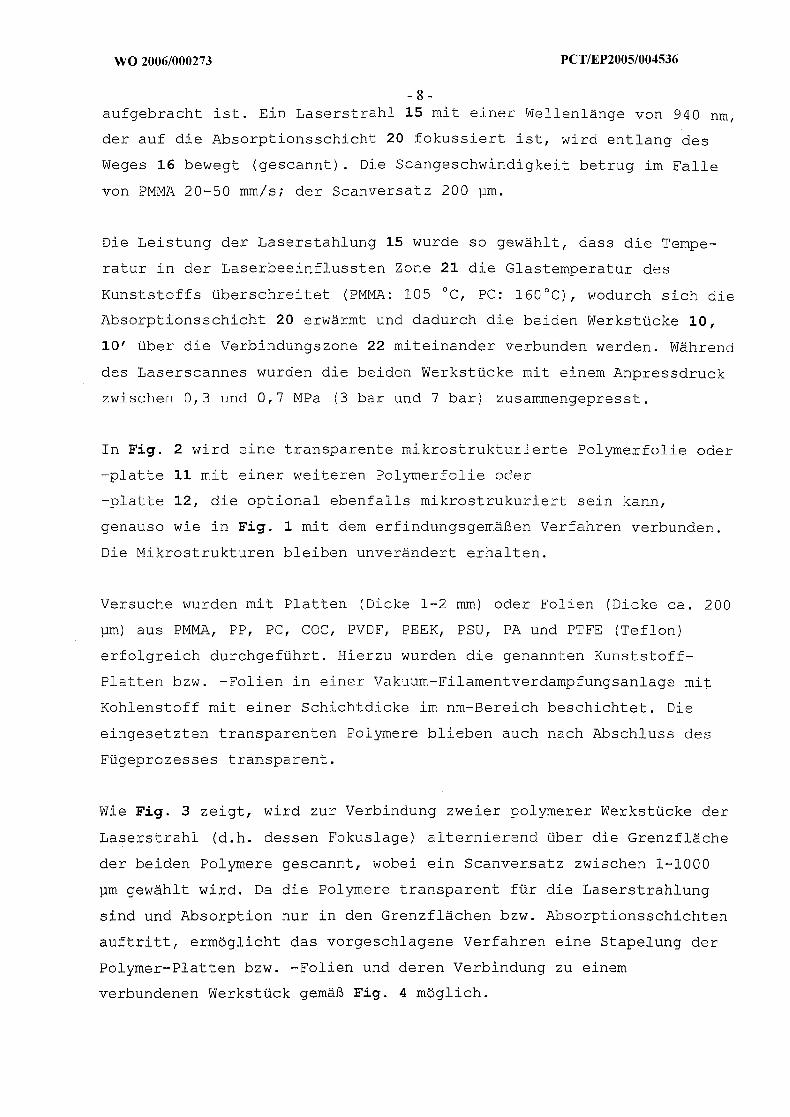
In Fig. 1 ist das erfindungsgemäße Verfahren zum Verbinden der beiden
Werkstücke 10, 10' aus Kunststoff schematisch dargestellt, wobei auf
das Werkstück 10 eine Absorptionsschicht 20 aus Kohlenstoff
wo 2006/000273 PCT /EP2005/004536
- 8 -aufgebracht ist. Ein Laserstrahl 15 mit einer Wellenlänge von 940 nm,
der auf die Absorptionsschicht 20 fokussiert ist, wird entlang des
Weges 16 bewegt (gescannt). Die Scangeschwindigkeit betrug im Falle
von PMMA 20-50 mm/s; der Scanversatz 200 ~m.
Die Leistung der Laserstahlung 15 wurde so gewählt, dass die Tempe
ratur in der Laserbeeinflussten Zone 21 die Glastemperatur des
Kunststoffs überschreitet (PMMA: 105 °C, PC: 160°C), wodurch sich die
Absorptionsschicht 20 erwärmt und dadurch die beiden Werkstücke 10,
10' über die Verbindungszone 22 miteinander verbunden werden. Während
des Laserscannes wurden die beiden Werkstücke mit einem Anpressdruck
zwischen 0,3 und 0,7 MPa (3 bar und 7 bar) zusammengepresst.
In Fig. 2 wird eine transparente mikrostrukturierte Polymerfolie oder
-platte 11 mit einer weiteren Polymerfolie oder
-platte 12, die optional ebenfalls mikrostrukuriert sein kann,
genauso wie in Fig. 1 mit dem erfindungsgemäßen Verfahren verbunden.
Die Mikrostrukturen bleiben unverändert erhalten.
Versuche wurden mit Platten (Dicke 1-2 mm) oder Folien (Dicke ca. 200
pm) aus PMMA, PP, PC, COC, PVDF, PEEK, PSU, PA und PTFE (Teflon)
erfolgreich durchgeführt. Hierzu wurden die genannten Kunststoff
Platten bzw. -Folien in einer Vakuum-Filamentverdampfungsanlage mit
Kohlenstoff mit einer Schichtdicke im nm-Bereich beschichtet. Die
eingesetzten transparenten Polymere blieben auch nach Abschluss des
Fügeprozesses transparent.
Wie Fig. 3 zeigt, wird zur Verbindung zweier polymerer Werkstücke der
Laserstrahl (d.h. dessen Fokuslage) alternierend über die Grenzfläche
der beiden Polymere gescannt, wobei ein Scanver.satz zwischen 1-1000
pm gewählt wird. Da die Polymere transparent für die Laserstrahlung
sind und Absorption nur in den Grenzflächen bzw. Absorptionsschichten
auftritt, ermöglicht das vorgeschlagene Verfahren eine Stapelung der
Polymer-Platten bzw. -Folien und deren Verbindung zu einem
verbundenen Werkstück gemäß Fig. 4 möglich.
wo 2006/000273 PCT /EP2005/004536
- 9-
Das vorgeschlagene Verfahren eignet sich beispielsweise für die
Erstellung von dreidimensionalen Strukturen, wie sie in der
Mikrofluidik (siehe Fig. Sa) oder Mikroverfahrenstechnik (siehe Fig.
Sb) eingesetzt werden.
Die erzielten Verbindu0gen sind sehr stabil, was mittels in einer
Anordnung gemäß Fig. 6 mittels Zugprüfmaschinen überprüft wurde. Die
Zugfestigkeit der verbundenen Werkstücke kann je nach Schweiß
parameter sogar der Zugfestigkeit des Ausgangsmaterials entsprechen.
Aus Fig. 7 ergibt sich hierbei, dass die Dicke der Absorptionsschicht
20 wesentlich für eine gute Verbindung der Werkstücke ist. Es ergab
sich hierbei eine optimale Dicke der Absorptionsschicht 20 aus
Kohlenstoff im Bereich zwischen 5 nm und lS nm.

wo 2006/000273
Bezugszeichenliste
10,10',10'' ...
11
12
13
14
15
16
20
21
22
23
PCT /EP2005/004536
- 10-
Transparente Polymerfolien oder -platten (Dicke ~
10 j.lm)
Transparente mikrostrukturierte Polymerfolie oder
-platte
Transparente Polymerfolie oder -platte (optional
auch mikrostrukuriert)
verschweißte Zugprobe
Mikrokanal/Mikrostruktur
Strahl des ersten Lasers (940 nm)
Weg des ersten Laserstrahls (Laserscan)
Absorptionsschicht (Kohlenstoff)
Laserbeeinflusste Zune
Verbindungszone
Kohlenstoffschicht/Schweißzone (Oberfläche 20 x
10 mm2)

wo 2006/000273 PCT /EP2005/004536
- 11 -Patentansprüche
1. Verfahren zum Verbinden von Werkstücken aus Kunststoff, wobei das
verbundene Werkstück im sichtbaren Bereich transparent ist, mit
den Verfahrensschritten
a) Bereitstellen der Werkstücke aus einem Kunststoff, der im
sichtbaren Bereich und bei der Wellenlänge eines ersten
Lasers transparent ist,
b) Aufbringen jeweils einer Absorptionsschicht auf die Werk
stücke, wobei höchstens ein Werkstück unbeschichtet bleibt,
c) Zusammenpressen der Werkstücke mit einem Anpressdruck, wobei
jede Absorptionsschicht zwischen zwei Werkstücken angeordnet
ist,
d) Beaufschlagen einer der Abso.r:ptionsschichten mit eine.c Laser
strahlung aus dem ersten Laser, dessen Leistung so gewählt
ist, dass sich hierdurch die Absorptionsschicht erwärmt und
dadurch die beiden der Absorptionsschicht benachbarten
Werkstücke miteinander verbunden werden,
e) gegebenenfalls Wiederholen des Verfahrensschritts d) mit
einer oder mehreren weiteren Absorptionsschichten,
f) Abkühlen und Wegnehmen des Anpressdrucks,
g) Entnehmen des verbundenen Werkstücks,
dadurch gekennzeichnet, dass die Absorptionsschicht aus
Kohlenstoff oder Gold besteht und eine Dicke zwischen 5 nm und 15
nm aufweist.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die
Absorptionsschicht mittels Aufdampfen oder Aufsprühen auf die
Werkstücke aufgebracht wird.
3. Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass
das Aufbringen mindestens einer Absorptionsschicht auf das
Werkstück durch eine strukturierte Maske hindurch erfolgt.
4. Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekenn-
wo 2006/000273 PCT /EP2005/004536
- 12-zeichnet, dass mindestens eine auf einem Werkstück aufgebrachte
Absorptionsschicht durch Laserablation mittels eines zweiten
Lasers strukturiert wird.
5. Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass die
Wellenlänge des zweiten Lasers zwischen 250 nm und 400 nrn
beträgt.
6. Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekenn
zeichnet, dass die Wellenlänge des ersten Lasers zwischen 800 nm
und 1200 nm beträgt.
7. Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekenn
zeichnet, dass die Leistung d3s ersten Lasers mittels eines
Pyrometers geregelt wird.
8. Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekenn
zeichnet, dass der Kunststoff aus Polymethylmethacrylat (PMMA),
Polypropylen (PP), Polycarbonat (PC), Cycloolefincopolymer (COC),
Polyvinylidenfluorid (PVDF), Polyetheretherketon (PEEK),
Polysulfon (PSU), Polyamid (PA), Polyimid (PI), Polyacteal (POM),
Polyäthylen (PE), Polyurethan (PUR), Polyethersulfon (PES) oder
Polytetrafluorethylen (PTFE) ausgewählt ist.
9. Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekenn
zeichnet, dass die Dicke des Werkstücks zwischen 10 prn und 10 crn
beträgt.
10. Verfahren nach einem der Ansprüche 1 bis 9, dadurch gekenn
zeichnet, dass mindestens eines der Werkstücke Mikrostrukturen
aufweist.
11. Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass die
Mikrostrukturen mittels eines dritten Lasers in das Werkstück
eingebracht werden.

wo 2006/000273 PCT /EP2005/004536
- 13-
12. Verfahren nach Anspruch 11, dadurch gekennzeichnet, dass der
dritte Laser eine Wellenlänge zwischen 9 pm und 11 pm oder
zwischen 150 nm und 400 nm aufweist.
wo 2006/000273
1/3
Fig. 1
22
10 10'
Fig. 2
15
14 11
16
16 \
PCT /EP2005/004536
20
12
20

wo 2006/000273 PCT /EP2005/004536
2/3
Fig. 3
16
10' 10
Fig. 4
16
wo 2006/000273 PCT /EP2005/004536
3/3
Fig. 5a Fig. 5b
Fig. 6
13
F [N] F [N]
'---->
Fig. 7 300
250 r--'1 • z 1....-1
IJ_ 200 :-!:: Q) ~ 150 0') :p (/) Q) 100 -0') :J N 50 PMMA
0 4 6 8 10 12
Schichtdicke [nm]

INTER .. TIONAL SEARCH REPORT lnternatio~plicatlon No
PCT/EP 005/004536 A. CLASSIFICATION OF ~BJECT MATTER IPC 7 B29C65 16
//B81C3/00
According to International Patent Classificalion (IPC) orlo both national classification and IPC
6. FIEL OS SEAACHED
Minimum documentation searched (classification system followed by classification symbols)
IPC 7 B29C C23C C08J B81C
Documentation searched other than minimum documentation to the extent that such documents are included in the fields searched
Electronic Clata base consulted during the international search (name of data base and, where practical, search terms used)
EPO-Internal, WPI Data, PAJ
C. DOCUMENTS CONSIDERED TOBE RELEVANT
Category o Gitation of document, with indication, where appropriate, of lhe relevant passages Relevant to claim No.
X us 6 220 673 Bl (RUSSELL BRUCE M ET AL) 1,2,6,8, 24 April 2001 (2001-04-24) 9 column 5, 1 i nes 44-58,62-66
-----X FR 2 624 041 A (OTIC FISCHER PORTER SA) 1,2
9 June 1989 (1989-06-09) page 2, 1 i ne 8 - line 14
-----X FR 1 506 163 A (FARBWERKE HOECHST 1
AKTIENGESELLSCHAFT VORMALS MEISTER LUCIUS & BRUENING) 15 December 1967 (1967-12-15) example 3
-----X EP 0 826 503 A (HEWLETT-PACKARD COMPANY) 1
4 March 1998 (1998-03-04) c l aim 1; figure 9
------1--
[] Further documents are listed in the continuation of box G. [] Patent family members are listed in annex.
o Special categories of cited documents: 'T' later document published alter the International filing date
'A' document defining the generat state ofthe art which is not or prtority date and not in con!lict with the applicalion but cited to understand the principle or theory underlying the
considered to be of particular relevance Invention 'E' earlier document but publlshed on or afterthe international 'X' document of particular relevance: the claimed Invention
flling date cannot be considerecl novel or cannot be considered to 'L' document whlch maythrow doubts on priority claim(s) or involve an lnventtve step when the document ls taken alone
which is cited to establish the publication date of analher 'Y' document of particular relevance: the clatmed Invention citation or other special reason (as specifieel) cannot be considerecl to involve an inventive step when the
'0' document re!erring to an oral.disclosure, use, exhibnion or document is combined with one or more other such docu-olher means ments, such combination being obvious to a person skilled
'P' document publlshed prior to the international !iling date but in the art.
later than the priority date claimed '&' document member ofthe samepatent family
Date of the actual completion of the international search Date of mailing of the intemalional search report
18 July 2005 01/08/2005 Name and mailing address of the ISA Authorized offleer
European Patent Office, P.B. 5818 Patentlaan 2 NL- 2280 HV Rijswijk
Tel. (+31-70) 340-2040, Tx. 31 651 epo nl, Carre, J Fax: (+31-70) 340-3016
Fonn PGTnSA/210 (second sheet) (January 2004)
page 1 of 2
INTER~ TIONAL SEARCH RE PORT
C.(Continuation) DOCUMENTS CONSIDERED TOSE RELEVANT
Category ' Citation of document, with indication, where appropriate, of the relevant passages
A US 2004/082145 Al (REICHENBACH FRANK ET AL) 29 April 2004 (2004-04-29) paragraphs '0015!, '0017!; figures 6-9
A
A
A
A
A
A
M. MÜNCH, M. WILLMANN, M. SPRITZENDORFER, R. STEGER, G. WAIBEL: "Entwicklung neuer Verbindungstechniken für Komponenten miniaturisierter Mikrofluidiksysteme aus Kunststoff" 27 June 2003 (2003-06-27), pages 1-139, XP002334519 Retrieved from the Internet: URL:www.uni-stuttgart.de/hsg-imat/aif45z.p df> 'retrieved on 2005-07-01! cited in the application page 82 - page 91
US 3 477 194 A (LESTER CORRSIN) 11 November 1969 (1969-11-11) column 1, line 66- column 2, line 1 column 4, 1 ine 4 - 1 ine 6
US 4 913 762 A (KITTLER ET AL) 3 April 1990 (1990-04-03) column 1, 1ine 41 - line 46; claim 1
US 2004/056006 Al (JONES IAN ANTHONY ET AL) 25 March 2004 (2004-03-25) paragraph '0024!
JONES I A ET AL: "USE OF INFRARED DYES FOR TRANSMISSION LASER WELDING OF PLASTICS" ANTEC. CONFERENCE PROCEEDINGS, XX, XX, 2000, pages 1166-1170, XP000952346 page 1168, paragraph 4
US 2003/201059 Al (HOLMAN THOMAS J ET AL) 30 October 2003 (2003-10-30) paragraph '0015!
Form PCT/ISN2i D {conl1nual1on of second sheet) (January 2004)
Relevant to Claim No.
1-12
1-12
1
1,2
1,2
1,2
1
page 2 of 2

INTE~TIONAL SEARCH REPORT lnf ion on patent famny members
1
;~r~;~!~~7~~n4N; 36
Patent document
I
Publication
I Patent family
I
Publication cited ln search report date member(s) date
us 6220673 Bl 24-04-2001 AT 276870 T 15-10-2004 AU 764249 82 14-08-2003 AU 6082100 A 30-01-2001 BG 106410 A 30-08-2002 BR 0012398 A 12-03-2002 CA 2379265 Al 18-01-2001 CN 1379710 A 13-11-2002 cz 20020014 A3 15-05-2002 DE 60014087 Dl 28-10-2004 EG 22675 A 30-06-2003 EP 1194280 Al 10-04-2002 ES 2228577 T3 16-04-2005 HU 0202261 A2 28-10-2002 JP 2003504233 T 04-02-2003 MX PA02000383 A 21-05-2004 NO 20020135 A 11-03-2002 NZ 516489 A 29-08-2003 PL 352707 Al 08-09-2003 SK 242002 A3 04-04-2002 TR 200200028 T2 21-06-2002 TW 491764 8 21-06-2002 wo 0103909 Al 18-01-2001 ZA 200200105 A 04-04-2003
-----------------------------------------------------------------------FR 2624041 A 09-06-1989 FR 2624041 Al 09-06-1989
AU 2794889 A 05-07-1989 wo 8905209 Al 15-06-1989 us 4879450 A 07-11-1989
-----------------------------------------------------------------------FR 1506163 A 15-12-1967 DE 1479239 Al 04-06-1969 -----------------------------------------------------------------------EP 0826503 A 04-03-1998 us 5847356 A 08-12-1998
DE 69714670 01 19-09-2002 DE 69714670 T2 05-12-2002 EP 0826503 A2 04-03-1998 JP 10085965 A 07-04-1998 us 6380511 Bl 30-04-2002
-----------------------------------------------------------------------us 2004082145 Al 29-04-2004 DE 10149140 Al 17-04-2003 wo 03032377 Al 17-04-2003 EP 1436830 Al 14-07-2004
-----------------------------------------------------------------------us 3477194 A 11-11-1969 NONE -----------------------------------------------------------------------us 4913762 A 03-04-1990 us 4802967 A 07-02-1989
AT 79906 T 15-09-1992 CA 1332330 c 11-10-1994 DE 3874069 Dl 01-10-1992 DE 3874069 T2 04-03-1993 EP 0310656 Al 12-04-1989 JP 1502994 T 12-10-1989 wo 8808043 Al 20-10-1988 us 4865711 A 12-09-1989
-----------------------------------------------------------------------us 2004056006 Al 25-03-2004 AT 230653 T 15-01-2003
AU 749978 B2 04-07-2002 AU 6108199 A 26-04-2000 BR 9914-I 71 A 19-06-2001
Form PCT/ISA/21 0 (patent family annox) (January 2004)
page 1 of 2

INTERNATIONAL SEARCH REPORT lnf.lon on patent famlly members
-. Patent document
I Publication
J Patent tamily
I Publication
clted in search report date member(s) date
us 2004056006 Al CA 2345991 Al 13-04-2000 CN 1320067 A ,C 31-10-2001 DE 69904844 D1 13-02-2003 DE 69904844 T2 21-08-2003 DK 1117502 T3 22-04-2003 EP 1117502 Al 25-07-2001 ES 2190660 T3 01-08-2003 wo 0020157 Al 13-04-2000 JP 2002526261 T 20-08-2002 MX PA01002928 A 08-04-2002 PT 1117502 T 30-04-2003
US 2003201059 Al 30-10-2003 wo 03091005 Al 06-11-2003
Form PCT/ISI\/210 (paten1 tamily annex) (January 2004)
page 2 of 2
INTERNATIONALER,ECHERCHENBERICHT
l;~;;i~~~;7;~~h;;6 A. KLASSIFIZIERUNG DEJ ANMELDUNGSGEGENSTANDES IPK 7 829C65 16
//B81C3/00
Nach der Internationalen Patentklassifikation (IPK) oder nach der nationalen Klassifikation und der IPK
B. RECHERCHIERTE GEBIETE
Recherchierter Mindestprüfstoff (Kiassifikalionssystem und Klassifikationssymbole)
IPK 7 B29C C23C C08J BBlC
Recherchierte aber nicht zum Mindestprüfstoff gehörende Veröffentlichungen, soweit diese unter die recherchierten Gebiete fallen
Während der internationalen Recherche konsultierte elektronische Datenbank (Name der Datenbank und evtl. verwendete Suchbegriffel
EPO-Internal, WPI Data, PAJ
C. ALS WESENTLICH ANGESEHENE UNTERLAGEN
Kategorie' Bezeichnung der Veröffentlichung, soweit erforderlich unter Angabe der in Betracht kommenden Teile Betr. Anspruch Nr.
X us 6 220 673 Bl (RUSSELL BRUCE M ET AL) 1,2,6,8,
24. Apri 1 2001 (2001-04-24) 9
Spalte 5, Zeilen 44-58,62-66
-----X FR 2 624 041 A (DTIC FISCHER PORTER SA) 1,2
9. Juni 1989 (1989-06-09)
Seite 2, Zeile 8 - Zeile 14
-----X FR 1 506 163 A (FARBWERKE HOECHST 1
AKTIENGESELLSCHAFT VORMALS MEISTER LUCIUS
& BRUENING) 15. Dezember 1967 (1967-12-15)
Beispiel 3 -----
X EP 0 826 503 A (HEWLETT-PACKARD COMPANY) 1
4. März 1998 (1998-03-04)
Anspruch 1' '
Abbildung 9
------1--
[]] Weitere Veröffentlichungen sind der Fortsetzung von Feld C zu [] Siehe Anhang Patentfamilie entnehmen
' Besondere Kategorien von angegebenen Veröffentlichungen : 'T' Spätere Veröffentlichung, die nach dem internationalen Anmeldedatum 'A' Veröffentlichung, die den allgemeinen Stand der Technik definiert, oder dem Prioritil.tsdatum veröffentlicht worden ist und mit der
aber nicht als besonders bedeutsam anzusehen ist Anmeldung nicht kollidiert, sondern nur zum Verständnis des der
'E' älteres Dokument, das jedoch erst am oder nach dem internationalen Erfindung zugrundeliegenden Prinzips oder der Ihr zugrundeliegenden Theorie angegeben ist
Anmeldedatum veröffentlicht worden ist 'X' Veröffentlichung von besonderer Bedeutung; die beanspruchte Erfindung 'L' Veröffentlichung, die geeignet ist, einen Prioritätsanspruch zweifelhaft er- kann allein aufgrund dieser Veröffentlichung nicht als neu oder auf
scheinen zu lassen, oder durch die das Veröffentlichungsdatum einer erfinderischer Tätigkelt beruhend betrachtet werden anderen i":J Recherchenbericht genannten Veröffentlichung bele\)t werden •y• Veröffentlichung von besonderer Bedeutung; die beanspruchte Erfindung soll od:;r d1e aus emem anderen besonderen Grund angegeben 1st (wie kann nicht als auf erfinderischer Tätigkeit beruhend betrachtet
, , au~gefuhrt) . . . .. . werden, wenn die Veröffentlichung mit einer oder mehreren anderen 0 V~röffentllchung, d1.e s1ch auf eme mundliehe Offenbarung, . Veröffentlichungen dieser Kate~rie in Verbindung gebracht wird und
eme Benutzung, eme Ausstellung oderandere Maßnahmen bezieht diese Verbindungfüreinen Fac mannnaheliegend Ist •p• Veröffentlichung, die vor dem internationalen Anmeldedatum, aber nach , , .. . . . . . . .
dem beanspruchten Prioritätsdatum veröffentlicht worden ist & Veroffenthchung, d1e Mitglied derselben Patentfamilie 1st
Datum des Abschlusses der internationalen Recherche Absendedatum des internationalen Recherchenberichts
18. Juli 2005 01/08/2005
Name und Postanschrllt der Internationalen Recherchenbehörde Bevollmächtigter Bediensteter Europäisches Patentamt, P.B. 5818 Patentlaan 2 NL - 2280 HV Rljswijk Tel. (+31-70) 340-2040, Tx. 31 651 epo nl,
Carn~, J Fax: (+31-70} 340-3016
Formblatt PCT/ISN210 (Biatl2) (Januar 2004)
Seite 1 von 2

INTERNATIONALER.ECHERCHENBERICHT lnternatlo. Aktenzeichen
PCT/EP2005/004536 C.(Fortsetzung) ALS WESENTLICH ANGESEHENE UNTERLAGEN
Kategoneo Bezeichnung der Veröffentlichung, soweit erforderlich unter Angabe der in Betracht kommenden Teile Betr. Anspruch Nr.
A US 2004/082145 Al (REICHENBACH FRANK ET AL) 29. April 2004 (2004-04-29)
A
A
A
A
A
A
Absätze '0015!, '0017!; Abbildungen 6-9
M. MÜNCH, M. WILLMANN, M. SPRITZENDORFER, R. STEGER, G. WAIBEL: "Entwicklung neuer Verbindungstechniken für Komponenten miniaturisierter Mikrofluidiksysteme aus Kunststoff" 27. Juni 2003 (2003-06-27), Seiten 1-139, XP002334519 Gefunden im Internet: URL:www.uni-stuttgart.de/hsg-imat/aif45z.p df> 'gefunden am 2005-07-01! in der Anmeldung erwähnt Seite 82 - Seite 91
US 3 477 194 A (LESTER CORRSIN) 11. November 1969 (1969-11-11) Spalte 1, Zeile 66- Spalte 2, Zeile 1 Spalte 4, Zeile 4- Zeile 6
US 4 913 762 A (KITTLER ET AL) 3. April 1990 (1990-04-03) Spalte 1, Zeile 41 - Zeile 46; Anspruch 1
US 2004/056006 Al (JONES IAN ANTHONY ET AL) 25. März 2004 (2004-03-25) Absatz '0024!
JONES I A ET AL: "USE OF INFRARED DYES FOR TRANSMISSION LASER WELDING OF PLASTICS" ANTEC. CONFERENCE PROCEEDINGS, XX, XX, 2000, Seiten 1166-1170, XP000952346 Seite 1168, Absatz 4
US 2003/201059 Al (HOLMAN THOMAS J ET AL) 30. Oktober 2003 (2003-10-30) Absatz '0015!
Fennblatt PCTIJSA/210 (Fortsetzung vm Blatt 2) (Januar 2004)
1-12
1-12
1
1,2
1,2
1,2
1
Seite 2 von 2

INTERNATIONALER RECHERCHENBERICHT Angaben zu Veröffentlichungen, Ar selben Patentfamilie gehören ~;~mT~;!;;;~i~h:~36
Im Recherchenbericht I Datum der I Mitglied(er) der I Datum der angeführtes Patentdokument Veröffentlichung Patentfamilie Veröffentlichung
us 6220673 Bl 24-04-2001 AT 276870 T 15-10-2004 AU 764249 B2 14-08-2003 AU 6082100 A 30-01-2001 BG 106410 A 30-08-2002 BR 0012398 A 12-03-2002 CA 2379265 Al 18-01-2001 CN 1379710 A 13-11-2002 cz 20020014 A3 15-05-2002 DE 60014087 Dl 28-10-2004 EG 22675 A 30-06-2003 EP 1194280 Al 10-04-2002 ES 2228577 T3 16-04-2005 HU 0202261 A2 28-10-2002 JP 2003504233 T 04-02-2003 MX PA02000383 A 21-05-2004 NO 20020135 A 11-03-2002 NZ 516489 A 29-08-2003 PL 352707 Al 08-09-2003 SK 242002 A3 04-04-2002 TR 200200028 T2 21-06-2002 TW 491764 B 21-06-2002 wo 0103909 Al 18-01-2001 ZA 200200105 A 04-04-2003
-----------------------------------------------------------------------FR 2624041 A 09-06-1989 FR 2624041 Al 09-06-1989
AU 2794889 A 05-07-1989 wo 8905209 Al 15-06-1989 us 4879450 A 07-11-1989
-----------------------------------------------------------------------FR 1506163 A 15-12-1967 DE 1479239 Al 04-06-1969 -----------------------------------------------------------------------EP 0826503 A 04-03-1998 us 5847356 A 08-12-1998
DE 69714670 Dl 19-09-2002 DE 69714670 T2 05-12-2002 EP 0826503 A2 04-03-1998 JP 10085965 A 07-04-1998 us 6380511 Bl 30-04-2002
-----------------------------------------------------------------------us 2004082145 Al 29-04-2004 DE 10149140 Al 17-04-2003 wo 03032377 Al 17-04-2003 EP 1436830 Al 14-07-2004
-----------------------------------------------------------------------us 3477194 A 11-11-1969 KEINE -----------------------------------------------------------------------us 4913762 A 03-04-1990 us 4802967 A 07-02-1989
AT 79906 T 15-09-1992 CA 1332330 c 11-10-1994 DE 3874069 Dl 01-10-1992 DE 3874069 T2 04-03-1993 EP 0310656 Al 12-04-1989 JP 1502994 T 12-10-1989 wo 8808043 Al 20-10-1988 us 4865711 A 12-09-1989
-----------------------------------------------------------------------us 2004056006 Al 25-03-2004 AT 230653 T 15-01-2003 .
AU 749978 B2 04-07-2002 AU 6108199 A 26-04-2000 BR 9914171 A 19-06-2001
.. Formblatt PCT/ISN210 (Anhang Patentlamtlre) (Januar 2004)
Seite 1 von 2
INTERNATIONALER RECHERCHENBERICHT
Angaben zu Veröffentlichungen, .r selben Patentfamilie gehören
Im Recherchenbericht angeführtes Patentdokument
US 2004056006 Al I Datum der I
Veröffentlichung Mltglled(er) der Patentfamilie
CA 2345991 Al CN 1320067 A ,C DE 69904844 Dl DE 69904844 T2 DK 1117502 T3 EP 1117502 Al ES 2190660 T3 WO 0020157 Al JP 2002526261 T MX PA01002928 A PT 1117502 T
US 2003201059 Al 30-10-2003 wo 03091005 Al
Formblatt POTIISA'210 (Anhang Patentfamilie) {Januar 2004)
I Datum der
Veröffentlichung
13-04-2000 31-10-2001 13-02-2003 21-08-2003 22-04-2003 25-07-2001 01-08-2003 13-04-2000 20-08-2002 08-04-2002 30-04-2003
06-11-2003
Seite 2 von 2


















![A2-s1, d0 Brandklassifizierung - KTK Kunststoffe · 2019. 6. 25. · A2-s1,d0 [EN 13501-1] a) PVdF 70% kynar 500 2 layers mit COASTAL PRIMER 31µ b) PVdF 70% kynar 500 3 layers 37µ](https://static.fdokument.com/doc/165x107/6078df5e23ef40098b55cde3/a2-s1-d0-brandklassifizierung-ktk-kunststoffe-2019-6-25-a2-s1d0-en-13501-1.jpg)