praktikum E&P 1 - tu-freiberg.de · LT 10 TU Bergakademie Freiberg Institut für...
6
LT 10 TU Bergakademie Freiberg Institut für Automatisierungstechnik Praktikum Automatisierungstechnik Versuch: E&P Entwurf und Programmie- rung von Prozessleitsystemen 1. Versuchsziele: • Kennenlernen des Aufbaus und der Funktionsweise von Prozessleitsystemem (PLS) • Entwurf und Programmierung einer Prozessnahen Komponente anhand eines konkreten Beispiels Literatur: Vorlesungs- und Seminarunterlagen Polke, M Prozeßleittechnik; Oldenbourg München, Wien 2014 DIN IEC 60050-351 „Leittechnik“, DIN EN ISO 10628 „Fließbilder verfahrenstechnischer Anlagen“; IEC 61131 „Programmierung in verteilten Automatisierungssystemen“; VDI/VDE 3699 „Prozessführung mit Bildschirmen“ Arbeitsmaterial zum Leitsystem „PCS 7“der Firma SIEMENS (am Arbeitsplatz bzw. im Internet: w w w . s i e m e n s . d e / s i m a t i c - p c s 7 und weitere Adressen) 3. Grundlagen 3.1 Prozessleitsysteme (PLS; engl.: DCS bzw. PCS) Leitsysteme unterstützen den Menschen (Bediener) bei der Führung komplexer und/oder kompli- zierter Prozesse [3]. Dazu werden PLS über geeignete Sensoren bzw. Aktoren mit den Prozessen gekoppelt. Leitsysteme übernehmen teilweise oder vollständig die Bearbeitung des Informations- flusses, der Bestandteil eines jeden Prozesses ist (Abb.. 1). PLS sind in der Lage, Automatisierungsfunktionen selbsttätig auszuführen, wie z. B.: - Prozessdatenmanagement (-gewinnung, -verarbeitung,-nutzung) (PDM) - Prozessstabilisierung (Steuerung, Regelung) (PSt) - Prozessvisualisierung (Anzeigen, Fliessbilder, Trends) (PV) - Prozess-, Systemüberwachung (Meldungen, Alarme) (PÜ) - Prozessführung (Bedienung, MMK, Rezeptfahrweise) (PF) - Prozesssicherung (An-/Abfahren) (PSi) - Prozessoptimierung (PO) - Prozessbilanzierung (PB). PLS bauen auf den modernsten Entwicklungen der Digitaltechnik, Mikroelektronik, Informatik und Kommunikationstechnik auf. Der Trend in der Weiterentwicklung geht deutlich weg von fir- meneigenen Lösungen (proprietär) und hin zur Verwendung von Standards (offene Lösungen) für Hard- und Software.
Transcript of praktikum E&P 1 - tu-freiberg.de · LT 10 TU Bergakademie Freiberg Institut für...

LT
10
TU Bergakademie Freiberg Institut für Automatisierungstechnik
Praktikum Automatisierungstechnik
Versuch: E&P Entwurf und Programmie-
rung von Prozessleitsystemen
1. Versuchsziele: • Kennenlernen des Aufbaus und der Funktionsweise von Prozessleitsystemem (PLS) • Entwurf und Programmierung einer Prozessnahen Komponente anhand eines konkreten
Beispiels
Literatur: Vorlesungs- und Seminarunterlagen Polke, M Prozeßleittechnik; Oldenbourg München, Wien 2014 DIN IEC 60050-351 „Leittechnik“, DIN EN ISO 10628 „Fließbilder verfahrenstechnischer Anlagen“; IEC 61131 „Programmierung in verteilten Automatisierungssystemen“; VDI/VDE 3699 „Prozessführung mit Bildschirmen“ Arbeitsmaterial zum Leitsystem „PCS 7“der Firma SIEMENS (am Arbeitsplatz bzw. im Internet: w w w . s i e m e n s . d e / s i m a t i c - p c s 7 und weitere Adressen)
3. Grundlagen 3.1 Prozessleitsysteme (PLS; engl.: DCS bzw. PCS)
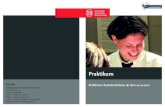
Leitsysteme unterstützen den Menschen (Bediener) bei der Führung komplexer und/oder kompli-zierter Prozesse [3]. Dazu werden PLS über geeignete Sensoren bzw. Aktoren mit den Prozessen gekoppelt. Leitsysteme übernehmen teilweise oder vollständig die Bearbeitung des Informations-flusses, der Bestandteil eines jeden Prozesses ist (Abb.. 1).
PLS sind in der Lage, Automatisierungsfunktionen selbsttätig auszuführen, wie z. B.:
- Prozessdatenmanagement (-gewinnung, -verarbeitung,-nutzung) (PDM) - Prozessstabilisierung (Steuerung, Regelung) (PSt) - Prozessvisualisierung (Anzeigen, Fliessbilder, Trends) (PV) - Prozess-, Systemüberwachung (Meldungen, Alarme) (PÜ) - Prozessführung (Bedienung, MMK, Rezeptfahrweise) (PF) - Prozesssicherung (An-/Abfahren) (PSi) - Prozessoptimierung (PO) - Prozessbilanzierung (PB).
PLS bauen auf den modernsten Entwicklungen der Digitaltechnik, Mikroelektronik, Informatik und Kommunikationstechnik auf. Der Trend in der Weiterentwicklung geht deutlich weg von fir-meneigenen Lösungen (proprietär) und hin zur Verwendung von Standards (offene Lösungen) für Hard- und Software.

Abbildung 1 Struktur eines Prozessleitsystems mit verteilten prozessnahen Komponenten
PNK: Prozessnahe Komponenten ABK: Anzeige- und Bedienkomponente EWS: Engineeringworkstation Si: Sensoren
Aj: Aktoren
Der Systembus ermöglicht einen echtzeitfähigen und hochverfügbaren Informationsaustausch zwischen den PLS-Komponenten. Von einem Bus-System wird neben dem zuverlässigen Datenaustausch auch die Integration aller Elemente in das System erwartet. Wegen der unterschiedlichen Anforderungen an die Kommunikation, die kein System gleichzeitig erfüllen kann, stellt die SIMATIC-NET Familie der Firma Siemens verschiedene BUS-Systeme mit abgestuftem Leistungsprofil zur Verfü-gung: Industrial-Ethernet, Profinet, Profibus, Aktor-Sensor-Interface (ASI). Die Engineering Work-Station ermöglicht die Konfiguration der Systemfunktionalität. Die Funktionen der PNK durch Parametrieren und Verknüpfen vorgegebener Software-Bausteine festgelegt. Für die ABK sind die statischen und dynamischen Anteile der Bilder zu definie-ren. Eine freie Programmierung mit einer Programmiersprache ist ebenfalls möglich und etwa bei komplexen Funktionen auch erforderlich. Typische Funktionen und Merkmale von Engineering-Werkzeugen sind: Das Engineering ist auch ohne die übrige PLS-Hardware möglich (also bereits bevor das PLS geliefert ist) „Simultaneous Engineering“ durch mehrere Projekteure gleichzeitig ist möglich Das Engineering-Werkzeug ist in das PLS integriert, so dass Änderungen ausschließlich mit die-sem Werkzeug vorgenommen werden und nicht über andere Schnittstellen. Dadurch sind Kon-sistenz und Aktualität der Dokumentation stets und ohne Mehraufwand gewährleistet Moderne Engineering-Werkzeuge können aktuelle Prozessdaten in die Konfigurierbilder einblen-den, entweder als Zahl oder sogar als Trendbild. Dadurch können die Signale im Konfigurierbild verfolgt, Korrekturen und Änderungen ohne weitere Fensterwechsel durchgeführt und der Erfolg unmittelbar kontrolliert werden. Umgekehrt kann von den Bedienbildern in die entsprechenden Engineering-Werkzeuge geschaut werden. Schnittstellen zu CAE-Systemen für die Projektabwicklung und Feldplanung Die EWS wird zum regulären, störungsfreien Betrieb einer Anlage normalerweise nicht benötigt. Jeder Rechner, auf dem die prozessnahen Funktionen (Messen, Steuern, Regeln, Rechnen, Über-wachen) ausgeführt werden, wird als prozessnahe Komponente (PNK) bezeichnet. Hierbei gibt es eine große Vielzahl von kleinen anwendungsspezifisch zugeschnittenen Mikrorechnern bis zu
ABK
PNK 1 PNK n
Prozess- 1
abschnitt PROZESS
Prozess-abschnitt
n
EWS
BUS
Si A
j

LT
12
universellen, modular erweiterbaren leistungsfähigen Ein- oder Mehrprozessorrechnern. Grund ist der Zuschnitt von Funktionalität, Leistungsfähigkeit und Preis an die betreffende Aufgabe. Ne-ben anwendungsspezifischen Mikrorechnern, Industrie-PCs und digitalen Reglern sind vor allem die Rechner zu erwähnen, die als speicherprogrammierbare Steuerungen (SPS) bezeichnet wer-den. Hauptbestandteile von PNKs sind:
• Stromversorgung, in der Regel redundant • Prozessormodul, auf Wunsch des kunden auch redundant • Schnittstelle zum Systembus, in der Regel redundant • Weitere Schnittstellen zum Anschluss von Remote-I/O-Systemen, • Feldgeräten mit Feldbussanschluss oder anderen intelligenten Einheiten
(z.B.untergelagerte SPS) • (teilweise auch noch) Ein-/Ausgabemodule für analoge und binäre Signale sowie Spezial-
module für Impuls-Ein-/Ausgänge oder für eigensichere Signale Typische Funktionen und Merkmale von PNKs sind:
• Regeln und Steuern mit kleinsten Zykluszeiten von 10 ms bis 100 ms, in bestimmten Fäl-len sogar bis 1ms
• Ausführen von Rezepten • Prozesssignale gehen bei Systemausfall auf vordefinierte Werte (Sicherheitsstellung) • Algorithmen für Advaced Control, z.B. prädiktive Regelung,, Fuzzy Control, • modellgestützte Messwerterfassung • Zwischenpuffern der Prozesssignale, falls die Kommunikation zur ABK gestört ist • Erkennen von Grenzwertverletzungen, Erzeugung von Alarmen mit Zeitstempel
Die Anzeige- und Bedienkomponente (ABK)(engl.: human machine interface (HMI)) ist die Schnittstelle des Menschen (Bediener, Operator) zum Prozess, zur Maschine oder auch zum Leitsys-tem selbst. Alle modernen PLS verwenden kommerziell verfügbare Hard- und Software-Komponenten für ihre ABK. Im Fall der SIEMENS-Operator-Station (OS) werden PC’s mit Windows Betriebsystemen und Bildschirme zur Informationsdarstellung eingesetzt. Die OS kann in Abhängigkeit von der Anlagengröße oder von speziellen Kundenanforderungen als OS Single Stati-on bzw. als Client/Server-Mehrplatzsystem ausgeführt werden. Eine OS Single Station lässt sich auf zwei Arten an den Anlagenbus, Industrial Ethernet, anschließen: - über einen Kommunikationsprozessor, - über eine Standard-LAN-Karte. Die OS-Software besteht aus zwei Teilen, einem Engineeringteil und einem Runtime-Modul. Bei der Leitsystem-Software PCS7 ist der Engineeringteil Bestandteil der ES-Software. Typische Funktionen und Merkmale der ABK sind:
• Anzeige-/Bedienmittel: Standardtastatur, Spezialtastatur, Maus, Bildschirme, Großbildsys-teme, Einblenden von Videobildern
• Standard-Bedienbilder (Übersichtsbild, Gruppenbild, Einzelkreisbild, Ablaufsteuerungsbild) • Freie Grafiken (z.B. für Fließbilder, spezielle Bedienbilder u.ä.) • Rezepterstellung, -verwaltung und -beobachtung • Alarmbehandlung (Segmentierung in Anlagenteilen, interaktive Auswertung der Alarme) • Interaktive Unterstützung des Anlagenfahrers durch Integration von Fahranweisungen und
On-line-Hilfen • Datenauswertung, -archivierung und –dearchivierung • Systemdiagnose (für Anlagenfahrer und detaillierter für die PLT- Instandhaltung) mit detail-
lierten Fehlermeldungen bei Störungen von Komponenten oder ihrer Kommunikation

Binäreingänge: 850 Binärausgänge: 315 Analogeingänge: 275 Analogausgänge: 130
• Systemdokumentation, Bedienbuch und Hilfe-Texte auf CD-ROM • Geeignete Abgleichmechanismen (Spiegelplatten u.ä.) zur Gewährleistung der stoßfreien
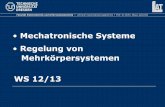
Redundanz-Umschaltung Zur Versuchsdurchführung steht Ihnen die HMI-Software „WinCC“ zur Verfügung, das Windows Control Center der Firma SIEMENS. Einige ausgewählte Parameter sollen einen Eindruck von der Leistungsfähigkeit eines Leitsystems vermitteln, ausgewählt aus der Dokumentation des Leitsystems SIMATIC PCS7: Typisches Misch-Mengengerüst einer AS 417-4 (PNK): Bezüglich der Struktur von Prozessinformationsverarbeitungssystemen vollzog sich die Entwicklung von der parallelen Struktur über die zentrale Struktur (Prozessrechner) zu hierarchisch strukturier-ten Leitsystemen mit verteilten Prozessnahen Komponenten. Zur Veranschaulichung der Hierar-chie bedient man sich in der Literatur eines sog. Ebenenmodells, das aus nachfolgend genannten Bereichen pyramidenförmig aufgebaut ist (Automatisierungspyramide, Abbildung 2):
Abbildung 2: Automatisierungspyramide
Horizontaler bzw. vertikaler Informationsfluss, trifft gleichermaßen auf alle Ebenen zu. Der "Office"-Bereich oberhalb der Prozessleitebene war ursprünglich von der Automatisierungsebe-ne getrennt. Die Einbeziehung der "IT-Welt" ermöglicht die Integration aller Ebenen sowie den gleichberechtigten Zugriff aller Ebenen auf die Prozessdaten (Verflachung der Hierarchie).
Von der Unternehmensleitebene in Richtung Prozessebene nehmen die Echtzeitforderungen an das System zu, in umgekehrter Richtung werden höhere Anforderungen an die Komplexi-tät der Datenverarbeitungsfunktionen gestellt. Zu einem PLS gehören im Allgemeinen meh-rere, bezüglich ihrer Funktionalität voneinander abgegrenzte Komponenten (s. a. Bild 1):
3.2 Anwenderprogramm
Steuern, Regeln
Leiten
Disponieren
Planen
Technischer Prozess
prozessnah Echtzeit hoch
prozessfern Online mittel
prozessfern Offline gering
Räuml. Abstand
Zeit- anford.
Aut. grad

LT
14
An die Stelle spezieller elektronischer Schaltungen zur Lösung automatisierungs- techni-scher Aufgaben (verdrahtungsprogrammierte Steuerung) tritt beim Einsatz von Speicherpro-grammierbaren Steuerungen und Prozessleitsystemen ein Anwenderprogramm, welches eine Kombinationssteuerung, eine Folgesteuerung oder beliebige andere Prinzipien der Informa-tionsverarbeitung (z.B. Regelung analoger Prozesssignale) beschreibt. Zur Modellierung der technologischen Aufgabenstellungen werden standardisierte leistungsfähige „Programmier“- Sprachen [3] zur Verfügung gestellt, textuelle Sprachen - Anweisungsliste (AWL) - Strukturierter Text (ST), graphische Sprachen - Kontaktplan (KOP) - Funktionsbausteinsprache (FBS). Eine besonders übersichtliche Programmierung von Folgesteuerungen wird durch die Ab-laufsprache (AS, engl.: sequential function chart (SFC)) unterstützt. Die mit Hilfe der EWS in einer Programmiersprache formulierte Aufgabenstellung wird vor der Speicherung automatisch in den Maschinencode des jeweiligen AS übersetzt. Dieser Maschinen-code wird mit dem Befehl „AS laden“ in das AS übertragen. Während der Inbetriebnahmephase einer PNK ist das Anlegen einer Datenbank und die Eingabe der Anwenderprogramme in den RAM-Speicher der PNK vorzunehmen.
Die Verarbeitung der Prozesssignale erfolgt innerhalb eines PLS mittels Mikrorechner (SPS). Es ist deshalb notwendig, die analogen Signale auf der Prozessseite (wert- und zeitkontinuier-lich) auf der PLS-Seite in Form von wertdiskreten, zeitdiskontinuierlichen Werten darzustel-len. Die zeitdiskrete Arbeitsweise und die Verarbeitung diskretisierter (digitaler) Messsignale sind beim Entwurf der Anwenderprogramme entsprechend zu berücksichtigen.
4. Versuchsdurchführung
In einem Parkhaus stehen 6 Stellplätze zur Verfügung. An der Einfahrt ist eine Ampel angebracht, die bei
Erreichen der zur Verfügung stehenden Stellplätze auf Rot umschaltet. Bei freien Stellplätzen ist die Am-
pel Grün.
Jeweils vor und hinter der Ein- bzw. Ausfahrtsschranke befinden sich Induktionsschleifen, die die
Positionierung eines Autos an dieser Stelle signalisieren.
An der Einfahrtsschranke befindet sich ein Ticketautomat. Dieser besitzt eine Anforderungstaste für Ti-
ckets. 3sec nach der Anforderung kann das Ticket entnommen werden.
Die Ausfahrtsschranke öffnet sich, wenn ein gültiges Ticket in den Leser eingegeben wird.

4.1 Variablentabelle Stellen Sie in einer Tabelle alle zur Lösung der Aufgabe benötigten Ein- und Ausgangssignale des Automatisierungssystems zusammen (Messstellenliste(Sensoren, Aktoren)). Berücksichtigen Sie auch Merker (M) und Zeiten (T) in dieser Liste. Diese Größen sind die Variablen des Sys-tems, sie werden als Operanden in den Anweisungen des Programms verwendet. Geben Sie zu den einzelnen Variablen den Datentyp an. An der im Praktikum verwendeten SPS stehen die (binären) Eingangskanäle E4.0 bis E4.7 und die (binären) Ausgangskanäle A4.0 bis A4.7 zur Verfügung.
4.2 Programmierung Versuchen Sie als Vorbereitung auf das Praktikum die Struktur des Programms für die Parkhaus-steuerung zu erstellen. Beachten Sie dabei, dass die Programmbausteine in Netzwerke unterteilt sind, wobei ein Netzwerk eine logische Verknüpfung darstellt. Netzwerke werden von oben nach unten in ihrer Reihenfolge abgearbeitet. Siesollten zur Darstellung des Programmablaufes bevorzugt den Funktionsplan(FUP) verwenden. Für die Programmierung steht Ihnen ein Musterprojekt zur Verfügung, in welchem bereits eine Variablen-tabelle und ein Datenbaustein enthalten ist.