Praktikum Realzeitprogrammierung Teil 2 - SPS · 3 2 Praktikumsmodell Der für diesen...
33
LEHRSTUHL F ¨ UR REALZEIT-COMPUTERSYSTEME TECHNISCHE UNIVERSIT ¨ AT M ¨ UNCHEN UNIV.-PROF. DR. SC. S. CHAKRABORTY Praktikum Realzeitprogrammierung Teil 2 - SPS Ausgabe 13. Oktober 2010
Transcript of Praktikum Realzeitprogrammierung Teil 2 - SPS · 3 2 Praktikumsmodell Der für diesen...

LEHRSTUHL F UR REALZE I T -COMPUTERSYSTEME
TECHNISCHE UNIVERS IT AT MUNCHEN
UNIV.-PROF. DR. SC. S. CHAKRABORTY
PraktikumRealzeitprogrammierung
Teil 2 - SPS
Ausgabe 13. Oktober 2010


INHALTSVERZEICHNIS i
Inhaltsverzeichnis
1 SPS und Prozeßleitsysteme 11.1 Hardware . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.2 Laufzeitorganisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.3 Programmierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2 Praktikumsmodell 32.1 Baugruppen der Sortieranlage . . . . . . . . . . . . . . . . . . . . . . . . . 32.2 Funktionsweise der Sortieranlage . . . . . . . . . . . . . . . . . . . . . . . 42.3 Sicherheitshinweise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3 Prozeßleitsystem Freelance 2000 53.1 Hardwarekomponenten . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53.2 Softwarepakete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4 Konfigurierung der Digimatik mit ControlBuilder F 74.1 Strukturierung mittels Projektbaum . . . . . . . . . . . . . . . . . . . . . . . 74.2 Konfigurierung der Automatisierungsfunktionen . . . . . . . . . . . . . . . . 84.3 Konfigurierung der Bedien- und Beobachtungsfunktionen . . . . . . . . . . . 12
5 Bedienen und Beobachten mit DigiVis 14
6 Versuchsdurchführung 156.1 Teil 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 176.2 Teil 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
7 Tabellen und Abbildungen 247.1 Schaltlogik der digitalen Eingänge . . . . . . . . . . . . . . . . . . . . . . . 247.2 Schaltlogik der digitalen Ausgänge . . . . . . . . . . . . . . . . . . . . . . 257.3 Variablenliste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 267.4 Projektbaum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
ii ABBILDUNGSVERZEICHNIS
Abbildungsverzeichnis
1 Zyklischer Programmablauf einer SPS . . . . . . . . . . . . . . . . . . . . . 22 Praktikumsmodell der Sortieranlage . . . . . . . . . . . . . . . . . . . . . . 33 Versuchsaufbau . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64 Projektbaum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85 Beispiel eines FBS-Programms . . . . . . . . . . . . . . . . . . . . . . . . . 96 Variablenzugriff über das Prozeßabbild . . . . . . . . . . . . . . . . . . . . 107 Übergang vom Petri-Netz zur Ablaufsprache . . . . . . . . . . . . . . . . . . 118 Übersichtsbild mit zusätzlich geöffnetem Einblendbild . . . . . . . . . . . . . 139 Grundsätzlicher Aufbau der Bedien- und Beobachteroberfläche . . . . . . . 1410 Synchronisation zweier AS-Programme A und B . . . . . . . . . . . . . . . . 1711 Variablenliste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2712 Projektbaum zu Beginn des Versuchs . . . . . . . . . . . . . . . . . . . . . . 28

1
1 SPS und Prozeßleitsysteme
Während früher in der Automatisierungstechnik zur Realisierung von Steuerungen und Re-gelungen Relais, digitale Logik und analoge Elektronikschaltungen mit zahlreichen Einzel-komponenten zum Einsatz kamen, basiert die heutige Gerätegeneration auf dem Einsatz freiprogrammierbarer Prozessoren.
Die wichtigste Rolle spielt hierbei die speicherprogrammierbare Steuerung SPS (engl. Pro-grammed Logic Control, PLC) bzw. deren um einige Funktionen erweiterte Variante, das so-genannte Prozeßleitsystem.
Diese Geräte stellen im Bereich der Automatisierungstechnik einen wichtigen Markt dar, dasie breite Anwendungsmöglichkeiten finden und ihre Programmierung von einem großen An-wenderkreis beherrscht wird.
Die klassische SPS stellt in erster Linie folgende Funktionen bereit:
• Prozeßsignalerfassung /-ausgabe
• Prozeßsignalvorverarbeitung (Normieren, Skalieren, Filtern)
• Realisierung von (diskreten) Steuerungen
• Warnen und Alarmieren
• Protokollieren
Typische Prozeßleitsysteme erweitern diese Funktionalität um die Merkmale:
• Organisationsrahmen zur Strukturierung eines (Automatisierungs-) Projekts
• Realisierung von (analogen) Regelungen
• Bedienen und Beobachten
• Prozeßvisualisierung /-simulation
• Überwachung der Leitsystemfunktionen
• Kommunikation mit anderen Rechnern
Aufgrund der amplituden- und zeitdiskreten Arbeitsweise müssen beim Entwurf derSteuerungs- bzw. Leittechnikkonzepte die Realzeiteinschränkungen der SPS bzw. des Leitsy-stems (typisch 1 ... 100 ms Grundtakt) berücksichtigt werden. Ebenso in die Auslegung miteinzubeziehen sind die Auswirkungen von abtastbedingten Totzeiten auf Steuerungen und Re-gelungen sowie die Signalanpassung und Skalierung.
1.1 Hardware
Die Hardware einer SPS bzw. eines Prozeßleitsystems basiert heute auf Standardmikropro-zessoren mit entsprechender Speicherausstattung (z.B. 8 MB) und Digital- sowie Analog-Eingabe/Ausgabe-Schaltungen. Zusätzlich werden Kommunikationsfunktionen zu überge-ordneten und parallel gekoppelten informationsverarbeitenden Einheiten zur Verfügung ge-stellt. Während früher die Standardmikroprozessoren häufig um bitorientierte Prozessoren zur

2 1 SPS UND PROZESSLEITSYSTEME
schnellen Durchführung der logischen Verknüpfungsbefehle ergänzt wurden, geht der Trendheute mit zunehmender Prozessorleistung (RISC-Prozessoren oder solche mit RISC-Kern) zueiner einfachen, homogenen Systemarchitektur.
Modulare Systeme ermöglichen es, Speicherkomponenten und Ein-/Ausgabe-Karten nachBedarf zu konfigurieren, so daß auch der Anschluß sehr vieler Signale möglich wird. Auchder Anschluß an unterschiedliche Kommunikationssysteme (serielle Bussysteme) zum Daten-austausch mit übergeordneten oder parallel gekoppelten Rechnern ist konfigurierbar.
1.2 Laufzeitorganisation
Die Laufzeitorganisation einer SPS folgt dem Schema eines zyklischen Programmablaufs derin Abbildung 1 dargestellten Form.
Abbildung 1: Zyklischer Programmablauf einer SPS
Da sowohl die Abfrage als auch die Ausgabe sofort ausgeführt werden können und da gleich-zeitig keine weiteren Vorgänge zu berücksichtigen sind, kommt üblicherweise in (älteren) spei-cherprogrammierbaren Steuerungen kein Betriebssystem zum Einsatz.
Die Programmbearbeitung in modernen Prozeßleitsystemen hingegen basiert auf taskorien-tierten Realzeitbetriebssystemen, die eine ereignisgesteuerte Bearbeitung mehrerer Tasks mitunterschiedlichen Prioritäten unterstützen. Auf diese Weise ist eine Anpassung der Reaktions-zeiten der einzelnen Tasks auf die Reaktionszeitanforderungen aus dem technischen Prozeßmöglich.
1.3 Programmierung
Die Programmierung eines Prozeßleitsystems (Konfigurierung und Parametrierung) erfolgt überdie heutzutage meist PC-basierte Bedienperipherie, die hardwareseitig Tastatur und Bild-schirm, softwareseitig eine leistungsfähige Entwicklungsumgebung mit grafischer Bedieno-berfläche zur Unterstützung von Programmeingabe, Fehlersuche und Dokumentation umfaßt.
Die zum Einsatz kommenden, teilweise grafischen Programmiersprachen ermöglichen demProgrammierer die Implementierung realzeitfähiger Programme, ohne Kenntnisse über dasverwendete Realzeitbetriebssystem zu haben. Die Programmiersprachen orientieren sich anden durch die IEC (Internationale Elektrotechnische Kommission) standardisierten Sprachkon-zepten zur Programmierung von speicherprogrammierbaren Steuerungen. Zu nennen sindhier insbesondere die Normen IEC-65 und IEC-1131-3, in denen die gebräuchlichstenSprachkonzepte sowie Methoden der grafischen Programmierung definiert sind [1].

3
2 Praktikumsmodell
Der für diesen Praktikumsversuch gewählte technische Prozeß stammt aus dem Bereich derStückgutprozesse, d.h. der interessierende Prozeßablauf läßt sich über das Auftreten diskreter(Prozeß-) Ereignisse erfassen.
Die durch ein Leitsystem gezielt zu führende Sortieranlage steht als reales Modell zur Ver-fügung. Sie ist ausgestattet mit optischer, induktiver, kapazitiver und mechanischer Sensoriksowie pneumatischer und elektrotechnischer Aktorik in Standard-Industrie-Ausführung.
Im folgenden werden die einzelnen Baugruppen sowie die Funktionsweise der Sortieranlageerläutert.
Abbildung 2: Praktikumsmodell der Sortieranlage
2.1 Baugruppen der Sortieranlage
Stapelmagazin: In das Stapelmagazin können bis zu sechs Werkstücke eingelegt werden. DieWerkstücke sind entweder Batterien der Größe D (Monozellen) oder Zylinder aus Kunststoffbzw. Aluminium gleicher Form und Größe.
Die Vereinzelung erfolgt durch einen doppelt wirkenden Pneumatikzylinder, der durch einfederrückgestelltes (monostabiles) Magnetventil angesteuert wird (Funktionsprinzip „Taster“).Zwei magnetische Endlagenschalter überwachen den Zustand des Pneumatikzylinders.

4 2 PRAKTIKUMSMODELL
Lichtschrankenstation: An der Aufnahmeposition erfaßt der Lichttaster der Lichtschrankensta-tion die ordnungsgemäß ausgeschobenen (vereinzelten) Werkstücke.
Pneumatische z-Achse mit pneumatischem Greifer: Die z-Achse besteht aus einem doppeltwirkenden Pneumatikzylinder mit zusätzlich angebrachten magnetischen Sensoren zur Schalt-kontrolle. Gesteuert wird dieser Hubzylinder über ein federrückgestelltes (monostabiles) Ma-gnetventil.
Die Greifeinheit besteht aus einem pneumatischen Scherengreifer (Winkelgreifer). Das pneu-matische Funktionsprinzip entspricht dem eines doppelt wirkenden Zylinders. Zur Ansteuerungdes Greifers dient ein bistabiles Impulsventil (Funktionsprinzip „RS-Flip-Flop“).
Elektrische x-Achse: Der Schlitten der linear geführten x-Achse wird mit einem Schrittmotorüber einen Zahnriemen angetrieben. Zur Erzeugung der für den Schrittmotor erforderlichenImpulse ist eine Ansteuerelektronik integriert, so daß zwei einfache SPS-Schaltausgänge zurBedienung der Lineareinheit ausreichen.
Aus Sicherheitsgründen sind im Inneren der Linearachse mechanische Endlagenschalter ein-gebaut.
Vier Positionstaster an der Oberseite der Linearachse sind auf die Aufnahmeposition, diePrüfposition (vgl. Abschnitt Spannungsprüfstation) und die Ablagepositionen (vgl. AbschnittWerkstückablage) eingestellt.
Sensorstation: Die Sensorstation besteht aus einem induktiven und einem kapazitiven Sensor.Der kapazitive Sensor spricht bei Annäherung eines beliebigen Objekts an, während derinduktive Sensor nur bei Annäherung eines metallischen Gegenstandes auslöst.
Spannungsprüfstation: Durch Einlegen eines Werkstücks zwischen die Klemmen der Span-nungsprüfstation kann die zwischen Boden und Deckel des Werkstücks abfallende Spannunggemessen werden. Hierzu wird mit Hilfe einer Anpassungselektronik der Spannungsbereichvon 0 ... 2 V linear auf den bei SPS-Analog-Eingängen üblichen Strombereich von 4 ... 20mA abgebildet.
Werkstückablage: In zwei als Rutschen ausgeführten Ablagefächern können die unterschied-lichen Werkstücke abgelegt werden.
Pneumatischer NOT-AUS: Die Sortieranlage ist mit einer pneumatischen NOT-AUS Einrich-tung ausgestattet. Im Gefahrenfall ist diese durch Drücken auf den roten Pilztaster auszulösen.Beim Betätigen des Tasters werden sofort alle pneumatischen Aktoren entlüftet und sind somitkraftlos (drucklos). Der NOT-AUS unterbricht nicht die elektrische Versorgung der Anlage! DerSchrittmotor der x-Achse beispielsweise bleibt funktionsfähig.
Der NOT-AUS Taster ist rastend. Entriegelt wird er durch Drehen des schwarzen Ringes inUhrzeigerrichtung.
2.2 Funktionsweise der Sortieranlage
Sobald ein Werkstück aus dem Stapelmagazin die Aufnahmeposition erreicht hat, wird es vonder Greifeinheit aufgenommen und an der Sensorstation vorbeigeführt. Hier wird entschie-den, ob es sich um ein Kunststoff- oder Metallteil (Aluminiumzylinder bzw. Batterie) handelt.Ist letzteres der Fall, wird das Werkstück in die Spannungsprüfstation abgesenkt und anhand

2.3 Sicherheitshinweise 5
des (analogen) Spannungswertes entschieden, ob es sich um eine Batterie oder einen Alu-miniumzylinder handelt. Danach wird das Werkstück weiterbefördert und nach dem Kriterium„ist Batterie“ / „ist keine Batterie“ auf einer der beiden Rutschen abgelegt. Ist das Werkstückein Kunststoffteil entfällt das Absenken in die Spannungsprüfstation.
2.3 Sicherheitshinweise
Das Praktikumsmodell wurde für den Lehrbetrieb entwickelt. Dabei wurden hardwareseitig diefolgenden Sicherheitseinrichtungen integriert:
• manueller pneumatischer NOT-AUS (Schnellentlüftung)
• automatische Endlagen-Aus Funktion für die Linearachse
Trotz aller Sorgfalt bei der Entwicklung ist die Möglichkeit von Funktionsstörungen von Bau-gruppen - auch auf Seiten des Leitsystems - nicht ganz auszuschließen. In diesem Fall könnenSchäden an der Sortieranlage auftreten oder sogar Menschen verletzt werden. Treffen Siedeshalb bei der Inbetriebnahme Ihrer Steuerungsprogramme folgende Vorkehrungen:
• Halten Sie sich bereit, den NOT-AUS Schalter im Bedarfsfall sofort zu drücken.
• Während die Anlage läuft, Hände weg von allen bewegten Teilen! Die „kleinen“ Pneu-matikzylinder sowie der Schrittmotor entfalten mehr Kraft als man denkt.
3 Prozeßleitsystem Freelance 2000
In diesem Praktikumsversuch kommt das industrielle Kompaktleitsystem Freelance 2000 vonHartmann & Braun aus dem Hause Elsag Baily zum Einsatz. Das System besteht aus einzelnenHardwarekomponenten (Digimatik), die ganz typisch für speicherprogrammierbare Steuerun-gen sind, sowie aus zusätzlichen Softwarepaketen (ControlBuilder F, DigiVis) zur Konfigurie-rung der Automatisierungsfunktionen und Bedienung des Prozesses.
Hinweis: Durch Updates in der Software kann es vorkommen, daß die Bedienung der ein-zelnen Tools sich geringfügig von der in dieser Anleitung beschriebenen Weise unterscheidet.Manche Anweisungen sind daher sinngemäß und nicht wörtlich zu verstehen.
3.1 Hardwarekomponenten
Das kompakte Prozeßleitsystem Freelance 2000 ist für kleine bis mittlere Automatisierungs-aufgaben geeignet und läßt sich in eine Prozeßebene und eine Leitebene gliedern. Auf derProzeßebene werden alle Aufgaben mit Realzeitanforderungen, wie z. B. Regelungs- undSteuerungsfunktionen in eigenen Einheiten, den Freelance 2000-Prozeßstationen bearbei-tet. Auf der Leitebene übernimmt die Freelance 2000-Leitstation die typischen Funktioneneines Leitsystems: Bedienen und Beobachten, Archivieren und Protokollieren, Trendwerterfas-sung sowie Alarmierung. Parallel dazu erfolgt auf der Leitebene mit der Freelance 2000-Engineeringstation die Konfigurierung und Inbetriebnahme des Systems. Der komplette Ver-suchsaufbau ist in Abbildung 3 dargestellt.

6 3 PROZESSLEITSYSTEM FREELANCE 2000
Abbildung 3: Versuchsaufbau
Freelance 2000-Prozeßebene: Auf der Prozeßebene kommt die Prozeßstation zum Ein-satz. Diese besteht im Grundausbau immer (so auch im Versuch) aus einer Zentraleinheit mitfolgenden Komponenten (vgl. Abbildung 3):
• einer Anschaltbaugruppe für den Anschluß der Netzversorgung und Verbindung derBaugruppenträger untereinander,
• einer CPU-Baugruppe für die Bearbeitung der vom Anwender konfigurierten Funktionen,inklusive Kommunikationsschnittstelle (Ethernet-Anschluß),
• bis zu acht beliebig steckbare Ein-/Ausgabebaugruppen (E/A-Baugruppen) für den Pro-zeßanschluß.
Die E/A-Baugruppen gibt es in den Ausprägungen digitale sowie analoge Ein-/Ausgabe,bezeichnet mit DDO (Direct Digital Out), DAO (Direct Analog Out), DDI (Direct Digital In) undDAI (Direct Analog In). Diese Baugruppen dienen als Bindeglied zwischen CPU-Baugruppeund Prozeß. Sie verfügen über eigene Prozessoren und sind zuständig für das Empfangen vonDaten aus dem Prozeß sowie die Rückgabe von Stellbefehlen und Meldungen an den Prozeß.Zusätzlich übernehmen sie die Aufgabe der Signalanpassung und Signalumwandlung. DieZykluszeiten der E/A-Baugruppen lassen sich per Software für jede Baugruppe getrennt durchden Anwender konfigurieren (binäre Baugruppen: ≥ 2 ms, analoge Baugruppen: ≥ 10 ms).
Freelance 2000-Leitebene: In der Leitebene genügt bei einer Minimalkonfiguration einhandelsüblicher PC mit dem Betriebssystem Windows NT. Dieser PC wird dabei wie in derVersuchsanlage als Leit- und als Engineeringstation eingesetzt. Maximal läßt sich die Leitebeneparallel mit vier Leitstationen und einer Engineeringstation ausstatten.
3.2 Softwarepakete
Bei dem Freelance 2000-System kommen die zwei Programmpakete ControlBuilder F undDigiVis zur Anwendung [2]. Der Entwicklungsingenieur setzt vorrangig das eigenständigeSoftwarepaket ControlBuilder F ein. Dieses erlaubt die einheitliche Konfigurierung der Auto-
7
matisierungsfunktionen und der Bedienoberfläche. Des weiteren wird ControlBuilder F auchals Werkzeug zur Inbetriebnahme des Prozesses verwendet. Die Software DigiVis ist für denspäteren Anwender gedacht und ausschließlich für den Bedien- und Beobachtungsmoduskonzipiert.
Bei der Konfigurierung mit ControlBuilder F kommen leistungsfähige Editoren zum Einsatz.Das Editieren erfolgt konform zur DIN IEC 1131-3. Dabei stehen folgende Programmierspra-chen zur Verfügung:
• Funktionsbausteinsprache FBS (grafisch)
• Ablaufsprache AS (grafisch)
• Anweisungsliste AWL (textuell)
Bei der Versuchsdurchführung werden die beiden grafischen Programmiersprachen FBS undAS eingesetzt, auf die in den folgenden Kapiteln ausführlich eingegangen wird.
4 Konfigurierung der Digimatik mit ControlBuilder F
Dem Prozeßleitsystem wird über Prozeßsignale, wie z. B. Meßsignale, der aktuelle Anlagenzu-stand zugeführt. Nach der Diskretisierung und einer entsprechenden Vorverarbeitung stehendiese Prozeßsignale als Steuergrößen oder Anzeigewerte zur Verfügung. Über die zyklischeBearbeitung der Steuerprogramme bzw. durch Eingriffe des Bedienpersonals ergeben sichStellsignale, mit denen die Stellglieder beaufschlagt werden. Für die Erstellung solch einerAnwenderkonfiguration muß eine grundsätzliche Vorgehensweise eingehalten werden. Diesewird im folgenden behandelt.
Das Erstellen der Anwenderkonfiguration erfolgt unabhängig von der Prozeßstation durcheine grafische Programmerstellung in ControlBuilder F. Dies ermöglicht eine einfache Struktu-rierung, Parametrierung und Verquellung der gewünschten Objekte. Unter dem Begriff „Ver-quellung“ versteht man das Verknüpfen von Signalen. Die zugehörige Dokumentation wirdautomatisch erzeugt. Die erstellte Konfigurierung wird in einer Projektdatei gesichert, die je-derzeit wieder geöffnet und geändert werden kann.
4.1 Strukturierung mittels Projektbaum
Die Konfigurierung von Steuer-, Stell-, Verarbeitungs- und Bedieneinrichtungen erfolgt im so-genannten Projektbaum. Er ist dem Hardwardaufbau entsprechend in die beiden BereicheFreelance 2000 / Digimatik - Prozeßstation (D-PS) zur Konfigurierung der Automatisierungs-funktionen und Freelance 2000 / Digimatik - Leitstation (D-LS) zur Konfigurierung der Bedien-und Beobachtungsfunktionen unterteilt. Diese beiden Bereiche lassen sich spezifisch durchfest vorgegebene Projektelemente in einer zweigartigen Struktur ausbauen. Ferner legt dieReihenfolge der Elemente im Projektbaum deren Bearbeitungsreihenfolge fest. Dabei ist derProjektbaum in seiner Struktur dem Dateimanager von MS-Windows sehr ähnlich (vgl. Abbil-dung 4).

8 4 KONFIGURIERUNG DER DIGIMATIK MIT CONTROLBUILDER F
Abbildung 4: Projektbaum
4.2 Konfigurierung der Automatisierungsfunktionen
In den folgenden Abschnitten werden die verarbeitenden und strukturierenden Projektelemen-te auf Seiten der Freelance 2000 - Prozeßebene näher erläutert.
Funktionsbausteinsprache (FBS): Die Konfigurierung der Prozeßsignalverarbeitung aufunterster Ebene erfolgt in einem Funktionsbausteinsprache-Programm. Dabei steht eine Ra-sterfläche fester Größe zur Verfügung, die am linken und rechten Rand von einer Ein- bzw.Ausgangsleiste begrenzt wird. Per Definition werden die Eingangssignale in die linke und dieAusgangssignale in die rechte Leiste eingetragen. Funktionsbausteine können aus verschie-denen konfektionierten Gruppen (Binär-, Analog-, Arithmetik-, Logik- etc. Bausteine) ausge-wählt, plaziert und anschließend durch Anwahl parametriert werden (vgl. Abbildung 5). DieParametrierung erfolgt durch Ausfüllen bausteinspezifischer Masken.
Das Verquellen bzw. Verbinden der einzelnen Prozeßsignale mit den Ein- und Ausgängen ver-schiedener Funktionsbausteine erfolgt durch Signalflußlinien. Jeder Bausteintyp besitzt je nachFunktion eine Ein- / Ausgangsbelegung, die in der Online-Hilfe eingesehen werden kann.Das Verquellen erfolgt ebenfalls grafisch mit Hilfe der Maus: Beim gewünschten Anfangs-punkt wird die linke Maustaste zusammen mit der STRG-Taste gedrückt und diese beiden erstwieder beim gewünschten Endpunkt losgelassen.

4.2 Konfigurierung der Automatisierungsfunktionen 9
Abbildung 5: Beispiel eines FBS-Programms
Zwischen den verschiedenen FBS-Programmen ist ein Informationsaustausch über globaleVariablen möglich, die in die üblichen Typenklassen (REAL, INT, UINT, BOOL etc. ) eingeteiltsind. Dabei ändert sich je nach verwendetem Typ die Darstellungsform (Farbe und Strichbreite)der Signalflußlinie. Zusätzlich wird bei falsch gewählter Verquellung die Signalflußlinie rot undschmal dargestellt.
Eine Variable besteht aus max. 16 Zeichen. In Abbildung 5 sind einige Variablen in der Ein-bzw. Ausgangsleiste zu sehen. Dabei werden alle mit @ gekennzeichneten Variablen überdas sogenannte Prozeßabbild gelesen bzw. geschrieben. Das Prozeßabbild ist ein Zwischen-speicher für die Variablen einer Task (vgl. Abbildung 6). Dieser Speicher liest zu Beginn derBerechnung einer Task die benötigten globalen Variablen ein. Damit stehen diese Variablender Task lokal zur Verfügung. Dann wird die Summe aller Programmlisten und Programmedieser Task einmal berechnet und die aktuellen Zustände und Größen der Variablen in daslokale Prozeßabbild geschrieben. Abschließend werden die neuen Werte bzw. Ergebnisse ausdem Prozeßabbild in die globale Variablenliste übertragen.
Sämtliche im Programm verwendeten Variablen werden mit ihren projektweit eindeutigen Si-gnalnamen, Typenangabe und Kurzkommentar automatisch in einer Variablenliste gespei-chert. Handelt es sich um Variablen, die den Ein- oder Ausgangskanälen des Systems zuge-ordnet sind, werden zusätzlich Baugruppentyp, Steckplatz und Kanalnummer in dieser Liste

10 4 KONFIGURIERUNG DER DIGIMATIK MIT CONTROLBUILDER F
Abbildung 6: Variablenzugriff über das Prozeßabbild
angezeigt. Die Variablenliste des vorliegenden Versuchs ist in Abbildung 11 zu sehen.
Neben der Variablenliste wird die sogenannte MSR-Stellenliste ebenfalls automatisch ange-legt. Die Abkürzung MSR steht für Messen, Steuern, Regeln. Zu den MSR-Stellen zählen alleim Programm verwendeten parametrierbaren Funktionsbausteine, also beispielsweise Regler,Filter oder Konstanten.
Programmliste (PL): Das Projektelement Programmliste (PL) faßt alle unterlagerten FBS-Programme zusammen und steuert deren Bearbeitungsreihenfolge anhand der laufendenNummer bzw. Position im Projektbaum. In einem Parametrierdialog kann eingestellt werden,ob die unterlagerten Programme bearbeitet werden sollen oder nicht.
Ablaufsprache (AS): Alternativ zur Programmliste gibt es die Möglichkeit die Bearbeitungvon FBS-Programmen in einem Ablaufsprache-Programm zu strukturieren. Hierzu steht einspezieller AS-Editor zur Verfügung, mit dessen Hilfe sehr einfach über die Menüzeile eineAblaufsteuerung erstellt werden kann.
Die aus der Regelungstechnik bekannten Petri-Netze [3] lassen sich mit diesem AS-Editor sehr

4.2 Konfigurierung der Automatisierungsfunktionen 11
Abbildung 7: Übergang vom Petri-Netz zur Ablaufsprache
einfach in ein AS-Programm umsetzen (vgl. Abbildung 7).
Dem Anwender stehen unter dem Menüpunkt Element Schritte, Transitionen, Sprünge (zuanderen Schritten) sowie Parallel- und Alternativverzweigungen zur Verfügung. Dabei sind diefolgenden Grundregeln zu beachten:
• Eine Ablaufsteuerung beginnt immer mit einem Initialschritt.
• Einem Schritt folgt immer eine Transition und umgekehrt.
• Vor und nach einer Parallelverzweigung steht immer nur eine Transition.
• Nach dem Beginn und vor dem Ende einer Alternativverzweigung folgen immer mehrereTransitionen.
• Eine Ablaufsteuerung endet mit einer Transition (von der aus das System selbständig in

12 4 KONFIGURIERUNG DER DIGIMATIK MIT CONTROLBUILDER F
den Initialschritt zurückspringt).
Im AS-Editor werden durch Anwählen der jeweiligen AS-Elemente diese mit FBS-Programmenverknüpft. In diesen werden die einzelnen Schrittaktionen bzw. Transitionsbedingungen abge-legt. Dabei kommen zwei interne Merker zum Einsatz.
Zum einen ist dies der Merker .RESULT, der ausschließlich bei Transitionsbedingungen ver-wendet wird. Er steht obligatorisch in der Signalausgangsleiste des FBS-Programms, ist alsovom Entwickler des FBS-Programms selbst zu generieren und enthält das bool’sche Ergebnisder Weiterschaltbedingung. Wird .RESULT gleich Eins, dann schaltet die Transition, der mar-kierte Schritt bzw. das aktuelle FBS-Programm wird noch einmal bearbeitet und anschließendwird der nächste im AS-Programm folgende Schritt markiert.
Der zweite interne Merker lautet .X und kann nur bei Schrittaktionen verwendet werden. Daer vom AS-Programm automatisch erzeugt wird, steht er in der Signaleingangsleiste des FBS-Programms; jedoch ist seine Verwendung optional. Dieser Merker ist automatisch gleich Eins,wenn die vorausgehende Transition geschaltet hat, die nachfolgende Transition jedoch nochnicht. Schaltet die nächste Transition auf Eins, so wird .X automatisch gleich Null gesetzt.Der markierte Schritt wird nun noch einmal bearbeitet s.o., dabei kann der Merker .X für dieRücknahme bzw. das Beenden von Stellaktionen eingesetzt werden.
Zusätzlich kann im Untermenü Bearbeiten zu jedem Schritt- bzw. Transitionselement ein Kri-terienfenster definiert werden. Dort lassen sich in einem selbsterklärenden ParametrierdialogVariablen in eine Liste eintragen, deren Status später in DigiVis an dem entsprechenden AS-Element abrufbar sind. Bei einer Transition kann in diesem Kriterienfenster die Variable jenach Zustand noch verschiedenfarbig geflutet werden.
Task: Das strukturierende Projektelement in der obersten Hierarchieebene ist die Task. Inihr werden alle unterlagerten Programmlisten und AS-Programme zusammengefaßt. Taskswerden zyklisch aufgerufen und können abhängig von den Anforderungen des technischenProzesses mit unterschiedlichen Zykluszeiten und Prioritäten parametriert werden. Unter Zy-kluszeit versteht man hier im Gegensatz zur sonst üblichen Terminologie nicht die Zykluszeitder gesamten Task, sondern die Zykluszeit der FBS-Programme, die in Form von Programm-listen bzw. AS- Programmen der Task unterlagert sind. Ebenso kommt die Priorität einer Tasknur dann zum Tragen, wenn mehrere Tasks identische Zykluszeiten haben.
4.3 Konfigurierung der Bedien- und Beobachtungsfunktionen
Die Erstellung der Bedien- und Beobachteroberfläche wird im Teilbereich Freelance 2000 /Digimatik - Leitstation (D-LS) des Projektbaums durchgeführt. Dabei stehen dem Anwendersowohl die vom System konfektionierten Bilder, wie auch die Möglichkeit der Erstellung vonanlagenspezifischen freien Grafikbildern zur Verfügung.
Für die Strukturierung wird in der höchsten und gleichzeitig gröbsten Hierarchieebene daskonfektionierte Übersichtsbild verwendet (vgl. Abbildung 8). Darin läßt sich die Prozeßin-formation der gesamten Anlage in konzentrierter Form darstellen. In diesem Übersichts-bild werden vordefinierte Ikonen bzw. Bilder vom Typ Grafikbild, Gruppenbild, Trendbildund Ablaufsprachenbild eingebunden. Diese Bildtypen werden dann mit einzelnen Objek-ten, wie frei konfigurierten Grafikbildern, konfektionierten Grafikbildern oder Ablaufsprache-Programmen, hinterlegt.

4.3 Konfigurierung der Bedien- und Beobachtungsfunktionen 13
Abbildung 8: Übersichtsbild mit zusätzlich geöffnetem Einblendbild
Frei konfigurierbare Grafikbilder: Freie Grafikbilder können durch Einbinden aktuel-ler Prozeßdaten individuell auf die spezifischen Anforderungen des Anlagenbetreibers abge-stimmt werden. Die aus einem statischen und einem dynamischen Anteil bestehenden Bedien-und Beobachtungsbilder werden mit einem Grafikprogramm (Grafik- und Animationseditor)konfiguriert. Dabei werden die statischen Teile des Bildes mit dem Grafikeditor erstellt. Inner-halb dieses Editors steht ein Animationseditor zur Verfügung. Mit ihm können Bildelemente mitProzeßvariablen verbunden werden. Damit können dynamische Bildelemente in Form von sichaktualisierenden Zahlenwerten, Bargraph-Säulen, Füllflächen oder sich bewegenden Grafik-symbolen erzeugt werden.
Konfektionierte Grafikbilder: Konfektionierte Bilder sind vorgestaltete Darstellungen, diehinsichtlich der Struktur und Präsentation der Prozeßdaten auf die Belange der Prozeßleittech-nik abgestimmt wurden. So werden z.B. Analogwerte zur schnellen Information als farbigeSäulen und zur genauen Ablesung digital in physikalischen Werten angezeigt. Dem Anwen-der stehen folgende konfektionierte Bilder zur Beobachtung und Bedienung zur Verfügung:
• Das Einblendbild steht unmittelbar nach der Parametrierung einer MSR-Stelle zur Ver-fügung. Es dient zur Detaildarstellung und Bedienung einer MSR-Stelle. Einblendbildersind sowohl mit konfektionierten als auch mit frei konfigurierbaren Grafikbildern aufeinem Monitor darstellbar. Damit ist es möglich, gleichzeitig Übersicht- und Detailin-formation zu erhalten. Eine angewählte MSR-Stelle ist immer über das Einblendbildbedienbar.
• In einem Gruppenbild lassen sich bis zu sechs analoge bzw. 24 binäre MSR-Stellen

14 5 BEDIENEN UND BEOBACHTEN MIT DIGIVIS
anzeigen und bedienen.
• Das Übersichtsbild bietet die Anwahl von bis zu 96 Bildern und Protokollen.
• Das Trendbild zeigt die zeitlichen Verläufe von bis zu sechs Variablen in veränderbarerSkalierung.
• Im Ablaufsteuerungsbild wird eine Ablaufsteuerkette angezeigt und bedient.
5 Bedienen und Beobachten mit DigiVis
Zur späteren Visualisierung und Bedienung des Prozesses stellt DigiVis eine aus mehrerenKomponenten bestehende Bedien- und Beobachteroberfläche zur Verfügung. In Abbildung 9ist der grundsätzliche Bildschirmaufbau dargestellt. Die Bedienung erfolgt mit der Maus undentspricht dem Windows-Standard.
Abbildung 9: Grundsätzlicher Aufbau der Bedien- und Beobachteroberfläche
Meldezeile: Die Meldezeile ist immer sichtbar und zeigt wahlweise die neuesten oder ältestenfünf Meldungen an. Daneben befindet sich noch ein Feld zur Überlaufanzeige (>>), einButton für die Anwahl einer Hilfeliste (H) und ein Button zur Quittierung bzw. Sichtquittierung(SQ).
Titelzeile: In dieser Zeile wird der aktuelle Bildname angezeigt.
Menüzeile: Die Menüzeile ist immer sichtbar. Im Menü hinterlegte Aktionen sind also ausjeder Bediensituation ausführbar.
Darstellungsbereich: In diesem Bildschirmbereich werden die vom Bediener ausgewähltenBilder dargestellt.
Statuszeile: Hier werden Meldungen des Systems angezeigt. Rechts stehen Datum und Uhr-zeit.

15
Dialogbereich: Hier erscheint entweder ein zum aufgerufenen Bild gehörender Bediendia-log oder der Bildanwahldialog.
6 Versuchsdurchführung
Um die in Abschnitt 2.2 beschriebene Funktionsweise der Sortieranlage herzustellen, gliedertdie auf dem System als Gerüst vorgegebene Anwenderkonfiguration (vgl. Abbildung 12) dieGesamtaufgabe des Sortiervorgangs in Teilaufgaben, die jeweils einer (zyklischen) Task aufdem Freelance 2000 - System zugeordnet werden (pro Teilaufgabe eine Task). Für diese Tasksist auf der Prozeßebene (mit ControlBuilder F) das Erfassen, Verarbeiten und Ausgeben vonSignalen, auf der Leitebene die Visualisierung der Signale für das Beobachten, Bedienenund Überwachen zu konfigurieren. Nach erfolgreicher Erstellung der Konfiguration wird diesein die Prozeßstation geladen und abschließend im Bedien- und Beobachtungsmodus (mitDigiVis) überprüft.
Die einzelnen Teilaufgaben (Tasks) sind:
• Initialisierung der Sortieranlage
• Vereinzelung der Werkstücke
• Transport
• Materialerkennung („Metall“ / „Kunststoff“)
• Spannungsprüfung
• Zählung der Werkstücke („Batterien“ / „Nicht-Batterien“)
und werden im folgenden näher erläutert.
Task INIT (Initialisierung): Diese Task ist bereits vollständig in der auf dem System vorhan-denen Anwenderkonfiguration enthalten. Sie wird durch ein AS-Programm realisiert, das denSchlitten mit angehobener Greifeinheit und geöffneten Greifzangen exakt über der Aufnahm-eposition (POS1) plaziert.
Task VEREINZ (Vereinzelung): Diese Task ist ebenfalls bereits in der Anwenderkonfigura-tion vorgegeben und wird auch über ein AS-Programms realisiert. Durch Ansteuerung desPneumatikzylinders (MV1) wird ein Werkstück aus dem Stapelmagazin an die Aufnahmepo-sition geschoben. Sobald der Pneumatikzylinder wieder eingefahren ist, wird die Belegungder Aufnahmeposition mit Hilfe der Lichtschrankenstation (S1) überprüft. Befindet sich dortkein Werkstück (z. B. infolge eines leeren Stapelmagazins), endet die Programmbearbeitung.Andernfalls wird der Transport des bereitliegenden Werkstücks initiiert.
Task TRANS (Transport): Auch die Task TRANS wird mit Hilfe eines AS-Programms realisiert.Das Werkstück wird durch Ansteuerung des Pneumatikzylinders der z-Achse (MV2) und durchBetätigung des Greifers (MV3_1, MV3_2) aufgenommen. Zur Funktionskontrolle werden hier-bei die Endlagenschalter ES4 und ES3 des Pneumatikzylinders überwacht. Anschließend wirddas Werkstück durch Ansteuerung des Schrittmotors der x-Achse (LIN1, LIN2, LIN3) zur Ma-terialerkennung an der Sensorstation vorbeigeführt. Handelt es sich um ein Metallteil (metall= 1) wird beim Erreichen der Prüfposition (POS2) eine Spannungsprüfung veranlaßt. Danach

16 6 VERSUCHSDURCHFÜHRUNG
wird das Werkstück weiterbefördert und abhängig vom Zustand der Variablen batterie an derersten (POS3, „ist Batterie“) oder an der zweiten (POS4, „ist keine Batterie“) Ablagepositiondurch Öffnen des Greifers freigegeben. Ist das Werkstück aus Kunststoff entfällt die Span-nungsprüfung. Nach Ablage des Werkstücks fährt der Schlitten (mit geöffneten Greifzangen)zur Aufnahme des nächsten Werkstücks wieder an die Aufnahmeposition (POS1) zurück.
Task MATERK (Materialerkennung): Diese Task wird als Programmliste realisiert. Zyklischwerden hier ständig der kapazitive (S3) und der induktive Sensor (S2) eingelesen und dasErgebnis der Materialerkennung (metall = 0 bzw. 1) zur Verfügung gestellt.
Task SPGSPRUEF (Spannungsprüfung): Diese Task wird wieder als AS-Programm realisiert.Das Werkstück wird an der Prüfposition (POS2) durch Ansteuerung des Pneumatikzylinders(MV2) zwischen die Klemmen der Spannungsprüfstation abgesenkt. Übersteigt der analogeSpannungsmeßwert spannung die Schwelle von Ut = 50 mV , wird das Werkstück durch Set-zen der Variable batterie als solche identifiziert.
Task ZAEHL (Zählung der Werkstücke): Die Task wird als Programmliste realisiert und wirdfür die Visualisierung benötigt. Sie liefert in Form der beiden Zählvariablen anz_batt bzw.anz_nicht_batt die jeweils aktuelle Anzahl der sich in den Ablagefächern befindenden Batteri-en bzw. Nichtbatterien. Die Inkrementierung von anz_batt bzw. anz_nicht_batt erfolgt jeweils,wenn der Schlitten die erste (POS3) bzw. die zweite Ablageposition (POS4) erreicht.
Eine vollständige Liste aller Ein-/Ausgangsvariablen der Sortieranlage inklusive Erläuterun-gen sowie eine Liste aller im System vordefinierten Variablen findet sich im Abschnitt 7. DieVariablenliste des Freelance 2000 - Systems steht außerdem in ControlBuilder F unter demMenüpunkt System, Variablenliste zur Verfügung.
Die Namensgebung der Variablen unterliegt dabei der folgenden Konvention: Namen, dieausschließlich Großbuchstaben (z.B. POS1) enthalten, kennzeichnen direkte Ein- oder Aus-gangssignale der Anlage. Ausnahmen hiervon sind die beiden internen Merker .X und .RE-SULT, die im nächsten Abschnitt beschrieben werden. Enthalten Namen Kleinbuchstaben (z.B.metall), handelt es sich um programminterne Variablen, die, sofern nicht anders beschrieben,vom Programmierer selbst zu setzen sind.
Synchronisation von AS-Programmen: Die Synchronisation der AS-Programme derTasks VEREINZ, TRANS und SPGSPRUEF erfolgt mit Hilfe von Variablenpaaren namens
• frei_<AS-Programmname>
• rueck_<AS-Programmname>
auf die in Abbildung 10 beispielhaft dargestellte Weise: In einem (z. B. dem letzten) Schrittdes AS-Programms A wird zweckmäßigerweise mit Hilfe des internen Merkers .X die Variablefrei_B zur „Freigabe“ des AS-Programms B gesetzt. Frei_B bringt die erste Transition des zustartenden AS-Programms B zum Schalten, d. h. der Ablauf von B ist freigegeben. Der Rück-sprung von AS-Programm A in den Initialschritt wird jedoch durch die auf rueck_B reagierendeletzte Transition noch blockiert. An beliebiger Stelle im AS-Programm B (z.B. im ersten Schritt)wird nun ebenfalls mittels .X die Variable rueck_B als „Rückmeldung“ des AS-Programms Bgesetzt. Jetzt schaltet die letzte Transition von AS-Programm A; A springt in den Initialschrittzurück und ist bereit für einen neuen Ablauf.

6.1 Teil 1 17
Abbildung 10: Synchronisation zweier AS-Programme A und B
6.1 Teil 1
In diesem ersten Teil der Versuchsdurchführung geht es zunächst um die Konfigurierung derTasks MATERK (Materialerkennung) und TRANS (Transport). Anschließend soll die Sortieranla-ge testweise in Betrieb genommen sowie die Funktion der realisierten Komponenten überprüftund visualisiert werden. Dabei kann zu jedem bei ControlBuilder F oder DigiVis auftretendenProblem über die bei Windows bekannte Hilfefunktion (Menü oder Taste F1) das Handbucheingesehen werden.
Die Geschwindigkeit des Schlittens entlang der x-Achse beträgt im Betrieb vx = 100mms
. Aufeiner Länge von ∆x = 20 mm kann ein Werkstück von einem der Sensoren (kapazitiv bzw.induktiv) erfaßt werden. Weiterhin soll der Schlitten an den Positionen POS1 ... POS4 auf 1mm genau plaziert werden können.
Hausaufgabe
✍ Welche maximale Zykluszeit darf für die Task MATERK konfiguriert werden?
✍ Entwerfen Sie unter Verwendung von RS-Flip-Flops und Logikbausteinen die Schaltungdes FBS-Programms, welches der Task MATERK zugrunde liegt.
Berücksichtigen Sie, daß
– der kapazitive sowie der induktive Sensor nur solange ansprechen, wie ein Werk-stück erfaßt wird und
– die beiden Sensoren ihr Ausgangssignal nacheinander liefern.
Überlegen Sie auch, welches Signal sich zur Rücksetzung der Flip-Flops eignet (sieheTaskbeschreibung und Variablenliste).
✍ Welche maximale Zykluszeit darf für die Task TRANS konfiguriert werden?
Das AS-Programm der Task TRANS wird über den o. a. Synchronisationsmechanismus durch

18 6 VERSUCHSDURCHFÜHRUNG
die Variable frei_Trans freigegeben, die vom AS-Programm der Task VEREINZ gesetzt wird.Demzufolge hat mittels Setzen der Variable rueck_Trans eine Rückmeldung der Task TRANSan die TASK VEREINZ zu erfolgen.
Ferner muß im AS-Programm der Task TRANS der erneute Ablauf des AS-Programms der TaskVEREINZ initiiert werden, um ein neues Werkstück an die Aufnahmeposition zu plazieren.Hierzu ist durch Setzen von frei_Vereinz das AS-Programm der Task VEREINZ wieder freizuge-ben. Außerdem muß auf das Setzen von rueck_Vereinz als Rückmeldung des AS-Programmsder Task VEREINZ gewartet werden.
Die Synchronisation mit dem (noch nicht vorhandenen) AS-Programm der Task SPGSPRUEFist hier zu vernachlässigen. Statt dessen sind alle als Metallteile erkannten Werkstücke wieBatterien zu behandeln. Es gilt also: metall = batterie.
Hausaufgabe
✍ Entwerfen Sie das zur Realisierung der Task TRANS erforderliche Petri-Netz. VermerkenSie zu jedem Schritt die notwendigen Aktionen und die zu jeder Transition gehörendenBedingungen (siehe Taskbeschreibung und Variablenliste).
Berücksichtigen Sie, daß sobald der Pneumatikzylinder der z-Achse oben angelangt istbereits wieder ein Werkstück eingeschoben werden kann.
Aktivieren von ControlBuilder F: Der Programmaufruf von ControlBuilder F erfolgt un-ter Windows XP auf dem Desktop. Nach Abschluß des Ladevorgangs öffnet sich ein Fenstermit dem Hinweis auf die Freelance 2000-Version und das Copyright. Durch das Bestäti-gen im Fenster (mit dem Button Weiter bzw. RETURN) gelangt man in die ControlBuilderF-Oberfläche.
Dort läßt sich in der Menüzeile durch Anwahl von Projekt, Öffnen die bereits vorhandeneund zu erweiternde Anwenderkonfiguration „SORT“ (Dateiname: angabe72_ip<xx>.pro, aufdem Desktop) laden. Im nächsten Schritt wird der Menüpunkt Konfigurieren gewählt und eserscheint der aktuelle Projektbaum.
Erweitern des Projektbaums: Im Projektbaum müssen die benötigten Projektelemente hin-zugefügt bzw. definiert werden. Dazu wird die gewünschte Stelle im Projektbaum durch Anwahlmit der Maus markiert und das neue Element über die Menüzeile - Bearbeiten, Einfügen Drü-ber bzw. Drunter oder Einfügen nächste Ebene - eingefügt. In diesem Praktikumsversuch sindim Zweig für die Prozeßstation (vgl. Abbildung 12 unter Proz (D-PS)) folgende Projektelementezu ergänzen bzw. anzulegen:
• Die korrekten Zykluszeiten der Tasks MATERK und TRANS. Diese sind in den Parame-termasken der Projektelemente MATERK (TASK) bzw. TRANS (TASK) (Aufruf durch Dop-pelklick, linke Maustaste) einzugeben.
• Das Programmliste-Element MatErk (PL) in MATERK (TASK).
• Das FBS-Programm-Element MatErk (FBS) in MATERK (PL).
• Das AS-Programm Trans (AS) in TRANS (TASK).
Aufgabe
☞ Erweitern Sie den Projektbaum um die oben genannten Elemente.

6.1 Teil 1 19
☞ Kontrollieren Sie den Projektbaum.
Erstellen eines FBS-Programms: Der FBS-Editor wird durch das Anwählen (Doppelklickmit linker Maustaste) eines FBS-Programms im Projektbaum aufgerufen. In diesem Editorwerden die zuvor eingerichteten FBS-Programme mit einzelnen Funktionsbausteinen aus derBibliothek (Menüzeile: Bausteine) ausgestattet. Diese werden durch Anwählen parametriertund anschließend mit Signalflußlinien verbunden (Verquellen). Die Vorgehensweise ist im fol-genden exemplarisch anhand der Verschaltung eines Flip-Flop-Bausteins im FBS-ProgrammMatErk (FBS) dargestellt:
• Anwahl (Doppelklick mit linker Maustaste) von MatErk (FBS) im Projektbaum.
• Auswahl des Flip-Flops im Untermenü Bausteine, Standard, Binärschalter, Flip-Flop
• Plazieren (1x linke Maustaste, abschließend Esc-Taste) des Bausteins auf der Rasterflä-che.
• Aufruf der Parametermaske des Bausteins (durch Doppelklick auf den Baustein), Eintra-gen des Bausteinnamens und der Bearbeitungsreihenfolge, Auswahl des Bearbeitungs-modus (immer bearbeiten, abhängig vom Eingangssignal EN bearbeiten oder nichtbearbeiten) und des Flip-Flop-Typs. Mit dem Button „OK“ wird die Maske geschlossen.
• Eingabe der Variablen in die Ein- und Ausgangsleiste. Dabei kann nach Anwahl (1x linkeMaustaste) des gewünschten Variablenplatzes der Variablenname direkt eingegebenwerden oder mittels der Funktionstaste F2 eine Auswahl aus der Variablenliste getroffenwerden.
• Verquellen des Bausteins mit den Variablen durch Ziehen von Signalflußlinien (STRG-Taste und linke Maustaste gedrückt halten, Verbindungslinie ziehen, Tasten loslassen).
In der Parametermaske eines jeden Bausteins befindet sich auch ein Hilfebutton. Dort kann dieFunktion des Bausteins und die Bedeutung der einzelnen Ein- und Ausgänge nachgeschlagenwerden.
Eine Syntaxprüfung der erstellten Programme erfolgt über den Menüpunkt FBS-Programm,Plausibilisieren. Vorhandene formale Fehler werden daraufhin angezeigt. Nur plausible Pro-gramme können später in die Prozeßstation geladen werden.
Aufgabe
☞ Realisieren Sie das FBS-Programm MatErk (FBS) in der Programmliste der Task MATERKund sichern Sie es.
E/A-Kanalbelegung: Über die E/A-Kanalbelegung werden die Variablen des Projekts unddamit die in der Variablenliste definierten Variablen einem Kanal auf einer E/A-Baugruppezugewiesen. Damit wird erreicht, daß ein aus dem technischen Prozeß kommendes Signalverarbeitet werden kann und umgekehrt eine Variable aus dem Leitsystem dem Prozeß zuge-führt wird.
Befindet man sich im Projektbaum, so kann in der Menüzeile der Punkt System und in seinemUntermenü der Punkt Hardwarestruktur angewählt werden. Dort erscheint eine Hauptansichtder verwendeten Hardware. Durch Anwahl einer einzelnen Hardwarekomponente (z. B. einerProzeßstation) und anschließender Auswahl des Menüpunkts Detaillieren! wird diese Kom-ponente herausgegriffen und kann parametriert werden. Dabei kann die Prozeßstation mit

20 6 VERSUCHSDURCHFÜHRUNG
einzelnen E/A-Baugruppen bestückt werden. In dieser Detailansicht werden durch die Anwahleiner E/A-Baugruppe in Verbindung mit den Menüpunkten System und E/A-Kanalbelegungden einzelnen Kanälen der E/A-Baugruppe die jeweiligen Variablen zugewiesen.
Aufgabe
☞ Ergänzen Sie die Kanalbelegung der E/A-Baugruppe DDI01 um die Signale S2 (Kanal9) und S3 (Kanal 10). Sichern Sie die neue Kanalbelegung.
Erstellen eines Ablaufsprache-Programms: Der AS-Editor wird durch Anwählen (Dop-pelklick mit linker Maustaste) eines AS-Programms im Projektbaum aufgerufen. Wie unterAbschnitt 4.2 beschrieben, wird in diesem Editor der Ablauf von FBS-Programmen unter Ver-wendung der Elemente Schritt und Transition sowie Sprung, Parallelverzweigung und Alterna-tivverzweigung strukturiert.
Ein Schritt wird parametriert, indem ihm ein bis maximal fünf FBS-Programme zugewiesenwerden. Dies geschieht durch Anwahl des Schritts (Doppelklick mit linker Maustaste) undanschließendem Ausfüllen der Parametermaske bzw. Erstellen der dem Schritt zugehörendenFBS-Programme (s. o.).
Die Parametrierung einer Transition erfolgt analog, mit dem Unterschied, daß einer Transitionnur ein FBS-Programm zugewiesen werden kann. In der Signalausgangsleiste (rechte Seite)dieses FBS-Programms muß der interne Merker .RESULT generiert werden, um ein Schaltender Transition zu ermöglichen (vgl. Abschnitt 4.2).
Aufgabe
☞ Realisieren Sie das AS-Programm Trans (AS) der Task TRANS und plausibilisieren siees (Menüzeile: AS-Programm, Plausibilisieren). Zur mechanischen Schonung der Pneu-matikzylinder ist bei jedem Schritt, der eine pneumatische Komponente bedient, in derParametermaske eine Wartezeit TWA von 500 ms einzustellen.
Inbetriebnahme der erstellten Konfiguration: Nach Erstellung der Anwenderkonfigura-tion wird das ganze Projekt noch auf Syntaxfehler hin untersucht. Dazu wird im Projektbaumganz oben der Projektname markiert und dann in der Menüzeile Projekt, Alles plausibilisierengewählt. Liefert diese Überprüfung keine Fehlermeldung kann mit dem Laden der Anwen-derkonfiguration fortgefahren werden. Dies geschieht im Inbetriebnahmemodus. Dazu wirdeine Verbindung mit der Prozeßstation aufgebaut und die erstellte Anwenderkonfiguration inBetrieb genommen:
• Konfigurationsmodus verlassen (Projekt, Beenden). Es erscheint die ControlBuilder FOberfläche.
• Zum Desktop wechseln (Oberfläche minimieren) und DigiVis aufrufen.
• Zu ControlBuilder F zurückkehren (mit Hilfe der Tastenkombination ALT+TAB).
• Aufbauen der Verbindung (Projekt, Verbindung aufbauen). Der Punkt Inbetriebnehmenerscheint schwarz und ist damit anwählbar in der Menüzeile.
• Inbetriebnahmemodus starten (Inbetriebnehmen). Es erscheint der Projektbaum.
• Markieren der Prozeßstation PROZ (D-PS). Mit Laden, ganze Station wird die Anwen-derkonfiguration für die Prozeßstation geladen.

6.2 Teil 2 21
• Markieren der Leitstation LEIT (D-LS). Mit Laden, ganze Station wird die auf dem Systemvorgegebene Anwenderkonfiguration für die Leitstation geladen.
• Verbindung abbauen (Projekt, Beenden und Projekt, Verbindung abbauen)
Aufgabe
☞ Laden der erstellten Anwenderkonfiguration wie oben beschrieben.
☞ Zur Inbetriebnahme der Sortieranlage selbst entriegeln Sie den NOT-AUS Taster derDruckluftversorgung und befüllen das Stapelmagazin.
☞ Wählen Sie unter der Rubrik „Grafikbilder“ das Grafikbild „Sortieren“. Drücken Sie imGrafikbild links oben den Button „START“ und überprüfen Sie, ob der Sortiervorgang(Trennung von Metall- und Kunststoffwerkstücken) korrekt abläuft.
☞ Speichern Sie Ihr Projekt (Menüzeile: Projekt, Sichern) und beenden Sie es (Projekt,Beenden). Verlassen Sie ControlBuilder F (Projekt, Beenden) und DigiVis (Optionen,System, DigiVis beenden).
6.2 Teil 2
Im zweiten Teil der Versuchsdurchführung wird die Steuerung der Sortieranlage durch Konfi-gurierung des AS-Programms SpgsPruef (AS) sowie durch dessen Synchronisation mit Trans(AS) vervollständigt. Zusätzlich soll auf der Leitebene das Grafikbild der Anlage um weitereKomponenten der Visualisierung ergänzt werden.
Mit Setzen der Variablen frei_SpgsPruef wird die Task SpgsPruef (AS) von der Task Trans(AS) freigegeben. Die Rückmeldung seitens SpgsPruef (AS) kann hier entfallen, da das AS-Programm der Task TRANS nicht in den Initialschritt zurückzusetzen ist, sondern nur vorüber-gehend unterbrochen wird.
Die eigentliche Spannungsmessung erfolgt mit einem Analog-Eingangswandler-Baustein(AIW), der durch entsprechende Parametrierung den Eingang ANALOG_EINGABE auf dieREAL-Variable spannung im Bereich von 0 ... 2 V abbildet. Nach Ablauf von SpgsPruef (AS)wird das AS-Programm der Task TRANS wie gewohnt mittels der Variablen frei_Trans_f bzw.rueck_Trans_f fortgesetzt.
Hausaufgabe
✍ Entwerfen Sie das zur Realisierung der Task SPGSPRUEF erforderliche Petri-Netz. Ver-merken Sie zu jedem Schritt die notwendigen Aktionen und die zu jeder Transition ge-hörenden Bedingungen (siehe Taskbeschreibung und Variablenliste).
✍ Erweitern Sie das Petri-Netz der Task TRANS um die o. a. Synchronisation mit demPetri-Netz der Task SPGSPRUEF.
Aufgabe
☞ Erweitern Sie den Projektbaum um das AS-Programm SpgsPruef (AS) in SPGS- PRUEF(TASK).
☞ Realisieren Sie das AS-Programm SpgsPruef (AS) der Task SPGSPRUEF und plausibili-sieren sie es.

22 6 VERSUCHSDURCHFÜHRUNG
☞ Realisieren Sie in Trans (AS) die für die Synchronisation mit SpgsPruef (AS) notwendigenErweiterungen und plausibilisieren sie Trans (AS) erneut.
Als Voraussetzung für die Erweiterung der Visualisierung ist zunächst die Task ZAEHL (Zäh-lung der Werkstücke) zu konfigurieren (siehe Taskbeschreibung und Variablenliste). Zur Rea-lisierung der beiden Zählvariablen, die den Datentyp INT erhalten sollen, stehen in der Bau-steinbibliothek parametrierbare Impulszähler und entsprechende Wandlerbausteine zur Ver-fügung. Zur Rücksetzung der Zähler kann die vorkonfigurierte und funktionsfähige Variablezaehler_rueck verwendet werden.
Aufgabe
☞ Ergänzen Sie im Projektbaum das Programmliste-Element Zaehl (PL) in ZAEHL (TASK)und das FBS-Programm-Element Zaehl (FBS) in Zaehl (PL).
☞ Realisieren Sie das FBS-Programm Zaehl (FBS) und sichern Sie es.
Erstellen einer Visualisierung und Bedienung: Der Grafikeditor wird durch das An-wählen (Doppelklick mit linker Maustaste) eines freien Grafikbildes (FGR) im Projektbaumaufgerufen. In diesem Editor lassen sich wie in einem einfachen Zeichenprogramm (z. B.Paintbrush) sehr einfach freie Grafikbilder erstellen. Diese Grafiken können aus statischenund dynamischen Komponenten bestehen. Dabei ist die dynamische Grafikkomponente eineBesonderheit und wird im folgenden kurz erklärt.
Das Untermenü Dyn. im Grafikeditor ermöglicht verschiedene Dynamisierungsarten. Für diespezifische Darstellung von Prozeßvariablen sind die Arten Bargraph und AlphanumerischeAnzeige im Menü vorhanden. Durch Anwahl einer dieser Untermenüpunkte beginnt der Para-metrierdialog für das zu erstellende dynamische Grafikelement. In diesem Dialog kann zumgrößten Teil mit den bereits eingetragenen Standardeinstellungen gearbeitet werden. Bei spe-ziellen Fragen zu diesem Dialog ist in der Online-Hilfe nachzusehen.
Aufgabe
☞ Erweitern des Anlagenbildes Sortieren (FGR) um die dynamischen Bildelemente Bar-graph und alphanumerische Anzeige für die sich während des Sortiervorgangs füllendenWerkstückablagen (max. 4 Werkstücke pro Ablage).
Durch Anwahl (Doppelklick, linke Maustaste) eines Gruppenbildes (GRU) im Projektbaumkönnen diesem vorkonfektionierten Bild MSR-Stellen zugeordnet werden.
Aufgabe
☞ Konfigurieren des Gruppenbildes Signale (GRU) mit dem Analog-Eingangswandler-Baustein (AIW) als MSR-Stelle.
Durch Anwahl (Doppelklick, linke Maustaste) des Übersichtsbildes Uebersicht (UEB) im Pro-jektbaum können diesem vorkonfektionierten Bild sämtliche Bild- und Protokolltypen zuge-wiesen werden.
Aufgabe
☞ Konfigurieren des Übersichtsbildes Uebersicht (UEB) durch Hinzufügen des oben erstell-ten Gruppenbildes.
☞ Inbetriebnahme der erstellten Konfiguration (vgl. Teil 1)

6.2 Teil 2 23
☞ Überprüfen Sie, ob der Sortiervorgang (Trennung von Batterien und Nichtbatterien) kor-rekt abläuft.
24 7 TABELLEN UND ABBILDUNGEN
7 Tabellen und Abbildungen
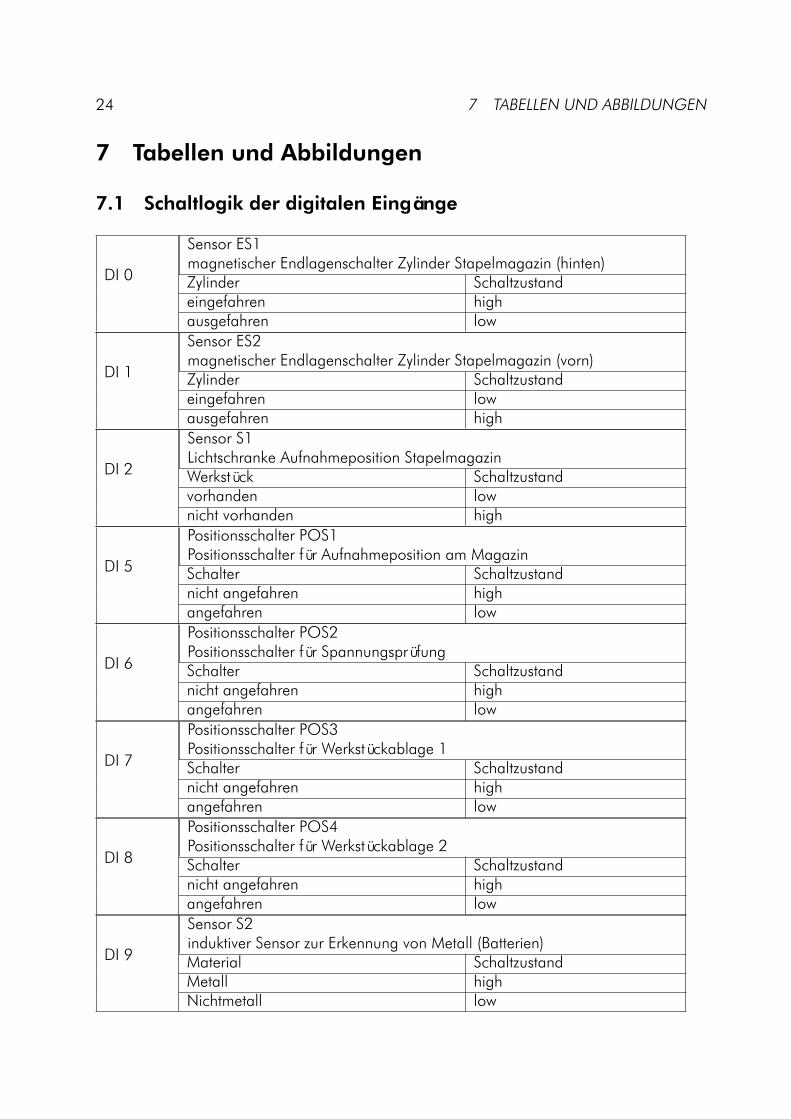
7.1 Schaltlogik der digitalen Eingänge
DI 0
Sensor ES1magnetischer Endlagenschalter Zylinder Stapelmagazin (hinten)Zylinder Schaltzustandeingefahren highausgefahren low
DI 1
Sensor ES2magnetischer Endlagenschalter Zylinder Stapelmagazin (vorn)Zylinder Schaltzustandeingefahren lowausgefahren high
DI 2
Sensor S1Lichtschranke Aufnahmeposition StapelmagazinWerkstück Schaltzustandvorhanden lownicht vorhanden high
DI 5
Positionsschalter POS1Positionsschalter für Aufnahmeposition am MagazinSchalter Schaltzustandnicht angefahren highangefahren low
DI 6
Positionsschalter POS2Positionsschalter für SpannungsprüfungSchalter Schaltzustandnicht angefahren highangefahren low
DI 7
Positionsschalter POS3Positionsschalter für Werkstückablage 1Schalter Schaltzustandnicht angefahren highangefahren low
DI 8
Positionsschalter POS4Positionsschalter für Werkstückablage 2Schalter Schaltzustandnicht angefahren highangefahren low
DI 9
Sensor S2induktiver Sensor zur Erkennung von Metall (Batterien)Material SchaltzustandMetall highNichtmetall low

7.2 Schaltlogik der digitalen Ausgänge 25
DI 10
Sensor S3kapazitiver Sensor zur Erkennung von Werkstücken allgemeinWerkstück Schaltzustandvorhanden highnicht vorhanden low
DI 11
Sensor ES3magnetischer Endlagenschalter Hubzylinder (oben)Zylinder Schaltzustandeingefahren highausgefahren low
DI 12
Sensor ES4magnetischer Endlagenschalter Hubzylinder (unten)Zylinder Schaltzustandeingefahren lowausgefahren high
7.2 Schaltlogik der digitalen Ausgänge
DO 0
Aktor MV1federrückgestelltes Ventil für Zylinder StapelmagazinSchaltzustand Zylinderlow einfahrenhigh ausfahren
DO 1
Aktor MV2federrückgestelltes Ventil für HubzylinderSchaltzustand Zylinderlow einfahren (nach oben)high ausfahren (nach unten)
DO 2
Aktor MV3_1Impulsventil für pneumatischen ScherengreiferSchaltzustand Greiferlow keine Zustandsänderunghigh (MV3_1 = MV3_2 verboten!) schließt
DO 3
Aktor MV3_2Impulsventil für pneumatischen ScherengreiferSchaltzustand Greiferlow keine Zustandsänderunghigh (MV3_1 = MV3_2 verboten!) öffnet

26 7 TABELLEN UND ABBILDUNGEN
DO 4
Aktor LIN1Linearachse ein/ausSchaltzustand Linearachselow stehthigh fährt
DO 5
Aktor LIN2Bewegungsrichtung der LinearachseSchaltzustand Bewegungsrichtunglow hin zur Werkstückablagehigh hin zur Aufnahmeposition
DO 6
Aktor LIN3Freigabe der LinearachseSchaltzustand Linearachselow nicht freigegebenhigh freigegeben
7.3 Variablenliste
Sämtliche bisher verwendeten Variablen sind in der folgenden Liste (Abbildung 11) dargestellt.Zusätzlich benötigte Variablen können im Verlauf des Versuchs frei definiert werden.
7.4 Projektbaum
In Abbildung 12 ist der Projektbaum dargestellt, wie er zu Beginn des Versuchs vorliegt. Dieserist noch unvollständig und wird im Lauf der Praktikumsdurchführung ergänzt.

7.4 Projektbaum 27
Abbildung 11: Variablenliste

28 7 TABELLEN UND ABBILDUNGEN
Abbildung 12: Projektbaum zu Beginn des Versuchs

LITERATUR 29
Literatur
[1] DIN IEC 1131. Teil 3. Speicherprogrammierbare Steuerungen. Beuth Verlag, 1992.
[2] Hartman & Braun. Handbücher zu DigiTool und DigiVis. 1995.
[3] G. Schmidt. Regelungs- und Steuerungstechnik 1. Vorlesungsmitschrift, Technische Uni-versität München.