Produktrecycling im Maschinenbau || Produktrecycling
30
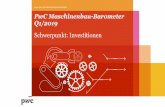
3 Produktrecycling 3.1 Begriffliche Klarung 3.1.1 Definition und Begrlindung Produktrecycling wird definiert als Zusammenfassung der zur Anwendung kommenden Recyclingverfahren zur Werkstlick- rlickgewinnung und Werkstoffrlickgewinnung aus genutzten Produkten. Eine Nutzungsphase ist hierbei ein wiederholbarer Bestand- teil des in /17/ definierten Produktgebrauchs, Bild 8. Drei Ursachen konnen das Ausscheiden eines Produkts aus einer Nutzungsphase als Anstosse zum Produktrecycling be- wirken: Unterbrechung einer Nutzungsphase durch Ausfall - Ablauf einer der Nutzungsphasen des Produktgebrauchs - Ablauf der letzten Nutzungsphase des Produktgebrauchs [ ________ ____ , ( 3 verfahren) PROZESSE. . Produkt - gobrouch in m Nutlungs - phasen ohne Produkt - recycling : e(?:-:lt/ mit Produkt - recycling : - Bild 8 VERFAHRENSTECHN I SCHE FERTIGUNGS - TECHNISCHE PROZESSE WerkstGck- riick- R. Steinhilper, Produktrecycling im Maschinenbau © Springer-Verlag, Berlin, Heidelberg 1988
Transcript of Produktrecycling im Maschinenbau || Produktrecycling

3 Produktrecycling
3.1 Begriffliche Klarung
3.1.1 Definition und Begrlindung
Produktrecycling wird definiert als Zusammenfassung der
zur Anwendung kommenden Recyclingverfahren zur Werkstlick
rlickgewinnung und Werkstoffrlickgewinnung aus genutzten
Produkten.
Eine Nutzungsphase ist hierbei ein wiederholbarer Bestand
teil des in /17/ definierten Produktgebrauchs, Bild 8.
Drei Ursachen konnen das Ausscheiden eines Produkts aus
einer Nutzungsphase als Anstosse zum Produktrecycling be
wirken:
Unterbrechung einer Nutzungsphase durch Ausfall
- Ablauf einer der Nutzungsphasen des Produktgebrauchs
- Ablauf der letzten Nutzungsphase des Produktgebrauchs
[ ________ ~~ ____ --~~P~R~Q~DU~K~TDRE~C~Y~C~l~IN~G~-------------------- J , ( 3 verfahren) PROZESSE. ~gE!'Ninnung~ .
Produktgobrouch
in m Nutlungs
phasen
ohne Produkt
recycling : ...-:--:~1
e(?:-:lt/ (1:r!::.::.....-:~ (~~-i5'
mit Produkt
recycling :
-Bild 8
VERFAHRENSTECHNISCHE
FERTIGUNGSTECHNISCHE PROZESSE
WerkstGckriick~lnnulJ9
R. Steinhilper, Produktrecycling im Maschinenbau© Springer-Verlag, Berlin, Heidelberg 1988

- 40 -
Werkstlickrlickgewinnende Verfahren des Produktrecycling sind
die Aufarbeitung und die Instandsetzung als fertigungstech
nische Prozesse. Die Aufarbeitung liberflihrt das genutzte
Produkt in eine weitere Nutzungsphase, wahrend es bei der
Instandsetzung in derselben Nutzungsphase verbleibt, wie in
Bild 8 dargestellt.
Das werkstoffrlickgewinnende Verfahren des Produktrecycling
ist die Aufbereitung, die das Produkt liber verfahrenstechnische
Prozesse in einen neuerlichen ProduktionsprozeB zurlickflihrt.
Hervorzuheben ist, daB die gewahlte Definition des Begriffs
Produktrecycling den in /17/ geschaffenen Gliederungen und
dort definierten Begriffen des Recycling nicht wider
spricht, sondern diese aufgreift, urn die Instandsetzung
erganzt und so vorteilhaft zusammenfaBt, daB damit auch aIle
sich aus bisherigen Einteilungen ergebenden Unscharfen aus
geraumt werden, da gekoppelte und verwandte Prozesse sowie
Mischformen des Recycling nunmehr mit erfasst werden konnen:
Durch Zusammenfassung in einem Begriff Produktrecycling wird
es moglich, die Stofffilisse eines Produktes und seiner Bau
teile nach dem Verursacherprinzip durch unterschiedliche
Kreislaufarten und Behandlungsprozesse hindurch zu verfolgen
und so aIle zur Anwendung kommenden Verfahren vollstandig
abzubilden und damit auch ganzheitlich optimieren zu konnen.
Als Gegenstlick zum Produktrecycling laBt sich das Material
recycling definieren als die Zusammenfassung aller zur An
wendung kommenden Recyclingverfahren zur Werkstoffrlickge
winnung aus (nicht als Produkte faBbarem) Abfallmaterial, wie
beispielsweise Produktionsabfallen oder fllissigen Altstoffen.
Das Materialrecycling ist jedoch nicht Gegenstand der vor
liegenden Arbeit. Ebenfalls nicht eingeschlossen, weder im
Produkt- noch im Materialrecycling, ist auch die Energie
gewinnung aus Produkten und Abfallmaterial - ein Grenzfall
des Recycling, der eher als Entsorgung zu werten ist.

3.1. 2
- 41 -
produktrecycling im groBtechnischen, industriellen
und handwerklichen MaBstab
Analysiert man die beim Stand der Technik angewandten Ver
fahren des Produktrecycling, so finden sich zum Recycling
von aus einer Nutzungsphase ausscheidenden Produkten prak
tische Realisierungen in drei unterschiedlichen Auspragungen.
- 1m groBtechnischen MaBstab werden vorwiegend Shredderan
lagen mit den bereits beschriebenen nachfolgenden Sortier
stufen zur Aufbereitung und Rlickgewinnung der wichtigsten
Werkstoffe aus genutzten Produkten in der als "Altstoff
recycling" definierten Kreislaufart eingesetzt. Hierbei
geht die Funktion des Produkts verloren.
- 1m industriellen MaBstab werden in sogenannten Austausch
erzeugnisfertigungen aufgearbeitete Produkte aus genutzten
Produkten meist wie Neuprodukte in Serie hergestellt. Die
ses Aufarbeiten in Austauscherzeugnisfertigungen - in
einem festgelegten Ablauf mit den Arbeitsschritten Erzeug
nisdemontage, Bauteilereinigung, Bauteileprlifung, Bauteile
aufarbeitung, Erzeugnismontage - bildet das wichtigste
Verfahren in der als "Recycling wahrend des Produktgebrauchs"
definierten Kreislaufart.
- Die im handwerklichen MaBstab vor Ort oder in Instandset
zungsbetrieben durchgeflihrte Instandsetzung von Erzeug
nissen ist ebenfalls als produktrecycling zu werten, wenn
dadurch ein aus einer Nutzungsphase ansonsten endgliltig
ausscheidendes Produkt wieder einer Verwendung zugeflihrt
werden kann. Die Definition der hier durchlaufenen Kreis
laufart "Recycling wahrend des Produktgebrauchs" nach /17/
definiert die "Rlickflihrung eines Produkts in ein neues
Gebrauchsstadium" .•• selbst •.. "ohne Durchlauf eines Be
handlungsprozesses" ••• bereits als Recycling. Schon dies
legt es nahe, auch die Instandsetzung als Behandlungspro
zeB neben der Aufarbeitung und Aufbereitung gelten zu

- 42 -
lassen und somit in die Ve~fah~en des P~odukt~ecycling mit
einzubeziehen.
Bet~achtet man P~oduktrecyclingverfah~en als Aufwand-/
Nutzen-Relation und we~tet beispielsweise den Kapital- und
Ene~gieeinsatz bezogen auf die ~ezyklie~te Wertschopfung
eines Produkts, so sind in e~ste~ Linie die Aufarbeitung,
bedingt auch die Instandsetzung zu~ Rtickgewinnung de~ Funk
tion eines Produktes im Wi~kungsg~ad deutlich hoher ein
zustufen als die Aufbereitung zur Rtickgewinnung lediglich
de~ Werkstoffe.
Dennoch besitzt die in dieser Rangfolge niedrigstwe~tige
Aufbereitung im g~oBtechnischen MaBstab heute den hochsten
Verbreitungsgrad. Dies unterstreicht die Notwendigkeit, das
hochstwertige Recycling durch Aufarbeitung im industriel1en
MaBstab zuktinftig versta~kt voranzutreiben.
3.1. 3 Abgrenzung zur Instandha1tung
Aus der Einbeziehung der in /18/ a1s zu den MaBnahmen der
Instandha1tung zugehorig definierten Instandsetzung in die
Verfahren des Produktrecyc1ing ergibt sich die in Bi1d 9
gezeigte "Verwandtschaft" der beiden Begriffe Instandha1tung
und Produktrecyc1ing.
( Wartung ,
ZUSAMMEN-
)/(1-"'0>0 HANG ( Instandhaltung ,
ZWISCHEN > ."000""00, , PROOUKT-
RECYCLING
UNO Produktrecycling "'" (,,"f~"';'""' , INSTANO-
HALTUNG , ( Aufbereitung
Bild 9

- 43 -
Hieraus folgt, daB die Instandsetzung sowohl MaBnahme der
Instandhaltung als auch Verfahren des Produktrecycling ist.
Die verbleibenden MaBnahmen der Instandhaltung bzw. Ver
fahren des Produktrecycling lassen sich dagegen eindeutig
voneinander abgrenzen:
- Verbleibende MaBnahmen der Instandhaltung:
Die War tung und die Inspektion zahlen - auch als entlastende
bzw. vorbereitende MaBnahmen flir die Instandsetzung - fUr
sich alleine betrachtet nicht zum Produktrecycling.
- Verbleibende Verfahren des Produktrecycling:
Die Aufarbeitung und die Aufbereitung zahlen - auch als
ersetzende oder erganzende MaBnahmen zur Instandsetzung -
fUr sich alleine betrachtet nicht zur Instandhaltung.
3.1. 4 Unterscheidung von Aufarbeitung und Instandsetzung
Betrachtet man neben der im GebrauchsgUterbereich vorherr
schenden Aufarbeitung groBerer serien in Austauscherzeugnis
fertigungen auch die Aufarbeitung im Investitionsgliterbereich,
wo beispielsweise die GeneralUberholung mit Modernisierung
von Industrierobotern oder Werkzeugmaschinen sowohl in Serie,
als auch in Einzelfertigung betrieben wird, so wird deut
lich, daB zwischen der Aufarbeitung und der Instandsetzung
ein flieBender tibergang besteht.
Als wesentliche Unterscheidungskriterien lassen sich dabei
die in Bild 10 angegebenen Unterschiede in Ablaufen und
Merkmalen beider Verfahren angeben.
Auch mit Hi1fe dieser Kriterien gelingt es jedoch nicht immer,
einige schwierig zuzuordnende Prozesse, wie beispielsweise
eine "TeilUberho1ung", "Generalliberho1ung", "Modernisierung",
die Ab1aufe und Merkmale beider Verfahren aufweisen konnen,
eindeutig a1s Aufarbeitung oder a1s Instandsetzung einzustufen.

- 44 -
@RGLEICH1 ( AUFARBEITUNG IN SERlE '
Ablaufe
Mefkmale
Bild 10
L Oefek te Erzeugnisse 7 Q
Ert:eugnisse vollstandig demontieren
Bautelle re inigen Aile Bauteile prufen und 50rt ieren
Defekle Baule ile aufar-beiten oder erneuer"n
Er:zeugnisse wieder montieren
::Q: L Aufgearbeitete Er zeugnisse 7
e lndustr ielr . technologieintensiv . Cenerelle Cesamtaufarbeltung . Kunde erh31t Manonymes lil En.eugni e l<eine Lieferzeit bzw . Wartezeit . Volle Gewihrle istung wie
fur neues Er zeugnis e Anpassung der Erzeugnlsse
an technlschen Fortschritt
C Et.lZElINSTANDSE TZUNG ,
L Oefektes Erzeugnis 7 Q
I( Fehlerur"sache bestimmen
Oefekte Baugruppe demont ieren I Defekte Bauteile instandsetz:en 1
oder erneuern
InslandgesetUe Baugruppe I wieder montiere n
::Q: L Instandgesetltes Er"2eu~n i s 7
• Handwerklich .. arbeitsintens iv e lnd ividuelle Teilinstandsetzung e Kunde behalt eigenes Erzeugnis e Wartezeit auf Instandset.z:ung e Cewahdelstung our fur
In standsetzung • Technisches N iveau des
Erzeugnisses bleibt
Aus diesem Grunde wurden in /11/, /17/ und /20/ auch Ansatze
unternommen, weitere Kriterien wie
- EigentUmerbeibehaltung / EigentUmerwechsel, /11/
- Standortbeibehaltung / Standortwechsel, /11/
MaBnahmen zur Erreichung darUber
der "normalen" / hinausgehende
Produktlebensdauer MaBnahmen, /17/
Beibehaltung Aufgabe der Produktidentitat, /20/
der / ("Vermischen" der Bauteile mehrerer
Produktidentitat in Serie aufgearbeiteter Produkte)
als MaBstab zur Einstufung von Produktrecyclingverfahren als
- Instandsetzung / Aufarbeitung heranzuziehen.
Auch damit wird jedoch eine scharfe Trennung zwischen der
Aufarbeitung und Instandsetzung nicht in allen Fallen ge-

- 45 -
lingen, d~ ein rezykliertes Produkt im Einzelfall auch "wi
derspruchliche" Eigenschaften gemaB obigen Einteilungen auf
weisen kann.
Es bietet sich daher an, die Einstufung eines Produktrecy
clingverfahrens als Aufarbeitung oder Instandsetzung in
solchen Grenzfallen nicht nur an verschiedenen Ablaufen und
Merkmalen der durchlaufenen Behandlungsprozesse und ange
wandten Recyclingformen, sondern vor allem am erzielten Er
gebnis des Produktrecyclingverfahrens zu orientieren. Dieses
Ergebnis ist der im Produktrecycling wiedergeschaffene Ab
nutzungsvorrat des Produkts, ein in /18/ definierter Be-
gr iff.
Zur Einstufung kann somit dieser im Produktrecycling wie
dergeschaffene Abnutzungsvorrat des Produkts bewertet werden:
Erreicht oder ubersteigt der wiedergeschaffene Abnutzungs
vorrat den zu Beginn der Nutzungsphase vorhandenen Wert, ist
das Produktrecycling als Aufarbeitung zu werten. Eine In
standsetzung liegt vor, wenn lediglich ein Restabnutzungs
vorrat zuruckgewonnen wurde, Bild 11.
lOa 'I,
-.. .. .. o > III 0-C ~
~ ~ C .0 «
a
UNTERSCHEIDUNG VON AUFARBEITUNG UNO INSTANDSETZUNG NACH HOHE DES RUCKGEWONNENEN ABNUTZUNGSVORRATS
..----1. Nutzungsphase "I~ 2. Nutzungsphase --~
----- Verlan ung ----.::
~ Aufarbeitung
Zeit Bild 11

- 46 -
Eine solche Abstufung wird auch dem sprachlichen Gehalt der
Begriffe Aufarbeitung und Instandsetzung gerecht.
3.2 Situationsanalyse des Produktrecycling durch
Aufarbeiten in Austauscherzeugnisfertigungen
Zur Herleitung von Forschungs- und Entwicklungsaufgaben zur
gezielten Verbesserung und Weiterentwicklung des Produktre
cycling durch industrielles Aufarbeiten wurden Situations
analysen in Austauscherzeugnisfertigungen in unterschiedlichen
Branchen der Gebrauchsgliter- und Investitionsgliterindustrie
des In- und Auslandes durchgeflihrt, Bild 12.
( PRODUKTSPEKTRUM DER SITUATIONSANALYSE ,
Tec.M.sct\e1
wllt:sd"lailttchtl
OfgQnISCl1CM'ISCnt
K.mgHIr\tn CI,'
unl,rsucl"lltl'!
AusIQU~c'" •
tfI.ugnlUf
ozw
Unlersucl1te Austousc.h -erzeugnisfertig\.f'lgefl • 1m Inland
o im Ausland
Bild 12
Eine ausflihrliche Darstellung der einen Untersuchungsaufwand
von drei Mannjahren reprasentierenden Ergebnisse der Situa
tionsanalysen ware aufgrund der Vielfalt der dabei gewonnenen
Erkenntnisse grundsatzlich wlinschenswert - sie wlirde jedoch
den Rahmen der vorliegenden Arbeit sprengen. Die Darstellung
muB sich daher auf die weitgehend verallgemeinerungsfahigen
Erkenntnisse beschranken und Abweichungen des Einzelfalles
von den getroffenen Aussagen in Kauf nehmen.

- 47 -
Die Ergebnisse der Analysen behandeln Technologien und Ein
richtungen sowie Kosten in Austauscherzeugnisfertigungen und
mlinden in technologische, konstruktive, organisatorische und
logistische Aufgaben zur gezielten Verbesserung, darliber hinaus
in Planungsaufgaben zur Weiterentwicklung des Produktrecycling.
3.2. I Ergebnisse der Analyse von Technologien und
Einrichtungen in Austauscherzeugnisfertigungen
Die industrielle Aufarbeitung von Produkten in Serie, wie
sie als Austauscherzeugnisfertigung in zahlreichen Branchen
besteht, ist durch das Bemlihen gekennzeichnet, das indivi
duelle Recycling jedes Produkts als eine Serienfertigung
groBerer Lose zu gestalten und somit die sich hierbei bie
tenden Moglichkeiten der Rationalisierung, wie den Einsatz
technischer Hilfen und die bessere Auslastung von Personal
und Fertigungseinrichtungen, zu nutzen. Solche Austauscher
zeugnisfertigungen gliedern sich in die flinf Arbeitsschritte
vollstandige Demontage / Reinigung / Prlifung / Aufarbeitung
oder direkte Wiederverwendung wiederverwendbarer Bauteile,
Ersatz nicht wiederverwendbarer Bauteile durch Neuteile /
Wiedermontage. Diese Folge von Fertigungsschritten wird von
einem g·roBeren Los aufzuarbeitender Produkte schadensunab
hangig, also einheitlich durchlaufen. Ursprlinglich in einem
Produkt zusammengehorige Bauteile werden dabei nicht not
wendigerweise wieder zusammen in einem Produkt montiert,
d.h. das Produkt verliert gewissermaBen seine ursprlingliche
Identitat. Die aufgearbeiteten Produkte sind von ein
heitlichem, dem Neuprodukt ebenblirtigem Qualitatsniveau und
Erscheinungsbild.
Zur besseren Orientierung gliedert sich die nachfolgend
notwendigerweise so kurz wie mOglich gehaltene Darstellung
von Technologien und Einrichtungen der flinf in Austauscher
zeugnisfertigungen durchlaufenen Fertigungsschritte jeweils
nach den Gesichtspunkten

- 48 -
- Aufgaben
- technologische Schwerpunkte
- Fertigungseinrichtungen
- MaterialfluBeinrichtungen
- Organisationsprinzip
- Besonderheiten
Hierbei werden fertigungstechnische Begriffe und Gliederungen
aus /36/ bis /38/ verwendet.
3.2.1.1 Demontage
Aufgaben: Urn die Bauteile der zu fertigenden Austauscher
zeugnisse fur eine Wiederverwendung reinigen, prufen und
gegebenenfalls aufarbeiten zu konnen, werden die Produkte in
allen untersuchten Austauscherzeugnisfertigungen vollstandig,
zumindest soweit wie zerstorungsfrei moglich, demontiert.
Technologische Schwerpunkte: Bei nahezu allen Produkten liegt
der Schwerpunkt des Demontageaufwandes beim Losen von
Schraubenverbindungen. Bild 13 zeigt als typisches Beispiel
aus dem Maschinenbau die experimentell ermittelte Haufigkeits
verteilung und die Zeitanteile der notwendigen 534 Vorgange
zur vollstandigen Demontage eines 4-Zylinder-PKW-Ottomotors.
Eine vergleichbare Verteilung zeigt sich auch bei der De
montage anderer Produkte des Maschinenbaus. Stets ergibt
sich das Losen von Schraubenverbindungen als haufigster oder
yom Zeitanteil im Vordergrund stehender Demontagevorgang in
Austauscherzeugnisfertigungen.

- 49 -
t-WJFIGKEITSVERTEILUNG UNO ZEITVERTEILUNG \QII DEtvalTAGEI,OOGANGEN
Untersuchtes
Austouscherzeugnis
~}" PKW
~- Zylindec
Ottomotoc Modelljahr
1978
Manuelle Oemontage
Bild 13
Schcauben Ausein -losen ander -
schieben
Abnehmen l
Ent nehmen
Pref\passung
losen
Trennen durch
elastische Ver
formung (l. B.
Federn)
Trennen durch
plastische Ver
formung ( .. S.
Nieten)
Fertigungseinrichtungen: Die Demontage von Schraubverbin
dungen erfolgt in den untersuchten Fallen soweit mOglich
mechanisiert mit Hilfe von handgeftihrten einspindligen
Druckluftschraubern und ansonsten manuell mit Handwerkzeugen
wie Maulschltisseln, Schraubendrehern usw. Ftir das Losen aller
anderen Verbindungsarten wie Niet-, Klebe-, PreBsitz- oder
durch plastisches Verformen erzeugte Verbindungen sind meist
besondere Vorrichtungen notwendig; es ist in allen unter
suchten Austauscherzeugnisfertigungen meist von hohen manuel
len Arbeitsinhalten gepragt.
MaterialfluBeinrichtungen: In der Demontage kommen je nach
BaugroBe der zu demontierenden Produkte Verschiebebander,
Rollenbahnen, Hangebahnen oder schleppkettengetriebene Vor
richtungswagen als Fordermittel zum Einsatz. Produktspezi
fische Forderhilfsmittel wie Aufspannvorrichtungen usw. sind
nur bei schweren Produkten, wie z.B. Kfz-Motoren, anzutreffen.
Organisationsprinzip: Organisatorisch ist die Demontage meist
als Linienfertigung strukturiert.

- 50 -
Besonderheiten: Die Arbeitsbedingungen flir das an den De
montagebandern tatige Personal sind aufgrund von Verschmut
zung, Verolung und Korrosion der zu demontierenden Produkte
in der Regel als erschwert einzustufen. Daneben erg eben sich
haufig Schwierigkeiten beim Losen von Verbindungen, insbe
sondere von Niet-, Klebe-, PreBsitz- oder durch plastisches
Verformen erzeugten Verbindungen, die zu einer Beschadigung
von Bauteilen und/oder Verbindungselementen und damit zu de
ren Nichtwiederverwendbarkeit flihren konnen.
3.2.1.2 Reinigung
Aufgaben: In allen untersuchten Austauscherzeugnisferti
gungen werden auBer einigen bereits bei der Demontage aus
gesonderten, offenkundig nicht erhaltungswlirdigen oder
grundsatzlich zu erneuernden Bauteilen aIle moglicherweise
erhaltungswlirdigen Bauteile, im Durchschnitt sind dies 90 %
der demontierten Bauteilmasse, einer eingehenden und oft
mehrstufigen Reinigung unterzogen. Die Reinigung ist Vorbe
dingung der nachfolgenden Zustandsbeurteilung von Bauteilen
(Prlifen und Sortieren) und der gegebenenfalls erforderlichen
Bauteileaufarbeitung. Sie kann aber auch schon die Bauteile
aufarbeitung an sich darstellen, wenn Teile nur verschmutzt,
jedoch nicht verschlissen sind.
Technologische Schwerpunkte: In der Regel laBt sich kein
bestimmter Schwerpunkt des Reinigungsaufwandes ermitteln. Je
nach Art der Verschmutzung, Verolung oder Korrosion kommen
- Tauchen (in Saure- oder Laugebadern)
- Waschen (in HeiBwasser, Kaltreiniger, Waschbenzin, Petro-
leum usw.)
- Strahl en (Sand-, Stahlkies-, NaBdruckstrahlen, usw.)
- Ultraschallreinigung
als wichtigste Reinigungsverfahren in unterschiedlichem Um
fang zur Anwendung.

- 51 -
Fertigungseinrichtungen: Die Reinigung erfolgt je nach ge
fordertem Bauteiledurchsatz teilweise manuell an Handarbeits
platzen, aber auch in mechanisierten oder automatisierten
Tauchbadern, Waschmaschinen und Strahlanlagen. Die verwen
deten Einrichtungen entsprechen somit den in Instandset
zungswerkstatten oder in der Neuproduktion eingesetzten.
MaterialfluBeinrichtungen: Als Fordermittel in der Reinigung
kommen je nach Ausbildung des Reinigungsvorgangs (stationar
oder nach dem Durchlaufprinzip) Unstetig- oder Stetigforde
rer wie Krane oder Hangebahnen als flurfreie, Verschiebe
tische oder Taktbander als flurgebundene Fordermittel zum
Einsatz. Auf der Forderhilfsmittelseite werden fast durch
gangig Drahtkorbe verwendet.
Organisationsprinzip: Organisatorisch ist die Reinigung,
bedingt durch die meist langeren ProzeBzeiten, in der Regel
als Gruppenfertigung strukturiert.
Besonderheiten: Bei der Auswahl der Reinigungsmedien in Tauch
badern, Waschemulsionen, Strahlmitteln usw. ist in beson
derem MaBe Rlicksicht auf die Empfindlichkeit der Bauteil
werkstoffe (Metalle, Kunststoffe) und deren Oberflachen
beschaffenheit zu nehmen. Zu aggressive Reinigungsmedien
flihren daher zuweilen zu einer Nichtwiederverwendbarkeit
bestimmter Bauteile.
3.2.1.3 Prlifen und Sortieren
Aufgaben: Das Prlifen und Sortieren der gereinigten Bauteile
als dritter Schritt der Austauscherzeugnisfertigung besteht
in erster Linie in einer Beurteilung des Bauteilezustandes
zur Klassifizierung der Bauteile in drei Bauteilezustande:
- nicht mehr wiederverwendbar / zu erneuern
- nach Aufarbeitung wiederverwendbar
- direkt wiederverwendbar

- 52 -
Die Erflillung dieser Aufgabe ist von zwei Voraussetzungen
abhangig: Einerseits vom Vorhandensein objektivierbarer
Zustandsmerkmale bzw. Prlifkriterien zur Beurteilung des
Erhaltungszustandes von Bauteilen, die nieht immer mit den
flir die Neuteile in der Neuproduktion geltenden Prlifkrite
rien identiseh sein mlissen. Andererseits von der Verfligbar
keit zerstorungsfreier Prlifverfahren flir die in Austauseher
zeugnisfertigungen libliehe 100 %-Prlifung.
Technologische Schwerpunkte: Aufgrund der genannten Forde
rungen ergibt sieh in nahezu allen untersuehten Austauseher
zeugnisfertigungen ein eindeutiger Sehwerpunkt des Prlifauf
wandes bei Verfahren der Siehtprlifung, da haufig objektivier
bare und zerstorungsfreie Prlifverfahren noeh fehlen. Bei
einigen Funktionsbauteilen werden neben optischen Kriterien
jedoeh aueh haufig elektrisehe und geometrisehe Kriterien
geprlift.
Fertigungseinrichtungen: Die Prlifung erfolgt somit einer
seits an Siehtprlifarbeitsplatzen, andererseits aueh mit Me
Beinriehtungen und Prlifhilfsmitteln flir elektrische und geo
metrisehe KenngroBen oder auf besonderen Prlifstanden, bei
spielsweise zur DurehfluBmessung und Dichtigkeitsprlifung der
hierflir in Frage kommenden Bauteile. Flir viele Prlifeinrieh
tungen finden sieh Gegenstlicke in der Neuproduktion, einige
Prlifverfahren bzw. Prlifeinriehtungen wurden und werden je
doch aueh eigens flir die Austauseherzeugnisfertigung ent
wickelt.
MaterialfluBeinrichtungen: Als Fordermittel herrsehen manuell
bewegte Transportwagen, Gabelhubwagen oder Gabelstapler
vor, als Forderhilfsmittel sind Paletten und Transportkasten
anzutreffen.
Organisationsprinzip: Organisatoriseh ist die Prlifung, be
dingt durch den hohen Anteil manueller Arbeit, meist als
eine Art Gruppenfertigung strukturiert.
Besonderheiten: Neben der Prlifung und Sortierung der Bauteile
nach ihrem Erhaltungszustand muB in vielen untersuehten
Austauscherzeugnisfertigungen aueh ein nieht zu vernaehlas
sigender manueller Prlif- und Sortieraufwand fUr das Identi-

- 53 -
fizieren und Sortieren ahnlicher, jedoch nicht gleicher Bau
tei1e getrieben werden. Das Sortieren von Schrauben, Stiften
und Kleinteilen nach Langen oder Durchmesser, von Zahnradern
geringfugig unterschiedlicher Zahnezahl usw. bindet in
Austauscherzeugnisfertigungen oft mehrere Handarbeitsplatze.
3.2.1.4 Bautei1eaufarbeitung
Aufgaben: Aufgabe der Bauteileaufarbeitung ist es, den
Nutzwert bzw. Abnutzungsvorrat der genutzten Bauteile wieder
auf den Stand neuer Bauteile zu bringen. In einigen Fallen
wird der Abnutzungsvorrat auch gesteigert, beispielsweise
bei einer Modernisierung des Bauteils oder beim Harten vor
her weicher Fuhrungsbahnen, usw.
Technologische Schwerpunkte: Der Schwerpunkt der in den un
tersuchten Austauscherzeugnisfertigungen angewandten Bauteile
aufarbeitungsverfahren liegt bei spanenden Bearbeitungsverfahren
wie Drehen, Frasen, Bohren und Schleifen. Bei hohen optischen
Anforderungen an das Austauscherzeugnis bzw. seine Bauteile
kommen auch Oberflachenbehandlungsverfahren wie Galvanisie-
ren oder Lackieren in nennenswertem Umfang hinzu. Bi1d 14
zeigt Anteil und Verfahren der Bauteileaufarbeitungsein
richtungen in einer Austauscherzeugnisfertigung fur PKW-4-
und 6-Zylinder-Ottomotoren.
Fertigungseinrichtungen: Die Aufarbeitung der Bauteile er
folgt meist auf Universalwerkzeugmaschinen bzw. an Ein
ze1arbeitsplatzen, in Einzelfallen auch auf Sonderwerkzeug
maschinen, die aus der inzwischen ausgelaufenen Neuproduk
tion des gleichen Bauteiles ubernommen werden konnten.
MaterialfluBeinrichtungen: Die Bauteileaufarbeitung ent
spricht hinsichtlich Fordermitteln und Forderhilfsmitte1n in
der Regel den beim Prufen und Sortieren dargestellten Gege
benheiten.

- 54 -
Organisationsprinzip: Organisatorisch ist die Aufarbeitung
meist a1s eine Gruppen-oder Werkstattfertigung strukturiert,
d.h. es sind Maschinen oder Arbeitsp1atze gleicher Bearbei
tungsaufgaben in Bereichen zusammengefaBt.
Besonderheiten: Insbesondere hohe optische Anforderungen,
aber auch das Feh1en von Nacharbeitsreserven usw. flihren
haufig zu einer Nichtaufarbeitbarkeit bestimmter Bautei1e.
ANTElL UNO Zl..JStV..1MENSETZUNG SF1\NENOER WERKZEUGMASCHINEN ZUR BAUTEILEAUFARBEITUNG IN AUSTAUSCHERZEUGNISFERTIGUNGEN
Untersuchte
Austauscherzeugnis
ferti-gung
~ ., .. N N
~ .o:§ 501------
~~~ 'iii ,S'~ 301-----c~.o
<l: ~~ ::;:
01 ~ 70 c c c ~ ~ :E ·I.~-I"~~:':·,;::::::I-
_ C U :~-~~----------~~ L-___ .....J:! ~ ~
PKW - c .. E 4-16- ~ ~ g'
Zylinder ~ .. :!! O \/lQ).>{
ttomotoren ~"O ~ :::
Bi1d 14
maschinen maschinen maschinen maschinen

- 55 -
3.2.1.5 Montage
Aufgaben: Durch die Montage der demontierten, gereinigten,
geprUften, gegebenenfalls aufgearbeiteten Bauteile zusammen
mit neuen Bauteilen wird das Produkt wieder zu einem dem
Neuprodukt ebenbUrtigen Austauscherzeugnis zusammengefUgt.
Technologische Schwerpunkte: Die Montage von Austauscher
zeugnissen entspricht vollig der Montage in der Neuproduk
tion, lediglich die Einrichtungen zeigen zuweilen einen nied
rigeren Mechanisierungs- oder Automatisierungsgrad aufgrund
der in Austauscherzeugnisfertigungen haufig geringeren
StUckzahlen.
Montage-/MaterialfluBeinrichtungen, Organisationsprinzip:
Soweit m6g1ich, sind die in den untersuchten Austausch
erzeugnisfertigungen eingesetzten Montageeinrichtungen an
denen der Neuproduktmontage orientiert, da vergleichbare
Werkzeuge, Vorrichtungen usw. benotigt werden. In Einzel
fallen findet die Wiedermontage auch auf den Montageein
richtungen der noch laufenden Neuproduktion statt. Es werden
dabei in bestimmten Sonderschichten an den jeweiligen Ban
dern statt Neuerzeugnissen Austauscherzeugnisse montiert.
Dies bedarf keiner Umstellung von Einrichtungen oder Perso
nal. Es werden lediglich aufgearbeitete Bauteile zum Teil
in Verbindung mit Neuteilen anstatt nur Neuteile am Band zur
Montage bereitgestellt. Die montierten Austauscherzeugnisse
werden dann allerdings zur Unterscheidung von Neuerzeugnis
sen noch auBerlich gekennzeichnet.
Besonderheiten: Aus den genannten GrUnden erUbrigt sich eine
nahere Erorterung der die Montage von Austauscherzeugnissen
charakterisierenden Gegebenheiten. In Einzelfallen kon-
nen erhebliche Unterschiede der SeriengroBe in Neuproduktion
und Austauscherzeugnisfertigung jedoch auch zu ausschlieB
lich fUr die Wiedermontage geltenden MaBnahmen oder eigenen
GesetzmaBigkeiten fUhren.

- 56 -
In allen untersuchten Austauscherzeugnisfertigungen werden
samtliche Erzeugnisse nach der Montage einer vollstandigen
Funktionsprlifung und Endkontrolle unterzogen. Durch diese
100 % Prlifung ist in vielen Fallen das Qualitatsniveau der
aufgearbeiteten Produkte und ihre spatere Zuverlassigkeit
deutlich h6her als die der nur in Stichprobenkontrollen
geprliften vergleichbaren Neuerzeugnisse.
3.2.2 Ergebnisse der Analyse der Kosten
in Austauscherzeugnisfertigungen
Die industrielle Aufarbeitung von Produkten in serieller
Austauscherzeugnisfertigung zielt hinsichtlich der Kosten
darauf ab, die bei herk6mmlichen Einzelinstandsetzungen auf
grund zu hoher Arbeitskosten zunehmend fehlende Kostendeckung
wieder herzustellen. Die Kosten einer herkommlichen Ein
zelinstandsetzung libersteigen bei zahlreichen Produkten meist
aufgrund dieser Arbeitskosten bereits die gesamten Her
stellkosten der hinsichtlich Ablaufen und Hilfsmitteln in
der Vergangenheit standig rationalisierten Neuproduktion
desselben Produkts, Bild 15 /39/.
t '" ';: C\ :l .. .. L
W
o L a. c ! '" o '"
KOSTENENTWICKLUNG OER AUFARBEITUNG IN SERlE, EINZELINSTANOSETZUNG UNO NEUPROOUKTION;
[lA.RGESTELLT AM BEISPIEL VON ELEKTRQWERKZEUGEN
1950 1960
Aufa rbei t ungskos tenenlw icklung beeinfluflbar durch lechnologische, konslruklive. organisalorische und logislische Verbesserungen
1970 1980 1990 2000 K olen der johr
Bild 15

- 57 -
Eine Substitution der vorher individuellen Einzelinstand
setzung durch eine Serienfertigung groBerer Lose aufgearbei
teter Erzeugnisse in der im Abschnitt 3.2.1 erlauterten Form
bietet somit die Moglichkeit, erhebliche, der Neuproduktion
vergleichbare Kosteneinsparungen bei den Arbeitskosten zu
nutzen. Dem stehen jedoch Kostenerhohungen gegentiber, die
aus den hoheren Materialkosten herrtihren, da samtliche Aus
tauscherzeugnisse auf ein einheitliches, dem Neuprodukt
ebenbtirtiges Qualitatsniveau gebracht werden mtissen.
Die nachfolgende Darstellung der Kosten in Austauscherzeug
nisfertigungen gibt einen dreistufigen tiberblick, wie sich
der oben erlauterte Zielkonflikt der Kosteneinsparungsbemti
hungen in der in Austauscherzeugnisfertigungen anzutreffen
den Kostenartenverteilung niederschlagt, in welchen Kosten
stellen Kostenschwerpunkte entstehen und welche Besonderhei
ten die daraus resultierende Kostentragerrechnung in Aus
tauscherzeugnisfertigungen aufweist. Hierbei wird das in
der betrieblichen Kostenrechnung tibliche dreistufige Vorge
hen mit Kostenbegriffen und Gliederungen nach /40/ verwendet.
3.2.2.1 Kostenartenrechnung
Eine Analyse der Kostenartenverteilung in den untersuchten
Austauscherzeugnisfertigungen ergab die in Bild 16 darge
stellten Spannweiten der Anteile der Kostenarten Arbeits
kosten, Materialkosten, Kapitalkosten und Fremdleistungs-/
sonstige Kosten.

- 58 -
SPANNWEITEN DER ANTEILE DER KOSTENARTEN AN DEN HERSTELLKOSTEN IN AUSTAUSCHERZEUGNISFERTIGUNGEN
8() ~ '1. 100
Gebrouchsil.u~
1
leklrowe<k,euge
A::~:mI~1 ~ --+--Unter-
Motorsagen ~
~. terti -
erzeugnis-
gun~n I~I Indus\r,e<oboter
Bild 16
Arbeits - Malerial - Kapilal - Fremd -kosten kosten kosten leistungs-I
sonstige Kosten
Als maBgeblich fur die ermittelten Anteile der Kostenarten
sind die folgenden Ursachen anzusehen:
Arbeitskosten: Die gegenuber der arbeitsintensiven Ein
zelinstandsetzung angestrebte Verringerung der Arbeitskosten
durch Aufarbeiten in Serie, die mit durchschnittlich 20 %
Anteil an den Herstellkosten ermittelt wurden, ist in Aus
tauscherzeugnisfertigungen festzustellen. Der Einsatz tech
nischer Hilfen und der rationelle Fertigungsablauf werden
hier wirksam.
Materialkosten: Die Materialkosten stellen mit einem zwischen
50 und 70 % ermittelten Anteil an den Herstellkosten den
maBgeblichen Kostenfaktor in Austauscherzeugnisfertigungen
dar. Sie fallen fur zwei Posten an: Fur die Beschaffung der
Altprodukte einerseits und fur den NeuteilezuschuB als Ersatz
fur nicht mehr wiederverwendbare Bauteile andererseits.

- 59 -
Die Zusammensetzung der Materialkosten aus diesen beiden
Posten variiert dabei sehr stark: Gibt der Betreiber einer
Austauscherzeugnisfertigung aufgearbeitete Produkte nur ge
gen RUckgabe eines Altproduktes ab, so werden Kosten fUr
Altprodukte haufig kalkulatorisch gar nicht angesetzt. MuE
der Betreiber einer Austauscherzeugnisfertigung sich jedoch
am Markt mit Altprodukten versorgen, wie z.B. bei US
amerikanischen Aufarbeitern, die Altprodukte selbst in Europa
beschaffen, zu beobachten, so konnen die Beschaffungskosten
fUr Altprodukte bis zur Halfte der Materialkosten betragen
- dies kann jedoch fUhlbar dazu beitragen, die Kosten fUr
den NeuteilezuschuB und damit die Materialkosten insgesamt
zu begrenzen, wie in Kapitel 6 noch zu zeigen sein wird.
Kapitalkosten: Mit 5 bis 10 % Anteil an den Herstellkosten
sind die Kapitalkosten kein herausragender Kostenfaktor in
Austauscherzeugnisfertigungen. Der durchweg vergleichsweise
niedrige Automatisierungsgrad der Demontage- und Montage
einrichtungen sowie das weitgehende Fehlen kapitalintensiver
Werkzeugmaschinen fUr eine in Austauscherzeugnisfertigungen
nicht anzutreffende aufwendige Teilefertigung sind hierfUr
bestimmend.
Fremdleistungs-/sonstige Kosten: Auch die Fremdleistungs
und sonstigen Kosten in Austauscherzeugnisfertigungen sind
nur in einer Streubreite zwischen 5 und 10 % Anteil an den
Herstellkosten aufgearbeiteter Erzeugnisse vertreten. Sie
bewegen sich damit in Ublichen, keiner naheren Erorterung
bedurftigen GroBenordnungen.
Aus der Analyse der Kostenarten ergibt sich somit, daB er
folgversprechende Verbesserungsansatze in Austauscherzeug
nisfertigungen vorwiegend im Bereich der Materialkosten zu
verfolgen sind.

- 60 -
3.2.2.2 Kostenste11enrechnung
In der Kostenste11enrechnung werden die dem Produkt direkt
zurechenbaren Einzelkosten nicht berlicksichtigt - dies sind
in Austauscherzeugnisfertigungen insbesondere die Material
kosten. Von Interesse ist jedoch eine genauere Analyse der
in Austauscherzeugnisfertigungen anfallenden, dort haufig
a1s Gemeinkosten erfaBten Arbeits- und Kapitalkosten, bzw.
deren Verrechnung auf die entsprechend der durch1aufenen
flinf Fertigungsschritte gegliederten Kostenstellen. Bei die
ser Analyse ergab sich die in Bild 17 gezeigte Spannweite
der Anteile der hier zu verrechnenden Kosten auf die ent
sprechenden Kostenste11en 1. Demontage / 2. Reinigung /
3. Prlifung / 4. Bauteileaufarbeitung bzw. Bauteileersatz
durch Neuteile / 5. Montage.
SPANNWEITEN DER ANTEILE DER KOSTENSTELLEN AN DEN GEMEINKOSTEN IN AUSTAUSCHERZEUGNISFERTIGUNGEN
[]!] Hau'haltsgerate
Unter-
suchte
Austausch-~ erzeugnls-~
;: i"iil PKW - Moloren
Bild 17
50 .,. Gebrouchsguler
'0
Oe- Reini - Prufung Bauteile- Montage montage gung aufarbei -
tung
Hierbei fallt vor allem die in den meisten der untersuchten
Austauscherzeugnisfertigungen ermittelte hohe Kostenbela
stung der beiden Kostenste1len Demontage und Bauteileaufar
beitung auf - der in einigen Fallen ermittelte hohe Anteil

- 61 -
der Montagekosten ist kein kennzeichnendes Merkmal von Aus
tauscherzeugnisfertigungen, da diese in der Regel auch in
der Neuproduktion auftreten /41/.
Aus der Analyse der Kostenstellen ergibt sich somit, daB
erfolgversprechende Verbesserungsansatze in Austauscherzeug
nisfertigungen vorwiegend im Bereich der Demontage und Bau
teileaufarbeitung zu verfolgen sind.
3.2.2.3 Besonderheiten der Kostentragerrechnung
Bei der Zuordnung der in der Kostenartenrechnung erfaBbaren
Einzelkosten und der in der Kostenstellenrechnung erfaBten
Gemeinkosten auf die Bauteile und Produkte, der Kostentra
gerrechnung, kann in Austauscherzeugnisfertigungen zunachst
ebenso vorgegangen werden wie in einer Neuproduktion. Je
nach Genauigkeit der erfaBten Kosten bzw. der beabsich
tigten Ergebnisse kann beispielsweise mit der summarischen
oder mit einer differenzierten Zuschlagskalkulation gearbei
tet werden. Hierbei stoBt man in der Regel auf mit der Neu
produktion vergleichbare Ergebnisse, wie z.B. eine ABC
verteilung der Kostenanteile der Kostentrager am gefertigten
Austauscherzeugnis, oder auf die bekannten Schwierigkeiten
/40/ einer wirklich verursachungsgerechten Kostenzurechnung
auf ein bestimmtes Bauteil oder Erzeugnis, insbesondere bei
stark verzweigtem und vielstufigem Fertigungsablauf.
Eine nur in Austauscherzeugnisfertigungen anzutreffende Be
sonderheit der Kostentragerrechnung ist jedoch die Tatsache,
daB fur ein und denselben Kostentrager, beispielsweise einem
maBgeblichen Bauteil fur ein Los zu montierender Austausch
erzeugnisse, mit drei unterschiedlichen Kostenwerten gerech
net werden muB, je nachdem, ob es sich urn ein
- als Neuteil zuzuschieBendes Bauteil
- aufgearbeitetes Bauteil aus demontierten Erzeugnissen
- direkt wiederverwendetes Bauteil aus demont. Erzeugnissen

- 62 -
handelt •
Dies hat zur Folge, daB beispielsweise bei einer Ermittlung
von Hauptkostentragern durch ABC-Analyse der Kostenanteile
der Kostentrager am gefertigten Austauscherzeugnis nicht
nur, wie in der Neuproduktion selbstverstandlich, teure Bau
teile als A-Teile ermittelt werden, sondern verschiedene
Ursache die Einstufung eines Bauteils als Hauptkostentrager
bewirken konnen. Als Hauptkostentrager (A-Teile) ergeben
sich somit
- als Neuteile teure Bauteile mit mittlerer ZuschuBquote
- als Neuteile mittelteure Bauteile mit hoher ZuschuBquote
- aufwendig aufgearbeitete Bauteile mit hoher Aufarbei-
tungsquote.
Bild 18 zeigt die durch ABC-Analyse ermittelten Hauptko
stentrager aus einigen der in der Situationsanalyse unter
suchten Austauscherzeugnisfertigungen.
A6C-VERTEILUNG UNO HAUPTKOSTENTRAGER OER KOSTEN FUR NEUE UNO AUFGEAR6EITETE BAUTEILE IN AUSTAUSCHERZEUGNISFERTIGUNGEN
~ '00 ,....r-P""""' t-11)0
"'-~Ir 11)0
~ ABC- ., - '/, 81 ./. 81 6 '/,
-- I--,, ~
80 80 80 80 " ,- I C I- Ir I.t!r- CO " <;J. ~ C ..- C 5~ ~60S"l ~ r- iO t-- 6 !--
teilung ~ ~~ 40 J 40 (Bouteil- Q,I ~m I B
- - 6 t-- I---,;'" 6 0'0 10
31 ~ t- t-- 10 I--
kosten) "'§ A 1 8 A 10 00 5 '0 '5 L-70 00 5 10 15 'ss °0 5 10 15 '65 Boutell ... 8cw'tlll' Bout, ilr
HJupt-
kosten-
""~ -~ -~ !ronlk glocn :
hilger ~; t:~ ~... ' (iJ
( I3cJJtei 1- - . ::, .. A""" bezach-
nungl 8ohr l"MSd'll~ WW'l lc l'l'SCtllflttf Houshollsge<a
Untersuchte Austouscherzeugnisfertigungen
Bild 18

- 63 -
Als besonders erschwerend fUr die Vor- und Nachkalkulation
von Austauscherzeugnisfertigungen kommt dabei hinzu, daB die
von den Bauteilezustanden abhangigen Quoten zu erneuernder/
aufzuarbeitender/wiederverwendbarer Bauteile extremen
Schwankungen unterliegen: Die Wiederverwendbarkeit eines
Bauteils kann hierbei durchaus in GroBenordnungen von 30 bis
70 % von einem Fertigungslos auf das nachste schwan ken , so
daB die Hauptkostentrager in Austauscherzeugnisfertigungen
sehr haufig wechseln. Die von diesen raschen Schwankungen
ausgehenden KosteneinflUsse auf Austauscherzeugnisferti
gungen lassen sich mit den im Maschinenbau gangigen Kalku
lationsverfahren nicht ausreichend beherrschen.
Aus der Analyse der Kostentragerrechnung in Austauscherzeug
nisfertigungen ergibt sich somit, daB erfolgversprechende
Verbesserungsansatze vorwiegend in der Entwicklung eines
reaktionsfahigen Verfahrens zur Kostenrechnung zu sehen
sind, das diesen Besonderheiten gewachsen ist.
3.3 Folgerungen aus der Situationsanalyse:
Aufgaben der technisch/wirtschaftlichen Optimierung
des Produktrecycling durch industrielles Aufarbeiten
in laufenden Austauscherzeugnisfertigungen
Zur technisch/wirtschaftlichen Optimierung in Austauscher
zeugnisfertigungen sind neue Technologien zur Demontage und
Teileaufarbeitung, konstruktive MaBnahmen zur BegUnstigung
der gesamten Aufarbeitung sowie organisatorische und logi
stische Hilfen zur effektiven und sicheren Kostenkontrolle,
Planung und Steuerung von Austauscherzeugnisfertigungen zu
entwickeln. Hieraus ergeben sich folgende Aufgaben:
3.3.1 Notwendige technologische Verbesserungen
Die Demontage defekter Produkte als erster Fertigungsschritt
in Austauscherzeugnisfertigungen ist in den untersuchten
Fallen zwar meist als rationelle Linienfertigung strukturiert,

- 64 -
kann im librigen jedoch hinsichtlich der Gestaltung von
technischen Einrichtungen und Hilfsmitteln nicht auf "Vorbilder"
aus der Neuproduktion zurlickgreifen, da sich die Aufgabe
"Demontieren" in der industriellen Herstellung neuer Erzeug
nisse nicht stellt.
Verschmutzung, Verolung und Korrosion der zu demontierenden
Erzeugnisse flihren darliber hinaus zu hohen Belastungen des
in der Demontage beschaftigten Personals.
Urn hier zu kostenglinstigen und menschengerechten Arbeits
platzen in der Demontage zu gelangen, sind somit technische
Einrichtungen zur Mechanisierung und Automatisierung der
Demontage zu entwickeln. Hierflir wird in Kapitel 4 eine bei
spielhafte Losung erarbeitet. Die als technologische Ver
besserung ebenfalls zu fordernde Entwicklung neuer Auf
arbeitungsverfahren dagegen ist stark vom jeweiligen Ein
zelfall gepragt - sie wird daher in der vorliegenden Arbeit
nicht vertieft.
3.3.2 Notwendige konstruktive Verbesserungen
Die in den Analysen der Technologien und Einrichtungen sowie
der Kosten in den untersuchten Austauscherzeugnisfertigungen
ermittelten Schwachstellen und Kostenschwerpunkte hatten in
zahlreichen Fallen auch konstruktive Ursachen.
Urn hier sowohl zur Verbesserung der technologischen Ablaufe,
als auch zu einer Erhohung der Anteile direkt oder nach Auf
arbeitung wiederverwendbarer Bauteile zu gelangen, ist es
somit notwendig, aIle flinf Fertigungsschritte in Austausch
erzeugnisfertigungen auch durch geeignete konstruktive MaB
nahmen zu beglinstigen. Solche MaBnahmen werden in Kapitel
5 aufgezeigt und auf Produkte aus den untersuchten Aus
tauscherzeugnisfertigungen angewandt.

3.3.3
- 65 -
Notwendige organisatorische und logistische
Verbesserungen
Einen erheblichen, meist maBgeblichen Kostenfaktor aller
untersuchten Austauscherzeugnisfertigungen stellen in der
Regel die Kosten fUr notwendige Neuteile, die als Ersatz fUr
nicht mehr wiederverwendbare Bauteile aus den demontierten
Erzeugnissen bei der Montage der aufgearbeiteten Erzeugnisse
zuzuschieBen sind. 1m BemUhen, den Aufwand bzw. die Kosten
fUr diese Neuteile zu verringern, sind zwei Gruppen von
MaBnahmen denkbar:
- Verstarkte Aufarbeitung von Bauteilen durch Entwicklung
weiterer Bauteileaufarbeitungsverfahren. Dieser Weg wird
in zahlreichen untersuchten Austauscherzeugnisfertigungen
bereits beschritten.
- Erh6hte Bauteilegewinnung aus zusatzlich demontierten Er
zeugnissen durch Steigerung des Verhaltnisses VDM = Ver
haltnis demontierter Produkte zu montierten Produkten in
der Austauscherzeugnisfertigung. Dieser Weg wird in den im
Inland untersuchten Austauscherzeugnisfertigungen in kei
nem der untersuchten FaIle, in den USA bereits zum Teil,
allerdings wenig methodisch beschritten, da es an der er
forderlichen Organisation und Logistik zur kostenoptimalen
Steuerung von Demontage- und MontagestUckzahlen sowohl
innerbetrieblich als auch auBerbetrieblich noch weitgehend
fehlt •
Bei der oben erstgenannten MaBnahmengruppe erh6hen sich die
Bauteileaufarbeitungskosten, bei der zweiten die Demontage
kosten sowie Beschaffungskosten fUr zusatzliche Altprodukte.
Diese Kostenentwicklungen sind den erzielbaren Kostenein
sparungen bei Neuteilen gegenlaufig, so daB bei verstarkter
Bauteileaufarbeitung und/oder stark gesteigertem Verhaltnis
VDM die gesamten Herstellkosten wieder steigen.

- 66 -
Bei Austauscherzeugnissen, die aus einer Vielzahl unter
schiedlicher Bauteile bestehen, die jeweils mit unterschied
lichen und zudem schwankenden GroBenordnungen der Quoten
Qs - Anteil nicht wiederverwendbarer Bauteile
QA - Anteil nach Aufarbeitung wiederverwendbarer Bauteile
QW - Anteil direkt wiederverwendbarer Bauteile
behaftet sind, gerat die herstellkostenorientierte Optimie
rung des Verhaltnisses VDM (gesamtkostenoptimal zu demontie
rende Erzeugnisse fur ein erforderliches Los zu montierender
Erzeugnisse) zu einer sehr umfangreichen Rechenaufgabe mit
zahlreichen Einzelberechnungen und Optimierungslaufen.
Hierfur ist ein moglichst rechnerunterstutztes Verfahren zu
entwickeln, das aIle Kostenauswirkungen einer Erhohung der
Demontagestuckzahl zur Verringerung des Bedarfs an Neuteilen
und/oder aufgearbeiteten Bauteile durch Variation von VDM ermittelt und optimiert. Ein solches Verfahren wird in Ka
pitel 6 entwickelt und erprobt.
3.4 Aufgaben der Entscheidungsfindung und Planung fur
zukunftiges Produktrecycling
Die das Zustandekommen von Produktrecyclingkreislaufen be
stimmenden GroBen und fur ihre technisch und wirtschaftlich
erfolgreiche Durchfuhrbarkeit notwendigen Voraussetzungen
und Einflusse sind in der Mehrzahl noch nicht klar zu er
kennen. Zur Entscheidungsfindung und Planung fur zukunftiges
produktrecycling ist somit eine methodische Unterstutzung
sowohl fur die Auswahl eines geeigneten Produktrecyclingver
fahrens als auch fur seine vorteilhafte Gestaltung nach
technischen und wirtschaftlichen Gesichtspunkten zu ent
wickeln.

3.4.1
- 67 -
Notwendige Entscheidungstechniken zur Auswahl
geeigneter Produktrecyclingverfahren
1m Lebenszyklus eines Produkts mit Produktion, Gebrauch
(gegebenenfalls in mehreren Nutzungsphasen) und Entsorgung
setzen die drei Kreislaufarten Produktionsabfallrecycling,
Recycling wahrend des Produktgebrauchs und Altstoffrecycling
an. Zu jedem Zeitpunkt des Lebenszykluses eines Produkts
sollte moglichst intensiv ein Recycling in der entsprechen
den Kreislaufart betrieben werden.
GroBe Reserven liegen hier noch in den wahrend und am Ende
der Phase des Produktgebrauchs ansetzenden Recyclingverfah
ren, deren Anwendung in einem Spannungsfeld von Hersteller
und Anwender liegt und die daher bisher oft noch wenig sy
stematisch betrieben werden oder isoliert gesehen werden.
Urn hier einen Gesamtzusammenhang zu schaffen, wurde in der
vorliegenden Arbeit der Begriff Produktrecycling mit den
drei Verfahren Instandsetzung, Aufarbeitung und Aufbereitung
geschaffen.
1m Einzelfall stellt sich somit beim Ausscheiden eines Pro
dukts aus einer Nutzungsphase die Aufgabe der Priorisierung
des bestgeeigneten Produktrecyclingverfahrens. Hierftir wer
den im ersten Abschnitt des Kapitels 7 Entscheidungsregeln
entwickelt.

3.4.2
- 68 -
Notwendige Planungsmethoden zum Produktrecycling
durch industrielles Aufarbeiten
Eine gesicherte Planung und der wirtschaftliche Betrieb
einer Fertigung aufgearbeiteter Produkte als Bestandteil
unternehmerischen Handels - insbesondere auBerhalb des Kfz
Bereichs - ist von der treffsicheren und abgesicherten Ein
schatzung der technischen, wirtschaftlichen und organisato
rischen Voraussetzungen und Einfllisse, sowohl in innerbe
trieblicher als auch auBerbetrieblicher Hinsicht, abhangig.
Diese Voraussetzungen und Einfllisse sind in ihrer Ausbildung
und ihren Wechselwirkungen bisher noch nicht flir beliebige
Produkte allgemeingliltig darstellbar und quantifizierbar. Im
Einzelfall stellt sich daher die Aufgabe einer sorgfaltigen
Bestimmung und Absicherung dieser GraBen.
Hierflir werden im zweiten und dritten Abschnitt des Kapitel 7
Entscheidungskriterien und Planungsinstrumentarien zur Er
mittlung aufarbeitungswlirdiger Produkte, sowie zur Planung
der Aufarbeitung von Produkten des Maschinenbaus einschlieB
lich einer Abwagung von Alternativen, flankierenden MaBnah
men und Wechselwirkungen mit der Neuproduktion aus der Sicht
einer gesamtunternehmerischen Zielsetzung entwickelt.