
Projektarbeit Steuerung und Vernetzung von 2 FESTO...
43
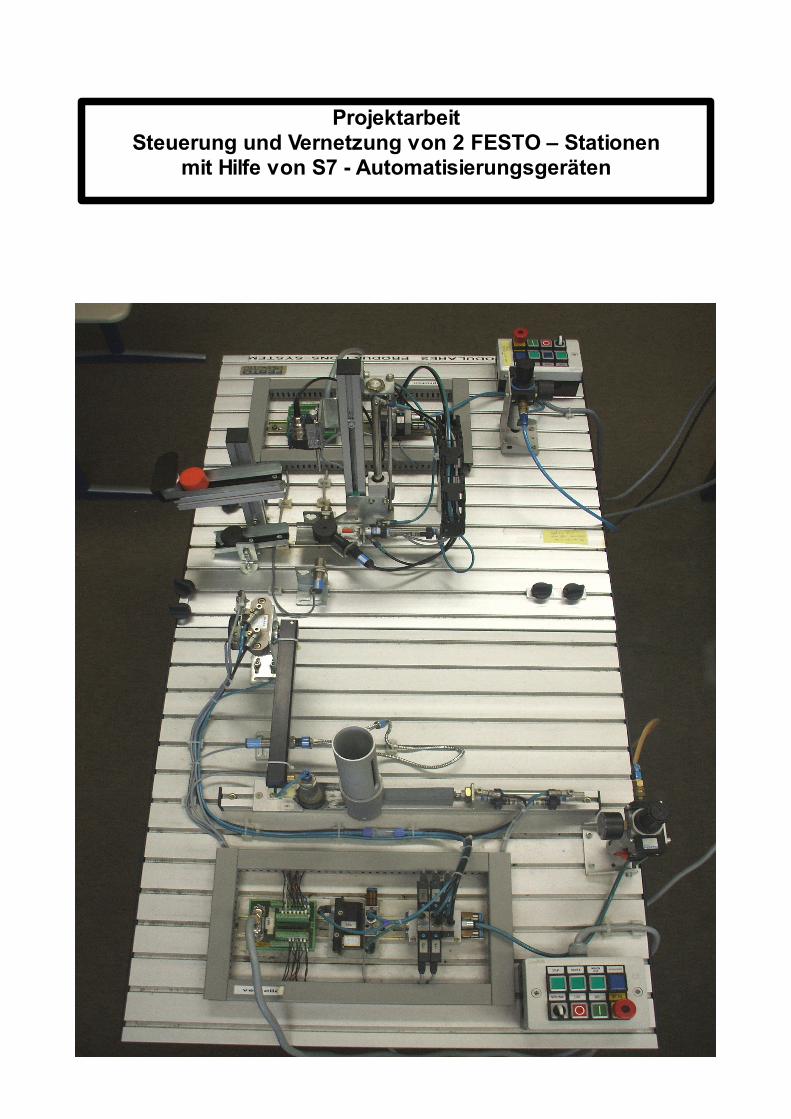
Projektarbeit Steuerung und Vernetzung von 2 FESTO – Stationen mit Hilfe von S7 - Automatisierungsgeräten
Transcript of Projektarbeit Steuerung und Vernetzung von 2 FESTO...
ProjektarbeitSteuerung und Vernetzung von 2 FESTO – Stationen
mit Hilfe von S7 - Automatisierungsgeräten
Ich, Ronny Ludwig, versichere durch meine Unterschrift, dass ich die Projekt-arbeit und die dazugehörige Dokumentation selbstständig in der vorherge-sehnen Zeit bearbeitet habe.
Ebenso bestätige ich, dass ich bei der Erstellung der Dokumentation keinevollständigen Passagen aus vorhergehenden Projektarbeiten übernommenhabe.
Ort, Datum
Unterschrift
Persönliche Erklärung des Projektteilnehmers Ronny Ludwig
Inhaltsverzeichnis1 Vorwort................................................................................................................................52 Aufgabenstellung.................................................................................................................5
2.1 Programmstart der Stationen Verteilen und Prüfen ohne Profibus.............................52.2 Programmstart der Stationen Verteilen und Prüfen mit Profibus................................52.3 Richtvorgang................................................................................................................62.4 Startprozess.................................................................................................................6
3 Projektplanung....................................................................................................................64 Projektdurchführung............................................................................................................7
4.1 Stationen Verteilen und Prüfen....................................................................................74.2 Profibus........................................................................................................................84.3 Step 7 Professional 2006 SR2 (Anwendersoftware)...................................................94.4 Anlegen des Projektes...............................................................................................104.5 Kommunikationsschnittstelle......................................................................................114.6 Hardware einrichten...................................................................................................12
4.6.1 Master Station (Verteilen)...................................................................................124.6.2 Slave Station (Prüfen) .......................................................................................134.6.3 Profibus (Station Slave) erstellen.......................................................................134.6.4 Profibus (Station Master) erstellen.....................................................................164.6.5 Beide Stationen Koppeln....................................................................................174.6.6 MPI.....................................................................................................................20
5 Das Grundprogramm........................................................................................................225.1 Station Verteilen.........................................................................................................245.2 Station Prüfen............................................................................................................245.3 Profibus......................................................................................................................25
6 Aufbau der Station Verteilen.............................................................................................266.1 Hardware...................................................................................................................27
6.1.1 Ventilblock..........................................................................................................276.1.2 Doppel wirkender Zylinder .................................................................................276.1.3 Unterdruckerzeugung.........................................................................................286.1.4 Taster und Sensoren..........................................................................................286.1.5 Stromversorgungsbaugruppe PS 307; 2A.........................................................286.1.6 Zentralbaugruppe CPU 315-2 DP......................................................................296.1.7 Digitaler Eingangsbaustein SM321....................................................................306.1.8 Digitaler Ausgabebaustein SM322.....................................................................306.1.9 Digitaler Simulatorbaustein SM374....................................................................31
7 Aufbau der Station Prüfen.................................................................................................317.1 Hardware...................................................................................................................32
7.1.1 Doppel wirkender Zylinder .................................................................................327.1.2 Ventilblock..........................................................................................................337.1.3 Sensoren und Taster..........................................................................................337.1.3.1 Analogverarbeitung.........................................................................................337.1.4 Stromversorgungsbaugruppe PS 307; 2A.........................................................357.1.5 Zentralbaugruppe CPU 315-2 DP......................................................................357.1.6 Digitaler Eingangsbaustein SM321....................................................................367.1.7 Digitaler Ausgabebaustein SM322.....................................................................377.1.8 Analogbaugruppe SM 334; AI4 / AO2 x 8/8 Bit..................................................377.1.9 Digitaler Simulatorbaustein SM374....................................................................38
8 Erfahrungen......................................................................................................................389 Wochenberichte................................................................................................................40
9.1 Woche 1 (18.02.08 – 22.02.08).................................................................................40
9.2 Woche 2 (25.02.08 – 29.02.08).................................................................................409.3 Woche 3 (03.03.08 – 07.03.08).................................................................................409.4 Woche 4 (10.03.08 – 14.03.08).................................................................................409.5 Woche 5 (17.03.08 – 21.03.08).................................................................................409.6 Woche 6 (24.03.08 – 28.03.08).................................................................................409.7 Woche 7 (31.03.08 – 04.04.08).................................................................................409.8 Woche 8 (07.04.08 – 11.04.08).................................................................................419.9 Woche 9 (14.04.08 – 18.04.08).................................................................................419.10 Woche 10 (21.04.08 – 25.04.08).............................................................................419.11 Woche 11 (28.04.08 – 02.05.08)..............................................................................419.12 Woche 12 (05.05.08 – 09.05.08).............................................................................419.13 Woche 13 (12.05.08 – 16.05.08).............................................................................41
11 Quellen ...........................................................................................................................4212 Anhang............................................................................................................................42
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
1 Vorwortm Rahmen der 2-jährigen Weiterbildung zum Staatlich geprüften Techniker, erhielt ich zum Anfang des 3. Weiterbildungshalbjahres die Aufgabe, zwei FESTO – Stationen mit Hilfe von S7-Automatisierungsgeräten zu vernetzen und zu steuern, sowie eine dazugehörige Präsentation und Dokumentation zu erstellen. Bei den Pneumatischen Anlagen handelt es sich um die Stationen Verteilen und Prüfen der FESTO – DIDACTIC.Die Anlage soll veranschaulichen, wie ein Werkstück, mit Hilfe einer Profibusverbindung zwischen den beiden CPU´s, von der Station Verteilen auf die Station Prüfen übergeben und weiterverarbeitet wird.
2 AufgabenstellungSteuerung und Vernetzung von 2 FESTO-Stationen mit Hilfe von S7-Automatisierungs-geräten.
Für die vorhandenen elektro-pneumatischen Festo-Modelle soll ein Steuerungsprogramm für ein S7-Automatisierungsgerät entwickelt werden. Der Ablauf der Steuerung ergibt sich durch die ausgewählten Modelle. Die gegenseitige Steuerung mit dem anderen Modell soll durch Datenübertragung mit Hilfe des Profibussystems realisiert werden.
2.1 Programmstart der Stationen Verteilen und Prüfen ohne ProfibusDie Stationen Verteilen und Prüfen sind programmtechnisch so aufgebaut, dass der Benutzer der Anlage nur den Lichtsignalen der Bedieneinheiten folgen muss.Nachdem ein Programmstart durchgeführt wurde, leuchtet bei beiden Stationen der NOT-AUS Schalter. Nach Quittierung des Not-Aus Signals beginnt die Beleuchtung des Richten-Tasters aufzuleuchten. Sie signalisiert zum Betätigen dieses Tasters, um die Stationen in Grundstellung zu bringen. Nachdem die Stationen in Grundstellung gebracht wurden, beginnt die Lampe Start zu leuchten. Nach Betätigen des Tasters Start nehmen die Stationen ihren Arbeitsprozess auf. Während des ganzen Prozesses von, bis und während des Arbeitsprozesses, wird die Betriebsart angezeigt. Bei einem Dauerleuchten handelt es sich um die Betriebsart Automatik, bei einem Aufblinken der Leuchte um den Manuellbetrieb.
2.2 Programmstart der Stationen Verteilen und Prüfen mit ProfibusIm Profibusverbundsystem reagieren die Stationen Verteilen und Prüfen ähnlich wie im Programmstart ohne Profibus. Auch hier muss der Bediener nur den Lichtsignalen des Bedienpultes folgen. Außerdem muss bei beiden Stationen das NOT-AUS Signal quittiert werden. Jetzt übernimmt das Bedienpult der Station Verteilen. Verteilen ist die Master-station im Pofibussystem, die Aufgaben des Tasters sind Richten, Start, Stopp. Bei Betätigen des Tasters Richten wird erst die Station Prüfen gerichtet, danach die Station Verteilen.
- 5 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
Dies geschieht ebenfalls bei dem Start- und Stoppprozess. Diese Bedienung erfolgt nur, wenn beide Stationen auf Automatik oder die Station Verteilen auf Automatik und die Station Prüfen auf Hand stehen. Auch wenn die Stationen im Profibusverbundsystem vernetzt sind, ist es dennoch möglich beide Stationen so zu Bedienen, als ob sie keine Profibusverbindung hätten, jede Station für sich.
2.3 RichtvorgangIm Richtvorgang ist es sinnvoll, dass die Stationen entgegengesetzt des Materialflusses in Grundstellung gebracht weden. Der Richtvorgang wird durch das Signal der Beleuchtung des Tasters Richten angezeigt und wird vor jedem Startprozess, nach einem Programmstart oder NOT-STOP, durchgeführt.
2.4 StartprozessWar der Programmstart und der Richtvorgang erfolgreich, so kann der Startprozess, signalisiert durch die Beleuchtung des Tasters Start, durchgeführt werden. Es ist jedoch sinnvoll vor jedem Startprozess nachzuschauen, ob sich ein Werkstück in der Schiene befindet und dieses dann zu entnehmen. Befindet sich ein Werkstück auf der Station Prüfen, so muss dieses Teil nicht entnommen werden, da die Station Verteilen im Profibusverbundsystem auf die Freigaben der Station Prüfen wartet. Befindet sich kein Teil mehr im Magazin der Station Verteilen, so wird ein optisches Signal am Taster Magazin ausgegeben. Durch Nachfüllen des Magazins und Betätigen des Tasters Magazin, geht die Station Verteilen in den Arbeitsprozess zurück.
3 ProjektplanungZu Beginn des Projektes war die Überlegung, welche Schritte man einleitet, um eine funktionstüchtig laufende Anlage zu erhalten. Ich beschloss die Dokumentation und die Durchführung des Projekts parallel laufen zu lassen. Nach kurzer Zeit musste ich aber feststellen, dass die Dokumentation immer mehr in den Hintergrund geriet, sodass ich beschloss, nach jeden Projekttag kleine Notizen zu machen, die ich dann in der Dokumentationsphase mit einfließen lassen konnte. Kleinere Programme, sowie Teile des Gesamtprogramms, wurden immer wieder einzeln abgespeichert, um darauf bei Bedarf zurückgreifen zu können. Die Verbindung der beiden Stationen über Proibus sollte zum Schluss erfolgen, nachdem die Programmteile für jede einzelne Station geschrieben und funktionstüchtig sein sollte. Die Variante der Profibusverbindung sollte per DP geschehen. Es ist die häufigste in der Fertigungstechnik angewandte Verbindung zwischen zwei CPU´s.
- 6 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
4 Projektdurchführung
4.1 Stationen Verteilen und PrüfenAm Anfang der Projektdurchführung machte ich mich mit den zu verwendenden Stationen vertraut. Ich kontrollierte die Funktionstüchtigkeit beider Tische. Danach warf ich einen Blick auf die mir zur Verfügung gestellte Software STEP7. Nach kurzer Bekanntmachung der Software wurden kleine Testprogramme geschrieben, um die Funktion beider Stationen zu gewährleisten, dass jedes Ventil und jeder Taster auch die Funktions-tüchtigkeit aufweist. Dabei konnte ich feststellen, ob die Stromlaufpläne, sowie die Pläne der pneumatischen Anschlüsse mit den mir zur Verfügung gestellten Dokumentationen übereinstimmte. Nach komplett erfolgreicher Überprüfung der Anlage konnte mit der eigentlichen Programmierung der Prozesssteuerung begonnen werden. Ich wählte dabei die Station für Station Programmierung, d.h. erst Station Verteilen, dann Station Prüfen. Das Programmieren kann auf verschiedene Arten erfolgen, z.B.:
- Anweisungsliste (AWL)- Kontaktplan (KOP)- Funktionsplan (FUP)- Schrittkette (Graph).
Ich hatte mich als erstes für den Funktionsplan entschieden, da die Schrittkette nur kurz im Unterricht angesprochen wurde. Der Funktionsplan ist eine bildliche Darstellung. Die einzelnen Funktionen werden durch ein Symbol mit Funktionskennzeichen dargestellt. Auf der linken Seite des Symbols die Eingänge, auf der rechten Seite die Ausgänge. Dabei müssen bestimmte Bedingungen erfüllt sein, damit ein Ventil geöffnet / geschlossen wird oder Anzeigen angesteuert werden. Die Meldungen über Endlagenschalter oder Ventil-schaltzustände werden der CPU der Siemens durch digitale oder analoge Ein - und Ausgänge mitgeteilt. Diese Ein– und Ausgabebausteine besitzen 16 Anschlüsse, die mit 24V Gleichspannung arbeiten. Die Eingänge werden mit Schließern oder Öffnern ver-bunden. Die Ausgänge steuern Ventile zum Bewegen von Schwenkarm, Ausschiebe-zylinder oder Vakuum ein / aus. Nachdem das geschriebene Programm übertragen wurde, musste ich leider feststellen, das sich eine Fehlersuche im Programm sehr schwierig erwies. Nach kurzer Einarbeitungszeit entschied ich mich für die Schrittkette. Hierbei wird der gesamte Ablauf in einzelne Schritte zerlegt. Diese Programmierung erleichterte mir die Fehlersuche im Programm. Ebenfalls entschied ich, dass die Meldungen von Beleuchtungseinheiten und Start / Stopp Bedingungen aber weiter über den FUP programmiert werden sollten.Die Station Verteilen war die erste Station von zwei Anlagen, die ich Programmieren musste.Sie hat die Aufgabe ein Werkstück dem Produkionsprozess zuzuführen. Über die Funktionen der Anlage, was bei welchen Prozessen stattfinden sollte, hatte ich keine Informationen. Ich legte folgende Funktionen fest, die ich auch auf die zwei Station übernehmen wollte:
Richten der Anlage
- 7 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
Starten der Anlage Stoppen der AnlageBenachrichtigung, wenn Magazin leer (nicht für die zweite Station)Umschalten von Automatik / ManuellNOT-AUS
Bei der Bearbeitung der Station Prüfen kam eine Analogauswertung mit dazu. Nach kurzer Einarbeitungszeit in die analoge Verarbeitung über Variablentabellen konnte ich diesem Netzwerk des Programmteils auch diese Bedingungen mitteilen und verarbeiten lassen.
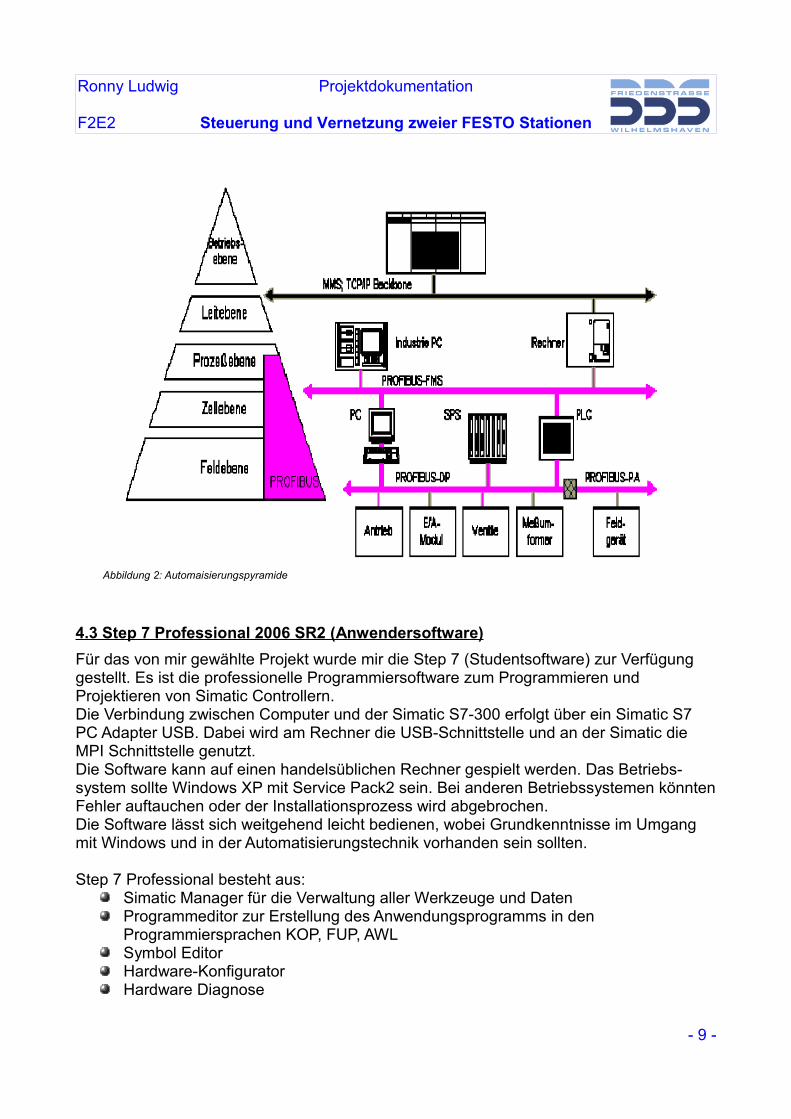
4.2 ProfibusNach Fertigstellung der beiden Stationen sollten diese die Fähigkeit besitzen, über Profibus miteinander kommunizieren zu können, d.h. die eine Anlage teilt der zweiten Anlage mit, wann sie bereit zur Übernahme eines Werkstückes ist. Die zu verwendende Verbindung sollte über eine DP-Verbindung geschehen. Die Abkürzung DP bedeutet Dezentrale Peripherie (Feldebene der Automatisierungspyramide). Es ist ein sogenanntes Feldbussystem, das die Anschlussmodule nahe an den Anlagenprozess heranbringt und untereinander sowie mit dem Zentralgerät über ein Serielles Bussystem verbindet. Es verbindet Aktoren und Sensoren an Atomatisierungssystemen. Der Austausch erfolgt meist zyklisch durch Anwendung des Master-Slave-Verfahrens. Das aus DP-Master, DP-Slave und der Proibus-Leitung bestehende Bussystem ist ein Bestandeil des SPS-Systems. Das typische Profibus-DP-System ist ein Mono-Master-System mit der erforderlichen Anzahl von DP-Slaves mit digitalen Eingängen (DE) sowie digitalen Ausgängen (DA) bzw. analogen Eingängen (AE) und analogen Ausgängen (AA). Der DP-Master ist entweder als eigene Baugruppe vorhanden oder ist in die CPU integriert. Die Hauptaufgabe des DP-Masters ist der Datenaustausch mit dem DP-Slave und dient der Entlastung der CPU, die hauptsächlich mit der Durchführung des Steuerprogramms beschäftigt ist. Das Anwenderprogramm muss bei einer urgelöschten CPU mittels MPI-Schnittstelle übertragen werden.Der Aufbau erfolgt in Linienstruktur. Es ist ein Repeater zwischengeschaltet, von dem aus eine weitere Linie abgehen kann. Die Anschlussstücke sind mit einem Abschluss-widerstand versehen.
- 8 -
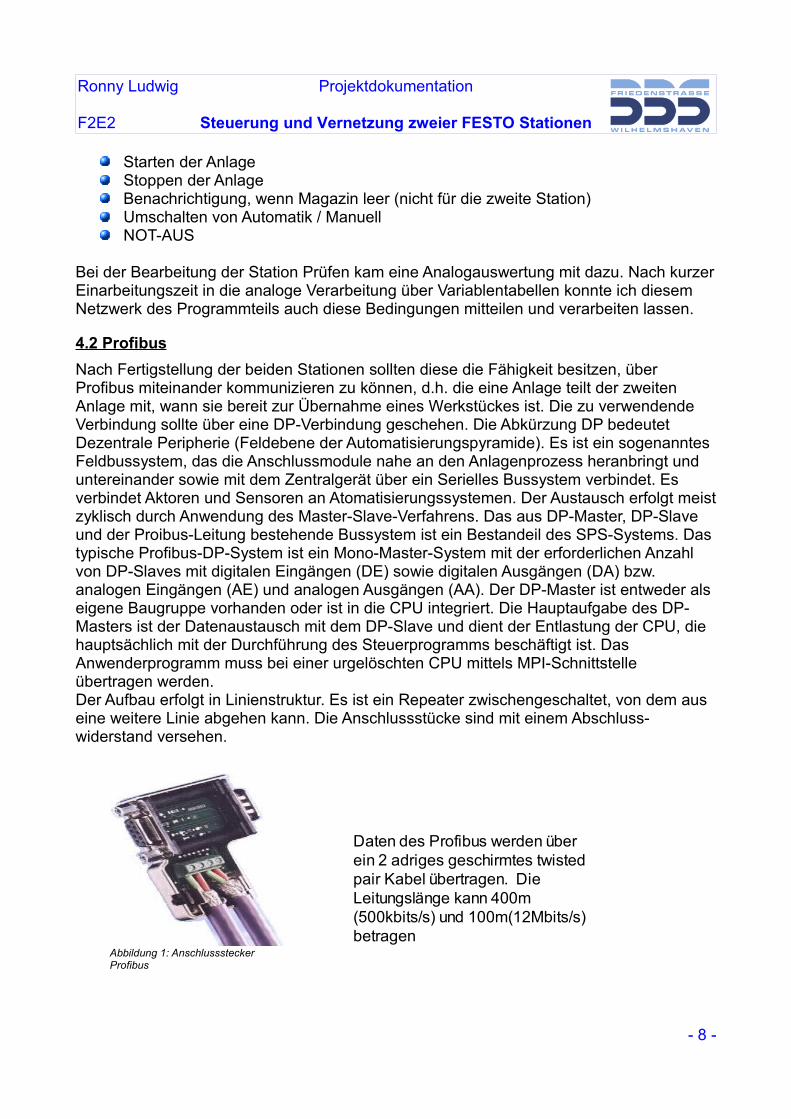
Daten des Profibus werden über ein 2 adriges geschirmtes twisted pair Kabel übertragen. Die Leitungslänge kann 400m (500kbits/s) und 100m(12Mbits/s) betragen
Abbildung 1: Anschlussstecker Profibus
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
4.3 Step 7 Professional 2006 SR2 (Anwendersoftware)Für das von mir gewählte Projekt wurde mir die Step 7 (Studentsoftware) zur Verfügung gestellt. Es ist die professionelle Programmiersoftware zum Programmieren und Projektieren von Simatic Controllern.Die Verbindung zwischen Computer und der Simatic S7-300 erfolgt über ein Simatic S7 PC Adapter USB. Dabei wird am Rechner die USB-Schnittstelle und an der Simatic die MPI Schnittstelle genutzt.Die Software kann auf einen handelsüblichen Rechner gespielt werden. Das Betriebs-system sollte Windows XP mit Service Pack2 sein. Bei anderen Betriebssystemen könnten Fehler auftauchen oder der Installationsprozess wird abgebrochen.Die Software lässt sich weitgehend leicht bedienen, wobei Grundkenntnisse im Umgang mit Windows und in der Automatisierungstechnik vorhanden sein sollten.
Step 7 Professional besteht aus:Simatic Manager für die Verwaltung aller Werkzeuge und DatenProgrammeditor zur Erstellung des Anwendungsprogramms in den Programmiersprachen KOP, FUP, AWLSymbol EditorHardware-KonfiguratorHardware Diagnose
- 9 -
Abbildung 2: Automaisierungspyramide
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
NetPro zur Einrichtung einer Datenübertragung über MPI oder PROFIBUSS7 Graph zur graphischen SchrittkettenprogrammierungS7-PLCSim zur offline-Simulation
Step 7 enthällt damit alle Programmiersprachen. Der Anwender ist frei in der Auswahl seiner Hardwareplattform.
Step 7 unterstützt:Einrichten und VerwaltenKonfigurieren und Parametrieren von Hardware und KommunikationVerwaltung von SymbolenProgrammerstellungLaden von Programmen auf ZielsystemeTestDiagnose bei Anlagenstörungen
4.4 Anlegen des ProjektesWenn die Software fertig installiert wurde, müssen kleinere Einstellungen gemacht werden, bevor die Programmierung durchgeführt werden kann. Öffnet man (mit Doppelklick auf Icon) die Software, gelangt man direkt in den Simatic Manager. Dieser öffnet ein zweites Fenster für den Assistenten „Neues Projekt“.
Dem Assistenten jetzt folgen mit dem „Weiter“ Button. Jetzt wird abgefragt welche CPU verwendet werden soll. Diese Daten findet man auf der Frontseite der CPU von Siemens. Im weiteren Fenster werden die Bausteine und die Programmiersprache eingestellt. Hier
- 10 -
Abbildung 3: Neues Projekt
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
braucht man sich aber noch nicht richtig festlegen, da man auch diese Einstellung nach Fertigstellung verändern kann. Durch den Klick auf „Weiter“ muss jetzt nur noch der Projektname vergeben und der Assistent fertiggestellt werden.
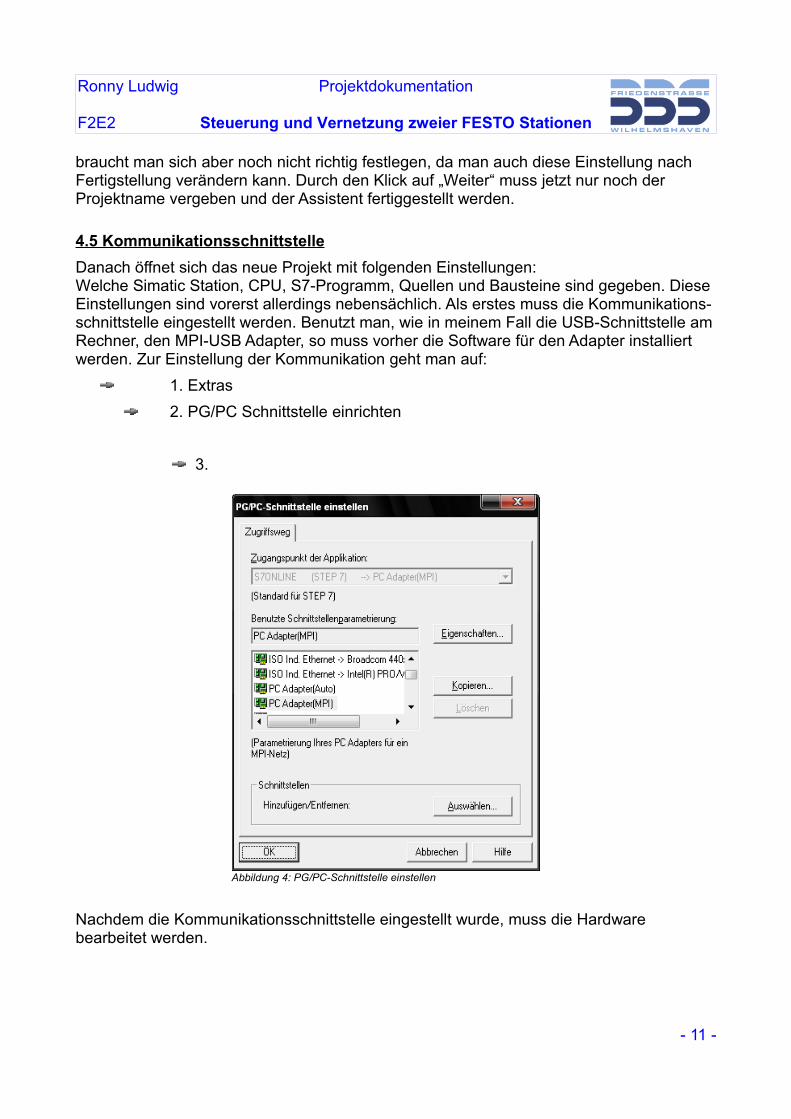
4.5 KommunikationsschnittstelleDanach öffnet sich das neue Projekt mit folgenden Einstellungen:Welche Simatic Station, CPU, S7-Programm, Quellen und Bausteine sind gegeben. Diese Einstellungen sind vorerst allerdings nebensächlich. Als erstes muss die Kommunikations-schnittstelle eingestellt werden. Benutzt man, wie in meinem Fall die USB-Schnittstelle am Rechner, den MPI-USB Adapter, so muss vorher die Software für den Adapter installiert werden. Zur Einstellung der Kommunikation geht man auf:
1. Extras2. PG/PC Schnittstelle einrichten
3.
Nachdem die Kommunikationsschnittstelle eingestellt wurde, muss die Hardware bearbeitet werden.
- 11 -
Abbildung 4: PG/PC-Schnittstelle einstellen
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
4.6 Hardware einrichten
4.6.1 Master Station (Verteilen)
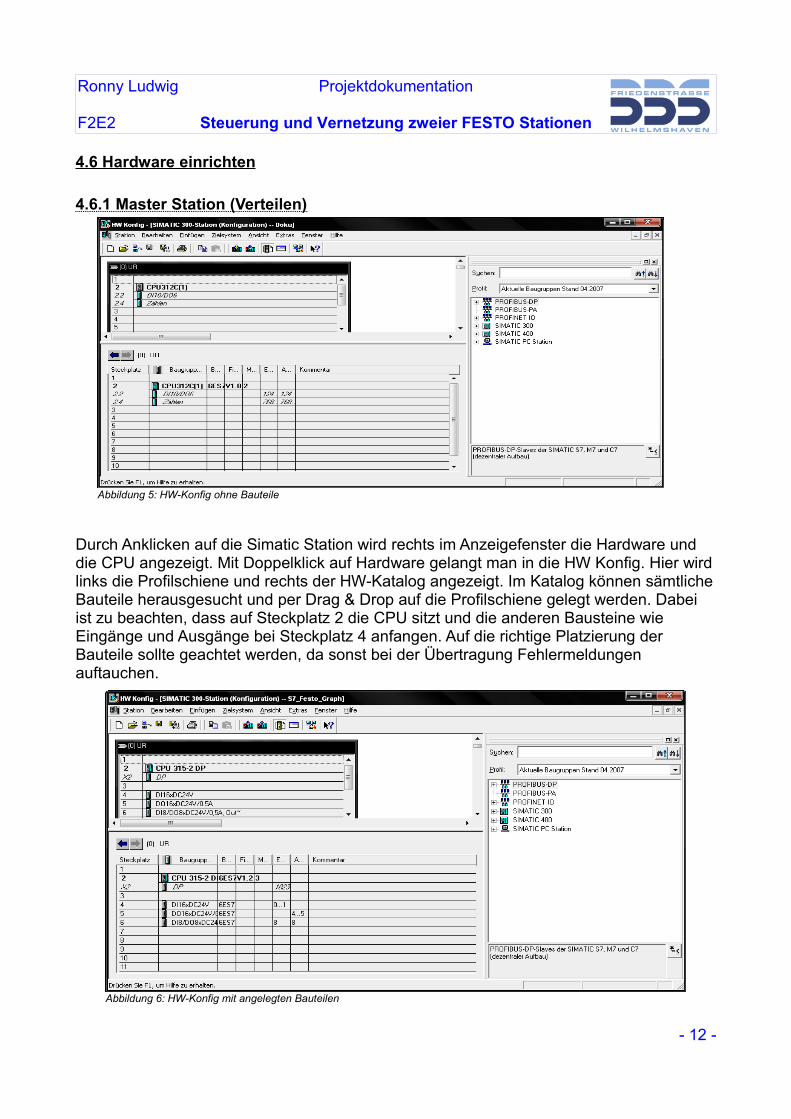
Durch Anklicken auf die Simatic Station wird rechts im Anzeigefenster die Hardware und die CPU angezeigt. Mit Doppelklick auf Hardware gelangt man in die HW Konfig. Hier wird links die Profilschiene und rechts der HW-Katalog angezeigt. Im Katalog können sämtliche Bauteile herausgesucht und per Drag & Drop auf die Profilschiene gelegt werden. Dabei ist zu beachten, dass auf Steckplatz 2 die CPU sitzt und die anderen Bausteine wie Eingänge und Ausgänge bei Steckplatz 4 anfangen. Auf die richtige Platzierung der Bauteile sollte geachtet werden, da sonst bei der Übertragung Fehlermeldungen auftauchen.
- 12 -
Speichern & Übersetzen
Abbildung 5: HW-Konfig ohne Bauteile
Abbildung 6: HW-Konfig mit angelegten Bauteilen
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
Nach richtiger Einstellung der Hardware wird gespeichert und übersetzt. Jetzt kann die Hardware geschlossen werden. Station als Master umbenennen.
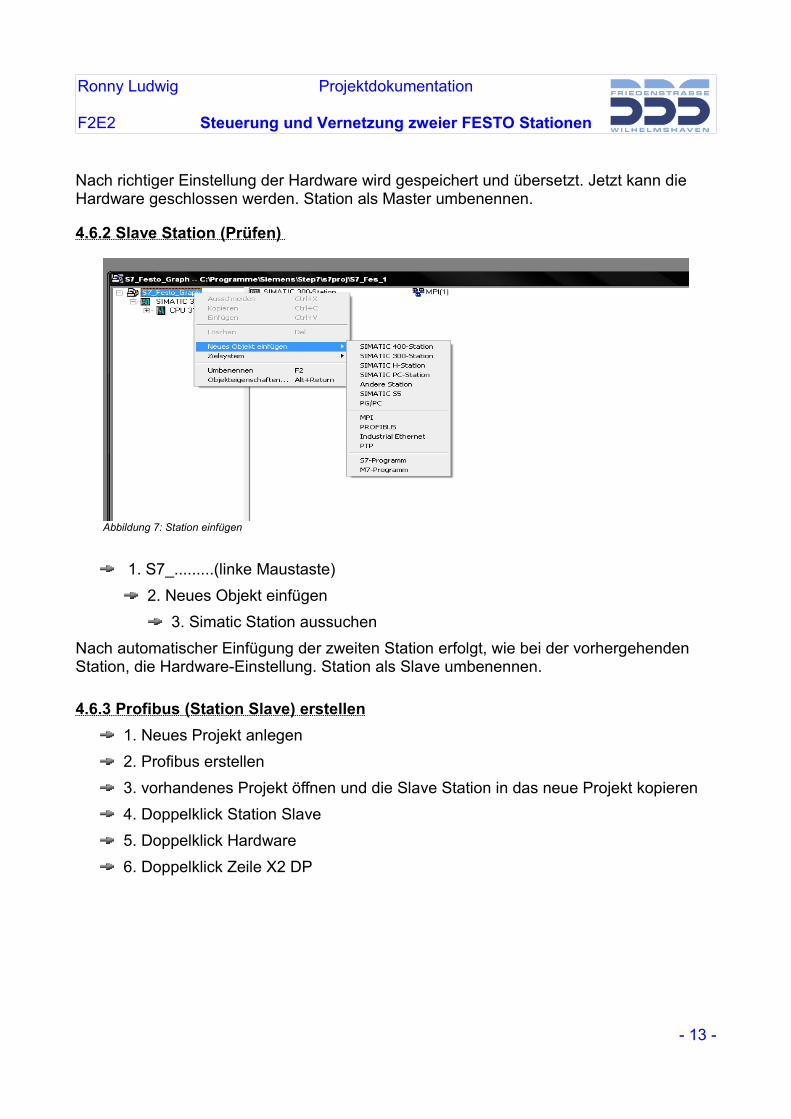
4.6.2 Slave Station (Prüfen)
1. S7_.........(linke Maustaste)2. Neues Objekt einfügen
3. Simatic Station aussuchenNach automatischer Einfügung der zweiten Station erfolgt, wie bei der vorhergehenden Station, die Hardware-Einstellung. Station als Slave umbenennen.
4.6.3 Profibus (Station Slave) erstellen1. Neues Projekt anlegen2. Profibus erstellen3. vorhandenes Projekt öffnen und die Slave Station in das neue Projekt kopieren4. Doppelklick Station Slave5. Doppelklick Hardware6. Doppelklick Zeile X2 DP
- 13 -
Abbildung 7: Station einfügen
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
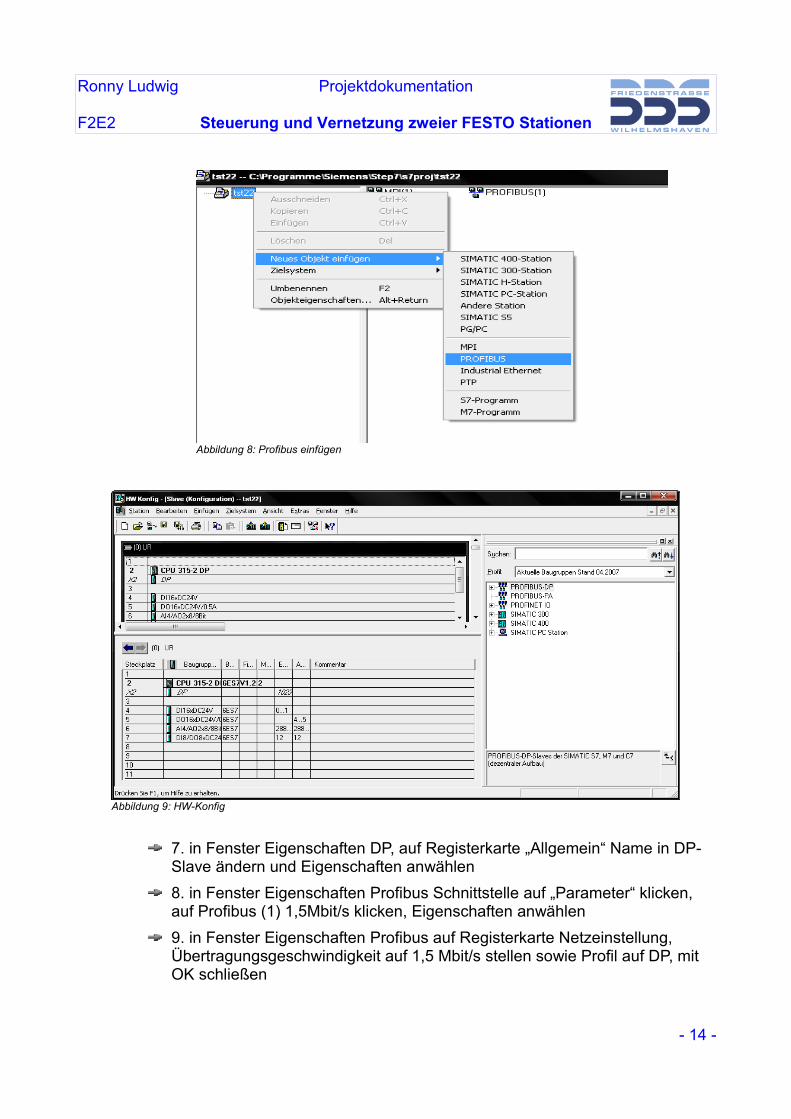
7. in Fenster Eigenschaften DP, auf Registerkarte „Allgemein“ Name in DP-Slave ändern und Eigenschaften anwählen8. in Fenster Eigenschaften Profibus Schnittstelle auf „Parameter“ klicken, auf Profibus (1) 1,5Mbit/s klicken, Eigenschaften anwählen9. in Fenster Eigenschaften Profibus auf Registerkarte Netzeinstellung, Übertragungsgeschwindigkeit auf 1,5 Mbit/s stellen sowie Profil auf DP, mit OK schließen
- 14 -
Abbildung 8: Profibus einfügen
Abbildung 9: HW-Konfig
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
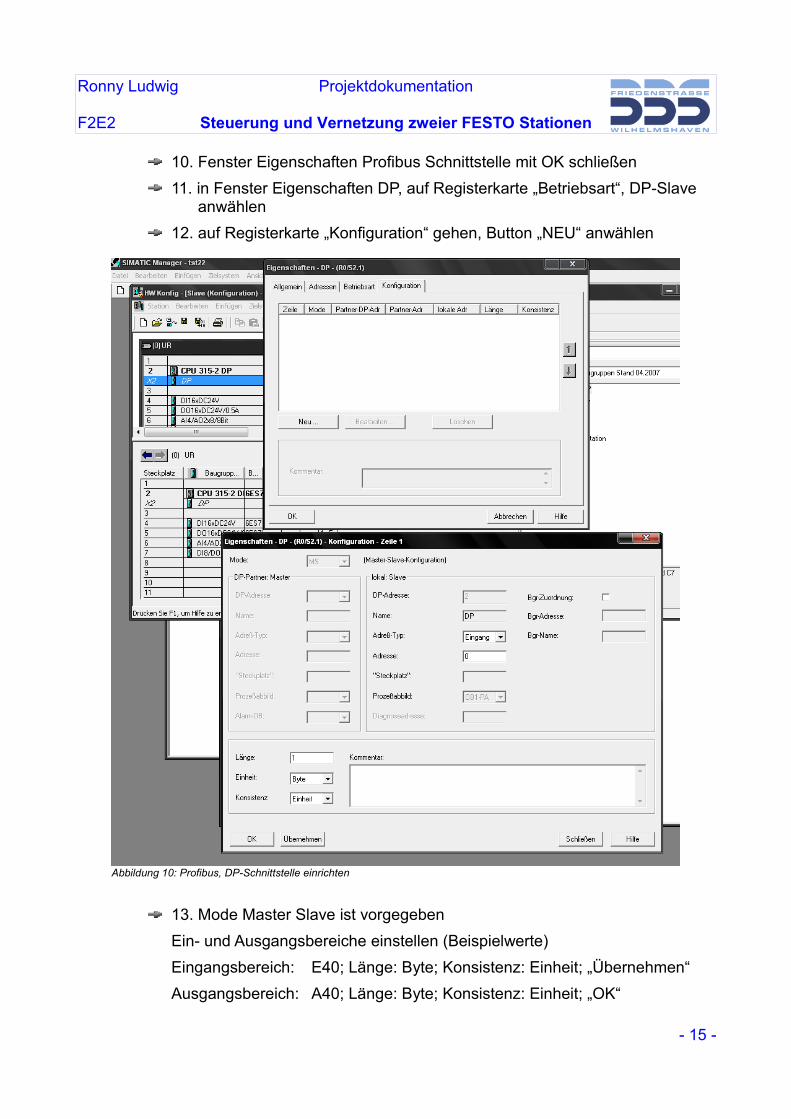
10. Fenster Eigenschaften Profibus Schnittstelle mit OK schließen11. in Fenster Eigenschaften DP, auf Registerkarte „Betriebsart“, DP-Slave anwählen12. auf Registerkarte „Konfiguration“ gehen, Button „NEU“ anwählen
13. Mode Master Slave ist vorgegebenEin- und Ausgangsbereiche einstellen (Beispielwerte) Eingangsbereich: E40; Länge: Byte; Konsistenz: Einheit; „Übernehmen“Ausgangsbereich: A40; Länge: Byte; Konsistenz: Einheit; „OK“
- 15 -
Abbildung 10: Profibus, DP-Schnittstelle einrichten
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
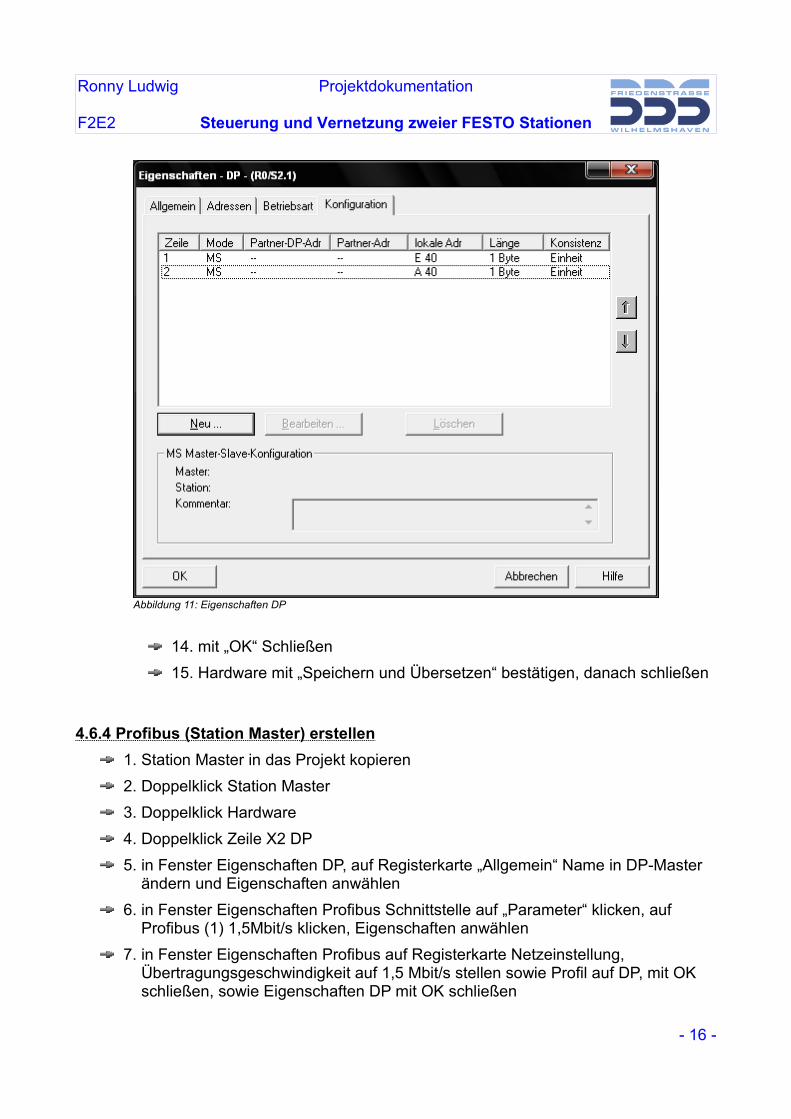
14. mit „OK“ Schließen15. Hardware mit „Speichern und Übersetzen“ bestätigen, danach schließen
4.6.4 Profibus (Station Master) erstellen1. Station Master in das Projekt kopieren2. Doppelklick Station Master3. Doppelklick Hardware4. Doppelklick Zeile X2 DP5. in Fenster Eigenschaften DP, auf Registerkarte „Allgemein“ Name in DP-Master ändern und Eigenschaften anwählen6. in Fenster Eigenschaften Profibus Schnittstelle auf „Parameter“ klicken, auf Profibus (1) 1,5Mbit/s klicken, Eigenschaften anwählen7. in Fenster Eigenschaften Profibus auf Registerkarte Netzeinstellung, Übertragungsgeschwindigkeit auf 1,5 Mbit/s stellen sowie Profil auf DP, mit OK schließen, sowie Eigenschaften DP mit OK schließen
- 16 -
Abbildung 11: Eigenschaften DP
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
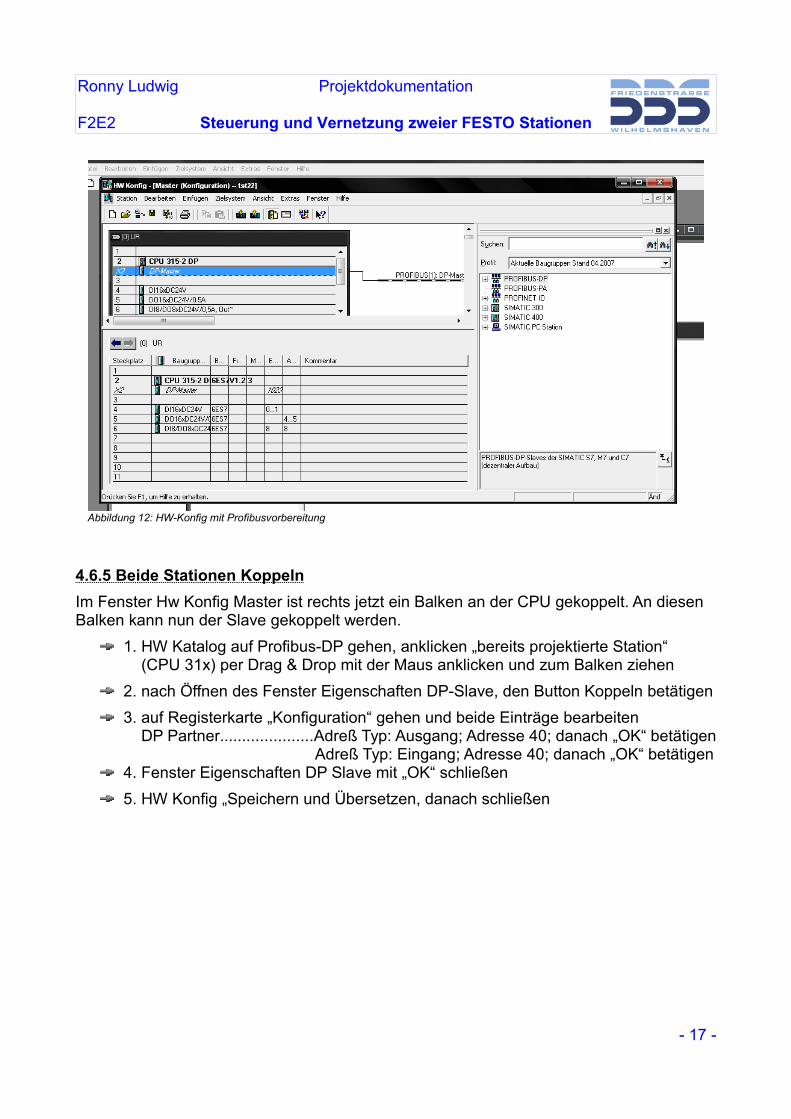
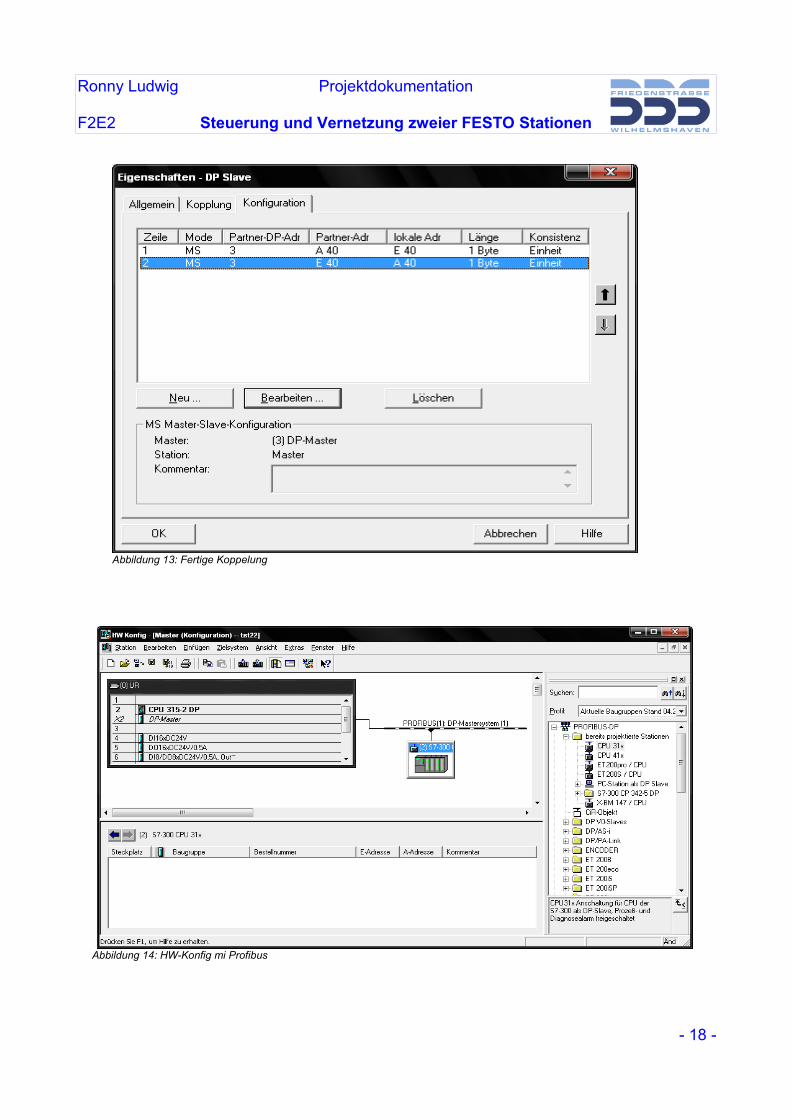
4.6.5 Beide Stationen KoppelnIm Fenster Hw Konfig Master ist rechts jetzt ein Balken an der CPU gekoppelt. An diesen Balken kann nun der Slave gekoppelt werden.
1. HW Katalog auf Profibus-DP gehen, anklicken „bereits projektierte Station“ (CPU 31x) per Drag & Drop mit der Maus anklicken und zum Balken ziehen2. nach Öffnen des Fenster Eigenschaften DP-Slave, den Button Koppeln betätigen3. auf Registerkarte „Konfiguration“ gehen und beide Einträge bearbeiten DP Partner.....................Adreß Typ: Ausgang; Adresse 40; danach „OK“ betätigen
Adreß Typ: Eingang; Adresse 40; danach „OK“ betätigen4. Fenster Eigenschaften DP Slave mit „OK“ schließen5. HW Konfig „Speichern und Übersetzen, danach schließen
- 17 -
Abbildung 12: HW-Konfig mit Profibusvorbereitung
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
- 18 -
Abbildung 13: Fertige Koppelung
Abbildung 14: HW-Konfig mi Profibus
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
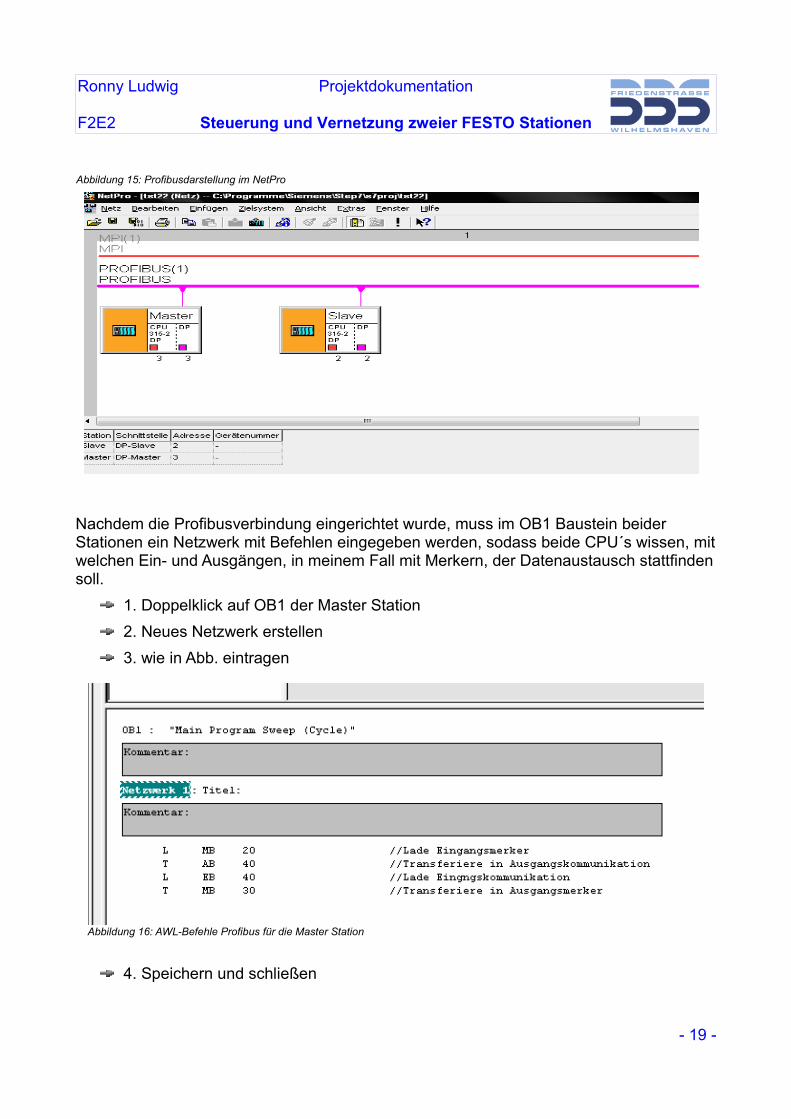
Nachdem die Profibusverbindung eingerichtet wurde, muss im OB1 Baustein beider Stationen ein Netzwerk mit Befehlen eingegeben werden, sodass beide CPU´s wissen, mit welchen Ein- und Ausgängen, in meinem Fall mit Merkern, der Datenaustausch stattfinden soll.
1. Doppelklick auf OB1 der Master Station2. Neues Netzwerk erstellen3. wie in Abb. eintragen
4. Speichern und schließen
- 19 -
Abbildung 16: AWL-Befehle Profibus für die Master Station
Abbildung 15: Profibusdarstellung im NetPro
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
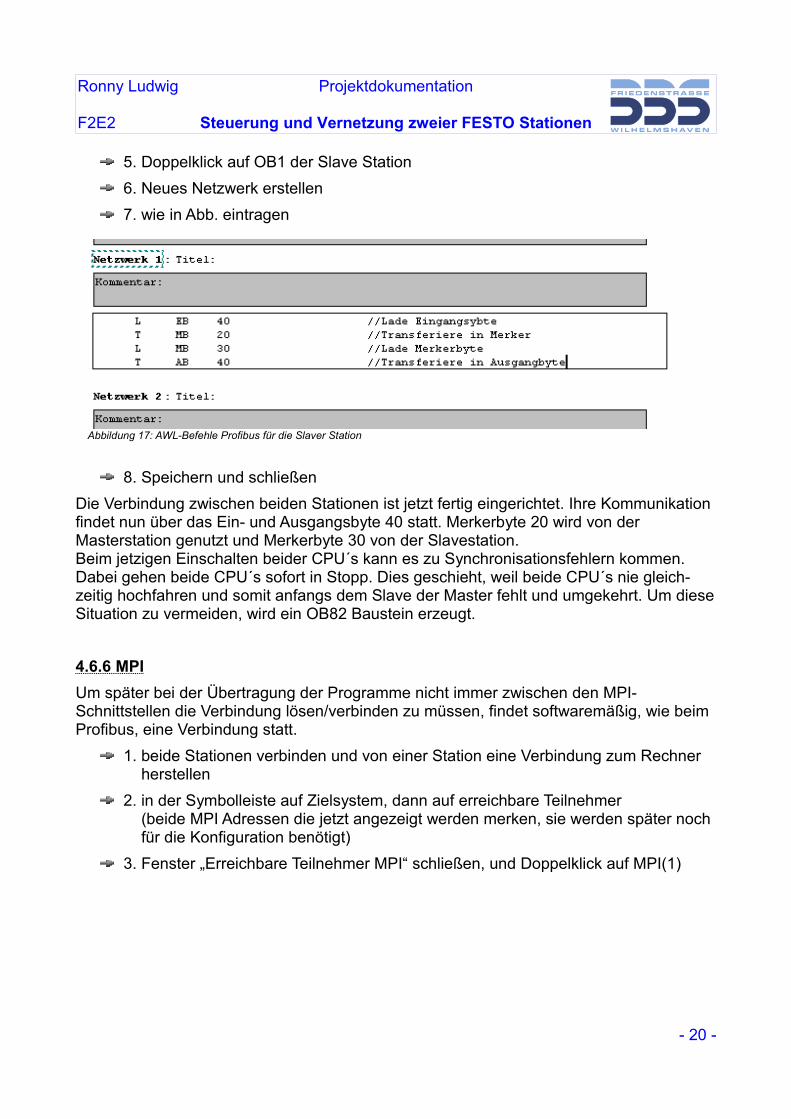
5. Doppelklick auf OB1 der Slave Station6. Neues Netzwerk erstellen7. wie in Abb. eintragen
8. Speichern und schließenDie Verbindung zwischen beiden Stationen ist jetzt fertig eingerichtet. Ihre Kommunikation findet nun über das Ein- und Ausgangsbyte 40 statt. Merkerbyte 20 wird von der Masterstation genutzt und Merkerbyte 30 von der Slavestation.Beim jetzigen Einschalten beider CPU´s kann es zu Synchronisationsfehlern kommen. Dabei gehen beide CPU´s sofort in Stopp. Dies geschieht, weil beide CPU´s nie gleich-zeitig hochfahren und somit anfangs dem Slave der Master fehlt und umgekehrt. Um diese Situation zu vermeiden, wird ein OB82 Baustein erzeugt.
4.6.6 MPIUm später bei der Übertragung der Programme nicht immer zwischen den MPI- Schnittstellen die Verbindung lösen/verbinden zu müssen, findet softwaremäßig, wie beim Profibus, eine Verbindung statt.
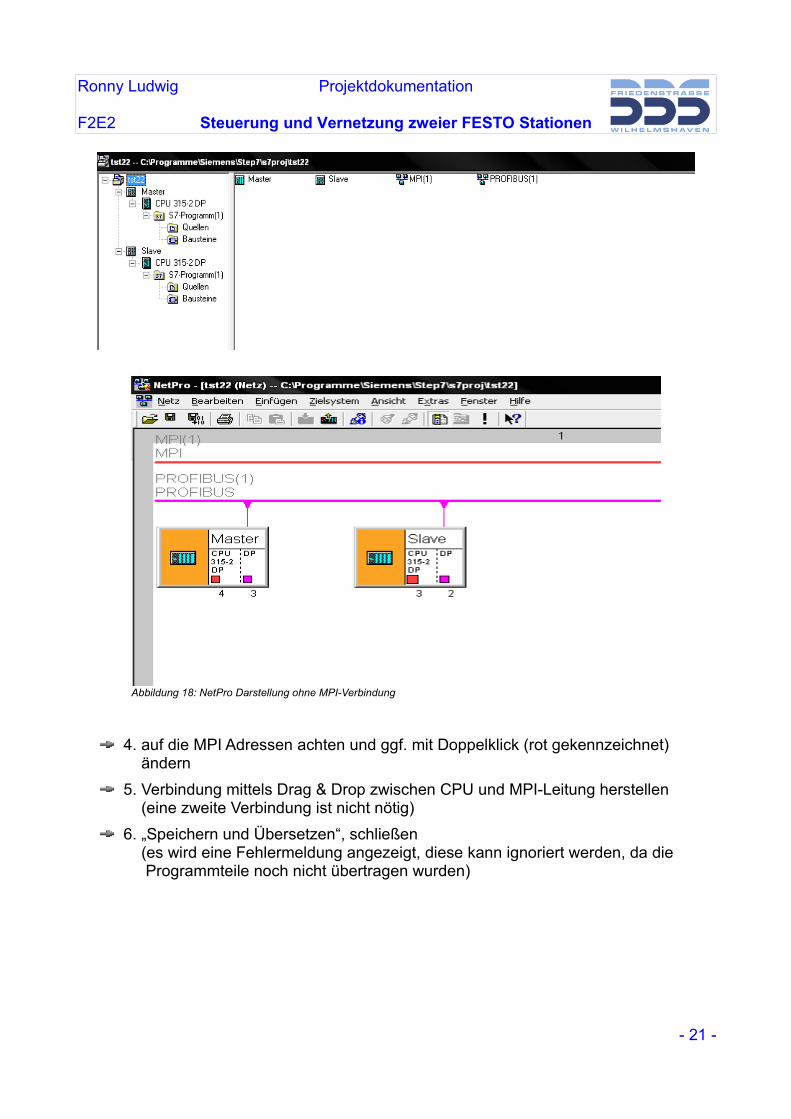
1. beide Stationen verbinden und von einer Station eine Verbindung zum Rechner herstellen 2. in der Symbolleiste auf Zielsystem, dann auf erreichbare Teilnehmer (beide MPI Adressen die jetzt angezeigt werden merken, sie werden später noch für die Konfiguration benötigt)3. Fenster „Erreichbare Teilnehmer MPI“ schließen, und Doppelklick auf MPI(1)
- 20 -
Abbildung 17: AWL-Befehle Profibus für die Slaver Station
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
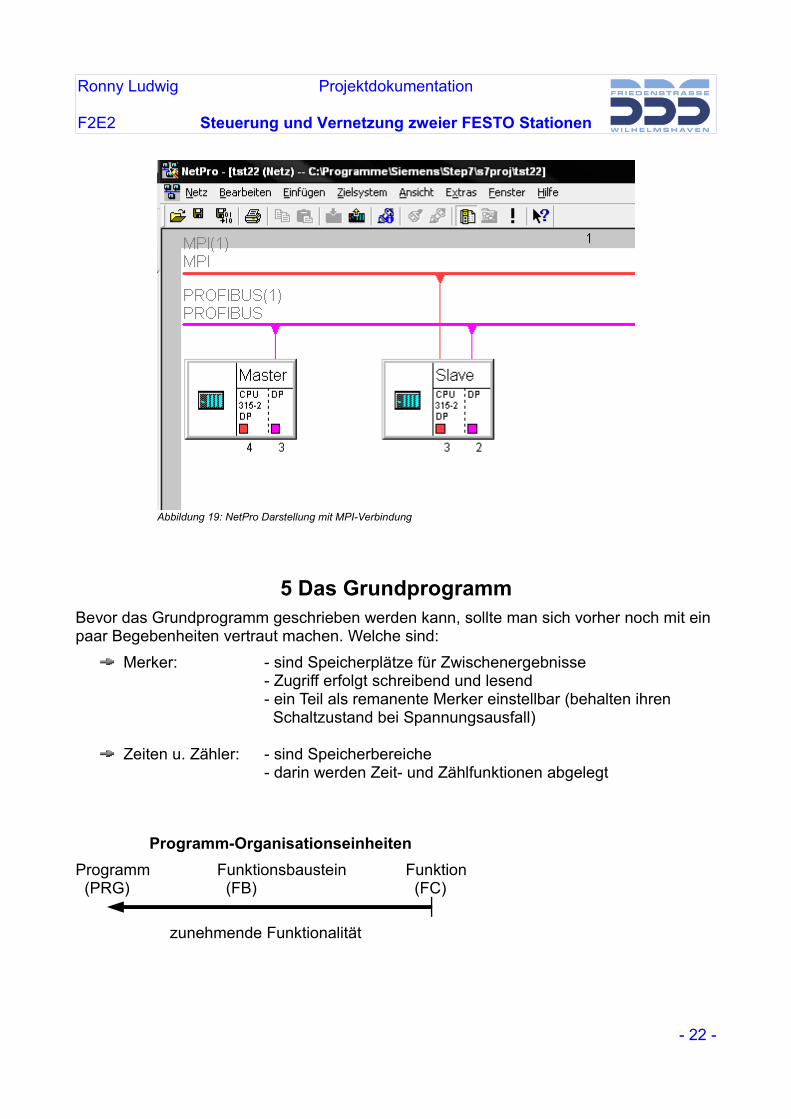
4. auf die MPI Adressen achten und ggf. mit Doppelklick (rot gekennzeichnet) ändern 5. Verbindung mittels Drag & Drop zwischen CPU und MPI-Leitung herstellen (eine zweite Verbindung ist nicht nötig)6. „Speichern und Übersetzen“, schließen (es wird eine Fehlermeldung angezeigt, diese kann ignoriert werden, da die Programmteile noch nicht übertragen wurden)
- 21 -
MPI-Adressen
Abbildung 18: NetPro Darstellung ohne MPI-Verbindung
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
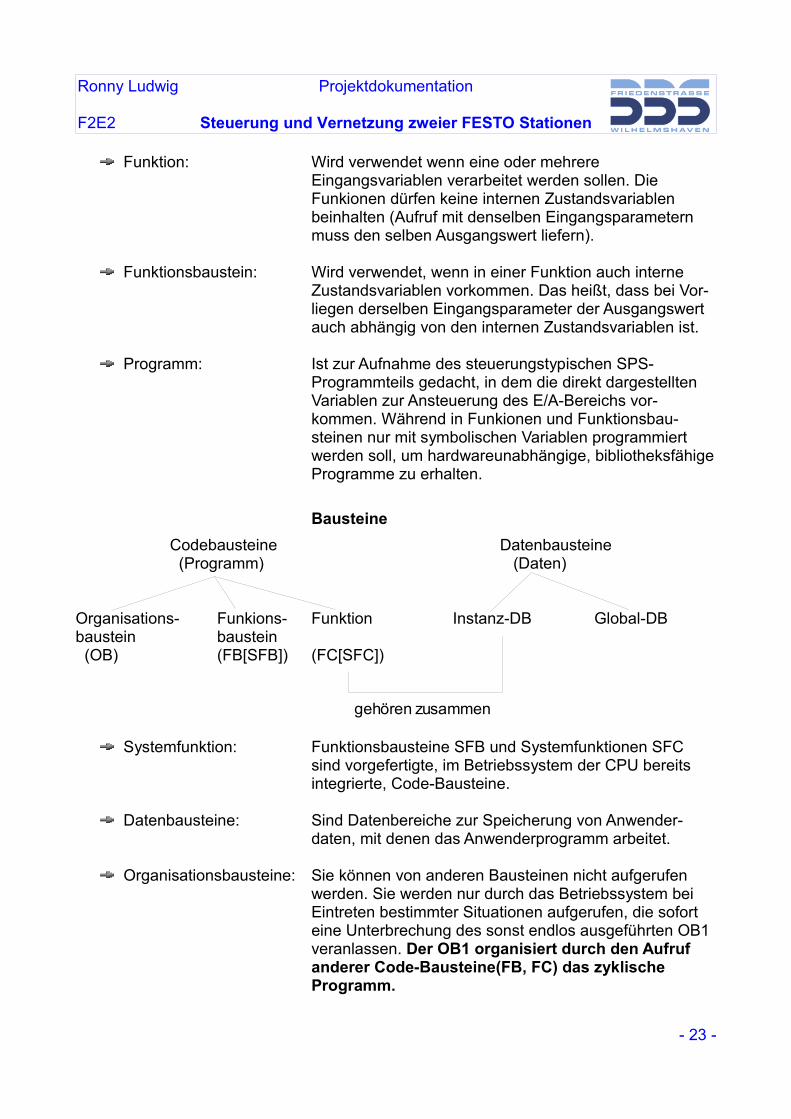
5 Das GrundprogrammBevor das Grundprogramm geschrieben werden kann, sollte man sich vorher noch mit ein paar Begebenheiten vertraut machen. Welche sind:
Merker: - sind Speicherplätze für Zwischenergebnisse - Zugriff erfolgt schreibend und lesend
- ein Teil als remanente Merker einstellbar (behalten ihren Schaltzustand bei Spannungsausfall)
Zeiten u. Zähler: - sind Speicherbereiche- darin werden Zeit- und Zählfunktionen abgelegt
Programm-OrganisationseinheitenProgramm Funktionsbaustein Funktion (PRG) (FB) (FC)
zunehmende Funktionalität
- 22 -
Abbildung 19: NetPro Darstellung mit MPI-Verbindung
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
Funktion: Wird verwendet wenn eine oder mehrere Eingangsvariablen verarbeitet werden sollen. Die Funkionen dürfen keine internen Zustandsvariablen beinhalten (Aufruf mit denselben Eingangsparametern muss den selben Ausgangswert liefern).
Funktionsbaustein: Wird verwendet, wenn in einer Funktion auch interne Zustandsvariablen vorkommen. Das heißt, dass bei Vor-liegen derselben Eingangsparameter der Ausgangswert auch abhängig von den internen Zustandsvariablen ist.
Programm: Ist zur Aufnahme des steuerungstypischen SPS-Programmteils gedacht, in dem die direkt dargestellten Variablen zur Ansteuerung des E/A-Bereichs vor-kommen. Während in Funkionen und Funktionsbau-steinen nur mit symbolischen Variablen programmiert werden soll, um hardwareunabhängige, bibliotheksfähige Programme zu erhalten.
BausteineCodebausteine Datenbausteine (Programm) (Daten)
Organisations- Funkions- Funktion Instanz-DB Global-DBbaustein baustein (OB) (FB[SFB]) (FC[SFC])
Systemfunktion: Funktionsbausteine SFB und Systemfunktionen SFC sind vorgefertigte, im Betriebssystem der CPU bereits integrierte, Code-Bausteine.
Datenbausteine: Sind Datenbereiche zur Speicherung von Anwender-daten, mit denen das Anwenderprogramm arbeitet.
Organisationsbausteine: Sie können von anderen Bausteinen nicht aufgerufen werden. Sie werden nur durch das Betriebssystem bei Eintreten bestimmter Situationen aufgerufen, die sofort eine Unterbrechung des sonst endlos ausgeführten OB1 veranlassen. Der OB1 organisiert durch den Aufruf anderer Code-Bausteine(FB, FC) das zyklische Programm.
- 23 -
gehören zusammen
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
5.1 Station VerteilenNachdem alle Funktionen überprüft wurden, musste der Prozessablauf untersucht werden. Als erstes befasste ich mich mit dem Ablaufprogramm, wie ein Werkstück auf die Station Prüfen übergeben werden soll.Welche Bedingungen mussten erfüllt sein damit bestimmte Vorgänge stattfinden. Bei diesen Gedankengängen stellte ich fest, dass ich mich doch vorher damit beschäftigen musste, welche Funktionen für welche Prozesse stattfinden.Also befasste ich mich als erstes mit der Funktion Richten der Anlage. Bei diesem Teil des Prozesses sollte der Schwenkarm von der Station Verteilen weggeführt werden, um von der erreichten Position den eigentlichen Arbeitsprozess zu starten. In diesem Teil des Prozesses wird mittels Kontaktschalter die Position des Schwenkarms festgestellt und entschieden, ob die Anlage gerichtet werden muss.Ist die Anlage gerichtet bzw. in Grundstellung gefahren, leuchtet an der Bedieneinheit die Starttaste. Sie signalisiert, dass die Anlage bereit ist für den eigentlichen Arbeitsablauf.Nach Betätigen dieses Starttasters erlischt die Beleuchtung und ein Werkstück wird mittels Ausschubzylinder aus der Magazinröhre herausgeführt. Dieses herausgeführte Werkstück betätigt dann einen Endlagenschalter, der dazu führt, dass der Hebearm sich zurück auf die Station Verteilen begibt. Durch das Erreichen des Kontaktschalters, dass sich der Hebarm auf der eigenen Station befindet, sowie dem Freigabesignal der Station Prüfen über Profibus, wird das Vakuum eingeschaltet. Durch einen Kontrollschalter, der überprüft ob Vakuum eingeschaltet wurde, wird das nun durch Unterdruck am Hebearm hängende Werkstück, der Station Prüfen zugeführt. Dieses wird dann losgelassen, durch Aus-schaltung des Vakuums bei Erreichen des Kontaktschalters, dass sich der Hebearm auf der Station Prüfen befindet. In der weiteren Programmierung musste ich jetzt festlegen, welche Ereignisse müssen vorliegen, dass sich der Hebearm von der Station Prüfen wieder wegbewegt. Also sagte ich, wenn ein Werkstück aus der Magazinröhre herausgeführt wurde und den Enlagenschalter betätigt hat, bewege den Hebearm zurück auf die eigene Station und fange die Schritte und Abfragen von vorne an. Sollte sich aber kein Werkstück mehr in der Magazinröhre befinden, signalisiere es und bewege trotzdem den Hebearm von der Station Prüfen weg. Jetzt kann die Magazinröhre wieder befüllt werden und durch Betätigen des Tasters Magazin, der Arbeitsprozess wieder aufgenom-men werden.
5.2 Station PrüfenAuch hier befasste ich mich als erstes mit den Grundfunktionen die gegeben sein sollte, um den Arbeitsprozess einzuleiten. Hier sollte auch die Station als erstes in Grundstellung, Richten, gebracht werden. Die Grundstellung bedeutet, dass sich die Hebe unten befindet und zur Annahme eines Werkstückes bereit ist, sowie eine Freigabe auf die Station Verteilen über Profibus. Ist die Anlage in Grundstellung, wird dies ebenfalls durch ein Leuchtsignal des Tasters Start angezeigt. Wird jetzt ein Werkstück von der Station Verteilen übergeben, beginnt die Werkstückserkennung. Sie erkennt durch eine infrarote, eine kapazitive und eine induktive Messung, um was es sich für ein Bauteil, schwarz, rot oder Aluminium, handelt. Erst jetzt kann der Startprozess vollzogen werden. Findet keine Kennung statt, wird das Werkstück mittels Ausschubzylinder ausgesondert. Wird jedoch das Werkstück erkannt und der Endlagenschalter zeigt an, dass sich die Hebebühne
- 24 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
unten befindet, wird die Hebebühne mittels Luftdruck nach oben gefahren. Beim Hochfahren berührt das Werkstück einen analogen Sensor, der eine kleine Messstange beinhaltet. Ist die Hebe oben angelangt, wird mittels Timer und analogem Sensor eine Höhenmessung durchgeführt. Hat das Werkstück die richtige Höhe, so wird es mittels Ausschubzylinder in eine Schiene geführt, wo das Werkstück geholt und weiterverarbeitet werden kann. Danach begibt sich die Hebebühne wieder nach unten und gibt ein Freigabesignal über Profibus frei, dass die Station Verteilen hier wieder ein Werkstück zuführen kann. War die Höhenmessung aber nicht erfolgreich, so begibt sich die Hebebühne wieder nach unten und das Werkstück wird ebenfalls mittels Ausschubzylinder ausgesondert.
5.3 ProfibusNachdem die zwei einzelnen Programme geschrieben waren, beschäftigte ich mich mit der Profibusverbindung. In den Programmen für die Station Verteilen und Prüfen hatte ich schon festgelegt, dass ich nicht mit Eingängen und Ausgängen arbeiten wollte, sondern mit Merkern. Das Prinzip ist wie bei den Eingängen und Ausgängen, nur Merker halten einen bestimmten Zustand fest. Außerdem setzte ich auch Merker ein, um mit der Master Station die Slave Station zu Richten, Stoppen und zu Starten. Ebenfalls wurde der Not-Aus so gestaltet, dass wenn auf einer Station der Not-Aus gedrückt wird, alle Arbeits-prozesse sofort abgebrochen werden. Somit wird ein gesammelter Stopp der gesamten Anlage ermöglicht. Die Quittierung erfolgt auf jeder Station einzeln.
- 25 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
6 Aufbau der Station Verteilen
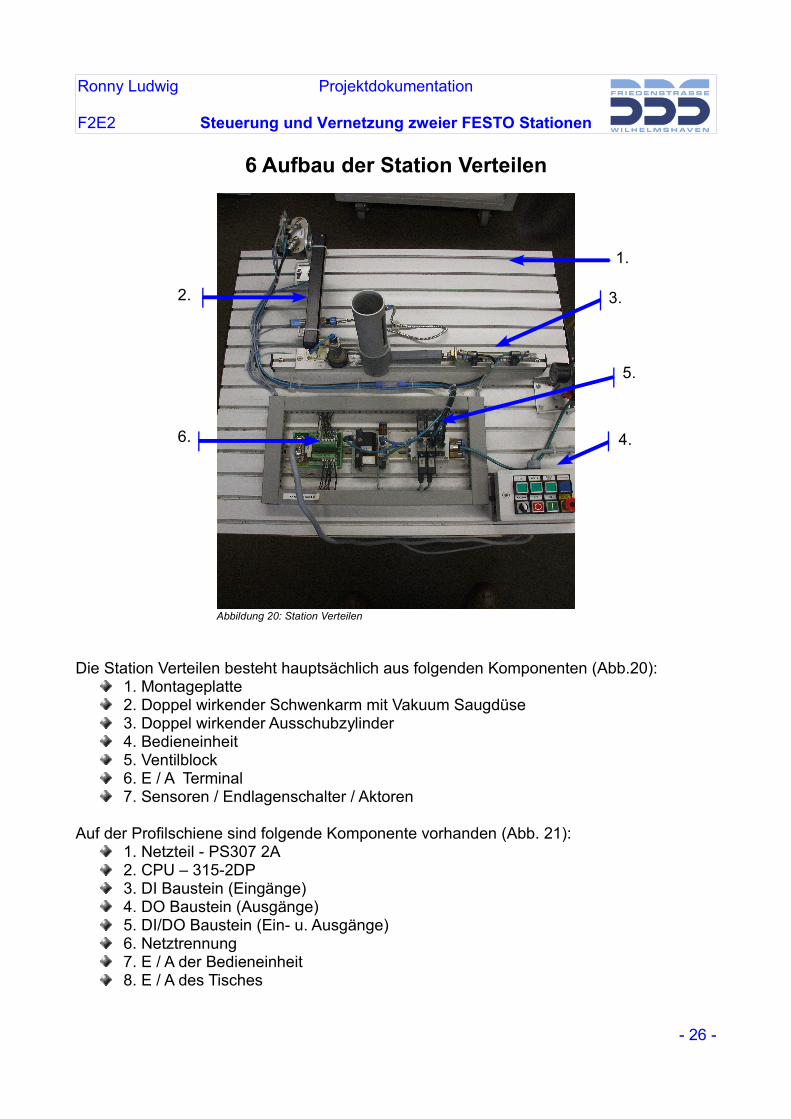
Die Station Verteilen besteht hauptsächlich aus folgenden Komponenten (Abb.20):1. Montageplatte2. Doppel wirkender Schwenkarm mit Vakuum Saugdüse3. Doppel wirkender Ausschubzylinder4. Bedieneinheit5. Ventilblock6. E / A Terminal7. Sensoren / Endlagenschalter / Aktoren
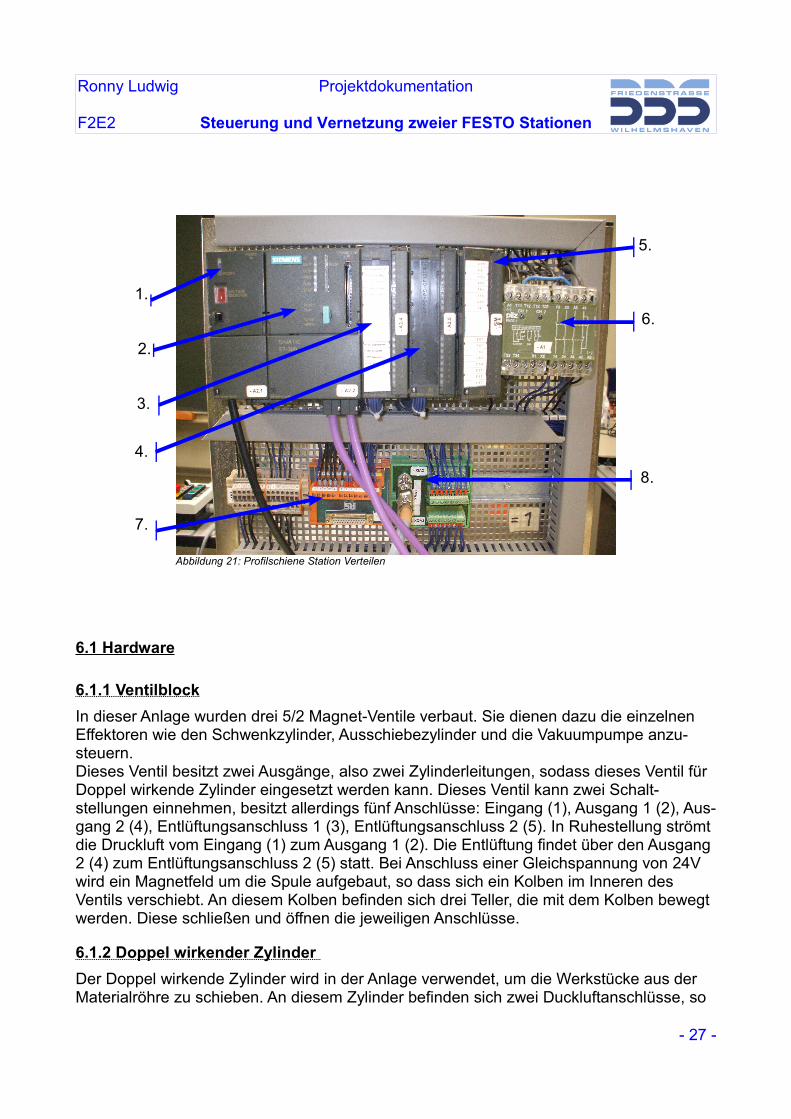
Auf der Profilschiene sind folgende Komponente vorhanden (Abb. 21):1. Netzteil - PS307 2A2. CPU – 315-2DP3. DI Baustein (Eingänge)4. DO Baustein (Ausgänge)5. DI/DO Baustein (Ein- u. Ausgänge)6. Netztrennung7. E / A der Bedieneinheit8. E / A des Tisches
- 26 -
2. 3.
4.
5.
6.
Abbildung 20: Station Verteilen
1.
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
6.1 Hardware
6.1.1 VentilblockIn dieser Anlage wurden drei 5/2 Magnet-Ventile verbaut. Sie dienen dazu die einzelnen Effektoren wie den Schwenkzylinder, Ausschiebezylinder und die Vakuumpumpe anzu-steuern.Dieses Ventil besitzt zwei Ausgänge, also zwei Zylinderleitungen, sodass dieses Ventil für Doppel wirkende Zylinder eingesetzt werden kann. Dieses Ventil kann zwei Schalt-stellungen einnehmen, besitzt allerdings fünf Anschlüsse: Eingang (1), Ausgang 1 (2), Aus-gang 2 (4), Entlüftungsanschluss 1 (3), Entlüftungsanschluss 2 (5). In Ruhestellung strömt die Druckluft vom Eingang (1) zum Ausgang 1 (2). Die Entlüftung findet über den Ausgang 2 (4) zum Entlüftungsanschluss 2 (5) statt. Bei Anschluss einer Gleichspannung von 24V wird ein Magnetfeld um die Spule aufgebaut, so dass sich ein Kolben im Inneren des Ventils verschiebt. An diesem Kolben befinden sich drei Teller, die mit dem Kolben bewegt werden. Diese schließen und öffnen die jeweiligen Anschlüsse.
6.1.2 Doppel wirkender Zylinder Der Doppel wirkende Zylinder wird in der Anlage verwendet, um die Werkstücke aus der Materialröhre zu schieben. An diesem Zylinder befinden sich zwei Duckluftanschlüsse, so
- 27 -
1.
2.
3.
4.
5.
6.
7.
8.
Abbildung 21: Profilschiene Station Verteilen
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
dass er in zwei Richtungen arbeiten kann. Wird Druckluft beanschlagt, fährt der Kolben im Inneren des Zylinders aus und verharrt in dieser Position bis der zweite Anschluss mit Druckluft beanschlagt wird. In diesem Moment fährt der Zylinder zurück in seine Ruhelage.
6.1.3 UnterdruckerzeugungDurch den Unterdruck kann der Saugnapf am Hebearm fixiert und transportiert werden. Vor dem Saugknopf wird mittels Unterdruckerzeugung, der erforderliche Unterdruck hergestellt, d.h. der gesamte Druckluftstrom wird an einer Öffnung vorbeigeleitet. An dieser Öffnung entsteht der gebrauchte Unterdruck. Bei einem Betriebsdruck von 6 bar entsteht somit ein Unterdruck von ca. -0,8 bar.
6.1.4 Taster und SensorenEndlagen und Schaltzustände werden durch Sensoren und Grenztaster erfasst. Sie dienen zur Erfassung der Position des Schwenkarmes und des Ausschubzylinders. Ein Reflextaster (Prinzip einer Lichtschranke) ermittelt, ob sich ein Werkstück in der Magazinröhre befindet.
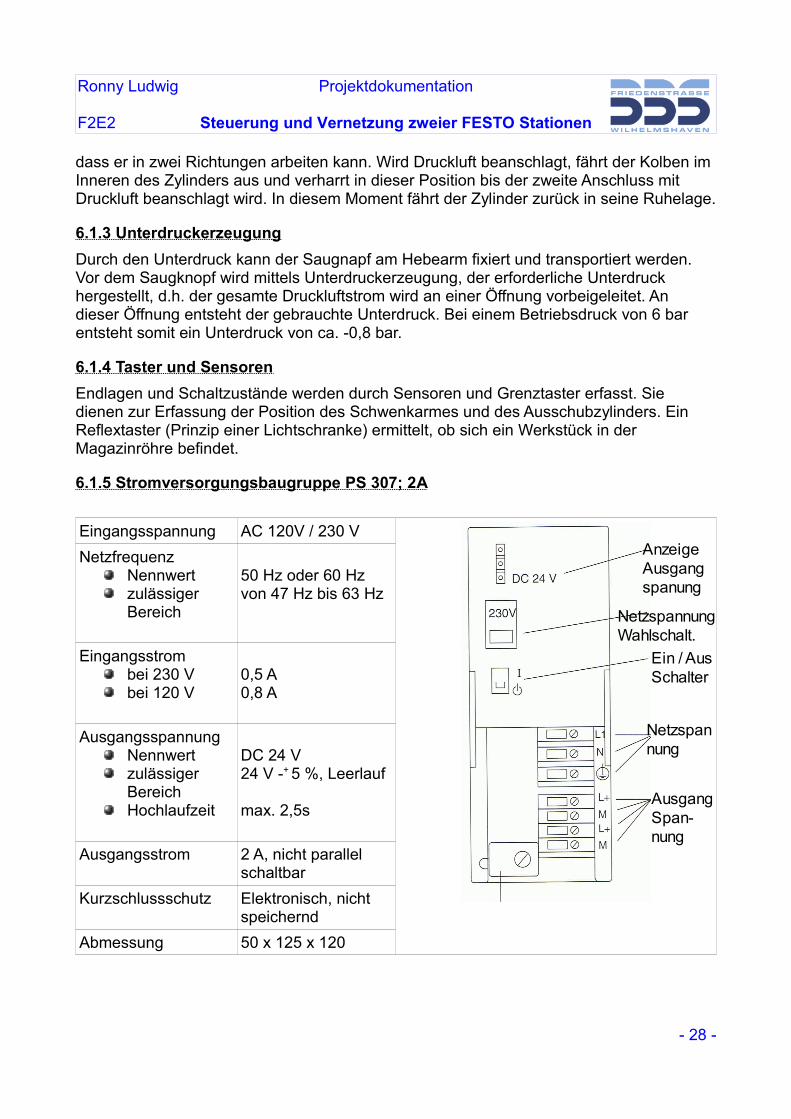
6.1.5 Stromversorgungsbaugruppe PS 307; 2A
Eingangsspannung AC 120V / 230 VNetzfrequenz
Nennwertzulässiger Bereich
50 Hz oder 60 Hzvon 47 Hz bis 63 Hz
Eingangsstrombei 230 Vbei 120 V
0,5 A0,8 A
AusgangsspannungNennwertzulässiger BereichHochlaufzeit
DC 24 V24 V -+ 5 %, Leerlauf
max. 2,5s
Ausgangsstrom 2 A, nicht parallel schaltbar
Kurzschlussschutz Elektronisch, nicht speichernd
Abmessung 50 x 125 x 120
- 28 -
Anzeige Ausgangspanung
Netzspannung Wahlschalt.
Ein / Aus Schalter
Netzspannung
AusgangSpan-nung
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
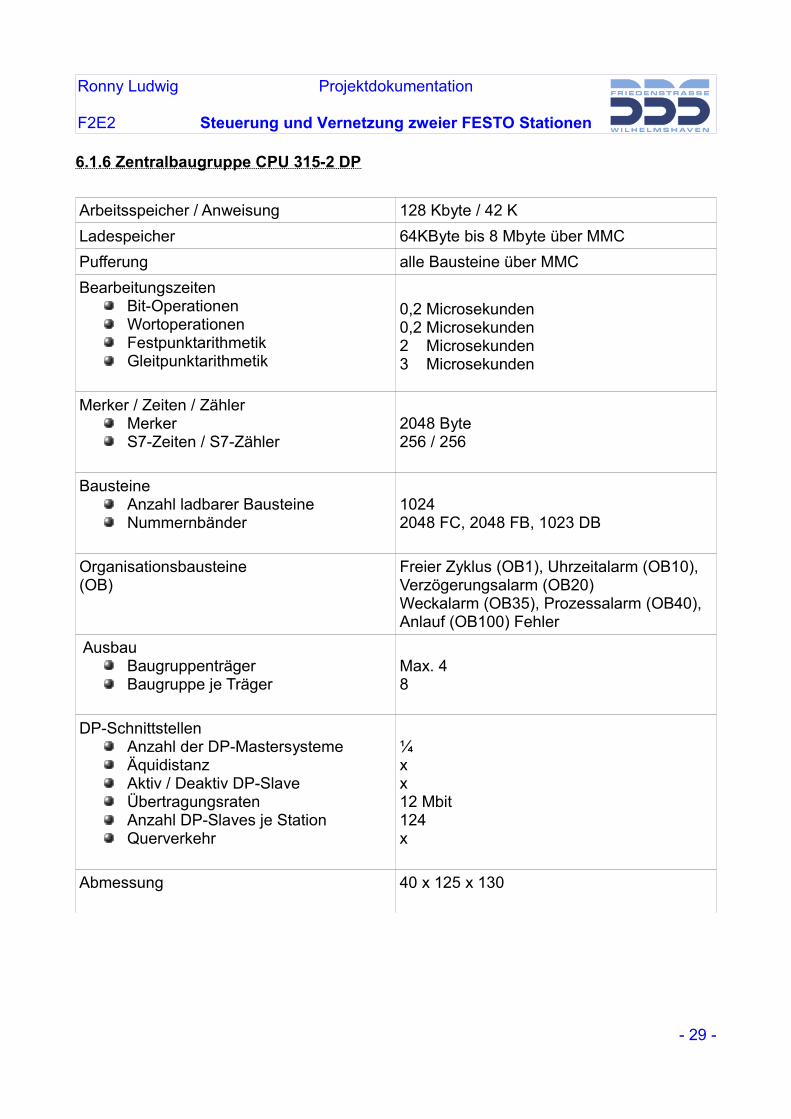
6.1.6 Zentralbaugruppe CPU 315-2 DP
Arbeitsspeicher / Anweisung 128 Kbyte / 42 KLadespeicher 64KByte bis 8 Mbyte über MMCPufferung alle Bausteine über MMCBearbeitungszeiten
Bit-OperationenWortoperationenFestpunktarithmetikGleitpunktarithmetik
0,2 Microsekunden0,2 Microsekunden2 Microsekunden3 Microsekunden
Merker / Zeiten / ZählerMerkerS7-Zeiten / S7-Zähler
2048 Byte256 / 256
BausteineAnzahl ladbarer BausteineNummernbänder
10242048 FC, 2048 FB, 1023 DB
Organisationsbausteine(OB)
Freier Zyklus (OB1), Uhrzeitalarm (OB10),Verzögerungsalarm (OB20)Weckalarm (OB35), Prozessalarm (OB40),Anlauf (OB100) Fehler
AusbauBaugruppenträgerBaugruppe je Träger
Max. 48
DP-SchnittstellenAnzahl der DP-MastersystemeÄquidistanzAktiv / Deaktiv DP-SlaveÜbertragungsratenAnzahl DP-Slaves je StationQuerverkehr
¼xx12 Mbit124x
Abmessung 40 x 125 x 130
- 29 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
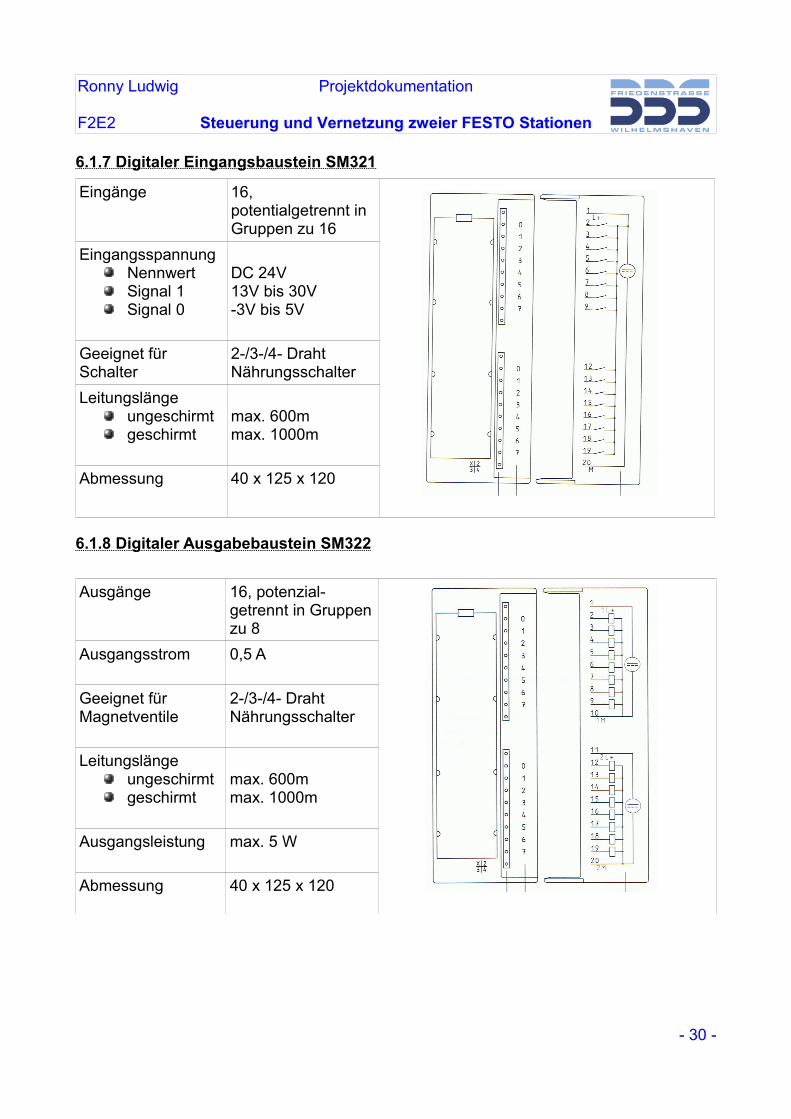
6.1.7 Digitaler Eingangsbaustein SM321
Eingänge 16, potentialgetrennt in Gruppen zu 16
EingangsspannungNennwertSignal 1Signal 0
DC 24V13V bis 30V-3V bis 5V
Geeignet für Schalter
2-/3-/4- Draht Nährungsschalter
Leitungslängeungeschirmtgeschirmt
max. 600mmax. 1000m
Abmessung 40 x 125 x 120
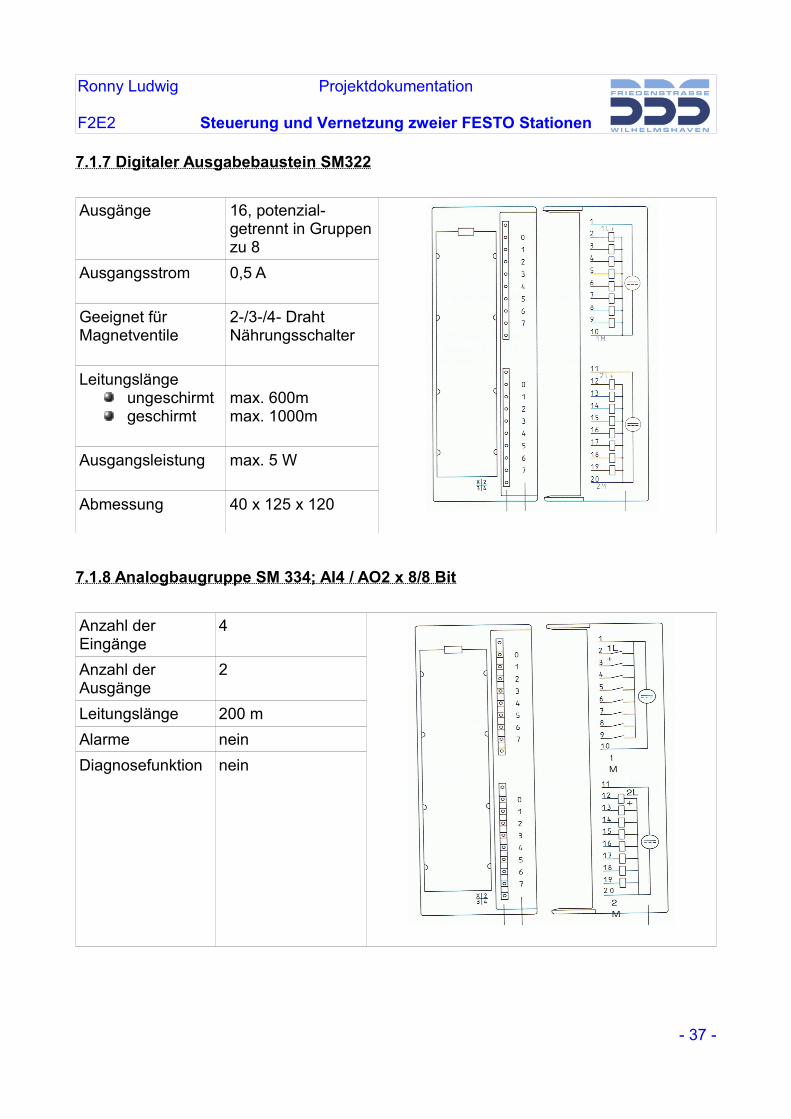
6.1.8 Digitaler Ausgabebaustein SM322
Ausgänge 16, potenzial-getrennt in Gruppen zu 8
Ausgangsstrom 0,5 A
Geeignet für Magnetventile
2-/3-/4- Draht Nährungsschalter
Leitungslängeungeschirmtgeschirmt
max. 600mmax. 1000m
Ausgangsleistung max. 5 W
Abmessung 40 x 125 x 120
- 30 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
6.1.9 Digitaler Simulatorbaustein SM374
Ausgänge 16Eingänge 16Eingänge / Ausgänge 8/8 (mit jeweils den gleichen Anfangsadr.)
7 Aufbau der Station Prüfen
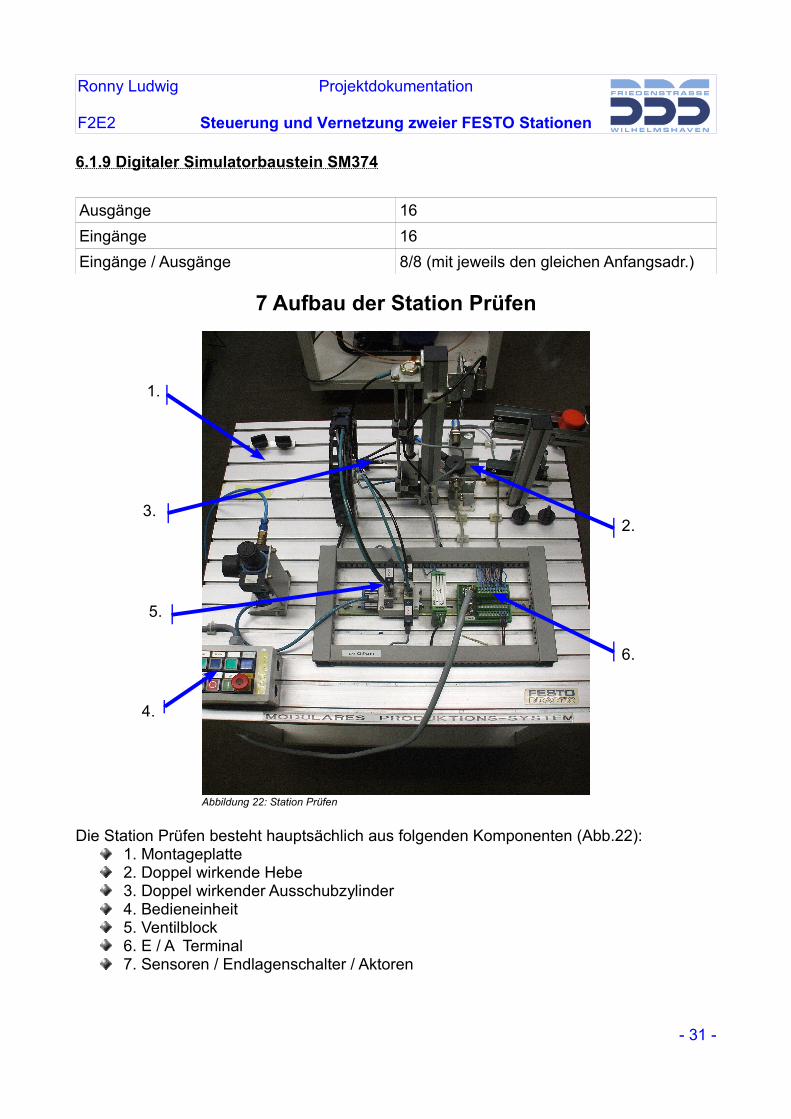
Die Station Prüfen besteht hauptsächlich aus folgenden Komponenten (Abb.22):1. Montageplatte2. Doppel wirkende Hebe3. Doppel wirkender Ausschubzylinder4. Bedieneinheit5. Ventilblock6. E / A Terminal7. Sensoren / Endlagenschalter / Aktoren
- 31 -
1.
2. 3.
4.
5.
6.
Abbildung 22: Station Prüfen
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
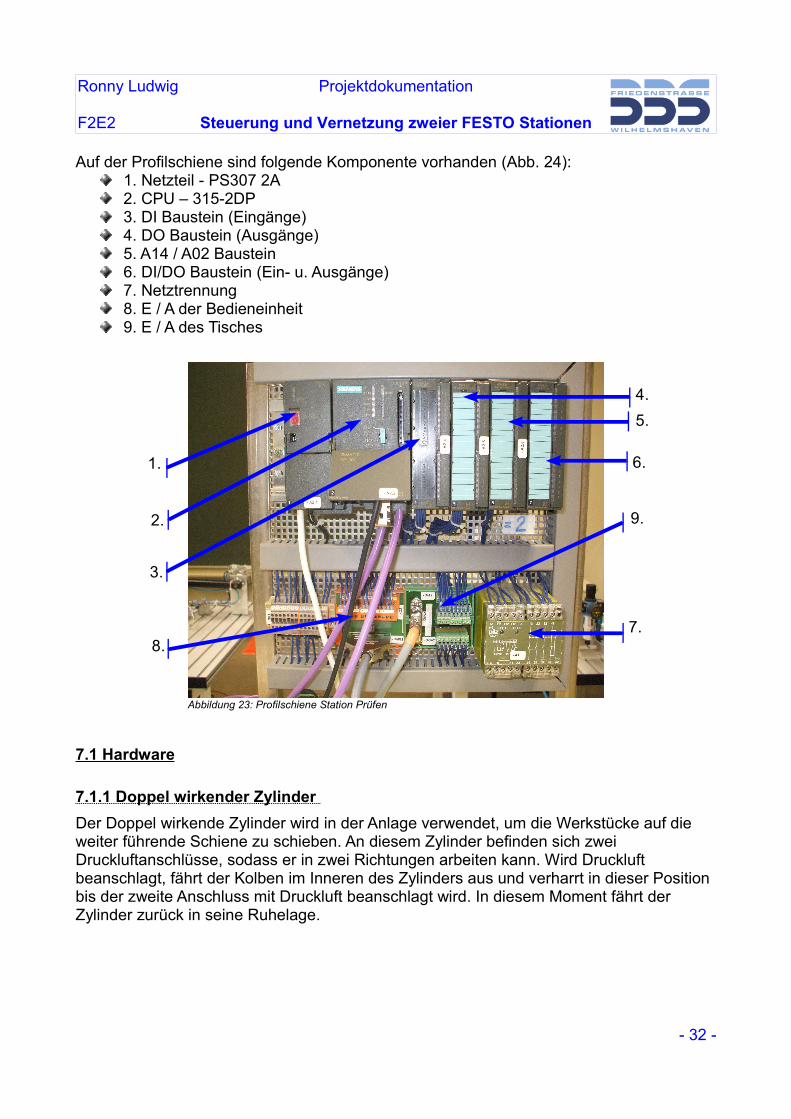
Auf der Profilschiene sind folgende Komponente vorhanden (Abb. 24):1. Netzteil - PS307 2A2. CPU – 315-2DP3. DI Baustein (Eingänge)4. DO Baustein (Ausgänge)5. A14 / A02 Baustein6. DI/DO Baustein (Ein- u. Ausgänge)7. Netztrennung8. E / A der Bedieneinheit9. E / A des Tisches
7.1 Hardware
7.1.1 Doppel wirkender Zylinder Der Doppel wirkende Zylinder wird in der Anlage verwendet, um die Werkstücke auf die weiter führende Schiene zu schieben. An diesem Zylinder befinden sich zwei Druckluftanschlüsse, sodass er in zwei Richtungen arbeiten kann. Wird Druckluft beanschlagt, fährt der Kolben im Inneren des Zylinders aus und verharrt in dieser Position bis der zweite Anschluss mit Druckluft beanschlagt wird. In diesem Moment fährt der Zylinder zurück in seine Ruhelage.
- 32 -
1.
2.
3.
4. 5.
6.
7.
9.
8.
Abbildung 23: Profilschiene Station Prüfen
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
7.1.2 VentilblockIn dieser Anlage wurden 5/2 Magnet-Ventile verbaut. Sie dienen dazu die einzelnen Effektoren wie den Ausschiebezylinder und die Hebe anzusteuern.Dieses Ventil besitzt zwei Ausgänge, also zwei Zylinderleitungen, sodass dieses Ventil für Doppel wirkende Zylinder eingesetzt werden kann. Dieses Ventil kann zwei Schalt-stellungen einnehmen, besitzt allerdings fünf Anschlüsse: Eingang (1), Ausgang 1 (2), Aus-gang 2 (4), Entlüftungsanschluss 1 (3), Entlüftungsanschluss 2 (5). In Ruhestellung strömt die Druckluft vom Eingang (1) zum Ausgang 1 (2). Die Entlüftung findet über den Ausgang 2 (4) zum Entlüftungsanschluss 2 (5) statt. Bei Anschluss einer Gleichspannung von 24V wird ein Magnetfeld um die Spule aufgebaut, so dass sich ein Kolben im Inneren des Ventils verschiebt. An diesem Kolben befinden sich drei Teller, die mit dem Kolben bewegt werden. Diese schließen und öffnen die jeweiligen Anschlüsse.
7.1.3 Sensoren und TasterZur Erkennung des Werkstückes wurden drei verschiedene Erkennungssensoren ein-gesetzt. Eingesetzt wurde ein Reflextaster, ein Nährungsschalter Induktiv, ein Nährungs-schalter Kapazitiv.
Reflextaster: Zum berührungslosen Erfassen von Gegenständen strahlt der Sensor des Reflextasters gepulstes, im sichtbaren Spektrum liegendes Rotlicht aus. Wird jetzt ein Objekt in den abgetasteten Strahlen- bereich geführt, wird das Licht reflektiert und zurück auf den eingebauten Taster im Gehäuse (Empfänger) geführt. Dadurch wird der Schaltzustand geändert.
Nährungsschalter: Bei Annährung eines Magnetfeldes (bestimmte Magnetfeldstärke) Induktiv wird der Schaltzustand (aus einer integrierten Schaltung erzeugtes Signal) geändert.
Nährungsschalter: Bei Annährung eines Werkstückes erhöht sich die Kapazität des Kapazität Kondensators. Dies führt zu einer auswertbaren Änderung des
Schwingverhaltens des RC-Kreises. Kapazitätsänderung hängt von Abstand, Abmessung und Dielektrizitätskonstante ab.
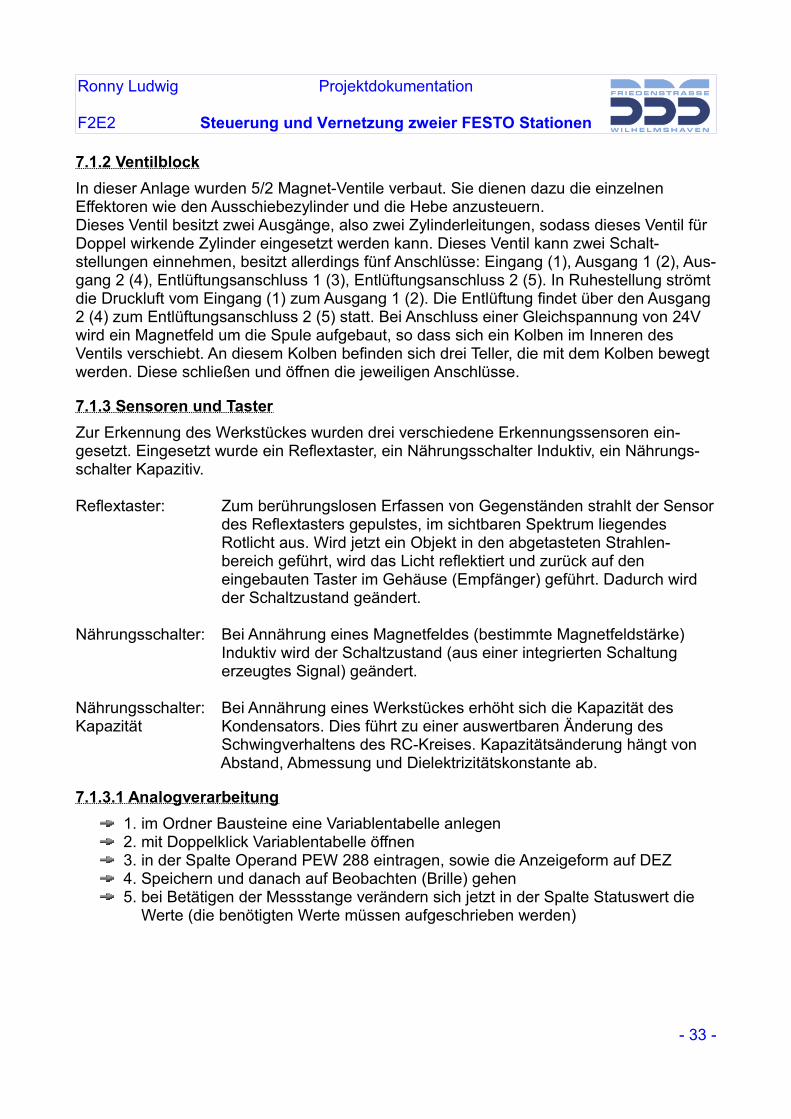
7.1.3.1 Analogverarbeitung1. im Ordner Bausteine eine Variablentabelle anlegen2. mit Doppelklick Variablentabelle öffnen3. in der Spalte Operand PEW 288 eintragen, sowie die Anzeigeform auf DEZ 4. Speichern und danach auf Beobachten (Brille) gehen5. bei Betätigen der Messstange verändern sich jetzt in der Spalte Statuswert die Werte (die benötigten Werte müssen aufgeschrieben werden)
- 33 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
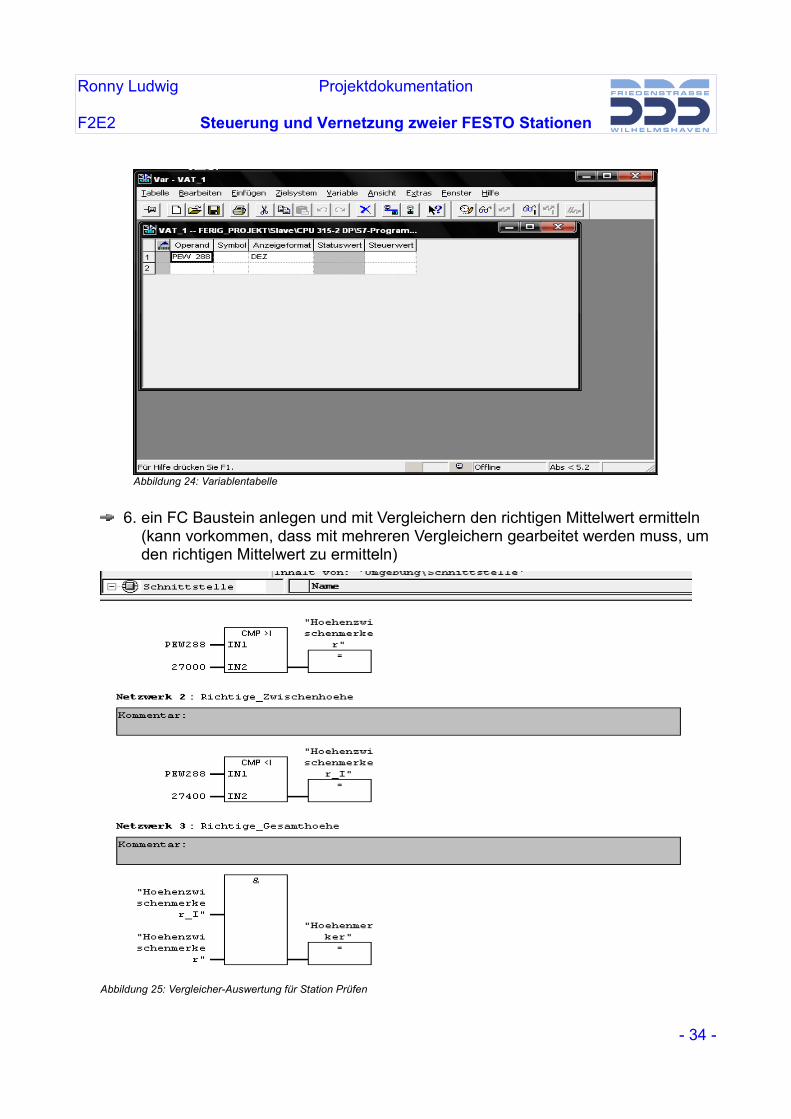
6. ein FC Baustein anlegen und mit Vergleichern den richtigen Mittelwert ermitteln (kann vorkommen, dass mit mehreren Vergleichern gearbeitet werden muss, um den richtigen Mittelwert zu ermitteln)
- 34 -
Abbildung 24: Variablentabelle
Abbildung 25: Vergleicher-Auswertung für Station Prüfen
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
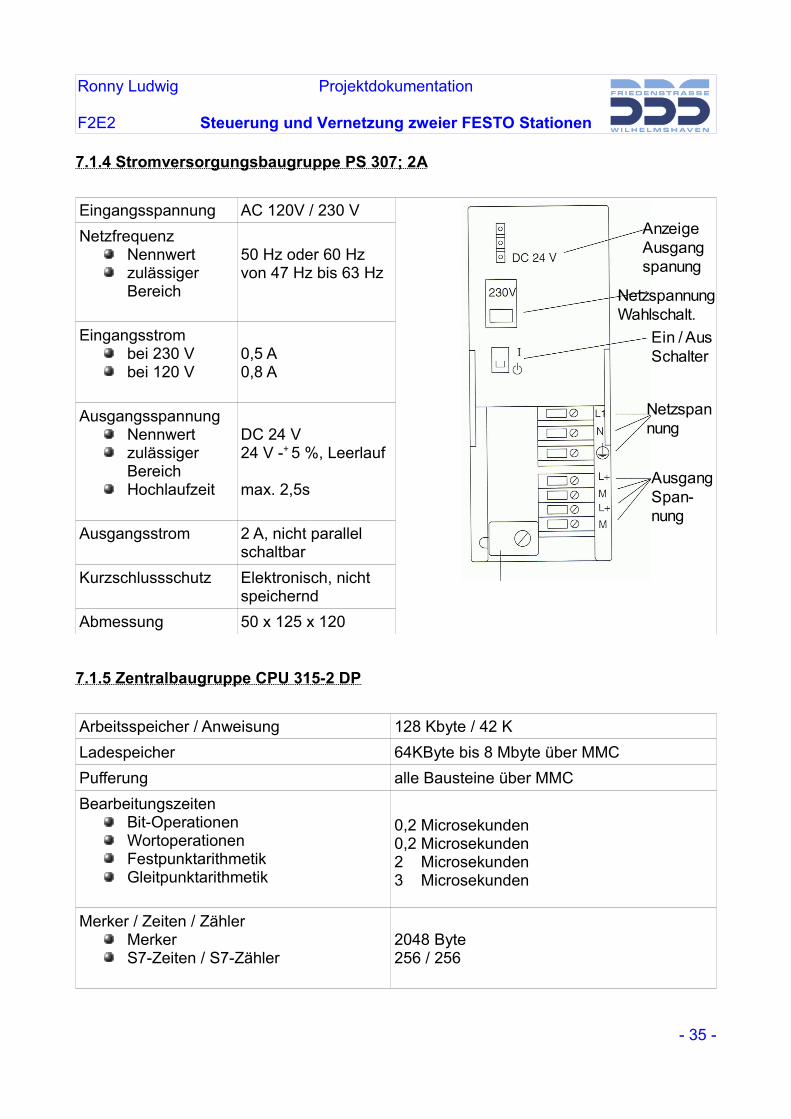
7.1.4 Stromversorgungsbaugruppe PS 307; 2A
Eingangsspannung AC 120V / 230 VNetzfrequenz
Nennwertzulässiger Bereich
50 Hz oder 60 Hzvon 47 Hz bis 63 Hz
Eingangsstrombei 230 Vbei 120 V
0,5 A0,8 A
AusgangsspannungNennwertzulässiger BereichHochlaufzeit
DC 24 V24 V -+ 5 %, Leerlauf
max. 2,5s
Ausgangsstrom 2 A, nicht parallel schaltbar
Kurzschlussschutz Elektronisch, nicht speichernd
Abmessung 50 x 125 x 120
7.1.5 Zentralbaugruppe CPU 315-2 DP
Arbeitsspeicher / Anweisung 128 Kbyte / 42 KLadespeicher 64KByte bis 8 Mbyte über MMCPufferung alle Bausteine über MMCBearbeitungszeiten
Bit-OperationenWortoperationenFestpunktarithmetikGleitpunktarithmetik
0,2 Microsekunden0,2 Microsekunden2 Microsekunden3 Microsekunden
Merker / Zeiten / ZählerMerkerS7-Zeiten / S7-Zähler
2048 Byte256 / 256
- 35 -
Anzeige Ausgangspanung
Netzspannung Wahlschalt.
Ein / Aus Schalter
Netzspannung
AusgangSpan-nung
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
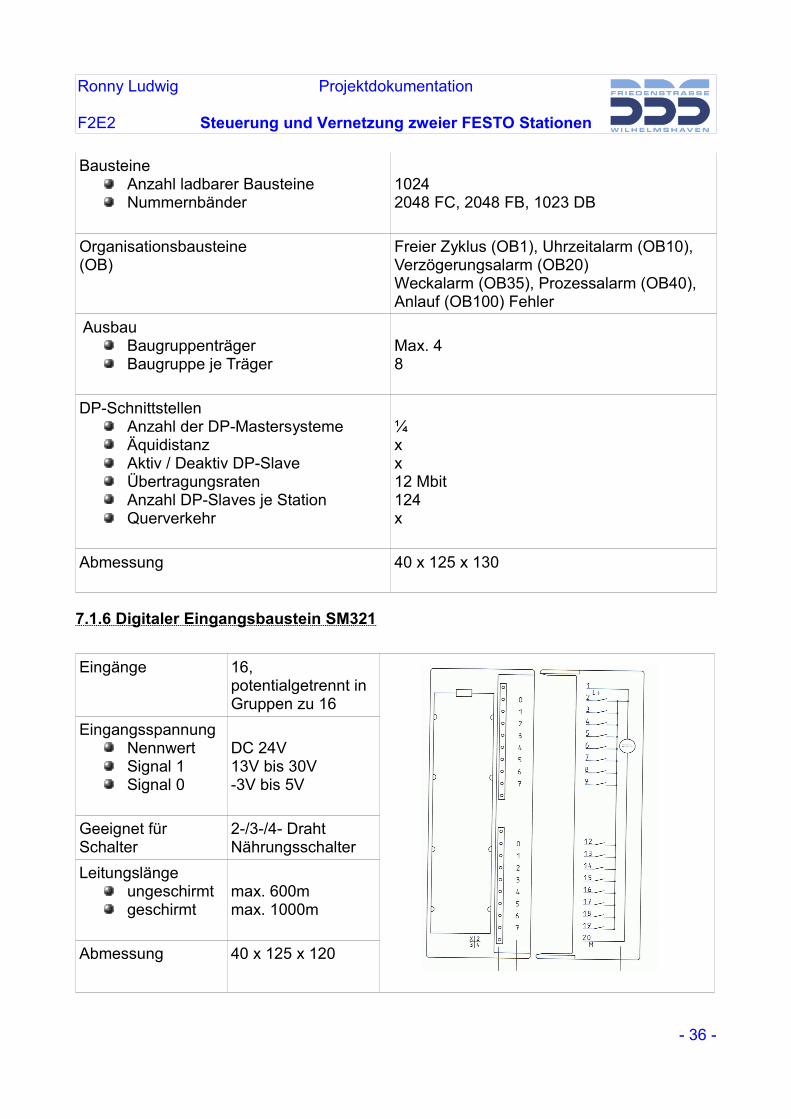
BausteineAnzahl ladbarer BausteineNummernbänder
10242048 FC, 2048 FB, 1023 DB
Organisationsbausteine(OB)
Freier Zyklus (OB1), Uhrzeitalarm (OB10),Verzögerungsalarm (OB20)Weckalarm (OB35), Prozessalarm (OB40),Anlauf (OB100) Fehler
AusbauBaugruppenträgerBaugruppe je Träger
Max. 48
DP-SchnittstellenAnzahl der DP-MastersystemeÄquidistanzAktiv / Deaktiv DP-SlaveÜbertragungsratenAnzahl DP-Slaves je StationQuerverkehr
¼xx12 Mbit124x
Abmessung 40 x 125 x 130
7.1.6 Digitaler Eingangsbaustein SM321
Eingänge 16, potentialgetrennt in Gruppen zu 16
EingangsspannungNennwertSignal 1Signal 0
DC 24V13V bis 30V-3V bis 5V
Geeignet für Schalter
2-/3-/4- Draht Nährungsschalter
Leitungslängeungeschirmtgeschirmt
max. 600mmax. 1000m
Abmessung 40 x 125 x 120
- 36 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
7.1.7 Digitaler Ausgabebaustein SM322
Ausgänge 16, potenzial-getrennt in Gruppen zu 8
Ausgangsstrom 0,5 A
Geeignet für Magnetventile
2-/3-/4- Draht Nährungsschalter
Leitungslängeungeschirmtgeschirmt
max. 600mmax. 1000m
Ausgangsleistung max. 5 W
Abmessung 40 x 125 x 120
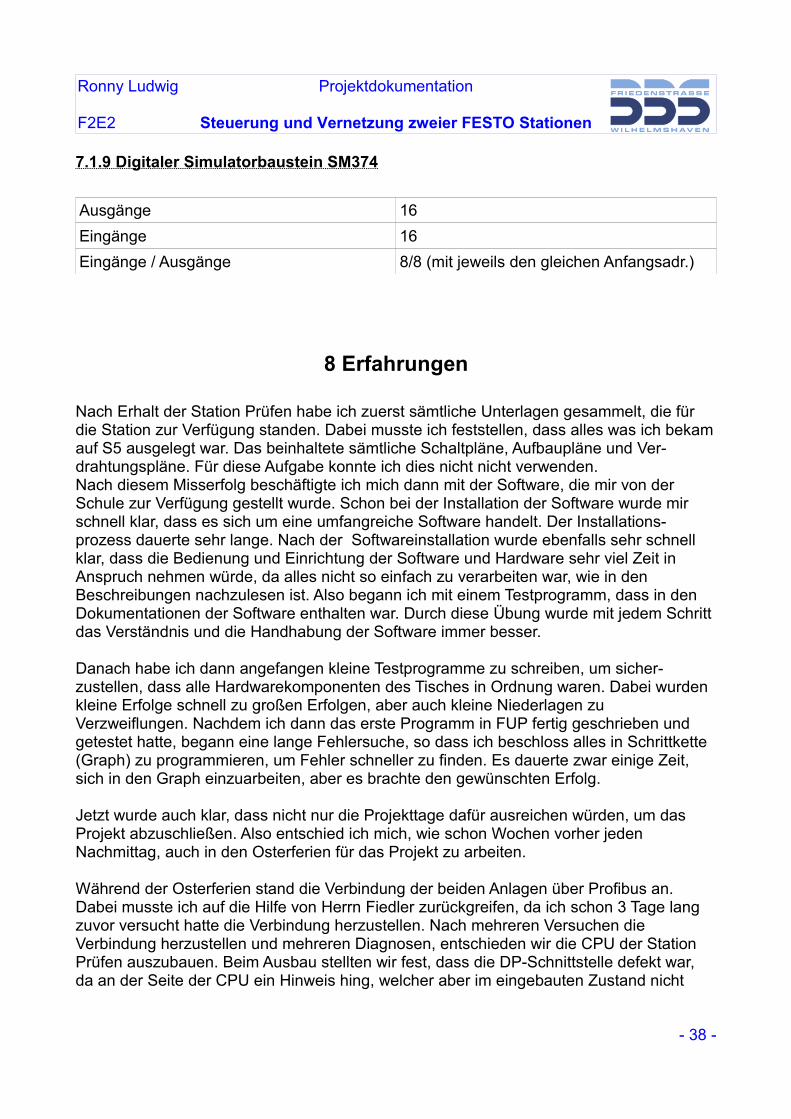
7.1.8 Analogbaugruppe SM 334; AI4 / AO2 x 8/8 Bit
Anzahl der Eingänge
4
Anzahl der Ausgänge
2
Leitungslänge 200 mAlarme neinDiagnosefunktion nein
- 37 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
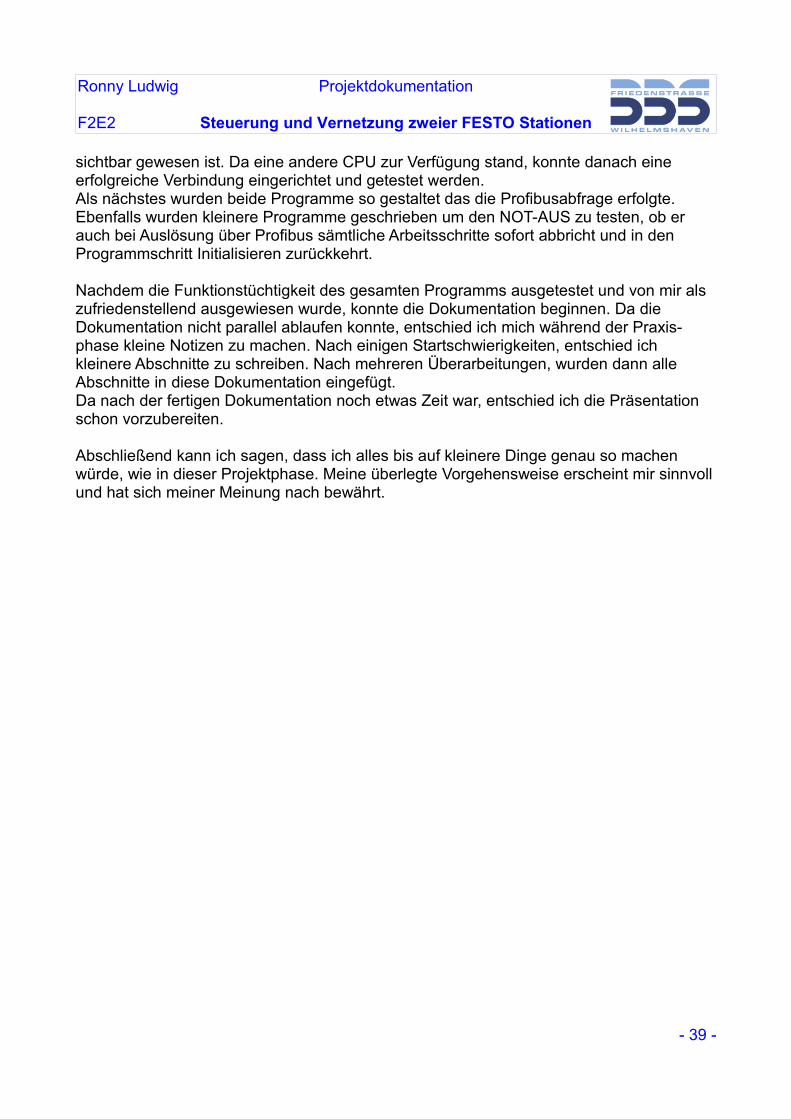
7.1.9 Digitaler Simulatorbaustein SM374
Ausgänge 16Eingänge 16Eingänge / Ausgänge 8/8 (mit jeweils den gleichen Anfangsadr.)
8 Erfahrungen
Nach Erhalt der Station Prüfen habe ich zuerst sämtliche Unterlagen gesammelt, die für die Station zur Verfügung standen. Dabei musste ich feststellen, dass alles was ich bekam auf S5 ausgelegt war. Das beinhaltete sämtliche Schaltpläne, Aufbaupläne und Ver-drahtungspläne. Für diese Aufgabe konnte ich dies nicht nicht verwenden. Nach diesem Misserfolg beschäftigte ich mich dann mit der Software, die mir von der Schule zur Verfügung gestellt wurde. Schon bei der Installation der Software wurde mir schnell klar, dass es sich um eine umfangreiche Software handelt. Der Installations-prozess dauerte sehr lange. Nach der Softwareinstallation wurde ebenfalls sehr schnell klar, dass die Bedienung und Einrichtung der Software und Hardware sehr viel Zeit in Anspruch nehmen würde, da alles nicht so einfach zu verarbeiten war, wie in den Beschreibungen nachzulesen ist. Also begann ich mit einem Testprogramm, dass in den Dokumentationen der Software enthalten war. Durch diese Übung wurde mit jedem Schritt das Verständnis und die Handhabung der Software immer besser.
Danach habe ich dann angefangen kleine Testprogramme zu schreiben, um sicher-zustellen, dass alle Hardwarekomponenten des Tisches in Ordnung waren. Dabei wurden kleine Erfolge schnell zu großen Erfolgen, aber auch kleine Niederlagen zu Verzweiflungen. Nachdem ich dann das erste Programm in FUP fertig geschrieben und getestet hatte, begann eine lange Fehlersuche, so dass ich beschloss alles in Schrittkette (Graph) zu programmieren, um Fehler schneller zu finden. Es dauerte zwar einige Zeit, sich in den Graph einzuarbeiten, aber es brachte den gewünschten Erfolg.
Jetzt wurde auch klar, dass nicht nur die Projekttage dafür ausreichen würden, um das Projekt abzuschließen. Also entschied ich mich, wie schon Wochen vorher jeden Nachmittag, auch in den Osterferien für das Projekt zu arbeiten.
Während der Osterferien stand die Verbindung der beiden Anlagen über Profibus an. Dabei musste ich auf die Hilfe von Herrn Fiedler zurückgreifen, da ich schon 3 Tage lang zuvor versucht hatte die Verbindung herzustellen. Nach mehreren Versuchen die Verbindung herzustellen und mehreren Diagnosen, entschieden wir die CPU der Station Prüfen auszubauen. Beim Ausbau stellten wir fest, dass die DP-Schnittstelle defekt war, da an der Seite der CPU ein Hinweis hing, welcher aber im eingebauten Zustand nicht
- 38 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
sichtbar gewesen ist. Da eine andere CPU zur Verfügung stand, konnte danach eine erfolgreiche Verbindung eingerichtet und getestet werden.Als nächstes wurden beide Programme so gestaltet das die Profibusabfrage erfolgte. Ebenfalls wurden kleinere Programme geschrieben um den NOT-AUS zu testen, ob er auch bei Auslösung über Profibus sämtliche Arbeitsschritte sofort abbricht und in den Programmschritt Initialisieren zurückkehrt.
Nachdem die Funktionstüchtigkeit des gesamten Programms ausgetestet und von mir als zufriedenstellend ausgewiesen wurde, konnte die Dokumentation beginnen. Da die Dokumentation nicht parallel ablaufen konnte, entschied ich mich während der Praxis-phase kleine Notizen zu machen. Nach einigen Startschwierigkeiten, entschied ich kleinere Abschnitte zu schreiben. Nach mehreren Überarbeitungen, wurden dann alle Abschnitte in diese Dokumentation eingefügt. Da nach der fertigen Dokumentation noch etwas Zeit war, entschied ich die Präsentation schon vorzubereiten.
Abschließend kann ich sagen, dass ich alles bis auf kleinere Dinge genau so machen würde, wie in dieser Projektphase. Meine überlegte Vorgehensweise erscheint mir sinnvoll und hat sich meiner Meinung nach bewährt.
- 39 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
9 Wochenberichte
9.1 Woche 1 (18.02.08 – 22.02.08)Beschaffung der Unterlagen und der Station Verteilen. Überprüfen der Anlagen-beschreibung und der Anschlüsse. Installation der Simatic Step7 Software. Versuche die Hardware einzurichten und kleine Testprogramme zu schreiben.
9.2 Woche 2 (25.02.08 – 29.02.08)Nach gescheiterten Versuchen Testprogramme laufen zu lassen, entschied ich mich zuerst das Testprogramm zu schreiben und einzurichten, was in den Unterlagen von Siemens vorhanden war. Durch Testprogramm erkannte ich besser die Zusammenhänge der Software und Aufbau der Software.
9.3 Woche 3 (03.03.08 – 07.03.08)Programmablauf in FUP für die Station Verteilen, sowie Fehlersuche. Bei der Fehlersuche wurde schnell erkannt, dass Fehler schlecht zu erkennen sind. Ich entschied mich für die Programmiersprache Graph. Erstellen des Programmablaufs der Station Verteilen in Graph.
9.4 Woche 4 (10.03.08 – 14.03.08)Fehlersuche in der Programmierkette, Fehlerbeseitigung, erfolgreiches Durchlaufen des Programms. Hardware der Station Prüfen überprüft, Hardware in der Software eingestellt. Erste Versuche eine Profibusverbindung zwischen beiden Stationen herzustellen.
9.5 Woche 5 (17.03.08 – 21.03.08)Feststellung, dass die CPU Schnittstellle DP von der Station Prüfen defekt war. Austausch der defekten Hardware, erfolgreiche Profibusverbindung hergestellt.
9.6 Woche 6 (24.03.08 – 28.03.08)Erstellen des Programmablaufs der Station Prüfen. Fehlersuche und Fehlerbeseitigung in der Schrittkette.
9.7 Woche 7 (31.03.08 – 04.04.08)Programmabläufe beider Stationen über Profibus (mit Merkern) verbunden, getestet und überarbeitet.
- 40 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
9.8 Woche 8 (07.04.08 – 11.04.08)Programmieren der analogen Auswertung von der Station Püfen. Programmabläufe beider Stationen modifiziert.
9.9 Woche 9 (14.04.08 – 18.04.08)Funktionstüchtigkeit beider Stationen mit und ohne Profibus getestet. Beginn der Dokumentation (Aufbau, Ablauf, Inhalt).
9.10 Woche 10 (21.04.08 – 25.04.08)Dokumentation
9.11 Woche 11 (28.04.08 – 02.05.08)Dokumentation
9.12 Woche 12 (05.05.08 – 09.05.08)Programmablauf des Not-Aus-Tasters neu definiert.Dokumentation
9.13 Woche 13 (12.05.08 – 16.05.08)Dokumentation
- 41 -
Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
AbbildungsverzeichnisAbbildung 1: Anschlussstecker Profibus................................................................................8Abbildung 2: Automaisierungspyramide................................................................................9Abbildung 3: Neues Projekt.................................................................................................10Abbildung 4: PG/PC-Schnittstelle einstellen........................................................................11Abbildung 5: HW-Konfig ohne Bauteile...............................................................................12Abbildung 6: HW-Konfig mit angelegten Bauteilen..............................................................12Abbildung 7: Station einfügen..............................................................................................13Abbildung 8: Profibus einfügen............................................................................................14Abbildung 9: HW-Konfig.......................................................................................................14Abbildung 10: Profibus, DP-Schnittstelle einrichten............................................................15Abbildung 11: Eigenschaften DP.........................................................................................16Abbildung 12: HW-Konfig mit Profibusvorbereitung............................................................17Abbildung 13: Fertige Koppelung.........................................................................................18Abbildung 14: HW-Konfig mi Profibus..................................................................................18Abbildung 15: Profibusdarstellung im NetPro......................................................................19Abbildung 16: AWL-Befehle Profibus für die Master Station...............................................19Abbildung 17: AWL-Befehle Profibus für die Slaver Station................................................20Abbildung 18: NetPro Darstellung ohne MPI-Verbindung...................................................21Abbildung 19: NetPro Darstellung mit MPI-Verbindung.......................................................22Abbildung 20: Station Verteilen............................................................................................26Abbildung 21: Profilschiene Station Verteilen......................................................................27Abbildung 22: Station Prüfen...............................................................................................31Abbildung 23: Profilschiene Station Prüfen.........................................................................32Abbildung 24: Variablentabelle............................................................................................34Abbildung 25: Vergleicher-Auswertung für Station Prüfen..................................................34
11 Quellen
1. Unterlagen der Schule für die Station Verteilen und Prüfen2. PDF Dateien auf der STEP7 Software3. Internetseite http://de.wikipedia.org/wiki/Hauptseite4. Internetseite http://w1.siemens.com/entry/de/de/5. Lehrbücher
12 Anhang
Anhang 1: Vernetzte Stationen Verteilen und Prüfen (Profibusverwendung nur für Freigabe des Arbeitsprozesses)
Anhang 2: Modifizierte Vernetzte Stationen Verteilen und Prüfen (Profibusverwendung für Freigabe des Arbeitsprozesses und für die Weitergabe von Richten, Start, Stopp)
- 42 -

Ronny Ludwig Projektdokumentation
F2E2 Steuerung und Vernetzung zweier FESTO Stationen
- 43 -


















