
Twitter: „Gezwitscher“ oder gezielte Informationsvermittlung?

Werkzeuge durchdacht einspannen – Werkstoffe perfekt zerspanen
ProLock - GezwitscherAnwendungsbezogene Werkzeugsysteme für die wirtschaftliche Bauteil-Herstellung
ProLock®
ProLock® Werkzeugsysteme besteht seit der Gründung im Jahr 2000 als im Handelsregister eingetragenes Einzelunternehmen. Ursprünglich als Hersteller von Spannsystemen für Zerspanungs-werkzeuge tätig, arbeiten wir heute sowohl an der Entwicklung und Herstellung neuer und Verbesserung bestehender Spannsys-teme, als auch an Auslegung, Herstellung und Instandsetzung von Zerspanungswerkzeugen.Vertriebsseitig trennen wir die Bereiche durch eingetragene Marken ProLock® für Spannsysteme und ProChipper® für zerspanende Werkzeuge.Vor einigen Jahren konnten wir eine ehemalige Waagenfabrik in Albstadt käuflich erwerben und hatten seither die Möglichkeit der räumlichen Ausdehnung. Unser Maschinenpark ist zweigeteilt inFertigungsmaschinen für die Spanntechnik und Fertigungsmaschi-nen für die Zerpanungswerkzeuge.Ein wichtiger Pfeiler unserer täglichen Arbeit im Vertrieb ist die part-nerschaftliche Zusammenarbeit mit vielen Herstellern von Holzbe-arbeitungsmaschinen geworden.
Regelmäßig legen wir gemeinsam sowohl Spannsysteme, als auch das zum Einsatz kommende Zerspanungswerkzeug aus.Anhand der Applikations-Kennwerte und unserer Softwarepro-gramme zur Berechnung der spezifischen Kennwerte, legen wir optimal zur Anwendung passende Werkzeuge aus. Wir überneh-men in der Folge die Verantwortung für reibungslose Funktion von Zerspanungswerkzeug und Spannsystem.Um den direkten Kontakt zu Anwendern und Verarbeitern aufrecht zu erhalten, haben wir Mitarbeiter im Außendienst, deren Aufgabe darin besteht, sich direkt mit den Anforderungen und Aufgaben der zerspanenden Fertigung beim Anwender vor Ort auseinander zu setzten. In diesem Zusammenhang bieten wir auch den regel-mäßigen Service der Werkzeuginstandhaltung an.
Mit unserem Gezwitscher 2017 möchten wir Ihnen nun den Ferti-gungsablauf von Holzfässern, neue Werkzeuge und Spannsysteme, Weiterentwicklungen und aktuelle Projekte vorstellen.

www.pro-lock.de2
Gezwitscher 2017
Werkzeuge für die Herstellung von Barrique Holzfässern auf Anthon-Maschinen
Barrique ist ein Eichenholzfass, das zum Ausbau von Wein, oder auch Sherry und Whiskey dient. Barrique ausgebaute Weine ste-hen für Qualität und hervorragenden Geschmack.
Die verstärkte Nachfrage nach qualitativ hochwertigen Barrique-Er-zeugnissen führt zu einer enormen Nachfrage nach Eichenfässern. Firma Anthon in Flensburg produziert seit mehr als 100 Jahren Ma-schinen zur Herstellung von Holzfässern. Das Maschinenprogramm unterstützt die handwerkliche Arbeit des Küfners innerhalb der in-dustriellen Fertigung von Fässern (Fass-Produktionslinien). Seit Be-stand erfolgten viele Verbesserungs- und Modifikationsschleifen, die heute den Aufbau CNC-gesteuerter Fasslinien zulassen. Wir bieten spezielle Werkzeuge für die Fassherstellung an.
Die Arbeitsschritte der Fassfertigung seien an dieser Stelle kurz mit Maschine und deren Werkzeug genannt.
Nun müssen die Seitenkanten der Dauben gefügt werden. Hierzu kommt die Daubenfügemaschine DFV zum Einsatz. In dieser Ma-schine verrichten leise arbeitende Wendeplatten-bestückte „SPIRAX“ Spiralhobelköpfe ihren Dienst.
Daubenhobelmaschine DH
SPIRAX Spiralhobelköpfe in der Daubenfügemaschine DFV.
Die Bauchigkeit des Fasses ist durch die DH und die DFV-Maschine festgelegt.
Dauben-Abkürz-Maschine DAV
Im ersten Schritt erfolgt das Abkürzen der gehobelten Fassdau-ben auf die gewünschte Fassgröße. Hierzu dient die Dauben-Ab-kürz-Maschine DAV mit zwei hartmetallbestückten Kreissägeblät-tern. Es schließt sich die Bearbeitung mit der Dauben-Hobelmaschine DH an.
Die Hobelmaschine mit oben- und untenliegender Spindel hobelt die Fassdauben konkav und konvex. Durch den gewünschten Fass inhalt legen wir die Krümmung der Konkav- und Konvex-Hobel-werkzeuge fest.
Konkav und Konvex Hobelkopf in der Daubenhobelmaschine DH
www.pro-lock.de 3
Werkzeuge überlegt einspannen – Werkstoffe perfekt zerspanen
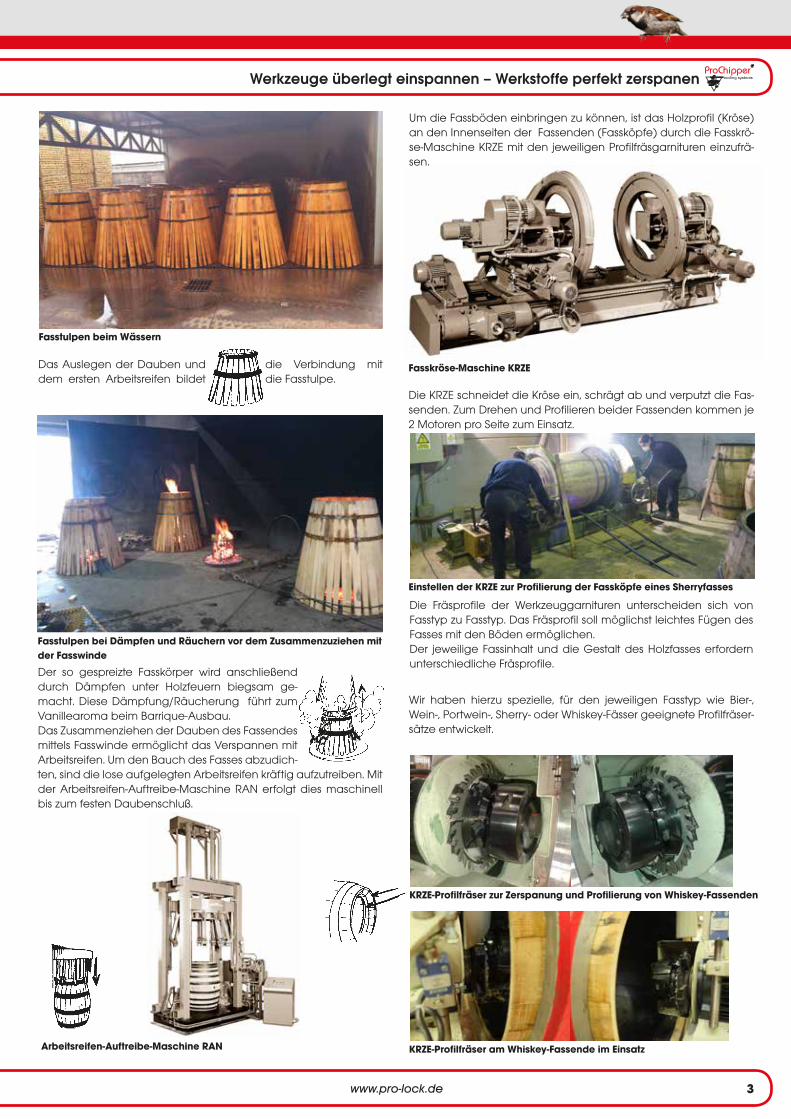
Das Auslegen der Dauben und die Verbindung mit dem ersten Arbeitsreifen bildet die Fasstulpe.
Fasstulpen bei Dämpfen und Räuchern vor dem Zusammenzuziehen mit der Fasswinde
Fasstulpen beim Wässern
Fasskröse-Maschine KRZE
KRZE-Profilfräser am Whiskey-Fassende im Einsatz
Der so gespreizte Fasskörper wird anschließend durch Dämpfen unter Holzfeuern biegsam ge-macht. Diese Dämpfung/Räucherung führt zum Vanillearoma beim Barrique-Ausbau. Das Zusammenziehen der Dauben des Fassendes mittels Fasswinde ermöglicht das Verspannen mit Arbeitsreifen. Um den Bauch des Fasses abzudich-ten, sind die lose aufgelegten Arbeitsreifen kräftig aufzutreiben. Mit der Arbeitsreifen-Auftreibe-Maschine RAN erfolgt dies maschinell bis zum festen Daubenschluß.
Um die Fassböden einbringen zu können, ist das Holzprofil (Kröse) an den Innenseiten der Fassenden (Fassköpfe) durch die Fasskrö-se-Maschine KRZE mit den jeweiligen Profilfräsgarnituren einzufrä-sen.
Die KRZE schneidet die Kröse ein, schrägt ab und verputzt die Fas-senden. Zum Drehen und Profilieren beider Fassenden kommen je 2 Motoren pro Seite zum Einsatz.
Einstellen der KRZE zur Profilierung der Fassköpfe eines Sherryfasses
Arbeitsreifen-Auftreibe-Maschine RAN
KRZE-Profilfräser zur Zerspanung und Profilierung von Whiskey-Fassenden
Wir haben hierzu spezielle, für den jeweiligen Fasstyp wie Bier-, Wein-, Portwein-, Sherry- oder Whiskey-Fässer geeignete Profilfräser-sätze entwickelt.
Die Fräsprofile der Werkzeuggarnituren unterscheiden sich von Fasstyp zu Fasstyp. Das Fräsprofil soll möglichst leichtes Fügen des Fasses mit den Böden ermöglichen.Der jeweilige Fassinhalt und die Gestalt des Holzfasses erfordern unterschiedliche Fräsprofile.
www.pro-lock.de4
Gezwitscher 2017
Werkzeuge für die Herstellung von Barrique Holzfässern auf Anthon-Maschinen
Die Herstellung von Eichenfässern ist trotz Sondermaschinen und –Werkzeugen mit viel handwerklichem Geschick verbunden. Jeder renommierte Hersteller schwört auf seine eigene Fassform, Holzprofile und Verarbeitungsschritte.
Durch Werkzeug-Erstausrüstungen seit vielen Jahren erarbeiteten wir uns das Wissen über die spezifischen Werkzeuge für Holzprofile an Wein, Sherry-, Whiskey- oder Bierfässern.Gerne unterstützen wir Sie bei der Auslegung passender Werkzeuge zur Herstellung Ihrer Fässer.
Der Fertigstellung des Holzfasses steht nach Profilierung von Fass-kröse und Fassboden nichts mehr im Wege.
Durch die korrekte Profilierung, lässt sich der Fassboden leicht in die Fasskröse einlegen.
Die endgültige Verspannung geschieht durch Stahlreifen mit der Reifen-Auftreibe-Maschine RTH bis zum dichten Dauben-Fassbo-denschluss. Für die Herstellung passender Reifen kommt die Reifen-Bie-ge-Loch- und Abscher-Maschine RBL, für das Biegen, Konischwal-zen und Verschließen der Reifenenden die Fassreifen-Nietmaschi-ne RV 9 zum Einsatz.
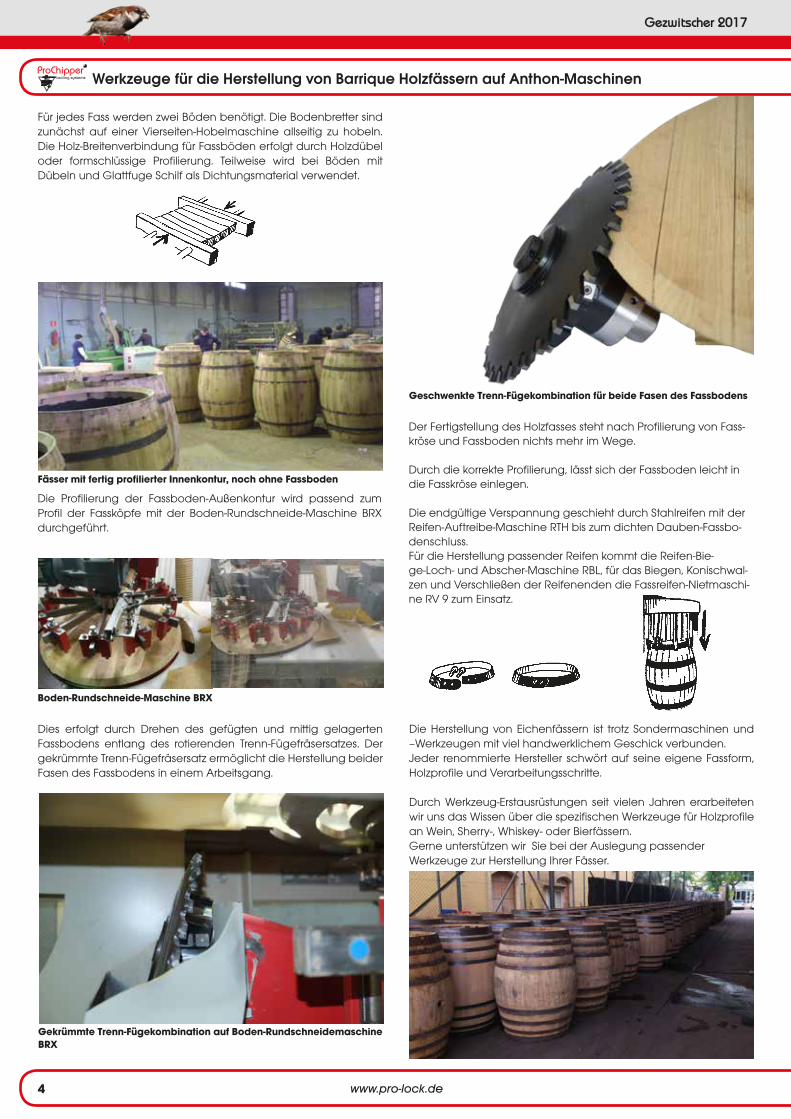
Gekrümmte Trenn-Fügekombination auf Boden-Rundschneidemaschine BRX
Für jedes Fass werden zwei Böden benötigt. Die Bodenbretter sind zunächst auf einer Vierseiten-Hobelmaschine allseitig zu hobeln. Die Holz-Breitenverbindung für Fassböden erfolgt durch Holzdübel oder formschlüssige Profilierung. Teilweise wird bei Böden mit Dübeln und Glattfuge Schilf als Dichtungsmaterial verwendet.
Fässer mit fertig profilierter Innenkontur, noch ohne Fassboden
Die Profilierung der Fassboden-Außenkontur wird passend zum Profil der Fassköpfe mit der Boden-Rundschneide-Maschine BRX durchgeführt.
Dies erfolgt durch Drehen des gefügten und mittig gelagerten Fassbodens entlang des rotierenden Trenn-Fügefräsersatzes. Der gekrümmte Trenn-Fügefräsersatz ermöglicht die Herstellung beider Fasen des Fassbodens in einem Arbeitsgang.
Geschwenkte Trenn-Fügekombination für beide Fasen des Fassbodens
Boden-Rundschneide-Maschine BRX
www.pro-lock.de 5
EasyFix-Schnellwechselsystem für Spindelenden
Für die präzise Verarbeitung von Werkstoffen müssen unterschied-liche Werkzeuge zum Einsatz kommen. Da es keine Universal-werkzeuge gibt, die alle Werkstoffe gleich gut zerspanen, ist jeder Fertigungsbetrieb zu häufigen Werkzeugwechseln gezwungen. Werkzeugwechsel führt aber zu Maschinenstopp und ist des-halb schnell durchzuführen. Oft wird der Werkzeugwechsel aber hinausgezögert, weil er umständlich ist. Schutzhauben müssen demontiert werden, die Werkzeugspindel ist durch das Einstecken von Querstangen zu arretieren, danach ist mit großen Schlüsseln und mit viel Kraft der Flansch oder Fräsdorn zu öffnen. Oft ist nicht erkennbar, ob es sich um Links- oder Rechtsgewinde handelt. Rutscht man ab, kommt es leicht zu Verletzungen.
Das muss nicht sein. Sobald Ihre Werkzeugspindel am Ende ein Innengewinde besitzt, können Sie unser EasyFix-Spannsystem mit Einschraubspanner verwenden. Danach fällt jeder Werkzeug-wechsel leicht. Das Spannsystem zeigt Ihnen die Gewinde-Dreh-richtung durch Gravur am Ende an. Kein Arretieren der Welle, einfach durch den kleinen T-Griffschlüssel die Spannung aus dem System nehmen, Schraube heraus drehen, schon kann der Flansch bzw. das Werkzeug gewechselt werden.
Unser Schellwechselsystem für Spindelenden ist kostengünstig, vielfach bewährt, robust und einfach zu bedienen. Der Umbau bestehender Maschinen mit Innengewinde in der Antriebsspin-del ist problemlos möglich. Der Werkzeugwechsel kann danach schnell und einfach durchgeführt werden. Wer das System kennt, möchte in der Zukunft nicht mehr darauf verzichten.
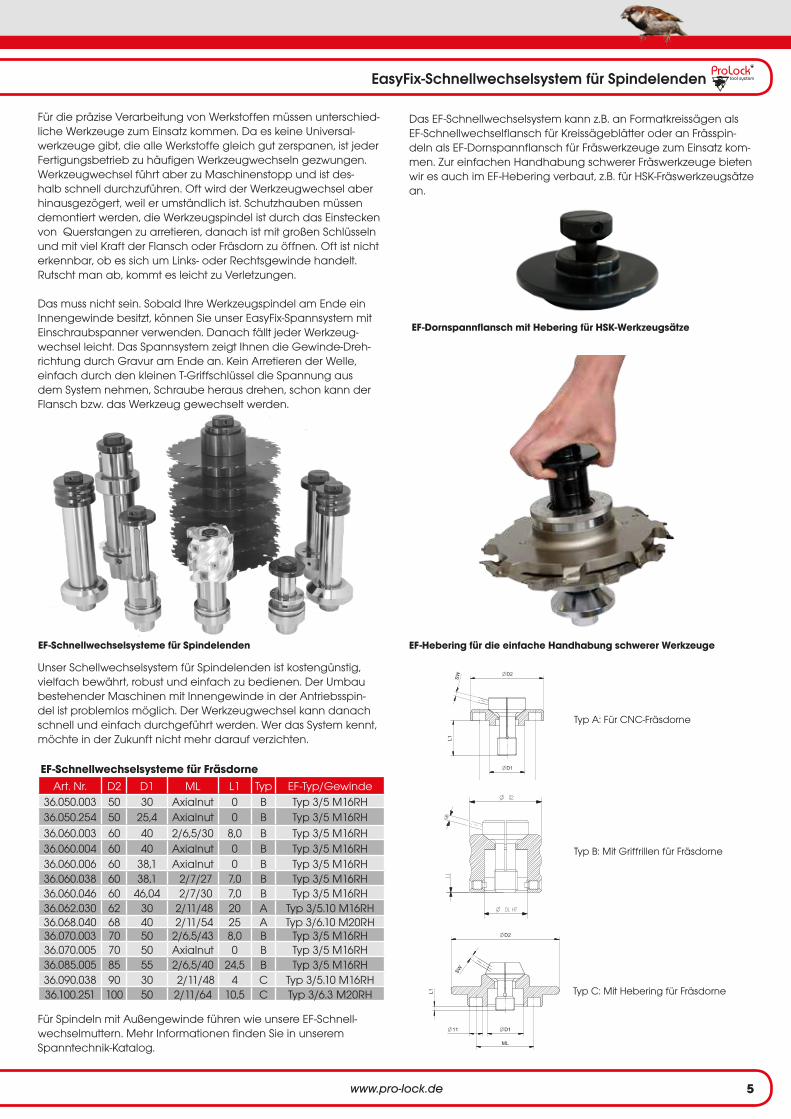
EF-Dornspannflansch mit Hebering für HSK-Werkzeugsätze
Art. Nr. D2 D1 ML L1 Typ EF-Typ/Gewinde36.050.003 50 30 Axialnut 0 B Typ 3/5 M16RH36.050.254 50 25,4 Axialnut 0 B Typ 3/5 M16RH36.060.003 60 40 2/6,5/30 8,0 B Typ 3/5 M16RH36.060.004 60 40 Axialnut 0 B Typ 3/5 M16RH36.060.006 60 38,1 Axialnut 0 B Typ 3/5 M16RH36.060.038 60 38,1 2/7/27 7,0 B Typ 3/5 M16RH36.060.046 60 46,04 2/7/30 7,0 B Typ 3/5 M16RH36.062.030 62 30 2/11/48 20 A Typ 3/5.10 M16RH36.068.040 68 40 2/11/54 25 A Typ 3/6.10 M20RH36.070.003 70 50 2/6,5/43 8,0 B Typ 3/5 M16RH36.070.005 70 50 Axialnut 0 B Typ 3/5 M16RH36.085.005 85 55 2/6,5/40 24,5 B Typ 3/5 M16RH36.090.038 90 30 2/11/48 4 C Typ 3/5.10 M16RH36.100.251 100 50 2/11/64 10,5 C Typ 3/6.3 M20RH
Für Spindeln mit Außengewinde führen wie unsere EF-Schnell-wechselmuttern. Mehr Informationen finden Sie in unserem Spanntechnik-Katalog.
EF-Schnellwechselsysteme für Spindelenden
Das EF-Schnellwechselsystem kann z.B. an Formatkreissägen als EF-Schnellwechselflansch für Kreissägeblätter oder an Frässpin-deln als EF-Dornspannflansch für Fräswerkzeuge zum Einsatz kom-men. Zur einfachen Handhabung schwerer Fräswerkzeuge bieten wir es auch im EF-Hebering verbaut, z.B. für HSK-Fräswerkzeugsätze an.
EF-Schnellwechselsysteme für Fräsdorne
EF-Hebering für die einfache Handhabung schwerer Werkzeuge
Typ A: Für CNC-Fräsdorne
Typ C: Mit Hebering für Fräsdorne
Typ B: Mit Griffrillen für Fräsdorne

www.pro-lock.de6
Gezwitscher 2017
SPIRAX - Spiralmesserköpfe mit Wendeplatten
Holzleimbau ist Präzisionsarbeit. Heutige Bearbeitungszentren erlauben Bauteile mit mehr als 75 Metern Länge maschinell abzubinden. Das Hobeln und Bohren derart großflächiger Bau-teile erfordert robuste und hochgenaue Werkzeuge, die großen Material abtrag ermöglichen und zudem geräuscharm arbeiten.
Durch unsere „SPIRAX“ Spiralbohrhobelköpfe bieten wir Ihnen maximalen Materialabtrag bei drastischer Reduzierung des Werk-zeug-Arbeitsgeräusches. D L2 A S Spiral Art.Nr.
40 190 280 HSK63F 4+2 5232.040.190
40 190 280 HSK63E 4+2 5232.140.190
60 200 250 HSK63F 4+2 5232.060.200
60 200 250 HSK63E 4+2 5232.160.200
80 200 250 HSK63F 4+2 5232.080.200
80 200 250 HSK63E 4+2 5232.180.200
Große Hobelbreiten erfordern breite Hobelwerkzeuge.Dennoch ist das Gewicht unserer Monoblock Hobelwerkzeuge in Leichtmetall-Stahl Ausführung gering.
SPIRAX-HSK-Kugelschaftfräser zum Formatieren und für Freiformflächen-bearbeitung
Gewichtserleichterter SPIRAX-Nutfräser zur Verwendung im CNC-Aggregat
SPIRAX-HSK-Spiralbohrhobelgarnitur
D L2 L1 S Z Art.Nr.
30 125 205 25 2+1 5155.030.125
40 160 242 25 2+1 5155.040.160
40 160 242 30 2+1 5155.140.160
50 175 250 25 2+1 5155.050.175
50 210 265 25 2+1 5155.050.210
SPIRAX-Spiralschaftfräser
Wir führen die Werkzeuge für automatischen Werkzeugwechsel mit SK- oder HSK-Kegel als Quasi-Monoblock Werkzeuge aus, um Toleranzfehler zwischen Werkzeughalter und Werkzeug zu vermeinden.Wir verbinden unsere HSK-Adapter fest mit den Werkzeuggrund-körpern aus Leichtmetall. Vor dem Fräsen der Spiralen wird der Werkzeugrohling mit dem HSK-Adapter verschraubt und gesichert.Danach wird der HSK-Kegel auf die Werkzeugmaschine gespannt und die Kontur mit Spiralen und Plattensitzen eingefräst. Somit erhält man ein hochgenaues Werkzeug mit optimaler Stabilität, das alle Vorteile der HSK-Schnittstelle überträgt. Oft integrieren wir zusätzlich einen Bohrkopf aus Stahl, um mit dem SPIRAX-Werkzeug sowohl Bohren als auch Hobeln zu können. Der Bohrkopf ermög-licht fliegendes Eintauchen zum Taschen ausfräsen.Lassen Sie sich überzeugen: Stabiliät, Leistung und geringer Ge-räuschpegel werden Sie begeistern !Durch die Bestückung mit 4-schneidigen Wendeplatten ergeben sich 4 Standzeiten je Wendeplatte.Wir bieten Ihnen SPIRAX-Werkzeuge mit WP-Format 15x15x2,5 mit bombierten Schneidekanten, bzw. WP-Format 21x21x5,5 für sehr schwere Anwendungen an.
SPIRAX-HSK-Spiralhobelgarnitur „Tiroler Schloss“
Da außerdem weniger Antriebsleistung und somit ca. 30% we-niger Strom verbraucht wird, rechnet sich die Anschaffung sehr schnell.
Kleine Nenn- Durchmesser bis 30mm führen wir mit in der Spirale verschraubten Wendeplatten aus.
Ab 40mm Durchmesser mit umfangseitig verschraubten 4-seitig schneidenden Wendeplatten.
WP-Spiralschaftfräser mit umfangsseitig verschraubten Wendeplatten
WP-Spiralschaftfräser mit in der Spirale verschraubten Wendeplatten
www.pro-lock.de 7
SPIRAX - Spiralmesserköpfe und Hobelwellen
SPIRAX - Hobelkopf, mehrteilig, für 1200mm Hobelbreite
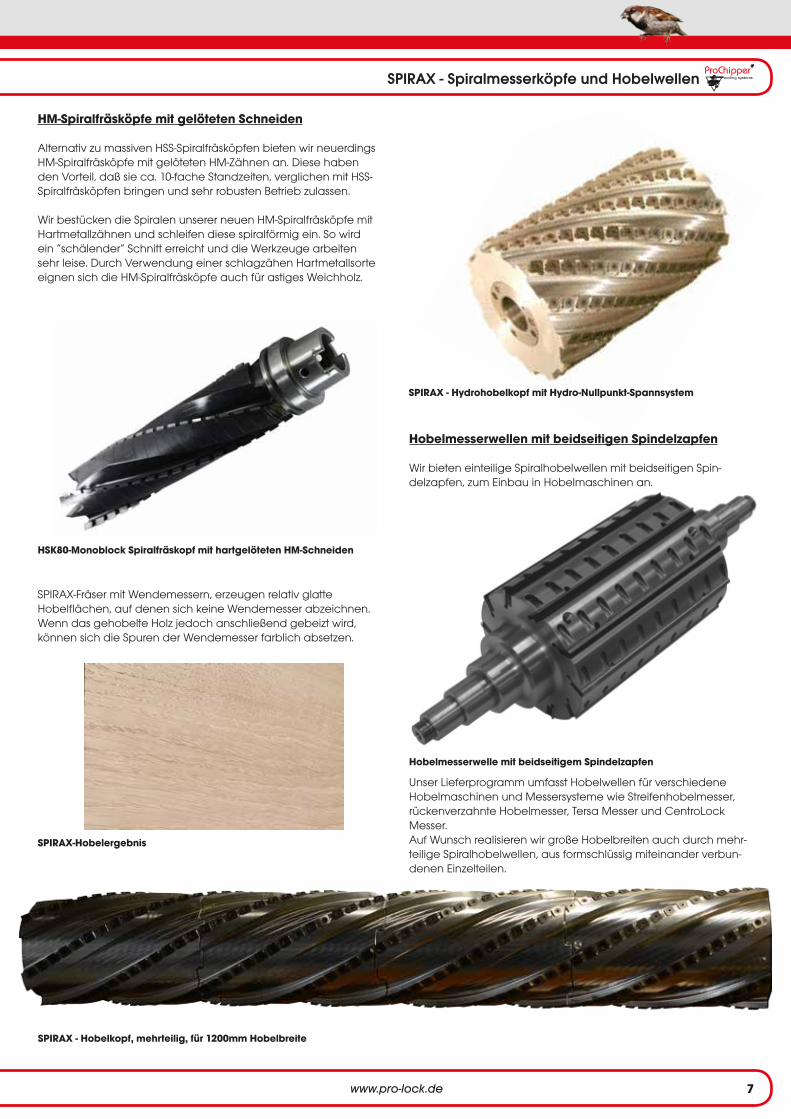
SPIRAX - Hydrohobelkopf mit Hydro-Nullpunkt-Spannsystem
Unser Lieferprogramm umfasst Hobelwellen für verschiedene Hobelmaschinen und Messersysteme wie Streifenhobelmesser, rückenverzahnte Hobelmesser, Tersa Messer und CentroLock Messer.Auf Wunsch realisieren wir große Hobelbreiten auch durch mehr-teilige Spiralhobelwellen, aus formschlüssig miteinander verbun-denen Einzelteilen.
SPIRAX-Fräser mit Wendemessern, erzeugen relativ glatte Hobelflächen, auf denen sich keine Wendemesser abzeichnen.Wenn das gehobelte Holz jedoch anschließend gebeizt wird, können sich die Spuren der Wendemesser farblich absetzen.
HM-Spiralfräsköpfe mit gelöteten Schneiden
Alternativ zu massiven HSS-Spiralfräsköpfen bieten wir neuerdings HM-Spiralfräsköpfe mit gelöteten HM-Zähnen an. Diese haben den Vorteil, daß sie ca. 10-fache Standzeiten, verglichen mit HSS-Spiral fräsköpfen bringen und sehr robusten Betrieb zulassen.
Wir bestücken die Spiralen unserer neuen HM-Spiralfräsköpfe mit Hartmetallzähnen und schleifen diese spiralförmig ein. So wird ein “schälender“ Schnitt erreicht und die Werkzeuge arbeiten sehr leise. Durch Verwendung einer schlagzähen Hartmetallsorte eignen sich die HM-Spiralfräsköpfe auch für astiges Weichholz.
HSK80-Monoblock Spiralfräskopf mit hartgelöteten HM-Schneiden
SPIRAX-Hobelergebnis
Hobelmesserwelle mit beidseitigem Spindelzapfen
Hobelmesserwellen mit beidseitigen Spindelzapfen
Wir bieten einteilige Spiralhobelwellen mit beidseitigen Spin-delzapfen, zum Einbau in Hobelmaschinen an.

www.pro-lock.de8
Gezwitscher 2017
SuperFinish- Diamant(PKD)-Werkzeuge auch für die Massivholz-Verarbeitung
PKD-Werkzeuge garantieren höchste Präzision und Prozesssicher-heit. Sie zeichnen sich durch extrem lange Standzeiten aus. Diese betragen das Vielfache von Hartmetallwerkzeugen.
Diamant (PKD)-Werkzeuge mit sehr großen Achswinkeln haben Ihren Siegeszug angetreten. Der Schreiner weiß, dass ein ziehender Schnitt, durch leichtes Schwenken des Handhobels, zu einfachem und sauberem Abheben des Hobelspans führt. Dieser Effekt wird bei PKD-Fräswerkzeugen durch Schneiden mit sehr großen Achswinkeln imitiert. Diamantwerkzeuge der SuperFinish-Linie von ProLock bietet Ihnen Fertigschnittqualitäten beim Fräsen. Die Schneiden der SuperFinish PKD-Werkzeuge treten schälend ein, üben so wenig Schnittdruck auf den Werkstoff aus und heben den Span leichter ab. Die mit sehr großen Achswinkeln angestell-ten Schneiden trennen den Werkstoff messerscharf.
Geschwenkter Handhobel führt zu leichterem Abheben des Spanes SuperFinish PKD-Schaftfräser für ausrissfrei gefräste Flächen und Kanten
Da unsere SuperFinish Fräswerkzeuge nur sehr geringen Schnitt-druck beim Fräsen aufbauen, können die Werkzeuge zur Bear-beitung vieler Werkstoffe zum Einsatz kommen, die mit Standard PKD-Werkzeugen vorher nicht bearbeitet werden konnten.
SuperFinish Werkzeuge bringen aufgrund Ihrer Eigenschaften, auch bei der Massivholzbearbeitung sehr große Vorteile.Ausgerissene Querholzzonen gehören hiermit der Vergangenheit an. So steht auch der Bearbeitung von BSH-Brettschichtholz oder KVH-Konstruktionsvollholz nichts mehr im Wege. Auch für die Bear-beitung von Sandwichwerkstoffen und bröckeligem Materialmix sind SuperFinish Werkzeuge prädestiniert.
D L2 L1 S Z Art.Nr.
16 25 100 16 2+1 7715.016.025
16 28 90 16 1+1 7715.016.028
20 28 90 20 1+1 7715.020.028
20 36 105 25 1+1 7715.020.036
20 45 95 25 1+1 7715.020.045
20 54 105 25 1+1 7715.020.054
25 30 95 25 2+1 7715.025.030
25 40 105 25 2+1 7715.025.040
25 50 115 25 2+1 7715.025.050
25 60 125 25 2+1 7715.025.060
SuperFinish-Werkzeuge hinterlassen sauber gefräste Flächen, Absplitterungen der Fasern beim Austritt des Fräsers aus dem Werkstoff können fast vollständig vermieden werden. Linksdrehen-de Werkzeuge zum Vorfräsen der Austrittskante erübrigen sich. Sogar bei zum Splittern neigendem Hirnholz kann in den meisten Fällen im Gegenlauf über die Austrittskante gefahren werden, ohne Ausrisse zu verursachen.
Wir empfehlen den Einsatz der hochpräzisen SuperFinish-Schaft-fräser nur in hochpräzisen Spannmitteln wie Schrumpffuttern oder Hydrodehnspannfuttern.
PKD-Schaftfräser für verschiedenste Anforderungen
SuperFinish-PKD-Schaftfräser

www.pro-lock.de 9
SuperFinish PKD-Fräswerkzeuge und Gehrungsverleimfräser
Hydrogespannter PKD-SuperFinish-Profil-Fügefräser
SuperFinish PKD-Tonnenprofilfräser
In Anlehnung an bisher bei der Bearbeitung diverser Voll-holz-Werkstoffe zum Einsatz kommende Vollhartmetall-Schaftfrä-ser, führen wir unsere SuperFinish PKD-Schaftwerkzeuge für diesen Einsatz oft komplett mit postivem Drall aus. Durch den großen Drallwinkel werden Holzwerkstoffe sehr sauber geschnitten und das bei optimaler Spanabfuhr durch die positive Spirale.Die sich durch den Wechsel von Vollhartmetall- zu Diamant- Schaftwerkzeugen ergebende Standzeiterhöhung liegt mindes-tens beim 20-fachen, je nach Leimanteil im Werkstoff, oft bei der 50-fachen Standzeit.Das unten im Foto dargestellte Werkzeug findet erfolgreiche Anwendung beim Ausschnitt- und Taschenfräsen in Baufurnier-sperrholz BFU.
SuperFinish PKD-Profilfräsgarnitur für die ausbruchsfreie Formatierung in Durchlaufmaschinen
Durch den Einsatz hydrodehngespannter PKD-SuperFinish-Profil-Fügefräser auf Doppelendprofilern, konnten wir die Standzeit um mehr als 50% verbessern. Das sehr sauber gefräste Werkstoffprofil wird durch schälenden Schneideneintritt sehr lange ohne Quali-tätsverlust hergestellt.
Beim Profilieren auf Durchlaufmaschinen besteht die Herausforde-rung an gute Werkzeuge oft bei der ausbruchfreien Formatierung des letzten durchlaufenden Ecks beim Endformat. SuperFinish-Fräswerkzeuge mit passender Achswinkelgeometrie meistern diese Aufgabe hervorragend über sehr lange Zeit. Durch den großen Achswinkel wird der Schnittdruck auf das letzte durch-laufende Eck so stark gesenkt, dass eine ausbruchfreie Formatie-rung über sehr lange Zeiten gewährleistet ist.
SuperFinish PKD-Schaftfräser mit positivem Drall für Holzwerkstoffe
Durch das Einfräsen der passgenauen 45°-Gehrungsprofile kön-nen die beiden Gehrungsprofile exakt positioniert werden und verrutschen nicht beim Verleimen.
Zum sauberen und ausbruchsfreien Abrunden diverser Holzwerk-stoffe, empfehlen wir SuperFinish PKD-Tonnenprofilfräser mit maxi-malen wechselseitigen Achswinkeln.
Eine ausbruch- und splitterfreie Fräskontur ist hiermit sogar beim Überfräsen der Austrittskante quer zur Faser gewährleistet. Die Werkzeugkontur ermöglicht das Fräsen glatter und sauberer Rundprofile.
WP-Gehrungsprofilfräser auf Fräsdorn
PKD-Gehrungsprofil-Schaftfräser im Hydrofutter
Gehrungsprofilfräser für formschlüssige Eckverbindungen
Für die Herstellung fromschlüssiger Gehrungsverleimungen stellen wir diverse Gehrungsverleimfräser mit Schneiden aus Hartmetall (festbestückte- oder WP-Ausführung) oder mit PKD-Bestückung her. PKD-Gehrungsprofilfräser eignen sich für Faserplatten wie MDF oder für Holzwerkstoffe.
Die Umsetzung von technischen Prinzipien in leistungsfähige Zerspanungswerkzeuge fordert uns heraus. Auslegung und Anfertigung von genau zu Ihrem Einsatz und Ihrem Werkstoff passenden PKD-Sonderwerkzeugen geht bei uns nicht länger als 5 Arbeitswochen. Wir bieten Ihnen leistungsfähigste PKD-Zerspanungswerkzeuge und Optimierung über den gesamten Lebenszyklus.
Wir dokumentieren durchgeführte Arbeiten über die Anzahl der Nachschärfzyklen, was Einfluss auf die zukünftige Werkzeuggestal-tung nehmen kann. Durch unseren PKD-Werkzeugservice bieten wir Ihnen fachge-rechte Instandsetzung Ihrer PKD-Werkzeuge zur Reproduzierung der Ergebnisse ein Werkzeugleben lang !

www.pro-lock.de10
Gezwitscher 2017
Hobelwerkzeuge zum Aufrauhen oder Erhöhen der Verleimfestigkeit von Holzoberflächen
RiffelTec® System 1: Aufrauhen von Holzoberflächen
Aufgeraute Holzoberflächen ermöglichen gute Verzahnung zwi-schen aufgetragener Farbschicht und Werkstückoberfläche. So wird Abblättern verhindert und die Auftragsmenge erhöht.
Längere Renovierungsintervalle bei Hölzern im Außenbereich sind die Folge.
Der Einsatz unserer hierfür vorgesehenen RiffelTec® Hobelwerk-zeuge System 1 erfolgt auf den letzten Wellen der Hobel- oder Kehlmaschine und dient zur Herstellung einer feinverzahnten Holzoberfläche.
Zur Verwendung kommen Hydrohobelköpfe mit modifizierten Schnittwinkeln und durchgehend an der Spanfläche verzahnten Hobelmessern, die eine sehr große Nachschärfzone bieten.
RiffelTec® System 1 - Aufrauhen von Holzoberflächen
RiffelTec® System 2: Aufrauh- Fertighobelkombination Z=2+2 Reduzierung der Vorspaltung und Erhöhung der Verleimfestigkeit
RiffelTec® System 2 vermindert die Vorspaltung beim Hobeln und vergrößert die Verleimfestigkeit.
Hierzu verwenden wir Hobelköpfe, die verzahnte Hobelmesser im Wechsel mit gerade geschliffenen Hobelmessern haben.Durch das Einschleifen unterschiedlicher Flugkreise je Messerpaar (Beispiel Hobelkopf mit vier Messern) wird die Vorspaltung im Ast-bereich verkleinert und die Holzoberfläche leicht verzahnt. Auf diese Weise erzeugt die RiffelTec® Messergeometrie eine für das Auge kaum sichtbare Riffelung, die jedoch die Verleimfestig-keit erheblich verbessert.
Wir bieten dieses System auch mit rückenverzahnten Messern an.
Die Einstellung des Hobelergebnisses von feinverzahnt bis säge-rauh ist über axial einstellbare Hobelmesser möglich. Auf diese Weise kann eine für das Auge kaum sichtbare Riffelung erzeugt werden, die jedoch die Haftung der Anstriche immens erhöht.
Wir bieten dieses System auch mit rückenverzahnten Messern zum Aufrauhen von Profilen an.
RiffelTec® - Hobelköpfe zum Aufrauhen von Holzoberflächen
Vergrößerte, rauhere Holzoberflächen durch verzahnte RiffelTec®
Streifenhobelmesser in Verbindung mit unserem speziellen Hobel-kopf. Querverzahnte Streifenhobelmesser auf Basis der guten, alten Rauhbank zum Aufrauhen von Holzoberflächen.
RiffelTec® System 1 - Hobelkopf damit Anstriche halten
RiffelTec® System 1 - Aufrauh-Ergebnis

www.pro-lock.de 11
Kugelschaftfräser für die Herstellung von Freiformflächen
HSK-Kugelschaftfräser Typ 3 zum Formatieren und für Freiformflächen-bearbeitung
Die einfachste Variante kommt mit zwei rund profilierten Blanketts aus. Die Klemmbacken-gespannte Ausführung Typ 2, reduziert durch Spanaufteilung des Kugelsegments die Schnittkräfte. Die Wechselmesser sind Klemmbacken-gespannt und über die gesamte Kugeloberfläche verteilt. Typ 2 bieten wir ab 40mm Durchmesser an. Durch Einschrumpfen der Kugel-Schaftfräser in hochpräzise Schrumpffutter entstehen Quasi-Monoblockwerkzeuge mit präzisem Rundlauf.
WP-Kugelschaftfräser Typ 2, Klemmbacken-gespannt, im Schrumpffutter
Präziser Rundlauf und lückenlose Umfassung des Fräsers sorgen für ruhigen Schnitt, beste Oberflächen und lange Werkzeugstandzeiten. Die besonders schlanke Bauform mit sehr kleiner Störkontur in Verbindung mit der hohen Steifigkeit des Gesamtsystems lässt große Vorschübe zu.
Die Ausführung als Quasi-Monoblockwerkzeug Typ 3 (siehe auch SPIRAX-Hobelwerkzeuge S. 6) mit großer Nutzlänge kann sowohl für die Formatierung als auch für die Herstellung von Freiform-flächen zum Einsatz kommen.
D L2 L1 R S Typ Z Art.Nr.
10 11 100 5 20 1 1 5212.010.100
12 14 100 6 20 1 1 5212.012.100
16 19 110 8 20 1 1 5212.016.110
20 19 110 10 20 1 1 5212.020.110
30 25 110 15 20 1 2 5212.030.110
30 27 128 15 20 1 2 5212.030.128
40 33 136 20 25 1 2 5212.040.136
40 50 155 20 25 2 2 5212.040.155
40 70 175 20 25 2 2 5212.040.175
60 45 112 30 20 1 2 5212.060.112
70 60 195 35 25 2 2 5212.070.195
80 62 76 40 20 1 2+2 5212.080.076
80 64 140 40 25 1 2 5212.080.140
100 60 240 50 32 2 2 5212.100.240
HSK-Kugelschaftfräser zum Spannen im Futter
Kugelschaftfräser Typ 1, mit rund profilierten Blanketts
HSK-Kugelschaftfräsgarnitur für Freiformflächenbearbeitung
D L2 L1 R S Typ Z Art.Nr.
40 50 180 20 HSK63F 2 2 5212.040.063
40 50 180 20 HSK63E 2 2 5212.040.163
70 60 220 35 HSK63F 2 2 5212.070.063
70 60 220 35 HSK63E 2 2 5212.070.163
100 60 255 50 HSK63F 2 2 5212.100.063
100 60 255 50 HSK63E 2 2 5212.100.163
Für maximalem Holzabtrag beim Freiformflächen-Fräsen empfeh-len sich unsere Kugelkopffräser mit Wechselmesser-System.
Wir stellen die verschiedenen Kugelkopf Werkzeugsysteme vor:

www.pro-lock.de12
Gezwitscher 2017
Möglichkeiten für die Einstellung 2-teiliger Werkzeuge
Falls eine komfortablere Lösung gesucht wurde, haben wir bis vor einiger Zeit deshalb am Ende des Hydrofutters, auf dem die Werk-zeugmontage erfolgt, ein Feingewinde geschnitten, zwischen die PKD-Werkzeuge Tellerfedern gelegt, und die Breiten über eine Mutter mit Feingewinde eingestellt.
Federfräser 2-teilig mit Skala, Rasterverstellung in 0,025mm-Schritten
Für die Herstellung von Nut- und Federbrettern sind vielfach 2-teilige Nut- und Federfräser im Einsatz. Die Einstellung der jeweiligen Nutbreite bzw. Federstärke hat durch Zerlegen der Werkzeuge, Hinzufügen bzw. Entnehmen von Distanzringen zu erfolgen.
Da hierzu die Maschine gestoppt, das Werkzeug demontiert und neu eingestellt werden muss, sind Stillstandzeiten die Folge.
Dank der Wiederholgenauigkeit wird immer wieder das gleiche, gewünschte Einstellergebnis erreicht. Lästiges Herumprobieren entfällt. Das System ist einfach zu handhaben und das verstellba-re Teil ist geschützt und unempfindlich.
Die Verstelleinheit verfügt über eine Skala, bei der jeder Raster-klick 0,025mm Verstellweg entspricht.
Durch Drehen des gerändelten blauen Ringes wird die Einstellung erledigt. Der gesamte Verstellbereich liegt bei 8 mm.
Der Einsatz ist unabhängig von der Drehrichtung der Welle, das gleiche System für Nut- und Federfräser. Das CUBIT-System ist kon-form mit der EN-847-1 gefertigt.
Federfräser Monoblock: Einstellung durch Verschieben rückenverzahn-ter Messer, Profil im Kopf einschleifen
Nut-Federfräser 2-teilig, Einstellung durch Abstandsringe
Seit kurzer Zeit ist hierfür ein Verstellsystem am Markt, welches die Firma ETP entwickelt hat. Das Verstellsystem heißt CUBIT mini und ist schnell, einfach und präzise verwendbar.
Das CUBIT mini wird über ein M60-Gewinde am Ende der Hydro-buchse montiert. Die Verstellung erfolgt jedoch, im Gegensatz zu früheren Tellerfeder-Systemen nur im CUBIT-Verstellsystem und nicht durch Verdrehen auf dem M60-Gewinde. Beim Spannen der Hydrobüchse wird auch die Verstelleinheit automatisch gespannt. Die Einstellung des Werkzeugsatzes erfolgt in Sekundenschnelle und das direkt auf der Spindel der Holzbearbeitungsmaschine.
Federfräser 2-teilig mit Skala, stufenlose Einstellung durch Feingewinde
An Kehlmaschinen kommen häufig rückenverzahnte Profilmesser zum Einsatz. Die Einstellung der Nut- oder Federbreite erfolgt durch axiales Verschieben der Profilmesser. Diese Variante vermeidet die Werk-zeugdemontage. Die präzise Flucht aller Profilmesser wird durch Einschleifen des Profils direkt im Kopf ermöglicht.
www.pro-lock.de 13
LowNoise Kreissägeblätter für Fertigschnitte
GlueLiner® LowNoise Kreissägeblätter
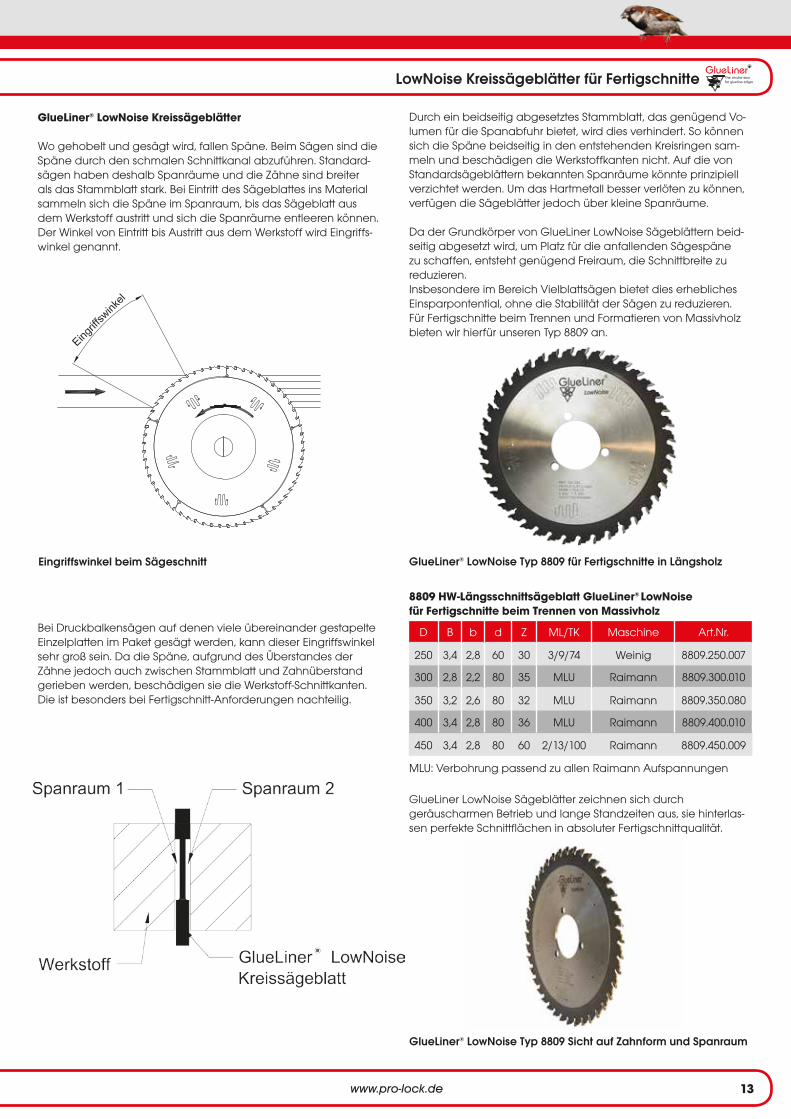
Wo gehobelt und gesägt wird, fallen Späne. Beim Sägen sind die Späne durch den schmalen Schnittkanal abzuführen. Standard-sägen haben deshalb Spanräume und die Zähne sind breiter als das Stammblatt stark. Bei Eintritt des Sägeblattes ins Material sammeln sich die Späne im Spanraum, bis das Sägeblatt aus dem Werkstoff austritt und sich die Spanräume entleeren können. Der Winkel von Eintritt bis Austritt aus dem Werkstoff wird Eingriffs-winkel genannt.
Bei Druckbalkensägen auf denen viele übereinander gestapelte Einzelplatten im Paket gesägt werden, kann dieser Eingriffswinkel sehr groß sein. Da die Späne, aufgrund des Überstandes der Zähne jedoch auch zwischen Stammblatt und Zahnüberstand gerieben werden, beschädigen sie die Werkstoff-Schnittkanten. Die ist besonders bei Fertigschnitt-Anforderungen nachteilig.
Eingriffswinkel beim Sägeschnitt
Durch ein beidseitig abgesetztes Stammblatt, das genügend Vo-lumen für die Spanabfuhr bietet, wird dies verhindert. So können sich die Späne beidseitig in den entstehenden Kreisringen sam-meln und beschädigen die Werkstoffkanten nicht. Auf die von Standardsägeblättern bekannten Spanräume könnte prinzipiell verzichtet werden. Um das Hartmetall besser verlöten zu können, verfügen die Sägeblätter jedoch über kleine Spanräume.
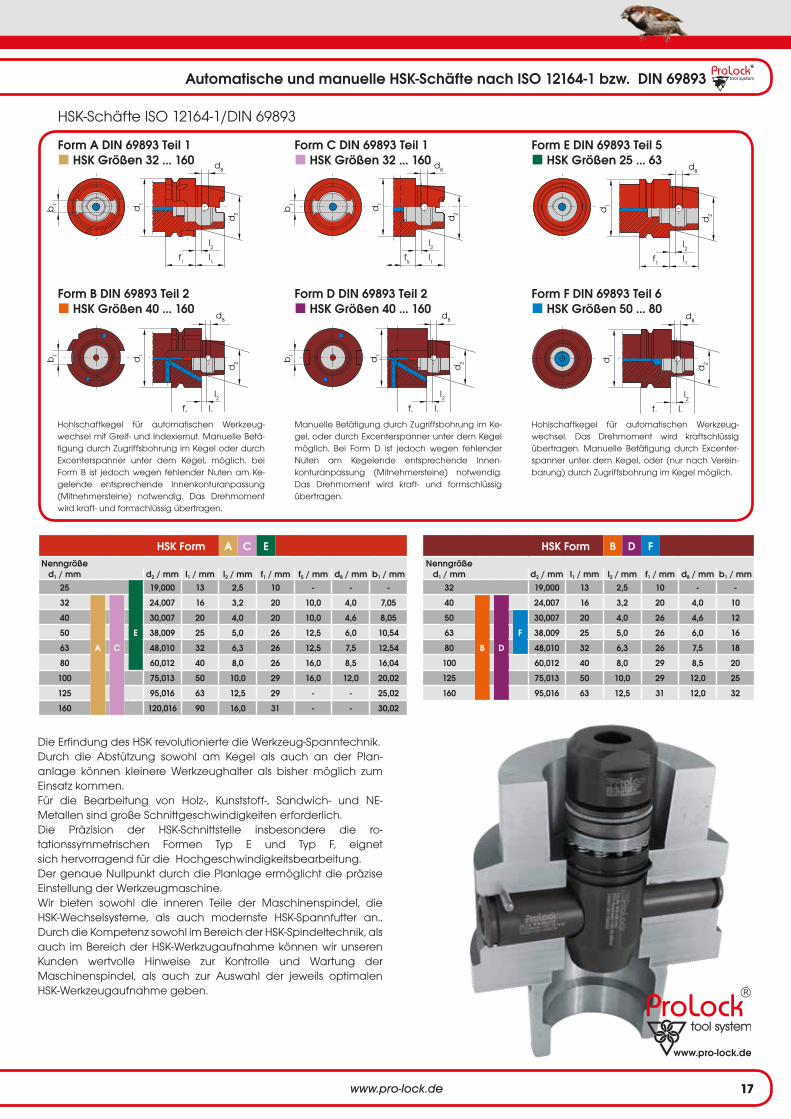
Da der Grundkörper von GlueLiner LowNoise Sägeblättern beid-seitig abgesetzt wird, um Platz für die anfallenden Sägespäne zu schaffen, entsteht genügend Freiraum, die Schnittbreite zu reduzieren. Insbesondere im Bereich Vielblattsägen bietet dies erhebliches Einsparpontential, ohne die Stabilität der Sägen zu reduzieren. Für Fertigschnitte beim Trennen und Formatieren von Massivholz bieten wir hierfür unseren Typ 8809 an.
D B b d Z ML/TK Maschine Art.Nr.
250 3,4 2,8 60 30 3/9/74 Weinig 8809.250.007
300 2,8 2,2 80 35 MLU Raimann 8809.300.010
350 3,2 2,6 80 32 MLU Raimann 8809.350.080
400 3,4 2,8 80 36 MLU Raimann 8809.400.010
450 3,4 2,8 80 60 2/13/100 Raimann 8809.450.009
MLU: Verbohrung passend zu allen Raimann Aufspannungen
8809 HW-Längsschnittsägeblatt GlueLiner® LowNoise für Fertigschnitte beim Trennen von Massivholz
GlueLiner LowNoise Sägeblätter zeichnen sich durch geräuscharmen Betrieb und lange Standzeiten aus, sie hinterlas-sen perfekte Schnittflächen in absoluter Fertigschnittqualität.
GlueLiner® LowNoise Typ 8809 für Fertigschnitte in Längsholz
GlueLiner® LowNoise Typ 8809 Sicht auf Zahnform und Spanraum

www.pro-lock.de14
Gezwitscher 2017
LowNoise Kreissägeblätter für Fertigschnitte
HINWEIS: Passende Vorritzer für Standard-Schnittbreite finden Sie im Hauptkatalog ab S. 26
2024 HW-Formatkreissägeblatt GlueLiner® LowNois für Fertigschnitte auf Plattenaufteilanlagen
GlueLiner® LowNoise Kreissägeblätter sind speziell für Anwendun-gen mit Fertigschnittanforderung vorgesehen.Die Dünnschnittausführung ist in Verbindung mit einem schmäle-ren Vorritzer einzusetzen. Sie arbeitet durch die reduzierte Schnitt-breite leichter und leiser, benötigt weniger Antriebsleistung und vermindert den Verschnitt.
Typ 2024 ist umfangsseitig mit der Zahngeometrie Trapez-Flach-zahn geschliffen und eignet sich besonders zum Trennen be-schichteter Holzwerkstoffe wie Spanplatten, MDF oder HDF-Platten. Auch das Aufteilen von HPL-Platten (High Pressure Laminate) wie Thermopal, Trespa, Resopal, diverser Sandwich- oder Verbund-platten gelingt mit Fertigschnittanforderung.
Nur wenn beim Sägen lange, zusammenhängende Späne entste-hen, die sich nicht einfach in den seitlichen Spanräumen unter-bringen lassen, ist das Sägeblatt nicht bzw. nur bedingt geeignet. Dies gilt z. B. für Aluminium und andere Nichteisenmetalle oder diverse Plaste.
Zur Klärung der Eignung bzw. optimaler Einsatzbedingungen kontaktieren Sie bitte unsere Anwendungstechniker.
GlueLiner® LowNoise Typ 2024 für Fertigschnitte in Plattenwerk-stoffe
D B b d Z ML/TK Maschine Art.Nr.
300 3,2 2,2 30 60 MLK Panhans Eco 2024.300.31
300 4,4 3,0 30 60 2/10/60 Panhans, Scheer 2024.300.30
300 3,2 2,2 60 60 2/14/100 Holzma HPP 130 2024.300.60
300 3,2 2,2 60 60 2/14/100 Holzma HPP 230 2024.300.60
320 4,4 3,0 30 60 2/10/60 Mayer, Felder 2024.320.30
320 4,4 3,2 65 60 2/9/110 Selco 2024.320.65
350 3,6 2,8 30 72 2/10/60 Schelling, FH4 2024.350.30
350 3,6 2,8 30 72 2/10/60 Mayer PS 80 2024.350.30
350 4,4 3,2 30 72 2/10/60 Panhans, Scheer 2024.350.31
350 3,6 2,8 60 72 2/14/100 Holzma 2024.350.61
350 4,4 3,2 60 72 2/14/100 Holzma 2024.350.60
355 4,4 3,2 30 72 2/10/60 Mayer, Schelling 2024.355.29
355 4,4 3,2 75 72 Giben 2024.355.77
360 4,4 3,2 65 72 2/9/110 Selco 2024.360.65
380 3,6 2,8 60 72 2/14/100 Holzma 2024.380.61
380 3,6 2,8 65 72 2/9/110 Selco 2024.380.65
380 3,6 2,8 75 72 2/7/110 Giben 2024.380.75
380 4,4 3,2 60 722/14/100 + 2/14/125 Holzma HPP / HKL 300 2024.380.60
380 4,4 3,2 80 72 2/14/100 Gabbiani 2024.380.80
380 4,8 3,5 60 722/14/100 + 2/14/125 Holzma HPP / HKL 300 2024.381.60
400 4,4 3,2 80 724/19/120 +
2/9/130 Selco 2024.400.80
420 4,8 3,5 60 722/14/125 + 2/19/120 Holzma HPP / HKL 400 2024.421.60
430 4,4 3,2 80 724/19/120 +
2/9/130 Selco 2024.430.80
450 4,4 3,2 60 722/14/125 + 2/19/120 Holzma HPP / HKL 400 2024.450.61
450 4,8 3,5 60 722/14/125 + 2/19/120 Holzma HPP / HKL 400 2024.450.62
450 4,8 3,5 80 724/19/120 +
2/9/130 Selco 2024.450.83
460 4,4 3,2 30 72 2/13/94 Schelling 2024.460.30
480 4,8 3,5 60 72 2/19/120 Holzma 2024.480.60 GlueLiner® LowNoise Typ 2024 Sicht auf Zahnform und Spanraum
0026 HW-Vorritzkreissägeblatt - Konisch verstellbar für GlueLiner® LowNoise Dünnschnittausführung
D B b d Z ML/TK Maschine Art.Nr.
150 3,3-4,1 2,2 45 28F Holzma HPP 130 0026.150.46
150 3,7-4,5 2,8 30 28F Mayer PS 80 0026.151.30
180 3,3-4,1 2,2 30 28F NLK Panhans Eco 0026.180.32
180 3,7-4,5 2,8 45 36F Holzma 0026.180.47
190 3,7-4,5 2,8 50 32F 2/7/80 Giben 0026.190.51
200 3,3-4,1 2,2 45 36F Holzma HPP 230 0026.201.45
200 3,7-4,5 2,8 20 36F 2/11/66 Schelling FH4 0026.200.25
200 3,7-4,5 2,8 65 32F 2/9/100+2/9/110 Selco 0026.201.65

www.pro-lock.de 15
HSK - Wechselsysteme für manuellen Werkzeugwechsel
Der Werkzeugwechsel hat heutzutage schnell und sicher zu erfolgen. Bei abnehmender Anzahl von Serienteilen und zunehmender Anzahl von Einzelserien fällt die Rüstzeit stärker ins Gewicht. Eine flexible Fertigung ermöglicht die Fertigung vieler kleiner Serien pro Arbeitstag. Kurze Maschinen-Rüstzeiten tragen heute maßgeblich zur Wettbewerbsfähigkeit der Betriebe bei.
ProLock stellt Ihnen praktische und innovative Werkzeug-Wechsel-systeme für manuellen und automatischen Werkzeugwechsel zur Verfügung.
HSK-Werkzeugaufnahmen und HSK-Werkzeugwechselsysteme
Die Erfindung des Hohlschaftkegel revolutionierte die Werkzeug-Spanntechnik. Durch die Abstützung sowohl am Kegel als auch an der Plananlage können kleinere Werkzeughalter als bisher möglich zum Einsatz kommen. Für die Zerspanung von Holz- Kunststoff- Sandwich und NE-Metal-len sind große Schnittgeschwindigkeiten erforderlich. Die Präzision der HSK-Schnittstelle mit Nullpunkt (Plananlage) eignet sich hervorragend für die Hochgeschwindigkeitsbearbei-tung.
Wir bieten sowohl Teile der Maschinenspindel, die HSK-Wech-selsysteme, als auch modernste HSK-Spannfutter an. Durch die Kompetenz sowohl im Bereich der HSK-Spindeltechnik, als auch im Bereich der HSK-Werkzugaufnahme können wir unseren Kunden wertvolle Hinweise zur Kontrolle und Wartung der Maschinenspin-del, als auch zur Auswahl der jeweils optimalen HSK-Werkzeugaufnahme geben.
HSK-Maschinenspindel mit Excenterspanner für Riementrieb
Wir verfügen über ein umfangreiches Lager an Standard-Werkzeugadaptern zur Adaption einer Maschinenschnittstelle auf HSK (wie z.B. Adapter SK50 (Maschine) auf HSK63 (Werkzeug)).
Manueller Werkzeugwechsel mit Hohlschaftkegeln (HSK)
Wir bieten unseren EXC-Excenterspanner für die Größen HSK32, 40, 50, 63, 80, 100 an. Wir fertigen sowohl Spindeln zum Direkteinbau unseres EXC-Spannsatzes, EXC-Vorsatzflansche zum Spindel-Vor-bau, als auch verschiedene Werkzeugadapter zur Adaption.
Diese kommen bei der Fertigung oder Instandsetzung auf Werkzeugmaschinen zum Einsatz, die eine andere Schnittstelle als das zu fertigende Werkzeug haben.
Für axialen Zugang bieten wir einen HSK-Axialspannsatz in den Größen HSK32, 40, 50, 63, 80 mit zentrischem Antrieb an.
Axialspannsatz
EXC-Excenterspanner für manuellen Werkzeugwechsel
EXC-Werkzeugadapter und Vorsatzflansche

www.pro-lock.de16
Gezwitscher 2017
Automatischer Werkzeugwechsel mit Hohlschaftkegeln (HSK) System APL
Unser 3-Komponenten System für den automatischen HSK-Werk-zeugwechsel ist unschlagbar kompakt und einfach einzubauen. Komponente 1 ist die kompakte, vorgespannte HSK-Spanneinheit mit Tellerfederpaket. Die HSK-Spanneinheit ist für Spindel-Direktein-bau oder mit HSK-Vorsatzflansch erhältlich.Komponente 2 ist der Betätigungsschieber, Bindeglied zwischen Löseeinheit und vorgespannter HSK-Spanneinheit. Komponente 3 ist die pneumatische Löseeinheit mit Sensorik zur Betätigung der HSK-Spanneinheit, zum Ausstoßen der HSK-Werkzeuge. Durch die entsprechenden Kanäle, dient die Löseeinheit auch zum Ausblasen der HSK-Innenkontur. Blasluft wird durch Betäti-gungsschieber und HSK-Spannsatz direkt in die HSK-Innenkontur eingeleitet. An der Löseeinheit sind 3 Sensoren für die Logik der Wegüberwachung und 3 Anschlüsse für die Druckluft vorhanden.
Wir bieten Ihnen die APL-HSK-Spanneinheit mit HSK-Vorsatzflansch zum einfachen Spindeleinbau an.
Für Direkteinbau in bereits fertig geschliffene HSK-Spindeln bieten wir die Einschraub-Variante der APL-HSK-Spanneinheit an.
Durch die Verwendung von nur 3 Komponenten, der APL-HSK-Spanneinheit, dem Schieber und der pneumatischen Löseeinheit mit Sensorik können Sie den automatischen HSK-Werkzeugwechsel auf eine sehr einfache Art realisieren.
Die Möglichkeit zum Ausblasen ist vorgesehen und bereits zentral durch die Mitte über entsprechende Kanäle realisiert und durch die Sensorik berücksichtigt.
Alle erforderlichen Innenkonturen erhalten Sie als CAD-Daten von uns.
Die Verwendung unserer robusten APL-HSK-Spanneinheit mit Kraftverstärkung 1:7 ermöglicht die kurze Baulänge des APL-HSK-Spannsatzes zum Einschub in die Spindel von vorne. Herausragend ist hierbei, daß unser APL-HSK-Spanneinheit kom-plett mit Tellerfederpaket im vorgespannten Zustand zum Einsatz kommt. Alle Hübe für Ausstoß, Einzug sind konstruktiv festgelegt und weitere Einstellarbeiten entfallen.
Unsere Konstruktion unterstützt Sie bei der Gestaltung Ihrer Spindel. Wir bieten Ihnen den gesamten Service von der Konstruktion bis zur Inbetriebnahme an. Wir bieten Ihnen erforderliche Messgeräte und Lehren für die Messung der Einzugskräfte, die Einstellung der Schaltpunkte, und zur Überprüfung von Werkzeugen an.
Vergewissern Sie sich von unserer Leistungsfähigkeit.HSK-Spannsätze und pneumatische Löseeinheiten
www.pro-lock.de 17
Automatische und manuelle HSK-Schäfte nach ISO 12164-1 bzw. DIN 69893
Die Erfindung des HSK revolutionierte die Werkzeug-Spanntechnik. Durch die Abstützung sowohl am Kegel als auch an der Plan- anlage können kleinere Werkzeughalter als bisher möglich zum Einsatz kommen. Für die Bearbeitung von Holz-, Kunststoff-, Sandwich- und NE- Metallen sind große Schnittgeschwindigkeiten erforderlich. Die Präzision der HSK-Schnittstelle insbesondere die ro-tationssymmetrischen Formen Typ E und Typ F, eignet sich hervorragend für die Hochgeschwindigkeitsbearbeitung.Der genaue Nullpunkt durch die Planlage ermöglicht die präzise Einstellung der Werkzeugmaschine.Wir bieten sowohl die inneren Teile der Maschinenspindel, die HSK-Wechselsysteme, als auch modernste HSK-Spannfutter an.. Durch die Kompetenz sowohl im Bereich der HSK-Spindeltechnik, als auch im Bereich der HSK-Werkzugaufnahme können wir unseren Kunden wertvolle Hinweise zur Kontrolle und Wartung der Maschinenspindel, als auch zur Auswahl der jeweils optimalen HSK-Werkzeugaufnahme geben.
HSK-Schäfte ISO 12164-1/DIN 69893
b1
b1
d1
d2
d8
l2l1f1
d1
d2
d8
l2l1f1
b1
b1
d1
d2
d8
l2l1f5
d1
d2
d8
l2l1f1
d1
d2
d8
l2l1f1
d1
d2
d8
l2l1f1
Form A DIN 69893 Teil 1 Form C DIN 69893 Teil 1 Form E DIN 69893 Teil 5
Form B DIN 69893 Teil 2 Form D DIN 69893 Teil 2 Form F DIN 69893 Teil 6
¢ HSK Größen 32 ... 160 ¢ HSK Größen 32 ... 160 ¢ HSK Größen 25 ... 63
¢ HSK Größen 40 ... 160 ¢ HSK Größen 40 ... 160 ¢ HSK Größen 50 ... 80
HSK Form A C ENenngröße
d1 / mm d2 / mm l1 / mm l2 / mm f1 / mm f5 / mm d8 / mm b1 / mm
25 19,000 13 2,5 10 - - -
32 24,007 16 3,2 20 10,0 4,0 7,05
40 30,007 20 4,0 20 10,0 4,6 8,05
50 E 38,009 25 5,0 26 12,5 6,0 10,54
63 A C 48,010 32 6,3 26 12,5 7,5 12,54
80 60,012 40 8,0 26 16,0 8,5 16,04
100 75,013 50 10,0 29 16,0 12,0 20,02
125 95,016 63 12,5 29 - - 25,02
160 120,016 90 16,0 31 - - 30,02
Hohlschaftkegel für automatischen Werkzeug-wechsel mit Greif- und Indexiernut. Manuelle Betä-tigung durch Zugriffsbohrung im Kegel oder durch Excenterspanner unter dem Kegel, möglich. bei Form B ist jedoch wegen fehlender Nuten am Ke-gelende entsprechende Innenkonturanpassung (Mitnehmersteine) notwendig. Das Drehmoment wird kraft- und formschlüssig übertragen.
Manuelle Betätigung durch Zugriffsbohrung im Ke-gel, oder durch Excenterspanner unter dem Kegel möglich. Bei Form D ist jedoch wegen fehlender Nuten am Kegelende entsprechende Innen- konturanpassung (Mitnehmersteine) notwendig. Das Drehmoment wird kraft- und formschlüssig übertragen.
Hohlschaftkegel für automatischen Werkzeug-wechsel. Das Drehmoment wird kraftschlüssig übertragen. Manuelle Betätigung durch Excenter- spanner unter dem Kegel, oder (nur nach Verein-barung) durch Zugriffsbohrung im Kegel möglich.
www.pro-lock.de
HSK Form B D FNenngröße
d1 / mm d2 / mm l1 / mm l2 / mm f1 / mm d8 / mm b1 / mm
32 19,000 13 2,5 10 - -
40 24,007 16 3,2 20 4,0 10
50 30,007 20 4,0 26 4,6 12
63 F 38,009 25 5,0 26 6,0 16
80 B D 48,010 32 6,3 26 7,5 18
100 60,012 40 8,0 29 8,5 20
125 75,013 50 10,0 29 12,0 25
160 95,016 63 12,5 31 12,0 32
Gezwitscher 2017

Gartenstraße 95D-72458 Albstadt-EbingenTel. +49 (0) 7431 - 13431 - 0Fax +49 (0) 7431 - 13431 - [email protected]










