
Pumpenschwingungen reduzieren - pruftechnik.com · Server-PC ‘Diagnose’ weitergeleitet und dort...
8
1 das Service-Magazin der PRÜFTECHNIK-Gruppe In dieser Ausgabe: Pumpenschwingungen reduzieren Schwebungen in einer Pumpstation Online-Monitoring bei den Berliner Wasserbetrieben Kavitation in Pumpen erkennen Geräuschursachen analysieren Vertikalpumpen richtig ausrichten Die härteste Schwingungsnorm für Kreiselpumpen News Überlagern sich zwei Schwingungen, de- ren Frequenzen sich nur minimal unter- scheiden, so kommt es zu einer Schwe- bung. In der Akustik ist eine Schwebung deutlich zu hören. Der aus zwei Tönen mit leicht unterschiedlicher Frequenz entstehende Ton ändert seine Lautstärke mit der Schwebungsfrequenz – er wird also regelmäßig lauter und leiser. Schwebungen, die von zwei benachbar- ten Maschinen erzeugt werden, können mit ihren Amplitudenüberhöhungen enorme Schwingungsschäden erzeugen und zu Maschinenausfällen führen. Da man die Ursache der Schwebung nicht immer abstellen kann, ist es wichtig, ihre schädlichen Auswirkungen möglichst gering zu halten. Das Prinzip der Schwebungen und Schwebungsfrequenz ist in Abb. 6 ver- anschaulicht und lässt sich über Simula- tion ausprobieren. Schwebungen kann man aber auch im Display von FFT- Schwingungsanalysatoren erkennen. Dazu müssen aber ausreichend lange Zeitsignale der Schwinggeschwindigkeit oder anderer Messgrößen aufgezeichnet werden. Hat man keinen derartigen Analysator, sollte man skeptisch wer- den, wenn die Amplituden zu stark schwanken. So im Falle einer Pumpenanlage. Hier wurden vom Betreiber Zustände mit stark schwankenden Maschinen- und Gebäudeschwingungen festgestellt. Als Verursacher vermutete man die Pumpen und eine unzureichende Gebäudegrün- dung. Man spürte in der Leitwarte aber auch, dass die Schwingungsintensität mit der Pumpenfahrweise zusammen- hängt und dass die Schwingungen nur bei hohen Pumpleistungen auftraten. Doch warum? Systematische Schwin- gungsanalysen wurden beim PRÜF- TECHNIK Machinery Service beauftragt. Bei den Basismessungen stellten die PRÜFTECHNIK-Spezialisten gleich meh- rere ungünstige Umstände fest, die zu den zusätzlichen Gebäudeschwingun- gen führten: Das Anlagenkonzept In der Pumpanlage erfolgt die Druck- erhöhung drehzahlbasiert durch drei nacheinander geschaltete Kreiselpum- pen. Pumpe 1 läuft langsamer, Pumpe 2 etwas schneller und Pumpe 3 läuft am schnellsten. Die Pumpen 2 und 3 hatten am Messtag bei hoher Förderleistung ein relativ hohes Schwingungsniveau, es Abb. 1: Schwingungsmessung an einer Pumpe Condition Monitoring Service Schwebungen in einer Pumpstation Dr. Edwin Becker Kreiselpumpen finden sich in nahezu jeder Industrieanwendung. Die Flüssig- keit wird vom rotierenden Pumpenrad mitgerissen und auf einer Kreisbahn nach außen gezwungen. Die dabei auf- genommene Bewegungsenergie wird im Ablaufbereich des Pumpengehäuses in Druckenergie umgewandelt. Um in den verschiedenen Medien die nötigen Diffe- renzdrücke zu erzielen, sind Strömungs- geschwindigkeiten von 10–100 m/s üb- lich, was hohe Schwingungen erzeugen kann. Zur Energieeinsparung werden Kreiselpumpen zunehmend drehzahlva- riabel betrieben, was die Schwingfähig- keit weiter verstärkt. Wir haben deshalb diese Ausgabe des Magazins Telediagnose.com den Kreisel- pumpen gewidmet. Es wird gezeigt, wie man Störschwingungen überwachen, rechtzeitig erkennen und gezielt redu- zieren kann. PRÜFTECHNIK News Pumpenschwingungen reduzieren Nr. 10 – Thema: Kreiselpumpen
Transcript of Pumpenschwingungen reduzieren - pruftechnik.com · Server-PC ‘Diagnose’ weitergeleitet und dort...

1
das Service-Magazin der PRÜFTECHNIK-Gruppe
In dieser Ausgabe:
Pumpenschwingungen reduzieren
Schwebungen in einer Pumpstation
Online-Monitoring bei den BerlinerWasserbetrieben
Kavitation in Pumpen erkennen
Geräuschursachen analysieren
Vertikalpumpen richtig ausrichten
Die härteste Schwingungsnormfür Kreiselpumpen
News
Überlagern sich zwei Schwingungen, de-ren Frequenzen sich nur minimal unter-scheiden, so kommt es zu einer Schwe-bung. In der Akustik ist eine Schwebungdeutlich zu hören. Der aus zwei Tönenmit leicht unterschiedlicher Frequenzentstehende Ton ändert seine Lautstärkemit der Schwebungsfrequenz – er wirdalso regelmäßig lauter und leiser.Schwebungen, die von zwei benachbar-ten Maschinen erzeugt werden, könnenmit ihren Amplitudenüberhöhungenenorme Schwingungsschäden erzeugenund zu Maschinenausfällen führen. Daman die Ursache der Schwebung nichtimmer abstellen kann, ist es wichtig, ihreschädlichen Auswirkungen möglichstgering zu halten.
Das Prinzip der Schwebungen undSchwebungsfrequenz ist in Abb. 6 ver-anschaulicht und lässt sich über Simula-tion ausprobieren. Schwebungen kannman aber auch im Display von FFT-Schwingungsanalysatoren erkennen.Dazu müssen aber ausreichend langeZeitsignale der Schwinggeschwindigkeitoder anderer Messgrößen aufgezeichnetwerden. Hat man keinen derartigenAnalysator, sollte man skeptisch wer-den, wenn die Amplituden zu starkschwanken.
So im Falle einer Pumpenanlage. Hierwurden vom Betreiber Zustände mitstark schwankenden Maschinen- undGebäudeschwingungen festgestellt. Als
Verursacher vermutete man die Pumpenund eine unzureichende Gebäudegrün-dung. Man spürte in der Leitwarte aberauch, dass die Schwingungsintensitätmit der Pumpenfahrweise zusammen-hängt und dass die Schwingungen nurbei hohen Pumpleistungen auftraten.Doch warum? Systematische Schwin-gungsanalysen wurden beim PRÜF-TECHNIK Machinery Service beauftragt.Bei den Basismessungen stellten diePRÜFTECHNIK-Spezialisten gleich meh-
rere ungünstige Umstände fest, die zuden zusätzlichen Gebäudeschwingun-gen führten:
Das AnlagenkonzeptIn der Pumpanlage erfolgt die Druck-
erhöhung drehzahlbasiert durch dreinacheinander geschaltete Kreiselpum-pen. Pumpe 1 läuft langsamer, Pumpe 2etwas schneller und Pumpe 3 läuft amschnellsten. Die Pumpen 2 und 3 hattenam Messtag bei hoher Förderleistungein relativ hohes Schwingungsniveau, es
Abb. 1: Schwingungsmessung an einer Pumpe
Condition Monitoring Service
Schwebungen in einer PumpstationDr. Edwin Becker
Kreiselpumpen finden sich in nahezujeder Industrieanwendung. Die Flüssig-keit wird vom rotierenden Pumpenradmitgerissen und auf einer Kreisbahnnach außen gezwungen. Die dabei auf-genommene Bewegungsenergie wird imAblaufbereich des Pumpengehäuses inDruckenergie umgewandelt. Um in denverschiedenen Medien die nötigen Diffe-renzdrücke zu erzielen, sind Strömungs-geschwindigkeiten von 10–100 m/s üb-
lich, was hohe Schwingungen erzeugenkann. Zur Energieeinsparung werdenKreiselpumpen zunehmend drehzahlva-riabel betrieben, was die Schwingfähig-keit weiter verstärkt.
Wir haben deshalb diese Ausgabe desMagazins Telediagnose.com den Kreisel-pumpen gewidmet. Es wird gezeigt, wieman Störschwingungen überwachen,rechtzeitig erkennen und gezielt redu-zieren kann.
PRÜFTECHNIK News
Pumpenschwingungen reduzieren
Nr. 10 – Thema: Kreiselpumpen
2
das Service-Magazin der PRÜFTECHNIK-Gruppe
dominierte die erste Ordnung in derSchwinggeschwindigkeit.
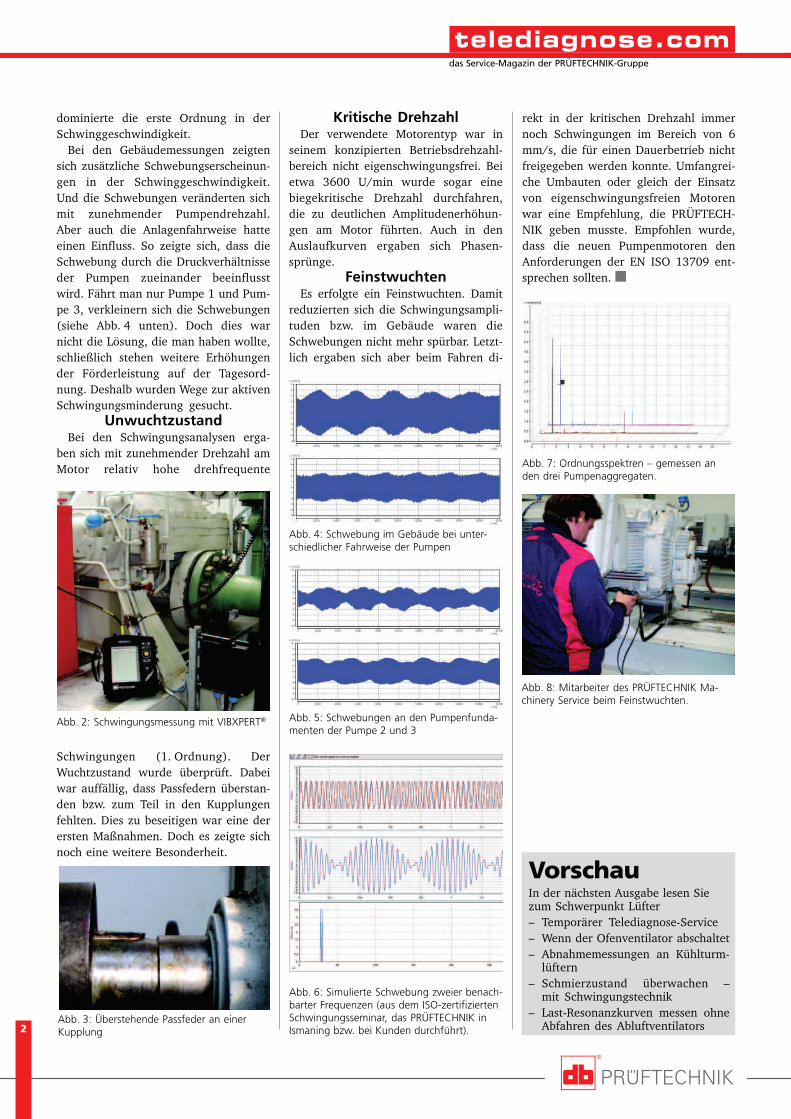
Bei den Gebäudemessungen zeigtensich zusätzliche Schwebungserscheinun-gen in der Schwinggeschwindigkeit.Und die Schwebungen veränderten sichmit zunehmender Pumpendrehzahl.Aber auch die Anlagenfahrweise hatteeinen Einfluss. So zeigte sich, dass dieSchwebung durch die Druckverhältnisseder Pumpen zueinander beeinflusstwird. Fährt man nur Pumpe 1 und Pum-pe 3, verkleinern sich die Schwebungen(siehe Abb. 4 unten). Doch dies warnicht die Lösung, die man haben wollte,schließlich stehen weitere Erhöhungender Förderleistung auf der Tagesord-nung. Deshalb wurden Wege zur aktivenSchwingungsminderung gesucht.
UnwuchtzustandBei den Schwingungsanalysen erga-
ben sich mit zunehmender Drehzahl amMotor relativ hohe drehfrequente
Schwingungen (1. Ordnung). DerWuchtzustand wurde überprüft. Dabeiwar auffällig, dass Passfedern überstan-den bzw. zum Teil in den Kupplungenfehlten. Dies zu beseitigen war eine derersten Maßnahmen. Doch es zeigte sichnoch eine weitere Besonderheit.
Kritische DrehzahlDer verwendete Motorentyp war in
seinem konzipierten Betriebsdrehzahl-bereich nicht eigenschwingungsfrei. Beietwa 3600 U/min wurde sogar einebiegekritische Drehzahl durchfahren,die zu deutlichen Amplitudenerhöhun-gen am Motor führten. Auch in denAuslaufkurven ergaben sich Phasen-sprünge.
FeinstwuchtenEs erfolgte ein Feinstwuchten. Damit
reduzierten sich die Schwingungsampli-tuden bzw. im Gebäude waren dieSchwebungen nicht mehr spürbar. Letzt-lich ergaben sich aber beim Fahren di-
Abb. 5: Schwebungen an den Pumpenfunda-menten der Pumpe 2 und 3
Abb. 2: Schwingungsmessung mit VIBXPERT®
rekt in der kritischen Drehzahl immernoch Schwingungen im Bereich von 6mm/s, die für einen Dauerbetrieb nichtfreigegeben werden konnte. Umfangrei-che Umbauten oder gleich der Einsatzvon eigenschwingungsfreien Motorenwar eine Empfehlung, die PRÜFTECH-NIK geben musste. Empfohlen wurde,dass die neuen Pumpenmotoren denAnforderungen der EN ISO 13709 ent-sprechen sollten.
Abb. 6: Simulierte Schwebung zweier benach-barter Frequenzen (aus dem ISO-zertifiziertenSchwingungsseminar, das PRÜFTECHNIK inIsmaning bzw. bei Kunden durchführt).
Abb. 7: Ordnungsspektren – gemessen anden drei Pumpenaggregaten.
Abb. 3: Überstehende Passfeder an einerKupplung
Abb. 4: Schwebung im Gebäude bei unter-schiedlicher Fahrweise der Pumpen
Abb. 8: Mitarbeiter des PRÜFTECHNIK Ma-chinery Service beim Feinstwuchten.
VorschauIn der nächsten Ausgabe lesen Siezum Schwerpunkt Lüfter– Temporärer Telediagnose-Service– Wenn der Ofenventilator abschaltet– Abnahmemessungen an Kühlturm-
lüftern– Schmierzustand überwachen –
mit Schwingungstechnik– Last-Resonanzkurven messen ohne
Abfahren des Abluftventilators

3
das Service-Magazin der PRÜFTECHNIK-Gruppe
Condition Monitoring Anwendung
Schwingungsbasiertes Online Condition Monitoringbei den Berliner WasserbetriebenMatthias Luft
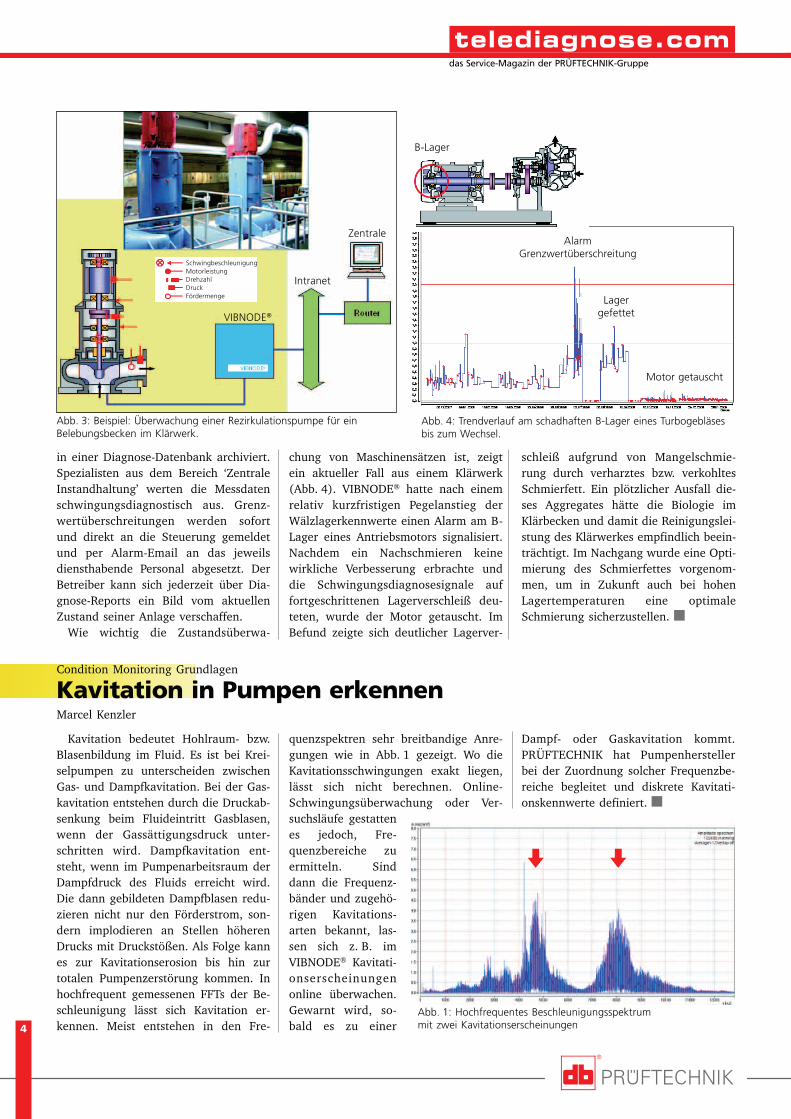
Die Aufgabe der Versorgungsunter-nehmen im Bereich Wasser/Abwasserbesteht in einer jederzeit gesichertenund qualitätsgerechten Bereitstellungvon Trinkwasser und in der umweltge-rechten Entsorgung der anfallenden Ab-wässer. Typische Anwendungsfeldersind in Abb. 1 veranschaulicht. Insbe-sondere Ausfälle von Kreiselpumpenkönnen die Versorgungs- und Entsor-gungssicherheit und die Produktionssta-bilität gefährden.
Um das Risiko von unplanmäßigenMaschinenausfällen zu minimieren, be-treiben die Berliner Wasserbetriebeschon seit vielen Jahren eine Zustands-überwachung von Maschinen und Anla-gen auf der Basis von Schwingungsmes-sungen, in der Anfangsphase nur mitmobilen Datensammlern und seit 2008auch auf der Basis von fest installiertenCondition Monitoring Systemen.
Inzwischen werden bereits 44 Maschi-nensätze, vorzugsweise große Pumpenin Abwasserpumpwerken und Klärwer-ken, mit VIBNODE® überwacht (Abb. 1).Die Ausrüstung weiterer Aggregate wirdauch in diesem Jahr fortgesetzt.
VIBNODE® ist ein Online ConditionMonitoring System zur diagnostischenSchwingungsüberwachung. Ziel ist diefrühzeitige Erkennung von Schadens-entwicklungen, die sich in einem verän-derten Schwingungs- und Geräuschver-halten abbilden und sich über Tage,Wochen oder Monate entwickeln. Hier-
zu werden im Abstand einiger Minutenfolgende Kennwerte gemessen:
Schwingstärke nach DIN ISO 10816-3 zur Überwachung der niederfre-quenten Maschinenschwingungen bis1 kHz => Pegelanstieg beispielswei-se bei Unwuchten oder Ausrichtfeh-lernSchwingbeschleunigung zur Überwa-chung der Maschinengeräusche bis10 kHz => Pegelanstieg beispiels-weise bei Schmierungsproblemen,Lagerverschleiß und Verzahnungs-schädenspezielle Wälzlagerkennwerte (Band-kennwerte aus dem Hüllkurvenspek-trum) => Pegelanstieg bei Laufbahn-schäden im Wälzlager
Zusätzlich werden im VIBNODE® täg-lich und bei Grenzwertüberschreitungenkomplette Schwingungsspektren für dieTiefendiagnose gemessen. Damit wirdeine exakte Fehlerlokalisierung möglich.
Die Maschinensätze werden mit festinstallierten Schwingungssensoren anden Hauptlagerungen ausgerüstet. Zu-sätzlich werden von der SPS wichtigeBetriebskenngrößen wie• Drehzahl• Saugdruck• Pumpenausgangsdruck• Leistung• Fördermengevia Feldbuskopplung übernommen, umdie schwingungsdiagnostische Betrach-tung mit Betriebszuständen korrelierenzu können (Abb. 3).
Da Wasserwerke, Zwischenpumpwer-ke und Klärwerke über ein großes Terri-torium verstreut sind, wurde als Basisfür die Vernetzung der VIBNODE® Syste-me der Datenversand via Daten-Emailsgewählt – und zwar per• Modem bei vorhandener Telefonlei-
tung• Ethernetanbindung bei vorhandenem
LAN• GPRS Modem bei fehlender Kommu-
nikationsstruktur.Die Daten werden automatisch zum
Server-PC ‘Diagnose’ weitergeleitet unddort von OMNITREND®, der zentralenSoftware für die Schwingungsdiagnose,
Abb. 1: Anwendungen für Condition Monitoring bei den Berliner Wasserbetrieben
Abb. 2: Ursachen der Schwingungsanregung, die mit VIBNODE® überwacht werden.
Ausricht-fehler
elektrischeFehler
Unwuchten
Lager-schäden
Hydraulik-Probleme
Un-wuchten
Wasserwerke
Zwischenpumpwerke
Klärwerk
Zwischenpumpwerke(Abwasserentsorgung)
Anlagenbetrieb
Leitzentralen/Werke
Diagnose-Informationen
Diagnose-ReportsEmpfehlungen
4
das Service-Magazin der PRÜFTECHNIK-Gruppe
Kavitation bedeutet Hohlraum- bzw.Blasenbildung im Fluid. Es ist bei Krei-selpumpen zu unterscheiden zwischenGas- und Dampfkavitation. Bei der Gas-kavitation entstehen durch die Druckab-senkung beim Fluideintritt Gasblasen,wenn der Gassättigungsdruck unter-schritten wird. Dampfkavitation ent-steht, wenn im Pumpenarbeitsraum derDampfdruck des Fluids erreicht wird.Die dann gebildeten Dampfblasen redu-zieren nicht nur den Förderstrom, son-dern implodieren an Stellen höherenDrucks mit Druckstößen. Als Folge kannes zur Kavitationserosion bis hin zurtotalen Pumpenzerstörung kommen. Inhochfrequent gemessenen FFTs der Be-schleunigung lässt sich Kavitation er-kennen. Meist entstehen in den Fre-
quenzspektren sehr breitbandige Anre-gungen wie in Abb. 1 gezeigt. Wo dieKavitationsschwingungen exakt liegen,lässt sich nicht berechnen. Online-Schwingungsüberwachung oder Ver-suchsläufe gestattenes jedoch, Fre-quenzbereiche zuermitteln. Sinddann die Frequenz-bänder und zugehö-rigen Kavitations-arten bekannt, las-sen sich z. B. imVIBNODE® Kavitati-onserscheinungenonline überwachen.Gewarnt wird, so-bald es zu einer
Dampf- oder Gaskavitation kommt.PRÜFTECHNIK hat Pumpenherstellerbei der Zuordnung solcher Frequenzbe-reiche begleitet und diskrete Kavitati-onskennwerte definiert.
Abb. 1: Hochfrequentes Beschleunigungsspektrummit zwei Kavitationserscheinungen
Condition Monitoring Grundlagen
Kavitation in Pumpen erkennenMarcel Kenzler
in einer Diagnose-Datenbank archiviert.Spezialisten aus dem Bereich ‘ZentraleInstandhaltung’ werten die Messdatenschwingungsdiagnostisch aus. Grenz-wertüberschreitungen werden sofortund direkt an die Steuerung gemeldetund per Alarm-Email an das jeweilsdiensthabende Personal abgesetzt. DerBetreiber kann sich jederzeit über Dia-gnose-Reports ein Bild vom aktuellenZustand seiner Anlage verschaffen.
Wie wichtig die Zustandsüberwa-
chung von Maschinensätzen ist, zeigtein aktueller Fall aus einem Klärwerk(Abb. 4). VIBNODE® hatte nach einemrelativ kurzfristigen Pegelanstieg derWälzlagerkennwerte einen Alarm am B-Lager eines Antriebsmotors signalisiert.Nachdem ein Nachschmieren keinewirkliche Verbesserung erbrachte unddie Schwingungsdiagnosesignale auffortgeschrittenen Lagerverschleiß deu-teten, wurde der Motor getauscht. ImBefund zeigte sich deutlicher Lagerver-
Abb. 4: Trendverlauf am schadhaften B-Lager eines Turbogebläsesbis zum Wechsel.
Abb. 3: Beispiel: Überwachung einer Rezirkulationspumpe für einBelebungsbecken im Klärwerk.
Zentrale
Intranet
VIBNODE®
SchwingbeschleunigungMotorleistungDrehzahlDruckFördermenge
B-Lager
AlarmGrenzwertüberschreitung
Lagergefettet
Motor getauscht
schleiß aufgrund von Mangelschmie-rung durch verharztes bzw. verkohltesSchmierfett. Ein plötzlicher Ausfall die-ses Aggregates hätte die Biologie imKlärbecken und damit die Reinigungslei-stung des Klärwerkes empfindlich beein-trächtigt. Im Nachgang wurde eine Opti-mierung des Schmierfettes vorgenom-men, um in Zukunft auch bei hohenLagertemperaturen eine optimaleSchmierung sicherzustellen.
5
das Service-Magazin der PRÜFTECHNIK-Gruppe
Condition Monitoring Anwendung
Geräuschursachen analysierenMisel Tanasijevic
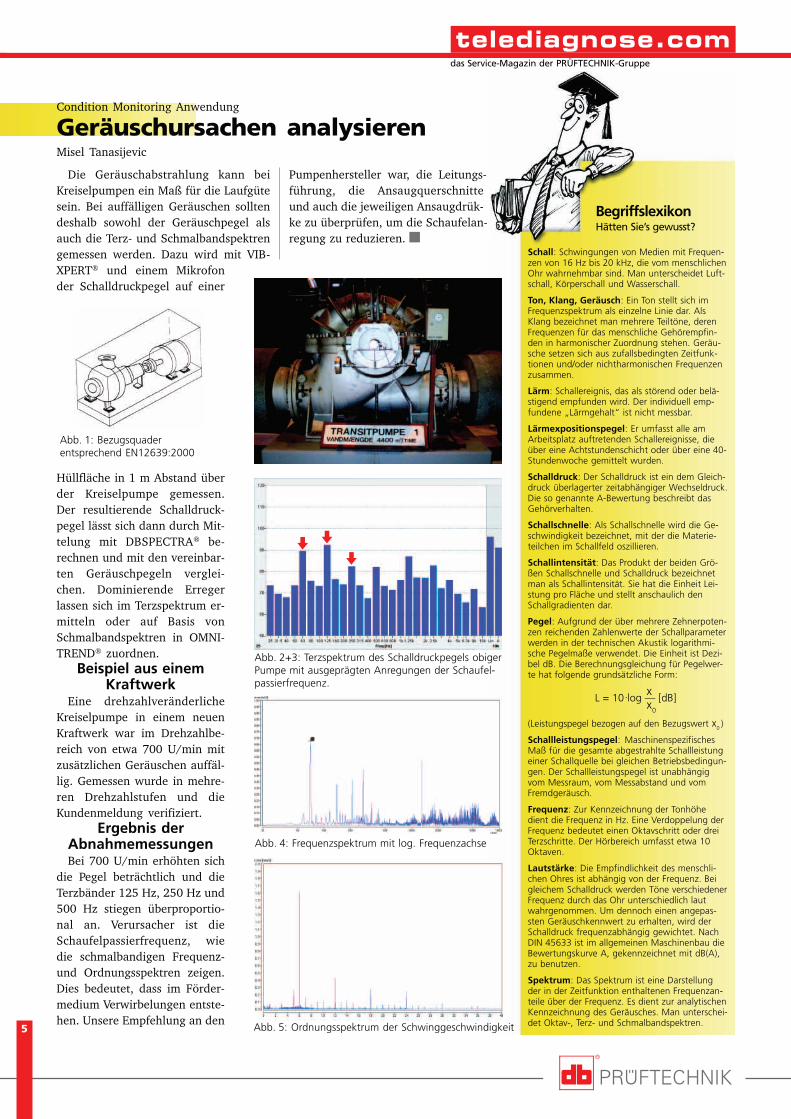
Die Geräuschabstrahlung kann beiKreiselpumpen ein Maß für die Laufgütesein. Bei auffälligen Geräuschen solltendeshalb sowohl der Geräuschpegel alsauch die Terz- und Schmalbandspektrengemessen werden. Dazu wird mit VIB-XPERT® und einem Mikrofonder Schalldruckpegel auf einer
Hüllfläche in 1 m Abstand überder Kreiselpumpe gemessen.Der resultierende Schalldruck-pegel lässt sich dann durch Mit-telung mit DBSPECTRA® be-rechnen und mit den vereinbar-ten Geräuschpegeln verglei-chen. Dominierende Erregerlassen sich im Terzspektrum er-mitteln oder auf Basis vonSchmalbandspektren in OMNI-TREND® zuordnen.
Beispiel aus einemKraftwerk
Eine drehzahlveränderlicheKreiselpumpe in einem neuenKraftwerk war im Drehzahlbe-reich von etwa 700 U/min mitzusätzlichen Geräuschen auffäl-lig. Gemessen wurde in mehre-ren Drehzahlstufen und dieKundenmeldung verifiziert.
Ergebnis derAbnahmemessungenBei 700 U/min erhöhten sich
die Pegel beträchtlich und dieTerzbänder 125 Hz, 250 Hz und500 Hz stiegen überproportio-nal an. Verursacher ist dieSchaufelpassierfrequenz, wiedie schmalbandigen Frequenz-und Ordnungsspektren zeigen.Dies bedeutet, dass im Förder-medium Verwirbelungen entste-hen. Unsere Empfehlung an den
BegriffslexikonHätten Sie’s gewusst?
Schall: Schwingungen von Medien mit Frequen-zen von 16 Hz bis 20 kHz, die vom menschlichenOhr wahrnehmbar sind. Man unterscheidet Luft-schall, Körperschall und Wasserschall.
Ton, Klang, Geräusch: Ein Ton stellt sich imFrequenzspektrum als einzelne Linie dar. AlsKlang bezeichnet man mehrere Teiltöne, derenFrequenzen für das menschliche Gehörempfin-den in harmonischer Zuordnung stehen. Geräu-sche setzen sich aus zufallsbedingten Zeitfunk-tionen und/oder nichtharmonischen Frequenzenzusammen.
Lärm: Schallereignis, das als störend oder belä-stigend empfunden wird. Der individuell emp-fundene „Lärmgehalt“ ist nicht messbar.
Lärmexpositionspegel: Er umfasst alle amArbeitsplatz auftretenden Schallereignisse, dieüber eine Achtstundenschicht oder über eine 40-Stundenwoche gemittelt wurden.
Schalldruck: Der Schalldruck ist ein dem Gleich-druck überlagerter zeitabhängiger Wechseldruck.Die so genannte A-Bewertung beschreibt dasGehörverhalten.
Schallschnelle: Als Schallschnelle wird die Ge-schwindigkeit bezeichnet, mit der die Materie-teilchen im Schallfeld oszillieren.
Schallintensität: Das Produkt der beiden Grö-ßen Schallschnelle und Schalldruck bezeichnetman als Schallintensität. Sie hat die Einheit Lei-stung pro Fläche und stellt anschaulich denSchallgradienten dar.
Pegel: Aufgrund der über mehrere Zehnerpoten-zen reichenden Zahlenwerte der Schallparameterwerden in der technischen Akustik logarithmi-sche Pegelmaße verwendet. Die Einheit ist Dezi-bel dB. Die Berechnungsgleichung für Pegelwer-te hat folgende grundsätzliche Form:
(Leistungspegel bezogen auf den Bezugswert x0 )
Schallleistungspegel: MaschinenspezifischesMaß für die gesamte abgestrahlte Schallleistungeiner Schallquelle bei gleichen Betriebsbedingun-gen. Der Schallleistungspegel ist unabhängigvom Messraum, vom Messabstand und vomFremdgeräusch.
Frequenz: Zur Kennzeichnung der Tonhöhedient die Frequenz in Hz. Eine Verdoppelung derFrequenz bedeutet einen Oktavschritt oder dreiTerzschritte. Der Hörbereich umfasst etwa 10Oktaven.
Lautstärke: Die Empfindlichkeit des menschli-chen Ohres ist abhängig von der Frequenz. Beigleichem Schalldruck werden Töne verschiedenerFrequenz durch das Ohr unterschiedlich lautwahrgenommen. Um dennoch einen angepas-sten Geräuschkennwert zu erhalten, wird derSchalldruck frequenzabhängig gewichtet. NachDIN 45633 ist im allgemeinen Maschinenbau dieBewertungskurve A, gekennzeichnet mit dB(A),zu benutzen.
Spektrum: Das Spektrum ist eine Darstellungder in der Zeitfunktion enthaltenen Frequenzan-teile über der Frequenz. Es dient zur analytischenKennzeichnung des Geräusches. Man unterschei-det Oktav-, Terz- und Schmalbandspektren.
Abb. 2+3: Terzspektrum des Schalldruckpegels obigerPumpe mit ausgeprägten Anregungen der Schaufel-passierfrequenz.
Pumpenhersteller war, die Leitungs-führung, die Ansaugquerschnitteund auch die jeweiligen Ansaugdrük-ke zu überprüfen, um die Schaufelan-regung zu reduzieren.
Abb. 1: Bezugsquaderentsprechend EN12639:2000
Abb. 4: Frequenzspektrum mit log. Frequenzachse
Abb. 5: Ordnungsspektrum der Schwinggeschwindigkeit
L = 10 . log — [dB]xx0

6
das Service-Magazin der PRÜFTECHNIK-Gruppe
Alignment Anwendung
Große Vertikalpumpen ausrichten und ins Lot bringenBernardo Quintana
Das Pumpspeicherkraftwerk Hohen-warte II in Thüringen ist mit 8 Pump-speichersätzen und einer Nennleistungvon 320 MW das größte Wasserkraft-werk an der Saale. In Zeiten mit Strom-überschuss – also vornehmlich Nachts –wird Wasser in das höher gelegene Spei-cherbecken gepumpt, um in Spitzenver-brauchszeiten den Turbinen zur Strom-erzeugung zur Verfügung zu stehen.
Vertikalausrichtenmit ROTALIGN® Ultra
Im Rahmen einer Revision an derMaschine C wurde der PRÜFTECHNIKMachinery Service zum Ausrichten derWellen bestellt. Zum Einsatz kamROTALIGN® Ultra, das mit seiner Funk-tion für das Ausrichten von Vertikalma-schinen und der kabellosen Datenüber-tragung zwischen Computer und Sensorfür diese Art von Maschinen bestensgeeignet ist.
Zunächst wurde die Zahnkupplungzwischen Turbine und Pumpe demon-tiert und Laser und Sensor mittels ma-gnetischer Spannvorrichtungen an derjeweiligen Flanschstirnseite befestigt(Abb. 2 & 3). Zur Messung wurden bei-de Wellen in die vier Uhrpositionen0(=Oberwasser)–3–6–9 gedreht.
Für die anschließenden Messungen ander zweiten Kupplung zwischen Turbineund Generator musste die Lagerluft derGleitlager berücksichtigt werden. Dazuwurden die Luftspalte an den Uhrposi-tionen mit Passplatten von 0,4 mm Dik-ke gefüllt.
Die Ausrichtung wurde dann unterVerwendung von Hydraulikpressendurch Einfügen von Passplatten an denRadiallagern unterhalb der Pumpedurchgeführt. Abb. 4 zeigt das Ausricht-ergebnis. Bezogen auf die Drehzahl von428 UpM liegt es gut innerhalb der Tole-ranz.
Lotrechtigkeitsmessungmit INCLINEO®
Die relative Ausrichtung der Wellenzueinander ist nicht das einzige Kriteri-um für große Vertikalmaschinen: DieLotrechtigkeit der Wellen – also die Re-lation der Rotationsachse zur Schwer-kraft – ist ebenfalls wichtig. Die Tole-ranz liegt hier bei 0,02 mm/m. Wird sie
nicht eingehalten, resultieren darausUnwuchten, Vibrationen, erhöhte Tem-peraturen, verringerte Lebensdauer derLager und/oder ein verminderter Wir-kungsgrad.
Für die Messungen kam das neueINCLINEO®, ein hochpräzises, elektroni-sches Inklinometer zum Einsatz. Mit sei-ner magnetischen Messauflage wird eseinfach an der Welle befestigt. Aus demVergleich zweier Messungen an gegen-überliegenden Positionen, erhält manden Wert für die Lotrechtigkeit der Wel-le.
Die Messungen wurden in zwei Rich-tungen durchgeführt und zusätzlich anden 45°-Positionen aufgenommen, um
eine Wiederholbarkeit zu gewährleisten.Diese Messungen wurden an jedem Ab-schnitt der Welle wiederholt und damitdie gesamte Wellenposition relativ zurLotlinie ermittelt.
Sollten Sie Unterstützung für ähnlichgelagerte Messaufgaben benötigen, istIhnen unser weltweit tätiger MachineryService gern behilflich.
Abb. 4: Ausrichtergebnis an der Maschine C
Abb. 2: Der ROTALIGN® Ultra Laser-Sender –befestigt mit Magnethalter.
Abb. 5: Prinzip der Lotrechtigkeitsmessung mitINCLINEO®.
Abb. 3: Mit Magnethalter befestigter Sensor –ausgestattet mit drahtloser Datenübertragung
Abb.1: Pumpenspeicherkraftwerk Hohenwarte
Abb. 6: Lotrechtigkeitsmessung an einer verti-kalen Welle mit INCLINEO®.
7
das Service-Magazin der PRÜFTECHNIK-Gruppe
Condition Monitoring Empfehlung
Die härteste Schwingungsnorm für KreiselpumpenDr. Edwin Becker
Hat man die geeignete Pumpe ausge-wählt, sollte man das Lauf- und Be-triebsverhalten schwingungstechnischkontrollieren, denn oft ist die schwin-gungsärmste Maschine auch die bessereMaschine. Doch welche Messpunkte undwelche Abnahmekriterien sind bei denSchwingungsmessungen zu verwenden?DIN EN ISO 13709 gibt anspruchvolleAntworten. Diese Norm mit dem Titel„Kreiselpumpen für den Einsatz in derErdöl-, petrochemischen und Erdgasin-dustrie“ stellt nach PRÜFTECHNIK- Er-fahrung eine der härtesten Schwin-gungsnormen für Pumpenhersteller dar.Typenklassen und Messpunkte
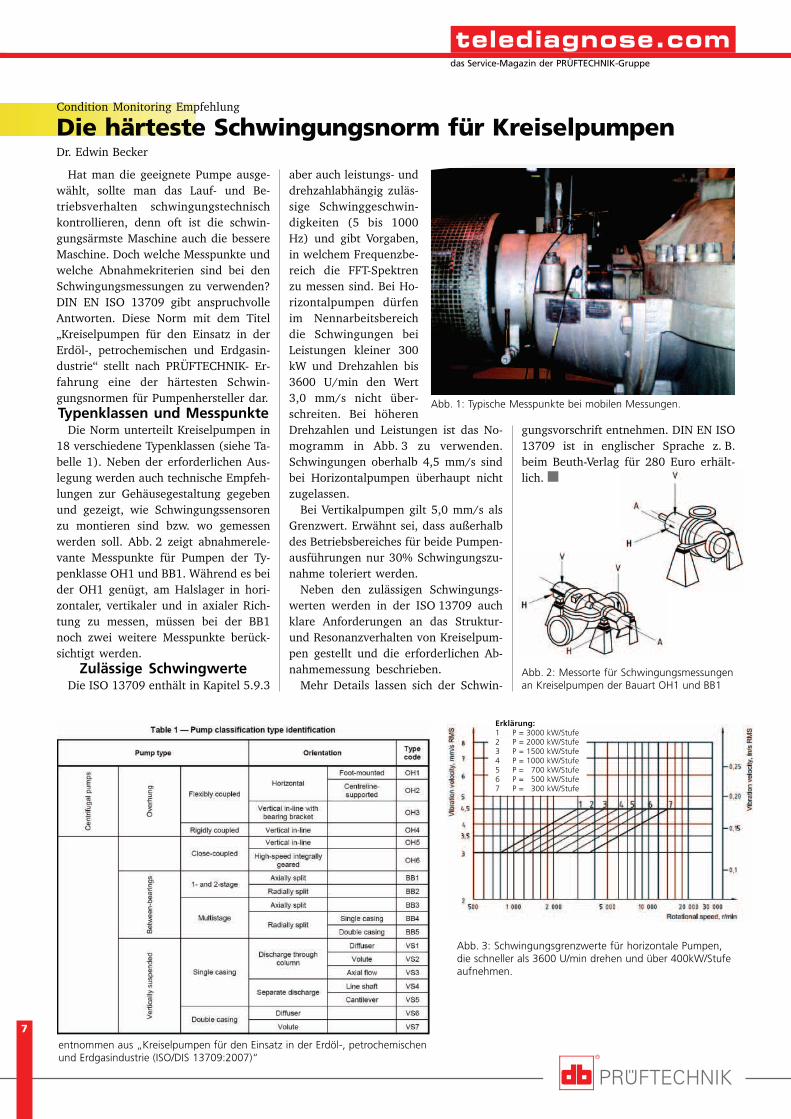
Die Norm unterteilt Kreiselpumpen in18 verschiedene Typenklassen (siehe Ta-belle 1). Neben der erforderlichen Aus-legung werden auch technische Empfeh-lungen zur Gehäusegestaltung gegebenund gezeigt, wie Schwingungssensorenzu montieren sind bzw. wo gemessenwerden soll. Abb. 2 zeigt abnahmerele-vante Messpunkte für Pumpen der Ty-penklasse OH1 und BB1. Während es beider OH1 genügt, am Halslager in hori-zontaler, vertikaler und in axialer Rich-tung zu messen, müssen bei der BB1noch zwei weitere Messpunkte berück-sichtigt werden.
Zulässige SchwingwerteDie ISO 13709 enthält in Kapitel 5.9.3
aber auch leistungs- unddrehzahlabhängig zuläs-sige Schwinggeschwin-digkeiten (5 bis 1000Hz) und gibt Vorgaben,in welchem Frequenzbe-reich die FFT-Spektrenzu messen sind. Bei Ho-rizontalpumpen dürfenim Nennarbeitsbereichdie Schwingungen beiLeistungen kleiner 300kW und Drehzahlen bis3600 U/min den Wert3,0 mm/s nicht über-schreiten. Bei höherenDrehzahlen und Leistungen ist das No-mogramm in Abb. 3 zu verwenden.Schwingungen oberhalb 4,5 mm/s sindbei Horizontalpumpen überhaupt nichtzugelassen.
Bei Vertikalpumpen gilt 5,0 mm/s alsGrenzwert. Erwähnt sei, dass außerhalbdes Betriebsbereiches für beide Pumpen-ausführungen nur 30% Schwingungszu-nahme toleriert werden.
Neben den zulässigen Schwingungs-werten werden in der ISO 13709 auchklare Anforderungen an das Struktur-und Resonanzverhalten von Kreiselpum-pen gestellt und die erforderlichen Ab-nahmemessung beschrieben.
Mehr Details lassen sich der Schwin-
gungsvorschrift entnehmen. DIN EN ISO13709 ist in englischer Sprache z. B.beim Beuth-Verlag für 280 Euro erhält-lich.
Abb. 3: Schwingungsgrenzwerte für horizontale Pumpen,die schneller als 3600 U/min drehen und über 400kW/Stufeaufnehmen.
entnommen aus „Kreiselpumpen für den Einsatz in der Erdöl-, petrochemischenund Erdgasindustrie (ISO/DIS 13709:2007)“
Abb. 2: Messorte für Schwingungsmessungenan Kreiselpumpen der Bauart OH1 und BB1
Erklärung:1 P = 3000 kW/Stufe2 P = 2000 kW/Stufe3 P = 1500 kW/Stufe4 P = 1000 kW/Stufe5 P = 700 kW/Stufe6 P = 500 kW/Stufe7 P = 300 kW/Stufe
Abb. 1: Typische Messpunkte bei mobilen Messungen.

8
das Service-Magazin der PRÜFTECHNIK-Gruppe
Termine
News
Impressum
PRÜFTECHNIKCondition Monitoring GmbH85737 IsmaningTel: 089 99616-0Fax: 089 99616-341eMail: [email protected]
PRÜFTECHNIKAlignment Systems GmbH85737 IsmaningTel: 089 99616-0Fax: 089 99616-100eMail: [email protected]
www.pruftechnik.com
Alle Messe-, Seminar- und sonstigenTermine der PRÜFTECHNIK-Gruppe fin-den Sie aktuell auf unserer Internetseiteunter www.pruftechnik.com
VIBXPERT®
jetzt mit AuslaufspektrenWerden Pumpen abgeschaltet, lassen
sich beim Auslaufen Eigenfrequenzenermitteln. Anstatt Auslaufkurven lassensich mit VIBXPERT® jetzt auch komplet-te Auslaufspektren erfassen. Sie beinhal-ten noch mehr Informationen.
Anbindung ME’scopeODS stellt die ‘High school’ im Condi-
tion Monitoring dar. VIBXPERT® undME’scope Ves 5.0 arbeiten nun miteinan-der, um OOOOOperation DDDDDeflektion SSSSShape be-treiben zu können.
VIBNODE®
misst auch ZeitschriebeVIBNODE® ist ab sofort in der Lage,
Zeitsignale der Schwinggeschwindigkei-ten oder Beschleunigungen aufzuzeich-nen – einmalig für ein LowCost CMS.
OMNITREND® mit Schwingcode,Diagnosecode, KorrekturcodeAuch Pumpen lassen sich per Maschi-
nencodes systematisieren und überSchwing-, Diagnose- und Korrektur-codes beschreiben. PRÜFTECHNIK hatdiese Werkzeuge für Windenergieanla-gen entwickelt. Schwingcodes werdengenutzt, um Schwingungsamplituden zubewerten. Diagnosecodes lassen sichnutzen, um auch sprachenneutral ver-einheitliche Zustandsaussagen zu tref-fen. Korrekturcodes stellen Empfehlun-gen an den Maschinenhersteller und/oder Betreiber dar, um die Maschinen-verfügbarkeit gezielt zu erhöhen.
Neuer Laser-DrehzahlgeberPRÜFTECHNIK hat einen neuen Laser-
Drehzahlsensor auf den Markt gebracht.Damit lassen sich sowohl bei sehr lang-samen als auch bei sehr schnellen Ma-schinen die Drehzahl ermitteln. Als Re-flektor wird eine Drehzahlmarke ge-klebt. Der sichtbare Laserstrahl kann aufEntfernungen von bis zu einem Meterauf diese Marke gerichtet werden undliefert genaue Drehzahlwerte – ob beimWuchten, beim Resampling und bei Aus-laufmessungen. Komplettiert wird derneue Drehzahlgeber durch ein Schnell-spannstativ mit Kugelgelenk.
WEARSCANNER®
Für druckumlaufgeschmierte Maschi-nen (auch für Pumpen) stellt die Ände-rung der Partikelgrößenverteilung im Öleine wichtige Zustandsmessgröße dar.PRÜFTECHNIK hat auf Basis des Wirbel-strommessprinzips einen autarken Sen-sor entwickelt, mit dem sich Partikelzah-len in bis zu 8 Größenklassen ermittelnlassen. Die Anbindung an das Monito-ring System oder die Anlagensteuerungerfolgt per ModBus TCP.
Neuer Service:Geräuschmessung
Ab sofort bietet das Service- und Dia-gnose Center der PRÜFTECHNIK welt-weit Geräuschmessungen an und sprichtEmpfehlungen zur Geräuschreduzierungaus.


















