PV MODULE CORROSION BY AMMONIA AND SALT … · ® TÜV, TUEV and TUV are registered trademarks....
1
® TÜV, TUEV and TUV are registered trademarks. Utilization and application requires prior approval. Gerhard Mathiak, Jörg Althaus, Sascha Menzler, Lars Lichtschläger, Werner Herrmann TÜV Rheinland Energie und Umwelt GmbH, Am Grauen Stein, 51105 Cologne, Germany Tel.: +49 221 806-3165, Fax: +49 221 806-1350, E-Mail: [email protected] PV MODULE CORROSION BY AMMONIA AND SALT MIST EXPERIMENTAL STUDY WITH FULL-SIZE MODULES Qualification tests for PV modules like the damp heat test of IEC 61215 regularly cause corrosion at cell interconnects, solder joints and various metallic parts. The installation of PV modules in coastal areas or on agricultural buildings may lead to additional environmental stress. Besides corrosion of metallic parts, power loss and affected adhesives were identified in the field. Corrosion of silicone based adhesive sealing may result in consequential loss of insulation properties as well as adhesive strength and can cause a hazard to human beings and animals or the infrastructure. Corroded contacts may ultimately cause DC arcing and hence potentially forms a fire. Field failures are to be analysed and simulated in environmental test chambers. TÜV Rheinland therefore investigates corrosion effects of PV modules under special environmental conditions. Two test chambers for up to 12 full-size modules were developed and qualified. The test chamber for salt mist corrosion (see Fig. 1) has polymeric walls. The ammonia test chamber is made of stainless steel. AMMONIA CORROSION TEST (IEC 62716 draft) Ammonia - Crystalline Si glass/foil modules Series of tests were performed with 30 different small sized PV module samples in a small chamber and with more than 20 full-size modules in the new chamber. Visual inspection, insulation measurements and power determination had been performed before and after submitting the samples to a Kesternich based test method with cyclic test conditions and condensation. Visual inspections however revealed corrosion and erosion effects similar to the ones found on samples taken from the field. The sealing, the surfaces of the anodised aluminium frame and anti-reflective coatings of the glass were partly affected. One potentially critical finding was 10 µm diameter pores in the backsheet (see Fig. 2 and 3) of several modules. Fig. 2: REM of backsheet before Fig. 3: Pores in the backsheet ammonia test. after test. Ammonia - Non-glass flexible a-Si modules on metallic sheet During the first light soaking phase the large modules degraded as expected. After the ammonia exposure, the maximum power was decreased to 70 % of the value after the first light soaking. During the second light soaking phase the modules recovered to 80 % of the value after the first light soaking. These measurements are hints for a negative effect of gaseous ammonia to the a-Si or TCO layers. Ammonia & Salt & Acetic Acid – Cells without encapsulation To study the effect on crystalline solar cells, solar cells without encapsulation were exposed to different corrosive (5 %) aqueous solutions (acetic acid, salt and ammonia) and to the ammonia test chamber. Cells shunted by reverse current (Rp ≈ 2 Ω) were improved by ammonia (Rp ≈ 40 Ω). Light and dark I-V curves show it in Fig. 4 and 5. Fig. 4: Cell degradation after Fig. 5: Dark I-V curves as Fig.4. chemical exposure. Decrease of Rp: 2Ω to 40Ω. Fig. 1: Salt mist test chamber. SALT MIST CORROSION TEST (IEC 61701) Installations close to the coast (see Fig. 6), for maritime applications (e.g. on buoys or ships) and close to highways (e.g. noise barriers) due to de- icing salt suffer from salt-containing atmospheres. PV modules have been tested since 1995 according to IEC 61701 Ed. 1 ‘Salt mist corrosion testing of photovoltaic (PV) modules’. The test procedure corresponds to IEC 60068-2-11 with constant test conditions. Since 2012, PV modules are tested according to the 2nd edition which corresponds to IEC 60068-2-52 with cyclic test conditions. Corrosion of the interconnects inside the laminate was found (see Fig. 7). Fig. 6: Corrosion of installation Fig. 7: Corrosion of Interconnectors close to the coast. after salt mist corrosion test. CONCLUSIONS & OUTLOOK • The test methods are suitable to reproduce corrosion effects that can be caused by salt mist or ammonia atmospheres. • In the salt mist and the ammonia test chamber, a serial examination on current quality modules shows no major failures (performance & safety). • Findings of the salt mist chamber: • Corrosion of the interconnection inside the laminate • Findings of the ammonia corrosion test were • small pores of 10 µm diameter in the back sheet of several modules • power loss of non-glass PV modules (TCO or a-Si layer degradation) • Improvement of the shunt resistance of shunted cells • Further studies are on-going, to benchmark ammonia concentration and test duration in comparison to real life effects (reference samples of polycarbonate and brass). The work presented has been elaborated in the frame of the project “InnoPV” (EN/1022 A) funded by the European Union and the German Federal State of North-Rhine Westphalia. 4BV.3.44 EU PVSEC 2012
Transcript of PV MODULE CORROSION BY AMMONIA AND SALT … · ® TÜV, TUEV and TUV are registered trademarks....

® T
ÜV,
TU
EV
and
TU
V a
re re
gist
ered
trad
emar
ks. U
tiliz
atio
n an
d ap
plic
atio
n re
quire
s pr
ior a
ppro
val.
Gerhard Mathiak, Jörg Althaus, Sascha Menzler, Lars Lichtschläger, Werner Herrmann TÜV Rheinland Energie und Umwelt GmbH, Am Grauen Stein, 51105 Cologne, Germany Tel.: +49 221 806-3165, Fax: +49 221 806-1350, E-Mail: [email protected]
PV MODULE CORROSION BY AMMONIA AND SALT MIST EXPERIMENTAL STUDY WITH FULL-SIZE MODULES
Qualification tests for PV modules like the damp heat test of IEC 61215 regularly cause corrosion at cell interconnects, solder joints and various metallic parts. The installation of PV modules in coastal areas or on agricultural buildings may lead to additional environmental stress. Besides corrosion of metallic parts, power loss and affected adhesives were identified in the field. Corrosion of silicone based adhesive sealing may result in consequential loss of insulation properties as well as adhesive strength and can cause a hazard to human beings and animals or the infrastructure. Corroded contacts may ultimately cause DC arcing and hence potentially forms a fire. Field failures are to be analysed and simulated in environmental test chambers. TÜV Rheinland therefore investigates corrosion effects of PV modules under special environmental conditions. Two test chambers for up to 12 full-size modules were developed and qualified. The test chamber for salt mist corrosion (see Fig. 1) has polymeric walls. The ammonia test chamber is made of stainless steel.
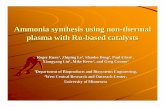
AMMONIA CORROSION TEST (IEC 62716 draft) Ammonia - Crystalline Si glass/foil modules Series of tests were performed with 30 different small sized PV module samples in a small chamber and with more than 20 full-size modules in the new chamber. Visual inspection, insulation measurements and power determination had been performed before and after submitting the samples to a Kesternich based test method with cyclic test conditions and condensation. Visual inspections however revealed corrosion and erosion effects similar to the ones found on samples taken from the field. The sealing, the surfaces of the anodised aluminium frame and anti-reflective coatings of the glass were partly affected. One potentially critical finding was 10 µm diameter pores in the backsheet (see Fig. 2 and 3) of several modules. Fig. 2: REM of backsheet before Fig. 3: Pores in the backsheet ammonia test. after test. Ammonia - Non-glass flexible a-Si modules on metallic sheet During the first light soaking phase the large modules degraded as expected. After the ammonia exposure, the maximum power was decreased to 70 % of the value after the first light soaking. During the second light soaking phase the modules recovered to 80 % of the value after the first light soaking. These measurements are hints for a negative effect of gaseous ammonia to the a-Si or TCO layers. Ammonia & Salt & Acetic Acid – Cells without encapsulation To study the effect on crystalline solar cells, solar cells without encapsulation were exposed to different corrosive (5 %) aqueous solutions (acetic acid, salt and ammonia) and to the ammonia test chamber. Cells shunted by reverse current (Rp ≈ 2 Ω) were improved by ammonia (Rp ≈ 40 Ω). Light and dark I-V curves show it in Fig. 4 and 5. Fig. 4: Cell degradation after Fig. 5: Dark I-V curves as Fig.4. chemical exposure. Decrease of Rp: 2Ω to 40Ω.
Fig. 1: Salt mist test chamber. SALT MIST CORROSION TEST (IEC 61701) Installations close to the coast (see Fig. 6), for maritime applications (e.g. on buoys or ships) and close to highways (e.g. noise barriers) due to de-icing salt suffer from salt-containing atmospheres. PV modules have been tested since 1995 according to IEC 61701 Ed. 1 ‘Salt mist corrosion testing of photovoltaic (PV) modules’. The test procedure corresponds to IEC 60068-2-11 with constant test conditions. Since 2012, PV modules are tested according to the 2nd edition which corresponds to IEC 60068-2-52 with cyclic test conditions. Corrosion of the interconnects inside the laminate was found (see Fig. 7). Fig. 6: Corrosion of installation Fig. 7: Corrosion of Interconnectors close to the coast. after salt mist corrosion test. CONCLUSIONS & OUTLOOK • The test methods are suitable to reproduce corrosion effects that can be
caused by salt mist or ammonia atmospheres. • In the salt mist and the ammonia test chamber, a serial examination on
current quality modules shows no major failures (performance & safety). • Findings of the salt mist chamber:
• Corrosion of the interconnection inside the laminate • Findings of the ammonia corrosion test were
• small pores of 10 µm diameter in the back sheet of several modules • power loss of non-glass PV modules (TCO or a-Si layer degradation) • Improvement of the shunt resistance of shunted cells
• Further studies are on-going, to benchmark ammonia concentration and test duration in comparison to real life effects (reference samples of polycarbonate and brass).
The work presented has been elaborated in the frame of the project “InnoPV” (EN/1022 A) funded by the European Union and the German Federal State of North-Rhine Westphalia.
4BV.3.44 EU PVSEC 2012