Schlanke Produktionssteuerung für die variantenreiche ... · Der Begriff ‚Lean Production‘...
19
Prof. Dr.-Ing. Klaus-Jürgen Meier Fakultät für Wirtschaftsingenieurwesen Institut für Produktionsmanagement und Logistik ( I P L ) Prof. Dr. Klaus-Jürgen Meier www.i-p-l.de Schlanke Produktionssteuerung für die variantenreiche Einzelfertigung
Transcript of Schlanke Produktionssteuerung für die variantenreiche ... · Der Begriff ‚Lean Production‘...

Prof. Dr.-Ing. Klaus-Jürgen MeierFakultät für
Wirtschaftsingenieurwesen
Institut für Produktionsmanagement und Logistik( I P L )
Prof. Dr. Klaus-Jürgen Meierwww.i-p-l.de
Schlanke Produktionssteuerung für die variantenreiche Einzelfertigung
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Gliederung
(1) Kurzvorstellung des IPL
(2) Lösungsansätze für die schlanke Produktionssteuerung
(3) Zusammenfassung
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Mission
• Kompetenz auf dem aktuellen Stand der Wissenschaft von Produktionsmanagement und Logistik
• Wir setzen Impulse bei der Vernetzung neuer Technologien zu wirtschaftlichen Betreibermodellen für Unternehmen
• Mit neuen Methoden und Werkzeugen verbessern wir die Wirtschaftlichkeit in jeder Auftragsabwicklung
• Innovationen durch Kombination von Wissenschaft & Wirtschaft
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Tätigkeitsbereiche des IPL
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
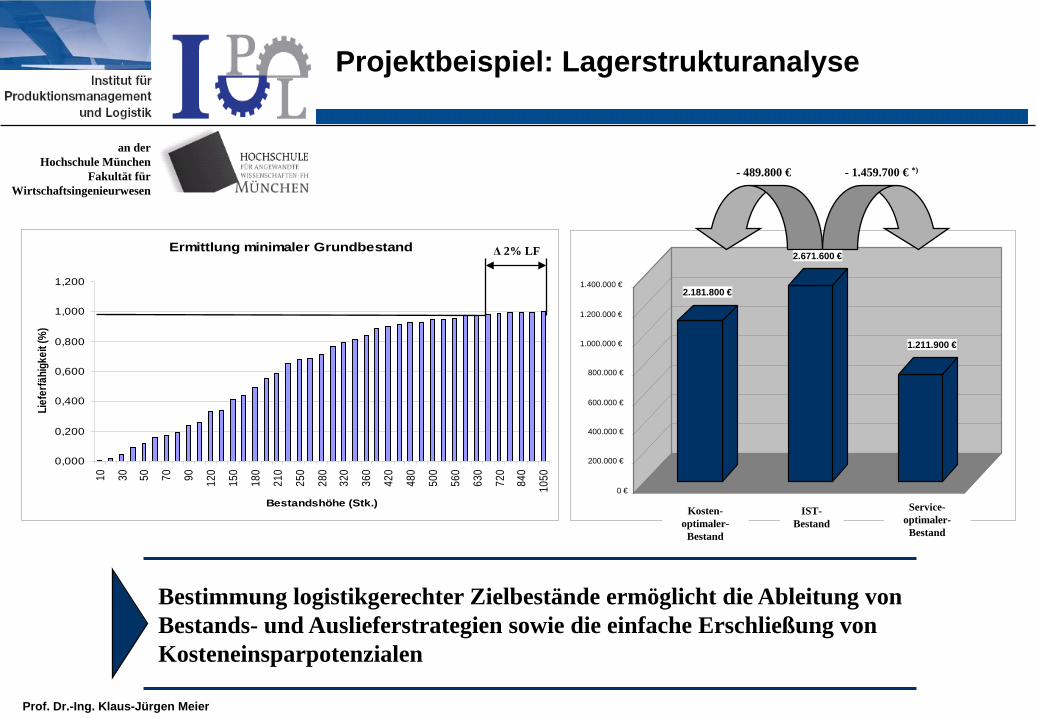
Projektbeispiel: Lagerstrukturanalyse
Ermittlung minimaler Grundbestand
0,000
0,200
0,400
0,600
0,800
1,000
1,200
10 30 50 70 90 120
150
180
210
250
280
320
360
420
480
500
560
630
720
840
1050
Bestandshöhe (Stk.)
Lief
erfä
higk
eit (
%)
Δ 2% LF
- 489.800 € - 1.459.700 € *)
*)
2.181.800 €
1.211.900 €
0 €
200.000 €
400.000 €
600.000 €
800.000 €
1.000.000 €
1.200.000 €
1.400.000 €
2.671.600 €
IST-Bestand
Kosten-optimaler-
Bestand
Service-optimaler-
Bestand
Bestimmung logistikgerechter Zielbestände ermöglicht die Ableitung von Bestands- und Auslieferstrategien sowie die einfache Erschließung von Kosteneinsparpotenzialen
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
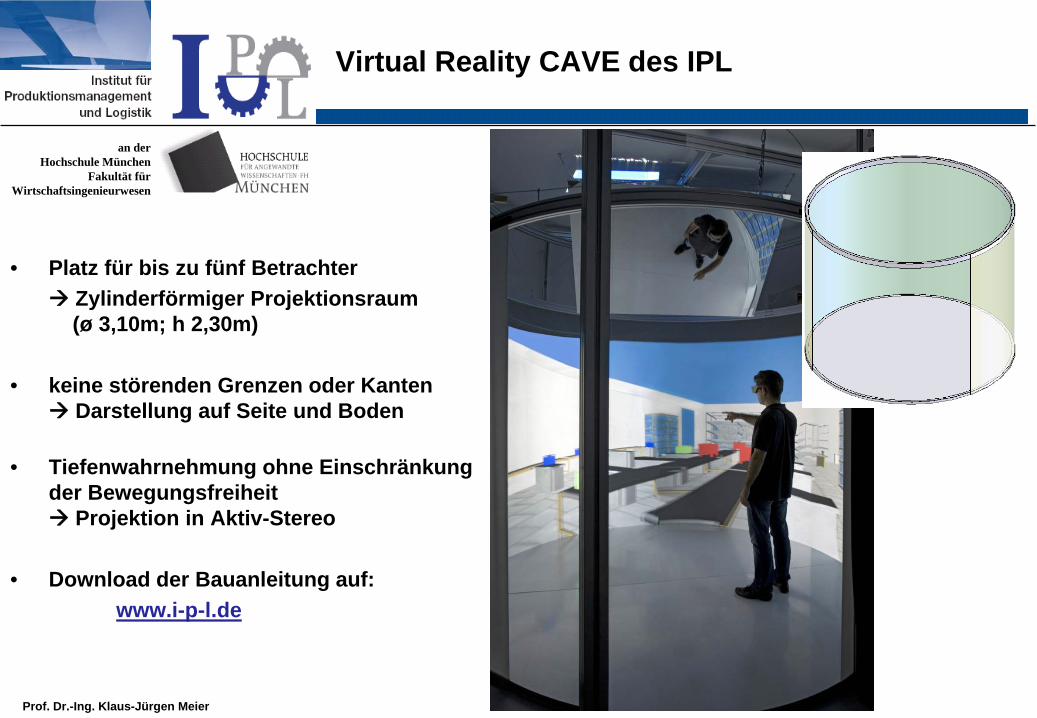
Virtual Reality CAVE des IPL
• Platz für bis zu fünf Betrachter Zylinderförmiger Projektionsraum
(ø 3,10m; h 2,30m)
• keine störenden Grenzen oder Kanten Darstellung auf Seite und Boden
• Tiefenwahrnehmung ohne Einschränkung der Bewegungsfreiheit Projektion in Aktiv-Stereo
• Download der Bauanleitung auf:www.i-p-l.de
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
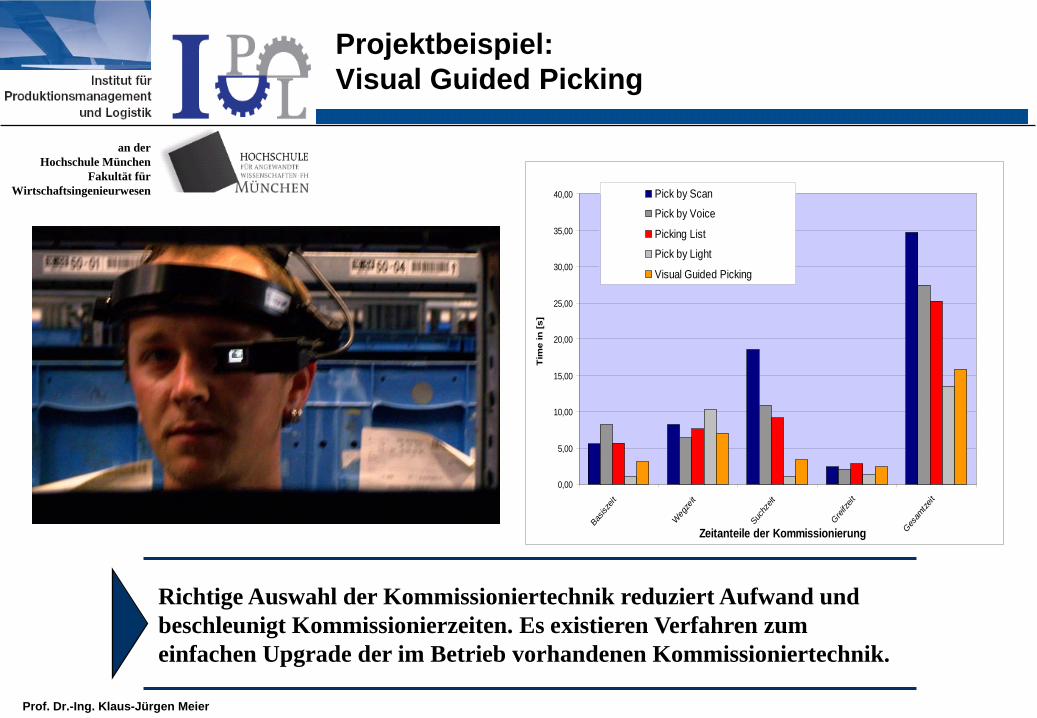
Projektbeispiel: Visual Guided Picking
Richtige Auswahl der Kommissioniertechnik reduziert Aufwand und beschleunigt Kommissionierzeiten. Es existieren Verfahren zum einfachen Upgrade der im Betrieb vorhandenen Kommissioniertechnik.
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
Basisz
eit
Weg
zeit
Suchz
eit
Greifze
it
Gesam
tzeit
Zeitanteile der KommissionierungT
ime
in [s
]
Pick by Scan
Pick by Voice
Picking List
Pick by Light
Visual Guided Picking
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Gliederung
(1) Kurzvorstellung des IPL
(2) Lösungsansätze für die schlanke Produktionssteuerung
(3) Zusammenfassung

Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Merkmale beim Betrieb einer Einzelfertigung
Variantenreichtum, kaum Wiederholteile
Stückzahlschwankungen
Starke Streuung der Rüst- und Stückzeiten
Einsatz unterschiedlicher
Produktionsprozesse bzw. –technologien
Hochqualifizierte Mitarbeiter
Dominiert von Konstruktions- und
Vertriebsvorgaben
Materialvielfalt
Merkmaleeiner Einzelfertigung
Hohe Komplexität der Produkte führt zu hoher Komplexität in der Planung und Steuerung
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
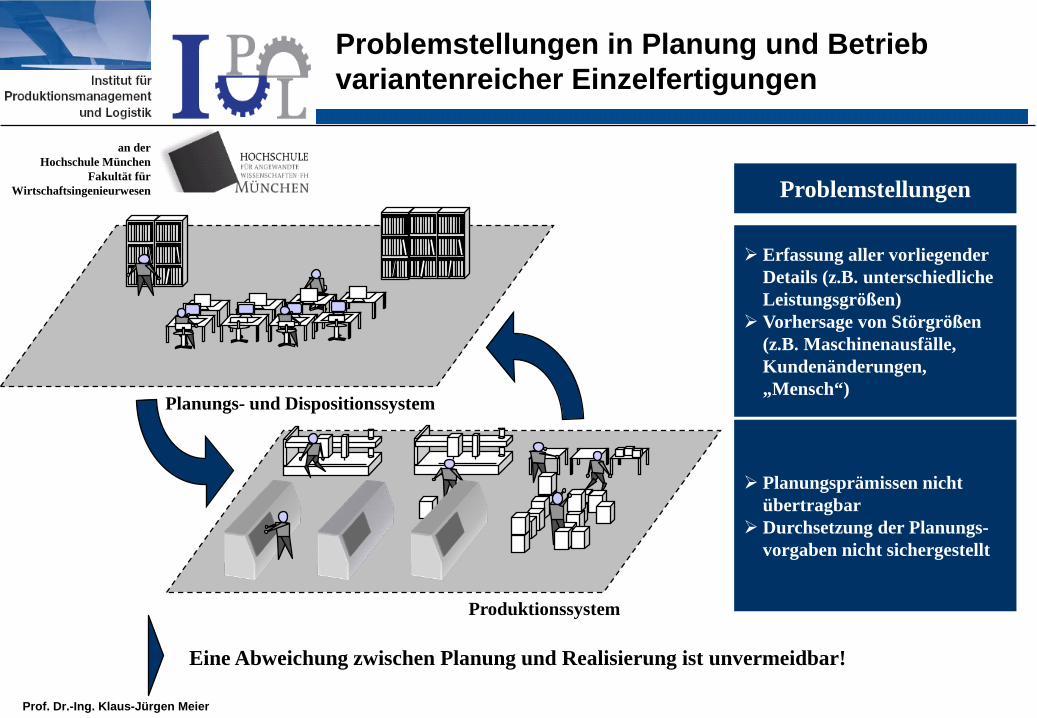
Problemstellungen in Planung und Betrieb variantenreicher Einzelfertigungen
Produktionssystem
Planungs- und Dispositionssystem
Planungsprämissen nicht übertragbar
Durchsetzung der Planungs-vorgaben nicht sichergestellt
Erfassung aller vorliegender Details (z.B. unterschiedliche Leistungsgrößen)
Vorhersage von Störgrößen (z.B. Maschinenausfälle, Kundenänderungen, „Mensch“)
Problemstellungen
Eine Abweichung zwischen Planung und Realisierung ist unvermeidbar!
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
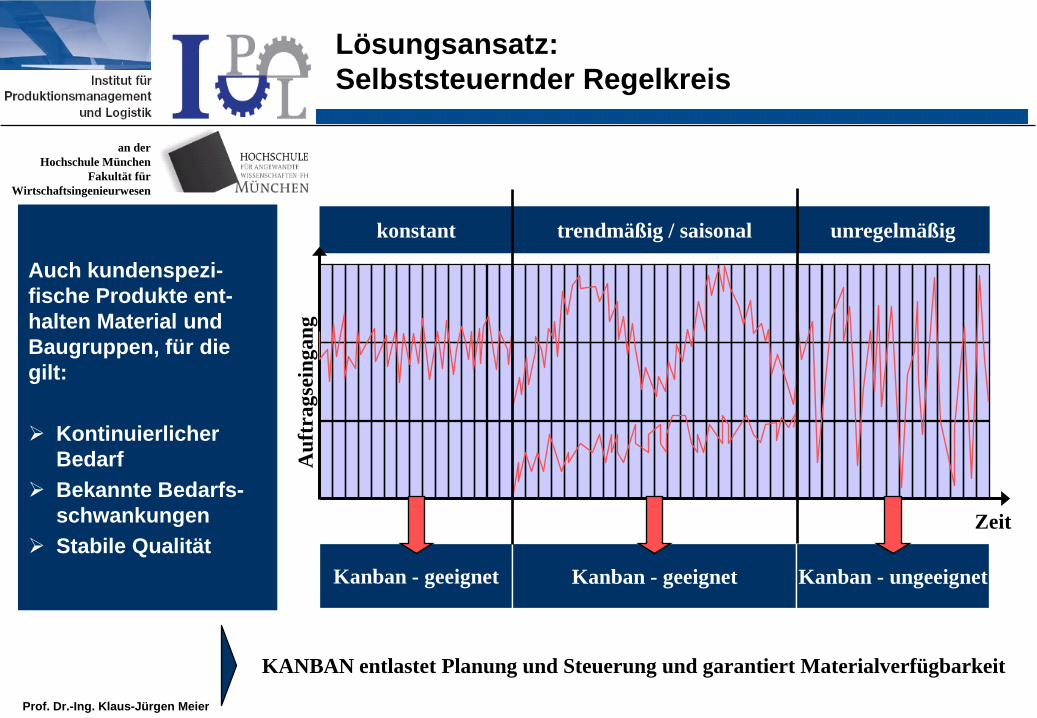
Lösungsansatz: Selbststeuernder Regelkreis
Auch kundenspezi-fische Produkte ent-halten Material und Baugruppen, für die gilt:
Kontinuierlicher Bedarf
Bekannte Bedarfs-schwankungen
Stabile Qualität
KANBAN entlastet Planung und Steuerung und garantiert Materialverfügbarkeit
Zeit
konstant trendmäßig / saisonal unregelmäßig
Auf
trag
sein
gang
Kanban - geeignet Kanban - geeignet Kanban - ungeeignet
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
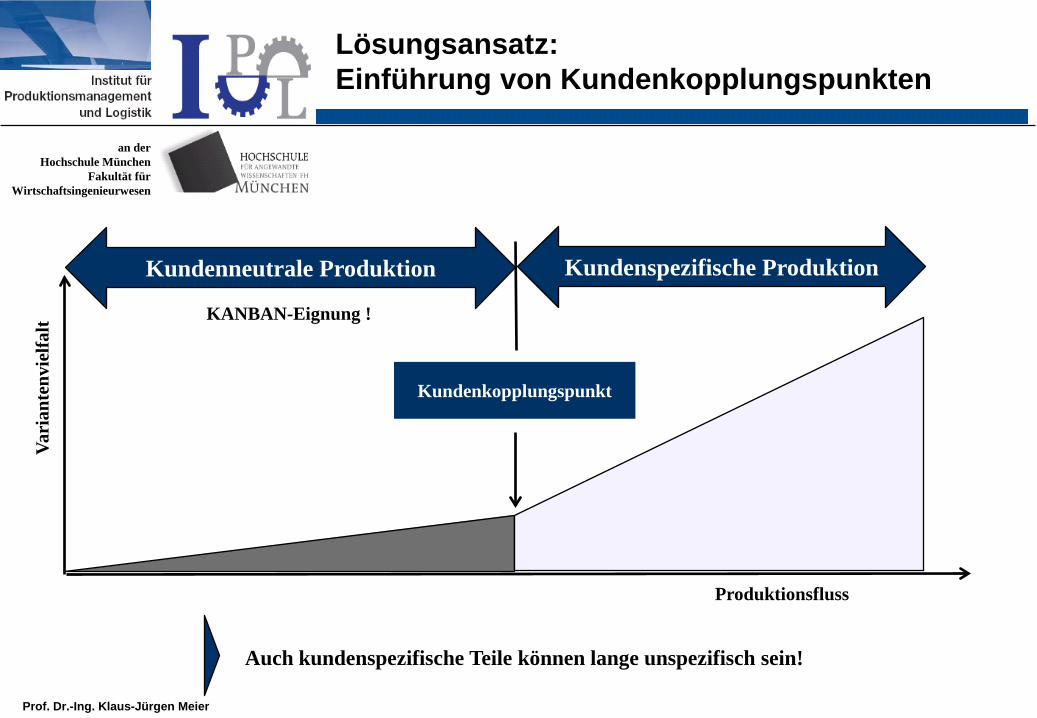
Lösungsansatz:Einführung von Kundenkopplungspunkten
Auch kundenspezifische Teile können lange unspezifisch sein!
Vari
ante
nvie
lfalt
Produktionsfluss
Kundenkopplungspunkt
Kundenneutrale Produktion Kundenspezifische Produktion
KANBAN-Eignung !
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
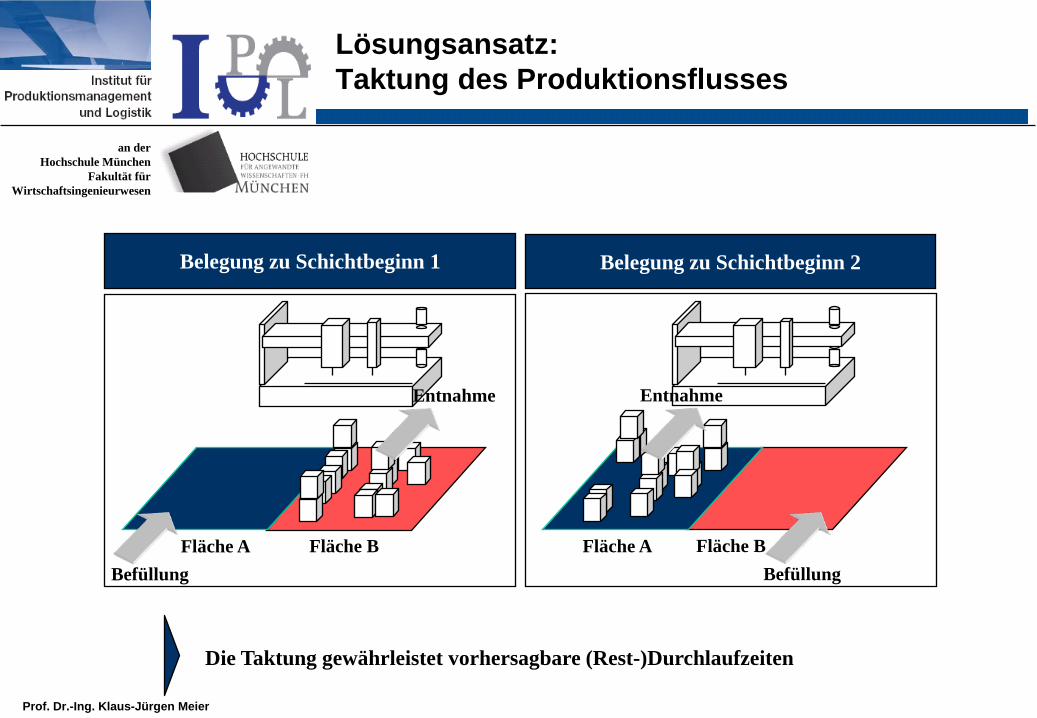
Lösungsansatz:Taktung des Produktionsflusses
Fläche A Fläche B Fläche A Fläche B
Belegung zu Schichtbeginn 1 Belegung zu Schichtbeginn 2
Befüllung Befüllung
Entnahme Entnahme
Die Taktung gewährleistet vorhersagbare (Rest-)Durchlaufzeiten
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
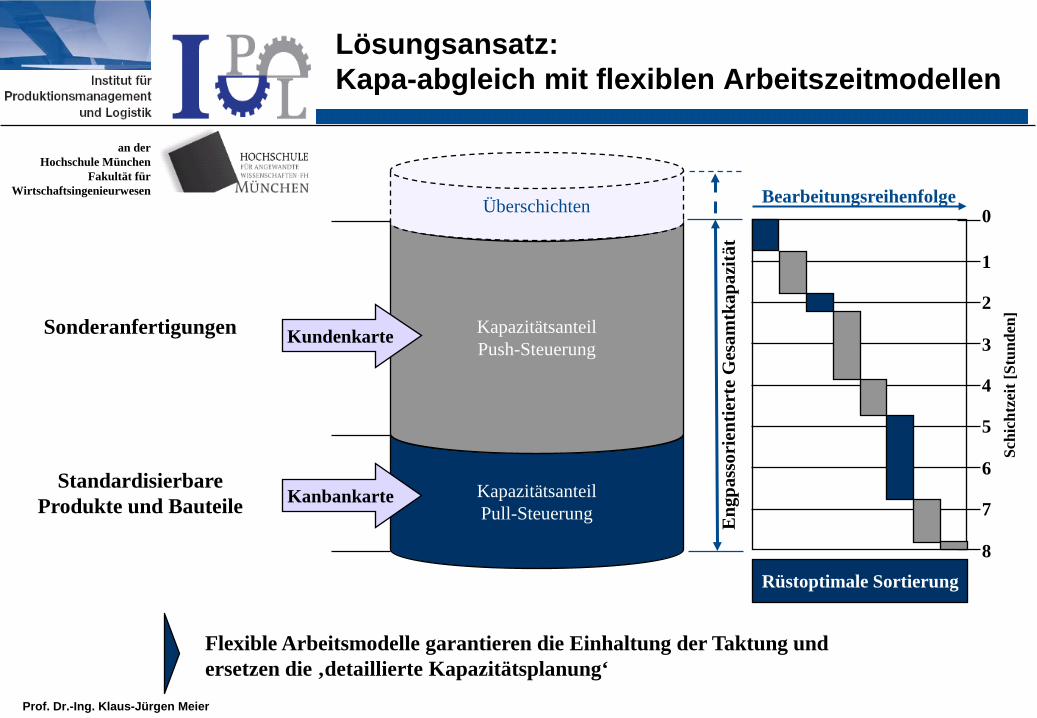
Lösungsansatz:Kapa-abgleich mit flexiblen Arbeitszeitmodellen
KapazitätsanteilPull-Steuerung
KapazitätsanteilPush-Steuerung
Eng
pass
orie
ntie
rte
Ges
amtk
apaz
ität
Kanbankarte
Kundenkarte
StandardisierbareProdukte und Bauteile
Sonderanfertigungen
Überschichten
Rüstoptimale Sortierung
0
8
2
3
4
5
6
7
1
Bearbeitungsreihenfolge
Schi
chtz
eit [
Stun
den]
Flexible Arbeitsmodelle garantieren die Einhaltung der Taktung und ersetzen die ‚detaillierte Kapazitätsplanung‘

Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Projektbeispiel: Zelenka GmbH –Variantenreiche Blechfertigung
Projektdaten:
Anteil KANBAN-Teile: 25%Kundenkopplungspunkt: zwischen 0%
und 100%Taktung: 1 SchichtAnzahl getaktete Puffer: 5Reduktion der Durchlaufzeit: min. 50%
Fotos: Zelenka GmbH
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Gliederung
(1) Kurzvorstellung des IPL
(2) Lösungsansätze für die schlanke Produktionssteuerung
(3) Zusammenfassung
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Der Begriff ‚Lean Production‘
‚Lean Production‘ ist kein theoretisch begründeter Managementansatz, sondern eine Zusammenstellung der Ansätze erfolgreicher Unternehmen. Diese sind:
Quelle: Kuhn (2004), Wiendahl (2005)
• Produktivität durch Beseitigung jeglicher Art von Verschwendung
• Qualität durch sichere Prozesse, die eine hohe Produktqualität ermöglichen
• Flexibilität durch reaktionsfähige Arbeitsplätze und Mitarbeiter
• Humanität durch maximale Einbeziehung des Mitarbeiterwissens
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Zusammenfassung
Kontrollfrage: Kann Ihre Fertigung ohne Software gesteuert werden?
Erfolgsfaktor einer schlanken Produktionssteuerung: Reduktion von Komplexität Einrichtung selbststeuernder Regelkreise Einführung von Kundenkopplungspunkten Taktung des Produktionsflusses Detaillierter Kapazitätsabgleich durch flexible Arbeitszeitmodelle
‚Detaillierungsgrad‘ der Planung = ‚Durchsetzungsgrad‘ in der Produktion
Prof. Dr.-Ing. Klaus-Jürgen Meier
an derHochschule München
Fakultät fürWirtschaftsingenieurwesen
Vielen Dank für Ihre Aufmerksamkeit!
Kontakt:
Prof. Dr. Klaus-Jürgen Meier
0176 / 62 87 64 [email protected]
Institut für Produktionsmanagement und Logistik
an der Hochschule München