SCHWEIßEIGNUNGSUNTERSUCHUNGEN an hochfesten ...€¦ · 23.10.2015 2. Ilmenauer...
55
SCHWEIßEIGNUNGSUNTERSUCHUNGEN an hochfesten Feinkornbaustählen beim Einsatz modifizierter Sprühlichtbogenprozesse A. Pittner, C. Heinze, Th. Michael, M. Rethmeier Fachbereich 9.3: Schweißtechnische Fertigungsverfahren 2. Ilmenauer schweißtechnisches Symposium 13.10.2015
Transcript of SCHWEIßEIGNUNGSUNTERSUCHUNGEN an hochfesten ...€¦ · 23.10.2015 2. Ilmenauer...
SCHWEIßEIGNUNGSUNTERSUCHUNGEN an hochfesten Feinkornbaustählen beim Einsatz modifizierter Sprühlichtbogenprozesse A. Pittner, C. Heinze, Th. Michael, M. Rethmeier
Fachbereich 9.3: Schweißtechnische Fertigungsverfahren
2. Ilmenauer schweißtechnisches Symposium 13.10.2015
Vorführender
Präsentationsnotizen
Auf Einleitung und Vorstellung durch Session-Leiter achten
23.10.2015 2. Ilmenauer schweißtechnisches Symposium 2 2
Gliederung
Ziele des Vorhabens
Versuchsdurchführung
Ergebnisse
Zusammenfassung
Nachuntersuchungen
23.10.2015 2. Ilmenauer schweißtechnisches Symposium 3 3
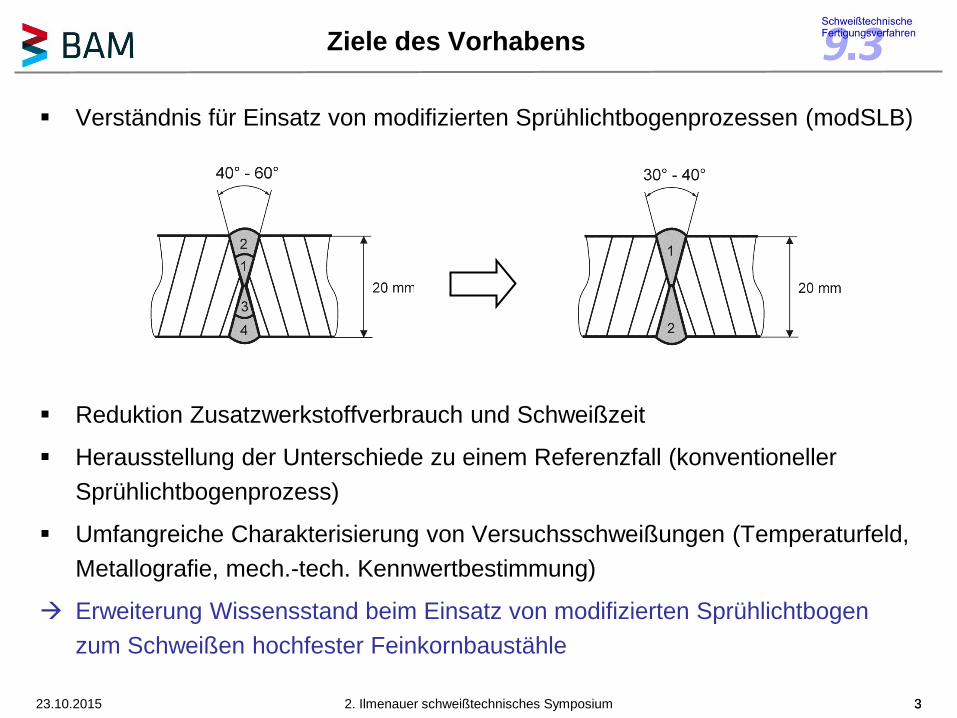
Ziele des Vorhabens
Verständnis für Einsatz von modifizierten Sprühlichtbogenprozessen (modSLB)
Reduktion Zusatzwerkstoffverbrauch und Schweißzeit
Herausstellung der Unterschiede zu einem Referenzfall (konventioneller Sprühlichtbogenprozess)
Umfangreiche Charakterisierung von Versuchsschweißungen (Temperaturfeld, Metallografie, mech.-tech. Kennwertbestimmung)
Erweiterung Wissensstand beim Einsatz von modifizierten Sprühlichtbogen zum Schweißen hochfester Feinkornbaustähle
23.10.2015 2. Ilmenauer schweißtechnisches Symposium 4
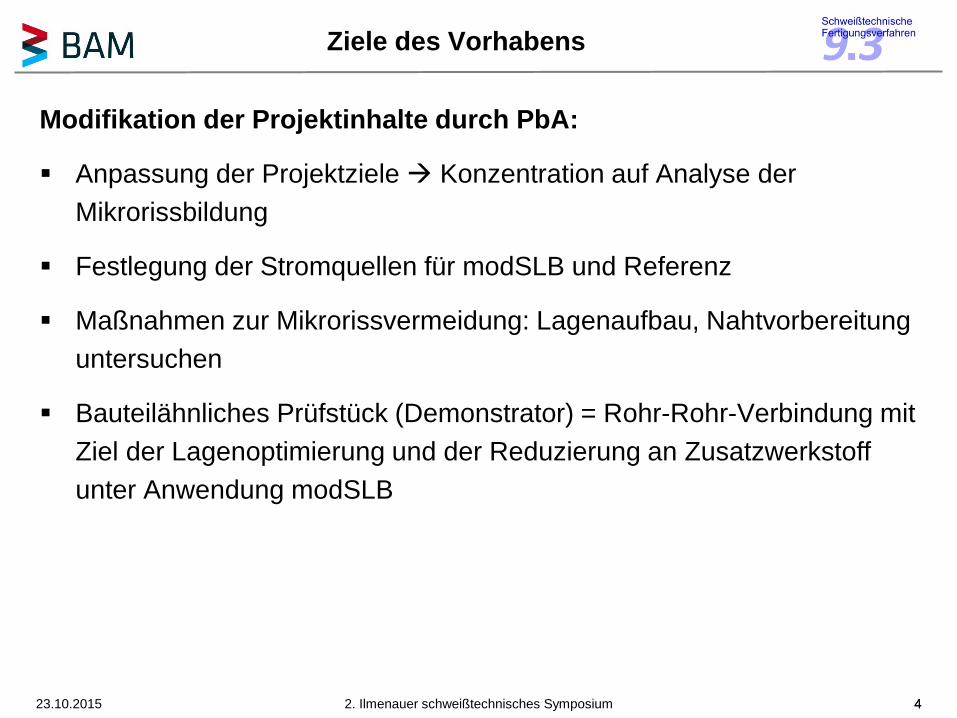
Modifikation der Projektinhalte durch PbA:
Anpassung der Projektziele Konzentration auf Analyse der Mikrorissbildung
Festlegung der Stromquellen für modSLB und Referenz
Maßnahmen zur Mikrorissvermeidung: Lagenaufbau, Nahtvorbereitung untersuchen
Bauteilähnliches Prüfstück (Demonstrator) = Rohr-Rohr-Verbindung mit Ziel der Lagenoptimierung und der Reduzierung an Zusatzwerkstoff unter Anwendung modSLB
4
Ziele des Vorhabens
23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Versuchsdurchführung
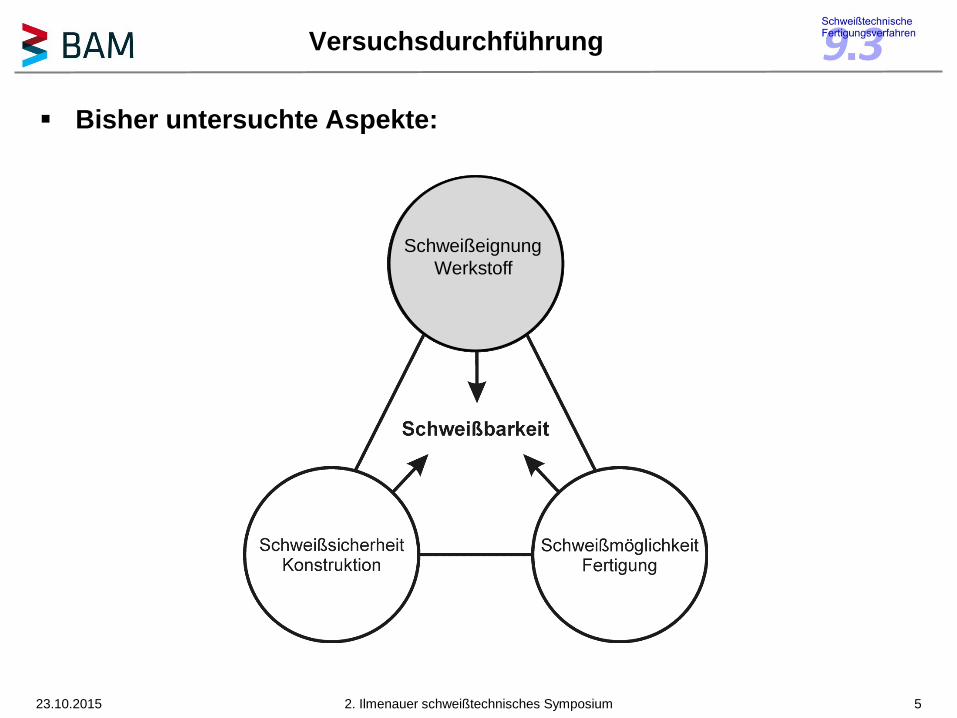
Bisher untersuchte Aspekte:
5
Schweißeignung Werkstoff

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Versuchsdurchführung
Untersuchte Aspekte im Bereich Schweißeignung: Verschiedene Grundwerkstoffe (S690QL, S960QL)
Zwei unterschiedliche Chargen S690 QL
Drei Schweißzusatzwerkstoffe darunter auch Fülldrähte
Vorwärmtemperatur (RT bis 150 °C)
Mikrorisse konnten nicht vermieden werden
6

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Versuchsdurchführung
Bisher untersuchte Aspekte:
7
Schweißsicherheit Konstruktion

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Versuchsdurchführung
Untersuchte Aspekte im Bereich Schweißsicherheit: Unterschiedliche Blechbreiten (Einspanngrad)
Freie Schrumpfung, festere Einspannung, Aufschweißen des Probeblechs auf Grundblech
Nahtöffnungswinkel variiert (30 ° - 60 °)
DV-, V-Fuge // symmetrische und unsymmetrische DV-Fuge
Lagenaufbau (2 - 4 Raupen)
Mikrorisse konnten nicht vermieden werden
8

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Versuchsdurchführung
Bisher untersuchte Aspekte:
9
Schweißmöglichkeit Fertigung

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Versuchsdurchführung
Untersuchte Aspekte im Bereich Schweißmöglichkeit: Verschiedene Lichtbogenarten (ILB, SLB, modSLB)
Nahtvorbereitung: Brennschnitt / mechanisch
Schweißparametervariation (Schweißgeschwindigkeit, Schutzgas, Brenneranstellwinkel)
Mikrorisse konnten nicht vermieden werden
10

Versuchsdurchführung
Werkstoff: S960QL, t = 20 mm
Chemische Zusammensetzung im Rahmen der Norm
23.10.2015 2. Ilmenauer schweißtechnisches Symposium 11
Funken-Emissions-Spektroskopie (FES)
Angaben in Masseanteil
C Si Mn Cu P S Cr Mo Ni Fe
Charge 0,16 0,31 0,94 - 0,011 0,001 0,55 0,30 1,00 Rest
DIN EN 10025-6 Max.-Werte 0,22 0,86 1,8 0,55 0,025 0,012 1,6 ≥ 0,01 2,1 Rest
Versuchsdurchführung
23.10.2015 2. Ilmenauer schweißtechnisches Symposium 12
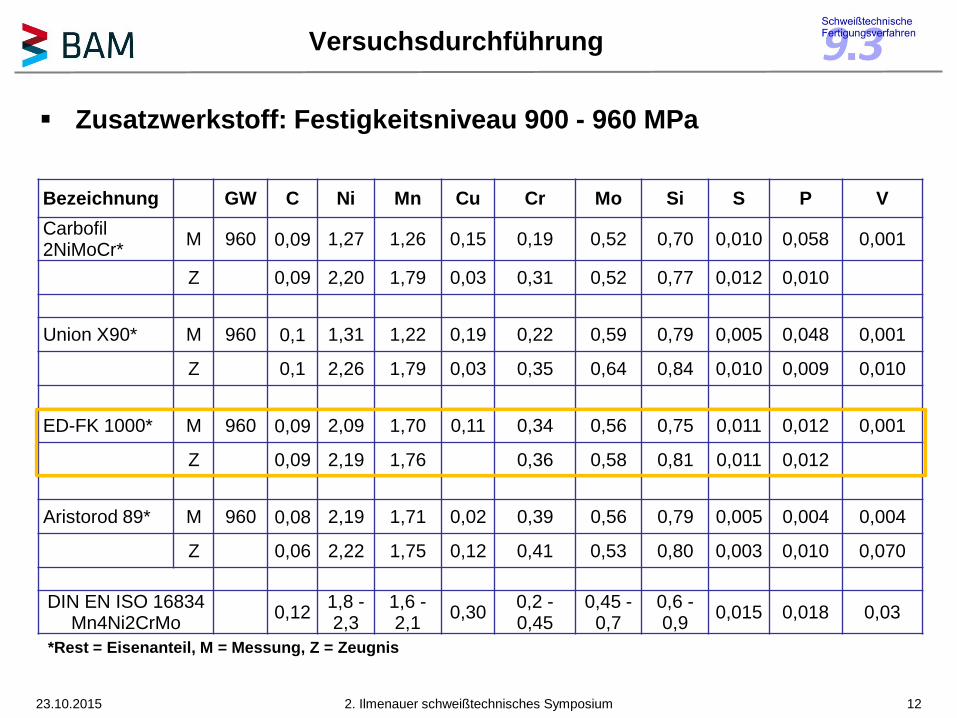
Zusatzwerkstoff: Festigkeitsniveau 900 - 960 MPa
Bezeichnung GW C Ni Mn Cu Cr Mo Si S P V Carbofil 2NiMoCr* M 960 0,09 1,27 1,26 0,15 0,19 0,52 0,70 0,010 0,058 0,001
Z 0,09 2,20 1,79 0,03 0,31 0,52 0,77 0,012 0,010
Union X90* M 960 0,1 1,31 1,22 0,19 0,22 0,59 0,79 0,005 0,048 0,001
Z 0,1 2,26 1,79 0,03 0,35 0,64 0,84 0,010 0,009 0,010
ED-FK 1000* M 960 0,09 2,09 1,70 0,11 0,34 0,56 0,75 0,011 0,012 0,001
Z 0,09 2,19 1,76 0,36 0,58 0,81 0,011 0,012
Aristorod 89* M 960 0,08 2,19 1,71 0,02 0,39 0,56 0,79 0,005 0,004 0,004
Z 0,06 2,22 1,75 0,12 0,41 0,53 0,80 0,003 0,010 0,070
DIN EN ISO 16834 Mn4Ni2CrMo 0,12 1,8 -
2,3 1,6 - 2,1 0,30 0,2 -
0,45 0,45 -
0,7 0,6 - 0,9 0,015 0,018 0,03
*Rest = Eisenanteil, M = Messung, Z = Zeugnis

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Nahtvorbereitung: DV-Naht
Gesamtöffnungswinkel 30° - 40° (modSLB) + 40° - 60° (Referenz)
Brennschnitt
Technischer Nullspalt (0,1 mm - 0,5 mm traten auf)
Bleche geheftet an beiden Blechenden
13
modSLB Referenz
Versuchsdurchführung
13

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Schweißparameter Verfahrensprüfung 20 mm:
14
Referenz (ILB + SLB)
modSLB
Nahtöffnung 60° 40° Raupenzahl 4 2
Vorwärmtemperatur 100 °C 100 °C Zwischenlagentemp. 100 °C 100 °C
Schweißgeschwindigkeit 40 cm/min 35 cm/min Drahtvorschub 9 m/min /11,5 m/min 11,5 m/min Stromstärke 240 A / 330 A 340 A Spannung 30 V / 32,5 V 32,5 V
Abkühlzeit t8/5 5 s – 7,5 s 8,5 s – 10 s
Versuchsdurchführung
14

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Makroschliffuntersuchungen:
Keine Unregelmäßigkeiten erkennbar
15
modSLB (2-lagig) Referenz (4 Raupen)
Ergebnisse – S960QL
15

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Härte – modSLB: Härte des GW liegt bei ca. 360 – 370 HV10 Maximalhärte in WEZ bei 400 HV10 Härte im SG 250 – 325 HV10
16
Ergebnisse
16

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Härte – Referenz: Härte GW ca. 350 HV10 Maximalhärte in WEZ bei ca. 420 HV10 Härte im SG ca. 280 – 310 HV10
17
Ergebnisse
17

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Kerbschlagbiegeprüfung: S960QL, 20 mm
Kerbschlagwerte erfüllen die Anforderungen
Probe Kerblage Prüftemp. in °C Mittelwerte in J
Proben modifizierter Sprühlichtbogen M1-4 SG -40 46
M5-8 WEZ -40 52
Proben Referenzschweißung R1-4 SG -40 51
R5-8 WEZ -40 57
18
Anforderungen laut DIN EN ISO 10025-6 längs: 30 J // quer: 27 J
Ergebnisse
18

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Querzugprüfung: Prüfmaschine Schenck 1 MN Prüfgeschwindigkeit = 0,1 mm/s Prüftemperatur 22 °C
Alle Proben erfüllen die Normanforderung
S960QL - 20 mm Rm in MPa Bruchlage
4-lagig Referenz 1063* Naht/WEZ+GW
2-lagig modSLB 1027* Naht/WEZ
Normvorgabe 980 – 1150
19
*Mittelwert aus 2 Proben pro Blech
Ergebnisse – S960QL
19

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Erscheinungsbild - Lage der Mikrorisse
20
Mikrorisse konnten nicht vermieden werden
Ergebnisse
20

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Ergebnisse
Auswertung vollständig faktorieller 2k-Versuchsplanung: Auswertung der einzelnen Lagen und Gesamtrissanzahl Einfluss der einzelnen Faktoren auf die Mikrorissanzahl Konturplots zur Darstellung der Wechselwirkung und des Optimums
bezogen auf eine minimierte Mikrorissanzahl und den untersuchten Parameterraum
21
Faktor Name Kürzel Niveaus
Einheit -1 0 1 Δ
A Schweißgeschwindigkeit vs 35 40 45 5 cm / min
B Drahtvorschub vd 11 12 13 1 m / min
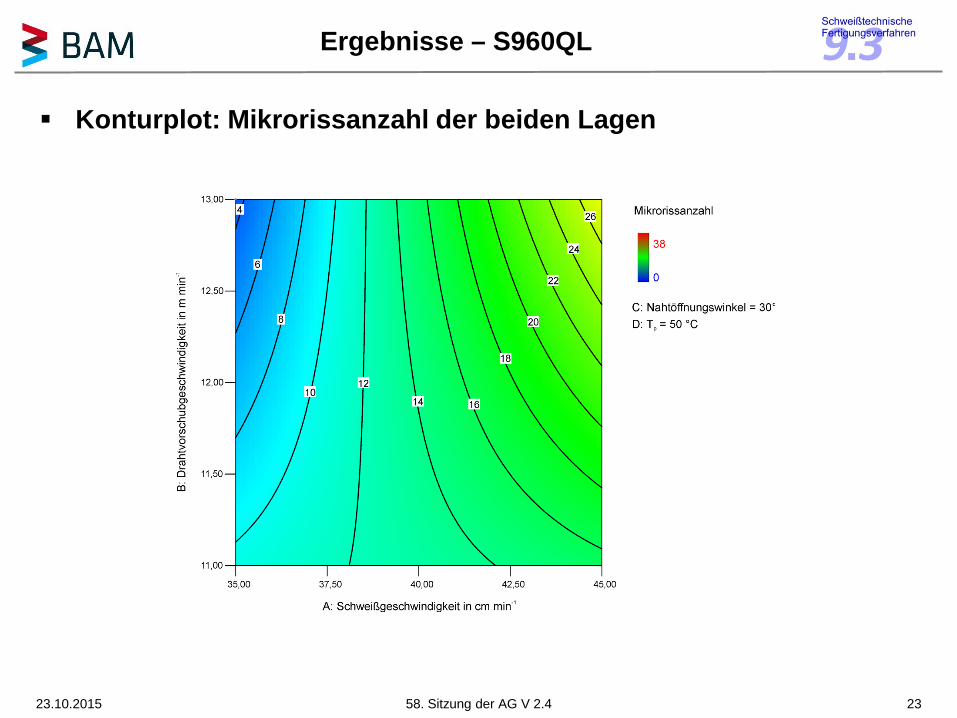
C Nahtöffnungswinkel α 30 35 40 5 °
D Vorwärmtemperatur T0 50 75 100 25 °C
21
23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Ergebnisse
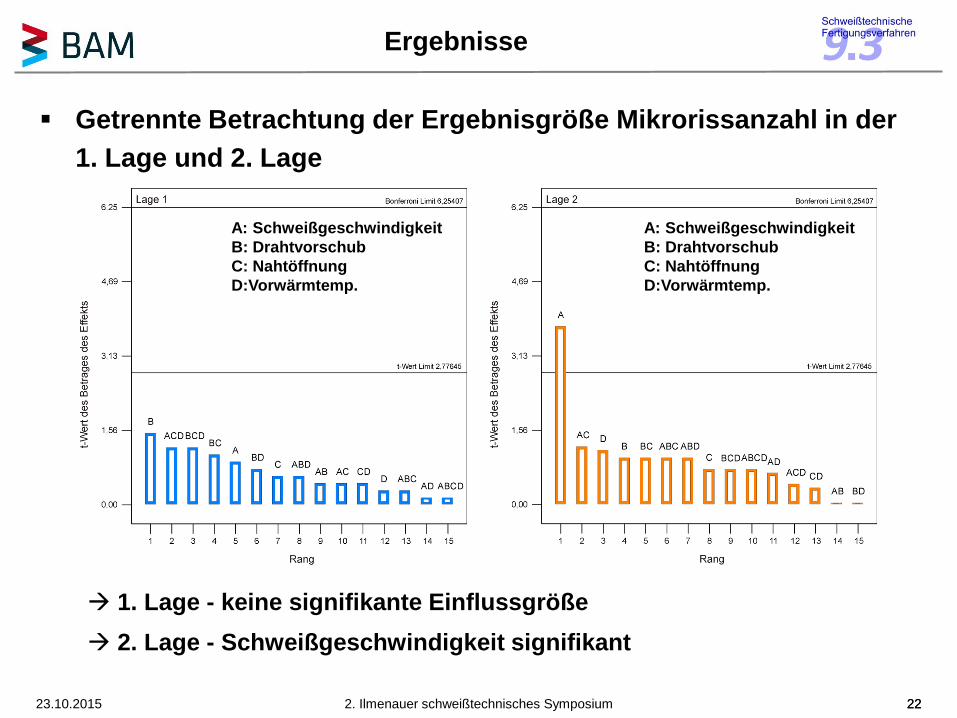
Getrennte Betrachtung der Ergebnisgröße Mikrorissanzahl in der 1. Lage und 2. Lage
1. Lage - keine signifikante Einflussgröße 2. Lage - Schweißgeschwindigkeit signifikant
22
A: Schweißgeschwindigkeit B: Drahtvorschub C: Nahtöffnung D:Vorwärmtemp.
A: Schweißgeschwindigkeit B: Drahtvorschub C: Nahtöffnung D:Vorwärmtemp.
22
23.10.2015 58. Sitzung der AG V 2.4
Ergebnisse – S960QL
Konturplot: Mikrorissanzahl der beiden Lagen
23

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Ergebnisse
Mikrorissanzahl im Verlauf in Schweißrichtung:
Rissanzahl nimmt entlang der Naht zu (vor allem 2. Lage) Rissanzahl 2. Lage höher als 1. Lage
24 24

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Erscheinungsbild - Lage der Mikrorisse
25
Ergebnisse
25

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Erscheinungsbild - Lichtmikroskop: Beispielhafter Mikroriss
26
Ergebnisse
26
23.10.2015 2. Ilmenauer schweißtechnisches Symposium
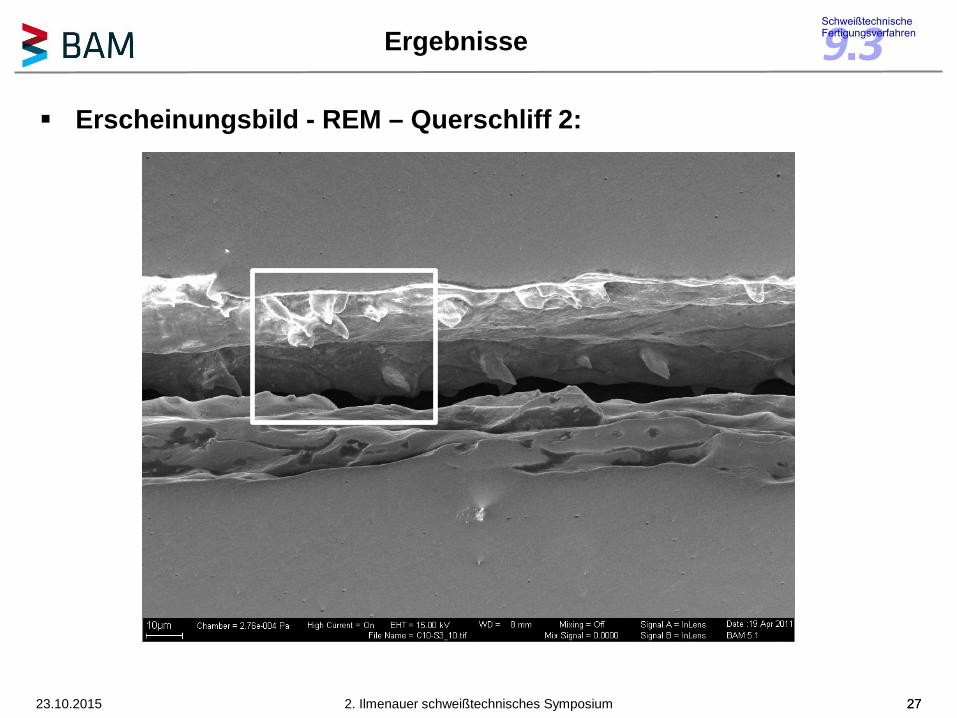
Ergebnisse
Erscheinungsbild - REM – Querschliff 2:
27 27

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Ergebnisse
Erscheinungsbild - REM: Riss – Korngrenzen – Zusammenhang
28 28

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Ergebnisse
29
Elektronenstrahlmikroanalyse:
Seigerungen erkennbar
Interdendritischer Raum
Gleichsinniges Seigerungsverhalten
Lokale Aufhärtung möglich
Verändertes Schmelzverhalten
29

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
AES – Ergebnis der Analyse: Element-Mapping
Ergebnisse
30
Schwefel und Mangan im Riss und unmittelbar davor Hinweis auf Einfluss von Schwefel / Sulfiden (MnS)
256 x 256 pixel 20 µm x 20µm
Schwefel Mangan
30

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Ergebnisse
Versuchswerkstoff FG 90 (Rohr/Demonstrator) - Bereitstellung durch Salzgitter Mannesmann Forschung GmbH Länge: 2000 mm, Außenrohrdurchmesser: 419 mm, Wandstärke: 36 mm
FGS90CV / S890QL
31
C Si Mn V Cu Cr Mo Ni Fe
0,18 0,28 0,98 ≤ 0,04 0,08 0,61 0,46 1,24 Rest
Messung FES, Angaben in Masseanteil
31

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Ergebnisse
Versuchsaufbau Vorwärmung mit Heizmatten Schweißung in PA
32 32

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Ergebnisse
Versuchsparameter: 2 mm – 3mm Spalt Zusatzwerkstoff: G4Si1, X90 mit Durchmesser 1,2 mm Schutzgas M21 mit 15 l/min Vorwärm-/Zwischenlagentemperatur = 150 °C 1. Raupe (auch 2. Raupe für 30°) mit ILB Restliche Füll-/Decklagen mit modSLB
33
Raupe LB-Art Parameter
1 (1+2) ILB vs = 35 cm/min, vD = 8,5 – 9,5 m/min
2-15 (13) modSLB vs = 35 – 50 cm/min, vD = 10,5 – 12 m/min
Werte in Klammern – Nahtöffnungswinkel 30°
33
23.10.2015 2. Ilmenauer schweißtechnisches Symposium
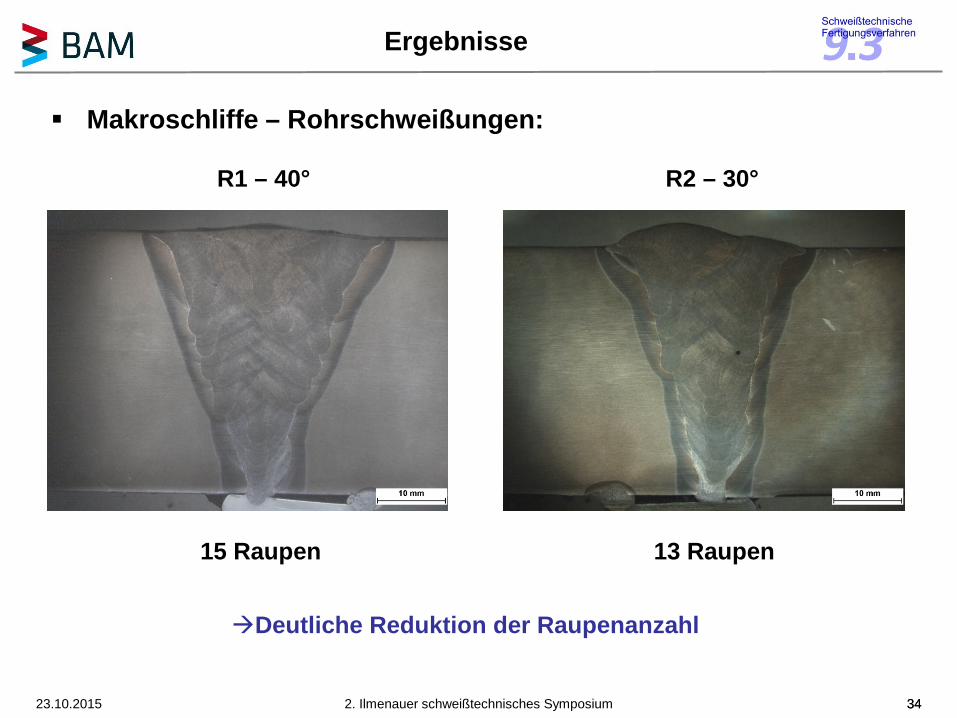
Ergebnisse
Makroschliffe – Rohrschweißungen:
34
R1 – 40° R2 – 30°
15 Raupen 13 Raupen
Deutliche Reduktion der Raupenanzahl
34

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Ergebnisse
Äußeres Erscheinungsbild – Rohrschweißungen:
Nahtoberraupen R2 – 30°
Qualität konform zu Vorgaben nach DIN EN ISO 5817:2003
35
23.10.2015 2. Ilmenauer schweißtechnisches Symposium
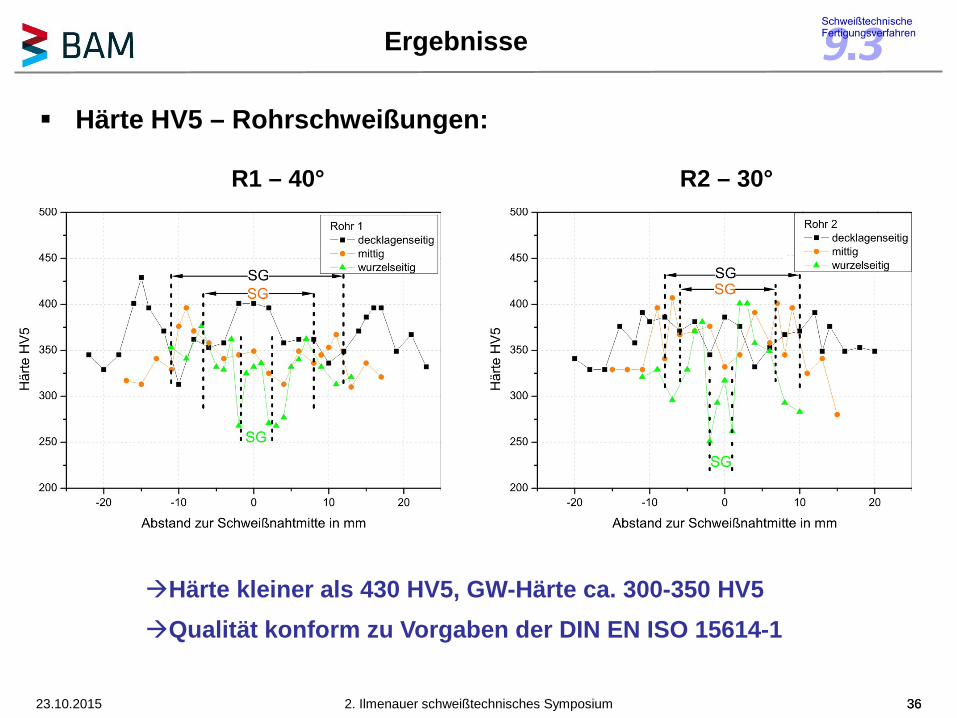
Ergebnisse
36
R1 – 40° R2 – 30°
Härte HV5 – Rohrschweißungen:
Härte kleiner als 430 HV5, GW-Härte ca. 300-350 HV5 Qualität konform zu Vorgaben der DIN EN ISO 15614-1
36

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Zusammenfassung
Charakterisierung der Schweißnähte Sichtprüfung + Durchstrahlungsprüfung Makroschliffuntersuchung Elektronenstrahlmikroanalyse
Schweißversuche
Schweißversuche an S960QL Position PA als Stumpfnaht mit 20 mm (PbA-Beschluss) Probenvorbereitung mittels Brennschneiden Nahtöffnungswinkel DV-Fuge bis 30° reduzieren Variation Lichtbogenlänge, Brennerstellung Vergleich zu Referenz-Schweißung
37 37

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Zusammenfassung
Ermittlung der mechanisch-technologischen Nahteigenschaften Vorgehen nach DIN EN ISO 15614-1 Blech 20 mm Stumpfnaht
mech.-tech. Eigenschaften können gewährleistet werden
Reduzierung Nahtöffnungswinkel, Schweißzeit, Materialeinsatz erreicht
Demonstrator: Rohr-Rohr-Verbindung mech.-tech. Eigenschaften können gewährleistet werden
Optimierungsmöglichkeiten hinsichtlich Lagenanzahl, Schweißzeit aufgezeigt
38 38

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 39
Mikrorisse JA, treten auf! Aber wo ordnet man sie ein????
39

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Mikrorissuntersuchungen
Liegt ein wasserstoffunterstützter Kaltriss vor?
40 40

23.10.2015 2. Ilmenauer schweißtechnisches Symposium
Mikrorissuntersuchungen
Liegt ein Heißriss vor?
41 41
23.10.2015 2. Ilmenauer schweißtechnisches Symposium 42
Nachuntersuchungen
Schweißversuche Zweite Werkstoffcharge für S960QL (Weldox 960E) Abbrandverhalten von Legierungselementen Wasserstoffeintrag über Schutzgas

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 43
Nachuntersuchungen
Schweißversuche Zweite Werkstoffcharge für S960QL (Weldox 960E)
Vergleich mit S960 QL der Hauptversuche
C Si Mn Cu P S Cr Mo Ni Fe
Charge 0,17 0,23 1.27 - 0,006 0,001 0,19 0,6 0,05 Rest
DIN EN 10025-6 Max.-Werte 0,22 0,86 1,8 0,55 0,025 0,012 1,6 ≥ 0,01 2,1 Rest
C Si Mn Cu P S Cr Mo Ni Fe
Weldox 960E 0,17 0,23 1.27 - 0,006 0,001 0,19 0,6 0,05 Rest
S960QL 0,16 0,31 0,94 - 0,011 0,001 0,55 0,30 1,00 Rest
DIN EN 10025-6 Max.-Werte 0,22 0,86 1,8 0,55 0,025 0,012 1,6 ≥ 0,01 2,1 Rest
23.10.2015 2. Ilmenauer schweißtechnisches Symposium 44
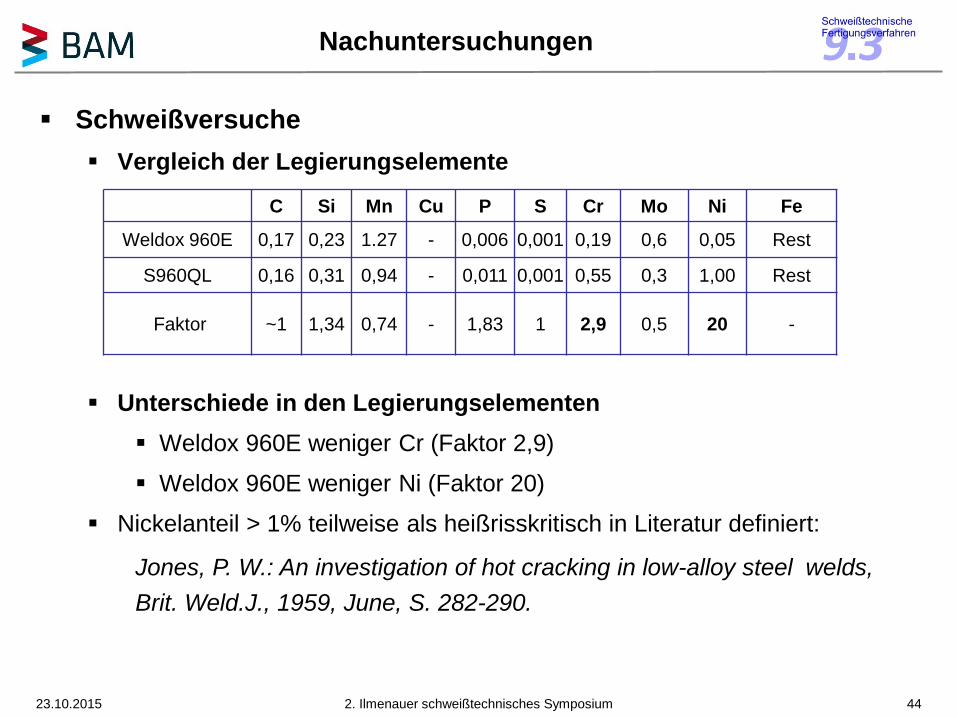
Schweißversuche Vergleich der Legierungselemente
Unterschiede in den Legierungselementen Weldox 960E weniger Cr (Faktor 2,9)
Weldox 960E weniger Ni (Faktor 20)
Nickelanteil > 1% teilweise als heißrisskritisch in Literatur definiert:
Jones, P. W.: An investigation of hot cracking in low-alloy steel welds, Brit. Weld.J., 1959, June, S. 282-290.
C Si Mn Cu P S Cr Mo Ni Fe
Weldox 960E 0,17 0,23 1.27 - 0,006 0,001 0,19 0,6 0,05 Rest
S960QL 0,16 0,31 0,94 - 0,011 0,001 0,55 0,3 1,00 Rest
Faktor ~1 1,34 0,74 - 1,83 1 2,9 0,5 20 -
Nachuntersuchungen

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 45
Schweißversuche Analoge Versuchsschweißungen wie für S960QL (30° DV, M21, FK 1000)
Schweißparameter v_s = 40 cm/min v_d = 12,5 m/min Temperatur der Vorwärmung/
Zwischenlagen: 100 °C U = 33,4 V I = 392 A E = 1,96 kJ/mm
Mikrorisse konnten signifikant reduziert werden!
Nachuntersuchungen

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 46
Schweißversuche Analoge Versuchsschweißungen wie für S960QL (30° DV, M21, FK 1000)
Schweißparameter v_s = 50 cm/min v_d = 13 m/min Temperatur der Vorwärmung/
Zwischenlagen: 100 °C U = 34 V I = 389 A E = 1,59 kJ/mm
Mikrorisse treten bei erhöhten v_s erneut auf!
Nachuntersuchungen

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 47
Nachuntersuchungen
Schweißversuche Abbrandverhalten von Legierungselementen Schweißgutproben aus Weldox 960E, t = 30 mm
ÜLB vd = 8 m/min
vs = 35 cm/min E = 1,2-1,4 kJ/mm
Puls vd = 8 m/min
vs = 35 cm/min E = 1,1-1,3 kJ/mm
mod. SLB vd = 12,5 m/min vs = 40 cm/min
E = 1,5-1,9 kJ/mm

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 48
Nachuntersuchungen
Schweißversuche Abbrandverhalten von Legierungselementen Funkenemissionsspektroskopie
ÜLB Puls mod. SLB
R1 R2 R3

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 49
Nachuntersuchungen
Schweißversuche Abbrandverhalten von Legierungselementen Funkenemissionsspektroskopie C Si Mn P S Cr Mo Ni
ÜLB 0,096 0,715 1,588 0,013 0,010 0,366 0,585 2,053
Puls 0,097 0,703 1,568 0,013 0,010 0,364 0,584 2,062
mod. SLB 0,107 0,706 1,520 0,013 0,010 0,373 0,578 2,008
FK 1000 (Z) 0,090 0,810 1,760 0,012 0,011 0,360 0,580 2,190
R1
Keine signifikanten prozessbedingte Variationen

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 50
Nachuntersuchungen
Schweißversuche Wasserstoffeintrag über Schutzgas (5% H2 in Ar) Weldox 960E, t = 20mm, 30°-DV, ZSW: FK1000
Schweißparameter v_s = 40 cm/min v_d = 12 m/min Temperatur der Vorwärmung/
Zwischenlagen: 100 °C U = 36 V I = 320 A E = 1,73 kJ/mm
Keine Erhöhung der Rissanfälligkeit!

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 51
Resümee der Nachuntersuchungen
Schweißversuche Zweite Werkstoffcharge: S960QL versus Weldox 960E
Werkstoff- (Chargen-) –einfluss auf Rissneigung erkennbar
Mikrorissbildung bei erhöhten Schweißgeschwindigkeiten
Abbrandverhalten von Legierungselementen Keine Auffälligkeit zwischen unterschiedlichen Prozessvarianten
Wasserstoffeintrag über Schutzgas Keine Erhöhung der Rissneigung
Tendenz der Mikrorissbildung korreliert mit Hauptversuchen Vermeidung nicht vollst. möglich Definition der Mikrorisse als Heißrisse!
23.10.2015 2. Ilmenauer schweißtechnisches Symposium 52
Resümee der Nachuntersuchungen
Kennzeichnung der Heißrissproblematik Charakteristik der Rissoberflächen (Anschmelzungen)
Rissanordnung (Interdendritische Räume)
(Mangan)-Sulfide auf Rissoberfläche Korrelation mit thermodynamischen Berechnungen
Hohe Stromstärke bei mod.SLB Erstarrungsverhalten/Seigerungen
Geringes Nahtbreite/Nahtdicke-Verhältnis komplexer 3D Spannungszustand, insbesondere Spannungsaufbau in Nahtdickenrichtung
Vermeidung der Mikro(Heiß)-rissbildung DVS Merkblatt 0916 „MSG-Schweißen von Feinkornbaustählen“
Flache Raupen bei Mehrlagentechnik
Mikrorisse reproduzierbar vermeidbar durch
Erhöhung Raupenzahl Erhöhung Öffnungswinkel
ILB mit verringertem vd und vs

23.10.2015 2. Ilmenauer schweißtechnisches Symposium 53
Resümee der Nachuntersuchungen
Forschungsbedarf Mechanisch-technologische Prüfung i.O. Einfluss der Mikrorisse auf
Schwingfestigkeit? (Geometrische Kerbe dominant !?)
Effizienzsteigerung Weitere Verfahrensmöglichkeiten
Eindraht Pulsprozess Eindraht mod. SLB Tandemverfahren
Drahtvorschub: 8,5 m/min Drahtvorschub: 12 m/min Drahtvorschub: 24 m/min Anzahl Raupen: 25 Anzahl Raupen: 12 Anzahl Raupen: 21
Abschmelzrate: 4.5 kg/h Abschmelzrate: 6.4 kg/h Abschmelzrate: 12.8 kg/h
10 mm

Hohes Potenzial der MSG-Tandemtechnolgie Energieeffizient Wirtschaftlich Geringe Streckenenergie
Vergleich der Verfahrensvarianten
Eindraht Puls (Standard)
Eindraht mod. SLB
Zweidraht Tandemverfahren
Zeit in min pro Meter Schweißnaht 60 35 20
Schweißgeschwindigkeit in m/min 0.4 0.4 0,5 - 2
Gemittelte Lichtbogenleistung in kW 8.4 12 18
Streckenenergie in kJ/mm 1.3 1.8 0,6 - 2
23.10.2015 2. Ilmenauer schweißtechnisches Symposium 54
SCHWEIßEIGNUNGSUNTERSUCHUNGEN an hochfesten Feinkornbaustählen beim Einsatz modifizierter Sprühlichtbogenprozesse A. Pittner, C. Heinze, Th. Michael, M. Rethmeier
Fachbereich 9.3: Schweißtechnische Fertigungsverfahren
2. Ilmenauer schweißtechnisches Symposium 13.10.2015
Vorführender
Präsentationsnotizen
Auf Einleitung und Vorstellung durch Session-Leiter achten





![Jahrbuch 2015-2016 Stand 23.10.2015 · 2nwrehu '77% ± %xqghvudqjolvwhqilqdoh ghu 'dphq xqg +huuhq lq &khpqlw] 2uw 5lfkdug +duwpdqq +dooh =hlwsodq 6dpvwdj 8ku 5xqgh 'dphq +huuhq](https://static.fdokument.com/doc/165x107/5fca00a0fe5cb71114464808/jahrbuch-2015-2016-stand-2310-2nwrehu-77-xqghvudqjolvwhqilqdoh-ghu-dphq.jpg)











