SCHWEISSTECHNIK SOUDURE - svsxass.ch · und Gesundheitsschutz in Ihrem Betrieb ......
36
OFFIZIELLES ORGAN DES SCHWEIZERISCHEN VEREINS FÜR SCHWEISSTECHNIK 95. Jahrgang • 95ème année • 16. Oktober 2006 SCHWEISSTECHNIK SOUDURE 06/2006 Roboter-Einsatz im Stahlbau S. 7 ESAB UP-Schweissen … mit 6 Drahtelektroden Aus der Industrie • Innovationen und Highlights Fachbeiträge • Robotereinsatz im Stahlbau • TIG-Kaltdraht und Roboter • X-Man Story Berichte • Die Werkstofftechnik beim SVS • Orbitalschweissen • Hausmesse in Dällikon • Effizient mit FastROOT TM • SFI ERFA bei KWO Mitteilungen • SVS Kursprogramm • Veranstaltungskalender • Impressum Inhalt/Sommaire
Transcript of SCHWEISSTECHNIK SOUDURE - svsxass.ch · und Gesundheitsschutz in Ihrem Betrieb ......

OFFIZIELLES ORGAN DES SCHWEIZERISCHEN VEREINS FÜR SCHWEISSTECHNIK
95. Jahrgang • 95ème année • 16. Oktober 2006
SCHWEISSTECHNIKSOUDURE
06/2006
Roboter-Einsatz im Stahlbau S. 7
ESAB UP-Schweissen… mit 6 Drahtelektroden
Aus der Industrie • Innovationen und Highlights
Fachbeiträge • Robotereinsatz im Stahlbau• TIG-Kaltdraht und Roboter• X-Man Story
Berichte • Die Werkstofftechnik beim SVS• Orbitalschweissen• Hausmesse in Dällikon• Effizient mit FastROOTTM
• SFI ERFA bei KWO
Mitteilungen • SVS Kursprogramm• Veranstaltungskalender • Impressum
Inhalt/Sommaire
Neue Horizonte beimSchweissen und Schneiden
CITOWAVE/CITOPULSDie Pulsstromquellen mit :- SPRAY-MODALTM
miebtiehrehciSetulosbanessiewhcsmuinimulA
CRATROHSDEEPS--egssiewhcSerehöh
reginewdnutiekgidniwhcsVerzug.
CRISTALTM ELATSIRC TM F
Eine neue Generation vonnedortkelEnemrahcuarssiewhcs
timnethärdllüFdnutrofmoksgnuneideBmehoh
TOPTIGNeues innovatives Verfahren
nelleirtsudnimuztimnessiewhcsretoboR
.gnurhüfuzthardtlaK-ssiewhcSehoH-
ierfreztirpsnemmokllov--sguzroVenho-
gnuthcirssiewhcsnetsoKelamitpo-
setreisitamotuAdnunessiewhcS
nedienhcSAusrüstung, Verfahren
.xamrüfnegnusöLdnu.tätivitkudorP
ENILDLEWSchweisstechnisches Zubehör,die professionelle Lösung für
.ressiewhcSned
Unser Kundendienstkompetentflexibelschnell
Fachmännische Beratungregissälrevuzniednu
neztuNmuzecivreS.nednuKreresnu
www.oerlikon-schweisstechnik.ch
Oerlikon-Schweisstechnik AG Oerlikon-Soudure SANeunbrunnenstrasse 50 , 8050 Zürich Chemin du Dévent , 1024 Ecublens VD
Verkauf Zürich Vente Suisse Romandie6611796120xaF5511796120.léT0356703440xaF1116703440nofeleT
E-Mail [email protected] E-Mail [email protected]
Oerlikon_Ins_Auto_Schweissen 20.7.2006 8:45 Uhr Seite 1
geschwindigkeit

Bewusst robustAuf Baustellen, im Schiffbau und auch in der Fertigung geht es rau zu. Da braucht es Schweisssysteme mit besonderen Eigenschaften.
Stosssicher, unverwüstlich und mobil sollen sie sein. Fronius hat dafür die optimalen Geräte entwickelt: die TransPocket 2500/3500 zum
Stabelektroden- und WIG-Schweissen. Voll digital geregelt. Mit dem Konzept der resonanten Intelligenz für ideale Kennlinie und stabilen
Lichtbogen. Klein, leicht und tragbar. Die sollten sie kennen lernen. Wir infomieren Sie gerne.
Fronius Schweiz AG, Oberglatterstrasse 11, 8153 Rümlang, Tel: +41/(0)44/817 99 44, Fax: +41/(0)44/817 99 55 E-Mail: [email protected], www.fronius.com
ww
w.f
roniu
s.c
om
www.rek
lameb
uero.at
6465 Schweißtechnik-Soudure182x131.indd 1 03.03.2006 11:13:17 Uhr
Erfolgreiche Prävention. Die Suva hilft Ihnen im Rahmen der Betriebsbesuche Lücken und Mängel bezüglich Sicherheit und Gesundheitsschutz in Ihrem Betrieb zu erkennen und unterstützt Sie bei der Lösung im Sinne von Hilfe zur Selbsthilfe durch Angebote wie praxisorientierte Checklisten, Aktionen und Kampagnen, Ausbildung von Spezialisten und Führungs-kräften sowie durch ein vielseitiges, direkt im Internet zugängliches Angebot an Informationsmitteln.
Haben Sie Fragen? Ihre Suva-Agentur gibt Ihnen gerne Auskunft. Telefon 0848 820 820 oder www.suva.ch
Wussten Sie, dass sich aktive Führungs-arbeit für Sicherheit und Gesundheit lohnt?Denn weniger Unfälle bewirken weniger Leid, geringere Ausfallstunden, niedrigere Kosten und damit tiefere Prämien. Wenn Sie folglich alles tun, um Unfälle zu vermeiden und insbesondere, dass sich Unfälle nicht wiederholen, ersparen Sie sich manchen Hilferuf.
Unfall-Prävention in Ihrem Betrieb erspart den Hilferuf.

Kleine und mittlere Unter-nehmen automatisieren ihre Produktion mit mass-geschneiderten Lösungen von MESSER Schweisstechnik AG:
Roboterschweissen
Orbitalschweissen
Brennschneiden
Mechanisiertes Schweissen
1
2
3
Die dazu passenden Schweissgase liefert Ihnen Messer Schweiz AG, Lenzburg
1
2 3
4
4
Automationslösungen à la carte für KMU
Anwendungstechnik und Service –
kompetent aus
einer Hand MESSER Schweisstechnik AGLangwiesenstr. 12 CH-8108 Dällikon ZHTel. 044 847 17 17 Fax 044 844 24 [email protected] www.messer.ch
MESSER Schweisstechnik SACh. de la Venoge 7 CH 1025 St-SulpiceTél. 021 694 11 04 Fax 021 691 55 [email protected]

Das Wirtschaftswachstum der Schweiz, das ca. 3% des Brutto Inland Produktes (BIP) in 2006 erreichen wird, ist haupt-sächlich mit der Wettbewerbs-fähigkeit der «Swiss Made» Produkte auf der Internationa-len Bühne zu erklären. Heute stammt jeder zweite Franken, der in der Schweiz verdient wird, aus dem Ausland und vor allem aus der Europäischen Union. Obwohl die Chemie-
und Pharmaindustrie eine dominierende Position im Export hat, nimmt die Maschinenindustrie ebenfalls einen wichtigen Platz ein. Dieses Ergebnis basiert unter anderem auf einem kontinuier-lichen Engagement der Unternehmen, ganz besonders bei den Grossunternehmen, in Richtung der Produktqualität und Inno-vation auf breiter Ebene. In Forschung und Entwicklung inves-tierten die Schweizer Unternehmen in den letzten Jahren fast 3% des BIP. Die Verbesserung der Produktionsverfahren, die Optimierung der Produktqualität, die Personalaus- und -weiter-bildung, die Reduzierung von Produktionskosten sowie alle an-deren Kriterien die den Produkten den Wettbewerbsvorteil brin-gen und die Kundenattraktivität erhöhen, sind ebenso wichtige Zweige des Innovationsprozesses.
EditorialLiebe Leserinnen und Leser
ten Schweiss- oder Schneidproduktion, Expertisen und Beratungen bei komplizierten geschweissten Werkstücken, Steigerung der Produktivität, Beratung und Expertisen für die Leistungsoptimierung sind einige Beispiele für Anwendungen die bei kleinen und mittelgrossen Unternehmen (KMU’s) nicht immer durch eine eigene kompetente und erfahrene Organisa-tion unterstützt werden können. Da in der Schweiz 97% aller Unternehmer weniger als 50 Angestellte beschäftigen, gibt es für diese KMU‘s effiziente und praktische Lösungen durch «Fremdbeschaffung» solcher Dienstleistungen. Um dieses abzudecken, hat sich der SVS in den letzten Jahren profiliert und ist heute ein professionell geführter Verein. Er ist ein Kompetenzzentrum auf nationaler Ebene bezüglich Gesetz-gebung, Vorschriften, Qualifikationen, Informationen und Ex-pertisen in der Schweisstechnik. Dank seines kompetenten Per-sonals hat der SVS auf internationaler Ebene eine anerkannte akkreditierte Aus- und Weiterbildungsstätte sowie Akkreditie-rungen für Inspektionen und eine Materialprüfstelle für die ganze Schweiz. Durch seine drei Abteilungen im Bereich Aus-bildung, Werkstofftechnik und Inspektorat, können professio-nelle Ausbildungen, Kontrollen, Expertisen, Analysen und Bera-tungen für viele Unternehmensprojekte gemacht werden. Die Zugriffmöglichkeiten auf diese Dienstleistungen bieten genau so viele Antworten und Lösungen für die KMU‘s in der Schweiz. Die gute «Ausgewogenheit» zwischen Angebot und Nachfrage beim SVS zeigt sich auch in der Tatsache, dass heute eine grosse Anzahl von Mitgliedsfirmen diese Dienstleistungen in Anspruch nehmen. Übrigens ein guter Grund ebenfalls SVS Mit-glied zu werden. Angesichts der Marktentwicklung und der Zusammenarbeit mit Mitgliedern, Hochschulen, Kantonen und anderen Kompetenz-stätten in Europa, profiliert sich der SVS auch für die Zukunft.Schon heute ist die Beteiligung vieler Mitglieder an den Aktivi-täten des SVS ein wichtiger Erfolgsfaktor.Seit einigen Monaten arbeiten ein Vorstandskomitee, die Ge-schäftsleitung und die Bereichsleiter an einem «Strategieplan 2007 - 2012», der bei der Mitglieder Versammlung in 2007 auf-gezeigt wird. Auf diesem Weg soll die Zusammenarbeit zwi-schen Mitgliedern und dem Dienstleister SVS weiterhin erfolg-reich sein.
JP CharpentierVorstandsmitglied im SVS
Wir sind täglich mit Änderungen von Normen, Entwicklung neuer Materialen, neuen Kundenansprüchen, Personalwechsel, usw. konfrontiert. Dies wirft neue Fragen auf, weckt neuen Be-darf und verlangt somit nach neuen Lösungen. Alle Unterneh-men die mehr oder weniger mit der Schweisstechnik zu tun haben, sind an solchen Lösungen interessiert. Neue Verbin-dungskonzepte, Einsatzmöglichkeiten neuer Schweissverfah-ren, Optimierung von Nahtvorbereitungen oder Schweissnahtei-genschaften, Machbarkeit und Rentabilität einer automatisier-

Aus der Industrie
2
Internationaler Designpreis für Kemppi
Das neue Schweissgerät MinarcMig™ Adaptive 180 von Kemppi Oy hat den «red-dot-Design-Award» in der Kategorie Industrie und Handwerk, des vom Design Zentrum Nordrhein Westfalen veranstalteten Designwettbewerbs gewonnen. Der alljährlich verteilte «red-dot-Design-Award» zählt im industriel-len Bereich zu den begehrtesten Preisen für hervorragendes Design.
Am red-dot-Wettbewerb nah-men mehr als 2 000 Produkte aus 41 Ländern teil. Mit diesem Preis tritt Kemppi in den Kreis der wenigen finnischen Unter-nehmen ein, die mit ihren eige-nen Produkten einen Preis er-worben haben. Grundlagen des Erfolges der
MinarcMig™ Adaptive 180 von Kemppi waren ein völlig neu-artiges, innovatives Konzept, einzigartiges Design und hervor-ragende Qualität des Schweissgeräts. In der Beurteilung der internationalen Jury wurde vor allem auf Innovativität, prak-tische Verwendbarkeit, Qualität, Ergonomie, Haltbarkeit und Umweltfreundlichkeit der Produkte Wert gelegt. Mit ihrem benutzerfreundlichen, praktischen Spitzen-Design erfüllt die MinarcMig™ Adaptive 180 voll und ganz das Ver-sprechen, welches Kemppi seinen Kunden gibt «Die Freude am Schweissen – The Joy of Welding». Die adaptiven Einstel-lungen des Geräts und das übersichtliche LCD-Display mit den weiterführenden Hinweisen machen die Benutzung des Ge-räts fast zum Kinderspiel. Adaptivität bedeutet in der Praxis, dass der Benutzer das zu schweissende Material und die Blechstärke angibt und dass das Gerät auf Grund dieser An-gaben die optimalen Schweissparameter festlegt. Das LCD-Display zeigt auf anschauliche Weise die wichtigsten Werte, wie Schweissstrom und -spannung, angewählte Drahtvor-schubgeschwindigkeit sowie Material- und Gaskombination an. Dank ihrer leichten und praktischen Handhabung eignet sich das Gerät bestens sowohl für den gewerblichen Einsatz als auch für Hobbyanwender. Der «red-dot-Design-Award» wird am 26. Juni in Essen über-reicht. Die prämierten Arbeiten werden vom 27.6.–23.7. in der Ausstellung Design on stage – winners red dot award im red dot Museum vorgestellt.red dot design award Red dot ist einer der umfassendsten und renommiertesten Designwettbewerbe im Bereich industriellen Designs. Der Wettbewerb wird vom Design Zentrum Nordrhein Westfalen seit dem Jahre 1955 veranstaltet. Dieses Jahr haben 2 068 Produkte aus 41 Ländern am red-dot-Design-Award teilge-nommen. Von den teilnehmenden Produkten wurden 485 Pro-dukte ausgezeichnet. www.red-dot.de
Kemppi Oy Kemppi Oy ist ein Pionier im Bereich zukunftsweisender Schweisstechnologie. Das im Jahre 1949 gegründete Familien-unternehmen ist einer der führenden Hersteller von Lichtbo-genschweissgeräten und diesbezüglichen Produkten. Kemppi ist weltweit aktiv, aber Hauptsitz und Produktionsanlagen be-finden sich weiterhin in Finnland. Kemppi hat Verkaufsunterneh-men in Finnland, Schweden, Norwegen, Dänemark, Deutsch-land, Frankreich, Grossbritannien, Holland, Polen, Australien und Chile sowie Vertriebsbüros in China und Singapur. Der Umsatz des erfolgreichen Konzerns stieg im Jahre 2005 auf 91,5 Millionen Euro an. Kemppi Oy beschäftigt derzeit 620 Mitarbeiter, von denen 130 Mitarbeiter in ausländischen Ein-heiten tätig sind.
Neuer Präsident im DVS ab Januar 2007
Prof. Dr.-Ing. Heinrich Flegel, Leiter Produktionstechnik – Forschung und Technologie – bei DaimlerChrysler, Stuttgart, wird am 1. Januar 2007 neuer Präsident des DVS, eine der grossen technisch-wissen-schaftlichen Gesellschaften in Deutschland. Seine Wahl er-folgte durch den Vorstandsrat des DVS am 29. April 2006 in Stettin/Polen.
«Für die nächste Zukunft muss sich der DVS auch in den In-halten seiner technisch-wissenschaftlichen Arbeit weiterent-wickeln. Dafür gibt es gute Ansätze: der DVS betreibt konse-quent den Übergang von der Schweisstechnik zur Fügetechnik, und er betrachtet dabei alle Werkstoffe und Werkstoffver-bunde. Auf die Prozesse, die der Schweiss- und Fügetechnik vor- und nachgeschaltet sind, wird noch stärker zu achten sein. Die Integration der Fügetechnik in die Produktionstechnik wird fortschreiten. Der DVS muss auch für diese technischen Ent-wicklungen Lösungen anbieten und damit sein Dienstleistungs-angebot erweitern. Dabei muss die Entwicklung von Pro-dukten und Dienstleistungen zukünftig spezifischer auf An-wendergruppen ausgerichtet sein, besonders auf Unternehmen des Mittelstands und des Handwerks», so der designierte Prä-sident. Mit diesen Impulsen will der neue DVS-Präsident die erfolgreiche Arbeit seines Vorgängers, Dr.-Ing. Adolf Gärtner, fortführen. Der amtierende Präsident des DVS, Dr. Gärtner, wird dem Prä-sidium des Verbandes ab 2007 als Stellvertretender Präsident angehören und seinem Nachfolger mit seiner langjährigen Er-fahrung beratend zur Seite stehen. Für den aus dem Präsidium zum Jahresende ausscheidenden bisherigen stellvertretenden Präsidenten und Vorsitzenden
3
Aus der Industrie
des Ausschusses für Finanzen, Dipl.-Kfm. Falk Wynands, wurde Dipl.-Ing. Olaf Reckenhofer, Geschäftsführer der Linde Gas Deutschland, zum neuen Vorsitzenden des Ausschusses für Finanzen und damit zum stellvertretenden Präsidenten ge-wählt. Des weiteren wurde in Nachfolge von Prof. Dr.-Ing. Heinrich Igelbüscher, Mitglied des Vorstands der Thyssen Krupp Industries AG, Essen, Frau Dipl.-Betrw. Susanne Szcesny-Ossing, Geschäftsführerin der EWM Hightec Wel-ding GmbH, Mündersbach, in das Präsidium und zur Stellver-tretenden Vorsitzenden des Ausschusses für Finanzen ge-wählt. Ein weiteres neues Mitglied im Präsidium wird ab Ja nuar 2007 Stefan Messer, Geschäftsführer der Messer Group, Sulz-bach, sein. Dipl.-Ing. Klaus Windeck, Präsident der Handwerks-kammer Potsdam, wurde für eine weitere Amtszeit als Präsidi-umsmitglied als Vertreter der Handwerkswirtschaft bestätigt.
Positive Impulse aus dem In- und Ausland
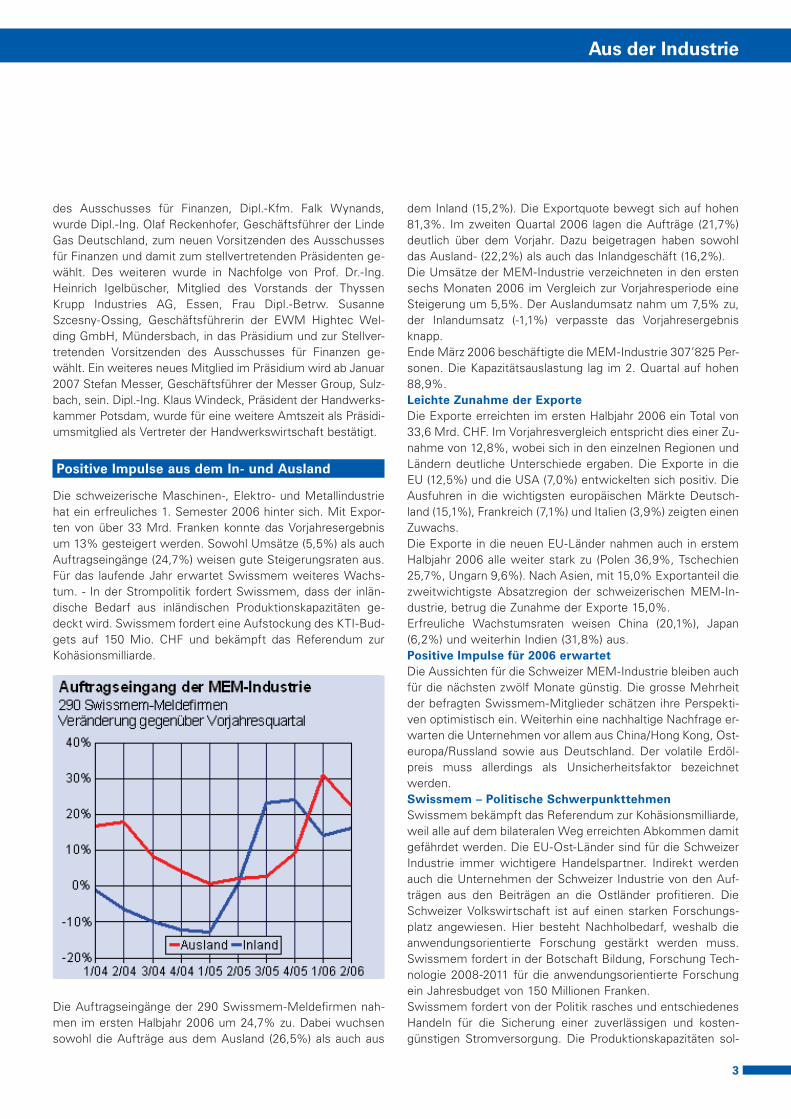
Die schweizerische Maschinen-, Elektro- und Metallindustrie hat ein erfreuliches 1. Semester 2006 hinter sich. Mit Expor-ten von über 33 Mrd. Franken konnte das Vorjahresergebnis um 13% gesteigert werden. Sowohl Umsätze (5,5%) als auch Auftragseingänge (24,7%) weisen gute Steigerungsraten aus. Für das laufende Jahr erwartet Swissmem weiteres Wachs-tum. - In der Strompolitik fordert Swissmem, dass der inlän-dische Bedarf aus inländischen Produktionskapazitäten ge-deckt wird. Swissmem fordert eine Aufstockung des KTI-Bud-gets auf 150 Mio. CHF und bekämpft das Referendum zur Kohäsionsmilliarde.
dem Inland (15,2%). Die Exportquote bewegt sich auf hohen 81,3%. Im zweiten Quartal 2006 lagen die Aufträge (21,7%) deutlich über dem Vorjahr. Dazu beigetragen haben sowohl das Ausland- (22,2%) als auch das Inlandgeschäft (16,2%).Die Umsätze der MEM-Industrie verzeichneten in den ersten sechs Monaten 2006 im Vergleich zur Vorjahresperiode eine Steigerung um 5,5%. Der Auslandumsatz nahm um 7,5% zu, der Inlandumsatz (-1,1%) verpasste das Vorjahresergebnis knapp. Ende März 2006 beschäftigte die MEM-Industrie 307’825 Per-sonen. Die Kapazitätsauslastung lag im 2. Quartal auf hohen 88,9%. Leichte Zunahme der Exporte Die Exporte erreichten im ersten Halbjahr 2006 ein Total von 33,6 Mrd. CHF. Im Vorjahresvergleich entspricht dies einer Zu-nahme von 12,8%, wobei sich in den einzelnen Regionen und Ländern deutliche Unterschiede ergaben. Die Exporte in die EU (12,5%) und die USA (7,0%) entwickelten sich positiv. Die Ausfuhren in die wichtigsten europäischen Märkte Deutsch-land (15,1%), Frankreich (7,1%) und Italien (3,9%) zeigten einen Zuwachs.Die Exporte in die neuen EU-Länder nahmen auch in erstem Halbjahr 2006 alle weiter stark zu (Polen 36,9%, Tschechien 25,7%, Ungarn 9,6%). Nach Asien, mit 15,0% Exportanteil die zweitwichtigste Absatzregion der schweizerischen MEM-In-dustrie, betrug die Zunahme der Exporte 15,0%. Erfreuliche Wachstumsraten weisen China (20,1%), Japan (6,2%) und weiterhin Indien (31,8%) aus. Positive Impulse für 2006 erwartetDie Aussichten für die Schweizer MEM-Industrie bleiben auch für die nächsten zwölf Monate günstig. Die grosse Mehrheit der befragten Swissmem-Mitglieder schätzen ihre Perspekti-ven optimistisch ein. Weiterhin eine nachhaltige Nachfrage er-warten die Unternehmen vor allem aus China/Hong Kong, Ost-europa/Russland sowie aus Deutschland. Der volatile Erdöl-preis muss allerdings als Unsicherheitsfaktor bezeichnet werden.Swissmem – Politische SchwerpunkttehmenSwissmem bekämpft das Referendum zur Kohäsionsmilliarde, weil alle auf dem bilateralen Weg erreichten Abkommen damit gefährdet werden. Die EU-Ost-Länder sind für die Schweizer Industrie immer wichtigere Handelspartner. Indirekt werden auch die Unternehmen der Schweizer Industrie von den Auf-trägen aus den Beiträgen an die Ostländer profitieren. Die Schweizer Volkswirtschaft ist auf einen starken Forschungs-platz angewiesen. Hier besteht Nachholbedarf, weshalb die anwendungsorientierte Forschung gestärkt werden muss. Swissmem fordert in der Botschaft Bildung, Forschung Tech-nologie 2008-2011 für die anwendungsorientierte Forschung ein Jahresbudget von 150 Millionen Franken. Swissmem fordert von der Politik rasches und entschiedenes Handeln für die Sicherung einer zuverlässigen und kosten-günstigen Stromversorgung. Die Produktionskapazitäten sol-
Die Auftragseingänge der 290 Swissmem-Meldefirmen nah-men im ersten Halbjahr 2006 um 24,7% zu. Dabei wuchsen sowohl die Aufträge aus dem Ausland (26,5%) als auch aus

Aus der Industrie
4
erarbeiten.Zur Vertretung deutscher Interessen bei dem im Oktober 2006 beginnenden europäischen Normungsvorhaben wurde im DIN Deutsches Institut für Normung e.V. jetzt ein Arbeitsaus-schuss gegründet. Mitwirkende sind Experten aus Unterneh-men, die Call-Center-Dienstleistungen in eigenem Namen oder für Dritte anbieten, Ausstatter, Trainer und Berater sowie Verbraucherschutzvertreter.Ziel des CEN-Projektes ist es, generische Anforderungen an die Dienstleistungen von Customer Contact Centern festzule-gen, die für alle Anbieter gelten können, sowohl interne wie externe, und unabhängig von der technischen Durchführung der Dienstleistung oder der Branche des Kunden. Dabei ste-hen insbesondere die Terminologie, das Vertragswesen und das Prozess- und Qualitätsmanagement im Mittelpunkt der Betrachtung.Zielsetzung aus Sicht des DIN-Ausschusses ist die Verbesse-rung des Qualitätsverständnisses und der Transparenz in der Branche, die Schaffung einer auch als Zertifizierungsgrundlage geeigneten Norm bzw. eines branchenspezifischen Referenz-dokumentes, an dem Unternehmen sich orientieren können, das die interne und externe Kommunikation verbessert und auf diese Weise zu einem positiven Image beiträgt.Kontakt: Dr. Holger Mühlbauer
EuroBLECH 2006 – die Weltmesse für Blech- bearbeitung
Wenn die EuroBLECH vom 24. bis 28. Oktober 2006 in Han-nover ihre Tore öffnet, wird die Leitmesse der Branche wieder weltweiter Anziehungspunkt für alle Blechbearbeiter sein. Zum jetzigen Zeitpunkt haben 1 375 Aussteller aus 40 Ländern ihre Standfläche fest gebucht; die Ausstellungsfläche in den sieben Hallen ist damit zu 98% belegt. Die Messe ist dieses Jahr grösser als je zuvor, was Ausstel-lerzahlen und Fläche betrifft. Sie belegt eine Bruttofläche von 135 000 m2 und eine Nettofläche von 75 000 m2. Im Vergleich
len dem inländischen Bedarf entsprechen. Erneuerbare Ener-gien alleine vermögen diesen Bedarf nicht zu decken. Für Gaskraftwerke, als kurzfristig zur Verfügung stehende Technologie, sollen Rahmenbedingungen geschaffen werden, die eine konkurrenzfähige Stromproduktion erlauben. Ange-sichts der CO2-Problematik und der Wirtschaftlichkeit darf auch die Diskussion über die Kernkraft nicht ausgeklammert werden. Weitere Auskünfte erteilt:Dorothea Tiefenauer, [email protected]
GTS-Ehrenring an Dr.-Ing. Gerd Kraume verliehen
Der GTS-Ehrenring wurde während der «Internationalen Ther-mal Spray Conference and Exposition 2006» in Seattle, Washington, USA, vom Geschäftsführer der GTS, Herrn Peter Heinrich, feierlich überreicht.Der GTS-Ehrenring wird von der Gemeinschaft Thermisches Spritzen e. V. (GTS) für herausragende Persönlichkeiten auf dem Gebiet der thermischen Spritztechnik verliehen. Die Ge-meinschaft Thermsiches Spritzen e.V. (GTS) ist ein Interessen-verband der Thermischen Spritzer mit ca. 140 Mitgliedern, der vor ca. 14 Jahren gegründet wurde.Dr.-Ing. Gerd Kraume wurde mit dem GTS-Ehrenring für sein über 20-jähriges herausragendes Engagement zur öffentlich-keitswirksamen Darstellung und Anerkennung dieser zukunfts-weisenden Technolo gie geehrt.Neben besonderen Schwerpunkten in der DVS-Merkblattar-beit ist Dr.-Ing Gerd Kraume durch seine richtungsweisende Unterstützung und Förderung des thermischen Spritzens im DVS – Deutscher Verband für Schweißen und verwandte Ver-fahren e. V. und in der GTS maßgeblich mit daran beteiligt, dass sich die «International Thermal Spray Conference and Ex-position» (ITSC) zur heute weltweit führenden Veranstaltung ihrer Art entwickelt hat.Der DVS gratuliert Dr.-Ing Gerd Kraume zu dieser besonderen Auszeichnung.
Referenz für Qualität dient positivem Image
Hohe Anforderungen seitens der Auftraggeber und steigende Serviceerwartung von Seiten der Kunden sind tägliche Her-ausforderung in Call Centern. Bei steigendem Kommunikati-onsaufkommen muss eine möglichst kostengünstige Dienst-leistung erbracht werden. In diesem Spannungsfeld zwischen Wirtschaftlichkeit und Kundenerwartung haben Call Center zu-sätzlich gegen ein problematisches Image anzukämpfen, das von «schwarzen Schafen» verursacht, aus Verbrauchersicht mitunter jedoch auf die Branche insgesamt übertragen wird.Um eine europaweit anerkannte Referenz für Dienstleistungs-qualität in diesem Markt zu schaffen, hat die EU-Kommission der Europäischen Normungsorganisation CEN ein Mandat er-teilt, eine Norm für so genannte Customer Contact Center zu

5
Aus der Industrie
zur vergangenen Messe, auf der 1 332 Firmen aus 31 Ländern ausgestellt haben, ist ein deutlicher Trend zu mehr Internatio-nalität zu verzeichnen. Auch bei den Besuchern rechnet der Veranstalter Mack Brooks Exhibitions erneut mit einer sehr hohen Resonanz und mit noch mehr Teilnehmern aus dem Ausland. Zur EuroBLECH 2004 kamen 61 000 Besucher aus 55 Ländern. Bei den Ausstellern sind Unternehmen aus den osteuropäischen Ländern, von denen auf der vergangenen Veranstaltung viele erstmals ausgestellt haben, dieses Mal zahlreicher vertreten und als fester Bestandteil der Messe etabliert. Hohe Zuwachsraten verzeichnet die EuroBLECH 2006 auch bei Ausstellern aus Asien, vor allem aus China und Taiwan und bei Firmen aus den USA. Was Westeuropa be-trifft, sind die Ausstellerzahlen bei den italienischen und skan-dinavischen Firmen stark gestiegen. Deutschland stellt mit knapp 57% nach wie vor die meisten Teilnehmer.MessevorschauDie vielen Innovationen und Produktoptimierungen der Aus-stellerfirmen bewegen sich überwiegend um ein zentrales Thema, der Verbesserung der Produktivität. Höhere Qualität, mehr Präzision, Kostensenkung und die leichte Anpassung der
Anlagen an verschiedene Losgrössen spielen eine grosse Rolle. Die Innovationsfreudigkeit der Branche scheint dabei ungebremst. Als internationale Leitmesse zeigt die Euro-BLECH alle Trends und Neuerungen im Bereich der Blechbe-arbeitung und bietet Lösungen für jedes Anwendungsproblem. Ob im Bereich der Trenn- oder Umformverfahren, der Füge- und Befestigungstechnik, bei Werkzeugen, CAD/CAM-Syste-men oder Zulieferteilen - Besucher können sich darauf freuen, dass es wieder viel Neues zum Entdecken und Ausprobieren gibt. Anfang September erscheint die offizielle Messevorschau zur EuroBLECH 2006, in der hunderte von Ausstellern ihre Expo-nate detailliert beschreiben und illustrieren. Die Messevor-schau erscheint online unter www.euroblech.de und kann dort auch als Druckausgabe bestellt werden. Erfreut zeigt sich der Veranstalter Mack Brooks Exhibitions, dass die Messe in allen Technologiebereichen gewachsen ist. Das bewährte Messeprofil, das die gesamte Technologiekette der Blechbearbeitung vollständig abdeckt, wurde auch für die diesjährige 19. Veranstaltung beibehalten.Das Angebot richtet sich an alle, die Blech herstellen, bearbei-
ISO AKTION gültig bis 31. Oktober 2006
Neu auf dem Schweizer Markt: ACE - Solarmatic Schweisshelm für alle Ver-fahren mit extra grossem Sichtfeld von 97x60mm!Schutzstufe: Offen: A4 Beim Schweissen: A9-13 Stufenlos verstellbar.Geeignet für MIG/MAG, WIG/TIG, Elektroden-schweissen- und Plasma-schneiden.
•
•
•
Fr. 298.00Statt Fr. 398.00Inkl. 7 ErsatzgläserExkl. Mwst.
Wir suchenAussendienstmitarbeiterfür die Regionen Bern und Basel
Séchy Ein dynamisches, erfolgreiches Handels-unternehmen im Bereich der Schweisstechnik heisst Siein seinem jungen, freundlichen und aufstrebenden Teamherzlich willkommen.Ihre Aufgabe Sie besuchen und beraten unsere be-stehenden Kunden und akquirieren neue. Sie erarbeitenin enger Zusammenarbeit mit unserer Verkaufsabteilungkundenspezifische Offerten und demonstrieren nach Bedarf Maschinen und Zusatzwerkstoffe.Ihr Profil Sie arbeiten in der metallverarbeitendenIndustrie, sind mindestens 23 Jahre alt, bringen fundierteKenntnisse auf dem Gebiet der Schweisstechnik mit undhaben Erfahrung in den Verfahren E-Hand, MIG/MAGund TIG. Allfällige Verkaufserfahrung wäre von Vorteil.Unser Angebot Eine entsprechende Ausbildung mit an-schliessender begleitender Unterstützung durch unserenVerkaufsleiter. Hochwertige Produktpalette, fortschrittlicheArbeitsbedingungen und ein Chef, der Ihren Einsatz zu schätzen weiss.Haben Sie Fragen? Unser Herr Andreas Bauer gibtIhnen gerne weitere Informationen. Ihre schriftliche,telefonische oder elektronische Bewerbung richten Siebitte an: Séchy Schweisstechnik AG, Stationsstrasse 79,8606 Nänikon, Tel 043/399 10 10, Fax 043/399 10 11,[email protected] www.sechy.ch

Aus der Industrie
6
ten oder damit handeln, aus allen Managementebenen, in klei-nen und mittleren Betrieben wie in Grossunternehmen. Besu-cher sind Ingenieure aus Konstruktion und Fertigung, Werks-leiter, Handwerker, Techniker und Einkäufer sowie Experten aus Verbänden und Studenten.
BLECHbusiness KongressDer Internationale Management und Strategie Kongress BLECHbusiness findet zum ersten Mal auf der EuroBLECH statt. Das Konzept von zwölf einzeln buchbaren Sessions über drei Tage ermöglicht die Kombination von Messe und Kon-gressteilnahme.Ein ausführliches Programm finden Sie auf der Website www.blechbusiness.com Auch Eintrittskarten können über diese Website bestellt werden. Bei Anmeldung vor dem 30. Sep-tember 2006 erhalten die Teilnehmer einen Rabatt.
Anreise und UnterkunftHannover, mit seiner ausgezeichneten Infrastruktur, ist mit allen Verkehrsmitteln leicht erreichbar. Gross angelegte Park-plätze stehen direkt an den Messehallen zur Verfügung. Der Messebahnhof ‚Hannover Laatzen’ ist über den ‚Skywalk West’ direkt mit dem Eingang West 1 verbunden. Zur Messe-zeit halten hier neben den regulären Regional- und Nahver-kehrszügen auch zahlreiche ICE-Züge. Vom Flughafen gibt es einen direkten Pendelbus-Service. Mit der Stadtbahn ist das Messegelände über die Haltestelle ‚Nord’ erreichbar, von der ein kostenloser Pendelbus zu allen Eingängen verkehrt.
Der Zugang zur EuroBLECH wurde um einen Eingang erwei-tert: Das Ausstellungsgelände ist nun über die Eingänge Süd 1 (Halle 11), West 1 (Halle 13), West 2 (Halle 27) und Ost 3 (Hallen 14, 15, 16 und Convention Center CC) erreichbar. Auch der ‚Skywalk Süd’, der von den Parkplätzen direkt zum Eingang Ost 3 führt, ist erstmals zur EuroBLECH geöffnet.
Als Messestadt bietet Hannover Unterkünfte und Restaurants in allen Preisklassen. Zudem bieten 36 Reiseveranstalter welt-weit Pauschalreisen zur EuroBLECH an, die bequemste Art den Messebesuch zu organisieren.Eine praktische Besucherbroschüre mit allen Reiseinformati-onen kann über die EuroBLECH-Website angefordert wer den.
KartenvorverkaufAb Mitte August können Eintrittskarten zur Messe, Karten zu den einzelnen Sessions des BLECHbusiness Kongresses sowie der offizielle Messekatalog online über www.euro-blech.de bestellt werden. Dies erspart den Besuchern Zeit auf der Messe und sichert die Teilnahme am Kongress.Informationen zur EuroBLECH sind erhältlich bei: Mack Brooks Exhibitions Ltd, EuroBLECH 2006, Tel. +44 1727 814400, Fax +44 1727 814401, E-Mail: [email protected]
LIWAG – Ihr Partner in der Wärmebehandlung
LIWAG entwickelte sich in den letzten Jahren vom Speziali-sten für Industrieöfen zu Ihrem Partner in der Wärmebehand-lung. Das Leistungsangebot wurde ausgebaut und wir können Ihnen als Komplettanbieter von der Beratung bei der Wärme-behandlung bis hin zu modernen Ofenanlagen und verschie-denen Servicedienstleistungen vieles bieten.
InstandhaltungEine hohe Qualität in der Wärmebehandlung bedingt nicht nur moderne Anlagen und gut ausgebildete Mitarbeiter, sondern auch eine richtig organisierte und ausgeführte Instandhaltung. Wegen der steigenden Komplexität von Wärmebehandlungs-Anlagen wird die Instandhaltung immer wichtiger, sie erhöht die Verfügbarkeit der Wärmebehandlungs-Anlagen und leistet einen entscheidenden Beitrag zur nachhaltigen Verbesserung der Produktivität und Wirtschaftlichkeit im Unternehmen. Eine auf die jeweiligen Betriebsverhältnisse abgestimmte und gut organisierte Instandhaltung ist unabdingbar, ob sie durch eigene Mitarbeiter oder externe Speziali sten ausgeführt wer-den soll, muss in jedem Unternehmen individuell entschieden werden. LIWAG steht seinen Kunden auf jeden Fall immer rasch und unkompliziert zur Verfügung!
ErsatzteileLIWAG liefert seinen Kunden auch diverse Ersatzteile wie Heiz-elemente, Regler, Thermoelemente, Feuerfestprodukte, Kes-seleinstiegtüren, Retorten und Roste.
FeuerfestbauLIWAG führt im Bereich Feuerfestbau vielfältige Aufgaben aus wie Reparaturen und Neuzustellung von Industrieöfen, Dampf-erzeugern, Wärmetauschern, Giesspfannen und Schmelzöfen sowie Kesselausmauerungen. Die Auslegung, Konstruktion und Bauüberwachung von Feuerfestauskleidungen erfolgt bei LIWAG durch Feuerfest-Spezialisten. Hierdurch wird von der ersten Auslegungsphase über Lieferung, Zustellung und End-kontrolle bis hin zur Endtrocknung eine optimale Zusammen-arbeit aller beteiligten Abteilungen gewährleistet.
PRODEX Halle 1.1 / Stand G29SWISSTECH Halle 2.0 / Stand M16parts2clean Halle B1 / Stand E504
LIWAG Industrieofenbau und Wärmetechnik AGTössstrasse 14, CH-8413 NeftenbachTel. 052 315 29 21 Fax 052 315 14 [email protected]

7
Robotereinsatz
Automatisierung beim SchweissenSchweissanlagen beschleunigen Seilbahnproduktionen
Es darf geschmunzelt werden, wenn Schweissroboter Namen wie Zeus, Herkules und Jacqueline tragen. Zumindest lassen Namensschilder dieser Art darauf schliessen, dass Bediener und Unternehmer mit der geleisteten Schweissarbeit höchst zufrieden sind. Gassner Stahlbau in Bürs und der Seilbahn-bauer Doppelmayr in Wolfurt stellen hohe Ansprüche an ihre Arbeitsprozesse. In beiden Unternehmen überzeugen Robo-teranlagen von igm durch Leistung, Qualität, Flexibilität und Bedienerfreundlichkeit.
Gassner ist eine 51-Prozent-Tochtergesellschaft von Doppel-mayr und fertigt fast ausschliesslich für dessen Bedarf. Bei der schon vor Jahren installierten Schweissroboteranlage «Jacqueline» handelt es sich um eine transportierbare Ro-boterzelle in einem Container. Sie verfügt über einen Wech-seltisch und wird vor allem für Seilbahnsessel und andere Se-rienteile eingesetzt. Die zu schweissenden Einzelteile werden ohne vorherige Heftung so exakt in Vorrichtungen einge-spannt, dass der Sechsachs-Roboter ohne Suchfahrten sofort schweissen kann. Die 2005 in Betrieb genommene Portalro-boter-Anlage «Herkules» schweisst grosse und lange Teile. Mit ihrem 18 m langen Portalbereich bedient sie zwei mit L-Manipulatoren ausgerüstete Arbeitsstationen. (s.u.)In der einen schweisst der Sechsachs-Schweissroboter wäh-
chen. Da die Schweissmedien durch die Hohlwelle der Hand-achse geführt werden, kann diese bis zu zwei Umdrehungen
rend der Bediener das soeben fertig gestellte Werkstück aus der anderen entnimmt und das nächste Werkstück auf die Vor-richtung spannt. Die hohe Auslastung des Roboters machte es bereits nach kurzer Zeit erforderlich, auf dem Längsträger der Anlage einen zweiten Roboter desselben Typs zu installie-ren («Zeus»). Die Manipulatoren wenden die Werkstücke so, dass fast immer in Wannenlage oder zumindest horizontal geschweisst werden kann. Mit ihren sechs Achsen erreichen die Roboter auch schwer zugängliche Bereiche, sie können z. B. auch in das Innere der Kastenkonstruktionen von Skiliftstützen eintau-
durchführen und auch in engen Werkstückbereichen arbeiten.Beim Programmieren lassen sich Synergien nutzen. Beide Schweissroboter werden so-wohl Offline als auch per Teach-in programmiert. Die geschweissten Produkte für den Seilbahn- und Skiliftbau bestehen fast ausschliesslich aus Baustählen und werden mit dem MAG-Verfahren und hauptsächlich mit versenkten Kehlnähten geschweisst. Die Wanddicken der Werkstücke lie-gen zwischen sechs und zwölf Millimetern. Im Jahr 2005 ver-schweisste allein die Anlage Herkules acht Tonnen Mas-sivdraht mit dem Durchmesser 1,2 Millimeter. Für dieses Jahr lässt die Hochrechnung einen Schweissdrahtverbrauch von total 16 Tonnen erwarten. Bei den kleineren, in der Container-anlage geschweissten Teilen, erspart sich das Unternehmen gegenüber der Handschweissung zwei Drittel des Zeitauf-wandes. Bei den beiden grösseren Roboteranlagen ist die Zeit-ersparnis geringer, dafür kann jedoch der Bediener andere qualifizierte Arbeiten durchführen während der Roboter schweisst.
Konstruktive und wirtschaftliche Freiräume durch SchweissroboterDer Seilbahnhersteller Doppelmayr hat schon seit 1999 Erfah-rung mit Schweissrobotern von igm. Heute arbeiten seine sechs Schweissroboteranlagen und eine kombinierte Bohr-werks- und Fasenschneidanlage nahezu rund um die Uhr. Vier der Anlagen arbeiten mit Einzelrobotern unterschiedlicher Grössen, die beiden anderen Anlagen schweissen mit je zwei Robotern.
Abb. 2 = Der Manipulator wendet das Werkstücken so, dass ohne Umspannen in Wannenlage oder zumindest horizontal geschweißt werden kann
Martin Wohlgenannt, A-6850 Dornbirn [email protected]
8
Robotereinsatz
Personentransportsysteme dieses Unternehmens sind welt-weit in über 70 Staaten im Einsatz: in Tourismusgebieten, in Städten, Flughäfen, Einkaufszentren, Erlebnisparks, Messen etc. Die buchstäblich stabile statische Basis dieser Systeme entsteht in seinen Stahlbaubetrieben, zum Beispiel im Werk «Hohe Brücke» in Wolfurt. Hier verarbeiten 200 Mitarbeiter täglich 50 bis 70 Tonnen Stahl. Bleche und Profile werden samt Durchbrüchen und Bohrungen mit hoher Präzision ge-schnitten und für die Schweissnahtvorbereitung gefast. Auf mehreren Schweissroboteranlagen entstehen aus diesen Blechen unter anderem Kastenkonstruktionen von Seilbahn-stationen, Seilscheiben, Aufhängekonsolen oder andere hoch beanspruchte Bauteile. Die Schweissautomatisierung mit Robotern löste den Trend aus, Profilkonstruktionen durch ge-schweisste Blechkonstruktionen zu ersetzen. Einerseits verur-sachten die weltweit unterschiedlichen Toleranzen der ange-lieferten Profile immer wieder Probleme beim Roboter-schweissen, andrerseits erweiterte der Einsatz von Blechen die Möglichkeiten zur freieren konstruktiven Gestaltung. Aus-serdem sind diese Grundwerkstoffe global wesentlich leichter in geforderter Qualität verfügbar als Profile. Im Jahr 2005 verschweissten die igm-Roboter im Werk Hohe Brücke 60 Tonnen Schweissdrähte, in diesem Jahr wird sich der Verbrauch voraussichtlich auf fast 80 Tonnen steigern. Hauptsächlich werden Baustähle der Typenbezeichnung S355 (früher St 52) im MAG-Verfahren verschweisst, und zwar so-wohl mit Fülldrähten als auch mit Massivdrähten verschie-dener Durchmesser. Mit den meist mehrachsigen Manipula-toren werden die Werkstücke in optimale Schweissposition gebracht, damit kann mit den Robotern vorwiegend in Wan-nenlage geschweisst werden, was grössere Nahtdicken er-laubt, weniger Lagen erfordert und somit die Schweisszeit reduziert. Ebenso verbessert sich das Einbrandverhalten und die Kerbwirkung wird deutlich reduziert. Bei grösseren Teilen werden so Lichtbogen-Einschaltzeiten bis zu 70 Prozent er-reicht. Alle Roboter-Schweissanlagen sind Doppelstationen, bei denen in einer Station geschweisst wird, während das fertig geschweisste Werkstück aus der anderen entnommen und ein neues Werkstück auf den Manipulator aufgespannt wird. Zwei Portalanlagen arbeiten mit je zwei Schweissrobotern. Sie verfügen über 3-Achs-Schlittensysteme und schweissen lange Werkstücke, die jeweils zwischen den Spindel- und Reit-stock einer Drehachse aufgespannt werden. Beim Schweis-sen arbeiten Roboter und Manipulatoren bzw. Drehachsen synchron zusammen. Manipulatoren und Drehachsen drehen und wenden das Werkstücken immer so, dass ohne Umspan-nen auf allen Seiten in Wannenlage oder zumindest horizontal geschweisst werden kann. Die mit einem Roboter arbei-tenden Schweissstationen sind mit 3-Achs-Manipulatoren ausgerüstet. Auf einer dieser Roboteranlagen werden die fünf Einzelsegmente von Seilscheiben mit bis zu 7,3 m Durchmes-ser geschweisst. Alle Schweissroboter sind für das Gasdüsen-
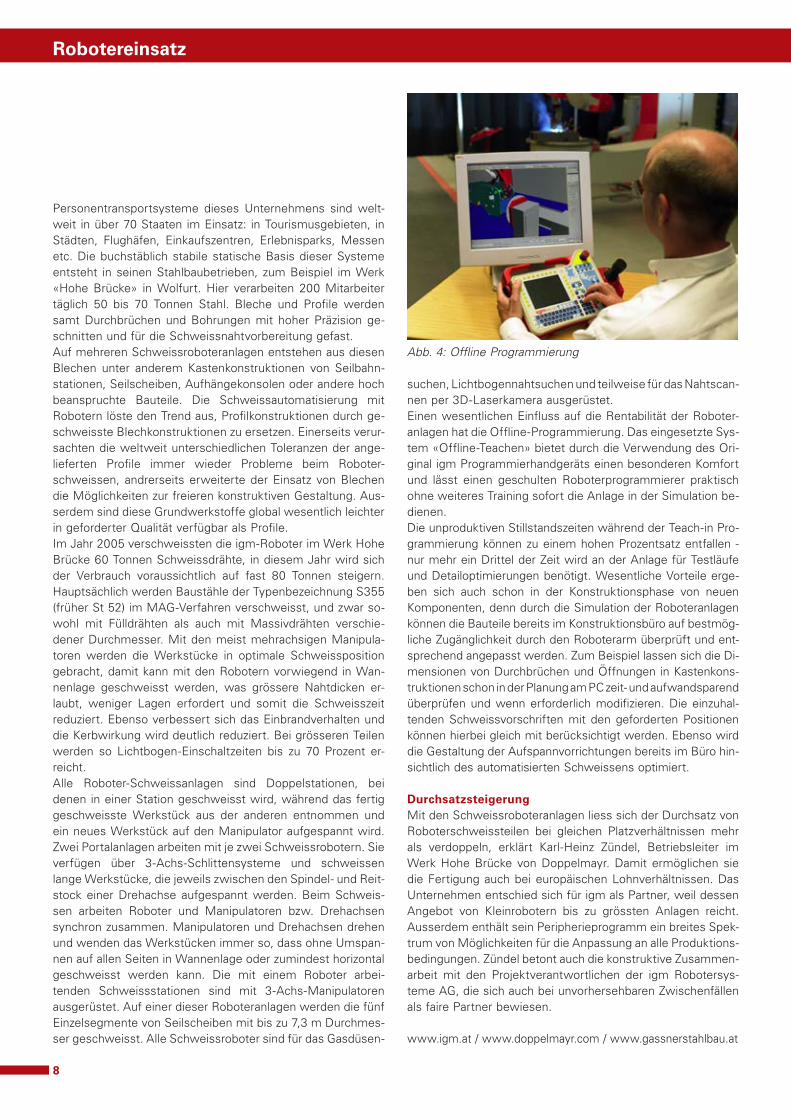
suchen, Lichtbogennahtsuchen und teilweise für das Nahtscan-nen per 3D-Laserkamera ausgerüstet. Einen wesentlichen Einfluss auf die Rentabilität der Roboter-anlagen hat die Offline-Programmierung. Das eingesetzte Sys-tem «Offline-Teachen» bietet durch die Verwendung des Ori-ginal igm Programmierhandgeräts einen besonderen Komfort und lässt einen geschulten Roboterprogrammierer praktisch ohne weiteres Training sofort die Anlage in der Simulation be-dienen.Die unproduktiven Stillstandszeiten während der Teach-in Pro-grammierung können zu einem hohen Prozentsatz entfallen - nur mehr ein Drittel der Zeit wird an der Anlage für Testläufe und Detailoptimierungen benötigt. Wesentliche Vorteile erge-ben sich auch schon in der Konstruktionsphase von neuen Komponenten, denn durch die Simulation der Roboteranlagen können die Bauteile bereits im Konstruktionsbüro auf bestmög-liche Zugänglichkeit durch den Roboterarm überprüft und ent-sprechend angepasst werden. Zum Beispiel lassen sich die Di-mensionen von Durchbrüchen und Öffnungen in Kastenkons-truktionen schon in der Planung am PC zeit- und aufwand sparend überprüfen und wenn erforderlich modifizieren. Die einzuhal-tenden Schweissvorschriften mit den geforderten Positionen können hierbei gleich mit berücksichtigt werden. Ebenso wird die Gestaltung der Aufspannvorrichtungen bereits im Büro hin-sichtlich des automatisierten Schweissens optimiert.
Durchsatzsteigerung Mit den Schweissroboteranlagen liess sich der Durchsatz von Roboterschweissteilen bei gleichen Platzverhältnissen mehr als verdoppeln, erklärt Karl-Heinz Zündel, Betriebsleiter im Werk Hohe Brücke von Doppelmayr. Damit ermöglichen sie die Fertigung auch bei europäischen Lohnverhältnissen. Das Unternehmen entschied sich für igm als Partner, weil dessen Angebot von Kleinrobotern bis zu grössten Anlagen reicht. Ausserdem enthält sein Peripherieprogramm ein breites Spek-trum von Möglichkeiten für die Anpassung an alle Produktions-bedingungen. Zündel betont auch die konstruktive Zusammen-arbeit mit den Projektverantwortlichen der igm Robotersys-teme AG, die sich auch bei unvorhersehbaren Zwischenfällen als faire Partner bewiesen.
www.igm.at / www.doppelmayr.com / www.gassnerstahlbau.at
Abb. 4: Offline Programmierung
9
Bis zum Jahr 2020 wird sich der globale Energieverbrauch voraussichtlich verdoppeln
Hinter jedem fünften Kraftwerk weltweit steht die Power von ALSTOM
Arbeiten Sie mit im ALSTOM - Technologiezentrum >> Schweissen und Löten << als
Schweissfachingenieur oder Schweissfachmann (m/w).
Das ALSTOM - Technologiezentrum >> Schweissen und Löten << in Birr ist zuständig für:
Erstellung, Einführung und Überwachung der Schweisstechnologie von Dampf- und Gasturbinen-Rotoren Schweisstechnische Beratungen für andere Kraftwerkskomponenten Entwicklungsversuche mit neuen Werkstoffen und Schweissverfahren Erstellung schweisstechnischer Liefer-, Fertigungsanweisungen und SchweissdokumentationenSchweisstechnische Verfahrensprüfungen in Zusammenarbeit mit AbnahmegesellschaftenAus- und Weiterbildung von schweisstechnischem PersonalSchweisstechnische Beratung der in- und ausländischen Tochtergesellschaften und LizenznehmerKommunikation zwischen den Kompetenzzentren im Bereich der SchweisstechnologieTechnologietransfer Löttechnologie Repräsentant der ALSTOM in nationalen und internationalen Fachgremien und Organisationen
In dieser Eigenschaft unterstützen Sie das Team im Standort Birr.
Sie kommen als Maschinenbau-Ingenieur oder Techniker mit einer Zusatzausbildung im Bereich der Schweisstechnik zu uns. Auf jeden Fall haben Sie mindestens 3 Jahre Berufserfahrung gesammelt und sind mit den gängigen Schweissverfahren vertraut. Wir erwarten ein hohes Mass an Teamfähigkeit, sowie Kommunikationstalent und Zuverlässigkeit.Software-Kenntnisse (MS-Office) sind heutzutage eine selbstverständliche Voraussetzung, zwingend sind jedoch gute Englischkenntnisse, sowie einsatzfähige Französischkenntnisse.
Ihre vollständigen Bewerbungsunterlagen senden Sie bitte an:
ALSTOM (Schweiz) AGBereich Personal, Herr Fredy AmreinZentralstrasse 40CH-5242 Birr, SchweizTel.: +41 (0)56 466 50 83E-Mail: [email protected]
______________________________________________________________________________________
Arbeiten Sie mit rund 65.000 Mitarbeitern in über 70 Ländern an Aufgaben, die Ihnen keine Grenzen setzen.Informieren Sie sich über eine Vielzahl offener Stellen in aller Welt unter www.careers.com
ALSTOM, ein globaler Spezialist auf denIndustriemärkten Energie und Transport
10
TOPTIG
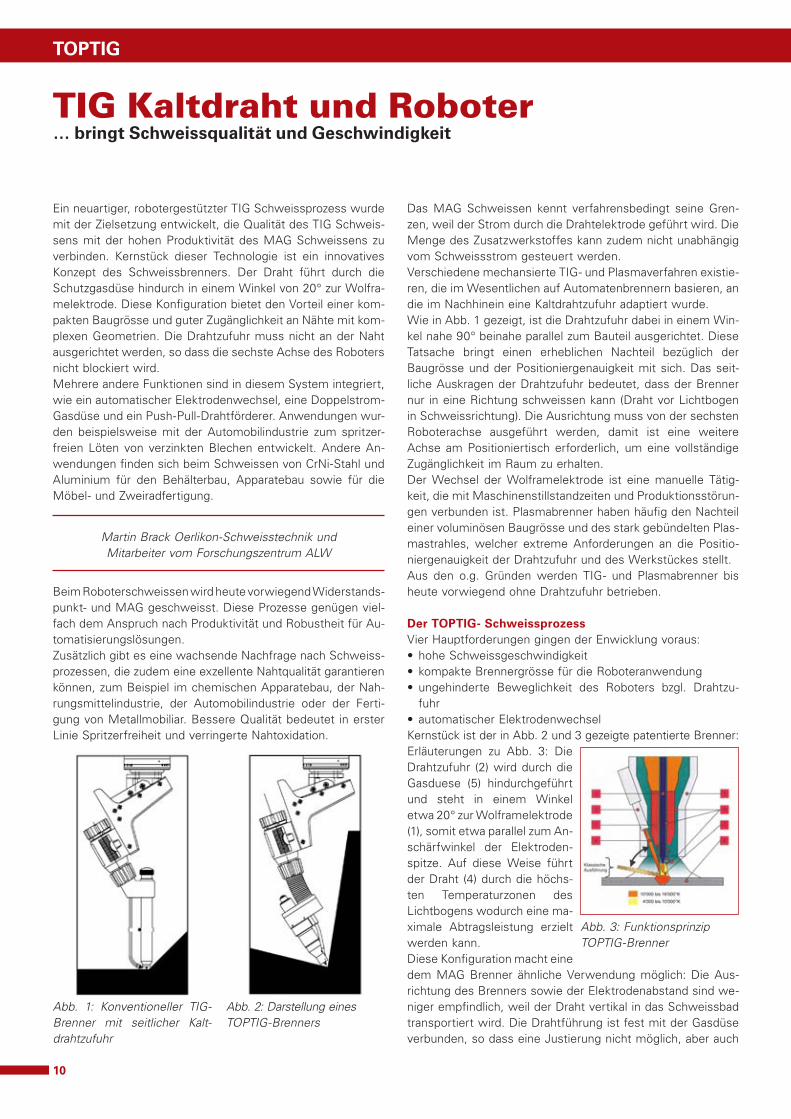
Ein neuartiger, robotergestützter TIG Schweissprozess wurde mit der Zielsetzung entwickelt, die Qualität des TIG Schweis-sens mit der hohen Produktivität des MAG Schweissens zu verbinden. Kernstück dieser Technologie ist ein innovatives Konzept des Schweissbrenners. Der Draht führt durch die Schutzgasdüse hindurch in einem Winkel von 20° zur Wolfra-melektrode. Diese Konfiguration bietet den Vorteil einer kom-pakten Baugrösse und guter Zugänglichkeit an Nähte mit kom-plexen Geometrien. Die Drahtzufuhr muss nicht an der Naht ausgerichtet werden, so dass die sechste Achse des Roboters nicht blockiert wird.Mehrere andere Funktionen sind in diesem System integriert, wie ein automatischer Elektrodenwechsel, eine Doppelstrom-Gasdüse und ein Push-Pull-Drahtförderer. Anwendungen wur-den beispielsweise mit der Automobilindustrie zum spritzer-freien Löten von verzinkten Blechen entwickelt. Andere An-wendungen finden sich beim Schweissen von CrNi-Stahl und Aluminium für den Behälterbau, Apparatebau sowie für die Möbel- und Zweiradfertigung.
Martin Brack Oerlikon-Schweisstechnik und Mitarbeiter vom Forschungszentrum ALW
Beim Roboterschweissen wird heute vorwiegend Widerstands-punkt- und MAG geschweisst. Diese Prozesse genügen viel-fach dem Anspruch nach Produktivität und Robustheit für Au-tomatisierungslösungen.Zusätzlich gibt es eine wachsende Nachfrage nach Schweiss-prozessen, die zudem eine exzellente Nahtqualität garantieren können, zum Beispiel im chemischen Apparatebau, der Nah-rungsmittelindustrie, der Automobilindustrie oder der Ferti-gung von Metallmobiliar. Bessere Qualität bedeutet in erster Linie Spritzerfreiheit und verringerte Nahtoxidation.
TIG Kaltdraht und Roboter … bringt Schweissqualität und Geschwindigkeit
Abb. 1: Konventioneller TIG-Bren ner mit seitlicher Kalt-drahtzufuhr
Abb. 2: Darstellung eines TOPTIG-Brenners
Das MAG Schweissen kennt verfahrensbedingt seine Gren-zen, weil der Strom durch die Drahtelektrode geführt wird. Die Menge des Zusatzwerkstoffes kann zudem nicht unabhängig vom Schweissstrom gesteuert werden.Verschiedene mechansierte TIG- und Plasmaverfahren existie-ren, die im Wesentlichen auf Automatenbrennern basieren, an die im Nachhinein eine Kaltdrahtzufuhr adaptiert wurde.Wie in Abb. 1 gezeigt, ist die Drahtzufuhr dabei in einem Win-kel nahe 90° beinahe parallel zum Bauteil ausgerichtet. Diese Tatsache bringt einen erheblichen Nachteil bezüglich der Baugrösse und der Positioniergenauigkeit mit sich. Das seit-liche Auskragen der Drahtzufuhr bedeutet, dass der Brenner nur in eine Richtung schweissen kann (Draht vor Lichtbogen in Schweissrichtung). Die Ausrichtung muss von der sechsten Roboterachse ausgeführt werden, damit ist eine weitere Achse am Positioniertisch erforderlich, um eine vollständige Zugänglichkeit im Raum zu erhalten.Der Wechsel der Wolframelektrode ist eine manuelle Tätig-keit, die mit Maschinenstillstandzeiten und Produktionsstörun-gen verbunden ist. Plasmabrenner haben häufig den Nachteil einer voluminösen Baugrösse und des stark gebündelten Plas-mastrahles, welcher extreme Anforderungen an die Positio-niergenauigkeit der Drahtzufuhr und des Werkstückes stellt.Aus den o.g. Gründen werden TIG- und Plasmabrenner bis heute vorwiegend ohne Drahtzufuhr betrieben.
Der TOPTIG- SchweissprozessVier Hauptforderungen gingen der Enwicklung voraus:• hohe Schweissgeschwindigkeit• kompakte Brennergrösse für die Roboteranwendung• ungehinderte Beweglichkeit des Roboters bzgl. Drahtzu-
fuhr• automatischer ElektrodenwechselKernstück ist der in Abb. 2 und 3 gezeigte patentierte Brenner: Erläuterungen zu Abb. 3: Die Drahtzufuhr (2) wird durch die Gasduese (5) hindurchgeführt und steht in einem Winkel etwa 20° zur Wolframelektrode (1), somit etwa parallel zum An-schärfwinkel der Elektroden-spitze. Auf diese Weise führt der Draht (4) durch die höchs-ten Temperaturzonen des Lichtbogens wodurch eine ma-ximale Abtragsleistung erzielt werden kann.Diese Konfiguration macht eine dem MAG Brenner ähnliche Verwendung möglich: Die Aus-richtung des Brenners sowie der Elektrodenabstand sind we-niger empfindlich, weil der Draht vertikal in das Schweissbad transportiert wird. Die Drahtführung ist fest mit der Gasdüse verbunden, so dass eine Justierung nicht möglich, aber auch
Abb. 3: Funktionsprinzip TOPTIG-Brenner
11
TOPTIG
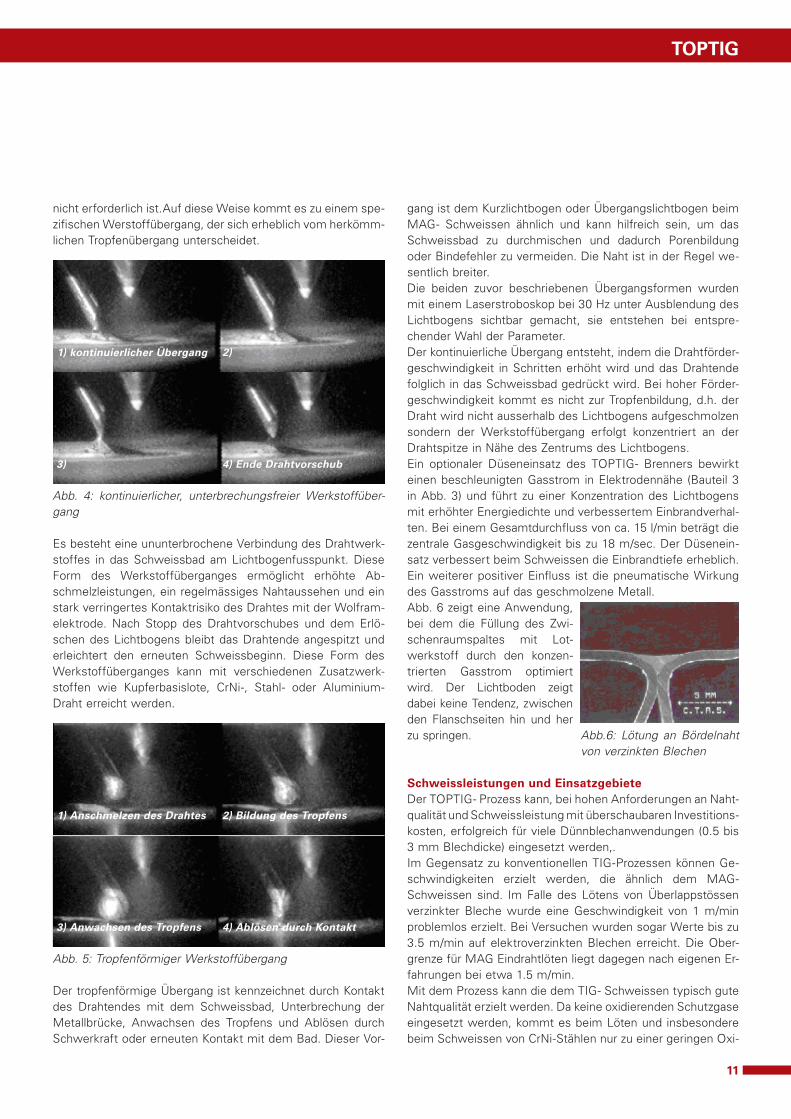
nicht erforderlich ist.Auf diese Weise kommt es zu einem spe-zifischen Werstoffübergang, der sich erheblich vom herkömm-lichen Tropfenübergang unterscheidet.
1) kontinuierlicher Übergang 2)
3) 4) Ende Drahtvorschub
Abb. 4: kontinuierlicher, unterbrechungsfreier Werkstoffüber-gang
Es besteht eine ununterbrochene Verbindung des Drahtwerk-stoffes in das Schweissbad am Lichtbogenfusspunkt. Diese Form des Werkstoffüberganges ermöglicht erhöhte Ab-schmelzleistungen, ein regelmässiges Nahtaussehen und ein stark verringertes Kontaktrisiko des Drahtes mit der Wolfram-elektrode. Nach Stopp des Drahtvorschubes und dem Erlö-schen des Lichtbogens bleibt das Drahtende angespitzt und erleichtert den erneuten Schweissbeginn. Diese Form des Werkstoffüberganges kann mit verschiedenen Zusatzwerk-stoffen wie Kupferbasislote, CrNi-, Stahl- oder Aluminium-Draht erreicht werden.
Abb. 5: Tropfenförmiger Werkstoffübergang
1) Anschmelzen des Drahtes 2) Bildung des Tropfens
3) Anwachsen des Tropfens 4) Ablösen durch Kontakt
Der tropfenförmige Übergang ist kennzeichnet durch Kontakt des Drahtendes mit dem Schweissbad, Unterbrechung der Metallbrücke, Anwachsen des Tropfens und Ablösen durch Schwerkraft oder erneuten Kontakt mit dem Bad. Dieser Vor-
gang ist dem Kurzlichtbogen oder Übergangslichtbogen beim MAG- Schweissen ähnlich und kann hilfreich sein, um das Schweissbad zu durchmischen und dadurch Porenbildung oder Bindefehler zu vermeiden. Die Naht ist in der Regel we-sentlich breiter.Die beiden zuvor beschriebenen Übergangsformen wurden mit einem Laserstroboskop bei 30 Hz unter Ausblendung des Lichtbogens sichtbar gemacht, sie entstehen bei entspre-chender Wahl der Parameter. Der kontinuierliche Übergang entsteht, indem die Drahtförder-geschwindigkeit in Schritten erhöht wird und das Drahtende folglich in das Schweissbad gedrückt wird. Bei hoher Förder-geschwindigkeit kommt es nicht zur Tropfenbildung, d.h. der Draht wird nicht ausserhalb des Lichtbogens aufgeschmolzen sondern der Werkstoffübergang erfolgt konzentriert an der Drahtspitze in Nähe des Zentrums des Lichtbogens.Ein optionaler Düseneinsatz des TOPTIG- Brenners bewirkt einen beschleunigten Gasstrom in Elektrodennähe (Bauteil 3 in Abb. 3) und führt zu einer Konzentration des Lichtbogens mit erhöhter Energiedichte und verbessertem Einbrandverhal-ten. Bei einem Gesamtdurchfluss von ca. 15 l/min beträgt die zentrale Gasgeschwindigkeit bis zu 18 m/sec. Der Düsenein-satz verbessert beim Schweissen die Einbrandtiefe erheblich. Ein weiterer positiver Einfluss ist die pneumatische Wirkung des Gasstroms auf das geschmolzene Metall.Abb. 6 zeigt eine Anwendung, bei dem die Füllung des Zwi-schenraumspaltes mit Lot-werkstoff durch den konzen-trierten Gasstrom optimiert wird. Der Lichtboden zeigt dabei keine Tendenz, zwischen den Flanschseiten hin und her zu sprin gen. Abb.6: Lötung an Bördelnaht
von verzinkten Blechen
Schweissleistungen und EinsatzgebieteDer TOPTIG- Prozess kann, bei hohen Anforderungen an Naht-qualität und Schweissleistung mit überschaubaren Investitions-kosten, erfolgreich für viele Dünnblechanwendungen (0.5 bis 3 mm Blechdicke) eingesetzt werden,.Im Gegensatz zu konventionellen TIG-Prozessen können Ge-schwindigkeiten erzielt werden, die ähnlich dem MAG- Schweissen sind. Im Falle des Lötens von Überlappstössen verzinkter Bleche wurde eine Geschwindigkeit von 1 m/min problemlos erzielt. Bei Versuchen wurden sogar Werte bis zu 3.5 m/min auf elektroverzinkten Blechen erreicht. Die Ober-grenze für MAG Eindrahtlöten liegt dagegen nach eigenen Er-fahrungen bei etwa 1.5 m/min.Mit dem Prozess kann die dem TIG- Schweissen typisch gute Nahtqualität erzielt werden. Da keine oxidierenden Schutzgase eingesetzt werden, kommt es beim Löten und insbesondere beim Schweissen von CrNi-Stählen nur zu einer geringen Oxi-
12
TOPTIG
dation der Nahtoberfläche. Der kontinuierliche Werkstoffüber-gang führt zu einer sehr gleichmässig glatten Naht unter weit-gehendem Fehlen von Erstarrungslinien.
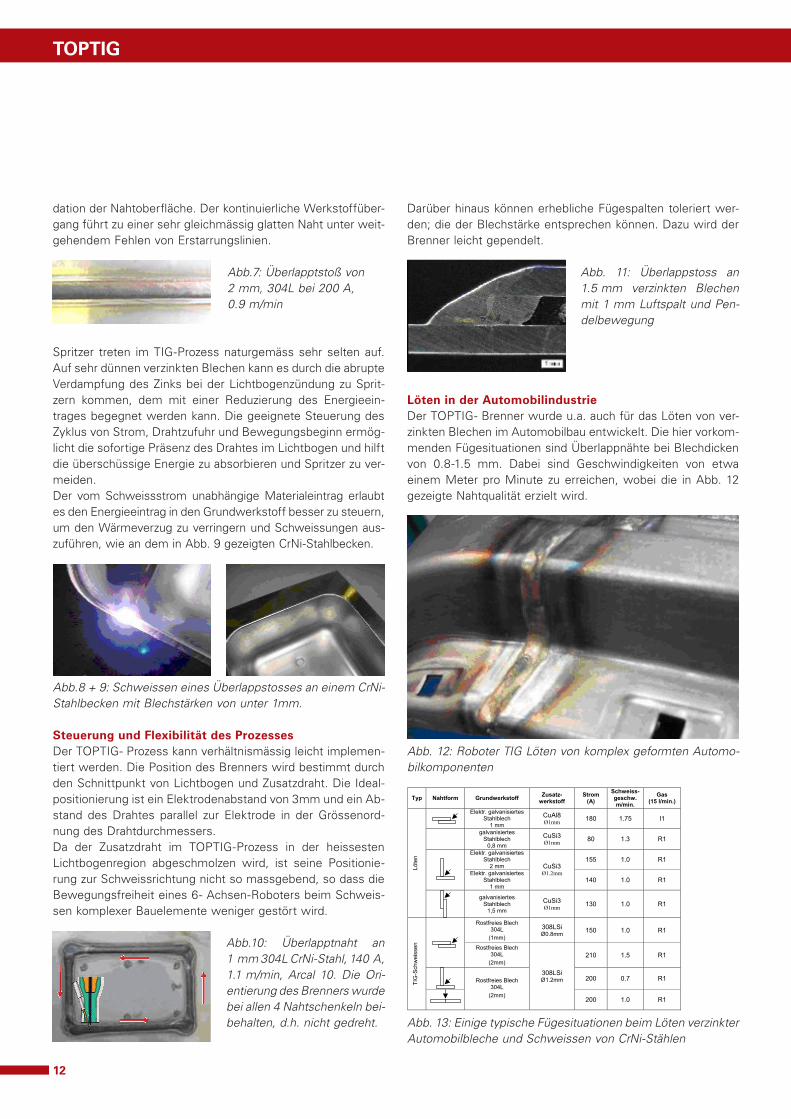
Abb.7: Überlapptstoß von 2 mm, 304L bei 200 A, 0.9 m/min
Spritzer treten im TIG-Prozess naturgemäss sehr selten auf. Auf sehr dünnen verzinkten Blechen kann es durch die abrupte Verdampfung des Zinks bei der Lichtbogenzündung zu Sprit-zern kommen, dem mit einer Reduzierung des Energieein-trages begegnet werden kann. Die geeignete Steuerung des Zyklus von Strom, Drahtzufuhr und Bewegungsbeginn ermög-licht die sofortige Präsenz des Drahtes im Lichtbogen und hilft die überschüssige Energie zu absorbieren und Spritzer zu ver-meiden.Der vom Schweissstrom unabhängige Materialeintrag erlaubt es den Energieeintrag in den Grundwerkstoff besser zu steuern, um den Wärmeverzug zu verringern und Schweissungen aus-zuführen, wie an dem in Abb. 9 gezeigten CrNi-Stahlbecken.
Abb.8 + 9: Schweissen eines Überlappstosses an einem CrNi-Stahlbecken mit Blechstärken von unter 1mm.
Steuerung und Flexibilität des ProzessesDer TOPTIG- Prozess kann verhältnismässig leicht implemen-tiert werden. Die Position des Brenners wird bestimmt durch den Schnittpunkt von Lichtbogen und Zusatzdraht. Die Ideal-positionierung ist ein Elektrodenabstand von 3mm und ein Ab-stand des Drahtes parallel zur Elektrode in der Grössenord-nung des Drahtdurchmessers.Da der Zusatzdraht im TOPTIG-Prozess in der heissesten Lichtbogenregion abgeschmolzen wird, ist seine Positionie-rung zur Schweissrichtung nicht so massgebend, so dass die Bewegungsfreiheit eines 6- Achsen-Roboters beim Schweis-sen komplexer Bauelemente weniger gestört wird.
Darüber hinaus können erhebliche Fügespalten toleriert wer-den; die der Blechstärke entsprechen können. Dazu wird der Brenner leicht gependelt.
Abb.10: Überlapptnaht an 1 mm 304L CrNi-Stahl, 140 A, 1.1 m/min, Arcal 10. Die Ori-entierung des Brenners wurde bei allen 4 Nahtschenkeln bei-behalten, d.h. nicht gedreht.
Abb. 11: Überlappstoss an 1.5 mm verzinkten Blechen mit 1 mm Luftspalt und Pen-delbewegung
Löten in der AutomobilindustrieDer TOPTIG- Brenner wurde u.a. auch für das Löten von ver-zinkten Blechen im Automobilbau entwickelt. Die hier vorkom-menden Fügesituationen sind Überlappnähte bei Blechdicken von 0.8-1.5 mm. Dabei sind Geschwindigkeiten von etwa einem Meter pro Minute zu erreichen, wobei die in Abb. 12 gezeigte Nahtqualität erzielt wird.
Abb. 12: Roboter TIG Löten von komplex geformten Automo-bilkomponenten
Typ Nahtform Grundwerkstoff Zusatz-werkstoff
Strom (A)
Schweiss-geschw. m/min.
Gas (15 l/min.)
Elektr. galvanisiertes Stahlblech
1 mm
CuAl8 Ø1mm 180 1.75 I1
galvanisiertes
Stahlblech 0,8 mm
CuSi3 Ø1mm 80 1.3 R1
Elektr. galvanisiertes Stahlblech
2 mm 155 1.0 R1
Elektr. galvanisiertes
Stahlblech 1 mm
CuSi3 Ø1.2mm
140 1.0 R1
Löte
n
galvanisiertes Stahlblech
1,5 mm
CuSi3 Ø1mm 130 1.0 R1
Rostfreies Blech 304L
(1mm)
308LSi Ø0.8mm 150 1.0 R1
Rostfreies Blech 304L
(2mm) 210 1.5 R1
200 0.7 R1
TIG
-Sch
wei
ssen
Rostfreies Blech
304L (2mm)
308LSi Ø1.2mm
200 1.0 R1
Abb. 13: Einige typische Fügesituationen beim Löten verzinkter Automobilbleche und Schweissen von CrNi-Stählen
13
TOPTIG
Folgende Schutzgase wurden für diese Anwendungen beim Löten getestet:- Reinargon (I1) ist einsetzbar, wenn Geschwindigkeit und Be-
netzungsverhalten nicht die oberste Priorität haben.- Argon + Helium (I3) ist interessant wegen der hohen erreich-
baren Geschwindigkeiten. Der Wärmeeintrag in den Grund-werkstoff ist allerdings sehr viel stärker.
- Argon + Wasserstoff (R1) gewährleistet gleichzeitig hohe Geschwindigkeit, gutes Benetzungsverhalten und Nahtaus-sehen.
Das Verwenden von Wasserstoffanteilen über 2.5% ist nicht zu empfehlen, da es zu Porenbildung durch Überschreitung der Löslichkeit im Kupferlot kommen kann.
X - X +
Zs
t
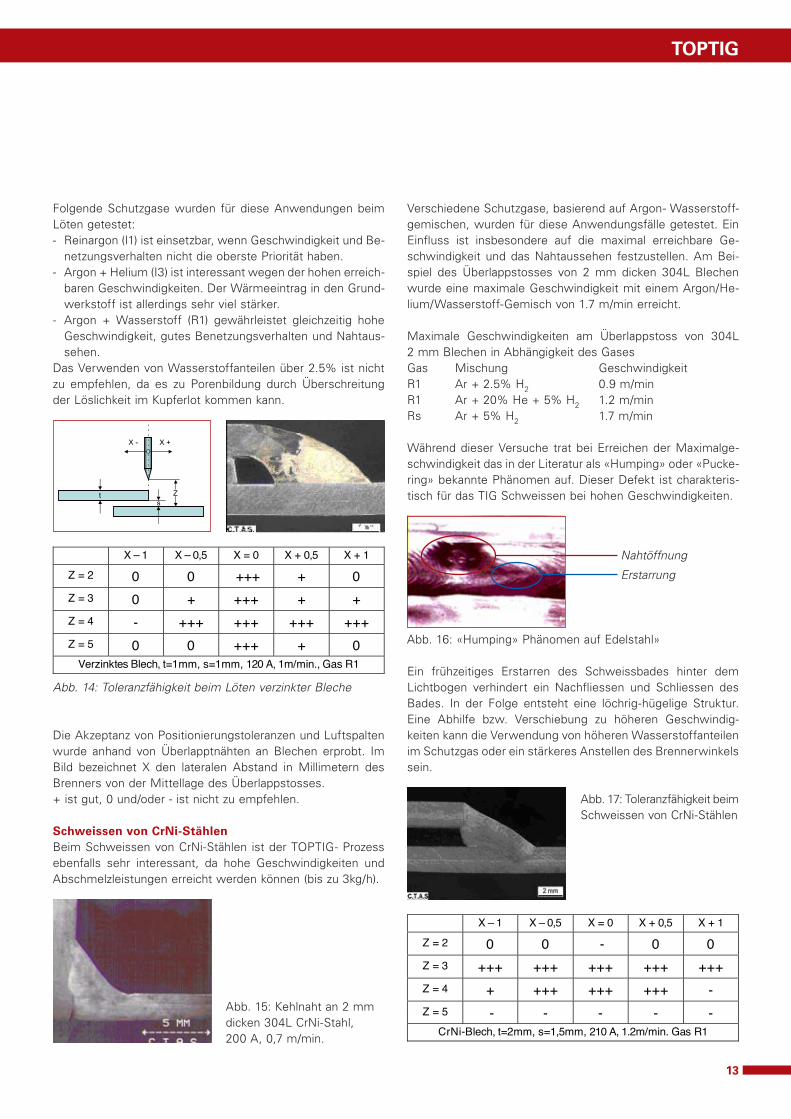
X – 1 X – 0,5 X = 0 X + 0,5 X + 1
Z = 2 0 0 +++ + 0
Z = 3 0 + +++ + +
Z = 4 - +++ +++ +++ +++
Z = 5 0 0 +++ + 0
Verzinktes Blech, t=1mm, s=1mm, 120 A, 1m/min., Gas R1
Abb. 14: Toleranzfähigkeit beim Löten verzinkter Bleche
Die Akzeptanz von Positionierungstoleranzen und Luftspalten wurde anhand von Überlapptnähten an Blechen erprobt. Im Bild bezeichnet X den lateralen Abstand in Millimetern des Brenners von der Mittellage des Überlappstosses. + ist gut, 0 und/oder - ist nicht zu empfehlen.
Schweissen von CrNi-StählenBeim Schweissen von CrNi-Stählen ist der TOPTIG- Prozess ebenfalls sehr interessant, da hohe Geschwindigkeiten und Abschmelzleistungen erreicht werden können (bis zu 3kg/h).
Abb. 15: Kehlnaht an 2 mm dicken 304L CrNi-Stahl, 200 A, 0,7 m/min.
Verschiedene Schutzgase, basierend auf Argon- Wasserstoff-gemischen, wurden für diese Anwendungsfälle getestet. Ein Einfluss ist insbesondere auf die maximal erreichbare Ge-schwindigkeit und das Nahtaussehen festzustellen. Am Bei-spiel des Überlappstosses von 2 mm dicken 304L Blechen wurde eine maximale Geschwindigkeit mit einem Argon/He-lium/Wasserstoff-Gemisch von 1.7 m/min erreicht.
Maximale Geschwindigkeiten am Überlappstoss von 304L 2 mm Blechen in Abhängigkeit des GasesGas Mischung GeschwindigkeitR1 Ar + 2.5% H2 0.9 m/minR1 Ar + 20% He + 5% H2 1.2 m/minRs Ar + 5% H2 1.7 m/min
Während dieser Versuche trat bei Erreichen der Maximalge-schwindigkeit das in der Literatur als «Humping» oder «Pucke-ring» bekannte Phänomen auf. Dieser Defekt ist charakteris-tisch für das TIG Schweissen bei hohen Geschwindigkeiten.
Nahtöffnung
Erstarrung
Ein frühzeitiges Erstarren des Schweissbades hinter dem Lichtbogen verhindert ein Nachfliessen und Schliessen des Bades. In der Folge entsteht eine löchrig-hügelige Struktur. Eine Abhilfe bzw. Verschiebung zu höheren Geschwindig-keiten kann die Verwendung von höheren Wasserstoffanteilen im Schutzgas oder ein stärkeres Anstellen des Brennerwinkels sein.
Abb. 16: «Humping» Phänomen auf Edelstahl»
X – 1 X – 0,5 X = 0 X + 0,5 X + 1
Z = 2 0 0 - 0 0
Z = 3 +++ +++ +++ +++ +++
Z = 4 + +++ +++ +++ -
Z = 5 - - - - -
CrNi-Blech, t=2mm, s=1,5mm, 210 A, 1.2m/min. Gas R1
Abb. 17: Toleranzfähigkeit beim Schweissen von CrNi-Stählen
14
TOPTIG
Die Akzeptanz von Positionierungstoleranzen und Luftspalten wurde anhand von Überlappnähten von 2 mm- Blechen er-probt, analog zu Abb. 14.Ein interessanter Anwendungsfall ist das Schweissen von Komponenten einer Automobillenksäule aus Kohlenstoffstahl mit der Forderung nach Spritzerfreiheit und geringstem Wär-meverzug.
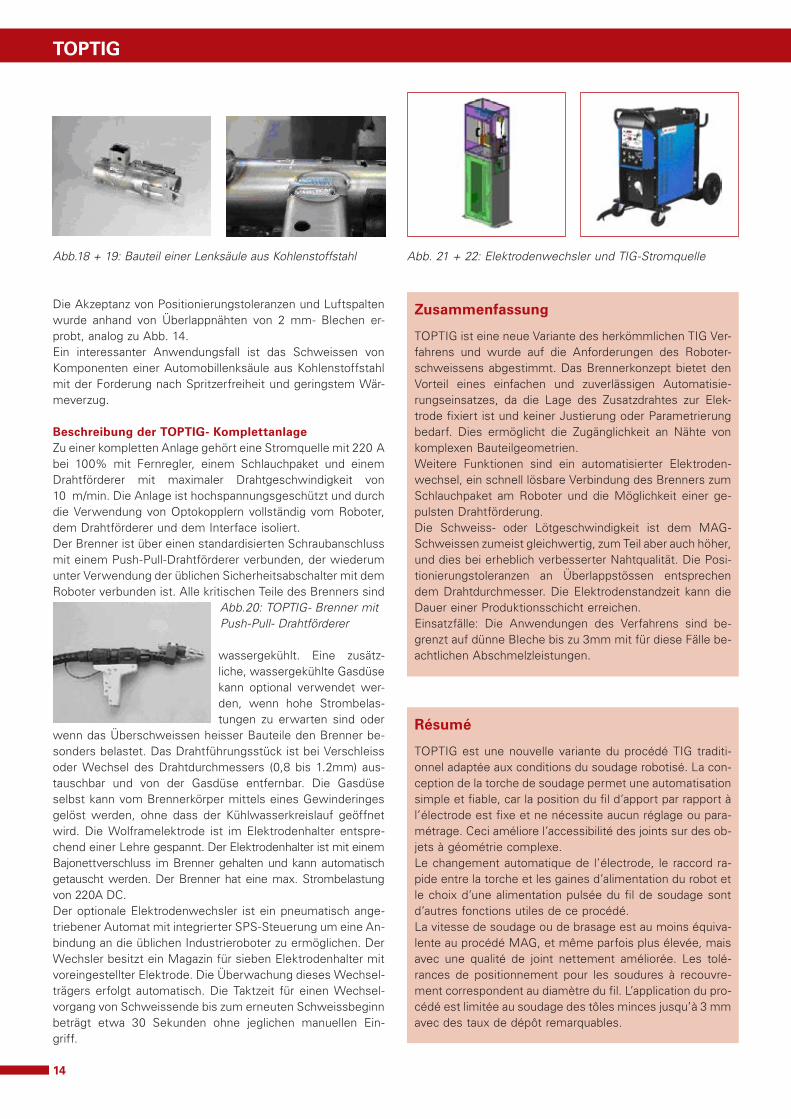
Beschreibung der TOPTIG- KomplettanlageZu einer kompletten Anlage gehört eine Stromquelle mit 220 A bei 100% mit Fernregler, einem Schlauchpaket und einem Drahtförderer mit maximaler Drahtgeschwindigkeit von 10 m/min. Die Anlage ist hochspannungsgeschützt und durch die Verwendung von Optokopplern vollständig vom Roboter, dem Drahtförderer und dem Interface isoliert. Der Brenner ist über einen standardisierten Schraubanschluss mit einem Push-Pull-Drahtförderer verbunden, der wiederum unter Verwendung der üblichen Sicherheitsabschalter mit dem Roboter verbunden ist. Alle kritischen Teile des Brenners sind
wassergekühlt. Eine zusätz-liche, wassergekühlte Gasdüse kann optional verwendet wer-den, wenn hohe Strombelas-tungen zu erwarten sind oder
wenn das Überschweissen heisser Bauteile den Brenner be-sonders belastet. Das Drahtführungsstück ist bei Verschleiss oder Wechsel des Drahtdurchmessers (0,8 bis 1.2mm) aus-tauschbar und von der Gasdüse entfernbar. Die Gasdüse selbst kann vom Brennerkörper mittels eines Gewinderinges gelöst werden, ohne dass der Kühlwasserkreislauf geöffnet wird. Die Wolframelektrode ist im Elektrodenhalter entspre-chend einer Lehre gespannt. Der Elektrodenhalter ist mit einem Bajonettverschluss im Brenner gehalten und kann automatisch getauscht werden. Der Brenner hat eine max. Strombelastung von 220A DC.Der optionale Elektrodenwechsler ist ein pneumatisch ange-triebener Automat mit integrierter SPS-Steuerung um eine An-bindung an die üblichen Industrieroboter zu ermöglichen. Der Wechsler besitzt ein Magazin für sieben Elektrodenhalter mit voreingestellter Elektrode. Die Überwachung dieses Wechsel-trägers erfolgt automatisch. Die Taktzeit für einen Wechsel-vorgang von Schweissende bis zum erneuten Schweissbeginn beträgt etwa 30 Sekunden ohne jeglichen manuellen Ein-griff.
Abb.18 + 19: Bauteil einer Lenksäule aus Kohlenstoffstahl Abb. 21 + 22: Elektrodenwechsler und TIG-Stromquelle
Abb.20: TOPTIG- Brenner mit Push-Pull- Drahtförderer
Zusammenfassung
TOPTIG ist eine neue Variante des herkömmlichen TIG Ver-fahrens und wurde auf die Anforderungen des Roboter-schweissens abgestimmt. Das Brennerkonzept bietet den Vorteil eines einfachen und zuverlässigen Automatisie-rungseinsatzes, da die Lage des Zusatzdrahtes zur Elek-trode fixiert ist und keiner Justierung oder Parametrierung bedarf. Dies ermöglicht die Zugänglichkeit an Nähte von komplexen Bauteilgeometrien.Weitere Funktionen sind ein automatisierter Elektroden-wechsel, ein schnell lösbare Verbindung des Brenners zum Schlauchpaket am Roboter und die Möglichkeit einer ge-pulsten Drahtförderung.Die Schweiss- oder Lötgeschwindigkeit ist dem MAG-Schweissen zumeist gleichwertig, zum Teil aber auch höher, und dies bei erheblich verbesserter Nahtqualität. Die Posi-tionierungstoleranzen an Überlappstössen entsprechen dem Drahtdurchmesser. Die Elektrodenstandzeit kann die Dauer einer Produktionsschicht erreichen.Einsatzfälle: Die Anwendungen des Verfahrens sind be-grenzt auf dünne Bleche bis zu 3mm mit für diese Fälle be-achtlichen Abschmelzleistungen.
Résumé
TOPTIG est une nouvelle variante du procédé TIG traditi-onnel adaptée aux conditions du soudage robotisé. La con-ception de la torche de soudage permet une automatisation simple et fiable, car la position du fil d’apport par rapport à l’électrode est fixe et ne nécessite aucun réglage ou para-métrage. Ceci améliore l’accessibilité des joints sur des ob-jets à géométrie complexe.Le changement automatique de l’électrode, le raccord ra-pide entre la torche et les gaines d’alimentation du robot et le choix d’une alimentation pulsée du fil de soudage sont d’autres fonctions utiles de ce procédé.La vitesse de soudage ou de brasage est au moins équiva-lente au procédé MAG, et même parfois plus élevée, mais avec une qualité de joint nettement améliorée. Les tolé-rances de positionnement pour les soudures à recouvre-ment correspondent au diamètre du fil. L’application du pro-cédé est limitée au soudage des tôles minces jusqu’à 3 mm avec des taux de dépôt remarquables.
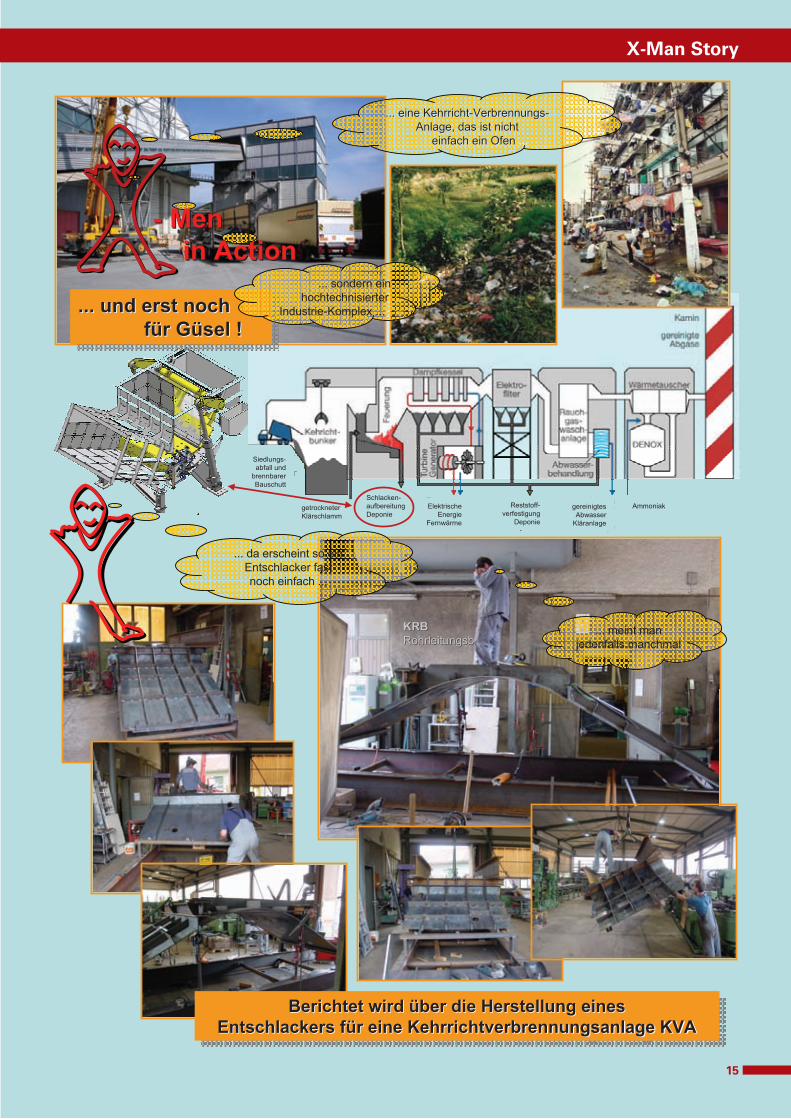
Reststoff-verfestigung
Deponie
Siedlungs-abfall und
brennbarerBauschutt
getrockneterKlärschlamm
Schlacken-aufbereitungDeponie
ElektrischeEnergie
Fernwärme
gereinigtesAbwasser
Kläranlage
Ammoniak
... meint man jedenfalls manchmal
...
... eine Kehrricht... eine Kehrricht--VerbrennungsVerbrennungs--Anlage, das ist nichtAnlage, das ist nicht
einfach ein Ofeneinfach ein Ofen ...
... und erst nochfür Güsel !
... und erst noch... und erst nochffüür r GGüüselsel !!
... sondern einhochtechnisierter
Industrie-Komplex ...
-- MenMenin Actionin Action
Berichtet wird über die Herstellung einesEntschlackers für eine Kehrrichtverbrennungsanlage KVA
Berichtet wird Berichtet wird üüber die Herstellung einesber die Herstellung einesEntschlackersEntschlackers ffüür eine Kehrrichtverbrennungsanlage KVAr eine Kehrrichtverbrennungsanlage KVA
... da erscheint so einEntschlacker fast noch einfach ...
KRBKRBRohrleitungsbRohrleitungsb
X-Man Story
15
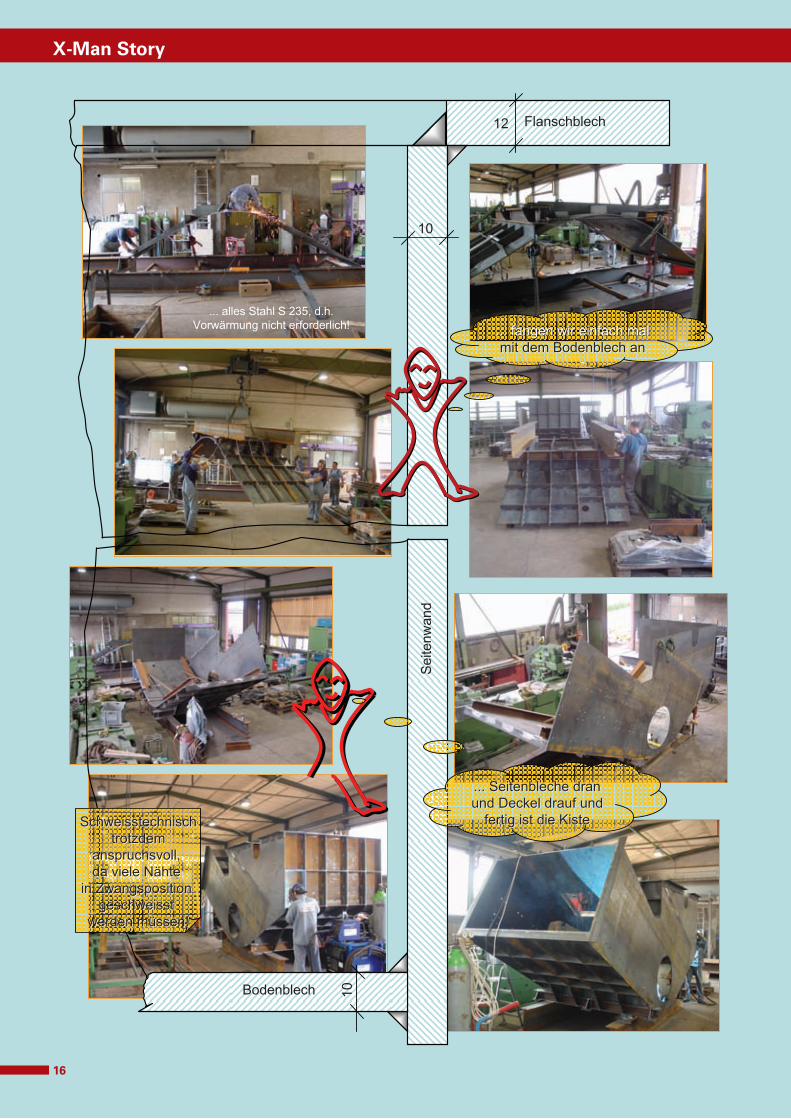
... alles Stahl S 235, d.h.Vorwärmung nicht erforderlich! ... fangen wir einfach mal... fangen wir einfach mal
mit dem Bodenblech anmit dem Bodenblech an
Bodenblech
Seite
nwan
d
Flanschblech
10
12
10
... Seitenbleche dran ... Seitenbleche dran und Deckel drauf und und Deckel drauf und
fertig ist die Kistefertig ist die KisteSchweisstechnischSchweisstechnischtrotzdemtrotzdem
anspruchsvoll, anspruchsvoll, da viele Nda viele Näähte hte
in Zwangsposition in Zwangsposition geschweisst geschweisst
werden mwerden müüssen!ssen!
X-Man Story
16
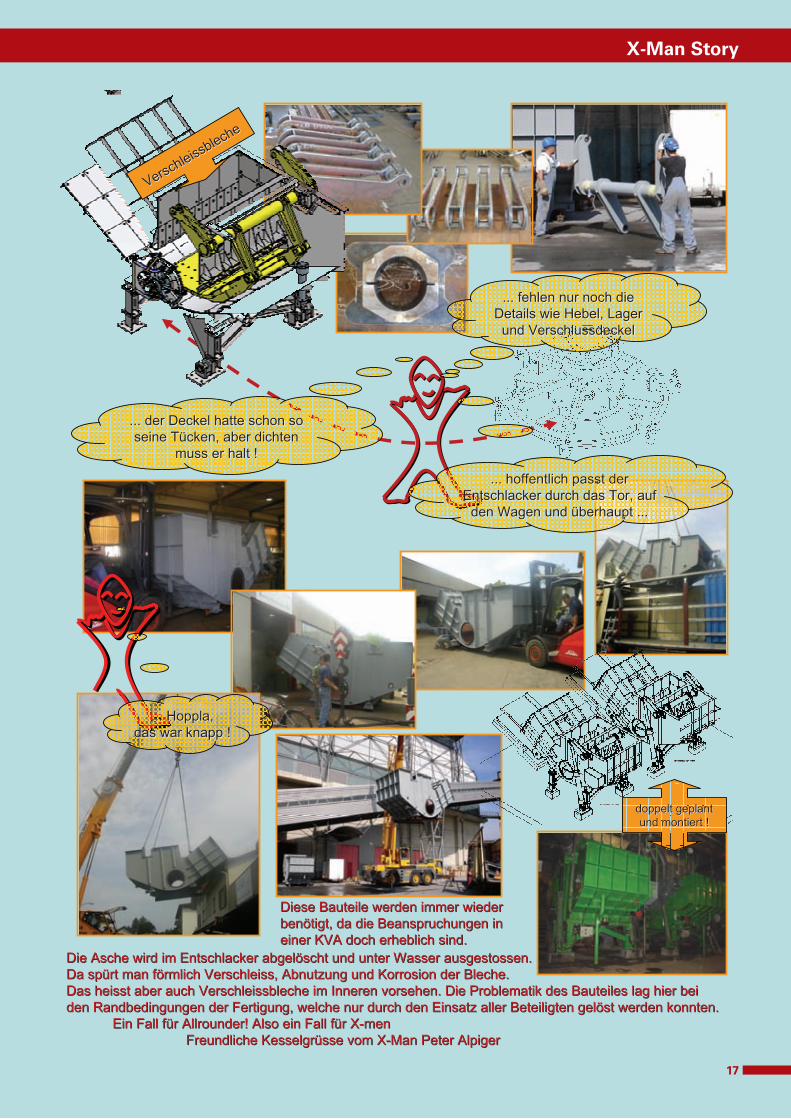
... der Deckel hatte schon so ... der Deckel hatte schon so seine Tseine Tüücken, aber dichtencken, aber dichten
muss er halt !muss er halt !
... fehlen nur noch die... fehlen nur noch dieDetails wie Hebel, Lager Details wie Hebel, Lager und Verschlussdeckelund Verschlussdeckel
... hoffentlich passt der ... hoffentlich passt der EntschlackerEntschlacker durch das Tor, auf durch das Tor, auf
den Wagen und den Wagen und üüberhaupt ...berhaupt ...
Die Asche wird im Die Asche wird im EntschlackerEntschlacker abgelabgelööscht und unter Wasser ausgestossen. scht und unter Wasser ausgestossen. Da spDa spüürt man frt man föörmlich Verschleiss, Abnutzung und Korrosion der Bleche. rmlich Verschleiss, Abnutzung und Korrosion der Bleche. Das heisst aber auch Verschleissbleche im Inneren vorsehen. Die Das heisst aber auch Verschleissbleche im Inneren vorsehen. Die Problematik des Bauteiles lag hier bei Problematik des Bauteiles lag hier bei den Randbedingungen der Fertigung, welche nur durch den Einsatz den Randbedingungen der Fertigung, welche nur durch den Einsatz aller Beteiligten gelaller Beteiligten gelööst werden konnten.st werden konnten.
Ein Fall fEin Fall füür Allrounder! Also ein Fall fr Allrounder! Also ein Fall füür r XX--menmenFreundliche KesselgrFreundliche Kesselgrüüsse vom sse vom XX--ManMan Peter AlpigerPeter Alpiger
... Hoppla, ... Hoppla, das war knapp !das war knapp !
Diese Bauteile werden immer wieder Diese Bauteile werden immer wieder benbenöötigt, da die Beanspruchungen in tigt, da die Beanspruchungen in einer KVA doch erheblich sind.einer KVA doch erheblich sind.
doppelt geplantdoppelt geplantund montiert !und montiert !
Verschleissbleche
Verschleissbleche
X-Man Story
17

18
Berichte
Das heisst aber nicht, dass diese Mitar-beiter sich ausschliesslich mit zP be-
Tab. 1: Detailangaben für Anforderungen und Qualifizierungen von Schweissverfahren
Die Werkstofftechnik des SVS stellt sich vor (Teil 2)
In einem ersten Teil (Ausgabe 04/2006 vom 20.Juni 2006) wurde über die zer-störungsfreie Werkstoffprüfung (zfP) berichtet. Anders als bei der zfP, welche an Vormaterialien bis hin zum fertigen Produkt durchgeführt wird, kann die zer-störende Prüfung (zP) nur an Teilen des Produkts und/oder an zum Produkt adä-quaten Proben durchgeführt werden. Innerhalb der Werkstofftechnik des SVS werden die zerstörenden Prüfungen hauptsächlich durch die in Abb. 1 ge-zeigten Mitarbeiter durchgeführt.
Abb. 1: Mitarbeiter der zP-Gruppe in der Werkstofftechnik, stehend von links: Reto Baltermia, Gilbert Schmitt, Jean-Luc Zufferey, Roman Cienkiewicz; vorne sitzend Bereichsleiter Gunter Blumhofer
schäftigen, denn sie sind (oder werden) auch in den im Teil 1 beschriebnen zfP-Verfahren nach EN 473 zertifiziert.
Verfahrensprüfungen (VP)Normative VoraussetzungenHinter diesem bekannten Begriff ver-birgt sich letztendlich die firmenspezi-fische Qualifizierung von Schweissver-fahren. Art und Umfang richten sich nach den jeweiligen schweisstech-nischen Anforderungen der Hersteller, d.h. Verfahrensprüfungen sind unter den Bedingungen, die der Fertigung entsprechen, durchzuführen.Verfahrensprüfungen für Werkstoffver-bindungen werden von vielen Fach-normen und Produktrichtlinien verlangt. Um diese VP’s einheitlich und internati-onal vergleichbar zu machen wurden die Abläufe in Form, Umfang und Qualität in dafür vorgesehenen Normen auf natio-naler- (SN), europäischer-(EN) und inter-nationaler Ebene (ISO) geregelt. Die übergeordneten Festlegungen für die «Anforderungen und Qualifikation von Schweissverfahren für metallische Werkstoffe» (Verfahrensprüfung), sind in der gleichnamigen EN ISO 15907 de-finiert. Sie zeigt im Anhang A der jeweis anzuwendenden Normen für die VP ge-
ordnet nach:• Prozessen• Richtlinien für Gruppeneinteilung der
Grundwerkstoffe• WPS• Geprüfte Schweisszusätze• Vorliegende schweisstechnische
Erfahrung• Standardschweissverfahren• Vorgezogene Arbeitsprüfung• Schweissverfahren
Die Durchführungen der eigentlichen VP’s sind in EN ISO 15614 in den Teilen 1 bis 13, sowie EN ISO 14555 und -15620 geregelt. Diese drei Normen sind anzuwenden auf die Prozesse:• Lichtbogenschweissen
Abb. 2: J.-L. Zufferey beim Sägen einer Probeplatte
Prozess Lichtbogenschweissen Gasschmelz-schweissen
Elektronenstrahl-schweissen
Laserstrahl-schweissen
Widerstands-schweissen
Bolzen- schweissen
Reib- schweissen
Allgemeine Regeln EN ISO 15607
Richtlinien fŸ r eine Gruppeneinteilung
CR ISO/TR 15608 nicht zutreffend CR ISO/TR 15608
WPS EN ISO 15609-1 EN ISO 15609-2 EN ISO 15609-3 EN ISO 15609-4 EN ISO 15609-5 EN ISO 14555 EN ISO 15620
geprŸ fte SchweisszusŠ tze
EN ISO 15610 nicht zutreffend
vorliegende schweisstechnische
Erfahrung
EN ISO 15611
EN ISO 15611 EN ISO 14555
EN ISO 15611 EN ISO 15620
Standardschwei-ssverfahren
prEN ISO 15612 nicht zutreffend
vorgezogene ArbeitsprŸ fung
EN ISO 15613 EN ISO 15613 EN ISO 14555
EN ISO 15613 EN ISO 15620
Schweissverfahrens-prŸ fung
prEN ISO 15614
Teil 1: Stahl/Nickel Teil 2: Aluminium Teil 3: Gusseisen Teil 4: Fertigungsschweissen von Aluminiumguss Teil 5: Titan/Zirkonium Teil 6: Kupfer Teil 7: Auftragschweissen Teil 8: Schwei§ en von Rohren in Rohrbš den Teil 9: Nassschweissen unter † berdruck Teil 10: Trockenschweissen unter † berdruck
prEN ISO 15614
Teil 1: Stahl/Nickel Teil 3:Gusseisen Teil 6: Kupfer Teil 7: Auftrag- schweissen
prEN ISO 15614
Teil 7: Auftragschwei§ en Teil 11: Elektronenstrahl-/ Laserstrahlschwei§ en
prEN ISO 15614
Teil 12: Punkt-, Rollennaht- und Buckelschweissen Teil 13: Abbrenn und Press-Stumpf- schweissen
EN ISO 14555 EN ISO 15620
Tabelle 1 . Detailangaben fŸ r Anforderungen und Qualifizierungen von Schweissverfahren

19
Berichte
Abb. 3: G. Schmitt an der Fräsmaschine
• Gasschmelzschweissen• Elektronenstrahlschweissen• Laserstrahlschweissen• Widerstandsschweissen• Bolzenschweissen• ReibschweissenZusätzliche Prüfungen oder schärfere Prüfbedingungen, als in den vorgenann-ten Normen enthalten sind, können von Anwendungsnormen oder Kundenspe-zifikationen gefordert werden, wie z.B. das AD 2000 Regelwerk und die SVTI
Vorschrift 505 im Druckbehälterbau sowie die DIN 6700 im Schienenfahr-zeugbau.
Die Proben der VP sind durch ein akkre-ditiertes Prüflabor auszuwerten, wel-ches, im ungeregelten Bereich, auch die Qualifizierung des Schweissverfahrens vornimmt. Der SVS unterhält ein sol-ches, durch das SAS (Schweizer Akkre-ditierungs Stelle) nach EN ISO/IEC 17025, unter der Nummer STS 146 ak-kreditiertes Prüflabor, dass vom Leiter Werkstofftechnik, G. Blumhofer, ge-führt wird.
Ablauf der VPWeil jede Verfahrensprüfung nur einen genau beschriebenen Geltungsbereich hat (sie bezieht sich auf den Hersteller, auf eine Grundwerkstoffgruppe, auf die Werkstoffdicke und den Rohrdurchmes-
Abb. 4: G. Schmitt bei der Durchführung eines Rohrzugversuchs
Abb. 5: J.-L. Zufferey bei der Biegeprüfung
ser, auf das Schweissverfahren und auf Besonderheiten im Schweissprozess), aber einem möglichst breiten Bereich abdecken soll, kommt der richtigen Aus-wahl der Probestücke, eine entschei-dende Bedeutung zu. Der SVS bietet im Vorfeld der Qualifizierungen von Schweissprozessen (VP) die entspre-chende Beratung an.Die bei uns eingereichten Probestücke der VP, werden registriert und der schriftliche Bearbeitungsauftrag erstellt. Als erster Schritt erfolgt die zerstö-rungsfreie Prüfung (RT, UT, MT, PT). Wenn dort keine Unzulässigkeiten fest-gestellt werden, kann die zP beginnen. Vor der eigentlichen zerstörenden Prü-fung müssen die entsprechenden Prüf-
Abb. 6: R. Cienkiewicz bei der Nach-kontrolle der Härteprüfergebnisse
linge aus den Probestücken heraus ge-arbeitet werden. Eine verantwortungs-volle Aufgabe, denn jeder einzelne Prüfling muss während des ganzen Fertigungs- und Prüfablaufs eindeutig, dauerhaft und rückverfolgbar gekenn-zeichnet werden. Zudem dürfen sich die Eigenschaften der Prüflinge durch die Probeentnahme nicht verändern.
Der Prüfumfang ist in den zuvor be-schriebenen Normen und Regelwerken vorgegeben:• Für eine Stumpfnaht immer vorge-schrieben sind zwei Zugversuche quer zur Schweissnaht. Gemäss den norma-
tiven Vorgaben muss das Schweissgut die Mindestzugfestigkeit des Grund-werkstoffs erreichen. • Des Weiteren vier Biegeprüfungen, welche, je nach Wanddicke, in verschie-denen Varianten ausgeführt werden. Bei üblichen Wanddicken werden 2 Proben über die Decklage und 2 Proben über die Wurzel gebogen, indem sie mittels eines Dorns, dessen jeweiliger Durch-messer spezifiziert ist, bis zur U-Form durch zwei Widerlager gedrückt wer-den. (Abb. 5) Bei grösseren Wanddicken können auch Seitenbiegeproben ver-wendet werden.
• Sowie ein metallografischer Quer-schliff durch die Schweissnaht. Man unterscheidet hier zwischen dem immer erforderlichen Makroschliff, der die ganze Schweissnaht abbildet und dem in speziellen Fällen erforderlichen Mikroschliff, der nur eine bestimmte Se-quenz aus dem Makroschliff bei höherer Vergrösserung (meist 100-fach) dar-stellt. Je nach Werkstoffgruppe muss am Makroschliff eine zusätzliche, nor-mierte Härteprüfung durchgeführt wer-den. Diese Arbeit, bei der pro Schliff bis zu 45 Härteeindrücke gezielt gesetzt und ausgemessen werden müssen, übernimmt beim SVS seit diesem Früh-jahr ein Härteprüfautomat. (Abb. 6)• Darüber hinaus muss in bestimmten Fällen die Zähigkeit einer Schweissnaht anhand von Kerbschlagbiegeprüfungen nachgewiesen werden. Auf Grund der Probenform der hauptsächlich ange-wandten Charpy-V Probe, werden Kerb-schlagbiegeprüfungen in Grundnormen erst ab 12 mm Wanddicke gefordert. Manche Anwendungsnormen verlan-gen dies schon ab 5 mm, oder sogar be-reits ab 2,5 mm. Üblich ist, dass je 1 Satz (3 Proben) aus Mitte Schweissgut und aus der(n) Wärmeeinflusszone(n) entnommen werden.Je nach Schweissnahtausführung und/oder Spezifikation kann sich der Proben-umfang deutlich vergrössern. Es kann sein, dass die Proben aus unterschied-lichen Schweisspositionen entnommen werden müssen und/oder dass Längs-

20
Berichte
zugversuche aus dem Schweissgut sowie Kerbschlagproben aus unter-schiedlichen Bereichen einer Schweiss-naht gefordert werden.
Arbeitsprüfungen (AP)Diese Prüfungen kommen überwiegend im Behälterbau vor. Sie dienen dort der Kontrolle der Eigenschaften der Schweiss-verfahren, werden aus der laufenden Produktion entnommen und sollen die Verfahrensprüfung bestätigen. Gegen-über einer Verfahrensprüfung ist der Prüf-umfang bei einer AP in etwa halbiert.
Weitere MaterialprüfungenAlle Dienstleistungen der zP, welche bei Verfahrens- und Arbeitsprüfungen im Zusammenhang durchgeführt werden, können auch einzeln verlangt werden. Meist sind es Bestätigungen oder Er-weiterungen von Materialzeugnissen, welche Zugprüfungen, Kerbschlagbie-geprüfungen oder darüber hinaus Ring-zugversuche, Ringfaltversuche bei un-terschiedlichen Prüfbedingungen sowie
Abb. 7: G. Blumhofer und R. Baltermia bei der Diskussion von Prüfergebnis-sen
Abb. 8: R. Baltermia an der Stereolupe
Abb. 9: R. Cienkiewicz und G. Blumho-fer am Metallmikroskop
Abb. 10: Sammelsurium an Prüfstücken
metallografische Beurteilungen von Schichten, Einbrandtiefen und derglei-chen fordern.
SchadensuntersuchungenSie sind das Salz in der Suppe eines zP-Labors. Manchmal liegt die Schadensur-sache auf der Hand, manchmal ist viel detektivische Kleinarbeit erforderlich, um die Ursache eines Bauteilversagens zu ergründen. Die Problematik liegt hier vor allem darin, keine wichtigen Hin-weise bei der Probenentnahme zu ver-nichten. Obwohl eine Schadensuntersu-chung prinzipiell immer gleich abläuft, ist jeder Schadensfall individuell. Dem-nach muss auch jeder Auftrag separat abgehandelt werden, wobei in der Regel der jeweils nächste Schritt auf Grund der bis dahin gesammelten Erkennt-nisse gemeinsam, ggf. sogar mit dem ganzen Team, besprochen wird. Bei der Beurteilung eines Schadensfalls führen im Wesentlichen optische Hilfs-mittel zum Erfolg. Die Deutung von Bruchflächen wird in der Regel an der Stereo-Lupe durchgeführt (Abb. 8) und
• Trocknungsanlagen, WŠ rmekammern, Temperš fen
• Vakuumš fen, Plasma-Nitrieranlagen
• Modernisierungen und Revisionen bestehender Anlagen Feuerfest-Zustellungen, Retrofit von Steuerungen
• fŸ r WŠ rmebehandlungen wie:
GlŸ hen, HŠ rten, VergŸ ten, Nitrieren
Anlassen, Entspannen Trocknen und Tempern Sintern und Hochtemperaturlš ten
LIWAG, Industrieofenbau und WŠ rmetechnik AG Tel. 052 315 29 21 Tš ssstrasse 14, 8413 Neftenbach Fax 052 315 14 06
www.liwag.ch [email protected]
Gas-, š l- und elektrisch beheizte Industrieš fen,
viele wichtige Erkenntnisse liefert die Metallografie (Abb. 9).Übrigens, nach den Prüfungen müssen alle Probestücke mindestens ein halbes Jahr aufbewahrt, in Absprache mit dem Kunden wesentlich länger eingelagert werden. Entsprechend gross ist die Prüfstückesammlung.
G. BlumhoferLeiter Werkstofftechnik

21
Berichte
Kraftwerke Oberhasli AG (KWO)... immer einen Besuch wert
SFI ERFA KWOAuf Einladung der Kraftwerke Oberhasli AG in Innertkirchen traf sich die ERFA-Gruppe der Schweissfachingenieure in Innertkirchen.
Nach Begrüssung durch den Obmann Christoph Abert und Urs Schild als Ver-treter der Kraftwerke Oberhasli AG er-hielten wir einen ersten Überblick der KWO-Aktivitäten.
Energieerzeugung ist und bleibt das Kerngeschäft der KWO und in diesem Zusammenhang wurde der geplante Ausbau des Grimsel-Stausees in einem informativen Film vorgestellt und da-nach ausgiebig aber durchwegs positiv und konstruktiv diskutiert. Einer Erhö-hung der Staumauer um 23 Meter ste-hen zusätzliche Wasserreserven von 75 % gegenüber. Wassermengen, welche die Spitzenbedarfsdeckung weit in den Herbst/Winter hinein gewährleisten. Total werden jährlich ca. 700 Mio m3 Wasser von 9 Kraftwerken in elektrische Energie umgewandelt.
Der anschliessende Rundgang durch den Werkstattbereich belegt auch die schweisstechnischen Kompetenzen eines Betriebes, welcher aus der Not-wendigkeit des Reparatur- und Instand-haltungszwanges innerhalb der KWO ein Fertigungspotenzial generiert hat, das heute kostendeckend Lohnarbeiten auf dem freien Markt anbietet und durchführt. Auf diese Art und Weise werden Arbeitsplätze dort gesichert, wo oftmals Restrukturierungen und/oder sog. Synergiebestrebungen zu Stellenabbau führen müssten. Die Abmessungen der zu renovierenden Bauteile geben den Rahmen der Inves-titionen vor, wobei der Kostendruck eine möglichst hohe Auslastung vorschreibt. Der Spagat zwischen Automatisierung, bei der mechanischen Bearbeitung ebenso wie bei der Schweissung, bei-spielsweise mittels Roboter, und Hand-arbeit bei der Endfertigung der gezeigten Peltonradturbinenräder durch Schleifar-beiten scheint zu glücken.
Wir wünschen jedenfalls noch viele Ar-beiten und Aufträge in das doch indu-striell etwas abseits liegende Innertkir-chen.Bei der Reparatur und Neufertigung von Turbinenteilen wird hauptsächlich die
MIG/MAG und TIG-Schweissung einge-setzt. Die Elektrodenhandschweissung hat hier nur noch bei speziellen Einsät-zen (Zugänglichkeit) und Bedingungen ihre Daseinsberechtigung, wird aber immer noch mit qualifiziertem Personal vorgehalten.
Bei den Werkstoffen handelt es sich um die klassischen Wasserkraftwerkstoffe 13Cr/4Ni und seine Vorgänger wie den 13/1, um moderne Baustähle in der Neu-fertigung aber auch um relativ alte Ma-terialien. Da das erste Kraftwerk 1925 in Betrieb genommen wurde, kann es schon vorkommen, dass Werkstoffe der ersten Stunde instand gesetzt werden müssen. Eine Herausforderung an die Schweisstechnik und an die Erfahrung der Mitarbeiter. Bei der KWO sind ca. 365 Angestellte für eine Strom-Jahres-produktion von ca. 2300 GWh verant-wortlich.
Roboter Raum
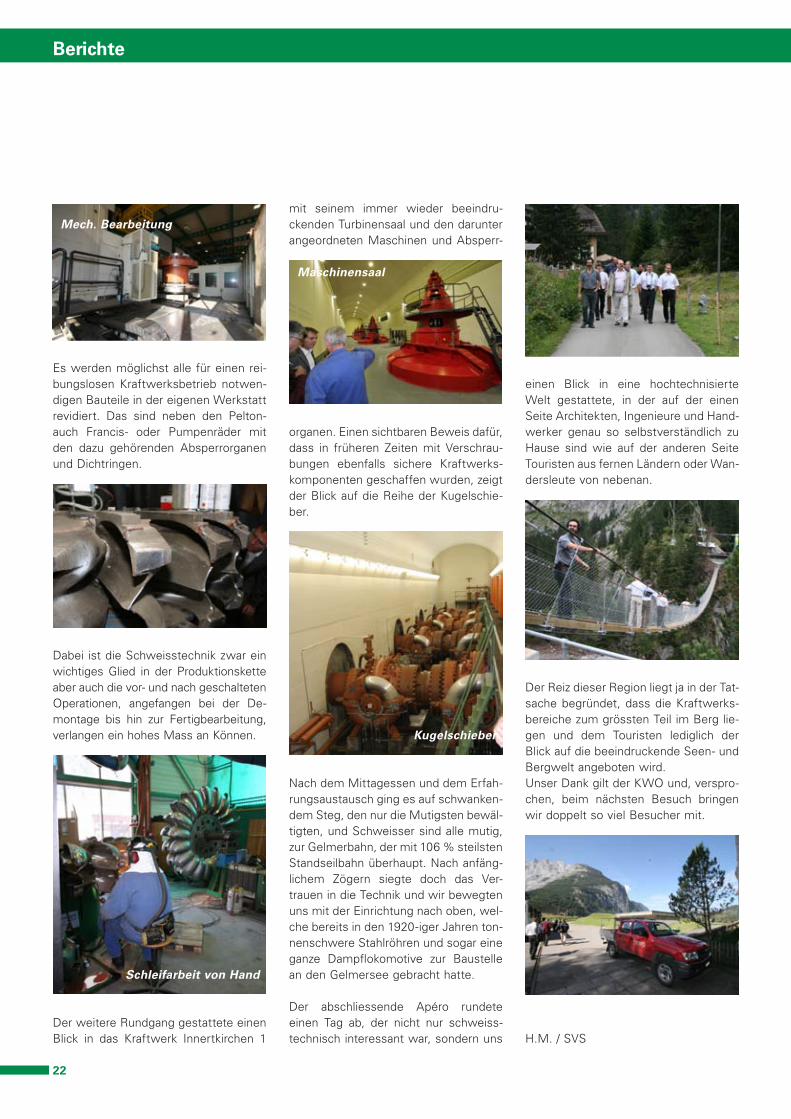
22
Berichte
Es werden möglichst alle für einen rei-bungslosen Kraftwerksbetrieb notwen-digen Bauteile in der eigenen Werkstatt revidiert. Das sind neben den Pelton- auch Francis- oder Pumpenräder mit den dazu gehörenden Absperrorganen und Dichtringen.
Mech. Bearbeitung
Dabei ist die Schweisstechnik zwar ein wichtiges Glied in der Produktionskette aber auch die vor- und nach geschalteten Operationen, angefangen bei der De-montage bis hin zur Fertigbearbei tung, verlangen ein hohes Mass an Kön nen.
Der weitere Rundgang gestattete einen Blick in das Kraftwerk Innertkirchen 1
Schleifarbeit von Hand
mit seinem immer wieder beeindru-ckenden Turbinensaal und den darunter angeordneten Maschinen und Absperr-
organen. Einen sichtbaren Beweis dafür, dass in früheren Zeiten mit Verschrau-bungen ebenfalls sichere Kraftwerks-komponenten geschaffen wurden, zeigt der Blick auf die Reihe der Kugelschie-ber.
Maschinensaal
Kugelschieber
Nach dem Mittagessen und dem Erfah-rungsaustausch ging es auf schwanken-dem Steg, den nur die Mutigsten bewäl-tigten, und Schweisser sind alle mutig, zur Gelmerbahn, der mit 106 % steilsten Standseilbahn überhaupt. Nach anfäng-lichem Zögern siegte doch das Ver-trauen in die Technik und wir bewegten uns mit der Einrichtung nach oben, wel-che bereits in den 1920-iger Jahren ton-nenschwere Stahlröhren und sogar eine ganze Dampflokomotive zur Baustelle an den Gelmersee gebracht hatte.
Der abschliessende Apéro rundete einen Tag ab, der nicht nur schweiss-technisch interessant war, sondern uns
einen Blick in eine hochtechnisierte Welt gestattete, in der auf der einen Seite Architekten, Ingenieure und Hand-werker ge nau so selbstverständlich zu Hause sind wie auf der anderen Seite Touristen aus fernen Ländern oder Wan-dersleute von nebenan.
Der Reiz dieser Region liegt ja in der Tat-sache begründet, dass die Kraftwerks-bereiche zum grössten Teil im Berg lie-gen und dem Touristen lediglich der Blick auf die beeindruckende Seen- und Bergwelt angeboten wird. Unser Dank gilt der KWO und, verspro-chen, beim nächsten Besuch bringen wir doppelt so viel Besucher mit.
H.M. / SVS

23
Berichte
CMI Enterprise ist eine 107-Personen Firma, liegt in der landschaftlich schö-nen Umgebung von Saint Sylvan D’Anjou, Frankreich und beliefert die pharmazeutische, chemische und kos-metische Industrie. 1978 mit nur sechs Mitarbeitern gegrün-det, begann CMI 1982 für die petroche-mische Industrie zu arbeiten. Heute werden 70% dieser Arbeiten für den Ex-port, und hauptsächlich für GDF (Gas de France), eine grosse französische Gas-firma, ausgeführt. Der Projektsrückstand der pharmazeu-tischen und anderer Fertigungsindus-trien des Unternehmens wuchs, und damit der Druck auf das ganze Unter-nehmen. Mehr Effizienz war von NötenDie Firma suchte auch Möglichkeiten, die Produktion für die Fertigungsanlagen und Wärmetauscher für hochreine- und Hochleistungs-Industrien auszu bauen.
Orbitalschweissen… bei französischem Rohrfabrikant
Diese Fertigungsanlagen erfordern u.a. die Herstellung von korrosionsbeständi-gen und dünnwandigen Rohren mit Durchmessern von ½” bis 3” (maximal 6 Zoll), aus Werkstoffen wie Titan, rost-freiem und Duplex-Stahl und Inconel. In allen Fällen werden glatte Schweiss-nähte benötigt um Kontaminierung vor-zubeugen und die Möglichkeit von Kor-rosion an den Schweissnähten auszu-schliessen. Diese Forderung bezieht sich nicht nur auf die pharmazeutische, sondern auch auf andere Fertigungsin-dustrien.
Ausweg Orbitalschweissen Das Unternehmen suchte einen Weg mit dem es möglich war kleine Durch-
Abb. 1: Automatisiertes orbitales Rohr-an-Rohrplatte Schweissen
messer dünnwandiger Rohre in einem höheren Tempo mit gleichmässiger Qualität zu schweissen, um der zuneh-menden Nachfrage gerecht zu werden. »Wir haben uns gefragt, ‘Bleiben wir bei der Handschweissung, oder ist es an der Zeit die Orbitalschweissung in Be-tracht zu ziehen?’» sagte Hr. LeClerc. »Unsere Schweisser sind sehr gut und in der Herstellung von Schweissnähten mit glatter Innenfläche erfahren, aber der manuelle Prozess ist einfach viel zu langsam.»
Abb. 2: Automati-siertes orbitales Schweissen von Rohr-an-Rohrbie-gung
In dieser Zeit verlangte der Auftrag eines grossen Pharma-Kunden den Einsatz der Orbitalschweissung in einer sterilen Umgebung bei allen zum Projekt gehö-renden Rohrverbindungen. Die Vor-schriften der European Hygienic Engi-neering & Design Group (EHEDG) emp-fehlen ebenfalls, wo immer möglich, die Orbitalschweissung in pharmazeu tischen und Lebensmittelfertigungsanlagen.»Wir müssen produktiver werden, aber dennoch unsere hohe Qualität beibehal-ten, da wir sehr glatte Nahtoberflächen benötigen.» sagte CMI’s Produktions-manager, Christian LeClerc. Die Herstel-lung von pharmazeutischen Produkten ist stark reguliert – und die Vorschriften sind sehr streng. Die Schweissnahtqua-lität ist extrem anspruchsvoll und das Endprodukt darf nicht durch Keimwachs-tum oder andere externe Fremdstoffe verunreinigt werden. Die Vorschriften der European Hygienic Engineering & Design Group (EHEDG), die diese Ange-legenheiten behandeln und die optimale interne Oberflächenbehandlung, Verbin-dungsform, Design und Material vor-schreiben, wurden in den frühen 90ern veröffentlicht. CMI übernahm die Richt-linien der EHEDG.
Die Orbitalschweissung bietet, laut den Herstellern orbitaler Schweissanlagen, eine Reihe von Vorteilen gegenüber der manuellen Schweissausführung bzgl. Beanspruchbarkeit, Vollständigkeit, Kor-rosionsbeständigkeit, geringeren Ver-zug, geringere Restspannungen, bes-sere mechanische Eigenschaften und exzellente Schweissnahtqualität.
Abb. 3: optimale Schweissnaht-Ge-ometrie, innen/aussen fast oxida-tionsfrei
Das Schweissen geringer Wanddicken wird meistens ohne Schweisszusatz ausgeführt, bei mitteldicken Rohren, die für petrochemische Installationen ver-wendet werden, wird mit Zusatzdraht geschweisst.
Zusätzlich bietet die Orbitalschwei s-sung, gem. Anlagenherstellern gleich-mässige Schweissungen und Schweiss-geschwindigkeiten. Da alle benötigten Schweissparameter in der Steuereinheit abgelegt und codiert sind, werden sie dauerhaft und unverändert aufrechter-halten. Jede Schweissnaht ist somit identisch. CMI erstellte einen sterilen Raum für die pharmazeutischen Produkte, beschaffte die ersten orbitalen Schweissanlagen, und begann automatisiert zu schweis-sen. »Wir beschlossen, Orbitalschweis-sen in all unseren Projekten für die Fer-tigungsindustrie einzusetzen.» so Hr. LeClerc. Für die Fertigungsanlagen und Wärme-tauscherprojekte wählte CMI orbitale Schweissanlagen von Polysoude (die U.S.-Niederlassung ist Astro Arc Poly-soude Inc.). Mit diesem mechanisierten Verfahren stieg die Produktionsrate von
Abb. 4: Standard WIG/GTAW offener Schweisskopf mit Impulsdraht

24
Berichte
CMI, da der Prozess weniger arbeitsin-tensiv war als manuelles Schweissen. Ein Schweisser fertigt mehr Nähte pro Tag, da die Schweissnaht eine gleich-mässige Oberfläche ohne Überlagerung aufweist, und keine weitere Nacharbeit durch Schleifen oder Reinigen erfordert. Zusätzlich können die Schweisser, auf Grund des automatisierten Vorganges, mehrere Schweissungen simultan über-wachen. Seit dieser Zeit setzt CMI die Orbital-schweissung an Rohren der Grösse 5 mm bis 60 mm und bei Materialen wie Titan, Inconel, und rostfreiem Stahl 304 und 316 – nicht nur in der eigene Firma, sondern auch unter schwierigen Bedin-gungen auf der Montage ein. Orbitale Schweisstechniken werden in der Fabri-kation von vollständigen Verarbeitungs-anlagen, Boilersystemen, Bremswägen, sterilen Räumen, und grossräumigen Wärmetauschern eingesetzt. Gegen-wärtig bewegt sich die Hauptaktivität der Produktion um Rohrdurchmesser zwischen 1 und 3 Zoll. Heute besitzt das Unternehmen fünf WIG/GTAW Orbitalschweissanlagen, die drei geschlossene, einen offenen und einen Rohr-an-Platte Schweisskopf beinhalten. Vier Anlagen werden konti-nuierlich von den Installationsteams im Aussendienst genutzt. Unter den 20 Personen, die die Installationsteams bil-den, befindet sich immer ein Schweis-ser für jede einzelne portable Einheit. »Wir haben ein gutes Feeling für das Or-bitalschweissen entwickelt,» sagt Le Clerc. »Wir haben einen zuverlässigen Arbeitsvorgang, den wir durch die Etab-lierung präziser Vorbereitungsroutinen, denen unsere Schweisser folgen müs-sen, erreicht haben. Der Vorgang ist ein-fach zu verstehen und umzusetzen. Und wenn es zu keiner Abweichung des Vor-ganges kommt,» fügt er hinzu,» bietet Orbitalschweissen dem Kunden den Komfort von exzellenten, reproduzier-baren Schweissungen.» »Um pharmazeutische rohrförmige Pro-dukte zu schweissen, ist es nicht immer nötig erfahrene Schweisser zu haben,» meint LeClerc. Es mag merkwürdig er-
scheinen, wenn man hört, dass keine erfahrenen Schweisser benötigt wer-den, um Rohre in der hochsterilen phar-mazeutischen Umgebung zu schweis-sen. Diese Tatsache ist jedoch ein Tri-but an die Reproduzierbarkeit und Präzision für die die automatischen Or-bitalschweissanlagen stehen. CMI macht seine Angestellten mit der Rohr-herstellung genauso vertraut, wie erfah-rene Schweisser mit den Orbital-schweisstechniken. »Was wir brauchen sind begabte Mitarbeiter, die Verarbei-tungsprozeduren folgen können, verste-hen welche Programme für die ver-schiedenen Anwendungen gebraucht werden, und die die Fähigkeit haben zu merken, wenn etwas nicht stimmt.» Ist das Programm einmal entwickelt und in die Steuereinheit eingespeichert, ist auch die Reproduzierbarkeit gesichert. Le Clerc fügt hinzu, »Jedoch für petro-chemische Prozesse mit dickwandigen Rohren, bei denen die Durchschweis-sung wichtig ist, setzen wir nur erfah-rene Schweisser ein.» Die Qualitätskontrollen für orbitales Schweissen erfolgen bei CMI durch die-selben Verfahren wie bei manuellem Schweissen. «Jedoch, dank der Regel-mässigkeit der automatisierten Pro-zesse, wenn die erste Schweissnaht gut war» hebt Le Clerc hervor,» wissen wir mit Sicherheit, dass die folgenden Schweissnähte auch gut sein werden.» Noch immer wird von jedem Schweis-ser die erste automatisiert geschweis-ste Naht des Tages, als Materialprobe gekennzeichnet, um sicherzugehen, dass die Temperatur richtig war, die Schweissköpfe sauber sind, und dass der gesamte Prozess reibungslos ab-läuft. Anschliessend wird, abhängig vom Produkt, nach jeder zehn bis zwan-
zigsten Schweissnaht wieder ein Mus-ter gefertigt, um sicherzugehen, dass keine Abweichungen aufgetreten sind.
Konstruktion und Fertigung von Anlagen Die Richtlinien der European Hygenic Engineering & Design Group (EHEDG), veröffentlichten zwischen 1991 und 1992 Pläne für die Konstruktion von An-lagen in Kontakt mit Lebensmitteln. Doc 32 beschreibt die Kriterien für das hygi-enische Design von Anlagen, die für die Verarbeitung von Lebensmitteln geplant sind. Das hauptsächliche Ziel ist die Prä-vention von Keimwachstum bei Lebens-mitteln. Es behandelt Probleme, die mit der grossen Auswahl von Designs und Funktionen von geschweissten Rohr-kupplungen, die für alle Arten von Le-bensmittelverarbeitung und pharmazeu-tischem Equipment erhältlich sind, zu-sammenhängen. Ihr geplantes Ziel war es eine zuverlässige Verbindungsstelle anzubieten, die auf der Seite des Pro-dukts auch unter den Bedingungen von Verarbeitung, Reinigung und Sanierung bakterienresistent ist.
ZusammenfassungIn den letzten Jahren hat der Einsatz au-tomatisierter Schweissverfahren an Rohren in Europa stark zugenommen, da entstandene Standards und Kunden-ansprüche zunehmend die Anwendung des Orbitalschweissens spezifieren. Kundenspezifische Orbitalschweissan-lagen von gestern sind heute Serienpro-dukte, und oft das Resultat von Anwen-dungen in der pharmazeutischen, bio-chemischen Industrie, Molkerei, Brauerei, Wein und Lebensmittelindus-trie, wo Fertigungsanlagen aus rost-freien Stahlrohren geschweisst werden müssen.
Abb. 5: mehr-schicht ige Schweiß naht Ma-krographie

25
Berichte
Bei der Steigerung der Produktivität darf die Qualität der Schweissnaht nicht auf der Strecke bleiben. Vorschriften und Anforderungen lassen der Industrie immer weniger Spielraum. Um dennoch im Wettbewerb mithalten zu können, sind neue Prozessverfahren gefragt. Die FastMig™ Synergic ist eine neuartige Schweissmaschine, deren FastROOT™-System bei minimalem Zeitaufwand op-timale Wurzel- und Füllagen ermög-licht.
Die Wurzellage ist einer der kritischen Punkte beim Schweissen von Rohren. Die je nach den Anforderungen des Pro-dukts verfügbaren Schweissverfahren sind WIG (ohne Wurzelschutz), Elek-trode oder MIG/MAG. Die letztgenannte Möglichkeit bietet sich wegen ihrer Schwierigkeit, des hohen Fehlerrisikos und der Spritzerbildung nur mit Ein-schränkungen an. Problematisch ist ins-besondere das Schweissen in Über-kopf- und waagerechter Position. Zur Überwindung dieser Schwierigkeiten werden unterschiedliche Lösungen an-geboten. Eine davon basiert auf der Ver-wendung eines Kurzlichtbogens und der genauen Regulierung der Schweisspa-rameter im Kurzschlussmoment.
FastMig™ SynergicDie neue FastMig™ Synergic ist eine Schweissmaschine, die zusätzlich zu den normalen MIG/MAG-Prozessen über ein Spezialprogramm für das Schweissen der Wurzellage verfügt (FastROOT™). Im Funktionseinschub ist diese Option als »FR-MIG» gekenn-zeichnet.
Der FastROOT™-Prozess wird digital über die Strom-/Spannungsparameter der Stromquelle gesteuert. Während der Prozessentwicklung wird der Kurz-schluss überwacht und der Tropfen genau zum richtigen Zeitpunkt von der Drahtspitze in das Schmelzbad geleitet. Die Stromstärke wird bei Kurzschluss-beginn erhöht und dann allmählich auf das gewünschte Niveau reduziert. Im
Mehr Produktivität … mit Kemppi FastROOT™
Abb. 1: Zusatzwerkstoffübergang mit an-schliessender Neuzündung des Lichtbo-gens, Edelstahl.
Abb. 2: Die Wurzellage von der Wurzel-seite aus (links) und von oben betrachtet (rechts). Grundwerkstoff: Edelstahl
Moment der Tropfenablösung wird die Stromquellenleistung kurz abgesenkt und dann wieder auf den festgelegten Wert angehoben, woraufhin der Licht-bogen erneut zündet. Mit Hilfe der FastROOT™-Stromkurvenform gelingt die störungs- und spritzerfreie Ablösung des Tropfens und dessen Übergang in das Schmelzbad sowohl für schwarzen als auch für Edelstahl (Abb. 1).
Der Lichtbogen verhält sich kontrolliert, und der Zusatzwerkstoff lässt sich pro-blemlos an der gewünschten Stelle in das Schweissbad einbringen. Dies er-möglicht eine besonders gleichmässige Modellierung des Wurzeleinbrandes. Durch die minimale Spritzerbildung ver-ringert sich der Nacharbeitsbedarf im Vergleich zu normalen MIG/MAG-Schweissarbeiten erheblich. (Abb. 2).
Die Vorteile des FastMig™ Syner-gic- SystemsGegenüber Elektroden- und WIG-Schweissprozessen bietet das MIG-Ver-fahren im Allgemeinen den Vorteil hö-herer Produktivität. In einer Untersu-chung verglichen wir die Arbeits - geschwindigkeiten bei Anwendung der Verfahren FastROOT™, Elektroden- WIG- und MIG/MAG untereinander. Als zu schweissendes Testmaterial wählten wir S235-Stahl von 10 mm Dicke. Ge-schweisst wurde in die V-Nut, die Luft-spaltgrösse lag je nach Prozess zwi-schen 2 und 4 mm. Die verwendeten Zusatzwerkstoffe, Durchmesser und Schweissströme sind der Tabelle 1 zu
entnehmen. Beim WIG-Verfahren wurde Argon als Schutzgas verwendet, für die MIG/MAG-Prozesse Ar+18 CO2.In einer Untersuchung verglichen wir die Arbeitsgeschwindigkeiten bei Anwen-dung der Verfahren FastROOT™, Je nach Verfahren wurde von unten nach oben geschweisst (Elektroden- WIG- und MIG/MAG) oder von oben nach unten (FastROOT™- MIG). Die Ergeb-nisse sind in Tabelle 2 dargestellt. Der Test wies FastROOT™ (FR-MIG) ein-deutig als schnellstes Verfahren für das Schweissen der Wurzellage aus. Die besten Ergebnisse wurden mit WIG und FR-MIG erzielt. In beiden Fällen war keine Nacharbeit vor dem Schweissen der nächsten Lage erforderlich.mehr Infos: www.kemppi.ch
Prozess Zusatzwerkstoff Durchmesser
(mm) Schweissstrom
(A) WIG EN 1668: W3Si1 2.4 125 MMA EN 499: E 42 B 42 H5 2.5 70 MIG/MAG EN 440: G42 2M G3Si1 1.0 107 FR-MIG EN 440: G42 2M G3Si1 1.0 114
Prozess Schweiss- nahtlänge
(mm)
Schweiss-zeit
(mm)
Schweissge-schwindigkeit
(mm/min) WIG DC- 80 140 34.3 MMA 180 275 39.3 MIG/MAG 200 105 114.3 FR-MIG 200 90 133.3
Tab. 1: Im Test verwendete Zusatzwerk-stoffe und Schweissströme
Tab. 2: Vergleich der Schweissgeschwin-digkeiten bei unterschiedlichen Prozess-verfahren FR-MIG = FastROOT™ MIG

26
Berichte
Nach einer Begrüssung durch den Ge-schäftsführer von Messer Castolin, Herrn Baudat und einleitenden Worten durch den Standortleiter der Messer Schweisstechnik AG, Herrn Hereth star-teten die Fachvorträge mit dem ersten Thema des Tages: «Modernes Plasma-
schneiden am Ro-boter und an der CNC-Maschine». Herr A. Gierschke von der Firma Kjell-berg, the fine focus company, stellt nach einer Verfah-rensübersicht die
sog. HiFocus-Plasma-Schneidtechnolo-gie in einem interessanten Vortrag vor. Er zeigte Vergleiche zwischen dem Schneiden mit Laser, HiFocus und Stan-dardplasma-Verfahren auf und verwies auf die Wettbewerbsfähigkeit zum Laser. Interessant ist sicher ein neu auf den Markt kommender Brenner kleinster Abmessung für das wirtschaftliche
Der zweite Vortrag von Dr. Hildebrandt, Messer Group aus Krefeld, behandelte das Th ema «Schutz-gas- und Laser-schweissen» aus der Sicht des Gase-herstellers und -lieferanten. Die Viel zahl der An-wendungen bzgl. Grundwerkstoff, Zusatz und Gas kann wirtschaftlich opti-mal genutzt werden, sofern man die fachmännische Beratung und den Ser-vice der Spezialisten in Anspruch nimmt. Hier stehen die Mitarbeiter von Messer mit seinen Partnern zur Verfü gung.
Nach einem gut geführten Mittagsbuf-fet ging es in die dritte Vortragsrunde.
Hausmesse... bei Messer Castolin in Dällikon
Eingeladen hatte die Messer Schweiss-technik AG nach Dällikon, zur alle 2 Jahre stattfindenden Hausausstellung, am 19. und 20. September 2006.Als Einstieg in den Tag wurden Kaffee und Gipfeli gerne entgegen genom men.
Schneiden von innen nach aussen und die Möglichkeiten mehrlagige Dünn-bleche in einem Schnitt zu trennen. Die Werkstattdemonstrationen belegten die Fähigkeiten eindrücklich.
schleiss nur eine geringe Chance. Das Spektrum von gut dosier-ten Kleinpulver-mengen bis zu einer max. Aus-bringung von 20 kg/h ist beach-tenswert und muss jeden Ver-schleiss-Spezialisten zum Überdenken seiner Anwendungen bringen.
Den Reigen der Vor-träge beschloss Herr H. Kaulbach von EWM mit dem Thema «MIG/MAG forceA rc -Ver fah -ren». Ein Thema, welches der ge-neigte Leser sicher aus der Ausgabe
02/2006 der Schweisstechnik Soudure kennt. Deshalb sei hier nur kurz er-wähnt, dass nach heutigem Wissens-stand von EWM, Einsparungen bzgl. Wirtschaftlichkeit in diesem speziellen MAG-Verfahren von mehr als 50% möglich sind.Der Rundgang belegte die grosse Anwen-d u n g s p a l e t t e von Messer in der Schweiz mit seinen Partner-firmen, EWM, Kjellberg, Motoman, Polysoude u.a., wie die Bilddokumentation zeigt.H.M. / SVS
Das Thema «PTA-Schweissen & Sonder-beschichtun gen» wurde von Herrn A. Rösch bestritten und gut präsentiert. Ist doch das Plasmapulverauftragschweis-sen seit Jahren bestens bekannt. Die Einsatzgebiete umfassen die gesamte Industrielandschaft und geben dem Ver-
27
Berichte
Gase und Zubehör
Endoskopie
Plasma-Trennen
Punkt-Schweissen
Orbital-Schweissen
MAG/TIG-Schweissen
Plasma-Pulver-Auftragschweissen

28
Berichte
IIW-Jahresversammlung 2006 in Québec-City ... alle Erwartungen erfülltDie IIW-Jahresversammlung 2006 fand zusammen mit dem Internationalen Symposium «Tubular Structures» vom 27. August bis einschliesslich 02. Sep-tember 2006 in Québec-City, Kanada, statt. Québec City, etwa 250 km nörd-lich von Montréal am St. Lawrence-Strom gelegen, hat rund 700.000 Ein-wohner und ist Hauptstadt der Provinz Québec. Aufgrund ihrer historischen Bauwerke wurde die Stadt 1985 von der UNESCO als besonders erhaltenswert in das Weltkulturerbe aufgenommen.
Wahrzeichen der Stadt ist das auf den Klippen oberhalb der Altstadt gelegene mehr als einhundert Jahre alte, weltbe-rühmte «Chateau Frontenac», ein Lu-xushotel mit mehr als 1.400 Gästezim-mern. Ebenfalls nicht zu übersehen ist die zum Schutz der Stadt oberhalb des Hotels erbaute Zitadelle.Tagungsort war das zentral gelegene Congress Center Québec, ein moderner Bau, der sowohl räumlich als auch tech-nisch allen Anforderungen gerecht wurde. Die Hotels der Tagungsteilneh-mer lagen überwiegend in unmittelbarer Nähe des Congress Centers. Die vom kanadischen Organisationskomitee per-fekt vorbereitete und durchgeführte Ver-anstaltung zählte 360 Teilnehmer und 100 Begleitpersonen. Die SVS-Delega-tion hat mit 7 Delegierten und Experten an diesem Treffen teilgenommen.
Den offiziellen Auftakt der fast einwö-chigen Veranstaltung bildeten – wie in jedem Jahr – am Sonntag (27.08.2006), die Mitgliederversammlung, die Eröff-nungsveranstaltung und der anschlies-sende Begrüssungsabend. Anlässlich der Mitgliederversammlung erhielt Dr.-Ing. G. Kraume als erstes IIW-Mitglied ein Zertifikat für mehr als zehnmalige Teilnahme an einer IIW-Jahresversamm-lung. An der Eröffnungsveranstaltung wurden an verdiente Mitglieder IIW-Eh-renauszeichnungen verliehen.
Musikalisch abgerundet wurde die Er-öffnungsveranstaltung durch den tem-peramentvollen Auftritt der Painchaud Family and Folk Dancers, die die Teil-nehmer mit landestypischer Country Music und Volkstänzen begeisterten.
Die Sitzungen der 16 technischen Kom-missionen von Montag, den 28.08.2006, bis Mittwoch, den 30.08.2006, erfreu-ten sich sehr guter Beteiligung. Auch die Sitzungen der anderen IIW-Gremien waren durchweg gut besucht und wur-den von den Teilnehmern hinsichtlich ihrer fachlichen Inhalte ebenfalls sehr gut bewertet.
Der kanadische Abend am Montag und das Bankett am Mittwoch boten gute Gelegenheit, sich von der intensiven und konzentrierten fachlichen Arbeit zu erholen.Besonders zu erwähnen bleibt noch der von der IIW-Kommission XIV «Educa-tion and Training» unter Vorsitz von Dipl.-Ing. U. Hadrian, Schweiz, am Mitt-woch (30.08.2006) durchgeführte Work-shop «Image of Welding» und die damit verbundene Ausstellung von schweiss-technischen Lehr- und Lernmitteln am darauf folgenden Tag. Während der ganztägige Workshop durchweg sehr gut besucht war und positive Kritiken er-hielt, verzeichnete die Ausstellung auf-grund ihrer ungünstigen Platzierung be-dauerlicherweise nur eine geringe Besu-cherzahl. Dennoch sollen beide Veranstaltungen nach Ansicht der Betei-ligten in Zukunft wiederholt werden. Die im Rahmen des Workshops präsen-tierten Beiträge werden den Teilnehmern vom Vorsitzenden der Kommission auf einer CD zur Verfügung gestellt.Die von Donnerstag bis Samstag durch-
geführte Internationale IIW-Konferenz «Tubular Structures» erfreute sich trotz der sehr speziellen Thematik eines guten Zuspruchs.Die Termine für die nächsten IIW-Jah-restagungen sind wie folgt festgelegt:
Jahr Land Termin2007 Kroatien 01. - 08. Juli2008 Österreich 06. - 11. Juli2009 Singapur 12. - 18. Juni2010 Ukraine 2011 Indien
U. H. / SVS

29
Berichte
Dazu gibt es 3 Leistungsbereiche:
Demzufolge können Sie jederzeit Ihre Anlage auf die gewünschte höhere Leis-tung «upgraden». Dabei sind Sie flexibel und bleiben unabhängig ohne eine wei-tere Anlage neu kaufen zu müssen.
Im Weiteren sind die Anlagen beson-ders bedienerfreundlich, so z.B. ist die MIG/MAG Anlage «Symig 240-420» mit DPS-Plus 2 Modul, jederzeit mit einem Tastenbrenner ausrüstbar, mit welchem die Leistung am Brenner selbst stufen-los geregelt werden kann.
Neues aus der Schweisstechnik
Von unserem Lieferanten Mahe in Deutschland wird eine sehr interessante Entwicklung auf dem Gebiet der Schweisstechnik angeboten. Alle Ge-räte sind auf der Inverterbasis gebaut. Dadurch ergeben sich sehr grosse Vor-teile für den Anwender. Auf einen wich-tigen Vorteil möchten wir gerne beson-ders hinweisen:Upgraden Sie Ihre Anlage! «Sie kaufen z.B. eine Anlage mit 240A, die Ihre heu-tigen Bedürfnisse voll abdeckte. Plötz-lich benötigen Sie eine Anlage mit z.B. 360A – kein Problem, mittels Lizenzzu-kauf kann Ihre Anlage ganz einfach auf 360A mit 60% ED «Leistungsgestei-gert» werden.
Diese Anlage bietet zudem in der Stan-dardversion eine Serie einfach zu bedie-nender wichtiger Funktionen, wie Puls, Doppelpuls, Job-Mode. Im Weiteren ist das Schweissen mit Stabelektroden ebenso selbstverständlich wie das WIG-Schweissen mit Lift-Arc. Dank dieser Funktionen ist das Schweissen von Stahl, CuSi-Drähten (MIG-Löten), Chromstahl sowie Aluminium unter Ein-satz des Impulslichtbogens sehr ange-nehm und erzeugt ein exzellentes Schweissergebnis
Das attraktive Preis-/Leistungsverhält-nis entsteht durch das kostensparende Baukastensystem in der Produktion. Die Leistung und die Software des Gerätes können individuell dem Kundenwunsch angepasst werden, wodurch ein einzig-artiges Produkt für den Anwender ent-steht.
Stellen Sie einen Vergleich an mit die-sen beiden sehr attraktiven Anlagen: WIG-Anlage «Omega-Light»
Standard enthalten:HF/Liftarc Zündung; Slope up/slope down; Gasvor- und Nachströmung; Arc force + Puls Arc force; Hot-Start, Anti-stick Funktion; Pulsen; B-Level; Ba-lance-Regler; Hz-Frequenzregler; Mix-Tig Funktion; JOB Mode (Speicherung)
Optional:HF-Pulsen bis 2000Hz; Fahrwagen; Wasserkühlung; Fussfernregler
MIG/MAG-Puls-Anlage: Sy-Mig 240 Luftgekühlt:
230 V 140 A 170 A 190 A 210 A
400 V 240 A 300 A 360 A 420 A
400 V 500 A 600 A 720 A 840 A
Technische Daten:Strom: 5-160 A Upgradebar: bis 210 ANetzspannung: 230 V ED: 160A/35%Gewicht: 15 kg
Technische Daten:Strom: 20-240 A Upgradebar: bis 420 ANetzspannung: 400 V ED: 240A/60%Gewicht: 57 kg
Standard enthalten:4-Rollenantrieb; 2-/4 Taktbetrieb; Syner-gic-Betrieb; S-, CE-Zeichen; Temp.-ge-steuerter Lüfter; Übertemperaturschutz; Gasprüffunktion
Einfach zu Bedienen:Verfahren eingeben z.B. 1. MIG-Doppel-Impuls-SchweissenDraht Ø eingeben2. zu verschweissenden Werkstoff 3. eingeben z.B. AlSi-5.Blechstärke Ø z.B. 4 mm4. Fertig-Schweissen5.
Optional:Tasten Brenner; Upgrade; Fernregler
Mahe - Innovationen für die Zukunft!
Verfahren: MIG/MAG MIG/MAG Impuls-LBMIG-LötenMIG-Doppel-Impuls-LBE-Schweissen
Mittels Laptop upgraden von 160A auf 210A.
Verfahren: WIG-AC/DC mit HFE-SchweissenHF-Pulsen als Option
30
Kursprogramm
Kursprogramm
Einführungskurse SVS-Mitglieder AndereE, Lichtbogenhandschweissen 5 Tage 30.10. – 03.11.2006 Basel CHF 850.– CHF 1’000.–
MSG, Metall-Schutzgasschweissen 5 Tage 30.10. – 03.11.2006 Basel CHF 1’050.– CHF 1’200.–
WSG, Wolfram-Schutzgasschweissen 5 Tage 30.10. – 03.11.2006 Basel CHF 1’050.– CHF 1’200.– 5 Tage 11.12. – 15.12.2006 Basel CHF 1’050.– CHF 1’200.–
Weiterbildungskurse als Vorbereitung zur SchweisserprüfungE, Lichtbogenhandschweissen 9 Tage 30.10. – 09.11.2006 Basel CHF 1’450.– CHF 1’600.–
MSG, Metall-Schutzgaschweissen 9 Tage 20.11. – 30.11.2006 Basel CHF 1’750.– CHF 1’900.–
WSG, Wolfram-Schutzgasschweissen 9 Tage 13.11. – 23.11.2006 Basel CHF 1’750.– CHF 1’900.–
Aluminiumschweissen TIG Weiterbildung 9 Tage 13.11. – 23.11.2006 Basel CHF 2’000.– CHF 2’300.–
Aluminiumschweissen MIG Weiterbildung 9 Tage 20.11. – 30.11.2006 Basel CHF 2’000.– CHF 2’300.–
Firmenkurse Individuelle Schweisskurse oder Sonderkurse zur Aus- und Weiterbildung nach Ihren Wünschen, in Ihrem Hause oder beim SVS, offerieren wir gerne.
Schweisserprüfungen 06.11. – 10.11.2006 Während dieser Daten kann ein beliebiger Tag 04.12. – 08.12.2006 für die Schweisserprüfung ausgewählt werden.
Schweissen und Verlegen von Kunststoff-RohrenEinführungskurse/Cours d’introduction 5 Tage 05.02. – 09.02.2007 Basel CHF 1’695.– CHF 1‘695.– 5 Tage 12.02. – 16.02.2007 Basel CHF 1’695.– CHF 1‘695.– 5 jours 15.01. – 19.01.2007 Tolochenaz CHF 1‘695.– CHF 1‘695.– 5 jours 22.01. – 26.01.2007 Tolochenaz CHF 1‘695.– CHF 1‘695.–
Verlängerungsprüfungen/Cours de repetition 2 Tage 30.01. – 31.01.2007 Basel CHF 850.– CHF 850.– 2 Tage 01.02. – 02.02.2007 Basel CHF 850.– CHF 850.– 2 jours 08.01. – 09.01.2007 Tolochenaz CHF 850.– CHF 850.– 2 jours 10.01. – 11.01.2007 Tolochenaz CHF 850.– CHF 850.–
SonderkurseEinführung in die Schweisstechnik 3 Tage 12.12. – 14.12.2006 Basel CHF 1‘050.– CHF 1‘300.–
Schweisspraktiker/-in SVS Theoretische Ausbildung 10 Tage 27.11. – 08.12.2006 Basel CHF 2‘250.– CHF 2‘250.– Theoretische Prüfung ½ Tag 18.12.2006 Basel CHF 450.– CHF 450.–
Schweisspraktiker/-in IWP Theoretische Ausbildung 10 Tage 27.11. – 08.12.2006 Basel CHF 2‘250.– CHF 2‘250.– Theoretische Prüfung ½ Tag 18.12.2006 Basel CHF 450.– CHF 450.– Praktische Ausbildung IWP I 5 Tage nach Absprache Basel CHF 1‘750.– CHF 1‘750.– Praktische Ausbildung IWP II 3 Tage nach Absprache Basel CHF 650.– CHF 650.–
Arbeitssicherheit / Sécurité au travail / Sicurezza sul lavoro (Preise jeweils inkl. Mittagessen)Verhalten von Gasflaschen im Brandfall Kurs D 5041 24.10.2006 Basel CHF 190.– CHF 190.–
Hygiene, Unfall- und Brandverhütung beim Schweissen Kurs D 5006 16.11.2006 Basel CHF 190.– CHF 190.–
Betrieb und Unterhalt von Anlagen für technische und medizinische Gase (Fortsetzung Kurs D 5035) Kurs D 5043 21.11.2006 Basel CHF 190.– CHF 190.–
Hygiène et prévention des accidents et des incendies lors des travaux de soudage Cours F 5006 19.10.2006 Yverdon-les-bains CHF 190.– (repas de midi inclus)
Exploitation des installations de gaz techniques et médicaux (Suite du cours de base F 5035) Cours F 5043 26.10.2006 Yverdon-les-bains CHF 190.– (repas de midi inclus)
La protection incendie lors des travaux de soudage et d’autres travaux à feu ouvert (en collaboration avec l’institut de Sécurité, Neuchâtel) Cours F 6053 09.11.2006 Colombier CHF 441.– * CHF 490.–
*Membres ASS / Institut de Sécurité
31
Normen
Neue Normen – August 2006Normtyp Nr. Ausgabe Bezeichnung
SN EN 584-1 2006 Zerstörungsfreie Prüfung – Industrielle Filme für die Durchstrahlungsprüfung – Teil 1: Klassifizierung von Filmsystemen für die industrielle Durchstrahlungsprüfung
EN 764-7/AC 2006 Druckgeräte – Teil 7: Sicherheitseinrichtungen für unbefeuerte Druckgeräte
SN EN ISO 3834-1 2006 Qualitätsanforderungen für das Schmelzschweissen von metallischen Werkstoffen – Teil 1: Kriterien für die Auswahl der geeigneten Stufe der Qualitätsanforderungen
SN EN ISO 3834-2 2006 Qualitätsanforderungen für das Schmelzschweissen von metallischen Werkstoffen – Teil 2: Umfassende Qualitätsanforderungen
SN EN ISO 5172 2006 Gasschweissgeräte – Brenner für Schweissen, Wärmen und Schneiden – Anforderungen und Prüfungen
EN ISO 10156-2/AC 2006 Gasflaschen – Gase und Gasgemische – Teil 2: Bestimmung des Oxidationsverhaltens von gif-tigen und korrosiven Gasen und Gasgemischen
SN EN 10210-1 2006 Warmgefertigte Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Feinkornbaustäh-len – Teil 1: Technische Lieferbedingungen
SN EN 10210-2 2006 Warmgefertigte Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Feinkornbaustäh-len – Teil 2: Grenzabmasse, Masse und statische Werte
SN EN 10219-1 2006 Kaltgefertigte geschweisste Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Fein-kornbaustählen – Teil 1: Technische Lieferbedingungen
SN EN 10219-2 2006 Kaltgefertigte geschweisste Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Fein-kornbaustählen – Teil 2: Grenzabmasse, Masse und statische Werte
SN EN 14034-2 2006 Bestimmung der Explosionskenngrössen von Staub/Luft-Gemischen – Teil 2: Bestimmung des maximalenzeitlichen Druckanstiegs (dp/dt)max von Staub/Luft-Gemischen
SN EN 14034-3 2006 Bestimmung der Explosionskenngrössen von Staub/Luft-Gemischen Teil 3: Bestimmung der unteren Explosionsgrenze UEG von Staub/Luft-Gemischen
EN 14140/prA1 2006 Flüssiggas-Geräte und Ausrüstungsteile – Ortsbewegliche, wiederbefüllbare, geschweisste Fla-schen aus Stahl für Flüssiggas (LPG) – Alternative Gestaltung und Konstruktion
EN 14894 2006 Flüssiggas-Geräte und Ausrüstungsteile – Kennzeichnung von Flüssiggas(LPG)-Flaschen
SN EN ISO 15614-6 2006 Anforderung und Qualifizierung von Schweissverfahren für metallische Werkstoffe – Schweissver-fahrensprüfung – Teil 6: Lichtbogen- und Gasschweissen von Kupfer seinen Legierungen
SN EN ISO 17633 2006 Schweisszusätze – Fülldrahtelektroden und Füllstäbe zum Metall-Lichtbogenschweissen mit oder ohne Gasschutz von nichtrostenden und hitzebeständigen Stählen – Einteilung
SN EN ISO 17634 2006 Schweisszusätze – Fülldrahtelektroden zum Metall-Schutzgasschweissen von warmfesten Stählen – Einteilung
Normen-Entwürfe – August 2006Normtyp Nr. Ausgabe Bezeichnung
prEN ISO 7225 2006 Gasflaschen – Warnaufkleber
EN 13445-3/prA10 2006 Unbefeuerte Druckbehälter – Teil 3: Konstruktion
prEN ISO 21952 2006 Schweisszusätze – Drahtelektroden, Drähte, Stäbe und Schweissgut zum Schutzgasschweissen von warmfesten Stählen – Einteilung
Zurückgezogene Normen – August 2006Normtyp Nr. Ausgabe Bezeichnung
SN EN 584-1 1995 Zerstörungsfreie Prüfung – Industrielle Filme für die Durchstrahlungsprüfung – Teil 1: Klassifizie-rung von Filmsystemen für die industrielle Durchstrahlungsprüfung
SN EN 874 1995 Gasschweissgeräte – Maschinenschneidbrenner mit zylindrischem Schaft für Brenngas/Sauerstoff – Bauarten, allgemeine Anforderungen und Prüfverfahren
SN EN ISO 5172 1997 Handbrenner für Gasschweissen, Schneiden und Wärmen – Anforderungen und Prüfungen (ISO 5172:1995 einschliesslich Änderung 1:1995)
SN EN 10210-1 1994 Warmgefertigte Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Feinkornbaustäh-len – Teil 1: TechnischeLieferbedingungen
SN EN 10210-2 1998 Warmgefertigte Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Feinkornbaustäh-len – Teil 2: Grenzabmasse, Masse und statische Werte
SN EN 10219-1 1998 Kaltgefertigte geschweisste Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Fein-kornbaustählen – Teil 1: Technische Lieferbedingungen
SN EN 10219-2 1998 Kaltgefertigte geschweisste Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Fein-kornbaustählen – Teil 2: Grenzabmasse, Masse und statische Werte
SN EN 12071 1999 Schweisszusätze – Fülldrahtelektroden zum Metall-Schutzgasschweissen von warmfesten Stählen – Einteilung
SN EN 12073 1999 Schweisszusätze – Fülldrahtelektroden zum Metall-Lichtbogenschweissen mit oder ohne Gas-schutz von nichtrostenden und hitzebeständigen Stählen – Einteilung
32
Impressum / Veranstaltungskalder / Vorschau
IMPRESSUM
Herausgeber: Schweizerischer Verein für SchweisstechnikSt. Alban-Rheinweg 222CH-4052 BaselTel: +41 61 317 84 84Fax: +41 61 317 84 [email protected]
Chefredaktor:Horst MoritzBachtobelstrasse 9CH-8106 AdlikonTel./Fax: +41 44 841 06 44Mobil: +41 79 544 55 [email protected]
Redaktion:M.W. FormWestfalen Gas Schweiz GmbHR. Girardier Sulzer InnotecU. Hadrian Schweizerischer Verein für SchweisstechnikM. Hereth ORBITEC Schweiz GmbHR. Smolin Böhler-Thyssen Schweisstechnik AGDr. V. Stingelin Vandoeuvres
Anzeigen:Schweizerischer Verein für SchweisstechnikNadja HeikkinenTel. +41 61 317 84 17Fax. +41 61 317 84 [email protected]
Produktion:Gremper AGKasernenstrasse 32PostfachCH-4005 Basel
Auflage:Total 2000 ExemplareAbonnenten 1138
HaftungsausschlussDer SVS hat keine Kontrolle oder dergleichen über Ausführung oder Nichtausführung, Fehlinterpretationen, richtige oder falsche Anwendung jeglicher Informationen oder Empfehlungen, die in den Veröffentlichungen enthalten sind. Daher schliesst der SVS und seine Mitglieder jegliche Gewährleistung im Zusammenhang damit aus.
Vorschau auf Ausgabe 07 / 2006:Aus der IndustrieInnovationen, Highlights, Wirtschaftsdaten und Produktneuheiten
FachbeiträgeSchweissen 13%-iger ChromstähleWärmebehandlung – Verfahren, Geräte, Regelwerke, ParameterRouging, d. h. schöne rote OberflächenX-Man Story
Berichte Praxis- und KurzberichteKunst in der Schweisstechnik
Mitteilungen
Die nächste Ausgabe erscheint am 11. Dezember 2006
VeranstaltungskalenderDatum / Zeit Ort Veranstaltung17. 10. 2006 Basel Thermisches Spritzen – Erfa Gruppe TS3: 18.30 Uhr Korrosionsmechanismen und Korrosionstests bei thermisch gespritzten Schichten Felix Ernst, IOT Aachen (D)24. – 28. 10. 2006 Hannover Vortrag des Monats: EuroBlech / Internationale Technologiemesse für Blechbearbeitung 2. 11. 2006 Basel Heissluftglühen – ein Verfahren zur Wärme- behandlung von Komponenten und Baugruppen im Kraftwerks- und Behälterbau21. 11. 2006 Basel Thermisches Spritzen – Erfa Gruppe TS3: 18.30 Uhr Versiegelung von thermisch gespritzten Schichten Thomas Weibel, Eposint AG, Pfyn (CH)7. 12. 2006 Basel Vortrag des Monats: Trends in der Schweissrauchabsaugung11. 1. 2007 Basel Vortrag des Monats: Schweissen von Aluminiumstrukturen im Automobil-, Schienen- fahrzeug- und Flugzeugbau8. 2. 2007 Basel Vortrag des Monats: Software in der Schweisstechnik13. 2. 2007 Basel Thermisches Spritzen – Erfa Gruppe TS3: 18.30 Uhr Potenzial-Messung mit Easy-Pen auf thermisch gespritzten Schichten Markus Büchler, SGK, Zürich (CH) 15. 3. 2007 Basel Vortrag des Monats: Nutzen und Grenzen der Simulation von Schweissverzügen bei Aluminiumstrukturen24. 4. 2007 Basel Thermisches Spritzen – Erfa Gruppe TS3: Hochtemperaturkorrosionsschutz Dr. H.-P. Bossmann, Alstom Power Baden (CH)Auskunft: Schweizerischer Verein für Schweisstechnik, St. Alban Rheinweg 222,
4052 Basel. Tel. 061 3178484, Fax 061 3178480