
Seite 46 Industrie - Vogelfiles.vogel.de/vogelonline/vogelonline/issues/mm/2005/012.pdf · für den...
84
Wirtschaftlich Spritzgießen Seite 32 · Autonome Serviceroboter Seite 36 · Toolmanagement Seite 46 Wartung und Instandhaltung „Mit nachhaltigen Verbesserungen die Effizienz technischer Anlagen steigern“ Dr. Christian Gill, SKF GmbH, Seite 16 21. März 2005 Ausgabe 12 4,50 Industrie Das Magazin www.maschinenmarkt.de Airbus A380 Herausforderung für Werkstoffe und Fertigung Seite 18 B 04654
Transcript of Seite 46 Industrie - Vogelfiles.vogel.de/vogelonline/vogelonline/issues/mm/2005/012.pdf · für den...

Wirtschaftlich Spritzgießen Seite 32 · Autonome Serviceroboter Seite 36 · Toolmanagement Seite 46
Wartung und Instandhaltung„Mit nachhaltigen Verbesserungen
die Effizienz technischer Anlagen steigern“Dr. Christian Gill, SKF GmbH, Seite 16
21. März 2005 Ausgabe 12 � 4,50
IndustrieDas
Magazinwww.maschinenmarkt.de
Airbus A380
Herausforderung für Werkstoffe und FertigungSeite 18
B 04654


Spätestens seit Dädalus und Ikarus ließ die Sehnsuchtnach der Freiheit über den Wolken die Menschheit nichtmehr los. Doch von den Flügen der beiden antiken Ge-stalten mit aus Wachs und Tierfedern zusammengekleb-ten Flügeln berichtet nur die Legende.
Das Fliegen und damit die Luftfahrt von heute habeneine technische Evolution hinter sich, die vorerst im neu-en Flaggschiff der Airbus-Familie, dem A380, ihre Krö-
nung findet. Er ist bereits – ohne einmal vom Bodenabgehoben zu haben – zur Legende geworden,
fasziniert dieser gigantische Vogel allein schondurch sein äußeres Erscheinungsbild, seine ge-waltigen Abmessungen und die erstaunlichenLeistungsdaten. Doch hinter den Kulissen
spielte sich eine bisher beispiellose globale Zu-sammenarbeit ab, an der Hunderte von Zulie-
ferern – kleine, mittlere und große Unter-nehmen – beteiligt waren. Die Koordi-
natoren hatten organisatorischeHöchstleistungen zu vollbringen.Und es wurden Techniken undTechnologien entwickelt, die esvorher noch gar nicht gab, weil
sie bisher nicht gefordert waren.Jetzt, ein paar Wochen bevor sich derRiesenvogel in die Lüfte erheben soll,war es an der Zeit, die faszinierendenentwicklungs- und fertigungstechni-schen Highlights zu beleuchten undpublizistisch darzubieten – nicht zu-letzt auch in Anerkennung der Ingeni-
eure und Techniker, die diese technischen Höchstleistun-gen an dieser Maschine vollbracht haben. Gemeinsammit meinen Kollegen Bernhard Kuttkat, Rüdiger Krohund Josef Kraus haben wir recherchiert, um Ihnen die A-380-Story bieten zu können. Sie beginnt mit Seite 18und informiert Sie über Daten, Zahlen und Fakten, überden Leichtbau am Limit mit völlig neuen Konstruktions-werkstoffen, über innovative Techniken, von der dieTeileproduktion beflügelt wurde, über das Laserlicht, dasdem Großraumflugzeug zu erheblichen Gewichtsein-sparungen verhilft und die Sicherheit durch vermiedeneKorrosion und Ermüdungsrisse unterstützt.
Anders als Dädalus und Ikarus kann die neue Flug-maschine ganz sicher der Sonne entgegenfliegen.
AIRBUS A380:
Endlich abheben
Ein Gigant am Himmel – nurmöglich geworden durchinnovative HöchstleistungenDietmar Kuhn
AKTUELLESLEITARTIKEL

4 MM Das IndustrieMagazin · 12/2005
PRODUKTION
MATERIALFLUSSDie Eindämmung von Komplexitätstreibern wie zu lan-ge Wertschöpfungsketten oder zu große Produktvielfaltverkürzt Durchlaufzeiten und reduziert Bestände 28
KUNSTSTOFFTECHNIKEine fertigungsoptimierte Formteilgestaltung erleichtertdie Werkzeugauslegung beim Spritzgießen, zudemwerden teuere Nachbesserungen eingespart 32
AUTOMATION
ROBOTIKMit Hilfe von Sensoren und Kameras kann ein auto-nomer mobiler Serviceroboter in sich verändernder Um-gebung navigieren 36
KONSTRUKTION
KONSTRUKTIONSELEMENTEDämpfungselemente dienen als Sicherheitseinrichtun-gen in Maschinen und Anlagen dem Schutz von Menschund Maschine gleichermaßen 41Mit Aluminium-Systembauelementen lassen sich schnellund kostengünstig neue Fertigungs- und Montagelinienmodular aufbauen 44
AKTUELLES
LEITARTIKELDietmar Kuhn: Endlich abheben 3
MÄRKTEAxa setzt auf maßgeschneiderten Standard aus gutgefülltem Baukasten 8Personalkostenplanung für den Mittelstand 8Fünf Kandidaten für Hermes-Award der Hannover-Messe nominiert 9Laser-Entwicklungsgesellschaft gegründet 10Funkenerosionsmaschine zog Intec-Besucher an 10Newcomer in der „Old Economy“ 12Deutsche Leasing kann Neugeschäft steigern 12Logistikoptimierung steigert Profit 13Schlanke Geschäftsprozesse helfen Kosten senken 13
INSTANDHALTUNGAufgrund der zunehmenden Automatisierung liegt dieWartung und Instandhaltung derzeit gut im Trend 16
AIRBUS A380Das neue Flaggschiff der Airbus-Familie war eine ent-wicklungs- und fertigungstechnische Herausforderungfür den Luftfahrtbau; andere Branchen können davonprofitieren 18Leichtbau-Werkstoffe 20Spanende Fertigung 24Laserschweißen 26 Titelbild: Steuerleitungs-Steckverbinder/Collage Bayerlein
Airbus A380Das neue Mitglied der
Airbus-Familie, der A380,gilt als entwicklungs- undfertigungstechnische Her-ausforderung. In wenigenWochen soll das Flugzeugzum erstenmal abheben.
Seite 18
21. März 2005
KomplexitätAus der Globalisierungder Märkte erwachsen
Komplexitäts- und Kosten-treiber in Beschaffung und
Produktion, die es einzudäm-men gilt.
Seite 28
Wartung und Instandhaltung„Wir werden in steigendem Maße unseren
Kunden zur nachhaltigen Verbesserungder Effizienz von technischen Anlagen ver-
helfen“, meint Dr. Christian Gill, BusinessManager, Asset Efficiency Optimization
(AEO) der SKF GmbH in Schweinfurt.Seite 16
RobotikEin mobiler Service-
roboter ist mit einemStereokamerasystemals künstliche Sehhilfe
ausgestattet.Seite 36

MANAGEMENT
PRODUKTIONEin effizientes Toolmanagement erhöht die Verfügbar-keiten der Maschinen und senkt darüber hinaus dieProzesskosten 46
NEUE PRODUKTE UND VERFAHREN
Materialflusstechnik; Kunststofftechnik; Montage-,Handhabungs- und Robotertechnik; Konstruktions-elemente 49
SERVICE
MM-ONLINE, F IRMENVERZEICHNIS 6
TERMINE 58
GEBRAUCHTMASCHINENBÖRSE 63
VORSCHAU, IMPRESSUM 81
INDUSTRIEBAROMETER 82
MM Das IndustrieMagazin · 12/2005 5
AUS DEM INHALT
SystembauelementeMit Aluminium-Systembauele-
menten lassen sich schnell undkostengünstig neue Fertigungs-
und Montagelinien modularund daher auch äußerst
flexibel aufbauen.Seite 44
SpritzgießenJe perfekter die
Formteil- undWerkzeugausle-gung, umso höherist beim Spritz-gießen die Wirt-schaftlichkeit. Seite 32

UnternehmensverzeichnisFirmen, die in diesem Heft redaktionell erwähnt sind
www.maschinenmarkt.de
6 MM Das IndustrieMagazin · 12/2005
B2B: DER SCHNELLE WEG ZU WICHTIGEN MARKTPLÄTZEN
Der B2B-Markt gewinnt zunehmend an Bedeutung, weiler erhebliche Kosteneinsparungen und eine Vereinfa-chung der geschäftlichen Transaktionen zwischen denUnternehmen mit sich bringt. Deshalb ermöglicht Ihnenauch die MM-Homepage einen schnellen Zugang zuwichtigen Marktplätzen.der Industrie.Die Navigationsleiste auf der linken Seite der Homepa-ge enthält unter anderem den Begriff „Branchenlinks“.Dieser Button bietet Ihnen nicht nur die Gelegenheit, di-rekt mit den wichtigsten Firmen, Verbänden und Insti-tutionen der Maschinenbaubranche verbunden zu wer-den, sondern er verschafft Ihnen auch den Zugang zuwichtigen B2B-Plattfomen der Industrie. Mit einem Klickauf diesen B2B-Bereich gelangen Sie zu einer Übersichtüber verschiedene Marktplätze. Zusammen mit dem Na-men des jeweiligen Anbieters sind auch die Teilbereicheaufgeführt, die abgedeckt werden, angefangen von Fer-tigungsteilen und technischen Komponenten über Ge-brauchtmaschinen bis hin zu Logistikdienstleistungen.Je nach Interesse und Bedarf können Sie nun einen derAnbieter auswählen und werden direkt mit der entspre-chenden Homepage verlinkt.
AABB Schweiz Corporate Research. . . . . . 9Adapt Elektronik . . . . . . . . . . . . . . . . . . 57Airbus Deutschland . . . . 3, 18, 20, 24, 26Arnold . . . . . . . . . . . . . . . . . . . . . . . . . 26AXA - Entwicklungs- und Maschinenbau 8
BBayer Technology Services . . . . . . . . . . . 9Bayern Innovativ Gesellschaft für Innova-tion und Wissenstransfer. . . . . . . . . 12, 58Bayern FM . . . . . . . . . . . . . . . . . . . . . . 16Bay-Tech IHM . . . . . . . . . . . . . . . . . . . 82Benteler Automobiltechnik . . . . . . . . . 14Bosch . . . . . . . . . . . . . . . . . . . . . . . . . 14Bosch Rexroth . . . . . . . . . . . . . . . . . . 10BP Köln . . . . . . . . . . . . . . . . . . . . . . . . 16
CCDH Bremen . . . . . . . . . . . . . . . . . . . . 14Centre of Competence . . . . . . . . . . . . 16Charmilles Technologies . . . . . . . . . . . 10CIM Informations- u.Produktionsmanage-ment . . . . . . . . . . . . . . . . . . . . . . . . . . 46
DDaimlerChrysler . . . . . . . . . . . . . . . 14, 16Deutsches Komitee für Instandhaltung . 16Deutsche Leasing . . . . . . . . . . . . . . . . . 12Deutsche Messe . . . . . . . . . . . . . . . . . . . 9DS Technologie Werkzeugmaschinen-bau . . . . . . . . . . . . . . . . . . . . . . . . . . 24
EEADS Deutschland GmbH Werk Augsburg . . . . . . . . . . . . . . . . . . . . . . 24ECM Equity Capital Management . . . . 10Eltrotec Sensor . . . . . . . . . . . . . . . . . . . 55Enidine. . . . . . . . . . . . . . . . . . . . . . . . . 41E-Stop . . . . . . . . . . . . . . . . . . . . . . . . . . 9Eurocopter . . . . . . . . . . . . . . . . . . . . . 44Euroforum Deutschland . . . . . . . . . . . . 58
FFachhochschule Amberg-Weiden . . . . . 82Feag Fertigungscenter für elektrischeAnlagen . . . . . . . . . . . . . . . . . . . . . . . . 14Ford Motor Co . . . . . . . . . . . . . . . . . . . 14Forum Amerika. . . . . . . . . . . . . . . . . . . 14Fraunhofer Institut für Nachrichten-technik . . . . . . . . . . . . . . . . . . . . . . . . . 9Fraunhofer Institut für Techno u. Wirt-schaftsmathematik ITWM. . . . . . . . . . . . 9
GGE Fanuc Automation Europe SA . . . . . 11Geiss AG. . . . . . . . . . . . . . . . . . . . . . . . 53General Motors Corp. . . . . . . . . . . . 8, 14Gesamtverb. KunststoffverarbeitendeIndustrie e.V. GKV . . . . . . . . . . . . . . . . 58Gesellschaft für Instandhaltung . . . . . . 16GKS Stahl + Maschinenbau. . . . . . . . . . 11GIRA Gustav Giersiepen . . . . . . . . . . . . 53GSE Deutschland . . . . . . . . . . . . . . . . . 11
HHandelskammer Bremen . . . . . . . . . . . 14Harting Deutschland . . . . . . . . . . . . . . . 9Haus der Technik e.V. . . . . . . . . . . . . . . 58Helmut Niemeyer. . . . . . . . . . . . . . . . . 49Hofmann Innovation Group . . . . . . . . . 32Hofmann Werkzeugbau . . . . . . . . . . . . 32Hy-Line Sensor-Tec . . . . . . . . . . . . . . . . 55Hydro Aluminium. . . . . . . . . . . . . . . . . 16
IIDS Scheer . . . . . . . . . . . . . . . . . . . . . . 13ifm Electronic . . . . . . . . . . . . . . . . . . . . . 9IHK Bremerhaven . . . . . . . . . . . . . . . . . 14IHK Stade . . . . . . . . . . . . . . . . . . . . . . . 14IHK Oldenburg. . . . . . . . . . . . . . . . . . . 14Infractor . . . . . . . . . . . . . . . . . . . . . . . . 16IIR Deutschland . . . . . . . . . . . . . . . . . . 58Item Industrietechnik und Maschinen-bau . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
JJenoptik Automatisierungstechnik. . . . . 57Jokab Safety Deutschland . . . . . . . . . . . 11
KKaba Benzing . . . . . . . . . . . . . . . . . . . . . 8Kühnle, Kopp & Kausch . . . . . . . . . . . . 10KMI . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
LLeipziger Messe . . . . . . . . . . . . . . . . . . 14Linn High Therm . . . . . . . . . . . . . . . . . 12Logistik Training Team G. Gruhn & Part-ner . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Lumanova . . . . . . . . . . . . . . . . . . . . . . 10
MM. Torres Industriales, S.A. Industriales,S.A. . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Mager & Wedemeyer . . . . . . . . . . . . . . 12MAN Nutzfahrzeuge . . . . . . . . . . . . . . 16Management Circle . . . . . . . . . . . . . . . 58Martor . . . . . . . . . . . . . . . . . . . . . . . . . 56Maschinenfabrik Arnold . . . . . . . . . . . . 26Maxon Motor. . . . . . . . . . . . . . . . . . . . 36MFI Systemlogistik . . . . . . . . . . . . . . . . 56MTU . . . . . . . . . . . . . . . . . . . . . . . . . . 16
OOseco, Inc. . . . . . . . . . . . . . . . . . . . . . . 51
PPammer . . . . . . . . . . . . . . . . . . . . . . . . 9Panasonic Industrial Europe . . . . . . . . . 52Phoenix Contact. . . . . . . . . . . . . . . . . . . 9Porsche . . . . . . . . . . . . . . . . . . . . . . . . 44Pro-Las Produktionslaser . . . . . . . . . . . 10
RR. & S. Keller . . . . . . . . . . . . . . . . . . . 12Räder-Vogel . . . . . . . . . . . . . . . . . . . . 49Reis Robotics . . . . . . . . . . . . . . . . . . . . 10Rofin-Sinar Laser. . . . . . . . . . . . . . . . . . 26RWTH Aachen . . . . . . . . . . . . . . . . . . . 28
SSaertex Stade . . . . . . . . . . . . . . . . . . . 20Sage & Schreibe Frank von Leliwa . . . . 20Sauer Lagertechnik . . . . . . . . . . . . . . . . 49Schroff . . . . . . . . . . . . . . . . . . . . . . . . . 51Schwer & Kopka Elektronik GmbH . . . 52Sensortechnics . . . . . . . . . . . . . . . . . . . 55Senova . . . . . . . . . . . . . . . . . . . . . . . . . . 9Sheraton Hotel . . . . . . . . . . . . . . . . . . . 15Simon,Kucher & Partner Strategy & Mar-keting. . . . . . . . . . . . . . . . . . . . . . . . . . 14Siekap Industrial Services . . . . . . . . . . . 16Siemens VDO . . . . . . . . . . . . . . . . . . . . . 9SKF. . . . . . . . . . . . . . . . . . . . . . . . . . . . 16SSI Schäfer Noell Lager- und System-technik . . . . . . . . . . . . . . . . . . . . . . . . 56Still . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Sysob IT-Distribution . . . . . . . . . . . . . . 11
TT. A. Cook . . . . . . . . . . . . . . . . . . . . . . 16Technische Universität Hamburg-Harburg . . . . . . . . . . . . . . . . . . . . . . . 36Thieme GmbH & Co. KG UB Kunststoffe . . . . . . . . . . . . . . . . . . . . . 53ThyssenKrupp Industrieservice . . . . . . . 16Thyssen Krupp Laser-Technik . . . . . . . . 10Ticona . . . . . . . . . . . . . . . . . . . . . . . . . 20TiK Technology in Kunststoff . . . . . . . . 57Tisoware Gesellschaft für Zeitwirtschaft . 8Turbo Group . . . . . . . . . . . . . . . . . . . . 10
UUccida Hydraulics. . . . . . . . . . . . . . . . . 10Unitech . . . . . . . . . . . . . . . . . . . . . . . . 15Universität Braunschweig . . . . . . . . . . . . 9Universität Delft . . . . . . . . . . . . . . . . . . 20Universität Oshawa . . . . . . . . . . . . . . . . 8Universität Stuttgart . . . . . . . . . . . . 20, 28
VVDMA Verband Deutscher Maschinen-und Anlagenbau e.V. . . . . . . . . . . . . . . 11Verband der Automobilindustrie . . . . . 14VESA GmbH . . . . . . . . . . . . . . . . . . . . 52Victrex Europa GmbH . . . . . . . . . . . . . 51Vogel Industrie Medien GmbH & Co. KG . . . . . . . . . . . . . . . . . . . . . . 58
WWer liefert was? GmbH für den Einkauf. 14Wheelabrator Group GmbH Schlick & OLT . . . . . . . . . . . . . . . . . . . 10WIZ . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
ZZF Friedrichshafen AG . . . . . . . . . . . . . 14ZLU Zentrum für Logistik und Unter-nehmensplanung . . . . . . . . . . . . . . . . 13
SERVICEUNTERNEHMENSERVICE MM-ONLINE


8 MM Das IndustrieMagazin · 12/2005
arbeitungszentren minimierteNebenzeiten ebenso im Vorder-grund wie Fertigungsflexibilitätund Wartungsfreundlichkeit. Mitt-lerweile können Axa-Ingenieureauf einen gut gefüllten Baukastenzurückgreifen. „Unsere Stärke sindkundenspezifische Lösungen. Wirhaben das Baukastensystem unse-rer Produktfamilien so ausgerich-tet, dass wir rasch auf Kundenwün-sche reagieren können“, bringtSchiller seine Strategie auf denPunkt. Dabei habe Axa als Kundenvor allem kleine und mittelständi-sche Werkzeug- und Formenbauersowie Werkzeugmaschinenherstel-ler im Fokus.
Auf der Hausausstellung konn-ten sich Kunden an „lebenden Ob-jekten“ über die Vielfalt und dasLeistungsvermögen von Axa-Ma-schinen überzeugen. Darunter die
Axa-Chef Dipl.-Ing. Ralf Schiller:
„Unsere Stärkesind kunden-
spezifische Lösun-gen, wir habendas Baukasten-system unserer
Produktfamilienjeweils so aus-gerichtet, dass
wir rasch auf Kundenwünsche
reagieren können.“
Schöppingen (bk) – „Das zurücklie-gende Jahr ist für uns gut gelaufen“,bilanziert Dipl.-Ing. Ralf Schiller,geschäftsführender Gesellschafterder Axa-Entwicklungs- und Ma-schinenbaugesellschaft mbH inSchöppingen. So konnten die 320Mitarbeiter im Jahr 2004 einen Um-satz von rund 35 Mio. Euro erwirt-schaften. Die Auftragsbücher sindgut gefüllt. „Die Nachfrage aus demAusland ist allerdings nach wie vorbesser als im Inland“, differenziertSchiller.
Der Erfolg des SchöppingerWerkzeugmaschinenherstellers,der dieses Jahr 40-jähriges Jubiläumfeiert, kommt nicht von ungefähr.Axa-Entwicklungsingenieure ha-ben sich einige technische Finesseneinfallen lassen, die das Fertigenproduktiver machen. Nach wie vorstehen bei der Konzeption von Be-
Hannover (ug) – Auf der Cebit stellte die Tisoware Gesellschaft fürZeitwirtschaft mbH, Reutlingen, ihre Lösung zur Personalkostenpla-nung und Personalkostenbudgetierung vor. Damit ist innerhalb derPersonaleinsatzplanung sofort zu erkennen, wie viel der einzelneSchichtplan kostet. Außer der Personalkostenplanung präsentiert dasReutlinger Unternehmen eine automatisierte Maschinendatenerfas-sung. Die Unternehmensdaten werden in Verbindung mit der Kaba-Benzing-Komponente Bedanet 9080 direkt von der Maschine erfasstund in der Tisoware-Software ausgewertet.
Die Daten sollen die Transparenz im Unternehmen erhöhen unddie Basis für die Fertigungssteuerung und Produktionsplanung dar-stellen. Als Dienstleister bietet Tisoware Kunden aus dem MittelstandLösungen für Unternehmensdatenerfassung, Arbeitszeitmanage-ment, flexible Arbeitszeiten, Zutrittssicherung oder Personaleinsatz-planung an. Betreut werden über 1600 Kunden im In- und Ausland.Mit einem Gesamtumsatz von 5,9 Mio. Euro konnte zum Geschäfts-jahr 2004 (31. Juli) der höchste Umsatz in der Firmengeschichte er-zielt werden, so Sabine Dörr, geschäftsführende Gesellschafterin vonTisoware.
Das Unternehmen war in diesem Jahr auf drei Cebit-Messeständenvertreten – auf dem eigenen Stand in Halle 6 sowie als Mitausstellerbei Kaba-Benzing und PCS. www.tisoware.de
Personalkostenplanungfür den Mittelstand
Bild: Kuttkat
Toronto/Oshawa (uh) – Nach einer gemeinsamen Ankündigungder Provinzregierung von Ontario, der kanadischen Regierungund General Motors Canada investiert der Automobilkonzern2,5 Mrd. kanadische Dollar (mehr als 1,53 Mrd. Euro) in seinekanadische Division. Das Abkommen ist der Startschuss für dasso genannte „Beacon Project“ von GM, das Forschung, Ent-wicklung und Produktion in Kanada stärken soll. Es handelt sichum die größte und umfangreichste Investition in der Ge-schichte des kanadischen Automobilsektors. Ontario selbststeuert rund 235 Mio. kanadische Dollar bei, um die Großin-vestition für die Provinz zu sichern. Mit dem Start des BeaconProjects wird gleichzeitig ein neuer Fachbereich an der Uni-versity of Ontario eröffnet: das Automotive Centre of Excel-lence am Institute of Technology der Universität in Oshawa.
BIld
: Ont
ario
Maßgeschneiderter Standard aus gut gefülltem Baukasten
S- und XTS-Ausführungen der Be-arbeitungszentren VHC, ausgerüs-tet mit einem Werkzeugwechslerder besonderen Art. „Dieser selbst-fahrende Wechsler mit Übergabe-Doppelgreifer ist elektronisch mitdem Fahrständer verbunden undsteht dadurch der Spindel immerfür einen Werkzeugwechsel zurVerfügung“, so EntwicklungsleiterDipl.-Ing. Franz-Josef Kappelhoff.Bei Bedarf ermögliche der eigeneAntrieb das Magazin während derHauptzeit in die Beladestellung zufahren und zu bestücken.
AXA
TISOWAREGM INVESTIERT IN ONTARIO
AKTUELLES MÄRKTE

3D-Bilder ohne Stereobrille zu betrachten,erlaubt die Display-Technik „Mixed-Reali-ty“ des Fraunhofer-Instituts für Nachrich-tentechnik in Berlin. Dazu werden auf bei-de Augen des Betrachters hochaufgelöste,perspektivisch leicht versetzte Ansichtenprojiziert. Außerdem kann man mit deminteraktiven Display virtuelle Welten auchmit eigenen Händen „begreifen“. Möglichmachen das zehn die Szenen beobachten-de Videokameras. Neun davon sind in derTischplatte integriert und registrieren dieBewegungen der Finger. Der zehnte sitztzentral auf dem Mixed-Reality-Display undermittelt die Position der Augen.
Eine Displaytechnik auf Basis organischerLeuchtdioden, die Licht direkt aus elektri-schem Strom erzeugen können, stellenForscher der Universität Braunschweig vor.Die neuartigen Leuchtdioden ermöglichenflache, selbstleuchtende Bildschirme, derenhohe Effizienz vor allem für mobile Anwen-dungen vorteilhaft sein soll. Die OLEDs be-stehen nach Angaben der Wissenschaftleraus nanometerdicken Schichten organi-scher Halbleiter und Farbstoffe. Je nachchemischer Struktur können sie Licht in al-len sichtbaren Farben erzeugen.
Karosserieaußenteile aus Kunststofffür Löschfahrzeuge industriell zu fertigenhaben sich drei Partnerunternehmen desKunststoff-Clusters, Linz/Österreich, vorge-nommen. Der Feuerwehrautohersteller Ro-senbauer hat gemeinsam mit dem Halb-zeugproduzenten Senova und dem Mo-dell- und Formenbauer Pammer einen Weggefunden, die Teile aus thermoplastischenKunststoffen im Tiefziehverfahren herzu-stellen. Das neue Verfahren ist nicht nurum bis zu 30% kostengünstiger als die„handwerkliche“ GFK-Technik, sondernauch umweltverträglicher.
Räumliche Bilder – erzeugt mittels Com-putertomographie oder Laserscanning-Mikroskopie – vereinfachen Werkstoffun-tersuchungen. Im Gegensatz zu 2D-Bildernvon Schnitt- oder Bruchflächen enthaltendie Volumenbilder die volle Informationüber die räumliche Mikrostruktur. AmFraunhofer-ITWM, Kaiserslautern, ist fürdie Analyse solcher Bilder die Software Ma-vi entwickelt worden. Sie charakterisiert dieGeometrie komplexer Mikrostrukturen: Vo-lumen, Oberflächen, Krümmungsintegraleund die Eulerzahl werden erkannt.
MM Das IndustrieMagazin · 12/2005 9
Hannover (kf) – Am vergangenen Mon-tag wurden die fünf nominierten Inno-vationen für den Technologiepreis derHannover-Messe bekannt gegeben.Eines der fünf Unternehmen wirdbei der Eröffnungsfeier derMesse am 11. April den mit100 000 Euro dotierten ers-ten Preis aus Händen vonBundesforschungsministe-rin Bulmahn erhalten. Allefünf nominierten Techni-ken werden in einer Sonder-schau bei der Tech-Transfer – Gateway-to-innovation-Fachmesse in Halle 2 wäh-rend der Messe gezeigt. Bei den nomi-nierten Unternehmen handelt es sich um
die ABB Schweiz AG, Baden-Dättwil, Bayer Techno-logy Services, Leverku-
sen, die Harting MitronicsAG, Espelkamp, die IFM Electronic
GmbH, Essen, sowie um PhoenixContact in Blomberg.
Die von einer Jury aus For-schung, Ministerien undMedien gewählten fünfTopprodukte stammenausschließlich aus dem Be-reich der Automatisie-
rungstechnik und Senso-rik. Sepp D. Heckmann,
Vorstandsvorsitzender der DeutschenMesse AG und Initiator des HermesAward, wundert sich nicht über die vie-len Bewerbungen aus der Automatisie-rungstechnik. „Wenn es um Produktionam Standort Deutschland geht, spielenintegrierte Automatisierungslösungenheute eine Schlüsselrolle.“
Der eingereichte faseroptische Strom-sensor von ABB Schweiz nutzt den Fara-day-Effekt zur Messung elektrischenStroms in Hochspannungsanlagen: EinLichtwellenleiter umschließt den Strom-leiter in einer oder mehreren Windungen,sodass durch Messung des Laufzeitunter-schiedes der Lichtwellen der Strom kal-kuliert werden kann. KonventionelleStrommesssysteme für die Hochspan-nungstechnik, die gewöhnlich bis 1000 kg
schwer sind, können durch diesen Sensorersetzt werden.
Das von Bayer Technology Servicesentwickelte Multipunkt-Thermometerfür verfahrenstechnische Apparate bietetdie Möglichkeit, entlang einer Glasfaserein Temperaturprofil zu erstellen und so-mit viele einzelne Thermoelemente zu er-setzen. Das Gerät wird bereits in indus-triellen Anwendungen eingesetzt.
Mittels eines Laserstrukturierungsver-fahrens von Harting Mitronics könnenspritzgegossene Schaltungsträger herge-stellt werden, die elektrische und mecha-nische Funktionen in einem dreidimen-sionalen Bauteil vereinen. ElektrischeSchaltungen lassen sich so ohne Träger inein Produkt integrieren.
Das Abstandmesssystem Efector PMDvon IFM misst den Abstand zu einem Ob-jekt mit Hilfe der Echolaufzeit von Licht.Das kostengünstige Sensorelement bein-haltet die weltweit erste industrietaugli-che On-Chip-Lichtlaufzeitmessung.
Der Wireless-I/O-Feldbus von Phoe-nix Contact ermöglicht eine drahtloseÜbertragung echtzeitfähiger Steuersig-nale in industriellen Automatisierungs-systemen. Das System nutzt den neustenBluetooth-Übertragungsstandard, umdie bekannten Kompatibilitätsproblememit W-LAN-Signalen zu umgehen.
Top 5: Es kann nur einenSieger geben
TICKERTECHNIK
HERMES AWARD 2005
Der Hermes Award 2004 hat Bernd Gom-bert und seiner Firma E-Stop zum Durch-bruch am Markt verholfen. Im Januar diesesJahres verkaufte er das Unternehmen für ei-nen nicht genannten Betrag an SiemensVDO.
Bild
er: D
MAG

Laser-Entwicklungsgesellschaft gegründet
REIS ROBOTICS/PROLAS
Obernburg/Würselen (rk) –Der Roboterhersteller undSystemintegrator Reis GmbH& Co. Maschinenfabrik undder Laserspezialist Prolas Pro-duktionslaser GmbH habenim Februar gemeinsam dieEntwicklungsgesellschaft ReisProlas Lasertechnik GmbHgegründet. An der in Würse-len bei Aachen ansässigen Fir-ma ist Reis Robotics zu 60%beteiligt. Wie die Partner be-tonen ist das Aufgabenfeld derneuen Gesellschaft die Ent-wicklung von Komponenten für die an-gewandte Lasertechnik im industriellenUmfeld in Verbindung mit Automations-systemen. Darunter fallen Strahlfüh-rungssysteme sowie optische und senso-rische Komponenten für die Anwendungvon Lasern im Kunststoff- und Metallbe-reich. Einen weiteren Entwicklungs-schwerpunkt soll die Qualitätsverbesse-rung von Laserbearbeitungsprozessenbeim Schweißen, Schneiden, Löten, Här-
Jubiläums-Funkenerosionsmaschine zog die Intec-Besucher magisch an
CHARMILLES TECHNOLOGIES
Fellbach (js) – Eine durchweg positive Bilanz ihrer Teilnehme an der Chemnitzer Indus-triefachmesse Intec zieht die Charmilles Technologies GmbH. Erfreut zeigte sich derFunkenerosions-Marktführer nicht zuletzt über das große Interesse an der Premium-Edition der Standard-Allround-Maschine Robofil 240SL/440SL, deren spezielle Jubi-läums-Sonderausstattung dem Anwender durch höchste Prozesssicherheit und Ma-schinenverfügbarkeit „echten Mehrwert“ sichern soll. Dank des hohen Niveaus desdurchweg fachkundigen und gut vorbereiteten Intec-Publikums habe man bei zahlrei-chen Kundenkontakten in intensiven und bis ins Detail gehenden Beratungsgesprä-chen Gelegenheit gehabt, um die Vorzüge der Maschine zu erläutern, heißt es.Das Ausstattungspaket der Robofil 240SL/440SL Premium, das aus Anlass des 30-jähri-gen Bestehens der Charmilles Technologies GmbH angeboten wird, umfasst vier Plus-punkte: ein Sichtfenster in der Türe des Arbeitsbeckens, eine größere Drahtaufnahme
für 16- bis 25-kg-Rollen, eine erweiterte Garantie von drei Jahreninklusive drei Inspektionen und die Fernbedienungs- und Fern-
wartungssoftware E-Connect premium.
ten und in der Oberflächenveredelungbilden.
Hintergrund der Firmengründung istdie Entscheidung von Thyssen, die Thys-sen-Krupp Laser-Technik GmbH in Aa-chen nicht weiterzuführen. Somit stan-den diese Entwicklungsressourcen zurÜbernahme durch Reis Robotics undProlas zur Verfügung. Derzeit hat dasneue Unternehmen sechs Mitarbeiter,anvisiert ist ein Ausbau auf zehn bis 15.
Beschlossene Sache: Die Reis-Geschäftsleitung mit Dr.Eberhard Kroth und Walter Reis sowie Prolas-Ge-schäftsführer Dr. Thomas Ebert (von links) haben einegemeinsame Entwicklungsgesellschaft gegründet.
Bild
: Rei
s Ro
botic
s
Im Mittelpunkt der Charmilles-Präsentation aufder Intec in Chemnitz stand die Robofil240SL/440SL Premium – eine Jubiläums-Editionmit dickem Extra-Ausstattungspaket.
10 MM Das IndustrieMagazin · 12/2005
Der Erwerb von Kühnle, Kopp & Kausch,Frankenthal, durch die Turbo Group GmbHist abgeschlossen. Die ErwerbergesellschaftTurbo Group GmbH – sie befindet sich imBesitz des von ECM Equity Capital Manage-ment beratenen Eigenkapitalfonds GermanEquity Partners II LP (GEP) sowie des KK&K-Managements – fungiert mit mehr als 95%der KK&K-Aktien (unter Berücksichtigungder von KK&K gehaltenen eigenen Aktien)als neuer Mehrheitseigentümer. Für denTurbomaschinenhersteller bedeutet derWechsel des Mehrheitsaktionärs eine Fort-setzung des eingeschlagenen Wachstums-kurses.
Die neu gegründete WheelabratorGroup, Golden/USA, sieht sich als derweltweit führende Anbieter von Produktenund Dienstleistungen rund um die Schleu-derstrahl- und Druckluftstrahltechnik. ZurGruppe gehören nach Angaben der deut-schen Tochter in Metelen etablierte undbewährte Marken wie Wheelabrator,Schlick, OLT, Sisson Lehmann, PangbornEurope, Spencer Halstead, WheelabratorTilghmann oder Vacu-blast. Die Wheelab-rator Group operiert unter dem Dach derInternational Surface Preparation Corpora-tion als eigenständiger Geschäftsbereich.
Die Bosch Rexroth Automation Corpo-ration und die Uchida Hydraulics Co. Ltd.haben sich in Japan zur Bosch Rexroth Cor-poration zusammengeschlossen. Bereits1978 hatte Rexroth, Lohr am Main, ersteInvestitionen in Uchida getätigt und 1997die Aktienmehrheit übernommen. Mit derZusammenführung wird das breite Bosch-Rexroth-Spektrum im Bereich der Fabrik-automation mit dem Hydraulik-Know-howvon Uchida gebündelt.
Die Lumanova GmbH trug beim dies-jährigen Ideenwettbewerb für Gründer derRegion Hannover unter mehr als 90 Teil-nehmern den Sieg davon. Das Unterneh-men war im September 2004 in Hannovergegründet worden. Der Schwerpunkt liegtauf gütegeschalteten Lasern vom ultravio-letten bis infraroten Spektralbereich sowieauf Festkörperlasern mit Strahlung im sicht-baren Spektrum. Die junge Firma will mitmaßgeschneiderten Produkten vor allemKunden aus den Bereichen Umweltmess-technik, Beschriftungssysteme, Displaytech-nologie, Mikroskopie und Spektroskopieansprechen.
Bild: Charmilles
FIRMEN TICKER

MM Das IndustrieMagazin · 12/2005 11
Mit Wirkung vom 1. Januar wurde Ben van Oostenzum Geschäftsführer der GKS Stahl + MaschinenbauGmbH in Langenfeld bestellt. Er ergänzt die bisheri-ge Geschäftsführung von Boris Franke und RaimundRötzel. Van Oosten leitet den kaufmännischen Be-reich und wird vorrangig die Bereiche Vertrieb und
Marketing ausbauen. Hierdurch soll das nachhaltige Wachstum desUnternehmens auf nationaler und internationaler Ebene sicherge-stellt werden.Die GKS Stahl + Maschinenbau GmbH gehört zurSpanset-Gruppe,
Ralph Sturzenheckerverstärkt seit Jahresbeginn das deutsche Teamder international aufgestellten Ingenieurgesellschaft GSE. Er hat diePosition des Verkaufsleiters Deutschland inne und verantwortet denAusbau des deutschen Marktes. Der 31-jährige Diplomgeograph be-gann seine Karriere bei der Dibag Industriebau AG in München.Sein Aufgabengebiet umfasste in erster Linie den Verkauf von Ren-diteobjekten an überwiegend institutionelle Anleger. Bei GSEDeutschland wird Sturzenhecker die Aktivitäten des Design and Bu-ild Turnkey Contractors ausbauen.
Jokab Safety Deutschland, Spaichingen, gewann GerdGlowacky als Key Account Manager. Glowacky be-sitzt mehr als 20 Jahre Vertriebs- und Markterfah-rung, die er in namhaften deutschen und internatio-nalen Unternehmen sammelnkonnte. Zu denSchwerpunkten seines bisherigen Tätigkeitsbereichs
zählte die Automatisierungstechnik, wobei sein Hauptaugenmerkauf der Maschinensicherheitstechnik und Sensorik lag.
Der Aufsichtsrat von GE Fanuc Automation CNC er-nannte Leopold Schenk, Deutschland-Geschäfts-führer des Unternehmens, zum Vice President Euro-pe. Während der vergangenen Jahre konnte Schenkdas Deutschlandgeschäft sehr erfolgreich ausbauenund damit zu einem starken Ergebnis in Gesamteu-
ropa beitragen. Mit der Ernennung zum Vice President wird die Be-deutung des deutschen Marktes für die Unternehmensgruppe ins-gesamt unterstrichen. Zusätzlich zu seiner neuen Position wirdSchenk wird auch weiterhin als Geschäftsführer die GE Fanuc Auto-mation CNC Deutschland leiten.
Dipl.-Wirtsch.-Ing. Klaus-Hasso Heller, geschäftsführender Gesell-schafter der Aerzener Maschinenfabrik GmbH, Aerzen, ist zum neu-en Vorsitzenden des Landesverbandes Nord des Verbandes Deut-scher Maschinen- und Anlagenbau (VDMA) gewählt worden. DerLandesverband Nord des VDMA umfasst mehr als 320 Maschinen-bauunternehmen in den Bundesländern Bremen, Hamburg,Niedersachsen und Schleswig-Holstein.
Hans-Peter Steven wurdezum Key Account Mana-ger für Deutschland der Sysob IT Distribution GmbH& Co. KG, Schorndorf, ernannt. Ihm wurde die Auf-gabe übertragen, ein qualifiziertes Reseller-Netzwerkaufzubauen sowie neue Kunden zu gewinnen und zubetreuen. Darüber hinaus kümmert sich der 47-jäh-
rige um das Projektmanagement sowie um die Gewinnung von Leads im deutschen Raum.
AKTUELLESPERSONEN
STÄUBLI RPL
WELTWEIT BEWÄHRT
T H E C O N N E C T I O N S O L U T I O NCONNECTORS
STÄUBLI Tec-Systems GmbH • ConnectorsD-95448 Bayreuth • Theodor-Schmidt-Str. 25Tel. +49 921 883-80 • Fax +49 921 [email protected] • www.staubli.com
Bewährte RPL-Schnellkupplung zur Temperierung von Formwerkzeugen
Speziell entwickelt für Heiz- und Kühlkreisläufe anKunststoff- und Aluminiumdruckgusswerkzeugen.
Freier Durchgang für hohe Durchflussmengenohne Turbulenzen bei kleinsten Abmessungen.
Einbaufertig mit selbstdichtender Teflonbeschichtung.
Versenkt montierbar für optimalen Schutz derBuchsen bei Werkzeuglagerung.
Schnelle und sichere Einhandbedienung mitautomatischer Rastung des Steckers in der Buchse.
Stecker mit integrierter Schutzvorrichtunggegen unbeabsichtigtes Entkuppeln.
Stecker und Buchsen in gerader Ausführungund in 90°- oder 135°-Winkelung lieferbar.
Für Anwendungen mit tiefliegenden Formeinsätzensind Buchsen mit verlängertem Ansatz erhältlich.

12 MM Das IndustrieMagazin · 12/2005
Wuppertal (uh) – Die R. & S. Keller GmbH erhielt An-fang März für ihre Produkte Sym-Plus Drehen undSym-Plus Fräsen den begehrten Bildungs-Software-preis Digita 2005 in der Kategorie „Berufliche Bil-dung“. Gefallen hat der Jury das komplexe Konzept,das Multimedia-Performance mit konventionellenMaterialien und Verfahren kombiniert. Es setze neueMaßstäbe in der Ausbildung im Metallbereich undüberzeuge durch funktionelle Vielfalt bei modularemAufbau. Die virtuelle Gestaltung des Arbeitsbereichsentspreche der Realität in der Werkstatt und an denMaschinen. Die Integration von 3D-Simulation in dasSystem mache eine anschauliche Vermittlung der eherabstrakten und komplexen Inhalte möglich.
AUSGEZEICHNET LERNEN UND FERTIGEN
Nürnberg (jk) – Fester, leichter und kostengünstiger lauten die Anforderun-gen an neue Werkstoffe. Auf dem Symposium „Material innovativ“ kam ei-ne weitere hinzu: Neue Werstoffe müssen auch funktioneller sein. Darausgefertigte Teile werden mehrere Funktionen zu erfüllen haben. TechnischerVorreiter ist der Automobilbau. Extremforderungen stellt die Luft- undRaumfahrttechnik. Bei Mehrfunktionsteilen auf engstem Raum nehmen dieElektronik und Medizintechnik eine Spitzenstellung ein. Die Nanotechnikspielt dabei eine große Rolle – etwa bei der Entwicklung elektrisch leitenderPolymere. All das setzt Unternehmen mit Risikobereitschaft voraus. Werk-stoff-Forschung sei folglich eher Angelegenheit großer Unternehmen, wieHorst Linn auf dem Symposium der Bayern Innovativ GmbH bedauerte.Um dies zu ändern, engagiert sich der Ofenbauer als Business Angel. Acht
Start-ups hat er seit 1997 an den Markt gebracht. Vier da-von schreiben heute schwarze Zahlen. Wichtig für denChef der Linn High Therm GmbH, Eschenfelden, ist,dass die Newcomer auf dem Maschinen- und Anlagen-
bau „fußen“. Auf diesem Gebiet kennt er sich ausund kann die Marktchancen einschätzen. „Ent-wicklungen in der Old Economy werden nochfür einige Überraschungen sorgen.“
Newcomer in der „Old Economy”SYMPOSIUM MATERIAL INNOVATIV
Bild
: Kel
ler
AKTUELLES MÄRKTE
sehr gut meistern. Wir hatten einbeachtenswertes Wachstum, einepositive Entwicklung unseresMarktanteils und einen normalenRisikoverlauf“, erläuterte Vorstand-schef Hans-Michael Heitmüller an-lässlich der Bilanzpressekonferenzam 14. März in Frankfurt/Main.
Mit einem Plus von 19,6% be-sonders erfreulich gestaltete sichdas Auslandsgeschäft. Das Maschi-
VorstandsvorsitzenderHans-Michael Heitmül-ler (Mitte), Vorstands-mitglied Rüdiger Frei-herr von Fölkersamb(rechts) und FinanzchefPaul Dillenburger(links) zogen vor derPresse in Frankfurt eine positive Bilanz für das Geschäftsjahr2003/2004.
Frankfurt/Main (js) – Die DeutscheLeasing AG konnte im abgelaufe-nen Geschäftsjahr ihr Neugeschäftum 9,8% auf 4,1 Mrd. Euro stei-gern. Im Inland erhöhte sich diesesum 7,8%, womit sich das zur Spar-kassen-Gruppe gehörende Unter-nehmen erneut besser als der deut-sche Mobilienleasingmarkt (plus5,2%) entwickelte. „Die DeutscheLeasing konnte das Geschäftsjahr
Bild
: Sch
reie
r
Auch 2003/2004 besser als der Markt nenleasing, auf das 2003/2004 52%des gesamten Neugeschäfts entfie-len, konnte um 10,2% augebautwerden und erreichte dem Volu-men nach (Anschaffungswerte)2,145 Mrd. Euro.
Auch das neue Geschäftsjahr hatsich alles in allem gut angelassen. Sobelief sich das Neugeschäft im er-sten Quartal (Oktober bis Dezem-ber 2004) auf 1,1 Mrd. Euro, waseiner Zunahme zum Vorjahr um11,7% entspricht. „Dies ist ein sehrzufrieden stellender Start“, resü-mierte Heitmüller in Frank-furt/Main. Mit neuen E-Leasing-Angeboten im Partnergeschäft Ma-schinen soll diese Dynamik nochgesteigert werden. Künftig könnenMaschinenbauer und -händler Leasingangebote noch während desBeratungsgesprächs unterbreitenund zusagen. Erste Partner wurdenbereits gewonnen, darunter Mager& Wedemeyer in Oyten, Nord-deutschlands größter Händler fürMazak-Maschinen.
DEUTSCHE LEASING
Horst Linn, Industrieofenbauer und Business Angel, Eschenfelden: „Entwicklungenin der Old Economy werden noch für einigeÜberraschungen sorgen.“
Bild
: Kra
us

AKTUELLESMÄRKTE
Logistikoptimierung steigert ProfitZLU-STUDIE
Berlin (uh) – Die Top-entscheider-Studie derZLU Zentrum für Lo-gistik und Unterneh-mensplanung GmbHzur Ergebnisrelevanzder Logistik zeigt bei In-dustrieunternehmenRenditesteigerungspo-tenziale von bis zu fünfEbit-Prozentpunktendurch Logistikoptimie-rung auf. Die Studie ba-siert auf einer Befra-gung von Topmanagern europäischerUnternehmen aus den BereichenAutomobilzulieferung, Maschinen-und Anlagenbau sowie Konsumgüter.
Trotz des Stellenwerts der Logistikals strategischer Erfolgsfaktor für dieUnternehmen, deckt sich der An-spruch oft nicht mit der Realität: Bei-spielsweise geben die befragten Top-Entscheider vor, dass Logistik imSchnitt „wichtig“ für Unternehmens-erfolg, Gewinn und Wettbewerbsvor-teil sei. Für 80% der Befragten ist dieLogistik zudem ein wichtiger Kosten-block. Tatsächlich controllen jedochfast zwei Drittel der Unternehmen ih-re Logistikkosten nicht und könnenkeine Angaben über die Größenord-
Schlanke Geschäftsprozessehelfen Kosten senken
IDS SCHEER
Hannover (ug) – Ausgaben für die Optimierung der Geschäftsprozesse zah-len sich wirtschaftlich aus. Das ist das Ergebnis einer Studie, die die Saar-brücker IDS Scheer AG auf der Cebit vorstellte. Die erstmals mit dem Markt-forschungsinstitut Softselect durchgeführte Untersuchung ergab, dass bei45% der 150 befragten Unternehmen deren Investitionen nachweislich denerwarteten Nutzen erbrachten oder sogar übertrafen. Rund ein Drittel derBefragten reduzierte seine Kosten gar um mehr als 10%. Immerhin 17%konnten keine Angaben machen, weil sie den Nutzen gar nicht messen.Mehr als zwei Drittel beschäftigen sich gegenwärtig stark oder sehr starkmit dem Thema Geschäftsprozessmanagement. Für das laufende Jahr pla-nen 37% der befragten Unternehmen höhere Budgets für Vertrieb und Mar-keting ein als im Vorjahr. Ein zusätzliches Optimierungspotenzial und mehrFlexibilität erwarten die Unternehmen durch neue Anwendungsplattformenin der Software, hier vor allem die Netweaver-Plattform von SAP.
nung und Zusammensetzung der Lo-gistikkosten im Unternehmen geben.
Obwohl sich die befragten Top-Entscheider im Schnitt „mehrmalspro Woche“ mit Logistik beschäftigen,haben 70% der befragten Unterneh-men in den letzten drei Jahren ihre Lo-gistik nicht ganzheitlich optimiert.Logistikoptimierungen werden in derRegel ohne Berücksichtigung der Top-management-Agenda realisiert: Nurdie wenigsten Entscheider konntentatsächlich Ergebnisse mit Bezug zuGuV/Bilanz- beziehungsweise strate-gischen Zielen nennen. In der Regelhatten die berichteten Ergebnisse nur„weichen“ oder sehr technischenCharakter.
Que
lle: Z
LU
sehr niedrigesRenditepotenzial
niedrigesRenditepotenzial
mittelmäßigesRenditepotenzial
hohesRenditepotenzial
sehr hohesRenditepotenzial
13% 13%
2%
31%41%
Wie hoch beurteilen sie das Renditepotenzial einer Logistikoptimierung

14 MM Das IndustrieMagazin · 12/2005
AKTUELLES MÄRKTE
KURZ NOTIERT
Die FEAG Fertigungscenter für Elek-trische Anlagen GmbH hat mit deminternational tätigen Projektentwick-ler Slough Estates einen langfristigenMietvertrag für einen neuen Produk-tionsstandort in Dormagen mit einerGesamtnutzfläche von rund 6150 m2
abgeschlossen. FEAG führt dort meh-rere bislang in den Regionen Rhein-Ruhr und Rhein-Main verteilte Pro-duktionsstandorte zusammen. Eshandelt sich dabei um ein Neubau-projekt mit einem Investitionsvolu-men von etwa 5,7 Mio. Euro, das indem Gewerbepark Topwest in Dor-magen realisiert wird.
Die Zuliefermesse „Z“ wird um dieSpezialmesse Mechatronic erweitert.Premiere hat die neue Schau vom 21.bis 23. Juni auf dem neuen LeipzigerMessegelände. Die Leipziger Messeträgt damit der Tatsache Rechnung,dass mechatronische Systeme zuneh-mend die Güte moderner Produk-tionstechnik bestimmen. Wie es heißt,vervollkommnet die neue Spezialmes-se das Leistungsspektrum der „Z“. Au-ßer Zulieferern und Dienstleistern ausden Bereichen Metall, Elektrotech-
nik/Elektronik und Kunststoffverar-beitung werden jetzt die Finalisten di-rekt in die Ausstellung eingebunden,so dass sich die gesamte Wertschöp-fungskette für den Maschinen- undAnlagenbau im Messegeschehenwiderspiegelt.
Das Forum Amerika,Köln, führt vom10. bis 16. April mit Unterstützung desVerbands der Automobilindustriezum achten Mal eine Unternehmer-reise für Kfz-Zulieferer zur SAE-Mes-se nach Detroit durch. Der Besuch derMesse ist eingebunden in ein Pro-gramm von Vorträgen und Werksbe-suchen (zum Beispiel Bosch, Daimler-Chrysler, Ford, GM, Benteler, ZF). ImAnschluss geht es weiter nach Ohio,wo unter anderem bei GM Gesprächemit Einkauf und Entwicklung geführtwerden. Zuletzt steht mit Ontario inKanada eine attraktive Business-Platt-form mit idealen Rahmenbedingun-gen auf der Agenda Das Rahmenpro-gramm bietet Workshops zu aktuellenThemen der Zulieferindustrie sowieBegegnungen mit Vertretern von In-dustrie, Fachverbänden und Politik.Weitere Informationen unter Tel.(02 21) 1 30 15 37 oder [email protected]
Bremen (uh) – Besonders für Handelsvertreter, dieauf dem Gebiet der Metallverarbeitungs- und Ma-schinenbauindustrie tätig sind, bietet die Erweite-rung der EU neue Absatz- und Beschaffungsmärk-te. Jedoch kann das Recht des ausländischen Ver-tragspartners in wesentlichen Punkten vom Hei-matrecht abweichen, wodurch sich Konfliktpoten-ziale ergeben. Die Handelskammer veranstaltetdaher am 4. April in der Handelskammer Bremen,Haus Schütting, ihren ersten internationalen Han-delsvertretertag Nordwest in Kooperation mitden Industrie- und Handelskammern Bremerha-ven, Stade und Oldenburg und dem CDH Bre-
men. Auslandsvertretungen aus 16 europäischen Ländern nehmen teil. Siewerden eine Fülle interessanter Unternehmenskontakte für deutsche Han-delsvertreter anbieten. Außerdem referiert Rechtsanwalt Jürgen Evers vonder Kanzlei Blanke Meier Evers (www.bme-law.de) über die unterschied-lichen rechtlichen Bedingungen für die Handelsvertretertätigkeit in den ein-zelnen EU-Staaten. Nähere Infos und Anmeldung bei: Handelskammer Bre-men, Tel. (04 21) 3 63 74 06. Jürgen Evers ist als Rechtsanwalt in der KanzleiBlanke Meier Evers in Bremen spezialisiert auf Vertriebsrecht, insbesondereHandels- und Versicherungsvertreterrecht.
Bild
: Bla
nke
Mei
er E
vers
INTERNATIONALER HANDELSVERTRETERTAG

MM Das IndustrieMagazin · 12/2005 15
Bei der Unitech MaschinenGmbH, Chemnitz, ist derzeit eineneue CNC-Fräsmaschine in Ent-wicklung, die bezüglich der Leis-tungsdaten über die bisherige Pro-duklinie hinausgehen wird. In un-serem Special „Maschinenbau Ost“(MM 8, Seite S13) hatten wir be-richtet, dass die neue Maschine aufder Chemnitzer Industriefachmes-se Intec 2005 (2. bis 5. März) vor-gestellt würde. Dies ist nicht richtig.Vielmehr soll die neue CNC-Ma-schine im Rahmen der diesjährigenEMO in Hannover (14. bis 21. Sep-tember) gezeigt werden.
Simon – Kucher & Partners Stra-tegy & Marketing Consultantshatte bereits im letzten Jahr in Zu-sammenarbeit mit dem Adminis-trative Committee of Wujin Hi-Tech Industrial Zone (WIZ) ein In-formationsforum zum Thema „In-vestieren in China“ mit über 80Teilnehmern ausgerichtet. Auf-grund des positiven Feedbacks wirdauch in diesem Jahr ein solches Fo-rum veranstaltet. Es findet am 6.April im Sheraton-Hotel am Frank-furter Flughafen statt. Angeführtvon Xu Jianmin, Bürgermeister vonChangzhou, informieren Fachleuteüber den Produktionsstandort Chi-na am Beispiel der WIZ. Weitere In-fos: www.simon-kucher.com
Bei „Wer liefert was?“ finden Ein-kaufsentscheider im Business-to-Business-Bereich ab sofort noch ge-nauer und schneller ihren Anbieter.Die Suchmaschine für Produkteund Dienstleistungen verzeichnetunter www.wlw.de für Deutsch-land nun über 340 000 Unterneh-men aus allen Branchen. Damitkonnte „Wer liefert was?“ die bis-herige Anzahl der gelisteten Firmenvon 138 000 mehr als verdoppeln.Zugleich bietet die Suchmaschineüber direkte Links Zugang zu wei-teren europäischen „Wer liefertwas?“-Seiten und anderen interna-tionalen Suchmaschinen für Pro-dukte und Dienstleistungen. Außerder inhaltlichen Erweiterung standdie Optimierung der Suchsystema-tik im Fokus des Relaunches.

16 MM Das IndustrieMagazin · 12/2005
AKTUELLES INSTANDHALTUNG
Schon der Gedanke an das WortInstandhaltung lässt die Ver-antwortlichen in der Industrie
aufschrecken. Denn meist verbirgtsich dahinter ein Maschinen- oderAnlagen-Stillstand, der dem Unter-nehmen unter Umständen teuer zustehen kommt. Man unterscheidetdeshalb zwischen vorbeugender In-standhaltung, also Inspektion (vor-beugend) und Wartung oder In-standsetzung (bedarfsweise Wieder-herstellung des Sollzustandes einestechnischen Objekts). Die Instand-haltung ist immer und überall dortnotwendig, wo die Verfügbarkeitund die Funktionsfähigkeit techni-scher Objekte sichergestellt und be-wahrt werden sollen. Die Durchfüh-rung von Instandhaltungsarbeitenwird entweder durch die eigene In-standhaltungsabteilung oder – undder Trend verstärkt sich besonders indieser Richtung – durch Dienstleis-ter erledigt.
Fest steht auch, dass die Wartungund Instandhaltung heute zu einemstrategisch wichtigen Faktor in derIndustrie geworden ist. Ja, es ist so-gar, wenn man so will, eine eigeneBranche damit entstanden. Mit derweiter zunehmenden Automatisie-rung wird dieser Branche ein unge-ahntes Wachstum vorausgesagt. Wie
hoch das seinwird, kann aller-dings niemand ge-nau sagen. Auchbei den VerbändenDeutsches Komi-tee für Instandhal-tung (DKIN) undGesellschaft fürInstandhaltung(GFIN) wird mannicht fündig. Beieiner Pressekonfe-renz anlässlich derneuen Messe„Maintain“ inMünchen war von150 Mrd. Euro dieRede. Anhand vonUmfragen kristal-
lisierte sich heraus, dass die Ferti-gungsindustrie hierzulande etwa10% ihres Umsatzes für die Instand-haltung ausgibt und etwa 3,4% mitder Mitarbeiter mit Instandhal-tungsaufgaben befasst sind.
Was eine hieb- und stichfeste In-standhaltung bringt, umreißt RalfSimon, Geschäftsleiter der MANNutzfahrzeuge AG in München, wiefolgt: „Durch eine absolut durchor-ganisierte Instandhaltung haben wirheute eine Anlagenverfügbarkeit von95 bis 97% erreicht. Dies spart unse-rem Unternehmen jährlich etwa zwi-schen 20 und 30 Mio. Euro im Ver-gleich zu wenigen Jahren zuvor – dalag die Anlagenverfügbarkeit nochbei 80%.“
Ausschlaggebend für den Erfolgbei MAN ist die Grundidee des Cen-tre of Competence (CoC), die beiMAN nach dem ganzheitlichen An-satz funktioniert, dass kritische An-lagen durch Zusammenwirkungzwischen Betreiber, Planung und In-standhaltung im Sinne eines TotalProductive Maintainance (TPM)–Ansatz geplant, otptimiert und be-
Damit die Fertigung läuftWartung und Instandhaltung galten bei Industrieunternehmen lange Zeit als lästige Pflicht, bei der man nichts verdienen konnte. So langsam aber wächst die Erkenntnis, dassdiese Bereiche wichtige wirtschaftlich strategische Größen darstellen. Das verdeutlichendie aktuell „gehandelten“ Zahlen und Fakten.
DIETMAR KUHN
Die Bedeutung der Instandhal-tung für die produzierende Wirt-schaft wird unter anderem durcheinen Award deutlich. Der „Main-tainer“, wie er genannt wird, istdeshalb auch bei großen Indus-trieunternehmen äußerst begehrt.Er wurde jetzt zum sechsten Maleund während der Veranstaltung„Main-Days 2005“ für hervorra-gende Instandhaltungsleistungenverliehen. Die drei zu vergeben-den Preise gingen an die DaimlerChrysler AG in Kassel für eine ganz-
heitliche Strategie- und Bereichs-entwicklung in der Instandhal-tung, an die Siekap Industrial Ser-vices Gernsbach GmbH für denEinsatz interdisziplinärer Teamszur Reduzierung ungeplanter Stö-rungen sowie an die BP KölnGmbH für die Transformation inden Bereichen Produktion undProduktionsunterstützung im ei-genen Hause. Gesponsert werdendie Preise von der Bayern FM,Hydro Aluminium, MTU, Infractorund T. A. Cook Consultants.
Spitze in Sachen Instandhaltung
Hinter Maschinen und Anlagen stehen oft millionenschwere Investitionen – undso wird es erst richtig teuer, wenn’s einmal irgendwo klemmt und die Produktionzum Stillstand kommt.
Dipl.-Ing. Ralf Simon, Bereichs-direktor der MANNutzfahrzeuge AGin München:
„Durch eine absolutdurchorganisierteInstandhaltung ha-ben wir heute eineAnlagenverfügbar-keit von 95 bis 97%erreicht.”

treut werden. Instandhaltung vonnicht kritischen, standardisiertenEinrichtungen und Anlagen werdenzunehmend kosten- und Know-how-optimal zentral betreut.
Als einer der Betreuer präsentiertsich die SKF GmbH, SKF ReliabilitySystems in Schweinfurt. Dr. Christi-an Gill, Leiter Geschäftsentwicklungund Verkauf sagt dazu: „Wir habenuns in den letzten Jahren zu einerKnowledge-Engineering-Companyentwickelt, die den Anspruch erhebt,mit ihren Produkten und Dienstleis-tungen Standards zu setzen.“ Wassich dahinter verbirgt, das sind rund5000 Mitarbeiter – 40 davon im In-standhaltungsgeschäft mit steigen-der Tendenz –, die global verteilt unddeshalb lokal das Anlagenmanage-ment der SKF-Kunden mit Instand-haltungskompetenz in Form vonMethoden, Werkzeugen und Tech-nologien betreuen. Innerhalb desSKF Reliability Systems sieht Gill ei-ne Zielmarke von 25% des Gesamt-umsatzes (den er leider nicht bezif-fert) für die Instandhaltung.
Was die Kölner Thyssen Krupp In-dustrieservice GmbH in Köln um-setzt, beziffert Dipl.-Kfm. PeterGoeck, Ressortleiter Vertrieb & Mar-keting und Mitglied der Geschäfts-leitung bezogen auf das eigeneUnternehmen mit rund 650 Mio.Euro. Diese werden von etwa 13 000Mitarbeitern an über 100 Standortenin Deutschland und dem benach-
barten Ausland erwirtschaftet.Goeck sieht eine zu flexiblen Kostenrealiserte maximale Anlagenverfüg-barkeit als eines der wichtigsten Kri-terien für den Erhalt des Fertigungs-standortes Deutschland. „Unser Ge-schäft sind die personalintensivenGeschäftsprozesse in der Industrie“,sagt Goeck und er ist sich sicher: „Einguter Dienstleister kennt die Prozes-se seiner Kunden“.
Unter diesem Aspekt sieht er auchdie wichtigen Punkte für die Verga-be von Instandhaltungsleistung zudenen gehören:� Wie kalkuliere ich die Kostenvor-teile in der Instandhaltung durchOutsourcing?� Outsourcing-Partner bündelnauch Produktionswissen – wie kannich dieses Wissen nutzen?� Welches interne Know-how benö-tige ich, wenn ich Instandhaltungs-aufgaben an externe Partner delegie-re?� Wie finde ich den für mich richti-gen Partner? MM
AKTUELLESINSTANDHALTUNG
� MAN Nutzfahrzeuge AG
� SKF GmbH, SKF Reliability Systems
� Thyssen Krupp IndustrieserviceGmbH
� Gesellschaft für Instandhaltunge.V. (GFIN)
www.maschinenmarkt.de
Dr. Christian Gill, Business Manager,Asset Efficiency Optimization (AEO)der SKF GmbH in Schweinfurt:
„Wir werden in steigendem Maße unseren Kunden zur nachhaltigenVerbesserung der Effizienz von techni-schen Anlagen verhelfen.“
Dipl.-Kfm. Peter Goeck, Geschäftslei-tung Ressort Marketing und Vertriebder Thyssen Krupp IndustrieserviceGmbH in Köln:
„Ein guter Dienstleister kennt dieProzesse seiner Kunden.“
Bild
er: K
uhn

18 MM Das IndustrieMagazin · 12/2005
AKTUELLES AIRBUS A380
Nur noch wenige Tage – undTestpilot Claude Lelaie wirdden schon zu Entwicklungs-
zeiten zur Legende gewordenen Air-bus A380 erstmals über dem Atlan-tik vor Bordeux in den Himmel be-schleunigen. Damit wird sich einTraum für Airbus Industries undspeziell für den Vorstandsvorsitzen-den Noel Forgeard endlich erfüllen:„Noch im ersten Quartal 2005 lassenwir den neuen König der Lüfte ab-heben“, hatte er bei der großen Vor-stellung im Januar verkündet.
Über die gigantischen Ausmaßeund die nicht minder gigantischenZahlen der Kapazitäten und techni-schen Daten war bereits viel zu lesen.Doch hinter den Kulissen, in Ent-wicklung und Technik, steckt einebislang beispiellose globale Zu-sammenarbeit, die allen Beteiligtenein Höchstmaß an technischemWissen und Können abverlangte.Schließlich ging es bei der Entwick-lung des A380 nicht nur darum einFlugzeug zu bauen, sondern eintechnisches Wunderwerk für dienächsten 20 bis 30 Jahre zu schaffen,in dem alle erdenklichen und tech-nischen Möglichkeiten ausgeschöpftwurden.
Leichtbau war angesagt, mit demVerlangen die Betriebskost-en zu senken – etwa 15 bis20% pro Sitz und Kilometer – mehrReichweite zu bieten als an- dereGroßraumflugzeuge – mit 15000 kmetwa 10% mehr – und den Treib-stoffverbrauch zu senken – um mehrals 12%.
Dafür war viel innovative Klein-arbeit zu leisten. Und für die A 380wurde ein breites Spektrum neuerTechnologien bei Werkstoffen, Pro-zessen, Systemen und Triebwerkenentwickelt, erprobt und eingeführt.Jede neue Technologie durchlief einknallhartes und intensives Untersu-chungsprogramm zur Feststellungder Auswirkungen während der ges-amten Lebensdauer des Flugzeugesund wurde nachweisbar voll ausge-reift. Natürlich hat man die Erfah-rungen der vergangenen Jahrzehntemit genutzt. Und noch nie wurden ineinem Flugzeug so viele neue Werk-stoffe angewandt. Allen voran sinddies Verbundwerkstoffe die rund25% des Werkstoffaufkommens aus-machen. Davon 22% kohlefaserver-stärkte Kunststoffe (CFK) und rund3% Glare – einem Laminat aus Alu-miniumlagen im Wechsel mit glasfa-
serverstärktem Kunststoff, das zumersten Mal in einem zivilen Flugzeugangewandt wurde. Dazu kommeneine Reihe moderner speziell entwi-ckelter Metallwerkstoffe. Nur durchdie Kombination der unterschied-lichen Werkstoffe konnten die ge-wünschten Gesamtziele erreichtwerden.
Ein weiteres technisches High-light bildet das hydraulische System,das mit einem erhöhten Hydraulik-druck von 5000 psi (Pounds persquare inch = 344 bar) arbeitet, wäh-rend bisher maximal 3000 psi (= 206bar) üblich waren. Dieser höhereDruck ermöglicht die Kraftübertra-gung in Verbindung mit kleiner aus-gelegten Rohrleitungen und hydrau-lischen Komponenten. Dazu kommtder Einsatz elektrohydrostatischerStellantriebe, die für mehr Sicherheitsorgen – auch im Falle, dass die Hy-drauliksysteme einen Totalausfall er-leiden. Im Bereich neuer und inno-
Ein Riese hebtDie Airbus-Familie hat mit dem A380 ein neues Flaggschiff, das schon vor demJungfernflug zur Legende geworden ist. Auch entwicklungs- und fertigungstechnisch hatdas Großraumflugzeug die neuen und großen Herausforderungen bestens gemeistert.
DIETMAR KUHN

MM Das IndustrieMagazin · 12/2005 19
vativer Fertigungsverfahren ist in er-ster Linie das Laserschweißverfahrenauf einer Sektion zu nennen, womitauf die herkömmliche Nietung derAußenhautteile verzichtet werdenkonnte. Korrosion und Ermüdungs-rissen werden damit jegliche Chan-cen genommen. Beachtlich war dieweltweite Zusammenarbeit an derauch Kleinst- und Kleinunterneh-men partizipierten und an der Ent-wicklung und Einführung innovati-ver Technologien, Arbeitsverfahrenund Konstruktionslösungen mitge-arbeitet haben. Für die reibungsloseKommunikation und Zusammenar-beit wurden speziell entwickelteSoftware-Lösungen eingesetzt umeine höchste Qualität und Wettbe-werbsfähigkeit sicherzustellen.
In ein paar Tagen wird der A380seine am Boden gezeigten Leistun-gen auch in der Luft unter Beweisstellen müssen, wenn es heißt „readyfor take off“. MM
AKTUELLESAIRBUS A380
ab
Der neue „Supervogel“ Airbus A380 erlebteeine bisher nie gekannte globale Zusammen-arbeit und verlangte von allen Beteiligten, bis zum Kleinstbetrieb der als Zulieferer dabeiwar, ein Höchstmaß an Wissen und techni-schem Können ab; egal ob es sich dabei umdie Montage der CFK- und GFK-Teile, die Triebwerke oder das Interieur handelt.

20 MM Das IndustrieMagazin · 12/2005
Vom Idealgewicht ist der „Rie-se der Lüfte“ noch ein Stückweit entfernt. Aber das Groß-
raum-Flugzeug Airbus 380 hat volu-menbezogen mächtig abgenommen.Dennoch ist er mit 244 t Leergewichtdas schwerste Flugzeug, das man je-mals baute. Was den Leichtbau be-trifft, ist das jedoch ein Erfolg. JedesKilogramm wurde den Werkstoffenabgerungen. Natürlich blieb dabeiauch nicht der Innenausbau ver-schont. So bestehen Fußböden, De-ckenpanels und Wandverkleidungenaus Platten mit wabenförmiger Zell-struktur des Herstellers Schütz, Sel-ters. Diese Cormaster-Nomex-Wa-ben wurden aus papierdünnen Poly-amidbögen zusammengeklebt, mitPhenolharz stabilisiert und zu Plat-ten gesägt. Fußbodenbeläge mit nur2,3 g/cm2 spezifischem Gewichtstammen von Metzeler TechnicalRubber System, Mannheim.
Die größte Gewichtseinsparungbrachten jedoch Strukturteile wieRumpf, Tragflächen und Leitwerke.Allein der Werkstoffwechsel bei denoberen Rumpfschalen sparte 0,8 tein. Für die Herstellung dieser Scha-len, die über 30% der Außenhaut bil-den, wurde der Werkstoff Glare ver-wendet – ein Schichtverbund, denman überwiegend an der niederlän-dischen Universität Delft entwickel-te. Dieser Verbund besteht aus dünngewalzten Aluminiumlagen (0,3 mmdick) und glasfaserverstärkten Lami-natschichten (0,13 mm). Er hat beiSchalen im oberen Rumpfbereich dieüblichen Aluminiumbleche abge-
löst. Diese Entwicklung � weg vomflugzeugtypischen Leichtbau-Werk-stoff Aluminium � fand auch bei an-deren Strukturteilen statt.
Insgesamt wurde beim Airbus 380der Gewichtsanteil von Aluminiumdurch Wechsel auf leichtere Ver-bundwerkstoffe auf 61% reduziert.Ein solcher Austausch ist mit vielenBerechnungen und Tests � wie beimWerkstoff Glare, der zuvor nochnicht den Weg in die Serienfertigungfand � verbunden; aber auch mitwerkstoffspezifischen Änderungenin der Konstruktion und Fertigung.Beim Schichtverbund Glare, der imVergleich zu Aluminium sich stärkerdem Wachstum von Ermüdungsris-sen entgegenstellt, hielten sich dieseÄnderungen jedoch noch in Gren-zen � ganz im Gegensatz zu denStrukturteilen aus dem Faser-Ver-bundwerkstoff CFK, bei denen ins-gesamt im Vergleich zu Aluminium1,5 t Gewicht eingespart wurde. Der
Flugzeugbauer Airbus konnte je-doch schon auf Erfahrungen mitStrukturteilen aus Kohlefaser-Ver-bundwerkstoffen zurückgreifen.
Textile Fertigungstechniklöst Prepreg-Verfahren ab
Vor 25 Jahren war es das Modell Air-bus 300, das als erstes ein CFK-Sei-tenleitwerk erhielt. Bei späteren Mo-dellen kamen Landeklappenschalen,Höhenleitwerk, Flügelrippen, Fuß-bodenträger und Hecksektionenhinzu. Auch die Druckkalotte, dieden Passagierbereich von hinterenSektionen trennt, wurde schon beimAribus 340 aus CFK hergestellt. Je-doch geschah das – wie bei anderenTeilen – im Prepreg-Verfahren: DieKohlefasern wurden parallel ange-ordnet und in eine Harzmatrix ein-gebettet. Durch Anhärten entstan-den dünne Lagen, die man auf eineRolle wickelte. Bei der Verarbeitungwurden sie je nach Bauteilkontur zu-geschnitten und in der Form vonHand laminiert. Am Ende erfolgtedas Aushärten in einem Autoklaven.
Der Zwang zur Gewichtseinsparung beim Airbus 380ging zu Lasten von Aluminium. Es wurden
vermehrt leichtere Verbundwerkstoffe verwendet, für die zum Teil erst Prüf- oder Fertigungsverfahren
weiterentwickelt werden mussten. Besonders vom Einzug textiler Verfahren können andere Branchen profitieren.
AKTUELLES AIRBUS
Andere2%
Oberflächen-schutz 2%
CFK22%
Schicht-verbundGlare 3%
Aluminium61% Titan und
Stahl 10%
Im Vergleich zu bisherigen Modellen nahm der Anteil
leichter Verbundwerkstoffe zu.
JOSEF KRAUS
Leichtbau am Limit
Komplettes Seitenleitwerk aus CFK.Im Vergleich zur Aluminiumvariantewird erheblich Gewicht eingespart.
Que
lle: A
irbus
Bild
: Airb
us


22 MM Das IndustrieMagazin · 12/2005
AKTUELLES AIRBUS
Diese Technik ist zeitaufwändig und teuer. Auch lässt derschichtweise Aufbau nur eine zweidimensionale Verstärkung derBauteile zu. So war es naheliegend, für die Druckkalotte ein tex-tiles Verfahren anzuwenden. Dazu wurden die Verstärkungsfa-sern zu einem Gelege geflochten. „Dieses Multiaxialgelege bie-tet im Vergleich zur Prepreg-Technik die Möglichkeit, Bauteilekostengünstiger und je nach Anwendung leichter zu machen“,berichtet Dr. Thomas Bischoff, Werksleiter der Saertex StadeGmbH & Co. KG. Bei Saertex in Stade wurden die Gelege für dieDruckkalotte hergestellt, aber auch für die Seitenleitwerksrip-pen, Landeklappen und für Versteifungsprofile des Flügelmit-telkastens, für den erstmals CFK zur Anwendung kam. Für dieVersteifungsrippenprofile der Kalotte, die im Passagierbereichden Luftdruck bei 2000 m Seehöhe hält, lieferte der Kunststoff-erzeuger Röhm, Darmstadt, den PMI-Hartschaum Rohacell(Polymethacrylimid) als Sandwichkern-Werkstoff. Dieses Ther-moplast wurde auch für die Querruder verwendet.
Die textile Fertigungstechnik ermöglicht, in einem automa-tischen Prozess die Kohlefasern belastungsgerecht, dreidimen-sional und endkonturnah anzuordnen. Die Schwierigkeit dabeibestand anfangs im richtigen Umfang mit den spröden, elek-trisch leitenden Fasern, die sich anders wie Textilfäden verhiel-ten und auch der Maschinenelektronik zunächst schwer zusetz-ten. Beides wurde behoben, so dass der Wechsel zu CFK nichtunbedingt nur technisch vorteilhaft sein kann. „In Einzelfällenist die Verwendung von CFK sogar kostengünstiger als andereLeichtbau-Werkstoffe“, berichtet Bischoff.
Die Druckkalotte ist ein solcher Fall, bei dem im Vergleich zuCFK die Metallausführung teurer kommt. Der Grund dafür liegtin der Herstellung, wie Stephan Altenbach, Leiter Spezial-Pro-
Zwischen Aluminium und CFK besteht ein elektrochemi-sches Potenzial. Daher kommt es bei Kontakt zwischen die-sen beiden Werkstoffen zur Korrosion. So musste beim Air-bus 380 für die Spaltabdichtung zwischen Aluminiumrumpfund Druckkalotte ein isolierender Werkstoff gefunden wer-den. Demgegenüber ist die starre Vorderkante (J-Nose) unddie Beplankung der Tragflächen direkt miteinander ver-bunden. Für die Einzelteile der J-Nose wurden somit kohle-faserfreie Laminate verwendet. Sie bestehen aus PPS-Folienund imprägnierten Glasfasermatten (GMT). Die Folien ausdem PPS-Kunststoff Fortron (Polyvenyl-sulfid) von Ticona, Kelsterbach, wurdenmit den Glasfasermatten zu Laminaten ge-presst und unter Druck und hoher Temperatur indie endgültige Form gebracht. Die Montage er-folgte nach konventionellen Verfahren in einem bri-tischen Airbus-Werk.
GLASFASERVERSTÄRKTE KUNSTSTOFFE
Antwort auf Korrosion
Für diese Tragflächenvorderkante (J-Nose) wurden PPS-Folien und im-
prägnierte Glasfasermatten (GMT) zu einem Werkstoffverbund gepresst.
Bild: Ticona
40_m
m_4
c_1_
2_2s
p_04
682_
025
Fertigung und Produktion
Vogel Buchverlag, 97064 Würzburg, Tel. 0931 418-2419
Weitere Titel und zusätzliche Informationenfinden Sie unter: www.vogel-buchverlag.de
Kaftan, Jürgen
SPS-Grundkurs mit SIMATIC S7ISBN 3-8023-1986-9 34,80 �
Grundlagen, Aufbau und Programmierung mit Beispielen, Aufgabenund Lösungen.
Krause, Joachim
Niederspannungs- undAntriebstechnikISBN 3-8023-1964-8 34,80 �
Von den Anforderungen bis zur Konfiguration im Komplettsystem.
Sautter, Rudolf
FertigungsverfahrenISBN 3-8023-1585-5 32,80 �
Die wichtigsten Verfahren in Feinwerktechnik und Maschinenbau.
Englhard, Oskar
DieselmotorenanlagenISBN 3-8023-1779-3 52,80 �
Auswahl, Baugruppen,Beurteilung und Betrieb.
Bullack, Hans-Jürgen
Berechnung vonDruckbehälter-BauteilenPC CD-ROM: Kamprath interaktivISBN 3-8023-1931-1 79,80 �
Berechnungsmodule für Bauelementeund Baugruppen auf CD-ROM.
Schwarz/Ebeling/Furth
KunststoffverarbeitungISBN 3-8023-1893-5 27,80 �
Das Standardwerk der Einführung in die praxisrelevanten Verfahren.

Rippenprofile mitSandwichkern ausPMI-Hartschaum(unten). Bei plötz-lichen Druck-schwankungen ge-ben sie der Druck-kalotte die nötigeSteifigkeit.
sentlich, dassder CFK-An-
teil am Gewichtdes Großraum-
Flugszeugs auf rund22% gestiegen ist. Bei
früheren Modellen be-trug er etwa 15%. Dieser
Anstieg hat die Konkur-renz aufgeschreckt. So verkündeteman beim US-amerikanischen Flug-zeugbauer Boing, dass beim Zu-kunftsmodell 7E7 Rumpf und Flügelkomplett aus CFK bestehen sollen.Damit stiege der CFK-Gewichtsan-teil auf über 50%. Dieser Wert wirdheute im militärischen Flugzeug-und im Hubschrauberbau erreicht.
Von den Kosten her müsse ein hö-herer CFK-Anteil nicht unbedingtteurer sein, ist Bischoff überzeugt.„Ähnliche oder niedrigere Kosten imVergleich zu Strukturteilen wird es inZukunft immer häufiger geben.“ DerSaertex-Werksleiter setzt dabei auf„die Weiterentwicklung der CFK-Technologien und -Werkstoffe“. Vorallem in den textilen Verfahren siehter noch ein hohes Optimierungspo-tenzial und Einsparpotenzial. „DieseTechnik“, betont Airbus-Projektlei-ter Altenbach, „muss grundsätzlichbauteilspezifisch weiterentwickeltwerden.“ Von dieser Entwicklungkönnten � so das Institut für Flug-zeugbau der Universität Stuttgart,das im vergangenen Jahr ein Tech-nikzentrum für textile Verfahren er-öffnete � auch andere Branchen wieder Fahrzeugbau profitieren. MM
AKTUELLESAIRBUS
jekte im Airbus-Werk Stade,weiß. Dort wurde die Kalotte ausden vorimprägnierten Lagen gefer-tigt, so dass man nach dem Aushär-ten im Autoklaven ein einziges Bau-teil erhieht. „Demgegenüber sindMetallkalotten durch Nieten aus vie-len Einzelkomponenten zusammen-gesetzt“, schildert Altenbach. Auchdie infolge des Werkstoffwechsels er-forderlichen konstruktiven Anpas-sungen�zum Beispiel die andere Ge-staltung des Flanschanschlusses �
und die Korrosionsproblematik (sie-he Kasten) bei der Spaltabdichtunghin zum Aluminiumrumpf, konntenam Ergebnis nicht viel ändern.
Gewichtsspezifische Merkmalekönnen verkauft werden
Allerdings sind solche Anwendungs-fälle für CFK laut Saertex-Werkslei-ter Bischoff „eher selten“. Auch imFlugzeugbau sei das nicht anders.Dort profitiert man jedoch mehr alsin anderen Branchen von den be-sondern gewichtsspezifischen CFK-Eigenschaften. „Die daraus resultie-renden Gewichtseinsparungen kannAirbus den Kunden verkaufen“, weißBischoff. So schlagen sich die Ein-sparungen für die Kunden in den ge-ringeren Betriebskosten nieder. Dasgelte insbesondere dann, „wenn dieGewichtsziele ohne CFK nicht er-reicht werden können“, meint derSaertex-Werksleiter.
So war die Gewichtslimitierungfür den Flugzeugbauer Airbus we-
Druckkalotte aus CFK. Sie ist nichtnur leichter als die Metallvariante,sondern auch kostengünstiger her-stellbar.
� Leichtbauwerkstoffe beimAirbus 380
www.maschinenmarkt.de
Bild:
Röh
m
Bild: Airbus

24 MM Das IndustrieMagazin · 12/2005
AKTUELLES AIRBUS
Nahezu geräuschlos öffnet sichdie Tür zum Arbeitsraumdes Hochleistungs-Bearbei-
tungszentrums Ecospeed der Mön-chengladbacher DS-Technologie imAugsburger Werk der EADS. DieWerkstückpalette, beladen mit einer3,2 t schweren Aluminiumplatte mitAbmessungen von 3820 mm � 1830mm � 80 mm für ein Strukturteil desA 380, fährt ob der schweren Last ge-mächlich in den Arbeitsraum an ih-re Position. Die Tür schließt sich. DieBearbeitung beginnt – ohne dassonst übliche Kühlschmiermittel,denn die Fertigung ist auf Minimal-mengenschmierung umgestellt. Fürflottes Tempo beim Zerspanen sor-gen außer Verfahrgeschwindigkeitenbis 65 m/min und Beschleunigungen
von 1 g in allen Achsen der Tripoden-Fräskopf Sprint Z3 mit einer Powervon 80 kW und Spindeldrehzahlenbis 30 000 Touren. Weil er sich inner-halb eines Raumkegels von 90°bewegen kann, sind auch Hinter-schneidungen möglichen. Die Bear-beitung der Teile erfolgt mit hori-zontaler Spindel und vertikaler Pa-lettenanordnung. Es dauert etwa 20Stunden, bis aus der tonnenschwe-
ren Aluminiumplatte ein leichtge-wichtiges wannenförmiges Integral-teil für die Vorderflügel des A 380gefräst ist, das nur noch rund 52 kgauf die Waage bringt – das entsprichteinem Zerspanungsgrad von etwa98%.
Für die Fertigung von A-380-Bau-teilen hat die Augsburger EADS rund7 Mio. Euro in zwei solcher Hoch-leistungszentren investiert. Insge-samt bringen sechs Tripoden-Bear-beitungszentren Flugzeugteile inForm. „Ohne diese Bearbeitungs-zentren und ihre enormen Vorteilein der Bearbeitungsgeschwindigkeithätten wir die Aufträge für die
Superjets A 380 nicht bekom-men“, resümierte WerkleiterDr. Lutz Bertling anlässlichdes Starts der Serienferti-gung. Um rund ein Drittelseien die Fertigungszeiten
kürzer im Vergleich zurBearbeitung auf herkömmlichen
Bearbeitungszentren.„Beim Hochleistungsfräsen von
Al-Knetlegierungen werden in derRegel Vollhartmetall-Schaftfräserverwendet, und zwar überwiegenddie gleichen Werkzeuge fürs Schrup-pen und Schlichten, um Werkzeug-wechselzeiten einzusparen“, erläu-tert Dr.-Ing. Matthias Lange, Ferti-gungsspezialist der Airbus Deutsch-land GmbH in Varel. „Zwingenderforderlich sind dabei angepassteSchneidengeometrien, weil sich diehohen Zerspanraten ohne das Auf-treten von Rattern nur realisierenlassen, wenn eine Stützfase am Über-gang der Freifläche zur Schneidkan-
Innovative Technikbeflügelt die Teileproduktion
Der Superjet A 380 setzt nicht nur mit seinen Dimensionen neue Maßstäbe, sondern auch fürFertigungstechniken. So sorgen Tripoden-Bearbeitungszentren ebenso für Tempo beim Fertigenvon Strukturteilen wie weiterentwickelte Bohrverfahren.
BERNHARD KUTTKAT
Mit bis zu 30 000Touren und Ver-fahrgeschwindig-keiten bis 60 m/minbringt das Tripo-den-Hochleistungs-Bearbeitungszen-trum Ecospeedgroßflächige Struk-turteile in Form.
Bild
: EAD
S
Bild: K
uttka
t
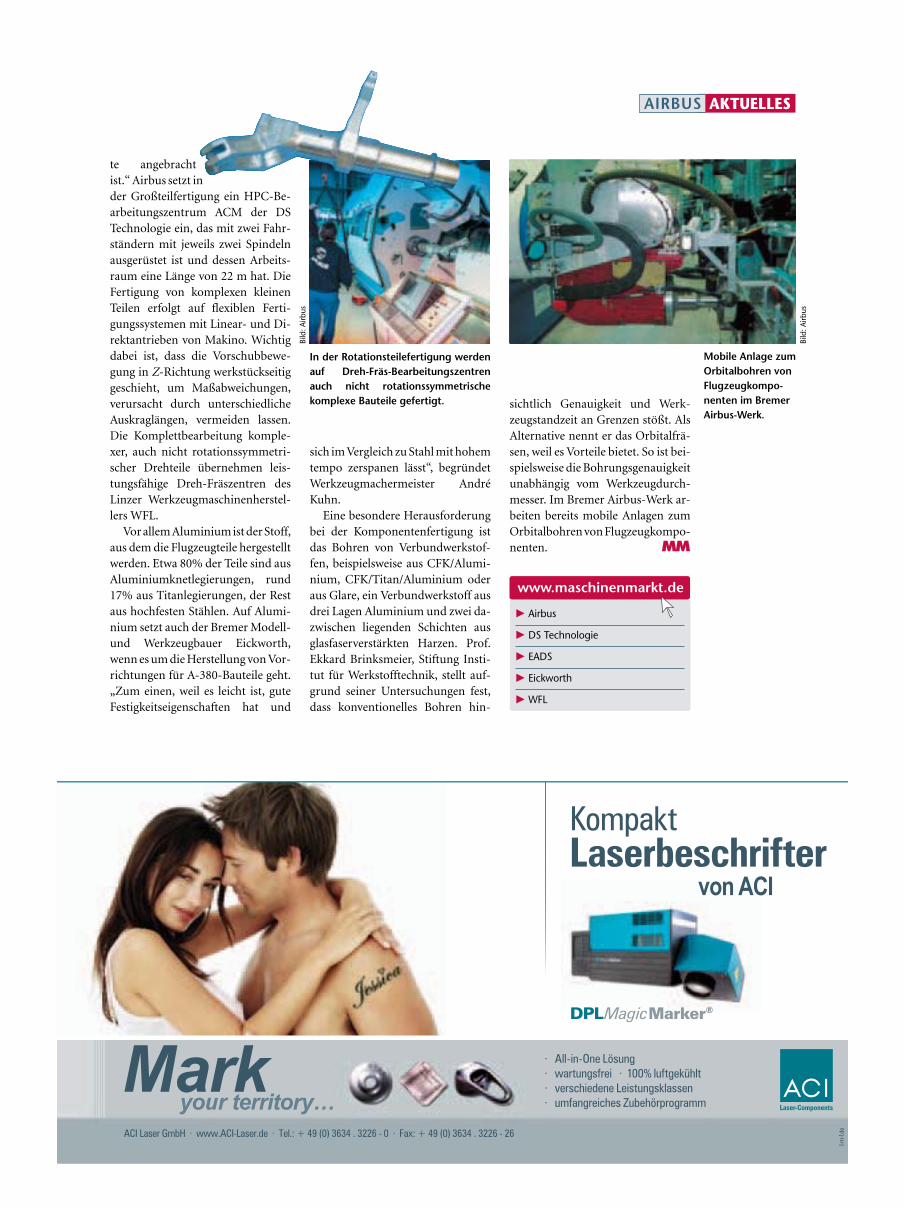
te angebrachtist.“ Airbus setzt inder Großteilfertigung ein HPC-Be-arbeitungszentrum ACM der DSTechnologie ein, das mit zwei Fahr-ständern mit jeweils zwei Spindelnausgerüstet ist und dessen Arbeits-raum eine Länge von 22 m hat. DieFertigung von komplexen kleinenTeilen erfolgt auf flexiblen Ferti-gungssystemen mit Linear- und Di-rektantrieben von Makino. Wichtigdabei ist, dass die Vorschubbewe-gung in Z-Richtung werkstückseitiggeschieht, um Maßabweichungen,verursacht durch unterschiedlicheAuskraglängen, vermeiden lassen.Die Komplettbearbeitung komple-xer, auch nicht rotationssymmetri-scher Drehteile übernehmen leis-tungsfähige Dreh-Fräszentren desLinzer Werkzeugmaschinenherstel-lers WFL.
Vor allem Aluminium ist der Stoff,aus dem die Flugzeugteile hergestelltwerden. Etwa 80% der Teile sind ausAluminiumknetlegierungen, rund17% aus Titanlegierungen, der Restaus hochfesten Stählen. Auf Alumi-nium setzt auch der Bremer Modell-und Werkzeugbauer Eickworth,wenn es um die Herstellung von Vor-richtungen für A-380-Bauteile geht.„Zum einen, weil es leicht ist, guteFestigkeitseigenschaften hat und
sich im Vergleich zu Stahl mit hohemtempo zerspanen lässt“, begründetWerkzeugmachermeister AndréKuhn.
Eine besondere Herausforderungbei der Komponentenfertigung istdas Bohren von Verbundwerkstof-fen, beispielsweise aus CFK/Alumi-nium, CFK/Titan/Aluminium oderaus Glare, ein Verbundwerkstoff ausdrei Lagen Aluminium und zwei da-zwischen liegenden Schichten ausglasfaserverstärkten Harzen. Prof.Ekkard Brinksmeier, Stiftung Insti-tut für Werkstofftechnik, stellt auf-grund seiner Untersuchungen fest,dass konventionelles Bohren hin-
sichtlich Genauigkeit und Werk-zeugstandzeit an Grenzen stößt. AlsAlternative nennt er das Orbitalfrä-sen, weil es Vorteile bietet. So ist bei-spielsweise die Bohrungsgenauigkeitunabhängig vom Werkzeugdurch-messer. Im Bremer Airbus-Werk ar-beiten bereits mobile Anlagen zumOrbitalbohren von Flugzeugkompo-nenten. MM
AKTUELLESAIRBUS
� Airbus
� DS Technologie
� EADS
� Eickworth
� WFL
www.maschinenmarkt.de
Bild
: Airb
us
In der Rotationsteilefertigung werdenauf Dreh-Fräs-Bearbeitungszentrenauch nicht rotationssymmetrischekomplexe Bauteile gefertigt.
Mobile Anlage zumOrbitalbohren vonFlugzeugkompo-nenten im BremerAirbus-Werk.
Bild
: Airb
us

26 MM Das IndustrieMagazin · 12/2005
Schweißen statt Nieten, auf die-sen kurzen Nenner kann manden Wandel bei den Fügetech-
niken im Flugzeugbau bringen.Technologieträger ist dabei der neueAirbus A380. Zum Befestigen derLängsversteifungen (Stringer) mitder unteren Rumpfschale wird dortdas Laserstrahlschweißen eingesetzt.Diese so genannte Stringer-Haut-feld-Verbindung wurde bislang ge-nietet. Doch dieses ausgereifte Ver-fahren bietet kaum noch Potenzialfür große Innovationsschritte. BeimZiel, Gewicht einzusparen und dieFertigungskosten zu senken, richte-te sich deshalb das Augenmerk vonAirbus auf den Laserstrahl.
Gestützt auf mehr als zehn JahreEntwicklungsarbeit hat Airbus am
Standort Nordenhamdas Laserschweißen2001 zur Serienreifegebracht und es erst-mals für ein Hautfeldin der Rumpfunter-schale des A318 ein-gesetzt. Beim A380werden acht Hautfeldermit Längen bis 10,5 m, die sich imunteren Teil des Flugzeugrumpfesbefinden, mit dem Laser gefügt. Da-bei werden die 1,6 bis 5 mm dickenStringer von beiden Seiten gleichzei-tig geschweißt. Dies ist erforderlich,um den Verzug zu reduzieren, dieAusbildung kritischer Prozessporenzu vermeiden und die Aufmischungder Schweißzone mit Schweißzu-satzwerkstoff zu homogenisieren.
Die für die Serienfertigung ver-wendete Portalanlage der M. TorresDisenos Industriales SA aus demspanischen Pamplona verfügt übereinen Bearbeitungskopf, der sechs-achsig im gesamten Arbeitsraum be-wegt werden kann. Er trägt nicht nurdie Schweißköpfe, sondern zusätz-lich ein mitlaufendes Rollensystemzur Positionierung und spanntech-nischen Fixierung der Stringer auf
dem Hautfeld. Die beiden dif-fusionsgekühlten CO2-Slab-Laser der Hamburger Rofin-Sinar GmbH mit jeweils 3,5kW Leistung sind oben auf
dem Portal montiert. DieStrahlführung erfolgt überzwei flexible Strahlarme mit
jeweils zwölf Spiegeln undwurde von der K. H. Arnold
GmbH & Co. KGaus Ravensburg er-stellt.
Die erzielbarenBahngenauigkeitendes Bearbeitungs-kopfes relativ zurdarunter liegendenSchweißstützschaleliegen bei etwa 0,3 mmund sind somit nichtausreichend, um dieNahtlage und somit dieNahtflankenwinkel imerforderlichen Tole-
ranzband sicherzustellen. Zur Kom-pensation dieser Toleranzen wird imVorlauf des Prozesses ein taktilesNahtverfolgungssystem eingesetzt,mit dem die Bahntoleranzen aufunter 0,1 mm reduziert werdenkönnen.
Als Werkstoff für die Stringer unddie Haut findet die schweißbare Alu-miniumlegierung AA6013 von AlcoaVerwendung. Dabei handelt es sichum eine Legierung vom Typ AlMg-SiCu, die in einem weichen Wärme-behandlungszustand umgeformtund geschweißt wird. Als nächsterSchritt schließt sich eine Warmaus-lagerung an, um die Hautfelder inden Einbauzustand zu bringen. Umdie erstarrende Schweißnaht vor derUmgebungsluft zu schützen, wirdSchutzgas eingesetzt. Durch dieZuführung des drahtförmigemSchweißzusatzwerkstoffs AlSi12wird der Siliziumgehalt der Naht er-höht, um die Nahteigenschaften zuverbessern. Durch zerstörungsfreieOnline-Prüfung wird der gesamteProzess kontrolliert.
„Durch den Einsatz des Laser-strahlschweißens lassen sich bei denBauteilen Kosteneinsparungen vonetwa 20% und Gewichtseinsparun-
Laserlichtfür den Herrn der LüfteDer Wechsel vom Nieten zum Laserstrahlschweißen ermöglicht beimGroßraumflugzeug Airbus A380 Kosten- und Gewichtseinsparungen.Zum Fügen der Längsversteifungen an die untere Rumpfschale kom-men zwei 3,5-kW-CO2-Laser zum Einsatz.
RÜDIGER KROH
AKTUELLES AIRBUS
Die Längsverstei-fungen der biszu 10,5 m langenHautfelder des A380-Flugzeug-rumpfes werdenmit dem Laser gefügt.
Der Laser-Bearbei-tungskopf ermög-licht das beidseitiggleichzeitigeSchweißen derStringer.

MM Das IndustrieMagazin · 12/2005 27
gen von rund 15% erzielen.“, be-gründet Dr. Jörg Schumacher, beiAirbus Abteilungsleiter metallischeWerkstoffe und Prozesse am Stand-ort Deutschland, den Verfahrens-wechsel beim GroßraumfliegerA380. Der Wegfall des Nietens bringtauch technisch eine Reihe von Vor-teilen. Da beim Laserstrahlschwei-ßen die Löcher und die Nieten imHautfeld entfallen, verbessern sichdie aerodynamischen Eigenschaftenund das Korrosionsverhalten. „Zu-dem ermöglicht das Laserstrahl-schweißen eine leichtere Konstruk-tion des Stringers, weil der Steg fürdas Nieten entfällt“, argumentiertDr. Schumacher. „Außerdem kannauf die Dichtung zwischen Stringerund Hautfeld verzichtet werden.“
Verantwortlich für die Reduzie-rung der Fertigungskosten sind diegeringere Anzahl von Arbeitsschrit-ten, der hohe Automatisierungsgradund die geringeren Taktzeiten durchhöhere Prozessgeschwindigkeiten.Im Vergleich zur herkömmlichenNietung, die auf eine Geschwindig-keit von 0,2 bis 0,4 m pro Minutekommt, schafft es der Laser auf eineSchweißgeschwindigkeit von 8 m/min. Durch die schlanke Nahtformbeim Laserstrahlschweißen ergibtsich außerdem nur ein geringer ther-mischer Verzug.
Als Schlüsseltechnik für den Flug-zeugbau eröffnen sich dem energie-
reichen Lichtstrahl noch zahlreicheAnwendungen. „Weiteres Potenzialim Bereich des Flugzeugrumpfes bie-tet sich für den Laser zum Beispielauch bei der Versteifung in Um-fangsrichtung“, erklärt Dr. Schuma-cher. Dazu werden außer Spantenauch so genannte Clips und Schub-kämme eingesetzt, die bisher genie-tet werden. Diese sollen zukünftig ineinigen Sektionen des Flugzeugsebenfalls mit dem Laser geschweißtwerden.
Eine weitere grundsätzlich neuar-tige Anwendung befindet sich der-zeit im Entwicklungsstadium. Dasthermische Fügen von Titan undAluminium stellt für Anwendungenwie die Sitzschienen, die im Kabi-nenbereich die Sitze mit dem zurFlugzeugstruktur gehörigen Fußbo-dengerüst verbinden, eine zukunfts-weisende Weiterentwicklung dar.Dieses hybride Design verbindetstoffschlüssig die Festigkeits- undKorrosionseigenschaften des Titanmit dem Gewichtsvorteil des Alumi-niums. MM
AKTUELLESAIRBUS
Die Portalanlage ist auf der Oberseite mit zwei diffusionsgekühlten 3,5-kW-CO2-Slab-Lasern bestückt.
� Airbus
� Arnold
� M. Torres
� Rofin-Sinar
www.maschinenmarkt.de
Bild
er: A
irbus

28 MM Das IndustrieMagazin · 12/2005
PRODUKTION MATERIALFLUSS
Komplex sind Probleme dann,wenn viele verschiedene,stark verknüpfte Einflussgrö-
ßen in dynamischer Interaktion vor-liegen. Dynamik wiederum heißt,dass das System nicht einer Funktiongehorcht, sondern ein Eigenlebenhat, die Interaktionen zwischen denTeilen sich also im Zeitablauf verän-dern.
Wenn ein Lieferant Kundenab-wanderung als Folge von standardi-
sierten Produkten oder der Eindäm-mung der Variantenvielfalt nichtmehr als gegeben hinnehmen will,sondern vielmehr danach trachtet,die Distanzen zu den Kunden zu ver-ringern, so wird dies mit einer höhe-ren Komplexität verbunden sein, dieerst einmal bewältigt werden muss.Gleiches gilt, wenn Produzenten ver-suchen, die Kundenloyalität mit in-dividuellen Produkten in höchsterund kostengünstigster Qualität zufestigen, Kunden mit den unter-schiedlichsten Wünschen in denProzess der Leistungserstellung zu
integrieren oder auch menschlicheAspekte zu berücksichtigen.
Schuld an diesem Komplexitäts-dilemma sind also die Komplexitäts-treiber, wie beispielsweise:� zu große Produktvielfalt (Bild 2),� zu komplexe Produktionsabläufe,� zu lange Wertschöpfungsketten,� zu starke Zentralisierung,die alle miteinander zu Überkom-plexitäten führen. Und die ein-gesetzten Vereinfachungsstrategien,wie beispielsweise in den Orga-nisationsstrukturen (Outsourcing),haben das Gegenteil bewirkt – dieKomplexitäten mutierten zurHyperkomplexität.
Hohe Lieferantenanzahl ist Hauptursache der Mängel
Diese Komplexitätstreiber ergebensich aus der Globalisierung und Dy-namik der Märkte und bewirken diehohe Anzahl und Änderungshäufig-keit der Varianten einzelner Leistun-
Komplexitätbeherrschen
Die Eindämmung von Komplexitätstreibern in Beschaffung undProduktion verkürzt Durchlaufzeiten und reduziert Bestände
DETLEF HARTING
Dipl.-Kfm. Dipl.-Ing. Detlef Harting istfreier Autor in 45259 Essen, Tel. (02 01) 46 59 58
Trotz aller Kunden-orientierung – hierder Kunden-indivi-duell geschneiderteStill-Stapler MX-X –müssen die Produ-zenten aufpassen,dass sie die Teile-vielfalt nicht insKraut schießen las-sen, denn sie führtzu hohen Bestän-den im Lager unddamit hohen Kos-ten durch gebunde-nes Kapital.
Bild
: Stil
l

MM Das IndustrieMagazin · 12/2005 29
gen. Lange Durchlaufzeiten, hoheLieferverzugsquoten und hohe Be-stände im Wareneingangslager sinddie Folge dieser Entwicklung.Hauptursache dieser Mängel ist diesehr hohe Anzahl an Lieferanten, vorallem der Kategorie der C-Teile. Dar-über hinaus existieren trotz unter-schiedlicher Anforderungen keinedifferenzierten Beschaffungsstrate-gien für A-, B- und C-Teile sowie fürLieferanten. Zusammen führen die-se Mängel zu einer nicht mehr hand-habbaren Komplexität der Beschaf-fungsabläufe.
Beschaffungsgüter-Portfoliohilft bei der Analyse
Wildemann [3, 4] stellt ein Beschaf-fungsgüter-Portfolio vor (Bild 1),dem auf der X-Achse eine ABC-Ana-lyse der strategischen Beschaffungs-einheiten über das Einkaufsvolumenzugrunde liegt. Die Y-Achse gibt dasVersorgungsrisiko der jeweiligenstrategischen Beschaffungseinheitwider. Damit lassen sich die strategi-schen Beschaffungseinheiten in dieBereiche strategische Materialien(mit hohem Anteil am Beschaf-fungsvolumen und hohem Versor-gungsrisiko), Kernmaterialien (ho-hes Beschaffungsvolumen, geringesVersorgungsrisiko), Engpassmateri-alien (geringes Beschaffungsvolu-men, hohes Versorgungsrisiko) undStandardmaterialien (geringes Be-schaffungsvolumen, geringes Ver-sorgungsrisiko, Bild 3) einteilen.
Zudem wurde für jede strate-gische Beschaffungseinheit ein Be-schaffungsquellen-Portfolio erstellt,indem die aktuellen Lieferanten, be-wertet nach Entwicklungspotenzia-len und Angebotsmacht, dargestelltwerden.
In Zusammenfassung der beidenPortfolios ergibt sich das sogenannteBeschaffungsgüter-/Beschaffungs-quellen-Portfolio (Bild 1). Auf des-sen Basis werden die Maßnahmenzur Reduzierung der Komplexitätbestimmt und umgesetzt, beispiels-weise:� weniger Lieferanten: Festlegungder Maximalzahl an Lieferanten prostrategischer Beschaffungseinheit.Durch die Reduzierung der Liefe-
rantenzahl verringern sich die inter-nen Prozesskosten. Aufwand fürAuswahl, Pflege und Kontrolle derLieferanten wird deutlich gesenkt.� Verstärkter Einsatz von Standard-und Lebenszyklusverträgen� Verstärkte Zusammenarbeit mitausgewählten Lieferanten durchModular- und System-Sourcing.
Piontek [1] gibt in seiner Arbeiteinige Gestaltungsempfehlungenzur Vereinfachung der Komplexitätauf der Inputseite, und zwar erstenseine drastische Reduktion der An-zahl der Zulieferer und zweitens den
Aufbau einer Zuliefererhierarchie,so dass die komplexe Entwicklungs-arbeit und -abstimmung mit den er-sten Lieferanten an der Spitze einermehrstufigen Zulieferpyramide er-folgen kann. Es geht speziell um die Koordinationinnerhalb der Zu-lieferpyramide unddie zeitgerechte An-lieferung. In derPraxis hat sich diesogenannte Zeit-fenstersteuerungzur Optimierungder Supply-Chaindurchgesetzt.
Unter der Zeit-fenstersteuerungversteht man einSteuerungssystem zur Optimierungdes Warenzulaufs im Rahmen derproduktionssynchronen Beschaf-fung, das heißt innerhalb eines vor-gegebenen Zeitfensters muss die Wa-re ins Werk des Beschaffers angelie-fert werden. Ziel der Zeitfenstersteu-erung ist es, dem Zulieferer die kom-plette Wareneingangsabwicklunginnerhalb eines vorher definiertenund zugewiesenen Zeitfensters zugarantieren.
Im Produktionsbereich gibt eszwei grundlegende Elemente zur Be-wältigung des Problems der Kom-plexitätsbeherrschung. Zum einendie strukturellen Voraussetzungen,das heißt das Unternehmen mussausreichend Informationen über dieVeränderungen des Umfeldes auf-
PRODUKTIONMATERIALFLUSS
FAZIT
� Weniger und dafür ausge-wählte Lieferanten reduzierendie Komplexität
� Dynamische Produktions-zyklen erreichen bis zu 20%mehr Produktivität
� Fertigungslosgrößen sind vomMindestbestand und Bestell-zeitpunkt entkoppelt
Mat
eria
l
Lief
eran
t
Beschaffungsgüter-/ Bezugsquellen-Portfolio
stra
teg
isch
Ker
nEn
gp
ass
Stan
dar
d
stra
teg
isch
Ker
nEn
gp
ass
Stan
dar
d
Hoher Anteilam BeschaffungsvolumenHohes Versorgungsrisiko
Hohes BeschaffungsvolumenGeringes Versorgungsrisiko
Geringes BeschaffungsvolumenHohes Versorgungsrisiko
Geringes BeschaffungsvolumenGeringes Versorgungsrisiko
Hohes EntwicklungspotenzialHohe Angebotsmacht
Hohes EntwicklungspotenzialGeringe Angebotsmacht
Geringes EntwicklungspotenzialHohe Angebotsmacht
Geringes EntwicklungspotenzialGeringe Angebotsmacht
Bild 1: Basis der Komplexitätsbeherrschung in der Beschaffung
Bild 2: Nicht mehr länger die Bedürf-nisbefriedigung, sondern die Wunsch-erfüllung steht im Vordergrund desKäuferinteresses. Produzenten reagie-ren darauf mit einer riesigen Produkt-vielfalt – doch oft ist weniger mehr.

30 MM Das IndustrieMagazin · 12/2005
nehmen, um sich an diese Verände-rungen anpassen zu können, zumBeispiel mittels eines Produktord-nungssystems. Andererseits mussdas Unternehmen Problemlösungs-prozesse entwickeln und anwendenkönnen. Hier können zwei Arten vonMethoden unterschieden werden.
Im Rahmen der konstruktivisti-schen Methode werden alle Ziele undWertvorstellungen analysiert, dannin eine stabile Rangordnung ge-bracht, Mittel und Wege überprüft,Folgen abgeschätzt und dann die Al-ternative ausgewählt, die ein Maxi-mum an Zielerreichung verspricht,zum Beispiel mit der Methode derdynamischen Produktionszyklen.
Durch die Planungsverfahren unddie Informationsauswahl kann dieKomplexität reduziert werden. Dieevolutionäre Methode konzentriertsich auf die Entwicklung von ratio-nalen Problemlösungsprinzipien, sieist durch ein Versuch-Irrtum-Para-digma geprägt.
Hohe ProduktdifferenzierungDas Produktordnungssystem zieltdarauf ab, die gegensätzlichen Be-dürfnisse nach Standardisierungund Individualisierung sowie Stabi-lität und Flexibilität im Produktpro-gramm zu versöhnen. Solch ein Sys-tem beugt der Zunahme der Kom-plexität zuverlässig vor und sorgt fürhöhere Umsätze bei niedrigeren Kos-ten. Zusätzlich erlaubt das System,Produkte über Ausstattungselemen-te, Leistung, Konformität, Haltbar-keit, Zuverlässigkeit und Qualität,Reparaturfreundlichkeit und Designstärker als zuvor zu differenzieren.Die Verringerung der Komplexitätwird bei diesem Produktordnungs-system dadurch erreicht, dass abge-schlossene Aufgabenpakete in Formvon Modulen oder Systemen defi-niert werden. Gleichteile werden alseinzelne Komponenten eines Pro-duktes für verschiedene Produkteoder Produktgenerationen verwen-det. Ein Verbund mehrerer Kompo-
nenten bildet dann die Plattform fürverschiedene Produktgruppen.
In einem Baukasten sind die Ele-mente zusammengefasst, aus denensich die einzelnen Produkte des Ord-nungssystems herstellen lassen. DieBausteine verfügen über standardi-sierte Schnittstellen, über die sie zueinem größeren Bauteil verbundenwerden. Baukästen sind idealerWeise so gestaltet, dass erst bei derEndmontage festgelegt wird, welchesindividuelle Produkt entsteht. Dazumüssen sich die standardisiertenElemente möglichst beliebig kombi-nieren lassen, die Produktion kanndie Bausteine dann kundenanonymvorfertigen. Für das Zusammenspielvon Baukästen, Modulen, Systemen,Gleichteilen und Plattformen sindstabile Schnittstellen und damit einestabile Architektur der Produkte an-zustreben.
Produktordnungssysteme weiseneinen Weg, den Kundenanforderun-gen besser gerecht zu werden undgleichzeitig die Komplexität der Pro-dukte zu verringern. Sie helfen, dieunterschiedlichen Komponenten ei-nes Produktes zu Gleichteilen undPlattformen zu bündeln und in Mo-dulen und Systemen zusammen zufassen. Am Ende steht ein stabilesSystem, dessen Komplexität aufDauer beherrschbar bleibt.
PRODUKTION MATERIALFLUSS
Bild 3: Als Fach-messe der Hanno-ver Messe zeigt die„Subcontracting“jährlich ein vielfäl-tiges Zulieferange-bot. Einige Anbie-ter versuchen, übereine große Produk-tevielfalt Kunden-bindung zu erzeu-gen.
Bild
er: 1
Wild
eman
n, 2
Hen
kel,
3 D
euts
che
Mes
se
43_3
005_
4c_1
_3_4
sp_0
4429
_025
Bullack, Hans-Jürgen
Berechnung metallischerRohrleitungsbauteile 2nach EN 13480-3 : 2002, Kamprath-interaktiv, CD-ROM, ISBN 3-8343-3005-1, 128,00 �
Als Erweiterung ist diese CD-ROM ein ideales Werkzeug für den Praktiker im Bereich Rohrleitungs- und Apparate-technik. Durch die systematische Eingabe der Parameter entstehen prüffähige Datenblätter mit übersichtlicherBerechnungsstruktur. Jede Berechnung ermöglicht die unmittelbare Beurteilung der Ergebnisse, die Veränderungder Eingabewerte und damit eine optimale Variantenbetrachtung. Inhalt:
• Auslegung von Bauteilen unter Außendruck • Stabilität von Versteifungen • Heiz-Kühlkanäle • Flanschver-bindungen • Auslegung für Wechselbeanspruchung • Einfache Elastizitätsanalyse • Druckstoß in Rohrleitungen• TR100: Elastizitätsnachweis von Rohrleitungen, Stützabstand • Nachweis einfacher ebener Systeme nach demVerfahren von Jürgensonn • Temperaturabfall in gedämpften Rohrleitungen • Dämmdicke
Verknüpft mit Datenbanken für Rohrstähle und thermo-physikalische Stoffgrößen.
Verfahrenstechnik
Vogel Buchverlag, 97064 Würzburg, Tel. 0931 418-2419, Fax 0931 418-2660, www.vogel-buchverlag.de

MM Das IndustrieMagazin · 12/2005 31
Mit der Methode der dynami-schen Produktionszyklen lässt sichdie Produktivität bis zu 20% steigernund gleichzeitig das Lieferverhaltenverbessern. Zunächst wird die Nach-frage analysiert und die Produkteentsprechend ihrer Herstellungsver-fahren nach Familien geordnet.Dann wird die optimale Abfolge er-mittelt, in der die Produkte auf deneinzelnen Maschinen hergestelltwerden sollen. Dabei konzentriertman sich auf die Produkte, derenNachfrage im mittleren Bereich liegtund häufig schwankt.
Herstellung immer in der gleichen Reihenfolge
Gängige Produkte und solche mitkonstanter Nachfrage bleiben unbe-rücksichtigt, weil ihre Fertigungleicht planbar und steuerbar ist.Nach der Festlegung der Abfolge anProdukten wird anhand der Nach-fragedaten bestimmt, wie lang einsolcher Produktionszyklus maximaldauert. Und zuvor werden die Pro-dukte immer in der gleichen Rei-henfolge hergestellt, bis eine ausrei-chende Menge einer bestimmtenProduktvariante erreicht wurde. DieZyklusdauer sollte konstant bleiben.
Die traditionelle Lagerfertigungorientiert sich nicht an einem fixenMuster, sondern versucht immerneu, begrenzte Maschinenkapazitätin einer sinnvollen Reihenfolge zunutzen. Dies wird bei großer Varian-tenvielfalt und kurzer Vorlaufzeitsehr komplex. Dagegen sorgt ein dy-namischer Produktionszyklus fürdie nötige Ruhe und Berechenbar-keit in der Fertigung. Vor jedem Zy-klus fragt die Produktion von sichaus im Vertrieb den benötigten Be-darf für die einzelnen Varianten ab.Die Größen der Fertigungslose sindvon festen Vorgaben wie Mindestbe-stand im Lager oder Bestellzeitpunktentkoppelt, dem Markt angepasst.
Es können allerdings in Einzelfäl-len bei fehlenden Ausweichmaschi-nen dann längere Lieferzeiten ent-stehen, wenn erst das Ende eines Zy-klus abgewartet werden muss, bevoreine Bestellung erledigt werdenkann. Auch eilige Sonderbestellun-gen sind nur beschränkt möglich.
Literatur
[1] Piontek, J.: Modell der Beschaffungs-praxis zur Verkürzung des Time-to-market, in: Beschaffung aktuell, 05/97,S. 29-31
[2] Reiss, M.: Mit Blut, Schweiß und Tränenzur schlanken Organisation, in: Har-vard Business Manager, 02/92, S. 57-62
[3]Wildemann, H.: Komplexität – ver-meiden oder beherrschen lernen, in:Harvard Business Manager, 06/99, S. 31-42
[4] Wildemann, H.: Stabil und doch flexi-bel, in: Harvard Business Manager,02/04, S. 37-43
[5] Wüpping, J.: Vielfalt beherrschen, in:Harvard Business Manager, 02/05, S. 14-16
� WZL RWTH Aachen
� Uni Stuttgart
www.maschinenmarkt.de
PRODUKTIONMATERIALFLUSS

32 MM Das IndustrieMagazin · 12/2005
PRODUKTION KUNSTSTOFFTECHNIK
In Fachkreisen ist mittlerweilehinreichend bekannt, dass 70 bis80% aller Bauteilkosten bereits
durch die Konstruktion festgelegtoder verursacht werden. Leider wirddieser Aspekt jedoch aus unter-schiedlichen Gründen nicht immerzielstrebig beachtet und konsequentumgesetzt. Umso wichtiger ist es,beim Betrachten von Fertigungs-prozessen wie dem Spritzgießen unddessen Optimierung den Einfluss derkonstruktiven Gestaltung von tech-
nischen Bauteilen zu beachten. Dazugehören:� die fertigungs- und werkstoffge-rechte Umsetzung von Designforde-rungen wie Optik, Formgebung undWerkstoffkombinationen,� die Beachtung von technischenVorgaben wie Mechanik, Tempera-turverhalten und Bauteilfunktiona-litäten,� die fertigungs- und prozessge-rechte Gestaltung der Bauteile, zumBeispiel die Herstellbarkeit, die se-rien- und qualitätsgerechte Produk-tion,� die Einbeziehung logistischerThemenkomplexe wie Transport-hilfen, Automatisierungsunterstüt-zung, Stapelbarkeit und Verpa-ckung.
In manchen Fällen ermöglichendie Anforderungen an das Bauteil dieAuswahl unterschiedlicher Kunst-
stoffe, aus denen wiederum ver-schiedene Verarbeitungszyklen re-sultieren. Somit kann schon mit derAuswahl und dem Einsatz des geeig-neten Werkstoffs eine gewisse Ver-kürzung der Verarbeitungszeit er-zielt werden.
Einfluss der Wanddickeauf Zykluszeit ist enorm
Den wohl größten Einfluss bei dergeometrischen Bauteilauslegung aufdie Zykluszeit hat die allgemeineWanddicke des Bauteils. Weiterhinsind Masseanhäufungen, zum Bei-spiel an Versteifungsrippen und An-schraubdomen unbedingt zu mini-mieren (Bild 1). Als weiterer Schwer-punkt bei der Bauteilgestaltung soll-te auf einen günstigen Massefluss ge-achtet werden. Wird diesem Aspektnicht die nötige Aufmerksamkeit ge-schenkt, kann dies unter Umständenzu einer Zykluszeitverlängerungführen. Einfallstellen erhöhen er-heblich die Nachdruckzeit, Luftein-schlüsse erhöhen die Einspritzdauerund bei Bauteilverzug muss unterUmständen die Zykluszeit verlängertwerden.
Dem Themenkomplex Kühlzeitmisst man bereits in der Konstruk-tionsphase größte Bedeutung zu. VorProjektbeginn kann dabei auf die Reduzierung von Entformungskräf-ten Einfluss genommen werden.Kunststoffe benötigen bekannter-maßen eine gewisse Zeit, um die er-forderliche Stabilität zum Aussto-ßen aus dem Werkzeug zu erlangen. Weil die Kühlzeit durch die Entfor-mungstemperatur des Kunststoffsbestimmt wird, ist eine möglichsthohe Entformungstemperatur an-zustreben. Wird ein Formteil alsoheißer � sprich bei hoher Eigen-temperatur � ausgestoßen, spart dies Zeit ein.
RichtungsweisendDie Wirtschaftlichkeit des Spritzgießensprofitiert von einer optimierten Bauteilgestaltung
GÜNTER HOFMANN
Dipl.-Ing. Günter Hofmann ist Geschäfts-führer der Hofmann Werkzeugbau GmbHin 96215 Lichtenfels, Tel. (0 95 71) 7 66-0,Fax (0 95 71) 71 70 1, [email protected]
Die Werkzeug-kühlung hat dengrößten Einfluss aufdie Zykluszeit beimSpritzgießen. ZurHerstellung kleinerBauteile sind dahermit Kühlleitungenversehene Werk-zeugeinsätze aushochleitfähigenMetallen vorteilhaft.
Bild
: Aut
or

Die Entformungstemperaturselbst wird über die notwendigenEntformungskräfte bestimmt. DieGröße der Entfomungsschrägen hateinen immensen Einfluss auf dieEntformungskräfte. Daher müssenKonstrukteure kritische Bauteilbe-reiche gemein-sam mit demWerkzeugbaubesprechen undunter Umstän-den bereits indiesem frühenEntwicklungs-stadium die Ent-formungsele-mente des Werk-zeugs festlegen.Sind zusätzlich aus DesigngründenOberflächenstrukturen bestimmterRauhigkeiten geplant, ist eine geeig-nete Ausformschräge vorzusehen,um so gegebenenfalls ein unnötiglanges Abkühlen und damit ein er-forderliches „Wegschrumpfen“ zuvermeiden.
Die Erfahrung bei der Realisie-rung zahlreicher Projekte hat gezeigt,dass die Zykluszeit deutlich zu redu-
zieren ist, wenn Bauteilgeometrienbereits so gestaltet werden, dass ebenweniger Entformungskräfte wirken.Schon bei der konstruktiven Gestal-tung des Bauteils sind � sofern mög-lich � filigrane, hohe oder eng ste-hende Geometrien wie eng stehende
Verrippung undhohe Stege zuvermeiden, umauf diese Weiseeine günstigeKühlungsausle-gung zu ermög-lichen. Belas-tungskritischeBauteilstellen �
etwa hohe me-chanische Belas-
tung oder Anschraubdome � sind oftfür die Auswahl der Anspritzpunkteoder der Art der Anspritzung auf-grund von entstehenden Bindenäh-ten wichtig. Werden Fließhilfen oder-sperren bei der Bauteilgeometriegut überdacht, kann dies die Zyklus-zeit positiv beeinflussen.
Fast alle Einflusskriterien, die beider Produktentwicklung für einekürzere Zykluszeit berücksichtigt
PRODUKTIONKUNSTSTOFFTECHNIK
FAZIT
� Fertigungsoptimierte Bauteilge-staltung vereinfacht die Auswahlder Verfahren
� Simulationsmodelle beschleuni-gen die Werkzeugkonstruktion
� Frühzeitige Optimierung spartZeit und Kosten ein
a b c
80
MPa
64
48
32
16
0
Eins
pritz
druc
k
Bild 1: Ein Ver-meiden von Mas-seanhäufungenbei der Bauteil-auslegung redu-ziert die Kühlzeitbeim Spritzgie-ßen.
a ungünstig, b und c günstig
Bild 2: Wanddi-cken werden ab-hängig von dennotwendigenFließwegen mini-miert, wie bei die-ser Blende fürPkw-Armaturenta-fel. Das Kriteriumdafür ist der Ein-spritzdruck.
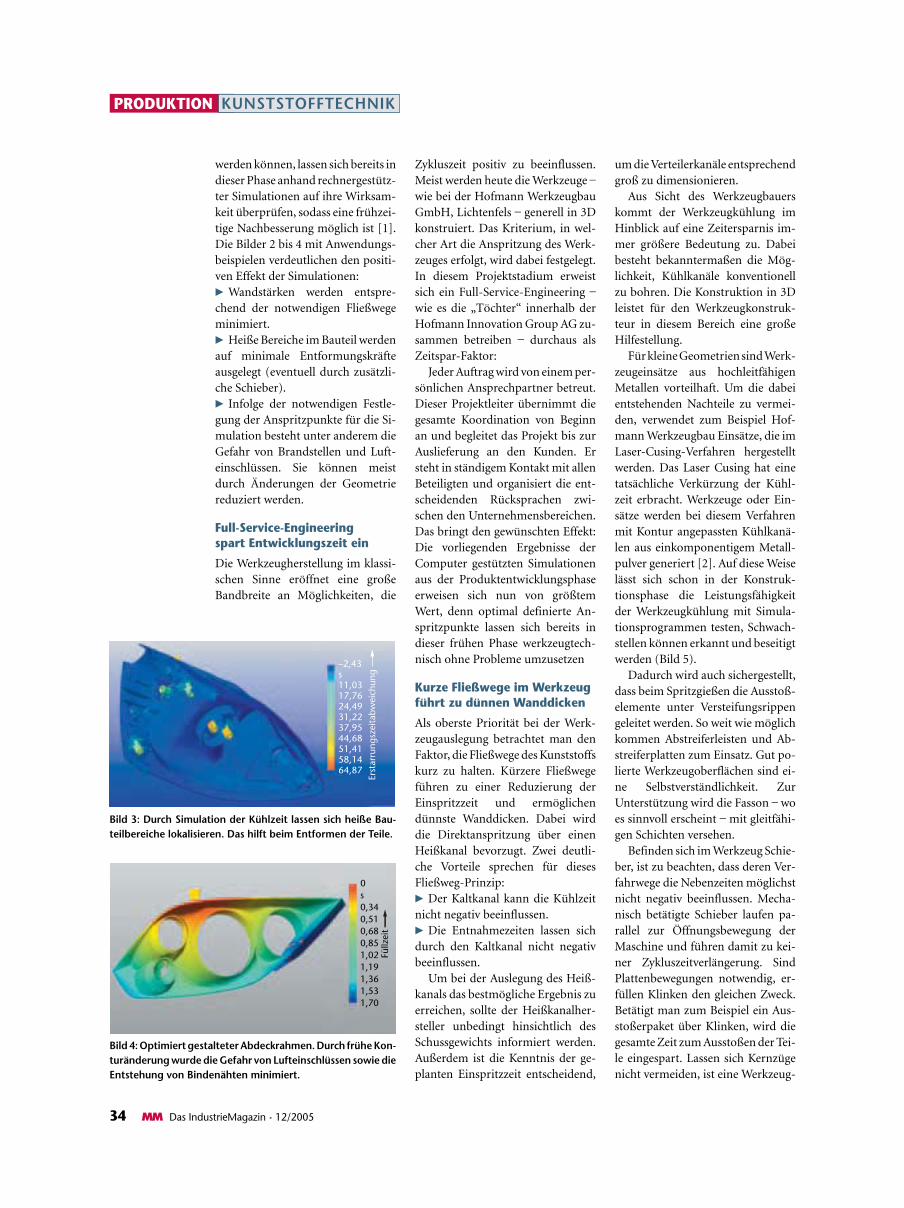
34 MM Das IndustrieMagazin · 12/2005
PRODUKTION KUNSTSTOFFTECHNIK
werden können, lassen sich bereits indieser Phase anhand rechnergestütz-ter Simulationen auf ihre Wirksam-keit überprüfen, sodass eine frühzei-tige Nachbesserung möglich ist [1].Die Bilder 2 bis 4 mit Anwendungs-beispielen verdeutlichen den positi-ven Effekt der Simulationen: � Wandstärken werden entspre-chend der notwendigen Fließwegeminimiert.� Heiße Bereiche im Bauteil werdenauf minimale Entformungskräfteausgelegt (eventuell durch zusätzli-che Schieber).� Infolge der notwendigen Festle-gung der Anspritzpunkte für die Si-mulation besteht unter anderem dieGefahr von Brandstellen und Luft-einschlüssen. Sie können meistdurch Änderungen der Geometriereduziert werden.
Full-Service-Engineering spart Entwicklungszeit ein
Die Werkzeugherstellung im klassi-schen Sinne eröffnet eine großeBandbreite an Möglichkeiten, die
Zykluszeit positiv zu beeinflussen.Meist werden heute die Werkzeuge �wie bei der Hofmann WerkzeugbauGmbH, Lichtenfels � generell in 3Dkonstruiert. Das Kriterium, in wel-cher Art die Anspritzung des Werk-zeuges erfolgt, wird dabei festgelegt.In diesem Projektstadium erweistsich ein Full-Service-Engineering �wie es die „Töchter“ innerhalb derHofmann Innovation Group AG zu-sammen betreiben � durchaus alsZeitspar-Faktor:
Jeder Auftrag wird von einem per-sönlichen Ansprechpartner betreut.Dieser Projektleiter übernimmt diegesamte Koordination von Beginnan und begleitet das Projekt bis zurAuslieferung an den Kunden. Ersteht in ständigem Kontakt mit allenBeteiligten und organisiert die ent-scheidenden Rücksprachen zwi-schen den Unternehmensbereichen.Das bringt den gewünschten Effekt:Die vorliegenden Ergebnisse derComputer gestützten Simulationenaus der Produktentwicklungsphaseerweisen sich nun von größtemWert, denn optimal definierte An-spritzpunkte lassen sich bereits indieser frühen Phase werkzeugtech-nisch ohne Probleme umzusetzen
Kurze Fließwege im Werkzeugführt zu dünnen Wanddicken
Als oberste Priorität bei der Werk-zeugauslegung betrachtet man denFaktor, die Fließwege des Kunststoffskurz zu halten. Kürzere Fließwegeführen zu einer Reduzierung derEinspritzzeit und ermöglichendünnste Wanddicken. Dabei wirddie Direktanspritzung über einenHeißkanal bevorzugt. Zwei deutli-che Vorteile sprechen für diesesFließweg-Prinzip:� Der Kaltkanal kann die Kühlzeitnicht negativ beeinflussen. � Die Entnahmezeiten lassen sichdurch den Kaltkanal nicht negativbeeinflussen.
Um bei der Auslegung des Heiß-kanals das bestmögliche Ergebnis zuerreichen, sollte der Heißkanalher-steller unbedingt hinsichtlich desSchussgewichts informiert werden.Außerdem ist die Kenntnis der ge-planten Einspritzzeit entscheidend,
um die Verteilerkanäle entsprechendgroß zu dimensionieren.
Aus Sicht des Werkzeugbauerskommt der Werkzeugkühlung imHinblick auf eine Zeitersparnis im-mer größere Bedeutung zu. Dabeibesteht bekanntermaßen die Mög-lichkeit, Kühlkanäle konventionellzu bohren. Die Konstruktion in 3Dleistet für den Werkzeugkonstruk-teur in diesem Bereich eine großeHilfestellung.
Für kleine Geometrien sind Werk-zeugeinsätze aus hochleitfähigenMetallen vorteilhaft. Um die dabeientstehenden Nachteile zu vermei-den, verwendet zum Beispiel Hof-mann Werkzeugbau Einsätze, die imLaser-Cusing-Verfahren hergestelltwerden. Das Laser Cusing hat einetatsächliche Verkürzung der Kühl-zeit erbracht. Werkzeuge oder Ein-sätze werden bei diesem Verfahrenmit Kontur angepassten Kühlkanä-len aus einkomponentigem Metall-pulver generiert [2]. Auf diese Weiselässt sich schon in der Konstruk-tionsphase die Leistungsfähigkeitder Werkzeugkühlung mit Simula-tionsprogrammen testen, Schwach-stellen können erkannt und beseitigtwerden (Bild 5).
Dadurch wird auch sichergestellt,dass beim Spritzgießen die Ausstoß-elemente unter Versteifungsrippengeleitet werden. So weit wie möglichkommen Abstreiferleisten und Ab-streiferplatten zum Einsatz. Gut po-lierte Werkzeugoberflächen sind ei-ne Selbstverständlichkeit. ZurUnterstützung wird die Fasson � woes sinnvoll erscheint � mit gleitfähi-gen Schichten versehen.
Befinden sich im Werkzeug Schie-ber, ist zu beachten, dass deren Ver-fahrwege die Nebenzeiten möglichstnicht negativ beeinflussen. Mecha-nisch betätigte Schieber laufen pa-rallel zur Öffnungsbewegung derMaschine und führen damit zu kei-ner Zykluszeitverlängerung. SindPlattenbewegungen notwendig, er-füllen Klinken den gleichen Zweck.Betätigt man zum Beispiel ein Aus-stoßerpaket über Klinken, wird diegesamte Zeit zum Ausstoßen der Tei-le eingespart. Lassen sich Kernzügenicht vermeiden, ist eine Werkzeug-
Bild 3: Durch Simulation der Kühlzeit lassen sich heiße Bau-teilbereiche lokalisieren. Das hilft beim Entformen der Teile.
–2,43s11,0317,7624,4931,2237,9544,6851,4158,1464,87
Erst
arru
ngsz
eita
bwei
chun
gFü
llzei
t
0s0,340,510,680,851,021,191,361,531,70
Bild 4: Optimiert gestalteter Abdeckrahmen. Durch frühe Kon-turänderung wurde die Gefahr von Lufteinschlüssen sowie dieEntstehung von Bindenähten minimiert.

MM Das IndustrieMagazin · 12/2005 35
auslegung vorteilhaft, bei der dieseparallel zu anderen Prozess-Schrit-ten laufen. Weiterhin sind Prozess-Schritte mit hoher Taktzeit kon-struktiv so auszulegen, dass sie mitunterschiedlichen Geschwindigkei-ten gefahren werden können.
Lage der Formnesterverkürzt Teileentnahme
Bei der Anordnung und Lage derFormnester sind Aspekte hinsicht-lich der Zykluszeit nicht zu vernach-lässigen. Ein Beispiel verdeutlichtdies: Bei einem Werkzeug mit zweiKavitäten hat sich beim Einsatz einesPortalroboters die horizontale An-ordnung der Nester als vorteilhaft er-wiesen. Die Verfahrzeiten des Robo-ters verkürzen sich. Zudem sind aufgrund der schnellen Werkzeug-bewegungen selbst schmierendeWerkstoffe in den verschiedenenWerkzeugführungen wichtig. Die
Werkzeugsäulen sollten konstruktivmit Entlüftungskanälen ausgestat-tet sein, um Pfeifgeräusche zu ver-meiden.
Die oft eingesetzten Niedrigtem-peratur-Kühlgeräte führen bei un-günstigen Bedingungen zur Korro-sion und spielen bei der Material-festlegung der Werkzeuge eine wich-tige Rolle. Mit Laser Cusing hat derKonstrukteur die Möglichkeit, aufkorrosionsfreie Werkstoffe wie Edel-stahl zurückzugreifen. Es zahlt sichaus, auf die „Kleinigkeiten“ zurReduzierung der Nebenzeiten zuachten: So spart zum Beispiel eineeinfache Heißkanaldüse wichtigeSekundenbruchteile ein, weil derVorgang zum Aufsetzen des Spritz-aggregates nicht notwendig ist.
Literatur[1] N.N.: Prozess-Simulation führt zur Feh-
lerminimierung. MM Maschinenmarkt48/2004, S. 54.
[2] Herzog, F.: Modulare Laserbearbei-tungsanlage mit drei integrierten Ver-fahren spart Zeit beim schichtweisenAufbau von Werkzeugkernen undBauteilen ein. MM Maschinenmarkt15/2003, S. 42 � 44.
� Dienstleistungen der Hofmann Innovation Group
www.maschinenmarkt.de
141,1
°C
112,1
83,11
54,12
25,13
Hotspots
Dur
chsc
hnitt
stem
pera
tur
Bild 5: Bauteiltem-peratur am Endeder Kühlphase.Noch heiße Bauteilbereichesind beim Entfor-men nur minimalzu belasten.
PRODUKTIONKUNSTSTOFFTECHNIK
Bild
er: A
utor
D-96143 Seßlach · Tel.: (+49-95 69) 9 22 10 · Fax (+49-95 69) 92 21 20 · Internet: www.geiss-ttt.com
Mit unserem stufenlosen Fensterplattensystemnie mehr Ärger beim Formatwechsel
– höchste Flexibilität durch optimalen Fensterausschnitt– vermindert Abfall– schont die Umwelt durch geringeren Kunststoffeinsatz und spart dadurch
bares Geld– keine Knochenarbeit beim Wechsel der Fensterplatten mehr
Ein Knopfdruck genügt für das Anfahren einer exakt einstellbaren Fensteröffnung
Unser patentiertes stufenloses
Fensterplattensystem
... mit größtem Ausschnitt ... mit kleinstem Ausschnitt
one step aheadAA
one step aheadAA

36 MM Das IndustrieMagazin · 12/2005
AUTOMATION ROBOTIK
Die aktuellen Navigationslö-sungen im Bereich der fah-rerlosen Transportsysteme
setzen vorwiegend auf fahrzeugex-terne Lenkverfahren wie induktivaktive, induktiv passive oder opti-sche Lenkung auf. Erforderlich füralle fahrzeugexternen Verfahren isteine entsprechende Infrastruktur,die ein Netz von künstlich herge-stellten Leitlinien und Landmarkenwie Leitdrähte, Metallbänder, farbi-ge Fahrbahnmarkierungen, Magne-te oder Responder sowie sonstigeKontroll-, Sicherheits- und Kommu-nikationseinrichtungen beinhaltet.Die Flexibilität solcher Lösungenund der Autonomiegrad der mobi-len Systeme ist sehr begrenzt.
Fahrzeuginterne Navigationbasiert auf Sensordaten
Die zukünftigen, autonomen mobi-len Systeme sollen aber nicht nur instrukturierten und wohldefiniertenUmgebungen einsetzbar sein. Somiterfordern diese eine andere Art derNavigation – die auf den Sensorda-ten des Systems und auf dem Wissenüber die Umgebung basierende fahr-zeuginterne Navigation. Meistenserfolgt diese auf Basis von gespei-
Autonome mobile Serviceroboter navigieren mit Hilfe von Sensoren und Kameras in dynamischer Umgebung
CHRISTOPH JAN JUSTKOWSKI UND
MICHAEL PRANGE
Dipl.-Inform. Christoph Jan Justkowskiund Dipl.-Phys. Dipl.-Inform. MichaelPrange sind wissenschaftliche Mitarbeiterim Arbeitsbereich Fertigungstechnik II ander Technischen Universität Hamburg-Harburg. Weitere Informationen: Chris-toph Jan Justkowski, Tel. (0 40) 4 28 78-2253, Fax (0 40) 4 28 78-25 00, [email protected]
ld: V
erfa
sser
Niemalsorientierungslos

cherten metrischen In-formation über Umge-bung (topographischeKarte) und der Koppel-navigation, beispiels-weise Odometrie, ver-vollständigt mit der Mög-lichkeit, Hindernisse undmarkante Stellen mit Hil-fe von mehreren Ultra-schallsensoren zu erken-nen.
Die sensorielle Aus-stattung eines Servicero-boters soll allerdings, ne-ben einer kollisionsfreienNavigation, eine aufga-benrelevante Interaktionmit dem Menschen undder Umgebung unter Be-rücksichtigung der Si-cherheitsaspekte ermög-lichen. Diese Anforde-rung impliziert die Ver-wendung mehrerer sensorischer Kanäle wie Tastsensoren, Dis-tanzsensoren (Ultraschallsensoren, Laserranger) und Visionsys-teme (mono-, stereo- oder omnidirektionale Kamerasysteme)und geeigneter Verrechnungsmethoden der verschiedenen Sen-sordaten zur Generierung einer internen Umweltrepräsentation.
Folgende Ziele wurden für das Projekt aus den vorherigenÜberlegungen und praktischen Erfahrungen als übergeordneteLeitlinien definiert:� Vermeidung fester Installationen zur Navigation in der Um-gebung.� Höhere Anpassbarkeit des Systems an sich ändernde Umge-bungen und verschiedene Anwendungen. � Kostengünstiges und reproduzierbares System durch Ver-wendung von Standardhardwarekomponenten und Standard-softwareprodukten. � Verwendung visueller Sensorik. � Erhöhte Sicherheit durch Fusion unterschiedlicher Sensorda-ten.
Als Anwendungsszenario für die Anfangsphase wurde dieautonome Transportaufgabe im Institutsgebäude der Techni-schen Universität Hamburg-Harburg gewählt. Die Testplatt-form (Bild 1) wurde vollständig im Arbeitsbereich Fertigungs-
technik II entworfen undaufgebaut. Das Fahrges-tell besteht aus zwei An-triebsrädern, die mit ei-nem zusätzlichenSchlepprad eine Dreirad-kinematik bilden. AlsAntriebe werden zweiMaxon Motoren RE 75,die jeweils mit einem Pla-netengetriebe und einemDigital-Encoder bestückt
AUTOMATIONROBOTIK
FAZIT
� Multisensorielle Ausstattungerhöht den Autonomiegradmobiler Serviceroboter
� Stereokamerasystem dient alskünstliche Sehhilfe
� Standardhardwarekomponen-ten sorgen für kostengünstigePlattform
Bild 1: Testplattform des im Arbeits-bereich Fertigungstechnik II der TUHamburg-Harburg konstruierten mo-bilen Roboters.
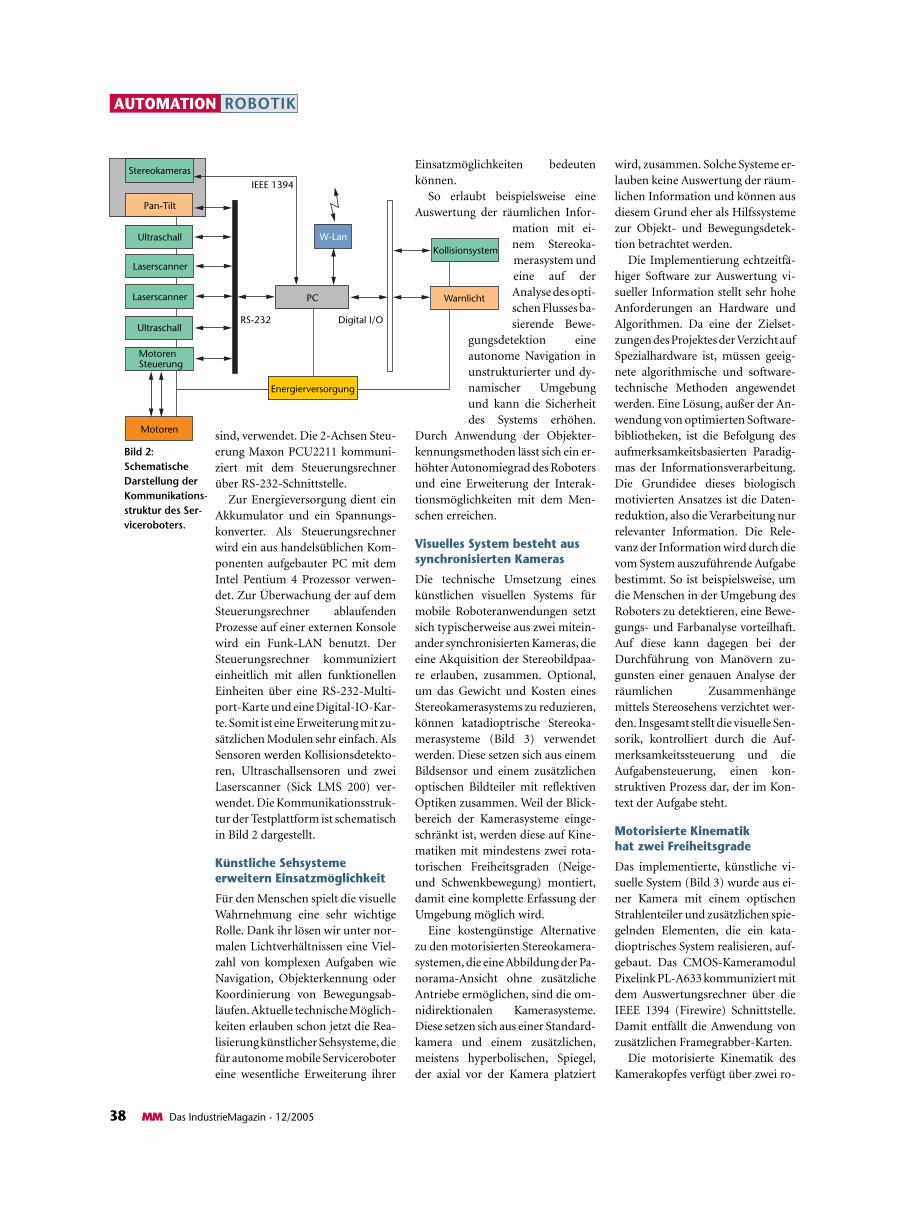
38 MM Das IndustrieMagazin · 12/2005
AUTOMATION ROBOTIK
wird, zusammen. Solche Systeme er-lauben keine Auswertung der räum-lichen Information und können ausdiesem Grund eher als Hilfssystemezur Objekt- und Bewegungsdetek-tion betrachtet werden.
Die Implementierung echtzeitfä-higer Software zur Auswertung vi-sueller Information stellt sehr hoheAnforderungen an Hardware undAlgorithmen. Da eine der Zielset-zungen des Projektes der Verzicht aufSpezialhardware ist, müssen geeig-nete algorithmische und software-technische Methoden angewendetwerden. Eine Lösung, außer der An-wendung von optimierten Software-bibliotheken, ist die Befolgung desaufmerksamkeitsbasierten Paradig-mas der Informationsverarbeitung.Die Grundidee dieses biologischmotivierten Ansatzes ist die Daten-reduktion, also die Verarbeitung nurrelevanter Information. Die Rele-vanz der Information wird durch dievom System auszuführende Aufgabebestimmt. So ist beispielsweise, umdie Menschen in der Umgebung desRoboters zu detektieren, eine Bewe-gungs- und Farbanalyse vorteilhaft.Auf diese kann dagegen bei derDurchführung von Manövern zu-gunsten einer genauen Analyse derräumlichen Zusammenhängemittels Stereosehens verzichtet wer-den. Insgesamt stellt die visuelle Sen-sorik, kontrolliert durch die Auf-merksamkeitssteuerung und dieAufgabensteuerung, einen kon-struktiven Prozess dar, der im Kon-text der Aufgabe steht.
Motorisierte Kinematikhat zwei Freiheitsgrade
Das implementierte, künstliche vi-suelle System (Bild 3) wurde aus ei-ner Kamera mit einem optischenStrahlenteiler und zusätzlichen spie-gelnden Elementen, die ein kata-dioptrisches System realisieren, auf-gebaut. Das CMOS-KameramodulPixelink PL-A633 kommuniziert mitdem Auswertungsrechner über dieIEEE 1394 (Firewire) Schnittstelle.Damit entfällt die Anwendung vonzusätzlichen Framegrabber-Karten.
Die motorisierte Kinematik desKamerakopfes verfügt über zwei ro-
Stereokameras
Pan-Tilt
Ultraschall
Ultraschall
Laserscanner
Laserscanner
MotorenSteuerung
Motoren
W-Lan
PC
Energierversorgung
Kollisionsystem
Warnlicht
RS-232 Digital I/O
IEEE 1394
Bild 2: Schematische Darstellung derKommunikations-struktur des Ser-viceroboters.
Einsatzmöglichkeiten bedeutenkönnen.
So erlaubt beispielsweise eineAuswertung der räumlichen Infor-
mation mit ei-nem Stereoka-merasystem undeine auf derAnalyse des opti-schen Flusses ba-sierende Bewe-
gungsdetektion eineautonome Navigation inunstrukturierter und dy-namischer Umgebungund kann die Sicherheitdes Systems erhöhen.
Durch Anwendung der Objekter-kennungsmethoden lässt sich ein er-höhter Autonomiegrad des Robotersund eine Erweiterung der Interak-tionsmöglichkeiten mit dem Men-schen erreichen.
Visuelles System besteht aussynchronisierten Kameras
Die technische Umsetzung eineskünstlichen visuellen Systems fürmobile Roboteranwendungen setztsich typischerweise aus zwei mitein-ander synchronisierten Kameras, dieeine Akquisition der Stereobildpaa-re erlauben, zusammen. Optional,um das Gewicht und Kosten einesStereokamerasystems zu reduzieren,können katadioptrische Stereoka-merasysteme (Bild 3) verwendetwerden. Diese setzen sich aus einemBildsensor und einem zusätzlichenoptischen Bildteiler mit reflektivenOptiken zusammen. Weil der Blick-bereich der Kamerasysteme einge-schränkt ist, werden diese auf Kine-matiken mit mindestens zwei rota-torischen Freiheitsgraden (Neige-und Schwenkbewegung) montiert,damit eine komplette Erfassung derUmgebung möglich wird.
Eine kostengünstige Alternativezu den motorisierten Stereokamera-systemen, die eine Abbildung der Pa-norama-Ansicht ohne zusätzlicheAntriebe ermöglichen, sind die om-nidirektionalen Kamerasysteme.Diese setzen sich aus einer Standard-kamera und einem zusätzlichen,meistens hyperbolischen, Spiegel,der axial vor der Kamera platziert
sind, verwendet. Die 2-Achsen Steu-erung Maxon PCU2211 kommuni-ziert mit dem Steuerungsrechnerüber RS-232-Schnittstelle.
Zur Energieversorgung dient einAkkumulator und ein Spannungs-konverter. Als Steuerungsrechnerwird ein aus handelsüblichen Kom-ponenten aufgebauter PC mit demIntel Pentium 4 Prozessor verwen-det. Zur Überwachung der auf demSteuerungsrechner ablaufendenProzesse auf einer externen Konsolewird ein Funk-LAN benutzt. DerSteuerungsrechner kommunizierteinheitlich mit allen funktionellenEinheiten über eine RS-232-Multi-port-Karte und eine Digital-IO-Kar-te. Somit ist eine Erweiterung mit zu-sätzlichen Modulen sehr einfach. AlsSensoren werden Kollisionsdetekto-ren, Ultraschallsensoren und zweiLaserscanner (Sick LMS 200) ver-wendet. Die Kommunikationsstruk-tur der Testplattform ist schematischin Bild 2 dargestellt.
Künstliche Sehsysteme erweitern Einsatzmöglichkeit
Für den Menschen spielt die visuelleWahrnehmung eine sehr wichtigeRolle. Dank ihr lösen wir unter nor-malen Lichtverhältnissen eine Viel-zahl von komplexen Aufgaben wieNavigation, Objekterkennung oderKoordinierung von Bewegungsab-läufen. Aktuelle technische Möglich-keiten erlauben schon jetzt die Rea-lisierung künstlicher Sehsysteme, diefür autonome mobile Servicerobotereine wesentliche Erweiterung ihrer


40 MM Das IndustrieMagazin · 12/2005
AUTOMATION ROBOTIK
tatorische Freiheitsgrade und wirdvon Schrittmotoren angetrieben.Die Motorensteuerung kommuni-ziert asynchron mit dem Rechnerüber die RS-232-Schnittstelle. Daskonstruierte System zeichnet sichdurch sein geringes Gewicht undkleine Abmessungen aus und ist we-sentlich kostengünstiger als eineklassische Zweikamera-Lösung. DesWeiteren erlaubt die Verwendungentsprechend geformter Spiegel einErweitern des Blickfeldes und damitein besseres Anpassen an die Anfor-derungen der mobilen Robotik.
Die Ausgangsstufe einer kolli-sionsfreien Navigation eines autono-men Systems bildet die sensorischeInformation. In einem multisenso-riell ausgestatteten System müsseneinzelne sensorische Kanäle zu-sammengefügt werden, um eine lo-kale, roboterzentrierte Repräsenta-tion zu erstellen. Diese fungiert alskurzzeitiges sensorisches Gedächt-nis des Systems. Auf der Ebene dersensomotorischen Kopplung wirdaus der sensorischen Repräsentationeine Darstellung des befahrbaren Be-reichs erstellt. Diese dient einer kol-lisionsfreien Fortbewegung unterVerwendung reaktiver Verhaltens-weisen, die mit den unbewussten Re-flexen beim Menschen verglichenwerden können.
Um Selbstlokalisation, zielgerich-tete Navigation und die Interaktiondes Roboters mit dem Menschen zuermöglichen, muss das autonomeSystem über eine Art Langzeitge-dächtnis oder Wissensbasis verfü-gen. Weil die metrische Informationeine untergeordnete Rolle in dyna-mischen Umgebungen spielt, stelltdiese Repräsentation die topologi-schen Zusammenhänge der Umge-bung dar. Eine geeignete Modellie-rungsabstraktion liefert die Gra-phentheorie. Die signifikanten Ortewie Korridorkreuzungen, Abzwei-gungen, Türen oder sonstige mar-kante Stellen werden in der topolo-gischen Repräsentation als Knoten,die befahrbaren Verbindungswegeals Kanten eines Graphen aufgefasst.
Signifikante Orte werden alsKnoten aufgefasst
Zusätzlich wird in den Knoten diesensorische, ikonische und topogra-phische Information gespeichert,um die Referenzinformation für dieSelbstlokalisierung bereitzustellen.Die Kanten werden erweitert um An-gaben über die Gefahrenstufe oderbevorzugte Fahrweise, anhand dererdie Optimierung der Pfade vorge-nommen werden kann. Die topolo-gische Repräsentation bildet eine gutgeeignete Basis für die Mensch-Ma-
schine Interaktion, weil sie demMenschen zugänglich ist. Somit isteine eindeutige Zuordnung der Kno-teninstanzen in der topologischenRepräsentation zu den physikali-schen Orten herstellbar und dadurcheine einfache Semantik der Kom-mandos und Dialoge wie „Fahre vonA über B nach C“ realisierbar.
Echtzeitfähigkeit durch neuronale Systeme
Im Rahmen des Projektes entstandeine preiswerte und skalierbare For-schungsplattform durch ausschließ-liche Verwendung von Standard-hardware und Softwarelösungen.Die Intelligenz des Systems liegt inder Software und nicht in einer teu-ren Spezialhardware. Um Echtzeitfä-higkeit zu erreichen, werden diePrinzipien der Informationsverar-beitung in biologischen neuronalenSystemen technisch nachempfun-den. Insbesondere bei der Auswer-tung der visuellen Information führtdie aufmerksamkeitsbasierte Daten-reduktion und aktive Blickkontrollezu einer deutlichen Beschleunigungder Informationsverarbeitung undGenerierung einer visuell-basierten,aufgabenrelevanten und objektba-sierten Umweltrepräsentation.
Geplante Erweiterungen des Sys-tems beinhalten eine Mensch-Ma-schine-Interaktion. Insbesonderesoll untersucht werden, ob einesprachgesteuerte Interaktion mit ei-nem vordefinierten Wortschatz undeinfachen Dialogregeln den Sicher-heitsanforderungen genügt. Die Er-weiterung des Vision Systems umObjekterkennung soll die Umweltre-präsentation um weitere stabile In-formationsquellen vervollständigen.Die einführenden Experimente mitder Gesichtsdetektion und Gesichts-erkennung ermutigen zur Integra-tion dieser Methoden mit demMensch-Maschine-Interaktionsmo-dul, beispielsweise damit das Systemnur von autorisierten Personen sei-ne Aufgaben akzeptiert. MM
� TU Hamburg-Harburg
� Intelligent Vision
www.maschinenmarkt.de
Bild 3: Die katadioptrischeStereokamera dient
als künstliches visuelles System.
Bild
er: V
erfa
sser

MM Das IndustrieMagazin · 12/2005 41
KONSTRUKTIONKONSTRUKTIONSELEMENTE
Konstrukteure stehen oft genugvor der Wahl, ob sie für ihre An-
wendung ein entsprechendes Dämp-fungs- oder Abfederungssystem ein-setzen sollen. Doch in der Praxis er-weist sich diese Entscheidung für dieSicherheit von Maschinen, Anlagenoder Teilen davon oft als richtig undzwar dann, wenn für den Fall der Fäl-le teure Aufprall- und Ausfallschä-den vermieden werden können. Fürsolche Fälle gibt es unterschiedlicheLösungen mit verschiedenen Dämp-fungselementen. Eine Lösung sindbeispielsweise Notstoppdämpfer dieals Sicherheitseinrichtung Menschund Maschine vor Schaden bewah-ren. Entscheidend sind dabei die Ka-pazitäten in Energieaufnahme undStützkraft, die mit einer neuen Bau-reihe namens E-Shock Baureihe ge-geben sind (Bild 1).
Diese Notstoppdämpfer sind Si-cherheitsdämpfer, die speziell fürden schnellen Abbau sehr hoherEnergien konzipiert sind. BewegteMassen können so im Notfall recht-zeitig abgebremst werden. Alle An-wendungen, die nicht im Dauerbe-trieb gedämpft werden, trotzdem
aber unbedingt teure Ausfallschädenvermeiden müssen, stellen poten-zielle Anwendungsbereiche dar. Des-halb können Notstoppdämpferüberall dort einge-setzt werden, wo inder Fabrikauto-mation, in Bear-beitungszentren,Werkzeugmaschi-nen oder Regalbe-diengeräten eineentsprechende Si-cherheit fürMensch und Maschine sinnvoll undnützlich erscheint.
Die E-Shok-Baureihe ist prädesti-niert für Anwendungen mit geringenAnfahrhäufigkeiten bei einem sehrschnellen Abbaubedarf. Für sehr ho-he Energien wurden die Kapazitätender Energieaufnahme und Stützkraft
gegenüber den Standarddämpfernverdreifacht. Hieraus resultiert einweiterer Vorteil der in der Kompakt-heit dieser Dämpfer besteht und sich
somit platzspa-rend installierenlässt. Die E-Shock-Baureiheist ab einer Gewin-degröße M12 er-hältlich und fürden Hubbereichzwischen 10 und150 mm konzi-
piert. Ein typisches Anwendungsbei-spiel für den Einsatz von Notstopp-dämpfern sind Rollformanlagen undWerkzeuge zur Herstellung von Pro-filen und Rohren (Bild 2). Die Drei-stern-Trennanlagen (Firma Drei-stern in Schopfheim) benötigen amEnde des Unterbaus der X-Achse ei-ne Notsicherung, um die sich schnellbewegenden großen Massen (bis zu8,5 t in bis zu 60 m/min) im Ernst-fall zu stoppen (Bild 3). Die Not-stoppdämpfer eignen sich für eineerhöhte Energieaufnahme sowie ei-ne erhöhte Stützkraft gegenüberdem Standardmodellen bei gleicherSicherheit und minimieren so dasAusfallrisiko. MM
Sicher abgebremstDämpfungselemente als Sicherheitseinrichtungenin Maschinen und Anlagen und zum Schutz von Mensch und Maschine
DIETMAR KUHN
Weitere Informationen: Enidine GmbH,79415 Bad Bellingen, Sibylle Hamann, Tel.(0 76 35) 81 01-0, [email protected]
FAZIT
� Notstoppdämpfer gelten als Sicherheitselemente für Maschinen und Anlagen
� Im Zweifelsfalle sollten Konstrukteure immer aufSicherheitsdämpfer bauen
� Enidine GmbH
www.maschinenmarkt.de
Bild 1: E-Shok-Baureihe mit Notstoppdämpfern für unterschiedliche Belastungen.
Bild 2 (links): Typische Notstopp-anwendung in der TrennmaschineTK2000 von Drei-stern.
Bild 3 (rechts): Enidine E-Shock-Notstoppstoß-dämpfer in derTrennmaschine amEnde des Unterbausder X-Achse umMassen von 8,5 t bei60 m/min im Ernst-fall zu stoppen.
Bild
er: E
nidi
ne

FORUMHalle 17, Stand C 22
* täglich auf der Hannover Messe 2005
0468
5_pr
ogra
mm
_for
um_h
mi_
li
Praxiswissen für
Maschinen- undAnlagenbau
Safety first:Wie können Automatisierungs-technikanwendungengegenüber Hacker, Viren undCo. sicherer gemacht werden?
Anwenderzentrum Robotik
Automation live
Maschinensteuerung:Wo geht der Trend hin?Was wird die CNC erweitern?Welche neuen Lösungenwerden auf der HannoverMesse angeboten?
Wireless Factory:Wie ist die industrielle Praxis?Welche Lösungen werden fürdie Energieversorgung ange-boten?
Automatisierung alsStandort-Rettung?Neue Berufsperspektive?
Fahrzeug- undZulieferindustrie
PDM/PLM:Die besten Neuheitender Messe
RFID –Keine Zukunftsmusik mehr.Potenzial für Zulieferer derFertigungsindustrie
Anwenderzentrum Robotik
Automation live
Industrial Ethernet:Was brauchen die Anwender?
PDM produktiv!Siegerpräsentation desWettbewerbs
PLM und der Mittelstand:Zwei Welten begegnen sich
Chemie- undPharmaindustrie
Antriebstechnik:Die besten Neuheitender Messe
Anlagenbau:Sicher und trotzdem bezahlbar
Anwenderzentrum Robotik
Automation live
Safety:Neue Normen kommen –und was macht der Anwender?
E-Class & Co:Welche Vor- und Nachteilebieten die derzeitigenE-Business Klassifizierungs-systeme?
Adaptive Manufacturingund MES – Wer bietet diebesten Lösungen?
Branchentag
10:00 - 11:00Neu aufder Messe
11:15 - 12:15Streit-gespräch
12:15 - 12:45Spot-Light
12:45 - 13:30
13:30 - 14:30Aus derForschung
14:45 - 15:45Aus derPraxis
16:00 - 17:00Streit-gespräch
Montag, 11. April Mittwoch, 13. AprilDienstag, 12. AprilUhrzeit

VERANSTALTUNGS-PROGRAMM
0468
5_pr
ogra
mm
_for
um_h
mi_
re
innovative Automation
Medienpartner:
Besuchen Sie uns auch in:
Halle 7, Stand D01Halle 25, Stand E38
Vogel Industrie MedienMM MaschinenMarkt97064 WürzburgTel. 0931 418-2084Fax 0931 418-2770www.maschinenmarkt.de
Halle 17Stand C 22
Zum dritten Mal veranstaltendie Deutsche Messe AGund MM MaschinenMarkt dasForum Factory Automation.
* täglich auf der Hannover Messe 2005
*
Veranstalter:
Donnerstag, 14. April Freitag, 15. April UhrzeitNahrungs- undGenussmittelindustrie
Roboter und ihreAnwendungen:Die besten Neuheitender Messe
Open Source:Linux in der Automatisierungs-technik – Chancen und Risiken
Anwenderzentrum Robotik
Automation live
Robotik:Robotereinsatz in derFoodindustrie
Nachweispflicht:Wie erfülle ich mit minimalemAufwand die internationalenNormen wie FDA?
RFID in Food und Logistik
Elektrotechnik undElektronikindustrie
Sensorik und industrielleBildverarbeitung:Die besten Neuheitender Messe
Produktpiraterie:Was dagegen tun?Strategien und Maßnahmen
Anwenderzentrum Robotik
Automation live
Bleifrei:Welche Alternativensetzen sich durch?
Branchentag
10:00 - 11:00Neu aufder Messe
11:15 - 12:15Streit-gespräch
12:15 - 12:45Spot-Light
12:45 - 13:30
13:30 - 14:30Aus derForschung
14:45 - 15:45Aus derPraxis
16:00 - 17:00Streit-gespräch

Bild 1: Verschiedene Montage-und Befestigungselemente des MB-Systembaukastens von Item;
a Winkelbefestigung, b Profil-montage, c Fußbefestigung.
44 MM Das IndustrieMagazin · 12/2005
KONSTRUKTION KONSTRUKTIONSELEMENTE
Fertigungs- und Montageein-richtungen, also der traditio-nelle Sondermaschinenbau,
müssen schnell und flexibel aufge-baut sein. Starre Strukturen, wie sienoch vor Jahren üblich waren, diegibt es nicht mehr. Grund dafür sindhäufige Modell- oder Typenwechselsowie die technische Vielfalt undAusführungsvarianten der zu ferti-genden oder montierenden Produk-te. Gerade für solche Anlagen eignensich so genannte Systembauelemen-te die heute meist aus Aluminiumbestehen.
Die Verwendung von nicht stan-dardisierten Bauteilen wäre zu teuerund würde einen hohen Bearbei-tungsaufwand bedeuten. So musstenfrüher Profile, Träger und Bleche zu
einer Anlage zusam-men konstruiert wer-den, die Teile geschnit-ten, gebohrt, gefräst,
gedreht, gebogen und verschweißtoder verschraubt werden. Danachfolgte meist eine Oberflächenbe-handlung und anschließend eineaufwändige Montage der Einzelteile.Änderungswünsche waren in jenerZeit mit hohem Aufwand verbun-den, wenn überhaupt möglich. Esgalt – Kosten und Arbeitsaufwandmussten gesenkt, die Flexibilitätgesteigert werden.
Diese Forderungen können heutemit Systembauelemente realisiertwerden. Beispielhaft soll hier dieContainerbauweise des Item-MB-Systembaukastens genannt werden.Bei dieser Lösung übernimmt derContainerrahmen vollständig dietragende Funktion. Dieser wird ausabgelängten, standardisierten Alu-miniumprofilen mit Hilfe der ent-sprechenden Verbindungstechnikmontiert (Bild 1). Ablängen, Bohrenund Gewindeschneiden sind dabeidie einzigen maschinengebundenenArbeitsvorgänge wofür keinerleikostenintensive Spezialmaschinenerforderlich sind. Aus einem einfa-chen System heraus entstand damitim Laufe der Zeit ein umfangreicherSystembaukasten mit dem Kon-struktionen vom einfachen Tisch bishin zu komplexen Montageeinrich-tungen oder 3-Achs-Handlingsyste-men mit einem hohen Anteil an Dy-namikelementen (Bild 2 und Bild 3)möglich sind.
In diese Konstruktionen könnenanschließend die Aggregate inte-griert werden, wobei durch Ver-schraubung in den längskontinuier-lichen Nuten und Nutensteinen dieFlexibilität erhalten bleibt. Dabeiwird auf Standardkomponenten desMB-Systembaukastens zugegriffen
Baukastenfür Ingenieure
Mit Aluminium-Systembauelemente lassen sich schnell und kostengünstig neue Fertigungs- und Montagelinien aufbauen
DIETMAR KUHN
Weitere Informationen: Item Industrie-technik- und Maschinenbau GmbH, 42699Solingen. Tel. (02 12) 65 80-300, [email protected]
Bild 2: Auch Antriebselemente a Syn-chronwellenprofil und b Zahnriemen-umlenkung gehören zu dem umfang-reichen Systembaukasten......
Bild 3: ......und natürlich auch die Füh-rungselemente a Wagen und b Schie-ne.
a
b
c
a
b
a
b

MM Das IndustrieMagazin · 12/2005 45
die einsatzfertig zur Verfügung ste-hen. Die Profile sind wegen ihrerharten keramischen Eloxaloberflä-che äußerst robust und gegen klei-nere Stöße resistent.
Der Konstrukteur kann durch dieVerwendung eines solchen System-baukastens eine Menge Zeit undGeld sparen, weil bei der Verwen-dung der Systemteile zeitintensiveBearbeitungsvorgänge entfallen.Dies trifft natürlich in erster Linie aufdie Durchlaufzeiten in der Fertigungzu. Aber selbst in der Planungspha-se beeinflusst der Entwickler die Kos-tensenkung. Denn die Komponen-ten des Systembaukastens werden alsTeilebibliothek für verschiedeneCAD-Systeme in UnterschiedlichenDatenformaten vom Anbieter be-reitgestellt. Speziell für die imSondermaschinenbau weit verbrei-tete Software Autocad wurde dasModul Quick & Easy entwickelt, dasdie dreidimensionale Darstellungund Einbindung der Komponentenin Konstruktionen ermöglicht. Da-mit wird zeitgleich mit der Kon-struktion eine Stückliste erstellt, sodass die erforderlichen Bauteile auchdirekt bestellt und in die Kalkulationeinfließen können. Darüber hinaussind in der Stückliste zusätzlich dienotwendigen Bearbeitungsschrittefür die einzelnen Elemente aufge-führt und unterstützen so auch dieArbeitsvorbereitung.
Die Infrastruktur ist in dieKonstruktionsprofile integriert
Ziel eines jeden Systembaukastens istes, möglichst viele unterschiedlicheAufgaben mit den enthaltenen Stan-dardelementen zu realisieren. Zu-dem müssen alle Elemente universelleinsetzbar sein. Als Einzelstücke ha-ben sie keine spezielle Funktionen.Erst in der Verwendung mit anderenElementen werden sie für spezielleLösungen funktionsfähig. Wie soetwas aussehen kann, das zeigt eineLösung die beim Hubschrauberher-steller Eurocopter realisiert wurde(Bild 4).
Außer anderen Standorten ver-fügt das Unternehmen auch in Do-nauwörth über eine Fertigungsstättewo Hubschrauber-Bauteile und
-Baugruppen montiert werden. DerBetriebsmittelbau von Eurocoptersuchte dafür nach einer offenen Lö-sung im Hinblick auf unterschied-liche Montageeinrichtungen. AufGrund des günstigen Wärmeaus-dehnungsverhaltens in alle drei Pro-filrichtungen sowie durch eine leich-te Erhöhung in den Nuten der Pro-filaussenseiten viel die Entscheidungfür die Verwendung von Alumi-nium-Systembauteilen. Mit demMB-System gelang es, die gewünsch-te offene Konstruktion für eine leich-tere Montage zu erreichen. Die not-wendige Stabilität lässt dabei keineWünsche offen und die Montage-vorrichtung bietet einen ebenerdi-gen Zugang. Diese Lösung führteauch dazu, dass beispielsweise Lei-tungen für die Druckluft nicht mehrinnerhalb der Gestelle verlegt wer-den mussten. Die Funktion von Lei-tungen übernehmen nun die hohlenSystemprofile. Säulenführungen,Prismen oder Pneumatikmotorenlassen sich jederzeit problemlos undje nach Bedarf adaptieren. So sindmarginale Veränderungen an derMontagelinie jederzeit und raschmöglich. Der Griff zur Systemlösungsparte dem Anwender Eurocopter25% der sonst üblichen Kosten ein.
In einem anderen Fall griff der Be-triebsmittelbau bei Porsche auf dieMB-Systemlösung zu. Dort musstenzwei Montagelinien für die Motorendes 911 und Boxter erneuert werden(Bild 5). Diese wurden in nur achtMonaten realisiert. Möglich war dies
durch Verwendung der Baukastenlö-sung, die für bis zu 10 t Gewicht aus-gelegt werden musste. Das damit ge-schaffene Grundgestell wird von ei-ner Stahl-Führungsschiene umfasst,die mit dem Grundgestell ver-schraubt ist und zur Aufnahme derMotorenwagen dient. Obwohl dasMontagebandgroße Lasten auf-nehmen muss, diesich zusätzlich be-wegen, vermitteltes durch den Ein-satz der Alumi-nium-Profile denEindruck einerLeichtbauweise.
Vorteile zeigensich vor allem inden Motor- undKommissionier-wagen, die ebenfalls zum Teil aus denItem-Elementen bestehen. Beidefahren freihängend an einem Band.Dabei können die Motorwagen jederzeit und an jeder Bandposition in ih-rer Höhe verstellt werden. Für Mon-teure an den Schraubstationen istdies gerade aus ergonomischer Sichteine erhebliche Arbeitserleichte-rung. Die Einsparpotenziale zu bis-herigen Lösungen beziffert der An-wender auf 20%. MM
KONSTRUKTIONKONSTRUKTIONSELEMENTE
Bild 5: Motorenfertigung bei Porsche;da zeigt sich die Flexibilität der Sys-temlösung durch an den jeweiligenMonteur anpassbare Arbeitsplätze.
FAZIT
� Neue Fertigungs- und Montage-linien müssen schnell, kosten-günstig und variabel sein
� So genannte Systembaukasten-Lösungen machen es dem Kon-strukteur einfach
� Es können jederzeit Komponen-ten oder Montageeinheiten hin-zugefügt oder verändert werden
� Item Industrietechnik undMaschinenbau GmbH
www.maschinenmarkt.de
Bild 4: Eine Beispiellösung aus der Hub-schrauberfertigung bei Eurocopter dieden Monteuren die Arbeit wesentlicherleichtert.
Bild
er: I
tem

46 MM Das IndustrieMagazin · 12/2005
MANAGEMENT PRODUKTION
Die Produktivität eines Indus-triebetriebes hängt in ersterLinie vom effizienten Einsatz
seiner Produktionsressourcen ab. Jenach Art der Fertigung leiten sich ausder Personal-, Material- oder Anla-genproduktivität die größten Stell-hebel zur Effizienzsteigerung ab. DerEinsatz stimmiger und aufeinanderabgestimmter Methoden zur Pro-duktivitätssteigerung erfolgt in ei-nem Produktionssystem.
Außer der Personalproduktivitätist eine hohe Anlageneffizienz in vie-len Wirtschaftszweigen wesentlicheVoraussetzung für hohe Wirtschaft-lichkeit. Diese wird häufig mit derGesamtanlageneffektivität (OEE:overall equipment efficiency) bewer-tet, die das Ergebnis der Multiplika-tion von Anlagenverfügbarkeit, An-lagennutzungsgrad und erzielterQualität darstellt. In der Praxis lässtsich ein schlechter OEE in der Regelauf technologische und organisato-rische Problemstellungen zurück-
führen. Technologisch betrachtetwerden beispielsweise vorgegebeneProzessgeschwindigkeiten der An-lagen unterschritten, aus organisato-rischer Sicht sind zum BeispielMaterialien oder Werkzeuge nichtverfügbar wodurch es zum Maschi-nenstillstand kommt.
Erreichte Verbesserungenwerden leichtfertig verschenkt
Häufig stößt man dabei auf ein Pro-blem, dem in vielen Industriebetrie-ben immer noch nicht ausreichendBeachtung geschenkt wird. Ein effi-zienter Werkzeugkreislauf ist in na-hezu allen Produktionsunterneh-men wesentlicher Bestandteil derProduktionseffizienz. Ein Produk-tionssystem, das mit ausgewähltenSMED-Methoden (single minute ex-change of die) rein auf die Span-zu-Span-Zyklen fokussiert, hebt dabeinicht alle Potenziale, die ein wirt-schaftliches Toolmanagement mitsich bringt.
Die durch Technologieinnovatio-nen gewonnenen Verbesserungenwerden in der Praxis oft durch orga-nisatorische Probleme, wie bei-spielsweise fehlende oder falsch zu-
geordnete Werkzeuge, leichtfertigwieder verschenkt. Analysen der Ge-samtanlageneffektivität zeigen, dassdaraus ein signifikanter Anteil unge-planter Stillstände entsteht, obwohlWerkzeuge im Wert von bis zu meh-reren tausend Euro an den betrach-teten Fertigungszentren gebundensind. Diese offensichtlichen organi-satorischen Probleme sind die ammeisten genannten Gründe, warumein Unternehmen ein Toolmanage-mentsystem einführt. Wie bei jedemDV-System muss im Vorfeld zu-nächst die Systematik (sprich die Ab-läufe und Verantwortlichkeiten)festgelegt werden, um die gewünsch-ten Potenziale tatsächlich zu erzie-len. Denn auch die Werkzeugversor-gung der Maschinen ist nur ein As-pekt, der durch effizientes Toolma-nagement verbessert werden kann.
Klassifiziert man die Ansatzpunk-te, die sich durch wirksames Tool-management ergeben, so lassen sichdrei Kreisläufe identifizieren, die eszu optimieren gilt: Der Kreislauf derKomponenten von den Lieferantenin den eigenen Betrieb, der Kreislaufder Werkzeuge von der Montage undVoreinstellung an die Maschine undzurück zur Aufbereitung und derInformationskreislauf zwischen Pla-nung, Prozessauslegung und Ein-kauf.
Für den ersten Kreislauf findetman Dienstleistungsangebote, diedie Versorgung mit Werkzeugen ver-einfachen und die Prozesskosten fürdie Werkzeugbereitstellung nachhal-tig reduzieren. Hierdurch sollenhäufig auftretende Probleme im Be-schaffungsprozess beseitigt werden.Konkret zielen solche Konzepte auf � zu lange Logistikketten bezie-hungsweise zu viele Schnittstellen imBeschaffungsprozess; � immer wieder auftretende Versor-gungsengpässe; � hohe Inventurbestände, auch be-dingt durch nicht verbrauchte Alt-bestände � zu hohe Aufwände, vor allem imBereich der innerbetrieblichen Lo-gistik.
Werkzeughersteller und Dienst-leister bieten heute entsprechendeVersorgungskonzepte an, die es dem
Über Grenzen hinwegEffizientes Toolmanagement erhöht dieMaschinenverfügbarkeiten und senkt die Prozesskosten
INGO LAQUA
Dipl.-Ing. Ingo Laqua ist Geschäftsführerder CIM GmbH Informations- undProduktionsmanagement in 52074 Aachen,Tel. (02 41) 8 88 70, Fax (02 41) 8 88 71 00,[email protected]
Ergebnis:Reduzierte Werkzeugeinkaufskosten durch größere „Einkaufsmacht“ des A-LieferantenReduzierte Kapitalbindung da Werkzeugausgabesystem als Konsignationslager geführt wirdGeringere Prozesskosten durch Reduzierung und Verlagerung des administrativen Aufwands
WerkzeugB-Lieferanten
Werkzeug-bereitstellung
WerkzeugB-Lieferanten
Bedarfskonsoli-dierung, Rahmen-
vereinbarung
Bereitstellung allerWerkzeug in einheit-
lichen Ausgabe-systemen
Buchung, Wieder-befüllung der
Systeme, monatlicheAbrechnung
WerkzeugB-Lieferanten
JährlicheBedarfsmeldung
Werkzeug-entnahme
Bild 1: EffizienteWerkzeugbereit-stellung durchLieferanteninte-gration in denBeschaffungs-prozess.

MM Das IndustrieMagazin · 12/2005 47
Kunden ermöglichen, den adminis-trativen Aufwand für die Werkzeug-bereitstellung bei gleichzeitiger Stei-gerung der Versorgungssicherheiterheblich zu reduzieren. So umfas-sen die angebotenen Leistungen un-ter anderem die Beschaffung der de-finierten Werkzeugvolumina beiTier2-Suppliern sowie die Bereitstel-lung der Werkzeuge in Produktions-nähe durch entsprechende Werk-zeugausgabesysteme.
Die Buchung und Verrechnungder Werkzeuge erfolgen hier nachWerkzeugentnahme. Die hinterleg-ten Mindestbestände lösen automa-tisch einen Bestellimpuls bei den Lie-feranten aus, so dass neben der War-tung der Ausgabeautomaten nurnoch deren Befüllung erfolgen muss.Über exakte Verbrauchsstatistikenwird der tatsächliche Bedarf zeitnahabgeglichen und die Werkzeugver-sorgung wird somit sichergestellt.
Die Vorteile dieses Konzeptes: � Die Werkzeugausgabesystemegewährleisten eine sehr hohe Ver-fügbarkeit, ohne unnötiges Kapitalzu binden (entspricht Konsigna-tionslager). � Exakte Verbrauchsstatistikenschaffen eine erheblich verbesserteKostentransparenz, da der Werk-zeugverbrauch pro Bauteil und Ma-schine nachvollziehbar ist. � Ein Werkzeughersteller bezie-hungsweise Dienstleister tritt alsEinkäufer gegenüber den anderenWerkzeugherstellern auf und kannso Mengenvorteile im Einkauf er-reichen.
Ein weiterer Aspekt zur Steige-rung der Produktivität ist die Opti-mierung der innerbetrieblichen Ab-läufe. Durchaus übliche Kennzahlen,die die „Effizienz“ eines Toolma-nagement-Kreislaufs im Unterneh-men nach Erfahrungswerten derCIM GmbH Aachen bewerten, sindzum Beispiel: Bei 15% aller Ferti-gungsaufträge werden Arbeitsabläu-fe wegen Werkzeugmangels unter-brochen. 25% ihrer Zeit sind Vorar-beiter mit der Werkzeugbeschaffungbeschäftigt. 20% der Arbeitszeit derMaschinenbediener entfallen auf dieWerkzeugsuche. 40% der Lagerplät-ze (Werkzeuge) sind nicht unter
Kontrolle. Mindestens 15% desdurch Werkzeuge gebundenen Kapi-tals lassen sich abbauen, ohne dassdies zu Lasten der Werkzeugverfüg-barkeit geht.
Über Software erst nach der Basisarbeit entscheiden
Die Anforderungen an einen Tool-management-Kreislauf ergeben sichsomit in erster Linie aus den Berei-chen Produktion, Arbeitsvorberei-tung und Einkauf. Ein klassischesReengineering bildet deshalb die we-sentliche Grundlage, um Prozesse zustraffen und Verantwortlichkeitenfestzulegen. Demzufolge sind es häu-fig die vergleichsweise unspektaku-lären Maßnahmen, die entsprechen-de Erfolge mit sich bringen. Der Auf-bau eines geschlossenen Werkzeug-lagers, die eindeutige Festlegung vonVerantwortlichkeiten und das „Auf-räumen“ der Werkzeugschränkesind wesentliche Erfolgsparametereines stimmigen Toolmanagement-Konzeptes.
Erst wenn diese Basisarbeiten er-folgreich beendet wurden, stellt sichdie Frage, in wieweit ein Stück Soft-ware helfen kann, mehr Transparenzund Effizienz in die bestehenden Ab-läufe zu bringen. Die sichere Verwal-tung von Werkzeugen, die Generie-rung von Komplettwerkzeugen ausEinzelkomponenten, die Auswer-tung von Statistiken etc. sind nur ei-nige Aspekte, die den Einsatz einesToolmanagement-Systems sinnvollmachen. Dennoch bedeutet ein ge-samtheitlicher Toolmanagement-Kreislauf mehr, als ein DV-System zukaufen und die bestehenden, un-
strukturierten Abläufe hierin abzu-bilden. Die Restrukturierung imVorfeld und die Auswahl des richti-gen Systems sind hier die wesent-lichen Erfolgsparameter.
Eine effiziente Abbildung desWerkzeugkreislaufs im Unterneh-men führt zu nachhaltigen Einspa-rungen. Diese lassen sich aus Erfah-rungswerten wie folgt beziffern: � Die Vielfalt an eingesetzten Werk-zeugen kann um bis zu 20% gesenktwerden. � Der Umlaufbe-stand lässt sich umüber 30% reduzie-ren. � Der Werkzeug-verbrauch kann umbis zu 15% sinken. � Die Maschinen-nutzung ist um biszu 5% steigerbar.
Damit wirddeutlich, dass ein effizientes Tool-management wesentlicher Bestand-teil eines ganzheitliches Produk-tionssystems ist, da Prozesskostennachhaltig reduziert und Maschi-nenverfügbarkeiten erhöht werden.Zukünftig wird das Toolmanage-ment über die Grenzen der Ferti-gungsbereiche hinauswachsen undmehr planende Bereiche einschlie-ßen. Als Stichwort ist in diesem Zu-sammenhang die „Digitale Fabrik“zu nennen, die ohne eine entspre-chende Datenbasis nicht funktionie-ren wird. MM
MANAGEMENTPRODUKTION
FAZIT
� Effiziente Abbildung des Werkzeugkreislaufs führt zu Einsparungen
� Toolmanagement erhöhtMaschinenverfügbarkeiten
� Toolmanagement wird künftigüber die Fertigung hinaus-wachsen
� CIM GmbH in Aachen
www.maschinenmarkt.de
Verbrauch von ÜberbeständenVermeidung vonredundanten BestellungenMehrfachverwendungvon KomponentenMengeneffekte durchBedarfsbündelung
Werkzeugkosten Produktivitätssteigerung
KapitalbindungWerkzeuge
Prozesskosten
Reduzierung desBestandsvolumens
WerkzeugbeschaffungWerkzeugauswahl undZusammensetzungWerkzeugverwaltung
Nutzung der optimalenSchnittgeschwindigkeitenVermeidung vonMaschinenstillstand durchfehlendes WerkzeugSteigerung des Nutzgradesder Schneidplatte
Bild 2: Das größteEinsparpotenzialliegt häufig imBereich der Pro-zesskosten.
Bild
er: V
erfa
sser


MARKTSPIEGEL
MM Das IndustrieMagazin · 12/2005 49
Leise Mobilität per ElektrorollerFührerscheinfrei für alle, die vor1965 geboren wurden (sonst Mofa-Führerschein oder sonstige Fahrer-laubnis), darf der mit EU-Straßen-zulassung ausgestattete Elektroroller„Tante Paula“ mit einem Eigenge-wicht von rund 25 kg und einerReichweite von bis zu 15 km betrieben werden. Das TÜV-geprüfteGerät eignet sich beispielsweise als Werksfahrzeug für großeLagerhallen oder auch Unternehmen, in denen weitläufige Frei-flächen zu überbrücken sind, wie etwa im Hafengelände. Dank der Höchstgeschwindigkeit von rund 22 km/h besteht keineHelmpflicht . Das zulässige Gesamtgewicht von 125 kg erlaubtallerdings keine allzu hohe zusätzliche Lastaufnahme.� Helmut Niemeyer GmbH, Tel. (0 21 91) 95 58-0, www.heni.de
Elektrisch leitfähige Rollen und RäderFür den Einsatz in brand- und explosionsge-fährdeten Bereichen und solchen mit hoch-verdichteter aufgeladener Luft oder extremangereicherten Stäuben bieten sich Rollenund Räder aus Pevothan an. Elektrisch leit-fähiges Pevothan ist ein hochwertiges thermo-plastisch verarbeitetes Polyurethan (TPU)-Elasto-mer. Der Werkstoff verfügt über eine hohe Tragfä-higkeit, ist abriebfest und besitzt ein gutes Dämpfungsvermögen.Nach Herstellerangaben ist Pevothan gegen viele, speziell im Nah-rungsmittelbereich auftretende aggressive Medien wesentlichbeständiger als Vollgummi oder thermoplastisches Gummi. Räderaus elektrisch leitfähigem Pevothan sind kontaktverfärbungsfrei,wartungsfrei sowie geruchs- und geschmacksneutral.� Räder-Vogel GmbH & Co. KG,Tel. (0 40) 7 54 99-0, www.raedervogel.de
Regalbediengerät für ergonomisches und rationelles Lagern
Für kurze Zugriffs- und Bearbei-tungszeiten sorgt laut Hersteller einschienengebundenes Regalbedien-gerät, das insbesondere Einsatz inSchubladenlagersystemen findet.Das Gerät kann wahlweise durch ei-nen mitfahrenden Kommissionierer
oder automatisch mit Hilfe eines Lagerverwaltungssystems gesteu-ert werden. Zum Ausziehen und Einschieben der Schubladen hatdas Bediengerät eine besondere Hubvorrichtung. Sie sorgt dafür,dass die Schublade sich im direkten Griffbereich des Kommissio-nierers befindet, so dass ein schnelles ergonomisches Entnehmenoder Zufügen von Lagergut möglich ist. Das Regalbediengerätkann Lagertürme zu beiden Seiten des Lagerganges bedienen.� Sauer Lagertechnik GmbH,Tel. (0 76 64) 40 37 45, www.sauerlagertechnik.de
PRODUKTE

Anfertigung vonStanzteilenBiegeteilenStanz/BiegteilenRoboter-Schweißteileneinbaufertigen Baugruppen,
auf Wunsch OberflächenveredeltPulverbeschichtetGalvanisiertFeuerverzinkt
Eigener Werkzeugbau
Unterstützungbei der Produkt-entwicklung
DIN EN ISO 9001
...wir bringen
Metall in Form!
metallformGLASERGMBH
Kirschäckerstraße 37 96052 Bamberg
Telefon (0951) 9 35 20 -0 • Telefax (0951) 9 35 20 -45www.metallform-glaser.de
50 MM Das IndustrieMagazin · 12/2005

MARKTSPIEGEL
MM Das IndustrieMagazin · 12/2005 51
Einsatzhalter verlängert Standzeit von Berstscheiben in aggressiver UmgebungAggresive und korrosive Materialienkönnen Beschädigungen an Berstschei-benhaltern hervorrufen. Diesen entge-gen wirken soll ein stabiler Einsatzhalter,der mit einer Fluorpolymermanschetteausgerüstet ist und einen kosteneffekti-ven Schutz gegen vorzeitiges Versagendes Halters darstellen soll. Der Einsatz-halter kann zwischen Standard ANSI-Rohr-Flanschen verschraubt werden. Die drehmomentempfind-lichen Halter sind in Größen von 2,54 bis 20,32 cm (entsprechend1 bis 8") erhältlich und halten einer Temperatur bis 260 °C (ent-sprechend 500 °F) stand. Seine Resistenz erhält der Einsatzhalterdurch einen Polytetrafluorethylene (PTFE) Kunstharzeinsatz.� Oseco Inc., USA, Tel. (001-918) 2 58 56 26, www.oseco.com
Aushebegriff erhält seine Kraftüber zwei SchenkelZum Stecken und Ziehen von elektroni-schen Baugruppen hat der Hersteller ei-nen Aushebegriff entwickelt. Form undäußeres Erscheinungsbild entsprechenden Vorgängermodellen. Die kompletteMechanik wurde neu konstruiert undnach Herstellerangaben verbessert. DerTrapezgriff Typ 2 kann nun schneller an der Frontplatte montiert werden indem er einfach aufgesteckt undmit nur einer Schraube befestigt wird. Er passt exakt auf die inden Frontplatten vorgegebenen Ausschnitten. Durch die neue Me-chanik mit zwei Schenkeln wird die Kraft beim Ausheben gleich-mäßig verteilt. Ein Verkanten oder Verspannen ist damit nahezuausgeschlossen, betont der Hersteller.� Schroff GmbH, Tel. (0 70 82) 7 94-4 10, www.schroff.de
Federelement fürSchnellverschluss-Schlauchkupplungen
In speziellen Umgebungen, beispiels-weise bei kritischen Fluidanwendungen,können Metallfedern nicht verwendetwerden, weil sie dort mit den Chemika-lien und den Fluiden reagieren und die-se möglicherweise verunreinigen. Fürsolche Fälle kommen in Schnellver-schluß-Schlauchkupplungen Federn aus
einem sehr reinen Polymer mit hoher Festigkeit und hoher Che-mikalienbeständigkeit zum Einsatz. Diese finden sich in der SerieChem-Quick CQV06 PVDF und CQH06 wieder. Diese Rückstell-federn verschließen Ventile in beiden Teilen der Schlauchkupp-lung, wenn diese geöffnet wird. Dadurch wird ein Austreten derFlüssigkeit verhindert.� Victrex Europa GmbH,Tel. (0 61 92) 96 49 49, www.victrex.com
PRODUKTE

52 MM Das IndustrieMagazin · 12/2005
MARKTSPIEGEL PRODUKTE
Überwachungssystem erfasst Kräfte beim Einpressen von StanzmutternMit einem Füge-Überwachungs-system können die zum Einpres-sen von Stanzmuttern benötigtenPresskräfte und deren Verläufe er-fasst und dokumentiert werden.Für die Haltbarkeit der Verbin-dung ist die erreichte Presskraft maßgeblich. Sie ist ein Kriterium für die Festigkeit der Mutter,die Schärfe der Schneidkante und den Grad der Verstemmung derMutter im Blech. Das Setzwerkzeug ist mit einem kalibriertenKraftsensor sowie einem potentiometrischen Weggeber ausgerüs-tet. Bei jedem Einpressvorgang wird der Kraftverlauf über demEinpressweg aufgezeichnet. Überwacht wird für jedes Teil die er-reichte Maximalkraft in der Endlage des Einpresswerkzeuges. � Schwer + Kopka GmbH, Tel. (0 21 03) 90 91-0, www.schwer-kopka.de
Handhabungsgerät kommissioniert Kästenbis zu einem Gewicht von 25 kgEin Handhabungsgerät soll dank Aufsetzautomatik, Handkraft-steuerung und Lasterkennung das Handling von Kästen einfachermachen. Es lassen sich Kästen bis 25 kg Gewicht und 400 mm �300 mm umsetzen. Basis ist eine He-behilfe mit handkraftgesteuerter elek-trischer Seilwinde und Knickgelenk-ausleger. Die Last wird mit nur einerHand geführt, auch die Hebege-schwindigkeit lässt sich per Handkraftsteuern. Die Kästen werden mit einerspeziellen Lastaufnahme gegriffen, diesich beim Aufsetzen selbst zentriertund automatisch verriegelt. � Vesa GmbH, Tel. (0 22 67) 6582-0, www.vesa.de
Transportable RoboterschweißzelleDie Mini-RoboterschweißzellePerform-Arc ist eine Komplettlö-sung speziell für Kunden, die denEinstieg in die Automatisierungplanen. Sie besteht aus Schweiß-roboter, MIG/MAG-Stromquellemit digitaler Schnittstelle, Draht-zuführung und gasgekühltemBrenner. Durch die Montage al-ler Komponenten auf einerGrundplatte und die kompakten
Abmessungen von 2,3 m � 2 m bei 900 kg Gewicht ist das Systemleicht zu transportieren. Es lässt sich mit einem Gabelstaplerumsetzen, ohne dass Programmierungsdaten verloren gehen. � Panasonic Industrial Europe GmbH, Tel. (0 21 02) 9 42 13-0, www.panasonic-industrial.com

MARKTSPIEGEL
MM Das IndustrieMagazin · 12/2005 53
Dünnwandige Formteile aus DuroplastAus dem Duroplast Aminel derschwedischen Perstorp-Grup-pe lassen sich dünnwandigeSpritzgießteile fertigen. Siehaben laut Gira eine für Du-roplast eher ungewöhnlichhohe Schlagzähigkeit, zusätzlich zuden typisch positiven Duroplasteigenschaften wie elektrische Iso-lierung, hohe Temperatur-, UV- und Chemikalienbeständigkeit.Kennzeichnend für den Werkstoff sei jedoch ein extrem gutes undfür das Spritzgießen positives Fließverhalten, das beispielsweiseauch die Fertigung von Designprodukten wie Schnappverbindun-gen ermögliche, heißt es. Außerdem können Oberflächen erzeugtwerden, die einerseits weich und glänzend sind, andererseits einehohe Kratzfestigkeit haben. Eine große Variationsbreite in derFarbgestaltung ermögliche die Herstellung ästhetisch anspruchs-voller Produkte.� Gira Giersiepen GmbH & Co. KG, Tel. (0 21 95) 6 02-1 10, www.kunststofftechnik.gira.de
PUR-Formteile für DeichselstaplerUm einer hohen mechanischen Beanspruchungstand zu halten, wird die Batteriefachverkleidungeines Deichselstaplers aus dem Polyurethan (PUR)Bayflex hergestellt. Die PUR-Teile sind leicht, ha-ben eine hohe Schlagzähigkeit und erfüllen lautHersteller gut die Designvorgaben des Kunden: Beider Batteriefachverkleidung handelt essich um ein Formteil mit drei inte-grierten Bundbuchsen. An das Verklei-dungsteil wird nachträglich ein geschweißter undverzinkter Metallbügel geschraubt, so dass am Ende ein montage-fertiges Produkt entsteht. Die Losgröße beträgt 300 bis 500 Ein-heiten pro Jahr, weshalb im Vergleich zu einer Spritzgieß- oderBlechverkleidung die niedrigen Kosten für die PUR-Lösung spra-chen. Zur Herstellung werden Werkzeuge aus Aluminiumgussverwendet.� Thieme GmbH & Co. KG, Tel. (0 76 44) 5 83-0, www.thieme-products.com
Ultraschallschneiden dickerer MaterialienZum 6-achsigen Schneiden dickerer Kunststoff- oder Textilpro-dukte wurde eine Ultraschall-Sonotrode entwickelt, die dafür dieerforderliche Steifigkeit hat und somit dem Anwender eine Alter-native bietet: zwischen der Sonotrode mit Spannzangenaufnahmefür die Klingen. Dieses Schneidwerkzeug sei äußerst schlankkonzipiert und für filigrane Bearbeitung sehr gut geeignet, heißtes. Beim zweiten, robusten Modell sind die Klingen in einen Ein-schraubzapfen gelötet. Diese laut Hersteller sehr steife Sonotrodeermöglicht das Schneiden von Materialien, die üblicherweise nochanderweitig bearbeitet werden.� Geiss AG, Tel. (0 (95 69) 92 21-0, www.geiss-ttt.com
PRODUKTE
... für alle, die
mehr bewegen!
GasfedernHöchste Qualitätin Präzision, Lebensdauer, Optik
Größte VielfaltDruck- und Zuggasfedern,blockierbare Gasfedern, mit einstellbaren Geschwindigkeiten
mit Spezialölen für besondereAnwendungsbereiche
Standardausführungen inNirosta, mit Stahlschutzrohren,
Ölkammer für waagrechten Einbau
Dictator TeTT chnik GmbHGutenbergr str. 9rr · D-86356 NeusäßTel.TT (0821) 24673-0 · Fax 24673-90
E-Mail: infoff @dictator.derr · www.dictator.derr
Mengenunabhängige Fertigungvon Einzelstücken bis Großserien
Individuelle Beratungdurch erfahrene Ingenieure mittels Computer-simulation des Einbaus bei uns oder auf Wunschvor Ort


MARKTSPIEGEL
Sicheres Umspritzen elektronischer TeileIm Bereich Hotmelt-Ver-gusstechnik hat AdaptElektronik den Service aus-gebaut. So entwickelt derUnternehmensbereich For-menbau kundenspezifischeLösungen zum Nieder-druck-Vergießen: zum Um-spritzen elektronischer Bau-teile mit Schmelzklebstoff.
Eine optimierte Formgestaltung unter wirtschaftlichen Bedingun-gen sei möglich, heißt es. Auch kleine Losgrößen ließen sich mitniedrigen Werkzeugkosten herstellen. Als weitere Vorteile hebt derAnbieter den Schutz der Bauteile vor mechanischen Einwirkun-gen, Wasser, Feuchtigkeit und Chemikalien, die Demontagesicher-heit, die elektrische Isolierung und Zugentlastung der Verbindun-gen hervor. Standardmäßig wird die Vergussmasse in Schwarz her-gestellt. Abweichungen sind möglich.� Adapt Elektronik GmbH, Tel. (0 93 51) 40 04-0, www.adapt.de
Bauteilprüfung als DienstleistungDas Ingenieurbüro TIK bietet als erweiterte Dienstleistung in derKunststoffbauteilprüfung Durchlauftests unter Pulsations-,Medien- und Temperatureinfluss an. Dazu wurde ein Klima- undTemperaturschrank angeschafft, einerseits zur Konditionierungvon Prüfkörpern (zum Beispiel Zugstäben oder Schlagproben)oder von Bauteilen aus temperatur- oder feuchtigkeitsempfind-lichen Werkstoffen. Andererseits ist der Schrank für Bauteiltestsbei festgelegten klimatischen Bedingungen geeignet. Sowohl kon-stante Temperaturen (�70 bis 180 °C) und Feuchtigkeitswerte (10bis 98% relative Luftfeuchte) als auch beliebige Parameterprofile,einschließlich kurzzeitiger Peaks oder Haltephase, sind einstellbar.Als besonders nützlich hebt das Ingenieurbüro das Heiz- undKühlsystem hervor, das Temperaturgradienten bis zu 10 K proMinute ermöglicht.
� TIK-Technologie in Kunststoff GmbH, Tel. (07 61) 50 31 25-62, www.tik-center.com
Perforieren und Beschnitt in einem SystemZur Fertigung von Instrumententafeln wurde das System Votanentwickelt, das die Perforierung sowie den Rand- und Konturbe-schnitt der Teile übernimmt. Als Werkzeuge dienen Laser, die für die Sollbruchstellenerzeugung beim Beifahrer-Airbag, für dasSchneiden und Hochgeschwindigkeitsfräsen geeignet sind. Dieeinzelnen Bearbeitungsverfahren sind als eigenständige gekapselteLösungen konzipiert. Das Handling innerhalb des Systems über-nimmt ein Rundtakttisch, der die Teile den einzelnen Stationenübergibt. Bei Kleinserien lässt sich aufgrund der kürzeren Taktzei-ten für die Perforation der Sollbruchstelle sowie für das Schneidendieselbe CO2-Laserquelle verwenden.
� Jenoptik Automatisierungstechnik GmbH, Tel. (0 6 41) 65-0, www.automation-jenoptik.de
PRODUKTE
Englhard, Oskar
DieselmotorenanlagenPlanung, Installation, Schadensverhütung1. Aufl. 1999, 432 Seiten, 186 BilderISBN 3-8023-1779-----352,80 �
Die Grundlagen und das Know-how,das zur Auswahl oder Beurteilungeines Dieselmotors für einenbestimmten Antrieb notwendig ist,werden gezielt an den Praktikervermittelt.
• Motorenkennfelder• Einbauanalyse• Planung• Leistungsbestimmung• Kühlung• Kraftstoffversorgung• Gas- und Dieselgasmotoren
Vogel Buchverlag97064 Würzburg
40_1
779
_sw
_1_8
_1sp
_022
00_0
94
Maschinenbau

56 MM Das IndustrieMagazin · 12/2005
MARKTSPIEGEL PRODUKTE
Kommissioniersystem für maximaleKapazität auf kleinstem RaumDas Kommissioniersystem SCS istein modulares Umlaufsystem zurKommissionierung wechselnderArtikelspektren auf kleinstemRaum. Das automatische Systemwird von so genannten Hebern mitLastaufnahmemitteln bedient, wo-bei die Kommissionierer über einen Fördertechnik-Kreislauf anjeder beliebigen Stelle mit Aufträgen versorgt werden. SpezielleLagerboxen erlauben eine maximale Stellplatzkapazität und eindoppeltes Leistungsvermögen gegenüber marktüblichen Syste-men, so der Hersteller. Die beleglose Kommissionierung ermögli-che eine erhöhte Kommissionier- und Einlagerleistung.� SSI Schäfer Noell GmbH,Tel. (0 93 34) 97 93 16, www.ssi-schaefer-noell.com
Automatisches Behälterlager optimiert LiefergeschwindigkeitMFI hat in Zusammenarbeit mitder Transportgesellschaft Ategeein automatisches Behälterlagerals Auftragspuffer mit vor- undnachgeschalteter Fördertechnikentwickelt. Als besonderes Merk-mal hebt man die hohe Verfügbar-keit und den schnellen Warendurchfluss hervor. Die mit einemBarcode versehenen Behälter werden von einem Materialflussrech-ner ins Lager geschleust, wo sie durch das Lastaufnahmemittel desautomatischen Regalbediengerätes paarweise abgelegt werden. Dasgeräuscharme Gerät erreicht den Angaben zufolge bis zu 100 Dop-pelspiele pro Stunde. Gefördert über eine Schwerkraft-Rollenbahnwerden die Behälter bei der Auslagerung manuell entnommen. � MFI Systemlogistik GmbH, Tel. (0 71 41) 2 52 08-0, www.mfi-lb.de
Spezialmesser öffnet mit SicherheitZum Öffnen von Kartonagenund Säcken hat Martor ein TÜV-geprüftes Sicherheitsmesserentwickelt, dessen Schutzklappeautomatisch über die Klingeschnellt, sobald diese das
Schneidgut verlässt. Auch wenn der Schieber gedrückt bleibt, istdie Klinge blockiert. Erst durch erneutes Drücken des Schieberskann die Klingenschutzkappe entriegelt werden. Weil es beim Auf-schneiden unterschiedlich dicker Kartonagen zur Beschädigungdes Inhalts kommen kann, wurde das Sicherheitsmesser mit zweiSchnitttiefen ausgestattet: Durch einfaches Schieben des Klingen-schiebers kann zwischen 6,5 oder 16 mm Schnitttiefe gewählt wer-den. Der Klingenschieber ist für Rechts- und Linkshänder beid-seitig bedienbar.� Martor KG, Tel. (02 12) 2 58 05-0, www.martor.de
HASBERGSchneid- und Stanzteileaus Präzisions-Lehrenbandbis 150 mm Breite, 0.03–0,50 mm dickDickentoleranz T3, aus gehärtetemKohlenstoffstahl, rostfreiem Edelstahlund hart gewalzter Messingfolie
HASBERG Schneider GmbHPostfach 11 60 · 83230 Bernau · Telefon (0 80 51) 8 90 97 · Fax (0 80 51) 8 92 58Internet: www.Hasberg-Schneider.de · E-Mail: [email protected]
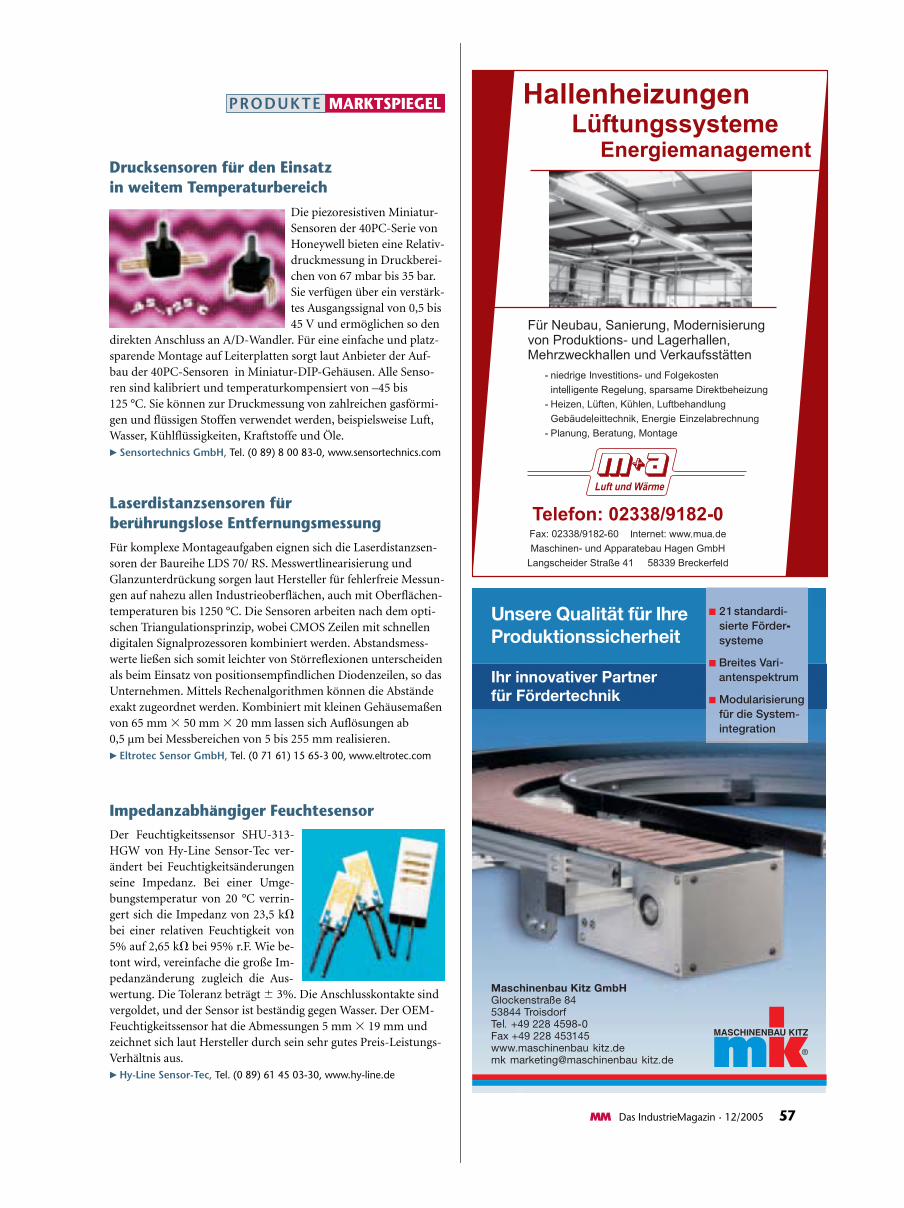
MARKTSPIEGEL
MM Das IndustrieMagazin · 12/2005 57
Drucksensoren für den Einsatz in weitem Temperaturbereich
Die piezoresistiven Miniatur-Sensoren der 40PC-Serie vonHoneywell bieten eine Relativ-druckmessung in Druckberei-chen von 67 mbar bis 35 bar.Sie verfügen über ein verstärk-tes Ausgangssignal von 0,5 bis45 V und ermöglichen so den
direkten Anschluss an A/D-Wandler. Für eine einfache und platz-sparende Montage auf Leiterplatten sorgt laut Anbieter der Auf-bau der 40PC-Sensoren in Miniatur-DIP-Gehäusen. Alle Senso-ren sind kalibriert und temperaturkompensiert von –45 bis125 °C. Sie können zur Druckmessung von zahlreichen gasförmi-gen und flüssigen Stoffen verwendet werden, beispielsweise Luft,Wasser, Kühlflüssigkeiten, Kraftstoffe und Öle.� Sensortechnics GmbH, Tel. (0 89) 8 00 83-0, www.sensortechnics.com
Impedanzabhängiger FeuchtesensorDer Feuchtigkeitssensor SHU-313-HGW von Hy-Line Sensor-Tec ver-ändert bei Feuchtigkeitsänderungenseine Impedanz. Bei einer Umge-bungstemperatur von 20 °C verrin-gert sich die Impedanz von 23,5 k�
bei einer relativen Feuchtigkeit von5% auf 2,65 k� bei 95% r.F. Wie be-tont wird, vereinfache die große Im-pedanzänderung zugleich die Aus-wertung. Die Toleranz beträgt � 3%. Die Anschlusskontakte sindvergoldet, und der Sensor ist beständig gegen Wasser. Der OEM-Feuchtigkeitssensor hat die Abmessungen 5 mm � 19 mm undzeichnet sich laut Hersteller durch sein sehr gutes Preis-Leistungs-Verhältnis aus.� Hy-Line Sensor-Tec, Tel. (0 89) 61 45 03-30, www.hy-line.de
Laserdistanzsensoren für berührungslose EntfernungsmessungFür komplexe Montageaufgaben eignen sich die Laserdistanzsen-soren der Baureihe LDS 70/ RS. Messwertlinearisierung undGlanzunterdrückung sorgen laut Hersteller für fehlerfreie Messun-gen auf nahezu allen Industrieoberflächen, auch mit Oberflächen-temperaturen bis 1250 °C. Die Sensoren arbeiten nach dem opti-schen Triangulationsprinzip, wobei CMOS Zeilen mit schnellendigitalen Signalprozessoren kombiniert werden. Abstandsmess-werte ließen sich somit leichter von Störreflexionen unterscheidenals beim Einsatz von positionsempfindlichen Diodenzeilen, so dasUnternehmen. Mittels Rechenalgorithmen können die Abständeexakt zugeordnet werden. Kombiniert mit kleinen Gehäusemaßenvon 65 mm � 50 mm � 20 mm lassen sich Auflösungen ab0,5 μm bei Messbereichen von 5 bis 255 mm realisieren.� Eltrotec Sensor GmbH, Tel. (0 71 61) 15 65-3 00, www.eltrotec.com
PRODUKTE

SERVICE TERMINE
Intensivtraining: Erfolgreich verhandeln im harten Wettbewerb
Vogel Industrie Medien GmbH & Co. KG,Tel. (09 31) 4 18-20 54,www.mm-seminar.de
München,7. und 8. 4.,950 Euro zzgl. MwSt.
Maschinenrichtlinie – Von den rechtlichen Grundlagen hin zur Umsetzung in die Praxis
Köln,12. 5.,450 Euro zzgl. MwSt.
KMI Institut für Kunst-stoff-Maschinen GmbH,Tel. (0 23 71) 91 90-0,www.kmi-web.de
Iserlohn,12. 4.,350 Euro zzgl. MwSt.
11. Forum für Einkauf und Logistik – EPCON
IIR Deutschland GmbH,Tel. (0 61 96) 5 85-4 60,www.epcon-online.de
Wiesbaden,12. bis 15. 4.,2295 Euro zzgl. MwSt.
Haus der Technik e. V.,Tel. (02 01) 18 03-1,www.hdt-essen.de
Berlin,20. und 21. 4.,1315 Euro
Kooperationsforum Leistungselektronik – Systemintegration – Effizienz – Funktio-nalität
Erlangen,28. 4.,150 Euro zzgl. MwSt.
Management Circle AG,Tel. (0 61 96) 47 22-7 02,www.productionsystems.de
München,6. bis 8. 6.,2095 Euro zzgl. MwSt.
Logistik-Training-Team,Tel. (0 21 61) 67 05 67,www.logistik-training.de
Neuss bei Düsseldorf,6. bis 8. 6.,1350 Euro zzgl. MwSt.
GKV Gesamtverband Kunststoffverarbeitende Industrie e. V.,Tel. (0 69) 2 71 05-0,www.kunststoff-tage.de
Düsseldorf,8. und 9. 6.,1290 Euro zzgl. MwSt.
Euroforum Deutschland GmbH,Tel. (02 11) 96 86-40 40,www.euroforum.de/p17198
Mainz,16. und 17. 6.,1699 Euro zzgl. MwSt.
Lager- und Liefer-prozesse wirtschaftlich steuern und leiten können
Deutsche Kunststoff-Tage 2005 – Der neue Branchen-Treff
MM Seminare, Vogel Industrie Medien GmbH & Co. KG,Tel. (09 31) 4 18-20 54,www.mm-seminar.de
MM-SEMINARE
MESSEN · KONGRESSE · SEMINARE
Um einen Termin vorzuschlagen, senden Sie die Detailsbitte an [email protected]
Bayern Innovativ GmbH,Tel. (09 11) 2 06 71-1 73,www.bayern-innovativ.de/leistungselektronik2005
8. Jahrestagung für Hersteller und Zuliefe-rer – IT in der Auto-mobilindustrie – Optimierung unterneh-mensübergreifender Prozessketten
Fachtagung: Innovationspotenziale beim Spritzgießen – Rohstoffe, Anwen-dungstechnik, Produk-tion
Production Systems 2005 – Das Praktiker-Forum für Entscheider in der Produktion! Weltklasse-Produk-tionssysteme: Noch effizienter und flexibler produzieren!
Neuere Entwicklungen in der Klebe- und Dichttechnik

MM Das IndustrieMagazin · 12/2005 59
ww
w.m
aie
r-u
nit
as.
de
● Qualität und Know how● Sonderanfertigungen
● Präzise + funktional● Beste Materialien
MaschinenMesser
Maier Unitas GmbH - MaschinenfabrikTelefon: +49 (0) 7024 - 97 02 - 0Telefax: +49 (0) 7024 - 97 02 -10
E-mail: [email protected]
Schärfe nach Mass …für jeden Einsatz-Zweck
Vogel Buchverlag, 97064 Würzburg, Telefon (09 31) 4 18-24 19, Telefax (09 31) 4 18-26 60http://www.vogel-buchverlag.de
23_1
857_
sw_1
_2_4
sp_0
3220
_094
MultimediaAndreas Holzinger
Basiswissen MultimediaBand 2: Lernen304 Seiten, 166 Bilder, 1. Auflage 2000, ISBN 3-8023-1857-932,80 �
Band 2 behandelt kognitive Grundlagen multimedialer Informationssysteme:
• Grundlagen der Informationsorganisation im menschlichen GedächtnisNeuronale Repräsentation von Information, Informationsorganisation im Gehirn
• WissensorganisationWissen versus Information, Wissensgesellschaft, Wissensmanagement, Theorien desWissens, prozedurales Wissen, Wissensorganisation im Gedächtnis
• Lernen und LerntheorienLernen und Computer, Wichtigkeit der Lerntheorien, Hauptströmungen, mathematischeLerntheorie, operantes Konditionieren, Behaviorismus, Kognitivismus, Konstruktivismus
• Lernen mit dem ComputerEntwicklung des computerunterstützten Lernens, mechanische Lernhilfen, erste Problemedes computerunterstützten Unterrichts
• Lernen mit Software – MediendidaktikAnforderungen an Softwareentwickler, Metaphern der Lerntheorien, Typen von Software,Mediendidaktik, didaktische Konzepte
• Arbeiten mit Software – EinflüsseMotivation, Aufmerksamkeit, Arousal, Stress, Soziale Effekte, Interaktion in Gruppen

SEMPUCOww
w
com
Wir liefern nach Kundenwunsch
in jeder Bauart und Ausstattung
SEMPUCO Werkzeugmaschinenfabrik GmbH GreizTel. +49 (0)36 61-70 75-0 · Fax +49 (0)36 61-34 90h t t p : / / w w w . s e m p u c o . c o m
RUNDTISCHE
60 MM Das IndustrieMagazin · 12/2005


















www.maschinenmarkt.de
Soweit müssen Sie nicht fliegen,um neue Märkte zu erobern!
0468
9_in
tern
atio
nal_
2005
MM Industrial Magazines – Ihr Partner für Wachstumsmärktein Europa und Asien. Mediadaten 2005 – jetzt anfordern:Tel. +49 931 418-2068 oder [email protected]

W i c h t i g e O n l i n e - A d r e s s e nAntriebstechnik
BERGES AntriebstechnikVerstellgetriebewww.berges.de
ContiTech Holding GmbH
Schläuche, Schlauchleitungen,Antriebselemente, Formteilewww.contitech.de
Danaher Motion GmbH
Elektrische Antriebstechnikwww.danahermotion.net
HAUGG Antriebstechnik
Getriebe und Zahnräderwww.haugg.com
analoge + digitale Drehgeber,DC/AC Motorenwww.huebner-giessen.de
KREBS & KESSEL GMBH
Antriebstechnikwww.krebs-kessel.de
LDT Lager- und Dichtungstechnik
Wälzlager, Dichtungen,Sonderkonstruktionen, Servicewww.ldt-rv.de
LOHER GmbHElektromotorenwerkewww.loher.de
Lütgert & Co. GmbH Gütersloh
Antriebselementewww.luetgert-antriebe.de
Lutz Rogalla GmbH
Wälzlager-Drehkränzewww.rogalla.de
ROLLSTAR AG
Planetengetriebe u. Hydro-Getriebemotoren
www.rollstar.com
SiTEMA GmbH & Co. KG
Klemmeinheiten, Sicherheits-bremsen für Linearantriebewww.sitema.de
SLF GmbH FraureuthWälzlager, WZM-Spindelnwww.slf-fraureuth.deestechnik
Automatisierungstechnik
Arau GmbH
Montage- u. Prüfanlagenwww.arau.de
Berufskleidung
ALSCO Berufskleidungs-Service GmbHLeasing Berufs-/Schutzkleidungwww.alsco.de
Betriebstechnik
Braunwarth & Co.
Schlauchaufroller autom.
www.braunwarth.com
CNC-Teilapparate
Rotamatik bis zu 70%kürzere Fertigungszeiten
www.magerl.de
Container
ELA-Büro-, -Aufenthalts-,-Magazin-, -Sonder-Containerwww.container.de
Dampfkesselvermietung
Gebrüder Stöckel KG
Dampfkesselvermietungwww.stoeckel-dampf.de
Dosiertechnik
Alltech Dosieranlagen GmbHDosieranlagen, -pumpen, Behälterwww.alltech-dosieranlagen.de
Elektrische/elektronischeBaugruppen
Altron GmbH & Co. KGElektronische Bauelemente,passiv, elektromechanischwww.altron.de
Schaltbau GmbH
Schalter, Stecker, Schützewww.schaltbau-gmbh.de
Federn
Febrotec Lagerfedern
Federn aller Art, ab Lager u. Anfertigung
www.febrotec.de
Fluidtechnik
ContiTech Holding GmbH
Schläuche, Schlauchleitungen,Antriebselemente, Formteilewww.contitech.de
Fluidtechnik
HAWE Hydraulik
Hydraulikkomponentenwww.hawe.de
Hydraulikzylinder, -aggregatewww.hydropneu.de
Hydraulikzylinder, kompakteBauweise, kurze Lieferzeitenwww.ahp.de
Parker Hannifin GmbH
Ihr Spezialist in Sachen Fluidtechnikwww.parker.com
Römheld GmbH
Hydraulische Spanntechnikwww.roemheld.de
Fräsmaschinen
IBERIMEX-Werkzeugmaschinen GmbH
Fräsmaschinenwww.iberimex.de
Gewindespindeln
SCHMITZ GEWINDETECHNIK
TRAPEZSPINDELN + MUTTERNwww.schmitz-gewindetechnik.de
Hartmetall
Maschinen-Werkzeugteile aus Hartmetallwww.langescheid.de
Industriebau
Gradinger Hallen GmbH & Co. KGLeichtbauhallen – Kaufen, Mieten, Leasenwww.gradinger.de
Das Besondere ist für unsdas Selbstverständliche
www.jacob-schaltschraenke.de
Stahlbau Zigenhorn GmbHIndustriehallen, Sonderkonstruktio-nen, Stahlhallen für alle Bereichewww.stahlbauzigenhorn.de
Industriesauger
DEBUS Druckluft-Vakuumtechnik GmbH
Absaugtechnik in Maßanfertigungwww.debus-gmbh.de
Industrieschmierstoffe
Oemeta Chemische Werke GmbHKühlschmierstoffewww.oemeta.com
Kurventechnik
Nolte NC-KurventechnikKurven + Koppelgetriebewww.optimus-motus.de
Lasertechnik
BORRIES Markier-Systeme GmbHBeschriftungslaserwww.borries.com
Magnete
RHEINMAGNET GmbHMagnetfolien, GreifermagneteLagerregal-Schilderwww.rheinmagnet.com
Materialflußtechnik
InnoLOG GmbH. . . wir bewegen etwas!www.innolog.de
R. STAHLFördertechnik GmbH
Krantechnik und Hebezeuge
www.stahl.deMontage- u. Handhabungs-
technik, Roboter
BORRIES Markier-Systeme GmbHalle Systeme zum Kennzeichnenwww.borries.com
ERO-Führungen GmbH
Lineartechnik/Führungenwww.ero-fuehrungen.de
PIAB Vakuum GmbHVakuumerzeuger, Vakuumförder-anlagen u. Saugnäpfewww.piab.de
Normalien für Maschinenund Vorrichtungsbau
Leschhorn GmbH
Bedienungselemente, Teleskop-schienen und Wellengelenkewww.leschhorn.de
Pumpen, KompressorenArmaturen, Rohrleitungen
Kompressoren und Zubehör, DL-Systemlösungen
www.alup.com

Pumpen, KompressorenArmaturen, Rohrleitungen
Dreisborner Metallwaren GmbH & Co. KG
Rohrleitungen, Löt.-Schweißgruppenwww.dreisborner.de
Dürr GmbH & Co. KGÖlfreie Kompressor-Stationenwww.duerr-technik.com
EBRO ARMATUREN
Armaturen und Antriebewww.ebro-armaturen.com
HEROSE GMBH
Tieftemperatur-Ventilewww.herose.de
Schubert & SalzerControl Systems GmbHStell- und Regelventile,Absperr-/Schlaucharmaturenwww.schubert-salzer.com
Techap GmbHChemikalien, Dampfschlösser, Luftreinigungwww.techap.de
TESCOM EUROPE GmbH & Co. KGKomponenten und Systeme zur Drucklegungwww.tescom-europe.comtechnik
Schweiß-/Schneidtechnik
KEMPER GmbH
Absaug- u. Filteranlagenwww.kemper.de
Sensortechnik
Baumer Electric GmbHPositionssensoren, Kraftsensorenwww.baumerelectric.com
Sensortechnik
ContrinexInduktive, photo-elektrische, Ultraschall-Sensorenwww.contrinex.de
Sicherheitstechnik
Spanende Fertigung
Alstertaler Schrauben & Präzisionsteile GmbHSchrauben, Drehteile, Frästeilewww.alstertaler.de
Ferdinand Bilstein GmbH + Co. KG
Präzisionsdrehteilewww.febi.com
Gustav Schäfer & Co. GmbHPräzisionsdrehteilewww.gustav-schaefer.de
Schmidt & Martschausky GmbH
Schrauben, Flansche , MutternE-Mail: SM-Praezisionsdreherei @t-online.de
Weigt Präzisionstechnik GmbHKomplexe Metallverarbeitung aufMultiachsbearbeitungszentren
www.wirdrehen.de
ZIPF GmbHCNC-Drehen + Fräsenwww.zipf.de
Spanntechnik
Vischer & BolliWerkzeug- und Spanntechnik GmbHDockLock Nullpunkt-Spannsystemwww.vb-tools.com
Technische Dokumentation
tecteam GmbH
Anleitungen, CE-Beratung,Multimedia, Trainingwww.tecteam.de
Technische Keramik
Technische KeramikKeramische Beschichtungenwww.rauschert.com
Umformen
Schwenkbiegemaschinen, Tafelscheren
www.schroeder-maschinenbau.de
Umweltschutztechnik
TEKA GmbH
Absaug- und Filteranlagenwww.tekanet.de
Wärmetauscher
TRANTER GmbH
Gedichtete undgeschweißte Plattenwärmetauscherwww.tranterphe.com
Werkzeuge
ISCARHartmetall GmbHHM-Zerspanungswerkzeugewww.iscar.de + [email protected]
Werkzeuge
Rexim Werkzeug GmbHMinimalmengenschmierung,VHM-Zerspanungswerkzeugewww.rexim.de
KOMET GROUP GmbHSpanabhebende Werkzeuge undWerkzeugsystemewww.komet.de
... immer da, wo Sie uns brauchenwww.precitool.de
Schünke & Bockmühl GmbHWerkzeuge fürIndustrie + Handwerkwww.schuebo.de
Zerspanungstechnik
Der Dienstleister fürCNC · Drehen · Fräsenwww.emde-nassau.de
Zulieferer
Hans Müllerspanende+spanlose Metallbearbeitungwww.mueller-zulieferer.de
Fax an: 09 31/4 18-20 22
Ja, wir möchten unsere Internet-Adresse in der Rubrik „Wichtige Online-Adressen“ veröffentlichen. Senden Sie uns per Fax die Media-Daten!
Name: __________________________________________ Firma: ________________________________________
Funktion: ________________________________________ Str./Pf.: ________________________________________
PLZ/Ort: ________________________________________ Fax: __________________________________________
Telefon: __________________________________________ Unsere Internet-Adresse: __________________________
Branche: ________________________________________ ______________________________________________
MM MaschinenMarkt, Abt. 615 z.Hd. Frau Ziener, Tel. 0931/418-26 33, email: [email protected]
Anzeigenschlußfür die Serie IIAusgabe 20 – 17. 05. 2005Ausgabe 25 – 20. 06. 2005Ausgabe 28 – 11. 07. 2005
ist der 04. 05. 2005

SERVICE IMPRESSUMISSN 0341-5775
SERVICEVORSCHAU
MM 13 erscheint am 29. 3. 2005 mit folgenden Themen:
Schicken Sie mir kostenfrei die nächsten 4 Ausgaben von MMMaschinenMarkt. Wenn ich mich innerhalb von 10 Tagennach Erhalt der dritten Ausgabe nicht melde, werde ich Abon-nent und bekomme MM MaschinenMarkt zum günstigenVorzugspreis von 4,00 Euro je Ausgabe. Das heißt: Über 10%Ersparnis im Vergleich zum Einzelbezug. Das Abonnementkann jederzeit beendet werden.Garantie: Diese Vereinbarung kann ich innerhalb von 14 Ta-gen widerrufen. Zur Wahrung der Frist genügt die rechtzeitigeAbsendung des Widerrufs an: MM MaschinenMarkt, Abon-nenten-Service, 97103 Würzburg.
Datum/Unterschrift
Name Vorname
Firma Funktion Branche
Straße
PLZ Ort
Telefon Telefax
E-Mail www-Adresse Anzahl der Mitarbeiter
Datum Unterschrift MM 12-2005
Wissen auf Probe. Kostenfrei. Faxorder (09 31) 418-2022� Ja, ich möchte MM MaschinenMarkt testen!� Ich interessiere mich für das Themen-Special MM Logistik
AntriebstechnikMaschinenverstellun-gen sind mit moto-risch angetriebenerSpindelpositionie-rung flexibel auto-matisierbar.
EntgratenEin pulsierender Wasser-druck verbessert dasHochdruck-Wasserstrahl-Entgraten. Das ist eineder Maßnahmen, mit denen ein Zulieferer die-ses Verfahren optimierte.
KohlenstoffschichtenBalzers F&E-Leiter Wolfgang
Kalss, Liechtenstein: „Die Nach-frage wird in den nächsten fünfJahren deutlich stärker steigen alsbei klassischen Hartstoffschichten.“
Redaktion:Redaktionsanschrift: Max-Planck-Str. 7/9, 97064 Würzburg, Tel. (09 31) 4 18-23 40, Fax (09 31) 4 18-27 70, Die Fachgebiete in der Redaktion finden Sie im Internet unter:www.maschinenmarkt.de – Impressum – Redaktion. Bitte Presseinfos nur einmal sendenChefredakteur: Ken Fouhy (kf), Tel. -22 03, [email protected]. Chefredakteur: Bernhard Kuttkat (bk), Tel. -24 15Redakteure: Udo Schnell (us), Tel. -24 72 (Chef vom Dienst), Ulrike Gloger (ug), -Tel. 20 61, Ursula Hofmann (uh), Tel. -22 14, Josef Kraus (jk), Tel. -22 72, Rüdiger Kroh (rk), Tel. -25 62,Dietmar Kuhn (dk), Tel. -24 49, Bernd Maienschein (bm), Tel. -21 95, Reinhold Schäfer (rs), Tel. -20 36, Jürgen Schreier (js), Tel. 22 76,MM-Online: Holger Harfst, Tel. -27 15Redaktionsassistenz: Claudia Krampert, Tel. -20 84, Gabriele Hain, Tel. -23 76, Tel. -24 85,Heidemarie Weidner, Tel. -23 40Konzeption und Design: Manfred BayerleinLayout: Manfred Bayerlein (Ltg.), Bruno Feser, Romy Kapfenberger, Michael Scheidler,Manfred WernerProduktion: Irene Hetzer, Bernadette Schäfer-GendronVerantwortlich für VEA-Mitteilungen: RA Manfred Panitz und Dr. Ing. Volker Stuke, VEA. Zeißstr. 72, 30519 Hannover, Tel. (05 11) 9 84 80, Fax (05 11) 98 48-2 88. MM, das IndustrieMagazin ist Organ des Bundesverbandes der Energie-Abnehmer e.V. VEA-Mitglieder erhalten den MM im Rahmen der Mitgliedschaft.Korrespondenten: Hermann Bohle (hb), Brüssel, Dr. Hans Dieball (hd), Neuss, LotharHandge (lh), Velbert, Ulrich W. Schamari, Frankfurt, Winfried Schröder (ws), Kressberg, F. PaulSchwakenberg (fs), Bonn, Martin Stübs (ms), München.
Verlag:Anschrift: Vogel Industrie Medien GmbH & Co. KG, Max-Planck-Straße 7/9, 97064 Würzburg, Tel. (09 31) 4 18-0, Fax (09 31) 4 18-20 22, www.maschinenmarkt.de.Die Inhaber- und Beteiligungsverhältnisse lauten wie folgt: Gesellschafterin der Vogel IndustrieMedien: Vogel Business Medien GmbH & Co. KG, Max-Planck-Str. 7/9, 97082 Würzburg,persönlich haftende Gesellschafterin der Vogel Business Medien GmbH & Co. KG: Vogel BusinessMedien Verwaltungs-GmbH, Kommanditistin: Vogel Medien GmbH & Co. KG.Geschäftsführung: Gerrit Klein, -29 85, Fax -20 20, [email protected]: Filomena Will, -26 86, Fax -20 22, [email protected]: Elisabeth Ziener, Tel. -26 33, Fax -20 22, [email protected]. für den Anzeigenteil: Barbara Schüll, -22 63, Fax -20 22,[email protected] – Z.Z. gilt Anzeigenpreisliste 066MM-Börse: Harald Bode, -23 68, Fax -26 66, [email protected], Leser- und Abonnenten-Service: DataM-Services GmbH, Fichtestr. 9, 97074 Würzburg, Martina Grimm, Tel. (09 31) 41 70-4 73, Fax -4 94, [email protected], www.datam-services.deErscheinungsweise: Wöchentlich montags. Angeschlossen der Informations-gemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung derAuflagenwahrheitBezugspreis: Einzelheft 4,50 �, Abonnement Inland jährlich 208,00 �, Abonnement Ausland jährlich 262,00 �, Europa per Luftpost 291,20 �,Welt per Luftpost 379,60 �. Alle Abonnementpreise verstehen sich einschließlich Versandkosten.Bezugsmöglichkeiten: Bestellungen nehmen der Verlag und alle Buchhandlungen im In- undAusland entgegen. Abbestellungen von Voll-Abonnements sind jederzeit möglich. Sollte die Fach-zeitschrift aus Gründen, die nicht vom Verlag zu vertreten sind, nicht geliefert werden können,besteht kein Anspruch auf Nachlieferung oder Erstattung vorausbezahlter Bezugsgelder.Bankverbindungen: Dresdner Bank AG, Würzburg (BLZ 790 800 52) 301 427 700; Herstellung: R. KrauthDruck: Vogel Druck und Medienservice GmbH & Co. KG, Leibnizstraße 5, 97204 Höchberg.Erfüllungsort und Gerichtsstand: WürzburgManuskripte: Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen. Sie werden nur zurückgesandt, wenn Rückporto beiliegt. Copyright: Vogel Industrie Medien GmbH & Co. KG. Alle Rechte vorbehalten. Nachdruck,digitale Verwendung jeder Art, Vervielfältigung nur mit schriftlicher Genehmigung der Redak-tion. Fotokopieren veröffentlichter Beiträge ist gestattet zu innerbetrieblichen Zwecken, wenn auf jedes Blatt eine Wertmarke der Verwertungsgesellschaft Wort, Abt. Wissenschaft, in 80336München 2, Goethestraße 49, nach dem jeweils geltenden Tarif aufgeklebt wird.Nachdruck und elektronische Nutzung: Wenn Sie Beiträge dieser Zeitschrift für eigeneVeröffentlichung wie Sonderdrucke, Websites, sonstige elektronische Medien oder Kunden-zeitschriften nutzen möchten, erhalten Sie Information sowie die erforderlichen Rechte überhttp://www.mycontentfactory.de, Tel. (09 31) 4 18-27 86.
Anzeigenverkauf:Auskunft über den Anzeigenverkauf gibt:National/International: Renate Wenzel, Tel. -23 39, Fax -28 57, [email protected]
EDA
Verantwortlich für Leitartikel: Ken Fouhy; Aktuelles: Ken Fouhy, Ulrike Gloger, UrsulaHofmann, Josef Kraus, Rüdiger Kroh, Bernhard Kuttkat, Jürgen Schreier; Management:Ursula Hofmann; Materialfluss: Bernd Maienschein; Kunststofftechnik: Josef Kraus;Montage-, Handhabungs-, Robotertechnik: Rüdiger Kroh; Konstruktionselemente:Dietmar Kuhn; Marktspiegel: Josef Kraus, Rüdiger Kroh, Dietmar Kuhn, Bernd Maien-schein; Termine: Claudia Krampert; Personen, Firmenschriften: Gabriele Hain; Schluss-redaktion: Udo Schnell, Jürgen Schreier; alle Max-Planck-Straße 7/9, 97064 Würzburg.
Themen:� SPANENDE FERTIGUNG
� DRUCKLUFTTECHNIK
� OBERFLÄCHENTECHNIK
� INDUSTRIEELEKTRONIK
� ANTRIEBSTECHNIK
� WERKSTOFFE
� MANAGEMENT

82 MM Das IndustrieMagazin · 12/2005
Der Index der Erzeugerpreise ge-werblicher Produkte lag im Januar2005 um 3,9% höher als im Januar
2004. Dies teilt das Statistische Bundesamtmit.
Der Index der Einfuhrpreise lagnach Mitteilung des StatistischenBundesamtes im Januar 2005 um
2,9% über dem Vorjahresstand.
Der Umsatz mit Halbleitern inDeutschland lag im Januar saison-üblich deutlich unter dem Vormo-
nat. Nach Angaben des ZVEI-Fachverbandeswar er im Vergleich zum selben Monat desVorjahres jedoch um 9% höher.
TRENDS
INDUSTRIE BAROMETER
Der Erfolg im Handel liegt vor allem im DetailPreis, Sortiment, Qualität: Dies sind nur eini-ge der Details, die in der Summe zu Profilund Erfolg im Handel führen. Das „Institutfür Handelsmanagement (Bay-Tech IHM) ander Fachhochschule Amberg-Weiden unter-stützt Unternehmen dabei, sich in Zeiten ge-sättigter Märkte und harter Preiskämpfe imWettbewerb zu behaupten. Die Eröffnungs-veranstaltung des Bay-Tech-Instituts findetam 12. April am Nürnberger Gewerbemu-seumsplatz statt. Das Leistungsspektrum vonBay-Tech IHM reicht von der Identifikationund Entwicklung zentraler Erfolgsfaktorender Kundenbindung über Möglichkeiten derKosten- und Ertragssteuerung bis hin zurKonzeption strategischer Profile. Die Analysedes Kundenverhaltens, Risikomanagementund Handelscontrolling sind Beispielthemen,die das Institut für Handelsmanagement inForm von Beratungsprojekten mit den jewei-ligen Unternehmen abwickelt.Weitere Informationen:www.ihm.baytech.de
Antriebstechnik und Fluidtechnik
Umsatzentwicklung 1999 bis 2004
Quelle: VDMA
Wachstumsperspektiven
MM
-Gra
fik
MM
Tsch. Republik
Ungarn
Polen
Russland
% 0 1 2 3 4 5 6 7
20042005
In Osteuropa
Die MOE-Staaten pro-fitieren von der Bele-bung in Westeuropaund dem Schub, dendie frisch erworbeneEU-Mitgliedschaft aus-gelöst hat. Weitere Informationen:www.ikb.deQuelle: IWF, IKB-Prognose
Wachstumsperspektiven
MM
-Gra
fik
MM
Frankreich
Benelux
Italien
Spanien
Großbritannien
% 0 1 2 3 4 5
20042005
In WesteuropaIm laufenden Jahr erwarten die IKB-Bran-chenbeobachter eineWachstumsbeschleuni-gung auf gut 2%.
Weitere Informationen:www.ikb.de
Quelle: E.I.U., IKB-Prognose
Maschinenbauerzeugnisse
Pro-Kopf-Verbrauch
Entscheidend für denExportboom Deutsch-lands sind auch dieStaaten Mittelosteu-ropas.
Weitere Informationen:www.ikb.deQuelle: IKB
11,813,4 13,4 13,0 13,5
14,9 15,418
Mrd. �
14
12
10
8
6
4
2
01999 2000 2001 2002 2003 vorläufig
2004Prognose
2005
FluidANT
3,53,9 4 3,9 4,1
4,6 4,9
8,3 9,5 9,4 9,1 9,4 10,3 10,5
+10%+3%
1200
Euro
800
600
400
200
0Deutsch-
landSlowe-nien
Tschech.Republik
Slowakei Polen Ungarn
MM
-Gra
fik
MM
Bild: Baytech
Mit mehr als 105 000 Beschäftigten und einem Umsatzvolumen von zusammenrund 14,9 Mrd. Euro sind die Antriebstechnik und die Fluidtechnik in 2004 diegrößten Zulieferbranchen innerhalb des deutschen Maschinenbaus. Sie steigertenihr Umsatzvolumen um rund 10% auf ein neues Rekordniveau.
Weitere Informationen: [email protected]




















