Sichtprüfung von Schweißverbindungen · GSI – Gesellschaft für Schweißtechnik International...
100
Sichtprüfung von Schweißverbindungen Vortrag am 28.01.2016 DVS BV Köln Jens Meißner, GSI mbH, SLV Duisburg
Transcript of Sichtprüfung von Schweißverbindungen · GSI – Gesellschaft für Schweißtechnik International...
Sichtprüfung von Schweißverbindungen
Vortrag am 28.01.2016
DVS BV Köln
Jens Meißner, GSI mbH, SLV Duisburg

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 1

Durchführung der Sichtprüfung
DIN EN 13018 – Sichtprüfung allgemeine Grundlagen
DIN EN ISO 17637 – Sichtprüfung Schweißverbindungen
Jens Meißner, GSI mbH, SLV Duisburg
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 3
DIN EN 13018 / DIN EN ISO 17637
• Beleuchtungsstärke auf der Prüfoberfläche
• Betrachtungsabstand• Betrachtungswinkel• Übersichtsprüfung• Direkte Sichtprüfung• Indirekte Sichtprüfung• Sichtprüfung Vor, Während und Nach
dem Schweißen
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 4
DIN EN ISO 17637
Prüfbedingungen
• Beleuchtungsstärke auf der Prüfoberfläche mindestens 350 lx. Empfohlen wird 500 lx
• Betrachtungsabstand maximal 600 mm
• Betrachtungswinkel > 30 °
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 5
DIN EN ISO 17637
Anforderungen an das ZfP- Personal
�Qualifiziertes und geeignetes Personal
�Empfehlung: nach ISO 9712 (EN 473) qualifiziert (Industriesektor)
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 6
DIN EN ISO 17637
Sichtprüfung Allgemeines
Der Prüfungsumfang ist im voraus in einer Anwendungsnorm oder durch Vereinbarung zwischen den Vertragspartnern festzulegen.
Dem Prüfer sind die notwendigen Prüfungsunterlagenund Fertigungsdokumente zugänglich zu machen.
Die Schweißnähte sollen direkt zugänglich sein. Mitunter sind auch Prüfungen nach Oberflächenbehandlungen durchzuführen.
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 7
DIN EN ISO 17637
Sichtprüfung der Schweißnahtvorbereitung
a) die Form und die Maße der Nahtvorbereitung mitden nach der Schweißanweisung
b) die Fugenflanken und die angrenzenden Oberflächengesäubert sind;
c) die durch Schweißen zu verbindenden Teile entsprechend den Zeichnungen oder Anweisungen richtigzueinander geheftet wurden.

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 8
DIN EN ISO 17637
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 9
DIN EN ISO 17637
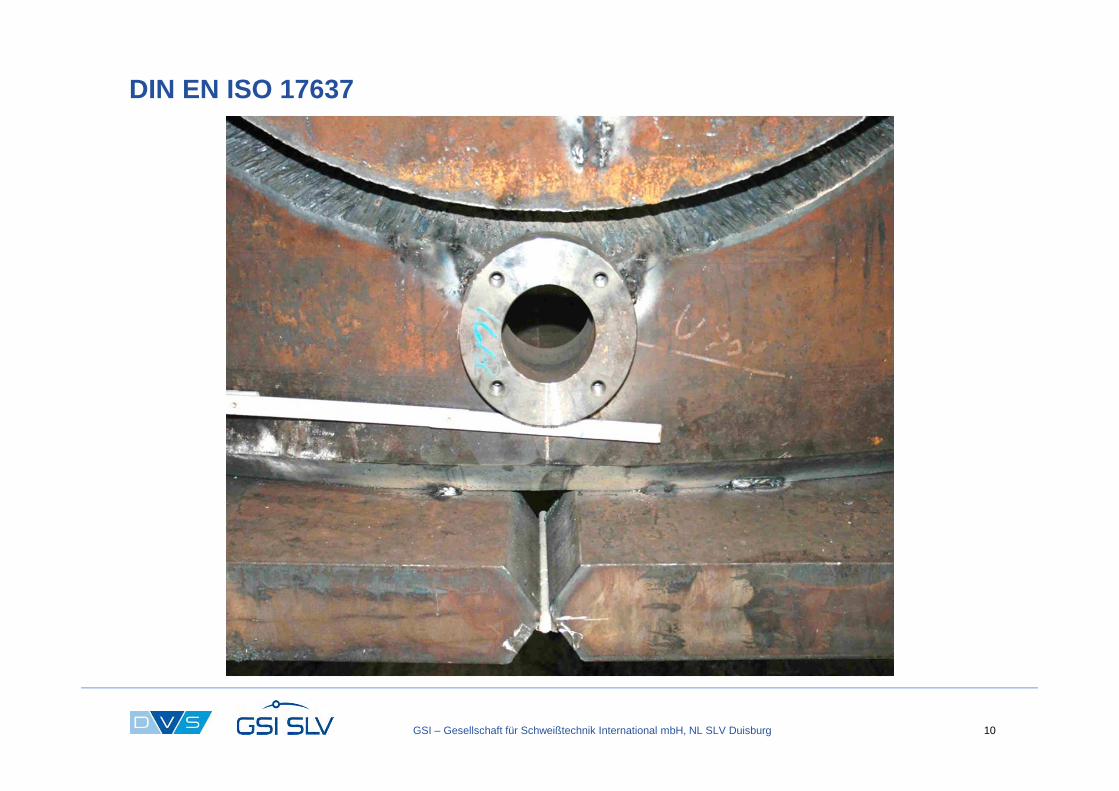
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 10
DIN EN ISO 17637
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 11
DIN EN ISO 17637
Sichtprüfung während des Schweißens
a) Säuberung jeder Lage bzw. Raupe. Besondere Beachtung ist der Verbindung des Schweißgutes mit der Fugenflanke zu widmen.
b) sichtbaren Unregelmäßigkeiten, z. B. Risse oder Hohlräume.
c) die Art des Überganges zwischen den Raupen sowie zwischen der Schweißnaht und dem Grundwerkstoff.
d) die Tiefe und die Form des Ausfugens mit der WPS übereinstimmen, oder ob sie mit der ursprünglichen Fugenform vergleichbar sind.
e) nach notwendigen Reparaturen/Abhilfemaßnahmen die Schweißnaht mit den ursprünglichen Anforderungen der WPS übereinstimmen.

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 12
DIN EN ISO 17637
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 13
DIN EN ISO 17637Sichtprüfung nach dem Schweißen1. Prüfung nach Bewertungsnorm z.B. ISO 5817 oder ISO 100422. Säuberung und Nachbearbeitung
� Schlacke� Werkzeugeinkerbungen� Überhitzungen, Riefen, Unregelmäßigkeiten� Nahtübergänge
3. Form und Maße� Form der Nahtoberfäche, Nahtüberhöhung� Oberflächenform, gleichmäßiges Erscheinungsbild� gleichmäßige Nahtbreite, Fugenfüllung
4. Wurzel und Oberfläche� Einbrand, Wurzelrückfall, Durchbrand oder Lunker� Einbrandkerben � Unregelmäßigkeiten in der Nahtoberfläche oder in der WEZ, wie Risse
oder Porositäten� Ansatzteile� Zündstellen
5. Wärmenachbehandlung� Prüfung nach einer Wärmenachbehandlung

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 14
DIN EN ISO 17637

Bewertung der Sichtprüfung
DIN EN ISO 5817 – Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen
DIN EN ISO 10042 - Lichtbogenschweißverbindungen an Aluminium und seinen Legierungen
Jens Meißner, GSI mbH, SLV Duisburg
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 16
Bewertung von Schweißverbindungen
• DIN EN ISO 5817• DIN EN ISO 10042• DIN EN ISO 13919-1 und 2• DIN EN ISO 15085-3 (Bahnanwendungen)• AD HP 5/1 (Druckbehälter)• GW 350 (Leitungen Gas-Wasser)• DIN EN ISO 9606-1 (Schweißerprüfung)• DIN EN ISO 15614-1 ff (Verfahrensprüfung)• DIN EN 1090 - 2 (bauaufsichtlicher Bereich)• Zusätzliche Technische Vertragsbedingungen und Richtlinien für
Ingenieurbauten ZTV-ING• DIN EN 13480-5 Metallische industrielle Rohrleitungen – Prüfung• DIN EN 13445-5 Unbefeuerte Druckbehälter - Inspektion und Prüfung• GB 50205 PRC-Code for Acceptance of Construction Quality of Steel
Structure
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 17
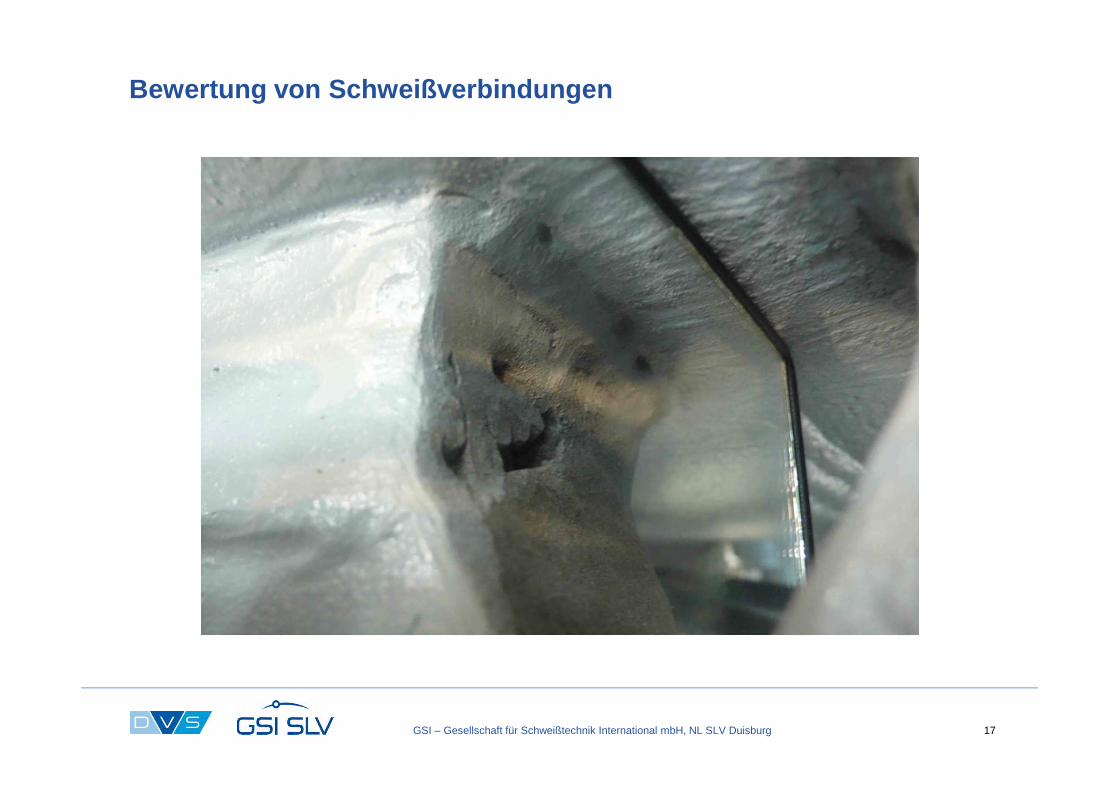
Bewertung von Schweißverbindungen
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 18
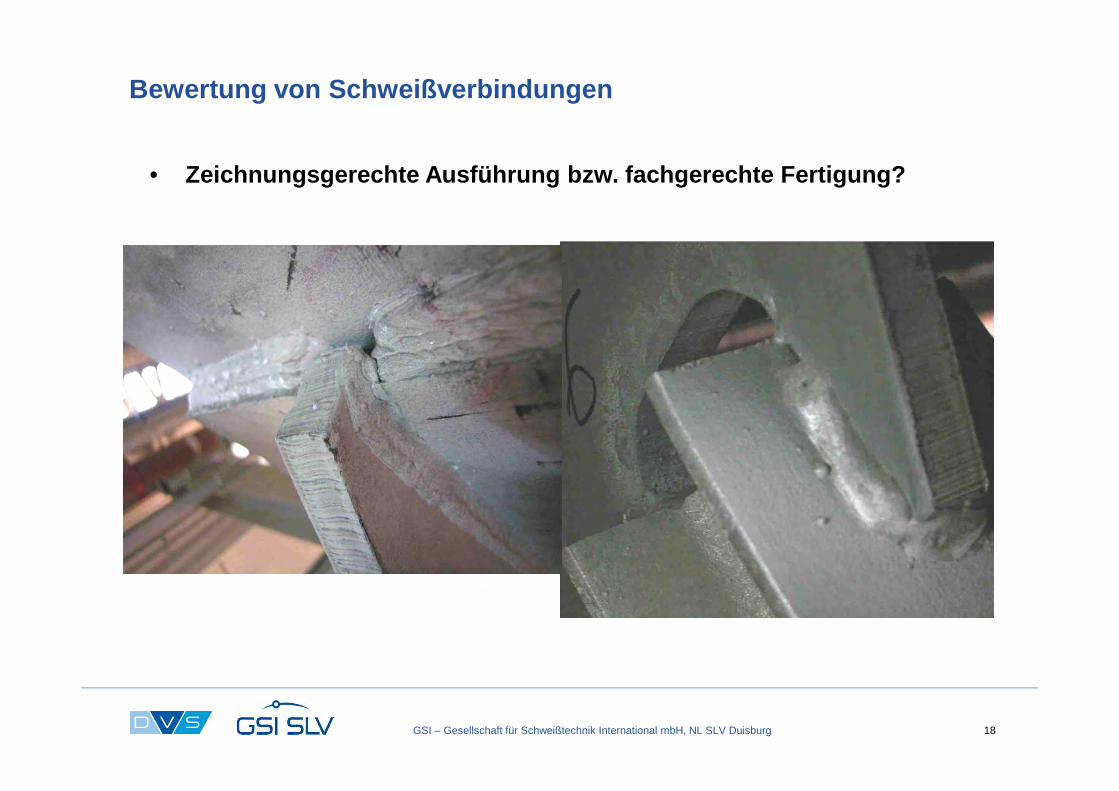
Bewertung von Schweißverbindungen
• Zeichnungsgerechte Ausführung bzw. fachgerechte Fertigung?
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 19
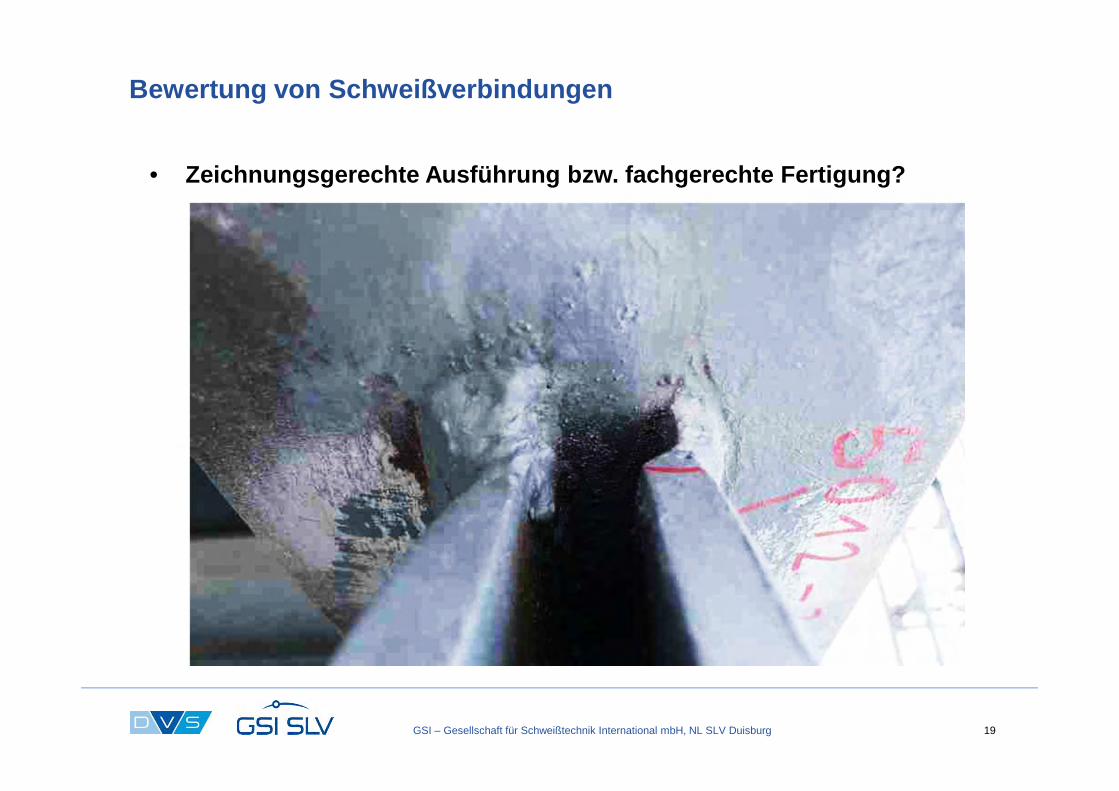
Bewertung von Schweißverbindungen
• Zeichnungsgerechte Ausführung bzw. fachgerechte Fertigung?

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 20
Bewertung von Schweißverbindungen
• fachgerechte Ausführung• Korrosionsschutz
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 21
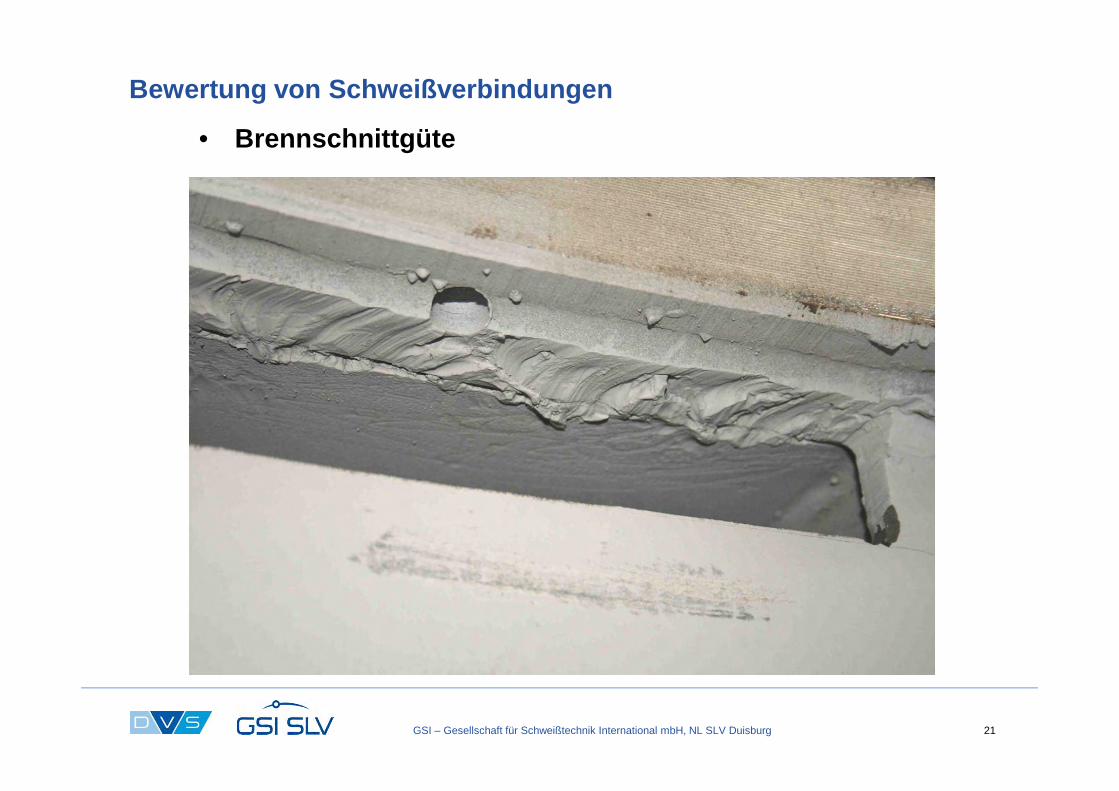
Bewertung von Schweißverbindungen
• Brennschnittgüte
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 22
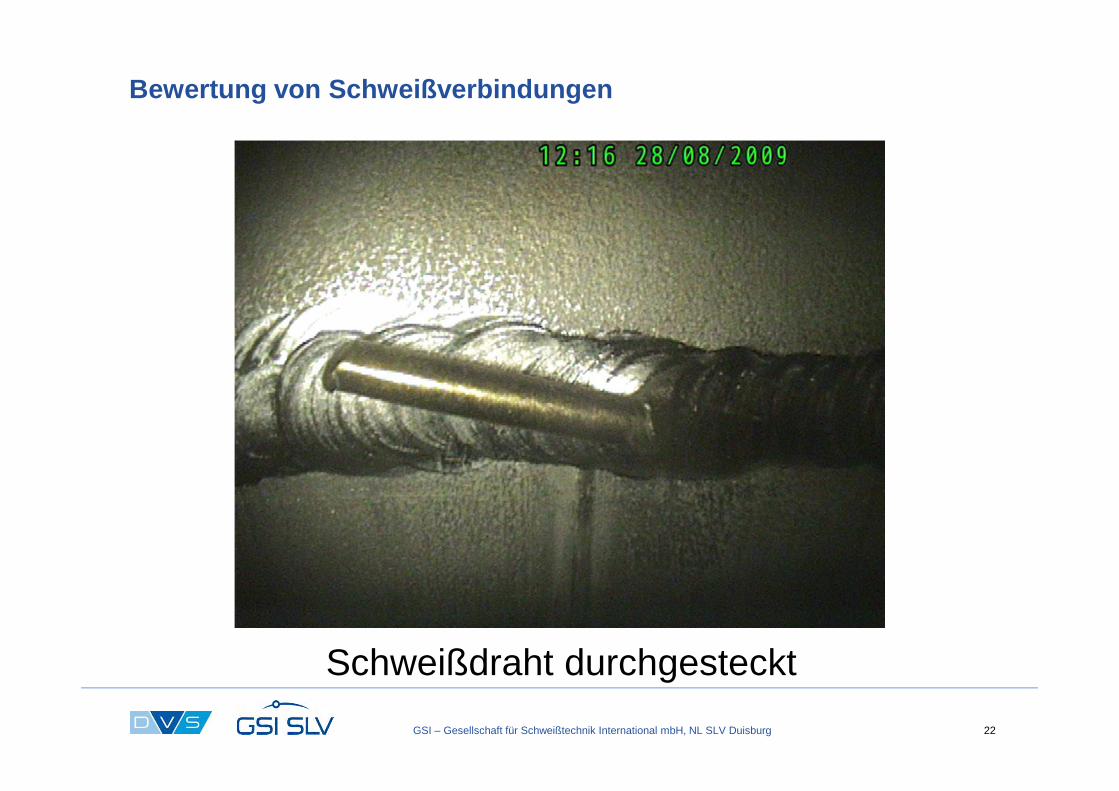
Bewertung von Schweißverbindungen
Schweißdraht durchgesteckt
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 23
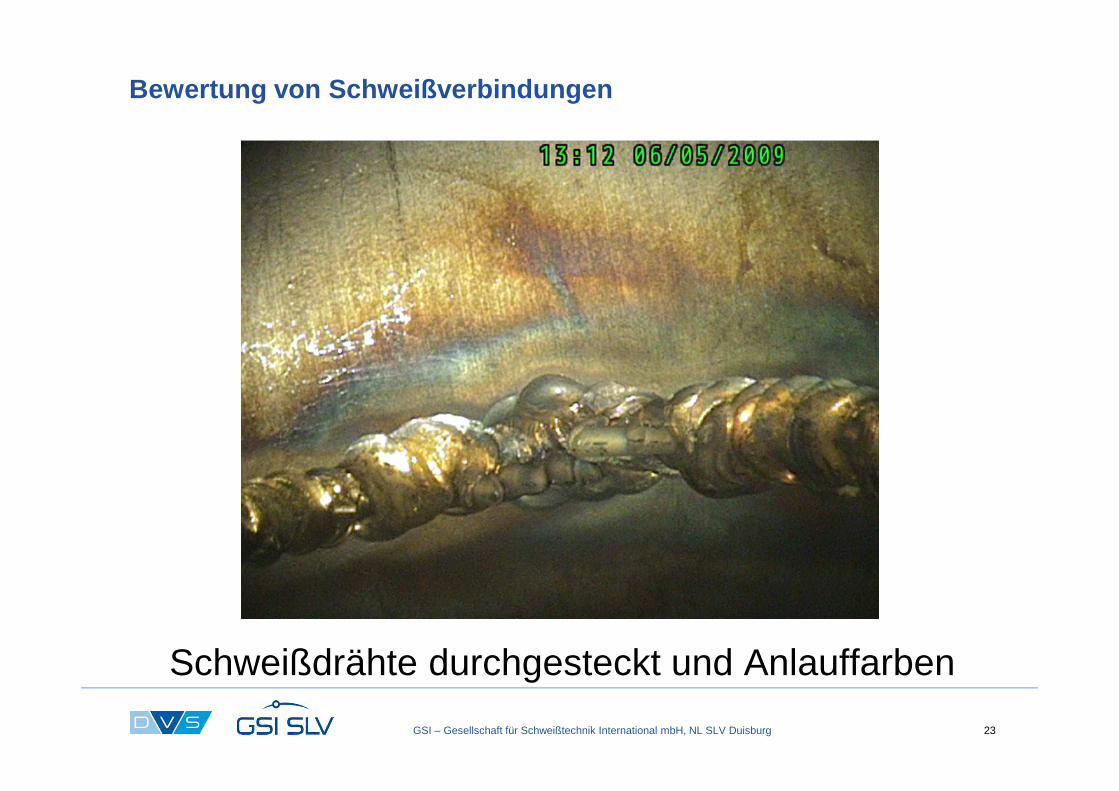
Bewertung von Schweißverbindungen
Schweißdrähte durchgesteckt und Anlauffarben
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 24
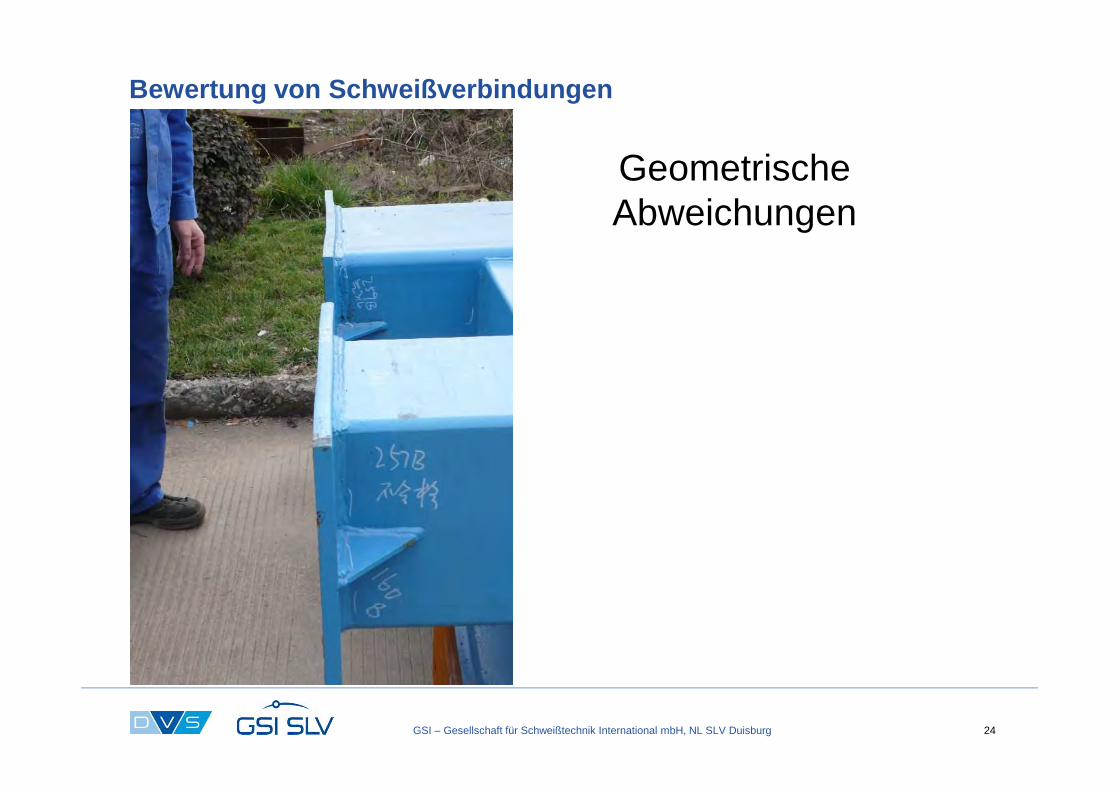
Bewertung von Schweißverbindungen
Geometrische Abweichungen
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 25
DIN EN ISO 5817
Schweißen - Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen(ohne Strahlschweißen) - Bewertungsgruppen
von Unregelmäßigkeiten CEN / TC 121
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 26
DIN EN ISO 5817: 2014-06
DIN 1912-1: 1927-04, 1932-05, 1937-05, 1956-05, 1960-07
DIN 8563-1: 1964-06
DIN 8563-3: 1972-04, 1975-07, 1979-01, 1985-10Sicherung der Güte von Schweißarbeiten;Lichtbogenschweißverbindungen an Stahl; Schmelzschweißen;Richtlinie für Bewertungsgruppen von Unregelmäßigkeiten
DIN EN 25817: 1992-09Lichtbogenschweißverbindungen an Stahl – Richtlinie für die Bewertungsgruppen von Unregelmäßigkeiten
DIN EN ISO 5817: 2003-12, 10-2006
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 27
DIN EN ISO 5817
– Unregelmäßigkeiten zu definieren die in einer normalen Fertigung erwartet werden können
– Festlegung von drei Qualitätsgruppen(Bewertungsgruppen), aus denen man auswählen kann
– Entscheidung durch Anwendungsnorm + Konstrukteur + Hersteller + Anwender
– Entscheidungsfindungvor Fertigungsbeginn (Angebots- bzw. Bestellstadium)
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 28
DIN EN ISO 5817
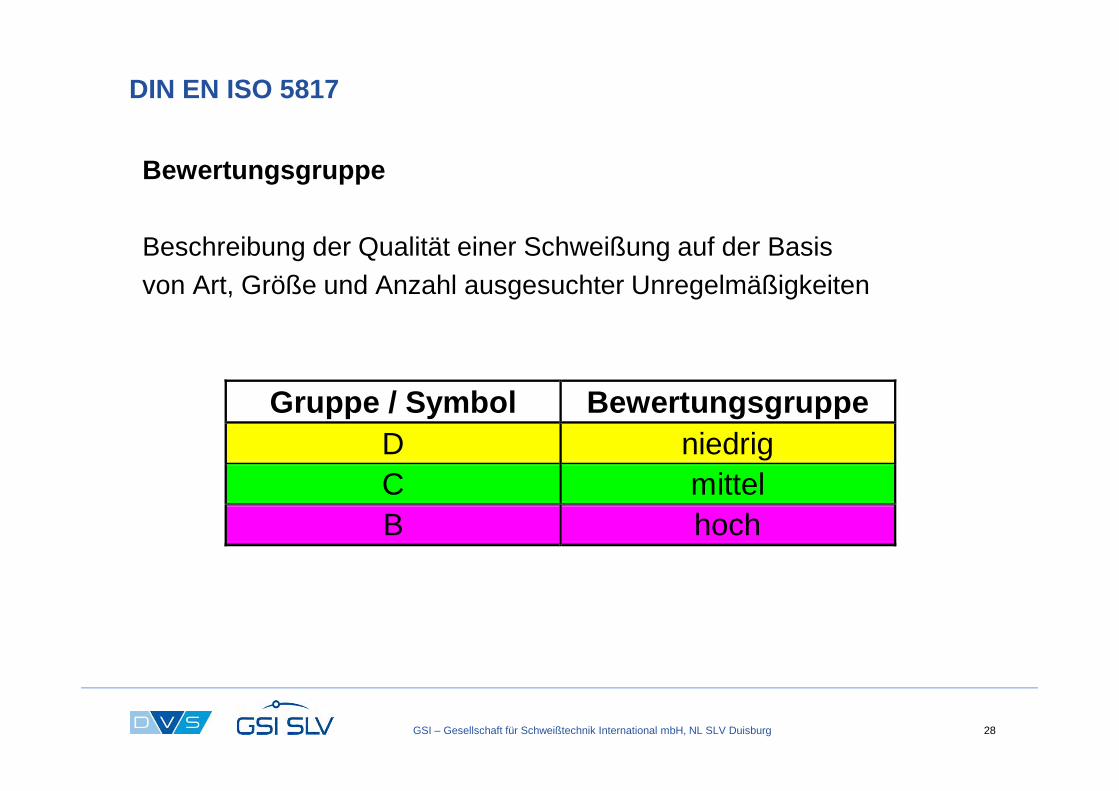
Bewertungsgruppe
Beschreibung der Qualität einer Schweißung auf der Basis von Art, Größe und Anzahl ausgesuchter Unregelmäßigkeiten
Gruppe / Symbol BewertungsgruppeD niedrigC mittelB hoch
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 29
DIN EN ISO 5817
Kurze Unregelmäßigkeit
<bei Schweißnähten, die 100 mm oder länger sind> Unregelmäßigkeit, die in einem Abschnitt von 100 mm, der die meisten Unregelmäßigkeiten beinhaltet, die Gesamtlänge der Unregelmäßigkeiten 25 mm nicht überschreitet
<bei Schweißnähten, die kürzer als 100 mm sind> Unregelmäßigkeit, deren Gesamtlänge der Unregelmäßigkeit 25 % der Länge der Schweißnaht nicht überschreitet
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 30
DIN EN ISO 5817
weicher Schweißnahtübergang
glatte Oberfläche ohne Unregelmäßigkeiten oder Schärfe am Übergang zwischen dem Schmelzbad und dem Grundwerkstoff.
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 31
DIN EN ISO 5817
• a Nahtdicke der Kehlnaht (siehe auch ISO 2553)nominal throat thickness of the fillet weld
• A Poren umgebende Fläche• b Breite der Nahtüberhöhung• d Durchmesser einer Gaspore• dA Durchmesser der Poren umgebenden Fläche• h Höhe oder Breite der Unregelmäßigkeit• l Länge der Unregelmäßigkeit in Längsrichtung
der Schweißung• lp Länge der projizierten Fläche oder
Querschnittsfläche
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 32
DIN EN ISO 5817
• s Nahtdicke der Stumpfnaht (siehe auch ISO 2553)nominal butt weld thickness (see also ISO 2553)
• t Rohrwand- oder Blechdicke• wp Breite der Schweißnaht oder Breite bzw. Höhe bei
einer Querschnittsfläche• z Schenkellänge einer Kehlnaht• α Nahtübergangswinkel• β Winkel des Winkelversatzes• i Durchschweißung von Kehlnähten• r Nahtübergangsradius
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 33
DIN EN ISO 5817
• Vergrößerung max. 10-fach (außer Mikrobindefehler und Mikrorisse).
• Systematische Unregelmäßigkeiten nur in Bewertungsgruppe D zulässig.
• Bewertung getrennt nach jeder Unregelmäßigkeit.• Bei mehreren Unregelmäßigkeiten ist eine besondere
Beurteilung notwendig (Mehrfachunregelmäßigkeiten).• Ist der Abstand kleiner dem Hauptmaß der kleineren
Unregelmäßigkeit wird sie als eine Unregelmäßigkeit betrachtet.
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 34
DIN EN ISO 5817
• Gruppe Nr. 1 — Risse• Gruppe Nr. 2 — Hohlräume• Gruppe Nr. 3 — Feste Einschlüsse• Gruppe Nr. 4 — Bindefehler und ungenügende
Durchschweißung• Gruppe Nr. 5 — Form- und Maßabweichungen• Gruppe Nr. 6 — Sonstige Unregelmäßigkeiten
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 35
DIN EN ISO 5817

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 36
DIN EN ISO 5817
Riss / EndkraterrissOrdnungsnummernach ISO 6520-1
100 / 104
In BewertungsgruppeB, C und D -nicht zulässig

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 37
DIN EN ISO 5817

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 38
DIN EN ISO 5817

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 39
DIN EN ISO 5817
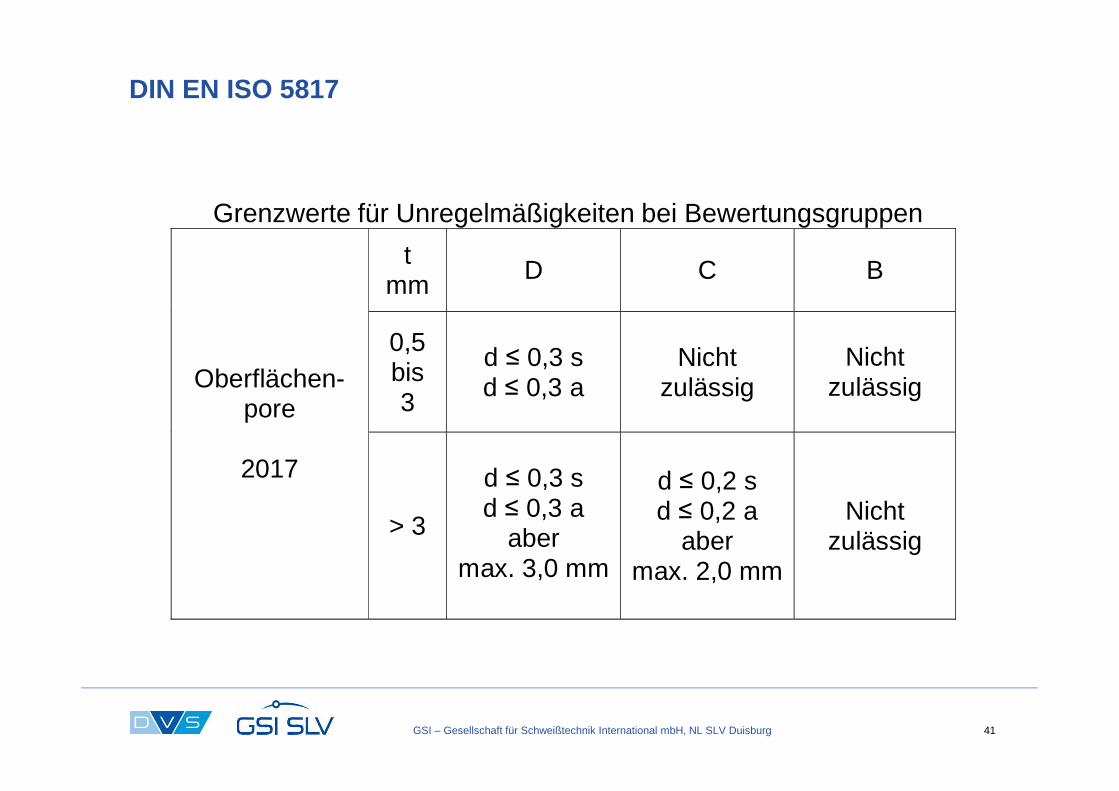
OberflächenporeOrdnungsnummernach ISO 6520-1 2017

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 40
DIN EN ISO 5817
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 41
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm D C B
0,5 bis 3
d ≤ 0,3 s d ≤ 0,3 a
Nicht
zulässig Nicht
zulässig Oberflächen-pore
2017
> 3
d ≤ 0,3 s d ≤ 0,3 a
aber max. 3,0 mm
d ≤ 0,2 s d ≤ 0,2 a
aber max. 2,0 mm
Nicht zulässig
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 42
DIN EN ISO 5817
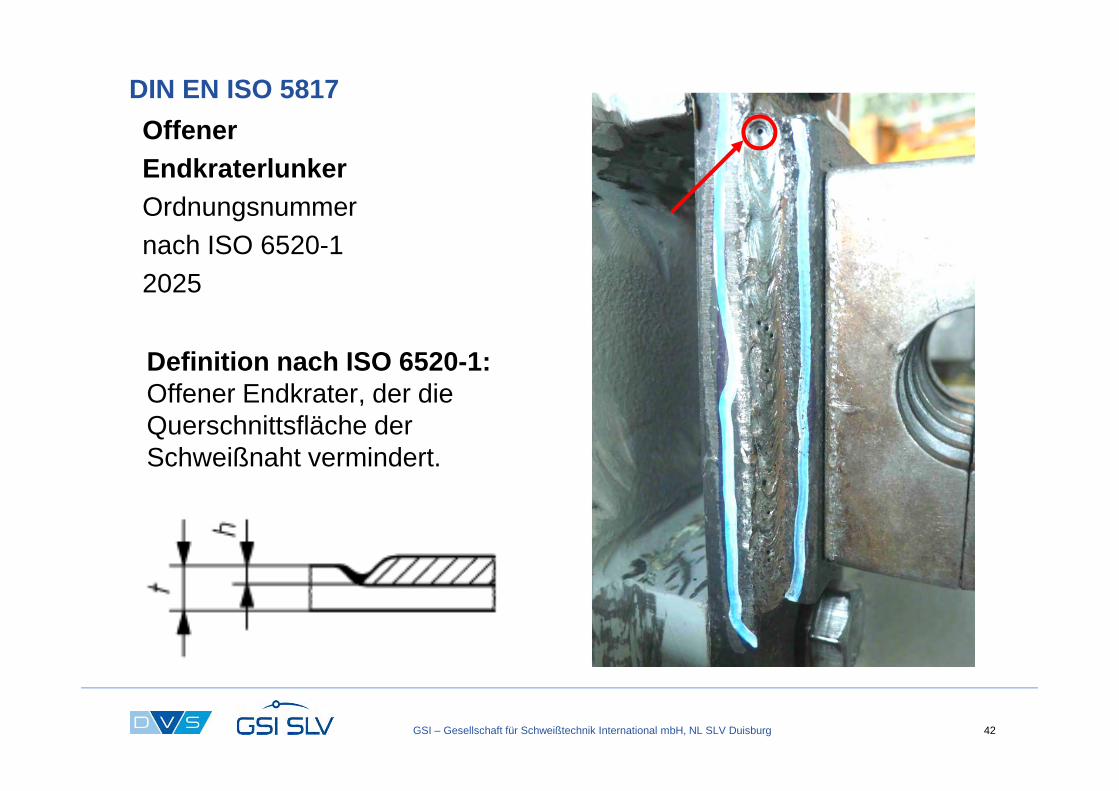
Offener EndkraterlunkerOrdnungsnummernach ISO 6520-1 2025
Definition nach ISO 6520-1:Offener Endkrater, der die Querschnittsfläche der Schweißnaht vermindert.

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 43
DIN EN ISO 5817
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 44
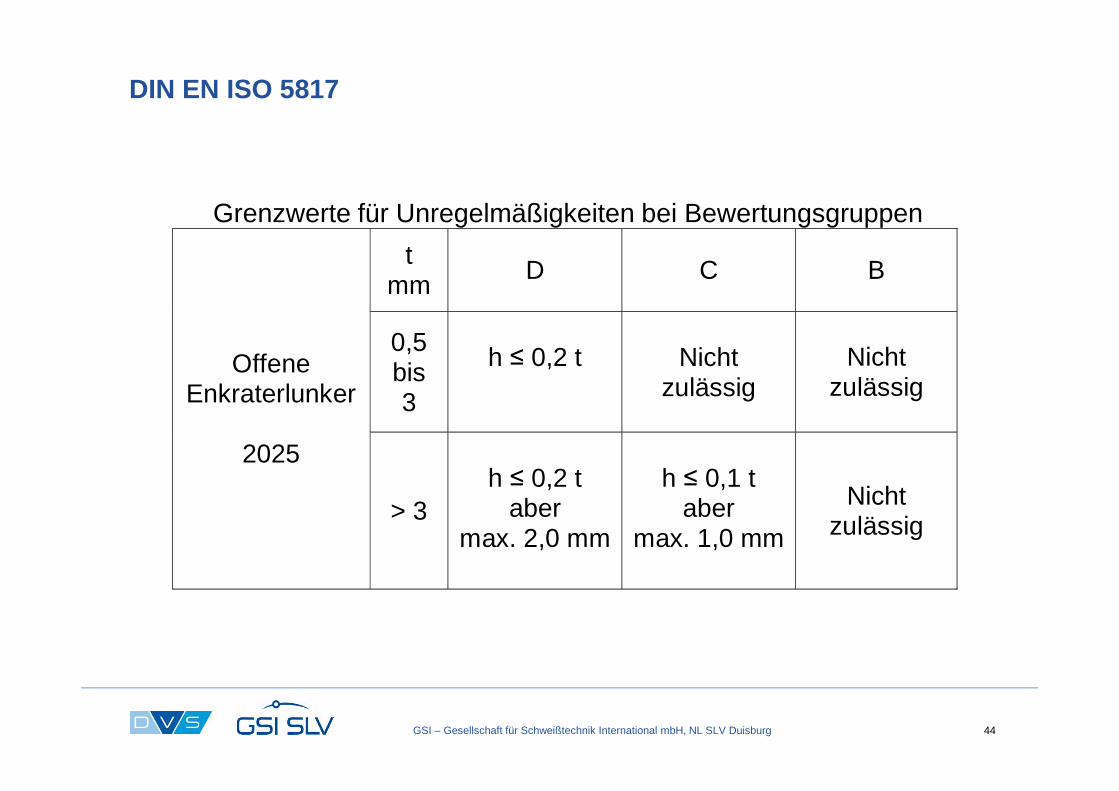
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm
D C B
0,5 bis 3
h ≤ 0,2 t
Nicht
zulässig Nicht
zulässig Offene
Enkraterlunker
2025
> 3
h ≤ 0,2 t
aber max. 2,0 mm
h ≤ 0,1 t
aber max. 1,0 mm
Nicht zulässig
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 45
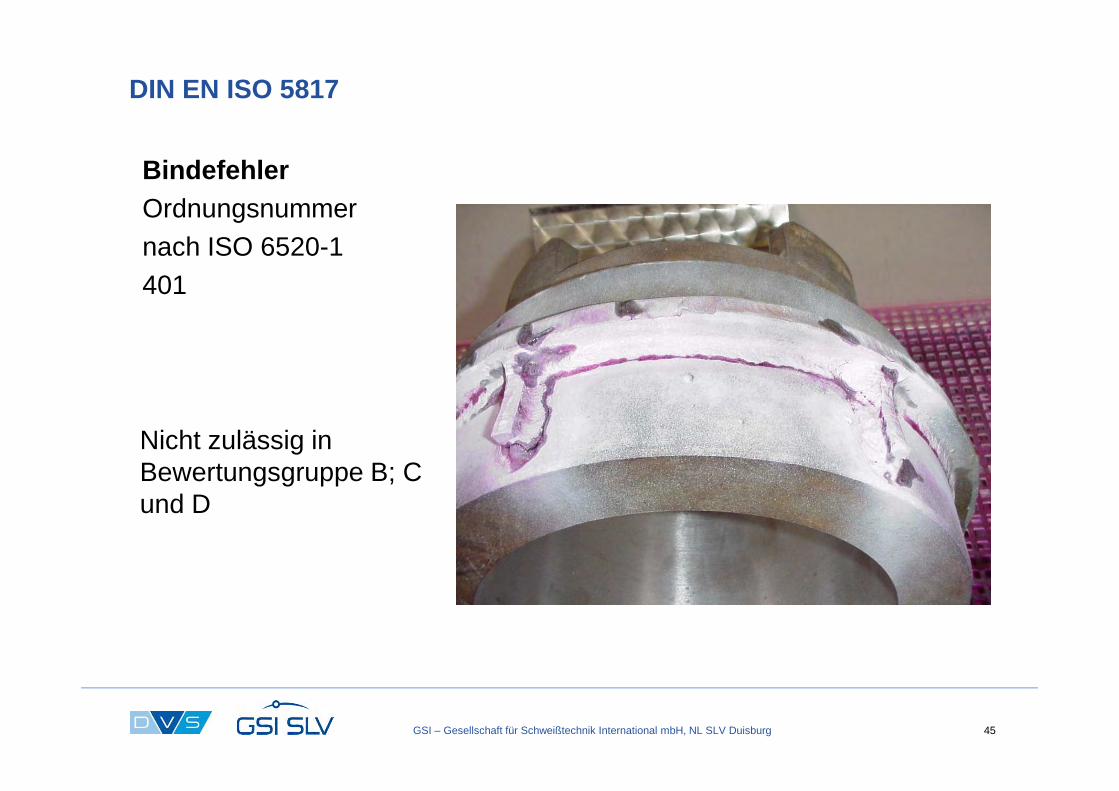
DIN EN ISO 5817
BindefehlerOrdnungsnummernach ISO 6520-1 401
Nicht zulässig in Bewertungsgruppe B; C und D
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 46
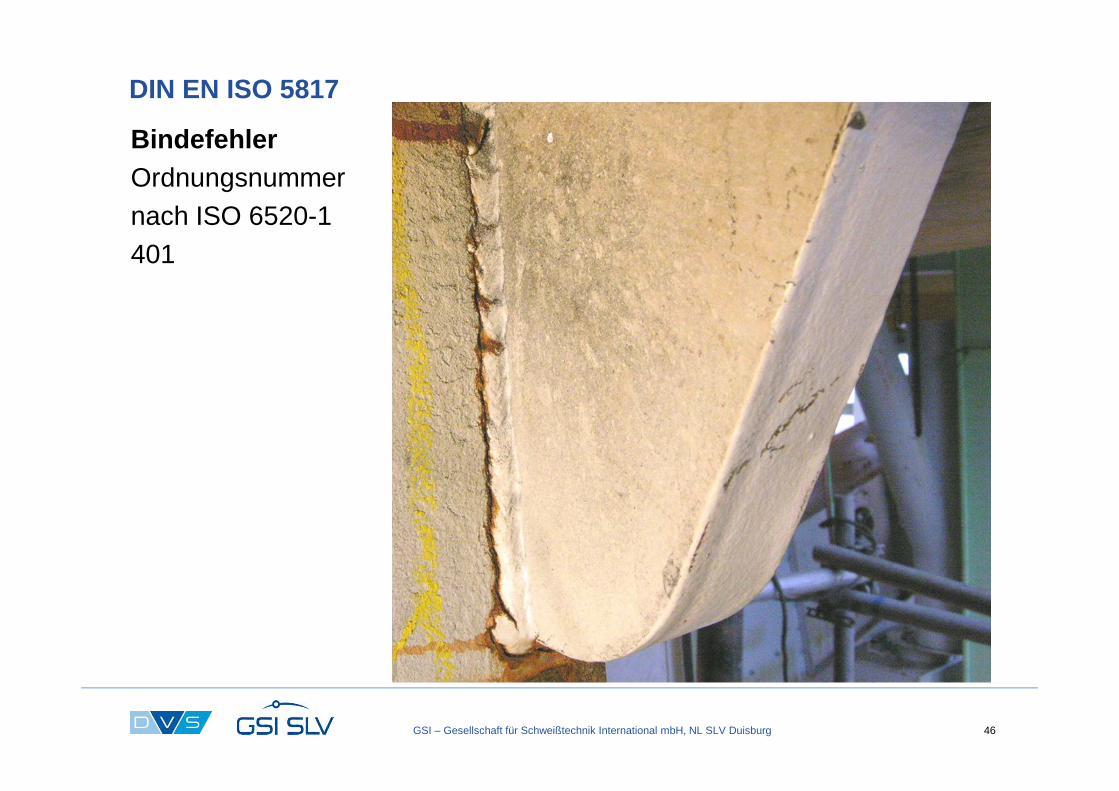
DIN EN ISO 5817
BindefehlerOrdnungsnummernach ISO 6520-1 401
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 47
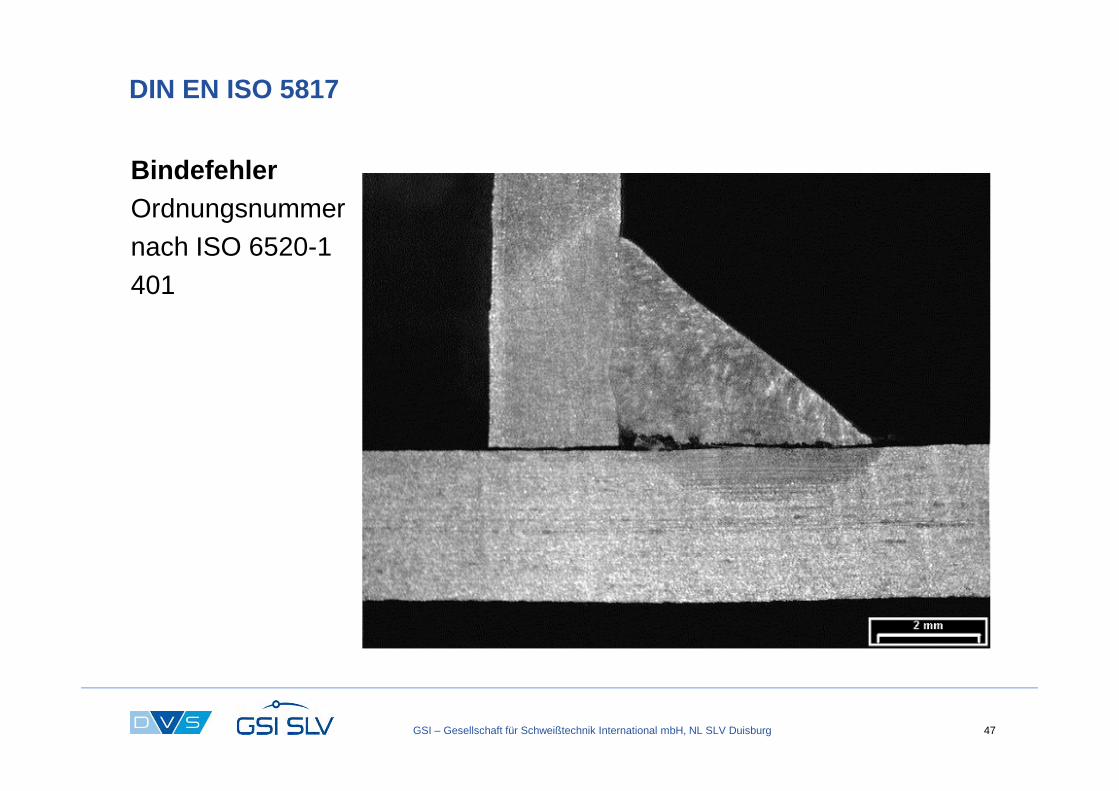
DIN EN ISO 5817
BindefehlerOrdnungsnummernach ISO 6520-1 401
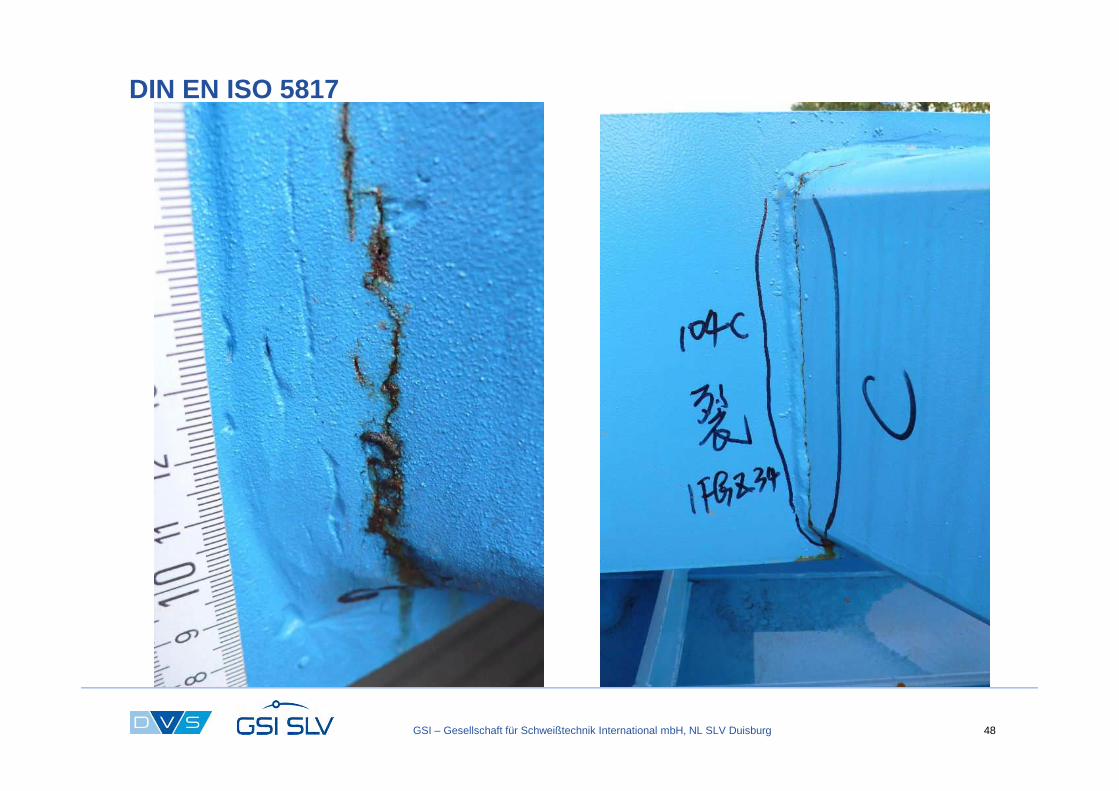
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 48
DIN EN ISO 5817
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 49
DIN EN ISO 5817
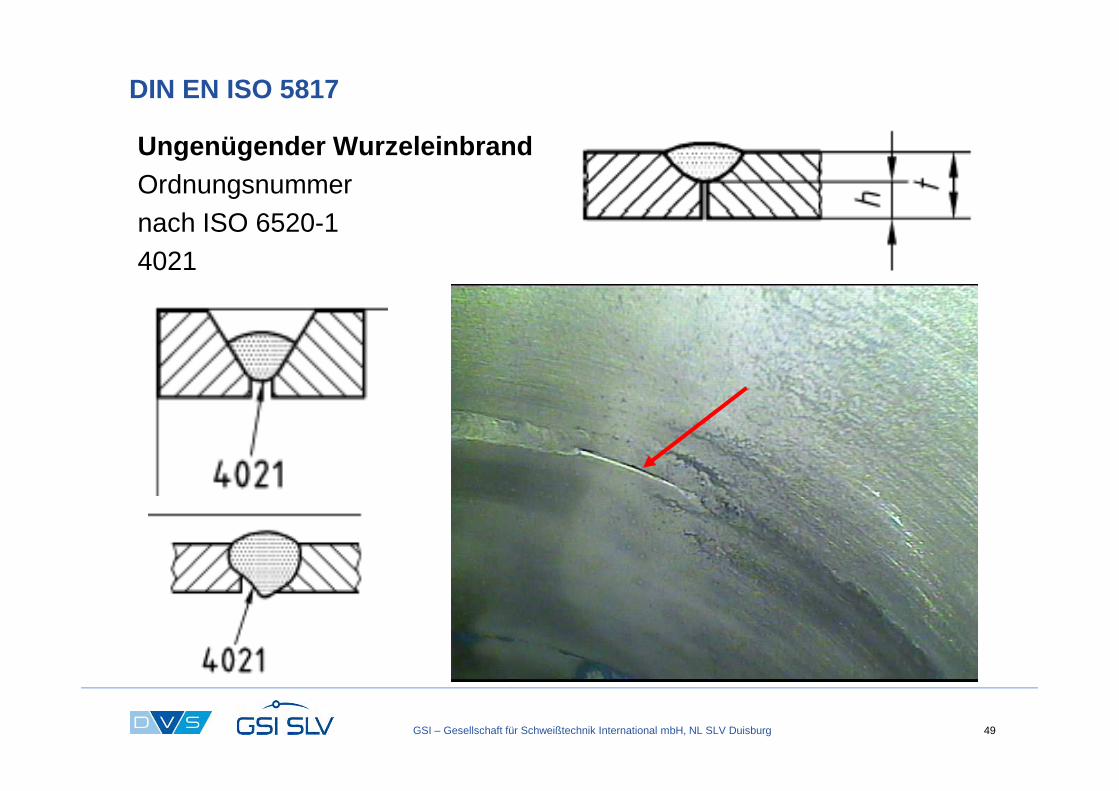
Ungenügender WurzeleinbrandOrdnungsnummernach ISO 6520-1 4021

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 50
DIN EN ISO 5817
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 51
DIN EN ISO 5817
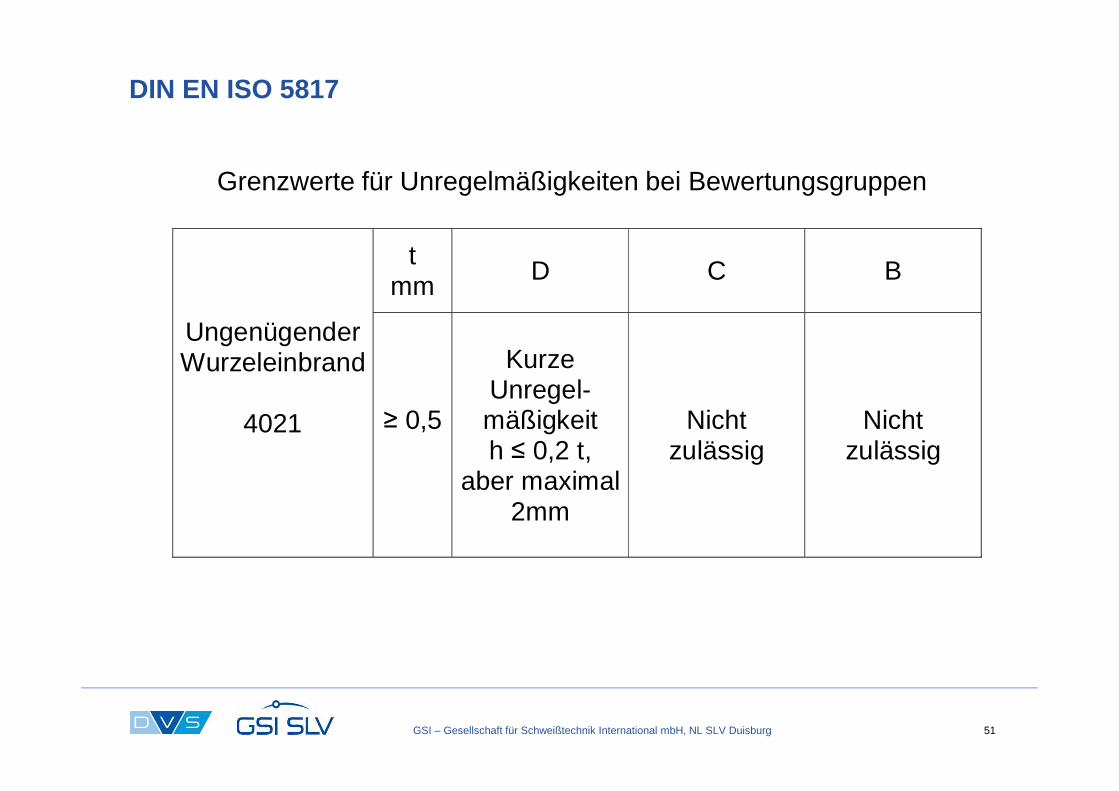
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm
D C B
Ungenügender Wurzeleinbrand
4021
≥ 0,5
Kurze
Unregel-mäßigkeit h ≤ 0,2 t,
aber maximal 2mm
Nicht zulässig
Nicht zulässig

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 52
DIN EN ISO 5817
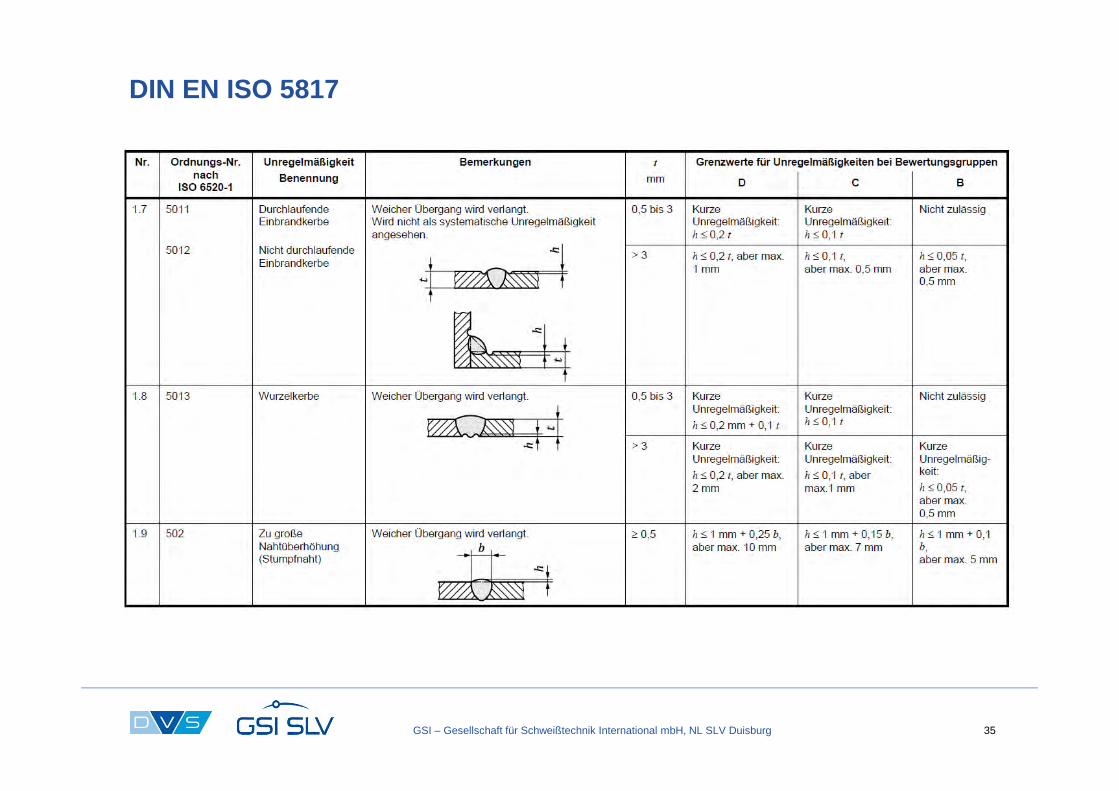
Einbrandkerbendurchlaufend, nicht durchlaufend
Ordnungsnummernach ISO 6520-1
5011 / 5012

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 53
DIN EN ISO 5817
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 54
DIN EN ISO 5817
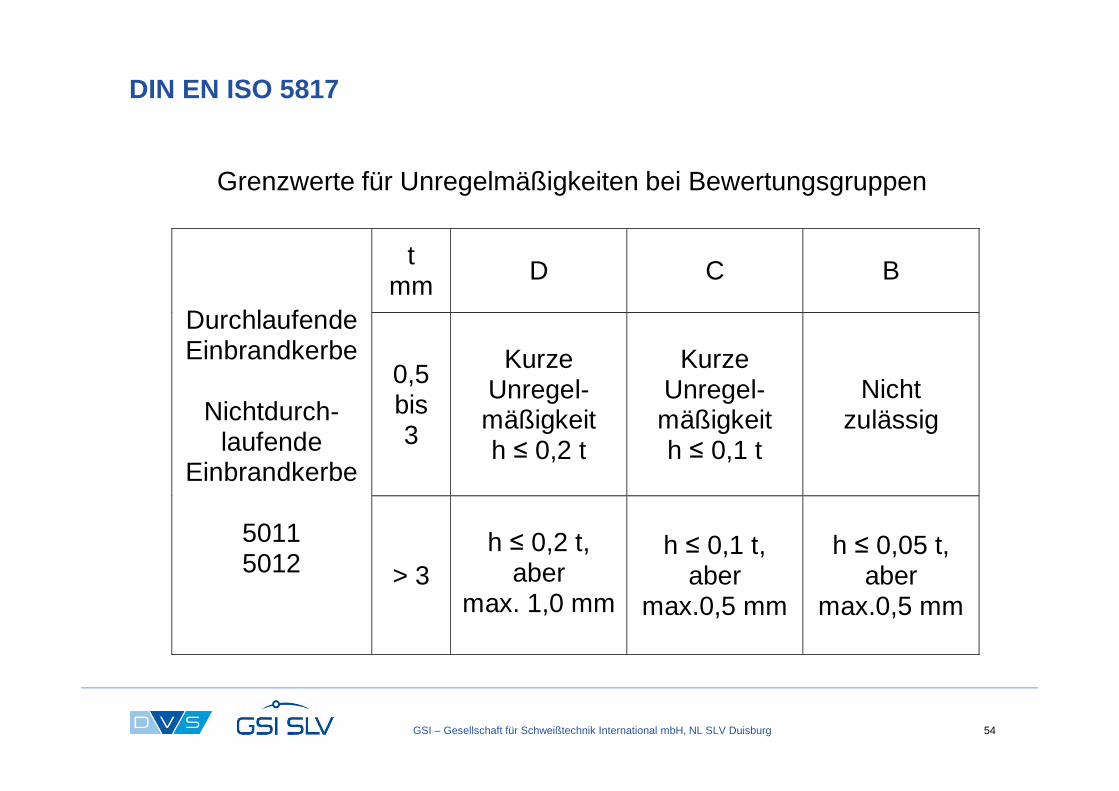
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm
D C B
0,5 bis 3
Kurze
Unregel-mäßigkeit h ≤ 0,2 t
Kurze
Unregel-mäßigkeit h ≤ 0,1 t
Nicht zulässig
Durchlaufende Einbrandkerbe
Nichtdurch-
laufende Einbrandkerbe
5011 5012 > 3
h ≤ 0,2 t,
aber max. 1,0 mm
h ≤ 0,1 t, aber
max.0,5 mm
h ≤ 0,05 t, aber
max.0,5 mm
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 55
DIN EN ISO 5817
Wurzelkerben
Ordnungsnummernach ISO 6520-1
5013

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 56
DIN EN ISO 5817
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 57
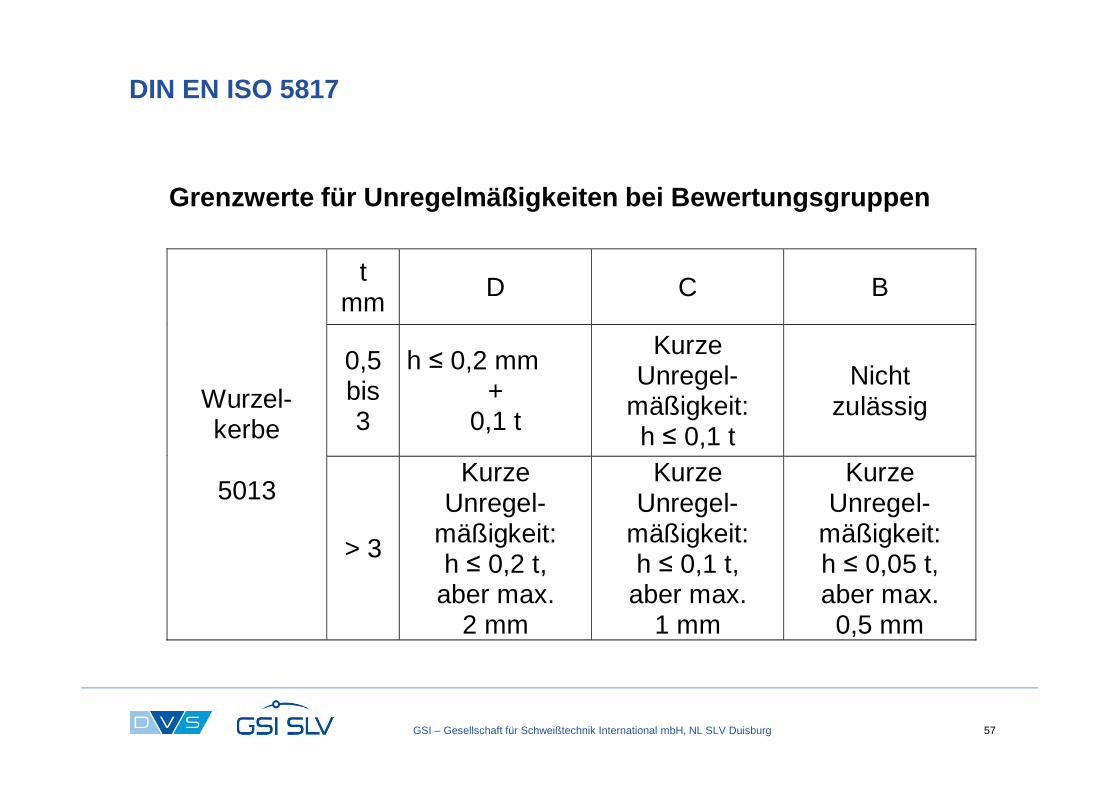
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgrup pen
t mm
D C B
0,5 bis 3
h ≤ 0,2 mm +
0,1 t
Kurze Unregel-
mäßigkeit: h ≤ 0,1 t
Nicht zulässig Wurzel-
kerbe
5013
> 3
Kurze Unregel-
mäßigkeit: h ≤ 0,2 t,
aber max. 2 mm
Kurze Unregel-
mäßigkeit: h ≤ 0,1 t,
aber max. 1 mm
Kurze Unregel-
mäßigkeit: h ≤ 0,05 t, aber max.
0,5 mm

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 58
DIN EN ISO 5817
Zu große NahtüberhöhungStumpfnaht
Ordnungsnummer
nach ISO 6520-1
502
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 59
DIN EN ISO 5817
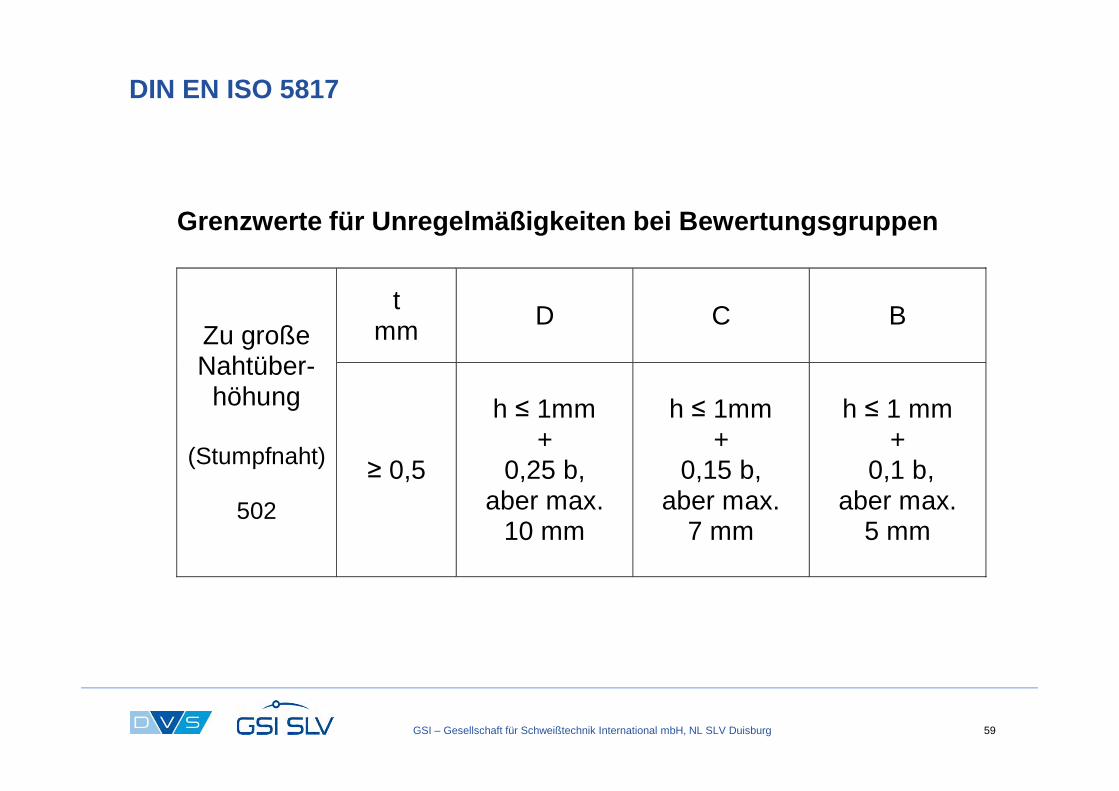
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgrup pen
t mm
D C B Zu große Nahtüber-
höhung
(Stumpfnaht)
502
≥ 0,5
h ≤ 1mm
+ 0,25 b,
aber max. 10 mm
h ≤ 1mm
+ 0,15 b,
aber max. 7 mm
h ≤ 1 mm
+ 0,1 b,
aber max. 5 mm
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 60
DIN EN ISO 5817
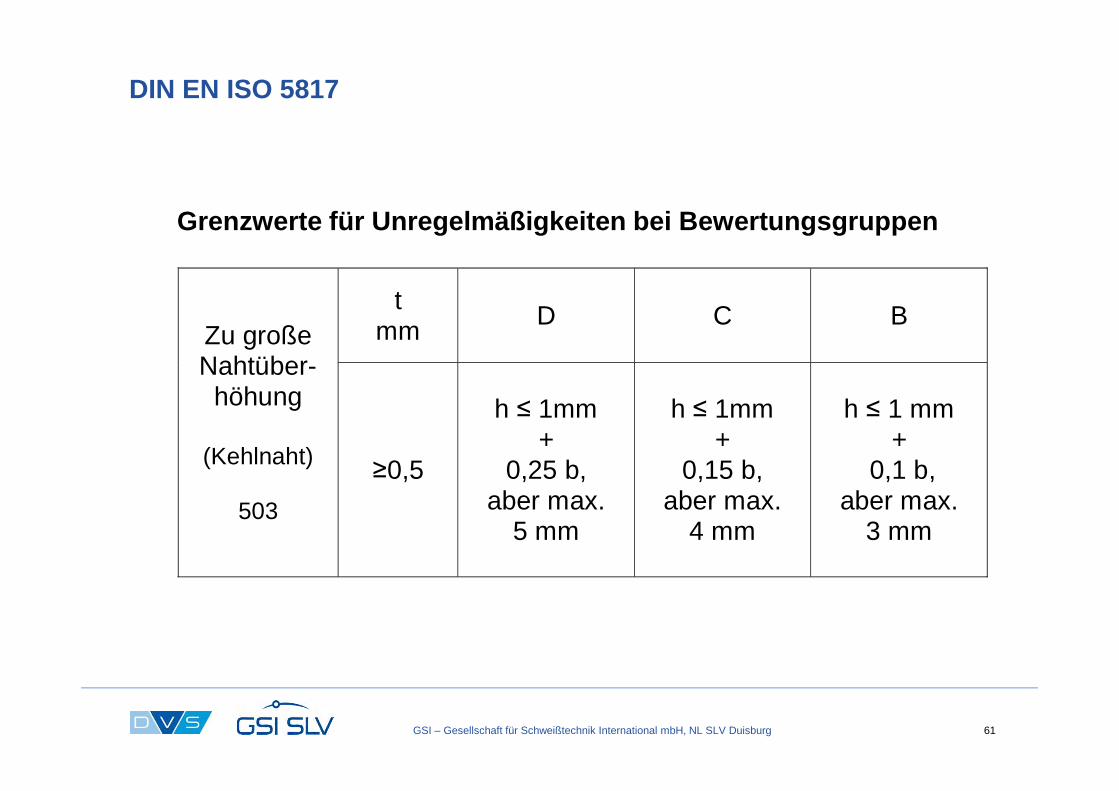
Zu große NahtüberhöhungKehlnaht
Ordnungsnummer
nach ISO 6520-1
503
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 61
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgrup pen
t mm
D C B Zu große Nahtüber-
höhung
(Kehlnaht)
503
≥0,5
h ≤ 1mm
+ 0,25 b,
aber max. 5 mm
h ≤ 1mm
+ 0,15 b,
aber max. 4 mm
h ≤ 1 mm
+ 0,1 b,
aber max. 3 mm

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 62
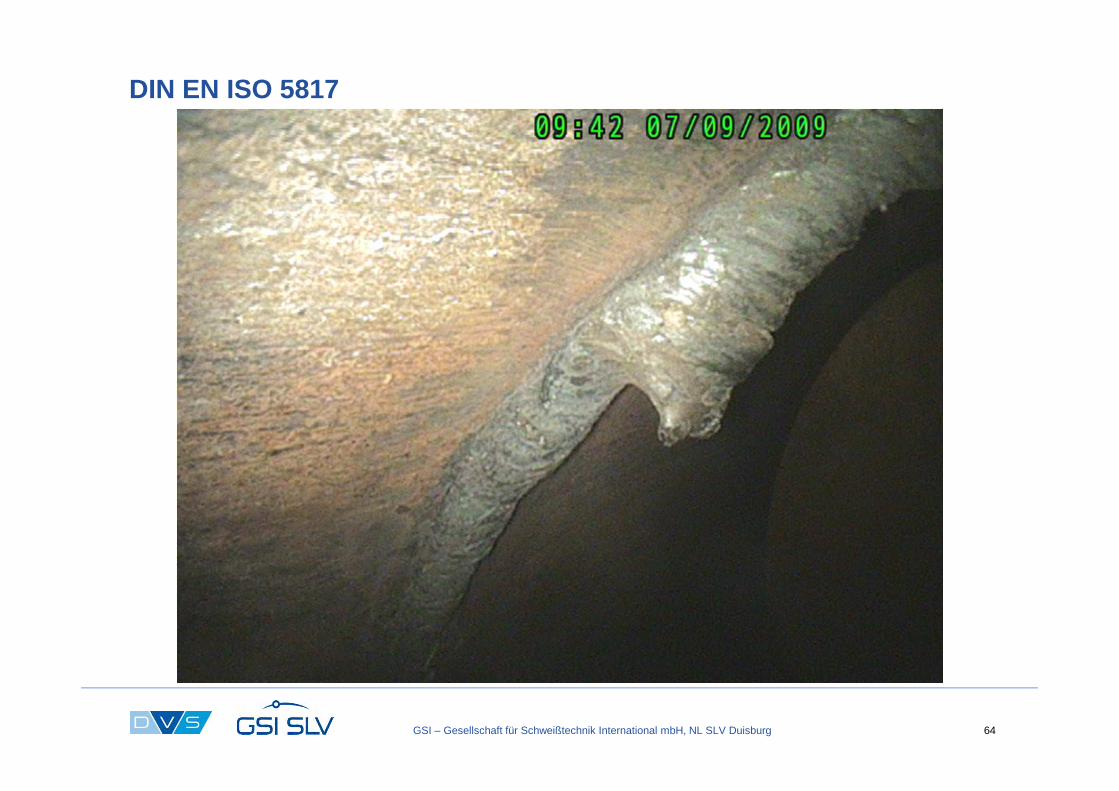
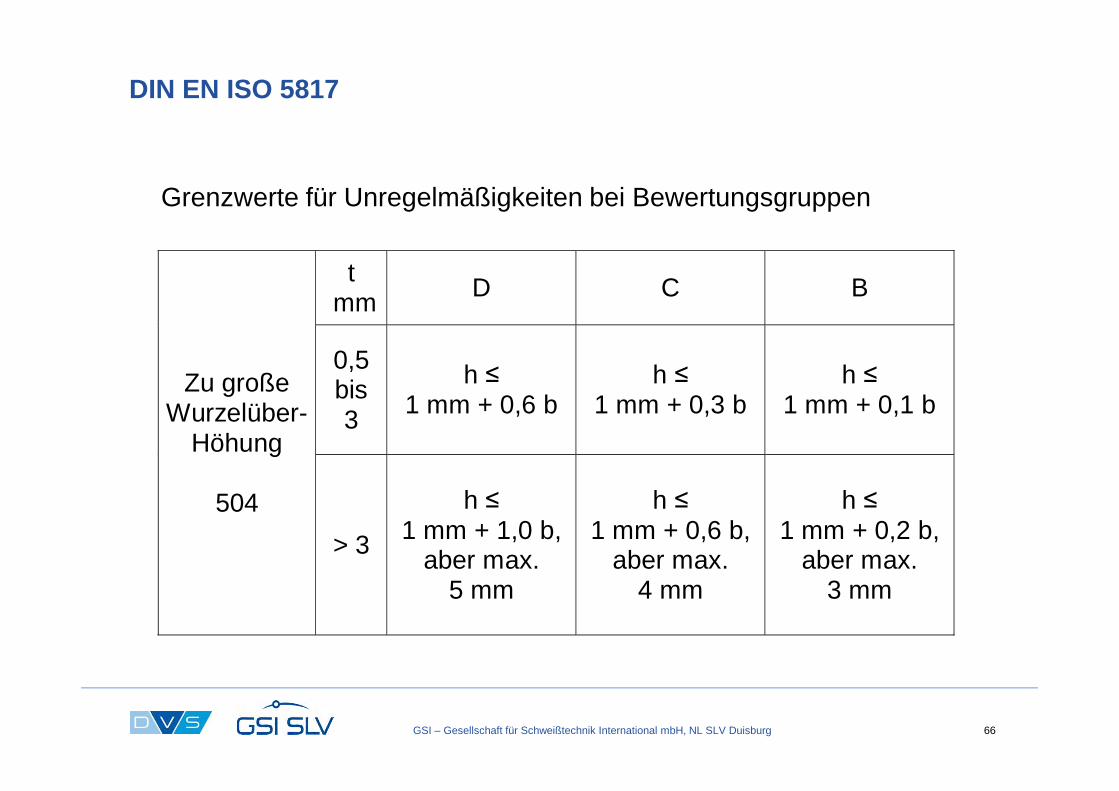
DIN EN ISO 5817
Zu große Wurzelüberhöhung
Ordnungsnummer
nach ISO 6520-1
504

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 63
DIN EN ISO 5817
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 64
DIN EN ISO 5817

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 65
DIN EN ISO 5817
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 66
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm D C B
0,5 bis 3
h ≤ 1 mm + 0,6 b
h ≤ 1 mm + 0,3 b
h ≤ 1 mm + 0,1 b
Zu große Wurzelüber-
Höhung
504
> 3
h ≤
1 mm + 1,0 b, aber max.
5 mm
h ≤
1 mm + 0,6 b, aber max.
4 mm
h ≤
1 mm + 0,2 b, aber max.
3 mm
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 67
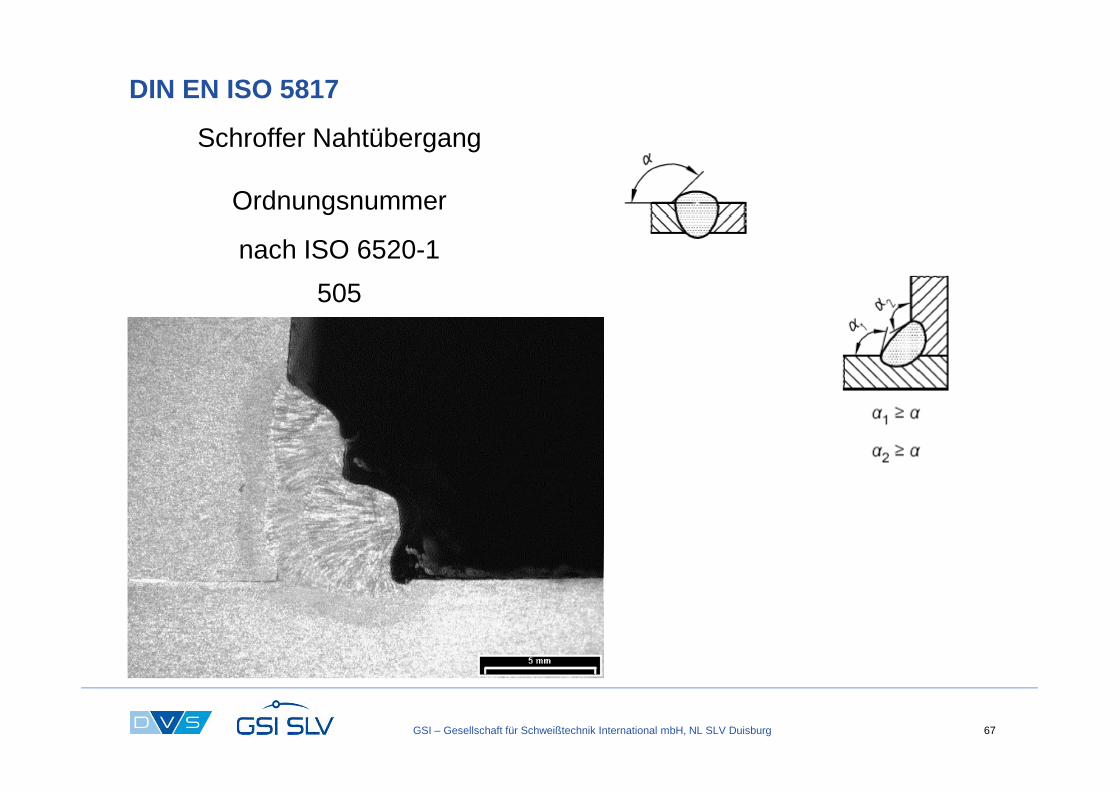
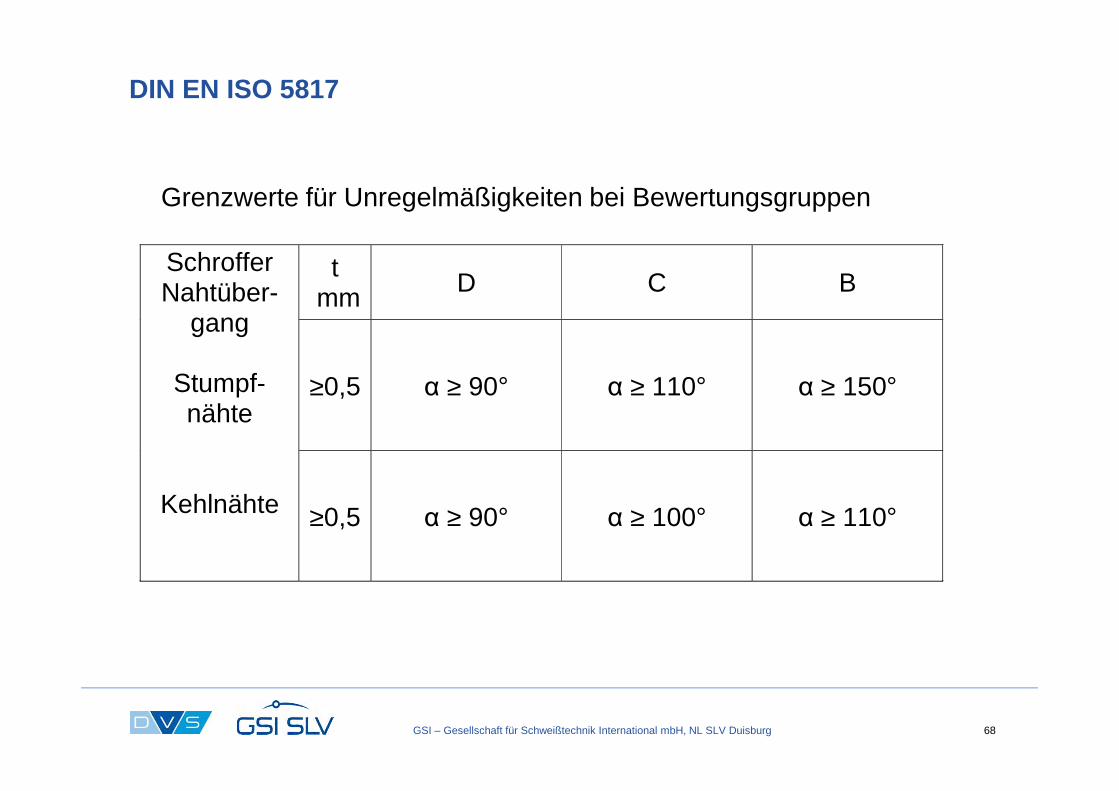
DIN EN ISO 5817
Schroffer Nahtübergang
Ordnungsnummer
nach ISO 6520-1
505
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 68
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
Schroffer Nahtüber-
gang
Stumpf-nähte
Kehlnähte
t mm D C B
≥0,5 α ≥ 90° α ≥ 110° α ≥ 150°
≥0,5 α ≥ 90° α ≥ 100° α ≥ 110°
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 69
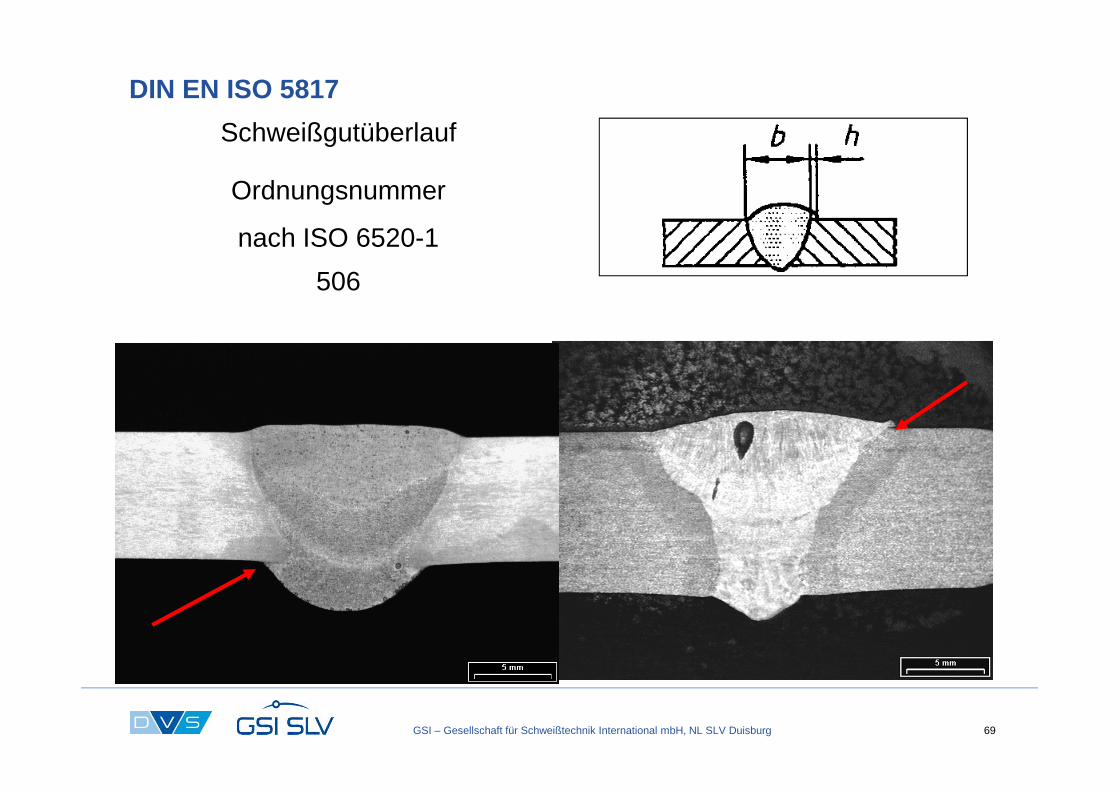
DIN EN ISO 5817
Schweißgutüberlauf
Ordnungsnummer
nach ISO 6520-1
506
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 70
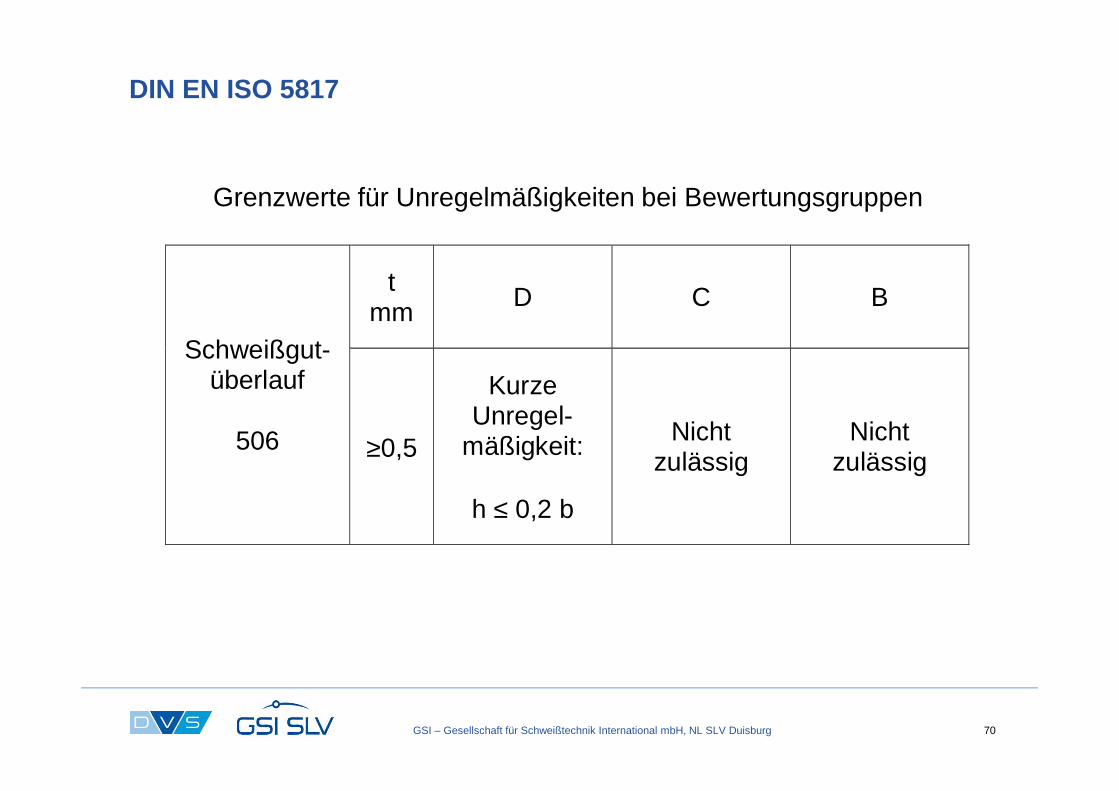
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm D C B
Schweißgut- überlauf
506 ≥0,5
Kurze Unregel-
mäßigkeit:
h ≤ 0,2 b
Nicht zulässig
Nicht zulässig
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 71
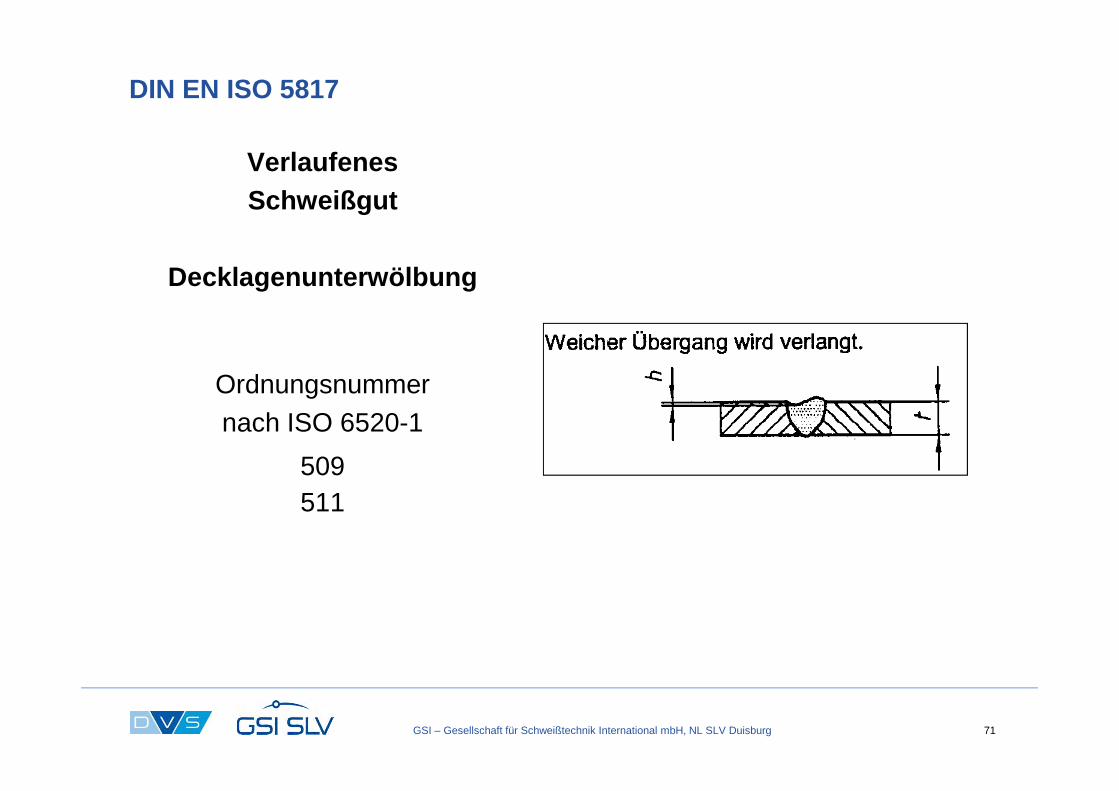
DIN EN ISO 5817
Verlaufenes Schweißgut
Decklagenunterwölbung
Ordnungsnummernach ISO 6520-1
509511

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 72
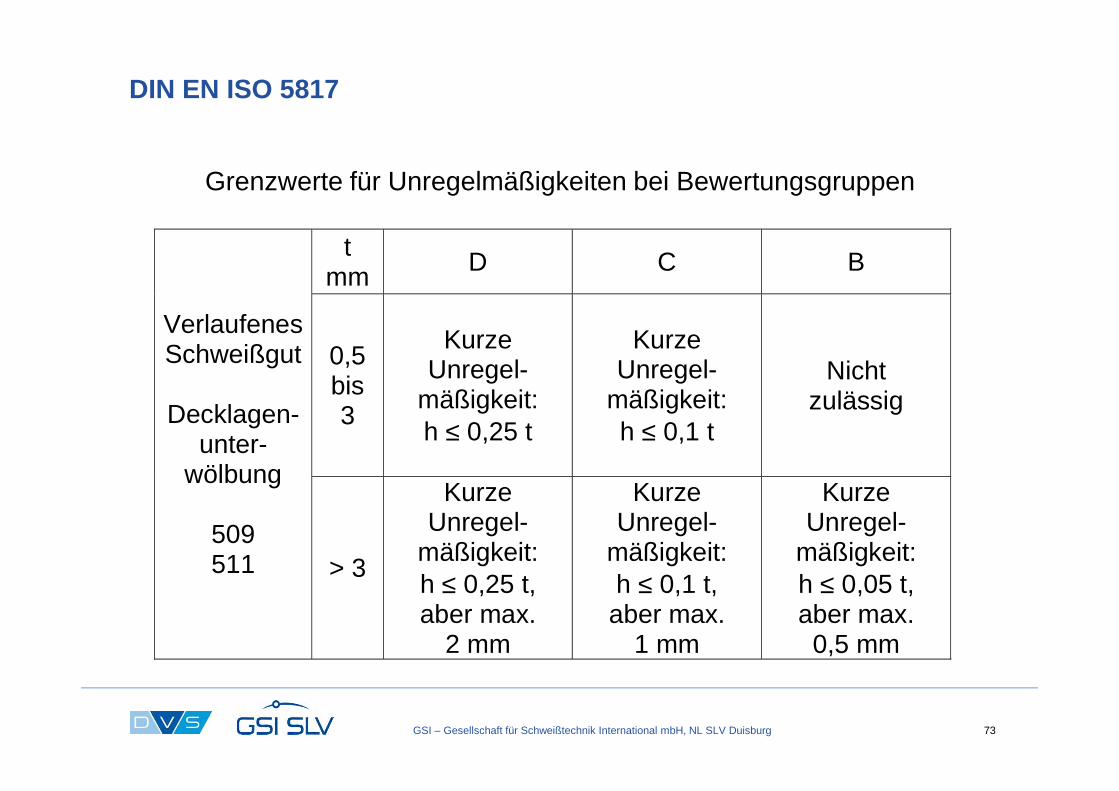
DIN EN ISO 5817
Verlaufenes Schweißgut
Decklagenunterwölbung
Ordnungsnummernach ISO 6520-1
509511
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 73
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm D C B
0,5 bis 3
Kurze
Unregel- mäßigkeit: h ≤ 0,25 t
Kurze
Unregel- mäßigkeit: h ≤ 0,1 t
Nicht zulässig
Verlaufenes Schweißgut
Decklagen-
unter-wölbung
509 511 > 3
Kurze Unregel-
mäßigkeit: h ≤ 0,25 t, aber max.
2 mm
Kurze Unregel-
mäßigkeit: h ≤ 0,1 t,
aber max. 1 mm
Kurze Unregel-
mäßigkeit: h ≤ 0,05 t, aber max. 0,5 mm
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 74
DIN EN ISO 5817
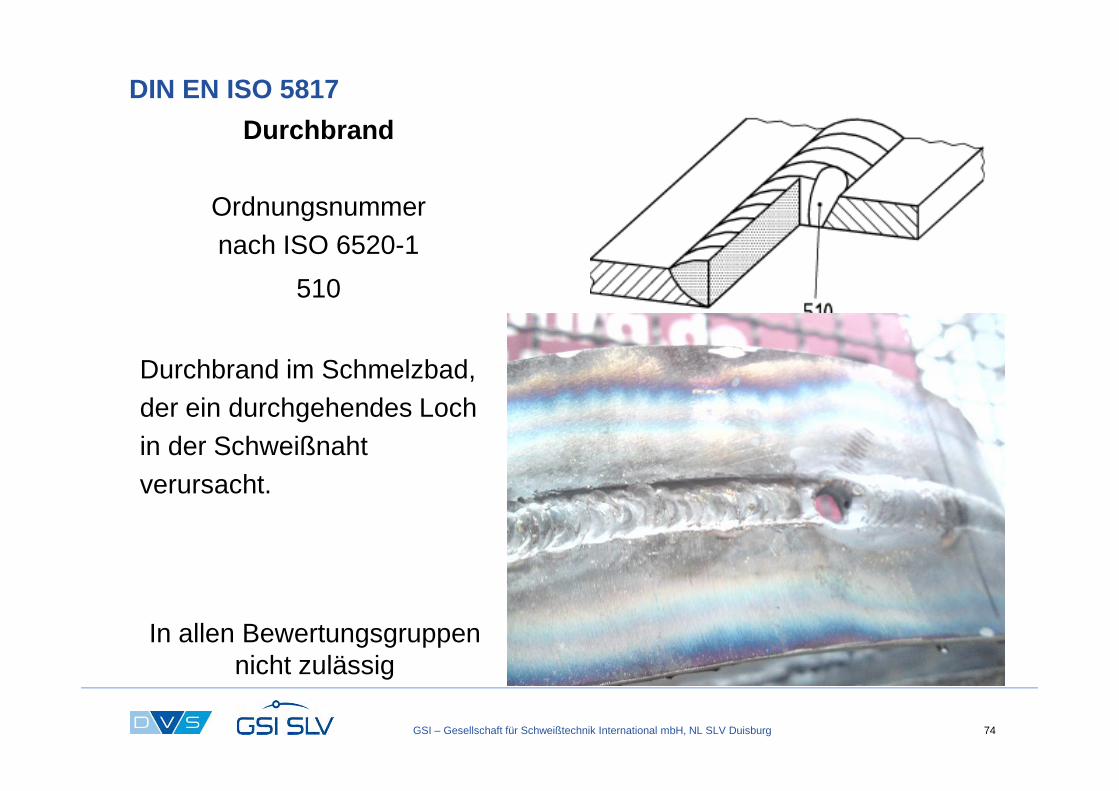
Durchbrand
Ordnungsnummernach ISO 6520-1
510
Durchbrand im Schmelzbad, der ein durchgehendes Lochin der Schweißnaht verursacht.
In allen Bewertungsgruppen nicht zulässig
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 75
DIN EN ISO 5817
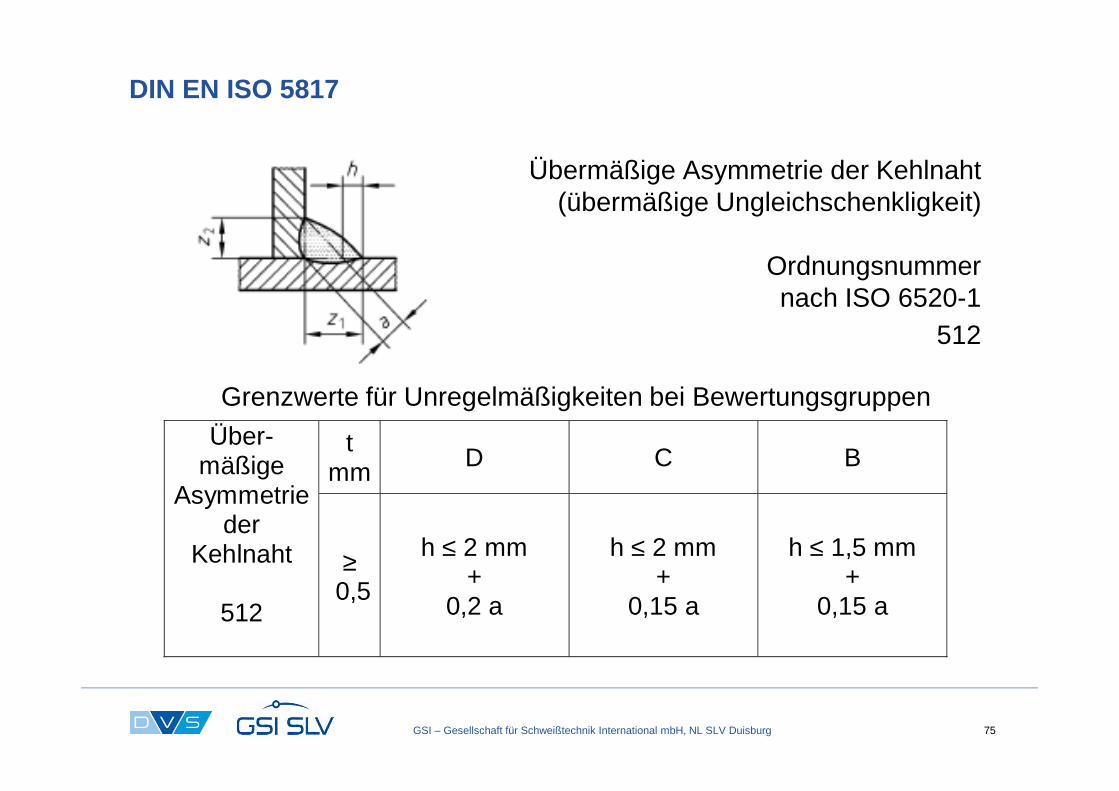
t mm D C B
Über-mäßige
Asymmetrie der
Kehlnaht
512
≥ 0,5
h ≤ 2 mm +
0,2 a
h ≤ 2 mm +
0,15 a
h ≤ 1,5 mm +
0,15 a
Übermäßige Asymmetrie der Kehlnaht (übermäßige Ungleichschenkligkeit)
Ordnungsnummernach ISO 6520-1
512
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 76
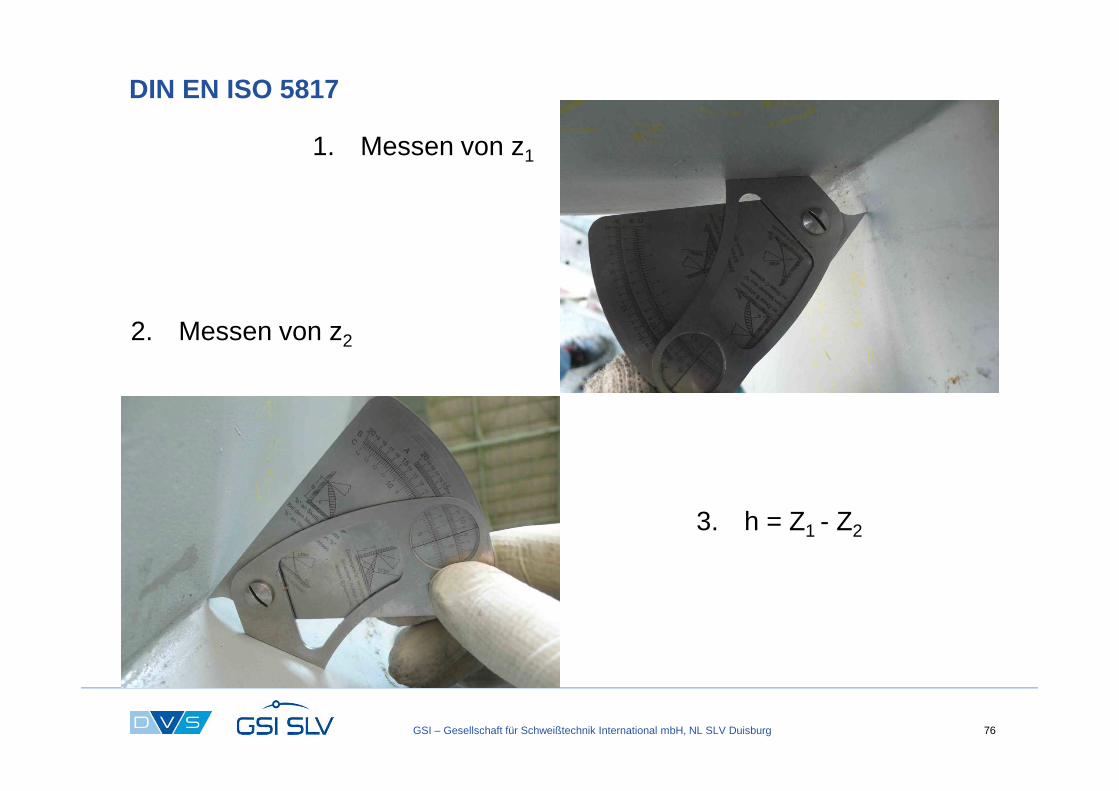
DIN EN ISO 5817
1. Messen von z1
2. Messen von z2
3. h = Z1 - Z2
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 77
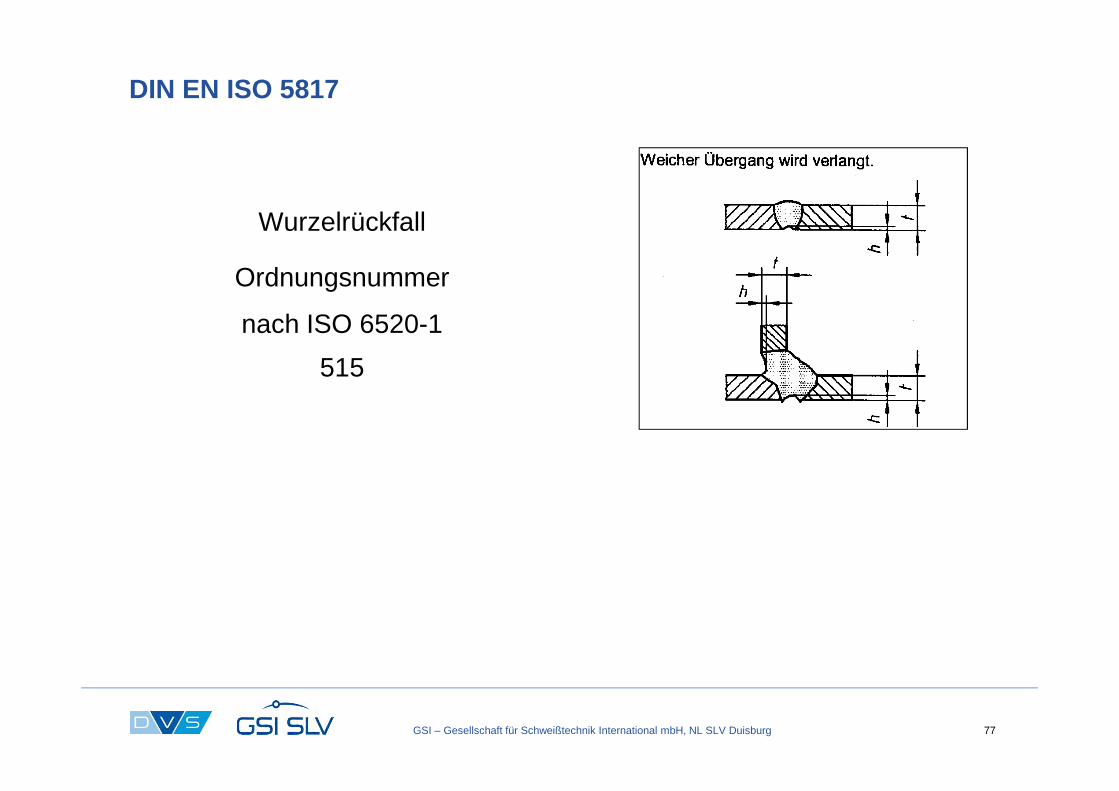
DIN EN ISO 5817
Wurzelrückfall
Ordnungsnummer
nach ISO 6520-1
515
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 78
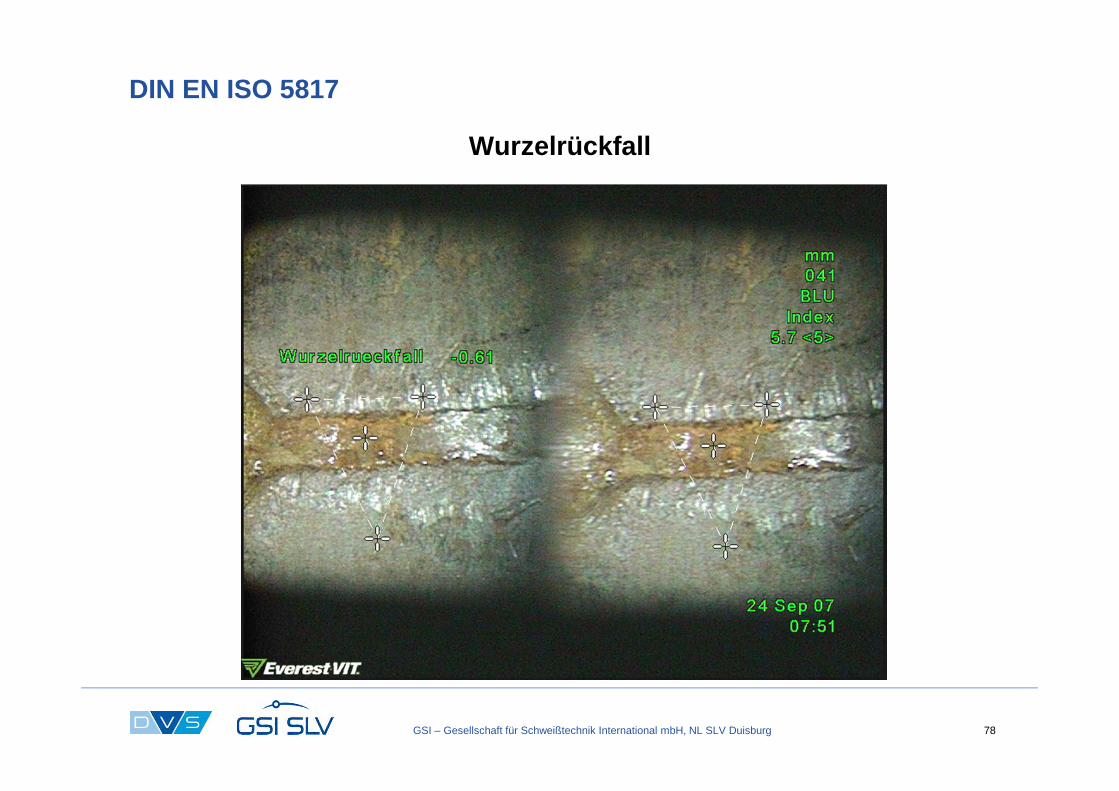
DIN EN ISO 5817
Wurzelrückfall
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 79
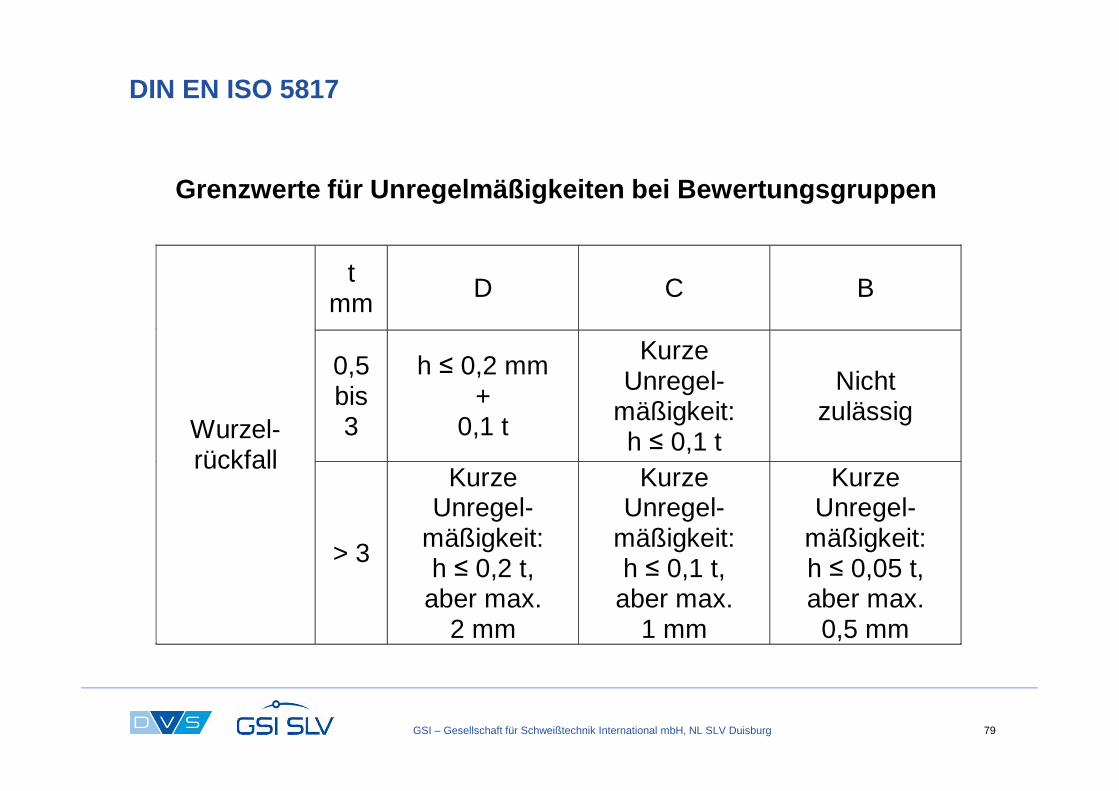
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgrup pen
t mm
D C B
0,5 bis 3
h ≤ 0,2 mm +
0,1 t
Kurze Unregel-
mäßigkeit: h ≤ 0,1 t
Nicht zulässig
Wurzel-rückfall
> 3
Kurze Unregel-
mäßigkeit: h ≤ 0,2 t,
aber max. 2 mm
Kurze Unregel-
mäßigkeit: h ≤ 0,1 t,
aber max. 1 mm
Kurze Unregel-
mäßigkeit: h ≤ 0,05 t, aber max. 0,5 mm

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 80
DIN EN ISO 5817
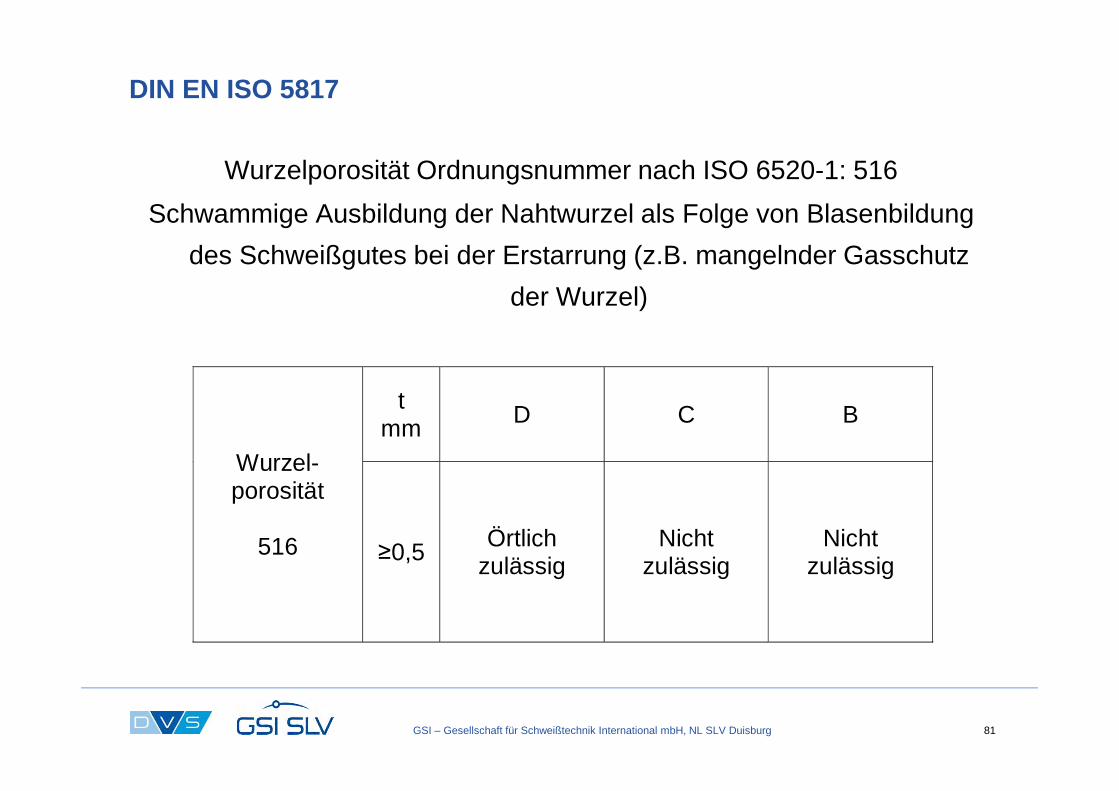
Wurzelporosität Ordnungsnummer nach ISO 6520-1: 516
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 81
DIN EN ISO 5817
Wurzelporosität Ordnungsnummer nach ISO 6520-1: 516
Schwammige Ausbildung der Nahtwurzel als Folge von Blasenbildung
des Schweißgutes bei der Erstarrung (z.B. mangelnder Gasschutz
der Wurzel)
t mm D C B
Wurzel-porosität
516 ≥0,5 Örtlich
zulässig Nicht
zulässig Nicht
zulässig
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 82
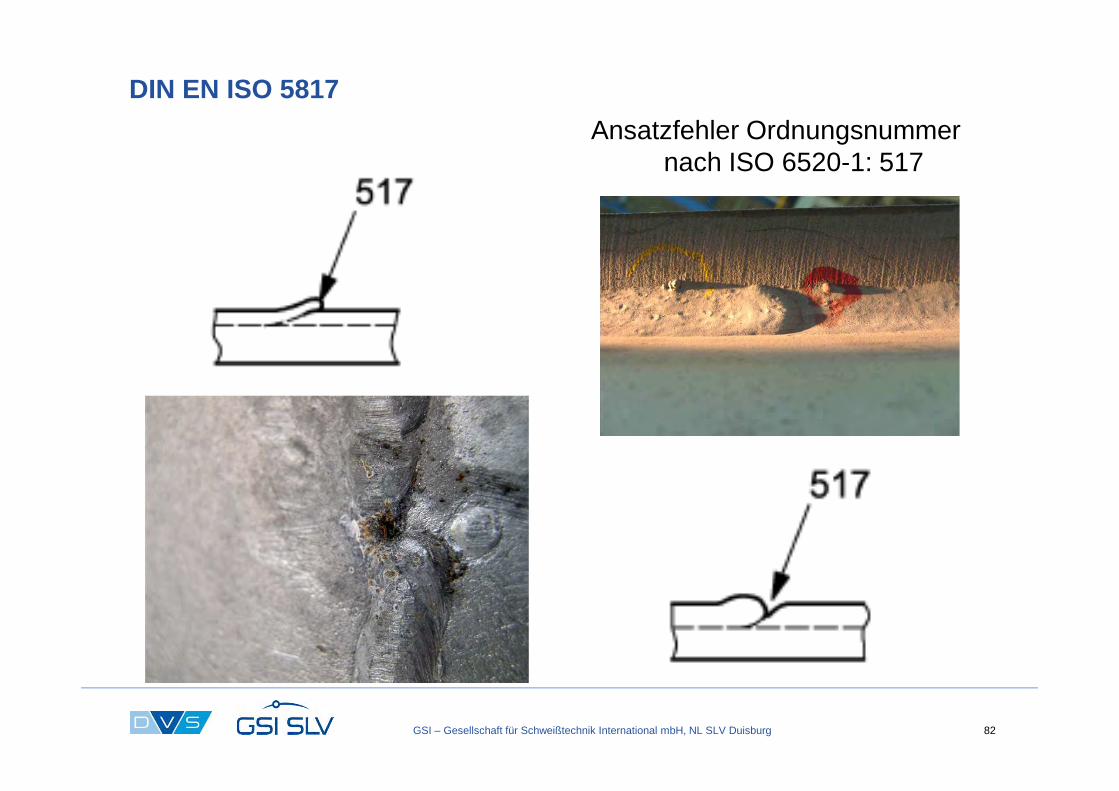
DIN EN ISO 5817
Ansatzfehler Ordnungsnummer nach ISO 6520-1: 517
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 83
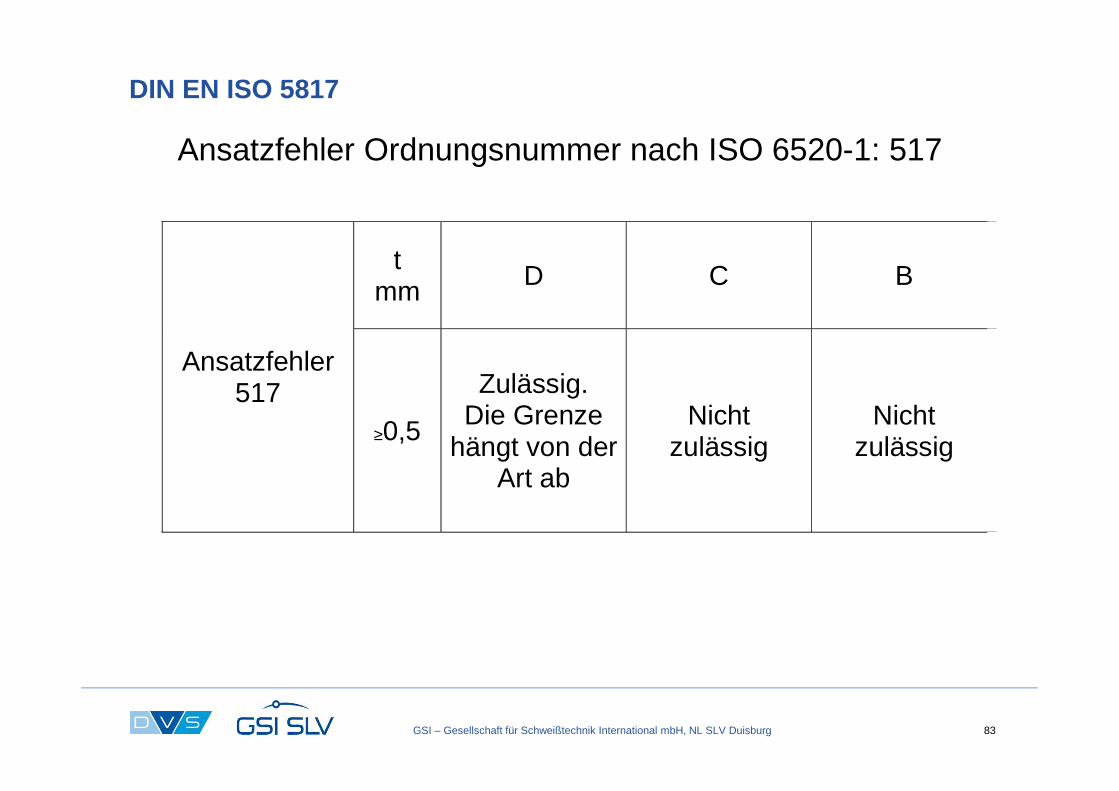
DIN EN ISO 5817
Ansatzfehler Ordnungsnummer nach ISO 6520-1: 517
t mm D C B
Ansatzfehler 517
≥0,5
Zulässig. Die Grenze
hängt von der Art ab
Nicht zulässig
Nicht zulässig
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 84
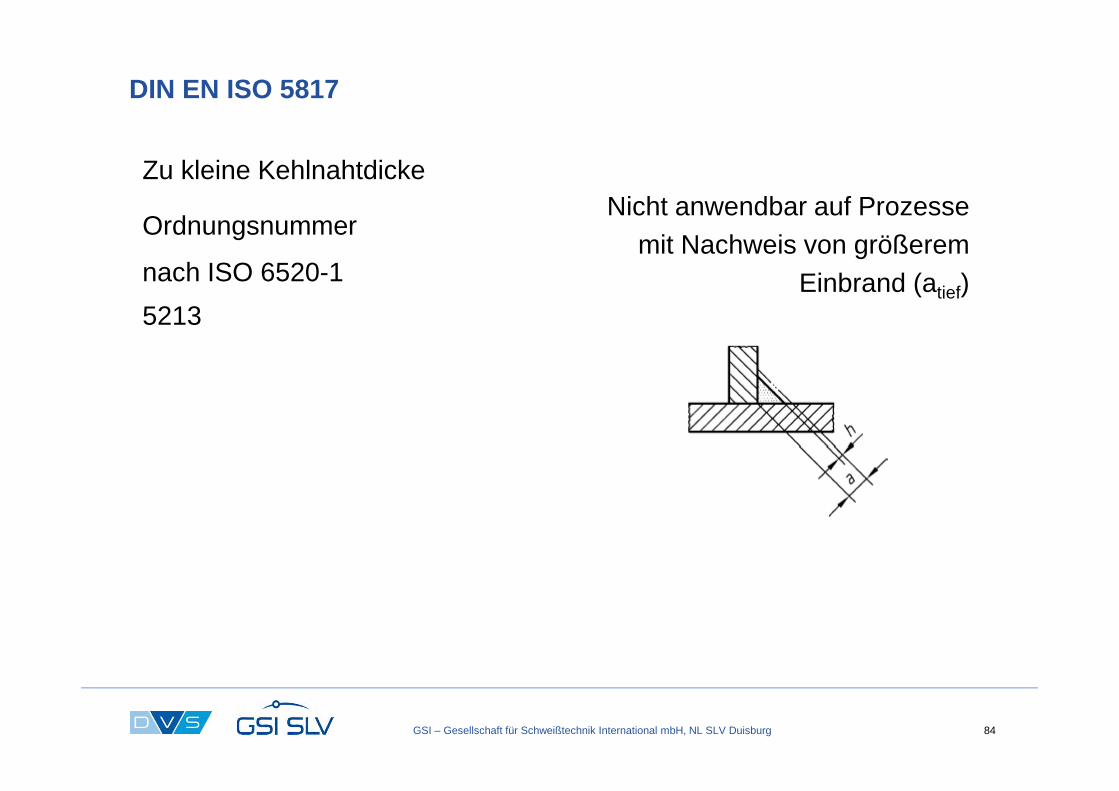
DIN EN ISO 5817
Zu kleine Kehlnahtdicke
Ordnungsnummer
nach ISO 6520-1
5213
Nicht anwendbar auf Prozesse mit Nachweis von größerem
Einbrand (atief)
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 85
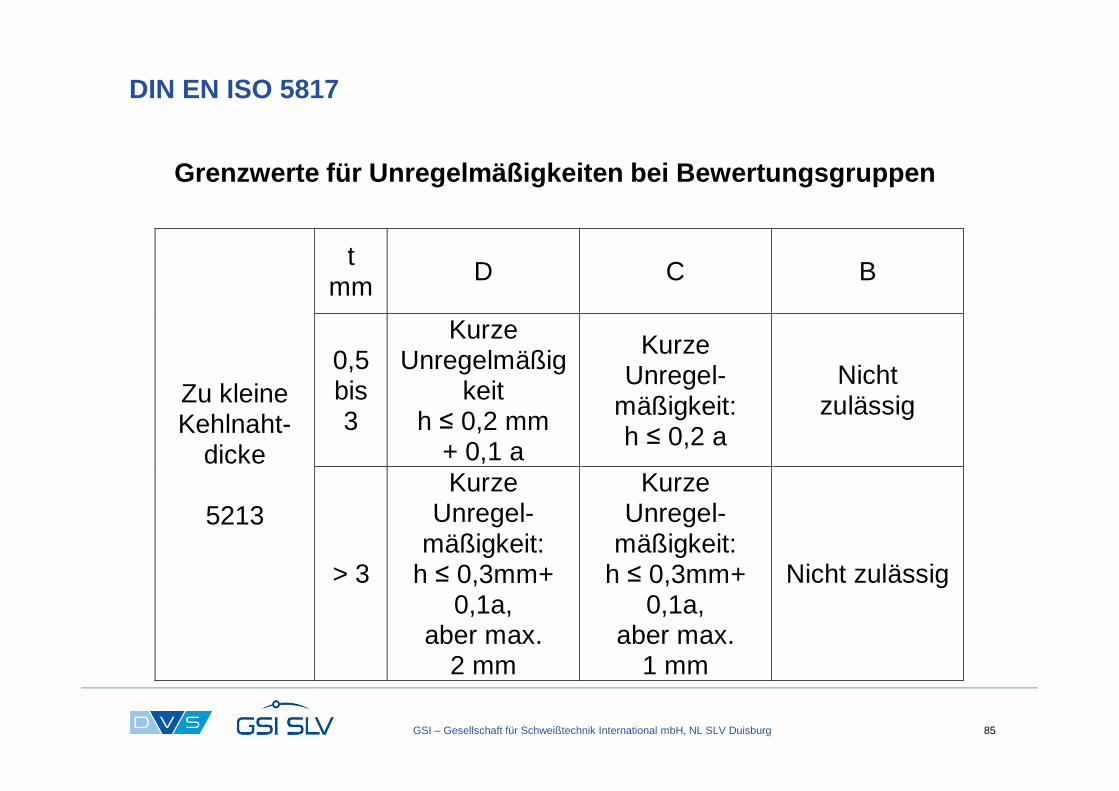
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgrup pen
t mm
D C B
0,5 bis 3
Kurze Unregelmäßig
keit h ≤ 0,2 mm
+ 0,1 a
Kurze Unregel-
mäßigkeit: h ≤ 0,2 a
Nicht zulässig Zu kleine
Kehlnaht-dicke
5213
> 3
Kurze Unregel-
mäßigkeit: h ≤ 0,3mm+
0,1a, aber max.
2 mm
Kurze Unregel-
mäßigkeit: h ≤ 0,3mm+
0,1a, aber max.
1 mm
Nicht zulässig
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 86
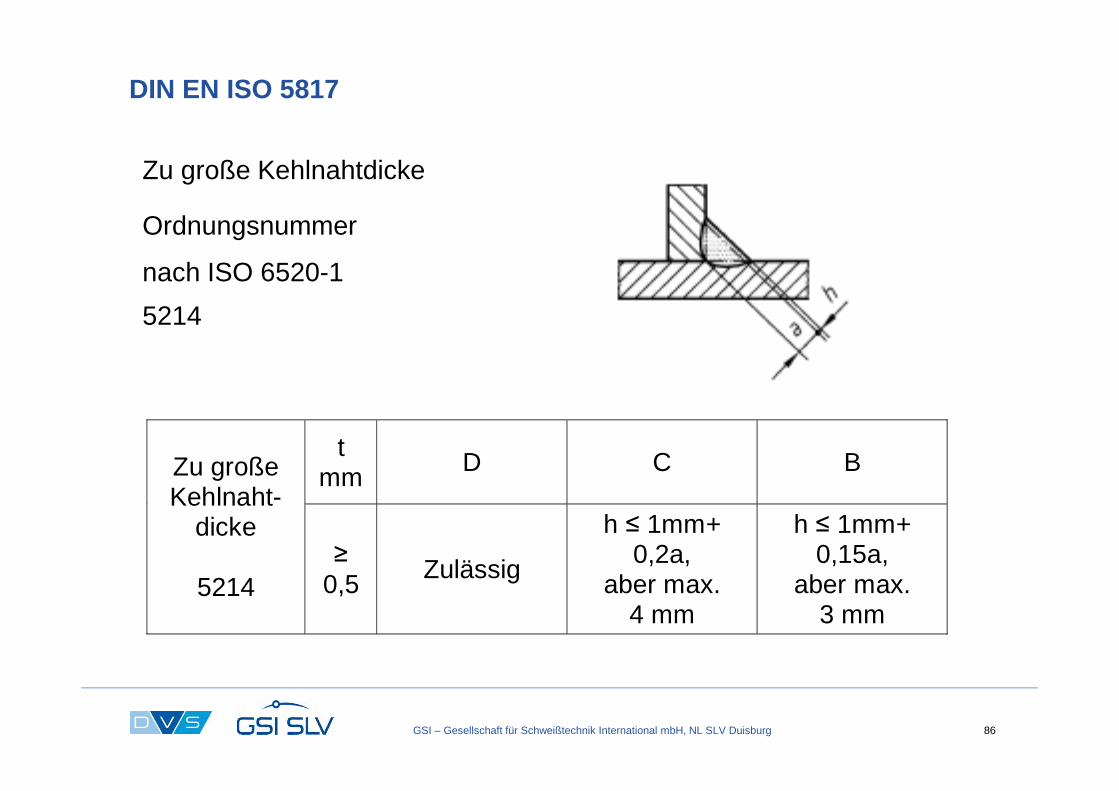
DIN EN ISO 5817
t mm
D C B Zu große Kehlnaht-
dicke
5214 ≥
0,5 Zulässig
h ≤ 1mm+ 0,2a,
aber max. 4 mm
h ≤ 1mm+ 0,15a,
aber max. 3 mm
Zu große Kehlnahtdicke
Ordnungsnummer
nach ISO 6520-1
5214

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 87
DIN EN ISO 5817Zündstelle
Schweißspritzer
Ordnungsnummer
nach ISO 6520-1
601 / 602
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 88
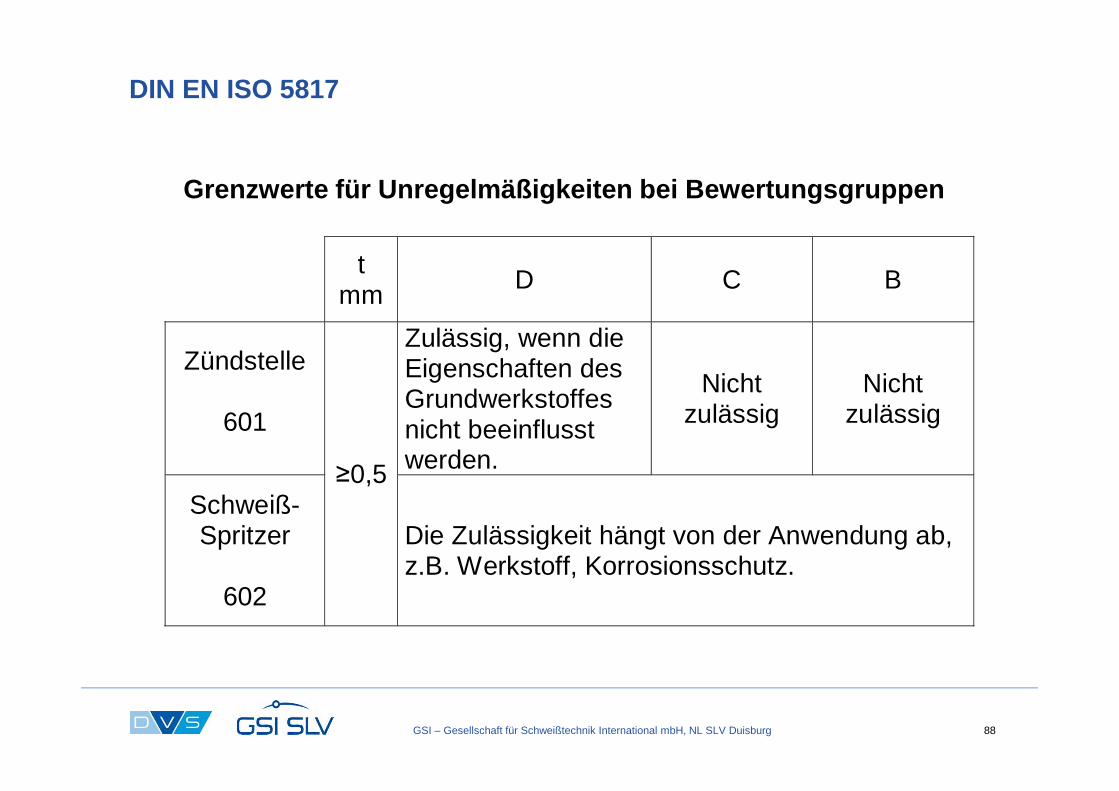
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgrup pen
t
mm D C B
Zündstelle
601
Zulässig, wenn die Eigenschaften des Grundwerkstoffes nicht beeinflusst werden.
Nicht zulässig
Nicht zulässig
Schweiß- Spritzer
602
≥0,5
Die Zulässigkeit hängt von der Anwendung ab, z.B. Werkstoff, Korrosionsschutz.
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 89
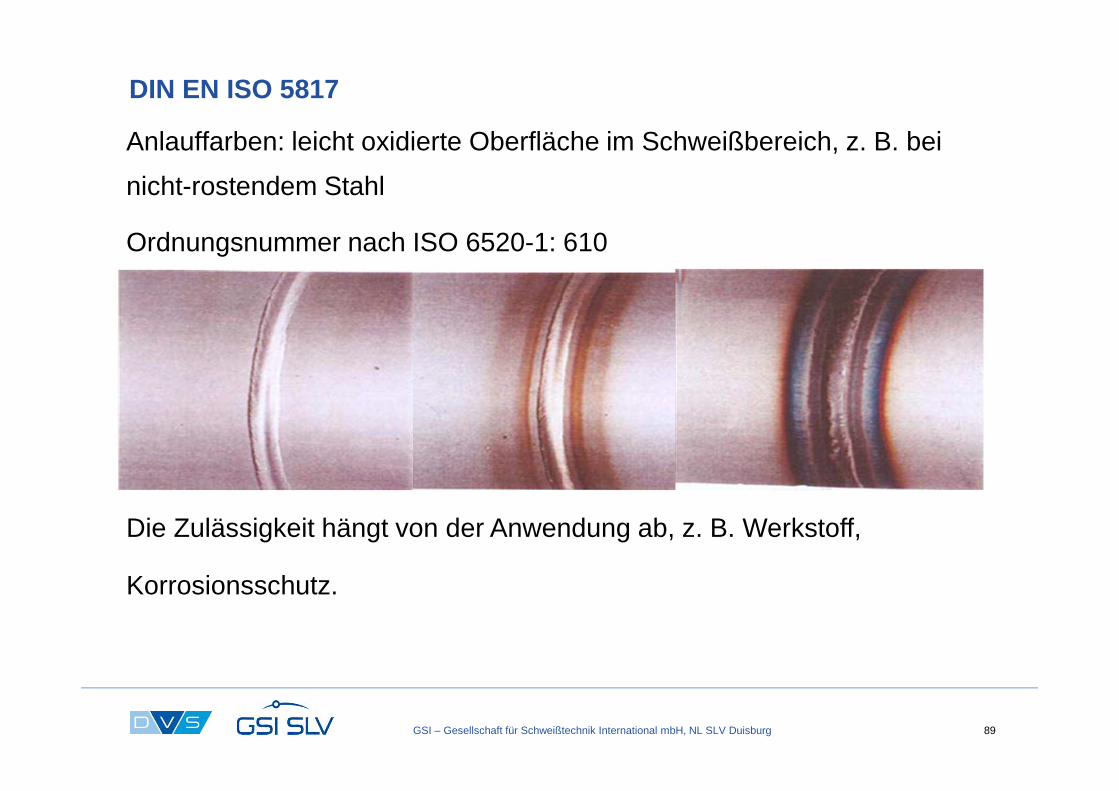
DIN EN ISO 5817
Anlauffarben: leicht oxidierte Oberfläche im Schweißbereich, z. B. bei
nicht-rostendem Stahl
Die Zulässigkeit hängt von der Anwendung ab, z. B. Werkstoff,
Korrosionsschutz.
Ordnungsnummer nach ISO 6520-1: 610
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 90
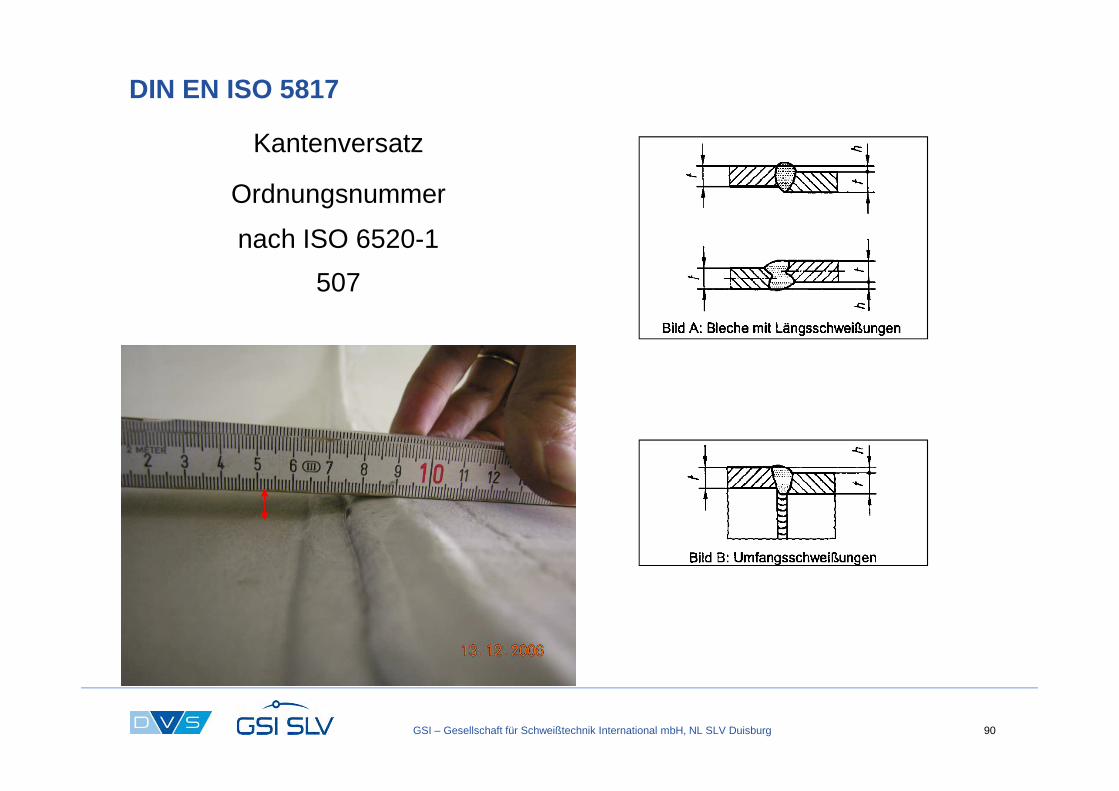
DIN EN ISO 5817
Kantenversatz
Ordnungsnummer
nach ISO 6520-1
507

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 91
DIN EN ISO 5817
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 92
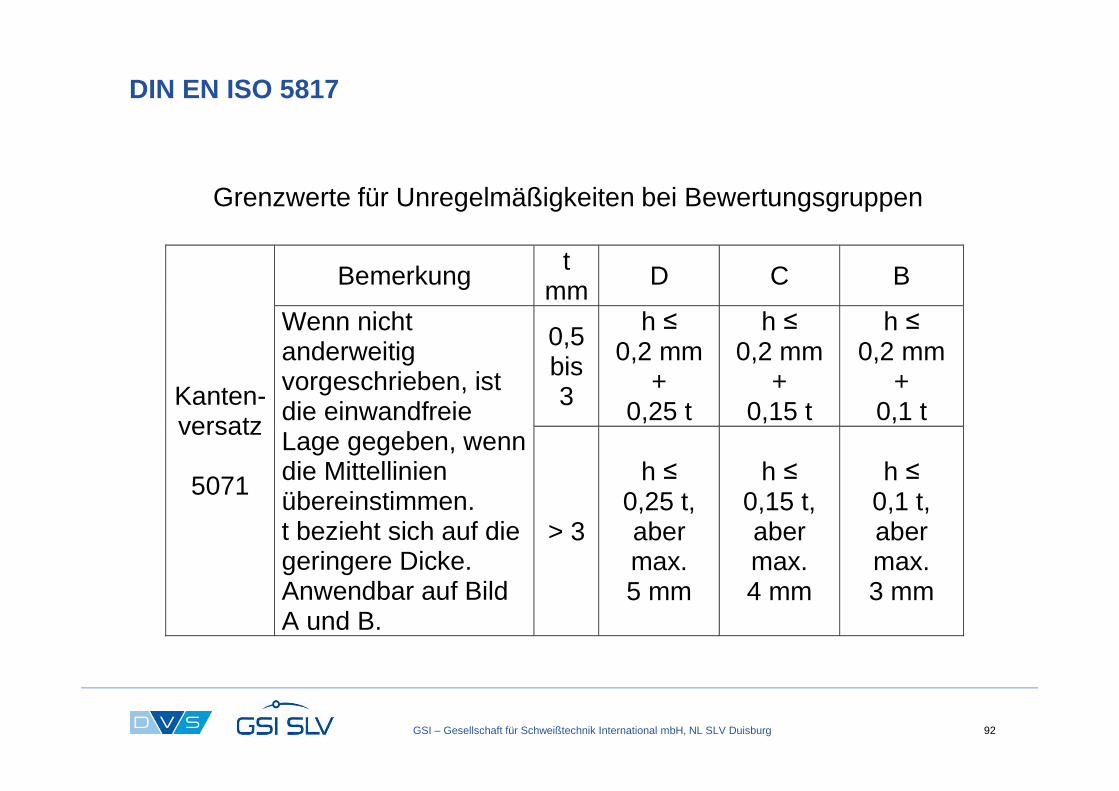
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
Kanten-versatz
5071
Bemerkung t mm D C B
Wenn nicht anderweitig vorgeschrieben, ist die einwandfreie Lage gegeben, wenn die Mittellinien übereinstimmen. t bezieht sich auf die geringere Dicke. Anwendbar auf Bild A und B.
0,5 bis 3
h ≤ 0,2 mm
+ 0,25 t
h ≤ 0,2 mm
+ 0,15 t
h ≤ 0,2 mm
+ 0,1 t
> 3
h ≤ 0,25 t, aber max. 5 mm
h ≤ 0,15 t, aber max. 4 mm
h ≤ 0,1 t, aber max. 3 mm
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 93
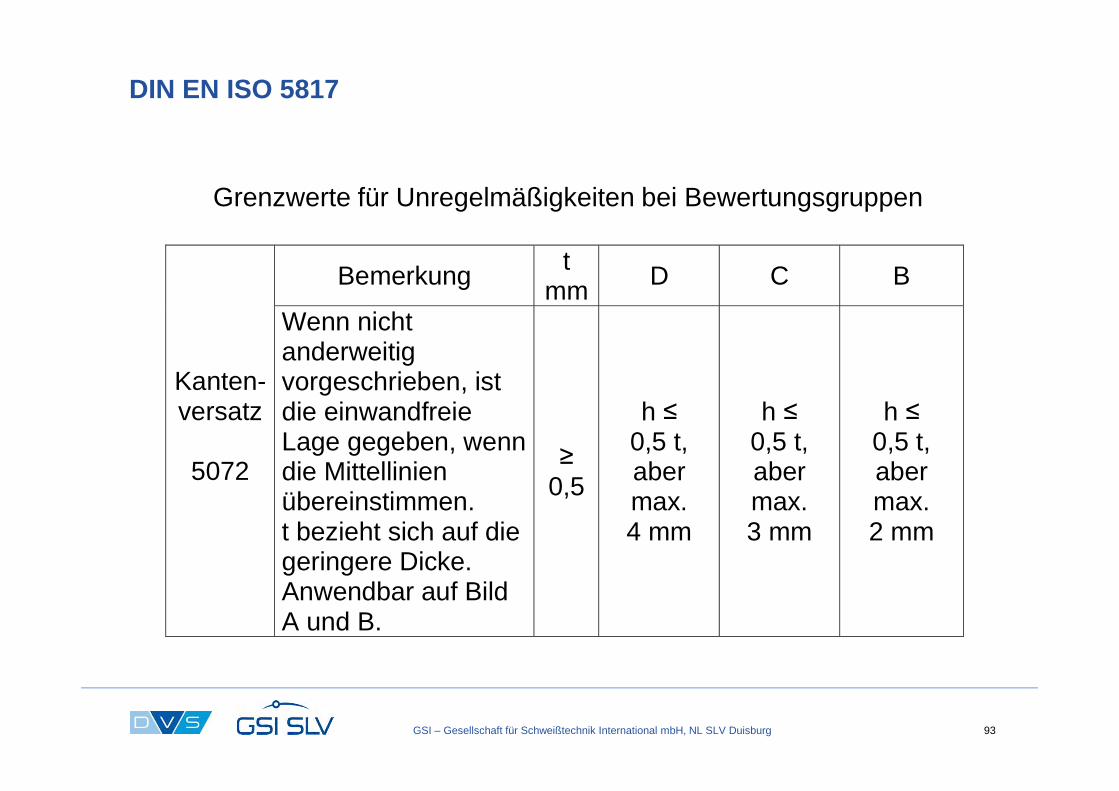
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
Kanten-versatz
5072
Bemerkung t mm D C B
Wenn nicht anderweitig vorgeschrieben, ist die einwandfreie Lage gegeben, wenn die Mittellinien übereinstimmen. t bezieht sich auf die geringere Dicke. Anwendbar auf Bild A und B.
≥ 0,5
h ≤ 0,5 t, aber max. 4 mm
h ≤ 0,5 t, aber max. 3 mm
h ≤ 0,5 t, aber max. 2 mm
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 94
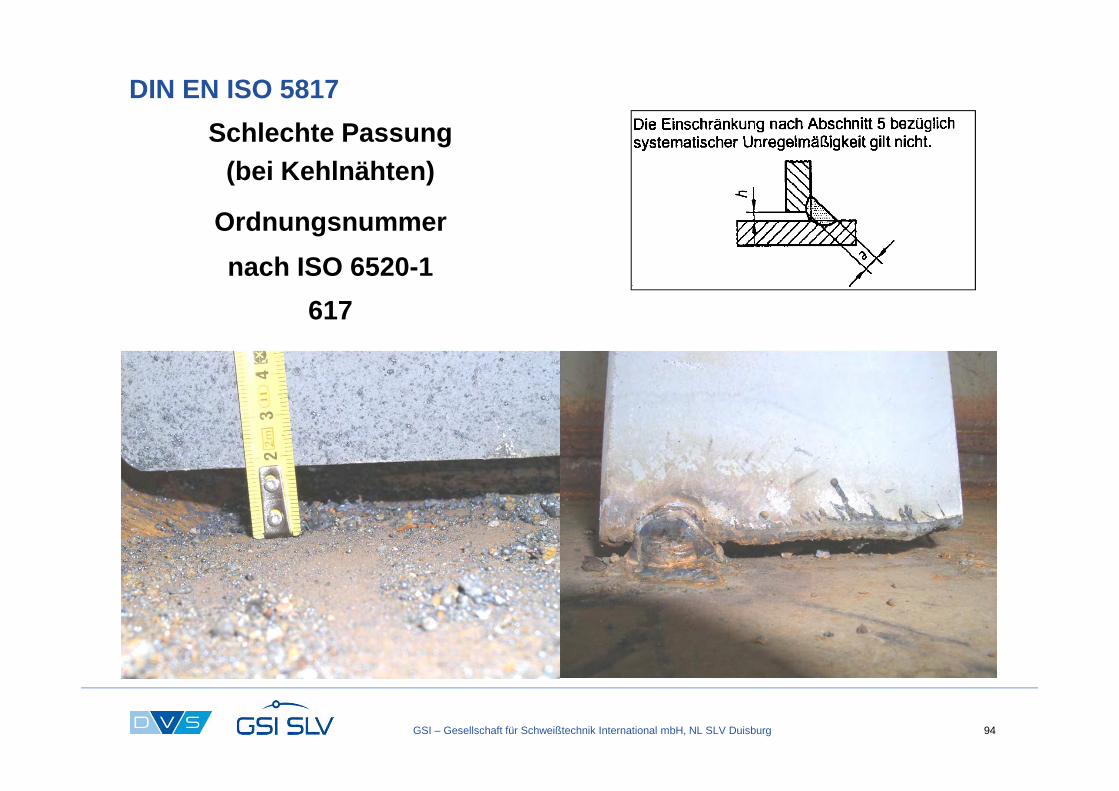
DIN EN ISO 5817
Schlechte Passung(bei Kehlnähten)
Ordnungsnummer
nach ISO 6520-1
617
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 95
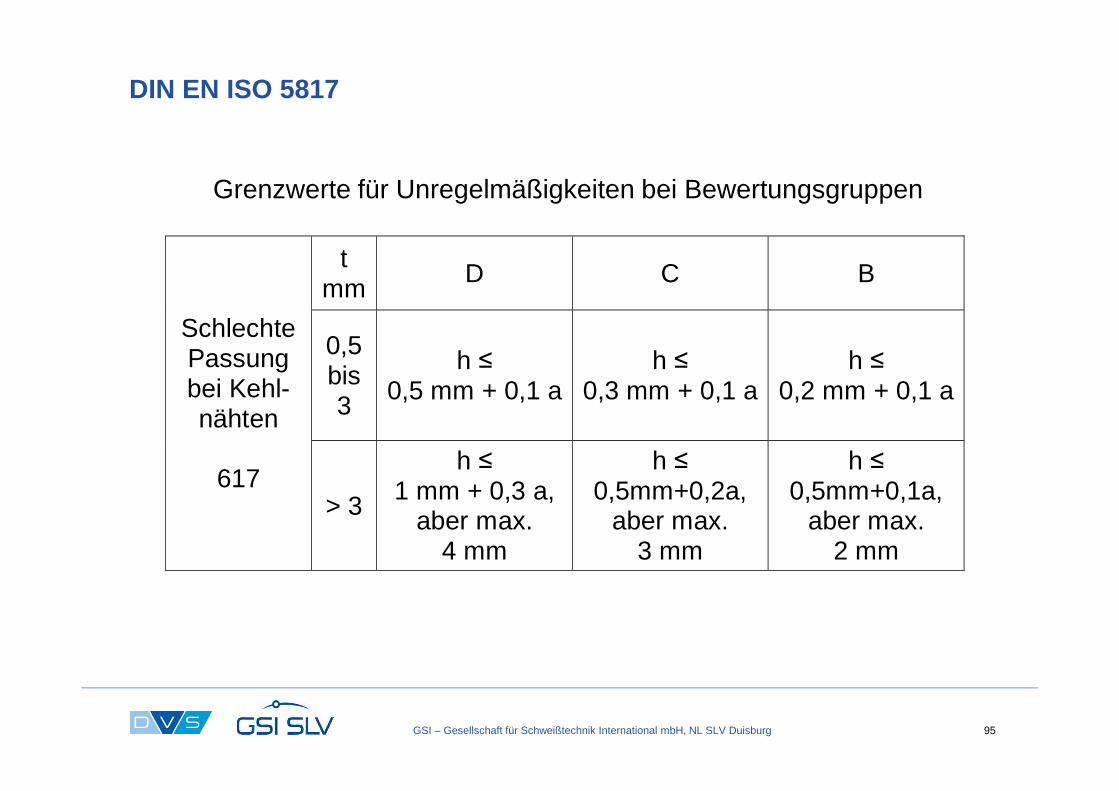
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm
D C B
0,5 bis 3
h ≤ 0,5 mm + 0,1 a
h ≤ 0,3 mm + 0,1 a
h ≤ 0,2 mm + 0,1 a
Schlechte Passung bei Kehl- nähten
617
> 3
h ≤ 1 mm + 0,3 a,
aber max. 4 mm
h ≤ 0,5mm+0,2a,
aber max. 3 mm
h ≤ 0,5mm+0,1a,
aber max. 2 mm

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 96
DIN EN ISO 5817
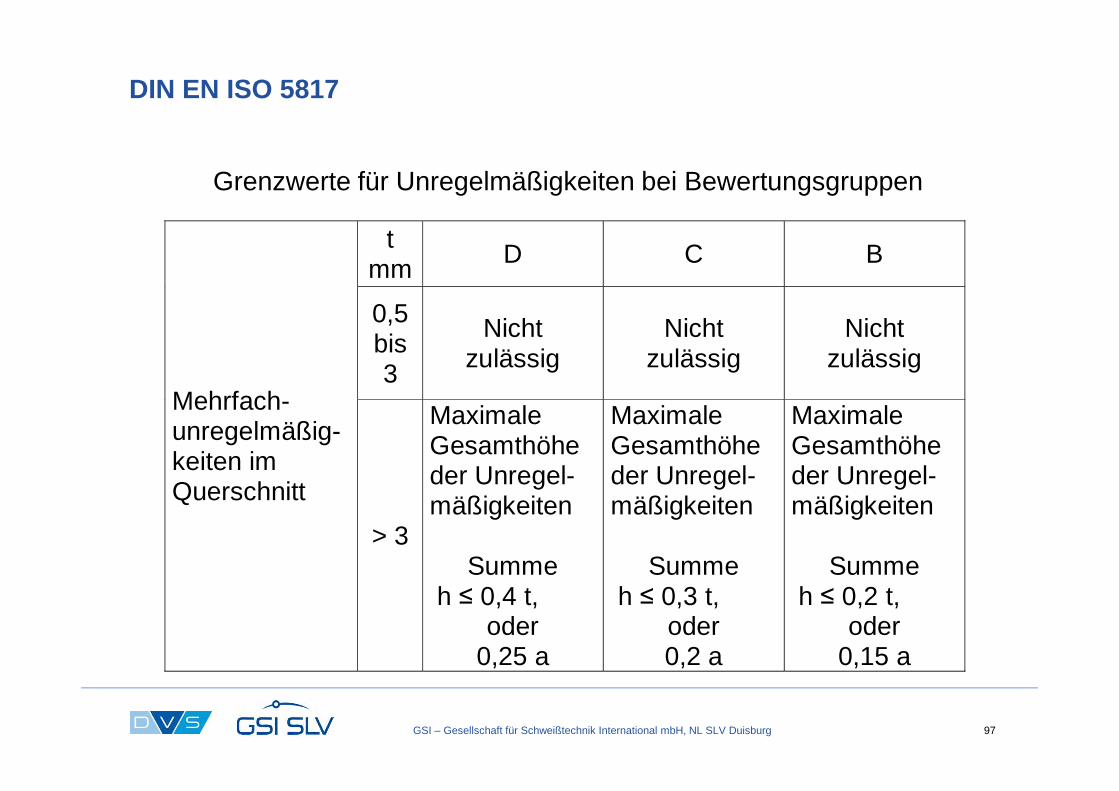
Mehrfachunregelmäßigkeiten im Querschnitt und in Längsrichtung
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 97
DIN EN ISO 5817
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm
D C B
0,5 bis 3
Nicht zulässig
Nicht zulässig
Nicht zulässig
Mehrfach- unregelmäßig- keiten im Querschnitt
> 3
Maximale Gesamthöhe der Unregel-mäßigkeiten
Summe
h ≤ 0,4 t, oder
0,25 a
Maximale Gesamthöhe der Unregel-mäßigkeiten
Summe
h ≤ 0,3 t, oder 0,2 a
Maximale Gesamthöhe der Unregel-mäßigkeiten
Summe
h ≤ 0,2 t, oder
0,15 a
GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 98
DIN EN ISO 5817
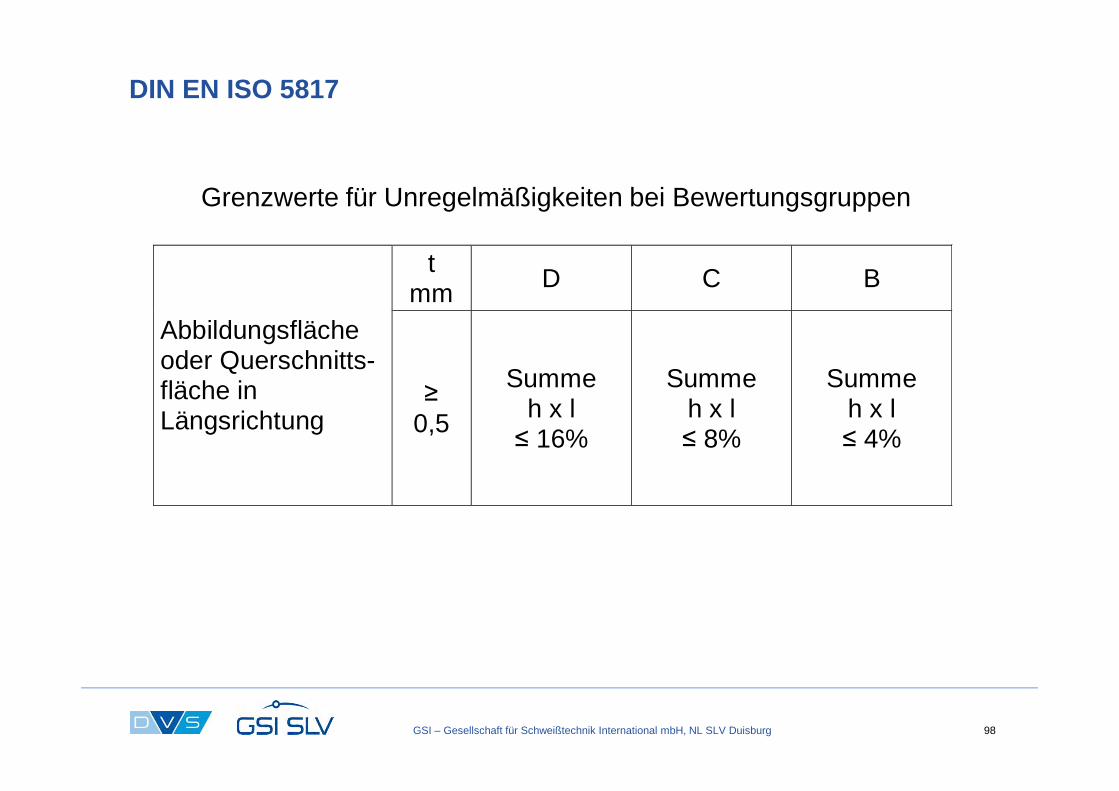
Grenzwerte für Unregelmäßigkeiten bei Bewertungsgruppen
t mm D C B
Abbildungsfläche oder Querschnitts-fläche in Längsrichtung
≥ 0,5
Summe h x l ≤ 16%
Summe h x l ≤ 8%
Summe h x l ≤ 4%

GSI – Gesellschaft für Schweißtechnik International mbH, NL SLV Duisburg 99
DIN EN ISO 5817
Werkstoffprüfung
Schadensuntersuchung
ZfP - Dienstleistung
Bauüberwachung
… aus einer Hand!
Ausbildung
Qualifizierung
Tel.: +49-203-3781-245
Email: [email protected]
Beratung zur Füge- und Prüftechnik