SLS SINGLE MQC-SYSTEMinfocenter.3dsystems.com/product-library/sites/default/... · 2018. 8. 13. ·...
33
3D Systems, Inc. SLS SINGLE MQC-SYSTEM Benutzerhandbuch Originalanleitung
Transcript of SLS SINGLE MQC-SYSTEMinfocenter.3dsystems.com/product-library/sites/default/... · 2018. 8. 13. ·...
-
3D Systems, Inc.
SLS SINGLE MQC-SYSTEMBenutzerhandbuch Originalanleitung
-
3D Systems, Inc. i p/n 77-D005 Rev_B
Inhalt
1 EINLEITUNG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1ÜBER DIESES HANDBUCH . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1Inhalt des Handbuchs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2 EINFÜHRUNG IN DAS MQC-SYSTEM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2SLS Single MQC-System (MQC) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2SLS Single MQC-System – Komponenten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
SLS Single MQC-System – Benutzeroberfläche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
SLS Single MQC-System – Anzeigezustände der Signalsäule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Frischen Werkstoff einfüllen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
3 SICHERHEITSHINWEISE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Allgemeine Richtlinien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Schulung und Anleitungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Handhabung des Geräts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Handhabung von Werkstoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Alarme und Warnungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Sicherheitssymbole und ihre Definitionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Erste Hilfe-Maßnahmen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Verbrennungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Stromschlag . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Einatmen von Werkstoff . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Sicherheitsfunktionen des SLS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Sicherheitsverriegelungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Eingeschränkter Zugriff und Barrierenabschirmung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Weitere aktive Sicherheitsfunktionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Elektrische Sicherheit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Emissionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Werkstoffentsorgung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Werkstoffsicherheit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Informationen zur Entflammbarkeit der Werkstoffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Ermitteln von Informationen zur Werkstoffsicherheit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Informationen zur Werkstoffsicherheit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Vorsichtsmaßnahmen bei der Handhabung von Werkstoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Richtlinien für die sichere Verwendung von Werkstoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Stickstoff-/Sauerstoffsicherheit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Auswirkungen und Symptome von Sauerstoffmangel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
4 SLS SINGLE MQC-SYSTEM – BETRIEB . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Wie das ProX® MQC-System für Einzelnutzer funktioniert . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Empfang und Vorhalten des Werkstoffs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Mischen und Einfüllen des Werkstoffs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Bedienung der Grundfunktionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Einschalten des SLS Single MQC-Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Vollständiges Herunterfahren des SLS Single MQC-Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Reinigen des SLS Single MQC-Systems vor dem Ausbrechen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
3D Systems, Inc.
-
3D Systems, Inc. ii p/n 77-D005 Rev_B
Prüfen der Werkstoffmenge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Herausnehmen des Druckblocks aus der Druckerkammer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Abkühlen des Druckblocks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Herausnehmen des Druckblocks nach dem Druck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
Herausbrechen von Objekten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Objekt-Finish nach dem Herausbrechen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Operational-Mode-Bildschirm (Betriebsarten) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Bildschirm für Systemeinrichtung/Wartung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
SLS Single MQC-System – Einstellungen für die Benutzeroberfläche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Display-Legende . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
SLS Single MQC-System – Haupt-Statusbildschirm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
SLS Single MQC-System – Haupt-Steuerbildschirm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
Operational-Mode-Bildschirm (Betriebsarten) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
Frisches Pulver einzufüllen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
Prozentsatz für das Wiederauffüllen ändern: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22
Diagnostics-Bildschirm (Diagnose) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
Setup-Bildschirm (Einrichtung) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
Material-Tracking-Bildschirm (Werkstoff-Übersicht) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
Diagnosebildschirm für Frischwerkstoffbehälter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25
Blend-Bin-Diag-Bildschirm (Diagnose für Mischwerkstoffbehälter) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25
Sifter-Diag-Bildschirm (Sichter-Diagnose) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26
Generic I/O-Diagnosebildschirm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26
5 SLS SINGLE MQC-SYSTEM – WARUNG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27SLS Single MQC-System – WARTUNG DURCH DEN BENUTZER . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
6 RECHTLICHE HINWEISE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
7 GRUNDLEGENDE RICHTLINIEN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
-
3D Systems, Inc. 1 p/n 77-D005 Rev_B
Vielen Dank für den Kauf des SLS Single MQC-Systems (Material Quality Control), des 3D-Druckers, zusätzlicher SLS-Ausrüstung und Werkstoffe von 3D Systems! Bevor Sie beginnen, mit Ihrer Anlage Objekte auszudrucken, lesen Sie bitte dieses Handbuch sorgfältig durch, um einen optimalen Prozessablauf und eine längere Lebensdauer für die Geräte zu erzielen .
ÜBER DIESES HANDBUCHDiese Anleitung beschreibt, wie Ihr SLS Single MQC-System für den SLS-Prozess bedient und gewartet wird . Für Anweisungen zum Drucken von Objekten lesen Sie die Werkstoffanleitung Ihres Werkstoffs .
INHALT DES HANDBUCHS
SLS Single MQC-System – BetriebIn diesem Abschnitt wird die Bedienung des MQC-Systems einschließlich des Ausbrechens der Objekte beschrieben .
SicherheitshinweiseIm Sicherheitsabschnitt erfahren Sie, was Sie beachten müssen, um Verletzungen oder Schäden an der Ausrüstung zu vermeiden . Lesen Sie dieses Kapitel unbedingt, bevor Sie das SLS-System einschalten oder irgendwelche Werkstoffe verarbeiten .
1 EINLEITUNG
http://infocenter.3dsystems.com/product-library/sls/prox-sls-6100
-
3D Systems, Inc. 2 p/n 77-D005 Rev_B
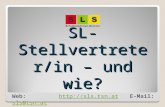
SLS SINGLE MQC-SYSTEM (MQC)Das LS Single MQC-System wurde als Einheit für die Werkstoffverarbeitung für die Reihe der ProX® SLS 6100-Drucker konzipiert . Es liefert den Werkstoff zum Drucker, lagert und mischt frischen mit weiterverwendetem Werkstoff und bricht die SLS-Objekte aus dem Druckblock heraus, der vom Drucker angefertigt wurde.
I
A
K
G
H
SLS Single MQC-System – Vorderansicht
B
C D EF
J
Netzschalter: Dieser Schalter schaltet die Stromversorgung des SLS Single MQC-Systems ein und aus .
Behälter für gemischtes Material: In diesem Behälter wird Material, das eine Kombination aus wiederverwendetem Material und frischem Material ist, für die Produktion aufbewahrt . Die Verwendung erfolgt automatisch durch das System .
Zufuhr von frischem Material: Hier wird frisches Material zugeführt . Der Benutzer muss das RFID-Etikett auf dem Behälter mit dem RFID-Lesegerät auslesen .
RFID-Lesegerät: Das RFID-Lesegerät scannt das RFID-Etikett des Materialbehälters . Dadurch kennt das System stets die Materialmenge und das Verhältnis von frischem Pulver zu wiederverwendetem Pulver . Das Etikett muss gescannt werden, um die Zufuhrklappen für frisches Material öffnen und das Material zum System hinzufügen zu können .
Ausbruch-Bereich: Der Druck-Transferwagen transportiert den Druckblock in diesen Bereich .
Ausschussrutsche: Verbrauchtes Material (nach Einschätzung des Benutzers) wird in die Ausschussrutsche befördert .
Thermoelemente: Mithilfe von zwei Temperaturmessern für den Druckblock wird ermittelt, ob der Druckblock bereits genügend abgekühlt ist, um die Teile herauszubrechen .
Stickstoffüberlagerung: Dieser Deckel wird auf einen gefüllten Druckblock-Zylinder gelegt, um das Abkühlen des Druckblocks mithilfe von Stickstoff zu kontrollieren .
Lagerbereich: Unter dem Ausbruch-Bereich befindet sich ein Bereich, der zur Aufbewahrung von nicht verwendeten Zylindern zum Extrahieren von Teilen genutzt werden kann .
Sichter: Der Nutzer entfernt die Teile im Ausbruch-Bereich aus dem Druckblock und er legt das Material zur Wiederverwendung in das Sieb .
Bedienelemente des SLS Single MQC-Systems: Benutzeroberfläche für die Bedienung des SLS Single MQC-Systems.
A
B
C
D
E
F
G
H
I
J
K
2 EINFÜHRUNG IN DAS MQC-SYSTEM
-
3D Systems, Inc. 3 p/n 77-D005 Rev_B
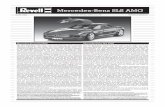
Ethernet-Adapter (3x): Netzwerkverbindungen zur Wartung für 1 Drucker und einen Laptop (nur für Wartungspersonal) .
USB-Adapter
4-poliger Anschluss für Sauerstoffsensor
Stickstoffzufuhr: Eingang für die Stickstoffversorgung .
Schnellanschluss Luft: Eingang für Druckluft in das SLS Single MQC-System
Druckregler (Stickstoff)
Druckregler (Luft)
Druckregler (Luft)
Transportfilter: Der Materialfilter für das SLS Single MQC-System.
A
B
C
D
E
F
G
H
I
ProX® MQC-System für Einzelnutzer – Rückansicht
I
E
A
B
C
D
F
G
H
-
3D Systems, Inc. 4 p/n 77-D005 Rev_B
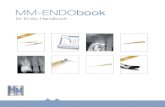
Netzschalter: Dieser Schalter schaltet die Stromversorgung des SLS Single MQC-Systems ein und aus.
LCD-Display: Das Display wird über das Wählrad bedient (siehe unten) . Hierüber erfolgt der Zugriff auf die gesamte Funktionalität des Geräts .
Emergency-Stop-Taste: Drücken Sie die E-Stop-Taste (Not-Halt), um das gesamte Gerät stromlos zu machen . Diese Funktion is üblicherweise für Situationen vorbehalten, in denen das Gerät nicht normal angehalten werden kann .
Control Dial (Wählrad): Der Benutzer wählt mit diesem Wählrad die Funktionen im LED-Display aus .
A
B
C
D
SLS Single MQC-System – BenutzeroberflächeDie Benutzeroberfläche befindet sich an der Vorderseite des SLS Single MQC-Systems. Sie besteht aus einem per Wählrad bedienbaren Menü-Bildschirm, über den der Benutzer auf alle Funktionen des Systems zugreifen kann . Ein E-Stopp-Steuerelement (Not-Halt) befindet sich auf der rechten Seite des Bildschirms und der Ein-/Ausschalter des Systems befindet sich auf der linken Seite.
B
C
D
A
SLS SINGLE MQC-SYSTEM – KOMPONENTEN
SLS Single MQC-System – Anzeigezustände der Signalsäule
Lichtfarbe Fest Blinken Aus
Rot Notaus Systemfehler Normal
Gelb System im Wartungsmodus
Systemwarnung aktiv und/oder Meldung an der Benutzerschnittstelle
Notaus oder normal
GrünDas System ist aktiv .
Der Druckervorschub ist aktiviert
Das System ist aktiv . Der Druckervorschub ist deaktiviert
Notaus oder normal
-
3D Systems, Inc. 5 p/n 77-D005 Rev_B
Frischen Werkstoff einfüllenAn der Klappe für die Werkstoffzufuhr wird der frische Werkstoff vom Anwender entgegengenommen und zum SLS Single MQC-System transportiert . Um die Klappe zu entriegeln, muss der Nutzer zunächst das Etikett am Werkstoffbehälter am Etikettleser vorbeibewegen .
Etikettleser
Frischen Werkstoff einfüllen
-
3D Systems, Inc. 6 p/n 77-D005 Rev_B
ALLGEMEINE RICHTLINIENBevor Sie den Drucker zum ersten Mal verwenden, muss in Ihrem Unternehmen ein Sicherheitsprogramm eingerichtet sein . Das Sicherheitsprogramm sollte Folgendes umfassen:
• Auf gefährliche Geräte, Werkstoffe und Verfahren hinweisen.
• Verhalten im Notfall erklären.
• Informationen über die Gefahren der Ausrüstung und Werkstoffe in Form von Sicherheitsdatenblättern (SDB) geben. Die Sicherheitsdatenblätter werden für alle Werkstoffe von 3D Systems bereitgestellt.
Bei der Entwicklung des SLS-Druckers wurde viel Wert auf Sicherheit gelegt . Allerdings können eine unsachgemäße Verwendung, Fehlfunktionen und übermäßige Exposition zu Verletzungen führen .
SCHULUNG UND ANLEITUNGENBefolgen Sie bei der Bedienung des SLS-Druckes deshalb die folgenden allgemeinen Sicherheitsvorschriften:
• Bedienen Sie den SLS-Drucker erst nach Erhalt einer angemessenen Schulung.
• Lesen und befolgen Sie alle Betriebsanweisungen.
• Befolgen Sie alle Sicherheitsrichtlinien in diesem Abschnitt, und beachten Sie alle Gefahrenwarnungen in dieser Anleitung.
• Nehmen Sie Wartungsarbeiten an der Ausrüstung nur vor, wenn Sie speziell dafür geschult wurden.
• Bediener sind derart geschult, dass sie das System bedienen und alle zum Drucken eines Teils erforderlichen Aufgaben durchführen können.
• Zertifizierte Wartungsmitarbeiter haben den Wartungsschulungskurs von 3D Systems erfolgreich abgeschlossen und ein Zeugnis erhalten, das bestätigt, dass sie Wartungsaufgaben durchführen dürfen. Eine Zertifizierung wird in verschiedenen Stufen erteilt, und Wartungsmitarbeiter dürfen nur die Aufgaben durchführen, für die sie zugelassen sind.
HANDHABUNG DES GERÄTS• Versuchen Sie nicht, auf Komponenten im Inneren des SLS-Gerätegehäuses zuzugreifen bzw. Komponenten zu warten oder
einzustellen.
• Versuchen Sie nicht, eine Klappe oder Tür zu öffnen, solange das Gerät in Betrieb ist.
• Achten Sie darauf, während des Druckvorgangs auf keinen Bereich des Geräts in der Nähe der Druckerkammer zuzugreifen.
• Seien Sie besonders vorsichtig im Umgang mit einem heißen Druckblock und der Schutzgasatmosphäre in der Druckerkammer des SLS-Systems. Bitte beachten Sie die verschiedenen Warnetiketten an den Geräten, die vor Hitzegefahr warnen.
• Sichern Sie die elektrischen Kabel und Kühlschläuche zur Vermeidung von Stolperfallen.
HANDHABUNG VON WERKSTOFFEN• Verwenden Sie Werkstoffe nicht, ohne zuvor das entsprechende Sicherheitsdatenblatt einzusehen.
• Zur Vermeidung von Verletzungen und von Beschädigungen der Ausrüstung sind unbedingt alle Richtlinien zur Handhabung zur befolgen, die im entsprechenden Werkstoffhandbuch zu finden sind.
ALARME UND WARNUNGEN• Wenn einer der Anzeigen des SLS-Druckers eine Fehler-, Alarm- oder Warnmeldung angezeigt wird, dann beachten Sie den
Status auf der Signalsäure des Geräts. Beheben Sie die Ursache für die Alarm-, Fehler- oder Warnmeldung, bevor Sie den Bedienvorgang fortsetzen.
• Die Anzeige von Fehler-, Alarm- oder Warnmeldungen kann durch unsichere Vorgehensweisen ausgelöst werden, beispielsweise durch das Öffnen einer Gehäusetür oder -klappe, während das Gerät eingeschaltet wird oder läuft.
3 SICHERHEITSHINWEISE
-
3D Systems, Inc. 7 p/n 77-D005 Rev_B
SICHERHEITSSYMBOLE UND IHRE DEFINITIONENDie folgenden Sicherheitsetiketten sind an verschiedenen Stellen auf dem Gerät angebracht, um auf potenziell gefährliche Situationen hinzuweisen:
GEFAHR DURCH HEISSE OBERFLÄCHEN: Es gibt Oberflächen und Werkstoffe in der Nähe, die heiß sein und schwere Verbrennungen verursachen können.
STROMSCHLAGGEFAHR: In der Nähe dieses Symbols oder hinter der Zugangsklappe mit diesem Symbol liegt Hochspannungsstrom an. Hochspannung kann zu schweren Verbrennungen und zum Tod führen. Zugangsklappen dürfen nur zu Wartungszwecken und durch zertifiziertes oder geschultes Wartungspersonal geöffnet werden.
VORSICHT: Weist darauf hin, dass ein Ereignis eintreten kann, das zu Datenverlust, Beschädigung der Ausrüstung oder Verletzung von Personen führen kann.
ERSTE HILFE-MASSNAHMEN
Konsultieren Sie bei einem Unfall während der Benutzung des SLS-Druckers sofort einen Arzt. Beachten Sie die folgenden Sicherheitshinweise.
VerbrennungenDiese Ausrüstung arbeitet mit hohen Temperaturen und heißer Laserstrahlung, die zu Verbrennungen 2 . Grades führen können. Versuchen Sie nicht, die Schutzklappen zu entfernen. Dahinter befinden sich keine Teile, die vom Benutzer gewartet werden müssen .
Wenn eine Verbrennung auftritt, suchen Sie umgehend erste Hilfe und einen Arzt auf . Wenn Sie den Notausschalter drücken, wird die Stromversorgung der Ausrüstung unterbrochen und die gefährliche Situation aufgehoben .
StromschlagDas SLS-System umfasst Geräte, die mit 208 Volt versorgt werden (dreiphasig, Dreiecksschaltung) . Versuchen Sie nicht, Schutzklappen zu entfernen. Es befinden sich dahinter keine Teile, die vom Benutzer gewartet werden müssen.
Wenn ein Stromschlag auftritt, suchen Sie umgehend erste Hilfe, und konsultieren Sie einen Arzt . Wenn Sie den Notausschalter drücken, wird die Stromversorgung der Ausrüstung unterbrochen und die gefährliche Situation aufgehoben .
Einatmen von WerkstoffBei der Teilereinigung kann es zur Erstickungsgefahr oder Atemnot kommen . Wenn eine Person Schwierigkeiten hat, zu atmen, oder Atemnot hat, dann bringen Sie diese Person in einen gut belüfteten Raum oder ins Freie . Hält der Zustand an, dann suchen Sie sofort einen Arzt auf .
-
3D Systems, Inc. 8 p/n 77-D005 Rev_B
SICHERHEITSFUNKTIONEN DES SLSEin Hauptziel bei der Entwicklung des SLS-Druckers bestand darin, eine sichere Betriebsumgebung zu gewährleisten . Das Design von Rahmen und Gehäuse beschränken auf passive Weise den Zugang zu gefährlichen Bereiche und die Elektronik und die Software erkennen aktiv und automatisch unsichere Bedingungen, sobald diese auftreten, und reagieren darauf . Beispiel: Erkennt der SLS-Drucker unsichere Betriebsbedingungen, dann wird der Betrieb sofort eingestellt und das System unter Umständen komplett heruntergefahren .
ACHTUNG: Wenn die Sicherheitsfunktionen des SLS-Druckers versagen, kann es sein, dass Sie allein durch Ihr Handeln potenziell gefährliche Betriebsbedingungen verhindern müssen.
SicherheitsverriegelungenSicherheitsverriegelungen am SLS-Drucker helfen dabei, versehentliche Laserbelastung, Stromschläge, Quetschverletzungen, Verbrennungen und Brände zu verhindern . Der SLS-Drucker kann nur bedient werden, wenn alle Sicherheitsverriegelungen vorgenommen wurden .
ACHTUNG: Versuchen Sie auf keinen Fall, Sicherheitsverriegelungen am SLS-Drucker zu deaktivieren oder zu umgehen. Wenn Sie den Drucker ohne jegliche Sicherheitsverriegelungen betreiben, kann dies zur Beschädigung des Druckers, zu Verletzungen oder Todesfällen führen. Wenn Sie vermuten, dass eine Sicherheitsverriegelung nicht ordnungsgemäß funktioniert, benutzen Sie Ihren SLS-Drucker nicht. Trennen Sie das Gerät stattdessen von der Stromversorgung, und bitten Sie den 3D Systems-Kundendienst um Hilfe.
a . Die internen Klappen dienen lediglich der Wartung . Es gibt mehrere verzahnte Klappen für die Wartung durch den Benutzer: Überlaufreinigung, Schwarzkörper-Reinigungsöffnung und die Filterbox auf der Rückseite des Geräts .
Eingeschränkter Zugriff und BarrierenabschirmungDas Design des Rahmens und des Gehäuses des SLS-Druckers beschränkt den Zugang zu folgenden Bereichen:
• Wartungsbereiche, beispielsweise Schränke und Gehäuse für die elektrische Stromversorgung und die Automatisierungssteuerungen. Dadurch wird verhindert, dass der Bediener versehentlich Stromschlaggefahren ausgesetzt wird.
• Werkstoffbereiche, z. B. Zufuhrtrichter für Werkstoffe, Aufbewahrungsbehälter und Transportschläuche. Dadurch werden folgenden Gefahren vermieden:
• Verbrennungsgefahren durch minimalen Kontakt mit erhitztem Werkstoff
• Rutschgefahren durch Verhindern, dass Werkstoff auf den Boden tropft
• Brandgefahren durch Minimierung der Bildung von Staubwolken in der Luft und dadurch entstehende Entzündungsgefahr. Eine vollständige Übersicht über die Werkstoffgefahren finden Sie im SDB.
Weitere aktive Sicherheitsfunktionen• Das SLS Single MQC-System entfernt in Kombination mit dem Staubabscheider während des Herausbrechens des Objekts
Staubpartikel gemäß den branchenüblichen Standardbelüftungsverfahren.
• Ein optionaler Sauerstoffsensor fährt das SLS-System automatisch herunter, wenn der Sauerstoffgehalt im Raum zu niedrig ist.
• Software im SLS-System löst automatisch das sofortige Herunterfahren der Ausrüstung aus, wenn bestimmte unsichere Bedingungen während des Betriebs erkannt werden.
-
3D Systems, Inc. 9 p/n 77-D005 Rev_B
ELEKTRISCHE SICHERHEITUm einen Stromschlag zu vermeiden, ist der SLS-Drucker nur betriebsbereit, wenn alle Außenwände installiert und alle elektrischen Stromkreise zur Sicherheitsverriegelung geschlossen sind .
ELEKTRISCHE GEFAHREN: Im Inneren des Gehäuses des SLS-Druckers herrscht gefährliche Stromspannung. Es kann zu Verletzungen oder einem Tod durch Stromschlag kommen, wenn Sie die Außenwände entfernen oder versuchen, die Sicherheitsverriegelungen zu umgehen. Lediglich geschulte und zertifizierte 3D Systems-Kundendienstmitarbeiter dürfen die Außenwände entfernen und Verriegelungen umgehen.
ELEKTRISCHE GEFAHREN: Bevor Sie die DMP-Ausrüstung ans Stromnetz anschließen, müssen die elektrischen Spezifikationen der Anlage überprüft werden. Der Stromanschluss ist von einem zertifizierten Elektriker vorzunehmen Der Stromanschluss ist von einem zugelassenen Elektriker vorzunehmen.
ELEKTRISCHE GEFAHREN: Öffnen Sie die Klappe hinter dem Trennschalter nicht! Es liegt Netzspannung an. Diese Klappe darf nur von qualifizierten Mitarbeitern geöffnet werden, nachdem die Stromzufuhr vom Stromkreis/Trennschalterfeld der Anlage getrennt wurde.
Der SLS-Drucker wurde eigens so entwickelt, dass der Bediener beim normalen Betrieb möglichst wenigen elektrischen Gefahren ausgesetzt ist. Alle freiliegenden elektrischen Schaltkreise befinden sich in Schränken mit Zugangsbeschränkungen. So ist der Bediener räumlich von den Service- und Wartungsbereichen getrennt .
Beachten Sie bei der Benutzung des SLS-Druckers folgende elektrische Sicherheitsvorgaben:
• Nur von 3D Systems zertifizierte Kundendienstmitarbeiter dürfen den SLS-Drucker mit geöffneten Zugangsklappen oder geöffneten Wartungstüren bedienen.
• Beachten Sie Warnsymbole und -etiketten für Hochspannung.
• Beachten Sie beim Betrieb von elektrischen Geräten sämtliche Sicherheitsvorkehrungen und halten Sie sich an den gesunden Menschenverstand.
• Stellen Sie nach einer Änderung an der elektrischen Verkabelung sicher, dass die Ausrüstung ordnungsgemäß geerdet ist.
-
3D Systems, Inc. 10 p/n 77-D005 Rev_B
AUSWIRKUNGEN AUF DIE UMWELTWenn von 3D Systems zugelassene Werkstoffe verwendet werden, setzt das SLS-System keine giftigen Stoffe frei .
EmissionenWerkstofferwärmung – Bei Analysen der 3D Systems-Werkstoffe wurde keine Überschreitung der zulässigen Emissionsgrenzwerte durch das SLS-System festgestellt werden . (Sehen Sie die Sicherheitsdatenblätter (SDB) der Werkstoffe .)
Stickstoff – Das SLS-System belüftet die Druckerkammer passiv mit Stickstoff .HINWEIS: In der Abluftöffnung darf keine Lüftung installiert werden . Die Abluftöffnung des Druckerkammer darf nicht blockiert werden . Aufgrund der Schutzgasatmosphäre ist der Druck in der Druckerkammer des SLS-Systems höher als der der Umgebungsatmosphäre . Die Kammer wird auch ohne Lüftung belüftet . Wird eine Lüftung in der Abluftöffnung installiert, so entweicht die stickstoffreiche Luft zu schnell aus der Druckerkammer und die Sauerstoffkonzentration in der Kammer steigt . Es kann dann keine Schutzgasatmosphäre entstehen und es kann sein, dass ein laufender Druck abgebrochen wird.
WerkstoffentsorgungInformationen zur Entsorgung des DuraForm ProX®-Werkstoffs entnehmen Sie bitte dem entsprechenden SDB . Beachten Sie bitte sämtliche lokale Vorschriften.
WERKSTOFFSICHERHEITAlle von 3D Systems zertifizierten Werkstoffe sind bei normalem Betrieb sicher. Sie müssen jedoch folgende Punkte beachten:
• Jeder Werkstoff, jede werkstoffähnliche Substanz oder jeder in der Luft befindliche Werkstoffstaub kann sich spontan entzünden (auch wenn dies relativ unwahrscheinlich ist).
• Das Einatmen mancher Werkstoffe kann bei bestimmten Personen Atemstörungen auslösen.
• Die Gefahren bei der Werkstoffsicherheit werden durch einen ordentlichen Umgang und gute Belüftungsverfahren minimiert.
• Verschüttete Werkstoffe können den Fußboden sehr rutschig machen.
• Das Sieben von Werkstoffen muss in einem gut belüfteten Raum durchgeführt werden.
Weitere Informationen zu bestimmten Werkstoffen finden Sie in den Sicherheitsdatenblättern (SDB) und in den Werkstoffanleitungen von 3D Systems .
ACHTUNG: Wenn Sie Werkstoffe verwenden, die nicht für den Gebrauch im SLS-Drucker zertifiziert wurden, können Gesundheits- oder Sicherheitsrisiken auftreten. Außerdem kann die Ausrüstung beschädigt werden und die Garantie erlöschen.
Informationen zur Entflammbarkeit der WerkstoffePulverförmige Werkstoffe können brennbar sein und durch statische Elektrizität in einer reaktiven Umgebung entzündet werden . Weitere Informationen zu den jeweiligen Werkstoffen finden Sie in den entsprechenden Sicherheitsdatenblättern (SDB).
WARNUNG: Das Bedienpersonal muss einen zugelassenen Sauger verwenden, um überschüssige Werkstoffe zu beseitigen. 3D Systems empfiehlt einen ESD oder ein explosionssicheres Modell. Der Kundendienst von 3D Systems informiert Sie gerne über mögliche Optionen.
Ermitteln von Informationen zur WerkstoffsicherheitIn der Tabelle „Informationen zur Werkstoffsicherheit“ finden Sie Referenzen und Kontaktdaten für Informationen zu wichtigen Themen rund um die Werkstoffsicherheit . Lesen Sie außerdem das Sicherheitsdatenblatt des verwendeten Werkstoffs, um die entsprechenden Vorsichtsmaßnahmen zu beachten .
-
3D Systems, Inc. 11 p/n 77-D005 Rev_B
Informationen zur Werkstoffsicherheit
THEMA REFERENZ/KONTAKT
Branchenübliche Standardbelüftungsverfahren
USA: American Conference of Governmental Hygienists, Committee on Industrial VentilationEuropa: Maximale Arbeitsplatzkonzentration, Januar 1990
Reinigung und Vermeidung einer Ansammlung explosiver Staubkonzentrationen
US: NFPA 654: Standard zur Verhinderung von Staubexplosionen in der Kunststoffindustrie; National Fire Protection Association, Volume 5 (Band 5) der National Fire Codes (Nationale Brandschutzvorschriften) Europa: Maximale Arbeitsplatzkonzentration, Januar 1990
Kontakt mit Werkstoffen USA: Code of Federal Regulations, 29 CFR, Abschnitt 1900 .1000, erhältlich über Superintendent of Documents, Government Printing Office, Washington, D.C. 20402Europa: DIN EN 26184 Teil 1 /06 .91
Bestimmte Werkstoffe Sicherheitsdatenblatt (SDB) – Werkstoff von 3D Systems, Inc .
USA/Kanada: Europa:
Hersteller Kontakt: 3D Systems Corporation333 Three D Systems CircleRock Hill, SC 29730 USA
3D Systems GmbHGuerickeweg 9D-64291 Darmstadt, Deutschland
Lizenzinformationen Telefon: 803 .326 .3900 oderGebührenfrei: 800 .739 .3669
Telefon: (+49) 6151 357-0
Notfall 1 .800 .262 .8200 - Chemtrec 1 .703 .741 .56100 - Chemtrec (USA)
Vorsichtsmaßnahmen bei der Handhabung von WerkstoffenSofern nichts Anderweitiges angegeben ist, ist es während des normalen Betriebs des SLS-Systems mit den Werkstoffen von 3D Systems nicht erforderlich, eine Staubmaske oder eine spezielle Schutzrüstung zu tragen . Lesen Sie das SDB des jeweiligen Werkstoffs, um sich über die jeweils zu beachtenden Sicherheitsvorkehrungen zu informieren . Die folgende Tabelle dient als allgemeine Richtschnur:
Richtlinien für die sichere Verwendung von Werkstoffen
KATEGORIE VORSICHTSMASSNAHME
BRAND/HITZE
• In der Nähe von pulverförmigen Werkstoffen ist das Rauchen oder Entzünden von Stoffen streng verboten.• Halten Sie bei der Verwendung von tragbaren Heizgeräten einen angemessenen Abstand zu den Werkstoffen.• Lagern Sie entzündliche Flüssigkeiten getrennt von Werkstoffen.• Lassen Sie ein Teil nach der Entnahme aus der Druckerkammer in einem gut belüfteten Bereich auf
Zimmertemperatur abkühlen.• Verwenden Sie vor dem SLS-Drucker antistatische Matten.
EINATMEN
• Vermeiden Sie es, pulverförmige Werkstoffe einzuatmen. Wenn es wahrscheinlich ist, dass Sie Staub- oder Dampfbelastung ausgesetzt sind, dann tragen Sie eine Atemschutzmaske mit NIOSH-Zulassung, die für die in der Luft befindlichen Konzentration geeignet ist.
• Sorgen Sie immer für ausreichende Belüftung.
SICHERHEIT IN DER WERKSTATT
• Schulen Sie das Bedienpersonal in den SLS-Systemverfahren.• Tragen Sie eine Sicherheitsbrille.• Seien Sie bei allen erhitzten Werkstoffen extrem vorsichtig.• Stellen Sie sicher, dass der Raum gut belüftet ist.
VERSCHÜTTEN VERMEIDEN
• Halten Sie die Behälter verschlossen, wenn sie nicht in Gebrauch sind.• Halten Sie einen komplett geerdeten internen Sauger ohne Zündung einsatzbereit.• Halten Sie sämtliche Ausrüstungsgegenstände bereit, die im SDB angegeben sind.
SDB
• Stellen Sie dem Bedienpersonal die SDBs zur Verfügung, die für die Werkstoffe gelten, mit denen sie arbeiten, und stellen Sie sicher, dass die SDBs gelesen werden. Übersetzen Sie sie bei Bedarf.
• Bewahren Sie die SDBs an einem leicht zugänglichen Ort auf, damit sie jederzeit benutzt werden können.• Halten Sie alle Vorschriften in den jeweiligen SDBs genau ein.
-
3D Systems, Inc. 12 p/n 77-D005 Rev_B
STICKSTOFF-/SAUERSTOFFSICHERHEITDas SLS-System setzt in der Druckerkammer Stickstoff als Schutzgas ein . Der Stickstoff verhindert eine mögliche Spontanentzündung von Partikeln während des SLS-Prozesses .
Der Sauerstoffgehalt der Luft liegt bei ca . 21 Prozent . Wird die normale Atmosphäre mit einem Schutzgas wie Stickstoff versetzt, kann sich der Sauerstoffgehalt im Raum verringern . Im unwahrscheinlichen Fall, dass während des Sintervorgangs Schutzgas in den Raum eintritt, kann die Situation gefährlich werden .
In dem Rau, in dem sich das SLS-System befindet, muss eine Sauerstoffüberwachung installiert sein. Diese Überwachung alarmiert Sie, wenn die Sauerstoffkonzentration unter ein gewisses Niveau fällt . Die Überwachung muss so an das System angeschlossen sein, dass das SLS-System und der Stickstoffgenerator (falls in Betrieb) im Falle einer zu niedrigen Sauerstoffkonzentration sofort abgeschaltet werden .
ACHTUNG: Wenn der Sauerstoffgehalt der Luft nur noch 12 Prozent oder weniger beträgt, kann es zur Bewusstlosigkeit kommen, ohne das irgendwelche Warmsymptome auftreten. Dies geschieht so schnell, dass Sie sich nicht mehr selbst helfen oder schützen können.
In der Tabelle Auswirkungen und Symptome von Sauerstoffmangel werden die möglichen Auswirkungen und Symptome erläutert, die bei unterschiedenen Sauerstoffkonzentrationen in der Luft auftreten können .
Wenn Sie in einer Umgebung arbeiten, in der Sauerstoffmangel auftreten kann, beachten Sie unbedingt die folgenden Punkte:
• Wenn Sie zu einem beliebigen Zeitpunkt das Gefühl haben, einen Sauerstoffmangel zu verspüren, verlassen Sie sofort den Bereich.
• Sie haben eine Sicherheitsschulung zum Thema Sauer-/Stickstoff erhalten.
• Der Raum ist gut belüftet, die Luft wird mindestens 4 Mal pro Stunde ausgetauscht.
• Ein unabhängiges Atemgerät steht zur Verfügung und ist leicht zugänglich.
• Die Raumüberwachung mit Sauerstoffalarm funktioniert und ist hörbar.
• Verlassen Sie sofort den Raum/Bereich des SLS-Systems, wenn Sie den Sauerstoffalarm hören.
Auswirkungen und Symptome von Sauerstoffmangel
SAUERSTOFFANTEIL
(% NACH VOLUMEN)AUSWIRKUNGEN UND SYMPTOME BEI ATMOSPHÄRISCHEM DRUCKa
15 – 19 %Verminderte Fähigkeit, anstrengende Arbeiten zu verrichten . Kann Ihre Koordination beeinträchtigen oder bei Personen mit Herz-, Lungen- oder Kreislaufproblemen frühe Symptome hervorrufen .
12 – 14 % Erhöhte Atemfrequenz bei Anstrengung . Pulsrate steigt an . Kann die Koordination, Wahrnehmung und Urteilskraft beeinträchtigen .
10 – 12 % Bei der Atmung erhöhen sich die Frequenz und die Tiefe stetig weiter . Die Lippen werden blau . An dieser Stelle kann es zu Bewusstlosigkeit kommen .
8 – 10 % Geistiger Ausfall . Ohnmacht und Bewusstlosigkeit . Gesicht wird grau, Lippen werden blau . Möglicherweise treten Übelkeit und Erbrechen auf .
6 – 8 %
Nach 8 Minuten in diesem Zustand zu 100 % tödlich .
Innerhalb von 6 Minuten zu 50 % tödlich .
Erholung unter Behandlung innerhalb von 4 bis 5 Minuten .
4 – 6 % Koma innerhalb von 40 Sekunden; Krämpfe, Aussetzen der Atmung, der Tod tritt ein .
a . Aus der Sicherheitsmitteilung SB-2 - 1983 der Compressed Gas Association, Inc . 1235 Jefferson Davis Highway, Arlington, VA 22202, USA
-
3D Systems, Inc. 13 p/n 77-D005 Rev_B
Befolgen Sie die Anweisungen in diesem Bereich, um das SLS Single MQC-System sicher zu bedienen . Die Anweisungen zeigen Ihnen, wie Sie frischen Werkstoff hinzufügen, Werkstoffe miteinander mischen und Objekte aus dem Druckblock ausbrechen .
WIE DAS PROX® MQC-SYSTEM FÜR EINZELNUTZER FUNKTIONIERTDas SLS Single MQC-System reguliert den Werkstoffverbrauch des ProX® SLS 6100 . Es hält den Werkstoff vor und mischt frisches, gemischtes und recyceltes Pulver und liefert den Werkstoff an einen einzelnen ProX® SLS 6100 Drucker . Der Drucker sendet eine einzelne Auffüllen-Anfrage an das SLS Single MQC-System, wenn der Füllstand im Zufuhrtrichter niedrig ist .
Empfang und Vorhalten des WerkstoffsDer frische und der gemischte Werkstoff werden in getrennten Behältern im SLS Single MQC-System gespeichert . Recyceltes Pulver wird aus dem Sichter zurückgewonnen . Um recycelten Werkstoff wieder in das System einzuspeisen, muss der Sifter Switch (Sichterschalter) beim Ausbrechen eingeschaltet sein .
Frischwerkstoffbehälter – nimmt frisches, vom Nutzer eingefülltes Material auf und hält es vor . Der Frischwerkstoff wird aus den Werkstoffbehältern geladen . Das Etikett des Behälters (oben auf dem Deckel) muss mithilfe des Readers an der Benutzerschnittstelle des SLS Single MQC-Systems eingelesen werden, bevor das Material in das System gelangen kann .
Mischwerkstoffbehälter – nimmt Material aus dem Sichter, mischt es mit frischem Material und hält die Mischung für den Gebrauch im Drucker vor .
Mischen und Einfüllen des WerkstoffsDas SLS Single MQC-System löst automatisch einen Mischdurchlauf aus, wenn der Sichter aktiviert wird . Die für die Mischung erforderlichen Anteile aus recyceltem und frischem Werkstoff hängen vom Mischverhältnis ab .
HINWEIS: Eine Wägezelle unter dem Behälter misst Materialgewicht und Füllstand . Legen Sie keine Gegenstände auf dem Behälter ab . Dadurch erhalten Sie falsche Angaben zum Materialgewicht .
BEDIENUNG DER GRUNDFUNKTIONEN
Einschalten des SLS Single MQC-Systems3D Systems hat das SLS Single MQC-System so konzipiert, dass es permanent eingeschaltet bleiben kann . Sie müssen das Gerät nur selten einschalten . Wenn das Gerät jemals abgeschaltet sein sollte, beschreibt dieser Unterabschnitt, wie Sie das System einschalten.1. Stellen Sie sicher, dass die Netzspannungszufuhr
(Sicherung usw.) eingeschaltet ist.
2. Schalten Sie den Staubsammler ein, indem Sie den Netzschalter drücken.
3. Schalten Sie den Netzschalter auf der Benutzeroberfläche ein (Stellung ON).
Netzschalter
4 SLS SINGLE MQC-SYSTEM – BETRIEB
-
3D Systems, Inc. 14 p/n 77-D005 Rev_B
Vollständiges Herunterfahren des SLS Single MQC-Systems3D Systems hat das ProX® MQC-System für Einzelnutzer auf Dauer-Einschaltbetrieb hin konzipiert . Sie müssen das Gerät nur in folgenden Fällen einschalten:• Falls Sie das gesamte System ausschalten .• Falls das System gewartet werden muss .• Falls das System einen Stromausfall erleidet, der nicht sofort
behoben wird .• Falls das System für längere Zeit stillgelegt werden soll .Um das System auszuschalten:
1 . Schauen Sie auf dem Bildschirm der Benutzeroberfläche des SLS Single MQC-Systems für Einzelnutzer nach, um zu prüfen, in welchem Modus es sich befindet.
2 . Wenn der Zyklus gestoppt ist, überspringen Sie den nächsten Schritt .
3 . Wenn der Zyklus in den Modi Full (Voll) oder Local (Lokal) ist, navigieren Sie zum Operation Mode-Menü (Betriebsart), und wählen Sie „Stop Cycle“ (Zyklus stoppen) .
4 . Navigieren Sie zum Setup/Service-Menü (Einrichten/Wartung) und rufen das Untermenü Setup (Einrichten) auf . Wählen Sie „System Shutdown“ (System ausschalten) .
Netzausgang
5 . Schalten Sie den Netzschalter am Bedienfeld aus .6 . Gehen Sie an die Rückseite des SLS Single MQC-Systems und öffnen Sie die Klappe für den Pulverausschuss .7 . Ziehen Sie den Netzstecker aus der Netzeingangsbuchse heraus . WARNUNG (für ATEX): Setzen Sie nach dem Herausziehen die
Buchsenkappe auf .
Reinigen des SLS Single MQC-Systems vor dem AusbrechenFühren Sie die folgenden Bedienvorgänge aus, um das System zu reinigen, bevor Sie Objekte mit Ihrem ProX® SLS 6100-Drucker ausdrucken .1 . Ausschüssiges und loses Pulver aus dem SLS Single MQC-System für Einzelnutzer kann mit einem explosionssicheren Staubsauger
entfernt werden .2. Verwenden Sie ein sauberes, trockenes Tuch, um überschüssiges Material aus allen Bereichen des Geräts auszuwischen, in denen
es vorhanden ist .
Prüfen der WerkstoffmengeDie ungefähre für einen Druckauftrag erforderliche Pulvermenge lässt sich im Menü 3D Sprint Estimate (Schätzung für 3D Sprint) ablesen .Um sicherzustellen, dass ausreichend Material für den Druckauftrag vorhanden ist, können Sie eine der beiden folgenden Methoden verwenden:1. Überprüfen Sie im Sinterdas Fenster SLS Single MQC-Systemauf demMan Ops-Bildschirm (Manuelle Bedienvorgänge) . Daraufhin
wird der Status des MQC-Systems für Einzelnutzer angezeigt, einschließlich der Menge des verfügbaren Pulvers .2. Überprüfen Sie den Status des SLS Single MQC-Systems im Sinter-Statusfenster . Auch dort wird die verfügbare Pulvermenge
angezeigt .
HERAUSNEHMEN DES DRUCKBLOCKS AUS DER DRUCKERKAMMERDer Druckblock kann entweder vor oder nach dem Abkühlen aus der Druckerkammer genommen werden .
VORSICHT: Beginnen Sie erst dann mit dem Herausbrechen der Teile aus dem Druckblock, wenn die Abkühlphase beendet ist. Die Temperatur darf nicht über 85 °C liegen. Der Druckblock kann nach dem Druck noch für Stunden extrem heiß sein. Um Verbrennungen zu vermeiden, sollten Sie genügend Zeit für das Abkühlen einplanen (bis zu 24 Stunden ohne die Stickstoffhaube), bevor Sie die Objekte herausbrechen. Die Temperatur des Druckblocks kann mithilfe von Thermofühlern im Ausbruchbereich des SLS Single MQC-Systems gemessen werden .
Abkühlen des DruckblocksWenn Sie den Druckblock in der Druckerkammer abkühlen lassen, dann warten Sie, bis der Druckblock eine Temperatur von max. 85 °C hat. Wenn Sie den Druckblock außerhalb der Druckerkammer abkühlen lassen möchten, dann transportieren Sie ihn zum SLS Single MQC-System für Einzelnutzer und lassen Sie ihn entweder normal abkühlen oder verwenden Sie die Stickstoff-Kühlhaube, die sich seitlich am MQC-System für Einzelnutzer befindet.Verwenden Sie die Stickstoffhaube folgendermaßen:• Wenn Sie den Druckblock im Ausbruch-Bereich des SLS Single MQC-Systems für Einzelnutzer abgestellt haben, platzieren Sie die
Stickstoffhaube über dem Druckblockzylinder . Anschließend…• Verwenden Sie die Haube für eine geregelte Abkühlung mit einer vorgegebenen Abkühldauer (standardmäßig 3 Stunden)
oder bis eine vorgegebene Temperatur erreicht ist .• Lassen Sie den Druckblock abkühlen, ohne das Stickstoff fließt.
-
3D Systems, Inc. 15 p/n 77-D005 Rev_B
Herausnehmen des Druckblocks nach dem DruckNach dem Druck und vor dem Herausbrechen der Objekte müssen Sie den Druckblock aus der Druckerkammer nehmen und zum SLS Single MQC-System transportieren .
Herausnehmen des Druckblocks:
1 . Schalten Sie die Kammerbeleuchtung aus .
2 . Öffnen Sie die Außentür der Druckerkammer .
3 . Entriegeln und öffnen Sie die Innentür der Druckerkammer .
4 . Heben Sie die Heizungen an .
5 . Lösen Sie das Laserfenster mit einer ¼-Umdrehung entgegen dem Uhrzeiger und ziehen Sie es aus der Decke der Druckerkammer . Legen Sie es an einem sicheren, sauberen Ort ab und reinigen Sie es, bevor Sie es wieder in die Druckerkammer einsetzen .
6 . Drücken Sie den roten Laserfenster-Steckersatz in die Decke der Kammer (siehe Foto) .
7. Setzen Sie den Druckblockzylinder in die Druckerkammer über der Druckplatte ein. Die Griffe des Zylinders sollten dabei Ihnen zugewandt sein.
Schieben Sie den Druckblockzylinder vollständig in die Kammer hinein .
Stellen Sie sicher, dass die Außenlaschen des Zylinders auf dem Rand der Druckerkammer aufliegen.
-
3D Systems, Inc. 16 p/n 77-D005 Rev_B
Schieben Sie das Druckblock-Einschubfach unter den Zylinder
8 . Schließen und Verriegeln Sie die Innentür der Druckerkammer .9 . Schließen Sie die Außentür der Druckerkammer .10 . Öffnen Sie die Option Piston Control (Kolbensteuerung) im Build Setup (Druckeinrichtung) und drücken Sie auf die
Schaltfläche Start Piston (Kolben starten), um den Druckblock in den Zylinder zu heben.11 . Wenn der Kolben den Druckblock in den Zylinder gehoben hat, dann öffnen Sie die Außen- und die Innentür der
Druckerkammer .
Richten Sie den Wagen mit der Druckerkammer aus . Schieben Sie Einschubfach und Zylinder auf den Wagen
12 . Schieben Sie den Druckblockwagen unter den Zylinder und verrasten Sie den Wagen mithilfe der Steckbolzen mit dem Zylinder .13 . Wenn der Druckblock leicht genug ist, kann er per Hand zum SLS Single MQC-System gebracht werden . Ist dies nicht möglich, dann nutzen Sie den Objekt-Transferwagen . Ist dies nicht möglich, dann nutzen Sie den Objekt-Transferwagen .
14 . Fahren Sie den Wagen zur Druckerkammer und stellen Sie ihn parallel zur Druckerkammer .15 . Ziehen Sie den Zylinder und das Blech von der Kammer auf den Wagen .16 . Fahren Sie den Transferwagen zum SLS Single MQC-System .
-
3D Systems, Inc. 17 p/n 77-D005 Rev_B
HERAUSBRECHEN VON OBJEKTENWenn ein Druck abgeschlossen wird, müssen Sie die gesinterten Objekte aus dem Druckblock nehmen und reinigen . Das Herausnehmen der Objekte wird „Herausbrechen“ genannt . Nachfolgend wird beschrieben, wie Sie dabei vorgehen müssen .
NOTE: Werkstoffspezifische Informationen zum Herausbrechen und Reinigen von Objekten finden Sie in Ihrem Werkstoffhandbuch .
Vor dem Herausbrechen müssen Sie:
• Den Druckblock abkühlen lassen und dann den Objekt-Transferzylinder aus der Druckerkammer nehmen — oder umgekehrt.
• Fahren Sie den Objekt-Transferwagen zum SLS Single MQC-System und laden Sie den Druckzylinder im Ausbruch-Bereich ab.
• Entfernen Sie den Druckzylinder.
• Entfernen Sie das restliche Pulver mit einer Spatel und einem Bürstchen vom Umriss der Objekte. Vergewissern Sie sich, dass das Sieb funktioniert und bürsten Sie dann das ungesinterte Druckblockpulver in das Sieb.
• Wenn Sie ganz einfach nach einem Objekt greifen können, dann heben Sie es vorsichtig an. Bürsten Sie die Objekte sanft ab und platzieren Sie sie im Ausbruch-Bereich des SLS Single MQC-Systems.
Objekt-Finish nach dem Herausbrechen
HINWEIS: Entnehmen Sie die vollständigen Details zur Endbearbeitung des Objekts bitte Ihrem Werkstoffhandbuch .
Entfernen und beseitigen Sie nach dem Herausbrechen sämtliche Druckblockreste aus Löchern und Spalten .
Ihr SLS-System wird mit einem Reinigungswerkzeuge-Basiskit geliefert, die zur Grob- und Feinreinigung dienen . Es kann sein, dass sie es hilfreich finden, dieses Kit um weitere Feininstrumente, Stocher und Bürsten zu ergänzen, wie sie von Zahnärzten und Goldschmieden verwendet werden .
3D Systems empfiehlt außerdem die Anschaffung eines Glaskugelstrahlers (pneumatische Strahlkabine). Ein Kugelstrahler erleichtert Ihnen die Reinigung und beschleunigt diese . In Ihrem Anlagenhandbuch finden Sie die technischen Daten.
http://infocenter.3dsystems.com/product-library/sls/prox-sls-6100
-
3D Systems, Inc. 18 p/n 77-D005 Rev_B
Operational-Mode-Bildschirm (Betriebsarten)Benutzen Sie im Main Control-Bildschirm (Hauptsteuerung) das Wählrad, um den Menüeintrag Operational mode (Betriebsart) zu markieren, und drücken Sie zum Auswählen auf das Wählrad .
In diesem Menü können Sie den Modus der Werkstoffbehandlung für das SLS Single MQC-System auswählen .
• Full Cycle (Voller Zyklus) erlaubt dem SLS Single MQC-System sowie dem Drucker die gesamte Werkstoffverarbeitung im vollautomatischen Betrieb.
• Local Cycle (Lokaler Zyklus) entspricht Full Cycle, nur dass sämtliche Anforderungen des Druckers nach Pulver vom SLS Single MQC-System ignoriert werden.
• Wählen Sie Stop Cycle (Zyklus stoppen), um die Werkstoffverarbeitung zu stoppen.
Operational mode
+ Run Full cycle
+ Run Local Cycle
+ Stop Cycle
Main Control
> Operational mode
+ Load fresh powder
+ Start/stop cool cycle
> Setup/Service/Diag
+ Activate Svc mode
- Deactivate Svc mode
Bildschirm für Systemeinrichtung/WartungVom Bildschirm Main Control (Hauptsteuerung) aus verwenden Sie das Wählrad, um den Menüeintrag Setup/service(Einrichtung/Wartung) aufzurufen, und drücken Sie zum Auswählen auf das Wählrad . Die Option Service (Wartung) ist nur für zertifiziertes Personal und nicht für den Benutzer zugänglich.
Auf diesem Bildschirm können Sie:
• Zum Bildschirm Diagnostics (Diagnose) navigieren. • Zum Bildschirm Setup (Einrichtung) navigieren .
• Zum Bildschirm Service (Wartung) navigieren. Dieser ist nur für zertifiziertes Personal zugänglich .
• Betrachten Sie die Version information (Versionsinformationen) für die im SLS Single MQC-System installierte Software .
System setup/service
> Diagnostics
> Setup
> Service
+ Version info
-
3D Systems, Inc. 19 p/n 77-D005 Rev_B
SLS SINGLE MQC-SYSTEM – EINSTELLUNGEN FÜR DIE BENUTZEROBERFLÄCHE
Display-LegendeDie folgenden Informationen gelten für alle Menüeinträge des LED-Displays:
Legende > Submenu – (Untermenü) am Regler drehen zum Hervorheben/Auswählen des Untermenüs, auf
den Regler drücken zur Eingabe.
+ Command – Taste drücken, um eine Funktion auszuführen oder einen Wert zu bearbeiten.
- (oder kein Symbol) – Ausgabe oder nicht verfügbarer Befehl, keine Reaktion auf den Regler.
> BACK – am Regler drehen zum Hervorheben und Auswählen, auf den Regler drücken, um zum vorherigen Menü zurückzukehren.
Drehen Sie am Regler, um zwischen den Einträgen zu wechseln.
Drücken und halten Sie den Regler fest, um zum Main Status -Bildschirm (Haupt-Status) zurückzukehren.
SLS Single MQC-System – Haupt-StatusbildschirmVom Main Control -Bildschirm aus kann der Nutzer:• Die aktuelle Betriebsart sowie andere Statusinformationen anzeigen .
• Die Pulvermenge in den Behältern des SLS Single MQC-Systems (Kg und Liters; Kilogramm und Liter) und die für eine Pulvermischung erforderliche Pulvermenge .
• F – Frischwerkstoffbehälter
• B – Mischwerkstoffbehälter
• Sichterstatus
• Kühlhaubenstatus
Netzschalter Control Knob (Regler; Steuerelement)
-
3D Systems, Inc. 20 p/n 77-D005 Rev_B
Die Anzeige der ersten Zeile kann sich je nach dem aktuellen Status des MQC-Systems ändern:• F B -> B zeigt „Full Cycle“-Modus und Zirkulation im „Blended Bin“ an
• Weitere mögliche Statusmeldungen:
• B -> PA Transport vom Mischwerkstoffbehälter zu Drucker A
HINWEIS: Zum Umschalten zwischen Status- und Main-Control-Bildschirm drücken Sie kurz auf den Regler .
Im gegenüberliegenden Bildschirm:
• Im Frischwerkstoffbehälter sind 10 Liter enthalten
• Im Mischwerkstoffbehälter sind 20 Liter enthalten
• Das SLS Single MQC-System startet keinen neuen Mischzyklus, bevor:
• der Frischwerkstoffbehälter mehr als 5 Liter enthält
• der Mischwerkstoffbehälter weniger als 100 Liter enthält
• mehr als 5 Liter wiedergewonnenen Pulvers vorhanden ist . (wiedergewonnen durch den Sichter aus fertiggestellten Druckaufträgen)
• der Sichter inaktiv ist oder verwendet wird; falls nicht, erfolgt die Ausgabe direkt in den Mischwerkstoffbehälter
• Die Kühlhaube inaktiv ist; falls nicht, würde die N2-Durchflussdauer über die Zeit geregelt
SLS Single MQC-System – Haupt-Steuerbildschirm• Vom Main Control-Bildschirm aus kann der Nutzer:• Zum Operational Mode-Bildschirm navigieren . • Load Fresh Powder – Frisches Pulver in das System laden (dazu muss der Nutzer zuerst das RFID-Etikett des Materials
auf dem Deckel des Materialbehälters über den RFID-Leser am Bedienfeld des SLS Single MQC-Systems ziehen . Dadurch werden die Klappen des Frischwerkstoffbehälters entsperrt . Der Materialtyp des RFID-Etiketts muss mit dem aktuell im SLS Single MQC-System verwendeten Material übereinstimmen .
• Start Cool Cycle – Kühlzyklus starten – Startet den N2-Fluß zur Stickstoffhaube (Dauer geregelt entweder über Temperatur oder Zeit)
• Change Sifter Mode – Sichtermodus wechseln – ermöglicht dem Anwender, die Ausgabe vom Sichter zu wählen (Behälter für wiedergewonnenen Werkstoff, externes Fass oder Trommel)
• Setup/Service/Diag – Einrichtung/Wartung/Diagnose – Navigieren Sie zum Untermenü . (Nur der Setup-Bildschirm ist für allgemeine Anwender verfügbar. Die Bildschirme Service und Diag sind nur für die Nutzung durch zertifizierte Techniker von 3D Systems vorgesehen)
• Activate Service – Wartung aktivieren – RFID-Etikett für Wartung erforderlich• Clear Weight Error – Gewichtsfehler löschen – hiermit kann der Nutzer einen Gewichtsfehler löschen
Die für den Start eines Mischdurchgangs erforderlichen Mengen frischen und wiedergewonnenen Pulvers basieren auf dem aktuellen Prozentsatz für das Wiederauffüllen . Bei 50 % sind gleiche Pulvermengen erforderlich . Der obige Bildschirm zeigt an, dass bei einem Wiederauffüllen-Prozentsatz von 50 % minimal 5 Liter Frisch- und Recycling-Pulver erforderlich sind .
-
3D Systems, Inc. 21 p/n 77-D005 Rev_B
Operational-Mode-Bildschirm (Betriebsarten)Drehen Sie auf dem Main-Control-Bildschirm am Regler, bis „Operational Mode“ hervorgehoben ist .
Drücken Sie kurz auf den Regler, so dass der folgende Bildschirm angezeigt wird:
Mit Full Cycle funktioniert das SLS Single MQC-System im vollautomatischen Modus .
• Das SLS Single MQC-System für Einzelnutzer schickt Pulver bei Anforderung an den Drucker, falls gemischtes Pulver vorhanden ist .
• Das SLS Single MQC-System mischt Pulver, sobald die entsprechende Menge an Frischwerkstoff im Behälter ist .
• Das SLS Single MQC-System sorgt für eine stetige Zirkulation des Pulvers in den Mischbehältern .
Bei Local Cycle wird das SLS Single MQC-System genau wie im Full-Cycle-Modus betrieben, nur, dass alle Druckeranforderungen nach Pulver vom SLS Single MQC-System ignoriert werden .
Mit Stop Cycle wird das SLS Single MQC-System daran gehindert, Pulver zu mischen, es zwischen Frisch- und Recyclingwerkstoffbehältern zu zirkulieren oder auf Druckeranforderungen nach Pulver zu reagieren .
Der Nutzer sollte Stop Cycle wählen, um Folgendes einzustellen:
• Frisches Pulver einzufüllen
• Das Setup-Untermenü aufrufen, um:
• den Wiederauffüllen-Prozentsatz zu ändern
• den Timeout des Sichters zu ändern
Frisches Pulver einzufüllen1 . Nachdem Sie Stop Cycle ausgewählt haben, drücken Sie kurz auf den Regler, so dass der folgende Bildschirm erscheint .
2 . Drehen Sie am Regler, um Load Fresh Powder auszuwählen .
-
3D Systems, Inc. 22 p/n 77-D005 Rev_B
Drücken Sie kurz auf den Regler, so dass der folgende Bildschirm angezeigt wird:
4 . Entfernen Sie den Deckel vom Pulverbehälter . Halten Sie den Deckel mit dem Etikett so lange vor den RFID-Leser, bis Sie hören, wie die Klappen des Frischwerkstoffbehälters entriegelt werden.
5 . Schalten Sie die Luftaufbereitungsanlage des SLS Single MQC-Systems ein . Öffnen Sie die Klappen des Frischwerkstoffbehälters und füllen Sie das gesamte Pulver ein, und schließen Sie dann die Klappen . Sie sollten nun hören, wie die Klappen wieder verriegelt werden .
HINWEIS: Wenn Sie den Inhalt mehrerer Pulverbehälter einfüllen möchten, müssen Sie jedes Mal die Klappen des Frischwerkstoffbehälters neu entriegeln .
6 . Wenn Sie mit dem Befüllen des Frischwerkstoffbehälters fertig sind, schalten Sie das SLS Single MQC-System, wieder in den Full-Cycle-Modus, um Pulver anzumischen, oder in den Stop-Modus, falls Sie das Mischverhältnis zum Wiederauffüllen oder andere Einrichtungsparameter ändern möchten .
Prozentsatz für das Wiederauffüllen ändern:
1 . Drücken Sie kurz auf den Regler, so dass der folgende Bildschirm angezeigt wird:
2 . Drehen Sie am Regler, um Service/Service/Diag auszuwählen, und drücken Sie dann kurz auf den Regler .
3 . Drehen Sie am Regler, um Setup (Einrichtung) auszuwählen, und drücken Sie dann kurz darauf, so dass der folgende Bildschirm erscheint:
-
3D Systems, Inc. 23 p/n 77-D005 Rev_B
4 . Wählen Sie Replenish% (Wiederauffüllen-Prozentsatz) .
5 . Drehen Sie am Regler, um den Auswahlcursor zu positionieren .
6 . Drücken Sie auf den Regler, um von Select (Auswählen) zum Change-Modus (Ändern) umzuschalten, und drehen Sie am Regler, um den Wert zu ändern .
7 . Drücken Sie erneut auf den Regler, um wieder in den Select-Modus zu schalten .
8 . Drehen Sie weiter, bis die Auswahl neben OK erscheint, und drücken Sie dann nochmals auf den Regler (dadurch werden Ihre Änderungen gespeichert).
-
3D Systems, Inc. 24 p/n 77-D005 Rev_B
Setup-Bildschirm (Einrichtung)Verwenden Sie im System setup/service -Bildschirm (Systemeinrichtung/Wartung) das Wählrad, um den Menüeintrag Setup (Einrichtung) auszuwählen, und drücken Sie zum Auswählen auf das Wählrad . Dieser Bildschirm ist nur bedienbar, wenn sich das System im Stop-Modus befindet.
HINWEIS: Alle Zeiten werden in Sekunden angegeben, mit Ausnahme der Stickstoff-Abkühldauer, die in Minuten angegeben wird.
Dieses Menü enthält die folgenden Befehle:• Auswählen des Prozentsatzes von fresh powder (frischem Werkstoff) im
blended bin(Mischwerkstoffbehälter) .• Auswählen des lower level limit (der Untergrenze) für den blended bin
(Mischwerkstoffbehälter) in Litern .• Ein- oder Ausschalten der blending function (Mischfunktion) .• Ein- oder Ausschalten der Funktion blended bin recirculation (Zirkulation
für Mischwerkstoffbehälter).• Einstellen der time (Zeit) für die blended bin recirculation (in Sekunden) .
Diagnostics-Bildschirm (Diagnose)Verwenden Sie im System setup/service-Bildschirm (Systemeinrichtung/Wartung) das Wählrad, um den Menübefehl Diagnostics (Diagnose) hervorzuheben, und drücken Sie dann zum Auswählen auf das Rad .Von diesem Bildschirm aus können Sie die folgenden Diagnosebildschirme erreichen:
• Material tracking (Werkstoffübersicht) . Hiermit erhalten Sie einen Überblick darüber, welches Material sich im System befindet.
• Fresh-bin diagnostics (Frischwerkstoffbehälter-Diagnose) . Hiermit sehen Sie Statusdetails der Komponenten, des Systems, die den Frischwerkstoff verarbeiten .
Material-Tracking-Bildschirm (Werkstoff-Übersicht)Im Diagnostics-Bildschirm (Diagnose) verwenden Sie das Wählrad zum Hervorheben des Menüeintrags Generic I/O diag (Diagnose für Generic I/O), und drücken Sie zum Auswählen das Wählrad . Auf diesem Bildschirm werden die folgenden Statusinformationen angezeigt:• Material Number (Materialnummer): Die dem Werkstoff zugeordnete Nummer .
Einrichten+ Replenish %+ B lo lvl (L)+ Blending on/off+ B recirc on/off+ B recirc time+ Minimum Fresh Weight
+ Sift timeout+ Cool by temp/time+ Cool time (min)+ Cool temp+ Reset material data+ System Shutdown
Diagnosen> Material tracking> Fresh-bin diag> Blend-bin diag> Sifter diag> Generic I/O diag
Material TrackingMatl #NameMatl densityMin Replensish %Max Replenish %MaxRecircPeriodFresh ConsumedUsed Consumed
• Blend-bin diagnostics (Mischwerkstoffbehälter-Diagnose) . Hiermit sehen Sie Statusdetails der Komponenten, des Systems, die den Mischwerkstoff verarbeiten .
• Sifter diagnostics (Sichterdiagnose) . Hier können Sie den Status von Komponenten sehen, aus denen das Sichtersystem besteht .
• Generic I/O diagnostics (Diagnose des Generic I/O) . Hier sehen Sie Details zur Signalsäule, zum Not-Aus-Schalter, zu den Relais, zum Stickstoff und zur Temperatur .
• Einstellen der Schwellenwerts für das minimum weight (Minimalgewichts) für den Frischwerkstoffbehälter (in kg).
• Stellen Sie Sifter timeouts (Sichter-Auszeit) auf die automatische Abschaltung des Sichters.
• Umschalten der nitrogen-Einstellung zwischen temperature (Temperatur) und time (Zeit) .
• Einstellen des Cool time minimum(minimale Abkühldauer), die für das Abkühlen des Druckblocks erforderlich ist . • Einstellen der Cool temperature (Abkühltemperatur) des Druckblocks, bei der die Stickstoffzufuhr eingestellt wird .• Zurücksetzen der Werkstoffdaten (Reset material data) .• Herunterfahren des Systems (System Shutdown) .
• Name: Der Name des Werkstoffs .• Material Density (Werkstoffdichte): Die Dichte des Werkstoffs .• Minimum Fresh Blend Percentage (Minimaler Frischwerkstoffanteil): den minimalen
Anteil frischen Materials, der beim Mischen zur Verfügung stehen soll.• Maximum Fresh Blend Percentage (Maximaler Frischwerkstoffanteil): den maximalen
Anteil frischen Materials, der beim Mischen zur Verfügung stehen soll .• Maximum Recirculation Period (Maximale Zirkulationsdauer): Die maximale Zeitdauer
(in Sekunden), die eine Zirkulation für das Material dauern soll• Fresh Consumed: Die Menge verbrauchten Frischwerkstoffs (in kg) .• Used Consumed: Die Menge verbrauchten Recyclingwerkstoffs (in kg) .
-
3D Systems, Inc. 25 p/n 77-D005 Rev_B
Diagnosebildschirm für FrischwerkstoffbehälterIm Diagnostics-Bildschirm (Diagnose) verwenden Sie das Wählrad zum Hervorheben des Menüeintrags Fresh-bin diag (Diagnose für Frischwerkstoffbehälter), und drücken Sie zum Auswählen das Wählrad .
Auf diesem Bildschirm werden die folgenden Statusinformationen angezeigt:
• Door closed/open (Klappe geschlossen/geöffnet): Zeigt an, ob die linke Klappe für die Zuführung frischen Werkstoffs geöffnet oder geschlossen ist .
• Door locked/unlocked (Klappe verriegelt/entriegelt): Zeigt an, ob die Klappe für die Zuführung frischen Werkstoffs verriegelt oder entriegelt ist .
Fresh-bin diagDoor closed/openDoor unlocked/lockedGate valve open/closedTport level full/not fullFluid air on/offTport air on/offWeight KgPressure KPa
• Gate valve open/closed (Absperrventil geöffnet/geschlossen): Zeigt an, ob das Absperrventil des Frischwerkstoffbehälters geöffnet oder geschlossen ist.
• Transport level full/not full (Transport-Pegel voll/nicht voll): Zeigt an, ob der Transporter für den Frischwerkstoff voll ist oder nicht .
• Fluidizing air on/off (Fluidisierungsluft ein/aus): Zeigt an, ob die Luftzufuhr für die Herstellung der Fließfähigkeit des Materials im Transporter ein- oder ausgeschaltet ist .
• Transporter air on/off (Luft im Transporter ein/aus): Zeigt an, ob die Luftzufuhr für den Transport des Materials aus dem Transporter ein- oder ausgeschaltet ist .
• Weight (Gewicht): Gibt das Gewicht (in kg) des Materials im Frischwerkstoffbehälter an .
• Pressure (Druck): Gibt den Luftdruck (in kPa) vom Transporter an .
Blend-Bin-Diag-Bildschirm (Diagnose für Mischwerkstoffbehälter)Im Diagnostics-Bildschirm (Diagnose) verwenden Sie das Wählrad zum Hervorheben des Menüeintrags Blend-bin diag (Diagnose für Mischwerkstoffbehälter), und drücken Sie zum Auswählen das Wählrad .
Auf diesem Bildschirm werden die folgenden Statusinformationen angezeigt:
• Gate valve open/closed (Absperrventil geöffnet/geschlossen): Zeigt an, ob das Absperrventil des Mischwerkstoffbehälters geöffnet oder geschlossen ist .
• Transport level full/not full (Transport-Pegel voll/nicht voll): Zeigt an, ob der Transporter für den Mischwerkstoff voll ist oder nicht.
• Fluidizing air on/off (Fluidisierungsluft ein/aus): Zeigt an, ob die Luftzufuhr für die Herstellung der Fließfähigkeit des Materials im Transporter ein- oder ausgeschaltet ist .
• Transporter air on/off (Luft im Transporter ein/aus): Zeigt an, ob die Luftzufuhr für den Transport des Materials aus dem Transporter ein- oder ausgeschaltet ist .
• Pinch B->B closed/open (Pinch B->B geschlossen/offen): Gibt an, ob das Quetschventil vom Behälter mit gemischtem Material zum Mischbehälter offen oder geschlossen ist (Materialkreislauf) .
• Pinch B->PA closed/open (Pinch B->PA geschlossen/offen): Gibt an, ob das Quetschventil vom Behälter mit gemischtem Material zum Druckbehälter offen oder geschlossen ist .
• Weight (Gewicht): Gibt das Gewicht (in kg) des Materials im Mischwerkstoffbehälter an .
• Pressure (Druck): Gibt den Luftdruck vom Transporter an .
• Current Blend (Aktuelle Mischung: Gibt den aktuellen Prozentsatz des gemischten Materials im Behälter an
Blend-bin diagGate valve open/closedTport level full/not fullFluid air on/offTport air on/offPinch B->B closed/openPinch B->PA closed/openWeight KgPressure KPaCurrent Blend %
-
3D Systems, Inc. 26 p/n 77-D005 Rev_B
Sifter-Diag-Bildschirm (Sichter-Diagnose)Im Diagnostics-Bildschirm (Diagnose) verwenden Sie das Wählrad zum Hervorheben des Menüeintrags Sifter diag (Sichterdiagnose), und drücken Sie zum Auswählen das Wählrad.
Auf diesem Bildschirm werden die folgenden Statusinformationen angezeigt:
• Gate valve open/closed (Absperrventil geöffnet/geschlossen): Zeigt an, ob das Absperrventil des Sichters geöffnet oder geschlossen ist .
• Transport level full/not full (Transport-Pegel voll/nicht voll): Zeigt an, ob der Transporter für den Sichter voll ist oder nicht .
• Fluidizing air on/off (Fluidisierungsluft ein/aus): Zeigt an, ob die Luftzufuhr für die Herstellung der Fließfähigkeit des Materials im Transporter des Sichters ein- oder ausgeschaltet ist .
Generic I/O-DiagnosebildschirmIm Diagnostics-Bildschirm (Diagnose) verwenden Sie das Wählrad zum Hervorheben des Menüeintrags Generic I/O diag (Diagnose für Generic I/O), und drücken Sie zum Auswählen das Wählrad. Auf diesem Bildschirm werden die folgenden Statusinformationen angezeigt:• E-Stop active/inactive (Not-Halt aktiv/inaktiv): Zeigt an, ob der Not-Halt des
Geräts aktiviert wurde .• 24V Relay on/off (Relais ein/aus): Zeigt den Ein-/ausschaltzustand des 24-Volt-
Relais an .• Red light on/off (Rotes Licht ein/aus): Zeigt den Status der roten Leuchte der
Signalsäule an .• Amber light on/off (Gelbes Licht ein/aus): Zeigt den Status der gelben Leuchte
der Signalsäule an .
Sifter diagGate valve open/closedTport level full/not fullFluid air on/offTport air on/offPinch B->B closed/openCycle start active/inactiveCycle stop active/inactiveShaker on/offPressure KPa
Generic I/O diagEstop active/inactive24V Relay on/offRed light on/offAmber light on/offGreen light on/offLogo backlight on/offN2 supply v. open/closedN2 blanket v. open/closedPC1 temp.PC2 temp.DO temp.PS temp.
• Transporter air on/off (Luft im Transporter ein/aus): Zeigt an, ob die Luftzufuhr für den Transport des Materials aus dem Transporter des Sichters ein- oder ausgeschaltet ist.
• Pinch valve sifter to blended bin closed/open (Quetschventil des Sichters zum Mischwerkstoffbehälter geöffnet/geschlossen): Zeigt an, ob der Mischwerkstoffbehälter des Sichters geöffnet oder geschlossen ist .
• Cycle start active/inactive (Zyklusstart aktiv/inaktiv): Zeigt an, ob der Zyklusstart des Sichters aktiv oder inaktiv ist .
• Cycle stop active/inactive (Zyklusstopp aktiv/inaktiv): Zeigt an, ob der Zyklusstopp des Sichters aktiv oder inaktiv ist .
• Shaker on/off (Rüttler ein/aus): Zeigt an, ob der Rüttler des Sichters ein- oder ausgeschaltet ist.
• Pressure (Druck): Gibt den Luftdruck vom Transporter an .
• Green light on/off (Grünes Licht ein/aus): Zeigt den Status der grünen Leuchte der Signalsäule an .
• Logo backlight on/off (Logo-Hintergrund ein/aus: Zeigt den Status des Logo-Hintergrunds an .
• Nitrogen supply valve open/closed (Stickstoffventil geöffnet/geschlossen): Wenn das Ventil für die Stickstoffversorgung geöffnet ist, kann Stickstoff in das System gelangen .
• Nitrogen blanket (cooling lid) valve open/closed (Ventil für Stickstoffdecke geöffnet/geschlossen): Wenn das Ventil für die Stickstoffversorgung für die Kühlhaube geöffnet ist, kann die Kühlhaube verwendet werden .
• Part Cake 1 (thermocouple) temperature (Temperatur Druckblock 1): Gibt die Temperatur des ersten Thermokopplers an, mit dem die Temperatur im Druckblock gemessen wird .
• Part Cake 2 (thermocouple) temperature (Temperatur Druckblock 2): Gibt die Temperatur des zweiten Thermokopplers an, mit dem die Temperatur im Druckblock gemessen wird .
• Digital Output temperature (Digitalausgangstemperatur): Gibt die Temperatur des Digitalausgangs auf der Steuerplatine des SLS Single MQC-Systems an .
• Power Supply temperature (Netzteiltemperatur): Gibt die Temperatur des Netzteils auf der Steuerplatine des SLS Single MQC-Systems an .
-
3D Systems, Inc. 27 p/n 77-D005 Rev_B
5 SLS SINGLE MQC-SYSTEM – WARUNG
SLS SINGLE MQC-SYSTEM – WARTUNG DURCH DEN BENUTZER• Druckluftkondensator/Ölabscheider: inspizieren, bei Bedarf leeren
• Bei Bedarf Oberflächen abwischen, Werkstoffreste sieben und unbrauchbare Reste wegwerfen
• Entsorgungsbehälter
• Wöchentlich kontrollieren, bei Bedarf leeren
• Sieb
• Nach jeder Benutzung absaugen
• Filterstrumpf
• Wöchentlich inspizieren, monatlich reinigen, nach 6 Monaten wechseln
-
3D Systems, Inc. 28 p/n 77-D005 Rev_B
6 RECHTLICHE HINWEISE
Urheberrecht und UnternehmensidentitätCopyright 3D Systems, Inc . Alle Rechte vorbehalten . Kann ohne vorherige Ankündigung geändert werden . Dieses Dokument unterliegt dem Urheberrecht und enthält geschützte Informationen, die Eigentum von 3D Systems, Inc . sind . Der lizenzierte Benutzer, auf dessen Namen dieses Dokument registriert ist (der „lizenzierte Benutzer“), ist nicht berechtigt, dieses Dokument ohne das vorherige schriftliche Einverständnis von 3D Systems, Inc . in beliebiger Weise oder auf ein beliebiges Medium zu kopieren, zu vervielfältigen oder zu übersetzen . Der Verkauf und die Weitergabe von Kopien dieses Dokuments an andere Personen oder Unternehmen ist untersagt .
Verbesserungen3D Systems darf (ist aber nicht verpflichtet) nach eigenem Ermessen Verbesserungen an diesem Dokument vornehmen. Der lizenzierte Benutzer nimmt zur Kenntnis, dass 3D Systems jederzeit nach dem Veröffentlichungsdatum eine regelmäßige Abgabe oder Gebühr zulasten des lizenzierten Benutzers als Entgelt für die laufende Nutzung von Verbesserungen erheben kann. Der lizenzierte Benutzer ist verpflichtet, 3D Systems aktuelle Informationen über seinen Namen und seine Anschrift zur Verfügung zu stellen. Der lizenzierte Benutzer verpflichtet sich zudem, 3D Systems unverzüglich zu unterrichten, wenn er etwaige Informationen in diesem Dokument in Bezug auf seine jeweilige oder die allgemeine Benutzung für unvollständig oder falsch hält .
FCC-HINWEISDieses Gerät wurde getestet und entspricht den Beschränkungen für ein digitales Gerät der Klasse A, gemäß Teil 15 der FCC-Bestimmungen. Diese Grenzwerte wurden entwickelt, um ausreichenden Schutz vor schädigender Beeinflussung während des Betriebs des Geräts in einer gewerblichen Umgebung zu bieten . Dieses Gerät erzeugt, verwendet und strahlt (u . U .) Funkfrequenzenergie aus . Es kann, wenn es nicht gemäß diesen Anleitungen installiert und verwendet wird, Funkkommunikation schädigend beeinflussen. Die Benutzung in bewohntem Gebiet löst wahrscheinlich schädigende Beeinflussungen aus; in diesem Fall muss der Benutzer auf eigene Kosten die Beeinflussung beheben.
Nicht von 3D Systems genehmigte Änderungen oder Modifizierungen an diesem Gerät können dazu führen, dass die Benutzergenehmigung zur Benutzung dieses Geräts erlischt .
FunkfrequenzübertragungenDieses Produkt erzeugt 13,56 MHz mittels eines Induktionsschleifensystems als Radio Frequency Identification Device (RFID). Das RFID entspricht den Anforderungen der FCC Industry Canada RSS-210, der Richtlinie 2014/53/EU des Europäischen Rats sowie allen anwendbaren Gesetzen und Vorschriften vor Ort .
Der Betrieb dieses Geräts unterliegt den folgenden Bedingungen: (1) Das Gerät darf keinerlei schädliche Beeinflussung verursachen. (2) Das Gerät muss empfangene Beeinflussungen, einschließlich Beeinflussungen, die zum unerwünschten Betrieb des Geräts führen könnten, tolerieren .
Das in dieser Anleitung beschriebene Gerät enthält einen Sender, FCC ID: 2ADGF-MERCURY ID: 12666A-MERCURY
Der Zugang zu diesem Sender ist für Kundendiensttechniker über allgemeine Zugangsverfahren zu Gehäusen unter Verwendung allgemeiner Werkzeuge und bei Entfernung von Abdeckungen möglich .
HINWEIS: Änderungen oder Modifikationen an diesem Gerät, die nicht ausdrücklich von 3D Systems genehmigt wurden, können die Berechtigung des Benutzers zum Betrieb dieses Gerätes aufheben.
-
3D Systems, Inc. 29 p/n 77-D005 Rev_B
7 GRUNDLEGENDE RICHTLINIEN
3D Systems hat diesen Drucker hinsichtlich elektromagnetischer Emissionen und Störfestigkeitsstandards getestet . Diese Standards wurden entwickelt, um die Interferenzen zu minimieren, die von diesem Drucker in einer typischen Büroumgebung verursacht oder empfangen werden .
USA
Dieses Gerät entspricht Teil 15 der FCC-Richtlinien . Der Betrieb dieses Geräts unterliegt den folgenden Bedingungen: (1) Das Gerät darf keinerlei schädliche Beeinflussung verursachen. (2) Das Gerät muss empfangene Beeinflussungen, einschließlich Beeinflussungen, die zum unerwünschten Betrieb des Geräts führen könnten, tolerieren.
Nicht von 3D Systems genehmigte Änderungen oder Modifizierungen an diesem Gerät können dazu führen, dass die Benutzergenehmigung zur Benutzung dieses Geräts erlischt .
Kanada
Diese Gerät entspricht vollständig den lizenzbefreiten RSS-Standards von Industry Canada . Der Betrieb dieses Geräts unterliegt den folgenden Bedingungen: (1) Dieses Gerät darf keinerlei schädliche Beeinflussung verursachen. (2) Dieses Gerät muss empfangene Beeinflussungen, einschließlich Beeinflussungen, die zum unerwünschten Betrieb des Geräts führen können, tolerieren .
Ce dispositif est conforme à la norme CNR-210 d’Industrie Canada applicable aux appareils radio exempts de licence . Son fonctionnement est sujet aux deux conditions suivantes: (1) le dispositif ne doit pas produire de brouillage préjudiciable, et (2) ce dispositif doit accepter tout brouillage reçu, y compris un brouillage susceptible de provoquer un fonctionnement indésirable . Dieser digitale Apparat der Klasse A entspricht der kanadischen Richtlinie ICES-003 .
Cet appareil numérique de la classe A est conforme à la norme NMB-003 du Canada .
Europäische Untion
ACHTUNG: Hierbei handelt es sich um ein Produkt der Klasse A . In einer bewohnten Umgebung kann dieses Produkt Funkinterferenzen erzeugen, gegen die der Benutzer möglicherweise angemessene Maßnahmen ergreifen muss .
Damit das Gerät in der Nähe von ISM-Geräten (für Industrie, Wissenschaft und Medizin) betrieben werden darf, muss die äußere Strahlung vom ISM-Gerät möglicherweise beschränkt werden, oder es müssen besondere Schutzmaßnahmen ergriffen werden .
Nicht von 3D Systems genehmigte Änderungen oder Modifizierungen an diesem Gerät können dazu führen, dass die Benutzergenehmigung zur Benutzung dieses Geräts erlischt .
-
3D Systems, Inc. 30 p/n 77-D005 Rev_B
3D Systems, Inc. 333 Three D Systems Circle Rock Hill, SC 29730, USA www .3dsystems .com© 2018 by 3D Systems, Inc. Alle Rechte vorbehalten. Spezifikationen können ohne Ankündigung geändert werden . 3D Systems, das Logo von 3D Systems, ProX und Duraform sind eingetragene Marken von 3D Systems, Inc .p/n 77-D005 Rev . B