Special S&B Industrial Minerals GmbH Der neue Bentonit · GIESSEREI-PRAXIS · 9/2007 Special 4 S&B...
3
GIESSEREI-PRAXIS · 9/2007 Special 2 S&B Industrial Minerals GmbH Tongebundene Formstoffe Gießereibentonite unterlie- gen beim Abbau strengen Kriterien, die sich aus quali- tativen, ökonomischen sowie umwelttechnischen und ge- sundheitlichen Aspekten zu- sammensetzen: • Hoher Montmorillonitge- halt, minimale Menge an Begleitmineralien • Hohe Belegung mit aus- tauschbaren Kationen, zu- meist Na- oder Ca-Ionen. • Niedrig im Eisengehalt • Langfristig verfügbar in größeren Mengen von guter Qualität • Wirtschaftlich akzeptable und zuverlässige Logistik • Rekultivierung der Abbau- gebiete Diese werden durch gieße- reitechnische Anforderungen ergänzt: • Hohe spezifische Bindefä- higkeit (pro %-Bentonit) • Hohe thermische Stabilität, niedrige Abbrandraten, ge- ringe Reststoffmengen, ge- ringe Deponiekosten • Schnelles Aufschlussver- halten im Mischer (gute Dispergierbarkeit) • Formbarkeit/ gute Fließei- genschaften • Gutes Erosionsverhalten/ Binden der Sandkörner • Hohe Resistenz gegen die beim Gießen entstehenden Elektrolyte und Pyrolyser- ückstände [2] • Beständigkeit gegen Aus- dehnungsfehler • Günstiges Auspackverhal- ten Als natürliche Rohstoffe sind Bentonite das Ergebnis zahl- reicher geologischer Fakto- ren. In Millionen von Jahren bewirken Druck und Tempe- ratur sowie die Zirkulation wässriger Lösungen die Um- wandlung des vulkanischen Ausgangsgesteins zu Bento- nit. Abweichungen oben ge- nannter Faktoren bewirken qualitative Unterschiede zwi- schen verschiedenen Roh- bentoniten und bestimmen deren Struktur und Eigen- schaften. Sicherlich können die thermische Beständigkeit und die Festigkeiten (Nass- zugfestigkeit) z.B. durch eine Aktivierung (Na/Ca- Ionen- Belegung) verändert werden. In den meisten Fällen exis- tiert hier eine klare Überein- stimmung zwischen dem Ak- tivierungsgrad und der ther- mischen Beständigkeit eines Bentonites. Die Plättchen- Struktur des Bentonites (auf Mikroniveau) ist aber in einem sehr langen Umwand- lungsprozess formiert wor- den und kann durch die Ver- arbeitungstechnologie nur beschränkt verändert wer- den. Die Aufgabe eines Ben- tonitlieferanten ist es daher, das Potenzial eines Bentoni- tes richtig zu erkennen und dieses möglichst vollständig und effizient auszuschöpfen. Das Erfolgsergebnis einer derartigen intensiven Koope- rationsarbeit zwischen Geo- logen, Forschern und Gie- ßern, eine neue Bentonit- gruppe mit herausragenden Eigenschaften und einer sehr hohen thermischen Be- ständigkeit, wurde bei der GIFA 2007 unter dem Namen MAKROBOND präsentiert [1]. Bevor man mit der Dar- stellung dieser neuen Quali- täten, MAKROBOND ES und MAKROBOND 95, beginnt, lohnt sich ein kurzer Rück- blick in die praktische „Mineralogie der Gießerei- technik“. Hochtemperaturver- halten der Bentonite Das Hochtemperaturverhal- ten der Bentonite ist von ent- scheidender Bedeutung, da eine umfassende Formstoff- bewertung ohne den Aspekt der thermischen Beanspru- chung den praktischen Be- langen nicht gerecht wird. Eine Einschätzung darü- ber, ob ein Bentonit mehr oder weniger thermisch sta- bil ist, erhält man durch den Vergleich der Festigkeiten einer unbelasteten Probe mit einer thermisch belasteten Probe. Der Bentonit wird hierbei zunächst auf 550 °C erhitzt. Nach dem Abkühlen auf Raumtemperatur werden die Festigkeiten der Testmi- schungen (Quarzsand, Was- ser, Bentonit), gemäß VDG- Obwohl das Formverfahren auf Basis von bentonitgebundenem Formstoff oft als Herstellung „verlore- ner“ Formen bezeichnet wird, zählt diese Technologie aufgrund der relativ niedrigen Formstoffkosten und der Wiederverwendbarkeit des Umlaufformstoffes zu den wirtschaftlichsten Gussherstellungstech- nologien. Das eingesetzte Bindemittel – Bentonit – ist der am meisten verbreitete anorganische und umweltfreundliche Binder. Durch seine hohe Wirtschaftlichkeit wird er diese führende Position auch in kommenden Jahrzehnten behalten. Der neue Bentonit MAKROBOND O. Podobed, C. Grefhorst, S. Böhnke Dr.-Ing. Oleg Podobed ist Leiter Anwendungstechnik Formstoffe, Dipl.-Ing. Cornelis Grefhorst ist Leiter der Forschung und Entwicklung, Dipl. Geol. Sandra Boehnke ist Mitarbeiterin der Abtei- lung Forschung und Entwick- lung. Alle S&B Industrial Minerals GmbH Geschäftsbe- reich Gießerei – IKO. Über S & B S&B Industrial Minerals GmbH ist einer der führenden Her- steller von Industrieminera- lien auf Basis von Bentoni- ten und Kohlenstoffträgern, mit einer langen Tradition im Abbau von Bentonit und in der Produktion von geeig- neten Formstoffbinder-Koh- lenstoffträger-Gemischen für die Gießereien. S&B bietet der Gießereiindu- strie (Eisen-, Stahl- und NE-Gießereien) umfassende Systemlösungen mit einem kompletten Dienstleistungs- angebot und einer beratenden technischen Unterstützung von höchstem Rang. Neben den klassischen Formstoffen gehören auch Kernsandaddi- tive und Produktionshilfsmit- tel zur Produktpalette für Giessereiapplikationen. S&B Industrial Minerals GmbH Schmielenfeldstr. 78 45772 Marl Germany Fon: +49 (0) 23 65/804-0 Fax: +49 (0) 23 65/804-211 E-Mail: [email protected] www.ikominerals.com
Transcript of Special S&B Industrial Minerals GmbH Der neue Bentonit · GIESSEREI-PRAXIS · 9/2007 Special 4 S&B...

GIESSEREI-PRAXIS · 9/2007
Specia l
2
S & B Industr ia l Minerals GmbH
Tong
ebun
dene
For
mst
offe
� Gießereibentonite unterlie-gen beim Abbau strengenKriterien, die sich aus quali-tativen, ökonomischen sowieumwelttechnischen und ge-sundheitlichen Aspekten zu-sammensetzen:
• Hoher Montmorillonitge-halt, minimale Menge anBegleitmineralien
• Hohe Belegung mit aus-tauschbaren Kationen, zu-meist Na- oder Ca-Ionen.
• Niedrig im Eisengehalt• Langfristig verfügbar in
größeren Mengen vonguter Qualität
• Wirtschaftlich akzeptableund zuverlässige Logistik
• Rekultivierung der Abbau-gebiete
Diese werden durch gieße-reitechnische Anforderungenergänzt:• Hohe spezifische Bindefä-
higkeit (pro %-Bentonit)• Hohe thermische Stabilität,
niedrige Abbrandraten, ge-ringe Reststoffmengen, ge-ringe Deponiekosten
• Schnelles Aufschlussver-halten im Mischer (guteDispergierbarkeit)
• Formbarkeit/ gute Fließei-genschaften
• Gutes Erosionsverhalten/Binden der Sandkörner
• Hohe Resistenz gegen diebeim Gießen entstehendenElektrolyte und Pyrolyser-ückstände [2]
• Beständigkeit gegen Aus-dehnungsfehler
• Günstiges Auspackverhal-ten
Als natürliche Rohstoffe sindBentonite das Ergebnis zahl-reicher geologischer Fakto-ren. In Millionen von Jahrenbewirken Druck und Tempe-ratur sowie die Zirkulationwässriger Lösungen die Um-wandlung des vulkanischenAusgangsgesteins zu Bento-nit. Abweichungen oben ge-nannter Faktoren bewirkenqualitative Unterschiede zwi-schen verschiedenen Roh-bentoniten und bestimmenderen Struktur und Eigen-schaften.
Sicherlich können diethermische Beständigkeitund die Festigkeiten (Nass-zugfestigkeit) z.B. durch eineAktivierung (Na/Ca- Ionen-Belegung) verändert werden.In den meisten Fällen exis-tiert hier eine klare Überein-stimmung zwischen dem Ak-tivierungsgrad und der ther-mischen Beständigkeit einesBentonites. Die Plättchen-Struktur des Bentonites (aufMikroniveau) ist aber in
einem sehr langen Umwand-lungsprozess formiert wor-den und kann durch die Ver-arbeitungstechnologie nurbeschränkt verändert wer-den. Die Aufgabe eines Ben-tonitlieferanten ist es daher,das Potenzial eines Bentoni-tes richtig zu erkennen unddieses möglichst vollständigund effizient auszuschöpfen.
Das Erfolgsergebnis einerderartigen intensiven Koope-rationsarbeit zwischen Geo-logen, Forschern und Gie-ßern, eine neue Bentonit-gruppe mit herausragendenEigenschaften und einersehr hohen thermischen Be-ständigkeit, wurde bei derGIFA 2007 unter demNamen MAKROBONDpräsentiert [1].
Bevor man mit der Dar-stellung dieser neuen Quali-täten, MAKROBOND ES undMAKROBOND 95, beginnt,lohnt sich ein kurzer Rück-blick in die praktische„Mineralogie der Gießerei-technik“.
Hochtemperaturver-halten der Bentonite
Das Hochtemperaturverhal-ten der Bentonite ist von ent-scheidender Bedeutung, daeine umfassende Formstoff-bewertung ohne den Aspektder thermischen Beanspru-chung den praktischen Be-langen nicht gerecht wird.
Eine Einschätzung darü-ber, ob ein Bentonit mehroder weniger thermisch sta-
bil ist, erhält man durch denVergleich der Festigkeiteneiner unbelasteten Probe miteiner thermisch belastetenProbe. Der Bentonit wirdhierbei zunächst auf 550 °Cerhitzt. Nach dem Abkühlenauf Raumtemperatur werdendie Festigkeiten der Testmi-schungen (Quarzsand, Was-ser, Bentonit), gemäß VDG-
Obwohl das Formverfahren auf Basis von bentonitgebundenem Formstoff oft als Herstellung „verlore-ner“ Formen bezeichnet wird, zählt diese Technologie aufgrund der relativ niedrigen Formstoffkostenund der Wiederverwendbarkeit des Umlaufformstoffes zu den wirtschaftlichsten Gussherstellungstech-nologien. Das eingesetzte Bindemittel – Bentonit – ist der am meisten verbreitete anorganische undumweltfreundliche Binder. Durch seine hohe Wirtschaftlichkeit wird er diese führende Position auch inkommenden Jahrzehnten behalten.
Der neue Bentonit MAKROBOND
O. Podobed,
C. Grefhorst,
S. Böhnke
Dr.-Ing. Oleg Podobedist Leiter AnwendungstechnikFormstoffe, Dipl.-Ing. Cornelis Grefhorst ist Leiter der Forschung undEntwicklung, Dipl. Geol. Sandra Boehnkeist Mitarbeiterin der Abtei-lung Forschung und Entwick-lung. Alle S&B IndustrialMinerals GmbH Geschäftsbe-reich Gießerei – IKO.
Über S & BS&B Industrial Minerals GmbHist einer der führenden Her-steller von Industrieminera-lien auf Basis von Bentoni-ten und Kohlenstoffträgern,mit einer langen Traditionim Abbau von Bentonit undin der Produktion von geeig-neten Formstoffbinder-Koh-lenstoffträger-Gemischen fürdie Gießereien.
S&B bietet der Gießereiindu-strie (Eisen-, Stahl- und NE-Gießereien) umfassendeSystemlösungen mit einemkompletten Dienstleistungs-angebot und einer beratendentechnischen Unterstützungvon höchstem Rang. Nebenden klassischen Formstoffengehören auch Kernsandaddi-tive und Produktionshilfsmit-tel zur Produktpalette fürGiessereiapplikationen.
S&B Industrial Minerals GmbHSchmielenfeldstr. 7845772 MarlGermanyFon: +49 (0) 23 65/804-0Fax: +49 (0) 23 65/804-211E-Mail: [email protected]
�

Merkblatt P69 geprüft undmit den Werten der Testmi-schungen mit unbelastetenBentoniten in Beziehung ge-setzt. MAKROBOND Bentoni-te besitzen somit nach VDGP69 eine thermische Bestän-digkeit von über 70 % imVergleich zu 40–60 % beiderzeit üblichen Gießerei-bentoniten.
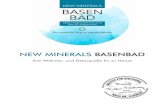
Eine weitere Methode zurPrüfung der thermischen Be-ständigkeit bietet die Diffe-rential-Thermo-Analyse.Hierbei wird der Bentonitmit einer konstanten Auf-heizrate von 10°K/min er-hitzt. Kontinuierlich werdenGewicht- und Temperaturun-terschiede zu einer Refe-renzprobe (Al2O3) gemessen.Bentonite verlieren hierbeinicht nur das oberflächlich
gebundene Wasser (sieheBild 1: Gewichtsverlust11,62 %), sondern auch OH-Gruppen aus der Strukturdes Montmorillonitminerals,bei weniger thermisch stabi-len Bentoniten sogar bereitsab 400 °C. Die Strukturum-wandlung ist irreversibelund eine Funktion von Tem-peratur, Aufheizrate, Erhit-zungszeit und Bindungsener-gie der OH-Gruppen. Ein tot-gebrannter Bentonit zeigt inWasser keine Quellung mehrund nimmt nur noch Adhäsi-ons- und Kohäsionswasser(Kapillarwasser) auf. Zwi-schenschichtwasser ist nichtmehr vorhanden, der Bento-nit zeigt keine Bindefähigkeitmehr.
Beide Bentonite behaltendemnach ihre ursprüngliche
Montmorillonitstruktur bis ineinen sehr hohen Tempera-turbereich von nahezu700 °C. Diese Entwässerung-stemperaturen entsprecheneiner hohen thermischen Be-ständigkeit und erklären diegeringen Abbrandverlustebeim Gießen.
Wie wichtig diese Tatsa-che letztlich für die Praxisist, zeigen nachfolgende Aus-führungen.
Tafel 1 zeigt die Ergebnis-se der Formstoffbelastung ineiner Form mit 2100 kgFormstoff, 250 kg Flüssigei-sen, einem Wassergehalt von4 % und einer Gießtempera-tur von 1450 °C (Zeit biszum Auspacken 2 Stunden).Mit rot sind die Formstoffan-teile gekennzeichnet, woBentonit irreversibel geschä-
digt wird.Die thermische Be-
lastung beim Gießenund Erstarren führenzur Austrocknung desFormstoffes, die mitder teilweisen Bildungirreversibler Ver-schleißprodukte ausden Bestandteilen desFormstoffes verbun-den ist, besonders inden gusstücknahenPartien (Verlust derBindefähigkeit desBentonites, Verko-kung und Veraschungdes Glanzkohlenstoff-
trägers, Quarzkornzersplitte-rung). Es kommt zur Bildungoolithischer Hüllen um dasQuarzkorn und zur Pelleti-sierung des Umlaufformstof-fes.
Durch den Gehalt an Was-ser, der beim bentonitgebun-denen Formstoff in der Regelzwischen 2,5 % und 4 % liegtund dessen Großteil ver-dampft, wird ein relativ ge-ringer Anteil des Formstoffesauf Temperaturen von über550 °C erhitzt (siehe Verlustder OH-Gruppen). Der Form-stoff zeichnet sich durch einehohe Wiederverwendbarkeitaus, es ist jedoch die Auffri-schung mit Bentonit, C-Trä-ger und Neusand sowie derAusgleich des Wasseranteilsnotwendig.
Die Werte in der Tafelstimmen mit den normalenpraxisüblichen Werten fürAuffrischungsraten überein.Also – „So far, so good“.
Die letzten Jahre zeigteneinen klaren Trend zur Stei-gerung des absoluten Aus-bringens und der maximalenAusnutzung des Formkas-tenvolumens. Der Nutzungs-grad der Formanlagen undder Peripherie wird kontinu-ierlich verbessert, die Pro-duktivität sowie die Quali-tätsanforderungen steigen.Hinzu kommen die Weiter-entwicklung spezieller Guss-eisenlegierungen und dieHerstellung komplexer inte-grierter Gusstückkonstruk-tionen, was Gießtemperatu-ren bis zu 1600 °C erfordert.Zusammenfassend heißt daseine extrem enge Kastenbe-
GIESSEREI-PRAXIS · 9/2007 3
Specia l
S & B Industr ia l Minerals GmbH
Tong
ebun
dene
For
mst
offe
Tafel 1. Formstoffbelastung beimGießen (vor dem Auspacken) [3]
Bild 1. DTA-Analyse MAKROBOND 95
Bild 2. Steigende Formstoffbelastung mit der Erhöhung des Eisen-Sand Verhältnis

GIESSEREI-PRAXIS · 9/2007
Specia l
4
S & B Industr ia l Minerals GmbH
Tong
ebun
dene
For
mst
offe
legung, sehr kurze Taktzei-ten, eine steigende Zahl derFormstoffumläufe und einesehr hohe Formstoffbelas-tung.
Betrachtet man das vor-her erwähnte Beispiel unterdiesen neuen Bedingungen(zum Beispiel bei dreifacherFlüssigeisenmenge), dannwird schnell klar, dass sicheine deutliche Verschiebung– bis zu einer Vervierfachung– der belasteten Formstoff-anteile (Tafel 1, Bild 2) zuhöheren Temperaturen er-gibt, und dadurch werdenbessere „robustere“ Bentoni-te dringend benötigt.
„Mein Name ist BOND…MAKROBOND“.
Die neuen MAKROBOND-Bentonite sind für höchste
Formstoff-Anforderungenentwickelt worden. Gekenn-zeichnet durch einen sehrhohen Montmorillonitgehaltund extrem gute thermischeStabilität ergeben sie Vortei-le wie niedrigen Verbrauch,geringen Wasserbedarf undbessere Wiederaufbereitung.Sie sind eine gelungene Er-gänzung zu den bewährtenIKO BOND- und QUICK-BOND-Produktreihen, dieseit vielen Jahren weltweit inden Gießereien eingesetztwerden [4,5].
Die in Bild 3 gewählteDarstellungsform so genann-ter Netzdiagramme (Spin-nendiagramme) ermöglichteinen guten Vergleich derwichtigsten Materialmerk-male.
MAKROBOND – Form-stoffbinder mit einer perfek-
ten Kombination von Eigen-schaften (siehe auch Tafel 2),wie:• einem hohen Montmoril-
lonitgehalt• einem hohen Bindevermö-
gen• exzellenter spezifischer
Festigkeit• einer sehr hohen thermi-
schen Beständigkeit beigleichzeitig schnellemAufschlussverhalten undentsprechend geringenAbbrandverlusten im Um-laufprozess.
Praxisbeispiele belegendie hohe Wirkung der MA-KROBOND-Bentonite:Die Auswertung der Ver-brauchszahlen einer Gieße-rei, die 2007 von süddeut-schem Bentonit auf MAKRO-BOND ES umgestellt wurde,ergab eine Ersparnis von ca.20 %. Mit MAKROBOND 95wurden bei einer großenMotorengießerei im Ver-gleich zu QUICKBOND D ca.7 % Material eingespart.
Auspackverhalten
Schlechte Auspackeigen-schaften des Formstoffesführen zu Austragsverlusten,die nur durch Neusandzug-aben kompensiert werdenkönnen, zu einem erhöhtenPutzaufwand durch anhaf-tenden Sand und zu ver-stärkter Knollenbildung und
damit verbundener er-schwerter Wiederaufbereit-barkeit. Somit erhöhen sichim Allgemeinen die Form-stoffkosten.
Verwendung thermischhochbeständiger Bentonitebedeutet jedoch nicht, dassman dann auch zwangsläu-fig schlechtere Auspackei-genschaften hat, denn durchwenig Wasser, Bentonit undSchlämmstoff wird die Tren-nung von Gußteil und Form-stoff erheblich erleichtert.
Fazit
Die Firma IKO hat neue Ben-tonite entwickelt, mit einenMontmorillonitgehalt undeiner thermischen Stabilität,die weit über den derzeitverwendeten Bentoniten lie-gen. Vorteile sind geringeZugabemengen, sehr gutesKreislaufverhalten / Wieder-aufbereitung, weniger Guß-fehler durch optimale Form-stoffbindung und minimaleWassermenge. �
Literatur[1] IKO- Broschüre zur GIFA
2007
[2] C. Grefhorst, O. Podobed,S. Böhnke. Bentonitge-bundene Formstoffe. Um-laufverhalten von Bento-niten unter besondererBetrachtung des Kreis-laufsystems und derNasszugfestigkeit.
[3] S.S. Zhukowsky. Form-stoffe und Formmateria-lien. Moskau, Verlag „Ma-schinenbau“ 1993.
[4] W. Tilch, C. Grefhorst, W.Kleimann: Bentonite alsFormstoffbinder – einepraxisnahe Bewertungder Eigenschaften. Teil 1.Gießerei-Praxis 02/02, S. 53–62
[5] W. Tilch, C. Grefhorst, W.Kleimann: Bentonite alsFormstoffbinder – einepraxisnahe Bewertungder Eigenschaften. Teil 1.Gießerei-Praxis 02/03, S. 61–69
�
Tafel 2. IKO Bond D, QUICKBOND D, MAKROBOND ES und MAKROBOND 95
Bild 3. Vergleich der Bentoniteigenschaften