
Stand der Technik 3D-Druck - seniorinnenuni.at · 10 Engineering Technologies (TEC) ......
80
Stand der Technik – 3D-Druck SeniorInnenUNI | IMC FH Krems | 24.01.2019 Martin Braunstorfer, MSc | FOTEC Forschungs- und Technologietransfer GmbH
Transcript of Stand der Technik 3D-Druck - seniorinnenuni.at · 10 Engineering Technologies (TEC) ......

Stand der Technik – 3D-DruckSeniorInnenUNI | IMC FH Krems | 24.01.2019Martin Braunstorfer, MSc | FOTEC Forschungs- und Technologietransfer GmbH


3
Martin Braunstorfer, MSc
Persönlicher Hintergrund
• HTL Wr. Neustadt – Maschinenbau
• FH Wr. Neustadt – Mechatronik
− Master Thesis im Bereich der
Prozessüberwachung beim LSS
• seit 2016 als 3D-Druck – Techniker bei FOTEC
• Privat:
− Rettungssanitäter beim Roten Kreuz
− Mithilfe bei der Organisation div. Veranstaltungen
4
Inhalt
• Firmenvorstellung
• Allgemeines zum 3D-Druck
− Einführung
− Beispiele
• Überblick der 3D-Druck – Technologien
− Feststoffe
− Flüssigkeiten
− Pulver
• Laserstrahlschmelzen (LSS) bei FOTEC
− Prozessablauf
− Anwendungen / Case Studies
− Entwicklungen für die Raumfahrt
• Maschinenausstattung FOTEC
− Maschinenausstattung für die additive Fertigung
− Zusatzausstattung für die additive Fertigung
• Zusammenfassung und Ausblick

5
FOTEC Forschungs- und Technologietransfer GmbH
Firmenvorstellung
6
Die FOTEC ist das Forschungsunternehmen der
Fachhochschule Wiener Neustadt
FOTEC Forschungs- und Technologietransfer GmbH
• 1998 gegründet
• Betriebsleistung > 2,5 Mio. EUR
• ~ 40 MitarbeiterInnen
• Mehr als 20 nationale und internationale F&E
Projekte
• Qualitätsmanagementsystem zertifiziert nach
EN ISO 9001:2015

7
FOTEC Geschäftsbereiche
Innovative Software
Systems
Aerospace
Engineering
Engineering
Technologies
Ionenemitter
Antriebssysteme
Energiesysteme
Test-Services
Softwareentwicklung
(Windows, Android, iOS, Web)
Generative Fertigung
Pulverspritzgießen
8
Engineering Technologies (TEC)
Firmenvorstellung
9
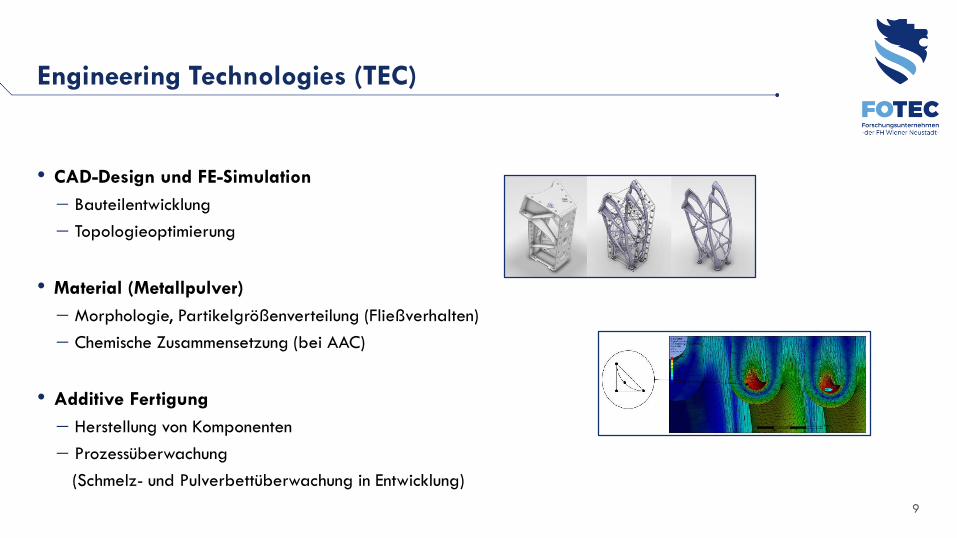
Engineering Technologies (TEC)
• CAD-Design und FE-Simulation
− Bauteilentwicklung
− Topologieoptimierung
• Material (Metallpulver)
− Morphologie, Partikelgrößenverteilung (Fließverhalten)
− Chemische Zusammensetzung (bei AAC)
• Additive Fertigung
− Herstellung von Komponenten
− Prozessüberwachung
(Schmelz- und Pulverbettüberwachung in Entwicklung)
10
Engineering Technologies (TEC)
• Nachbearbeitung
− Mechanische Nacharbeit von Funktionsflächen
− Reinigungsprozedur mittels Ultraschallbädern
− Wärmebehandlung (Spannungsarmglühen)
• Tests (in Kooperation mit AAC GmbH)
− Zugversuch
− Mikrostrukturanalyse
− Riss- und Porositätsuntersuchungen
− Abmessungen und Verzug
− Dynamische Tests (Fatigue)
− Helium Lecktests (Dichtheit) Kompletter End – to – End Herstellungsprozess an einem
Standort!

11
Engineering Technologies (TEC)
Projektfördergeber:
Projektpartner:
u.v.m.
12
Einführung
Allgemeines zum 3D-Druck
13
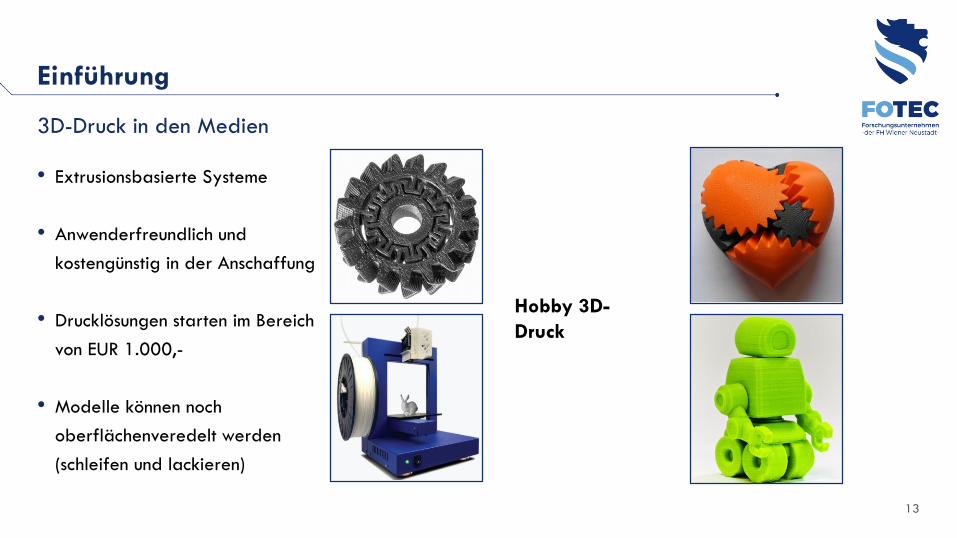
3D-Druck in den Medien
Einführung
• Extrusionsbasierte Systeme
• Anwenderfreundlich und
kostengünstig in der Anschaffung
• Drucklösungen starten im Bereich
von EUR 1.000,-
• Modelle können noch
oberflächenveredelt werden
(schleifen und lackieren)
Hobby 3D-
Druck
14
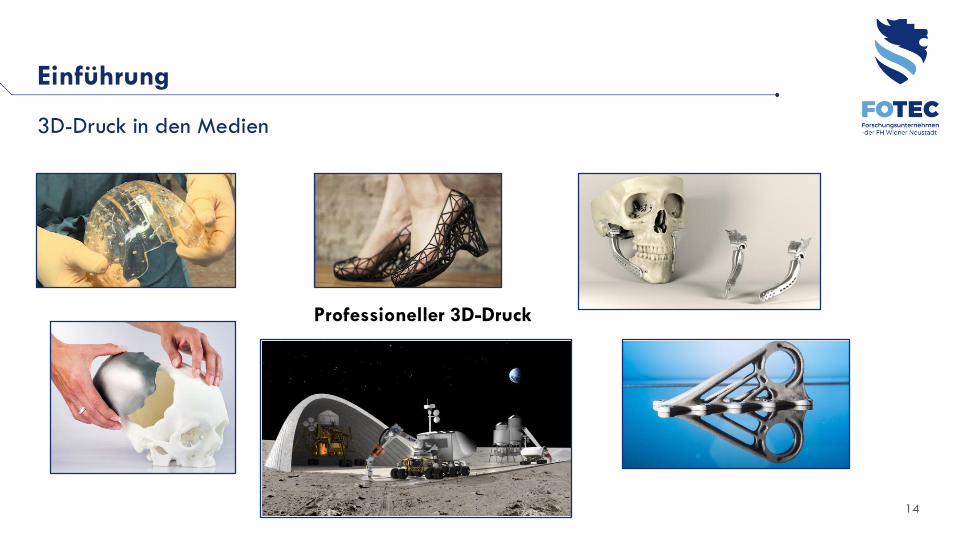
3D-Druck in den Medien
Einführung
Professioneller 3D-Druck
15
Begriffsdefinitionen
Schichtweiser Aufbau
Einführung
Hohe Bauteilkomplexität möglich
Keine Werkzeuge notwendig
Neue Denkweise in der Konstruktion notwendig
Kürzerer Produktentwicklungszyklus
Mit konventionellen Fertigungsmethoden nicht herstellbar
Was versteht man unter
3D-Druck bzw. Additiver Fertigung?
16
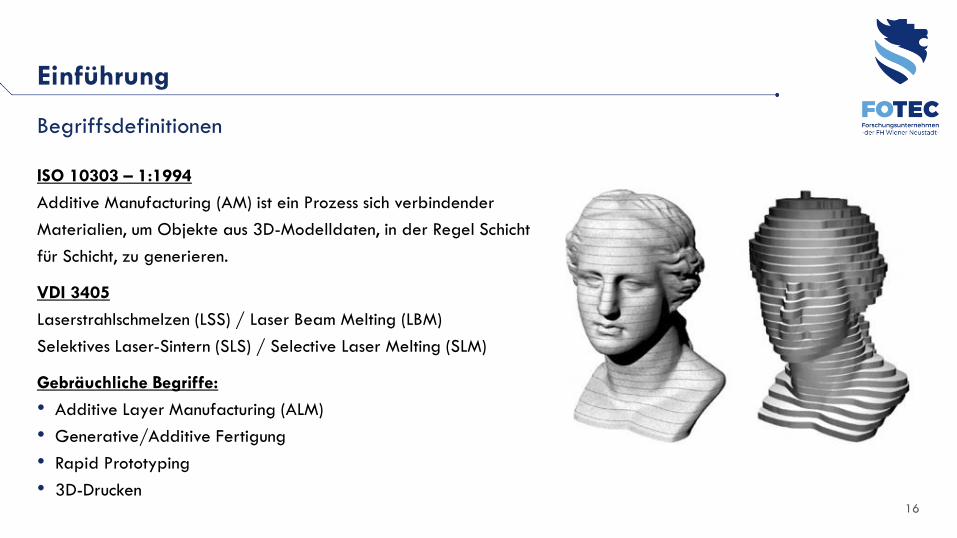
Begriffsdefinitionen
Einführung
ISO 10303 – 1:1994
Additive Manufacturing (AM) ist ein Prozess sich verbindender
Materialien, um Objekte aus 3D-Modelldaten, in der Regel Schicht
für Schicht, zu generieren.
VDI 3405
Laserstrahlschmelzen (LSS) / Laser Beam Melting (LBM)
Selektives Laser-Sintern (SLS) / Selective Laser Melting (SLM)
Gebräuchliche Begriffe:
• Additive Layer Manufacturing (ALM)
• Generative/Additive Fertigung
• Rapid Prototyping
• 3D-Drucken
17
Geschichtliches
Als Erfinder des 3D-Druckens gilt Chuck Hull,
der im Jahr 1986 das Patent für seine
im Jahr 1984 erfundene Stereolithographieanlage
zugesprochen bekommen hat.
Einführung
18
Beispiele
Allgemeines zum 3D-Druck

19
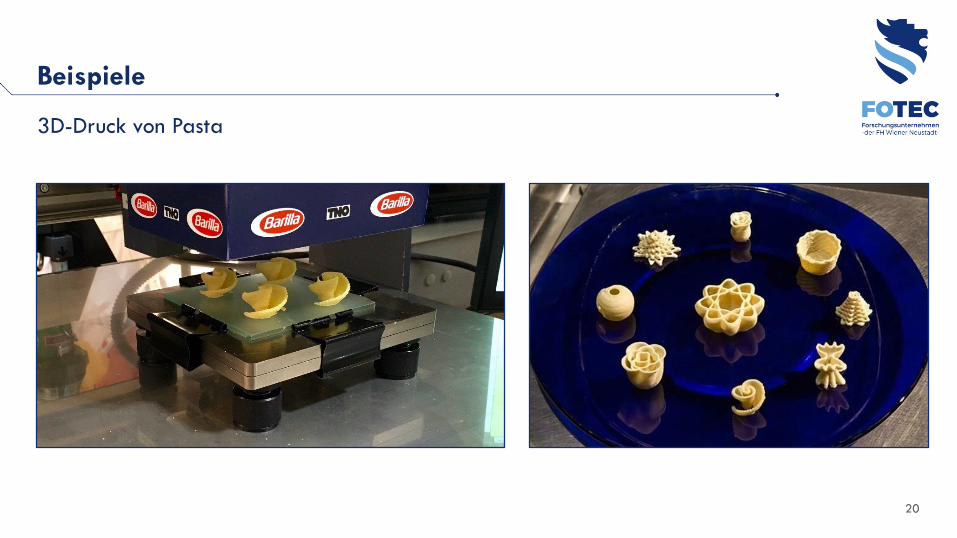
3D-Druck von Lebensmitteln
Beispiele
20
3D-Druck von Pasta
Beispiele
21
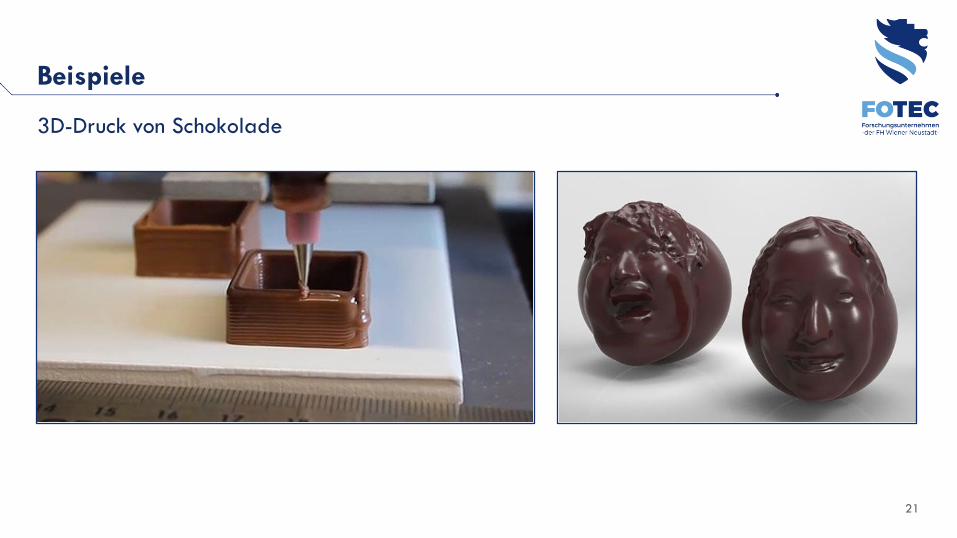
3D-Druck von Schokolade
Beispiele
22
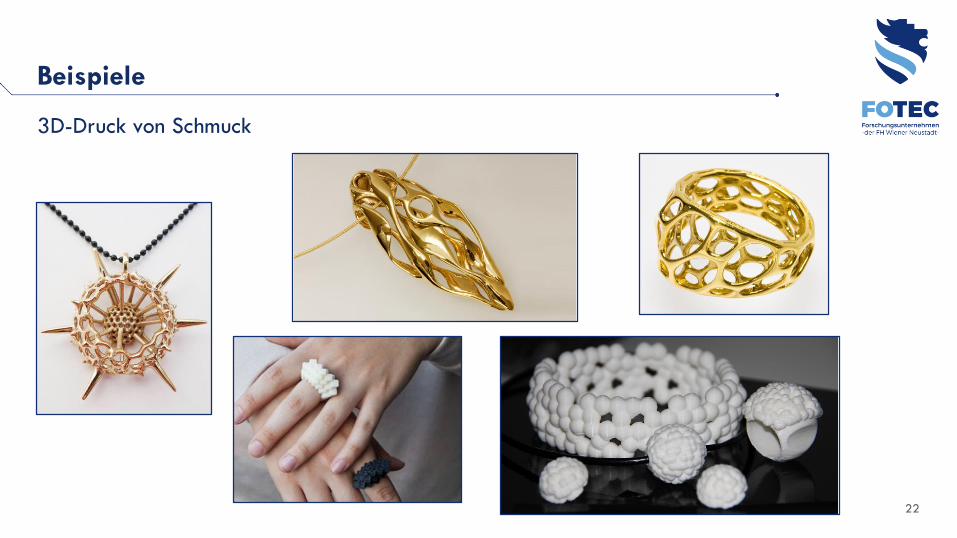
3D-Druck von Schmuck
Beispiele

23
3D-Druck von Modeartikeln
Beispiele
24
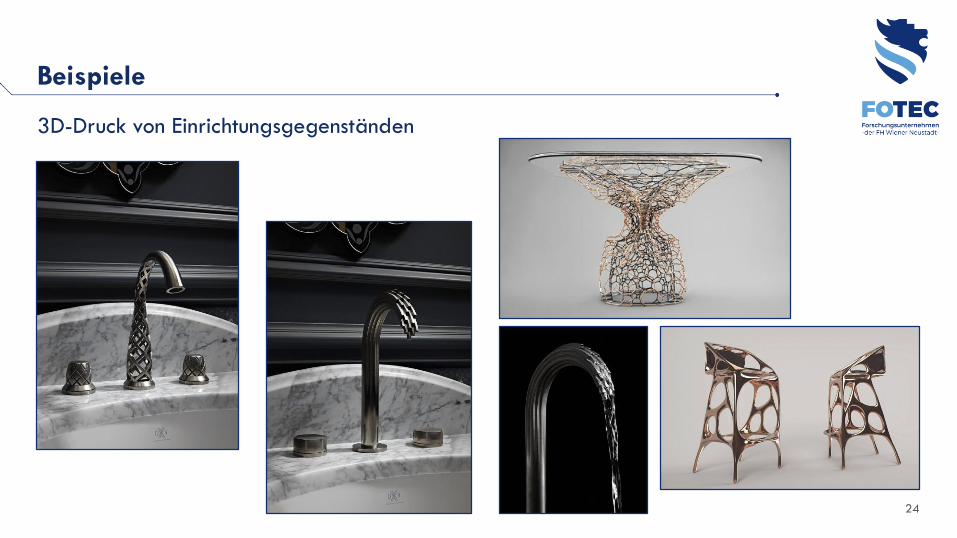
3D-Druck von Einrichtungsgegenständen
Beispiele
25
3D-Druck von Gebäuden
Beispiele

26
3D-Druck von Implantaten in der Medizin
Beispiele

27
3D-Druck von Prothesen in der Medizin
Beispiele

28
3D-Druck von Prothesen in der Veterinärmedizin
Beispiele

29
Überblick der 3D-Druck – Technologien
30
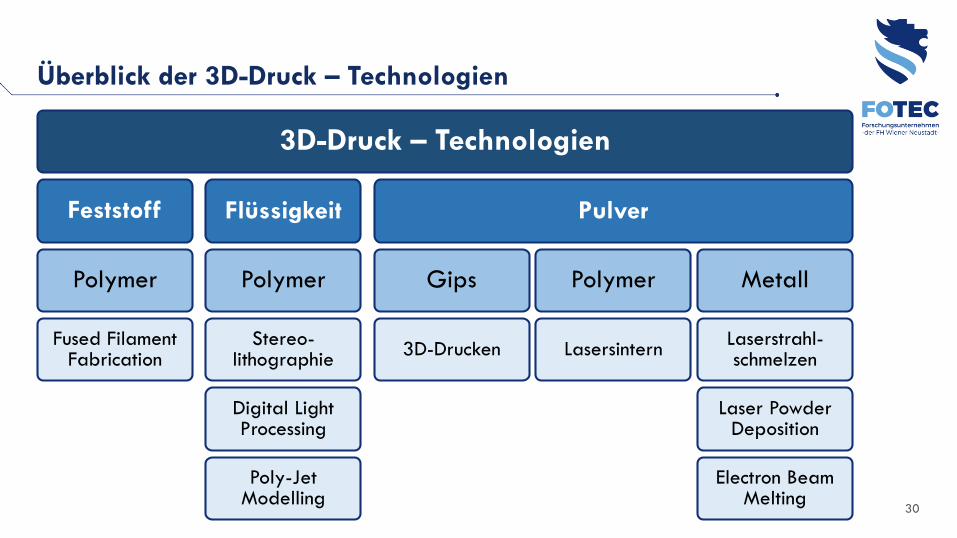
Überblick der 3D-Druck – Technologien
3D-Druck – Technologien
Feststoff
Polymer
Fused Filament Fabrication
Flüssigkeit
Polymer
Stereo-lithographie
Digital Light Processing
Poly-Jet Modelling
Pulver
Gips
3D-Drucken
Polymer
Lasersintern
Metall
Laserstrahl-schmelzen
Laser Powder Deposition
Electron Beam Melting
31
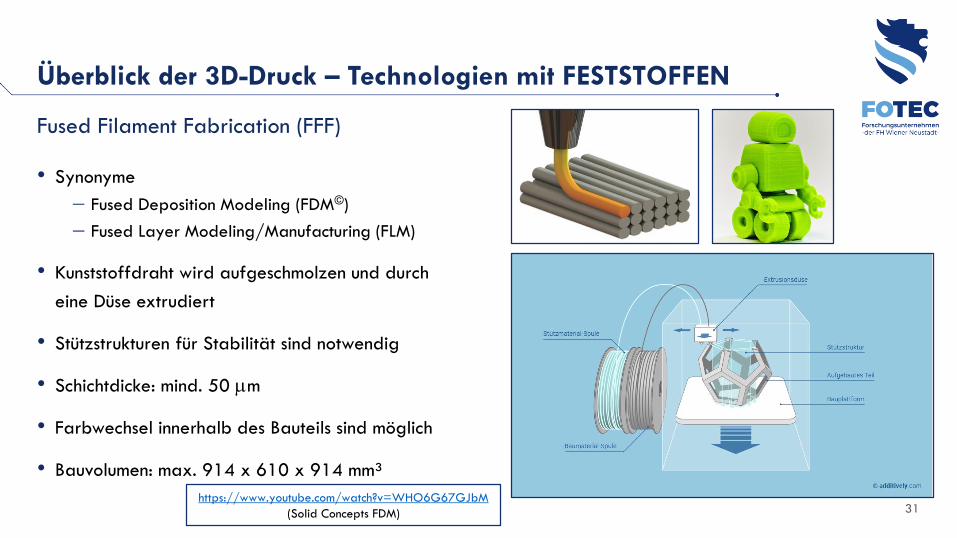
Fused Filament Fabrication (FFF)
Überblick der 3D-Druck – Technologien mit FESTSTOFFEN
• Synonyme
− Fused Deposition Modeling (FDM©)
− Fused Layer Modeling/Manufacturing (FLM)
• Kunststoffdraht wird aufgeschmolzen und durch
eine Düse extrudiert
• Stützstrukturen für Stabilität sind notwendig
• Schichtdicke: mind. 50 mm
• Farbwechsel innerhalb des Bauteils sind möglich
• Bauvolumen: max. 914 x 610 x 914 mm³
https://www.youtube.com/watch?v=WHO6G67GJbM
(Solid Concepts FDM)

32
FFF @ FOTEC |ESA-Projekt: ISRU
Überblick der 3D-Druck – Technologien mit FESTSTOFFEN
• In-situ resource utilization (ISRU)
• ESA – Projektstart: 2015
• Herstellung von Strahlen- und
Meteoritenschutzbauten aus Mond-
und Marsstaub mittels 3D-Druck
33
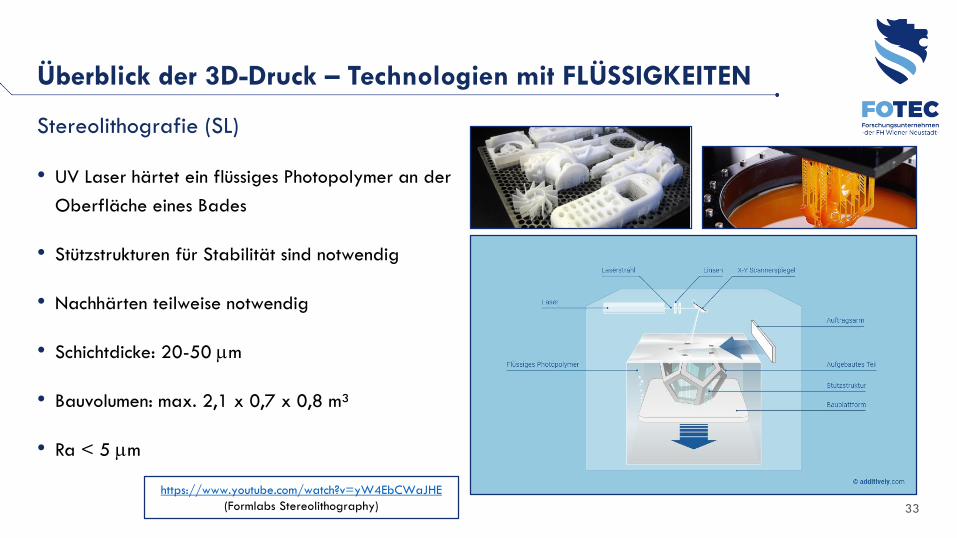
Stereolithografie (SL)
Überblick der 3D-Druck – Technologien mit FLÜSSIGKEITEN
• UV Laser härtet ein flüssiges Photopolymer an der
Oberfläche eines Bades
• Stützstrukturen für Stabilität sind notwendig
• Nachhärten teilweise notwendig
• Schichtdicke: 20-50 mm
• Bauvolumen: max. 2,1 x 0,7 x 0,8 m³
• Ra < 5 mm
https://www.youtube.com/watch?v=yW4EbCWaJHE
(Formlabs Stereolithography)
34
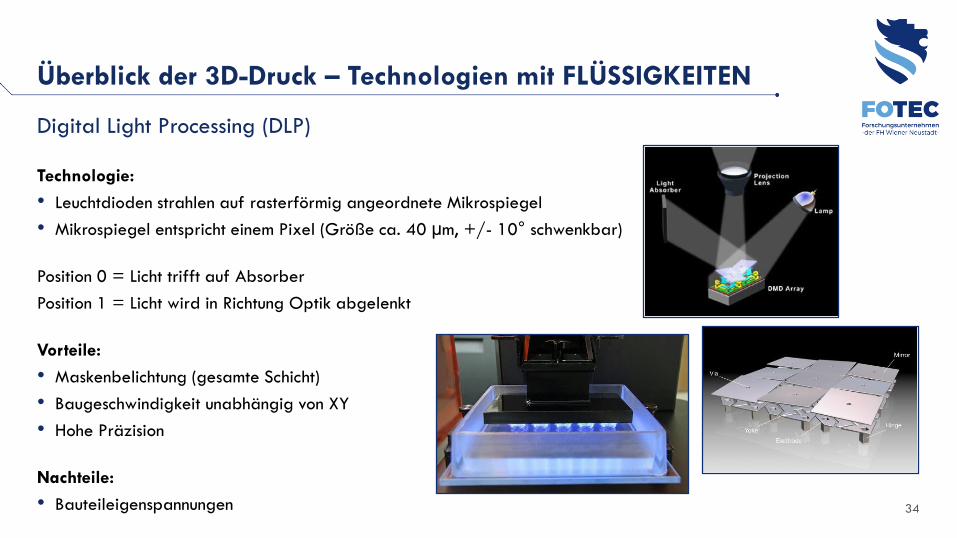
Digital Light Processing (DLP)
Überblick der 3D-Druck – Technologien mit FLÜSSIGKEITEN
Technologie:
• Leuchtdioden strahlen auf rasterförmig angeordnete Mikrospiegel
• Mikrospiegel entspricht einem Pixel (Größe ca. 40 µm, +/- 10° schwenkbar)
Position 0 = Licht trifft auf Absorber
Position 1 = Licht wird in Richtung Optik abgelenkt
Vorteile:
• Maskenbelichtung (gesamte Schicht)
• Baugeschwindigkeit unabhängig von XY
• Hohe Präzision
Nachteile:
• Bauteileigenspannungen
35
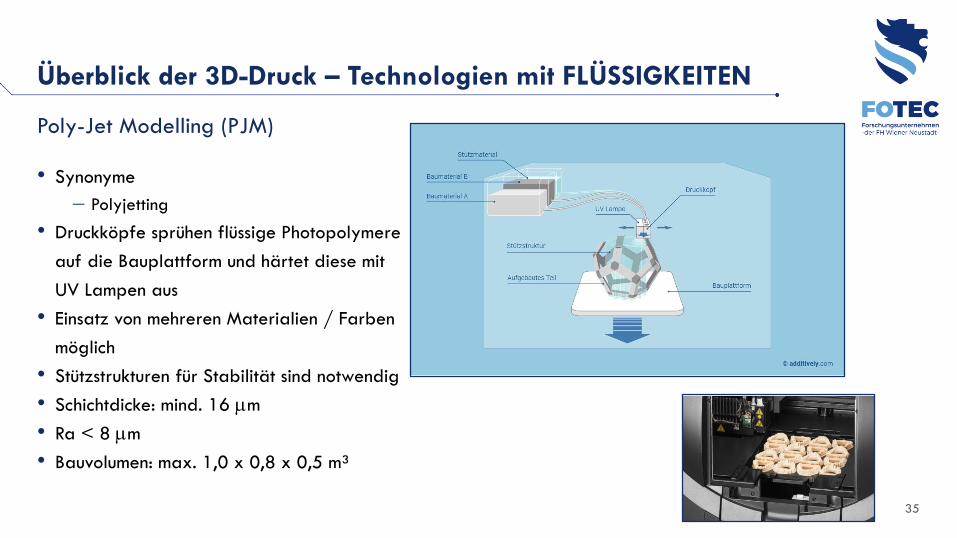
Poly-Jet Modelling (PJM)
Überblick der 3D-Druck – Technologien mit FLÜSSIGKEITEN
• Synonyme
− Polyjetting
• Druckköpfe sprühen flüssige Photopolymere
auf die Bauplattform und härtet diese mit
UV Lampen aus
• Einsatz von mehreren Materialien / Farben
möglich
• Stützstrukturen für Stabilität sind notwendig
• Schichtdicke: mind. 16 mm
• Ra < 8 mm
• Bauvolumen: max. 1,0 x 0,8 x 0,5 m³
36
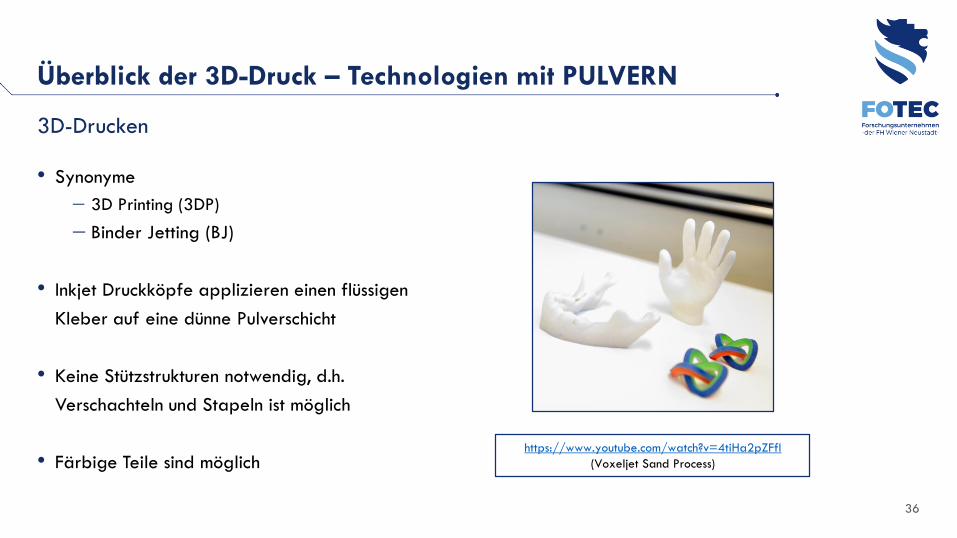
3D-Drucken
Überblick der 3D-Druck – Technologien mit PULVERN
• Synonyme
− 3D Printing (3DP)
− Binder Jetting (BJ)
• Inkjet Druckköpfe applizieren einen flüssigen
Kleber auf eine dünne Pulverschicht
• Keine Stützstrukturen notwendig, d.h.
Verschachteln und Stapeln ist möglich
• Färbige Teile sind möglichhttps://www.youtube.com/watch?v=4tiHa2pZFfI
(Voxeljet Sand Process)
37
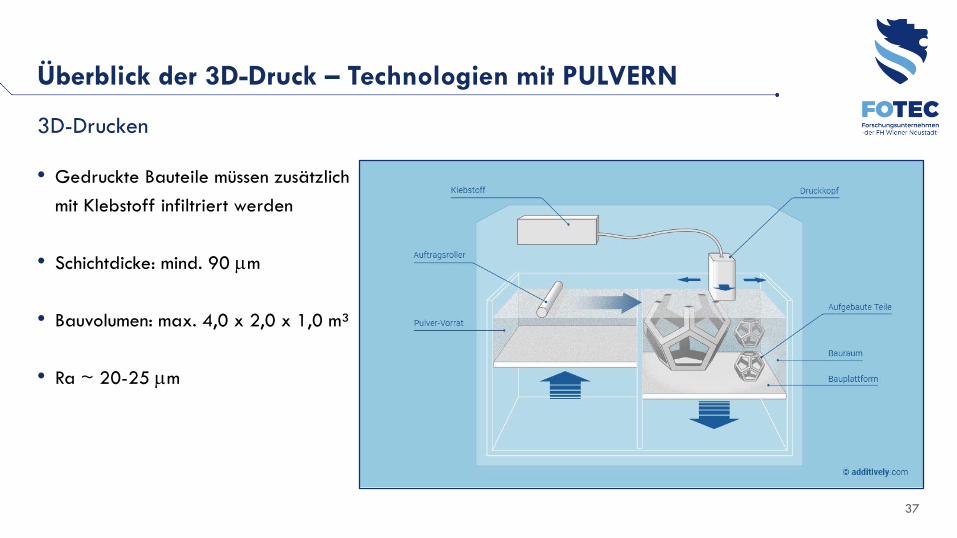
3D-Drucken
Überblick der 3D-Druck – Technologien mit PULVERN
• Gedruckte Bauteile müssen zusätzlich
mit Klebstoff infiltriert werden
• Schichtdicke: mind. 90 mm
• Bauvolumen: max. 4,0 x 2,0 x 1,0 m³
• Ra ~ 20-25 mm
38
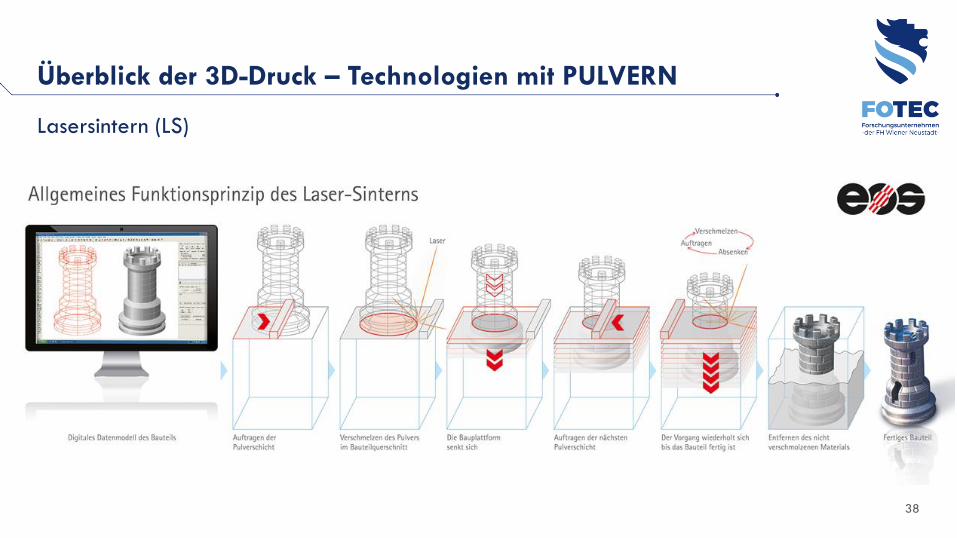
Lasersintern (LS)
Überblick der 3D-Druck – Technologien mit PULVERN
39
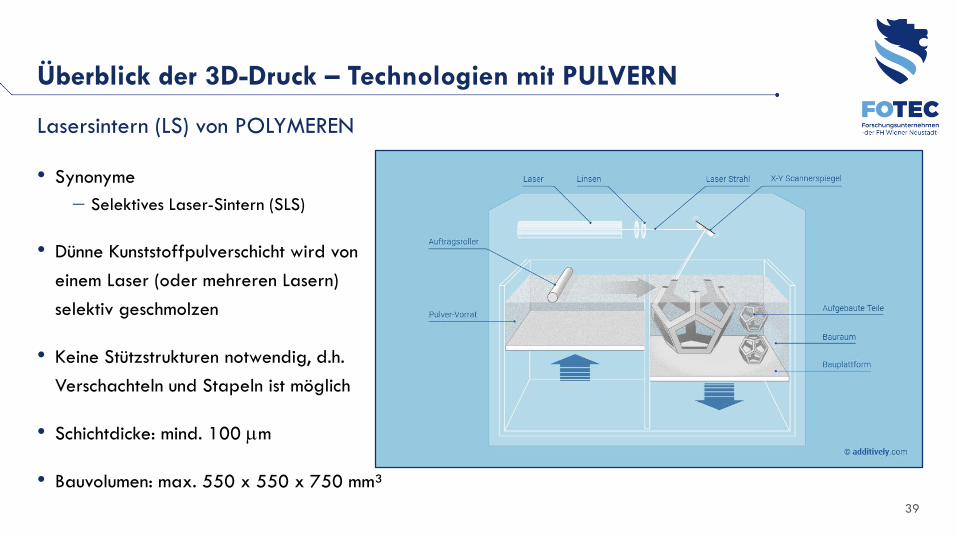
Lasersintern (LS) von POLYMEREN
Überblick der 3D-Druck – Technologien mit PULVERN
• Synonyme
− Selektives Laser-Sintern (SLS)
• Dünne Kunststoffpulverschicht wird von
einem Laser (oder mehreren Lasern)
selektiv geschmolzen
• Keine Stützstrukturen notwendig, d.h.
Verschachteln und Stapeln ist möglich
• Schichtdicke: mind. 100 mm
• Bauvolumen: max. 550 x 550 x 750 mm³
40
Laserstrahlschmelzen (LSS) von METALLEN
Überblick der 3D-Druck – Technologien mit PULVERN
• Synonyme
− Laser Beam Melting (LBM)
− Selective Laser Melting (SLM)
− EOS: Direct Metal Laser Sintering (DMLS®)
− Concept Laser: LaserCUSING®
• Dünne Metallpulverschicht wird von einem
Laser selektiv aufgeschmolzen
https://www.youtube.com/watch?v=zG_yZmwPhIU
(Siemens Gas Turbine Repair with AM)
41
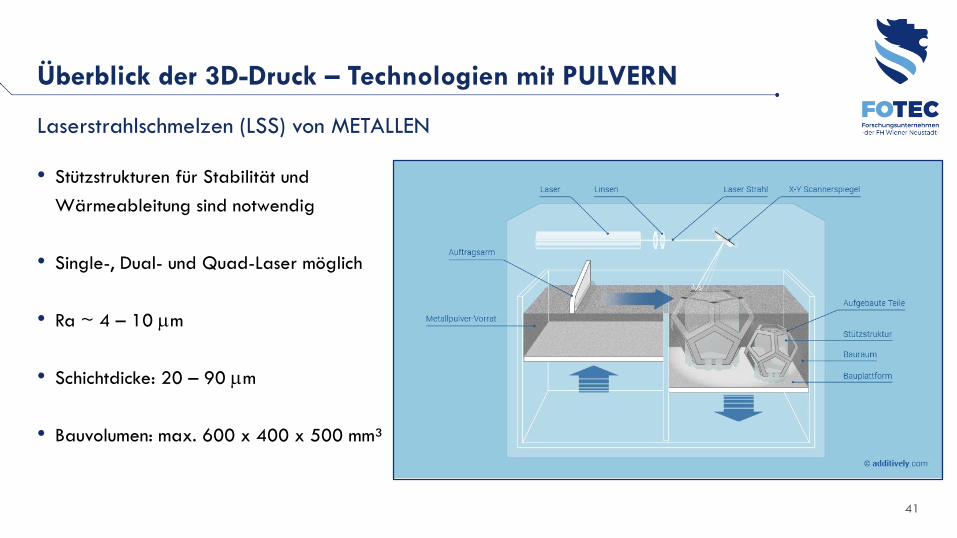
Laserstrahlschmelzen (LSS) von METALLEN
Überblick der 3D-Druck – Technologien mit PULVERN
• Stützstrukturen für Stabilität und
Wärmeableitung sind notwendig
• Single-, Dual- und Quad-Laser möglich
• Ra ~ 4 – 10 mm
• Schichtdicke: 20 – 90 mm
• Bauvolumen: max. 600 x 400 x 500 mm³
42
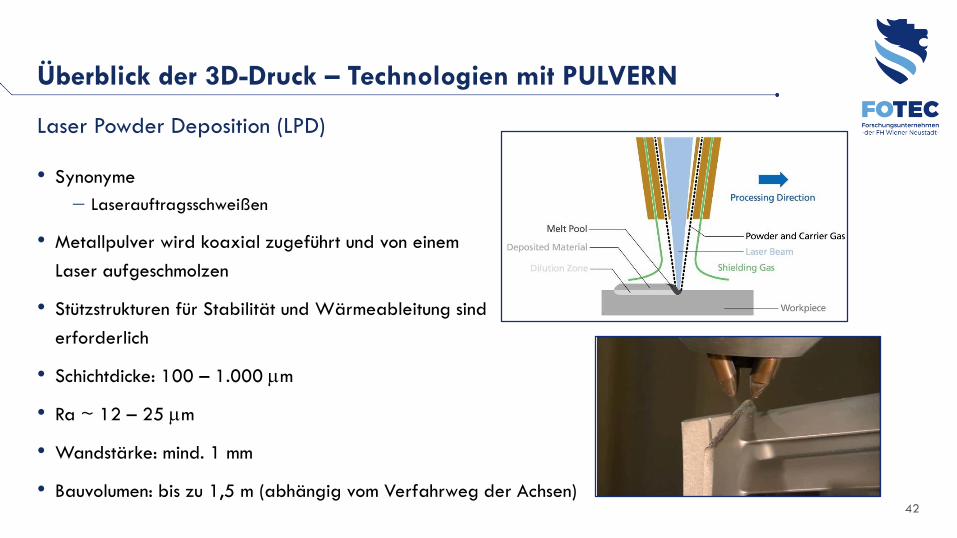
Laser Powder Deposition (LPD)
Überblick der 3D-Druck – Technologien mit PULVERN
• Synonyme
− Laserauftragsschweißen
• Metallpulver wird koaxial zugeführt und von einem
Laser aufgeschmolzen
• Stützstrukturen für Stabilität und Wärmeableitung sind
erforderlich
• Schichtdicke: 100 – 1.000 mm
• Ra ~ 12 – 25 mm
• Wandstärke: mind. 1 mm
• Bauvolumen: bis zu 1,5 m (abhängig vom Verfahrweg der Achsen)

43
Laser Powder Deposition (LPD)
Überblick der 3D-Druck – Technologien mit PULVERN
DMG MORI Lasertec 65 3D: kombiniertes Laserauftragsschweißen
& spanende Bearbeitung
• Kombination unterschiedlicher Materialien möglich
• Innenliegende Kühlkanäle, partielle Beschichtungen
• Anwendung:
− Turbinenschaufel
− Flansche
− Bohrkopf
https://www.youtube.com/watch?v=L3CkzQQFZXs
(DMG MORI Lasertec 65 3D)
44
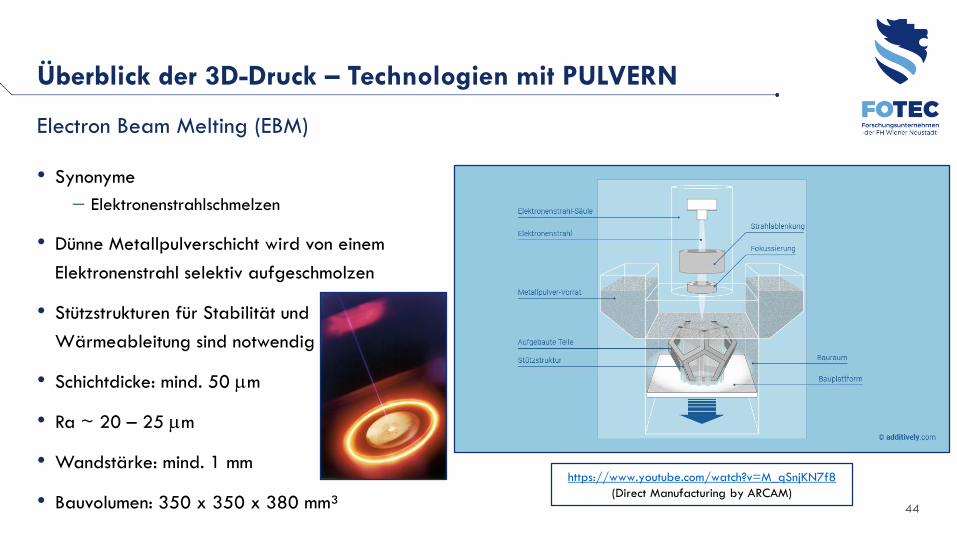
Electron Beam Melting (EBM)
Überblick der 3D-Druck – Technologien mit PULVERN
• Synonyme
− Elektronenstrahlschmelzen
• Dünne Metallpulverschicht wird von einem
Elektronenstrahl selektiv aufgeschmolzen
• Stützstrukturen für Stabilität und
Wärmeableitung sind notwendig
• Schichtdicke: mind. 50 mm
• Ra ~ 20 – 25 mm
• Wandstärke: mind. 1 mm
• Bauvolumen: 350 x 350 x 380 mm³
https://www.youtube.com/watch?v=M_qSnjKN7f8
(Direct Manufacturing by ARCAM)

45
Prozessablauf
Laserstrahlschmelzen (LSS) bei FOTEC
46
Überblick
Prozessablauf
Vorbereitung
Vollständiger CAD-Datensatz des Bauteils
Überprüfung der Realisierbarkeit mit der LSS Technologie
Materialauswahl
Herstellung des Bauteils durch Laserstrahlschmelzen
(LSS)
Handhabung und Lagerung des Metallpulvers
Vorbereitung der LSS Anlage
Aufbau des Bauteils
In-situ Qualitätskontrolle
Nacharbeit
Entfernung der Stützstrukturen
Nachbearbeitung der Bauteiloberfläche
Kontrolle der Maßhaltigkeit
Wärmebehandlung
Kontrolle der Sauberkeit
47
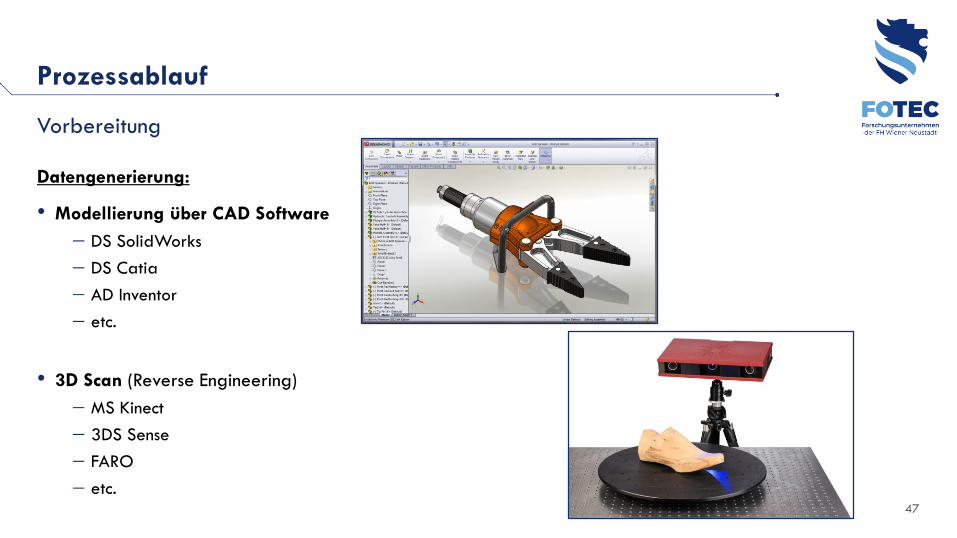
Vorbereitung
Prozessablauf
Datengenerierung:
• Modellierung über CAD Software
− DS SolidWorks
− DS Catia
− AD Inventor
− etc.
• 3D Scan (Reverse Engineering)
− MS Kinect
− 3DS Sense
− FARO
− etc.
48
Vorbereitung
Prozessablauf
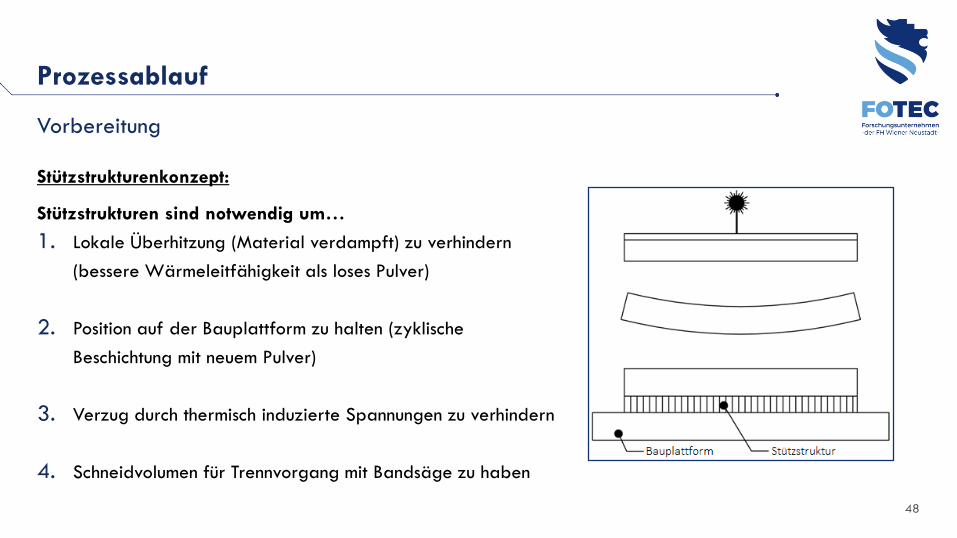
Stützstrukturenkonzept:
Stützstrukturen sind notwendig um…
1. Lokale Überhitzung (Material verdampft) zu verhindern
(bessere Wärmeleitfähigkeit als loses Pulver)
2. Position auf der Bauplattform zu halten (zyklische
Beschichtung mit neuem Pulver)
3. Verzug durch thermisch induzierte Spannungen zu verhindern
4. Schneidvolumen für Trennvorgang mit Bandsäge zu haben
49
Vorbereitung
Prozessablauf
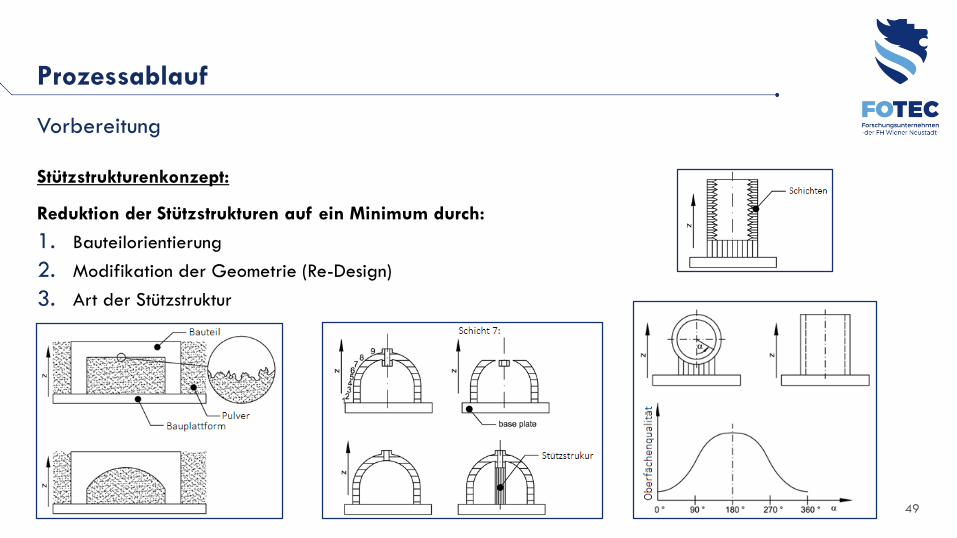
Stützstrukturenkonzept:
Reduktion der Stützstrukturen auf ein Minimum durch:
1. Bauteilorientierung
2. Modifikation der Geometrie (Re-Design)
3. Art der Stützstruktur
50
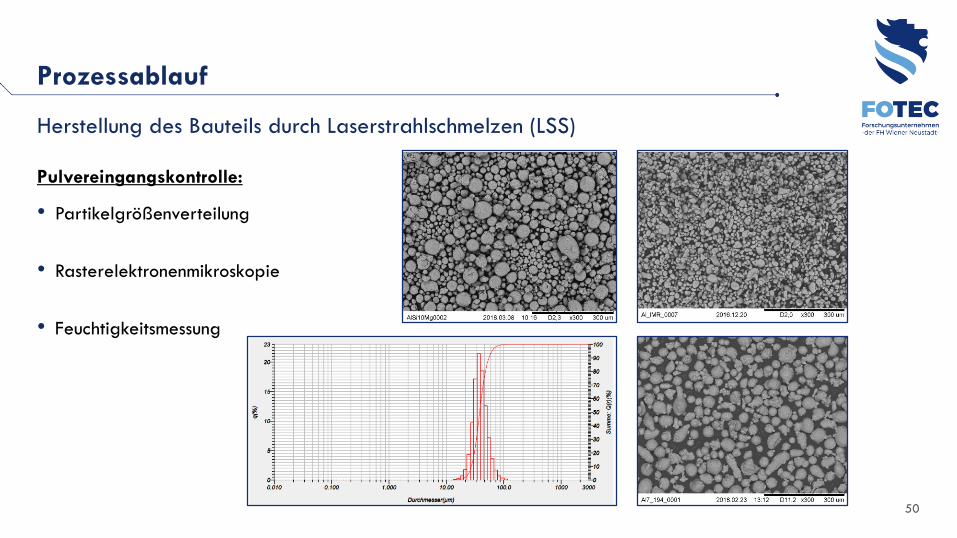
Herstellung des Bauteils durch Laserstrahlschmelzen (LSS)
Prozessablauf
Pulvereingangskontrolle:
• Partikelgrößenverteilung
• Rasterelektronenmikroskopie
• Feuchtigkeitsmessung
51
• Verfahren, welches pulverförmiges Material mittels Laser Schicht für Schicht aufschmilzt und beim
Erstarren verschweißt (VDI 3405)
• Zyklische Abfolge von fünf Prozessschritten:
− Bauplattform absenken
− Beschichter verfahren
−Metallpulver bereitstellen
− Beschichten
− Belichten
• Verfahren, welches pulverförmiges Material mittels Laser Schicht für Schicht aufschmilzt und beim
Erstarren verschweißt (VDI 3405)
• Zyklische Abfolge von fünf Prozessschritten:
− Bauplattform absenken
− Beschichter verfahren
−Metallpulver bereitstellen
− Beschichten
− Belichten
• Verfahren, welches pulverförmiges Material mittels Laser Schicht für Schicht aufschmilzt und beim
Erstarren verschweißt (VDI 3405)
• Zyklische Abfolge von fünf Prozessschritten:
− Bauplattform absenken
− Beschichter verfahren
−Metallpulver bereitstellen
− Beschichten
− Belichten
• Verfahren, welches pulverförmiges Material mittels Laser Schicht für Schicht aufschmilzt und beim
Erstarren verschweißt (VDI 3405)
• Zyklische Abfolge von fünf Prozessschritten:
− Bauplattform absenken
− Beschichter verfahren
−Metallpulver bereitstellen
− Beschichten
− Belichten
• Verfahren, welches pulverförmiges Material mittels Laser Schicht für Schicht aufschmilzt und beim
Erstarren verschweißt (VDI 3405)
• Zyklische Abfolge von fünf Prozessschritten:
− Bauplattform absenken
− Beschichter verfahren
−Metallpulver bereitstellen
− Beschichten
− Belichten
Prozessablauf
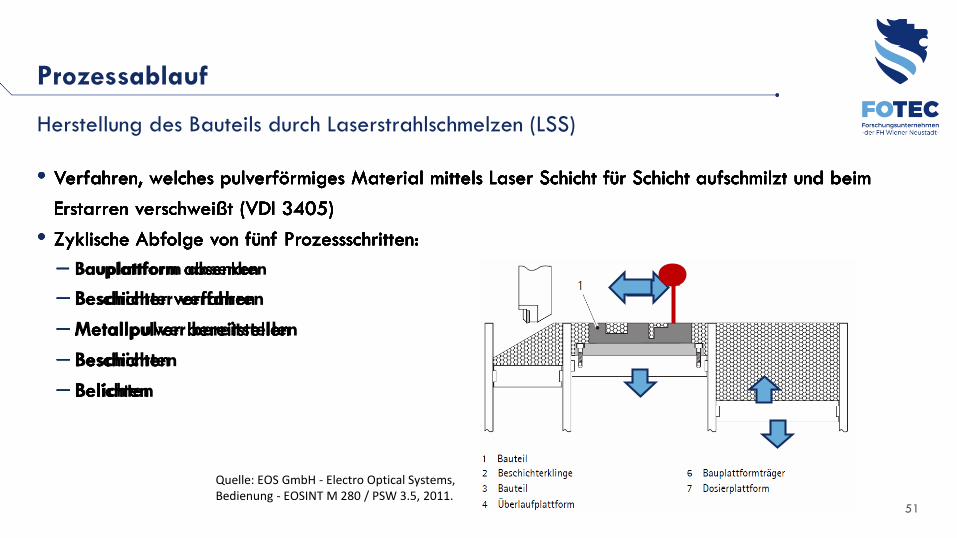
Quelle: EOS GmbH - Electro Optical Systems, Bedienung - EOSINT M 280 / PSW 3.5, 2011.
Herstellung des Bauteils durch Laserstrahlschmelzen (LSS)
• Verfahren, welches pulverförmiges Material mittels Laser Schicht für Schicht aufschmilzt und beim
Erstarren verschweißt (VDI 3405)
• Zyklische Abfolge von fünf Prozessschritten:
− Bauplattform absenken
− Beschichter verfahren
−Metallpulver bereitstellen
− Beschichten
− Belichten
52
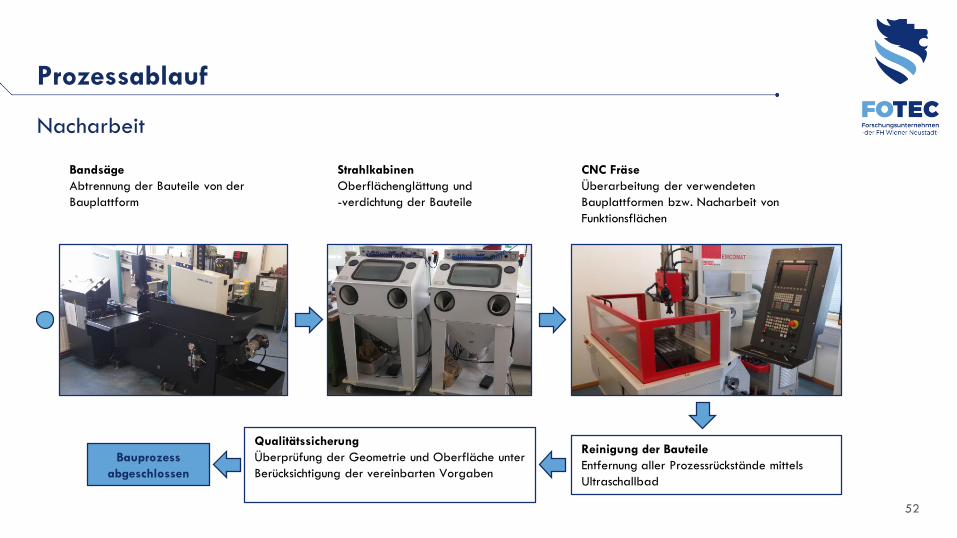
Prozessablauf
Nacharbeit
CNC Fräse
Überarbeitung der verwendeten
Bauplattformen bzw. Nacharbeit von
Funktionsflächen
Bandsäge
Abtrennung der Bauteile von der
Bauplattform
Strahlkabinen
Oberflächenglättung und
-verdichtung der Bauteile
Reinigung der Bauteile
Entfernung aller Prozessrückstände mittels
Ultraschallbad
Qualitätssicherung
Überprüfung der Geometrie und Oberfläche unter
Berücksichtigung der vereinbarten Vorgaben
Bauprozess
abgeschlossen
53
ZUSÄTZLICH: Prozessüberwachung
Prozessablauf
• Prozessüberwachung ist notwendig und zum Teil bereits am Markt verfügbar
− Rein gesteuerte Laserstrahlschmelzanlagen
− Keine Qualitätsüberwachung
− Keine Dokumentationsmöglichkeit (Medizin, Luft- & Raumfahrt → Dokumentation ist bei Gefährdung
von Mensch/Maschine durch Bauteil erforderlich)
• Einstufung der gefundenen Fehler gestaltet sich schwierig
• Einbettung in die Anlagensteuerung in Vorbereitung
− Erfassung der Prozessdaten durch geeignetes Messsystem
− Aufbereitung der Prozessdaten
− Entwicklung und Implementierung von Analysefunktionen
54
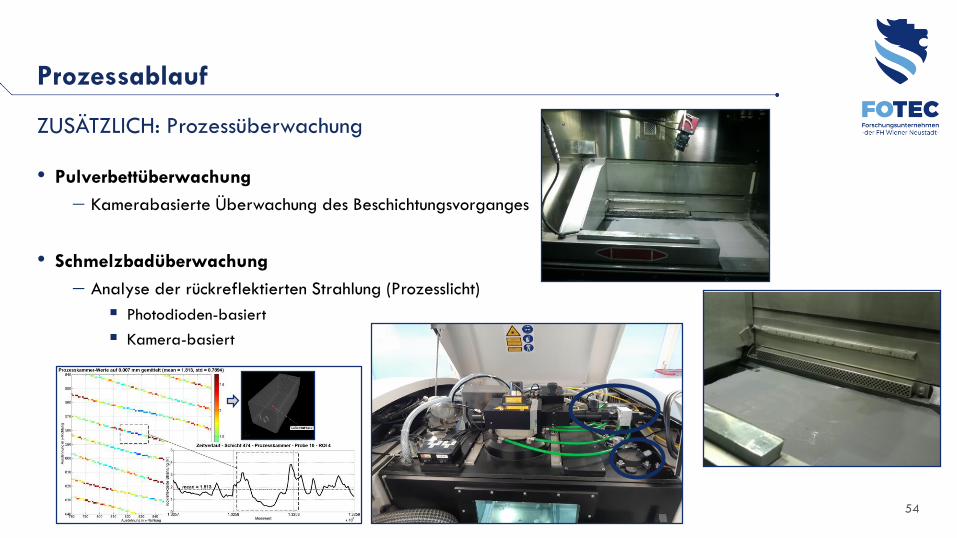
ZUSÄTZLICH: Prozessüberwachung
Prozessablauf
• Pulverbettüberwachung
− Kamerabasierte Überwachung des Beschichtungsvorganges
• Schmelzbadüberwachung
− Analyse der rückreflektierten Strahlung (Prozesslicht)
▪ Photodioden-basiert
▪ Kamera-basiert

55
Anwendungen / Case Studies
Laserstrahlschmelzen (LSS) bei FOTEC
56
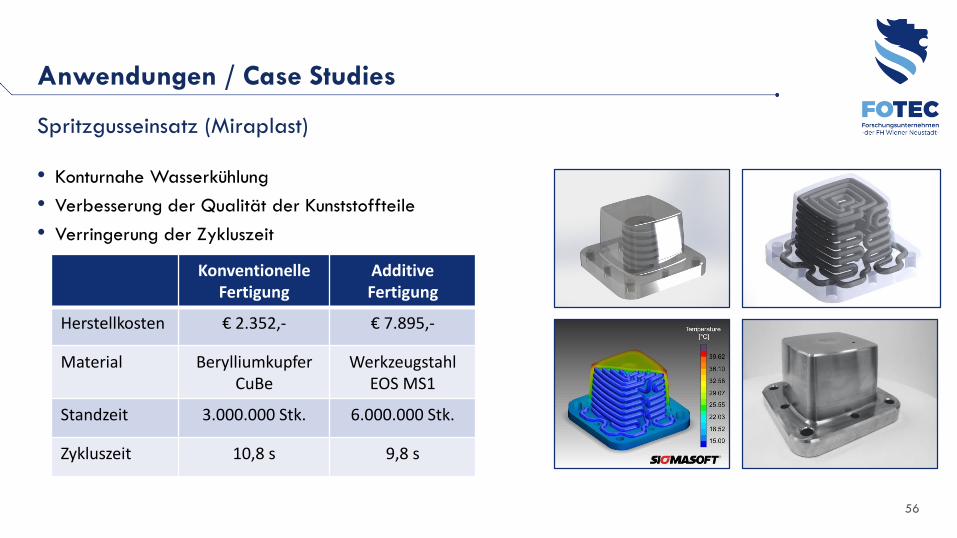
Spritzgusseinsatz (Miraplast)
Anwendungen / Case Studies
• Konturnahe Wasserkühlung
• Verbesserung der Qualität der Kunststoffteile
• Verringerung der Zykluszeit
Konventionelle Fertigung
Additive Fertigung
Herstellkosten € 2.352,- € 7.895,-
Material Berylliumkupfer CuBe
Werkzeugstahl EOS MS1
Standzeit 3.000.000 Stk. 6.000.000 Stk.
Zykluszeit 10,8 s 9,8 s

57
Treibstoffsammler für den Motor eines Kleinflugzeuges
Anwendungen / Case Studies
• ursprüngliches Design besteht aus 5 Einzelbauteilen
• Monolithisches Design
• Reduzierte Montagekosten
• Keine Schweißverbindung
• Keine Schweißnahtprüfung
• Strömungsoptimierung
• Material: Ti6Al4V
• Gewicht: 10 g
• 59% weniger Volumen
• 77% weniger Gewicht
Quelle: FOTEC / AustroEngine / Kurri

58
Pullrod Bracket (TUW Racing)
Anwendungen / Case Studies
• Zugstangenhalterung für einen Sportwagen
• Werkstoff: Ti-6Al-4V
• Gewicht: 23 g
• Gewinde wurde mitgebaut
• Deutliche Verbesserung der Kinematik
59
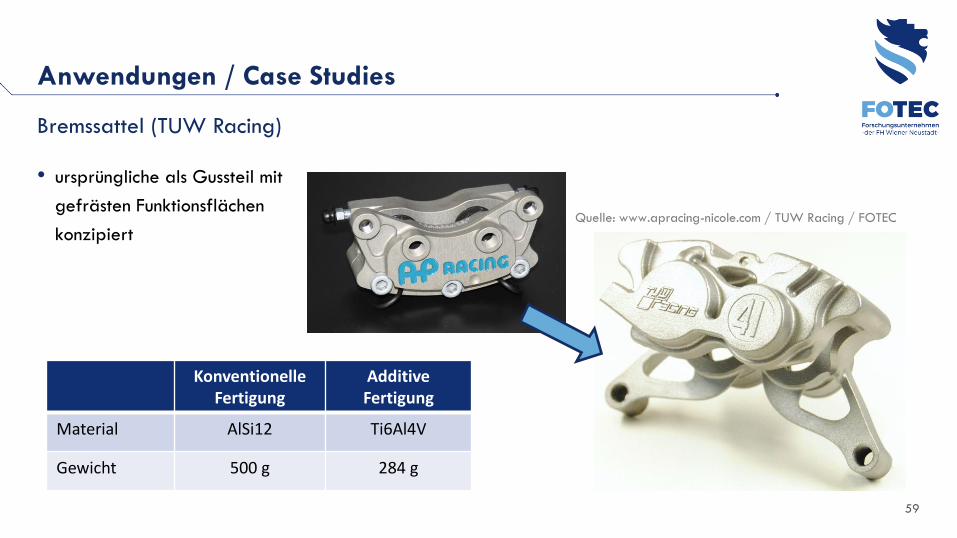
Bremssattel (TUW Racing)
Anwendungen / Case Studies
• ursprüngliche als Gussteil mit
gefrästen Funktionsflächen
konzipiert
Konventionelle Fertigung
Additive Fertigung
Material AlSi12 Ti6Al4V
Gewicht 500 g 284 g
Quelle: www.apracing-nicole.com / TUW Racing / FOTEC

60
Weitere Beispiele
Anwendungen / Case Studies
• Konturnahe Kühlung
− Material: Werkzeugstahl EOS MS1
− Bau in aufgeschnittener Ansicht
• Topologieoptimierte Basisplatte für einen Kleinsatelliten
− Material: Ti6Al4V
− Gewicht: 144 g
− 35% Gewichtsreduktion
Quelle: FOTEC / Rejlek
Quelle: FOTEC

61
Entwicklungen für die Raumfahrt
Laserstrahlschmelzen (LSS) bei FOTEC

62
Motorenhalterung
Entwicklungen für die Raumfahrt
• Material: AlSi10Mg
• Abmessungen: 170 x 140 x 190 mm³ (LxBxH)
• Gewicht: 515 g
• 20% Gewichtersparnis im Vergleich zur konventionellen
Motorenhalterung
• Monolithisches Design, dadurch Reduktion der Montagekosten
und des Ausfallrisikos (konventionell 5 verbundene Bauteile)
• Projektpartner: Airbus DS, Thales Alenia Space, CNES, AAC

63
Flexible Metallbälge als Treibstoffleitung zum Vibrationsausgleich
Entwicklungen für die Raumfahrt
• Material: Ti6Al4V (kompatibel mit gängigen Treibstoffen)
• Abmessungen: 35 x 50 mm (Außendurchmesser x Länge)
• Wandstärke: 510 µm
• Drucktest (20 bar Innendruck, 100 Lastzyklen)
• Gasdichtheit (Heliumlecktest erfolgreich bestanden)
• Ermüdungstest (3mm axiale Auslenkung, 5000 Lastzyklen)
• Bauteil ist nur additiv herstellbar
• Projektpartner: DLR, AAC

64
Antennenkomponenten zur Signalführung auf Telekommunikationssatelliten
Entwicklungen für die Raumfahrt
• Material: AlSi10Mg
• Abmessungen: 56 x 34 x 34 mm³ (LxBxH)
• Gewicht: 55 g
• Hochfrequenz-Eigenschaften vergleichbar mit konventionell
gefertigter Komponente
• Oberflächenrauheit hat niedrigen Einfluss auf Eigenschaften
• Maschinell bearbeitete Schnittstellen
• Projektpartner: Airbus DS, AAC

65
Maschinenausstattung für die additive Fertigung
Maschinenausstattung FOTEC
66
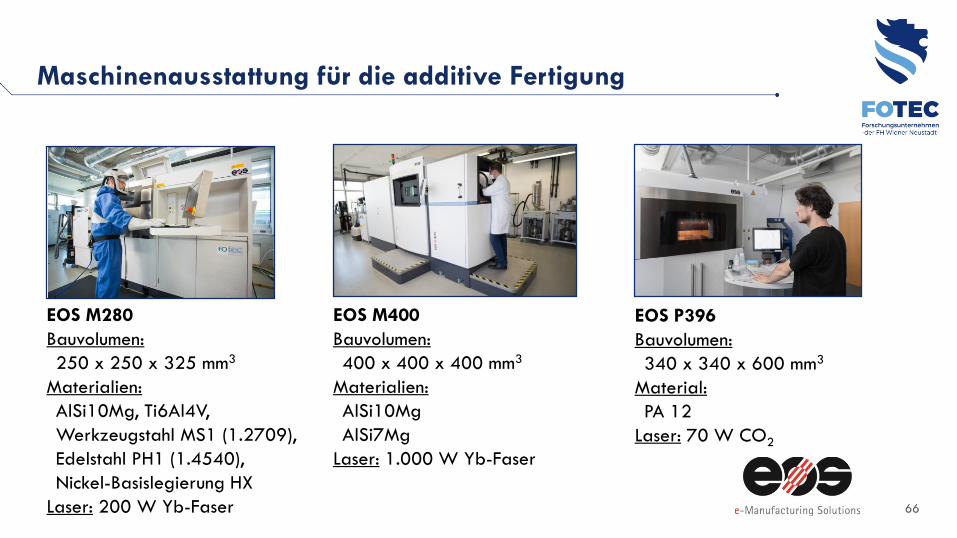
Maschinenausstattung für die additive Fertigung
EOS M280
Bauvolumen:
250 x 250 x 325 mm3
Materialien:
AlSi10Mg, Ti6Al4V,
Werkzeugstahl MS1 (1.2709),
Edelstahl PH1 (1.4540),
Nickel-Basislegierung HX
Laser: 200 W Yb-Faser
EOS M400
Bauvolumen:
400 x 400 x 400 mm3
Materialien:
AlSi10Mg
AlSi7Mg
Laser: 1.000 W Yb-Faser
EOS P396
Bauvolumen:
340 x 340 x 600 mm3
Material:
PA 12
Laser: 70 W CO2

67
3D-Druck – Labor für FH-Studenten
Maschinenausstattung für die additive Fertigung
• ULTIMAKER S5
• Prusa i3 MK3 3D Drucker
• und noch weitere . . .

68
Zusatzausstattung für die additive Fertigung
Maschinenausstattung FOTEC
69
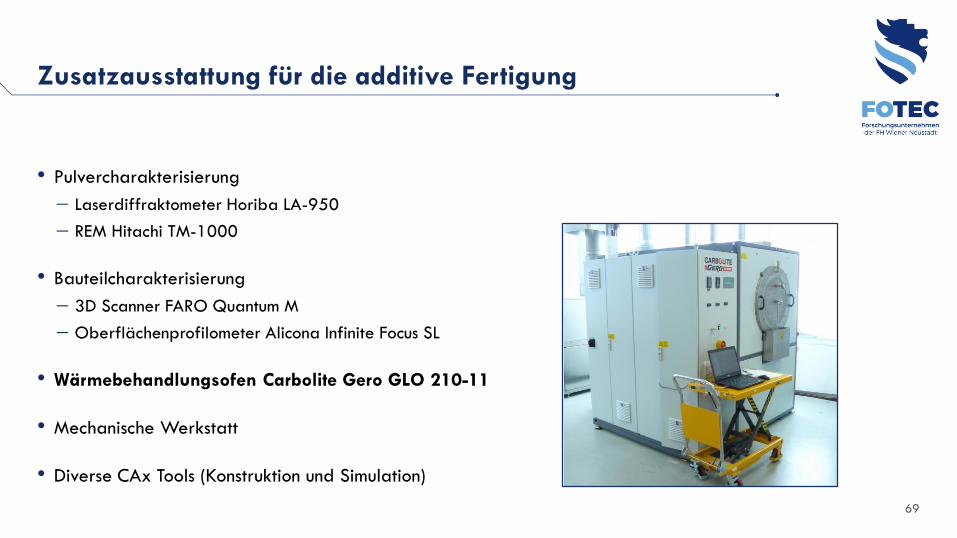
Zusatzausstattung für die additive Fertigung
• Pulvercharakterisierung
− Laserdiffraktometer Horiba LA-950
− REM Hitachi TM-1000
• Bauteilcharakterisierung
− 3D Scanner FARO Quantum M
− Oberflächenprofilometer Alicona Infinite Focus SL
• Wärmebehandlungsofen Carbolite Gero GLO 210-11
• Mechanische Werkstatt
• Diverse CAx Tools (Konstruktion und Simulation)
70
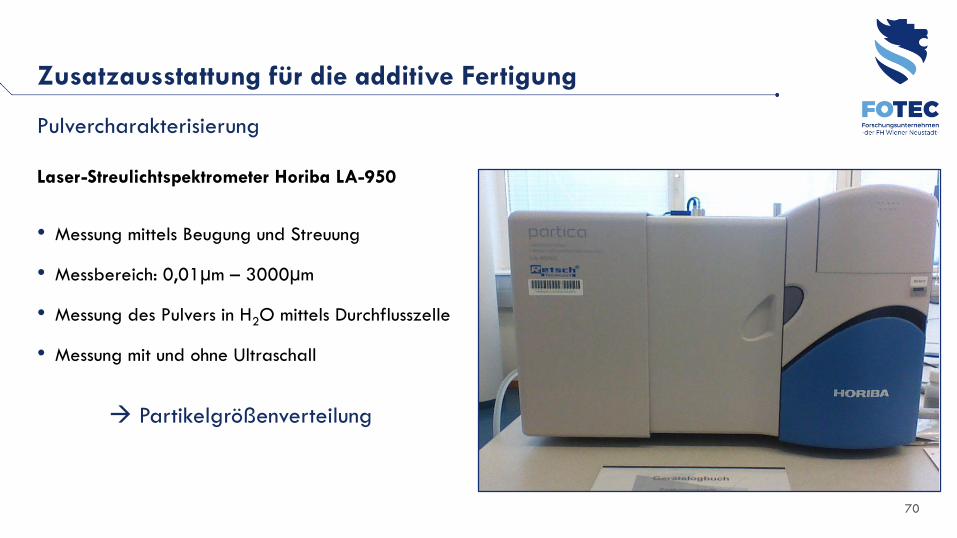
Pulvercharakterisierung
Zusatzausstattung für die additive Fertigung
Laser-Streulichtspektrometer Horiba LA-950
• Messung mittels Beugung und Streuung
• Messbereich: 0,01µm – 3000µm
• Messung des Pulvers in H2O mittels Durchflusszelle
• Messung mit und ohne Ultraschall
→ Partikelgrößenverteilung

71
Pulvercharakterisierung
Zusatzausstattung für die additive Fertigung
Rasterelektronenmikroskopie Hitachi TM-1000
• Vergrößerung bis 10.000-fach
→ Pulverform, Satellitenpartikel, …

72
Bauteilcharakterisierung
Zusatzausstattung für die additive Fertigung
3D-Scanner Faro Quantum M + Laser Line Probe SD
• Berührende und berührungsfreie Bauteilvermessung
größerer Bauteile
• Soll- / Istvergleich von Bauteilen
73
Bauteilcharakterisierung
Zusatzausstattung für die additive Fertigung
Oberflächenprofilometer Alicona Infinite Focus SL
• Optische Form- und Rauheitsmessung
• Oberflächenvermessung zur Weiterentwicklung
von Maschinenparametern

74
Zusammenfassung und Ausblick
75
Vorteile
Zusammenfassung und Ausblick
1. Neue Möglichkeiten
Fertigung von Bauteilen und Funktionen, die bisher auf konventionellem Weg nicht fertigbar waren
2. Reduktion des Gewichts
Leichtbau – inkl. Hohlräume, Bionisches Design
3. Monolithische Bauweise
mehrere Funktionen oder Bauteile werden in einem gefertigt
z.B. zur Vermeidung von Montageschritten oder zur Erhöhung der Sicherheit
4. Individualisierte Bauteile
Losgröße 1 – inkl. Fertigung vor Ort, Fertigung von Ersatzteilen

76
Nahe Zukunft
Zusammenfassung und Ausblick
• Steigerung der Funktionalität und Ressourceneffizienz
• Topologieoptimierung und Funktionsintegration
• Einzug von bionischem Design
• Ultraleichtbau

77
Beispiel Ultraleichtbau | Sicherheitsgurt A380
Zusammenfassung und Ausblick
• Gewichtsreduktion
− Stahl:155 g
− Titan: 68 g
• Airbus A380 mit 853 Sitzplätzen
→ Gewichtseinsparung von 74 kg
• Einsparungen über Lebensdauer
− 3,3 Mio. Liter weniger Treibstoff
− 0,74 Mio. Tonnen weniger CO2 – Emissionen
Quelle: https://www.3trpd.co.uk/portfolio/saving-project-saving-litres-of-aviation-fuel
78
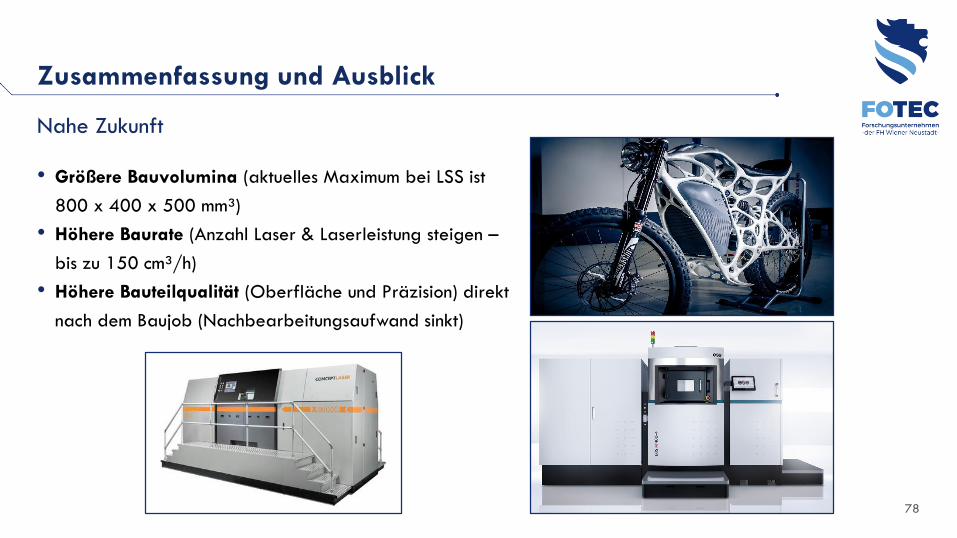
Nahe Zukunft
Zusammenfassung und Ausblick
• Größere Bauvolumina (aktuelles Maximum bei LSS ist
800 x 400 x 500 mm³)
• Höhere Baurate (Anzahl Laser & Laserleistung steigen –
bis zu 150 cm³/h)
• Höhere Bauteilqualität (Oberfläche und Präzision) direkt
nach dem Baujob (Nachbearbeitungsaufwand sinkt)
79
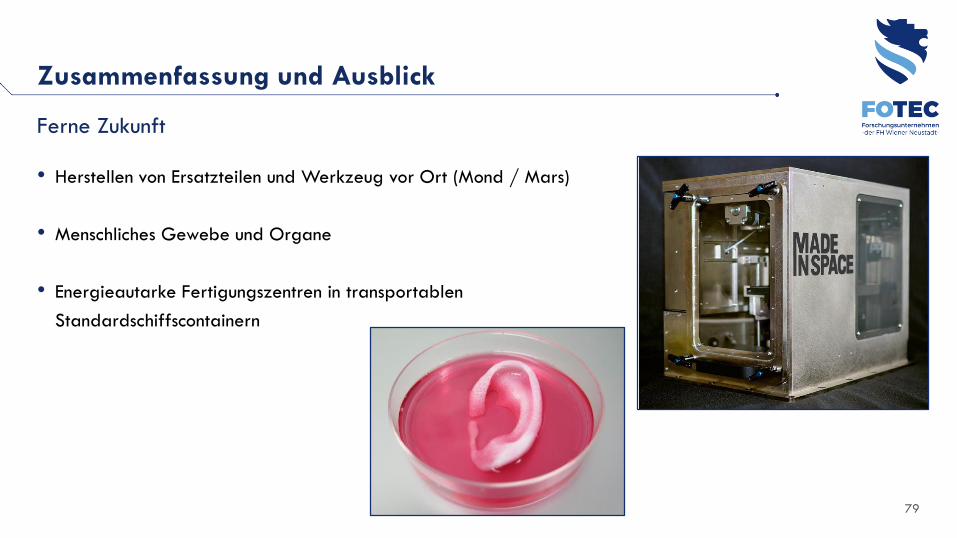
Ferne Zukunft
Zusammenfassung und Ausblick
• Herstellen von Ersatzteilen und Werkzeug vor Ort (Mond / Mars)
• Menschliches Gewebe und Organe
• Energieautarke Fertigungszentren in transportablen
Standardschiffscontainern

Vielen Dank für Ihre Aufmerksamkeit!


















