
TAILORED JOINING - Laser Symposium · TAILORED JOINING CLUSTERED KNOW-HOW IN DRESDEN ... seams, low...
44
FRAUNHOFER INSTITUTE MATERIAL AND BEAM TECHNOLOGY IWS TAILORED JOINING CLUSTERED KNOW-HOW IN DRESDEN
Transcript of TAILORED JOINING - Laser Symposium · TAILORED JOINING CLUSTERED KNOW-HOW IN DRESDEN ... seams, low...
F R A U N H O F E R I N S T I T U T E
M AT E R I A L A N D B E A M T E C H N O L O G Y I W S
TAILORED JOININGCLUSTERED KNOW-HOW IN DRESDEN
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1

FÜGETECHNISCHE KOMPETENZ IN DRESDEN
Fügen ist eine zentrale Herausforderung in modernen Produkti-onsketten und stellt oft einen signifikanten Kostenfaktor dar.Durch häufig geringe Schweißeignung moderner Funktionsmate-rialien einerseits und hohe Qualitätsanforderungen andererseitsist die Kenntnis und Auswahl des richtigen Fügeverfahrens vongroßer Wichtigkeit.
Dresden versammelt in einzigartiger Art und Weise verschieden-ste Kompetenzen im Bereich fügetechnischer Verfahren. DasFraunhofer IWS, das Institut für Fertigungstechnik der TU Dres-den und der Lehrstuhl Fügetechnik an der HTW Dresden forschenseit vielen Jahren auf diesem Themengebiet. Neben thermischenVerfahren wie dem Laserstrahl-, Elektronenstrahl- und Lichtbo-genschweißen werden unter anderem Entwicklungen zum Rühr-reibschweißen, Magnetpulsschweißen, mechanischen Fügen,Kleben sowie zu Hybrid-Fügeverfahren vorangetrieben. Die Bro-schüre bietet einen aktuellen Überblick der verfügbaren Füge-technologien, Anwendungsmöglichkeiten und Leistungsangebotezur Bauteilauslegung, Prozessüberwachung, Sensorik und opti-schen Messtechnik. Ziel ist es, die vorhandenen Kompetenzenweiter auszubauen und zu bündeln.
Prof. Dr.-Ing. habil. Eckhard Beyer Institutsleiter, Fraunhofer IWS Dresden
Prof. Dr.-Ing. habil. Uwe Füssel Professur für Fügetechnik und Montage, TU Dresden
Prof. Dr.-Ing. Gunther GöbelProfessur Fügetechnik, HTW Dresden
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2

JOINING & WELDING KNOW-HOWIN DRESDEN
Joining technologies represent the central challenge in modernprocess chains. Very often they are the essential factor to run upthe costs. It is of the utmost importance to be aware of thesome-times poor weldability of modern functional materials onthe one hand and the high quality demands on the welding re-sults on the other hand. Due to these decisive factors the choiceof the best suitable joining procedure is deciding.
Dresden represents a unique cluster of know-how in the field ofjoining and welding. The Fraunhofer IWS, the Institute of Manu-facturing Technology of the TU Dresden and the University of Ap-plied Sciences have been conducting research on this topic formany years. Besides thermal procedures like laser beam welding,electron beam welding and arc welding, joining processes such asfriction stir welding, magnetic pulse welding, mechanical joining,adhesive bonding and hybrid technologies are of particular inte-rest. This brochure provides an overview of available joining tech-nologies and applications and offers service for componentdesign, process monitoring, sensor technology and optical mea-suring techniques. Our goal is to further expand and to bundlethe existing expertise in this field.
Prof. Dr.-Ing. habil. Eckhard Beyer Executive Director, Fraunhofer IWS Dresden
Prof. Dr.-Ing. habil. Uwe Füssel Chair of Joining Technology and Assembly, TU Dresden
Prof. Dr.-Ing. Gunther GöbelChair of Joining Technology, University of Applied Sciences Dresden
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 3
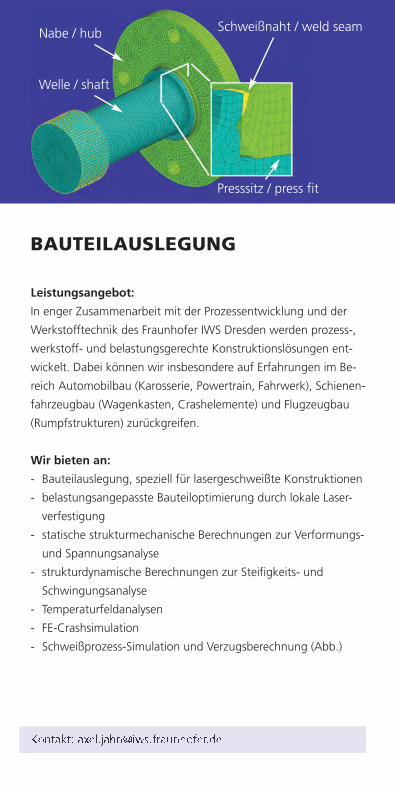
BAUTEILAUSLEGUNG
Leistungsangebot:
In enger Zusammenarbeit mit der Prozessentwicklung und der
Werkstofftechnik des Fraunhofer IWS Dresden werden prozess-,
werkstoff- und belastungsgerechte Konstruktionslösungen ent-
wickelt. Dabei können wir insbesondere auf Erfahrungen im Be-
reich Automobilbau (Karosserie, Powertrain, Fahrwerk), Schienen-
fahrzeugbau (Wagenkasten, Crashelemente) und Flugzeugbau
(Rumpfstrukturen) zurückgreifen.
Wir bieten an:
- Bauteilauslegung, speziell für lasergeschweißte Konstruktionen
- belastungsangepasste Bauteiloptimierung durch lokale Laser-
verfestigung
- statische strukturmechanische Berechnungen zur Verformungs-
und Spannungsanalyse
- strukturdynamische Berechnungen zur Steifigkeits- und
Schwingungsanalyse
- Temperaturfeldanalysen
- FE-Crashsimulation
- Schweißprozess-Simulation und Verzugsberechnung (Abb.)
Kontakt: [email protected]
Nabe / hub
Welle / shaft
Schweißnaht / weld seam
Presssitz / press fit
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 4
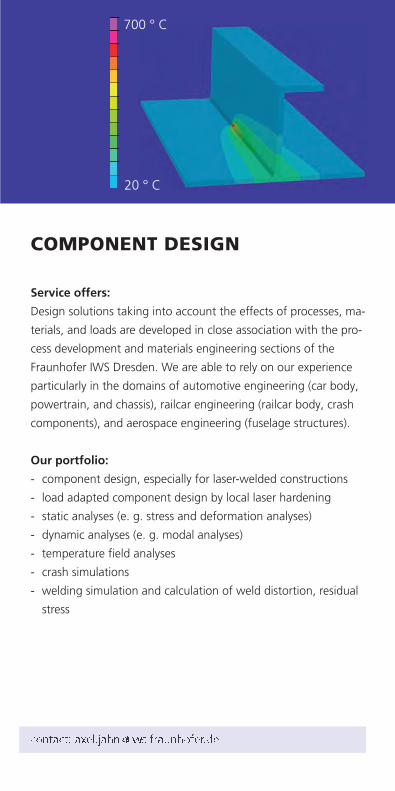
COMPONENT DESIGN
Service offers:
Design solutions taking into account the effects of processes, ma-
terials, and loads are developed in close association with the pro-
cess development and materials engineering sections of the
Fraunhofer IWS Dresden. We are able to rely on our experience
particularly in the domains of automotive engineering (car body,
powertrain, and chassis), railcar engineering (railcar body, crash
components), and aerospace engineering (fuselage structures).
Our portfolio:
- component design, especially for laser-welded constructions
- load adapted component design by local laser hardening
- static analyses (e. g. stress and deformation analyses)
- dynamic analyses (e. g. modal analyses)
- temperature field analyses
- crash simulations
- welding simulation and calculation of weld distortion, residual
stress
contact: [email protected]
20 ° C
700 ° C
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 5
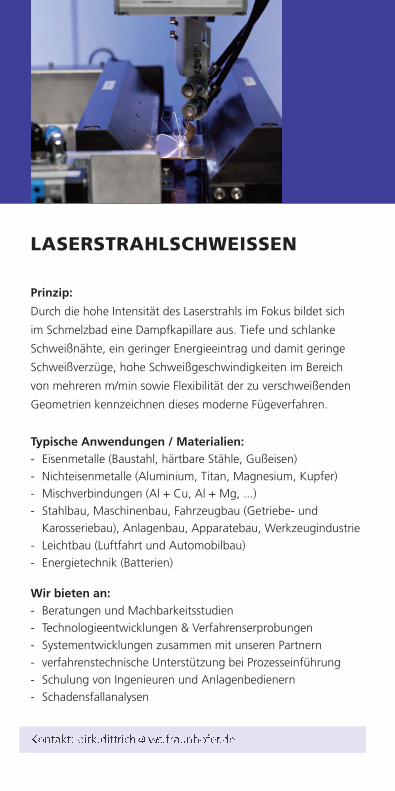
LASERSTRAHLSCHWEISSEN
Prinzip:
Durch die hohe Intensität des Laserstrahls im Fokus bildet sich
im Schmelzbad eine Dampfkapillare aus. Tiefe und schlanke
Schweißnähte, ein geringer Energieeintrag und damit geringe
Schweißverzüge, hohe Schweißgeschwindigkeiten im Bereich
von mehreren m/min sowie Flexibilität der zu verschweißenden
Geometrien kennzeichnen dieses moderne Fügeverfahren.
Typische Anwendungen / Materialien:- Eisenmetalle (Baustahl, härtbare Stähle, Gußeisen) - Nichteisenmetalle (Aluminium, Titan, Magnesium, Kupfer)- Mischverbindungen (Al + Cu, Al + Mg, ...)- Stahlbau, Maschinenbau, Fahrzeugbau (Getriebe- und
Karosseriebau), Anlagenbau, Apparatebau, Werkzeugindustrie- Leichtbau (Luftfahrt und Automobilbau)- Energietechnik (Batterien)
Wir bieten an:- Beratungen und Machbarkeitsstudien- Technologieentwicklungen & Verfahrenserprobungen- Systementwicklungen zusammen mit unseren Partnern- verfahrenstechnische Unterstützung bei Prozesseinführung - Schulung von Ingenieuren und Anlagenbedienern - Schadensfallanalysen
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 6

LASER BEAM WELDING
Principle:
Through the high intensity of the laser beam in the focus, a vapor
cavity is generated in the weld pool. Deep and narrow weld
seams, low energy input and, thus, low welding distortion, high
welding speeds in the range of several m/min as well as flexible
weld geometries characterize this modern joining technology.
Typical applications / materials:- ferrous metals (construction steel, hardenable steel, cast iron)- non-ferrous metals (aluminum, titanium, magnesium, copper)- mixed joints (Al + Cu, Al + Mg, ...)- steel construction, engineering, automotive industry
(gear manufacturing & body construction), plant engineering, tool industry
- lightweight construction (aircraft and automotive industry)- energy technologies (batteries)
Our portfolio:- consulting and feasibility studies- technological development & process testing- system development in cooperation with our partners- assistance during process implementation- training of engineers and machine operators- failure analysis
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 7
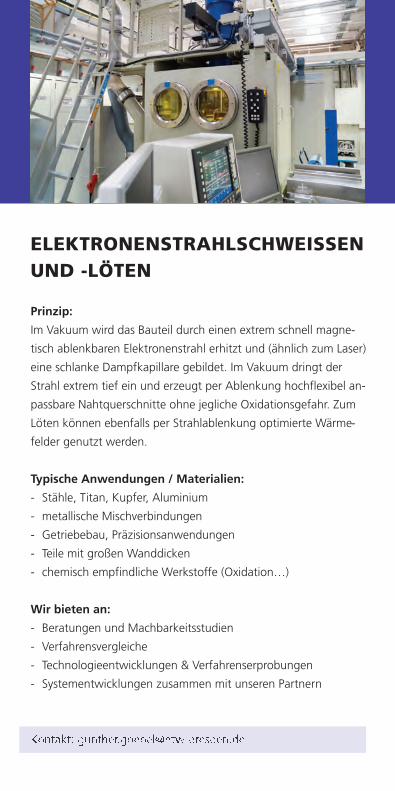
ELEKTRONENSTRAHLSCHWEISSEN UND -LÖTEN
Prinzip:
Im Vakuum wird das Bauteil durch einen extrem schnell magne-
tisch ablenkbaren Elektronenstrahl erhitzt und (ähnlich zum Laser)
eine schlanke Dampfkapillare gebildet. Im Vakuum dringt der
Strahl extrem tief ein und erzeugt per Ablenkung hochflexibel an-
passbare Nahtquerschnitte ohne jegliche Oxidationsgefahr. Zum
Löten können ebenfalls per Strahlablenkung optimierte Wärme-
felder genutzt werden.
Typische Anwendungen / Materialien:
- Stähle, Titan, Kupfer, Aluminium
- metallische Mischverbindungen
- Getriebebau, Präzisionsanwendungen
- Teile mit großen Wanddicken
- chemisch empfindliche Werkstoffe (Oxidation…)
Wir bieten an:
- Beratungen und Machbarkeitsstudien
- Verfahrensvergleiche
- Technologieentwicklungen & Verfahrenserprobungen
- Systementwicklungen zusammen mit unseren Partnern
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 8
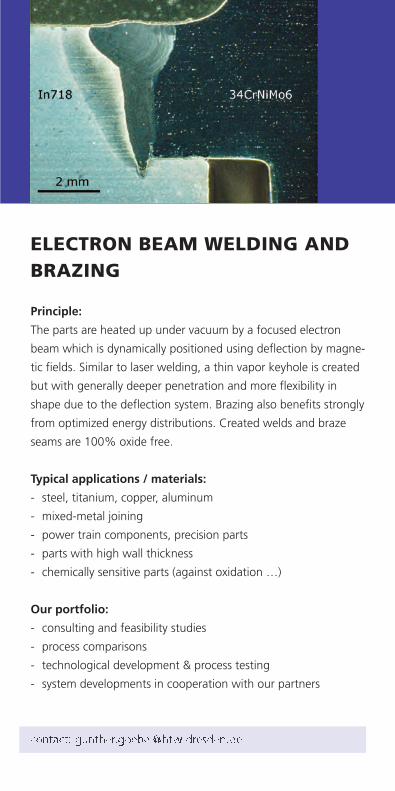
ELECTRON BEAM WELDING ANDBRAZING
Principle:
The parts are heated up under vacuum by a focused electron
beam which is dynamically positioned using deflection by magne-
tic fields. Similar to laser welding, a thin vapor keyhole is created
but with generally deeper penetration and more flexibility in
shape due to the deflection system. Brazing also benefits strongly
from optimized energy distributions. Created welds and braze
seams are 100% oxide free.
Typical applications / materials:
- steel, titanium, copper, aluminum
- mixed-metal joining
- power train components, precision parts
- parts with high wall thickness
- chemically sensitive parts (against oxidation …)
Our portfolio:
- consulting and feasibility studies
- process comparisons
- technological development & process testing
- system developments in cooperation with our partners
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 9
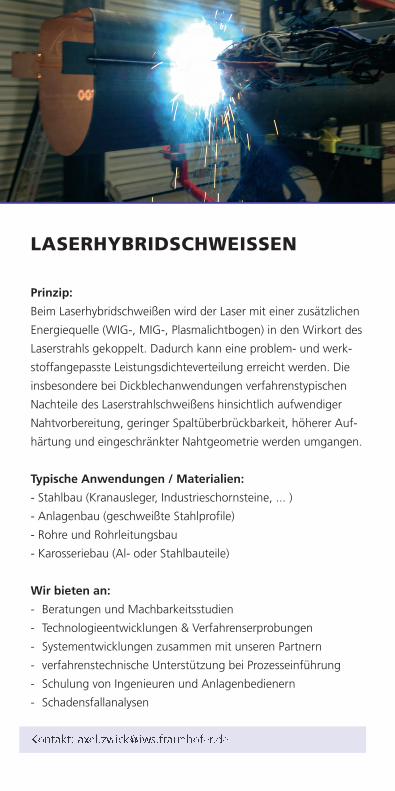
LASERHYBRIDSCHWEISSEN
Prinzip:
Beim Laserhybridschweißen wird der Laser mit einer zusätzlichen
Energiequelle (WIG-, MIG-, Plasmalichtbogen) in den Wirkort des
Laserstrahls gekoppelt. Dadurch kann eine problem- und werk-
stoffangepasste Leistungsdichteverteilung erreicht werden. Die
insbesondere bei Dickblechanwendungen verfahrenstypischen
Nachteile des Laserstrahlschweißens hinsichtlich aufwendiger
Nahtvorbereitung, geringer Spaltüberbrückbarkeit, höherer Auf-
härtung und eingeschränkter Nahtgeometrie werden umgangen.
Typische Anwendungen / Materialien:
- Stahlbau (Kranausleger, Industrieschornsteine, ... )
- Anlagenbau (geschweißte Stahlprofile)
- Rohre und Rohrleitungsbau
- Karosseriebau (Al- oder Stahlbauteile)
Wir bieten an:
- Beratungen und Machbarkeitsstudien
- Technologieentwicklungen & Verfahrenserprobungen
- Systementwicklungen zusammen mit unseren Partnern
- verfahrenstechnische Unterstützung bei Prozesseinführung
- Schulung von Ingenieuren und Anlagenbedienern
- Schadensfallanalysen
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1

LASER HYBRID WELDING
Principle:
Laser hybrid welding implies that the laser is coupled with an
additional energy source (TIG, MIG, plasma arc) to the focus of
the laser beam. This principle enables a material adapted power
density distribution. Thus it is possible to overcome the disadvan-
tages, especially in the case of thick sheet metal laser welding,
with respect to elaborate seam preparations, poor gap bridging,
increased hardening and limited geometry.
Typical applications / materials:
- steel construction (crane booms, factory chimneys, ...)
- equipment manufacturing (welded steel profiles)
- pipes and pipeline construction
- car body construction (Al or steel components)
Our portfolio:
- consulting and feasibility studies
- technological development and process testing
- system development in cooperation with our partners
- assistance during process implementation
- training of engineers and machine operators
- failure analysis
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1
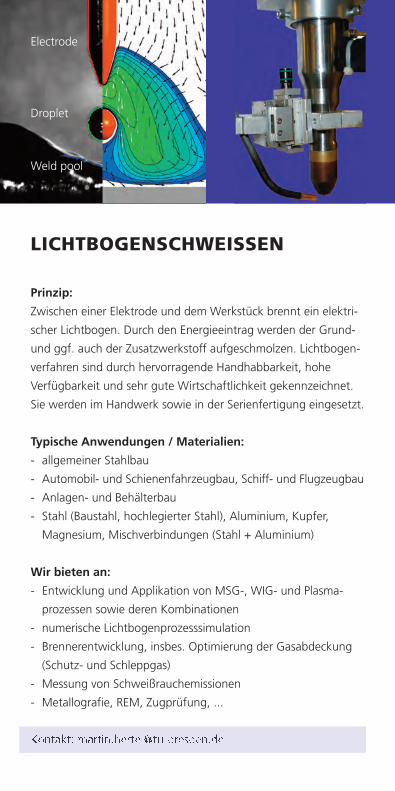
LICHTBOGENSCHWEISSEN
Prinzip:
Zwischen einer Elektrode und dem Werkstück brennt ein elektri-
scher Lichtbogen. Durch den Energieeintrag werden der Grund-
und ggf. auch der Zusatzwerkstoff aufgeschmolzen. Lichtbogen-
verfahren sind durch hervorragende Handhabbarkeit, hohe
Verfügbarkeit und sehr gute Wirtschaftlichkeit gekennzeichnet.
Sie werden im Handwerk sowie in der Serienfertigung eingesetzt.
Typische Anwendungen / Materialien:
- allgemeiner Stahlbau
- Automobil- und Schienenfahrzeugbau, Schiff- und Flugzeugbau
- Anlagen- und Behälterbau
- Stahl (Baustahl, hochlegierter Stahl), Aluminium, Kupfer,
Magnesium, Mischverbindungen (Stahl + Aluminium)
Wir bieten an:
- Entwicklung und Applikation von MSG-, WIG- und Plasma-
prozessen sowie deren Kombinationen
- numerische Lichtbogenprozesssimulation
- Brennerentwicklung, insbes. Optimierung der Gasabdeckung
(Schutz- und Schleppgas)
- Messung von Schweißrauchemissionen
- Metallografie, REM, Zugprüfung, ...
Kontakt: [email protected]
Electrode
Droplet
Weld pool
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1
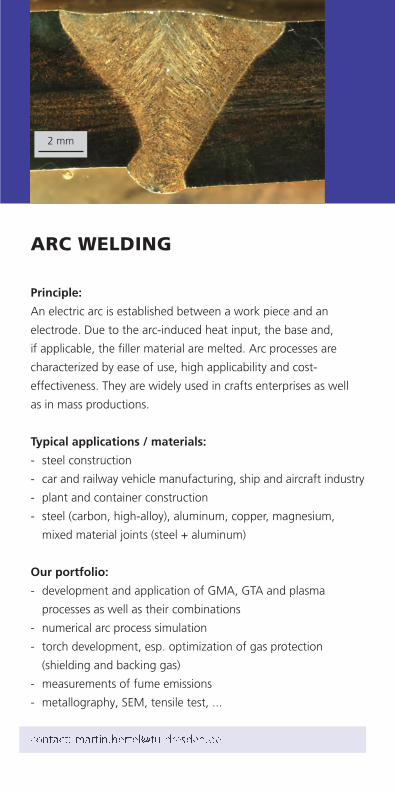
ARC WELDING
Principle:
An electric arc is established between a work piece and an
electrode. Due to the arc-induced heat input, the base and,
if applicable, the filler material are melted. Arc processes are
characterized by ease of use, high applicability and cost-
effectiveness. They are widely used in crafts enterprises as well
as in mass productions.
Typical applications / materials:
- steel construction
- car and railway vehicle manufacturing, ship and aircraft industry
- plant and container construction
- steel (carbon, high-alloy), aluminum, copper, magnesium,
mixed material joints (steel + aluminum)
Our portfolio:
- development and application of GMA, GTA and plasma
processes as well as their combinations
- numerical arc process simulation
- torch development, esp. optimization of gas protection
(shielding and backing gas)
- measurements of fume emissions
- metallography, SEM, tensile test, ...
contact: [email protected]
2 mm
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1
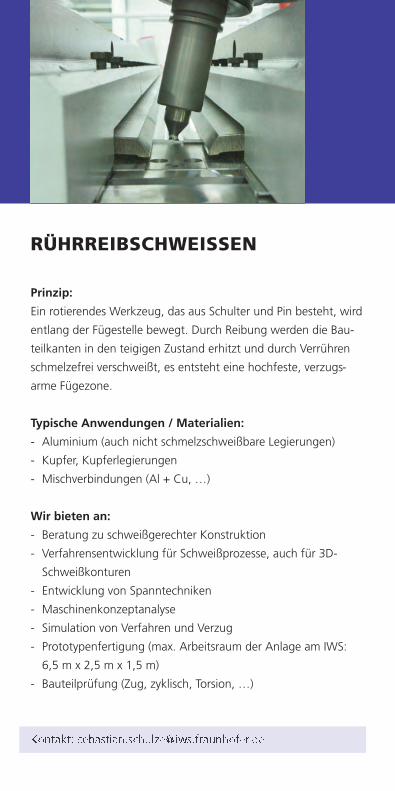
RÜHRREIBSCHWEISSEN
Prinzip:
Ein rotierendes Werkzeug, das aus Schulter und Pin besteht, wird
entlang der Fügestelle bewegt. Durch Reibung werden die Bau-
teilkanten in den teigigen Zustand erhitzt und durch Verrühren
schmelzefrei verschweißt, es entsteht eine hochfeste, verzugs-
arme Fügezone.
Typische Anwendungen / Materialien:
- Aluminium (auch nicht schmelzschweißbare Legierungen)
- Kupfer, Kupferlegierungen
- Mischverbindungen (Al + Cu, …)
Wir bieten an:
- Beratung zu schweißgerechter Konstruktion
- Verfahrensentwicklung für Schweißprozesse, auch für 3D-
Schweißkonturen
- Entwicklung von Spanntechniken
- Maschinenkonzeptanalyse
- Simulation von Verfahren und Verzug
- Prototypenfertigung (max. Arbeitsraum der Anlage am IWS:
6,5 m x 2,5 m x 1,5 m)
- Bauteilprüfung (Zug, zyklisch, Torsion, …)
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1
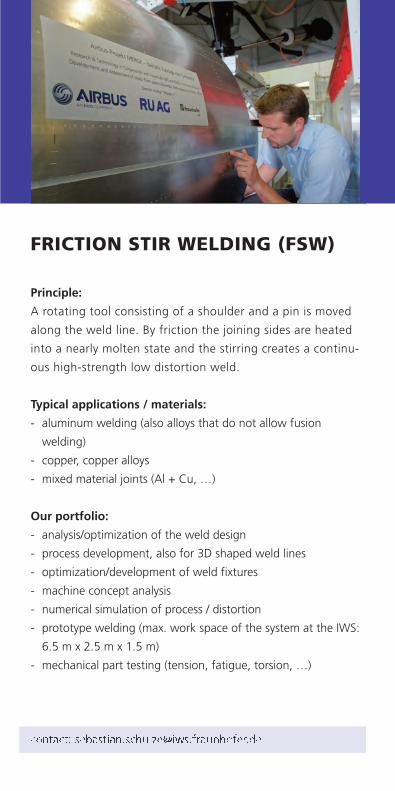
FRICTION STIR WELDING (FSW)
Principle:
A rotating tool consisting of a shoulder and a pin is moved
along the weld line. By friction the joining sides are heated
into a nearly molten state and the stirring creates a continu-
ous high-strength low distortion weld.
Typical applications / materials:
- aluminum welding (also alloys that do not allow fusion
welding)
- copper, copper alloys
- mixed material joints (Al + Cu, …)
Our portfolio:
- analysis/optimization of the weld design
- process development, also for 3D shaped weld lines
- optimization/development of weld fixtures
- machine concept analysis
- numerical simulation of process / distortion
- prototype welding (max. work space of the system at the IWS:
6.5 m x 2.5 m x 1.5 m)
- mechanical part testing (tension, fatigue, torsion, …)
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1

WIDERSTANDSPUNKTSCHWEISSEN
Prinzip:
Zwei Elektroden mit guter elektrischer Leitfähigkeit werden an die
zu fügenden Werkstoffe angepresst. Unter dieser Druckeinwir-
kung und einem Stromfluss über die Werkstoffe schmelzen diese
auf oder an und verbinden sich. Die Werkstoffe selbst müssen
dabei elektrisch leitfähig sein, ansonsten kennt der Prozess kaum
Anwendungsgrenzen.
Typische Anwendungen / Materialien:
- Stahlwerkstoffe aller Art von 0,1 mm bis 5,0 mm
- Nichteisenmetalle (Aluminium, Magnesium, …)
- Mischverbindungen (Stahl + Aluminium, …)
- Drähte
Wir bieten an:
- Grundlagenforschung (zerstörungsfreie Prüfung, Kontakt-
situation, Verfahrensanalytik)
- Untersuchung neuer Werkstoffkombinationen
- Analyse von Reproduzierbarkeit, Prozesssicherheit und
Elektrodenstandmenge
- fügetechnische Aufgaben von Mikroschweißaufgaben bis
Standard-Automotive-Aufgaben
- Schulungen (Schweißfachingenieur)
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1

RESISTANCE SPOT WELDING (RSW)
Principle:
Two welding electrodes with good electrical conductivity are
pressed against the materials to be joined. Under the influence of
pressure and a current flow through the materials, they melt and
merge. The materials themselves must be electrically conductive,
otherwise the process applicability is almost unlimited.
Typical applications / materials:
- all kinds of steel sheets from 0.1 mm to 5.0 mm
- non-ferrous metals (aluminum, magnesium, …)
- mixed material joints (steel + aluminum, …)
- wires
Our portfolio:
- basic research (non-destructive testing, contact situation,
process analysis)
- investigation of new material combinations
- analysis of reproducibility, process safety and electrode life time
- any joining tasks from micro-welding to standard automotive
welding
- training (International Welding Engineer)
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1

MAGNETPULSFÜGEN
Prinzip:
Durch Kondensatorentladung wird in einer Werkzeugspule
kurzzeitig ein sehr starkes lokales Magnetfeld erzeugt. Damit
lässt sich in metallischen Bauteilen berührungslos eine intensive
Kraftwirkung erreichen, die zum Krimpen oder schmelzefreien
Verschweißen genutzt werden kann.
Typische Anwendungen / Materialien:
- hochproduktive Herstellung von Rohr+Knoten oder Rohr-
Deckel-Verbindungen (Al + Al, Al + Stahl)
- Herstellung von Mischverbindungen (Al + Cu, Al + Stahl, …)
- präzises Prägen/lokales Umformen (Al, Cu, Mg)
Wir bieten an:
- Beratung zu pulsfügegerechter Konstruktion
- Verfahrensentwicklung Fügeprozesse
- Auslegung und Entwicklung von Werkzeugspulen
- Maschinenkonzeptanalyse
- Simulation von Verfahren und Feldwirkung
- Prototypenfertigung
- Bauteilprüfung (Zug, zyklisch, Torsion, …)
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1

ELECTROMAGNETIC FORMINGAND MAGNETIC PULSE WELDING
Principle:
By coupling a charged capacitor bank to a tool-coil a very short
but strong magnetic pulse can be generated. This is used to
create strong forces in metallic parts. Joining is either achieved
by crimping or even melt free welding.
Typical applications / materials:
- high volume production of tube+node joints or tube-cap-joints
(Al + Al, Al + steel)
- mixed material joints (Al + Cu, Al + steel, …)
- precise or local forming of Al, Cu, Mg
Our portfolio:
- analysis / optimization of the joint design
- process development and consulting
- optimization / development of tool coils
- machine concept analysis
- numerical simulation of process and magnetic field distributions
- prototype welding
- mechanical testing of parts (tension, fatigue, torsion, …)
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 1

HART- UND WEICHLÖTEN
Prinzip:
Lot und Grundwerkstoff unterscheiden sich in ihrer Schmelz-
temperatur so, dass bei der Zufuhr von Wärme das Lot auf-
schmilzt während der Grundwerkstoff fest bleibt. Aufgrund der
Kapillarwirkung fließt das flüssige Lot in den Lötspalt und erstarrt
beim Abkühlen.
Typische Anwendungen / Materialien:
- Aluminium und Legierungen
- Kupfer und Legierungen
- Stähle
- Hartmetalle
- Wärmetauscher, Kühler, Verdampfer
Wir bieten an:
- Durchführung von Lötversuchen im Schutzgas- / Vakuumofen
- Induktionslöten, NIR-Löten
- Charakterisierung und Bewertung von Lötverbindungen
- Ermittlung von Parametern zur Herstellung von Lötver-
bindungen
- Erarbeitung alternativer Verbindungskonzepte und Füge-
technologien
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2

BRAZING AND SOLDERING
Principle:
Due to the different melting temperatures of filler metal and base
material, the filler metal will melt when heat is supplied, whereas
the base material remains solid. Because of the capillary force the
liquid solder flows into the brazing gap and solidificates during
cooling.
Typical applications / materials:
- aluminum and its alloys
- copper and its alloys
- steel
- hard metals
- heat exchanger, cooler, evaporator
Our portfolio:
- perfoming brazing tests in shielding gas / vacuum furnace
- induction brazing, NIR-brazing
- characterization and evaluation of joints
- determination of parameters for soldered and brazed joint
manufacturing
- development of alternative joint concepts and joining
technologies
contact: [email protected]
5 mm
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2
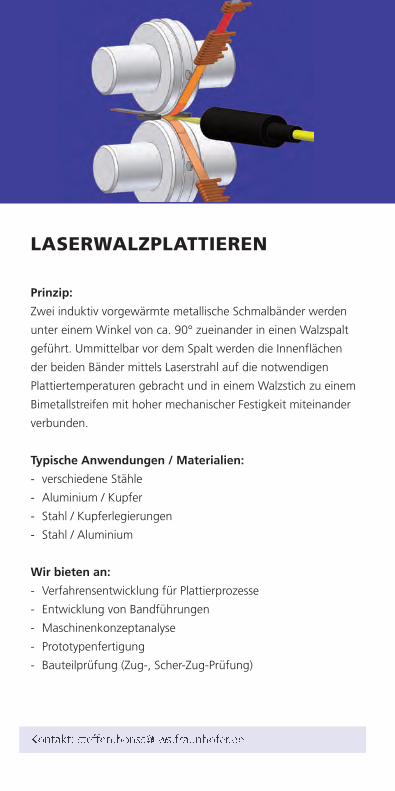
LASERWALZPLATTIEREN
Prinzip:
Zwei induktiv vorgewärmte metallische Schmalbänder werden
unter einem Winkel von ca. 90° zueinander in einen Walzspalt
geführt. Ummittelbar vor dem Spalt werden die Innenflächen
der beiden Bänder mittels Laserstrahl auf die notwendigen
Plattiertemperaturen gebracht und in einem Walzstich zu einem
Bimetallstreifen mit hoher mechanischer Festigkeit miteinander
verbunden.
Typische Anwendungen / Materialien:
- verschiedene Stähle
- Aluminium / Kupfer
- Stahl / Kupferlegierungen
- Stahl / Aluminium
Wir bieten an:
- Verfahrensentwicklung für Plattierprozesse
- Entwicklung von Bandführungen
- Maschinenkonzeptanalyse
- Prototypenfertigung
- Bauteilprüfung (Zug-, Scher-Zug-Prüfung)
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2

LASER ROLL PLATING
Principle:
Two inductively preheated metal stripes are fed to a rolling gap
at an angle of about 90° to each other. Directly in front of that
gap, the inner surfaces of the two stripes are heated by laser up
to the required plating temperature. In a single rolling step the
two metal stripes are joint to a bi-metal stripe with good mecha-
nical stability.
Typical applications / materials:
- various steels
- aluminum / copper
- steel / copper alloys
- steel / aluminum
Our portfolio:
- process development for roll plated joints
- optimization and development of strip guidance devices
- machine concept analysis
- prototype manufacturing
- mechanical testing of parts (tensile test, shear-tensile-test)
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2
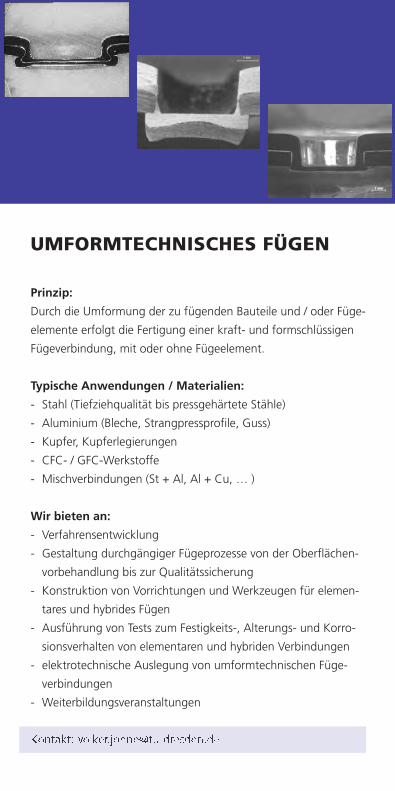
UMFORMTECHNISCHES FÜGEN
Prinzip:
Durch die Umformung der zu fügenden Bauteile und / oder Füge-
elemente erfolgt die Fertigung einer kraft- und formschlüssigen
Fügeverbindung, mit oder ohne Fügeelement.
Typische Anwendungen / Materialien:
- Stahl (Tiefziehqualität bis pressgehärtete Stähle)
- Aluminium (Bleche, Strangpressprofile, Guss)
- Kupfer, Kupferlegierungen
- CFC- / GFC-Werkstoffe
- Mischverbindungen (St + Al, Al + Cu, … )
Wir bieten an:
- Verfahrensentwicklung
- Gestaltung durchgängiger Fügeprozesse von der Oberflächen-
vorbehandlung bis zur Qualitätssicherung
- Konstruktion von Vorrichtungen und Werkzeugen für elemen-
tares und hybrides Fügen
- Ausführung von Tests zum Festigkeits-, Alterungs- und Korro-
sionsverhalten von elementaren und hybriden Verbindungen
- elektrotechnische Auslegung von umformtechnischen Füge-
verbindungen
- Weiterbildungsveranstaltungen
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2
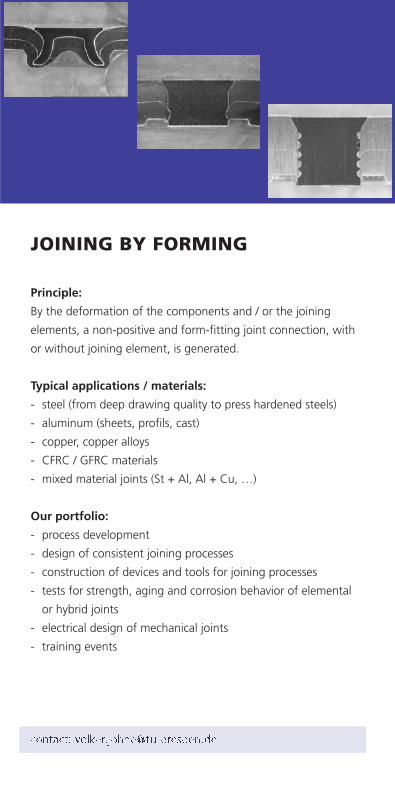
JOINING BY FORMING
Principle:
By the deformation of the components and / or the joining
elements, a non-positive and form-fitting joint connection, with
or without joining element, is generated.
Typical applications / materials:
- steel (from deep drawing quality to press hardened steels)
- aluminum (sheets, profils, cast)
- copper, copper alloys
- CFRC / GFRC materials
- mixed material joints (St + Al, Al + Cu, …)
Our portfolio:
- process development
- design of consistent joining processes
- construction of devices and tools for joining processes
- tests for strength, aging and corrosion behavior of elemental
or hybrid joints
- electrical design of mechanical joints
- training events
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2

KLEBEN UND THERMISCHES DIREKTFÜGEN
Prinzip:
Das Kleben und thermische Direktfügen ermöglicht die Herstel-
lung von dauerhaften Verbindungen unterschiedlichster Materia-
lien. Die Verbindungsfestigkeit kann dabei durch gezielte Vorbe-
handlung der Fügeteiloberflächen erhöht werden.
Typische Anwendungen / Materialien:
- Metalle, Glas, Holz, ...
- Kunststoffe, faserverstärkte Kunststoffe
- Mischverbindungen
Wir bieten an:
- Oberflächenvorbehandlung mittels Plasma- und Lasertechniken,
- Silikatisierung
- Charakterisierung (Rauheitsmessung, Kontaktwinkelbestim-
mung, elektrische Leitfähigkeit, Rheologie)
- Klebstoffmodifizierung
- künstliche Alterung (Klimaschrank, Salzsprühkammer, Suntest,
Pressure Cooker Test)
- Bestimmung mechanischer Kennwerte (Zug-, Zugscher-, Schäl-,
Torsionsbeanspruchung und kombinierte Beanspruchungen)
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2

ADHESIVE BONDING AND THERMAL DIRECT JOINING
Principle:
The joining technologies, adhesive bonding and thermal direct
joining enables the manufacturing of durable joints out of most
different materials. The bonding strength of the joint can be im-
proved using special surface pre-treatments.
Typical applications / materials:
- metals, glass, timber, …
- plastics, fiber-reinforced plastics
- mixed material joints
Our portfolio:
- surface pre-treatment by plasma and laser radiation,
- silicatization
- characterization (roughness, contact angle, electrical conduc-
tivity, rheology)
- modification of the adhesives
- artificial ageing (climate chamber, salt spray test, sun test,
pressure cooker test)
- determination of mechanical properties (tensile, tensile shear,
peel, torsion and combined tests)
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2
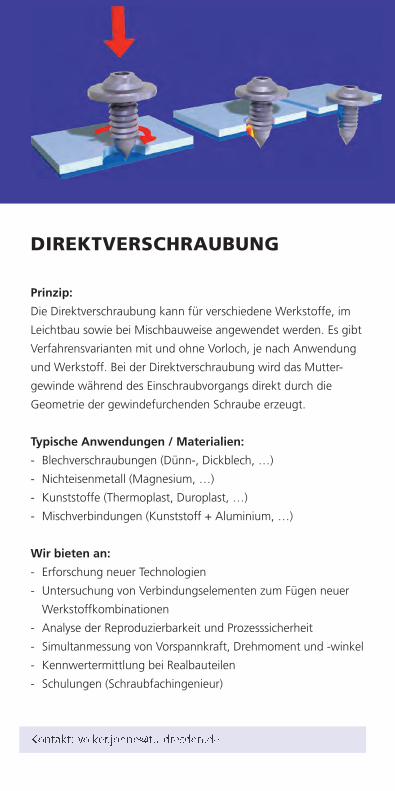
DIREKTVERSCHRAUBUNG
Prinzip:
Die Direktverschraubung kann für verschiedene Werkstoffe, im
Leichtbau sowie bei Mischbauweise angewendet werden. Es gibt
Verfahrensvarianten mit und ohne Vorloch, je nach Anwendung
und Werkstoff. Bei der Direktverschraubung wird das Mutter-
gewinde während des Einschraubvorgangs direkt durch die
Geometrie der gewindefurchenden Schraube erzeugt.
Typische Anwendungen / Materialien:
- Blechverschraubungen (Dünn-, Dickblech, …)
- Nichteisenmetall (Magnesium, …)
- Kunststoffe (Thermoplast, Duroplast, …)
- Mischverbindungen (Kunststoff + Aluminium, …)
Wir bieten an:
- Erforschung neuer Technologien
- Untersuchung von Verbindungselementen zum Fügen neuer
Werkstoffkombinationen
- Analyse der Reproduzierbarkeit und Prozesssicherheit
- Simultanmessung von Vorspannkraft, Drehmoment und -winkel
- Kennwertermittlung bei Realbauteilen
- Schulungen (Schraubfachingenieur)
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2

SELFTAPPING FASTENERS
Principle:
The selftapping fasteners can be used for different materials,
lightweight construction as well as mixed constructions.
There are variants of the process with and without pre-holes,
depending on the application and material. Selftapping fasteners
directly generate the female thread by the screw’s geometry
during the screwing process.
Typical applications / materials:
- metal plates (thin, thick, …)
- non-ferrous metal (magnesium, …)
- plastics (thermoplastic, duroplast, …)
- mixed material joints (plastics + aluminum, …)
Our portfolio:
- research of new technologies
- analysis of fasteners for joining new material combinations
- investigation of reproducibility and process safety
- simultaneous measurement of the clamp load and
installation torque
- identification and determination of numerical values
- training (fastener specialist)
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 2

FÜGEN MIT REAKTIVMULTI-SCHICHTEN
Prinzip:
Durch die Aktivierung der atomaren Diffusion in Nanometer-
Reaktivmultischichten (RMS) wird kurzzeitig und lokal thermische
Energie bereit gestellt. Diese kann zum Aufschmelzen eines Lotes
verwendet werden, das als Schicht beidseitig auf der RMS auf-
gebracht wird. Das ermöglicht Fügungen mit minimaler thermi-
scher Belastung der Bauteile bei gleichzeitig hohen thermischen
und elektrischen Leitfähigkeiten der Fügestelle.
Typische Anwendungen / Materialien:
- Metalle, z. B. Al, Cu, Stahl, Ti, …
- keramische Materialien, Glas
- Silizium
- Polymere
Wir bieten an:
- Machbarkeitsuntersuchungen
- Prozessentwicklung und -beratung
- Prototypenfertigung
- Bauteilprüfung
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 3

REACTIVE MULTILAYERS FOR JOINING
Principle:
With the activation of atomic interdiffusion in nanometer reactive
multilayer systems (RMS), thermal energy will be locally and
temporarily delivered. This energy can be used for the melting of
solder layers which coat the RMS on both sides. Reactive multi-
layer systems enable the joining of components with minimal
thermal loads and with good electrical and thermal conductivity.
Typical applications / materials:
- metals, e. g. Al, Cu, steel, Ti, …
- ceramics, glass
- silicon
- polymers
Our portfolio:
- feasibility studies
- process development and consultation
- fabrication of prototypes
- mechanical testing of parts and joining zones
contact: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 3
PROZESSÜBERWACHUNG UNDSENSORIK
Prinzip:Industrielle Produktionsprozesse zu überwachen sowie deren Pro-dukte während bzw. nach der Fertigung zu charakterisieren, isteine allgegenwärtige Aufgabenstellung in modernen Fügeprozes-sen. Die systemtechnischen Kernkompetenzen zur Prozessüber-wachung und Sensorik am Fraunhofer IWS Dresden sowie amAnwendungszentrum für optische Messtechnik Zwickau konzen-trieren sich auf die Entwicklung optischer, optisch-spektroskopi-scher Sensorik und deren Implementierung im Bereich der Laser-und Oberflächentechnologie.
Wir bieten an:Entwicklungen für das Monitoring von Laserprozessen- High-Speed Temperaturüberwachung (E-MAqS® / E-FAqS®)- Mess- und Regelsystem für Temperaturüberwachung
(LompocPro®)- Laserstrahlanalyse zur Qualitätskontrolle von Optiken und
Laserquellen (LasMon®)Optisch-spektroskopische Verfahren- hyperspektrale Bildgebung zur Bewertung von Oberflächen
und deren abgeleiteten Eigenschaften (imanto®)- infrarot-basierte in-situ Multigasanalytik (ISPROM®)- Plasmaspektroskopie für das Laserstrahlschweißen- ortsauflösende Temperaturmessung unabhängig vom Emissions-
koeffizient und Materialoberflächenstruktur zur Detektion vonBearbeitungsfehlern und Prozesssteuerung im Fügeprozess
Kontakt: [email protected]@iws.fraunhofer.de
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 3
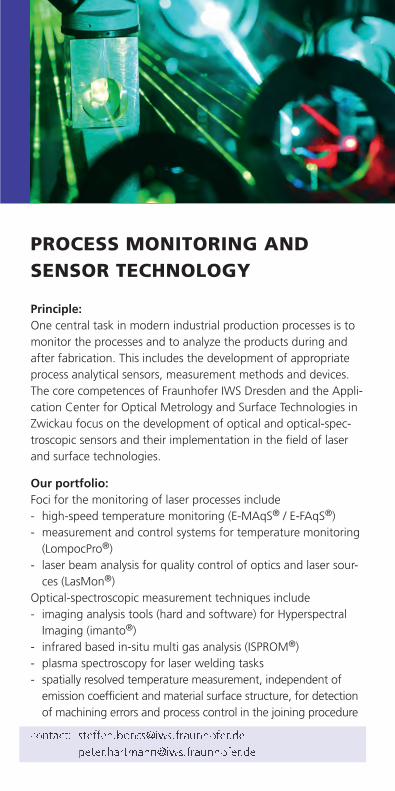
PROCESS MONITORING AND SENSOR TECHNOLOGY
Principle:One central task in modern industrial production processes is tomonitor the processes and to analyze the products during andafter fabrication. This includes the development of appropriateprocess analytical sensors, measurement methods and devices.The core competences of Fraunhofer IWS Dresden and the Appli-cation Center for Optical Metrology and Surface Technologies inZwickau focus on the development of optical and optical-spec-troscopic sensors and their implementation in the field of laserand surface technologies.
Our portfolio:Foci for the monitoring of laser processes include- high-speed temperature monitoring (E-MAqS® / E-FAqS®)- measurement and control systems for temperature monitoring
(LompocPro®)- laser beam analysis for quality control of optics and laser sour-
ces (LasMon®)Optical-spectroscopic measurement techniques include- imaging analysis tools (hard and software) for Hyperspectral
Imaging (imanto®)- infrared based in-situ multi gas analysis (ISPROM®)- plasma spectroscopy for laser welding tasks- spatially resolved temperature measurement, independent of
emission coefficient and material surface structure, for detectionof machining errors and process control in the joining procedure
contact: [email protected]@iws.fraunhofer.de
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 12:59 Seite 3

WERKSTOFFPRÜFUNG UND -CHARAKTERISIERUNG
Prinzip:Neue, leistungsfähige Werkstoffe sind die Grundlage und derMotor für die Entwicklung zuverlässiger und innovativer Pro-dukte. Um das Eigenschaftspotenzial klassischer sowie neuartigerKonstruktions- und Funktionswerkstoffe bestmöglich ausnutzenzu können, bedarf es eines breiten Spektrums an experimentellenErfahrungen und eines tiefen Verständnisses für die werkstoff-physikalischen Vorgänge. Dieser Herausforderung stellt sich dasKompetenzfeld Werkstoffprüfung und -charakterisierung desIWS. Es versteht sich dabei als Partner für alle Geschäftsfeldersowie für externe industrielle Kunden.
Wir bieten an:- Bestimmung mechanischer Kennwerte von Werkstoffen und
Werkstoffverbunden- Ermittlung von Kennlinien zur Bewertung der Schwingfestigkeit- zeitverkürzte Ermüdungsprüfung bei hohen Prüffrequenzen - hochauflösende, abbildende und analytische Charakterisierung
von lasermodifizierten Randzonen, Fügegrenzflächen, Dünn-schichtsystemen, Nanotubes und Nanopartikeln
- Versagens- und Schadensfallanalysen- Beratung im Hinblick auf Werkstoffalternativen, Gestaltopti-
mierungen und Prozessverbesserungen für eine zukünftigeSchadensprävention sowie Entwicklung von Prüfstrategien
Kontakt: [email protected]
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 3
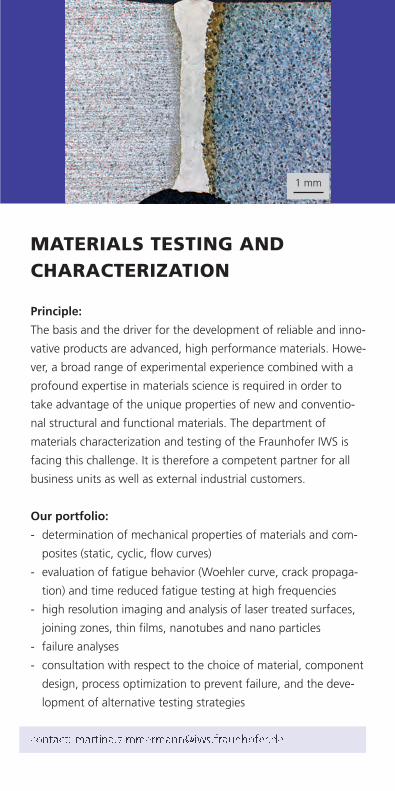
MATERIALS TESTING AND CHARACTERIZATION
Principle:
The basis and the driver for the development of reliable and inno-
vative products are advanced, high performance materials. Howe-
ver, a broad range of experimental experience combined with a
profound expertise in materials science is required in order to
take advantage of the unique properties of new and conventio-
nal structural and functional materials. The department of
materials characterization and testing of the Fraunhofer IWS is
facing this challenge. It is therefore a competent partner for all
business units as well as external industrial customers.
Our portfolio:
- determination of mechanical properties of materials and com-
posites (static, cyclic, flow curves)
- evaluation of fatigue behavior (Woehler curve, crack propaga-
tion) and time reduced fatigue testing at high frequencies
- high resolution imaging and analysis of laser treated surfaces,
joining zones, thin films, nanotubes and nano particles
- failure analyses
- consultation with respect to the choice of material, component
design, process optimization to prevent failure, and the deve-
lopment of alternative testing strategies
contact: [email protected]
1 mm
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 3
FRAUNHOFER IWS DRESDEN WIR FORSCHEN FÜR DIE PRAXIS.
Das Fraunhofer IWS steht für Innovationen im Bereich der Laser-
und Oberflächentechnik. Es bietet kundenspezifische Lösungen
zum Fügen, Trennen, Auftragen, Abtragen, Mikrostrukturieren,
Randschichtbehandeln und Beschichten mit Laser sowie PVD-
und CVD-Verfahren. Die Kombination eines umfangreichen werk-
stofftechnischen Know-hows mit weitreichenden Erfahrungen in
der Entwicklung von Technologien und Systemen ist die Basis für
zahlreiche in die industrielle Fertigung überführte Lösungen.
Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS
Winterbergstr. 28, 01277 Dresden
Telefon +49 351 83391-0, Fax +49 351 83391-3300
Kontakt:
Dr. Jens Standfuß
Geschäftsfeldleiter Fügen
Telefon +49 351 83391-3212, Fax +49 351 83391-3210
www.iws.fraunhofer.de
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 3

FRAUNHOFER IWS DRESDENRESEARCH THAT CAN BE PUT INTO PRACTICE.
Fraunhofer IWS is known for its innovations in the field of laser
and surface technology. We provide customized solutions for joi-
ning, cutting, cladding, ablation processes, micro structuring and
surface treatment, laser coating as well as PVD and CVD proces-
ses. The combination of the comprehensive know-how in the
field of materials engineering with the profound expertise in the
development of systems and technologies form the basis for nu-
merous implementations into industrial applications.
Fraunhofer IWS Dresden
Winterbergstr. 28, 01277 Dresden, Germany
Phone +49 351 83391-0, Fax +49 351 83391-3300
Contact:
Dr. Jens Standfuß
Head of business unit Joining
Phone +49 351 83391-3212, Fax +49 351 83391-3210
www.iws.fraunhofer.de/en
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 3
ANWENDUNGSZENTRUM FÜR OPTISCHE MESSTECHNIK UNDOBERFLÄCHENTECHNOLOGIEN
Im August 2015 hat das neue Fraunhofer-IWS-Anwendungszen-
trum für Optische Messtechnik und Oberflächentechnologien
(AZOM) seine Arbeit aufgenommen. Angesiedelt im Umfeld der
Westsächsischen Hochschule Zwickau (WHZ) bildet es eine
Brücke zwischen dem Fraunhofer IWS in Dresden und der
regionalen Wirtschaft in Westsachsen.
Die Arbeitsfelder liegen insbesondere in den Bereichen:
- photonische Systemkomponenten und Fasertechnologien
- optische Messtechnik, Bildverarbeitung und Prozesskontrolle
- Oberflächen- und Werkstofftechnologien
- Biophotonik und Medizintechnik
AZOM Zwickau
Keplerstr. 2, 08056 Zwickau
Telefon +49 375 536 1538, Fax +49 375 536 1503
Kontakt:
Prof. Dr. Peter Hartmann
www.iws.fraunhofer.de
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 3
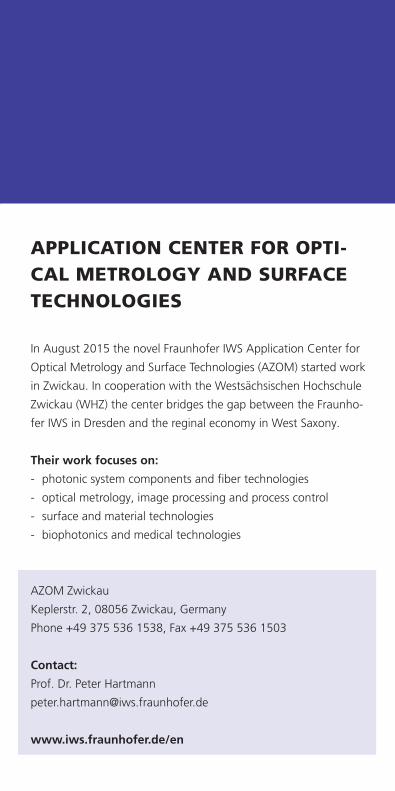
APPLICATION CENTER FOR OPTI-CAL METROLOGY AND SURFACETECHNOLOGIES
In August 2015 the novel Fraunhofer IWS Application Center for
Optical Metrology and Surface Technologies (AZOM) started work
in Zwickau. In cooperation with the Westsächsischen Hochschule
Zwickau (WHZ) the center bridges the gap between the Fraunho-
fer IWS in Dresden and the reginal economy in West Saxony.
Their work focuses on:
- photonic system components and fiber technologies
- optical metrology, image processing and process control
- surface and material technologies
- biophotonics and medical technologies
AZOM Zwickau
Keplerstr. 2, 08056 Zwickau, Germany
Phone +49 375 536 1538, Fax +49 375 536 1503
Contact:
Prof. Dr. Peter Hartmann
www.iws.fraunhofer.de/en
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 3

INSTITUT FÜR FERTIGUNGS-TECHNIK, TU DRESDEN
Am Institut für Fertigungstechnik (IF) der TU Dresden werden die
Grundlagen der wichtigsten Gebiete der Fertigungstechnik unter-
sucht, erarbeitet und die entsprechenden Fertigungsverfahren
weiter entwickelt. Diese Gebiete reichen von der Oberflächenbe-
handlung bis zur Nanotechnik sowie von der Fügetechnik bis zur
Montage. Die Lasertechnik, die Fertigungsmesstechnik und die
Qualitätssicherung sind Querschnittsthemen, mit denen sich das
Institut für Fertigungstechnik intensiv beschäftigt.
TU Dresden
Institut für Fertigungstechnik
George-Bähr-Str. 3c, 01069 Dresden
Telefon +49 351 463-31993, Fax +49 351 463-37755
Kontakt:
Prof. Dr.-Ing. habil. Uwe Füssel
Professur für Fügetechnik und Montage
Telefon +49 351 463-37615, Fax +49 351 463-37249
www.if.mw.tu-dresden.de
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 4
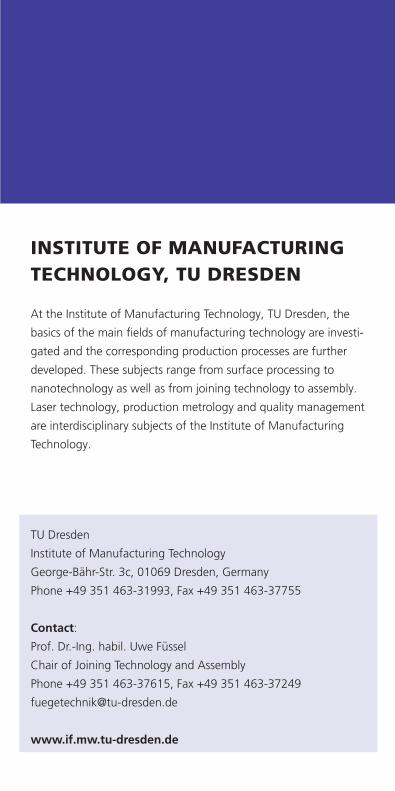
INSTITUTE OF MANUFACTURINGTECHNOLOGY, TU DRESDEN
At the Institute of Manufacturing Technology, TU Dresden, the
basics of the main fields of manufacturing technology are investi-
gated and the corresponding production processes are further
developed. These subjects range from surface processing to
nanotechnology as well as from joining technology to assembly.
Laser technology, production metrology and quality management
are interdisciplinary subjects of the Institute of Manufacturing
Technology.
TU Dresden
Institute of Manufacturing Technology
George-Bähr-Str. 3c, 01069 Dresden, Germany
Phone +49 351 463-31993, Fax +49 351 463-37755
Contact:
Prof. Dr.-Ing. habil. Uwe Füssel
Chair of Joining Technology and Assembly
Phone +49 351 463-37615, Fax +49 351 463-37249
www.if.mw.tu-dresden.de
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 4

PROFESSUR FÜGETECHNIK, HTW DRESDEN
An der Professur für Fügetechnik der Hochschule für Technik und
Wirtschaft Dresden werden, neben einem breiten Angebot an
konventionellen Lichtbogen- und Pressschweißverfahren, insbe-
sondere elektronenstrahl-basierte Technologien untersucht und
weiterentwickelt. Eine flexible und moderne Anlagen- und Analy-
setechnik bietet die Basis für Forschung und Verfahrensvergleiche
zu Schweiß- und Lötanwendungen.
HTW Dresden
Fakultät Maschinenbau
Friedrich-List-Platz 1, 01069 Dresden
Telefon +49 351 462 2124, Fax +49 351 462 2170
Kontakt:
Prof. Dr.-Ing. Gunther Göbel
Professur Fügetechnik
Telefon +49 351 462 2523
www.htw-dresden.de
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 4
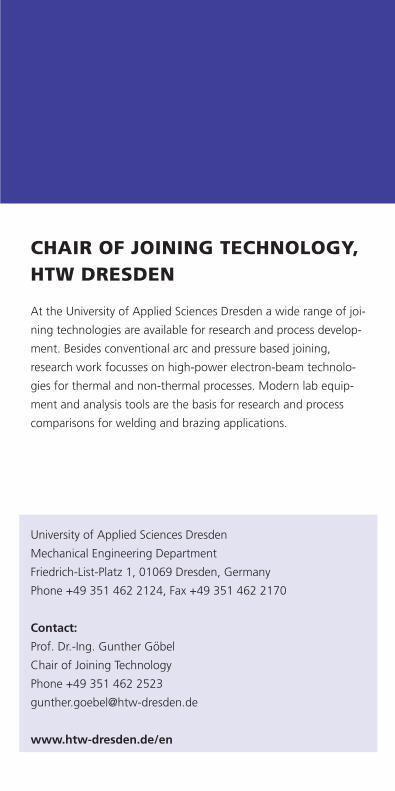
CHAIR OF JOINING TECHNOLOGY,HTW DRESDEN
At the University of Applied Sciences Dresden a wide range of joi-
ning technologies are available for research and process develop-
ment. Besides conventional arc and pressure based joining,
research work focusses on high-power electron-beam technolo-
gies for thermal and non-thermal processes. Modern lab equip-
ment and analysis tools are the basis for research and process
comparisons for welding and brazing applications.
University of Applied Sciences Dresden
Mechanical Engineering Department
Friedrich-List-Platz 1, 01069 Dresden, Germany
Phone +49 351 462 2124, Fax +49 351 462 2170
Contact:
Prof. Dr.-Ing. Gunther Göbel
Chair of Joining Technology
Phone +49 351 462 2523
www.htw-dresden.de/en
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 4
F R A U N H O F E R - I N S T I T U T
W E R K S T O F F - U N D S T R A H LT E C H N I K I W S
INNOVATIVE FÜGEVERFAHRENGEBÜNDELTE KOMPETENZ IN DRESDEN
Broschuere_Fuegeverfahren_2016-02-15_DIN-Lang-Publikation 16.02.2016 13:00 Seite 4


















