
technica 04/2010
92
04/2010 www.marktspiegel.ch www.technica-online.ch Swissrobotics.net: Wie rechnet sich die Rentabilität einer Roboterzelle? Industrial IT: Grosse Plantafel plant grosse Teile Messe-Vorschau: Hannover Messe, 19. bis 23. April Siams, Moutier, 4. bis 8. Mai Messe-Nachschau: METAV, Düsseldorf INDUSTRIAL IT
-
Upload
az-fachverlage-ag -
Category
Documents
-
view
311 -
download
9
description
Fachzeitschrift für die Maschinen-, Elektro- und Metallindustrie
Transcript of technica 04/2010
Titelseite Technica: 210 x 175 mm
04/2010www.marktspiegel.ch www.technica-online.ch
Swissrobotics.net: Wie rechnet sich die Rentabilität einer Roboterzelle?Industrial IT: Grosse Plantafel plant grosse Teile
Messe-Vorschau:Hannover Messe, 19. bis 23. AprilSiams, Moutier,4. bis 8. Mai
Messe-Nachschau:METAV, Düsseldorf
IND
UST
RIA
L IT

Für perfekte Präzision beimFräsen – weil entscheidend ist,was drinsteckt. Hermle ist füh-rend in der 5-Achs-Technologie,bietet Ihnen zuverlässigenService und ist Ihr kompetenterPartner in Sachen Automation.
Der Inhalt macht den Unterschied
www.hermle-schweiz.ch
Hermle (Schweiz) AG, Neuhausen am Rheinfall · Phone: 052 6 74 00-40 · [email protected]
Wir zeigen Ihnen unsere aktuellen Antworten auf Leistung undPräzision mit der C 42 U, C 50MT und C 60 U. Besuchen Sie uns aufunserer Hausausstellung vom 21. bis 24. April 2010 in Gosheim.
Hausausstellung
04-10 technica 1
Editorial
Abzocker und AbgezockteFrüher hiess der kreuzworträtsellösende Kommissar im DRS-3-Kultkrimi am Sonn-tagmorgen noch Hugentobler. Heute ist er einfach «der Kommissar». Der Privatde-tektiv mit den haarsträubenden Fällen heisst demgegenüber immer noch Maloney. Der naheliegende Grund: Twixtel kennt 772 Hugentobler aber nur zwei Maloney, die gegen die Verwendung ihres Namens protestieren könnten. Früher nannten wir das Büchsenhackfleisch im Militärdienst «gestampfte Juden», und dies mit einer Gedan-kenlosigkeit und Selbstverständlichkeit, die mich heute selber erschreckt. Dieser Entwicklung zu einer diskriminierungsfreieren Sprache nennt man auch «po-litical correctnes». Grundsätzlich eine gute Sache. Aber hat sich parallel zur Spra-che auch die Welt des Faktischen zum Guten verändert? In der Politik sicher nicht – auch nicht in unserem Lande. Je mehr man beispiels-weise von Konkordanz spricht, desto weniger anerkennt man deren Sinn und Nut-zen. Diese früher als selbstverständlich akzeptierte Machtbalance zwischen Landes-teilen, Mehr- und Minderheiten und Sprachregionen weicht heute mehr und mehr einer «Manchester Demokratie» (analog dem Manchester Liberalismus – der Stär-kere hat immer Recht).
« Alles wird schlechter. Nur etwas wird besser: Die Moral wird schlechter. »
[unbekannt]
Ähnlich läuft es in der Wirtschaft. Wie heute noch bei den patronal geführten KMU üblich, war früher auch bei Aktiengesellschaften die langfristige Prosperität des Un-ternehmens oberstes Managementziel. Heute geht es meist nur noch um die kurz-fristige Kapitalrendite. Wer die Quartalsergebnisse erfüllt, wird reichlich belohnt und darf sich anschliessend Abzocker nennen lassen. Nein, ich möchte die Abzockerei nicht rechtfertigen – im Gegenteil. Aber die Wurzel des Übels liegt weniger beim geldgierigen Manager, der halt nimmt, was man ihm gibt, als vielmehr beim noch geldgierigeren Aktionär. Vernünftige Aktionäre wählen vernünftige Verwaltungsräte, die wiederum eine vernünftige, nachhaltige Unterneh-mens- und Vergütungspolitik betreiben. Das Absurde dabei: Die verantwortlichen Grossaktionäre sind heute vielfach die so genannten «institutionellen Anleger», sprich der Pensionskassen und Versicherungen, die mit ihrem einseitigen Renditedenken die Arbeitsplätze ihrer eigenen Versicherten gefährden. Wie sagt der Kommissar jeweils: «Die Welt ist aus den Fugen, Maloney.»
Martin Gysi Redaktion technica
Geniale Ideenvon SKF
Ineiner typischen Fertigungsstrasse derAutomobilindustriesetzen ca. 300 Roboter ca. 1.2 Milliarden Schweisspunktepro Jahr. Das ist eine Menge Schweissarbeit, die sehr vielEnergie verbraucht.Durch den Einsatz elektromechanischer Hubzylinder
von SKF in den Schweissrobotern anstelle konventionellerPneumatik lassen sich mehr als 90 Prozent Energieeinsparen. Das sind 13.5 Millionen Kilowattstunden pro Jahr.Dies entspricht in etwa demJahresenergieverbrauch vonmehr als 1400 typischen Einfamilienhäusern in Schweden.Mit unserer fachlichen Kompetenz, Erfahrung und
Kreativität können Industrieunternehmen ihre Leistungskraftnoch erheblich steigern. Suchen Sie intelligente Lösungenzur Einsparung von Energie?Dann fordern Sie unsere Spezialisten heraus!
The Power of Knowledge Engineering
Erfahren Sie mehr über “The Power of Knowledge Engineering”unter www.skf.com/knowledge
Weld DE 210x297 neu.indd 1 06.06.2008 14:20:11

04-10 technica 3
Inhaltsverzeichnis
Flachteile leichter spannenEin universelles Werkstück-Spannsystem bringt durch Aufbau-, Auslegungs-, Anwendungs- und Nutzungs-Flexibilität bis zu 50% Rüstzeiten-Einsparung. Selbst wenn ein modernes CNC-Bearbei-tungszentrum zur Verfügung steht, ist das Ratiopotenzial nicht ausgereizt. Erst die perfekte Kom bination aus Werkzeugmaschine, Werkzeugspannung, Werkzeugen und vor allem Werkstück-Spann-technik führt zum Erfolg.
Seite 24
Panorama ■ 4
Export-Forum ■Viel Geschäftspotenzial für Schweizer Unternehmen 8
Planung + Produktion ■Besser globalisieren mit Englisch 9Die Älteren sind das Kapital der Zukunft 10Der Plan ist nichts, Planung ist alles 11Projektmanagement: Die häufigsten Fallen, die wichtigsten Erfolgsfaktoren 13Lütze AG Schweiz mit neuem Niederlassungsleiter 14
Märkte und Unternehmen ■Präzisionswerkzeuge aus dem Dorfzentrum 15
Werkzeugmaschinen und ■Werkzeuge
Endlich Licht am Ende des Tunnels 16Giesserei-Zentrum an der FHNW startet am 18. Mai 20Mikropräzisionsfräsen für die Werkzeugherstellung 22Flachteile leichter spannen 24SIAMS: Mikrotechnik-Treffpunkt 30Schneller rüsten, prozesssicher produzieren 36
Automations- und ■Antriebstechnik
Hannover Messe: Effizienter – Innovativer – Nachhaltiger 37Energieeffizienz und Produktivität 39Automatisierung industrieller Prozesse 40Spannender Ausblick 40Freie Wahl bei linearen Direktantrieben 42Ex-geschützte Klein motoren als Fensterputzer 44Im Kleinen ganz gross 46
SwissRobotics ■Automation: Was bleibt unter dem Strich? 49Die Roboter kommen 54Ultraschnelle Pick & Place Unit 56Proaktiv agieren bei Wartung und Service 57
Zulieferindustrie + ■Industriebedarf
Der Roboter als «Werkstattschreiber» 58Bodyguard für Common-Rail-Werkzeuge 61Flexibel konstruiert 63
Produkte ■ 64-70
Lieferantenverzeichnis ■ 81
Impressum ■ 87
TechnikKnacknuss ■ 88
Grosse Plantafel plant grosse TeileDie Kunden von Bruhin & Diethelm AG bestellen zwar Werkstücke mit aussergewöhnlichen Dimensionen und haben oft auch ausser-ordentliche Präzisionsanfor derungen, sonst sind sie jedoch ganz «normal»: Sie erwarten eine offertgemässe und termingerechte Lieferung. Bei Bearbeitungszeiten von gegen 70 Stunden setzt dies eine minutiöse Produktionsplanung voraus.
Seite 79
NIDays 2010 im Swissôtel in Zürich 71
Physikalisch präzise 72
Scharfes Profil 73
300 Mannjahre für überarbeitete ERP-Lösung 75
Überzeugende Kundennähe 76
Profitabel überleben mit Performance Management 77
Grosse Plantafel plant grosse Teile 79
Wie rechnet sich die Renta-bilität einer Roboterzelle?Bei der Kosten-Nutzen-Betrachtung einer Roboterlösung sind auch Faktoren zu beachten, die durch eine klassische Investitionsrech-nung nur unvollständig abgebildet werden können: Flexibilität, Qualitätsniveau oder Arbeitsplatzbedingungen für Mitarbeiter.
Seite 49
Industrial IT

4 technica 04-10
Panorama
Datum Ort Thema Kosten Veranstalter/Infos
diverse diverse Bosch-Rexroth-Schulungen für Hydraulik, Pneu-matik, Mechatronik, Linear- und Montagetechnik,Antriebs- und Steuerungstechnik. Kursinhalte und Termine: www.boschrexroth.ch/seminare
Bosch Rexroth Schweiz AG5563 Buttikon, 055 464 63 [email protected]
23.4.3.5.
Solothurn Hands-on-Seminar MetallbauHands-on-Seminar Stahlbau
auf Anfrage ISD Software und Systeme AG4500 Solothurn, 032 624 13 40www.isdgroup.ch, [email protected]
– – Alle Termine auf www.technica-online.ch – Rubrik «Termine» oder/category/vk
27.4. Dietikon Der Verschwendung auf der Spur:Wirtschaftlicher Einsatz der Pneumatik
auf Anfrage Festo Didactic, 8953 Dietikon044 744 55 44, www.festo.ch
11.5. Stuttgart Moderne Schleiftechnologie und Feinstbearbeitung(Referate, Fachgespräche, Ausstellung usw.)
auf Anfrage Hochschule Furtwangen Universityksfi [email protected]
20.5. Villigen 6. Technology Talk der Virtuellen Fabrik Nordwest-schweiz/Mittelland
VF Nordwestschweiz/Mittelland5210 Windisch, 0840 83 83 [email protected]
Stürze sind die häufi gsten Un-fälle, sowohl im Beruf als auch in der Freizeit. Jedes Jahr verunfal-len in der Schweiz rund 295 000 Menschen beim Gehen und Trep-pensteigen – oft mit schwerwie-genden Folgen. Die Ursachen sind ebenso vielfältig wie banal. Dass jedoch die Folgen der Stolper- und Sturzunfälle häufi g alles andere als harmlos sind, belegen die 40 Prozent aller Invalidenrenten, die auf diesen Unfallhergang zurück-zuführen sind. Die Antwort der Suva heisst: «stolpern.ch». Wäh-
rend der nächsten fünf Jahre will die Suva die ihr jährlich gemelde-ten 85 000 Stolperunfälle, die 640 Millionen Franken Kosten verursachen, mit gezielten Prä-ventionsaktivitäten reduzieren und ihre versicherten Betriebe wie auch die breite Bevölkerung sen-sibilisieren. «stolpern.ch» hat zum Ziel, bei den Suva-Versicher-ten die jährliche Anzahl Stolper-unfälle bis ins Jahr 2014 um fünf Prozent zu senken.
www.stolpern.ch
Erwerbstätige stolpern für rund eine Milliarde Franken
Raphael Ammann, Kampagnenleiter der Suva, sprichtzum Start der neuen Präventionskampagne «stolpern.ch». (Photopress, Patrick B. Kraemer)
In der Schweiz verletzen sich jährlichmehr Menschen bei Stolperunfällenals bei Autounfällen.
In der Schweiz erleiden jährlich rund 295 000 Menschen einen Stolper-oder Sturzunfall. Beugen Sie vor – www.stolpern.ch zeigt Ihnen wie.
ABB, die Regionalwerke AG Baden und die Stadt Baden engagieren sich für die Elektromobilität: Auf dem
Brown Boveri Platz in Baden wurde die erste Ladestation für Elektrofahr-zeuge in der Region in Betrieb ge-nommen. Je nach Steckdose (230 oder 400 V) und Fahrzeugtyp ermög-licht die Ladestation einen norma-len Ladegang (2 Stunden für 50 km) oder einen schnellen Ladevorgang (20 Minuten für 50 km). Die Station ist Elektromobilnutzern zugänglich, die Mitglied im Park & Charge-Netz-werk sind.«Unsere integrierten und intelligen-ten Lösungen erlauben ein sicheres Laden innerhalb nützlicher Zeit», sagt Jasmin Staiblin, Vorsitzende der Geschäftsleitung ABB Schweiz. Die Regionalwerke AG Baden liefert
den Strom – bis auf Weiteres gratis. «Wir sind der Elektromobilität ge-genüber positiv eingestellt», sagt Hugo Doessegger, Geschäftsführer der Regionalwerke AG Baden. «Als Energieversorgungsunternehmen sind wir prädestiniert, Elektrolade-stationen zu bauen, zu betreiben und mit umweltfreundlich produ-ziertem Strom zu beliefern.»Die Stadt Baden verpfl ichtet sich seit 2006 zu mehr Energieeffi zienz und vermehrtem Einsatz von erneu-erbarer Energie. Dafür wurde sie mit dem European-Energy-Award-Gold ausgezeichnet.Gleichzeitig mit der Einweihung der Elektroladestation wird auch der
neue Fortwo Electric Drive von Smart vorgestellt. Damit lanciert Smart in internationalen Metropo-len und ab dem zweiten Quartal 2010 auch im Grossraum Zürich ein Pilotprojekt mit 50 Smart-Elektro-mobilen. Daran beteiligen sich auch Partner wie EWZ (Stadt-Zürich), Elektrizitätswerke des Kantons Zü-rich (EKZ) und Mobility-Carsharing. Ziel dieses Projektes ist es, frühzei-tig Erfahrungen über das Nutzungs-verhalten sowie die bedarfsgerechte Infrastruktur zu sammeln und somit das Bewusstsein für emissionsfreies Fahren zu schaffen.
www.abb.ch
Erste Elektroladestation in der Region Baden

04-10 technica 5
Panorama
FLUIDTECHNIK
IMECHATRONIK
IBAUGRUPPEN
IKONFEKTIONIERUNG
Tel. ++41 (0)44 877 50 11www.bibus.ch
DämpfungstechnikGasfedern und Ölbremsen inStandard- oder Sonderaus-führung. Zuverlässigkeit und
Lebensdauer sind unserMarkenzeichen.
Polyurethane von Kundert
Individuelle Problemlösungen
Beschichtung von Metall- und Kunststoffkernen, Giessen von Formteilen, High-Performance- und Standard-Polyurethan-Systeme, Polyurethan-Systeme mit anwendungsspezifischem Eigenschaftsprofil, FDA-zugelassene Polyurethan-Systeme
Kundert ist Spezialist für Halbzeuge und Fertigteile aus Polyurethan. Modernste Verarbeitungsanlagen und ein breites Werkstoffspektrum ermöglichen kundenindividuelle Problem-lösungen und die stete Entwicklung neuer Polyurethan-Systeme.
Kundert AG, Kunststofftechnik, 8645 Jona055 225 16 16, [email protected], www.kundert.ch
Titelseite Technica: 210 x 175 mm
04/2010www.marktspiegel.ch www.technica-online.ch
Swissrobotics.net: Wie rechnet sich die Rentabilität einer Roboterzelle?Industrial IT: Grosse Plantafel plant grosse Teile
Messe-Vorschau:Hannover Messe, 19. bis 23. AprilSiams, Moutier,4. bis 8. Mai
Messe-Nachschau:METAV, Düsseldorf
IND
UST
RIA
L IT
Am 24. und 25. Februar ha-ben sich Fachleute aus der ganzen Welt beim Lauffener Spann- und Greiftechnikspezi-alisten Schunk zu den 3. Ex-pert Days Service Robotik ver-sammelt. Das Symposium gilt weltweit als führende Kommu-nikationsplattform für die an-gewandte Servicerobotik. Das liegt zum einen an den hoch-karätigen Referenten, die Schunk Jahr für Jahr für die Veranstaltung gewinnen kann. Zum anderen an der hohen Dy-namik, die das Thema selbst an den Tag legt. Aus einer klei-nen Gruppe von Robotikvisio-nären ist ein interdisziplinäres, globales Netzwerk geworden, das intensiv an der Zukunft des
Roboters als flexibler Helfer im industriellen und häuslichen Umfeld arbeitet.
Technologietransfer ist in vollem GangeDie 22 Referenten aus nam-haften internationalen Unter-nehmen, Forschungsinstituten und Universitäten richteten ih-ren Fokus auf die Themen Si-cherheit, Standardisierung und europäische Initiativen. Zudem wurden aktuelle Forschungsar-beiten aus den Themenfeldern «Greifen», «Mobile Manipula-tion» und «Modulare Robotik» präsentiert. Eine Ausstellung zeigte aktuelle Projekte. Etwa den Serviceroboter «Friend» aus dem Forschungsprojekt
«Amarob», der körperlich be-einträchtigten Menschen hel-fen soll, ihren Tagesablauf au-tonom und selbstbestimmt zu bestreiten. Ein Trend zeigte sich bei den Schunk Expert Days deutlich: Aus der Phase der universitä-ren Forschung geht die Ser-vicerobotik zunehmend in eine Phase der praktischen Anwen-dung über. Das macht auch die steigende Zahl von Wirtschafts-unternehmen deutlich, die das Thema als Zukunftsfeld für sich entdecken. Auffällig war der intensive Erfahrungsaus-tausch zwischen den Teilneh-mern, der einen ähnlich hohen Stellenwert einnahm wie die Vorträge selbst. Offensichtlich verfolgen alle Beteiligten der-zeit ein grosses Ziel: Sie wol-len bedarfsorientierte und marktfähige Servicerobotik-An-wendungen entwickeln und zur Marktreife führen. Nähere Informationen zu den Expert Days sowie zu den ein-zelnen Vorträgen des 3. Sym-posiums für angewandte Ser-vicerobotik gibt es im Internet unter www.schunk.com. Die 4. Expert Days Service Robotik sind übrigens für den 23. und 24. Februar 2011 geplant.schunk.com/expertdays_2010
3. Schunk Expert Days

6 technica 04-10
Panorama
Träger/Partner
Einladung zur Jahrestagung 2010
Das PlusenergiehausInnovative Unternehmen haben das Wort!
Montag, 3. Mai 2010, 10.00–17.00 UhrTagungsort: Kursaal Bern, Hotel Allegro, Raum Szenario, Kornhausstrasse 3, 3000 Bern 25
Karl Viridén, Viridén + PartnerJosef Jenni, Jenni Energietechnik AGDaniel Moll, ERNE AG, HolzbauFlavio Ravani, swiss RenovaDr. Alexander Schuler, Hexis AGMarkus Wenger,Wenger Fenster AG
Attraktive Innovationsbörse/Tischmesse mit Unternehmen, Organisationen, Stehlunch, Apéro.Podiumsdiskussion: Dr. Ursula Wyss, Christian Wasserfallen, Dr. Walter Steinmann, BFE
Jetzt anmelden! Direkt unter www.energie-cluster.ch
Mitglieder energie-cluster.ch Fr. 80.–. Nichtmitglieder Fr. 280.–. Die Teilnehmerzahl ist beschränkt.
Referenten Marco Andreoli, CTA AGBoris Koch, ERICO InternationalChristian Gaegauf, Oekozentrum LangenbruckErnst Diethelm, Gschwind Heiztechnik AGAndreas Wegmüller, Bau- und Architekturbüro WegmüllerModeration: Dr. Ruedi Meier, energie-cluster.ch
CleanTechkonkret!
Zürcher Fachhochschule www.engineering.zhaw.ch
Unsere praxisnahen Weiterbildungsangeboteführen zum Master, Diploma oder Certificateof Advanced Studies.
Aktuelle Kurse:• Integriertes Risikomanagement (MAS)• Projektmanagement (CAS)• Qualitätsmanagement (CAS)• Corporate Responsibility/Social Management (CAS)• Embedded Software Engineering (WBK)
www.engineering.zhaw.ch/weiterbildungTelefon +41 58 934 74 [email protected]
Spitzenplatz dank Weiterbildung.
Die Easyfairs-Messe «Produktion & Design» wurde um einen Tag vorverschoben und findet neu am 1. und 2. Juni 2010 statt.
Die Messe ist eine kosten- und zeiteffiziente Verkaufsplattform für CAD/CAM, Qualität und Ferti-gung im Maschinen- und Anlage-
bau. Veranstaltungsort ist die Olma Messe in St. Gallen.
www.easyfairs.com
Easyfairs «Produktion & Design» um einen Tag vorverschoben
01. & 02. Juni 2010OlmaMessen, St.Gallen,Halle 3.1
prOduktiOn&dESiGn 2010DIE KOSTEN- UND ZEITEFFIZIENTEVERKAUFSPLATTFORM FÜR CAD/CAM,QUALITÄT UND FERTIGUNG IMMASCHINEN- UND ANLAGEBAU
Jetzt kostenlos vorregistrieren unter:
www.easyfairs.com/schweiz
Einfach Geschäfte machen!
Besuchen Sie uns!
Inserat_PRO_210x149_Besucher_Neu.indd 1 26.03.2010 14:50:06

04-10 technica 7
PanoramaInternationale MesseNr. 1 für Kunststoff undKautschuk weltweit
wichtigste Messe!It’s K-time, das heißt: Rund 3.000 Aussteller aus über
50 Ländern präsentieren die neuesten Produkte und
Konzepte, von der Standard- bis zur Hightechlösung.
Das quantitativ und qualitativ erstklassige Angebot
macht die K zur weltweit wichtigsten Business- und Kon-
taktplattform für alle Anwenderindustrien. In 19 Hallen
sind vom Marktführer bis zum Nischenanbieter alle
vertreten, die die Zukunft der Branche entscheiden. Seien
Sie dabei, wenn sich die Weltklasse der Kunststoff- und
Kautschukanbieter in Düsseldorf trifft!
Online-Services +++ differenzierte Suchfunktionen +++
Produkte und Aussteller +++ www.k-online.de/1410
k-online.de
Hotel- und Reiseangebote
www.duesseldorf-tourismus.de
www.travelxperts.ch
INTERMESS DÖRGELOH AG
Obere Zäune 16
8001 Zürich
Telefon: 043 244 89 10
Telefax: 043 244 89 19
www.doergeloh.ch
kmd1002_101x297+3_M1_CHD_Lae_AD.indd 1 24.03.2010 15:46:58 Uhr
Nach fast neun Jahren in den Bü-ros in Dietikon ist Kuka Roboter Schweiz vor Kurzem mit allen be-stehenden Angeboten und Dienst-leistungen nach Neuenhof umge-zogen. Am neuen Standpunkt wer-den auch das eigene College sowie die Kursangebote nach internatio-nalen Kuka-Standards ausgebaut. Mit einem Vertriebsbüro in Berikon startete die Kuka Roboter GmbH 1998 den Verkauf von Robotern in der Schweiz. 2001 wurde die Kuka Roboter Schweiz AG gegründet und damit die ganze Dienstleistungspa-lette in Dietikon etabliert – von Be-ratung und Engineering über Test-center und Schulung bis zur 24-h-Hotline. Kuka Schweiz unterhält heute ein eigenes Ersatzteillager. Ein dichtes Netz von Systeminteg-ratoren garantiert Branchen-Know-how und Kundennähe für alle Be-reiche der Schweizer Industrie. Kuka bleibt da für ihre Kunden, auch lange nach der Abnahme der Anlage, und bietet Wartungs- und Ferndiagnoseverträge, persönliche Betreuung durch die 24-h-Hotline, Anlagenbetreuung, Reparaturser-vice, Software-Updates, Optimie-rung der Zykluszeit und Fortbildung für die Bediener.
Kuka-College in Neuenhof und Le LocleProduktivität ist nicht zuletzt eine Frage des kompetenten, gut ge-schulten und motivierten Perso-nals. Deswegen können im Kuka-
College in Neuenhof alle Kunden zu Bedienern, Programmierern, In-betriebnahmepersonal, Integrato-ren – ganz nach individuellem Wunsch – ausgebildet werden. An Personen, die sich mit der Planung von Roboterzellen befassen, rich-ten sich die spezifischen Kurse zur Roboterauswahl und -integration. In Re-Train-Kursen können auch langjährige Kuka-Programmierer und Programmierer von Wettbe-werbsprodukten ihr Wissen auffri-schen.Kuka Roboter Schweiz und die Haute Ecole ARC Ingénierie in Le Locle ebnen den Weg für Roboter-schulungen mit einem Kuka-Col-lege direkt in der Romandie. Auch dieses bietet modular aufgebaute Seminare und ermöglicht den Teil-nehmern, die notwendigen berufli-chen Kenntnisse zur Bedienung und Integration von Kuka-Robotern zu erlernen. Das Ergebnis: umfas-send ausgebildete und qualifizierte Mitarbeiter.Zertifizierter Abschluss: Am Ende des Trainingsprogramms im Kuka- College erhalten die Teilnehmer das entsprechende Zertifikat, welches bescheinigt, dass sie die Kennt-nisse für weitere Ausbildungsmo-dule erworben haben. Dieses Zerti-fikat wird von allen Kuka-Colleges in der ganzen Welt anerkannt.
KUKA Roboter Schweiz AG5432 Neuenhofwww.kuka-roboter.ch
Kuka zügelte flussabwärts
Das Roboter-Testcenter für Beratung und Schulung in Neuenhof.
8 technica 04-10
Export-Forum
«Lizenz zum Erfolg»Während meines Ingenieurstudiums arbeite ich als Konstrukteur und bin finanziell unabhängig.Ich schätze den engen Bezug meiner beruflichen Arbeit zum Studium. So bereite ich mich aufeine solide berufliche Zukunft vor. Das berufsbegleitende Bachelor-Hochschulstudium gibt esnur an der HSZ-T. Informationen zum berufsbegleitenden Studium Architektur, Informatik undMaschinentechnik finden Sie unter www.hsz-t.ch.
Sandro Jermann, Student an der HSZ-T
Hochschule für Technik Zürich HSZ-T · Die berufsbegleitende Ausbildung zum Bachelor · Lagerstrasse 41 · 8004 Zürich5 Minuten vom Hauptbahnhof · Telefon +41 43 268 25 22 · Mitglied der Zürcher Fachhochschule
www.hsz-t.ch
Export-ForumExport-ForumIN ZUSAMMENARBEIT MIT OSEC BUSINESS NETWORK SWITZERLAND
In Polen und der Ukraine ist das Geschäftspotenzial für Schweizer Unternehmen nach wie vor hoch, obwohl im Hinblick auf die Fuss-ball-Europameisterschaft 2012 grosse Projekte im Stadion- oder Autobahnausbau im Rahmen von öffentlichen Ausschreibungen bereits vergeben worden sind. Gerade für kleine und mittlere Unternehmen (KMU) stehen noch fast alle Türen offen: Denn nicht nur im Zusammenhang mit der bevorstehenden Fussball-Euro sind in Polen und der Ukra-ine viele Investitionen geplant, sondern auch über das Fussball-Grossereignis hinaus werden viele Infrastrukturprojekte reali-siert. Dies nicht zuletzt, weil in gewissen Regionen – insbeson-dere in der Ukraine – erhebliche
Infrastrukturdefizite bestehen. Für Schweizer Zulieferer ergeben sich dadurch attraktive Ge-schäftsmöglichkeiten, z.B. im Bereich Hotel-, Stadion-, Flugha-fen-, Bahnhof-, Strassen- und Autobahnbau. Zudem sind die Ausrüstung von Hotels (z.B. Alarmsystem, Möbel, Sanitärein-richtung, Fahrstühle, schall-dichte Fenster), von Flughäfen und Bahnhöfen, die Zulieferun-gen von diversen Materialien so-wie verschiedene Telekommuni-kationsprojekte vorgesehen.
40 Milliarden Euro stehen bereitPolen plant Investitionen von ins-gesamt 25 Mrd. Euro für Projek te im Zusammenhang mit der Fuss-ball-Euro, die Ukraine veran-
schlagt rund 15 Mrd. Euro für ent-sprechende Projekte, wovon in der Ukraine beträchtliche Summen für den Stadium- und Flughafen-bau, für Hotels und rund 2000 Kilometer Strassensanierung vor-gesehen sind.
In Polen und der Ukraine wird zu-dem ein sogenannter «Booster-Ef-fekt» erwartet, d.h. auch nach der Fussball-EM sollten weitere Inves-titionen in die entsprechende Inf-rastruktur folgen. Davon wird un-ter anderem auch die Tourismus-infrastruktur profitieren. Nach Schätzung von Wirtschaftswissen-schaftlern können die mit der Aus-richtung der Fussball-Euro 2012 in Polen verbundenen Investitio-nen zu einem zusätzlichen BIP-Wachstum von bis zu 1,5 % in den Jahren 2009–2012 führen. (mg)
Viel Geschäftspotenzial für Schweizer UnternehmenWegen der Fussball-Europameisterschaft 2012 in Polen und der Ukraine stehen grosse Infrastrukturprojekte an. Dazu werden hohe Investitionen in den Hotel-, Stadion-, Flughafen-, Bahnhof-, Strassen- und Autobahnbau ge-tätigt. Für Schweizer Unternehmen ergeben sich insbesondere im Zuliefer-bereich interessante Geschäftsmöglichkeiten. An einer Veranstaltung der Osec wurde den Teilnehmern das Geschäftspotenzial aufgezeigt.
Fussball-Euro 2012 in Polen und der Ukraine:
Kontakt:Miguel Fonollosa Head of Swiss Business Hub PolandEmbassy of Switzerland – Swiss Business Hub Poland Al. Ujazdowskie 27, PL-00-540 Warsaw +48 22 628 04 [email protected]

04-10 technica 9
Offizielles Organ des Schweizerischen Verbandes für Betriebsorganisation und Fertigungstechnik – svbf
Nr. 04-10
www.fraisa.com
www.ch.trumpf.com
www.interpers.ch
www.igm.at
www.3marbreitschutz.ch
allfi.com
www.waterjet.ch
Leute von Siemens, ABB oder Swisscom, Anwälte, Professoren und potenzielle Bundes-räte nutzen die von Asset Services AG organi-sierten Englischsprachaufenthalte in Grossbri-tannien und Malta seit über zehn Jahren, um ihre Englischkompetenz, die in der Regel schon recht gut ist, noch weiter zu verbessern. Das Konzept (man wohnt als einziger Student beim Lehrer und seiner Familie) erfreut sich bei verschiedensten Geschäfts- und Privat-leuten, die ihre Englischkompetenz steigern wollen, grosser Beliebtheit.
Verhandeln, VerkaufenHeute geht es darum, mit Nichtanglofonen «around the world» zu verhandeln, etwas zu verkaufen, sich anzupreisen, via E-Mails zu kommunizieren. Bei solchen sozialen und kul-turellen Interaktionen ist differenzierte Eng-lischkompetenz «matchentscheidend».
Connecting peopleAuch die Kommunikationstechnik intensiviert die Notwendigkeit, Englisch nicht nur spre-chen zu können, sondern darin schlagfertig zu sein. Nokias Werbespruch «Connecting peop le» funktioniert nur, wenn man Englisch kann. Aber auch in der Forschung pfeifen die Spatzen die Notwendigkeit hoher Englisch-kompetenz von den Dächern, aber natürlich in Englisch. Selbst Anwälte nutzen einen «Refresher», um ihrem Verhandlungsgeschick verbal zum Durchbruch zu verhelfen und für ihren Mandanten nachhaltig zu arbeiten.
Englisch perfekt Man hört manchmal von international tätigen Firmen, dass Englisch kein Thema sei, da Eng-lisch bereits bei der Anstellung eine zwin-gende Voraussetzung sei. Solche Aussagen sind natürlich Unsinn!
Erstens bedingt eine Fremdsprache per-•manentesPflegendesNiveaus,umebengerade dieses Niveau zu halten. Zweitens ist die Arbeit am Akzent •sehr kommunikationsfördernd, auf allen Niveaus.Drittens ist eine perfekte Fremdsprachen-•beherrschung nie völlig erreicht, man denke nur schon an die Unsicherheiten in seiner eigenen Muttersprache. ViertenskorrigierenKaufinteressentendas•fehlerhafte Englisch nicht, sie wenden sich einfach ab.
Deshalb gibt es fünftens für Nichtanglofone nur eines, •und zwar periodisch in den Original-Eng-lischsprachraum einzutauchen (Refresher), um dort korrigiert zu werden, mit dem Ziel, sich schlagfertiger global zu behaupten. Sechstens ist man zuerst immer «Begin-•ner», wenn man eine Sprache lernt, wes-halb ein solcher Privat-Sprachaufenthalt bei unseren umsichtigen Lehrern auch für «Beginner» und «Intermediate» der erste betreute Schritt in die globale Wildnis ist. (bf)
Worin besteht der Antrieb, in die Sprache Shakespeares zu investieren?
Besser globalisieren mit Englisch
InfosMehr Infos auf Seite 14: «Ein Rolls-Royce, um Englisch zu lernen?»
AutorAndré WuerthAsset Services AG
Ein Tipp für SVBF-Verbandsmitglieder

Planung + Produktion | Dossier Betrieb
10 technica 04-10
www.bachofen.chwww.b-direct.ch
Robotik
VIELSEITIG, INNOVATIVUND MESSBAR BESSER
Lineartechnik
Untersuchungen zeigen, dass Wissen, Können und Fähig-keiten eher von der individu-
ellen Laufbahn und Lebensgeschichte abhängig sind als vom Alter. Junge Menschen lernen zwar schneller, was aber fehlt sind Erfahrungen, Souve-ränität und Routine, um das Gelernte wirkungsvoll, differenziert und mit Fingerspitzengefühl anzuwenden. Da in Zukunft die meisten Menschen mutmasslich länger arbeiten müssen als zurzeit, sind vorzeitige Austritte aus dem Erwerbsleben – mit Aus-nahme von gesundheitlichen Grün-den – weder volkswirtschaftlich noch moralisch vertretbar. Über 55-Jäh-rige verfügen in der Regel über ein beträchtliches Know-how und haben ein breites Beziehungsnetz – ein Er-folgspotenzial, das offensiv genutzt werden soll.
Lern- und Arbeits-fähigkeit lange erhaltenDie demografische Entwicklung zeigt, dass die Bevölkerungspyramide auf
dem Kopf steht und sich auch durch die Zuwanderung jüngerer Arbeits-kräfte nicht grundsätzlich ändern wird. Alle Unternehmen stehen über kurz oder lang vor der Frage, wie und in welcher Form ältere Mitarbeitende beschäftigt werden sollen und wie de-ren berufliche Kompetenz langfristig erhalten werden kann. Wir leben in einer Zeit des schnellen Wandels. Heute aktuelles ist morgen veraltet, neue Trends werden durch noch neu-ere ersetzt – die Halbwertszeit des Wissens wird jährlich kürzer. Damit ist klar, dass die Qualifikationen der heute «Mittelalten» so zu entwickeln sind, dass diese, wenn sie morgen die Älteren sind, lern- und beschäfti-gungsfähig bleiben. Jedes Unterneh-men, das nicht präventiv eine zu-kunftsorientierte Personalpolitik für Ältere entwickelt und nur Junge ein-stellt, wird bald einmal «alt» ausse-hen. Nur mit einer ausgewogenen Al-tersstruktur der Belegschaft können demografische Engpässe vermieden und sogar erhebliche Marktvorteile gewonnen werden. Statt ältere Per-sonen frühzeitig in Pension zu schi-cken, sollen Modelle entwickelt wer-den, die es ermöglichen, die Qualifi-zierung der Beschäftigten langfristig zu erhalten. So eröffnet die aktive
Nutzung dieser personellen Ressour-cen gerade für KMU die Chancen, Ar-beitsplätze für Jüngere zu sichern und auf ein Wissens- und Erfahrungs-potenzial zurückzugreifen, das die-sen Firmen normalerweise nicht, vor allem nicht zu günstigen Konditio-nen, zur Verfügung steht.
Coaching- und BeratungsfunktionenUm die Arbeitsfähigkeit der älter wer-denden Personen zu erhalten, braucht es Personalentwicklungs- und Weiter-bildungsmassnahmen, die es erlau-ben, das Know-how auf dem aktuel-len Wissensstand zu halten. In der Beschäftigung älterer Menschen lie-gen enorme Reserven und finanzielle Möglichkeiten, die noch nicht ausge-schöpft sind. Dazu müssen aber ad-äquate Strukturen und Arbeitsformen für Ältere geschaffen werden. So kön-nen Ältere vermehrt Coaching- und Beratungs funktionen übernehmen oder für anspruchsvolle Projekt- und Interimsaufgaben eingesetzt werden. Solche Personen sind zwar an Le-bensjahren in «vorgerücktem» Sta-dium, aber nach ihrem Rücktritt von der operativen Ebene oft bereit und auch in der Lage, ihre Erfahrungen weiterzugeben. (aa)
Es gehört in der Wirtschaft fast immer noch zur Normalität, dass man mit den über 55-Jährigen nichts mehr anzufangen weiss. Der kritiklos aus den USA übernommene jung-und-dynamisch-Mythos führt zu oft dazu, sich von älteren Mitarbeitenden zu trennen, da diese nicht mehr genug schnell, flexibel, belastbar und lernfähig seien – so die Begründungen.
Die Älteren sind das Kapital der Zukunft
InfosInterpers Consulting GmbH8023 Zürich043 243 13 [email protected]
AutorHans H. [email protected]
KMU, die auf Wissen und Erfahrung von Älteren zurückgreifen, sichern Arbeitsplätze für Jüngere

PSS 4000 – Simplify your Automation™
Bestechend einfach – einfach bestechend!Pilz Industrieelektronik GmbH, 5506 Mägenwil, 062 889 79 30, www.pilz.ch
AZ-Tec-04-10-210x29-ange.indd 1 12.02.2010 12:57:26 Uhr
Planung + Produktion | Dossier Betrieb Planung + Produktion | Dossier Betrieb
Kreieren wir für diese paar Zei-len den Superman des Pro-jektmanagements, Ronal-
dinho mit Namen, Mitte vierzig, er-folgreich, kompetent, versiert. Am wöchentlichen Abteilungsmeeting Montagmorgen um neun wird er über ein neues Projekt informiert, dessen Wohl und Wehe ihm anvertraut wer-den soll: ein Luftkissen-Fussball, da-mit Fussball von der Unterlage unab-hängig wird. Der Ronaldinho des Projektmanage-ments nickt. Ein Luftkissen-Fussball, klar doch, nichts leichter als das. Vor seinem geistigen Augen entsteht das magische Dreieck aus Kosten, Termi-nen und Ergebnis. Er erkundigt sich nach dem Arbeitgeber. Der ist wich-tig, massgebend dafür, ob Budget und Terminvorgaben eingehalten wer-den können. Redet er laufend drein oder nicht? Ändert er alle paar Tage die Vorgaben? Ein Privatmann, be-kommt Ronaldinho zur Auskunft. «Ganz unter uns und nur im Vertrauen: Es handelt sich um den Präsidenten des Internationalen Fussballverban-
des.» Ronaldinho nickt wieder. Den kennt er, natürlich nur aus den Me-dien. In fünf Jahren tritt der Mann zurück. Bis dahin soll vermutlich der Luftkissen-Fussball Realität gewor-den sein. «Ich nehme an, dieser LKF ist ein Abschiedsgeschenk», sagt er.Genauso ist es, er hats erfasst. Der geplante Luftkissen-Fussball soll dem scheidenden Präsidenten ein Denkmal setzen und ihn unsterblich machen.
«Kein Problem», sagt Ronaldinho, weil er nicht als Miesmacher, sondern als das Gegenteil davon dastehen will. Obwohl diese jämmerlichen fünf Jährchen Frist für einen Schwebeball bei Weitem nicht ausreichen. Sowe-nig sie ausreichen würden, um die Sterne vom Himmel zu holen.Da Ronaldinho nicht irgendwer ist, sondern eben der Superman des Pro-jektmanagements, ist ihm klar, dass er das Projekt LKF, wie er es bereits nennt, zum Scheitern verurteilt hat: Die Terminvorgaben sind zu knapp bemessen. Nach spätestens einem halben Jahr wird das Controlling er-geben, dass der Zeitrahmen nicht eingehalten wird. Das Team wird ver-grössert werden, um die Verzögerung wettzumachen. Die Kosten werden aus dem Ruder laufen. Ronaldinho
Projektmanagement ist ein Dauerthema in Unternehmen und Organisationen. Obwohl Projektmanagement zur Basisqualifi-kation vieler Arbeitnehmerinnen und Arbeitnehmer gehört, scheint es sich hierbei um eine Kunst zu handeln, die nur von wenigen meisterlich beherrscht wird, denn dass Projekte aus dem Ruder laufen, ist nicht etwa eine Seltenheit: Trotz ausge-klügelter Planungstechnologie und intensivem Training in Pro-jektmanagement scheitern über 50 Prozent aller Projekte.
Der Plan ist nichts, Planung ist alles
AutorAlois Altenweger
Agiles Projektmanagement (APM) am Beispiel von Scrum
Nur das Chaos kommt ohne Planung aus. (Foto: aa)

Planung + Produktion | Dossier Betrieb
12 technica 04-10
Wir sind Ihr Partner für 2- und 3-D-Laserschnei-den sowie für die komplette Blechbearbeitung.Ebenso unterstützen wir Sie in Konstruktion,
Fax 056/481 80 [email protected]
Lastech AG Birrfeldstrasse 35 5507 Mellingen
Wertanalyse und Design. Neu: Laserschweissen
Tel. 056/481 80 80
hat mit den beiden Worten «kein Pro-blem» das totale Chaos losgetreten.Nach dem Meeting tut er zweierlei: er setzt in Gedanken und auf dem Pa-pier ein Team zusammen und skiz-ziert – wiederum wider besseres Wis-sen – einen Plan, vorerst mal einen Grobplan. Wider besseres Wissen deshalb, weil ihm, Ronaldinho Super-man, längst klar ist, dass Pläne auf den Mond geschossen gehören. In-nerhalb von fünf Jahren ändert die Welt ihr Gesicht, was laufende An-passungen eines Plans und womög-lich sogar des Projekts nötig macht. Kein Plan wäre das einzig Sinnvolle, fi ndet er, doch seine Chefs sehen es anders, sie brauchen einen Plan zum Entscheiden.Bis jetzt, denkt Ronaldinho, ist das Projekt nur an Krücken gegangen, aber der Plan wird ihm den Todes-stoss versetzen. Also nix Plan, niente, nada, null, dafür Planung statt Plan. Ronaldinho setzt sich hin und fängt an zu notieren, was ihm vorschwebt: «Agiles Projektmanagement», ist das erste, gefolgt von:
Individuen und Interaktionen • gelten mehr als Prozesse und Werkzeugefunktionierende Programme • ( Lösungen) gelten mehr als ausführliche Dokumentationendie stetige Zusammenarbeit mit • dem Auftraggeber steht über Verträgender Mut und die Offenheit für • Änderungen stehen über dem Befolgen eines festgelegten Plans
Weiter entscheidet das Team, welche Arbeitsergebnisse wann erbracht wer-
den können. Von oben autoritär ver-ordnet wird nichts. Die Entwickler or-ganisieren sich und ihre Arbeit selbst. Der Projektmanager agiert als Mode-rator oder sogenannter Enabler.
Agiles Projektmanagement am Beispiel von ScrumScrum wird seit über zehn Jahren er-folgreich in der Softwareentwicklung angewandt. Der Produktverantwortli-che ist für die Produktvision, die Leis-tungsmerkmale des Produkts und den Return on Investment (ROI) des Pro-dukts verwantwortlich. Diese Rolle wird von einem Kunden oder einem Produktmanager bekleidet.Der ScrumMaster unterstützt das Team bei der Entwicklung des Pro-dukts, beispielsweise durch das Ein-berufen von Besprechungen, das Be-seitigen von Barrieren oder das Erstel-len von Metriken. Darüber hinaus achtet er auf die Einhaltung der Pro-jektvorgaben.Das Team ist verantwortlich für die Entwicklung des Produkts. Es organi-siert sich dabei selbst, legt fest, wann welche Arbeitsergebnisse erbracht werden können und welche Arbeits-schritte notwendig sind.Die Menge der Leistungsmerkmale wird als Product Backlog bezeichnet. Anschliessend bewertet das Team den Aufwand zur Abarbeitung der Product-Backlog-Elemente. Dies führt zu ei-nem ersten groben Projektplan, der zeigt, wie viele Iterationen notwendig sind, um einen sog. Hauptmeilenstein zu erreichen.Aus den Produktleistungsmerkmalen wählt das Team zu Beginn jeder Itera-
tion (auch Sprint genannt) die Anfor-derungen mit der höchsten Priorität aus, die das Team in den nächsten 30 Kalendertagen umsetzen kann. Diese Auswahl heisst Sprint Backlog.Während eines Sprints trifft sich das Team jeden Tag zum Daily Scrum Mee-ting. Diese täglichen Scrum-Bespre-chungen dienen dazu, den Projektfort-schritt zu erfassen, die Kommunika-tion der Teammitglieder zu unterstützen und Hindernisse aufzuzeigen. Und während Ronaldinho von einem trans-parenten Projektfortschritt durch ei-nen realistischen Soll-Ist-Vergleich träumt, trommelt ein anderer Bereich seines Hirns unablässig: «Kommuni-kation». Denn als Projektleiter obliegt es ihm, mit seinem Team, dem Auf-traggeber und den Stakeholdern über das Projekt zu sprechen, über die Durchführung des Projekts, die Art und Weise der Durchführung, eben da-rüber, dass er sich für fortlaufende Planung entschieden hat und sie sich einen Plan sonst wohin stecken kön-nen. Was er so nie sagen würde, son-dern vielleicht, dass er der Planung vor dem Plan den Vorzug gebe.Vertrauen ist gut, Kontrolle ist besser, fällt ihm ein Bonmot Lenins ein. Aber ohne Vertrauen, ergänzt er bei sich, geht einfach nichts. (aa)

Planung + Produktion | Dossier Betrieb
04-10 technica 13
Professionelles Air Supply Management���������e���e� �����������e�� �e��������� �i� ���e�e� ������e��e� �i�� Sie bei ���e�����i���i��e� ��� �e� �i��e�e� Sei�e� ����� �e������ The Drive & Control Company
PE5 QR2
Wartungseinheit AS
Abtauchen.Si��e� �i� be��e� ���i��e���
Aufatmen.��������ie��e �����e����������� �e������
Bosch Rexroth Schweiz AGi����b�����e�������� � ����b�����e��������
Besuchen Sie uns auf der SIAMS, vom 4.-8. Mai 2010, in Moutier, Halle 1.2, Stand C4/D3
Autor: Thorsten ReichertTitel: ProjektmanagementVerlag: Haufe Freiburg i.Br.ISBN-10: 3448093505 ISBN-13: 9783448093506200 Seiten, Euro 19.80 (broschiert)
Es sind immer wieder die gleichen Fehler, die Projekte scheitern las-sen: Ziele werden verfehlt, Ter-mine nicht eingehalten, Budgets vorzeitig ausgeschöpft oder die Projekte schlafen ein. Thorsten
Reichert geht den typischen Pro-blemfällen und immer wiederkeh-renden Fehlern nach und stellt Lösungen und Werkzeuge vor, die bei der Bewältigung helfen. Er zeigt auf, mit welchem Aufwand und Nutzen die Werkzeuge ver-bunden sind und wie sie funktio-nieren – das allerdings sehr knapp, sodass der interessierte Leser nicht darum herumkommt, Infor-mationen zum Einsatz der Metho-den genauer zu recherchieren. Da-durch entsteht ein Werkzeugkas-ten für das Projektmanagement.
Hilfreich dabei: Viele Vorlagen zu diesen Methoden können auf der Webseite http://www.projekt-magazin.de/ herunter-geladen werden.Einige interessante Anregun-gen gibt Reichert vor allem zum Projektabschluss. Das Phänomen, dass verschiedene Projekte am Ende an Fahrt ver-lieren und bei 95 Prozent der Ziele stecken bleiben, dürften viele kennen. Dazu beschreibt Reichert einige praktische Lösungen. (bf)
Projektmanagement: Die häufigsten Fallen, die wichtigsten ErfolgsfaktorenNeulinge werden mit den wichtigen Elementen des Projektmanagements und mit den möglichen Fehlerquellen und Hindernissen bekanntgemacht. So erhalten sie einen umfassenden und leicht verständlichen Einstieg.
Verfehlte Ziele und Termine, ausge-schöpfte Budgets oder eingeschla-fene Projekte? Das muss nicht sein.

Planung + Produktion | Dossier Betrieb
14 technica 04-10
Ihr Partner fürpräzise Feinblechtechnik
www.wsw.ch
48 technica 01-09
Donnerstag, 5. März 2009,20.00 Uhr bis ca. 21.30 Uhr
Hotel RebstockThalerstrasse 579404 Rorschacherberg(Parkplätze vorhanden)Sitzungssaal rechts,siehe Anschlag beim Eingang
Traktanden1. Wahl der Stimmenzähler2. Protokoll der letzten GV vom 18. März 20083. Mutationen4. Jahresbericht des Präsidenten5. Abnahme der Jahresrechnung6. Bericht und Antrag der Rechnungsprüfungs- kommission6. Entlastung des Vorstandes8. Genehmigung des Budgets 2009
9. Jahresprogramm 200910. Anträge a) der Mitglieder b) des Vorstandes11. Wahlen a) der Vorstands- mitglieder b) des Präsidenten c) der Rechnungs- revisoren12. Behandlung von Anträgen und VerschiedenesDie Anmeldungist unbedingt erwünscht.
Anträge an die Generalversamm-lung bitte schriftlichbis zum 23. Februar 2009an die Sektionsadresse.
Einladung zur 52. ordentlichenGeneralversammlung am 5. März
SVBF, Region Ostschweiz
Planung + ProduktionTechnicaAZ Fachverlage AG5001 AarauTel. 058 200 56 30Fax 058 200 56 61
RedaktionAlois Altenweger, lic. rer. pol.Zürchermatte 473550 Langnau i. E.Tel. 034 402 56 [email protected]
Erscheint als integrierterBestandteil der Technica.
ImpressumOffizelles Organ desSVBF Schweiz, SchweizerischerVerband für Betriebsorganisationund Fertigungstechnik
SVBF SchweizSpindelstrasse 2Postfach 63628023 Zü[email protected]äsident: H. [email protected]
InfosM.BullingerWinkelstrasse 69100 HerisauFax 071 351 25 77
Planung + Produktion
EinRolls-Royce,umEnglischzu lernen?� Lernen und wohnen Sie im kultivierten
Haushalt Ihres Englisch-Privatlehrers.� Lernstufe und Dauer richten sich nach
Ihnen, vom Anfänger bis zum Profi ciency.
Und so urteilt ein ehemaliger Interpers-Absolvent:
Weitere Abolventen-Meinungen zum Englisch-Privatsprachkurs:
Kann das gut weiterempfehlenUeli Spinnler, Verkaufsleiter, ABB, Zürich
Wesentliche FortschritteHeinz Widmer, GL-Mitglied Enics, Turgi
Sehr positiv, aber viel zu kurzO. Künzle, Prof. ETH, Zürich
Kann ich nur weiterempfehlenB. Klein, Techn. Kaufmann, Bombardier, Zürich
Eine grosse BereicherungE. Weiss, Swisscom Mobile, Bern
Dafür bürgt AS:• Wochenpreis für 7 Nächte• Eine Lektion dauert 60 Minuten• Lehrkräfte mit Universitätsabschluss• Konzentriertes Lernen in gepfl egter Atmosphäre• Gehobene Unterkunft: Einzelzimmer mit eigenem Bad
und WC in schöner Umgebung• AS arbeitet direkt – ohne Partnerorganisationen –
mit eigens von AS selektionierten Familien zusammen• Highspeed Internet Access
AS Asset Services AG, www.wwk.chTel. 032 731 31 32, offi [email protected]
Interpers-Kunden 15% Reduktionauf Referenzpreis unter: www.wwk.ch
Seit dem 1. März 2010 ist Peter Burger (52) der neue Niederlassungsleiter der Firma Lütze AG in Siebenen. Er hat als Verkaufsleiter und Mitglied der Geschäftsleitung bis ins Jahr 2000 bei der Firma CabTec AG (ehemalige
ARP AG) gearbeitet und war zuvor bei der Electrona SA in Boud ry als Verkaufsleiter für Kabelkonfektionen. In den letzten acht Jah ren wurde er bei einem führenden Schweizer Kabelhersteller mit unterschiedlichen Funktionen betraut, unter anderem als Marktverantwortlicher Schweiz für den Bereich brandtechnische Sicherheitskabel sowie als Verkaufsleiter für den Bereich Indust rial Harnessing.Burger übt bei Lütze AG auch die Leitung des Verkaufes aus und wird die bestehende Equipe unterstützen und verstärken.
www.luetze.ch
Lütze AG Schweiz mit neuem Niederlassungsleiter
Peter Burger, Niederlassungs-leiter von Lütze AG.

04-10 technica 1504-10 technica 15
SERVOPRESSEN
AxNum AGSolothurnstrasse 142CH-2504 Biel
Höchste PräzisionBreite ModellpaletteKraft-/Weg-Überwachung100 % RückverfolgbarkeitEinfachste Integration &Programmierung
•••••
SERVOPRESSEN
Höchste Präzision•
www.axnum.ch
TelFaxMail
+41 (0)32 343 30 60+41 (0)32 343 30 69
of f i [email protected]
SIAMSMikrotechnikmesse4. - 8. Mai 2010, MoutierHalle 1.1, Stand B-16www.siams.ch
C
M
Y
CM
MY
CY
CMY
K
Nach rund anderthalb Jahren Bauzeit konnte die Alesa Werkzeugfabrik vor Kurzem
ihren Neubau in Seengen einweihen. Das markante Gebäude zieht mit sei-ner goldfarbigen Metallfassade und den grossen Glasfronten unweigerlich
die Blicke auf sich. Das moderne Out-fi t würde eher eine Mode- oder Uh-renmanufaktur vermuten lassen als eine Fabrikation von Präzisionswerk-zeugen. Die Alesa darf auf eine 75-jährige, erfolgreiche Firmenge-schichte zurückblicken. Der Neubau ist ein weiterer Meilenstein im Beste-hen der Firma und beweist den Glau-ben an den Produktionsstandort Seengen in der Schweiz.
Die Alesa-Werkzeuge sind praktisch allesamt spanabhebende Schneid-werkzeuge, sie können in drei Seg-mente eingeteilt werden: Sägewerk-zeuge, Fräswerkzeuge und Drehwerk-zeuge. In allen drei Sparten gibt es sogenannte Standard- oder Katalog-werkzeuge und Spezialwerkzeuge, welche nach Kundenbedarf angefer-tigt werden. Der Anteil der Standard-werkzeuge beträgt rund 40 %. Rund 60 % aller Werkzeuge gehen in den Export.
Erfolg dank InnovationskraftEine neuartige, bis heute einmalige Werkzeuglinie wurde bei Alesa 1984 entwickelt. Das Kernstück davon ist eine patentierte, spiralförmig ge-schliffene und auswechselbare Schneide an Fräswerkzeugen, ge-nannt Alesa Twist. Natürlich wurde auch diese Produktefamilie erweitert und ständig ergänzt. Die gesamte Pa-lette ist in HSS und in Hartmetall mit verschiedenen Hartstoff-Beschich-tungen lieferbar.Mit der Entwicklung von einseitig aufgespannten Kreissägen hat Alesa vor wenigen Jahren eine weitere, noch nicht existierende Werkzeug-Generation lanciert. Dieses neuste Produkt, das Alesa-Nutex-Sägesys-tem, wurde vom Markt begeistert auf-genommen und bringt stark stei-gende Umsatzanteile. (mg)
Präzisionswerkzeuge aus dem DorfzentrumIm Rahmen von Kunden- und Lieferantentagen sowie einem «Tag der offenen Tür» hat die Firma Alesa bewiesen, dass das geht: Modernste Präzisionswerkzeugfertigung in einem moder-nen, bunten Fabrikgebäude, das bestens in den Ortskern des traditionsbewussten Hallwilersee-Dorfes Seengen passt.
Alesa hat «ortsbildkompatiblen» Industriebau bezogen
InfosALESA AG5707 Seengen062 767 62 [email protected]
Das neue Alesa-Fabrikationsgebäude harmoniert bestens mit dem Ortskern von Seengen.

16 technica 04-10
Werkzeugmaschinen und Werkzeuge | Fachmessen
Dass viele Hersteller und An-bieter von Maschinen, Werk-zeugen, Spannmitteln und
Peripherie trotz der nach wie vor an-gespannten Wirtschaftssituation den Kopf dennoch nicht in den Sand ste-cken, ist schon allein daran abzule-sen, dass die Aussteller aus 28 Län-
dern sich sozusagen in die Höhle des Löwen wagten und sich in Deutsch-land bzw. dem deutschsprachigen Raum – mithin dem mit weitem Ab-stand grössten europäischen Markt für Werkzeugmaschinen – dem be-kannt anspruchsvollen Fachpublikum
präsentierten. Zudem konnten Fach-besucher aus 26 Nationen registriert werden, was auch dahin gehend zu deuten ist, dass die Metav interna-tional gesehen nach wie vor einenhohen Stellenwert einnimmt, nach-dem dieser «Stern» schon einmal zu verblassen drohte... Zwar «glänzten» doch manche renommierte Herstel-ler von Werkzeugmaschinen und be-sonders die von Zerspanwerkzeugen durch Abwesenheit, jedoch bietet jede Krise auch Chancen, wie man anhand von diversen Kooperationen, die zur Metav bekannt gegeben wur-den oder sich dort erstmals dem brei-ten Fachpublikum vorstellten, able-sen kann:
Zeit für KooperationenKooperation I – Walter AG und DMG: Mit der zur Metav verkündeten Sys-tempartnerschaft ermöglichen die Walter AG und die Gildemeister AG/ DMG den Anwendern beim Kauf ei-ner Maschine weltweit den Zugriff auf exklusive Werkzeugpakete. Diese sind jeweils auf die zu bearbeitenden Ma-terialien von individuellen Branchen wie z. B. Energietechnik. Luft- und Raumfahrt, Werkzeug- und Formen-bau abgestimmt. Beim Kauf einer DMG-Maschine der Baureihen DMF, DMC V und DMU 60 bis DMU 160 P duoBlock wird zukünftig ein entspre-chend «hochwertig» ausgestatteter Werkzeugkoffer von Walter mitgelie-fert. Damit soll der Markt mit anwen-
derorientierten Technologien und zu-kunftsweisenden Produktstrategien bedient werden, was ja dem Prozess-ketten-Gedanken grundsätzlich sehr nahe kommt.Kooperation II – Heller und Ingersoll: Ebenfalls zur Metav sind Heller und Ingersoll in Partnerschaft aufgetre-ten. Ziel der erstmaligen Gemein-schaftsaktion war und ist es, den Kunden von Heller im Bereich Auto-mobilindustrie die Lösungsmöglich-keiten im Verbund mit den Werkzeu-gen von Ingersoll vorzustellen. Um-gekehrt machte Ingersoll für die Heller-Maschinen den Markt Werk-zeug- und Formenbau zugänglich. Zumal Heller den Metaller-Branchen-treff zum Jahresanfang zum Anlass nahm, ein neues 5-Achsen-Bearbei-tungszentrum FT 4000 mit Schwenk-kopf-Einheit vorzustellen. Dabei han-delt es sich um eine klassische Werkstattmaschine für die direkte Tischbeladung, wie sie u. a. eben auch im Werkzeug- und Formenbau praktiziert wird, weil es dort immer grössere und komplexere Werkstücke gibt und diese in einer Aufspannung möglichst komplett bearbeitet wer-den sollen. Folgerichtig bietet die Heller FT 4000 einen Arbeitsbereich von X = 800, Y = 800 und Z = 1000 mm sowie eine Tischbelastung bis 1400 kg. Das neue BAZ lässt sich mit verschiedenen Schwenk- und Ga-belköpfen ausrüsten, die wahlweise jeweils 40 kW oder auch bis zu 44 kW
Wer hätte das gedacht oder aller Unkenrufe zum Trotz: DieMetav des Jahres 2010 konnte sich trotz der zeitlichen Nähe zur vergangenen EMO recht gut behaupten und sorgte mit 685 Aus-stellern sowie über 32 000 m2 Netto-Ausstellungsfläche und rund 45 000 Fachbesuchern für einen verheissungsvollen Re-Start der Branchen Werkzeugmaschinen, Werkzeuge und Werk-stückspanntechnik. Dabei waren die Vorzeichen alles andereals gut, denn die weltweite Nachfrage nach Werkzeugmaschinen und fertigungstechnischer Ausrüstung bewegt sich nach wie vor auf einem sehr niedrigen Niveau.
Endlich Licht am Ende des Tunnels
AutorEdgar Grundler, Redaktor Technica, Allensbach.
Metav 2010 – es kann nur aufwärts gehen ...
Heller: 5-Achs-Bear-beitungszentrum FT 4000 mit Schwenk-kopfeinheit – auch für den Werkzeug- und Formenbau.
Chiron DZ 12K S MAG-NUM five axis mit2-Achs-Schwenkrundtisch mit Drehmöglichkeit bis 1000 U/min.

04-10 technica 17
Fachmessen | Werkzeugmaschinen und Werkzeuge
SINAMICS drivesSetzen Sie in der Antriebstechnik auf Experten. In unserer kompletten, durchgängigen Antriebsfamilie SINAMICS finden Sie das Talent, das Siefür Ihre Anforderung brauchen. Ob starker Einzelantrieb, koordinierte Antriebe oder Mehrachs- und Motion Control-Antriebe, Sie entscheiden sichfür modulare, skalierbare Spezialisten mit gemeinsamem Engineering. So bleiben Sie flexibel – für jede Leistung, jede Spannung und jedePerformancestufe. Setting standards with Totally Integrated Automation.
Siemens Schweiz AG, Industry Sector, Industry Automation and Drive Technologies, Freilagerstrasse 40, CH-8047 Zürich,Tel. +41 (0)848 822 844, Fax +41 (0)848 822 855, [email protected], www.siemens.de/sinamics
Answers for industry.
Expertenrunde
für alle Antriebsaufgaben.
RT_IA&DT_Ins_Sinamics_Expertenrunde_210x146_d.indd 1 18.2.2010 14:08:10 Uhr
Power haben und für die anspruchs-volle Leistungs-Zerspanung bis zu 242 Nm aufbringen.
Doppelspindel-BAZ mit 2 × 5 AchsenAusgehend von Kundenanforderun-gen hat Chiron ein neues Doppel-spindelzentrum mit 2 × 5 Achsen-Konfiguration entwickelt. Damit will man im Kompaktformat bezüglich Leistung, Produktivität und Oberflä-chengüte punkten, denn der Trend zu komplexeren Serienteilen setzt sich hinsichtlich 5-Achsen-Komplettbear-beitung beständig fort. Die Verfahr-wege in X, Y und Z betragen 550 mm, 400 mm und 360 mm. Die Motor-spindel bringt Drehzahlen bis 24 000 U/min und ist mit einer Werk-zeugaufnahme HSK-A63 ausgestat-tet. Ferner erlauben die 2-Achsen-Schwenk-Rundtische, die im Übrigen in der Rundachse mittels Torquemo-toren angetrieben werden und mit
Drehzahlen bis 1000 U/min auch an-spruchsvolle simultane Drehoperati-onen gestatten, die optimale Positi-onierung der Werkstücke sowie die ideale Anstellung von Standard- und Sonderwerkzeugen für alle denkba-ren Bohr-, Fräs- und Drehoperatio-nen. Mit einem pro Zeiteinheit dop-pelt so grossen Output wie bei Ein-spindel-BAZs verbinden sich für den Kunden Einsparungen in Bezug auf Platzbedarf, Bediener- und Program-mieraufwand und auch Investment. Des Weiteren besteht die Möglichkeit der Automatisierung per Roboter durch das kostengünstige Standard-modul FlexCell Uno.
Die «andere» Werkzeugmaschine...Produktives Laserbohren verspricht die Lasertec 50 PowerDrill von Sauer Lasertec GmbH, einer Tochter des Gildemeister-Konzerns. Technisch ist das Maschinenkonzept zwar an die
grössere Schwester Lasertec 80 Po-werDrill angelehnt, jedoch deutlich kompakter konstruiert und speziell auf die Anforderungen der Laser-Bohrbearbeitung von Komponenten, die in der Aerospcae-Industrie ver-baut werden, ausgelegt. Dazu zählen zum Beispiel Turbinenschaufeln, Turbinenblätter sowie Hitzeschilde und ähnliche Bauteile aus kritischen,
Sauer Lasertec: Die Lasertec 50 PowerDrill überzeugt durch hohen Bedienkomfort und optimale Zugänglichkeit.

18 technica 04-10
Werkzeugmaschinen und Werkzeuge | Fachmessen
Brütsch/Rüegger Werkzeuge AGTel. +41 44 736 63 63 | Fax +41 44 736 63 00www.brw.ch | [email protected]
High Quality Tools
Best Value Tools
Top Performance Tools
Verlangen Sie höchste Produktivität?Wollen Sie Kosten optimieren?Das FUTURO-Vollsortiment von Brütsch/Rüegger Tools bietet mit den Produkt-linien TOP LINE, BASE LINE und ECO LINEbeste Qualität für alle Ansprüche.
Worauf Sievertrauen können
brw_inserate_futuro_quer_04.indd1 1 14.5.2008 15:05:22 Uhr
schwer zerspanbaren Werkstoffen. Die bewährte PowerDrill-Technologie ist hier variabel nutzbar, nämlich da-hingehend, dass über eine neuartige Optik die Fokus-Grösse zu verändern ist, ohne dass der Brennpunkt bewegt wird. Je nach Anwendung kommen Nd:YAG-, Co2 oder Faser-Laser zur Verwendung, womit Präzisionsbear-beitungen im Bereich von bis zu µm möglich sind. Mit einem Arbeitsbe-reich von jeweils 500 mm in X- und Y-Richtung sowie 700 mm in Z las-sen sich auch grössere Bauteile be-arbeiten, zumal die Schwenk-Rund-Achse Werkstücke mit einem Gewicht bis zu 14 kg aufnehmen kann.
Die «andere» Trenn- und Konturbearbeitung ...Zum Trennen moderner Werkstoffe wie Keramik und Verbundmaterialien aber auch von Metallen und Glas usw.
hat sich das Hochdruck-Wasserstrahl-schneiden in aller Breite durchge-setzt. Ausschlaggebend für die jewei-lige Trennleistung sind die Form und die Geschwindigkeit des Wasser-strahls. Physikalisch bedingt steigt mit höherem Druck der Energiegehalt des «Schneidstoffs Wasser» an und gleichzeitig reduzieren sich der Strahl-Durchmesser und der Wasser-verbrauch. Das neue HyperPressure-System von Flow nutzt diesen Effekt aus, um mit nunmehr 6000 bar das Wasserstrahlschneiden entscheidend zu verbessern. Die Schnittleistung und die Produktivität steigen spürbar an, die Durchlaufzeiten und die Stückkosten verringern sich, da her-kömmliche Maschinen mit lediglich 3800 bar arbeiten und in vielen Fäl-len die Zugabe von Abrasivmittel (Sand) deutlich vermindert werden kann. Das rechnet sich doppelt, denn Abrasivmittel sind die Hauptkosten-treiber beim Wasserstrahlschneiden. Nicht zuletzt ergibt das Schneiden mit 6000 bar eine höhere Schneid-kantengüte und die Schneidge-schwindigkeit erhöht sich um 30 bis 50 Protzent, sodass hier eine neue Dimension des Hochdruck-Wasser-strahlschneidens im Raum steht.
Innovative Werkzeuglösungen Höhere Produktivität, günstigere Fer-tigungskosten und beste Bearbei-tungsqualität sind die Kennzeichen der Produktinnovationen, die Gühring auf der Metav zeigte. Für die Bear-beitung rostfreier Stähle zeigte
Gühring auf der Metav 2010 erstmals den RT 100 VA-Bohrer. Er ermöglicht die Bearbeitung dieser schwer zer-spanbaren Werkstoffe mit höchsten Schnittdaten und Standwegen. Für den Anwender eröffnet der neue RT 100 VA-Bohrer völlig neue Möglich-keiten zur wirtschaftlichen Bearbei-tung von rostfreien Stählen. Die neuen ExclusiveLine VHM-Kleinstbohrer mit Innenkühlung er-möglichen die Bearbeitung extrem kleiner und tiefer Bohrungen bis Durchmesser 3 mm und Bohrtiefe 15 × D in einem Zug ohne zusätzli-chen Entspanzyklus. Damit verkürzen sie die Bearbeitungszeiten erheblich. Trotz der extrem kleinen Durchmes-ser bieten sie ausserdem eine hohe Prozesssicherheit. Exklusiv am Markt bietet Gühring den spiralisierten Tieflochbohrer RT 100 T für Bohrtiefen bis 40 × D als Stan-dardwerkzeug an. Damit profitiert der Anwender zum einen von einem Hochleistungswerkzeug zur Bearbei-tung mit höchsten Schnittdaten, zum anderen von günstigen Werkzeug-kosten im Rahmen des Standardpro-gramms statt teurer Sonderlösungen. Auf der Metav präsentierte Gühring ausserdem eine spezielle Variante für die Aluminium-Bearbeitung.
AusblickInwiefern sich die oben erwähnten Kooperationen bewähren und für alle Beteiligten zum Erfolg führen, wird die Praxis der nächsten Monate be-weisen. Jedenfalls führte «die Krise» bei den Maschinen- wie beiden Werk-
Flow Europe GmbH: Das bewährte WMC-Modell mit HighPres-sure-System ausge-stattet.
Gühring: Der RT 100 VA-Bohrer ermöglicht die Be-arbeitung schwer zerspanbarer Werkstoffe.

04-10 technica 19
Fachmessen | Werkzeugmaschinen und Werkzeuge
Brütsch/Rüegger Werkzeuge AGTel. +41 44 736 63 63 | Fax +41 44 736 63 00www.brw.ch | [email protected]
High Quality Tools
Best Value Tools
Top Performance Tools
Verlangen Sie höchste Produktivität?Wollen Sie Kosten optimieren?Das FUTURO-Vollsortiment von Brütsch/Rüegger Tools bietet mit den Produkt-linien TOP LINE, BASE LINE und ECO LINEbeste Qualität für alle Ansprüche.
Worauf Sievertrauen können
brw_inserate_futuro_quer_04.indd1 1 14.5.2008 15:05:22 Uhr
zeug-Herstellern zu einem Umden-ken, nachdem bis dato jeder eifer-süchtelnd vor sich hinarbeitete und es den Kunden überliess, die Pro-zessfähigkeit der verschiedenen Kom-ponenten sicherzustellen. Überhaupt kümmern sich vor allem die Maschi-nen-Hersteller heute verstärkt um den gesamten Zerspanprozess und liefern den Kunden «Turn-Key-Lösun-gen» und nicht mehr nur eine Ma-schine. Fehlen eigentlich nur noch die Dritten aber mit die Wichtigsten im Bunde, nämlich die Hersteller und Anbieter von Werkstück-Spannsyste-men. Denn wenn «die Schneide des Werkzeugs das Geld verdient», dann stellt die Werkstück-Spanntechnik die unerlässliche Klammer zwischen der Maschine und deren Leistungs-vermögen sowie dem zu bearbeiten-den Werkstück dar. (mg)
Erwähnte FirmenWalter (Schweiz) AG4501 Solothurn032 617 40 [email protected]
Sauer GmbH, LasertecDMG (Schweiz) AG8600 Dübendorf 044 824 48 [email protected]
Gebr. Heller Maschinenfabrik GmbHD-72622 NürtingenSchweiz: Springmann SA2000 Neuchâtel032 729 11 [email protected]
Ingersoll Werkzeuge GmbHD-35708 HaigerSchweiz: Schnegg Tools AG2563 Ipsach032 333 70 [email protected]
Chiron Werke GmbH8260 Stein am Rhein079 554 [email protected]
Flow Europe GmbHD-75015 Bretten+49 72 52 53 [email protected]
Gühring Schweiz AG6343 Rotkreuz041 79 01 51 [email protected]

20 technica 04-10
Panorama
ZugfedernDrahtbiegeteile
Druckfedern
Direkt ab Lager in 11.500 Baugrössen, oder individuell nach Ihren Anforderungen bis
12 mm Drahtdurchmesser in Kleinmengen und Großserien.
Gutekunst + Co.KG Federnfabriken · Carl-Zeiss-Straße 15 · D-72555 Metzingen
FedernKostenlose Kataloganforderung (Papier/CD), Anfragen und Bestellungen.
Telefon +49 7123 960-192 · Telefax +49 7123 960-195 · [email protected]
SchenkelfedernImmer die passende Feder
www.federnshop.com
Mit dem Giesserei-Zentrum stellt die Hochschule für Technik FHNW als erste Schweizer Hochschul-institution ihre praktische Erfah-rung und fundiertes wissenschaft-liches Know-how der Giesserei-Branche zur Verfügung. Zum offiziellen Gründungsanlass am 18. Mai 2010 in Brugg-Windisch werden zahlreiche Vertreter der Giesserei-Industrie erwartet. Das Programm beinhaltet wissen-schaftliche Referate und einen Rundgang durch die Werkstätten und Labors der Hochschule für Technik FHNW.
KooperationsangebotDas Giesserei-Zentrum wird von Fachleuten mit langjähriger Er-fahrung in Forschung und Produk-tion geleitet und bündelt die Kom-petenzen der Hochschule für Technik. Die Bandbreite des Ko-operationsangebots reicht von der klassischen Giesserei- und Schmelztechnik über modernes Rapid Prototyping bis zur nume-
rischen Simulation der Giesspro-zesse. Dank einer modernen La-bor- und Computerinfrastruktur können die Fachleute der FHNW die Unternehmen in den Berei-chen Bauteil- und Formenkonst-ruktion, Giessprozess- sowie Werk-stoffentwicklung unterstützen. Das umfasst auch die Werkstoff-prüfung, die mechanische Be-arbeitung, die Messtechnik sowie die Simulation. Dazu gehört auch die Erschliessung öffentlicher Fördergelder in Form von Pro-jekten der Kommission für Tech-nologie und Innovation (KTI), ausserdem sind Dienstleistungs-projekte und Arbeiten von Studie-renden der Studiengänge Maschi-nenbau und Wirtschaftsingenieur-wesen möglich. Seminare und Weiterbildungsveranstaltungen runden das Angebot ab.
Giesserei-Zentrum FHNW5210 Windisch056 462 44 11www.fhnw.ch/technik/gz
Giesserei-Zentrum an der FHNW startet am 18. Mai
Das Leitungsteam des Giesserei-Zentrums (v.l.n.r.): Hans Kröning, Prof. Arne Wahlen, Prof. Norbert Hofmann, Prof. Jörg Lagemann, Markus Krack.

Ihre SpitzenprodukteverdienenSpitzen-Werkzeugmaschinen.
Präzision aus Tradition
Josef Binkert AGWerkzeugmaschinen
CH-8304 WallisellenGrabenstrasse 1Telefon 044 832 55 55Telefax 044 832 55 [email protected]
SIAMS Moutier
4.– 8. Mai 2010
Halle 1.1Stand A-12
Wir freuen unsauf Ihren Besuch.
Mori Seiki NT1000
zurHerstellung vonPräzisionsteilenfür die Uhren-,Medizinal- undMikroindustrie.
Inserate SIAMS Kopie 1 22.3.2010 10:56 Uhr Seite 1
www.verschlusstechnik.ch

22 technica 04-10
Werkzeugmaschinen und Werkzeuge | Werkzeuge
Ein wesentlicher Erfolgsfaktor des Metall-Haushaltswaren-herstellers WMF AG stellt der
hohe Fertigungsgrad in den hausei-genen Werken dar. Als weiterer wich-tiger Faktor gilt die Kompetenz in der Produktionstechnik, ausgehend von den im Formen- und Werkzeug- so-wie Sondermaschinenbau jeweils selbst entwickelten Fertigungsein-richtungen. Dieses Know-how wiede-rum steht auch externen Kunden zur Verfügung, denn die WMF-Produkti-onstechnik stellt im Kundenauftrag auch Industrieteile aus Edelstahl her und der WMF-Betriebsmittelbau u. a. die Werkzeuge dafür.
Spezialität: Stanz-, Um-form- und Prägewerk-zeuge für BesteckeFolgerichtig muss sich der Betrieb-mittelbau permanent dem freien
Wettbewerb stellen und agiert inner-halb des WMF-Konzerns in Form ei-nes Profit Centers quasi als Unter-nehmen im Unternehmen. Die 60 ausgewiesenen Fachkräfte in diesem Bereich arbeiten mit modernsten CNC-Werkzeugmaschinen und dürfen sich in Sachen Entwicklung, Konst-ruktion, Fertigung sowie Reparatur von Stanz-, Umform- und Prägewerk-zeugen als sehr gefragte Spezialisten betrachten. Doch selbst solche Spe-zialisten sind technisch noch zu über-raschen, wie anhand des hier vorge-stellten Praxisbeispiels verdeutlicht wird. Dazu sagte Dipl.-Ing. (FH) Christoph Scheinert, Leiter der Ab-teilung Technische Dienste bei der WMF AG in Geislingen: «Auf Grund der enormen Vielfalt an Bestecken usw. haben wir einen grossen Bedarf besonders an Stanz- und Prägewerk-zeugen. Deshalb sind wir immer auf
der Suche nach Rationalisierungs-Möglichkeiten, um die Werkzeuge noch kostengünstiger herstellen zu können. Die bisherige Herstellung der Werk-zeuge (Stempel und Matrize) mit Gravuren war durch einen ziemlich aufwändigen mehrstufigen Prozess gekennzeichnet, weil für ein Präge-werkzeug zunächst auch immer ein Positiv angefertigt werden musste. Sehr knifflig gestaltete sich die Po-sitiv-Herstellung beim Einbringen von Gravuren zum Prägen wie zum Beispiel WMF Cromargan Protect. Dazu mussten wir das Positiv zuerst fräsen und fertigbearbeiten, im Ätz-verfahren die Gravur des Muster- bzw. Meisterteils auf das Gesenk übertragen und dieses wiederum von Hand manuell fertigschleifen und po-lieren. Wir suchten hier nach einer Art Substitution und kamen an einer Fachmesse mit den Werkzeug-Spe-zialisten von HAM ins Gespräch, wo-raus sich dann eine hervorragende, hocheffiziente Lösung ergab». Achim Schweikart, Technische Beratung und Verkauf beim HAM-Vertriebspart-ner Hartmann Präzisionswerkzeuge, Renningen, schilderte das komplexe Bearbeitungsproblem wie folgt: «Wir haben mit unseren bewährten Voll-hartmetallfräsern, die als Schaft-, Radius- und Torusfräser ab Durch-messer 0,2 mm lieferbar sind, Spe-zialwerkzeuge im Programm, mit de-nen sich kniffligste Bearbeitungen in harte Werkstoffe durchführen lassen. Hier ging es um einen harten Werk-zeugstahl, bei dem die Gravur bzw. die Prägung herausgearbeitet werden musste. Wir haben dazu unsere kleinsten Kugelfräser mit Durchmes-ser 0,3 und 0,5 mm sowie ein Son-derwerkzeug Stichel mit Durchmes-ser 0,05 mm vorgeschlagen und schon im Vorfeld den gesamten Fräs-prozess betrachtet. In enger Zusam-menarbeit mit den Anwendern im
Die direkte Prägestanzen-Herstellung durch Mikropräzisions-fräsen im harten Werkzeugstahl erspart Fertigungsprozess-schritte wie das Fräsen von Grafitelektroden, das Erodieren von Prägewerkzeugen oder auch das alternative Ätzen der Präge-werkzeuge. Die durch zahlreiche Produktvarianten geprägte Besteckherstellung kann davon besonders profitieren.
Mikropräzisionsfräsen für die Werkzeugherstellung
Vollhartmetallfräser in der Anwendung
Prägewerkzeuge (Ober- und Unterteile) für Gabeln aus dem WMF-Programm.

04-10 technica 23
Werkzeuge | Werkzeugmaschinen und Werkzeuge
Formen- und Werkzeugbau von WMF entschlossen wir uns für diese Bear-beitung zu einem kompletten Strate-giewechsel, passten die Programmie-rung an und stellten mit Versuchen die Praxistauglichkeit dar.»
Strategiewechsel vollzogenWie schon angedeutet, hat die nach-weisbare und vor allem anhaltende Werkzeug-Effizienz selbst die gestan-denen Werkzeugbau-Praktiker von WMF positiv überrascht. Der Erfolg ist massgeblich auf die VHM-Werk-zeuge zum Mikropräzisionsfräsen zu-rückzuführen. Die Miniatur-Schaft-, Radius- und Torusfräser von HAM sind hochstabil, weil sie aus einem besonderen Schneidstoff bestehen und einen extrem verstärkten Kern haben. Weitere Merkmale sind der mit 0,9° konische und lange Hals, wich-tig vor allen Dingen zum Fräsen von tiefen Rippen, und die Radiustoleranz von ±0,005 mm. Die Mikrofräswerk-zeuge werden mit einer hoch innova-
tiven TAX-Beschichtung (AlNiTr-Mul-tilayer) versehen, erreichen dadurch enorme Oberflächenhärten bis 3900 Vickers und sind temperaturbestän-dig bis in den Bereich von 1250 bzw. 1300° Celsius. Mit diesen Fräswerk-zeugen lassen sich hochpräzise, fili-grane Nut-, Rippen-, Kontur- und Kopierbearbeitungen wirtschaftlich durchführen und somit nicht nur kon-ventionelle Bearbeitungen substitu-ieren, sondern zugleich Arbeitspro-zesse einsparen. So geschehen eben bei WMF AG, denn hier entfällt nun die Herstellung der Positive gänzlich, weil mit den HAM-Fräsern voll im Hartwerkstoff gearbeitet wird. Christoph Scheinert sieht sich voll bestätigt, das Ätzen der Prägewerkzeuge durch Mikrofrä-sen ersetzt zu haben und ist über-zeugt davon, dass im Fräsen noch viel Ratiopotenzial vorzufinden ist: «Wir brauchen kein Positiv bzw. kein Meis-terteil mehr und das gilt sowohl für die Werkzeug-Erstfertigung als auch für anzupassende Werkzeuge bei Be-steck-Änderungen oder bei Repara-tur-Nacharbeiten. Der 3D-Datensatz aus der Konstruktion wird ins CNC-Programm übertragen, danach erfol-gen im harten Werkzeugstahl die Fräsbearbeitung und zum Schluss das Schleif- und Polierfinish. Es sind nicht nur die Vorarbeiten reduziert, sondern gerade auch die Reparatur-zeiten. Aktuelle Änderungen lassen sich über das CAD-/CAM-System im-mer und schnell berücksichtigen und wir brauchen deutlich weniger Werk-zeugsätze auf Lager zum Wechseln, weil die Reparaturen heute zwei Tage dauern, während früher allein für das erforderliche Weichglühen, Fräsen und erneutes Härten sowie das Finish bis zu 15 Arbeitstage vergingen.»
Erfolg auf ganzer LinieInsgesamt betrachtet, zieht der Wirt-schaftlichkeitsvorteil durch Mikroprä-zisionsfräsen aber noch weitere Kreise und dazu meinte Achim Schweikart abschliessend: «Mit unseren Mikro-präzisionswerkzeugen für die Gravur-bearbeitung konnten wir hier eine wirtschaftliche Lösung sowie eine ra-tionelle Alternative zum Ätzen oder Erodieren solcher Prägewerkzeuge darstellen. Zudem müssten Grafit-
elektroden zuerst konstruiert und durch Fräsbearbeitung gefertigt wer-den, weshalb man eigentlich gleich fräsen bzw. gravieren kann. Wenn man den Bearbeitungsprozess im Vor-feld zu 90 Prozent exakt abstimmt, ist die Funktionsfähigkeit am Ende so gut wie garantiert, denn die Mikroprä-zisionswerkzeuge lassen sich auf mo-dernen HSC-Maschinen prozesssicher einsetzen.» (mg)
Alles für die Wohn- und ProfikücheDie Unternehmensgruppe WMF AG ist nach aus sen hin vor allem als Hersteller hochwertiger Haushaltswaren bekannt. Besteck, Kochge-schirr, Kaffeemaschinen, Gläser und Tischac-cessoires, es gibt fast nichts, was WMF und die der Gruppe zugehörigen Marken-Gesellschaften alfi, Auerhahn, Kaiser, Silit, ProHeq, Schaerer und petra nicht zur Ausrüstung der häuslichen wie der professionellen Küche beisteuern könn-ten. Gegründet im Jahr 1853 durch Daniel Straub als Metallwarenfabrik Straub & Schwei-zer, folgte 1880 die Fusionierung mit der Ess-linger Metallwarenfabrik Ritter & Co. zur WMF AG. Zahlreiche Patente wie etwa zur «Versilbe-rung von Besteck mit verstärkter Silberauflage an besonders beanspruchten Stellen» (1893), die Entwicklung des Schnellkochtopfs Sikoma-tic (1921), der rostfreie Edelstahl «Cromargan» (1927), die erste Grosskaffeemaschine für die Gastronomie (1927) bis hin zum Schnelltopf Perfect Ultra (2007) kennzeichnen die Entwick-lung der WMF. Selbiges gilt für die schon sehr früh und bis heute konsequent praktizierte Kombination aus Design und Ergonomie, Funk-tion und Leistung sowie Qualität und Langlebig-keit. Aktuell beschäftigt der WMF-Konzern rund 5900 Mitarbeiterinnen und Mitarbeiter und diese erwirtschaften pro Jahr einen Umsatz von knapp 800 Mio. Euro (2008). Die Produkte werden je nach Sortiment (Konsumgeschäft und Objektgeschäft) über WMF-Fachgeschäfte, den Facheinzelhandel, Warenhäuser, Einrichtungs-häuser sowie WMF- und externe Vertriebsorgani-sationen weltweit verkauft.
Besteckteil (Gabel) mit geprägtem Siegel «WMF Cromargan Germany» und davor die VHM-Mikro-präzisionswerkzeuge von HAM in Form eines Son-derwerkzeugs Stichel mit Radius-Durchmesser 0,05 mm sowie zwei VHM-Kugelfräsern mit Durch-messer 0,3 und 0,5 mm.
InfosHAM-Präzision Swiss Andreas Maier AG9450 Altstätten SG071 757 03 [email protected]
WMF AktiengesellschaftD-73309 Geislingen/Steige+49 7331/25 85 [email protected]

24 technica 04-10
Werkzeugmaschinen und Werkzeuge | Spanntechnik
Telefon 061 417 17 17E-mail [email protected]
www.imhof-sew.ch
4142 MUNCHENSTEIN¨
ALFRED IMHOF AGANTRIEBSTECHNIK
Antriebstechnikauf höchstem
Niveau!
SEWEURODRIVEz.B. Frequenzumrichterz.B. Frequenzumrichter
Die gute Kombination aus Maschine, Werkzeug und Spanntechnik greift vor
allen Dingen im weiten Feld der Einzel- und Kleinserienfertigung, sprich dann, wenn häufig Umrüs-ten angesagt ist. Denn oftmals «frisst» der Zeitaufwand für das Handling und das Spannen sowie Neueinrichten der Werkstücke die erzielten Produktivitätsvorteile, bezüglich der Maschine und auch der Werkzeuge, schlichtweg wie-
der auf. Folgerichtig bedarf es ei-ner ganzheitlichen Sichtweise un-ter Einbeziehung aller relevanten Aspekte, und es sollten auch ein-mal unkonventionelle Lösungsan-sätze Berücksichtigung finden. So geschehen bei der Allgäuer Firma Christ Packing Systems GmbH, einem Tochterunterneh-men der Otto Christ AG. Die Otto Christ AG (OCAG) ist europaweit einer der grössten Hersteller von Autowaschanlagen und beschäf-tigt rund 1100 Mitarbeiter/-innen. Gut 150 davon arbeiten im Diver-sifikationsbereich Christ Packing Systems, der sich mit der Entwick-lung, Herstellung sowie dem Ver-
trieb und Service von Karton- und Folien-Verpackungsmaschinen für den hoch flexiblen Einsatz, und auch von Hülsenfüllmaschinen für stabförmige Produkte wie zum Beispiel Bohr- und Reibwerk-zeuge, Tablettenrollen, Schreibge-räte oder Zigarren, befasst.Markenzeichen der Christ-Ma-schinen sind höchste Leistungs-fähigkeit, Zuverlässigkeit und Qualität, was nicht zuletzt auf die sehr hohe Fertigungstiefe zurück-zuführen ist. Dazu sagte Markus Gnant, Leiter Mechanische Ferti-gung: «Wir haben unsere Ferti-gung stark auf den Dienstleis-tungsgedanken ausgerichtet, da
im Sondermaschinenbau nur sehr wenig Zeit für die Produktion der Einzelteile bleibt. Dementspre-chend sind unsere Abläufe konse-quent durchorganisiert bis hin zu identischen Werkzeug-Bestückun-gen der acht Bearbeitungszent-ren, um an jeder Maschine alles machen zu können.»
Effizienz-Defizite in der Werkstück-SpanntechnikTrotzdem stellte man in der be-trieblichen Praxis auch einige Ef-fizienz-Defizite fest, nämlich im Bereich Werkstück-Spanntechnik, und dies trotz einer Basisausrüs-tung mit universell nutzbaren Spannstöcken. «Schuld» daran sind zum einen das sehr grosse Teilespektrum mit verschiedensten Abmessungen (einige Millimeter bis 2 Meter), unterschiedlichsten Werkstoffen und Chargengrössen von 1 bis 10 Stück, höchst ver-schiedene Bearbeitungslaufzeiten
Ein universelles Werkstück-Spannsystem bringt durch Aufbau-, Ausle-gungs-, Anwendungs- und Nutzungs-Flexibilität bis zu 50 Prozent Rüstzei-ten-Einsparung. Selbst wenn für die Bearbeitung kubischer Werkstücke ein modernes CNC-Bearbeitungszentrum zur Verfügung steht, ist damit das Ra-tiopotenzial der mechanischen Fertigung nicht ausgereizt. Erst die perfekte Kom bination aus Werkzeugmaschine, Werkzeugspannung, Werkzeugen und vor allem Werkstück-Spanntechnik führt zum Erfolg.
Flachteile leichter spannen
AutorEdgar Grundler, Redaktor Technica.
Kombination aus Werkzeugmaschine, Werkzeugen und Spanntechnik ist entscheidend
Der Maschinentisch des BAZ Hurco DCX 22, ausgerüstet mit fünf Universal-Multrigrip-Spannsystemen zum flexiblen Spannen unter-schiedlichster Werkstücke; hier von zwei lan-gen, identisch zu bearbeitenden Stahlprofilen.
Der clevere Aufbau der 4-Achse, bestehend aus einem NC-Rundtisch und einem Grun-delement Multigrip-Spanneinheit mit Festba-cke und Verstellbacke (Bild 4. Achse von Christ Packing Systems).
Aufbau der Multigrip-Spanneinheiten, beste-hend aus zwei Grundelementen, zwei Verbin-dungsstücken, einer Festbacke, wahlweise eine oder mehrere Verstellbacken.

04-10 technica 25
Carry
Carry Speed-line
Speedy
Rondo
Eichenberger Gewinde AGCH-5736 BurgSchweizT: +41 62 765 10 10 wir bewegen. weltweit
Eichenberger-Gewindetriebefür jeden Bedarf:
www.gewinde.ch
100% Swiss made
Die Steilgewindespindel
• Gleit-Spindeltrieb• gerollte Präzision• hohe Verfahrgeschwindigkeiten• beliebig hohe Steigungen
Eine „Spezialität des Hauses“…
Die sind zum Essen…
…die zum Bewegen
100% Swiss made
19.–23. April 2010
Halle 16, Stand F
09
von wenigen bis zig Minuten sowie damit verbundene häufige Rüst-/Umrüstvorgänge (bis zu sieben pro Tag und Maschine). Besonders schwierig gestaltete sich das Span-nen von Platten und ähnlichen Flachteilen oder auch grossforma-tiger Rückwände, Grundelemente und Schweissgestelle, sodass Mar-kus Gnant sich auf die Suche nach einer universell nutzbaren spann-technischen Alternative machte. Zu Hilfe kam ihm dabei der lang-jährige Lieferpartner für Werk-zeuge und Werkstück-Spanntech-nik, ATOS GmbH, der in seinem Spannmittel-Lieferprogramm auch den Schweizer Spezialisten für Werkstück-Spanntechnik, Gressel AG, Aadorf, führt. Mar-kus Gnant von Christ, Klaus Hil-tensperger von ATOS und Frank Scheurer von Gressel setzten sich zusammen und analysierten so-wohl das Teilespektrum als auch die spann-, rüst- und bearbei-tungstechnischen Anforderun-gen. Frank Scheurer und die An-wendungstechniker von Gressel arbeiteten dann einen Vorschlag aus, der bei Christ Packing Sys-tems sofort auf gute Resonanz stiess und die gestandenen Prak-tiker überzeugen konnte. Es han-delt sich dabei um eine in jeder Hinsicht hochflexible Spannlö-sung auf Basis des Universal-Werkstück-Spanners Multigrip 90-650. Bestehend aus den Standardelementen Grund-schiene mit 90 mm Breite und 650 mm Länge, Verbindungs-stück, feste Referenzbacke, Ver-stellbacke und teilespezifischen Wechselbacken, können damit so gut wie alle anfallenden spann-technischen Aufgaben gelöst werden. Folglich wurde zunächst ein Bearbeitungszentrum mit dem Multigrip-Spannsystem von Gressel ausgerüstet, und zwar mit insgesamt fünf identischen Spanneinheiten, kombiniert aus jeweils zwei Grundschienen, ei-nem Verbindungsstück, einer fes-ten Referenzbacke und einer auf der ganzen Grundschienenlänge beliebig verschieb- und einstell-baren Verstellbacke. Die Span-
neinheiten sind fest auf dem Ma-schinentisch installiert und aus-gerichtet, sodass die Verstellbacken nur noch auf das jeweilige Werk-stück und die Bearbeitungsanfor-derungen hin ausgerichtet werden müssen. Der Clou dabei ist, dass pro Grundschieneneinheit jeweils eine weitere Verstellbacke mon-tiert werden kann, womit es bei Bedarf möglich ist, auf jeder Grundschieneneinheit bis zu zwei gleiche oder verschiedene Werk-stücke zu spannen.
Garantierte Anwen-dungs- und Nutzungs-Flexibilität Doch damit der Nutzungs-Flexibi-lität immer noch nicht genug, denn mit dem Multigrip-Spann-system können in dieser Ausle-gung je nach Bedarf hochflexibel Einzel-, Doppel- oder Mehrfach-Spannungen durchgeführt wer-den. Ob eine grosse Platte, zwei gleiche oder verschiedene Flach-teile, oder ob eine Anzahl gleicher bzw. verschiedener Werkstücke, die in einem Durchgang bearbei-tet und buchstäblich «abgearbei-tet» werden sollen – es muss le-diglich entsprechend aus-, um- oder nachgerüstet werden und dies nimmt laut Markus Gnant nur noch einen Teil des ehemaligen Rüst-/Umrüstaufwands ein: «Wir arbeiten zweischichtig und rüsten je nach Fertigungsaufwand der Werkstücke am Tag bis zu sieben Mal um. Musste früher oftmals um- und neu aufgespannt, das Spannmittel wegtransportiert bzw. ein anderes geholt werden, was pro Rüstvorgang bis zu einer Stunde dauern konnte, so benöti-gen wir heute im Durchschnitt noch 15 bis 20 Minuten, ausge-hend vom Vergleich Schraubstö-cke positionieren mit oder ohne Backenwechsel zu Backenverstel-len mit dem neuen Spannsystem. Bei etwa sieben Umrüstvorgängen pro Arbeitstag lässt sich sehr schnell ausrechnen, was wir an Effizienzsteigerung und besserer Nutzung der Maschinenlaufzeiten erzielt haben.» Am grössten ist der Ratio-Effekt natürlich beim

26 technica 04-10
Werkzeugmaschinen und Werkzeuge | Spanntechnik
für Peripheriegeräte für Werkzeugmaschinenfür
Ihr «One-Stop-Shop» LNS SACH- 2534 Orvinwww.LNS-europe.com
Serie « Sprint »Mit den automatischen Lademagazinen «Sprint» zeigt LNS neue Lösungenzur Konfigurationsflexibilität auf. In verschiedensten Anwendungen gewähr-leisten diese Lademagazine nicht nur eine maximale Produktivität, sondernauch eine rasche Anpassung auf neue Durchmesser für alle Drehmaschinenmit festem oder beweglichem Spindelstock.
Die bei der Drehbearbeitung entstehenden Vibrationen beeinflussen dieOberflächengüte und limitieren somit die Drehgeschwindigkeiten. Dank derhydrostatischen Lagerung wird die Stange bei optimalen Schnittgeschwin-digkeiten perfekt geführt.
Neuheit !Das automatische Lademagazin Sprint 542 ist die neuste Entwicklung die-ser Reihe und stützt sich auf das bewährte Konzept des Sprint 552/565. ImDurchmesserbereich von 5 bis 42 mm bietet es die grösstmögliche Anpas-sungsfähigkeit. Seine langen runden Führungselemente erlauben die per-fekte Führung aller Stangenformen.
LNS bIetet eINe kOmPLette ReIhe vON StaNgeNLademagazINeN aN -daRuNteR auch geNau daS, WaS SIe bRaucheN!
verfügbareügbareügbar versionen
das neue Sprint 542ø 5-42 mm
Sprint 542 ø 5-42 mm
Sprint 552 ø 5-52 mm
Sprint 565 ø 5-65 mm
Sprint S3 ø10-80 mm
ø mm 0 20 40 60 800 20 20 40 4
www.LNS-europe.com
der treftreftr fpunkt der mikroteckroteckr hnikenhnikenhnikmoutier,utier,utier 4-8 mai 2010LNS : halle 1.1, Stand a8
Umrüsten der Spannmittel von «kleinen» auf «grosse» Teile und umgekehrt, was früher ein ziem-licher Akt war und heute 50 Pro-zent weniger Zeit- und noch we-niger Handling-Aufwand verlangt. Dazu führte Frank Scheurer aus: «In Theorie und Praxis ersetzen wir mit dem Universal-Multigrip-Spannsystem nicht nur fünf her-kömmliche Universal-Spannstö-cke, sondern auch die zum Span-nen von Platten und grossen Flachteilen unerlässlichen Nie-derzugspanner sowie spezielle Spannmittel für Sonderwerkstü-cke. Die Multigrip-Spanner funk-tionieren ja grundsätzlich nach dem Prinzip Niederzugspannung und brauchen, durch die Möglich-keit der Verwendung angepasster Wechselspannbacken, eigentlich in keinem Fall ausgetauscht wer-den. Einfach die Backen verset-zen – fertig.»
Pfiffige Details erleichtern die ArbeitDamit der nachweislichen Vorteile des Multigrip-Spannsystems aber immer noch nicht genug, denn auch beim Spannen von Platten und grösseren Flachteilen spielt die Kombination Niederzugspan-nung und präzise Werkstückauf-lage ihre Stärken voll aus. Zum ei-nen sind die Grundschienen hoch-präzise auf eine Höhe von 60 mm ±0,01 mm geschliffen. Zum ande-ren gibt es dazu präzisionsgeschlif-fene Unterlagen, die nicht einfach nur auf den Schraubstock zu stel-len sind, sondern in einer geschlif-fenen Nut exakt geführt und per Feder fi xiert sowie fest gespannt werden. Demnach bleiben sie dort, wo man sie hingesetzt hat, lassen sich aber jederzeit frei positionie-ren, während die bekannten ge-schliffenen Unterlegleisten des Öf-teren umfallen und ihre Funktion
nur unzureichend wahrnehmen. Schliesslich sind alle Module des Universal-Multigrip-Spannsystems kompatibel und untereinander austauschbar, sodass durch neue Anordnungen und Kombinationen fast jede spanntechnische Konfi -guration möglich ist, ohne dafür weitere Investitionen tätigen zu müssen. Abschliessend meinte ein mit der Lösung Multigrip sichtlich zufriedener Markus Gnant: «Durch die Auslegung als Niederzug-Span-ner können wir die ganze Tischfl ä-che des Bearbeitungszentrums in Anspruch nehmen. Die vielfältige und von uns maximal wahrgenom-mene Nutzung, die Möglichkeit der 3-seitigen Bearbeitung an Plat-ten und Flachteilen, die sehr hohe Flexibilität in allen Belangen so-wie die schnelle Rüstung bzw. Um-rüstung sorgen für eine kurze Amortisationszeit, die das Invest-ment allemal rechtfertigt, zumal
es absolut überschaubar ist und auch sukzessive geschehen kann.» Da der Erfolg sozusagen hungrig macht, steht die Ausrüstung eines weiteren BAZs mit dem Multigrip-Spannsystem an. Und auch hin-sichtlich fl exiblerer Nutzung der vertikalen 3-Achsen-Bearbeitungs-zentren als 4-Achsen-Systeme, durch Aufbau von NC-Rundtischen und mit Gressel-Spanntechnik, werden weitere Ratio-Projekte ver-folgt, damit aktuell und in Zukunft die Wettbewerbsfähigkeit der Ab-teilung mechanische Fertigung bei der Christ Packing Systems ge-währleistet ist und bleibt. (mg)
InfosGRESSEL AG8355 Aadorf052 368 16 [email protected]

04-10 technica 27
Werkzeugmaschinen | Werkzeugmaschinen und Werkzeuge
Mit optimal an die maxi-male Werkstückgrösse angepassten Verfahrwe-
gen von X-Y-Z 800/800/550 mm versehen und konsequent auf 5-achsige Anwendungen ausge-legt, stellt die C 42 U dynamic das ideale Bearbeitungssystem für An-wendungen, in denen höchste Ge-nauigkeit, kleinste Toleranzen und beste Oberflächengüten gefordert werden, wie in den Bereichen Werkzeug- und Formenbau, Medi-zintechnik, Luft- und Raumfahrt, Maschinen- und Apparatebau, Motoren- und Rennsporttechnik sowie Zulieferindustrie, dar.Drei Achsen im Werkzeug und zwei Achsen im Werkstück, die modifizierte, hoch stabile Gantry-Bauweise in Mineralgussausfüh-rung, mit sehr guten Dämpfungs-eigenschaften und optimaler Hauptachsen-Abstützung, die beidseitige Lagerung sowie der Tandemantrieb des NC-Schwenk-rundtisches, das vierfache Wälz-
führungssystem und der mittig angeordnete Hauptantrieb für die Y-Achse, und schliesslich der Schwenkwinkel der A-Achse mit ±130° bzw. 260° insgesamt – da-mit präsentiert die C 42 U dyna-mic nutzbare Basisdynamik in ei-ner neuen Dimension und setzt hinsichtlich NC-Schwenkrund-tisch-Funktionalität den Mass-stab. Das platzsparend in den Grundkörper integrierte ringför-mige Werkzeugmagazin arbeitet nach dem Pick-up-Prinzip, wech-selt die Werkzeuge sehr schnell (4,5-s-Span-zu-Span-Zeit) und bietet schon in der Standardaus-führung Platz für 42 Werkzeuge mit Aufnahme SK40 oder HSK A 63. Optional sind Zusatzmagazine mit 43, 87 oder 160 Plätzen er-hältlich, um auch hoch komplexe Werkstücke oder ganze Produkt-familien oder eine Vielfalt von Einzelteilen ohne weitere Rüstvor-gänge komplett bearbeiten zu können.
Drei Hauptspindel-antriebe zur AuswahlDer Kunde hat die Wahl zwischen drei Hauptspindelantrieben mit Leistungen bis 29 kW, Drehmo-menten bis 200 Nm und Drehzah-len von 10 000, 18 000 und 25 000 U/min. Des Weiteren kann er auch bei den Tischen aus vier Varianten auswählen:
Starrer Aufspanntisch mit Auf-• spannfläche 1050 × 805 mm und max. Tischbelastung von 2000 kgNC-Schwenkrundtisch Ø 800 • mm für Tischbelastungen bis 1400 kgNC-Schwenkrundtisch Ø 420 • mm für Tischbelastungen bis 600 kg (optional plus Neben-spannplatte mit Aufspannflä-che 930 × 490 mm)NC-Schwenkrundtisch Ø 440 • mm für Tischbelastungen bis 450 kg (optional plus Neben-spannplatte mit Aufspann-fläche 920 × 490 mm)
Der erwähnte Tandemantrieb in der A-Achse (Schwenkachse des Tisches) und der Torqueantrieb in der C-Achse (Drehachse) bei den NC-Schwenkrundtischen Ø 800 und Ø 440 mm (Schneckenan-trieb bei NC-Schwenkrundtisch Ø 420 mm) sorgen nicht nur für die hochdynamische Positionie-rung, sondern auch für kürzeste Nebenzeiten und eine sichere Festsetzung in der gewünschten Bearbeitungsposition!
Benutzerfreundliches BedienkonzeptBestechend an der C 42 U dyna-mic sind auch der, ausgehend von den Grössenverhältnissen bei den Wettbewerbern, im Verhältnis zur
Stellfläche grösste Arbeitsraum sowie das Bedienkonzept. Zum ei-nen gewährleistet die sehr gute Zugänglichkeit zum Arbeitsbe-reich und damit zu den Spannsys-temen bzw. den Werkstücken ein ungehindertes Handling und freies Arbeiten. Für einen idealen Spänefall ist der Arbeitsraum «ohne Ecken und Kanten» gestaltet und für den Spänetransport gibt es (optional) wahlweise einen Scharnierband- oder Kratzbandförderer. An Steuerungen kommen die bei-den CNC-Systeme Heidenhain iTNC 530 oder Siemens 840 D sl zum Einsatz. Neu ist dabei das sehr komfortable Bedienfeld mit dem bis zu 30° schwenkbaren 19˝-Bildschirm. In Kombination mit dem um ±100 mm höhenver-stellbaren Bedienpult und der praktischen Einschubablage kann das Bediensystem jederzeit indi-viduell an jeden Benutzer ange-passt werden, ohne dass dafür aufwändige Umrüstungen erfor-derlich sind. Die Steuerungen weisen die integrierte Sicherheits-technik nach Kategorie 3 der Norm EN 954-1 auf. Der E-Mes-
5-Achsen- und 5-Seiten-Bearbeitung für alle BranchenDas universell einsetzbare 5-Achsen-CNC-Hochleistungs-Bearbeitungszent-rum C 42 U dynamic wurde komplett neu konstruiert und setzt die Erfolgsstory der Hermle-C-Baureihe mit ihren Universal- und 5-Achsen-Bearbeitungszen-tren fort. In bewährter aber modifizierter Gantry-Bauweise konzipiert, fügt sich das neue Bearbeitungszentrum C 42 U dynamic optimal in die C-Baureihe mit den Typen C 20, C 30, C 40 und C 50 ein.
Neues 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrum C 42 U dynamic
Bearbeitungszentrum C 42 U dynamic als Komplettmaschine mit NC-Schwenkrundtisch Ø 800 mm.
Bearbeitungszentrum C 42 U dynamic im Grundaufbau in Mineralgussbauweise.

28 technica 04-10
Werkzeugmaschinen und Werkzeuge | Werkzeugmaschinen
senger informiert den Bediener unverzüglich, wodurch sich die Maschinen- Verfügbarkeit erhöht und Produktionsausfälle mini-miert werden. Im Fall der Fälle steht der Tele-service zur Verfügung, der eine schnellstmögliche Hilfe bei Pro-grammier- oder Bedienproblemen bietet.
Weg frei für bedarfsge-rechte AutomationSelbstredend gibt es auch für das neue 5-Achsen-CNC-Hochleis-tungs-Bearbeitungszentrum C 42 U dynamic «die ganze Palette» an Automatisierungseinrichtungen wie Palettenwechselsysteme, Pa-lettenspeichersysteme, komplette Flexible Fertigungszellen inklu-sive Werkstück-Speicher und Ma-terialfluss, oder komplette Hand-lingsysteme und Roboterlösun-gen, wobei hier die Hermle AG über ihre Tochtergesellschaft
Hermle-Leibinger Systemtechnik GmbH in der Lage ist, alles aus einer Hand zu bieten und schlüs-selfertige (Turn-Key-)Lösungen zu realisieren. Dabei ist von Vorteil, dass die C 42 U dynamic als sogenannte «Ha-kenmaschine» aufgebaut ist, eine Dreipunkt-Auflage aufweist, kein Fundament benötigt, und auch komplett zu transportieren ist. Die einzelnen Aggregate sind nach Öffnen der Türen komplett frei und sofort zugänglich, und im Service-fall, oder bei einem Spindelcrash, müssen lediglich die Stecker ab-gekuppelt werden und dann kann der Austausch rasch vonstattenge-hen. Diesbezüglich wäre noch zu erwäh-nen, dass die genial einfache Auf-fahrsicherung mit Kollisionsab-frage natürlich ebenso beibehalten wurde wie die bewährte Stauch-hülse, sodass bei einem Spin-delcrash tatsächlich nur die Spin-
delhülse (gilt für die 10 000er und die 18 000er Spindeln) ausgetauscht werden muss, wo-durch sich die Reparaturkosten absolut im akzeptablen Rah-men halten. (mg)
InfosHermle (Schweiz) AG8212 Neuhausen am Rheinfall052 674 00 [email protected]
NC-Schwenkrundtisch Ø 440 mm mit integriertem Torquemotor.
PRODUKTIVITÄTSTEIGERN:
AUTOMATIONMIT SHL.
Von der Beratung über die Konstruktion biszur Implementierung.
Weltweiter Service durch unsere Projekt-spezialisten.
Eigenes Schulungszentrum für Ihre Bedien-Manpower.
Schleifen – PolierenEntgraten – Fräsen – Bürsten – MessenMontieren – Be-/Entladen – Palettieren
Für komplexe und technisch anspruchsvolleAnwendungen mit Schwerpunkt Oberflächen-bearbeitung.
Gewachsenes Spezial-Know-how von derGreifertechnologie bis zur anwenderspezifischenSoftware.
SHL – IHR AUTOMATIONSSPEZIALIST
Individuelle Automatisierungslösungen mitintegrierten Industrierobotern für unterschied-lichste Branchen.
SHL – SYSTEM-ENGINEERING MIT PFIFF
SHL – ANWENDUNGSBEREICHE
Über 70 Köpfe stehen für Sie bereitund sorgen für Ihren Wettbewerbsvorsprung.
SHL – EIN KRAFTVOLLES TEAM
SHL Automatisierungstechnik AGSpaichinger Weg 14D-78583 BöttingenFon: +49 (0)74 29 - 93 04 - 0Fax: +49 (0)74 29 - 93 04 - 50www.shl-automatisierung.de
kms-netpoint.de
SHL020_AZ-90x260-SCHLEIFEN-A.qxd:SHL020_AZ-DG52-92x272.qxd 10.03.2010 14:34 Uhr Seite 1
New Automation TechnologyBECKHOFF
|BK1
2-17G
|
www.beckhoff.ch/HD-Busklemmen
Neu: Die „High-Density“-Busklemmen von Beckhoff – Die ersten16-Kanal-Klemmen im 12-mm-Reihenklemmen-Format.
➔ Verdopplung der Packungsdichte von 8 auf 16 Anschlusspunkte➔ Reduzierung des Platzbedarfs um 50 %➔ Reduzierung der Kanalkosten➔ Reduzierung der Schaltschrank- und Montagekosten➔ Verdrahtung durch werkzeuglose Montage in Direktsteck-Technik➔ Breite Auswahl an digitalen HD-Busklemmen➔ Verfügbar für die Beckhoff-I/O-Systeme in Schutzart IP 20:
Beckhoff Busklemmen und EtherCAT-Klemmen
Anschlusspunkte in den
12-mm-I/O-Klemmen. Die „High-Density“-
Busklemmen sind in verschiedenen
Ausführungen verfügbar, z. B.:
➔ 16 digitale Eingänge
➔ 16 digitale Ausgänge
➔ 8 digitale Ein- + 8 digitale Ausgänge
➔ 8 digitale Eingänge (2-Leiter-Technik)
➔ 8 digitale Ausgänge (2-Leiter-Technik)
16
Von 8 auf 16in 12 Millimetern.Die neue HD-Busklemmen-Serie von Beckhoff.
Beckhoff Automation AG, Rheinweg 9, 8200 SchaffhausenTelefon 0 52 / 6 33 40 40, Fax 0 52 / 6 33 40 55, [email protected]
Beckhoff Automation AG, En Chamard 35, 1442 Montagny-près-YverdonTelefon 0 24 / 4 47 27 00, Fax 0 24 / 4 47 27 01, [email protected]
www.beckhoff.ch

30 technica 04-10
Werkzeugmaschinen und Werkzeuge | Fachmessen
Wenige Wochen vor der Si-ams 2010 ist sie mit ins-gesamt 451 angemelde-
ten Firmen komplett ausgebucht. Es gibt sogar eine kleine Wartelistevon rund 10 Unternehmen. Zwar ist die Zahl der Aussteller im Vergleich zu 2008 wegen einer leichten Reduk-tion der Gesamtausstellungsfl äche et-was tiefer ausgefallen (5,7 Prozent). Das Zelt auf dem Fussballfeld fällt nämlich weg, weil es deutlich weni-ger besucht wurde als die anderen Hallen, die zentraler gelegen waren.Wir werden also in ein paar Wochen
eine Siams erleben, die auf einer Net-tofl äche von 7370 m2 auf drei Eta-gen der ehemaligen CPT, den zwei Etagen der neuen Halle und in einem Zelt stattfi ndet.
Etwas Statistik im VorfeldDie präsentierten Sektoren (Prozent aller Aussteller):24 Werkzeugmaschinen18 Werkzeuge14 Automation10 Ausrüstungen 9 AutomatendrehenHerkunft der Aussteller (Prozent):54 Westschweiz39 Deutschschweiz1,5 Tessin5,5 Ausland (F, D, Sp, Indien)
Wirkungsvolle Vorarbeit der AusstellerZwar schöpft die Siams in Bezug auf die Aussteller aus dem Vollen, aber natürlich werden die Messebesucher das entscheidende Element für den Erfolg der Messe sein. Um die grösst-mögliche Anzahl Messebesucher dazu zu bewegen, die Siams aufzu-suchen, wurden bedeutende Kommu-nikationsmittel eingesetzt. Aus die-sem Grund wird in der Schweiz wie im Ausland mittels Zeitungsinsera-ten, Leitartikeln, Interviews etc. re-gelmässig in einem Dutzend Fach-zeitschriften geworben. Hinzu kommt eine Plakatwerbung im Format F12 in den achtzehn grossen Bahnhöfen der Schweiz. Interessanterweise ha-ben die 110 000 Flyer, die zu Beginn gedruckt und den Ausstellern für Ein-ladungen an deren Kunden überge-ben wurden, nicht ausgereicht. (bf)
Ungeachtet der immer stärkeren Konkurrenz neuer Fachmessen, mit teilweise sehr ähnli-chen Themen, bleibt die Siams eine wichtige und im Bereich Mikrotechnik sehr geschätzte Veranstaltung des Jurabogens. Die 12. Siams wird vom 4. bis 8. Mai 2010 in Moutier statt-finden.
Mikrotechnik-Treffpunkt4. bis 8. Mai 2010 – Mikrotechnikmesse Siams in Moutier
InfosDauerDienstag 4. bis Samstag 8. Mai
OrtForum de l’Arc2740 Moutier (Schweiz)
ÖffnungszeitenTäglich von 9 bis 17.30 UhrSamstag bis 16 Uhr
TageskarteFr. 15.–
VeranstalterSIAMS SA2735 Bévilard032 492 70 [email protected]
Weit mehr als 400 Aussteller zeigen vom 4. bis 8. Mai an der Siams in Moutier, womit sich die Mikrotechnik im Moment beschäftigt.

04-10 technica 31
Fachmessen | Werkzeugmaschinen und Werkzeuge
La rencontre des microtechniquesDer Treffpunkt der Mikrotechniken
Machines-outils
Werkzeugm
aschinen
Autom
ation
Sous-traitance
Zuliefermarkt
Moutier, Suisse
04–08 I 05 I 2010
Renseignements sous: www.siams.chAuskünfte unter: www.siams.ch
Zum ersten Mal hat Fanuc- Robotics einen Roboter in Delta-Kinematik entwickelt. Vorerst gibt es eine vierachsige und eine sechsachsige Variante. Beide sind für Handhabungsgewichte bis 0,5 Kilo gedacht, arbeiten mit dem R-30iA-Mate-Controller und verfügen über das integrierte Visionsystem IR-Vision. Der vierachsige M-1iA/0,5S ist speziell für Pickaufgaben konzi-piert, die im Prinzip nur senk-rechte und waagrechte Bewegun-gen erfordern. Seine maximale Geschwindigkeit am Handgelenk wird mit 3000 deg/s angegeben. Der sechsachsige M-1iA/0,5A ist aufgrund seiner Beweglichkeit im Handgelenk sehr gut für Mon-tageaufgaben geeignet. Während die vierachsige Variante den her-kömmlichen Vorstellungen eines Roboters in Parallel-Link-Kine-matik entspricht, ist die zweite Variante M-1iA/0,5A mit einem dreiachsigen Handgelenk ausge-rüstet. Die maximale Geschwin-digkeit am Handgelenk liegt hier bei 1440 deg/s.Das Arbeitsgebiet des M-1iA ist nahezu zylindrisch mit 280 mm Durchmesser. Den inneren Be-reich mit 94 mm Durchmesser deckt der Delta-Roboter in voller Höhe ab. Zum Rand des Arbeits-raumes hin sind es etwa 40 mm weniger. Die Roboter können ste-hend, hängend oder in beliebi-gem Winkel an einer Wand mon-tiert werden. Die Eigenmasse
Roboter mit Delta-Kinematik
Wer Prozesskosten bekämpft, hilft sich mit Fanucs M1iA.
stellt dabei an die Befestigung weniger hohe Ansprüche als die hohen Beschleunigungen. Die Roboter der neuen Baureihe M-1iA gehören nach ihrer Kine-matik zu den Parallel-Link-Me-chaniken, gemeinhin auch als Delta-Roboter bezeichnet. Das erste englische Datenblatt nennt sie allerdings auch Genkotsu-Ro-
boter. Wörtlich übersetzt meint «genkotsu»: die Faust, be-schreibt aber auch eine Kampf-kunst. Zumindest Produktions-kosten lassen sich mit dem M-1iA erfolgreich bekämpfen.Fanuc zeigt an der Siams in Moutier den neuen Roboter auf dem Stand von Robotec Solutions AG. (mg)
Halle 1.1 Stand E3FANUC Robotics Europe S.A.2500 Biel032 344 46 [email protected]

32 technica 04-10
Werkzeugmaschinen und Werkzeuge | Fachmessen
www.springmann.comCH-Neuchâtel // CH-Niederbüren
Poupée fixe ou mobile?— les deux en un!
Kurz- oder Langdreher ?— Beides in einem !
NEW !
Rexroth präsentiert an der Siams ihr umfassendes Technologie- und Leistungsspektrum.
Zusammen mit dem Vertriebspart-ner New Ingenia SA und Amsler & Co. AG zeigen sie zahlreiche
Innovationen in den BereichenAutomatisierung•Montagetechnik•Handhabungstechnik•Sicherheitstechnik•
Rexroth istKomplettanbieter für Maschi-•nenhersteller und AnwenderLieferant für rationelle Konst-•ruktion und MontagePartnerfürEnergieeffizienz•und Sicherheitstechnik
Rexroth liefert die drei wesentli-chen Antriebstechnologien zu-sammen mit einer durchgehenden Steuerungstechnik und mit Engi-neering-Werkzeugen in einem Au-tomation-System. Für Kunden heisst das: Es genügt ein Liefe-
rant für elektrische Antriebs- und Steuerungstechnik, Linear- und Montagetechnik, Hydraulik und Pneumatik.
Rexroth freut sich über jeden Besuch in Halle 1.2, C4/D3.
Bosch Rexroth Schweiz AG 8863 Buttikon055 464 61 11 [email protected] www.boschrexroth.ch
Antriebs- und Steuerungstechnik

04-10 technica 33
Fachmessen | Werkzeugmaschinen und Werkzeuge
FANUC–NO.1
INFA
CTORYAUTOMATIO
NANDROBOTS.
www.zuk.de
Verwandeln Sie Ihre Produktionsstraße in eine
Rennstrecke
NEW: Der M-1iA – so flexibel und präzise wie eine menschliche HandEntdecken Sie den einzigartigen FANUC M-1iA, der Ihnen eine neue Dimension in der Hand-habung kleiner Teile von bis zu 0,5 kg ermöglicht: schnell und präzise auf engstem Raum und soflexibel wie eine menschliche Hand. Der M-iA ist verfügbar mit 4 oder 6 Achsen für den Einsatzin schnellen und präzisen Aufnahme- und Verpackungsaufgaben sowie in der Montage kom-plexer elektronischer und mechanischer Komponenten. Smart. Strong. Yellow.
• Sehr kompakt• 6-achsige Ausführung mit flexiblem Handgelenk zur Aufnahme in jedem beliebigen Winkel• 4-achsige Version mit einem Handgelenk für extrem schnelle Picks• Wiederholgenauigkeit: 0.02 mm• iRVision: Plug & Play• Boden-, Wand- oder Deckenmontage
FANUC Robotics Europe S.A.Niederlassung SchweizTel.: +41 32 344 46 46www.fanucrobotics.ch
4.-8. Mai 2010 in Moutier
FNR M-1_Racetrack_A4_CS3.indd 1 12.02.2010 11:39:16
Die Integration der neuen Intel-Atom-Prozessorgeneration in die Industrie-PC-Palette von B&R bietet eine bisher nicht gekannte Kombination aus geringer Ver-lustleistung und einer sehr gu-ten Performance zu einem be-sonders günstigen Preis. Basie-rend auf einer vollkommen neuen Mikroarchitektur, die auf eine kleine Baugrösse und mini-malen Energieverbrauch opti-miert ist, unterstützt die Intel- Atom-Technologie den aktuellen Trend zu kompakten, preisopti-malen Geräten. Mit den Schalt-schrank-PCs und den Panel-PCs von B&R steht für die Atom- Plattform von Anfang an ein sehr breites und am Markt bestens eingeführtes Produktspektrum zur Verfügung.
Lüfterloser BetriebDer Intel-Atom-Prozessor stellt in Verbindung mit den bewährten Automation-PC 620 und Panel-PC 700 eine unschlagbare Kombina-tion dar. Hier spielt die auf lüfter-losen Betrieb optimierte Gehäuse-konstruktion von APC620 und PPC700 ihre Stärke voll aus, bei der die besonders zu kühlenden Komponenten wie Prozessor und Chipset direkt an den grossen Kühlkörper angebunden sind. Der verwendete Intel-Atom-Prozessor N270 mit 1,6 GHz Taktfrequenz bietet eine Performance, die deut-
lich oberhalb des Pentium M mit 1,1 GHz liegt. Gleichzeitig liegt die Leistungsaufnahme des Atom-Prozessors unterhalb eines Cele-ron-M-600-Prozessors. Der An-wender profitiert dabei – vergli-chen mit Pentium-M-Prozessoren mit gleicher Performance – von
der geringen Stromaufnahme bei gleichzeitiger Erweiterung des Temperaturbereiches im lüfterlo-sen Betrieb. Die neue Atom-Ge-neration kann mit bis zu 2 GB SDRAM bestückt werden, was eine Verdoppelung des Speichers bedeutet.
B&R Industrie-Automation AG8500 Frauenfeld052 728 00 [email protected] 1.2, Stand B-2
Wirtschaftlicher durch Intel-Atom-Prozessoren
Dank der Integration der neuen Atom-Prozessoren profitieren Anwender von einem optimalem Preis-Leistungs-Verhältnis.
34 technica 04-10
Werkzeugmaschinen und Werkzeuge | Fachmessen
MAZAK QUICK TURN 6GFür Hartdrehen und Anwendungen im NANO-Bereich
Rundheit 0,18 μmIntegrierter Spindelmotor7000 U/min. (Option NANO TURN: 10000 / 15000 U/min.)EIA/ISO Steuerung, Eingabe Inkrement 0,1 μm
MAZAK QUICK TURN 6GUne perfomance de très haut niveau en tournage dur «NANO»
circularité 0,18 μmbroche à moteur intégré7000 t/min. (option NANO TURN: 10000 / 15000 t/min.)CNC-EIA/ISO, incrémentation à 0,1 μm
WENK AG/SASolothurnstrasse 160, route de SoleurePostfach 6108, 2500 Biel/Bienne 6☎ 032 344 98 00, Fax 032 344 98 [email protected] / www.wenk-ag.ch
WerkzeugmaschinenMachines outils
Halle 1.1 / Sta
nd D-31
Quick Turn 6G
Wenk SIAMS 210x146mm.indd 1 18.03.10 14:25
Schnellere Umrichtzeit, geringe-res Fehlerrisiko und erhöhte Zer-spanungszeiten sind die heraus-ragenden Vorteile beim Einsatz dieses robusten Barcode-Hand-
lesers bei der Fanuc Robodrill mit einer Automation von Walter-Meier-Fertigungslösungen. Der Barcode wird beim Einlesen von der Maschine erkannt und die in
der Steuerung hinterlegten Ferti-gungsdaten werden automatisch bereitgestellt. So kann die Pro-duktion des neuen Teiles ohne erneutes Einrichten oder Umpro-
grammieren selbstständig begin-nen. Der Fachmann wird nur noch für die Zeit zum Einrichten des kompakten Bearbeitungszenters benötigt und kann sich danach anderen Aufgaben widmen, was sich unmittelbar positiv auf die Kosten der Maschinenstunde auswirkt. Diese und weitere Neuigkeiten präsentiert Walter Meier (Ferti-gungslösungen) AG an der Siams in der Halle 1.1, Stand D14.
Walter Meier AG8603 Schwerzenbach044 806 46 [email protected]
Vom Barcode zum Werkstück
Mit der richtigen Ausrüstung wird die Maschinenstunde günstiger.

04-10 technica 35
KOMPETENZ VERBINDETAls kompetenter Partner der metallverarbeitenden Industriebieten wir modernste Werkzeugmaschinen, Werkzeuge,Spannmittel und Reinigungsanlagen führender Hersteller an.Unsere Stärke liegt darin, auf Kundenbedürfnisse ausgerich-tete komplette Fertigungslösungen zu entwickeln.
Rufen Sie uns an. Wir beraten Sie gerne kompetent undumfassend.
BESUCHEN SIE UNS:�� – �� MAI ����, HALLE ���, STAND D-��
Gesamtlösungen für Präzisionsfertigung
Walter Meier (Fertigungslösungen) AGBahnstrasse 24CH-8603 SchwerzenbachTel. 044 806 46 46Fax 044 806 47 [email protected]
WMAG_Ins_SIAMS_D_105x297mm.indd 1 19.3.2010 8:04:37 Uhr
Bus-Module von Balluff verbinden edles Design mit hoher Funktio-nalität und Langlebigkeit. Beson-ders gut sichtbar wird dies an den neuen IO-Modulen für Profibus und Profinet in IP 67 im vollver-gossenen Metallgehäuse aus ver-nickeltem Zinkdruckguss, die es zum gleichen Preis wie konven-tionelle Ausführungen aus Kunst-stoff gibt. Ausgelegt für die Er-fordernisse rauer industrieller Umgebungen widerstehen die Ver-teiler hohen Belastungen etwa durch Staub, Stoss, Vibrationen, Schmiermittel oder auch ätzen - de Flüssigkeiten. Sie sind damit die ideale Wahl, um dezentrale Automatisierungskonzepte ohne Schaltschrank in IP 67 realisie-ren zu können. Zahlreiche nützliche Details ma-chen das Handling zum Vergnü-gen. Dies sind z. B ein besonders flaches, platzsparendes Profil mit gerundeten Kanten mit viel Raum für Beschriftungen. Und für die zeitsparende Befestigung ge- nügen lediglich zwei Montage-punkte, die auch mechanischen Überdrehungen hartnäckig Wider-stand leisten. Die Balluff-Ein-gangsblöcke bieten duale Ein-
gangspunkte je Steckverbinder. So lassen sich die Eingänge durch V-Splitter verdoppeln und Senso-ren mit zwei Ausgängen (Signale und Diagnose) unterstützen. Der Anwender behält dabei immer den Überblick, denn jedem M12 Port (E/A-Schnittstelle) sind zwei helle, gut sichtbare LEDs für die Signa-lisierung der jeweiligen Betriebs-zustände und Konfigurationen zu-geordnet. Stromversorgung und Busanbin-dung lassen sich durchschleifen. Die Profibus-Adresse wird direkt am Modul über zwei BCD-Schal-ter eingestellt, die Adressvergabe für das Profinet-Modul erfolgt mit-tels Softwaretool.
Balluff Sensortechnk AG8953 Dietikon043 322 32 [email protected] 1.2, Stand B-1
IO-Module für Profibus und Profinet

36 technica 04-10
Highlight
Zum vorgestellten Programm gehört das Werkzeug-Spannsystem Mex-Turn für
Drehmaschinen mit Lineartisch und Mehrspindler. Rüstzeiten werden damit auf die Hälfte und weniger verkürzt. Zudem wird eine wesentlich höhere Genauigkeit beim Einstellen der Werkzeuge auf Spitzenhöhe erreicht. Durch seine optimale Dämpfung erhöht das Spannsystem die Prozess-sicherheit beispielsweise beim Drehen mit CBN-Schneiden. We-sentlicher Bestandteil des Spann-
systems ist die Einspannung von Werkzeugen mit Zylinderschäften in Hydrodehnspannhülsen. Diese befinden sich in allseitig auf Ge-nauigkeiten kleiner 0,01 mm ge-schliffenen Spannblöcken zum Einsatz auf Lineartischen. Über exzentrische Bohrungen in den Spannhülsen und Stellschrauben lassen sich die Werkzeuge sehr feinfühlig im Stellbereich von ±0,1 mm exakt auf Spitzenhöhe einstellen. Zusätzlicher Vorteil des Spannsystems Mex-Turn ist die Möglichkeit, Werkzeuge erst-
mals ausserhalb von Drehautoma-ten genau vorzurüsten. Einmal justierte Werkzeuge lassen sich bei gleichbleibender Genauigkeit durch einfaches Lösen und Klem-men der Hydrodehnspannhülsen wiederholt einspannen. Zum Spannsystem Mex-Turn gibt es vom Hersteller MAS ein grosses Spektrum passender Standard- und Sonderwerkzeuge.
Innen-Hartdrehen ab 0,65 mm DurchmesserDas Werkzeugsystem IN-Turn ist speziell zum prozesssicheren Hartdrehen von Innen-Durchmes-sern ab 0,65 mm mit CBN-Schneideinsätzen ausgelegt. Be-vorzugt eingesetzt werden diese Werkzeuge beim Bearbeiten hoch-wertiger Einspritzdüsen. Das Standardprogramm umfasst Bohr-stangen von zwei bis sechs Milli-metern Ausdrehdurchmesser. Als Option sind Werkzeuge ab 0,65 mm Drehdurchmesser kunden-spezifisch realisierbar. Besonder-heit des Drehsystems In-Turn ist, dass standardisierte Bohrstangen mit sechs Millimeter Schaftdurch-messer in Rechteck- oder Rund-Spannschäften aufgenommen werden. So realisiert das Innen-drehsystem Wiederholgenauigkei-ten von 0,05 mm in der Z- und 0,04 mm in der X-Achse sowie 0,03 mm in Bezug auf die Spit-zenhöhe. Als Option stehen spe-zielle Spannschaft-Varianten zur Verfügung, unter anderem für das Spannsystem Mex-Turn sowie für HSK- und Capto-Aufnahmen.
Genaue Mehrkante ste-chen und LängsdrehenZum Stech- und Längsdrehen ge-nauer Mehrkante auch in harten und zähen Stahllegierungen hat
MAS das modular aufgebaute Drehwerkzeug Poly-Turn entwi-ckelt. Es eignet sich für Drehzen-t ren und Mehrspindler mit ange-triebenen Werkzeugen. Um ein hohes Trägheitsmoment und gute Schwingungsdämpfung am Werk-zeug zu verwirklichen und somit konstante Drehzahlen exakt ein-zuhalten, besteht der Grundkör-per aus einem Schwermetall. Ei-nen flexiblen Einsatz der Werk-zeuge ermöglichen die im Grundkörper am Umfang einge-setzten, wechselbaren Kassetten. Ihre Aufnahme mit einem Klemm-keil sorgt für hohe Stabilität und Steifigkeit. Für hohe Genauigkei-ten in den Abmessungen der ge-drehten Mehrkante sind die Kas-setten individuell einstellbar. Sie nehmen rhombische, dreieckige oder quadratische Standard-Wen-deschneidplatten oder Stechdreh-platten auf. So kann der Anwen-der bei gleichem Grundkörper die jeweils optimale Wendeschneid-plattengeometrie und -beschich-tung für den zu bearbeitenden Werkstoff aus einem umfassenden Spektrum wählen. Als Standard gibt es Grundkörper mit zwei, drei und vier Aufnahmen für Kasset-ten. Optional fertigt MAS spezi-elle Grundkörper und Kassetten entsprechend kundenspezifischen Forderungen. (bf)
Halle 1.2, Stand A11
Schneller rüsten, prozesssicher produzierenUm die Wettbewerbsfähigkeit von Fertigungsbe-trieben in Hochlohnländern wie der Schweiz um-fassend zu verbessern, präsentiert die MAS GmbH zur Messe Siams innovative Werkzeugsysteme zum Drehen. Ansprechpartner für Anwender in der Schweiz ist die Triag Präzisionswerkzeuge in Allenwinden.
Ausgeklügelte Werkzeuge erhöhen Flexibilität und Produktivität beim Innenhart- und Mehrkantdrehen
Schneller rüsten, produktiver fertigen: Mit innovativen Werkzeug-systemen zum Hart-, Innen- und Mehrkantdrehen von MAS arbeiten Drehereien wirtschaftlicher und verbessern erheblich ihre Wettbe-werbsfähigkeit.
InfosTriag Präzisionswerkzeuge6319 Allenwinden041 727 [email protected]
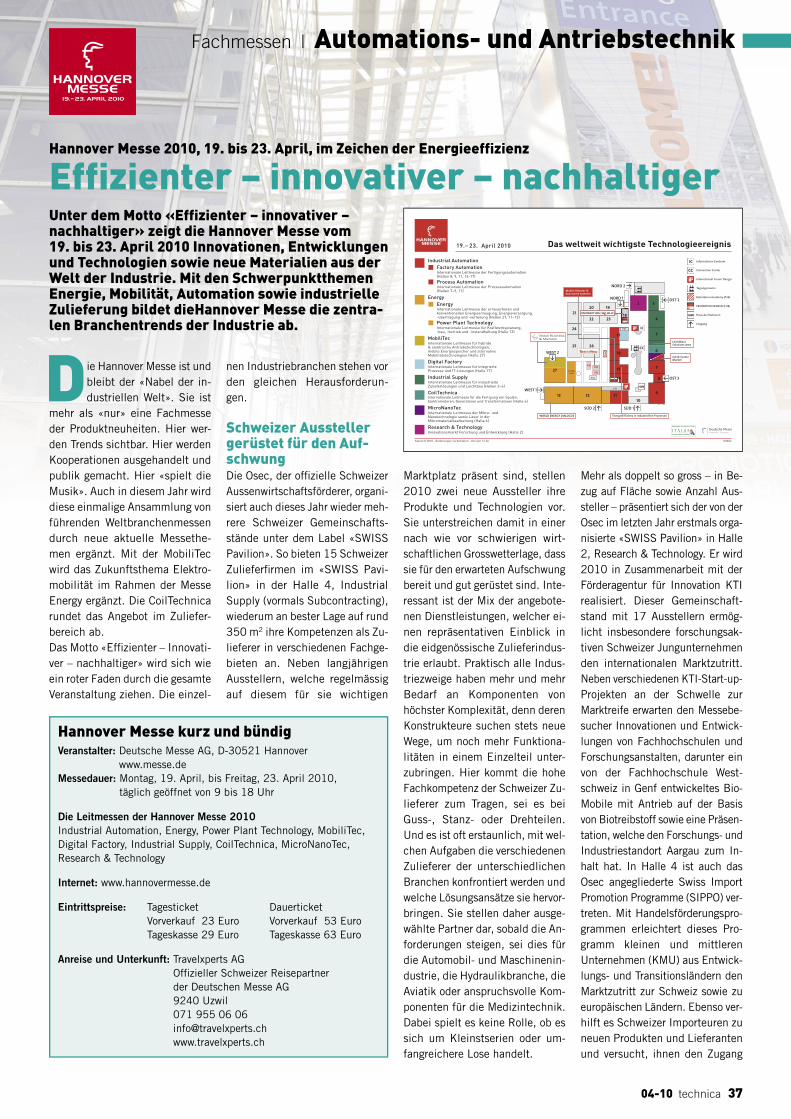
04-10 technica 37
Fachmessen | Automations- und Antriebstechnik
Die Hannover Messe ist und bleibt der «Nabel der in-dustriellen Welt». Sie ist
mehr als «nur» eine Fachmesse der Produktneuheiten. Hier wer-den Trends sichtbar. Hier werden Kooperationen ausgehandelt und publik gemacht. Hier «spielt die Musik». Auch in diesem Jahr wird diese einmalige Ansammlung von führenden Weltbranchenmessen durch neue aktuelle Messethe-men ergänzt. Mit der MobiliTec wird das Zukunftsthema Elektro-mobilität im Rahmen der Messe Energy ergänzt. Die CoilTechnica rundet das Angebot im Zuliefer-bereich ab. Das Motto «Effi zienter – Innovati-ver – nachhaltiger» wird sich wie ein roter Faden durch die gesamte Veranstaltung ziehen. Die einzel-
nen Industriebranchen stehen vor den gleichen Herausforderun-gen.
Schweizer Aussteller gerüstet für den Auf-schwung Die Osec, der offi zielle Schweizer Aussenwirtschaftsförderer, organi-siert auch dieses Jahr wieder meh-rere Schweizer Gemeinschafts-stände unter dem Label «SWISS Pavilion». So bieten 15 Schweizer Zulieferfi rmen im «SWISS Pavi-lion» in der Halle 4, Industrial Supply (vormals Subcontracting), wiederum an bester Lage auf rund 350 m2 ihre Kompetenzen als Zu-lieferer in verschiedenen Fachge-bieten an. Neben langjährigen Ausstellern, welche regelmässig auf diesem für sie wichtigen
Marktplatz präsent sind, stellen 2010 zwei neue Aussteller ihre Produkte und Technologien vor. Sie unterstreichen damit in einer nach wie vor schwierigen wirt-schaftlichen Grosswetterlage, dass sie für den erwarteten Aufschwung bereit und gut gerüstet sind. Inte-ressant ist der Mix der angebote-nen Dienstleistungen, welcher ei-nen repräsentativen Einblick in die eidgenössische Zulieferindus-trie erlaubt. Praktisch alle Indus-triezweige haben mehr und mehr Bedarf an Komponenten von höchster Komplexität, denn deren Konstrukteure suchen stets neue Wege, um noch mehr Funktiona-litäten in einem Einzelteil unter-zubringen. Hier kommt die hohe Fachkompetenz der Schweizer Zu-lieferer zum Tragen, sei es bei Guss-, Stanz- oder Drehteilen. Und es ist oft erstaunlich, mit wel-chen Aufgaben die verschiedenen Zulieferer der unterschiedlichen Branchen konfrontiert werden und welche Lösungsansätze sie hervor-bringen. Sie stellen daher ausge-wählte Partner dar, sobald die An-forderungen steigen, sei dies für die Automobil- und Maschinenin-dustrie, die Hydraulikbranche, die Aviatik oder anspruchsvolle Kom-ponenten für die Medizintechnik. Dabei spielt es keine Rolle, ob es sich um Kleinstserien oder um-fangreichere Lose handelt.
Mehr als doppelt so gross – in Be-zug auf Fläche sowie Anzahl Aus-steller – präsentiert sich der von der Osec im letzten Jahr erstmals orga-nisierte «SWISS Pavilion» in Halle 2, Research & Technology. Er wird 2010 in Zusammenarbeit mit der Förderagentur für Innovation KTI realisiert. Dieser Gemeinschaft-stand mit 17 Ausstellern ermög-licht insbesondere forschungsak-tiven Schweizer Jungunternehmen den internationalen Marktzutritt. Neben verschiedenen KTI-Start-up-Projekten an der Schwelle zur Marktreife erwarten den Messebe-sucher Innovationen und Entwick-lungen von Fachhochschulen und Forschungsanstalten, darunter ein von der Fachhochschule West-schweiz in Genf entwickeltes Bio-Mobile mit Antrieb auf der Basis von Biotreibstoff sowie eine Präsen-tation, welche den Forschungs- und Industriestandort Aargau zum In-halt hat. In Halle 4 ist auch das Osec angegliederte Swiss Import Promotion Programme (SIPPO) ver-treten. Mit Handelsförderungspro-grammen erleichtert dieses Pro-gramm kleinen und mittleren Unternehmen (KMU) aus Entwick-lungs- und Transitionsländern den Marktzutritt zur Schweiz sowie zu europäischen Ländern. Ebenso ver-hilft es Schweizer Importeuren zu neuen Produkten und Lieferanten und versucht, ihnen den Zugang
Effizienter – innovativer – nachhaltigerUnter dem Motto «Effizienter – innovativer – nachhaltiger» zeigt die Hannover Messe vom 19. bis 23. April 2010 Innovationen, Entwicklungen und Technologien sowie neue Materialien aus der Welt der Industrie. Mit den Schwerpunktthemen Energie, Mobilität, Automation sowie industrielle Zulieferung bildet dieHannover Messe die zentra-len Branchentrends der Industrie ab.
Hannover Messe 2010, 19. bis 23. April, im Zeichen der Energieeffizienz
Hannover Messe kurz und bündigVeranstalter: Deutsche Messe AG, D-30521 Hannover
www.messe.deMessedauer: Montag, 19. April, bis Freitag, 23. April 2010,
täglich geöffnet von 9 bis 18 Uhr
Die Leitmessen der Hannover Messe 2010Industrial Automation, Energy, Power Plant Technology, MobiliTec, Digital Factory, Industrial Supply, CoilTechnica, MicroNanoTec,Research & Technology
Internet: www.hannovermesse.de
Eintrittspreise: Tagesticket Dauerticket Vorverkauf 23 Euro Vorverkauf 53 Euro Tageskasse 29 Euro Tageskasse 63 Euro
Anreise und Unterkunft: Travelxperts AGOffi zieller Schweizer Reisepartner der Deutschen Messe AG9240 Uzwil071 955 06 [email protected]

38 technica 04-10
Automations- und Antriebstechnik | Fachmessen
zu den Beschaffungsmärkten in Entwicklungs- und Transitionslän-dern zu erleichtern. Dr. Ingrid Kissling-Näf, Leiterin der Förderagentur für Innovation KTI, wird den Schweizer Gemein-schaftsständen an der Hannover Messe einen Besuch abstatten.
Italien ist PartnerlandPartnerland der Hannover Messe ist in diesem Jahr Italien. Seit Jah-ren gehört der Mittelmeerstaat zu den grössten Ausstellernationen des weltweit bedeutendsten Tech-nologieereignisses. Italien präsen-tiert sich in diesem Jahr unter dem Motto «Sustainable Mobility». Die zentralen Messethemen Indust-rieautomation, Energie sowie in-dustrielle Zulieferung und Dienst-leistung werden von Italien the-matisch stark besetzt. Neben einer Vielzahl von eigenständigen Ausstellerpräsentationen werden sechs Gemeinschaftsstände die Bedeutung des Partnerlandes un-terstreichen. Im Zentrum der Halle 6 ist der Zentralstand Italien mit 1600 Quadratmetern Ausstel-lungsfläche gelegen. Damit wird das Label «Made in Italy» promi-nent vertreten.
Neun internationale LeitmessenDie neun internationalen Leitmes-sen der Hannover Messe sind ein Spiegel der weltweiten Technolo-gietrends in der industriellen Pro-duktion und Entwicklung. Das Thema Energieeffizienz zieht sich
als roter Faden durch alle Leit-messen und Sonderveranstaltun-gen. Die Industrial Supply (ehe-mals «Subcontracting») tritt 2010 mit neuem Namen an und berei-tet dem Thema Leichtbau mit der Solutions Area eine eigene Prä-sentationsplattform in Halle 6. Die Hannover Messe ist die ideale Plattform, um die gesamte Pro-zesskette darzustellen sowie das Vernetzen mit potenziellen Ab-nehmern zu ermöglichen. Die In-dustrial Supply bildet 2010 er-neut das gesamte Spektrum der Zulieferindustrie ab – Werkstoffe, Komponenten und Systeme für den Fahrzeug-, Maschinen- und Anlagenbau. Sie ist die Plattform für Networking, Wissenstransfer und Geschäftsanbahnungen. Die neue Leitmesse MobiliTec bündelt alle für die Mobilität der Zukunft relevanten Technologien zentral in Halle 27. Die internati-onale Leitmesse für hybride und elektrische Antriebstechnologien, mobile Energiespeicher und alter-native Mobilitätstechnologien be-findet sich in unmittelbarer Nähe zu den Ausstellungsschwerpunk-ten Wasserstoff und Brennstoff-zellen sowie Renewables im Rah-men der Energy. Die Leitmesse Energy präsentiert den Energiemix der Zukunft. So-wohl konventionelle als auch re-generative Energietechnologien werden in der gesamten energie-wirtschaftlichen Wertschöpfungs-kette von der Erzeugung, Liefe-rung, Übertragung, Verteilung bis
hin zur Transformation und Spei-cherung von Energie gezeigt. Er-gänzt wird die Energy seit zwei Jahren um die Power Plant Tech-nology, die internationale Leit-messe für Planung, Bau, Betrieb und Instandhaltung von Kraftwer-ken. Die MicroNanoTec, Leitmesse für Nano-, Mikro- und Lasertechnik, erweitert 2010 ihr Spektrum. Gerade das Zusammenspiel von Nanomaterialien und Mikrosys-temtechnik ermöglicht die Ent-wicklung neuer Produkte und gibt entscheidende Impulse für die In-dustrie. Um die Bedeutung dieser beiden zukunftsrelevanten Schlüs-seltechnologien hervorzuheben, wurde der Messename MicroTech-nology in MicroNanoTec geän-dert.
Automation und Industrial ITDie Industrial Automation, inter-nationale Leitmesse der Ferti-gungs- und Prozessautomation, zeigt die gesamte Bandbreite der Automatisierungstechnik. Ein Kernthema 2010 ist Industrial Embedded. Der Ausstellungsbe-reich Prozessautomation bildet mobile Roboter und drahtlose Industriekommunikation ab. Die Digital Factory, die internati-onale Leitmesse für integrierte Prozesse und IT-Lösungen, prä-sentiert Schwerpunkte in den Be-reichen 3D-Visualisierung sowie Softwarelösungen für komplette Produktionsprozesse. Als Bran-chentreffpunkt internationaler Softwarehersteller und -dienst-leister der industriellen Prozess-kette verknüpft die Digital Factory die reale mit der digitalen Fabrik. Um Abstraktes und schwer Ver-ständliches sichtbar und begreif-bar zu machen, bereitet die Leit-messe in diesem Jahr erstmals der 3D-Visualisierung einen eigenen Themenschwerpunkt: Visualisie-rung mit der Sonderschau «Tech-nology Cinema 3D». Kern der Son-derschau wird ein zum 3D-Live-Kino abgedunkelter Raum in der Halle 17 sein. Dort werden auf ei-ner Grundfläche von 400 Quad-
ratmetern Präsentationen von diversen Visualisierungen ermög-licht, die auf einem regulären Messestand bei Tageslicht nicht darstellbar wären.
«Abschussrampe» für InnovationenDie Research & Technology ist der Innovationsmarkt für Forschungs-einrichtungen, Universitäten und Fachhochschulen. Im April wer-den innovative Ideen, Zukunfts-technologien und angewandte Forschungsergebnisse präsentiert. Bereits zum zweiten Mal richtet der Innovationsmarkt Forschung und Entwicklung die Sonderschau Vision2050 aus und präsentiert Ideen für die Industrie von mor-gen. Als technologisches Schau-fenster garantiert die Research & Technology den Wissenstransfer zwischen Industrie und Wissen-schaft. Forscher, Entwickler und Konstrukteure aus allen Industrie-zweigen treffen auf das Know-how der ausstellenden Unternehmen.
Wissensaustausch auf höchstem Niveau Zahlreiche Sonderschauen, Kon-gresse, Diskussionsforen, Semi-nare und Workshops mit hochka-rätiger Besetzung machen die Hannover Messe zu einem inter-national einzigartigen Technolo-gie-Event. Wissenschaftler und Entscheider aus Wirtschaft, Poli-tik und Industrie nutzen die zahl-reichen Plattformen zum Aus-tausch von Konzepten, neuen Forschungsergebnissen und Er-fahrungen in der praktischen An-wendung. Beispielhaft ist der World Energy Dialogue, auf dem internationale Experten die Kern-elemente integrierter Nachhaltig-keits- und Verbundkonzepte mit den Schwerpunkten Erneuerbare Energien und Energieeffizienz präsentieren und diskutieren. Erstmals wird es zur Hannover Messe die Efficiency Days geben, eine Veranstaltungsreihe, die das Megathema Energieeffizienz in industriellen Prozessen in den Mittelpunkt stellt. (mg)

04-10 technica 39WEISS Schweiz GmbH | Friedhofstrasse 7 | 2540 Grenchenwww.weiss-gmbh.ch | [email protected]
... von den neuen
Reinraum-Komponenten:
Die WEISS CLEANLINE
Egal ob Rundtisch, Pick&Place
oder Linearmontagesystem.
Die CLEANLINE bietet zertifizierte
Hochleistung für die reinraum
gerechte Montage.
höchste Zuverlässigkeit
maximaler Output
bestechende Genauigkeit
Besuchen Sie uns auf der SIAMS4. bis 8. Mai 2010, Halle 1.2, Stand A-10
LASS
’DIC
HAN
STEC
KEN
Die Vorteile dieses Frequenzumrichters: flexibler Netzanschluss, geringe Netz-rückwirkungen, reduzierter Energiever-brauch, einfache Installation und Inbe-triebnahme sowie hohe Zuverlässigkeit. Damit steht er für mehr Energieeffizienz und Produktivität.Der luftgekühlte ACS 2000 erfüllt sämt-liche Anforderungen von Anwendern im Hinblick auf innovative Technologien, Wirtschaftlichkeit, Betriebssicherheit und Zukunftssicherheit. Er eignet sich für alle Anwendungen, die mit einem standardisierten Frequenzumrichter be-trieben werden können. Die neue Pro-duktserie wurde speziell für Lüfter, Pumpen, Kompressoren und andere An-wendungen in den Bereichen Zement, Baustoffe und Bergbau, Metallverarbei-tung, Papier- und Zellstoffindustrie, Wasser, Stromerzeugung sowie Chemie, Öl und Gas entwickelt.Der neue Mittelspannungsfrequenzum-richter kann entweder mit oder ohne Eingangstransformator eingesetzt wer-den. Durch die Möglichkeit des Direkt-anschlusses (Direct-to-Line), bei der kein Transformator erforderlich ist, und das «Drei-Eingangs-/drei-Ausgangska-bel-Konzept» von ABB ist die Installa-tion und Inbetriebnahme schnell und einfach. Beim Direktanschluss muss nur das vorhandene Motorkabel aufgetrennt werden und der Frequenzumrichter kann zwischen Netz und Motor geschaltet werden.Bei Anwendungen, die einen Zwischen-transformator am Eingang oder eine Potenzialtrennung von der Einspeisung benötigen, kann der ACS 2000 an ei-nen konventionellen Zwei-Wicklungs- Öl- oder Trockentransformator angeschlos-sen werden. Ein aktiver Gleichrichter (Active Front End, AFE) minimiert die netzseitigen Oberschwingungen ohne den Einsatz teurer Spezialtransformato-ren und ermöglicht einen Vier-Quadran-ten-Betrieb und eine Blindleistungs-kompensation. Die harmonischen Ober-
schwingungen erfüllen die strengen Anforderungen der internationalen Nor-men. Dadurch kann eine Analyse der Oberschwingungen oder die Installation von Netzfiltern entfallen.Als Motorregelung kommt die bewährte direkte Drehmomentregelung (DTC) von ABB zum Einsatz. Die Vorteile der DTC: niedriger Energieverbrauch durch eine schnelle und genaue Prozessregelung bei höchster Drehmoment- und Dreh-zahldynamik. Die Steuerung des An-triebs erfolgt unter allen Bedingungen direkt und gleichmässig. (mg)
Energieeffizienz und ProduktivitätEnergieeffizienz ist auch ein durchgängiges Thema auf dem ABB-Stand. ABB bringt mit ACS 2000 einen neuen Frequenzumrichter für die Mittelspannung auf den Markt. Die neue Produktserie ACS 2000 gibt es mit Nennleistungen von 400 bis 1000 kVA und Spannungen bis 6,9 kV.
ABB bringt mit ACS 2000 neuen Mittelspannungsfrequenzumrichter
Der ACS 2000 zeichnet sich durch kompakte Bau-weise und geringes Gewicht aus. Dank des modula-ren Aufbaus können alle Komponenten bei Bedarf problemlos ausgetauscht werden.
InfosABB Schweiz AG Normelec5400 Baden058 586 00 [email protected]/motors&drivesHalle 11, Stand A35

40 technica 04-10
Automations- und Antriebstechnik | Fachmessen
Mit Spannung erwartet: Zur Han-nover Messe lüftet Eplan den Vor-hang der neuen Version 2.0, die dort als Beta-Version präsentiert wird. Der absolute Praxisbezug manifestiert sich im Thema Si-cherheit – auch in Bezug auf die neue Maschinenrichtlinie. Über aktive Prüffunktionen ist die Qua-lität der kompletten Dokumenta-tion sichergestellt; das System unterbindet automatisch die Ein-gabe fehlerhafter Daten. Das gilt für Betriebsmittel, die sich jetzt vor Veränderung schützen lassen. Mit der neuen Funktion «ge-schützte Betriebsmittel» bleiben selbst bei grafischen Löschaktio-nen alle Artikel des Projektes er-halten. Gleiches gilt für Makros: Ein geschütztes Betriebsmittel
Spannender AusblickMaximal praxisorientiert: Eplan präsentiert zur Hannover Messe die Beta-Version von Eplan Electric P8 2.0. Ob logische Punktverdrahtung, aktiver Betriebsmittelschutz oder kanalorientierte SPS-Projektierung: Die Software bietet handfeste Potenziale für mehr Sicherheit, Funktion und Schnelligkeit im Projekt.
ElanN Electric P8 2.0 kommt
Der aktive Schutz von Betriebsmitteln und Gerätekonfigurationen in Eplan Electric P8 vermeidet unge-plante Änderungen und sichert eine einwandfreie Dokumentation.
«Durchgängige Antriebsstränge für eine energieeffiziente und zuver-lässige Produktion sind der Haupt-hebel zu mehr Wettbewerbsfähig-keit», sagte Klaus Helmrich, CEO der Division Drive Technologies. «Lösungen zur Energieeinsparung und zum Umweltschutz bieten einen nachhaltigen wirtschaftli-chen Nutzen», betonte Jens Weg-mann, CEO der Division Industry Solutions. «Wir verbinden Industrie-Software und Automatisierungstechnik und bieten so durchgängige Lösungen für den gesamten Produktlebens-zyklus einschliesslich Produktions-prozess, sagte Huber.» Damit er-
halten Siemens-Kunden einen schnellen Return on Investment, verbessern ihre Wettbewerbsfähig-keit und reduzieren die Marktein-führungszeiten neuer Produkte. In diesen Lösungen sieht Siemens neue Wachstumschancen. Mit den Übernahmen von UGS, Innotec und zuletzt der französischen Elan Software Systems SA haben sie ihre Position auf dem Gebiet der Industrie-Software ausgebaut.Ein Beispiel dafür ist die Möglich-keit Schrittmotoren, Stellglieder und Ventile dezentral positionie-ren und steuern zu können. Die beiden Technologie-Baugruppen 2 Pulse und 1 Step für das dezen-
trale Peripheriesystem Simatic ET 200S hat die Siemens-Division In-dustry Automation in der Leistung verbessert und mit zusätzlichen Funktionen versehen. Am zweika-naligen Technologiemodul 2 Pulse zur Ansteuerung von Stellgliedern und Ventilen lässt sich ab sofort der jeweils ausgegebene Strom messen und präzise regeln. Neu beim einkanaligen Schrittmotor-modul 1 Step für Positionierauf-gaben bei Schrittmotoren ist der
Fahrauftrag, um eine vorgegebene Position anzufahren. (mg)
Automatisierung industrieller ProzesseMit einem ganzheitlichen Angebot zur Automati-sierung industrieller Prozesse gibt Siemens in Hannover Antworten auf drängende Fragen der Industrie: «Die Kombination von Industrie-Soft-ware mit Automatisierungstechnik ist der Schlüs-sel zu kürzeren Markteinführungszeiten neuer Produkte und zu schnellerem Return on Invest», erklärte Anton Huber, CEO der Division Industry Automation, kürzlich auf einer Pressekonferenz.
Nachhaltigkeit mit Software und Systemlösungen für Energieeffizienz
InfosSiemens Schweiz AG, Industry Sector, Industry Automation and Drive Technologies8047 Zürich 0848 822 844 [email protected]/automation Halle 9, Stand A72
Das dezentrale Peripheriesystem Simatic ET 200S.

04-10 technica 41
Aus Vision wirdPerfektion
Antriebssysteme fürgehobene Ansprüche
Dunkermotoren GmbHPhone +49 (0) 7703/ 930-0www.dunkermotoren.de
Motorkonzepte, Getriebe, Elektronik,Geber und Bremsen.Leistungs- und Regelelektronik integriert.Antriebssysteme aus einem Haus.Bei uns entwickelt und gebaut.
Dunkermotoren - immer ein wenig mehr.
Besuchen Sie uns auf derHMI Hannover, 19.-23.04.2010Halle 15 Stand H39
Leitstand/FeinplanungTermintreue erhöhen!
MES: MDE/BDEOptimale Auslastung erreichen!
WerkzeugverwaltungWerkzeugverfügbarkeit erhöhen!
DNC/FDM: Daten-ManagementProzesssicherheit maximieren!
CAM/SimulationRüstzeiten reduzieren!
Die Software-Lösungen der
COSCOM Prozesskette:
Perlenfür Ihre Prozessoptimierung
COSCOM GmbHIndustriepark Logistikcenter 1CH-6246 Altishofen
Telefon: +41 (0) 62 748 10 00Telefax: +41 (0) 62 748 10 09Internet: www.coscom.euE-Mail: [email protected]
InfosEPLAN Software & Service AG8105 Regensdorf044 870 99 [email protected] 17, Stand D40
kennt seine Bestandteile, auch wenn grafisch im Makro nicht alle einzelnen Teile platziert sind. Das verhindert schon in der Vorplanung unliebsame Überraschungen. Über die Artikeldefinition in der Eplan-Plattform wird der aktive Schutz der Projektdaten frei definiert. Das sichert die Transparenz umfangreicher Projektdokumentationen und ist gleichzeitig die Basis zur standardisierten, effizienten Projektierung. Nach Ausgabe der Stückliste sind Fehlbestellungen und Verzögerungen in der Fertigung ausgeschlossen. Die Forderung der neuen Maschinenrichtlinie nach einer sicheren, nachvollziehbaren Projektdokumentation ist damit praxisgerecht umgesetzt.Adressen sind ein zentrales Identifizierungsmerkmal – auch beim Thema SPS-Projektierung, das heute in keinem Automatisierungskonzept fehlt. Jetzt lassen sich neben der wahlweise adressorientierten oder BMK-typischen Arbeitsweise auch kanalorientiert die SPS-Komponenten aufbauen. Das erleichtert den Überblick besonders bei grossen Projekten und entspricht der Arbeitsweise aktueller HighEndProjektierung. Die neuen SPS-Navigatoren machen auch das Abbuchen der Komponenten leicht – per einfachem Zuweisen in den Schaltplan sind die Komponenten blitzschnell projektiert und dokumentiert. Das Beste: Die Sichtweise auf die SPS-Komponenten lässt sich jederzeit umschalten – fle - xi b ler gehts nicht. (mg)

42 technica 04-10
Automations- und Antriebstechnik | Antriebstechnik
Linearmotoren erzeugen direkt eine translatorische Bewe-gung, statt dass sie eine rota-
tive Bewegung mittels mechanischer Übertragungselemente in eine trans-latorische umsetzen. Solche Direkt-antriebe bringen Vorteile mit sich, die sie für viele Anwendungen empfeh-len und weswegen sie im modernen Maschinen- und Anlagenbau gern eingesetzt werden. Zum Beispiel bringt der Verzicht auf Getriebe, Rie-men oder Spindel eine Reduktion der verschleissbehafteten Teile bzw. eine
verlängerte Lebensdauer. Ausserdem können Linearantriebe sehr grosse mechanische Vorschubkräfte errei-chen und sind – passende Gebersys-teme vorausgesetzt – hochgenau.
Maschinen für die LeiterplattenindustrieDie Ernst Lenz Maschinenbau GmbH beispielsweise hat sich bereits vor Jahren für den generellen Einsatz von Linearmotoren entschieden. Das Fa-milienunternehmen stellt heute in der dritten Generation Maschinen für die Leiterplattenindustrie her. Produ-ziert werden Leiterplatten-Bohr- und -Fräsmaschinen. Mit den Bereichen Drehen, Fräsen, Bohren und Schlei-fen bietet das Unternehmen als Dienstleister zudem eine grosse Fer-tigungstiefe.
Kompakte Direktantriebe für Ritzmaschinen Elektronische Baugruppen lassen sich umso wirtschaftlicher herstellen, je mehr sie im grösseren Format be-stückt und verlötet werden und man erst anschliessend die einzelnen Bau-gruppen aus dem Leiterplatten-Nut-zen heraus trennt. Dabei hilft das Rit-zen der Leiterplatten, damit sich nach vollständiger Bestückung und Löten des Nutzens die einzelnen Baugruppen herausbrechen lassen. Zu diesem Zweck hat die Firma Lenz
Linearmotorachsen und -systeme eignen sich wegen des gerin-gen Verschleisses (und des dadurch ausbleibenden Abriebs) besonders für den Einsatz in Reinräumen. Weitere typische Anwendungsbereiche finden sich aber auch in der Elektronik-industrie, in der Halbleiterfertigung und im Photovoltaikmarkt, sowohl direkt in der Produktion als auch beim Transport einzel-ner Bauteile.
Freie Wahl bei linearen Direktantrieben
AutorStefan Spiekermann,Omron Electronics GmbH und Dipl.-Ing. (FH) Nora Crocoll,Redaktionsbüro Stutensee
Selbst gebaut aus Komponenten oder fertig als mechanisches System
Leiterplatten-Ritzmaschine: Ohne Umspannen der Leiter-platte lassen sich beliebige geometrische Formen ritzen.
Wer das letzte «Quänt-chen» aus dem Motor herausholen möchte, integriert am besten die Einzelkomponenten.
Vier eisen-behaftete Li-nearmotoren von Omron sorgen für präzise Be-wegungen in der Leiter-platten-Ritz-maschine.
Mit den Gantry-Systemen lassen sich sehr grosse Produkte in XY-Richtung bearbeiten.

04-10 technica 43
C
M
Y
CM
MY
CY
CMY
K
Technika_1-3_rechts.pdf 1 24.03.10 10:59
eine Freiform-Ritzmaschine entwi-ckelt. Damit sich auch die immer dünner werdenden Leiterplatten zu-verlässig bearbeiten lassen, werden diese vertikal in die Maschine einge-hängt und von zwei Seiten fährt je ein Stichel an die Platte heran, der die endgültige Kontur einritzt. Im Gegen-satz zu anderen Maschinen am Markt kann diese Anlage beliebige geome-trische Formen ritzen und die Leiter-platte muss während der Bearbeitung nicht umgespannt werden. Insgesamt übernehmen in der Ma-schine vier Linearmotoren das Ver-fahren der Stichel bzw. der Leiter-platte. «Wir setzen schon seit einigen Jahren in allen unseren Anlagen Li-nearmotoren ein, weil uns geringer Verschleiss und hohe Genauigkeit ge-nerell sehr wichtig sind», berichtet Uwe Lenz, Geschäftsführer der Ernst Lenz Maschinenbau GmbH. «In den anderen Anlagen arbeiten wir jedoch durchgehend mit wassergekühlten Ausführungen. In diesem Fall war erstmals ein ungekühlter Antrieb ge-fragt. Wir haben uns schliesslich für eisenbehaftete Linearmotoren von Omron entschieden, weil diese von der Leistungsstärke und der extrem kompakten und flachen Bauform sehr gut passten. Hinzu kamen noch die gute Beratung und Unterstützung während der Projektierungsphase. Im Bereich der Antriebstechnik arbeiten wir erstmals mit Omron zusammen, bei der Sensorik ist das jedoch schon sehr lange der Fall. Hier haben wir sehr gute Erfahrungen mit Service und Support sowie den Produkten selbst gemacht.»
Für jede Aufgabe die rich-tige Direktantriebslösung Will man den eingebauten Linearmo-tor optimal mit der eigenen Mechanik abstimmen, also das letzte «Quänt-chen» aus dem Motor herausholen, in-tegriert man am besten die Einzel-komponenten direkt in die Basiskon-struktion der Maschine. Hier werden verschiedene eisenlose Linearmotoren mit einer Spitzenkraft zwischen 100 und 2100 N bei einem Gewicht des Primärteils von 0,084 bis 1,35 kg so-wie eine breite Palette eisenbehafteter Linearmotoren angebo ten. Bei Letzte-ren zielte man auf eine höhere Leis-
tungsdichte bei geringem Bauvolu-men bei der Neuentwicklung einer Produktfamilie mit sieben Motoren. Das Gewicht der Motoren wurde dabei um bis zu 45 % reduziert, somit konn-ten das Beschleunigungsverhalten deutlich verbessert und die Gesamt-performance nahezu verdoppelt wer-den. Das Gewicht des Primärteils der eisenbehafteten Linearmotoren liegt nun zwischen 0,47 und 5,45 kg bei einer Spitzenkraft zwischen 120 be-ziehungsweise 2250 N. Generell eig-nen sich eisenbehaftete Motoren vor-zugsweise für Anwendungen, bei de-nen mittelgrosse bis grössere Massen in einer hochsteifen Konstruktion be-wegt werden müssen, während man mit den eisenlosen Modellen vorzugs-weise kleine, wenige Gramm schwere Bauteile extrem schnell beschleunigt und positioniert. In der beschriebenen Leiterplatten-Ritzmaschine sind vier eisenbehaftete Linearmotoren der Serie R88L-EC-FW im Einsatz. Die Z-Bewegung der Sti-chel übernehmen zwei Motoren mit 100 mm Hub, 96 N Nenn- und 240 N Spitzenkraft, der Primärteils wiegt da-bei bei 0,78 kg. Der Motor für die X-Achse bringt eine Nennkraft von 240 N bei 1,84 kg, das Modell für die Y-Achse hat eine Nennkraft von 608 N bei 4,45 kg Gewicht des Primärteils. (bf)
InfosOmron Electronics AG6312 Steinhausen041 748 13 [email protected]
Das modulare XY-System besteht im Grunde aus zwei kombinierten Achsen.
Die Achsen erreichen Maximalge-schwindigkeiten von 5 m/s bei einer Wiederholgenauigkeit von 1 µm.

44 technica 04-10
Automations- und Antriebstechnik | Antriebstechnik
44 technica 04-10
Automations- und Antriebstechnik | Antriebstechnik
plastics for longer life®
Schmierfrei
... in 24h
... ab Lager.
Tel. 062-388 97-97 Fax -99
Besuchen Sie uns:Hannover Messe –Halle17/Stand J04
Viele Prozesse in der Che-mie, Pharmazie oder Bio-technik laufen heute auto-
matisch gesteuert ab. Trotzdem wird oft ein visueller Einblick auf das Geschehen im Reaktor ge-wünscht. Da viele der Kessel je-doch in einem explosionsgefährde-ten Bereich aufgestellt sind, gel-ten besondere Anforderungen.
Die Papenmeier GmbH & Co. KG., Fachbereich Lumiglas, hat sich auf Schauglasarmaturen speziali-siert. Um den Durchblick auch bei automatisierten Einrichtungen wie z.B. Kameraüberwachung sicher-zustellen, musste auch die Reini-gung des Glases automatisiert wer-den. Zusammen mit den Kleinmo-torenspezialisten von Faulhaber aus Schönaich entstand so ein mo-torisierter Scheibenwischer für die Sichtfenster im Ex-Bereich.
Wisch und wegIn Reaktionskesseln geht es meist (im wahrsten Wortsinn) hoch her: Das Medium wird von Rührern durchmischt, es kommen neue Re-agenzien durch Leitungen im Strahl dazu und oft entstehen durch die Reaktion selbst Blasen, die platzen. Alle diese Ereignisse senden Spritzer nach allen Seiten, natürlich auch auf die Beobach-tungsfenster. Um immer einen kla-ren Einblick in den Kessel zu ha-ben, ist daher eine Fensterreini-gung Pflicht. Nicht immer eignen sich dazu Spritzdüsen, dann ist so-zusagen Handarbeit mit einem Wi-scher gefragt (Bild 1). Solche handbetriebenen, Ex-sicheren Wi-scher gibt es schon seit Langem. Grösster Nachteil dieser Lösung ist die nötige Bedienung vor Ort. Die Experten von Lumiglas haben sich daher dieses Problems angenom-men und einen motorisierten, auch ferngesteuert funktionierenden Wi-scher entwickelt (Bild 2). So sind ohne grossen Personalaufwand ka-meragestützte Überwachungslö-sungen möglich.Gerade in der Verfahrenstechnik muss sehr häufig Rücksicht auf die besondere explosionsgefährdete At-mosphäre rund um eine Anlage ge-achtet werden. Alle mechanischen und elektrischen Komponenten sind daher in geschützter Bauweise auszuführen. Im Falle der Fenster-wischer bedeutet dies eine leicht-gängige und dennoch gasdichte Wellendurchführung in den Reak-tor. Der Antriebsmotor muss eben-
falls den einschlägigen Anforderun-gen entsprechen. Gleiches gilt auch für das nötige Getriebe zur Dreh-momenterhöhung. Da grosse An-triebe den Einblick in die doch eher kleinen Schaugläser erschweren, ist zusätzlich eine möglichst kleine Bauform gefragt. Zähe oder fasrig abzuwischende Medien erfordern dabei noch ein hohes Drehmoment an der Wischerwelle. Anforderun-gen die die Schönaicher Spezialis-ten in ein passendes Motorkonzept umsetzten.
Ex-geschützter KraftzwergUm ein Gerät explosionssicher aus-zuführen, gibt es mehrere Möglich-keiten. So sind u.a die Überdruck-kapselung Ex p, Ölkapselung Ex o oder auch die Vergusskapselung Ex m Stand der Technik (siehe Kasten-text). Da der Motor einen Kollektor und Bürsten hat, erzeugt er im Be-trieb Funken. Deshalb kommt als Zündschutzzart nur die «Druckfeste Kapselung» in Frage. Das Motorge-häuse wurde für die höchstmögli-che Explosionsklasse IIC entwickelt (schliesst IIA und IIB ein) und ist für den Betrieb in Zone 1 und 2 zu-gelassen. Die Temperaturklasse ist T5, die höchstmögliche Klasse T6 gibt es auf Anfrage. Mit Ausnahme der Motorwellendurchführung (IP 54 nach EN60529) ist der Motor in Schutzart IP 68 ausgeführt.In der Motorpraxis bedeutet dies: Der Motor ist trotz der druckfesten Kapselung mit 80 mm Länge und 35 mm Durchmesser kaum grösser
Kleine Antriebsmotoren sind in vielen industriellen Anwendungen zu finden. Manche Sparten erfordern jedoch besondere Sicherheitsvorkehrungen z.B. die Verfahrenstechnik. Hier setzen Ex-geschützte Kleinantriebe neue Mass-stäbe. Der Einsatz als geschützte Variante bei Vakuum-, Druckluft- oder Flüssigkeitspumpen ist ebenso möglich wie als Stellantriebe oder in ausge-falleneren Anwendungen. Ein Beispiel ist der Einsatz als Scheibenwischeran-trieb für Schaugläser: ein kleiner drehmomentstarker Ex-Antrieb sorgt für ein klares Sichtfenster und einen guten Blick auf den Reaktionsfortschritt.
Ex-geschützte Klein motoren als Fensterputzer
AutorDipl. Chem. Andreas Zeiff und Dipl.-Ing. (FH) Dietrich Homburg
Motorisierter Scheibenwischer am Reaktorschauglas sorgt für sicheren Einblick
Bild 1: Herkömmlicher handbe-triebener Wischer (Papenmeier).

04-10 technica 45
Ihr guterPartner fürAntriebs-lösungen
SpindelnMutternFührungenLineareinheiten
– Durchmesser 3 bis 25 mm
– Länge bis zu 3.5 m
– Steigung von 0.3 bis 92 mm
Antrimon AG
Luzernerstrasse 91
5630 Muri, Schweiz
Telefon +41 56 675 40 30
www.antrimon.ch
Antrimon_Produkte_54x297.indd 1 22.12.2009 13:25:32 Uhr
Bild 2: Die neue motorbetriebene Variante des Wischers für fernge-steuerten Betrieb (Papenmeier).
Bild 3: Der neue Motor baut kom-pakt trotz explosionssicherer Bauweise (Faulhaber).
Bild 4: Robustes Getriebe mit Ge-häuse aus Edelstahl und eloxier-tem Aluminium (Faulhaber).
als ein vergleichbarer Nicht-Ex-Mo-tor (Bild 3). Bei einer Versorgungs-spannung von 24 VDC und einem maximalen Dauerstrom von 0,5 A leistet der Motor bei 40 °C Umge-bungstemperatur bis zu 9 W Wel-lenleistung. Der Wirkungsgrad liegt über 75 %. Das geringe Rotorge-wicht des Glockenankers erlaubt eine hohe Beschleunigung. Spezi-ell angepasste Vorsatzplanetenge-triebe (32 bis 63,5 mm Länge, 35 mm Durchmesser) erhöhen das Drehmoment auf bis zu 10 Nm (Bild 4). Die Untersetzungsband-breite reicht je nach Stufenanzahl (ein bis fünf Stufen) von 3,71:1 bis 1526:1. Motor und Getriebe wer-den direkt im Werk verbunden, um die Schutzart zu garantieren. Der Schutz gegen unzulässige Erwär-mung wird durch zwei eingebaute Temperatursicherungen erreicht. Für den sicheren Betrieb ist nur eine Sicherung erforderlich; hat durch eine Störung eine Sicherung ausgelöst, ist mit der zweiten ein Weiterbetrieb möglich.Ob klassische Technik wie Pum-pen, Schieberantrieb oder als spe-ziell ausgelegte Kraftspender für innovative Ideen: Die neuen Klein-antriebe sind für viele Einsatzbe-reiche das Mittel der Wahl. (bf)
ZündschutzartDruckfeste Kapselung d (flameproof enclosure): Die Komponenten, die eine Zündung auslösen können, sind in ein Gehäuse eingebaut, das dem Explosionsdruck standhält. Die Öffnun-gen des Gehäuses sind so beschaffen, dass eine Übertragung der Ex-plosion nach aussen verhindert wird. Erhöhte Sicherheit e ( increased safety): Das Entstehen von Funken, Lichtbögen oder unzulässigen Tempera-turen, die als Zündquelle wirken könnten, wird durch zusätzliche Massnahmen und einen erhöhten Grad an Sicherheit verhindert. Das setzt voraus, dass die Geräte im Betrieb keine Funken erzeugen. In Erhöhter Sicherheit sind nur Motore ohne Kollektor möglich. Häufig werden Klemmenkästen und Drehstrommotore so geschützt.Eigensicherheit i (intrinsic safety): Die Versorgung der elektrischen Betriebsmittel wird über eine Sicher-heitsbarriere geführt, die Strom und Spannung soweit begrenzt, dass die Mindestzündenergie des explosiven Gemisches mit hoher Wahr-scheinlichkeit nicht erreicht wird. Obwohl es technisch möglich wäre, einen kleinen Kollektormotor mit einem eigensicheren Strom-kreis zu betreiben, ist dies nicht zulässig, da bei solchen Motoren Kollektorfunken auftreten.Vergusskapselung m (encapsulation, molded): Die Teile des elektrischen Betriebsmittels, die zur Zündung führen könnten, sind vollständig in Vergussmasse eingebettet. Für Motore ist diese Zündschutzart generell schlecht geeignet, für Kollektormo-toren ist sie unmöglich. Ölkapselung o (oil immersion): Die Teile der elektrischen Betriebsmittel, von denen eine Zündung ausgehen kann, sind in eine Schutzflüssigkeit (meistens Öl) ge-taucht. Diese Zündschutzart wird meist für grosse Transformatoren oder Leistungswiderstände verwendet.Überdruckkapselung p (pressurized enclosure): Das Gehäuse der Geräte ist mit einem nicht brennbaren Zündschutz-gas (z.B. Luft) gefüllt. Es wird ein Überdruck aufrecht gehalten, so-dass ein explosives Gasgemisch nicht zu den im Inneren des Gehäu-ses angeordneten möglichen Zündquellen gelangen kann. Ggf. wird das Gehäuse dauernd durchströmt. Ein Steuergerät überwacht den Überdruck im Gehäuse und schaltet ab, wenn der zu gering ist. We-gen des aufwendigen Steuergerätes werden nur sehr grosse Motore in dieser Schutzart ausgeführt.Sandkapselung q (powder filling): Das Betriebsmittel ist vollständig mit feinem Sand oder Glaskugeln gefüllt. Ein Lichtbogen wird durch das Füllmaterial soweit gekühlt, dass die Zündung eines explosiven Gemisches ausgeschlossen ist. Für Geräte mit beweglichen Teilen ist die Sandkapselung ungeeignet.Zündschutzmethode n (non-incendive, non-sparking): Alle bisher erwähnten Zündschutzarten sind geeignet für die Zonen 1 und 2 bzw. die Kategorien 2 und 3. Da kann ein zündfähiges Ge-misch bei normalem Betrieb auftreten. Unter der Zündschutzart n sind Vorschriften zusammengefasst, die den Betrieb nur in Zone 2 = Kategorie 3 zulassen. Dort ist nicht damit zu rechnen, dass zündfä-hige Gemische entstehen, und wenn, nur selten und nur kurzzeitig. Geräte für die Zone 2 benötigen keine EG-Baumusterprüfbescheini-gung der Prüfstelle, aber eine Konformitätserklärung des Herstellers.
InfosMINIMOTOR SA6980 Croglio (TI)091 611 31 [email protected]

46 technica 04-10
Automations- und Antriebstechnik | Mess- und Prüftechnik
Durchflusszähler Doppelmembranpumpen
Sicherheit beimFlüssigkeitshandling
SAWA Pumpentechnik AGCH-9113 Degersheim · Tel. 0 71 372 08 [email protected] · www.sawa.ch
Gebinde-, Fass- und Containerpumpenz. B. für Säuren, Laugen, Chemikalien,Mineralöle, Biodiesel, Harnstoff usw.
Fasspumpen für viskose Medienz. B. Fette, Emulsionen, Getriebeöle,Farben, Flüssigwachse usw.
Explosionsgeschützte Fasspumpen nachfür Lösungsmittel, Aceton, Ethanol,Ameisensäure, Kerosin usw.
Fass- und Behälterpumpen
Miniaturbauteile verlangen nach einem präzisen Hand-ling, z.B. beim Bestücken
der Leiterplatten. Die kleinen SMD-Bauteile werden meistens in Blister-gurten in den Feeder des Bestü-ckungsautomaten eingezogen. Aber nur wenn die Bauteile richtig im Blis-tergurt liegen, kann der Bestückungs-automat auch fehlerfrei arbeiten, sonst greift er nämlich ins Leere. Also muss der Hersteller jeden Blistergurt genau prüfen, und erst wenn die SMD-Bauteile richtig liegen, werden die Gurte zugeschweisst und ausgeliefert. Dafür werden präzise Sensoren benö-tigt, die eine hohe Messgeschwindig-keit haben und unabhängig sind von Transparenzen, Farben und Refl exio-nen. Ausserdem müssen sie klein sein, denn oft sind die Platzverhält-nisse begrenzt. Beispielsweise haben die Vertiefungen in den Blistergurten zum Teil nur sehr geringe Durch-messer und der Sensor muss durchschmale Öffnungsweiten innert kür-zester Zeit geringste Abweichungen detektieren können. Ausserdem muss er alle Komponenten zuverlässigerkennen, unabhängig von ihrerBeschaffenheit. In einem solchen Fall ist die Ultraschall-Sensor-Serie 09 von Baumer bestens geeignet.
Vorteile der neuen Serie Ultraschall-SensorenKonventionell arbeitende Ultraschall-Sensoren senden kegelförmige Schall-wellen aus. Aus diesem Grund ist ihr Messfl eck zu gross, um in Öffnungen mit einem Durchmesser von weniger als 10 mm hineinzumessen. Um diese Einschränkung zu umgehen, hat der Sensorikspezialist Baumer in enger Zusammenarbeit mit Kunden die neue Serie 09 entwickelt. Diese Ultraschall-Sensoren sind mit einer speziellen Düse ausgestattet, die die Schallwel-len ausrichtet und so eine Messung in sehr kleine Öffnungen hinein erlaubt. Dies ist neben der Befüllung von Blis-terverpackungen mit Elektronikbau-teilen oder Pharmaprodukten auch bei der Detektion von Wafern oder Solar-zellen durch schmale Öffnungen hin-durch nützlich. Je nach Platzverhält-nissen stehen Sensoren mit stirn- oder längsseitig befestigter Düse zur Verfü-gung. Die Düse ist abnehm- und aus-tauschbar, was die Reinigung des Sen-sors erleichtert. Die neue Sensorfami-lie ist breit einsetzbar, um Objekte und Flüssigkeiten in Behältern jegli-cher Grösse zu detektieren.
Schnell und flexibelDie minimale Ansprechzeit der Ultra-schall-Sensoren der Serie 09 beträgt nur 7 ms. Dank der geringen Gehäu-sebreite von nur 9 mm lassen sich die Sensoren ausserdem auf engem Raum kaskadieren. Auf diese Weise können in einer Reihe montierte Sensoren eine grosse Fläche oder mehrere Öff-nungen in einem Durchgang scannen, was die Scanzeit erheblich verringert.
Ultraschall-Sensoren beruhen auf dem Prinzip der Laufzeitmessung von Schall in der Luft. Für das menschliche Ohr nicht hörbare Ultraschallwellen werden vom Sensor ausgesandt, von einem Objekt reflektiert und wieder vom Sensor empfangen. Dank dieser Funktionsweise ar-beiten die Sensoren völlig berührungslos. Zusätzlich ist ein Ultraschall-Sensor auch überaus unempfindlich gegenüber Luftfeuchtigkeit und Staub, was ihn konstant verlässlich arbeiten lässt. Da er im Gegensatz zu optoelektronischen Sensoren nicht mit Licht, sondern mit Schall-wellen arbeitet, kann er verschiedenste Medien zuverlässig detektieren – unabhängig vonihrer Transparenz und Farbe. Weder hochglänzende Oberflächen oder hochtransparente Ob-jekte noch die Beschaffenheit des zu untersuchenden Mediums beeinträchtigen das Ergebnis.
Im Kleinen ganz gross
AutorAutor: Daniel Dossenbach, Pro-duktmanager Sensor Solutions bei Baumer und Sarah Jess, Marke-ting – Communication, bei Baumer
Präzise Detektion von Kleinstobjekten mit Ultraschall-Sensoren
Baumer-Sensoren der Serie 09 kontrollieren die Anwesenheit von Tabletten und Elektronikbautei-len im Verpackungsprozess.

04-10 technica 47
Ingersoll Werkzeuge GmbH
Hauptsitz:Kalteiche-Ring 21-25 • 35708 HaigerTelefon: +49 (0)2773-742-0Telefax: +49 (0)2773-742-812/814E-Mail: [email protected]
www.ingersoll-imc.de
Sie wollenmehr?Ingersoll Werkzeuge GmbHsetzt neue Maßstäbe bei derAuswahl von Präzisionswerk-zeugen in den Bereichen:
• Bohren• Drehen• Fräsen• Stechen
Gesamt 2010 69x297+3 o u re+Schn1 1 04.03.2010 10:12:14
Dies bietet z.B. bei der Anwesenheits-kontrolle von Tabletten (Bild links) Vorteile. Die Sensoren erreichen dabei eine sehr hohe Aufl ösung und Wieder-holgenauigkeit bis 0,1 mm.Unterschiedliche Montagemöglichkei-ten der neuen Ultraschall-Sensoren bieten mehr Flexibilität bei der Inte-gration in Automationssysteme. Die Sensoren werden je nach Bedarf senk-recht oder waagerecht installiert und können von oben, seitlich oder von un-ten mit einer einzigen Schraube fi xiert werden, was die Montage effi zient und einfach gestaltet. Die Sensoren sind sowohl mit RS 232, analoger oder di-gitaler Schnittstelle als auch mit dem neuen Kommunikationsstandard IO-Link erhältlich und als Anschlüsse stehen Kabel und M8-Kabelstecker zur Verfügung. Dies garantiert eine einfache Anbindung an eine Vielzahl von Steuerungen und ermöglicht den Austausch von Messwerten, Zustands-informationen und Konfi gurationspa-rametern. Dank dieser Funktionen ist stets ein hohes Mass an Kontrolle über den Prozess gewährleistet.
Auch zur Füllstandsmes-sung einsetzbarDank der vielseitigen Ultraschall-Technologie können die Sensoren ne-ben der Detektion von kleinsten Ob-jekten viele weitere Aufgaben erfül-
len: Um Konsumenten eine böse Überraschung nach dem Kauf von Kosmetika zu ersparen, prüfen die Sensoren im Verpackungsprozess von Kosmetikartikeln Füllstände von Mas-cara, Cremes oder Ähnlichem. Sie sor-gen auch dafür, dass Kontaktlinsen steril verpackt werden, indem sie den Füllstand der Kochsalzlösung in der Blisterverpackung zuverlässig mes-sen. Wenn Arzneikapseln gefüllt und verpackt werden sollen, können die Serie 09 Ultraschall-Sensoren sowohl die Anwesenheit der Kapselhälften überprüfen als auch den Füllstand da-rin messen. Ausserdem kommen sie in der Laborautomation zum Einsatz. Dort überprüfen sie die Füllstände in den Kavitäten von Kleinstbehältern. Dank der speziell ausgerichteten Schallwellen können sie in die teil-weise nur 3 mm breiten Öffnungenhineinmessen. Die Sensoren überprü-fen, ob die abgefüllten Mengen für die Analyse ausreichen bzw. ob zu viel Flüssigkeit in die Wells abgefüllt wurde. Verluste und falsche Analyse-resultate können auf diese Weise wei-testgehend vermieden werden.
Tempo und PräzisionIn der heutigen Zeit, in der alles auf Wirtschaftlichkeit optimiert ist, zäh-len vor allem Schnelligkeit und Präzi-sion zu den Pfl ichten einer guten Au-tomatisierungslösung. Mit ihrer kur-zen Ansprechzeit und der möglichen Kaskadierung erfüllen die neuen Ult-raschall-Sensoren der Serie 09 diese Anforderung und tragen zur Wirt-schaftlichkeit der Automationssys-teme bei. Sie detektieren kleinste Ob-jekte zuverlässig – auch wenn sie glän-zend oder transparent sind – und arbeiten mit einer sehr hohen Aufl ö-sung. So halten sie die Qualität auf hohem Niveau. Dank der grossen Viel-falt an Anwendungsmöglichkeiten und ihrer Präzision sind die Sensoren ein Synonym für Flexibilität und Zuverläs-sigkeit. (bf)
Detektion von kleinen Pipettierspitzen im Labor mit Ultraschall-Sensoren.
Ultraschall-Sensoren mit einer längs- bzw. stirn-seitigen Schalldüse sowie mit Kabelstecker- oder Kabelverbindung.
InfosBaumer Electric AG8501 Frauenfeld052 728 13 [email protected]
Mit Automation undneuen Technologien nocherfolgreicher werden.
Wer zeigtmir alleMöglichkeiten?
Sie erhalten die Antworten am30.6. und 1.7.2010 amswissT.meeting in Zürich-Oerlikon.
swissTmeeting.chDie Schweizer Messe für Technologieund Automation.

04-10 technica 49
Nr. 04-10www.swissrobotics.net
Wenn mit einer Roboterapplikation eine bestimmte Aufgabe rationeller erledigt werden kann, als mit anderen z.B. manuellen Mitteln, z.B. ist die Wirtschaftlichkeitsrechnung relativ rasch und einfach erstellbar. Oft sind jedoch weitere Aspekte zu berücksichtigen, die sich nicht so leicht in Zahlen fassen lassen. Aspekte wie Qualität, Präzision, Flexibilität, Sicherheit, Zykluszeiten, Ressourcenverbrauch oder Einsatzgrenzen menschlicher Arbeitskräfte lassen sich weit schwieriger quantifizieren. Im Idealfall geht die Rentabilität natürlich einher mit Vorteilen bei den «Softskills». Ein aktuelles Beispiel dafür ist der Robotereinsatz in der Solarindustrie. Industrieroboter be- und entladen Anlagen zur Fertigung von Solarzellen, sortieren die ferti gen Bauteile per PickandPlace. Sie transportieren Glasscheiben, schneiden Folien, montieren Rahmen um Solarmodule herum oder installieren neuerdings sogar Anschlussdosen.
Roboter haben keine «schlechten Tage»Dass Produktionslinien der Solarindustrie heute meist hoch automatisiert sind, ist leicht zu erklären. Steigende Stückzahlen bei sinkenden Preisen lassen sich nur mit Automatisierung bewältigen.
Und die Entwicklung geht weiter. Wenn die Solarmodulproduktion in Europa gehalten werden soll, müssen Roboter künftig noch weitere Aufgaben übernehmen. Neben der Wirtschaftlichkeit liefern aber Anforderungen wie gleichbleibendes hohes Qualitätsniveau und Produktionssicherheit mindestens so gewichtige Argumente für den Robotereinsatz. Ein Beispiel ist die Querverschaltung von Strängen aus bereits miteinander verbundenen Solarzellen, sogenannter Strings. Wenn nur ein einziges Mal die Querverlötung nicht hundertprozentig exakt erfolgt, dann wirkt sich dies auf die Effizienz des gesamten Moduls aus. Eine einzige «kalte» Lötstelle kann sogar dazu führen, dass das ganze Solarmodul unbrauchbar wird. Immer mehr Hersteller verlöten Zellen und Strings daher vollautomatisch. Hinzu kommt, dass die Gläser grös ser und gleichzeitig dünner werden und damit in gewissen
Produktionsphasen kaum mehr manuell handhabbar sind, zumal sie bei relativ hohen Temperaturen bewegt werden müssen.Nicht nur in der Solarindustrie wird der Roboter nicht nur aus wirtschaftlichen, sondern auch aus praktischtechnischen Gründen dem Menschen vorgezogen. Solche Gründe können sein: Umgebungsbedingungen wie Hitze oder Strahlung, Werkstückgewicht, ermüdende, gleichtönige Arbeit usw. Auch in diesen Fällen ist die Wirtschaftlichkeit selbstverständlich nachzuweisen.
Aufwand und NutzenUm den Aufwand einer Roboteranwendung abschätzen zu können, sind vier Aspekte von besonderer Bedeutung und bedürfen daher einer eingehenden Betrachtung und Prüfung:
Investitionskosten• Betriebskosten• innerbetriebliche Anpassungen• Risiken.•
Der Ertrag bzw. der Nutzen kann nach drei wichtigen Kriterien beurteilt werden. Sie beziehen sich auf die:
aktuelle Produktion• künftige Produktion• möglichen Chancen durch den • Einstieg in die neue Technik.
InvestitionskostenInvestitionskosten sind meistens einfach zu ermitteln, da in der Regel ein Angebot oder eine Kostenabschätzung durch den Systemanbieter vorliegt. Wesentlich ist es dabei jedoch, den Roboter nicht als eigenständiges Produktionsgerät zu betrachten, sondern ein integriertes Anlagenkonzept zugrunde zu legen.Liegt noch keine Kostenaufstellung eines Systemanbieters vor, lassen sich Schätzwerte heranzie
Automation: Was bleibt unter dem Strich?Gewiss – niemand käme auf die Idee, in eine Ro-boterlösung zu investieren, wenn damit die Pro-duktionskosten unter dem Strich steigen würden. Und trotzdem: Bei der Kosten-Nutzen-Betrach-tung sind ein paar Faktoren zu beachten, die durch eine klassische Investitionsrechnung nur unvoll-ständig abgebildet werden können. Es sind Fakto-ren wie Flexibilität, höheres Qualitätsniveau oder Arbeitsplatzbedingungen für die Mitarbeiter.
Wie rechnet sich die Rentabilität einer Roboterzelle?
Ansaugen und wegbringen: Roboter, die Solartechnik schnell scho-nend befördern können, werden in der Photovoltaik immer wichtiger. (Quelle: Grenzebach/Messe Düsseldorf: Solarpeq 2010)
Preisentwicklung der Roboter. (Quelle: Kuka Roboter)
AutorMartin Gysi, Chefredaktor Technica

50 technica 04-10
swissRobotics.net | Robotik
hen. Dabei sind folgende Kosten-gruppen zu berücksichtigen:
Roboter und Zubehör•gegebenenfalls Prozessteile •wie Schweiss-, Lackier- oder VakuumausrüstungVorrichtungen•Peripherie•Sicherheit•Engineering, Software und •Schulung.
Investitionen, die die Robotertech-nik betreffen, sind heute in einer Grössenordnung von etwa 30 bis –50 % des Gesamtinvestitionsvo-lumens anzusetzen. Dieses ist u. a. auf die stark gefallenen Preise für Robotersysteme zurückzuführen.
BetriebskostenNeben den Investitionskosten fal-len Kosten für den Betrieb der Anlage(n) an. Hierzu zählen:
Stromkosten•Betriebsmittelkosten •(z.B. Pressluft)Werkzeugkosten•Platzkosten•Verbrauchsmaterial-bezogene •KostenVerschleissteile, prozessbezo-•gene Kosten für Schweiss-draht, Filter für Absauganlage, Polierscheiben usw.)Kosten zum Erhalt der Anla-•genverfügbarkeit (z.B. vorbeu-gende Wartung)
Safety at work
Mattle Industrie-Produkte AGIn der Mühle 58340 Hinwil ZHTel. +41 (0)44 938 13 33Fax +41 (0)44 938 13 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 1
Partner für Automation
SCHUNK Intec AGIm Ifang 128307 EffretikonTel. +41 (0)52 354 31 31Fax +41 (0)52 354 31 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 2
Robotec Solutions AGSeetalstrasse 25703 SeonTel. +41 (0)62 775 90 00Fax +41 (0)62 775 90 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 6
BlueBotics AGPSE-C1015 LausanneTel. +41 (0)21 693 83 14Fax +41 (0)21 693 83 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 3
LOGOAGLOGOLorem ipsum dolor volsum dolor sit amet, consetetur sa-dipscing elitr, sed diam nonumyeirmod tempor invidunt ut laboreet dolore diam voluptua. At veroeamet, conseaccusam et magnaaliquyam erat, sed diameamet,conseaccusam et magna ali-quyam erat, sed diam voluptua.
LOGO AGMustestrasse 323456 MusterlingenTel. +41 000 00 00Fax +41 000 00 [email protected]
KUKA Roboter Schweiz AGIndustriestrasse 95432 NeuenhofTel. +41 (0)44 744 90 90Fax +41 (0)44 744 90 91www.kuka-roboter.ch
Er sucht Sie.
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 4
Neuronics AGIm Hoelderli 268405 WinterthurTel. +41 (0)52 235 24 40Fax +41 (0)52 235 24 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 5
Investitionsrechnung
Variante 1 Variante 2 Variante 3
Bezeichnung: Vollautomat Vollautomat Vollautomat
Bemerkungen: 460'000 Stk/a 700'000 Stk/a 920'000 Stk/a
1 Schicht 1,5 Schichten 2 Schichten
Ausgangsdaten
Personalkosten/Mannjahr in Fr. 65'000 65'000 65'000
Gebäudekosten/m2 pro Jahr in Fr. 350 350 350Zinssatz Kapitalkosten in % 8 8 8Produktionstage pro Jahr (max. 250) 240 240 240Anzahl Schichten 1 1.5 2Anlagekaufpreis in Fr. 800'000 800'000 800'000Abschreibungszeit in Jahre 8 8 8
Anlagefläche in m2 30 30 30Anlagetaktzeit in Sekunden 12 12 12Anlageverfügbarkeit in % 80 80 80Stundenleistung in Stück 240 240 240Jahresleistung in Stück 460'800 691'200 921'600Personen pro Schicht 0.3 0.3 0.3
Fixkosten
Amortisation in Fr. 100'000 100'000 100'000Zinskosten in Fr. 32'000 32'000 32'000Anteilige Gebäudekosten in Fr. 10'500 10'500 10'500Anlageunterhalt/3 % von Kaufpreis in Fr. 24'000 24'000 24'000Personalkosten AVOR/Programm. in Fr. 8'000 8'000 8'000
Variable Kosten
Mannjahre pro Schicht 0.33 0.33 0.33Variable Personalkosten in Fr. 21'273 31'909 42'545Energiekosten in Fr. 1'000 2'000 2'000Zinskosten Umlaufvermögen in Fr. -5'000 -8'000 -10'000Fehlerkosten in Fr.
Zusammenfassung
Jährliche Fixkosten in Fr. 174'500 174'500 174'500Jährliche variable Kosten in Fr. 17'273 25'909 34'545Jährliche Gesamtkosten in Fr. 191'773 200'409 209'045Kosten/Stk. während Abschreibung Fr. 0.42 0.29 0.23
Beispiel einer Investitionsrechnung für eine Roboterzelle mit drei Vari-anten. Die Varianten unterscheiden sich in diesem Fall ausschliesslich beim Schichtbetrieb. (Grafik: Insys)

04-10 technica 51
Robotik | swissRobotics.net
Kosten bei einer Ersatzteil•bevorratungeventuell Mietkosten, abhängig •von der Laufzeit des Mietvertrages und vom vereinbarten Restwert.
Die Risiken ...Investitionen in eine Automatisierung mit Robotern sind immer von gewissen Risiken begleitet. Diese können verschiedenste Ursachen haben.HäufigeUrsachenfürmögliche Anlaufschwierigkeiten oder garfüreinScheiterndesRobotereinsatzes können beispielsweise bestimmt sein durch:falscheAnnahmenbezüglich•der Übertragbarkeit manueller Tätigkeiten auf die Roboterzelle unzureichendes Knowhow des •eigenen Personals beim Betrieb und der Programmierung der Anlage(n) Bauteiltoleranzen (auch nach •der Nullserie) ÄnderungenderWerkstück•eigenschaften
StörungendurchBetriebsmittel•zu viel Ausschuss und Nach•arbeitLieferzeiten•mangelnde Flexibilität der An•lagentechnik bei Produkt und Prozessänderungen.
… und ihre MinimierungDiese Risiken lassen sich jedoch mit entsprechenden Massnahmen reduzieren. Dazu gehört an erster StellediePlanungderInvestitiondurch Vorversuche und Nullserien auf Testanlagen. Auftragsvergabe sollte nur bei entsprechendem KnowhowdesSystemIntegratorsund ProgrammierKnowhow auf seitendesSystemlieferantenerfolgen. Die sichere Bedienung und Programmierung durch eigenesPersonalmüssendurcheineausreichendeSchulungundentsprechende Praxiserfahrung sichergestellt sein. Bei der Inbetriebnahme sollten Anlaufphasen eingeplant werden. Die Abnahme der Anlage sollte beim Lieferanten erfolgen. Die
Kaiser engineering GmbHTheodorshofweg 22 /PF 3324310 RheinfeldenTel. +41 (0)61 845 91 91Fax +41 (0)61 845 91 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 7
Robotronic AG8406 WinterthurTel. +41 (0)52 203 35 65Fax +41 (0)52 203 35 66www.robotronic.chGeneralvertretung fürMitsubishi Roboter
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 8
Schmalz GmbHEigentalstr. 18309 NürensdorfTel. +41 (0)44 888 75 25Fax +41 (0)44 888 75 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 9
Robotik-Integration
Bachofen AGAckerstrasse 428610 UsterTel. +41 (0)44 944 11 11Fax +41 (0)44 944 12 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 10
Sommer-automaticGmbH&Co.Niederlassung Schweiz4500 SolothurnTel. +41 (0)32 621 51 52Fax +41 (0)32 621 51 53www.sommer-automatic.ch
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 12
Kleinroboter IRB 120
ABB Schweiz AGRoboticsBadenerstrasse 7808048 ZürichTel. +41 (0)58 586 05 15Fax +41 (0)58 586 05 99www.abb.ch/[email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 11
Bei der Investitionsrechnung einer Roboterzelle beanspruchen die eigentlichen Roboterkosten oft einen kleineren Teil. (Foto: Stäubli)

52 technica 04-10
swissRobotics.net | Robotik
SUPSI-DTIGalleria 26928 MannoTel. +41 (0)58 666 65 11Fax +41 (0)58 666 65 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 13
moveline AGObstgartenstrasse 198910 Affoltern a/ATel. +41 (0)44 762 61 00Fax +41 (0)44 762 61 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 14
®
b
bachmann engineering agHenzmannstrasse 84800 ZofingenTel. +41 (0)62 752 49 49Fax +41 (0)62 751 46 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 18
The MathWorks GmbHNussbaumstrasse 213006 BernTel. +41 (0)31 950 60 20Fax +41 (0)31 950 60 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 15
Vonesco Technik AGGewerbestrasse 68162 SteinmaurTel. +41 (0)44 855 66 67Fax +41 (0)44 855 66 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 16
INSYS Industriesysteme AGBuchliweg 12CH-3110 MünsingenTel. +41 (0)31 720 77 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 17
Leistung der Anlage bei Werksabnahmen sollte eine Grössenordnung von 80 bis 90 % erreichen. Die Inbetriebnahme muss in enger Zusammenarbeit mit dem Lieferanten erfolgen.Eine Simulation der Maschinen und Prozessabläufe kann zur Risikominimierung und zur Verkürzung der Inbetriebnahme und Anlagenanlaufphase beitragen.Zur Minimierung unerwarteter Risiken ist es darüber hinaus empfehlenswert, LifecycleKosten in
der Grössenordnung von 3 bis 5 % pro Jahr bezogen auf den Investitionswert einzuplanen.Nachschulungsmassnahmen und Aufbaulehrgänge zur Vertiefung des Wissens rund um die Anlage können ebenfalls helfen, Risiken zu minimieren oder vollständig zu vermeiden.
Nutzen einer Roboter-anwendungDie Frage nach dem Nutzen bzw. dem Ertrag einer Roboteranwen
Teile-Entnahme bei einer Kunststoff-Spritzgiessmaschine – hier entlastet der «Plasticmate»-Roboter von eintöniger und gesundheits-belastender Handarbeit. (Foto: Robotec/Fanuc Robotics)

04-10 technica 53
Robotik | swissRobotics.net
Bosch Rexroth Schweiz AGHemrietstrasse 28863 ButtikonTel: +41 (0)55 46 46 111Fax: +41 (0)55 46 46 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 19
Compar AGvision systems & roboticsRietbrunnen 448808 Pfäffikon (SZ)Tel. +41 (0)55 416 10 60Fax +41 (0)55 416 10 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 20
FANUC Robotics SchweizGrenchenstrasse 72500 Biel / Bienne 8Tel. +41 (0)32 344 46 46Fax +41 (0)32 344 46 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 21
Software-EngineeringEntwicklung kundenspezifischer&massgeschneiderter Anwender-&Applikations-Software im Bereichder Robotik&der Automation.Angebot der folgenden Leistungen:Studie&Analyse • Pflichtenheft&Spezifikation • Umsetzung • Inbe-triebsetzung
IEE AGOberdorfstrasse 50CH-4125-Riehen/BSTel. +41 (0)61 381 55 22Fax +41 (0)61 381 55 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 22
Schnell und präzis
Stäubli AGSeestrasse 2388810 HorgenTel. +41 (0)43 244 22 66Fax +41 (0)43 244 22 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 24
Maschinenschutz
KERN STUDER AGWeberrütistrasse 98833 SamstagernTel. +41 (0)44 783 22 44Fax +41 (0)44 783 22 [email protected]
Inserate_Februar_10_dt:. 26.3.2010 10:02 Uhr Seite 23
dung lässt sich aus verschiede-nen Blickwinkeln beantworten. Von besonderer Bedeutung sind dabei folgende Aspekte: Einspar-potenziale der aktuellen Produk-tion, Fertigungskapazität der Ro-boteranlage, Auslastung von an-deren Betriebsmitteln in der Fertigungskette, Fertigungsqua-lität sowie Potenziale für zukünf-tige Produktionssituationen.
Wirtschaftlichkeits-betrachtungFür eine Wirtschaftlichkeitsbe-trachtung gilt es, Investitionen und Risiken gegen Nutzen und Chancen abzuwägen. Wichtige Kenngrössen sind in diesem Zusammenhang:
Schichtbetrieb•Stundensätze•Taktzeiten•Nutzungsgrad •technische Verfügbarkeit•Prozessoptimierungen möglich?•vorhandene Betriebsmittel •einsetzbar?Entlohnungssystem •(Motivation!)Amortisation.•
Bei den Amortisationsbetrachtun-gen sind unterschiedliche Szena-rien zu betrachten. So kann sich eine Verlängerung der Inbetrieb-nahme deutlich auf die Amortisa-tionszeit einer Anlage auswirken. Zudem ist die Amortisationszeit von Branche zu Branche recht un-terschiedlich, da sie unter ande-rem auch von der Lebensdauer der gefertigten Produkte abhängt. Im Medtech-Bereich werden Pro-dukte nach drei Jahren bereits ab-gelöst, während sie in der Luxus-uhrenindustrie teilweise acht bis zehn Jahre laufen.
Beurteilung und WichtungEine Beurteilung und Wichtung kalkulierbarer und nicht kalkulier-barer Parameter sollte ebenfalls indieEinsatzplanungeinfliessen.Dieses kann beispielsweise fol-gende Aspekte betreffen:
Je höher der Automatisierungs-•grad, desto sorgfältiger muss der Robotereinsatz vorbereitet werden.Oft wird eine falsche Personal-•auswahl für Schulungsmass-nahmen getroffen (Empfeh-lung: Polymechaniker).Der Ersatz von defekten Kom-•ponenten oder Bauteilen durch Nachbauteile anstatt durch Ori-ginalteile ist oft risikobehaftet.Die Akzeptanz der neuen Tech-•nologie durch die Mitarbeiter ist wichtig für den Erfolg eines Robotereinsatzes. (mg)
InfosKUKA Roboter Schweiz AG5432 Neuenhofwww.kuka-roboter.ch
Insys Industriesysteme AG3110 Münsingenwww.insys.ch
Stäubli AG8810 Horgenwww.staubli.com
FANUC Robotics Europe2500 Bielwww.fanucrobotics.ch
Robotec Solutions AG5703 Seonwww.robotec-ag.com

54 technica 04-10
swissRobotics.net | Robotik
Ausgenutzt und an die Grenzen getrieben?
Unsere Roboter gehen gerne an ihre Leistungsgrenzen. Denn ABB RoboticsSchweiz steht für Kompetenz in der Robotik und der roboterbasiertenAutomation und unterstützt ihre Partner, Roboter gezielt einzusetzen undderen Potenzial optimal auszuschöpfen. So dass der Endkunde voneffizienteren und produktiveren Automatisierungslösungen profitieren kann.www.abb.ch/robotics
Definitiv.
ABB Schweiz AG, RoboticsCH-8048 Zürich, SwitzerlandTel.: +41 (0)58 586 05 15E-Mail: [email protected]
Das hat seinen Grund: «Hier in Eu-ropa müssen wir Kapazitäten erhö-hen, um wettbewerbsfähig zu blei-ben», sagt Carsten Busch, Seg-mentleiter Solar bei ABB Automation in Friedberg. Der Preis-druck sei enorm. Wenn man die Modulproduktion in Deutschland halten wolle, dann müssten Robo-ter künftig noch viel mehr Aufga-ben übernehmen. «Die Automobil-industrie hat bewiesen, dass man hierzulande erfolgreich produzieren kann.» Auch die Solarbranche in-teressiert sich zunehmend für Fer-
tigungskonzepte, die Mercedes, Porsche oder BMW starkgemacht haben. Viele Hersteller von Auto-matisierungstechnik wiederum bringen solches Know-how mit. ABB bietet Roboter für nahezu alle Segmente der Zell- und Modulpro-duktion an – vom FlexPicker für das Umsetzen von Siliziumzellen über Anlagen zum Handhaben und Transportieren von Glasscheiben bis zum Verpacken und Palettieren der fertigen Solarmodule. «Im So-larbereich geht es nicht in erster Linie darum, Personalkosten einzu-
sparen», unterstreicht Busch. Aber wenn grosse Mengen an Produkten mit gleichbleibend hoher Qualität gefertigt werden sollen, sind Robo-ter dem Menschen überlegen.
Autoindustrie als Vorbild «Roboter haben keine schlechten Tage», bestätigt Hartmut Wirths vom Industrieunternehmen Bosch Rexroth. «Dem Automaten ist es zu-dem egal, wo er steht. Man be-kommt immer gleichbleibende Qualitäten.» Weitere Vorteile sind die Einsatzbereitschaft rund um die Uhr und die enorme Geschwindig-keit von Robotern: «Erst durch Au-tomatisierung werden hohe Pro-duktvolumen und hohe Taktraten, wie sie für die Massenproduktion von Solarzellen erforderlich sind, möglich», so Carsten Busch. Auch im Dünnschicht-Segment bringen Roboter mehr Effizienz: «Oft wer-den Gläser grösser oder auch dün-ner – und damit empfindlicher. Je-des Glas aber, das zerstört wird, kostet», ergänzt Busch. Bei der Herstellung von Wafern, dünnen Siliziumscheiben, die aus Blöcken geschnitten werden, hat sich der Roboter mittlerweile welt-weit durchgesetzt. «Wenn Mitarbei-ter einen solchen Silizium-Quader fallen lassen, dann bedeutet das für das Unternehmen einen Schaden von gut 2000 US-Dollar», sagt Busch. Denn das Material ist
spröde, bricht leicht in viele Teile. Der Mensch bleibt ein Unsicher-heitsfaktor. Daher werden Ingots mittlerweile selbst in Asien mit Robotern transportiert und zur Vor-bereitung auf das Wafersägen auf einen Glasträger geklebt. Das wiederum macht die Waferher-stellung für Hersteller von Indust-rierobotern interessant. Erst kürz-lich hat Kuka Systems in Augsburg entsprechendes Know-how von dem tschechischen Maschinen-bauer Themis übernommen. Der Anlagenbauer erweitert damit sein Produktportfolio für die Photovol-taik um verschiedene Spezialsägen. Kuka will künftig komplett schlüs-selfertige, hoch automatisierte Wa-ferlinien liefern. Bislang hat sich die Firma auf die Modulproduktion konzentriert und Lösungen für Glas-handling, Verlöten der Strings be-ziehungsweise Querverlöten, Aufle-gen der Strings auf Folie und Glas, Rahmen von Modulen sowie die an-schliessenden Qualitätstests ange-boten. Dennoch müssen die Augsburger mit starker Konkurrenz rechnen. Reis Robotics ist etwa mit Knick-arm- und Linearrobotern für die Mo-dulfertigung am Markt erfolgreich. Erfahrung sammelte die Firma als Zulieferer von Linien zur Autoher-stellung, etwa im Bereich Autoglas. So präsentierte Reis zur glasstec 2008, der Weltleitmesse der Glas-
Die Roboter kommenUm Kosten zu senken, setzt die Photovoltaikindus-trie zunehmend auf Automatisierung. Die Branche verspricht sich davon eine gleichbleibend hohe Produktqualität – und einen Zuwachs an Produkti-vität. Produktionslinien in der Solarindustrie sind heute meist hoch automatisiert.
Vom 28.9. bis 1.10. findet in Düsseldorf die solarpeq – Fachmesse für solare Produktionstechnik – statt
Nur Zuschauer: Der Spezialgreifer sortiert die Solarzellen blitzschnell in bis zu 21 verschiedene Qualitätskategorien. Der Mensch braucht nur zuzuschauen. (Quelle: Conergy)

04-10 technica 55
Robotik | swissRobotics.net
branche, zu der Unternehmen auch solare Anwendungen vorstellen, ein umfangreiches Produktportfolio. Ihre produktionstechnischen Lö-sungen werden die Zulieferer vom 28. September bis 1. Oktober 2010 zur solarpeq – Fachmesse für solare Produktionstechnik in Düs-seldorf präsentieren. Parallel fi ndet mit der glasstec die Weltleitmesse der Glasbranche statt, bei der mehr als 1200 Unternehmen unter an-derem ihre Lösungen aus den Be-reichen Veredelungs-, Laminier- oder Automatisierungstechnik zei-gen werden.
Vernachlässigte Modul-fertigung Der Markt wird weiter in Bewegung bleiben, meint ABB-Segmentleiter Busch: «Bis Mitte 2008 ist die So-larbranche extrem gewachsen.» Die Unternehmen setzten alles daran, zügig Kapazitäten aufzubauen und ihre Produktion ins Laufen zu brin-gen. Dafür nahmen sie Einschrän-kungen in Kauf. «In der Zellferti-gung wurde bereits ein gewisser Au-tomatisierungsgrad erreicht», sagt Busch. «Für die Modulherstellung hingegen gilt das nicht überall.»Bei der Produktion von Dünn-schicht-Solarmodulen sei die Auto-matisierung im sogenannten Front-end, also bei der Erzeugung und Strukturierung der einzelnen Schichten, ebenfalls «fortgeschrit-ten». Bei der Weiterverarbeitung der beschichteten Glasplatten hin-gegen, beginnend mit dem Lami-nieren, sieht Busch noch erhebli-che Reserven. «Bei der Zellferti-gung war von Anfang an das Kostenbewusstsein ziemlich aus-geprägt», so der Manager. «Und in diesem Bereich erschienen die Au-tomatisierungskosten im Vergleich zu den Kosten für das eigentliche Equipment eher gering.» Auf eine wirtschaftliche Modulherstellung hingegen hätte die Branche zu-nächst deutlich weniger geachtet – solange die Solarmodule den Un-ternehmen aus den Händen geris-sen wurden, fehlte dort der Rationalisierungsdruck, zumal viele Arbeitsschritte manuell erledigt werden können.
«Heute haben Fabriken typischer-weise Kapazitäten von bis zu 200 Megawatt, in Zukunft werden sie wohl im Gigawattbereich liegen», so Busch. «Die technologische Ent-wicklung geht schnell voran, auch die Anlagen verändern sich», betont der Manager. In der Zellproduktion beispielsweise werde der Durchsatz höher und die Anlagen breiter. Neue Roboter, die diesen grösseren Ar-beitsraum bedienen, würden daher immer gefragter. «Fördertechnik für die Solarindus-trie ist ein erklärter Schwerpunkt von Bosch Rexroth», sagt Wirths: «Das Grundkonzept lautet: von A nach B bringen.» Doch im Detail stecken viele Herausforderungen. «Wir arbeiten mit Standardkompo-nenten. Dennoch müssen wir für die Solarbranche gewisse Spezialanfor-derungen erfüllen», sagt Wirths. «Im Dünnschicht-Bereich beispiels-weise geht es insbesondere darum, Gläser bei relativ hohen Tempera-turen zu handhaben.»
Krise bringt Zeit für Innovationen Doch auch «normale» Wafer stel-len die Ingenieure zunehmend vor Herausforderungen. Sie werden im-mer dünner und damit immer zer-brechlicher. Zugleich wollen die PV-Firmen heute mit einer Linie 3600 Solarzellen pro Stunde pro-duzieren, natürlich bei möglichst wenig Bruch. Um die empfi ndli-chen Wafer greifen zu können, ohne sie dabei anzufassen, setzen die Anlagenbauer auf einen physi-kalischen Trick: Das sogenannte Bernoulli-Prinzip besagt, dass in ei-nem strömenden Gas ein Geschwin-digkeitsanstieg stets mit Druckab-fall verbunden ist. Dieses Phäno-men sorgt nicht nur dafür, dass Flugzeuge fl iegen können. Es macht es auch möglich, dass man mithilfe von Druckluft Gegenstände ansaugen kann. Die aktuelle Krise der Solarbranche nutzen Lieferanten zur technologi-schen Weiterentwicklung: «Wir nut-zen die Wachstumspause als will-kommene Gelegenheit, unsere Pro-dukte zur Reife zu bringen», sagt Michael Karcher von Festo. Das
Unternehmen beliefert Equipment-hersteller mit Lösungen von ein-zelnen Komponenten bis zu kom-pletten Subsystemen, um Wafer oder auch Glassubstrate zu bewe-gen. Die Ausrüster hätten bislang einen Auftragsberg abgearbeitet, meint Karcher. Oberste Priorität hatte dabei die Vorgabe, die Takt-zeit weiter zu verkürzen. «Das hat sich jetzt zum Glück etwas beru-higt. Wir haben einen Käufermarkt mit Überkapazitäten. Und die Un-ternehmen konzentrieren sich nun auf die Anlagenoptimierung. Sie
wollen Prozessschritte, die sehr teuer sind, möglichst herausneh-men», erläutert Karcher. Das erfor-dert neue Konzepte. Anfangs habe die Solarbranche «oftmals Lösungen aus der Halb-leiterindustrie übernommen, weil die Prozesse dort ähnlich sind», sagt Karcher. Solarzellen seien aber «als Produkt trivialer». Mittlerweile hätten die PV-Firmen deutlich stär-ker ihre Kosten im Blick. Und die Roboter helfen sparen – auch wenn die Unternehmen dafür erst einmal investieren müssen. (mg)
In der Modulproduktion: Die Querverschaltung der Strings, der in Reihe geschalteten Solarzellen, erfolgt vollautomatisch. (Quelle: Conergy)

56 technica 04-10
swissRobotics.net | Robotik
D I E S C H N E L L S T E D E R W E L TSCHUNK Pick & Place Unit PPU-E30 –Sensationelle Pick-Rates bei höchster Wiederholgenauigkeit
Höchste Präzision – Zyklus 0,58 s, Wiederholgenauigkeit < 0,01 mmKompakte Bauform – Einfache Montage, ideal für SandwichaufbauKeine bewegten Motorkabel – Kein Verschleiß, maximale ProzesssicherheitAll in one – Plug and Play-Lösung aus einer HandModularität – Individuell konfigurierbar, offen für die gesamte SCHUNK-Montagewelt
SCHUNK Intec AG · Im Ifang 12 · 8307 EffretikonTel +41 52 354 31 31 · Fax +41 52 354 31 30 · [email protected]
www.
schun
k.com
Ü b e r l e g e n ! P r ä z i s i o n V o m K o m P e t e n z f Ü h r e r .
Ultraschnelle Pick & Place Unit
Highspeed-Montage mit maxima-ler Präzision ermöglicht die Pick & Place Unit von Schunk.
Tempo und Präzision sind bei der Pick & Place-Einheit PPU-E03 perfekt vereint.
InfosSchunk Intec AG8134 Adliswil044 710 21 [email protected]
In der Montagetechnik zählen zwei Dinge: Tempo und Präzision. Beides vereint die Pick & Place Unit PPU-E03 von Schunk. Die hochdynamische Einheit hat bei einem Vertikalhub von 40, einem Horizontalhub von 120 Millime-tern sowie einer bewegten Masse von zwei Kilogramm eine rasante Zykluszeit von gerade einmal 0,58
Sekunden – und das bei einer ex-zellenten Wiederholgenauigkeit von 0,01 Millimetern. «Unser Ziel war es, in dieser Einheit alle As-pekte für ein hocheffi zientes Pick & Place zu integrieren», so Ralf Steinmann, Bereichsleiter Auto-mation bei SCHUNK. «Dazu zählt auch, dass das bewegte Motoran-schlusskabel und damit eine der
häufi gsten Fehlerquellen bei her-kömmlichen Pick & Place-Einhei-ten komplett eliminiert wurden.» Bei dieser Lösung werden sämtli-che Kabel für Stromversorgung, Steuerung und Sensorik im Hand-umdrehen am rückwärtigen, sta-tionären Anschluss eingesteckt. Kabelbrüche und Anlagenstörun-gen sind damit quasi ausgeschlos-
sen. Zudem ermöglichen dieschmale Gehäuseform sowie die Medienzuführung über das Back-panel einem kompakten, war-tungs- und montagefreundlichen Sandwichaufbau mehrerer Einhei-ten nebeneinander.Die rasante Pick & Place Unit fügt sich nahtlos in das modulare Bau-kastensystem von Schunk ein. Bis zu zwei Greifer inklusive elektri-scher Schwenkmodule aus dem umfassenden Produktprogramm können an einer Einheit eingesetzt werden. In der grössten Ausbau-stufe verfügt die PPU-E03 über sechs Sensorik- und sechs Pneu-matikanschlüsse. Der Tempoma-cher ist damit eine ideale Lösung für hochdynamische Anwendun-gen, bei denen eine hohe Wie-derholgenauigkeit und Prozess-sicherheit gefordert sind. (mg)

04-10 technica 57
Robotik | swissRobotics.netEr sucht Sie.
Wir helfen Ihnen in jeder Situation. Rund um dieUhr – von der Inbetriebnahme über produktionsbegleitende Massnahmen bis hin zur 24hHotline –sind wir für Sie da.
Weitere Informationen über die KUKARoboter unddie Supportleistungen finden Sie unterwww.kuka-roboter.ch
Versierter Technikersucht hilfsbedürftigeRoboter.
KUKA Roboter Schweiz AGIndustriestrasse 9 | 5432 NeuenhofT +41 (0)44 744 90 90F +41 (0)44 744 90 91www.kukaroboter.ch
Das Service- und Vertragsmanage-ment (SVM) ist eine leistungsfä-hige Abacus-Applikation zur Ver-waltung von Serviceinformationen. Dank zahlreicher unterstützender Funktionen ist das SVM ein erst-klassiges Hilfsmittel für effizientes und kundenorientiertes Service-management, welches Kuka Robo-ter Schweiz AG erfolgreich ein-setzt. Mit dem Verkauf eines Roboters ist es nicht getan. Regelmässiger Ser-vice und fachgerechte Wartung sorgen dafür, dass das Hightech-Gerät stets einsatzfähig ist. Nur: Wie weiss man, welches Gerät wann in die Hände eines Fach-manns gehört?
Proaktiv handeln Kuka legt grossen Wert darauf, proaktiv auf seine Kunden zuzu-gehen und nicht zu warten, bis diese anrufen und eine Störung melden oder einen Service bestel-len. Gefragt war darum ein Sys-tem, das dem Serviceleiter mel-det, wann welcher Roboter einen Service braucht. Neben der rationellen und voraus-blickenden Planung von Service- und Wartungsarbeiten hatte Kuka eine Reihe weiterer Bedürfnisse, die das neue System abdecken sollte, wie zum Beispiel:
nach 12 Monaten Einsatz-• dauer eines Roboters die Kun-denzufriedenheit erfragendie Geschichte jedes einzelnen • Roboters kennen Aktivitäten nach Typ, Serien-• nummer oder Jahrgang auf-listen Servicerapporte mit wichtigen • Informationen für den Techni-ker automatisch generieren Informationen für den Verkauf • bereitstellen, z.B. den Ablauf von Serviceverträgen
All diese Bedürfnisse und vieles mehr deckt Kuka Schweiz heute mit dem Service- und Vertragsma-nagement (SVM) von Abacus ab. Wie in jedem erfolgreichen Projekt
bildete auch hier eine sorgfältige Analyse die Grundlage. Daher wur-den zuerst die bisherigen Abläufe im Betrieb aufgezeigt und danach die Bedürfnisse und Anforderun-gen an das neue System genau festgehalten.Kuka hat die Einführung des SVM der fidevision ag anvertraut, einer Expertin für kundenspezifische Lösungen auf Basis von Abacus- Standardprodukten. In der Tat wa-ren die Anforderungen komplex. Die Service- und Wartungsinter-valle sind für jeden einzelnen Ro-boter unterschiedlich, weil sie nicht nur vom Alter des Geräts ab-hängen, sondern auch von der An-zahl Betriebsstunden. Daher galt es, die verschiedenen Parameter pro Gerät zu erfassen und daraus vom System den richtigen Service-zeitpunkt ausrechnen zu lassen.
Effizientes SystemHeute generiert das SVM bei Kuka automatisch verschiedenste Mel-dungen wie zum Beispiel:
Wartungsverträge, die aus -• laufen fällige Servicearbeiten• auslaufende Garantien•
Viele dieser Informationen dienen dem Serviceleiter dazu, den Ein-satz seiner Mitarbeiter zu planen. Andere Informationen unterstüt-zen den Verkauf, der einen Kun-den rechtzeitig kontaktiert und beispielsweise eine Garantierver-längerung oder einen neuen Ser-vicevertrag anbieten kann. Das SVM ist wie alle Abacus-Applika-tionen auf individuelle Bedürf-nisse anpassbar. (mg)
Proaktiv agieren bei Wartung und Service
InfosKUKA Roboter Schweiz AG5432 Neuenhof044 744 90 90www.kuka-roboter.ch

58 technica 04-10
Zulieferindustrie + Industriebedarf | Beschriftungstechnik
Raumsysteme
Sorgen Sie für eingutes Arbeitsklima.Indoor-Raumsysteme für jeden Bedarf:– Hallenbüros in Kürze bezugsbereit– Ein- oder zweigeschossige Bauweise– Für witterungs-, lärm- und staubgeschütztes Arbeiten
Condecta AGStegackerstrasse 6, CH-8409 WinterthurTelefon +41(0)52 234 5151, [email protected]
prx
.ch
|S5_
5d
H I G H -T E C H B L E C H V E R A R B E I T U N G AU S D EM G L A R N E R L A N D
Hans Eberle AG MetallwarenfabrikCH-8755 Ennenda /Glarus www.hans-eberle.chTel. 055 645 26 26 Fax 055 645 26 64
aus BlechSpitzenresultate
ZUSCHNEIDEN
mit neuestenTechnologien
bis 8mm Blech
voller Entwick-lungs-Support
Just-in-time
50 JahreKnow-how
ISO 9001:2000
LASERN
DRÜCKENTIEFZIEHEN
STANZENABKANTEN
BESCHICHTENAPPARATEBAU
von A–Z
Seit einiger Zeit werden Arti-kelbezeichnung, Auftrags-nummern, das Firmen-Wand-
fluh-Zeichen oder die Bestätigung des Herkunftslandes «swiss made» auf die zahlreichen Teilstücke mittels Kuka-Industrieroboter KR6 automa-tisch per Laser geschrieben.
Beschriftung auf Schildern und RingenVor etwa zwei Jahren entstand bei Wandfluh nach ersten Erfahrungen mit automatisierten Produktionsein-heiten die Überlegung, eine weitere Automatisierungszelle zur Laserbe-schriftung anzuschaffen. Hintergrund
dieser Investition war es, den müh-samen manuellen Bereich der Pro-duktion zu vereinfachen. «Neben der manuellen Beschriftung hatten wir früher eine Laserbeschriftungsan-lage, auf der man lediglich Schilder bedrucken konnte», beschreibt Marc Colijn, Bereichsleiter Betrieb, die da-malige Situation. «Während dieses Prozesses mussten wir alle anderen Teilgrössen manuell einlegen und rausnehmen. Und grössere Serien haben wir einzeln eingelegt. Das war eine wenig effiziente und ermüdende Arbeit.»Damit kristallisierte sich schnell eine der Grundanforderungen heraus,
Bei Wandfluh in Frutigen wird eine umfangreiche Produktpalette an Hydraulikkomponenten mit verschiedensten Bauformen und Funktionalitäten hergestellt. Ein Teilprozess in der Produktion solcher Komponenten ist unumgänglich und absolut wesentlich: Bevor die unterschiedlichen Teile in der Herstellung weiterver-baut werden können, müssen sie ausnahmslos beschriftet wer-den. Heute übernimmt ein KR6-Industrieroboter diese Aufgabe.
Der Roboter als «Werkstattschreiber»
Automatisches Laserbeschriften von Hydraulikkomponenten

04-10 technica 59
PER IL CANTON TICINO:TOX® PRESSOTECHNIK S.r.l.Tel. 0039.02.61.03.97.88Fax 0039.02.61.40.55.5
www.tox-it.com
GESCHAFFEN,UM OPTIMALEN
DRUCKAUSZUÜBEN.
TOX®-Kraftpaket
• Pneumohydraulik mitpneumatischem Anschluss
• Energiesparend, leiseund sauber
• Kundenlösungen und um-fangreiches Standardpro-gramm schnell lieferbar
Entwickelt zum• Fügen• Stanzen• Einpressen• Umformen
Bewiesene Qualität• Über 150.000 Geräte imEinsatz• Garantie auf 10 Mio. Hübe• Weltweite Präsenz
von2-2000kN
TOX® PRESSOTECHNIK AG
Rünenbergerstr. 44CH-4460 GelterkindenTel. 0041 (61) 9813370Fax 0041 (61) 9813778
www.tox-ch.com
KP_69x297.indd 1 16.03.10 13:57
nämlich, dass eine Zelle angeschafft wird, in der sowohl kleine Serien mit Stückzahlen von zwei bis drei wie auch grosse Serien mit einer Stückzahl ab 500 bearbeitet werden können. Sprich: alle Hydraulikkomponenten, die hergestellt werden, sollten zukünftig in dieser Anlage beschriftet werden. Und das war eine Herausforderung, da die zu bearbeitenden Teile nicht unterschiedlicher hätten sein können. Zahlreiche Formen, Grössen und Werkstoffe wie Patronenhülsen, Schilder, Ringe, Vierkantmaterial, Magnetgehäuse und grosse Gehäuse aus Aluminium, Messing oder Stahl stehen auf dem Programm der Produktion. Zudem war es der Firma Wandfluh wesentlich, dass der bestehende Laser in die neue Zelle integriert wird.
Diesen Lösungsforderungen entsprach schliesslich eine Anlage des KukaIntegrators Insys Industriesysteme mit integriertem Kuka KR 6. «Wir wollten ausserdem eine Anlage, die ein Mann alleine bedienen kann, um zu verhindern, dass einer der Mitarbeiter die ganze Zeit neben der Anlage stehen muss. So sollte der Teilprozess der Herstellung schneller und effizienter gestaltet werden und dies erfüllte in unseren Augen die Anlage von Insys Industriesysteme mit dem integrierten KukaRoboter am besten.»
Roboter macht Teil-prozess wirtschaftlichHeute werden in der Automatisierungsanlage rund 15 000 bis 20 000 Artikel beschriftet, und das mit
Der Roboter lädt die Hydraulikkomponenten ab Palette in die Laserbeschriftungszelle.
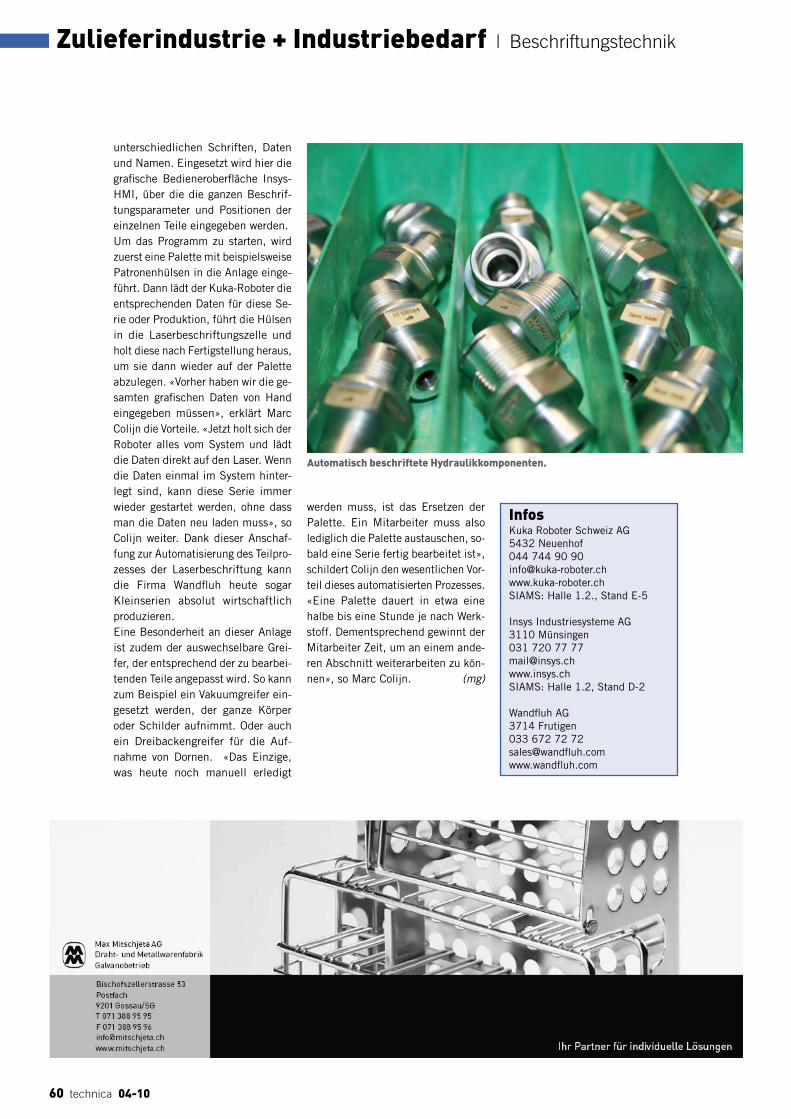
60 technica 04-10
Zulieferindustrie + Industriebedarf | Beschriftungstechnik
unterschiedlichen Schriften, Daten und Namen. Eingesetzt wird hier die grafische Bedieneroberfläche Insys-HMI, über die die ganzen Beschrif-tungsparameter und Positionen der einzelnen Teile eingegeben werden.Um das Programm zu starten, wird zuerst eine Palette mit beispielsweise Patronenhülsen in die Anlage einge-führt. Dann lädt der Kuka-Roboter die entsprechenden Daten für diese Se-rie oder Produktion, führt die Hülsen in die Laserbeschriftungszelle und holt diese nach Fertigstellung heraus, um sie dann wieder auf der Palette abzulegen. «Vorher haben wir die ge-samten grafischen Daten von Hand eingegeben müssen», erklärt Marc Colijn die Vorteile. «Jetzt holt sich der Roboter alles vom System und lädt die Daten direkt auf den Laser. Wenn die Daten einmal im System hinter-legt sind, kann diese Serie immer wieder gestartet werden, ohne dass man die Daten neu laden muss», so Colijn weiter. Dank dieser Anschaf-fung zur Automatisierung des Teilpro-zesses der Laserbeschriftung kann die Firma Wandfluh heute sogar Kleinserien absolut wirtschaftlich produzieren. Eine Besonderheit an dieser Anlage ist zudem der auswechselbare Grei-fer, der entsprechend der zu bearbei-tenden Teile angepasst wird. So kann zum Beispiel ein Vakuumgreifer ein-gesetzt werden, der ganze Körper oder Schilder aufnimmt. Oder auch ein Dreibackengreifer für die Auf-nahme von Dornen. «Das Einzige, was heute noch manuell erledigt
werden muss, ist das Ersetzen der Palette. Ein Mitarbeiter muss also lediglich die Palette austauschen, so-bald eine Serie fertig bearbeitet ist», schildert Colijn den wesentlichen Vor-teil dieses automatisierten Prozesses. «Eine Palette dauert in etwa eine halbe bis eine Stunde je nach Werk-stoff. Dementsprechend gewinnt der Mitarbeiter Zeit, um an einem ande-ren Abschnitt weiterarbeiten zu kön-nen», so Marc Colijn. (mg)
InfosKuka Roboter Schweiz AG5432 Neuenhof044 744 90 [email protected]: Halle 1.2., Stand E-5 Insys Industriesysteme AG3110 Münsingen031 720 77 [email protected]: Halle 1.2, Stand D-2
Wandfluh AG3714 Frutigen 033 672 72 [email protected]
Automatisch beschriftete Hydraulikkomponenten.

04-10 technica 61
VAKUUMTECHNIKwww.zwahlenag.ch
Für Spezialanfertigungen nachIhren Anforderungen fragen Sieuns an!
Bruno Zwahlen AGHandling Maschinen Spezialwerkzeuge
8716 Schmerikon
Tel. +41 55 286 30 70 www.zwahlenag.chFax +41 55 286 30 79 [email protected]
Vakuumsauger von Ø1 - 600 mmFlach-, Oval- und Faltenbalgsauger
AlleVakuumkomponenten, die nötig sind,damit ein Vakuumsystem sicher läuft.
Vakuum-Hubzylinder – die eleganteLösung um etwas zu greifen.
Vakuumpumpen / Seitenkanalgebläse
Jährlich verlassen rund 1,2 Mil-lionen Motoren aller Art das Werk in Salzgitter und werden
zum Einbau in Fahrzeuge rund um die Welt transportiert. Für jedes Teil gel-ten Bearbeitungstoleranzen von oft nur tausendstel Millimetern – insbe-sondere für ein Produkt, das in Zeiten steigender Energiepreise Konjunktur
hat: den Common-Rail-Motor. Seinen Namen hat das verbrauchsarme und laufruhige Diesel-Einspritz-Aggregat von seinem Herzstück, der «gemein-samen Verteilerleiste». Dieses Com-mon Rail speichert den zugeführten Kraftstoff und presst ihn mit geregel-tem Druck von bis zu 2200 Bar in die einzelnen Zylinder. Erst solch hohe Einspritzdrücke ermöglichen eine op-timale Kraftstoffausnutzung und ver-besserte Abgaswerte. Angesichts der enormen Belastungen wird das Rail in einem Stück aus hochfestem Stahl (18MnVS6) gefertigt. Dabei verlangt die nötige absolute Dichtigkeit des Systems extrem präzise Bohrungen für die Einspritzöffnungen im schwer zer-spanbaren Material – und das repro-duzierbar, über die gesamte Standzeit der Bohrwerkzeuge hinweg. Für diese anspruchsvolle Aufgabe suchte man eine passende Beschich-tung als Verschleissschutz für die VHM-Sonderwerkzeuge. Die zwingen-den Vorgaben: Die beschichteten Werkzeuge sollen auch nach mehrfa-cher Wiederaufbereitung die Leis-tungsfähigkeit von Neuprodukten er-reichen. Den dafür nötigen Nach-schliff und die Präparation der Schneidkanten soll die werkseigene Schleiferei übernehmen, die (Wieder-)Beschichtung ein externer Partner.
Das Gesamtpaket machtsNach der Vorauswahl verschiedener Beschichtungsanbieter und intensi-ven Tests erzielte man die weitaus besten Erfolge mit Balinit Futura in-klusive speziell entwickeltem Top-Fi-nish von Oerlikon Balzers. Die mehr-lagige und mikrometerdünne Titan-aluminiumnitridschicht ist speziell auf Bohroperationen zugeschnitten.
Wenn im Volkswagenwerk Salzgitter auf Tausendstel Millimeter genau Einspritzöffnungen in massive Verteilerleisten von Com-mon-Rail-Motoren gebohrt werden, schützt eine Spezialschicht von Oerlikon Balzers die Werkzeuge wirksam vor Verschleiss. Und sorgt für vervierfachte Standzeiten.
Bodyguard für Common-Rail-Werkzeuge
Verschleissschutz an Werkzeugen
Die absolute Dichtigkeit des Common-Rail-Sys-tems verlangt extrem präzise Bohrungen für die Einspritzöffnungen im schwer zerspanbaren Ma-terial. Eine Spezialschicht von Oerlikon Balzers vervierfachte dabei die Standzeiten der Bohrer.
SchichteigenschaftenBalinit Futura plus Top-Finish•Schichtmaterial: TiAlN (Multilayer)•Mikrohärte (HV 0,05): 3300•Max. Anwendungstemperatur: 900 °C•
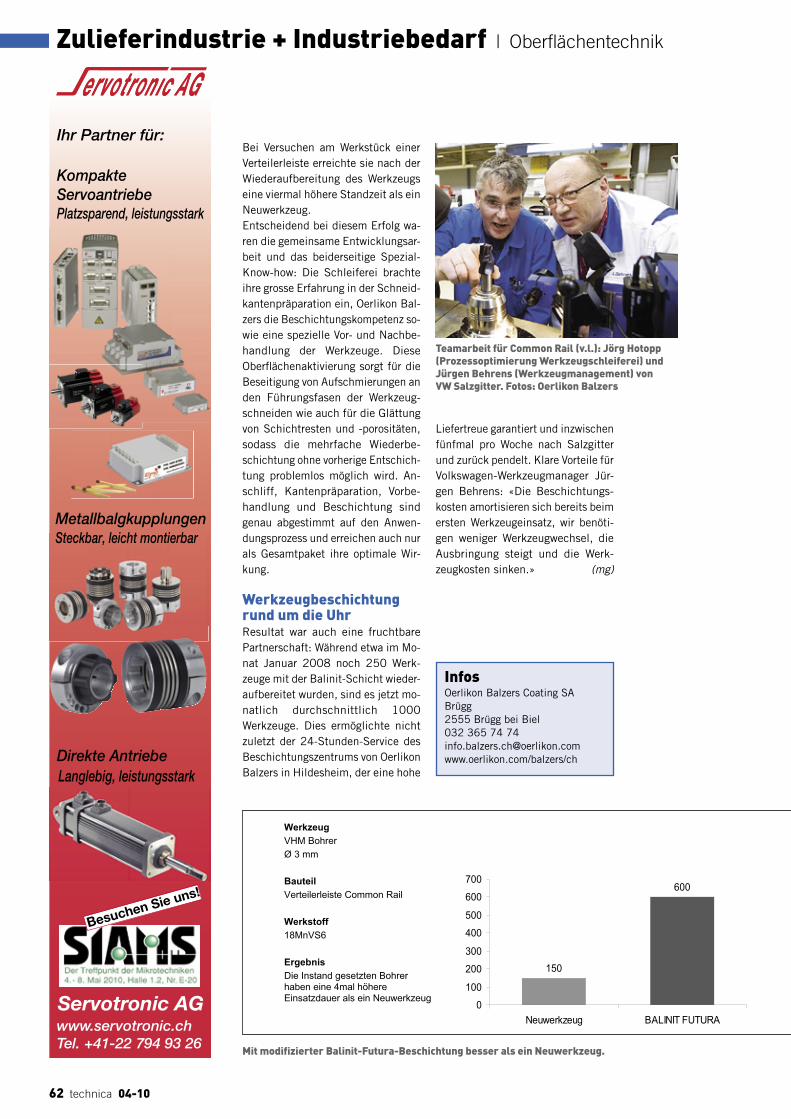
62 technica 04-10
Zulieferindustrie + Industriebedarf | Oberflächentechnik
MetallbalgkupplungenSteckbar, leicht montierbar
Langlebig, leistungsstark
Ihr Partner für:
Platzsparend, leistungsstark
KompakteServoantriebe
Direkte Antriebe
Servotronic AGwww.servotronic.chTel. +41-22 794 93 26
Besuchen Sie uns!
Teamarbeit für Common Rail (v.l.): Jörg Hotopp (Prozessoptimierung Werkzeugschleiferei) und Jürgen Behrens (Werkzeugmanagement) von VW Salzgitter. Fotos: Oerlikon Balzers
Bei Versuchen am Werkstück einer Verteilerleiste erreichte sie nach der Wiederaufbereitung des Werkzeugs eine viermal höhere Standzeit als ein Neuwerkzeug.Entscheidend bei diesem Erfolg wa-ren die gemeinsame Entwicklungsar-beit und das beiderseitige Spezial-Know-how: Die Schleiferei brachte ihre grosse Erfahrung in der Schneid-kantenpräparation ein, Oerlikon Bal-zers die Beschichtungskompetenz so-wie eine spezielle Vor- und Nachbe-handlung der Werkzeuge. Diese Oberflächenaktivierung sorgt für die Beseitigung von Aufschmierungen an den Führungsfasen der Werkzeug-schneiden wie auch für die Glättung von Schichtresten und -porositäten, sodass die mehrfache Wiederbe-schichtung ohne vorherige Entschich-tung problemlos möglich wird. An-schliff, Kantenpräparation, Vorbe-handlung und Beschichtung sind genau abgestimmt auf den Anwen-dungsprozess und erreichen auch nur als Gesamtpaket ihre optimale Wir-kung.
Werkzeugbeschichtung rund um die UhrResultat war auch eine fruchtbare Partnerschaft: Während etwa im Mo-nat Januar 2008 noch 250 Werk-zeuge mit der Balinit-Schicht wieder-aufbereitet wurden, sind es jetzt mo-natlich durchschnittlich 1000 Werkzeuge. Dies ermöglichte nicht zuletzt der 24-Stunden-Service des Beschichtungszentrums von Oerlikon Balzers in Hildesheim, der eine hohe
Liefertreue garantiert und inzwischen fünfmal pro Woche nach Salzgitter und zurück pendelt. Klare Vorteile für Volkswagen-Werkzeugmanager Jür-gen Behrens: «Die Beschichtungs-kosten amortisieren sich bereits beim ersten Werkzeugeinsatz, wir benöti-gen weniger Werkzeugwechsel, die Ausbringung steigt und die Werk-zeugkosten sinken.» (mg)
InfosOerlikon Balzers Coating SA Brügg2555 Brügg bei Biel032 365 74 [email protected]/balzers/ch
150
600
0
100
200
300
400
500
600
700
Neuwerkzeug BALINIT FUTURA
Mit modifizierter BALINIT® FUTURA - Beschichtungbesser als Neuwerkzeug
WerkzeugVHM BohrerØ 3 mm
BauteilVerteilerleiste Common Rail
Werkstoff18MnVS6
ErgebnisDie Instand gesetzten Bohrerhaben eine 4mal höhereEinsatzdauer als ein Neuwerkzeug
Mit modifizierter Balinit-Futura-Beschichtung besser als ein Neuwerkzeug.

04-10 technica 63
Industriebedarf | Zulieferindustrie + Industriebedarf
Reduziert WartungskostenEinzigartige TechnologieUmweltfreundlicheinsetzbar
DER SCHMIER-EXPERTE
smart lubrication
®
simalube – der automatis
che Schmierstoffspende
r für
den wirtschaftlichen und
zuverlässigen Einsatz
simatec ag Switzerland www.simatec.com
Koenig Verbindungstechnik AG, 8953 Dietikon/ ZürichT 044.743.33.33, F 044.740.65.66, [email protected], www.kvt.ch
Konsequente Verbindung von Kompetenz, Leistung und Service!
34.007D.4h.3f.07-90x125
Koenig Verbindungstechnik AG
FILTEC®, KEENSERT®, TAPPEX®
Gewindeeinsätze
Gewindeeinsätze für an-spruchsvolle und über-zeugende Lösungen inMetallen und Kunststoffen.
Eine grosse Variantenvielfalt von Aluminium-Profilen kombiniert mit umfangreichen Zu
behörprogrammen ermöglicht den Aufbau unterschiedlichster Konstruktionen: Rahmengestelle, Maschinenaufbauten, Arbeitstische, Regalsysteme, Handhabungs und Schutzvorrichtungen sowie viele mehr.
Die Profile sind in mehr als 100 verschiedenen Formen und Abmessungen verfügbar, wodurch die Stabilität und Flexibilität einer Konstruktion stets gesichert ist. Je nach Belastungsfall werden noch Dehnschrauben oder handelsübliche DINSchrauben direkt in das zu verbindende Profil eingebracht. Da keine Bearbeitung
In der Produktions- und Prüftechnik haben sich flexible Konst-ruktionen längst durchgesetzt. Profil-Montagesysteme als « Stabilbaukästen» für die Automatisierung und den Maschinen-bau sind zum Marktrenner geworden. Die Vorteile, die standar-disierte Elemente bieten, kommen aber erst dann voll zur Geltung, wenn auch der Montageaufwand wirtschaftlichen Gesichtspunkten genügt. Dabei spielen die Verbindungstechni-ken eine wichtige Rolle. Die Lösungen, die RK Rose+Krieger anbietet, verzichten auf jeglichen Bearbeitungsaufwand.
Flexibel konstruiertDas Baukastensystem mit den unbeschränkten Möglichkeiten
Das neue Easy-Link-Kettentransfersystem er-gänzt den Baukasten im Bereich Fördertechnik. Es kann als Stückgut- und Werkzeugträgertrans-portsystem eingesetzt werden. Durch die Verwen-dung unterschiedlicher Kettentypen ist das Easy-Link-System universell einsetzbar und die Stre-ckenführung kann nahezu frei gestaltet werden.

64 technica 04-10
Zulieferindustrie + Industriebedarf | Industriebedarf
SIRAG AGCH-6312 Steinhausen
www.sirag-ag.chTel. +41 (0)41 747 11 47
Messen
Steuern
Bewegen
Fertigen
benötigt wird, ist die Flanschleistenverbin-dung sehr kostengünstig. Sie lässt sich gleich-falls wieder lösen und erneut verwenden.
Leichtbau-VarianteDie Oberfläche der Blocan-Profile ist wahl-weise hell oder schwarz eloxiert, ausserdem sind verschiedene, farbige Pulverbeschichtun-gen im Programm. Neben den bewährten Pro-filen stehen bei RK Rose+Krieger auch Leicht-profile in den Abmessungen 40, 50, 60 und 80 mm zur Verfügung. Sie zeichnen sich be-sonders durch ihr geringes Gewicht und den dadurch sehr günstigen Preis aus. Beim Ein-satz der Leichtprofile steht die Gewichtsopti-mierung von Aufbauten und Maschinenvor-richtungen im Vordergrund. Sie lassen sich aber auch gut als Rahmenkonstruktionen für Schutz- und Abtrennungssysteme einsetzen.
Geschlossene G-ProfileG-Profile ohne Längsnuten an den Sichtflä-chen kommen dort zum Einsatz, wo eine at-traktive Arbeitsplatzgestaltung angestrebt wird oder Staub- und Schmutzablagerungen uner-
wünscht sind. Aufgrund ihrer Form sind sie sehr leicht zu reinigen. Die Verbindung erfolgt über spezielle Eckstücke, die ohne Bearbei-tung mit dem Profil verschraubt werden.
KlemmprofileKlemmprofile eignen sich hervorragend zum schnellen und kostengünstigen Aufbau von Konstruktionen, bei denen Flächenelemente aus Glas, Kunststoff, Metall oder aus anderen Materialien verwendet werden. Die Befesti-gung der Elemente erfolgt über Klemmleisten. Die Klemmprofile untereinander werden mit Eckverbindern zusammengehalten.
ZubehörMehrere Tausend Zubehörteile runden das Programm von RK Rose + Krieger ab. Das Pro-gramm wird laufend angepasst. Es beschränkt sich nicht nur auf den Profilbereich, sondern beinhaltet auch Rohrverbindungen, Linearein-heiten, Elektrozylinder und Hubsäulen.
Linearkomponenten und AntriebstechnikDie Linearkomponenten dienen dem Verfah-ren und Positionieren von Vorrichtungen jeg-licher Art mittels Spindel-, Zahnriemen- oder Zahnstangenantrieb. Der Produktbereich um-fasst auch ein komplettes Zubehörprogramm vom Handrad bis zur Steuerungs- und Servo-technik.
LieferserviceAber das umfangreichste Programm nützt nichts, wenn es nicht in Stundenfrist verfüg-bar ist. Seit Jahren pflegt Phoenix Mecano seinen Auslieferservice besonders. So wer-den sogar Profilzuschnitte am Tag der Bestel-lung in den Versand gebracht. Zudem werden in dem rund hundert Mitarbeiter zählenden Werk in Stein am Rhein auch komplette Ma-schinenpodeste, Schutzgitter und Vorrichtun-gen kurzfristig individuell lackiert, bearbei-tet und montiert. Lineareinheiten – auf jede Länge individuell angepasst – sind in einer Woche lieferbar. (bf)
InfosPhoenix Mecano Komponenten AG8260 Stein am Rhein052 742 75 00 [email protected]
Bearbeitungsfreie Flanschleistenverbindung: kein Fräsen oder Bohren.
Lineareinheiten – Kombination XYZ.

04-10 technica 65
Produkte
Solche pneumatischen Ventile wünscht sich der Automatisierungsmarkt: Die Ventilreihe VUVG von Festo hat ein Verhältnis von Baugrösse zu Leistung, das bisher kein anderes Ventil am Markt erreicht hat. Ihr Erfolgsgeheimnis ist das patentierte Patronenprinzip.VUVGVentile sind besonders für die Automatisierungseinsätze geeignet, bei denen es auf kostengünstige, kleinbauende, technologisch universelle Lösungen mit einem hohen
Durchfluss ankommt. Dazu zählen die Elektronik, Solar, Textil und die Verpackungsindustrie sowie der Sondermaschinenbau. Die kompakten Abmessungen und das geringe Gewicht des Aluminiumgehäuses prädestinieren die Ventile darüber hinaus für den Einsatz im FrontEndBereich, beispielsweise direkt montiert am Roboterarm.
Festo AG8953 Dietikon044 744 55 [email protected]
Pneumatisches Raumwunder ❚
Bei der Entwicklung von Produkten verstärkt die Pilz GmbH & Co. KG
ihr Engagement im Bereich Energieeffizienz. So ermöglicht das optimierte Systemdesign des dezentralen E/ASystems PSSuniversal bei der Verarbeitung von sicheren Signalen den Energieverbrauch deutlich zu senken. Je nach benötigter Anzahl an sicheren Modulen lassen sich im Vergleich zu anderen marktgängigen Systemen bis zu 50 Prozent an Verlustleistung einsparen.Der Grundaufbau von PSSuniversal ist so konzipiert, dass die komplette Sicherheitslogik im Kopfmodul integriert ist. Andere am Markt ver
fügbare Systeme haben diese in jedem einzelnen Modul, das damit mehr Energie verbraucht. So reduziert sich die Verlustleistung – die in einem Bauelement in Wärme umgesetzte Leistung – was in einer deutlichen Energieeinsparung resultiert. Die geringere Abgabe von Abwärme erlaubt auch für die sicheren Module eine kleinere Bauform, die wiederum Platz im Schaltschrank spart. Anwender können für ihre Applikation die individuelle Verlustleistung über das SoftwareTool PSSuniver
sal Assistant von vornherein berechnen.Für den schwäbischen Experten für Automatisierung ist Energieeffizienz essentielles Kriterium bei der Entwicklung seiner Produkte. Der Nutzen für den Anwender ist hierfür genauso Motivation wie die Schonung von Ressourcen.
Pilz Industrieelektronik GmbH5506 Mägenwil062 889 79 [email protected]
Weniger Energieverbrauch dank intelligentem Systemdesign ❚
Mit dem Release 2010a der Matlab und SimulinkProduktfamilien können Bild und Videodatenströme in Matlab einfacher verarbeitet und Übertragungsalgorithmen einfacher entwickelt werden. Der nichtlineare Solver für gewöhnliche und umfangreiche Optimierungen und die erweiterte SimulinkUnterstützung für grosse Teams beim Entwurf komplexer Systeme sind weitere Vorteile. Neu ist der Simulink PLC Coder, der
strukturierten Text gemäss IEC 61131 für speicherprogrammierbare Steuerungen (SPS) und Programmable Automation Controller (PAC) im Bereich der Prozessautomatisierung generiert. R2010a beinhaltet darüber hinaus Updates für 83 weitere Produkte, einschliesslich der PolySpace Code-Verifikation.Die wichtigsten Neuerungen der R2010a für die MatlabProduktfamilie sind zu finden bei:
Signal Processing Blockset und Vi• deo and Image Processing Blockset Symbolic Math Toolbox• Global Optimization Toolbox und • Optimization ToolboxSimBiology •
Bei Simulink 2010a von den Neuerungen betroffen sind u.a.:
Embedded IDE Link und Target • Support PackageIEC Certification Kit• DO Qualification Kit•
The MathWorks GmbH3006 Bern031 950 60 [email protected]
Release 2010a ❚
Mit dem DataMatrix/BarcodeLeser iVu BCR in Schutzart IP67 ergänzt Banner seine VisionSensorFamilie iVu. Der kompakte Reader ist wie alle iVuModelle ohne PC direkt über den Touchscreen an der Geräterückseite programmierbar. Der iVu BCR erkennt 2DDataMatrix und 1DBarcodes, bei Bedarf sogar bis zu zehn unterschiedlichen Codes in einem Bild. Neben DataMatrixCodes erfasst der iVu BCR folgende BarcodeTypen: Code128, Code39, Codabar, Interleaved 2 of 5, EAN13, EAN8, UPCE, Postnet, IMB und Pharmacode. Mit Lesezeiten von etwa 90 ms für einen DataMatrixCode und rund 30 ms für einen Bar
code lässt sich der Reader auch in schnelle Produktionsabläufe integrieren. Mithilfe des 68,5mmFarbLCDTouchscreens (Auflösung: 320 × 240 Pixel) und einer intuitiven Menüführung können selbst Anwender ohne Bildverarbeitungskenntnisse den Reader mühelos direkt am Gerät parametrieren – zur Verfügung stehen die Menüsprachen Deutsch, Englisch, Spanisch, Französisch, Italienisch, Portugiesisch, Japanisch sowie vereinfachtes und traditionelles Chinesisch. Neben einer USB2.0Schnittstelle für Diagnosen und Updates bietet der iVu BCR eine integrierte Ringbeleuchtung in
Rot, Blau, Grün oder Infrarot sowie zahlreiches Montagezubehör.
Bachofen AG 8610 Uster 044 944 11 [email protected]
Kompakter DataMatrix-/Barcode-Reader ❚

66 technica 04-10
Produkte
Anwendungen in der Wasser- und Abwasser-aufbereitung stellen hohe Ansprüche an die Messinstrumente zur Erfassung von Druck und Füllstand. Baumer bietet für solche An-wendungen robuste Sensoren an, die sich für starke Erschütte-rungen ebenso eignen wie für den Einsatz bei aggressiven Medien. Entsalzungsanlagen verlangen z.B. nach Sensoren aus meerwasserbeständigem Hastelloy C und einer Keramik-Messzelle. Für Abwasseranlagen gibt es Ausfüh-rungen mit frontbündiger Memb-ran. Weitere Schwierigkeiten sind Schaumbildung, Schwebstoffe und Kondenswasserbildung im Tank. Baumer bietet für all diese Heraus-forderungen ein umfassendes Port-folio an Druck- und Füllstandssen-soren an, die in einem Gehäuse aus Edelstahl, Hastelloy C oder Monel untergebracht sind. Sie sind mit einer Vielzahl an Prozessanschlüs-sen und galvanisch isolierten Aus-gangssignalen verfügbar, haben eine hohe Vibrations- und Erschüt-terungsfestigkeit und zeichnen sich aus durch eine hohe Temperaturbe-ständigkeit, Genauigkeit und Lang-zeitstabilität. Die Messgeräte las-sen sich vor Ort in der Applikations-umgebung konfigurieren.
Des Weiteren bietet Baumer Druck-mittler aus Monel oder Hastelloy C an, um Druckschalter wie den TED50 von aggressiven Medien zu trennen. Diese Lösung wird bereits vielerorts bei der umgekehrten Os-mose zur Aufbereitung von Salz- in Trinkwasser eingesetzt. Dank sei ner hohen Vibrationsfestig-keit von 1,5 mm (10 … 55 Hz) und 20 g (55 Hz … 2 KHz) nach dem Standard EN 60068-2-6 findet das Messgerät auch in vielen anderen Wasseraufbereitungsprozessen, zum Beispiel bei der Ultrafiltration in kommunalen Abwasseranlagen, seine Verwendung.
Baumer Electric AG8500 Frauenfeld052 728 11 [email protected]
Sensoren für die Wasseraufbereitung ❚
USB 2.0 kommt ins Alter und bie-tet nicht mehr genug Bandbreite für aktuelle Anwendungen. USB 3.0 schafft hier Abhilfe und schlägt ein 10 × schnelleres Tempo an. Da-mit ist der neue USB-Standard so-gar noch schneller als Firewire und E-SATA. USB 3.0 benötigt jedoch durchgehend neue Kabel und Ste-cker. Diese bleiben aber abwärts-kompatibel. Die A-Seite des USB-3.0-Kabels (computerseitig) bleibt von der Bauform gleich wie bisher, ist also optisch nicht zu unterschei-den und passt auch in die vorhan-denen 2.0-Anschlüsse. Jedoch wird nur die maximale Geschwindigkeit von USB 2.0 erreicht. Die neuste Generation Festplatten-gehäuse verwendet bereits den 3.0-Standard. Darin lassen sich 2,5-Zoll-SATA-Festplatten ein-bauen und via USB 3.0 mit dem Computer verbinden. Vorausset-zung ist eine USB-3.0-Schnittstelle am Rechner, um die volle Leistung auszuschöpfen. Die USB-3.0-Ge-häuse schalten jedoch automatisch um, wenn auf Rechnerseite nur eine USB-2.0- oder -1.1-Schnitt-stelle erkannt wird. Das ARP-Fest-
plattengehäuse «SuperSpeed» ist mit den Betriebssystemen WinXP, Vista und Windows 7 kompatibel. ARP liefert das SuperSpeed 3.0- Gehäuse (Art. Nr. 801707) ab so-fort für CHF 35.–, die passenden 2,5”-SATA-Festplatten sind sepa-rat erhältlich.Für Notebooks stehen USB 3.0 Ex-pressCards zur Verfügung, um den «SuperSpeed» auf dem Rechner nutzen zu können. Voraussetzung dazu ist ein freier ExpressCard-Slot am Notebook.
ARP Datacon AG6343 Rotkreuz041 799 09 [email protected]
USB 3.0 dank Adapter an jedem Notebook ❚Von Servo-, Synchron- und Torquemotoren bis hin zur bewährten Acopos-Familie sorgt ein integrierter Chip für die lückenlose Erkennung aller wichtigen Motorpara-meter und unterstützt so die automatische Systemkonfi-guration – das ist insbeson-dere bei der Umsetzung ver-schiedener Maschinenvari-anten ein gros ses Plus für je-den Anwender, der so keinerlei Ein stellungen am Antriebsmodul vornehmen muss.Sobald der Geber mit dem Servo-verstärker verbunden ist und die Versorgung der Elektronik einge-schaltet wird, findet eine automati-sche Identifikation des Motors statt. Der Motor sendet seine Nominal- und Grenzwerte an den Servover-stärker. Daraus ermittelt dieser selbstständig die für den sicheren Betrieb des Motors notwendigen Stromgrenzwerte und Regelpara-meter. Aufwändige und fehleranfäl-lige Parametrierarbeiten werden dadurch vermieden, der Einstel-lungsaufwand während der Inbe-triebnahme erheblich reduziert.
Ein einfacher Abgleich der Maschi-nenkonfiguration im Servicefall hilft fehlerhafte Anordnungen so-fort zu diagnostizieren – kostspie-lige Stillstandzeiten gehören damit der Vergangenheit an. Wertvolle Zu-satzinformationen ermöglichen da-rüber hinaus Rückschlüsse über den Einsatz und eventuell damit einhergehender unsachgemässer Handhabung.
B&R Industrie-Automation AG8500 Frauenfeld052 728 00 [email protected]
Motoren identifizieren ❚
Dank ihrer IO-Link-Schnittstelle können die Ultraschall-Sensoren der Serie 09 von Baumer neu bidirektional mit der Steuerung kommunizie-ren. So kann die Intelli-genz der Sensoren, z. B. die integrierte Schall-echo-Auswertung, von aussen genutzt werden. Sie sind dadurch vielsei-tiger einsetzbar als her-kömmliche Sensoren und erhöhen die Prozesssicherheit.Ei nerseits kann der Sensor über di-rekte Kommunikation von der Steue-rung im laufenden Prozess optimal an die aktuelle Situation angepasst werden. So kann die integrierte Temperaturkompensation bei Be-darf aus- bzw. eingeschaltet wer-den, was z. B. beim Aufstarten der Maschine schneller zu genauen Messwerten führt. Auch die Aus-gangsfunktion (Flanke/Fenster) kann individuell auf die zu erfas-senden Objekte eingestellt werden. Dies führt in jeder Situation zu einer sicheren Detektion. Anderer-seits können Informationen vom Sensor zur Fehlerdiagnose genutzt und so Prozessfehler oder Maschi-nenstillstände verhindert werden. Die Sensoren der Serie 09 verfü gen über die Diagnosefunktionen «Miss-ing Object» und «Weak Echo».Über «Missing Object» meldet der Sensor der Steuerung, wenn sich
kein Objekt in seinem Messfeld be-findet. Der Anwender kann dann frühzeitig reagieren und gegebe-nenfalls die folgenden Prozess-schritte auf die Fehlersituation ein-stellen. Zu schwach reflektierende Objekte oder eine Verschmutzung des Sensors meldet dieser mit der Diagnosefunktion «Weak Echo». Dies ermöglicht dem Anwender die optimale Abstimmung von Sensor und Prozess und macht die Reini-gungszyklen planbar.
Baumer Electric AG8500 Frauenfeld052 728 11 [email protected]
Ultraschall-Sensoren mit IO-Link ❚

04-10 technica 67
Produkte
Für portable Produkte im Bereich der Medizin, der Industrie, der Un-terhaltungselektronik oder der Haus-technik gibt es einen wachsenden Bedarf an miniaturisierter Elektronik mit geringem Energieverbrauch. Ge-eignete, kleine und sparsame Mikro-
controller sind zwar erhältlich, aber es mangelt ihnen häufig an der Datenverarbeitungsleis-tung, die für eine moderne Sys-tem-on-Chip-Lösung erforder-lich wäre.Das Schweizer Zentrum für Elektronik und Mikrotechnolo-gie CSEM ist ein Pionier im Be-reich von Prozessoren mit ge-
ringem Energieverbrauch – von Arm-banduhren bis zum CoolRISC Core und dem Macgic DSP. Ihre icyflex-Architektur wurde mit einem ausser-gewöhnlich niedrigen Energiever-brauch (6 μW/MHz) entwickelt. Bis-lang sind drei Varianten erhältlich:
icyflex1 – ein 16/32-bit RISC-Pro-• zessor für eine Kombination aus Steuerungs- und DSP-Anwendun-gen wie drahtlosen Netzwerksen-soren, die eine lokale Signalverar-beitung erfordernicyflex2 – ein kleinerer 16/32-bit • RISC-Prozessor für Steuerungsan-wendungen mit einem Energiever-brauch von nur 6 μW/MHz (in 65nm LP CMOS)icyflex4 – mit einer skalierbaren • Architektur, die eine Steuerung und massive Parallelisierung für rechenintensive DSP-Anwendun-gen wie Audio- oder Videoverarbei-tung ermöglicht
Alle drei Prozessoren sind als VHDL-Bausteine mit zahlreichen Parame-tern wie Busbreite, Stackgrösse und optionalen Blöcken erhältlich, wes-halb nur der für die Anwendung er-forderliche Prozessor integriert ist. Der Prozessor kann während der Laufzeit konfiguriert werden, um neue Adressierungsarten und neue Anweisungen zur Reduzierung der Anzahl der Zyklen für die einzelnen Algorithmen hinzuzufügen.CSEM2002 Neuchâtel032 720 50 [email protected]
Energieeffiziente DSP-RISC-Cores für portable Anwendungen ❚
The MathWorks stellt den neuen Si-mulink-PLC-Coder vor, einen auto-matischen Codegenerator für Struk-turierten Text (ST) gemäss IEC 61131 für speicherprogrammier-bare Steuerungen (SPS, engl. PLC) und programmierbare Automatisie-rungssteuerungen (PAC). Ab sofort können Ingenieure nun beispiels-weise auch Kraftwerks- und Produk-tionsanlagen, die über SPS- und PAC-Systeme gesteuert werden, mittels Model-Based-Design ent-wickeln. Mit dem Simulink-PLC-Coder kann man automatisch Programmcode für Prozessautomatisierungssys-
teme generieren, u. a. auch für Re-gelungs- und Überwachungsaufga-ben. Die automatische Code-Gene-rierung als zentraler Bestandteil von Model-Based-Design hilft, Fehler zu vermeiden, die bei der klassischen manuellen Programmierung auftre-ten können, und reduziert insge-samt die Entwicklungs- und Validie-rungszeit. Der Simulink-PLC-Coder generiert Quellcode in Form von struktu-riertem Text (ST) aus Simulink- Modellen, Stateflow-Diagrammen und Embedded-Matlab-Code. An-schliessend wird der Code mithilfe einer Integrierten Entwicklungs-
umgebung (IDE) ei-nes Anbieters von Automatisierungslö-sungen kompiliert und auf einem SPS- oder PAC-System ausgeführt. Um die Anwender dabei zu unterstüt-zen, Model-Based Design in die Ent-wicklung ihrer indus-triellen Anlagen zu integrieren, ar-beitet The MathWorks eng mit füh-renden Anbietern von Automatisie-rungslösungen zusammen, darunter Rockwell Automation und B&R.
The MathWorks GmbH3006 Bern031 950 60 [email protected]
Erzeugung von strukturiertem Text gemäss IEC 61131 für Industriesteuerungen ❚
Die verdrehsteifen Antriebsele-mente finden Einsatz an Impulsge-bern, Tachos, Potentiometern, klei-nen Servoantrieben, Schrittmotoren und Regelsystemen. Sie sind abso-lut spiel- und wartungsfrei und für die Übertragung hoher Drehzahlen ausgelegt. Die Besonderheit der Se-rie MK4 mit Madenschrauben ist ihre Steckbarkeit. Diese Kupplung eignet sich besonders für komplexe, schwer zugängliche Montagefälle,
da die beiden vorab montierten Kupplungshälften einfach nur zu-sammengesteckt werden müssen.
Servotronic AG1228 Plan-les-Ouates022 794 93 26 [email protected]
Miniaturmetallbalg-Kupplungen – einfache Montage, da steckbar ❚
Siemens Industry Automation and Drive Technologies (IA & DT) erwei-tert seine Familie der Sirius-Positi-onsschalter 3SE5 um zwei Metall-gehäuse-Varianten.In hoher Schutzart IP66/67 ausge-führt, eignen sich die Metallge-häuse-Varianten vor allem zum Be-trieb in harten industriellen Umge-bungen. Das 31 Millimeter schmale Gehäuse nach EN50047 verfügt über zwei oder drei Schaltglieder, das 56 Millimeter breite XL-Ge-häuse nach EN50041 über bis zu sechs Schaltglieder. Dies ermög-licht eine hohe Anzahl an Schaltva-rianten. Beide neuen Typen sind als Komplettgerät erhältlich sowie als
modulares System, das der Anwen-der individuell zum Beispiel durch Basisschalter mit M12-Stecker und Antriebskopf in Einfachstössel-Aus-führung konfigurieren kann. Neu ist auch ein kompakter Einfachstössel mit Edelstahlstössel ohne Überhub für alle Metallgehäuse. Eine neue, für alle EN 50047-Antriebsköpfe geeignete Schutzkappe aus Gummi verhindert zusätzlich das Eindrin-gen groben Schmutzes in die An-triebskopfschnittstelle.Siemens Schweiz AGIA & DT8047 Zürich0848 822 [email protected]
Erweitertes Angebot bei Positionsschaltern ❚

68 technica 04-10
Produkte
Das Hitachi F-2700 (Foto) löst das bewährte F-2500 als Routine-Ge-rät ab und bringt einige Verbesse-rungen mit sich. Es kann stand-alone verwendet oder mittels PC ge-steuert werden. Das übersichtliche Bedienpanel ermöglicht Routine-analysen ohne zusätzliche Soft-ware. Mit einer maximalen Scange-schwindigkeit von 12000 nm/min sind 3D-Analysen als Option auch schon mit dem Routinegerät mach-bar. Das neue Automatic Perfor-mance Monitoring überwacht die Funktion des Gerätes und ermög-licht so eine einfache Validierung. Durch neu erhältliche Accessories lässt sich bereits mit diesem günstigen Gerät die Quantenaus-beute bestimmen. Zudem kann das F-2700 neu sowohl mit Autosipper als auch Autosampler ausgestattet werden.Das zweite neue Fluoreszenzspekt-rofotometer F-7000 ist das Hitachi-Forschungsgerät für Fluoreszenz-spektroskopie. Mit einer maxima-len Scangeschwindigkeit von 60 000 nm/min ist auch das Mes-sen sehr schneller Reaktionen kein Problem. Damit ist es perfekt ge-eignet für 3D-Time-Scan-Experi-mente. Das hohe S/N Ratio von 800 (RMS) befähigt das Gerät zum Mes-sen von Spuren im Bereich von bis zu 10–12 mol/L. Die Gain-Change-
Over-Funktion des F-7000 ermög-licht das Erstellen von stabilen Ka-librationskurven über bis zu 6 Zeh-nerpotenzen. Die benutzerfreund-liche Software gestattet einen Einstieg auch für weniger erfahrene Leute. Mit dem Pre-scan können automatisch sehr schnell das Anre-gungs- und Emissionsmaximum ei-ner unbekannten Probe ermittelt werden. Für die Verwendung in der biologischen Richtung kann das F-7000 mit einem Micro-Plate-Reader (MPR) ausgestattet werden. Dieser fungiert zugleich als Auto-sampler. Eine Messung mit Stan-dardküvetten ist ohne Ausbau des MPR möglich. Die grosse Anzahl an erhältlichen Accessories ermöglicht eine optimale Ausrüstung für die je-weiligen Bedürfnisse.
Portmann Instruments AG4105 Biel-Benken061 726 65 [email protected]
Fluoreszenzspektrofotometer ❚
Mit neuen Highspeed-Feldbus-Gateways für das Mehrachs-Servo-verstärker-System Movi-Axis bietet SEW-Eurodrive eine leistungs-starke und multifunktionale Mög-lichkeit, Antriebslösungen zu rea-lisieren. Die Gateways haben eine hohe Datenverarbeitungsgeschwin-digkeit, integrierte Komplettdaten-speicherung, Parameter-Auto-Re-load nach Gerätetausch sowie Feld-bus-/Netzwerk-Schnittstellen für Profibus, DeviceNet, Profinet IO, Ethernet IP und Modbus TCP. Für die Officekommunikation gän gi ge und notwendige Engineering-
Schnittstellen wie TCP/IP und USB sind als Standard integriert.
Alfred Imhof AG4142 Münchenstein061 417 17 [email protected]
Antriebskommunikation für mehrachsige ❚Servoantriebslösungen
Drei ihrer Industrial Ether-net Switches hat Siemens Industry Automation and Drive Technologies mit PoE-Funktionalität (Power over Ethernet) gemäss IEEE 802.3af ausgestat-tet. Je nach Umfang und Anforderungen der Appli-kation versorgen der un-managed Switch X108PoE sowie die modularen ma-naged Switches X308-2M PoE und XR324-4M PoE zwei, vier oder acht PoE-fähige Endgeräte über eine gemeinsame Leitung mit Daten und Energie. Geeignete End-geräte sind zum Beispiel IP-Tele-fone, Scannersysteme, Access Points und IP-Kameras. Dies spart nicht nur Installationskosten, son-dern bei vielen Endgeräten auch ein zusätzliches Netzteil. In den neuen Switches ist ein Power Source Equipment nach IEEE 802.3af für die Daten- und Energieversorgung der Endgeräte integriert.Der Ethernet-Standard IEEE 802.3af, der die Spannungsversor-gung von an Ethernet angeschlosse-nen PoE-fähigen Geräten definiert, bietet im Umfeld der industriellen Automatisierung neue Anwendungs-bereiche, die über die reine Kom-
munikation zwischen Automatisie-rungsgeräten hinausgehen. Bei der Videoüberwachung, bislang fast ausschliesslich der Gebäudeauto-matisierung vorbehalten, integrieren die neuen PoE-Switches die ange-schlossenen Kameras in Automa-tisierungsanwendungen. Beispiele dafür sind die Überwachung eines Regalbediengerätes oder des Einsat-zes von Bedienpersonal in prozess-technischen Anlagen, womit sich die Sicherheit für Mensch und Ma-schine erhöhen und auch die Pro-zessqualität steigern lässt.
Siemens Schweiz AGIA & DT8047 Zürich0848 822 [email protected]
Switches kombinieren Energie- und ❚Datenübertragung über Industrial Ethernet
Die Kölner Igus GmbH, Experte für biegefeste Leitungen in hoch dyna-mischen Energieketten-Anwendun-gen, hat eine Busleitung für das in-dustrielle serielle Feldbussystem CC-Link im Programm. Die Daten-übertragungseigenschaften der Lei-tung «Chainflex CFBUS.035» ent-sprechen der CC-Link-Spezifikation und wurden in Japan von der CC-Links Partners Association (CLPA) als globale Koordinierungsstelle überprüft. Damit bietet Igus ab La-ger Busleitungen speziell für Ener-gieketten für alle gängigen Feld-bussysteme (Profibus, Interbus, CAN-Bus, Device Net, Profinet, Ethernet u.a.) an.Die 3-adrige geschirmte Busleitung ist im Aufbau abgestimmt auf die mechanischen Einflüsse bei hoch-dynamischen linearen Energieket-ten-Anwendungen und verwendet passende Werkstoffe. Mit einem abriebfesten TPE-Aussenmantel, einem zwickelfüllend extrudierten Innenmantel und einer optimierten kurzen Schlaglänge sind viele Mil-
lionen Wechselbiegezyklen in Ener-giekettensystemen ab 85 mm Ra-dius (10xd) möglich. Bei einem Aussendurchmesser von 8,5 mm und Design-konformer Mantelfarbe ist die Leitung als Me-terware oder mit allen handelsübli-chen industriellen Steckverbindern vorkonfektioniert ab Lager liefer-bar.
Igus Schweiz GmbH4623 Neuendorf062 388 97 [email protected]
CC-Link-kompatible Leitung für Energieketten ❚

04-10 technica 69
Produkte
Perfection in Automationwww.br-automation.com
Sicherheitstechnik muss nicht kompliziert sein! Virtuelles Verdrahten zertifizierter Funktionsblöcke im Safe-DESIGNER ersetzt aufwändiges und fehleranfälliges Verschalten sämtlicher Sicherheitskomponenten. Ein-schränkungen durch das modulare Konzept Ihrer Maschinen gehören damit der Vergangenheit an. FlexibleSicherheitsfunktionen als integraler Bestandteil des Antriebssystems eröffnen neue Perspektiven. Garantiertesicherheitstechnische Reaktionszeiten bei verteilten SafeIO oder SafeMCüber den Maschinenbus und das mit allen Vorteilender integrierten Sicherheitstechnik.
Safety für modularisierte Anlagen!Intelligent verbinden statt fest verdrahten.www.discover-automation.com
Das Handling und die Bearbeitung schwerer Platten aus Glas, Holz, Kunststoff oder Granit ist extrem kraft- und zeitaufwändig. Ein neues Hilfsmittel, die Glashandling-Ku-gelrolle, ermöglicht wesentliche Erleichte-rungen und Zeiter-sparnis. Denn die auf
Kugelrollen gelegte Platte lässt sich leicht und schnell in jede ge-wünschte Richtung am Arbeitsplatz bewegen.Für empfindliches Material wird die Laufbahn und der Arbeitstisch mit vibrationsdämpfenden Kugelrollen aus Gummi ausgerüstet. Kugelrol-len aus Polyurethan sind hingegen für rauhe Betriebsbedingungen vor-gesehen. Letztere sind auch öl- und fettbeständig.
Technische Details mit Mass- und Preisangaben finden sich im neuen FTA-Rollenkatalog, der kostenlos er-hältlich ist.
FTA Fahrzeugtechnik AG5035 Unterentfelden062 737 04 [email protected]
Kugelrollen erleichtern Arbeit mit Glas und Platten ❚
Mit Elf hat Datalogic Mobile eine bedeutende Weiterentwicklung auf dem PDA-Markt erreicht: Elf ent-spricht dem neuesten Stand der Technik, ist ergonomisch, benutzer-freundlich und mit einer Hand zu bedienen. Damit macht der Elf Field Sales, Retail und Logistik-An-wendungen mobiler. Der Fortschritt ist mit einer Hand greifbar: Elf mit WLAN 802.11 a/b/g mit CCX V4 Zertifikat, 3.5G UMTS HSDPA Mobilfunk, Imager, HF RFID «reading und writing», 3-MP-Autofokus-Kamera und GPS. Datalogic Mobile nutzt bei Elf das neueste Betriebssystem Windows Mobile 6.5 und garantiert damit eine bekannte Benutzeroberfläche für einfache und intuitive Bedie-nung. Die integrierte, Datalogic pa-tentierte «Green Spot»-Technologie bestätigt visuell die Lesung über ei-nen grünen Punkt auf dem Barcode oder dem 2D-Code. Daneben unter-stützt der neue PDA HF-RFID-Rea-ding und -Writing. Zusätzlich unter-stützt die Display-Dreh-Funktion so-wohl horizontale als auch vertikale Auflösung. Neueste Funktionen im ergonomi-schen Gerät mit hoher Geschwin-digkeit machen den neuen Elf be-sonders benutzerfreundlich und er-möglichen die Bedienung mit nur einer Hand.Weitere Informationen unter www.elf.mobile.datalogic.com
ID-Systems AG2557 Studen032 374 71 [email protected]
Neuer PDA macht ❚Mobilität mobiler

70 technica 04-10
Produkte
Neuer NameBewährte Qualität100% FANUC
Ein starker Partner: FANUC CNC Europe.Aus Fanuc GE und FANUC Service wird FANUC CNC Europe.Mit der gleichen weltweit besten Zuverlässigkeit wie bisher.Und einem neuen, einheitlichen Service für alle Maschinen,die mit einer FANUC CNC-Steuerung ausgestattet sind.Ihr Vorteil: höchste Verfügbarkeit und ein zentraler Ansprech-partner. Effizient, zuverlässig, innovativ.
Noch stärker als bisher.
FANUC CNC Switzerland GmbH / Grenchenstrasse 7CH-2500 Biel/Bienne 8 / Tel.: (+41) 32 366 63 63 / Fax: (+41) 32 366 63 [email protected] / www.fanuccnc.ch
CNC CONTROLS DRIVE SYSTEMS LASER SYSTEMS SERVICE
Die Saropack AG präsentierte an der easyFairs «Verpackung» in Zürich die neue Hightech-Schrumpffolie Saro-film CT301.Die Sarofilm CT301 bedeutet eine wirkliche Revolution im Bereich der Polyole finfeinschrumpffolien. Trotz le-diglich 7 µm, aber einer unglaubli-chen Festigkeit und Schrumpfeigen-schaft, ersetzt die Sarofilm CT301 alle handelsüblichen Folien, welche dop-pelt so dick sind. Die Vorteile der Dickenreduzierung lie-gen auf der Hand:
ökologisch sinnvoller Beitrag • schont die Ressourcen in der Her-stellung reduziert den Abfall beim Endkon-• sumentenmehr Meter auf der Rolle bedeu-• tet weniger Rollenwechsel an der Maschine, daraus resultieren ein verminderter Maschinenstillstand und eine höhere Produktivitätweniger Rollen benötigen weniger • Lagerfläche und damit auch weni-ger Transporte.
Saropack AG9401 Rorschach071 858 38 [email protected]
Präsentation als Schrumpffolienspezialist ❚
Siemens IA & DT hat eine neue Schwerlast-Dosierbandwaage für grosse Fördermengen (bis 800 Ton-nen pro Stunde) entwickelt. Die Sitrans WW300 Weighfeeder liefert gleichbleibend präzise Ergebnisse bei der Steuerung und Überwa-chung kontinuierlicher Wäge- und Zufuhranwendungen. Ihre Einsatz-gebiete reichen von der Lebensmit-tel- bis zur Zementindustrie. Die hochempfindlichen Wägezellen bie-ten hohe Wägegenauigkeit zur Opti-mierung der Misch-, Mess- und Zu-fuhrqualität. Das patentierte, na-hezu wartungsfreie «Unibody-De-sign» zeichnet sich durch eine geräumige und gut zugängliche Bauform aus. Dies vereinfacht Ins-pektion, Reinigung und Bandaus-tausch. Der schnelle Bandaustausch in nur 30 Minuten reduziert die Stillstandszeiten erheblich. Die Schwerlastwaage Sitrans WW300 Weighfeeder ergänzt das Dosier-bandwaagen-Angebot von Siemens, bisher bestehend aus WW100 für kleine und WW200 für kleine bis mittlere Fördermengen. Im Liefer-umfang aller Sitrans-Dosierband-waagen sind Wägebrücke und Ge-schwindigkeitssensor standardmäs-sig enthalten.
Siemens Schweiz AG IA & DT8047 Zürich0848 822 [email protected]
❚Schwerlast-Dosierbandwaage für grosse Fördermengen

04-10 technica 71
Industrial IT | CAD
www.codex.ch
www.abacus.ch
www.siemens.com/plm
www.siemens.com/plm
www.autodesk.de
www.noser.ch
www.arp.com
www.skf.ch
Industrial ITIndustrial ITEngineering, CAD/CAM, PDM/PLM, ERP, Business-Software
An den NIDays am 2. März in Zürich nah men wiede-rum über 350 Experten
aus der Mess- und Automatisie-rungstechnik teil. «Neues wa-gen!» stand im Zentrum des viel-seitigen Programms.
Lehrreiche Keynote«Innovate or die!» orakelte der Gastreferent Prof. Dr. Oliver Gass-mann von der Uni St.Gallen und dozierte über die Voraussetzungen für erfolgreiche Innovationen bzw. die Fehler, welche den Un-ternehmen dabei unterlaufen kön-nen. Er verlangte zum Beispiel kompetente, kreative und moti-vierte Entwickler, denn nur so können Innovationen gelingen.
Interessante NeuheitenAnschliessend präsentierte NI die Neuheiten aus ihrer eigenen Ide-enschmiede. Dazu war Mike San-tori, NI Business and Technology Fellow, eingeladen. Ausserdem wurde der Best Paper Award ver-geben, der dieses Jahr an Dr. Christoph Latkoczy und Bartjan den Hartogh vom ETH-Spin-off Nanolytix GmbH ging. In Ihrem Vortrag «Field-Based Particle Size
Analysis of Water with LabVIEW FPGA» zeigten sie eine Methode zur direkten analytischen Bestim-mung von Nanopartikeln in wäss-rigen Proben. Im Feldversuch er-fordert dies eine robuste Geräte-steuerung und eine zeitlich genau abgestimmte und reproduzierbare Datenaufnahme, was mit dem LabVIEW-FPGA-Modul und rekon-figurierbarer I/O-Hardware (RIO) erreicht werden konnte.
RahmenprogrammMit den Impulsen aus den Keyno-tes konnten die Teilnehmer an den Technologie- und Anwender-vorträgen sowie dem praxisorien-tierten Workshopangebot auf die Suche nach neuen Ideen gehen und sich über aktuelle Technolo-gien und Lösungen informieren. Über 60 Besucher nutzten ausser-dem die Möglichkeit, sich als «Certified LabVIEW Associate De-veloper» (CLAD) von NI LabVIEW zertifizieren zu lassen. Die kosten-pflichtige Prüfung wurde während der NIDays erstmals gratis an-geboten. In der begleitenden Ausstellung zeigten 16 Firmen ihre innovati-ven Produkte und Lösungen. Zum
Abschluss des Tages diskutierte ein hochkarätig besetztes Podium über die Frage «Innovationsma-nagment – Reine Chefsache?» und tauschte sich über verschie-dene Strategien für gelungenes Innovationsmanagement aus.
20 Jahre NI SchweizDas feierliche Highlight bot Natio-nal Instruments anlässlich des 20-Jahre-Jubiläums der Schweizer Niederlassung mit einer grossen Geburtstagstorte. (bf)
ni.com/switzerland
Weitere Bilder und Videos von den NIDays 2010 sind im Internet: www.megalink.ch/nidays2010
NIDays 2010 im Swissôtel in Zürich
Prof. Dr. Oliver Gassmann nennt drei Vorausset-zungen für erfolgreiche Innovationen: Expertise, Kreativität und Motivation.
72 technica 04-10
Industrial IT | Simulation
E+S
ABACUS PPS-SoftwareEffiziente Planung und Steuerung der Produktivität
> Ressourcenverwaltung mit verlängerter Werkbank > Stammarbeitspläne mit Varianten > Auf-
tragsbezogene Beschaffung > Plan-Manager mit grafischem Leitstand > Reihenfolgeplanung
für Engpassressourcen > Vor-/Nachkalkulation > Serienummern/Chargenverwaltung > Definier-
bare Produktionsauftragsprozesse www.abacus.ch
Seit 25 Jahren auf Erfolg programmiert
Ins_PPS_210x101_Techn 28.1.2010 12:15 Uhr Seite 1
Designer, Ingenieure und For-scher aus unterschiedlichen Branchen verwenden Abaqus,
um das Verhalten von Produkten, Ma-terialien und Herstellungsprozessen vo-rauszuberechnen. Abaqus 6.9-EF bie-tet Neuerungen in der Modellierung, Mechanik und Performance. Die Verbes-serungen ermöglichen es, Simulations-software zu vereinheitlichen, gleichzei-tig Kosten zu senken und die Effizienz der Produktentwicklungsprozesse zu steigern. «Um den Anforderungen an die Pro-duktleistung innerhalb immer kürzerer Produktentwicklungszeiten nachzukom-men, ist es erforderlich, dass wir so schnell wie möglich physikalisch prä-zise Entwurfssimulationen durchfüh-ren», sagt Kirk Siefker, Senior Analyti-cal Engineer, Engine Components, Schaeffler Group USA. «Mit den verbes-
serten Möglichkeiten der impliziten Dy-namik in Abaqus 6.9 EF sind wir in der Lage, die reale Leistung der Entwürfe unserer Maschinenkomponenten und Anlagen 30 Prozent schneller zu simu-lieren, während wir die Gesamtleistung unseres Produkts verbessern.»
Ausgewählte NeuerungenNeuer iterativer Gleichungslöser • Verbesserter Kontaktalgorithmus • bei impliziter Dynamik zur Stabili-sierung von Kontaktanalysen Konturintegralberechnungen bei • XFEM-Analysen «Mesh mapping» bei Co-Simulati-• onen von Abaqus/Standard und Abaqus/Explicit Mitgeführte eulerische Netze bei • gekoppelten eulerisch-lagrang-schen Berechnungen Erweiterte Importmöglichkeiten •
mit Abaqus/CAE Verbesserte Möglichkeiten zur • Geometriereparatur Erweiterte Optionen zur Visualisie-• rung von Schalendicken. (bf)
Dassault Systemes bringt Abaqus 6.9 Extended Functionality (6.9-EF) auf den Markt. Abaqus ist die technologisch führende Lösung der DS-Marke Simulia für die Unified Finite-Elemente-Analyse (FEA).
Physikalisch präzise
InfosDassault Systemes D-70563 Stuttgart+49 711-49074 [email protected]/de
Geringere Entwicklungskosten und beschleunigte Innovation dank verbesserter realistischer Simulation

04-10 technica 73 04-10 technica 73
Dreistern ist seit sechzig Jahren verbunden mit hochwertigen Werkzeug-
maschinen für die Blechbearbei-tung. Die Profi lieranlagen verarbei-ten Coils oder Platinen zu Profi len, wie sie in Maschinen, Anlagen und Fahrzeugen zum Einsatz kommen. Das Anwendungsspektrum reicht vom Automobilbau über die Bau-industrie, Haushaltstechnik bis zur Medizintechnik und zum Sonnen-schutz. Meist werden Profi le aus 0,1 bis 6 mm dickem Stahl herge-stellt, aber auch aus Aluminium oder anderen Metallen z. B. zur Herstellung von Mehrschicht-Ver-bundrohren. Die Maschinen beste-hen aus einer Umform- und einer Trenneinrichtung und sind, basie-rend auf einem Baukastensystem, individuell zusammengesetzt.
Rollformwerkzeuge messen und einstellenGanz neu im Portfolio von Drei-stern ist eine Messeinrichtung, mit der man die Rollformwerk-zeuge vermessen und einstellen kann. Der Vorteil des neuen Werk-
zeugmess- und -einstellsystems (WME) ist, dass Anwender die bei einem Produktwechsel erforder-lichen Mess- und Einstellvor-gänge nun ausserhalb der Pro-duktionsmaschine erledigen kön-nen, sodass deren Nutzungszeiten nicht beeinträchtigt werden. Da-bei werden die Profi liergerüste so eingestellt, wie sie nach der letz-ten Produktion abgespeichert wurden. Die Folge: Man kann auf lange Einfahrzeiten beim Um-rüsten verzichten und die Pro-duk tivität der Anlage um bis zu20 Prozent steigern.
AutoCAD Inventorund Productstream ProMit der Neuentwicklung der WME hielt auch eine neue Konstrukti-onsmethode mit AutoCAD Inven-tor, dem PDM-System Product-stream Professional und Eplan Electric P8 bei Dreistern Einzug. Wolfgang Ganter: «Wir brauchten ein ausgereiftes Produktdatenma-nagement, das deutlich mehr leis-ten muss als eine reine Daten-bank.» Nachdem die Dreistern-
Konstrukteure ein Pfl ichtenheft für das Produktdatenmanagement ge-schrieben hatten, wurde Product-stream Professional von Eplan ent-sprechend diesen Anforderungen angepasst. Zu den Anpassungen gehörte auch die Anbindung an das ERP-System SIVAS, das Drei-stern einsetzt.
Konstruktion in modu-laren BaugruppenEin wesentliches Motiv für den Einsatz eines leistungsfähigen PDM-Systems war das Ziel, die Konstruktion stärker zu standar-disieren. Für dieses Ziel hat sich Jürgen Oswald, Konstrukteur in der mechanischen Konstruktion, stark engagiert und die Module entsprechend strukturiert: «Wir möchten mit möglichst geringem konstruktivem Aufwand Teile nut-zen, die Kollegen bereits konstru-iert haben.» Nun kann der Kons-trukteur aus dem PDM-Systemheraus anhand von Artikelnum-mern nach Gleichteilen in vorhan-denen Konstruktionen suchen. Nicht zuletzt aus diesem Grund
Eine durchgängige Konstruktion hat Dreistern GmbH & Co. KG in Schopfheim realisiert. Der Spezialist für Profiliermaschinen setzt in der mechanischen Konstruktion AutoCAD Inventor und Productstream Professional ein und wurde von Eplan bei der Strukturierung der Konstruktionselemente beraten. Zu den Ergebnissen gehören nicht nur eine beschleunigte Konstruktion und höhere Datentransparenz, sondern man kann dank der zahlreichen Simula-tions-Tools von Inventor schon in der Angebotsphase detaillierter planen.
Scharfes ProfilDurchgängig in 3D konstruiert – vom Angebot bis zur Montage
Das Werkzeug-Mess- und Ein-stellsystem (WME) von Drei-stern wurde mit Inventor, Pro-ductstream Professional und Eplan Electric P8 konstruiert und entwickelt.

74 technica 04-10
Industrial IT | Engineering-Tools
♦ VORTEIL♦ FREIHEIT♦ AUSWAHL
KOSTENDESIGN
WERKSTOFF
FEINGUSS BLANKIndustriestr. 18
D-88499 RiedlingenTel.:+49 7371/182-0
s passteinfach“
50 Jahre Präzisionaus dem Feuer
Treffen Sie uns aufder Hannover Messein Halle 3 Stand B45
2010_184x63_Ausgabe4.indd 1 26.02.2010 09:15:45
wird der Bestand von insgesamt 140 000 Zeichnungen nach und nach in die Dreidimensionale, d.h. in den AutoCAD Inventor übertragen. Wolfgang Ganter: «Diese hohe Anzahl erklärt sich auch aus der hohen Qualität un-serer Anlagen, die eine sehr hohe Lebensdauer erreichen und für die die Kunden immer wieder neue Werkzeuge benötigen.»
Inventor- und PDM-ArbeitsplätzeDreistern setzt 29 Inventor- und Productstream-Professional-Lizen-zen ein. Rund 20 Arbeitsplätze
sind in der Konstruktion und Ent-wicklung, die anderen befinden sich in den Abteilungen Arbeits-vorbereitung und Projektierung. Darüber hinaus gibt es weitere Arbeitsplätze mit einer «Product-stream Office»-Lizenz, die z. B. der Materialwirtschaft, der Fertigung und der Montage dreidimensionale Modelle der Anlagen bzw. der An-lagenkomponenten zur Verfügung stellt. Diese Screenshot-, Viewing- und Plot-Funktionen werden eben-falls häufig genutzt – somit hat Dreistern mit der neuen Konstruk-tions-Software unternehmensweite Transparenz geschaffen.
3D-Darstellungen: wichtig beim Angebot Ganz wichtig ist die Nutzung der 3D-Ansichten im Angebotswesen. Hier sind die Simulations-Tools, die Au-toCAD Inventor als Zusatzfunktionen bietet, bzw. die mit AutoCAD korre-spondieren, hilfreich: Die Konstruk-teure können an ihrer Workstation den Umformprozess theoretisch vor-wegnehmen und mit diesen Tools neue Konzepte erstellen. Das ist umso wichtiger, als auf den Maschi-nen von Dreistern immer häufiger hochfeste Stähle und «exotische» Werkstoffkombinationen und Profil-formen hergestellt werden.
Darüber hinaus sind diese Simu-lations-Tools auch wichtig, weil gerade die anspruchsvollen Kun-den wie z. B. aus der Automo-bilindustrie heute umfassende Simulationen über das Bauteil erwarten, das u.a. Aufschluss über die Spannungsverteilung im Bauteil gibt und das die Kunden für die eigene Crash-Analyse ver-wenden können.
Automatisierter Workflow Dreistern hat bei der Implemen-tierung der 3D-Konstruktion auch eine Anbindung an die spanende
Die Anlage, wie sie mit Inventor, Productstream Professional und Eplan Electric P8 konstruiert und entwickelt wurde.
Mit Autodesk Inventor konstruiert: Das Werkzeug mess- und -einstellsystem (WME) von Dreistern, das die Ein-fahrtzeiten beim Umrüsten der Maschine verringert und die Produktivität der Anlage um bis zu 20 Prozent steigert.
Mit der neuen Durchgängigkeit in der Konst-ruktion sieht sich Dreistern für die Anforde-rungen der anspruchsvollen Um formtechnik gut gerüstet. Im Bild: Wolfgang Ganter, Techn. Leiter (l.), und Jürgen Oswald, Mechanik- Konstrukteur und CAD- Administrator beim Prüfen von Anlagenteilen.

04-10 technica 75
Engineering-Tools | Industrial IT
Mit dem PDM-System Productstream Professional wurde der Produktentwicklungsprozess vereinheitlicht und beschleunigt.
Beispielhafte Profilquerschnitte, die mit Profilieranlagen von Dreistern hergestellt werden.
Mit den Werkzeugmaschinen werden Profile mittels Umform-werkzeug (im Bild) und Trenn-einrichtung auf das passende Mass gebracht.
InfosEplan Software & Service AG8105 Regensdorf044 870 99 [email protected]
Fertigung geschaffen. Dieses «Computer Aided Manufacturing» wurde bei den Fräsarbeiten reali-siert: Hier ist der mannlose Work-flow von der Konstruktion zur Fer-tigung durchgängig. Jürgen Os-wald: «In naher Zukunft werden wir auch andere Produktionsbe-reiche in das CAM-Netzwerk ein-binden.» Mit dem AutoCAD Inventor und Productstream Professional wurde der Produktentwicklungsprozess vereinheitlicht und beschleunigt: Vor der Einführung der 3D-Kons-truktion setzte die Arbeitsvorbe-reitung eine eigene CAD-Software
ein, nun kann sie auf der gleichen Plattform arbeiten wie die Konst-ruktion.
Durchgängiges KonstruktionssystemDurchgängigkeit ist auch die De-vise für die verschiedenen Diszip-linen der Konstruktion. In der Elektrokonstruktion hat Dreistern kürzlich Eplan Electric P8 einge-führt und dabei auch mit Eplan Fluid ein zweites CAD-Tool imple-mentiert, das auf derselben Daten-plattform arbeitet wie P8. Wolf-gang Ganter: «Wir setzen Eplan Fluid unter anderem bei der Erstel-
lung von Hydraulikplänen für die Montage ein und schliessen damit die Lücke zwischen MCAD und ECAD. Auch die Stromlaufpläne für die Pneumatik werden mit P8 erstellt. Somit haben wir nun ein durchgängiges Konstruktionssys-tem verwirklicht, das die Arbeit wesentlich erleichtert.» (bf)
Messehinweis:Eplan Software & Service auf der Hannover Messe, Halle 17, D40.
Abacus VI (Version Internet) ist eine vollständig neu in Internetarchitek-tur entwickelte ERP-Software. Sie baut auf die über viele Jahre ge-wachsenen Funktionalitäten und ist zu den vorherigen Abacus-Versio-nen kompatibel. Sie zeichnet sich zudem aus durch ihre Skalierbar-keit, ein rollenbasiertes Benutzer-konzept und ihre Mehrsprachigkeit. Ein weiteres Highlight ist die in-tegrierte Messaging-Funktion für die Kommunikation zwischen Pro-grammanwendern, um direkt Nach-richten inklusive angehängte Doku-
mente auszutauschen oder Aufga-ben zu erteilen. Abacus VI lässt eine hohe Individu-alisierung dank Customizing-Funk-tionen wie Maskendesign, Scrip-ting, Erweiterungen von Daten-banktabellen zu und bietet eine vollständige PDF-Unterstützung bei allen Auswertungen und Formula-ren. Der elektronische Datenaus-tausch und das Scanning von Ori-ginalbelegen mit anschliessender automatischer Archivierung gehö-ren ebenfalls zum Leistungsspekt-rum von Abacus VI.
Als sogenannte Rich-Internet Ap-plication verhält sich die neue ERP-Software auf jedem Rechner auch bei der Nutzung über das Internet so, als ob sie in einem Firmennetzwerk oder lokal genutzt würde. Als Serverbetriebssystem unterstützt sie die Betriebssysteme Windows, Apple OS X oder Linux und ist mit den Datenbanken Pervasive, SQL, MS SQL oder DB2 lauffähig. Moderne Technologien und die Möglichkeit der ortsunab-hängigen Nutzung der Software über das Internet bieten insbeson-
dere Unternehmen mit verteilten Strukturen oder hoher Mobilität der Mitarbeiter einen markanten kom-merziellen Nutzen.
ABACUS Research AG9301 Wittenbach-St.Gallen071 292 25 [email protected]
300 Mannjahre für überarbeitete ERP-Lösung

76 technica 04-10
Industrial IT | CAD
Mit der TGM Kanis Turbinen GmbH hat sich ein renom-miertes Anlagenbauunter-
nehmen für den Umstieg zum CAD-System HiCAD entschieden. Das Nürnberger Unternehmen, welches sich ursprünglich aus Mitarbeitern der früheren AEG Kanis, ABB Turbi-nen Nürnberg und Alstom Power Tur-binen gegründet hat und heute zu 50% zur TGM Turbinas Ltda. gehört, hat sich auf die Herstellung von Dampfturbinen sowohl in Überdruck- als auch in Gleichdruckbauweise spe-zialisiert. Das Leistungsprogramm umfasst das komplette Spektrum von der Auslegung der Dampfturbinen, dem Hauptentwurf und der anord-nungstechnischen Umsetzung über die Rohrleitungsplanung mit Erstel-lung der Isometrien bis zur Lieferung, Montage und Inbetriebnahme. Kom-plexe Projekte also, die die einge-setzte Software in jeder Hinsicht for-dern: Nicht nur eine leistungsstarke 3D-Modellierung, auch umfassende Spezialfunktionen für den Anlagen-bau sind die Mindestanforderungen an das System.
Produkt und Service überzeugenDr. Weidele, der Leiter des Enginee-rings, berichtet von dem Auswahlpro-zess: «Uns war neben der rein funk-tionalen Betrachtung der Systeme insbesondere der unmittelbare Kon-takt zum Hersteller äusserst wichtig. Die ISD-Gruppe als Anbieter mit Hauptsitz in Dortmund und Nieder-lassung in Nürnberg – also direkt vor unserer Tür – hat uns mit ihrer Phi-losophie der Kundennähe absolut überzeugt. Hier sind wir mit unseren Wünschen und Anforderungen auf offene Ohren gestossen.»
Branchenfunktionen Aber auch hinsichtlich der Funktio-nalität erfüllte HiCAD die Erwartun-gen. Denn in der Anlagenbau-Suite stehen umfassende Funktionen für die Aufstellungs- und Rohrleitungs-planung, die Rohrleitungsisometrie und die R&I-Schemata zur Verfü-gung. Dabei unterstützen zahlreiche Automatismen den Konstrukteur, bei-spielsweise bei der Belegung von Leitlinien, beim Auftrennen von Roh-ren oder bei der Nennweitenänderung
bereits bestückter Rohrleitungen. Die Stücklisten lassen sich auf Knopf-druck erzeugen und die Rohrisomet-rie wird automatisch abgeleitet. So-mit setzte sich HiCAD im Auswahlver-fahren auch technologisch durch. Daher stellt Dr. Weidele zufrieden fest: «Wir sind begeistert von dem bis herigen Projektverlauf und freuen uns auf eine lange und erfolgreiche Zusammenarbeit mit der ISD.» (bf)
Obwohl TGM Kanis schon lange mit 3D-CAD arbeitet, konnte bisher kein System die Anforderungen erwartungsgemäss erfüllen. Daher beschäftigte man sich 2009 mit einem Wechsel des CAD-Systems. Aus dem Kontakt mit verschiedenen An bietern kristallisierte sich der mit der ISD-Gruppe schnell als der vielversprechendste heraus.
Überzeugende KundennäheTGM Kanis entscheidet sich für HiCAD der ISD-Gruppe
InfosISD Software und Systeme AG Schweiz4500 Solothurn032 624 13 [email protected]

04-10 technica 77
CAD | Industrial IT
Um sicherzustellen, dass Prozesse korrekt ablaufen und Anla-gen wirksam genutzt werden, müssen Unternehmen betriebli-che Schlüsselkennzahlen (Key Performance Indicators, KPIs) auf sämtlichen betrieblichen Ebenen sichtbar machen. Das Einho-len, Organisieren und Analysieren von Fabrikdaten, die man zur Ermittlung verbesserungsfähiger Bereiche unbedingt benötigt, gestaltet sich jedoch oft problematisch.
Profitabel überleben mit Performance Management
Wie Fabrikdaten dazu beitragen, die Produktivität zu steigern und Gewinne zu erzielen
Ein richtiges Performance Ma-nagement benötigt Hilfsmit-tel, um den Prozess der Infor-
mationserfassung so einfach wie möglich zu gestalten. Solche Tools verbinden Visualisierungs-, Analyse- und Reporting-Tools mit technischer Expertise und erleichtern den Unter-nehmen auch den Umstieg von einer reparaturorientierten Strategie zu ei-nem auf Zuverlässigkeit fokussierten Asset Management (z.B. zur Senkung von Wartungskosten). Gleichzeitig be-reiten Performance-Management-Lö-sungen Produktionsdaten zu aus-sagefähigen Informationen auf und treiben damit die kontinuierlichen Verbesserungsprozesse voran.
Präzise EinblickeAussagekräftig im Rahmen des Per-formance Managements ist beispiels-weise die Kennzahl «Gesamtanlagen-effektivität», die im Englischen als Overall Equipment Effectiveness (OEE) bezeichnet wird. In die OEE gehen die verbreitetsten und kost-spieligsten Ursachen für Produkti-vitätseinbussen in der Fertigung auf-grund von Verfügbarkeit, Leistung und Qualität ein. Die OEE liefert da-mit ein Gesamtbild aller anormalen
Aktivitäten und Probleme und sie er-möglicht dem Personal, einen nach Prioritäten geordneten Rahmenplan zu erarbeiten, um Ineffi zienzen zureduzieren und Verbesserungen vor-anzutreiben. Ein Beweggrund für den Einsatzautomatisierter OEE-Technologie ist die Aussicht, die Leistungsfähigkeit verschiedener Fabriken und der ein-gesetzten Anlagen quantifi zieren und vergleichen zu können. Am effektivsten sind OEE-Systeme, auch die Korrelation von Stillständen mit der Tageszeit, dem jeweiligen Ma-schinenbediener oder einer bestimm-ten Rüstprozedur für die Anlage be-rücksichtigen, anstatt sich nur auf das Messen der reinen Stillstands-dauer zu beschränken. Damit stehen belastbare Informationen zur Verfü-
gung, die wiederum gezielte, vorbeu-gende Korrekturmassnahmen ermög-lichen. Ein schlichter Alarm würde dagegen lediglich den Stillstand ei-ner Maschine melden. Anders ausge-drückt beantwortet die Software auch die Frage nach dem «Warum», anstatt nur mitzuteilen, was wann und wie oft passiert ist. Allerdings ist die Tat-sache, dass man dem Werkspersonal OEE-Daten gibt, keine Garantie da-für, dass sich die Stillstandszeiten verringern oder dass die Ausschuss-quote sinkt. Gute Resultate lassen sich nur erzielen, wenn ein gewissen-haftes Konzept zur laufenden Verbes-serung verfolgt wird und man sich da-bei auf Kennzahlen wie die OEE stützt.
Auf die Transparenz kommt es anUm Umsätze anzukurbeln und Kos-ten zu senken, haben Unternehmen erhebliche Mittel in Technologien zur Datenerfassung investiert. In vielen Fällen brauchen Unternehmen des-halb gar kein Plus an Automatisie-rung, sondern mehr Transparenz und bessere Einblicke in die Fertigungs-
AutorKai Bergemann, Regional Mana-ger EMEA Central Region Rock-well Software bei Rockwell Auto-mation in Haan-Gruiten
Die Gesamtanlageneffektivität (OEE) ist eine wichtige Kennzahl.

78 technica 04-10
Industrial IT | CAD
Behälter
ReaktionsbehälterLagerbehälterWärmeaustauscherSchaufeltrocknerDrucknutschen
HochdruckapparateWasserstrahlschneiden
PlasmaschneidenLohnarbeiten
Schweissen-Beizen
Construction d’appareils industriels
www.meilibex.ch
A. MEILI SAEn Vannel CP 276 CH-1880 BEXTél. +41(0)24 463 02 22 Fax +41(0)24 463 02 33
ISO9001:2000
DGRL 97/23/EG-H1EN ISO 3834-2
abläufe. Dann können die Bediener schneller und zielgerichteter auf die ein-gehenden Daten reagieren. Es bringt jedoch eine ganze Reihe Her-ausforderungen mit sich, Entscheider mit zeitnahen, klaren und mit viel Kontext ausgestatteten Informationen zu versor-gen. Zunächst sind die Informationen häufig fragmentiert und befinden sich in verschiedenen, auf das ganze Unterneh-men verteilten Systemen. Ausserdem lie-fern die unterschiedlichen, meist propri-etären Benutzeroberflächen zudem nur je-weils einen Teil des Gesamtbildes. Das Interpretieren der Daten wird dadurch ex-trem schwierig. Hier kommen Dashboards ins Spiel, die die eingangs erwähnten KPIs einfach und grafisch aufbereitet im gesamten Unter-nehmen präsentieren und damit einen wichtigen Beitrag zur Performance-Stei-gerung leisten. Solche Dashboards bilden gleichsam ein Fenster zum Prozess, in-dem sie Performance-Kenndaten mit ei-ner situationsbezogenen Darstellung von Produktionsinformationen für jede Ma-schine, Fertigungslinie oder Fabrik bzw. für das gesamte Unternehmen ausge-ben. Diese Messungen können sich auf viele verschiedene Facetten der Ferti-gungsabläufe konzentrieren und auch die Frage einbeziehen, wie effektiv das Unternehmen die Produktion, die Anla-gennutzung, die Rohstoffverwendung, Fabrikationsabfälle, den Output und die OEE handhabt. Die rollenbasierte Reporting-Engine ist in die bestehenden Steuersysteme und Geschäfts-Applikationen eingebunden. Sie macht die Daten in diesen Systemen sichtbar und umsetzbar, indem sie über
PCs mit Internet-Browser ein kohärentes Bild des Produktionsbetriebs liefert. Dashboards fungieren als Grundlage für eine ganze Palette von Produktionsanaly-sen. Dazu gehören Echtzeit-Informations-tableaus für die Führungsetage, automa-tisierte Produktions-Reports, KPI-Über-wachung und -Alarme, Stillstandsanalysen und -reports sowie Prozessverifikation und -optimierung. Die Fähigkeit zur grafischen Darstellung von Daten fördert schnelle Reaktionen, da die Nutzer leichter erken-nen können, wie sie auf die Daten reagie-ren sollen.
Wettbewerbsvorteile erzielenEinige Unternehmen richten Dashboards und Portal-Technologien ein, um die Inter-aktion mit ihren Zulieferern und Kunden zu verbessern. Zum Eingeben und Verfolgen sämtlicher Aufträge bauen sie ein Kunden-Portal im Internet auf, das Informationen direkt mit der Fabrik austauscht. Die Vor-teile der Integration erstrecken sich bis in den Kundendienst hinein, denn der Ferti-gungsbereich kann mit den CRM-Systemen
verknüpft werden, auf die die Vertriebsmit-arbeiter und Zulieferer zugreifen. Ein in Echtzeit stattfindender, für Herstel-ler und Zulieferer nützlicher Wissensaus-tausch resultiert in mehr Umsatz, während der Kunde von mehr Auswahlmöglichkeiten profitiert. Positiv wirkt sich zudem aus, dass die Hersteller besser auf Nachfrageschwan-kungen reagieren können. Ausgefeilte Performance-Management-Technologien bringen einen Nutzen durch ihre Fähigkeit, Performance-Daten aus der Produktion zu bündeln, zu visualisieren und mit historischen Daten zu vergleichen. Wer sich das zunutze macht, wird in der Lage sein, kontinuierliche Performance-Steige-rungen zu erzielen und sich einen Wettbe-werbsvorteil zu sichern. (bf)
InfosRockwell Automation AG5000 Aarau062 889 77 77www.rockwellautomation.de

04-10 technica 79
ERP | Industrial IT
Wie es der Produktnahme nahe legt, ist Mechanik 3000 tatsächlich ein
ERP-System, das von Integral Con-cept im luzernischen Eschenbach ganz spezifisch auf die Bedürfnisse,
Eigenheiten und Begriffe der metall-verarbeitenden Betriebe ausgerichtet wurde. Es handelt sich um ein voll-ständiges, integriertes System, das mit den zahlreichen Modulen rund um die Fertigungsplanung praktisch sämtliche Bedürfnisse der Ferti-
gungsbetriebe bezüglich Planung, Zeiterfassung, Qualitätssicherung, Buchhaltung, Administration und Kommunikation schnittstellenfrei und mit einheitlichem Bedienkon-zept abdeckt.
Die Fokussierung auf die Metallbear-beitung und damit die «Homogeni-tät» der Zielbranche hat auch für die Kunden Vorteile: Burkhard Wey, der Systemententwickler und «Mechanik 3000»-Spezialist bei Integral Con-cept, spricht und versteht als Bran-cheninsider die Sprache seiner Kun-den, was die Beratung, Schulung und zielgerichtete Weiterentwicklung des Systems erleichtert. Weil jeder Me-tallbearbeitungsbetrieb in etwas die
selben Abläufe hat, die Wey kennt und versteht, kann das ERP-System auch optimal auf die Bedürfnisse die-ser Branche ausgerichtet werden. Dies hilft zudem, das System trotz seiner umfassenden Funktionalität schlank und überschaubar zu halten. Für den Kunden funktioniert Mecha-nik 3000 deshalb als Standardsoft-ware, d.h. jeder Kunde hat die selbe Software-Version. Dies macht Up-dates einfach und schnell applizier-bar. Für tiefgreifende Updates rei-chen in der Regel ein bis zwei Stun-den, kleinere Erweiterungen können jedoch meist über Live-Patches im laufenden Betrieb eingebaut wer-den.
Von der Lohnbuchhaltung zum ERPWie kam Bruhin & Diethelm zu Me-chanik 3000? Auf eher ungewohn-tem Weg, wie Peter Diethelm schmun-zelnd erzählt. Als er vor 14 Jahren in den Betrieb kam, lief die damalige Version bereits auf einem PC seines Vaters. Genutzt wurde jedoch bloss das Lohnbuchhaltungsmodul, da man im Viermannbetrieb noch gut ohne ERP-System auskam. Mit dem schnellen Wachstum der Firma stieg auch der Planungsbedarf. Die Firma beschäftigt heute 52 Mitarbeiter, da-von 12 Lehrlinge. Die Fertigung der oft komplexen Werkstücke mit Dimensionen bis 3,8 × 10 m, die typischerweise über vier, fünf Kostenstellen laufen, zum Teil auch extern, erforderte bald ein-mal einen Planungsbedarf der ohne Softwareunterstützung problematisch wurde.Peter Diethelm erkannte bald, dass er die Lösung bereits im Haus hatte. Mechanic 3000 macht es einfach, eingehende Aufträge zu erfassen, die entsprechenden Operationspläne zu erstellen und die Fertigungsaufträge mit ihren Kostenstellen unter Berück-
Die Kunden des Zulieferunternehmens Bruhin & Diethelm AG bestellen zwar Werkstücke mit aussergewöhnlichen Dimensio-nen und haben oft auch ausserordentliche Präzisionsanfor-derungen. Bei den übrigen Ansprüchen sind sie jedoch ganz «normal»: Sie erwarten eine offertgemässe und vor allem ter-mingerechte Lieferung. Bei Bearbeitungszeiten von manchmal gegen 70 Stunden setzt dies eine minutiöse Produktionspla-nung für die rund zwei Dutzend Werkzeugmaschinen voraus. Peter Diethelm, Produktionsplaner und stellvertretender Ge-schäftsleiter, verlässt sich dafür voll auf das ERP-System Mechanik 3000.
Grosse Plantafel plant grosse Teile
AutorMartin Gysi, Chefredaktor Technica
Auch Grossteilkunden schätzen Termintreue
Peter Diethelm schätzt die Übersichtlichkeit der Grossbildschirm-Plantafel.

80 technica 04-10
Industrial IT | ERP
Sind Sie Konstrukteuroder Hersteller vonMaschinen und haben Siebisher die Norm EN 954-1
zum Nachweis der Konformitätverwendet? In diesem Fall müssen SieIhre sicherheitsgerichteten Steuerungs-systeme nun nach neuen Normen fürdie funktionale Sicherheit – z.B.EN ISO 13849-1, EN 62061 – oderdirekt nach der Maschinenrichtlinieerneut zertifizieren.Rockwell Automation bietet Ihnen Toolsund unterstützende Dienstleistungen, umSie bei dieser Umstellung zu begleiten.
www.disco�errockwellautomation.com/go/machine_conformity
• Leitlinien• SISTEMA – Softwaretool zurPerformance-Level-Berechnung
• Zuverlässigkeitsdatenzu Produkten
• Neue Produkte• Seminare• Schulungen
LEITFADEN ZUREN ISO 13849-1
JETZT BESTELLEN,
JETZT BUCHEN,
JETZT
HERUNTER-LADEN
JETZT BUCHEN,
HERUNTER-
IA
URMACWERDEN IHRE MASCHINENDIE
NEUEN NORMEN FÜR DIE
FUNKTIONALE SICHE
RHEIT ERFÜLLEN?
WICHTIGEINFORMATION
sichtigung der Endtermine einzupla-nen. Da die Zeiterfassung (Präsenz-zeiten und Operationszeiten) eben-falls ein Modul des Systems bilden, können die Fertigungszeiten direkt zur Nachkalkulation herangezogen werden. Zudem erlaubt es das per-manent aktuelle System, die Kunden über den Fertigungsfortschritt ihrer Aufträge stets auf dem Laufenden zu halten.
Praktische Feinplanungs-tafel für GrossbildschirmeDer dank modulübergreifend einheit-licher Benutzeroberfläche ohnehin schon hohe Bedienkomfort von Me-chanik 3000 wurde nun durch eine Feinplanungstafel für Grossbild-schirme weiter erhöht. Diese Pla-nungstafel erlaubt es nun, dank Übersichtlichkeit und einfacher Mög-lichkeit zum Umdisponieren von Auf-trägen, die vorhandenen Fertigungs-mittel, zum Teil wahre Gross-Werk-zeugmaschinen, noch effizienter zu verplanen.Kurz: Peter Diethelm schätzt an Me-chanik 3000 nicht nur das gute Preis-Leistungs-Verältnis, den gerin-gen Schulungsaufwand und die kom-petente Betreuung, sondern er hat auch festgestellt, dass die Termine «heiliger» geworden sind. Mit der besseren Planbarkeit und der guten Übersicht über den Stand der laufen-den Aufträge ist auch die Terminsi-cherheit gestiegen. Bruhin & Diet-helm kann sich damit noch stärker
auf seine eigentliche Kernkompetenz konzentrieren: die Präzisionsbearbei-tung gros ser Werkstücke aus Stahl, rostfreiem Stahl, Guss und Alumi-nium. Die extrem hohen Präzisions-anforderungen, die zum Beispiel von Forschungsinstituten gefordert wer-den – im Hundertstelbereich auf 5 m Bearbeitungslänge – erfordern der-massen viel Fertigungs-Know-how, dass sich die Polymechaniker nicht auch noch mit Auftragsadministra-tion herumschlagen sollen. (mg)
InfosBruhin & Diethelm AG8855 Wangen055 450 83 [email protected]
INTEGRAL concept6274 Eschenbach041 448 42 [email protected]
Blick in die Grossteilebearbeitung bei der Bruhin & Diethelm AG.

04-10 technica 81
Lieferantenverzeichnis und Internetadressen
E Mikrotechnologie + Antriebstechnik GmbHAuf der Burg 5 Tel. +41 (0)44 6 80 46 00 [email protected] Meilen Fax +41 (0)44 6 80 46 01 www.emagmbh.ch
ngineering für
Alfred Imhof AGJurastrasse 10, 4142 MüchensteinTel. 061 417 17 17, Fax 061 417 17 00
E-Mail: [email protected]: www.imhof-sew.ch

82 technica 04-10
Lieferantenverzeichnis und Internetadressen
Das MetallTechTeamwww.weso-gassner.ch
Camtek GmbHWerkstraße 2471384 Weinstadt-Endersbach
Tel: +49-7151-979202Fax:[email protected]
CH-8863 Butt ikon · Chappel ihof 15Tel. 055 444 12 87 · www.filetopart.ch
· 3D-Scannen· CAD
· RapidPrototyping
Décolletage & CNC-Dreherei
Amriswilerstrasse 50 • 9314 Steinebrunn • Tel. 071 477 10 45 • Fax 071 477 22 08
[email protected] • www.heeb-cnc.ch

04-10 technica 83
Lieferantenverzeichnis und Internetadressen
Aahusweg 8, Fänn Tel. 041 799 49 49 [email protected] Küssnacht Fax 041 799 49 48 www.atphydraulik.ch
Kabel, LAN-Produkte und Kabelkonfektion

84 technica 04-10
Lieferantenverzeichnis und Internetadressen
����������� ��� ���������� ������������������������ ����� ��� ���������� ��� ���������� ��� �������������
���������������� ���� � ���� �������������������������
��� � �� � �� ��� �� ����� � �� � �� ��� �� ������� �������������������
����������� �������� ��������������� �������� ����� ���������� ������������
KTR Kupplungstechnik AGBahnstrasse 60, 8105 RegensdorfTel. 043 311 15 55Fax 043 311 25 [email protected]
Lasergraph AGDöttingerstrasse 115303 WürenlingenTel. 056 297 11 11, Fax 056 297 11 12www.lasergraph.chE-Mail: [email protected]
E. Pasinelli AGHauptstrasse 1625742 KöllikenTel. 062 737 62 30Fax 062 737 62 [email protected]
• Maschinenleuchten • Arbeitsleuchten• Netzkabel • Kabelrollen • LED-Produkte
Flachhonen, Läppen, Honen
Ihr Partner für exakte Lohnfertigung:
Amsler Laeppfi nish AGGurzelenstrasse 6 Telefon +41 (0)32 618 05 23CH-4512 Bellach Telefax +41 (0)32 618 05 27www.laepp-fi nish.ch E-Mail: info@laepp-fi nish.ch
Gleitschleifen • Trowalisieren • Entgraten Polieren • Entfetten • UltraschallreinigenKÄSER BIBERIST, Oberflächenfinish, Ulmenweg 64562 Biberist, Tel. 032 671 26 60, Fax 032 672 20 01 [email protected], www.kaeser-biberist.ch

86 technica 04-10
Lieferantenverzeichnis und Internetadressen
SKF (Schweiz) AGEschenstrasse 5, CH-8603 SchwerzenbachTel +41 (0)44 825 81 81, Fax +41 (0)44 825 82 82www.skf.ch, [email protected]
howatech agBäumliackerstrasse 10
8552 Felben-WellhausenTel +41 (0)52 770 10 31
Fax +41 (0)52 770 10 32 [email protected] www.howatech.chWir schneiden auch 3D...
Freie Kapazität
www.hagmann.de [email protected]
Tel.: +49 (0) 71 64/94 30-0Fax: 94 30-31
Stirnräder, Kegelräder,Zyklo-Palloid-Spiralkegelräder,Hirth-Stirnverzahnung
04-10 technica 87
In dieser Ausgabe
ABACUS Research AG 72, 75
ABB Schweiz AG 54
ABB Schweiz AG Normelec 39
ALCATEL SEL 41
ALESA AG 15
Alfred Imhof AG 24, 68
Alfred Meili SA 78
Antrimon AG 45
ARP Datacon AG 66
Asset Services AG 9
AZ Fachverlage AG 91
Bachofen AG 10, 65
Balluff Sensortechnk AG 35
Baumer Electric AG 47, 66
Baumgartner AG 88
Beckhoff Automation AG 29
Bibus AG 5
Blum-Novotest GmbH 43
Bosch Rexroth Schweiz AG 13, 32
B&R Industrie-Automation AG 33, 66, 69
Bruhin & Diethelm AG 76
Brutsch/Ruegger Werkzeuge AG 19
Condecta AG 58
COSCOM GmbH 41
CSEM 28, 67
Dassault Systemes 72
Eichenberger Gewinde AG 25
eins 1 AG 48
energie-cluster.ch 6
EPLAN Software & Service AG 41, 73
ETM 73
Fanuc CNC Europe S.A. 70
FANUC Robotics Europe S.A. 31, 33, 49
FEINGUSS BLANK GmbH 74
Festo AG 65
FTA Fahrzeugtechnik AG 69
Giesserei-Zentrum FHNW 20
GRESSEL AG 24
Gutekunst + Co.KG Federnfabriken 20
HAM-Präzision Swiss Andreas Maier AG 22
Hans Eberle AG 58
Hermle AG 27, 90
Hochschule fur Technik Zurich 8
ID-Systems AG 69
Igus Schweiz GmbH 44, 68
Ingersoll Werkzeuge GmbH 47
Insys Industriesysteme AG 49, 58
INTEGRAL concept 76
Interpers Consulting GmbH 10
ISD Software und Systeme AG 76
Jakob Keller Verschlusstechnik AG 21
Josef Binkert AG 21
KUKA Roboter Schweiz AG 7, 49, 57, 58
Kundert AG 5
KVT Koenig Verbindungstechnik AG 63
Lastech AG 12
LNS SA 26
Max Mitschjeta AG 60
Messe Dusseldorf GmbH 7
Minimotor SA 44
MUTRONIC GmbH & Co. KG 78
National Instruments 70
Oerlikon Balzers Coating SA 61
Omron Electronics AG 42, 43
Phoenix Mecano Komponenten AG 63
Pilz Industrieelektronik GmbH 11, 65
Portmann Instruments AG 68
Robotec Solutions AG 49
Rockwell Automation AG 77, 80
Sandvik AG 92
Saropack AG 70
Sawa Pumpentechnik AG 46
Schunk Intec AG 56
Servotronic AG 62, 67
SF-Filter AG 88
SHL 29
SIAMS SA 30, 31
Siemens Schweiz AG 17, 67, 68, 70
Simatec AG 63
Sirag AG 64
SKF AG 2
Springmann SA/AG 32
STALDERfinish� 21
Stäubli AG Connectors & Robotics 49, 55
The MathWorks GmbH 65, 67
TOX PRESSOTECHNIK GmbH & Co. KG 59
Triag Präzisionswerkzeuge 36
Walter Meier AG 34, 35
Wandfluh�AG� 58
WEISS Schweiz GmbH 39
Wenk AG 34
WMF Aktiengesellschaft 22
WSW AG Feinblechtechnik 14
ZHAW Zurcher Hochschule 6
Zwahlen Bruno AG 61
Beilage: Keller AG
technicadie Fachzeitschrift für die Maschinen-, Elektro- und MetallindustrieISSN 0040-0866 59. Jahrgang 2010
Redaktion«technica», Neumattstr. 1, 5001 Aarau, Tel. 058 200 56 42 Fax 058 200 56 61, ISDN 058 200 56 56 www.technica-online.ch, www.marktspiegel.ch
Chefredaktor Martin Gysi, Masch. Ing. FH, Tel. 058 200 56 29 [email protected]
Barbara Fischer, W.-Ing. FH, Tel. 058 200 56 30 [email protected]
Redaktionelle Mitarbeiter Edgar Grundler, Alois Altenweger
SVBF-Teil «Planung und Produktion»Offizielles�Organ�des�Schweizerischen�Verbands fur Betriebsorganisation und Fertigungstechnik SVBF Schweiz, 8021 Zurich, www.svbf.ch Redaktor: Alois Altenweger, lic. rer. pol, Tel. 034 402 56 69, [email protected]
Verlag© AZ Fachverlage AG, Neumattstrasse 1 5001 Aarau, Tel. 058 200 56 50 Fax 058 200 56 61, www.az-verlag.ch Ein Tochterunternehmen der AZ Medien Gruppe
VerlagsleitungRatna Irzan
Leiter WerbemarktJurg Rykart, [email protected]
Leiter Online/LesermarktPeter Jauch, [email protected]
MediaberatungPeter Spycher Tel. 058 200 56 33, [email protected] Thomas Kolbeck Tel. 058 200 56 31, [email protected] Verena Muller Tel. 058 200 56 42, [email protected]
Verkauf MarktspiegelChristine Gehrig Tel. 056 631 22 20, Fax 056 633 56 23 [email protected]
LayoutThomas Furter (Konzept), Peter Utz
DruckVogt-Schild Druck AG Gutenbergstrasse 1, 4552 Derendingen
Erscheinung, Abonnementerscheint monatlich, 12 × jährlich, zusätzlich je eine Sonderpublikation Innovation und Marktspiegel Abonnementspreis: Fr. 95.– inkl. 2,4 % MwSt. Ausland zuzuglich Porti Abo Contact Center Tel. 058 200 55 70, [email protected]
Auflage10 500 Ex. WEMF 2009: (1057 verkauft, 7368 gratis)
VerlagsrechteMit der Annahme von Manuskripten durch die Redaktion und der Autor-Honorierung durch den Verlag erwirbt der Verlag das Copyright und insbesondere alle Rechte zur Übersetzung und Veröffentlichung der entsprechenden Beiträge in anderen verlagseigenen Zeitschriften sowie zur Herausgabe von Sonderdrucken. Fur unverlangt eingesandte Unterlagen ubernimmt die Redaktion keine Gewähr.
Zeitschriften im selben VerlagFIT for LIFE | KOCHEN | naturlich leben | wir eltern | Bâtitech | Chemie Plus | Chemische Rundschau | Elektrotechnik ET | HK-Gebäudetechnik | megalink | SwissPlastics | technica
Impressum
88 technica 04-10
TechniKnacknuss
Diese fiese Fläche!Die vier Puzzleteile sind in ihrer Grösse unverändert geblieben. Warum hat aber das zweite Dreieck noch Platz für ein weiteres Teil?
Die Auflösung von Ausgabe 3/2010Vom «Löwen» zum «Bären» ist es genau 1000 Meter weit.
Die vier Gleichungen lauten folgendermassen:(x entspricht der Distanz vom Löwen zum Bären)(1) vB · t = 0,5x +100(2) vW · t = 0,5x –100(3) 0,5vB · 8 = 0,5x –100(4) 0,5vW · 18 = 0,5x +100
Vorschau auf technica 05-2010Werkzeugmaschinen und Werkzeuge Werkzeugmaschinen, Werkzeuge, NC-, CNC-, DNC-Steuerungen, Werkzeug- und Werkstück-
spannsysteme, Wärmebehandlung und Oberflächentechnik, Präzisions- und Mikrobearbeitung, Décolletage, Fertigungsautomatisierung, Fertigungsmesstechnik, Prüftechnik, QS
Automations- und Antriebstechnik Steuerungen (SPS, Soft-SPS usw.), Handling, Robotik, Montagetechnik, Vision-Systems, Motoren, Hydraulik, Pneumatik, Antriebssteuerungen, mechanische Antriebselemente, Komponenten und Systeme zur Energieversorgung
Fördertechnik und Logistik Fördertechnik, Krane, Lagertechnik, Materialflusssysteme, Logistiksysteme, Logistikdienst-leistungen, Identifikationssysteme, Sensorik für Fördertechnik
Fügen-Trennen-Formen Schweissen, Löten, Kleben, Schneiden, Trennen, mech. Fügeverfahren, Lasertechnik,umformende Werkzeugmaschinen, Blechverarbeitungsmaschinen
Rollen undRäder Generalvertretung
BAUMGARTNER AGTelefon 044 847 64 64 Telefax 044 847 64 66 8108 Dällikonwww.baumgartnerag.ch e-mail: [email protected]
jeder Art und für alle Zweckedirekt ab unserem Lager
Katalog2010
alsPDF-Download!
Rationeller Filtereinkauf aus 16’000 Typen!Kein langes Suchen ... 24-h-Lieferservice!Verlangen Sie die SF-Filterkataloge oder die CD. Per Telefon oder www.sf-filter.com
Tel. 044 864 10 68
SF – für alle Filterfälle
CH-8184 BachenbülachSF-Filter AG


Smart ad 2010_Milling specialist.indd 1 2010-03-18 16:13:26


















