TENIFER -/ QPQ -Verfahren - techniques-surfaces.de · Dr. Joachim Boßlet TENIFER®-/...
20
Dr. Joachim Boßlet TENIFER ® -/ QPQ ® -Verfahren TENIFER ® -/ QPQ ® -Verfahren Technische Mitteilungen V.5
Transcript of TENIFER -/ QPQ -Verfahren - techniques-surfaces.de · Dr. Joachim Boßlet TENIFER®-/...
Dr. Joachim Boßlet
TENIFER®-/QPQ®-VerfahrenTENIFER®-/QPQ®-Verfahren
TENIFER -/QPQ -Verfahren
Auswahlhilfe für die richtigeHärteschutzmasse
UmweltaspekteFazit
Aufbau und Dickeder Nitrocarburierschicht
Verbesserungder Bauteileigenschaften
Anwendungsbeispiele
AnlagentechnikTechnische Mitteilungen
V.5
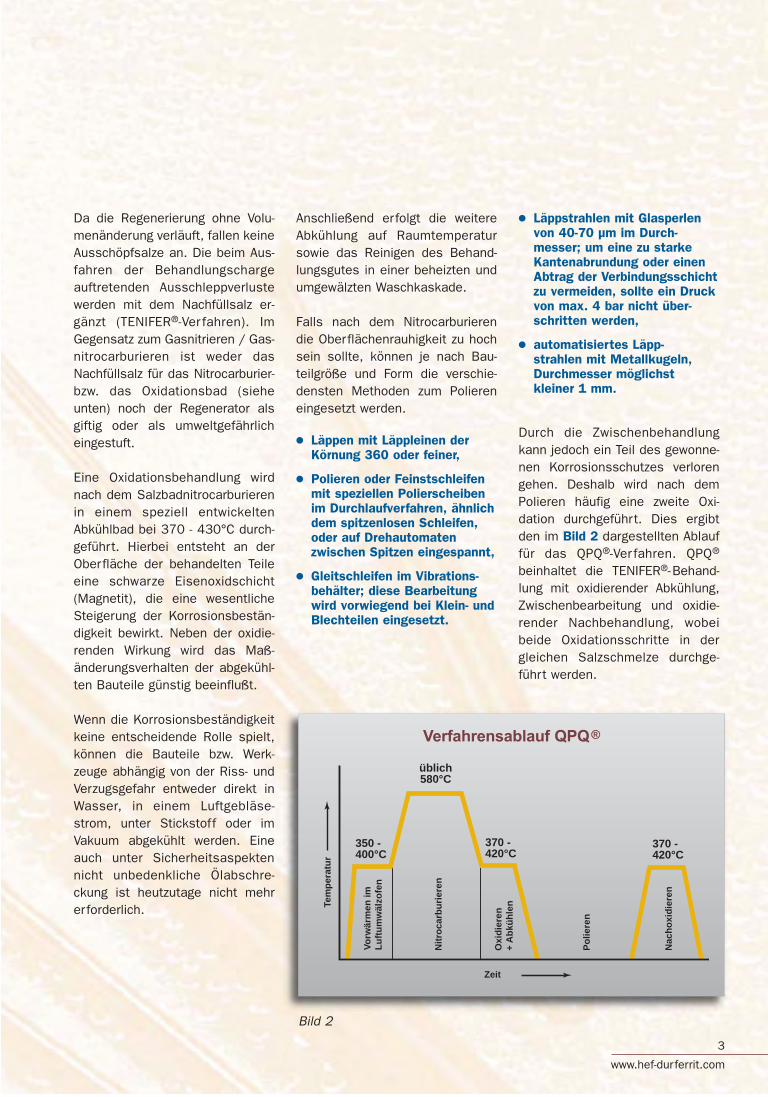
VerfahrensdurchführungDie Prozessführung ist im Vergleichzu anderen Nitrocarburier ver -fahren sehr einfach. Zunächst wer-den die Teile an Luft auf etwa350°C vorgewärmt. Das Nitro -carburieren erfolgt meist bei derStandardtemperatur von 580°C.Die Behandlungsdauer beträgt beidieser Temperatur üblicherweise 1 bis 2 Stunden.
Die aktiven Bestandteile im Nitro -carburierbad sind Alkalicyanate.Während der Reaktion an derWerkstückoberfläche wird Cyanatzu Carbonat umgewandelt, wobeisich die Zusam mensetzung derSchmelze nur langsam ändert.Durch eine möglichst kontinuier -liche Zugabe eines polymerenRegenerators wird das Abfall -produkt Carbonat direkt in derSchmelze wieder zu aktivem Cya -nat recycelt und die Aktivität desNitrocarburierbades in sehr engenGrenzen gehalten (siehe Bild 1).
2
www.hef-durferrit.com
Prinzipiell können alle Arten vonEisenwerkstoffen wie austeniti-sche Stähle, Gusseisen oderSinter werkstoffe in Salzschmelzennitrocarburiert werden. Die Be -hand lungstemperatur liegt zwischen480°C und 630°C. Zur Pro zess -kontrolle sind lediglich die folgen -den Parameter zu überwachen:
● Behandlungstemperatur
● Behandlungsdauer
● Chemische Zusammensetzungder Salzschmelze
Die Salzschmelze bietet im Ver -gleich zu anderen Behandlungs -medien ein außergewöhnlich ho -hes Stickstoffangebot. Der Nit ro -c arburierprozess beginnt sofortnach dem Eintauchen in die Flüs -sigkeit. Bereits nach wenigen Mi -nuten lässt sich die Bildung einerVerbindungsschicht nachweisen.
Das Nitrocarburieren in Salz -schmelzen hat sich weltweit festetabliert. Nicht nur in der Auto -mobil industrie, sondern auch imMaschinen- und Werkzeugbau,Elektronik-, Öl- und Hydraulik indus -trie sowie in der Luftfahrt werdenTENIFER®-/ bzw. QPQ®-behandelteBauteile mit großem Erfolg einge-setzt. Die wesent lichen Gründesind der hohe Verschleiß wider -stand, die Dauerfestigkeit und ins-besondere der außergewöhnlichhohe Korrosionswiderstand. Diebeiden Verfahren dienen sowohlals Alternative zum Einsatzhärtenoder für galvanische Prozesse, alsauch zunehmend für Gas- oderPlas manitrocarburierprozesse.
Dem Anwender bietet das TENIFER®-/QPQ®-Verfahren folgende verfah-rensspezifische Vorteile:
● Höchste Tempe ratur -g leich mä ßig keit
● Schneller und gleichmäßigerWärmeübergang
● Sehr stabile chemischeZusam mensetzung
● Kürzeste Behandlungszeiten
● Einfache Kontrolle
● Sehr flexibel in derAnwendung
Bemerkenswert ist auch die relativgeringe Empfindlichkeit gegenüberfertigungsbedingten Rückständenauf den zu behandelten Bauteilen.Aufwendige und damit kostspieligeVorreinigungsprozesse sind nichterforderlich.
Bild 1
TENIFER®-/QPQ®-Verfahren
®
®
Prinzip des Regenerierens
+ Regenerator
StickstoffCyanat
Eisennitrid
+ Eisen
+ Carbonat
3
www.hef-durferrit.com
Da die Regenerierung ohne Volu -men änderung verläuft, fallen keineAusschöpfsalze an. Die beim Aus -fahren der Behandlungschargeauftretenden Ausschleppverlustewerden mit dem Nachfüllsalz er -gänzt (TENIFER®-Ver fahren). Im Ge gensatz zum Gasnitrieren / Gas -nitro carburieren ist weder dasNachfüllsalz für das Nitrocarburier-bzw. das Oxidationsbad (sieheunten) noch der Regenerator alsgiftig oder als umweltgefährlich eingestuft.
Eine Oxidationsbehandlung wirdnach dem Salzbadnitrocarburierenin einem speziell entwickeltenAbkühlbad bei 370 - 430°C durch-geführt. Hierbei entsteht an derOberfläche der behandelten Teileeine schwarze Eisenoxidschicht(Magnetit), die eine wesentlicheSteigerung der Korrosions be stän -digkeit bewirkt. Neben der oxidie-renden Wirkung wird das Maß -änderungsverhalten der abge kühl -ten Bauteile günstig beeinflußt.
Wenn die Korrosionsbeständigkeitkeine entscheidende Rolle spielt,können die Bauteile bzw. Werk -zeuge abhängig von der Riss- undVerzugsgefahr entweder direkt inWasser, in einem Luftgebläse -strom, unter Stickstoff oder imVakuum abgekühlt werden. Eineauch unter Sicherheitsaspektennicht unbedenkliche Ölabschre -ckung ist heutzutage nicht mehrerforderlich.
Anschließend erfolgt die weitereAbkühlung auf Raumtemperatursowie das Reinigen des Behand -lungsgutes in einer beheizten undumgewälzten Waschkaskade.
Falls nach dem Nitrocarburierendie Oberflächenrauhigkeit zu hochsein sollte, können je nach Bau -teilgröße und Form die verschie-densten Methoden zum Poliereneingesetzt werden.
● Läppen mit Läppleinen derKörnung 360 oder feiner,
● Polieren oder Feinstschleifenmit speziellen Polierscheibenim Durchlaufverfahren, ähnlichdem spitzenlosen Schleifen,oder auf Drehautomaten zwischen Spitzen eingespannt,
● Gleitschleifen im Vibrations -behälter; diese Bearbeitungwird vorwiegend bei Klein- undBlechteilen eingesetzt.
● Läppstrahlen mit Glasperlenvon 40-70 µm im Durch -messer; um eine zu starkeKanten ab rundung oder einenAbtrag der Verbindungsschichtzu vermeiden, sollte ein Druckvon max. 4 bar nicht über-schritten werden,
● automatisiertes Läpp -strahlen mit Metallkugeln,Durch messer möglichst kleiner 1 mm.
Durch die Zwischenbehandlungkann jedoch ein Teil des gewonne-nen Korrosionsschutzes verlorengehen. Deshalb wird nach demPolieren häufig eine zweite Oxi -dation durchgeführt. Dies ergibtden im Bild 2 dargestellten Ablauffür das QPQ®-Ver fahren. QPQ®
bein haltet die TENIFER®-Behand -lung mit oxidierender Abkühlung,Zwischenbearbeitung und oxidie-render Nachbehandlung, wobeibeide Oxidationsschritte in dergleichen Salzschmelze durchge-führt werden.
Bild 2
Verfahrensablauf QPQ®
üblich580°C
Tem
pera
tur
Vorw
ärm
en im
Luftu
mw
älzo
fen
Nitr
ocar
burie
ren
Oxi
dier
en+
Abk
ühle
n
Polie
ren
Nac
hoxi
dier
en
370 -420°C
370 -420°C
350 -400°C
Zeit
4
www.hef-durferrit.com
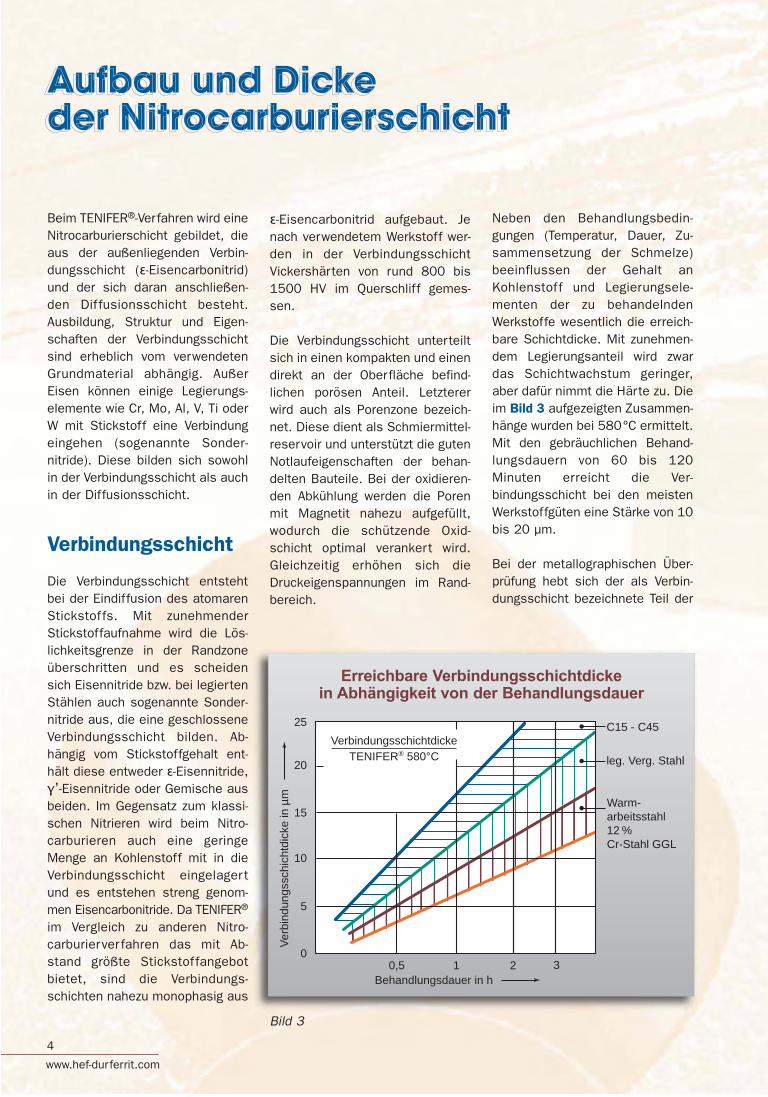
Neben den Behandlungs bedin -gungen (Temperatur, Dauer, Zu -sammensetzung der Schmelze)beeinflussen der Gehalt anKohlen stoff und Legierungs ele -menten der zu behandelndenWerkstoffe wesentlich die erreich-bare Schichtdicke. Mit zunehmen-dem Legierungsanteil wird zwardas Schichtwachstum geringer,aber dafür nimmt die Härte zu. Dieim Bild 3 aufgezeigten Zusammen -hänge wurden bei 580°C ermittelt.Mit den gebräuch lichen Behand -lungsdauern von 60 bis 120Minuten erreicht die Ver -bindungsschicht bei den meistenWerkstoffgüten eine Stärke von 10bis 20 µm.
Bei der metallographischen Über-prüfung hebt sich der als Verbin -dungsschicht bezeichnete Teil der
ε-Eisencarbonitrid aufgebaut. Jenach verwendetem Werkstoff wer-den in der VerbindungsschichtVickershärten von rund 800 bis1500 HV im Querschliff gemes-sen.
Die Verbindungsschicht unterteiltsich in einen kompakten und einendirekt an der Oberfläche befind -lichen porösen Anteil. Letztererwird auch als Porenzone bezeich-net. Diese dient als Schmier mittel -reservoir und unterstützt die gutenNotlaufeigenschaften der behan-delten Bauteile. Bei der oxidieren-den Abkühlung werden die Porenmit Magnetit nahezu aufgefüllt,wodurch die schützende Oxid -schicht optimal verankert wird.Gleichzeitig erhöhen sich dieDruckeigenspannungen im Rand -bereich.
Beim TENIFER®-Verfahren wird eineNitrocarburierschicht gebildet, dieaus der außenliegenden Verbin -dungs schicht (ε-Eisencarbonitrid)und der sich daran anschließen-den Dif fusionsschicht besteht.Ausbildung, Struktur und Eigen -schaften der Verbindungsschichtsind erheblich vom verwendetenGrund material abhängig. AußerEisen können einige Legierungs -elemente wie Cr, Mo, Al, V, Ti oderW mit Stickstoff eine Verbindungeingehen (sogenannte Sonder -nitride). Diese bilden sich sowohlin der Verbindungsschicht als auchin der Diffusionsschicht.
Verbindungsschicht
Die Verbindungsschicht entstehtbei der Eindiffusion des atomarenStickstoffs. Mit zunehmenderStick stoffaufnahme wird die Lös -lich keits grenze in der Randzoneüber schritten und es scheidensich Eisennitride bzw. bei legiertenStählen auch sogenannte Sonder -nitride aus, die eine geschlosseneVerbindungsschicht bilden. Ab -hän gig vom Stickstoffgehalt ent-hält diese entweder ε-Eisennitride,γ’-Eisennitride oder Gemische ausbeiden. Im Gegensatz zum klassi-schen Nitrieren wird beim Nitro -carburieren auch eine geringeMenge an Kohlenstoff mit in dieVerbindungsschicht eingelager tund es entstehen streng genom-men Eisencarbonitride. Da TENIFER®
im Vergleich zu anderen Nitro -carburierver fahren das mit Ab -stand größte Stickstoffangebotbietet, sind die Verbindungs -schichten nahezu monophasig aus
Aufbau und Dicke der Nitrocarburierschicht
Bild 3
Erreichbare Verbindungsschichtdickein Abhängigkeit von der Behandlungsdauer
Behandlungsdauer in h0,5
25 C15 - C45Verbindungsschichtdicke
TENIFER® 580°C leg. Verg. Stahl
Warm-arbeitsstahl12 % Cr-Stahl GGL
20
15
10
5
01 2 3
Verb
indu
ngss
chic
htdi
cke
in µ
m
5
www.hef-durferrit.com
Bereich. Im Bild 5 ist die Nitrier -härtetiefe nach DIN 50190-3 fürverschiedene Werkstoffe in Abhän -gig keit von der Nitrocar burier dauerangegeben.
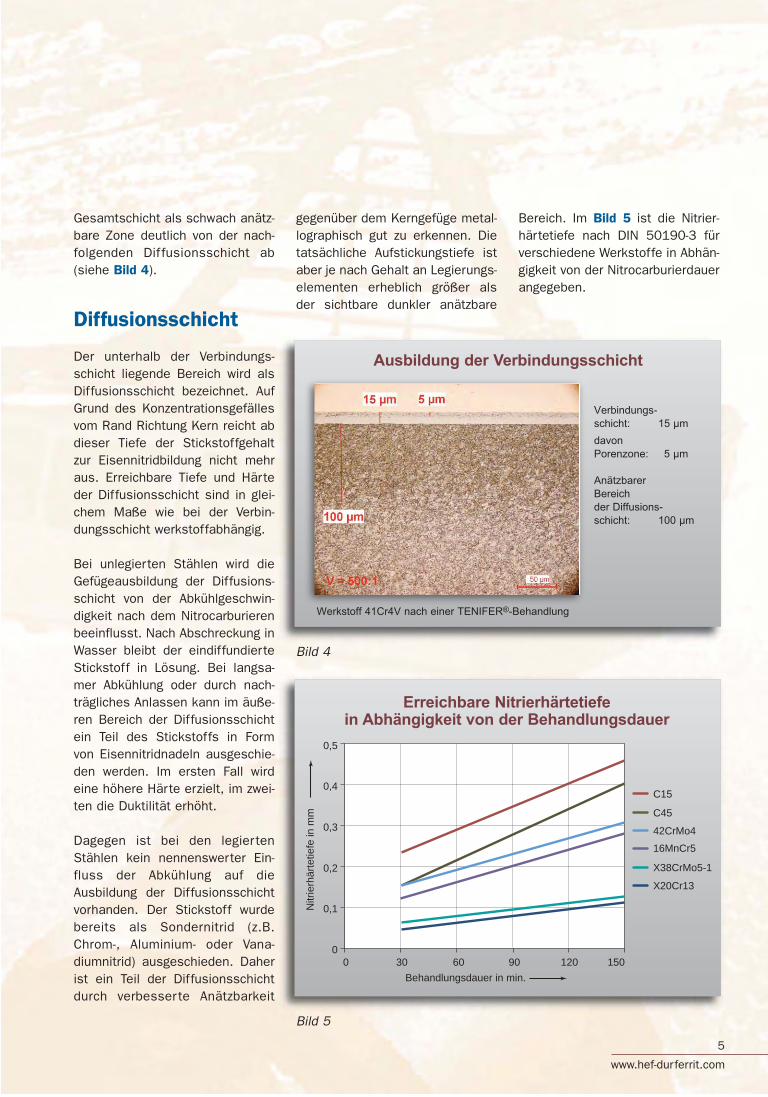
gegenüber dem Kerngefüge metal-lographisch gut zu erkennen. Dietatsächliche Aufstickungstiefe istaber je nach Gehalt an Legierungs -elementen erheblich größer alsder sichtbare dunkler anätzbare
Gesamtschicht als schwach anätz-bare Zone deutlich von der nach-folgenden Dif fusionsschicht ab(siehe Bild 4).
Diffusionsschicht
Der unterhalb der Verbindungs -schicht liegende Bereich wird alsDiffusionsschicht bezeichnet. AufGrund des Konzentrationsgefällesvom Rand Richtung Kern reicht abdieser Tiefe der Stickstoffgehaltzur Eisennitridbildung nicht mehraus. Erreichbare Tiefe und Härteder Diffusionsschicht sind in glei-chem Maße wie bei der Verbin -dungsschicht werkstoffabhängig.
Bei unlegierten Stählen wird dieGefügeausbildung der Diffusions -schicht von der Abkühlgeschwin -dig keit nach dem Nitrocarburierenbeeinflusst. Nach Abschreckung inWasser bleibt der eindiffundierteStickstoff in Lösung. Bei langsa-mer Abkühlung oder durch nach-trägliches Anlassen kann im äuße-ren Bereich der Diffusionsschichtein Teil des Stickstoffs in Formvon Eisennitridnadeln ausgeschie-den werden. Im ersten Fall wirdeine höhere Härte erzielt, im zwei-ten die Duktilität erhöht.
Dagegen ist bei den legiertenStählen kein nennenswerter Ein -fluss der Abkühlung auf dieAusbildung der Diffusionsschichtvorhanden. Der Stickstoff wurdebereits als Sondernitrid (z.B.Chrom-, Aluminium- oder Vana -dium nitrid) ausgeschieden. Daherist ein Teil der Diffusionsschichtdurch verbesserte Anätzbarkeit
Bild 4
Bild 5
Ausbildung der Verbindungsschicht
Verbindungs-schicht: 15 μm
davon Porenzone: 5 μm
Anätzbarer Bereichder Diffusions-schicht: 100 μm
Werkstoff 41Cr4V nach einer TENIFER®-Behandlung
C15
0,5
0,4
0,3
0,2
0,1
00
Behandlungsdauer in min.30 60 90 120 150
C45
42CrMo4
16MnCr5
X38CrMo5-1
X20Cr13
Nitr
ierh
ärte
tiefe
in m
m
Erreichbare Nitrierhärtetiefein Abhängigkeit von der Behandlungsdauer
6
www.hef-durferrit.com
schichten zu erzeugen. Danebensind zwei weitere Faktoren vonBedeutung. Zum einen eine ausrei-chend dicke ε-Nitridschicht vonmindestens 12 µm Stärke undzum anderen das bei der oxidie-renden Abkühlung entstehendeschwarze Eisenoxid (Magnetit) ander äußersten Randschicht und inden Poren.
Eine Belastungskombination vonKorrosion und Verschleiß tritt inder Praxis sehr häufig auf. Überalldort, wo Bewegungsvorgänge mitkorrosiver Beanspruchung ablau-fen, ergibt sich eine Anwendungfür das Nitrocarburieren mit oxidie-rendem Abkühlen. Wenn dabei dasBeanspruchungssystem durchPaa rung mit weicheren Lauf -partnern eine geringere Rauhigkeitder Funktionsflächen er fordert,erfolgt eine Zwischenbearbeitungdurch Läppen oder Polieren, umdie gewünschte Rauhtiefe einzu-stellen. Hierbei ist es wichtig,dass nur so wenig wie nötig abge-tragen wird. Dadurch soll sicherge-stellt werden, dass neben der aus-reichend dicken Verbindungs -schicht auch ein Teil des Poren -saums erhalten bleibt, um beieiner anschließenden oxidieren-den Nachbehandlung (QPQ®-Ver fahren) eine optimale Aus -bildung der Oxidschicht und gleich-mäßige Dunkelfärbung der Ober -fläche zu erreichen. Bemerkens -wert ist die Tatsache, dass sichdie Rauheit der polierten Ober -fläche bei der Nachoxidation kaumändert.
Oberflächenhärteund Kernfestigkeit
Die durch die TENIFER®-Behand -lung erzielbare Oberflächenhärtewird wesentlich von der Werkstoff -zusammensetzung beeinflusst.Mit zunehmendem Gehalt annitrid bildenden Legierungs elemen -ten (Cr, Mo, Al, V, Mn, Ti, W) nimmtdie Oberflächenhärte zu. Im Bild 7sind Richtwerte der Kernfestigkeitund Oberflächenhärte für verschie-dene Stähle aufgeführt.
Korrosions-beständigkeit
Mit zunehmender Tendenz wirddas Nitrocarburieren zur Verbes -serung der Korrosionsbeständig -keit von Bauteilen aus unlegiertenund niedriglegierten Stählen ge -nutzt. Auch für den Korrosions -widerstand ist es wichtig, mög-lichst monophasige ε-Verbindungs -
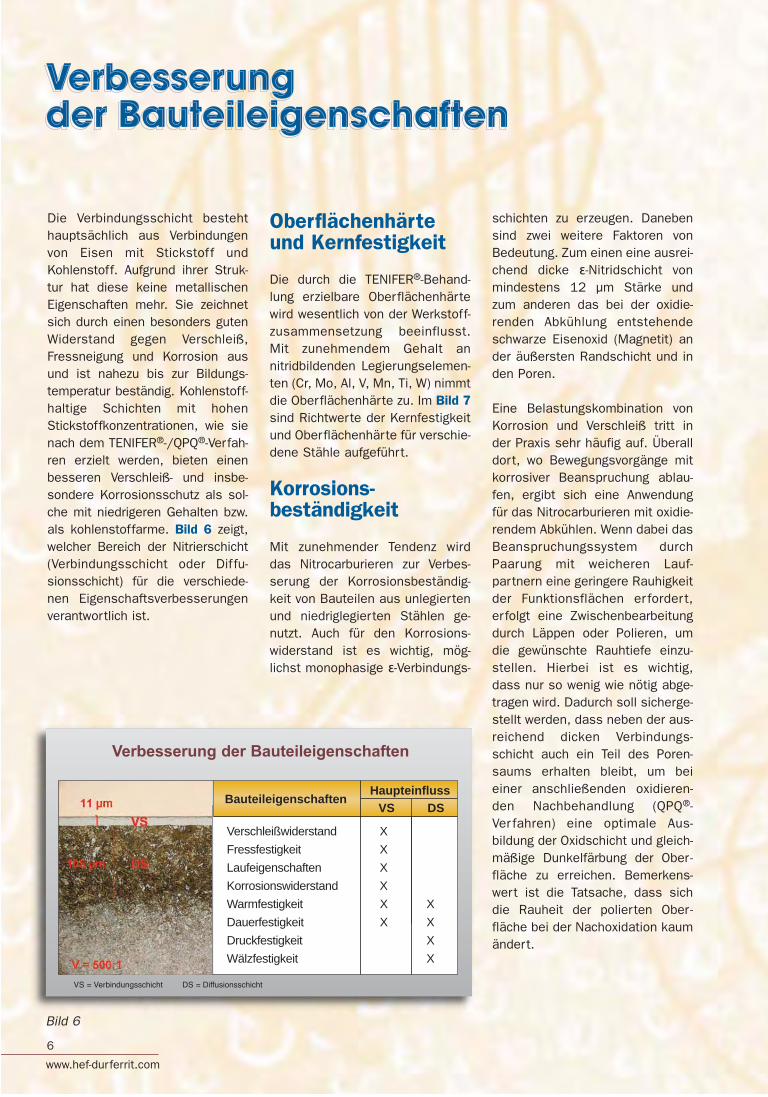
Die Verbindungsschicht bestehthauptsächlich aus Verbindungenvon Eisen mit Stickstoff undKohlen stoff. Aufgrund ihrer Struk -tur hat diese keine metallischenEigenschaften mehr. Sie zeichnetsich durch einen besonders gutenWiderstand gegen Verschleiß,Fress neigung und Korrosion ausund ist nahezu bis zur Bildungs -temperatur beständig. Kohlenstoff -haltige Schich ten mit hohenStickstoffkonzentrationen, wie sienach dem TENIFER®-/QPQ®-Verfah -ren erzielt werden, bieten einenbesseren Verschleiß- und insbe-sondere Korrosionsschutz als sol-che mit niedrigeren Gehalten bzw.als kohlenstoffarme. Bild 6 zeigt,welcher Bereich der Nitrierschicht(Verbindungsschicht oder Diffu -sions schicht) für die verschiede-nen Eigenschaftsverbesserungenverantwortlich ist.
Verbesserung der Bauteileigenschaften
Bild 6
BauteileigenschaftenHaupteinfluss
Verschleißwiderstand XFressfestigkeit XLaufeigenschaften XKorrosionswiderstand XWarmfestigkeit X XDauerfestigkeit X XDruckfestigkeit XWälzfestigkeit X
VS DS
Verbesserung der Bauteileigenschaften
VS = Verbindungsschicht DS = Diffusionsschicht
7
www.hef-durferrit.com
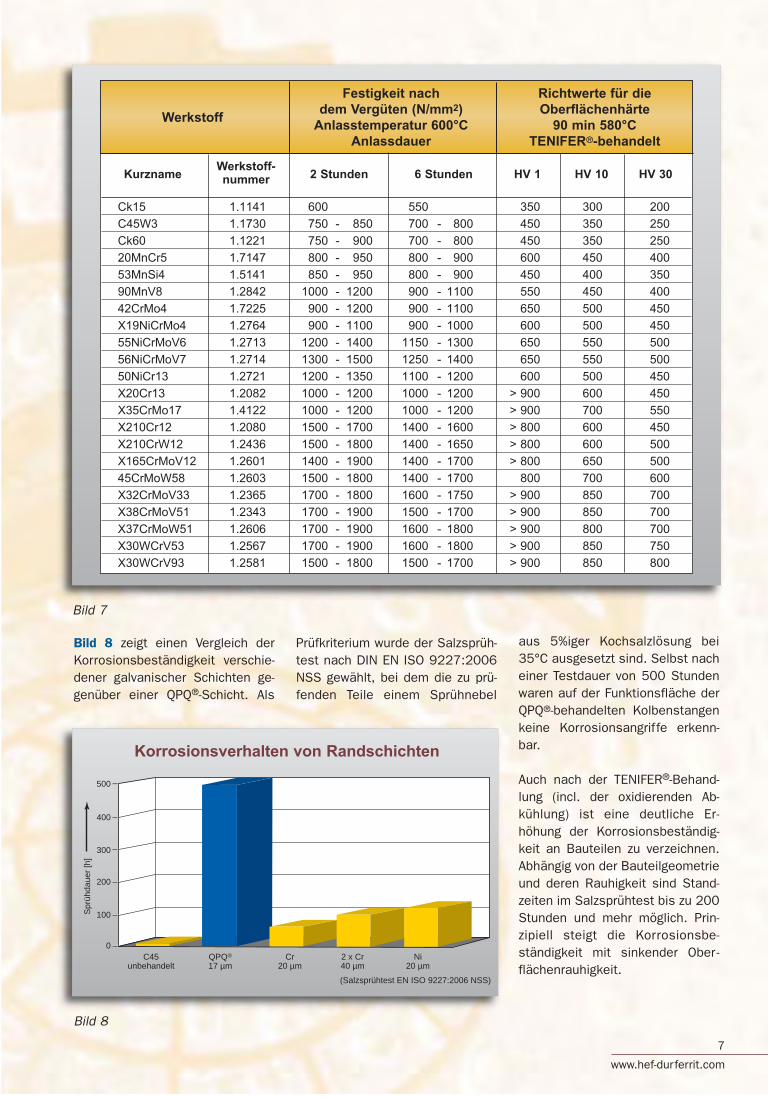
aus 5%iger Kochsalzlösung bei35°C ausgesetzt sind. Selbst nacheiner Testdauer von 500 Stundenwaren auf der Funktionsfläche derQPQ®-behandelten Kolbenstangenkeine Korrosionsangriffe erkenn-bar.
Auch nach der TENIFER®-Behand -lung (incl. der oxidierenden Ab -kühlung) ist eine deutliche E r -höhung der Korrosionsbe stän dig -keit an Bauteilen zu verzeichnen.Abhängig von der Bauteilgeo metrieund deren Rauhigkeit sind Stand -zeiten im Salzsprühtest bis zu 200Stunden und mehr möglich. Prin -zipiell steigt die Korro sions be -ständigkeit mit sinkender Ober -flächenrauhigkeit.
Prüfkriterium wurde der Salzsprüh -test nach DIN EN ISO 9227:2006NSS gewählt, bei dem die zu prü-fenden Teile einem Sprühnebel
Bild 8 zeigt einen Vergleich derKorrosionsbeständigkeit verschie-dener galvanischer Schichten ge -gen über einer QPQ®-Schicht. Als
Bild 8
Bild 7
500
C45unbehandelt
QPQ®
17 µmCr
20 µm2 x Cr40 µm
Ni20 µm
400
300
200
100
0
Spr
ühda
uer [
h]
(Salzsprühtest EN ISO 9227:2006 NSS)
Korrosionsverhalten von Randschichten
Werkstoff
Festigkeit nachdem Vergüten (N/mm2)
Anlasstemperatur 600°CAnlassdauer
Richtwerte für dieOberflächenhärte
90 min 580°CTENIFER®-behandelt
KurznameWerkstoff-nummer 2 Stunden 6 Stunden HV 1 HV 10 HV 30
Ck15 1.1141 600 550 350 300 200
C45W3 1.1730 750 - 850 700 - 800 450 350 250
Ck60 1.1221 750 - 900 700 - 800 450 350 250
20MnCr5 1.7147 800 - 950 800 - 900 600 450 400
53MnSi4 1.5141 850 - 950 800 - 900 450 400 350
90MnV8 1.2842 1000 - 1200 900 - 1100 550 450 400
42CrMo4 1.7225 900 - 1200 900 - 1100 650 500 450
X19NiCrMo4 1.2764 900 - 1100 900 - 1000 600 500 450
55NiCrMoV6 1.2713 1200 - 1400 1150 - 1300 650 550 500
56NiCrMoV7 1.2714 1300 - 1500 1250 - 1400 650 550 500
50NiCr13 1.2721 1200 - 1350 1100 - 1200 600 500 450
X20Cr13 1.2082 1000 - 1200 1000 - 1200 > 900 600 450
X35CrMo17 1.4122 1000 - 1200 1000 - 1200 > 900 700 550
X210Cr12 1.2080 1500 - 1700 1400 - 1600 > 800 600 450
X210CrW12 1.2436 1500 - 1800 1400 - 1650 > 800 600 500
X165CrMoV12 1.2601 1400 - 1900 1400 - 1700 > 800 650 500
45CrMoW58 1.2603 1500 - 1800 1400 - 1700 800 700 600
X32CrMoV33 1.2365 1700 - 1800 1600 - 1750 > 900 850 700
X38CrMoV51 1.2343 1700 - 1900 1500 - 1700 > 900 850 700
X37CrMoW51 1.2606 1700 - 1900 1600 - 1800 > 900 800 700
X30WCrV53 1.2567 1700 - 1900 1600 - 1800 > 900 850 750
X30WCrV93 1.2581 1500 - 1800 1500 - 1700 > 900 850 800
8
www.hef-durferrit.com
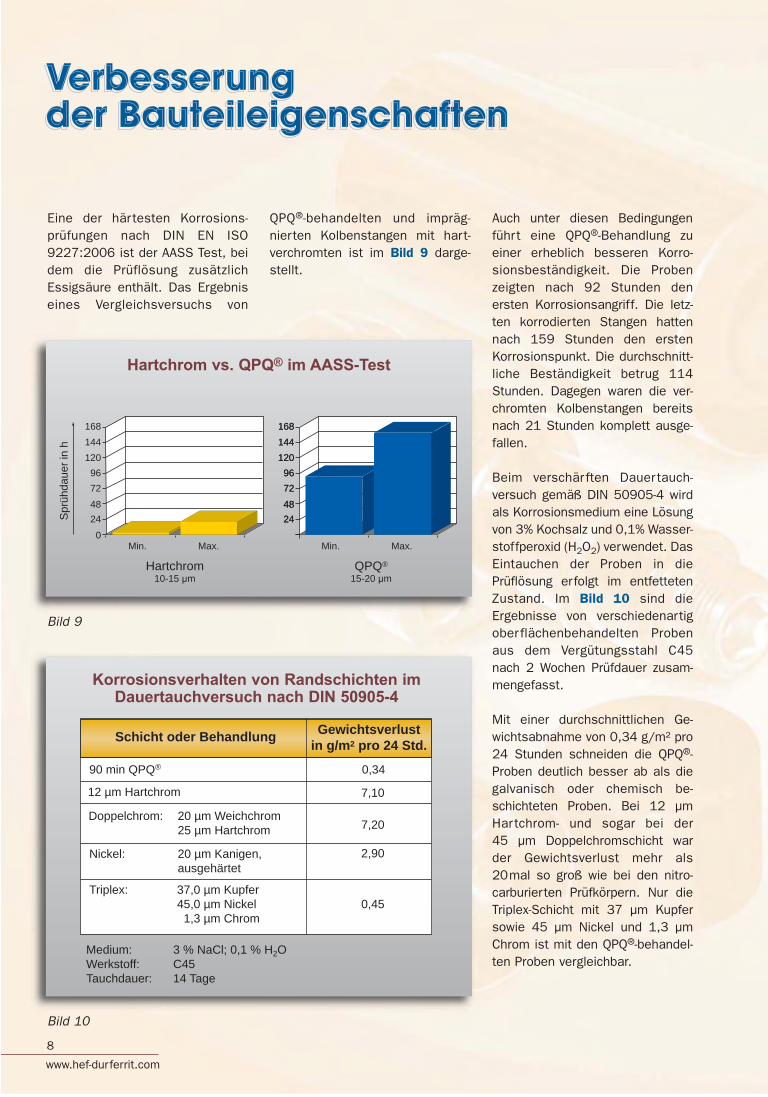
Auch unter diesen Bedingungenführt eine QPQ®-Behandlung zueiner erheblich besseren Korro -sions beständigkeit. Die Probenzeigten nach 92 Stunden denersten Korrosionsangriff. Die letz-ten korrodierten Stangen hattennach 159 Stunden den erstenKorrosions punkt. Die durchschnitt-liche Be stän dig keit betrug 114Stunden. Dagegen waren die ver-chromten Kolbenstangen bereitsnach 21 Stunden komplett ausge-fallen.
Beim verschär ften Dauertauch -versuch gemäß DIN 50905-4 wirdals Korrosionsmedium eine Lösungvon 3% Kochsalz und 0,1% Wasser -stoffperoxid (H2O2) verwendet. DasEintauchen der Pro ben in diePrüflösung erfolgt im entfettetenZustand. Im Bild 10 sind dieErgebnisse von verschiedenartigober flächenbehandelten Probenaus dem Vergütungsstahl C45nach 2 Wochen Prüfdauer zusam-mengefasst.
Mit einer durchschnittlichen Ge -wichts abnahme von 0,34 g/m² pro24 Stunden schneiden die QPQ®-Proben deutlich besser ab als diegalvanisch oder chemisch be -schich teten Proben. Bei 12 µmHartchrom- und sogar bei der 45 µm Doppelchromschicht warder Gewichtsverlust mehr als20mal so groß wie bei den nitro -carburierten Prüfkörpern. Nur dieTriplex-Schicht mit 37 µm Kupfersowie 45 µm Nickel und 1,3 µmChrom ist mit den QPQ®-behandel-ten Proben vergleichbar.
QPQ®-behandelten und im präg -nierten Kolbenstangen mit hart-verchromten ist im Bild 9 darge-stellt.
Eine der härtesten Korrosions -prü fungen nach DIN EN ISO9227:2006 ist der AASS Test, beidem die Prüflösung zusätzlichEssigsäure enthält. Das Ergebniseines Vergleichs ver suchs von
Bild 9
Bild 10
Spr
ühda
uer i
n h
Hartchrom10-15 μm
QPQ®
15-20 μm
Min.
168144120967248240
Max. Min.
16814412096724824
Max.
16814412096724824
Hartchrom vs. QPQ® im AASS-Test
Korrosionsverhalten von Randschichten imDauertauchversuch nach DIN 50905-4
Medium: 3 % NaCl; 0,1 % H2O Werkstoff: C45Tauchdauer: 14 Tage
90 min QPQ® 0,34
7,10
7,20
2,90
12 µm Hartchrom
Doppelchrom: 20 µm Weichchrom 25 µm Hartchrom
Nickel: 20 µm Kanigen, ausgehärtet
Triplex: 37,0 µm Kupfer 45,0 µm Nickel 0,45 1,3 µm Chrom
Schicht oder Behandlung Gewichtsverlustin g/m2 pro 24 Std.
Verbesserung der Bauteileigenschaften

9
www.hef-durferrit.com
bessere Haftung des Ölfilmes oftein günstigeres Laufverhaltenerzielt werden. Bild 11 zeigt einZahnrad aus dem Werkstoff C45Nnach einer Laufleistung von700.000 km in einem Nutzfahr -zeug. Der Abtrag durch Verschleißvon der nahezu monophasigen ε-Verbin dungsschicht betrug nur 1 - 2 µm. Die Porenzone ist selbstnach dieser Beanspruchung nochdeutlich zu erkennen.
Viele Verschleißuntersuchungenund Anwendungen in der Praxisbestätigen Vor teile gegenüberanderen Randschichten. Strukturund Zusammensetzung der Verbin -dungsschicht (Anteil N und C) be -ein flussen den Verschleißwider -stand wesentlich. Einphasige kohlen stoffangereicherte ε-Verbin -dungs schichten, wie sie nach derTENIFER®-Behandlung vorliegen,erreichen sehr gute Resultate.Schichten ohne eingelager tenKohlenstoff oder mit hohem γ’-An -teil erwiesen sich in vielen Fällenals deutlich schlechter.
Die im äußeren Bereich derVerbindungsschicht auftretendePorosität ist alleine kein Hinweisfür schlechteres Verschleiß ver -halten. Vielmehr kann durch eine
Verschleißbeständig -keit und Laufeigen - schaften
Ausgezeichnete Gleit- und Lauf -eigenschaften sowie hoher Ver -schleiß widerstand sind die be -kannten und geschätzten Eigen -schaften TENIFER®-behandelterBauteile. Durch den nichtmetalli-schen Aufbau der Verbindungs -schicht wird die Reibung und dieNeigung zum Verschweißen miteiner metallischen Gegenlauf -fläche erheblich verringer t. ImVergleich zur Einsatzhärtung be -sitzt die Nitrierschicht eine deut-lich höhere Warmfestigkeit. Dieerzielte Härtesteigerung in derDiffusionsschicht bleibt auch beihöheren Temperaturen erhalten.
Bild 11
Werkstoff: C45N
Ausschnitt: Zahnflanke
Abtrag: ca. 1-2 μm
VS: überwiegend
-Eisennitrid
Ätzung: Oberhoffer Quelle: H.-J. Spies
Zahnrad (Nutzfahrzeug)nach 700.000 km Laufleistung
10
www.hef-durferrit.com
absoluten Härte der Laufpartnerals vielmehr von der Werk -stoffpaarung, ihrem Gefügeauf -bau, der Ober flächengeometrieund dem verwendeten Schmier -mittel abhängig.
Zur Ermittlung von Reibungs koef -fizienten wurden auf einer Amsler-Maschine Untersuchungen durch-geführt. Bei den Versuchen drehtesich eine Scheibe mit 200 Um -drehungen pro Minute gegen einefeststehende Scheibe. Beide Prüf -körper waren gleich behandelt. DieBelastung betrug 5-30 N um Adhä -sionsverschleiß zu vermeiden.Während bei höheren Belastungender Reibungskoeffizient mit zuneh-mender Last ansteigt, blieb er imBereich von 5-30 N konstant.
Die untersuchten Proben hattenRauhigkeitswerte um 4 µm. Nurbei den QPQ®-behandelten Probenwurde die Oberflächenrauhigkeitdurch den Polierschritt auf ca.Rm = 1 µm reduziert. Bild 14 gibteine Übersicht der ermitteltenReib wer te von verschiedenenPaa rungen im Trockenlauf undnach Schmierung mit einem Ölvom Typ SAE 30.
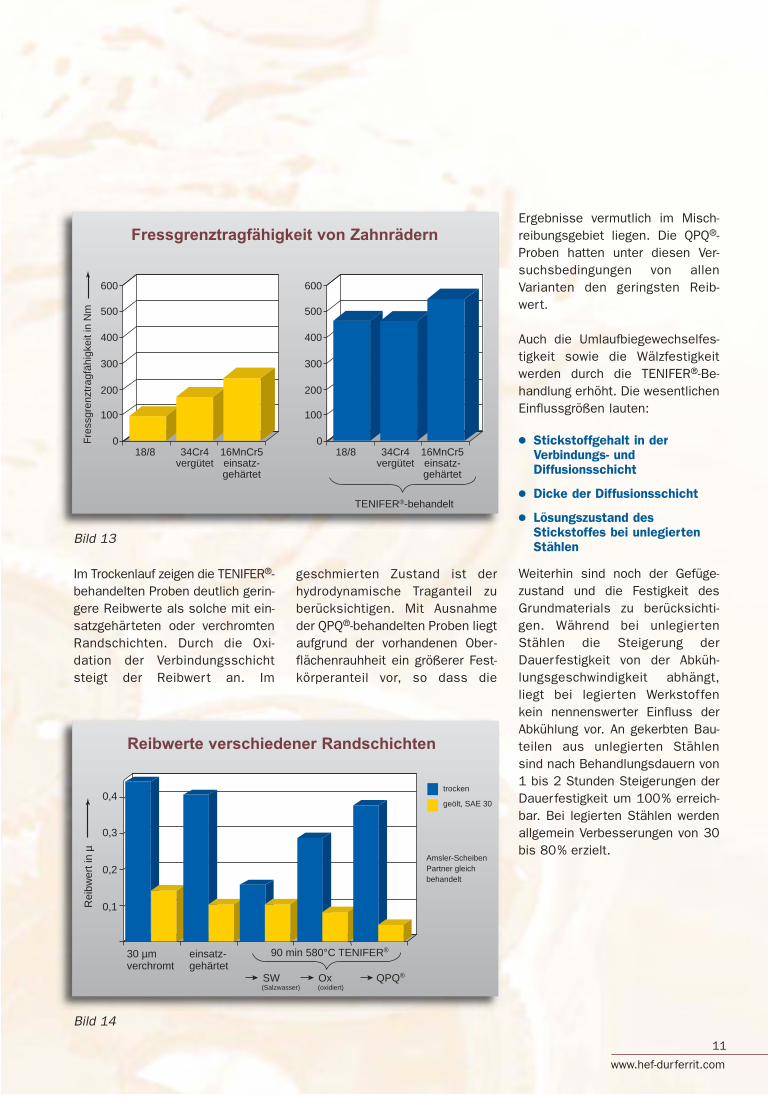
Bild 13 sind die Ergebnisse überdie Fressgrenztragfähigkeit anZahn rädern nach Niemann-Rettigzu sammengestellt. Diese wurdeer mittelt, indem ein auf die Zahn -flanke aufgegebenes Biege mo - ment so lange erhöht wurde, bisein Fressen auftrat. Durch Nitro -carburieren nach dem TENIFER®-Verfahren wurde bei den unter-suchten Werkstoffen die Fress -festig keit um das 2- bis 5-facheerhöht.
Im Zusammenhang mit der Fragedes Verschleißwiderstandes undder Laufeigenschaften interessiertauch der Reibungskoeffizient deräußeren Randschicht. Die beimGleiten auftretenden Grenzflächen -reaktionen sind weniger von der
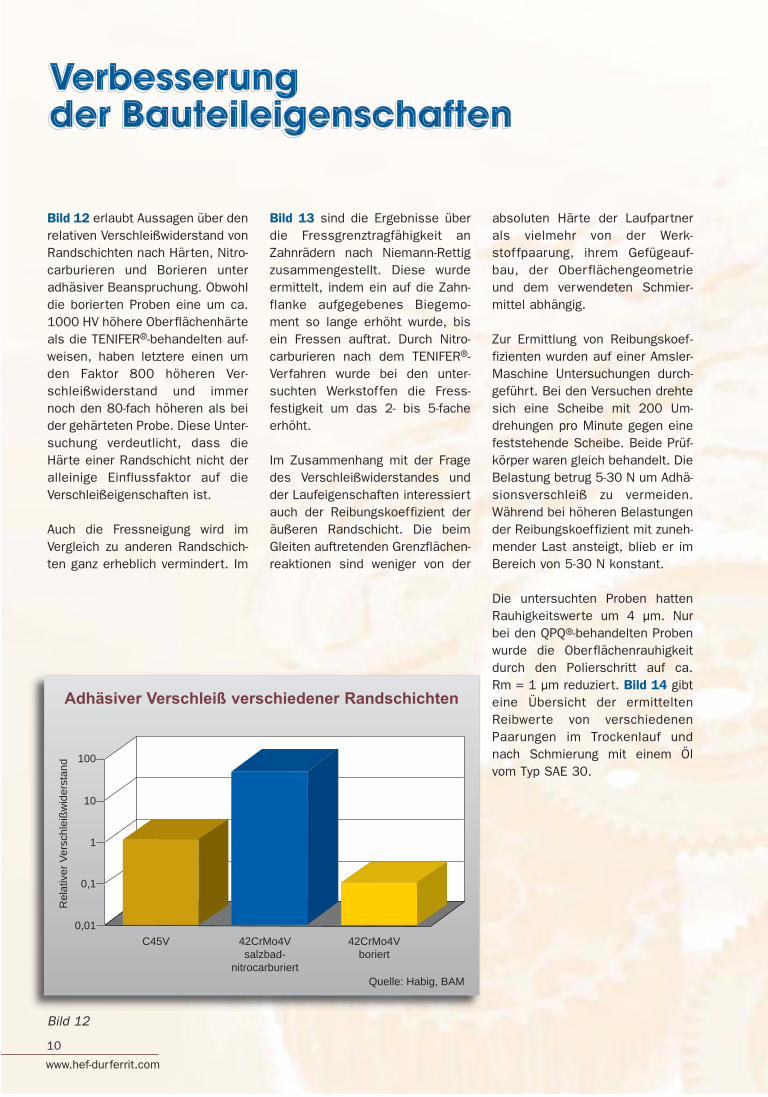
Bild 12 erlaubt Aussagen über denrelativen Verschleißwiderstand vonRandschichten nach Härten, Nitro -carburieren und Borieren unteradhäsiver Beanspruchung. Obwohldie borierten Proben eine um ca.1000 HV höhere Oberflächenhärteals die TENIFER®-behandelten auf-weisen, haben letztere einen umden Faktor 800 höheren Ver -schleiß widerstand und immernoch den 80-fach höheren als beider gehärteten Probe. Diese Unter -suchung verdeutlicht, dass dieHärte einer Randschicht nicht deralleinige Einflussfaktor auf dieVerschleißeigenschaften ist.
Auch die Fressneigung wird imVergleich zu anderen Randschich -ten ganz erheblich vermindert. Im
Bild 12
Adhäsiver Verschleiß verschiedener Randschichten
C45V 42CrMo4Vsalzbad-
nitrocarburiert
42CrMo4Vboriert
100
10
1
0,1
0,01
Rel
ativ
er V
ersc
hlei
ßwid
erst
and
Quelle: Habig, BAM
Verbesserung der Bauteileigenschaften
11
www.hef-durferrit.com
Ergebnisse vermutlich im Misch -reibungsgebiet liegen. Die QPQ®-Proben hatten unter diesen Ver -suchs bedingungen von allenVarianten den geringsten Reib -wert.
Auch die Umlaufbiegewechsel fes -tigkeit sowie die Wälzfestigkeitwerden durch die TENIFER®-Be -hand lung erhöht. Die wesentlichenEinflussgrößen lauten:
● Stickstoffgehalt in derVerbindungs- undDiffusionsschicht
● Dicke der Diffusionsschicht
● Lösungszustand desStickstoffes bei unlegiertenStählen
Weiterhin sind noch der Gefüge -zustand und die Festigkeit desGrundmaterials zu berücksichti-gen. Während bei unlegier tenStäh len die Steigerung derDauerfestigkeit von der Abküh -lungs geschwindigkeit abhängt,liegt bei legier ten Werkstoffenkein nennenswerter Einfluss derAbkühlung vor. An gekerbten Bau -teilen aus unlegier ten Stählensind nach Behandlungsdauern von1 bis 2 Stunden Steigerungen derDauer festigkeit um 100% erreich-bar. Bei legierten Stählen werdenallgemein Verbesserungen von 30bis 80% erzielt.
geschmier ten Zustand ist derhydrodynamische Traganteil zuberücksichtigen. Mit Ausnahmeder QPQ®-behandelten Proben liegtaufgrund der vorhandenen Ober -flächenrauhheit ein größerer Fest -körperanteil vor, so dass die
Im Trockenlauf zeigen die TENIFER®- behandelten Proben deutlich gerin-gere Reibwerte als solche mit ein-satzgehärteten oder verchromtenRandschichten. Durch die Oxi -dation der Verbindungsschichtsteigt der Reibwert an. Im
Bild 13
Bild 14
Rei
bwer
t in
µ
30 µmverchromt
einsatz-gehärtet
90 min 580°C TENIFER®
SW Ox QPQ®
trocken
geölt, SAE 30
Amsler-ScheibenPartner gleichbehandelt
0,4
0,3
0,2
0,1
(Salzwasser) (oxidiert)
600
500
400
300
200
100
0Fres
sgre
nztra
gfäh
igke
it in
Nm
18/8 34Cr4vergütet
16MnCr5einsatz-gehärtet
600
500
400
300
200
100
018/8
TENIFER®-behandelt
34Cr4vergütet
16MnCr5einsatz-gehärtet
Fressgrenztragfähigkeit von Zahnrädern
Reibwerte verschiedener Randschichten
12
www.hef-durferrit.com
Schmieden oder Druckgießen er -reichen nach einer TENIFER®-Behandlung wesentlich bessereStandzeitergebnisse. Aufgrunddes nichtmetallischen Charaktersder Verbindungsschicht bleibt dieFunktionsfläche länger glatt. DieKlebneigung wird minimiert undMetallansatz quasi vermieden.Anwender berichten, dass im Ver -gleich zu plasma- oder gasnitrier-ten bzw. nitrocarburierten Strang -pressmatrizen deutlich höherePress leistungen erzielt werdenund die Werkzeuge sogar mehr-mals nachbehandelt werden kön-nen. Insbesondere die Gefahr vonAusplatzungen ist erheblich redu-ziert. Ein weiterer Vorteil sind diekurzen Behandlungszeiten. DieWerkzeuge sind wesentlich schnel-
Neben den klassischen Anwen -dungen, bei denen durch dasNitrocarburieren in Salzschmelzender Verschleißschutz bzw. dieDauerfestigkeit verbessert wird,gewinnt der Korrosionsschutz einimmer größeres Interesse. Zuneh -mend wird das TENIFER®-Verfah -ren in Kombination mit der oxidati-ven Nachbehandlung bzw. dasQPQ®-Verfahren als Ersatz für gal-vanische Beschichtungs verfah renwie Verchromen, Vernickeln, Ver -zin ken etc. oder zur Substi tutionvon korrosionsbeständigen Stäh -l en eingesetzt. Nachfolgend sindstellver tretend einige Anwen -dungen aufgeführt.
Werkzeuge aus Warmarbeitsstahlzum Strangpressen (siehe Bild 16),
Bild 15
ler wieder einsatzbereit. Darausresultieren erhebliche Einsparun -gen bei den Werkzeugkosten. AuchSpritzformen für Kunststoffe wer-den mit großem Erfolg salzbad -nitrocarburiert.
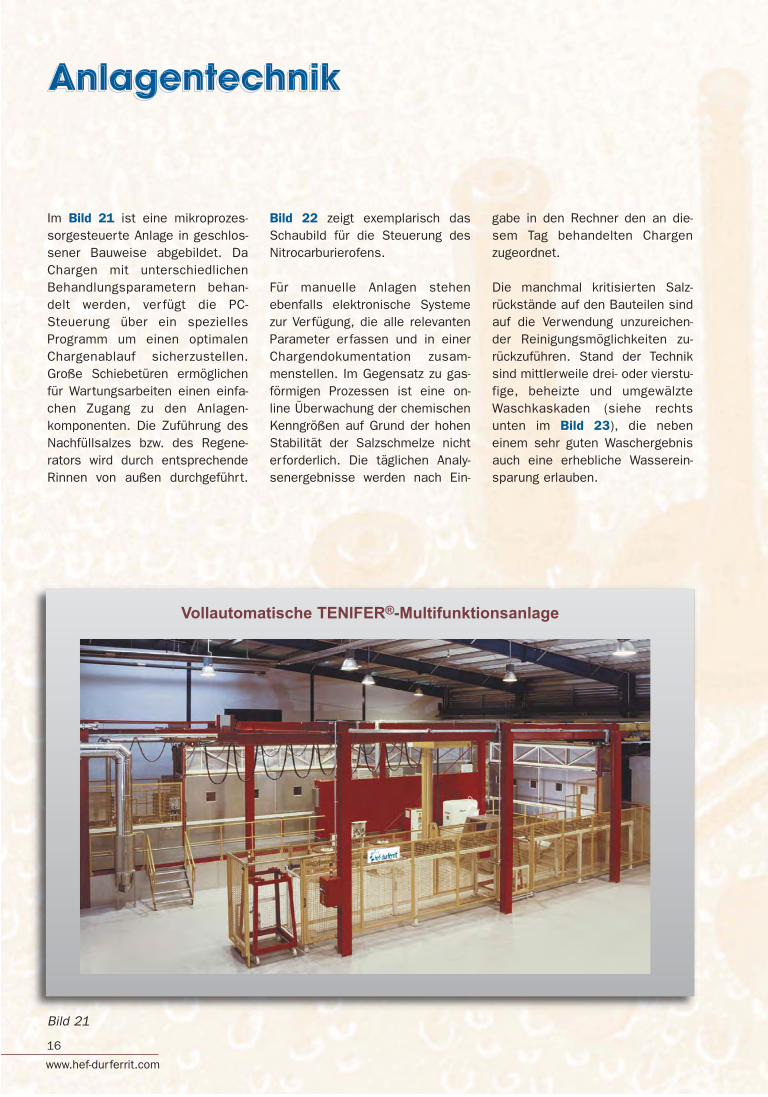
Ventile in Verbrennungsmotoren(siehe Bild 17) sind Bauteile, diehohe Anforderungen bezüglichthermischer Belastbarkeit, Ver -schleiß beständigkeit und Korro -sions beständigkeit erfüllen müs-sen. Gegenüber dem Verchromenbietet die TENIFER®-BehandlungEinsparungen bei den Ferti gungs -kosten, da keine Induktiv härtungund kein Nachschleifen mehr not-wendig ist. Weiterhin entfällt dieNotwendigkeit, den Schaft desAuslassventils aus einem induktiv
X
XX
XX
X
Um
lauf
bieg
ewec
hsel
fest
igke
it s
bw in
N/m
m2
500
400
300
200
Lastwechsel104 105 106 107
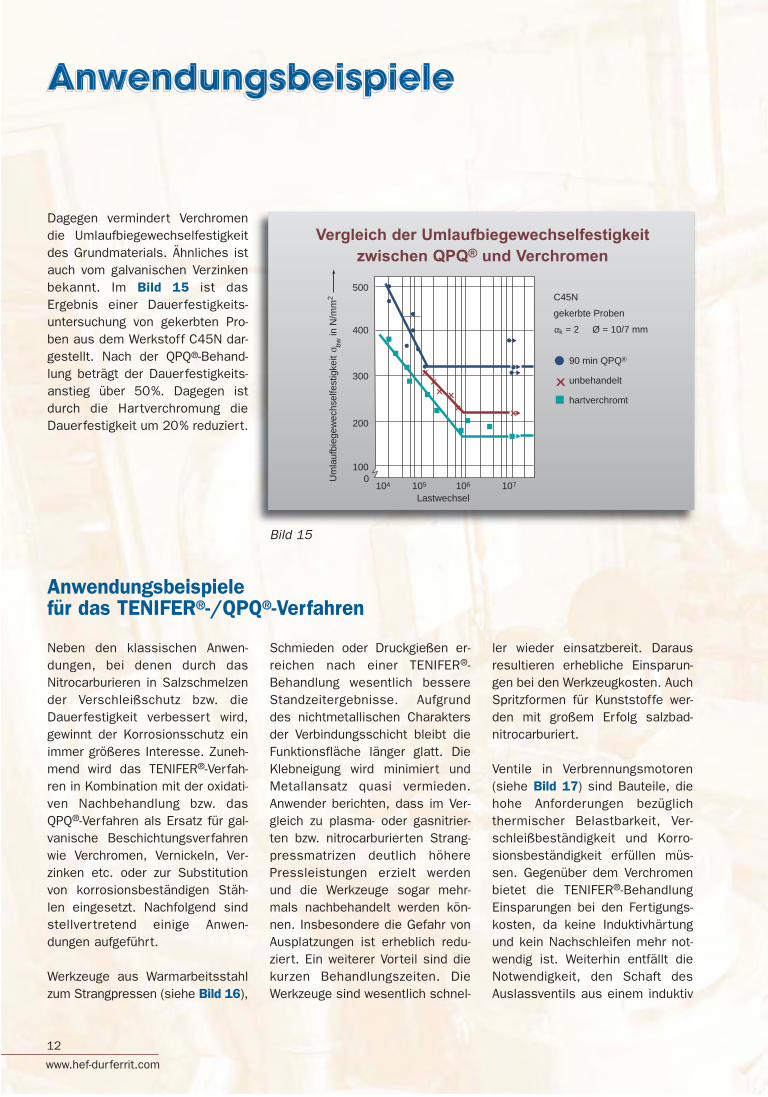
1000
90 min QPQ®
unbehandelt
hartverchromt
X
C45N
gekerbte Proben
“k = 2 Ø = 10/7 mm
Vergleich der Umlaufbiegewechselfestigkeitzwischen QPQ® und Verchromen
Anwendungsbeispiele
Dagegen vermindert Verchromendie Umlaufbiegewechselfestigkeitdes Grundmaterials. Ähnliches istauch vom galvanischen Verzinkenbekannt. Im Bild 15 ist dasErgebnis einer Dauerfestigkeits -untersuchung von gekerbten Pro -ben aus dem Werkstoff C45N dar-gestellt. Nach der QPQ®-Behan d -lung beträgt der Dauerfestigkeits -anstieg über 50%. Dagegen istdurch die Hartverchromung dieDauerfestigkeit um 20% reduziert.
Anwendungsbeispiele für das TENIFER®-/QPQ®-Verfahren
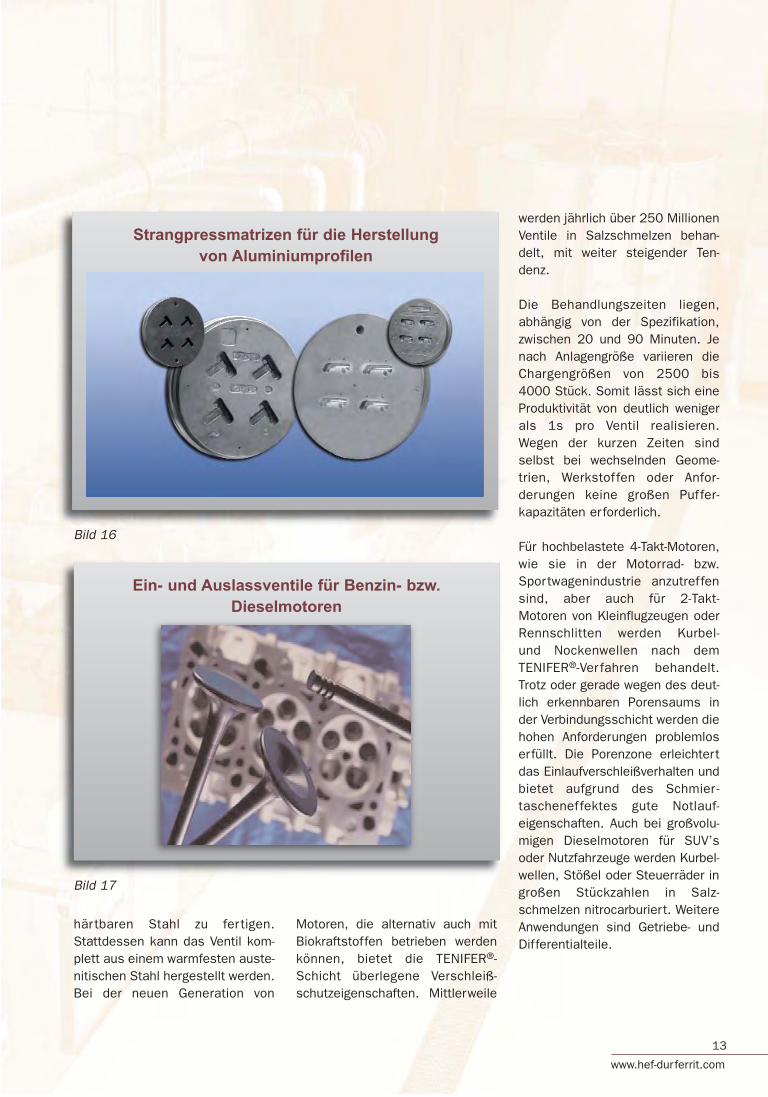
Bild 17
Strangpressmatrizen für die Herstellungvon Aluminiumprofilen
13
www.hef-durferrit.com
werden jährlich über 250 MillionenVentile in Salzschmelzen behan-delt, mit weiter steigender Ten -denz.
Die Behandlungszeiten liegen,abhängig von der Spezifikation, zwischen 20 und 90 Minuten. Jenach Anlagengröße variieren dieChargengrößen von 2500 bis4000 Stück. Somit lässt sich eineProduktivität von deutlich wenigerals 1s pro Ventil realisieren.Wegen der kurzen Zeiten sindselbst bei wechselnden Geome -trien, Werkstoffen oder Anfor -derungen keine großen Puffer -kapa zitäten erforderlich.
Für hochbelastete 4-Takt-Motoren,wie sie in der Motorrad- bzw.Sportwagenindustrie anzutreffensind, aber auch für 2-Takt-Motoren von Kleinflugzeugen oderRenn schlitten werden Kurbel- und Nockenwellen nach dem TENIFER®-Ver fahren behandelt.Trotz oder gerade wegen des deut-lich erkennbaren Porensaums inder Verbindungsschicht werden diehohen Anforderungen problemloserfüllt. Die Porenzone erleichtertdas Einlaufverschleißverhalten undbietet aufgrund des Schmier -tascheneffektes gute Notlauf -eigen schaften. Auch bei großvolu-migen Dieselmotoren für SUV’soder Nutzfahrzeuge werden Kurbel -wellen, Stößel oder Steuerräder ingroßen Stückzahlen in Salz -schmelzen nitrocarburiert. WeitereAnwendungen sind Getriebe- undDifferentialteile.
Motoren, die alternativ auch mitBiokraftstoffen betrieben werdenkönnen, bietet die TENIFER®-Schicht überlegene Verschleiß -schutzeigenschaften. Mittlerweile
här tbaren Stahl zu fer tigen.Stattdessen kann das Ventil kom-plett aus einem warmfesten auste-nitischen Stahl her gestellt werden.Bei der neuen Gene ration von
Bild 16
Ein- und Auslassventile für Benzin- bzw.Dieselmotoren

14
www.hef-durferrit.com
Werkstoffe kommen Baustähle,unlegierte oder niedrig legierteStähle zum Einsatz. Die geforder-ten Standzeiten im Salzsprühtestbetragen meist 144 Stunden ohneKorrosionspunkt. In einigen Fällensind sogar bis zu 400 Stunden vor-geschrieben, die auch erreichtwerden.
Bild 19 zeigt stellver tretendGasdruckfederkolbenstangen, diein der Automobil- und Luftfahrt -industrie, im Maschinenbau oderin Bürostühlen eingesetzt werden.Durch die Substitution der Chrom -schicht wurden erhebliche Kosten -einsparungen erzielt. Die QPQ®-
In der Motorradbranche sind eben-falls verschiedene TENIFER®- bzw.QPQ®-behandelte Motor- undAntrieb steile im Einsatz. Die imBild 18 gezeigten Teile besitzeneine bessere Korrosions bestän -digkeit als nach dem Gas- oderPlasmanitrocarburieren. Dank denkurzen Behandlungszeiten und derhohen Flexibilität ist eine optimaleIntegration in den Fer tigungs -ablauf mit den entsprechendenKostenvorteilen gegeben.
Das QPQ®-Ver fahren findet beiKolbenstangen, Hydraulikzylindernoder Führungsbuchsen eine stän-dig wachsende Anwendung. Als
Bild 18 Bild 19
Behandlung wird in vollautoma -tischen Anlagen durchgeführt. DieKombination von bis zu 4 Nitrocar -burieröfen in einer Behandlungs -linie ermöglicht Taktzeiten von0,5 – 0,6 s pro Kolbenstange.
Die Beispiele könnten noch be -liebig for tgesetzt werden. DasTENIFER®-/QPQ®-Ver fahren wirdebenfalls angewandt für Bauteile inder Luftfahrt, in der Off-Shore-Tech -nik, im Anlagen- und Maschi -nenbau, in der Energie technik, inder Lebens mittel industrie, Photo-und Com puter industrie sowie in derFerti gung von Textilmaschinen oderHydrau lik aggregaten.
Antriebs- und Kupplungsteile für Motorräder
Kolbenstangen für Gasfedern und Gasdämpfer
Anwendungsbeispiele

15
www.hef-durferrit.com
Dieser besitzt einen pneumatischverschließbaren, isolierten Deckelund bietet eine erheblicheEnergieeinsparung im Grundlast -betrieb. Ferner ist der Ofen miteiner außenliegenden, kontinuier-lich arbeitenden Filtrations ein -richtung zur Reinigung der Salz -schmelze und mit einer Dosier -vorrichtung für die Regenerator -zugabe ausgerüstet.
von Bild 23) und werden unter denAspekten
● Reduzierung desEnergieverbrauches
● Verfahrenssicherheit● Bedienerfreundlichkeit
konsequent weiterentwickelt.
Bild 20 zeigt einen Nitrocarburier -ofen der neuesten Generation.
Für die Durchführung des TENIFER®-/QPQ®-Verfahrens ist im Gegen satzzu anderen Nitrocarbu rier ver -fahren keine hochkomplizier teAnlagentechnik notwendig. DieBehandlung kann sowohl in manu-ell betriebenen als auch in vollau-tomatisch arbeitenden Anla gendurchgeführt werden. Diese sindlinienförmig in Modulbau weiseangeordnet (siehe untere Hälfte
Bild 20
Merkmale:
● Pneumatisch verschließbarer Deckel
● TENOCLEAN®
Filtereinrichtung
● Regenerator-Dosiereinrichtung
Anlagentechnik
Neue Generation von Energiesparöfen
16
www.hef-durferrit.com
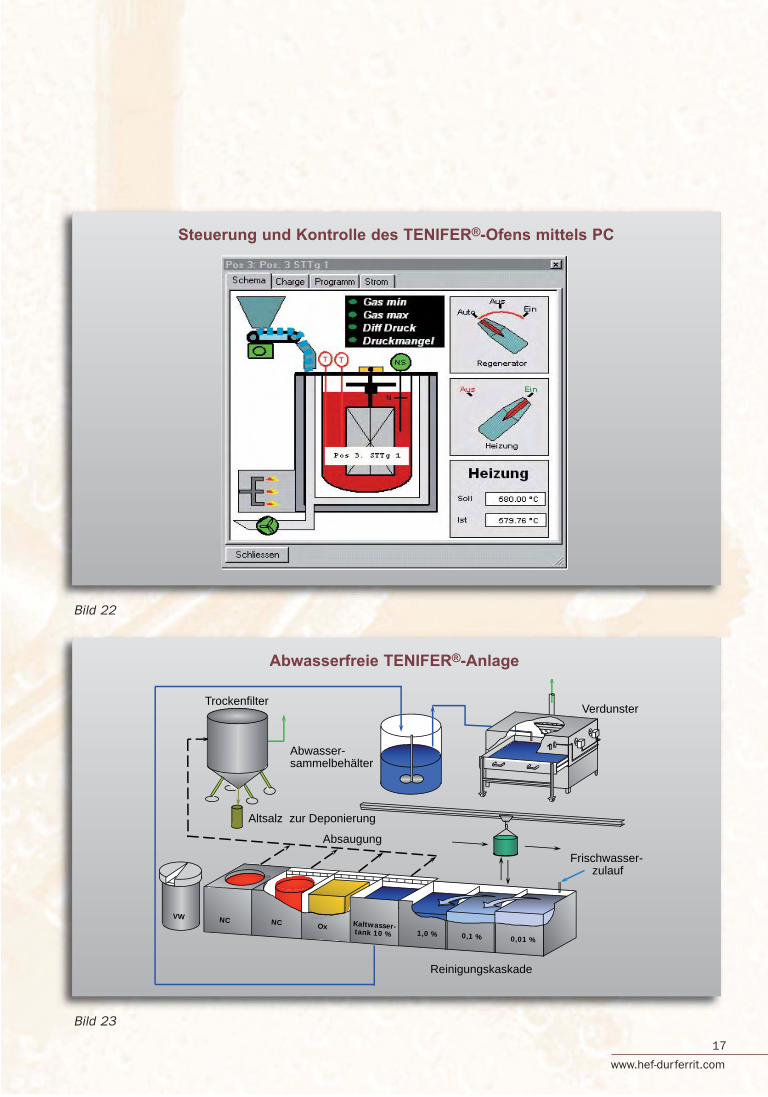
Bild 22 zeigt exemplarisch dasSchaubild für die Steuerung desNitrocarburierofens.
Für manuelle Anlagen stehenebenfalls elektronische Systemezur Verfügung, die alle relevantenParameter erfassen und in einerChargendokumentation zusam-menstellen. Im Gegensatz zu gas-förmigen Prozessen ist eine on-line Überwachung der chemischenKenngrößen auf Grund der hohenStabilität der Salzschmelze nichterforderlich. Die täglichen Analy -senergebnisse werden nach Ein -
Im Bild 21 ist eine mikroprozes-sorgesteuerte Anlage in geschlos-sener Bauweise abgebildet. DaChargen mit unterschiedlichenBehandlungsparametern behan-delt werden, ver fügt die PC-Steuerung über ein speziellesProgramm um einen optimalenChargenablauf sicherzustellen.Große Schiebetüren ermöglichenfür Wartungsarbeiten einen einfa-chen Zugang zu den Anlagen -komponenten. Die Zuführung desNachfüllsalzes bzw. des Regene -rators wird durch entsprechendeRinnen von außen durchgeführt.
gabe in den Rechner den an die-sem Tag behandelten Chargenzugeordnet.
Die manchmal kritisierten Sal z -rück stände auf den Bauteilen sindauf die Verwendung unzureichen-der Reinigungsmöglichkeiten zu -rück zuführen. Stand der Techniksind mittlerweile drei- oder vierstu-fige, beheizte und umgewälzteWaschkaskaden (siehe rechtsunten im Bild 23), die nebeneinem sehr guten Waschergebnisauch eine erhebliche Wasserein -sparung erlauben.
Bild 21
Vollautomatische TENIFER®-Multifunktionsanlage
Anlagentechnik
17
www.hef-durferrit.com
Bild 22
Bild 23
Frischwasser- zulauf
Abwasser- sammelbehälter
Absaugung
NC NC Ox VW
1,0 % 0,1 % 0,01 %
Verdunster
Kaltwasser- tank 10 %
Trockenfilter
Altsalz zur Deponierung
Reinigungskaskade
Steuerung und Kontrolle des TENIFER®-Ofens mittels PC
Abwasserfreie TENIFER®-Anlage
18
www.hef-durferrit.com
Bild 24
6000
in N
anop
unkt
en n
ach
der N
orm
alis
ieru
ng
Sch
aden
sbei
trag
15.000km/a
100 PKW
GasofenVolumen
3.6m3
Salzbadelektr.beheizt
Salzbadgas
beheizt
Bewertung beinhaltetBelastung durch:
➜ Deponieraum
➜ Versauerung
➜ Nährstoffeintrag
➜ Photooxidantienbildung
➜ Ökotox. Wirkung
➜ Gesundheit. Wirkung
➜ Ozonabbau
➜ Treibhauseffekt
➜ Resourcenverbrauch
5000
4000
3000
2000
1000
0
Quelle: J. Buchgeister
Umweltaspekte
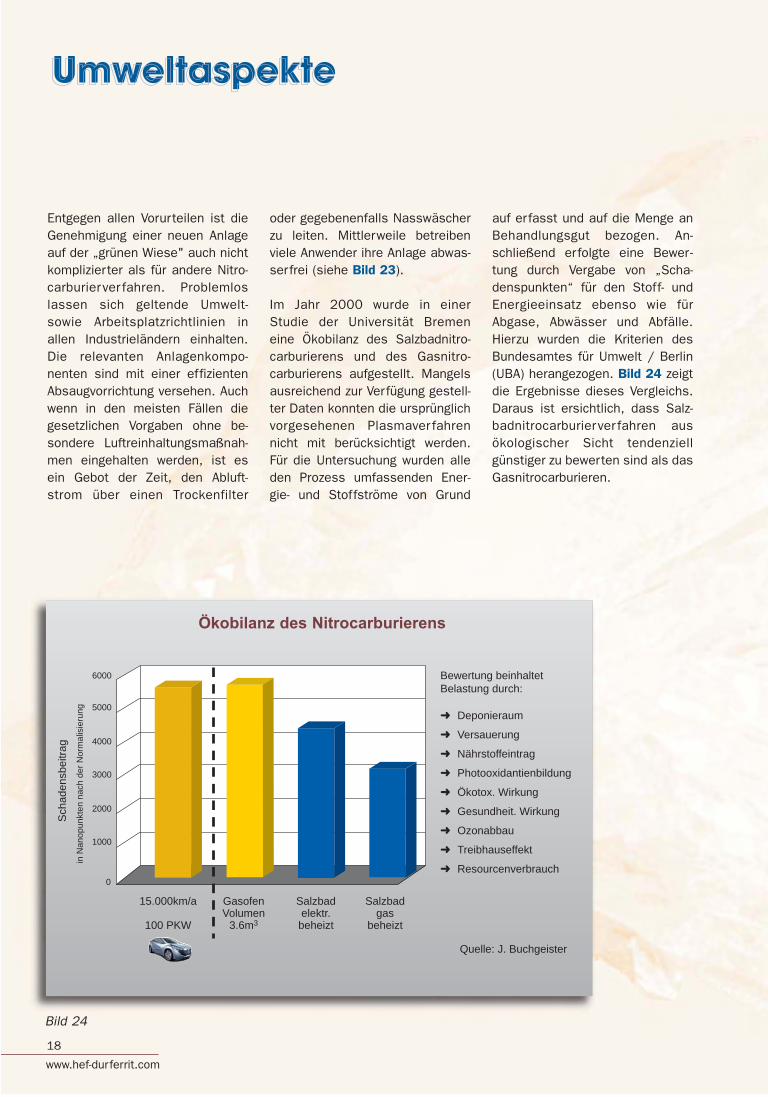
auf erfasst und auf die Menge anBehandlungsgut bezogen. An -schlie ßend erfolgte eine Bewer -tung durch Vergabe von „Scha -dens punkten“ für den Stoff- undEnergieeinsatz ebenso wie fürAbgase, Abwässer und Abfälle.Hierzu wurden die Kriterien desBundesamtes für Umwelt / Berlin(UBA) herangezogen. Bild 24 zeigtdie Ergebnisse dieses Vergleichs.Daraus ist ersichtlich, dass Salz -badnitrocarburierver fahren ausökologischer Sicht tendenziellgüns tiger zu bewerten sind als dasGasnitrocarburieren.
oder gegebenenfalls Nasswäscherzu leiten. Mittlerweile betreibenviele Anwender ihre Anlage abwas-serfrei (siehe Bild 23).
Im Jahr 2000 wurde in einerStudie der Universität Bremeneine Ökobilanz des Salzbad nitro -carburierens und des Gasnitro -carbu rierens aufgestellt. Mangelsausreichend zur Verfügung gestell-ter Daten konnten die ursprünglichvorgesehenen Plasmaver fahrennicht mit berücksichtigt werden.Für die Untersuchung wurden alleden Prozess umfassenden Ener -gie- und Stoffströme von Grund
Entgegen allen Vorurteilen ist dieGenehmigung einer neuen Anlageauf der „grünen Wiese" auch nichtkomplizierter als für andere Nitro -carburierver fahren. Problem loslassen sich geltende Umwelt-sowie Arbeitsplatzrichtlinien inallen Industrieländern einhalten.Die relevanten Anlagenkompo -nenten sind mit einer effizientenAbsaugvorrichtung versehen. Auchwenn in den meisten Fällen diegesetzlichen Vorgaben ohne be -son dere Luftreinhaltungs maßnah -men eingehalten werden, ist esein Gebot der Zeit, den Abluft -strom über einen Trockenfilter
Ökobilanz des Nitrocarburierens

Fazit
19
www.hef-durferrit.com
ist TENIFER®-/QPQ® das weltweitam weitesten verbreitete Nitro -carburierverfahren. Die Prozess -führung gestaltet sich einfach under forder t keine komplizier teAnlagen technik. Eine elektroni-sche Überwachung und Doku -mentation des Prozessablaufesbis hin zur automatisier tenDurchführung, effiziente Vorrich -tungen zur Filtration der Schmel -zen sowie zur Nach reini gung derbehandelten Teile sind heuteStand der Technik. Die Anlagenselbst werden abwasserfrei betrie-ben. Umweltauflagen lassen sichproblemlos einhalten.
Das TENIFER®-Verfahren wird inenglischsprachigen und asiati-schen Ländern TUFFTRIDE® und inden USA MELONITE® genannt.TENIFER®, QPQ® TUFFTRIDE®,MELONITE® und MELONIZING®
sind eingetragene Marken derDurferrit GmbH.
Aufgrund der Verfahrensmerkmalewie
● sehr gute Reproduzierbarkeitauf hohem Qualitätsniveau,
● kürzeste Behandlungszeiten,
● meist vernachlässigbarerVerzug und
● hohe Flexibilität
Neben der signifikanten Verbesse -rung des Verschleißschutzes, derDauer festigkeit und der Gleit -eigenschaften führt die TENIFER®-Behandlung mit oxidierender Ab -küh lung bzw. QPQ®-Behandlung zueiner außerordentlichen Steige -rung der Korrosionsbeständigkeit.Untersuchungen am Prüfstandsowie die industrielle Nutzung zei-gen, dass die Qualität der behan-delten Bauteile häufig galvani-schen Schichten aber auch ande-ren Nitrocarburierverfahren überle-gen ist. Damit eröffnet sich einweites Feld von Anwendungen,wobei oft auch kostenintensiveWerkstoffe ersetzt werden kön-nen.

Unsere Angaben über unsere Produkte undGeräte sowie über unsere Anlagen undVerfahren beruhen auf umfang reicher For -schungs arbeit und anwen dungs tech -nischer Erfahrung. Wir vermitteln dieseErgebnisse in Wort und Schrift nachbestem Wissen, behalten uns jedoch tech-nische Änderungen im Zuge der Produkt -entwicklung vor. Darüber hinaus steht
unser anwendungstechnischer Dienst aufWunsch für weitergehende Beratungensowie zur Mitwirkung bei der Lösung ferti-gungs- und anwen dungs technischer Pro -bleme zur Verfügung.Das entbindet den Benutzer jedoch nichtdavon, unsere Erzeugnisse und Verfahrenauf ihre Anwendung für den eigenenGebrauch selbstverantwortlich zu prüfen.
Das gilt – besonders für Auslands liefe -rungen – auch hinsichtlich der Wahrungvon Schutzrechten Dritter sowie für Anwen -dungen und Verfahrensweisen, die von unsnicht ausdrücklich schriftlich abgegebensind. Unsere Haftung beschränkt sichdaher in jedem Falle auf Schadens ersatz ingleichem Umfang, wie wir ihn bei Qualitäts -mängeln leisten.
Durferrit GmbHIndustriestrasse 3D-68169 MannheimTelefon +49 (0) 621 / 3 22 24-0Fax +49 (0) 621 / 3 22 24-809
www.hef-durferrit.com E-Mail: [email protected]
11.2
009/1
00
0 g
riess
- V.
5