Titel SENKUNG DER ROHSTOFFEINSTANDSKOSTEN DURCH … · dewatering resistance and water retention...
65
G. Meinl: Mischung 1(65) PTS-Forschungsbericht www.ptspaper.de Titel SENKUNG DER ROHSTOFFEINSTANDSKOSTEN DURCH ANGEPASSTE MI- SCHUNG VON FASERSTOFFEN OHNE NACHTEILIGE EINFLÜSSE AUF ERZEU- GUNGSPROZESS UND PRODUKTQUALITÄT G. Meinl Inhalt 1 Zusammenfassung 2 2 Abstract 3 3 Einleitung 4 3.1 Experimentelle Untersuchungen zur Mischung und beobachtete nichtlineare Effekte bei der Mischung 4 3.2 Modellwissen zur Mischung 5 3.3 Optimierung 6 4 Messverfahren und Methoden 7 4.1 Datenreduktion FIBERLAB (PTS-Methode) 8 4.2 Papieranalytik 9 5 Ableitung von Mischungsmodellen für Suspensionseigenschaften und zugehörige Modelle für Papiereigenschaften 10 5.1 Vereinfachtes Strukturmodell für Fasernetzwerke in Papieren 10 5.2 Scheinbare Dichte und Tensile-Index im vereinfachten Strukturmodell 12 5.3 Tear-Index im vereinfachten Strukturmodell 13 5.4 Luftdurchlässigkeit (GURLEY) im vereinfachten Strukturmodell 15 5.5 Optische Papiereigenschaften 16 5.6 Einfluss organischer und anorganischer Feinstoffe auf Papiereigenschaften 17 5.7 Mischungsmodelle für Faserstoffeigenschaften 18 5.8 Anwendung der Mischungsregeln 22 6 Validierung der Mischungsregeln 23 7 Optimierung von Faserstoffmischungen 36 7.1 Notwendige mathematische Grundlagen 36 7.2 Lokale Verfahren 38 7.3 Globale Verfahren 39 7.4 Software zur numerischen Modellierung und Optimierung 40 7.5 Optimierung ausgewählter Probleme 51
Transcript of Titel SENKUNG DER ROHSTOFFEINSTANDSKOSTEN DURCH … · dewatering resistance and water retention...
G. Meinl: Mischung 1(65)
PTS-Forschungsbericht www.ptspaper.de
Titel SENKUNG DER ROHSTOFFEINSTANDSKOSTEN DURCH ANGEPASSTE MI-SCHUNG VON FASERSTOFFEN OHNE NACHTEILIGE EINFLÜSSE AUF ERZEU-GUNGSPROZESS UND PRODUKTQUALITÄT G. Meinl Inhalt
1 Zusammenfassung 2
2 Abstract 3
3 Einleitung 4 3.1 Experimentelle Untersuchungen zur Mischung und beobachtete nichtlineare Effekte bei der
Mischung 4 3.2 Modellwissen zur Mischung 5 3.3 Optimierung 6
4 Messverfahren und Methoden 7 4.1 Datenreduktion FIBERLAB (PTS-Methode) 8 4.2 Papieranalytik 9
5 Ableitung von Mischungsmodellen für Suspensionseigenschaften und zugehörige Modelle für Papiereigenschaften 10
5.1 Vereinfachtes Strukturmodell für Fasernetzwerke in Papieren 10 5.2 Scheinbare Dichte und Tensile-Index im vereinfachten Strukturmodell 12 5.3 Tear-Index im vereinfachten Strukturmodell 13 5.4 Luftdurchlässigkeit (GURLEY) im vereinfachten Strukturmodell 15 5.5 Optische Papiereigenschaften 16 5.6 Einfluss organischer und anorganischer Feinstoffe auf Papiereigenschaften 17 5.7 Mischungsmodelle für Faserstoffeigenschaften 18 5.8 Anwendung der Mischungsregeln 22
6 Validierung der Mischungsregeln 23
7 Optimierung von Faserstoffmischungen 36 7.1 Notwendige mathematische Grundlagen 36 7.2 Lokale Verfahren 38 7.3 Globale Verfahren 39 7.4 Software zur numerischen Modellierung und Optimierung 40 7.5 Optimierung ausgewählter Probleme 51
G. Meinl: Mischung 2(65)
PTS-Forschungsbericht www.ptspaper.de
1 Zusammenfassung
Zielstellung Die Ziele des Forschungsvorhabens waren:
• Übertragung numerischer Algorithmen der Prognose wesentlicher Papierei-genschaften für Einzelfaserstoffe auf Faserstoffgemische,
• Entwicklung und Anwendung mathematischer Methoden zur optimalen Einstellung der Mischungsverhältnisse in Faserstoffgemischen bei Minimie-rung der Rohstoffkosten und Sicherung der Produktqualität.
Ergebnisse Die Ermittlung der Eigenschaften eines durch Faserstoffmischung hergestellten Papiers erfolgt auf der Basis folgender Vorgehensweise:
1) Bestimmung der morphologischen und physikalischen Merkmale der Einzel-faserstoffe und deren sachgerechte „Mischung“ sowie die
2) Prognose der Papiereigenschaften aus den (gemischten) Fasermerkmalen.
Die Umsetzung dieser Vorgehensweise basiert auf folgenden Innovationen
a) Bereitstellung rechenbarer semi-physikalischer Relationen zwischen Papier-eigenschaften und „mischbaren“ Fasermerkmalen und
b) Ableitung von Mischungsregeln für nicht bilanzierbare Fasermerkmale (z.B. Entwässerungswiderstand, Wasserrückhaltevermögen)
Anwendung Die mathematischen Prognoseverfahren sind für die Einstellung optimaler Mischungsverhältnisse nutzbar. Für die Lösung der zugehörigen nichtlinearen Optimierungsprobleme werden iterative, lokale Lösungsverfahren vorgeschla-gen, die zweckmäßig mit evolutionären Lösungsstrategien sowie grafischen Visualisierungstechniken kombiniert werden können.
An einfachen Beispielen, die typischen Problemen der industriellen Praxis ent-sprechen, wird demonstriert, dass trotz nichtlinearer Randbedingungen Optima sicher identifiziert und Kosteneinsparpotenziale erschlossen werden können.
Schluss-folgerungen
Die neuen Modelle der Abhängigkeit der Papiereigenschaften vom Mischungs-verhältnis der eingesetzten Faserstoffe sind nichtlinear und entsprechen gut den tatsächlichen Beobachtungen. Die Optimierung einer Faserstoffrezeptur erfor-dert nichtlineare mathematische Lösungsmethoden, deren Verfügbarkeit und einfache Einbindung Stand der Technik ist. Das Festhalten an einfachen linea-ren Ansätzen ist problematisch und birgt nichtkalkulierbare Risken.
Danksagung Das Forschungsvorhaben IGF 14694 BR der Forschungsvereinigung PTS wurde im Programm zur Förderung der „Industriellen Gemeinschaftsforschung (IGF)“ vom Bundesministerium für Wirtschaft und Technologie über die AiF finanziert. Dafür sei an dieser Stelle herzlich gedankt.
Unser Dank gilt außerdem den beteiligten Firmen der Papier- und Zulieferindust-rie für die Unterstützung der Arbeiten.
G. Meinl: Mischung 3(65)
PTS-Forschungsbericht www.ptspaper.de
2 Abstract
Objectives The goals of the research project were:
• Transmission of numeric algorithms of the prediction of basic paper properties for single pulps on pulp blends,
• Development and application of mathematical methods for the optimal attitude of the mixing proportion in pulp mixtures in order to minimize the raw material costs and protection of the product quality.
Results The calculation of paper properties due to pulp blending is based on the following procedure
1) Determination of the morphologic and physical characteristics of the sin-gle fibrous materials and their adequate „mixture”
2) Prediction of the paper properties from (mixed) the fibre characteristics
The most important innovations besides the method itself are
a) Allocation of calculable semi-physical relations between paper properties and “mixable” fibre characteristics and
b) deduction of mixing rules for non balanced fibre characteristics such as dewatering resistance and water retention value..
Application The mathematical prediction methods are useable for the attitude of optimal mixing ratios. The solution of the resulting nonlinear optimization problems requires the employment of iterative, local solution procedures. In some cases supplementing evolutionary algorithms are suggested as well as methods of graphic visualization methods to support global optima determination effectively.
Single examples, which correspond to real practical problems show, that despite nonlinear constraints optima can be found definitely and cost saving potentials can be made accessible.
Conclusions The new models for description of dependencies between paper properties and proportion of used pulps are nonlinear and correspond to real observations. The optimization of pulp mixtures requires nonlinear methods, Their availability and their simple integration is state of the art. The adherence on simple linear rules is obsolete and holds a high risk off incalculable inaccuracy.
Acknowledge-ment
The IGF 14694 BR research project of the research association PTS was funded within the program of promoting “pre-competitive joint research (IGF)” by the German Federal Ministry of Economics and Technology BMWi and carried out under the umbrella of the German Federation of Industrial Co-operative Re-search Associations (AiF) in Cologne. We would like to express our warm gratitude for this support.
We would also like to express our thanks to the involved companies for providing proper samples as well as for supporting project performance.
G. Meinl: Mischung 4(65)
PTS-Forschungsbericht www.ptspaper.de
3 Einleitung
3.1 Experimentelle Untersuchungen zur Mischung und beobachtete nichtlineare Effekte bei der Mischung
Systematische Untersuchung von Mischungseffekten
Erste systematische Untersuchungen zu nichtlinearen Veränderungen von Papiereigenschaften bei Faserstoffmischung gehen auf BRECHT [39] zurück. Er schlussfolgerte auf der Grundlage zahlreicher Versuche, dass nichtlineare Effekte immer dann zu erwarten sind, wenn die Eigenschaften der Ausgangsstof-fe weit auseinander liegen. Parallel zu einer Vielzahl weiterer experimenteller Untersuchungen zum Mischverhalten unterschiedlichster Faserstoffe gab es in den Folgejahren zahlreiche Bemühungen, das Mischverhalten zu algorithmisie-ren, z.B. durch ALMIN und DERUVO [1] über polynomiale Ansätze oder durch GARCEAU und CARRASCO [2] mittels transzendenter Funktionen.
Ursachen nichtlinearer Effekte
Nichtlineare Effekte bei der Faserstoffmischung lassen sich aus den Merkmalen der eingesetzten Faserstoffe und deren Verhalten beim Ausbilden des Faser-netzwerkes erklären. Durch Rückführung auf die linear mischbaren Lichtstreu- und Lichtabsorptionskoeffizienten gemäß dem Modell von KUBELKA und MUNK [3] konnte das nichtlineare Mischverhalten von optischer Papiereigenschaften schon sehr früh befriedigend erklärt werden. LINDHOLM [4] untersuchte die Abhängigkeit mechanischer und struktureller Papiereigenschaften von der fraktionellen Zusammensetzung der Einzelfaserstoffe und schlussfolgerte daraus auf das Mischverhalten verschiedener Holzstoffe. GATES und WESTCOTT [5] entwickelten eine Formel für das Mischverhalten der relativen Bindungsfläche und leiteten aus deren nichtlinearen Natur das entsprechende ebenfalls nichtli-neare Verhalten der zugfestigkeit bei Faserstoffmischung ab.
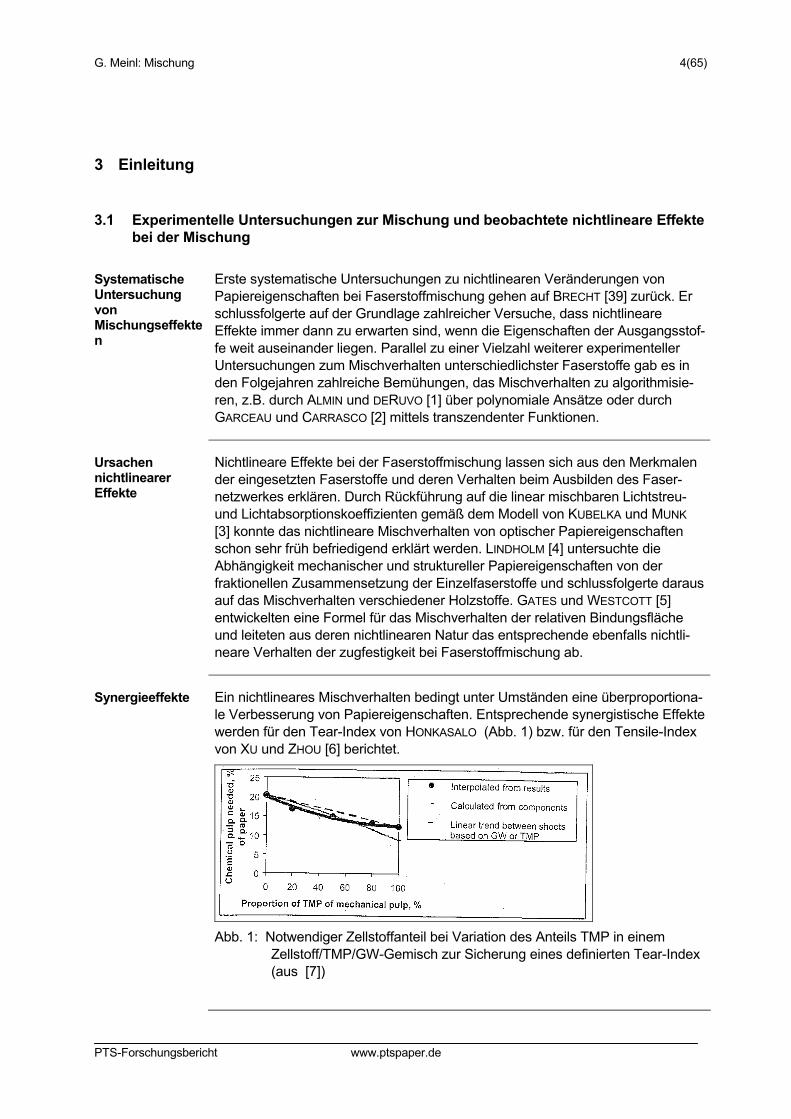
Synergieeffekte Ein nichtlineares Mischverhalten bedingt unter Umständen eine überproportiona-le Verbesserung von Papiereigenschaften. Entsprechende synergistische Effekte werden für den Tear-Index von HONKASALO (Abb. 1) bzw. für den Tensile-Index von XU und ZHOU [6] berichtet.
Abb. 1: Notwendiger Zellstoffanteil bei Variation des Anteils TMP in einem
Zellstoff/TMP/GW-Gemisch zur Sicherung eines definierten Tear-Index (aus [7])

G. Meinl: Mischung 5(65)
PTS-Forschungsbericht www.ptspaper.de
3.2 Modellwissen zur Mischung
„Mischung“ von Papiereigenschaften
Eine Eigenschaft E eines Papiers wird bei Einsatz von N verschiedenen Faser-stoffen als Funktion der N verschiedenen Masseanteile wj der Einzelkomponen-ten betrachtet, d.h.
),...,( 1 NwwfE =
wobei ∑ ≡≤≤ 1,10 ii ww ( 3-1 )
Dabei sind die Papiereigenschaften Ei der Einzelkomponenten
)0,...1,...,0(fEi = ( 3-2 )
lineare Eigenschafts-modelle
Im einfachsten Fall wird eine Papiereigenschaft E als massegewichteter Mittel-wert der Einzelkomponenten berechnet.
∑= jjEwE ( 3-3 )
( 3-3 ) entspricht der TAYLOR-Entwicklung 1.Grades von ( 3-1 ), deren Genauig-keit nur für Werte wj in der Nähe von 0 und 1 gesichert ist.
nichtlineare Eigenschaftsmodelle
Es existieren inzwischen zahlreiche Ergebnisse, welche nachweisen, dass für nahezu alle wesentlichen Papiereigenschaften, ein nichtlineares Mischungsver-halten typisch ist und eine unkritische Anwendung von Formel ( 3-3 ) erheblichen Ungenauigkeiten nach sich zieht. Um Nichtlinearitäten mathematisch zu be-schreiben, werden zwei verschiedene Wege gewählt
1. Durchführung von Mischversuchen und Bestimmung der Koeffizienten vorgegebener Mischungsregeln mittels Methoden der linearen Regressi-on (experimentelle Methode)
2. Ableitung von Mischungsregeln aus physikalischen Grundprinzipien (de-duktive Methode)
Experimentelle Methoden
Verschiedene experimentelle Methoden wurden ausführlich von LIST [8] vergli-chen, wobei einfach lineare, exponentielle, reziproke und gemischt lineare Anätze zum Einsatz kamen. Für keine der betrachten Papiereigenschaften konnte einheitlich eine bestgeeignete Mischungsregel abgeleitet werden.
Deduktive Methoden
Kann eine Papiereigenschaft E als Funktion E(e1,..,eM) von M Einflussgrößen (Fasermerkmale) e1,..,eM , deren (massegewichtete) Mischungsregeln bekannt sind, analytisch beschrieben werden, ergibt sich die Gesamtmischungsregel gemäß
)),...,(),...,,...,((),...,( 1111 NNNN wwewweEwwfE == ( 3-4 )
Solche Mischungsregeln sind deutlich genauer und universeller als die mittels experimenteller Methoden abgeleiteten Algorithmen. Deren Ableitung und Nutzung soll ein Schwerpunkt des Berichtes bilden.
G. Meinl: Mischung 6(65)
PTS-Forschungsbericht www.ptspaper.de
3.3 Optimierung
Zielfunktionen Im Falle der Kostenoptimierung einer Rezeptur lautet die zu minimierende Zielfunktion in der Regel
∑= iiTotal CostwCost ( 3-5 )
wobei Costi die spezifischen Kosten bei 100%-gen Einsatz des Stoffes i angibt.
Im Falle der Minimierung/Maximierung einer Papiereigenschaft ist
),...,( 1 NwwfE = ( 3-6 )
als Zielfunktion zu verwenden.
Neben-bedingungen
Jede zu berücksichtigende Papiereigenschaft E definiert eine Nebenbedingung der Form
MaxNMin EwwfEE ≤=≤ ),...,( 1 ( 3-7 )
wobei fallweise auf untere oder obere Grenzen verzichtet wird, sofern nicht weitere physikalische Nebenbedingungen einzuhalten sind. Nebenbedingungen an Kosten gehen üblicherweise einseitig in der Form
MaxiiTotal CostCostwCost ≤= ∑ ( 3-8 )
ein. Die Nebenbedingungen definieren als zulässigen Bereich einen Unterraum des n-dimensionalen Raumes RN der Variablen w1,…,wN .Sind die Funktionen ( 3-7 ) und ( 3-8 ) linear, so ist der Unterraum ein Simplex. Ist nur eine Funktion nichtlinear, so wird in der Regel dessen Konvexität gefordert, was häufig auch gegeben ist. Eine genaue Überprüfung ist jedoch nur in den seltensten Fällen möglich.
Lösungs-verfahren
Je nach Wahl der Kombination Zielfunktion/Nebenbedingungen und der damit verbundenen Linearität oder Nichtlinearität der Optimierungsaufgabe stehen u.a. folgende Lösungsverfahren zur Verfügung:
Tab. 1: Ausgewählte numerische Lösungsmethoden
zulässiger Bereich
Typ der Zielfunk-tion
numerische Lösungs-methode
Literatur-verweis
Simplex linear Simplexverfahren [9]
konvex linear Gradientenverfahren [10]
Simplex nichtlinear KUHN-TUCKER-Methode Simulated Annealing
[11] [12]
Alle in Tab. 1 zitierten Beispiele numerischer Lösungsverfahren bei der Optimie-rung von Faserstoffmischungen sind in den jeweiligen Gültigkeitsbereichen hinreichend robust. Es existiert aber noch eine Vielzahl weiterer Lösungsmetho-den. Zum sachgerechten Umgang mit der für den einfachen Anwender kaum noch zu übersehenden Methodenvielfalt sei auf Kapitel 7 verwiesen.
G. Meinl: Mischung 7(65)
PTS-Forschungsbericht www.ptspaper.de
4 Messverfahren und Methoden
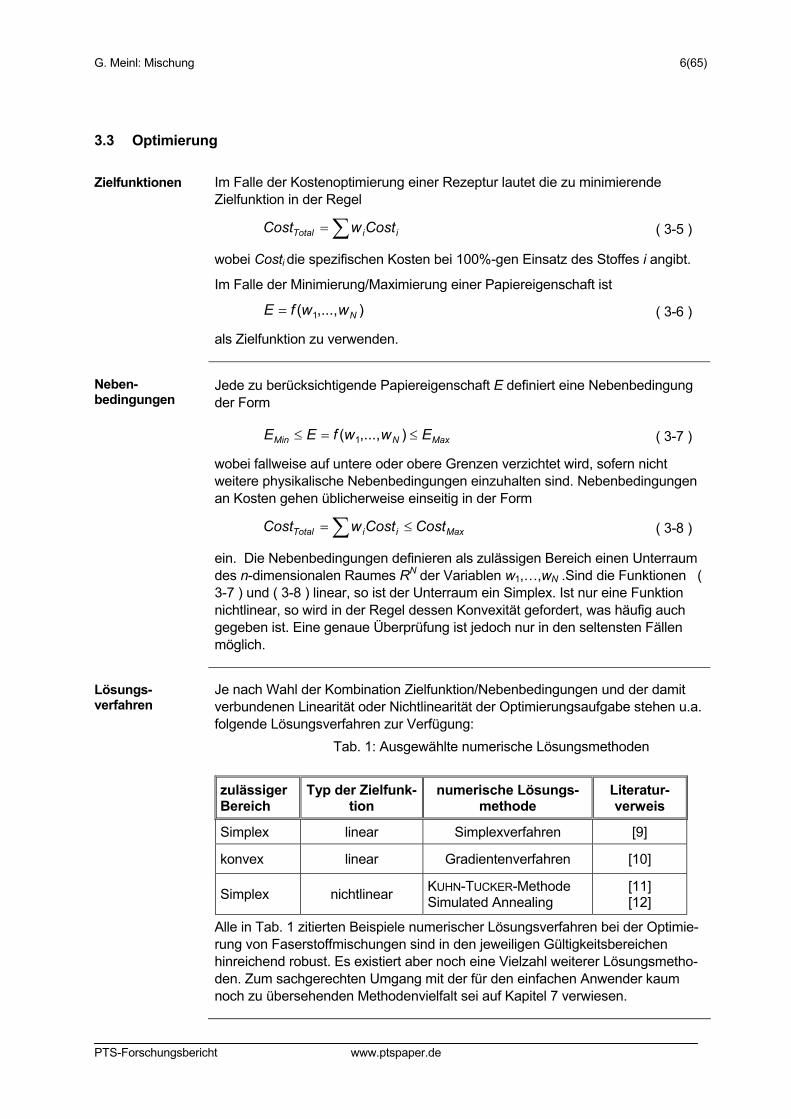
Charakterisierung von Faserstoffen
Tab. 2: Eigenschaften zur Charakterisierung von Faserstoffen
Gruppe Messmethode Eigenschaft Bezeichnung
[Einheit]
Massegewichteter Anteil der Feinstofffraktion
FS [%]
Mittlere Faserlänge der Feinstofffraktion
FLFS [µm]
Massegewichteter Anteil der Kurzfaserfraktion
KF [%]
Mittlere Faserlänge der Kurzfaserfraktion
FLKF [µm]
Mittlerer Faserdurchmesser der Kurzfaserfraktion
WIKF [µm]
Mittlere Faserwandstärke der Kurzfaserfraktion
CWTKF [µm]
Massegewichteter Anteil der Kurzfaserfraktion
LF [%]
Mittlere Faserlänge der Kurzfaserfraktion
FLLF [µm]
Mittlerer Faserdurchmesser der Kurzfaserfraktion
WILF [µm]
Morphologische Eigenschaften der organischen Faserstoffbe-standteile
Geräte FIBERLAB und anschlie-ßende Datenre-duktion (Metho-de PTS; siehe Kapitel 4.1)
Mittlere Faserwandstärke der Kurzfaserfraktion
CWTLF [µm]
Glührückstand (575°) ASH575 [%] Anorganische Bestandteile
DIN 54730 Glührückstand (900°) ASH900 [%]
DIN ISO 5267-1 SCHOPPER-RIEGLER-Wert SR [°] Suspensionsei-genschaften ZM IV/33/57 Wasserrückhaltevermögen WRV [%]
Faserflexibilität d [µm]
Faserfestigkeit FZ [MPa] Mechanische Fasereigenschaf-ten
Mittels scheinba-rer Dichte und Zugversuch am Laborblatt via Struktur-Modell (siehe Kapitel 5.2)
(Scher-)Festigkeit der Faserbindung
b [MPa]
Spektrale Lichtstreu-koeffizienten
SX, SY, SZ, S457, [m2/kg] Optische
Fasereigenschaf-ten
DIN 54500-86 (Gerät ELREPHO) Spektrale Lichtabsorptions-
koeffizienten KX, KY, KZ, K457, [m2/kg]
G. Meinl: Mischung 8(65)
PTS-Forschungsbericht www.ptspaper.de
4.1 Datenreduktion FIBERLAB (PTS-Methode)
Grundlagen Zur Nutzung von Ergebnissen faseranalytischer Messgeräte existieren noch keine Standards. Die PTS entwickelte eine Methode, welche Rohdaten (d.h. die Fasereinzelmessungen) verwendet, um daraus die in Tab. 2 angegebenen fasermorphologischen Eigenschaften zu berechnen. Grundlagen dieser Metho-dik wurden in [13,14] vorgestellt. Eine ähnliche Vorgehensweise wird in [15] beschrieben.
Trenn- bzw. Membership-funktionen
Kern der Methodik ist die Nutzung von Trenn- bzw. Membership-Funktionen, mittels der anhand von Fasereinzelkennwerten (Faserlänge und ggf. weitere Eigenschaften) die Zugehörigkeit einer Einzelfaser zu einer der 3 Fraktionen Feinstoff, Kurzfaser oder Langfaser entschieden wird. Im Unterschied zu den festen Klassengrenzen üblicher Fasermessgeräte gestatten die erwähnten Funktionen eine „unscharfe“ Zuordnung zu den Fraktionen, wie sie in praxi auch festzustellen ist.
Gewichtete mittlere Fasereigenschaften in den Fraktionen
Über die Wahrscheinlichkeit der Zugehörigkeit einer Einzelfaser zu einer Frakti-on werden deren Fasereigenschaften (d.h. Faserlänge, -durchmesser, -wandstärke usw.) gewichtet woraus letztendlich gewichtete Mittelwerte der Fasereigenschaften in den Fraktionen abgeleitet werden können.
Massewichtung der Fraktionen
Über die mittlere Faserlänge kann eine Massewichtung der Fraktionen erfolgen sofern bei einer konstanten Dichte des Faserwandmaterials eine zum Faserge-wicht mFaser proportionale Faserlänge FL in der Form
pFaser FLm ~ ( 4-1 )
angenommen wird. Kuntzsch [14] wies nach, dass eine optimale Massewichtung für den Proportionalitätsfaktor p=1,5 erreicht wird. Alternativ könnte eine Masse-wichtung auch über die mittleren Wandstärken und Faserdurchmesser der Fraktionen erfolgen. Bedingt durch das Auflösungsvermögen von Fasermessge-räten stehen diese Daten aber für die Feinstofffraktion in der Regel nicht zur Verfügung.
Feinstoff-korrektur
Bedingt durch das limitierte Auflösungsvermögen optischer Fasermessgeräte werden Feinstoffe nur unvollständig erfasst. KUNTZSCH [14] schätzte ab, dass, je nach Faserstofftyp, etwa 75 % (Zellstoffe) bis 50% (AP-Stoffe) der tatsächlich Gesamtmasse der Feinstoffe von den aktuell verfügbaren optischen Messgerä-ten (d.h. bei einer Auflösung von ca. 10µm) erfasst werden. Mittels zu kalibrie-render Korrekturfunktionen können die Feinstoffanteile korrigiert werden.
G. Meinl: Mischung 9(65)
PTS-Forschungsbericht www.ptspaper.de
4.2 Papieranalytik
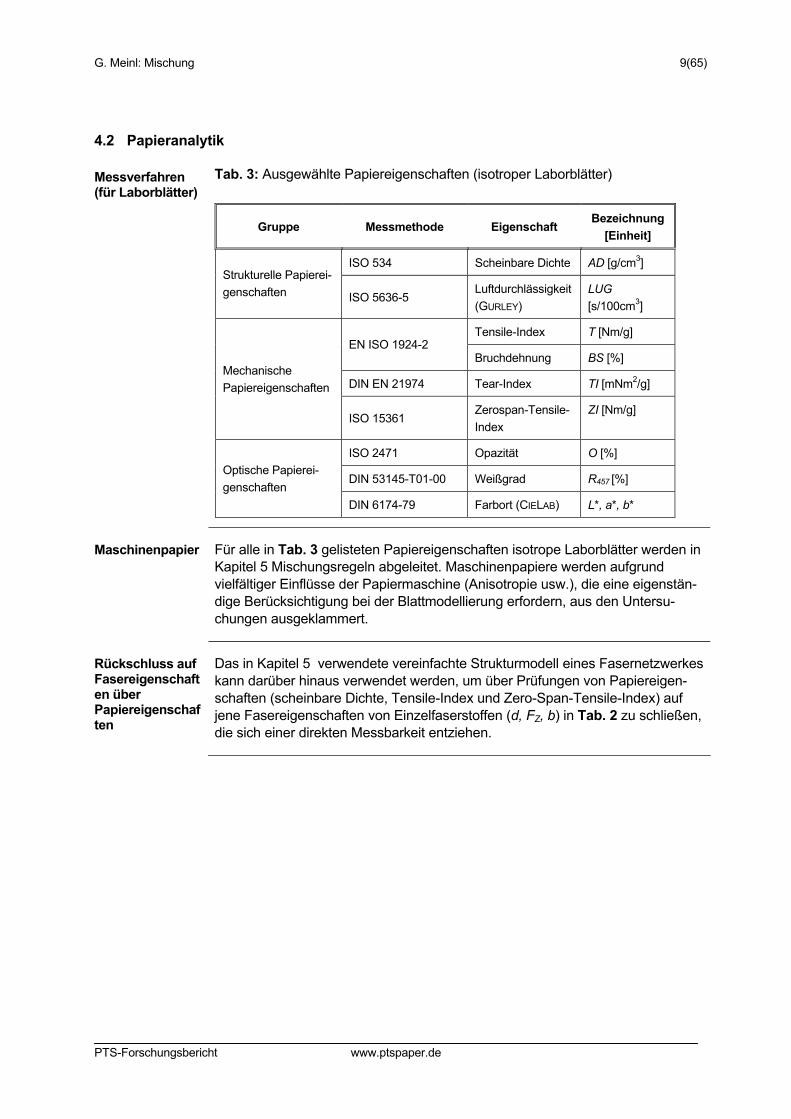
Messverfahren (für Laborblätter)
Tab. 3: Ausgewählte Papiereigenschaften (isotroper Laborblätter)
Gruppe Messmethode Eigenschaft Bezeichnung
[Einheit]
ISO 534 Scheinbare Dichte AD [g/cm3] Strukturelle Papierei-genschaften ISO 5636-5
Luftdurchlässigkeit (GURLEY)
LUG [s/100cm3]
Tensile-Index T [Nm/g] EN ISO 1924-2
Bruchdehnung BS [%]
DIN EN 21974 Tear-Index TI [mNm2/g] Mechanische Papiereigenschaften
ISO 15361 Zerospan-Tensile-Index
ZI [Nm/g]
ISO 2471 Opazität O [%]
DIN 53145-T01-00 Weißgrad R457 [%] Optische Papierei-genschaften
DIN 6174-79 Farbort (CIELAB) L*, a*, b*
Maschinenpapier Für alle in Tab. 3 gelisteten Papiereigenschaften isotrope Laborblätter werden in Kapitel 5 Mischungsregeln abgeleitet. Maschinenpapiere werden aufgrund vielfältiger Einflüsse der Papiermaschine (Anisotropie usw.), die eine eigenstän-dige Berücksichtigung bei der Blattmodellierung erfordern, aus den Untersu-chungen ausgeklammert.
Rückschluss auf Fasereigenschaften über Papiereigenschaften
Das in Kapitel 5 verwendete vereinfachte Strukturmodell eines Fasernetzwerkes kann darüber hinaus verwendet werden, um über Prüfungen von Papiereigen-schaften (scheinbare Dichte, Tensile-Index und Zero-Span-Tensile-Index) auf jene Fasereigenschaften von Einzelfaserstoffen (d, FZ, b) in Tab. 2 zu schließen, die sich einer direkten Messbarkeit entziehen.
G. Meinl: Mischung 10(65)
PTS-Forschungsbericht www.ptspaper.de
5 Ableitung von Mischungsmodellen für Suspensionseigenschaften und zugehörige Modelle für Papiereigenschaften
5.1 Vereinfachtes Strukturmodell für Fasernetzwerke in Papieren
Ausgangs-situation
Zur Ableitung physikalischer Zusammenhänge zwischen Fasermerkmalen und Papiereigenschaften bei Einsatz von Faserstoffmischungen ist es zwingend notwendig, die räumliche Anordnung der Fasern in einem Fasernetzwerk geeig-net zu berücksichtigen.
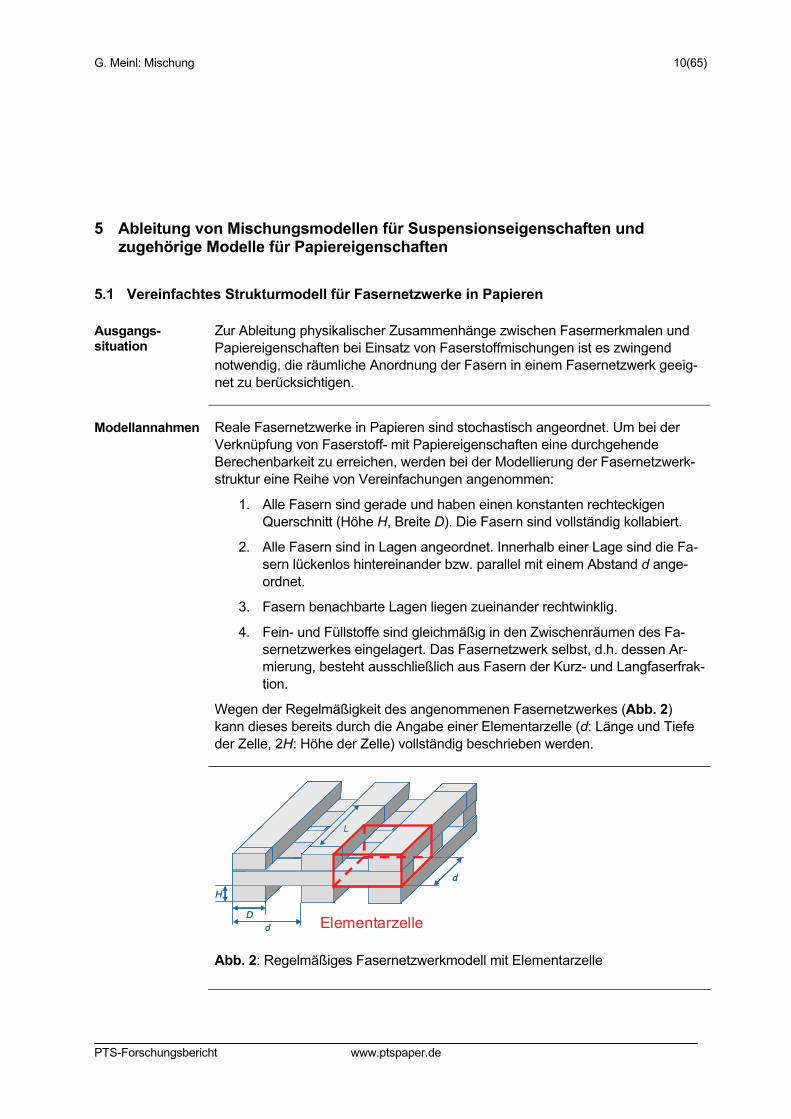
Modellannahmen Reale Fasernetzwerke in Papieren sind stochastisch angeordnet. Um bei der Verknüpfung von Faserstoff- mit Papiereigenschaften eine durchgehende Berechenbarkeit zu erreichen, werden bei der Modellierung der Fasernetzwerk-struktur eine Reihe von Vereinfachungen angenommen:
1. Alle Fasern sind gerade und haben einen konstanten rechteckigen Querschnitt (Höhe H, Breite D). Die Fasern sind vollständig kollabiert.
2. Alle Fasern sind in Lagen angeordnet. Innerhalb einer Lage sind die Fa-sern lückenlos hintereinander bzw. parallel mit einem Abstand d ange-ordnet.
3. Fasern benachbarte Lagen liegen zueinander rechtwinklig.
4. Fein- und Füllstoffe sind gleichmäßig in den Zwischenräumen des Fa-sernetzwerkes eingelagert. Das Fasernetzwerk selbst, d.h. dessen Ar-mierung, besteht ausschließlich aus Fasern der Kurz- und Langfaserfrak-tion.
Wegen der Regelmäßigkeit des angenommenen Fasernetzwerkes (Abb. 2) kann dieses bereits durch die Angabe einer Elementarzelle (d: Länge und Tiefe der Zelle, 2H: Höhe der Zelle) vollständig beschrieben werden.
Elementarzelle
H
Dd
d
L
H
Dd
d
L
Abb. 2: Regelmäßiges Fasernetzwerkmodell mit Elementarzelle
G. Meinl: Mischung 11(65)
PTS-Forschungsbericht www.ptspaper.de
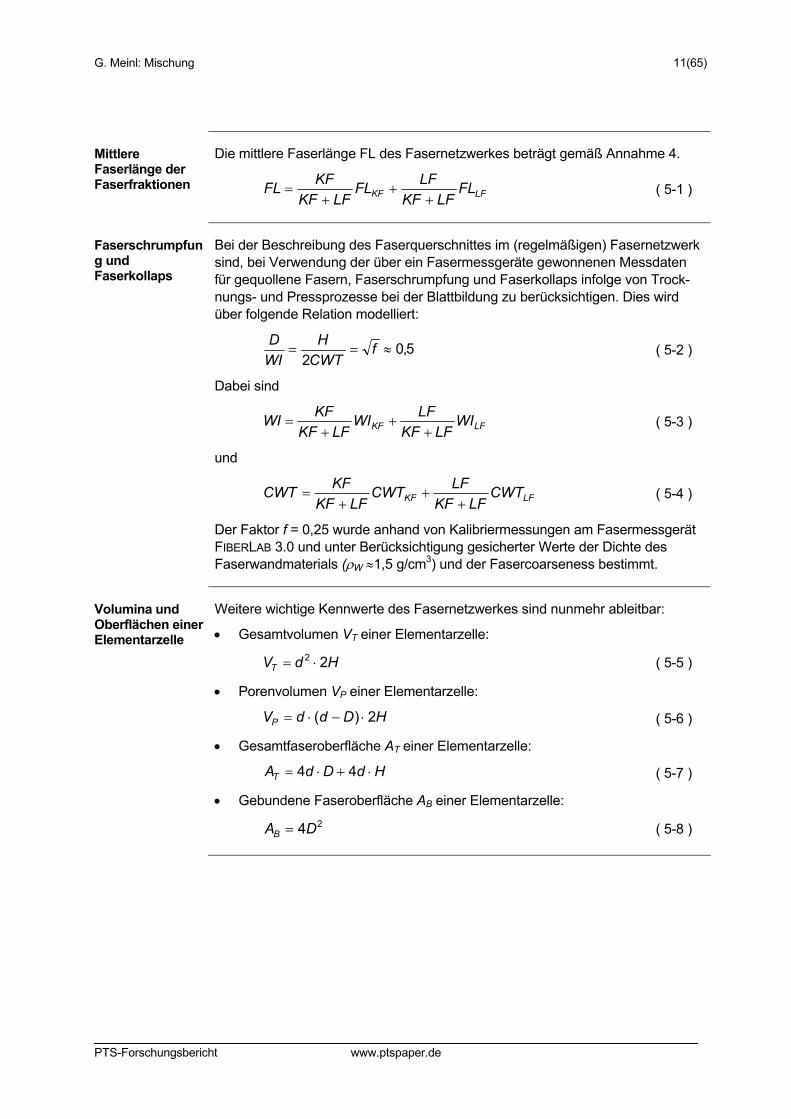
Mittlere Faserlänge der Faserfraktionen
Die mittlere Faserlänge FL des Fasernetzwerkes beträgt gemäß Annahme 4.
LFKF FLLFKF
LFFLLFKF
KFFL+
++
= ( 5-1 )
Faserschrumpfung und Faserkollaps
Bei der Beschreibung des Faserquerschnittes im (regelmäßigen) Fasernetzwerk sind, bei Verwendung der über ein Fasermessgeräte gewonnenen Messdaten für gequollene Fasern, Faserschrumpfung und Faserkollaps infolge von Trock-nungs- und Pressprozesse bei der Blattbildung zu berücksichtigen. Dies wird über folgende Relation modelliert:
5,02
≈== fCWT
HWID ( 5-2 )
Dabei sind
LFKF WILFKF
LFWILFKF
KFWI+
++
= ( 5-3 )
und
LFKF CWTLFKF
LFCWTLFKF
KFCWT+
++
= ( 5-4 )
Der Faktor f = 0,25 wurde anhand von Kalibriermessungen am Fasermessgerät FIBERLAB 3.0 und unter Berücksichtigung gesicherter Werte der Dichte des Faserwandmaterials (ρW ≈1,5 g/cm3) und der Fasercoarseness bestimmt.
Volumina und Oberflächen einer Elementarzelle
Weitere wichtige Kennwerte des Fasernetzwerkes sind nunmehr ableitbar:
• Gesamtvolumen VT einer Elementarzelle:
HdVT 22 ⋅= ( 5-5 )
• Porenvolumen VP einer Elementarzelle:
HDddVP 2)( ⋅−⋅= ( 5-6 )
• Gesamtfaseroberfläche AT einer Elementarzelle:
HdDdAT ⋅+⋅= 44 ( 5-7 )
• Gebundene Faseroberfläche AB einer Elementarzelle: 24DAB = ( 5-8 )
G. Meinl: Mischung 12(65)
PTS-Forschungsbericht www.ptspaper.de
5.2 Scheinbare Dichte und Tensile-Index im vereinfachten Strukturmodell
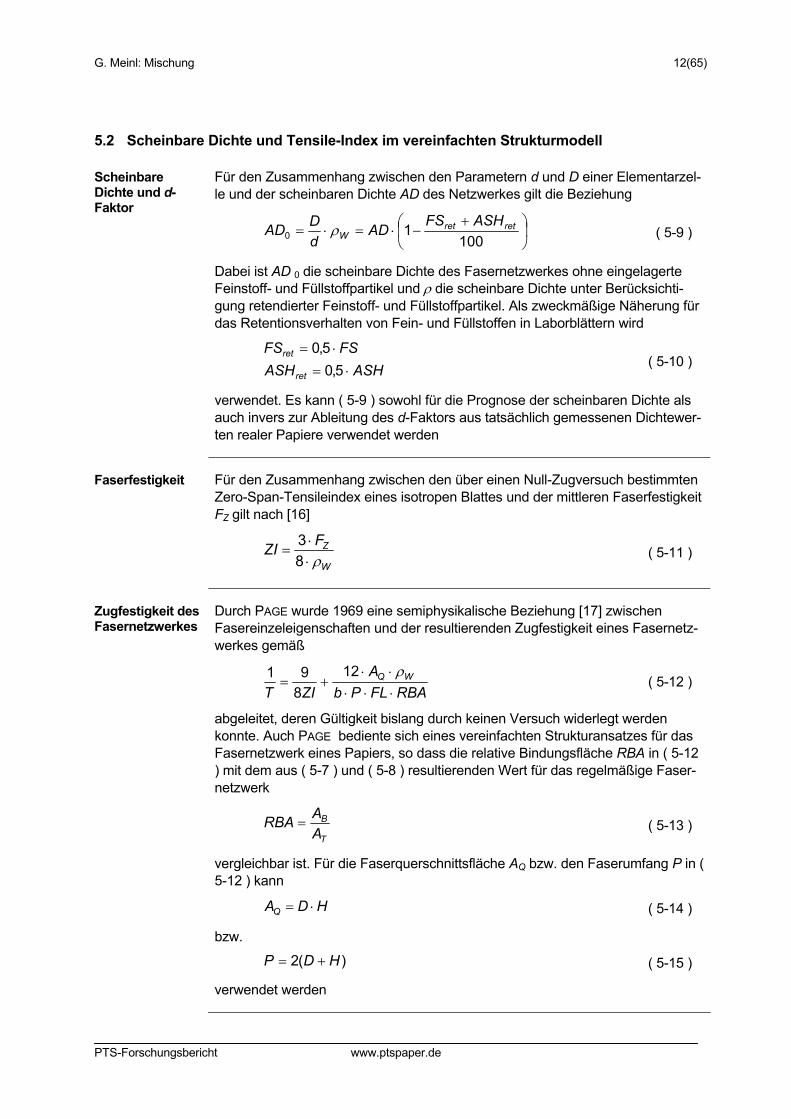
Scheinbare Dichte und d-Faktor
Für den Zusammenhang zwischen den Parametern d und D einer Elementarzel-le und der scheinbaren Dichte AD des Netzwerkes gilt die Beziehung
⎟⎠
⎞⎜⎝
⎛ +−⋅=⋅=
10010
retretW
ASHFSADdDAD ρ ( 5-9 )
Dabei ist AD 0 die scheinbare Dichte des Fasernetzwerkes ohne eingelagerte Feinstoff- und Füllstoffpartikel und ρ die scheinbare Dichte unter Berücksichti-gung retendierter Feinstoff- und Füllstoffpartikel. Als zweckmäßige Näherung für das Retentionsverhalten von Fein- und Füllstoffen in Laborblättern wird
ASHASHFSFS
ret
ret
⋅=
⋅=
5,05,0
( 5-10 )
verwendet. Es kann ( 5-9 ) sowohl für die Prognose der scheinbaren Dichte als auch invers zur Ableitung des d-Faktors aus tatsächlich gemessenen Dichtewer-ten realer Papiere verwendet werden
Faserfestigkeit Für den Zusammenhang zwischen den über einen Null-Zugversuch bestimmten Zero-Span-Tensileindex eines isotropen Blattes und der mittleren Faserfestigkeit FZ gilt nach [16]
W
ZFZIρ⋅⋅
=83
( 5-11 )
Zugfestigkeit des Fasernetzwerkes
Durch PAGE wurde 1969 eine semiphysikalische Beziehung [17] zwischen Fasereinzeleigenschaften und der resultierenden Zugfestigkeit eines Fasernetz-werkes gemäß
RBAFLPbA
ZITWQ
⋅⋅⋅⋅⋅
+=ρ12
891 ( 5-12 )
abgeleitet, deren Gültigkeit bislang durch keinen Versuch widerlegt werden konnte. Auch PAGE bediente sich eines vereinfachten Strukturansatzes für das Fasernetzwerk eines Papiers, so dass die relative Bindungsfläche RBA in ( 5-12 ) mit dem aus ( 5-7 ) und ( 5-8 ) resultierenden Wert für das regelmäßige Faser-netzwerk
T
B
AARBA = ( 5-13 )
vergleichbar ist. Für die Faserquerschnittsfläche AQ bzw. den Faserumfang P in ( 5-12 ) kann
HDAQ ⋅= ( 5-14 )
bzw.
)(2 HDP += ( 5-15 )
verwendet werden
G. Meinl: Mischung 13(65)
PTS-Forschungsbericht www.ptspaper.de
Bruchdehnung Physikalische Modelle für das elastische Verhalten von isotropen Papieren wurden von SETH und PAGE [18] vorgestellt. Das Elastizitätsmodul (und mithin die Bruchdehnung) von Papier sind dort funktional mit den Elastizitäts- bzw. Quermoduln Ef und Gf der Einzelfasern, deren Faserlänge FL und Durchmesser WI sowie deren relative Bindungsfläche RBA im Fasernetzwerk des Papiers verknüpft. HACKENJOS [19] verallgemeinerte diese Zusammenhänge für ani-sotrope Blätter.
Zusammenhang zwischen Bruchdehnung und Tensile-Index
Die Nutzbarkeit der Formeln von SETH und PAGE hängt allerdings erheblich von der Verfügbarkeit der Parameter Ef und Gf ab, welche jedoch zurzeit nur auf-wändig bestimmbar sind. Basierend auf Erfahrungen von SETH und PAGE sowie KÄRENLAMPI [20] wurde deshalb eine direkte Korrelation zwischen Bruchdehnung BS [in%] und Tensile-Index T [Nm/g] angenommen. Eine Regressionsanalyse der Messwerte der Ausgangsstoffe (Anhang 2) lieferte die Beziehung.
3223,2)(3149,1 −⋅= TLnBS ( 5-16 )
5.3 Tear-Index im vereinfachten Strukturmodell
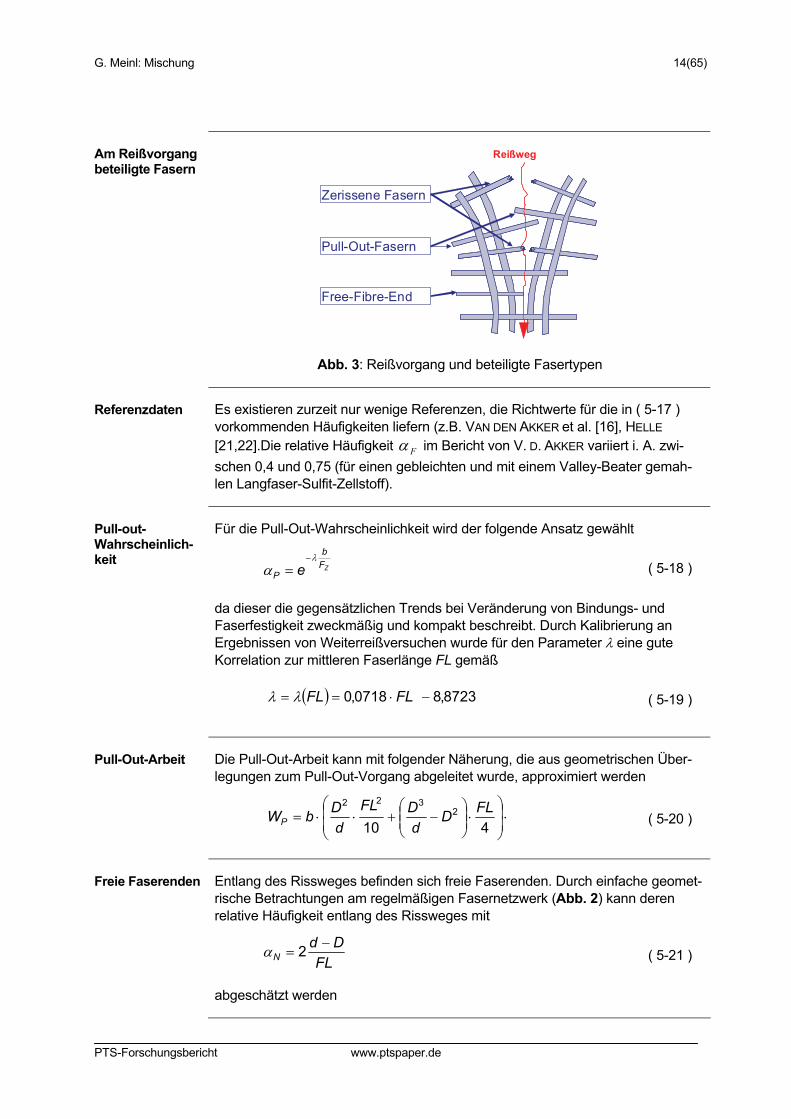
Tear-Index Im Kontrast zum Modell von PAGE für die Zugfestigkeit existieren bislang keine hinreichend akzeptablen Modelle unter Verwendung messbarer Fasereigen-schaften für die Durchreißfestigkeit bzw. den Tear-Index. Es besteht allerdings Konsens darüber, dass die Gesamtarbeit zum Durchreißen eines Blattes (Abb. 3) entlang des Reißweges sich aus den Einzelbeiträgen der Pull-Out-Arbeit WP (zum Herausziehen von Fasern aus dem gebundenen Netzwerk) und der Brucharbeit WF (zum Durchreißen einer Faser) gemäß
DHWWTI
W
FFPP
⋅⋅⋅⋅+⋅
=2ρ
αα ( 5-17 )
zusammensetzt. Es beschreiben dabei αP bzw. αF die relative Häufigkeit, dass entlang des Reißweges Fasern herausgezogen (Pull-Out-Wahrscheinlichkeit) bzw. zerrissen (Fracture-Wahrscheinlichkeit) werden. Entlang des Rissweges befinden sich weiterhin freie Faserenden, die keinen Einfluss auf die Durchreiß-arbeit leisten.
G. Meinl: Mischung 14(65)
PTS-Forschungsbericht www.ptspaper.de
Am Reißvorgang beteiligte Fasern
Reißweg
Free-Fibre-End
Zerissene Fasern
Pull-Out-Fasern
Abb. 3: Reißvorgang und beteiligte Fasertypen
Referenzdaten Es existieren zurzeit nur wenige Referenzen, die Richtwerte für die in ( 5-17 ) vorkommenden Häufigkeiten liefern (z.B. VAN DEN AKKER et al. [16], HELLE [21,22].Die relative Häufigkeit Fα im Bericht von V. D. AKKER variiert i. A. zwi-schen 0,4 und 0,75 (für einen gebleichten und mit einem Valley-Beater gemah-len Langfaser-Sulfit-Zellstoff).
Pull-out-Wahrscheinlich-keit
Für die Pull-Out-Wahrscheinlichkeit wird der folgende Ansatz gewählt
ZFb
P eλ
α−
= ( 5-18 )
da dieser die gegensätzlichen Trends bei Veränderung von Bindungs- und Faserfestigkeit zweckmäßig und kompakt beschreibt. Durch Kalibrierung an Ergebnissen von Weiterreißversuchen wurde für den Parameter λ eine gute Korrelation zur mittleren Faserlänge FL gemäß
( ) 8723,80718,0 −⋅== FLFLλλ ( 5-19 )
Pull-Out-Arbeit Die Pull-Out-Arbeit kann mit folgender Näherung, die aus geometrischen Über-legungen zum Pull-Out-Vorgang abgeleitet wurde, approximiert werden
⋅⎟⎟⎠
⎞⎜⎜⎝
⎛⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛−+⋅⋅=
410 2
322 FLDd
DFLd
DbWP ( 5-20 )
Freie Faserenden Entlang des Rissweges befinden sich freie Faserenden. Durch einfache geomet-rische Betrachtungen am regelmäßigen Fasernetzwerk (Abb. 2) kann deren relative Häufigkeit entlang des Rissweges mit
FLDd
N−
= 2α ( 5-21 )
abgeschätzt werden
G. Meinl: Mischung 15(65)
PTS-Forschungsbericht www.ptspaper.de
Fracture-Wahrscheinlich-keit
Die Fracture-Wahrscheinlichkeit kann über ( 5-18 ) und ( 5-21 ) mittels
NPF ααα −−= 1 ( 5-22 )
berechnet werden.
Fracture-Arbeit Die Brucharbeit an einer Faser ist vor allem von deren Festigkeit, deren Elastizi-tätsmodul und deren Querschnitt abhängig. Für einen Regressionsansatz der Form
ZZHF FaHaW ⋅−⋅= ( 5-23 )
wurden folgende Koeffizienten abgeleitet
34836,1
48,368
µma
mNa
Z
H
=
= ( 5-24 )
5.4 Luftdurchlässigkeit (GURLEY) im vereinfachten Strukturmodell
Gleichung von KOZENY-CARMAN
Aus der Gleichung von KOZENY-CARMAN [23]
AvSSAtk
tp
V&
⋅⋅−
⋅⋅⋅=Δ η
εε3
22 )1( ( 5-25 )
folgt für die Luftdurchlässigkeit [nach GURLEY] eines Blattes der Dicke t bei Zugrundelegung eines regelmäßigen Fasernetzwerkes der Zusammenhang
3
22 )1(:
εε−
⋅⋅⋅= VSSAtfLUG ( 5-26 )
mit der volumenbezogenen spezifischen Oberfläche SSAV
T
BTV V
AAFIBSSA −⋅=: ( 5-27 )
der Porosität ε
dDd
VV
T
P −==:ε ( 5-28 )
sowie einem Gerätefaktor f.
G. Meinl: Mischung 16(65)
PTS-Forschungsbericht www.ptspaper.de
FIB Der Parameter FIB beschreibt das Verhältnis von äußerer („glatter“) Faserober-fläche zu innerer (tatsächlich der Luft Widerstand entgegensetzender) Oberflä-che. Der Parameter FIB ist also sowohl von der Fibrillierung der Faseroberfläche als auch vom Umfang der Einlagerung von Feinstoffen (u.a. Fibrillen) und Füllstoffen in die Zwischenräume des Fasernetzwerkes abhängig. In welchem Umfang der Parameter FIB aus dem SR-Wert oder über den von den neuesten Fasermessgeräten bereitgestellten Fibrillationsindex [24] berechnet werden kann, muss Gegenstand zukünftiger Forschungsaktivitäten sein.
Datengetriebenes Modell
Der Mangel an geeigneten Möglichkeiten zur Messung von FIB schränkt die Verwendbarkeit von ( 5-27 ) ein. Deshalb wurde ein dem Trend von ( 5-26 ) entsprechender Ansatz
⎟⎠⎞
⎜⎝⎛
−+=
DddaSRaEXPaLUG PSREXP ** ( 5-29 )
gewählt, dessen Koeffizienten mittels Regression wie folgt ermittelt wurden.
417,51,00001,0
=
==
FP
SR
EXP
aaa
( 5-30 )
5.5 Optische Papiereigenschaften
Modell von KUBELKA und MUNK
Optische Eigenschaften von Papieren werden auf deren Flächengewicht w sowie die spektralen Lichtstreu- und Lichtabsorptionskoeffizienten der eingesetz-ten Rohstoffe zurückgeführt. Dieses auf eine Idee von KUBELKA und MUNK [25] zurückgehende Modell wurde ursprünglich für Farbpigmente entwickelt, hat sich aber inzwischen auch für Papiere bewährt. Der notwendige Formelapparat wird nachfolgend vorgestellt. Seine Verwendung für Papiere wurde von PRAAST und GÖTTSCHING in [26] ausführlich beschrieben.
(Spektraler) Reflexionsfaktor (über Stapel)1 Y
Y
Y
Y
Y
YY S
KSK
SKR ⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛−+=∞ 21
2
, ( 5-31 )
(Spektraler) Reflexionsfaktor (über schwarz)1
2,,
,
,,,
,
,01exp
1exp
YYY
Y
YYY
YY
Y
RRR
wS
RRR
wSR
R
∞∞∞
∞∞∞
∞
−⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅⋅
−⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅⋅⋅
= ( 5-32 )
1 Dargestellt sind nur die Y-Werte. Die übrigen spektralen Reflexionsfaktoren berechnen sich sinngemäß.
G. Meinl: Mischung 17(65)
PTS-Forschungsbericht www.ptspaper.de
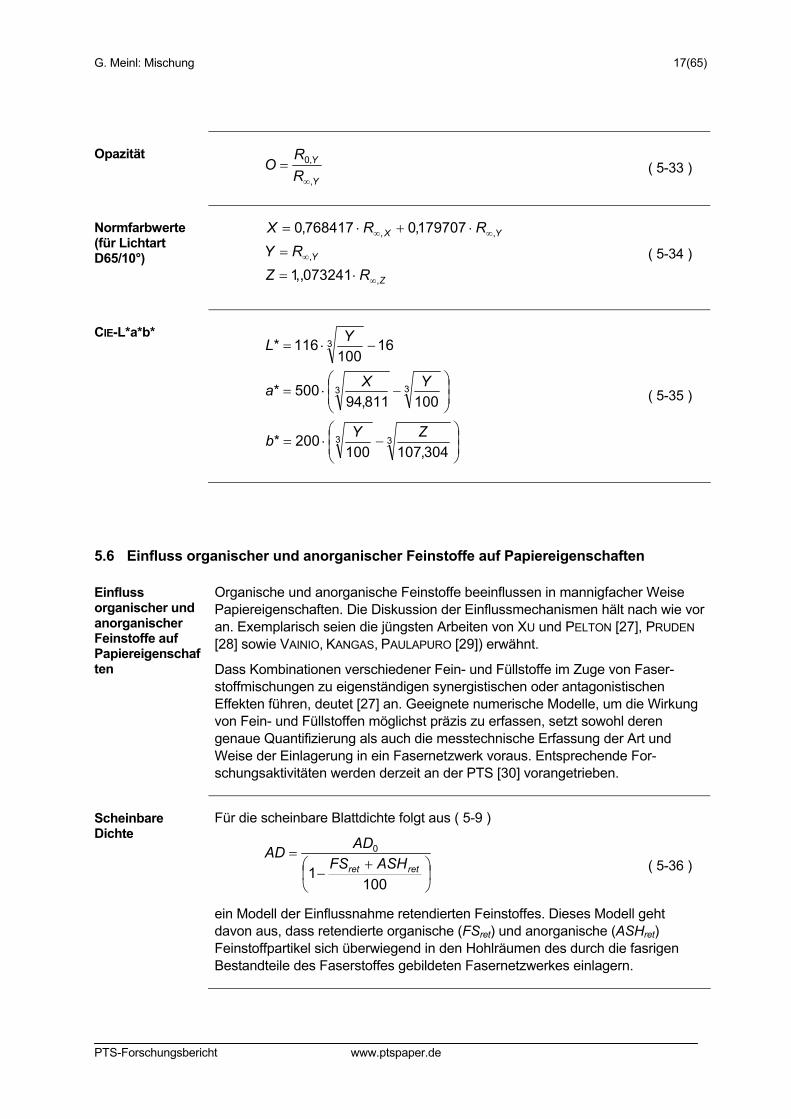
Opazität
Y
Y
RR
O,
,0
∞
= ( 5-33 )
Normfarbwerte (für Lichtart D65/10°)
Z
Y
YX
RZRY
RRX
,
,
,,
073241,,1
179707,0768417,0
∞
∞
∞∞
⋅=
=
⋅+⋅=
( 5-34 )
CIE-L*a*b*
⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅=
⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅=
−⋅=
33
33
3
304,107100200*
100811,94500*
16100
116*
ZYb
YXa
YL
( 5-35 )
5.6 Einfluss organischer und anorganischer Feinstoffe auf Papiereigenschaften
Einfluss organischer und anorganischer Feinstoffe auf Papiereigenschaften
Organische und anorganische Feinstoffe beeinflussen in mannigfacher Weise Papiereigenschaften. Die Diskussion der Einflussmechanismen hält nach wie vor an. Exemplarisch seien die jüngsten Arbeiten von XU und PELTON [27], PRUDEN [28] sowie VAINIO, KANGAS, PAULAPURO [29]) erwähnt.
Dass Kombinationen verschiedener Fein- und Füllstoffe im Zuge von Faser-stoffmischungen zu eigenständigen synergistischen oder antagonistischen Effekten führen, deutet [27] an. Geeignete numerische Modelle, um die Wirkung von Fein- und Füllstoffen möglichst präzis zu erfassen, setzt sowohl deren genaue Quantifizierung als auch die messtechnische Erfassung der Art und Weise der Einlagerung in ein Fasernetzwerk voraus. Entsprechende For-schungsaktivitäten werden derzeit an der PTS [30] vorangetrieben.
Scheinbare Dichte
Für die scheinbare Blattdichte folgt aus ( 5-9 )
⎟⎠⎞
⎜⎝⎛ +−
=
1001
0
retret ASHFSADAD
( 5-36 )
ein Modell der Einflussnahme retendierten Feinstoffes. Dieses Modell geht davon aus, dass retendierte organische (FSret) und anorganische (ASHret) Feinstoffpartikel sich überwiegend in den Hohlräumen des durch die fasrigen Bestandteile des Faserstoffes gebildeten Fasernetzwerkes einlagern.
G. Meinl: Mischung 18(65)
PTS-Forschungsbericht www.ptspaper.de
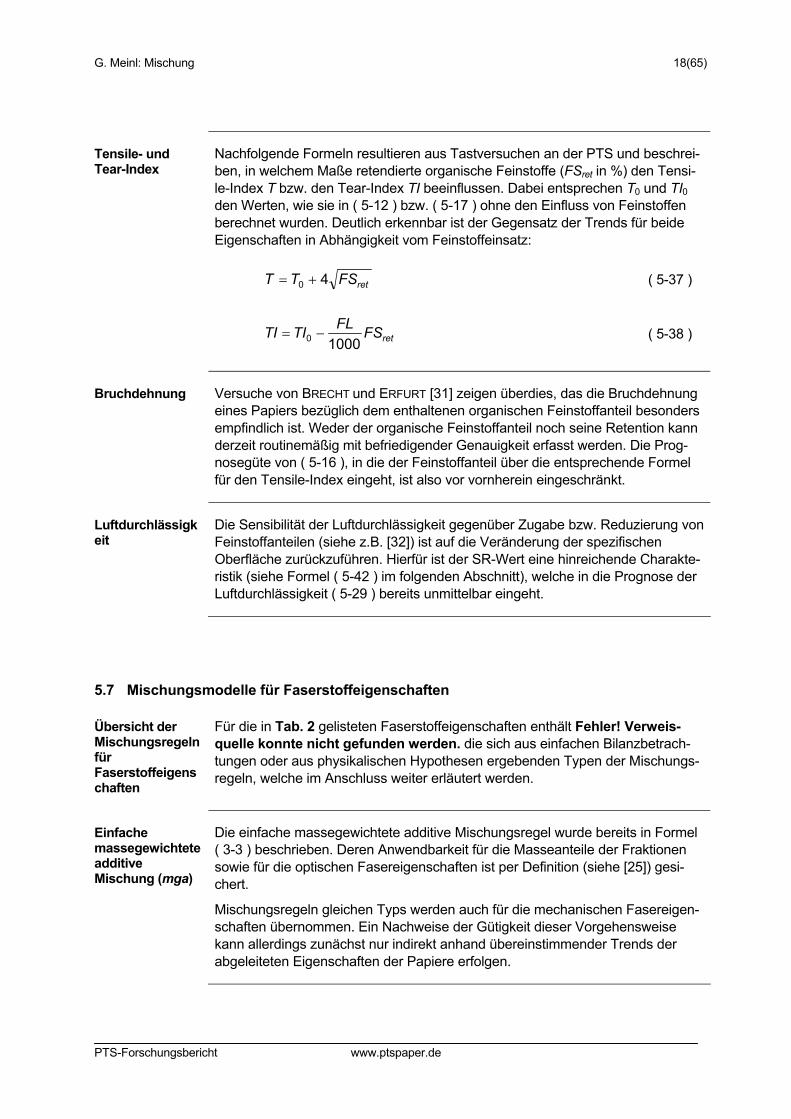
Tensile- und Tear-Index
Nachfolgende Formeln resultieren aus Tastversuchen an der PTS und beschrei-ben, in welchem Maße retendierte organische Feinstoffe (FSret in %) den Tensi-le-Index T bzw. den Tear-Index TI beeinflussen. Dabei entsprechen T0 und TI0 den Werten, wie sie in ( 5-12 ) bzw. ( 5-17 ) ohne den Einfluss von Feinstoffen berechnet wurden. Deutlich erkennbar ist der Gegensatz der Trends für beide Eigenschaften in Abhängigkeit vom Feinstoffeinsatz:
retFSTT 40 += ( 5-37 )
retFSFLTITI10000 −= ( 5-38 )
Bruchdehnung Versuche von BRECHT und ERFURT [31] zeigen überdies, das die Bruchdehnung eines Papiers bezüglich dem enthaltenen organischen Feinstoffanteil besonders empfindlich ist. Weder der organische Feinstoffanteil noch seine Retention kann derzeit routinemäßig mit befriedigender Genauigkeit erfasst werden. Die Prog-nosegüte von ( 5-16 ), in die der Feinstoffanteil über die entsprechende Formel für den Tensile-Index eingeht, ist also vor vornherein eingeschränkt.
Luftdurchlässigkeit
Die Sensibilität der Luftdurchlässigkeit gegenüber Zugabe bzw. Reduzierung von Feinstoffanteilen (siehe z.B. [32]) ist auf die Veränderung der spezifischen Oberfläche zurückzuführen. Hierfür ist der SR-Wert eine hinreichende Charakte-ristik (siehe Formel ( 5-42 ) im folgenden Abschnitt), welche in die Prognose der Luftdurchlässigkeit ( 5-29 ) bereits unmittelbar eingeht.
5.7 Mischungsmodelle für Faserstoffeigenschaften
Übersicht der Mischungsregeln für Faserstoffeigenschaften
Für die in Tab. 2 gelisteten Faserstoffeigenschaften enthält Fehler! Verweis-quelle konnte nicht gefunden werden. die sich aus einfachen Bilanzbetrach-tungen oder aus physikalischen Hypothesen ergebenden Typen der Mischungs-regeln, welche im Anschluss weiter erläutert werden.
Einfache massegewichtete additive Mischung (mga)
Die einfache massegewichtete additive Mischungsregel wurde bereits in Formel ( 3-3 ) beschrieben. Deren Anwendbarkeit für die Masseanteile der Fraktionen sowie für die optischen Fasereigenschaften ist per Definition (siehe [25]) gesi-chert.
Mischungsregeln gleichen Typs werden auch für die mechanischen Fasereigen-schaften übernommen. Ein Nachweise der Gütigkeit dieser Vorgehensweise kann allerdings zunächst nur indirekt anhand übereinstimmender Trends der abgeleiteten Eigenschaften der Papiere erfolgen.
G. Meinl: Mischung 19(65)
PTS-Forschungsbericht www.ptspaper.de
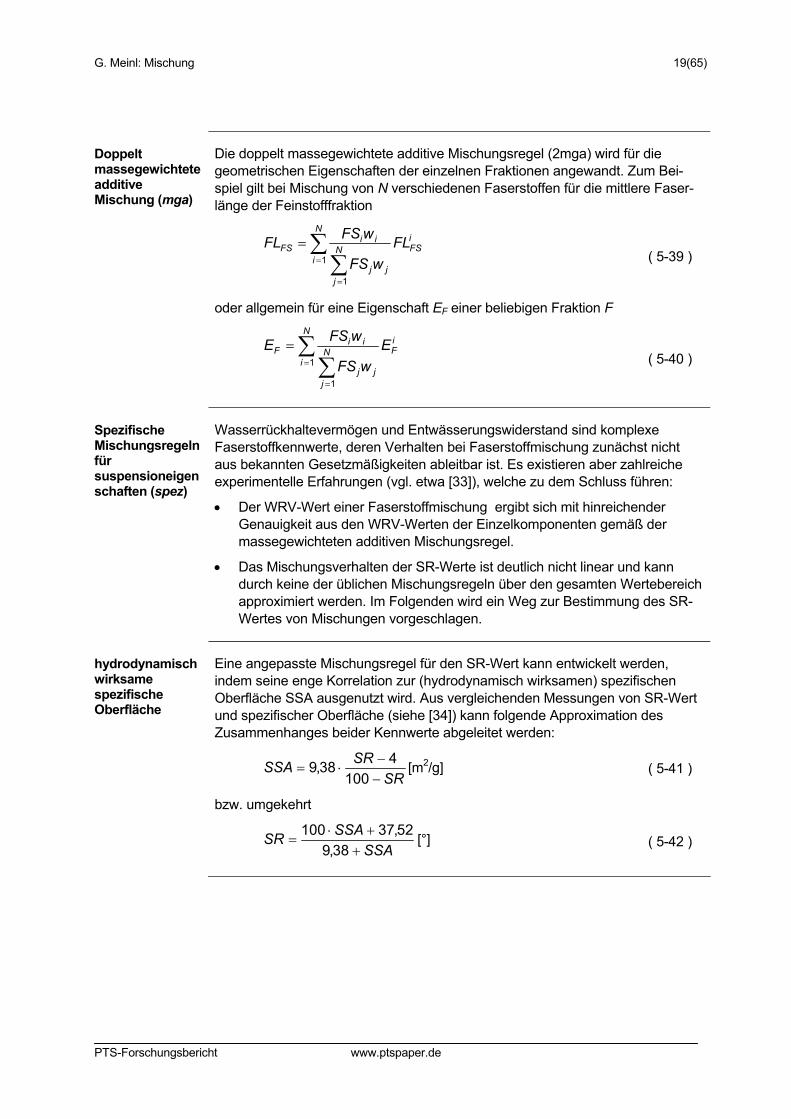
Doppelt massegewichtete additive Mischung (mga)
Die doppelt massegewichtete additive Mischungsregel (2mga) wird für die geometrischen Eigenschaften der einzelnen Fraktionen angewandt. Zum Bei-spiel gilt bei Mischung von N verschiedenen Faserstoffen für die mittlere Faser-länge der Feinstofffraktion
∑∑=
=
=N
i
iFSN
jjj
iiFS FL
wFS
wFSFL1
1
( 5-39 )
oder allgemein für eine Eigenschaft EF einer beliebigen Fraktion F
∑∑=
=
=N
i
iFN
jjj
iiF E
wFS
wFSE1
1
( 5-40 )
Spezifische Mischungsregeln für suspensioneigenschaften (spez)
Wasserrückhaltevermögen und Entwässerungswiderstand sind komplexe Faserstoffkennwerte, deren Verhalten bei Faserstoffmischung zunächst nicht aus bekannten Gesetzmäßigkeiten ableitbar ist. Es existieren aber zahlreiche experimentelle Erfahrungen (vgl. etwa [33]), welche zu dem Schluss führen:
• Der WRV-Wert einer Faserstoffmischung ergibt sich mit hinreichender Genauigkeit aus den WRV-Werten der Einzelkomponenten gemäß der massegewichteten additiven Mischungsregel.
• Das Mischungsverhalten der SR-Werte ist deutlich nicht linear und kann durch keine der üblichen Mischungsregeln über den gesamten Wertebereich approximiert werden. Im Folgenden wird ein Weg zur Bestimmung des SR-Wertes von Mischungen vorgeschlagen.
hydrodynamisch wirksame spezifische Oberfläche
Eine angepasste Mischungsregel für den SR-Wert kann entwickelt werden, indem seine enge Korrelation zur (hydrodynamisch wirksamen) spezifischen Oberfläche SSA ausgenutzt wird. Aus vergleichenden Messungen von SR-Wert und spezifischer Oberfläche (siehe [34]) kann folgende Approximation des Zusammenhanges beider Kennwerte abgeleitet werden:
SRSRSSA
−−
⋅=100
438,9 [m2/g] ( 5-41 )
bzw. umgekehrt
SSASSASR
++⋅
=38,9
52,37100 [°] ( 5-42 )
G. Meinl: Mischung 20(65)
PTS-Forschungsbericht www.ptspaper.de
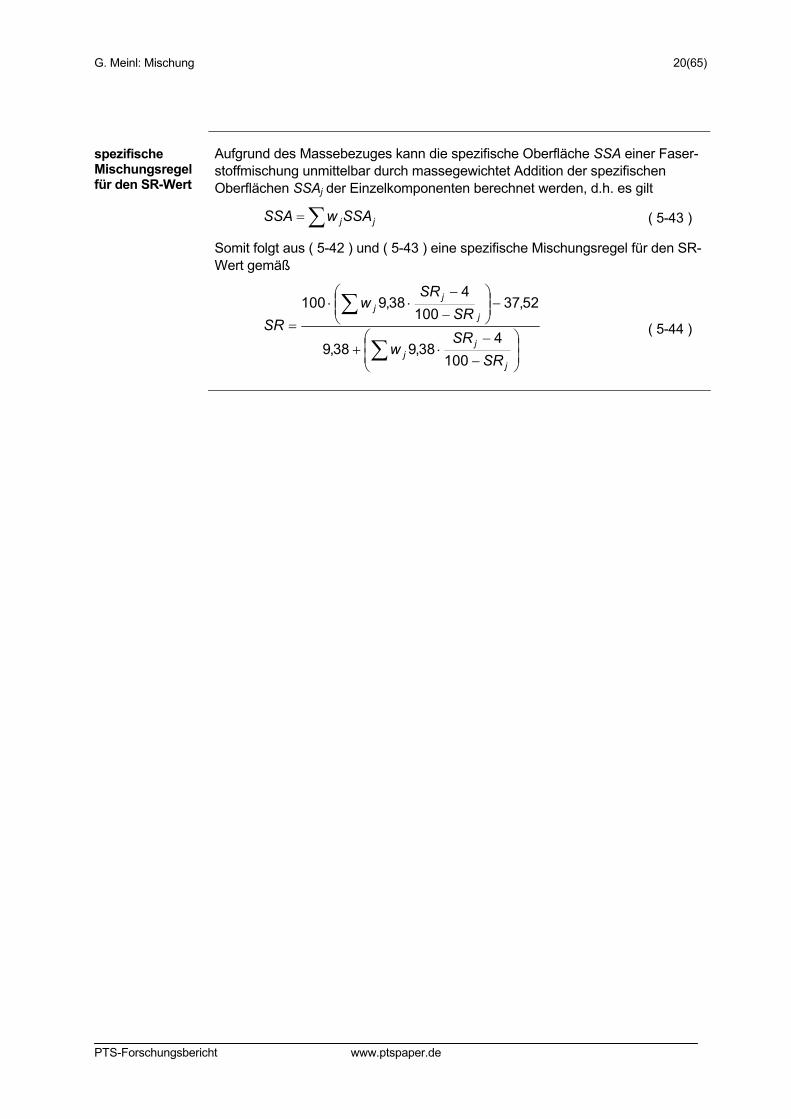
spezifische Mischungsregel für den SR-Wert
Aufgrund des Massebezuges kann die spezifische Oberfläche SSA einer Faser-stoffmischung unmittelbar durch massegewichtet Addition der spezifischen Oberflächen SSAj der Einzelkomponenten berechnet werden, d.h. es gilt
jjSSAwSSA ∑= ( 5-43 )
Somit folgt aus ( 5-42 ) und ( 5-43 ) eine spezifische Mischungsregel für den SR-Wert gemäß
⎟⎟⎠
⎞⎜⎜⎝
⎛
−
−⋅+
−⎟⎟⎠
⎞⎜⎜⎝
⎛−
−⋅⋅
=
∑
∑
j
jj
j
jj
SRSR
w
SRSR
wSR
1004
38,938,9
52,37100
438,9100
( 5-44 )
G. Meinl: Mischung 21(65)
PTS-Forschungsbericht www.ptspaper.de
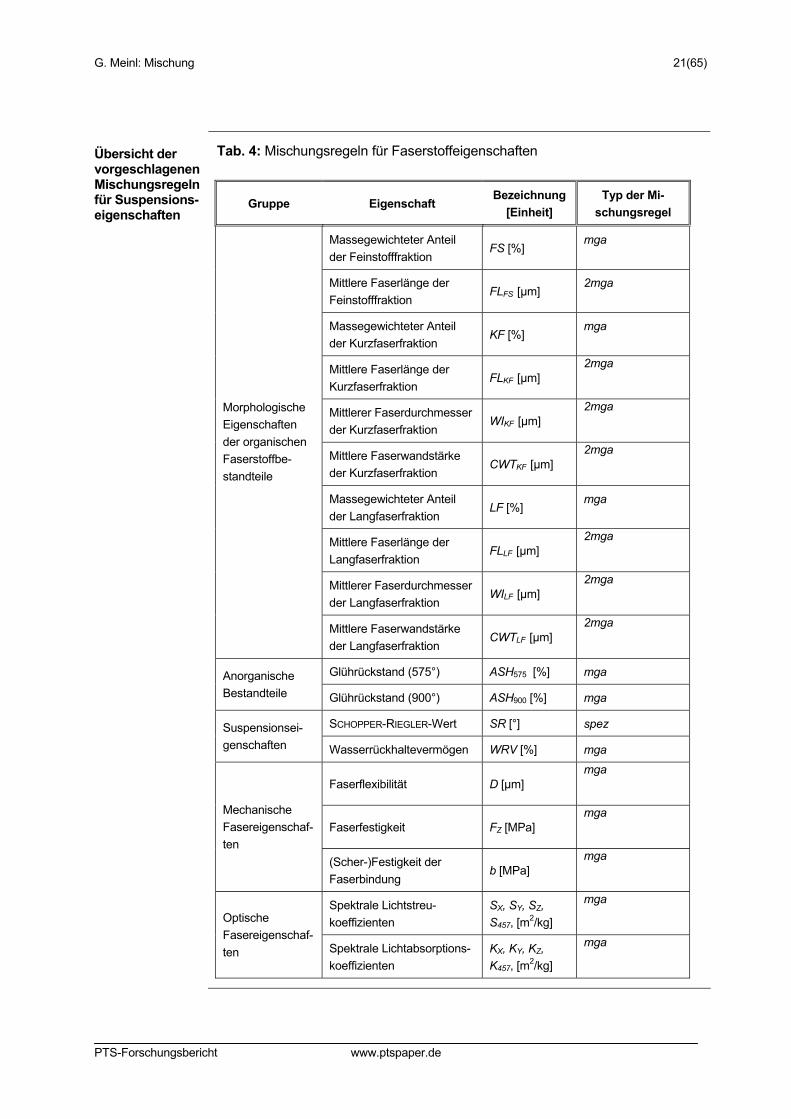
Übersicht der vorgeschlagenenMischungsregeln für Suspensions-eigenschaften
Tab. 4: Mischungsregeln für Faserstoffeigenschaften
Gruppe Eigenschaft Bezeichnung
[Einheit] Typ der Mi-
schungsregel
Massegewichteter Anteil der Feinstofffraktion
FS [%] mga
Mittlere Faserlänge der Feinstofffraktion
FLFS [µm] 2mga
Massegewichteter Anteil der Kurzfaserfraktion
KF [%] mga
Mittlere Faserlänge der Kurzfaserfraktion
FLKF [µm] 2mga
Mittlerer Faserdurchmesser der Kurzfaserfraktion
WIKF [µm] 2mga
Mittlere Faserwandstärke der Kurzfaserfraktion
CWTKF [µm] 2mga
Massegewichteter Anteil der Langfaserfraktion
LF [%] mga
Mittlere Faserlänge der Langfaserfraktion
FLLF [µm] 2mga
Mittlerer Faserdurchmesser der Langfaserfraktion
WILF [µm] 2mga
Morphologische Eigenschaften der organischen Faserstoffbe-standteile
Mittlere Faserwandstärke der Langfaserfraktion
CWTLF [µm] 2mga
Glührückstand (575°) ASH575 [%] mga Anorganische Bestandteile Glührückstand (900°) ASH900 [%] mga
SCHOPPER-RIEGLER-Wert SR [°] spez Suspensionsei-genschaften Wasserrückhaltevermögen WRV [%] mga
Faserflexibilität D [µm] mga
Faserfestigkeit FZ [MPa] mga Mechanische
Fasereigenschaf-ten
(Scher-)Festigkeit der Faserbindung
b [MPa] mga
Spektrale Lichtstreu-koeffizienten
SX, SY, SZ, S457, [m2/kg]
mga Optische Fasereigenschaf-ten Spektrale Lichtabsorptions-
koeffizienten KX, KY, KZ, K457, [m2/kg]
mga

G. Meinl: Mischung 22(65)
PTS-Forschungsbericht www.ptspaper.de
5.8 Anwendung der Mischungsregeln
Anwendung des deduktiven Prinzips
Die in den Kapiteln 5.2 bis 5.6 bereitgestellten Relationen für Papiereigenschaf-ten im vereinfachten Strukturmodell sind sowohl für einzelne Faserstoffe als auch für Faserstoffmischungen gültig. Zur Prognose der Papiereigenschaft eines Faserstoffgemisches genügt es, die Faserstoffeigenschaften der Faserstoffmi-schung gemäß Kapitel 5.7 in die Formeln der Kapitel 5.2 bis 5.6 einzusetzen. Auf eine explizite Notation der Algorithmen zur Prognose der Papiereigenschaften kann deshalb verzichtet werden, da diese sich durch strikte Anwendung des deduktiven Prinzips ( 3-3 ) ergeben.
Validierung der Mischungsregeln
Die Validität der Mischungsalgorithmen wurde durch umfangreiche Mischversu-che im Labormaßstab überprüft. Die Ergebnisse werden im nachfolgenden Abschnitt vorgestellt.
G. Meinl: Mischung 23(65)
PTS-Forschungsbericht www.ptspaper.de
6 Validierung der Mischungsregeln
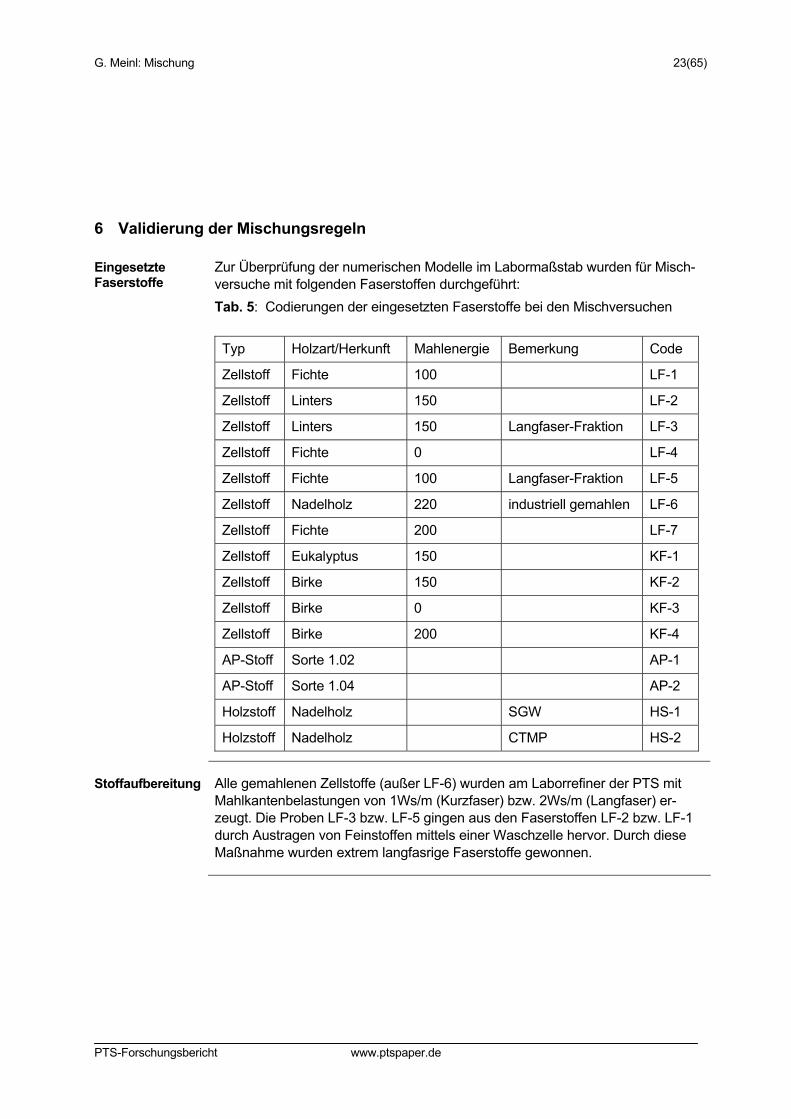
Eingesetzte Faserstoffe
Zur Überprüfung der numerischen Modelle im Labormaßstab wurden für Misch-versuche mit folgenden Faserstoffen durchgeführt: Tab. 5: Codierungen der eingesetzten Faserstoffe bei den Mischversuchen
Typ Holzart/Herkunft Mahlenergie Bemerkung Code
Zellstoff Fichte 100 LF-1
Zellstoff Linters 150 LF-2
Zellstoff Linters 150 Langfaser-Fraktion LF-3
Zellstoff Fichte 0 LF-4
Zellstoff Fichte 100 Langfaser-Fraktion LF-5
Zellstoff Nadelholz 220 industriell gemahlen LF-6
Zellstoff Fichte 200 LF-7
Zellstoff Eukalyptus 150 KF-1
Zellstoff Birke 150 KF-2
Zellstoff Birke 0 KF-3
Zellstoff Birke 200 KF-4
AP-Stoff Sorte 1.02 AP-1
AP-Stoff Sorte 1.04 AP-2
Holzstoff Nadelholz SGW HS-1
Holzstoff Nadelholz CTMP HS-2
Stoffaufbereitung Alle gemahlenen Zellstoffe (außer LF-6) wurden am Laborrefiner der PTS mit Mahlkantenbelastungen von 1Ws/m (Kurzfaser) bzw. 2Ws/m (Langfaser) er-zeugt. Die Proben LF-3 bzw. LF-5 gingen aus den Faserstoffen LF-2 bzw. LF-1 durch Austragen von Feinstoffen mittels einer Waschzelle hervor. Durch diese Maßnahme wurden extrem langfasrige Faserstoffe gewonnen.
G. Meinl: Mischung 24(65)
PTS-Forschungsbericht www.ptspaper.de
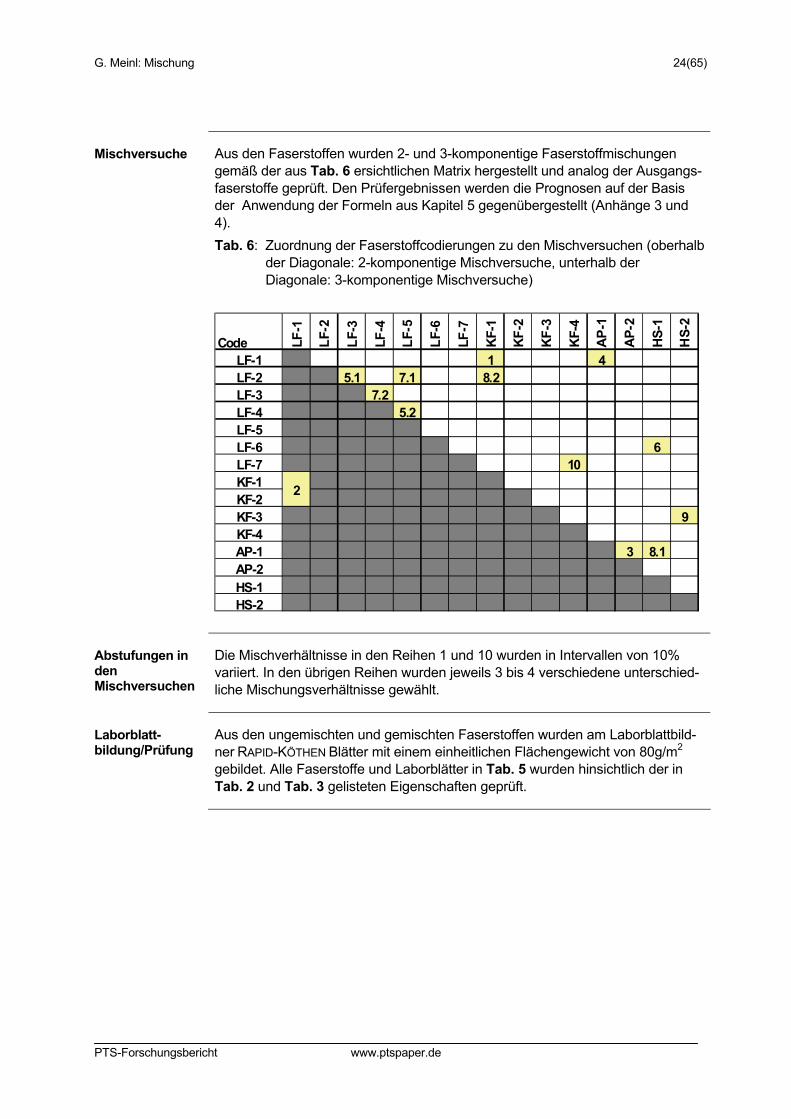
Mischversuche Aus den Faserstoffen wurden 2- und 3-komponentige Faserstoffmischungen gemäß der aus Tab. 6 ersichtlichen Matrix hergestellt und analog der Ausgangs-faserstoffe geprüft. Den Prüfergebnissen werden die Prognosen auf der Basis der Anwendung der Formeln aus Kapitel 5 gegenübergestellt (Anhänge 3 und 4). Tab. 6: Zuordnung der Faserstoffcodierungen zu den Mischversuchen (oberhalb
der Diagonale: 2-komponentige Mischversuche, unterhalb der Diagonale: 3-komponentige Mischversuche)
Code LF-1
LF-2
LF-3
LF-4
LF-5
LF-6
LF-7
KF-1
KF-2
KF-3
KF-4
AP-1
AP-2
HS-1
HS-
2
LF-1 1 4LF-2 5.1 7.1 8.2LF-3 7.2LF-4 5.2LF-5LF-6 6LF-7 10KF-1KF-2KF-3 9KF-4AP-1 3 8.1AP-2HS-1HS-2
2
Abstufungen in den Mischversuchen
Die Mischverhältnisse in den Reihen 1 und 10 wurden in Intervallen von 10% variiert. In den übrigen Reihen wurden jeweils 3 bis 4 verschiedene unterschied-liche Mischungsverhältnisse gewählt.
Laborblatt-bildung/Prüfung
Aus den ungemischten und gemischten Faserstoffen wurden am Laborblattbild-ner RAPID-KÖTHEN Blätter mit einem einheitlichen Flächengewicht von 80g/m2 gebildet. Alle Faserstoffe und Laborblätter in Tab. 5 wurden hinsichtlich der in Tab. 2 und Tab. 3 gelisteten Eigenschaften geprüft.
G. Meinl: Mischung 25(65)
PTS-Forschungsbericht www.ptspaper.de
6.1.1 SR-Wert
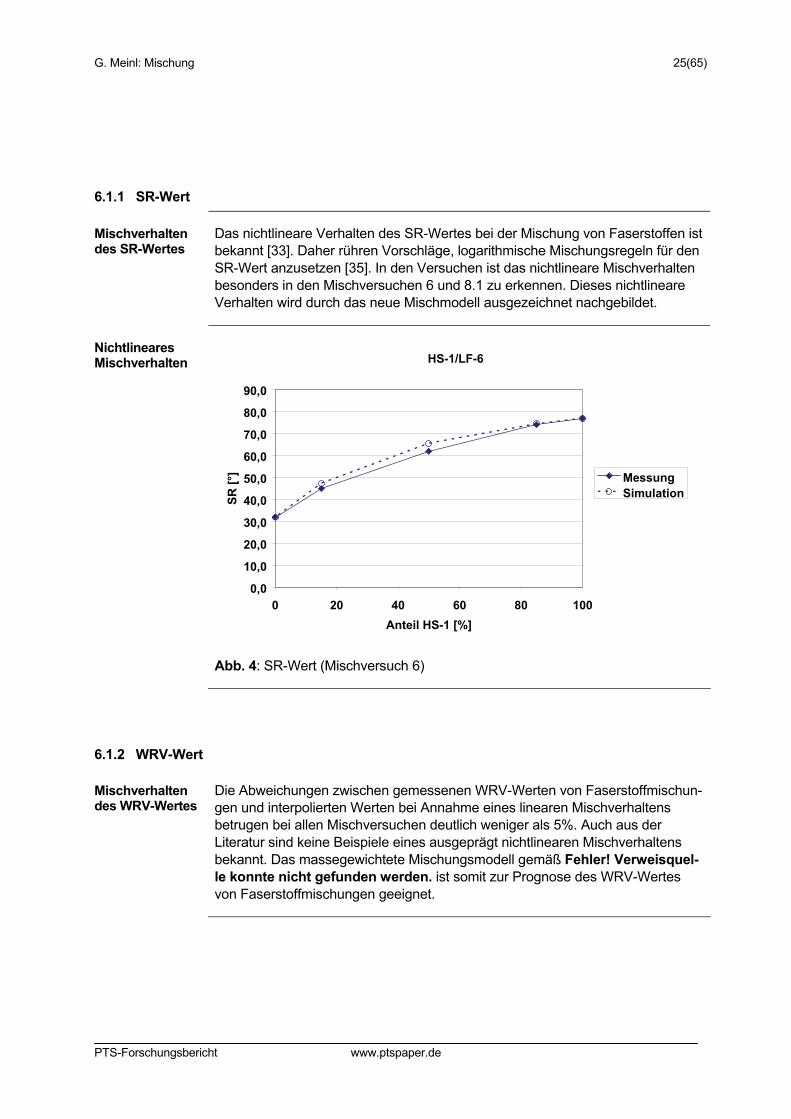
Mischverhalten des SR-Wertes
Das nichtlineare Verhalten des SR-Wertes bei der Mischung von Faserstoffen ist bekannt [33]. Daher rühren Vorschläge, logarithmische Mischungsregeln für den SR-Wert anzusetzen [35]. In den Versuchen ist das nichtlineare Mischverhalten besonders in den Mischversuchen 6 und 8.1 zu erkennen. Dieses nichtlineare Verhalten wird durch das neue Mischmodell ausgezeichnet nachgebildet.
Nichtlineares Mischverhalten HS-1/LF-6
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
0 20 40 60 80 100Anteil HS-1 [%]
SR [°
] MessungSimulation
Abb. 4: SR-Wert (Mischversuch 6)
6.1.2 WRV-Wert
Mischverhalten des WRV-Wertes
Die Abweichungen zwischen gemessenen WRV-Werten von Faserstoffmischun-gen und interpolierten Werten bei Annahme eines linearen Mischverhaltens betrugen bei allen Mischversuchen deutlich weniger als 5%. Auch aus der Literatur sind keine Beispiele eines ausgeprägt nichtlinearen Mischverhaltens bekannt. Das massegewichtete Mischungsmodell gemäß Fehler! Verweisquel-le konnte nicht gefunden werden. ist somit zur Prognose des WRV-Wertes von Faserstoffmischungen geeignet.
G. Meinl: Mischung 26(65)
PTS-Forschungsbericht www.ptspaper.de
6.1.3 Scheinbare Dichte
Mischverhalten der scheinbaren Dichte
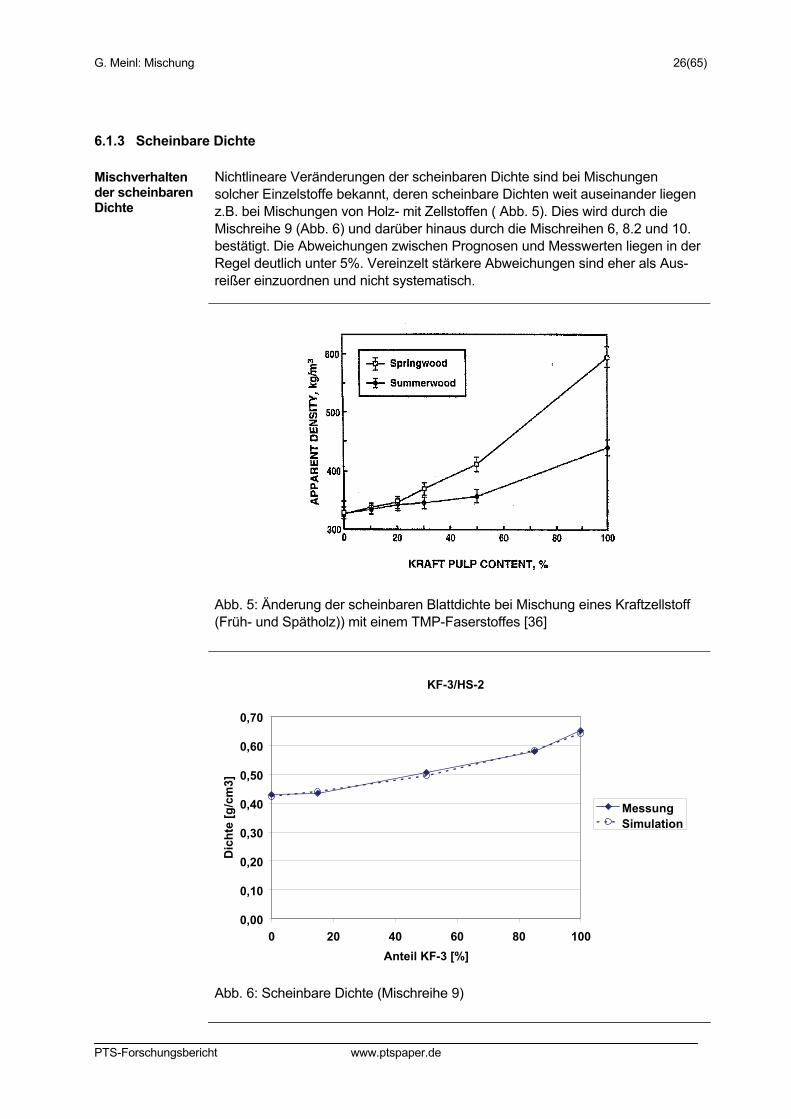
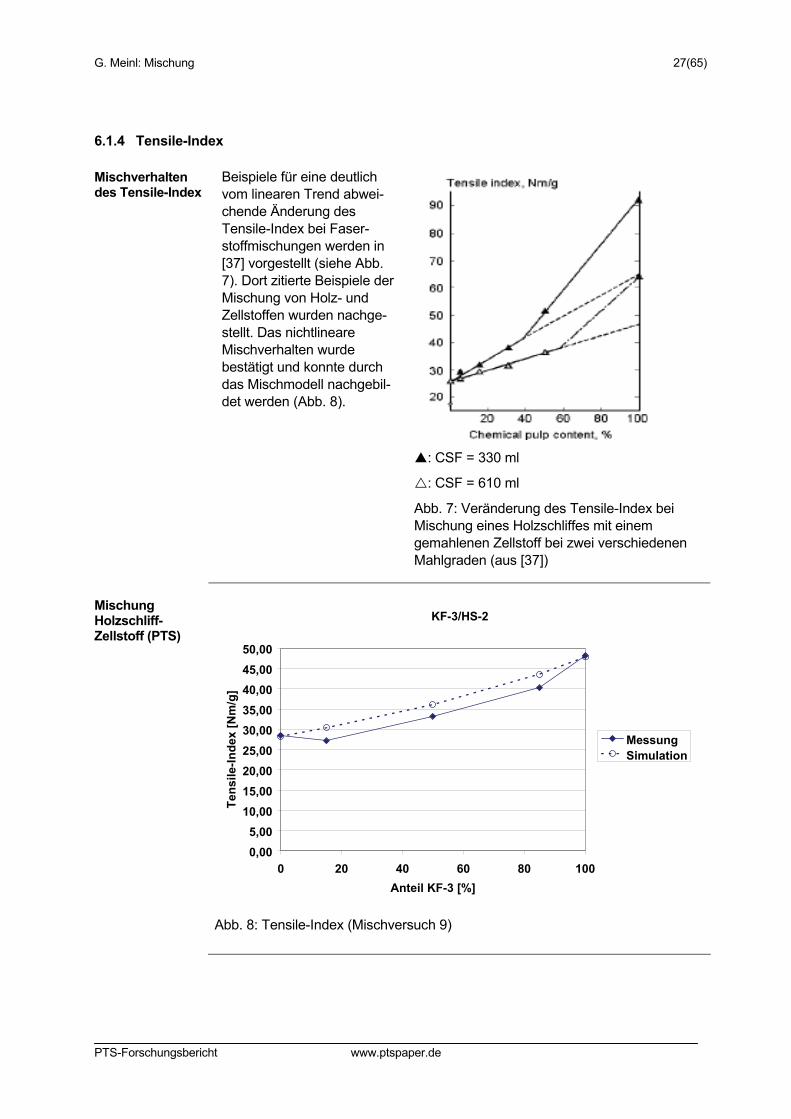
Nichtlineare Veränderungen der scheinbaren Dichte sind bei Mischungen solcher Einzelstoffe bekannt, deren scheinbare Dichten weit auseinander liegen z.B. bei Mischungen von Holz- mit Zellstoffen ( Abb. 5). Dies wird durch die Mischreihe 9 (Abb. 6) und darüber hinaus durch die Mischreihen 6, 8.2 und 10. bestätigt. Die Abweichungen zwischen Prognosen und Messwerten liegen in der Regel deutlich unter 5%. Vereinzelt stärkere Abweichungen sind eher als Aus-reißer einzuordnen und nicht systematisch.
Abb. 5: Änderung der scheinbaren Blattdichte bei Mischung eines Kraftzellstoff (Früh- und Spätholz)) mit einem TMP-Faserstoffes [36]
KF-3/HS-2
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0 20 40 60 80 100Anteil KF-3 [%]
Dic
hte
[g/c
m3]
MessungSimulation
Abb. 6: Scheinbare Dichte (Mischreihe 9)
G. Meinl: Mischung 27(65)
PTS-Forschungsbericht www.ptspaper.de
6.1.4 Tensile-Index
Mischverhalten des Tensile-Index
: CSF = 330 ml
: CSF = 610 ml
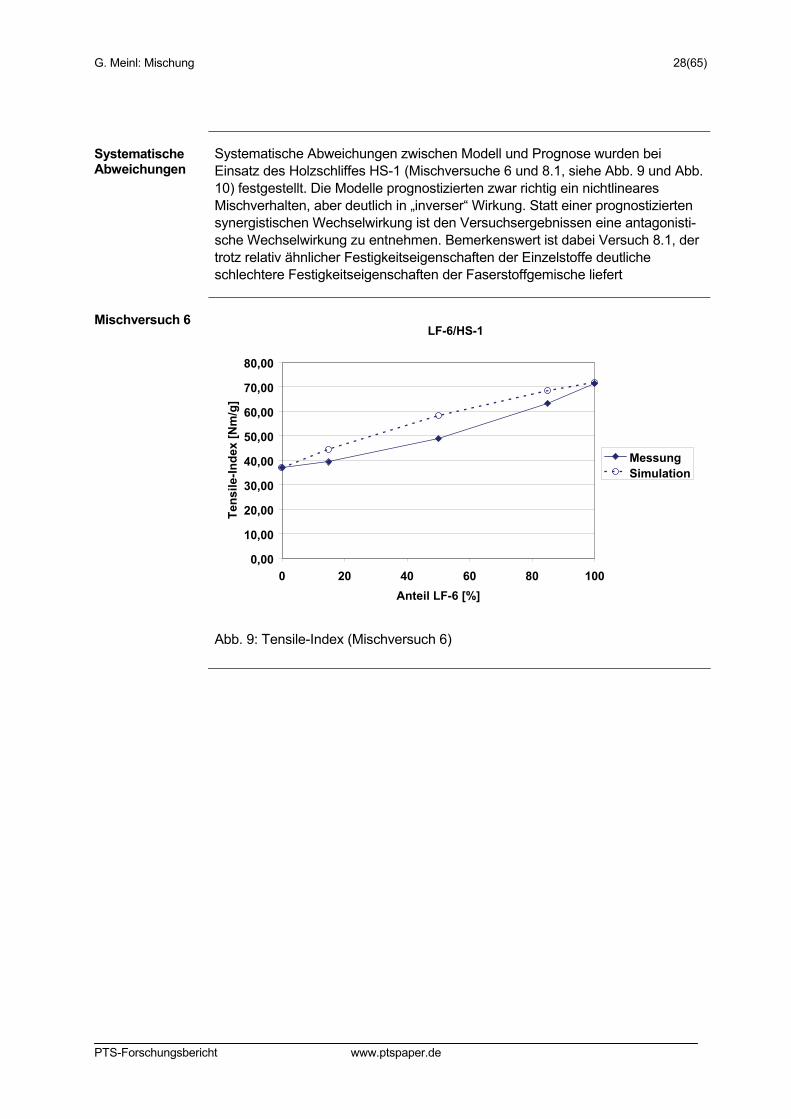
Beispiele für eine deutlich vom linearen Trend abwei-chende Änderung des Tensile-Index bei Faser-stoffmischungen werden in [37] vorgestellt (siehe Abb. 7). Dort zitierte Beispiele der Mischung von Holz- und Zellstoffen wurden nachge-stellt. Das nichtlineare Mischverhalten wurde bestätigt und konnte durch das Mischmodell nachgebil-det werden (Abb. 8).
Abb. 7: Veränderung des Tensile-Index bei Mischung eines Holzschliffes mit einem gemahlenen Zellstoff bei zwei verschiedenen Mahlgraden (aus [37])
Mischung Holzschliff-Zellstoff (PTS)
KF-3/HS-2
0,005,00
10,0015,0020,0025,0030,0035,0040,0045,0050,00
0 20 40 60 80 100Anteil KF-3 [%]
Tens
ile-In
dex
[Nm
/g]
MessungSimulation
Abb. 8: Tensile-Index (Mischversuch 9)
G. Meinl: Mischung 28(65)
PTS-Forschungsbericht www.ptspaper.de
Systematische Abweichungen
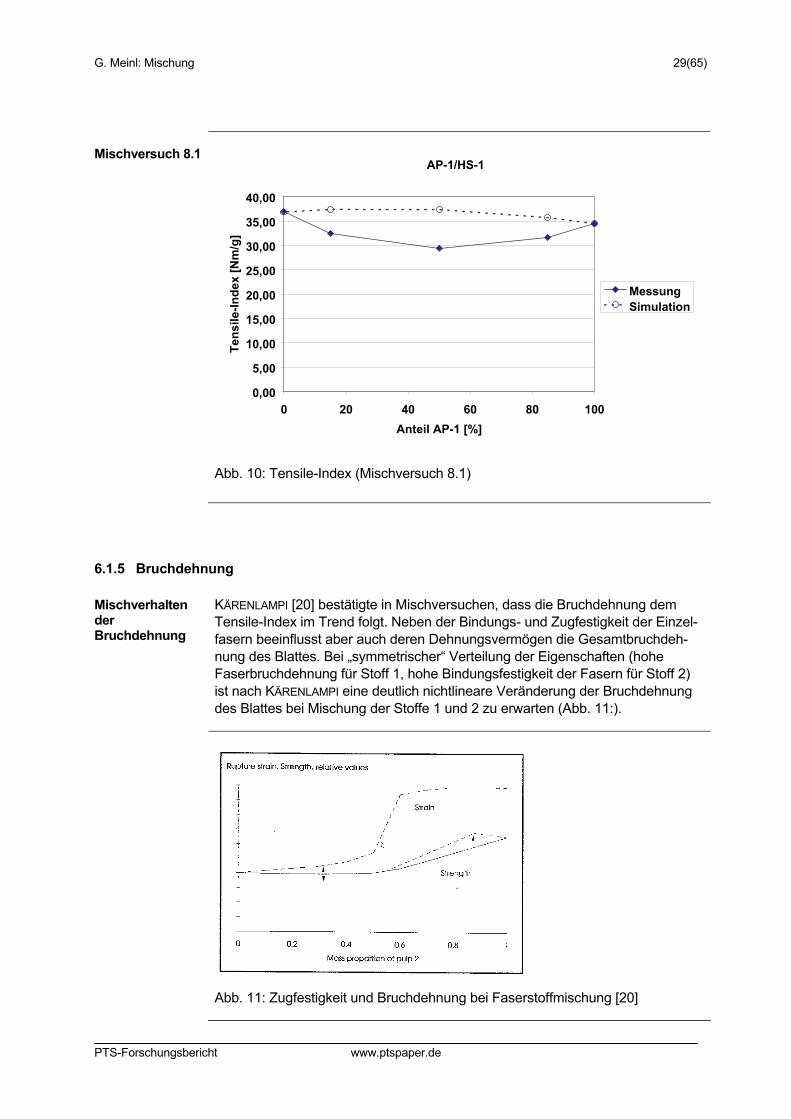
Systematische Abweichungen zwischen Modell und Prognose wurden bei Einsatz des Holzschliffes HS-1 (Mischversuche 6 und 8.1, siehe Abb. 9 und Abb. 10) festgestellt. Die Modelle prognostizierten zwar richtig ein nichtlineares Mischverhalten, aber deutlich in „inverser“ Wirkung. Statt einer prognostizierten synergistischen Wechselwirkung ist den Versuchsergebnissen eine antagonisti-sche Wechselwirkung zu entnehmen. Bemerkenswert ist dabei Versuch 8.1, der trotz relativ ähnlicher Festigkeitseigenschaften der Einzelstoffe deutliche schlechtere Festigkeitseigenschaften der Faserstoffgemische liefert
Mischversuch 6 LF-6/HS-1
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
0 20 40 60 80 100Anteil LF-6 [%]
Tens
ile-In
dex
[Nm
/g]
MessungSimulation
Abb. 9: Tensile-Index (Mischversuch 6)
G. Meinl: Mischung 29(65)
PTS-Forschungsbericht www.ptspaper.de
Mischversuch 8.1 AP-1/HS-1
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
0 20 40 60 80 100Anteil AP-1 [%]
Tens
ile-In
dex
[Nm
/g]
MessungSimulation
Abb. 10: Tensile-Index (Mischversuch 8.1)
6.1.5 Bruchdehnung
Mischverhalten der Bruchdehnung
KÄRENLAMPI [20] bestätigte in Mischversuchen, dass die Bruchdehnung dem Tensile-Index im Trend folgt. Neben der Bindungs- und Zugfestigkeit der Einzel-fasern beeinflusst aber auch deren Dehnungsvermögen die Gesamtbruchdeh-nung des Blattes. Bei „symmetrischer“ Verteilung der Eigenschaften (hohe Faserbruchdehnung für Stoff 1, hohe Bindungsfestigkeit der Fasern für Stoff 2) ist nach KÄRENLAMPI eine deutlich nichtlineare Veränderung der Bruchdehnung des Blattes bei Mischung der Stoffe 1 und 2 zu erwarten (Abb. 11:).
Abb. 11: Zugfestigkeit und Bruchdehnung bei Faserstoffmischung [20]
G. Meinl: Mischung 30(65)
PTS-Forschungsbericht www.ptspaper.de
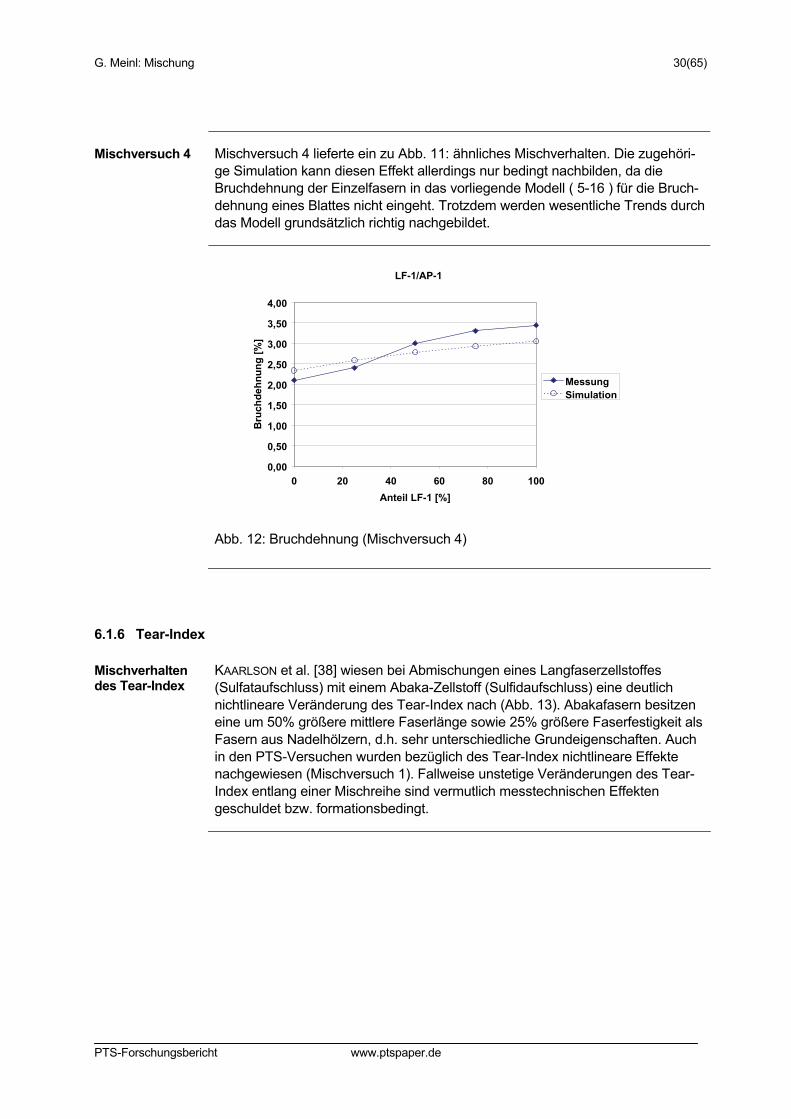
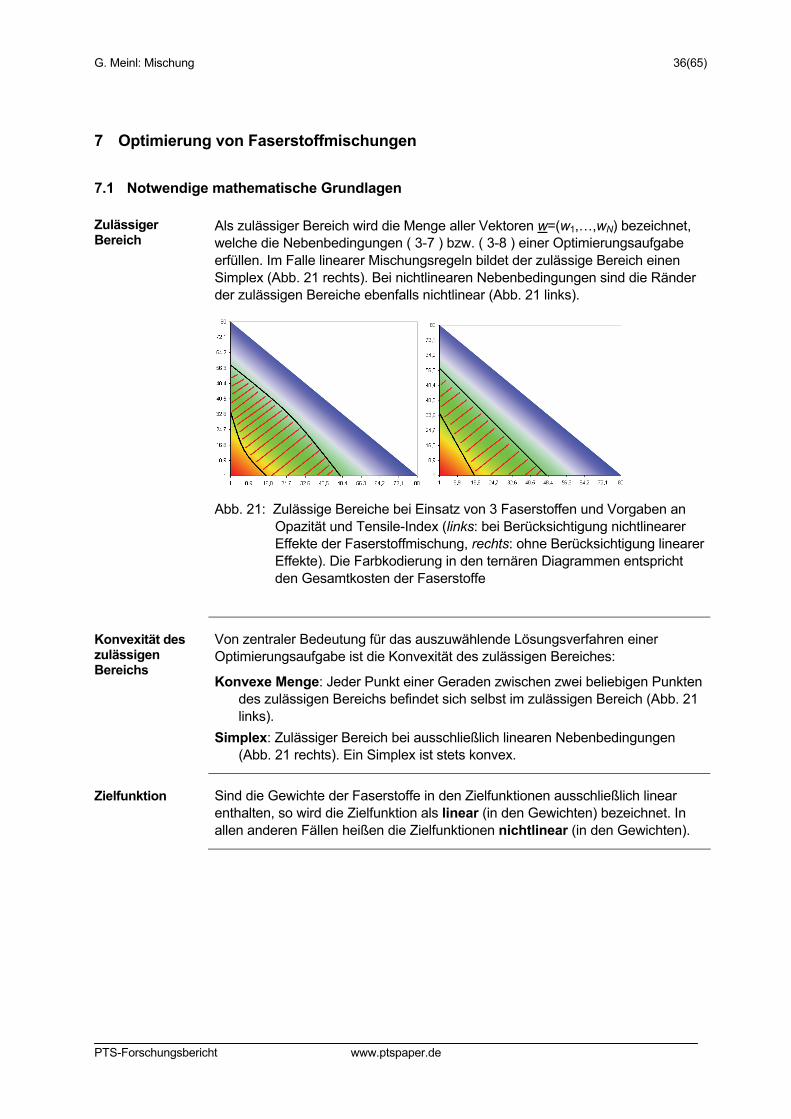
Mischversuch 4 Mischversuch 4 lieferte ein zu Abb. 11: ähnliches Mischverhalten. Die zugehöri-ge Simulation kann diesen Effekt allerdings nur bedingt nachbilden, da die Bruchdehnung der Einzelfasern in das vorliegende Modell ( 5-16 ) für die Bruch-dehnung eines Blattes nicht eingeht. Trotzdem werden wesentliche Trends durch das Modell grundsätzlich richtig nachgebildet.
LF-1/AP-1
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
0 20 40 60 80 100Anteil LF-1 [%]
Bru
chde
hnun
g [%
]
MessungSimulation
Abb. 12: Bruchdehnung (Mischversuch 4)
6.1.6 Tear-Index
Mischverhalten des Tear-Index
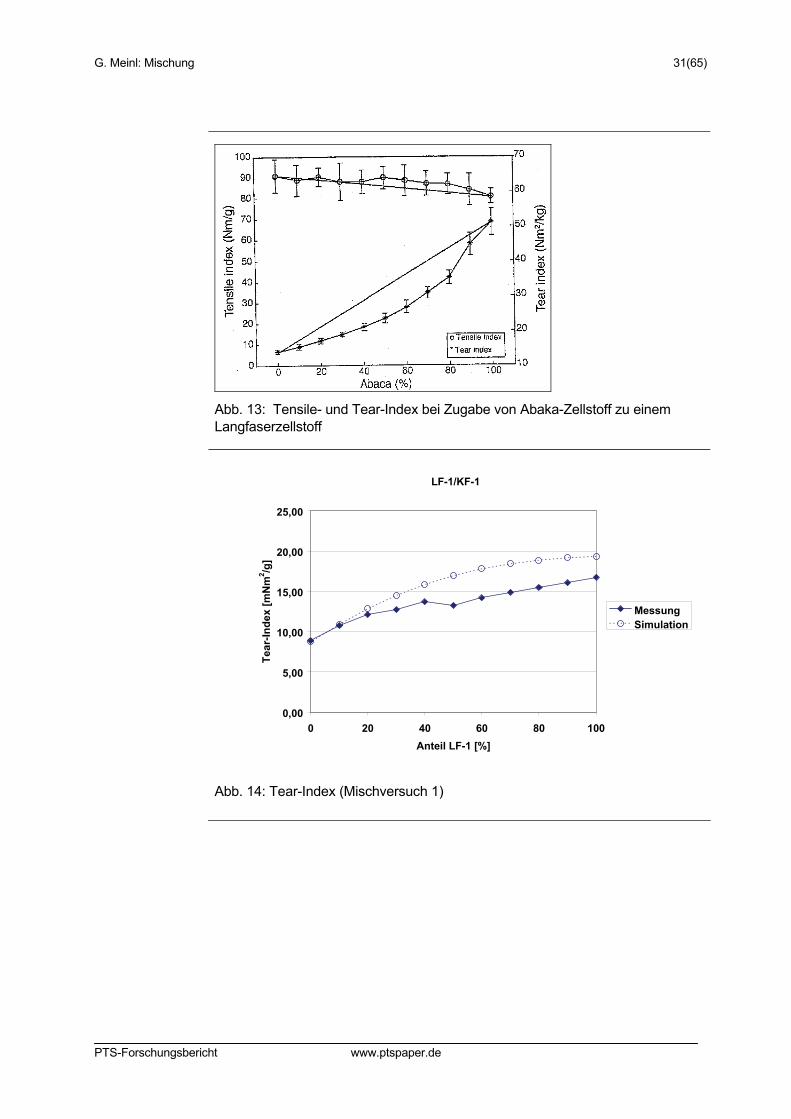
KAARLSON et al. [38] wiesen bei Abmischungen eines Langfaserzellstoffes (Sulfataufschluss) mit einem Abaka-Zellstoff (Sulfidaufschluss) eine deutlich nichtlineare Veränderung des Tear-Index nach (Abb. 13). Abakafasern besitzen eine um 50% größere mittlere Faserlänge sowie 25% größere Faserfestigkeit als Fasern aus Nadelhölzern, d.h. sehr unterschiedliche Grundeigenschaften. Auch in den PTS-Versuchen wurden bezüglich des Tear-Index nichtlineare Effekte nachgewiesen (Mischversuch 1). Fallweise unstetige Veränderungen des Tear-Index entlang einer Mischreihe sind vermutlich messtechnischen Effekten geschuldet bzw. formationsbedingt.
G. Meinl: Mischung 31(65)
PTS-Forschungsbericht www.ptspaper.de
Abb. 13: Tensile- und Tear-Index bei Zugabe von Abaka-Zellstoff zu einem Langfaserzellstoff
LF-1/KF-1
0,00
5,00
10,00
15,00
20,00
25,00
0 20 40 60 80 100Anteil LF-1 [%]
Tear
-Inde
x [m
Nm
2 /g]
MessungSimulation
Abb. 14: Tear-Index (Mischversuch 1)
G. Meinl: Mischung 32(65)
PTS-Forschungsbericht www.ptspaper.de
6.1.7 Luftdurchlässigkeit
Mischverhalten der Luftdurchlässigkeit
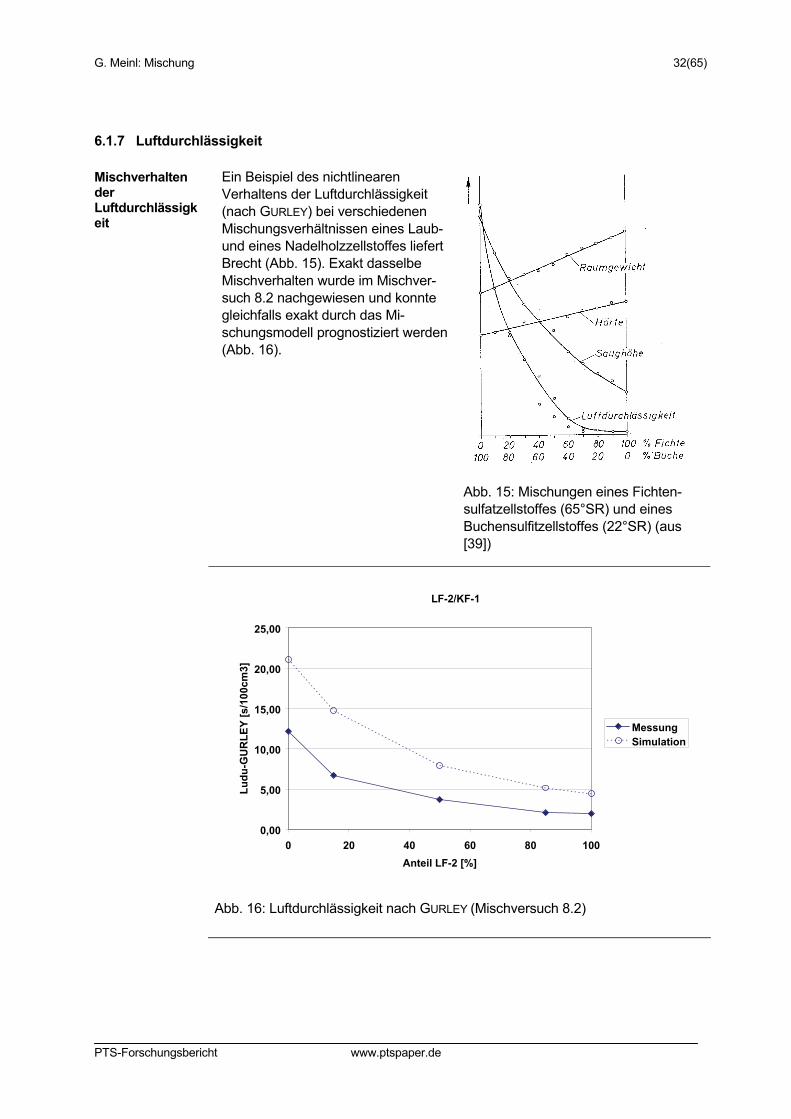
Ein Beispiel des nichtlinearen Verhaltens der Luftdurchlässigkeit (nach GURLEY) bei verschiedenen Mischungsverhältnissen eines Laub- und eines Nadelholzzellstoffes liefert Brecht (Abb. 15). Exakt dasselbe Mischverhalten wurde im Mischver-such 8.2 nachgewiesen und konnte gleichfalls exakt durch das Mi-schungsmodell prognostiziert werden (Abb. 16).
Abb. 15: Mischungen eines Fichten-sulfatzellstoffes (65°SR) und eines Buchensulfitzellstoffes (22°SR) (aus [39])
LF-2/KF-1
0,00
5,00
10,00
15,00
20,00
25,00
0 20 40 60 80 100Anteil LF-2 [%]
Ludu
-GU
RLE
Y [s
/100
cm3]
MessungSimulation
Abb. 16: Luftdurchlässigkeit nach GURLEY (Mischversuch 8.2)
G. Meinl: Mischung 33(65)
PTS-Forschungsbericht www.ptspaper.de
Abweichungen zwischen Messergebnissen und Prognosen
Die Prüfung der Luftdurchlässigkeit an Laborblättern der Ausgangsfaserstoffe LF-2, LF-3, LF-4 und KF-4 sowie einige Abmischungen dieser Faserstoffe lieferten keine brauchbaren Messergebnisse. Prognosen der Luftdurchlässigkeit auf Basis von Formel ( 5-29 ) und der zugehörigen Mischmodelle bestätigen, dass jene Luftdurchlässigkeiten außerhalb oder an den Rändern des zulässigen Messbereichs der Luftdurchlässigkeitsprüfung liegen. Die eher exponentielle Abhängigkeit der Luftdurchlässigkeit vom Mischungsverhältnis legt darüber hinaus nahe, den relativen Fehler auf die logarithmierten Werte zu beziehen (Anlage 3).
6.1.8 Optische Eigenschaften
Mischverhalten von Opazität und Weißgrad
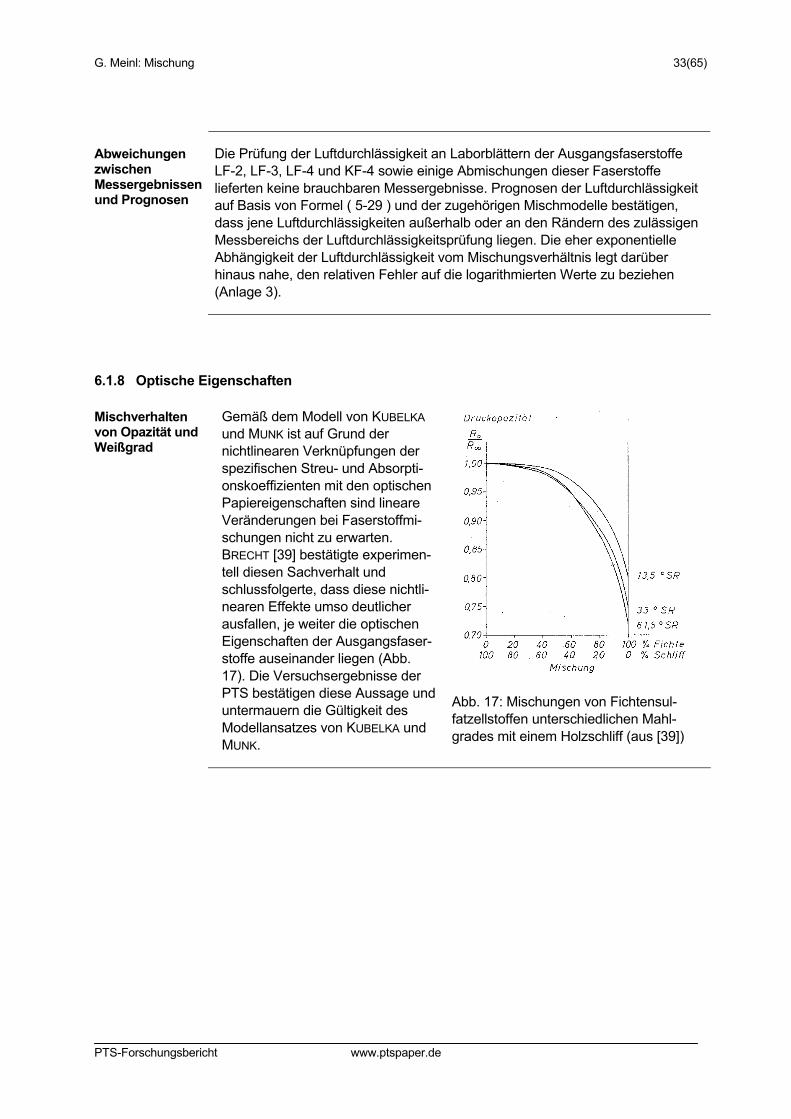
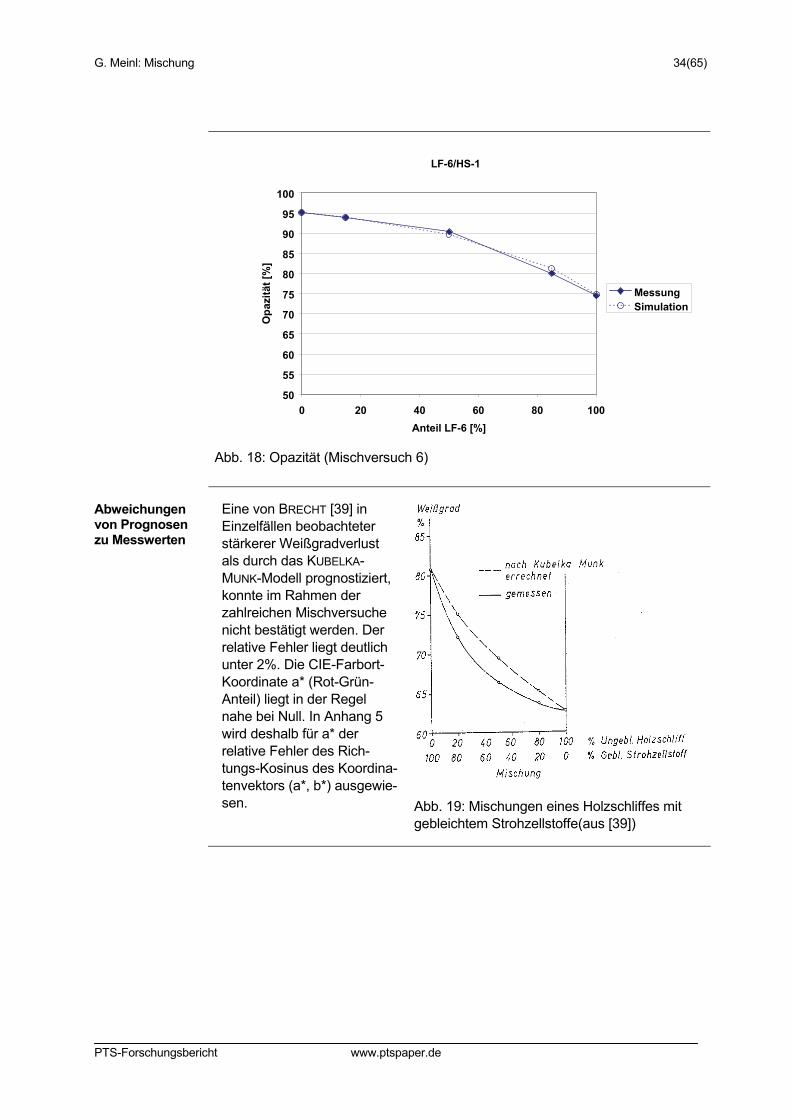
Gemäß dem Modell von KUBELKA und MUNK ist auf Grund der nichtlinearen Verknüpfungen der spezifischen Streu- und Absorpti-onskoeffizienten mit den optischen Papiereigenschaften sind lineare Veränderungen bei Faserstoffmi-schungen nicht zu erwarten. BRECHT [39] bestätigte experimen-tell diesen Sachverhalt und schlussfolgerte, dass diese nichtli-nearen Effekte umso deutlicher ausfallen, je weiter die optischen Eigenschaften der Ausgangsfaser-stoffe auseinander liegen (Abb. 17). Die Versuchsergebnisse der PTS bestätigen diese Aussage und untermauern die Gültigkeit des Modellansatzes von KUBELKA und MUNK.
Abb. 17: Mischungen von Fichtensul-fatzellstoffen unterschiedlichen Mahl-grades mit einem Holzschliff (aus [39])
G. Meinl: Mischung 34(65)
PTS-Forschungsbericht www.ptspaper.de
LF-6/HS-1
50
55
60
65
70
75
80
85
90
95
100
0 20 40 60 80 100Anteil LF-6 [%]
Opa
zitä
t [%
]
MessungSimulation
Abb. 18: Opazität (Mischversuch 6)
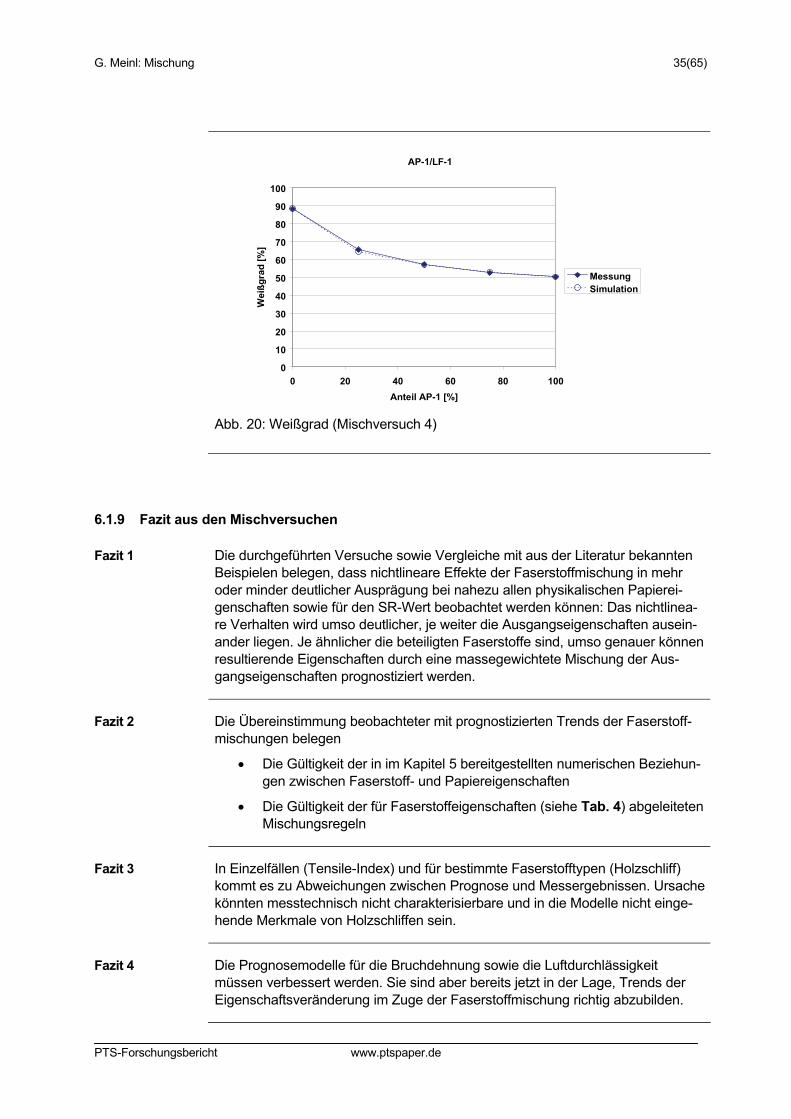
Abweichungen von Prognosen zu Messwerten
Eine von BRECHT [39] in Einzelfällen beobachteter stärkerer Weißgradverlust als durch das KUBELKA-MUNK-Modell prognostiziert, konnte im Rahmen der zahlreichen Mischversuche nicht bestätigt werden. Der relative Fehler liegt deutlich unter 2%. Die CIE-Farbort-Koordinate a* (Rot-Grün-Anteil) liegt in der Regel nahe bei Null. In Anhang 5 wird deshalb für a* der relative Fehler des Rich-tungs-Kosinus des Koordina-tenvektors (a*, b*) ausgewie-sen. Abb. 19: Mischungen eines Holzschliffes mit
gebleichtem Strohzellstoffe(aus [39])
G. Meinl: Mischung 35(65)
PTS-Forschungsbericht www.ptspaper.de
AP-1/LF-1
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100Anteil AP-1 [%]
Wei
ßgra
d [%
]MessungSimulation
Abb. 20: Weißgrad (Mischversuch 4)
6.1.9 Fazit aus den Mischversuchen
Fazit 1 Die durchgeführten Versuche sowie Vergleiche mit aus der Literatur bekannten Beispielen belegen, dass nichtlineare Effekte der Faserstoffmischung in mehr oder minder deutlicher Ausprägung bei nahezu allen physikalischen Papierei-genschaften sowie für den SR-Wert beobachtet werden können: Das nichtlinea-re Verhalten wird umso deutlicher, je weiter die Ausgangseigenschaften ausein-ander liegen. Je ähnlicher die beteiligten Faserstoffe sind, umso genauer können resultierende Eigenschaften durch eine massegewichtete Mischung der Aus-gangseigenschaften prognostiziert werden.
Fazit 2 Die Übereinstimmung beobachteter mit prognostizierten Trends der Faserstoff-mischungen belegen
• Die Gültigkeit der in im Kapitel 5 bereitgestellten numerischen Beziehun-gen zwischen Faserstoff- und Papiereigenschaften
• Die Gültigkeit der für Faserstoffeigenschaften (siehe Tab. 4) abgeleiteten Mischungsregeln
Fazit 3 In Einzelfällen (Tensile-Index) und für bestimmte Faserstofftypen (Holzschliff) kommt es zu Abweichungen zwischen Prognose und Messergebnissen. Ursache könnten messtechnisch nicht charakterisierbare und in die Modelle nicht einge-hende Merkmale von Holzschliffen sein.
Fazit 4 Die Prognosemodelle für die Bruchdehnung sowie die Luftdurchlässigkeit müssen verbessert werden. Sie sind aber bereits jetzt in der Lage, Trends der Eigenschaftsveränderung im Zuge der Faserstoffmischung richtig abzubilden.
G. Meinl: Mischung 36(65)
PTS-Forschungsbericht www.ptspaper.de
7 Optimierung von Faserstoffmischungen
7.1 Notwendige mathematische Grundlagen
Zulässiger Bereich
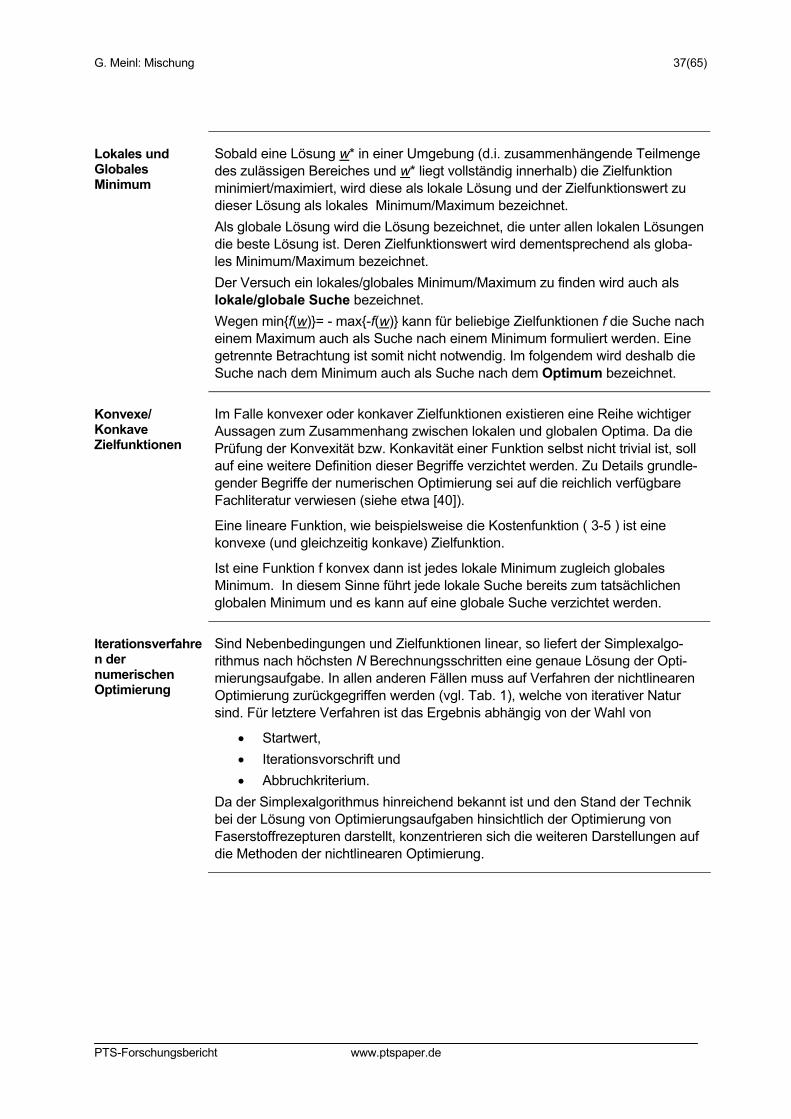
Als zulässiger Bereich wird die Menge aller Vektoren w=(w1,…,wN) bezeichnet, welche die Nebenbedingungen ( 3-7 ) bzw. ( 3-8 ) einer Optimierungsaufgabe erfüllen. Im Falle linearer Mischungsregeln bildet der zulässige Bereich einen Simplex (Abb. 21 rechts). Bei nichtlinearen Nebenbedingungen sind die Ränder der zulässigen Bereiche ebenfalls nichtlinear (Abb. 21 links).
Abb. 21: Zulässige Bereiche bei Einsatz von 3 Faserstoffen und Vorgaben an Opazität und Tensile-Index (links: bei Berücksichtigung nichtlinearer Effekte der Faserstoffmischung, rechts: ohne Berücksichtigung linearer Effekte). Die Farbkodierung in den ternären Diagrammen entspricht den Gesamtkosten der Faserstoffe
Konvexität des zulässigen Bereichs
Von zentraler Bedeutung für das auszuwählende Lösungsverfahren einer Optimierungsaufgabe ist die Konvexität des zulässigen Bereiches:
Konvexe Menge: Jeder Punkt einer Geraden zwischen zwei beliebigen Punkten des zulässigen Bereichs befindet sich selbst im zulässigen Bereich (Abb. 21 links).
Simplex: Zulässiger Bereich bei ausschließlich linearen Nebenbedingungen (Abb. 21 rechts). Ein Simplex ist stets konvex.
Zielfunktion Sind die Gewichte der Faserstoffe in den Zielfunktionen ausschließlich linear enthalten, so wird die Zielfunktion als linear (in den Gewichten) bezeichnet. In allen anderen Fällen heißen die Zielfunktionen nichtlinear (in den Gewichten).
G. Meinl: Mischung 37(65)
PTS-Forschungsbericht www.ptspaper.de
Lokales und Globales Minimum
Sobald eine Lösung w* in einer Umgebung (d.i. zusammenhängende Teilmenge des zulässigen Bereiches und w* liegt vollständig innerhalb) die Zielfunktion minimiert/maximiert, wird diese als lokale Lösung und der Zielfunktionswert zu dieser Lösung als lokales Minimum/Maximum bezeichnet. Als globale Lösung wird die Lösung bezeichnet, die unter allen lokalen Lösungen die beste Lösung ist. Deren Zielfunktionswert wird dementsprechend als globa-les Minimum/Maximum bezeichnet. Der Versuch ein lokales/globales Minimum/Maximum zu finden wird auch als lokale/globale Suche bezeichnet. Wegen min{f(w)}= - max{-f(w)} kann für beliebige Zielfunktionen f die Suche nach einem Maximum auch als Suche nach einem Minimum formuliert werden. Eine getrennte Betrachtung ist somit nicht notwendig. Im folgendem wird deshalb die Suche nach dem Minimum auch als Suche nach dem Optimum bezeichnet.
Konvexe/ Konkave Zielfunktionen
Im Falle konvexer oder konkaver Zielfunktionen existieren eine Reihe wichtiger Aussagen zum Zusammenhang zwischen lokalen und globalen Optima. Da die Prüfung der Konvexität bzw. Konkavität einer Funktion selbst nicht trivial ist, soll auf eine weitere Definition dieser Begriffe verzichtet werden. Zu Details grundle-gender Begriffe der numerischen Optimierung sei auf die reichlich verfügbare Fachliteratur verwiesen (siehe etwa [40]).
Eine lineare Funktion, wie beispielsweise die Kostenfunktion ( 3-5 ) ist eine konvexe (und gleichzeitig konkave) Zielfunktion.
Ist eine Funktion f konvex dann ist jedes lokale Minimum zugleich globales Minimum. In diesem Sinne führt jede lokale Suche bereits zum tatsächlichen globalen Minimum und es kann auf eine globale Suche verzichtet werden.
Iterationsverfahren der numerischen Optimierung
Sind Nebenbedingungen und Zielfunktionen linear, so liefert der Simplexalgo-rithmus nach höchsten N Berechnungsschritten eine genaue Lösung der Opti-mierungsaufgabe. In allen anderen Fällen muss auf Verfahren der nichtlinearen Optimierung zurückgegriffen werden (vgl. Tab. 1), welche von iterativer Natur sind. Für letztere Verfahren ist das Ergebnis abhängig von der Wahl von
• Startwert, • Iterationsvorschrift und • Abbruchkriterium.
Da der Simplexalgorithmus hinreichend bekannt ist und den Stand der Technik bei der Lösung von Optimierungsaufgaben hinsichtlich der Optimierung von Faserstoffrezepturen darstellt, konzentrieren sich die weiteren Darstellungen auf die Methoden der nichtlinearen Optimierung.
G. Meinl: Mischung 38(65)
PTS-Forschungsbericht www.ptspaper.de
7.2 Lokale Verfahren
Lokale Verfahren der nichtlinearen Optimierung (Suche nach lokalem Optimum)
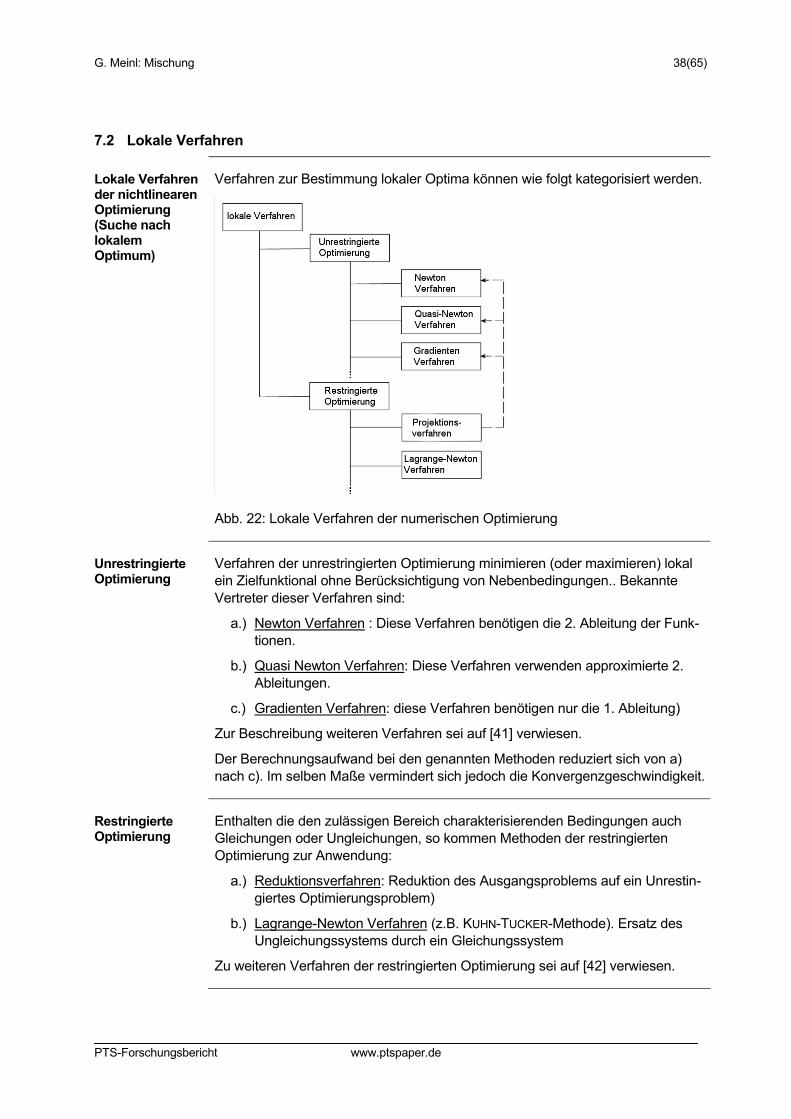
Verfahren zur Bestimmung lokaler Optima können wie folgt kategorisiert werden.
Abb. 22: Lokale Verfahren der numerischen Optimierung
Unrestringierte Optimierung
Verfahren der unrestringierten Optimierung minimieren (oder maximieren) lokal ein Zielfunktional ohne Berücksichtigung von Nebenbedingungen.. Bekannte Vertreter dieser Verfahren sind:
a.) Newton Verfahren : Diese Verfahren benötigen die 2. Ableitung der Funk-tionen.
b.) Quasi Newton Verfahren: Diese Verfahren verwenden approximierte 2. Ableitungen.
c.) Gradienten Verfahren: diese Verfahren benötigen nur die 1. Ableitung)
Zur Beschreibung weiteren Verfahren sei auf [41] verwiesen.
Der Berechnungsaufwand bei den genannten Methoden reduziert sich von a) nach c). Im selben Maße vermindert sich jedoch die Konvergenzgeschwindigkeit.
Restringierte Optimierung
Enthalten die den zulässigen Bereich charakterisierenden Bedingungen auch Gleichungen oder Ungleichungen, so kommen Methoden der restringierten Optimierung zur Anwendung:
a.) Reduktionsverfahren: Reduktion des Ausgangsproblems auf ein Unrestin-giertes Optimierungsproblem)
b.) Lagrange-Newton Verfahren (z.B. KUHN-TUCKER-Methode). Ersatz des Ungleichungssystems durch ein Gleichungssystem
Zu weiteren Verfahren der restringierten Optimierung sei auf [42] verwiesen.
G. Meinl: Mischung 39(65)
PTS-Forschungsbericht www.ptspaper.de
7.3 Globale Verfahren
Globale Verfahren der nichtlinearen Optimierung (Suche nach globalem Optimum)
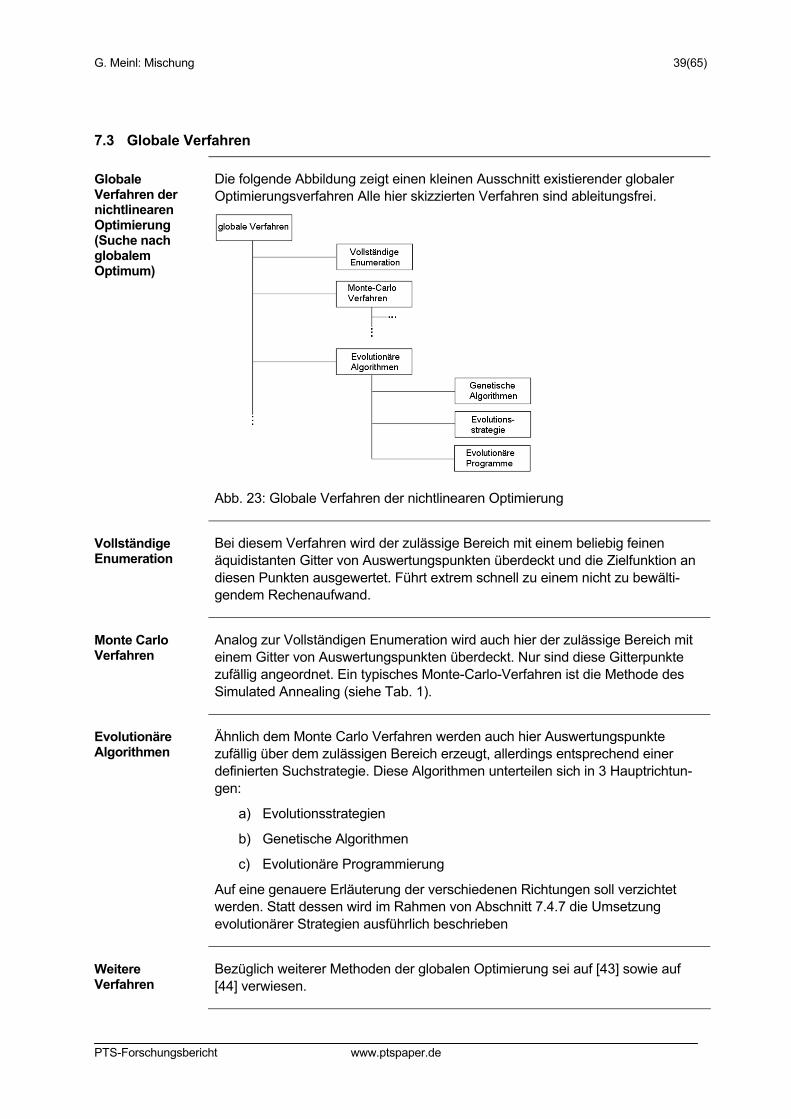
Die folgende Abbildung zeigt einen kleinen Ausschnitt existierender globaler Optimierungsverfahren Alle hier skizzierten Verfahren sind ableitungsfrei.
Abb. 23: Globale Verfahren der nichtlinearen Optimierung
Vollständige Enumeration
Bei diesem Verfahren wird der zulässige Bereich mit einem beliebig feinen äquidistanten Gitter von Auswertungspunkten überdeckt und die Zielfunktion an diesen Punkten ausgewertet. Führt extrem schnell zu einem nicht zu bewälti-gendem Rechenaufwand.
Monte Carlo Verfahren
Analog zur Vollständigen Enumeration wird auch hier der zulässige Bereich mit einem Gitter von Auswertungspunkten überdeckt. Nur sind diese Gitterpunkte zufällig angeordnet. Ein typisches Monte-Carlo-Verfahren ist die Methode des Simulated Annealing (siehe Tab. 1).
Evolutionäre Algorithmen
Ähnlich dem Monte Carlo Verfahren werden auch hier Auswertungspunkte zufällig über dem zulässigen Bereich erzeugt, allerdings entsprechend einer definierten Suchstrategie. Diese Algorithmen unterteilen sich in 3 Hauptrichtun-gen:
a) Evolutionsstrategien
b) Genetische Algorithmen
c) Evolutionäre Programmierung
Auf eine genauere Erläuterung der verschiedenen Richtungen soll verzichtet werden. Statt dessen wird im Rahmen von Abschnitt 7.4.7 die Umsetzung evolutionärer Strategien ausführlich beschrieben
Weitere Verfahren
Bezüglich weiterer Methoden der globalen Optimierung sei auf [43] sowie auf [44] verwiesen.
G. Meinl: Mischung 40(65)
PTS-Forschungsbericht www.ptspaper.de
7.4 Software zur numerischen Modellierung und Optimierung
7.4.1 Numerische Modellierung von Mischungseffekten
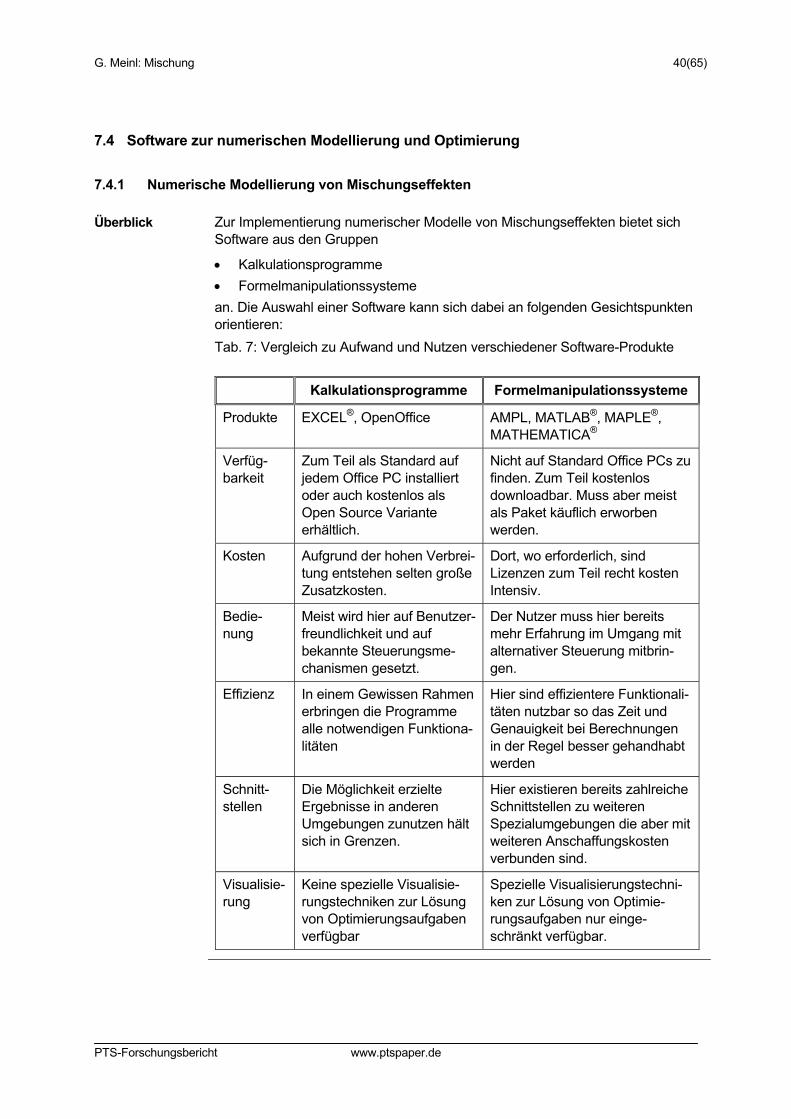
Überblick Zur Implementierung numerischer Modelle von Mischungseffekten bietet sich Software aus den Gruppen
• Kalkulationsprogramme • Formelmanipulationssysteme an. Die Auswahl einer Software kann sich dabei an folgenden Gesichtspunkten orientieren: Tab. 7: Vergleich zu Aufwand und Nutzen verschiedener Software-Produkte
Kalkulationsprogramme Formelmanipulationssysteme
Produkte EXCEL®, OpenOffice AMPL, MATLAB®, MAPLE®, MATHEMATICA®
Verfüg-barkeit
Zum Teil als Standard auf jedem Office PC installiert oder auch kostenlos als Open Source Variante erhältlich.
Nicht auf Standard Office PCs zu finden. Zum Teil kostenlos downloadbar. Muss aber meist als Paket käuflich erworben werden.
Kosten Aufgrund der hohen Verbrei-tung entstehen selten große Zusatzkosten.
Dort, wo erforderlich, sind Lizenzen zum Teil recht kosten Intensiv.
Bedie-nung
Meist wird hier auf Benutzer-freundlichkeit und auf bekannte Steuerungsme-chanismen gesetzt.
Der Nutzer muss hier bereits mehr Erfahrung im Umgang mit alternativer Steuerung mitbrin-gen.
Effizienz In einem Gewissen Rahmen erbringen die Programme alle notwendigen Funktiona-litäten
Hier sind effizientere Funktionali-täten nutzbar so das Zeit und Genauigkeit bei Berechnungen in der Regel besser gehandhabt werden
Schnitt-stellen
Die Möglichkeit erzielte Ergebnisse in anderen Umgebungen zunutzen hält sich in Grenzen.
Hier existieren bereits zahlreiche Schnittstellen zu weiteren Spezialumgebungen die aber mit weiteren Anschaffungskosten verbunden sind.
Visualisie-rung
Keine spezielle Visualisie-rungstechniken zur Lösung von Optimierungsaufgaben verfügbar
Spezielle Visualisierungstechni-ken zur Lösung von Optimie-rungsaufgaben nur einge-schränkt verfügbar.
G. Meinl: Mischung 41(65)
PTS-Forschungsbericht www.ptspaper.de
7.4.2 Visualisierung
Unterstützung der numerischen Optimierung durch Visualisierungstechniken
Visualisierungstechniken können die Lösung von Optimierungsproblemen wirksam unterstützen, indem anhand der Darstellung zulässiger Bereiche bzw. der Zielfunktion Entscheidungen und Bewertungen objektiviert bzw. überhaupt erst ermöglicht werden. Allerdings reduziert sich die Anwendung von Visualisie-rungstechniken bei Mischproblemen in der Regel auf maximal 4 Komponenten.
Faserstoffmischung von 2 Komponenten
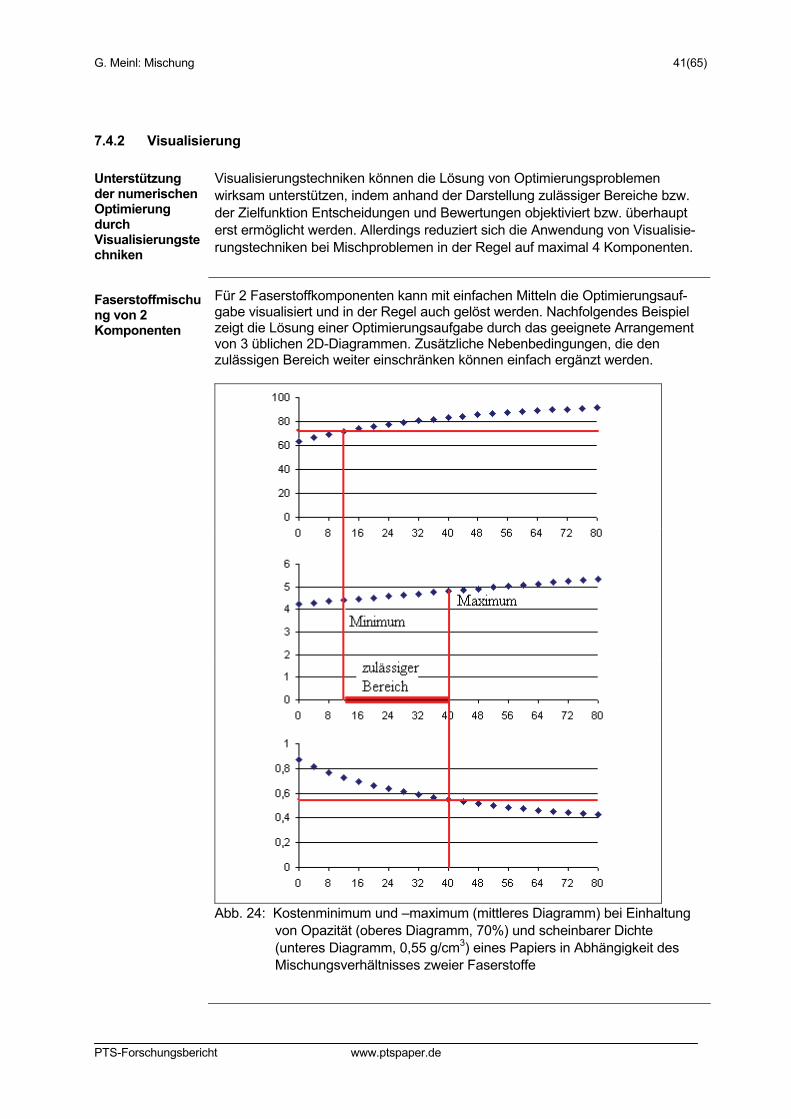
Für 2 Faserstoffkomponenten kann mit einfachen Mitteln die Optimierungsauf-gabe visualisiert und in der Regel auch gelöst werden. Nachfolgendes Beispiel zeigt die Lösung einer Optimierungsaufgabe durch das geeignete Arrangement von 3 üblichen 2D-Diagrammen. Zusätzliche Nebenbedingungen, die den zulässigen Bereich weiter einschränken können einfach ergänzt werden.
Abb. 24: Kostenminimum und –maximum (mittleres Diagramm) bei Einhaltung von Opazität (oberes Diagramm, 70%) und scheinbarer Dichte (unteres Diagramm, 0,55 g/cm3) eines Papiers in Abhängigkeit des Mischungsverhältnisses zweier Faserstoffe
G. Meinl: Mischung 42(65)
PTS-Forschungsbericht www.ptspaper.de
Faserstoffmischung von 3 Komponenten
Die Darstellung der Abhängigkeit einer Papiereigenschaft vom Mischungsver-hältnis dreier Faserstoffe erfolgt über ternäre Diagramme. Die Verwendung solcher Diagramme wird in Abschnitt 7.5.2 demonstriert. Allerdings unterstützen die in Tab. 7 gelisteten Softwaretools solche Diagrammtypen nicht.
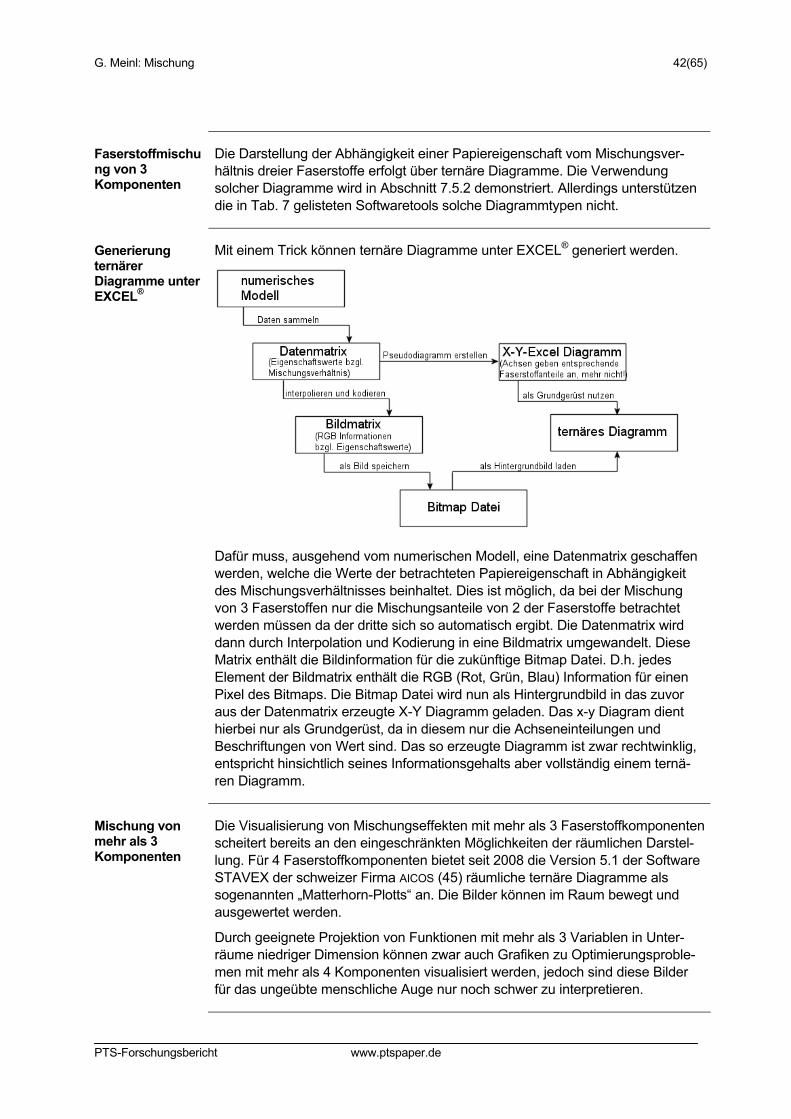
Generierung ternärer Diagramme unter EXCEL®
Mit einem Trick können ternäre Diagramme unter EXCEL® generiert werden.
Dafür muss, ausgehend vom numerischen Modell, eine Datenmatrix geschaffen werden, welche die Werte der betrachteten Papiereigenschaft in Abhängigkeit des Mischungsverhältnisses beinhaltet. Dies ist möglich, da bei der Mischung von 3 Faserstoffen nur die Mischungsanteile von 2 der Faserstoffe betrachtet werden müssen da der dritte sich so automatisch ergibt. Die Datenmatrix wird dann durch Interpolation und Kodierung in eine Bildmatrix umgewandelt. Diese Matrix enthält die Bildinformation für die zukünftige Bitmap Datei. D.h. jedes Element der Bildmatrix enthält die RGB (Rot, Grün, Blau) Information für einen Pixel des Bitmaps. Die Bitmap Datei wird nun als Hintergrundbild in das zuvor aus der Datenmatrix erzeugte X-Y Diagramm geladen. Das x-y Diagram dient hierbei nur als Grundgerüst, da in diesem nur die Achseneinteilungen und Beschriftungen von Wert sind. Das so erzeugte Diagramm ist zwar rechtwinklig, entspricht hinsichtlich seines Informationsgehalts aber vollständig einem ternä-ren Diagramm.
Mischung von mehr als 3 Komponenten
Die Visualisierung von Mischungseffekten mit mehr als 3 Faserstoffkomponenten scheitert bereits an den eingeschränkten Möglichkeiten der räumlichen Darstel-lung. Für 4 Faserstoffkomponenten bietet seit 2008 die Version 5.1 der Software STAVEX der schweizer Firma AICOS (45) räumliche ternäre Diagramme als sogenannten „Matterhorn-Plotts“ an. Die Bilder können im Raum bewegt und ausgewertet werden.
Durch geeignete Projektion von Funktionen mit mehr als 3 Variablen in Unter-räume niedriger Dimension können zwar auch Grafiken zu Optimierungsproble-men mit mehr als 4 Komponenten visualisiert werden, jedoch sind diese Bilder für das ungeübte menschliche Auge nur noch schwer zu interpretieren.
G. Meinl: Mischung 43(65)
PTS-Forschungsbericht www.ptspaper.de
7.4.3 Auswahl von Softwaretools zur Lösung von Optimierungsproblemen
Überblick Die Vielzahl verfügbarer kostenloser und kostenpflichtiger Softwaretools zur Lösung numerischer Optimierungsaufgaben macht eigene Programmieraktivitä-ten weitestgehend überflüssig. Vor Erwerb bzw. Einsatz eines Tools ist jedoch grundsätzlich zu überprüfen, inwieweit die zu lösende Optimierungsaufgabe den Voraussetzungen zum Einsatz des Softwarewerkzeuges genügt. In dem vorher-gehenden Abschnitt wurden dazu die notwendigen begrifflichen Grundlagen bereitgestellt.
Allgemeine Kategorisierung
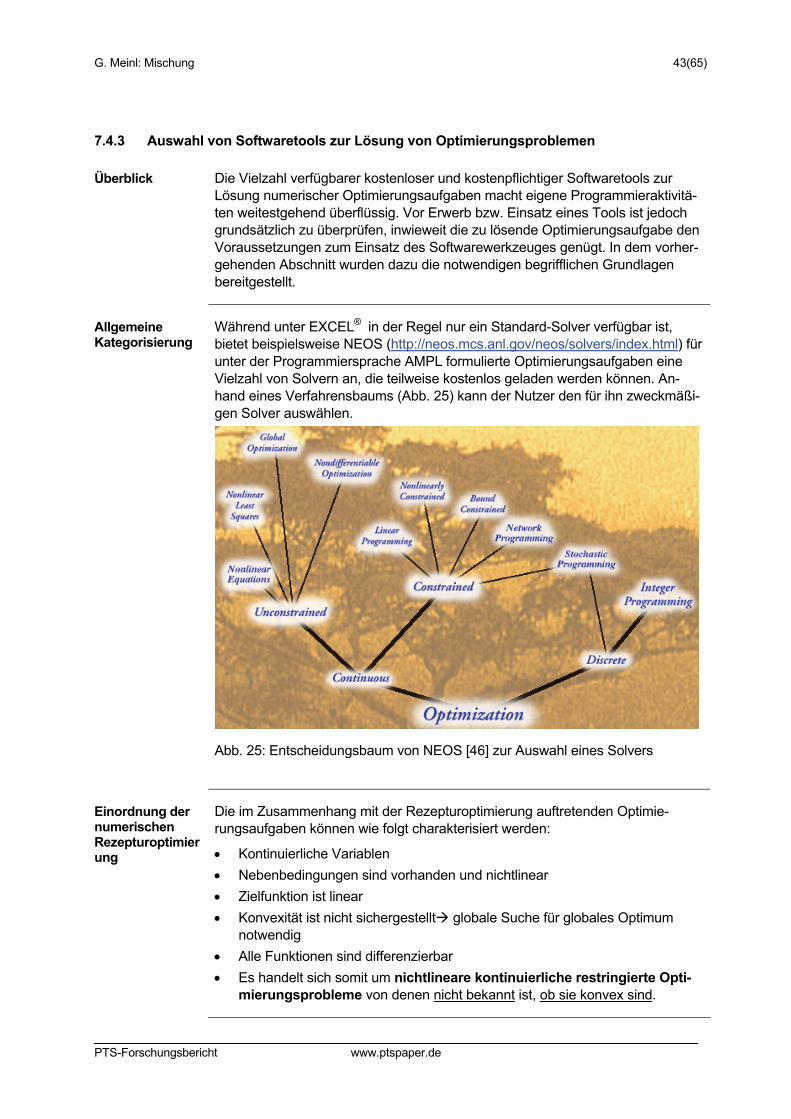
Während unter EXCEL® in der Regel nur ein Standard-Solver verfügbar ist, bietet beispielsweise NEOS (http://neos.mcs.anl.gov/neos/solvers/index.html) für unter der Programmiersprache AMPL formulierte Optimierungsaufgaben eine Vielzahl von Solvern an, die teilweise kostenlos geladen werden können. An-hand eines Verfahrensbaums (Abb. 25) kann der Nutzer den für ihn zweckmäßi-gen Solver auswählen.
Abb. 25: Entscheidungsbaum von NEOS [46] zur Auswahl eines Solvers
Einordnung der numerischen Rezepturoptimierung
Die im Zusammenhang mit der Rezepturoptimierung auftretenden Optimie-rungsaufgaben können wie folgt charakterisiert werden:
• Kontinuierliche Variablen • Nebenbedingungen sind vorhanden und nichtlinear • Zielfunktion ist linear • Konvexität ist nicht sichergestellt globale Suche für globales Optimum
notwendig • Alle Funktionen sind differenzierbar • Es handelt sich somit um nichtlineare kontinuierliche restringierte Opti-
mierungsprobleme von denen nicht bekannt ist, ob sie konvex sind.
G. Meinl: Mischung 44(65)
PTS-Forschungsbericht www.ptspaper.de
7.4.4 Optimierung
Numerisch orientierte Softwarelösungen
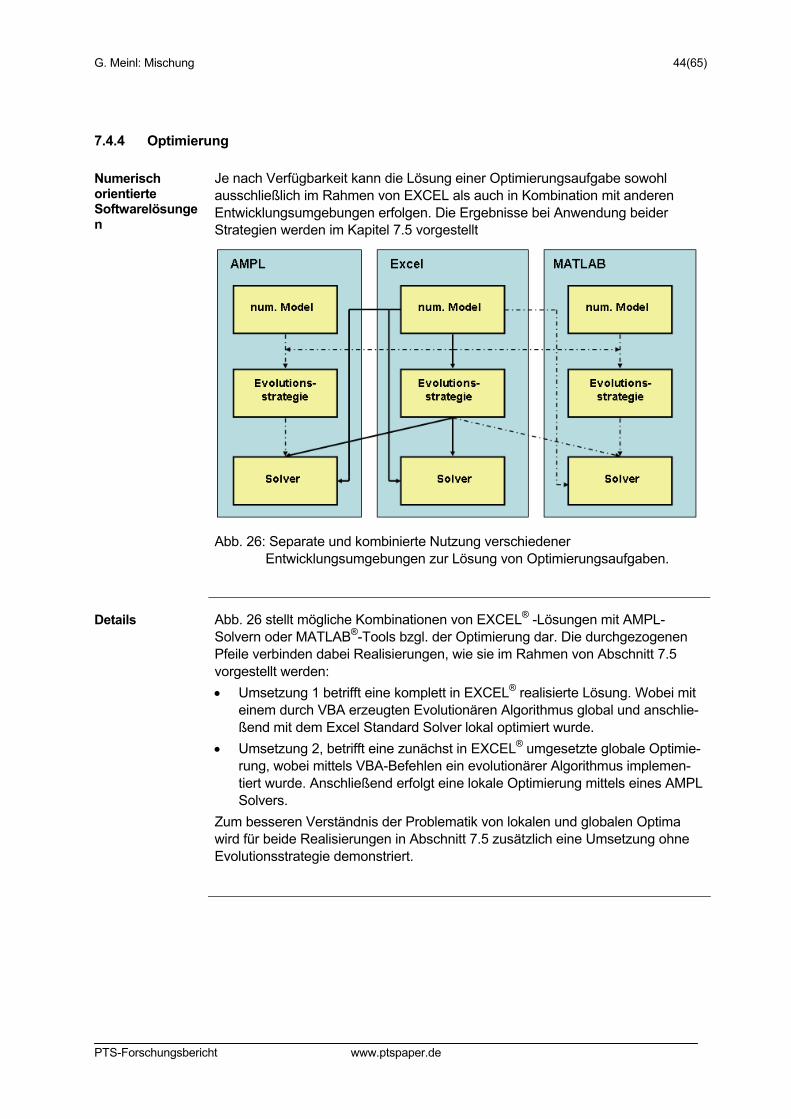
Je nach Verfügbarkeit kann die Lösung einer Optimierungsaufgabe sowohl ausschließlich im Rahmen von EXCEL als auch in Kombination mit anderen Entwicklungsumgebungen erfolgen. Die Ergebnisse bei Anwendung beider Strategien werden im Kapitel 7.5 vorgestellt
Abb. 26: Separate und kombinierte Nutzung verschiedener Entwicklungsumgebungen zur Lösung von Optimierungsaufgaben.
Details Abb. 26 stellt mögliche Kombinationen von EXCEL® -Lösungen mit AMPL-Solvern oder MATLAB®-Tools bzgl. der Optimierung dar. Die durchgezogenen Pfeile verbinden dabei Realisierungen, wie sie im Rahmen von Abschnitt 7.5 vorgestellt werden: • Umsetzung 1 betrifft eine komplett in EXCEL® realisierte Lösung. Wobei mit
einem durch VBA erzeugten Evolutionären Algorithmus global und anschlie-ßend mit dem Excel Standard Solver lokal optimiert wurde.
• Umsetzung 2, betrifft eine zunächst in EXCEL® umgesetzte globale Optimie-rung, wobei mittels VBA-Befehlen ein evolutionärer Algorithmus implemen-tiert wurde. Anschließend erfolgt eine lokale Optimierung mittels eines AMPL Solvers.
Zum besseren Verständnis der Problematik von lokalen und globalen Optima wird für beide Realisierungen in Abschnitt 7.5 zusätzlich eine Umsetzung ohne Evolutionsstrategie demonstriert.
G. Meinl: Mischung 45(65)
PTS-Forschungsbericht www.ptspaper.de
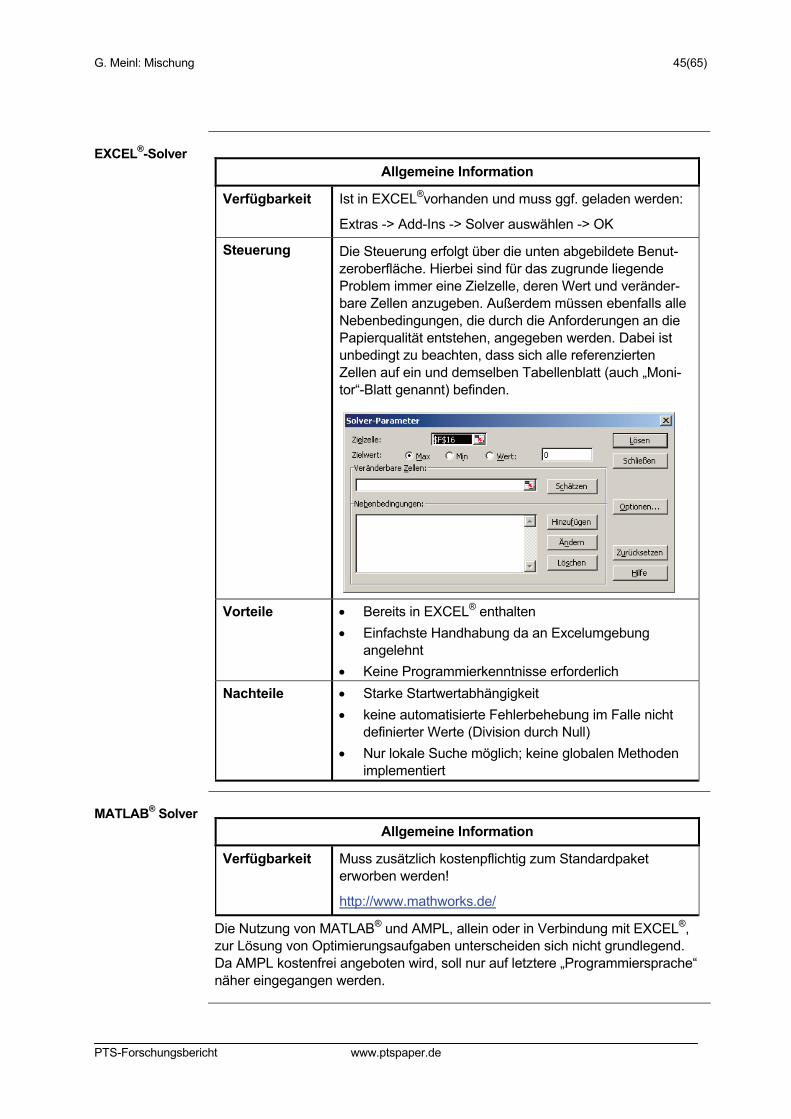
EXCEL®-Solver Allgemeine Information
Verfügbarkeit Ist in EXCEL®vorhanden und muss ggf. geladen werden:
Extras -> Add-Ins -> Solver auswählen -> OK
Steuerung Die Steuerung erfolgt über die unten abgebildete Benut-zeroberfläche. Hierbei sind für das zugrunde liegende Problem immer eine Zielzelle, deren Wert und veränder-bare Zellen anzugeben. Außerdem müssen ebenfalls alle Nebenbedingungen, die durch die Anforderungen an die Papierqualität entstehen, angegeben werden. Dabei ist unbedingt zu beachten, dass sich alle referenzierten Zellen auf ein und demselben Tabellenblatt (auch „Moni-tor“-Blatt genannt) befinden.
Vorteile • Bereits in EXCEL® enthalten
• Einfachste Handhabung da an Excelumgebung angelehnt
• Keine Programmierkenntnisse erforderlich Nachteile • Starke Startwertabhängigkeit
• keine automatisierte Fehlerbehebung im Falle nicht definierter Werte (Division durch Null)
• Nur lokale Suche möglich; keine globalen Methoden implementiert
MATLAB® Solver
Allgemeine Information
Verfügbarkeit Muss zusätzlich kostenpflichtig zum Standardpaket erworben werden!
http://www.mathworks.de/
Die Nutzung von MATLAB® und AMPL, allein oder in Verbindung mit EXCEL®, zur Lösung von Optimierungsaufgaben unterscheiden sich nicht grundlegend. Da AMPL kostenfrei angeboten wird, soll nur auf letztere „Programmiersprache“ näher eingegangen werden.
G. Meinl: Mischung 46(65)
PTS-Forschungsbericht www.ptspaper.de
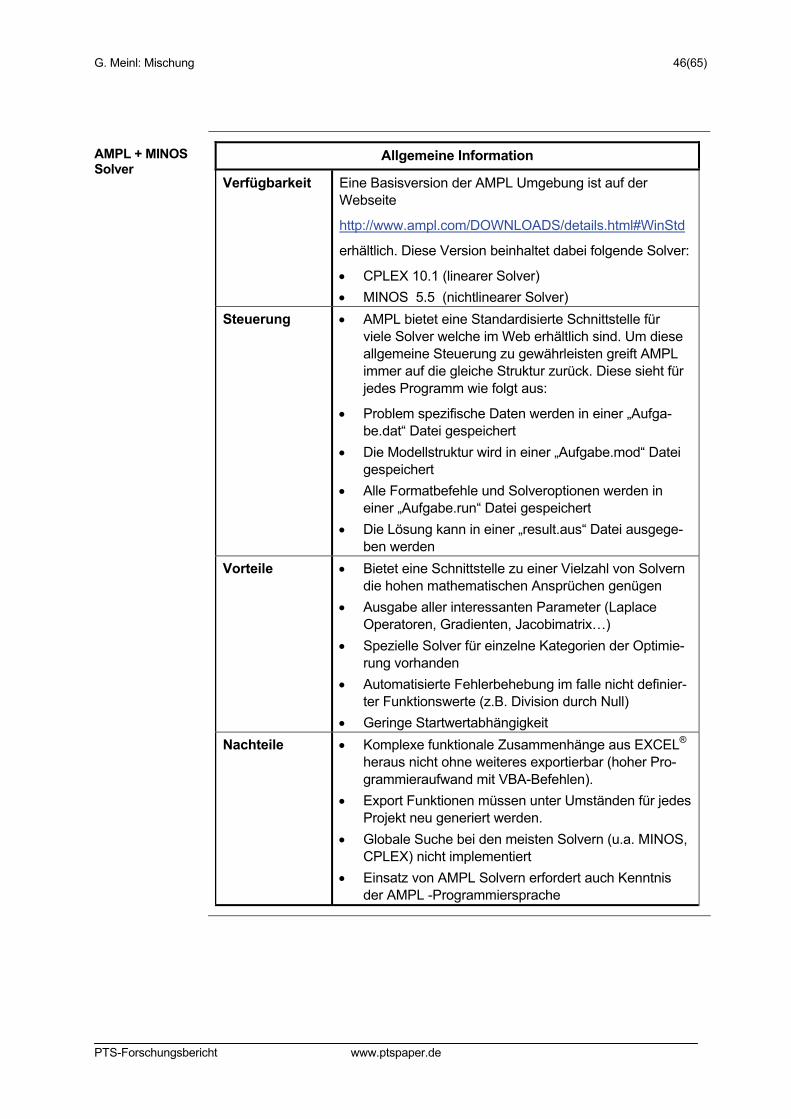
AMPL + MINOS Solver
Allgemeine Information
Verfügbarkeit Eine Basisversion der AMPL Umgebung ist auf der Webseite
http://www.ampl.com/DOWNLOADS/details.html#WinStd
erhältlich. Diese Version beinhaltet dabei folgende Solver:
• CPLEX 10.1 (linearer Solver) • MINOS 5.5 (nichtlinearer Solver)
Steuerung • AMPL bietet eine Standardisierte Schnittstelle für viele Solver welche im Web erhältlich sind. Um diese allgemeine Steuerung zu gewährleisten greift AMPL immer auf die gleiche Struktur zurück. Diese sieht für jedes Programm wie folgt aus:
• Problem spezifische Daten werden in einer „Aufga-be.dat“ Datei gespeichert
• Die Modellstruktur wird in einer „Aufgabe.mod“ Datei gespeichert
• Alle Formatbefehle und Solveroptionen werden in einer „Aufgabe.run“ Datei gespeichert
• Die Lösung kann in einer „result.aus“ Datei ausgege-ben werden
Vorteile • Bietet eine Schnittstelle zu einer Vielzahl von Solvern die hohen mathematischen Ansprüchen genügen
• Ausgabe aller interessanten Parameter (Laplace Operatoren, Gradienten, Jacobimatrix…)
• Spezielle Solver für einzelne Kategorien der Optimie-rung vorhanden
• Automatisierte Fehlerbehebung im falle nicht definier-ter Funktionswerte (z.B. Division durch Null)
• Geringe Startwertabhängigkeit Nachteile • Komplexe funktionale Zusammenhänge aus EXCEL®
heraus nicht ohne weiteres exportierbar (hoher Pro-grammieraufwand mit VBA-Befehlen).
• Export Funktionen müssen unter Umständen für jedes Projekt neu generiert werden.
• Globale Suche bei den meisten Solvern (u.a. MINOS, CPLEX) nicht implementiert
• Einsatz von AMPL Solvern erfordert auch Kenntnis der AMPL -Programmiersprache
G. Meinl: Mischung 47(65)
PTS-Forschungsbericht www.ptspaper.de
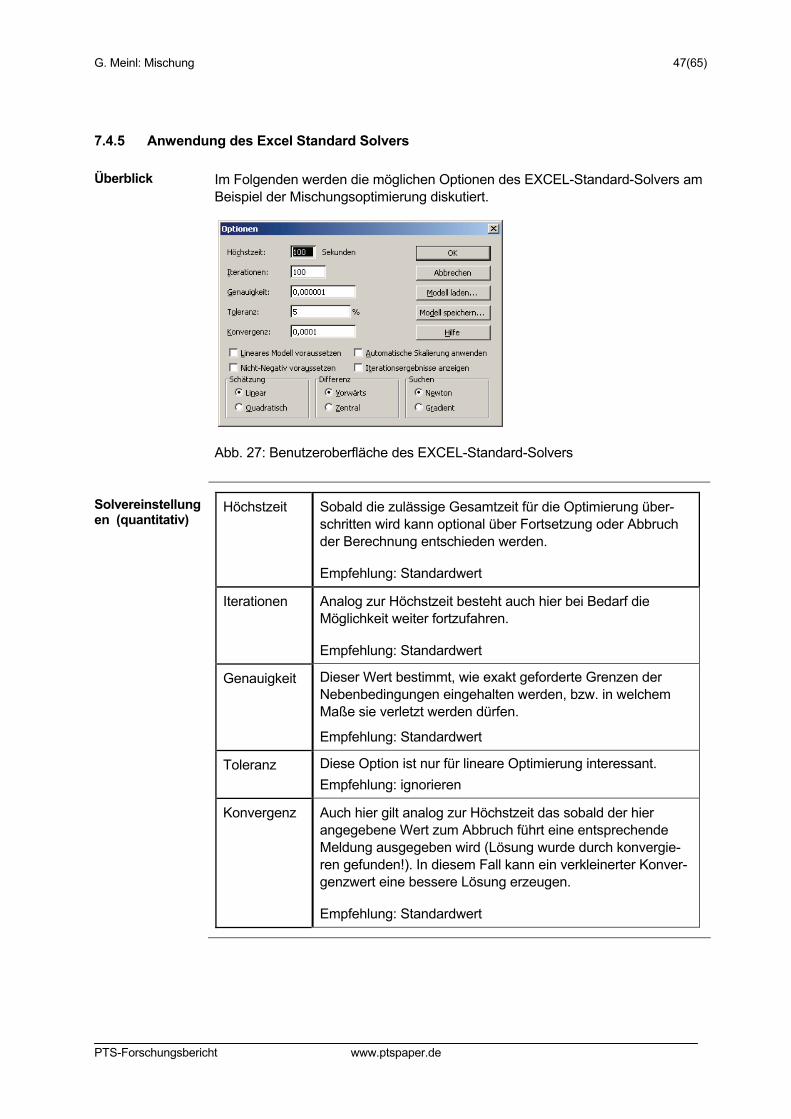
7.4.5 Anwendung des Excel Standard Solvers
Überblick Im Folgenden werden die möglichen Optionen des EXCEL-Standard-Solvers am Beispiel der Mischungsoptimierung diskutiert.
Abb. 27: Benutzeroberfläche des EXCEL-Standard-Solvers
Solvereinstellungen (quantitativ)
Höchstzeit Sobald die zulässige Gesamtzeit für die Optimierung über-schritten wird kann optional über Fortsetzung oder Abbruch der Berechnung entschieden werden.
Empfehlung: Standardwert
Iterationen Analog zur Höchstzeit besteht auch hier bei Bedarf die Möglichkeit weiter fortzufahren.
Empfehlung: Standardwert
Genauigkeit Dieser Wert bestimmt, wie exakt geforderte Grenzen der Nebenbedingungen eingehalten werden, bzw. in welchem Maße sie verletzt werden dürfen.
Empfehlung: Standardwert
Toleranz Diese Option ist nur für lineare Optimierung interessant. Empfehlung: ignorieren
Konvergenz Auch hier gilt analog zur Höchstzeit das sobald der hier angegebene Wert zum Abbruch führt eine entsprechende Meldung ausgegeben wird (Lösung wurde durch konvergie-ren gefunden!). In diesem Fall kann ein verkleinerter Konver-genzwert eine bessere Lösung erzeugen.
Empfehlung: Standardwert
G. Meinl: Mischung 48(65)
PTS-Forschungsbericht www.ptspaper.de
Solvereinstellungen (quallitativ)
Lineares Modell vorausset-zen
Es liegt kein Lineares Modell vor!
Notwendig: Standardeinstellung
Automati-sche Skalierung verwenden
Aktiviert die automatische Skalierung, wenn sich Ein- und Ausgaben in der Größenordnung stark unterscheiden.
Empfehlung: Standardeinstellung
Nicht-Negativ
Da die Gewichte aller Faserstoffkomponenten Werte zwischen 0 und 1 annehmen müssen, wäre dieser Sachverhalt in so vielen Nebenbedingungen wie es Faserstoffkomponenten gibt zu formulieren. Dieser Mehraufwand wird mit der Nicht-Negativ Option reduziert. Empfehlung: aktivieren
Iterations-ergebnisse anzeigen
Wenn diese Option aktiviert ist, können in jeder Iteration die Verbesserung der Kosten und die geänderten Variablen betrachtet werden. Dies führt zu einer weitaus längeren Bearbeitungszeit.
Empfehlung: Standardeinstellung
Schätzung Es ergab sich hier bei keiner Option ein Vor- oder Nachteil, so dass bei dieser Einstellung beide Optionen genutzt werden können. Genaueres zu dieser Option steht auch hier in der Solver Hilfe.
Empfehlung: Standardeinstellung
Suchen Gibt den Lösungsansatz an, der bei der Ermittlung erster Schätzwerte der Grundvariablen bei jeder eindimensionalen Suche verwendet wird.
Empfehlung: Standardeinstellung
Differenz Hier wird festgelegt wie Ableitungen approximiert werden. Der Vorwärtsgerichtete Differenzenquotient (Option: Vorwärts) ist einfacher zu berechnen und benötigt somit weniger Rechen-leistung ist aber auch weniger robust. Der Zentrale Differen-zenquotient (Option: Zentral) ist vorzuziehen.
Empfehlung: Zentral
7.4.6 Nutzung von AMPL und des Solvers „MINOS“
Überblick Grundsätzlich kann, wenn das Optimierungsproblem in AMPL erst einmal formuliert wurde, jeder Solver mit seinen Default Einstellungen ruhigen Gewis-sens eingesetzt werden. Alle notwendigen Informationen zu AMPL [47] und den verwendeten Solvern sind im Internet zu finden [48] und sollen hier nicht weiter erklärt werden.
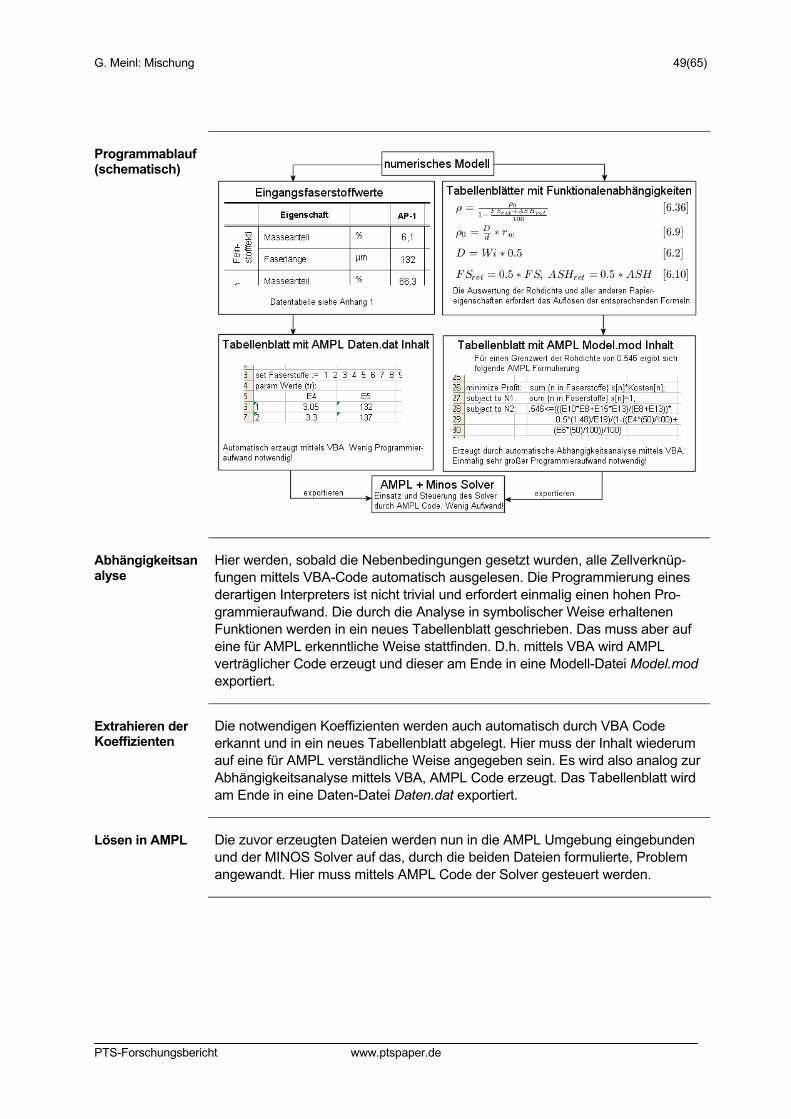
G. Meinl: Mischung 49(65)
PTS-Forschungsbericht www.ptspaper.de
Programmablauf (schematisch)
Abhängigkeitsanalyse
Hier werden, sobald die Nebenbedingungen gesetzt wurden, alle Zellverknüp-fungen mittels VBA-Code automatisch ausgelesen. Die Programmierung eines derartigen Interpreters ist nicht trivial und erfordert einmalig einen hohen Pro-grammieraufwand. Die durch die Analyse in symbolischer Weise erhaltenen Funktionen werden in ein neues Tabellenblatt geschrieben. Das muss aber auf eine für AMPL erkenntliche Weise stattfinden. D.h. mittels VBA wird AMPL verträglicher Code erzeugt und dieser am Ende in eine Modell-Datei Model.mod exportiert.
Extrahieren der Koeffizienten
Die notwendigen Koeffizienten werden auch automatisch durch VBA Code erkannt und in ein neues Tabellenblatt abgelegt. Hier muss der Inhalt wiederum auf eine für AMPL verständliche Weise angegeben sein. Es wird also analog zur Abhängigkeitsanalyse mittels VBA, AMPL Code erzeugt. Das Tabellenblatt wird am Ende in eine Daten-Datei Daten.dat exportiert.
Lösen in AMPL Die zuvor erzeugten Dateien werden nun in die AMPL Umgebung eingebunden und der MINOS Solver auf das, durch die beiden Dateien formulierte, Problem angewandt. Hier muss mittels AMPL Code der Solver gesteuert werden.
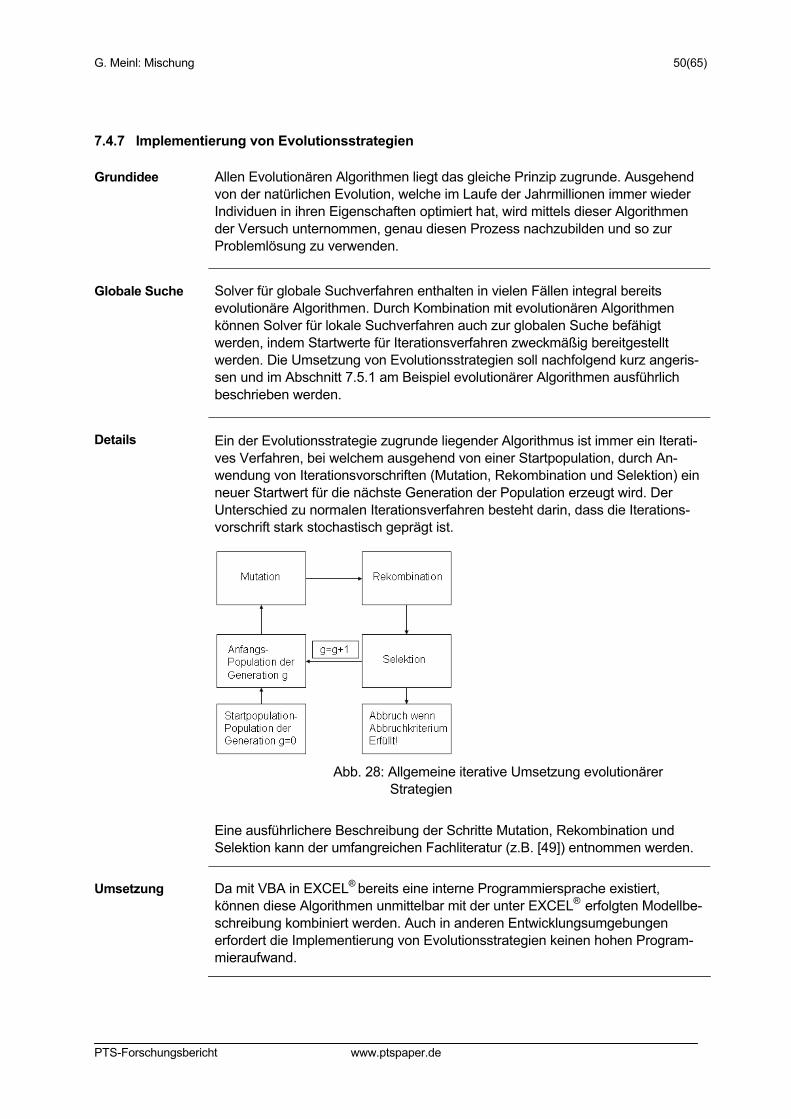
G. Meinl: Mischung 50(65)
PTS-Forschungsbericht www.ptspaper.de
7.4.7 Implementierung von Evolutionsstrategien
Grundidee Allen Evolutionären Algorithmen liegt das gleiche Prinzip zugrunde. Ausgehend von der natürlichen Evolution, welche im Laufe der Jahrmillionen immer wieder Individuen in ihren Eigenschaften optimiert hat, wird mittels dieser Algorithmen der Versuch unternommen, genau diesen Prozess nachzubilden und so zur Problemlösung zu verwenden.
Globale Suche Solver für globale Suchverfahren enthalten in vielen Fällen integral bereits evolutionäre Algorithmen. Durch Kombination mit evolutionären Algorithmen können Solver für lokale Suchverfahren auch zur globalen Suche befähigt werden, indem Startwerte für Iterationsverfahren zweckmäßig bereitgestellt werden. Die Umsetzung von Evolutionsstrategien soll nachfolgend kurz angeris-sen und im Abschnitt 7.5.1 am Beispiel evolutionärer Algorithmen ausführlich beschrieben werden.
Details Ein der Evolutionsstrategie zugrunde liegender Algorithmus ist immer ein Iterati-ves Verfahren, bei welchem ausgehend von einer Startpopulation, durch An-wendung von Iterationsvorschriften (Mutation, Rekombination und Selektion) ein neuer Startwert für die nächste Generation der Population erzeugt wird. Der Unterschied zu normalen Iterationsverfahren besteht darin, dass die Iterations-vorschrift stark stochastisch geprägt ist.
Abb. 28: Allgemeine iterative Umsetzung evolutionärer
Strategien
Eine ausführlichere Beschreibung der Schritte Mutation, Rekombination und Selektion kann der umfangreichen Fachliteratur (z.B. [49]) entnommen werden.
Umsetzung Da mit VBA in EXCEL® bereits eine interne Programmiersprache existiert, können diese Algorithmen unmittelbar mit der unter EXCEL® erfolgten Modellbe-schreibung kombiniert werden. Auch in anderen Entwicklungsumgebungen erfordert die Implementierung von Evolutionsstrategien keinen hohen Program-mieraufwand.
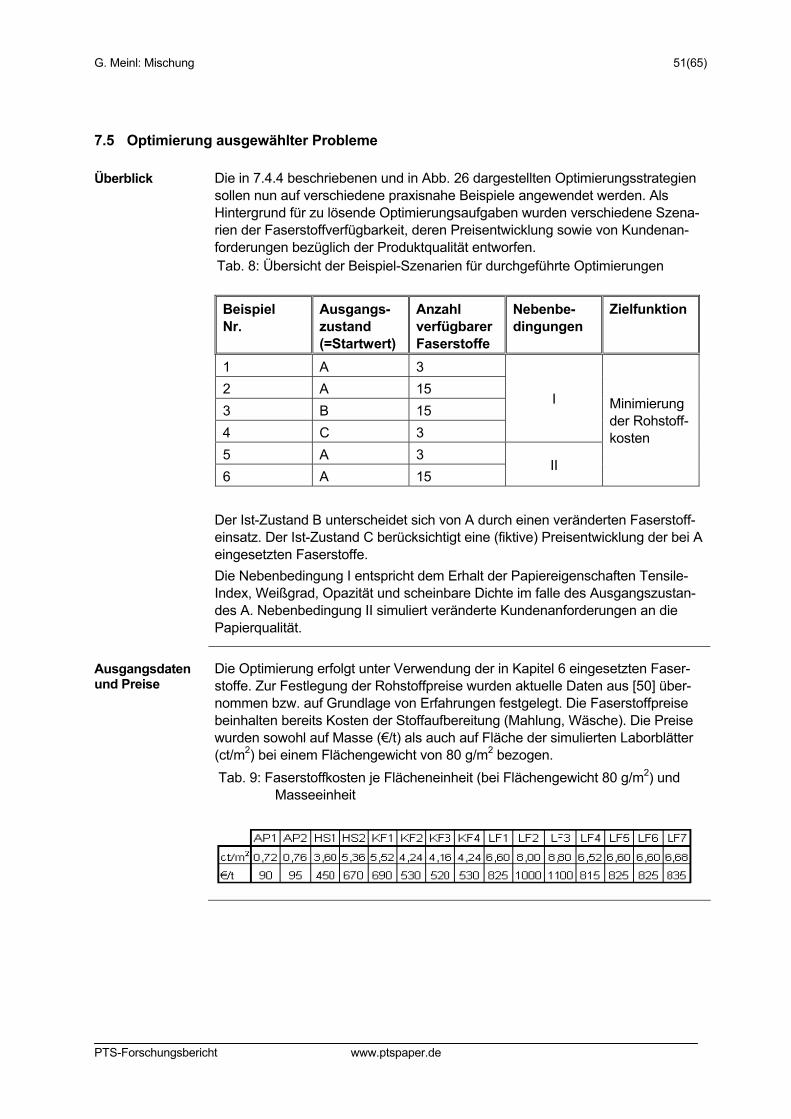
G. Meinl: Mischung 51(65)
PTS-Forschungsbericht www.ptspaper.de
7.5 Optimierung ausgewählter Probleme
Überblick Die in 7.4.4 beschriebenen und in Abb. 26 dargestellten Optimierungsstrategien sollen nun auf verschiedene praxisnahe Beispiele angewendet werden. Als Hintergrund für zu lösende Optimierungsaufgaben wurden verschiedene Szena-rien der Faserstoffverfügbarkeit, deren Preisentwicklung sowie von Kundenan-forderungen bezüglich der Produktqualität entworfen. Tab. 8: Übersicht der Beispiel-Szenarien für durchgeführte Optimierungen
Beispiel Nr.
Ausgangs-zustand (=Startwert)
Anzahl verfügbarer Faserstoffe
Nebenbe-dingungen
Zielfunktion
1 A 3 2 A 15 3 B 15 4 C 3
I
5 A 3 6 A 15
II
Minimierung der Rohstoff-kosten
Der Ist-Zustand B unterscheidet sich von A durch einen veränderten Faserstoff-einsatz. Der Ist-Zustand C berücksichtigt eine (fiktive) Preisentwicklung der bei A eingesetzten Faserstoffe. Die Nebenbedingung I entspricht dem Erhalt der Papiereigenschaften Tensile-Index, Weißgrad, Opazität und scheinbare Dichte im falle des Ausgangszustan-des A. Nebenbedingung II simuliert veränderte Kundenanforderungen an die Papierqualität.
Ausgangsdaten und Preise
Die Optimierung erfolgt unter Verwendung der in Kapitel 6 eingesetzten Faser-stoffe. Zur Festlegung der Rohstoffpreise wurden aktuelle Daten aus [50] über-nommen bzw. auf Grundlage von Erfahrungen festgelegt. Die Faserstoffpreise beinhalten bereits Kosten der Stoffaufbereitung (Mahlung, Wäsche). Die Preise wurden sowohl auf Masse (€/t) als auch auf Fläche der simulierten Laborblätter (ct/m2) bei einem Flächengewicht von 80 g/m2 bezogen. Tab. 9: Faserstoffkosten je Flächeneinheit (bei Flächengewicht 80 g/m2) und
Masseeinheit
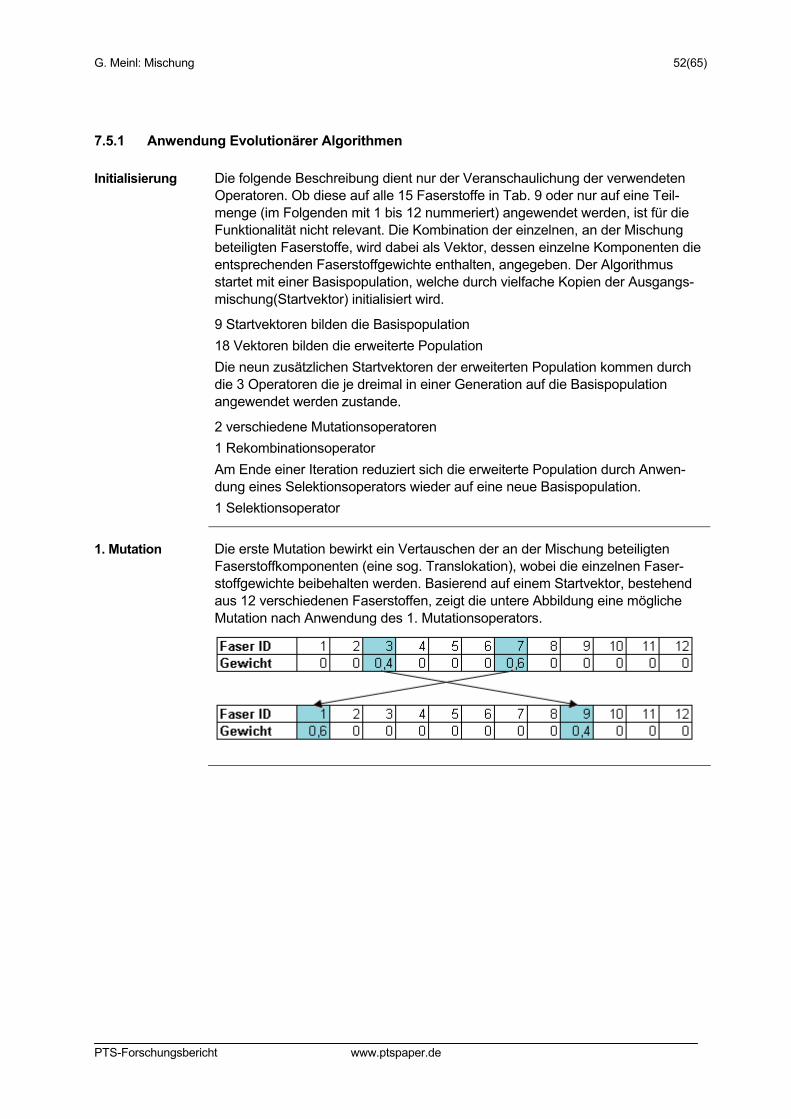
G. Meinl: Mischung 52(65)
PTS-Forschungsbericht www.ptspaper.de
7.5.1 Anwendung Evolutionärer Algorithmen
Initialisierung Die folgende Beschreibung dient nur der Veranschaulichung der verwendeten Operatoren. Ob diese auf alle 15 Faserstoffe in Tab. 9 oder nur auf eine Teil-menge (im Folgenden mit 1 bis 12 nummeriert) angewendet werden, ist für die Funktionalität nicht relevant. Die Kombination der einzelnen, an der Mischung beteiligten Faserstoffe, wird dabei als Vektor, dessen einzelne Komponenten die entsprechenden Faserstoffgewichte enthalten, angegeben. Der Algorithmus startet mit einer Basispopulation, welche durch vielfache Kopien der Ausgangs-mischung(Startvektor) initialisiert wird.
9 Startvektoren bilden die Basispopulation 18 Vektoren bilden die erweiterte Population Die neun zusätzlichen Startvektoren der erweiterten Population kommen durch die 3 Operatoren die je dreimal in einer Generation auf die Basispopulation angewendet werden zustande.
2 verschiedene Mutationsoperatoren 1 Rekombinationsoperator Am Ende einer Iteration reduziert sich die erweiterte Population durch Anwen-dung eines Selektionsoperators wieder auf eine neue Basispopulation. 1 Selektionsoperator
1. Mutation Die erste Mutation bewirkt ein Vertauschen der an der Mischung beteiligten Faserstoffkomponenten (eine sog. Translokation), wobei die einzelnen Faser-stoffgewichte beibehalten werden. Basierend auf einem Startvektor, bestehend aus 12 verschiedenen Faserstoffen, zeigt die untere Abbildung eine mögliche Mutation nach Anwendung des 1. Mutationsoperators.
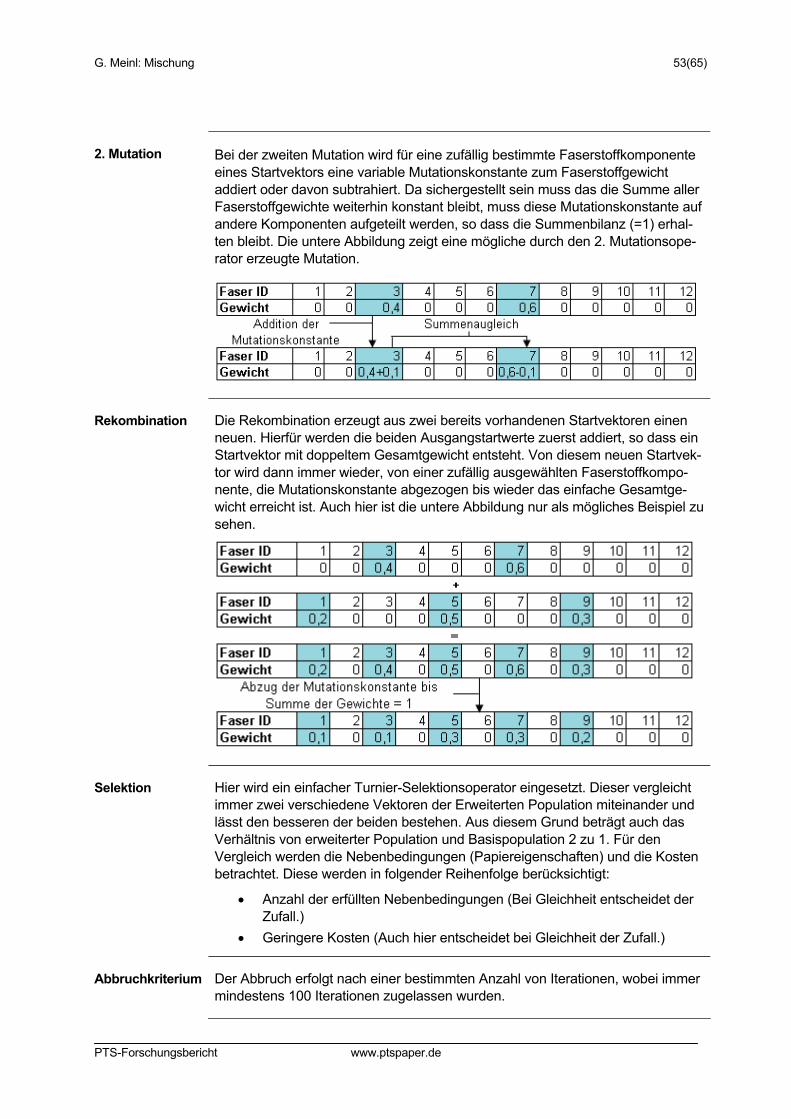
G. Meinl: Mischung 53(65)
PTS-Forschungsbericht www.ptspaper.de
2. Mutation Bei der zweiten Mutation wird für eine zufällig bestimmte Faserstoffkomponente eines Startvektors eine variable Mutationskonstante zum Faserstoffgewicht addiert oder davon subtrahiert. Da sichergestellt sein muss das die Summe aller Faserstoffgewichte weiterhin konstant bleibt, muss diese Mutationskonstante auf andere Komponenten aufgeteilt werden, so dass die Summenbilanz (=1) erhal-ten bleibt. Die untere Abbildung zeigt eine mögliche durch den 2. Mutationsope-rator erzeugte Mutation.
Rekombination Die Rekombination erzeugt aus zwei bereits vorhandenen Startvektoren einen neuen. Hierfür werden die beiden Ausgangstartwerte zuerst addiert, so dass ein Startvektor mit doppeltem Gesamtgewicht entsteht. Von diesem neuen Startvek-tor wird dann immer wieder, von einer zufällig ausgewählten Faserstoffkompo-nente, die Mutationskonstante abgezogen bis wieder das einfache Gesamtge-wicht erreicht ist. Auch hier ist die untere Abbildung nur als mögliches Beispiel zu sehen.
Selektion Hier wird ein einfacher Turnier-Selektionsoperator eingesetzt. Dieser vergleicht immer zwei verschiedene Vektoren der Erweiterten Population miteinander und lässt den besseren der beiden bestehen. Aus diesem Grund beträgt auch das Verhältnis von erweiterter Population und Basispopulation 2 zu 1. Für den Vergleich werden die Nebenbedingungen (Papiereigenschaften) und die Kosten betrachtet. Diese werden in folgender Reihenfolge berücksichtigt:
• Anzahl der erfüllten Nebenbedingungen (Bei Gleichheit entscheidet der Zufall.)
• Geringere Kosten (Auch hier entscheidet bei Gleichheit der Zufall.)
Abbruchkriterium Der Abbruch erfolgt nach einer bestimmten Anzahl von Iterationen, wobei immer mindestens 100 Iterationen zugelassen wurden.
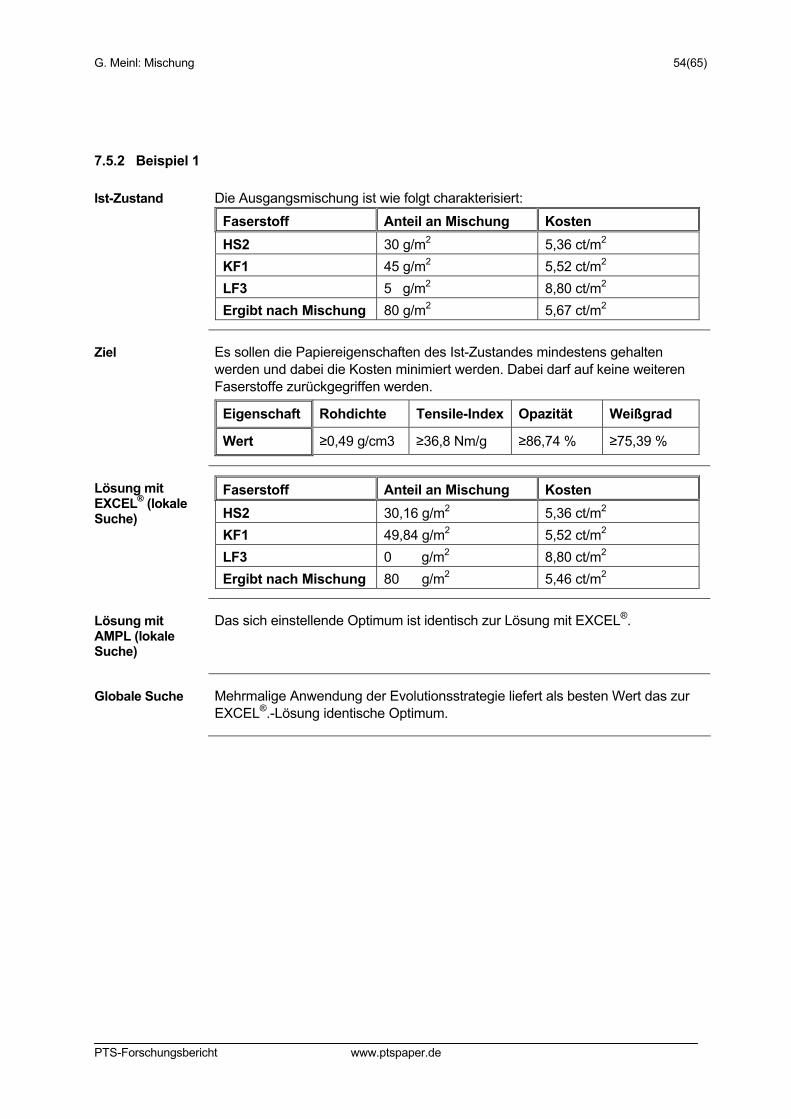
G. Meinl: Mischung 54(65)
PTS-Forschungsbericht www.ptspaper.de
7.5.2 Beispiel 1
Ist-Zustand Die Ausgangsmischung ist wie folgt charakterisiert:
Faserstoff Anteil an Mischung Kosten HS2 30 g/m2 5,36 ct/m2 KF1 45 g/m2 5,52 ct/m2 LF3 5 g/m2 8,80 ct/m2 Ergibt nach Mischung 80 g/m2 5,67 ct/m2
Ziel Es sollen die Papiereigenschaften des Ist-Zustandes mindestens gehalten werden und dabei die Kosten minimiert werden. Dabei darf auf keine weiteren Faserstoffe zurückgegriffen werden.
Eigenschaft Rohdichte Tensile-Index Opazität Weißgrad
Wert ≥0,49 g/cm3 ≥36,8 Nm/g ≥86,74 % ≥75,39 %
Lösung mit EXCEL® (lokale Suche)
Faserstoff Anteil an Mischung Kosten HS2 30,16 g/m2 5,36 ct/m2 KF1 49,84 g/m2 5,52 ct/m2 LF3 0 g/m2 8,80 ct/m2 Ergibt nach Mischung 80 g/m2 5,46 ct/m2
Lösung mit AMPL (lokale Suche)
Das sich einstellende Optimum ist identisch zur Lösung mit EXCEL®.
Globale Suche Mehrmalige Anwendung der Evolutionsstrategie liefert als besten Wert das zur EXCEL®.-Lösung identische Optimum.
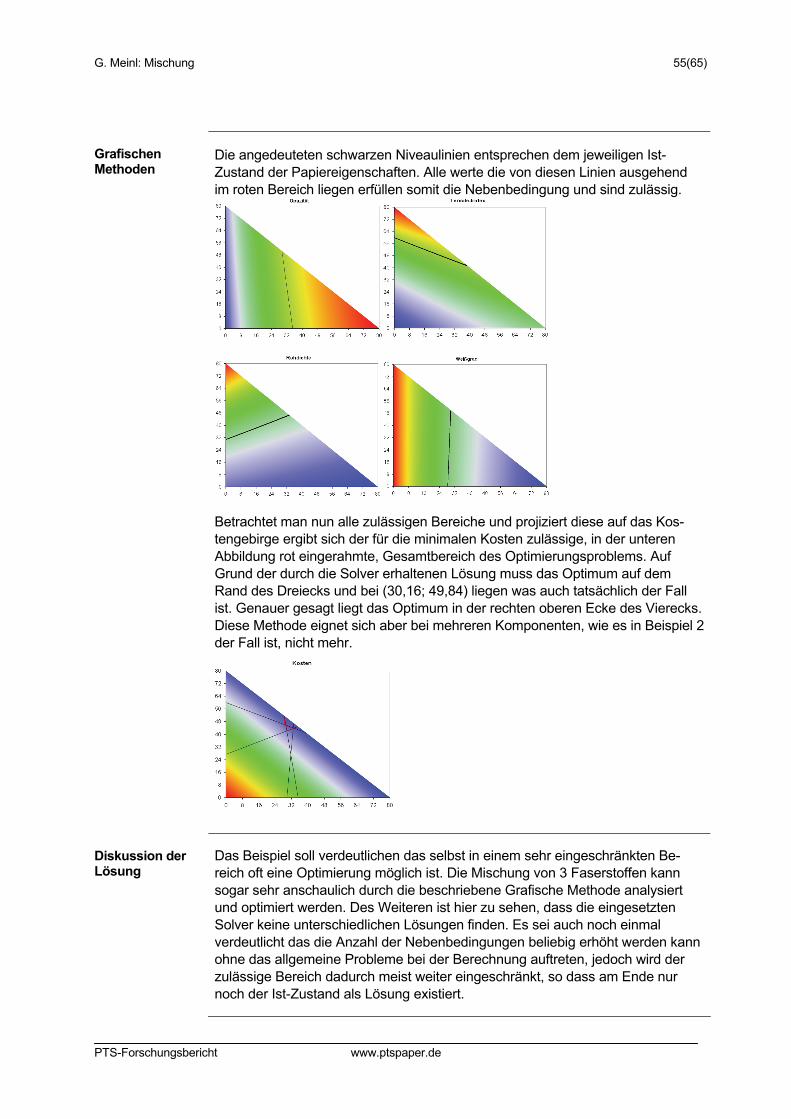
G. Meinl: Mischung 55(65)
PTS-Forschungsbericht www.ptspaper.de
Grafischen Methoden
Die angedeuteten schwarzen Niveaulinien entsprechen dem jeweiligen Ist-Zustand der Papiereigenschaften. Alle werte die von diesen Linien ausgehend im roten Bereich liegen erfüllen somit die Nebenbedingung und sind zulässig.
Betrachtet man nun alle zulässigen Bereiche und projiziert diese auf das Kos-tengebirge ergibt sich der für die minimalen Kosten zulässige, in der unteren Abbildung rot eingerahmte, Gesamtbereich des Optimierungsproblems. Auf Grund der durch die Solver erhaltenen Lösung muss das Optimum auf dem Rand des Dreiecks und bei (30,16; 49,84) liegen was auch tatsächlich der Fall ist. Genauer gesagt liegt das Optimum in der rechten oberen Ecke des Vierecks. Diese Methode eignet sich aber bei mehreren Komponenten, wie es in Beispiel 2 der Fall ist, nicht mehr.
Diskussion der Lösung
Das Beispiel soll verdeutlichen das selbst in einem sehr eingeschränkten Be-reich oft eine Optimierung möglich ist. Die Mischung von 3 Faserstoffen kann sogar sehr anschaulich durch die beschriebene Grafische Methode analysiert und optimiert werden. Des Weiteren ist hier zu sehen, dass die eingesetzten Solver keine unterschiedlichen Lösungen finden. Es sei auch noch einmal verdeutlicht das die Anzahl der Nebenbedingungen beliebig erhöht werden kann ohne das allgemeine Probleme bei der Berechnung auftreten, jedoch wird der zulässige Bereich dadurch meist weiter eingeschränkt, so dass am Ende nur noch der Ist-Zustand als Lösung existiert.
G. Meinl: Mischung 56(65)
PTS-Forschungsbericht www.ptspaper.de
7.5.3 Beispiel 2
Ist-Zustand Die Ausgangsmischung ist wie folgt charakterisiert:
Faserstoff Anteil an Mischung Kosten HS2 30 g/m2 5,36 ct/m2 KF1 45 g/m2 5,52 ct/m2 LF3 5 g/m2 8,80 ct/m2 Ergibt nach Mischung 80 g/m2 5,67 ct/m2
Ziel Es sollen die Papiereigenschaften des Ist-Zustandes mindestens gehalten werden und dabei die Kosten minimiert werden. Dabei darf im Unterschied zu Bsp. 1 auf alle zur Verfügung stehenden Faserstoffe zugegriffen werden.
Eigenschaft Rohdichte Tensile-Index Opazität Weißgrad
Wert ≥0,49 g/cm3 ≥36,8 Nm/g ≥86,74 % ≥75,39 %
Lösung mit EXCEL® (lokale Suche)
Faserstoff Anteil an Mischung Kosten AP1 3,84 g/m2 0,72 ct/m2 HS1 76,16 g/m2 3,60 ct/m2 Ergibt nach Mischung 80 g/m2 3,46 ct/m2
Lösung mit AMPL (lokale Suche)
Die Lösung ist identisch zur EXCEL®-Lösung.
Globale Suche) Die beste erzielte Lösung mittels Evolutionsstrategie ist identisch zur EXCEL®-Lösung.
Grafischen Methoden
Da hier über 15 verschiedene Faserstoffkomponenten optimiert wurde, ist die in Beispiel 1 angewandte grafische Methode nicht mehr einsetzbar.
Diskussion der Lösung
Beispiel 2 zeigt, dass sich, so bald die Anzahl der zur Verfügung stehenden Faserstoffe erhöht wird, der zulässige Bereich für Optimale Lösungen vergrößert und so auch Lösungen gefunden werden können die gänzlich ohne Komponen-ten des Ist-Zustandes auskommen. Die Kosten der so gefundenen Lösungen sind immer mindestens genau so gering wie die des Ergebnisses in Beispiel 1.
G. Meinl: Mischung 57(65)
PTS-Forschungsbericht www.ptspaper.de
7.5.4 Beispiel 3
Ist-Zustand Die Ausgangsmischung ist wie folgt charakterisiert:
Faserstoff Anteil an Mischung Kosten KF1 20 g/m2 5,52 ct/m2 LF1 30 g/m2 6,60 ct/m2 LF7 30 g/m2 6,68 ct/m2 Ergibt nach Mischung 80 g/m2 6,36 ct/m2
Ziel Es sollen die Papiereigenschaften des Ist-Zustandes mindestens gehalten werden und dabei die Kosten minimiert werden. Dabei darf im Unterschied zu Bsp.1 auf alle zur Verfügung stehenden Faserstoffe zugegriffen werden.
Eigenschaft Rohdichte Tensile-Index Opazität Weißgrad
Wert ≥0,49 g/cm3 ≥36,8 Nm/g ≥86,74 % ≥75,39 %
Lösung mit EXCEL® (lokale Suche)
Faserstoff Anteil an Mischung Kosten KF1 25,6 g/m2 5,52 ct/m2 KF4 10,4 g/m2 4,24 ct/m2 LF1 20,0 g/m2 6,60 ct/m2 LF6 2,40 g/m2 6,60 ct/m2 LF7 21,6 g/m2 6,68 ct/m2 Ergibt nach Mischung 80 g/m2 5,97 ct/m2
Lösung mit AMPL (lokale Suche)
Faserstoff Anteil an Mischung Kosten KF1 38,64 g/m2 5,52 ct/m2 KF2 7,040 g/m2 4,24 ct/m2 KF4 0 g/m2 4,24 ct/m2 Ergibt nach Mischung 80 g/m2 4,85 ct/m2
Globale Suche Hier ergab sich als beste Lösung ebenfalls die AMPL-Lösung.
Grafischen Methoden
Analog zu Beispiel 2 existiert keine Möglichkeit diese Methode einzusetzen.
Diskussion der Lösung
Dieses Bsp. zeigt, dass die eingesetzten Solver tatsächlich unterschiedliche Ergebnisse erbringen können. Ausgehend vom Ist-Zustand als Startwert für die Optimierung lieferte der AMPL-Solver das Optimum mit 4,85 ct/m2. Die Lösung des EXCEL®-Solvers ist mit 5,97 ct/m2 zwar besser als die des Ist-Zustandes, dennoch ist die Differenz der beiden Optimallösungen nicht hinnehmbar groß. Durch Einsatz der Evolutionsstrategie konnte dies aber behoben werden.
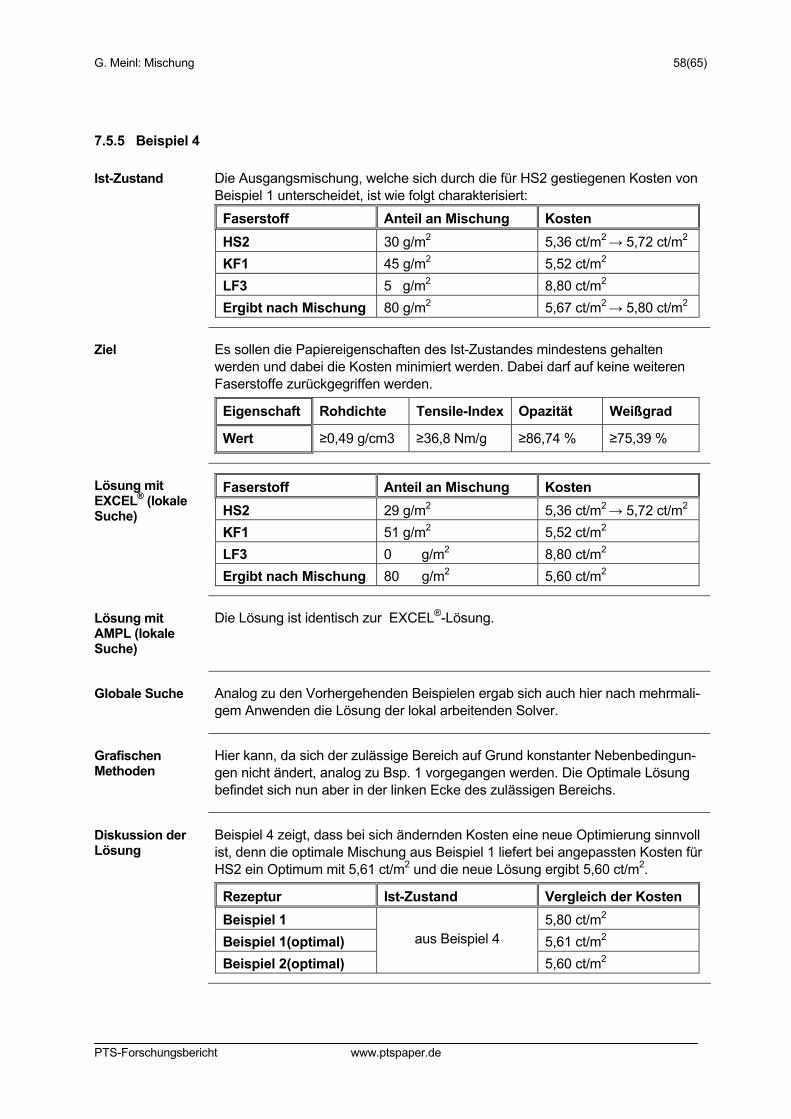
G. Meinl: Mischung 58(65)
PTS-Forschungsbericht www.ptspaper.de
7.5.5 Beispiel 4
Ist-Zustand Die Ausgangsmischung, welche sich durch die für HS2 gestiegenen Kosten von Beispiel 1 unterscheidet, ist wie folgt charakterisiert:
Faserstoff Anteil an Mischung Kosten HS2 30 g/m2 5,36 ct/m2 → 5,72 ct/m2 KF1 45 g/m2 5,52 ct/m2 LF3 5 g/m2 8,80 ct/m2 Ergibt nach Mischung 80 g/m2 5,67 ct/m2 → 5,80 ct/m2
Ziel Es sollen die Papiereigenschaften des Ist-Zustandes mindestens gehalten werden und dabei die Kosten minimiert werden. Dabei darf auf keine weiteren Faserstoffe zurückgegriffen werden.
Eigenschaft Rohdichte Tensile-Index Opazität Weißgrad
Wert ≥0,49 g/cm3 ≥36,8 Nm/g ≥86,74 % ≥75,39 %
Lösung mit EXCEL® (lokale Suche)
Faserstoff Anteil an Mischung Kosten HS2 29 g/m2 5,36 ct/m2 → 5,72 ct/m2 KF1 51 g/m2 5,52 ct/m2 LF3 0 g/m2 8,80 ct/m2 Ergibt nach Mischung 80 g/m2 5,60 ct/m2
Lösung mit AMPL (lokale Suche)
Die Lösung ist identisch zur EXCEL®-Lösung.
Globale Suche Analog zu den Vorhergehenden Beispielen ergab sich auch hier nach mehrmali-gem Anwenden die Lösung der lokal arbeitenden Solver.
Grafischen Methoden
Hier kann, da sich der zulässige Bereich auf Grund konstanter Nebenbedingun-gen nicht ändert, analog zu Bsp. 1 vorgegangen werden. Die Optimale Lösung befindet sich nun aber in der linken Ecke des zulässigen Bereichs.
Diskussion der Lösung
Beispiel 4 zeigt, dass bei sich ändernden Kosten eine neue Optimierung sinnvoll ist, denn die optimale Mischung aus Beispiel 1 liefert bei angepassten Kosten für HS2 ein Optimum mit 5,61 ct/m2 und die neue Lösung ergibt 5,60 ct/m2.
Rezeptur Ist-Zustand Vergleich der Kosten Beispiel 1 5,80 ct/m2 Beispiel 1(optimal) 5,61 ct/m2 Beispiel 2(optimal)
aus Beispiel 4
5,60 ct/m2
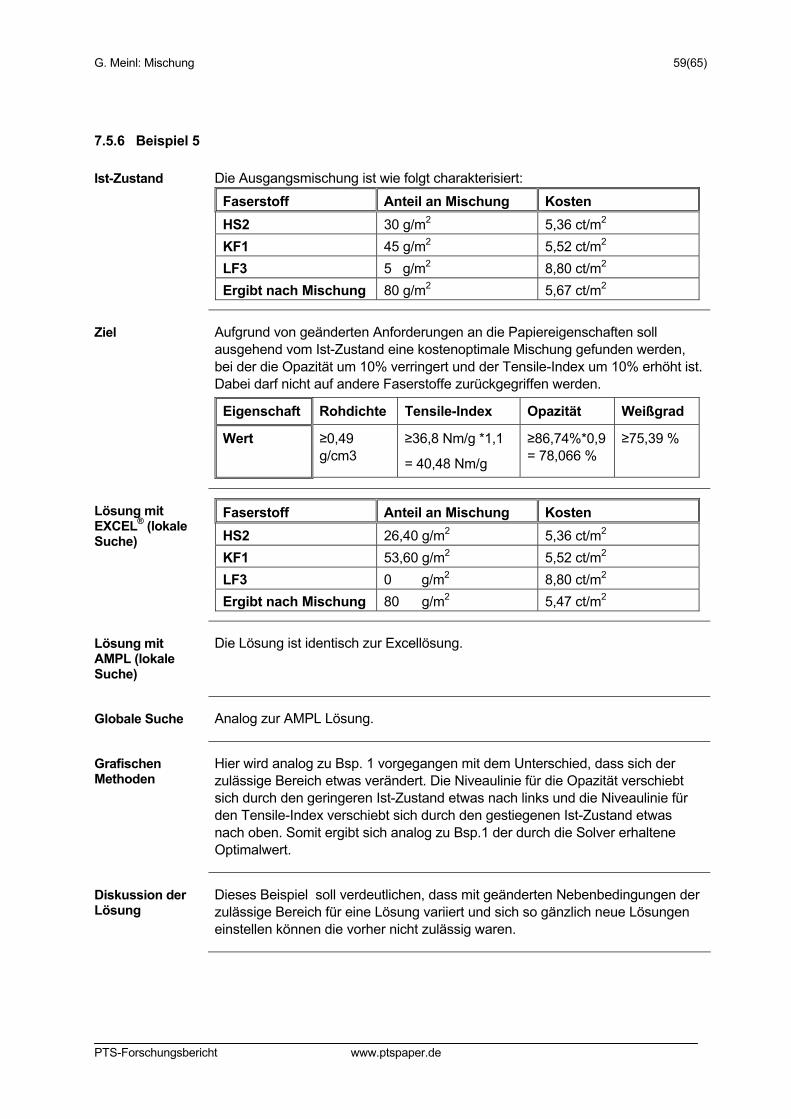
G. Meinl: Mischung 59(65)
PTS-Forschungsbericht www.ptspaper.de
7.5.6 Beispiel 5
Ist-Zustand Die Ausgangsmischung ist wie folgt charakterisiert:
Faserstoff Anteil an Mischung Kosten HS2 30 g/m2 5,36 ct/m2 KF1 45 g/m2 5,52 ct/m2 LF3 5 g/m2 8,80 ct/m2 Ergibt nach Mischung 80 g/m2 5,67 ct/m2
Ziel Aufgrund von geänderten Anforderungen an die Papiereigenschaften soll ausgehend vom Ist-Zustand eine kostenoptimale Mischung gefunden werden, bei der die Opazität um 10% verringert und der Tensile-Index um 10% erhöht ist. Dabei darf nicht auf andere Faserstoffe zurückgegriffen werden.
Eigenschaft Rohdichte Tensile-Index Opazität Weißgrad
Wert ≥0,49 g/cm3
≥36,8 Nm/g *1,1
= 40,48 Nm/g
≥86,74%*0,9= 78,066 %
≥75,39 %
Lösung mit EXCEL® (lokale Suche)
Faserstoff Anteil an Mischung Kosten HS2 26,40 g/m2 5,36 ct/m2 KF1 53,60 g/m2 5,52 ct/m2 LF3 0 g/m2 8,80 ct/m2 Ergibt nach Mischung 80 g/m2 5,47 ct/m2
Lösung mit AMPL (lokale Suche)
Die Lösung ist identisch zur Excellösung.
Globale Suche Analog zur AMPL Lösung.
Grafischen Methoden
Hier wird analog zu Bsp. 1 vorgegangen mit dem Unterschied, dass sich der zulässige Bereich etwas verändert. Die Niveaulinie für die Opazität verschiebt sich durch den geringeren Ist-Zustand etwas nach links und die Niveaulinie für den Tensile-Index verschiebt sich durch den gestiegenen Ist-Zustand etwas nach oben. Somit ergibt sich analog zu Bsp.1 der durch die Solver erhaltene Optimalwert.
Diskussion der Lösung
Dieses Beispiel soll verdeutlichen, dass mit geänderten Nebenbedingungen der zulässige Bereich für eine Lösung variiert und sich so gänzlich neue Lösungen einstellen können die vorher nicht zulässig waren.
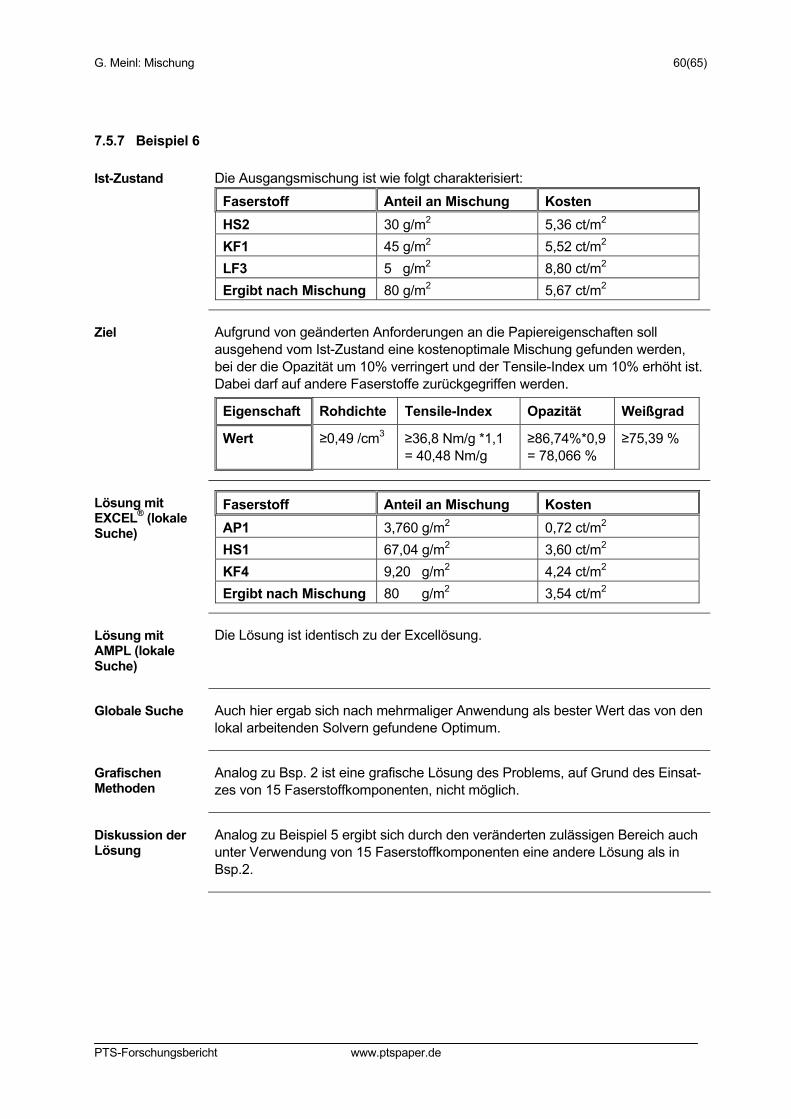
G. Meinl: Mischung 60(65)
PTS-Forschungsbericht www.ptspaper.de
7.5.7 Beispiel 6
Ist-Zustand Die Ausgangsmischung ist wie folgt charakterisiert:
Faserstoff Anteil an Mischung Kosten HS2 30 g/m2 5,36 ct/m2 KF1 45 g/m2 5,52 ct/m2 LF3 5 g/m2 8,80 ct/m2 Ergibt nach Mischung 80 g/m2 5,67 ct/m2
Ziel Aufgrund von geänderten Anforderungen an die Papiereigenschaften soll ausgehend vom Ist-Zustand eine kostenoptimale Mischung gefunden werden, bei der die Opazität um 10% verringert und der Tensile-Index um 10% erhöht ist. Dabei darf auf andere Faserstoffe zurückgegriffen werden.
Eigenschaft Rohdichte Tensile-Index Opazität Weißgrad
Wert ≥0,49 /cm3 ≥36,8 Nm/g *1,1 = 40,48 Nm/g
≥86,74%*0,9= 78,066 %
≥75,39 %
Lösung mit EXCEL® (lokale Suche)
Faserstoff Anteil an Mischung Kosten AP1 3,760 g/m2 0,72 ct/m2 HS1 67,04 g/m2 3,60 ct/m2 KF4 9,20 g/m2 4,24 ct/m2 Ergibt nach Mischung 80 g/m2 3,54 ct/m2
Lösung mit AMPL (lokale Suche)
Die Lösung ist identisch zu der Excellösung.
Globale Suche Auch hier ergab sich nach mehrmaliger Anwendung als bester Wert das von den lokal arbeitenden Solvern gefundene Optimum.
Grafischen Methoden
Analog zu Bsp. 2 ist eine grafische Lösung des Problems, auf Grund des Einsat-zes von 15 Faserstoffkomponenten, nicht möglich.
Diskussion der Lösung
Analog zu Beispiel 5 ergibt sich durch den veränderten zulässigen Bereich auch unter Verwendung von 15 Faserstoffkomponenten eine andere Lösung als in Bsp.2.
G. Meinl: Mischung 61(65)
PTS-Forschungsbericht www.ptspaper.de
7.5.8 Fazit aus den Optimierungsbeispielen
Fazit aus den Beispielen
• Grundsätzlich liefern alle getesteten Strategien geeignete Lösungen der Optimierungsaufgaben.
• In Einzelfällen liefern lokale Suchverfahren verschiedene Lösungen. Bei Kombination der lokalen Verfahren mit Evolutionsstrategien sind die Lösun-gen stets identisch.
• Die Nutzung evolutionärer Strategien führte in Kombination mit dem EX-CEL®-Solver in Einzelfällen zu Fehlermitteilungen (fehlerhafte Nebenbedin-gungen). Dies ist auf die mangelnde Robustheit des Standard-Solvers zu-rückzuführen.
• Eventuelle Zeitunterschiede zur Bestimmung des Optimums waren nicht relevant.
• Die Bespiele verleiten dazu, AMPL+MINOS-Solver (lokale Suche) als universelle Lösung anzusehen. Dies ist auf Grund von Erfahrungen mit an-deren Mischungen grundlegend zu verneinen!
Bewertung der verschiedenen Solver
• Der EXCEL®-Standard Solver bietet auf Grund der einfachen Bedienung und der Ausnutzung eines Mischungs-Ist-Zustandes eine gute und schnelle Mög-lichkeit der Optimierung. Bei steigender Komplexität der Probleme gewinnen die Nachteile aber immer mehr an Gewicht. In Einzelfällen lieferte der EX-CEL®-Solver keine Lösungen des Problems.
• AMPL bietet gegenüber dem EXCEL®-Solver eine sehr gute Alternative. Die Fehleranfälligkeit bei kleinen oder großen Optimierungsproblemen war glei-chermaßen gering.
• Die Vorteile von AMPL erschließen sich für einen ungeübten Nutzer nur durch einen hohen Programmieraufwand. Nachteile des EXCEL®-– Solvers können ebenfalls nur durch einen erhöhten Programmieraufwand (Einbin-dung globaler Optimierungsmethoden) behoben werden. Bessere Perfor-mance ohne zusätzlichen Programmieraufwand ist nur durch den Erwerb fortgeschrittener(und in der Regel kostenpflichtiger) EXCEL® -Solver mög-lich.
• Trotz Nutzung globaler Optimierungsverfahren kann eine gefundene Lösung fallweise immer noch verbessert werden.
Ansprechpartner für weitere Informationen: Dr. Gert Meinl Tel. 03529 / 551-630 [email protected]
Papiertechnische Stiftung PTS Pirnaer Str. 37 01809 Heidenau Tel. 03529 / 551-60 Fax 03529 / 551-899 e-Mail: [email protected] www.ptspaper.de
G. Meinl: Mischung 62(65)
PTS-Forschungsbericht www.ptspaper.de
Literaturverzeichnis 1 ALMIN K.E., DERUVO A.:
Polynomial Representation of Pulp Mixture Properties. Svensk papperstidning, 1967
2 GARCEAU J.J., CARRASCO F.: Mixing laws for mechanical pulps: Prediction of properties of mixed pulps resulting from accept and refined reject fractions. Inv. Tec. Papel num., 1993
3 KUBELKA P.: New Contributions to the Optics of Intensely Light-Scattering Materials. Part I Journal of the Optical Society of America, 38, 448 (1948) Nr.5
4 LINDHOLM C.-A.: Comparison of some papermaking properties of groundwood, pressure groundwood and thermomechanical pulp by means of artificial blends of pulp fractions (Part 1: Primary results). Paperi ja Puu, 1980
5 GATES D.J., WESTCOTT M.: Formulae for the relative bonded area of paper made from blended pulps. Appita Journal 2002
6 XU E.C., ZHOU Y.: Synergistic effects between chemical mechanical pulps and chemical pulps from hardwood TAPPI J. 8, 4-9 (2007) Nr.11
7 HONKASALO J.: Use of Mixtures of Groundwood and TMP in SC papers International Mechanical Pulping Conference 2001
8 LIST S.W.: Unteersuchung und Beurteilung von Faserstoffmischungen mit Hilfe statistischer Methoden und linearer Optimieruung. Dissertation, TU Graz, 1089.
9 HORAND D., BARNSCHEID W., SCHEURING L.: Optimierung von Papier- und Kartonrezepturen. Das Papier 40, V62-V67 (1986) Nr.10A
10 LEVLIN J.E.: Papiers impression - écriture sans bois – Optimisation de la composition fibreuse. ATIP 40, 527-531 (1986) Nr.10.
11 ANNUS S.; MADAI G.; JAMBOR T..: Computerized planning of the stock composition of papers. INVESTIGACION Y TECNICA DEL PAPEL25; 698-714 (1988) Nr..98;
12 LAPPIERE L., WASIK L.: Implementing optimization with process simulation. TAPPI J. 3, 7-12 (2002) Nr.6
13 KUNTZSCH, T.; MEINL G.: Beschreibung der Gleichmäßigkeit sowie des Mahl- und Fraktionierverhaltens von Faserstoffen mittels eines Softsensors. PTS-Faserstoff-Symposium 2007.
G. Meinl: Mischung 63(65)
PTS-Forschungsbericht www.ptspaper.de
14 KUNTZSCH, T.:
Effektive Bewertung von trennprozessen in der Stoffaufbereitung durch moderne fasermorphologische Messverfahren. http://www.ptspaper.de/live/dokukategorien/dokumanagement/psfile/file/2/IW_05028046382fec1230d.pdf
15 LHOTTA T., VILLFORTH K., SCHABEL S.: Fibre Classification - Advanced Fibre Analysis for Quality Control and Process Optimisation in Stock Preparation. ipw, 2007, Nr.3
16 VAN DEN AKKER J.A.; LATHROP A.L., VOELKER, M.H., DEARTH L.R.: Importance of fibre strength to sheet strength. TAPPI J. 41, 416-425 (1958) Nr.8
17 PAGE, D.H.: A theory for the tensile strength of paper. TAPPI J. 52, 674-681 (1969) Nr.4
18 PAGE D.H., SETH R.S.: The elastic modulus of paper. II. The importance of fiber modulus, bonding and fiber length. TAPPI J. 63, 113-116 (1980) Nr.6
19 HACKENJOS D.: Analysis of Nonlinear Properties of Paper. TU München, Lehrstuhl für Antriebssysteme, 2005.
20 KÄRENLAMPI P.: Tensile Strength of a Mixture of Two Pulps. Journal of Pulp and Paper Science 21, J432-F436 (1995) Nr.12
21 HELLE, T.: Some Aspects on Fibre Strength and Fibre Bondings in Sulphate and Sulfite Paper, Svensk Papperstidn 1963
22 HELLE, T.: Paper Fracture Time Dependencies, Norsk Skogind. 1965
23 AALTOSALMI U., KATAJA M., KOPONEN A., TIMONEN J., GOEL A., LEE G., RAMASWAMY S.: Numerical Analysis of Fluid Flow Through Fibrous Porous Materials TAPPI Paper Physics Conference 2003.
24 N.N.: kajaaniFiberLab™ – Das Analysegerät für detaillierte Faseranalyse- und Routinetests. Metso Automation Newsletter, (2005) Nr.2
25 KUBELKA P., MUNK F.: Ein Beitrag zur Optik der Farbanstriche. Zeitschrift für technische Physik, (1931) Nr. 11a
26 PRAAST H., GÖTTSCHING L.: Modellierung optischer Eigenschaften von Papier bei Variation seiner Zusammensetzung. Das Papier 50, 221 – 232 (1996) Nr.5
27 XU Y., PELTON R.: A New Look at How Fines Influence the Strength of Filled Papers. Journal of Pulp and Paper Science 31, 147-152 (2005) Nr.3
G. Meinl: Mischung 64(65)
PTS-Forschungsbericht www.ptspaper.de
28 PRUDEN B.:
The Effect of Fines on Paper Properties. Paper Technology, (2005) Nr.5
29 VAINIO, A., KANGAS J., PAULAPURO H.: The role of TMP fines in interfibre bonding and fibre-segment activation. Journal of Pulp and Paper Science 33, (2007) Nr.1
30 KUNTZSCH, T.: Gezielte Einstellung von Papiereigenschaften durch Wahl geeigneter Füllstoffkombinationen. http://www.ptspaper.de/live/dokukategorien/dokumanagement/psfile/file/41/IW_72042KB46b1e03120682.pdf
31 BRECHT W., ERFURT H.: Einiges über die Dehnung von Papier. Das Papier 14, 723-736 (1960) Nr.12
32 DEKKER J.C.; WESTENBROEK A.P.H.: Small particles in recovered papüer: Effects on processing and paper properties. 2nd CTP/PTS Papckaging Paper & Board Symposium, Grenoble, 2001.
33 JAYME G., KRUEGER H.: Interrelationsips between degree of swelling and strength properties of strawpulps and their mixtures with woodpulps. Paper Technology 1, 545-564 (1960) Nr.1
34 ERHARD K.:, FIEDLER M.: Der Einfluß der spezifischen Oberfläche von Faserstoffen auf die Wirkungsweise von chemischen Additiven und auf wesentliche Papiereigenschaften (AiF 13023 BR). PTS Heidenau, Forschungsbericht 23/03, 2003.
35 GARCEAU J.J., CARRASCO F.: Mixing laws for mechanical pulps: Prediction of properties of mixed pulps resulting from accept and refined reject fractions. Investigacion y Tecnica del Papel 30, 328 -335 (1993) Nr. 116
36 FERNANDEZ E.O., YOUNG R.A.: An explanation for the deviation from linearity in properties of blends of mechanical and chemical pulps. TAPPI J. 77, 221-224 (1994) Nr.3
37 HONKASALO J.: Behaviour of different furnish mixtures inmechanical printing papers. Dissertation, Helsinki University of Technology, 2004.
38 KARLSSON H., BEGHELLO L., NILSSON L., STOLPE L.: Abaca as a reinforcement fiber for softwood pulp. TAPPI J. 8, 25-31 (2007) Nr.10
39 BRECHT W.: Das Mischen verschiedenartiger Halbstoffe in seinem Einfluss auf die physikalischen Eigenschaften der Papiere. Svensk Papperstidning 66, 159-167 (1963) Nr.5
40 NOCEDAL J., WRIGHT S.J.: Numerical Optimization. Springer series in operasion research, 2000, ISBN 0-387-98793-2
G. Meinl: Mischung 65(65)
PTS-Forschungsbericht www.ptspaper.de
41 SPELUCCI P.:
Numerische Verfahren der nichtlinearen Optimierung Birkhäuser Verlag; ISBN 3-7643-2854-1,
42 GEIGER C., KANZOW CH.: Theorie und Numerik restringierter Optimierungaufgaben. Springer 2002, ISBN 3-540-42790-2
43 HORST R.; PARDALOS P.M.(eds.): Handbook of Global Optimization. Springer 2007, ISBN 978-0792331209
44 WEISE T.: Global Optimization Algorithms– Theory and Application – (Version 04.01.2008) http://www.it-weise.de/projects/book.pdf
45 http://www.aicos.com
46 http://www-fp.mcs.anl.gov/OTC/Guide/OptWeb/
47 http://www.ampl.com/
48 http://www-neos.mcs.anl.gov/
49 KOST B.: Optimierung mit Evolutionsstrategien. Verlag Harri Deutsch ISBN 3-8171-1699-3
50 N.N.: EUWID Papier und Zellstoff (2007) Nr.41